Cím: AC szervó motoros vezérlés
Írta: gaben Dátum 2025 február 03, 18:08
Írta: gaben Dátum 2025 február 03, 18:08
Korábbi topik folytatása...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 09, 09:59
Írta: svejk Dátum 2009 március 09, 09:59
Hmm írta:
Egy hozzáértő megnézhetné azt a YAPSC projektet.Ha jól láttam step dir jelet konvertálnak át normál ac szervok bemenetére.
Egy hozzáértő megnézhetné azt a YAPSC projektet.Ha jól láttam step dir jelet konvertálnak át normál ac szervok bemenetére.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 09, 10:00
Írta: svejk Dátum 2009 március 09, 10:00
Danibá írta:
Van már magyar megoldás is. Nálam megy.
Van már magyar megoldás is. Nálam megy.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 március 09, 10:01
Írta: svejk Dátum 2009 március 09, 10:01
Lovas Gyula írta:
Töled szokatlan bőbeszédűség. Ez valahogy úgy hangzott, hogy bi-bi nekem már ilyen is van. Bi-bi nekem meg step-dir-es sport cipőm van
Töled szokatlan bőbeszédűség. Ez valahogy úgy hangzott, hogy bi-bi nekem már ilyen is van. Bi-bi nekem meg step-dir-es sport cipőm van
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 március 09, 10:18
Írta: HJózsi Dátum 2009 március 09, 10:18
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 09, 11:43
Írta: 000000000 Dátum 2009 március 09, 11:43
Lovas Gyulának válasz.
Nem, szó sincs róla. Egyszerüen, csak a tényt akartam közölni. Egyik ismerősöm gépjének a talpraállítási igénye miatt, felgyorsult ennek a sok hónappal ezelőtt indult projektnek a kifejlesztése, egy másik ismerősöm által. Ennek eredményeképpen, levettem a szervós gépemről a vezérlőket, és analóg vezérlőket raktam rá step/dir előtéttel, ami ma már működőképes.
Nem, szó sincs róla. Egyszerüen, csak a tényt akartam közölni. Egyik ismerősöm gépjének a talpraállítási igénye miatt, felgyorsult ennek a sok hónappal ezelőtt indult projektnek a kifejlesztése, egy másik ismerősöm által. Ennek eredményeképpen, levettem a szervós gépemről a vezérlőket, és analóg vezérlőket raktam rá step/dir előtéttel, ami ma már működőképes.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 09, 11:48
Írta: 000000000 Dátum 2009 március 09, 11:48
Svejk. Jó, hogy helyreraktad ezt a témát. Kösz.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 12:04
Írta: bmejdz9nu Dátum 2009 március 09, 12:04
Már én is meg akartam nyitni egy ilyen topikot...
Szerintem a topiknevet "AC Szervó motoros vezérlés"-re kellene átírni...
A másikat pedig korrigálni talán "DC Szervó motoros vezérlés"-re.
A DC-ben úgysem volt egyetlen működő AC vezérlés sem bemutatva...
Azaz csak az "álmok kergetése" volt... de semmi konkrét, semmi működő nem volt dokumentálva...
Talán egyszer itt "átszakad a gát" és valakinek összejön... azaz tud csinálni egy gyakorlatban működő AC vezérlést, vagy "szóra tud" (azaz step/dir-re) egy-egy bontott ipari vezérlőt...
Szerintem a topiknevet "AC Szervó motoros vezérlés"-re kellene átírni...
A másikat pedig korrigálni talán "DC Szervó motoros vezérlés"-re.
A DC-ben úgysem volt egyetlen működő AC vezérlés sem bemutatva...
Azaz csak az "álmok kergetése" volt... de semmi konkrét, semmi működő nem volt dokumentálva...
Talán egyszer itt "átszakad a gát" és valakinek összejön... azaz tud csinálni egy gyakorlatban működő AC vezérlést, vagy "szóra tud" (azaz step/dir-re) egy-egy bontott ipari vezérlőt...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 13:13
Írta: bmejdz9nu Dátum 2009 március 09, 13:13
átírtam...
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2009 március 09, 17:55
Írta: eivmhrm04 Dátum 2009 március 09, 17:55
Szia Péter
Remélem nemsokára fogom tudni dokumentálni,2 tengely már zizeg[#circling]
Remélem nemsokára fogom tudni dokumentálni,2 tengely már zizeg[#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 20:22
Írta: bmejdz9nu Dátum 2009 március 09, 20:22
Ha "zizeg" az AC akkor már a gyakorlatban is tuti lesz :)
Egy videót a "zizegésről" kaphatnánk? 0-ról már 3%-ra emelkedne a remény :)
Sajnos(?) jó lenne az AC vezérlést is megoldani... mert DC szervómotorból nagy a piacon a hiány... logikus... elfogyot...
Dehát összességében... többet nem akarunk fizetni érte...
"Nagy" pénzekért most is lehet kapni step/dir-es AC szet-eket...
Ja... és a remény hal meg utoljára :)
Egy videót a "zizegésről" kaphatnánk? 0-ról már 3%-ra emelkedne a remény :)
Sajnos(?) jó lenne az AC vezérlést is megoldani... mert DC szervómotorból nagy a piacon a hiány... logikus... elfogyot...
Dehát összességében... többet nem akarunk fizetni érte...
"Nagy" pénzekért most is lehet kapni step/dir-es AC szet-eket...
Ja... és a remény hal meg utoljára :)
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2009 március 09, 21:17
Írta: eivmhrm04 Dátum 2009 március 09, 21:17
Péter remélem sikrül majd meglepni.Hamarosan
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2009 március 09, 21:19
Írta: eivmhrm04 Dátum 2009 március 09, 21:19
De te szerintem csak provokálva ösztönözdöd az embert[#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 21:28
Írta: bmejdz9nu Dátum 2009 március 09, 21:28
Földhöz ragadt, materiális típus vagyok... de ezt tudod...
Csak azt hiszem el amit látok... néha még azt sem...:)
Csak azt hiszem el amit látok... néha még azt sem...:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 21:29
Írta: bmejdz9nu Dátum 2009 március 09, 21:29
Bizony szeretek cinikus lenni :) (magamhoz is) Talán...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 március 09, 21:31
Írta: s7manbs8 Dátum 2009 március 09, 21:31
Akkor ezek szerint azért szoktál utazni messzire, mert nem hihető, hogy vannak ilyen helyek amiket a tv-ben lehet látni ? Ez megmagyarázza a jelenséget.[#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 09, 21:40
Írta: bmejdz9nu Dátum 2009 március 09, 21:40
Bizony azóta jókat vigyorgok a TV-n :)
Talán a Frey Tamás dolgai a legjobbak...
Jártam a hosszúnyakú lányoknál (tudod karikák le és hullák:) és merültem a "végzetes" mexikói föld alatti barlangokban...
Hasamat verem ilyenkor a röhögéstől...
Persze etettem cápákat a Bahamákon is...:) discovery channel...
simán túléltem (csak drágán vittek el magukkal a helyiek:)... www.varsanyipeter.com
Hát én ilyen vagyok... :) Azt hiszem amit látok...
Talán a Frey Tamás dolgai a legjobbak...
Jártam a hosszúnyakú lányoknál (tudod karikák le és hullák:) és merültem a "végzetes" mexikói föld alatti barlangokban...
Hasamat verem ilyenkor a röhögéstől...
Persze etettem cápákat a Bahamákon is...:) discovery channel...
simán túléltem (csak drágán vittek el magukkal a helyiek:)... www.varsanyipeter.com
Hát én ilyen vagyok... :) Azt hiszem amit látok...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 09, 22:49
Írta: 000000000 Dátum 2009 március 09, 22:49
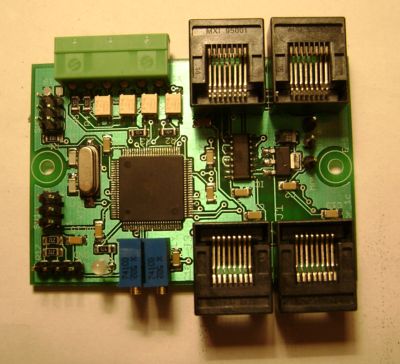
A lézervágómba ipari AC servo hajtást raktam. Step-dir jellel vezérlem, kifogástalanul működik.
A kép bal alsó részén látható a vezérlés.
A kép bal alsó részén látható a vezérlés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 09, 22:49
Írta: 000000000 Dátum 2009 március 09, 22:49
http://www.freeweb.hu/lasercutter/index_files/IMG_0311.JPG.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 március 09, 23:37
Írta: 0gbwyh99 Dátum 2009 március 09, 23:37
Elárulod a vezérlő típusát ? Adatlapod van róla ? Azt hogy lehet-e step-dir-el járatni azt az adatlapbol szedted ki ? A step-dir az "rögtön" ment vagy kellet még hozzá valami "hókusz-pókusz" elektronika ?[#worship][#worship][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 március 10, 07:18
Írta: u4vhu0en9 Dátum 2009 március 10, 07:18
Már nem egyszer mondtam és videót is raktam fel nekem két éve mennek az ac servok Omron smartstep, Allen bradley ultra100, Omron sigmaII ezekben alapból értik a stepdir parancsokat
bajusz
"Talán egyszer itt "átszakad a gát" és valakinek összejön... azaz tud csinálni egy gyakorlatban működő AC vezérlést, vagy "szóra tud" (azaz step/dir-re) egy-egy bontott ipari vezérlőt... "
bajusz
"Talán egyszer itt "átszakad a gát" és valakinek összejön... azaz tud csinálni egy gyakorlatban működő AC vezérlést, vagy "szóra tud" (azaz step/dir-re) egy-egy bontott ipari vezérlőt... "
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 március 10, 07:40
Írta: 000000000 Dátum 2009 március 10, 07:40
Yaskawa PRa5AA4AH a vezérlő, USACEM A5AA2 a motorok. Adatlapom van róla. Már régen olvastam, hogy az AC vezérlőknél a puls-sign bemenet magyarul a step-dir.:) Így csak annyit kellett csinálnom, hogy megfelelően bekötöttem és működött is. Ezen a vezérlőn lehet állítani az encoder feldolgozását (50-1500-ig) ezt beállítottam 500-ra, hogy a Mach ki tudja hajtani.
Amúgy most DC servokat tettem a gépemre, zavart, hogy csak 2 vezérlőt használ a lézergép a 3-ból, valami másra fogom használni az AC-kat egyszer. Van vezérlőből egy szettem felesleges (3 vezérlő, 1 táp) ha valakinek kéne eladó is lehet..
Amúgy most DC servokat tettem a gépemre, zavart, hogy csak 2 vezérlőt használ a lézergép a 3-ból, valami másra fogom használni az AC-kat egyszer. Van vezérlőből egy szettem felesleges (3 vezérlő, 1 táp) ha valakinek kéne eladó is lehet..
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 10, 07:55
Írta: bmejdz9nu Dátum 2009 március 10, 07:55
Neked gyári step/dir-es szet-ed volt ha jól emlékszem...(motor és vezérlő párosítással, setup szoftverrel)
De itt nem arról van szó... gondolom, hogy bemegyünk a boltba és veszünk egy kompakt rendszert és bedugjuk a 220ba és kész...:)
Hanem: pl.
Veszel az Ebay-on egy "valamilyen" AC vezérlőt 20-50 USD-ért :)
Aztán egy "valamilyen" AC motort mondjuk 100 USD-ért aztán működésre tudod késztetni ... de 100% tutira, (mint DC-nél)...
Vagy a MEH telepen "guberálsz" egy AC vezérlőt egy másik MEH telepen egy AC motort... és életre kelted...használod a gyakorlatban.
Vagy a MEH telepen "guberálsz" egy akármilyen(!) AC szervó motort és csinálsz hozzá egy vezérlőt... stb...(mint DC-nél)
És mindezt úgy, hogy ne legyen drágább mint a sokszorosan bevált DC rendszer!
De itt nem arról van szó... gondolom, hogy bemegyünk a boltba és veszünk egy kompakt rendszert és bedugjuk a 220ba és kész...:)
Hanem: pl.
Veszel az Ebay-on egy "valamilyen" AC vezérlőt 20-50 USD-ért :)
Aztán egy "valamilyen" AC motort mondjuk 100 USD-ért aztán működésre tudod késztetni ... de 100% tutira, (mint DC-nél)...
Vagy a MEH telepen "guberálsz" egy AC vezérlőt egy másik MEH telepen egy AC motort... és életre kelted...használod a gyakorlatban.
Vagy a MEH telepen "guberálsz" egy akármilyen(!) AC szervó motort és csinálsz hozzá egy vezérlőt... stb...(mint DC-nél)
És mindezt úgy, hogy ne legyen drágább mint a sokszorosan bevált DC rendszer!
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 március 10, 19:03
Írta: u4vhu0en9 Dátum 2009 március 10, 19:03
Két smartsep vezérlőt motorral itt a fórumon keresztül a harmadikat a második talin vettem
az Allen bradley és a hármom sigmaII vezélőt a vaterán szereztem.
Az Allen bradley-hez a motort gépbontásból 1 sigmaII motort Ebay-on egyet pedig vaterán de nem attol akitől a vezérlőt
2db smartstep 100W vezélő+motor+kábel 80000
1db smartstep 750w vezélő+motor+kábel 80000
1db Allen bradley 1900w vezélő 20000 "az eladó frek.váltóként kínálta"
3db sigmaII 750w vezélő 20000/db
1db sigmaII 400w motor vatera 40000
1db sigmaII 750w motor ebay 36000
az Allen bradley és a hármom sigmaII vezélőt a vaterán szereztem.
Az Allen bradley-hez a motort gépbontásból 1 sigmaII motort Ebay-on egyet pedig vaterán de nem attol akitől a vezérlőt
2db smartstep 100W vezélő+motor+kábel 80000
1db smartstep 750w vezélő+motor+kábel 80000
1db Allen bradley 1900w vezélő 20000 "az eladó frek.váltóként kínálta"
3db sigmaII 750w vezélő 20000/db
1db sigmaII 400w motor vatera 40000
1db sigmaII 750w motor ebay 36000
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 10, 19:18
Írta: bmejdz9nu Dátum 2009 március 10, 19:18
Mind megy...? Mindegyik motor mindegyik vezérlővel?
Összekötő kébelek és szoftvert honnét szereztél?
... nem találom a videódat... tedd be mégegyszer...
Összekötő kébelek és szoftvert honnét szereztél?
... nem találom a videódat... tedd be mégegyszer...
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 március 10, 19:32
Írta: u4vhu0en9 Dátum 2009 március 10, 19:32
csak a csatlakozókat kellet beszerezni a kábelnek jó bármilyen árnyékolt többerü
videók a mappámbanmappa
videók a mappámbanmappa
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 március 10, 19:38
Írta: u4vhu0en9 Dátum 2009 március 10, 19:38
sajnos a vezérlők csak a hozzá tartozó mocival hajlandók muzsikálni bár az Allen bradley és a sigmaII elég sok választási lehetőséget biztosít
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 március 10, 20:13
Írta: bmejdz9nu Dátum 2009 március 10, 20:13
Hát ez az össze válogatásosdi (vadászat:) talán nem nekem való...(?) Túl sok szerencse kell hozzá :)
Félek, hogyha egyszer "melléveszek" valamit akkor már a gyári új AC árnál lennék... amit egyébként is sokallok.
Ez csak annak megy (mehet) aki otthon van ezekben...(neked súgtak? sose vettél olyat ami ugyebár...)
A végeredmény pedíg azonos a DC-vel... szerintem. (és még több kisérletezés és munka, kisebb csúcsnyomaték)
Na meg szeretem az új dolgokat...
Félek, hogyha egyszer "melléveszek" valamit akkor már a gyári új AC árnál lennék... amit egyébként is sokallok.
Ez csak annak megy (mehet) aki otthon van ezekben...(neked súgtak? sose vettél olyat ami ugyebár...)
A végeredmény pedíg azonos a DC-vel... szerintem. (és még több kisérletezés és munka, kisebb csúcsnyomaték)
Na meg szeretem az új dolgokat...
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 25, 17:41
Írta: ztti28t3n Dátum 2009 április 25, 17:41
Segítség kellene!
Yaskawa DR2-s servo driver soros portjának (3CN)bekötését keresném. Sima soros kábellel nem megy sajnos!
Köszi!
www.cnctar.hunbay.com/BulFeri/Yaskawa_DR2_A5AC_View1.jpg
Yaskawa DR2-s servo driver soros portjának (3CN)bekötését keresném. Sima soros kábellel nem megy sajnos!
Köszi!
www.cnctar.hunbay.com/BulFeri/Yaskawa_DR2_A5AC_View1.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 25, 17:43
Írta: ztti28t3n Dátum 2009 április 25, 17:43
Kép mégegyszer:

Cím: Re:AC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 április 25, 18:55
Írta: fs9s63xkf Dátum 2009 április 25, 18:55
A könyvében megtalálod a 168. oldalon!
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 25, 19:29
Írta: ztti28t3n Dátum 2009 április 25, 19:29
Köszönöm, ezen valamiért átsiklottam. Bár - átfutva a leírást - szerintem a 382. oldal teteje lesz az igazi.
Holnap kipróbálom. Mégeygszer köszi!
Holnap kipróbálom. Mégeygszer köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 április 27, 17:13
Írta: Riboga Dátum 2009 április 27, 17:13
Ez a vezérlő nem egyezik a könyvben találhatóval.
Teljesen más a csatlakozó kiosztása is. Korábban valaki írta, hogy az -NY41 valami egyedi sorozat volt. Melyik programmal próbálod? A 382-es megoldás nekem működött az SGDA-nál.
Teljesen más a csatlakozó kiosztása is. Korábban valaki írta, hogy az -NY41 valami egyedi sorozat volt. Melyik programmal próbálod? A 382-es megoldás nekem működött az SGDA-nál.
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 27, 19:48
Írta: ztti28t3n Dátum 2009 április 27, 19:48
Igen, erről én is olvastam, hogy ez egy egyedi sorozet, de nem találtam róla semmilyen bővebb infót. Még nem próbáltam ki a 382. oldalon található bekötést, de rövidesen... Egyébként SigmaWin+ -szal próbálkozom, eddig nem sok sikerrel. Van hozzá egy SVMON nevű DOS-os progi is, de egyenlőre az sem látja. Azért még nem adtam fel...
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 27, 19:49
Írta: ztti28t3n Dátum 2009 április 27, 19:49
Egyébként mi az az SGDA?
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 április 27, 21:00
Írta: Riboga Dátum 2009 április 27, 21:00
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2009 április 27, 21:06
Írta: nyiszi Dátum 2009 április 27, 21:06
Szia Feri!
Ezt láttad? http://cnctar.hobbycnc.hu/Grubma/elad%f3/77.JPG
Ezt láttad? http://cnctar.hobbycnc.hu/Grubma/elad%f3/77.JPG
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 április 27, 21:10
Írta: j3rx6bsjd Dátum 2009 április 27, 21:10
Az SVMON-nal fog menni részlegesen és a listából a legelső vezérlőt válaszd ne a DR2-őt.
A paramétereket fogod tudni írni,olvasni mást nem enged csak kézi kezelővel.
A paramétereket fogod tudni írni,olvasni mást nem enged csak kézi kezelővel.
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 28, 03:51
Írta: ztti28t3n Dátum 2009 április 28, 03:51
Köszönöm, ismét lett 400 oldal olvasnivalóm... :)
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 28, 03:53
Írta: ztti28t3n Dátum 2009 április 28, 03:53
Szia Gyula!
Köszi a linket, még nem láttam. Ma megkeresem az illetőt...
Köszi a linket, még nem láttam. Ma megkeresem az illetőt...
Cím: Re:AC szervó motoros vezérlés
Írta: ztti28t3n Dátum 2009 április 28, 04:05
Írta: ztti28t3n Dátum 2009 április 28, 04:05
Köszi! A lényeg a paraméterek mentése, visszatöltése volna. Az is jó lenne, ha nem a kézi vezérlővel kellene a paraméterezést megcsinálni, hanem kényelmesen egy számítógépen...
De ha működni fog, ennyi belefér.
De ha működni fog, ennyi belefér.
Cím: Re:AC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2009 július 01, 10:38
Írta: hje3wyntn Dátum 2009 július 01, 10:38
Sziasztok!
Ismeri valaki azt a vezérlőt, vagy valami doksit róla? Tudom ezt step/dir - rel vezérelni? Jól látom hogy ez csak három fázisról üzemel? Van két db. hozzá való saját motorral. Netán ha valakit érdekel, vagy elcserélném egy fázisúra vagy esetleg DC-re.
Köszönöm!

Ismeri valaki azt a vezérlőt, vagy valami doksit róla? Tudom ezt step/dir - rel vezérelni? Jól látom hogy ez csak három fázisról üzemel? Van két db. hozzá való saját motorral. Netán ha valakit érdekel, vagy elcserélném egy fázisúra vagy esetleg DC-re.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 szeptember 12, 18:47
Írta: 62pb8zge Dátum 2009 szeptember 12, 18:47
Sziasztok! Az adok veszek látható motorhoz keresek vezérlőt ami step/dir jeleket fogad és 1 fázisú a bemenete!Kis eszterga főórsó hajtására kisérleti célból kellene,nem baj ha kis teljesítményű és nem "túl"drága [#duma][#confused][#help][#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 szeptember 12, 18:48
Írta: 62pb8zge Dátum 2009 szeptember 12, 18:48
Erre gondoltam:AMK AC szervo motor #9006
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 szeptember 12, 19:16
Írta: svejk Dátum 2009 szeptember 12, 19:16
Keresd meg Snecit, ő lesz a Te embered...
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2009 szeptember 12, 19:55
Írta: 62pb8zge Dátum 2009 szeptember 12, 19:55
Ok!Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 19:37
Írta: Nemes Mihály Dátum 2009 szeptember 28, 19:37
Heló mindenkinek
Büszkén bejelenteném hogy kész az első AC szervó vezérlőm! :)
Tipus : Yaskawa ServoPack CACR-SR03AC1ER
Motor tipusa: USAREM-03C 300W 3000R/M
Természetesen a vezérlő analóg, és Step/Dir jel hajtja.
Mach Progi vezérli, Profi2B Báziskártya az osztó .
Képeket és kis videót a CNC tárhelyen nézhetek!!
Nemes&Nemes könyvtár alatt.
Köszönetet mondok: Senicenk aki ebben az egészben segített, és nem utolsó sorban, elviselte a sok hülye kérdésemet :)
Büszkén bejelenteném hogy kész az első AC szervó vezérlőm! :)
Tipus : Yaskawa ServoPack CACR-SR03AC1ER
Motor tipusa: USAREM-03C 300W 3000R/M
Természetesen a vezérlő analóg, és Step/Dir jel hajtja.
Mach Progi vezérli, Profi2B Báziskártya az osztó .
Képeket és kis videót a CNC tárhelyen nézhetek!!
Nemes&Nemes könyvtár alatt.
Köszönetet mondok: Senicenk aki ebben az egészben segített, és nem utolsó sorban, elviselte a sok hülye kérdésemet :)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:27
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:27

Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:28
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:28
Videókat "csináld át" wmv formátumba... kisebb lesz...
Egyébként itt a törzs könyvtárad...
Próbáld.. belejössz... ami nem sikerül majd törlöm...
Egyébként itt a törzs könyvtárad...
Próbáld.. belejössz... ami nem sikerül majd törlöm...
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:42
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:42

Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 20:43
Írta: 000000000 Dátum 2009 szeptember 28, 20:43
Szép amit csináltál,milyen fából van?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:46
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:46
köszi
Szilva fa
Szilva fa
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:48
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:48
Most konvertálom a videódat... feltöltés alatt... megy egy link Snecitól... használd...
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:48
Írta: Nemes Mihály Dátum 2009 szeptember 28, 20:48
Na akkor
köszi Péter a takarítást és bocs
vezérlés és motor egyben első élesztés :)

köszi Péter a takarítást és bocs
vezérlés és motor egyben első élesztés :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:58
Írta: bmejdz9nu Dátum 2009 szeptember 28, 20:58
Videók fent! wmv formátumban! A név ugyanaz! Linkeld te... (mint link - nem kép)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:00
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:00
Köszönöm szépen
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 21:03
Írta: x4rhew5r3 Dátum 2009 szeptember 28, 21:03
Szépen összehoztad vezérlő dobozt!
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:11
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:11
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:12
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:12
Megy ez! Belejöttél a linkelésbe! Még több képet (is) szeretnénk a gépedről! (töltsd tele a tárhelyet :)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:21
Írta: Nemes Mihály Dátum 2009 szeptember 28, 21:21
köszönöm a segítséget
hát a gép többi része még eléggé kacifántos, az az mindenütt a kábelek lógnak, de ha minden összejön akkor 2 hét múlva már rendezetebb lessz egy kicsivel, és akkor dobok róla képeket.
mára elég lessz ennyi mert (sokkot kaptam)
ja nem az én gépem Édesapámé én csak kibitznek vagyok ott :) az ő megszálottsága ragadt egy kicsit rám is :)
hát a gép többi része még eléggé kacifántos, az az mindenütt a kábelek lógnak, de ha minden összejön akkor 2 hét múlva már rendezetebb lessz egy kicsivel, és akkor dobok róla képeket.
mára elég lessz ennyi mert (sokkot kaptam)
ja nem az én gépem Édesapámé én csak kibitznek vagyok ott :) az ő megszálottsága ragadt egy kicsit rám is :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:21
Írta: bmejdz9nu Dátum 2009 szeptember 28, 21:21
Jó ez az AC... Nem megy rá a gatyád a szénkefék cseréjére :)
Egyébként... mióta a talin Sneci elmagyarázta a lényeget, hogy milyen egyszerű pl. egy ilyen analóg bemenetű AC szervó hajtása...
... és Svejk Mester ezt utána még több órán át ecsetelte... már-már megértettem az egyébként is nehéz felfogásommal...:)
Csak egy fontos... a vezérlőt a motoral venni... vagy szerencse... vagy nagy tudás, hogy mit mihez (motor + vez. párosítás) :)
A PID meg mint DC-nél... csak itt nem a FET (vezérlőket) hajtja hanem az analóg bemenetét az AC vezérlőnek...
Így aztán már tényleg össze lehet hasonlítani az AC motort egy DC motorral...(azonos PID mellett)
Nekem is még egy halom teszt hátra van... AC/DC kontra ügyben... Addíg nem is akarok állást foglalni...
Egyébként... mióta a talin Sneci elmagyarázta a lényeget, hogy milyen egyszerű pl. egy ilyen analóg bemenetű AC szervó hajtása...
... és Svejk Mester ezt utána még több órán át ecsetelte... már-már megértettem az egyébként is nehéz felfogásommal...:)
Csak egy fontos... a vezérlőt a motoral venni... vagy szerencse... vagy nagy tudás, hogy mit mihez (motor + vez. párosítás) :)
A PID meg mint DC-nél... csak itt nem a FET (vezérlőket) hajtja hanem az analóg bemenetét az AC vezérlőnek...
Így aztán már tényleg össze lehet hasonlítani az AC motort egy DC motorral...(azonos PID mellett)
Nekem is még egy halom teszt hátra van... AC/DC kontra ügyben... Addíg nem is akarok állást foglalni...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 28, 23:08
Írta: 000000000 Dátum 2009 szeptember 28, 23:08
Mitől lett ilyen szép sima a felülete? Milyen szerszám, és megmunkálási paraméterek?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 29, 05:44
Írta: Nemes Mihály Dátum 2009 szeptember 29, 05:44
a Szép sima felület a marótól lett :) :D
Nagyololás D6 kétélű maróval történt 5100 előtolással 10perc munkaidő.
Simítás D3 4élű gömbölyű maró 0.2mm lépésekkel 5100 előtolással.
Nagyololás D6 kétélű maróval történt 5100 előtolással 10perc munkaidő.
Simítás D3 4élű gömbölyű maró 0.2mm lépésekkel 5100 előtolással.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 12:29
Írta: 000000000 Dátum 2009 szeptember 29, 12:29
Az 5100 az mm/min? A sw Artcam volt?
Szeretnék én is egy ilyen marót! Tudsz tanácsot adni a beszerzésben?
Szeretnék én is egy ilyen marót! Tudsz tanácsot adni a beszerzésben?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 29, 15:49
Írta: Nemes Mihály Dátum 2009 szeptember 29, 15:49
Igen az 5100 mm/min ! Mach így adja meg.
A Relief és a Gkód is az ArtCam pro val készült.
A szerszám passz, van, nem tom honnan, megkérdezem az illetékest [#smile]
A Relief és a Gkód is az ArtCam pro val készült.
A szerszám passz, van, nem tom honnan, megkérdezem az illetékest [#smile]
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 29, 16:01
Írta: Nemes Mihály Dátum 2009 szeptember 29, 16:01
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 szeptember 29, 16:11
Írta: ukcge40u Dátum 2009 szeptember 29, 16:11
Nekem nagyon bejön.
Hej, ha a jövendő léptecseimmel tudnék ilyen mozgást produkálni a fél négyzetméteres asztalomon...
Hej, ha a jövendő léptecseimmel tudnék ilyen mozgást produkálni a fél négyzetméteres asztalomon...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 19:33
Írta: 000000000 Dátum 2009 szeptember 29, 19:33
Erről ne is álmodj!
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 szeptember 29, 19:38
Írta: ukcge40u Dátum 2009 szeptember 29, 19:38
Tisztában vagyok vele, ezért volt a "Hej" álmodozóképző beszúrva az elejére...
"Hej , ha tudnék...", de nem tudok... :I
"Hej , ha tudnék...", de nem tudok... :I
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 19:59
Írta: 000000000 Dátum 2009 szeptember 29, 19:59
Azzal ne nagyon foglalkozz, mit látsz a Mach
varászablakaiban.:) A valóság sajna más lehet.
Própáld ki a következő progit.
G90 F4800
X1 Y1 Z1
X0 Y0 Z0
Ezt még 40-szer szervezd ciklusba.
Ha tényleg tud a géped minden tengelye
4800-al menni, ezt 1 másodperc alatt fogja megcsinálni.
Próbáld ki, hogy a valóságban mi történik!:)
Azaz jó lenne, ha a lassításokkal-gyorsításokkal
és interpolációs eljárási hibákkal korrigált
valós előtolással számolnál.
Egyébként szépen megy a gép, gratula!:)
varászablakaiban.:) A valóság sajna más lehet.
Própáld ki a következő progit.
G90 F4800
X1 Y1 Z1
X0 Y0 Z0
Ezt még 40-szer szervezd ciklusba.
Ha tényleg tud a géped minden tengelye
4800-al menni, ezt 1 másodperc alatt fogja megcsinálni.
Próbáld ki, hogy a valóságban mi történik!:)
Azaz jó lenne, ha a lassításokkal-gyorsításokkal
és interpolációs eljárási hibákkal korrigált
valós előtolással számolnál.
Egyébként szépen megy a gép, gratula!:)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 29, 20:05
Írta: Nemes Mihály Dátum 2009 szeptember 29, 20:05
Köszi én is azthiszem hogy elég szépen fut
a G.kódod kipróbálásával várok még egy kicsit mert ebben nem én vok az illetékes hanem az apám, ő remélem érti amit itt mondasz [#circling]
a G.kódod kipróbálásával várok még egy kicsit mert ebben nem én vok az illetékes hanem az apám, ő remélem érti amit itt mondasz [#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 szeptember 29, 20:13
Írta: D.Laci Dátum 2009 szeptember 29, 20:13
Ezt illik 0,5s allat megcsinálni... már ha úgy gyorsúl mint a fény....:)
Egyébként a mach kiírja a valós sebességet is.
Egyébként a mach kiírja a valós sebességet is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 20:17
Írta: 000000000 Dátum 2009 szeptember 29, 20:17
Hát persze Laci!:) Kiír az mindent, még
a vezérelt motor gyári sorszámát is!:))
a vezérelt motor gyári sorszámát is!:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:20
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:20
10 tonnás és egy 10 dekás gépen is hasonló erdményt kapunk?
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2009 szeptember 29, 20:22
Írta: D.Laci Dátum 2009 szeptember 29, 20:22
A 10 tonnáson természetesen kevesebbet... :)
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 szeptember 29, 20:23
Írta: ukcge40u Dátum 2009 szeptember 29, 20:23
Holnap, ha szabad lesz az öreg Hurco, beírom neki, és lemérem.
VMX50
:))))
VMX50
:))))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 20:40
Írta: 000000000 Dátum 2009 szeptember 29, 20:40
Érdekes kérdéseid vannak, szerintem nem értetted
a lényeget...Pont azt mondom, hogy egy
maximális sebesség értéket el is kell érni,
és az egy dolog, hogy mit látsz, milyen F
értéket írtál be. A valóság más lesz, és
igencsak felület függő. Így ezeket a "csodálatos"
F értékeket én óvatosabban kezelem tapasztalati alapon.
Ettől függetlenül egy 10 tonnás gépre is
ráküldhetsz 80 Hz-es sebesség egységugrásokat,
majd egyszer csinálok Neked egy ilyen videót,
milyen ilyenkor a rendszer átviteli függvénye.
Nyilván más eredmény fog születni a tömeg függvényében...
Csak Te ilyen teszteket soha nem tudsz
kipróbálni, mert meghal előtte a szervód!:)
a lényeget...Pont azt mondom, hogy egy
maximális sebesség értéket el is kell érni,
és az egy dolog, hogy mit látsz, milyen F
értéket írtál be. A valóság más lesz, és
igencsak felület függő. Így ezeket a "csodálatos"
F értékeket én óvatosabban kezelem tapasztalati alapon.
Ettől függetlenül egy 10 tonnás gépre is
ráküldhetsz 80 Hz-es sebesség egységugrásokat,
majd egyszer csinálok Neked egy ilyen videót,
milyen ilyenkor a rendszer átviteli függvénye.
Nyilván más eredmény fog születni a tömeg függvényében...
Csak Te ilyen teszteket soha nem tudsz
kipróbálni, mert meghal előtte a szervód!:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:46
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:46
Köszi! írd meg!... de azt is kontrollálni kellene, hogy a valóságban is megcsinálja e a mozgást!
Azaz nehogy "tárolómemóriás videójáték" legyen :)
Azaz nehogy "tárolómemóriás videójáték" legyen :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:49
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:49
Sajnos én elég kemény anyagokat szoktam marni... pl. alut..
Sajnos én nem vagyok iparművész aki hungarocellt mar...
Ezért a gépem mozgatott tömegei is "iszonyatos" tömegűek...
Melyik szervóm hal meg először? A300; G320; G320X; AC;
Sajnos én nem vagyok iparművész aki hungarocellt mar...
Ezért a gépem mozgatott tömegei is "iszonyatos" tömegűek...
Melyik szervóm hal meg először? A300; G320; G320X; AC;
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 20:51
Írta: 000000000 Dátum 2009 szeptember 29, 20:51
Vigyázz, mert kirúgnak a cégtől, ha kiütöd
a Hurco-t a teszt miatt.:))
a Hurco-t a teszt miatt.:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:52
Írta: bmejdz9nu Dátum 2009 szeptember 29, 20:52
Szerintem is... csak light-os habmaróknál oké ez a T45 teszt! (meg ugyis csak a hibatárolóban játszódik le...)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 29, 20:59
Írta: 000000000 Dátum 2009 szeptember 29, 20:59
Jóember! Itt a felület modellezése a lényeg,
utána már csak gépmerevség-technológiai adatok
kérdése, hogy rozsdamentes acélban is ugyanazt
lásd viszont, mint habban.
Ettől függetlenül mutathatnál már Te is valami
hasonló gyártott saját felületet, és vajból is jó,
csak tartsd hűvösön.:)
utána már csak gépmerevség-technológiai adatok
kérdése, hogy rozsdamentes acélban is ugyanazt
lásd viszont, mint habban.
Ettől függetlenül mutathatnál már Te is valami
hasonló gyártott saját felületet, és vajból is jó,
csak tartsd hűvösön.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 szeptember 29, 21:07
Írta: bmejdz9nu Dátum 2009 szeptember 29, 21:07
Én nem vagyok iparművész mint te... talán majd csinálok CNC intarziákat... az tetszik...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 szeptember 30, 01:09
Írta: 000000000 Dátum 2009 szeptember 30, 01:09
Jó gyors, tényleg. És a nagyolást is ezzel a sebességgel csináltad? Milyen fogásmélységgel?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 szeptember 30, 05:44
Írta: Nemes Mihály Dátum 2009 szeptember 30, 05:44
Igen a nagyolá is ezzel a sebeséggel ment D6 maró 1.2mm fogás mélységgel :)) Azért megnézném 6mm fogással :))
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 02, 10:28
Írta: k439jucz4 Dátum 2009 október 02, 10:28
Sziasztok!
A 3 tengelyű marógépemet tervezem kibővíteni egy negyedikkel, és a véleményeteket szeretném kérni hogy az alábbi AC actuator vajon vezérelhető-e az ugyancsak lent linkelt ebay-en megvásárolhato Omron servo driver-rel. Mach3-al szeretném valahogy összehozni...
Köszi előre is a segítséget!
AC actuator FHA-25B
Omron R88D-UP12V
A 3 tengelyű marógépemet tervezem kibővíteni egy negyedikkel, és a véleményeteket szeretném kérni hogy az alábbi AC actuator vajon vezérelhető-e az ugyancsak lent linkelt ebay-en megvásárolhato Omron servo driver-rel. Mach3-al szeretném valahogy összehozni...
Köszi előre is a segítséget!
AC actuator FHA-25B
Omron R88D-UP12V
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 02, 12:16
Írta: bmejdz9nu Dátum 2009 október 02, 12:16
Szerintem... az nagy "kaland" lesz.. azaz hivd fel az OMRON-t...
1. összepaszolás vezérlő és motor
2. Speciális kábelek megvehetők e az összekötéshez
3. Step/dir-el vezérelhető
4. Használt... működik? Talán ez eladó sem tudja kipróbálni...
"We will guaranty operation of all units or your money back."
Tehát a postaköltséget te fizeted visszafelé is ha nem megy... de visszaveszi... = nem tudja kipróbálni...
Egy ilyen AC rendszert step/dir-ről (pl. Mach) hajtva és a saját szemeddel ha látod... akkor van esély, hogy ok. :)
A három tengelyhez is így vetted a vezérlő egységeket és szerencséd volt? Vagy tudott valaki segíteni?
1. összepaszolás vezérlő és motor
2. Speciális kábelek megvehetők e az összekötéshez
3. Step/dir-el vezérelhető
4. Használt... működik? Talán ez eladó sem tudja kipróbálni...
"We will guaranty operation of all units or your money back."
Tehát a postaköltséget te fizeted visszafelé is ha nem megy... de visszaveszi... = nem tudja kipróbálni...
Egy ilyen AC rendszert step/dir-ről (pl. Mach) hajtva és a saját szemeddel ha látod... akkor van esély, hogy ok. :)
A három tengelyhez is így vetted a vezérlő egységeket és szerencséd volt? Vagy tudott valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 13:00
Írta: x4rhew5r3 Dátum 2009 október 02, 13:00
Ahogy Péter mondja.
Papírforma szerint:
1) Az Omronnál az UP, azaz pozícióvezérlésre alkalmas, van Step/Dir bemenete is. Tehát a Mach tudja vezérelni.
2) Aktuátor, ami kevés infót találtam, 230V motorfesz, van 1500-as enkóder, hall is van, meg 5V-ról megy. Eszerint még jó is lehet, de ne vedd készpénznek.
Azt a 449$-ost nézted az usa-ból?
Papírforma szerint:
1) Az Omronnál az UP, azaz pozícióvezérlésre alkalmas, van Step/Dir bemenete is. Tehát a Mach tudja vezérelni.
2) Aktuátor, ami kevés infót találtam, 230V motorfesz, van 1500-as enkóder, hall is van, meg 5V-ról megy. Eszerint még jó is lehet, de ne vedd készpénznek.
Azt a 449$-ost nézted az usa-ból?
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 02, 16:40
Írta: k439jucz4 Dátum 2009 október 02, 16:40
Kedves Péter!
Köszönöm a gyors reakciót.
Szeretem a "kalandokat", úgyhogy megpróbálok utánajárni a dolognak... :)
A mostani gépem pár éve készült, de nem saját építés. A jelenlegi összeállítás a következő:
- Mindhárom motor 200V-os AC:
XY motorok: YASKAWA SGMPH-04A1A41D 200V 400W
Z: OMRON W40030H-S1 200V 400W
- vezérlők: 3x YASKAWA SERVOPACK SGDH-04AE 200V
Mach3-al használva.
A forgatóval megpróbálok magam megbírkózni. Ez az összeállítás amit találtam egész jónak tűnik, csak sajnos nincs elég mély tudásom, hogy biztosra menjek...
Remélem azért összejön!
Köszönöm a gyors reakciót.
Szeretem a "kalandokat", úgyhogy megpróbálok utánajárni a dolognak... :)
A mostani gépem pár éve készült, de nem saját építés. A jelenlegi összeállítás a következő:
- Mindhárom motor 200V-os AC:
XY motorok: YASKAWA SGMPH-04A1A41D 200V 400W
Z: OMRON W40030H-S1 200V 400W
- vezérlők: 3x YASKAWA SERVOPACK SGDH-04AE 200V
Mach3-al használva.
A forgatóval megpróbálok magam megbírkózni. Ez az összeállítás amit találtam egész jónak tűnik, csak sajnos nincs elég mély tudásom, hogy biztosra menjek...
Remélem azért összejön!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 02, 16:57
Írta: bmejdz9nu Dátum 2009 október 02, 16:57
Ott ahol a gépedet csinálták nincs egy negyedik összeállítás? Persze a hobby az akkor jó! :)
Csak tudod tudok egy-két "fórumtársról" akik vettek egy-egy vezérlőt, vettek egy-egy motort (Ebay amcsi bontóból - és hazai bontótelepről) persze ezek - mint utólag kiderült - nem párosíthatók...De bíztak a tudásukban...(sajnos így az sem derült ki, hogy működőképesek e az egységek)
Speciális kábelek, setup szoftverek sehol (már), leírás itt-ott... no persze mint utólag kiderült úgysem step/dir a vezérlő...
Ezek a "fórumtársak" nem írják le a több százezer forintos veszteséget... azaz leírták... mint értékvesztést...
Ezután már se kedvük se pénzük még egyszer próbálkozni... (= nem lettek hobbysták - elment a kedvük)
Én csak azért írtam ezeket le... mert ha nem vagy elég felkészült...
De nem tudhattam, hogy járatos vagy az AC vezérléstechnikában hiszen ez volt az első beírásod a fórumba...
Mert ugyebár ezek az AC vezérlők és AC motorok messze nem olyan univerzálisan párosíthatók mint a DC-s társaik...(nem csak van vagy nincs szénkefe:)
A "fórumtársak" kifejezést azért írtam zárójelbe, mert csak olvasók voltak... nem írtak és nem kérdeztek itt...
Csak tudod tudok egy-két "fórumtársról" akik vettek egy-egy vezérlőt, vettek egy-egy motort (Ebay amcsi bontóból - és hazai bontótelepről) persze ezek - mint utólag kiderült - nem párosíthatók...De bíztak a tudásukban...(sajnos így az sem derült ki, hogy működőképesek e az egységek)
Speciális kábelek, setup szoftverek sehol (már), leírás itt-ott... no persze mint utólag kiderült úgysem step/dir a vezérlő...
Ezek a "fórumtársak" nem írják le a több százezer forintos veszteséget... azaz leírták... mint értékvesztést...
Ezután már se kedvük se pénzük még egyszer próbálkozni... (= nem lettek hobbysták - elment a kedvük)
Én csak azért írtam ezeket le... mert ha nem vagy elég felkészült...
De nem tudhattam, hogy járatos vagy az AC vezérléstechnikában hiszen ez volt az első beírásod a fórumba...
Mert ugyebár ezek az AC vezérlők és AC motorok messze nem olyan univerzálisan párosíthatók mint a DC-s társaik...(nem csak van vagy nincs szénkefe:)
A "fórumtársak" kifejezést azért írtam zárójelbe, mert csak olvasók voltak... nem írtak és nem kérdeztek itt...
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 02, 17:01
Írta: k439jucz4 Dátum 2009 október 02, 17:01
Kedves Sneci!
Igen ez az amit kinéztem az amerikai ebay-en. Terveim szerint ezt szeretném egy öntöttvas derékszögre felszerelni és erre egy 5C patron befogó rendszert építeni.
Remélem elég merev és pontos lesz ez a konstukció...
Elég bíztató amit írsz, úgyhogy lehet, hogy még egy kis utánajárás után belevágok.
Nagyon köszi a segítséget! Ha majd alakul a dolog teszek fel képeket is(bár az már lehet, hogy a " 4. tengely forgató mechanika és Harmonic Drive" témába illik inkább
)
Igen ez az amit kinéztem az amerikai ebay-en. Terveim szerint ezt szeretném egy öntöttvas derékszögre felszerelni és erre egy 5C patron befogó rendszert építeni.
Remélem elég merev és pontos lesz ez a konstukció...
Elég bíztató amit írsz, úgyhogy lehet, hogy még egy kis utánajárás után belevágok.
Nagyon köszi a segítséget! Ha majd alakul a dolog teszek fel képeket is(bár az már lehet, hogy a " 4. tengely forgató mechanika és Harmonic Drive" témába illik inkább
)
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 02, 19:08
Írta: k439jucz4 Dátum 2009 október 02, 19:08
Természetesen én is szereném minél kisebb veszteséggel megúszni... Sajnos nem igazán vagyok járatos AC-ben, csak amennyire itt a fórumot végigolvastam, illetve az interneten fellelhető anyagokból próbálom megérteni...
Az a baj, az elfogadható pontosságú gyári forgatókért sokezer eurót elkérnek, így marad az összeszedegetős alternatíva, ami viszont kockázattal is járhat... Egyelőre még optimista vagyok. :)
Az a baj, az elfogadható pontosságú gyári forgatókért sokezer eurót elkérnek, így marad az összeszedegetős alternatíva, ami viszont kockázattal is járhat... Egyelőre még optimista vagyok. :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 02, 19:24
Írta: bmejdz9nu Dátum 2009 október 02, 19:24
A 4.tengely topikban találsz egy rajzot - ma sem csinálnám másként :) . találsz egy HD-t valahol...
és szerintem ehhez egy DC szervó is megteszi :)
Persze ha szeretsz kísérletezni új dolgokkal ... azt megérem... Én is ilyen vagyok :)
De AC szervó "kalandba" még nem nagyon vertem magam... azaz csak motort párosított vezérlővel, garantált működéssel mertem megvenni... eddíg...:)
De azt is azért mert... "hogyismondjam"... sok tíz darab volt valahol a világban egyforma :)
Ezeket sajnos(?) még nem láthatóak... talán majd egyszer...
De még fő csapásban... DC-ben gondolkodok...
és szerintem ehhez egy DC szervó is megteszi :)
Persze ha szeretsz kísérletezni új dolgokkal ... azt megérem... Én is ilyen vagyok :)
De AC szervó "kalandba" még nem nagyon vertem magam... azaz csak motort párosított vezérlővel, garantált működéssel mertem megvenni... eddíg...:)
De azt is azért mert... "hogyismondjam"... sok tíz darab volt valahol a világban egyforma :)
Ezeket sajnos(?) még nem láthatóak... talán majd egyszer...
De még fő csapásban... DC-ben gondolkodok...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 20:00
Írta: x4rhew5r3 Dátum 2009 október 02, 20:00
Péterrel ellentétben én nem látom olyan sötéten az AC szerepét a hobbi területén. Sokadik vezérlő és motor után azt mondom, hogy ezekkel a bontott gyári ac-kel azért jobbat lehet csinálni, mint a hobbi vezérlőkkel. Persze csak akkor érdemes belevágni, ha a lánc többi eleme is bírja a minőséget. Merev és pontos mechanikára gondolok elsősorban. Az hogy bonyolultabb a beállítása a gyárinak mint a hobbi vezérlőnek, nem szempont. Csak annyival bonyolultabb, amennyivel többet tud.
De vissza a mostani problémához. Ha belevágsz, akkor ugye van egy step/dires vezérlőd, megy egy HD-vel egybeépített ac motorod. Vegyük a legrosszabb esetet, hogy a motor nem megy az Omronnal. Buktál egy motort. Kell venni egy bontott Yaskawa 200W-ost, azt biztosan viszi az Omron.
A motorra egy picit visszatérve, az R88D-vel kompatibilis motorokban már nincs hall-os visszacsatolás. Más elven érzékeli a forgórész pillanatnyi helyzetét. Ebben a motorban meg még van. Azért komoly esély van, hogy nem fog működni.
De vissza a mostani problémához. Ha belevágsz, akkor ugye van egy step/dires vezérlőd, megy egy HD-vel egybeépített ac motorod. Vegyük a legrosszabb esetet, hogy a motor nem megy az Omronnal. Buktál egy motort. Kell venni egy bontott Yaskawa 200W-ost, azt biztosan viszi az Omron.
A motorra egy picit visszatérve, az R88D-vel kompatibilis motorokban már nincs hall-os visszacsatolás. Más elven érzékeli a forgórész pillanatnyi helyzetét. Ebben a motorban meg még van. Azért komoly esély van, hogy nem fog működni.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 október 02, 20:11
Írta: Riboga Dátum 2009 október 02, 20:11
Szerintem nehezen párosítható a két eszköz.
FHA adatlapok
A katalógus szerint gyártják resolverrel és abszolút enkoderrel. Az Omron vezérlő eggyiket sem kezeli.
FHA adatlapok
A katalógus szerint gyártják resolverrel és abszolút enkoderrel. Az Omron vezérlő eggyiket sem kezeli.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 20:13
Írta: x4rhew5r3 Dátum 2009 október 02, 20:13
De lehet eleve úgy kellene kezdeni, hogy Yaskawa motor és egy HD. Lehet, hogy olcsóbban kijönne, mint ez a motor+HD.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 20:56
Írta: x4rhew5r3 Dátum 2009 október 02, 20:56
Ebben a katalógusban már nincs benne 25B csak a 25C.
Ebben van valami a 25B-ről, meg a csatlakozójáról.
Ebben van valami a 25B-ről, meg a csatlakozójáról.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 02, 21:04
Írta: bmejdz9nu Dátum 2009 október 02, 21:04
Veszek valamit össze és küldöm neked :) De majd "privátban"... majd a talin két csoportba osztom ezeket az AC vezérlőket...:)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 02, 21:28
Írta: Nemes Mihály Dátum 2009 október 02, 21:28
Úgy látom rendesen felkeltette a figyelmet egy két működő szervó vezérlő [#wow1][#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 október 02, 21:30
Írta: Riboga Dátum 2009 október 02, 21:30
Ezzel az SC-500/510 vezérlővel viszont már neki mennék. A PULS/DIR bemenet barátságos. Vajon az a DBSC program előbányászahtó még?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 21:52
Írta: x4rhew5r3 Dátum 2009 október 02, 21:52
Csak nehogy a habverőt kelljen összehozni a mosógéppel::))
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 21:55
Írta: x4rhew5r3 Dátum 2009 október 02, 21:55
A Z-n most nekem is egy R88D + fékes 400W-os Yaskawa emelget. Persze ez az Omron nem step/dires, ezért van előtte egy step/dir előtét.
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 02, 21:58
Írta: Nemes Mihály Dátum 2009 október 02, 21:58
képet ha tudsz külgy a Z ről és a fékről
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 02, 22:19
Írta: x4rhew5r3 Dátum 2009 október 02, 22:19
A fék egybe van a motorral. A step/dir egyik kimenete kapcsolja egy relével a 24V-ot neki.

Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 02, 23:01
Írta: bmejdz9nu Dátum 2009 október 02, 23:01
Nem akarok most AC témában bonyolítani...
De két csoportra osztom őket...mármint a "mozgásképeseket"...
Nekem csak 6 AC motor és 6 AC vezérlő van a szekrényemben és az asztalomon...
De míg a tesztek nem lesznek készen... addig nem akarok nyiltakozni...
De két csoportra osztom őket...mármint a "mozgásképeseket"...
Nekem csak 6 AC motor és 6 AC vezérlő van a szekrényemben és az asztalomon...
De míg a tesztek nem lesznek készen... addig nem akarok nyiltakozni...
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 03, 08:24
Írta: Nemes Mihály Dátum 2009 október 03, 08:24
Jó reggelt
nekem is van a z tengelyen fék csak ez külön van a motortól és 24V hajtaná de még eddig nem tudtam rájönni , hogy hogy is lehetne üzemeltetni. HELP PLZ :)
nekem is van a z tengelyen fék csak ez külön van a motortól és 24V hajtaná de még eddig nem tudtam rájönni , hogy hogy is lehetne üzemeltetni. HELP PLZ :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 08:37
Írta: x4rhew5r3 Dátum 2009 október 03, 08:37
A SONOC engedélyezi a Yaskawa működését. Ugyan ez a kimenet egy kisáramú relét meghúzat, ami rákapcsolja a 24V-ot a féktekercsre. Ha aktív a szervo, akkor fék elenged, ha inaktív, akkor a fék behúz, és megtartja a tengelyt.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 03, 08:55
Írta: Szalai György Dátum 2009 október 03, 08:55
Menyi lehet a relének és a féknek az együttes aktiválódási reakcióideje?
Elhanyagolható ez az egy step-nyi időhöz képest, vagy számottevő?
Esetleg induláskor valahol hátráltatod ennyivel az első step kiadását?
Elhanyagolható ez az egy step-nyi időhöz képest, vagy számottevő?
Esetleg induláskor valahol hátráltatod ennyivel az első step kiadását?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 09:40
Írta: x4rhew5r3 Dátum 2009 október 03, 09:40
Sokkal egyszerűbb...
A fékrelé csak akkor húz be, amikor aktív a szervo. Bekapcsoljuk a CNC-t, a vezérlő feléled, ha a PC-től is megjött a rendszer engedélyező jele, akkor elenged a fék és elengedve marad egészen a kikapcsolásig, vagy a CNC program tiltásáig (Vészstop, hiba, ...).
A fékrelé csak akkor húz be, amikor aktív a szervo. Bekapcsoljuk a CNC-t, a vezérlő feléled, ha a PC-től is megjött a rendszer engedélyező jele, akkor elenged a fék és elengedve marad egészen a kikapcsolásig, vagy a CNC program tiltásáig (Vészstop, hiba, ...).
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 október 03, 09:53
Írta: HJózsi Dátum 2009 október 03, 09:53
A "Gránitkockát" nem teszteled véletlenül ? ... Neki elég egy encoder az AC motoron... sw-el tuningolhatod... VSD-E... az ára persze nem egy boldogság... de Gecko size ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 03, 10:04
Írta: Szalai György Dátum 2009 október 03, 10:04
Jól értem?
Akkor megmunkálás közben a fék nem is kapcsolgat ki-be?
Folyamatosan elengedett állapotban van, akkor is, ha a Z axis, a G-kód szerint folyamatosan nem változtat pozíciót.
Ekkor a motor tartja az egyensúlyt a Z tömegével.
Akkor megmunkálás közben a fék nem is kapcsolgat ki-be?
Folyamatosan elengedett állapotban van, akkor is, ha a Z axis, a G-kód szerint folyamatosan nem változtat pozíciót.
Ekkor a motor tartja az egyensúlyt a Z tömegével.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 10:14
Írta: x4rhew5r3 Dátum 2009 október 03, 10:14
Így van. Pozíció vezérlésnél nem lehet kivárni azt a néhány msec időt amíg elenged a fék. Gyári szervók más üzemmódban támogatják a fékes tartást. De cnc-nél úgy gondolom nem járható.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 10:18
Írta: x4rhew5r3 Dátum 2009 október 03, 10:18
Kerestem a doksiban a kétmotoros párhuzamos vezérlésnél a két tengely keresztbefigyelését, de úgy látom nem építették be ezt a funkciót. Pedig mindkét enkóder ott van nekik. Vagy csak mi gondoltunk ilyen úri huncutságra?
Egyébként komoly darabnak néz ki. Kíváncsi vagyok a tesztre én is.
Egyébként komoly darabnak néz ki. Kíváncsi vagyok a tesztre én is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 október 03, 10:37
Írta: svejk Dátum 2009 október 03, 10:37
Miről is van szó?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 10:59
Írta: bmejdz9nu Dátum 2009 október 03, 10:59
Egyébként... én most egy ikertengelyes azaz két szervó motoros gépet csinálok...(hossz i. 1-1 motor)
Két védelem...
1. Soft: Az A300-osok tiltóbemenetei összekötve. (G320-nál is lehetséges - max 128bit hiba különbség a tengelyek között)
2. Hard: Lézer az egyik oldalon - egy opto a másik oldalon... Ha a fény lemegy az optóról...kirántja a a 220-as konnektorból a gépet :))
(minez persze egy aluprofil belső furatában)
Mivel 1000mm a fesztáv... a mechanika 2-3 mm-et kíbír tartós deformáció veszélye nélkül...
Van ennél egyszerűbb és biztosabb megoldás?
Sajnos még a duppla ref. kapcsoló megoldása nem teljesen "fort ki az agyamban" :) Merőlegesség...
A WinPC-NC Professional tudja ezt az üzemmódot, de akkor oda a 4. tengely lehetőségének a felhasználása :)
Két védelem...
1. Soft: Az A300-osok tiltóbemenetei összekötve. (G320-nál is lehetséges - max 128bit hiba különbség a tengelyek között)
2. Hard: Lézer az egyik oldalon - egy opto a másik oldalon... Ha a fény lemegy az optóról...kirántja a a 220-as konnektorból a gépet :))
(minez persze egy aluprofil belső furatában)
Mivel 1000mm a fesztáv... a mechanika 2-3 mm-et kíbír tartós deformáció veszélye nélkül...
Van ennél egyszerűbb és biztosabb megoldás?
Sajnos még a duppla ref. kapcsoló megoldása nem teljesen "fort ki az agyamban" :) Merőlegesség...
A WinPC-NC Professional tudja ezt az üzemmódot, de akkor oda a 4. tengely lehetőségének a felhasználása :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 11:23
Írta: x4rhew5r3 Dátum 2009 október 03, 11:23
Végre van valami, ami miatt jó a kis hibaregiszter:::)))
Persze csak akkor, ha nincs más:)
A mechanikus keresztsugár tényleg tetszik.
Csak egy agyament ötlet. Két érzékelő van úgy, hogy a sugár mindkettőt érje. Akkor van helyes pozícióban, ha mindkettőt azonos intenzitással világítja. Ha eltérés van, akkor a megfelelő vezérlőt lépteti. De ez csak a referencia felvételkor... És ref kapcsoló csak az egyik tengelyen...
Persze csak akkor, ha nincs más:)
A mechanikus keresztsugár tényleg tetszik.
Csak egy agyament ötlet. Két érzékelő van úgy, hogy a sugár mindkettőt érje. Akkor van helyes pozícióban, ha mindkettőt azonos intenzitással világítja. Ha eltérés van, akkor a megfelelő vezérlőt lépteti. De ez csak a referencia felvételkor... És ref kapcsoló csak az egyik tengelyen...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 11:53
Írta: bmejdz9nu Dátum 2009 október 03, 11:53
Bizony-bizony a kis hibaregiszter ilyenkor is jól jön :)
Ez elgondolkodtató... de a fény intenzitásának ilyen pontosan tartása... nem egyszerű... szerintem... elég analóg...
A ref-re 2 ötlet van..
1. Két kapcsoló: a "győztes" aki előbb... a "vesztes" aki később kapcsol... ha csak kicsivel is..
A "győztes" ref. kapcsoló "udvariasan" leállítja a saját motorját... és amikor a "vesztes" is "célba ér" viszakapcsolja a saját motorját és együtt szépen lemennek a ref kapcsolóról :)
2. A "győztes" magához igazítja a "vesztest"... valamilyen derékszög elv alapján... vagy a ref. mechanikai ponthoz képest a távolság alapján...
Várhatóan... a "győztes" ás a "vesztes" között minimális különbség lesz... tehát gyorsan kell cselekedni az áramkörnek:)
Várhatóan... hol egyik "győz" hol a másik :)
Gondolom érted... Erre van már valami bevált megoldásod? Vagy egy harmadik féle megoldás?
Ez elgondolkodtató... de a fény intenzitásának ilyen pontosan tartása... nem egyszerű... szerintem... elég analóg...
A ref-re 2 ötlet van..
1. Két kapcsoló: a "győztes" aki előbb... a "vesztes" aki később kapcsol... ha csak kicsivel is..
A "győztes" ref. kapcsoló "udvariasan" leállítja a saját motorját... és amikor a "vesztes" is "célba ér" viszakapcsolja a saját motorját és együtt szépen lemennek a ref kapcsolóról :)
2. A "győztes" magához igazítja a "vesztest"... valamilyen derékszög elv alapján... vagy a ref. mechanikai ponthoz képest a távolság alapján...
Várhatóan... a "győztes" ás a "vesztes" között minimális különbség lesz... tehát gyorsan kell cselekedni az áramkörnek:)
Várhatóan... hol egyik "győz" hol a másik :)
Gondolom érted... Erre van már valami bevált megoldásod? Vagy egy harmadik féle megoldás?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 03, 12:21
Írta: x4rhew5r3 Dátum 2009 október 03, 12:21
Ebben pont az a jó, hogy nem érzékeny az intenzitásra, mert a két érzékelő differenciáján alapul. Így működik a DVD fej is, csak nem 2 érzékelővel, hanem 4 negyedes (egy chip-ben a 4 negyed).
Nekem az volt az elképzelésem, hogy mivel az enkódereket csapolom meg, az enkóder bemeneten küldök "hazug" jeleket, és ezzel késztetem rá az egyik motort a kívánt pozícióra. De ezt a funkciót még nem építettem bele.
Nekem az volt az elképzelésem, hogy mivel az enkódereket csapolom meg, az enkóder bemeneten küldök "hazug" jeleket, és ezzel késztetem rá az egyik motort a kívánt pozícióra. De ezt a funkciót még nem építettem bele.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 13:00
Írta: bmejdz9nu Dátum 2009 október 03, 13:00
Látod én csak 7400-ás IC-kben gondolkozom :) Semmi PIC, differenciál ... semmi bonyolítás... egyszerű vagyok mint egy Gecko :)
A "hazug jeleket" én step (dir) jelek mellé tenném... az encoder jelektől - azaz a zavaroktól - jobban félek :)
De a "bevárásos" (ver.1) azaz "győztes és vesztes" megoldásnál még ez sem kell(het)
Azaz a "győztes" saját magától "megvonja" addig a step jeleket (leálítja magát) míg a második be nem ér...
Ezzel nem kell egy "hazug" jelgenerátor - ami ugyebár változó frekvenciájú is lehet...
Ezt az elvet - ha jónak tartod - alkalmazhatnád...
Csak ugyebár a "győztes" tengely mindig más lesz... azaz a másik a "vesztes".... gondolom érted a logikámat...
Egyszerűen be lehet(ne) állítani a garantált derékszögű indítás "betartatására" a ref. kapcsolókat...
A "hazug jeleket" én step (dir) jelek mellé tenném... az encoder jelektől - azaz a zavaroktól - jobban félek :)
De a "bevárásos" (ver.1) azaz "győztes és vesztes" megoldásnál még ez sem kell(het)
Azaz a "győztes" saját magától "megvonja" addig a step jeleket (leálítja magát) míg a második be nem ér...
Ezzel nem kell egy "hazug" jelgenerátor - ami ugyebár változó frekvenciájú is lehet...
Ezt az elvet - ha jónak tartod - alkalmazhatnád...
Csak ugyebár a "győztes" tengely mindig más lesz... azaz a másik a "vesztes".... gondolom érted a logikámat...
Egyszerűen be lehet(ne) állítani a garantált derékszögű indítás "betartatására" a ref. kapcsolókat...
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 október 03, 14:03
Írta: ra8nsmk6w Dátum 2009 október 03, 14:03
Nyulásmérő bélyeget felragasztani és komparálni azt a 2-3mm
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 03, 14:52
Írta: k439jucz4 Dátum 2009 október 03, 14:52
Mindenkinek nagyon köszönöm a hasznos hozzászólásokat! Ez így elég kompakt megoldásnak tűnt, de ezekszerint a képlet nem ennyire egyszerű... Azért még nem adtam fel! :)
Péter forgatója elég meggyőző mind a képek, mind a videók alapján.
Péter!
Hogyha ez az út nem járható, akkor zargathatlak egy hasonló megépítésének ügyében?
Péter forgatója elég meggyőző mind a képek, mind a videók alapján.
Péter!
Hogyha ez az út nem járható, akkor zargathatlak egy hasonló megépítésének ügyében?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 15:24
Írta: bmejdz9nu Dátum 2009 október 03, 15:24
Én hobbysta vagyok... rendelésre nem dolgozom...
Magamnak mint hobbysta csak 200Ftos órabért számolok - ennyit tudok... azaz ennyit ér a végére amit csinálok :)
Ha főállásban ezt csinálnám... akkor pedig olcsóbb a HAAS-tól venni egy forgatót:)
Viccet félretéve...Gyerünk neki... ott a rajzok és videók... utólag is elmondhatom, hogy jó lett!
Jó minőságű csapágyakat alkalmazz!!! Nekem NSK-k vannak benne! A "kétes" minőség a körfutás rovására megy! (de itt nagyon)
A lényeg, hogy a végén saját magát fejezze be a forgató, hogy pontos legyen! Mint a marógépnél ha saját maga marja síkba az asztalt és marja a nútokat akkor minden pont referenciának vehető...
Egyébként el kellene (megint) vinnem a talira... Talán akkor csak 5000Ft az asztaldíj :) Árajánlatokat elfogadok rá :) de "csak" DC szerómotor van rajt :)
Magamnak mint hobbysta csak 200Ftos órabért számolok - ennyit tudok... azaz ennyit ér a végére amit csinálok :)
Ha főállásban ezt csinálnám... akkor pedig olcsóbb a HAAS-tól venni egy forgatót:)
Viccet félretéve...Gyerünk neki... ott a rajzok és videók... utólag is elmondhatom, hogy jó lett!
Jó minőságű csapágyakat alkalmazz!!! Nekem NSK-k vannak benne! A "kétes" minőség a körfutás rovására megy! (de itt nagyon)
A lényeg, hogy a végén saját magát fejezze be a forgató, hogy pontos legyen! Mint a marógépnél ha saját maga marja síkba az asztalt és marja a nútokat akkor minden pont referenciának vehető...
Egyébként el kellene (megint) vinnem a talira... Talán akkor csak 5000Ft az asztaldíj :) Árajánlatokat elfogadok rá :) de "csak" DC szerómotor van rajt :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 15:27
Írta: bmejdz9nu Dátum 2009 október 03, 15:27
Mit? Nyúlásmérő? RS232 kimenettel?:) aztán egy PC figyeli? Windows-al :)
2-3mm-ernél már rég leoldana a 128 bit max hibatárolóval... max lehetséges hibahatár a két tengely között ezáltal kevesebb mint 1mm...dehát az is már szőrnyű...
Persze ez egy méteres fesztávon még elfogadható szöghibát jelentene...
2-3mm-ernél már rég leoldana a 128 bit max hibatárolóval... max lehetséges hibahatár a két tengely között ezáltal kevesebb mint 1mm...dehát az is már szőrnyű...
Persze ez egy méteres fesztávon még elfogadható szöghibát jelentene...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 03, 15:34
Írta: 000000000 Dátum 2009 október 03, 15:34
Az mit jelent, hogy aluprofil belső furatában? Teljesen zárt helyen megy a lézer? Nehogy belenyúlj, és azért kapcsoljon le!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 15:37
Írta: bmejdz9nu Dátum 2009 október 03, 15:37
Igen. Persze lehetne kint is... lehetne egy csőben is...
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2009 október 03, 16:06
Írta: k439jucz4 Dátum 2009 október 03, 16:06
A "zargatást" nem is úgy értettem, hogy te készítsd el, hanem ha elakadok valahol menetközben fordulhatok-e hozzád 1-2 tanácsért...
Új forgató építésénél a csapágyazás mindenképpen kritikus pont szerintem is.
Azért még nem vetettem el teljesen ezt az AC Actuator-os verziót, csak tudjam mivel forgásra bírni...
Új forgató építésénél a csapágyazás mindenképpen kritikus pont szerintem is.
Azért még nem vetettem el teljesen ezt az AC Actuator-os verziót, csak tudjam mivel forgásra bírni...
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 03, 17:10
Írta: Szalai György Dátum 2009 október 03, 17:10
Volt szerencsém kibelezhetni ezekből az infúziós pumpákból pár darabot.
Mint majd minden precíziós szerkezetben, ebben is vannak nyúlásmérő bélyegek.
A beteg nem kaphat más dózist a szerkezet deformálódása miatt.
Ez is PMDC motoros szerkezet.
Kíváncsian várom, a gyakorlatban hogyan válik majd be a lézeres elhajlás érzékelőd.
Mint majd minden precíziós szerkezetben, ebben is vannak nyúlásmérő bélyegek.
A beteg nem kaphat más dózist a szerkezet deformálódása miatt.
Ez is PMDC motoros szerkezet.
Kíváncsian várom, a gyakorlatban hogyan válik majd be a lézeres elhajlás érzékelőd.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 17:42
Írta: bmejdz9nu Dátum 2009 október 03, 17:42
Kérdezz nyugodtan.. de majd a 4. tengely topiban...
Az, hogy mi hajtja... még ráérsz eldönteni... (a max. bemeneti és HD átt. fügvénye is - mert az AC-k pörgősebbek de egy HD minél nagyobb annál kevésbé kedveli:)
Az, hogy mi hajtja... még ráérsz eldönteni... (a max. bemeneti és HD átt. fügvénye is - mert az AC-k pörgősebbek de egy HD minél nagyobb annál kevésbé kedveli:)
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 október 03, 17:49
Írta: ra8nsmk6w Dátum 2009 október 03, 17:49
Nem értettük meg egymást. Azért az a történet nem ilyen hardverigényes a szoft meg zéró. Ahová a nyulásmérőt helyeznéd ott néhány század mm is elég. A 2-3mm én a két oldal csavarodásának fogtam fel "mechanika 2-3 mm-et kíbír tartós deformáció veszélye nélkül..."
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 18:20
Írta: bmejdz9nu Dátum 2009 október 03, 18:20
Milyen eszköz ez? ez egy kapcsoló? Egy linket... ezt nem ismerem...
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 október 03, 18:43
Írta: Szalai György Dátum 2009 október 03, 18:43
http://www.rdpe.com/ex/hiw-sglc.htm
http://hu.wikipedia.org/wiki/Ny%C3%BAl%C3%A1sm%C3%A9r%C5%91_b%C3%A9lyeg
http://hu.wikipedia.org/wiki/Ny%C3%BAl%C3%A1sm%C3%A9r%C5%91_b%C3%A9lyeg
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2009 október 03, 18:44
Írta: ra8nsmk6w Dátum 2009 október 03, 18:44
http://mazsola.iit.uni-miskolc.hu/~autsexoe/education/EXPERT/G7/G7_1.doc
Szalai Gyuri rakott be képet is
Szalai Gyuri rakott be képet is
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 03, 19:33
Írta: bmejdz9nu Dátum 2009 október 03, 19:33
A lézer egyszerűbb, (át)láthatóbb :)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 03, 20:03
Írta: Nemes Mihály Dátum 2009 október 03, 20:03
Új videó ( telefonos!!! Másfajata mozgásról!!
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 03, 20:04
Írta: Nemes Mihály Dátum 2009 október 03, 20:04
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 03, 20:05
Írta: Nemes Mihály Dátum 2009 október 03, 20:05
Hát ez lett belőle :) leszögezem ez nem kész!!! és ez csak egy Próba!!

Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 október 04, 07:42
Írta: x4rhew5r3 Dátum 2009 október 04, 07:42
Mekkora a sebesség a gyorsítottnál?
A marómotor felfogása azt sejteti, hogy elforgatható. Ha igen, akkor egy forgó asztallal 5 tengelyes a cél?
A marómotor felfogása azt sejteti, hogy elforgatható. Ha igen, akkor egy forgó asztallal 5 tengelyes a cél?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 04, 08:53
Írta: Nemes Mihály Dátum 2009 október 04, 08:53
Hát a sebesség az az első videón 1920 mm/perc
a másodikon 3000 mmm/perc
de csak 1920 mm/perc el készült az a kis óra előlap
A felfogatás csak a furtunát tartja .eddig csak 4 tengelyig mertem álmodozni.
Igazából a második CNC gépet szertenénk tovább fejleszteni , az elsőből tanulva.
ez inkább nagy felulet és nagy erőre van kitalálva.
a másodikon 3000 mmm/perc
de csak 1920 mm/perc el készült az a kis óra előlap
A felfogatás csak a furtunát tartja .eddig csak 4 tengelyig mertem álmodozni.
Igazából a második CNC gépet szertenénk tovább fejleszteni , az elsőből tanulva.
ez inkább nagy felulet és nagy erőre van kitalálva.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 október 04, 14:36
Írta: 000000000 Dátum 2009 október 04, 14:36
Megy, mint a golyó. A főorsó mennyit forog? Változott-e a felület minősége nagyobb előtolásnál?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 04, 18:05
Írta: Nemes Mihály Dátum 2009 október 04, 18:05
Alapból 2900 fordul a villanymotor, és 250 Hz van hajtava az az 14500 a fordulat.
ennél a sebességnél nem, sőt szebb a megmunkálás , mintha soronként marna a simító, de persze azért a sebeség növelésével romlik a minőség is.
ennél a sebességnél nem, sőt szebb a megmunkálás , mintha soronként marna a simító, de persze azért a sebeség növelésével romlik a minőség is.
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 10:47
Írta: Nemes Mihály Dátum 2009 október 15, 10:47
Egy kis videók , a minta ugyanaz, a sebbesség egy kicsit magasabb, de jobb minőségű filmek,
ezen lehett látni is valamit :)
ezen lehett látni is valamit :)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 10:47
Írta: Nemes Mihály Dátum 2009 október 15, 10:47
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 10:49
Írta: Nemes Mihály Dátum 2009 október 15, 10:49
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 10:49
Írta: Nemes Mihály Dátum 2009 október 15, 10:49
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 10:50
Írta: Nemes Mihály Dátum 2009 október 15, 10:50
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 11:06
Írta: bmejdz9nu Dátum 2009 október 15, 11:06
Fémet is tervezel megmunkálni vele?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 11:11
Írta: Nemes Mihály Dátum 2009 október 15, 11:11
Egyszer majd igen ha teljesen és hibba mentesen üzemel!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 október 15, 11:20
Írta: bmejdz9nu Dátum 2009 október 15, 11:20
"Kötekedni" lehet? [#lookaround] hát én ilyen vagyok...:) Igaz egybe még nem láttam a gépedet...
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 október 15, 11:27
Írta: Nemes Mihály Dátum 2009 október 15, 11:27
kötekedni lehett! persze nem szeretem :) ha érdekel tárhelyen van fent egy pár kép . figyelem az teljesen sufni tuning még ! ezért érdekesen zéz ki.
Cím: Re:AC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2009 november 01, 19:36
Írta: hje3wyntn Dátum 2009 november 01, 19:36
Ha valakit érdekel, YASKAWA AC motor boncolva. (500W)
Nagyon hasonlít egy léptetőmotorra, a forgórész szegmenses állandó mágnes, hátul az enkódernél két csapágy előfeszítve, nincs holtjátéka.


Nagyon hasonlít egy léptetőmotorra, a forgórész szegmenses állandó mágnes, hátul az enkódernél két csapágy előfeszítve, nincs holtjátéka.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 01, 19:45
Írta: bmejdz9nu Dátum 2009 november 01, 19:45
Hát igen.. valahol BL mindegyik...
Egyébként ezek az AC motorok mindig 8 pólusúak?
Egyébként ezek az AC motorok mindig 8 pólusúak?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 01, 19:51
Írta: bmejdz9nu Dátum 2009 november 01, 19:51
Egyébként...
Ide összegyűjtöttem azoknak a szervó vezérlőknek a beüzemelési útmutatóját amelyikek már eleve tudják fogadni a step/dir jeleket...
A PDF-ekben megtalálhatóak a hozzájuk való motorok típusa és azok adatai is...
(egyenlőre csak Yaskawa-ról, Samsungról, Teco-ról találtam... leírást)
Ha valaki tud még valamilyen step/dir-es AC vezérlőről... linkeljen! Gyűjtsük az infót!
Ha valaki tud ilyen step/dir-es AC vezérlő programozó szoftverről linkeljen! Töltse fel!
Ide összegyűjtöttem azoknak a szervó vezérlőknek a beüzemelési útmutatóját amelyikek már eleve tudják fogadni a step/dir jeleket...
A PDF-ekben megtalálhatóak a hozzájuk való motorok típusa és azok adatai is...
(egyenlőre csak Yaskawa-ról, Samsungról, Teco-ról találtam... leírást)
Ha valaki tud még valamilyen step/dir-es AC vezérlőről... linkeljen! Gyűjtsük az infót!
Ha valaki tud ilyen step/dir-es AC vezérlő programozó szoftverről linkeljen! Töltse fel!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 01, 19:52
Írta: bmejdz9nu Dátum 2009 november 01, 19:52
Cím: Re:AC szervó motoros vezérlés
Írta: hje3wyntn Dátum 2009 november 01, 20:41
Írta: hje3wyntn Dátum 2009 november 01, 20:41
Ez szerintem 6 pólusú, 3 kivezetése van +1 földelés.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 01, 20:51
Írta: bmejdz9nu Dátum 2009 november 01, 20:51
Lehet... amit én szereztem az 8... ha jól olvastam a könyvében...
Gondolom az erő fokozása végett csinálják... mert frekit 3-5000rpm-hez már könnyebb...
Gondolom az erő fokozása végett csinálják... mert frekit 3-5000rpm-hez már könnyebb...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 01, 20:58
Írta: s7manbs8 Dátum 2009 november 01, 20:58
Ebben 9 tekercs van, már majdnem elcsodálkoztam, hogyan lenne 8 benne, ha nem olvasom , el hittem volna. Végül is 3 fázis van nem ? 9/3 = 3
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 02, 14:31
Írta: 000000000 Dátum 2009 november 02, 14:31
Üdvözletem!
A következő témában szeretnék segítséget kérni:
sikerült szereznem 3 db ilyen AC hajtást, és a hozzávaló AC szervomotorokat.
A hajtás típusa: FANUC a06b-6058-h003.
Valaki tudna esetleg tanácsot adni a bekötéséhez? Milyen alapjellel lehet ezeket vezérelni? Sajna a neten nem sok infót találtam róla.
Előre is köszi

A következő témában szeretnék segítséget kérni:
sikerült szereznem 3 db ilyen AC hajtást, és a hozzávaló AC szervomotorokat.
A hajtás típusa: FANUC a06b-6058-h003.
Valaki tudna esetleg tanácsot adni a bekötéséhez? Milyen alapjellel lehet ezeket vezérelni? Sajna a neten nem sok infót találtam róla.
Előre is köszi
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:41
Írta: bmejdz9nu Dátum 2009 november 03, 19:41
DC szervó topik folyt... psychobilly #8784-től...
"Soha nem használtam még a hibatárolót, azaz hagytam a gyári beállításon mindig, ami +-50000 pulzus..."
Nem tennéd meg valamikor - hogy kisebb hibatárolón is oké ez?
Nekem már vissza csomagolva van a szekrényben... várja a mechanikát.. próbapadot...
Miért nem veszed vissza a hibatárolót valami "emberi" szintre?
Ha "falnak megy"? Na jó tudom... még arra is lehet kimenetet programozni, hogy Nm-ernél legyen hibajelzés...
"Soha nem használtam még a hibatárolót, azaz hagytam a gyári beállításon mindig, ami +-50000 pulzus..."
Nem tennéd meg valamikor - hogy kisebb hibatárolón is oké ez?
Nekem már vissza csomagolva van a szekrényben... várja a mechanikát.. próbapadot...
Miért nem veszed vissza a hibatárolót valami "emberi" szintre?
Ha "falnak megy"? Na jó tudom... még arra is lehet kimenetet programozni, hogy Nm-ernél legyen hibajelzés...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 19:45
Írta: bmejdz9nu Dátum 2009 november 03, 19:45
#8783 Sneci... Dc szervó topik...
"Ezekben a vezérlőkben nincs hardver számláló. Van a pozíció és az enkóder "regiszter", ami min. 32 bites, meg vannak a tárolt paraméterek, és innentől minden aritmetika. A hibát is 32 biten tárolja (ha nem lebegőpontosan), és mindent aritmetikai művelettekkel számol. Az tényleges áttételt is kiszámolja mint hányadost, ezért mindegy hogy 1000/1250, vagy 100/125, vagy 20/25."
Mint írtam...
Nem vagyok egy matematikai zseni sem... sajnos... meg sok minden sem...:) De kb. értem... azaz remélem...
Tehát van egy "futó számláló"... hogy hívták ezt TTL-ben... de rég volt a suli...:)
... és ennek a hosszát állítják?
Na ez igencsak eszement megközelítés... :)
"Ezekben a vezérlőkben nincs hardver számláló. Van a pozíció és az enkóder "regiszter", ami min. 32 bites, meg vannak a tárolt paraméterek, és innentől minden aritmetika. A hibát is 32 biten tárolja (ha nem lebegőpontosan), és mindent aritmetikai művelettekkel számol. Az tényleges áttételt is kiszámolja mint hányadost, ezért mindegy hogy 1000/1250, vagy 100/125, vagy 20/25."
Mint írtam...
Nem vagyok egy matematikai zseni sem... sajnos... meg sok minden sem...:) De kb. értem... azaz remélem...
Tehát van egy "futó számláló"... hogy hívták ezt TTL-ben... de rég volt a suli...:)
... és ennek a hosszát állítják?
Na ez igencsak eszement megközelítés... :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 03, 20:17
Írta: x4rhew5r3 Dátum 2009 november 03, 20:17
Hát pontatlan és félrevezető voltam. Talán egy egyszerű példával könnyebb lesz. A félrevezetés ott volt, hogy persze a kontrollerekben vannak számlálók is.
Az A-300-ban van a két számláló, a stepnek meg az enkódernek. Ezt követi kivonó egység meg a D/A, aminek a kimenetén egyből megjelenik az analóg hibajel. Tehát ha bármelyik számláló egyet változik, elektronikus sebességgel azonnal változik a hibajel is.
Na a digitális vezérlőkben nem így van. Az eleje ugyan az, de a számlálók nem 8 bitesek, hanem elegendően hosszúak ahhoz, hogy az abszolút pozíciókat tárolják. A lényeges különbség ott van, hogy a vezérlő nem állandóan figyeli a számlálókat, hanem csak meghatározott időnként vesz mintát a pillanatnyi helyzetről, és a két mintavételezett érték alapján már program számolja összeadás, kivonás, szorzás és osztás műveletekkel a teendőket. Egy ilyen számolási menet neve a szervo-ciklus (a szervo-ciklus néhány kHz-es). A program tehát a megfelelő képletekbe helyettesíti a konkrét értékeket, azokat rendre kiszámolja, és így áll össze a végén az a PWM jel, ami a 3 fázisú motort hajtja. A gear tehát valahol a képletekben egy érték, és nem számlálókkal realizált kapcsolás.
Remélem nem ködösítettem még jobban...
Az A-300-ban van a két számláló, a stepnek meg az enkódernek. Ezt követi kivonó egység meg a D/A, aminek a kimenetén egyből megjelenik az analóg hibajel. Tehát ha bármelyik számláló egyet változik, elektronikus sebességgel azonnal változik a hibajel is.
Na a digitális vezérlőkben nem így van. Az eleje ugyan az, de a számlálók nem 8 bitesek, hanem elegendően hosszúak ahhoz, hogy az abszolút pozíciókat tárolják. A lényeges különbség ott van, hogy a vezérlő nem állandóan figyeli a számlálókat, hanem csak meghatározott időnként vesz mintát a pillanatnyi helyzetről, és a két mintavételezett érték alapján már program számolja összeadás, kivonás, szorzás és osztás műveletekkel a teendőket. Egy ilyen számolási menet neve a szervo-ciklus (a szervo-ciklus néhány kHz-es). A program tehát a megfelelő képletekbe helyettesíti a konkrét értékeket, azokat rendre kiszámolja, és így áll össze a végén az a PWM jel, ami a 3 fázisú motort hajtja. A gear tehát valahol a képletekben egy érték, és nem számlálókkal realizált kapcsolás.
Remélem nem ködösítettem még jobban...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 03, 20:40
Írta: bmejdz9nu Dátum 2009 november 03, 20:40
Jaja... Az A300-ban még értettem... :)
Ahogy írtad...ezt tudtam... szépen látható is a rajzon... csak eddig megy az agyam :)
Oké...elfogadom ilyennek - amilyen ezt az AC-t:) Mi mást tehetnék? :) Végül is megy... teszi a dolgát :)
Ahogy írtad...ezt tudtam... szépen látható is a rajzon... csak eddig megy az agyam :)
Oké...elfogadom ilyennek - amilyen ezt az AC-t:) Mi mást tehetnék? :) Végül is megy... teszi a dolgát :)
Cím: Re:AC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 03, 22:23
Írta: fs9s63xkf Dátum 2009 november 03, 22:23
Magát a "hibatárolót" kipróbáltam, majd kipróbálom szorzóval is, de felesleges, semmi köze egymáshoz a kettőnek :)
Érdekesen működik, nem tilt le egyből amikor eléri a beállított értéket!
Pontosan nem tudom megmondani hogy működik, de valami ilyesmit tapasztaltam: Ha mondjuk beállítok 100-at akkor ha eléri "egy pillanatra" a 200-at az eltérés akkor azonnal letilt. Ha viszont csak egy pillanatra 150 az eltérés akkor nem történik semmi! Ha az eltérés 100ms-nál több ideig 100 felett de 200 alatt van akkor letilt. A pontos értékek nem biztos hogy így alakulnak, majd megpróbálok utána járni hogy a többi vezérlőben ez hogy is működik...
Érdekesen működik, nem tilt le egyből amikor eléri a beállított értéket!
Pontosan nem tudom megmondani hogy működik, de valami ilyesmit tapasztaltam: Ha mondjuk beállítok 100-at akkor ha eléri "egy pillanatra" a 200-at az eltérés akkor azonnal letilt. Ha viszont csak egy pillanatra 150 az eltérés akkor nem történik semmi! Ha az eltérés 100ms-nál több ideig 100 felett de 200 alatt van akkor letilt. A pontos értékek nem biztos hogy így alakulnak, majd megpróbálok utána járni hogy a többi vezérlőben ez hogy is működik...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 04, 07:26
Írta: 000000000 Dátum 2009 november 04, 07:26
Valószínűleg a Firmware az időt és a túllövés mértékét együttesen veszi figyelembe (lehet, hogy még nem is lineárisan). Lehet, hogy olyan mint a motorvédő kapcsolások thermo integráló (hőkioldó) tagja...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 04, 07:55
Írta: x4rhew5r3 Dátum 2009 november 04, 07:55
Kell az az integráló funkció, mert anélkül indokolatlanul leoldana a gyors változásoknál. Például 0-ról indulva néhány szervo ciklus alatt lehet extrém nagy a hibajel. Ha már 1000mm/perccel megy és ott van gyors váltás, akkor is 5kHz szervo ciklust feltételezve egy ciklus alatt csak 3 mikron az elméleti elmozdulás. A gyors váltást pedig csak a nagy hibajel tudja létrehozni. Ezért meg kell engedni a gép mechanikai pontosságán belül a nagy hibajelet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 04, 08:07
Írta: 000000000 Dátum 2009 november 04, 08:07
Persze, bár most azt lehetne mondani, hogy a vezérlő szoftver megfelelő konfigjával / tudásával ezt a gyorsítást kordában lehetne esetleg tartani (max hibajelen, nem túllépve azt).
Itt jön be az, hogy a sikló (...ja nem a gyík) szerű képződmények már eleve leoldanának egy ilyen gyorsítási kérelemtől.
Itt jön be az, hogy a sikló (...ja nem a gyík) szerű képződmények már eleve leoldanának egy ilyen gyorsítási kérelemtől.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 05, 16:19
Írta: 000000000 Dátum 2009 november 05, 16:19
Senki nem tud segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 16:46
Írta: bmejdz9nu Dátum 2009 november 05, 16:46
Ilyen-olyan vezérlő rengeteg van... hogyan segítsünk?
Először is meg kellene határozni milyen szervó?
A Fanuc honlapján nézted? Adatlap, bekötési, beüzemelési leírások vannak róla?
Akkor el lehet dönteni, hogy sebesség vagy nyomaték vagy pozició szervó vezérlő ez...
A Fanuc leírásában szerepelni fog, hogy milyen típusú (típusszám) motorokhoz gyártották...
Milyen fesz, áram, fázis jeladó, encoderrel szerelt Fanuc motorokhoz... hogy valóban az van e hozzá...
Utána lehet keresgélni a hozzá való kábeleket és setup szoftvert...
Ha nem pozició szervó azaz nem tud step/dir vagy CW, CCW jeleket fogadni akkor egy PID-et kell építened vagy venned hozzá...
Ekkor olyan lesz mint egy DC motoros hajtás... de nem kell szénkeféket cserélgetned pár ezer üzemóránként...
Valamint az AC motornak kisebb súlyú a forgórésze... azaz dinamikusabb hajtásra is lehetőség nyílik... ez persze függ a terhelés nagyságától.
De mégis mekkora a motor teljesítménye? Mi van a cimkén?
A Fanuc honlapja...
Persze én sem tudtam ezzel segíteni... tudom...
Talán más is ír neked ezt azt... aztán összejön valami remény...
Először szerez be egy adatlapot róla... hogy mégis mi ez? (vagy egy linket...) Biztos okosabbak lennénk... tudnánk segíteni...
Ha nincs semmi sehol... az ciki... azaz nagyon-nagyon régi...(?)
Először is meg kellene határozni milyen szervó?
A Fanuc honlapján nézted? Adatlap, bekötési, beüzemelési leírások vannak róla?
Akkor el lehet dönteni, hogy sebesség vagy nyomaték vagy pozició szervó vezérlő ez...
A Fanuc leírásában szerepelni fog, hogy milyen típusú (típusszám) motorokhoz gyártották...
Milyen fesz, áram, fázis jeladó, encoderrel szerelt Fanuc motorokhoz... hogy valóban az van e hozzá...
Utána lehet keresgélni a hozzá való kábeleket és setup szoftvert...
Ha nem pozició szervó azaz nem tud step/dir vagy CW, CCW jeleket fogadni akkor egy PID-et kell építened vagy venned hozzá...
Ekkor olyan lesz mint egy DC motoros hajtás... de nem kell szénkeféket cserélgetned pár ezer üzemóránként...
Valamint az AC motornak kisebb súlyú a forgórésze... azaz dinamikusabb hajtásra is lehetőség nyílik... ez persze függ a terhelés nagyságától.
De mégis mekkora a motor teljesítménye? Mi van a cimkén?
A Fanuc honlapja...
Persze én sem tudtam ezzel segíteni... tudom...
Talán más is ír neked ezt azt... aztán összejön valami remény...
Először szerez be egy adatlapot róla... hogy mégis mi ez? (vagy egy linket...) Biztos okosabbak lennénk... tudnánk segíteni...
Ha nincs semmi sehol... az ciki... azaz nagyon-nagyon régi...(?)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 16:59
Írta: x4rhew5r3 Dátum 2009 november 05, 16:59
"""Ekkor olyan lesz mint egy DC motoros hajtás... de nem kell szénkeféket cserélgetned pár ezer üzemóránként... """
Nem mondom feladtad a leckét. Mitől lesz olyan, mint egy DC motoros hajtás? Ezt nem bírom megfejteni:)
Nem mondom feladtad a leckét. Mitől lesz olyan, mint egy DC motoros hajtás? Ezt nem bírom megfejteni:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 17:08
Írta: bmejdz9nu Dátum 2009 november 05, 17:08
[#smile] Gondoltam, hogy megakadsz rajta... vagy aki erre jár :)
Nem akarok ám (nagy) vitát, vagy okoskodni erre majd ott a szombat este... :)
Nade...ha nem pozició szervó azaz AC... (pl. un. nyomaték szervó vagy sebesség szervó)
Akkor van ugyebár egy +/10V-os nyomaték bemenete... azaz ezen a ponton a feszültséget szabályozva változtatható a leadott nyomaték és persze az irány...
= Mint egy DC szervó vezérlő FET hidas végfokja... úgy nagyjából...:)
De itt pl. 6db FET "muzsikál" 3 Fázisban... ettől AC...
= Ez a végfok a 3 fázisú motor vezérléssel leváltja a DC motor kommutátorát és szénkeféit...azaz ezeket a "műveleteket" elektronika helyettesíti...
= "Kefementesítő"
Na most aztán kapok :) Ezekért a szakszerűtlen megfogalmazásokért :) Nede sebaj :) hobby...
Nem akarok ám (nagy) vitát, vagy okoskodni erre majd ott a szombat este... :)
Nade...ha nem pozició szervó azaz AC... (pl. un. nyomaték szervó vagy sebesség szervó)
Akkor van ugyebár egy +/10V-os nyomaték bemenete... azaz ezen a ponton a feszültséget szabályozva változtatható a leadott nyomaték és persze az irány...
= Mint egy DC szervó vezérlő FET hidas végfokja... úgy nagyjából...:)
De itt pl. 6db FET "muzsikál" 3 Fázisban... ettől AC...
= Ez a végfok a 3 fázisú motor vezérléssel leváltja a DC motor kommutátorát és szénkeféit...azaz ezeket a "műveleteket" elektronika helyettesíti...
= "Kefementesítő"
Na most aztán kapok :) Ezekért a szakszerűtlen megfogalmazásokért :) Nede sebaj :) hobby...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 17:28
Írta: x4rhew5r3 Dátum 2009 november 05, 17:28
Na, cseréltem biztosítékot. Lehet hogy Tibort meg újra kellett éleszteni[#csodalk]
A pozíció szervó, az nem "azaz AC". Az lehet AC, BLDC és DC is. A legtöbb vezérlő sebesség és nyomaték szabályzásra készül, és erre épülhet még pozíció szabályzás. De ez hosszú... Majd egy száraz furmint mellet...
A pozíció szervó, az nem "azaz AC". Az lehet AC, BLDC és DC is. A legtöbb vezérlő sebesség és nyomaték szabályzásra készül, és erre épülhet még pozíció szabályzás. De ez hosszú... Majd egy száraz furmint mellet...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 17:31
Írta: bmejdz9nu Dátum 2009 november 05, 17:31
AC-t vegyenek :) 6db azaz hat darab! Yaskawa vezérlő 150 USD...már egy hete fent van...és már csak 5 óra van hátra... és eddíg senki nem vette észre őket...
Azaz nem fedezte fel az Ebay-on... Lecsapni!!! [#smile][#smile][#smile] Olcsó! :)
Azaz nem fedezte fel az Ebay-on... Lecsapni!!! [#smile][#smile][#smile] Olcsó! :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 17:34
Írta: bmejdz9nu Dátum 2009 november 05, 17:34
Bizony-bizony közbe meg kell patkolni azt a biztit ha előkerülök :)
Egyébként ez miért van?
" A legtöbb vezérlő sebesség és nyomaték szabályzásra készül" miért?
- A sebesség szervó még ok... pl. futószalag terhelés független vezérlése :)
- A nyomaték szervó? az mikor és hol használják?
Egyébként ez miért van?
" A legtöbb vezérlő sebesség és nyomaték szabályzásra készül" miért?
- A sebesség szervó még ok... pl. futószalag terhelés független vezérlése :)
- A nyomaték szervó? az mikor és hol használják?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 18:12
Írta: x4rhew5r3 Dátum 2009 november 05, 18:12
A szervó lényege egyel beljebb van. Elkezdtem írni, de hosszú, majd élőben...
A másik kérdésedre, pl. valamit fel kell tekerni egy dobra...
A másik kérdésedre, pl. valamit fel kell tekerni egy dobra...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 05, 19:00
Írta: Riboga Dátum 2009 november 05, 19:00
Sajnos 110V-os analóg szervók (+-10V)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 05, 19:42
Írta: svejk Dátum 2009 november 05, 19:42
Snecinek van step/dir-analóg átalakítója.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 05, 19:42
Írta: svejk Dátum 2009 november 05, 19:42
A 110 V pedig megint nem nagy ügy..
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 19:54
Írta: bmejdz9nu Dátum 2009 november 05, 19:54
Trafó + PID :) A remény hal meg utoljára...:)
Egyébként végignéztem az Ebay-on hol és milyen AC szervókat lehet találni...
Az analógból sok van (+/-10V-os bem) ezek a legolcsóbbak... nagyon-nagyon olcsók...
Aztán ha egy ilyen analóghoz adnak egy motort... na az már sokkal drágább... (persze működés nincs garantálva)
Kábelek nincsenek hozzájuk, viszont exotikus csatlakozók vannak rajta... nagyon sokhoz leírás sehol a neten... annélkül?
Aztán vannak a digitális pozicószervók...
Még drágább... A Yaskawák amiket azonosítani tudtam 1996-os évjáratú doksit találtam hozzá azzaz hozzájuk... Faxról PDF-ben :)
Motor nincs hozzá... de azért lehet azt is fogni... talán párosítható... talán nem csapágyas... talán cserélhetőek a csapágyak...
Itt is megint csak kábelhiány... speciális (beszerezhetetlen) csatlakozók...
Igazából biztosra mondható setup szoftver sem találtam... (pl. találtam egy DOS-ost az egyik Yaskawa-hoz:)
Működés nincs garantálva... itt-ott egy darab = ezért drága postaköltség...
(és persze sok nem 230V-os... van 100-110... aztán valami 460V-os...)
Szóval ez így egy nagy kaland...
felkutatni, beszerezni, fizetni valamicskét érte + szállítás nem olcsó ...aztán általában a világ másik felében van azaz +Áfa és vám... akkor is ha végén nem is működik...
Na és persze rengeteg idő... kutakodás mindenért... na persze ez is egy hobby:)
Vagy (még) nem értek hozzá?
Azaz pl. Mitsubishi, Panasonic, Fanuc szervókat nem is rágtam át... azaz nem tudom melyik mire...melyik sebesség melyik nyomatékszervó és melyik poziciószervó...
Egy-egy gyártónak is igen nagy a kínálata... és sajnos a "kifutott" vezérlők és motorok adatait nem tették fel a honlapjukra... (tisztelet a kivételnek)
Mert ha nem poziciószervó akkor kell még egy PID-et (előke) is csinálni ill. venni... ami vezérli a poziciót és kompatibilissá teszi a step/dir-es progijainkhoz...
Ez is pénz... és mindezt a kefementesítés miatt? Mert ugyanaz a PID működhet (működik) egy DC vezérlőben.
Jó tudom vannak az AC motornak előnyei... de nem mindig és nem minden esetben...
Szerintem az előnyei kisebb telj. méretekben és kisebb terheléseknél vannak... (talán igen nagyban is, ahol már DC hajtás már szinte kivitelezhetetlen fesz és áram miatt...)
vagy?
Egyébként végignéztem az Ebay-on hol és milyen AC szervókat lehet találni...
Az analógból sok van (+/-10V-os bem) ezek a legolcsóbbak... nagyon-nagyon olcsók...
Aztán ha egy ilyen analóghoz adnak egy motort... na az már sokkal drágább... (persze működés nincs garantálva)
Kábelek nincsenek hozzájuk, viszont exotikus csatlakozók vannak rajta... nagyon sokhoz leírás sehol a neten... annélkül?
Aztán vannak a digitális pozicószervók...
Még drágább... A Yaskawák amiket azonosítani tudtam 1996-os évjáratú doksit találtam hozzá azzaz hozzájuk... Faxról PDF-ben :)
Motor nincs hozzá... de azért lehet azt is fogni... talán párosítható... talán nem csapágyas... talán cserélhetőek a csapágyak...
Itt is megint csak kábelhiány... speciális (beszerezhetetlen) csatlakozók...
Igazából biztosra mondható setup szoftver sem találtam... (pl. találtam egy DOS-ost az egyik Yaskawa-hoz:)
Működés nincs garantálva... itt-ott egy darab = ezért drága postaköltség...
(és persze sok nem 230V-os... van 100-110... aztán valami 460V-os...)
Szóval ez így egy nagy kaland...
felkutatni, beszerezni, fizetni valamicskét érte + szállítás nem olcsó ...aztán általában a világ másik felében van azaz +Áfa és vám... akkor is ha végén nem is működik...
Na és persze rengeteg idő... kutakodás mindenért... na persze ez is egy hobby:)
Vagy (még) nem értek hozzá?
Azaz pl. Mitsubishi, Panasonic, Fanuc szervókat nem is rágtam át... azaz nem tudom melyik mire...melyik sebesség melyik nyomatékszervó és melyik poziciószervó...
Egy-egy gyártónak is igen nagy a kínálata... és sajnos a "kifutott" vezérlők és motorok adatait nem tették fel a honlapjukra... (tisztelet a kivételnek)
Mert ha nem poziciószervó akkor kell még egy PID-et (előke) is csinálni ill. venni... ami vezérli a poziciót és kompatibilissá teszi a step/dir-es progijainkhoz...
Ez is pénz... és mindezt a kefementesítés miatt? Mert ugyanaz a PID működhet (működik) egy DC vezérlőben.
Jó tudom vannak az AC motornak előnyei... de nem mindig és nem minden esetben...
Szerintem az előnyei kisebb telj. méretekben és kisebb terheléseknél vannak... (talán igen nagyban is, ahol már DC hajtás már szinte kivitelezhetetlen fesz és áram miatt...)
vagy?
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 05, 20:26
Írta: Riboga Dátum 2009 november 05, 20:26
Ennek az eladónak egészen jó szettjei vannak.
Yaskawa
Minden párban, csatlakozók, programok és persze step-dir.
Yaskawa
Minden párban, csatlakozók, programok és persze step-dir.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 20:47
Írta: x4rhew5r3 Dátum 2009 november 05, 20:47
Bölcs maradtál volna, ha hallgatsz...
Most én mondom, hogy nem kellene ennyi sületlenséggel félrevezetni a jónépet.
Most én mondom, hogy nem kellene ennyi sületlenséggel félrevezetni a jónépet.
Cím: Re:AC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 november 05, 20:52
Írta: 4um5b65d Dátum 2009 november 05, 20:52
Nem baj , ucccse hittük el neki...[#vigyor3]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:23
Írta: bmejdz9nu Dátum 2009 november 05, 21:23
Ok. Mondjuk... Tételezzük fel... Ámen és vesszük!
Most ennek a Yaskawa-nak linkeld meg a gépkönyvét! ... és mindjárt meglesz a téma...
DRIVER: SGDM-04ADA
Az eladót ne kérdezd... mert még a saját BreakOut bordját sem ismeri... vegyél... azt ne fejtsd meg melyik levágott csatlakozó melyik...
Most ennek a Yaskawa-nak linkeld meg a gépkönyvét! ... és mindjárt meglesz a téma...
DRIVER: SGDM-04ADA
Az eladót ne kérdezd... mert még a saját BreakOut bordját sem ismeri... vegyél... azt ne fejtsd meg melyik levágott csatlakozó melyik...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:28
Írta: bmejdz9nu Dátum 2009 november 05, 21:28
Ne akarom félrevezetni a "népet" sült bolondsággal... Megvárjuk pl. Riboga fórumtárs linkjét...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:29
Írta: x4rhew5r3 Dátum 2009 november 05, 21:29
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:29
Írta: bmejdz9nu Dátum 2009 november 05, 21:29
Nem is kell...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:38
Írta: bmejdz9nu Dátum 2009 november 05, 21:38
Letöltve... ok. ez nem is rossz :) Elvileg.... A setup szoftvert ismered? Van linked?
A levágott, és a set-hez hozzá adott csatlakozók bekötése merre van a PDF-ben?
A levágott, és a set-hez hozzá adott csatlakozók bekötése merre van a PDF-ben?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:40
Írta: x4rhew5r3 Dátum 2009 november 05, 21:40
A beszédes kód alapján, 100V-os, 400W-os, Sebesség, nyomaték és pozíció vezérlés.
Most már én is megnézem:)
Most már én is megnézem:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:42
Írta: x4rhew5r3 Dátum 2009 november 05, 21:42
Link nincs kéznél, de elérhető...
Én a régit klienst használom.
Én a régit klienst használom.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:44
Írta: bmejdz9nu Dátum 2009 november 05, 21:44
A Yaskawa ezt a modellt még árulja? Azaz még futó típus?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:47
Írta: x4rhew5r3 Dátum 2009 november 05, 21:47
354. oldalon van, de ez a Yaskawánál csak a speciálisan cégeknek gyártott verzióknál gond.
A standard nagyon jól dokumentált.
A standard nagyon jól dokumentált.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:49
Írta: bmejdz9nu Dátum 2009 november 05, 21:49
A 354-es oldalon az I/O csatlakozások vannak...(CN1)... az oké...
A vezérlő és a motor csatlakozás az érdekesebb... előszörre (encoder)... az merre van a PDF-ben?
A vezérlő és a motor csatlakozás az érdekesebb... előszörre (encoder)... az merre van a PDF-ben?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:50
Írta: x4rhew5r3 Dátum 2009 november 05, 21:50
A motoroknál...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 21:51
Írta: bmejdz9nu Dátum 2009 november 05, 21:51
Oldal szám?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 21:56
Írta: x4rhew5r3 Dátum 2009 november 05, 21:56
Megnéztem, 350.
Soros az enkóder
Soros az enkóder
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 05, 22:02
Írta: bmejdz9nu Dátum 2009 november 05, 22:02
page 350 ... absolut encoder?
Rendelek egyet... és te garantálod a működését?
Rendelek egyet... és te garantálod a működését?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 november 05, 22:03
Írta: s7manbs8 Dátum 2009 november 05, 22:03
Mindegy mi milyen, megfejtjük, ha az alkatrész tartalma eleve többet ér, mint az egész, ami benne van, jöhet nem ?
Nekünk tudásunk van, mint tenger, csak anyag kell hozzá.
Nekünk tudásunk van, mint tenger, csak anyag kell hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 22:09
Írta: x4rhew5r3 Dátum 2009 november 05, 22:09
Miért kellene garantálnom?
Savanyú a szőlő, vagy mi van?
Nem találsz fogást?
Tényleg miről folyik most a vita?
Savanyú a szőlő, vagy mi van?
Nem találsz fogást?
Tényleg miről folyik most a vita?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 05, 22:13
Írta: x4rhew5r3 Dátum 2009 november 05, 22:13
Az ikonok lemaradtak, ezért utólag[#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 05, 22:18
Írta: Riboga Dátum 2009 november 05, 22:18
Ezt a vezérlőt az Omron is brandelte R88D-W..., tehát két programot is találtam hozzá.
Yaskawa - Sigmawin
Omron - Wmon
Érdekes, hogy az eladó listáján látok egy Samsung vezérlőt, ami kisértetiesen hasonlít a Yaskawa SGDA sorozatához.
Yaskawa - Sigmawin
Omron - Wmon
Érdekes, hogy az eladó listáján látok egy Samsung vezérlőt, ami kisértetiesen hasonlít a Yaskawa SGDA sorozatához.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 06:48
Írta: bmejdz9nu Dátum 2009 november 06, 06:48
Térjünk a lényegre )
Ki használ a fórmon már valamilyen AC pozició szervót? (eleve step/dir-es bemenetest)
Psychobilly-n kivül... mert azt tudjuk...
Ki használ a fórmon már valamilyen AC pozició szervót? (eleve step/dir-es bemenetest)
Psychobilly-n kivül... mert azt tudjuk...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 06:49
Írta: bmejdz9nu Dátum 2009 november 06, 06:49
[#smile]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 07:16
Írta: bmejdz9nu Dátum 2009 november 06, 07:16
Ezt én is észrevettem... Ez egy röhely...
Azaz ez a "brandelte" OEM stb... azt is írták az egyik külföldi fórumon, hogy a háttérben a Tamagawa gyártja az öszes motort nekik...
A Samsung... Allen-Bradley :) ... aztán Rockwell Automation nevet is használja... Azaz a két cég ebben az iparágban egyesült... megvették egymást :)
A Samsung nagyon hasonlít a Yaskawa-ra a Yaskawa meg minden másra :) Azaz ha átnézem a gépkönyveket majd tök azonos funkciók vannak bennük...
Persze arra (sajnos) ügyelnek, hogy a csatlakozók kiosztása és egymás motorjai ne legyenek egymással kompatibilisek...
Persze változnak kissé a lehetőségek... ahogy pár évente kihoznak egy-egy új modellt... de követik egymást...
Itt van a Samsung egyik újabb motorja pl. CZMZ széria... a "kötelező" 8+Shield (ABZ és inv.+táp) encoder kivezetésen kívül már van egy adatkábel páros is: RX és -RX.
Ezzel tudatja a vezérlővel milyen a motor (encoder fajta absz. vagy inc., felbontás, teljesítmény és típuszám, hőmérséklet stb...)
Ez ugye valahol jó... mert a vezérlő alap beállításokat hozzá állítja az adott motorhoz...
A vezérlő (ezáltal pontosabban) meg tudja határozni a terhelés inerciáját egy teszt mozgatásal (Auto-Tunning - Auto-Setup) Anti-hobysta megoldás:)? Plug&Play :)
Más felől ezek a technikai fejlődések már teljesen kizárják "valamilyen más motor" felhasználását...
(Ha jól tudom - az újabb motorokban a fázisszög jeladók, hall jeladók már nincsenek... a fázisvezérlést az encoderből tudják - 3 vezetékkel kevesebb:)
Ez már valami olyasmi mint amikor azonosító chippel látnak el egy akkut... hogy a másiké ne legyen jó hozzá :)
Tehát az egyik cég kihoz valami újat, új funkciót akkor a többi megveszi a licencet? Vagy koppintja? Nagyon sokan nincsenek a piacon...
Európai AC szervó gyártók vannak?
Azaz ez a "brandelte" OEM stb... azt is írták az egyik külföldi fórumon, hogy a háttérben a Tamagawa gyártja az öszes motort nekik...
A Samsung... Allen-Bradley :) ... aztán Rockwell Automation nevet is használja... Azaz a két cég ebben az iparágban egyesült... megvették egymást :)
A Samsung nagyon hasonlít a Yaskawa-ra a Yaskawa meg minden másra :) Azaz ha átnézem a gépkönyveket majd tök azonos funkciók vannak bennük...
Persze arra (sajnos) ügyelnek, hogy a csatlakozók kiosztása és egymás motorjai ne legyenek egymással kompatibilisek...
Persze változnak kissé a lehetőségek... ahogy pár évente kihoznak egy-egy új modellt... de követik egymást...
Itt van a Samsung egyik újabb motorja pl. CZMZ széria... a "kötelező" 8+Shield (ABZ és inv.+táp) encoder kivezetésen kívül már van egy adatkábel páros is: RX és -RX.
Ezzel tudatja a vezérlővel milyen a motor (encoder fajta absz. vagy inc., felbontás, teljesítmény és típuszám, hőmérséklet stb...)
Ez ugye valahol jó... mert a vezérlő alap beállításokat hozzá állítja az adott motorhoz...
A vezérlő (ezáltal pontosabban) meg tudja határozni a terhelés inerciáját egy teszt mozgatásal (Auto-Tunning - Auto-Setup) Anti-hobysta megoldás:)? Plug&Play :)
Más felől ezek a technikai fejlődések már teljesen kizárják "valamilyen más motor" felhasználását...
(Ha jól tudom - az újabb motorokban a fázisszög jeladók, hall jeladók már nincsenek... a fázisvezérlést az encoderből tudják - 3 vezetékkel kevesebb:)
Ez már valami olyasmi mint amikor azonosító chippel látnak el egy akkut... hogy a másiké ne legyen jó hozzá :)
Tehát az egyik cég kihoz valami újat, új funkciót akkor a többi megveszi a licencet? Vagy koppintja? Nagyon sokan nincsenek a piacon...
Európai AC szervó gyártók vannak?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 06, 08:06
Írta: 000000000 Dátum 2009 november 06, 08:06
én
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 08:14
Írta: bmejdz9nu Dátum 2009 november 06, 08:14
Szuper! Szuper!
Mert mint írtam ezek az AC pozició szervók majd mind egyformák...
Egy-két menüpont és lehetőség eléggé "szürke"...
Milyen típust használsz? Segítesz egy-egy beállítási menü megértésében?
Mert mint írtam ezek az AC pozició szervók majd mind egyformák...
Egy-két menüpont és lehetőség eléggé "szürke"...
Milyen típust használsz? Segítesz egy-egy beállítási menü megértésében?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 06, 08:52
Írta: x4rhew5r3 Dátum 2009 november 06, 08:52
Van jó szervo, meg kevésbé jó szervo, meg egyszerű szervo, meg rossz szervo:)
Nem tudom miért emeled ki ennyire az AC-t. Van mechanika ami bírja szervot, meg a mi nem.
Nem tudom miért emeled ki ennyire az AC-t. Van mechanika ami bírja szervot, meg a mi nem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 06, 08:53
Írta: 000000000 Dátum 2009 november 06, 08:53
Bocs, én pont a mai káoszra és kiszolgáltatottságra
törekvő világ miatt olyan motorokkal szeretek
csak foglalkozni, amin vagy semmi nincs, csak
a 3 fázistekercs és én teszek rá encodert,
vagy u,v,w fázisjelet Hall-al, optóval,..
stb. gyárilag kiadjon. Az én hajtásaim ilyen
renszerűek alapból. Rezolvert még szóbajöhet,
ez fejlesztés alatt áll.
Ezen illesztési anomáliák utána még úgyis
n+1 problémája, bajam nyűge van az AC
hajtásoknak, épp elég azzal vacakolni és
korrektül megoldani.
Így a gyári "szedett-vetett" protokolú vezérlőkkel,
motorokkal nem szívesen foglalkozom, ezt meghagyon az
olyan e-bay-os szerencsejátékosoknak és
kereskedőknek, mint Te!:)
törekvő világ miatt olyan motorokkal szeretek
csak foglalkozni, amin vagy semmi nincs, csak
a 3 fázistekercs és én teszek rá encodert,
vagy u,v,w fázisjelet Hall-al, optóval,..
stb. gyárilag kiadjon. Az én hajtásaim ilyen
renszerűek alapból. Rezolvert még szóbajöhet,
ez fejlesztés alatt áll.
Ezen illesztési anomáliák utána még úgyis
n+1 problémája, bajam nyűge van az AC
hajtásoknak, épp elég azzal vacakolni és
korrektül megoldani.
Így a gyári "szedett-vetett" protokolú vezérlőkkel,
motorokkal nem szívesen foglalkozom, ezt meghagyon az
olyan e-bay-os szerencsejátékosoknak és
kereskedőknek, mint Te!:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 09:06
Írta: bmejdz9nu Dátum 2009 november 06, 09:06
Ki mondta, hogy én mint "szerencsejátékos" az Ebay-on vettem a gyári "szedett-vedett" AC rendszeremet? Ki mondta, hogy eladom? Nem tervezem...
Azért vettem, hogy megismerjem! Ezt is... mint mást is...
Egyébként nem szeretem a szerencsejátékot... nem járok kaszinóba sem :)
A vezérlő már természetesen 100%-osan megy, teszteltem step/dir jelekkel...
A segítségedet kértem nem egy ismételt letolást :)
Nem vetem össze-vissza innét-onnét egy-egy vezérlőt és egy-egy valamilyen motort...
Annál sokkal kisebb a felkészültségem, hogy bevállalhattam volna ezen valódi "szerencsejátékot"... (ebben egyetértünk)
Te ügyes vagy...
Még ebben a "mai káoszra és kiszolgáltatottságra törekvő világban" is...
De a Samsung, Rockwell, Allen-Bradley (és más "még futottak" kategória pl. Yaskawa) felkészültsége a témában sem lehet nagyon sokkal kevesebb mint a tied:)
Ők is biztos fejlesztenek... ahogy te is...
Azért vettem, hogy megismerjem! Ezt is... mint mást is...
Egyébként nem szeretem a szerencsejátékot... nem járok kaszinóba sem :)
A vezérlő már természetesen 100%-osan megy, teszteltem step/dir jelekkel...
A segítségedet kértem nem egy ismételt letolást :)
Nem vetem össze-vissza innét-onnét egy-egy vezérlőt és egy-egy valamilyen motort...
Annál sokkal kisebb a felkészültségem, hogy bevállalhattam volna ezen valódi "szerencsejátékot"... (ebben egyetértünk)
Te ügyes vagy...
Még ebben a "mai káoszra és kiszolgáltatottságra törekvő világban" is...
De a Samsung, Rockwell, Allen-Bradley (és más "még futottak" kategória pl. Yaskawa) felkészültsége a témában sem lehet nagyon sokkal kevesebb mint a tied:)
Ők is biztos fejlesztenek... ahogy te is...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 06, 09:37
Írta: 000000000 Dátum 2009 november 06, 09:37
Sok sikert kívánok a csúcstechnikáidhoz.:)
Csak egy apró tamnácsom azért lenne: a
helyedben addig semmilyen szervóval nem
foglalkoznék, ameddig olyan alapkérdéseket
nem tisztáznék, mint redukált J, áttétel, felbontás,
szöggyorsulás, szükséges motor teljesítmény.
Persze csak nyugodtan nyomjad a teszteket és
élvezzed a "csodálatos" setup monitor ablakerdőt.
Néha azért tartsál egy kis szünetet, és azon
is gondolkozzál el: mi a sz@rt is csinálok én most
tulajdonképpen?:)[#nevetes1][#wave][#law]
Csak egy apró tamnácsom azért lenne: a
helyedben addig semmilyen szervóval nem
foglalkoznék, ameddig olyan alapkérdéseket
nem tisztáznék, mint redukált J, áttétel, felbontás,
szöggyorsulás, szükséges motor teljesítmény.
Persze csak nyugodtan nyomjad a teszteket és
élvezzed a "csodálatos" setup monitor ablakerdőt.
Néha azért tartsál egy kis szünetet, és azon
is gondolkozzál el: mi a sz@rt is csinálok én most
tulajdonképpen?:)[#nevetes1][#wave][#law]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 06, 09:41
Írta: 000000000 Dátum 2009 november 06, 09:41
Ezt a #212-re szántam válaszként, bocsánat ez
lemaradt.:)
lemaradt.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 10:41
Írta: bmejdz9nu Dátum 2009 november 06, 10:41
Köszi!
Tudod tanulságos ezeket is megismerni... és sok mindent csak azért is veszek meg, hogy tanuljak belőle..
Ezek a vezérlők - szerintem - nem fogják se nekem sem más hobbystának a "mindennapjait" képezni...
A setup program része ez a számító modul ami külön programként adtak hozzá: Motor Selection Program (exe) Ha megnéznéd... jó lenne...
Bizonyára olvastad...
A Numerator & Denominator megismerésével is próbálkoztam... igaz eddig csak félsikerrel...
De tudod... csak azt tudom elfogadni amit megértek... azaz "vakon", hogy ez van és használd... nekem kevés :)
Itt az a jó... és érdekes... hogy pillanatról pillanatra és tárolva tudom analizálni a történteket...
Mindent... pillanatnyi nyomatékot, a motor szöghelyzetét... stb... stb... digitális modulon és analóg szkópon...(a szoftverben)
A mérendő jellemzőkből egyszerre többet is lehet párosítani... hasonlítani... ez nagyon jó lehet...
Ezeket a tapasztalatokat... majd lehet használni az "ablaktörlő" szervó fejlesztésében :)
Tudod tanulságos ezeket is megismerni... és sok mindent csak azért is veszek meg, hogy tanuljak belőle..
Ezek a vezérlők - szerintem - nem fogják se nekem sem más hobbystának a "mindennapjait" képezni...
A setup program része ez a számító modul ami külön programként adtak hozzá: Motor Selection Program (exe) Ha megnéznéd... jó lenne...
Bizonyára olvastad...
A Numerator & Denominator megismerésével is próbálkoztam... igaz eddig csak félsikerrel...
De tudod... csak azt tudom elfogadni amit megértek... azaz "vakon", hogy ez van és használd... nekem kevés :)
Itt az a jó... és érdekes... hogy pillanatról pillanatra és tárolva tudom analizálni a történteket...
Mindent... pillanatnyi nyomatékot, a motor szöghelyzetét... stb... stb... digitális modulon és analóg szkópon...(a szoftverben)
A mérendő jellemzőkből egyszerre többet is lehet párosítani... hasonlítani... ez nagyon jó lehet...
Ezeket a tapasztalatokat... majd lehet használni az "ablaktörlő" szervó fejlesztésében :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 11:24
Írta: bmejdz9nu Dátum 2009 november 06, 11:24
Akkor megint felteszem a kérdést!
Ki használ a fórmon már valamilyen AC pozició szervót? (gyári és eleve step/dir-es bemenetest)
Psychobilly-n kivül... mert azt tudjuk...
Ki használ a fórmon már valamilyen AC pozició szervót? (gyári és eleve step/dir-es bemenetest)
Psychobilly-n kivül... mert azt tudjuk...
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 november 06, 14:34
Írta: u4vhu0en9 Dátum 2009 november 06, 14:34
én használok
omron smartstep
yaskawa sigmaII
a mappámban lévő videókon 100w-os smartstep hajtások vannak 1:2 átéttel 4es tr orsó 75-80kg mozgatott tömeg
itt
bajusz
omron smartstep
yaskawa sigmaII
a mappámban lévő videókon 100w-os smartstep hajtások vannak 1:2 átéttel 4es tr orsó 75-80kg mozgatott tömeg
itt
bajusz
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 06, 14:38
Írta: bmejdz9nu Dátum 2009 november 06, 14:38
Rég írtál már...
Egyébként rólad ezt tudtam... mert már akkor volt AC-d amikor még PID előkék nem voltak...
Majd lenne egy-két kérdésem... de ár most indulok a talira...Te jössz?
Egyébként rólad ezt tudtam... mert már akkor volt AC-d amikor még PID előkék nem voltak...
Majd lenne egy-két kérdésem... de ár most indulok a talira...Te jössz?
Cím: Re:AC szervó motoros vezérlés
Írta: u4vhu0en9 Dátum 2009 november 06, 15:59
Írta: u4vhu0en9 Dátum 2009 november 06, 15:59
igen megyek
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 06, 21:29
Írta: Riboga Dátum 2009 november 06, 21:29
Nekem is van egy több forrásos R88D-UP szettem, amit egy Grex-el hajtok meg. Viszont még csak az Y tengely mozog, tehát üzemi eredményeim nincsenek, csak kisérletek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 06, 22:30
Írta: svejk Dátum 2009 november 06, 22:30
Esetleg az R88-ból nincs plusszod eladó?
Netalán hibás, törött vezérlő, leégett motor, stb.
Netalán hibás, törött vezérlő, leégett motor, stb.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 06, 22:42
Írta: Riboga Dátum 2009 november 06, 22:42
Sajnos pont annyit szereztem, amennyi kelett, de még mindíg árúlja az eladó a 400W-os UP-kat.
http://cgi.ebay.com/Omron-R88D-UP12V-AC-Servo-Driver-200V-400W-CE_W0QQitemZ110418759040QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item19b5788d80
15-20 dollárt simán lehet alkudni.
http://cgi.ebay.com/Omron-R88D-UP12V-AC-Servo-Driver-200V-400W-CE_W0QQitemZ110418759040QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item19b5788d80
15-20 dollárt simán lehet alkudni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 07, 08:01
Írta: 000000000 Dátum 2009 november 07, 08:01
Sziasztok!
Na annyit sikerült megtudnom róla, hogy 3 fázisú PWM jellel kell vezérelni.
Sem a frekit sem más adatot nem tudok róla egyenlőre. Egyébként egy vezérléshibás gépből bontottam ki őket, a motor+szervók tutira passzolnak egymáshoz.
Na annyit sikerült megtudnom róla, hogy 3 fázisú PWM jellel kell vezérelni.
Sem a frekit sem más adatot nem tudok róla egyenlőre. Egyébként egy vezérléshibás gépből bontottam ki őket, a motor+szervók tutira passzolnak egymáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 08, 19:03
Írta: bmejdz9nu Dátum 2009 november 08, 19:03
Kár, hogy motort és kébeleket, szoftvert... nem ad hozzá...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 08, 22:00
Írta: Riboga Dátum 2009 november 08, 22:00
Most jutott eszembe, van pár Yaskawa DR2-NY41 vezérlőm. Elvileg üzemelnek, de valaki egyedileg gyárttta őket ezért sajnos semmit nem lehet velük kezdeni.
Péter, a programok fellelhetőek mint írtam, csatlakozót pedig a Budafoki úton lévő Mikronika boltban be lehet szerezni. A motor valóban gyenge pont, abból kevesebbet látok mindíg. Talán mert elhasználódnak?
Péter, a programok fellelhetőek mint írtam, csatlakozót pedig a Budafoki úton lévő Mikronika boltban be lehet szerezni. A motor valóban gyenge pont, abból kevesebbet látok mindíg. Talán mert elhasználódnak?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 08, 22:21
Írta: bmejdz9nu Dátum 2009 november 08, 22:21
A motorok általában csapágyasok lesznek... ezért aztán nem nagyon merik piacra tenni őket...(ezt egy amcsi írta nekem)
De talán cserélhetőek... a Hall jeladósoknál ez nem gond...
De ha a fázisszög vezérlést is már az encoderból tudja... akkor igencsak pontosan kell visszatenni... tehát ciki is lehet a művelet(?)...
Nekem most egy R88D-UP 50 W-os kellene ill. jól jönne...
Csatlakozót online lehet rendelni? pl. ettől a cégtől? Mi a neve ezeknek a számomra fura csatiknak? mert ugyebár hogyan keressem? :)
Setup szoftvert még nem találtam az Omron RD88D-XXX vezérlőkhöz... (vagyis még nem is tudom mit keressek...:)
Van neked? El küldenéd? vagy egy linket?
Vagy másnak van? Tudna valaki küldeni?
De talán cserélhetőek... a Hall jeladósoknál ez nem gond...
De ha a fázisszög vezérlést is már az encoderból tudja... akkor igencsak pontosan kell visszatenni... tehát ciki is lehet a művelet(?)...
Nekem most egy R88D-UP 50 W-os kellene ill. jól jönne...
Csatlakozót online lehet rendelni? pl. ettől a cégtől? Mi a neve ezeknek a számomra fura csatiknak? mert ugyebár hogyan keressem? :)
Setup szoftvert még nem találtam az Omron RD88D-XXX vezérlőkhöz... (vagyis még nem is tudom mit keressek...:)
Van neked? El küldenéd? vagy egy linket?
Vagy másnak van? Tudna valaki küldeni?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 08, 22:47
Írta: x4rhew5r3 Dátum 2009 november 08, 22:47
Omron és Yaskawa setup:
SigmaWin+
SigmaWin+
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 08, 23:00
Írta: bmejdz9nu Dátum 2009 november 08, 23:00
Köszi!
Csak két kérdés... Ez a progi minden Yaskawa-t és Omron-t tudja progizni?
A Yaskawa és Omron annyira ugyanaz mindenben, hogy a setup szoftver is azonos? Menüpontos és a csatlakozók is? Motorjaik is?
Mert ahogy elnéztem... a Yaskawa oldalán sokkal több az infó mint az Omron oldalán...
Csak két kérdés... Ez a progi minden Yaskawa-t és Omron-t tudja progizni?
A Yaskawa és Omron annyira ugyanaz mindenben, hogy a setup szoftver is azonos? Menüpontos és a csatlakozók is? Motorjaik is?
Mert ahogy elnéztem... a Yaskawa oldalán sokkal több az infó mint az Omron oldalán...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 08, 23:54
Írta: Riboga Dátum 2009 november 08, 23:54
A csatlakozó típusa mini centronics. Az R88-UP03HA megfelel az SGDA-A5AP típusnak így dupla az esélyed. :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 04:48
Írta: x4rhew5r3 Dátum 2009 november 09, 04:48
Omron és Yaskawa vezérlők R88 és Servopack vezérlők voltak eddig asztalon. A vezérlő típusának megfelelő paraméterek jelennek meg a kliensen, gondolom a vezérlő adja meg konfigurációt. Az Omron és Yaskawa nem hogy azonos, hanem ugyan az. Én egy régebbi beta kliensprogramot használok, mert kevesebb a csicsa, jobban kézreáll.
A vezérlő doksijában általában benne van a csatlakozó gyártó szerinti típusa is. Farnell-nél rákeres az ember, és a forrasztható változatot érdemes rendelni. A Budafoki úti boltot megnézem (Riboga köszi az infót, ismerem a boltot, de nem jutott eszembe ott is megnézni), hátha egy kicsit olcsóbb forrás...
Yaskawa vette a fáradságot, és a régebbi doksikat is beszkennelte és közzéteszi. A legtöbb gyártó válaszra sem méltat, ha ilyen kéréssel fordulsz hozzájuk.
A vezérlő doksijában általában benne van a csatlakozó gyártó szerinti típusa is. Farnell-nél rákeres az ember, és a forrasztható változatot érdemes rendelni. A Budafoki úti boltot megnézem (Riboga köszi az infót, ismerem a boltot, de nem jutott eszembe ott is megnézni), hátha egy kicsit olcsóbb forrás...
Yaskawa vette a fáradságot, és a régebbi doksikat is beszkennelte és közzéteszi. A legtöbb gyártó válaszra sem méltat, ha ilyen kéréssel fordulsz hozzájuk.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 november 09, 06:33
Írta: korbendallas Dátum 2009 november 09, 06:33
Nem centronics a csatija. Mini delta ribbon. Eddig csak a distrelec-nél láttam
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 november 09, 06:35
Írta: korbendallas Dátum 2009 november 09, 06:35
Legalábbis a yaskawa sgda-knak. Eddig csak azzal vilt dolgom.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 09:08
Írta: bmejdz9nu Dátum 2009 november 09, 09:08
Megint az az érzésem, hogy ezek az AC-k nem nekem valók... vagyis meghaladják a képességeimet...
Egyenlőre, lehet hogy full komplett és step/dir-es vezérlők valók nekem?
Egyébként letöltöttem a setup progit ... és pont úgy látom mint te...
Azaz egy örület és csicsa... pl. a tök egyértelmű és jól kezelhető Samsung/Allen Brandy-hoz képest...
Tehát, hogy egy régebbi azaz beta stup progit használsz... teljesen megértem!
Egyenlőre, lehet hogy full komplett és step/dir-es vezérlők valók nekem?
Egyébként letöltöttem a setup progit ... és pont úgy látom mint te...
Azaz egy örület és csicsa... pl. a tök egyértelmű és jól kezelhető Samsung/Allen Brandy-hoz képest...
Tehát, hogy egy régebbi azaz beta stup progit használsz... teljesen megértem!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 09:15
Írta: bmejdz9nu Dátum 2009 november 09, 09:15
Hűha... na akkor már ez sem biztos?
Mini Centronics kontra Mini Delta ribbon ?
Farnell? Distrelec? Budafoki úton lévő Mikronika bolt?
Linkelni nem tudná valaki a csatlakozó elérhetőségét? Akkor látnánk is...(képet is... mert én olyan vizuális típus vagyok:)
A Samsung vezérlőkön (CN1 és CN2) is ilyenek vannak... A gyártói jelzés ott: 3M.
Mini Centronics kontra Mini Delta ribbon ?
Farnell? Distrelec? Budafoki úton lévő Mikronika bolt?
Linkelni nem tudná valaki a csatlakozó elérhetőségét? Akkor látnánk is...(képet is... mert én olyan vizuális típus vagyok:)
A Samsung vezérlőkön (CN1 és CN2) is ilyenek vannak... A gyártói jelzés ott: 3M.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 09:38
Írta: bmejdz9nu Dátum 2009 november 09, 09:38
A Samsung AC pozició vezérlőnél...
A CN1 típusa 3M 10350 (Ez az I/O) Google képtalálatok erre....
A CN2 típusa 3M 10320 (ez a motor encoder csatlakozó) Google képtalálatok erre......
A CN1 típusa 3M 10350 (Ez az I/O) Google képtalálatok erre....
A CN2 típusa 3M 10320 (ez a motor encoder csatlakozó) Google képtalálatok erre......
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 09:48
Írta: x4rhew5r3 Dátum 2009 november 09, 09:48
Ami neked kell a Farnel-nél (magyar hangja fdh.hu)
3M 10120-3000PE 20 p. forrasztható
3M 10320-52F0 20 p. Ház
3M 10136-3000PE 36 p. forrasztható
3M 10336-52F0 36 p. Ház
Ebbe a keresőbe írd be a típusszámot és jön árakkal együtt. Adatlapot is találsz hozzá.
Az alkatrésznek nem tudom linkjét megadni, mert script hozza a találatokat...
3M 10120-3000PE 20 p. forrasztható
3M 10320-52F0 20 p. Ház
3M 10136-3000PE 36 p. forrasztható
3M 10336-52F0 36 p. Ház
Ebbe a keresőbe írd be a típusszámot és jön árakkal együtt. Adatlapot is találsz hozzá.
Az alkatrésznek nem tudom linkjét megadni, mert script hozza a találatokat...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 09:51
Írta: x4rhew5r3 Dátum 2009 november 09, 09:51
Hoppá, neked lehet nem 36 pólusú, hanem 50 pólusú kell...
Keresztben voltunk az írással
Keresztben voltunk az írással
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 november 09, 10:00
Írta: korbendallas Dátum 2009 november 09, 10:00
https://www.distrelec.com/ishopWebFront/search/luceneSearch.do;jsessionid=436B9A17C5A648D87A223503CE339C67.chdist143?dispatch=find&showImage=on&artnrPhrase=&typePhrase=&keywordPhrase=mini+delta+ribbon&vendorPhrase=
itt a sgda cn1-es csatikjához való dugó. 50 pólusú kell. Én már vettem ilyet és jó volt.
Üdv!
itt a sgda cn1-es csatikjához való dugó. 50 pólusú kell. Én már vettem ilyet és jó volt.
Üdv!
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 november 09, 10:02
Írta: korbendallas Dátum 2009 november 09, 10:02
Én pont most akarok ilyet rendelni. Ha gondolod összeálhatnánk és olcsóbb lenne a posta
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 10:02
Írta: x4rhew5r3 Dátum 2009 november 09, 10:02
Igen, az Omron R88D-hez kell a 36 pólusú.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 11:08
Írta: bmejdz9nu Dátum 2009 november 09, 11:08
Igen a Samsungnak 50 pol kell az Omron-nak 36 polusú... Az encoder csatlakozók azonosak!
Sajnos... mert 50-esből van van egy plusz darabom... (és encoderhez is lenne)
Egyébként minden (újabb és régebbi) Yaskawa és Omron vezérlőnek 36-os az I/O csatlakozója?
A Samsung-Rockwell-Allen Brandy féléknek pedíg 50-pol?
Persze ez/az ami nekem van az egy újabb azaz még futó modell...(és pozició szervó)
Sajnos... mert 50-esből van van egy plusz darabom... (és encoderhez is lenne)
Egyébként minden (újabb és régebbi) Yaskawa és Omron vezérlőnek 36-os az I/O csatlakozója?
A Samsung-Rockwell-Allen Brandy féléknek pedíg 50-pol?
Persze ez/az ami nekem van az egy újabb azaz még futó modell...(és pozició szervó)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 11:33
Írta: x4rhew5r3 Dátum 2009 november 09, 11:33
Nem mernék általánosságban leírni semmit, mert vannak a cégeknek vagy egy-egy projektnek készült példányok, ami tök más lehet. Itt a fórumon is forog egy DR2-es változat, amihez égen-földön nincs csatlakozó bekötés...
Annyi idő meg nincs, hogy ezt kitökölje az ember.
Ahogy valaki, ma már nem divatos apánk mondta: konkrét kérdésekre lehet konkrét választ adni:)
Annyi idő meg nincs, hogy ezt kitökölje az ember.
Ahogy valaki, ma már nem divatos apánk mondta: konkrét kérdésekre lehet konkrét választ adni:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 11:39
Írta: bmejdz9nu Dátum 2009 november 09, 11:39
Megvan ez a 36pol.csatlakozó...

Ez pedíg a ház hozzá....

Ciki, hogy ennyire hüle vagyok ez elektronikai alkatrészek beszerzésében... főleg idehaza...
Röhely de a Digikeys honlapján gyorsabban találok :)
Ez pedíg a ház hozzá....
Ciki, hogy ennyire hüle vagyok ez elektronikai alkatrészek beszerzésében... főleg idehaza...
Röhely de a Digikeys honlapján gyorsabban találok :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 11:45
Írta: bmejdz9nu Dátum 2009 november 09, 11:45
Na itt szépen egybe látni a dolgokat....
Itt Euroban vannak?
Egyébként ezek nettó árak gondolom...
Melyik cég gyorsabb? Melyik szállít olcsóbban? Semmi rutinom...
Mentségemre pl. a Digikeys szállítási árait fejből tudom :)
Szép nagy képek is vannak itt...


Itt Euroban vannak?
Egyébként ezek nettó árak gondolom...
Melyik cég gyorsabb? Melyik szállít olcsóbban? Semmi rutinom...
Mentségemre pl. a Digikeys szállítási árait fejből tudom :)
Szép nagy képek is vannak itt...
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 09, 11:46
Írta: Farkas Ádám Dátum 2009 november 09, 11:46
Nem ezt keresed?

Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 09, 11:48
Írta: Farkas Ádám Dátum 2009 november 09, 11:48
Itt vannak külön a csatik:
http://www.tme.eu/hu/katalog/index.phtml#cleanParameters%3D1%26search%3Dmdr%26bf_szukaj%3D+
http://www.tme.eu/hu/katalog/index.phtml#cleanParameters%3D1%26search%3Dmdr%26bf_szukaj%3D+
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2009 november 09, 11:52
Írta: korbendallas Dátum 2009 november 09, 11:52
Vigyázz!
Én nem ismerem az omront. A centronics és a mini delta ribbon nem ugyanaz. Én majdnem megszívtam vele és centronicsot rendeltem, de a két csatlakozó mérete különböző. Ha sneci-nek van ilyen vezérlője, akkor rá hallgass!
Én nem ismerem az omront. A centronics és a mini delta ribbon nem ugyanaz. Én majdnem megszívtam vele és centronicsot rendeltem, de a két csatlakozó mérete különböző. Ha sneci-nek van ilyen vezérlője, akkor rá hallgass!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:13
Írta: bmejdz9nu Dátum 2009 november 09, 12:13
Hát ez igaz... De azért egy kezdő AC-snek nehéz az élete...:)
0. venni valamit valahol... + posta + vám + Áfa vagy bontóhely felfedezése :)
1. beazonosítani a vezérlőt (gondolom lehet olyan eset amikor nem lehet - pl. "exotikus" típus)
2. begyűjteni a doksikat (ha van még egyáltalán hozzá)
3. megszerezni a setup szoftvert aztán meg is megtanulni. (kicsit tudni kell angolul ugyebár)
4. meghatározni, hogy melyik motor jó az adott vezérlőhöz (ha motort tudott szerezni akkor fordítva)
5. kisilabizálni a motoron a kábeleket... melyik melyik! Mert a gépkönyvekben a gyári összekötő kábelt szokták dokumentálni... de abban mások a színek!!!
6. Foraszgatani (totál biztosan) a kicsi csatlakozókat. (6/a pont előtte ezeket felhajtani :)
7. Izgulni, hogy nem hulla a vezérlő és persze a motor sem...
8. Ha nem poziciószervó (step/dir-es) akkor egy PID áramkört beszerezni... ami ugyebár meghatározza ez egész rendszer minőségét, ez a lelke.
De van egy egyszerűbb megoldás...[#nyes]
Itt a vigyor nagyon is fontos...(talán ötöt is betehettem volna)
A "felhasználó" elviszi az egész kupac "valamit" hozzád (Sneci-hez) és ...
Ez a "szolgáltatás" egyáltalán megfizethető?
... és a ha a szerkezetek nem működnek... akkor is be kell "szedned" a "felhasználótól" a "bevizsgálási" ...
A 9. pont lett volna egy Breakout board... aminek van egy LPT csatija... és kimeneti csatlakozók a szervó vez-hoz...
Még jó, hogy tápegységet nem kell venni hozzájuk:))
Elnézést, hogy ha valamilyen "buktatót" nem írtam le... kifelejtettem... mert még nem tudok róla :)
0. venni valamit valahol... + posta + vám + Áfa vagy bontóhely felfedezése :)
1. beazonosítani a vezérlőt (gondolom lehet olyan eset amikor nem lehet - pl. "exotikus" típus)
2. begyűjteni a doksikat (ha van még egyáltalán hozzá)
3. megszerezni a setup szoftvert aztán meg is megtanulni. (kicsit tudni kell angolul ugyebár)
4. meghatározni, hogy melyik motor jó az adott vezérlőhöz (ha motort tudott szerezni akkor fordítva)
5. kisilabizálni a motoron a kábeleket... melyik melyik! Mert a gépkönyvekben a gyári összekötő kábelt szokták dokumentálni... de abban mások a színek!!!
6. Foraszgatani (totál biztosan) a kicsi csatlakozókat. (6/a pont előtte ezeket felhajtani :)
7. Izgulni, hogy nem hulla a vezérlő és persze a motor sem...
8. Ha nem poziciószervó (step/dir-es) akkor egy PID áramkört beszerezni... ami ugyebár meghatározza ez egész rendszer minőségét, ez a lelke.
De van egy egyszerűbb megoldás...[#nyes]
Itt a vigyor nagyon is fontos...(talán ötöt is betehettem volna)
A "felhasználó" elviszi az egész kupac "valamit" hozzád (Sneci-hez) és ...
Ez a "szolgáltatás" egyáltalán megfizethető?
... és a ha a szerkezetek nem működnek... akkor is be kell "szedned" a "felhasználótól" a "bevizsgálási" ...
A 9. pont lett volna egy Breakout board... aminek van egy LPT csatija... és kimeneti csatlakozók a szervó vez-hoz...
Még jó, hogy tápegységet nem kell venni hozzájuk:))
Elnézést, hogy ha valamilyen "buktatót" nem írtam le... kifelejtettem... mert még nem tudok róla :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:17
Írta: bmejdz9nu Dátum 2009 november 09, 12:17
Igen! talán :) Komplett encoder kábelt :)
Erről jut eszembe, még nem is tudom hol veszek encoder kábelt...
A gépkönyv erőteljesen javasolja az árnyékolt 5x2 sodort érpárú kábel alkalmazását!
Sőt... mivel ezek izegnek-mozognak az energialáncban nem akármilyen típus lehet tartós!
Nekem van egy 20cm-es darabom... na ilyen minőségűről még álmodni sem merek....:)
Erről jut eszembe, még nem is tudom hol veszek encoder kábelt...
A gépkönyv erőteljesen javasolja az árnyékolt 5x2 sodort érpárú kábel alkalmazását!
Sőt... mivel ezek izegnek-mozognak az energialáncban nem akármilyen típus lehet tartós!
Nekem van egy 20cm-es darabom... na ilyen minőségűről még álmodni sem merek....:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 12:18
Írta: x4rhew5r3 Dátum 2009 november 09, 12:18
Ahogy mondod...
Érdemes a vezérlő doksijában megadott azonosító szerint menni, mert az biztos. Hasonló, de nem biztos hogy belemegy. A név sem jelent biztos, mert pl. a Farnel "Micro-"-nak írja, de az ugyan ott elérhető gyártó pdf-je szerint már "Mini-".
Szállítás...
árat mindíg érdemes több helyen nézni, mert van ami itt olcsóbb, de más máshol olcsóbb.
Tme.hu: Lengyelországból, de van PayPal 3-5 nap.
FDH.hu: Van ami itthonról, de van ami USA-ból. 2 nap. Lehet a Farnel.hu-tól 1 nap, de itt utalással vagyok regisztrálva. Az fdh a farnell budapesti "ügynök" cége.
Lomex.hu: Sok esetben a legjobb. Másnap.
retelektronika.hu: Másnap.
hqelektronik.hu: Van amiben a legjobb. Másnap.
soselectronic.hu: drága a szállítás
digikey-nél nem szoktam, arról én kérek infót.
A tévedés jogát fenntartom:)
Érdemes a vezérlő doksijában megadott azonosító szerint menni, mert az biztos. Hasonló, de nem biztos hogy belemegy. A név sem jelent biztos, mert pl. a Farnel "Micro-"-nak írja, de az ugyan ott elérhető gyártó pdf-je szerint már "Mini-".
Szállítás...
árat mindíg érdemes több helyen nézni, mert van ami itt olcsóbb, de más máshol olcsóbb.
Tme.hu: Lengyelországból, de van PayPal 3-5 nap.
FDH.hu: Van ami itthonról, de van ami USA-ból. 2 nap. Lehet a Farnel.hu-tól 1 nap, de itt utalással vagyok regisztrálva. Az fdh a farnell budapesti "ügynök" cége.
Lomex.hu: Sok esetben a legjobb. Másnap.
retelektronika.hu: Másnap.
hqelektronik.hu: Van amiben a legjobb. Másnap.
soselectronic.hu: drága a szállítás
digikey-nél nem szoktam, arról én kérek infót.
A tévedés jogát fenntartom:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 12:27
Írta: x4rhew5r3 Dátum 2009 november 09, 12:27
Igen, ezt is megbeszéltük már többször, de ez olyan mint az autó. Meg lehet venni 28millióért újonnan. Kihozza a kapun, már csak 18mill. Használja 2-3 évig, aztán már csak 3-4mill. Igaz közben 5-ször beledurrantott az ülésbe. de lehet hogy 24milláér bele is sz@rhat. Ki kell cserélni a huzatot.[#lookaround]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:28
Írta: bmejdz9nu Dátum 2009 november 09, 12:28
Ha eddig rendeltem mindig a Lomextól volt... az a kevés...Ok. volt minden...
Lomexnak is van ilyen csatija?
A digikeystől rendelés:
1. Dombornyomott Hitelkártya kell hozzá (VISA vagy MasterCard)
2. A legolcsóbb szállítási díj kb. 30 USD... USPS-kell választani checkoutnál... és ekkor is Express Mail-al küldik csak! (EMS) pár nap...
3. Van egy 10USD-s "vámpapír kitöltési" díj a külföldi rendelőknek...
4. A 10USD-ért jól megdolgoznak :)...nekem eddig mindig mindent "kezeltek" kb. 5% vám aztán +25% Áfa és 1400Ft vámkezelési díj...
Egy biztos... kicsiben keveset nem érdemes!
Egyrészt ilyen az árképzésük... ezt látni...
Másrészt a szállítási díj szinte konstans... meg a "buli" a hivatallal...
Lomexnak is van ilyen csatija?
A digikeystől rendelés:
1. Dombornyomott Hitelkártya kell hozzá (VISA vagy MasterCard)
2. A legolcsóbb szállítási díj kb. 30 USD... USPS-kell választani checkoutnál... és ekkor is Express Mail-al küldik csak! (EMS) pár nap...
3. Van egy 10USD-s "vámpapír kitöltési" díj a külföldi rendelőknek...
4. A 10USD-ért jól megdolgoznak :)...nekem eddig mindig mindent "kezeltek" kb. 5% vám aztán +25% Áfa és 1400Ft vámkezelési díj...
Egy biztos... kicsiben keveset nem érdemes!
Egyrészt ilyen az árképzésük... ezt látni...
Másrészt a szállítási díj szinte konstans... meg a "buli" a hivatallal...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 12:31
Írta: x4rhew5r3 Dátum 2009 november 09, 12:31
Túloztam az arányokban:)
Nincs akkora kockázat, ha csak a pontosan azonosítható típust veszi. Ott van kockázat, ha típusszám végén más, vagy kiegészítő karakterek vannak.
Azt a csatlakozót meg 20 perc alatt a kezdő is megforrasztja.
Én sajnos nem vállalok ilyen jellegű szolgáltatást, mert akkor a szűkös hobby időm rovására menne. Abból meg nem engedek, így is kevés.
Nincs akkora kockázat, ha csak a pontosan azonosítható típust veszi. Ott van kockázat, ha típusszám végén más, vagy kiegészítő karakterek vannak.
Azt a csatlakozót meg 20 perc alatt a kezdő is megforrasztja.
Én sajnos nem vállalok ilyen jellegű szolgáltatást, mert akkor a szűkös hobby időm rovására menne. Abból meg nem engedek, így is kevés.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:37
Írta: bmejdz9nu Dátum 2009 november 09, 12:37
Ezért jó a DC... az megy minden szinte mindennel ... :) Nincs elfelejtve... Csak most ez a "játék"...
Én - ha nem is használom - a léptetőknek is egyes felhasználásban látom/gondolom az előnyét...(Valamikor sokat teszteltem őket)
Azaz kis fordulaton a nagy nyomatéke néha jól jöhet...de ehhez nagy nyomatékú léptető motorok* és az ehhez szükséges nagy áramú vezérlők drágábbak* mint egy azonos DC szervó...
*Új motorokat (adatlaposakat) és új vezérlőket (adatlaposakat) összehasonlítva...
Én - ha nem is használom - a léptetőknek is egyes felhasználásban látom/gondolom az előnyét...(Valamikor sokat teszteltem őket)
Azaz kis fordulaton a nagy nyomatéke néha jól jöhet...de ehhez nagy nyomatékú léptető motorok* és az ehhez szükséges nagy áramú vezérlők drágábbak* mint egy azonos DC szervó...
*Új motorokat (adatlaposakat) és új vezérlőket (adatlaposakat) összehasonlítva...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 12:38
Írta: x4rhew5r3 Dátum 2009 november 09, 12:38
Én is így értelmeztem, és kicsiben nem érdemes.
A Lomex tényleg nagyon jó, csak korlátozott a választék (lehet hogy ezért is tudnak jók lenni). Ilyen csati sajnos nincs.
De pl. az a 10mm-es csavaros sorkapocs az tme. Sajnos elég sok időt elvisz az alkatrész beszerzés. Az elején kezdtem kiépíteni azt az adatbázist, hogy ha ráteszem a kapcsolási rajzra, akkor más a beszerzési infó is meglegyen. Feladtam...az is idő
A Lomex tényleg nagyon jó, csak korlátozott a választék (lehet hogy ezért is tudnak jók lenni). Ilyen csati sajnos nincs.
De pl. az a 10mm-es csavaros sorkapocs az tme. Sajnos elég sok időt elvisz az alkatrész beszerzés. Az elején kezdtem kiépíteni azt az adatbázist, hogy ha ráteszem a kapcsolási rajzra, akkor más a beszerzési infó is meglegyen. Feladtam...az is idő
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:40
Írta: bmejdz9nu Dátum 2009 november 09, 12:40
Egyetértés... hogy is mondják? Sajnos neked is csak egy életed van? :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 12:42
Írta: bmejdz9nu Dátum 2009 november 09, 12:42
Ezekre az AC-ra... nem lehet "teljes körűen" rutin megoldásokat alkalmazni... tanácsokat osztani...
Kivéve ha valahol nagyon sok egyforma vezérlő és motort lehet szerezni... de az már széria...:)
Elveszi a hobbystától pl. az örömöket... pl. hogy én szerezzek ma egy 36pol csatlakozót :)
Kivéve ha valahol nagyon sok egyforma vezérlő és motort lehet szerezni... de az már széria...:)
Elveszi a hobbystától pl. az örömöket... pl. hogy én szerezzek ma egy 36pol csatlakozót :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 12:43
Írta: x4rhew5r3 Dátum 2009 november 09, 12:43
Szerintem is, egy kicsit nagyobb nyomatékigény esetén a dc szervó olcsóbb lehet. És ráadásul nincs rettegés a tévesztést illetően. Nemrégiben valakivel végigszámoltuk ezt, és szervóval 2/3 áron kijön neki.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 09, 13:07
Írta: bmejdz9nu Dátum 2009 november 09, 13:07
Tudod eddig azt vallottam, hogy kicsiben a léptető olcsóbb... ez egy kicsit változott... :)
Biztos láttad Farkas Ádám kis gépét a talin...
"11w-os" SanyoDenki DC motorokkal ment...
Persze "áttétel" is volt valahol mert csak 1mm-es emelkedésűek voltak az orsók...
De... sokkal dinamikusabban ment mint egy azonos kategóriás létetős rendszer...
Olcsó kis motorok... és egy olcsó mini DC vezérlő... sokan megnézték...
Jó persze ez a gép nagyon kicsi volt... annyira kicsi hogy még "CNC gépszámba" sem vették...
Annyira kicsi volt, hogy Ádámnak "business" asztal díjat kellett fizetnie :))
Biztos láttad Farkas Ádám kis gépét a talin...
"11w-os" SanyoDenki DC motorokkal ment...
Persze "áttétel" is volt valahol mert csak 1mm-es emelkedésűek voltak az orsók...
De... sokkal dinamikusabban ment mint egy azonos kategóriás létetős rendszer...
Olcsó kis motorok... és egy olcsó mini DC vezérlő... sokan megnézték...
Jó persze ez a gép nagyon kicsi volt... annyira kicsi hogy még "CNC gépszámba" sem vették...
Annyira kicsi volt, hogy Ádámnak "business" asztal díjat kellett fizetnie :))
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 09, 13:20
Írta: x4rhew5r3 Dátum 2009 november 09, 13:20
Igen, én is többször visszamenetem megnézni. Az asztal meg...:(
Akkor mi a hobbi
Akkor mi a hobbi
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 09, 20:26
Írta: Riboga Dátum 2009 november 09, 20:26
Nekem teljesen egyformának tűnik a két csati és csak hasonló brandelés lehet mint az vezérlőknél :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 10, 09:41
Írta: bmejdz9nu Dátum 2009 november 10, 09:41
OMRON YASKAWA MOTION CONTROL - Compatibility List :::: PDF.
Ezt ismeritek?... jó tudom zöld fülűnek minden új :)
Ezt ismeritek?... jó tudom zöld fülűnek minden új :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 november 10, 10:03
Írta: HJózsi Dátum 2009 november 10, 10:03
Ezt szerintem legközelebb előre tisztázni kellene... Eredetileg én is egy hobbi asztalt rendeltem (természetesen kiváncsi lettem volna a látogatók értékelésére) , több hónapos munkával a hátam mögött a kisesztergával hobbistaként, a céges lehetőség pénteken derült ki... Nem is figyeltem, hogy sorszám kellett volna ... Ezt érdemes lenne a helyén kitárgyalni, a jövőt érintően ...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 10, 18:26
Írta: bmejdz9nu Dátum 2009 november 10, 18:26
Találtam és vettem itt. Sopronban servo encoderkábelt... Raktárról volt !!!
A 8 vezetékesből több féle volt de 10 vezetékesből csak egyfajta volt...
Ismerték! Tökéletese tudták, hogy mi az a plusz 1 adat érpár a motorból! Hát igen profik...
Ilyet vettem... ez energialánc kompatibilis:
ÖLFLEX SERVO FD770 CP ... de sajnos csak szürke színben volt :) Mindent ők sem tudnak...:)

A 8 vezetékesből több féle volt de 10 vezetékesből csak egyfajta volt...
Ismerték! Tökéletese tudták, hogy mi az a plusz 1 adat érpár a motorból! Hát igen profik...
Ilyet vettem... ez energialánc kompatibilis:
ÖLFLEX SERVO FD770 CP ... de sajnos csak szürke színben volt :) Mindent ők sem tudnak...:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 10, 19:11
Írta: 000000000 Dátum 2009 november 10, 19:11
Szerintem is nagyon jó volt az a kis gép, érdekes hogy nem került be a gépbírálatba sem... Azok a pici szervó motorok... valami kis teljesítményűek voltak azt hiszem, és mégis lefoghatatlan erővel működtek. A gazdája publikálhatná a részleteket.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 10, 19:41
Írta: bmejdz9nu Dátum 2009 november 10, 19:41
11W :) No persze jó fajták...SanyoDenki... 1mm-es em. orsókkal... A DC szervótopikban majd biztos tesz be képeket... Ha a Z-is oké lesz..
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 10, 20:05
Írta: x4rhew5r3 Dátum 2009 november 10, 20:05
Ez finom kábel!
Neten csak a sógoréktól lehet rendelni?
Neten csak a sógoréktól lehet rendelni?
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 10, 20:24
Írta: Farkas Ádám Dátum 2009 november 10, 20:24
Itt vagyok he... Örülök hogy tetszett a gépem, nekem elég az az elismerés amit a közönségtől kaptam :). Igaz az egyik zsűritag még meg is akarta venni a gépet ;). Igen a motorok 11 Wattosak, és 1mm-es NSK golyós orsók voltak benne max:5000mm/perc -et futott, ami 1mm-es orsóknál nem is rossz.
Cím: Re:AC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 november 10, 20:28
Írta: 4um5b65d Dátum 2009 november 10, 20:28
Mit gyártottál Ádám ? Meg lehet valahol nézni? Kép - video ??
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 10, 20:46
Írta: Farkas Ádám Dátum 2009 november 10, 20:46
Miért nem jöttél el... de dög:) 100*100*35mm munkaterületű kisgép. Csak X-Y tengely volt kész, de ma nagyot haladtam a Z-vel is.
Képek:Fórum>>Gép átépítés és fejlesztés #444

csinálok videót pár napon belül. többi kérést másik topikban...
Képek:Fórum>>Gép átépítés és fejlesztés #444
csinálok videót pár napon belül. többi kérést másik topikban...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2009 november 10, 20:54
Írta: besirkyjh Dátum 2009 november 10, 20:54
Szia Ádám
Te kefélted el .
Legközelebb ha ilyen lessz akkor PIROSSAL csupa NAGY BETÜVEL rá irod hogy FÉLKÉSZGÉP mint ahogy más is tette .Akkor észre veszik !? Kicsike .
Gyönyörü profi szerkezet , el is neveztem Zsebi babának .
Ez az igazi hobby !!!!
Te kefélted el .
Legközelebb ha ilyen lessz akkor PIROSSAL csupa NAGY BETÜVEL rá irod hogy FÉLKÉSZGÉP mint ahogy más is tette .Akkor észre veszik !? Kicsike .
Gyönyörü profi szerkezet , el is neveztem Zsebi babának .
Ez az igazi hobby !!!!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 10, 21:02
Írta: bmejdz9nu Dátum 2009 november 10, 21:02
A DC-ben "vágjál fel" a minimalista gépeddel :) Ez az AC topik...:)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 13, 17:28
Írta: svejk Dátum 2009 november 13, 17:28
Megnéztem, valóban a Mikronikában lehet kapni.
Ők Mini Centronics néven árulják, de ugyan az a 3M 10136 (a 36 pólusú)
A bibi kettő, egyrészt most csak 36 és 50 pólusú van nekik, másrészt az ára.
a 36-os 2300 Ft
az 50-es 2800 Ft
A fenti árak a csatira vonatkoznak, a házak plusz kb. ennyi...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 17:32
Írta: bmejdz9nu Dátum 2009 november 13, 17:32
Nagyon drágák ezek a csatlakozók! Szörnyű!
... és ami még nagyobb szomorúság... ahogy Tibor szokta írni... Távoli webáruházakban sem találok sokkal olcsóbban...még nagy tételnél sem...
... és ami még nagyobb szomorúság... ahogy Tibor szokta írni... Távoli webáruházakban sem találok sokkal olcsóbban...még nagy tételnél sem...
Cím: Re:AC szervó motoros vezérlés
Írta: fs9s63xkf Dátum 2009 november 13, 17:52
Írta: fs9s63xkf Dátum 2009 november 13, 17:52
Távoli webáruházakban? Csak itthon nem néztél körbe?! :)
A milyénken ugyan ilyen csatlakozók vannak 50 illetve 20 pólusú! Az 50 pólusú bruttó 4125 HUF, házzal együtt. A 20-as nincs külön, csak kész kábel formában, így a legolcsóbb 1m árnyékolt kábellel együtt bruttó 9125 HUF :)
A milyénken ugyan ilyen csatlakozók vannak 50 illetve 20 pólusú! Az 50 pólusú bruttó 4125 HUF, házzal együtt. A 20-as nincs külön, csak kész kábel formában, így a legolcsóbb 1m árnyékolt kábellel együtt bruttó 9125 HUF :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 18:57
Írta: bmejdz9nu Dátum 2009 november 13, 18:57
4125+9125= 13.250Ft... + munka + még kábelek...
Naja ilyen AC szervós élete :)... a kábelek többe kerülnek mint egy DC szervóvezérlő :)
Én egy ilyen csatlakozóra kb. 1500Ft-ot tudnék, azaz szeretnék elképzelni :)
Egy magamfajta kispénzű (talán skót:) hobbysta ilyenkor mit tehet... bontott csatlakozók után szaglászik :)
Egyébként meg nem értem...
Árulnak itt-ott bontott vezérlőket, bontott motorokat... amik persze "defaultban" nem passzolnak össze...:)
Akik ezeket bontják... a csatlakozókat eldobják? Mert gondolom az is volt itt-ott...
Persze egy Úriember bemegy a boltba, megveszi a vezérlőt a passzoló motorral és persze a hozzá való kábelekkel együtt :)
Naja ilyen AC szervós élete :)... a kábelek többe kerülnek mint egy DC szervóvezérlő :)
Én egy ilyen csatlakozóra kb. 1500Ft-ot tudnék, azaz szeretnék elképzelni :)
Egy magamfajta kispénzű (talán skót:) hobbysta ilyenkor mit tehet... bontott csatlakozók után szaglászik :)
Egyébként meg nem értem...
Árulnak itt-ott bontott vezérlőket, bontott motorokat... amik persze "defaultban" nem passzolnak össze...:)
Akik ezeket bontják... a csatlakozókat eldobják? Mert gondolom az is volt itt-ott...
Persze egy Úriember bemegy a boltba, megveszi a vezérlőt a passzoló motorral és persze a hozzá való kábelekkel együtt :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 21:18
Írta: bmejdz9nu Dátum 2009 november 13, 21:18
Ilyen kell nekem? Omron "88-as"-hoz :) Vagy jobb a setup szoftver... :)

Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2009 november 13, 22:17
Írta: x4rhew5r3 Dátum 2009 november 13, 22:17
Omron még nem volt a kezemben, de Yaskawánál több verzió van. Amit a doksi ír, csak az biztos.
Egyébként meg nem kell, mert jobb a setup kliens.
Azoknak kell gondolom, akik a terepen pc nélkül akarnak álligatni.
Egyébként meg nem kell, mert jobb a setup kliens.
Azoknak kell gondolom, akik a terepen pc nélkül akarnak álligatni.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 13, 23:16
Írta: bmejdz9nu Dátum 2009 november 13, 23:16
Ahogy átnéztem.... ahogy írtad... A Yaskawa és Omron full ugyanaz...
A többi gyártó...
Egy kész röhely, hogy majd mindegyik azonos... azaz alig-alig van eltérés a gyártók közt, mindegyik ugyanolyan paraméterezéssel, tudással...
Csak éppen a pl. a csatlakozók kiosztása más és más... nehogy kompatibilisek legyenek...
A többi gyártó...
Egy kész röhely, hogy majd mindegyik azonos... azaz alig-alig van eltérés a gyártók közt, mindegyik ugyanolyan paraméterezéssel, tudással...
Csak éppen a pl. a csatlakozók kiosztása más és más... nehogy kompatibilisek legyenek...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2009 november 13, 23:43
Írta: Riboga Dátum 2009 november 13, 23:43
Ahogy Sneci írta, a program sokkal barátságosabb és a végén elmenthető a konfig. Ellenben ki lehet tenni rá üzemi adatokat. Úgy mint fordulat, enkoder állás, nyomaték stb..
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:37
Írta: bmejdz9nu Dátum 2009 november 28, 14:37
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 14:41
Írta: 000000000 Dátum 2009 november 28, 14:41
"DSP PCB with Step/Dir onput." ???
Onput? :)
Nahát-nahát! Legalább megemlíthetnéd a QDSP vagy a Quantum szavakat is! :))
Onput? :)
Nahát-nahát! Legalább megemlíthetnéd a QDSP vagy a Quantum szavakat is! :))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:53
Írta: bmejdz9nu Dátum 2009 november 28, 14:53
Nem az enyém... de ott van: + QDSP PCB with Step/Dir input (with opto couplers :) Mit szernél még bent? :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:54
Írta: bmejdz9nu Dátum 2009 november 28, 14:54
QDSP... A Quantum a Full DC servo controller neve...vagy?
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 14:54
Írta: Farkas Ádám Dátum 2009 november 28, 14:54
Én voltam
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 14:55
Írta: svejk Dátum 2009 november 28, 14:55
Ejnye, de ismerős cucc, vajon hol is láthattam...??
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 14:55
Írta: Farkas Ádám Dátum 2009 november 28, 14:55
mit kérsz? beírom[#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:55
Írta: bmejdz9nu Dátum 2009 november 28, 14:55
[#hawaii][#vigyor3][#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 14:56
Írta: Farkas Ádám Dátum 2009 november 28, 14:56
Nem én reklámoztam be ide[#confused]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 14:56
Írta: 000000000 Dátum 2009 november 28, 14:56
Persze, most már ott van! :))
Gyorsan javítva lett, köszönöm! [#vigyor3]
Gyorsan javítva lett, köszönöm! [#vigyor3]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:56
Írta: bmejdz9nu Dátum 2009 november 28, 14:56
Megvan az "elkövető"! egy hobbysta...egy magyar hobbysta :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 14:57
Írta: bmejdz9nu Dátum 2009 november 28, 14:57
Nem ám... Én voltam! Jó buli lesz... Már csak egy videó kellene... ahogy megy.... egyébként jó a leírás...
Igaz angolul a német Ebay-on...
Igaz angolul a német Ebay-on...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 14:58
Írta: 000000000 Dátum 2009 november 28, 14:58
[#taps][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 14:58
Írta: svejk Dátum 2009 november 28, 14:58
A grafikont nézve pont egységet ugrasztasz ? :)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 14:59
Írta: Farkas Ádám Dátum 2009 november 28, 14:59
de tényleg ha akarsz valamit a szoftverről vagy a QDSP-ről közölni beírom,
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:00
Írta: bmejdz9nu Dátum 2009 november 28, 15:00
Ádám gyorsan cseréld a képet mert mindjárt jön a Mumus :) azt kapsz... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 15:00
Írta: Farkas Ádám Dátum 2009 november 28, 15:00
sajnos weblapot nem tudok berakin azt csak a vevőknek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 15:00
Írta: 000000000 Dátum 2009 november 28, 15:00
Köszi, semmit, csak amit te jónak látsz!
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 15:00
Írta: Farkas Ádám Dátum 2009 november 28, 15:00
ok már cserélem is :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:04
Írta: bmejdz9nu Dátum 2009 november 28, 15:04
Sok ember "keze-esze" munkája van ebben a vezérlőben... számoljuk :)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 15:07
Írta: Farkas Ádám Dátum 2009 november 28, 15:07
QDSP javítva
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:08
Írta: bmejdz9nu Dátum 2009 november 28, 15:08
Nem semmi... már pirossal kiemelve:) "Quantum Servo DSP"...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 15:11
Írta: 000000000 Dátum 2009 november 28, 15:11
[#worship][#eljen][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 15:13
Írta: svejk Dátum 2009 november 28, 15:13
Mi az hogy számoljuk?!
Várjuk majd a jutalékosztást :)))
Várjuk majd a jutalékosztást :)))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:23
Írta: bmejdz9nu Dátum 2009 november 28, 15:23
[#nevetes1] Mondtam előre, hogy részvénytársasági formát kell(ene) alapítani a fórumtagoknak :) Hobby CNC Zrt.
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 15:42
Írta: Farkas Ádám Dátum 2009 november 28, 15:42
István tudnál SMD QDSP-t is csinálni? (más ügyben)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 15:50
Írta: bmejdz9nu Dátum 2009 november 28, 15:50
Betört az AC szervók világába a QDSP...:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 17:41
Írta: 000000000 Dátum 2009 november 28, 17:41
Persze, ha van a panelen ICP csatlakozás, mert azon keresztül programozom fel!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 17:44
Írta: svejk Dátum 2009 november 28, 17:44
Beruházhatnál már egy SMD foglalatba...:)
De azt az 5 lábat házilag is be tudnád fogni...
De azt az 5 lábat házilag is be tudnád fogni...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:02
Írta: 000000000 Dátum 2009 november 28, 18:02
Nekem eddig nem volt rá szükségem, de ha megéri, miért ne?! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:03
Írta: 000000000 Dátum 2009 november 28, 18:03
Az ICP csati akkor sem ártana rá, mert utólag is updatelhető ezen keresztül!
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 18:10
Írta: Farkas Ádám Dátum 2009 november 28, 18:10
Szóval ha aktuális akkor küldjek egy DIP/SMD átmenetet
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 18:38
Írta: Farkas Ádám Dátum 2009 november 28, 18:38
Ne feledjük el hogy ezt a projektet mint annyi mást !!!SVEJK!!! kartárs fejlesztette. Nem volt kis munka, habár neki ez csak egy kihívás egy "játék" volt. Több szervóvezérlő IC-t is megpróbált de a QDSP győzött(ez itt a reklám). De a lényeg hogy ehhez az AC végfokhoz készült a panel, rádugható csatlakozósra, hővédelem beiktatással, sok teszteléssel és álmatlan éjszakákkal... ezt el kellett mondanom mert megérdemli [#taps][#taps][#taps][#taps][#taps][#taps][#taps]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:45
Írta: 000000000 Dátum 2009 november 28, 18:45

Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 18:53
Írta: 000000000 Dátum 2009 november 28, 18:53
Elég ha szólsz előtte és veszek (valahol)! [#vigyor3]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:02
Írta: bmejdz9nu Dátum 2009 november 28, 19:02
Bizony ám! Köszönet (ezért is) Svejk Mesternek!!!
A "feltét" PID "előke" teljesen eggyé vált az AC végfokkal! A gyári vezérlő hőmérséklet védeleme, a végfok letiltása stb... mind-mind... A QDSP-ben is megjelenik... együtt él...
A tőle megszokott kiváló és szép panelterven felül még mechanikailag is integrálta a panelre!
Felhasználta a végfok segédtápjait... szóval összetett lett a rendszer!
Én is köszönöm!
A "feltét" PID "előke" teljesen eggyé vált az AC végfokkal! A gyári vezérlő hőmérséklet védeleme, a végfok letiltása stb... mind-mind... A QDSP-ben is megjelenik... együtt él...
A tőle megszokott kiváló és szép panelterven felül még mechanikailag is integrálta a panelre!
Felhasználta a végfok segédtápjait... szóval összetett lett a rendszer!
Én is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 19:09
Írta: Farkas Ádám Dátum 2009 november 28, 19:09
Jééé a hirdetésbe is bekerült a neve:) ideje hogy az egész világ megismerjeee [#vigyor][#vigyor][#vigyor]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 19:11
Írta: 000000000 Dátum 2009 november 28, 19:11
Na jó, ez már személyi kultusz!!![#ejnye1][#vigyor3][#vigyor2][#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 19:30
Írta: bmejdz9nu Dátum 2009 november 28, 19:30
[#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1] Ilyen egy hobbysta ...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 november 28, 19:41
Írta: svejk Dátum 2009 november 28, 19:41
Na menjetek a p....-ba :))
Kényszer szülte a dolgot, olyan lett amilyen.
Most már teljesen másképp csinálnám...
Kényszer szülte a dolgot, olyan lett amilyen.
Most már teljesen másképp csinálnám...
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 november 28, 19:48
Írta: Farkas Ádám Dátum 2009 november 28, 19:48
[#buck][#buck][#buck]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 november 28, 19:56
Írta: 000000000 Dátum 2009 november 28, 19:56
Persze... ne szerénykedj! Ha megnyerte, hagy vigye!!! [#vigyor1]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 november 28, 20:11
Írta: bmejdz9nu Dátum 2009 november 28, 20:11
Kényszer... Ja... Aztán István megint kéri a verő legények telefonszámát...akikkel ki lett veretve mint az A300...[#nevetes1]
Nem kell szégyenleni... jó lett! Persze az ember másodszorra (általában) mindent jobban csinálna... de ez csak egy elvi sík... azért mert tökéletes talán nincs is.:)
Nem kell szégyenleni... jó lett! Persze az ember másodszorra (általában) mindent jobban csinálna... de ez csak egy elvi sík... azért mert tökéletes talán nincs is.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 05, 21:48
Írta: bmejdz9nu Dátum 2009 december 05, 21:48
Megvették az Ebay-on Ádámtól a Quantum QDSP-s AC vezérlőket a Mavilor motorral!
Egyszerre a hármat! ... majd 600 Euroért... (+ szállítási költség)
Pedig én azt mondtam neki, hogy ref. videó nélkül nem fog menni... tévedtem! Gratula!
Ezek szerint egy vezérlő + PID előke + Motor = 198 Euro = 54.000Ft-ot ér...
Mert minden annyit ér amennyiért el lehet adni...
Egyszerre a hármat! ... majd 600 Euroért... (+ szállítási költség)
Pedig én azt mondtam neki, hogy ref. videó nélkül nem fog menni... tévedtem! Gratula!
Ezek szerint egy vezérlő + PID előke + Motor = 198 Euro = 54.000Ft-ot ér...
Mert minden annyit ér amennyiért el lehet adni...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 06, 13:44
Írta: 000000000 Dátum 2009 december 06, 13:44
Gratula az Ebay eladásodhoz, ha ez jó üzlet volt,akkor duplán gratula.
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 december 07, 17:08
Írta: Farkas Ádám Dátum 2009 december 07, 17:08
Köszönöm :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 22:12
Írta: 000000000 Dátum 2009 december 07, 22:12
Urak egy kis segítség kéne.
AC servo motoros szabászgép referencia start után egy leheletnyit mozdul a motor és azonnal letilt Servo hiba üzenettel kikapcsol a vezérlő is.
Mi lehet a baja a motornak?
Vagy nem a motor a ludas?
AC servo motoros szabászgép referencia start után egy leheletnyit mozdul a motor és azonnal letilt Servo hiba üzenettel kikapcsol a vezérlő is.
Mi lehet a baja a motornak?
Vagy nem a motor a ludas?
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2009 december 07, 22:15
Írta: ukcge40u Dátum 2009 december 07, 22:15
A mechanika tiszta?
Nincs beleakadva valami?
Nincs beleakadva valami?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 22:53
Írta: 000000000 Dátum 2009 december 07, 22:53
Semmi baja lazán jár.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 07, 23:15
Írta: bmejdz9nu Dátum 2009 december 07, 23:15
Ezeregy dologtól lehet ez... Hívjál ki a hibához egy Profit! Van aki biztos itt a fórumon is elvállalja... aztán se perc alatt megoldja...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 23:34
Írta: 000000000 Dátum 2009 december 07, 23:34
Kézzel tekerd le a végállás kapcsolórol.
Ha ez után is ugyanezt produkálja akkor lehet hogy poros lett az enkóder, de ennek elég kicsi az esélye.
Mondjuk bekövetkezhet ha esetleg kiesett belöle csavar ahol bement a por.
Még az is lehet hogy kábeltörés van valahol.
Ha ez után is ugyanezt produkálja akkor lehet hogy poros lett az enkóder, de ennek elég kicsi az esélye.
Mondjuk bekövetkezhet ha esetleg kiesett belöle csavar ahol bement a por.
Még az is lehet hogy kábeltörés van valahol.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 07, 23:54
Írta: 000000000 Dátum 2009 december 07, 23:54
Példának

Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 08, 18:42
Írta: 000000000 Dátum 2009 december 08, 18:42
Ok köszönöm megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 08, 18:54
Írta: 0gbwyh99 Dátum 2009 december 08, 18:54
Szia!
Volt nálunk a gyárban egy hasonló helyzet .
Át kell nézned hogy van-e mechanikai szorulás valahol a hajtásláncban , vagy az ékszíj-fogazott szíj feszítése megfelelő-e . Nálunk az volt a baj hogy szíjat cseréltek, utána motort utána meg vezérlőt is , de nem javult meg . Én odamentem , beállítottam a fogazott szíj feszítését és utána rendesen ment ! Az után szépen vissza raktam a régi motort és vezérlőt (minek "kopjon" az új ha a régi még jó !?) [#smile]
Volt nálunk a gyárban egy hasonló helyzet .
Át kell nézned hogy van-e mechanikai szorulás valahol a hajtásláncban , vagy az ékszíj-fogazott szíj feszítése megfelelő-e . Nálunk az volt a baj hogy szíjat cseréltek, utána motort utána meg vezérlőt is , de nem javult meg . Én odamentem , beállítottam a fogazott szíj feszítését és utána rendesen ment ! Az után szépen vissza raktam a régi motort és vezérlőt (minek "kopjon" az új ha a régi még jó !?) [#smile]
Cím: Re:AC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 08, 19:05
Írta: 0gbwyh99 Dátum 2009 december 08, 19:05
Ahogy már az előttem lévők is és én is mondtuk , legvalószínűbb a mechanikai szorulás , akadozás . Azok a szervó rendszerek igen kényeset arra . Úgy vannak paraméterezve hogy az egész hajtásláncnak és a megmunkálásnak az együttes értéke van beállítva a vezérlőbe (szabályzóba) (+/- valamennyi tolerancia is azért rá van hagyva) . Ha az az érték túl lép a beállított értéken kívül - azonnal letilt - ezzel megakadályozva az esetleges további kár okozását a gépben . És, nem csak a szorulás okozhat ilyen hibát , ha például leveszed a szíjat a mocirol - ugyan úgy letilt a motyó ! Esetleg a szervó szabályzó által kiírt hibát ,ha lehetséges, ki kell keresni a gépkönyvben , az lehet hogy valamennyire utalást adna arra hogy merre kell keresni a hiba forrást .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 08, 20:10
Írta: 000000000 Dátum 2009 december 08, 20:10
Köszi urak.
Ezeknek mind utána fogok nézni.
Ezeknek mind utána fogok nézni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 10, 19:42
Írta: 000000000 Dátum 2009 december 10, 19:42
Megoldódott a probléma.
Tiszta retek volt az enkóder.
Tiszta retek volt az enkóder.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 10, 21:55
Írta: 000000000 Dátum 2009 december 10, 21:55
Ilyen ötösöm legyen a lottón [#nyes]
Lehet tudni hol ment bele a kosz?
Lehet tudni hol ment bele a kosz?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 14:12
Írta: 000000000 Dátum 2009 december 23, 14:12
RC! Áthoztam ide a témát a DC szervóból, csak hogy ezt is zárjuk már rövidre.
" © rc ma 11:45 | Válasz | #10445
Elfogadva amit írsz, csak két momentum a modellmotor szabályzókhoz:
- a nem gagyik min és max fesz bemenetűek, azaz amit én használok 7,4 V-14,5 V DC bemenetűek és ez a max fordulatot befolyásolja, ha motor is erre van gyártva. Van forgalomban max 36 V-os bemenetű is.
- itt most nem a szinkronba tartás témáját kívántam boncolgatni, hanem a DC-ről meghajtott BLDC motorok esetét. Kereskedelmi forgalomban ma már ritka mint a fehér holló a jeladós BLDC modellmotor, mivel itt nincs akkora dinamikus fordulatszám változtatási igény mint a CNC technikában), - " csak max-on tartás" és azt pedig jeladó nélkül is meg tudták oldani.
Csodák persze tudom nincsenek, de az elvek lehetnek azonosak."
1. Az hogy ezek a modell BL vezérlők különböző feszről járathatók az világos, de egy adott aksinál ez akkor is fix feszültség, és nem változtadhatod 0 és X között mert nem ettől változik a motor fordulatszáma ezen vezérlőknél, sőt egy minimum fesz eleve kell neki. Tehát egészen másról van itt szó, mint az én esetemben.
2. Szerintem nem olyan ritka az érzékelős kivitel, hiszen a SpeedPassion cég alig egy éve dobta piacra pont a fokozódó modell igények alapján a szenzoros BL motorjait. Azt hallottam ez nem egy
gagyi cég a modelliparban. Nyilván tudják ők is, miért fejlesztettek ebbe az irányba.
3. Pont egyről beszélünk, a BL motor az BL motor, általános elvek szerint működik, függetlenül attól mire és hol használják. Persze az igények mások lehetnek, ebből más lehet a hozzájuk tartozó AC vezérlő is.
" © rc ma 11:45 | Válasz | #10445
Elfogadva amit írsz, csak két momentum a modellmotor szabályzókhoz:
- a nem gagyik min és max fesz bemenetűek, azaz amit én használok 7,4 V-14,5 V DC bemenetűek és ez a max fordulatot befolyásolja, ha motor is erre van gyártva. Van forgalomban max 36 V-os bemenetű is.
- itt most nem a szinkronba tartás témáját kívántam boncolgatni, hanem a DC-ről meghajtott BLDC motorok esetét. Kereskedelmi forgalomban ma már ritka mint a fehér holló a jeladós BLDC modellmotor, mivel itt nincs akkora dinamikus fordulatszám változtatási igény mint a CNC technikában), - " csak max-on tartás" és azt pedig jeladó nélkül is meg tudták oldani.
Csodák persze tudom nincsenek, de az elvek lehetnek azonosak."
1. Az hogy ezek a modell BL vezérlők különböző feszről járathatók az világos, de egy adott aksinál ez akkor is fix feszültség, és nem változtadhatod 0 és X között mert nem ettől változik a motor fordulatszáma ezen vezérlőknél, sőt egy minimum fesz eleve kell neki. Tehát egészen másról van itt szó, mint az én esetemben.
2. Szerintem nem olyan ritka az érzékelős kivitel, hiszen a SpeedPassion cég alig egy éve dobta piacra pont a fokozódó modell igények alapján a szenzoros BL motorjait. Azt hallottam ez nem egy
gagyi cég a modelliparban. Nyilván tudják ők is, miért fejlesztettek ebbe az irányba.
3. Pont egyről beszélünk, a BL motor az BL motor, általános elvek szerint működik, függetlenül attól mire és hol használják. Persze az igények mások lehetnek, ebből más lehet a hozzájuk tartozó AC vezérlő is.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 19:13
Írta: bmejdz9nu Dátum 2009 december 23, 19:13
Tibornak... A három tekercs... (DC toikból folyt.)
Azt mondod, hogy te (szívesebben) teszel szögjeladókat és encodert a motorra? Jobb a "natur" kezedet min valami "ekzotikus gyári" jeladás?
Azt mondod, hogy te (szívesebben) teszel szögjeladókat és encodert a motorra? Jobb a "natur" kezedet min valami "ekzotikus gyári" jeladás?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 19:29
Írta: bmejdz9nu Dátum 2009 december 23, 19:29
Pontosítok..
Azaz egyszerűbb, költséghatékonyabb vagy talán csak úgy járható egy "valamilyen gyártmányú" AC motor meghajtása a vezérlőddel, hogy a "megfejthetetlen - nem érdemes alapon" azaz eredeti fázisszögjel adást (és encoder) protokolt nem felhasználni?
Azaz egyszerűbb, költséghatékonyabb vagy talán csak úgy járható egy "valamilyen gyártmányú" AC motor meghajtása a vezérlőddel, hogy a "megfejthetetlen - nem érdemes alapon" azaz eredeti fázisszögjel adást (és encoder) protokolt nem felhasználni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 19:41
Írta: 000000000 Dátum 2009 december 23, 19:41
Ha nincs rajta megfelelő, akkor igen. Így nem vagy kiszolgáltatva a virtuális, titkos, ahány gyár annyi vezérlő/motor párosításnak, protokoloknak. És ráadásul korrektebb, biztosabb a hajtás extrém nagy fordulatokon is, minimális I null (1 KW-os motorokat hajtok 100 mA-el!), és ha valaki a bontóból hoz hozzám csak egy natúr AC szervo motort 3 dróttal, az is egyből életre kel. Ja és DC motorként egyből tápra kötheted a két kivezetést egy kis dobozkával, és egy 1.5V-os ceruzaelemről máris forog az AC motor, mint egy DC. Volt AC, nincs AC!:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 20:24
Írta: bmejdz9nu Dátum 2009 december 23, 20:24
Értem kb. hajtás elvét... AC-ból "egy kefementesítő" elektronikával azonos "bemenetű" lesz mint a DC hajtás...
Azaz 6 FET, 3 jeladó + (szög)vezérlés = Kész :) De egyszerű ezt csak így leírni :)
A szögjeladó szerinted miből jó azaz használható? Ha jól tudom a "klasszikusan" a Hall jeladók az elterjedtebbek... (mágnes pörög és a Hall jelet ad :)
Kérdés: opto pl. reflexiós opto + 3 "réses" tárcsával is ez meg lehetne valósítani? Azaz fázis szögjeladás pozíciót "adni-venni"?
Azaz 6 FET, 3 jeladó + (szög)vezérlés = Kész :) De egyszerű ezt csak így leírni :)
A szögjeladó szerinted miből jó azaz használható? Ha jól tudom a "klasszikusan" a Hall jeladók az elterjedtebbek... (mágnes pörög és a Hall jelet ad :)
Kérdés: opto pl. reflexiós opto + 3 "réses" tárcsával is ez meg lehetne valósítani? Azaz fázis szögjeladás pozíciót "adni-venni"?
Cím: Re:AC szervó motoros vezérlés
Írta: Teaway Dátum 2009 december 23, 20:29
Írta: Teaway Dátum 2009 december 23, 20:29
Hány fokos egy szögjel?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 20:31
Írta: bmejdz9nu Dátum 2009 december 23, 20:31
120 fokonként láttam... eddig AC motorokat? Vagy lehet több is?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 20:49
Írta: 000000000 Dátum 2009 december 23, 20:49
Én az optó érzékelőket szeretem alkalmazni, gyors, hiszterézis nélküli, és finomhangolható.
Teaway!
A szögeltolás pedig a motor pólusszámától függ, az 1, 2, 3, 4, 5, 6 póluspár számú motorok a gyakoriak, így ezekhez rendre 360 fok/p.p.szám/6
fázis csatorna szögeltolás szükséges.
Teaway!
A szögeltolás pedig a motor pólusszámától függ, az 1, 2, 3, 4, 5, 6 póluspár számú motorok a gyakoriak, így ezekhez rendre 360 fok/p.p.szám/6
fázis csatorna szögeltolás szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 23, 20:59
Írta: ANTAL GÁBOR Dátum 2009 december 23, 20:59
tettem a linkekbe egy animációt a brushless motorok vezérlésének jobb megértése érdekében.(az is lehet hogy korábban én ia a fórumról jutottam hozzá akkor bocs sajnos a forrásra már nem emlékszem)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 21:06
Írta: 000000000 Dátum 2009 december 23, 21:06
Látod Gábor milyen véletlenek vannak? Éppen ma erről is beszélgettünk telcsin...:) Csak az a baj, hogy a lottó ötösnél nincs ilyen szerencsénk....:))
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 23, 21:12
Írta: ANTAL GÁBOR Dátum 2009 december 23, 21:12
Tulajdonképpen ez nem véletlen. Megjelenik vmi a fórumon (mondjuk a te írásod) amit sokan olvasnak és máris jönnek az ötletek, no meg a kérdések (talán ennyiért még nem leszek át küldve a csevegőbe)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 21:27
Írta: bmejdz9nu Dátum 2009 december 23, 21:27
Tehát a szögjeladás - "hogy is írjam" 0 vagy 1 azaz "digitális"....
Sokan félnek az optós szögjeladástól... pedig szerintem kézenfekvő... és sok "gyári" AC motorban már az encoderből "nyerik" azaz szintén optós elv.(?)
Póluspár? Nekem amik vannak mind 8 pólus-uak... (adatlapból tudom csak)
Nade 3 fázisúak azaz 3 "drót" megy bele... azaz jön ki :) akkor 3 jeladó... azaz 120 fokonként lehet benne a "lelkivilágában"?
360/8/6 = ? Na ezt nem értem....
Sokan félnek az optós szögjeladástól... pedig szerintem kézenfekvő... és sok "gyári" AC motorban már az encoderből "nyerik" azaz szintén optós elv.(?)
Póluspár? Nekem amik vannak mind 8 pólus-uak... (adatlapból tudom csak)
Nade 3 fázisúak azaz 3 "drót" megy bele... azaz jön ki :) akkor 3 jeladó... azaz 120 fokonként lehet benne a "lelkivilágában"?
360/8/6 = ? Na ezt nem értem....
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 21:32
Írta: bmejdz9nu Dátum 2009 december 23, 21:32
Katt - BLCD-motoren .... felül.... Ez ilyesmi ... Aztán BL vagy AC... hogy mitől melyik... talán a fesz-re "válogatják" a megnevezést :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 21:50
Írta: 000000000 Dátum 2009 december 23, 21:50
Hali Tibor!
Eléggé leragadtam az érveimmel az évek óta tartó vita kapcsán a BL motorok használhatóságán (még emlékszem az évekkel ezelőtti 5% hatásfoknál nem jobb kinyilatkoztatásodra) és nem figyeltem fel arra a tényre, hogy a kicsi motorok területén elsősorban az 1:10 méretarányú autóknál a BL motort a jeladós vezérléssel tették dinamikailag egyenrangúvá a DC motorral (lehúzott szenzor nélkül is használható a szabályzó de jóval lomhábbá válik). Ezek általában 4,8-6 V-os motorok. Sehol nem találtam
3,17 mm-nél nagyobb tengelyátmérőjűt.
A súlyuk átlag 160 gr. Hatásfoknak 88%- adnak meg. Persze szerinted gondolom itt igaz.
Megnéztem kb. 10 modellboltot: 50 és 200 féle BL motort árulnak és 10 alatt van a jeladós tipus.
Persze mivel az utóbbi években csak repülő modellezéssel foglalkozom már csak, főleg innét van ismeret anyagom. Annál is inkább a nagy gépekkel (3-4 m fesztáv). Na itt már a 30 V feletti 8-10 mm tengelyű 500 gr.- BL motorok kellenek. Persze ezek mind a mai napig elektronikus szinkronizációs szabályozósak, nem jeladósak, hisz itt csak a terhelés okozta fordulatszám csökkenés korrekcióját kell tudni a szabályzónak.
Egy ilyen motor adatlapja:
Ajánlott akku 10s Li-Poly 36 V
RPM/V 235 RMP/V
Max. hatásfok 91%
Áramfelvétel 23 - 57 A (>85%)
Üresjárati áramfelvétel 1,8 A
Max. áramfelvétel 72 A/20 s
Belső ellenállás 45 mohm
Méretek (átmérő x hossz) 63x64 mm
Tengely átmérő 8 mm
Súlya (kábelekkel!) 652 g
Hát így állunk.
Nem lehet összekeverni a CNC-nél a főorsó motorszabályozási igényét a tengelyek vezérlési igényével. Ugyan így nem lehet a modell autóknak gyártott motorok és a repülőkhöz gyártott motorok és szabályozók elvárásait összekeverni.
Eléggé leragadtam az érveimmel az évek óta tartó vita kapcsán a BL motorok használhatóságán (még emlékszem az évekkel ezelőtti 5% hatásfoknál nem jobb kinyilatkoztatásodra) és nem figyeltem fel arra a tényre, hogy a kicsi motorok területén elsősorban az 1:10 méretarányú autóknál a BL motort a jeladós vezérléssel tették dinamikailag egyenrangúvá a DC motorral (lehúzott szenzor nélkül is használható a szabályzó de jóval lomhábbá válik). Ezek általában 4,8-6 V-os motorok. Sehol nem találtam
3,17 mm-nél nagyobb tengelyátmérőjűt.
A súlyuk átlag 160 gr. Hatásfoknak 88%- adnak meg. Persze szerinted gondolom itt igaz.
Megnéztem kb. 10 modellboltot: 50 és 200 féle BL motort árulnak és 10 alatt van a jeladós tipus.
Persze mivel az utóbbi években csak repülő modellezéssel foglalkozom már csak, főleg innét van ismeret anyagom. Annál is inkább a nagy gépekkel (3-4 m fesztáv). Na itt már a 30 V feletti 8-10 mm tengelyű 500 gr.- BL motorok kellenek. Persze ezek mind a mai napig elektronikus szinkronizációs szabályozósak, nem jeladósak, hisz itt csak a terhelés okozta fordulatszám csökkenés korrekcióját kell tudni a szabályzónak.
Egy ilyen motor adatlapja:
Ajánlott akku 10s Li-Poly 36 V
RPM/V 235 RMP/V
Max. hatásfok 91%
Áramfelvétel 23 - 57 A (>85%)
Üresjárati áramfelvétel 1,8 A
Max. áramfelvétel 72 A/20 s
Belső ellenállás 45 mohm
Méretek (átmérő x hossz) 63x64 mm
Tengely átmérő 8 mm
Súlya (kábelekkel!) 652 g
Hát így állunk.
Nem lehet összekeverni a CNC-nél a főorsó motorszabályozási igényét a tengelyek vezérlési igényével. Ugyan így nem lehet a modell autóknak gyártott motorok és a repülőkhöz gyártott motorok és szabályozók elvárásait összekeverni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 23, 22:03
Írta: svejk Dátum 2009 december 23, 22:03
A forgómágnes-Hall vevő párosnak van egy nagy hátránya, a mágnes növeli a forgórész tehetetlenségét.
Ez főleg kis motoroknál számottevő.
Ráadásul a mágnesgyőrű rögzítése is sarkalatos pont, főleg ha nagy gyorsításoknak van kitéve a motor.
Találkoztam már gyári AC szervoban fellazult mágnesgyűrűvel.
Ez főleg kis motoroknál számottevő.
Ráadásul a mágnesgyőrű rögzítése is sarkalatos pont, főleg ha nagy gyorsításoknak van kitéve a motor.
Találkoztam már gyári AC szervoban fellazult mágnesgyűrűvel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 23, 22:06
Írta: svejk Dátum 2009 december 23, 22:06
A szögjeladóknál a póluspártól függetlenül két nagy csoport van, a 60 és 120 fokos elrendezés.
Az univerzális szervovezérlőknél ez kiválasztható opció.
Az univerzális szervovezérlőknél ez kiválasztható opció.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 22:08
Írta: bmejdz9nu Dátum 2009 december 23, 22:08
OKé... De miért nem eleve optót alkalmaztak Hall jeladás helyett?
A tehetetlenség... az is igaz... egy nehezebb/méretes kuplung is már jelentős "teher" egy kisebb AC motornál pl. gyorsításkor/lassításkor (inercia romlás)
Na persze ha ez lenne a legnagyobb bajunk egy hobby mechanikánál :)
A tehetetlenség... az is igaz... egy nehezebb/méretes kuplung is már jelentős "teher" egy kisebb AC motornál pl. gyorsításkor/lassításkor (inercia romlás)
Na persze ha ez lenne a legnagyobb bajunk egy hobby mechanikánál :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 23, 22:09
Írta: bmejdz9nu Dátum 2009 december 23, 22:09
Na ez új ... nekem... :)[#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 23, 22:12
Írta: svejk Dátum 2009 december 23, 22:12
Jó kérdés, talán igénytelenebb és olcsóbb.
Ma már látod ott tart a hobby is hogy mindent méretezünk, minden milliméter, gramm vagy Watt számíthat.
Ma már látod ott tart a hobby is hogy mindent méretezünk, minden milliméter, gramm vagy Watt számíthat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 23, 22:13
Írta: svejk Dátum 2009 december 23, 22:13
Lásd pl. AMC vezérlők, de az ilyen funkciójú alap integrált áramkörök is tartalmazzák az átkapcsolás lehetőségét.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 22:17
Írta: 000000000 Dátum 2009 december 23, 22:17
Szia RC! Mi már a vacak életben nem tudunk közös nevezőre jutni...:)
Az 5 % most is igaz. Ha te egy fortunát hajtasz Bl motorral, (arról beszéltünk évekkel ezelőtt is), és csak az üres járati áramod 20 egység, amikor meg gravírozgatsz 21 lesz, ez pontosan 5 % hatásfok. Péter sok BL motort "robbantott" fel a melegedés miatt!:)
És egyben kár szerintem vitáznod: ha modell, ha cnc alkalmazású az a BL motor, komolyabb, stabilabb a vezérelhetősége, ha "vasban" van benne a szöghelyzet visszejelzési képesség.
Én semmi mást nem állítok ezzel kapcsolatban.
És ha Neked a sensorless motorok is tökéletesen jók a modellezés kapcsán, a világért se alkalmazz más fajta motort és vezérlőt. Ebben egyetértünk.
Az 5 % most is igaz. Ha te egy fortunát hajtasz Bl motorral, (arról beszéltünk évekkel ezelőtt is), és csak az üres járati áramod 20 egység, amikor meg gravírozgatsz 21 lesz, ez pontosan 5 % hatásfok. Péter sok BL motort "robbantott" fel a melegedés miatt!:)
És egyben kár szerintem vitáznod: ha modell, ha cnc alkalmazású az a BL motor, komolyabb, stabilabb a vezérelhetősége, ha "vasban" van benne a szöghelyzet visszejelzési képesség.
Én semmi mást nem állítok ezzel kapcsolatban.
És ha Neked a sensorless motorok is tökéletesen jók a modellezés kapcsán, a világért se alkalmazz más fajta motort és vezérlőt. Ebben egyetértünk.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 23, 22:20
Írta: ANTAL GÁBOR Dátum 2009 december 23, 22:20
Vannak alárendelt bldc motorok (pl cd rom motor fénymásológépek motorja. Ott mivel általában külső forgórészesek eleve ott van a Permanens mágnes forgórész (ami jeladó is egyben ) kell 3 db hall és kész. Ha viszont szervot használunk akkor kell az enkóder akkor pedig célszerű az enkódert felhasználni a kommutációhoz és itt kettáválik a dolog.. Vagy egy mezei enkoderrel trükköznek vagy olyan az enkóder hogy "hall" jelet is szolgáltatja Pl a Heidenhein az olyan
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 22:23
Írta: 000000000 Dátum 2009 december 23, 22:23
Ezt nem értem. Hiszen a póluspárok kijelölnek egy működési alap szögtartományt, amit még hat fázisra kell felosztani, Hogy lehet ezt függetlenné tenni a póluspárok számától?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 23, 22:26
Írta: svejk Dátum 2009 december 23, 22:26
Rosszul fogalmaztam...
Az alapszögtartományon belül van a kétféle elrendezés..
Az alapszögtartományon belül van a kétféle elrendezés..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 22:29
Írta: 000000000 Dátum 2009 december 23, 22:29
Péter! Rá fogsz jönni, mint annak idején az A, B csatornás 90 fokos eltolású encoder jelnél.
Kapjál elő egy négyzetrácsos papírt, rajzolgassál ilyen jelalakokat, és látod majd az átfedéseket és tiltott csatorna állapotokat (pl. 1, 1, 1, vagy 0, 0, 0 állapot nem lehetséges).
Kapjál elő egy négyzetrácsos papírt, rajzolgassál ilyen jelalakokat, és látod majd az átfedéseket és tiltott csatorna állapotokat (pl. 1, 1, 1, vagy 0, 0, 0 állapot nem lehetséges).
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 22:32
Írta: 000000000 Dátum 2009 december 23, 22:32
Igen, így akkor ok.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 23, 22:48
Írta: ANTAL GÁBOR Dátum 2009 december 23, 22:48
Amit Svejk ír azzal én is találkoztam de az is lehet hogy alapból csak kétpólusú motorra igaz. A hallokat fizikailag 60 ill 120 fokra lehet felszerelni és a feldolgozó logikát a szög alapján ki kell választani . Azt is jó lenne kikötni amikor szögekről beszélünk hogy a hallok fizikai szöghelyzet definiáljuk vagy arról hogy a jelek milyen fázistolással követik egymást
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 22:56
Írta: 000000000 Dátum 2009 december 23, 22:56
Így van, bonyolultabb, ez egy picit, mint első ránézére tűnik. Vannak a fő periódusok, és azok n-szer ismétlődnek egy fordulat alatt a póluspárok számának függvényében. Így pl.
egy 8 pólusú motornál az egyik hall vagy opto elem a következőhöz képest 4 szöghelyzetben lehet felszerelve: Képlete: Alfa=15+N*90 fok, ahol N=0, 1, 2, 3.
egy 8 pólusú motornál az egyik hall vagy opto elem a következőhöz képest 4 szöghelyzetben lehet felszerelve: Képlete: Alfa=15+N*90 fok, ahol N=0, 1, 2, 3.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 23, 23:13
Írta: ANTAL GÁBOR Dátum 2009 december 23, 23:13
Ok egy CD rom motornál találkoztam olyan hall elrendezéssel ahol (valószínüleg helyprobláma miatt) az egyik hall jóval távolabb volt a másik kettőtől
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 23, 23:54
Írta: 000000000 Dátum 2009 december 23, 23:54
"és csak az üres járati áramod 20 egység, amikor meg gravírozgatsz 21 lesz, ez pontosan 5 %"
Miről beszélsz?
A 12 V-os DC táp a következő áramokat mutatja (ezért ki kellett mennem a műhelybe):
. ha a motort üresen a kezembe forgatom: 0,4 A
2. ha beteszem a fortunába: 0,8 A
3. a gravírtűhöz hozzányomok egy deszkát: 2,5 és 6 A (kézzel gravírozgattam, mert a cnc-re nem volt kedvem felszerelni).
Na ne hülyítsük tovább egymást! Részemről lezárva.
Miről beszélsz?
A 12 V-os DC táp a következő áramokat mutatja (ezért ki kellett mennem a műhelybe):
. ha a motort üresen a kezembe forgatom: 0,4 A
2. ha beteszem a fortunába: 0,8 A
3. a gravírtűhöz hozzányomok egy deszkát: 2,5 és 6 A (kézzel gravírozgattam, mert a cnc-re nem volt kedvem felszerelni).
Na ne hülyítsük tovább egymást! Részemről lezárva.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 24, 00:00
Írta: s7manbs8 Dátum 2009 december 24, 00:00
Itt valaki bakot lőtt ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 07:39
Írta: 000000000 Dátum 2009 december 24, 07:39
Te se "hülyíts"...:)) Jó hogy nem már egy csípőfogóval lefogod a gravírtűdet, és úgy mérsz áramot....Talán nézd meg ezeket CNC-s közben és alu és réz műanyag gravírnál is.
Pár W-nál nem lesz több a forgácsolás hasznos teljesítménye, ha kiszámolod. Ha tehát az áramod ennyire nő, pont az a helyzet, hogy rossz az EREDŐ hatásfok. Mellesleg neked nagyon szuper motorod és vezérlőd lehet, hogy szíjastul üresben pörgetve 40.000 +++ rpm fordulaton csak 0.8 A az áramfelvételed 12 V tápról. Én még ilyennel nem találkoztam, Motorosnak, Varsányi Péternek sem sikerült ennyire "hideg" hajtást csinálni. Gratulálok hozzá, ha ez tényleg így van.
Pár W-nál nem lesz több a forgácsolás hasznos teljesítménye, ha kiszámolod. Ha tehát az áramod ennyire nő, pont az a helyzet, hogy rossz az EREDŐ hatásfok. Mellesleg neked nagyon szuper motorod és vezérlőd lehet, hogy szíjastul üresben pörgetve 40.000 +++ rpm fordulaton csak 0.8 A az áramfelvételed 12 V tápról. Én még ilyennel nem találkoztam, Motorosnak, Varsányi Péternek sem sikerült ennyire "hideg" hajtást csinálni. Gratulálok hozzá, ha ez tényleg így van.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 07:45
Írta: 000000000 Dátum 2009 december 24, 07:45
Most látom, a 15 fokot elírtam, a kétszeresét kell venni 8 pólusú motornál, a többi stimmel a képletben.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 07:52
Írta: 000000000 Dátum 2009 december 24, 07:52
Igen, mert ezek a szögjeladók a képletből is adódóan olyanok, mint a periodikus függvények,
azaz ciklikusan valósítnak meg csak abszolut szög pozíciómérést, ezért eltolhatók az érzékelők, ha a konstrukció, egyéb okok ezt kívánják. Én is amikor magamnak gyártottam ilyen érzékelőket, ezt használtam fel, kényelmesen lehetett telepíteni az optókat a Nyákon.
azaz ciklikusan valósítnak meg csak abszolut szög pozíciómérést, ezért eltolhatók az érzékelők, ha a konstrukció, egyéb okok ezt kívánják. Én is amikor magamnak gyártottam ilyen érzékelőket, ezt használtam fel, kényelmesen lehetett telepíteni az optókat a Nyákon.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 08:07
Írta: bmejdz9nu Dátum 2009 december 24, 08:07
Ilyen kb. a szöghelyzet jeladás? Persze logikus, mert tudni a kell a forgás irányt is...
Tehát egyszerűen fogalmazva egy 3cpr-es encodert kell elképzelni 1X módban belül?

Tehát egyszerűen fogalmazva egy 3cpr-es encodert kell elképzelni 1X módban belül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 08:26
Írta: 000000000 Dátum 2009 december 24, 08:26
Ilyen, csak ez egy mindössze 2 pólusú motorra igaz ábra, azon belül is az egyik lehetséges elrendezés.
Itt az X-eket végképp felejtsed el.
Itt az X-eket végképp felejtsed el.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 08:31
Írta: bmejdz9nu Dátum 2009 december 24, 08:31
Ezt a pólusszámtól függő helyzetjeladást még nem értem azaz ha 8 pólusú akkor 12"db" jeladó kell?... Milyen X-eket felejteni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 08:42
Írta: 000000000 Dátum 2009 december 24, 08:42
Itt nincs 1, 2, 4X. Hat egy értelmű fázis állapot van. Nincs más. Ne is keverd ide, itt ennek nincs értelme.
A póluszám pedig azt határozza meg, egy motor fordulaton belül mennyi 6-os alap ciklus zajlik le.
Itt a linkelt ábrán azt írták a digaramban, hogy 360 a 6 állapot össz szöghossza, azaz egy teljes fordulat.
Ezért 2 pólusú ez az eset. A #346-ban írtam az általános képletet a pólusszám függvényében a szöghosszak meghatározására.
A póluszám pedig azt határozza meg, egy motor fordulaton belül mennyi 6-os alap ciklus zajlik le.
Itt a linkelt ábrán azt írták a digaramban, hogy 360 a 6 állapot össz szöghossza, azaz egy teljes fordulat.
Ezért 2 pólusú ez az eset. A #346-ban írtam az általános képletet a pólusszám függvényében a szöghosszak meghatározására.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 08:44
Írta: 000000000 Dátum 2009 december 24, 08:44
A jeladók száma mindig csak 3, függetlenül a pólusszámtól.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 08:54
Írta: bmejdz9nu Dátum 2009 december 24, 08:54
360 fok/p.p.szám/6 azaz pl. 8 polnál = 360/8/6 = 7,5fokonként van akkor "helyzet meghatározási" lehetőség...:)
Az a baj, hogy 2 pólusig ezt már-már kapizsga de 4 vagy 8-ra nem :) Jó lenne egy ilyen diagramm arra is...
De 2 pol felett a jeladók milyen szögben és mennyi van felszerelve a tengelyre a gyakorlatban?
Igazad van... a de mi erre a jó szó? "Helyzetpozíció meghatározás"?
És abban is igazad van, hogy a "szokásos" encodert ne kellene belekeverni... mert nem az.
De ez a jeladás olyan mintha egy speciális három kimenetű encoder jeli lennének... az eltolt fázisú kimenetek láttán... :)
Az a baj, hogy 2 pólusig ezt már-már kapizsga de 4 vagy 8-ra nem :) Jó lenne egy ilyen diagramm arra is...
De 2 pol felett a jeladók milyen szögben és mennyi van felszerelve a tengelyre a gyakorlatban?
Igazad van... a de mi erre a jó szó? "Helyzetpozíció meghatározás"?
És abban is igazad van, hogy a "szokásos" encodert ne kellene belekeverni... mert nem az.
De ez a jeladás olyan mintha egy speciális három kimenetű encoder jeli lennének... az eltolt fázisú kimenetek láttán... :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 08:56
Írta: bmejdz9nu Dátum 2009 december 24, 08:56
Köszi. Én is ezt gondoltam... de akkor a több pólus számhoz több szöghelyzetet kell azonosítani? (pl. 8 pol = 30, 15, vagy 7,5 fok?) De ez hogyan a gyakorlatban?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 08:57
Írta: ANTAL GÁBOR Dátum 2009 december 24, 08:57
tegnap ezt már gyanítottam de azt hittem hogy én tévedek. Légyszíves irdd ide az általános képletet. Paraméterek 3 fázis Póluspárok száma (használjunk mindíg pólapárokat az összefüggésben és a hallok fizikai (egymáshoz viszonyított) szöghelyzete
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 08:58
Írta: ANTAL GÁBOR Dátum 2009 december 24, 08:58
Látom Varsa is ezt feszegeti
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:00
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:00
Csak a póluspárok kontra Pólusok számánál téved ezért használjunk mondjuk Póluspár szót
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 09:05
Írta: bmejdz9nu Dátum 2009 december 24, 09:05
Nem bírom gyakorlatiasan elképzelni, hogyan tud 3db pl. Hall jeladó több mint 6 helyzetet adni...
Ez egy 6 pol motor rajza: Hol lennének itt a jeladók? ... és ilyen lenne a diagrammja? A #373-hoz 2 pol.-hoz képest...

Ez egy 6 pol motor rajza: Hol lennének itt a jeladók? ... és ilyen lenne a diagrammja? A #373-hoz 2 pol.-hoz képest...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:09
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:09
gyere át skype ra
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 09:15
Írta: bmejdz9nu Dátum 2009 december 24, 09:15
Lenne egy "sötét" ötletem a 3 "Hall" alapján 6-nál több szöghelyzet meghatározásra...
Ha a Hall jeladók kimenetei színuszos formát adnának... csak komparátorok kérdése lenne? Lehet vigyorogni :)
Ha a Hall jeladók kimenetei színuszos formát adnának... csak komparátorok kérdése lenne? Lehet vigyorogni :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 09:23
Írta: 000000000 Dátum 2009 december 24, 09:23
Mindig az alapesetből kell kiindulni, úgy lesz érthető. Van 6 fő fázisállapot, ez ugye tiszta sor. Utána ez még N-szer (ahol N=póluspárok száma) megismétlődhet. Tehát egy 6 púlusú azaz
3 póluspárú motornál a képletem alapján 360/3/6=20 fokonként történik az információk kinyerése a rendszerből. Te ugyanis a póusok számával osztottál, és nem a póluspárok számával. Azaz rosszul helyettesítettél be.
Gábor! Neked is azt írnám, a képlet már megvan,
csak nem szabad összekeverni behelyettesítéskor a plusok számát a póluspárok számával. Egyébként meg mindkettőnek van jogosultsága, nem tudom, miért kellene csak póluspár számot
használni, ahogyan írod a #380-ban.
3 póluspárú motornál a képletem alapján 360/3/6=20 fokonként történik az információk kinyerése a rendszerből. Te ugyanis a póusok számával osztottál, és nem a póluspárok számával. Azaz rosszul helyettesítettél be.
Gábor! Neked is azt írnám, a képlet már megvan,
csak nem szabad összekeverni behelyettesítéskor a plusok számát a póluspárok számával. Egyébként meg mindkettőnek van jogosultsága, nem tudom, miért kellene csak póluspár számot
használni, ahogyan írod a #380-ban.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:28
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:28
csak azért írtam hogy egyértelmű legyen . Kisebb a tévedés esélye (nekem mindegy de ha vegyesen van használva akkor nagyobb a tévedes lehetősége
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 09:31
Írta: 000000000 Dátum 2009 december 24, 09:31
Hát elég sötét ötlet...:)))Ugyanis ez az egész póluspár játék és szögérzékelés csak "szénkefepótló" kényszer eletronikus varázslat, az igazi nagyfelbontású pozícióhoz ha egyáltalán kell (hiszen van "csak" sebességszervo is), ott van az A, B csatornás vagy akármilyen más pozícióérzékelő.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 09:37
Írta: bmejdz9nu Dátum 2009 december 24, 09:37
Na még egy kicsit rágom magamat rajta és lesegetek a neten aztán összeáll majd a kép :)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:38
Írta: ANTAL GÁBOR Dátum 2009 december 24, 09:38
Folytasd légyszíves.
képletem alapján 360/3/6=20 fokonként történik az információk kinyerése a rendszerből és fizikailag hová teszed a hallokat ? hány fok van két hall között.(az összes lehetőségetvedd figyelembe) Valami ellentmondást vélek felfedezni a tegnap és a ma írtak között
képletem alapján 360/3/6=20 fokonként történik az információk kinyerése a rendszerből és fizikailag hová teszed a hallokat ? hány fok van két hall között.(az összes lehetőségetvedd figyelembe) Valami ellentmondást vélek felfedezni a tegnap és a ma írtak között
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 09:45
Írta: bmejdz9nu Dátum 2009 december 24, 09:45
Más... Tibi...
Nem tudom, hogy a vezérlőd mekkora fesz-el tud szolgálni max egy AC motornak...
De a "modern gyári 200V-os" vezérlők ~300VDC-os busz fesszel működnek... ehhez adják a "200V-os" AC motorokat...
Minek ekkora fesz tartalék? Azaz megadnak (szokásos - szinte szabványszerű) pl. 3000rpm folyamatost de 5000rpm "csúcssebességet" ami folyamatosan nem fent tartható...
Aztán vannak az "amcsi" rendszerűek... azaz a "100V-os" rendszer... ott a busz fesz kb. 150VDC... és a motorokra 100V-ot írnak...
Tehát ezek az "idegen" távoli motorok pl. jobb azaz használhatóbbak a kisebb fesz miatt?
Nem tudom, hogy a vezérlőd mekkora fesz-el tud szolgálni max egy AC motornak...
De a "modern gyári 200V-os" vezérlők ~300VDC-os busz fesszel működnek... ehhez adják a "200V-os" AC motorokat...
Minek ekkora fesz tartalék? Azaz megadnak (szokásos - szinte szabványszerű) pl. 3000rpm folyamatost de 5000rpm "csúcssebességet" ami folyamatosan nem fent tartható...
Aztán vannak az "amcsi" rendszerűek... azaz a "100V-os" rendszer... ott a busz fesz kb. 150VDC... és a motorokra 100V-ot írnak...
Tehát ezek az "idegen" távoli motorok pl. jobb azaz használhatóbbak a kisebb fesz miatt?
Cím: Re:AC szervó motoros vezérlés
Írta: Motoros Dátum 2009 december 24, 09:50
Írta: Motoros Dátum 2009 december 24, 09:50
Micsoda meghitt karácsonyi hangulat, mindjárt elsírom magam. Semmi anyázás...már szinte hiányolom.
A lavórt is elrakhatom a monitor alól amiben a vért gyűjtöttem?
Mint az Okos Ifjú és a Kis Kíváncsi az egyszervolt "Ilyen egyszerű a rádió" című könyvben.
De azért jobb lenne ha így maradna.
A lavórt is elrakhatom a monitor alól amiben a vért gyűjtöttem?
Mint az Okos Ifjú és a Kis Kíváncsi az egyszervolt "Ilyen egyszerű a rádió" című könyvben.
De azért jobb lenne ha így maradna.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 09:54
Írta: 000000000 Dátum 2009 december 24, 09:54
Ebben az esetben a tegnapi képlet alapján két szomszédos érzékelő között 40+N*120 fok a megoldás, ahol N=0,1,2 lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 09:57
Írta: 000000000 Dátum 2009 december 24, 09:57
Remek könyv volt, imádtam én is Misi! Azon "nevelkedtünk" itt úgylátom páran.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 10:08
Írta: bmejdz9nu Dátum 2009 december 24, 10:08
Elrakhatod a lavórt, de mindig legyen kéznél! :) Sosem lehet tudni...[#smile]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 10:11
Írta: ANTAL GÁBOR Dátum 2009 december 24, 10:11
Hát én ideírnám ami nekem a behelyettesítés és a kiemelés elvégzése után kijött alfa(két szomszédos hall közötti szög) =(120/PP)*(1+3*N)
ahol pp = póluspárok száma N= 0,1,2 (értelemszerűen)
ahol pp = póluspárok száma N= 0,1,2 (értelemszerűen)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 10:16
Írta: 000000000 Dátum 2009 december 24, 10:16
Pedig megfogadtam, hogy Veled erről nincs több kommentem, de egy utólsó a finom csusztatásaid miatt szükséges (mert állandóan hangoztattam és azt Te nagyon is tudod, hogy 15000 felé nem tudtam menni):
- nézd át az elmúlt évek hozzászólásaim, amiben leírtam, hogy nekem nem működött a pici motorokkal mint amiket Varsa használt (6 V, 30000 ford, 3 mm-es csapágyazás), keresd visza leírtam az ami bevált (Mega Motor 15 V, 12000 ford. 6 mm tengely és csapágy, 180 gr forgórész súly, 10/8 lassító áttétel).
Többször leírtam a Varsa ott bukott meg vele, ebben is sebesség (fordulatszám) csúcsokat akart megdönteni, a minden esetben picike motorjaival.
Mindig leírtam, hogy sajnos ez nem olcsóbb mindent összevetve, mint a Klaviónál megvehető frekiváltós marómotor, csak annak éri meg akinek egyébbként a modellezés miatt van otthon.
Az általad megadott sensoros motorok legnagyobbjának sem éri el a forgórész tömege a 100 gr-t, a forgórész átmérőjük pedig nem éri el a 15 mm-t (az enyém pedig 28 mm, és 180 gr.), éppen emiatt ezek a senzorosok tudják elérni azt az őrült dinamikát amit az autóknál a gázkar egységugrás szerű max gáz-fék vibrálásával kell alkalmazni (kivéve a rövid ideig tartó célegyenes max gázon tartását), és soha nem esnek ki a szinkronból túlterhelés hatására .
15 évvel ezelőtt a repülő motorok is senzorosak voltak, de rájöttek, hogy az ehhez szükséges motorigénybe vételt egyszerűbb elektromosan megoldani, így ma jelenleg csak ez van elterjedve .
Mindenkinek Boldog Karácsonyt!
- nézd át az elmúlt évek hozzászólásaim, amiben leírtam, hogy nekem nem működött a pici motorokkal mint amiket Varsa használt (6 V, 30000 ford, 3 mm-es csapágyazás), keresd visza leírtam az ami bevált (Mega Motor 15 V, 12000 ford. 6 mm tengely és csapágy, 180 gr forgórész súly, 10/8 lassító áttétel).
Többször leírtam a Varsa ott bukott meg vele, ebben is sebesség (fordulatszám) csúcsokat akart megdönteni, a minden esetben picike motorjaival.
Mindig leírtam, hogy sajnos ez nem olcsóbb mindent összevetve, mint a Klaviónál megvehető frekiváltós marómotor, csak annak éri meg akinek egyébbként a modellezés miatt van otthon.
Az általad megadott sensoros motorok legnagyobbjának sem éri el a forgórész tömege a 100 gr-t, a forgórész átmérőjük pedig nem éri el a 15 mm-t (az enyém pedig 28 mm, és 180 gr.), éppen emiatt ezek a senzorosok tudják elérni azt az őrült dinamikát amit az autóknál a gázkar egységugrás szerű max gáz-fék vibrálásával kell alkalmazni (kivéve a rövid ideig tartó célegyenes max gázon tartását), és soha nem esnek ki a szinkronból túlterhelés hatására .
15 évvel ezelőtt a repülő motorok is senzorosak voltak, de rájöttek, hogy az ehhez szükséges motorigénybe vételt egyszerűbb elektromosan megoldani, így ma jelenleg csak ez van elterjedve .
Mindenkinek Boldog Karácsonyt!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 10:20
Írta: 000000000 Dátum 2009 december 24, 10:20
Jót csavartál rajta, de ez ugyanaz, picit nekem így bonyolultabb.:)
De fokozzuk még: pl.
eredmény=képleted*50/(2500 az 1/2-diken) :))))
De fokozzuk még: pl.
eredmény=képleted*50/(2500 az 1/2-diken) :))))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 10:26
Írta: 000000000 Dátum 2009 december 24, 10:26
Bocs, de nem tudtam, hogy 15.000 volt csak a csúcsod! Ezzel máris helyre kerültek a dolgok, azaz minden stimmel Nálad is, nálam is. Neked is Boldog Karácsonyt!
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2009 december 24, 10:44
Írta: ANTAL GÁBOR Dátum 2009 december 24, 10:44
Nekem tanulságos. és válasz is kaptam mindenre.Az egy póluspárú és a 4 póluspárú motor mehet ugyanazzal az enkóderelrendezéssel (120fok) Zömében én ilyet láttam (cd rom fénymásológép ). Amit telefonon mondtál az is bejön egy jó szervó 4 póluspárú) ott tehát 120 fok a halladók közötti szög (ha azt akarjuk hogy távol legyenek egymástól)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 11:50
Írta: bmejdz9nu Dátum 2009 december 24, 11:50
Más...
Tibi... Ha majd ráérsz válaszolni...
Nem tudom, hogy a vezérlőd mekkora fesz-el tud szolgálni max egy AC motornak...
De a "modern gyári 200V-os" vezérlők ~300VDC-os busz fesszel működnek... ehhez adják a "200V-os" AC motorokat...
Minek ekkora fesz tartalék? Azaz megadnak (szokásos - szinte szabványszerű) pl. 3000rpm folyamatost de 5000rpm "csúcssebességet" ami folyamatosan nem fent tartható...
Aztán vannak az "amcsi" rendszerűek... azaz a "100V-os" rendszer... ott a busz fesz kb. 150VDC... és a motorokra 100V-ot írnak...
Tehát ezek az "idegen" távoli motorok pl. jobb azaz használhatóbbak a kisebb fesz miatt?
Tibi... Ha majd ráérsz válaszolni...
Nem tudom, hogy a vezérlőd mekkora fesz-el tud szolgálni max egy AC motornak...
De a "modern gyári 200V-os" vezérlők ~300VDC-os busz fesszel működnek... ehhez adják a "200V-os" AC motorokat...
Minek ekkora fesz tartalék? Azaz megadnak (szokásos - szinte szabványszerű) pl. 3000rpm folyamatost de 5000rpm "csúcssebességet" ami folyamatosan nem fent tartható...
Aztán vannak az "amcsi" rendszerűek... azaz a "100V-os" rendszer... ott a busz fesz kb. 150VDC... és a motorokra 100V-ot írnak...
Tehát ezek az "idegen" távoli motorok pl. jobb azaz használhatóbbak a kisebb fesz miatt?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 13:31
Írta: 000000000 Dátum 2009 december 24, 13:31
Péter!
Én egy picit másként látom az egész AC motor támát is. Te itt kiragadtál pár gyári típust, valószínűleg ezekhez jutottál hozzá ebay-ról, vagy máshonnan. És ebből próbálsz valamire következteni.
No de a valóság ezzel szemben az, hogy az AC szervo vagy BLDC motor az egy kifordított DC motor. Innentől kezdve 1-600 V között bármekkora lehet a névleges feszültsége, hiszen a DC motroknál is így van. Azaz minden fordítva van: először van egy hajtástechnikai feladat (pl. szivattyú, légcsavar, CD lemezmeghajtó, CNC mellék vagy fő hajtás, ....stb), ebből kiadódik egy M-n gép jelleggörbe, és ehhez választunk motort. Nyilván a megkívánt teljesítmény már eleve meghatároz sok mindent, mert nem lehet akármekkora áramot, feszültséget betervezni sema vezérlőbe, sem a motorba.
De szerencsére a kettő szorzata a P, így végtelen verzióban gyártanak AC motorokat pont ugyanúgy, mint DC motorokat. Elég ha belegondolsz az RC modell technikára, ritka ott a 20 V-on felüli motor. De ha megnézed a komoly motorgyártó világcégek (Portescap, Maxon, Mavilor, stb...) AC, BLDC motor kínálatát, 3-400V között minden van. Aztán persze vannak a csúcs kategóriás villamos gépek erőművekhez, mozdonyokhoz, teherhajókhoz, stb.... Itt akár 400KV-ra is tekernek villamos forgó gépeket.
Azaz hangsúlyozom, minden van, csak legfeljebb Te még nem vettél más motort. És egy kicsit átfogóbban kell nézni az egész ok-okozat motor témát. Az igazi, picit komolyabb műszaki ember állandóan előnyök-hátrányok és rendszer összefüggések gondolatkörben töri a fejét, és nem dől be a virtuális világháló marhaság áradatának.:)
Én egyébként általában a saját tervezésű hajtásaimnál 200V sínfeszültség fölé nem szívesen megyek, sőt szeretek 100V alatt maradni, bár ez "csak" félvezető határadat kérdés leginkább.
Talán egyéb okok mellett amiatt is van ez, mert kamaszkoromban elég sok csöves erősítőt építettem, és párszor "kisütöttem" magamon az 50 mikroF/350V-os tápkondit. Később megtanultam az empírikus, kellemetlen érzés elméletét: ilyenkor 0.5*C*U*U energia alakul át csúnyabeszéd, görcsölési energiává.:)[#nevetes1]
Nos azóta tisztelem a villamos feszültséget is!:)
Meg különben is tudod a lényeg: amit a Hobbysta nem tud max. 100W-os mellékhajtómű motorral megoldani a gépén, ott nagy a baj.:)
És mivel engem nem érdekelnek ezek az alkalomszerű ilyen olyan használt, bonott servopackok, AC driverek, megyek a saját fejem után, hiszen millió fajta kis feszültségű AC motor van, csak meg kell venni a gyártótól vagy fel kell hajtani valahonnan célirányosan. Azt meg már megbeszéltük, elég ha van jó minőségű alap AC szervomotorod, a vezérlő majd fogadja a szöghelyzet jeladót, és így teljes a szabadság, nem vagy kiszolgáltatva X/Y párosnak.
Én egy picit másként látom az egész AC motor támát is. Te itt kiragadtál pár gyári típust, valószínűleg ezekhez jutottál hozzá ebay-ról, vagy máshonnan. És ebből próbálsz valamire következteni.
No de a valóság ezzel szemben az, hogy az AC szervo vagy BLDC motor az egy kifordított DC motor. Innentől kezdve 1-600 V között bármekkora lehet a névleges feszültsége, hiszen a DC motroknál is így van. Azaz minden fordítva van: először van egy hajtástechnikai feladat (pl. szivattyú, légcsavar, CD lemezmeghajtó, CNC mellék vagy fő hajtás, ....stb), ebből kiadódik egy M-n gép jelleggörbe, és ehhez választunk motort. Nyilván a megkívánt teljesítmény már eleve meghatároz sok mindent, mert nem lehet akármekkora áramot, feszültséget betervezni sema vezérlőbe, sem a motorba.
De szerencsére a kettő szorzata a P, így végtelen verzióban gyártanak AC motorokat pont ugyanúgy, mint DC motorokat. Elég ha belegondolsz az RC modell technikára, ritka ott a 20 V-on felüli motor. De ha megnézed a komoly motorgyártó világcégek (Portescap, Maxon, Mavilor, stb...) AC, BLDC motor kínálatát, 3-400V között minden van. Aztán persze vannak a csúcs kategóriás villamos gépek erőművekhez, mozdonyokhoz, teherhajókhoz, stb.... Itt akár 400KV-ra is tekernek villamos forgó gépeket.
Azaz hangsúlyozom, minden van, csak legfeljebb Te még nem vettél más motort. És egy kicsit átfogóbban kell nézni az egész ok-okozat motor témát. Az igazi, picit komolyabb műszaki ember állandóan előnyök-hátrányok és rendszer összefüggések gondolatkörben töri a fejét, és nem dől be a virtuális világháló marhaság áradatának.:)
Én egyébként általában a saját tervezésű hajtásaimnál 200V sínfeszültség fölé nem szívesen megyek, sőt szeretek 100V alatt maradni, bár ez "csak" félvezető határadat kérdés leginkább.
Talán egyéb okok mellett amiatt is van ez, mert kamaszkoromban elég sok csöves erősítőt építettem, és párszor "kisütöttem" magamon az 50 mikroF/350V-os tápkondit. Később megtanultam az empírikus, kellemetlen érzés elméletét: ilyenkor 0.5*C*U*U energia alakul át csúnyabeszéd, görcsölési energiává.:)[#nevetes1]
Nos azóta tisztelem a villamos feszültséget is!:)
Meg különben is tudod a lényeg: amit a Hobbysta nem tud max. 100W-os mellékhajtómű motorral megoldani a gépén, ott nagy a baj.:)
És mivel engem nem érdekelnek ezek az alkalomszerű ilyen olyan használt, bonott servopackok, AC driverek, megyek a saját fejem után, hiszen millió fajta kis feszültségű AC motor van, csak meg kell venni a gyártótól vagy fel kell hajtani valahonnan célirányosan. Azt meg már megbeszéltük, elég ha van jó minőségű alap AC szervomotorod, a vezérlő majd fogadja a szöghelyzet jeladót, és így teljes a szabadság, nem vagy kiszolgáltatva X/Y párosnak.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 24, 14:10
Írta: bmejdz9nu Dátum 2009 december 24, 14:10
Ez akkor a válasz része a kérdésnek: :)
1. "Én egyébként általában a saját tervezésű hajtásaimnál 200V sínfeszültség fölé nem szívesen megyek, sőt szeretek 100V alatt maradni"
=== Ezzel egyet is értek veled! DC-nél sincs máshogy ez...
2. "Meg különben is tudod a lényeg: amit a Hobbysta nem tud max. 100W-os mellékhajtómű motorral megoldani a gépén, ott nagy a baj.:) "
=== Ezzel máris elébe mentél a következő kérdésemnek...:)
3. "hiszen millió fajta kis feszültségű AC motor van"
=== Sajnos ez nem teljesen így van a gyakorlatban, ha olcsóbb AC motor beszerzése a cél...
Ezek a "Eu és USA" (már szabvány) feszültségű 100V és 200V-os AC motorok könnyen, nagy mennyiségben és olcsón elérhetőek...
Míg a kisebb feszültségűekre (általában régebbi modellek) szinte "vadászni" kell a hobbystának :)
De maradjunk a 2. pontnál...
Két kérdés ... azaz gondolat ezzel kapcsolatban amire kíváncsi vagyok, hogy el tudsz e fogadni hobbysta szemmel nézve:
1. Vehet e a "leendő ügyfeled" un. 100V-os rendszerű motort? Azaz ez kisebb feszültségű és elérhetőbb...
(Sajnos ezeket rendszerint a világ másik feléről lehet megvenni mert ott 110VAC a hálózati fesz... de ez most itt nekünk használhatóbb tartomány.)
2. Ha a "leendő ügyfeled" 200V-os rendszerű motort vett vagy van épp neki...
Azaz (mondjuk) 200V DC tápról tudná a 3000rpm-et... de neki 1500rpm is elég lenne...
Azaz pl. egy 200W-os 200V-os motor 100V-os környezetben "csak" max. 1500rpm-et tudna... (ettől fogva persze ~fele "teljesítményt" = "100W")
A nyomatéka ugyanúgy meglenne... kb. 0,7Nm alapnyomaték - mert ehhez a kellő "árammal" el tudnád látni vezérlő oldalon...
(sőt az AC-ban szokásos 3X-es csúcsnyomatékhoz a 3X áram sem hiszem, hogy gond...)
De elébe is megyek annak amit te nehezen nyelsz le :)
Azaz tudom, hogy az eredetileg 200W-os AC motor inerciája ~2X egy "eredendően" 100W-os AC motornak...
Azaz egy "feleslegesen" lendített tömeg lesz... tudom, de ezzel kapcsolatban három dolog:
1. Ez csak a gyorsulási képességre lenne hatással, amit már nem tud "megemészteni" azaz kibírni egy Hobby Mechanika.
(eleve egy AC sokkal jobban tud gyorsulni mint DC...)
2. max. 3000prm helyett csak max. 1500rpm-re kell forgatni amit előbb el tud érni (ha a szöggyorsulást azonosra vesszük - azaz vennénk)
3. Ha egy AC 200W-ost és egy DC 200W-ost összehasonlítunk inerciában akkor ez a "hiba" csak 1/10-es... azaz az AC motorok forgórésze eleve sokkal kisebb súlyúak...
Azaz a "szörnyű" felülméretezés sokkal jobban "megbocsátható bűn" mind DC-nél... és eleve jobb mint egy azonos DC inercia...
(sőt megkockáztatom, hogy talán az inercia arányok jobbak lesznek a forgatott orsóhoz - ezek AC-nál számottvetőbbek mint DC-nél...)
Remélem érted a gondolat menetemet...
1. "Én egyébként általában a saját tervezésű hajtásaimnál 200V sínfeszültség fölé nem szívesen megyek, sőt szeretek 100V alatt maradni"
=== Ezzel egyet is értek veled! DC-nél sincs máshogy ez...
2. "Meg különben is tudod a lényeg: amit a Hobbysta nem tud max. 100W-os mellékhajtómű motorral megoldani a gépén, ott nagy a baj.:) "
=== Ezzel máris elébe mentél a következő kérdésemnek...:)
3. "hiszen millió fajta kis feszültségű AC motor van"
=== Sajnos ez nem teljesen így van a gyakorlatban, ha olcsóbb AC motor beszerzése a cél...
Ezek a "Eu és USA" (már szabvány) feszültségű 100V és 200V-os AC motorok könnyen, nagy mennyiségben és olcsón elérhetőek...
Míg a kisebb feszültségűekre (általában régebbi modellek) szinte "vadászni" kell a hobbystának :)
De maradjunk a 2. pontnál...
Két kérdés ... azaz gondolat ezzel kapcsolatban amire kíváncsi vagyok, hogy el tudsz e fogadni hobbysta szemmel nézve:
1. Vehet e a "leendő ügyfeled" un. 100V-os rendszerű motort? Azaz ez kisebb feszültségű és elérhetőbb...
(Sajnos ezeket rendszerint a világ másik feléről lehet megvenni mert ott 110VAC a hálózati fesz... de ez most itt nekünk használhatóbb tartomány.)
2. Ha a "leendő ügyfeled" 200V-os rendszerű motort vett vagy van épp neki...
Azaz (mondjuk) 200V DC tápról tudná a 3000rpm-et... de neki 1500rpm is elég lenne...
Azaz pl. egy 200W-os 200V-os motor 100V-os környezetben "csak" max. 1500rpm-et tudna... (ettől fogva persze ~fele "teljesítményt" = "100W")
A nyomatéka ugyanúgy meglenne... kb. 0,7Nm alapnyomaték - mert ehhez a kellő "árammal" el tudnád látni vezérlő oldalon...
(sőt az AC-ban szokásos 3X-es csúcsnyomatékhoz a 3X áram sem hiszem, hogy gond...)
De elébe is megyek annak amit te nehezen nyelsz le :)
Azaz tudom, hogy az eredetileg 200W-os AC motor inerciája ~2X egy "eredendően" 100W-os AC motornak...
Azaz egy "feleslegesen" lendített tömeg lesz... tudom, de ezzel kapcsolatban három dolog:
1. Ez csak a gyorsulási képességre lenne hatással, amit már nem tud "megemészteni" azaz kibírni egy Hobby Mechanika.
(eleve egy AC sokkal jobban tud gyorsulni mint DC...)
2. max. 3000prm helyett csak max. 1500rpm-re kell forgatni amit előbb el tud érni (ha a szöggyorsulást azonosra vesszük - azaz vennénk)
3. Ha egy AC 200W-ost és egy DC 200W-ost összehasonlítunk inerciában akkor ez a "hiba" csak 1/10-es... azaz az AC motorok forgórésze eleve sokkal kisebb súlyúak...
Azaz a "szörnyű" felülméretezés sokkal jobban "megbocsátható bűn" mind DC-nél... és eleve jobb mint egy azonos DC inercia...
(sőt megkockáztatom, hogy talán az inercia arányok jobbak lesznek a forgatott orsóhoz - ezek AC-nál számottvetőbbek mint DC-nél...)
Remélem érted a gondolat menetemet...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 17:13
Írta: 000000000 Dátum 2009 december 24, 17:13
Hú, de rég volt kezemben az a könyv,ha jól emlékszem, a 60-as években.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 24, 17:49
Írta: 000000000 Dátum 2009 december 24, 17:49
Péter!
Mivel ez beírásodban több nem egészen igaz állítás is van, pl:
"Sajnos ez nem teljesen így van a gyakorlatban, ha olcsóbb AC motor beszerzése a cél...
Ezek a "Eu és USA" (már szabvány) feszültségű 100V és 200V-os AC motorok könnyen,
nagy mennyiségben és olcsón elérhetőek... Míg a kisebb feszültségűekre (általában
régebbi modellek) szinte "vadászni" kell a hobbystának :)",
amire aztán felépítesz egy újabb kérdést, ez így nem fog menni, hogy válaszoljak rá.
Ezzel szemben azt állítom továbbra is:
NINCS semmilyen szabvány (legfeljebb egy motorgyártó cégen belül háziszabvány), ami
korlátozná 3-400V közötti bármilyen feszültségű AC motor beszerzését, legyártását a piacon.
Akár 1000 féle AC, BLDC motor katalógus listát linkelhetnék ennek tényszerű igazolására.

Íme itt van egy, ahol láthatod 44 és 380 V között 5 lépcsőben csak ennél az egy cégnél van korszerű
AC motor vásárlási lehetőség ~100-150 Eurótól kezdődően. Persze nem az ebay-on vannak
az ilyen cégek, ott ne is keresd.:)
Annak meg egyébként semmi akadálya bizonyos következmények mellett, hogy akár egy
1.4 KW-os 380V-os Indramat AC szervót járassunk 30V-ról, ezt a "csodát" Te magad
élhetted ád, amikor 2007-ben Leányfalun a CNC talin fogdostad ezen motor tengelyét
a kiállítói asztalomon.
Mivel ez beírásodban több nem egészen igaz állítás is van, pl:
"Sajnos ez nem teljesen így van a gyakorlatban, ha olcsóbb AC motor beszerzése a cél...
Ezek a "Eu és USA" (már szabvány) feszültségű 100V és 200V-os AC motorok könnyen,
nagy mennyiségben és olcsón elérhetőek... Míg a kisebb feszültségűekre (általában
régebbi modellek) szinte "vadászni" kell a hobbystának :)",
amire aztán felépítesz egy újabb kérdést, ez így nem fog menni, hogy válaszoljak rá.
Ezzel szemben azt állítom továbbra is:
NINCS semmilyen szabvány (legfeljebb egy motorgyártó cégen belül háziszabvány), ami
korlátozná 3-400V közötti bármilyen feszültségű AC motor beszerzését, legyártását a piacon.
Akár 1000 féle AC, BLDC motor katalógus listát linkelhetnék ennek tényszerű igazolására.
Íme itt van egy, ahol láthatod 44 és 380 V között 5 lépcsőben csak ennél az egy cégnél van korszerű
AC motor vásárlási lehetőség ~100-150 Eurótól kezdődően. Persze nem az ebay-on vannak
az ilyen cégek, ott ne is keresd.:)
Annak meg egyébként semmi akadálya bizonyos következmények mellett, hogy akár egy
1.4 KW-os 380V-os Indramat AC szervót járassunk 30V-ról, ezt a "csodát" Te magad
élhetted ád, amikor 2007-ben Leányfalun a CNC talin fogdostad ezen motor tengelyét
a kiállítói asztalomon.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 25, 10:48
Írta: bmejdz9nu Dátum 2009 december 25, 10:48
Sajnos nem tudok veled egyetérteni - mint hobbysta.
Sajnos az "átlag hobbysta" nem a gyártótól rendeli a motorokat... hanem veszi, bontja "valahol" :) Vatera vagy Ebay...
Ha a gyártótól veszi akkor már kompletten vezérlővel = nincs is miről írogatnunk :)
(de akkor - ha újat vesz - 99,99% 200V-os komplett rendszert vesz)
Találatok az Ebay-on "AC servo motor" szóra... Tételezzük fel, hogy ez egy lehetősége a hobbystának beszerzésre... (pl. most jó sok 100V Fanuc moci van fent:)
Házi szabvány?
Már annyira elterjedt ez a 100V ás 200V rendszer, hogy minden cég egy betűvel jelzi csak "A vagy B" a motor adattáblán...
Nincs is más manapság a piactéren... kb. 200/1 az arány hogy nem 100V vagy 200V -os a motor...
Az encoder és szög helyzetjel kimenetei viszont abszolute nem kompatibilsak! Ezért volt az előző diskura... jeladó és encoder) utólagos cseréje ill. felszerelése.
Tehát ez van mint lehetőség - ezt kell szeretni egy hobbystának... vagy venni egy komplett gyári rendszert (vezérlő + motor = servopack)
Tehát az volt a kérdés, hogy ezekkel az olcsón beszerezhető motorokkal mit tud a hobbysta kezdeni azaz vezérlőt szerezni pl. tőled...
Ha elküldöd az ügyfelet a "boltba" motorért akkor akkor már vezérlőt is fog venni hozzá... pl ekkor Neked pedig semmi "gondod" akkor:)
A hobbystát egy dolog érdekli:
Mennyi a motor + vezérlő összesen! Ha a motor 5 ezer a vezérlő 95 ezer = 100 ezer.
Ha a motor 50ezer akkor a vezérlőnek kell 50ezernek lennie = egy konstans azaz "fájdalom küsszöbb alatti" értéknek összességében!
Tudod a hobbysta nem szeret "számolni"... de ezt igen :)
Tehát értékesebb egy olyan vezérlő ami olcsó motorokat is meg tud hajtani!!!
Gondolom érted mire gondolok...
Sajnos az "átlag hobbysta" nem a gyártótól rendeli a motorokat... hanem veszi, bontja "valahol" :) Vatera vagy Ebay...
Ha a gyártótól veszi akkor már kompletten vezérlővel = nincs is miről írogatnunk :)
(de akkor - ha újat vesz - 99,99% 200V-os komplett rendszert vesz)
Találatok az Ebay-on "AC servo motor" szóra... Tételezzük fel, hogy ez egy lehetősége a hobbystának beszerzésre... (pl. most jó sok 100V Fanuc moci van fent:)
Házi szabvány?
Már annyira elterjedt ez a 100V ás 200V rendszer, hogy minden cég egy betűvel jelzi csak "A vagy B" a motor adattáblán...
Nincs is más manapság a piactéren... kb. 200/1 az arány hogy nem 100V vagy 200V -os a motor...
Az encoder és szög helyzetjel kimenetei viszont abszolute nem kompatibilsak! Ezért volt az előző diskura... jeladó és encoder) utólagos cseréje ill. felszerelése.
Tehát ez van mint lehetőség - ezt kell szeretni egy hobbystának... vagy venni egy komplett gyári rendszert (vezérlő + motor = servopack)
Tehát az volt a kérdés, hogy ezekkel az olcsón beszerezhető motorokkal mit tud a hobbysta kezdeni azaz vezérlőt szerezni pl. tőled...
Ha elküldöd az ügyfelet a "boltba" motorért akkor akkor már vezérlőt is fog venni hozzá... pl ekkor Neked pedig semmi "gondod" akkor:)
A hobbystát egy dolog érdekli:
Mennyi a motor + vezérlő összesen! Ha a motor 5 ezer a vezérlő 95 ezer = 100 ezer.
Ha a motor 50ezer akkor a vezérlőnek kell 50ezernek lennie = egy konstans azaz "fájdalom küsszöbb alatti" értéknek összességében!
Tudod a hobbysta nem szeret "számolni"... de ezt igen :)
Tehát értékesebb egy olyan vezérlő ami olcsó motorokat is meg tud hajtani!!!
Gondolom érted mire gondolok...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 08:54
Írta: 000000000 Dátum 2009 december 26, 08:54
Péter!!
De a elnézést, ki a fenét érdekel az ebay??
Lerosszom... Sok esetben gyanús, elcsencselt, ilyen olyan módon megszerezett ezért nem is reális értéken árusított marhaságok tárháza.
Itt nagyon sok Hobbysta, aki pedig komolyabb gépépítő de pláne, elmegy egy csapágyboltba, elmegy a Klávióhoz, elmegy X céghez, és megveszi azt amire szüksége van. Teszi ezt azt azért, mert alig drágább, netán olcsóbb a mai jobb minőségű kínai beszállítóknak köszönhetően a hivatalos új cucc is így, garancia van rá, cserelehetőség, hivatalosan elszámolható ÁFÁ-s számlát kapsz ha kell, stb...Ráadásul nem azt a süket kereskedői szemléletet követem, hogy a kapható nem ideális kacathoz építek még nagyobb sületlenséghalmazt.
Azaz Te teljesen tévúton jársz, és ez meg is látszik szinte minden megszólalásodban, érveidnél, amikor egy egyetlen adok-veszek bazári majom oldal az életed lényege.:)) Ez a Te világod, a valóság pedig az, ahogyan linkeltem is: alig drágábban, netán olcsóbban olyan AC motort veszek 3-400 V között, amire szükségem van.
Így tehát Veled nem lehet vitázni sem komolyan, mert nem a műszaki érvek számítanak, hanem az, hogy éppen mit látsz az e-bayon, mi van éppen Neked. Ez a Te világod, épp elég zsákutcás sületlen dolgod van emiatt, észerevehetnéd már végre. Ez pedig nekem így elfogadhatalan, jól is néznénk ki, ha így gondolkodna az összes Hobbysta, műszaki szakember ahelyett, hogy megnézné a szakirodalmat is és a gyártó cégek kínálatát. És adott esetben a saját lakhelyén megveszi AZT, amire igazán szüksége van.
De a elnézést, ki a fenét érdekel az ebay??
Lerosszom... Sok esetben gyanús, elcsencselt, ilyen olyan módon megszerezett ezért nem is reális értéken árusított marhaságok tárháza.
Itt nagyon sok Hobbysta, aki pedig komolyabb gépépítő de pláne, elmegy egy csapágyboltba, elmegy a Klávióhoz, elmegy X céghez, és megveszi azt amire szüksége van. Teszi ezt azt azért, mert alig drágább, netán olcsóbb a mai jobb minőségű kínai beszállítóknak köszönhetően a hivatalos új cucc is így, garancia van rá, cserelehetőség, hivatalosan elszámolható ÁFÁ-s számlát kapsz ha kell, stb...Ráadásul nem azt a süket kereskedői szemléletet követem, hogy a kapható nem ideális kacathoz építek még nagyobb sületlenséghalmazt.
Azaz Te teljesen tévúton jársz, és ez meg is látszik szinte minden megszólalásodban, érveidnél, amikor egy egyetlen adok-veszek bazári majom oldal az életed lényege.:)) Ez a Te világod, a valóság pedig az, ahogyan linkeltem is: alig drágábban, netán olcsóbban olyan AC motort veszek 3-400 V között, amire szükségem van.
Így tehát Veled nem lehet vitázni sem komolyan, mert nem a műszaki érvek számítanak, hanem az, hogy éppen mit látsz az e-bayon, mi van éppen Neked. Ez a Te világod, épp elég zsákutcás sületlen dolgod van emiatt, észerevehetnéd már végre. Ez pedig nekem így elfogadhatalan, jól is néznénk ki, ha így gondolkodna az összes Hobbysta, műszaki szakember ahelyett, hogy megnézné a szakirodalmat is és a gyártó cégek kínálatát. És adott esetben a saját lakhelyén megveszi AZT, amire igazán szüksége van.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 09:41
Írta: bmejdz9nu Dátum 2009 december 26, 09:41
Igazad van!
AC szervót érdemesebb a boltból venni akkor már... pl. egy komplett AC rendszer a Klavio-nál:
100W motor: ~ 50.000Ft; 400W motor: ~ 60.000Ft és egy 400-as vezérlő hozzá: ~ 90.000Ft + kábelek ... Forrás árlista itt. (XLS)
Már én is (be)látom, hogy ennél olcsóbban nem hozható ki egy AC rendszer...(sőt ezek az árak a 25% Áfát is tartalmazzák)
Tehát "turkulászni" egy-egy motort bontóban vagy más bolhapiacon... aztán vezérlőt csinálni ill. "csináltatni"... = nem éri meg. Csak felesleges "rizikó", hajtépés...
Gyárinál meg ott a spéci beépített PID és egy sokoldalú setup szoftver = Tuti biztos működés.
De mertem remélni, hogy egy hobbsta olcsóban is kihozhatja a vezérlést... de ahogy írod... sajnos tévedtem.
Talán megbocsátható...
A hobbysta beszélt belőlem... De azért jó érzés lett volna egy saját vagy egy hazai gyártású vezérlővel a dolog...
(DC-ben még megoldható a "házi-kisipari vezérlés" de AC-ban már nem... ahogy írod.)
Én is (továbbra is) csak komplett gyári rendszereket veszek majd... semmi rizikó...
Köszi.
AC szervót érdemesebb a boltból venni akkor már... pl. egy komplett AC rendszer a Klavio-nál:
100W motor: ~ 50.000Ft; 400W motor: ~ 60.000Ft és egy 400-as vezérlő hozzá: ~ 90.000Ft + kábelek ... Forrás árlista itt. (XLS)
Már én is (be)látom, hogy ennél olcsóbban nem hozható ki egy AC rendszer...(sőt ezek az árak a 25% Áfát is tartalmazzák)
Tehát "turkulászni" egy-egy motort bontóban vagy más bolhapiacon... aztán vezérlőt csinálni ill. "csináltatni"... = nem éri meg. Csak felesleges "rizikó", hajtépés...
Gyárinál meg ott a spéci beépített PID és egy sokoldalú setup szoftver = Tuti biztos működés.
De mertem remélni, hogy egy hobbsta olcsóban is kihozhatja a vezérlést... de ahogy írod... sajnos tévedtem.
Talán megbocsátható...
A hobbysta beszélt belőlem... De azért jó érzés lett volna egy saját vagy egy hazai gyártású vezérlővel a dolog...
(DC-ben még megoldható a "házi-kisipari vezérlés" de AC-ban már nem... ahogy írod.)
Én is (továbbra is) csak komplett gyári rendszereket veszek majd... semmi rizikó...
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 10:22
Írta: 000000000 Dátum 2009 december 26, 10:22
Az eredeti kérdésed az AC motor feszültsége volt. Abban mint kiderült, tévedtél, nincs megkötés, gyakorlatilag bármilyen feszültségű AC motor kapható.
Az ár pedig relatív, mert ha valaki két gépet akar építeni, és csak 1 olcsó AC hajtás a neten, akkor minek?::))
A legfontosabb azonban az, hogy én mindenkit lebeszélek az AC hajtástechnikáról HOBBY gépen, hiszen még a sokkal olcsóbb, és adott esetben jobb DC szervót sem lehet kihasználni.
Nem kell félévente motorokat, vezérlőket váltani a semmiért, nem számítástechnika ez, ahol félévente új op.rendszer a divat, de nem is ebay kereskedőház.
Te magad írtad fél éve: A step-dir-es AC szervo alig van a piacon, és nem alternatívája az A300 és 400W- os SD DC szervódnak.
Hol van már a két nappal ezelőtti 30 cm-es hó!:))
Így könnyű élni a nagy világban, gartula hozzá, mindenre van magyarázat....:))
Az ár pedig relatív, mert ha valaki két gépet akar építeni, és csak 1 olcsó AC hajtás a neten, akkor minek?::))
A legfontosabb azonban az, hogy én mindenkit lebeszélek az AC hajtástechnikáról HOBBY gépen, hiszen még a sokkal olcsóbb, és adott esetben jobb DC szervót sem lehet kihasználni.
Nem kell félévente motorokat, vezérlőket váltani a semmiért, nem számítástechnika ez, ahol félévente új op.rendszer a divat, de nem is ebay kereskedőház.
Te magad írtad fél éve: A step-dir-es AC szervo alig van a piacon, és nem alternatívája az A300 és 400W- os SD DC szervódnak.
Hol van már a két nappal ezelőtti 30 cm-es hó!:))
Így könnyű élni a nagy világban, gartula hozzá, mindenre van magyarázat....:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 10:43
Írta: bmejdz9nu Dátum 2009 december 26, 10:43
"A legfontosabb azonban az, hogy én mindenkit lebeszélek az AC hajtástechnikáról"
Ez érdekes... Persze érthető részedről...
Az AC motor olcsó pl. Klavio-nal... pl. 60ezer a 400-as... de 90ezerért vezérlőt táppal te sem tudsz... (+motort jeladózni és encoder cserét)
DC? Hát nem te szoktál rajtam "lovagolni" az elérhető max gyorsulással kapcsolatban?
Az AC jobban tud gyorsulni (kisebb forgórész tömeg miatta)... na persze általában "minek" szerintem... (minek = mechanika úgysem bírja ki)
"Te magad írtad fél éve: A step-dir-es AC szervo alig van a piacon" = Bizony ezt írtam!!!!
Valóban ezt írtam! Ez így van... még ma is !!!
Hány embernek van step/dir-es(!) AC rendszere itt a fórumon??? Te hányról tudsz? (Step/dir-es bemenetű !!!)
Ez érdekes... Persze érthető részedről...
Az AC motor olcsó pl. Klavio-nal... pl. 60ezer a 400-as... de 90ezerért vezérlőt táppal te sem tudsz... (+motort jeladózni és encoder cserét)
DC? Hát nem te szoktál rajtam "lovagolni" az elérhető max gyorsulással kapcsolatban?
Az AC jobban tud gyorsulni (kisebb forgórész tömeg miatta)... na persze általában "minek" szerintem... (minek = mechanika úgysem bírja ki)
"Te magad írtad fél éve: A step-dir-es AC szervo alig van a piacon" = Bizony ezt írtam!!!!
Valóban ezt írtam! Ez így van... még ma is !!!
Hány embernek van step/dir-es(!) AC rendszere itt a fórumon??? Te hányról tudsz? (Step/dir-es bemenetű !!!)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 10:55
Írta: 000000000 Dátum 2009 december 26, 10:55
Bajusz volt az elsők egyike, 2007-től van neki AC hajtású gépe, többször dokumentálta.
Ha az AC motorokat is úgy használod mint a DC-ket, azaz túlméretezett, direkt 5-10 mm-es orsóhajtás, majd rájössz, hogy a D betű A-ra cserélése semmit nem jelentett, sőt...!:))
Ha az AC motorokat is úgy használod mint a DC-ket, azaz túlméretezett, direkt 5-10 mm-es orsóhajtás, majd rájössz, hogy a D betű A-ra cserélése semmit nem jelentett, sőt...!:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 11:07
Írta: bmejdz9nu Dátum 2009 december 26, 11:07
Igen. Bajusz volt az első... Nem tudom, hogy csinálta... jóval meghaladta a korát... Ki üzemelte be neki? Ha jól tudom OMRON komplett..
Aztán Klavio (ifj. Psihobylli - jó lenne már egy "szebb" név neki:) Most már nekem is van pár, de még csak asztalon pörgettem őket...
(de biztos van még pár... csak nem tudunk róla... de azért ez nem egy "tömeges" elterjedés:)
Egy "600W-os" AC-nak akkora a forgórész tömege (azaz inerciája) mint egy "100W-os" DC-nek... (De ha gondolod utána nézek.) Tehát...
Aztán Klavio (ifj. Psihobylli - jó lenne már egy "szebb" név neki:) Most már nekem is van pár, de még csak asztalon pörgettem őket...
(de biztos van még pár... csak nem tudunk róla... de azért ez nem egy "tömeges" elterjedés:)
Egy "600W-os" AC-nak akkora a forgórész tömege (azaz inerciája) mint egy "100W-os" DC-nek... (De ha gondolod utána nézek.) Tehát...
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 11:09
Írta: j3rx6bsjd Dátum 2009 december 26, 11:09
Tibor lenne egy kérdésem,örülnék ha válaszolnál.
Ha 20-as emelkedésű orsóm van kb.80kg tömeget szeretnék mozgatni könnyen mozgó,nem szoruló mechanikán a szükséges sebességem 30-40m/perc a legkisebb pozicionálási távolságom átlagban 20mm.Csak pozicionálás feladat a pálykövetés nem érdekes.Ebben az esetben szerinted kb.mekkora motor szükséges?
Előre is köszönöm az egyenes választ:)
Ha 20-as emelkedésű orsóm van kb.80kg tömeget szeretnék mozgatni könnyen mozgó,nem szoruló mechanikán a szükséges sebességem 30-40m/perc a legkisebb pozicionálási távolságom átlagban 20mm.Csak pozicionálás feladat a pálykövetés nem érdekes.Ebben az esetben szerinted kb.mekkora motor szükséges?
Előre is köszönöm az egyenes választ:)
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 december 26, 11:14
Írta: Nemes Mihály Dátum 2009 december 26, 11:14
Heló
Miért kellene Step/Dir es bemenetű AC vezérlő????
ezt nem érteni!!!
Miért kellene Step/Dir es bemenetű AC vezérlő????
ezt nem érteni!!!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 11:35
Írta: bmejdz9nu Dátum 2009 december 26, 11:35
Mert a hobbysta általában step/dir kimenetű programot használ: Pl. Mach, WinPC-NC stb...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 12:32
Írta: 000000000 Dátum 2009 december 26, 12:32
"Tehát... "
???? Ezt itt mindenki tudja... Annál fontosabb a helyes illesztés, de a 6 oldalas 1 hónappal ezelőtti mintapéldám alapján lassan erre Te is rájössz... Ezért van már csak 3 db 400W-os DC motorod, a többit elpasszoltad!:)
???? Ezt itt mindenki tudja... Annál fontosabb a helyes illesztés, de a 6 oldalas 1 hónappal ezelőtti mintapéldám alapján lassan erre Te is rájössz... Ezért van már csak 3 db 400W-os DC motorod, a többit elpasszoltad!:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 12:36
Írta: 000000000 Dátum 2009 december 26, 12:36
Mennyi az orsód átmérője, és milyen hosszú?, ezek nélkül ugyanis a kérdésedre nem lehet válaszolni!
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 12:42
Írta: j3rx6bsjd Dátum 2009 december 26, 12:42
20 mm átmérő,800mm hossz.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 12:45
Írta: j3rx6bsjd Dátum 2009 december 26, 12:45
Amit elfelejtettem megemlíteni,csak csutkagázon közlekedik a masina,valami olyasmi jellege van,mint az SMD beültetők.Jó lenne ha a 20mm-es kis átlépést is nagyon gyorsan megtenné,azaz valami ütésszerű gyorsulás kéne.A mechanika bírni fogja.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 12:55
Írta: bmejdz9nu Dátum 2009 december 26, 12:55
Minden DC motort "elpasszolok"... ill. "elpasszoltam" ... sajnos SD400-as sincs már egyse... már csak pár darab van... Se Gecko se A300...
A gépemen megmarad a DC hajtás azaz a Bautz642-esek és a Gecko G340...
Lassan rájövök mindenre :) De azt a "mintapéldát" majd elővesszük 2010 elején! Készülj! Motorral! :)
Tehát... Kell(het) egy "bizonyos" motor forgórész "tömeg" ... sajnos... ha a forgatott tömegnek is van... Inertia Ratio!!! :)
Ezt te is tudod... céloztál rá... a #411 -ben :) Én is tudom...
A DC-t jól kiélveztem... Jöhet az AC :) Vagy kihagyjuk és jöjjenek a lineármotorok azonnal? :) Step- DC - AC... fontos betartani a lépcsőket :)
Inercia aránnyal AC/DC 600/100 egyetértesz? Azaz nehezebb "elbaltázni" egy szervóhajtást AC-val...(elbaltázni = felülméretezni :)
A gépemen megmarad a DC hajtás azaz a Bautz642-esek és a Gecko G340...
Lassan rájövök mindenre :) De azt a "mintapéldát" majd elővesszük 2010 elején! Készülj! Motorral! :)
Tehát... Kell(het) egy "bizonyos" motor forgórész "tömeg" ... sajnos... ha a forgatott tömegnek is van... Inertia Ratio!!! :)
Ezt te is tudod... céloztál rá... a #411 -ben :) Én is tudom...
A DC-t jól kiélveztem... Jöhet az AC :) Vagy kihagyjuk és jöjjenek a lineármotorok azonnal? :) Step- DC - AC... fontos betartani a lépcsőket :)
Inercia aránnyal AC/DC 600/100 egyetértesz? Azaz nehezebb "elbaltázni" egy szervóhajtást AC-val...(elbaltázni = felülméretezni :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 12:58
Írta: bmejdz9nu Dátum 2009 december 26, 12:58
AC-ban gondolkozol vagy DC?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 december 26, 13:16
Írta: Nemes Mihály Dátum 2009 december 26, 13:16
Hát igen !!!
Ekkor jön képbe Sneci!!
és az ő Step/Dir interfész-e!!!
Halál pontosan vezérel!! :):)
Ekkor jön képbe Sneci!!
és az ő Step/Dir interfész-e!!!
Halál pontosan vezérel!! :):)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 26, 13:21
Írta: Szalai György Dátum 2009 december 26, 13:21
Nem csak a J számit egyedül.
A motor forgató nyomatéka lendíti a tehetetlen tömeget. Ezek viszonyulnak egymáshoz, állnak egymással szemben. Tehát ami számit az a kettő aránya. Hogyan viszonyul a mozgatandó tömeg motortengelyre redukált tehetetlensége, a motorban keletkező forgató nyomatékhoz.
Az arányt vizsgáld, ne külön-külön.
Ezért csaptam le a nyolckefés MAVILOR MS-4-re. Négy motorra való nyomatékot vettem egy tengelyen, egyetlen forgórész nagyon kicsi J értékével. Ez benne a főnyeremény.
Megnézném azt az AC-t amelyik legyorsulja.
A motor forgató nyomatéka lendíti a tehetetlen tömeget. Ezek viszonyulnak egymáshoz, állnak egymással szemben. Tehát ami számit az a kettő aránya. Hogyan viszonyul a mozgatandó tömeg motortengelyre redukált tehetetlensége, a motorban keletkező forgató nyomatékhoz.
Az arányt vizsgáld, ne külön-külön.
Ezért csaptam le a nyolckefés MAVILOR MS-4-re. Négy motorra való nyomatékot vettem egy tengelyen, egyetlen forgórész nagyon kicsi J értékével. Ez benne a főnyeremény.
Megnézném azt az AC-t amelyik legyorsulja.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 26, 13:27
Írta: Szalai György Dátum 2009 december 26, 13:27
Lyukasztó?
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2009 december 26, 13:31
Írta: Nemes Mihály Dátum 2009 december 26, 13:31
Nibbelő !!!
Ajánlom a Trumpf 2000 et
ezen dolgoztam írgalmatlan sebességre volt képes!
Ajánlom a Trumpf 2000 et
ezen dolgoztam írgalmatlan sebességre volt képes!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 13:31
Írta: bmejdz9nu Dátum 2009 december 26, 13:31
Persze Lehet a PID szabályzás azaz a szervó "szive":
Sneci-től, Magi-tól, Yaskawa-tól, Rockwell-től, Omron-tól...stb... Tibitől is lehetne...
Sneci-től, Magi-tól, Yaskawa-tól, Rockwell-től, Omron-tól...stb... Tibitől is lehetne...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 13:33
Írta: bmejdz9nu Dátum 2009 december 26, 13:33
Egyetértünk nem? Mit írtam? Inertia Ratio azaz Inercia Arány... ezt kell alapul venni...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 13:37
Írta: bmejdz9nu Dátum 2009 december 26, 13:37
Mégis milyen gyorsulásra gondolsz azon a 20mm-es átlagos munkahosszon? azaz hány ms alatt legyen fent a max. pl. 1800mm/sec-re, (30 méter/perc)
Nagy a tömege ennek a golyósorsónak :) Azaz forgatni és gyorsan gyorsítani :) 30méter/percre 50ms alatt? elfogadható érték? Vagy kevesebb is elég?
Nagy a tömege ennek a golyósorsónak :) Azaz forgatni és gyorsan gyorsítani :) 30méter/percre 50ms alatt? elfogadható érték? Vagy kevesebb is elég?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 26, 13:48
Írta: Szalai György Dátum 2009 december 26, 13:48
Igen, akkor egyet értünk.
Bennem még az egy ellentmondás, hogy a szélsőségesen sebesség és teljesítmény orientált servo-világ nézeteddel, miért adtad el azt a szinte felülmúlhatatlanul gyorsuló motort.
De nem is kell nekem ezt megértenem. Birtokolnom kell.
Hálás vagyok, hogy lehetővé tetted. Boldog ünnepet.
Bennem még az egy ellentmondás, hogy a szélsőségesen sebesség és teljesítmény orientált servo-világ nézeteddel, miért adtad el azt a szinte felülmúlhatatlanul gyorsuló motort.
De nem is kell nekem ezt megértenem. Birtokolnom kell.
Hálás vagyok, hogy lehetővé tetted. Boldog ünnepet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 13:55
Írta: 000000000 Dátum 2009 december 26, 13:55
A számítások alapján (saját méretező progi) az jött ki, hogy mimum 110 W hasznos teljesítményű motor kell Neked ehhez a feladathoz, ha 5 m/s2
gyorsulással megelégszel.
Nem ismerem a géped mechanikáját, merevségét, de a tényszámok alapján ettől feljebb gyorsulásban aligha tudsz menni, ez is necces.
A szükséges megkívánt max. sebesség nagy (0.5 m/s), ezért csak 2-es lassító áttételt javaslok egy átlagos 3000 fordulatú motornál.
Hatásfok is van a világon, ezért eredőben tehát egy 200-300 W-os AC vagy DC szervo motor javaslok, ez már megoldja a feladatodat. Gondolom konkrét motorokat milliószámra tudsz már ezalapján választani akár DC, akár AC szervo kategóriában.
gyorsulással megelégszel.
Nem ismerem a géped mechanikáját, merevségét, de a tényszámok alapján ettől feljebb gyorsulásban aligha tudsz menni, ez is necces.
A szükséges megkívánt max. sebesség nagy (0.5 m/s), ezért csak 2-es lassító áttételt javaslok egy átlagos 3000 fordulatú motornál.
Hatásfok is van a világon, ezért eredőben tehát egy 200-300 W-os AC vagy DC szervo motor javaslok, ez már megoldja a feladatodat. Gondolom konkrét motorokat milliószámra tudsz már ezalapján választani akár DC, akár AC szervo kategóriában.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 13:55
Írta: bmejdz9nu Dátum 2009 december 26, 13:55
Mennyi az inerciája annak a Mavilor motornak? ... és minek az a nagy gyorsítási képesség neked :) Kibírja majd a mechanika?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 26, 14:17
Írta: Szalai György Dátum 2009 december 26, 14:17
J = 0,37 kg m2 10-3 ( 11. old.) Méretpontos gyors 3D maráskor a nagy gyorsítási képesség garantálja a pontos pályakövetést. Semmi más. A házi mechanika akkor bírja csak, ha a teljes gyorsan mozgó tömeget sikerül nagyon alacsonyan tartani. Ha ez nem sikerül, akkor jön a B terv, aminek a gondolatát szintén neked köszönhetem. Lengéscsillapítás.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 14:25
Írta: j3rx6bsjd Dátum 2009 december 26, 14:25
Köszönöm a korrekt választ.
Először 100W-os sima DC motort raktam volna,de hallgattam a jó tanácsokra és beszereztem hozzá más motorokat.
Sanyodenki T730-as,remélem megfelel a feladathoz(32V,10.5A,2200rpm)
Ha összeáll,utánna jön a vezérlő választása.
Szalai György:Igen,lyukasztó átépítés.
Trumpf-ra nincs lecsó,valamint hely sincs hová tenni.
Ha 20-30ms alatt képes 20mm-el odébb pozicionálni,akkor az már elég.
Ha esetleg ettől gyorsabbat is össze lehet hozni,akkor lesz nibbelés is,ha nem hát akkor nem,megelégszem a sima stancolással.
Először 100W-os sima DC motort raktam volna,de hallgattam a jó tanácsokra és beszereztem hozzá más motorokat.
Sanyodenki T730-as,remélem megfelel a feladathoz(32V,10.5A,2200rpm)
Ha összeáll,utánna jön a vezérlő választása.
Szalai György:Igen,lyukasztó átépítés.
Trumpf-ra nincs lecsó,valamint hely sincs hová tenni.
Ha 20-30ms alatt képes 20mm-el odébb pozicionálni,akkor az már elég.
Ha esetleg ettől gyorsabbat is össze lehet hozni,akkor lesz nibbelés is,ha nem hát akkor nem,megelégszem a sima stancolással.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 14:34
Írta: bmejdz9nu Dátum 2009 december 26, 14:34
Látható, hogy (most is ) egy hobbysta a motorhoz választ...
Előbb is mondhattad volna a meglévő motort akkor pont ehhez a motorhoz is lehetett volna számolni...(van inercia adata - SanyoDenki PDF-ben.)
Ha nem zavar beteszem AC 200W és AC 400W-ra számításomat...
Vezérlő oldalról:
Igen nagy áramok kellenek majd! A 10.7A/32V az alap fesz és alap nyomatékhoz van...(és 2200rpm-hez)
Előbb is mondhattad volna a meglévő motort akkor pont ehhez a motorhoz is lehetett volna számolni...(van inercia adata - SanyoDenki PDF-ben.)
Ha nem zavar beteszem AC 200W és AC 400W-ra számításomat...
Vezérlő oldalról:
Igen nagy áramok kellenek majd! A 10.7A/32V az alap fesz és alap nyomatékhoz van...(és 2200rpm-hez)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 14:38
Írta: bmejdz9nu Dátum 2009 december 26, 14:38
Az a necces, hogy szinte egyetértünk... :)
Egyébként mivel satu hüle vagyok ehhez a számoz... Tudom aki Mach-al dolgozik azok mind tudjá: m/s2...
"WinPC-NC-snek" más a logikája :) azt mondja hogy xxms alatt vam fent a teljes sebességen... (sajnos ez már nekem így marad - így számolok a a Rockwell progiban is -Yaskawa progiban ezt át lehet állítani :)
Ebből már volt félreértésünk... jó lenne el magyáráznod nekem :) Egy "műbalhéval" kevesebb ok:))
A másik...
A 80Kg mozgatott tömeget ekkora gyorsulásra késztetni... Hogy azt adják meg "nem számít" mert erős a gép...
Igen durva gyorsítások is lehetségesek... Mondjuk a mechanika kibírja.... de az orsó ettől mit csinál? "begörbül" :) Meg kellene nézni egy PDF-et... Erőre a20/20-as bírja a dolgot... csak a G gyorsítás már több mint pilótavizsgás :)
Az áttétel itt teljesen jogos!
Direkbe 3000rpm/60 X20mm = 1000mm/sec azaz 60 méter/perc ami sok... főleg a 80Kg mozgatottnak...
1/2 átt 1500rpm/60X20 = 500mm/sec...azaz 30 méter/perc. (sőt az orsó így csak 1500rpm-el forog azaz kisebb a belengés veszélye)
Egyébként mivel satu hüle vagyok ehhez a számoz... Tudom aki Mach-al dolgozik azok mind tudjá: m/s2...
"WinPC-NC-snek" más a logikája :) azt mondja hogy xxms alatt vam fent a teljes sebességen... (sajnos ez már nekem így marad - így számolok a a Rockwell progiban is -Yaskawa progiban ezt át lehet állítani :)
Ebből már volt félreértésünk... jó lenne el magyáráznod nekem :) Egy "műbalhéval" kevesebb ok:))
A másik...
A 80Kg mozgatott tömeget ekkora gyorsulásra késztetni... Hogy azt adják meg "nem számít" mert erős a gép...
Igen durva gyorsítások is lehetségesek... Mondjuk a mechanika kibírja.... de az orsó ettől mit csinál? "begörbül" :) Meg kellene nézni egy PDF-et... Erőre a20/20-as bírja a dolgot... csak a G gyorsítás már több mint pilótavizsgás :)
Az áttétel itt teljesen jogos!
Direkbe 3000rpm/60 X20mm = 1000mm/sec azaz 60 méter/perc ami sok... főleg a 80Kg mozgatottnak...
1/2 átt 1500rpm/60X20 = 500mm/sec...azaz 30 méter/perc. (sőt az orsó így csak 1500rpm-el forog azaz kisebb a belengés veszélye)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 14:39
Írta: j3rx6bsjd Dátum 2009 december 26, 14:39
Egy hobbysta abból építkezik amihez hozzájut megengedhető áron(azaz ami belefér a pénztárcájába).Ezért hobbysta,az iparban "nem számít semmi"azaz belekalkulálják,hogy majd megtérül.Nos,nekem vagy megtérül vagy nem,de mindenesetre segíti a munkámat.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 14:44
Írta: bmejdz9nu Dátum 2009 december 26, 14:44
Lakatos úrnak... Igaz nem kértél :)
Felező áttétellel... a gyorsítási lehetőségek romlani fognak ha a szíjtárcsa kerekei inerciáját is betennénk a képletbe... ezt nem adtad meg. (átm, szél. anyag)
Felvettem 10N tolóerőt.. 1Kp... az szinte nulla...
Látható, hogy gyorsításhoz mennek a "powerek" :) A relative nagy tömegű orsó és 80Kg fejegység...
A surlódási tényező pedíg túlzott is... 0.1 azaz 20W ill. 40W menne er erre... ami biztos kisebb nálad...
400W-os AC motorra: (50ms alatt 30 méteren)
Link a nagy képhez
200W-os AC motorra: (100ms alatt 30 méteren)
Link a nagy képhez
Szerintem minden benne van a képekben... totál kihegyezve... ennél egy dekával sem tud többet.
Azonos teljesítményű DC-nél a gyorsítások kisebbek lesznek... mert a saját (és) nehezebb forgórészt is gyorsítani kell a motornak.
Felező áttétellel... a gyorsítási lehetőségek romlani fognak ha a szíjtárcsa kerekei inerciáját is betennénk a képletbe... ezt nem adtad meg. (átm, szél. anyag)
Felvettem 10N tolóerőt.. 1Kp... az szinte nulla...
Látható, hogy gyorsításhoz mennek a "powerek" :) A relative nagy tömegű orsó és 80Kg fejegység...
A surlódási tényező pedíg túlzott is... 0.1 azaz 20W ill. 40W menne er erre... ami biztos kisebb nálad...
400W-os AC motorra: (50ms alatt 30 méteren)
Link a nagy képhez
200W-os AC motorra: (100ms alatt 30 méteren)
Link a nagy képhez
Szerintem minden benne van a képekben... totál kihegyezve... ennél egy dekával sem tud többet.
Azonos teljesítményű DC-nél a gyorsítások kisebbek lesznek... mert a saját (és) nehezebb forgórészt is gyorsítani kell a motornak.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 14:45
Írta: bmejdz9nu Dátum 2009 december 26, 14:45
Már kiszámoltam egy órája AC-ra... azt hitem AC lesz.. ebben a topikban vagyunk :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 14:53
Írta: bmejdz9nu Dátum 2009 december 26, 14:53
Kiszámítsuk a DC Sanyodenki T730-ra is? Persze csak akkor ha Tibor ezeket az AC számításokat jónak látja :) Nem akarok "banzájt"...
De kb. azonost számolt Ő is...
De kb. azonost számolt Ő is...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 15:00
Írta: bmejdz9nu Dátum 2009 december 26, 15:00
Mavilor tárcsa DC motor: J = 0,37 kg m2 10-3 = 0,00037Kg m2
Egy 400W-os AC (pl. Samsung-Rockwell CSMT04): 0.000036 Kg m2
Tibit kérdezt meg jól számoltam e... ez egy nagyságrend inercia különbség - ha jól látom... 400W/400W az AC javára... de...
Egy 400W-os AC (pl. Samsung-Rockwell CSMT04): 0.000036 Kg m2
Tibit kérdezt meg jól számoltam e... ez egy nagyságrend inercia különbség - ha jól látom... 400W/400W az AC javára... de...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 15:32
Írta: 000000000 Dátum 2009 december 26, 15:32
Mi az hogy itt jogos???? Az áttétel mindig jogos, mert ha direktbe is hajtasz, akkor is van áttétel, a lényeg az 1 motorfordulatra eső elmozdulás.
Mellesleg tévutakon jársz .... Lakatos esete egész más, mint a CNC forgácsolás..., nem a motor J a döntő, mivel Jt>>Jm. Csak a te progid nem optimalizál, semmit nem csinál..., kicsit csicsáskodik...egy db egyszerű számolási sort végez, ráaádásul te adod meg hogy mikkel számoljon.....
Az enyém pedig 5000 verziót kiszámol, és ezek közül a végén optimális áttételt állapít meg grafikus digramban mutatva a tényeket, és picit komolyabb modellt használ, nem M=állandó stb....
Mellesleg tévutakon jársz .... Lakatos esete egész más, mint a CNC forgácsolás..., nem a motor J a döntő, mivel Jt>>Jm. Csak a te progid nem optimalizál, semmit nem csinál..., kicsit csicsáskodik...egy db egyszerű számolási sort végez, ráaádásul te adod meg hogy mikkel számoljon.....
Az enyém pedig 5000 verziót kiszámol, és ezek közül a végén optimális áttételt állapít meg grafikus digramban mutatva a tényeket, és picit komolyabb modellt használ, nem M=állandó stb....
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 16:05
Írta: bmejdz9nu Dátum 2009 december 26, 16:05
Robsy vagy Rockwell Majd egyforma cégek... Ezen most ne vitázzunk:) Egyik csicsásít a másik meg nem... csak ennyi a különbség.
Áttétel? 3000rpm-herz még a Kw-os motort sem fogadta el... 50ms alatt meg úgysem lehet 30 méter/percre valamint a kívánalom is ehhez állt közelebb.
Persze lehetne 1500rp-es 16 pol AC motor beszerezni...az lenne a tuti mert a szíjkerekek inerciája "nem játszana" azaz nem rontaná a gyorsítási lehetőséget...
Dehát ekkora értéket úgysem fog gyorsítani a felhasználó... szerintem.
Mond meg... Jó vagy nem jók a Rockewell progi számításai ezekre? Kb. Egyformát számoltunk ha jól nézem...
Számítsunk egyet a Lakatos Úr DC SanyoDenkijére? ...A 200W-os a T720-012 a mérete....Inercia : 0.000147Kg m2 Inercia azonos mint Bautz E642-es ....Ugye ne tegyük :))
Egyébként kb. 140ms lesz a gyorsulás a 200W-os AC-hoz képest...mert a forgatott/mozgatott tömeg nagy... azaz meghatározó a gyorsulásban...

Áttétel? 3000rpm-herz még a Kw-os motort sem fogadta el... 50ms alatt meg úgysem lehet 30 méter/percre valamint a kívánalom is ehhez állt közelebb.
Persze lehetne 1500rp-es 16 pol AC motor beszerezni...az lenne a tuti mert a szíjkerekek inerciája "nem játszana" azaz nem rontaná a gyorsítási lehetőséget...
Dehát ekkora értéket úgysem fog gyorsítani a felhasználó... szerintem.
Mond meg... Jó vagy nem jók a Rockewell progi számításai ezekre? Kb. Egyformát számoltunk ha jól nézem...
Számítsunk egyet a Lakatos Úr DC SanyoDenkijére? ...A 200W-os a T720-012 a mérete....Inercia : 0.000147Kg m2 Inercia azonos mint Bautz E642-es ....Ugye ne tegyük :))
Egyébként kb. 140ms lesz a gyorsulás a 200W-os AC-hoz képest...mert a forgatott/mozgatott tömeg nagy... azaz meghatározó a gyorsulásban...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 16:17
Írta: 000000000 Dátum 2009 december 26, 16:17
"Áttétel? 3000rpm-herz még a Kw-os motort sem fogadta el..."
Hagyjál már ezzel a progival, eleve 2 éve ismeri itt mindenki, amikor legelőször ez szóbakerült...:)) Szalai György különbet ír XLS táblában!:))
Azt meséld el, mekkora optimális áttételt állapít meg a programod és hogyan? Ugyanis ez érdekli a felhasználót.
Mert ugye egyelőre veled beíratja ezt is ez a program... Ugyanmár.... :))) Talán számolja ki, optimalizálva, akkor az már tárgyalási alap lehet..., hogy mennyire jó...
Hagyjál már ezzel a progival, eleve 2 éve ismeri itt mindenki, amikor legelőször ez szóbakerült...:)) Szalai György különbet ír XLS táblában!:))
Azt meséld el, mekkora optimális áttételt állapít meg a programod és hogyan? Ugyanis ez érdekli a felhasználót.
Mert ugye egyelőre veled beíratja ezt is ez a program... Ugyanmár.... :))) Talán számolja ki, optimalizálva, akkor az már tárgyalási alap lehet..., hogy mennyire jó...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 16:33
Írta: bmejdz9nu Dátum 2009 december 26, 16:33
Tibi... Megint az van, hogy van a hobystának egy motorja és egy orsója... Ezek adottak. Arra volt kiváncsi mit várhat el ezektől.
Robsy - Rockwell - Szalai - Yaskawa = Legyen teljes a kép :)
Robsy - Rockwell - Szalai - Yaskawa = Legyen teljes a kép :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 16:40
Írta: 000000000 Dátum 2009 december 26, 16:40
Jajj Péter....Van neki mindene, csak azt nem tudja, hogyan kösse össze a motort a tengellyel, milyen áttétele legyen. Én ezért kérdeztem rá a programodra, hogy pl. tud-e optimális áttételt kiszámolni...és te megint elkened a lényeget, azaz nem tudja a programod, amit kérdeztem. Na ez a lényeg, ezért ne beszélj itt világszínvonalról. Megint abba a hibába esel, hogy ami neked van, amit éppen te használsz az a világszínvonal. Egy hónap múlva már más, amit éppen megint látsz...., találsz.. Biztos így van, ha te mondod...:)) Én akár Rád is hagyhatom ezt a témát is. Csak jó lenne, ha az objektív tények is hatnának néha Rád!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 17:22
Írta: bmejdz9nu Dátum 2009 december 26, 17:22
Yaskawa AC-m (még) nincs :) Csak a rokona... Omron. De a Yasakawa nélkül nem lenne pl. Toyota autógyártás...:) Ezek a nagy cégek nélkül talán még szervótechnika sem...
Valamit biztos tudnak... de persze nem árulják el... Persze többet elárulnak mint te :)
1. Van Lakatos Úrnak egy 20/20-as orsója... és egy Sanyodenki DC szervó motorja: 32V, 10.5A, 2200rpm
2. szeretné ha gyors lenne... sőt már azt s tudjuk, ogy mit akar vele csinálni... kb. 20mm-enként lukasztani...
3. Fontos a végsebesség... de fontos s gyorsítási képesség is...
4. A gyorsítás akkor jó ha a végsebességet elérné a 20m-es ciklusidő alatt.
5. A mozgatott tömeg nem kicsi (80Kg) az orsó sem kis teher forgatni dinamikusan...
Szerintem Lakatos Úr sebesség igénye kicsit magas a motor teljesítményéhez ... azaz jobban jár ha 1/2-ben áttételt csinál - még akkor is ha csak 1200rpm lesz a hajtott orsón. (és ez csak 400mm/sec - ami nem is kevés... de el kell fogadni a gyorsítási képesség fontossága miatt = több lukat tud csinálni a valóságban)
Egyébként ismerem az a motort... simán tud 3000-et is forogni... talán tesztelni kellene...
Ha jól nézem a progiban még csúcsnyomaték sem kell nagyon... pl. 20A-es vezérlő elég már...
Ha 24méter/perc elég... akkor azon már 100m/sec-en fent lesz... (Ha az átt ideális lenne - azaz nincs bekalkulálva a progiba!)
De te mit is számoltál neki? Semmit?! Számolj neki a DC SanyoDenkire... Aztán válogathat Lakatos Úr az "ajánatok" között :)
Sanyo Denki DC-re amit én "gondolok": (láthatóan most a nem a teljesítmény a korlát... hanem az átlag nyomaték, Effective torque)
Sajnos ezzel a 20mm-es ciklusidővel még mindig nem éri el a teljes sebességet... Ha jól látom...
Azaz 0.15mp kell egy ciklusidőhöz... 0.1s fel és 0.1s le...
Nade majd Tibor számol egy jobbat...
Lehet, hogy 1/3-al átt. is meg kellene nézni... de ha hosszabb ciklusok is lesznek - akkor meg lassú lesz?
Sajnos nem ismerjük teljesen a munka feladatot... a variációkat... egy jó számoláshoz...
Ezért is futottunk bele az átlagnyomaték korlátba... azaz állandóan lassít és gyorsít...
Link a nagy képhez
Valamit biztos tudnak... de persze nem árulják el... Persze többet elárulnak mint te :)
1. Van Lakatos Úrnak egy 20/20-as orsója... és egy Sanyodenki DC szervó motorja: 32V, 10.5A, 2200rpm
2. szeretné ha gyors lenne... sőt már azt s tudjuk, ogy mit akar vele csinálni... kb. 20mm-enként lukasztani...
3. Fontos a végsebesség... de fontos s gyorsítási képesség is...
4. A gyorsítás akkor jó ha a végsebességet elérné a 20m-es ciklusidő alatt.
5. A mozgatott tömeg nem kicsi (80Kg) az orsó sem kis teher forgatni dinamikusan...
Szerintem Lakatos Úr sebesség igénye kicsit magas a motor teljesítményéhez ... azaz jobban jár ha 1/2-ben áttételt csinál - még akkor is ha csak 1200rpm lesz a hajtott orsón. (és ez csak 400mm/sec - ami nem is kevés... de el kell fogadni a gyorsítási képesség fontossága miatt = több lukat tud csinálni a valóságban)
Egyébként ismerem az a motort... simán tud 3000-et is forogni... talán tesztelni kellene...
Ha jól nézem a progiban még csúcsnyomaték sem kell nagyon... pl. 20A-es vezérlő elég már...
Ha 24méter/perc elég... akkor azon már 100m/sec-en fent lesz... (Ha az átt ideális lenne - azaz nincs bekalkulálva a progiba!)
De te mit is számoltál neki? Semmit?! Számolj neki a DC SanyoDenkire... Aztán válogathat Lakatos Úr az "ajánatok" között :)
Sanyo Denki DC-re amit én "gondolok": (láthatóan most a nem a teljesítmény a korlát... hanem az átlag nyomaték, Effective torque)
Sajnos ezzel a 20mm-es ciklusidővel még mindig nem éri el a teljes sebességet... Ha jól látom...
Azaz 0.15mp kell egy ciklusidőhöz... 0.1s fel és 0.1s le...
Nade majd Tibor számol egy jobbat...
Lehet, hogy 1/3-al átt. is meg kellene nézni... de ha hosszabb ciklusok is lesznek - akkor meg lassú lesz?
Sajnos nem ismerjük teljesen a munka feladatot... a variációkat... egy jó számoláshoz...
Ezért is futottunk bele az átlagnyomaték korlátba... azaz állandóan lassít és gyorsít...
Link a nagy képhez
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 17:47
Írta: bmejdz9nu Dátum 2009 december 26, 17:47
Ha 1/3 -as az áttétel... a ciklusidő (travel time) a 20mm-re... jobb lesz valamivel = azaz most: 0.134Sec.
De a végsebesség "csak" 16 méter/perc... de erre a sebességre már majd 60ms alatt képes most.
Viszont eléri a kívánt 20mm-es ciklusidőkben a 16méter/percet... 0.06sec fel és 0.06sec le = kevesebb mint a ciklusidő...
Talán ez a jobb... Ha nincsenek távolabb egymástól általában a lukak... a gyakorlatban...
(persze nagyobb méretű szíjkerekek... de szerencsére az főleg az orsón... most sincs belekalkulálva a progiba Intertia Motor és Intertia Load - azaz load = orsó felén)
Most is a motor nyomaték a korlátja a dolognak... "Wattok" alig vannak: gyorsításkor: 107W, menetben: csak 25W... de még mindig a gyorsításhoz kell a "power"...azaz az erő...
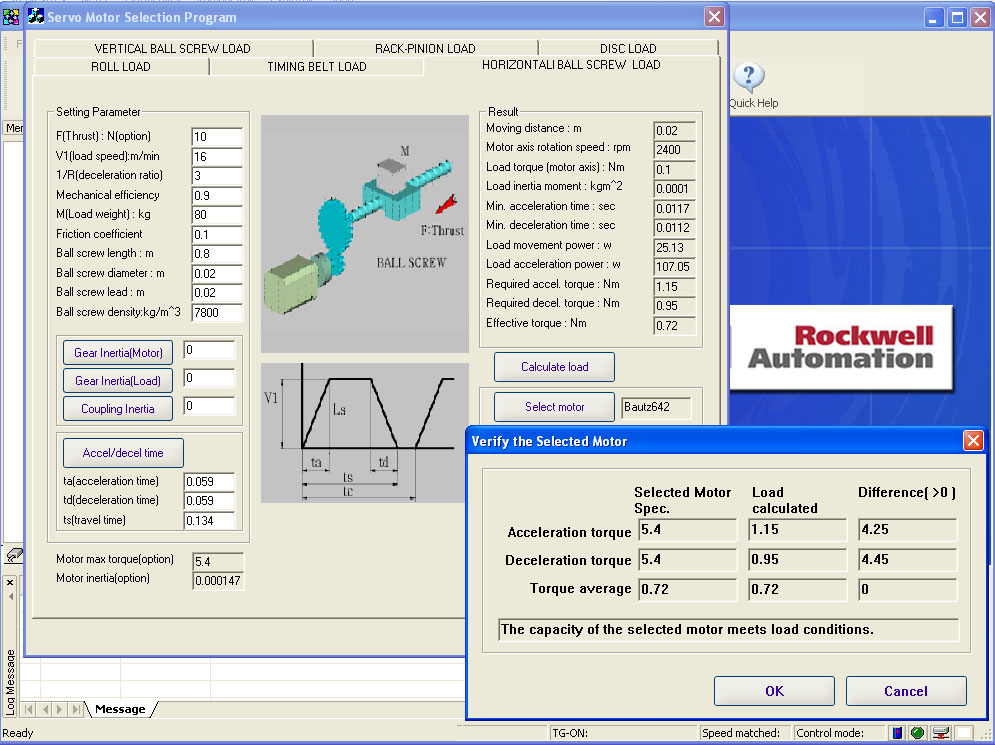
De a végsebesség "csak" 16 méter/perc... de erre a sebességre már majd 60ms alatt képes most.
Viszont eléri a kívánt 20mm-es ciklusidőkben a 16méter/percet... 0.06sec fel és 0.06sec le = kevesebb mint a ciklusidő...
Talán ez a jobb... Ha nincsenek távolabb egymástól általában a lukak... a gyakorlatban...
(persze nagyobb méretű szíjkerekek... de szerencsére az főleg az orsón... most sincs belekalkulálva a progiba Intertia Motor és Intertia Load - azaz load = orsó felén)
Most is a motor nyomaték a korlátja a dolognak... "Wattok" alig vannak: gyorsításkor: 107W, menetben: csak 25W... de még mindig a gyorsításhoz kell a "power"...azaz az erő...
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 20:18
Írta: j3rx6bsjd Dátum 2009 december 26, 20:18
Köszi a számolásokat,szóval akkor egy 1/2 áttétel tuti lesz benne,inkább engedek a gyorsulás rovására,mint veszítsek a végsebességből,mert gyakori ugyan a rövid átlépés(perforálás),de ugyanúgy gyakori a nagyobb lépésköz is,ez mindig változó,mert leginkább egyedi dolgok vannak.Nem tudom előre meghatározni,mikor milyen lemezt kell készíteni.
Az extra szuper gyorsulás és sebesség az nibbelésnél fontos ahol nagyon gyors mechanika szükséges.
Az extra szuper gyorsulás és sebesség az nibbelésnél fontos ahol nagyon gyors mechanika szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 26, 20:26
Írta: 0gbwyh99 Dátum 2009 december 26, 20:26
Elnézést ! Mi az a nibbelés . Bocsánat nem ismerem azt a kifejezést ill. munkafolyamatot . Lehetne valami leírás (röviden) ? [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: 4um5b65d Dátum 2009 december 26, 20:31
Írta: 4um5b65d Dátum 2009 december 26, 20:31
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 26, 20:48
Írta: j3rx6bsjd Dátum 2009 december 26, 20:48
Röviden:rezgő vágás.
A lyukasztónál mikor a felső helyzetben van a szerszám,akkor a lemez pozicionál.Mindez olyan sebességgel,mintha folyamatosan mozogna a lemez és a lyukasztó is úgy szól,mint egy géppuska.
Ezt akkor érdemes használni,mikor egy adott alakzatot vagy bármit szeretnél kivágni egy sokkal kisebb,de megfelelő szélességű szerszámmal,vagy kör alakú lyukasztóval.
A lyukasztónál mikor a felső helyzetben van a szerszám,akkor a lemez pozicionál.Mindez olyan sebességgel,mintha folyamatosan mozogna a lemez és a lyukasztó is úgy szól,mint egy géppuska.
Ezt akkor érdemes használni,mikor egy adott alakzatot vagy bármit szeretnél kivágni egy sokkal kisebb,de megfelelő szélességű szerszámmal,vagy kör alakú lyukasztóval.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 26, 20:51
Írta: HJózsi Dátum 2009 december 26, 20:51
Tibor! Amit tudtam összegyűjtöttem a kis Yaskawáról! A saját adatlapja nem fellelhető, de a motor és az encoder kábelek Yaskawa szabvány szerinti színezetűek és mind megvan (encoder 15, motor 4) ... A csati viszont valszeg nem belső szabvány, mert csak 14 "pines", noha megvan a be nem kötött 15. vezeték is (szürke). Te milyen csatit használsz? DSUB15? Mi a bekötés? Anya,apa?




Motor kábel : Red (U), White(V), Blue(W), Green (Frame Ground)
Motor kábel : Red (U), White(V), Blue(W), Green (Frame Ground)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 21:03
Írta: bmejdz9nu Dátum 2009 december 26, 21:03
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 26, 21:23
Írta: bmejdz9nu Dátum 2009 december 26, 21:23
Hány voltos a kicsike :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 26, 21:35
Írta: HJózsi Dátum 2009 december 26, 21:35
Gőzöm sincs... majd amennyit kap ... :) nincs meg az adatlapja sehol... Két fázis vezeték között 3,4 ohm-ot mérek kb., 60W-os, 1,6A ... remélem 100V-nál nem nagyobb táp elég lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 26, 22:50
Írta: 000000000 Dátum 2009 december 26, 22:50
Köszi Józsi! Ez valóban az egyik alap Yaskawa encoder felület. Az ilyennel semmi gondunk nem lesz, legjobb lenne ha a megforgatáshoz 0, +5, u, v, w jeleket egy-egy szabadon lógó, 5 mm-es hosszon beónozott vezetékre kihoznád (ez csak 5 madzag) + 3 motor tekercskivezetés. Így már ezek a hajtáshoz pillanatok alatt beköthetők, és DC motorként sikeresen tudjuk pörgetni, tesztelni. A tali részleteket majd magánban pontosítjuk.
Cím: Re:AC szervó motoros vezérlés
Írta: 0gbwyh99 Dátum 2009 december 26, 22:55
Írta: 0gbwyh99 Dátum 2009 december 26, 22:55
[#worship][#worship][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 26, 22:56
Írta: HJózsi Dátum 2009 december 26, 22:56
OK! :) [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 10:08
Írta: svejk Dátum 2009 december 27, 10:08
Csak inkább kérdezném, hogy mennyire van alapja az alábbi "okoskodásnak"?
80kg-os tömeget akar a társunk max. 30 m/perccel(0,5m/s) mozgatni.
Te ehhez ajánlottad az 5m/s2-es gyorsulást mint amit a mechanika kibírhat.
F=m*a
tehát ha 80kg-ot 5m/s2-el akarunk gyorsítani, ahhoz 400N erő szükségeltetik
(minden idealizálva, nem számolva a plusz, orsó,stb.. tehetetlenségekkel)
Ez esetben 1:2-es lassítóáttétel és 20-as orsó esetén kb. 0.64 Nm forgatónyomaték szükségeltetik a motor részéről.
Azt is megtudtuk hogy akár 20 mm-es pozicionálásokat is szeretne a Tulaj.
Ez esetben a 30m/perces sebességet el sem érjük, gyakorlatilag 10 mm-et folyamatosan gyorsít, majd 10 mm-t lassít a motor.
Ez így 100%-os kihasználtság egy 0,64 Nm-es motornak, mely átlag motort tekintve a 200W-os kategória..
Azt sajnos nem tudjuk két pozició közt mennyi szünet van, vagyis mennyi ideig tart a lyukasztás.
A 10-10mm gyorsulás-lassulás (vagyis a 20mm pozicionálás) összesen kb. 0,126 s-ig tart, ha ettől lényegesen hosszabb ideig tart a lyukasztás folyamata akkor elég a kisebb motor, mert a servo a csúcsnyomatékából tudja fedezni a gyorsulásokat.
80kg-os tömeget akar a társunk max. 30 m/perccel(0,5m/s) mozgatni.
Te ehhez ajánlottad az 5m/s2-es gyorsulást mint amit a mechanika kibírhat.
F=m*a
tehát ha 80kg-ot 5m/s2-el akarunk gyorsítani, ahhoz 400N erő szükségeltetik
(minden idealizálva, nem számolva a plusz, orsó,stb.. tehetetlenségekkel)
Ez esetben 1:2-es lassítóáttétel és 20-as orsó esetén kb. 0.64 Nm forgatónyomaték szükségeltetik a motor részéről.
Azt is megtudtuk hogy akár 20 mm-es pozicionálásokat is szeretne a Tulaj.
Ez esetben a 30m/perces sebességet el sem érjük, gyakorlatilag 10 mm-et folyamatosan gyorsít, majd 10 mm-t lassít a motor.
Ez így 100%-os kihasználtság egy 0,64 Nm-es motornak, mely átlag motort tekintve a 200W-os kategória..
Azt sajnos nem tudjuk két pozició közt mennyi szünet van, vagyis mennyi ideig tart a lyukasztás.
A 10-10mm gyorsulás-lassulás (vagyis a 20mm pozicionálás) összesen kb. 0,126 s-ig tart, ha ettől lényegesen hosszabb ideig tart a lyukasztás folyamata akkor elég a kisebb motor, mert a servo a csúcsnyomatékából tudja fedezni a gyorsulásokat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 10:17
Írta: svejk Dátum 2009 december 27, 10:17
Ha a gépedet 30ms alatt akkorod 20mm-el arrébb pozicionálni, akkor kb. 44 m/s2-es gyorsításra lenne szükséged, ezt nem hinném hogy kibirná a mechanikád a 80 kg-os mozgatandó tömegekből ítélve.
Ha ismét elővesszük az F=m*a képletet, akkor kiderül hogy ehhez kb.3550 N kellene.
A 20 orsódat és 1:2-es áttételt nézve 5,6Nm-es motor kellene.
Ha ismét elővesszük az F=m*a képletet, akkor kiderül hogy ehhez kb.3550 N kellene.
A 20 orsódat és 1:2-es áttételt nézve 5,6Nm-es motor kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 10:27
Írta: 000000000 Dátum 2009 december 27, 10:27
Bocs, de nem egészen világos nekem, konkrétan mi a kérdésed ezen gondolataid mentén?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 10:44
Írta: j3rx6bsjd Dátum 2009 december 27, 10:44
A sanyodenki elvileg 9Nm tud csúcsba.
A mechanikának melyik része nem bírná szerinted?
Felborulni biztosan nem fog,mert kb.3 tonna.
A mechanikának melyik része nem bírná szerinted?
Felborulni biztosan nem fog,mert kb.3 tonna.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 10:46
Írta: 000000000 Dátum 2009 december 27, 10:46
Valószínűleg Lakatos Úr nem gondolta végig, mit ír a #434-ben. Ugyanis ha már számoknál tartunk, a helyzet még rosszabb, valahol Te is elszámoltál valamit, ugyanis 88.8 m/s2 gyorsulás kellene ehhez, nyilván ez nem fog menni egyszerűen mechanikai oldalról.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 10:56
Írta: bmejdz9nu Dátum 2009 december 27, 10:56
SanyoDenki adatlap Itt a 4. oldalon a "standart" mechanikai kivitelel azonos... T720-012.. de az 80V-os...
A tied egy speciálisan készült 32V-os változat és az alapnyomatékhoz is már több mint 10A kell...(adat tábla rajt)
Nekem is vannak ilyenek (32V-os változat)... Klaszz motorok... de...
Alapnyomaték: 0,77Nm, csúcsnyomaték 5,4Nm...
Arányosítva: 7X többet tud csúcsban nyomatéknan ... azaz neked kb. 70A kellene ehhez...
Amit a motor kivezető vezetékek sem bírnának ki... és milyen vezérlővel? Ha mégis...
A 9Nm-et ki mondta neked? Honnét gondoltad? Adatlap erről a spec. kivitelről tudtommal nincs.
De úgysem lehet állandóan csúcsnyomatékra tervezni - számításokból láthatóan állandóan az kellene... Melegedne - leégne...
A tied egy speciálisan készült 32V-os változat és az alapnyomatékhoz is már több mint 10A kell...(adat tábla rajt)
Nekem is vannak ilyenek (32V-os változat)... Klaszz motorok... de...
Alapnyomaték: 0,77Nm, csúcsnyomaték 5,4Nm...
Arányosítva: 7X többet tud csúcsban nyomatéknan ... azaz neked kb. 70A kellene ehhez...
Amit a motor kivezető vezetékek sem bírnának ki... és milyen vezérlővel? Ha mégis...
A 9Nm-et ki mondta neked? Honnét gondoltad? Adatlap erről a spec. kivitelről tudtommal nincs.
De úgysem lehet állandóan csúcsnyomatékra tervezni - számításokból láthatóan állandóan az kellene... Melegedne - leégne...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 10:59
Írta: svejk Dátum 2009 december 27, 10:59
Valami olyasmi, hogy Newton Bácsi ezen alptörvényéből is elég jól meg lehet közelíteni a problémát ugye??
Nekem valahogy a nyomaték oldalról való megközelítés valahogy kézzelfoghatóbb, a motoroknál is egyértelműen meg van adva, akár léptető, akár valamely servo.
Nekem valahogy a nyomaték oldalról való megközelítés valahogy kézzelfoghatóbb, a motoroknál is egyértelműen meg van adva, akár léptető, akár valamely servo.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 11:24
Írta: 000000000 Dátum 2009 december 27, 11:24
Én vitáznék Veled, a nyomaték, az csak egy ellenőrző adat kell, hogy legyen.... Hidd el a P lényeg, és annak is az integrál középértékre alapozott méretezése. Ugyanis amit itt az előbb kiszámolgattunk soha ne fejeltsed el, hogy egy rendkívül primitív legegyszerűsített modellből adódik, a valóságban igen ritka az állandó gyorsulás, majd annak 0 idő alatti megváltozása, ezért van bajban Péter is, ha a méretezőprogijára hivatkozik, mint szuper etalon..., mert kérdem én, mi van a H vektorral, azaz a gyorsulás idő szerinti deriváltjával?:)))
Ettől függetlenül a fizikában, műszaki életben, matematikában "rend" van, és egy nyomatékot vagy erőt 10 féle képlettel is ugyanúgy ki tudok számítani, ezek közül egyet soha nem szabad kiemelni, rendszer szemlélet a lényeg.
Ettől függetlenül a fizikában, műszaki életben, matematikában "rend" van, és egy nyomatékot vagy erőt 10 féle képlettel is ugyanúgy ki tudok számítani, ezek közül egyet soha nem szabad kiemelni, rendszer szemlélet a lényeg.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 11:27
Írta: svejk Dátum 2009 december 27, 11:27
A franc ezekbe a számokba:)
s=(a/2)*t*t
össz. idő 30 ms és össz út 20 mm..
0-ról gyorsulunk, DE CSAK 10 mm-t 15ms alatt, majd 10 mm hosszon 15ms alatt lelassulunk 0-ra.
Jéé, és ez tényleg 88m/s2 :)
Köszi a kiigazítást!
s=(a/2)*t*t
össz. idő 30 ms és össz út 20 mm..
0-ról gyorsulunk, DE CSAK 10 mm-t 15ms alatt, majd 10 mm hosszon 15ms alatt lelassulunk 0-ra.
Jéé, és ez tényleg 88m/s2 :)
Köszi a kiigazítást!
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 27, 11:44
Írta: HJózsi Dátum 2009 december 27, 11:44
Azt a progit nézve, ahogy magát is nevezi, egy motor választó program, azaz go-nogo választ ad egy adott hajtásra és a hozzá kiszemelt motorra. Már az is bosszantó, hogy a beírt hajtás paramétereket nem tudja letárolni, mindig be kell írni újra... Tehát ha a motorunk adott (hobbistánál ez az alap evidencia :D ) , akkor kézzel kell változtatgatni a hajtás paramétereket amire még ráhatásunk lehet és újra számoltatni, majd ismét feltenni a kérdést, hogy megy-nemmegy ?... A semminél ill. a sacc/kb-nál azért messze jobb!!! :) ;)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 11:47
Írta: svejk Dátum 2009 december 27, 11:47
Biztos igazad van, de ha a nyomaték csak ellenőrző adat, akkor fordítva is igaznak kell lennie. Ha a kettő közt különbség van akkor valamit valahol elhanyagoltunk, vagy nem vettünk számításba. Ilyenkor jöhetne a 3. féle számítás.
A gyakorlatban egyébként nem látom olyan veszélyesnek pl. a Mach stepjel egyenetlenességeiből származó gyorsulásváltozásokat 1-1 adott lineárisnak mondott rampa szakaszon.
A gyakorlatban egyébként nem látom olyan veszélyesnek pl. a Mach stepjel egyenetlenességeiből származó gyorsulásváltozásokat 1-1 adott lineárisnak mondott rampa szakaszon.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 11:51
Írta: svejk Dátum 2009 december 27, 11:51
Ez estben már persze 11,2 Nm-es motor kellene...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 12:06
Írta: 000000000 Dátum 2009 december 27, 12:06
Nézd a Péter azt tartja olyan nagy csodának, hogy egy program pár leegyszerűsített képlet alapján, amit itt mindenki tud lassan két éve
behelyettsítéssel kiszámol újabb 4-5 dolgot.
Hát ez aztán a világszínvonal, és közben bámulhatok a monitoron egy fogaskerékpárt, ami nem is az a valóságban, hanem fogazottszíj áttétel!:)))) Tiszta kabaré ez az egész....
Hol van ez egy optimalizált, több szempontot figyelembevevő áttételt meghatározó méretező progihoz?:)) Sehol...
behelyettsítéssel kiszámol újabb 4-5 dolgot.
Hát ez aztán a világszínvonal, és közben bámulhatok a monitoron egy fogaskerékpárt, ami nem is az a valóságban, hanem fogazottszíj áttétel!:)))) Tiszta kabaré ez az egész....
Hol van ez egy optimalizált, több szempontot figyelembevevő áttételt meghatározó méretező progihoz?:)) Sehol...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 12:11
Írta: bmejdz9nu Dátum 2009 december 27, 12:11
Ha én csak ezeknél a világpiacot vezető szervós cégeknél... csak "segéd" lehetnék...:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 12:15
Írta: bmejdz9nu Dátum 2009 december 27, 12:15
Nem jól használod... de majd ráérzel... Hobbysta szemmel másként kell...
Profiknak:
Azaz egy hajtás céljait kell megadni azaz a kívánalmakat (pl. travel time), hogy mennyi idő alatt akarod a célt teljesíteni... és ahhoz aztán melyik a megfelelő motor...
Hobbystáknak kell fordított logika:
Van egy motor és pl. egy golyóorsó... aztán majd mit fog tudni ezekkel...
Ráérzel majd... próbálgasd... Először fura ez így aztán... csak 5-10 perc az egész, sok-sok kombinációval "lejátszva"...
Profiknak:
Azaz egy hajtás céljait kell megadni azaz a kívánalmakat (pl. travel time), hogy mennyi idő alatt akarod a célt teljesíteni... és ahhoz aztán melyik a megfelelő motor...
Hobbystáknak kell fordított logika:
Van egy motor és pl. egy golyóorsó... aztán majd mit fog tudni ezekkel...
Ráérzel majd... próbálgasd... Először fura ez így aztán... csak 5-10 perc az egész, sok-sok kombinációval "lejátszva"...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 12:16
Írta: 000000000 Dátum 2009 december 27, 12:16
Egyszerűbb ez: a műszaki életben egy paraméter általában semmit nem ér, mindig minimum kettő ( persze az igazi méretezés N változós függvényhalmaz sajnos) kapcsolatát kell figyelni. Ezért kezdődik minden onnan, hogy jelleggörbe seregeket kell felvenni, és ezekből kindulni. A nyomaték ugyanis emiatt sajnos még egy DC motorban sem állandó n függvényében, elég ha részletesebben megnézel egy pár komolyabb szervomotor gyártó cég által javasolt képletet erre.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 12:53
Írta: j3rx6bsjd Dátum 2009 december 27, 12:53
Igazad van Tibor,nem gondoltam át rendesen.
Légyszi ne uramozzatok már,nagyon izé..
Szóval 1 tizes helyiértéket elkalkuláltam:)bocsi.
A lényeg az,hogy amit írtam azt még a nagygépesek sem tudták megvalósítani.
Szóval a normális adatok:10 pozicionálás 1mp alatt és a pozicionálások közti távolság kb.6mm,de nem érdemes azt sem kiszámolni valószínű,mert előtte meg kéne határozni az 1sec alatti leütések számát,az meg még sehol sem tart.Megvan hozzá némi anyag,majdnem minden de nem tudom,hogy mit fog tudni vele.
Szóval rossz oldalról közelítettem meg az egész feladatot.
Tibor szerinted kiszámolható előre,hogy milyen ütésszámot lehet produkálni,adott motorból egy excenteren keresztül?Esetleg milyen áttételt érdemes használni?
Légyszi ne uramozzatok már,nagyon izé..
Szóval 1 tizes helyiértéket elkalkuláltam:)bocsi.
A lényeg az,hogy amit írtam azt még a nagygépesek sem tudták megvalósítani.
Szóval a normális adatok:10 pozicionálás 1mp alatt és a pozicionálások közti távolság kb.6mm,de nem érdemes azt sem kiszámolni valószínű,mert előtte meg kéne határozni az 1sec alatti leütések számát,az meg még sehol sem tart.Megvan hozzá némi anyag,majdnem minden de nem tudom,hogy mit fog tudni vele.
Szóval rossz oldalról közelítettem meg az egész feladatot.
Tibor szerinted kiszámolható előre,hogy milyen ütésszámot lehet produkálni,adott motorból egy excenteren keresztül?Esetleg milyen áttételt érdemes használni?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 12:57
Írta: j3rx6bsjd Dátum 2009 december 27, 12:57
Adatlap 7. sorában a 730-nál :9.8Nm
Nem jót nézek?
Nem jót nézek?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 12:58
Írta: j3rx6bsjd Dátum 2009 december 27, 12:58
Instantaneous maximum torque:9.8 (86.73)TPN Nm (lbin)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 13:00
Írta: j3rx6bsjd Dátum 2009 december 27, 13:00
40A kéne neki,de egyenlőre 20-at kaphat,mert nem tud többet a gyík.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 13:13
Írta: 000000000 Dátum 2009 december 27, 13:13
Számolgathatok Neked dolgokat, csak valamit nagyon nem értek megint!
Te a képlékeny alakító kivágó szerszámodat ennél a CNC gépnél egy álló motorral felpörgetve majd leállítva akarod működtetni leütéskor?
Te a képlékeny alakító kivágó szerszámodat ennél a CNC gépnél egy álló motorral felpörgetve majd leállítva akarod működtetni leütéskor?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 13:14
Írta: bmejdz9nu Dátum 2009 december 27, 13:14
A te motorod 1.8Kg-os vagy 2.5Kg-os? A méreteket nézd meg a 300W-osnál az már már eggyel nagyobb házban van. (= nem az)
Itt lehet a félreértés... Tudtommal ez a motor a 200W-os házban van... Az enyém legalábbis abban...
(valamiért 250W-ot írtak rá, de van, hogy 170W-ot írnak ugyanerre a méretre... ezért sem érdemes a "Wattokat" nézni...)
Itt lehet a félreértés... Tudtommal ez a motor a 200W-os házban van... Az enyém legalábbis abban...
(valamiért 250W-ot írtak rá, de van, hogy 170W-ot írnak ugyanerre a méretre... ezért sem érdemes a "Wattokat" nézni...)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 13:24
Írta: j3rx6bsjd Dátum 2009 december 27, 13:24
is-is.
Nagyon szeretnék egy olyan dolgot összehozni ami úgy müködik,hogy a sok egymás melletti lyuknál(perforálás) folyamatosan menjen a motor és amikor felső helyzetben van a medve,akkor pozicionál a lemez,de ha távolabb vannak a lyukak akkor leáll a motor és pozicionál a lemez,remélem érthető mit akarok mondani(írni)
A lakatrenszerrel sok problémám volt,gyakran szétesik,kopik,stb...
Jó lenne egy külön topic ennek a témának szerintem,nem kéne teleszemetelnem más topicot.
(CNC lemezmegmunkálás)
Nagyon szeretnék egy olyan dolgot összehozni ami úgy müködik,hogy a sok egymás melletti lyuknál(perforálás) folyamatosan menjen a motor és amikor felső helyzetben van a medve,akkor pozicionál a lemez,de ha távolabb vannak a lyukak akkor leáll a motor és pozicionál a lemez,remélem érthető mit akarok mondani(írni)
A lakatrenszerrel sok problémám volt,gyakran szétesik,kopik,stb...
Jó lenne egy külön topic ennek a témának szerintem,nem kéne teleszemetelnem más topicot.
(CNC lemezmegmunkálás)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 13:27
Írta: bmejdz9nu Dátum 2009 december 27, 13:27
10 pozicionálás 1mp alatt... 80Kg-os mozgatott fejjel... szép kis feladat.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 14:00
Írta: j3rx6bsjd Dátum 2009 december 27, 14:00
Lemértem:2680g kanócokkal együtt,tehát olyan 2,5kg körüli.
Ezek szerint hány wattos vagy milyen házban van vagy mit miért?
Szerintem elég egyértelműen ráírták a tipust:T730-....
Gondolom 300W felvett 250W leadott teljesítmény.
Ezek szerint hány wattos vagy milyen házban van vagy mit miért?
Szerintem elég egyértelműen ráírták a tipust:T730-....
Gondolom 300W felvett 250W leadott teljesítmény.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 14:06
Írta: bmejdz9nu Dátum 2009 december 27, 14:06
Lemértem az enyémet is az is nehezebb....
Erre 170W/32V/7,9A van írva... és 134mm hosszú és 76x76-os a felfogatási rész...
Erre 170W/32V/7,9A van írva... és 134mm hosszú és 76x76-os a felfogatási rész...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 14:24
Írta: 000000000 Dátum 2009 december 27, 14:24
Bocsi, de én ezt még mindig nem értem.
Itt is a J-t kell figyelembevenni, csak pont fordítva, az energiatároló képességére kell építnei. Azaz ide akár a legbutább, nagy forgótömegű motorok + még lendkerék a nyerő, amik állandóan forognak, és egy gyors vezérelhető tengelykapcsoló és pozícionáló érzékelő működteti a szerszámfejet ott, ahol azt kell. Szerintem hibás az az elképzelésed, hogy indítgatsz egy motor, ezzel ugyanis sokkal lassabb lesz a rendszer, és előbb utóbb szerszámtörés lesz a vége, ráadásul hatalmas teljesítmény pazarló motorokra van szükséged az állandó be-kikapcsolások miatt.
Itt is a J-t kell figyelembevenni, csak pont fordítva, az energiatároló képességére kell építnei. Azaz ide akár a legbutább, nagy forgótömegű motorok + még lendkerék a nyerő, amik állandóan forognak, és egy gyors vezérelhető tengelykapcsoló és pozícionáló érzékelő működteti a szerszámfejet ott, ahol azt kell. Szerintem hibás az az elképzelésed, hogy indítgatsz egy motor, ezzel ugyanis sokkal lassabb lesz a rendszer, és előbb utóbb szerszámtörés lesz a vége, ráadásul hatalmas teljesítmény pazarló motorokra van szükséged az állandó be-kikapcsolások miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 14:40
Írta: j3rx6bsjd Dátum 2009 december 27, 14:40
Milyen tengelykapcsolót tudsz mondani aminek semmi hangja nincs?Azaz nem hülyülök meg a csattogástól,mikor a lyukasztásnak éppen semmi hangja nem lenne.(1-es alulemezben 3-as lyuk).
Jelenleg is így működik,de nem optimális,mert aszinkron motor van rajta és azt nem erre találták ki sajnos.Perforálásnál(sok inditgatás)tojást lehetne sütni rajta.
Sajnos az sem volt méretezve,mert nem tudok,csak hoci-nesze jó az oda,aztán müködik valahogy.
Ezért kérdeztelek meg,mert ha tudnál számolni nekem,akkor lehet értelmesebb beállításokat lehetne kihozni a dologból.Áttételt rakni még vagy kihagyni vagy mit tudom én...
Jelenleg is így működik,de nem optimális,mert aszinkron motor van rajta és azt nem erre találták ki sajnos.Perforálásnál(sok inditgatás)tojást lehetne sütni rajta.
Sajnos az sem volt méretezve,mert nem tudok,csak hoci-nesze jó az oda,aztán müködik valahogy.
Ezért kérdeztelek meg,mert ha tudnál számolni nekem,akkor lehet értelmesebb beállításokat lehetne kihozni a dologból.Áttételt rakni még vagy kihagyni vagy mit tudom én...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 14:48
Írta: 000000000 Dátum 2009 december 27, 14:48
Figyelj ide. Sajnos tényleg elkanyarodunk teljesen képlékeny alakító lemeztechnológiák felé, és Varsa kivág innen minket.
Az mindenesetre nekem új infó, hogy csak 1-es Alut, azon belül is 3-as furatot lövöldözöl.
Csak erre tervezed, és ez így is marad a gép életében? Soha nem lesz olyan munkád, amikor vastagabb acél lemezt kell nagyobb méretben lyukasztani? Mert akkor ilyen kis "játék" lyukakhoz tényleg nem kell lendkerekes verzió.
Az mindenesetre nekem új infó, hogy csak 1-es Alut, azon belül is 3-as furatot lövöldözöl.
Csak erre tervezed, és ez így is marad a gép életében? Soha nem lesz olyan munkád, amikor vastagabb acél lemezt kell nagyobb méretben lyukasztani? Mert akkor ilyen kis "játék" lyukakhoz tényleg nem kell lendkerekes verzió.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2009 december 27, 15:08
Írta: Szalai György Dátum 2009 december 27, 15:08
Az nem járható út, hogy a nagy motor megy, kuplung és megállás nélkül, és viszi a szerszám felső felét Z irányban le-fel folyamatosan. A szerszám alsó fele is mozog Z irányban a lemezzel együtt 2mm-t. Folyamatos vágáskor fent van, új pályára állásnál meg lent.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 16:19
Írta: svejk Dátum 2009 december 27, 16:19
Elektromágneses kuplung...
Mint ami a nagyobb esztergagépekben van.
Csendes, hosszú üzemű, több Nm-t átvisz..
Egy baja van, a régiek kicsit lassúak, az oldás akár 100 ms-is lehet, de biztos léteznek gyorsabb kivitelűek, vagy ellenárammal gyorsíthatóak.
Mint ami a nagyobb esztergagépekben van.
Csendes, hosszú üzemű, több Nm-t átvisz..
Egy baja van, a régiek kicsit lassúak, az oldás akár 100 ms-is lehet, de biztos léteznek gyorsabb kivitelűek, vagy ellenárammal gyorsíthatóak.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 16:49
Írta: j3rx6bsjd Dátum 2009 december 27, 16:49
Kazánlemezt biztosan nem fogok lyukasztani.
Műszerdobozokkal foglalkozom.
Max.15T erő kell,most mondtam valamit.Majd számolgatok,de annál szerintem nem kell több semmire.
Majd Ha Péter már besokall akkor nyit egy topicot a témának.
Picit később felrakom a képeket az erre a feladatra szánt motorról és hajtáselektronikáról.Nekem szimpatikus az ötletem,a marógépemben elektromos kuplung van,az is szépen tud csattogni,meg időnként szétpotyogni,bár az kap rendesen.
Műszerdobozokkal foglalkozom.
Max.15T erő kell,most mondtam valamit.Majd számolgatok,de annál szerintem nem kell több semmire.
Majd Ha Péter már besokall akkor nyit egy topicot a témának.
Picit később felrakom a képeket az erre a feladatra szánt motorról és hajtáselektronikáról.Nekem szimpatikus az ötletem,a marógépemben elektromos kuplung van,az is szépen tud csattogni,meg időnként szétpotyogni,bár az kap rendesen.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 19:32
Írta: j3rx6bsjd Dátum 2009 december 27, 19:32
76*76 felfogatási rész és 160mm teljes hossz.
Ez most akkor a kisebbik tokozás vagy nem?
Ez most akkor a kisebbik tokozás vagy nem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 19:39
Írta: 000000000 Dátum 2009 december 27, 19:39
Csak hogy végre értsem pontosan az elképzelésedet:
Van egy X wattos szervó motorod pozíció szervohajtással, ezt összekötöd egy 1:Y lassításon kersztül egy forgattyús (ahol 1 fordulat 1 le-fel mozgás) kivágó szerszámmal, és ezt így szeretnéd géppuska szerűen működtetni?
Van egy X wattos szervó motorod pozíció szervohajtással, ezt összekötöd egy 1:Y lassításon kersztül egy forgattyús (ahol 1 fordulat 1 le-fel mozgás) kivágó szerszámmal, és ezt így szeretnéd géppuska szerűen működtetni?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 19:53
Írta: j3rx6bsjd Dátum 2009 december 27, 19:53
Nem pozicióvezérelt sajnos,hanem analóg,ezért kell hozzá egy PLC is.Jól látod az elképzelést,azért a géppuskaszerű müködést csak szeretném,de valószínűleg nem jön össze.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 19:55
Írta: j3rx6bsjd Dátum 2009 december 27, 19:55
Lenze cuccok:

Adat tábla:

Adat tábla:
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 19:57
Írta: bmejdz9nu Dátum 2009 december 27, 19:57
Láttam ez a motort a Talin és a Vaterán is árulták... Ez szerintem a kisebbik az az a 200W-os házban van...
De "hulla" mindegy ez most... nem számít.
Mert a 10A-es áram az az alapnyomatékhoz van megadva a motor adat táblán... és hogy 70A vagy 90A kell(het) a "reménybeli" csúcsnyomatékhoz... ez majd mindegy...
A te esetedben... ahol állandóan túl kellene terhelni nyomatékkal... ha lenne is olyan vezérlő ami tudná ezeket a nagy áramokat biztosítani...
Szóval ez majd mindegy...
10 ciklus 1mp alatt 80Kg mozgatott tömeggel... nagyon nehéz...
Olyan mint egy SMD ültetőgép... de ott nincs 80Kg-os fejegység... De majd filózunk a megoldáson... Nem kis technikai feladat ez...
De "hulla" mindegy ez most... nem számít.
Mert a 10A-es áram az az alapnyomatékhoz van megadva a motor adat táblán... és hogy 70A vagy 90A kell(het) a "reménybeli" csúcsnyomatékhoz... ez majd mindegy...
A te esetedben... ahol állandóan túl kellene terhelni nyomatékkal... ha lenne is olyan vezérlő ami tudná ezeket a nagy áramokat biztosítani...
Szóval ez majd mindegy...
10 ciklus 1mp alatt 80Kg mozgatott tömeggel... nagyon nehéz...
Olyan mint egy SMD ültetőgép... de ott nincs 80Kg-os fejegység... De majd filózunk a megoldáson... Nem kis technikai feladat ez...
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 20:02
Írta: j3rx6bsjd Dátum 2009 december 27, 20:02
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 20:03
Írta: bmejdz9nu Dátum 2009 december 27, 20:03
Teljesen rossz a "csendéleti" kép :) Egy "túlméretes" AC motor és egy Gecko G320? ... Tibor megharap :)...ezekre akár egyesével is külön-külön is:)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 20:04
Írta: j3rx6bsjd Dátum 2009 december 27, 20:04
A gecko akadt a kezembe méretviszonyítási alapnak:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 20:08
Írta: bmejdz9nu Dátum 2009 december 27, 20:08
Oké. Egy ok kizárva...:) De az a 4Kw-os motor... amikor pár watt mindenre elég már :)
Érdekes azért, hogy egy-egy Gecko-ja azért mindenkinek van otthon [#smile] Persze nekem is :)
Érdekes azért, hogy egy-egy Gecko-ja azért mindenkinek van otthon [#smile] Persze nekem is :)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 20:13
Írta: j3rx6bsjd Dátum 2009 december 27, 20:13
Azt szántam a sanyodenki előtti motorhoz,kipróbálom,de erős a gyanu,hogy kevés lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 20:41
Írta: j3rx6bsjd Dátum 2009 december 27, 20:41
Találtam egy hirdetést ahol láthatsz egy ugyanolyan gépet eredeti állapotban.
Eredetileg kézi mozgatású lakatvezérelt excenterprés.
Az enyémen már vannak tengelyek és mivel rosszakodott a lakat,ezért már frekiváltóval "pumpálom" a motort,azaz minden lyuknál elindítom a motort,ha jól emlékszem tesz 16 fordulatot és utánna megáll.
Wiedemann lyukasztó
Eredetileg kézi mozgatású lakatvezérelt excenterprés.
Az enyémen már vannak tengelyek és mivel rosszakodott a lakat,ezért már frekiváltóval "pumpálom" a motort,azaz minden lyuknál elindítom a motort,ha jól emlékszem tesz 16 fordulatot és utánna megáll.
Wiedemann lyukasztó
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 20:48
Írta: 000000000 Dátum 2009 december 27, 20:48
Nekem van egy apró kérdésem: ez egyáltalán AC szervómotor? Nem csak egy jobb minőségű 3 fázisú Lense aszinkron?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:07
Írta: j3rx6bsjd Dátum 2009 december 27, 21:07
Aszinkron szervomotor!?
valami ismertetőféle
Szerinted működőképes lehet a dolog?Azon kívűl,hogy "energiapocsékoló".
valami ismertetőféle
Szerinted működőképes lehet a dolog?Azon kívűl,hogy "energiapocsékoló".
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:10
Írta: bmejdz9nu Dátum 2009 december 27, 21:10
Iszonyatos erők fognak kelleni ahhoz amit akarsz azaz kitűztél célul... még filózok, mielőtt írnák valamit... nem egyszerű a feladat, a kérdés...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:12
Írta: svejk Dátum 2009 december 27, 21:12
Ugyan tekrd már meg a tengelyét, miközben a 3 fázis közül kettőt vagy mindhármat rövidre zárod.
Szerintem is az egy encoderes aszinkron moci..
Szerintem is az egy encoderes aszinkron moci..
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:13
Írta: bmejdz9nu Dátum 2009 december 27, 21:13
De itt a munkadarabot mozgatják? Azaz nem a fejet... Lehet, hogy ez a magoldás - kisebb súly mozgatása...? (fujj - fujj Ebay :)
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:17
Írta: j3rx6bsjd Dátum 2009 december 27, 21:17
Dehát rá is van irva:)
Encoder helyett resolver van benne ha jól emlékszem,végülis a feladat szempontjából mellékes,mert saját a vezérlője és viszi.
De az ütésérzékeny matricát nem szokták ráragasztani aszinkron motorokra,vagy igen?
Encoder helyett resolver van benne ha jól emlékszem,végülis a feladat szempontjából mellékes,mert saját a vezérlője és viszi.
De az ütésérzékeny matricát nem szokták ráragasztani aszinkron motorokra,vagy igen?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:20
Írta: j3rx6bsjd Dátum 2009 december 27, 21:20
Persze,hogy a munkadarabot,de a gerenda az összes pereputtyal kb.60-70kg+lemez max 10kg,de akkor már nagyon nagy darabot készítek.
Minden acélból van, semmi alu.
Minden acélból van, semmi alu.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 21:22
Írta: 000000000 Dátum 2009 december 27, 21:22
Félek tőle, hogy ebben a motorban nincs állandó mágnes. Megtennéd, azt amit Svejk írt? Bármelyik két motortekercs rövidrezárás, majd kézzel tekergetni a tengelyét. Érzel nyomaték változást?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:29
Írta: svejk Dátum 2009 december 27, 21:29
A kalapácsmatrica a resolver miatt lehet..
engem a 140Hz meg a cos.fi zavar..
engem a 140Hz meg a cos.fi zavar..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:30
Írta: svejk Dátum 2009 december 27, 21:30
Persze ettől még használható, főleg mert megvan a saját meghajtója.
A Lenze van annyira elvetemült cég hogy ilyeneket csináljon :))
A Lenze van annyira elvetemült cég hogy ilyeneket csináljon :))
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:35
Írta: j3rx6bsjd Dátum 2009 december 27, 21:35
Sajnos fékes motor és össze kéne megint eszkabálnom valami tápot a féknek (205V).
Itt még van esetleg valami infó hozzáértőknek.
100Nm max nyomaték az nem gyenge:)
J=36kgcm,na ez már viszont nem mond nekem semmit.
23kg a motor tömege.
Itt még van esetleg valami infó hozzáértőknek.
100Nm max nyomaték az nem gyenge:)
J=36kgcm,na ez már viszont nem mond nekem semmit.
23kg a motor tömege.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:44
Írta: svejk Dátum 2009 december 27, 21:44
Nem titkolnivaló, én már láttam ezt a gépedet élőben, de nem figyeltem meg tüzetesen..
Tehát ez gyakorlatilag excenteres elven működik.
Párszor 10 vagy akár 100 ms-onként azért ezt nem egyszerű működtetni..
Ugye Te másodpercenként akár 10 leütést is szeretnél..
Egyszer- egy a már említett - eredetileg elektromos kuplungos drótfonóra szereltünk frekiváltós hajtást kínunkban.
1,5 és 2,2kW-os hajtóműves motorral.
De ott 2 s-os üzem után volt 1-1 s-os szünet, és a 400 ford/perces kihajtáson szinte nem volt semmi tehetetlen tömeg.
Megmértük a napi átlagfogyasztást, gyakorlatilag nem volt különbség az eredeti állapot szerintitől. Gondolom a frekiváltó fel és lefutása számottevően javítja a felesleges áramfelvételt.
Nyereségünk viszont lett a pontos programozott megállás fék nélkül is.
Tehát ez gyakorlatilag excenteres elven működik.
Párszor 10 vagy akár 100 ms-onként azért ezt nem egyszerű működtetni..
Ugye Te másodpercenként akár 10 leütést is szeretnél..
Egyszer- egy a már említett - eredetileg elektromos kuplungos drótfonóra szereltünk frekiváltós hajtást kínunkban.
1,5 és 2,2kW-os hajtóműves motorral.
De ott 2 s-os üzem után volt 1-1 s-os szünet, és a 400 ford/perces kihajtáson szinte nem volt semmi tehetetlen tömeg.
Megmértük a napi átlagfogyasztást, gyakorlatilag nem volt különbség az eredeti állapot szerintitől. Gondolom a frekiváltó fel és lefutása számottevően javítja a felesleges áramfelvételt.
Nyereségünk viszont lett a pontos programozott megállás fék nélkül is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:48
Írta: svejk Dátum 2009 december 27, 21:48
"Asyncrhonus servomotor"
Tehát egy aszinkronmotor jeladóval és szerencsére a hozzá való vezérlővel.
Mondom én hogy elvetemült cég a Lenze :))
Javarészt inkább sebességszervonak jó ez, pozíciószabályzásra nem az igazi, ugyanis a működési elvéből adódóan nincs, vagy csak bonyolult tartónyomatékot generálni.
Tehát egy aszinkronmotor jeladóval és szerencsére a hozzá való vezérlővel.
Mondom én hogy elvetemült cég a Lenze :))
Javarészt inkább sebességszervonak jó ez, pozíciószabályzásra nem az igazi, ugyanis a működési elvéből adódóan nincs, vagy csak bonyolult tartónyomatékot generálni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 21:49
Írta: svejk Dátum 2009 december 27, 21:49
Neked azért elvileg jó lehet hiszen van rajta fék, de azért a nagy gyorsítandó tömeg még nagyon meggondolandó.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:54
Írta: j3rx6bsjd Dátum 2009 december 27, 21:54
Na igen jó volna másodpercenként 10 ütés.
Én abból indultam ki,hogy a 750W-os asinkron motorból 1 másodpercet lehetett kihozni akkor ennek sokkal többet kéne tudnia,de vajon mi lenne az optimális!?
Ehhez kellene Tibor vagy aki átlátja a dolgot.
Az eredeti máttételezés többlépcsős és még nem módosítottam rajta,csak annyit,hogy az eredeti lendkereket kicseréltem alura.Az áttétel:16 motorfordulat=1 leütés=1 mp
Mit kéne tenni az optimalizáláshoz?
1.Felrakni a másik motort,mindent úgyhagyni.
2.Módosítani az áttételt.
Ha 2. akkor milyenre,hogyan?
Ehhez kéne egy kis matek,mert ez már nagyon sok meló és sok anyag kipróbálgatni.
Én abból indultam ki,hogy a 750W-os asinkron motorból 1 másodpercet lehetett kihozni akkor ennek sokkal többet kéne tudnia,de vajon mi lenne az optimális!?
Ehhez kellene Tibor vagy aki átlátja a dolgot.
Az eredeti máttételezés többlépcsős és még nem módosítottam rajta,csak annyit,hogy az eredeti lendkereket kicseréltem alura.Az áttétel:16 motorfordulat=1 leütés=1 mp
Mit kéne tenni az optimalizáláshoz?
1.Felrakni a másik motort,mindent úgyhagyni.
2.Módosítani az áttételt.
Ha 2. akkor milyenre,hogyan?
Ehhez kéne egy kis matek,mert ez már nagyon sok meló és sok anyag kipróbálgatni.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 21:58
Írta: j3rx6bsjd Dátum 2009 december 27, 21:58
Ácsi!
Emlékeim szerint volt benne tartóág,nem is kicsi,szép fütyölős hangja volt közben,lehetett állítani a frekit.
A állandó fékre szerintem nincs szükség,az csak rögzítésre való.
A dinamikus fék az ki lesz használva,hiszen lassításkor oda tolja bele a szuflát.
Emlékeim szerint volt benne tartóág,nem is kicsi,szép fütyölős hangja volt közben,lehetett állítani a frekit.
A állandó fékre szerintem nincs szükség,az csak rögzítésre való.
A dinamikus fék az ki lesz használva,hiszen lassításkor oda tolja bele a szuflát.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 27, 21:58
Írta: bmejdz9nu Dátum 2009 december 27, 21:58
Ha már itt az AC szervó topikban vagyunk...
A fék - ha jól olvastam az AC szervó leírásában - tiltott a használata ott egy "bizonyos" fordulat felett...(programozható a vezérlőben)
A fék - ha jól olvastam az AC szervó leírásában - tiltott a használata ott egy "bizonyos" fordulat felett...(programozható a vezérlőben)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:23
Írta: 000000000 Dátum 2009 december 27, 22:23
Érdekes masina, ilyet még nem láttam. Hát sajnos a Talira nem fogod elhozni a gépedet.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 22:28
Írta: j3rx6bsjd Dátum 2009 december 27, 22:28
Az biztos,nem könnyen szállítható.
Sajnos a vezérlőből nem hajtható a fék,max.kapcsolható egy relével,de külön táp kell neki.
Sajnos a vezérlőből nem hajtható a fék,max.kapcsolható egy relével,de külön táp kell neki.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:38
Írta: svejk Dátum 2009 december 27, 22:38
Mint írtam nem lehetetlen csak bonyolult,
Ilyenkor egy fázis DC-vel van megtáplálva és mint egy kifordított AC servo működik, ad valamekkora tartónyomatékot.
Neked elég lehet...
Ilyenkor egy fázis DC-vel van megtáplálva és mint egy kifordított AC servo működik, ad valamekkora tartónyomatékot.
Neked elég lehet...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 27, 22:40
Írta: 000000000 Dátum 2009 december 27, 22:40
Nos ma több minden kiderült gépeddel kapcsolatban, szinte biztos, hogy
1. ez nem szikron AC motor
2. Fölöslegesen nagynak érzem, éppen ezért dinamikai szempontból rossz választásnak gondolom az alu/3 mm lyukakhoz.
3. És talán ezzel kell majd kezdeni a számítást: az adott kivágószerszám erőszükségletét meg kell pontosan határozni, majd integrál középértékre P-t számolni.
Megcsinálom majd Neked, érzésem szerint sokkal kisebb mocival is klassz géped lesz, illetve azt is mondhatnám csak azzal tudod a kívánt leütést megoldani!:) Ez az eset is bizonyítja, amit a DC szervó méretezésben írtam: csak erővel, izommal nem, lehet győzni a J felett!:))
A kicsi de még éppen megfelelő hajtás az igazi, eredőben fürgébb!
1. ez nem szikron AC motor
2. Fölöslegesen nagynak érzem, éppen ezért dinamikai szempontból rossz választásnak gondolom az alu/3 mm lyukakhoz.
3. És talán ezzel kell majd kezdeni a számítást: az adott kivágószerszám erőszükségletét meg kell pontosan határozni, majd integrál középértékre P-t számolni.
Megcsinálom majd Neked, érzésem szerint sokkal kisebb mocival is klassz géped lesz, illetve azt is mondhatnám csak azzal tudod a kívánt leütést megoldani!:) Ez az eset is bizonyítja, amit a DC szervó méretezésben írtam: csak erővel, izommal nem, lehet győzni a J felett!:))
A kicsi de még éppen megfelelő hajtás az igazi, eredőben fürgébb!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:40
Írta: svejk Dátum 2009 december 27, 22:40
"az eredeti lendkereket kicseréltem alura"
De szerintem az a lendkerék volt a géped lelke :)))
Persze azzal akár több mm-es vaslemezt is meg lehetett munkálni, Te pedig csak 1-3mm alura akarod használni, tehát megint csak azt mondom hogy működhet...
De szerintem az a lendkerék volt a géped lelke :)))
Persze azzal akár több mm-es vaslemezt is meg lehetett munkálni, Te pedig csak 1-3mm alura akarod használni, tehát megint csak azt mondom hogy működhet...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 22:42
Írta: svejk Dátum 2009 december 27, 22:42
A fékeket általában így kezelik a vezérlők...
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 22:52
Írta: j3rx6bsjd Dátum 2009 december 27, 22:52
Előre is köszi.
Számoljunk 15 tonnára,akkor biztosan nem ér meglepetés.És hogyan tudnám kihozni belőle a legnagyobb ütésszámot?Nem ragaszkodom a 10-hez.
Számoljunk 15 tonnára,akkor biztosan nem ér meglepetés.És hogyan tudnám kihozni belőle a legnagyobb ütésszámot?Nem ragaszkodom a 10-hez.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 27, 22:56
Írta: j3rx6bsjd Dátum 2009 december 27, 22:56
Az eredeti felépítésben volt szerepe,de utánna már csak problémát okozott.Ezért használnék nagyobb motort,hogy erőből lyukasszak,ne lendületből.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:36
Írta: svejk Dátum 2009 december 27, 23:36
Hát az nem lesz energiatakarékos.. mint láttuk már a DC topicban is, erőből nem biztos hogy jó dolgozni...de majd meglátjuk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 27, 23:40
Írta: svejk Dátum 2009 december 27, 23:40
Szerintem kell még majd pár adat,a 15 tonna mellé pl. az excenter lökethossza és hogy milyen szögben áll amikor az anyaghoz érkezik a szerszám.
De ebbe én már nem tudok belemélyedni :((
De ebbe én már nem tudok belemélyedni :((
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2009 december 28, 18:46
Írta: yuagaci9g Dátum 2009 december 28, 18:46
Szerszamcserelos lesz a geped?
A 15t az nagyon sok, az pl. 2mm-es acellemezbe 60mm atmeroju kivagashoz szukseges ero!
A 3mm es kivago egyes acellemezbe 4000N eleg lesz.
A 15t az nagyon sok, az pl. 2mm-es acellemezbe 60mm atmeroju kivagashoz szukseges ero!
A 3mm es kivago egyes acellemezbe 4000N eleg lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: jw8ykuay Dátum 2009 december 28, 19:24
Írta: jw8ykuay Dátum 2009 december 28, 19:24
Üdv!
Eszembe jutott egyik jeles tanárom és az ő egyik szakterülete:
Talán gondolatébresztőnek jó, bár meglévő gépbe nem biztos hogy beépíthető lenne egy hasonló mozgásátalakító.
(Na és most megpróbálok egy linket elhelyezni.)
Eszembe jutott egyik jeles tanárom és az ő egyik szakterülete:
Talán gondolatébresztőnek jó, bár meglévő gépbe nem biztos hogy beépíthető lenne egy hasonló mozgásátalakító.
(Na és most megpróbálok egy linket elhelyezni.)
Cím: Re:AC szervó motoros vezérlés
Írta: jw8ykuay Dátum 2009 december 28, 19:25
Írta: jw8ykuay Dátum 2009 december 28, 19:25
Cím: Re:AC szervó motoros vezérlés
Írta: jw8ykuay Dátum 2009 december 28, 19:27
Írta: jw8ykuay Dátum 2009 december 28, 19:27
A vezérpálya megfelelő megválasztásával a lökethossz, az alsó és a felső holtpontban eltöltött idő "szabadon" beállítható.
A vezérpálya hajtását pedig lassító áttétellel, szervóval elképzelhetőnek tartom, még nagyobb percenkénti löketszámok esetén is.
A vezérpálya hajtását pedig lassító áttétellel, szervóval elképzelhetőnek tartom, még nagyobb percenkénti löketszámok esetén is.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 28, 20:12
Írta: j3rx6bsjd Dátum 2009 december 28, 20:12
Tehát a meglévő gépem alatta pedig az adatlapja:

http://cnctar.hobbycnc.hu/Szeles/lyukaszto/lyukaszto%20adatlap.jpg
http://cnctar.hobbycnc.hu/Szeles/lyukaszto/lyukaszto%20adatlap.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 28, 20:13
Írta: j3rx6bsjd Dátum 2009 december 28, 20:13
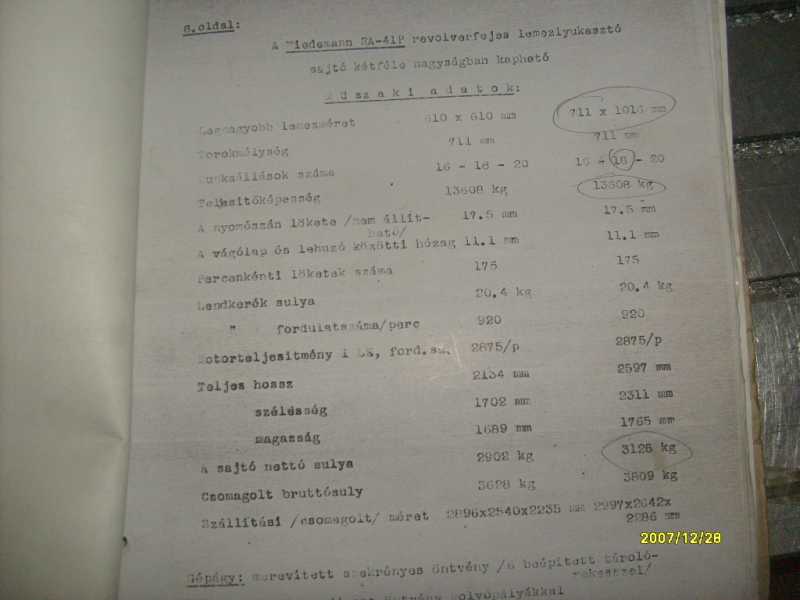
Cím: Re:AC szervó motoros vezérlés
Írta: jw8ykuay Dátum 2009 december 28, 20:20
Írta: jw8ykuay Dátum 2009 december 28, 20:20
Hát igen... Erre gépre az én linkem szerinti megoldás- nem megoldás.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 28, 20:20
Írta: j3rx6bsjd Dátum 2009 december 28, 20:20
Jelenleg átalakítva is tud min.7 tonnát,mivel a 62-es lyukat tudja 1-es acéllemezbe.
62mm*3.14*1mm*0.3447kN/mm2=67.1kN
67.1kN/9,81=6.85T
Ezt másodpercenként 1* tudja,jó lenne többször.
A kérdés az,hogy hányszor lehet,büntetlenül?
Azaz mi az optimális áttétel amivel gyorsabb,de még tud akkora Tonnát,hogy az elég legyen.
Az álmom a 10 volt,de azt már redukáltam 5-re,mert nem tudom megoldani az adott eszközökkel.Lehet az 5 is sok.
62mm*3.14*1mm*0.3447kN/mm2=67.1kN
67.1kN/9,81=6.85T
Ezt másodpercenként 1* tudja,jó lenne többször.
A kérdés az,hogy hányszor lehet,büntetlenül?
Azaz mi az optimális áttétel amivel gyorsabb,de még tud akkora Tonnát,hogy az elég legyen.
Az álmom a 10 volt,de azt már redukáltam 5-re,mert nem tudom megoldani az adott eszközökkel.Lehet az 5 is sok.
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2009 december 28, 20:39
Írta: yuagaci9g Dátum 2009 december 28, 20:39
Mostmar ertelek!
Azt meg mond el, miert lenne hasznos a nagy atmeroju kivagasok 1 nel tobbszori vegrehajtasa masdpercenkent?
Az alakos kivagasnal apro szerszammal, ott ertem , de egyedi lyukasztasnal? Valahogy szet kene valasztani a feladatotkat...nem lenne ra megoldas?
Azt meg mond el, miert lenne hasznos a nagy atmeroju kivagasok 1 nel tobbszori vegrehajtasa masdpercenkent?
Az alakos kivagasnal apro szerszammal, ott ertem , de egyedi lyukasztasnal? Valahogy szet kene valasztani a feladatotkat...nem lenne ra megoldas?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2009 december 28, 20:48
Írta: j3rx6bsjd Dátum 2009 december 28, 20:48
Két darab makrót készítek mach3 alá.
Kétfajta üzemmód lesz a leütésnél,programból vezérelve.
1.Az egyiknél pl.62-es lyuk a lemez 4 távoli pontján,nagy a táblaméret kell a végsebesség.
Lyukasztó indul,aztán megáll,majd újra.
2.Hátlapot készítek ki kell perforálni a szellőzésnek,aránylag kis erő szükséges a kivágáspkhoz.Itt jön a másik makró ami folyamatos üzembe kapcsolná a leütést és amikor a lyukasztó már kiért a lemezből és még nem ért le újra,akkor történne a pozicionálás,Nagy gyorsulás szükséges és gyorsan meg kellene tenni az adott távot ami kb.5-15mm,ez változó.
Tehát egy gép több feladatra.
Kétfajta üzemmód lesz a leütésnél,programból vezérelve.
1.Az egyiknél pl.62-es lyuk a lemez 4 távoli pontján,nagy a táblaméret kell a végsebesség.
Lyukasztó indul,aztán megáll,majd újra.
2.Hátlapot készítek ki kell perforálni a szellőzésnek,aránylag kis erő szükséges a kivágáspkhoz.Itt jön a másik makró ami folyamatos üzembe kapcsolná a leütést és amikor a lyukasztó már kiért a lemezből és még nem ért le újra,akkor történne a pozicionálás,Nagy gyorsulás szükséges és gyorsan meg kellene tenni az adott távot ami kb.5-15mm,ez változó.
Tehát egy gép több feladatra.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 29, 23:22
Írta: HJózsi Dátum 2009 december 29, 23:22
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 29, 23:30
Írta: HJózsi Dátum 2009 december 29, 23:30
Ez meg egy elég jó kis hobbi megmunkálás : Smoothstepper
"This is an Eagle CNC mill with Mach3 Smoothstepper USB motion controller and AC servos from Automation Direct. The Rapid of the machine is 500 IPM and the feed moves are being done at 70 IPM."
Jók a a maró és fúró ciklusok is... az anyagról nincs infó... van ot pár komment még
"This is an Eagle CNC mill with Mach3 Smoothstepper USB motion controller and AC servos from Automation Direct. The Rapid of the machine is 500 IPM and the feed moves are being done at 70 IPM."
Jók a a maró és fúró ciklusok is... az anyagról nincs infó... van ot pár komment még
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 29, 23:37
Írta: s7manbs8 Dátum 2009 december 29, 23:37
Ez szép sebesség. Ha így készülnének az alkatrészeink, hamar össze lehetne dobni a gépeket. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 29, 23:38
Írta: s7manbs8 Dátum 2009 december 29, 23:38
Ez olyan 30mm/s ez nem több, mint a 10 ?
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 00:15
Írta: HJózsi Dátum 2009 december 30, 00:15
El is gondolkoztam egy DM45 cncsítésén ... most, hogy kezdődik az AC korszak a fórumon ... :))
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 00:16
Írta: s7manbs8 Dátum 2009 december 30, 00:16
A DC már úgyis lezárult, tudunk minden adatot.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 00:16
Írta: HJózsi Dátum 2009 december 30, 00:16
Inch/Min ben vannak az adatok... érdemes még megnézni ott pár videót ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 00:16
Írta: HJózsi Dátum 2009 december 30, 00:16
:DD
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 00:21
Írta: s7manbs8 Dátum 2009 december 30, 00:21
Remélem jól számoltam át.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 06:22
Írta: bmejdz9nu Dátum 2009 december 30, 06:22
Yaskawa CACR vezérlő PDF
Nem egy mai darab - 1991-es évjárat:) de ettől még nagyon is jó lehet. Írja a videón: Pulse &Sign input.... tehát step/dir-es bemenetű.
Nem ehhez való motort vettél? Nézd végig a PDF-et... bent a motorok.. Kép van bent... nem lehet szavakra keresni benne.
Ahol a motort vetted... a "meg nem nevezhető távoli webáruházban" :) Ott lesz hozzá vezérlő is...
Analóg PID... Nem semmi... AC Gecko :) Érdemes megnézni... tanulni belőle...
Download Documents for Servo Products-CACR-PR

Nem egy mai darab - 1991-es évjárat:) de ettől még nagyon is jó lehet. Írja a videón: Pulse &Sign input.... tehát step/dir-es bemenetű.
Nem ehhez való motort vettél? Nézd végig a PDF-et... bent a motorok.. Kép van bent... nem lehet szavakra keresni benne.
Ahol a motort vetted... a "meg nem nevezhető távoli webáruházban" :) Ott lesz hozzá vezérlő is...
Analóg PID... Nem semmi... AC Gecko :) Érdemes megnézni... tanulni belőle...
Download Documents for Servo Products-CACR-PR
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 06:31
Írta: bmejdz9nu Dátum 2009 december 30, 06:31
Ez aztán Nagyon jól megy... A forgácsokból ítélve aluminium-ot munkál meg...Videó.
Jesszusom: ...most olvasom... a kommentárok között: "This is a 1KW AC servo system.. :)" Elnézést! Ez a gép NEM megy jól! :)
Na ezt ha Tibor meglátja... amikor pár watt is elég :) Ez a fickó sem tudta mit és hogyan kell? Se a J-t se az M-et nem tisztelte. Sületlenséget csinált.
Jesszusom: ...most olvasom... a kommentárok között: "This is a 1KW AC servo system.. :)" Elnézést! Ez a gép NEM megy jól! :)
Na ezt ha Tibor meglátja... amikor pár watt is elég :) Ez a fickó sem tudta mit és hogyan kell? Se a J-t se az M-et nem tisztelte. Sületlenséget csinált.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 06:34
Írta: bmejdz9nu Dátum 2009 december 30, 06:34
Azért a DC-t még ne ássuk el... ahogy a léptetős hajtást sem szabad... Mikor mit...
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 30, 07:43
Írta: t334wehtf Dátum 2009 december 30, 07:43
Hát, ha belegondoltok, a léptető az egyetlen lehetőség ott, ahol kottyanáskorrekció kell.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 07:48
Írta: 000000000 Dátum 2009 december 30, 07:48
Péter!!!! Egy valamire nagyon megkérlek!
Ha az én nevemet ráadásul gunyorosan megemlíted a hangzatos
szakmai baromságaid kapcsán - mintha azokhoz nekem bármi közöm
is lenne, azt NE TEDD a jövőben "látványpékség" alapon,
hanem reális számok, adatok mentén próbálj velem vitába szállni.
Várom tehát ennél a videónál is a NULLADIK lépést:
Mekkora a forgácsolás teljesítménye???
Mert azt az esztergálás topikban is lehet látni, hogy itt
a Fórumon abban a pillanatban napokig k.rva nagy CSEND tud lenni,
ha csak annyit kérek ugyan nyögje már ki valaki, konkrét
technológiai adatokkal, hogy mit jelent 1.5KW teljesítményű
FORGÁCSOLÁS az eszterga topikban. Látsz te ott erre választ?: NEM.
Ugyanis most már rohadtul elegem van abból, hogy a mellbevágó
műszaki tényeket, függvény diagramokat szőnyeg alá seperve csak a
sületlenség, sötétség szajkózása, terjesztése folyik itt
idiótábbnál idiótább, semmitmondó videók kapcsán is.
Tehát addig egy karaktert nekem erre ne válaszolj, ameddig
behelyettesített képletekkel számszerű forgácsolási teljesítményt
nem tudsz mondani a videód kapcsán!!! Utána pedig várom ennek
töredék szükségletű szervo mellékhajtás P igényét.
Tehát a feladatodat remélem megértetted! Kiszámolt, valós
W értékekkel kezdjed erre a válaszodat!
A sületlen dumavilágot gúnyolódással körítve már hihetelen mértékben unom!!!
Ha az én nevemet ráadásul gunyorosan megemlíted a hangzatos
szakmai baromságaid kapcsán - mintha azokhoz nekem bármi közöm
is lenne, azt NE TEDD a jövőben "látványpékség" alapon,
hanem reális számok, adatok mentén próbálj velem vitába szállni.
Várom tehát ennél a videónál is a NULLADIK lépést:
Mekkora a forgácsolás teljesítménye???
Mert azt az esztergálás topikban is lehet látni, hogy itt
a Fórumon abban a pillanatban napokig k.rva nagy CSEND tud lenni,
ha csak annyit kérek ugyan nyögje már ki valaki, konkrét
technológiai adatokkal, hogy mit jelent 1.5KW teljesítményű
FORGÁCSOLÁS az eszterga topikban. Látsz te ott erre választ?: NEM.
Ugyanis most már rohadtul elegem van abból, hogy a mellbevágó
műszaki tényeket, függvény diagramokat szőnyeg alá seperve csak a
sületlenség, sötétség szajkózása, terjesztése folyik itt
idiótábbnál idiótább, semmitmondó videók kapcsán is.
Tehát addig egy karaktert nekem erre ne válaszolj, ameddig
behelyettesített képletekkel számszerű forgácsolási teljesítményt
nem tudsz mondani a videód kapcsán!!! Utána pedig várom ennek
töredék szükségletű szervo mellékhajtás P igényét.
Tehát a feladatodat remélem megértetted! Kiszámolt, valós
W értékekkel kezdjed erre a válaszodat!
A sületlen dumavilágot gúnyolódással körítve már hihetelen mértékben unom!!!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 08:23
Írta: bmejdz9nu Dátum 2009 december 30, 08:23
"Napokig k.rva nagy CSEND tud lenni" = Senki NEM MER írni... Mert vagy LETOLOD vagy valami "házi feladatot" kap.
Írjál valami "hobbystásat" ... Ne Szabo-Táld Tibor, hogy egy-egy technikát megismerhessünk, kidumáljunk...
Vedd észre sokan hibáznak... főleg a hobbysták... látható, hogy a világ másik felén is hibáznak = senki sem tökéletes, neked.
Eszterga topikot nem néztem át, de gondolom a teljesítmény "túlzásokba" estek a fórumlakók... Főorsóhajtás ügyben. (Tényleg egy BF20-on miért van 800W-os főorsó motor?)
Én arról nem tehetek, hogy az amcsi gyerek a "15-30 fokos lépésközű 3 fázisú léptetőmotoros" AC-ját 50X túlméretezte... Bocsáss meg neki! Lehet, hogy ez tudta szerezni.
Nem olvasott téged - talán csak azért mert nem tud magyarul.
Így aztán szegényke... mellbevágó módon, a műszaki tényeket, függvény diagramokat szőnyeg alá seperve csak a sületlenség, sötétség szajkózása, terjesztése folytából, idiótábbnál idiótább, semmitmondó videót tett fel a J hibás gépéről a YouTube-ra... ahogy írtad.
Írjál valami "hobbystásat" ... Ne Szabo-Táld Tibor, hogy egy-egy technikát megismerhessünk, kidumáljunk...
Vedd észre sokan hibáznak... főleg a hobbysták... látható, hogy a világ másik felén is hibáznak = senki sem tökéletes, neked.
Eszterga topikot nem néztem át, de gondolom a teljesítmény "túlzásokba" estek a fórumlakók... Főorsóhajtás ügyben. (Tényleg egy BF20-on miért van 800W-os főorsó motor?)
Én arról nem tehetek, hogy az amcsi gyerek a "15-30 fokos lépésközű 3 fázisú léptetőmotoros" AC-ját 50X túlméretezte... Bocsáss meg neki! Lehet, hogy ez tudta szerezni.
Nem olvasott téged - talán csak azért mert nem tud magyarul.
Így aztán szegényke... mellbevágó módon, a műszaki tényeket, függvény diagramokat szőnyeg alá seperve csak a sületlenség, sötétség szajkózása, terjesztése folytából, idiótábbnál idiótább, semmitmondó videót tett fel a J hibás gépéről a YouTube-ra... ahogy írtad.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 09:14
Írta: 000000000 Dátum 2009 december 30, 09:14
Nos emberek ebben a válaszban aztán csak úgy hemzsegnek a kiszámolt tényadatok, látjátok Ti is vagy NEM???[#nyes][#merges2]
Ezzel szemben gúnyolódsz, Szabó-tálozol, stb...
Bocs, de te meg mások írkálnak itt idétlenül, lazán tanácsként CSAK ALAPON 1-2-X KW-ról. Én pusztán azt kérem-kértem, aki ilyet ír támasza alá valós, kiszámolt adatokkal. Azaz megint mint szinte mindig ferdítesz és eljátszod a megfélemlített szegény Hobbystát, aki persze önkritikát már képtelen gyakorolni, és a legnagyobb sületlenségeit nyomja, nyomja, nyomja a végtelenségig, a hozzá tartozó emberi stílusról már nem is beszélek.
A te és más duma emberek szakmaisága kb. akkora, amilyen arányban most is teljesítetted a kérésemet ebben a hozzászólásodban a tényszámok tekintetében, azaz erősen asziptótikusan konvergál a zérus felé.
Azt hiszem egy fejezet lezárult az életemből, ugyanis egyesek mesevilágából, szakmaiatlanságából, p.rasztságából elegem lett!!!
BUÉK 2010![#wave]
Ezzel szemben gúnyolódsz, Szabó-tálozol, stb...
Bocs, de te meg mások írkálnak itt idétlenül, lazán tanácsként CSAK ALAPON 1-2-X KW-ról. Én pusztán azt kérem-kértem, aki ilyet ír támasza alá valós, kiszámolt adatokkal. Azaz megint mint szinte mindig ferdítesz és eljátszod a megfélemlített szegény Hobbystát, aki persze önkritikát már képtelen gyakorolni, és a legnagyobb sületlenségeit nyomja, nyomja, nyomja a végtelenségig, a hozzá tartozó emberi stílusról már nem is beszélek.
A te és más duma emberek szakmaisága kb. akkora, amilyen arányban most is teljesítetted a kérésemet ebben a hozzászólásodban a tényszámok tekintetében, azaz erősen asziptótikusan konvergál a zérus felé.
Azt hiszem egy fejezet lezárult az életemből, ugyanis egyesek mesevilágából, szakmaiatlanságából, p.rasztságából elegem lett!!!
BUÉK 2010![#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 30, 10:09
Írta: t334wehtf Dátum 2009 december 30, 10:09
Tibor és Péter!
Fejezzétek már be ezt a fórum és morálromboló marakodást, amivel a legnívósabb magyar nyelvű hobby(?)cnc fórumot teszitek tönkre! Nem volt elég intő jel, hogy István megszabadult tőle?
A gyökérok szerintem az lehetett hogy évekkel ezelőtt mindenki abból építkezett, amit bontani tudott, továbbá a rosszul megválasztott komponensek (pl.: metrikus menetes szár mozgatásra) miatti felemás sikerek (pl.: óriási mechanikai veszteségek miatt lépésvesztés) miatt nagyobb és nagyobb motorokat raktak föl.
Mondjuk a vitátoknak legalább annyi haszna volt, hogy a sajnos kevesek által használt képletek végre érthetően le lettek írva a fórumon. Ha valaki megtalálja a sok marakodás között, akkor haszna válhat belőle. Tartsuk meg ezt a tendenciát. (Előkeresem a régi egyetemi cuccaimat, és megpróbálok összedobni egy forgácsolóerő/teljesítmény számító excel táblát.)
Fejezzétek már be ezt a fórum és morálromboló marakodást, amivel a legnívósabb magyar nyelvű hobby(?)cnc fórumot teszitek tönkre! Nem volt elég intő jel, hogy István megszabadult tőle?
A gyökérok szerintem az lehetett hogy évekkel ezelőtt mindenki abból építkezett, amit bontani tudott, továbbá a rosszul megválasztott komponensek (pl.: metrikus menetes szár mozgatásra) miatti felemás sikerek (pl.: óriási mechanikai veszteségek miatt lépésvesztés) miatt nagyobb és nagyobb motorokat raktak föl.
Mondjuk a vitátoknak legalább annyi haszna volt, hogy a sajnos kevesek által használt képletek végre érthetően le lettek írva a fórumon. Ha valaki megtalálja a sok marakodás között, akkor haszna válhat belőle. Tartsuk meg ezt a tendenciát. (Előkeresem a régi egyetemi cuccaimat, és megpróbálok összedobni egy forgácsolóerő/teljesítmény számító excel táblát.)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 10:23
Írta: svejk Dátum 2009 december 30, 10:23
Még hogy Mi (a fórumba aktivan írók többsége), vagyunk a gunyorosak meg a parasztok!?
Na erre a kérdésre a Medián lehet nem ezt hozná ki :)
Kicsit magába nézhetne az írója, még ha oly nagy szakmai tudással rendelkezik is! :((
Na erre a kérdésre a Medián lehet nem ezt hozná ki :)
Kicsit magába nézhetne az írója, még ha oly nagy szakmai tudással rendelkezik is! :((
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 10:38
Írta: 000000000 Dátum 2009 december 30, 10:38
Sajnos a szaktudás nem meghatározója az ember tulajdonságának.
Ettöl még valaki lehet paraszt és nem a földművelő fajtából.
Mellesleg az vessen követ a másikra aki még nem hibázott, de szerintem ilyen személy nincs és nem is volt.
Még annyit hozzá hogy a hobbista abból épit ami van és kénytelen kompromiszumokra.
Ettöl még valaki lehet paraszt és nem a földművelő fajtából.
Mellesleg az vessen követ a másikra aki még nem hibázott, de szerintem ilyen személy nincs és nem is volt.
Még annyit hozzá hogy a hobbista abból épit ami van és kénytelen kompromiszumokra.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 10:38
Írta: 000000000 Dátum 2009 december 30, 10:38
Köszönöm Neked is a sok "kiszámolt tényszámot", amit kértem!:))) Van most a te hozzászólásodban egy csepp konkrét adat, szakmaiság? Én sajnos mást látok...
Segítsél inkább barátaidnak, és bizonyítsátok be a szerintetek Hobby körökben szükséges KW-os főorsók létjogosultságát, aztán pedig az ehhez szükséges mellékhajtás P-t!!!
De ne dumával, videókkal, hanem képletekből kiadódó számokkal, levezetésekkel!!!
Segítsél inkább barátaidnak, és bizonyítsátok be a szerintetek Hobby körökben szükséges KW-os főorsók létjogosultságát, aztán pedig az ehhez szükséges mellékhajtás P-t!!!
De ne dumával, videókkal, hanem képletekből kiadódó számokkal, levezetésekkel!!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 10:44
Írta: 000000000 Dátum 2009 december 30, 10:44
Te is igazoltad, a "sok objektív számadatoddal" most, hogy mekkora paraszt vagyok.:))) Gratula a csevelyedhez... Még szerencse, hogy egyetlen számot sem látok!:))
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2009 december 30, 10:46
Írta: t334wehtf Dátum 2009 december 30, 10:46
Excel tábla helyett:
Maró kalkulátor Az utolsó 3 az érdekes.
Fúró kalkulátor
Marás teljesítmény
Esztergálás teljesítmény
Maró kalkulátor Az utolsó 3 az érdekes.
Fúró kalkulátor
Marás teljesítmény
Esztergálás teljesítmény
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 10:53
Írta: 000000000 Dátum 2009 december 30, 10:53
Nem a számok határozzák meg hogy milyen ember vagy.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 10:59
Írta: 000000000 Dátum 2009 december 30, 10:59
Remélem, akkor ezen segítségeddel nagyon gyorsan látok végre egy Hobbysta, 1.5 KW-os esztergálásra példát, csak 4-5 adatra várok egy variációt 2 napja: Főorsó fordulat, megmunkált anyag-szerszám típus, kindulási-megmunkálási átmérők, előtolás. Neked, mint mérnöknek ez kb. 2 perc lesz. Ezzel tudsz igazán segíteni a Hobbystának, nem azzal hogy véded és megmagyarázod egyesek sületlenségét.
Cím: Re:AC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 december 30, 11:04
Írta: e7c897sd8 Dátum 2009 december 30, 11:04
Tibor!
Le tudod írni képletekkel a következő mondat értelmét:
"Még annyit hozzá hogy a hobbista abból épit ami van és kénytelen kompromiszumokra. "
Elmélkedj rajta! De szétnézhetünk a DMC gépgyártó oldalán is motorteljesítmények és 10000-20000 eurós gépek között. De ugye az már nem hobby kategória.
Le tudod írni képletekkel a következő mondat értelmét:
"Még annyit hozzá hogy a hobbista abból épit ami van és kénytelen kompromiszumokra. "
Elmélkedj rajta! De szétnézhetünk a DMC gépgyártó oldalán is motorteljesítmények és 10000-20000 eurós gépek között. De ugye az már nem hobby kategória.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 11:07
Írta: 000000000 Dátum 2009 december 30, 11:07
Nem hát, de ha valaki sík buta és képtelen logikusan gondolkodni és még pa..szt is, az elég kellemetlen tud lenni hosszátávon.:))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 11:13
Írta: 000000000 Dátum 2009 december 30, 11:13
Le tudom írni:
Megnézi a képleteket, amit itt már ezerszer írtunk, és ha van pl. egy 30-as átmérőjű 10 mm-es menetemelkedésű 1 m hosszú golyósorsója, mint adottság, akkor ehhez kiszámolja a helyes áttételt, stb...
És ezekután nem direktbe hajtja a diónyi léptetőmotorjával, és nem dumál arról éveket, hogy ez milyen jó, hiszen működik.:))
Ilyen rohadt egyszerű az egész.
Megnézi a képleteket, amit itt már ezerszer írtunk, és ha van pl. egy 30-as átmérőjű 10 mm-es menetemelkedésű 1 m hosszú golyósorsója, mint adottság, akkor ehhez kiszámolja a helyes áttételt, stb...
És ezekután nem direktbe hajtja a diónyi léptetőmotorjával, és nem dumál arról éveket, hogy ez milyen jó, hiszen működik.:))
Ilyen rohadt egyszerű az egész.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 11:14
Írta: bmejdz9nu Dátum 2009 december 30, 11:14
Tibor. Ne idegesítsd fel magad.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 11:18
Írta: 000000000 Dátum 2009 december 30, 11:18
Péter! Én nyugodt vagyok, várom a kiszámolt P adataidat!
Cím: Re:AC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 december 30, 11:24
Írta: e7c897sd8 Dátum 2009 december 30, 11:24
Na látod! Az ilyen hozzászólásokból tanulunk mi kezdők! ;-) Csak sajnos itt nem mindenki fizikus ill. a szervó hajtások nagymestere.... Ez most dícséret volt!
Abban azért egyet értesz velem, hogy egy forgácsolási erő számítás nem mérvadó olyan gépeknél, ahol többféle anyagot többféle paraméterrel kell megmunkálni. Lehet a várható legnagyobb erőkkel számolni, de ezt is meg illik szorozni egy 1-nél nagyobb számmal is...
Tehát a gyakorlatban "illik" túlméretezni a szerkezetet.
Az áttételezés vagy direkthajtás emlegetését pedig mellőzöm, mert még kiásom a csatabárdot... :-))
Abban azért egyet értesz velem, hogy egy forgácsolási erő számítás nem mérvadó olyan gépeknél, ahol többféle anyagot többféle paraméterrel kell megmunkálni. Lehet a várható legnagyobb erőkkel számolni, de ezt is meg illik szorozni egy 1-nél nagyobb számmal is...
Tehát a gyakorlatban "illik" túlméretezni a szerkezetet.
Az áttételezés vagy direkthajtás emlegetését pedig mellőzöm, mert még kiásom a csatabárdot... :-))
Cím: Re:AC szervó motoros vezérlés
Írta: SquirrelTech Dátum 2009 december 30, 11:26
Írta: SquirrelTech Dátum 2009 december 30, 11:26
"Senki NEM MER írni..."
- Vagy csak nem akar. Pedig lenne mit... De minek...?
Sajnos többedmagammal én sem vagyok ilyen hozzáértő, így én is befogom a bagólesőmet. (Kerülendő a szélmalomcsatákat.) Sajnálatos hogy ez a fórum kezd átalakulni közösségi oldalból valami arrogáns felsőoktatási...nem tudom mivé (csak, hogy kerüljem az obszcén jelzőket). De nembaj. Próbálom magammal elhitetni, hogy nem fog hiányozni...
A dolgaim tényleg működnek fórum nélkül is. És teljesen megfelelnek annak a célnak, amire kitalálom őket...
Max. nem dumáljuk meg az érdekességeket. Ez van...
- Vagy csak nem akar. Pedig lenne mit... De minek...?
Sajnos többedmagammal én sem vagyok ilyen hozzáértő, így én is befogom a bagólesőmet. (Kerülendő a szélmalomcsatákat.) Sajnálatos hogy ez a fórum kezd átalakulni közösségi oldalból valami arrogáns felsőoktatási...nem tudom mivé (csak, hogy kerüljem az obszcén jelzőket). De nembaj. Próbálom magammal elhitetni, hogy nem fog hiányozni...
A dolgaim tényleg működnek fórum nélkül is. És teljesen megfelelnek annak a célnak, amire kitalálom őket...
Max. nem dumáljuk meg az érdekességeket. Ez van...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 11:28
Írta: svejk Dátum 2009 december 30, 11:28
Bár én csak általánosságban röffentem meg, de ha már Te megszólítottál akkor legyen..
Kiszámolhatnád hogy nálad az évek alatt mennyi volt az üres duma, félrebeszélés, konkrét, nem kevésszer számodra kényes kérdések kikerülése.
Tény hogy adtál is sok okos dolgot, de azokat is úgy kellett kihúzni belőled vagy inkább előtte két hétig hogy úgy mondjam "nyalni" mire valami közérthetőt kinyögtél magadból.
Kevés lenne 3 oldal, mire felsorolnánk a kényes válasz nélkül hagyott kérdésekt.
Az hogy neked semmi sem jó amit itt látsz hallasz, kivétel az a 2-3 ember munkája amihez Neked valami közöd van, elég kiábrándító.
Talán ha 1-2 írásod volt olyan, ahol beláttad más igazát, egyéb estekben félredumáltál, vagy semmisnek vettél beírásokat.
És léteznek részigazságok is, ekkor is csak a Te igazadat hajtod, a másik félé el van tiporva.
Eszterga topic: oda is hiányoztál mint púposnak a hátbaverés.
A konfliktus elkerülése miatt direkt nem ragáltam és az érintett ember is jól tette mert veled képtelenség dűlőre jutni.
Dolgoztál Te olyan esztergán amin egy vacak pár száz wattos egyfázisú motor van? Biztos nem, mert nem írnál ilyeneket.
Attól hogy rajta van a 1,5kW-os 3 fázisú motor még nem fog a fickó műhelyében a villanyszámla az egekbe szökni, főleg ha megfejeli egy általad semmibe vett frekiváltóval, mely a maga módján igen nagy találmány.
Még az általad állítólag nagyra becsült Sasi kolléga is dícséri ezt a megoldást.
Azt kívánom neked hogy dolgozz olyan esztergán, nap mint nap vegyes munkát, amin spiccre van kiszámolva a motor!
Kiszámolhatnád hogy nálad az évek alatt mennyi volt az üres duma, félrebeszélés, konkrét, nem kevésszer számodra kényes kérdések kikerülése.
Tény hogy adtál is sok okos dolgot, de azokat is úgy kellett kihúzni belőled vagy inkább előtte két hétig hogy úgy mondjam "nyalni" mire valami közérthetőt kinyögtél magadból.
Kevés lenne 3 oldal, mire felsorolnánk a kényes válasz nélkül hagyott kérdésekt.
Az hogy neked semmi sem jó amit itt látsz hallasz, kivétel az a 2-3 ember munkája amihez Neked valami közöd van, elég kiábrándító.
Talán ha 1-2 írásod volt olyan, ahol beláttad más igazát, egyéb estekben félredumáltál, vagy semmisnek vettél beírásokat.
És léteznek részigazságok is, ekkor is csak a Te igazadat hajtod, a másik félé el van tiporva.
Eszterga topic: oda is hiányoztál mint púposnak a hátbaverés.
A konfliktus elkerülése miatt direkt nem ragáltam és az érintett ember is jól tette mert veled képtelenség dűlőre jutni.
Dolgoztál Te olyan esztergán amin egy vacak pár száz wattos egyfázisú motor van? Biztos nem, mert nem írnál ilyeneket.
Attól hogy rajta van a 1,5kW-os 3 fázisú motor még nem fog a fickó műhelyében a villanyszámla az egekbe szökni, főleg ha megfejeli egy általad semmibe vett frekiváltóval, mely a maga módján igen nagy találmány.
Még az általad állítólag nagyra becsült Sasi kolléga is dícséri ezt a megoldást.
Azt kívánom neked hogy dolgozz olyan esztergán, nap mint nap vegyes munkát, amin spiccre van kiszámolva a motor!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 11:33
Írta: 000000000 Dátum 2009 december 30, 11:33
"Tehát a gyakorlatban "illik" túlméretezni a szerkezetet."
Valóban így van, csak ennek van egy értelmes határa, és ahogyan tudjuk sok más témában is az életben, nem a méret a lényeg, sőt az egy határon túl fájdalmas meglepetéseket tud okozni!
Valóban így van, csak ennek van egy értelmes határa, és ahogyan tudjuk sok más témában is az életben, nem a méret a lényeg, sőt az egy határon túl fájdalmas meglepetéseket tud okozni!
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 11:33
Írta: HJózsi Dátum 2009 december 30, 11:33
"AC Gecko" ...[#nyes] ez a nap mondása lehet, pedig még a felénél sem tartunk! ... [#wave]
Az 1kW-os szervo rendszer nekem is feltűnt, a főorsó gondolom annyi, mint a Kamin v. a HBM 45-ön ... Meggyőző a mozgása, de sajnos a műszaki részleteket nem közölte, a honlapját is néztem, nem találtam... Az tény, hogy ilyen kategóriájú megmunkáláshoz nem építenék aluvázas gépet, sokkal inkább cncsítenék meg egy DM45-öt és akkor még acélt is meg lehet munkálni... Aluvázast gravírozáshoz, fa, műanyag 3d megmunkáláshoz, esetleg alu, réz hasonlóan, de óvatosan...
Sajnos időről időre leromlik a fórum M/M kitöltési tényezője ( Műszaki tartalom / Maunika show ), most ismét 1/99 körül jár ... :(
Jó lenne egy kis pédamutatás az arányszám javítására!!!... [#confused]
Az 1kW-os szervo rendszer nekem is feltűnt, a főorsó gondolom annyi, mint a Kamin v. a HBM 45-ön ... Meggyőző a mozgása, de sajnos a műszaki részleteket nem közölte, a honlapját is néztem, nem találtam... Az tény, hogy ilyen kategóriájú megmunkáláshoz nem építenék aluvázas gépet, sokkal inkább cncsítenék meg egy DM45-öt és akkor még acélt is meg lehet munkálni... Aluvázast gravírozáshoz, fa, műanyag 3d megmunkáláshoz, esetleg alu, réz hasonlóan, de óvatosan...
Sajnos időről időre leromlik a fórum M/M kitöltési tényezője ( Műszaki tartalom / Maunika show ), most ismét 1/99 körül jár ... :(
Jó lenne egy kis pédamutatás az arányszám javítására!!!... [#confused]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 11:35
Írta: bmejdz9nu Dátum 2009 december 30, 11:35
Én olyan hobbysta vagyok aki inkább csinálja mint számolja...
Én olyan hobbysta vagyok aki szívesen megnéz egy-egy új ötletet, ha nem is tartja jónak, de hátha van benne egy jó ötlet.
Én olyan hobbstya vagyok aki nem folytja bele másba a gondolatait. (nehogy már írjon még egyszer...)
Én olyan hobysta vagyok aki "reflexből" nem kárrog le semmit, mert hátha utána kiderül az ellenkezője.
Én olyan hobysta vagyok aki mutat is közbe valamit amit csinál ill. csinált.
Én olyan hobbasta vagyok aki a tényeknek és a gyakorlatban elkészült megoldásokban hisz.
Nem tudom mások, hogy csinálják... Biztosan úgy szeretik a hobbyzást ahogy te csinálod...
Inkább menj vissza a méretezés topikba és számold ki RC leendő gépének a hajtását és számolj bele minden mechanikai alkatrészt.
Támaszd alá a levezetésedet! Ne csak benyomjál olyan "tényeket" amit csak magaddal hitetted el...
Írjál a programodról részleteket... De ne tartsál közbe "erőltetett" Önfényezést... legyél tényszerű, pontos mint egy jó (hobby) CNC gép.
Legalább úgy, annyira dokumentáld ahogy én csináltam a Rockwell programmal.
(a programodat nem kell belinkelned mert DOS-os gép hiányában a többség nem tudja majd használni... de ha gondolod linkelheted - hátha.)
Én olyan hobbysta vagyok aki szívesen megnéz egy-egy új ötletet, ha nem is tartja jónak, de hátha van benne egy jó ötlet.
Én olyan hobbstya vagyok aki nem folytja bele másba a gondolatait. (nehogy már írjon még egyszer...)
Én olyan hobysta vagyok aki "reflexből" nem kárrog le semmit, mert hátha utána kiderül az ellenkezője.
Én olyan hobysta vagyok aki mutat is közbe valamit amit csinál ill. csinált.
Én olyan hobbasta vagyok aki a tényeknek és a gyakorlatban elkészült megoldásokban hisz.
Nem tudom mások, hogy csinálják... Biztosan úgy szeretik a hobbyzást ahogy te csinálod...
Inkább menj vissza a méretezés topikba és számold ki RC leendő gépének a hajtását és számolj bele minden mechanikai alkatrészt.
Támaszd alá a levezetésedet! Ne csak benyomjál olyan "tényeket" amit csak magaddal hitetted el...
Írjál a programodról részleteket... De ne tartsál közbe "erőltetett" Önfényezést... legyél tényszerű, pontos mint egy jó (hobby) CNC gép.
Legalább úgy, annyira dokumentáld ahogy én csináltam a Rockwell programmal.
(a programodat nem kell belinkelned mert DOS-os gép hiányában a többség nem tudja majd használni... de ha gondolod linkelheted - hátha.)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 11:37
Írta: bmejdz9nu Dátum 2009 december 30, 11:37
AC Gecko :) A PDF-ben a setup menete a potikkal olyan... mint Gecko hangolása:) De hibatároló nagyságát nem írták meg!:)
Cím: Re:AC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 december 30, 11:39
Írta: e7c897sd8 Dátum 2009 december 30, 11:39
Már régóta tartogatom neked ezt a linket:
eszterga
A "spindle motor" értékeit légyszives olvasd fel hangosan! Nézd meg a gép egyéb munkahosszait is!
Persze lehet, hogy ők tévedtek... ;-)
eszterga
A "spindle motor" értékeit légyszives olvasd fel hangosan! Nézd meg a gép egyéb munkahosszait is!
Persze lehet, hogy ők tévedtek... ;-)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 11:50
Írta: 000000000 Dátum 2009 december 30, 11:50
Jaj Svejk...
"Dolgoztál Te olyan esztergán amin egy vacak pár száz wattos egyfázisú motor van? Biztos nem, mert nem írnál ilyeneket."
Képzeld, dolgoztam, csak volt hozzá egy 6 fokozatú kis aranyos főhajtómű.
Ugyanis a Hobbystát ne arra biztasd, hogy egyből cserélje le a kis barkácsgépén a motorját egy frekiváltós nagyobb marhaságra csak azért, mert:
1. nem tud kést köszörülni
2. Nem tudja az alapvető szakmai-technológiai optimális értékeket
3. Fogalma sincs, hány W, amikor alut kapirgál .5 mm es fogásokkal 12 mm-es átmérőn
4. lusta átteni az észíját egy mozdulattal, vagy egy kart átteni A állásból B-be!
Ehelyett a "korszerűség jegyében" tekergeti a rossz forgatógombját a frekiváltón, vagy nyomja bele a csodálatos szám adatokat.:))
Magyarul: ezzel szemben értessed meg vele, hogy 300W neki azon a gépen mindenre elég, ha a tokmányban van 300 W. Ez is ilyen egyszerű!!
"Dolgoztál Te olyan esztergán amin egy vacak pár száz wattos egyfázisú motor van? Biztos nem, mert nem írnál ilyeneket."
Képzeld, dolgoztam, csak volt hozzá egy 6 fokozatú kis aranyos főhajtómű.
Ugyanis a Hobbystát ne arra biztasd, hogy egyből cserélje le a kis barkácsgépén a motorját egy frekiváltós nagyobb marhaságra csak azért, mert:
1. nem tud kést köszörülni
2. Nem tudja az alapvető szakmai-technológiai optimális értékeket
3. Fogalma sincs, hány W, amikor alut kapirgál .5 mm es fogásokkal 12 mm-es átmérőn
4. lusta átteni az észíját egy mozdulattal, vagy egy kart átteni A állásból B-be!
Ehelyett a "korszerűség jegyében" tekergeti a rossz forgatógombját a frekiváltón, vagy nyomja bele a csodálatos szám adatokat.:))
Magyarul: ezzel szemben értessed meg vele, hogy 300W neki azon a gépen mindenre elég, ha a tokmányban van 300 W. Ez is ilyen egyszerű!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 12:01
Írta: 000000000 Dátum 2009 december 30, 12:01
Te miről beszélsz???? Ez a gép pont azt igazolja, amiről 3 éve pofázok...Számold már ki, hogy annak a picike tokmánynak mennyi a J-je, és ahhoz mekkora teljesítményű motor kell, hogy felpörögjön 2-3000 rpm-re ~1 másodperc alatt!!
Tudod a képletekben pont az a szép, hogy a Hobbysta gép teljesítményére ugyanaz vonatkozik, mint a 400 MW-os erőművi gépre, csak más a bemenő adat. Ezt kellene már itt nagyon sok embernek megérteni, és nem a tévesen értelmezett "megbántott lelkét" ápolgatni évekig, és cserébe csesztetni, gúnyolni azt, aki az Ő javát akarja egy jobb gépre ösztönözve őt a lehetőségein belül pár apró módosítással.
Tudod a képletekben pont az a szép, hogy a Hobbysta gép teljesítményére ugyanaz vonatkozik, mint a 400 MW-os erőművi gépre, csak más a bemenő adat. Ezt kellene már itt nagyon sok embernek megérteni, és nem a tévesen értelmezett "megbántott lelkét" ápolgatni évekig, és cserébe csesztetni, gúnyolni azt, aki az Ő javát akarja egy jobb gépre ösztönözve őt a lehetőségein belül pár apró módosítással.
Cím: Re:AC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 december 30, 12:21
Írta: e7c897sd8 Dátum 2009 december 30, 12:21
"Ez a gép pont azt igazolja, amiről 3 éve pofázok...Számold már ki, hogy annak a picike tokmánynak mennyi a J-je, és ahhoz mekkora teljesítményű motor kell, hogy felpörögjön 2-3000 rpm-re ~1 másodperc alatt!! "
Nem csak felpörgetjük, forgácsolni is szeretnénk...
Nem csak felpörgetjük, forgácsolni is szeretnénk...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 12:27
Írta: 000000000 Dátum 2009 december 30, 12:27
De pláne...Mellesleg nyugodj meg, amelyik motor azt a tokmányt "kézbentartja" dinamikában, annak utána a forgácsolással nem lesz gondja!:)
Számolj utána, ha nem hiszed!
Számolj utána, ha nem hiszed!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 12:31
Írta: bmejdz9nu Dátum 2009 december 30, 12:31
AC topik... gyerekek...
Ma 12.10 kor 2X csengetett a postás...
Végre megjöttek az OMROM motorok a meglévő vezérlőkhöz - persze a hivatalos disztributortól vetem - ahogy szoktam mindig is:)
3 X R88-400W (egyiket fékkel rendeltem)

Ma 12.10 kor 2X csengetett a postás...
Végre megjöttek az OMROM motorok a meglévő vezérlőkhöz - persze a hivatalos disztributortól vetem - ahogy szoktam mindig is:)
3 X R88-400W (egyiket fékkel rendeltem)
Cím: Re:AC szervó motoros vezérlés
Írta: e7c897sd8 Dátum 2009 december 30, 12:54
Írta: e7c897sd8 Dátum 2009 december 30, 12:54
Ezt nem csak hiszem, tudom is... ;-)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 13:18
Írta: HJózsi Dátum 2009 december 30, 13:18
Ezek ilyen zsír új használtak ? :x :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 13:21
Írta: HJózsi Dátum 2009 december 30, 13:21
Jó lesz figyelni az Adok-veszek topikot ... [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 13:35
Írta: bmejdz9nu Dátum 2009 december 30, 13:35
A disztributor nem forgalmaz használtat. Azaz ha valaki újat vesz nem számítja be a régit! Refublished-et sem árul...
Ugye nem gondolod, hogy valami szürke forrásból valók? :) Úgy ismersz ? :)
Beteszem az AC-s szekrényembe a többi közé őket :)
Ugye nem gondolod, hogy valami szürke forrásból valók? :) Úgy ismersz ? :)
Beteszem az AC-s szekrényembe a többi közé őket :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 13:37
Írta: bmejdz9nu Dátum 2009 december 30, 13:37
Bizony! Ha áttérünk a lineármotoros vezérlésre akkor oda kerülnek... de párosított, tesztelt step/dir-es vezérlővel együtt :)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 13:40
Írta: s7manbs8 Dátum 2009 december 30, 13:40
Le kellene fordítani az oldalon szereplő szöveget normális magyarra és betenni a google-be az adatbázisába, így mindjárt magyarosabban is a google fordítójával kész is van és nem angol lenne, bár most így nyersen is lefordítja úgy, ahogy. Nem mindenki ért anglikánisul.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 13:43
Írta: HJózsi Dátum 2009 december 30, 13:43
De ebben így mi az öröm? ...[#buck] A DC-ket megvetted, szétszedted, csapágycsere, kommutátor felszabályozása ( azaz hozzáadott hobbista érték ... ) bezsírozás és aztán be a szekrénybe ... [#nyes] Most meg ez mind kimarad ... :(
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 13:49
Írta: bmejdz9nu Dátum 2009 december 30, 13:49
De bevallom, hogy a motorokhoz passzoló használt (de tesztelt) vezérlőket az Adok-veszekben hirdetett R88-asokat vettem. Svejktől.
Tudod fontos a jó support. De szerintem még van neki... startolj rá... míg van neki ezekből...
Tudod fontos a jó support. De szerintem még van neki... startolj rá... míg van neki ezekből...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 13:53
Írta: bmejdz9nu Dátum 2009 december 30, 13:53
pl. Mavilor AC szétszed - csapágycsere - jeladó és encoder vissza - Ready to Go! No problem :) max. 8db/egy délután :)
Sajnos a szénkefe piszok itt nincs, mint élvezet...:) De DC-ből is alig vettem anno használtakat. Inkább az encoder felszerelési élvezet van oda...
Sajnos a szénkefe piszok itt nincs, mint élvezet...:) De DC-ből is alig vettem anno használtakat. Inkább az encoder felszerelési élvezet van oda...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 14:02
Írta: s7manbs8 Dátum 2009 december 30, 14:02
Ezek csapágyilag mennek ki ? Mondjuk normális motoroknál is előfordul.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 14:15
Írta: bmejdz9nu Dátum 2009 december 30, 14:15
Normális körülmények között a csapágy nem menne könnyen tönkre...
Akkor szokott ha ékszíjas hajtást csinált és a tervezők nem tettek a szíjtárcsa (motortengely) ellen oldalra még egy csapágyat.
Ekkor egy idő után kikészül a motorban a csapágy mert a szíjfeszítés miatt oldalra húzták üzem közben.
Ilyenkor is általában nem az első (kimeneti oldali) hanem a hátsó készül ki...
Ezért is célszerű szerintem a szíjtárcsa mindkét felét csapágyazni, mind motoroldalon mint golyósorsó oldalon. (pl. E240-ek... mind csapágyasak)
Akkor szokott ha ékszíjas hajtást csinált és a tervezők nem tettek a szíjtárcsa (motortengely) ellen oldalra még egy csapágyat.
Ekkor egy idő után kikészül a motorban a csapágy mert a szíjfeszítés miatt oldalra húzták üzem közben.
Ilyenkor is általában nem az első (kimeneti oldali) hanem a hátsó készül ki...
Ezért is célszerű szerintem a szíjtárcsa mindkét felét csapágyazni, mind motoroldalon mint golyósorsó oldalon. (pl. E240-ek... mind csapágyasak)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2009 december 30, 14:47
Írta: Farkas Ádám Dátum 2009 december 30, 14:47
Milyen nagy előny a direkt hajtás :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 14:55
Írta: 000000000 Dátum 2009 december 30, 14:55
Hát persze, az olyanok, akik még azt sem tudják, hogy egy fogazott szíjat alig kell feszíteni, meg is érdemlik sorsukat, és naponta szedjék szét a motorjaikat.:))))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 15:09
Írta: svejk Dátum 2009 december 30, 15:09
Ácsi, nem én ajánlottam, csak megértem hogy miért ajánják, és nem megyek nekik rögtön számolásokat követelve, hanem elhiszem a tapasztalataikat.
"ezzel szemben értessed meg vele, hogy 300W neki azon a gépen mindenre elég, ha a tokmányban van 300 W. Ez is ilyen egyszerű"
Nagyon jól írod!
Ezért raknak fel nagyobb motort és frekiváltót, és csak egy sebváltót, jellemzően az 1:1-1:8 at kapcsolják, a többit átfogja a frekiváltó elég jó hatásfokkal.
"ezzel szemben értessed meg vele, hogy 300W neki azon a gépen mindenre elég, ha a tokmányban van 300 W. Ez is ilyen egyszerű"
Nagyon jól írod!
Ezért raknak fel nagyobb motort és frekiváltót, és csak egy sebváltót, jellemzően az 1:1-1:8 at kapcsolják, a többit átfogja a frekiváltó elég jó hatásfokkal.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 15:11
Írta: svejk Dátum 2009 december 30, 15:11
Nem jó példa az E240-ek direktben hajtottak..
Legalábbis valami közvetítőtengelyt.
1-2 db-on rajta volt egy elég érdekes tengelykapcsoló. Ezek a fordulattól és a kefeportól lettek csapágyasak :(
Legalábbis valami közvetítőtengelyt.
1-2 db-on rajta volt egy elég érdekes tengelykapcsoló. Ezek a fordulattól és a kefeportól lettek csapágyasak :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 15:29
Írta: 000000000 Dátum 2009 december 30, 15:29
Maradjunk annyiban, attól a világon nincs jobb,
mint amikor csak mechanikus áttétellel meg tudom oldani az illesztést. Ez nem lehet vita tárgya.
Minden más olyan eset, amikor belép az elektronikus fordulatszám vezérlés, szabályzás egy főhajtóműben, súlyos következményekkel, kompromisszomokkal jár. Ha pedig csak kényelmi, lustasági, alapismereti indokok vannak, de pláne. Ezeket kell átgondolni, különös tekintettel a 10-100 W köröli forgácsolásokra a Hobby barkács eszterga mechanikákon megvalósítható valós teljesítmények alapján.
mint amikor csak mechanikus áttétellel meg tudom oldani az illesztést. Ez nem lehet vita tárgya.
Minden más olyan eset, amikor belép az elektronikus fordulatszám vezérlés, szabályzás egy főhajtóműben, súlyos következményekkel, kompromisszomokkal jár. Ha pedig csak kényelmi, lustasági, alapismereti indokok vannak, de pláne. Ezeket kell átgondolni, különös tekintettel a 10-100 W köröli forgácsolásokra a Hobby barkács eszterga mechanikákon megvalósítható valós teljesítmények alapján.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 15:34
Írta: 000000000 Dátum 2009 december 30, 15:34
Ezért mondom én mindig: nulladik lépés a motor és gép jellegörbéjének ismerete, helyes párosítása. Addig minden elektronikus sz.rt (frekiváltót, szervókat, egyéb hajtástechnikát) hanyagoljunk. Azzal ráérünk akkor foglalkozni, ha tudjuk mi mennyi, mi mért történik.:))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 15:44
Írta: svejk Dátum 2009 december 30, 15:44
Elméletben teljes mértékben igazad van.
(látod én tudok neked igazat adni :) )
De megint csak részigazság.
Tekints be az eszterga topicba, megmérettem egy kis régi műszerészpadot.
Sajnos az áttétel, az olaj mint közegsúrlódás, kopott csapágyak, ékszíjak, mind mind veszteségek.
Mérlegelendő, hogy kihagyjuk ezeket és megpróbáljuk az új találmányokat segítségül hívni.
Itt van látod a Klávio-nál kapható új csoda léptetőmotorvezérlő.
Én hiteles személynek tartom Őket és elmondásuk alapján legalább 2x többet kihoznak ugyanazon a mechanikán ugyanabból a motorból.
Nekem is van egy kínai hobbi esztergám 1 fázisú 350W-os motorral. kb 5 mm-es az ékszíj rajta (nem is tudom hol kapnék ha tönkremenne :() nem véletlen, és nem anyagtakarékosság miatt.
Tervezem lecserélni a motort mert azonkívűl hogy bizony nem egy nyomatéktartó, de még az ékszíjak átpakolása is nyűgös. És ne én legyek már a technikáért, hanem a technika miattam.
(látod én tudok neked igazat adni :) )
De megint csak részigazság.
Tekints be az eszterga topicba, megmérettem egy kis régi műszerészpadot.
Sajnos az áttétel, az olaj mint közegsúrlódás, kopott csapágyak, ékszíjak, mind mind veszteségek.
Mérlegelendő, hogy kihagyjuk ezeket és megpróbáljuk az új találmányokat segítségül hívni.
Itt van látod a Klávio-nál kapható új csoda léptetőmotorvezérlő.
Én hiteles személynek tartom Őket és elmondásuk alapján legalább 2x többet kihoznak ugyanazon a mechanikán ugyanabból a motorból.
Nekem is van egy kínai hobbi esztergám 1 fázisú 350W-os motorral. kb 5 mm-es az ékszíj rajta (nem is tudom hol kapnék ha tönkremenne :() nem véletlen, és nem anyagtakarékosság miatt.
Tervezem lecserélni a motort mert azonkívűl hogy bizony nem egy nyomatéktartó, de még az ékszíjak átpakolása is nyűgös. És ne én legyek már a technikáért, hanem a technika miattam.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 16:04
Írta: bmejdz9nu Dátum 2009 december 30, 16:04
Igazad lehet mert nem a hátsók mentek el bennük... De az is igaz - adatlap szerint is - 5000rpm az üzemi fordulata.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:09
Írta: 000000000 Dátum 2009 december 30, 16:09
Hát persze, csak van itt egy nagy bökkenő.
Ha a mechanika befeszülős, régi, kopott, rossz magyarul, annak van X százalék hatásfoka.
Ha tehát ezt még megfejelem a világ legcsodálatosabb elektronikus motor varázslójával, annak van tegyük fel Y % hatásfoka.
Eredő hatásfok: X*Y de mivel Y csakis kisebb lehet 1-nél, adtunk a korszerűség jegyében a rossznak egy pofont.:))
Hatásfokkal pedig a gyakorlatban mindig is kell számolni, ez a világ legtriviálisabb dolga.
A Klavio példád pedig szerintem nagyon rossz..., alig van köze egy főhajtáshoz.
Ha a mechanika befeszülős, régi, kopott, rossz magyarul, annak van X százalék hatásfoka.
Ha tehát ezt még megfejelem a világ legcsodálatosabb elektronikus motor varázslójával, annak van tegyük fel Y % hatásfoka.
Eredő hatásfok: X*Y de mivel Y csakis kisebb lehet 1-nél, adtunk a korszerűség jegyében a rossznak egy pofont.:))
Hatásfokkal pedig a gyakorlatban mindig is kell számolni, ez a világ legtriviálisabb dolga.
A Klavio példád pedig szerintem nagyon rossz..., alig van köze egy főhajtáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 16:15
Írta: svejk Dátum 2009 december 30, 16:15
Csakhogy az esetleges frekiváltóval ki is hagyhatod az X hatásfokot előidéző alkatrészek egy részét.
(Az emu160 esetében pl. a közvetítőtengelyt)
Ha nem tudnál olvasni a sorok közt nem a főorsóra hanem a technikai újdonságokra hoztam fel példának az új Klavio vezérlőt.
Egyébként meg persze a más példája csak rossz lehet, ezt is megszoktuk Tőled...:((
(Az emu160 esetében pl. a közvetítőtengelyt)
Ha nem tudnál olvasni a sorok közt nem a főorsóra hanem a technikai újdonságokra hoztam fel példának az új Klavio vezérlőt.
Egyébként meg persze a más példája csak rossz lehet, ezt is megszoktuk Tőled...:((
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:17
Írta: 000000000 Dátum 2009 december 30, 16:17
most arra adjon valaki nekem okos választ,hogy a spéci orvosi gépekben,miért nem használnak ,és miért reszketnek a hires szervo motoroktol?????miért a "gagyi léptecseket részesitik elönybe?????
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 16:19
Írta: svejk Dátum 2009 december 30, 16:19
Azt nem tudom, de senki nem állította hogy a léptecs gagyi. Általában mint mindennek van árnyoldala.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2009 december 30, 16:25
Írta: s7manbs8 Dátum 2009 december 30, 16:25
Mert lehet, ha kikopik a szénkefe és megáll, a robotkar a páciens hasába marad, vagy az egyik tengely nem megy és célt téveszt. [#circling][#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:35
Írta: 000000000 Dátum 2009 december 30, 16:35
jol láttad meg,és ezt a választ kaptam a mérnőktöl aki szervizeli!!!!sajnos a servok megbizhatoságban,megsem közelitik a léptecset.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:36
Írta: 000000000 Dátum 2009 december 30, 16:36
tudom barátom,hogy te ugyanugy tiszteled a léptecset is!:)))[#vigyor2][#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:39
Írta: 000000000 Dátum 2009 december 30, 16:39
Szerintem egy a lényeg, annyiszor elmondtam már:
A mechanika (statika, dinamika, kinematika) az Úr, utána jön minden. Ha belepusztulunk ebbe a felismerésbe, ez akkor is így van, ezt is oly sokszor leírtam már...Ez elektronika nagyon sok mindenre jó, ha okosan élünk vele. De sajna vannak fontossági szempontok...
A mechanika (statika, dinamika, kinematika) az Úr, utána jön minden. Ha belepusztulunk ebbe a felismerésbe, ez akkor is így van, ezt is oly sokszor leírtam már...Ez elektronika nagyon sok mindenre jó, ha okosan élünk vele. De sajna vannak fontossági szempontok...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 16:42
Írta: bmejdz9nu Dátum 2009 december 30, 16:42
Mennyit kell majd itt törölni, hogy megint AC topik legyen itt :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 16:45
Írta: 000000000 Dátum 2009 december 30, 16:45
Az elektronikának van egy nagy hátránya még:
műszerek nélkül láthatatlan dolgok történnek.
Ez aztán nagy vakló bátorságot is ad az emberiségnek, hiszen bedugok egy vasalót, idővel felmelegszik, 2000W szépen megvan a rendszerben, nem sok minden történik.
Ezzel szemben próbáljon itt meg bárki nem 2000W-al, hanem töredékével valamilyen mechanikia látványos jelenséget, mozgást csinálni. Na egyből kellő tisztelet alakul ki mindenkiben, mennyi az annyi!:)))
műszerek nélkül láthatatlan dolgok történnek.
Ez aztán nagy vakló bátorságot is ad az emberiségnek, hiszen bedugok egy vasalót, idővel felmelegszik, 2000W szépen megvan a rendszerben, nem sok minden történik.
Ezzel szemben próbáljon itt meg bárki nem 2000W-al, hanem töredékével valamilyen mechanikia látványos jelenséget, mozgást csinálni. Na egyből kellő tisztelet alakul ki mindenkiben, mennyi az annyi!:)))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2009 december 30, 16:58
Írta: svejk Dátum 2009 december 30, 16:58
Azért egy vasaló is tud csuda dolgokat művelni.
Gondolom tüzoltó barátaink tudnának mesélni :)
De bizony egy 20W-os páka is keserves emlékeket hagy :)
Hidd el tudjuk mi ezt is azt is, csak mi nem vagyunk olyan következetesek mint Te a fizikához.
Gondolj bele, ha először mindenki kiszámítaná menyi energiájába kerül egy kef...élés :)
Gondolom tüzoltó barátaink tudnának mesélni :)
De bizony egy 20W-os páka is keserves emlékeket hagy :)
Hidd el tudjuk mi ezt is azt is, csak mi nem vagyunk olyan következetesek mint Te a fizikához.
Gondolj bele, ha először mindenki kiszámítaná menyi energiájába kerül egy kef...élés :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 17:00
Írta: bmejdz9nu Dátum 2009 december 30, 17:00
[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 17:05
Írta: 000000000 Dátum 2009 december 30, 17:05
Pedig nem ártana, különös tekintettel a harmóniukus lengőmozgások elméletére.:)
Mennyivel több kielégített Human Drive hajtású Nő lenne a világon![#law][#nyes]
Mennyivel több kielégített Human Drive hajtású Nő lenne a világon![#law][#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 17:07
Írta: 000000000 Dátum 2009 december 30, 17:07
[#nyes] A múltkor jót szórakoztam rajta, hogy egy "elszaladt" vita eltűnt az egyik topicból. És nem emlékszem hogy valaki hiányolta volna. Lehet hogy inkább chatszobát kéne működtetni.[#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2009 december 30, 17:31
Írta: 000000000 Dátum 2009 december 30, 17:31
vagy gumit?:)))[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#mf2][#mf2]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2009 december 30, 17:53
Írta: bmejdz9nu Dátum 2009 december 30, 17:53
Csevegő topik 1; Csevegő topik 2; .... Csevegő topik 99 ... Szóval igazából ezeket vissza kellene törölnöm az utolsó AC-s hozzászólásig...
Azt hiszem megteszem! De majd egyesek azt mondják azért töröltem mert nekem azaz rólam szólt :)
Azt hiszem megteszem! De majd egyesek azt mondják azért töröltem mert nekem azaz rólam szólt :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2009 december 30, 18:12
Írta: HJózsi Dátum 2009 december 30, 18:12
Hagyd inkább bent, majd az újévben ... még másfél nap ... addig jókedv,... aztán csak az elméletmeg a gyakorlat ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 13:26
Írta: bmejdz9nu Dátum 2010 január 01, 13:26

Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 01, 17:33
Írta: HJózsi Dátum 2010 január 01, 17:33
Nem is tűnik drágának ... vezérlő, motor, kábelek, sw ... alacsony tápfesz ... A szállítási ktg + értéknövelés persze ronthat az összképen ...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 22:21
Írta: bmejdz9nu Dátum 2010 január 01, 22:21
Itthon is meg lehetne csinálni ennyiért... csak sok (egyforma, kis fesz, régi modell) AC motort kell beszerezni... (Erről dumcsiztam itt Tibornak... olvasd vissza)
Aztán egy 3F végfok + PID = Ready. Sőt mi mint magyar "szervóhatalom" ez így dukálna... :) Vagy csak DC szervót tudnak csinálni minden városban :)
Aztán egy 3F végfok + PID = Ready. Sőt mi mint magyar "szervóhatalom" ez így dukálna... :) Vagy csak DC szervót tudnak csinálni minden városban :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 22:27
Írta: 000000000 Dátum 2010 január 01, 22:27
A 900W-os jó lehetne a HBM-hez !??
Az ára a fele annak amit kinéztem:
http://www.machmotion.com/Drives-and-Motors-TECO-Servo-Drives-&-Mot/c47_53/p153/Teco-30-in/LB-Class-AC-Servo-Motor-&-Drive/product_info.html
Az ára a fele annak amit kinéztem:
http://www.machmotion.com/Drives-and-Motors-TECO-Servo-Drives-&-Mot/c47_53/p153/Teco-30-in/LB-Class-AC-Servo-Motor-&-Drive/product_info.html
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 22:29
Írta: svejk Dátum 2010 január 01, 22:29
Tibor45-nek van AC hajtása, már vagy 2-3 éve...
Gondolom a többi hobby vezérlő gyártónál is készül már valami.
Gondolom a többi hobby vezérlő gyártónál is készül már valami.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 22:30
Írta: svejk Dátum 2010 január 01, 22:30
Azért arra vigyázzatok hogy nálunk még azért nincs referenciája a fickónak, míg a TECO-nak vagy akár az alant említett Tibor45-ének pedig van.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 01, 22:54
Írta: HJózsi Dátum 2010 január 01, 22:54
Ha jól láttam csak 1000-es a fordulata ...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 23:03
Írta: 000000000 Dátum 2010 január 01, 23:03
Most néztem.
direkhez meg kevés a N
direkhez meg kevés a N
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 01, 23:33
Írta: 000000000 Dátum 2010 január 01, 23:33
Vagy mégsem?
Olyan "tanácstalan" vagyok mióta rendszeresen olvasom az DC-Ac- Léptetős topicokat. [#wow3]
Lassan döntenem kellene mert már unom a tekergetést.
Olyan "tanácstalan" vagyok mióta rendszeresen olvasom az DC-Ac- Léptetős topicokat. [#wow3]
Lassan döntenem kellene mert már unom a tekergetést.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 01, 23:39
Írta: HJózsi Dátum 2010 január 01, 23:39
Hoppá, lehet, hogy félre értettelek... én a főorsó motorra gondoltam ... Mellékhajtásnak nem kell akkora teljesítmény! Én 200W-nál nagyobbat nem használnék, azt is áttételezve, és még így is kikapnék Tibor45-től ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 01, 23:40
Írta: svejk Dátum 2010 január 01, 23:40
Bizony ezek után nem könnyű, nem véletlen néha az az érzése az embernek mintha direkt lenne a káosz :( Pedig nem..legalább is remélem.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 23:48
Írta: bmejdz9nu Dátum 2010 január 01, 23:48
Sajnos nincsenek ilyen részletes infók és árak a a Tibi termékéről, AC szetjéről...
Persze ez sem olcsó: Ár + szállítás + Vám + Áfa.... = akár 100.000Ft/csatorna. (a 200W-os)
Persze ez sem olcsó: Ár + szállítás + Vám + Áfa.... = akár 100.000Ft/csatorna. (a 200W-os)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 23:49
Írta: bmejdz9nu Dátum 2010 január 01, 23:49
Mert mennyi ennek a szet ára?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 23:51
Írta: bmejdz9nu Dátum 2010 január 01, 23:51
TECO AC rendszert árul a Klavo kft... (nincs + szállítási kts + vám + Áfa...+ rizikó) Érdemes megkérdezni...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 01, 23:52
Írta: bmejdz9nu Dátum 2010 január 01, 23:52
[#smile] Nem egyszerű a dolog...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 02, 09:25
Írta: 000000000 Dátum 2010 január 02, 09:25
628$. A Klavio -nál ez a szett 200 Bruttó + kábel. Kintről csak akkor érné meg, ha hozzá tudom tenni valamihez, mint tartozék.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 02, 09:40
Írta: bmejdz9nu Dátum 2010 január 02, 09:40
A Kanadai fickó árától nem esek "hanyat":) (#620)
Szet ár (motor+vezérlő) : 48V, 3000rpm, rated torque: 0.8 Nm = 268USD (~185 Euro)
Ádám is ilyen teljesítményű Mavilor AC szet-et "dobot a piacra" Aa német Ebay-on) #281-ben... 200Euro/szet... volt.. és megvették.
(szintén 50V-os táp kell neki)
Nincs: + szálítás + vám + Áfa... Sőt ismert PID van hozzá = Magi QDSP chipje. Szoftverrel. Oké. Én is teszteltem - nekem is van pár ilyen szet)
Sőt a Mavilor 3F (végfok)vezérlőt (is) ... Svejk úgy ismeri mint a tenyerét :)... azaz ha baj történne... a javítás nem gond.
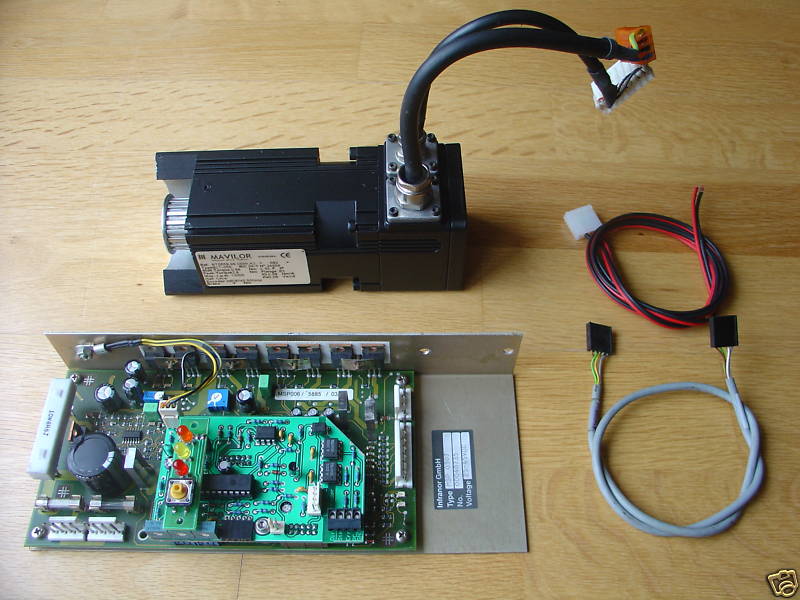
Szet ár (motor+vezérlő) : 48V, 3000rpm, rated torque: 0.8 Nm = 268USD (~185 Euro)
Ádám is ilyen teljesítményű Mavilor AC szet-et "dobot a piacra" Aa német Ebay-on) #281-ben... 200Euro/szet... volt.. és megvették.
(szintén 50V-os táp kell neki)
Nincs: + szálítás + vám + Áfa... Sőt ismert PID van hozzá = Magi QDSP chipje. Szoftverrel. Oké. Én is teszteltem - nekem is van pár ilyen szet)
Sőt a Mavilor 3F (végfok)vezérlőt (is) ... Svejk úgy ismeri mint a tenyerét :)... azaz ha baj történne... a javítás nem gond.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 02, 17:51
Írta: HJózsi Dátum 2010 január 02, 17:51
Fejlesztőknek : PICDEM MC LV Development Board
Lehet játszani ... :)
Lehet játszani ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 02, 17:54
Írta: HJózsi Dátum 2010 január 02, 17:54
A vezérlő mérete egész barátságos, koffernyi ... ;)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 03, 10:15
Írta: bmejdz9nu Dátum 2010 január 03, 10:15
200mm x 90mm x 40mm... Kicsi koffereket veszel? :) Vagy az AC motor eleve kisebb méretű? Vagy a fotó nagyít, mert előtte van a vezérlő a mocinak. Lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 03, 13:02
Írta: HJózsi Dátum 2010 január 03, 13:02
AC Gecko lenne az ideális méret :D ... de ez már nem rossz...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 03, 13:07
Írta: bmejdz9nu Dátum 2010 január 03, 13:07
Azt meg (G320) gyufásdoboz vezérlőnek nézik :) Az se jó... :) Persze kicsi a bors de erős :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 05, 16:49
Írta: bmejdz9nu Dátum 2010 január 05, 16:49
Mivel eljött az Inercia Korszak...
Most még egy kicsit is félek a jövőtől :) A kicsi inerciáktól és inercia arányoktól...
"Valaki" azt írta, hogy 1/10-es motor/terhelés inercia arány felett gondok voltak...
Ez a félelem oka. Ezért körülnéztem a szekrényben ill adatlapokban:) Persze kalkulálni már lehet az inerciákkal.
pl. a 100W-osból Kétfajta motorom van: (200 és 400-asból is többféle)
Egyik: 0.000003Kg m2-es inerciájú; A másik: 0.000002Kg m2-es inerciájú...
Nem kis különbség! (50%.) Persze nagyon kicsi értékű mindegyik...de... mikor melyiket?
Ezt találtam a beüzemelési útmutatóban: (láthatóan 30X arányt engedélyeznek - CSMZ100)
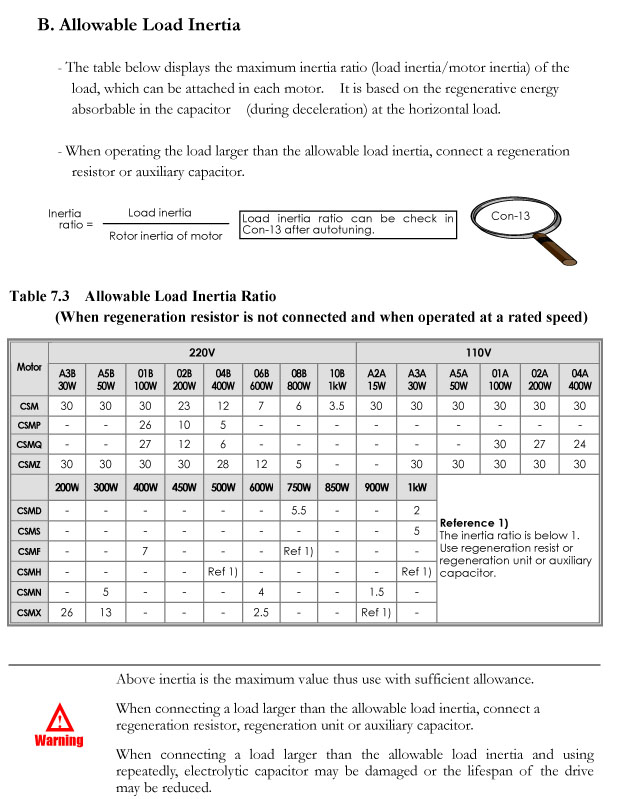
Most még egy kicsit is félek a jövőtől :) A kicsi inerciáktól és inercia arányoktól...
"Valaki" azt írta, hogy 1/10-es motor/terhelés inercia arány felett gondok voltak...
Ez a félelem oka. Ezért körülnéztem a szekrényben ill adatlapokban:) Persze kalkulálni már lehet az inerciákkal.
pl. a 100W-osból Kétfajta motorom van: (200 és 400-asból is többféle)
Egyik: 0.000003Kg m2-es inerciájú; A másik: 0.000002Kg m2-es inerciájú...
Nem kis különbség! (50%.) Persze nagyon kicsi értékű mindegyik...de... mikor melyiket?
Ezt találtam a beüzemelési útmutatóban: (láthatóan 30X arányt engedélyeznek - CSMZ100)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 10, 19:24
Írta: bmejdz9nu Dátum 2010 január 10, 19:24
Nincs kottyanás... pontos. (Nasa kompatibilis :)
Az első gépemnél hiába a jó golyóorsó valahol, szerintem a műanyagbetétes kuplungnál összeszedett 0.004mm-et...
Most ez sincs... (fotón a kupplung ):::::::::Vissza állás teszt - VIDEO:::::::::::::::::: A mérőóra 0.001mm-es !!!


Az első gépemnél hiába a jó golyóorsó valahol, szerintem a műanyagbetétes kuplungnál összeszedett 0.004mm-et...
Most ez sincs... (fotón a kupplung ):::::::::Vissza állás teszt - VIDEO:::::::::::::::::: A mérőóra 0.001mm-es !!!
Cím: Re:AC szervó motoros vezérlés
Írta: rbbhbyvfs Dátum 2010 január 11, 20:58
Írta: rbbhbyvfs Dátum 2010 január 11, 20:58
Lehet az több is, csak akkor kell a külső "fék" ellenállás. Mint a frekiváltóknál.... nem ezt irja?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 január 11, 21:11
Írta: Szedlay Pál Dátum 2010 január 11, 21:11
Nekem is volt több féle müanyag betétes. Nem mindegy annak sem a márkája kivitelezése. Ezekkel a tipusokkal is el lehet érni ezt a pontosságot. Én a helikálist cseréltem le és nem csalódtam bennük. Tegyél fel egy videót amikor a tengely ál és nyomd meg az asztealt mondjuk 300-400N erővel és nézd meg a mérő órát, csodát fogsz látni hogyan ugrálnak a kijelzőn a mikronok!!!!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 11, 21:18
Írta: bmejdz9nu Dátum 2010 január 11, 21:18
30-as arányt enged max. pl. 100-200W-os kategóriáknál... ezeknél nincs is fékellenállás csatlakoztatási lehetőség... csak a nagyobbaknál.
De ott az inercia arány rosszabb... azaz kisebb ... érdekes...
De ott az inercia arány rosszabb... azaz kisebb ... érdekes...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 11, 21:29
Írta: bmejdz9nu Dátum 2010 január 11, 21:29
Lefogtam a tengelyt... mérőóra rá... gumi kalapács... semmi...
Ez egy NSK Precision table... öntvényből... Magam is csodálkozok még mindig :) De még veregetem:) mert a "csodákban" nem hiszek :)
Dehát majd a Z... majd az talán lerontja :)
A kuplung persze nem mindegy... persze mind jónevű cégtől... de azon belül ez a direkt-es.. (hasonló mint fémmembrános csak... de talán inkább a "valamikori telefonkártyáshoz" hasonlít.)
Itt az is a "röhelyes", hogy a felbontás 0.01/step-re van állítva... és mégis.... egy lépés sem megy túl... Ezen is csodálkozok :)
Persze a motorban 2500cpr-es encoder azaz = 10.000imp/ford a belső lelkivilága... de csak annyit kellett állítanom, hogy 2500/2500x6,25 = 15625 mert 4mm-es emelkedésű az orsó... = 400imp (step) kell egy fordulathoz.
Ez egy NSK Precision table... öntvényből... Magam is csodálkozok még mindig :) De még veregetem:) mert a "csodákban" nem hiszek :)
Dehát majd a Z... majd az talán lerontja :)
A kuplung persze nem mindegy... persze mind jónevű cégtől... de azon belül ez a direkt-es.. (hasonló mint fémmembrános csak... de talán inkább a "valamikori telefonkártyáshoz" hasonlít.)
Itt az is a "röhelyes", hogy a felbontás 0.01/step-re van állítva... és mégis.... egy lépés sem megy túl... Ezen is csodálkozok :)
Persze a motorban 2500cpr-es encoder azaz = 10.000imp/ford a belső lelkivilága... de csak annyit kellett állítanom, hogy 2500/2500x6,25 = 15625 mert 4mm-es emelkedésű az orsó... = 400imp (step) kell egy fordulathoz.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 január 11, 21:49
Írta: Szedlay Pál Dátum 2010 január 11, 21:49
Ezt a Z-t illetve a pontosságot egyszer már itt a fórunon kb. 2 éve amikor volt egy igaz pillanatod kibeszéltük. Ne várjunk el ezektől a gépektől mikronos pontosságot, Nézd már meg egy C0-ás gyolyósorsó tűrését még abban is van 3 mikron 300mm-en. És kinek van ilyen a hobby gépében?
A HIWIN ISEL orsók tűrése tudtommal P7-es tűrés ami pedig....... Nem érdemes itt mikronokról beszélni hisz ha a helységben a hőmérsélet emelkedik 2C fokot már nem is vagyunk a tűrésben. Egy cégnél a decemberi leállás után mikor nem fűtötték a helységet a gyári MACHO gépeken nem tudták tartani a méreteket két napig amig a gépek nem temperálódtak.
A HIWIN ISEL orsók tűrése tudtommal P7-es tűrés ami pedig....... Nem érdemes itt mikronokról beszélni hisz ha a helységben a hőmérsélet emelkedik 2C fokot már nem is vagyunk a tűrésben. Egy cégnél a decemberi leállás után mikor nem fűtötték a helységet a gyári MACHO gépeken nem tudták tartani a méreteket két napig amig a gépek nem temperálódtak.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 11, 21:52
Írta: bmejdz9nu Dátum 2010 január 11, 21:52
Ha olyan mint a videón... az sem az én "érdemem"...Komplett egység...Kb. Ezeket tudják..(több infóm nincs). Hengergörgős és nem is tudom mi van benne :) Komplett NSK gyártmány.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 január 11, 22:07
Írta: Szedlay Pál Dátum 2010 január 11, 22:07
Nekem is gyári van Parker, egy kutya csak legalább lineáris encodert is szereltek rá. Akkor is lehet kb. 5 mikront nyomni bele kézzel.
Cím: Re:AC szervó motoros vezérlés
Írta: bigoneoszi Dátum 2010 január 12, 19:26
Írta: bigoneoszi Dátum 2010 január 12, 19:26
Sziasztok! Elég béna vagyok még ebben a témában, mert nemrégen kezdtük megismerni.
AC szervós CNC gépet próbálok itthon összehozni, de az összekötéseknél megakadtam rendesen.
Tudnátok ebben segíteni?
A cuccok, PC, MACH3, ezt kéne az LPT porton összekötnöm, egy végülis OMRON PLC-vel, aminek külön is használhatóak az eszközei. Van egy NC413 4tengelyes vezérlő, meg vannak R88D-s szervóvezérlők. Ezek közül valamelyiket valahogy step/dir-el össze tudom kötni a PC-vel, úgy, h a MACH3 tudja kezelni?
AC szervós CNC gépet próbálok itthon összehozni, de az összekötéseknél megakadtam rendesen.
Tudnátok ebben segíteni?
A cuccok, PC, MACH3, ezt kéne az LPT porton összekötnöm, egy végülis OMRON PLC-vel, aminek külön is használhatóak az eszközei. Van egy NC413 4tengelyes vezérlő, meg vannak R88D-s szervóvezérlők. Ezek közül valamelyiket valahogy step/dir-el össze tudom kötni a PC-vel, úgy, h a MACH3 tudja kezelni?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 12, 19:48
Írta: bmejdz9nu Dátum 2010 január 12, 19:48
Nem mindegy hogy az adott lineáris egység anyagmozgatáshoz, SMD beületéshez vagy marógépnek készült.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 12, 20:34
Írta: svejk Dátum 2010 január 12, 20:34
Az NC413-at első körben hagyd ki..
A Mach egyből meg tudja hajtani az R88D-t.
Bár pontos ha pontos tipust írnál jobb lenne.
A motort már összehangoltad a vezérlővel?
A Mach egyből meg tudja hajtani az R88D-t.
Bár pontos ha pontos tipust írnál jobb lenne.
A motort már összehangoltad a vezérlővel?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 január 12, 20:40
Írta: ANTAL GÁBOR Dátum 2010 január 12, 20:40
Svejk felhívnálak....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 12, 20:44
Írta: svejk Dátum 2010 január 12, 20:44
hajrá
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 12, 20:56
Írta: bmejdz9nu Dátum 2010 január 12, 20:56
Ahogy Svejk írta.... több infó kell... Elég "vegyes" cuccaid vannak...(ahogy írtad privátban)
Írd össze miket tudtál összeguberálni és meglátjuk mit lehet belőlük párosítani. (csak egy "valamilyen" motor semmit sem ér és ez elmondható egy "valamilyen" vezérlőről is)
(Persze minden AC vezérlő gépkönyvében bent van melyik melyikhez - ha nem szerepel benne = nem oké = mehet vagy a motor vagy a vezérlő a bolhapiacra:)
Sajnos ez a "játék" azaz a párosítás messze nem olyan egyszerű mint DC-ben...
Azaz egy AC vezérlőt és motort csak akkor szabad megvenni ha az eladó garantálja ill. bemutatja a működést step/dir környezetben (pl. Mach-al)
Írd össze miket tudtál összeguberálni és meglátjuk mit lehet belőlük párosítani. (csak egy "valamilyen" motor semmit sem ér és ez elmondható egy "valamilyen" vezérlőről is)
(Persze minden AC vezérlő gépkönyvében bent van melyik melyikhez - ha nem szerepel benne = nem oké = mehet vagy a motor vagy a vezérlő a bolhapiacra:)
Sajnos ez a "játék" azaz a párosítás messze nem olyan egyszerű mint DC-ben...
Azaz egy AC vezérlőt és motort csak akkor szabad megvenni ha az eladó garantálja ill. bemutatja a működést step/dir környezetben (pl. Mach-al)
Cím: Re:AC szervó motoros vezérlés
Írta: bigoneoszi Dátum 2010 január 12, 22:28
Írta: bigoneoszi Dátum 2010 január 12, 22:28
Jaja, ezt írtad mail-ben is, csak azon gondolkodtam, h az egyesíti az összes szervóvezérlőt 1 egységben.
Pontosan van 3x R88D-UP04V 200V 100W; és 1x R88D-UP02H 200V 30W.
Összehangoltam? Mármint? Van 3x 100W-os motorok a tengelyekhez, a fejhez meg még nem raktunk be semmit.
Pontosan van 3x R88D-UP04V 200V 100W; és 1x R88D-UP02H 200V 30W.
Összehangoltam? Mármint? Van 3x 100W-os motorok a tengelyekhez, a fejhez meg még nem raktunk be semmit.
Cím: Re:AC szervó motoros vezérlés
Írta: bigoneoszi Dátum 2010 január 12, 22:43
Írta: bigoneoszi Dátum 2010 január 12, 22:43
Step/dir-ben nem mutatták be, h működik-e, mert nem CNC-nek volt használva. PLC vezérelt ipari robot volt, és úgy működött rendesen, szóval a motorok, enkóderek, vezérlők, végállások kompatibilisek egymással.
Kissebb lista amit tudok, h van:
3X AC SERVO DRIVER OMRON R88D-UP04V 200V 100W;
1X AC SERVO DRIVER OMRON R88D-UP02H 200V 30W;
1X Beckhoff BK5210 economy;
2x OMRON XW2B-40J6-2B;
1X OMRON XW2B-20J6-1B;
OMRON C200HG CPU43 PLC;
DRM21-V1;
ID212;
OC226N;
NC112;
NC413;
autómaták, megszakítók, tápok...
Motorokból is van pár, javarésze AC szervó...
Kissebb lista amit tudok, h van:
3X AC SERVO DRIVER OMRON R88D-UP04V 200V 100W;
1X AC SERVO DRIVER OMRON R88D-UP02H 200V 30W;
1X Beckhoff BK5210 economy;
2x OMRON XW2B-40J6-2B;
1X OMRON XW2B-20J6-1B;
OMRON C200HG CPU43 PLC;
DRM21-V1;
ID212;
OC226N;
NC112;
NC413;
autómaták, megszakítók, tápok...
Motorokból is van pár, javarésze AC szervó...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 12, 22:55
Írta: svejk Dátum 2010 január 12, 22:55
Ja hogy Te sok malomban őrölsz egyszerre??
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 12, 22:58
Írta: svejk Dátum 2010 január 12, 22:58
Egyébként meg már írtam, felejtsd már el a PLC-ket meg minden egyéb sallangot ha Mach-el akarsz dolgozni.
Cím: Re:AC szervó motoros vezérlés
Írta: bigoneoszi Dátum 2010 január 12, 23:05
Írta: bigoneoszi Dátum 2010 január 12, 23:05
Így is lehet mondani. Van több ötletem, és próbálok több helyen utánakérdezni a tapasztaltabbaktól. [#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 15, 14:57
Írta: bmejdz9nu Dátum 2010 január 15, 14:57
Vettem egy USB-RS232 átalakítót... AC vezérlők progizáshához...
Megy valahogy... azaz olvassa és írja az adatokat, de ha pl. JOG-ra kapcsolom 1 mp után megszakad a kapcsolat... Mi lehet a baj?
Beállítások megegyeznek a meglévő eredeti soros port adataival... de ugyebár a notebookhoz kellene, amin nincs...
Megy valahogy... azaz olvassa és írja az adatokat, de ha pl. JOG-ra kapcsolom 1 mp után megszakad a kapcsolat... Mi lehet a baj?
Beállítások megegyeznek a meglévő eredeti soros port adataival... de ugyebár a notebookhoz kellene, amin nincs...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 15, 15:25
Írta: s7manbs8 Dátum 2010 január 15, 15:25
Nem valami elektromos zavart vesz fel?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 15, 15:30
Írta: bmejdz9nu Dátum 2010 január 15, 15:30
Nem. Stabilan csinálja. Óramű pontossággal szakad meg a kapcsolat.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 15, 15:33
Írta: s7manbs8 Dátum 2010 január 15, 15:33
Drivert a cucchoz próbáltál másikat ?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 január 15, 16:35
Írta: x4rhew5r3 Dátum 2010 január 15, 16:35
SigmaWin-nel?
Úgy érzi a program, hogy nincs vezérlő a soros porton. Ha lehet állítani az USB soros emulációban a hardver protokollt, akkor RTS-CTS-t kellene megpróbálni.
Úgy érzi a program, hogy nincs vezérlő a soros porton. Ha lehet állítani az USB soros emulációban a hardver protokollt, akkor RTS-CTS-t kellene megpróbálni.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 január 15, 16:35
Írta: Révész Richárd Dátum 2010 január 15, 16:35
Nem jó az átalakító.Ez PLC-nél is probléma szokott lenni,ki kell próbálni egy másikat.Van olyan ami nem hajlandó egyáltalán komunikálni semmivel és van olyan ami csak részben jó mint a Tiéd.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 15, 18:59
Írta: svejk Dátum 2010 január 15, 18:59
Az ilyen célokra én fenntartok egy márkásabb P2/3-as laptopot. Azon még van lpt és com...
Ezek a készülékek a fenti tulajdonságaik miatt elég jól tartják az árukat, sok embernek segítettem már 1-1 ilyennel.
De sajnos most már kezdenek eltűnni a piacról.
Ezek a készülékek a fenti tulajdonságaik miatt elég jól tartják az árukat, sok embernek segítettem már 1-1 ilyennel.
De sajnos most már kezdenek eltűnni a piacról.
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2010 január 21, 18:58
Írta: t334wehtf Dátum 2010 január 21, 18:58
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 január 21, 19:53
Írta: ANTAL GÁBOR Dátum 2010 január 21, 19:53
Tegnapelött jött meg a csomag Finnországból most ismerkedem vele de sajos a hétvégén sem lesz időm (Hizo Józsi is vár egyet)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 22, 16:28
Írta: bmejdz9nu Dátum 2010 január 22, 16:28
Majd írjátok meg, hogyan működik a Finn vezérlő! Honlap + panel designra jobb mint pl. a Yaskawa. Egyébként mennyiért adja?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 22, 18:11
Írta: 000000000 Dátum 2010 január 22, 18:11
199 EUR
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 22, 19:23
Írta: bmejdz9nu Dátum 2010 január 22, 19:23
DC-hez gondolom drága ez a "kütyű"... AC-hez? De akkor motor honnét?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 22, 20:41
Írta: 000000000 Dátum 2010 január 22, 20:41
Egy hónappal ezelőtt már eléggé ismerted mert ezt írtad a DC vezérlők #10410-ben:
"Olyan mint a kínai horgászlámpa amiben van rádió is és csalitartó :)
Egy biztos szép designt csinált neki... de azért a pénzért hulla profi gyári step/dir-es vezérlőt kapni...
Tehát eljárt szerintem a finn gyerek felett az idő... "
"Olyan mint a kínai horgászlámpa amiben van rádió is és csalitartó :)
Egy biztos szép designt csinált neki... de azért a pénzért hulla profi gyári step/dir-es vezérlőt kapni...
Tehát eljárt szerintem a finn gyerek felett az idő... "
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 22, 21:36
Írta: bmejdz9nu Dátum 2010 január 22, 21:36
Pont ez az... Nem értem a miértjét? Mire jó?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 22, 21:59
Írta: 000000000 Dátum 2010 január 22, 21:59
Mert te szerinted eljárt felette az idő, mások szerint meg új fejezetet nyitott.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 22, 22:05
Írta: bmejdz9nu Dátum 2010 január 22, 22:05
Milyen fejezetre gondolsz? DC-ben vagy AC-ban van az új fejezet? :) (vagy léptetőben?) Egyébként már 2 éve csinálja....
Mert gondolom aki megveszi annak konkrét tervei vannak... azaz tudja, hogy AC vagy DC... gondolom... (vagy Igazi hobbysta a javából :)
Ha AC... az ár... már egy gyári AC ára... motorral...
Persze nem akarok előre a Finn Srácon kételkedni, de vannak igencsak nagy nevek az AC vezérlésben... (pl. Omron és egy "kupac" nagy név :)
Ha DC... akkor meg végképp nem értem a költekezési kedvet ... 2X Gecko áron:)
Mert gondolom aki megveszi annak konkrét tervei vannak... azaz tudja, hogy AC vagy DC... gondolom... (vagy Igazi hobbysta a javából :)
Ha AC... az ár... már egy gyári AC ára... motorral...
Persze nem akarok előre a Finn Srácon kételkedni, de vannak igencsak nagy nevek az AC vezérlésben... (pl. Omron és egy "kupac" nagy név :)
Ha DC... akkor meg végképp nem értem a költekezési kedvet ... 2X Gecko áron:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 január 22, 22:08
Írta: x4rhew5r3 Dátum 2010 január 22, 22:08
A dc és ac vezérlőben rengeteg közös elem van. Ha csinál egy ac-t, akkor minden elem megvan egy dc-hez is, csak szoftver kérdés az egész. Akkor meg miért ne?
Más is csinál ilyen ac-dc kombínót:), pl. az AMC Digiflex sorozata.
Más is csinál ilyen ac-dc kombínót:), pl. az AMC Digiflex sorozata.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 22, 22:13
Írta: bmejdz9nu Dátum 2010 január 22, 22:13
Ahogy idézte RC... és #674... De ez "már" léptető motort is tud :) A Yaskawa és "többiek" ezt az univerzális piaci szegmenst még nem vette észre :)
Igaz nekik is egy darabig eltartott míg az AC pozíció szervót, sebesség szervót és nyomaték szervót egy vezérlőben "kombinálták" (Sigma-II-től felfelé :)
De a DC-t és stepper vezérlést "kifelejtették" belőle :)
Igaz nekik is egy darabig eltartott míg az AC pozíció szervót, sebesség szervót és nyomaték szervót egy vezérlőben "kombinálták" (Sigma-II-től felfelé :)
De a DC-t és stepper vezérlést "kifelejtették" belőle :)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 január 23, 07:29
Írta: ANTAL GÁBOR Dátum 2010 január 23, 07:29
Szia Péter. Mint ahogy Sneci írja azért érdekes a dolog met megfelelő végfok esetén kombinálható a dolog. A finn gyereknél két H hid van (8 fet ) ami ugye alapból jó egy bipoláris léptecshez de két hidat párhuzamosan vezérelve (hogy nagyobb lehessen az áram ) jó egy Dc hez valamint 6 fettel jó egy Ac hoz azzal a plusszal hogy még egy fékchopper is működhet a maradék félhíddal (az ellenállással párhuzamos fetet lezárva az alsó fetttel vezérelve az ellenállást)
Én leginkább kíváncsiságból vettem (utalás az abs hobbista kifejezésre) de a készüló lengőkéstartós sokszögesztergámat azzal szeretném meghajtani (induláskor egy nagy Gettis Dc motorral ) de aztán Ac vel.Előnye hogy külső buszfeszültséget igényel amit a motorhoz te választasz meg. Rengeteg szolgáltatása van (pl nálam előny a follow üzem mert ki tudok spórolni egy Quadratúra dekódert a sokszögnél) . Azt hiszem hogy a kérdésdre az a válasz hogy nagyon dinamikusan fejlődik a processzortechnika és előfordulhat az hogy egy későbbi fejlesztés le tudja körözni a vezető ipari cégeket (Yaskawa, Omron) mert azok ráálltak egy szériára és beleölték a pénzt a fejlesztésbe tehát ki is akarják a profitot termelni. Ha haza beszélék, akkor azt mondom hogy ha odaadnám a Snecinek a finn vezérlőt akkor fél éven belül ő le tudná körözni a finn gyereket mert felhaszálva a tudásukat nem kell bejárnia a rögös utat
Én leginkább kíváncsiságból vettem (utalás az abs hobbista kifejezésre) de a készüló lengőkéstartós sokszögesztergámat azzal szeretném meghajtani (induláskor egy nagy Gettis Dc motorral ) de aztán Ac vel.Előnye hogy külső buszfeszültséget igényel amit a motorhoz te választasz meg. Rengeteg szolgáltatása van (pl nálam előny a follow üzem mert ki tudok spórolni egy Quadratúra dekódert a sokszögnél) . Azt hiszem hogy a kérdésdre az a válasz hogy nagyon dinamikusan fejlődik a processzortechnika és előfordulhat az hogy egy későbbi fejlesztés le tudja körözni a vezető ipari cégeket (Yaskawa, Omron) mert azok ráálltak egy szériára és beleölték a pénzt a fejlesztésbe tehát ki is akarják a profitot termelni. Ha haza beszélék, akkor azt mondom hogy ha odaadnám a Snecinek a finn vezérlőt akkor fél éven belül ő le tudná körözni a finn gyereket mert felhaszálva a tudásukat nem kell bejárnia a rögös utat
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 január 23, 07:43
Írta: ANTAL GÁBOR Dátum 2010 január 23, 07:43
Ja még annyit hogy nemrég voltam Törökbálinton az AMC nél és a 678 ban említett digiflex hasonlót tud. Azt hiszem az ipar leírta a léptecseket de szerintem egy új fejezet fog kezdődni mert a léptecs egy kétfázisú 100 pólusú Ac szervómotor nagyobb nyomatékkal. Ha ellátják enkóderrel és a vezérlő ezt le tudja kezelni akkor a kisebb fordulatszám nagyobb nyomaték tartományban versenyezhet az ac szervóval .
Egy másik prognosztizált új fejezet pedig a Klaviós (ill LZ által fejlesztett) digitális (illesztett) léptecsvezérlés lesz
Egy másik prognosztizált új fejezet pedig a Klaviós (ill LZ által fejlesztett) digitális (illesztett) léptecsvezérlés lesz
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 09:42
Írta: bmejdz9nu Dátum 2010 január 23, 09:42
A Finn srác nagyon ügyes! Mint technikai érdekesség és megoldás elsőrangú! Mint hobbystát engem is "lázba" hoz a megoldás :)
Akkor AC motort teszel rá... ez már megvan? Fesz, encoder, jeladók passzolnak ehhez a vezérlőhöz?
Ezek az ipari "nagy nevű" AC vezérlők alapjaiban már 10 éve nem változtak... még a setup lehetőségekben sem nagyon.
Az újabb modelleknél, újabb vezérlési megoldások lettek pl. Ethernet, Profibus stb... (valamint vegyes üzemmódok pl. pozició+nyomaték üzemmód stb.)
Lehet, hogy a Finn Nokia üzemekben már a GraniteDevice meghajtókat alkalmaznak.
Ha nekem lenne ilyenem... Snecihez mindenképp elküldeném "szakvéleményeztetni"!!! Tedd meg ha megjön... biztos szívesen tesztelné.
Akkor AC motort teszel rá... ez már megvan? Fesz, encoder, jeladók passzolnak ehhez a vezérlőhöz?
Ezek az ipari "nagy nevű" AC vezérlők alapjaiban már 10 éve nem változtak... még a setup lehetőségekben sem nagyon.
Az újabb modelleknél, újabb vezérlési megoldások lettek pl. Ethernet, Profibus stb... (valamint vegyes üzemmódok pl. pozició+nyomaték üzemmód stb.)
Lehet, hogy a Finn Nokia üzemekben már a GraniteDevice meghajtókat alkalmaznak.
Ha nekem lenne ilyenem... Snecihez mindenképp elküldeném "szakvéleményeztetni"!!! Tedd meg ha megjön... biztos szívesen tesztelné.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 09:49
Írta: bmejdz9nu Dátum 2010 január 23, 09:49
A Klavio-s léptetővezérlő - amit tudok róla - tényleg nem semmi.
Kb. el tudom képzelni a megoldást amitől nagyobb fordulatszám tartományokban is tud erőt... azaz a sebesség növelhető a lépésvesztés kockázata nélkül.
De azért ettől még nem szervó ill. BL szervó... ahhoz encoder azaz zárt hurkú vezérlés kellene... A Ha jól tudom - A Vextra is alkalmazott már ilyen megoldást az 5F vezérlőiben.
Kb. el tudom képzelni a megoldást amitől nagyobb fordulatszám tartományokban is tud erőt... azaz a sebesség növelhető a lépésvesztés kockázata nélkül.
De azért ettől még nem szervó ill. BL szervó... ahhoz encoder azaz zárt hurkú vezérlés kellene... A Ha jól tudom - A Vextra is alkalmazott már ilyen megoldást az 5F vezérlőiben.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 09:53
Írta: 000000000 Dátum 2010 január 23, 09:53
Szia Péter!
Nagyon abban a tévhitben vagy, hogy csak az a minőség és jó, ami éppen Neked van.
Csak aztán nehogy úgy járjál más vezérlők lenézése kapcsán, mint a hibás "világszínvonalú" méretező
progiddal, ami körül azóta is igen nagy a csend.:)[#nyes]
Nagyon abban a tévhitben vagy, hogy csak az a minőség és jó, ami éppen Neked van.
Csak aztán nehogy úgy járjál más vezérlők lenézése kapcsán, mint a hibás "világszínvonalú" méretező
progiddal, ami körül azóta is igen nagy a csend.:)[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 10:02
Írta: 000000000 Dátum 2010 január 23, 10:02
Azért nem látod az új fejezetet, mert csak állandóan a gyári AC motorok és vezérlők struktúráját veszed alapul. Persze ezek vigyáznak, hogy csak az Ő konfigurációjukkal lehessen működtetni. De már Tibor is leírta neked, hogy a harminc pólusú stekkerek helyett, csak a motor és a encóder kapcsairól is vezérelhető egy motor.
Sneci pedig már az encóder zavarbiztos (mint a gyáriak) összekötését is megoldotta.
Gábor pedig jól fogalmazott a jövőt illetően.
Sneci pedig már az encóder zavarbiztos (mint a gyáriak) összekötését is megoldotta.
Gábor pedig jól fogalmazott a jövőt illetően.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 10:13
Írta: bmejdz9nu Dátum 2010 január 23, 10:13
[#nyes] Ha nem csinálok szíjas áttételt - már pedig úgy néz ki, hogy nem szoktam rá... akkor még a Rockwell progi is jó...:)
De azért elvártam volna tőled - mint mérnöktől, hogy a hibácskát te találd meg... De ez is azt mutatja, hogy inerciákkal sosem számolsz...
Ehelyett Svejk találta meg a hibácskát... érdekes...:)
De szerintem ne tételezzük fel alapban, hogy az ipari termelés (a svájci óra gyártástól az autó iparig) bolond és nem tudja mi a tuti :)
Mert ugye akkor a "boltban" nem lennének általában jó minőségű iparcikkek.
De azért elvártam volna tőled - mint mérnöktől, hogy a hibácskát te találd meg... De ez is azt mutatja, hogy inerciákkal sosem számolsz...
Ehelyett Svejk találta meg a hibácskát... érdekes...:)
De szerintem ne tételezzük fel alapban, hogy az ipari termelés (a svájci óra gyártástól az autó iparig) bolond és nem tudja mi a tuti :)
Mert ugye akkor a "boltban" nem lennének általában jó minőségű iparcikkek.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 10:27
Írta: bmejdz9nu Dátum 2010 január 23, 10:27
Majd a valóságban minden kiderül... Addig remény...hogy ugyebár mi és mit tud ... és "ki mit tud" :)
Ahogy írtam már... AC vezérlőt csak akkor szabad megvenni (motorral) ha a két szemeddel látod step/dir környezetben működni = nem "reményt veszel" hanem valóságot :)
... 50 pólusú (néha 36pol) az I/O és 20 polusú (vagy soros protokol) az encoder csatlakozó :)
Sneci mit csinált? Miről maradtam le...?
Ahogy írtam már... AC vezérlőt csak akkor szabad megvenni (motorral) ha a két szemeddel látod step/dir környezetben működni = nem "reményt veszel" hanem valóságot :)
... 50 pólusú (néha 36pol) az I/O és 20 polusú (vagy soros protokol) az encoder csatlakozó :)
Sneci mit csinált? Miről maradtam le...?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 10:36
Írta: 000000000 Dátum 2010 január 23, 10:36
Mit gondolsz én miért írtam, hogy baj van a világszínvonallal, csak úgy a levegőbe nem szoktam beszélni!?
Mellesleg mintha RC-nek és másoknak is méreteztél volna a progiddal, csak tudnám, hogy akkor azok milyen számítások voltak, és mennyi a valóság alapjuk...:)))Már akkor is írtam, baromság, hogy azt hozza ki, miszerint egy EC240 majdnem fél másodpercig gyorsítaná RC gépét.
De így már érthetőbb, hogy miért lettél félrevezetve, és azt hiszed csak a direkthajtás és a nagy AC motor a jó!:)
Na majd ez is változik, ha normális progid lesz egyszer.
Ja és tényleg...Mit írtak a hibáira, kaptál egyáltalán választ a komoly cégtől?
Mellesleg mintha RC-nek és másoknak is méreteztél volna a progiddal, csak tudnám, hogy akkor azok milyen számítások voltak, és mennyi a valóság alapjuk...:)))Már akkor is írtam, baromság, hogy azt hozza ki, miszerint egy EC240 majdnem fél másodpercig gyorsítaná RC gépét.
De így már érthetőbb, hogy miért lettél félrevezetve, és azt hiszed csak a direkthajtás és a nagy AC motor a jó!:)
Na majd ez is változik, ha normális progid lesz egyszer.
Ja és tényleg...Mit írtak a hibáira, kaptál egyáltalán választ a komoly cégtől?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 23, 10:50
Írta: s7manbs8 Dátum 2010 január 23, 10:50
Ha már ilyen jó vezérlőket tudunk csinálni, esetleg a motorokban is újíthatnánk és akkor aratás lenne ?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 11:07
Írta: bmejdz9nu Dátum 2010 január 23, 11:07
Tényleg, hogy írod.... RC E240 szervósított gépéről nem csinálnak videót? Ez lenne az első videó a világon egy áttételezett E240-es gépről!!!
Neked nem csaholni kellett volna a csicsa világra - 2 hétig - hanem számolnod... Ha tudnál az inerciákkal számolni... De sajnos nem tudsz.
Míg kis ötlettel (leírtam) továbbra is használható a program. (DD-nél meg semmi hiba)
De elárulom csoda nem várható E240 és átt. ügyben...:) A Svejk már kiszámolta...
Majd te is megtanulod a képleteket :) Talán lesz szerencséd és Svejk közé teszi kitartással/tanulással megszerzett tudását.
Hogy a Te csinálsz e jobb vezérlőt vagy a Gecko... azon diskuráltunk már egy évet...
De azt ne várd el tőlem, hogy ezt a hasonlítgatást pl. a Yaskawa-hoz képest is megtegyük :):):)
Neked nem csaholni kellett volna a csicsa világra - 2 hétig - hanem számolnod... Ha tudnál az inerciákkal számolni... De sajnos nem tudsz.
Míg kis ötlettel (leírtam) továbbra is használható a program. (DD-nél meg semmi hiba)
De elárulom csoda nem várható E240 és átt. ügyben...:) A Svejk már kiszámolta...
Majd te is megtanulod a képleteket :) Talán lesz szerencséd és Svejk közé teszi kitartással/tanulással megszerzett tudását.
Hogy a Te csinálsz e jobb vezérlőt vagy a Gecko... azon diskuráltunk már egy évet...
De azt ne várd el tőlem, hogy ezt a hasonlítgatást pl. a Yaskawa-hoz képest is megtegyük :):):)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 11:31
Írta: 000000000 Dátum 2010 január 23, 11:31
Rendben van, hol is vagyok én Hozzád és Svejkhez képest hajtásméretezésben...:))
Én csak 25 éve tanultam erről a gépészkaron,
Te ezekszerint sokkal előbb tudtad, mi az hogy AC szervomotor és inercia. Jól titkoltad...:)))
Én csak 25 éve tanultam erről a gépészkaron,
Te ezekszerint sokkal előbb tudtad, mi az hogy AC szervomotor és inercia. Jól titkoltad...:)))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 23, 11:47
Írta: svejk Dátum 2010 január 23, 11:47
Légyszi a fórum érdekében ne kezdjetek megint!!!
Csináltam egy móricka számítást, alapja a Rockwell progi. Ez azonban inkább csak ellenőrzés az adott gép-motor kapcsolatáról.
Eredményként a szükséges motor nyomatékot és teljesítményt kapjuk.
Mindenesetre tanulságos már ez is.
Majd felrakom a szervo homokozóba véleményezésre, ha valaki érvelni tud a jávítás jobbítás kapcsán akkor természetesen megváltoztatjuk. Jó lenne ha közös munka lenne.
Egyik fórumtársunk dolgozik már a PC-s verzión is, ahol a bemenő adatok megváltoztatása rögtön tükröződik az eredményen.
Csináltam egy móricka számítást, alapja a Rockwell progi. Ez azonban inkább csak ellenőrzés az adott gép-motor kapcsolatáról.
Eredményként a szükséges motor nyomatékot és teljesítményt kapjuk.
Mindenesetre tanulságos már ez is.
Majd felrakom a szervo homokozóba véleményezésre, ha valaki érvelni tud a jávítás jobbítás kapcsán akkor természetesen megváltoztatjuk. Jó lenne ha közös munka lenne.
Egyik fórumtársunk dolgozik már a PC-s verzión is, ahol a bemenő adatok megváltoztatása rögtön tükröződik az eredményen.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 11:53
Írta: bmejdz9nu Dátum 2010 január 23, 11:53
Anno 25 évvel ezelőtt is már "fel volt találva" az inercia és ennek kellemetlen(?) hatásai ismertek voltak... ugye nem lógtál a suliból :)
Mert ugye a számítási "PDF"-ben még megemlítési szinten sem volt benne...
AC/DC és inercia...
Sokat tanultam a dologból - az kétségtelen... jók voltak a felvetett kérdések részedről! Köszönet érte! De jó lett volna egy-egy válasz is!
Majd a gyakorlatban megmutatom mit tud egy "100W-os" AC motor... De lesz egy "30W" DC-os is... Na persze NEM áttétellel - mert az nagyot ront a dinamikán :)
Mert ugye a számítási "PDF"-ben még megemlítési szinten sem volt benne...
AC/DC és inercia...
Sokat tanultam a dologból - az kétségtelen... jók voltak a felvetett kérdések részedről! Köszönet érte! De jó lett volna egy-egy válasz is!
Majd a gyakorlatban megmutatom mit tud egy "100W-os" AC motor... De lesz egy "30W" DC-os is... Na persze NEM áttétellel - mert az nagyot ront a dinamikán :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 11:59
Írta: bmejdz9nu Dátum 2010 január 23, 11:59
Várjuk! Köszönjük előre is!
Én személyesen köszönöm a Rockwell progi ellenőrzését ... írtam már a számítások topikban az elején(!), hogy legalább két progit kellene összevetni - a biztonság kedvéért.
A "klasszikus egyenletekre" alapozott ellenőrzést még remélni sem mertem. :)
Én személyesen köszönöm a Rockwell progi ellenőrzését ... írtam már a számítások topikban az elején(!), hogy legalább két progit kellene összevetni - a biztonság kedvéért.
A "klasszikus egyenletekre" alapozott ellenőrzést még remélni sem mertem. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 12:48
Írta: 000000000 Dátum 2010 január 23, 12:48
Örülök, hogy segíthettem, és lassan helyére kerül Nálad is, mennyi 100W egy mellékhajtásnál!
Alakulnak a dolgaid, ennek örülök...
Már megérte annak idején az a nyalyás 6 oldalnyi írományom, hiszen a tanulságait Te is levontad. Ehhez persze nem kell ám AC-DC szervo, elég a léptecs, hogy belássuk...No meg pár alapképlet.
Svejk dolgát pedig én is üdvözlöm, mint 3 hete írtam, ha valmai komolyabb dolog születeik, majd "megversenyeztetjük" összevetjük a méretező programjainkat, csak sikerül valami közös nevezőt kihozni belőlük.
Alakulnak a dolgaid, ennek örülök...
Már megérte annak idején az a nyalyás 6 oldalnyi írományom, hiszen a tanulságait Te is levontad. Ehhez persze nem kell ám AC-DC szervo, elég a léptecs, hogy belássuk...No meg pár alapképlet.
Svejk dolgát pedig én is üdvözlöm, mint 3 hete írtam, ha valmai komolyabb dolog születeik, majd "megversenyeztetjük" összevetjük a méretező programjainkat, csak sikerül valami közös nevezőt kihozni belőlük.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 13:23
Írta: bmejdz9nu Dátum 2010 január 23, 13:23
Bizony-bizony! 100W AC-ban olyan mint DC-ben 200W! (saját forgatás tehetetlensége kevesebb - persze ez vissza is üthet már) Ettől aztán még túl sem lehet méretezni :)
Sőt ... Kisebb mechanikai méretek... könnyebb mechanikai elhelyezés stb...
Láthatóan mindenkinek az AC-n jár az esze... de egy AC vezérlőt ill. AC motort "birtokolni" nem ugyan az mint egy-egyet DC-ben... mert ott szinte minden mindennel megy :)
Hát igen ez lenne a cél... közös nevezőre jutni vagy programmal vagy matekkal :) Addig is (átt. helyett) a nagy fordulatú AC szervókhoz gyűjtögetni a kis emelkedésű orsókat :)
Sőt ... Kisebb mechanikai méretek... könnyebb mechanikai elhelyezés stb...
Láthatóan mindenkinek az AC-n jár az esze... de egy AC vezérlőt ill. AC motort "birtokolni" nem ugyan az mint egy-egyet DC-ben... mert ott szinte minden mindennel megy :)
Hát igen ez lenne a cél... közös nevezőre jutni vagy programmal vagy matekkal :) Addig is (átt. helyett) a nagy fordulatú AC szervókhoz gyűjtögetni a kis emelkedésű orsókat :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 23, 13:37
Írta: svejk Dátum 2010 január 23, 13:37
Versenyezni eszemben sincs!!!
Csak úgy próbáltam összeszedni ahogy a gyártók oldalán látom, és számomra valamelyest érthető.
Csak úgy próbáltam összeszedni ahogy a gyártók oldalán látom, és számomra valamelyest érthető.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 16:00
Írta: 000000000 Dátum 2010 január 23, 16:00
Sajnos videót csak februárban fogsz látni az E240-ről, mert most a 3 darab 100 W-os AC szervós gép szerelése folyik és ez most fontosabb, mint a hobby.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 16:17
Írta: bmejdz9nu Dátum 2010 január 23, 16:17
Nagyon várom!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 17:44
Írta: 000000000 Dátum 2010 január 23, 17:44
Most jött egy árajánlat a finn vezérlőre + motor: Versatile Servo Drive VSD-E 160V + 750 W AC Servo Motor
366 EUR
Annyira nem rossz!
Kérdés, hogy mit tud a motor!
366 EUR
Annyira nem rossz!
Kérdés, hogy mit tud a motor!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 18:09
Írta: bmejdz9nu Dátum 2010 január 23, 18:09
...és mit tud a vezérlő az is még egyenlőre kérdéses. Vagy van valami referencia, hogy ez most a menő :)?
366 Euro = 100.000Ft (brutto?)+ tápegység + szállítás (az is pénz)... Kell 750W? AC-ból az nagyon sok... lehet...
Adatlapokat gondolom küldtek a motorhoz... nem linkeled be?
366 Euro = 100.000Ft (brutto?)+ tápegység + szállítás (az is pénz)... Kell 750W? AC-ból az nagyon sok... lehet...
Adatlapokat gondolom küldtek a motorhoz... nem linkeled be?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 18:31
Írta: 000000000 Dátum 2010 január 23, 18:31

Adatlap 750 W
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 18:44
Írta: bmejdz9nu Dátum 2010 január 23, 18:44
Én is megtaláltam az adatlapot....300W-ig(PDF) Honnét veszi ezeket a motorokat? (A méretrajz a PDF-ben tipikus kínai...)
A "nagy nevű cégek" már külön hall jeladóval kivezetett motorokat az ezredforduló előtt gyártottak csak... Persze ez nem is AC hanem BL motor...
2. oldal :)
Design tips for mechanics
Follow the given guidelines for high servo performance:
● Total reflected load inertia should be no more than 10 times the rotor inertia (inertia mismatch
ratio). Less than 3:1 ratio is recommended for high performance systems. The optimum ratio is 1:1.
Ez az érték egy 750W-osra 5 vagy 6 X egy Yaskawa, Omron, Samsung-Rockwellnél! (30X egy 100W-osra stb... 300W-nál még 28X!)
A "nagy nevű cégek" már külön hall jeladóval kivezetett motorokat az ezredforduló előtt gyártottak csak... Persze ez nem is AC hanem BL motor...
2. oldal :)
Design tips for mechanics
Follow the given guidelines for high servo performance:
● Total reflected load inertia should be no more than 10 times the rotor inertia (inertia mismatch
ratio). Less than 3:1 ratio is recommended for high performance systems. The optimum ratio is 1:1.
Ez az érték egy 750W-osra 5 vagy 6 X egy Yaskawa, Omron, Samsung-Rockwellnél! (30X egy 100W-osra stb... 300W-nál még 28X!)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 19:05
Írta: 000000000 Dátum 2010 január 23, 19:05
Sziasztok érdeklödni szeretnék,hogy van 2db szervomotor vezérlöm és meg szeretném kérdezni töletek,hogy mit lehetne vele kezdemi 50a20t-s elöreis köszönöm a válaszotokat
(ADVANCED MOTION CONTROL)
(ADVANCED MOTION CONTROL)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 19:14
Írta: 000000000 Dátum 2010 január 23, 19:14
Szóval álljon már meg a menet....
Ki a fenét érdekelnek a nagynevű cégek...
Láthatjuk, hogy még a méretező programjuk is rossz. És különben is ez egy Hobby Fórum.
Mi közünk van nekünk a profi szerszámgéphajtásokhoz a kis step-dir-es játék
dolgainkkal és az aluvázas vacak merevségű mechanikáinkkal? Nem sok...:) Egy valamire való ipari hajtás fél milliónál kezdődik tengelyenként.
A másik: ha egy motoron van u v w fázis jel érzékelő is, az csakis jobb lehet, mint amelyiken minden infó csak egy A, B, C csatornás relatív encoderre van bízva.
Legfeljebb nem használja ki valaki.
Az abszolut útadó ugyanis mindig jobb, mint a relatív. Tehát nem kell annyira lenézni azt a motort ami szolgáltat ilyen jeleket.
Azt se felejtsük el, az ilyen motor egyből forgatható egy sima AC vezérlővel, mint DC motor, ez nagy előny, ha valaki csak sebesség szervót akar.
Megint, mint már annyiszor úgy nyilatkozol,
mintha a "modern üzleti, félévente változó AC motor protokol" akkora nagy beájulás lenne.
Az annak, akinek...:)
Ki a fenét érdekelnek a nagynevű cégek...
Láthatjuk, hogy még a méretező programjuk is rossz. És különben is ez egy Hobby Fórum.
Mi közünk van nekünk a profi szerszámgéphajtásokhoz a kis step-dir-es játék
dolgainkkal és az aluvázas vacak merevségű mechanikáinkkal? Nem sok...:) Egy valamire való ipari hajtás fél milliónál kezdődik tengelyenként.
A másik: ha egy motoron van u v w fázis jel érzékelő is, az csakis jobb lehet, mint amelyiken minden infó csak egy A, B, C csatornás relatív encoderre van bízva.
Legfeljebb nem használja ki valaki.
Az abszolut útadó ugyanis mindig jobb, mint a relatív. Tehát nem kell annyira lenézni azt a motort ami szolgáltat ilyen jeleket.
Azt se felejtsük el, az ilyen motor egyből forgatható egy sima AC vezérlővel, mint DC motor, ez nagy előny, ha valaki csak sebesség szervót akar.
Megint, mint már annyiszor úgy nyilatkozol,
mintha a "modern üzleti, félévente változó AC motor protokol" akkora nagy beájulás lenne.
Az annak, akinek...:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 19:32
Írta: bmejdz9nu Dátum 2010 január 23, 19:32
Kicsit lemaradtál az idő tengelyén :) "mint amelyiken minden infó csak egy A, B, C csatornás relatív encoderre van bízva."
Tudod hol jön ki "manapság" a 6 encoder + 2 táp dróton a fázisjel? Bizony kijön, de ezt én sem tudtam hol - tehát "más tollával nem ékeskedek" :)
(de van úgy hogy minden sorosan pl. Yaskawa SigmaII-től felfelé azaz 2 táp és 2 vezeték slussz :)
Azt tudom, hogy egy Yaskawa/Omron 400W-os 280.000 netto :) Talán föle is van a félmilló/csatorna árnak :)
Sajnos már "márkás" (nem kínai) és új motorokon nincs kivezetve a 3F jeladók vezetékei mert egy adott vezérlőhöz gyártják, sajnos nem épp hobby célra... így aztán nincs mit használni :)
Sebesség szervó? Elírtad? Gondolom nagy sebességű pozíció szervót akartál írni...(de gondolom amikor megveszi valaki - tudja előre, hogy AC vagy DC lesz a dolga)
Miért nem mesélsz az AC rendszerek leggyengébb dolgáról? Amiért jók de egyúttal... (Inertia Ratio)
Tudod hol jön ki "manapság" a 6 encoder + 2 táp dróton a fázisjel? Bizony kijön, de ezt én sem tudtam hol - tehát "más tollával nem ékeskedek" :)
(de van úgy hogy minden sorosan pl. Yaskawa SigmaII-től felfelé azaz 2 táp és 2 vezeték slussz :)
Azt tudom, hogy egy Yaskawa/Omron 400W-os 280.000 netto :) Talán föle is van a félmilló/csatorna árnak :)
Sajnos már "márkás" (nem kínai) és új motorokon nincs kivezetve a 3F jeladók vezetékei mert egy adott vezérlőhöz gyártják, sajnos nem épp hobby célra... így aztán nincs mit használni :)
Sebesség szervó? Elírtad? Gondolom nagy sebességű pozíció szervót akartál írni...(de gondolom amikor megveszi valaki - tudja előre, hogy AC vagy DC lesz a dolga)
Miért nem mesélsz az AC rendszerek leggyengébb dolgáról? Amiért jók de egyúttal... (Inertia Ratio)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 19:47
Írta: 000000000 Dátum 2010 január 23, 19:47
"Sebesség szervó? Elírtad?'"
Nem írtam el, gondolom halottál már nyomaték, sebesség, és pozíciószervókról.
Az AC szervónak számos más baja is van, nem csodaszer, sőt adott esetben egy profi vasnélküli DC szervó motor (Portescap, Maxon,..) vagy tárcsa szervó leveri sokszorosan az AC-t.:)) Úgyhogy nem kell hasra esni az AC szervó előtt, még az is lehet hogy a sok pólusú kistesója, egy komolyabb léptecs is elhúz mellette.:))
Nem írtam el, gondolom halottál már nyomaték, sebesség, és pozíciószervókról.
Az AC szervónak számos más baja is van, nem csodaszer, sőt adott esetben egy profi vasnélküli DC szervó motor (Portescap, Maxon,..) vagy tárcsa szervó leveri sokszorosan az AC-t.:)) Úgyhogy nem kell hasra esni az AC szervó előtt, még az is lehet hogy a sok pólusú kistesója, egy komolyabb léptecs is elhúz mellette.:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 19:54
Írta: bmejdz9nu Dátum 2010 január 23, 19:54
Persze, hogy halottam az az első setup pont a vezérlőkön 1. Position 2. Speed 3. Torque (aztán még vegyes üzemmódok is vannak)
De nekünk elsősorban pozíció szervó a cél... Gondolom ezzel nincs vélemény különbségünk :)
pl. tárcsaszervó... Ma már azért nem gyártanak ilyen DC motorokat mert egy azonos teljesítményű AC kenterbevágja - nyomatékkal és inerciával is:)
AC előtt nem esünk hasra... mikor mit és hová... A léptetőt sem írjuk le... mert pl. kis fordulaton ott a beépített áttétel azaz a nyomaték... tehát: mikor mit...
Viszont jó lenne ha arról írnál, hogy szerinted mikor melyiket használnád... milyen feladatokhoz... stb...
Látod (pl.) nem vették észre az a Finn adatlapon az a szörnyű inercia arány adatot... Ezért kellene többet elárulni a különböző motor technológiákról...
De nekünk elsősorban pozíció szervó a cél... Gondolom ezzel nincs vélemény különbségünk :)
pl. tárcsaszervó... Ma már azért nem gyártanak ilyen DC motorokat mert egy azonos teljesítményű AC kenterbevágja - nyomatékkal és inerciával is:)
AC előtt nem esünk hasra... mikor mit és hová... A léptetőt sem írjuk le... mert pl. kis fordulaton ott a beépített áttétel azaz a nyomaték... tehát: mikor mit...
Viszont jó lenne ha arról írnál, hogy szerinted mikor melyiket használnád... milyen feladatokhoz... stb...
Látod (pl.) nem vették észre az a Finn adatlapon az a szörnyű inercia arány adatot... Ezért kellene többet elárulni a különböző motor technológiákról...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 23, 22:18
Írta: bmejdz9nu Dátum 2010 január 23, 22:18
Tibor! Itt teszem fel a kérdést! (nem akarok a szervó homokozóba piszkítani ezzel:)
Ha jól gondolom... Newtonnak nagy tisztelője vagy! Betetted pár hónapja a DC szervóvó topikba az életrajzát...
Akkor miért nem Newton Méterben (Nm) gondolkozol egy motorról? James Watt kedvesebb neked?
Ha jól gondolom... Newtonnak nagy tisztelője vagy! Betetted pár hónapja a DC szervóvó topikba az életrajzát...
Akkor miért nem Newton Méterben (Nm) gondolkozol egy motorról? James Watt kedvesebb neked?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 23, 22:36
Írta: 000000000 Dátum 2010 január 23, 22:36
Azért, mert a Nm semmit mondó...Mekkora fordulaton és ami a lényeg 0 és n max között hogyan változik. A lineáris mesékből és a 0-ról való indulásról én már kinőttem, így viszont csakis Newton differenciál-integrál matematikája a megoldás. Azaz az a fontos,
hogy mekkora integrál közép teljesítményű motorra van szükségem (kezdetben gyorsuláskor alig valamire, vagy semmire, n maxnál meg maximumra közte pedig az omega(t) és az M(t) függvények szorzatának integrálja adja meg a helyes választ. Tehát a világ bonyolult, és
nagyon óvatosnak kell lenni, amikor leegyszerűsítem, mert nagyot koppanhatok.
Én függvényekben szeretek gondolkozni, és nem állandókban. Mert ne feljetsd el egy képletnek előzménye van, a Newtoni alapok, peremfeltételek határozzák meg a használhatóságát.
hogy mekkora integrál közép teljesítményű motorra van szükségem (kezdetben gyorsuláskor alig valamire, vagy semmire, n maxnál meg maximumra közte pedig az omega(t) és az M(t) függvények szorzatának integrálja adja meg a helyes választ. Tehát a világ bonyolult, és
nagyon óvatosnak kell lenni, amikor leegyszerűsítem, mert nagyot koppanhatok.
Én függvényekben szeretek gondolkozni, és nem állandókban. Mert ne feljetsd el egy képletnek előzménye van, a Newtoni alapok, peremfeltételek határozzák meg a használhatóságát.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 január 23, 22:55
Írta: s7manbs8 Dátum 2010 január 23, 22:55
Régen volt egy Newton, most pedig egy Tibor45, akire fel lehet nézni. Kell valami példakép. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 09:23
Írta: bmejdz9nu Dátum 2010 január 24, 09:23
1. Szerintem fogadjuk el azt, hogy egy üzemi fordulatszám tartományban a nyomaték állandó ahogy a képen is látszik. (ne szőrözzünk ezen:)
Míg a motor teljesítménye változik a fordulatszámtól... azaz fordulatszámfüggő.
2. Másrészt ha tudjuk egy motor nyomatékát és inerciáját abból szinte minden kiszámítható. (Ha egy Watt adatot ismerjük ahhoz kell egy fordulatszám is)
3. Egy motor adatlapon a nyomaték érték minden esetben kötelező adat! Míg a teljesítmény nem mindig (pl. E240 - CMC stb...)
Ha megadják az adatlapon a teljesítményét egy motornak ("Wattokat") azt mindíg a max. üzemi fordulatra adják meg.
pl. Bautz E642 "275W-os"(és ami a lényeg: 0,7Nm-es! minden fordulaton)... de 4000rpm-nél amit egy hobbysta pl. "csak" 3000-ig használ és azt a "teljesítményt" is változtatva mert ugyebár nem sebesség szervót csinál. (Gondolom érted)
Hogy milyen megtévesztőek ezek a "wattok" két példa:
pl. SanyoDenki "400W-os" csak "125W"-al több mint a Bautz E642... de az üzemi fordulata csak 2500rpm! Ami a lényeg: 1,67Nm-es! minden fordulaton !!!
Tehát míg "wattokban" ~20% az eltérés addíg az erőben több mint 2X!!!
vagy... 60W-os Maxxon motor... de 8000rpm-en 60W!!!
"Szegény" hobbysta megveszi aztán rájön, hogy hiába vett egy "60W-os" motort ha 8000rpm-re már szíj áttételt sem tud csinálni (hogy erőt kapjon - Nm) olyan magas az üzemi fordulata...
Szóval ez a baj... Nagy ködöket csinálunk a fejekben ezekkel a wattokkal...
Ha csak Watt" adat lenne akkor ugyebár meg kell nézni mekkora fordulaton van az a megadott teljesítmény!
Nem lehet csapkolodni a Wattokkal! De a nyomaték az konstans... és az kell egy CNC géphez...mert nem sebesség szervót csinálunk és nem főorsóról beszélünk (most).
Fogadjuk el a motort ilyennek, ahogy a gyártók megadják - gondolom "ráhagyással" :
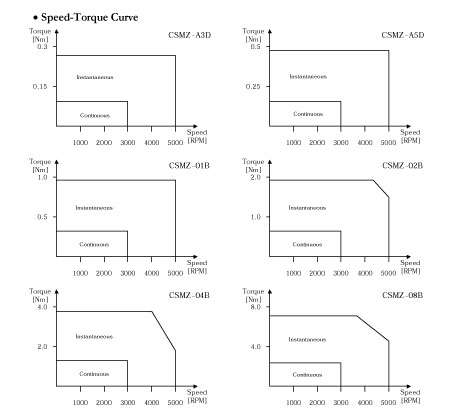
Míg a motor teljesítménye változik a fordulatszámtól... azaz fordulatszámfüggő.
2. Másrészt ha tudjuk egy motor nyomatékát és inerciáját abból szinte minden kiszámítható. (Ha egy Watt adatot ismerjük ahhoz kell egy fordulatszám is)
3. Egy motor adatlapon a nyomaték érték minden esetben kötelező adat! Míg a teljesítmény nem mindig (pl. E240 - CMC stb...)
Ha megadják az adatlapon a teljesítményét egy motornak ("Wattokat") azt mindíg a max. üzemi fordulatra adják meg.
pl. Bautz E642 "275W-os"(és ami a lényeg: 0,7Nm-es! minden fordulaton)... de 4000rpm-nél amit egy hobbysta pl. "csak" 3000-ig használ és azt a "teljesítményt" is változtatva mert ugyebár nem sebesség szervót csinál. (Gondolom érted)
Hogy milyen megtévesztőek ezek a "wattok" két példa:
pl. SanyoDenki "400W-os" csak "125W"-al több mint a Bautz E642... de az üzemi fordulata csak 2500rpm! Ami a lényeg: 1,67Nm-es! minden fordulaton !!!
Tehát míg "wattokban" ~20% az eltérés addíg az erőben több mint 2X!!!
vagy... 60W-os Maxxon motor... de 8000rpm-en 60W!!!
"Szegény" hobbysta megveszi aztán rájön, hogy hiába vett egy "60W-os" motort ha 8000rpm-re már szíj áttételt sem tud csinálni (hogy erőt kapjon - Nm) olyan magas az üzemi fordulata...
Szóval ez a baj... Nagy ködöket csinálunk a fejekben ezekkel a wattokkal...
Ha csak Watt" adat lenne akkor ugyebár meg kell nézni mekkora fordulaton van az a megadott teljesítmény!
Nem lehet csapkolodni a Wattokkal! De a nyomaték az konstans... és az kell egy CNC géphez...mert nem sebesség szervót csinálunk és nem főorsóról beszélünk (most).
Fogadjuk el a motort ilyennek, ahogy a gyártók megadják - gondolom "ráhagyással" :
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 11:14
Írta: 000000000 Dátum 2010 január 24, 11:14
Péter!
Nem érted a lényeget.
A teljesítmény azért fontos, mert ha ezt nem ellenőrzöd le, és nem ezzel kezded a számításokat, már attól leégetheted a motort,
hogy csak gyorsít meg lassít a levegőben történő mozgások során.
Én arról pedig nem tehetek, hogy nem érted meg:
Egy motorban a nyomaték és a szögsebesség az időben mindig változik, tehát FÜGGVÉNY. Szinte soha nem állandó. A linkelt motor görbék semmit nem jelentnek, azok határadatok, csak egy mezőt jelölnek ki és ezer más gyártónál ez sem ilyen primitív egyenesekkel határolt görbe.
És van egy óriási tévedésed ott is, hogy egy motornál a gyártó által közölt mechanikai időállandó a legfontosabb. Ez hordozza azt komplex jellemzőt, ami 10 fontos dolognak a függvénye, és egy adott motornál ez vasba van öntve. Neked az a fő bajod, hogy csak lineáris és állandó paraméterben, dolgokban akarsz gondolkodni. A műszaki életben ebből van a legkevesebb! Függvény, függvény, függvény...
ez visz előre minket.
Nem érted a lényeget.
A teljesítmény azért fontos, mert ha ezt nem ellenőrzöd le, és nem ezzel kezded a számításokat, már attól leégetheted a motort,
hogy csak gyorsít meg lassít a levegőben történő mozgások során.
Én arról pedig nem tehetek, hogy nem érted meg:
Egy motorban a nyomaték és a szögsebesség az időben mindig változik, tehát FÜGGVÉNY. Szinte soha nem állandó. A linkelt motor görbék semmit nem jelentnek, azok határadatok, csak egy mezőt jelölnek ki és ezer más gyártónál ez sem ilyen primitív egyenesekkel határolt görbe.
És van egy óriási tévedésed ott is, hogy egy motornál a gyártó által közölt mechanikai időállandó a legfontosabb. Ez hordozza azt komplex jellemzőt, ami 10 fontos dolognak a függvénye, és egy adott motornál ez vasba van öntve. Neked az a fő bajod, hogy csak lineáris és állandó paraméterben, dolgokban akarsz gondolkodni. A műszaki életben ebből van a legkevesebb! Függvény, függvény, függvény...
ez visz előre minket.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 24, 11:32
Írta: HJózsi Dátum 2010 január 24, 11:32
Péter, amit belinkeltél ábrákat, azok nem motor fordulatszám nyomaték jelleggörbék, hanem az adott motorhoz betartandó üzemmód ajánlás... folyamatos terhelés, időszakos ...
A nyomaték mitől állandó? Nem a terhelés szerint változik? És ezt a változást pl. egy ampermérő nem tudja szépen mutatni? ( Amikor a vezérlőn a nyomatékot határoljuk nem az áramkorlátot állítjuk? ...) A leadott teljesítmény úgyszintén a terheléstől függ. Üresjáratban, terheletlenül hogy adná le egy motor a maximális nyomatékát ill. teljesítményét bármilyen fordulatszámon ??? :X
A nyomaték mitől állandó? Nem a terhelés szerint változik? És ezt a változást pl. egy ampermérő nem tudja szépen mutatni? ( Amikor a vezérlőn a nyomatékot határoljuk nem az áramkorlátot állítjuk? ...) A leadott teljesítmény úgyszintén a terheléstől függ. Üresjáratban, terheletlenül hogy adná le egy motor a maximális nyomatékát ill. teljesítményét bármilyen fordulatszámon ??? :X
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 24, 11:41
Írta: HJózsi Dátum 2010 január 24, 11:41
Szia Tibor! Látom közben megválaszoltad... :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 12:16
Írta: bmejdz9nu Dátum 2010 január 24, 12:16
"A teljesítmény azért fontos, mert ha ezt nem ellenőrzöd le...." És ha az adatlapon nincs megadva akkor mit teszel? Kiszámolod a "Wattját"?
Az is igaz amit írtál, de ennek ellenőrzésre ugyan olyan jó az átlagnyomaték ill. csúcsnyomaték kontrollja.
Forgatónyomaték(Nm)=teljesítmény(W) / 6.28 / fordulatszám(1/s)
Szerintem a fordulat/nyomatékot vehetjük konstansnak... ahogy az ábrákon vannak...(ezen kár szőrözni, hogy valamennyire eltérhet:)
Úgyis valamennyire "túlméretezzük a rendszert" azaz azok az ábrák minden eshetőségre (nyomaték és fordulatban) megadják a motor határértékeit.
Ha így betartjuk... a motort nem lehet leégetni. (egyébként a gyári vezérlők vigyáznak a motorra mert ismerik a motor tulajdonságait, határértékeit)
Azaz ha nem megyünk az ábrákon látható üzemi tartományból ki és ha több nyomatékot akarunk azt az idő tengelyén úgy tesszük, hogy az átlagnyomaték ne haladja meg az alapnyomatékot.
Azaz figyelme vesszük a motor disszipációs képességeit. (mert ugye a termelt hőt el kell disszipálni)
Most a sebesség határokat hagyjuk, de hasonló a helyzet.
Tehát én egy motor nyomatékát fontosabbnak tartom, mert fordulatszám független ... mint a teljesítményét ami fordulatszámtól függő és egy pozíció szervó vezérlésben a sebesség pillanatról-pillanatra változhat. (persze a nyomatékigény is)
Tehát, hogy egy motor hány "wattos" azaz mi van ráírva az majd mindegy. Mert ha pl. csak kevesebb fordulaton használom akkor ugyebár kevesebb "wattos" is számomra...
pl. egy "100W-os" AC motorból "200W" feletti "csúcsteljesítmény" is kivehető azaz ez vele jár a csúcsnyomatékkal...de csak módjával és közbe figyelve a 100W és pl. 0,32Nm átlagra.
Az is igaz amit írtál, de ennek ellenőrzésre ugyan olyan jó az átlagnyomaték ill. csúcsnyomaték kontrollja.
Forgatónyomaték(Nm)=teljesítmény(W) / 6.28 / fordulatszám(1/s)
Szerintem a fordulat/nyomatékot vehetjük konstansnak... ahogy az ábrákon vannak...(ezen kár szőrözni, hogy valamennyire eltérhet:)
Úgyis valamennyire "túlméretezzük a rendszert" azaz azok az ábrák minden eshetőségre (nyomaték és fordulatban) megadják a motor határértékeit.
Ha így betartjuk... a motort nem lehet leégetni. (egyébként a gyári vezérlők vigyáznak a motorra mert ismerik a motor tulajdonságait, határértékeit)
Azaz ha nem megyünk az ábrákon látható üzemi tartományból ki és ha több nyomatékot akarunk azt az idő tengelyén úgy tesszük, hogy az átlagnyomaték ne haladja meg az alapnyomatékot.
Azaz figyelme vesszük a motor disszipációs képességeit. (mert ugye a termelt hőt el kell disszipálni)
Most a sebesség határokat hagyjuk, de hasonló a helyzet.
Tehát én egy motor nyomatékát fontosabbnak tartom, mert fordulatszám független ... mint a teljesítményét ami fordulatszámtól függő és egy pozíció szervó vezérlésben a sebesség pillanatról-pillanatra változhat. (persze a nyomatékigény is)
Tehát, hogy egy motor hány "wattos" azaz mi van ráírva az majd mindegy. Mert ha pl. csak kevesebb fordulaton használom akkor ugyebár kevesebb "wattos" is számomra...
pl. egy "100W-os" AC motorból "200W" feletti "csúcsteljesítmény" is kivehető azaz ez vele jár a csúcsnyomatékkal...de csak módjával és közbe figyelve a 100W és pl. 0,32Nm átlagra.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 13:26
Írta: 000000000 Dátum 2010 január 24, 13:26
Nagyon könnyen leírsz ilyen képleteket, pl:
"Forgatónyomaték(Nm)=teljesítmény(W) / 6.28 / fordulatszám(1/s)"
Szerinted ennek a képletnek mi az alkalmazhatósági feltétele?
"Forgatónyomaték(Nm)=teljesítmény(W) / 6.28 / fordulatszám(1/s)"
Szerinted ennek a képletnek mi az alkalmazhatósági feltétele?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 13:49
Írta: bmejdz9nu Dátum 2010 január 24, 13:49
Ez a képlet csak az mutatja meg, hogy a használt erő és fordulatszám adja a teljesítményt.
Te számolsz állandóan teljesítményből kiindulva... A képletek, programok (vezérlések) pedig nem. (én sem:)
Csak olyan szinten foglalkoznak vele... hogy is írjam... mint egy "melléktermékkel" azaz a disszipációs határt érzékeltetik vele...
Mint "villanykörténél" a Wattok :) Pedíg fontosabb adat lenne, hogy hány Lument tud milyen fesz és áram mellett.
Vagy amikor a házi aszony elmegy porszítót venni és néz hány Wattos... pedig jobban tenné ha a vákumszívási képességét, adatait nézné - ha lenne :)
Persze a villanyóra jó hogy Wattokkal megy mert ha nincs meg stabilan a 230V ... nehogymá :)
Az autóknál sincs ez másként...
Wattokból és Kilówattokból, LE-őkből mindig szemfényfesztés van... mert a vevő (általában) nem nézi meg, hogy mekkora fordulatnál van megadva az a teljesítmény.
Pl. benzineseknél olyan magas fordulatszámhoz tartozik az erő, hogy azt az átlag felhasználó nem használja mint üzemi fordulatszám...(Ha nem F1-es pilóta:)
De pl. dízeleknél a nyomatékgörbe csúcsa már jóval kisebb azaz használható tartományba van...és jóval nagyobbak a megadott nyomatékok (Nm)!
Egy dízel autó tulaj általában tudja hány Nm-es a kocsija! Egy benzines tulaj pedig azt tudja, hogy a dízel kocsi erős...(pl. vontatni vele vagy teherautó)
(Manapság már gyorsulásban is a dízel tudja azt amit egy benzines - igaz a benzinesek gyorsulását kb. 6000rpm-es váltásokra adják meg :)
Persze most 125Kw felett dupla lett az adó :) Állambácsi is ilyen :) De még jó, hogy nem nyomatékra adták meg a duplázási adót :)
Szóval a Watt és LE egy jól bevett dolog... de általában nem takarja a valóságot, azaz a valóságban, átlagosan még jól használható teljesítményt...
Te számolsz állandóan teljesítményből kiindulva... A képletek, programok (vezérlések) pedig nem. (én sem:)
Csak olyan szinten foglalkoznak vele... hogy is írjam... mint egy "melléktermékkel" azaz a disszipációs határt érzékeltetik vele...
Mint "villanykörténél" a Wattok :) Pedíg fontosabb adat lenne, hogy hány Lument tud milyen fesz és áram mellett.
Vagy amikor a házi aszony elmegy porszítót venni és néz hány Wattos... pedig jobban tenné ha a vákumszívási képességét, adatait nézné - ha lenne :)
Persze a villanyóra jó hogy Wattokkal megy mert ha nincs meg stabilan a 230V ... nehogymá :)
Az autóknál sincs ez másként...
Wattokból és Kilówattokból, LE-őkből mindig szemfényfesztés van... mert a vevő (általában) nem nézi meg, hogy mekkora fordulatnál van megadva az a teljesítmény.
Pl. benzineseknél olyan magas fordulatszámhoz tartozik az erő, hogy azt az átlag felhasználó nem használja mint üzemi fordulatszám...(Ha nem F1-es pilóta:)
De pl. dízeleknél a nyomatékgörbe csúcsa már jóval kisebb azaz használható tartományba van...és jóval nagyobbak a megadott nyomatékok (Nm)!
Egy dízel autó tulaj általában tudja hány Nm-es a kocsija! Egy benzines tulaj pedig azt tudja, hogy a dízel kocsi erős...(pl. vontatni vele vagy teherautó)
(Manapság már gyorsulásban is a dízel tudja azt amit egy benzines - igaz a benzinesek gyorsulását kb. 6000rpm-es váltásokra adják meg :)
Persze most 125Kw felett dupla lett az adó :) Állambácsi is ilyen :) De még jó, hogy nem nyomatékra adták meg a duplázási adót :)
Szóval a Watt és LE egy jól bevett dolog... de általában nem takarja a valóságot, azaz a valóságban, átlagosan még jól használható teljesítményt...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 14:04
Írta: 000000000 Dátum 2010 január 24, 14:04
Sajnálom... ha nem érted meg, hogy egy motor dinamikai számításainál a fordulatszám és nyomaték nem állandó, nem tudok Veled mit kezdeni. Számolgassál, ahogy akarsz, törődöm is én vele egy határon túl...:))
Nem tudom, mit nem lehet azon belátni, hogy az picit komolyabb méretezési szemlélet amikor több és bonyolultabb összefüggésekben gondolkodunk, mint hogy minden állandó.
Mellesleg olyan alapkérdést jó lenne már letisztázni, hogy a méretező progid miért számol rossz gyorsítási P-vel??? Miért is kell dupla P??? Svejk sem ír semmit erről, vagy Nektek mindegy, hogy rossz a progi, amivel dolgoztok?? Mert így könnyű kihozni, hogy egy EC 240 motor nem elég, persze sokaknak elég évek óta a valóságban. És ez a lényeg, a rossz képlet mindent elbír!:)
Nem tudom, mit nem lehet azon belátni, hogy az picit komolyabb méretezési szemlélet amikor több és bonyolultabb összefüggésekben gondolkodunk, mint hogy minden állandó.
Mellesleg olyan alapkérdést jó lenne már letisztázni, hogy a méretező progid miért számol rossz gyorsítási P-vel??? Miért is kell dupla P??? Svejk sem ír semmit erről, vagy Nektek mindegy, hogy rossz a progi, amivel dolgoztok?? Mert így könnyű kihozni, hogy egy EC 240 motor nem elég, persze sokaknak elég évek óta a valóságban. És ez a lényeg, a rossz képlet mindent elbír!:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 14:26
Írta: bmejdz9nu Dátum 2010 január 24, 14:26
A program a valóságot hozza ki egy áttételezett E240-ről = Ezért nincsenek ezekről a gépekről videók...érthető és sajnálatos. (évek óta sok és valóságos gép - ezt írtad)
Mert a max. E240 "teljesítmény" felhasználásához kellenek bizonyos áttételtechnikai dolgok amik dinamika vesztéssel jár.
Azaz hülére kell pörgetni szegénykét a Wattokért aztán a Wattokból áttétellel nyomatékot csinálni :)
(nem lehetetlen elfogadhatóan megcsinálni... akár műanyag szíjkerekekkel azaz minél kisebb inerciákkal, lendkerekekkel - Svejk majd kiszámolja)
Tisztázzunk egy kérdést!
Egy szervómotornak az üzemi fordulatszám tartományban állandó a nyomatéka vagy nem? (10% görbe hiba elmegy - főleg hobbyban:)
Mert a max. E240 "teljesítmény" felhasználásához kellenek bizonyos áttételtechnikai dolgok amik dinamika vesztéssel jár.
Azaz hülére kell pörgetni szegénykét a Wattokért aztán a Wattokból áttétellel nyomatékot csinálni :)
(nem lehetetlen elfogadhatóan megcsinálni... akár műanyag szíjkerekekkel azaz minél kisebb inerciákkal, lendkerekekkel - Svejk majd kiszámolja)
Tisztázzunk egy kérdést!
Egy szervómotornak az üzemi fordulatszám tartományban állandó a nyomatéka vagy nem? (10% görbe hiba elmegy - főleg hobbyban:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 14:45
Írta: 000000000 Dátum 2010 január 24, 14:45
"Ezért nincsenek ezekről a gépekről videók...érthető és sajnálatos." Vicces ....:))
egy kiállítás talán ér annyit mint egy rossz videó! [#nyes]
EMBEREK! Akinek évek óta van, és a talikon be is mutatták az EC240-es szervo hajtású gépüket, ugyan írjon már ide, 2-3 kiállítóról biztos tudok. Na erről ennyit.
"Egy szervómotornak az üzemi fordulatszám tartományban állandó a nyomatéka vagy nem?"
NEM állandó...Attól függ mennyire terhelik a CNC események, és a lényeg, ha kell van neki bőven tartaléka. Pont annyi, amennyit a motor jellegörbe határgörbéje megad.
egy kiállítás talán ér annyit mint egy rossz videó! [#nyes]
EMBEREK! Akinek évek óta van, és a talikon be is mutatták az EC240-es szervo hajtású gépüket, ugyan írjon már ide, 2-3 kiállítóról biztos tudok. Na erről ennyit.
"Egy szervómotornak az üzemi fordulatszám tartományban állandó a nyomatéka vagy nem?"
NEM állandó...Attól függ mennyire terhelik a CNC események, és a lényeg, ha kell van neki bőven tartaléka. Pont annyi, amennyit a motor jellegörbe határgörbéje megad.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 14:52
Írta: bmejdz9nu Dátum 2010 január 24, 14:52
Tuba Gépét láttam eddig a talin... olyan volt ahogy a program számolta. (már eladta) Ez a vicces? Kit tudsz még? Videó linket nem?
Most a hülét játszod ügye velem?
Még egyszer a kérdés, pontosítva:)
Egy szervómotornak az üzemi fordulatszám tartományban állandó tud lenni* a nyomatéka vagy nem? (10% görbe hiba elmegy - főleg hobbyban:)
* Nyomatékhatárokon belüli és a szükséges nyomatékhoz a vezérlő részéről megfelelő áram ellátásával :)
Most a hülét játszod ügye velem?
Még egyszer a kérdés, pontosítva:)
Egy szervómotornak az üzemi fordulatszám tartományban állandó tud lenni* a nyomatéka vagy nem? (10% görbe hiba elmegy - főleg hobbyban:)
* Nyomatékhatárokon belüli és a szükséges nyomatékhoz a vezérlő részéről megfelelő áram ellátásával :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 24, 15:19
Írta: HJózsi Dátum 2010 január 24, 15:19
Hát nem szép tőled, hogy nem nézted meg jobban a kisesztergámat!!! :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 15:20
Írta: 000000000 Dátum 2010 január 24, 15:20
HJózsit ismered?
De várjunk még egy picit, majd jelentkeznek sorban, hiszen jópár ilyen motor került eladásra. És ha már egy is van, megdőlt az állításod, azaz vacak a méretezőprogramod, hiszen ezeknek a motoroknak nem kellene működniük. Ezek a fránya motorok sajnos tudják az igazi fizikát, mégis működnek. Egyértelmű a dolog, azt hiszem...:))
De várjunk még egy picit, majd jelentkeznek sorban, hiszen jópár ilyen motor került eladásra. És ha már egy is van, megdőlt az állításod, azaz vacak a méretezőprogramod, hiszen ezeknek a motoroknak nem kellene működniük. Ezek a fránya motorok sajnos tudják az igazi fizikát, mégis működnek. Egyértelmű a dolog, azt hiszem...:))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 15:21
Írta: 000000000 Dátum 2010 január 24, 15:21
Na hát!, pedig nem beszéltünk össze..:)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 24, 15:27
Írta: HJózsi Dátum 2010 január 24, 15:27
:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 15:30
Írta: bmejdz9nu Dátum 2010 január 24, 15:30
Sajnos CNC esztergákat nem nagyon tudok összehasonlítani... már azért sem mert kevesen foglalkoznak vele...
Elnézést, így utólag a "gép" alatt CNC marógépre gondoltam.
Kb. 200db idehaza, további 800db Európában eladott E240 a holland által...
Mindezek mellett zeró maró/gravírozó videó... 0/1000-es arány [#nevetes1]
Tehát a 105W-os!!! (azaz egyszázöt Watt!!!) E240 ről ennyit...
Elnézést, így utólag a "gép" alatt CNC marógépre gondoltam.
Kb. 200db idehaza, további 800db Európában eladott E240 a holland által...
Mindezek mellett zeró maró/gravírozó videó... 0/1000-es arány [#nevetes1]
Tehát a 105W-os!!! (azaz egyszázöt Watt!!!) E240 ről ennyit...
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 január 24, 15:59
Írta: Egyújabbgépépítő Dátum 2010 január 24, 15:59
Sziasztok!
Nem terveztem a hozzászólást, de ha már szóba kerültem mégis…
Igen eladtam a gépet de nem azért mert nem voltam megelégedve az E240-el.
Egyszerűen építeni akartam egy új gépet.
Mikor építettem az E240-es gépet nem számolgattam. Nem tudom emlékeztek mikor bejöttek a motorok a szervó topikban ezeket maximum macskadobálásra tartottátok alkalmasnak. Abból indultam ki hogy nekem elég 4m/min levegőszántás. 4 mm menetemelkedésű trapézmenetes orsót használtam ebből kijött 1-3 áttétel. Felhívtam egy szakembert hogy milyen fogas szíj alkalmas a feladatra. Nekem akkor a következőket ajánlották:
1. 27 T5 10
Működő átmérő : 16,05mm
Legnagyobb átmérő : 20mm
Teljes szélesség : 27mm
Vezető peremes kivitel
2. 27 T5 30
Működő átmérő : 47,95mm
Legnagyobb átmérő : 51mm
Teljes szélesség : 27mm
Ezek alumínium kerekek. Lehet számolgatni mennyit rontott a dinamikán. A trapézmenetes orsón ZX100-as anyák vannak tehát van veszteség.
Az építés kezdetén úgy voltam vele ha nem jó majd lecserélem a motorokat.
A gyakorlat azt mutatta hogy egy nagyon jó dinamikus gépet sikerült építeni, a 4m/min-t hozta, a gyorsítás 1000mm/s2-re volt beállítva. Nem azért mert nem tudott többet a gép hanem azért mert sajnáltam a mechanikát.
Természetesen ellenőriztem a pályakövetést, azokon a sebességeken ahol dolgoztam (nem gyorsjárat) nem volt észrevehető lemaradás 180°-os irányváltásnál sem.
Nem készítettem videót mert nincs csak egy öreg 8-as kamerám és nem tudtam digitalizálni a videót, meg valahogy úgy gondolom nem sokat mond egy video ahol rohangál a gép.
Közben már működik a 3. gépem is, léptető motorral. Gyorsan akartam eredményt ezért választottam. Várom a Klavió digitális vezérlőit, és erősen gondolkozom hogy átalakítom E240-esre.
Nem terveztem a hozzászólást, de ha már szóba kerültem mégis…
Igen eladtam a gépet de nem azért mert nem voltam megelégedve az E240-el.
Egyszerűen építeni akartam egy új gépet.
Mikor építettem az E240-es gépet nem számolgattam. Nem tudom emlékeztek mikor bejöttek a motorok a szervó topikban ezeket maximum macskadobálásra tartottátok alkalmasnak. Abból indultam ki hogy nekem elég 4m/min levegőszántás. 4 mm menetemelkedésű trapézmenetes orsót használtam ebből kijött 1-3 áttétel. Felhívtam egy szakembert hogy milyen fogas szíj alkalmas a feladatra. Nekem akkor a következőket ajánlották:
1. 27 T5 10
Működő átmérő : 16,05mm
Legnagyobb átmérő : 20mm
Teljes szélesség : 27mm
Vezető peremes kivitel
2. 27 T5 30
Működő átmérő : 47,95mm
Legnagyobb átmérő : 51mm
Teljes szélesség : 27mm
Ezek alumínium kerekek. Lehet számolgatni mennyit rontott a dinamikán. A trapézmenetes orsón ZX100-as anyák vannak tehát van veszteség.
Az építés kezdetén úgy voltam vele ha nem jó majd lecserélem a motorokat.
A gyakorlat azt mutatta hogy egy nagyon jó dinamikus gépet sikerült építeni, a 4m/min-t hozta, a gyorsítás 1000mm/s2-re volt beállítva. Nem azért mert nem tudott többet a gép hanem azért mert sajnáltam a mechanikát.
Természetesen ellenőriztem a pályakövetést, azokon a sebességeken ahol dolgoztam (nem gyorsjárat) nem volt észrevehető lemaradás 180°-os irányváltásnál sem.
Nem készítettem videót mert nincs csak egy öreg 8-as kamerám és nem tudtam digitalizálni a videót, meg valahogy úgy gondolom nem sokat mond egy video ahol rohangál a gép.
Közben már működik a 3. gépem is, léptető motorral. Gyorsan akartam eredményt ezért választottam. Várom a Klavió digitális vezérlőit, és erősen gondolkozom hogy átalakítom E240-esre.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 16:46
Írta: 000000000 Dátum 2010 január 24, 16:46
Köszönöm, hogy megírtad ezeket!
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 24, 16:49
Írta: HJózsi Dátum 2010 január 24, 16:49
A motor nem "látja" hogy mit hajt ... :) azt csak Te látod ...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 17:07
Írta: bmejdz9nu Dátum 2010 január 24, 17:07
Nem akartalak előhozni... De tényleg más gépről nem tudok... Azért kár, hogy nem csináltál teszt videókat...
Egyébként tudom, hogy az új tulaj elégedetten használja és "fogyasztja" a marókat vele:)
Egyébként tudom, hogy az új tulaj elégedetten használja és "fogyasztja" a marókat vele:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 17:09
Írta: bmejdz9nu Dátum 2010 január 24, 17:09
Az E240-től a 105W (százöt watt) már nem kevés jól használják fel:)
Cím: Re:AC szervó motoros vezérlés
Írta: 3m9kaxws5 Dátum 2010 január 24, 18:52
Írta: 3m9kaxws5 Dátum 2010 január 24, 18:52
Üdv mindenkinek ! van két motorom,lehet valamire öket használni ? Remélem mennek a képek is .(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/100124/283433751P1070418_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/100124/283433751P1070418_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/100124/851783717P1070413_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/100124/851783717P1070413_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:AC szervó motoros vezérlés
Írta: 3m9kaxws5 Dátum 2010 január 24, 18:56
Írta: 3m9kaxws5 Dátum 2010 január 24, 18:56
[img]url=http://kepfeltoltes.hu/view/100124/851783717P1070413_www.kepfeltoltes.hu_.jpg]![]() [img]url=http://kepfeltoltes.hu/view/100124/283433751P1070418_www.kepfeltoltes.hu_.jpg]
[img]url=http://kepfeltoltes.hu/view/100124/283433751P1070418_www.kepfeltoltes.hu_.jpg]![]()
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 január 24, 19:05
Írta: x4rhew5r3 Dátum 2010 január 24, 19:05
Én sem terveztem hozzászólni, de úgy látom egy-két megjegyzést kell hogy tegyek.
Nekem kb. másfél éve megy a gépem e240-nel. Nem csinálok videót, mert nem akarok senkit meggyőzni se mellette, se ellene. Tesztelni felteszek időnkét más motort is egy-egy tengelyre, de aztán visszakerül a macskadobáló.
Minek cserélném le, amikor az igényemet, meg a mechanika lehetőségeit kiszolgálja.
A múltkor tettem fel egyet, ahol az x-et hajtottam 1:2-es áttétellel, 16/5-ös orsóval, 6000mm/perc-ig elfogadható megmunkálási pontossággal, és 7500mm/perc levegő szántással.
De nem ezt akarom mondani. Van aki több százezret is tud költeni egy tengely hajtására, meg van aki kénytelen néhány ezerből kihozni. A szememben már kérkedésnek tűnik időnként az itteni vita. Én igenis nagyra becsülöm azt a hobbistát, aki szerényebb eszközökkel a lehetőségek maximumát igyekszik kihozni a gépéből, mint aki ipari cuccokból, az iparit meg sem közelítő gépet épít.
Nem kellene összevetni és versenyeztetni a két vonalat. A sportban is léteznek kategóriák szerinti versenyek.
Nekem kb. másfél éve megy a gépem e240-nel. Nem csinálok videót, mert nem akarok senkit meggyőzni se mellette, se ellene. Tesztelni felteszek időnkét más motort is egy-egy tengelyre, de aztán visszakerül a macskadobáló.
Minek cserélném le, amikor az igényemet, meg a mechanika lehetőségeit kiszolgálja.
A múltkor tettem fel egyet, ahol az x-et hajtottam 1:2-es áttétellel, 16/5-ös orsóval, 6000mm/perc-ig elfogadható megmunkálási pontossággal, és 7500mm/perc levegő szántással.
De nem ezt akarom mondani. Van aki több százezret is tud költeni egy tengely hajtására, meg van aki kénytelen néhány ezerből kihozni. A szememben már kérkedésnek tűnik időnként az itteni vita. Én igenis nagyra becsülöm azt a hobbistát, aki szerényebb eszközökkel a lehetőségek maximumát igyekszik kihozni a gépéből, mint aki ipari cuccokból, az iparit meg sem közelítő gépet épít.
Nem kellene összevetni és versenyeztetni a két vonalat. A sportban is léteznek kategóriák szerinti versenyek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 19:05
Írta: 000000000 Dátum 2010 január 24, 19:05
"Tuba Gépét láttam eddig a talin... olyan volt ahogy a program számolta. (már eladta) Ez a vicces?"
A közel száz darab házilag készült CNC gépet lehet joggal feltételezni Mo-on.
Ebből szinte Te vagy az egyedüli aki négy év alatt nem gyárt vele (nem csak a pénzért történő eladást értem gyártásnak, hanem a konkrét hobbyhoz kapcsolódót is), hanem csak videós marketinget folytat.
Gondolod, hogy a többségnek csak arra van ideje, hogy neked videókat készítsen?
Az elkészített gépeket (5 db CNC, pedig már nem akarok többet csinálni, mert inkább mással keresek több pézt) a barátaim és megbízóim megelégedéssel használják (van aki szinte csak abból él) és nem érdeklik a Te videó mániád (van akinek igazából azok feltétele is komoly kihívás lenne).
A most készülő AC-s gépeket pedig még nekem is tilos publikálni, mert nem hagyományosan értelmezhető CNC.
Úgyhogy csak azt akartam ezzel jelezni, hogy néha meghökkentő állításaid vannak, mert csak azt feltételezed, hogy csak azoknak működik megelégedésre CNC akiknek a videói alapján Te jónak minősíted.
Most kiderült, hogy a Tuba gépe mégis megelégedésére jól működik.
Nem kellene egy kicsit visszavenni ebből a nagy igazság osztásaidból?
A közel száz darab házilag készült CNC gépet lehet joggal feltételezni Mo-on.
Ebből szinte Te vagy az egyedüli aki négy év alatt nem gyárt vele (nem csak a pénzért történő eladást értem gyártásnak, hanem a konkrét hobbyhoz kapcsolódót is), hanem csak videós marketinget folytat.
Gondolod, hogy a többségnek csak arra van ideje, hogy neked videókat készítsen?
Az elkészített gépeket (5 db CNC, pedig már nem akarok többet csinálni, mert inkább mással keresek több pézt) a barátaim és megbízóim megelégedéssel használják (van aki szinte csak abból él) és nem érdeklik a Te videó mániád (van akinek igazából azok feltétele is komoly kihívás lenne).
A most készülő AC-s gépeket pedig még nekem is tilos publikálni, mert nem hagyományosan értelmezhető CNC.
Úgyhogy csak azt akartam ezzel jelezni, hogy néha meghökkentő állításaid vannak, mert csak azt feltételezed, hogy csak azoknak működik megelégedésre CNC akiknek a videói alapján Te jónak minősíted.
Most kiderült, hogy a Tuba gépe mégis megelégedésére jól működik.
Nem kellene egy kicsit visszavenni ebből a nagy igazság osztásaidból?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 19:15
Írta: 000000000 Dátum 2010 január 24, 19:15
Engem is kezd nagyon zavarni a kérkedés-hivalkodás.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 19:36
Írta: bmejdz9nu Dátum 2010 január 24, 19:36
Túl sok E240-es van a fórumtársak birtokában. Mindenkitől elnézést kérek!
Sajnos Tibor belekergetett ebbe, de csak példa lett volna arra, hogy az E240-es adatlapon nincs (sincs) teljesítmény megadva!
Ha kiszámolom az üzemi 5000rpm-es (adatlap) fordulatból és nyomatékból akkor 105W-os... Erre akartam rávilágítani...(Ha az adattáblán szerepelne a teljesítmény akkor ezt írták volna rá)
Mert ugyebár Tibor Wattokban (teljesítményből) számol én pedig a nyomatékból.
Ár/érték viszonyon azért szívesen vitatkoznék - de túl sok az E240 tulaj... tehát nem teszem.
A közel 100gép E240-el talán kicsit túlzás... Egy videó (ha lenne) - szerintem - pedig többet ér 1000 mondatnál.
Hogy mit gyártok vele... talán a jövő héten az utolsó munkát bemutatom - Ha ezt akarod - legyen!
Bár te még ezt sem tetted soha (se gépet se munkát nem dokumentáltál). Gondolom a NASA szerződése tiltja :)
Tibor is a NASA-nak dolgozik...:) Sőt sokan... ezért tilos a videó? De ez egy hobby fórum...vagy?
Igazságosztás? A "Profik" érdeke az, hogy sötétség maradjon a fejekben... ez nem megy el nálam! Sajnos nem bírom ki ha "füstképzés" van...
Sajnos Tibor belekergetett ebbe, de csak példa lett volna arra, hogy az E240-es adatlapon nincs (sincs) teljesítmény megadva!
Ha kiszámolom az üzemi 5000rpm-es (adatlap) fordulatból és nyomatékból akkor 105W-os... Erre akartam rávilágítani...(Ha az adattáblán szerepelne a teljesítmény akkor ezt írták volna rá)
Mert ugyebár Tibor Wattokban (teljesítményből) számol én pedig a nyomatékból.
Ár/érték viszonyon azért szívesen vitatkoznék - de túl sok az E240 tulaj... tehát nem teszem.
A közel 100gép E240-el talán kicsit túlzás... Egy videó (ha lenne) - szerintem - pedig többet ér 1000 mondatnál.
Hogy mit gyártok vele... talán a jövő héten az utolsó munkát bemutatom - Ha ezt akarod - legyen!
Bár te még ezt sem tetted soha (se gépet se munkát nem dokumentáltál). Gondolom a NASA szerződése tiltja :)
Tibor is a NASA-nak dolgozik...:) Sőt sokan... ezért tilos a videó? De ez egy hobby fórum...vagy?
Igazságosztás? A "Profik" érdeke az, hogy sötétség maradjon a fejekben... ez nem megy el nálam! Sajnos nem bírom ki ha "füstképzés" van...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 19:47
Írta: 000000000 Dátum 2010 január 24, 19:47
Hát pontosan ahogy mondod: ez egy hobbi fórum
Mutass arra példát, példákat, hogy én cégemet, munkáimat reklámoztam volna (egyébként sem ide illik a fő tevékenység).
NASA... ugyan már....szerinted csak polgári felhasználása lehet ezen dolgoknak? Jókat derülök rajtad.
Tehát csak arról arról lehet szó, hogy a hobbymat mutatom. Abból pedig szerintem bőven mutattam.
De ez a Te fórumod és ezt elfogadom... legfeljebb törölsz vagy kitiltasz.
Mutass arra példát, példákat, hogy én cégemet, munkáimat reklámoztam volna (egyébként sem ide illik a fő tevékenység).
NASA... ugyan már....szerinted csak polgári felhasználása lehet ezen dolgoknak? Jókat derülök rajtad.
Tehát csak arról arról lehet szó, hogy a hobbymat mutatom. Abból pedig szerintem bőven mutattam.
De ez a Te fórumod és ezt elfogadom... legfeljebb törölsz vagy kitiltasz.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 19:50
Írta: bmejdz9nu Dátum 2010 január 24, 19:50
Nem töröltelek :) Hátha mutatsz valamit :) Bármit :) Vagy írsz valami szakmait :) Reklámozd a cégedet! ...Ismered a mondást a remény(em) hal meg utoljára :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 19:54
Írta: bmejdz9nu Dátum 2010 január 24, 19:54
Kép nem jön be... De ha jól látom egy Lenze AC motor... Fesz? Áram? Telj?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 19:57
Írta: bmejdz9nu Dátum 2010 január 24, 19:57
Bejött a kép...Szép és méretes motor... Elég nagy feszültségű(ek)... szerintem a hozzávaló (pl. Lenze) vezérlőt kellene beszerezni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 20:14
Írta: 000000000 Dátum 2010 január 24, 20:14
Gondolom Te építetted meg elsőként azt a lézert amit öt évvel ezelőtt csináltam meg és nem nagyon tudtam sok emberhez segítségért fordulni...(nem megvásároltam a csövet mint azt teszik mások). Igazad lenne abban, hogy elhallgattam? Szerintem valahol nyoma van.
Gondolom a forgatómmal (jó ki is nevetted) három évvel ezelőtt kimart szobrot sem én publikáltam elsőnek itt, hanem más...
Ugyanakkor elismerem, hogy elsőnek kértelek arra, hogy töröld azt a megjegyzésed "mikor vonul be Tibor kezeltetni magát"
Na de ebből elég.... nem tartom szükségét, hogy erről tovább vitázzam...csak egyszerűen zavar a gúnyolódásod. Pedig nem is az én személyem támadtad eddig.
Gondolom a forgatómmal (jó ki is nevetted) három évvel ezelőtt kimart szobrot sem én publikáltam elsőnek itt, hanem más...
Ugyanakkor elismerem, hogy elsőnek kértelek arra, hogy töröld azt a megjegyzésed "mikor vonul be Tibor kezeltetni magát"
Na de ebből elég.... nem tartom szükségét, hogy erről tovább vitázzam...csak egyszerűen zavar a gúnyolódásod. Pedig nem is az én személyem támadtad eddig.
Cím: Re:AC szervó motoros vezérlés
Írta: 3m9kaxws5 Dátum 2010 január 24, 20:16
Írta: 3m9kaxws5 Dátum 2010 január 24, 20:16
Eladni szeretném őket . Van még több kép is róluk ár érdekelne mennyit érhetnek ? köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: tumnmsi57 Dátum 2010 január 24, 20:34
Írta: tumnmsi57 Dátum 2010 január 24, 20:34
Nem akarok belefolyni a vitába, de nekem is E240-em van UHU-val.Igaz, még nincs beépítve a gépbe, de az eddigi mérésim alapján az én "hobby" igényeimnek tökéletesen megfelel.
Ar árak: 3*11 Euro + 19 Euro posta.(E240)
Az UHU-hoz a kontoller ha jól emlékszem 3Euro / db. (és küldtem Uli-nak 2 szál magyar házi kolbászt). Az UHU nyákot én csináltam, néhány alkatrészt vettem, jó pár darab volt elfekvőben. Ha minderre számolok 50 Euro-t akkor lehet, hogy sokat mondtam.
Ez összesen 111 Euro (de legyen 130). Ez jó magyar forintban jelenlegi árfolyamon 35000. forint. És van 3 hajtásom, ami mint említettem a hobby igényeimnek tökéletesen megfelel.
A videókat meg esetleg le lehetne váltani jól dokumentált mérési jegyzőkönyvekre, ami szerintem többet mond (legalább is egy elektronikai szakinak).
Ar árak: 3*11 Euro + 19 Euro posta.(E240)
Az UHU-hoz a kontoller ha jól emlékszem 3Euro / db. (és küldtem Uli-nak 2 szál magyar házi kolbászt). Az UHU nyákot én csináltam, néhány alkatrészt vettem, jó pár darab volt elfekvőben. Ha minderre számolok 50 Euro-t akkor lehet, hogy sokat mondtam.
Ez összesen 111 Euro (de legyen 130). Ez jó magyar forintban jelenlegi árfolyamon 35000. forint. És van 3 hajtásom, ami mint említettem a hobby igényeimnek tökéletesen megfelel.
A videókat meg esetleg le lehetne váltani jól dokumentált mérési jegyzőkönyvekre, ami szerintem többet mond (legalább is egy elektronikai szakinak).
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 20:42
Írta: bmejdz9nu Dátum 2010 január 24, 20:42
Te ugyanezeket szoktad Maginak is írni - ha jól olvastam... Tehát megrögzött ellenzéki vagy :) Nem értelek... de mindegy...
Akkoriban (nem rég) a szólás szabadsággal volt gondod... most az már nincs... keresel más kibújót a konkrét dolgok (publikálása) elől... érdekes...
Lézer: Én írtam valaha a lézer topikba? Nem érdekelt soha...
Forgató: Mit nevetem ki? Szépen kimartad azt a mintafilét a Deskprotból... Gratula!
Vita és gunyolódás? Ugyan már... legalább írtál a munkáidról! Köszönet érte!
Sőt (ebben a topikban) írhatnál a "100W-os" AC-ról... milyen típus, hogyan ment... véleményed az AC-ról biztos sokakat érdekel! Több szem többet lát!
Akkoriban (nem rég) a szólás szabadsággal volt gondod... most az már nincs... keresel más kibújót a konkrét dolgok (publikálása) elől... érdekes...
Lézer: Én írtam valaha a lézer topikba? Nem érdekelt soha...
Forgató: Mit nevetem ki? Szépen kimartad azt a mintafilét a Deskprotból... Gratula!
Vita és gunyolódás? Ugyan már... legalább írtál a munkáidról! Köszönet érte!
Sőt (ebben a topikban) írhatnál a "100W-os" AC-ról... milyen típus, hogyan ment... véleményed az AC-ról biztos sokakat érdekel! Több szem többet lát!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 20:50
Írta: bmejdz9nu Dátum 2010 január 24, 20:50
Ez igen! 10-12000Ft/csatorna motorral már nem semmi! (+ munka... de hobbyban az nem számít) Így kell ezt csinálni! Gratula.
Bár sem UHU és E240 párti nem vagyok :) De talán ezt meg lehet bocsátani nekem :) (E240 teszteltem, UHU-t szintén)... bennem van a baj!
Videód nincs a gépről? Jót tenne... legalábis nekem :)
Bár sem UHU és E240 párti nem vagyok :) De talán ezt meg lehet bocsátani nekem :) (E240 teszteltem, UHU-t szintén)... bennem van a baj!
Videód nincs a gépről? Jót tenne... legalábis nekem :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 21:07
Írta: 000000000 Dátum 2010 január 24, 21:07
Péternek be kellene látni pár fontos dolgot, különös tekintettel az utóbbi EC240 példákra.
1. Hobby kategóriában különös tekintettel a mechanikai korlátokra bőven elég 50-100W-os mellékhajtás.
2. A CNC forgácsolás nem az eszeveszett, ugra-bugra levegőszántás technológiája, anyagban kell jónak lenni. A kettő általában üti egymást, tehát kompromisszumot kell kötni, mi az értelmes fő cél.
3. Hajtómotorok léptecs, DC, AC szervó majdnem mindegy, világosan kell látni, hogy ez feladat, jelleggörbe, pénztárca, ... kérdése. És az AC-nek ugyanúgy vannak hátrányai, mint minden más hajtásnak. Tehát nem akkora durranás ez a technika, különösen nem, ha sokpólusú léptetőmotornak fogjuk fel. Túl van "dicsőítve" szerintem.
4. A méretezés komoly dolog. Ha hibás képletekre, gondolatmenetre építjük, nagyobb a kára, mint a haszna. Azt is be kellene látni, bizonyos szintű problámákat nem lehet magasabb matematika nélkül megúszni.
5. Nem kell agyon dicsőíteni azt a pár kereskedelmi gyári vezérlőt, cuccot, amivel éppen rendelkezünk, főleg úgy nem, hogy pár hónap múlva már el is adjuk. A mai netes globális világhálót szelektálva kell használni, nem kell mindent elhinni, ami egy klikkre ránk zúdul! Az önerőből szerény körülmények között létrehozott műszaki alkotások egy Hobby Fórumon nagyon is fontosak, sőt többet érnek, mint a multik sokszor csak kereskedelmi érdekeket tükröző termékei.
1. Hobby kategóriában különös tekintettel a mechanikai korlátokra bőven elég 50-100W-os mellékhajtás.
2. A CNC forgácsolás nem az eszeveszett, ugra-bugra levegőszántás technológiája, anyagban kell jónak lenni. A kettő általában üti egymást, tehát kompromisszumot kell kötni, mi az értelmes fő cél.
3. Hajtómotorok léptecs, DC, AC szervó majdnem mindegy, világosan kell látni, hogy ez feladat, jelleggörbe, pénztárca, ... kérdése. És az AC-nek ugyanúgy vannak hátrányai, mint minden más hajtásnak. Tehát nem akkora durranás ez a technika, különösen nem, ha sokpólusú léptetőmotornak fogjuk fel. Túl van "dicsőítve" szerintem.
4. A méretezés komoly dolog. Ha hibás képletekre, gondolatmenetre építjük, nagyobb a kára, mint a haszna. Azt is be kellene látni, bizonyos szintű problámákat nem lehet magasabb matematika nélkül megúszni.
5. Nem kell agyon dicsőíteni azt a pár kereskedelmi gyári vezérlőt, cuccot, amivel éppen rendelkezünk, főleg úgy nem, hogy pár hónap múlva már el is adjuk. A mai netes globális világhálót szelektálva kell használni, nem kell mindent elhinni, ami egy klikkre ránk zúdul! Az önerőből szerény körülmények között létrehozott műszaki alkotások egy Hobby Fórumon nagyon is fontosak, sőt többet érnek, mint a multik sokszor csak kereskedelmi érdekeket tükröző termékei.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 21:17
Írta: bmejdz9nu Dátum 2010 január 24, 21:17
A 100W ... az mennyi Newton Méter? :) Alakulunk...
Az eddig használt "200W-os" azaz 0,7Nm-es megoldásaimat talán meg fogom tudni oldani "100W" azaz 0,32Nm-el :) Ha jól méretezek... kisebb szerkezeteknél...
Most már tudjuk, hogy az E240 is "100W-os" kategória. (5000rpm-en)
Levegőszántás és marás = egy kutya. (step/dir rendszerben a vezérlő úgysem tudja mikor mi van)
AC? Gyorsulási képesség? J hibás gép? Kis inercia? Az már a múlté? :) Nem ezt hangoztattad több évig? :) Meggyőztél! :) Én azért komolyan veszem a kérdéseket!
Az a pár "kereskedelmi" gyári vezérlő?
Repülni én is tudok (elméletben) De a Airbus és Boeing valóban repít :) Igaz kereskedelmi járatok :)... Néha persze leesik... de biztosabb mintha magam repülnék :)
Az eddig használt "200W-os" azaz 0,7Nm-es megoldásaimat talán meg fogom tudni oldani "100W" azaz 0,32Nm-el :) Ha jól méretezek... kisebb szerkezeteknél...
Most már tudjuk, hogy az E240 is "100W-os" kategória. (5000rpm-en)
Levegőszántás és marás = egy kutya. (step/dir rendszerben a vezérlő úgysem tudja mikor mi van)
AC? Gyorsulási képesség? J hibás gép? Kis inercia? Az már a múlté? :) Nem ezt hangoztattad több évig? :) Meggyőztél! :) Én azért komolyan veszem a kérdéseket!
Az a pár "kereskedelmi" gyári vezérlő?
Repülni én is tudok (elméletben) De a Airbus és Boeing valóban repít :) Igaz kereskedelmi járatok :)... Néha persze leesik... de biztosabb mintha magam repülnék :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 21:21
Írta: 000000000 Dátum 2010 január 24, 21:21
Még egy fontos dolog. Többször írod: teszteletem. És???
Na de könyörgöm, a tesztjeid a te éppen aktuális műszaki színvonalodon, tudásodon tapasztalatodon nyugszik. Ha pedig egy kis önkritikát is gyakorolsz, akkor beláthatod, hogy azért itt még vannak gondok (már csak amiatt is, hogy 2-3 éve kezdtél el CNC-vel foglalkozni egyáltalán), így aztán a tesztjeid tanulsága nem általános érvényű, Neked mond valamit, de nagy merészség lenne ebből hatalmas végkövetkeztetéseket levonni. Majd ha sok szaki, Hobbysta, mérnök ugyanezt mondja, az már valami.:) Persze a műszaki viták pont azért kellenek, hogy ezek is helyre kerüljenek idővel!
Na de könyörgöm, a tesztjeid a te éppen aktuális műszaki színvonalodon, tudásodon tapasztalatodon nyugszik. Ha pedig egy kis önkritikát is gyakorolsz, akkor beláthatod, hogy azért itt még vannak gondok (már csak amiatt is, hogy 2-3 éve kezdtél el CNC-vel foglalkozni egyáltalán), így aztán a tesztjeid tanulsága nem általános érvényű, Neked mond valamit, de nagy merészség lenne ebből hatalmas végkövetkeztetéseket levonni. Majd ha sok szaki, Hobbysta, mérnök ugyanezt mondja, az már valami.:) Persze a műszaki viták pont azért kellenek, hogy ezek is helyre kerüljenek idővel!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 21:22
Írta: 000000000 Dátum 2010 január 24, 21:22
Nagyon kérlek tedd már meg, hogy felteszed ide annak a szobornak a szerszámpálya szerkesztési lehetőségét vagy a G códját. Természetesen forgótengelyes megmunkálásra. Mennyire örültem volna, ha ezt csak le kellett volna akkor töltenem valahonnan. Mert a 3D-s rajz még kevés a forgótengelyhez, és Artcam 2008 sem volt még 2007 elején.
Persze, ha tudom hogy Te ezt ilyen könnyen megoldod akkor nem gürizek hetekig rajta.
Ugyanakkor itt a fórumon lévő barátaim és ismerőseim (akik hozzám járnak) tudják, hogy sajnos nincs Deskprot progim. Ha elküldöd elfogadom.
"Te ugyanezeket szoktad Maginak is írni - ha jól olvastam... Tehát megrögzött ellenzéki vagy :) Nem értelek... de mindegy...
Akkoriban (nem rég) a szólás szabadsággal volt gondod... most az már nincs keresel más kibújót a konkrét dolgok (publikálása) elől... érdekes..."
Erre meg légyszi valami konkrétumot, mert nem emlékszem írtam-e Maginak olyan levelet amit Ő rosszallással vett volna, vagy Ő törölt volna. Sőt inkább visszavonultam, ha túl dúrvává vált valami.
Mostani AC-gépről semmi infót ne várj. Nem csak alu marásból áll a világ.... Majd ha az otthoni gépre kerülne ilyen....persze akkor már tehetném büntetlenül. Egyébként Klavios maga a komplett szervók.
Persze, ha tudom hogy Te ezt ilyen könnyen megoldod akkor nem gürizek hetekig rajta.
Ugyanakkor itt a fórumon lévő barátaim és ismerőseim (akik hozzám járnak) tudják, hogy sajnos nincs Deskprot progim. Ha elküldöd elfogadom.
"Te ugyanezeket szoktad Maginak is írni - ha jól olvastam... Tehát megrögzött ellenzéki vagy :) Nem értelek... de mindegy...
Akkoriban (nem rég) a szólás szabadsággal volt gondod... most az már nincs keresel más kibújót a konkrét dolgok (publikálása) elől... érdekes..."
Erre meg légyszi valami konkrétumot, mert nem emlékszem írtam-e Maginak olyan levelet amit Ő rosszallással vett volna, vagy Ő törölt volna. Sőt inkább visszavonultam, ha túl dúrvává vált valami.
Mostani AC-gépről semmi infót ne várj. Nem csak alu marásból áll a világ.... Majd ha az otthoni gépre kerülne ilyen....persze akkor már tehetném büntetlenül. Egyébként Klavios maga a komplett szervók.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 24, 21:25
Írta: 000000000 Dátum 2010 január 24, 21:25
Péter egyben a legjobb vagy, dumában!:)Ha nem haragszol, mára rád hagyom a dolgaidat!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 21:25
Írta: bmejdz9nu Dátum 2010 január 24, 21:25
Várjuk a videókat az eredményekről! Nem ártana mérő műszerekkel is ellátni a gyakorlatias méréseket... Minden a helyére fog kerülni!
Tudod én olyan fazon vagyok aki a dumának nem hisz... csak ha látja és méri...
Tudod én olyan fazon vagyok aki a dumának nem hisz... csak ha látja és méri...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 24, 21:28
Írta: bmejdz9nu Dátum 2010 január 24, 21:28
OKé... Álmodjunk erőről és teljesítményről... (te teljesítményekről azaz "Wattokról" én meg erőkről azaz nyomatékokról :) Ki mit szeret jobban :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 25, 08:03
Írta: bmejdz9nu Dátum 2010 január 25, 08:03
Mivel túl nagy feszültségűek... nekem nincs ötletem hogyan kellene használatra bírni őket. De talán mások (nagyobb szaktudással) igen...
Cím: Re:AC szervó motoros vezérlés
Írta: 3m9kaxws5 Dátum 2010 január 25, 15:22
Írta: 3m9kaxws5 Dátum 2010 január 25, 15:22
Köszi Valahová felrakom majd hátha valakinek kellhet . Üdv !
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 25, 18:20
Írta: bmejdz9nu Dátum 2010 január 25, 18:20
A leendő gép másik lineáris egységének tesztje... VIDEO :::::::::::::
Kérem azokat - akik jelezték - hogy nem szívesen nézik a videómat NE nézzék meg! Ez is irritáló. Köszönettel.
A másik egységet is teszteltetem... mert ugyebár csak akkor állok neki új gépet csinálni ha az előzőt (ami szerintem pontos és gyors) felül lehet teljesítenem.
Pontosságban és/vagy sebességben. A mérőóra ezredes (mikron) pontos és a 0.000 is mechanikailag mért azaz kottyanásmérés.
Ezek az NSK lineáris egységek most általam kettébontva lettek. Azaz eleve egy X-Y asztal volt "gyárilag".
Még nagyobb merevség és terhelhetőség is jó lenne a leendő géptől. Ezek az egységekben hengergörgők vannak. Igaz kisebb munkatér azaz 200x200-as realizálható.
De a másik 300x300-as munkaterét még sosem találtam kicsinek. Ha nagyobb alkatelem kellett akkor a Kami gépen csináltam. (általában a nagyobb elemeknek a méret tűrése is magasabb)

Kérem azokat - akik jelezték - hogy nem szívesen nézik a videómat NE nézzék meg! Ez is irritáló. Köszönettel.
A másik egységet is teszteltetem... mert ugyebár csak akkor állok neki új gépet csinálni ha az előzőt (ami szerintem pontos és gyors) felül lehet teljesítenem.
Pontosságban és/vagy sebességben. A mérőóra ezredes (mikron) pontos és a 0.000 is mechanikailag mért azaz kottyanásmérés.
Ezek az NSK lineáris egységek most általam kettébontva lettek. Azaz eleve egy X-Y asztal volt "gyárilag".
Még nagyobb merevség és terhelhetőség is jó lenne a leendő géptől. Ezek az egységekben hengergörgők vannak. Igaz kisebb munkatér azaz 200x200-as realizálható.
De a másik 300x300-as munkaterét még sosem találtam kicsinek. Ha nagyobb alkatelem kellett akkor a Kami gépen csináltam. (általában a nagyobb elemeknek a méret tűrése is magasabb)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 25, 19:42
Írta: svejk Dátum 2010 január 25, 19:42
Hú-ha...gyötritek már megint egymást rendesen :)
Pihentetésül itt egy kis videó, ha már a házigazda hiányolja...
Bár lehet a szakmabelieket csak felidegesíti :)
Annyi a köze a topichoz, hogy éppen egy vagyis kettő mavilor AC motor hajtja.
Két ugyan olyan szett mint amit az adok-veszekben árulnak a #11869-ben.
Nekem nem sok közöm van a szerkezethez, csak annyi hogy éppen ott voltam :)
Sem a gazdája sem én nem értünk a faesztergáláshoz, meg máshoz sem :(
A G kód MasterCAM-el készült, vajon ugyan kinek a segítségével ??? :))
(megoldás a CAD/CAM programok topicban)
Kis videó egy sebtében összedobott szerkezetről.
Pihentetésül itt egy kis videó, ha már a házigazda hiányolja...
Bár lehet a szakmabelieket csak felidegesíti :)
Annyi a köze a topichoz, hogy éppen egy vagyis kettő mavilor AC motor hajtja.
Két ugyan olyan szett mint amit az adok-veszekben árulnak a #11869-ben.
Nekem nem sok közöm van a szerkezethez, csak annyi hogy éppen ott voltam :)
Sem a gazdája sem én nem értünk a faesztergáláshoz, meg máshoz sem :(
A G kód MasterCAM-el készült, vajon ugyan kinek a segítségével ??? :))
(megoldás a CAD/CAM programok topicban)
Kis videó egy sebtében összedobott szerkezetről.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 január 25, 19:49
Írta: D.Laci Dátum 2010 január 25, 19:49
Mostmár te is mondhatsz valami okosat az eszterga topikban. :)
Fordulatszám, előtolási értékek (G0, G1) ?
Varrógép teszt volt ?
Fordulatszám, előtolási értékek (G0, G1) ?
Varrógép teszt volt ?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 25, 19:50
Írta: bmejdz9nu Dátum 2010 január 25, 19:50
Semmi közöd a Mavilorhoz AC-hez... Ez a hét vicce :) Na de nem semmi a videó... azon belül is a pozíció váltások... nagyon gyorsak!
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 január 25, 20:05
Írta: jv7pu3a5p Dátum 2010 január 25, 20:05
Mi sem értünk egyet ugyan a teljesítmény-nyomaték dologban, de a videóid mindig is tetszettek. Főleg a fúrásos vidiók... :)))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 25, 21:07
Írta: svejk Dátum 2010 január 25, 21:07
Nem-nem, a szerkezethez nem sok közöm.
Nekem már olyan régen volt gépezetem hogy nem is tudom megítélni jó-e :)
Nekem már olyan régen volt gépezetem hogy nem is tudom megítélni jó-e :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 25, 21:20
Írta: bmejdz9nu Dátum 2010 január 25, 21:20
Ha a motor max. teljesítményét fel akarjuk használni akkor fel kell pörgetni a max. üzemi fordulatra...
Ha a max. nyomatékát akarjuk használni... akkor kissé más a helyzet... csak ennyi a különbség :)
A kettő persze összefügg... a "képletek és számítások topik" #3-as képlet alapján.
Ez a képlet alapján... minden motor amit láttam és meg volt adva a "Wattja" ...az alapnyomatékból és az üzemi max. fordulatból azonos értéket adott.
De sajnos sok szervómotornál nem adják meg a "Wattokat" az adattáblán ill. az adatlapokon... Pl. E240, CMC stb...
De ettől még lehet szeretni (a néha nem létező azaz meg nem adott) " Wattokat" :)
Érdekes módon a nyomatékokat mindig megadják az adatok között! ... mert ugyebár anélkül nem lehet számításokat végezni...
Ezek alapján egy E240 motor 105W-os (adatlap: 5000rpm alapján)... de nekem csak 0,2Nm-es... :) Mert 5000rpm már túl magas az átlagos használathoz... Szerintem.
Majd fúrok még :) De majd... nem olyan lassan :)
Ha a max. nyomatékát akarjuk használni... akkor kissé más a helyzet... csak ennyi a különbség :)
A kettő persze összefügg... a "képletek és számítások topik" #3-as képlet alapján.
Ez a képlet alapján... minden motor amit láttam és meg volt adva a "Wattja" ...az alapnyomatékból és az üzemi max. fordulatból azonos értéket adott.
De sajnos sok szervómotornál nem adják meg a "Wattokat" az adattáblán ill. az adatlapokon... Pl. E240, CMC stb...
De ettől még lehet szeretni (a néha nem létező azaz meg nem adott) " Wattokat" :)
Érdekes módon a nyomatékokat mindig megadják az adatok között! ... mert ugyebár anélkül nem lehet számításokat végezni...
Ezek alapján egy E240 motor 105W-os (adatlap: 5000rpm alapján)... de nekem csak 0,2Nm-es... :) Mert 5000rpm már túl magas az átlagos használathoz... Szerintem.
Majd fúrok még :) De majd... nem olyan lassan :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 25, 21:22
Írta: svejk Dátum 2010 január 25, 21:22
Főorsó fordulat 4000 1/min
G1=600 mm/perc (nem volt igazi éles kés a közelben)
Simítás= 200
G0=10000 mm/perc
a=3000 mm/s2
Nem igazából lehet tesztelni mert igen nyegle az egész.
De amikor a gazdája elfordult csak meg küldtem :)
Csupa G0, 15000 mm/perc, 7000 mm/s2
Mindezt feltűnően jó hibakövetésel, bár ugye látszik hogy igen kis tömegeket kell mozgatni.
Aztán lehet számolni hogy mit érhetett el a valóságban.
Meg persze lehet mosolyogni hogy mire volt való is ez :)
G1=600 mm/perc (nem volt igazi éles kés a közelben)
Simítás= 200
G0=10000 mm/perc
a=3000 mm/s2
Nem igazából lehet tesztelni mert igen nyegle az egész.
De amikor a gazdája elfordult csak meg küldtem :)
Csupa G0, 15000 mm/perc, 7000 mm/s2
Mindezt feltűnően jó hibakövetésel, bár ugye látszik hogy igen kis tömegeket kell mozgatni.
Aztán lehet számolni hogy mit érhetett el a valóságban.
Meg persze lehet mosolyogni hogy mire volt való is ez :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 25, 21:45
Írta: 000000000 Dátum 2010 január 25, 21:45
Megnéztem mindkét videót, megy, mint a golyó. Jól megküldted, nem féltél, hogy szétesik? A G0 sebesség nem semmi, de a gyorsulása is super.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 január 25, 22:45
Írta: jv7pu3a5p Dátum 2010 január 25, 22:45
Na mindegy ezen már sok vita ment, most nem folytatom.
Viszont az biztos, hogy a sebesség mániáddal már engem is megfertőztél, a léptecses gépemből már kitapostam rendesen a maximumot. :)) Kiváncsi voltam azért mit tud.
A fúrás videó akkor jó ha a videókamerád nem tudja követni a G0-ás mozgást. [#nevetes1]
Viszont az biztos, hogy a sebesség mániáddal már engem is megfertőztél, a léptecses gépemből már kitapostam rendesen a maximumot. :)) Kiváncsi voltam azért mit tud.
A fúrás videó akkor jó ha a videókamerád nem tudja követni a G0-ás mozgást. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 26, 09:06
Írta: bmejdz9nu Dátum 2010 január 26, 09:06
Látod milyen káros-kóros vagyok :)
A Klavio új vezérlője is azért érdekes mert több sebességet tud ugyanazzal a motorral... Azaz léptecsben is "sebességfüggőek" egyesek :)
Bizony-bizony be kell majd szereznem egy nagy sebességű kamerát :) Ha pl. 200mm/s a sebesség és 25fps a felvétel akkor csak 8mm-enként van egy képkocka :) ...ami kevéske :)
A Klavio új vezérlője is azért érdekes mert több sebességet tud ugyanazzal a motorral... Azaz léptecsben is "sebességfüggőek" egyesek :)
Bizony-bizony be kell majd szereznem egy nagy sebességű kamerát :) Ha pl. 200mm/s a sebesség és 25fps a felvétel akkor csak 8mm-enként van egy képkocka :) ...ami kevéske :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 03:12
Írta: HJózsi Dátum 2010 január 28, 03:12
És ezt sikerült is ma megtapasztalnom, Yaskawa AC servo 200W (100V) 8 pólusu, incrementális encoderrel(2048 cpr) + "Gránitkoca"... csak az encoder A és B csatorna kell neki ... Tényleg le a kalappal a finn srác előtt!!! Noha zsebbenyúlós a cucc, a nagy nevűekhez képest még így is olcsó ( most nem a használtakra gondolok, mert ez is új),
a mérete meg gekkónyi... :)
a mérete meg gekkónyi... :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 28, 03:57
Írta: 000000000 Dátum 2010 január 28, 03:57
Most már csak az olcsó használt AC motorokat kell megtalálni!!!!!
Én is emiatt értékeltem a hobby CNC-sek számára új fejezetnek. Ha meg meglesz a léptecses (100 pólusú AC) enkóderes szoftver is, hát.....
Gratulálok, a Gábort beelőzted!
Az esztergára tetted? Ha beválik nekem a "technológiai" berendezés, a továbbiakat már én is ezzel csinálnám.
Én is emiatt értékeltem a hobby CNC-sek számára új fejezetnek. Ha meg meglesz a léptecses (100 pólusú AC) enkóderes szoftver is, hát.....
Gratulálok, a Gábort beelőzted!
Az esztergára tetted? Ha beválik nekem a "technológiai" berendezés, a továbbiakat már én is ezzel csinálnám.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 09:05
Írta: bmejdz9nu Dátum 2010 január 28, 09:05
Csinálj képeket, teszt videókat a Finn srác AC vezérlőjéről! Itt a Finn Srácc is összehasonlítja a "gyári" vezérlőkkel a sajátját
De az ár miatt nem kell buslakodni... Jönnek AC vezérlők fele pénzért hamarosan a piacra...
De az ár miatt nem kell buslakodni... Jönnek AC vezérlők fele pénzért hamarosan a piacra...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 10:18
Írta: svejk Dátum 2010 január 28, 10:18
Ez teljességgel szabálytalan!!!
Na nehogy már kihagyj egy lépcsőfokot a szamárlétrán és a léptetők után rögtön AC-val folytasd :)
De ugye azt tudod hogy az AC mennyi sok rosszat tartogat !?
Na nehogy már kihagyj egy lépcsőfokot a szamárlétrán és a léptetők után rögtön AC-val folytasd :)
De ugye azt tudod hogy az AC mennyi sok rosszat tartogat !?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 10:24
Írta: svejk Dátum 2010 január 28, 10:24
Egyébként nekem sem tetszik az a gránitkocka, és nem csak az irreálisan magas ára miatt...
Inkább megvárom a "Jönnek AC vezérlők fele pénzért hamarosan a piacra... " verziót.
De ha már gránit..A fickóval úgy tudom lehet egyezkedni hogy csak egy "magot" adjon és a körítést maga rakja az ember hozzá. Erről nem tárgyaltatok vele? Azért sokszor 10 ezerért itthon is tudna egy pár ember hozzá perifériát készíteni.
Inkább megvárom a "Jönnek AC vezérlők fele pénzért hamarosan a piacra... " verziót.
De ha már gránit..A fickóval úgy tudom lehet egyezkedni hogy csak egy "magot" adjon és a körítést maga rakja az ember hozzá. Erről nem tárgyaltatok vele? Azért sokszor 10 ezerért itthon is tudna egy pár ember hozzá perifériát készíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 10:34
Írta: HJózsi Dátum 2010 január 28, 10:34
Az jövő idő, ez meg jelen , és kiforrott,... indult mint VSD-A, majd let belőle VSD-E abból is már a rev 2. Van dual változata DC szervóhoz, azaz egy gránitkocka 2 db DC szervó mocit tud meghajtani, így már a méret a Gekkó alá ment ... :D
Tényleg nagyon sok jó ötletet pakoltak bele, ez a dual dolog is kézenfekvő, a 3F híd + dump resistor ág (összesen 8 Fet, ) DC motor esetén pont két db H híd ... A hangolása is nagyon jó,
oszcilloszkopikus felvételeket készít ami zoomolható
elmenthető, pdf-be is azaz full csicsa :D ...
viszont megvalósított műszaki tartalmat is vélek fölfedezni benne nem is keveset... nem egy szimpla PID algoritmust tartalmaz, hanem nyomaték és sebesség szabályozó PI algoritmusokat a doksijában lévő egymásba ágyazással... Szóval hozza azt a feelinget, mint a Gekkó, hogy bármilyen motort ráköthetek, be tudom szabályozni, mi több digiszkóp sem kell hozzá, sem extra hardware ...
Az összehasonlító táblázatban az árak sajnos 100db-ra vonatkoznak, az sem hobby kategória éppen :) és részemről az AC/BLDC-nél van létjogosultsága ill. talán a DC szervónál a Dual változat. A G320X is több yes-t kapna már a táblázatban.
Szolgáltatásait tekintve igen gazdagon felszerelték, olyanokkal amikről csak beszéltünk, hogy egy vezérlőben jó lenne ...
Ha valakit komolyabban érdekel, keressen meg,a beszerzésben az út kitaposva több infó rövidesen a honlapomon ... ;)
Tényleg nagyon sok jó ötletet pakoltak bele, ez a dual dolog is kézenfekvő, a 3F híd + dump resistor ág (összesen 8 Fet, ) DC motor esetén pont két db H híd ... A hangolása is nagyon jó,
oszcilloszkopikus felvételeket készít ami zoomolható
elmenthető, pdf-be is azaz full csicsa :D ...
viszont megvalósított műszaki tartalmat is vélek fölfedezni benne nem is keveset... nem egy szimpla PID algoritmust tartalmaz, hanem nyomaték és sebesség szabályozó PI algoritmusokat a doksijában lévő egymásba ágyazással... Szóval hozza azt a feelinget, mint a Gekkó, hogy bármilyen motort ráköthetek, be tudom szabályozni, mi több digiszkóp sem kell hozzá, sem extra hardware ...
Az összehasonlító táblázatban az árak sajnos 100db-ra vonatkoznak, az sem hobby kategória éppen :) és részemről az AC/BLDC-nél van létjogosultsága ill. talán a DC szervónál a Dual változat. A G320X is több yes-t kapna már a táblázatban.
Szolgáltatásait tekintve igen gazdagon felszerelték, olyanokkal amikről csak beszéltünk, hogy egy vezérlőben jó lenne ...
Ha valakit komolyabban érdekel, keressen meg,a beszerzésben az út kitaposva több infó rövidesen a honlapomon ... ;)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:18
Írta: bmejdz9nu Dátum 2010 január 28, 11:18
Annyiért (majd) sajnos már megint csinálni sem lehet vezérlőt... most AC-t... Ha egyszer a "ferde szeműek" nekiállnak valaminek... mindig ez a hobbysta vég :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:18
Írta: HJózsi Dátum 2010 január 28, 11:18
Az asztalra tettem ... :D ott magában, hiszen még csak az első hangolás próbálkozásoknak lett alávetve .... very positive ! az első benyomás ... ;)
Egyébként igazad van, mivel sebesség, nyomaték szabályozás is lehetséges, egy 400W-körülivel később ki fogom próbálni főorsó hajtásban.
Használt olcsó AC-t a világpiacon lehet találni, még vámmal együtt is kettő kerül max annyiba mint egy új, de inkább kevesebbe...
Használtat persze nem széria gépbe, hanem hobby gépbe illik tenni, az utánpótlás is esetleges és szórnak az árak ...
Akkor érdemes leütni valamit, ha tudod hogy incrementális encoder van rajta, meg nem nagy feszültségü (max. 100V) ez adatlapból kiderül. Így még az encoder beszerzést/fölfabrikálást is meg lehet úszni ( persze ezzel ugrik a hobby feeling ... [#nyes])
Egyébként igazad van, mivel sebesség, nyomaték szabályozás is lehetséges, egy 400W-körülivel később ki fogom próbálni főorsó hajtásban.
Használt olcsó AC-t a világpiacon lehet találni, még vámmal együtt is kettő kerül max annyiba mint egy új, de inkább kevesebbe...
Használtat persze nem széria gépbe, hanem hobby gépbe illik tenni, az utánpótlás is esetleges és szórnak az árak ...
Akkor érdemes leütni valamit, ha tudod hogy incrementális encoder van rajta, meg nem nagy feszültségü (max. 100V) ez adatlapból kiderül. Így még az encoder beszerzést/fölfabrikálást is meg lehet úszni ( persze ezzel ugrik a hobby feeling ... [#nyes])
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 28, 11:20
Írta: 000000000 Dátum 2010 január 28, 11:20
Valami miatt én nem azt veszem ki Tibor okításából amit Varsányival most Ti.
Csak sejtésem van ez ügyben!
A hobby cnc gépemen bőven elég lesz a DC.
De ott nem is kell megfelelni bizonyos "ipari besorolásnak", tehát amott DC nem lehet.
Csak sejtésem van ez ügyben!
A hobby cnc gépemen bőven elég lesz a DC.
De ott nem is kell megfelelni bizonyos "ipari besorolásnak", tehát amott DC nem lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:21
Írta: HJózsi Dátum 2010 január 28, 11:21
Rákérdezek...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:26
Írta: HJózsi Dátum 2010 január 28, 11:26
Hát ez az, csak alkatrészben, gyártásban nem lehet versenyezni, ráadásul már a minőség is felütöte a fejét ... :) és akkor a a több mint 2 év sw fejlesztés-tesztelés ... A VSD-E full smd, abszolút pariban van a Gekkóval, lehet, hogy csak a csatik miatt ilyen "nagy" ... :DD
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:18
Írta: bmejdz9nu Dátum 2010 január 28, 11:18
Annyiért (majd) sajnos már megint csinálni sem lehet vezérlőt... most AC-t... Ha egyszer a "ferde szeműek" nekiállnak valaminek... mindig ez a hobbysta vég :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:30
Írta: bmejdz9nu Dátum 2010 január 28, 11:30
Az AC-s vezérlés rövid időn belül olcsóbbak lesznek mint a DC hajtás... Hogy ez rossz lesz vagy jó... meglátjuk.
Mindenesetre, ha DC-nek is vannak létjogultságai... mint ahogy a léptetőnek is... mikor - mihez - melyik.
Mindenesetre, ha DC-nek is vannak létjogultságai... mint ahogy a léptetőnek is... mikor - mihez - melyik.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:32
Írta: bmejdz9nu Dátum 2010 január 28, 11:32
Mert ezek is gyufásdoboz méretű vezérlők? Na majd megkapja :) Egyébként szép leírást csinált hozzá a finn Gyerek... Majd az PDF-et átnézem...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:18
Írta: HJózsi Dátum 2010 január 28, 11:18
Az asztalra tettem ... :D ott magában, hiszen még csak az első hangolás próbálkozásoknak lett alávetve .... very positive ! az első benyomás ... ;)
Egyébként igazad van, mivel sebesség, nyomaték szabályozás is lehetséges, egy 400W-körülivel később ki fogom próbálni főorsó hajtásban.
Használt olcsó AC-t a világpiacon lehet találni, még vámmal együtt is kettő kerül max annyiba mint egy új, de inkább kevesebbe...
Használtat persze nem széria gépbe, hanem hobby gépbe illik tenni, az utánpótlás is esetleges és szórnak az árak ...
Akkor érdemes leütni valamit, ha tudod hogy incrementális encoder van rajta, meg nem nagy feszültségü (max. 100V) ez adatlapból kiderül. Így még az encoder beszerzést/fölfabrikálást is meg lehet úszni ( persze ezzel ugrik a hobby feeling ... [#nyes])
Egyébként igazad van, mivel sebesség, nyomaték szabályozás is lehetséges, egy 400W-körülivel később ki fogom próbálni főorsó hajtásban.
Használt olcsó AC-t a világpiacon lehet találni, még vámmal együtt is kettő kerül max annyiba mint egy új, de inkább kevesebbe...
Használtat persze nem széria gépbe, hanem hobby gépbe illik tenni, az utánpótlás is esetleges és szórnak az árak ...
Akkor érdemes leütni valamit, ha tudod hogy incrementális encoder van rajta, meg nem nagy feszültségü (max. 100V) ez adatlapból kiderül. Így még az encoder beszerzést/fölfabrikálást is meg lehet úszni ( persze ezzel ugrik a hobby feeling ... [#nyes])
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:36
Írta: HJózsi Dátum 2010 január 28, 11:36
VSD-E mag : "VSD-Core - An OEM servo drive logic"
Igen, van egy OEM változat, végfok és csatik kiépítése nélkül, tartalmazza a VSD-E és a korábbi VSD-A sw-t, tehát a hír igaz, viszont nem csak a chip,hanem egy kis panel, előkészítve ...

Igen, van egy OEM változat, végfok és csatik kiépítése nélkül, tartalmazza a VSD-E és a korábbi VSD-A sw-t, tehát a hír igaz, viszont nem csak a chip,hanem egy kis panel, előkészítve ...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 január 28, 11:20
Írta: 000000000 Dátum 2010 január 28, 11:20
Valami miatt én nem azt veszem ki Tibor okításából amit Varsányival most Ti.
Csak sejtésem van ez ügyben!
A hobby cnc gépemen bőven elég lesz a DC.
De ott nem is kell megfelelni bizonyos "ipari besorolásnak", tehát amott DC nem lehet.
Csak sejtésem van ez ügyben!
A hobby cnc gépemen bőven elég lesz a DC.
De ott nem is kell megfelelni bizonyos "ipari besorolásnak", tehát amott DC nem lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:40
Írta: HJózsi Dátum 2010 január 28, 11:40
Ez pl tipikusan neked, felfedezőnek (is) való, már soxor noszogattalak, hogy teszteld már .. :D nem vetted a lapot ... :( így kénytelen voltam, mert szeretem én is a szabadságot ... :D
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:21
Írta: HJózsi Dátum 2010 január 28, 11:21
Rákérdezek...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 12:02
Írta: HJózsi Dátum 2010 január 28, 12:02
Csak egy kiegészítő infó még:
400VDC/20A main board reference design available ...
szóval egy panelterv is rendelkezésre áll egy combosabb végfokról ...
400VDC/20A main board reference design available ...
szóval egy panelterv is rendelkezésre áll egy combosabb végfokról ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:26
Írta: HJózsi Dátum 2010 január 28, 11:26
Hát ez az, csak alkatrészben, gyártásban nem lehet versenyezni, ráadásul már a minőség is felütöte a fejét ... :) és akkor a a több mint 2 év sw fejlesztés-tesztelés ... A VSD-E full smd, abszolút pariban van a Gekkóval, lehet, hogy csak a csatik miatt ilyen "nagy" ... :DD
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 12:17
Írta: bmejdz9nu Dátum 2010 január 28, 12:17
Inkább a gyári vezérlőket tanulom meg... mert azokból is egyre több "zudul" már a piacra...
Ezek valahol egyformák... azaz ha egy Omron-t be tudsz lőni akkor a többi gyártóé gyerekjáték már...
A történet olyan mint egy frekiváltónál... csak itt szervómotor van e végén... Kicsit beleuntam a felfedezésbe... ez való igaz... de azért szeretek tesztelni...
Ezek valahol egyformák... azaz ha egy Omron-t be tudsz lőni akkor a többi gyártóé gyerekjáték már...
A történet olyan mint egy frekiváltónál... csak itt szervómotor van e végén... Kicsit beleuntam a felfedezésbe... ez való igaz... de azért szeretek tesztelni...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:30
Írta: bmejdz9nu Dátum 2010 január 28, 11:30
Az AC-s vezérlés rövid időn belül olcsóbbak lesznek mint a DC hajtás... Hogy ez rossz lesz vagy jó... meglátjuk.
Mindenesetre, ha DC-nek is vannak létjogultságai... mint ahogy a léptetőnek is... mikor - mihez - melyik.
Mindenesetre, ha DC-nek is vannak létjogultságai... mint ahogy a léptetőnek is... mikor - mihez - melyik.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 12:18
Írta: bmejdz9nu Dátum 2010 január 28, 12:18
Ez a PID áramkör olcsó? Veszi a versenyt Magi QDSP PID chipjével, vagy UHU chippel? (Vagy ki gyárt még ilyet?)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 11:32
Írta: bmejdz9nu Dátum 2010 január 28, 11:32
Mert ezek is gyufásdoboz méretű vezérlők? Na majd megkapja :) Egyébként szép leírást csinált hozzá a finn Gyerek... Majd az PDF-et átnézem...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 12:50
Írta: HJózsi Dátum 2010 január 28, 12:50
Már meg is jött a válasz, ár nincs benne, mert a cuccot még fejlesztik, ugyanis már egy job terv született idő közben aminek a megvalósításán dolgoznak...
Talán nem célszerű együtt emlegetni, mert a VSD-E többet foglal magában mint csak egy DC servo drive és folyamatosan fejlesztik, csak ezzel foglalkoznak ( mint amcsiban a SmoothStepperes srác )
Viszont annyit megtudtam, hogy licenszelhető lesz egy komplett drive, 230V-os ... ill a mostani is ha valaki gyártani továbbfejleszteni akarja ... na ez szerintem inkább távolkeleten valószínű ...
Talán nem célszerű együtt emlegetni, mert a VSD-E többet foglal magában mint csak egy DC servo drive és folyamatosan fejlesztik, csak ezzel foglalkoznak ( mint amcsiban a SmoothStepperes srác )
Viszont annyit megtudtam, hogy licenszelhető lesz egy komplett drive, 230V-os ... ill a mostani is ha valaki gyártani továbbfejleszteni akarja ... na ez szerintem inkább távolkeleten valószínű ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:36
Írta: HJózsi Dátum 2010 január 28, 11:36
VSD-E mag : "VSD-Core - An OEM servo drive logic"
Igen, van egy OEM változat, végfok és csatik kiépítése nélkül, tartalmazza a VSD-E és a korábbi VSD-A sw-t, tehát a hír igaz, viszont nem csak a chip,hanem egy kis panel, előkészítve ...
Igen, van egy OEM változat, végfok és csatik kiépítése nélkül, tartalmazza a VSD-E és a korábbi VSD-A sw-t, tehát a hír igaz, viszont nem csak a chip,hanem egy kis panel, előkészítve ...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 12:59
Írta: svejk Dátum 2010 január 28, 12:59
Már Te is összekötsz engem a Varsányival?
Ezt kikérem magamnak!
Nekem saját véleményeme van a dolgokról, arról nem tehetek hogy másnak is van hasonló, meglehet roszz gondolkodása :)
Akkor jó, már azt hittem ki akarod hagyni.
Én Pl. kötelezővé tenném hogy először mindenki léptetőssel próbálkozzon, rengeteget lehet abból is tanulni és később van az embernek viszonyítási alpja, nem kell hagyatkozni mindenféle mendemondákra, fényezésekre.
Ezt kikérem magamnak!
Nekem saját véleményeme van a dolgokról, arról nem tehetek hogy másnak is van hasonló, meglehet roszz gondolkodása :)
Akkor jó, már azt hittem ki akarod hagyni.
Én Pl. kötelezővé tenném hogy először mindenki léptetőssel próbálkozzon, rengeteget lehet abból is tanulni és később van az embernek viszonyítási alpja, nem kell hagyatkozni mindenféle mendemondákra, fényezésekre.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 11:40
Írta: HJózsi Dátum 2010 január 28, 11:40
Ez pl tipikusan neked, felfedezőnek (is) való, már soxor noszogattalak, hogy teszteld már .. :D nem vetted a lapot ... :( így kénytelen voltam, mert szeretem én is a szabadságot ... :D
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 13:01
Írta: svejk Dátum 2010 január 28, 13:01
Igen erre gondoltam, régebben olvastam hogy akár hardverspecifikus dolgot is bele tud rakni.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 12:02
Írta: HJózsi Dátum 2010 január 28, 12:02
Csak egy kiegészítő infó még:
400VDC/20A main board reference design available ...
szóval egy panelterv is rendelkezésre áll egy combosabb végfokról ...
400VDC/20A main board reference design available ...
szóval egy panelterv is rendelkezésre áll egy combosabb végfokról ...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 13:04
Írta: svejk Dátum 2010 január 28, 13:04
Akkor meglehet kis szériában nem is dobják piacra:(
Kár... én szívesen elbíbelődnék vele, mivel a programzáshoz nem értek, de hardverben elég othonosan mozgok.
És lenne benne hobby :)))
Kár... én szívesen elbíbelődnék vele, mivel a programzáshoz nem értek, de hardverben elég othonosan mozgok.
És lenne benne hobby :)))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 12:17
Írta: bmejdz9nu Dátum 2010 január 28, 12:17
Inkább a gyári vezérlőket tanulom meg... mert azokból is egyre több "zudul" már a piacra...
Ezek valahol egyformák... azaz ha egy Omron-t be tudsz lőni akkor a többi gyártóé gyerekjáték már...
A történet olyan mint egy frekiváltónál... csak itt szervómotor van e végén... Kicsit beleuntam a felfedezésbe... ez való igaz... de azért szeretek tesztelni...
Ezek valahol egyformák... azaz ha egy Omron-t be tudsz lőni akkor a többi gyártóé gyerekjáték már...
A történet olyan mint egy frekiváltónál... csak itt szervómotor van e végén... Kicsit beleuntam a felfedezésbe... ez való igaz... de azért szeretek tesztelni...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 13:07
Írta: HJózsi Dátum 2010 január 28, 13:07
Majd kerítünk egy teszt példányt ... ;)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 12:18
Írta: bmejdz9nu Dátum 2010 január 28, 12:18
Ez a PID áramkör olcsó? Veszi a versenyt Magi QDSP PID chipjével, vagy UHU chippel? (Vagy ki gyárt még ilyet?)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 12:50
Írta: HJózsi Dátum 2010 január 28, 12:50
Már meg is jött a válasz, ár nincs benne, mert a cuccot még fejlesztik, ugyanis már egy job terv született idő közben aminek a megvalósításán dolgoznak...
Talán nem célszerű együtt emlegetni, mert a VSD-E többet foglal magában mint csak egy DC servo drive és folyamatosan fejlesztik, csak ezzel foglalkoznak ( mint amcsiban a SmoothStepperes srác )
Viszont annyit megtudtam, hogy licenszelhető lesz egy komplett drive, 230V-os ... ill a mostani is ha valaki gyártani továbbfejleszteni akarja ... na ez szerintem inkább távolkeleten valószínű ...
Talán nem célszerű együtt emlegetni, mert a VSD-E többet foglal magában mint csak egy DC servo drive és folyamatosan fejlesztik, csak ezzel foglalkoznak ( mint amcsiban a SmoothStepperes srác )
Viszont annyit megtudtam, hogy licenszelhető lesz egy komplett drive, 230V-os ... ill a mostani is ha valaki gyártani továbbfejleszteni akarja ... na ez szerintem inkább távolkeleten valószínű ...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 14:32
Írta: bmejdz9nu Dátum 2010 január 28, 14:32
Igazából még ("hobby" katagóriában) nem láttam (teszteltem) "100%-os" PID áramkört... valahol mindegyik sántit egy kicsit... egyik itt a másik ott... sajnos.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 12:59
Írta: svejk Dátum 2010 január 28, 12:59
Már Te is összekötsz engem a Varsányival?
Ezt kikérem magamnak!
Nekem saját véleményeme van a dolgokról, arról nem tehetek hogy másnak is van hasonló, meglehet roszz gondolkodása :)
Akkor jó, már azt hittem ki akarod hagyni.
Én Pl. kötelezővé tenném hogy először mindenki léptetőssel próbálkozzon, rengeteget lehet abból is tanulni és később van az embernek viszonyítási alpja, nem kell hagyatkozni mindenféle mendemondákra, fényezésekre.
Ezt kikérem magamnak!
Nekem saját véleményeme van a dolgokról, arról nem tehetek hogy másnak is van hasonló, meglehet roszz gondolkodása :)
Akkor jó, már azt hittem ki akarod hagyni.
Én Pl. kötelezővé tenném hogy először mindenki léptetőssel próbálkozzon, rengeteget lehet abból is tanulni és később van az embernek viszonyítási alpja, nem kell hagyatkozni mindenféle mendemondákra, fényezésekre.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 14:36
Írta: HJózsi Dátum 2010 január 28, 14:36
Vagy nem könnyű behangolni, segédeszközök nélkül ... Gitárt én is csak gitárhangolóval tudok behangolni, játszani meg max a "Blowing in the wind"-et, mert azt tanultam meg a seregben ... [#nyes]
Szóval a szervó hangolás is valahol művészet, ezt Uli is megírta :)
Szóval a szervó hangolás is valahol művészet, ezt Uli is megírta :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 13:01
Írta: svejk Dátum 2010 január 28, 13:01
Igen erre gondoltam, régebben olvastam hogy akár hardverspecifikus dolgot is bele tud rakni.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 14:48
Írta: bmejdz9nu Dátum 2010 január 28, 14:48
Nem csak a hangolás... sok-sok más miatt is azt mondom... mindegyik hobby PID sántit valahol... egyik itt a másik ott :) Ez sajnos még Geckora is igaz :)
Csak lehet választani a sok rossz közül melyik zavar kevésbé... egy oldalt tele lehetne írni a bajokról... :) Valahol mindegyik jó/használható!... de...
Csak lehet választani a sok rossz közül melyik zavar kevésbé... egy oldalt tele lehetne írni a bajokról... :) Valahol mindegyik jó/használható!... de...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 január 28, 13:04
Írta: svejk Dátum 2010 január 28, 13:04
Akkor meglehet kis szériában nem is dobják piacra:(
Kár... én szívesen elbíbelődnék vele, mivel a programzáshoz nem értek, de hardverben elég othonosan mozgok.
És lenne benne hobby :)))
Kár... én szívesen elbíbelődnék vele, mivel a programzáshoz nem értek, de hardverben elég othonosan mozgok.
És lenne benne hobby :)))
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 15:00
Írta: HJózsi Dátum 2010 január 28, 15:00
Hát ezt érdemes lenne összeírnod, mivel neked van a legnagyobb tapasztalatod a sokféle cucc hangolásában, ... közhasznú lenne,... előnyök - hátrányok ... hmm? ;)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 13:07
Írta: HJózsi Dátum 2010 január 28, 13:07
Majd kerítünk egy teszt példányt ... ;)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 15:10
Írta: bmejdz9nu Dátum 2010 január 28, 15:10
Á nincs értelme... csak szidkozódás lenne... és mindenkinek más tetszik...Szubjektív lenne... mert műszerek is kellenek hozzá... azaz...
Majd egy kettőt írogatok...
pl. általában digitálisnak kerregő hangja van gyorsításnál (lassű járásnál) mintha csapágyas lenne a tengely:)
pl. Geckót (analóg) ha maxra hangolom akkor zizeg ha áll... persze ezt lehetne álláskor pár encoder visszacsatolás pár stepnyit lazítani de akkor a pontosság oda...
Programozási osztási/szorzási lehetőségek...stabilitás... minimális túlfutás... azaz gyors beavatkozás de mégsem vadul :)
Stb... stb... szóval nem egyszerű az élete egy PID-nek...:) Nincs tökéletes hobby PID... legalábis nekem még nem volt szerencsém olyanhoz...
De a remény hal meg utoljára :) De lehet, hogy egy hüle Snob vagyok :)
Majd egy kettőt írogatok...
pl. általában digitálisnak kerregő hangja van gyorsításnál (lassű járásnál) mintha csapágyas lenne a tengely:)
pl. Geckót (analóg) ha maxra hangolom akkor zizeg ha áll... persze ezt lehetne álláskor pár encoder visszacsatolás pár stepnyit lazítani de akkor a pontosság oda...
Programozási osztási/szorzási lehetőségek...stabilitás... minimális túlfutás... azaz gyors beavatkozás de mégsem vadul :)
Stb... stb... szóval nem egyszerű az élete egy PID-nek...:) Nincs tökéletes hobby PID... legalábis nekem még nem volt szerencsém olyanhoz...
De a remény hal meg utoljára :) De lehet, hogy egy hüle Snob vagyok :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 14:32
Írta: bmejdz9nu Dátum 2010 január 28, 14:32
Igazából még ("hobby" katagóriában) nem láttam (teszteltem) "100%-os" PID áramkört... valahol mindegyik sántit egy kicsit... egyik itt a másik ott... sajnos.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 14:25
Írta: bmejdz9nu Dátum 2010 február 03, 14:25
Tibornak adok- veszek #12116-re... (ne csináljuk ott is a műbalhét:)
"Az AC 200 W az pont annyi, mint a DC 200 W..."
Ez igaz is... meg nem is... (megint ez a teljesítmény és "wattok" a motor cimkén:)
1. Egy azonos telj. AC alapnyomatéka magasabb mint a DC alapnyomatéka = ez többször kell = többet tud.
2. Egy azonos AC motornak jóval kisebb a belső inerciája ezért a saját maga "lendkerék" forgatásra kevesebb energia kell = több jut a hajtásra.
3. Egy azonos AC motornak jóval kisebb a mérete = könnyebben elhelyezhető a mechanikán.
*A 2-es pont miatt nagyobb gyorsulásra képes... ha kell. A csúcsnyomatéka kevesebb de azzal te nem is szoktál számolni = tök mindegy.:)
Tehát melyik tud többet végeredményben? Egy "200W-os" AC vagy egy "200W"-os DC?
"Az AC 200 W az pont annyi, mint a DC 200 W..."
Ez igaz is... meg nem is... (megint ez a teljesítmény és "wattok" a motor cimkén:)
1. Egy azonos telj. AC alapnyomatéka magasabb mint a DC alapnyomatéka = ez többször kell = többet tud.
2. Egy azonos AC motornak jóval kisebb a belső inerciája ezért a saját maga "lendkerék" forgatásra kevesebb energia kell = több jut a hajtásra.
3. Egy azonos AC motornak jóval kisebb a mérete = könnyebben elhelyezhető a mechanikán.
*A 2-es pont miatt nagyobb gyorsulásra képes... ha kell. A csúcsnyomatéka kevesebb de azzal te nem is szoktál számolni = tök mindegy.:)
Tehát melyik tud többet végeredményben? Egy "200W-os" AC vagy egy "200W"-os DC?
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 14:36
Írta: HJózsi Dátum 2010 január 28, 14:36
Vagy nem könnyű behangolni, segédeszközök nélkül ... Gitárt én is csak gitárhangolóval tudok behangolni, játszani meg max a "Blowing in the wind"-et, mert azt tanultam meg a seregben ... [#nyes]
Szóval a szervó hangolás is valahol művészet, ezt Uli is megírta :)
Szóval a szervó hangolás is valahol művészet, ezt Uli is megírta :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 14:52
Írta: 000000000 Dátum 2010 február 03, 14:52
"Ez igaz is... meg nem is... "
Így csak te gondolkodsz objektív kérdésekről.
De jó Neked!:) Mindig minden annyi, amennyiről álmodozol, és amilyen kedved van.:)
Így csak te gondolkodsz objektív kérdésekről.
De jó Neked!:) Mindig minden annyi, amennyiről álmodozol, és amilyen kedved van.:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 14:48
Írta: bmejdz9nu Dátum 2010 január 28, 14:48
Nem csak a hangolás... sok-sok más miatt is azt mondom... mindegyik hobby PID sántit valahol... egyik itt a másik ott :) Ez sajnos még Geckora is igaz :)
Csak lehet választani a sok rossz közül melyik zavar kevésbé... egy oldalt tele lehetne írni a bajokról... :) Valahol mindegyik jó/használható!... de...
Csak lehet választani a sok rossz közül melyik zavar kevésbé... egy oldalt tele lehetne írni a bajokról... :) Valahol mindegyik jó/használható!... de...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2010 január 28, 15:00
Írta: HJózsi Dátum 2010 január 28, 15:00
Hát ezt érdemes lenne összeírnod, mivel neked van a legnagyobb tapasztalatod a sokféle cucc hangolásában, ... közhasznú lenne,... előnyök - hátrányok ... hmm? ;)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 15:00
Írta: bmejdz9nu Dátum 2010 február 03, 15:00
Köszönöm az érvekkel, tényekkel alátámasztott válaszodat, cáfolatodat. Tehát amit írtam igaz. (vagy te sem tudod:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 január 28, 15:10
Írta: bmejdz9nu Dátum 2010 január 28, 15:10
Á nincs értelme... csak szidkozódás lenne... és mindenkinek más tetszik...Szubjektív lenne... mert műszerek is kellenek hozzá... azaz...
Majd egy kettőt írogatok...
pl. általában digitálisnak kerregő hangja van gyorsításnál (lassű járásnál) mintha csapágyas lenne a tengely:)
pl. Geckót (analóg) ha maxra hangolom akkor zizeg ha áll... persze ezt lehetne álláskor pár encoder visszacsatolás pár stepnyit lazítani de akkor a pontosság oda...
Programozási osztási/szorzási lehetőségek...stabilitás... minimális túlfutás... azaz gyors beavatkozás de mégsem vadul :)
Stb... stb... szóval nem egyszerű az élete egy PID-nek...:) Nincs tökéletes hobby PID... legalábis nekem még nem volt szerencsém olyanhoz...
De a remény hal meg utoljára :) De lehet, hogy egy hüle Snob vagyok :)
Majd egy kettőt írogatok...
pl. általában digitálisnak kerregő hangja van gyorsításnál (lassű járásnál) mintha csapágyas lenne a tengely:)
pl. Geckót (analóg) ha maxra hangolom akkor zizeg ha áll... persze ezt lehetne álláskor pár encoder visszacsatolás pár stepnyit lazítani de akkor a pontosság oda...
Programozási osztási/szorzási lehetőségek...stabilitás... minimális túlfutás... azaz gyors beavatkozás de mégsem vadul :)
Stb... stb... szóval nem egyszerű az élete egy PID-nek...:) Nincs tökéletes hobby PID... legalábis nekem még nem volt szerencsém olyanhoz...
De a remény hal meg utoljára :) De lehet, hogy egy hüle Snob vagyok :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 15:24
Írta: 000000000 Dátum 2010 február 03, 15:24
sziasztok olyan kérdésem volna,hogy megtudná nekem mondani valaki hogyan lehet egy 5 kivezetéses motor tekercskivezetéseit kimérni?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 14:25
Írta: bmejdz9nu Dátum 2010 február 03, 14:25
Tibornak adok- veszek #12116-re... (ne csináljuk ott is a műbalhét:)
"Az AC 200 W az pont annyi, mint a DC 200 W..."
Ez igaz is... meg nem is... (megint ez a teljesítmény és "wattok" a motor cimkén:)
1. Egy azonos telj. AC alapnyomatéka magasabb mint a DC alapnyomatéka = ez többször kell = többet tud.
2. Egy azonos AC motornak jóval kisebb a belső inerciája ezért a saját maga "lendkerék" forgatásra kevesebb energia kell = több jut a hajtásra.
3. Egy azonos AC motornak jóval kisebb a mérete = könnyebben elhelyezhető a mechanikán.
*A 2-es pont miatt nagyobb gyorsulásra képes... ha kell. A csúcsnyomatéka kevesebb de azzal te nem is szoktál számolni = tök mindegy.:)
Tehát melyik tud többet végeredményben? Egy "200W-os" AC vagy egy "200W"-os DC?
"Az AC 200 W az pont annyi, mint a DC 200 W..."
Ez igaz is... meg nem is... (megint ez a teljesítmény és "wattok" a motor cimkén:)
1. Egy azonos telj. AC alapnyomatéka magasabb mint a DC alapnyomatéka = ez többször kell = többet tud.
2. Egy azonos AC motornak jóval kisebb a belső inerciája ezért a saját maga "lendkerék" forgatásra kevesebb energia kell = több jut a hajtásra.
3. Egy azonos AC motornak jóval kisebb a mérete = könnyebben elhelyezhető a mechanikán.
*A 2-es pont miatt nagyobb gyorsulásra képes... ha kell. A csúcsnyomatéka kevesebb de azzal te nem is szoktál számolni = tök mindegy.:)
Tehát melyik tud többet végeredményben? Egy "200W-os" AC vagy egy "200W"-os DC?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 15:27
Írta: bmejdz9nu Dátum 2010 február 03, 15:27
AC szervó motor? Ez biztos? Nem léptető?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 14:52
Írta: 000000000 Dátum 2010 február 03, 14:52
"Ez igaz is... meg nem is... "
Így csak te gondolkodsz objektív kérdésekről.
De jó Neked!:) Mindig minden annyi, amennyiről álmodozol, és amilyen kedved van.:)
Így csak te gondolkodsz objektív kérdésekről.
De jó Neked!:) Mindig minden annyi, amennyiről álmodozol, és amilyen kedved van.:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 15:39
Írta: 000000000 Dátum 2010 február 03, 15:39
Péter hagyjuk már ezeket a nevetésges dolgaidat, a Többiek rohadtul unják, hogy százegyedszerre is csak ugyanazt a semmit nyomod.
Mondtam már, először mechanika, forgácsoláselmélet, Step-dir valóság. Addig erősen hanyagoljad a szervóidat.
Könnyen lehet, ugyanis, hogy a léptecs is sok lesz neked, ha megtanulsz lehajlást számolni!:)
Mondtam már, először mechanika, forgácsoláselmélet, Step-dir valóság. Addig erősen hanyagoljad a szervóidat.
Könnyen lehet, ugyanis, hogy a léptecs is sok lesz neked, ha megtanulsz lehajlást számolni!:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 15:00
Írta: bmejdz9nu Dátum 2010 február 03, 15:00
Köszönöm az érvekkel, tényekkel alátámasztott válaszodat, cáfolatodat. Tehát amit írtam igaz. (vagy te sem tudod:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 16:05
Írta: 000000000 Dátum 2010 február 03, 16:05
step motor
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 15:24
Írta: 000000000 Dátum 2010 február 03, 15:24
sziasztok olyan kérdésem volna,hogy megtudná nekem mondani valaki hogyan lehet egy 5 kivezetéses motor tekercskivezetéseit kimérni?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 16:27
Írta: bmejdz9nu Dátum 2010 február 03, 16:27
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 15:27
Írta: bmejdz9nu Dátum 2010 február 03, 15:27
AC szervó motor? Ez biztos? Nem léptető?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 16:34
Írta: bmejdz9nu Dátum 2010 február 03, 16:34
Akkor a gyorsításhoz szükséges teljesítmények számítását hagyjuk? Azaz nagyvonalúan elhanyagoljuk? Nem érdekes? Régebben még írogattál nekem gyorsulásokról...
pl. 125Kw/400Nm/1600Kg (1700) = 8,5mp alatt van 100-on... ekkor dolgozik a motor a legkeményebben... utána már csak súrlódás és légellenállás ahhoz már sokkal kevesebb kell:)
pl. 125Kw/400Nm/1600Kg (1700) = 8,5mp alatt van 100-on... ekkor dolgozik a motor a legkeményebben... utána már csak súrlódás és légellenállás ahhoz már sokkal kevesebb kell:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 15:39
Írta: 000000000 Dátum 2010 február 03, 15:39
Péter hagyjuk már ezeket a nevetésges dolgaidat, a Többiek rohadtul unják, hogy százegyedszerre is csak ugyanazt a semmit nyomod.
Mondtam már, először mechanika, forgácsoláselmélet, Step-dir valóság. Addig erősen hanyagoljad a szervóidat.
Könnyen lehet, ugyanis, hogy a léptecs is sok lesz neked, ha megtanulsz lehajlást számolni!:)
Mondtam már, először mechanika, forgácsoláselmélet, Step-dir valóság. Addig erősen hanyagoljad a szervóidat.
Könnyen lehet, ugyanis, hogy a léptecs is sok lesz neked, ha megtanulsz lehajlást számolni!:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 17:43
Írta: 000000000 Dátum 2010 február 03, 17:43
Egyelőre erőteljesen lassulnod kellene! Tudod, a másik topikban írkálok erről, a műszaki korlátokról. Azon belül majd lesz értelme ugra-bugrálni, gyorsulni és ezzel számolni is kell, de helyesen itt is. A korlátokon kívüli virtualitás, álmodozás, duma meg engem speciel nem érdekel, minek, ha értelmetlen?:) Bizonyára szeretnél az autóddal is menni 500 km/h-val... Menjél.:) Én tudom, hogy nem lehet a műszaki korlátok miatt, te próbáld ki, teszteljed ezt is! Sok fölösleges időd van, nekem meg másoknak nincs!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 16:05
Írta: 000000000 Dátum 2010 február 03, 16:05
step motor
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 18:16
Írta: bmejdz9nu Dátum 2010 február 03, 18:16
Akkor a gyorsításhoz szükséges teljesítmények számítását hagyjuk? Azaz nagyvonalúan elhanyagoljuk? Nem érdekes? Régebben még írogattál nekem gyorsulásokról...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 16:27
Írta: bmejdz9nu Dátum 2010 február 03, 16:27
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 05, 21:49
Írta: bmejdz9nu Dátum 2010 február 05, 21:49
Egy példa... Mach alól (akár analóg! AC szervó) vezérlése vagy step/dir kimenet... (GALIL PID) a kártyán... Plug in a Mach honlapján...
Sorolhatók az egy csatornás kártyák... de van 2; 3; 4; ... egészen 8 axis-ig.. inerpolációt is ismerik...általában 3Mhz-esek... stb... aki akar nézzem utána...

Sorolhatók az egy csatornás kártyák... de van 2; 3; 4; ... egészen 8 axis-ig.. inerpolációt is ismerik...általában 3Mhz-esek... stb... aki akar nézzem utána...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 16:34
Írta: bmejdz9nu Dátum 2010 február 03, 16:34
Akkor a gyorsításhoz szükséges teljesítmények számítását hagyjuk? Azaz nagyvonalúan elhanyagoljuk? Nem érdekes? Régebben még írogattál nekem gyorsulásokról...
pl. 125Kw/400Nm/1600Kg (1700) = 8,5mp alatt van 100-on... ekkor dolgozik a motor a legkeményebben... utána már csak súrlódás és légellenállás ahhoz már sokkal kevesebb kell:)
pl. 125Kw/400Nm/1600Kg (1700) = 8,5mp alatt van 100-on... ekkor dolgozik a motor a legkeményebben... utána már csak súrlódás és légellenállás ahhoz már sokkal kevesebb kell:)
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 05, 22:10
Írta: Egyújabbgépépítő Dátum 2010 február 05, 22:10
Szerintem ez se rossz.
Tud zárt hurkot léptetővel, 249 USD
Tud zárt hurkot léptetővel, 249 USD
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 03, 17:43
Írta: 000000000 Dátum 2010 február 03, 17:43
Egyelőre erőteljesen lassulnod kellene! Tudod, a másik topikban írkálok erről, a műszaki korlátokról. Azon belül majd lesz értelme ugra-bugrálni, gyorsulni és ezzel számolni is kell, de helyesen itt is. A korlátokon kívüli virtualitás, álmodozás, duma meg engem speciel nem érdekel, minek, ha értelmetlen?:) Bizonyára szeretnél az autóddal is menni 500 km/h-val... Menjél.:) Én tudom, hogy nem lehet a műszaki korlátok miatt, te próbáld ki, teszteljed ezt is! Sok fölösleges időd van, nekem meg másoknak nincs!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 00:01
Írta: 000000000 Dátum 2010 február 06, 00:01
Hali!
Egyenlőre elméleti kérdéssel fordulnék hozzátok.
Omron/Yaskawa SGDH sorozat (Sigma II) Párhuzamos portra illesztés.
Sokat olvasgattam a vezérlő kézikönyvét. Javítsatok ki, ha rosszul gondolom.
-adott tengely step jel --> CN1 8-as láb (CW-)
-adott tengely dir jel --> CN1 12-es láb (CCW-)
-vezérlőn CW+ és CCW+ stabil +5 voltra húzva.
Persze pozíció kontrollra és megfelelően paraméterezve a vezérlőt.
Működhet ebben a formában step/dir jelekkel vezérelve?
Előre is köszönöm!
üdv.
Egyenlőre elméleti kérdéssel fordulnék hozzátok.
Omron/Yaskawa SGDH sorozat (Sigma II) Párhuzamos portra illesztés.
Sokat olvasgattam a vezérlő kézikönyvét. Javítsatok ki, ha rosszul gondolom.
-adott tengely step jel --> CN1 8-as láb (CW-)
-adott tengely dir jel --> CN1 12-es láb (CCW-)
-vezérlőn CW+ és CCW+ stabil +5 voltra húzva.
Persze pozíció kontrollra és megfelelően paraméterezve a vezérlőt.
Működhet ebben a formában step/dir jelekkel vezérelve?
Előre is köszönöm!
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 03, 18:16
Írta: bmejdz9nu Dátum 2010 február 03, 18:16
Akkor a gyorsításhoz szükséges teljesítmények számítását hagyjuk? Azaz nagyvonalúan elhanyagoljuk? Nem érdekes? Régebben még írogattál nekem gyorsulásokról...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 01:04
Írta: 000000000 Dátum 2010 február 06, 01:04
Ja, és még 1.
Hogy lehet szinkron működésben hajtani ezeket a vezérlőket? Gondolok itt arra, hogy 1 tengelyt két orsóval akarok tekerni, két vezérlővel, két szervóval.
Köszönöm!
Hogy lehet szinkron működésben hajtani ezeket a vezérlőket? Gondolok itt arra, hogy 1 tengelyt két orsóval akarok tekerni, két vezérlővel, két szervóval.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 05, 21:49
Írta: bmejdz9nu Dátum 2010 február 05, 21:49
Egy példa... Mach alól (akár analóg! AC szervó) vezérlése vagy step/dir kimenet... (GALIL PID) a kártyán... Plug in a Mach honlapján...
Sorolhatók az egy csatornás kártyák... de van 2; 3; 4; ... egészen 8 axis-ig.. inerpolációt is ismerik...általában 3Mhz-esek... stb... aki akar nézzem utána...
Sorolhatók az egy csatornás kártyák... de van 2; 3; 4; ... egészen 8 axis-ig.. inerpolációt is ismerik...általában 3Mhz-esek... stb... aki akar nézzem utána...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 09:09
Írta: bmejdz9nu Dátum 2010 február 06, 09:09
Nekem Sigma-II vez. (100W) még csak "szekrény" szinten van egyetlen darab vezérlő de még moci nincs hozzá :)
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2010 február 05, 22:10
Írta: Egyújabbgépépítő Dátum 2010 február 05, 22:10
Szerintem ez se rossz.
Tud zárt hurkot léptetővel, 249 USD
Tud zárt hurkot léptetővel, 249 USD
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 09:11
Írta: bmejdz9nu Dátum 2010 február 06, 09:11
Na ez engem is érdekelne...
A megoldás valahol a programozható encoder kimenet és a másik vez. A/B encoder bemenetre állítása körül lehet...
De a két vezérlő, Master-Slave kapcsolat kialakításáról sehol nem találtam leírást...infót...
A megoldás valahol a programozható encoder kimenet és a másik vez. A/B encoder bemenetre állítása körül lehet...
De a két vezérlő, Master-Slave kapcsolat kialakításáról sehol nem találtam leírást...infót...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 00:01
Írta: 000000000 Dátum 2010 február 06, 00:01
Hali!
Egyenlőre elméleti kérdéssel fordulnék hozzátok.
Omron/Yaskawa SGDH sorozat (Sigma II) Párhuzamos portra illesztés.
Sokat olvasgattam a vezérlő kézikönyvét. Javítsatok ki, ha rosszul gondolom.
-adott tengely step jel --> CN1 8-as láb (CW-)
-adott tengely dir jel --> CN1 12-es láb (CCW-)
-vezérlőn CW+ és CCW+ stabil +5 voltra húzva.
Persze pozíció kontrollra és megfelelően paraméterezve a vezérlőt.
Működhet ebben a formában step/dir jelekkel vezérelve?
Előre is köszönöm!
üdv.
Egyenlőre elméleti kérdéssel fordulnék hozzátok.
Omron/Yaskawa SGDH sorozat (Sigma II) Párhuzamos portra illesztés.
Sokat olvasgattam a vezérlő kézikönyvét. Javítsatok ki, ha rosszul gondolom.
-adott tengely step jel --> CN1 8-as láb (CW-)
-adott tengely dir jel --> CN1 12-es láb (CCW-)
-vezérlőn CW+ és CCW+ stabil +5 voltra húzva.
Persze pozíció kontrollra és megfelelően paraméterezve a vezérlőt.
Működhet ebben a formában step/dir jelekkel vezérelve?
Előre is köszönöm!
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: Rinaldo Dátum 2010 február 06, 11:32
Írta: Rinaldo Dátum 2010 február 06, 11:32
A Mach3-nál van Slave axis lehetőség...!
A master tengely mellé választható egy slave tengely..A motor output-nál a választott slave tengelyhez tartozó sort is engedélyezni kell és ki kell tölten az ahoz tartozó dolgokat, hasonló módon mint a master tengelyé van.Érdemes ugyan azon port adatbitjeit felhasználni pl: X-A tengelyek az X 2-3 adatbit az A 8-9 LPT1-es port. A léptetési mód legyen azonos activ low pipa vagy nem pipa :-) ahogy a vezérlő szereti..
A master tengely mellé választható egy slave tengely..A motor output-nál a választott slave tengelyhez tartozó sort is engedélyezni kell és ki kell tölten az ahoz tartozó dolgokat, hasonló módon mint a master tengelyé van.Érdemes ugyan azon port adatbitjeit felhasználni pl: X-A tengelyek az X 2-3 adatbit az A 8-9 LPT1-es port. A léptetési mód legyen azonos activ low pipa vagy nem pipa :-) ahogy a vezérlő szereti..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 01:04
Írta: 000000000 Dátum 2010 február 06, 01:04
Ja, és még 1.
Hogy lehet szinkron működésben hajtani ezeket a vezérlőket? Gondolok itt arra, hogy 1 tengelyt két orsóval akarok tekerni, két vezérlővel, két szervóval.
Köszönöm!
Hogy lehet szinkron működésben hajtani ezeket a vezérlőket? Gondolok itt arra, hogy 1 tengelyt két orsóval akarok tekerni, két vezérlővel, két szervóval.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 14:07
Írta: u2ayp7esz Dátum 2010 február 06, 14:07
Hali!
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 09:09
Írta: bmejdz9nu Dátum 2010 február 06, 09:09
Nekem Sigma-II vez. (100W) még csak "szekrény" szinten van egyetlen darab vezérlő de még moci nincs hozzá :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 14:19
Írta: bmejdz9nu Dátum 2010 február 06, 14:19
Nem inkább a DC szervó topikba kellene a szavazást tartani?:) Vagy AC ez a DC ? :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 09:11
Írta: bmejdz9nu Dátum 2010 február 06, 09:11
Na ez engem is érdekelne...
A megoldás valahol a programozható encoder kimenet és a másik vez. A/B encoder bemenetre állítása körül lehet...
De a két vezérlő, Master-Slave kapcsolat kialakításáról sehol nem találtam leírást...infót...
A megoldás valahol a programozható encoder kimenet és a másik vez. A/B encoder bemenetre állítása körül lehet...
De a két vezérlő, Master-Slave kapcsolat kialakításáról sehol nem találtam leírást...infót...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 06, 15:10
Írta: svejk Dátum 2010 február 06, 15:10
SigmaII-nél
Step: CN1-7
Dir: CN1-11
GND: CN1-8,12
A SON -t kapcsold be fixre, vagy a vészleállító működtesse..
Step: CN1-7
Dir: CN1-11
GND: CN1-8,12
A SON -t kapcsold be fixre, vagy a vészleállító működtesse..
Cím: Re:AC szervó motoros vezérlés
Írta: Rinaldo Dátum 2010 február 06, 11:32
Írta: Rinaldo Dátum 2010 február 06, 11:32
A Mach3-nál van Slave axis lehetőség...!
A master tengely mellé választható egy slave tengely..A motor output-nál a választott slave tengelyhez tartozó sort is engedélyezni kell és ki kell tölten az ahoz tartozó dolgokat, hasonló módon mint a master tengelyé van.Érdemes ugyan azon port adatbitjeit felhasználni pl: X-A tengelyek az X 2-3 adatbit az A 8-9 LPT1-es port. A léptetési mód legyen azonos activ low pipa vagy nem pipa :-) ahogy a vezérlő szereti..
A master tengely mellé választható egy slave tengely..A motor output-nál a választott slave tengelyhez tartozó sort is engedélyezni kell és ki kell tölten az ahoz tartozó dolgokat, hasonló módon mint a master tengelyé van.Érdemes ugyan azon port adatbitjeit felhasználni pl: X-A tengelyek az X 2-3 adatbit az A 8-9 LPT1-es port. A léptetési mód legyen azonos activ low pipa vagy nem pipa :-) ahogy a vezérlő szereti..
Cím: Re:AC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:16
Írta: u2ayp7esz Dátum 2010 február 06, 16:16
Kösz Péter!
Kicsit, nagyon eltévedtem :-) de már korrigáltam.
Az A300 vezérlőd mit bír? lehet ilyent szerválni valahonnan? esetleg más ajánlat.
Üdv.
Kicsit, nagyon eltévedtem :-) de már korrigáltam.
Az A300 vezérlőd mit bír? lehet ilyent szerválni valahonnan? esetleg más ajánlat.
Üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 14:07
Írta: u2ayp7esz Dátum 2010 február 06, 14:07
Hali!
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Érdeklődnék a kedves tapasztalt fórumtársaktól hogy milyen servo vezérlőt érdemes és kell vennem a következő DC servo mocikhoz. A típusa Sanyo Denki, 80V és 4,8A a felvet áram szükséglete.
Mindenki tapasztalatát s válaszát szívesen meghallgatom, olvasom :-)
Kösz
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:19
Írta: bmejdz9nu Dátum 2010 február 06, 16:19
Még nem készült el az A300-AC változata - az másra vár - hajrá :) Vagy a DC-re gondolsz itt az AC topikban? :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 14:19
Írta: bmejdz9nu Dátum 2010 február 06, 14:19
Nem inkább a DC szervó topikba kellene a szavazást tartani?:) Vagy AC ez a DC ? :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 18:06
Írta: 000000000 Dátum 2010 február 06, 18:06
Köszi az info-t!
Ez így pont fordítva van az enyémhez képest. Ezt nem csak a programban választható logika dönti el? (Active low--> pipa, "nem pipa")
Ez így pont fordítva van az enyémhez képest. Ezt nem csak a programban választható logika dönti el? (Active low--> pipa, "nem pipa")
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 06, 15:10
Írta: svejk Dátum 2010 február 06, 15:10
SigmaII-nél
Step: CN1-7
Dir: CN1-11
GND: CN1-8,12
A SON -t kapcsold be fixre, vagy a vészleállító működtesse..
Step: CN1-7
Dir: CN1-11
GND: CN1-8,12
A SON -t kapcsold be fixre, vagy a vészleállító működtesse..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 06, 19:45
Írta: svejk Dátum 2010 február 06, 19:45
Most hogy így mondod, tényleg ezt írtad Te is :)
Igen jól gondolod a Tiéd az activ low beállítás.
csak akkor a pc-ből ki kell nyerni a +5V-ot (usb, bill)
Enyém a aktív high, még nem volt gond hogy ne tudta volna az LPT meghajtani.
Igen jól gondolod a Tiéd az activ low beállítás.
csak akkor a pc-ből ki kell nyerni a +5V-ot (usb, bill)
Enyém a aktív high, még nem volt gond hogy ne tudta volna az LPT meghajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: u2ayp7esz Dátum 2010 február 06, 16:16
Írta: u2ayp7esz Dátum 2010 február 06, 16:16
Kösz Péter!
Kicsit, nagyon eltévedtem :-) de már korrigáltam.
Az A300 vezérlőd mit bír? lehet ilyent szerválni valahonnan? esetleg más ajánlat.
Üdv.
Kicsit, nagyon eltévedtem :-) de már korrigáltam.
Az A300 vezérlőd mit bír? lehet ilyent szerválni valahonnan? esetleg más ajánlat.
Üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 19:52
Írta: bmejdz9nu Dátum 2010 február 06, 19:52
Jó (érzékeny) optók lehetnek bennük - nekem is simán megy pozitív logikával...
Ami érdekes... hogyha CW/CCW-re állítom vagy "Step/dir"-re akor is step/dir jelekkel tökéletesen megy...[#fejvakaras]
Ami érdekes... hogyha CW/CCW-re állítom vagy "Step/dir"-re akor is step/dir jelekkel tökéletesen megy...[#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 16:19
Írta: bmejdz9nu Dátum 2010 február 06, 16:19
Még nem készült el az A300-AC változata - az másra vár - hajrá :) Vagy a DC-re gondolsz itt az AC topikban? :)
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 február 06, 22:09
Írta: Riboga Dátum 2010 február 06, 22:09
A Rinaldo féle megoldás a járható út. A két vezérlő láncolása nem lesz jó, mert a második már az első "lengésével" elrontott vezérlést kapja, hiszen az enkóder jelet visszük tovább. Ez a lehetőség csak kevésbé dinamikus helyekre alkalmazható pl. szállítószalagok szinkron mozgatása.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 18:06
Írta: 000000000 Dátum 2010 február 06, 18:06
Köszi az info-t!
Ez így pont fordítva van az enyémhez képest. Ezt nem csak a programban választható logika dönti el? (Active low--> pipa, "nem pipa")
Ez így pont fordítva van az enyémhez képest. Ezt nem csak a programban választható logika dönti el? (Active low--> pipa, "nem pipa")
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 22:29
Írta: 000000000 Dátum 2010 február 06, 22:29
Köszi mindenkinek! [#taps]
Majd még biztos kérdezek. [#worship] [#integet2]
Majd még biztos kérdezek. [#worship] [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 06, 19:45
Írta: svejk Dátum 2010 február 06, 19:45
Most hogy így mondod, tényleg ezt írtad Te is :)
Igen jól gondolod a Tiéd az activ low beállítás.
csak akkor a pc-ből ki kell nyerni a +5V-ot (usb, bill)
Enyém a aktív high, még nem volt gond hogy ne tudta volna az LPT meghajtani.
Igen jól gondolod a Tiéd az activ low beállítás.
csak akkor a pc-ből ki kell nyerni a +5V-ot (usb, bill)
Enyém a aktív high, még nem volt gond hogy ne tudta volna az LPT meghajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 07, 02:24
Írta: 000000000 Dátum 2010 február 07, 02:24
Gondolkodtam az egy tengely kontra két motor lehetőségről.
Ha Mach-ban beállítjuk a slave axis lehetőséget, akkor mi biztosítaná, hogy a két vezérlés véletlenül se másszon el egymáshoz képest? Mert ugye a program csak azt "mondja" hogy menj és hogy merre, de a tényleges pozícióról nem kap vissza semmit. És ha a két vezérlő sem kommunikál valamilyen formában....
Hát nem tudom... "Ez olyan necces így".
Vagy rosszul gondolom? Ti mernétek így működtetni a rendszert? Géptörést el szeretném kerülni.
Ha Mach-ban beállítjuk a slave axis lehetőséget, akkor mi biztosítaná, hogy a két vezérlés véletlenül se másszon el egymáshoz képest? Mert ugye a program csak azt "mondja" hogy menj és hogy merre, de a tényleges pozícióról nem kap vissza semmit. És ha a két vezérlő sem kommunikál valamilyen formában....
Hát nem tudom... "Ez olyan necces így".
Vagy rosszul gondolom? Ti mernétek így működtetni a rendszert? Géptörést el szeretném kerülni.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 06, 19:52
Írta: bmejdz9nu Dátum 2010 február 06, 19:52
Jó (érzékeny) optók lehetnek bennük - nekem is simán megy pozitív logikával...
Ami érdekes... hogyha CW/CCW-re állítom vagy "Step/dir"-re akor is step/dir jelekkel tökéletesen megy...[#fejvakaras]
Ami érdekes... hogyha CW/CCW-re állítom vagy "Step/dir"-re akor is step/dir jelekkel tökéletesen megy...[#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 07, 07:29
Írta: besirkyjh Dátum 2010 február 07, 07:29
Szia
A léptetömotorok eddig is ezt tették ,kapták a jelet és mentek ( vagy nem mentek ).Ha a vezérlöid rendben vannak és a jobb illetve a baloldal ugy elektromosan mint mechanikusan megeggyezik akkor mitöl maradna le a két motor egymástol? De ha ennyire "necces" a dolog akkor használj egy vezérlöt ami elbirja hajtani a kétmotort igy már csak a mechanikailag lehet a gond .
Lehetne bonyolitani a dolgot (" lézeres átnézövel" stb ) de minek? Csinálj olyan mechanikát és elektronikát amivel ez a probléma nemjön elö.
Nálam egy 2450mm-es masina kétoldalán van egy egy 1.4Nm-es léptetö ( kinai ) és két MSD-50-4.2 vezérlövel hajtom ugy hogy a bemenetek párhuzamosan vannak kötve ( nem ajánlom, bár nekem bekött ) és kb 3évi munka után sem volt vele gondom ha nem én voltam a barom. [#fejvakaras][#integet2]
A léptetömotorok eddig is ezt tették ,kapták a jelet és mentek ( vagy nem mentek ).Ha a vezérlöid rendben vannak és a jobb illetve a baloldal ugy elektromosan mint mechanikusan megeggyezik akkor mitöl maradna le a két motor egymástol? De ha ennyire "necces" a dolog akkor használj egy vezérlöt ami elbirja hajtani a kétmotort igy már csak a mechanikailag lehet a gond .
Lehetne bonyolitani a dolgot (" lézeres átnézövel" stb ) de minek? Csinálj olyan mechanikát és elektronikát amivel ez a probléma nemjön elö.
Nálam egy 2450mm-es masina kétoldalán van egy egy 1.4Nm-es léptetö ( kinai ) és két MSD-50-4.2 vezérlövel hajtom ugy hogy a bemenetek párhuzamosan vannak kötve ( nem ajánlom, bár nekem bekött ) és kb 3évi munka után sem volt vele gondom ha nem én voltam a barom. [#fejvakaras][#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 február 06, 22:09
Írta: Riboga Dátum 2010 február 06, 22:09
A Rinaldo féle megoldás a járható út. A két vezérlő láncolása nem lesz jó, mert a második már az első "lengésével" elrontott vezérlést kapja, hiszen az enkóder jelet visszük tovább. Ez a lehetőség csak kevésbé dinamikus helyekre alkalmazható pl. szállítószalagok szinkron mozgatása.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 07, 07:36
Írta: besirkyjh Dátum 2010 február 07, 07:36
Bocsánat de most olvasom hogy ez Ac szervo topick .
Akkor még egyszerübb a dolog erre valo az encoder nem? Közvetlen control van a motor és a vezérlö között .A többi ugyan az mint lejjebb. [#integet2]
Akkor még egyszerübb a dolog erre valo az encoder nem? Közvetlen control van a motor és a vezérlö között .A többi ugyan az mint lejjebb. [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 06, 22:29
Írta: 000000000 Dátum 2010 február 06, 22:29
Köszi mindenkinek! [#taps]
Majd még biztos kérdezek. [#worship] [#integet2]
Majd még biztos kérdezek. [#worship] [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 10:35
Írta: bmejdz9nu Dátum 2010 február 07, 10:35
Már írtam régebben... kereszthíd egyik felén 5mW-os lézer a szemközti oldalon egy opto... ha lemegy a "fénynyaláb" = tiltás... nincs mechanikai rizikó...
A lézer fény mehetne egy csőben is, profil belsejében... stb... nem lehet az rossz... azaz képtelenség hogy elromoljon...
A lézer fény mehetne egy csőben is, profil belsejében... stb... nem lehet az rossz... azaz képtelenség hogy elromoljon...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 07, 02:24
Írta: 000000000 Dátum 2010 február 07, 02:24
Gondolkodtam az egy tengely kontra két motor lehetőségről.
Ha Mach-ban beállítjuk a slave axis lehetőséget, akkor mi biztosítaná, hogy a két vezérlés véletlenül se másszon el egymáshoz képest? Mert ugye a program csak azt "mondja" hogy menj és hogy merre, de a tényleges pozícióról nem kap vissza semmit. És ha a két vezérlő sem kommunikál valamilyen formában....
Hát nem tudom... "Ez olyan necces így".
Vagy rosszul gondolom? Ti mernétek így működtetni a rendszert? Géptörést el szeretném kerülni.
Ha Mach-ban beállítjuk a slave axis lehetőséget, akkor mi biztosítaná, hogy a két vezérlés véletlenül se másszon el egymáshoz képest? Mert ugye a program csak azt "mondja" hogy menj és hogy merre, de a tényleges pozícióról nem kap vissza semmit. És ha a két vezérlő sem kommunikál valamilyen formában....
Hát nem tudom... "Ez olyan necces így".
Vagy rosszul gondolom? Ti mernétek így működtetni a rendszert? Géptörést el szeretném kerülni.
Cím: Re:AC szervó motoros vezérlés
Írta: hlehel Dátum 2010 február 07, 10:42
Írta: hlehel Dátum 2010 február 07, 10:42
Üdv az Uraknak.
Én valami érthető leírást keresek AC vezérlés behangolásáról.[#wow1] [#worship]
Én valami érthető leírást keresek AC vezérlés behangolásáról.[#wow1] [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 07, 07:29
Írta: besirkyjh Dátum 2010 február 07, 07:29
Szia
A léptetömotorok eddig is ezt tették ,kapták a jelet és mentek ( vagy nem mentek ).Ha a vezérlöid rendben vannak és a jobb illetve a baloldal ugy elektromosan mint mechanikusan megeggyezik akkor mitöl maradna le a két motor egymástol? De ha ennyire "necces" a dolog akkor használj egy vezérlöt ami elbirja hajtani a kétmotort igy már csak a mechanikailag lehet a gond .
Lehetne bonyolitani a dolgot (" lézeres átnézövel" stb ) de minek? Csinálj olyan mechanikát és elektronikát amivel ez a probléma nemjön elö.
Nálam egy 2450mm-es masina kétoldalán van egy egy 1.4Nm-es léptetö ( kinai ) és két MSD-50-4.2 vezérlövel hajtom ugy hogy a bemenetek párhuzamosan vannak kötve ( nem ajánlom, bár nekem bekött ) és kb 3évi munka után sem volt vele gondom ha nem én voltam a barom. [#fejvakaras][#integet2]
A léptetömotorok eddig is ezt tették ,kapták a jelet és mentek ( vagy nem mentek ).Ha a vezérlöid rendben vannak és a jobb illetve a baloldal ugy elektromosan mint mechanikusan megeggyezik akkor mitöl maradna le a két motor egymástol? De ha ennyire "necces" a dolog akkor használj egy vezérlöt ami elbirja hajtani a kétmotort igy már csak a mechanikailag lehet a gond .
Lehetne bonyolitani a dolgot (" lézeres átnézövel" stb ) de minek? Csinálj olyan mechanikát és elektronikát amivel ez a probléma nemjön elö.
Nálam egy 2450mm-es masina kétoldalán van egy egy 1.4Nm-es léptetö ( kinai ) és két MSD-50-4.2 vezérlövel hajtom ugy hogy a bemenetek párhuzamosan vannak kötve ( nem ajánlom, bár nekem bekött ) és kb 3évi munka után sem volt vele gondom ha nem én voltam a barom. [#fejvakaras][#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 11:17
Írta: bmejdz9nu Dátum 2010 február 07, 11:17
Ahhoz a vezérlőhöz és motorhoz amit "írtál" nincsen [#wow1] :)
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 február 07, 07:36
Írta: besirkyjh Dátum 2010 február 07, 07:36
Bocsánat de most olvasom hogy ez Ac szervo topick .
Akkor még egyszerübb a dolog erre valo az encoder nem? Közvetlen control van a motor és a vezérlö között .A többi ugyan az mint lejjebb. [#integet2]
Akkor még egyszerübb a dolog erre valo az encoder nem? Közvetlen control van a motor és a vezérlö között .A többi ugyan az mint lejjebb. [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 07, 11:34
Írta: svejk Dátum 2010 február 07, 11:34
A gépkönyvnek elegendőnek kell hogy legyen...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 10:35
Írta: bmejdz9nu Dátum 2010 február 07, 10:35
Már írtam régebben... kereszthíd egyik felén 5mW-os lézer a szemközti oldalon egy opto... ha lemegy a "fénynyaláb" = tiltás... nincs mechanikai rizikó...
A lézer fény mehetne egy csőben is, profil belsejében... stb... nem lehet az rossz... azaz képtelenség hogy elromoljon...
A lézer fény mehetne egy csőben is, profil belsejében... stb... nem lehet az rossz... azaz képtelenség hogy elromoljon...
Cím: Re:AC szervó motoros vezérlés
Írta: hlehel Dátum 2010 február 07, 11:57
Írta: hlehel Dátum 2010 február 07, 11:57
Igen, annak elegendőnek kellene legyen :), de egy kicsitt szűkszavú (TECO), más gyártó több info-t közöl, de sajnos nem elég tiszta számomra.
Szóval egy általános leírást keresek amiből az összefüggéseket megérthetem (gain ,time constant, stb)
Szóval egy általános leírást keresek amiből az összefüggéseket megérthetem (gain ,time constant, stb)
Cím: Re:AC szervó motoros vezérlés
Írta: hlehel Dátum 2010 február 07, 10:42
Írta: hlehel Dátum 2010 február 07, 10:42
Üdv az Uraknak.
Én valami érthető leírást keresek AC vezérlés behangolásáról.[#wow1] [#worship]
Én valami érthető leírást keresek AC vezérlés behangolásáról.[#wow1] [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 12:13
Írta: bmejdz9nu Dátum 2010 február 07, 12:13
A TECO-t gondolom a Klavio Kft-től vetted.... Kérdezz a topikjukban!
Erről a rendszerről kevés infónk van, mert főként a profik veszik... viszont a Klavio Kft biztos tud segíteni... mi is kíváncsian várjuk a kérdéseket, hogy TECO-ban is jártasságot szerezzünk!
Erről a rendszerről kevés infónk van, mert főként a profik veszik... viszont a Klavio Kft biztos tud segíteni... mi is kíváncsian várjuk a kérdéseket, hogy TECO-ban is jártasságot szerezzünk!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 11:17
Írta: bmejdz9nu Dátum 2010 február 07, 11:17
Ahhoz a vezérlőhöz és motorhoz amit "írtál" nincsen [#wow1] :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 07, 19:32
Írta: Szedlay Pál Dátum 2010 február 07, 19:32
nyugodtan nézd meg az omron vagy a yaskawa sigmaII sorozat leírását, mert egyforma ezzel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 február 07, 11:34
Írta: svejk Dátum 2010 február 07, 11:34
A gépkönyvnek elegendőnek kell hogy legyen...
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 07, 19:37
Írta: Szedlay Pál Dátum 2010 február 07, 19:37
Remek kártya nem kell olcsón egy 3tengelyes?
1830-as 50.000Ft-ért?
1830-as 50.000Ft-ért?
Cím: Re:AC szervó motoros vezérlés
Írta: hlehel Dátum 2010 február 07, 11:57
Írta: hlehel Dátum 2010 február 07, 11:57
Igen, annak elegendőnek kellene legyen :), de egy kicsitt szűkszavú (TECO), más gyártó több info-t közöl, de sajnos nem elég tiszta számomra.
Szóval egy általános leírást keresek amiből az összefüggéseket megérthetem (gain ,time constant, stb)
Szóval egy általános leírást keresek amiből az összefüggéseket megérthetem (gain ,time constant, stb)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 20:07
Írta: bmejdz9nu Dátum 2010 február 07, 20:07
A Galil szoftver meg van hozzá? Nem küldenéd át? Megsasolnám...(GalilTools Software)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 12:13
Írta: bmejdz9nu Dátum 2010 február 07, 12:13
A TECO-t gondolom a Klavio Kft-től vetted.... Kérdezz a topikjukban!
Erről a rendszerről kevés infónk van, mert főként a profik veszik... viszont a Klavio Kft biztos tud segíteni... mi is kíváncsian várjuk a kérdéseket, hogy TECO-ban is jártasságot szerezzünk!
Erről a rendszerről kevés infónk van, mert főként a profik veszik... viszont a Klavio Kft biztos tud segíteni... mi is kíváncsian várjuk a kérdéseket, hogy TECO-ban is jártasságot szerezzünk!
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 08, 16:27
Írta: Szedlay Pál Dátum 2010 február 08, 16:27
A fotót róla vagy a kártyát postán?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 07, 19:32
Írta: Szedlay Pál Dátum 2010 február 07, 19:32
nyugodtan nézd meg az omron vagy a yaskawa sigmaII sorozat leírását, mert egyforma ezzel.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 08, 16:31
Írta: bmejdz9nu Dátum 2010 február 08, 16:31
A setup szoftver meg van hozzá? (GalilTools Software) Mi a verziószáma s pontos neve? Azaz melyik?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 07, 19:37
Írta: Szedlay Pál Dátum 2010 február 07, 19:37
Remek kártya nem kell olcsón egy 3tengelyes?
1830-as 50.000Ft-ért?
1830-as 50.000Ft-ért?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 11, 21:39
Írta: Szedlay Pál Dátum 2010 február 11, 21:39
DMC-1830 PCI motion controller F.rev.
A GAlilTools szoftver meg van, csak password nincs.
A GAlilTools szoftver meg van, csak password nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 07, 20:07
Írta: bmejdz9nu Dátum 2010 február 07, 20:07
A Galil szoftver meg van hozzá? Nem küldenéd át? Megsasolnám...(GalilTools Software)
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 11, 21:55
Írta: Szedlay Pál Dátum 2010 február 11, 21:55
Ehhez a kártyához ez nem setup softver, hanem a szervok beállítását segíti. a Setup soft ingyé letölthető és használható
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 08, 16:27
Írta: Szedlay Pál Dátum 2010 február 08, 16:27
A fotót róla vagy a kártyát postán?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 17:19
Írta: bmejdz9nu Dátum 2010 február 22, 17:19
LZ kérésére....(DC topik #11015)
Itt az eredeti link.. De valamiért nem tudom most angolra átváltani.... (Full Digital Servo Drive CSDJ)
2009-4.pdf - a 3.oldalon a középsők "Automatic measurement of load inertia ratio" = ez nagyon tetszik bennük :)

Itt az eredeti link.. De valamiért nem tudom most angolra átváltani.... (Full Digital Servo Drive CSDJ)
2009-4.pdf - a 3.oldalon a középsők "Automatic measurement of load inertia ratio" = ez nagyon tetszik bennük :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 08, 16:31
Írta: bmejdz9nu Dátum 2010 február 08, 16:31
A setup szoftver meg van hozzá? (GalilTools Software) Mi a verziószáma s pontos neve? Azaz melyik?
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 21:39
Írta: jv7pu3a5p Dátum 2010 február 22, 21:39
Nagyon tuti cuccok. Gondolom Te vezérlővel együtt vetted a mocit. Mennyi lehet csak a motor, nem tod?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 11, 21:39
Írta: Szedlay Pál Dátum 2010 február 11, 21:39
DMC-1830 PCI motion controller F.rev.
A GAlilTools szoftver meg van, csak password nincs.
A GAlilTools szoftver meg van, csak password nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 21:50
Írta: bmejdz9nu Dátum 2010 február 22, 21:50
Igen kompletten vettem... Elég modern vezérlés... ma is forgalmazzák...
A motor semmit sem ér külön mert ahány gyártó annyiféle kommunikációs szabvány a motor és vezérlő közötti adat protokol-ban...
Tehát csak egyben szabad ilyet venni... vagy "nehezéknek" egy motort ?:)
A motor semmit sem ér külön mert ahány gyártó annyiféle kommunikációs szabvány a motor és vezérlő közötti adat protokol-ban...
Tehát csak egyben szabad ilyet venni... vagy "nehezéknek" egy motort ?:)
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2010 február 11, 21:55
Írta: Szedlay Pál Dátum 2010 február 11, 21:55
Ehhez a kártyához ez nem setup softver, hanem a szervok beállítását segíti. a Setup soft ingyé letölthető és használható
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 22:10
Írta: jv7pu3a5p Dátum 2010 február 22, 22:10
Tényleg. Én kézpénznek vettem, hogy az enkóder csatlakozóban A meg B jelek vannak. De most néztem megint, de nem találok infót a csairól. csak a motor csatlakozó bekötésről van leírás.
Kár...
Nézegettem az ebay-t, van kínálat bőven. Csak tudjon az ember választani.. :)
Kár...
Nézegettem az ebay-t, van kínálat bőven. Csak tudjon az ember választani.. :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 17:19
Írta: bmejdz9nu Dátum 2010 február 22, 17:19
LZ kérésére....(DC topik #11015)
Itt az eredeti link.. De valamiért nem tudom most angolra átváltani.... (Full Digital Servo Drive CSDJ)
2009-4.pdf - a 3.oldalon a középsők "Automatic measurement of load inertia ratio" = ez nagyon tetszik bennük :)
Itt az eredeti link.. De valamiért nem tudom most angolra átváltani.... (Full Digital Servo Drive CSDJ)
2009-4.pdf - a 3.oldalon a középsők "Automatic measurement of load inertia ratio" = ez nagyon tetszik bennük :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:19
Írta: 000000000 Dátum 2010 február 22, 22:19
Nem erőltete meg magát design terén az Allen-Bradley cég

Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 21:39
Írta: jv7pu3a5p Dátum 2010 február 22, 21:39
Nagyon tuti cuccok. Gondolom Te vezérlővel együtt vetted a mocit. Mennyi lehet csak a motor, nem tod?
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 22:27
Írta: MoparMan Dátum 2010 február 22, 22:27
ezek ipari cuccok, nem a szépségdíjra pályáznak...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 22, 21:50
Írta: bmejdz9nu Dátum 2010 február 22, 21:50
Igen kompletten vettem... Elég modern vezérlés... ma is forgalmazzák...
A motor semmit sem ér külön mert ahány gyártó annyiféle kommunikációs szabvány a motor és vezérlő közötti adat protokol-ban...
Tehát csak egyben szabad ilyet venni... vagy "nehezéknek" egy motort ?:)
A motor semmit sem ér külön mert ahány gyártó annyiféle kommunikációs szabvány a motor és vezérlő közötti adat protokol-ban...
Tehát csak egyben szabad ilyet venni... vagy "nehezéknek" egy motort ?:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:35
Írta: 000000000 Dátum 2010 február 22, 22:35
Nem is a szépség érdekel, csak érdekes hogy 99%-ban megegyezik.
Ezzel csak arra akartam célozni hogy az is a yaskawa követte el nagy valószinűségel.
Normális hajtásokat szinte csak a yaskawa meg a fanuc csinál, de az utóbit már felvásárolta a GE.
Ezzel csak arra akartam célozni hogy az is a yaskawa követte el nagy valószinűségel.
Normális hajtásokat szinte csak a yaskawa meg a fanuc csinál, de az utóbit már felvásárolta a GE.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 február 22, 22:10
Írta: jv7pu3a5p Dátum 2010 február 22, 22:10
Tényleg. Én kézpénznek vettem, hogy az enkóder csatlakozóban A meg B jelek vannak. De most néztem megint, de nem találok infót a csairól. csak a motor csatlakozó bekötésről van leírás.
Kár...
Nézegettem az ebay-t, van kínálat bőven. Csak tudjon az ember választani.. :)
Kár...
Nézegettem az ebay-t, van kínálat bőven. Csak tudjon az ember választani.. :)
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 22:40
Írta: MoparMan Dátum 2010 február 22, 22:40
én nem láttam még gépbe építve ilyesmit, de gondolom szerelhetőségi szempontból ilyen a kialakítás, amolyan "rack-rendszer". ha cserélni kell csak kihúz, másik betesz, nem kell a szétbontani a fél gépet a csatlakozók miatt stb.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:19
Írta: 000000000 Dátum 2010 február 22, 22:19
Nem erőltete meg magát design terén az Allen-Bradley cég
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:50
Írta: 000000000 Dátum 2010 február 22, 22:50
Most nem lehurogni akarlak de az látszik hogy nem láttál még gépet belüröl.
Semilyen rack kialakitásról nincs itt szó.
Általában ilyen berendezésekat max akkor cserélik mikor a gépet is, sőt van hogy a gépet is túlélik köszönhetően némely szemfüles hobbystának köszönhetően [#hehe]
Semilyen rack kialakitásról nincs itt szó.
Általában ilyen berendezésekat max akkor cserélik mikor a gépet is, sőt van hogy a gépet is túlélik köszönhetően némely szemfüles hobbystának köszönhetően [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 22:27
Írta: MoparMan Dátum 2010 február 22, 22:27
ezek ipari cuccok, nem a szépségdíjra pályáznak...
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 23:30
Írta: MoparMan Dátum 2010 február 22, 23:30
lehet...
én csak feltételezem, hogy ezen okból van így konstruálva...
én csak feltételezem, hogy ezen okból van így konstruálva...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:35
Írta: 000000000 Dátum 2010 február 22, 22:35
Nem is a szépség érdekel, csak érdekes hogy 99%-ban megegyezik.
Ezzel csak arra akartam célozni hogy az is a yaskawa követte el nagy valószinűségel.
Normális hajtásokat szinte csak a yaskawa meg a fanuc csinál, de az utóbit már felvásárolta a GE.
Ezzel csak arra akartam célozni hogy az is a yaskawa követte el nagy valószinűségel.
Normális hajtásokat szinte csak a yaskawa meg a fanuc csinál, de az utóbit már felvásárolta a GE.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 23, 08:21
Írta: bmejdz9nu Dátum 2010 február 23, 08:21
Kínálat van az Ebay-on... de párosítva (vez + motor) már kevesebb... és ugyebár legyen step/dir-es is... így aztán már alig van :)
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 22:40
Írta: MoparMan Dátum 2010 február 22, 22:40
én nem láttam még gépbe építve ilyesmit, de gondolom szerelhetőségi szempontból ilyen a kialakítás, amolyan "rack-rendszer". ha cserélni kell csak kihúz, másik betesz, nem kell a szétbontani a fél gépet a csatlakozók miatt stb.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 23, 08:24
Írta: bmejdz9nu Dátum 2010 február 23, 08:24
Ez a Yaskawa is úgy néz ki mint a többi... de a csatik bekötése is más minden gyártónál...(ás a motorhoz a protokol az meg végképp)
Csak az Omron és Yaskawa (egy fejlesztés és gyárból valók) ... azok kompatibilisek (valamennyire - azaz tudni kell mi) egymással...
Csak az Omron és Yaskawa (egy fejlesztés és gyárból valók) ... azok kompatibilisek (valamennyire - azaz tudni kell mi) egymással...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 22, 22:50
Írta: 000000000 Dátum 2010 február 22, 22:50
Most nem lehurogni akarlak de az látszik hogy nem láttál még gépet belüröl.
Semilyen rack kialakitásról nincs itt szó.
Általában ilyen berendezésekat max akkor cserélik mikor a gépet is, sőt van hogy a gépet is túlélik köszönhetően némely szemfüles hobbystának köszönhetően [#hehe]
Semilyen rack kialakitásról nincs itt szó.
Általában ilyen berendezésekat max akkor cserélik mikor a gépet is, sőt van hogy a gépet is túlélik köszönhetően némely szemfüles hobbystának köszönhetően [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 12:21
Írta: 000000000 Dátum 2010 február 23, 12:21
Tudom jól hogy a yaskawa és az omron egy és ugyanaz.
Annyira hogy találkoztam olyan omron vezérlővel aminek a panelén yaskawa embléma volt.
az inkompatibilitás pedig általában abból adódik hogy az encoder nem egyezik meg.
Annyira hogy találkoztam olyan omron vezérlővel aminek a panelén yaskawa embléma volt.
az inkompatibilitás pedig általában abból adódik hogy az encoder nem egyezik meg.
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2010 február 22, 23:30
Írta: MoparMan Dátum 2010 február 22, 23:30
lehet...
én csak feltételezem, hogy ezen okból van így konstruálva...
én csak feltételezem, hogy ezen okból van így konstruálva...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:26
Írta: 000000000 Dátum 2010 február 23, 21:26
(ftp://cnctar%40varsanyipeter.com@ftp.hunbay.com/AWI%20Gabi/E2N%20223.jpg)
Info kéne erről a motorról, mire jó? mennyiért ér? mivel lehet vezérelni?
Info kéne erről a motorról, mire jó? mennyiért ér? mivel lehet vezérelni?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 23, 08:21
Írta: bmejdz9nu Dátum 2010 február 23, 08:21
Kínálat van az Ebay-on... de párosítva (vez + motor) már kevesebb... és ugyebár legyen step/dir-es is... így aztán már alig van :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:26
Írta: 000000000 Dátum 2010 február 23, 21:26
(//%5Bimg%5Dftp://cnctar%40varsanyipeter.com@ftp.hunbay.com/AWI%20Gabi/E2N%20223.jpg) [/img]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 február 23, 08:24
Írta: bmejdz9nu Dátum 2010 február 23, 08:24
Ez a Yaskawa is úgy néz ki mint a többi... de a csatik bekötése is más minden gyártónál...(ás a motorhoz a protokol az meg végképp)
Csak az Omron és Yaskawa (egy fejlesztés és gyárból valók) ... azok kompatibilisek (valamennyire - azaz tudni kell mi) egymással...
Csak az Omron és Yaskawa (egy fejlesztés és gyárból valók) ... azok kompatibilisek (valamennyire - azaz tudni kell mi) egymással...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:28
Írta: 000000000 Dátum 2010 február 23, 21:28

Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 12:21
Írta: 000000000 Dátum 2010 február 23, 12:21
Tudom jól hogy a yaskawa és az omron egy és ugyanaz.
Annyira hogy találkoztam olyan omron vezérlővel aminek a panelén yaskawa embléma volt.
az inkompatibilitás pedig általában abból adódik hogy az encoder nem egyezik meg.
Annyira hogy találkoztam olyan omron vezérlővel aminek a panelén yaskawa embléma volt.
az inkompatibilitás pedig általában abból adódik hogy az encoder nem egyezik meg.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 23:03
Írta: 000000000 Dátum 2010 február 23, 23:03
Mivel 100 voltos 40wattos aszinkron motor én speciel semmit nem adnék egy ilyenért.
Esetleg ha 230 voltos lenne akkor tekergethetnéd vele a redőnyödet.[#nyes]
Esetleg ha 230 voltos lenne akkor tekergethetnéd vele a redőnyödet.[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:26
Írta: 000000000 Dátum 2010 február 23, 21:26
(ftp://cnctar%40varsanyipeter.com@ftp.hunbay.com/AWI%20Gabi/E2N%20223.jpg)
Info kéne erről a motorról, mire jó? mennyiért ér? mivel lehet vezérelni?
Info kéne erről a motorról, mire jó? mennyiért ér? mivel lehet vezérelni?
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 február 24, 10:46
Írta: nmnrsytc Dátum 2010 február 24, 10:46
Nekem is van hasonló hajtóműves motorom 230V-os drive-vel, de nem igazán tudtam eddig semmire használni, max. arra amit Pál említett. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:26
Írta: 000000000 Dátum 2010 február 23, 21:26
(//%5Bimg%5Dftp://cnctar%40varsanyipeter.com@ftp.hunbay.com/AWI%20Gabi/E2N%20223.jpg) [/img]
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 február 24, 10:53
Írta: nmnrsytc Dátum 2010 február 24, 10:53
A yaskawa és omron servo tényleg ugynaz mert csereszabatosak voltak ha omron servót hajtottak meg, és nagyobb drive-vel a kissebb motort is meg lehetett hajtani(SGDH,SGDM), és a kutya valóban az encoderben van elásva. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 21:28
Írta: 000000000 Dátum 2010 február 23, 21:28
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 15:50
Írta: s7manbs8 Dátum 2010 március 04, 15:50

Ilyen motor vezéreltetek már ? Valami újabbfajta mosógépekben van.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 február 23, 23:03
Írta: 000000000 Dátum 2010 február 23, 23:03
Mivel 100 voltos 40wattos aszinkron motor én speciel semmit nem adnék egy ilyenért.
Esetleg ha 230 voltos lenne akkor tekergethetnéd vele a redőnyödet.[#nyes]
Esetleg ha 230 voltos lenne akkor tekergethetnéd vele a redőnyödet.[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 15:51
Írta: s7manbs8 Dátum 2010 március 04, 15:51
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 február 24, 10:46
Írta: nmnrsytc Dátum 2010 február 24, 10:46
Nekem is van hasonló hajtóműves motorom 230V-os drive-vel, de nem igazán tudtam eddig semmire használni, max. arra amit Pál említett. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 04, 18:00
Írta: 000000000 Dátum 2010 március 04, 18:00
Direct drive motor, ilyenből már láttam a neten szélgenerátort építeni.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 február 24, 10:53
Írta: nmnrsytc Dátum 2010 február 24, 10:53
A yaskawa és omron servo tényleg ugynaz mert csereszabatosak voltak ha omron servót hajtottak meg, és nagyobb drive-vel a kissebb motort is meg lehetett hajtani(SGDH,SGDM), és a kutya valóban az encoderben van elásva. :)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 18:45
Írta: s7manbs8 Dátum 2010 március 04, 18:45
Egyelőre ezt még a gazdája sajnos javíttatja, ha kidobva lenne ilyen biztos jó lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 15:50
Írta: s7manbs8 Dátum 2010 március 04, 15:50
Ilyen motor vezéreltetek már ? Valami újabbfajta mosógépekben van.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 március 04, 20:46
Írta: ANTAL GÁBOR Dátum 2010 március 04, 20:46
Én egy 36 pólusú brushless dc motornak nézem külső pm forgórésszel. Olyan mint egy gigantikus CD rom motor de a testvérei a nyomtatókban is előfordulnak. A vezérlése cél ic kel megoldott legföljebb a végfok nagyobb.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 15:51
Írta: s7manbs8 Dátum 2010 március 04, 15:51
Cím: Re:AC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2010 március 04, 20:57
Írta: Rabb Ferenc Dátum 2010 március 04, 20:57
Ez az igazi komplex hasznosítás! Ha fúj a szél, áramot termel. Ha esik az eső, mosni lehet vele. Aztán ha elállt és süt a Nap, jó lesz szárítógépnek is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 04, 18:00
Írta: 000000000 Dátum 2010 március 04, 18:00
Direct drive motor, ilyenből már láttam a neten szélgenerátort építeni.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 március 05, 12:49
Írta: Kristály Árpád Dátum 2010 március 05, 12:49
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 04, 18:45
Írta: s7manbs8 Dátum 2010 március 04, 18:45
Egyelőre ezt még a gazdája sajnos javíttatja, ha kidobva lenne ilyen biztos jó lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 március 05, 12:51
Írta: Kristály Árpád Dátum 2010 március 05, 12:51
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 március 04, 20:46
Írta: ANTAL GÁBOR Dátum 2010 március 04, 20:46
Én egy 36 pólusú brushless dc motornak nézem külső pm forgórésszel. Olyan mint egy gigantikus CD rom motor de a testvérei a nyomtatókban is előfordulnak. A vezérlése cél ic kel megoldott legföljebb a végfok nagyobb.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 05, 12:52
Írta: s7manbs8 Dátum 2010 március 05, 12:52
Meg is kérdezem az illetőt, hogy milyen gépből való.
Cím: Re:AC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2010 március 04, 20:57
Írta: Rabb Ferenc Dátum 2010 március 04, 20:57
Ez az igazi komplex hasznosítás! Ha fúj a szél, áramot termel. Ha esik az eső, mosni lehet vele. Aztán ha elállt és süt a Nap, jó lesz szárítógépnek is.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 05, 12:53
Írta: s7manbs8 Dátum 2010 március 05, 12:53
Az elektronikáját nem láttam, de a szerelő azt mondta hogy szép nagy darab, meg is ijedt tőle, csak szimeringezni kellett, nem elekromos baja volt.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 március 05, 12:49
Írta: Kristály Árpád Dátum 2010 március 05, 12:49
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 17, 13:57
Írta: dolfi Dátum 2010 március 17, 13:57
nagy AC servos gép nagygep
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2010 március 05, 12:51
Írta: Kristály Árpád Dátum 2010 március 05, 12:51
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:10
Írta: dolfi Dátum 2010 március 18, 00:10
egy kis video a gépemról:video1
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 05, 12:52
Írta: s7manbs8 Dátum 2010 március 05, 12:52
Meg is kérdezem az illetőt, hogy milyen gépből való.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:37
Írta: dolfi Dátum 2010 március 18, 00:37
meg egy:video 2
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 05, 12:53
Írta: s7manbs8 Dátum 2010 március 05, 12:53
Az elektronikáját nem láttam, de a szerelő azt mondta hogy szép nagy darab, meg is ijedt tőle, csak szimeringezni kellett, nem elekromos baja volt.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:40
Írta: dolfi Dátum 2010 március 18, 00:40
és meg egy:video 3
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 17, 13:57
Írta: dolfi Dátum 2010 március 17, 13:57
nagy AC servos gép nagygep
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 18, 09:51
Írta: svejk Dátum 2010 március 18, 09:51
Huhh, elég ijesztőek a mozgások :)))
Egy pár műszaki adattal megspékelhetnéd a beírást.
Egy adott célfeladatra készült, vagy univerzálisnak?
És ez akkor a Tiéd?
Egy pár műszaki adattal megspékelhetnéd a beírást.
Egy adott célfeladatra készült, vagy univerzálisnak?
És ez akkor a Tiéd?
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:10
Írta: dolfi Dátum 2010 március 18, 00:10
egy kis video a gépemról:video1
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 10:26
Írta: dolfi Dátum 2010 március 18, 10:26
Igen az amit a tetőtérben lattal. az Asztal 2080X2700 mm bútorlap méret ,ebből bejárható,1800X2500 mm.AC servok Yaskawa 750W. 32 X32 golyós orsók, THK20 Sínek, 100X100 és 100x50 és alu profilok . gyorsulás lassítás minimumra állítva ... ,a Smooth stepper néha elhagyja magát és ezt meg orvosolni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:37
Írta: dolfi Dátum 2010 március 18, 00:37
meg egy:video 2
Cím: Re:AC szervó motoros vezérlés
Írta: ebalint Dátum 2010 március 18, 11:17
Írta: ebalint Dátum 2010 március 18, 11:17
Szia!
Nagyon jól néz ki![#eljen]
Nagyon jól néz ki![#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 00:40
Írta: dolfi Dátum 2010 március 18, 00:40
és meg egy:video 3
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 12:09
Írta: bmejdz9nu Dátum 2010 március 18, 12:09
Hűha most néztem be ide...
Dolfi Gratula! Megy mint a golyó! Nagyon jó lett!
Sebesség... arányosnak látom a nagy emelkedésű órsókhoz a mértetes motorokat...
Ha 3000rpm-re számolom akkor az 1600mm/sec? (96 méter/perc) vagy 1500-as fordulatuak a motorok? vagy nem kell azaz nincs azaz minek a motor fordulatát kihasználni... fontosabb az ereje... az pedíg kell a 32mm emelkedésű orsókhoz...
A smooth Stepper szükségét nem értem, hogy minek...
Persze kell nagy freki a nagy felbontás és sebességhez... de belül a gyári AC-k ugyis nagy "számokkal dolgoznak"...
Dolfi Gratula! Megy mint a golyó! Nagyon jó lett!
Sebesség... arányosnak látom a nagy emelkedésű órsókhoz a mértetes motorokat...
Ha 3000rpm-re számolom akkor az 1600mm/sec? (96 méter/perc) vagy 1500-as fordulatuak a motorok? vagy nem kell azaz nincs azaz minek a motor fordulatát kihasználni... fontosabb az ereje... az pedíg kell a 32mm emelkedésű orsókhoz...
A smooth Stepper szükségét nem értem, hogy minek...
Persze kell nagy freki a nagy felbontás és sebességhez... de belül a gyári AC-k ugyis nagy "számokkal dolgoznak"...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 18, 09:51
Írta: svejk Dátum 2010 március 18, 09:51
Huhh, elég ijesztőek a mozgások :)))
Egy pár műszaki adattal megspékelhetnéd a beírást.
Egy adott célfeladatra készült, vagy univerzálisnak?
És ez akkor a Tiéd?
Egy pár műszaki adattal megspékelhetnéd a beírást.
Egy adott célfeladatra készült, vagy univerzálisnak?
És ez akkor a Tiéd?
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 12:18
Írta: dolfi Dátum 2010 március 18, 12:18
100step/ mm-re van állítva a mach és a servo felosztja a 8192/3200 . 3000 és a motor fordulat. 100m /perc a gyorsjárat.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 10:26
Írta: dolfi Dátum 2010 március 18, 10:26
Igen az amit a tetőtérben lattal. az Asztal 2080X2700 mm bútorlap méret ,ebből bejárható,1800X2500 mm.AC servok Yaskawa 750W. 32 X32 golyós orsók, THK20 Sínek, 100X100 és 100x50 és alu profilok . gyorsulás lassítás minimumra állítva ... ,a Smooth stepper néha elhagyja magát és ezt meg orvosolni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 12:56
Írta: bmejdz9nu Dátum 2010 március 18, 12:56
Hát igen de az 1 század pontosság. Ha léptetsz egy századot akkor 0.01 ről 0.02-re megy...
Tehát nem úgy mint DC-nél.. hulla pontosan...túlfutás nélkül...(azaz "házi" hagyományos PID-el)
(belül megoldja és a mozgási kimenet annyi amennyit a pozíció parancs megadott - amennyi a kívánalom volt...)
Ezért szeretem a gyári AC-kat... mert nem kell "frekvenciatöbblet" csak annyi amennyi az elvárt felbontási pontosság...(nem kell "ráhagyás"... vagy hogy fogalmazzam ezt:)
Század felbontás ekkora szerkezetnél több mint elég... gondolom ezzel egyetértünk... de mint írtam és ha azzal is egyetértesz akkor minek a SmoothStepper?
(A SmoothStepper esetedben - sebesség és felbontés igény miatt - kötelező kellék lenne ha nem egy gyári AC lenne...de az van :)
Tehát nem úgy mint DC-nél.. hulla pontosan...túlfutás nélkül...(azaz "házi" hagyományos PID-el)
(belül megoldja és a mozgási kimenet annyi amennyit a pozíció parancs megadott - amennyi a kívánalom volt...)
Ezért szeretem a gyári AC-kat... mert nem kell "frekvenciatöbblet" csak annyi amennyi az elvárt felbontási pontosság...(nem kell "ráhagyás"... vagy hogy fogalmazzam ezt:)
Század felbontás ekkora szerkezetnél több mint elég... gondolom ezzel egyetértünk... de mint írtam és ha azzal is egyetértesz akkor minek a SmoothStepper?
(A SmoothStepper esetedben - sebesség és felbontés igény miatt - kötelező kellék lenne ha nem egy gyári AC lenne...de az van :)
Cím: Re:AC szervó motoros vezérlés
Írta: ebalint Dátum 2010 március 18, 11:17
Írta: ebalint Dátum 2010 március 18, 11:17
Szia!
Nagyon jól néz ki![#eljen]
Nagyon jól néz ki![#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 13:09
Írta: besirkyjh Dátum 2010 március 18, 13:09
Szia
Látok egy érdekes dolgot a golyosorso felett .
Az a fogazottszij lenne a szinkron hajtásod ?
Mennyire stabil ( méret tartás szemontlyábol ) ez a megoldás ? A másik oldalán a gépnek van egy uugyan ilyen fogazottszij ami a hidhoz van rögzitve?
Látok egy érdekes dolgot a golyosorso felett .
Az a fogazottszij lenne a szinkron hajtásod ?
Mennyire stabil ( méret tartás szemontlyábol ) ez a megoldás ? A másik oldalán a gépnek van egy uugyan ilyen fogazottszij ami a hidhoz van rögzitve?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 12:09
Írta: bmejdz9nu Dátum 2010 március 18, 12:09
Hűha most néztem be ide...
Dolfi Gratula! Megy mint a golyó! Nagyon jó lett!
Sebesség... arányosnak látom a nagy emelkedésű órsókhoz a mértetes motorokat...
Ha 3000rpm-re számolom akkor az 1600mm/sec? (96 méter/perc) vagy 1500-as fordulatuak a motorok? vagy nem kell azaz nincs azaz minek a motor fordulatát kihasználni... fontosabb az ereje... az pedíg kell a 32mm emelkedésű orsókhoz...
A smooth Stepper szükségét nem értem, hogy minek...
Persze kell nagy freki a nagy felbontás és sebességhez... de belül a gyári AC-k ugyis nagy "számokkal dolgoznak"...
Dolfi Gratula! Megy mint a golyó! Nagyon jó lett!
Sebesség... arányosnak látom a nagy emelkedésű órsókhoz a mértetes motorokat...
Ha 3000rpm-re számolom akkor az 1600mm/sec? (96 méter/perc) vagy 1500-as fordulatuak a motorok? vagy nem kell azaz nincs azaz minek a motor fordulatát kihasználni... fontosabb az ereje... az pedíg kell a 32mm emelkedésű orsókhoz...
A smooth Stepper szükségét nem értem, hogy minek...
Persze kell nagy freki a nagy felbontás és sebességhez... de belül a gyári AC-k ugyis nagy "számokkal dolgoznak"...
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 13:39
Írta: dolfi Dátum 2010 március 18, 13:39
nekem az 1 tized is elég, a SmoothSteppert a sebesség miatt kell, meg ahogy olvastam Xp mar nem kezeli le jól a időzítest.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 12:18
Írta: dolfi Dátum 2010 március 18, 12:18
100step/ mm-re van állítva a mach és a servo felosztja a 8192/3200 . 3000 és a motor fordulat. 100m /perc a gyorsjárat.
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 13:42
Írta: dolfi Dátum 2010 március 18, 13:42
Nezd meg a táramban a képeket. ott látható a tengely ami átviszi a másik oldalra.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 12:56
Írta: bmejdz9nu Dátum 2010 március 18, 12:56
Hát igen de az 1 század pontosság. Ha léptetsz egy századot akkor 0.01 ről 0.02-re megy...
Tehát nem úgy mint DC-nél.. hulla pontosan...túlfutás nélkül...(azaz "házi" hagyományos PID-el)
(belül megoldja és a mozgási kimenet annyi amennyit a pozíció parancs megadott - amennyi a kívánalom volt...)
Ezért szeretem a gyári AC-kat... mert nem kell "frekvenciatöbblet" csak annyi amennyi az elvárt felbontási pontosság...(nem kell "ráhagyás"... vagy hogy fogalmazzam ezt:)
Század felbontás ekkora szerkezetnél több mint elég... gondolom ezzel egyetértünk... de mint írtam és ha azzal is egyetértesz akkor minek a SmoothStepper?
(A SmoothStepper esetedben - sebesség és felbontés igény miatt - kötelező kellék lenne ha nem egy gyári AC lenne...de az van :)
Tehát nem úgy mint DC-nél.. hulla pontosan...túlfutás nélkül...(azaz "házi" hagyományos PID-el)
(belül megoldja és a mozgási kimenet annyi amennyit a pozíció parancs megadott - amennyi a kívánalom volt...)
Ezért szeretem a gyári AC-kat... mert nem kell "frekvenciatöbblet" csak annyi amennyi az elvárt felbontási pontosság...(nem kell "ráhagyás"... vagy hogy fogalmazzam ezt:)
Század felbontás ekkora szerkezetnél több mint elég... gondolom ezzel egyetértünk... de mint írtam és ha azzal is egyetértesz akkor minek a SmoothStepper?
(A SmoothStepper esetedben - sebesség és felbontés igény miatt - kötelező kellék lenne ha nem egy gyári AC lenne...de az van :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 13:48
Írta: bmejdz9nu Dátum 2010 március 18, 13:48
pl. 1 százados lépéssel 100mm/sec vágási sebességhez (100x100) 10Khz kell... 10Khz-ig minden program pontosan adja ki a jeleket...
kb. 25Khz biztos minden pontos... ez 250mm/sec...
Felette a Mach mondjuk nem jól időzít... nede 250mm/sec felett gondolom már nincs marásban azaz szabadfutás van...no és akkor mit számít egy kis időzítési hiba?
Ott a vezérlő tárolója az "megeszi őket" azt kiadja ahogy akarja... nem olyan durva időzítési hibák ezek... micro és millisec kategória... ha egyáltalán van ilyen...
kb. 25Khz biztos minden pontos... ez 250mm/sec...
Felette a Mach mondjuk nem jól időzít... nede 250mm/sec felett gondolom már nincs marásban azaz szabadfutás van...no és akkor mit számít egy kis időzítési hiba?
Ott a vezérlő tárolója az "megeszi őket" azt kiadja ahogy akarja... nem olyan durva időzítési hibák ezek... micro és millisec kategória... ha egyáltalán van ilyen...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 13:09
Írta: besirkyjh Dátum 2010 március 18, 13:09
Szia
Látok egy érdekes dolgot a golyosorso felett .
Az a fogazottszij lenne a szinkron hajtásod ?
Mennyire stabil ( méret tartás szemontlyábol ) ez a megoldás ? A másik oldalán a gépnek van egy uugyan ilyen fogazottszij ami a hidhoz van rögzitve?
Látok egy érdekes dolgot a golyosorso felett .
Az a fogazottszij lenne a szinkron hajtásod ?
Mennyire stabil ( méret tartás szemontlyábol ) ez a megoldás ? A másik oldalán a gépnek van egy uugyan ilyen fogazottszij ami a hidhoz van rögzitve?
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 14:52
Írta: besirkyjh Dátum 2010 március 18, 14:52
Persze az rendben van logikus ogy hogyan megy át a hajtás .
Arra céloztam hogy mint ahogy a videon is látszik "lebeg" a szij és ez nem rángatja be a másik oldalon a hajtást ?Marásközben probáltad már ?A marás felületén nem látszik a szij "lebegése" ?
Arra céloztam hogy mint ahogy a videon is látszik "lebeg" a szij és ez nem rángatja be a másik oldalon a hajtást ?Marásközben probáltad már ?A marás felületén nem látszik a szij "lebegése" ?
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 13:39
Írta: dolfi Dátum 2010 március 18, 13:39
nekem az 1 tized is elég, a SmoothSteppert a sebesség miatt kell, meg ahogy olvastam Xp mar nem kezeli le jól a időzítest.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 18, 17:12
Írta: D.Laci Dátum 2010 március 18, 17:12
Zoli roszul csinálod!!!
Ezt igy kel:
Dolfi!!! Ez így egy elméleti és gyakorlati csőd!!! Ekkora szakmai sületlenséget, levegő szántást Varsányi óta nem látot a világ!!!
Hiszem ha látom hogy ez igy működik!!!!
Hozd el Debrecenbe hogy mindenki láthassa , hogy ez márpedig müködő képes!!!! [#crazya][#vigyor1][#vigyor5][#wink][#wave]
Ezt igy kel:
Dolfi!!! Ez így egy elméleti és gyakorlati csőd!!! Ekkora szakmai sületlenséget, levegő szántást Varsányi óta nem látot a világ!!!
Hiszem ha látom hogy ez igy működik!!!!
Hozd el Debrecenbe hogy mindenki láthassa , hogy ez márpedig müködő képes!!!! [#crazya][#vigyor1][#vigyor5][#wink][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 13:42
Írta: dolfi Dátum 2010 március 18, 13:42
Nezd meg a táramban a képeket. ott látható a tengely ami átviszi a másik oldalra.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 17:34
Írta: bmejdz9nu Dátum 2010 március 18, 17:34
Lepipáltak légszántásban... 12 méter/perc is gonosz tett volt részemről:)... nade 100méter/perc... Ó anyám :) Általános iskolai fizika stb...:)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 13:48
Írta: bmejdz9nu Dátum 2010 március 18, 13:48
pl. 1 százados lépéssel 100mm/sec vágási sebességhez (100x100) 10Khz kell... 10Khz-ig minden program pontosan adja ki a jeleket...
kb. 25Khz biztos minden pontos... ez 250mm/sec...
Felette a Mach mondjuk nem jól időzít... nede 250mm/sec felett gondolom már nincs marásban azaz szabadfutás van...no és akkor mit számít egy kis időzítési hiba?
Ott a vezérlő tárolója az "megeszi őket" azt kiadja ahogy akarja... nem olyan durva időzítési hibák ezek... micro és millisec kategória... ha egyáltalán van ilyen...
kb. 25Khz biztos minden pontos... ez 250mm/sec...
Felette a Mach mondjuk nem jól időzít... nede 250mm/sec felett gondolom már nincs marásban azaz szabadfutás van...no és akkor mit számít egy kis időzítési hiba?
Ott a vezérlő tárolója az "megeszi őket" azt kiadja ahogy akarja... nem olyan durva időzítési hibák ezek... micro és millisec kategória... ha egyáltalán van ilyen...
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 18:44
Írta: dolfi Dátum 2010 március 18, 18:44
kinek a pap kinek a papne! laci a levego szantas a gyors raalasra van ,nem gondolom hogy 3 m/perc nel gyorsabban fogok marni vele. hiaba a gep ha a maro csak 1.5Kw os. ha 4 vagy netalan 5.5kw lenne akkor gondolom elerhetnek akar 5 m/percet is.
Szivesen elvinem a talira ha valaki alna a kolcsegekett.
Szivesen elvinem a talira ha valaki alna a kolcsegekett.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 14:52
Írta: besirkyjh Dátum 2010 március 18, 14:52
Persze az rendben van logikus ogy hogyan megy át a hajtás .
Arra céloztam hogy mint ahogy a videon is látszik "lebeg" a szij és ez nem rángatja be a másik oldalon a hajtást ?Marásközben probáltad már ?A marás felületén nem látszik a szij "lebegése" ?
Arra céloztam hogy mint ahogy a videon is látszik "lebeg" a szij és ez nem rángatja be a másik oldalon a hajtást ?Marásközben probáltad már ?A marás felületén nem látszik a szij "lebegése" ?
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 22:50
Írta: besirkyjh Dátum 2010 március 18, 22:50
Ugy emlékeztet valamire ez az irás .
Hol is szokás ilyen egyenesen fogalmazni?
Péter ?
[#fejvakaras]
[#ravasz1]
Hol is szokás ilyen egyenesen fogalmazni?
Péter ?
[#fejvakaras]
[#ravasz1]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 18, 17:12
Írta: D.Laci Dátum 2010 március 18, 17:12
Zoli roszul csinálod!!!
Ezt igy kel:
Dolfi!!! Ez így egy elméleti és gyakorlati csőd!!! Ekkora szakmai sületlenséget, levegő szántást Varsányi óta nem látot a világ!!!
Hiszem ha látom hogy ez igy működik!!!!
Hozd el Debrecenbe hogy mindenki láthassa , hogy ez márpedig müködő képes!!!! [#crazya][#vigyor1][#vigyor5][#wink][#wave]
Ezt igy kel:
Dolfi!!! Ez így egy elméleti és gyakorlati csőd!!! Ekkora szakmai sületlenséget, levegő szántást Varsányi óta nem látot a világ!!!
Hiszem ha látom hogy ez igy működik!!!!
Hozd el Debrecenbe hogy mindenki láthassa , hogy ez márpedig müködő képes!!!! [#crazya][#vigyor1][#vigyor5][#wink][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 22:56
Írta: besirkyjh Dátum 2010 március 18, 22:56
Szia .
Megy az kissebbel is .Az "EZ ROUTER " honlapján van 15 000mm/min munkatempo és csak kb: 3Kw a motor pedig 18mm mélyen vágja a forgács lapot.
Hasonlo gépem van nekem is de az "csak" 14 000mm-el szánja a levegöt de még én sem mertem az 1,5Kw-os motorral 4000mm/min fölé menni munkában .Ja és léptetös a gép .
Megy az kissebbel is .Az "EZ ROUTER " honlapján van 15 000mm/min munkatempo és csak kb: 3Kw a motor pedig 18mm mélyen vágja a forgács lapot.
Hasonlo gépem van nekem is de az "csak" 14 000mm-el szánja a levegöt de még én sem mertem az 1,5Kw-os motorral 4000mm/min fölé menni munkában .Ja és léptetös a gép .
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 18, 17:34
Írta: bmejdz9nu Dátum 2010 március 18, 17:34
Lepipáltak légszántásban... 12 méter/perc is gonosz tett volt részemről:)... nade 100méter/perc... Ó anyám :) Általános iskolai fizika stb...:)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 07:54
Írta: D.Laci Dátum 2010 március 19, 07:54
1.5Kw-os motor egy 51mm átmérővel rendelkező és 19mm ráriuszos maróval MDF, és fában 2500mm/min előtolást , telibe lazán viszi 24000Ford/min esetén.
Csak probáltam a nyúlat kiugratni a bokorból. Gontoltam felboszantalak egy kicsit és szerelsz 4 kereket a gép allá és elhozod Debrecenbe!!!!
Csak probáltam a nyúlat kiugratni a bokorból. Gontoltam felboszantalak egy kicsit és szerelsz 4 kereket a gép allá és elhozod Debrecenbe!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 18, 18:44
Írta: dolfi Dátum 2010 március 18, 18:44
kinek a pap kinek a papne! laci a levego szantas a gyors raalasra van ,nem gondolom hogy 3 m/perc nel gyorsabban fogok marni vele. hiaba a gep ha a maro csak 1.5Kw os. ha 4 vagy netalan 5.5kw lenne akkor gondolom elerhetnek akar 5 m/percet is.
Szivesen elvinem a talira ha valaki alna a kolcsegekett.
Szivesen elvinem a talira ha valaki alna a kolcsegekett.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 08:31
Írta: svejk Dátum 2010 március 19, 08:31
Futót tudnál akkorát szerezni?
Rövid már az idő holnapig, de szerintem összedobtuk volna neked az üza. költséget biztosan...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 22:50
Írta: besirkyjh Dátum 2010 március 18, 22:50
Ugy emlékeztet valamire ez az irás .
Hol is szokás ilyen egyenesen fogalmazni?
Péter ?
[#fejvakaras]
[#ravasz1]
Hol is szokás ilyen egyenesen fogalmazni?
Péter ?
[#fejvakaras]
[#ravasz1]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 08:45
Írta: D.Laci Dátum 2010 március 19, 08:45
Tréler max 10-15 ezer /nap.
Dobjuk össze neki!!!!
Dobjuk össze neki!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2010 március 18, 22:56
Írta: besirkyjh Dátum 2010 március 18, 22:56
Szia .
Megy az kissebbel is .Az "EZ ROUTER " honlapján van 15 000mm/min munkatempo és csak kb: 3Kw a motor pedig 18mm mélyen vágja a forgács lapot.
Hasonlo gépem van nekem is de az "csak" 14 000mm-el szánja a levegöt de még én sem mertem az 1,5Kw-os motorral 4000mm/min fölé menni munkában .Ja és léptetös a gép .
Megy az kissebbel is .Az "EZ ROUTER " honlapján van 15 000mm/min munkatempo és csak kb: 3Kw a motor pedig 18mm mélyen vágja a forgács lapot.
Hasonlo gépem van nekem is de az "csak" 14 000mm-el szánja a levegöt de még én sem mertem az 1,5Kw-os motorral 4000mm/min fölé menni munkában .Ja és léptetös a gép .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 09:03
Írta: svejk Dátum 2010 március 19, 09:03
Ha robroy007 Tud neki még helyet csinálni, én 3 ezerrel beszállok. A kíváncsiságom határtalan..
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 07:54
Írta: D.Laci Dátum 2010 március 19, 07:54
1.5Kw-os motor egy 51mm átmérővel rendelkező és 19mm ráriuszos maróval MDF, és fában 2500mm/min előtolást , telibe lazán viszi 24000Ford/min esetén.
Csak probáltam a nyúlat kiugratni a bokorból. Gontoltam felboszantalak egy kicsit és szerelsz 4 kereket a gép allá és elhozod Debrecenbe!!!!
Csak probáltam a nyúlat kiugratni a bokorból. Gontoltam felboszantalak egy kicsit és szerelsz 4 kereket a gép allá és elhozod Debrecenbe!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 09:16
Írta: D.Laci Dátum 2010 március 19, 09:16
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
Svejk 3000ft
D.Laci 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 08:31
Írta: svejk Dátum 2010 március 19, 08:31
Futót tudnál akkorát szerezni?
Rövid már az idő holnapig, de szerintem összedobtuk volna neked az üza. költséget biztosan...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 09:17
Írta: D.Laci Dátum 2010 március 19, 09:17
Haza felé meg Hatvanban leteszi!! :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 08:45
Írta: D.Laci Dátum 2010 március 19, 08:45
Tréler max 10-15 ezer /nap.
Dobjuk össze neki!!!!
Dobjuk össze neki!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 19, 10:43
Írta: 000000000 Dátum 2010 március 19, 10:43
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 09:03
Írta: svejk Dátum 2010 március 19, 09:03
Ha robroy007 Tud neki még helyet csinálni, én 3 ezerrel beszállok. A kíváncsiságom határtalan..
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 19, 10:54
Írta: bmejdz9nu Dátum 2010 március 19, 10:54
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Varsányi 3000Ft
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Varsányi 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 09:16
Írta: D.Laci Dátum 2010 március 19, 09:16
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
Svejk 3000ft
D.Laci 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:02
Írta: svejk Dátum 2010 március 19, 11:02
Valaki hívja fel Robroy007-et be tudja-e még vállalni a terembe...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 09:17
Írta: D.Laci Dátum 2010 március 19, 09:17
Haza felé meg Hatvanban leteszi!! :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:03
Írta: svejk Dátum 2010 március 19, 11:03
Az lenne csak az igazi...
Danibá meg őrizné éjjel-nappal :)))
Danibá meg őrizné éjjel-nappal :)))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 19, 10:43
Írta: 000000000 Dátum 2010 március 19, 10:43
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 11:05
Írta: D.Laci Dátum 2010 március 19, 11:05
Ha nincs bent hely, akor a parkolóban állitunk egy sátrat! :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 19, 10:54
Írta: bmejdz9nu Dátum 2010 március 19, 10:54
Csinálni kellene egy külön topikot! Dolfi AC-s gépjének az elszálitattására!!!
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Varsányi 3000Ft
Svejk 3000ft
D.Laci 3000Ft
vbodi 3000Ft
Varsányi 3000Ft
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:22
Írta: svejk Dátum 2010 március 19, 11:22
De akkor legalább sörsátrat! :))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:02
Írta: svejk Dátum 2010 március 19, 11:02
Valaki hívja fel Robroy007-et be tudja-e még vállalni a terembe...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 11:29
Írta: D.Laci Dátum 2010 március 19, 11:29
Csak ha te leszel a csappos!! :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:03
Írta: svejk Dátum 2010 március 19, 11:03
Az lenne csak az igazi...
Danibá meg őrizné éjjel-nappal :)))
Danibá meg őrizné éjjel-nappal :)))
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 14:01
Írta: D.Laci Dátum 2010 március 19, 14:01
Uraim!!! Svejk lezsírozta Robival, van Dolfinak helye az épületben!!!
Eddig 12000Ft dobtunk össze, Még néhány támogatott keresünk Dolfi számára, hogy az eddigi legnagyobb kiállítandó gépet eltudja hozni!!!!
Köszönettel ezúton is azoknak akik támogatják eme nemes cselekedetet!!!
Üdv. Dorogi László.
Eddig 12000Ft dobtunk össze, Még néhány támogatott keresünk Dolfi számára, hogy az eddigi legnagyobb kiállítandó gépet eltudja hozni!!!!
Köszönettel ezúton is azoknak akik támogatják eme nemes cselekedetet!!!
Üdv. Dorogi László.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 11:05
Írta: D.Laci Dátum 2010 március 19, 11:05
Ha nincs bent hely, akor a parkolóban állitunk egy sátrat! :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 21:06
Írta: svejk Dátum 2010 március 19, 21:06
Szomorú vagyok :(
Pedig jó buli lett volna, ez a gép mint rodeóbika is megállta volna a helyét :))))
Pedig jó buli lett volna, ez a gép mint rodeóbika is megállta volna a helyét :))))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 11:22
Írta: svejk Dátum 2010 március 19, 11:22
De akkor legalább sörsátrat! :))
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 21:30
Írta: D.Laci Dátum 2010 március 19, 21:30
Nézd a dolgok jó oldalát! Megaradt a lóvé sörre... :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 11:29
Írta: D.Laci Dátum 2010 március 19, 11:29
Csak ha te leszel a csappos!! :)
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 19, 21:59
Írta: dolfi Dátum 2010 március 19, 21:59
[#smile] Én AC sebességhez szoktam hozza mar jó ideje.SMD Pick&place
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 14:01
Írta: D.Laci Dátum 2010 március 19, 14:01
Uraim!!! Svejk lezsírozta Robival, van Dolfinak helye az épületben!!!
Eddig 12000Ft dobtunk össze, Még néhány támogatott keresünk Dolfi számára, hogy az eddigi legnagyobb kiállítandó gépet eltudja hozni!!!!
Köszönettel ezúton is azoknak akik támogatják eme nemes cselekedetet!!!
Üdv. Dorogi László.
Eddig 12000Ft dobtunk össze, Még néhány támogatott keresünk Dolfi számára, hogy az eddigi legnagyobb kiállítandó gépet eltudja hozni!!!!
Köszönettel ezúton is azoknak akik támogatják eme nemes cselekedetet!!!
Üdv. Dorogi László.
Cím: Re:AC szervó motoros vezérlés
Írta: bicme92us Dátum 2010 március 20, 19:19
Írta: bicme92us Dátum 2010 március 20, 19:19
Legalább beírtátok volna Debreceni Tali topikba! Én is támogattam volna. Nem láttam.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 19, 21:06
Írta: svejk Dátum 2010 március 19, 21:06
Szomorú vagyok :(
Pedig jó buli lett volna, ez a gép mint rodeóbika is megállta volna a helyét :))))
Pedig jó buli lett volna, ez a gép mint rodeóbika is megállta volna a helyét :))))
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 20, 19:37
Írta: s7manbs8 Dátum 2010 március 20, 19:37
A talit kellett volna inkább odavinni nem a gépet ? [#circling][#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 március 19, 21:30
Írta: D.Laci Dátum 2010 március 19, 21:30
Nézd a dolgok jó oldalát! Megaradt a lóvé sörre... :)
Cím: Re:AC szervó motoros vezérlés
Írta: bicme92us Dátum 2010 március 20, 20:06
Írta: bicme92us Dátum 2010 március 20, 20:06
Az is egy megoldás, de Tali jó volt (van) és jó helyen volt!
Cím: Re:AC szervó motoros vezérlés
Írta: dolfi Dátum 2010 március 19, 21:59
Írta: dolfi Dátum 2010 március 19, 21:59
[#smile] Én AC sebességhez szoktam hozza mar jó ideje.SMD Pick&place
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 22, 12:49
Írta: 000000000 Dátum 2010 március 22, 12:49
"Zoli roszul csinálod!!!"
Jól mondod Laci, ennek a gépnek sokkal
jobb is lehetne a gyorsulása. Ezért kár volt AC szervót használni...
Jól mondod Laci, ennek a gépnek sokkal
jobb is lehetne a gyorsulása. Ezért kár volt AC szervót használni...
Cím: Re:AC szervó motoros vezérlés
Írta: bicme92us Dátum 2010 március 20, 19:19
Írta: bicme92us Dátum 2010 március 20, 19:19
Legalább beírtátok volna Debreceni Tali topikba! Én is támogattam volna. Nem láttam.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 22, 13:10
Írta: svejk Dátum 2010 március 22, 13:10
Én láttam azt a gépet félkészen élőben. A váz nem nagyon bírna el nagyobb gyorsulásokat, így is megállásnál arrébb ment vagy 10 centit :)
Pontosan nem is tudjuk milyen feladatra készült, gondolom nem 100x150 mm-es relief gyártás a cél.
Azt meg csak erősen sejtem, hogy igencsak "ez van ebből építünk" volt a jelszó :)
Mindenesetre mindenféleképpen jó lenne mindenkinek látni, mindenki tanulhatna belőle, van aki a jót, van aki az esetleges hibákat.
Pontosan nem is tudjuk milyen feladatra készült, gondolom nem 100x150 mm-es relief gyártás a cél.
Azt meg csak erősen sejtem, hogy igencsak "ez van ebből építünk" volt a jelszó :)
Mindenesetre mindenféleképpen jó lenne mindenkinek látni, mindenki tanulhatna belőle, van aki a jót, van aki az esetleges hibákat.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 március 20, 19:37
Írta: s7manbs8 Dátum 2010 március 20, 19:37
A talit kellett volna inkább odavinni nem a gépet ? [#circling][#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 22, 14:51
Írta: bmejdz9nu Dátum 2010 március 22, 14:51
Látod Tibor :) Én még egy rendes ember vagyok :)
Csak 5mm-es orsót hajtok direktbe... persze nem is tudok 100méter/perces "légszántást"
Sőt nálam azok az 5-ös em. orsók is csak "30-40 centisek" és "csak" 20-as átmérőben...
... míg itt 32-es emelkedés +32mm átm... és sok-sok méter hosszban + duplázva :)... Inercia arányok...
Csak 5mm-es orsót hajtok direktbe... persze nem is tudok 100méter/perces "légszántást"
Sőt nálam azok az 5-ös em. orsók is csak "30-40 centisek" és "csak" 20-as átmérőben...
... míg itt 32-es emelkedés +32mm átm... és sok-sok méter hosszban + duplázva :)... Inercia arányok...
Cím: Re:AC szervó motoros vezérlés
Írta: bicme92us Dátum 2010 március 20, 20:06
Írta: bicme92us Dátum 2010 március 20, 20:06
Az is egy megoldás, de Tali jó volt (van) és jó helyen volt!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 22, 12:49
Írta: 000000000 Dátum 2010 március 22, 12:49
"Zoli roszul csinálod!!!"
Jól mondod Laci, ennek a gépnek sokkal
jobb is lehetne a gyorsulása. Ezért kár volt AC szervót használni...
Jól mondod Laci, ennek a gépnek sokkal
jobb is lehetne a gyorsulása. Ezért kár volt AC szervót használni...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 22, 16:17
Írta: 000000000 Dátum 2010 március 22, 16:17
Ez jóóó Péter, akkor már ketten mondjuk, erre a megoldásra, hogy kicsit J-hibás.:)
Az is igaz, a #885-ben még "letojtad" a fizikát, mostanra mégis érvényes lett, ez is jó dolog.
Mellesleg a probléma azonnal ki is derülne, ha kapna egy kis egységugrás tesztet, illetve majd egyszer belinkelem a méretező progim által ábrázolt gyorsulásgörbéjét ennek a hajtásnak, ami nagyon azt mutatja, messze nem optimális.
De megy mint a golyó, ha egyszer nagy nehezen felgyorsul, és ha valaki ennek örül, nem szabad elvenni az örömét. De hátha megfogadja Dolfi a tanácsunkat, és átépíti a gépét egyszer.
Az is igaz, a #885-ben még "letojtad" a fizikát, mostanra mégis érvényes lett, ez is jó dolog.
Mellesleg a probléma azonnal ki is derülne, ha kapna egy kis egységugrás tesztet, illetve majd egyszer belinkelem a méretező progim által ábrázolt gyorsulásgörbéjét ennek a hajtásnak, ami nagyon azt mutatja, messze nem optimális.
De megy mint a golyó, ha egyszer nagy nehezen felgyorsul, és ha valaki ennek örül, nem szabad elvenni az örömét. De hátha megfogadja Dolfi a tanácsunkat, és átépíti a gépét egyszer.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 március 22, 13:10
Írta: svejk Dátum 2010 március 22, 13:10
Én láttam azt a gépet félkészen élőben. A váz nem nagyon bírna el nagyobb gyorsulásokat, így is megállásnál arrébb ment vagy 10 centit :)
Pontosan nem is tudjuk milyen feladatra készült, gondolom nem 100x150 mm-es relief gyártás a cél.
Azt meg csak erősen sejtem, hogy igencsak "ez van ebből építünk" volt a jelszó :)
Mindenesetre mindenféleképpen jó lenne mindenkinek látni, mindenki tanulhatna belőle, van aki a jót, van aki az esetleges hibákat.
Pontosan nem is tudjuk milyen feladatra készült, gondolom nem 100x150 mm-es relief gyártás a cél.
Azt meg csak erősen sejtem, hogy igencsak "ez van ebből építünk" volt a jelszó :)
Mindenesetre mindenféleképpen jó lenne mindenkinek látni, mindenki tanulhatna belőle, van aki a jót, van aki az esetleges hibákat.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 22, 17:06
Írta: bmejdz9nu Dátum 2010 március 22, 17:06
Hát erre már én is azt mondom J hibás... (számolhatnánk de...) Dolfinak is mondtam...
Egy AC-t ráadásul "könnyebb" J hibásra csinálni (mert ugyebár a kicsi belső inercia) a azaz a gépkönyvben megadott max. terhelő inerciát túllépni nem szerencsés...
De láthatóan megy... gyorsít... lassít... Persze "ez volt alkatrész" alapon készült ez a gép is... mint sok másik...
Érdemes lenne elővenni a Yaskawa gépkönyvét és megnézni a motor inerciáját és a leírás által javasolt legnagyobb megengedhető inerciát...
Valószínűleg nagyságrendekkel túl van lépve... de hát megy...
Ha Dolfi szeretné ill. akarná... meg adná az adatokat... golyós orsók és a hajtott/forgatott mechanikai elemek mérteit gyorsan ki lehetne számolni az inercia arányokat...
Dolfinak egyszerű (bár nem olcsó) megoldást javasoltam... pár Planetáry Drive beépítését a motor ill. a hajtott orsók közé...(azaz áttételt - pl. 1/5 - számolni kellene inerciára)
Dehátugye ha megy... nagyobb gyorsítást lehet, hogy a a méretes azaz nagy munka területűmechanika nem bírna ki...
A "750W-os" AC motorok 3000rpm-nél 750W-osak... de ha csak 300rpm-el megy... ami már majd 10m/perc sebesség ekkor...
Biztos tuti a mechanika.... mert már ott ekkor kb. csak 75W a leadott kakaó...:)
Egyébként kár, hogy nem jöttél el a talira... de gondolom csuklottál mert emlegettünk :)
Volt sok-sok direkthajtású gép...
Még E240-el is nagyobbacska gépek, 5-ös orsókkal... szépen ment.. gyorsítást visszavették... aztán megy... magam is elcsodálkoztam...
Végül is... alacsonyabb motorfordulat... ezáltal kisebb a leadott teljesítmény... és ugyebár "pár watt" már sok mindenre elég :) Ha jó a mechanika és nem kell nagy gyorsítás!
Egy AC-t ráadásul "könnyebb" J hibásra csinálni (mert ugyebár a kicsi belső inercia) a azaz a gépkönyvben megadott max. terhelő inerciát túllépni nem szerencsés...
De láthatóan megy... gyorsít... lassít... Persze "ez volt alkatrész" alapon készült ez a gép is... mint sok másik...
Érdemes lenne elővenni a Yaskawa gépkönyvét és megnézni a motor inerciáját és a leírás által javasolt legnagyobb megengedhető inerciát...
Valószínűleg nagyságrendekkel túl van lépve... de hát megy...
Ha Dolfi szeretné ill. akarná... meg adná az adatokat... golyós orsók és a hajtott/forgatott mechanikai elemek mérteit gyorsan ki lehetne számolni az inercia arányokat...
Dolfinak egyszerű (bár nem olcsó) megoldást javasoltam... pár Planetáry Drive beépítését a motor ill. a hajtott orsók közé...(azaz áttételt - pl. 1/5 - számolni kellene inerciára)
Dehátugye ha megy... nagyobb gyorsítást lehet, hogy a a méretes azaz nagy munka területűmechanika nem bírna ki...
A "750W-os" AC motorok 3000rpm-nél 750W-osak... de ha csak 300rpm-el megy... ami már majd 10m/perc sebesség ekkor...
Biztos tuti a mechanika.... mert már ott ekkor kb. csak 75W a leadott kakaó...:)
Egyébként kár, hogy nem jöttél el a talira... de gondolom csuklottál mert emlegettünk :)
Volt sok-sok direkthajtású gép...
Még E240-el is nagyobbacska gépek, 5-ös orsókkal... szépen ment.. gyorsítást visszavették... aztán megy... magam is elcsodálkoztam...
Végül is... alacsonyabb motorfordulat... ezáltal kisebb a leadott teljesítmény... és ugyebár "pár watt" már sok mindenre elég :) Ha jó a mechanika és nem kell nagy gyorsítás!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 22, 14:51
Írta: bmejdz9nu Dátum 2010 március 22, 14:51
Látod Tibor :) Én még egy rendes ember vagyok :)
Csak 5mm-es orsót hajtok direktbe... persze nem is tudok 100méter/perces "légszántást"
Sőt nálam azok az 5-ös em. orsók is csak "30-40 centisek" és "csak" 20-as átmérőben...
... míg itt 32-es emelkedés +32mm átm... és sok-sok méter hosszban + duplázva :)... Inercia arányok...
Csak 5mm-es orsót hajtok direktbe... persze nem is tudok 100méter/perces "légszántást"
Sőt nálam azok az 5-ös em. orsók is csak "30-40 centisek" és "csak" 20-as átmérőben...
... míg itt 32-es emelkedés +32mm átm... és sok-sok méter hosszban + duplázva :)... Inercia arányok...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 11:41
Írta: svejk Dátum 2010 április 02, 11:41
A 4. tengely topic, és a megváltozott munkahelykörülményeim miatt ismét fellángolt bennem az agymotor házi készítése biciklire project.
(Az első CNC találkozó óta piszkálta a fantáziámat a Hegyekura által bemutatott mosógépmotorból készített léptetőmotor, csak ugye kiegészítve HALL jeladóval encoderrel és AC vezérlővel hajtva. Persze a motort ki is kellene fordítani. )
Lenne egy kérdésem.
Hagyományos HALL pozicióérzékelős, több (4-8) pólusú AC-nek 2-4 stabil állapota van hagyományos, egyszerű vezérlővel hajtva???
Találkozott már valaki ilyennel?
(Az első CNC találkozó óta piszkálta a fantáziámat a Hegyekura által bemutatott mosógépmotorból készített léptetőmotor, csak ugye kiegészítve HALL jeladóval encoderrel és AC vezérlővel hajtva. Persze a motort ki is kellene fordítani. )
Lenne egy kérdésem.
Hagyományos HALL pozicióérzékelős, több (4-8) pólusú AC-nek 2-4 stabil állapota van hagyományos, egyszerű vezérlővel hajtva???
Találkozott már valaki ilyennel?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 március 22, 16:17
Írta: 000000000 Dátum 2010 március 22, 16:17
Ez jóóó Péter, akkor már ketten mondjuk, erre a megoldásra, hogy kicsit J-hibás.:)
Az is igaz, a #885-ben még "letojtad" a fizikát, mostanra mégis érvényes lett, ez is jó dolog.
Mellesleg a probléma azonnal ki is derülne, ha kapna egy kis egységugrás tesztet, illetve majd egyszer belinkelem a méretező progim által ábrázolt gyorsulásgörbéjét ennek a hajtásnak, ami nagyon azt mutatja, messze nem optimális.
De megy mint a golyó, ha egyszer nagy nehezen felgyorsul, és ha valaki ennek örül, nem szabad elvenni az örömét. De hátha megfogadja Dolfi a tanácsunkat, és átépíti a gépét egyszer.
Az is igaz, a #885-ben még "letojtad" a fizikát, mostanra mégis érvényes lett, ez is jó dolog.
Mellesleg a probléma azonnal ki is derülne, ha kapna egy kis egységugrás tesztet, illetve majd egyszer belinkelem a méretező progim által ábrázolt gyorsulásgörbéjét ennek a hajtásnak, ami nagyon azt mutatja, messze nem optimális.
De megy mint a golyó, ha egyszer nagy nehezen felgyorsul, és ha valaki ennek örül, nem szabad elvenni az örömét. De hátha megfogadja Dolfi a tanácsunkat, és átépíti a gépét egyszer.
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2010 április 02, 22:41
Írta: 2vkx6unz Dátum 2010 április 02, 22:41
Valami ilyet akarsz?
hub motor
hub motor
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 március 22, 17:06
Írta: bmejdz9nu Dátum 2010 március 22, 17:06
Hát erre már én is azt mondom J hibás... (számolhatnánk de...) Dolfinak is mondtam...
Egy AC-t ráadásul "könnyebb" J hibásra csinálni (mert ugyebár a kicsi belső inercia) a azaz a gépkönyvben megadott max. terhelő inerciát túllépni nem szerencsés...
De láthatóan megy... gyorsít... lassít... Persze "ez volt alkatrész" alapon készült ez a gép is... mint sok másik...
Érdemes lenne elővenni a Yaskawa gépkönyvét és megnézni a motor inerciáját és a leírás által javasolt legnagyobb megengedhető inerciát...
Valószínűleg nagyságrendekkel túl van lépve... de hát megy...
Ha Dolfi szeretné ill. akarná... meg adná az adatokat... golyós orsók és a hajtott/forgatott mechanikai elemek mérteit gyorsan ki lehetne számolni az inercia arányokat...
Dolfinak egyszerű (bár nem olcsó) megoldást javasoltam... pár Planetáry Drive beépítését a motor ill. a hajtott orsók közé...(azaz áttételt - pl. 1/5 - számolni kellene inerciára)
Dehátugye ha megy... nagyobb gyorsítást lehet, hogy a a méretes azaz nagy munka területűmechanika nem bírna ki...
A "750W-os" AC motorok 3000rpm-nél 750W-osak... de ha csak 300rpm-el megy... ami már majd 10m/perc sebesség ekkor...
Biztos tuti a mechanika.... mert már ott ekkor kb. csak 75W a leadott kakaó...:)
Egyébként kár, hogy nem jöttél el a talira... de gondolom csuklottál mert emlegettünk :)
Volt sok-sok direkthajtású gép...
Még E240-el is nagyobbacska gépek, 5-ös orsókkal... szépen ment.. gyorsítást visszavették... aztán megy... magam is elcsodálkoztam...
Végül is... alacsonyabb motorfordulat... ezáltal kisebb a leadott teljesítmény... és ugyebár "pár watt" már sok mindenre elég :) Ha jó a mechanika és nem kell nagy gyorsítás!
Egy AC-t ráadásul "könnyebb" J hibásra csinálni (mert ugyebár a kicsi belső inercia) a azaz a gépkönyvben megadott max. terhelő inerciát túllépni nem szerencsés...
De láthatóan megy... gyorsít... lassít... Persze "ez volt alkatrész" alapon készült ez a gép is... mint sok másik...
Érdemes lenne elővenni a Yaskawa gépkönyvét és megnézni a motor inerciáját és a leírás által javasolt legnagyobb megengedhető inerciát...
Valószínűleg nagyságrendekkel túl van lépve... de hát megy...
Ha Dolfi szeretné ill. akarná... meg adná az adatokat... golyós orsók és a hajtott/forgatott mechanikai elemek mérteit gyorsan ki lehetne számolni az inercia arányokat...
Dolfinak egyszerű (bár nem olcsó) megoldást javasoltam... pár Planetáry Drive beépítését a motor ill. a hajtott orsók közé...(azaz áttételt - pl. 1/5 - számolni kellene inerciára)
Dehátugye ha megy... nagyobb gyorsítást lehet, hogy a a méretes azaz nagy munka területűmechanika nem bírna ki...
A "750W-os" AC motorok 3000rpm-nél 750W-osak... de ha csak 300rpm-el megy... ami már majd 10m/perc sebesség ekkor...
Biztos tuti a mechanika.... mert már ott ekkor kb. csak 75W a leadott kakaó...:)
Egyébként kár, hogy nem jöttél el a talira... de gondolom csuklottál mert emlegettünk :)
Volt sok-sok direkthajtású gép...
Még E240-el is nagyobbacska gépek, 5-ös orsókkal... szépen ment.. gyorsítást visszavették... aztán megy... magam is elcsodálkoztam...
Végül is... alacsonyabb motorfordulat... ezáltal kisebb a leadott teljesítmény... és ugyebár "pár watt" már sok mindenre elég :) Ha jó a mechanika és nem kell nagy gyorsítás!
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 április 02, 22:58
Írta: j3rx6bsjd Dátum 2010 április 02, 22:58
Keresd meg Fehér Viktort,szerintem tud neked segíteni,már készítettünk közösbe agymotort,minden része egyedileg legyártott,persze a mágnesek kivételével.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 11:41
Írta: svejk Dátum 2010 április 02, 11:41
A 4. tengely topic, és a megváltozott munkahelykörülményeim miatt ismét fellángolt bennem az agymotor házi készítése biciklire project.
(Az első CNC találkozó óta piszkálta a fantáziámat a Hegyekura által bemutatott mosógépmotorból készített léptetőmotor, csak ugye kiegészítve HALL jeladóval encoderrel és AC vezérlővel hajtva. Persze a motort ki is kellene fordítani. )
Lenne egy kérdésem.
Hagyományos HALL pozicióérzékelős, több (4-8) pólusú AC-nek 2-4 stabil állapota van hagyományos, egyszerű vezérlővel hajtva???
Találkozott már valaki ilyennel?
(Az első CNC találkozó óta piszkálta a fantáziámat a Hegyekura által bemutatott mosógépmotorból készített léptetőmotor, csak ugye kiegészítve HALL jeladóval encoderrel és AC vezérlővel hajtva. Persze a motort ki is kellene fordítani. )
Lenne egy kérdésem.
Hagyományos HALL pozicióérzékelős, több (4-8) pólusú AC-nek 2-4 stabil állapota van hagyományos, egyszerű vezérlővel hajtva???
Találkozott már valaki ilyennel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 23:21
Írta: svejk Dátum 2010 április 02, 23:21
Igen, de a Google felvilágosított hogy minden készen kapható és nem is megfizethetetlen.
Már megint elvették a kedvem a barkácsolástól :(
Már megint elvették a kedvem a barkácsolástól :(
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2010 április 02, 22:41
Írta: 2vkx6unz Dátum 2010 április 02, 22:41
Valami ilyet akarsz?
hub motor
hub motor
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 23:22
Írta: svejk Dátum 2010 április 02, 23:22
Oké, köszi?
Le tudtátok mérni az eredményt?
Le tudtátok mérni az eredményt?
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 április 02, 22:58
Írta: j3rx6bsjd Dátum 2010 április 02, 22:58
Keresd meg Fehér Viktort,szerintem tud neked segíteni,már készítettünk közösbe agymotort,minden része egyedileg legyártott,persze a mágnesek kivételével.
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 április 02, 23:28
Írta: j3rx6bsjd Dátum 2010 április 02, 23:28
Működött:)
Viktort faggasd a témáról én csak az alkatrészeket reszeltem hozzá.Meg persze mentem egy kört vele,bár abban a motorban átalakított kínai moci volt,nem teljesen "maszek" gyártmány.
Viktort faggasd a témáról én csak az alkatrészeket reszeltem hozzá.Meg persze mentem egy kört vele,bár abban a motorban átalakított kínai moci volt,nem teljesen "maszek" gyártmány.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 23:21
Írta: svejk Dátum 2010 április 02, 23:21
Igen, de a Google felvilágosított hogy minden készen kapható és nem is megfizethetetlen.
Már megint elvették a kedvem a barkácsolástól :(
Már megint elvették a kedvem a barkácsolástól :(
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 13, 05:35
Írta: 62pb8zge Dátum 2010 április 13, 05:35
Üdv!A képen megjelölt csatlakozók beszerzésében tudna valki segíteni,infót adni?Köszi!kép
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 02, 23:22
Írta: svejk Dátum 2010 április 02, 23:22
Oké, köszi?
Le tudtátok mérni az eredményt?
Le tudtátok mérni az eredményt?
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2010 április 13, 06:11
Írta: eivmhrm04 Dátum 2010 április 13, 06:11
Kersd meg snecit ,ő lehet tud neked segiteni
Cím: Re:AC szervó motoros vezérlés
Írta: j3rx6bsjd Dátum 2010 április 02, 23:28
Írta: j3rx6bsjd Dátum 2010 április 02, 23:28
Működött:)
Viktort faggasd a témáról én csak az alkatrészeket reszeltem hozzá.Meg persze mentem egy kört vele,bár abban a motorban átalakított kínai moci volt,nem teljesen "maszek" gyártmány.
Viktort faggasd a témáról én csak az alkatrészeket reszeltem hozzá.Meg persze mentem egy kört vele,bár abban a motorban átalakított kínai moci volt,nem teljesen "maszek" gyártmány.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 13, 08:21
Írta: svejk Dátum 2010 április 13, 08:21
Pl. itt.
Értelemszerűen a másik is van, ne felejtsd el a házat is megrendelni hozzájuk.
Értelemszerűen a másik is van, ne felejtsd el a házat is megrendelni hozzájuk.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 13, 05:35
Írta: 62pb8zge Dátum 2010 április 13, 05:35
Üdv!A képen megjelölt csatlakozók beszerzésében tudna valki segíteni,infót adni?Köszi!kép
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 13, 11:20
Írta: 62pb8zge Dátum 2010 április 13, 11:20
Köszi a linket!
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2010 április 13, 06:11
Írta: eivmhrm04 Dátum 2010 április 13, 06:11
Kersd meg snecit ,ő lehet tud neked segiteni
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 április 13, 11:30
Írta: 000000000 Dátum 2010 április 13, 11:30
Akkor már megkérdelem én is... Ami a YASKAWA servopack-eken van (kék szinü) azt lehet valahonnan szerezni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 13, 08:21
Írta: svejk Dátum 2010 április 13, 08:21
Pl. itt.
Értelemszerűen a másik is van, ne felejtsd el a házat is megrendelni hozzájuk.
Értelemszerűen a másik is van, ne felejtsd el a házat is megrendelni hozzájuk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 13, 13:09
Írta: svejk Dátum 2010 április 13, 13:09
Úgy tudom az az u.n. Honda csatlakozó, valahol kapható az is de még húzósabb áron :(
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 13, 11:20
Írta: 62pb8zge Dátum 2010 április 13, 11:20
Köszi a linket!
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2010 április 13, 21:38
Írta: korbendallas Dátum 2010 április 13, 21:38
hány pólusú kell?
Van pár darab
Van pár darab
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 április 13, 11:30
Írta: 000000000 Dátum 2010 április 13, 11:30
Akkor már megkérdelem én is... Ami a YASKAWA servopack-eken van (kék szinü) azt lehet valahonnan szerezni?
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 15, 06:59
Írta: 62pb8zge Dátum 2010 április 15, 06:59
Nekem van az említett"Honda"csati,elccserélnám az álltalam jelölt csatikra !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 április 13, 13:09
Írta: svejk Dátum 2010 április 13, 13:09
Úgy tudom az az u.n. Honda csatlakozó, valahol kapható az is de még húzósabb áron :(
Cím: Re:AC szervó motoros vezérlés
Írta: euwmffpu Dátum 2010 április 20, 20:11
Írta: euwmffpu Dátum 2010 április 20, 20:11
Sziasztok! Most regiztem az oldalra. Készül az AC motoros marógépem.
Részt vettem a Hatvani CNC találkozón.Nagyon nagy élmény volt!Sok hasznos ötletet kaptam.
Részt vettem a Hatvani CNC találkozón.Nagyon nagy élmény volt!Sok hasznos ötletet kaptam.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2010 április 13, 21:38
Írta: korbendallas Dátum 2010 április 13, 21:38
hány pólusú kell?
Van pár darab
Van pár darab
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 április 20, 20:16
Írta: 000000000 Dátum 2010 április 20, 20:16
Üdv a Csapatban. Jó munkát a gépépítéshez!Ha van fotód, rakd fel légyszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 15, 06:59
Írta: 62pb8zge Dátum 2010 április 15, 06:59
Nekem van az említett"Honda"csati,elccserélnám az álltalam jelölt csatikra !
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 20:20
Írta: 62pb8zge Dátum 2010 április 22, 20:20
Torroid-ról szeretnék 100V AC-t nyerni de mindenhol fázist mutat a F.ceruza most a bemenet R,T,r,t-kábeleket hova kössem?
Lehet alap a kérdés,köszi!
Lehet alap a kérdés,köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: euwmffpu Dátum 2010 április 20, 20:11
Írta: euwmffpu Dátum 2010 április 20, 20:11
Sziasztok! Most regiztem az oldalra. Készül az AC motoros marógépem.
Részt vettem a Hatvani CNC találkozón.Nagyon nagy élmény volt!Sok hasznos ötletet kaptam.
Részt vettem a Hatvani CNC találkozón.Nagyon nagy élmény volt!Sok hasznos ötletet kaptam.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 20:40
Írta: Révész Richárd Dátum 2010 április 22, 20:40
Kép van róla esetleg?Mit jelent nálad az R és T?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 április 20, 20:16
Írta: 000000000 Dátum 2010 április 20, 20:16
Üdv a Csapatban. Jó munkát a gépépítéshez!Ha van fotód, rakd fel légyszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 20:55
Írta: 62pb8zge Dátum 2010 április 22, 20:55
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 20:20
Írta: 62pb8zge Dátum 2010 április 22, 20:20
Torroid-ról szeretnék 100V AC-t nyerni de mindenhol fázist mutat a F.ceruza most a bemenet R,T,r,t-kábeleket hova kössem?
Lehet alap a kérdés,köszi!
Lehet alap a kérdés,köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 22, 21:00
Írta: Szalai György Dátum 2010 április 22, 21:00
Szabályozható toroid transzformátorról szeretnél 100Voltot levenni?
És a két bemenetét R és T fázisokra kötötted?
És csodálkozol, hogy minden hol fázist mutat a fázisceruza?
Az a dolga! Mindent jól csinált.
Kössed a szabályozható toroidod bemeneteit R fázis és N nulla potenciálra.
A tekergetőjét tekergesd minimumra.
A kimeneteire kössél rá egy hagyományos villanykörtét, azzal párhuzamosan egy Voltmérőt.
A fázisceruzádat tedd el a fiókba.
Addig tekerd a toroid tekergetőjét, amig szép lassan el nem éri a 100 Voltot.
Lehet, alap a válasz. Bocsi.
És a két bemenetét R és T fázisokra kötötted?
És csodálkozol, hogy minden hol fázist mutat a fázisceruza?
Az a dolga! Mindent jól csinált.
Kössed a szabályozható toroidod bemeneteit R fázis és N nulla potenciálra.
A tekergetőjét tekergesd minimumra.
A kimeneteire kössél rá egy hagyományos villanykörtét, azzal párhuzamosan egy Voltmérőt.
A fázisceruzádat tedd el a fiókba.
Addig tekerd a toroid tekergetőjét, amig szép lassan el nem éri a 100 Voltot.
Lehet, alap a válasz. Bocsi.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 20:40
Írta: Révész Richárd Dátum 2010 április 22, 20:40
Kép van róla esetleg?Mit jelent nálad az R és T?
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:01
Írta: Révész Richárd Dátum 2010 április 22, 21:01
Hát ez nem sokat mond.Gondolom ezt akarod megtáplálni 100 voltal.Ez valami vezérlő?Gépkönyve van?
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 20:55
Írta: 62pb8zge Dátum 2010 április 22, 20:55
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:09
Írta: 62pb8zge Dátum 2010 április 22, 21:09
A 0-240V-nál 100V-ot mér a voltmérő!Tehát már csak az égőt kell bekötnöm !?
ADKF
ADKF
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 22, 21:00
Írta: Szalai György Dátum 2010 április 22, 21:00
Szabályozható toroid transzformátorról szeretnél 100Voltot levenni?
És a két bemenetét R és T fázisokra kötötted?
És csodálkozol, hogy minden hol fázist mutat a fázisceruza?
Az a dolga! Mindent jól csinált.
Kössed a szabályozható toroidod bemeneteit R fázis és N nulla potenciálra.
A tekergetőjét tekergesd minimumra.
A kimeneteire kössél rá egy hagyományos villanykörtét, azzal párhuzamosan egy Voltmérőt.
A fázisceruzádat tedd el a fiókba.
Addig tekerd a toroid tekergetőjét, amig szép lassan el nem éri a 100 Voltot.
Lehet, alap a válasz. Bocsi.
És a két bemenetét R és T fázisokra kötötted?
És csodálkozol, hogy minden hol fázist mutat a fázisceruza?
Az a dolga! Mindent jól csinált.
Kössed a szabályozható toroidod bemeneteit R fázis és N nulla potenciálra.
A tekergetőjét tekergesd minimumra.
A kimeneteire kössél rá egy hagyományos villanykörtét, azzal párhuzamosan egy Voltmérőt.
A fázisceruzádat tedd el a fiókba.
Addig tekerd a toroid tekergetőjét, amig szép lassan el nem éri a 100 Voltot.
Lehet, alap a válasz. Bocsi.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:09
Írta: 62pb8zge Dátum 2010 április 22, 21:09
És bárhogy mehet a vezérlőre!?
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:01
Írta: Révész Richárd Dátum 2010 április 22, 21:01
Hát ez nem sokat mond.Gondolom ezt akarod megtáplálni 100 voltal.Ez valami vezérlő?Gépkönyve van?
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:19
Írta: Révész Richárd Dátum 2010 április 22, 21:19
Mivel váltóáram ezért mindegy hogyan kötöd.A gépkönyv szerint ha jól értem az 1-3 az "R" a 7-9 a "T".
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:09
Írta: 62pb8zge Dátum 2010 április 22, 21:09
A 0-240V-nál 100V-ot mér a voltmérő!Tehát már csak az égőt kell bekötnöm !?
ADKF
ADKF
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:27
Írta: 62pb8zge Dátum 2010 április 22, 21:27
Igen én is így néztem,köszi
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:09
Írta: 62pb8zge Dátum 2010 április 22, 21:09
És bárhogy mehet a vezérlőre!?
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:31
Írta: Révész Richárd Dátum 2010 április 22, 21:31
Szívesen.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:19
Írta: Révész Richárd Dátum 2010 április 22, 21:19
Mivel váltóáram ezért mindegy hogyan kötöd.A gépkönyv szerint ha jól értem az 1-3 az "R" a 7-9 a "T".
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 06:13
Írta: Szalai György Dátum 2010 április 23, 06:13
Az izzó láthatóan jelzi a feszültségszintet, és minimális terhelést biztosit a toroid kimenetének, akkor is, ha a vezérlőnek éppen nem kell az áram.
Én is azt látom a doksiban, hogy az AC IN csatlakozó 1 és 7 szegmense kapja a betápláló 100V-ot, a 3 és 9-ről tovább viheted egy másik vezérlőre, ha szükséges.
Fázis és nulla a Te esetedben felcserélhető, de egy dologra NAGYON FIGYELJ !
A szabályozható toroid transzformátor nem biztosit életvédelmi leválasztást az elektromos hálózatról!
Nem látok a vezérlőn érintésvédelmi vezeték csatlakoztatására kijelölt csavart. (Attól még lehet, hogy van.) Ha mégis van rajta, akkor azt okvetlenül le kell földelni.
Ha nincsen rajta földelő csavar, akkor a vezérlődet nem a hazai (földelt csillagpontú) elektromos hálózatról való üzemeltetésre tervezték. Ebben az esetben, csak biztonságos leválasztást adó 230/100Voltos transzformátorról járasd. A szabályozható toroid nem ilyen. Az üzemeltetés így életveszélyes!
Én is azt látom a doksiban, hogy az AC IN csatlakozó 1 és 7 szegmense kapja a betápláló 100V-ot, a 3 és 9-ről tovább viheted egy másik vezérlőre, ha szükséges.
Fázis és nulla a Te esetedben felcserélhető, de egy dologra NAGYON FIGYELJ !
A szabályozható toroid transzformátor nem biztosit életvédelmi leválasztást az elektromos hálózatról!
Nem látok a vezérlőn érintésvédelmi vezeték csatlakoztatására kijelölt csavart. (Attól még lehet, hogy van.) Ha mégis van rajta, akkor azt okvetlenül le kell földelni.
Ha nincsen rajta földelő csavar, akkor a vezérlődet nem a hazai (földelt csillagpontú) elektromos hálózatról való üzemeltetésre tervezték. Ebben az esetben, csak biztonságos leválasztást adó 230/100Voltos transzformátorról járasd. A szabályozható toroid nem ilyen. Az üzemeltetés így életveszélyes!
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 22, 21:27
Írta: 62pb8zge Dátum 2010 április 22, 21:27
Igen én is így néztem,köszi
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:44
Írta: 62pb8zge Dátum 2010 április 23, 15:44
Torroid doboza és a vezérlő G -je a hálózati földre van kötve,nem elég?És az r t nem bemenet?Akkor jó,hogy nem kötöttem be!?De miért az IN csatin vannak?Igen jó lenne egy nem iylen trafó van kettő elég bika torroidom cserealapnak esetleg 100V os szekunder -ű re cserélek,akinek ilyen smi van felesleges az írhatn amagánban.Kösz!
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2010 április 22, 21:31
Írta: Révész Richárd Dátum 2010 április 22, 21:31
Szívesen.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:49
Írta: 62pb8zge Dátum 2010 április 23, 15:49
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 06:13
Írta: Szalai György Dátum 2010 április 23, 06:13
Az izzó láthatóan jelzi a feszültségszintet, és minimális terhelést biztosit a toroid kimenetének, akkor is, ha a vezérlőnek éppen nem kell az áram.
Én is azt látom a doksiban, hogy az AC IN csatlakozó 1 és 7 szegmense kapja a betápláló 100V-ot, a 3 és 9-ről tovább viheted egy másik vezérlőre, ha szükséges.
Fázis és nulla a Te esetedben felcserélhető, de egy dologra NAGYON FIGYELJ !
A szabályozható toroid transzformátor nem biztosit életvédelmi leválasztást az elektromos hálózatról!
Nem látok a vezérlőn érintésvédelmi vezeték csatlakoztatására kijelölt csavart. (Attól még lehet, hogy van.) Ha mégis van rajta, akkor azt okvetlenül le kell földelni.
Ha nincsen rajta földelő csavar, akkor a vezérlődet nem a hazai (földelt csillagpontú) elektromos hálózatról való üzemeltetésre tervezték. Ebben az esetben, csak biztonságos leválasztást adó 230/100Voltos transzformátorról járasd. A szabályozható toroid nem ilyen. Az üzemeltetés így életveszélyes!
Én is azt látom a doksiban, hogy az AC IN csatlakozó 1 és 7 szegmense kapja a betápláló 100V-ot, a 3 és 9-ről tovább viheted egy másik vezérlőre, ha szükséges.
Fázis és nulla a Te esetedben felcserélhető, de egy dologra NAGYON FIGYELJ !
A szabályozható toroid transzformátor nem biztosit életvédelmi leválasztást az elektromos hálózatról!
Nem látok a vezérlőn érintésvédelmi vezeték csatlakoztatására kijelölt csavart. (Attól még lehet, hogy van.) Ha mégis van rajta, akkor azt okvetlenül le kell földelni.
Ha nincsen rajta földelő csavar, akkor a vezérlődet nem a hazai (földelt csillagpontú) elektromos hálózatról való üzemeltetésre tervezték. Ebben az esetben, csak biztonságos leválasztást adó 230/100Voltos transzformátorról járasd. A szabályozható toroid nem ilyen. Az üzemeltetés így életveszélyes!
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:50
Írta: 62pb8zge Dátum 2010 április 23, 15:50
Mármint azt is a hálózati földelésre kell kötni?
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:44
Írta: 62pb8zge Dátum 2010 április 23, 15:44
Torroid doboza és a vezérlő G -je a hálózati földre van kötve,nem elég?És az r t nem bemenet?Akkor jó,hogy nem kötöttem be!?De miért az IN csatin vannak?Igen jó lenne egy nem iylen trafó van kettő elég bika torroidom cserealapnak esetleg 100V os szekunder -ű re cserélek,akinek ilyen smi van felesleges az írhatn amagánban.Kösz!
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 17:06
Írta: Szalai György Dátum 2010 április 23, 17:06
„Torroid doboza és a vezérlő G -je a hálózati földre van kötve,nem elég?” De az úgy már biztonságos.
„És az r t nem bemenet?” Én nem találok kis r és kis t jelölésű kapcsot. Hol van az? A nagy R és nagy T az AC 100V táp bemenet.
„De miért az IN csatin vannak?” Mert az az AC IN vagyis váltóáramú táp bemenet csatlakozó.
„Az SAG az milehet???” A DSC04076.JPG kép alapján a SAG is földelés bemenet.
„Mármint azt is a hálózati földelésre kell kötni?” Nem árthat, de szerintem az a dobozon belül már össze van kötve a G jelű csavarral. Ellenőrizheted ohmmérővel, vagy valami folytonosság vizsgáló próbalámpával.
„És az r t nem bemenet?” Én nem találok kis r és kis t jelölésű kapcsot. Hol van az? A nagy R és nagy T az AC 100V táp bemenet.
„De miért az IN csatin vannak?” Mert az az AC IN vagyis váltóáramú táp bemenet csatlakozó.
„Az SAG az milehet???” A DSC04076.JPG kép alapján a SAG is földelés bemenet.
„Mármint azt is a hálózati földelésre kell kötni?” Nem árthat, de szerintem az a dobozon belül már össze van kötve a G jelű csavarral. Ellenőrizheted ohmmérővel, vagy valami folytonosság vizsgáló próbalámpával.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:49
Írta: 62pb8zge Dátum 2010 április 23, 15:49
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 19:36
Írta: 62pb8zge Dátum 2010 április 23, 19:36
Ok!
A 3,9,-es szegmense a kis r és t,az ne világos,hogy mint írta dazzal táplálhatok további vezérlőt akkkor az bemenet vagy kimenet?Gondolom akkor kimenet és nem a nagy R és T kábelek mennek rá.Na majd kiderül,elvileg nemsokára elindul.
A 3,9,-es szegmense a kis r és t,az ne világos,hogy mint írta dazzal táplálhatok további vezérlőt akkkor az bemenet vagy kimenet?Gondolom akkor kimenet és nem a nagy R és T kábelek mennek rá.Na majd kiderül,elvileg nemsokára elindul.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 15:50
Írta: 62pb8zge Dátum 2010 április 23, 15:50
Mármint azt is a hálózati földelésre kell kötni?
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 19:44
Írta: 62pb8zge Dátum 2010 április 23, 19:44
Bocs,elnéztem a kisbetüket
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 17:06
Írta: Szalai György Dátum 2010 április 23, 17:06
„Torroid doboza és a vezérlő G -je a hálózati földre van kötve,nem elég?” De az úgy már biztonságos.
„És az r t nem bemenet?” Én nem találok kis r és kis t jelölésű kapcsot. Hol van az? A nagy R és nagy T az AC 100V táp bemenet.
„De miért az IN csatin vannak?” Mert az az AC IN vagyis váltóáramú táp bemenet csatlakozó.
„Az SAG az milehet???” A DSC04076.JPG kép alapján a SAG is földelés bemenet.
„Mármint azt is a hálózati földelésre kell kötni?” Nem árthat, de szerintem az a dobozon belül már össze van kötve a G jelű csavarral. Ellenőrizheted ohmmérővel, vagy valami folytonosság vizsgáló próbalámpával.
„És az r t nem bemenet?” Én nem találok kis r és kis t jelölésű kapcsot. Hol van az? A nagy R és nagy T az AC 100V táp bemenet.
„De miért az IN csatin vannak?” Mert az az AC IN vagyis váltóáramú táp bemenet csatlakozó.
„Az SAG az milehet???” A DSC04076.JPG kép alapján a SAG is földelés bemenet.
„Mármint azt is a hálózati földelésre kell kötni?” Nem árthat, de szerintem az a dobozon belül már össze van kötve a G jelű csavarral. Ellenőrizheted ohmmérővel, vagy valami folytonosság vizsgáló próbalámpával.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 április 23, 19:59
Írta: x4rhew5r3 Dátum 2010 április 23, 19:59
A nagy R és T az erősáramú táp, a kis r és t pedig a logikai áram körök tápja. Ki szokták hozni függetlenül, hogy nagyon zavart környezetben külön szűrőn keresztül lehessen táplálni a logikai részt. Mindkettőre kötheted a ugyan azt a bemenő 100V-ot.
Legalábbis más vezérlőkön így van...
Legalábbis más vezérlőkön így van...
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 19:36
Írta: 62pb8zge Dátum 2010 április 23, 19:36
Ok!
A 3,9,-es szegmense a kis r és t,az ne világos,hogy mint írta dazzal táplálhatok további vezérlőt akkkor az bemenet vagy kimenet?Gondolom akkor kimenet és nem a nagy R és T kábelek mennek rá.Na majd kiderül,elvileg nemsokára elindul.
A 3,9,-es szegmense a kis r és t,az ne világos,hogy mint írta dazzal táplálhatok további vezérlőt akkkor az bemenet vagy kimenet?Gondolom akkor kimenet és nem a nagy R és T kábelek mennek rá.Na majd kiderül,elvileg nemsokára elindul.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 23:10
Írta: 62pb8zge Dátum 2010 április 23, 23:10
Sikerült elidulnia...a motort nem tudom elforgatni,de a mach al még nem sikerült megmozdítani.Sustorgó hangot d a motor,ez valami "zaj"?
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 19:44
Írta: 62pb8zge Dátum 2010 április 23, 19:44
Bocs,elnéztem a kisbetüket
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 23:45
Írta: Szalai György Dátum 2010 április 23, 23:45
Valószínűleg a sebesség működtető bemenet (CN2 csatlakozó 29 láb, Speed operation input) feszültsége híján egyhelyben áll és tartja a pozíciót. Közben kissé zizeg.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 április 23, 19:59
Írta: x4rhew5r3 Dátum 2010 április 23, 19:59
A nagy R és T az erősáramú táp, a kis r és t pedig a logikai áram körök tápja. Ki szokták hozni függetlenül, hogy nagyon zavart környezetben külön szűrőn keresztül lehessen táplálni a logikai részt. Mindkettőre kötheted a ugyan azt a bemenő 100V-ot.
Legalábbis más vezérlőkön így van...
Legalábbis más vezérlőkön így van...
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 24, 12:39
Írta: 62pb8zge Dátum 2010 április 24, 12:39
Sneci Úr infói alapján a step/dir hajtás lehetősége is be van kötve a mach-al ismerkedem az a "mozdulatlanság" oka...
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 23, 23:10
Írta: 62pb8zge Dátum 2010 április 23, 23:10
Sikerült elidulnia...a motort nem tudom elforgatni,de a mach al még nem sikerült megmozdítani.Sustorgó hangot d a motor,ez valami "zaj"?
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2010 augusztus 30, 12:07
Írta: k439jucz4 Dátum 2010 augusztus 30, 12:07
Sziasztok!
Szerintetek használható az alábbi 10W-os motor egy mindenben hozzáillő, kivéve, hogy 20W-os motorhoz való servopack-el?

A servopack: SGDF-A2CP
ELvileg "position control", tehát Mach3-al mennie kéne.
A servopack és motor leírása
Köszi a segítséget!
Üdv
Szerintetek használható az alábbi 10W-os motor egy mindenben hozzáillő, kivéve, hogy 20W-os motorhoz való servopack-el?
A servopack: SGDF-A2CP
ELvileg "position control", tehát Mach3-al mennie kéne.
A servopack és motor leírása
Köszi a segítséget!
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2010 április 23, 23:45
Írta: Szalai György Dátum 2010 április 23, 23:45
Valószínűleg a sebesség működtető bemenet (CN2 csatlakozó 29 láb, Speed operation input) feszültsége híján egyhelyben áll és tartja a pozíciót. Közben kissé zizeg.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 30, 12:55
Írta: bmejdz9nu Dátum 2010 augusztus 30, 12:55
A vezérlő is 24V-os mint a motor? (ha jól nézem igen.) Lefele általában kompatibilis (pl. a 400W-os vezérlővel lehet 200W-ost hajtani).
De a vez. beállításnál a 10W-os motor adatokat kell majd megadni...pl. nyomatéklimit stb...
Ilyen kicsit még nem láttam :) Ez valami mini széria. Azt hittem csak 200V-os rendszerek vannak a Yaskawa-nak... Mik vannak :) Nagyon édi :)
De a vez. beállításnál a 10W-os motor adatokat kell majd megadni...pl. nyomatéklimit stb...
Ilyen kicsit még nem láttam :) Ez valami mini széria. Azt hittem csak 200V-os rendszerek vannak a Yaskawa-nak... Mik vannak :) Nagyon édi :)
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2010 április 24, 12:39
Írta: 62pb8zge Dátum 2010 április 24, 12:39
Sneci Úr infói alapján a step/dir hajtás lehetősége is be van kötve a mach-al ismerkedem az a "mozdulatlanság" oka...
Cím: Re:AC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 13:54
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 13:54
Varsa!
Yakasawa kicsike motorjaid lesznek még?
Yakasawa kicsike motorjaid lesznek még?
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2010 augusztus 30, 12:07
Írta: k439jucz4 Dátum 2010 augusztus 30, 12:07
Sziasztok!
Szerintetek használható az alábbi 10W-os motor egy mindenben hozzáillő, kivéve, hogy 20W-os motorhoz való servopack-el?
A servopack: SGDF-A2CP
ELvileg "position control", tehát Mach3-al mennie kéne.
A servopack és motor leírása
Köszi a segítséget!
Üdv
Szerintetek használható az alábbi 10W-os motor egy mindenben hozzáillő, kivéve, hogy 20W-os motorhoz való servopack-el?
A servopack: SGDF-A2CP
ELvileg "position control", tehát Mach3-al mennie kéne.
A servopack és motor leírása
Köszi a segítséget!
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2010 augusztus 30, 14:18
Írta: k439jucz4 Dátum 2010 augusztus 30, 14:18
Köszi! Akkor megpróbálkozom vele... Már csak a PC-hez kell összekötő kábelt és software-t szereznem, hogy tudjam állítgatni...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 30, 12:55
Írta: bmejdz9nu Dátum 2010 augusztus 30, 12:55
A vezérlő is 24V-os mint a motor? (ha jól nézem igen.) Lefele általában kompatibilis (pl. a 400W-os vezérlővel lehet 200W-ost hajtani).
De a vez. beállításnál a 10W-os motor adatokat kell majd megadni...pl. nyomatéklimit stb...
Ilyen kicsit még nem láttam :) Ez valami mini széria. Azt hittem csak 200V-os rendszerek vannak a Yaskawa-nak... Mik vannak :) Nagyon édi :)
De a vez. beállításnál a 10W-os motor adatokat kell majd megadni...pl. nyomatéklimit stb...
Ilyen kicsit még nem láttam :) Ez valami mini széria. Azt hittem csak 200V-os rendszerek vannak a Yaskawa-nak... Mik vannak :) Nagyon édi :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 30, 17:29
Írta: bmejdz9nu Dátum 2010 augusztus 30, 17:29
Vannak, de szettben akarom majd eladni 2mm-es emelkedésű Z-tengely orsókkal... pont annyi van. (7 szet motor, linár, NSK orsó, csapágy, kupplung)
Cím: Re:AC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 13:54
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 13:54
Varsa!
Yakasawa kicsike motorjaid lesznek még?
Yakasawa kicsike motorjaid lesznek még?
Cím: Re:AC szervó motoros vezérlés
Írta: k439jucz4 Dátum 2010 augusztus 30, 14:18
Írta: k439jucz4 Dátum 2010 augusztus 30, 14:18
Köszi! Akkor megpróbálkozom vele... Már csak a PC-hez kell összekötő kábelt és software-t szereznem, hogy tudjam állítgatni...
Cím: Re:AC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 22:39
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 22:39
Az ár titok?
Az encoderek az eredeti +/- 15V osak?
Egyébként jogos és okos ötlet Tőled!
Az encoderek az eredeti +/- 15V osak?
Egyébként jogos és okos ötlet Tőled!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 30, 17:29
Írta: bmejdz9nu Dátum 2010 augusztus 30, 17:29
Vannak, de szettben akarom majd eladni 2mm-es emelkedésű Z-tengely orsókkal... pont annyi van. (7 szet motor, linár, NSK orsó, csapágy, kupplung)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 31, 21:10
Írta: bmejdz9nu Dátum 2010 augusztus 31, 21:10
Nem AC téma :) de új encoderek vannak hozzájuk... ha lesz időm dokumentálom az adok-veszekbe...
Cím: Re:AC szervó motoros vezérlés
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 22:39
Írta: 43pbwjg8s Dátum 2010 augusztus 30, 22:39
Az ár titok?
Az encoderek az eredeti +/- 15V osak?
Egyébként jogos és okos ötlet Tőled!
Az encoderek az eredeti +/- 15V osak?
Egyébként jogos és okos ötlet Tőled!
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 20:13
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 20:13
Ma volt egy kis időm dolgozni az AC vezérlőn.
Íme az első szárnypróbálgatások. Elnézést a videóért, nem a legjobb minőség.VIDEO
12Vról hajtva, látszik a videón is 1A kajál, 1400 1/min fordulat.
Íme az első szárnypróbálgatások. Elnézést a videóért, nem a legjobb minőség.VIDEO
12Vról hajtva, látszik a videón is 1A kajál, 1400 1/min fordulat.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 augusztus 31, 21:10
Írta: bmejdz9nu Dátum 2010 augusztus 31, 21:10
Nem AC téma :) de új encoderek vannak hozzájuk... ha lesz időm dokumentálom az adok-veszekbe...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 20:55
Írta: svejk Dátum 2010 szeptember 16, 20:55
Kenjed neki!!
Visszacsatolt már a rendszer vagy még nyílthurkú?
Step/dir alatt ne add, itt figyel nálam a hátam mögött ilyen Mavilor motor vagy 20 db :))
Jó lenne már valami barkács AC vezérlő, én magam úgy sem jutok vele egyről a kettőre :(
Célozd meg tápfesznek a 48V-ot, (könnyű tápegységhez jutni) és ezzel a 4000-es fordulatot tudni fogja.
Az eredeti vezérlőjével azt hiszem üresjáratban 500mA az áramfelvétele 48V-ról.
Visszacsatolt már a rendszer vagy még nyílthurkú?
Step/dir alatt ne add, itt figyel nálam a hátam mögött ilyen Mavilor motor vagy 20 db :))
Jó lenne már valami barkács AC vezérlő, én magam úgy sem jutok vele egyről a kettőre :(
Célozd meg tápfesznek a 48V-ot, (könnyű tápegységhez jutni) és ezzel a 4000-es fordulatot tudni fogja.
Az eredeti vezérlőjével azt hiszem üresjáratban 500mA az áramfelvétele 48V-ról.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 20:13
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 20:13
Ma volt egy kis időm dolgozni az AC vezérlőn.
Íme az első szárnypróbálgatások. Elnézést a videóért, nem a legjobb minőség.VIDEO
12Vról hajtva, látszik a videón is 1A kajál, 1400 1/min fordulat.
Íme az első szárnypróbálgatások. Elnézést a videóért, nem a legjobb minőség.VIDEO
12Vról hajtva, látszik a videón is 1A kajál, 1400 1/min fordulat.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:09
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:09
Szia Svejk!
Reméltem, hogy nem hagyod szó nélkül. :))
Akartam is kérdezni, hogy mekkora feszültséget célozzak meg, valami hasonlón filóztam én is.
Jelenleg még nyílt hurkú, csak a hall jeladókat figyelem és aszerint váltogatom a fázisokat.
Az igazság az, hogy egyelőre csak főorsónak akarom használni vbodi féle fortunával. Szeretném is felpörgetni 10-12e fordulatra és terhelésfüggően szabályozni, hogy fordulatszám tartó legyen.
Az enkóderét még nem lőttem be, őszintén szólva a bekötését sem ismerem, esetleg tudsz segíteni.
Reméltem, hogy nem hagyod szó nélkül. :))
Akartam is kérdezni, hogy mekkora feszültséget célozzak meg, valami hasonlón filóztam én is.
Jelenleg még nyílt hurkú, csak a hall jeladókat figyelem és aszerint váltogatom a fázisokat.
Az igazság az, hogy egyelőre csak főorsónak akarom használni vbodi féle fortunával. Szeretném is felpörgetni 10-12e fordulatra és terhelésfüggően szabályozni, hogy fordulatszám tartó legyen.
Az enkóderét még nem lőttem be, őszintén szólva a bekötését sem ismerem, esetleg tudsz segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 20:55
Írta: svejk Dátum 2010 szeptember 16, 20:55
Kenjed neki!!
Visszacsatolt már a rendszer vagy még nyílthurkú?
Step/dir alatt ne add, itt figyel nálam a hátam mögött ilyen Mavilor motor vagy 20 db :))
Jó lenne már valami barkács AC vezérlő, én magam úgy sem jutok vele egyről a kettőre :(
Célozd meg tápfesznek a 48V-ot, (könnyű tápegységhez jutni) és ezzel a 4000-es fordulatot tudni fogja.
Az eredeti vezérlőjével azt hiszem üresjáratban 500mA az áramfelvétele 48V-ról.
Visszacsatolt már a rendszer vagy még nyílthurkú?
Step/dir alatt ne add, itt figyel nálam a hátam mögött ilyen Mavilor motor vagy 20 db :))
Jó lenne már valami barkács AC vezérlő, én magam úgy sem jutok vele egyről a kettőre :(
Célozd meg tápfesznek a 48V-ot, (könnyű tápegységhez jutni) és ezzel a 4000-es fordulatot tudni fogja.
Az eredeti vezérlőjével azt hiszem üresjáratban 500mA az áramfelvétele 48V-ról.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 16, 21:27
Írta: 000000000 Dátum 2010 szeptember 16, 21:27
Kiváncsi leszek, hogy pörög 10-12-ezren?!
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:09
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:09
Szia Svejk!
Reméltem, hogy nem hagyod szó nélkül. :))
Akartam is kérdezni, hogy mekkora feszültséget célozzak meg, valami hasonlón filóztam én is.
Jelenleg még nyílt hurkú, csak a hall jeladókat figyelem és aszerint váltogatom a fázisokat.
Az igazság az, hogy egyelőre csak főorsónak akarom használni vbodi féle fortunával. Szeretném is felpörgetni 10-12e fordulatra és terhelésfüggően szabályozni, hogy fordulatszám tartó legyen.
Az enkóderét még nem lőttem be, őszintén szólva a bekötését sem ismerem, esetleg tudsz segíteni.
Reméltem, hogy nem hagyod szó nélkül. :))
Akartam is kérdezni, hogy mekkora feszültséget célozzak meg, valami hasonlón filóztam én is.
Jelenleg még nyílt hurkú, csak a hall jeladókat figyelem és aszerint váltogatom a fázisokat.
Az igazság az, hogy egyelőre csak főorsónak akarom használni vbodi féle fortunával. Szeretném is felpörgetni 10-12e fordulatra és terhelésfüggően szabályozni, hogy fordulatszám tartó legyen.
Az enkóderét még nem lőttem be, őszintén szólva a bekötését sem ismerem, esetleg tudsz segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:40
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:40
Arra én is, mindenesetre a címkéjén 12e van :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 16, 21:27
Írta: 000000000 Dátum 2010 szeptember 16, 21:27
Kiváncsi leszek, hogy pörög 10-12-ezren?!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:45
Írta: svejk Dátum 2010 szeptember 16, 21:45
Ismerem mint a tenyerem :))
Az encoder szabványos HEDS encoder, így a bekötése is.
Tehát balról jobra: GND - NC - A - +5V - B ha úgy fogod, hogy a bevágás alul van.
Itt van róla két adatlap.
Nagy fordulatra ne számíts, melegedni fog, nem is igazán a tekercs, inkább talán a csapágyak.
100V DC sínről nálam 9 ezret pörgött
Az encoder szabványos HEDS encoder, így a bekötése is.
Tehát balról jobra: GND - NC - A - +5V - B ha úgy fogod, hogy a bevágás alul van.
Itt van róla két adatlap.
Nagy fordulatra ne számíts, melegedni fog, nem is igazán a tekercs, inkább talán a csapágyak.
100V DC sínről nálam 9 ezret pörgött
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:40
Írta: jv7pu3a5p Dátum 2010 szeptember 16, 21:40
Arra én is, mindenesetre a címkéjén 12e van :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:50
Írta: svejk Dátum 2010 szeptember 16, 21:50
Számomra ez az adat érthetetlen, talán arra vonatkozik, hogy a forgórész bandázsolása
ennyit bír.
Más AC szervó motoroknál is ilyen mags fordulatszámok vannak megadva.
ennyit bír.
Más AC szervó motoroknál is ilyen mags fordulatszámok vannak megadva.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:45
Írta: svejk Dátum 2010 szeptember 16, 21:45
Ismerem mint a tenyerem :))
Az encoder szabványos HEDS encoder, így a bekötése is.
Tehát balról jobra: GND - NC - A - +5V - B ha úgy fogod, hogy a bevágás alul van.
Itt van róla két adatlap.
Nagy fordulatra ne számíts, melegedni fog, nem is igazán a tekercs, inkább talán a csapágyak.
100V DC sínről nálam 9 ezret pörgött
Az encoder szabványos HEDS encoder, így a bekötése is.
Tehát balról jobra: GND - NC - A - +5V - B ha úgy fogod, hogy a bevágás alul van.
Itt van róla két adatlap.
Nagy fordulatra ne számíts, melegedni fog, nem is igazán a tekercs, inkább talán a csapágyak.
100V DC sínről nálam 9 ezret pörgött
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:52
Írta: svejk Dátum 2010 szeptember 16, 21:52
Én max. 4 ezres fordulatra lőném be a motort és áttétel, fel illetve lefelé. Egy 3 vagy 4 lépcsős szíjtárcsával minden fordulat kihozható lenne belőle. Gondolok itt az 500-15000-re.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:50
Írta: svejk Dátum 2010 szeptember 16, 21:50
Számomra ez az adat érthetetlen, talán arra vonatkozik, hogy a forgórész bandázsolása
ennyit bír.
Más AC szervó motoroknál is ilyen mags fordulatszámok vannak megadva.
ennyit bír.
Más AC szervó motoroknál is ilyen mags fordulatszámok vannak megadva.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:55
Írta: svejk Dátum 2010 szeptember 16, 21:55
Ha lesz még kérdés, kedden leszek legközelebb...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:52
Írta: svejk Dátum 2010 szeptember 16, 21:52
Én max. 4 ezres fordulatra lőném be a motort és áttétel, fel illetve lefelé. Egy 3 vagy 4 lépcsős szíjtárcsával minden fordulat kihozható lenne belőle. Gondolok itt az 500-15000-re.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 szeptember 16, 22:16
Írta: x4rhew5r3 Dátum 2010 szeptember 16, 22:16
Na ez biztató!
Mivel vezérled? xMega32A4?
Mivel vezérled? xMega32A4?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 21:55
Írta: svejk Dátum 2010 szeptember 16, 21:55
Ha lesz még kérdés, kedden leszek legközelebb...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:23
Írta: svejk Dátum 2010 szeptember 16, 22:23
Sok-sok db után azt mondhatom 3 hibaforrás lehet.
1. Helytelen szállítás, ütés hatására lepattan a HALL mágnesgyűrűje a kehelyről, -- vissza kell ragasztani.
2. üzemszerűtlen gyorsítások hatására fellazul a HALL mágnesgyűrűjének a kelyhe a tengelyen (csak durva teszteléskor fordult elő),
hernyócsavar és ragasztás rögzíti, -- vissza kell állítani.
3. csapágycserénél vagy a fogazott szíjtárcsa levételénél túl nagy tengelyirányú erőnél, lehúzószerszám nélkül szintén elcsúszik az említett kehely és hozzáér a HALL érzékelőkhöz. -- óvatosan, mindent melegítve szerelni.
1. Helytelen szállítás, ütés hatására lepattan a HALL mágnesgyűrűje a kehelyről, -- vissza kell ragasztani.
2. üzemszerűtlen gyorsítások hatására fellazul a HALL mágnesgyűrűjének a kelyhe a tengelyen (csak durva teszteléskor fordult elő),
hernyócsavar és ragasztás rögzíti, -- vissza kell állítani.
3. csapágycserénél vagy a fogazott szíjtárcsa levételénél túl nagy tengelyirányú erőnél, lehúzószerszám nélkül szintén elcsúszik az említett kehely és hozzáér a HALL érzékelőkhöz. -- óvatosan, mindent melegítve szerelni.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 szeptember 16, 22:16
Írta: x4rhew5r3 Dátum 2010 szeptember 16, 22:16
Na ez biztató!
Mivel vezérled? xMega32A4?
Mivel vezérled? xMega32A4?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:29
Írta: svejk Dátum 2010 szeptember 16, 22:29
Azt még el kell mondani hogy ez a motor a KLAVIO Kft-nél kaphato ACS606-os servo vezérlővel tökéletesen működik pozicio szervoként. Áramban és feszültségben is illeszkedik hozzá.
Ha csak sebességszervot akarsz fortunának, nem biztos hogy megéri a fáradozást mert kész vezérlő IC-k kaphatóak..
Persze tudom az alktás öröme és azért a gyári IC-vel is van gond amíg elkészül.
Ha csak sebességszervot akarsz fortunának, nem biztos hogy megéri a fáradozást mert kész vezérlő IC-k kaphatóak..
Persze tudom az alktás öröme és azért a gyári IC-vel is van gond amíg elkészül.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:23
Írta: svejk Dátum 2010 szeptember 16, 22:23
Sok-sok db után azt mondhatom 3 hibaforrás lehet.
1. Helytelen szállítás, ütés hatására lepattan a HALL mágnesgyűrűje a kehelyről, -- vissza kell ragasztani.
2. üzemszerűtlen gyorsítások hatására fellazul a HALL mágnesgyűrűjének a kelyhe a tengelyen (csak durva teszteléskor fordult elő),
hernyócsavar és ragasztás rögzíti, -- vissza kell állítani.
3. csapágycserénél vagy a fogazott szíjtárcsa levételénél túl nagy tengelyirányú erőnél, lehúzószerszám nélkül szintén elcsúszik az említett kehely és hozzáér a HALL érzékelőkhöz. -- óvatosan, mindent melegítve szerelni.
1. Helytelen szállítás, ütés hatására lepattan a HALL mágnesgyűrűje a kehelyről, -- vissza kell ragasztani.
2. üzemszerűtlen gyorsítások hatására fellazul a HALL mágnesgyűrűjének a kelyhe a tengelyen (csak durva teszteléskor fordult elő),
hernyócsavar és ragasztás rögzíti, -- vissza kell állítani.
3. csapágycserénél vagy a fogazott szíjtárcsa levételénél túl nagy tengelyirányú erőnél, lehúzószerszám nélkül szintén elcsúszik az említett kehely és hozzáér a HALL érzékelőkhöz. -- óvatosan, mindent melegítve szerelni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:40
Írta: svejk Dátum 2010 szeptember 16, 22:40
Sebességszabályzáshoz ez a Kajdy Gergő által épp most hirdetett (adok-veszek topic) univerzális analóg bemenetű
szabályzó is tökéletes lehet.
szabályzó is tökéletes lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:29
Írta: svejk Dátum 2010 szeptember 16, 22:29
Azt még el kell mondani hogy ez a motor a KLAVIO Kft-nél kaphato ACS606-os servo vezérlővel tökéletesen működik pozicio szervoként. Áramban és feszültségben is illeszkedik hozzá.
Ha csak sebességszervot akarsz fortunának, nem biztos hogy megéri a fáradozást mert kész vezérlő IC-k kaphatóak..
Persze tudom az alktás öröme és azért a gyári IC-vel is van gond amíg elkészül.
Ha csak sebességszervot akarsz fortunának, nem biztos hogy megéri a fáradozást mert kész vezérlő IC-k kaphatóak..
Persze tudom az alktás öröme és azért a gyári IC-vel is van gond amíg elkészül.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2010 szeptember 16, 22:54
Írta: PSoft Dátum 2010 szeptember 16, 22:54
Látom épp a "bénázók képei" mappában kotorászol!:))
".... és csak annak csinálom meg aki megérdemli :)"
".... és csak annak csinálom meg aki megérdemli :)"
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 16, 22:40
Írta: svejk Dátum 2010 szeptember 16, 22:40
Sebességszabályzáshoz ez a Kajdy Gergő által épp most hirdetett (adok-veszek topic) univerzális analóg bemenetű
szabályzó is tökéletes lehet.
szabályzó is tökéletes lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:42
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:42
NAgyon köszönöm az információkat. Hasznosak egy tapasztalt szakembertől. :)))
Ez a fordulat dolog elgondolkodtató és ha a hallok nem bírják annyira a strapát akkor marad az enkóder. Na majd megszülöm. Talin dumálunk...
Ez a fordulat dolog elgondolkodtató és ha a hallok nem bírják annyira a strapát akkor marad az enkóder. Na majd megszülöm. Talin dumálunk...
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2010 szeptember 16, 22:54
Írta: PSoft Dátum 2010 szeptember 16, 22:54
Látom épp a "bénázók képei" mappában kotorászol!:))
".... és csak annak csinálom meg aki megérdemli :)"
".... és csak annak csinálom meg aki megérdemli :)"
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:42
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:42
NAgyon köszönöm az információkat. Hasznosak egy tapasztalt szakembertől. :)))
Ez a fordulat dolog elgondolkodtató és ha a hallok nem bírják annyira a strapát akkor marad az enkóder. Na majd megszülöm. Talin dumálunk...
Ez a fordulat dolog elgondolkodtató és ha a hallok nem bírják annyira a strapát akkor marad az enkóder. Na majd megszülöm. Talin dumálunk...
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:45
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:45
Szia Sneci!
Igen, ahogy mondod XM32A4. NAgyon megtetszett ez az xmega.
Te hogy haladsz a vezérlőddel?
Igen, ahogy mondod XM32A4. NAgyon megtetszett ez az xmega.
Te hogy haladsz a vezérlőddel?
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:45
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 07:45
Szia Sneci!
Igen, ahogy mondod XM32A4. NAgyon megtetszett ez az xmega.
Te hogy haladsz a vezérlőddel?
Igen, ahogy mondod XM32A4. NAgyon megtetszett ez az xmega.
Te hogy haladsz a vezérlőddel?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 17, 08:35
Írta: 000000000 Dátum 2010 szeptember 17, 08:35
Szia LZ! Az 1A egy ilyen kicsike motornál nagyon sok. Tesztjeim során 1-1.5 kW-os AC szervo motorokat 200 mA körüli áramfelvétellel 300 rpm üresjárati fordulatszám mellett lehet forgatni. Évekkel ezelőtt D.Lacitól kaptam egy ilyen Mavilor motort tesztelni (egy videót is feltettem akkor róla), nekem is elég nagy volt az áramfelvétele, 600 mA körülire emlékszem. Amikor áttértem optikai encoderes rotorpozíció érzékelésre, jelentősen javult a helyzet.
Sok sikert kívánok Neked a vezérlő fejlesztésedhez, jó "játék" ez a téma is.:)
Sok sikert kívánok Neked a vezérlő fejlesztésedhez, jó "játék" ez a téma is.:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 17, 08:35
Írta: 000000000 Dátum 2010 szeptember 17, 08:35
Szia LZ! Az 1A egy ilyen kicsike motornál nagyon sok. Tesztjeim során 1-1.5 kW-os AC szervo motorokat 200 mA körüli áramfelvétellel 300 rpm üresjárati fordulatszám mellett lehet forgatni. Évekkel ezelőtt D.Lacitól kaptam egy ilyen Mavilor motort tesztelni (egy videót is feltettem akkor róla), nekem is elég nagy volt az áramfelvétele, 600 mA körülire emlékszem. Amikor áttértem optikai encoderes rotorpozíció érzékelésre, jelentősen javult a helyzet.
Sok sikert kívánok Neked a vezérlő fejlesztésedhez, jó "játék" ez a téma is.:)
Sok sikert kívánok Neked a vezérlő fejlesztésedhez, jó "játék" ez a téma is.:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 szeptember 17, 08:39
Írta: x4rhew5r3 Dátum 2010 szeptember 17, 08:39
Az AC-val sehogy. Fiókban pihen, nem vettem elő tavasz óta:( Majd a DC után...
Most más projekteken dolgozom, és a DC-ből is hátra van még egy modell, a brutál nagy motorokhoz való. Sikerült behozatnom ACS755 100A-est(persze szériába majd a 758-at kell tenni), Bodinak is, meg neked is viszek a talira (ha jössz a talira).
Majd az enkóder kezelést is megbeszéljük...
Most más projekteken dolgozom, és a DC-ből is hátra van még egy modell, a brutál nagy motorokhoz való. Sikerült behozatnom ACS755 100A-est(persze szériába majd a 758-at kell tenni), Bodinak is, meg neked is viszek a talira (ha jössz a talira).
Majd az enkóder kezelést is megbeszéljük...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2010 szeptember 17, 08:39
Írta: x4rhew5r3 Dátum 2010 szeptember 17, 08:39
Az AC-val sehogy. Fiókban pihen, nem vettem elő tavasz óta:( Majd a DC után...
Most más projekteken dolgozom, és a DC-ből is hátra van még egy modell, a brutál nagy motorokhoz való. Sikerült behozatnom ACS755 100A-est(persze szériába majd a 758-at kell tenni), Bodinak is, meg neked is viszek a talira (ha jössz a talira).
Majd az enkóder kezelést is megbeszéljük...
Most más projekteken dolgozom, és a DC-ből is hátra van még egy modell, a brutál nagy motorokhoz való. Sikerült behozatnom ACS755 100A-est(persze szériába majd a 758-at kell tenni), Bodinak is, meg neked is viszek a talira (ha jössz a talira).
Majd az enkóder kezelést is megbeszéljük...
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:07
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:07
Szia Tibor!
Igazad lehet, ez még csak mindössze 2 órás munkám, eddig jutottam. Meg kellett értenem a motor lelkét (ami még mindig nem biztos, hogy sikerült) :))
Át fogok térni az enkóderes rotorpozíció érzékelésre, hamár ott van rajta az is.
Az áram lehet soknak tűník, de ez effektív érték és 12V-on. Te lehet, hogy magasabb feszültségen mérted a kisebb áramot nem!!??
Játszani nagyon jó!! Ezért is csinálom, csak úgy nehéz, hogy közben félre kell tenni a munkát. Ne tudd meg, milyen rossz volt pár napig nézegetni a kész panelt az asztalon, de nem nyúlhattam hozzá mert a kötelesség nem engedte. :))))
Mostmár legalább nyugodtabb vagyok, hogy forog a motor.
Remélem a talin tudunk pár szót váltani.
Igazad lehet, ez még csak mindössze 2 órás munkám, eddig jutottam. Meg kellett értenem a motor lelkét (ami még mindig nem biztos, hogy sikerült) :))
Át fogok térni az enkóderes rotorpozíció érzékelésre, hamár ott van rajta az is.
Az áram lehet soknak tűník, de ez effektív érték és 12V-on. Te lehet, hogy magasabb feszültségen mérted a kisebb áramot nem!!??
Játszani nagyon jó!! Ezért is csinálom, csak úgy nehéz, hogy közben félre kell tenni a munkát. Ne tudd meg, milyen rossz volt pár napig nézegetni a kész panelt az asztalon, de nem nyúlhattam hozzá mert a kötelesség nem engedte. :))))
Mostmár legalább nyugodtabb vagyok, hogy forog a motor.
Remélem a talin tudunk pár szót váltani.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:07
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:07
Szia Tibor!
Igazad lehet, ez még csak mindössze 2 órás munkám, eddig jutottam. Meg kellett értenem a motor lelkét (ami még mindig nem biztos, hogy sikerült) :))
Át fogok térni az enkóderes rotorpozíció érzékelésre, hamár ott van rajta az is.
Az áram lehet soknak tűník, de ez effektív érték és 12V-on. Te lehet, hogy magasabb feszültségen mérted a kisebb áramot nem!!??
Játszani nagyon jó!! Ezért is csinálom, csak úgy nehéz, hogy közben félre kell tenni a munkát. Ne tudd meg, milyen rossz volt pár napig nézegetni a kész panelt az asztalon, de nem nyúlhattam hozzá mert a kötelesség nem engedte. :))))
Mostmár legalább nyugodtabb vagyok, hogy forog a motor.
Remélem a talin tudunk pár szót váltani.
Igazad lehet, ez még csak mindössze 2 órás munkám, eddig jutottam. Meg kellett értenem a motor lelkét (ami még mindig nem biztos, hogy sikerült) :))
Át fogok térni az enkóderes rotorpozíció érzékelésre, hamár ott van rajta az is.
Az áram lehet soknak tűník, de ez effektív érték és 12V-on. Te lehet, hogy magasabb feszültségen mérted a kisebb áramot nem!!??
Játszani nagyon jó!! Ezért is csinálom, csak úgy nehéz, hogy közben félre kell tenni a munkát. Ne tudd meg, milyen rossz volt pár napig nézegetni a kész panelt az asztalon, de nem nyúlhattam hozzá mert a kötelesség nem engedte. :))))
Mostmár legalább nyugodtabb vagyok, hogy forog a motor.
Remélem a talin tudunk pár szót váltani.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:13
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:13
Értem. Vannak prioritások, mint mindenkinek :(
Az szép kis árammérő lehet. Igen megyek a talira mindenképpen, jó lenne pár szót váltani.
Most kicsit kétségbe vagyok esve amúgy a proci beszerezhetősége miatt. MSC telefonban azt mondta legközelebb februárban várnak xm32A4-et. Más forrást is megkongattam, de semmi. Neked ötlet?? Már vagy 5 panelemnél áttértem erre a típusra, nem gondoltam, hohgy ilyen probléma lesz... :(
Az szép kis árammérő lehet. Igen megyek a talira mindenképpen, jó lenne pár szót váltani.
Most kicsit kétségbe vagyok esve amúgy a proci beszerezhetősége miatt. MSC telefonban azt mondta legközelebb februárban várnak xm32A4-et. Más forrást is megkongattam, de semmi. Neked ötlet?? Már vagy 5 panelemnél áttértem erre a típusra, nem gondoltam, hohgy ilyen probléma lesz... :(
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:13
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 11:13
Értem. Vannak prioritások, mint mindenkinek :(
Az szép kis árammérő lehet. Igen megyek a talira mindenképpen, jó lenne pár szót váltani.
Most kicsit kétségbe vagyok esve amúgy a proci beszerezhetősége miatt. MSC telefonban azt mondta legközelebb februárban várnak xm32A4-et. Más forrást is megkongattam, de semmi. Neked ötlet?? Már vagy 5 panelemnél áttértem erre a típusra, nem gondoltam, hohgy ilyen probléma lesz... :(
Az szép kis árammérő lehet. Igen megyek a talira mindenképpen, jó lenne pár szót váltani.
Most kicsit kétségbe vagyok esve amúgy a proci beszerezhetősége miatt. MSC telefonban azt mondta legközelebb februárban várnak xm32A4-et. Más forrást is megkongattam, de semmi. Neked ötlet?? Már vagy 5 panelemnél áttértem erre a típusra, nem gondoltam, hohgy ilyen probléma lesz... :(
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 17, 12:39
Írta: D.Laci Dátum 2010 szeptember 17, 12:39
Nem látom a Sz.vári talin a neved az asztal foglalók körében!!!
Érdemes lenne bemutatnod!
Érdemes lenne bemutatnod!
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 17, 12:39
Írta: D.Laci Dátum 2010 szeptember 17, 12:39
Nem látom a Sz.vári talin a neved az asztal foglalók körében!!!
Érdemes lenne bemutatnod!
Érdemes lenne bemutatnod!
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 15:39
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 15:39
Ahhoz még edzenem kell. :))
Tényleg még sehol sem tartok vele. Még nincs mit mutatni.
Tényleg még sehol sem tartok vele. Még nincs mit mutatni.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 15:39
Írta: jv7pu3a5p Dátum 2010 szeptember 17, 15:39
Ahhoz még edzenem kell. :))
Tényleg még sehol sem tartok vele. Még nincs mit mutatni.
Tényleg még sehol sem tartok vele. Még nincs mit mutatni.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 17, 21:26
Írta: D.Laci Dátum 2010 szeptember 17, 21:26
Ne szerénykedj!
De így nem láthatombélőben!
Vagy foglaljak egy asztalt hogy láthassam? :)
De így nem láthatombélőben!
Vagy foglaljak egy asztalt hogy láthassam? :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 17, 21:26
Írta: D.Laci Dátum 2010 szeptember 17, 21:26
Ne szerénykedj!
De így nem láthatombélőben!
Vagy foglaljak egy asztalt hogy láthassam? :)
De így nem láthatombélőben!
Vagy foglaljak egy asztalt hogy láthassam? :)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 szeptember 17, 22:00
Írta: Farkas Ádám Dátum 2010 szeptember 17, 22:00
Hozzad csak el, az én asztalomra teheted... én úgysem viszek semmit, (cnc gépet akartam vinni de elvitték).
Esetleg viszek egy mavilort én is játszani.
Esetleg viszek egy mavilort én is játszani.
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 szeptember 17, 22:00
Írta: Farkas Ádám Dátum 2010 szeptember 17, 22:00
Hozzad csak el, az én asztalomra teheted... én úgysem viszek semmit, (cnc gépet akartam vinni de elvitték).
Esetleg viszek egy mavilort én is játszani.
Esetleg viszek egy mavilort én is játszani.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 09:22
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 09:22
Köszi srácok minkettőtöknek.
Ha sikerül még időt szentelnem neki és előrébb jutok élek a lehetőséggel. Lerakom Ádám asztalára azt majd rendezzük az anyagiakat.
Ha netán nem jönne össze, akkor a hatvani talira már biztos látványosabb lesz.
Ha sikerül még időt szentelnem neki és előrébb jutok élek a lehetőséggel. Lerakom Ádám asztalára azt majd rendezzük az anyagiakat.
Ha netán nem jönne össze, akkor a hatvani talira már biztos látványosabb lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 09:22
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 09:22
Köszi srácok minkettőtöknek.
Ha sikerül még időt szentelnem neki és előrébb jutok élek a lehetőséggel. Lerakom Ádám asztalára azt majd rendezzük az anyagiakat.
Ha netán nem jönne össze, akkor a hatvani talira már biztos látványosabb lesz.
Ha sikerül még időt szentelnem neki és előrébb jutok élek a lehetőséggel. Lerakom Ádám asztalára azt majd rendezzük az anyagiakat.
Ha netán nem jönne össze, akkor a hatvani talira már biztos látványosabb lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 18, 10:29
Írta: D.Laci Dátum 2010 szeptember 18, 10:29
Elég gyenge ez a kifigás... gyurjál még rá wazze!
Van asztal, viszek Szándokános polót zizzit bambit napfény tetőt! :) Kell még valami?
Ja hosszabitót elisztót elne felejtsd!
Van asztal, viszek Szándokános polót zizzit bambit napfény tetőt! :) Kell még valami?
Ja hosszabitót elisztót elne felejtsd!
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2010 szeptember 18, 10:29
Írta: D.Laci Dátum 2010 szeptember 18, 10:29
Elég gyenge ez a kifigás... gyurjál még rá wazze!
Van asztal, viszek Szándokános polót zizzit bambit napfény tetőt! :) Kell még valami?
Ja hosszabitót elisztót elne felejtsd!
Van asztal, viszek Szándokános polót zizzit bambit napfény tetőt! :) Kell még valami?
Ja hosszabitót elisztót elne felejtsd!
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 10:45
Írta: bmejdz9nu Dátum 2010 szeptember 18, 10:45
Beteszem a "maradék" AC vezérlőim képét (még van pár darab a szekrényben ezeken kívül is)...
Mert "egyesek" azt hiszik, hogy mindent eladok :) pedig ez nincs így :) Az igaz, hogy már DC rendszerem egy se :)
Ezek Samsung AC szet-ek...persze step/dir-es mind... megszoktam őket... persze mindenki Omron/Yaskawa "mániákus"... de hát én már csak ilyen vagyok mint a WinPC-NC-vel is :)

Mert "egyesek" azt hiszik, hogy mindent eladok :) pedig ez nincs így :) Az igaz, hogy már DC rendszerem egy se :)
Ezek Samsung AC szet-ek...persze step/dir-es mind... megszoktam őket... persze mindenki Omron/Yaskawa "mániákus"... de hát én már csak ilyen vagyok mint a WinPC-NC-vel is :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 10:45
Írta: bmejdz9nu Dátum 2010 szeptember 18, 10:45
Beteszem a "maradék" AC vezérlőim képét (még van pár darab a szekrényben ezeken kívül is)...
Mert "egyesek" azt hiszik, hogy mindent eladok :) pedig ez nincs így :) Az igaz, hogy már DC rendszerem egy se :)
Ezek Samsung AC szet-ek...persze step/dir-es mind... megszoktam őket... persze mindenki Omron/Yaskawa "mániákus"... de hát én már csak ilyen vagyok mint a WinPC-NC-vel is :)
Mert "egyesek" azt hiszik, hogy mindent eladok :) pedig ez nincs így :) Az igaz, hogy már DC rendszerem egy se :)
Ezek Samsung AC szet-ek...persze step/dir-es mind... megszoktam őket... persze mindenki Omron/Yaskawa "mániákus"... de hát én már csak ilyen vagyok mint a WinPC-NC-vel is :)
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 14:16
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 14:16
Igyekszem... :)
Cím: Re:AC szervó motoros vezérlés
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 14:16
Írta: jv7pu3a5p Dátum 2010 szeptember 18, 14:16
Igyekszem... :)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:42
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:42
Miért kell az a sok neked ? Múzeumot nyitsz később, gyárat építesz, vagy jobb befektetés, mint az ingatlan, esetleg nagy tételben olcsóbb volt, mintha egyet veszel ? [#circling][#circling] Most egy párunknak igencsak csorog a nyála. :)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:42
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:42
Miért kell az a sok neked ? Múzeumot nyitsz később, gyárat építesz, vagy jobb befektetés, mint az ingatlan, esetleg nagy tételben olcsóbb volt, mintha egyet veszel ? [#circling][#circling] Most egy párunknak igencsak csorog a nyála. :)
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:09
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:09
Most, hogy mennek le az ingatlanárak? Persze, hogy jobb :)
Nagy tételben olcsóbb... azaz csak volt a válságban...akkor mindenki azt hitte itt a világvége :) De "sajnos" külföldön már vége a válságnak...
Most már hiánycikkek a profi gépépítő cuccok és nem csak az AC-k hanem minden ami "fényes" azaz nem MEH telepi árú :) azaz használható értékteremtésre is.
Egyébként mi az, hogy drága...
Vegyünk alapul egy 400W-os jó és új szervómotort... pl. egy SanyoDenki 400-ast aminek Tibor az inerciáját szidta egész évben :)
Egy ilyen új és jó SanyoDenki 40.000Ft volt...
Ehhez vegyünk egy "gyári" vezérlőt pl. egy Gecko GXXX-et... (had szidjuk azt:) az megint 40.000Ft..
Eddig 80.000Ft-nál tartunk...
Vegyünk hozzá egy 80V-os tápegységet - én kapcsolóüzeműeket szeretem ami egy szethez kb. 10.000Ft
90.000 Ft-nál tartunk...
Egy 400W-os komplett AC rendszer 90-100 ezer...
Drága?
Mit kapunk az AC-tól: Nagyon kicsi inerciát azaz nem lehet szidni mint egy ugyanolyan SanyoDenki Dc-t... (már ha a gép is kibírja a gyorsulást:)
Kapunk egy nagyobb alapnyomatékot viszont kisebb csúcsnyomatékot... de mint a számításokból kiderült (ezért is volt értelme) az alapnyomaték sokkal értékesebb mint a csúcsnyomaték.
Mit kapunk egy gyári PID-es vezérlőtől:
Olyat amiről csak álmodunk :) pl. már régen nem számít a step freki... azaz mit számít?
Akár úgy is fel lehet progizni a vezérlőt, hogy egy stepre 1 fordulatot tegyen:) Maga a tökély osztás/szorzás ügyében...
A motoron belül általában 2500cpr-es (vagy 2048) encoder van... de ezzel nem is kell foglalkoznunk...bármilyen step mennyiségre bármilyen (el)forgást be lehet állítani.
Mivel belül 4X mód az alap ugyebár 10.000 szög helyzet "realizálható" azaz belül sokkal nagyobb azaz több jelel dolgozik min amit mechanikailag "kiad"...
Semmi hangja... hulla pontos... és belül talán megvan a szervós túlfutás is valahol... de ezt kimérni mechanikailag nem nagyon lehet...
Egybe van... kevés munka a beüzemelése... nem nagyon kell foglalkozni a setup-al sem mert 95%-ban úgy jó ahogy gyárilag a default-ot belőtték az adott motorra.
Ezért is van az, hogy egy vezérlő csak egy-két motortípussal megy... Plug&Play.
Hogy minek ennyi? Nem tudom...de jó ha van... mert ha hirtelen kellene akkor biztos nem lehetne kapni sehol "hobby" áron...(A rendes ára meg a csillagos ég:)
Az AC vezérlők nem mostanában menek ki a divatból... többféle típust és többféle gyártótól tesztelgettem... gyakorlatilag majd mind egyforma... és különösképpen az elmúlt 10 évben nem is változtattak a dolgon a gyártók... mert minek? Ha így jó nekünk és az iparnak is...
Nagy tételben olcsóbb... azaz csak volt a válságban...akkor mindenki azt hitte itt a világvége :) De "sajnos" külföldön már vége a válságnak...
Most már hiánycikkek a profi gépépítő cuccok és nem csak az AC-k hanem minden ami "fényes" azaz nem MEH telepi árú :) azaz használható értékteremtésre is.
Egyébként mi az, hogy drága...
Vegyünk alapul egy 400W-os jó és új szervómotort... pl. egy SanyoDenki 400-ast aminek Tibor az inerciáját szidta egész évben :)
Egy ilyen új és jó SanyoDenki 40.000Ft volt...
Ehhez vegyünk egy "gyári" vezérlőt pl. egy Gecko GXXX-et... (had szidjuk azt:) az megint 40.000Ft..
Eddig 80.000Ft-nál tartunk...
Vegyünk hozzá egy 80V-os tápegységet - én kapcsolóüzeműeket szeretem ami egy szethez kb. 10.000Ft
90.000 Ft-nál tartunk...
Egy 400W-os komplett AC rendszer 90-100 ezer...
Drága?
Mit kapunk az AC-tól: Nagyon kicsi inerciát azaz nem lehet szidni mint egy ugyanolyan SanyoDenki Dc-t... (már ha a gép is kibírja a gyorsulást:)
Kapunk egy nagyobb alapnyomatékot viszont kisebb csúcsnyomatékot... de mint a számításokból kiderült (ezért is volt értelme) az alapnyomaték sokkal értékesebb mint a csúcsnyomaték.
Mit kapunk egy gyári PID-es vezérlőtől:
Olyat amiről csak álmodunk :) pl. már régen nem számít a step freki... azaz mit számít?
Akár úgy is fel lehet progizni a vezérlőt, hogy egy stepre 1 fordulatot tegyen:) Maga a tökély osztás/szorzás ügyében...
A motoron belül általában 2500cpr-es (vagy 2048) encoder van... de ezzel nem is kell foglalkoznunk...bármilyen step mennyiségre bármilyen (el)forgást be lehet állítani.
Mivel belül 4X mód az alap ugyebár 10.000 szög helyzet "realizálható" azaz belül sokkal nagyobb azaz több jelel dolgozik min amit mechanikailag "kiad"...
Semmi hangja... hulla pontos... és belül talán megvan a szervós túlfutás is valahol... de ezt kimérni mechanikailag nem nagyon lehet...
Egybe van... kevés munka a beüzemelése... nem nagyon kell foglalkozni a setup-al sem mert 95%-ban úgy jó ahogy gyárilag a default-ot belőtték az adott motorra.
Ezért is van az, hogy egy vezérlő csak egy-két motortípussal megy... Plug&Play.
Hogy minek ennyi? Nem tudom...de jó ha van... mert ha hirtelen kellene akkor biztos nem lehetne kapni sehol "hobby" áron...(A rendes ára meg a csillagos ég:)
Az AC vezérlők nem mostanában menek ki a divatból... többféle típust és többféle gyártótól tesztelgettem... gyakorlatilag majd mind egyforma... és különösképpen az elmúlt 10 évben nem is változtattak a dolgon a gyártók... mert minek? Ha így jó nekünk és az iparnak is...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:09
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:09
Most, hogy mennek le az ingatlanárak? Persze, hogy jobb :)
Nagy tételben olcsóbb... azaz csak volt a válságban...akkor mindenki azt hitte itt a világvége :) De "sajnos" külföldön már vége a válságnak...
Most már hiánycikkek a profi gépépítő cuccok és nem csak az AC-k hanem minden ami "fényes" azaz nem MEH telepi árú :) azaz használható értékteremtésre is.
Egyébként mi az, hogy drága...
Vegyünk alapul egy 400W-os jó és új szervómotort... pl. egy SanyoDenki 400-ast aminek Tibor az inerciáját szidta egész évben :)
Egy ilyen új és jó SanyoDenki 40.000Ft volt...
Ehhez vegyünk egy "gyári" vezérlőt pl. egy Gecko GXXX-et... (had szidjuk azt:) az megint 40.000Ft..
Eddig 80.000Ft-nál tartunk...
Vegyünk hozzá egy 80V-os tápegységet - én kapcsolóüzeműeket szeretem ami egy szethez kb. 10.000Ft
90.000 Ft-nál tartunk...
Egy 400W-os komplett AC rendszer 90-100 ezer...
Drága?
Mit kapunk az AC-tól: Nagyon kicsi inerciát azaz nem lehet szidni mint egy ugyanolyan SanyoDenki Dc-t... (már ha a gép is kibírja a gyorsulást:)
Kapunk egy nagyobb alapnyomatékot viszont kisebb csúcsnyomatékot... de mint a számításokból kiderült (ezért is volt értelme) az alapnyomaték sokkal értékesebb mint a csúcsnyomaték.
Mit kapunk egy gyári PID-es vezérlőtől:
Olyat amiről csak álmodunk :) pl. már régen nem számít a step freki... azaz mit számít?
Akár úgy is fel lehet progizni a vezérlőt, hogy egy stepre 1 fordulatot tegyen:) Maga a tökély osztás/szorzás ügyében...
A motoron belül általában 2500cpr-es (vagy 2048) encoder van... de ezzel nem is kell foglalkoznunk...bármilyen step mennyiségre bármilyen (el)forgást be lehet állítani.
Mivel belül 4X mód az alap ugyebár 10.000 szög helyzet "realizálható" azaz belül sokkal nagyobb azaz több jelel dolgozik min amit mechanikailag "kiad"...
Semmi hangja... hulla pontos... és belül talán megvan a szervós túlfutás is valahol... de ezt kimérni mechanikailag nem nagyon lehet...
Egybe van... kevés munka a beüzemelése... nem nagyon kell foglalkozni a setup-al sem mert 95%-ban úgy jó ahogy gyárilag a default-ot belőtték az adott motorra.
Ezért is van az, hogy egy vezérlő csak egy-két motortípussal megy... Plug&Play.
Hogy minek ennyi? Nem tudom...de jó ha van... mert ha hirtelen kellene akkor biztos nem lehetne kapni sehol "hobby" áron...(A rendes ára meg a csillagos ég:)
Az AC vezérlők nem mostanában menek ki a divatból... többféle típust és többféle gyártótól tesztelgettem... gyakorlatilag majd mind egyforma... és különösképpen az elmúlt 10 évben nem is változtattak a dolgon a gyártók... mert minek? Ha így jó nekünk és az iparnak is...
Nagy tételben olcsóbb... azaz csak volt a válságban...akkor mindenki azt hitte itt a világvége :) De "sajnos" külföldön már vége a válságnak...
Most már hiánycikkek a profi gépépítő cuccok és nem csak az AC-k hanem minden ami "fényes" azaz nem MEH telepi árú :) azaz használható értékteremtésre is.
Egyébként mi az, hogy drága...
Vegyünk alapul egy 400W-os jó és új szervómotort... pl. egy SanyoDenki 400-ast aminek Tibor az inerciáját szidta egész évben :)
Egy ilyen új és jó SanyoDenki 40.000Ft volt...
Ehhez vegyünk egy "gyári" vezérlőt pl. egy Gecko GXXX-et... (had szidjuk azt:) az megint 40.000Ft..
Eddig 80.000Ft-nál tartunk...
Vegyünk hozzá egy 80V-os tápegységet - én kapcsolóüzeműeket szeretem ami egy szethez kb. 10.000Ft
90.000 Ft-nál tartunk...
Egy 400W-os komplett AC rendszer 90-100 ezer...
Drága?
Mit kapunk az AC-tól: Nagyon kicsi inerciát azaz nem lehet szidni mint egy ugyanolyan SanyoDenki Dc-t... (már ha a gép is kibírja a gyorsulást:)
Kapunk egy nagyobb alapnyomatékot viszont kisebb csúcsnyomatékot... de mint a számításokból kiderült (ezért is volt értelme) az alapnyomaték sokkal értékesebb mint a csúcsnyomaték.
Mit kapunk egy gyári PID-es vezérlőtől:
Olyat amiről csak álmodunk :) pl. már régen nem számít a step freki... azaz mit számít?
Akár úgy is fel lehet progizni a vezérlőt, hogy egy stepre 1 fordulatot tegyen:) Maga a tökély osztás/szorzás ügyében...
A motoron belül általában 2500cpr-es (vagy 2048) encoder van... de ezzel nem is kell foglalkoznunk...bármilyen step mennyiségre bármilyen (el)forgást be lehet állítani.
Mivel belül 4X mód az alap ugyebár 10.000 szög helyzet "realizálható" azaz belül sokkal nagyobb azaz több jelel dolgozik min amit mechanikailag "kiad"...
Semmi hangja... hulla pontos... és belül talán megvan a szervós túlfutás is valahol... de ezt kimérni mechanikailag nem nagyon lehet...
Egybe van... kevés munka a beüzemelése... nem nagyon kell foglalkozni a setup-al sem mert 95%-ban úgy jó ahogy gyárilag a default-ot belőtték az adott motorra.
Ezért is van az, hogy egy vezérlő csak egy-két motortípussal megy... Plug&Play.
Hogy minek ennyi? Nem tudom...de jó ha van... mert ha hirtelen kellene akkor biztos nem lehetne kapni sehol "hobby" áron...(A rendes ára meg a csillagos ég:)
Az AC vezérlők nem mostanában menek ki a divatból... többféle típust és többféle gyártótól tesztelgettem... gyakorlatilag majd mind egyforma... és különösképpen az elmúlt 10 évben nem is változtattak a dolgon a gyártók... mert minek? Ha így jó nekünk és az iparnak is...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 szeptember 18, 16:35
Írta: s7manbs8 Dátum 2010 szeptember 18, 16:35
Ez kielégítő magyarázat volt. :) Azt hiszem tanultunk belőle többen is.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2010 szeptember 18, 16:35
Írta: s7manbs8 Dátum 2010 szeptember 18, 16:35
Ez kielégítő magyarázat volt. :) Azt hiszem tanultunk belőle többen is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 18, 16:39
Írta: 000000000 Dátum 2010 szeptember 18, 16:39
Szia Péter!
"SanyoDenki 400-ast aminek Tibor az inerciáját szidta"
Azért figyellek ám Péter, miket írsz.:)
Soha nem a motorodat szidtam, mivel az egy profi szervó motor. A motor választásodat véleményeztem (és ez nagy különbség), miszerint TÍZ-szeresen túlméretezett motort használtál (~százszoros fölösleges energiafaló J-vel), hiszen mint azóta már tudod ~ max. 40 W átlag motor P igencsak elég mindenhez Hobby berkekben. De el ne kezdjük megint, csak ez a pontosítás kikívánkozott belőlem, ha már emlegettél.
Mellesleg azt is jó tudni, aki netán nem lenne tisztában vele, hogy ennek az emlegetett SD 400W motornak nem annyi az ára, ha boltban veszed ÁFÁ-san újonnan, hanem majdnem a 10-szerese.
"SanyoDenki 400-ast aminek Tibor az inerciáját szidta"
Azért figyellek ám Péter, miket írsz.:)
Soha nem a motorodat szidtam, mivel az egy profi szervó motor. A motor választásodat véleményeztem (és ez nagy különbség), miszerint TÍZ-szeresen túlméretezett motort használtál (~százszoros fölösleges energiafaló J-vel), hiszen mint azóta már tudod ~ max. 40 W átlag motor P igencsak elég mindenhez Hobby berkekben. De el ne kezdjük megint, csak ez a pontosítás kikívánkozott belőlem, ha már emlegettél.
Mellesleg azt is jó tudni, aki netán nem lenne tisztában vele, hogy ennek az emlegetett SD 400W motornak nem annyi az ára, ha boltban veszed ÁFÁ-san újonnan, hanem majdnem a 10-szerese.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 18, 16:39
Írta: 000000000 Dátum 2010 szeptember 18, 16:39
Szia Péter!
"SanyoDenki 400-ast aminek Tibor az inerciáját szidta"
Azért figyellek ám Péter, miket írsz.:)
Soha nem a motorodat szidtam, mivel az egy profi szervó motor. A motor választásodat véleményeztem (és ez nagy különbség), miszerint TÍZ-szeresen túlméretezett motort használtál (~százszoros fölösleges energiafaló J-vel), hiszen mint azóta már tudod ~ max. 40 W átlag motor P igencsak elég mindenhez Hobby berkekben. De el ne kezdjük megint, csak ez a pontosítás kikívánkozott belőlem, ha már emlegettél.
Mellesleg azt is jó tudni, aki netán nem lenne tisztában vele, hogy ennek az emlegetett SD 400W motornak nem annyi az ára, ha boltban veszed ÁFÁ-san újonnan, hanem majdnem a 10-szerese.
"SanyoDenki 400-ast aminek Tibor az inerciáját szidta"
Azért figyellek ám Péter, miket írsz.:)
Soha nem a motorodat szidtam, mivel az egy profi szervó motor. A motor választásodat véleményeztem (és ez nagy különbség), miszerint TÍZ-szeresen túlméretezett motort használtál (~százszoros fölösleges energiafaló J-vel), hiszen mint azóta már tudod ~ max. 40 W átlag motor P igencsak elég mindenhez Hobby berkekben. De el ne kezdjük megint, csak ez a pontosítás kikívánkozott belőlem, ha már emlegettél.
Mellesleg azt is jó tudni, aki netán nem lenne tisztában vele, hogy ennek az emlegetett SD 400W motornak nem annyi az ára, ha boltban veszed ÁFÁ-san újonnan, hanem majdnem a 10-szerese.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:54
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:54
Rég írtál nekem :)
Mondjuk oké és a 400-as SanyoDenki DC-vel túl volt méretezve... nem is volt sokáig rajt... pazarlás volt - anyagilag is.
Valóban túl volt motorizálva, de ettől nem lett rosszabb (egybe) a gyorsulási képessége mert a mechanika nem bírt egyébként sem többet.
De ha már AC/DC és 400W/400W :)
Ha egy 400W-os AC motort tetem volna fel "pazarló" módon... akkor az az "energiafaló J" csak kb. a tizede lett volna... ezzel gondolom egyetértünk.
A hobbysta csak a tizedárat is nagyon nehezen tudja elviselni... és már-már elhiszi, hogy az a normális ár :)
Egy új SanyoDenki 400W-osért csak 40.000Ft-ot adott a hobbysta piac :) Ezért írtam ezt az árat...
Ha tudná mennyi egy ilyen rendszer a "boltban" nagyon elcsodálkozna... nade ahol ezt megtermeli ott ez nem ügy:)
Egy "márkás" új AC rendszer is több ezer dollár...(ugyebár itt mindenképp rendszert kell alapul venni azaz vez+motor+kábelek - mert szűk a kompatibilitás)
Egyébként egy gyári pl. Omron vezérlő-motor encoder kábel többe kerül mint egy SanyoDenki DC motor hobby ára:))
Mondjuk oké és a 400-as SanyoDenki DC-vel túl volt méretezve... nem is volt sokáig rajt... pazarlás volt - anyagilag is.
Valóban túl volt motorizálva, de ettől nem lett rosszabb (egybe) a gyorsulási képessége mert a mechanika nem bírt egyébként sem többet.
De ha már AC/DC és 400W/400W :)
Ha egy 400W-os AC motort tetem volna fel "pazarló" módon... akkor az az "energiafaló J" csak kb. a tizede lett volna... ezzel gondolom egyetértünk.
A hobbysta csak a tizedárat is nagyon nehezen tudja elviselni... és már-már elhiszi, hogy az a normális ár :)
Egy új SanyoDenki 400W-osért csak 40.000Ft-ot adott a hobbysta piac :) Ezért írtam ezt az árat...
Ha tudná mennyi egy ilyen rendszer a "boltban" nagyon elcsodálkozna... nade ahol ezt megtermeli ott ez nem ügy:)
Egy "márkás" új AC rendszer is több ezer dollár...(ugyebár itt mindenképp rendszert kell alapul venni azaz vez+motor+kábelek - mert szűk a kompatibilitás)
Egyébként egy gyári pl. Omron vezérlő-motor encoder kábel többe kerül mint egy SanyoDenki DC motor hobby ára:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:54
Írta: bmejdz9nu Dátum 2010 szeptember 18, 16:54
Rég írtál nekem :)
Mondjuk oké és a 400-as SanyoDenki DC-vel túl volt méretezve... nem is volt sokáig rajt... pazarlás volt - anyagilag is.
Valóban túl volt motorizálva, de ettől nem lett rosszabb (egybe) a gyorsulási képessége mert a mechanika nem bírt egyébként sem többet.
De ha már AC/DC és 400W/400W :)
Ha egy 400W-os AC motort tetem volna fel "pazarló" módon... akkor az az "energiafaló J" csak kb. a tizede lett volna... ezzel gondolom egyetértünk.
A hobbysta csak a tizedárat is nagyon nehezen tudja elviselni... és már-már elhiszi, hogy az a normális ár :)
Egy új SanyoDenki 400W-osért csak 40.000Ft-ot adott a hobbysta piac :) Ezért írtam ezt az árat...
Ha tudná mennyi egy ilyen rendszer a "boltban" nagyon elcsodálkozna... nade ahol ezt megtermeli ott ez nem ügy:)
Egy "márkás" új AC rendszer is több ezer dollár...(ugyebár itt mindenképp rendszert kell alapul venni azaz vez+motor+kábelek - mert szűk a kompatibilitás)
Egyébként egy gyári pl. Omron vezérlő-motor encoder kábel többe kerül mint egy SanyoDenki DC motor hobby ára:))
Mondjuk oké és a 400-as SanyoDenki DC-vel túl volt méretezve... nem is volt sokáig rajt... pazarlás volt - anyagilag is.
Valóban túl volt motorizálva, de ettől nem lett rosszabb (egybe) a gyorsulási képessége mert a mechanika nem bírt egyébként sem többet.
De ha már AC/DC és 400W/400W :)
Ha egy 400W-os AC motort tetem volna fel "pazarló" módon... akkor az az "energiafaló J" csak kb. a tizede lett volna... ezzel gondolom egyetértünk.
A hobbysta csak a tizedárat is nagyon nehezen tudja elviselni... és már-már elhiszi, hogy az a normális ár :)
Egy új SanyoDenki 400W-osért csak 40.000Ft-ot adott a hobbysta piac :) Ezért írtam ezt az árat...
Ha tudná mennyi egy ilyen rendszer a "boltban" nagyon elcsodálkozna... nade ahol ezt megtermeli ott ez nem ügy:)
Egy "márkás" új AC rendszer is több ezer dollár...(ugyebár itt mindenképp rendszert kell alapul venni azaz vez+motor+kábelek - mert szűk a kompatibilitás)
Egyébként egy gyári pl. Omron vezérlő-motor encoder kábel többe kerül mint egy SanyoDenki DC motor hobby ára:))
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 17:30
Írta: bmejdz9nu Dátum 2010 szeptember 18, 17:30
Már csak azért írom, hogy ideje korán kellene "lefektetni" a DC és AC motor közötti saját inercia különbségeket...
Mert ugyebár mint már írtam... ott fogott meg az AC ...amit azt hiszem te írtál róla...hogy a saját maga forgórésze forgatásához is mennyi energia kell... ez valóban döbbenet!
Ebből is adódóan és a magasabb alapnyomaték és ezt a számítások is alá támasztják. -
Mint már írtam majd 2X-et "tud" a gyakorlatban egy azonos "XXX Wattos" AC motor mint egy ugyanolyan XXX Wattos DC motor...
Tehát a gyakorlatban (ha az inercia arány megengedi) egy 100W-os AC olyat tud összességében mint egy 200W-os DC...
Nehogy azzal gyere, hogy ugye megmondtam mire jó pár Watt :)
Mert Watt az csak egy szám... míg a nyomaték és az inercia már sokkal fontosabb tényező és "használhatóbb szám" :)
Ez az arány függ persze mekkora telj. AC/DC motor párról van szó...
Minél kisebb a "Watt" annál nagyobb a különbség inercia és megengedett terhelő Inertia Ratio arányában.
Mert ugyebár mint már írtam... ott fogott meg az AC ...amit azt hiszem te írtál róla...hogy a saját maga forgórésze forgatásához is mennyi energia kell... ez valóban döbbenet!
Ebből is adódóan és a magasabb alapnyomaték és ezt a számítások is alá támasztják. -
Mint már írtam majd 2X-et "tud" a gyakorlatban egy azonos "XXX Wattos" AC motor mint egy ugyanolyan XXX Wattos DC motor...
Tehát a gyakorlatban (ha az inercia arány megengedi) egy 100W-os AC olyat tud összességében mint egy 200W-os DC...
Nehogy azzal gyere, hogy ugye megmondtam mire jó pár Watt :)
Mert Watt az csak egy szám... míg a nyomaték és az inercia már sokkal fontosabb tényező és "használhatóbb szám" :)
Ez az arány függ persze mekkora telj. AC/DC motor párról van szó...
Minél kisebb a "Watt" annál nagyobb a különbség inercia és megengedett terhelő Inertia Ratio arányában.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 18, 17:30
Írta: bmejdz9nu Dátum 2010 szeptember 18, 17:30
Már csak azért írom, hogy ideje korán kellene "lefektetni" a DC és AC motor közötti saját inercia különbségeket...
Mert ugyebár mint már írtam... ott fogott meg az AC ...amit azt hiszem te írtál róla...hogy a saját maga forgórésze forgatásához is mennyi energia kell... ez valóban döbbenet!
Ebből is adódóan és a magasabb alapnyomaték és ezt a számítások is alá támasztják. -
Mint már írtam majd 2X-et "tud" a gyakorlatban egy azonos "XXX Wattos" AC motor mint egy ugyanolyan XXX Wattos DC motor...
Tehát a gyakorlatban (ha az inercia arány megengedi) egy 100W-os AC olyat tud összességében mint egy 200W-os DC...
Nehogy azzal gyere, hogy ugye megmondtam mire jó pár Watt :)
Mert Watt az csak egy szám... míg a nyomaték és az inercia már sokkal fontosabb tényező és "használhatóbb szám" :)
Ez az arány függ persze mekkora telj. AC/DC motor párról van szó...
Minél kisebb a "Watt" annál nagyobb a különbség inercia és megengedett terhelő Inertia Ratio arányában.
Mert ugyebár mint már írtam... ott fogott meg az AC ...amit azt hiszem te írtál róla...hogy a saját maga forgórésze forgatásához is mennyi energia kell... ez valóban döbbenet!
Ebből is adódóan és a magasabb alapnyomaték és ezt a számítások is alá támasztják. -
Mint már írtam majd 2X-et "tud" a gyakorlatban egy azonos "XXX Wattos" AC motor mint egy ugyanolyan XXX Wattos DC motor...
Tehát a gyakorlatban (ha az inercia arány megengedi) egy 100W-os AC olyat tud összességében mint egy 200W-os DC...
Nehogy azzal gyere, hogy ugye megmondtam mire jó pár Watt :)
Mert Watt az csak egy szám... míg a nyomaték és az inercia már sokkal fontosabb tényező és "használhatóbb szám" :)
Ez az arány függ persze mekkora telj. AC/DC motor párról van szó...
Minél kisebb a "Watt" annál nagyobb a különbség inercia és megengedett terhelő Inertia Ratio arányában.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 09:07
Írta: svejk Dátum 2010 szeptember 28, 09:07
El-Dale és aki esetleg segíteni tud!
R88D-UP12H ...
Csak programzó konzolról tudom állítani, a SigmaWin-ek és a CX-Drive sem ismeri fel.
Fizikailag jó a kapcsolat kommunikál a PC-vel.
Nincs valakinek egy régi-régi CX-Drive progija?
(ez az ujabb (V.1.9xx az R88D-UP12V-t sem támogatja
R88D-UP12H ...
Csak programzó konzolról tudom állítani, a SigmaWin-ek és a CX-Drive sem ismeri fel.
Fizikailag jó a kapcsolat kommunikál a PC-vel.
Nincs valakinek egy régi-régi CX-Drive progija?
(ez az ujabb (V.1.9xx az R88D-UP12V-t sem támogatja
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 09:07
Írta: svejk Dátum 2010 szeptember 28, 09:07
El-Dale és aki esetleg segíteni tud!
R88D-UP12H ...
Csak programzó konzolról tudom állítani, a SigmaWin-ek és a CX-Drive sem ismeri fel.
Fizikailag jó a kapcsolat kommunikál a PC-vel.
Nincs valakinek egy régi-régi CX-Drive progija?
(ez az ujabb (V.1.9xx az R88D-UP12V-t sem támogatja
R88D-UP12H ...
Csak programzó konzolról tudom állítani, a SigmaWin-ek és a CX-Drive sem ismeri fel.
Fizikailag jó a kapcsolat kommunikál a PC-vel.
Nincs valakinek egy régi-régi CX-Drive progija?
(ez az ujabb (V.1.9xx az R88D-UP12V-t sem támogatja
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:02
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:02
Na erre kíváncsi vagyok... Ha valaki netán privátban segít neked írd meg nekem... Ha már oly sok "AC-s" specialista van a fórumon...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:02
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:02
Na erre kíváncsi vagyok... Ha valaki netán privátban segít neked írd meg nekem... Ha már oly sok "AC-s" specialista van a fórumon...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 10:04
Írta: svejk Dátum 2010 szeptember 28, 10:04
Most biztos dolgoznak a hozzáértők majd estére segítenek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 10:04
Írta: svejk Dátum 2010 szeptember 28, 10:04
Most biztos dolgoznak a hozzáértők majd estére segítenek.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:06
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:06
24 óra alatt legalább két "titkos" AC specialistával bővült a fórum... ez jó! Tuti, hogy profik(?) és segítenek...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:06
Írta: bmejdz9nu Dátum 2010 szeptember 28, 10:06
24 óra alatt legalább két "titkos" AC specialistával bővült a fórum... ez jó! Tuti, hogy profik(?) és segítenek...
Cím: Re:AC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2010 szeptember 28, 10:29
Írta: kfhhyweby Dátum 2010 szeptember 28, 10:29
Szia!Ha tudsz mondani valami verziószámot,vagy valamit,ami alapján rákereshetek,lehet,hogy tudok segíteni.Megnézem 1-2 helyen.Nem értek a szervóhoz,csak segíteni próbálok progi beszerzésben!!!
Cím: Re:AC szervó motoros vezérlés
Írta: kfhhyweby Dátum 2010 szeptember 28, 10:29
Írta: kfhhyweby Dátum 2010 szeptember 28, 10:29
Szia!Ha tudsz mondani valami verziószámot,vagy valamit,ami alapján rákereshetek,lehet,hogy tudok segíteni.Megnézem 1-2 helyen.Nem értek a szervóhoz,csak segíteni próbálok progi beszerzésben!!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 10:45
Írta: svejk Dátum 2010 szeptember 28, 10:45
Azt hiszem meg van, legalább is az, hogy milyen szoftvert keressek...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 10:45
Írta: svejk Dátum 2010 szeptember 28, 10:45
Azt hiszem meg van, legalább is az, hogy milyen szoftvert keressek...
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:18
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:18
Szia Svejk !
Az Omron WMon (WMon2)progijával nem próbáltad ?
Volt már nekem olyan drive amit a SigmaWin nem látott és a WMon látta.
Az Omron WMon (WMon2)progijával nem próbáltad ?
Volt már nekem olyan drive amit a SigmaWin nem látott és a WMon látta.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:18
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:18
Szia Svejk !
Az Omron WMon (WMon2)progijával nem próbáltad ?
Volt már nekem olyan drive amit a SigmaWin nem látott és a WMon látta.
Az Omron WMon (WMon2)progijával nem próbáltad ?
Volt már nekem olyan drive amit a SigmaWin nem látott és a WMon látta.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:39
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:39
Svejk , melyik programozó konzolod van ? PR02U (RS232C-s) vagy PR03U (RS422es) ? Nem lehet hogy RS422/RS232-es átalaktó kellene ,hogy lássa a PC. Nekem az Omron SmartStep Drivehoz 422-n tudok csatlakozni CN1-en (mert nekem sincs hirose csatim CN3-hoz).
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:39
Írta: nmnrsytc Dátum 2010 szeptember 28, 11:39
Svejk , melyik programozó konzolod van ? PR02U (RS232C-s) vagy PR03U (RS422es) ? Nem lehet hogy RS422/RS232-es átalaktó kellene ,hogy lássa a PC. Nekem az Omron SmartStep Drivehoz 422-n tudok csatlakozni CN1-en (mert nekem sincs hirose csatim CN3-hoz).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 11:58
Írta: svejk Dátum 2010 szeptember 28, 11:58
Na, csak meg lett :)
UMON a neve és még DOS-os.
Tegnap délelőtt óta keresem....
UMON a neve és még DOS-os.
Tegnap délelőtt óta keresem....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 11:58
Írta: svejk Dátum 2010 szeptember 28, 11:58
Na, csak meg lett :)
UMON a neve és még DOS-os.
Tegnap délelőtt óta keresem....
UMON a neve és még DOS-os.
Tegnap délelőtt óta keresem....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 12:00
Írta: svejk Dátum 2010 szeptember 28, 12:00
PR02-esem van, eddig még mindegyikhez tudtam használni (sigma, sigmaII)
Ehhez is jó volt csak a PC szoft nem ismerte fel a vezérlőt.
Ez az R88D-xxxH 4 évvel öregebb mint az R88D-xxxV!!
Ehhez is jó volt csak a PC szoft nem ismerte fel a vezérlőt.
Ez az R88D-xxxH 4 évvel öregebb mint az R88D-xxxV!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 12:00
Írta: svejk Dátum 2010 szeptember 28, 12:00
PR02-esem van, eddig még mindegyikhez tudtam használni (sigma, sigmaII)
Ehhez is jó volt csak a PC szoft nem ismerte fel a vezérlőt.
Ez az R88D-xxxH 4 évvel öregebb mint az R88D-xxxV!!
Ehhez is jó volt csak a PC szoft nem ismerte fel a vezérlőt.
Ez az R88D-xxxH 4 évvel öregebb mint az R88D-xxxV!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 12:33
Írta: svejk Dátum 2010 szeptember 28, 12:33
Jó-jó ez a DOS-os, de biztos van Win-es változata...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 12:33
Írta: svejk Dátum 2010 szeptember 28, 12:33
Jó-jó ez a DOS-os, de biztos van Win-es változata...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 szeptember 28, 14:05
Írta: Riboga Dátum 2010 szeptember 28, 14:05
Van neki Yaskawás változata is!

Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 szeptember 28, 14:05
Írta: Riboga Dátum 2010 szeptember 28, 14:05
Van neki Yaskawás változata is!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 15:07
Írta: svejk Dátum 2010 szeptember 28, 15:07
Jééé! Tényleg..
Na erre sem volt még eddig szükségem.
Na erre sem volt még eddig szükségem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 15:07
Írta: svejk Dátum 2010 szeptember 28, 15:07
Jééé! Tényleg..
Na erre sem volt még eddig szükségem.
Na erre sem volt még eddig szükségem.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 szeptember 28, 15:19
Írta: Riboga Dátum 2010 szeptember 28, 15:19
Van két DR2-esem, akkor ástam elő. Sajnos az a NY41 végződés teljesen más belsőt takar mint a sorozatban gyártott. Egyszer bejelenthetné valaki, hogy megtalálta a hozzá való doksit és programot. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 szeptember 28, 15:19
Írta: Riboga Dátum 2010 szeptember 28, 15:19
Van két DR2-esem, akkor ástam elő. Sajnos az a NY41 végződés teljesen más belsőt takar mint a sorozatban gyártott. Egyszer bejelenthetné valaki, hogy megtalálta a hozzá való doksit és programot. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 15:21
Írta: svejk Dátum 2010 szeptember 28, 15:21
Nem annak a bekötését fejtette meg Antal Gábor fórumtársunk??
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 15:21
Írta: svejk Dátum 2010 szeptember 28, 15:21
Nem annak a bekötését fejtette meg Antal Gábor fórumtársunk??
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 szeptember 28, 21:11
Írta: ANTAL GÁBOR Dátum 2010 szeptember 28, 21:11
nem az a CACR-SR volt
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2010 szeptember 28, 21:11
Írta: ANTAL GÁBOR Dátum 2010 szeptember 28, 21:11
nem az a CACR-SR volt
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 28, 21:32
Írta: 000000000 Dátum 2010 szeptember 28, 21:32
A DR2 xxxNY41-es csak a YASKAWA MECHATROLINK/I buszon keresztül vezérelhető. Sok tengelyt szinkronban lehet meghajtani akár 16db-t.
Igazából mozgás vezérlő kell hozzá pl. YASKAWA MP930 stb.
Igazából mozgás vezérlő kell hozzá pl. YASKAWA MP930 stb.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 szeptember 28, 21:32
Írta: 000000000 Dátum 2010 szeptember 28, 21:32
A DR2 xxxNY41-es csak a YASKAWA MECHATROLINK/I buszon keresztül vezérelhető. Sok tengelyt szinkronban lehet meghajtani akár 16db-t.
Igazából mozgás vezérlő kell hozzá pl. YASKAWA MP930 stb.
Igazából mozgás vezérlő kell hozzá pl. YASKAWA MP930 stb.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 22:00
Írta: svejk Dátum 2010 szeptember 28, 22:00
Nahát, megint előkerült egy szakmabeli hozzáértő.
Fogadjunk hogy suttyomban már vagy 3 éve olvasgatod a fórumot :))
De nem baj, figyeld csak továbbra is, és ha elakadunk segíts!
Fogadjunk hogy suttyomban már vagy 3 éve olvasgatod a fórumot :))
De nem baj, figyeld csak továbbra is, és ha elakadunk segíts!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 szeptember 28, 22:00
Írta: svejk Dátum 2010 szeptember 28, 22:00
Nahát, megint előkerült egy szakmabeli hozzáértő.
Fogadjunk hogy suttyomban már vagy 3 éve olvasgatod a fórumot :))
De nem baj, figyeld csak továbbra is, és ha elakadunk segíts!
Fogadjunk hogy suttyomban már vagy 3 éve olvasgatod a fórumot :))
De nem baj, figyeld csak továbbra is, és ha elakadunk segíts!
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 október 06, 15:59
Írta: Riboga Dátum 2010 október 06, 15:59
Kedves Svejk, vagy aki próbálta már.
Szeretnék összekapcsolni két különböző gyártótól származó vezérlőt és motort. Nem, nem Yakawa és Omron. Az encoder bekötés nem kérdés, mindkettő még a párhuzamos A,B,Z. Az U,V,W fázisok rendben de a feszültség már kérdés Mert ugyan a motorra rá van írva, hogy 200V, de ettől már akkor eltérek amikor bedugom a hálózatra. Úgy gondolom, ha mindkét vezérlő buszfeszültsége 400V nagyot nem vétek. Van viszont még a végére egy csomó motor paraméter és én megakadtam rögtön a pólusszámnál. Meg lehet ezt számolni, mert az adatlapon ilyeneket nem adnak meg? Mi az amire még nem gondoltam?
Szeretnék összekapcsolni két különböző gyártótól származó vezérlőt és motort. Nem, nem Yakawa és Omron. Az encoder bekötés nem kérdés, mindkettő még a párhuzamos A,B,Z. Az U,V,W fázisok rendben de a feszültség már kérdés Mert ugyan a motorra rá van írva, hogy 200V, de ettől már akkor eltérek amikor bedugom a hálózatra. Úgy gondolom, ha mindkét vezérlő buszfeszültsége 400V nagyot nem vétek. Van viszont még a végére egy csomó motor paraméter és én megakadtam rögtön a pólusszámnál. Meg lehet ezt számolni, mert az adatlapon ilyeneket nem adnak meg? Mi az amire még nem gondoltam?
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2010 október 06, 15:59
Írta: Riboga Dátum 2010 október 06, 15:59
Kedves Svejk, vagy aki próbálta már.
Szeretnék összekapcsolni két különböző gyártótól származó vezérlőt és motort. Nem, nem Yakawa és Omron. Az encoder bekötés nem kérdés, mindkettő még a párhuzamos A,B,Z. Az U,V,W fázisok rendben de a feszültség már kérdés Mert ugyan a motorra rá van írva, hogy 200V, de ettől már akkor eltérek amikor bedugom a hálózatra. Úgy gondolom, ha mindkét vezérlő buszfeszültsége 400V nagyot nem vétek. Van viszont még a végére egy csomó motor paraméter és én megakadtam rögtön a pólusszámnál. Meg lehet ezt számolni, mert az adatlapon ilyeneket nem adnak meg? Mi az amire még nem gondoltam?
Szeretnék összekapcsolni két különböző gyártótól származó vezérlőt és motort. Nem, nem Yakawa és Omron. Az encoder bekötés nem kérdés, mindkettő még a párhuzamos A,B,Z. Az U,V,W fázisok rendben de a feszültség már kérdés Mert ugyan a motorra rá van írva, hogy 200V, de ettől már akkor eltérek amikor bedugom a hálózatra. Úgy gondolom, ha mindkét vezérlő buszfeszültsége 400V nagyot nem vétek. Van viszont még a végére egy csomó motor paraméter és én megakadtam rögtön a pólusszámnál. Meg lehet ezt számolni, mert az adatlapon ilyeneket nem adnak meg? Mi az amire még nem gondoltam?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 06, 16:41
Írta: 000000000 Dátum 2010 október 06, 16:41
Egy AC szervo motor pólusszámát pl. úgy tudod meghatározni, hogy bármelyik két tekercskiveztését a háromból rövidrezárod, kézzel elkezded tekerni, és ahány helyen "döccen" (nehezebb forgatni), annyi pólusú. Legvalószínűbb, hogy 8-at fogsz tapasztalni, ebben a kategóriában ez egy gyakori pólusszám, de végül is 2-16 között bármilyen páros szám is lehet a motor jelleggörbéje alapján.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 06, 16:41
Írta: 000000000 Dátum 2010 október 06, 16:41
Egy AC szervo motor pólusszámát pl. úgy tudod meghatározni, hogy bármelyik két tekercskiveztését a háromból rövidrezárod, kézzel elkezded tekerni, és ahány helyen "döccen" (nehezebb forgatni), annyi pólusú. Legvalószínűbb, hogy 8-at fogsz tapasztalni, ebben a kategóriában ez egy gyakori pólusszám, de végül is 2-16 között bármilyen páros szám is lehet a motor jelleggörbéje alapján.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 06, 23:17
Írta: svejk Dátum 2010 október 06, 23:17
Nekem nagyobb motoroknál nem jött be ez a döccenés számlálás, de ha van HALL-os pozició visszajelzés akkor azt nézd meg egy fordulaton belül hány váltás van.
A feszültség igazából egy érdekes dolog, én a 200V-os rendszerű vezérlőre is kötöttem már 100V-os jelzésű motort látszólag gond nélkül.
A feszültséget a vezérlő úgy is a frekvencia függvényében a 0-tól emeli addig ameddig szükséges.
A feszültség igazából egy érdekes dolog, én a 200V-os rendszerű vezérlőre is kötöttem már 100V-os jelzésű motort látszólag gond nélkül.
A feszültséget a vezérlő úgy is a frekvencia függvényében a 0-tól emeli addig ameddig szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 október 06, 23:17
Írta: svejk Dátum 2010 október 06, 23:17
Nekem nagyobb motoroknál nem jött be ez a döccenés számlálás, de ha van HALL-os pozició visszajelzés akkor azt nézd meg egy fordulaton belül hány váltás van.
A feszültség igazából egy érdekes dolog, én a 200V-os rendszerű vezérlőre is kötöttem már 100V-os jelzésű motort látszólag gond nélkül.
A feszültséget a vezérlő úgy is a frekvencia függvényében a 0-tól emeli addig ameddig szükséges.
A feszültség igazából egy érdekes dolog, én a 200V-os rendszerű vezérlőre is kötöttem már 100V-os jelzésű motort látszólag gond nélkül.
A feszültséget a vezérlő úgy is a frekvencia függvényében a 0-tól emeli addig ameddig szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 07, 08:41
Írta: 000000000 Dátum 2010 október 07, 08:41
Ennek az egyszerű pólusszám megállapító módszernek mindenképpen kell működni, több 2 kW-os motort is tekergettem már így. Ha mégse egyértelmű a jelenség számodra, nézd meg a másik módszerrel, amit Danibának javasoltam a "Segítség, béna vagyok ..." topikban 2010.07.10.-én. Csak akkor már előmérést is illik végezni, és attól függően kössed rá a DC teszt feszültséget az ottaniak alapján, hogy tudjad is kézzel forgatni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2010 október 07, 08:41
Írta: 000000000 Dátum 2010 október 07, 08:41
Ennek az egyszerű pólusszám megállapító módszernek mindenképpen kell működni, több 2 kW-os motort is tekergettem már így. Ha mégse egyértelmű a jelenség számodra, nézd meg a másik módszerrel, amit Danibának javasoltam a "Segítség, béna vagyok ..." topikban 2010.07.10.-én. Csak akkor már előmérést is illik végezni, és attól függően kössed rá a DC teszt feszültséget az ottaniak alapján, hogy tudjad is kézzel forgatni.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2010 október 16, 18:11
Írta: z08dv9zyv Dátum 2010 október 16, 18:11
Sziasztok!
Léptetőmotos gépem motorjait servora szeretném lecserélni, szereztem ehez Yaskawa SGDS servo packot, csak nem tudom hogy kezdjek hozzá, Hogy lehet ezt a servot illeszteni a Mach3-hoz?
Léptetőmotos gépem motorjait servora szeretném lecserélni, szereztem ehez Yaskawa SGDS servo packot, csak nem tudom hogy kezdjek hozzá, Hogy lehet ezt a servot illeszteni a Mach3-hoz?
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2010 október 16, 18:11
Írta: z08dv9zyv Dátum 2010 október 16, 18:11
Sziasztok!
Léptetőmotos gépem motorjait servora szeretném lecserélni, szereztem ehez Yaskawa SGDS servo packot, csak nem tudom hogy kezdjek hozzá, Hogy lehet ezt a servot illeszteni a Mach3-hoz?
Léptetőmotos gépem motorjait servora szeretném lecserélni, szereztem ehez Yaskawa SGDS servo packot, csak nem tudom hogy kezdjek hozzá, Hogy lehet ezt a servot illeszteni a Mach3-hoz?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 18:45
Írta: bmejdz9nu Dátum 2010 október 16, 18:45
Szerintem a gépkönyvébe le van írva... Ha full komplett servopack (drive+motor+kábelek) akkor nem lehet gond... De én ezt a típust nem ismerem... Egyébként melyik motorod van hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 18:45
Írta: bmejdz9nu Dátum 2010 október 16, 18:45
Szerintem a gépkönyvébe le van írva... Ha full komplett servopack (drive+motor+kábelek) akkor nem lehet gond... De én ezt a típust nem ismerem... Egyébként melyik motorod van hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 18:53
Írta: bmejdz9nu Dátum 2010 október 16, 18:53
Én még a step/dir bemenetét sem találom a leírásban csak ezt a "MECHATROLINK II Communications-t"... persze biztos sokan ismerik a Sigma-III-ast is...
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 18:53
Írta: bmejdz9nu Dátum 2010 október 16, 18:53
Én még a step/dir bemenetét sem találom a leírásban csak ezt a "MECHATROLINK II Communications-t"... persze biztos sokan ismerik a Sigma-III-ast is...
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2010 október 16, 19:27
Írta: z08dv9zyv Dátum 2010 október 16, 19:27
SGMAS 08A... tipusú motrom van hozzá kompletten kábelekkel csatlakozókkal, Ha step\dir jellel v ezérlem és az encoder a servo-ra van kötve akkor a Mach honnét kap visszajelzést a helyzetről, vagy van a servonak kimeneti jele amit rá lehet kötni a pc bemenetére??
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2010 október 16, 19:27
Írta: z08dv9zyv Dátum 2010 október 16, 19:27
SGMAS 08A... tipusú motrom van hozzá kompletten kábelekkel csatlakozókkal, Ha step\dir jellel v ezérlem és az encoder a servo-ra van kötve akkor a Mach honnét kap visszajelzést a helyzetről, vagy van a servonak kimeneti jele amit rá lehet kötni a pc bemenetére??
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 19:51
Írta: bmejdz9nu Dátum 2010 október 16, 19:51
Sehonnét :) A Mach és más step/dir programok ezt nem tudják... de igazából nem is kell - anélkül is jól megy. (egyirányú a komunikáció van: step és dir slussz:)
Az AC-nak vannak (erre és másra) kimenetei... de nem kell foglalkozni vele.
Az AC-nak vannak (erre és másra) kimenetei... de nem kell foglalkozni vele.
Cím: Re:AC szervó motoros vezérlés
Írta: bmejdz9nu Dátum 2010 október 16, 19:51
Írta: bmejdz9nu Dátum 2010 október 16, 19:51
Sehonnét :) A Mach és más step/dir programok ezt nem tudják... de igazából nem is kell - anélkül is jól megy. (egyirányú a komunikáció van: step és dir slussz:)
Az AC-nak vannak (erre és másra) kimenetei... de nem kell foglalkozni vele.
Az AC-nak vannak (erre és másra) kimenetei... de nem kell foglalkozni vele.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 25, 08:20
Írta: nyiszi Dátum 2010 november 25, 08:20
Simodrive 611 programozásban tudna valaki segíteni?
Nem kívánom ingyen.
Nem kívánom ingyen.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 25, 08:20
Írta: nyiszi Dátum 2010 november 25, 08:20
Simodrive 611 programozásban tudna valaki segíteni?
Nem kívánom ingyen.
Nem kívánom ingyen.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 27, 07:46
Írta: Bencze András Dátum 2010 november 27, 07:46
Ha nem akarsz magadnak bosszúságot felejtsd el. Egyébként mit szeretnél? A 611 "programozása" potiteketés, jumperlés, forrasztás.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 27, 07:46
Írta: Bencze András Dátum 2010 november 27, 07:46
Ha nem akarsz magadnak bosszúságot felejtsd el. Egyébként mit szeretnél? A 611 "programozása" potiteketés, jumperlés, forrasztás.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 27, 07:47
Írta: Bencze András Dátum 2010 november 27, 07:47
Bocs az eredeti 611 analógra gondolva írtam az előzőt.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 27, 07:47
Írta: Bencze András Dátum 2010 november 27, 07:47
Bocs az eredeti 611 analógra gondolva írtam az előzőt.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 08:37
Írta: nyiszi Dátum 2010 november 28, 08:37
Nekem rengeteg féle kártyám van hozzá.Amit beakarok üzemelni ezen van kijelző és nyomógombok
is.Van belőle 20-30 garnitúra,úgyhogy megéri vele foglalkozni.
A robotom vezérlését akarnám vele összehozni.
is.Van belőle 20-30 garnitúra,úgyhogy megéri vele foglalkozni.
A robotom vezérlését akarnám vele összehozni.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 08:37
Írta: nyiszi Dátum 2010 november 28, 08:37
Nekem rengeteg féle kártyám van hozzá.Amit beakarok üzemelni ezen van kijelző és nyomógombok
is.Van belőle 20-30 garnitúra,úgyhogy megéri vele foglalkozni.
A robotom vezérlését akarnám vele összehozni.
is.Van belőle 20-30 garnitúra,úgyhogy megéri vele foglalkozni.
A robotom vezérlését akarnám vele összehozni.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 15:51
Írta: Bencze András Dátum 2010 november 28, 15:51
És 1 FT5 típusú motorjaid is vannak hozzá? Mert csak azokat fogadja el. Bocs lehet hogy a korábbi FT3-at is elfogadja.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 15:51
Írta: Bencze András Dátum 2010 november 28, 15:51
És 1 FT5 típusú motorjaid is vannak hozzá? Mert csak azokat fogadja el. Bocs lehet hogy a korábbi FT3-at is elfogadja.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 16:05
Írta: svejk Dátum 2010 november 28, 16:05
Szerintem mennie kell az 1FT6-tal is, mivel gyárilag is azokkal ment...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 16:05
Írta: svejk Dátum 2010 november 28, 16:05
Szerintem mennie kell az 1FT6-tal is, mivel gyárilag is azokkal ment...
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 16:12
Írta: nyiszi Dátum 2010 november 28, 16:12
Az 1FT6-al már forog jobbra balra csak még paraméterezni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 16:12
Írta: nyiszi Dátum 2010 november 28, 16:12
Az 1FT6-al már forog jobbra balra csak még paraméterezni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 16:25
Írta: Bencze András Dátum 2010 november 28, 16:25
OK, Igazad van Svejk a 611 analóg már ismeri az FT6-ot és az FK6-ot is sőt idomítani is lehet, a főorsó modulja pedig a PH6-ot ismeri. Én kevertem a 611 őssel amit Simodrive 611 Trasistor -Pulsumrichternek hívnak. Megjegyzem ennek is van 7 szegmenses kijelzője üzemállapot (hiba)kírására.
Van doksim mindegyikhez.
Van doksim mindegyikhez.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 16:25
Írta: Bencze András Dátum 2010 november 28, 16:25
OK, Igazad van Svejk a 611 analóg már ismeri az FT6-ot és az FK6-ot is sőt idomítani is lehet, a főorsó modulja pedig a PH6-ot ismeri. Én kevertem a 611 őssel amit Simodrive 611 Trasistor -Pulsumrichternek hívnak. Megjegyzem ennek is van 7 szegmenses kijelzője üzemállapot (hiba)kírására.
Van doksim mindegyikhez.
Van doksim mindegyikhez.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 16:44
Írta: svejk Dátum 2010 november 28, 16:44
Nekem sajnos csak egy-két igen viharvert motorom van, az encoder miatt vettem őket anno, de aztán az sem egyszerű mert azok meg a Heidenhain EnDat protokollal mennek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 16:44
Írta: svejk Dátum 2010 november 28, 16:44
Nekem sajnos csak egy-két igen viharvert motorom van, az encoder miatt vettem őket anno, de aztán az sem egyszerű mert azok meg a Heidenhain EnDat protokollal mennek.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 16:56
Írta: Bencze András Dátum 2010 november 28, 16:56
Angol gépkönyv pdf-ben segít?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 16:56
Írta: Bencze András Dátum 2010 november 28, 16:56
Angol gépkönyv pdf-ben segít?
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:00
Írta: nyiszi Dátum 2010 november 28, 17:00
Ennek 6 digites folyadék kristályos kijelzője van.Meg alatta 3 nyomógomb amivel lehet programozni.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:00
Írta: nyiszi Dátum 2010 november 28, 17:00
Ennek 6 digites folyadék kristályos kijelzője van.Meg alatta 3 nyomógomb amivel lehet programozni.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:02
Írta: nyiszi Dátum 2010 november 28, 17:02
Már van pár pdf. Ami neked van annak mi a neve?
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:02
Írta: nyiszi Dátum 2010 november 28, 17:02
Már van pár pdf. Ami neked van annak mi a neve?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:08
Írta: Bencze András Dátum 2010 november 28, 17:08
Simodrive 611 analog Start-Up Guide. 10.2000 Edition.
Transistor PWM Inverters for AC Drives and AC main spindle drives.
Manufacturer/Service Documentation.
Transistor PWM Inverters for AC Drives and AC main spindle drives.
Manufacturer/Service Documentation.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:08
Írta: Bencze András Dátum 2010 november 28, 17:08
Simodrive 611 analog Start-Up Guide. 10.2000 Edition.
Transistor PWM Inverters for AC Drives and AC main spindle drives.
Manufacturer/Service Documentation.
Transistor PWM Inverters for AC Drives and AC main spindle drives.
Manufacturer/Service Documentation.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 17:32
Írta: svejk Dátum 2010 november 28, 17:32
Nekem küldhetnéd, vagy a letöltési helyének a linkjét.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 november 28, 17:32
Írta: svejk Dátum 2010 november 28, 17:32
Nekem küldhetnéd, vagy a letöltési helyének a linkjét.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:42
Írta: nyiszi Dátum 2010 november 28, 17:42
Ez megvan nekem is.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:42
Írta: nyiszi Dátum 2010 november 28, 17:42
Ez megvan nekem is.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:43
Írta: nyiszi Dátum 2010 november 28, 17:43
És más tapasztalatod, esetleg hasznos tanácsok?
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:43
Írta: nyiszi Dátum 2010 november 28, 17:43
És más tapasztalatod, esetleg hasznos tanácsok?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:47
Írta: Bencze András Dátum 2010 november 28, 17:47
Küldöm.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:47
Írta: Bencze András Dátum 2010 november 28, 17:47
Küldöm.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:49
Írta: Bencze András Dátum 2010 november 28, 17:49
Csinálni kell-időt rászánni és menni fog. De először döntsd el mi a pontos feladat.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 17:49
Írta: Bencze András Dátum 2010 november 28, 17:49
Csinálni kell-időt rászánni és menni fog. De először döntsd el mi a pontos feladat.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:57
Írta: nyiszi Dátum 2010 november 28, 17:57
A robotban lévő 6db motort kéne,hogy működtesse.
Az eredeti hiányos nagyon régi vezérlést kéne kiváltani.
Az eredeti hiányos nagyon régi vezérlést kéne kiváltani.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 17:57
Írta: nyiszi Dátum 2010 november 28, 17:57
A robotban lévő 6db motort kéne,hogy működtesse.
Az eredeti hiányos nagyon régi vezérlést kéne kiváltani.
Az eredeti hiányos nagyon régi vezérlést kéne kiváltani.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 18:29
Írta: Bencze András Dátum 2010 november 28, 18:29
Most néztem van több anyagom is, átküldjem neked is? (amikor Svejknek)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 18:29
Írta: Bencze András Dátum 2010 november 28, 18:29
Most néztem van több anyagom is, átküldjem neked is? (amikor Svejknek)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 18:30
Írta: Bencze András Dátum 2010 november 28, 18:30
Gyenge 40 MB.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2010 november 28, 18:30
Írta: Bencze András Dátum 2010 november 28, 18:30
Gyenge 40 MB.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 18:38
Írta: nyiszi Dátum 2010 november 28, 18:38
Igen köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2010 november 28, 18:38
Írta: nyiszi Dátum 2010 november 28, 18:38
Igen köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 december 16, 09:46
Írta: Farkas Ádám Dátum 2010 december 16, 09:46
Keresem ennek a MSD011A1X05 Panasonic vezérlőnek a manuálját, vagy legalább is a számítógép kábel bekötését. A képen bekeretezett csati és a számítógép közti kábel érdekel, mi melyik láb.

Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2010 december 16, 09:46
Írta: Farkas Ádám Dátum 2010 december 16, 09:46
Keresem ennek a MSD011A1X05 Panasonic vezérlőnek a manuálját, vagy legalább is a számítógép kábel bekötését. A képen bekeretezett csati és a számítógép közti kábel érdekel, mi melyik láb.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 december 16, 16:05
Írta: svejk Dátum 2010 december 16, 16:05
Ilyen vezérlő nincs is csak MSDA :)
Egyébként Kajdy Gegőnek is ilyen MSD vezérlők kellenének a robotjaihoz.
Én sajnos nem ismerem ezeket, így a különbséget sem tudom :(
Egyébként Kajdy Gegőnek is ilyen MSD vezérlők kellenének a robotjaihoz.
Én sajnos nem ismerem ezeket, így a különbséget sem tudom :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2010 december 16, 16:05
Írta: svejk Dátum 2010 december 16, 16:05
Ilyen vezérlő nincs is csak MSDA :)
Egyébként Kajdy Gegőnek is ilyen MSD vezérlők kellenének a robotjaihoz.
Én sajnos nem ismerem ezeket, így a különbséget sem tudom :(
Egyébként Kajdy Gegőnek is ilyen MSD vezérlők kellenének a robotjaihoz.
Én sajnos nem ismerem ezeket, így a különbséget sem tudom :(
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2010 december 16, 16:37
Írta: kmajer Dátum 2010 december 16, 16:37
küldtem emilt
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2010 december 16, 16:37
Írta: kmajer Dátum 2010 december 16, 16:37
küldtem emilt
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 január 21, 12:27
Írta: svejk Dátum 2011 január 21, 12:27
Energialáncba való encoder kábel az adok-veszek #19941-ben..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 január 21, 12:27
Írta: svejk Dátum 2011 január 21, 12:27
Energialáncba való encoder kábel az adok-veszek #19941-ben..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 05, 21:46
Írta: 000000000 Dátum 2011 február 05, 21:46
az encodert hogyan lehet elenörizni hogy müködik e
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 05, 21:46
Írta: 000000000 Dátum 2011 február 05, 21:46
az encodert hogyan lehet elenörizni hogy müködik e
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 17:02
Írta: c2nsu773m Dátum 2011 február 15, 17:02

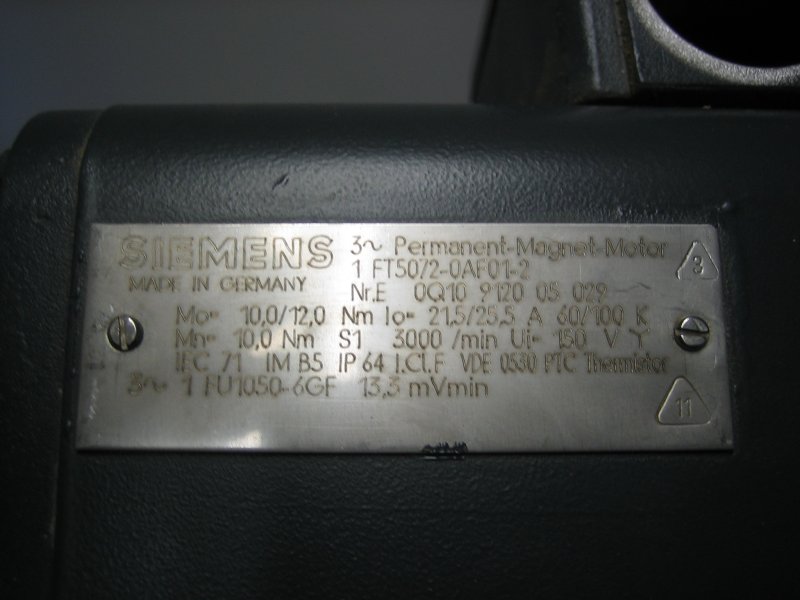
Tud valaki valamit erről a motorról?
Esetleg nincs valakinek vezérlője hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 17:02
Írta: c2nsu773m Dátum 2011 február 15, 17:02
Tud valaki valamit erről a motorról?
Esetleg nincs valakinek vezérlője hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 február 15, 17:08
Írta: ra8nsmk6w Dátum 2011 február 15, 17:08
Le van támasztva a kezed vagy ilyen erös vagy?Ahogy én ismerem a siemens a saját útját járja. Következésképpen valami siemens vezérlő kell hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 február 15, 17:08
Írta: ra8nsmk6w Dátum 2011 február 15, 17:08
Le van támasztva a kezed vagy ilyen erös vagy?Ahogy én ismerem a siemens a saját útját járja. Következésképpen valami siemens vezérlő kell hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2011 február 15, 17:14
Írta: kmajer Dátum 2011 február 15, 17:14
4 tengelyes analóg hajtásom van hozzá trafóval
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2011 február 15, 17:14
Írta: kmajer Dátum 2011 február 15, 17:14
4 tengelyes analóg hajtásom van hozzá trafóval
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 17:21
Írta: nt4ibi7x Dátum 2011 február 15, 17:21
Hellóka. Mivel tudnám a fényképen levő AC servót vezérelni? Resolverrel van felszerelve. Köszönöm a segítséget. 
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 17:21
Írta: nt4ibi7x Dátum 2011 február 15, 17:21
Hellóka. Mivel tudnám a fényképen levő AC servót vezérelni? Resolverrel van felszerelve. Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 17:27
Írta: nyiszi Dátum 2011 február 15, 17:27
Nekem van egy csomó Siemens Simodrive 611 vezérlőm.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 17:27
Írta: nyiszi Dátum 2011 február 15, 17:27
Nekem van egy csomó Siemens Simodrive 611 vezérlőm.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 17:37
Írta: nt4ibi7x Dátum 2011 február 15, 17:37
A katalógus szerint Simovert Masterdrives 6SE7021-3TP50 vezérlőt kell használni hozzá ( de olyat gond felhajtani). Sajnos nem tudom hogy a Simodrive jó lenne e hozzá. Esetleg más gyártó vezörlőjével tudnám e életrekelteni?
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 17:37
Írta: nt4ibi7x Dátum 2011 február 15, 17:37
A katalógus szerint Simovert Masterdrives 6SE7021-3TP50 vezérlőt kell használni hozzá ( de olyat gond felhajtani). Sajnos nem tudom hogy a Simodrive jó lenne e hozzá. Esetleg más gyártó vezörlőjével tudnám e életrekelteni?
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 17:46
Írta: nyiszi Dátum 2011 február 15, 17:46
1FT6064-es motorral összekötöttem és megy.
Igaz még nem tudtam rendesen paraméterezni,de analógba 1 potméterrel megy jobbra balra.
Használd a válasz gombot és akkor tudjuk,hogy kinek válaszolsz.
Igaz még nem tudtam rendesen paraméterezni,de analógba 1 potméterrel megy jobbra balra.
Használd a válasz gombot és akkor tudjuk,hogy kinek válaszolsz.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 17:46
Írta: nyiszi Dátum 2011 február 15, 17:46
1FT6064-es motorral összekötöttem és megy.
Igaz még nem tudtam rendesen paraméterezni,de analógba 1 potméterrel megy jobbra balra.
Használd a válasz gombot és akkor tudjuk,hogy kinek válaszolsz.
Igaz még nem tudtam rendesen paraméterezni,de analógba 1 potméterrel megy jobbra balra.
Használd a válasz gombot és akkor tudjuk,hogy kinek válaszolsz.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 17:55
Írta: Szalai György Dátum 2011 február 15, 17:55
Állandó mágneses forgórészű, háromfázisú, elektronikusan vezérelt, szinkron szervomotor.
210V-os egyenfeszültségű sínről elektronikusan táplálható. 12Nm nyomatékú, 3000/perc fordulatszámú, léghűtéses. Tachométer generátorral és tengelypozíció enkóderrel szerelt. IP64 védettségű csatlakozó terminállal és jelkonnektorral szerelt.
Még rengeteg adat, bekötés, meg minden.
Vezérlőm nincsen hozzá.
210V-os egyenfeszültségű sínről elektronikusan táplálható. 12Nm nyomatékú, 3000/perc fordulatszámú, léghűtéses. Tachométer generátorral és tengelypozíció enkóderrel szerelt. IP64 védettségű csatlakozó terminállal és jelkonnektorral szerelt.
Még rengeteg adat, bekötés, meg minden.
Vezérlőm nincsen hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 17:55
Írta: Szalai György Dátum 2011 február 15, 17:55
Állandó mágneses forgórészű, háromfázisú, elektronikusan vezérelt, szinkron szervomotor.
210V-os egyenfeszültségű sínről elektronikusan táplálható. 12Nm nyomatékú, 3000/perc fordulatszámú, léghűtéses. Tachométer generátorral és tengelypozíció enkóderrel szerelt. IP64 védettségű csatlakozó terminállal és jelkonnektorral szerelt.
Még rengeteg adat, bekötés, meg minden.
Vezérlőm nincsen hozzá.
210V-os egyenfeszültségű sínről elektronikusan táplálható. 12Nm nyomatékú, 3000/perc fordulatszámú, léghűtéses. Tachométer generátorral és tengelypozíció enkóderrel szerelt. IP64 védettségű csatlakozó terminállal és jelkonnektorral szerelt.
Még rengeteg adat, bekötés, meg minden.
Vezérlőm nincsen hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 18:47
Írta: c2nsu773m Dátum 2011 február 15, 18:47
Akkor lehetne vele áramot termelni?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 18:47
Írta: c2nsu773m Dátum 2011 február 15, 18:47
Akkor lehetne vele áramot termelni?
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 18:52
Írta: nt4ibi7x Dátum 2011 február 15, 18:52
Szia Nyiszi. Érdeklődve várom hogy sikerül e összehangolnod a vezörlőt. Ha igen, érdekelne a vezörlő.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 18:52
Írta: nt4ibi7x Dátum 2011 február 15, 18:52
Szia Nyiszi. Érdeklődve várom hogy sikerül e összehangolnod a vezörlőt. Ha igen, érdekelne a vezörlő.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:00
Írta: c2nsu773m Dátum 2011 február 15, 19:00
És az hogyan, miként?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:00
Írta: c2nsu773m Dátum 2011 február 15, 19:00
És az hogyan, miként?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:02
Írta: Szalai György Dátum 2011 február 15, 19:02
De még hogy. Hiszen ez egyben egy háromfázisú szinkrongenerátor is.
Csak győzzed forgatni, mert ugye energia nem lesz a semmiből.
És ez azért sokkal többet is tud, (ha működik) mint hogy generátorként végezze.
Hobby mellékhajtás motornak nagyon-nagyon óriási, de főmotornak elmenne.
Csak győzzed forgatni, mert ugye energia nem lesz a semmiből.
És ez azért sokkal többet is tud, (ha működik) mint hogy generátorként végezze.
Hobby mellékhajtás motornak nagyon-nagyon óriási, de főmotornak elmenne.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:02
Írta: Szalai György Dátum 2011 február 15, 19:02
De még hogy. Hiszen ez egyben egy háromfázisú szinkrongenerátor is.
Csak győzzed forgatni, mert ugye energia nem lesz a semmiből.
És ez azért sokkal többet is tud, (ha működik) mint hogy generátorként végezze.
Hobby mellékhajtás motornak nagyon-nagyon óriási, de főmotornak elmenne.
Csak győzzed forgatni, mert ugye energia nem lesz a semmiből.
És ez azért sokkal többet is tud, (ha működik) mint hogy generátorként végezze.
Hobby mellékhajtás motornak nagyon-nagyon óriási, de főmotornak elmenne.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:08
Írta: c2nsu773m Dátum 2011 február 15, 19:08
Főmotorkén mikén lehetne használni?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:08
Írta: c2nsu773m Dátum 2011 február 15, 19:08
Főmotorkén mikén lehetne használni?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:18
Írta: Szalai György Dátum 2011 február 15, 19:18
Például egy pozícionálható tokmányú CNC eszterga főorsó meghajtását szolgálhatná. Nagyon sokféleképpen használható gép volna, ha az eszterga késtartó helyére egy maróorsó van szerelve.
De ekkora nyomatékkal lehetne áttétel nélküli, hobbymarógép főorsó is. Alacsony fordulaton is, áttétel nélkül is, elég nyomatékkal. De kár, hogy nem talpas, hanem peremes rögzítésű motor.
Menyi a súlya és milyen vastag a tengelyvége?
De ekkora nyomatékkal lehetne áttétel nélküli, hobbymarógép főorsó is. Alacsony fordulaton is, áttétel nélkül is, elég nyomatékkal. De kár, hogy nem talpas, hanem peremes rögzítésű motor.
Menyi a súlya és milyen vastag a tengelyvége?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:18
Írta: Szalai György Dátum 2011 február 15, 19:18
Például egy pozícionálható tokmányú CNC eszterga főorsó meghajtását szolgálhatná. Nagyon sokféleképpen használható gép volna, ha az eszterga késtartó helyére egy maróorsó van szerelve.
De ekkora nyomatékkal lehetne áttétel nélküli, hobbymarógép főorsó is. Alacsony fordulaton is, áttétel nélkül is, elég nyomatékkal. De kár, hogy nem talpas, hanem peremes rögzítésű motor.
Menyi a súlya és milyen vastag a tengelyvége?
De ekkora nyomatékkal lehetne áttétel nélküli, hobbymarógép főorsó is. Alacsony fordulaton is, áttétel nélkül is, elég nyomatékkal. De kár, hogy nem talpas, hanem peremes rögzítésű motor.
Menyi a súlya és milyen vastag a tengelyvége?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:20
Írta: c2nsu773m Dátum 2011 február 15, 19:20
8-10kg talán, de akkor is kellene hozzá vezérlő?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:20
Írta: c2nsu773m Dátum 2011 február 15, 19:20
8-10kg talán, de akkor is kellene hozzá vezérlő?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:22
Írta: Szalai György Dátum 2011 február 15, 19:22
Az mibe kerülne?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:22
Írta: Szalai György Dátum 2011 február 15, 19:22
Az mibe kerülne?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:25
Írta: Szalai György Dátum 2011 február 15, 19:25
Kellene. Itt kínálta © nyiszi a #1051 -ben.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:25
Írta: Szalai György Dátum 2011 február 15, 19:25
Kellene. Itt kínálta © nyiszi a #1051 -ben.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:28
Írta: c2nsu773m Dátum 2011 február 15, 19:28
Az jó lenne hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 február 15, 19:28
Írta: c2nsu773m Dátum 2011 február 15, 19:28
Az jó lenne hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:33
Írta: nt4ibi7x Dátum 2011 február 15, 19:33
17 kg és a tengelvége 32. én vagy főorsora akarom vagy a X tengelyre. Az X tengely össz súlya kb. 200 kg. Az eladónak van több darabja. Ja, ös a motorok eddig nem voltak használva.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:33
Írta: nt4ibi7x Dátum 2011 február 15, 19:33
17 kg és a tengelvége 32. én vagy főorsora akarom vagy a X tengelyre. Az X tengely össz súlya kb. 200 kg. Az eladónak van több darabja. Ja, ös a motorok eddig nem voltak használva.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:35
Írta: Szalai György Dátum 2011 február 15, 19:35
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:35
Írta: Szalai György Dátum 2011 február 15, 19:35
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:38
Írta: nt4ibi7x Dátum 2011 február 15, 19:38
Még egy apróság van 15,5 Nm változatban is.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:38
Írta: nt4ibi7x Dátum 2011 február 15, 19:38
Még egy apróság van 15,5 Nm változatban is.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:39
Írta: Szalai György Dátum 2011 február 15, 19:39
De a Te motorod nem ugyan az a típus mint © Török Tamás-é!
Az eladó mit kér kilójáért? Hobby ár, vagy kupec.
Az eladó mit kér kilójáért? Hobby ár, vagy kupec.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 19:39
Írta: Szalai György Dátum 2011 február 15, 19:39
De a Te motorod nem ugyan az a típus mint © Török Tamás-é!
Az eladó mit kér kilójáért? Hobby ár, vagy kupec.
Az eladó mit kér kilójáért? Hobby ár, vagy kupec.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 február 15, 19:44
Írta: ra8nsmk6w Dátum 2011 február 15, 19:44
Ahoz az X tömeghez 400 W is elég. Ha röptetni akarod akkor 20 x géptömeg kell minimum.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 február 15, 19:44
Írta: ra8nsmk6w Dátum 2011 február 15, 19:44
Ahoz az X tömeghez 400 W is elég. Ha röptetni akarod akkor 20 x géptömeg kell minimum.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:44
Írta: nt4ibi7x Dátum 2011 február 15, 19:44
Mindkét változat ára 200 euró,
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:44
Írta: nt4ibi7x Dátum 2011 február 15, 19:44
Mindkét változat ára 200 euró,
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:46
Írta: nt4ibi7x Dátum 2011 február 15, 19:46
Köszi a tippet, akkor orsó meghajtásra használom.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 15, 19:46
Írta: nt4ibi7x Dátum 2011 február 15, 19:46
Köszi a tippet, akkor orsó meghajtásra használom.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 20:48
Írta: Szalai György Dátum 2011 február 15, 20:48
Ez a baj ezzel a motorral. Nekem elérhetetlen, mint bacilusnak a zongorapedál.
És még legalább ugyanennyi hozzá a vezérlő is. Nem baj, majd nézegetem. Messziről. [#sir]
És még legalább ugyanennyi hozzá a vezérlő is. Nem baj, majd nézegetem. Messziről. [#sir]
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 15, 20:48
Írta: Szalai György Dátum 2011 február 15, 20:48
Ez a baj ezzel a motorral. Nekem elérhetetlen, mint bacilusnak a zongorapedál.
És még legalább ugyanennyi hozzá a vezérlő is. Nem baj, majd nézegetem. Messziről. [#sir]
És még legalább ugyanennyi hozzá a vezérlő is. Nem baj, majd nézegetem. Messziről. [#sir]
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 21:46
Írta: nyiszi Dátum 2011 február 15, 21:46
Ilyen motorért adok vezérlőt.
Az én motorom sokkal régebbi és azzal is megy.
A tied újabb és szerintem azzal is jó.
Az én motorom sokkal régebbi és azzal is megy.
A tied újabb és szerintem azzal is jó.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2011 február 15, 21:46
Írta: nyiszi Dátum 2011 február 15, 21:46
Ilyen motorért adok vezérlőt.
Az én motorom sokkal régebbi és azzal is megy.
A tied újabb és szerintem azzal is jó.
Az én motorom sokkal régebbi és azzal is megy.
A tied újabb és szerintem azzal is jó.
Cím: Re:AC szervó motoros vezérlés
Írta: Gamos Dátum 2011 február 16, 19:16
Írta: Gamos Dátum 2011 február 16, 19:16
Van egy siemens AC motorom és hozzávaló vezérlőm.
Vadi új nem volt még beépítve.
Elcserélném dc motorokra vezérlővel együtt.
Képek az adattábláról. Tengelyátmérő 24mm.
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-QKogNZI/AAAAAAAAAFE/Frtl0o4Jfys/s912/DSC07338.JPG
http://lh6.googleusercontent.com/_6F43ip79auU/TVv-QYwh-RI/AAAAAAAAAFM/TyGsUum_dcI/s512/DSC07334.JPG
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-RcjnR5I/AAAAAAAAAFU/QNYQMET6KTw/s720/DSC07335.JPG
Vadi új nem volt még beépítve.
Elcserélném dc motorokra vezérlővel együtt.
Képek az adattábláról. Tengelyátmérő 24mm.
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-QKogNZI/AAAAAAAAAFE/Frtl0o4Jfys/s912/DSC07338.JPG
http://lh6.googleusercontent.com/_6F43ip79auU/TVv-QYwh-RI/AAAAAAAAAFM/TyGsUum_dcI/s512/DSC07334.JPG
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-RcjnR5I/AAAAAAAAAFU/QNYQMET6KTw/s720/DSC07335.JPG
Cím: Re:AC szervó motoros vezérlés
Írta: Gamos Dátum 2011 február 16, 19:16
Írta: Gamos Dátum 2011 február 16, 19:16
Van egy siemens AC motorom és hozzávaló vezérlőm.
Vadi új nem volt még beépítve.
Elcserélném dc motorokra vezérlővel együtt.
Képek az adattábláról. Tengelyátmérő 24mm.
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-QKogNZI/AAAAAAAAAFE/Frtl0o4Jfys/s912/DSC07338.JPG
http://lh6.googleusercontent.com/_6F43ip79auU/TVv-QYwh-RI/AAAAAAAAAFM/TyGsUum_dcI/s512/DSC07334.JPG
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-RcjnR5I/AAAAAAAAAFU/QNYQMET6KTw/s720/DSC07335.JPG
Vadi új nem volt még beépítve.
Elcserélném dc motorokra vezérlővel együtt.
Képek az adattábláról. Tengelyátmérő 24mm.
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-QKogNZI/AAAAAAAAAFE/Frtl0o4Jfys/s912/DSC07338.JPG
http://lh6.googleusercontent.com/_6F43ip79auU/TVv-QYwh-RI/AAAAAAAAAFM/TyGsUum_dcI/s512/DSC07334.JPG
http://lh4.googleusercontent.com/_6F43ip79auU/TVv-RcjnR5I/AAAAAAAAAFU/QNYQMET6KTw/s720/DSC07335.JPG
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 16, 21:00
Írta: Bencze András Dátum 2011 február 16, 21:00
Bármely rendes szervóval pl. Lenze 9300, ABB M1, KEB F4, F5, resolver opcióval, stb.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 16, 21:00
Írta: Bencze András Dátum 2011 február 16, 21:00
Bármely rendes szervóval pl. Lenze 9300, ABB M1, KEB F4, F5, resolver opcióval, stb.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 18, 09:31
Írta: nt4ibi7x Dátum 2011 február 18, 09:31
Köszi a tippeket.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 február 18, 09:31
Írta: nt4ibi7x Dátum 2011 február 18, 09:31
Köszi a tippeket.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 21:33
Írta: 000000000 Dátum 2011 február 24, 21:33
hogyan lehet a forgásirányt megváltoztatni vagy a programba (mach3) megváltoztatni az irányt mert z-tengely pont az ellenkező irányba megy mint ahogy kéne
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 21:33
Írta: 000000000 Dátum 2011 február 24, 21:33
hogyan lehet a forgásirányt megváltoztatni vagy a programba (mach3) megváltoztatni az irányt mert z-tengely pont az ellenkező irányba megy mint ahogy kéne
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 24, 22:48
Írta: s7manbs8 Dátum 2011 február 24, 22:48
Szerintem a Pin beállításoknál a Dir logikáját kell megfordítani, vagy a kipipálni, vagy a kipipálást megszüntetni a kérdéses tengelynél.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 24, 22:48
Írta: s7manbs8 Dátum 2011 február 24, 22:48
Szerintem a Pin beállításoknál a Dir logikáját kell megfordítani, vagy a kipipálni, vagy a kipipálást megszüntetni a kérdéses tengelynél.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 23:21
Írta: 000000000 Dátum 2011 február 24, 23:21
na ezt nem is probáltam de majd holnap köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 23:21
Írta: 000000000 Dátum 2011 február 24, 23:21
na ezt nem is probáltam de majd holnap köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 23:29
Írta: 000000000 Dátum 2011 február 24, 23:29
na meg még olyan gondom lenne hogy a motor paraméterezésénél mit kell átírni ha a fordulatot növelni akarom z-tengely sokkal lassabb mint a többi már néztem a külömbséget, de valahogy nem értem
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 24, 23:29
Írta: 000000000 Dátum 2011 február 24, 23:29
na meg még olyan gondom lenne hogy a motor paraméterezésénél mit kell átírni ha a fordulatot növelni akarom z-tengely sokkal lassabb mint a többi már néztem a külömbséget, de valahogy nem értem
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 24, 23:47
Írta: s7manbs8 Dátum 2011 február 24, 23:47
ott lehet húzogatni a tolópotikat amax sebességre, és a felbontást kell állítani, h9gy hány mm feleljen meg egy lépésnek ez a motor tuning menüben van
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 február 24, 23:47
Írta: s7manbs8 Dátum 2011 február 24, 23:47
ott lehet húzogatni a tolópotikat amax sebességre, és a felbontást kell állítani, h9gy hány mm feleljen meg egy lépésnek ez a motor tuning menüben van
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 10:13
Írta: 34jpagzua Dátum 2011 február 25, 10:13
Üdv!
Van egy ilyenvezérlőm.
A dokumentáció szerint DC kefés motort is tud vezérelni. A tápja 220v. Az lenne a kérdésem, hogy csak ekkora feszültségű DC motort lehet használni?
Van egy ilyenvezérlőm.
A dokumentáció szerint DC kefés motort is tud vezérelni. A tápja 220v. Az lenne a kérdésem, hogy csak ekkora feszültségű DC motort lehet használni?
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 10:13
Írta: 34jpagzua Dátum 2011 február 25, 10:13
Üdv!
Van egy ilyenvezérlőm.
A dokumentáció szerint DC kefés motort is tud vezérelni. A tápja 220v. Az lenne a kérdésem, hogy csak ekkora feszültségű DC motort lehet használni?
Van egy ilyenvezérlőm.
A dokumentáció szerint DC kefés motort is tud vezérelni. A tápja 220v. Az lenne a kérdésem, hogy csak ekkora feszültségű DC motort lehet használni?
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 25, 10:59
Írta: HJózsi Dátum 2011 február 25, 10:59
Minden bizonnyal kisebb feszültségűt is, a paraméterezéskor kell megadni a határ értékeket. Elsődlegesen áram és fordulatszám értékeket lehet megadni ahogy a doksiban láttam, ill. feszültség felső és alsó határokat.A többit megoldja a vezérlő ... Jó cucc!
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 25, 10:59
Írta: HJózsi Dátum 2011 február 25, 10:59
Minden bizonnyal kisebb feszültségűt is, a paraméterezéskor kell megadni a határ értékeket. Elsődlegesen áram és fordulatszám értékeket lehet megadni ahogy a doksiban láttam, ill. feszültség felső és alsó határokat.A többit megoldja a vezérlő ... Jó cucc!
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 25, 11:33
Írta: Szalai György Dátum 2011 február 25, 11:33
A gyártó a Bassoon vezérlő típushoz
100W = 12,7
200W = 29,2
400W = 29,5
600W, 800W, 900W = 52 V/krpm értékű motorokat ajánl.
Ezek a motorok 3000 rpm névleges fordulatszámúak.
100W = 12,7
200W = 29,2
400W = 29,5
600W, 800W, 900W = 52 V/krpm értékű motorokat ajánl.
Ezek a motorok 3000 rpm névleges fordulatszámúak.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 25, 11:33
Írta: Szalai György Dátum 2011 február 25, 11:33
A gyártó a Bassoon vezérlő típushoz
100W = 12,7
200W = 29,2
400W = 29,5
600W, 800W, 900W = 52 V/krpm értékű motorokat ajánl.
Ezek a motorok 3000 rpm névleges fordulatszámúak.
100W = 12,7
200W = 29,2
400W = 29,5
600W, 800W, 900W = 52 V/krpm értékű motorokat ajánl.
Ezek a motorok 3000 rpm névleges fordulatszámúak.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 11:50
Írta: 34jpagzua Dátum 2011 február 25, 11:50
Köszönöm a gyors válaszokat.
Két ilyen vezérlőm van AC motorokkal. Sajnos az egyik motor hibás. Van 200W-os DC motorom, azt próbálnám rákötni.
Még egy kérdés:
AC servo motort szét lehet szedni következmények nélkül?
Két ilyen vezérlőm van AC motorokkal. Sajnos az egyik motor hibás. Van 200W-os DC motorom, azt próbálnám rákötni.
Még egy kérdés:
AC servo motort szét lehet szedni következmények nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 11:50
Írta: 34jpagzua Dátum 2011 február 25, 11:50
Köszönöm a gyors válaszokat.
Két ilyen vezérlőm van AC motorokkal. Sajnos az egyik motor hibás. Van 200W-os DC motorom, azt próbálnám rákötni.
Még egy kérdés:
AC servo motort szét lehet szedni következmények nélkül?
Két ilyen vezérlőm van AC motorokkal. Sajnos az egyik motor hibás. Van 200W-os DC motorom, azt próbálnám rákötni.
Még egy kérdés:
AC servo motort szét lehet szedni következmények nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:45
Írta: 000000000 Dátum 2011 február 25, 18:45
azt tudum de már nem megy jobban van hozá egy paraméterezö kábel meg egy program és ott rengeteg dolgot lehet beálitani itt fogyot el a tudomány (kb 500rmp növelni és fasza lene)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:45
Írta: 000000000 Dátum 2011 február 25, 18:45
azt tudum de már nem megy jobban van hozá egy paraméterezö kábel meg egy program és ott rengeteg dolgot lehet beálitani itt fogyot el a tudomány (kb 500rmp növelni és fasza lene)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:47
Írta: 000000000 Dátum 2011 február 25, 18:47
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:47
Írta: 000000000 Dátum 2011 február 25, 18:47
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:48
Írta: 000000000 Dátum 2011 február 25, 18:48
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:48
Írta: 000000000 Dátum 2011 február 25, 18:48
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:49
Írta: 000000000 Dátum 2011 február 25, 18:49
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:49
Írta: 000000000 Dátum 2011 február 25, 18:49
meg tudtam forditani a forgás irányt nagyon zsivány
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:49
Írta: 000000000 Dátum 2011 február 25, 18:49
hopá bocsánat egy kicsit befagyot
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 25, 18:49
Írta: 000000000 Dátum 2011 február 25, 18:49
hopá bocsánat egy kicsit befagyot
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 25, 19:34
Írta: Bencze András Dátum 2011 február 25, 19:34
Ha erről van szó http://www.elmomc.com/support/manuals/MAN-BASIG.pdf akkor erre nem javasolt kefés DC motor rákötése. De okos enged... Ami a motort illeti ha ugyanabba a szöghelyzetbe +-5 fok vissza tudod tenni ahol volt akkor hajrá. De ez a forgókra és az állókra is követelmény. Egyébként ha nem teljesen drót a motor akkor a jeladó poziciója bemérhető.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 25, 19:34
Írta: Bencze András Dátum 2011 február 25, 19:34
Ha erről van szó http://www.elmomc.com/support/manuals/MAN-BASIG.pdf akkor erre nem javasolt kefés DC motor rákötése. De okos enged... Ami a motort illeti ha ugyanabba a szöghelyzetbe +-5 fok vissza tudod tenni ahol volt akkor hajrá. De ez a forgókra és az állókra is követelmény. Egyébként ha nem teljesen drót a motor akkor a jeladó poziciója bemérhető.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 21:58
Írta: 34jpagzua Dátum 2011 február 25, 21:58
Szerintem szétszedhető úgy, hogy a kihajtás oldali pajzsot lehúzom, majd a forgórész a hátsó pajzs és a jeladó egyben kijön a tekercsből. Így nem kellene szétbontani. Ez járható út? A cél a tekercselés lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 25, 21:58
Írta: 34jpagzua Dátum 2011 február 25, 21:58
Szerintem szétszedhető úgy, hogy a kihajtás oldali pajzsot lehúzom, majd a forgórész a hátsó pajzs és a jeladó egyben kijön a tekercsből. Így nem kellene szétbontani. Ez járható út? A cél a tekercselés lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 26, 07:42
Írta: Bencze András Dátum 2011 február 26, 07:42
Hát ha így szétjön akkor igen. De szétszedés előtt a pajzsokat az állóhoz jelöld be. (Be szoktuk pontozni.)A forgót tiszta vaspormentes helyen tárold. Ha biztosra akarsz menni ti. ne mágneseződjön le a forgó a tekercselés alatt akkor told vascsőbe.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 február 26, 07:42
Írta: Bencze András Dátum 2011 február 26, 07:42
Hát ha így szétjön akkor igen. De szétszedés előtt a pajzsokat az állóhoz jelöld be. (Be szoktuk pontozni.)A forgót tiszta vaspormentes helyen tárold. Ha biztosra akarsz menni ti. ne mágneseződjön le a forgó a tekercselés alatt akkor told vascsőbe.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 26, 18:19
Írta: 34jpagzua Dátum 2011 február 26, 18:19
Sajnos bukott a mutatvány. A jeladó csatlakozója a házban van. Bontani csak a jeladó vezetékeinek elvágásával lehet.
Házilag megoldható a jeladó beállítása? Vagy felejtsem el.
Házilag megoldható a jeladó beállítása? Vagy felejtsem el.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 26, 18:19
Írta: 34jpagzua Dátum 2011 február 26, 18:19
Sajnos bukott a mutatvány. A jeladó csatlakozója a házban van. Bontani csak a jeladó vezetékeinek elvágásával lehet.
Házilag megoldható a jeladó beállítása? Vagy felejtsem el.
Házilag megoldható a jeladó beállítása? Vagy felejtsem el.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 15:59
Írta: y2u56a0cc Dátum 2011 február 27, 15:59
Szevasztok!Van 2 motorom,slo-syn 3 fázisúak,240V 0.2A.Mivel lehetne ezeket meghajtani?
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 15:59
Írta: y2u56a0cc Dátum 2011 február 27, 15:59
Szevasztok!Van 2 motorom,slo-syn 3 fázisúak,240V 0.2A.Mivel lehetne ezeket meghajtani?
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 16:19
Írta: y2u56a0cc Dátum 2011 február 27, 16:19
Ilyen:

Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 16:19
Írta: y2u56a0cc Dátum 2011 február 27, 16:19
Ilyen:
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 16:49
Írta: Szalai György Dátum 2011 február 27, 16:49
Kézi fúrógéppel.[#confused]
Típusszám kéne. Vagy legalább azt tudni, hogy ugrándozik-e a tengelye, ha kézzel forgatod, vagy simán forog. Könnyen forgatható-e kézzel a tengelye, ha a kapcsait rövidre zárod, vagy jócskán nehezedik.
Típusszám kéne. Vagy legalább azt tudni, hogy ugrándozik-e a tengelye, ha kézzel forgatod, vagy simán forog. Könnyen forgatható-e kézzel a tengelye, ha a kapcsait rövidre zárod, vagy jócskán nehezedik.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 16:49
Írta: Szalai György Dátum 2011 február 27, 16:49
Kézi fúrógéppel.[#confused]
Típusszám kéne. Vagy legalább azt tudni, hogy ugrándozik-e a tengelye, ha kézzel forgatod, vagy simán forog. Könnyen forgatható-e kézzel a tengelye, ha a kapcsait rövidre zárod, vagy jócskán nehezedik.
Típusszám kéne. Vagy legalább azt tudni, hogy ugrándozik-e a tengelye, ha kézzel forgatod, vagy simán forog. Könnyen forgatható-e kézzel a tengelye, ha a kapcsait rövidre zárod, vagy jócskán nehezedik.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 17:51
Írta: y2u56a0cc Dátum 2011 február 27, 17:51
szinkron motor lesz. 3 kivezetés,600 ohmos tekercsek,bármely 2 rövidre zárva kb 50 döccenés,alig átforgatható,utána simán könnyedén megy.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 17:51
Írta: y2u56a0cc Dátum 2011 február 27, 17:51
szinkron motor lesz. 3 kivezetés,600 ohmos tekercsek,bármely 2 rövidre zárva kb 50 döccenés,alig átforgatható,utána simán könnyedén megy.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 17:56
Írta: y2u56a0cc Dátum 2011 február 27, 17:56
Lehetne ezzel pozicionálni?Mivel 2 van ás hajtómüves,lehet épitenék valamit belőlük.Csak kéne valami vezérlő hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 17:56
Írta: y2u56a0cc Dátum 2011 február 27, 17:56
Lehetne ezzel pozicionálni?Mivel 2 van ás hajtómüves,lehet épitenék valamit belőlük.Csak kéne valami vezérlő hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 19:03
Írta: Szalai György Dátum 2011 február 27, 19:03
Akkor ez szerintem háromfázisú léptető motor. Itt a fórumon nem terjedt el, mert némileg több alkatrészből álló vezérlő kell hozzá, mint az egyszerűbb kétfázisú fajtához.
Pedig a háromfázisúnak kedvezőbbek a tulajdonságai, mint a kétfázisúnak.
Nem tudok hozzá eladó háromfázisú léptető motor vezérlőt. Szerintem fohászkodj a nagyokhoz.
Kérdések a Klavio Kft-hez
Robsy CNC hajtástechnika
Pedig a háromfázisúnak kedvezőbbek a tulajdonságai, mint a kétfázisúnak.
Nem tudok hozzá eladó háromfázisú léptető motor vezérlőt. Szerintem fohászkodj a nagyokhoz.
Kérdések a Klavio Kft-hez
Robsy CNC hajtástechnika
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 19:03
Írta: Szalai György Dátum 2011 február 27, 19:03
Akkor ez szerintem háromfázisú léptető motor. Itt a fórumon nem terjedt el, mert némileg több alkatrészből álló vezérlő kell hozzá, mint az egyszerűbb kétfázisú fajtához.
Pedig a háromfázisúnak kedvezőbbek a tulajdonságai, mint a kétfázisúnak.
Nem tudok hozzá eladó háromfázisú léptető motor vezérlőt. Szerintem fohászkodj a nagyokhoz.
Kérdések a Klavio Kft-hez
Robsy CNC hajtástechnika
Pedig a háromfázisúnak kedvezőbbek a tulajdonságai, mint a kétfázisúnak.
Nem tudok hozzá eladó háromfázisú léptető motor vezérlőt. Szerintem fohászkodj a nagyokhoz.
Kérdések a Klavio Kft-hez
Robsy CNC hajtástechnika
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 19:07
Írta: svejk Dátum 2011 február 27, 19:07
600 Ohm????
No akkor nem abból még kalapos inas sem :(
No akkor nem abból még kalapos inas sem :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 19:07
Írta: svejk Dátum 2011 február 27, 19:07
600 Ohm????
No akkor nem abból még kalapos inas sem :(
No akkor nem abból még kalapos inas sem :(
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 19:33
Írta: y2u56a0cc Dátum 2011 február 27, 19:33
Közben nézegettem,PMSM motor,ami a BLDC hez áll közel,szinusszal müködik nem négyszöggel, nincs jeladó,vektoros a visszacsatolás.Még turom az irodalmat,valahogy meg kéne vezérelni.Holnap ráteszem egy frekiváltóra.Elvileg mennie kell.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 19:33
Írta: y2u56a0cc Dátum 2011 február 27, 19:33
Közben nézegettem,PMSM motor,ami a BLDC hez áll közel,szinusszal müködik nem négyszöggel, nincs jeladó,vektoros a visszacsatolás.Még turom az irodalmat,valahogy meg kéne vezérelni.Holnap ráteszem egy frekiváltóra.Elvileg mennie kell.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 19:48
Írta: y2u56a0cc Dátum 2011 február 27, 19:48
Az ABB a robotjaiba ilyen motorokat használ,de ez a vezérlő téma nem lesz egyszerű szerintem sem...
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 19:48
Írta: y2u56a0cc Dátum 2011 február 27, 19:48
Az ABB a robotjaiba ilyen motorokat használ,de ez a vezérlő téma nem lesz egyszerű szerintem sem...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 19:58
Írta: HJózsi Dátum 2011 február 27, 19:58
Szia András!
Mire alapozod, hogy nem javasolt DC kefés motort rákötni? Az általad belinkelt doksi nem ezt mondja :
"2.1 Drive Description
The Bassoon is a powerful servo drive that operates in digital current, velocity,
position and advanced position modes, in conjunction with a permanent-magnet
synchronous brushless motor or DC brush motor."
A "3.5.2 Connecting the Power Cables " fejezet a bekötést is szépen leírja ...
[#wave]
Mire alapozod, hogy nem javasolt DC kefés motort rákötni? Az általad belinkelt doksi nem ezt mondja :
"2.1 Drive Description
The Bassoon is a powerful servo drive that operates in digital current, velocity,
position and advanced position modes, in conjunction with a permanent-magnet
synchronous brushless motor or DC brush motor."
A "3.5.2 Connecting the Power Cables " fejezet a bekötést is szépen leírja ...
[#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 19:58
Írta: HJózsi Dátum 2011 február 27, 19:58
Szia András!
Mire alapozod, hogy nem javasolt DC kefés motort rákötni? Az általad belinkelt doksi nem ezt mondja :
"2.1 Drive Description
The Bassoon is a powerful servo drive that operates in digital current, velocity,
position and advanced position modes, in conjunction with a permanent-magnet
synchronous brushless motor or DC brush motor."
A "3.5.2 Connecting the Power Cables " fejezet a bekötést is szépen leírja ...
[#wave]
Mire alapozod, hogy nem javasolt DC kefés motort rákötni? Az általad belinkelt doksi nem ezt mondja :
"2.1 Drive Description
The Bassoon is a powerful servo drive that operates in digital current, velocity,
position and advanced position modes, in conjunction with a permanent-magnet
synchronous brushless motor or DC brush motor."
A "3.5.2 Connecting the Power Cables " fejezet a bekötést is szépen leírja ...
[#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 20:14
Írta: svejk Dátum 2011 február 27, 20:14
Azt véletlen se tedd, hacsak nem kimondottan engedi a frekiváltó manuálja.(nagyon ritka)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 20:14
Írta: svejk Dátum 2011 február 27, 20:14
Azt véletlen se tedd, hacsak nem kimondottan engedi a frekiváltó manuálja.(nagyon ritka)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 20:16
Írta: svejk Dátum 2011 február 27, 20:16
H.Józsi! Mi lett a sorsa a Finn, vagy mi a szösz univerzális vezérlőnek?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 február 27, 20:16
Írta: svejk Dátum 2011 február 27, 20:16
H.Józsi! Mi lett a sorsa a Finn, vagy mi a szösz univerzális vezérlőnek?
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 27, 20:21
Írta: 34jpagzua Dátum 2011 február 27, 20:21
Üdv!
Örülök, hogy többen is hozzászólnak a vezérlőmhöz. A manual az összes Bassoon típusról szól. A típusszám szerint nekem resolveres van.(2. oldal) A konfigurálás során is csak resolvert tudok kiválasztani, bármilyen motortípus van beállítva. Mivel resolveres DC motorom nincs, nem is tudok próbálkozni. Nem tudom van-e értelme egy gépen vegyes meghajtást alkalmazni.(2 db-om van) Gondolkodom rajta, hogy eladom v. elcserélem DC-re. Mind a 4 meghajtás egyforma legyen.
Örülök, hogy többen is hozzászólnak a vezérlőmhöz. A manual az összes Bassoon típusról szól. A típusszám szerint nekem resolveres van.(2. oldal) A konfigurálás során is csak resolvert tudok kiválasztani, bármilyen motortípus van beállítva. Mivel resolveres DC motorom nincs, nem is tudok próbálkozni. Nem tudom van-e értelme egy gépen vegyes meghajtást alkalmazni.(2 db-om van) Gondolkodom rajta, hogy eladom v. elcserélem DC-re. Mind a 4 meghajtás egyforma legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: 34jpagzua Dátum 2011 február 27, 20:21
Írta: 34jpagzua Dátum 2011 február 27, 20:21
Üdv!
Örülök, hogy többen is hozzászólnak a vezérlőmhöz. A manual az összes Bassoon típusról szól. A típusszám szerint nekem resolveres van.(2. oldal) A konfigurálás során is csak resolvert tudok kiválasztani, bármilyen motortípus van beállítva. Mivel resolveres DC motorom nincs, nem is tudok próbálkozni. Nem tudom van-e értelme egy gépen vegyes meghajtást alkalmazni.(2 db-om van) Gondolkodom rajta, hogy eladom v. elcserélem DC-re. Mind a 4 meghajtás egyforma legyen.
Örülök, hogy többen is hozzászólnak a vezérlőmhöz. A manual az összes Bassoon típusról szól. A típusszám szerint nekem resolveres van.(2. oldal) A konfigurálás során is csak resolvert tudok kiválasztani, bármilyen motortípus van beállítva. Mivel resolveres DC motorom nincs, nem is tudok próbálkozni. Nem tudom van-e értelme egy gépen vegyes meghajtást alkalmazni.(2 db-om van) Gondolkodom rajta, hogy eladom v. elcserélem DC-re. Mind a 4 meghajtás egyforma legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 20:44
Írta: y2u56a0cc Dátum 2011 február 27, 20:44
Van omronomJ1000,meg cx szoftver.Azzal már lehetne kezdeni valamit?
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 20:44
Írta: y2u56a0cc Dátum 2011 február 27, 20:44
Van omronomJ1000,meg cx szoftver.Azzal már lehetne kezdeni valamit?
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 20:47
Írta: y2u56a0cc Dátum 2011 február 27, 20:47
Van impulzus vezérlés bemenet a frekiváltón,meg tudja az áramvektoros vezérlést. a mac3 még nem néztem részletesen miket tud,de gondolom össze lehetne lőni.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 20:47
Írta: y2u56a0cc Dátum 2011 február 27, 20:47
Van impulzus vezérlés bemenet a frekiváltón,meg tudja az áramvektoros vezérlést. a mac3 még nem néztem részletesen miket tud,de gondolom össze lehetne lőni.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 21:16
Írta: HJózsi Dátum 2011 február 27, 21:16
Rövidesen látható lesz a honlapomon ... ;)
Jó a cucc, AC, BLDC-khez bárkinek szóbajöhet ... stepper, DC servo-ra van bőven megoldás kedvezőbb áron...
Én egy 60W-os és egy 200W-os Yaskavával próbáltam, nagyon szépen be lehetett állítani. Tervezek egy 250 * 400-as kisesztergát cncsíteni, azon fogom majd tesztelni... A ceruzahegyező nagyon kicsi, most szaladtam bele egy feladatba, és gond a szerszámkilógás, a körbejárás ill. megmunkálás szempontjából ...
Jó a cucc, AC, BLDC-khez bárkinek szóbajöhet ... stepper, DC servo-ra van bőven megoldás kedvezőbb áron...
Én egy 60W-os és egy 200W-os Yaskavával próbáltam, nagyon szépen be lehetett állítani. Tervezek egy 250 * 400-as kisesztergát cncsíteni, azon fogom majd tesztelni... A ceruzahegyező nagyon kicsi, most szaladtam bele egy feladatba, és gond a szerszámkilógás, a körbejárás ill. megmunkálás szempontjából ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 21:16
Írta: HJózsi Dátum 2011 február 27, 21:16
Rövidesen látható lesz a honlapomon ... ;)
Jó a cucc, AC, BLDC-khez bárkinek szóbajöhet ... stepper, DC servo-ra van bőven megoldás kedvezőbb áron...
Én egy 60W-os és egy 200W-os Yaskavával próbáltam, nagyon szépen be lehetett állítani. Tervezek egy 250 * 400-as kisesztergát cncsíteni, azon fogom majd tesztelni... A ceruzahegyező nagyon kicsi, most szaladtam bele egy feladatba, és gond a szerszámkilógás, a körbejárás ill. megmunkálás szempontjából ...
Jó a cucc, AC, BLDC-khez bárkinek szóbajöhet ... stepper, DC servo-ra van bőven megoldás kedvezőbb áron...
Én egy 60W-os és egy 200W-os Yaskavával próbáltam, nagyon szépen be lehetett állítani. Tervezek egy 250 * 400-as kisesztergát cncsíteni, azon fogom majd tesztelni... A ceruzahegyező nagyon kicsi, most szaladtam bele egy feladatba, és gond a szerszámkilógás, a körbejárás ill. megmunkálás szempontjából ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 21:33
Írta: HJózsi Dátum 2011 február 27, 21:33
Ez volt a feladat :


Mehetne az eszterga topikba is, vagy az ezt készítettem a cnc gépemme, vagy a LED lámpa, vagy a PartMaster, vagy a Mach3 topikba is annyi beszélnivaló lehetne róla ... :)
Mehetne az eszterga topikba is, vagy az ezt készítettem a cnc gépemme, vagy a LED lámpa, vagy a PartMaster, vagy a Mach3 topikba is annyi beszélnivaló lehetne róla ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 21:33
Írta: HJózsi Dátum 2011 február 27, 21:33
Ez volt a feladat :
Mehetne az eszterga topikba is, vagy az ezt készítettem a cnc gépemme, vagy a LED lámpa, vagy a PartMaster, vagy a Mach3 topikba is annyi beszélnivaló lehetne róla ... :)
Mehetne az eszterga topikba is, vagy az ezt készítettem a cnc gépemme, vagy a LED lámpa, vagy a PartMaster, vagy a Mach3 topikba is annyi beszélnivaló lehetne róla ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 21:48
Írta: Szalai György Dátum 2011 február 27, 21:48
Biztos, hogy egyáltalán három fázisú motor az, vagy csak három kapcsa van neki?
Nem ezekből az egyik típus? Mert formára nagyon olyan.
És ha Permanent Magnet Synchronous Motor (PMSM) akkor mitől van „kb 50 döccenés”??
Nem ezekből az egyik típus? Mert formára nagyon olyan.
És ha Permanent Magnet Synchronous Motor (PMSM) akkor mitől van „kb 50 döccenés”??
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 február 27, 21:48
Írta: Szalai György Dátum 2011 február 27, 21:48
Biztos, hogy egyáltalán három fázisú motor az, vagy csak három kapcsa van neki?
Nem ezekből az egyik típus? Mert formára nagyon olyan.
És ha Permanent Magnet Synchronous Motor (PMSM) akkor mitől van „kb 50 döccenés”??
Nem ezekből az egyik típus? Mert formára nagyon olyan.
És ha Permanent Magnet Synchronous Motor (PMSM) akkor mitől van „kb 50 döccenés”??
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 február 27, 22:10
Írta: t334wehtf Dátum 2011 február 27, 22:10
Nem feltétlen.
Egyszerre 2 db DC szervót tud kezelni (2 vezérlő= 4D vagy 3D+DC főorsó), így már nem olyan drága, főleg, ha figyelembe vesszük, hogy kiválóan paraméterezhető, és nagyon stabil cucc.
Léptetőben meg olyat tud, amit az iparban is csak kevesen (pl.: Vexta): léptetőmotor enkóderes visszacsatolással...
Nagyszerű vezérlők, megérik az árukat.
Majd mesélek, van már vele tapasztalat, főleg jó, de rossz is, elég vacakul viseli a fordítva rádugott tápcsatit, mert hogy rá lehet úgy is dugni...
Egyszerre 2 db DC szervót tud kezelni (2 vezérlő= 4D vagy 3D+DC főorsó), így már nem olyan drága, főleg, ha figyelembe vesszük, hogy kiválóan paraméterezhető, és nagyon stabil cucc.
Léptetőben meg olyat tud, amit az iparban is csak kevesen (pl.: Vexta): léptetőmotor enkóderes visszacsatolással...
Nagyszerű vezérlők, megérik az árukat.
Majd mesélek, van már vele tapasztalat, főleg jó, de rossz is, elég vacakul viseli a fordítva rádugott tápcsatit, mert hogy rá lehet úgy is dugni...
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 február 27, 22:10
Írta: t334wehtf Dátum 2011 február 27, 22:10
Nem feltétlen.
Egyszerre 2 db DC szervót tud kezelni (2 vezérlő= 4D vagy 3D+DC főorsó), így már nem olyan drága, főleg, ha figyelembe vesszük, hogy kiválóan paraméterezhető, és nagyon stabil cucc.
Léptetőben meg olyat tud, amit az iparban is csak kevesen (pl.: Vexta): léptetőmotor enkóderes visszacsatolással...
Nagyszerű vezérlők, megérik az árukat.
Majd mesélek, van már vele tapasztalat, főleg jó, de rossz is, elég vacakul viseli a fordítva rádugott tápcsatit, mert hogy rá lehet úgy is dugni...
Egyszerre 2 db DC szervót tud kezelni (2 vezérlő= 4D vagy 3D+DC főorsó), így már nem olyan drága, főleg, ha figyelembe vesszük, hogy kiválóan paraméterezhető, és nagyon stabil cucc.
Léptetőben meg olyat tud, amit az iparban is csak kevesen (pl.: Vexta): léptetőmotor enkóderes visszacsatolással...
Nagyszerű vezérlők, megérik az árukat.
Majd mesélek, van már vele tapasztalat, főleg jó, de rossz is, elég vacakul viseli a fordítva rádugott tápcsatit, mert hogy rá lehet úgy is dugni...
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:21
Írta: y2u56a0cc Dátum 2011 február 27, 22:21
Közben meg is lett a megoldás.
Itt van minden info.
Itt van minden info.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:21
Írta: y2u56a0cc Dátum 2011 február 27, 22:21
Közben meg is lett a megoldás.
Itt van minden info.
Itt van minden info.
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 22:24
Írta: HJózsi Dátum 2011 február 27, 22:24
Ezt nem akartam annyira kiemelni, mert még úgy is picivel felette van az elérhető DC szervó vezérlőknek, viszont a technikai véleményeddel 100%-ban egyetértek! ...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 22:24
Írta: HJózsi Dátum 2011 február 27, 22:24
Ezt nem akartam annyira kiemelni, mert még úgy is picivel felette van az elérhető DC szervó vezérlőknek, viszont a technikai véleményeddel 100%-ban egyetértek! ...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 27, 22:27
Írta: 000000000 Dátum 2011 február 27, 22:27
Szia Józsi!
Írtam neked ma e-mail megkaptad?
Írtam neked ma e-mail megkaptad?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 február 27, 22:27
Írta: 000000000 Dátum 2011 február 27, 22:27
Szia Józsi!
Írtam neked ma e-mail megkaptad?
Írtam neked ma e-mail megkaptad?
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 22:29
Írta: HJózsi Dátum 2011 február 27, 22:29
Igen, már majdnem válaszoltam is, csak kerestem az előzményeket ... nem találtam, de megy pár infó máris!...
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 február 27, 22:29
Írta: HJózsi Dátum 2011 február 27, 22:29
Igen, már majdnem válaszoltam is, csak kerestem az előzményeket ... nem találtam, de megy pár infó máris!...
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:30
Írta: y2u56a0cc Dátum 2011 február 27, 22:30
Szerintem az .Deknit levettem 3 vezeték be,bent csillagba kötve,kimértem.240V 50/60Hz 2700 OZ-IN
Kb ennyi a lényeges az adattáblán.
Konkrétan ezt a slo syn tipust meg sem találtam.
De attól lehet még benéztem valamit nagyon.
Kb ennyi a lényeges az adattáblán.
Konkrétan ezt a slo syn tipust meg sem találtam.
De attól lehet még benéztem valamit nagyon.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:30
Írta: y2u56a0cc Dátum 2011 február 27, 22:30
Szerintem az .Deknit levettem 3 vezeték be,bent csillagba kötve,kimértem.240V 50/60Hz 2700 OZ-IN
Kb ennyi a lényeges az adattáblán.
Konkrétan ezt a slo syn tipust meg sem találtam.
De attól lehet még benéztem valamit nagyon.
Kb ennyi a lényeges az adattáblán.
Konkrétan ezt a slo syn tipust meg sem találtam.
De attól lehet még benéztem valamit nagyon.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:42
Írta: y2u56a0cc Dátum 2011 február 27, 22:42
Na még itt szorakozok vele.Megnéztem mégegyszer.Nem 50-et "döcög" hanem végig körbe.De ha egy tekerési sebességet átlépek,akkor "elengedi".Terheletlenül AC-be multiméterrel egész komoly voltok vannak.240+ kézzel tekerve.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 22:42
Írta: y2u56a0cc Dátum 2011 február 27, 22:42
Na még itt szorakozok vele.Megnéztem mégegyszer.Nem 50-et "döcög" hanem végig körbe.De ha egy tekerési sebességet átlépek,akkor "elengedi".Terheletlenül AC-be multiméterrel egész komoly voltok vannak.240+ kézzel tekerve.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 23:13
Írta: y2u56a0cc Dátum 2011 február 27, 23:13
Elvileg ilyen a belseje.

Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 február 27, 23:13
Írta: y2u56a0cc Dátum 2011 február 27, 23:13
Elvileg ilyen a belseje.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 01, 21:08
Írta: Bencze András Dátum 2011 március 01, 21:08
Ha megnézed a szóban forgó leírás 3-7. oldalán lévő ábrát szerintem neked is egyértelmű lesz. Az általad belinkelt szöveg ugyan mást mond. Az általam linkelt leírásból való? Vagy van ilyen kimenettel is meg olyannal is, de az, AC szervóra való. Olyan korrekt szabályzót még nem láttam amelyik AC és DC motorral működik, sőt pozicionál. A Simodrive frekiváltót kicsit megerőszakolva lehet DC motort hajtani, de pozicionálni nem.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 01, 21:08
Írta: Bencze András Dátum 2011 március 01, 21:08
Ha megnézed a szóban forgó leírás 3-7. oldalán lévő ábrát szerintem neked is egyértelmű lesz. Az általad belinkelt szöveg ugyan mást mond. Az általam linkelt leírásból való? Vagy van ilyen kimenettel is meg olyannal is, de az, AC szervóra való. Olyan korrekt szabályzót még nem láttam amelyik AC és DC motorral működik, sőt pozicionál. A Simodrive frekiváltót kicsit megerőszakolva lehet DC motort hajtani, de pozicionálni nem.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 01, 21:14
Írta: Bencze András Dátum 2011 március 01, 21:14
Megkövetlek Józsi. Nemcsak hülye, de vaki is vagyok, és néhány strófával lemaradtam....
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 01, 21:14
Írta: Bencze András Dátum 2011 március 01, 21:14
Megkövetlek Józsi. Nemcsak hülye, de vaki is vagyok, és néhány strófával lemaradtam....
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 március 01, 21:34
Írta: HJózsi Dátum 2011 március 01, 21:34
A belinkelt szöveg mint írtam, az általad belinkelt doksiból van... nem találtad meg? Írtam a pontos helyét is ... 2.1 (2-1 oldal)...
A 3.5.2 pontban ( 3-9 oldal ) írja le a bekötést, vajon mit jelent ott a "DC Motor Cable" ? ... :)
Az lehet hogy valamivel még nem találkoztál deattól még lehet olyan!... Neeem?... De! :D
És hogy más példát is felhozzak ami már volt is a kezemben :
Granit Devices - VSD-E XE versatile controller
A 3.5.2 pontban ( 3-9 oldal ) írja le a bekötést, vajon mit jelent ott a "DC Motor Cable" ? ... :)
Az lehet hogy valamivel még nem találkoztál deattól még lehet olyan!... Neeem?... De! :D
És hogy más példát is felhozzak ami már volt is a kezemben :
Granit Devices - VSD-E XE versatile controller
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 március 01, 21:34
Írta: HJózsi Dátum 2011 március 01, 21:34
A belinkelt szöveg mint írtam, az általad belinkelt doksiból van... nem találtad meg? Írtam a pontos helyét is ... 2.1 (2-1 oldal)...
A 3.5.2 pontban ( 3-9 oldal ) írja le a bekötést, vajon mit jelent ott a "DC Motor Cable" ? ... :)
Az lehet hogy valamivel még nem találkoztál deattól még lehet olyan!... Neeem?... De! :D
És hogy más példát is felhozzak ami már volt is a kezemben :
Granit Devices - VSD-E XE versatile controller
A 3.5.2 pontban ( 3-9 oldal ) írja le a bekötést, vajon mit jelent ott a "DC Motor Cable" ? ... :)
Az lehet hogy valamivel még nem találkoztál deattól még lehet olyan!... Neeem?... De! :D
És hogy más példát is felhozzak ami már volt is a kezemben :
Granit Devices - VSD-E XE versatile controller
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 március 01, 21:35
Írta: HJózsi Dátum 2011 március 01, 21:35
OK, [#wave] kár hogy nem később olvastam beírásod ... semmi baj! :)
Cím: Re:AC szervó motoros vezérlés
Írta: HJózsi Dátum 2011 március 01, 21:35
Írta: HJózsi Dátum 2011 március 01, 21:35
OK, [#wave] kár hogy nem később olvastam beírásod ... semmi baj! :)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 11:16
Írta: sanka74 Dátum 2011 március 04, 11:16
Digiflex AC szervo vezérlő beállításáról szeretnék tanácsot kérni.Nézetm a szoftver beállítását, elég pilótavizsgásnak tűnik.
A tipusa: DPRALTE-020B080A
A tipusa: DPRALTE-020B080A
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 11:16
Írta: sanka74 Dátum 2011 március 04, 11:16
Digiflex AC szervo vezérlő beállításáról szeretnék tanácsot kérni.Nézetm a szoftver beállítását, elég pilótavizsgásnak tűnik.
A tipusa: DPRALTE-020B080A
A tipusa: DPRALTE-020B080A
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 11:17
Írta: sanka74 Dátum 2011 március 04, 11:17
A dc topikba írtam az előbb véletlenűl.
kép
kép
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 04, 11:17
Írta: sanka74 Dátum 2011 március 04, 11:17
A dc topikba írtam az előbb véletlenűl.
kép
kép
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 március 04, 18:21
Írta: t334wehtf Dátum 2011 március 04, 18:21
Kísértetiesen hasonlít >erre<.
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 március 04, 18:21
Írta: t334wehtf Dátum 2011 március 04, 18:21
Kísértetiesen hasonlít >erre<.
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 március 04, 18:24
Írta: t334wehtf Dátum 2011 március 04, 18:24
ja, nem elnéztem.
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 március 04, 18:24
Írta: t334wehtf Dátum 2011 március 04, 18:24
ja, nem elnéztem.
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2011 március 06, 00:55
Írta: 62pb8zge Dátum 2011 március 06, 00:55
Szeretném hozzáértő tanácsát kérni ,hogy a következő tip.szervó működik-e 1 fázisról?!
CACR-SR20BB1AF
Köszönöm !
CACR-SR20BB1AF
Köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2011 március 06, 00:55
Írta: 62pb8zge Dátum 2011 március 06, 00:55
Szeretném hozzáértő tanácsát kérni ,hogy a következő tip.szervó működik-e 1 fázisról?!
CACR-SR20BB1AF
Köszönöm !
CACR-SR20BB1AF
Köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2011 március 07, 11:54
Írta: 62pb8zge Dátum 2011 március 07, 11:54
Közben "megtudtam" lehet...
Cím: Re:AC szervó motoros vezérlés
Írta: 62pb8zge Dátum 2011 március 07, 11:54
Írta: 62pb8zge Dátum 2011 március 07, 11:54
Közben "megtudtam" lehet...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 10, 20:11
Írta: sanka74 Dátum 2011 március 10, 20:11
Ma elkezdtem barátkozni a Digiflex AC szervo vezérlő szoftveres beállításával...már-már kezdtem egy két dolgot kapisgálni mikor lecsapta valami az automatát..ezt persze a frissítés közben...ugyhogy most se kép se hang se kapcsolat a vezérlővel...félig van rajta a program csak..
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 10, 20:11
Írta: sanka74 Dátum 2011 március 10, 20:11
Ma elkezdtem barátkozni a Digiflex AC szervo vezérlő szoftveres beállításával...már-már kezdtem egy két dolgot kapisgálni mikor lecsapta valami az automatát..ezt persze a frissítés közben...ugyhogy most se kép se hang se kapcsolat a vezérlővel...félig van rajta a program csak..
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2011 március 17, 19:22
Írta: Riboga Dátum 2011 március 17, 19:22
Szedlay Palinak
Mindíg is szerettem volna egy Yaskawa motion controllert kihasználni, nem annyira rettenetes az áruk az ebay-en, de mivel lehet ezeket kezelni. Van ehez "gyári" alkalmazás?
Mindíg is szerettem volna egy Yaskawa motion controllert kihasználni, nem annyira rettenetes az áruk az ebay-en, de mivel lehet ezeket kezelni. Van ehez "gyári" alkalmazás?
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2011 március 17, 19:22
Írta: Riboga Dátum 2011 március 17, 19:22
Szedlay Palinak
Mindíg is szerettem volna egy Yaskawa motion controllert kihasználni, nem annyira rettenetes az áruk az ebay-en, de mivel lehet ezeket kezelni. Van ehez "gyári" alkalmazás?
Mindíg is szerettem volna egy Yaskawa motion controllert kihasználni, nem annyira rettenetes az áruk az ebay-en, de mivel lehet ezeket kezelni. Van ehez "gyári" alkalmazás?
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 március 18, 10:12
Írta: nmnrsytc Dátum 2011 március 18, 10:12
Szia !
A Yaskawa servo drive-kat(ha nem valami spec tipus)step/dir-rel cw/ccw is megy , egyleválasztó kártyával simán meghajthatod mach3-al is .Persze paraméterezni kell de az nem vészes, de jó ha van egy programózó kábeled is hozzá.
A Yaskawa servo drive-kat(ha nem valami spec tipus)step/dir-rel cw/ccw is megy , egyleválasztó kártyával simán meghajthatod mach3-al is .Persze paraméterezni kell de az nem vészes, de jó ha van egy programózó kábeled is hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 március 18, 10:12
Írta: nmnrsytc Dátum 2011 március 18, 10:12
Szia !
A Yaskawa servo drive-kat(ha nem valami spec tipus)step/dir-rel cw/ccw is megy , egyleválasztó kártyával simán meghajthatod mach3-al is .Persze paraméterezni kell de az nem vészes, de jó ha van egy programózó kábeled is hozzá.
A Yaskawa servo drive-kat(ha nem valami spec tipus)step/dir-rel cw/ccw is megy , egyleválasztó kártyával simán meghajthatod mach3-al is .Persze paraméterezni kell de az nem vészes, de jó ha van egy programózó kábeled is hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2011 március 18, 10:25
Írta: Riboga Dátum 2011 március 18, 10:25
Szia,
A kérdés nem a drivere, a motion controllerre vonatkozott, ami majd a yaskawa saját buszrendszerén keresztül (MECHATROLINK) eléri a drivokat. Van amire kevés az lpt port.
Ebay
Elvi rajz
A kérdés nem a drivere, a motion controllerre vonatkozott, ami majd a yaskawa saját buszrendszerén keresztül (MECHATROLINK) eléri a drivokat. Van amire kevés az lpt port.
Ebay
Elvi rajz
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2011 március 18, 10:25
Írta: Riboga Dátum 2011 március 18, 10:25
Szia,
A kérdés nem a drivere, a motion controllerre vonatkozott, ami majd a yaskawa saját buszrendszerén keresztül (MECHATROLINK) eléri a drivokat. Van amire kevés az lpt port.
Ebay
Elvi rajz
A kérdés nem a drivere, a motion controllerre vonatkozott, ami majd a yaskawa saját buszrendszerén keresztül (MECHATROLINK) eléri a drivokat. Van amire kevés az lpt port.
Ebay
Elvi rajz
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2011 március 18, 10:49
Írta: Szedlay Pál Dátum 2011 március 18, 10:49
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2011 március 18, 10:49
Írta: Szedlay Pál Dátum 2011 március 18, 10:49
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 18, 16:33
Írta: 000000000 Dátum 2011 március 18, 16:33
Amit "Ebay" alatt találsz az csak i/o modul a rendszerhez kell a CPU (MP930 JEP-MC360). Az MP360 cpu- ban is vannak i/o -k. Minden egységet a MECHATROLINK I buszra van kötve.(Most a MECHATROLINK III a divat)
A CPU + i/o egységek felprogramozhatók pl. az MPE720 programmal. Igazából az egész egy PLC mely a beírt program alapján mozgásvezérlést is tud 15db tengelyre. Természetesen a CPU-n keresztül bármelyik egység elérhető ami a MECHATROLINK buszon lóg. Az állítható, programozható. A MP900 család 1990-es fejlesztés, elavult.
A CPU + i/o egységek felprogramozhatók pl. az MPE720 programmal. Igazából az egész egy PLC mely a beírt program alapján mozgásvezérlést is tud 15db tengelyre. Természetesen a CPU-n keresztül bármelyik egység elérhető ami a MECHATROLINK buszon lóg. Az állítható, programozható. A MP900 család 1990-es fejlesztés, elavult.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 18, 16:33
Írta: 000000000 Dátum 2011 március 18, 16:33
Amit "Ebay" alatt találsz az csak i/o modul a rendszerhez kell a CPU (MP930 JEP-MC360). Az MP360 cpu- ban is vannak i/o -k. Minden egységet a MECHATROLINK I buszra van kötve.(Most a MECHATROLINK III a divat)
A CPU + i/o egységek felprogramozhatók pl. az MPE720 programmal. Igazából az egész egy PLC mely a beírt program alapján mozgásvezérlést is tud 15db tengelyre. Természetesen a CPU-n keresztül bármelyik egység elérhető ami a MECHATROLINK buszon lóg. Az állítható, programozható. A MP900 család 1990-es fejlesztés, elavult.
A CPU + i/o egységek felprogramozhatók pl. az MPE720 programmal. Igazából az egész egy PLC mely a beírt program alapján mozgásvezérlést is tud 15db tengelyre. Természetesen a CPU-n keresztül bármelyik egység elérhető ami a MECHATROLINK buszon lóg. Az állítható, programozható. A MP900 család 1990-es fejlesztés, elavult.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 18, 19:51
Írta: svejk Dátum 2011 március 18, 19:51
Véletlen valaki nem ismeri a FESTO Ac drive-okat?
Egy fórumtársunk hozott nekem egy FESTO SEC-AC-305-öst beüzemelésre a gyári motorjával, de kifogott rajtam :(
Aránylag rövid idő alatt kisilabizáltam a bekötését az elég gyenge dokumentációból.
Azt tudtuk már előre hogy +-10V-os analóg jelet vár sebesség vagy nyomaték szabályzáshoz, de van neki pozíció üzemmódja is.
A terv az volt hogy a Slave bemeneten keresztül - mely A/B inkrementális jelet fogad egy másik Master vezérlőtől - egy step/dir--A/B átalakítón keresztül elfogadtatom vele a mach jelét.
Ezt is sikerült elérni, a vezérlőt syncron üzemmódba kapcsolni, de ezen az encoder bemeneten keresztül téveszt, nincs pontos visszaállás.
Kis sebességeknél is.
Másik motor szabványos kimenetű encoder jelével is. Próbáltam szimmetrikus és sima A/B jellel is.
Ráakasztottam többféle motor kimenetét, de a mester motort már kézzel forgatva is jól láthatóan elcsúszik a pozíció, jellemzően egy irányba.
Természetesen a MACH -átalakító párossal is ugyan ez a helyzet.
Step/dir---analóg előke meg már nem lenne rentábilis....
Leírtam, hátha valaki belefutott ilyen szerkezetbe.
Itt egy kép is róla:

Egy fórumtársunk hozott nekem egy FESTO SEC-AC-305-öst beüzemelésre a gyári motorjával, de kifogott rajtam :(
Aránylag rövid idő alatt kisilabizáltam a bekötését az elég gyenge dokumentációból.
Azt tudtuk már előre hogy +-10V-os analóg jelet vár sebesség vagy nyomaték szabályzáshoz, de van neki pozíció üzemmódja is.
A terv az volt hogy a Slave bemeneten keresztül - mely A/B inkrementális jelet fogad egy másik Master vezérlőtől - egy step/dir--A/B átalakítón keresztül elfogadtatom vele a mach jelét.
Ezt is sikerült elérni, a vezérlőt syncron üzemmódba kapcsolni, de ezen az encoder bemeneten keresztül téveszt, nincs pontos visszaállás.
Kis sebességeknél is.
Másik motor szabványos kimenetű encoder jelével is. Próbáltam szimmetrikus és sima A/B jellel is.
Ráakasztottam többféle motor kimenetét, de a mester motort már kézzel forgatva is jól láthatóan elcsúszik a pozíció, jellemzően egy irányba.
Természetesen a MACH -átalakító párossal is ugyan ez a helyzet.
Step/dir---analóg előke meg már nem lenne rentábilis....
Leírtam, hátha valaki belefutott ilyen szerkezetbe.
Itt egy kép is róla:
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 18, 19:51
Írta: svejk Dátum 2011 március 18, 19:51
Véletlen valaki nem ismeri a FESTO Ac drive-okat?
Egy fórumtársunk hozott nekem egy FESTO SEC-AC-305-öst beüzemelésre a gyári motorjával, de kifogott rajtam :(
Aránylag rövid idő alatt kisilabizáltam a bekötését az elég gyenge dokumentációból.
Azt tudtuk már előre hogy +-10V-os analóg jelet vár sebesség vagy nyomaték szabályzáshoz, de van neki pozíció üzemmódja is.
A terv az volt hogy a Slave bemeneten keresztül - mely A/B inkrementális jelet fogad egy másik Master vezérlőtől - egy step/dir--A/B átalakítón keresztül elfogadtatom vele a mach jelét.
Ezt is sikerült elérni, a vezérlőt syncron üzemmódba kapcsolni, de ezen az encoder bemeneten keresztül téveszt, nincs pontos visszaállás.
Kis sebességeknél is.
Másik motor szabványos kimenetű encoder jelével is. Próbáltam szimmetrikus és sima A/B jellel is.
Ráakasztottam többféle motor kimenetét, de a mester motort már kézzel forgatva is jól láthatóan elcsúszik a pozíció, jellemzően egy irányba.
Természetesen a MACH -átalakító párossal is ugyan ez a helyzet.
Step/dir---analóg előke meg már nem lenne rentábilis....
Leírtam, hátha valaki belefutott ilyen szerkezetbe.
Itt egy kép is róla:
Egy fórumtársunk hozott nekem egy FESTO SEC-AC-305-öst beüzemelésre a gyári motorjával, de kifogott rajtam :(
Aránylag rövid idő alatt kisilabizáltam a bekötését az elég gyenge dokumentációból.
Azt tudtuk már előre hogy +-10V-os analóg jelet vár sebesség vagy nyomaték szabályzáshoz, de van neki pozíció üzemmódja is.
A terv az volt hogy a Slave bemeneten keresztül - mely A/B inkrementális jelet fogad egy másik Master vezérlőtől - egy step/dir--A/B átalakítón keresztül elfogadtatom vele a mach jelét.
Ezt is sikerült elérni, a vezérlőt syncron üzemmódba kapcsolni, de ezen az encoder bemeneten keresztül téveszt, nincs pontos visszaállás.
Kis sebességeknél is.
Másik motor szabványos kimenetű encoder jelével is. Próbáltam szimmetrikus és sima A/B jellel is.
Ráakasztottam többféle motor kimenetét, de a mester motort már kézzel forgatva is jól láthatóan elcsúszik a pozíció, jellemzően egy irányba.
Természetesen a MACH -átalakító párossal is ugyan ez a helyzet.
Step/dir---analóg előke meg már nem lenne rentábilis....
Leírtam, hátha valaki belefutott ilyen szerkezetbe.
Itt egy kép is róla:
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 18, 19:53
Írta: svejk Dátum 2011 március 18, 19:53
Persze tudom hogy ez anyagmozgató robot céljára készült, de hát az ember próbálkozik...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 18, 19:53
Írta: svejk Dátum 2011 március 18, 19:53
Persze tudom hogy ez anyagmozgató robot céljára készült, de hát az ember próbálkozik...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 18, 21:21
Írta: x4rhew5r3 Dátum 2011 március 18, 21:21
Hát ez nem várt fordulat. Hogy tudnak olyan CW/CCW bemenetet csinálni, hogy téveszt. Mert ha analog bemenetről lenne szó, még megérti az ember, de hogy digitális bemenetről egy digitális szervo téveszt! Ha olyat akarna csinálni valaki, biztos nem sikerülne:)
Azt tudom elképzelni, hogy csak nyomaték tartás volt a cél, és ugyan CW/CCW a master-től kapott jel, de aztán belül csinál belőle analogot, és valójában nincs szöghelyzet (pozíció) visszacsatolás. A pozíció hurok (ha volt egyáltalán) a mozgásvezérlővel együtt valósul meg az analog sebesség bemeneten keresztül. Akkor meg valami step/dir előke segíthet egy pozíció hurok kiépítésében.
Most hogy visszaolvastam, nem CW/CCW, hanem quadratura A/B bemenet. Bocsi.
Azt tudom elképzelni, hogy csak nyomaték tartás volt a cél, és ugyan CW/CCW a master-től kapott jel, de aztán belül csinál belőle analogot, és valójában nincs szöghelyzet (pozíció) visszacsatolás. A pozíció hurok (ha volt egyáltalán) a mozgásvezérlővel együtt valósul meg az analog sebesség bemeneten keresztül. Akkor meg valami step/dir előke segíthet egy pozíció hurok kiépítésében.
Most hogy visszaolvastam, nem CW/CCW, hanem quadratura A/B bemenet. Bocsi.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 18, 21:21
Írta: x4rhew5r3 Dátum 2011 március 18, 21:21
Hát ez nem várt fordulat. Hogy tudnak olyan CW/CCW bemenetet csinálni, hogy téveszt. Mert ha analog bemenetről lenne szó, még megérti az ember, de hogy digitális bemenetről egy digitális szervo téveszt! Ha olyat akarna csinálni valaki, biztos nem sikerülne:)
Azt tudom elképzelni, hogy csak nyomaték tartás volt a cél, és ugyan CW/CCW a master-től kapott jel, de aztán belül csinál belőle analogot, és valójában nincs szöghelyzet (pozíció) visszacsatolás. A pozíció hurok (ha volt egyáltalán) a mozgásvezérlővel együtt valósul meg az analog sebesség bemeneten keresztül. Akkor meg valami step/dir előke segíthet egy pozíció hurok kiépítésében.
Most hogy visszaolvastam, nem CW/CCW, hanem quadratura A/B bemenet. Bocsi.
Azt tudom elképzelni, hogy csak nyomaték tartás volt a cél, és ugyan CW/CCW a master-től kapott jel, de aztán belül csinál belőle analogot, és valójában nincs szöghelyzet (pozíció) visszacsatolás. A pozíció hurok (ha volt egyáltalán) a mozgásvezérlővel együtt valósul meg az analog sebesség bemeneten keresztül. Akkor meg valami step/dir előke segíthet egy pozíció hurok kiépítésében.
Most hogy visszaolvastam, nem CW/CCW, hanem quadratura A/B bemenet. Bocsi.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 18, 21:29
Írta: x4rhew5r3 Dátum 2011 március 18, 21:29
Szétkaptad és láttad a belsejét? Ha jól sejtem analog rendszer. Az enkódert is csak tacho generátorként használja.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 március 18, 21:29
Írta: x4rhew5r3 Dátum 2011 március 18, 21:29
Szétkaptad és láttad a belsejét? Ha jól sejtem analog rendszer. Az enkódert is csak tacho generátorként használja.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 18, 21:46
Írta: Bencze András Dátum 2011 március 18, 21:46
Ne add fel Svejk. A sebességszab/pocicióhurok beállításon próbálj módosítani. A/B jel nélkül áll? Ha nem akkor offsetelni szükséges. Több ötletem nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 18, 21:46
Írta: Bencze András Dátum 2011 március 18, 21:46
Ne add fel Svejk. A sebességszab/pocicióhurok beállításon próbálj módosítani. A/B jel nélkül áll? Ha nem akkor offsetelni szükséges. Több ötletem nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:34
Írta: nt4ibi7x Dátum 2011 március 19, 10:34
Sziasztok.
Tud valaki valamit erről a szervóról?
Esetleg nincs valakinek vezérlője hozzá?
Köszönöm a segítséget.
Tud valaki valamit erről a szervóról?
Esetleg nincs valakinek vezérlője hozzá?
Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:34
Írta: nt4ibi7x Dátum 2011 március 19, 10:34
Sziasztok.
Tud valaki valamit erről a szervóról?
Esetleg nincs valakinek vezérlője hozzá?
Köszönöm a segítséget.
Tud valaki valamit erről a szervóról?
Esetleg nincs valakinek vezérlője hozzá?
Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:40
Írta: nt4ibi7x Dátum 2011 március 19, 10:40
A fénykép lemarat.
(//%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/110319/P1030871_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
(//%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/110319/P1030871_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:40
Írta: nt4ibi7x Dátum 2011 március 19, 10:40
A fénykép lemarat.
(//%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/110319/P1030871_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
(//%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/110319/P1030871_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:49
Írta: nt4ibi7x Dátum 2011 március 19, 10:49
Harmadjára csak sikerül?
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2011 március 19, 10:49
Írta: nt4ibi7x Dátum 2011 március 19, 10:49
Harmadjára csak sikerül?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 11:53
Írta: svejk Dátum 2011 március 19, 11:53
Sajnos nem nézhetek bele, zsír új a cucc és úgy tudom csak kaucióval lett elhozva LoneWolf-tól.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 11:53
Írta: svejk Dátum 2011 március 19, 11:53
Sajnos nem nézhetek bele, zsír új a cucc és úgy tudom csak kaucióval lett elhozva LoneWolf-tól.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 11:59
Írta: 000000000 Dátum 2011 március 19, 11:59
Szia! Van ilyen motorom, vezérlőm is, saját fejlesztés. Magánban bővebben, ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 11:59
Írta: 000000000 Dátum 2011 március 19, 11:59
Szia! Van ilyen motorom, vezérlőm is, saját fejlesztés. Magánban bővebben, ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:02
Írta: svejk Dátum 2011 március 19, 12:02
Állítottam én már öreganyámat is rajta :(
Egyébként pozíció módban áll mint a cövek, látszólag le is lép mindent,de téveszt...
6000 1/perc a névleges fordulata, ott adja le a 750W-ot.
Feltettem ide a hardware és a software manuálját, ha van valakinek kedve fussa át.
Egy dolgot lehetne még csinálni, elhozni egy másik szettet és azzal összekötni szinkron módban. Akkor vajon téveszt-e?
ha nem akkor mégis az én jelemben keresendő a hiba, de szinte kizárt dolognak tartom hogy pl. egy Yaskawa motor A/B - -A/-B jele ne lenne szabványos.
De ugyan az a helyzet nyitott kollektoros és átalakított jellel is.
Egyébként pozíció módban áll mint a cövek, látszólag le is lép mindent,de téveszt...
6000 1/perc a névleges fordulata, ott adja le a 750W-ot.
Feltettem ide a hardware és a software manuálját, ha van valakinek kedve fussa át.
Egy dolgot lehetne még csinálni, elhozni egy másik szettet és azzal összekötni szinkron módban. Akkor vajon téveszt-e?
ha nem akkor mégis az én jelemben keresendő a hiba, de szinte kizárt dolognak tartom hogy pl. egy Yaskawa motor A/B - -A/-B jele ne lenne szabványos.
De ugyan az a helyzet nyitott kollektoros és átalakított jellel is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:02
Írta: svejk Dátum 2011 március 19, 12:02
Állítottam én már öreganyámat is rajta :(
Egyébként pozíció módban áll mint a cövek, látszólag le is lép mindent,de téveszt...
6000 1/perc a névleges fordulata, ott adja le a 750W-ot.
Feltettem ide a hardware és a software manuálját, ha van valakinek kedve fussa át.
Egy dolgot lehetne még csinálni, elhozni egy másik szettet és azzal összekötni szinkron módban. Akkor vajon téveszt-e?
ha nem akkor mégis az én jelemben keresendő a hiba, de szinte kizárt dolognak tartom hogy pl. egy Yaskawa motor A/B - -A/-B jele ne lenne szabványos.
De ugyan az a helyzet nyitott kollektoros és átalakított jellel is.
Egyébként pozíció módban áll mint a cövek, látszólag le is lép mindent,de téveszt...
6000 1/perc a névleges fordulata, ott adja le a 750W-ot.
Feltettem ide a hardware és a software manuálját, ha van valakinek kedve fussa át.
Egy dolgot lehetne még csinálni, elhozni egy másik szettet és azzal összekötni szinkron módban. Akkor vajon téveszt-e?
ha nem akkor mégis az én jelemben keresendő a hiba, de szinte kizárt dolognak tartom hogy pl. egy Yaskawa motor A/B - -A/-B jele ne lenne szabványos.
De ugyan az a helyzet nyitott kollektoros és átalakított jellel is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:04
Írta: svejk Dátum 2011 március 19, 12:04
Szerintem full digitálisa a korából ítélve, és a motoron resolver van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:04
Írta: svejk Dátum 2011 március 19, 12:04
Szerintem full digitálisa a korából ítélve, és a motoron resolver van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:08
Írta: svejk Dátum 2011 március 19, 12:08
Van szöghelyzet, meg pozició hurok is.
Áll mint a beton.
A szovtverrel az aktuális szöghelyzet is leolvasható.
Ez természetesen megegyezik a motor fizikai állásával, tehát a belső rész szinkronban van egymással.
Tipikus olyan eset mintha a beadott A/B jelem hibázna...
Áll mint a beton.
A szovtverrel az aktuális szöghelyzet is leolvasható.
Ez természetesen megegyezik a motor fizikai állásával, tehát a belső rész szinkronban van egymással.
Tipikus olyan eset mintha a beadott A/B jelem hibázna...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:08
Írta: svejk Dátum 2011 március 19, 12:08
Van szöghelyzet, meg pozició hurok is.
Áll mint a beton.
A szovtverrel az aktuális szöghelyzet is leolvasható.
Ez természetesen megegyezik a motor fizikai állásával, tehát a belső rész szinkronban van egymással.
Tipikus olyan eset mintha a beadott A/B jelem hibázna...
Áll mint a beton.
A szovtverrel az aktuális szöghelyzet is leolvasható.
Ez természetesen megegyezik a motor fizikai állásával, tehát a belső rész szinkronban van egymással.
Tipikus olyan eset mintha a beadott A/B jelem hibázna...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:10
Írta: svejk Dátum 2011 március 19, 12:10
Már vagy 8 órám ráment :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 12:10
Írta: svejk Dátum 2011 március 19, 12:10
Már vagy 8 órám ráment :(
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 19, 12:53
Írta: Bencze András Dátum 2011 március 19, 12:53
A kívánt poziciót (sollwert) nem mutatja a szoftver? Vagy a fázis (pozicióhibát)?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 március 19, 12:53
Írta: Bencze András Dátum 2011 március 19, 12:53
A kívánt poziciót (sollwert) nem mutatja a szoftver? Vagy a fázis (pozicióhibát)?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 13:33
Írta: svejk Dátum 2011 március 19, 13:33
De igen... sőt mint most kiderült a belső számláló értékét is.
Ráraktam a bemenetre egy ipari MPG jeladót ami még sosem csapott be, 100(400) impulzus /fordulat.
Most már egyértelműen látszik is a hiba...
A vezérlőn beállítva ezt az értéket és az MPG-n egy fordulatot fordítva egyik irányban a motor csak 359,5 fokot fordul, másik irányba tekerve az MPG-t pedig 359 fokot. ugyan ezt a hibát mutatja a belső számlálója is.
Tehát visszavonom az előzőeket, lehet mégis analóg rendszer ez, és offsetelni kellene.
Ezek után én úgy gondolom csak a külső pozíció szabályzó hurok segít, amivel aztán meghajtható az analóg bemenet.
Az eredeti master/slave talán azért működik mert van Z index jel is és gondolom minden fordulat után tud korrekciózni.
Ráraktam a bemenetre egy ipari MPG jeladót ami még sosem csapott be, 100(400) impulzus /fordulat.
Most már egyértelműen látszik is a hiba...
A vezérlőn beállítva ezt az értéket és az MPG-n egy fordulatot fordítva egyik irányban a motor csak 359,5 fokot fordul, másik irányba tekerve az MPG-t pedig 359 fokot. ugyan ezt a hibát mutatja a belső számlálója is.
Tehát visszavonom az előzőeket, lehet mégis analóg rendszer ez, és offsetelni kellene.
Ezek után én úgy gondolom csak a külső pozíció szabályzó hurok segít, amivel aztán meghajtható az analóg bemenet.
Az eredeti master/slave talán azért működik mert van Z index jel is és gondolom minden fordulat után tud korrekciózni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 13:33
Írta: svejk Dátum 2011 március 19, 13:33
De igen... sőt mint most kiderült a belső számláló értékét is.
Ráraktam a bemenetre egy ipari MPG jeladót ami még sosem csapott be, 100(400) impulzus /fordulat.
Most már egyértelműen látszik is a hiba...
A vezérlőn beállítva ezt az értéket és az MPG-n egy fordulatot fordítva egyik irányban a motor csak 359,5 fokot fordul, másik irányba tekerve az MPG-t pedig 359 fokot. ugyan ezt a hibát mutatja a belső számlálója is.
Tehát visszavonom az előzőeket, lehet mégis analóg rendszer ez, és offsetelni kellene.
Ezek után én úgy gondolom csak a külső pozíció szabályzó hurok segít, amivel aztán meghajtható az analóg bemenet.
Az eredeti master/slave talán azért működik mert van Z index jel is és gondolom minden fordulat után tud korrekciózni.
Ráraktam a bemenetre egy ipari MPG jeladót ami még sosem csapott be, 100(400) impulzus /fordulat.
Most már egyértelműen látszik is a hiba...
A vezérlőn beállítva ezt az értéket és az MPG-n egy fordulatot fordítva egyik irányban a motor csak 359,5 fokot fordul, másik irányba tekerve az MPG-t pedig 359 fokot. ugyan ezt a hibát mutatja a belső számlálója is.
Tehát visszavonom az előzőeket, lehet mégis analóg rendszer ez, és offsetelni kellene.
Ezek után én úgy gondolom csak a külső pozíció szabályzó hurok segít, amivel aztán meghajtható az analóg bemenet.
Az eredeti master/slave talán azért működik mert van Z index jel is és gondolom minden fordulat után tud korrekciózni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 13:36
Írta: svejk Dátum 2011 március 19, 13:36
No persze ehhez már nem éri meg semmi kiadás, Analóg, mondjuk Yaskawa rendszert fele ennyiért kaphat a gazdája, vagy ugyanennyiért normális step/dir-est, ami erre a célra készült.
Azt hiszem nem hiába volt előítéletem, miszerint miért nem marad a Festo a pneumatikánál, abban ő az egyik király.
Azt hiszem nem hiába volt előítéletem, miszerint miért nem marad a Festo a pneumatikánál, abban ő az egyik király.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 13:36
Írta: svejk Dátum 2011 március 19, 13:36
No persze ehhez már nem éri meg semmi kiadás, Analóg, mondjuk Yaskawa rendszert fele ennyiért kaphat a gazdája, vagy ugyanennyiért normális step/dir-est, ami erre a célra készült.
Azt hiszem nem hiába volt előítéletem, miszerint miért nem marad a Festo a pneumatikánál, abban ő az egyik király.
Azt hiszem nem hiába volt előítéletem, miszerint miért nem marad a Festo a pneumatikánál, abban ő az egyik király.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 19, 14:02
Írta: horcsab Dátum 2011 március 19, 14:02
Éremes még a Lenze dolgait is megnézni (ECS drive-ok). Olcsóbbak mint a Yaskawa (Omron), és van Step-Dir bemenetű is.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2011 március 19, 14:02
Írta: horcsab Dátum 2011 március 19, 14:02
Éremes még a Lenze dolgait is megnézni (ECS drive-ok). Olcsóbbak mint a Yaskawa (Omron), és van Step-Dir bemenetű is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 14:04
Írta: svejk Dátum 2011 március 19, 14:04
Újban lehet, de az említettek általában használtan, de kifogástalanul kerülnek a hobbysták birtokába baráti áron.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 14:04
Írta: svejk Dátum 2011 március 19, 14:04
Újban lehet, de az említettek általában használtan, de kifogástalanul kerülnek a hobbysták birtokába baráti áron.
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 14:30
Írta: Karácsony Sándor Dátum 2011 március 19, 14:30
OMRON R88M-U10030VA-S1
OMRON R88D-UA04V 200V 100W Ezt a driver-motor párost (amit pl.LoneWolf is árult )mach3-mal lehet-e egyszerűen vezérelni ?Az általam talált rajzok kicsit bonyolultak voltak számomra. Kéhetnék egy hozzáértőtől egy jó bekötési rajzot?
köszi
OMRON R88D-UA04V 200V 100W Ezt a driver-motor párost (amit pl.LoneWolf is árult )mach3-mal lehet-e egyszerűen vezérelni ?Az általam talált rajzok kicsit bonyolultak voltak számomra. Kéhetnék egy hozzáértőtől egy jó bekötési rajzot?
köszi
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 14:30
Írta: Karácsony Sándor Dátum 2011 március 19, 14:30
OMRON R88M-U10030VA-S1
OMRON R88D-UA04V 200V 100W Ezt a driver-motor párost (amit pl.LoneWolf is árult )mach3-mal lehet-e egyszerűen vezérelni ?Az általam talált rajzok kicsit bonyolultak voltak számomra. Kéhetnék egy hozzáértőtől egy jó bekötési rajzot?
köszi
OMRON R88D-UA04V 200V 100W Ezt a driver-motor párost (amit pl.LoneWolf is árult )mach3-mal lehet-e egyszerűen vezérelni ?Az általam talált rajzok kicsit bonyolultak voltak számomra. Kéhetnék egy hozzáértőtől egy jó bekötési rajzot?
köszi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 14:41
Írta: svejk Dátum 2011 március 19, 14:41
Helyből nem.
Ez is analóg bemenetű vezérlő, kell hozzá venned mondjuk Snecitől egy step/dir előkét...
Ekkor már majdnem olyan lesz mint a gyári step/dir-es...
Ez is analóg bemenetű vezérlő, kell hozzá venned mondjuk Snecitől egy step/dir előkét...
Ekkor már majdnem olyan lesz mint a gyári step/dir-es...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 14:41
Írta: svejk Dátum 2011 március 19, 14:41
Helyből nem.
Ez is analóg bemenetű vezérlő, kell hozzá venned mondjuk Snecitől egy step/dir előkét...
Ekkor már majdnem olyan lesz mint a gyári step/dir-es...
Ez is analóg bemenetű vezérlő, kell hozzá venned mondjuk Snecitől egy step/dir előkét...
Ekkor már majdnem olyan lesz mint a gyári step/dir-es...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 14:51
Írta: 000000000 Dátum 2011 március 19, 14:51
Nem akarlak elkeseríteni , de a vezérlőben az UA jelölés az alalóg vezérlésre utal.
Kell hozzá egy step-dir/analóg átalakitó.
Kell hozzá egy step-dir/analóg átalakitó.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 14:51
Írta: 000000000 Dátum 2011 március 19, 14:51
Nem akarlak elkeseríteni , de a vezérlőben az UA jelölés az alalóg vezérlésre utal.
Kell hozzá egy step-dir/analóg átalakitó.
Kell hozzá egy step-dir/analóg átalakitó.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 14:53
Írta: 000000000 Dátum 2011 március 19, 14:53
Megelőztek [#idiota]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 19, 14:53
Írta: 000000000 Dátum 2011 március 19, 14:53
Megelőztek [#idiota]
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:22
Írta: Karácsony Sándor Dátum 2011 március 19, 15:22
Booocsi, igazatok van .És ha UD Ha jól emlékszem a betűjelre.Akkor? Köszönöm a gyors reakcióidőt.
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:22
Írta: Karácsony Sándor Dátum 2011 március 19, 15:22
Booocsi, igazatok van .És ha UD Ha jól emlékszem a betűjelre.Akkor? Köszönöm a gyors reakcióidőt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:28
Írta: svejk Dátum 2011 március 19, 15:28
UP akkor igen
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:28
Írta: svejk Dátum 2011 március 19, 15:28
UP akkor igen
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 19, 15:33
Írta: sanka74 Dátum 2011 március 19, 15:33
Sziasztok! Digiflex AC vezérlőt nem állítottatok már be véletlenűl?Még mindig barátkozom vele, de rengeteg állítási lehetőség van benne....és csak angol doksija van.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 19, 15:33
Írta: sanka74 Dátum 2011 március 19, 15:33
Sziasztok! Digiflex AC vezérlőt nem állítottatok már be véletlenűl?Még mindig barátkozom vele, de rengeteg állítási lehetőség van benne....és csak angol doksija van.
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:36
Írta: Karácsony Sándor Dátum 2011 március 19, 15:36
Valószínűleg UP lesz az.Egyszerű működtetésről bővebbet kaphatok?
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:36
Írta: Karácsony Sándor Dátum 2011 március 19, 15:36
Valószínűleg UP lesz az.Egyszerű működtetésről bővebbet kaphatok?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:50
Írta: svejk Dátum 2011 március 19, 15:50
Minimál kiépítésben az LPT-ről egy GND, Step és Dir kell neki...
A doksijában szépen le van írva minden.
Ajánlom hogy olvasd át 5-ször előre, 10-szer vissza, és majd azután kérdezz.
Hidd el jobban jársz ha megérted.
Sajnos egyikünk sem született ennek a tudásnak a birtoklásával :(
De ezeknek legalább aránylag érthető a manuáljuk.
A doksijában szépen le van írva minden.
Ajánlom hogy olvasd át 5-ször előre, 10-szer vissza, és majd azután kérdezz.
Hidd el jobban jársz ha megérted.
Sajnos egyikünk sem született ennek a tudásnak a birtoklásával :(
De ezeknek legalább aránylag érthető a manuáljuk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:50
Írta: svejk Dátum 2011 március 19, 15:50
Minimál kiépítésben az LPT-ről egy GND, Step és Dir kell neki...
A doksijában szépen le van írva minden.
Ajánlom hogy olvasd át 5-ször előre, 10-szer vissza, és majd azután kérdezz.
Hidd el jobban jársz ha megérted.
Sajnos egyikünk sem született ennek a tudásnak a birtoklásával :(
De ezeknek legalább aránylag érthető a manuáljuk.
A doksijában szépen le van írva minden.
Ajánlom hogy olvasd át 5-ször előre, 10-szer vissza, és majd azután kérdezz.
Hidd el jobban jársz ha megérted.
Sajnos egyikünk sem született ennek a tudásnak a birtoklásával :(
De ezeknek legalább aránylag érthető a manuáljuk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:52
Írta: svejk Dátum 2011 március 19, 15:52
Analóg bemenetűvel játszottam... rendkívül látványos a szoftvere, szinte adja magát.
Csak sajnos a vezérlők típushibásak voltak az esetemben...
Csak sajnos a vezérlők típushibásak voltak az esetemben...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:52
Írta: svejk Dátum 2011 március 19, 15:52
Analóg bemenetűvel játszottam... rendkívül látványos a szoftvere, szinte adja magát.
Csak sajnos a vezérlők típushibásak voltak az esetemben...
Csak sajnos a vezérlők típushibásak voltak az esetemben...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:54
Írta: svejk Dátum 2011 március 19, 15:54
Persze a rengeteg beállításból ott is neked csak 6-7-re van szükséged.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 március 19, 15:54
Írta: svejk Dátum 2011 március 19, 15:54
Persze a rengeteg beállításból ott is neked csak 6-7-re van szükséged.
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:54
Írta: Karácsony Sándor Dátum 2011 március 19, 15:54
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: Karácsony Sándor Dátum 2011 március 19, 15:54
Írta: Karácsony Sándor Dátum 2011 március 19, 15:54
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 19, 19:20
Írta: sanka74 Dátum 2011 március 19, 19:20
Ebben igazad lehet...áram hurok, sebesség hurok, és helyzet hurok.Ezekhez van elég sok állítási lehetőség, a scoop tuningba.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 19, 19:20
Írta: sanka74 Dátum 2011 március 19, 19:20
Ebben igazad lehet...áram hurok, sebesség hurok, és helyzet hurok.Ezekhez van elég sok állítási lehetőség, a scoop tuningba.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 21, 09:11
Írta: 000000000 Dátum 2011 március 21, 09:11
Üdvözlet.
A következő szervó vezérlőről kellene információ:
ELAU PacDrive MC-4/11/10/400
Tapasztalat?
Milyen motorrt kíván?
Tápról valami?
Előre is köszönöm.
Üdv
A következő szervó vezérlőről kellene információ:
ELAU PacDrive MC-4/11/10/400
Tapasztalat?
Milyen motorrt kíván?
Tápról valami?
Előre is köszönöm.
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 21, 09:11
Írta: 000000000 Dátum 2011 március 21, 09:11
Üdvözlet.
A következő szervó vezérlőről kellene információ:
ELAU PacDrive MC-4/11/10/400
Tapasztalat?
Milyen motorrt kíván?
Tápról valami?
Előre is köszönöm.
Üdv
A következő szervó vezérlőről kellene információ:
ELAU PacDrive MC-4/11/10/400
Tapasztalat?
Milyen motorrt kíván?
Tápról valami?
Előre is köszönöm.
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 március 26, 18:14
Írta: y2u56a0cc Dátum 2011 március 26, 18:14
Jetter Dima vezérlöt használ valaki?
Érdekelne 1-2 info ha valakinek van személyes tapasztalata.
Érdekelne 1-2 info ha valakinek van személyes tapasztalata.
Cím: Re:AC szervó motoros vezérlés
Írta: y2u56a0cc Dátum 2011 március 26, 18:14
Írta: y2u56a0cc Dátum 2011 március 26, 18:14
Jetter Dima vezérlöt használ valaki?
Érdekelne 1-2 info ha valakinek van személyes tapasztalata.
Érdekelne 1-2 info ha valakinek van személyes tapasztalata.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 28, 09:37
Írta: 000000000 Dátum 2011 március 28, 09:37
Helló!
> A következő szervó vezérlőről kellene információ:
> ELAU PacDrive MC-4/11/10/400
> Tapasztalat?
> Milyen motorrt kíván?
> Tápról valami?
Megbízhatóak. Én eddig csak párás környezetben találkoztam velük, ahol vagy +5-6 vagy +30-40 fok volt; bírták a strapát.
A szabályozó önmagában nem működőképes, kell neki egy master is (MAX-4, C200, C400 vagy C600), amivel Sercos buszon keresztül kommunikál.
Motor: csak Elau motor jó hozzá (pl.: SH, SM, LM), mert a vezérlő a motorba ágyazott memóriából olvas ki bizonyos paramétereket, mindezt a rezolverkábelbe ágyazott érpáron.
Táp: 24V a segédüzemhez és 3fázis (400V) a végfokhoz.
további infó:
http://www.elau.com/de/solutions/pacdrive-m/servoantriebe/konventionelle-drives.html
néhány pdf:
http://www.orbitmotion.com/index_download.htm
Hogyan találtál rá pont az Elau-ra? (ez nem éppen hobbi kategória)
> A következő szervó vezérlőről kellene információ:
> ELAU PacDrive MC-4/11/10/400
> Tapasztalat?
> Milyen motorrt kíván?
> Tápról valami?
Megbízhatóak. Én eddig csak párás környezetben találkoztam velük, ahol vagy +5-6 vagy +30-40 fok volt; bírták a strapát.
A szabályozó önmagában nem működőképes, kell neki egy master is (MAX-4, C200, C400 vagy C600), amivel Sercos buszon keresztül kommunikál.
Motor: csak Elau motor jó hozzá (pl.: SH, SM, LM), mert a vezérlő a motorba ágyazott memóriából olvas ki bizonyos paramétereket, mindezt a rezolverkábelbe ágyazott érpáron.
Táp: 24V a segédüzemhez és 3fázis (400V) a végfokhoz.
további infó:
http://www.elau.com/de/solutions/pacdrive-m/servoantriebe/konventionelle-drives.html
néhány pdf:
http://www.orbitmotion.com/index_download.htm
Hogyan találtál rá pont az Elau-ra? (ez nem éppen hobbi kategória)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 március 28, 09:37
Írta: 000000000 Dátum 2011 március 28, 09:37
Helló!
> A következő szervó vezérlőről kellene információ:
> ELAU PacDrive MC-4/11/10/400
> Tapasztalat?
> Milyen motorrt kíván?
> Tápról valami?
Megbízhatóak. Én eddig csak párás környezetben találkoztam velük, ahol vagy +5-6 vagy +30-40 fok volt; bírták a strapát.
A szabályozó önmagában nem működőképes, kell neki egy master is (MAX-4, C200, C400 vagy C600), amivel Sercos buszon keresztül kommunikál.
Motor: csak Elau motor jó hozzá (pl.: SH, SM, LM), mert a vezérlő a motorba ágyazott memóriából olvas ki bizonyos paramétereket, mindezt a rezolverkábelbe ágyazott érpáron.
Táp: 24V a segédüzemhez és 3fázis (400V) a végfokhoz.
további infó:
http://www.elau.com/de/solutions/pacdrive-m/servoantriebe/konventionelle-drives.html
néhány pdf:
http://www.orbitmotion.com/index_download.htm
Hogyan találtál rá pont az Elau-ra? (ez nem éppen hobbi kategória)
> A következő szervó vezérlőről kellene információ:
> ELAU PacDrive MC-4/11/10/400
> Tapasztalat?
> Milyen motorrt kíván?
> Tápról valami?
Megbízhatóak. Én eddig csak párás környezetben találkoztam velük, ahol vagy +5-6 vagy +30-40 fok volt; bírták a strapát.
A szabályozó önmagában nem működőképes, kell neki egy master is (MAX-4, C200, C400 vagy C600), amivel Sercos buszon keresztül kommunikál.
Motor: csak Elau motor jó hozzá (pl.: SH, SM, LM), mert a vezérlő a motorba ágyazott memóriából olvas ki bizonyos paramétereket, mindezt a rezolverkábelbe ágyazott érpáron.
Táp: 24V a segédüzemhez és 3fázis (400V) a végfokhoz.
további infó:
http://www.elau.com/de/solutions/pacdrive-m/servoantriebe/konventionelle-drives.html
néhány pdf:
http://www.orbitmotion.com/index_download.htm
Hogyan találtál rá pont az Elau-ra? (ez nem éppen hobbi kategória)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 28, 11:16
Írta: sanka74 Dátum 2011 március 28, 11:16
Sziasztok! Sikerűlt beállítani a Digiflex vezérlőt...Sokkal jobb lett, most már nem téveszt...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 13, 20:20
Írta: sanka74 Dátum 2011 április 13, 20:20
Sziasztok! Gyors segítség kellene megint AC szervo ügyben. Menet közben megállt a CNC-nk. Az x tengely szervomotorja olyan mintha akadozva mozogna, mintha szorulna és azért nem tud menni. Üresen pedig könnyen lehet mozgatni, sehol nem akad vagy szorul, tehát mechanikai szorulás nincs.A tápkábelt ellenőriztem,a vezérlő jó(nem ez lett javítva a múltkor).A másik probléma hogy amikor a mach megy,azaz a motor fog, akkor van egy kb 3 fokos elmozdulása a motortengelynek amikor megmozdítom az egész tengelyt, azaz kotyog, de ez nem mechanikai kottyanás, a motor tengelye is forog, de csak ennyit, nem többet.Eltörhetett valamelyik encoder vezeték? Ezek az AC szervok aszinkron szerű motorok? Vagy kefések?Épp egy tablót kellet maron és félig van készen...Köszi aki tud segíteni!
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 március 28, 11:16
Írta: sanka74 Dátum 2011 március 28, 11:16
Sziasztok! Sikerűlt beállítani a Digiflex vezérlőt...Sokkal jobb lett, most már nem téveszt...
Cím: Re:AC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2011 április 13, 20:47
Írta: Rabb Ferenc Dátum 2011 április 13, 20:47
Nem lehet, hogy a forgórész mozdult meg a tengelyen? Nagyon mechanikus hiba jellegű a jelenség...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 13, 20:20
Írta: sanka74 Dátum 2011 április 13, 20:20
Sziasztok! Gyors segítség kellene megint AC szervo ügyben. Menet közben megállt a CNC-nk. Az x tengely szervomotorja olyan mintha akadozva mozogna, mintha szorulna és azért nem tud menni. Üresen pedig könnyen lehet mozgatni, sehol nem akad vagy szorul, tehát mechanikai szorulás nincs.A tápkábelt ellenőriztem,a vezérlő jó(nem ez lett javítva a múltkor).A másik probléma hogy amikor a mach megy,azaz a motor fog, akkor van egy kb 3 fokos elmozdulása a motortengelynek amikor megmozdítom az egész tengelyt, azaz kotyog, de ez nem mechanikai kottyanás, a motor tengelye is forog, de csak ennyit, nem többet.Eltörhetett valamelyik encoder vezeték? Ezek az AC szervok aszinkron szerű motorok? Vagy kefések?Épp egy tablót kellet maron és félig van készen...Köszi aki tud segíteni!
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 április 13, 20:58
Írta: t334wehtf Dátum 2011 április 13, 20:58
Szerintem is mechanikus, bár én arra tippelnék, hogy az encoder külön életet él.
Cím: Re:AC szervó motoros vezérlés
Írta: Rabb Ferenc Dátum 2011 április 13, 20:47
Írta: Rabb Ferenc Dátum 2011 április 13, 20:47
Nem lehet, hogy a forgórész mozdult meg a tengelyen? Nagyon mechanikus hiba jellegű a jelenség...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 13, 21:12
Írta: sanka74 Dátum 2011 április 13, 21:12
Köszi a gyors reagálást! A motor tengelye jó minőségű körmös kuplungokkal kottyanás mentesen kapcsolódik a golyós orsóhoz. Amikor levettem a motort akkor is ezt csinálta. Olyan mintha rángatna. Arra gondolok hogy esetleg valamelyik encoder vezeték nem érintkezik. Van beelőle egy csomó, nem tudom akkor mi a helyzet ha ezek közül egy is kiesik?...Nekem is az a tippem hogy külön életet él az encoder...Pláne hogy amikor mozgatom a mechanikát akkor kotyog, de ugy hogy az a 3 fokot forog a motor tengelye is...többet nem megy, ott már fog a motor...A másik érdekes dolog hogy ezt hírtelen csinálta, tehát menet közben...Holnap megnézem az encoder vezetéket hogy nincsen szakadás. A másik dolog: a driverre amikor rákapcsolóm a vezérlőt akkor az áram hurok beállításnál csak akkor van visszajelzés a szkópon amikor megmozgatom a tengely, tehát olyan mintha sak néha érintkezne valami valahol.Egy bizonyos ponton teljesen jó a szkóp görbéje, amikor meg arréb mozgatom meg eltűnik teljesen a görbe...
Cím: Re:AC szervó motoros vezérlés
Írta: t334wehtf Dátum 2011 április 13, 20:58
Írta: t334wehtf Dátum 2011 április 13, 20:58
Szerintem is mechanikus, bár én arra tippelnék, hogy az encoder külön életet él.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 14, 11:20
Írta: sanka74 Dátum 2011 április 14, 11:20
Hiba felderítve! Három fázisú az AC szervo, és hiányzott egy fázis. Valahol az energialáncban eltörhetett az egyik vezeték...sima 1,5-ös kettősszigetelésű háromeres vezeték...áthidaltuk ideiglenesen és tökéletes...ugyhogy csere egy jobbra.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 13, 21:12
Írta: sanka74 Dátum 2011 április 13, 21:12
Köszi a gyors reagálást! A motor tengelye jó minőségű körmös kuplungokkal kottyanás mentesen kapcsolódik a golyós orsóhoz. Amikor levettem a motort akkor is ezt csinálta. Olyan mintha rángatna. Arra gondolok hogy esetleg valamelyik encoder vezeték nem érintkezik. Van beelőle egy csomó, nem tudom akkor mi a helyzet ha ezek közül egy is kiesik?...Nekem is az a tippem hogy külön életet él az encoder...Pláne hogy amikor mozgatom a mechanikát akkor kotyog, de ugy hogy az a 3 fokot forog a motor tengelye is...többet nem megy, ott már fog a motor...A másik érdekes dolog hogy ezt hírtelen csinálta, tehát menet közben...Holnap megnézem az encoder vezetéket hogy nincsen szakadás. A másik dolog: a driverre amikor rákapcsolóm a vezérlőt akkor az áram hurok beállításnál csak akkor van visszajelzés a szkópon amikor megmozgatom a tengely, tehát olyan mintha sak néha érintkezne valami valahol.Egy bizonyos ponton teljesen jó a szkóp görbéje, amikor meg arréb mozgatom meg eltűnik teljesen a görbe...
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2011 április 14, 15:17
Írta: kmajer Dátum 2011 április 14, 15:17
Energialáncba oda való kábelt tessék rakni.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 14, 11:20
Írta: sanka74 Dátum 2011 április 14, 11:20
Hiba felderítve! Három fázisú az AC szervo, és hiányzott egy fázis. Valahol az energialáncban eltörhetett az egyik vezeték...sima 1,5-ös kettősszigetelésű háromeres vezeték...áthidaltuk ideiglenesen és tökéletes...ugyhogy csere egy jobbra.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 14, 17:27
Írta: Szalai György Dátum 2011 április 14, 17:27
És legyen mindég maradék darab, mert kell a Hobbyistának is.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2011 április 14, 15:17
Írta: kmajer Dátum 2011 április 14, 15:17
Energialáncba oda való kábelt tessék rakni.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 14, 18:34
Írta: sanka74 Dátum 2011 április 14, 18:34
igen tudom...de nem én tetem bele, ez a céges gépünk...
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 14, 17:27
Írta: Szalai György Dátum 2011 április 14, 17:27
És legyen mindég maradék darab, mert kell a Hobbyistának is.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 16, 17:15
Írta: c2nsu773m Dátum 2011 április 16, 17:15
Tudna valaki segíteni Yaskawa SGDH sigma II 08AE
1CH bekötésében?
Egy bekötési rajz kellene , a gyári megvan de nem igazán bírom értelmezni!!!
Előre is köszönöm!!!
1CH bekötésében?
Egy bekötési rajz kellene , a gyári megvan de nem igazán bírom értelmezni!!!
Előre is köszönöm!!!
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2011 április 14, 18:34
Írta: sanka74 Dátum 2011 április 14, 18:34
igen tudom...de nem én tetem bele, ez a céges gépünk...
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2011 április 16, 18:37
Írta: Farkas Ádám Dátum 2011 április 16, 18:37
Kötöttem be mostanában párat... keress magánba,
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 16, 17:15
Írta: c2nsu773m Dátum 2011 április 16, 17:15
Tudna valaki segíteni Yaskawa SGDH sigma II 08AE
1CH bekötésében?
Egy bekötési rajz kellene , a gyári megvan de nem igazán bírom értelmezni!!!
Előre is köszönöm!!!
1CH bekötésében?
Egy bekötési rajz kellene , a gyári megvan de nem igazán bírom értelmezni!!!
Előre is köszönöm!!!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 16, 19:05
Írta: c2nsu773m Dátum 2011 április 16, 19:05
OK!
Köszi!
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2011 április 16, 18:37
Írta: Farkas Ádám Dátum 2011 április 16, 18:37
Kötöttem be mostanában párat... keress magánba,
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 18, 08:52
Írta: ht0cjk58i Dátum 2011 április 18, 08:52
Helló Tomi,ma délelőtt otthol leszel?Ilyen vezérlőket használnak az SCM gépekben is azt meg ismerem, talán tudok segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 16, 19:05
Írta: c2nsu773m Dátum 2011 április 16, 19:05
OK!
Köszi!
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 19, 21:55
Írta: c2nsu773m Dátum 2011 április 19, 21:55
Az X és Y tengelyeknél ha az egyik híbára áll és azt szeretném hogy a másik tengely is azonnal leálljon akkor az ALARM kivezetéseket csak egyszerűen kössem össze a két vezérlőn?
De van +ALARM és -ALARM, Yaskawa vezérlőről van szó.
De van +ALARM és -ALARM, Yaskawa vezérlőről van szó.
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 18, 08:52
Írta: ht0cjk58i Dátum 2011 április 18, 08:52
Helló Tomi,ma délelőtt otthol leszel?Ilyen vezérlőket használnak az SCM gépekben is azt meg ismerem, talán tudok segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 19, 22:16
Írta: svejk Dátum 2011 április 19, 22:16
Azok földfüggetlen kimenetek, kösd őket értelemszerűen sorba és vezesd vissza a mozgásvezérlőd E-stop vagy tiltó bemenetére.
Ezek a kimenetek optocsatoló tranzisztor kimenetei, felfoghatók NC (normál esetben zárt) érintkezőnek.
Persze a polaritásra figyelj.
De ezek a dolgok szépen le vannak írva a manual-ban.
Ezek a kimenetek optocsatoló tranzisztor kimenetei, felfoghatók NC (normál esetben zárt) érintkezőnek.
Persze a polaritásra figyelj.
De ezek a dolgok szépen le vannak írva a manual-ban.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 19, 21:55
Írta: c2nsu773m Dátum 2011 április 19, 21:55
Az X és Y tengelyeknél ha az egyik híbára áll és azt szeretném hogy a másik tengely is azonnal leálljon akkor az ALARM kivezetéseket csak egyszerűen kössem össze a két vezérlőn?
De van +ALARM és -ALARM, Yaskawa vezérlőről van szó.
De van +ALARM és -ALARM, Yaskawa vezérlőről van szó.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 19, 22:24
Írta: c2nsu773m Dátum 2011 április 19, 22:24
Aha....
Lassan elektromérnök leszek...
Lassan elektromérnök leszek...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 19, 22:16
Írta: svejk Dátum 2011 április 19, 22:16
Azok földfüggetlen kimenetek, kösd őket értelemszerűen sorba és vezesd vissza a mozgásvezérlőd E-stop vagy tiltó bemenetére.
Ezek a kimenetek optocsatoló tranzisztor kimenetei, felfoghatók NC (normál esetben zárt) érintkezőnek.
Persze a polaritásra figyelj.
De ezek a dolgok szépen le vannak írva a manual-ban.
Ezek a kimenetek optocsatoló tranzisztor kimenetei, felfoghatók NC (normál esetben zárt) érintkezőnek.
Persze a polaritásra figyelj.
De ezek a dolgok szépen le vannak írva a manual-ban.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 19, 22:42
Írta: svejk Dátum 2011 április 19, 22:42
Ja, és figyelj hogy 20 mA-nál többel ne terheld, mert küldheted nekem javításra :)
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 19, 22:24
Írta: c2nsu773m Dátum 2011 április 19, 22:24
Aha....
Lassan elektromérnök leszek...
Lassan elektromérnök leszek...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 20, 08:37
Írta: c2nsu773m Dátum 2011 április 20, 08:37
Egy móricka rajzot tudnál róla prezentálni?
20mA???[#wilting][#szomoru1][#wilting]
20mA???[#wilting][#szomoru1][#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 19, 22:42
Írta: svejk Dátum 2011 április 19, 22:42
Ja, és figyelj hogy 20 mA-nál többel ne terheld, mert küldheted nekem javításra :)
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Tomi lineárod pontosan milyen van?Ára?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 20, 08:37
Írta: c2nsu773m Dátum 2011 április 20, 08:37
Egy móricka rajzot tudnál róla prezentálni?
20mA???[#wilting][#szomoru1][#wilting]
20mA???[#wilting][#szomoru1][#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Ki az aki tud AC motort?
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Tomi lineárod pontosan milyen van?Ára?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 20, 11:24
Írta: s7manbs8 Dátum 2011 április 20, 11:24
Hogy tud ? Meghajtani, eladni, vagy mire gondolsz ?
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Írta: ht0cjk58i Dátum 2011 április 20, 10:42
Ki az aki tud AC motort?
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 11:38
Írta: ht0cjk58i Dátum 2011 április 20, 11:38
Eladni, 2db 200W-os érdekelne vezérlővel,mi pénzért vesztegetik?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 20, 11:24
Írta: s7manbs8 Dátum 2011 április 20, 11:24
Hogy tud ? Meghajtani, eladni, vagy mire gondolsz ?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 20, 11:52
Írta: s7manbs8 Dátum 2011 április 20, 11:52
Adok veszek-ben visszanézve lehet látsz pár félét árakkal igencsak. Persze túl régit ne nézzél, mert kis idő alatt nagyot tud változni a világ.
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 április 20, 11:38
Írta: ht0cjk58i Dátum 2011 április 20, 11:38
Eladni, 2db 200W-os érdekelne vezérlővel,mi pénzért vesztegetik?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 23, 16:54
Írta: 000000000 Dátum 2011 április 23, 16:54
Sneci analóg step dir előtét elektronikáját össze házasítottam egy +/-10 voltot fogadni képes frekvencia váltóval.
Egy normál aszinkron motort megfejeltem egy 100-as enkóderel amit hozzá kötöttem.
Az eddigi eredmények elég kecsegtetőek.
Elég lomha a szerkezet, de nem is egy gyári AC szervó volt a cél.
A tengelyt kb 10 fokot lehet elforgatni kézzel utána észbe kap a frekvencia váltó és vissza is tépi az alap pozícióra.
Ettől nagyobb kitérést a 130mm átmérőjű ékszíj tárcsával kézzel csak igen nagy birkózás ellenére lehet bele vinni a rendszerbe. ( cső fogóval nem akarom össze barmolni a tengely véget )
Pár adat a kütyüröl : motor 2.2Kw, eddigi max fordulatszám 4260 Rpm ( lehetne több is de a motor ennyit bír, 150Hz ) frakvenciaváltó Yaskawa G7 ( de jó a G5 is )
Az eredeti célja egy CNC eszterga főorsó step dir hajtása lesz.
Kicsit több időm lesz akkor majd csinálok pár képet.
Egy normál aszinkron motort megfejeltem egy 100-as enkóderel amit hozzá kötöttem.
Az eddigi eredmények elég kecsegtetőek.
Elég lomha a szerkezet, de nem is egy gyári AC szervó volt a cél.
A tengelyt kb 10 fokot lehet elforgatni kézzel utána észbe kap a frekvencia váltó és vissza is tépi az alap pozícióra.
Ettől nagyobb kitérést a 130mm átmérőjű ékszíj tárcsával kézzel csak igen nagy birkózás ellenére lehet bele vinni a rendszerbe. ( cső fogóval nem akarom össze barmolni a tengely véget )
Pár adat a kütyüröl : motor 2.2Kw, eddigi max fordulatszám 4260 Rpm ( lehetne több is de a motor ennyit bír, 150Hz ) frakvenciaváltó Yaskawa G7 ( de jó a G5 is )
Az eredeti célja egy CNC eszterga főorsó step dir hajtása lesz.
Kicsit több időm lesz akkor majd csinálok pár képet.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 20, 11:52
Írta: s7manbs8 Dátum 2011 április 20, 11:52
Adok veszek-ben visszanézve lehet látsz pár félét árakkal igencsak. Persze túl régit ne nézzél, mert kis idő alatt nagyot tud változni a világ.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 18:03
Írta: 000000000 Dátum 2011 április 27, 18:03
Látom a lőtéri döglött kutyát se érdekli a dolog.
Így nem látom értelmét tovább folytatni a publikálást.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 23, 16:54
Írta: 000000000 Dátum 2011 április 23, 16:54
Sneci analóg step dir előtét elektronikáját össze házasítottam egy +/-10 voltot fogadni képes frekvencia váltóval.
Egy normál aszinkron motort megfejeltem egy 100-as enkóderel amit hozzá kötöttem.
Az eddigi eredmények elég kecsegtetőek.
Elég lomha a szerkezet, de nem is egy gyári AC szervó volt a cél.
A tengelyt kb 10 fokot lehet elforgatni kézzel utána észbe kap a frekvencia váltó és vissza is tépi az alap pozícióra.
Ettől nagyobb kitérést a 130mm átmérőjű ékszíj tárcsával kézzel csak igen nagy birkózás ellenére lehet bele vinni a rendszerbe. ( cső fogóval nem akarom össze barmolni a tengely véget )
Pár adat a kütyüröl : motor 2.2Kw, eddigi max fordulatszám 4260 Rpm ( lehetne több is de a motor ennyit bír, 150Hz ) frakvenciaváltó Yaskawa G7 ( de jó a G5 is )
Az eredeti célja egy CNC eszterga főorsó step dir hajtása lesz.
Kicsit több időm lesz akkor majd csinálok pár képet.
Egy normál aszinkron motort megfejeltem egy 100-as enkóderel amit hozzá kötöttem.
Az eddigi eredmények elég kecsegtetőek.
Elég lomha a szerkezet, de nem is egy gyári AC szervó volt a cél.
A tengelyt kb 10 fokot lehet elforgatni kézzel utána észbe kap a frekvencia váltó és vissza is tépi az alap pozícióra.
Ettől nagyobb kitérést a 130mm átmérőjű ékszíj tárcsával kézzel csak igen nagy birkózás ellenére lehet bele vinni a rendszerbe. ( cső fogóval nem akarom össze barmolni a tengely véget )
Pár adat a kütyüröl : motor 2.2Kw, eddigi max fordulatszám 4260 Rpm ( lehetne több is de a motor ennyit bír, 150Hz ) frakvenciaváltó Yaskawa G7 ( de jó a G5 is )
Az eredeti célja egy CNC eszterga főorsó step dir hajtása lesz.
Kicsit több időm lesz akkor majd csinálok pár képet.
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2011 április 27, 18:17
Írta: lari Dátum 2011 április 27, 18:17
Most olvastam a hozzászólásod.
Fel ne add!
Engem érdekel a dolog...
Szerintem másokat is, csak nagyokat hallgatnak....
Szóval ne fogd vissza magad a publikálásban! ;-)
Fel ne add!
Engem érdekel a dolog...
Szerintem másokat is, csak nagyokat hallgatnak....
Szóval ne fogd vissza magad a publikálásban! ;-)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 18:03
Írta: 000000000 Dátum 2011 április 27, 18:03
Látom a lőtéri döglött kutyát se érdekli a dolog.
Így nem látom értelmét tovább folytatni a publikálást.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 27, 18:19
Írta: Szalai György Dátum 2011 április 27, 18:19
Ne má!!!
Lesem az ígért képeket, azt semmi??? Most meg vége? Ne prostituáld magad. Tovább, tovább…
Lesem az ígért képeket, azt semmi??? Most meg vége? Ne prostituáld magad. Tovább, tovább…
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2011 április 27, 18:17
Írta: lari Dátum 2011 április 27, 18:17
Most olvastam a hozzászólásod.
Fel ne add!
Engem érdekel a dolog...
Szerintem másokat is, csak nagyokat hallgatnak....
Szóval ne fogd vissza magad a publikálásban! ;-)
Fel ne add!
Engem érdekel a dolog...
Szerintem másokat is, csak nagyokat hallgatnak....
Szóval ne fogd vissza magad a publikálásban! ;-)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 18:25
Írta: x4rhew5r3 Dátum 2011 április 27, 18:25
Annyit próbálj meg állítani ha engedi és nem kezd gerjedezni, hogy az integrál erősítést picit feljebb viszed. Ha hamarabb észhez tér annál a bizonyos 10 fokos elforgatásnál, akkor érdemes tovább néznünk. Ha marad minden változatlan, akkor valóban a frekiváltóban kell keresnünk a jobb beállítást.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 április 27, 18:19
Írta: Szalai György Dátum 2011 április 27, 18:19
Ne má!!!
Lesem az ígért képeket, azt semmi??? Most meg vége? Ne prostituáld magad. Tovább, tovább…
Lesem az ígért képeket, azt semmi??? Most meg vége? Ne prostituáld magad. Tovább, tovább…
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 27, 18:41
Írta: 279nwbpsa Dátum 2011 április 27, 18:41
Nekem is ilyen frekiváltóm van és a kis esztergámra szeretném feltenni majdan.
Ezért én is nagyon kíváncsi lennék mindenre,ami ezzel kapcsolatos...
Ezért én is nagyon kíváncsi lennék mindenre,ami ezzel kapcsolatos...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 18:25
Írta: x4rhew5r3 Dátum 2011 április 27, 18:25
Annyit próbálj meg állítani ha engedi és nem kezd gerjedezni, hogy az integrál erősítést picit feljebb viszed. Ha hamarabb észhez tér annál a bizonyos 10 fokos elforgatásnál, akkor érdemes tovább néznünk. Ha marad minden változatlan, akkor valóban a frekiváltóban kell keresnünk a jobb beállítást.
Cím: Re:AC szervó motoros vezérlés
Írta: xfg6v697j Dátum 2011 április 27, 18:49
Írta: xfg6v697j Dátum 2011 április 27, 18:49
hol nézzek utána ennek az analóg step dir előtétnek? az elv érdekelne.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2011 április 27, 18:41
Írta: 279nwbpsa Dátum 2011 április 27, 18:41
Nekem is ilyen frekiváltóm van és a kis esztergámra szeretném feltenni majdan.
Ezért én is nagyon kíváncsi lennék mindenre,ami ezzel kapcsolatos...
Ezért én is nagyon kíváncsi lennék mindenre,ami ezzel kapcsolatos...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 18:55
Írta: x4rhew5r3 Dátum 2011 április 27, 18:55
Cím: Re:AC szervó motoros vezérlés
Írta: xfg6v697j Dátum 2011 április 27, 18:49
Írta: xfg6v697j Dátum 2011 április 27, 18:49
hol nézzek utána ennek az analóg step dir előtétnek? az elv érdekelne.
Cím: Re:AC szervó motoros vezérlés
Írta: xfg6v697j Dátum 2011 április 27, 19:46
Írta: xfg6v697j Dátum 2011 április 27, 19:46
köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 18:55
Írta: x4rhew5r3 Dátum 2011 április 27, 18:55
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:01
Írta: 000000000 Dátum 2011 április 27, 20:01
Azt vettem észre mindnél nagyobb max frekvenciát adok meg a frekvencia váltóban annál brutálisabban reagál a tengely pozícióból való kimozdítására.
Gondolom azért van mert adott bemeneti feszültségre jóval nagyobb frekvenciával válaszol.
Hiába állítom az integrál erősítést nem javul.
Gondolom azért van mert adott bemeneti feszültségre jóval nagyobb frekvenciával válaszol.
Hiába állítom az integrál erősítést nem javul.
Cím: Re:AC szervó motoros vezérlés
Írta: xfg6v697j Dátum 2011 április 27, 19:46
Írta: xfg6v697j Dátum 2011 április 27, 19:46
köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:13
Írta: 000000000 Dátum 2011 április 27, 20:13
Sokat ne kínlódj ezzel. Az aszinkron motorra is igaz, amit már a DC motorokra kitárgyaltunk. Azaz mezei, hétköznapi motorból nem lesz pozíció szervó motor, csak azért mert szervókörbe kötöd.
Vannak igazi aszinkron szervó motorok, azokkal sokkal nagyobb sikered lesz.
Vannak igazi aszinkron szervó motorok, azokkal sokkal nagyobb sikered lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:01
Írta: 000000000 Dátum 2011 április 27, 20:01
Azt vettem észre mindnél nagyobb max frekvenciát adok meg a frekvencia váltóban annál brutálisabban reagál a tengely pozícióból való kimozdítására.
Gondolom azért van mert adott bemeneti feszültségre jóval nagyobb frekvenciával válaszol.
Hiába állítom az integrál erősítést nem javul.
Gondolom azért van mert adott bemeneti feszültségre jóval nagyobb frekvenciával válaszol.
Hiába állítom az integrál erősítést nem javul.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:18
Írta: 000000000 Dátum 2011 április 27, 20:18
Csak ezzel a megoldással a mach3-ban kell megadni a maximális fordulat számot a motor tuning-ban.
Idáig 20-as gyorsítási rámpával tökéletesen működik.
Tesztként az X tengelyre tettem a step dir bemenetet.
Így több száz fordulat után is vissza áll a kiindulási pozícióba mikor nullára küldöm.
Idáig 20-as gyorsítási rámpával tökéletesen működik.
Tesztként az X tengelyre tettem a step dir bemenetet.
Így több száz fordulat után is vissza áll a kiindulási pozícióba mikor nullára küldöm.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:24
Írta: 000000000 Dátum 2011 április 27, 20:24
Kösz a biztatás!
Sajnos csak gagyi 2,2kW-os siemens motort sikerült szereznem.
Mint már lejjebb is írtam nem egy AC szervó hajtás akarok fejleszteni csak egy fő orsó hajtás lesz.
Sajnos csak gagyi 2,2kW-os siemens motort sikerült szereznem.
Mint már lejjebb is írtam nem egy AC szervó hajtás akarok fejleszteni csak egy fő orsó hajtás lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:13
Írta: 000000000 Dátum 2011 április 27, 20:13
Sokat ne kínlódj ezzel. Az aszinkron motorra is igaz, amit már a DC motorokra kitárgyaltunk. Azaz mezei, hétköznapi motorból nem lesz pozíció szervó motor, csak azért mert szervókörbe kötöd.
Vannak igazi aszinkron szervó motorok, azokkal sokkal nagyobb sikered lesz.
Vannak igazi aszinkron szervó motorok, azokkal sokkal nagyobb sikered lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:38
Írta: 000000000 Dátum 2011 április 27, 20:38
Elvi hibás dolgokkal kár foglalkozni...Örülj neki, hogy megkíméllek egy csomó kudarctól, de bánom is én, hogyan csinálsz szervó motort nem szervóból.:) Majd ha már az egységugrás teszteknél jársz, talán némi kétely benned is felmerül, addig is sok sikert a "gagyi" motor varázslathoz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:18
Írta: 000000000 Dátum 2011 április 27, 20:18
Csak ezzel a megoldással a mach3-ban kell megadni a maximális fordulat számot a motor tuning-ban.
Idáig 20-as gyorsítási rámpával tökéletesen működik.
Tesztként az X tengelyre tettem a step dir bemenetet.
Így több száz fordulat után is vissza áll a kiindulási pozícióba mikor nullára küldöm.
Idáig 20-as gyorsítási rámpával tökéletesen működik.
Tesztként az X tengelyre tettem a step dir bemenetet.
Így több száz fordulat után is vissza áll a kiindulási pozícióba mikor nullára küldöm.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:42
Írta: 000000000 Dátum 2011 április 27, 20:42
Minek egy fő orsó hajtásnak egység ugrás???
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:24
Írta: 000000000 Dátum 2011 április 27, 20:24
Kösz a biztatás!
Sajnos csak gagyi 2,2kW-os siemens motort sikerült szereznem.
Mint már lejjebb is írtam nem egy AC szervó hajtás akarok fejleszteni csak egy fő orsó hajtás lesz.
Sajnos csak gagyi 2,2kW-os siemens motort sikerült szereznem.
Mint már lejjebb is írtam nem egy AC szervó hajtás akarok fejleszteni csak egy fő orsó hajtás lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 21:25
Írta: 000000000 Dátum 2011 április 27, 21:25
Hogy tudjad, mennyire jó a szabályzód, milyen az időállandója, lengéshajlama, stb...
De mondok a sok közül egy gyakorlati követelményt, ami egységugrás teszt jellegű: vészstop leállás.
Mellesleg step/dir pozíció szervóval hajtani főorsót eleve necces megoldás, ha csak fordulatszám szabályzás a követelmény.
De mondok a sok közül egy gyakorlati követelményt, ami egységugrás teszt jellegű: vészstop leállás.
Mellesleg step/dir pozíció szervóval hajtani főorsót eleve necces megoldás, ha csak fordulatszám szabályzás a követelmény.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:38
Írta: 000000000 Dátum 2011 április 27, 20:38
Elvi hibás dolgokkal kár foglalkozni...Örülj neki, hogy megkíméllek egy csomó kudarctól, de bánom is én, hogyan csinálsz szervó motort nem szervóból.:) Majd ha már az egységugrás teszteknél jársz, talán némi kétely benned is felmerül, addig is sok sikert a "gagyi" motor varázslathoz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:14
Írta: svejk Dátum 2011 április 27, 22:14
A G7-es elég nagy tudású frekiváltó, de persze nem veheti fel sebességben a servo erősítőkkel a versenyt.
Míg egy gyengébb servo is 200Hz körüli hurokkal tud dolgozni, addig a G7 30Hz-el.
De egy főorsóhoz bizonyára ez is elég.
Van nekem is ilyen frekiváltóm, de mindig elhessegettem a gondolatot a vele való szórakozásra.
A G7 a fluxus-vektor szabályzással eleve tud 0,02% sebesség tartást az adatlapja szerint.
De ha tudna az ember szerezni hozzá PG-X2-es encoder illesztő kártyát akkor bizonyára egy nagyon jól működő főorsóhajtást lehetne alkotni vele.
(bár őszintén szólva én nem igazán látom át az encoder lényegét egy ilyen rendszerben, de ha már lehet hozzá illeszteni akkor csak jó dolog lehet)
Míg egy gyengébb servo is 200Hz körüli hurokkal tud dolgozni, addig a G7 30Hz-el.
De egy főorsóhoz bizonyára ez is elég.
Van nekem is ilyen frekiváltóm, de mindig elhessegettem a gondolatot a vele való szórakozásra.
A G7 a fluxus-vektor szabályzással eleve tud 0,02% sebesség tartást az adatlapja szerint.
De ha tudna az ember szerezni hozzá PG-X2-es encoder illesztő kártyát akkor bizonyára egy nagyon jól működő főorsóhajtást lehetne alkotni vele.
(bár őszintén szólva én nem igazán látom át az encoder lényegét egy ilyen rendszerben, de ha már lehet hozzá illeszteni akkor csak jó dolog lehet)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 20:42
Írta: 000000000 Dátum 2011 április 27, 20:42
Minek egy fő orsó hajtásnak egység ugrás???
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:20
Írta: svejk Dátum 2011 április 27, 22:20
A vészstop a frekiváltóknál egy külön paraméterezhető üzemmód, jellemzően DC fékezéssel.
Ez a sebesség vagy az ezen esetben a kiegészítő pozíció szabályozástól teljesen független lehet, csak a frekiváltó kimenő árama korlátozza a hatásosságát.
Ez a sebesség vagy az ezen esetben a kiegészítő pozíció szabályozástól teljesen független lehet, csak a frekiváltó kimenő árama korlátozza a hatásosságát.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 21:25
Írta: 000000000 Dátum 2011 április 27, 21:25
Hogy tudjad, mennyire jó a szabályzód, milyen az időállandója, lengéshajlama, stb...
De mondok a sok közül egy gyakorlati követelményt, ami egységugrás teszt jellegű: vészstop leállás.
Mellesleg step/dir pozíció szervóval hajtani főorsót eleve necces megoldás, ha csak fordulatszám szabályzás a követelmény.
De mondok a sok közül egy gyakorlati követelményt, ami egységugrás teszt jellegű: vészstop leállás.
Mellesleg step/dir pozíció szervóval hajtani főorsót eleve necces megoldás, ha csak fordulatszám szabályzás a követelmény.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 22:21
Írta: x4rhew5r3 Dátum 2011 április 27, 22:21
Én egyszer érdeklődtem egy ilyen kártyácska után. Aztán mikor megtudtam, hogy 3x annyiba kerül, mint a használtan vett G7-esem, akkor már nem kellett annyira:)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:14
Írta: svejk Dátum 2011 április 27, 22:14
A G7-es elég nagy tudású frekiváltó, de persze nem veheti fel sebességben a servo erősítőkkel a versenyt.
Míg egy gyengébb servo is 200Hz körüli hurokkal tud dolgozni, addig a G7 30Hz-el.
De egy főorsóhoz bizonyára ez is elég.
Van nekem is ilyen frekiváltóm, de mindig elhessegettem a gondolatot a vele való szórakozásra.
A G7 a fluxus-vektor szabályzással eleve tud 0,02% sebesség tartást az adatlapja szerint.
De ha tudna az ember szerezni hozzá PG-X2-es encoder illesztő kártyát akkor bizonyára egy nagyon jól működő főorsóhajtást lehetne alkotni vele.
(bár őszintén szólva én nem igazán látom át az encoder lényegét egy ilyen rendszerben, de ha már lehet hozzá illeszteni akkor csak jó dolog lehet)
Míg egy gyengébb servo is 200Hz körüli hurokkal tud dolgozni, addig a G7 30Hz-el.
De egy főorsóhoz bizonyára ez is elég.
Van nekem is ilyen frekiváltóm, de mindig elhessegettem a gondolatot a vele való szórakozásra.
A G7 a fluxus-vektor szabályzással eleve tud 0,02% sebesség tartást az adatlapja szerint.
De ha tudna az ember szerezni hozzá PG-X2-es encoder illesztő kártyát akkor bizonyára egy nagyon jól működő főorsóhajtást lehetne alkotni vele.
(bár őszintén szólva én nem igazán látom át az encoder lényegét egy ilyen rendszerben, de ha már lehet hozzá illeszteni akkor csak jó dolog lehet)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:32
Írta: svejk Dátum 2011 április 27, 22:32
Ne is mondd :))
Ezért írtam: "hogyha tudna szerezni" :)
Akkor Te esetleg el is tudnád mondani pár tőmondatban a jelentőségét ebben a rendszerben
az encodernek?
Egyébként láttam én élőben külső visszacsatolás nélküli frekiváltót működni olyan üzemben, hogy 80-at fordult a motor előre, majd vissza, és egy műszak alatt sem csúszott el érzékelhetően a megállása.
Ezért írtam: "hogyha tudna szerezni" :)
Akkor Te esetleg el is tudnád mondani pár tőmondatban a jelentőségét ebben a rendszerben
az encodernek?
Egyébként láttam én élőben külső visszacsatolás nélküli frekiváltót működni olyan üzemben, hogy 80-at fordult a motor előre, majd vissza, és egy műszak alatt sem csúszott el érzékelhetően a megállása.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:20
Írta: svejk Dátum 2011 április 27, 22:20
A vészstop a frekiváltóknál egy külön paraméterezhető üzemmód, jellemzően DC fékezéssel.
Ez a sebesség vagy az ezen esetben a kiegészítő pozíció szabályozástól teljesen független lehet, csak a frekiváltó kimenő árama korlátozza a hatásosságát.
Ez a sebesség vagy az ezen esetben a kiegészítő pozíció szabályozástól teljesen független lehet, csak a frekiváltó kimenő árama korlátozza a hatásosságát.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 22:45
Írta: 000000000 Dátum 2011 április 27, 22:45
Sajnos fluxus vektor vezérléshez is kell az a PG-X2-es kártya és ezért tudja az a 0.02% értéket.
Mivel beszerezhetetlen azért akarom kiváltani Sneci féle kütyüvel.
Mondjuk hogy így step dir lesz, ez egy kis plusz a rendszerben.
De már párszor leírtam hogy NEM AC szervót akarok építeni, csak egy eszterga fő orsó hajtást.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 22:21
Írta: x4rhew5r3 Dátum 2011 április 27, 22:21
Én egyszer érdeklődtem egy ilyen kártyácska után. Aztán mikor megtudtam, hogy 3x annyiba kerül, mint a használtan vett G7-esem, akkor már nem kellett annyira:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 22:55
Írta: 000000000 Dátum 2011 április 27, 22:55
Az nem lehet hogy szinkron motor volt ?
Én is láttam hasonlót ,de ott egy mérőléc volt mellette és PLC vezérelte az aszinkron motor hajtó frekvencia váltót.
Ez egy fröcsgép leszedő robot karját mozgatta csiga áttelel és bordás szíjjal.
Én is láttam hasonlót ,de ott egy mérőléc volt mellette és PLC vezérelte az aszinkron motor hajtó frekvencia váltót.
Ez egy fröcsgép leszedő robot karját mozgatta csiga áttelel és bordás szíjjal.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:32
Írta: svejk Dátum 2011 április 27, 22:32
Ne is mondd :))
Ezért írtam: "hogyha tudna szerezni" :)
Akkor Te esetleg el is tudnád mondani pár tőmondatban a jelentőségét ebben a rendszerben
az encodernek?
Egyébként láttam én élőben külső visszacsatolás nélküli frekiváltót működni olyan üzemben, hogy 80-at fordult a motor előre, majd vissza, és egy műszak alatt sem csúszott el érzékelhetően a megállása.
Ezért írtam: "hogyha tudna szerezni" :)
Akkor Te esetleg el is tudnád mondani pár tőmondatban a jelentőségét ebben a rendszerben
az encodernek?
Egyébként láttam én élőben külső visszacsatolás nélküli frekiváltót működni olyan üzemben, hogy 80-at fordult a motor előre, majd vissza, és egy műszak alatt sem csúszott el érzékelhetően a megállása.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:57
Írta: svejk Dátum 2011 április 27, 22:57
Ja, biztos...
Akkor csak: Open Loop Vector: 10 Hz, 0,2%.
Ez vajon a teljes terhelési lefedettségre utal?
Akkor csak: Open Loop Vector: 10 Hz, 0,2%.
Ez vajon a teljes terhelési lefedettségre utal?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 22:45
Írta: 000000000 Dátum 2011 április 27, 22:45
Sajnos fluxus vektor vezérléshez is kell az a PG-X2-es kártya és ezért tudja az a 0.02% értéket.
Mivel beszerezhetetlen azért akarom kiváltani Sneci féle kütyüvel.
Mondjuk hogy így step dir lesz, ez egy kis plusz a rendszerben.
De már párszor leírtam hogy NEM AC szervót akarok építeni, csak egy eszterga fő orsó hajtást.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:59
Írta: svejk Dátum 2011 április 27, 22:59
Nem, mezei kalickás.
Egy kisebb, frekiváltó tevezéssel foglalkozó csapat követte el...
Egy kisebb, frekiváltó tevezéssel foglalkozó csapat követte el...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 27, 22:55
Írta: 000000000 Dátum 2011 április 27, 22:55
Az nem lehet hogy szinkron motor volt ?
Én is láttam hasonlót ,de ott egy mérőléc volt mellette és PLC vezérelte az aszinkron motor hajtó frekvencia váltót.
Ez egy fröcsgép leszedő robot karját mozgatta csiga áttelel és bordás szíjjal.
Én is láttam hasonlót ,de ott egy mérőléc volt mellette és PLC vezérelte az aszinkron motor hajtó frekvencia váltót.
Ez egy fröcsgép leszedő robot karját mozgatta csiga áttelel és bordás szíjjal.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 23:34
Írta: x4rhew5r3 Dátum 2011 április 27, 23:34
Bevezetőül: értsük meg és fogadjuk el a hobbista örök szenvedését, hogy nincs lehetősége műszaki optimumokat csinálni, csak a lehetőségekből akarja kihozni a maximumot:)
Adva van egy Mach, amivel szinkron főorsó hajtást kellene csinálni. Kola fórumtársunk szenvedett sokat a PWM főorsó hajtással, de a Mach-on működő hurok nem volt stabil. Antal Gáborral azt találták ki, hogy fix frekvenciákra programozott frekiváltót kell bevetni, és a Mach-nak a G kódban be kell írni az alkalmazott főorsó fordulatot. Ez szépen működik is, Lajos azóta is így használja.
Pál fórumtársunk belevágott egy nagy kísérletbe, miszerint a frekiváltóval kellene megcsinálni a szöghelyzet visszacsatolást, és a Mach-ot step/dir főorsó hajtásra konfigurálni. Így jött képbe a step/dir előkém, amivel már elég sok helyen sikerült az analóg bemenetű vezérlőkből step/dires hajtást csinálni.
A mach-ból tehát jön a step impulzusokkal a szögsebesség alapjel, az előke összehasonlítja az enkódertől kapott tényleges szögsebességgel és előállítja a +/-10V tartományban a beavatkozó jelet. Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)
Ui.: nevezett személyektől nem kértem engedélyt, ha nem értenek egyet a közléssel, azonnal módosítom...
Adva van egy Mach, amivel szinkron főorsó hajtást kellene csinálni. Kola fórumtársunk szenvedett sokat a PWM főorsó hajtással, de a Mach-on működő hurok nem volt stabil. Antal Gáborral azt találták ki, hogy fix frekvenciákra programozott frekiváltót kell bevetni, és a Mach-nak a G kódban be kell írni az alkalmazott főorsó fordulatot. Ez szépen működik is, Lajos azóta is így használja.
Pál fórumtársunk belevágott egy nagy kísérletbe, miszerint a frekiváltóval kellene megcsinálni a szöghelyzet visszacsatolást, és a Mach-ot step/dir főorsó hajtásra konfigurálni. Így jött képbe a step/dir előkém, amivel már elég sok helyen sikerült az analóg bemenetű vezérlőkből step/dires hajtást csinálni.
A mach-ból tehát jön a step impulzusokkal a szögsebesség alapjel, az előke összehasonlítja az enkódertől kapott tényleges szögsebességgel és előállítja a +/-10V tartományban a beavatkozó jelet. Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)
Ui.: nevezett személyektől nem kértem engedélyt, ha nem értenek egyet a közléssel, azonnal módosítom...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:57
Írta: svejk Dátum 2011 április 27, 22:57
Ja, biztos...
Akkor csak: Open Loop Vector: 10 Hz, 0,2%.
Ez vajon a teljes terhelési lefedettségre utal?
Akkor csak: Open Loop Vector: 10 Hz, 0,2%.
Ez vajon a teljes terhelési lefedettségre utal?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 07:45
Írta: 000000000 Dátum 2011 április 28, 07:45
És ha lefagy a vezérlő program, vagy ott nyomod meg a Stop gombot, és hirtelen megszűnik a step dir jel, közben pedig nagy fordulattal pörög a főorsó, az szerinted nem vész stop jellel azonos helyzet? Persze lehet nagyvonalúan mondani, ilyenre nem kell felkészíteni egy hajtást...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 27, 22:59
Írta: svejk Dátum 2011 április 27, 22:59
Nem, mezei kalickás.
Egy kisebb, frekiváltó tevezéssel foglalkozó csapat követte el...
Egy kisebb, frekiváltó tevezéssel foglalkozó csapat követte el...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 07:58
Írta: 000000000 Dátum 2011 április 28, 07:58
"Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)"
Csak éppen akkorát téved, mint amikor az utat összekeveri valaki a sebességgel, és elfelejti, hogy köztük van egy differenciálási vagy integrálási művelet (attól függően, melyiket definiálom a másikból), és ezt elhanyagoljuk, mondván nem érdekes ez.
Így aztán azt gondolom, ilyet nem szabad tenni, ha kicsit is komolyan vesszük a sebesség vagy pozíció szervó közti különbséget. Hiszen ebből következőleg a rendszer stabilitásra is egész más szabályzás elméleti tételek lépnek érvénybe.
Csak éppen akkorát téved, mint amikor az utat összekeveri valaki a sebességgel, és elfelejti, hogy köztük van egy differenciálási vagy integrálási művelet (attól függően, melyiket definiálom a másikból), és ezt elhanyagoljuk, mondván nem érdekes ez.
Így aztán azt gondolom, ilyet nem szabad tenni, ha kicsit is komolyan vesszük a sebesség vagy pozíció szervó közti különbséget. Hiszen ebből következőleg a rendszer stabilitásra is egész más szabályzás elméleti tételek lépnek érvénybe.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 27, 23:34
Írta: x4rhew5r3 Dátum 2011 április 27, 23:34
Bevezetőül: értsük meg és fogadjuk el a hobbista örök szenvedését, hogy nincs lehetősége műszaki optimumokat csinálni, csak a lehetőségekből akarja kihozni a maximumot:)
Adva van egy Mach, amivel szinkron főorsó hajtást kellene csinálni. Kola fórumtársunk szenvedett sokat a PWM főorsó hajtással, de a Mach-on működő hurok nem volt stabil. Antal Gáborral azt találták ki, hogy fix frekvenciákra programozott frekiváltót kell bevetni, és a Mach-nak a G kódban be kell írni az alkalmazott főorsó fordulatot. Ez szépen működik is, Lajos azóta is így használja.
Pál fórumtársunk belevágott egy nagy kísérletbe, miszerint a frekiváltóval kellene megcsinálni a szöghelyzet visszacsatolást, és a Mach-ot step/dir főorsó hajtásra konfigurálni. Így jött képbe a step/dir előkém, amivel már elég sok helyen sikerült az analóg bemenetű vezérlőkből step/dires hajtást csinálni.
A mach-ból tehát jön a step impulzusokkal a szögsebesség alapjel, az előke összehasonlítja az enkódertől kapott tényleges szögsebességgel és előállítja a +/-10V tartományban a beavatkozó jelet. Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)
Ui.: nevezett személyektől nem kértem engedélyt, ha nem értenek egyet a közléssel, azonnal módosítom...
Adva van egy Mach, amivel szinkron főorsó hajtást kellene csinálni. Kola fórumtársunk szenvedett sokat a PWM főorsó hajtással, de a Mach-on működő hurok nem volt stabil. Antal Gáborral azt találták ki, hogy fix frekvenciákra programozott frekiváltót kell bevetni, és a Mach-nak a G kódban be kell írni az alkalmazott főorsó fordulatot. Ez szépen működik is, Lajos azóta is így használja.
Pál fórumtársunk belevágott egy nagy kísérletbe, miszerint a frekiváltóval kellene megcsinálni a szöghelyzet visszacsatolást, és a Mach-ot step/dir főorsó hajtásra konfigurálni. Így jött képbe a step/dir előkém, amivel már elég sok helyen sikerült az analóg bemenetű vezérlőkből step/dires hajtást csinálni.
A mach-ból tehát jön a step impulzusokkal a szögsebesség alapjel, az előke összehasonlítja az enkódertől kapott tényleges szögsebességgel és előállítja a +/-10V tartományban a beavatkozó jelet. Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)
Ui.: nevezett személyektől nem kértem engedélyt, ha nem értenek egyet a közléssel, azonnal módosítom...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:01
Írta: x4rhew5r3 Dátum 2011 április 28, 08:01
Az a baj, hogy nem tudod hogyan működik a step/dir előtét ebben az esetben (sem), és így mondasz véleményt valamiről...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 07:45
Írta: 000000000 Dátum 2011 április 28, 07:45
És ha lefagy a vezérlő program, vagy ott nyomod meg a Stop gombot, és hirtelen megszűnik a step dir jel, közben pedig nagy fordulattal pörög a főorsó, az szerinted nem vész stop jellel azonos helyzet? Persze lehet nagyvonalúan mondani, ilyenre nem kell felkészíteni egy hajtást...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:08
Írta: D.Laci Dátum 2011 április 28, 08:08
Bevezetőül:
Én sem akarok Aszinkron motorból AC szervót, csak mint leetöséget ki szeretném probálni.
Egy G5-ös frekiváltóval probálkozom és EMC2 párositással eddig nem sok sikerrel...:(
Kezdetben a Mach3-mal mikor elkezdtem menetetvágni ~+-4 ford/min volt az ingadozásom, enek elenére tökéletesen rávágta a menetet 1db index jellel. Árnyékolás és földelés kiépitésével csak néha ingadozik 1-et a fordulat.
Nálam teljesen mindegy hogy mekkora fordulatszámot álitok be a G-codban mindig az aktuálist veszi figyelembe. Az igaz hogy menet közben már nem korigál de ne is kezdjünk menetet vágni 200W-os főorsó motorral.
Mach3-mal nem lehet menetet fúrni, ha valaki sorozatban akkar valamit gyártani és menetet is kel fúrni akkor felesleges Mach3-mal foglalkozni.
Emc2-nél nincs ilyen gond hisz ott megoldot a valós idejű szinkron hajtás. Bár ott is van némi gebesz hisz menet furásnál ha nem éri el az adot mélységet és iránytváltól akkor csak ál egyhelyzetben mig vissza nem tekered az eredeti helyzetbe majd folytatja a menetfurást mig elnem éri a megadot poziciót majd irányt váltol és vissza felé jön ki a menetfúró.
Igaz ez a helyzet csak akor jöhet létre ha kézzel forgatod a főorsót és forgács törés céljábol akarod visza forgatni a főorsót.
Hosszú menet furásnál célszerú a g-codban több lépcsőben végrehajtani.
Én sem akarok Aszinkron motorból AC szervót, csak mint leetöséget ki szeretném probálni.
Egy G5-ös frekiváltóval probálkozom és EMC2 párositással eddig nem sok sikerrel...:(
Kezdetben a Mach3-mal mikor elkezdtem menetetvágni ~+-4 ford/min volt az ingadozásom, enek elenére tökéletesen rávágta a menetet 1db index jellel. Árnyékolás és földelés kiépitésével csak néha ingadozik 1-et a fordulat.
Nálam teljesen mindegy hogy mekkora fordulatszámot álitok be a G-codban mindig az aktuálist veszi figyelembe. Az igaz hogy menet közben már nem korigál de ne is kezdjünk menetet vágni 200W-os főorsó motorral.
Mach3-mal nem lehet menetet fúrni, ha valaki sorozatban akkar valamit gyártani és menetet is kel fúrni akkor felesleges Mach3-mal foglalkozni.
Emc2-nél nincs ilyen gond hisz ott megoldot a valós idejű szinkron hajtás. Bár ott is van némi gebesz hisz menet furásnál ha nem éri el az adot mélységet és iránytváltól akkor csak ál egyhelyzetben mig vissza nem tekered az eredeti helyzetbe majd folytatja a menetfurást mig elnem éri a megadot poziciót majd irányt váltol és vissza felé jön ki a menetfúró.
Igaz ez a helyzet csak akor jöhet létre ha kézzel forgatod a főorsót és forgács törés céljábol akarod visza forgatni a főorsót.
Hosszú menet furásnál célszerú a g-codban több lépcsőben végrehajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 07:58
Írta: 000000000 Dátum 2011 április 28, 07:58
"Ha most ezt valaki pozíció alpjelnek veszi és az enkóder jelét szöghelyzetnek, nem téved nagyot:):)"
Csak éppen akkorát téved, mint amikor az utat összekeveri valaki a sebességgel, és elfelejti, hogy köztük van egy differenciálási vagy integrálási művelet (attól függően, melyiket definiálom a másikból), és ezt elhanyagoljuk, mondván nem érdekes ez.
Így aztán azt gondolom, ilyet nem szabad tenni, ha kicsit is komolyan vesszük a sebesség vagy pozíció szervó közti különbséget. Hiszen ebből következőleg a rendszer stabilitásra is egész más szabályzás elméleti tételek lépnek érvénybe.
Csak éppen akkorát téved, mint amikor az utat összekeveri valaki a sebességgel, és elfelejti, hogy köztük van egy differenciálási vagy integrálási művelet (attól függően, melyiket definiálom a másikból), és ezt elhanyagoljuk, mondván nem érdekes ez.
Így aztán azt gondolom, ilyet nem szabad tenni, ha kicsit is komolyan vesszük a sebesség vagy pozíció szervó közti különbséget. Hiszen ebből következőleg a rendszer stabilitásra is egész más szabályzás elméleti tételek lépnek érvénybe.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:08
Írta: 000000000 Dátum 2011 április 28, 08:08
Miért nem tudnám?:)
Ne viccelj már, hiszen az illető akárhogy csűröd csavarod, pozíció szervóként akarja használni a rendszert, hiszen a motor tengelye előbb vagy utóbb, ilyen vagy olyan körülmények között de próbálja a pozíciót tartani.
És a lényeg továbbra is az, olyan nagyvonalúan nem fogalmazhatsz, mint azt tetted az idézett mosolygós mondatodban.:)
Ne viccelj már, hiszen az illető akárhogy csűröd csavarod, pozíció szervóként akarja használni a rendszert, hiszen a motor tengelye előbb vagy utóbb, ilyen vagy olyan körülmények között de próbálja a pozíciót tartani.
És a lényeg továbbra is az, olyan nagyvonalúan nem fogalmazhatsz, mint azt tetted az idézett mosolygós mondatodban.:)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:01
Írta: x4rhew5r3 Dátum 2011 április 28, 08:01
Az a baj, hogy nem tudod hogyan működik a step/dir előtét ebben az esetben (sem), és így mondasz véleményt valamiről...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:12
Írta: D.Laci Dátum 2011 április 28, 08:12
Szerintem Pál téves uton jár mind addig amig stabilan egy indexjellen nem tud menetet vágni Mach3-mal.
Hisz teljesen mindegy hogy mivel hajta a főorsót ha a Mach3 nem korigálja, és a step/dir - Aszinkron motorral csak további lenegést visz bele a rendszerbe.
Hisz teljesen mindegy hogy mivel hajta a főorsót ha a Mach3 nem korigálja, és a step/dir - Aszinkron motorral csak további lenegést visz bele a rendszerbe.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:08
Írta: D.Laci Dátum 2011 április 28, 08:08
Bevezetőül:
Én sem akarok Aszinkron motorból AC szervót, csak mint leetöséget ki szeretném probálni.
Egy G5-ös frekiváltóval probálkozom és EMC2 párositással eddig nem sok sikerrel...:(
Kezdetben a Mach3-mal mikor elkezdtem menetetvágni ~+-4 ford/min volt az ingadozásom, enek elenére tökéletesen rávágta a menetet 1db index jellel. Árnyékolás és földelés kiépitésével csak néha ingadozik 1-et a fordulat.
Nálam teljesen mindegy hogy mekkora fordulatszámot álitok be a G-codban mindig az aktuálist veszi figyelembe. Az igaz hogy menet közben már nem korigál de ne is kezdjünk menetet vágni 200W-os főorsó motorral.
Mach3-mal nem lehet menetet fúrni, ha valaki sorozatban akkar valamit gyártani és menetet is kel fúrni akkor felesleges Mach3-mal foglalkozni.
Emc2-nél nincs ilyen gond hisz ott megoldot a valós idejű szinkron hajtás. Bár ott is van némi gebesz hisz menet furásnál ha nem éri el az adot mélységet és iránytváltól akkor csak ál egyhelyzetben mig vissza nem tekered az eredeti helyzetbe majd folytatja a menetfurást mig elnem éri a megadot poziciót majd irányt váltol és vissza felé jön ki a menetfúró.
Igaz ez a helyzet csak akor jöhet létre ha kézzel forgatod a főorsót és forgács törés céljábol akarod visza forgatni a főorsót.
Hosszú menet furásnál célszerú a g-codban több lépcsőben végrehajtani.
Én sem akarok Aszinkron motorból AC szervót, csak mint leetöséget ki szeretném probálni.
Egy G5-ös frekiváltóval probálkozom és EMC2 párositással eddig nem sok sikerrel...:(
Kezdetben a Mach3-mal mikor elkezdtem menetetvágni ~+-4 ford/min volt az ingadozásom, enek elenére tökéletesen rávágta a menetet 1db index jellel. Árnyékolás és földelés kiépitésével csak néha ingadozik 1-et a fordulat.
Nálam teljesen mindegy hogy mekkora fordulatszámot álitok be a G-codban mindig az aktuálist veszi figyelembe. Az igaz hogy menet közben már nem korigál de ne is kezdjünk menetet vágni 200W-os főorsó motorral.
Mach3-mal nem lehet menetet fúrni, ha valaki sorozatban akkar valamit gyártani és menetet is kel fúrni akkor felesleges Mach3-mal foglalkozni.
Emc2-nél nincs ilyen gond hisz ott megoldot a valós idejű szinkron hajtás. Bár ott is van némi gebesz hisz menet furásnál ha nem éri el az adot mélységet és iránytváltól akkor csak ál egyhelyzetben mig vissza nem tekered az eredeti helyzetbe majd folytatja a menetfurást mig elnem éri a megadot poziciót majd irányt váltol és vissza felé jön ki a menetfúró.
Igaz ez a helyzet csak akor jöhet létre ha kézzel forgatod a főorsót és forgács törés céljábol akarod visza forgatni a főorsót.
Hosszú menet furásnál célszerú a g-codban több lépcsőben végrehajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:18
Írta: x4rhew5r3 Dátum 2011 április 28, 08:18
Ja, ha Te belelátsz a levédett kontrollerembe, az más:)
Halandó lélek ki sem tudja olvasni.
Halandó lélek ki sem tudja olvasni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:19
Írta: 000000000 Dátum 2011 április 28, 08:19
Egyet értek Veled, ez a helyes szemlélet, a nagyobb dinamikájú mellékhajtásokkal kell gyorsan reagálni menetvágáskor, és olyan vezérlő programot kell lehetőleg használni, ami képes valódi szinkront teremteni a főorsó és a szánok között. 200-500 kHz-es mintavétellel már szépen dolgoznak ezek a rendszerek, én legalábbis így csinálom az esztergavezérlőmben, 100-400 cpr-es encoderrel a főorsón.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:08
Írta: 000000000 Dátum 2011 április 28, 08:08
Miért nem tudnám?:)
Ne viccelj már, hiszen az illető akárhogy csűröd csavarod, pozíció szervóként akarja használni a rendszert, hiszen a motor tengelye előbb vagy utóbb, ilyen vagy olyan körülmények között de próbálja a pozíciót tartani.
És a lényeg továbbra is az, olyan nagyvonalúan nem fogalmazhatsz, mint azt tetted az idézett mosolygós mondatodban.:)
Ne viccelj már, hiszen az illető akárhogy csűröd csavarod, pozíció szervóként akarja használni a rendszert, hiszen a motor tengelye előbb vagy utóbb, ilyen vagy olyan körülmények között de próbálja a pozíciót tartani.
És a lényeg továbbra is az, olyan nagyvonalúan nem fogalmazhatsz, mint azt tetted az idézett mosolygós mondatodban.:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:27
Írta: 000000000 Dátum 2011 április 28, 08:27
Bocs, de elbeszélsz mellettem...
Tartja a pozíciót step-dir előkéddel Pál kísérleti megoldása vagy nem? Azaz az encodernek van pozíció érzékelő szerepe vagy nem?
Nem kell nekem "belelátni", elég ha fekete dobozként átlátom, mi a bemenet, mi a kimenet, és ezt hova kötik egy elektronika elé, és ezáltal milyen szabályzás kialakítás a cél.
Tartja a pozíciót step-dir előkéddel Pál kísérleti megoldása vagy nem? Azaz az encodernek van pozíció érzékelő szerepe vagy nem?
Nem kell nekem "belelátni", elég ha fekete dobozként átlátom, mi a bemenet, mi a kimenet, és ezt hova kötik egy elektronika elé, és ezáltal milyen szabályzás kialakítás a cél.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:12
Írta: D.Laci Dátum 2011 április 28, 08:12
Szerintem Pál téves uton jár mind addig amig stabilan egy indexjellen nem tud menetet vágni Mach3-mal.
Hisz teljesen mindegy hogy mivel hajta a főorsót ha a Mach3 nem korigálja, és a step/dir - Aszinkron motorral csak további lenegést visz bele a rendszerbe.
Hisz teljesen mindegy hogy mivel hajta a főorsót ha a Mach3 nem korigálja, és a step/dir - Aszinkron motorral csak további lenegést visz bele a rendszerbe.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:28
Írta: D.Laci Dátum 2011 április 28, 08:28
400cpr? 2048ppr használok:) 48cpr is tökéletes anyag felűleten nem látni különbséget, a nagyobb felbontást inkább kisfordulatú menetfurásnál használom.
Nem beszélve arról hogy Szinkron hajtásnál mint az Emc2 azzal változó (amorff) felűltre is lehet menetet váni, vagy excentert esztergálni eltolás nélkül, sőt sokszöget esztergálni külső belső áttmérőn.
Nem beszélve arról hogy Szinkron hajtásnál mint az Emc2 azzal változó (amorff) felűltre is lehet menetet váni, vagy excentert esztergálni eltolás nélkül, sőt sokszöget esztergálni külső belső áttmérőn.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:18
Írta: x4rhew5r3 Dátum 2011 április 28, 08:18
Ja, ha Te belelátsz a levédett kontrollerembe, az más:)
Halandó lélek ki sem tudja olvasni.
Halandó lélek ki sem tudja olvasni.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:32
Írta: x4rhew5r3 Dátum 2011 április 28, 08:32
Erre bizony megvan az esély, de szerintem végig kell csinálni. Abból indultunk ki, hogy a Mach-nak ne kelljen korrigálni, "autonóm" hurokkal csináljuk meg a stabil fordulatot, de azért lehessen G kódban megmondani, hogy az mekkora legyen.
A "rigid" menet fúrás/vágás Mach-al felejtős, nem lehetséges. EMC-vel megállítottam a főorsót menetvágáskor, az előtolás is szépen leállt szinkronban, majd tovább indítva folytatta úgy ahogy kell. A Mach ügyet sem vetett arra, hogy menet közben nem jön az index, nyomta volna tovább az álló anyagba. Úgy tűnik, a Mach nyílt hurok esetén csak a belépésnél figyeli az indexet.
A "rigid" menet fúrás/vágás Mach-al felejtős, nem lehetséges. EMC-vel megállítottam a főorsót menetvágáskor, az előtolás is szépen leállt szinkronban, majd tovább indítva folytatta úgy ahogy kell. A Mach ügyet sem vetett arra, hogy menet közben nem jön az index, nyomta volna tovább az álló anyagba. Úgy tűnik, a Mach nyílt hurok esetén csak a belépésnél figyeli az indexet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:19
Írta: 000000000 Dátum 2011 április 28, 08:19
Egyet értek Veled, ez a helyes szemlélet, a nagyobb dinamikájú mellékhajtásokkal kell gyorsan reagálni menetvágáskor, és olyan vezérlő programot kell lehetőleg használni, ami képes valódi szinkront teremteni a főorsó és a szánok között. 200-500 kHz-es mintavétellel már szépen dolgoznak ezek a rendszerek, én legalábbis így csinálom az esztergavezérlőmben, 100-400 cpr-es encoderrel a főorsón.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 13:41
Írta: svejk Dátum 2011 április 28, 13:41
Ezért írtam hogy a vészstop külön funkció, külön paraméterezhető a frekiváltóknál.
Ha én nyomom meg a vészstop gombot, vagy lefagy a Mach vagy a Win (utóbbi két esetben az un. ChargePump) kiadja a vészstop parancsot a frekiváltónak, és az a paramétereiben megadott módon leáll és figyelmen kívül hagyja hogy épp az egyéb vezérlő bemenetein milyen jel van.
Mindezeket csak azért írtam,hogy a vészstop nem üzemszerű állapot, így a szabályzásnak nem kell figyelembe vennie, mert az egy teljesen külön körön működik a frekiváltónál.
Ha én nyomom meg a vészstop gombot, vagy lefagy a Mach vagy a Win (utóbbi két esetben az un. ChargePump) kiadja a vészstop parancsot a frekiváltónak, és az a paramétereiben megadott módon leáll és figyelmen kívül hagyja hogy épp az egyéb vezérlő bemenetein milyen jel van.
Mindezeket csak azért írtam,hogy a vészstop nem üzemszerű állapot, így a szabályzásnak nem kell figyelembe vennie, mert az egy teljesen külön körön működik a frekiváltónál.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 08:27
Írta: 000000000 Dátum 2011 április 28, 08:27
Bocs, de elbeszélsz mellettem...
Tartja a pozíciót step-dir előkéddel Pál kísérleti megoldása vagy nem? Azaz az encodernek van pozíció érzékelő szerepe vagy nem?
Nem kell nekem "belelátni", elég ha fekete dobozként átlátom, mi a bemenet, mi a kimenet, és ezt hova kötik egy elektronika elé, és ezáltal milyen szabályzás kialakítás a cél.
Tartja a pozíciót step-dir előkéddel Pál kísérleti megoldása vagy nem? Azaz az encodernek van pozíció érzékelő szerepe vagy nem?
Nem kell nekem "belelátni", elég ha fekete dobozként átlátom, mi a bemenet, mi a kimenet, és ezt hova kötik egy elektronika elé, és ezáltal milyen szabályzás kialakítás a cél.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 19:06
Írta: 000000000 Dátum 2011 április 28, 19:06
Értem én komám...:)
Azonban ez tök mindegy, tudtommal szabad és kell is olyan vizsgálatnak alávetni főorsóhajtást, hogy hirtelen +1 ... -1 n max tartományban változtatom a bemeneti alapjelét, és ezt ráadádásul ciklusba szervezem. Ha persze annyira lebutítom a rendszert, hogy erre csak mindig leold azonnal, és úgy viselkedik, mintha meg is nyomtam volna a vészstop gombot, akkor ott baj van...., elég butuska, primitív hajtásról lehet szó igen lassú dimamikai képességek mellett. Ettől függetlenül természetesen legyen rajta nagy piros gomb, de az alapjel változás ezt ne azonnal aktiválja vagy ne is aktiválja egyáltalán. Mert ha aktiválja, az ilyen hajtás azonnal megbukik az első és szolíd egységugrás teszten is.
Azonban ez tök mindegy, tudtommal szabad és kell is olyan vizsgálatnak alávetni főorsóhajtást, hogy hirtelen +1 ... -1 n max tartományban változtatom a bemeneti alapjelét, és ezt ráadádásul ciklusba szervezem. Ha persze annyira lebutítom a rendszert, hogy erre csak mindig leold azonnal, és úgy viselkedik, mintha meg is nyomtam volna a vészstop gombot, akkor ott baj van...., elég butuska, primitív hajtásról lehet szó igen lassú dimamikai képességek mellett. Ettől függetlenül természetesen legyen rajta nagy piros gomb, de az alapjel változás ezt ne azonnal aktiválja vagy ne is aktiválja egyáltalán. Mert ha aktiválja, az ilyen hajtás azonnal megbukik az első és szolíd egységugrás teszten is.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 április 28, 08:28
Írta: D.Laci Dátum 2011 április 28, 08:28
400cpr? 2048ppr használok:) 48cpr is tökéletes anyag felűleten nem látni különbséget, a nagyobb felbontást inkább kisfordulatú menetfurásnál használom.
Nem beszélve arról hogy Szinkron hajtásnál mint az Emc2 azzal változó (amorff) felűltre is lehet menetet váni, vagy excentert esztergálni eltolás nélkül, sőt sokszöget esztergálni külső belső áttmérőn.
Nem beszélve arról hogy Szinkron hajtásnál mint az Emc2 azzal változó (amorff) felűltre is lehet menetet váni, vagy excentert esztergálni eltolás nélkül, sőt sokszöget esztergálni külső belső áttmérőn.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 21:17
Írta: 000000000 Dátum 2011 április 28, 21:17
Csináltam egy tesztet ami abból állt hogy Mach3-al 2000Rpm-el megforgattam a motort majd nyomtam egy vész stopot a programban.
először is rájöttem hogy a 150-es satu nem igazán alkalmas egy ekkora motor rögzítésére.
A második tesztnél már megerősítettem 2 darab 500-as asztalos szorítóval a rögzítést.
A tapasztalat, hogy a tengely végén plusz egy 160-as tokmánnyal úgy megállt hogy az asztalom kicsit megreccsent.
Biztos hogy van valamennyi túllövés, de megállt mint a gerely mikor megszűnt a step jel
Még annyit, hogy mikor visszaküldtem 0-ra tökéletesen beállt a jelölésre.
először is rájöttem hogy a 150-es satu nem igazán alkalmas egy ekkora motor rögzítésére.
A második tesztnél már megerősítettem 2 darab 500-as asztalos szorítóval a rögzítést.
A tapasztalat, hogy a tengely végén plusz egy 160-as tokmánnyal úgy megállt hogy az asztalom kicsit megreccsent.
Biztos hogy van valamennyi túllövés, de megállt mint a gerely mikor megszűnt a step jel
Még annyit, hogy mikor visszaküldtem 0-ra tökéletesen beállt a jelölésre.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 28, 08:32
Írta: x4rhew5r3 Dátum 2011 április 28, 08:32
Erre bizony megvan az esély, de szerintem végig kell csinálni. Abból indultunk ki, hogy a Mach-nak ne kelljen korrigálni, "autonóm" hurokkal csináljuk meg a stabil fordulatot, de azért lehessen G kódban megmondani, hogy az mekkora legyen.
A "rigid" menet fúrás/vágás Mach-al felejtős, nem lehetséges. EMC-vel megállítottam a főorsót menetvágáskor, az előtolás is szépen leállt szinkronban, majd tovább indítva folytatta úgy ahogy kell. A Mach ügyet sem vetett arra, hogy menet közben nem jön az index, nyomta volna tovább az álló anyagba. Úgy tűnik, a Mach nyílt hurok esetén csak a belépésnél figyeli az indexet.
A "rigid" menet fúrás/vágás Mach-al felejtős, nem lehetséges. EMC-vel megállítottam a főorsót menetvágáskor, az előtolás is szépen leállt szinkronban, majd tovább indítva folytatta úgy ahogy kell. A Mach ügyet sem vetett arra, hogy menet közben nem jön az index, nyomta volna tovább az álló anyagba. Úgy tűnik, a Mach nyílt hurok esetén csak a belépésnél figyeli az indexet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 21:48
Írta: svejk Dátum 2011 április 28, 21:48
Ej, szokás szerint nem bírunk átlépni saját korlátainkon, csak a saját kövünket fújjuk.
Nem baj, legyen így kerek a világ.
Nem baj, legyen így kerek a világ.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 április 28, 21:49
Írta: Bencze András Dátum 2011 április 28, 21:49
Én is biztatni tudlak, nem lesz PM-es szervótól elvárható dinamikája, de hobby szinten van létjogosultsága. Megjegyzem, a napokban csináltam 1 aszinkron szervó beüzemelést (110kW 68001/n) vektoros frekiváltóval enkóderes visszacsatolással és 4000 re 250ms alatt ment fel, míg egy hasonló méretű "igazi" szervó 3000-re 20 ms alatt. Ennyit a dinamikáról. Csináltam szinkron hajtást hajtóműves mezei aszinkon motor+enkóder visszecsatolás igazi szervoerősítővel ennek a szöghibája +-3 fokon belül volt 1000 körüli fordulatnál nem túl dinamikus alkalmazásban. A mesterjelet enkóderről kapta és a Z-impulzusokra szinkronozott. A szervókban a poziciószabályozás hurkot a sebességhurok követi majd jön a nyomatékhurok (áram a régiekben) és végül motormodell a PWM vagy vektoros modulátor. A hurkok különbségképzővel kapcsolódnak egymáskoz. A mezei frekvenciaváltó a sebességhurokkal kezdődik. A pozicióhurok funkciót az előke látja el. De mezei frekvenciaváltó alkalmazása esetén kompromisszumot kell kötni, vagy gyors vagy pontos...(vagy igazán egyik se)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 13:41
Írta: svejk Dátum 2011 április 28, 13:41
Ezért írtam hogy a vészstop külön funkció, külön paraméterezhető a frekiváltóknál.
Ha én nyomom meg a vészstop gombot, vagy lefagy a Mach vagy a Win (utóbbi két esetben az un. ChargePump) kiadja a vészstop parancsot a frekiváltónak, és az a paramétereiben megadott módon leáll és figyelmen kívül hagyja hogy épp az egyéb vezérlő bemenetein milyen jel van.
Mindezeket csak azért írtam,hogy a vészstop nem üzemszerű állapot, így a szabályzásnak nem kell figyelembe vennie, mert az egy teljesen külön körön működik a frekiváltónál.
Ha én nyomom meg a vészstop gombot, vagy lefagy a Mach vagy a Win (utóbbi két esetben az un. ChargePump) kiadja a vészstop parancsot a frekiváltónak, és az a paramétereiben megadott módon leáll és figyelmen kívül hagyja hogy épp az egyéb vezérlő bemenetein milyen jel van.
Mindezeket csak azért írtam,hogy a vészstop nem üzemszerű állapot, így a szabályzásnak nem kell figyelembe vennie, mert az egy teljesen külön körön működik a frekiváltónál.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 21:57
Írta: svejk Dátum 2011 április 28, 21:57
Ha jól tudom van neked egy 800W-os step-dir-es gyári AC szervod is.
Azzal és a MACH párossal mire jutottál esztergálás ügyben?
Esetleg annak pozitív tapasztalati alapján próbálkozol ezzel?
Azzal és a MACH párossal mire jutottál esztergálás ügyben?
Esetleg annak pozitív tapasztalati alapján próbálkozol ezzel?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 22:15
Írta: 000000000 Dátum 2011 április 28, 22:15
Igen van egy pár gyári Ac szervom is.
Az nem eszterga hanem maró fő orsót hajt.
Egy kis BF20-as gépen van 4 darab belőle plusz egy léptetős forgató hajt a Mach3 egyszerre.
Annyiból rossz hogy nem tudom mekkora a fő orsó terhelés mert nem lassul be akármit rombolok vele.
63mm-es lapkás maróval 5mm fogást vettem egy 40mm széles certal anyagba, de nem igazán érzékelhető hogy mekkora a terhelés.
Nem igazán lassul a cucc. [#hehe]
Az nem eszterga hanem maró fő orsót hajt.
Egy kis BF20-as gépen van 4 darab belőle plusz egy léptetős forgató hajt a Mach3 egyszerre.
Annyiból rossz hogy nem tudom mekkora a fő orsó terhelés mert nem lassul be akármit rombolok vele.
63mm-es lapkás maróval 5mm fogást vettem egy 40mm széles certal anyagba, de nem igazán érzékelhető hogy mekkora a terhelés.
Nem igazán lassul a cucc. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 19:06
Írta: 000000000 Dátum 2011 április 28, 19:06
Értem én komám...:)
Azonban ez tök mindegy, tudtommal szabad és kell is olyan vizsgálatnak alávetni főorsóhajtást, hogy hirtelen +1 ... -1 n max tartományban változtatom a bemeneti alapjelét, és ezt ráadádásul ciklusba szervezem. Ha persze annyira lebutítom a rendszert, hogy erre csak mindig leold azonnal, és úgy viselkedik, mintha meg is nyomtam volna a vészstop gombot, akkor ott baj van...., elég butuska, primitív hajtásról lehet szó igen lassú dimamikai képességek mellett. Ettől függetlenül természetesen legyen rajta nagy piros gomb, de az alapjel változás ezt ne azonnal aktiválja vagy ne is aktiválja egyáltalán. Mert ha aktiválja, az ilyen hajtás azonnal megbukik az első és szolíd egységugrás teszten is.
Azonban ez tök mindegy, tudtommal szabad és kell is olyan vizsgálatnak alávetni főorsóhajtást, hogy hirtelen +1 ... -1 n max tartományban változtatom a bemeneti alapjelét, és ezt ráadádásul ciklusba szervezem. Ha persze annyira lebutítom a rendszert, hogy erre csak mindig leold azonnal, és úgy viselkedik, mintha meg is nyomtam volna a vészstop gombot, akkor ott baj van...., elég butuska, primitív hajtásról lehet szó igen lassú dimamikai képességek mellett. Ettől függetlenül természetesen legyen rajta nagy piros gomb, de az alapjel változás ezt ne azonnal aktiválja vagy ne is aktiválja egyáltalán. Mert ha aktiválja, az ilyen hajtás azonnal megbukik az első és szolíd egységugrás teszten is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 23:47
Írta: 000000000 Dátum 2011 április 28, 23:47
Kösz a biztatást.
Igen látom én is hogy kompromisszumot kell kötni egy ilyen öszvér megoldásnál.
Ahogy te is írtad fordulat számon elég jó pozícióban tatja.
Próbáltam fékezni ,de elégé bennem volt a para hogy ez csak egyszer kap el.
Lassítani nem igazán sikerült csak a kijelzőn lehetett látni hogy a kimenő frekvencia emelkedett meg.
Igen látom én is hogy kompromisszumot kell kötni egy ilyen öszvér megoldásnál.
Ahogy te is írtad fordulat számon elég jó pozícióban tatja.
Próbáltam fékezni ,de elégé bennem volt a para hogy ez csak egyszer kap el.
Lassítani nem igazán sikerült csak a kijelzőn lehetett látni hogy a kimenő frekvencia emelkedett meg.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 21:17
Írta: 000000000 Dátum 2011 április 28, 21:17
Csináltam egy tesztet ami abból állt hogy Mach3-al 2000Rpm-el megforgattam a motort majd nyomtam egy vész stopot a programban.
először is rájöttem hogy a 150-es satu nem igazán alkalmas egy ekkora motor rögzítésére.
A második tesztnél már megerősítettem 2 darab 500-as asztalos szorítóval a rögzítést.
A tapasztalat, hogy a tengely végén plusz egy 160-as tokmánnyal úgy megállt hogy az asztalom kicsit megreccsent.
Biztos hogy van valamennyi túllövés, de megállt mint a gerely mikor megszűnt a step jel
Még annyit, hogy mikor visszaküldtem 0-ra tökéletesen beállt a jelölésre.
először is rájöttem hogy a 150-es satu nem igazán alkalmas egy ekkora motor rögzítésére.
A második tesztnél már megerősítettem 2 darab 500-as asztalos szorítóval a rögzítést.
A tapasztalat, hogy a tengely végén plusz egy 160-as tokmánnyal úgy megállt hogy az asztalom kicsit megreccsent.
Biztos hogy van valamennyi túllövés, de megállt mint a gerely mikor megszűnt a step jel
Még annyit, hogy mikor visszaküldtem 0-ra tökéletesen beállt a jelölésre.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 április 29, 08:09
Írta: ra8nsmk6w Dátum 2011 április 29, 08:09
Úgy 3 éve volt nálam egy gyárinak tünő megoldás. Aszinnkron motor 370W Stöber frekiváltó nagyfelbontású enkóder 2000. A frekiváltót már eladtam. A motort használom az enkóder is megvan. A lényeg, hogy akkor megemlitettem a fórumon és rendesen letoltak, hogy ilyen pedig nincs is. A motort kiváncsiságból szétszedtem, semmi különlegeset nem láttam rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 29, 08:44
Írta: 000000000 Dátum 2011 április 29, 08:44
3 éve sokan azt se tudták hogy AC szervót eszik e vagy isszák
Mellesleg az nem gyárinak tűnő hanem az is.
Sok frekvencia váltó tudja kezelni az encodert a pontos fordulat szám tartása érdekében.
Például a G7-es rendelkezik puls (step) bemenetel is hogy akár liftet is tudjon kezelni, de sajnos ehhez kell az az ominózus kártya bele.
Mellesleg az nem gyárinak tűnő hanem az is.
Sok frekvencia váltó tudja kezelni az encodert a pontos fordulat szám tartása érdekében.
Például a G7-es rendelkezik puls (step) bemenetel is hogy akár liftet is tudjon kezelni, de sajnos ehhez kell az az ominózus kártya bele.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 21:48
Írta: svejk Dátum 2011 április 28, 21:48
Ej, szokás szerint nem bírunk átlépni saját korlátainkon, csak a saját kövünket fújjuk.
Nem baj, legyen így kerek a világ.
Nem baj, legyen így kerek a világ.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 29, 20:21
Írta: svejk Dátum 2011 április 29, 20:21
Ma láttam Leó fórumtársunknál működő aszinkron servohajtást Sneci féle step-dir előkével meghajtva.(igaz a motor és a vezérlő is arra lett kitalálva)
Teljesen használható a cucc amire készítette a fórumtársunk.
Így most már én is biztatlak, hajrá, majd számolj be az eredményekről, akkor is ha esetleg bármi oknál fogva kudarcba fullad.
Teljesen használható a cucc amire készítette a fórumtársunk.
Így most már én is biztatlak, hajrá, majd számolj be az eredményekről, akkor is ha esetleg bármi oknál fogva kudarcba fullad.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 április 28, 21:49
Írta: Bencze András Dátum 2011 április 28, 21:49
Én is biztatni tudlak, nem lesz PM-es szervótól elvárható dinamikája, de hobby szinten van létjogosultsága. Megjegyzem, a napokban csináltam 1 aszinkron szervó beüzemelést (110kW 68001/n) vektoros frekiváltóval enkóderes visszacsatolással és 4000 re 250ms alatt ment fel, míg egy hasonló méretű "igazi" szervó 3000-re 20 ms alatt. Ennyit a dinamikáról. Csináltam szinkron hajtást hajtóműves mezei aszinkon motor+enkóder visszecsatolás igazi szervoerősítővel ennek a szöghibája +-3 fokon belül volt 1000 körüli fordulatnál nem túl dinamikus alkalmazásban. A mesterjelet enkóderről kapta és a Z-impulzusokra szinkronozott. A szervókban a poziciószabályozás hurkot a sebességhurok követi majd jön a nyomatékhurok (áram a régiekben) és végül motormodell a PWM vagy vektoros modulátor. A hurkok különbségképzővel kapcsolódnak egymáskoz. A mezei frekvenciaváltó a sebességhurokkal kezdődik. A pozicióhurok funkciót az előke látja el. De mezei frekvenciaváltó alkalmazása esetén kompromisszumot kell kötni, vagy gyors vagy pontos...(vagy igazán egyik se)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 30, 09:51
Írta: 000000000 Dátum 2011 április 30, 09:51
Mindenből lehet szervót csinálni, csak a megfelelő alkalmazási területre kell használni.
A szervó lényege a zárt hurkú visszacsatolás, vagy rosszul tudom?
Csak a jósági tényező miatt vannak akik ráütik a bélyeget hogy ez nem szervó , nincs lét jogosultsága.
Már pedig van!
Amada cél gépen az egyik tengelyen egy hidraulika motorral hajtják a golyós orsót aminek a másik végén van az enkóder.
Az egész titka egy proporcionális szelep ami fogadja a +/-10 voltos jelet.
Elég félelmetes látvány mikor ez a masina kiemeli az asztalból azt a kicsi kb 1500mm átmérőjű vágó tárcsát és 20-25m/perces előtolással megindul a 100-200mm vagy akár vastagabb alu anyag felé.
Természetesen nem ilyen Sebesével vágja csak elsőnek kicsit beijeszti az ember ha még nem látott ilyet.
Az anyag előtt úgy 20-30mm lassít csak, de a mozgatott tömeg minimum 2000kg.
Sőt van olyan hőmérséklet szabályzóm ami szervó körrel működik.
A visszacsatolást a hőmérséklet végzi a végrehajtó egység lehet frekvencia váltó,( ventilátor) fázis hasító vagy bármi ami 4-20mA jelet képes fogadni.
Na jó nem bármi , csak amit be lehet iktatni a hőmérséklettel kapcsolatos körbe.
Sör kollektorhoz a legjobb mikor a ventilátor sebességét úgy állítja be hogy a megadott hőmérsékletet tartsa.
Bocs ha kicsit OFF lett
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 28, 21:57
Írta: svejk Dátum 2011 április 28, 21:57
Ha jól tudom van neked egy 800W-os step-dir-es gyári AC szervod is.
Azzal és a MACH párossal mire jutottál esztergálás ügyben?
Esetleg annak pozitív tapasztalati alapján próbálkozol ezzel?
Azzal és a MACH párossal mire jutottál esztergálás ügyben?
Esetleg annak pozitív tapasztalati alapján próbálkozol ezzel?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 30, 12:26
Írta: s7manbs8 Dátum 2011 április 30, 12:26
"Sör kollektorhoz a legjobb mikor a ventilátor sebességét úgy állítja be hogy a megadott hőmérsékletet tartsa. "
Ehhez milyen tagok kellenek ? Én csináltam egy valamit , ami csak a tápot szabályozza, a hőmérséklet különbségre a PC tápot átszerkesztve, egy kis panellel.
Ehhez milyen tagok kellenek ? Én csináltam egy valamit , ami csak a tápot szabályozza, a hőmérséklet különbségre a PC tápot átszerkesztve, egy kis panellel.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 22:15
Írta: 000000000 Dátum 2011 április 28, 22:15
Igen van egy pár gyári Ac szervom is.
Az nem eszterga hanem maró fő orsót hajt.
Egy kis BF20-as gépen van 4 darab belőle plusz egy léptetős forgató hajt a Mach3 egyszerre.
Annyiból rossz hogy nem tudom mekkora a fő orsó terhelés mert nem lassul be akármit rombolok vele.
63mm-es lapkás maróval 5mm fogást vettem egy 40mm széles certal anyagba, de nem igazán érzékelhető hogy mekkora a terhelés.
Nem igazán lassul a cucc. [#hehe]
Az nem eszterga hanem maró fő orsót hajt.
Egy kis BF20-as gépen van 4 darab belőle plusz egy léptetős forgató hajt a Mach3 egyszerre.
Annyiból rossz hogy nem tudom mekkora a fő orsó terhelés mert nem lassul be akármit rombolok vele.
63mm-es lapkás maróval 5mm fogást vettem egy 40mm széles certal anyagba, de nem igazán érzékelhető hogy mekkora a terhelés.
Nem igazán lassul a cucc. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 30, 12:55
Írta: 000000000 Dátum 2011 április 30, 12:55
Nem igazán értem mit akarsz kérdezni ezzel.
Mellesleg ez csak egy kísérleti darab volt ahol egy valamekkora tehetetlenségű fűtő elemre ( ez lenne a sör kollektor ) volt rákötve a hőfok érzékelő.
Úgy állította a frekvencia váltóval a ventilátor sebességét hogy a hőmérsékletet a beállított értékre hűtse vissza.
Mint egy szervó körben P, I, D, tag van, hogy nem legyenek túl lövések vagy lagymatag reakciók.
Ez egy gyári cucc és a fejlesztők így látták jónak hogy kell bele P I D is.
Gondolom a nagy tehetetlenségű vagy hirtelen változó hőmérséklet atom stabilan tartásához.

Így néz ki
Mellesleg ez csak egy kísérleti darab volt ahol egy valamekkora tehetetlenségű fűtő elemre ( ez lenne a sör kollektor ) volt rákötve a hőfok érzékelő.
Úgy állította a frekvencia váltóval a ventilátor sebességét hogy a hőmérsékletet a beállított értékre hűtse vissza.
Mint egy szervó körben P, I, D, tag van, hogy nem legyenek túl lövések vagy lagymatag reakciók.
Ez egy gyári cucc és a fejlesztők így látták jónak hogy kell bele P I D is.
Gondolom a nagy tehetetlenségű vagy hirtelen változó hőmérséklet atom stabilan tartásához.
Így néz ki
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 28, 23:47
Írta: 000000000 Dátum 2011 április 28, 23:47
Kösz a biztatást.
Igen látom én is hogy kompromisszumot kell kötni egy ilyen öszvér megoldásnál.
Ahogy te is írtad fordulat számon elég jó pozícióban tatja.
Próbáltam fékezni ,de elégé bennem volt a para hogy ez csak egyszer kap el.
Lassítani nem igazán sikerült csak a kijelzőn lehetett látni hogy a kimenő frekvencia emelkedett meg.
Igen látom én is hogy kompromisszumot kell kötni egy ilyen öszvér megoldásnál.
Ahogy te is írtad fordulat számon elég jó pozícióban tatja.
Próbáltam fékezni ,de elégé bennem volt a para hogy ez csak egyszer kap el.
Lassítani nem igazán sikerült csak a kijelzőn lehetett látni hogy a kimenő frekvencia emelkedett meg.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 30, 18:46
Írta: c2nsu773m Dátum 2011 április 30, 18:46
Van egy nagy problémám!
A lézer nagyfesz tápja hibára kergeti a szervókat!!!
Mit tegyek?...
1. Tegyem másik fázisra a lézertápot?
2. Tegyek be szűrőt a szervóvezérlők toroidja elé.
3. Csináljak külön földelést?
4. A PWM jelet adó vezetéken kapok valamiféle fars jelet? Kell azt szűrni?
A lézer nagyfesz tápja hibára kergeti a szervókat!!!
Mit tegyek?...
1. Tegyem másik fázisra a lézertápot?
2. Tegyek be szűrőt a szervóvezérlők toroidja elé.
3. Csináljak külön földelést?
4. A PWM jelet adó vezetéken kapok valamiféle fars jelet? Kell azt szűrni?
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2011 április 29, 08:09
Írta: ra8nsmk6w Dátum 2011 április 29, 08:09
Úgy 3 éve volt nálam egy gyárinak tünő megoldás. Aszinnkron motor 370W Stöber frekiváltó nagyfelbontású enkóder 2000. A frekiváltót már eladtam. A motort használom az enkóder is megvan. A lényeg, hogy akkor megemlitettem a fórumon és rendesen letoltak, hogy ilyen pedig nincs is. A motort kiváncsiságból szétszedtem, semmi különlegeset nem láttam rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 30, 19:17
Írta: x4rhew5r3 Dátum 2011 április 30, 19:17
Először a zavar forrást kell megpróbálni megszüntetni, vagy csökkenteni a zavaró hatását. A kérdés, hogy a nagyfesz tápegység vagy a nagyfesz vezeték a zavarforrás. Ha tápegység, akkor két eset lehetséges, a hálózaton keresztül zavarja a környezetét, vagy maga az elektronika közel van a zavarra érzékeny elemekhez. Ha az első eset van, akkor közvetlenül a tápegység hálózati bemenetéhez kell tenni a szűrőt. Ha a második eset van, akkor kevés az árnyékolás, bár ez nem valószínű, mert vaslemez dobozba van a tápegység, ha minden igaz.
A probléma sokkal bonyolultabb annál, hogy helyismeret nélkül konkrét tanácsokat lehessen adni. Dobjál fel képeket az elrendezésről, és akkor talán közelebb kerülhetünk a megoldáshoz.
A probléma sokkal bonyolultabb annál, hogy helyismeret nélkül konkrét tanácsokat lehessen adni. Dobjál fel képeket az elrendezésről, és akkor talán közelebb kerülhetünk a megoldáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 29, 08:44
Írta: 000000000 Dátum 2011 április 29, 08:44
3 éve sokan azt se tudták hogy AC szervót eszik e vagy isszák
Mellesleg az nem gyárinak tűnő hanem az is.
Sok frekvencia váltó tudja kezelni az encodert a pontos fordulat szám tartása érdekében.
Például a G7-es rendelkezik puls (step) bemenetel is hogy akár liftet is tudjon kezelni, de sajnos ehhez kell az az ominózus kártya bele.
Mellesleg az nem gyárinak tűnő hanem az is.
Sok frekvencia váltó tudja kezelni az encodert a pontos fordulat szám tartása érdekében.
Például a G7-es rendelkezik puls (step) bemenetel is hogy akár liftet is tudjon kezelni, de sajnos ehhez kell az az ominózus kártya bele.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 30, 21:47
Írta: c2nsu773m Dátum 2011 április 30, 21:47
Van egy rádió a helyiségben és abban is hallom impúlzus üzemben.
A lézer tápja kb:1m távolságban van a vezérlődobozhoz, de abból kapja az áramot.
Tettem egy szűrőt a szervóknál a toroid elé de csak egy fokkal lett jobb.
Ha jól értem akkor a lézer tápa elé kellene tennem a szűrőt?
Esetleg kikötni a dobozból a betápját?
A nagyfesz kábelekre ha húznék fém harisnyát és földelném az jó lenne?
A lézer tápja kb:1m távolságban van a vezérlődobozhoz, de abból kapja az áramot.
Tettem egy szűrőt a szervóknál a toroid elé de csak egy fokkal lett jobb.
Ha jól értem akkor a lézer tápa elé kellene tennem a szűrőt?
Esetleg kikötni a dobozból a betápját?
A nagyfesz kábelekre ha húznék fém harisnyát és földelném az jó lenne?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 április 29, 20:21
Írta: svejk Dátum 2011 április 29, 20:21
Ma láttam Leó fórumtársunknál működő aszinkron servohajtást Sneci féle step-dir előkével meghajtva.(igaz a motor és a vezérlő is arra lett kitalálva)
Teljesen használható a cucc amire készítette a fórumtársunk.
Így most már én is biztatlak, hajrá, majd számolj be az eredményekről, akkor is ha esetleg bármi oknál fogva kudarcba fullad.
Teljesen használható a cucc amire készítette a fórumtársunk.
Így most már én is biztatlak, hajrá, majd számolj be az eredményekről, akkor is ha esetleg bármi oknál fogva kudarcba fullad.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 május 01, 06:50
Írta: x4rhew5r3 Dátum 2011 május 01, 06:50
Elsőre próbáld a lézertáp elé tenni a szűrőt, hogy a hozzávezető hálózati kábelen már ne legyen zavarkeltés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 30, 09:51
Írta: 000000000 Dátum 2011 április 30, 09:51
Mindenből lehet szervót csinálni, csak a megfelelő alkalmazási területre kell használni.
A szervó lényege a zárt hurkú visszacsatolás, vagy rosszul tudom?
Csak a jósági tényező miatt vannak akik ráütik a bélyeget hogy ez nem szervó , nincs lét jogosultsága.
Már pedig van!
Amada cél gépen az egyik tengelyen egy hidraulika motorral hajtják a golyós orsót aminek a másik végén van az enkóder.
Az egész titka egy proporcionális szelep ami fogadja a +/-10 voltos jelet.
Elég félelmetes látvány mikor ez a masina kiemeli az asztalból azt a kicsi kb 1500mm átmérőjű vágó tárcsát és 20-25m/perces előtolással megindul a 100-200mm vagy akár vastagabb alu anyag felé.
Természetesen nem ilyen Sebesével vágja csak elsőnek kicsit beijeszti az ember ha még nem látott ilyet.
Az anyag előtt úgy 20-30mm lassít csak, de a mozgatott tömeg minimum 2000kg.
Sőt van olyan hőmérséklet szabályzóm ami szervó körrel működik.
A visszacsatolást a hőmérséklet végzi a végrehajtó egység lehet frekvencia váltó,( ventilátor) fázis hasító vagy bármi ami 4-20mA jelet képes fogadni.
Na jó nem bármi , csak amit be lehet iktatni a hőmérséklettel kapcsolatos körbe.
Sör kollektorhoz a legjobb mikor a ventilátor sebességét úgy állítja be hogy a megadott hőmérsékletet tartsa.
Bocs ha kicsit OFF lett
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 május 01, 06:58
Írta: x4rhew5r3 Dátum 2011 május 01, 06:58
Hol megy a nagyfesz kábel? Energialáncban a többivel?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 április 30, 12:26
Írta: s7manbs8 Dátum 2011 április 30, 12:26
"Sör kollektorhoz a legjobb mikor a ventilátor sebességét úgy állítja be hogy a megadott hőmérsékletet tartsa. "
Ehhez milyen tagok kellenek ? Én csináltam egy valamit , ami csak a tápot szabályozza, a hőmérséklet különbségre a PC tápot átszerkesztve, egy kis panellel.
Ehhez milyen tagok kellenek ? Én csináltam egy valamit , ami csak a tápot szabályozza, a hőmérséklet különbségre a PC tápot átszerkesztve, egy kis panellel.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 01, 07:24
Írta: c2nsu773m Dátum 2011 május 01, 07:24
Nem az csak lóg a levegőben nincs közel hozzá semmi, de maga a cső nem képes jelet kibocsátani hisz 160cm-en gerjed?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 április 30, 12:55
Írta: 000000000 Dátum 2011 április 30, 12:55
Nem igazán értem mit akarsz kérdezni ezzel.
Mellesleg ez csak egy kísérleti darab volt ahol egy valamekkora tehetetlenségű fűtő elemre ( ez lenne a sör kollektor ) volt rákötve a hőfok érzékelő.
Úgy állította a frekvencia váltóval a ventilátor sebességét hogy a hőmérsékletet a beállított értékre hűtse vissza.
Mint egy szervó körben P, I, D, tag van, hogy nem legyenek túl lövések vagy lagymatag reakciók.
Ez egy gyári cucc és a fejlesztők így látták jónak hogy kell bele P I D is.
Gondolom a nagy tehetetlenségű vagy hirtelen változó hőmérséklet atom stabilan tartásához.
Így néz ki
Mellesleg ez csak egy kísérleti darab volt ahol egy valamekkora tehetetlenségű fűtő elemre ( ez lenne a sör kollektor ) volt rákötve a hőfok érzékelő.
Úgy állította a frekvencia váltóval a ventilátor sebességét hogy a hőmérsékletet a beállított értékre hűtse vissza.
Mint egy szervó körben P, I, D, tag van, hogy nem legyenek túl lövések vagy lagymatag reakciók.
Ez egy gyári cucc és a fejlesztők így látták jónak hogy kell bele P I D is.
Gondolom a nagy tehetetlenségű vagy hirtelen változó hőmérséklet atom stabilan tartásához.
Így néz ki
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 május 01, 07:33
Írta: Szalai György Dátum 2011 május 01, 07:33
Építettél egy rádióadót? Engedély nélkül sugárzol? VIGAÁZZ AZ ELLENSÉG LEHALLGAT. (Ja, már nem azt az időt éljük. De…)
Nem egy gyári, burkolt tápegységben keresném a zavarforrást. Valószínűbb, hogy az 1m hosszú, árnyékolatlan nagyfesz kábel jól betölti adóantenna funkcióját. Kell arra az árnyékoló harisnya, alaposan leföldelve. (És innentől nem lesz mindegy a kábelvégek kialakítása, különös tekintettel a térerő vezérlésre, mert a térerő csúcs megfúrja a szigetelést.)
A boldog Hobbyista lét érdekében mindent árnyékolni célszerű, mert nem tudhatod, hogy mi zavar, hová. Ami még borzasztóbb, hogy azt meg pláne nem tudhatod, hogy mi zavar hová, majd holnap. Ez nem paranoia, hanem előrelátás.
Nem egy gyári, burkolt tápegységben keresném a zavarforrást. Valószínűbb, hogy az 1m hosszú, árnyékolatlan nagyfesz kábel jól betölti adóantenna funkcióját. Kell arra az árnyékoló harisnya, alaposan leföldelve. (És innentől nem lesz mindegy a kábelvégek kialakítása, különös tekintettel a térerő vezérlésre, mert a térerő csúcs megfúrja a szigetelést.)
A boldog Hobbyista lét érdekében mindent árnyékolni célszerű, mert nem tudhatod, hogy mi zavar, hová. Ami még borzasztóbb, hogy azt meg pláne nem tudhatod, hogy mi zavar hová, majd holnap. Ez nem paranoia, hanem előrelátás.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 30, 18:46
Írta: c2nsu773m Dátum 2011 április 30, 18:46
Van egy nagy problémám!
A lézer nagyfesz tápja hibára kergeti a szervókat!!!
Mit tegyek?...
1. Tegyem másik fázisra a lézertápot?
2. Tegyek be szűrőt a szervóvezérlők toroidja elé.
3. Csináljak külön földelést?
4. A PWM jelet adó vezetéken kapok valamiféle fars jelet? Kell azt szűrni?
A lézer nagyfesz tápja hibára kergeti a szervókat!!!
Mit tegyek?...
1. Tegyem másik fázisra a lézertápot?
2. Tegyek be szűrőt a szervóvezérlők toroidja elé.
3. Csináljak külön földelést?
4. A PWM jelet adó vezetéken kapok valamiféle fars jelet? Kell azt szűrni?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 május 01, 21:18
Írta: Bencze András Dátum 2011 május 01, 21:18
Egyetértek... A sugárzó kábelek árnyékolása (egyik oldalon történő földelése földcsomópontba) többet ér mint a legjobb szűrő.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 április 30, 19:17
Írta: x4rhew5r3 Dátum 2011 április 30, 19:17
Először a zavar forrást kell megpróbálni megszüntetni, vagy csökkenteni a zavaró hatását. A kérdés, hogy a nagyfesz tápegység vagy a nagyfesz vezeték a zavarforrás. Ha tápegység, akkor két eset lehetséges, a hálózaton keresztül zavarja a környezetét, vagy maga az elektronika közel van a zavarra érzékeny elemekhez. Ha az első eset van, akkor közvetlenül a tápegység hálózati bemenetéhez kell tenni a szűrőt. Ha a második eset van, akkor kevés az árnyékolás, bár ez nem valószínű, mert vaslemez dobozba van a tápegység, ha minden igaz.
A probléma sokkal bonyolultabb annál, hogy helyismeret nélkül konkrét tanácsokat lehessen adni. Dobjál fel képeket az elrendezésről, és akkor talán közelebb kerülhetünk a megoldáshoz.
A probléma sokkal bonyolultabb annál, hogy helyismeret nélkül konkrét tanácsokat lehessen adni. Dobjál fel képeket az elrendezésről, és akkor talán közelebb kerülhetünk a megoldáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 17:20
Írta: c2nsu773m Dátum 2011 május 27, 17:20
Üdv az uraknak!
Van egy SIGMA II. 400W vez.+motor amit bekötöttünk step+dir+GND , Machal működik gyönyörűen.
Viszont amikor a lézer vezérlőbe bekötjük meg sem mozdul, a lézervezérlőt pedig két másik típusú szervóhajtással is teszteltük , működik azok mozogtak ahogy kell.
Olyan érzésünk van mintha a jelszélesség kevés lenne a Sigma II. vezérlőnek.
Nem lehet valahol állítani az érzékenységén?
A lézervezérlőn nincsenek ilyenfajta állítási lehetőségek.
Van egy SIGMA II. 400W vez.+motor amit bekötöttünk step+dir+GND , Machal működik gyönyörűen.
Viszont amikor a lézer vezérlőbe bekötjük meg sem mozdul, a lézervezérlőt pedig két másik típusú szervóhajtással is teszteltük , működik azok mozogtak ahogy kell.
Olyan érzésünk van mintha a jelszélesség kevés lenne a Sigma II. vezérlőnek.
Nem lehet valahol állítani az érzékenységén?
A lézervezérlőn nincsenek ilyenfajta állítási lehetőségek.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 április 30, 21:47
Írta: c2nsu773m Dátum 2011 április 30, 21:47
Van egy rádió a helyiségben és abban is hallom impúlzus üzemben.
A lézer tápja kb:1m távolságban van a vezérlődobozhoz, de abból kapja az áramot.
Tettem egy szűrőt a szervóknál a toroid elé de csak egy fokkal lett jobb.
Ha jól értem akkor a lézer tápa elé kellene tennem a szűrőt?
Esetleg kikötni a dobozból a betápját?
A nagyfesz kábelekre ha húznék fém harisnyát és földelném az jó lenne?
A lézer tápja kb:1m távolságban van a vezérlődobozhoz, de abból kapja az áramot.
Tettem egy szűrőt a szervóknál a toroid elé de csak egy fokkal lett jobb.
Ha jól értem akkor a lézer tápa elé kellene tennem a szűrőt?
Esetleg kikötni a dobozból a betápját?
A nagyfesz kábelekre ha húznék fém harisnyát és földelném az jó lenne?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 19:58
Írta: svejk Dátum 2011 május 27, 19:58
Jelszint, polaritás biztos rendben?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 május 01, 06:50
Írta: x4rhew5r3 Dátum 2011 május 01, 06:50
Elsőre próbáld a lézertáp elé tenni a szűrőt, hogy a hozzávezető hálózati kábelen már ne legyen zavarkeltés.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 20:00
Írta: c2nsu773m Dátum 2011 május 27, 20:00
Mire is gondolsz pontosan?
Nincs szkópun!!!!
Nincs szkópun!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2011 május 01, 06:58
Írta: x4rhew5r3 Dátum 2011 május 01, 06:58
Hol megy a nagyfesz kábel? Energialáncban a többivel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:07
Írta: svejk Dátum 2011 május 27, 20:07
500 kpps tud szimmetrikus meghajtásnál a bemenet, de nyitott kollektorosnál is 200kpps-t.
Elég meredek a jel fel-lefutás?
Nagyimpedanciás kimenet hosszú árnyákolt kábelnél lehet lassú a jelváltozás.
Elég meredek a jel fel-lefutás?
Nagyimpedanciás kimenet hosszú árnyákolt kábelnél lehet lassú a jelváltozás.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 01, 07:24
Írta: c2nsu773m Dátum 2011 május 01, 07:24
Nem az csak lóg a levegőben nincs közel hozzá semmi, de maga a cső nem képes jelet kibocsátani hisz 160cm-en gerjed?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:11
Írta: svejk Dátum 2011 május 27, 20:11
jelszélesség a sigmaII-nél minimum 1us, nem hinném hogy ezt túlszárnyalja a kinai know-how.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2011 május 01, 07:33
Írta: Szalai György Dátum 2011 május 01, 07:33
Építettél egy rádióadót? Engedély nélkül sugárzol? VIGAÁZZ AZ ELLENSÉG LEHALLGAT. (Ja, már nem azt az időt éljük. De…)
Nem egy gyári, burkolt tápegységben keresném a zavarforrást. Valószínűbb, hogy az 1m hosszú, árnyékolatlan nagyfesz kábel jól betölti adóantenna funkcióját. Kell arra az árnyékoló harisnya, alaposan leföldelve. (És innentől nem lesz mindegy a kábelvégek kialakítása, különös tekintettel a térerő vezérlésre, mert a térerő csúcs megfúrja a szigetelést.)
A boldog Hobbyista lét érdekében mindent árnyékolni célszerű, mert nem tudhatod, hogy mi zavar, hová. Ami még borzasztóbb, hogy azt meg pláne nem tudhatod, hogy mi zavar hová, majd holnap. Ez nem paranoia, hanem előrelátás.
Nem egy gyári, burkolt tápegységben keresném a zavarforrást. Valószínűbb, hogy az 1m hosszú, árnyékolatlan nagyfesz kábel jól betölti adóantenna funkcióját. Kell arra az árnyékoló harisnya, alaposan leföldelve. (És innentől nem lesz mindegy a kábelvégek kialakítása, különös tekintettel a térerő vezérlésre, mert a térerő csúcs megfúrja a szigetelést.)
A boldog Hobbyista lét érdekében mindent árnyékolni célszerű, mert nem tudhatod, hogy mi zavar, hová. Ami még borzasztóbb, hogy azt meg pláne nem tudhatod, hogy mi zavar hová, majd holnap. Ez nem paranoia, hanem előrelátás.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:14
Írta: svejk Dátum 2011 május 27, 20:14
nem kell ahhoz szkóp.
megméred alapállapotban GND-hez képest egy multiméterrel a jelszintet és az alapján kötöd rá az optikai bemenetére a servonak.
a servo tudja a pozitív és negatív logikát is kezelni, persze más optobekötéssel.
Linkeld ide a a lézer vezérlő kimeneti specifikációját!
megméred alapállapotban GND-hez képest egy multiméterrel a jelszintet és az alapján kötöd rá az optikai bemenetére a servonak.
a servo tudja a pozitív és negatív logikát is kezelni, persze más optobekötéssel.
Linkeld ide a a lézer vezérlő kimeneti specifikációját!
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 május 01, 21:18
Írta: Bencze András Dátum 2011 május 01, 21:18
Egyetértek... A sugárzó kábelek árnyékolása (egyik oldalon történő földelése földcsomópontba) többet ér mint a legjobb szűrő.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 20:55
Írta: c2nsu773m Dátum 2011 május 27, 20:55
http://www.leetro.com/english/down/MPC6535-Hardware%20Manual.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 17:20
Írta: c2nsu773m Dátum 2011 május 27, 17:20
Üdv az uraknak!
Van egy SIGMA II. 400W vez.+motor amit bekötöttünk step+dir+GND , Machal működik gyönyörűen.
Viszont amikor a lézer vezérlőbe bekötjük meg sem mozdul, a lézervezérlőt pedig két másik típusú szervóhajtással is teszteltük , működik azok mozogtak ahogy kell.
Olyan érzésünk van mintha a jelszélesség kevés lenne a Sigma II. vezérlőnek.
Nem lehet valahol állítani az érzékenységén?
A lézervezérlőn nincsenek ilyenfajta állítási lehetőségek.
Van egy SIGMA II. 400W vez.+motor amit bekötöttünk step+dir+GND , Machal működik gyönyörűen.
Viszont amikor a lézer vezérlőbe bekötjük meg sem mozdul, a lézervezérlőt pedig két másik típusú szervóhajtással is teszteltük , működik azok mozogtak ahogy kell.
Olyan érzésünk van mintha a jelszélesség kevés lenne a Sigma II. vezérlőnek.
Nem lehet valahol állítani az érzékenységén?
A lézervezérlőn nincsenek ilyenfajta állítási lehetőségek.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 21:18
Írta: nmnrsytc Dátum 2011 május 27, 21:18
Szia Tamás!
Szerintem negativ logikával megy az MPC vagyis
sigma2 paraméterezésénél a Pn200 -as paramétert
n.xxx0-ról n.xxx5-re állítva próbáld meg.
Szerintem negativ logikával megy az MPC vagyis
sigma2 paraméterezésénél a Pn200 -as paramétert
n.xxx0-ról n.xxx5-re állítva próbáld meg.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 19:58
Írta: svejk Dátum 2011 május 27, 19:58
Jelszint, polaritás biztos rendben?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:19
Írta: svejk Dátum 2011 május 27, 21:19
Ott van fehéren feketével.
4. oldal alja 3.4.1-es bekezdés szépen lerajzolva.
Tehát negatív logikás (npn)a kimenete...
Az ábra szerint kösd be a yaskawa bemenetét.
Az R ellenállás neked nem kell, helyette rövidzár
4. oldal alja 3.4.1-es bekezdés szépen lerajzolva.
Tehát negatív logikás (npn)a kimenete...
Az ábra szerint kösd be a yaskawa bemenetét.
Az R ellenállás neked nem kell, helyette rövidzár
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 20:00
Írta: c2nsu773m Dátum 2011 május 27, 20:00
Mire is gondolsz pontosan?
Nincs szkópun!!!!
Nincs szkópun!!!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:20
Írta: svejk Dátum 2011 május 27, 21:20
Szerintem kár a paramétereket piszkálni, az opto helyes bekötésével menni fog.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:07
Írta: svejk Dátum 2011 május 27, 20:07
500 kpps tud szimmetrikus meghajtásnál a bemenet, de nyitott kollektorosnál is 200kpps-t.
Elég meredek a jel fel-lefutás?
Nagyimpedanciás kimenet hosszú árnyákolt kábelnél lehet lassú a jelváltozás.
Elég meredek a jel fel-lefutás?
Nagyimpedanciás kimenet hosszú árnyákolt kábelnél lehet lassú a jelváltozás.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2011 május 27, 21:41
Írta: PSoft Dátum 2011 május 27, 21:41
Ugyanez volt a problémám nekem is az MPC-vel,csak egy másik,DC szervovezérlőnél.
Ha emlékszel rá,ezért kértem,és Tőled kaptam a DSSC kapcs.rajzát.
Ott is át kellett fordítanom az optót.:))
[#wink][#worship]
Ha emlékszel rá,ezért kértem,és Tőled kaptam a DSSC kapcs.rajzát.
Ott is át kellett fordítanom az optót.:))
[#wink][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:11
Írta: svejk Dátum 2011 május 27, 20:11
jelszélesség a sigmaII-nél minimum 1us, nem hinném hogy ezt túlszárnyalja a kinai know-how.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 21:42
Írta: nmnrsytc Dátum 2011 május 27, 21:42
Hát ebben igazad van ,hogy be kell rendesen kötni. Az MPC +5V-ja a sigma2 STEP+/DIR+-ra az MPC PUL/DIR kimenete pedig a sigma2 STEP-/DIR-ra. De szerintem akkor is kell a param. állítás 0-ról 5-re.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 20:14
Írta: svejk Dátum 2011 május 27, 20:14
nem kell ahhoz szkóp.
megméred alapállapotban GND-hez képest egy multiméterrel a jelszintet és az alapján kötöd rá az optikai bemenetére a servonak.
a servo tudja a pozitív és negatív logikát is kezelni, persze más optobekötéssel.
Linkeld ide a a lézer vezérlő kimeneti specifikációját!
megméred alapállapotban GND-hez képest egy multiméterrel a jelszintet és az alapján kötöd rá az optikai bemenetére a servonak.
a servo tudja a pozitív és negatív logikát is kezelni, persze más optobekötéssel.
Linkeld ide a a lézer vezérlő kimeneti specifikációját!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:45
Írta: svejk Dátum 2011 május 27, 21:45
Tessék így bekötni, ennek a servo alapértelmezéseként mennie kell.
Egyébként nem is értem miért nem attól kéritek segítséget akiktől vettétek a servot? [#nemtudom]
Ha ez sem megy akkor majd ráérsz a paraméterek közt turkálni.
Gondolom a SON meg a NOT-POT-al nincs gond, mivel írtad más környezetben működött.

Egyébként nem is értem miért nem attól kéritek segítséget akiktől vettétek a servot? [#nemtudom]
Ha ez sem megy akkor majd ráérsz a paraméterek közt turkálni.
Gondolom a SON meg a NOT-POT-al nincs gond, mivel írtad más környezetben működött.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 20:55
Írta: c2nsu773m Dátum 2011 május 27, 20:55
http://www.leetro.com/english/down/MPC6535-Hardware%20Manual.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:50
Írta: svejk Dátum 2011 május 27, 21:50
Ilyenkor nem kell, bár a lézervez. leírásából a tényleges impulzuskitöltések értékei nem derültek ki.
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 21:18
Írta: nmnrsytc Dátum 2011 május 27, 21:18
Szia Tamás!
Szerintem negativ logikával megy az MPC vagyis
sigma2 paraméterezésénél a Pn200 -as paramétert
n.xxx0-ról n.xxx5-re állítva próbáld meg.
Szerintem negativ logikával megy az MPC vagyis
sigma2 paraméterezésénél a Pn200 -as paramétert
n.xxx0-ról n.xxx5-re állítva próbáld meg.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 22:00
Írta: c2nsu773m Dátum 2011 május 27, 22:00
Jó neked hogy látod a 4 oldal alján és rögtön megvilágosodol!
Én ezt hónapokon át is nézegethettem volna .....
Ezer hála és köszönet!!!! [#worship][#worship][#taps][#taps]
Én ezt hónapokon át is nézegethettem volna .....
Ezer hála és köszönet!!!! [#worship][#worship][#taps][#taps]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:19
Írta: svejk Dátum 2011 május 27, 21:19
Ott van fehéren feketével.
4. oldal alja 3.4.1-es bekezdés szépen lerajzolva.
Tehát negatív logikás (npn)a kimenete...
Az ábra szerint kösd be a yaskawa bemenetét.
Az R ellenállás neked nem kell, helyette rövidzár
4. oldal alja 3.4.1-es bekezdés szépen lerajzolva.
Tehát negatív logikás (npn)a kimenete...
Az ábra szerint kösd be a yaskawa bemenetét.
Az R ellenállás neked nem kell, helyette rövidzár
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 22:09
Írta: svejk Dátum 2011 május 27, 22:09
Nyugtával a napot! [#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:20
Írta: svejk Dátum 2011 május 27, 21:20
Szerintem kár a paramétereket piszkálni, az opto helyes bekötésével menni fog.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 22:55
Írta: c2nsu773m Dátum 2011 május 27, 22:55
Biztos így kell mert az omron R88D 1234-es lábain vannak a STEP és DIR jelek?
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2011 május 27, 21:41
Írta: PSoft Dátum 2011 május 27, 21:41
Ugyanez volt a problémám nekem is az MPC-vel,csak egy másik,DC szervovezérlőnél.
Ha emlékszel rá,ezért kértem,és Tőled kaptam a DSSC kapcs.rajzát.
Ott is át kellett fordítanom az optót.:))
[#wink][#worship]
Ha emlékszel rá,ezért kértem,és Tőled kaptam a DSSC kapcs.rajzát.
Ott is át kellett fordítanom az optót.:))
[#wink][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:09
Írta: svejk Dátum 2011 május 27, 23:09
Egyem a zúzádat nem zavar, hogy Te a #1253-ban SigmaII-ről beszéltél????
És ne is próbálj bocsánatot kérni!
És ne is próbálj bocsánatot kérni!
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 21:42
Írta: nmnrsytc Dátum 2011 május 27, 21:42
Hát ebben igazad van ,hogy be kell rendesen kötni. Az MPC +5V-ja a sigma2 STEP+/DIR+-ra az MPC PUL/DIR kimenete pedig a sigma2 STEP-/DIR-ra. De szerintem akkor is kell a param. állítás 0-ról 5-re.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:15
Írta: svejk Dátum 2011 május 27, 23:15
Nesze vazze örüljél :))

Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:45
Írta: svejk Dátum 2011 május 27, 21:45
Tessék így bekötni, ennek a servo alapértelmezéseként mennie kell.
Egyébként nem is értem miért nem attól kéritek segítséget akiktől vettétek a servot? [#nemtudom]
Ha ez sem megy akkor majd ráérsz a paraméterek közt turkálni.
Gondolom a SON meg a NOT-POT-al nincs gond, mivel írtad más környezetben működött.
Egyébként nem is értem miért nem attól kéritek segítséget akiktől vettétek a servot? [#nemtudom]
Ha ez sem megy akkor majd ráérsz a paraméterek közt turkálni.
Gondolom a SON meg a NOT-POT-al nincs gond, mivel írtad más környezetben működött.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:18
Írta: svejk Dátum 2011 május 27, 23:18
És a Pn200-as paramétert megtaláltad? :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 21:50
Írta: svejk Dátum 2011 május 27, 21:50
Ilyenkor nem kell, bár a lézervez. leírásából a tényleges impulzuskitöltések értékei nem derültek ki.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:19
Írta: svejk Dátum 2011 május 27, 23:19
Büntetésből, futás le a műhelybe kipróbálni!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 22:00
Írta: c2nsu773m Dátum 2011 május 27, 22:00
Jó neked hogy látod a 4 oldal alján és rögtön megvilágosodol!
Én ezt hónapokon át is nézegethettem volna .....
Ezer hála és köszönet!!!! [#worship][#worship][#taps][#taps]
Én ezt hónapokon át is nézegethettem volna .....
Ezer hála és köszönet!!!! [#worship][#worship][#taps][#taps]
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 23:19
Írta: c2nsu773m Dátum 2011 május 27, 23:19
OK!
Elkúrtam!?
Mert a Yaskava paraméterező programmal állítotuk és az írta hogy sigma II vagy mi!
Elkúrtam!?
Mert a Yaskava paraméterező programmal állítotuk és az írta hogy sigma II vagy mi!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 22:09
Írta: svejk Dátum 2011 május 27, 22:09
Nyugtával a napot! [#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 23:20
Írta: nmnrsytc Dátum 2011 május 27, 23:20
Végre megszülett !
Nagyon jó lett a rajz :)
Esetleg egyszerűbben nem tudnád lerajzolni :))
Nagyon jó lett a rajz :)
Esetleg egyszerűbben nem tudnád lerajzolni :))
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 22:55
Írta: c2nsu773m Dátum 2011 május 27, 22:55
Biztos így kell mert az omron R88D 1234-es lábain vannak a STEP és DIR jelek?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 23:24
Írta: c2nsu773m Dátum 2011 május 27, 23:24
Pn200? ez olyan mint az oxigéncsapot olajozni?
Már csak holnap!!!
Már csak holnap!!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:09
Írta: svejk Dátum 2011 május 27, 23:09
Egyem a zúzádat nem zavar, hogy Te a #1253-ban SigmaII-ről beszéltél????
És ne is próbálj bocsánatot kérni!
És ne is próbálj bocsánatot kérni!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:28
Írta: svejk Dátum 2011 május 27, 23:28
Már van egy rajz a #1265-ben is.
De nem értem az iróniát? :(
De nem értem az iróniát? :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:15
Írta: svejk Dátum 2011 május 27, 23:15
Nesze vazze örüljél :))
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 május 28, 06:50
Írta: besirkyjh Dátum 2011 május 28, 06:50
Szia
Hát ezért mert nekem is sokáig csak egy kis piros X volt a rajz hellyén .
Gondolom .
Hát ezért mert nekem is sokáig csak egy kis piros X volt a rajz hellyén .
Gondolom .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:18
Írta: svejk Dátum 2011 május 27, 23:18
És a Pn200-as paramétert megtaláltad? :)
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 28, 21:37
Írta: c2nsu773m Dátum 2011 május 28, 21:37
Örülök , mert mozog ,nem is akár hogy!
Aszthiszem kiszanálom a DC motorjaimat....
Aszthiszem kiszanálom a DC motorjaimat....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:19
Írta: svejk Dátum 2011 május 27, 23:19
Büntetésből, futás le a műhelybe kipróbálni!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 29, 10:58
Írta: svejk Dátum 2011 május 29, 10:58
Nem kell azokat leírni.
Egy megfelelő DC-vel is ele lehet ugyanazt az eredményt érni.
Egy megfelelő DC-vel is ele lehet ugyanazt az eredményt érni.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 23:19
Írta: c2nsu773m Dátum 2011 május 27, 23:19
OK!
Elkúrtam!?
Mert a Yaskava paraméterező programmal állítotuk és az írta hogy sigma II vagy mi!
Elkúrtam!?
Mert a Yaskava paraméterező programmal állítotuk és az írta hogy sigma II vagy mi!
Cím: Re:AC szervó motoros vezérlés
Írta: x0bnhi5ag Dátum 2011 június 01, 19:59
Írta: x0bnhi5ag Dátum 2011 június 01, 19:59
Uraim!
Ma volt először alkalmam kipróbálni egy AC servopackot Svejk mester jóvoltából. A vezérlő "csak analóg" de számomra döbbenet mit tud ez a kis vezérlő- motor páros.Percenkénti néhány fordulatnál is olyan erő van az amúgy 750 w-os motorban-ami csak kb. 3 kg, hogy fogóval sem lehet lefogni..........................ezt nem hittem volna. Ha nem terhelem 230v-ról mindössze 100mA körüli áramot vesz fel a szabályzó és a motor együttvéve, igen jó a hatásfoka, nem melegszik. Pörög 3000-et simán kihajtva 4500-at, indulás- megállás azonnal, majdnem leugrik az asztalról. Aki még nem próbálta annak nagyon ajánlom, igazi szuper dolog!!
Ma volt először alkalmam kipróbálni egy AC servopackot Svejk mester jóvoltából. A vezérlő "csak analóg" de számomra döbbenet mit tud ez a kis vezérlő- motor páros.Percenkénti néhány fordulatnál is olyan erő van az amúgy 750 w-os motorban-ami csak kb. 3 kg, hogy fogóval sem lehet lefogni..........................ezt nem hittem volna. Ha nem terhelem 230v-ról mindössze 100mA körüli áramot vesz fel a szabályzó és a motor együttvéve, igen jó a hatásfoka, nem melegszik. Pörög 3000-et simán kihajtva 4500-at, indulás- megállás azonnal, majdnem leugrik az asztalról. Aki még nem próbálta annak nagyon ajánlom, igazi szuper dolog!!
Cím: Re:AC szervó motoros vezérlés
Írta: nmnrsytc Dátum 2011 május 27, 23:20
Írta: nmnrsytc Dátum 2011 május 27, 23:20
Végre megszülett !
Nagyon jó lett a rajz :)
Esetleg egyszerűbben nem tudnád lerajzolni :))
Nagyon jó lett a rajz :)
Esetleg egyszerűbben nem tudnád lerajzolni :))
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:41
Írta: Kristály Árpád Dátum 2011 június 02, 09:41
Mit mondjak kedvet csináltál....
A fiókom alján porosodik 2-garnitura....200-W-os
Most felszerelem....hadj menjen....
szokásom ellenére készítek videót.....
Üdv.: Árpi
A fiókom alján porosodik 2-garnitura....200-W-os
Most felszerelem....hadj menjen....
szokásom ellenére készítek videót.....
Üdv.: Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 27, 23:24
Írta: c2nsu773m Dátum 2011 május 27, 23:24
Pn200? ez olyan mint az oxigéncsapot olajozni?
Már csak holnap!!!
Már csak holnap!!!
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:43
Írta: Kristály Árpád Dátum 2011 június 02, 09:43
Apropó....
Direkthajtással vagy áttétellel megy?
(ha nem milyen áttétel? s milyen emelkedésű órsóval)
Köszszsz
Árpi
Direkthajtással vagy áttétellel megy?
(ha nem milyen áttétel? s milyen emelkedésű órsóval)
Köszszsz
Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 27, 23:28
Írta: svejk Dátum 2011 május 27, 23:28
Már van egy rajz a #1265-ben is.
De nem értem az iróniát? :(
De nem értem az iróniát? :(
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:45
Írta: Kristály Árpád Dátum 2011 június 02, 09:45
Más...
Kérdés!
A Z-tengelyesnem fékes motornak kelene lenni...de....
Ha mondjuk egy nagyobb fénymásológép mágnesfékét felszerelem a végére...az jó megoldás????
HONNAN KAPJA A FESZT...?
Kérdés!
A Z-tengelyesnem fékes motornak kelene lenni...de....
Ha mondjuk egy nagyobb fénymásológép mágnesfékét felszerelem a végére...az jó megoldás????
HONNAN KAPJA A FESZT...?
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 május 28, 06:50
Írta: besirkyjh Dátum 2011 május 28, 06:50
Szia
Hát ezért mert nekem is sokáig csak egy kis piros X volt a rajz hellyén .
Gondolom .
Hát ezért mert nekem is sokáig csak egy kis piros X volt a rajz hellyén .
Gondolom .
Cím: Re:AC szervó motoros vezérlés
Írta: Csuhás Dátum 2011 június 02, 10:22
Írta: Csuhás Dátum 2011 június 02, 10:22
Olyan fék kell aminek a nyitásához kell az energia.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 május 28, 21:37
Írta: c2nsu773m Dátum 2011 május 28, 21:37
Örülök , mert mozog ,nem is akár hogy!
Aszthiszem kiszanálom a DC motorjaimat....
Aszthiszem kiszanálom a DC motorjaimat....
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 10:23
Írta: Kristály Árpád Dátum 2011 június 02, 10:23
Köszönöm!
Árpi
Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 május 29, 10:58
Írta: svejk Dátum 2011 május 29, 10:58
Nem kell azokat leírni.
Egy megfelelő DC-vel is ele lehet ugyanazt az eredményt érni.
Egy megfelelő DC-vel is ele lehet ugyanazt az eredményt érni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 02, 15:28
Írta: svejk Dátum 2011 június 02, 15:28
L Attila tudtommal nem pozíció szabályzásra akarja használni...
Cím: Re:AC szervó motoros vezérlés
Írta: x0bnhi5ag Dátum 2011 június 01, 19:59
Írta: x0bnhi5ag Dátum 2011 június 01, 19:59
Uraim!
Ma volt először alkalmam kipróbálni egy AC servopackot Svejk mester jóvoltából. A vezérlő "csak analóg" de számomra döbbenet mit tud ez a kis vezérlő- motor páros.Percenkénti néhány fordulatnál is olyan erő van az amúgy 750 w-os motorban-ami csak kb. 3 kg, hogy fogóval sem lehet lefogni..........................ezt nem hittem volna. Ha nem terhelem 230v-ról mindössze 100mA körüli áramot vesz fel a szabályzó és a motor együttvéve, igen jó a hatásfoka, nem melegszik. Pörög 3000-et simán kihajtva 4500-at, indulás- megállás azonnal, majdnem leugrik az asztalról. Aki még nem próbálta annak nagyon ajánlom, igazi szuper dolog!!
Ma volt először alkalmam kipróbálni egy AC servopackot Svejk mester jóvoltából. A vezérlő "csak analóg" de számomra döbbenet mit tud ez a kis vezérlő- motor páros.Percenkénti néhány fordulatnál is olyan erő van az amúgy 750 w-os motorban-ami csak kb. 3 kg, hogy fogóval sem lehet lefogni..........................ezt nem hittem volna. Ha nem terhelem 230v-ról mindössze 100mA körüli áramot vesz fel a szabályzó és a motor együttvéve, igen jó a hatásfoka, nem melegszik. Pörög 3000-et simán kihajtva 4500-at, indulás- megállás azonnal, majdnem leugrik az asztalról. Aki még nem próbálta annak nagyon ajánlom, igazi szuper dolog!!
Cím: Re:AC szervó motoros vezérlés
Írta: x0bnhi5ag Dátum 2011 június 02, 17:04
Írta: x0bnhi5ag Dátum 2011 június 02, 17:04
Én csak most ismerkedem az ac szervóval , bocs ha badarságot írok.!?!? Ahogy Svejk mester írja nem pozicionálásra tervezem használni hanem precíz fordulatú főorsó motornak, szíj áttétellel.(lassítom is és gyorsítom is) Erényeinek tartom kis tömeg mellet az egyenletesen nagy nyomaték mellet a pontos fordulatszám tartást is! Nagyon szimpatikus!!
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:41
Írta: Kristály Árpád Dátum 2011 június 02, 09:41
Mit mondjak kedvet csináltál....
A fiókom alján porosodik 2-garnitura....200-W-os
Most felszerelem....hadj menjen....
szokásom ellenére készítek videót.....
Üdv.: Árpi
A fiókom alján porosodik 2-garnitura....200-W-os
Most felszerelem....hadj menjen....
szokásom ellenére készítek videót.....
Üdv.: Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 08, 12:06
Írta: svejk Dátum 2011 június 08, 12:06
Ha lenne valaki aki használ, vagy ismeri ezt a fajta Servopackot attól szívesen fogadnék egy atyai tanácsot.
A kérdésemet majd magánban szeretném feltenni.
A kérdésemet majd magánban szeretném feltenni.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:43
Írta: Kristály Árpád Dátum 2011 június 02, 09:43
Apropó....
Direkthajtással vagy áttétellel megy?
(ha nem milyen áttétel? s milyen emelkedésű órsóval)
Köszszsz
Árpi
Direkthajtással vagy áttétellel megy?
(ha nem milyen áttétel? s milyen emelkedésű órsóval)
Köszszsz
Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 09, 19:36
Írta: svejk Dátum 2011 június 09, 19:36
Servopack CACR-xx FK1 xx
Esetleg erről valakinek valami okossága?
Esetleg erről valakinek valami okossága?
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 09:45
Írta: Kristály Árpád Dátum 2011 június 02, 09:45
Más...
Kérdés!
A Z-tengelyesnem fékes motornak kelene lenni...de....
Ha mondjuk egy nagyobb fénymásológép mágnesfékét felszerelem a végére...az jó megoldás????
HONNAN KAPJA A FESZT...?
Kérdés!
A Z-tengelyesnem fékes motornak kelene lenni...de....
Ha mondjuk egy nagyobb fénymásológép mágnesfékét felszerelem a végére...az jó megoldás????
HONNAN KAPJA A FESZT...?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 09:46
Írta: 000000000 Dátum 2011 június 24, 09:46
Üdv mindenkinek!
Segítség kellene nekem.
Van egy yaskawa servopack-om. Ahoz, hogy a számító géppel komunikáljon, csak az LPT port (mondjuk) 2-es és 3-as tűjére van szükslgem?
Egyszerűben két éren keresztűl kommunikál?
Előre is köszönöm.

Segítség kellene nekem.
Van egy yaskawa servopack-om. Ahoz, hogy a számító géppel komunikáljon, csak az LPT port (mondjuk) 2-es és 3-as tűjére van szükslgem?
Egyszerűben két éren keresztűl kommunikál?
Előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: Csuhás Dátum 2011 június 02, 10:22
Írta: Csuhás Dátum 2011 június 02, 10:22
Olyan fék kell aminek a nyitásához kell az energia.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 09:52
Írta: 000000000 Dátum 2011 június 24, 09:52
Még egy kérdés.
Az lpt portnak hány tűje használható vezérlőkkel való komunikációra és mellek azok?
Az lpt portnak hány tűje használható vezérlőkkel való komunikációra és mellek azok?
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2011 június 02, 10:23
Írta: Kristály Árpád Dátum 2011 június 02, 10:23
Köszönöm!
Árpi
Árpi
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 24, 11:46
Írta: besirkyjh Dátum 2011 június 24, 11:46
Szia
A kék és a piros .Kék kimenetek és a piros a bemenetek a PC felé .
A kék és a piros .Kék kimenetek és a piros a bemenetek a PC felé .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 02, 15:28
Írta: svejk Dátum 2011 június 02, 15:28
L Attila tudtommal nem pozíció szabályzásra akarja használni...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 június 24, 12:28
Írta: D.Laci Dátum 2011 június 24, 12:28
"Egyszerűben két éren keresztűl kommunikál? "
és a GND
18-25
zöldek.
és a GND
18-25
zöldek.
Cím: Re:AC szervó motoros vezérlés
Írta: x0bnhi5ag Dátum 2011 június 02, 17:04
Írta: x0bnhi5ag Dátum 2011 június 02, 17:04
Én csak most ismerkedem az ac szervóval , bocs ha badarságot írok.!?!? Ahogy Svejk mester írja nem pozicionálásra tervezem használni hanem precíz fordulatú főorsó motornak, szíj áttétellel.(lassítom is és gyorsítom is) Erényeinek tartom kis tömeg mellet az egyenletesen nagy nyomaték mellet a pontos fordulatszám tartást is! Nagyon szimpatikus!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 13:02
Írta: 000000000 Dátum 2011 június 24, 13:02
Köszönöm a válaszokat.
Milyen vezetéket javasóltok a vez. és a pc. közzé?
Kb. 2m.-hosszúak lesznek.
Úgyan úgy zavarérzékenyek mint léptetőmotorok?(árnyékolni)
Milyen vezetéket javasóltok a vez. és a pc. közzé?
Kb. 2m.-hosszúak lesznek.
Úgyan úgy zavarérzékenyek mint léptetőmotorok?(árnyékolni)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 08, 12:06
Írta: svejk Dátum 2011 június 08, 12:06
Ha lenne valaki aki használ, vagy ismeri ezt a fajta Servopackot attól szívesen fogadnék egy atyai tanácsot.
A kérdésemet majd magánban szeretném feltenni.
A kérdésemet majd magánban szeretném feltenni.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 24, 17:04
Írta: besirkyjh Dátum 2011 június 24, 17:04
Szinte mindenki a gyári LPT kábeleket használja ( 1,5 és 3m között , kivéve egem mert lustaságbol most 10m-es van ) .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 09, 19:36
Írta: svejk Dátum 2011 június 09, 19:36
Servopack CACR-xx FK1 xx
Esetleg erről valakinek valami okossága?
Esetleg erről valakinek valami okossága?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 19:07
Írta: 000000000 Dátum 2011 június 25, 19:07
Üdvözletem.
Ismét segítségre lenne szükségem.
A yaskawa dr2-es vezérlő 1CN-es csatlakozójának, melyik tűjén megy be a step és dir illetve a gnd?
És milyen programmal lehet ezt a vezérlőt hangólni?
Segítséget előre is köszönöm.
Ismét segítségre lenne szükségem.
A yaskawa dr2-es vezérlő 1CN-es csatlakozójának, melyik tűjén megy be a step és dir illetve a gnd?
És milyen programmal lehet ezt a vezérlőt hangólni?
Segítséget előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 09:46
Írta: 000000000 Dátum 2011 június 24, 09:46
Üdv mindenkinek!
Segítség kellene nekem.
Van egy yaskawa servopack-om. Ahoz, hogy a számító géppel komunikáljon, csak az LPT port (mondjuk) 2-es és 3-as tűjére van szükslgem?
Egyszerűben két éren keresztűl kommunikál?
Előre is köszönöm.
Segítség kellene nekem.
Van egy yaskawa servopack-om. Ahoz, hogy a számító géppel komunikáljon, csak az LPT port (mondjuk) 2-es és 3-as tűjére van szükslgem?
Egyszerűben két éren keresztűl kommunikál?
Előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 június 25, 20:31
Írta: c2nsu773m Dátum 2011 június 25, 20:31
Töltsd le a doksiát!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 09:52
Írta: 000000000 Dátum 2011 június 24, 09:52
Még egy kérdés.
Az lpt portnak hány tűje használható vezérlőkkel való komunikációra és mellek azok?
Az lpt portnak hány tűje használható vezérlőkkel való komunikációra és mellek azok?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 20:37
Írta: 000000000 Dátum 2011 június 25, 20:37
Letöltöttem.
Hól találom benne?
Hól találom benne?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 20:38
Írta: 000000000 Dátum 2011 június 25, 20:38
Abban mindkét kérdésemre találok választ?
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 24, 11:46
Írta: besirkyjh Dátum 2011 június 24, 11:46
Szia
A kék és a piros .Kék kimenetek és a piros a bemenetek a PC felé .
A kék és a piros .Kék kimenetek és a piros a bemenetek a PC felé .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 25, 21:07
Írta: svejk Dátum 2011 június 25, 21:07
Ne is haragudj, de ez így nem fog menni...
Először is olvasd át azt az 505 oldalt elölről 10-szer, aztán visszafelé 5-ször és 5-ször találomra össze-vissza.
Ha még mindig van kérdésed akkor fordulj ahhoz akitől vetted, biztosan ad technikai segítséget.
Majd ha ez sem segít, akkor el kell gondolkozni hogy vajon kell-e ez Neked.
Ha a döntés igen, akkor esetleg megpróbál valaki itt segíteni.
De hogy ne legyek szőrös szívű, ezért elárulom hogy a 163. oldalon van a kiosztás.
Először is olvasd át azt az 505 oldalt elölről 10-szer, aztán visszafelé 5-ször és 5-ször találomra össze-vissza.
Ha még mindig van kérdésed akkor fordulj ahhoz akitől vetted, biztosan ad technikai segítséget.
Majd ha ez sem segít, akkor el kell gondolkozni hogy vajon kell-e ez Neked.
Ha a döntés igen, akkor esetleg megpróbál valaki itt segíteni.
De hogy ne legyek szőrös szívű, ezért elárulom hogy a 163. oldalon van a kiosztás.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 június 24, 12:28
Írta: D.Laci Dátum 2011 június 24, 12:28
"Egyszerűben két éren keresztűl kommunikál? "
és a GND
18-25
zöldek.
és a GND
18-25
zöldek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 22:05
Írta: 000000000 Dátum 2011 június 25, 22:05
Szia Svejk!
Nem haragszom, egy kezdő vagyok aki hadilábon áll az angollal (így aztán olvashatom én előről is meg a kecske rosszva közzűl is) és az elektronikával,"mindent eltűr a cél érdekében".Akitől vettem a vezérlőt annak Te állítottad be. Gondoltam Egy levélben szépen megkérlek segíts egy béna kezdőnek az első lépéseiben. Levél ment, valasz nem jött, gondolom valami a gépemmel lehet, vagy rák tudja hova tünt. Sebaj, mondta megának az egyszeri kisgyerek próbálkozom ITT a mindentudók nagyok között És láss csodát megjelent a szörös szívű király, hogy segítsen.
Már régebben eldöntöttem, hogy valami ilyesmire van szükségem, így merészeltem itten próbálkozni.
Félretéve a tréfát (prsze aminek fele.....).
Nagyon köszönöm a segítségedet, ha megnövök meghálálom.
Üdv.
Nagyon szépen köszönöm,
Nem haragszom, egy kezdő vagyok aki hadilábon áll az angollal (így aztán olvashatom én előről is meg a kecske rosszva közzűl is) és az elektronikával,"mindent eltűr a cél érdekében".Akitől vettem a vezérlőt annak Te állítottad be. Gondoltam Egy levélben szépen megkérlek segíts egy béna kezdőnek az első lépéseiben. Levél ment, valasz nem jött, gondolom valami a gépemmel lehet, vagy rák tudja hova tünt. Sebaj, mondta megának az egyszeri kisgyerek próbálkozom ITT a mindentudók nagyok között És láss csodát megjelent a szörös szívű király, hogy segítsen.
Már régebben eldöntöttem, hogy valami ilyesmire van szükségem, így merészeltem itten próbálkozni.
Félretéve a tréfát (prsze aminek fele.....).
Nagyon köszönöm a segítségedet, ha megnövök meghálálom.
Üdv.
Nagyon szépen köszönöm,
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 24, 13:02
Írta: 000000000 Dátum 2011 június 24, 13:02
Köszönöm a válaszokat.
Milyen vezetéket javasóltok a vez. és a pc. közzé?
Kb. 2m.-hosszúak lesznek.
Úgyan úgy zavarérzékenyek mint léptetőmotorok?(árnyékolni)
Milyen vezetéket javasóltok a vez. és a pc. közzé?
Kb. 2m.-hosszúak lesznek.
Úgyan úgy zavarérzékenyek mint léptetőmotorok?(árnyékolni)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 25, 23:07
Írta: svejk Dátum 2011 június 25, 23:07
Inkább az én levelezőm vacakol, mostanában veszett el bejövő levelem.
Hidd el nagyon egyszerű az egész, de nulláról elindulva nem lesz könnyű.
Én is 2 év alatt tanultam meg autodidakta módon azt a keveset amit tudok.
Ezeket a vezérlőket közvetlen a hálózatról szokták használni a hobbysták és nem szívesen ad az ember tanácsot, mert nekem már itt a fórumon majdnem a nyakamba akasztották a gyilkos nevet.
Szóval egyenlőre nézegesd azt a gépkönyvet, ha kell szótárazz és tanulmányozd a bekötési ábrákat.
Ne akarj pár óra alatt beüzemelni egy ilyen szerkezetet.
Látom a #1291-ben is nagyon amatőr kérdést tettél fel, mely azt tükrözi hogy még léptetőkkel sem volt dolgod.
Nagyon nem jól van ez így [#ejnye1]
Hidd el nagyon egyszerű az egész, de nulláról elindulva nem lesz könnyű.
Én is 2 év alatt tanultam meg autodidakta módon azt a keveset amit tudok.
Ezeket a vezérlőket közvetlen a hálózatról szokták használni a hobbysták és nem szívesen ad az ember tanácsot, mert nekem már itt a fórumon majdnem a nyakamba akasztották a gyilkos nevet.
Szóval egyenlőre nézegesd azt a gépkönyvet, ha kell szótárazz és tanulmányozd a bekötési ábrákat.
Ne akarj pár óra alatt beüzemelni egy ilyen szerkezetet.
Látom a #1291-ben is nagyon amatőr kérdést tettél fel, mely azt tükrözi hogy még léptetőkkel sem volt dolgod.
Nagyon nem jól van ez így [#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 24, 17:04
Írta: besirkyjh Dátum 2011 június 24, 17:04
Szinte mindenki a gyári LPT kábeleket használja ( 1,5 és 3m között , kivéve egem mert lustaságbol most 10m-es van ) .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 23:32
Írta: 000000000 Dátum 2011 június 25, 23:32
Megfogadom a tanácsod, jól esik, hogy vigyázol rám.
És úgy látom a szőrös szíved is rózsaszínűbb lett már......
Lelkes ujjat keresők amatőrök (akik hajlandó éjszakákon át valami olyannal foglalkozni, amihez MÉG nem értenek) viszik előrébb a világot, nem a megsavanyodott, kioktató és pöffeszkedő "művezetők".
Félve ugyan az újabb letolás miatt, de azért még biztosan lesz sok kérdésem itt.
Maradok tisztelettel OM.
És úgy látom a szőrös szíved is rózsaszínűbb lett már......
Lelkes ujjat keresők amatőrök (akik hajlandó éjszakákon át valami olyannal foglalkozni, amihez MÉG nem értenek) viszik előrébb a világot, nem a megsavanyodott, kioktató és pöffeszkedő "művezetők".
Félve ugyan az újabb letolás miatt, de azért még biztosan lesz sok kérdésem itt.
Maradok tisztelettel OM.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 19:07
Írta: 000000000 Dátum 2011 június 25, 19:07
Üdvözletem.
Ismét segítségre lenne szükségem.
A yaskawa dr2-es vezérlő 1CN-es csatlakozójának, melyik tűjén megy be a step és dir illetve a gnd?
És milyen programmal lehet ezt a vezérlőt hangólni?
Segítséget előre is köszönöm.
Ismét segítségre lenne szükségem.
A yaskawa dr2-es vezérlő 1CN-es csatlakozójának, melyik tűjén megy be a step és dir illetve a gnd?
És milyen programmal lehet ezt a vezérlőt hangólni?
Segítséget előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 26, 07:12
Írta: besirkyjh Dátum 2011 június 26, 07:12
Szia Svejk
Hogy mennyire igazad van ebben a 0 -rol dologban .
Mindenki másképp csinálja , én pl már 3. éve olvasom probálom a szervokat ( DC ) megérteni de odáig még nem jutottam el hogy használjam is de eljön annak is az ideje akkor ha már tudom hogy mit is akarok kérdezni .Addig meg elvagyok a kis léptecseimmel .
Hogy mennyire igazad van ebben a 0 -rol dologban .
Mindenki másképp csinálja , én pl már 3. éve olvasom probálom a szervokat ( DC ) megérteni de odáig még nem jutottam el hogy használjam is de eljön annak is az ideje akkor ha már tudom hogy mit is akarok kérdezni .Addig meg elvagyok a kis léptecseimmel .
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2011 június 25, 20:31
Írta: c2nsu773m Dátum 2011 június 25, 20:31
Töltsd le a doksiát!
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 17, 21:46
Írta: e83grvi22 Dátum 2011 október 17, 21:46
Tud valaki ojan illesztő kártyát amivel a mach3 step/dir jeléből indramat ac servonak megfeleő jelet kapunk?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 20:37
Írta: 000000000 Dátum 2011 június 25, 20:37
Letöltöttem.
Hól találom benne?
Hól találom benne?
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 17, 21:48
Írta: e83grvi22 Dátum 2011 október 17, 21:48
Sziasztok!
Keresem a megoldást az alábbi kérdésre ...
De sajna nagyon keveset találtam a neten ..
Minden infónak örülök ..
üdv: elektron69
Keresem a megoldást az alábbi kérdésre ...
De sajna nagyon keveset találtam a neten ..
Minden infónak örülök ..
üdv: elektron69
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 20:38
Írta: 000000000 Dátum 2011 június 25, 20:38
Abban mindkét kérdésemre találok választ?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 október 18, 00:01
Írta: s7manbs8 Dátum 2011 október 18, 00:01
Milyen jel kell annak a servonak ? Nem Step-Dir ? Vagy csak illeszteni kell, mert kell, én egyszer csináltam egy olyan fajtához, pár tranzisztor kellett hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 25, 21:07
Írta: svejk Dátum 2011 június 25, 21:07
Ne is haragudj, de ez így nem fog menni...
Először is olvasd át azt az 505 oldalt elölről 10-szer, aztán visszafelé 5-ször és 5-ször találomra össze-vissza.
Ha még mindig van kérdésed akkor fordulj ahhoz akitől vetted, biztosan ad technikai segítséget.
Majd ha ez sem segít, akkor el kell gondolkozni hogy vajon kell-e ez Neked.
Ha a döntés igen, akkor esetleg megpróbál valaki itt segíteni.
De hogy ne legyek szőrös szívű, ezért elárulom hogy a 163. oldalon van a kiosztás.
Először is olvasd át azt az 505 oldalt elölről 10-szer, aztán visszafelé 5-ször és 5-ször találomra össze-vissza.
Ha még mindig van kérdésed akkor fordulj ahhoz akitől vetted, biztosan ad technikai segítséget.
Majd ha ez sem segít, akkor el kell gondolkozni hogy vajon kell-e ez Neked.
Ha a döntés igen, akkor esetleg megpróbál valaki itt segíteni.
De hogy ne legyek szőrös szívű, ezért elárulom hogy a 163. oldalon van a kiosztás.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 18, 07:15
Írta: 000000000 Dátum 2011 október 18, 07:15
Van ilyen kártya. Farkas Ádám is ilyennel hajtotta
a kis AC sevoját, ha jól emlékszem, Mavilort.
a kis AC sevoját, ha jól emlékszem, Mavilort.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 22:05
Írta: 000000000 Dátum 2011 június 25, 22:05
Szia Svejk!
Nem haragszom, egy kezdő vagyok aki hadilábon áll az angollal (így aztán olvashatom én előről is meg a kecske rosszva közzűl is) és az elektronikával,"mindent eltűr a cél érdekében".Akitől vettem a vezérlőt annak Te állítottad be. Gondoltam Egy levélben szépen megkérlek segíts egy béna kezdőnek az első lépéseiben. Levél ment, valasz nem jött, gondolom valami a gépemmel lehet, vagy rák tudja hova tünt. Sebaj, mondta megának az egyszeri kisgyerek próbálkozom ITT a mindentudók nagyok között És láss csodát megjelent a szörös szívű király, hogy segítsen.
Már régebben eldöntöttem, hogy valami ilyesmire van szükségem, így merészeltem itten próbálkozni.
Félretéve a tréfát (prsze aminek fele.....).
Nagyon köszönöm a segítségedet, ha megnövök meghálálom.
Üdv.
Nagyon szépen köszönöm,
Nem haragszom, egy kezdő vagyok aki hadilábon áll az angollal (így aztán olvashatom én előről is meg a kecske rosszva közzűl is) és az elektronikával,"mindent eltűr a cél érdekében".Akitől vettem a vezérlőt annak Te állítottad be. Gondoltam Egy levélben szépen megkérlek segíts egy béna kezdőnek az első lépéseiben. Levél ment, valasz nem jött, gondolom valami a gépemmel lehet, vagy rák tudja hova tünt. Sebaj, mondta megának az egyszeri kisgyerek próbálkozom ITT a mindentudók nagyok között És láss csodát megjelent a szörös szívű király, hogy segítsen.
Már régebben eldöntöttem, hogy valami ilyesmire van szükségem, így merészeltem itten próbálkozni.
Félretéve a tréfát (prsze aminek fele.....).
Nagyon köszönöm a segítségedet, ha megnövök meghálálom.
Üdv.
Nagyon szépen köszönöm,
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 19, 07:04
Írta: e83grvi22 Dátum 2011 október 19, 07:04
Kimásolom a doksit hogy pontosan mi is kell neki kis türelmet kérek mert papíron van scannolni kell..
Ha jol gondolom akkor analóg jel kell neki ..
Találtam is a neten egy erre való csatoló kártya leirást de sem típus sem adat nincs a beazonosításhoz azt is linkelem este hátha valaki ismeri..addig is köszike..
Ha jol gondolom akkor analóg jel kell neki ..
Találtam is a neten egy erre való csatoló kártya leirást de sem típus sem adat nincs a beazonosításhoz azt is linkelem este hátha valaki ismeri..addig is köszike..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 június 25, 23:07
Írta: svejk Dátum 2011 június 25, 23:07
Inkább az én levelezőm vacakol, mostanában veszett el bejövő levelem.
Hidd el nagyon egyszerű az egész, de nulláról elindulva nem lesz könnyű.
Én is 2 év alatt tanultam meg autodidakta módon azt a keveset amit tudok.
Ezeket a vezérlőket közvetlen a hálózatról szokták használni a hobbysták és nem szívesen ad az ember tanácsot, mert nekem már itt a fórumon majdnem a nyakamba akasztották a gyilkos nevet.
Szóval egyenlőre nézegesd azt a gépkönyvet, ha kell szótárazz és tanulmányozd a bekötési ábrákat.
Ne akarj pár óra alatt beüzemelni egy ilyen szerkezetet.
Látom a #1291-ben is nagyon amatőr kérdést tettél fel, mely azt tükrözi hogy még léptetőkkel sem volt dolgod.
Nagyon nem jól van ez így [#ejnye1]
Hidd el nagyon egyszerű az egész, de nulláról elindulva nem lesz könnyű.
Én is 2 év alatt tanultam meg autodidakta módon azt a keveset amit tudok.
Ezeket a vezérlőket közvetlen a hálózatról szokták használni a hobbysták és nem szívesen ad az ember tanácsot, mert nekem már itt a fórumon majdnem a nyakamba akasztották a gyilkos nevet.
Szóval egyenlőre nézegesd azt a gépkönyvet, ha kell szótárazz és tanulmányozd a bekötési ábrákat.
Ne akarj pár óra alatt beüzemelni egy ilyen szerkezetet.
Látom a #1291-ben is nagyon amatőr kérdést tettél fel, mely azt tükrözi hogy még léptetőkkel sem volt dolgod.
Nagyon nem jól van ez így [#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:28
Írta: 000000000 Dátum 2011 október 29, 09:28
sziasztok!
Kezdem már a hajtást építgetni elég jól alakul a váz, léptető motorban gondolkozom, de ha isten is úgy akarja lehet hogy lepottyan az égből nekem 3db OMRON R88D-WT04H AC SERVO vezérlő + motorjai. Viszont annyira amatőr vagyok a témában hogy minden segítség jól jön. Első és legfontosabb kérdésem tud e a mach3 progival kommunikálni és hogyan? Mert ha nem akkor nem is erőltetem ezt a szervós dolgot.
Kezdem már a hajtást építgetni elég jól alakul a váz, léptető motorban gondolkozom, de ha isten is úgy akarja lehet hogy lepottyan az égből nekem 3db OMRON R88D-WT04H AC SERVO vezérlő + motorjai. Viszont annyira amatőr vagyok a témában hogy minden segítség jól jön. Első és legfontosabb kérdésem tud e a mach3 progival kommunikálni és hogyan? Mert ha nem akkor nem is erőltetem ezt a szervós dolgot.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 június 25, 23:32
Írta: 000000000 Dátum 2011 június 25, 23:32
Megfogadom a tanácsod, jól esik, hogy vigyázol rám.
És úgy látom a szőrös szíved is rózsaszínűbb lett már......
Lelkes ujjat keresők amatőrök (akik hajlandó éjszakákon át valami olyannal foglalkozni, amihez MÉG nem értenek) viszik előrébb a világot, nem a megsavanyodott, kioktató és pöffeszkedő "művezetők".
Félve ugyan az újabb letolás miatt, de azért még biztosan lesz sok kérdésem itt.
Maradok tisztelettel OM.
És úgy látom a szőrös szíved is rózsaszínűbb lett már......
Lelkes ujjat keresők amatőrök (akik hajlandó éjszakákon át valami olyannal foglalkozni, amihez MÉG nem értenek) viszik előrébb a világot, nem a megsavanyodott, kioktató és pöffeszkedő "művezetők".
Félve ugyan az újabb letolás miatt, de azért még biztosan lesz sok kérdésem itt.
Maradok tisztelettel OM.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:58
Írta: 000000000 Dátum 2011 október 29, 09:58
Nekem omron R88D-UP servok vannak a gépen , azok tutira mennek puls sign jelekkel.
Megnéztem a leírását WT szériának és 12 fajta vezérlésmódot tud amiben benne van a puls sign ( step dir) jel is.
Szívesen segítek beindítani, de csatlakozót jó lenne ha szereznél hozzá mert darabja 6000ft körül van.
A CN1 és CN2 csatlakózók kellenek hozzá.
A CN3 csak a programozáshoz kell, de ahhoz van kábelem és programom.
Viszont érdekes hogy az R88D-UP sigma 1-es míg az R88D-WT már signa 2-es vezérlő.
Természetesen a segítségért nem kérek semmiféle ellenszolgáltatást, mivel ez nekem hobby.
A többit magánba ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2011 június 26, 07:12
Írta: besirkyjh Dátum 2011 június 26, 07:12
Szia Svejk
Hogy mennyire igazad van ebben a 0 -rol dologban .
Mindenki másképp csinálja , én pl már 3. éve olvasom probálom a szervokat ( DC ) megérteni de odáig még nem jutottam el hogy használjam is de eljön annak is az ideje akkor ha már tudom hogy mit is akarok kérdezni .Addig meg elvagyok a kis léptecseimmel .
Hogy mennyire igazad van ebben a 0 -rol dologban .
Mindenki másképp csinálja , én pl már 3. éve olvasom probálom a szervokat ( DC ) megérteni de odáig még nem jutottam el hogy használjam is de eljön annak is az ideje akkor ha már tudom hogy mit is akarok kérdezni .Addig meg elvagyok a kis léptecseimmel .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:59
Írta: 000000000 Dátum 2011 október 29, 09:59
Nekem omron R88D-UP servok vannak a gépen , azok tutira mennek puls sign jelekkel.
Megnéztem a leírását WT szériának és 12 fajta vezérlésmódot tud amiben benne van a puls sign ( step dir) jel is.
Szívesen segítek beindítani, de csatlakozót jó lenne ha szereznél hozzá mert darabja 6000ft körül van.
A CN1 és CN2 csatlakózók kellenek hozzá.
A CN3 csak a programozáshoz kell, de ahhoz van kábelem és programom.
Viszont érdekes hogy az R88D-UP sigma 1-es míg az R88D-WT már signa 2-es vezérlő.
Természetesen a segítségért nem kérek semmiféle ellenszolgáltatást, mivel ez nekem hobby.
A többit magánba ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 17, 21:46
Írta: e83grvi22 Dátum 2011 október 17, 21:46
Tud valaki ojan illesztő kártyát amivel a mach3 step/dir jeléből indramat ac servonak megfeleő jelet kapunk?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 31, 13:59
Írta: 000000000 Dátum 2011 október 31, 13:59
Keresek egy OMRON szervómotorhoz AC vezérlőt ami pulzus vezérelt.
Adatok:
OMRON R7M-A40030-S1-D Motor
400W
200V
2,6A
1,27 N.m
3000 r/min
Ins
Amennyiben van ilyen eladó kérem keressen meg a yellow-rose@freemail címen.
Köszönöm!
Adatok:
OMRON R7M-A40030-S1-D Motor
400W
200V
2,6A
1,27 N.m
3000 r/min
Ins
Amennyiben van ilyen eladó kérem keressen meg a yellow-rose@freemail címen.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 17, 21:48
Írta: e83grvi22 Dátum 2011 október 17, 21:48
Sziasztok!
Keresem a megoldást az alábbi kérdésre ...
De sajna nagyon keveset találtam a neten ..
Minden infónak örülök ..
üdv: elektron69
Keresem a megoldást az alábbi kérdésre ...
De sajna nagyon keveset találtam a neten ..
Minden infónak örülök ..
üdv: elektron69
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 10, 16:41
Írta: D.Laci Dátum 2011 november 10, 16:41
Yaskawa DR2 Servopack-hoz keresek Step/dir rendszerhez beállitot Svmon21 fájlt.
Valami apró gebaszlehet csak mert a motor szépen elentart ha mozgatom, de a step/dir jelekre nem reagál. Minden segitséget köszönök!!
Valami apró gebaszlehet csak mert a motor szépen elentart ha mozgatom, de a step/dir jelekre nem reagál. Minden segitséget köszönök!!
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2011 október 18, 00:01
Írta: s7manbs8 Dátum 2011 október 18, 00:01
Milyen jel kell annak a servonak ? Nem Step-Dir ? Vagy csak illeszteni kell, mert kell, én egyszer csináltam egy olyan fajtához, pár tranzisztor kellett hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 10, 17:20
Írta: D.Laci Dátum 2011 november 10, 17:20
Gebasz megoldva.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 18, 07:15
Írta: 000000000 Dátum 2011 október 18, 07:15
Van ilyen kártya. Farkas Ádám is ilyennel hajtotta
a kis AC sevoját, ha jól emlékszem, Mavilort.
a kis AC sevoját, ha jól emlékszem, Mavilort.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 10, 17:38
Írta: svejk Dátum 2011 november 10, 17:38
Már éppen kezdtem összepakolni a rendszert, és olvasni.
Cím: Re:AC szervó motoros vezérlés
Írta: e83grvi22 Dátum 2011 október 19, 07:04
Írta: e83grvi22 Dátum 2011 október 19, 07:04
Kimásolom a doksit hogy pontosan mi is kell neki kis türelmet kérek mert papíron van scannolni kell..
Ha jol gondolom akkor analóg jel kell neki ..
Találtam is a neten egy erre való csatoló kártya leirást de sem típus sem adat nincs a beazonosításhoz azt is linkelem este hátha valaki ismeri..addig is köszike..
Ha jol gondolom akkor analóg jel kell neki ..
Találtam is a neten egy erre való csatoló kártya leirást de sem típus sem adat nincs a beazonosításhoz azt is linkelem este hátha valaki ismeri..addig is köszike..
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 08:56
Írta: ht0cjk58i Dátum 2011 november 13, 08:56
Helló urak.
A vatyeran találtam AC motort, de nincs sok adat róla nem ismeri valaki véletlen ezt a fajta motort?
AC motor
A vatyeran találtam AC motort, de nincs sok adat róla nem ismeri valaki véletlen ezt a fajta motort?
AC motor
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:28
Írta: 000000000 Dátum 2011 október 29, 09:28
sziasztok!
Kezdem már a hajtást építgetni elég jól alakul a váz, léptető motorban gondolkozom, de ha isten is úgy akarja lehet hogy lepottyan az égből nekem 3db OMRON R88D-WT04H AC SERVO vezérlő + motorjai. Viszont annyira amatőr vagyok a témában hogy minden segítség jól jön. Első és legfontosabb kérdésem tud e a mach3 progival kommunikálni és hogyan? Mert ha nem akkor nem is erőltetem ezt a szervós dolgot.
Kezdem már a hajtást építgetni elég jól alakul a váz, léptető motorban gondolkozom, de ha isten is úgy akarja lehet hogy lepottyan az égből nekem 3db OMRON R88D-WT04H AC SERVO vezérlő + motorjai. Viszont annyira amatőr vagyok a témában hogy minden segítség jól jön. Első és legfontosabb kérdésem tud e a mach3 progival kommunikálni és hogyan? Mert ha nem akkor nem is erőltetem ezt a szervós dolgot.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:02
Írta: svejk Dátum 2011 november 13, 09:02
Mint írja az ACS306 viszi, ezt lehet venni a Klavio kft-nél.
De vajon ki lehet az eladó?
Nagy valószínűséggel fórumolvasó lehet....
De vajon ki lehet az eladó?
Nagy valószínűséggel fórumolvasó lehet....
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:58
Írta: 000000000 Dátum 2011 október 29, 09:58
Nekem omron R88D-UP servok vannak a gépen , azok tutira mennek puls sign jelekkel.
Megnéztem a leírását WT szériának és 12 fajta vezérlésmódot tud amiben benne van a puls sign ( step dir) jel is.
Szívesen segítek beindítani, de csatlakozót jó lenne ha szereznél hozzá mert darabja 6000ft körül van.
A CN1 és CN2 csatlakózók kellenek hozzá.
A CN3 csak a programozáshoz kell, de ahhoz van kábelem és programom.
Viszont érdekes hogy az R88D-UP sigma 1-es míg az R88D-WT már signa 2-es vezérlő.
Természetesen a segítségért nem kérek semmiféle ellenszolgáltatást, mivel ez nekem hobby.
A többit magánba ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:06
Írta: svejk Dátum 2011 november 13, 09:06
Aha, 3 méretben is van. Vajon hány darab lehet neki? A legnagyobbat saccolom úgy 50-100W-közé.
A legkisebb meg kis cuki, mini gépre ideális leghetne.
A legkisebb meg kis cuki, mini gépre ideális leghetne.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 29, 09:59
Írta: 000000000 Dátum 2011 október 29, 09:59
Nekem omron R88D-UP servok vannak a gépen , azok tutira mennek puls sign jelekkel.
Megnéztem a leírását WT szériának és 12 fajta vezérlésmódot tud amiben benne van a puls sign ( step dir) jel is.
Szívesen segítek beindítani, de csatlakozót jó lenne ha szereznél hozzá mert darabja 6000ft körül van.
A CN1 és CN2 csatlakózók kellenek hozzá.
A CN3 csak a programozáshoz kell, de ahhoz van kábelem és programom.
Viszont érdekes hogy az R88D-UP sigma 1-es míg az R88D-WT már signa 2-es vezérlő.
Természetesen a segítségért nem kérek semmiféle ellenszolgáltatást, mivel ez nekem hobby.
A többit magánba ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Helló svejk.
Persze azt olvastam én is, hogy megy AC306.De teljesítmény stb érdekelne.A méreteit nézve nem nagy, de a szervók elég nagy teljesítményűek a kis mérethez képest.Bár az ára így is korrekt.Pár darabra szerintem vevő leszek.
Persze azt olvastam én is, hogy megy AC306.De teljesítmény stb érdekelne.A méreteit nézve nem nagy, de a szervók elég nagy teljesítményűek a kis mérethez képest.Bár az ára így is korrekt.Pár darabra szerintem vevő leszek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 október 31, 13:59
Írta: 000000000 Dátum 2011 október 31, 13:59
Keresek egy OMRON szervómotorhoz AC vezérlőt ami pulzus vezérelt.
Adatok:
OMRON R7M-A40030-S1-D Motor
400W
200V
2,6A
1,27 N.m
3000 r/min
Ins
Amennyiben van ilyen eladó kérem keressen meg a yellow-rose@freemail címen.
Köszönöm!
Adatok:
OMRON R7M-A40030-S1-D Motor
400W
200V
2,6A
1,27 N.m
3000 r/min
Ins
Amennyiben van ilyen eladó kérem keressen meg a yellow-rose@freemail címen.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
120 db van a nagyból
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 10, 16:41
Írta: D.Laci Dátum 2011 november 10, 16:41
Yaskawa DR2 Servopack-hoz keresek Step/dir rendszerhez beállitot Svmon21 fájlt.
Valami apró gebaszlehet csak mert a motor szépen elentart ha mozgatom, de a step/dir jelekre nem reagál. Minden segitséget köszönök!!
Valami apró gebaszlehet csak mert a motor szépen elentart ha mozgatom, de a step/dir jelekre nem reagál. Minden segitséget köszönök!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:14
Írta: svejk Dátum 2011 november 13, 09:14
Kár hogy nem jár közénk, vannak jó cuccai. Csalogasd ide. :)
(légyszi használd a válasz gombot! A válaszolni kívánt hozzászólás jobb felső sarka)
(légyszi használd a válasz gombot! A válaszolni kívánt hozzászólás jobb felső sarka)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 10, 17:20
Írta: D.Laci Dátum 2011 november 10, 17:20
Gebasz megoldva.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:15
Írta: svejk Dátum 2011 november 13, 09:15
Ha tudsz vele magánban értekezni, akkor a legkisebb darabszámára is kérdezz rá légy szíves.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 10, 17:38
Írta: svejk Dátum 2011 november 10, 17:38
Már éppen kezdtem összepakolni a rendszert, és olvasni.
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:23
Írta: ht0cjk58i Dátum 2011 november 13, 09:23
Szerintem 1 db is vehető.Most kérdeztem tőle, hogy az AC306-osal volt-e próbálva,ill. milyen telj. lehet a nagyobb motor.
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 08:56
Írta: ht0cjk58i Dátum 2011 november 13, 08:56
Helló urak.
A vatyeran találtam AC motort, de nincs sok adat róla nem ismeri valaki véletlen ezt a fajta motort?
AC motor
A vatyeran találtam AC motort, de nincs sok adat róla nem ismeri valaki véletlen ezt a fajta motort?
AC motor
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:25
Írta: ht0cjk58i Dátum 2011 november 13, 09:25
Ja a magán csak vásárlás után lehet,előtte nem mert ki tiltanak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:02
Írta: svejk Dátum 2011 november 13, 09:02
Mint írja az ACS306 viszi, ezt lehet venni a Klavio kft-nél.
De vajon ki lehet az eladó?
Nagy valószínűséggel fórumolvasó lehet....
De vajon ki lehet az eladó?
Nagy valószínűséggel fórumolvasó lehet....
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 13, 09:36
Írta: D.Laci Dátum 2011 november 13, 09:36
Nagy 120db.
Közepes 100db.
Kicsi 85db.
Ár alatt apróbetü. :)
Közepes 100db.
Kicsi 85db.
Ár alatt apróbetü. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:06
Írta: svejk Dátum 2011 november 13, 09:06
Aha, 3 méretben is van. Vajon hány darab lehet neki? A legnagyobbat saccolom úgy 50-100W-közé.
A legkisebb meg kis cuki, mini gépre ideális leghetne.
A legkisebb meg kis cuki, mini gépre ideális leghetne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:50
Írta: svejk Dátum 2011 november 13, 09:50
Nem is apró a betű, csak vékony. :)
Nincs rajtam a szemüvegem :(
Nincs rajtam a szemüvegem :(
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Helló svejk.
Persze azt olvastam én is, hogy megy AC306.De teljesítmény stb érdekelne.A méreteit nézve nem nagy, de a szervók elég nagy teljesítményűek a kis mérethez képest.Bár az ára így is korrekt.Pár darabra szerintem vevő leszek.
Persze azt olvastam én is, hogy megy AC306.De teljesítmény stb érdekelne.A méreteit nézve nem nagy, de a szervók elég nagy teljesítményűek a kis mérethez képest.Bár az ára így is korrekt.Pár darabra szerintem vevő leszek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 10:07
Írta: svejk Dátum 2011 november 13, 10:07
Arra azért kíváncsi leszek ki fog neki adni egyben a FET-ekért 78 rudit...
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
Írta: ht0cjk58i Dátum 2011 november 13, 09:07
120 db van a nagyból
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 10:12
Írta: svejk Dátum 2011 november 13, 10:12
Az elektronikai alkatrészek nagy tételben eladhatatlanok, a kereskedők szóba sem állnak az emberrel, a nagykerek meg főleg nem.
Egyszer fél év alatt tudtam eladni 60000 márkás LED-et, ezresével, a végén 1 Ft/db-ért. A bolti ára akkor 35 Ft volt. Nem kurrens alkatrész volt, napi fogyócikk.
Egyszer fél év alatt tudtam eladni 60000 márkás LED-et, ezresével, a végén 1 Ft/db-ért. A bolti ára akkor 35 Ft volt. Nem kurrens alkatrész volt, napi fogyócikk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:14
Írta: svejk Dátum 2011 november 13, 09:14
Kár hogy nem jár közénk, vannak jó cuccai. Csalogasd ide. :)
(légyszi használd a válasz gombot! A válaszolni kívánt hozzászólás jobb felső sarka)
(légyszi használd a válasz gombot! A válaszolni kívánt hozzászólás jobb felső sarka)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 16, 12:36
Írta: D.Laci Dátum 2011 november 16, 12:36
mikipm
Pekári Miklós
E-mail cím: mikipm100 kukac gmail pont com
Telefon: 0036204116025
Pekári Miklós
E-mail cím: mikipm100 kukac gmail pont com
Telefon: 0036204116025
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:15
Írta: svejk Dátum 2011 november 13, 09:15
Ha tudsz vele magánban értekezni, akkor a legkisebb darabszámára is kérdezz rá légy szíves.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 16, 12:41
Írta: svejk Dátum 2011 november 16, 12:41
No? Talán vettél tőle valamit, vagy csak a google?
Egyébként köszi!
Egyébként köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:23
Írta: ht0cjk58i Dátum 2011 november 13, 09:23
Szerintem 1 db is vehető.Most kérdeztem tőle, hogy az AC306-osal volt-e próbálva,ill. milyen telj. lehet a nagyobb motor.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 29, 22:01
Írta: 000000000 Dátum 2011 november 29, 22:01
A Farkas Ádám-féle Mavilorban ha 2000 vonalasra cserélném az enkódert, a vezérlőt utána lehet állítani?
Tényleg, mennyire könnyen lehetne beleillő 2000 vonalas enkódert találni?
Tényleg, mennyire könnyen lehetne beleillő 2000 vonalas enkódert találni?
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2011 november 13, 09:25
Írta: ht0cjk58i Dátum 2011 november 13, 09:25
Ja a magán csak vásárlás után lehet,előtte nem mert ki tiltanak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 29, 22:19
Írta: svejk Dátum 2011 november 29, 22:19
A tárcsát önmagában nem elég cserélni, az optikát is kellene.
Az ACS vezérlő úgy emlékszem lekezeli a 2000-est is, de nézd meg a manuálját.
De általában elég az 500 ppr ebből kapásból a vezérlő 2000-cpr-t olvas, áttételezni is kell valószínű a motort, így szinte meg is van az egy egységgel nagyobb elméleti felbontás az elvárt megmunkálásétól.
Az ACS vezérlő úgy emlékszem lekezeli a 2000-est is, de nézd meg a manuálját.
De általában elég az 500 ppr ebből kapásból a vezérlő 2000-cpr-t olvas, áttételezni is kell valószínű a motort, így szinte meg is van az egy egységgel nagyobb elméleti felbontás az elvárt megmunkálásétól.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 13, 09:36
Írta: D.Laci Dátum 2011 november 13, 09:36
Nagy 120db.
Közepes 100db.
Kicsi 85db.
Ár alatt apróbetü. :)
Közepes 100db.
Kicsi 85db.
Ár alatt apróbetü. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 05:39
Írta: 000000000 Dátum 2011 november 30, 05:39
Arra számítottam, hogy az optikát is cserélni kell. Az egész onnan jön, hogy forgató lenne belőle, és ha nagyobb a felbontás, esetleg egyetlen szíjáttétellel megoldható a kívánt munkadarab pozícionálás, nem kell HD meg egyéb huncutság. Ez 200 mm sugáron akár fél mm is lehet.
Most különben a Farkas Ádám-féle vezérlőre gondoltam, nem az ACS-re, mert az előbbinek nincs meg a leírása.
Most különben a Farkas Ádám-féle vezérlőre gondoltam, nem az ACS-re, mert az előbbinek nincs meg a leírása.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 09:50
Írta: svejk Dátum 2011 november 13, 09:50
Nem is apró a betű, csak vékony. :)
Nincs rajtam a szemüvegem :(
Nincs rajtam a szemüvegem :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 05:40
Írta: 000000000 Dátum 2011 november 30, 05:40
Tényleg, a Farkas Ádám-féle vezérlő a motor saját 500 vonalas enkóderével hány lépést igényel egy fordulatra? Vagy ez állítható?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 10:07
Írta: svejk Dátum 2011 november 13, 10:07
Arra azért kíváncsi leszek ki fog neki adni egyben a FET-ekért 78 rudit...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 30, 14:09
Írta: svejk Dátum 2011 november 30, 14:09
1000 vagy 2000
A Magi Quantum DSP-je az alapja a step/dir analóg átalakítónak.
A Magi Quantum DSP-je az alapja a step/dir analóg átalakítónak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 13, 10:12
Írta: svejk Dátum 2011 november 13, 10:12
Az elektronikai alkatrészek nagy tételben eladhatatlanok, a kereskedők szóba sem állnak az emberrel, a nagykerek meg főleg nem.
Egyszer fél év alatt tudtam eladni 60000 márkás LED-et, ezresével, a végén 1 Ft/db-ért. A bolti ára akkor 35 Ft volt. Nem kurrens alkatrész volt, napi fogyócikk.
Egyszer fél év alatt tudtam eladni 60000 márkás LED-et, ezresével, a végén 1 Ft/db-ért. A bolti ára akkor 35 Ft volt. Nem kurrens alkatrész volt, napi fogyócikk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 30, 14:11
Írta: svejk Dátum 2011 november 30, 14:11
Az áttételt nem fogod megúszni...
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2011 november 16, 12:36
Írta: D.Laci Dátum 2011 november 16, 12:36
mikipm
Pekári Miklós
E-mail cím: mikipm100 kukac gmail pont com
Telefon: 0036204116025
Pekári Miklós
E-mail cím: mikipm100 kukac gmail pont com
Telefon: 0036204116025
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 17:57
Írta: 000000000 Dátum 2011 november 30, 17:57
Persze, nem úszom meg, de szeretném megoldani egyetlen nagyobb szíjáttétellel, mert az lapos. Megkérdezem Magit, köszönöm.
Most látom a honlapján, hogy kijött az 1,6 firmware változat.
Most látom a honlapján, hogy kijött az 1,6 firmware változat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 16, 12:41
Írta: svejk Dátum 2011 november 16, 12:41
No? Talán vettél tőle valamit, vagy csak a google?
Egyébként köszi!
Egyébként köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 18:51
Írta: 000000000 Dátum 2011 december 07, 18:51
Csak elméleti jellegű kérdés, de később fontos lehet: a Farkas Ádám-féle 200 wattos Mavilor vezérlők analóg interfészét ismeritek? Kíváncsi lennék, mi kell neki, mert lehet, hogy hatékonyabban lehetne hajtani egy ilyen kártyával hajtani, ami analóg kimenetet is tud, mint szoftverből step/dirt gyártani neki.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 29, 22:01
Írta: 000000000 Dátum 2011 november 29, 22:01
A Farkas Ádám-féle Mavilorban ha 2000 vonalasra cserélném az enkódert, a vezérlőt utána lehet állítani?
Tényleg, mennyire könnyen lehetne beleillő 2000 vonalas enkódert találni?
Tényleg, mennyire könnyen lehetne beleillő 2000 vonalas enkódert találni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 19:32
Írta: 000000000 Dátum 2011 december 07, 19:32
Ebből az "analóg" lehet, hogy nem igaz, még olvasnom kell róla. Azért érdekel a tapasztalatotok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 29, 22:19
Írta: svejk Dátum 2011 november 29, 22:19
A tárcsát önmagában nem elég cserélni, az optikát is kellene.
Az ACS vezérlő úgy emlékszem lekezeli a 2000-est is, de nézd meg a manuálját.
De általában elég az 500 ppr ebből kapásból a vezérlő 2000-cpr-t olvas, áttételezni is kell valószínű a motort, így szinte meg is van az egy egységgel nagyobb elméleti felbontás az elvárt megmunkálásétól.
Az ACS vezérlő úgy emlékszem lekezeli a 2000-est is, de nézd meg a manuálját.
De általában elég az 500 ppr ebből kapásból a vezérlő 2000-cpr-t olvas, áttételezni is kell valószínű a motort, így szinte meg is van az egy egységgel nagyobb elméleti felbontás az elvárt megmunkálásétól.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 07, 20:05
Írta: svejk Dátum 2011 december 07, 20:05
+-10 V kell a bemenetre. Ez az érték állítható minimális belepiszkálással.
sajnos a MACH nem kezeli a MESA kártyákat. :(
sajnos a MACH nem kezeli a MESA kártyákat. :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 05:39
Írta: 000000000 Dátum 2011 november 30, 05:39
Arra számítottam, hogy az optikát is cserélni kell. Az egész onnan jön, hogy forgató lenne belőle, és ha nagyobb a felbontás, esetleg egyetlen szíjáttétellel megoldható a kívánt munkadarab pozícionálás, nem kell HD meg egyéb huncutság. Ez 200 mm sugáron akár fél mm is lehet.
Most különben a Farkas Ádám-féle vezérlőre gondoltam, nem az ACS-re, mert az előbbinek nincs meg a leírása.
Most különben a Farkas Ádám-féle vezérlőre gondoltam, nem az ACS-re, mert az előbbinek nincs meg a leírása.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 20:54
Írta: 000000000 Dátum 2011 december 07, 20:54
Mach nem érdekel, EMC2 kezeli. Közben utánanéztem, még egy illesztő kéne az FPGA-ra, mert az nem analógot ad ki, hanem PWM-et.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 05:40
Írta: 000000000 Dátum 2011 november 30, 05:40
Tényleg, a Farkas Ádám-féle vezérlő a motor saját 500 vonalas enkóderével hány lépést igényel egy fordulatra? Vagy ez állítható?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 07, 20:57
Írta: svejk Dátum 2011 december 07, 20:57
A PWM-et is megeszi a Mavilor. Most is azt kap. Kis integrálás és már szalad is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 30, 14:09
Írta: svejk Dátum 2011 november 30, 14:09
1000 vagy 2000
A Magi Quantum DSP-je az alapja a step/dir analóg átalakítónak.
A Magi Quantum DSP-je az alapja a step/dir analóg átalakítónak.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 21:28
Írta: 000000000 Dátum 2011 december 07, 21:28
Úgy érted, elég egy elektronika, ami integrálja a PWM jelet a hozzá kapcsolódó DIR jellel -10..10 Volt közé? Mit jelent az, hogy most is azt kap?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 november 30, 14:11
Írta: svejk Dátum 2011 november 30, 14:11
Az áttételt nem fogod megúszni...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 08, 11:11
Írta: svejk Dátum 2011 december 08, 11:11
A magi Quantum IC-je is PWM kimenetű.
Ha a kimenetre kötsz egy R-C tagot, akkor az integrálja a PWM-et. Ha freki elég nagy akkor kellően kis időállandójú lehet az integrátor és nem mérhető össze a servo szabályzási időállandójával.
Ha a kimenetre kötsz egy R-C tagot, akkor az integrálja a PWM-et. Ha freki elég nagy akkor kellően kis időállandójú lehet az integrátor és nem mérhető össze a servo szabályzási időállandójával.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 november 30, 17:57
Írta: 000000000 Dátum 2011 november 30, 17:57
Persze, nem úszom meg, de szeretném megoldani egyetlen nagyobb szíjáttétellel, mert az lapos. Megkérdezem Magit, köszönöm.
Most látom a honlapján, hogy kijött az 1,6 firmware változat.
Most látom a honlapján, hogy kijött az 1,6 firmware változat.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 08, 11:13
Írta: 000000000 Dátum 2011 december 08, 11:13
Ja, hogy az is. Köszönöm, így már el tudok majd indulni, ha kell. Most marad step/dir.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 18:51
Írta: 000000000 Dátum 2011 december 07, 18:51
Csak elméleti jellegű kérdés, de később fontos lehet: a Farkas Ádám-féle 200 wattos Mavilor vezérlők analóg interfészét ismeritek? Kíváncsi lennék, mi kell neki, mert lehet, hogy hatékonyabban lehetne hajtani egy ilyen kártyával hajtani, ami analóg kimenetet is tud, mint szoftverből step/dirt gyártani neki.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 december 09, 07:09
Írta: 3ihs2v23 Dátum 2011 december 09, 07:09
Sziasztok! Ti AC motort használók gondolom korábban DC motoroztatok így Ti mindkettőt ismeritek és ezért fordulok hozzátok. :-)
Valaki össze tudná foglalni, hogy mi a különbség a DC és AC vezérlők között?
Most tervezem a cnc gépemet és egyik tengelyre 1 Nm a másikra 0,4 Nm nyomaték igény jött ki. Az 1 Nm már mindenképpen AC motorral kell megoldanom, de a 0,4Nm es tengely még kérdéses. Ha összehasonlítok egy 0,4Nm es motort meghajtó AC és DC vezérlőt, akkor árban és beszerezhetőségben mire számíthatok?
Valaki össze tudná foglalni, hogy mi a különbség a DC és AC vezérlők között?
Most tervezem a cnc gépemet és egyik tengelyre 1 Nm a másikra 0,4 Nm nyomaték igény jött ki. Az 1 Nm már mindenképpen AC motorral kell megoldanom, de a 0,4Nm es tengely még kérdéses. Ha összehasonlítok egy 0,4Nm es motort meghajtó AC és DC vezérlőt, akkor árban és beszerezhetőségben mire számíthatok?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 19:32
Írta: 000000000 Dátum 2011 december 07, 19:32
Ebből az "analóg" lehet, hogy nem igaz, még olvasnom kell róla. Azért érdekel a tapasztalatotok.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2011 december 09, 10:58
Írta: kuner Dátum 2011 december 09, 10:58
Sziasztok! Olyan kérdéssel fordulnék hozzátok, hogy egy actus power ac motort hogy lehet meghajtani? Enkóder kihagyása nélkül szeretném pörgetni, fix tápfeszről. Ez hogy oldható meg, ha lehetséges egyáltalán?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 07, 20:05
Írta: svejk Dátum 2011 december 07, 20:05
+-10 V kell a bemenetre. Ez az érték állítható minimális belepiszkálással.
sajnos a MACH nem kezeli a MESA kártyákat. :(
sajnos a MACH nem kezeli a MESA kártyákat. :(
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 09, 11:06
Írta: Bencze András Dátum 2011 december 09, 11:06
ABB frekiváltó tud vcs nélkül 3f. PM motort pörgetni, de pontos szöghelyzetet ne kérj.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 20:54
Írta: 000000000 Dátum 2011 december 07, 20:54
Mach nem érdekel, EMC2 kezeli. Közben utánanéztem, még egy illesztő kéne az FPGA-ra, mert az nem analógot ad ki, hanem PWM-et.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 09, 19:46
Írta: svejk Dátum 2011 december 09, 19:46
Az Actus Power-ek aszinkron motorok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 07, 20:57
Írta: svejk Dátum 2011 december 07, 20:57
A PWM-et is megeszi a Mavilor. Most is azt kap. Kis integrálás és már szalad is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 09, 19:47
Írta: svejk Dátum 2011 december 09, 19:47
Az a fajta is amit tegnap hirdetett Kozo az adok-veszekben?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 07, 21:28
Írta: 000000000 Dátum 2011 december 07, 21:28
Úgy érted, elég egy elektronika, ami integrálja a PWM jelet a hozzá kapcsolódó DIR jellel -10..10 Volt közé? Mit jelent az, hogy most is azt kap?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 10, 07:56
Írta: Bencze András Dátum 2011 december 10, 07:56
Annyi fogalmam van erről, hogy talán a ferdeszeműek csinálják és nem DC vagy léptető. Adattáblából kiderül az is hogy jó-e a 240 Hz-es.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 08, 11:11
Írta: svejk Dátum 2011 december 08, 11:11
A magi Quantum IC-je is PWM kimenetű.
Ha a kimenetre kötsz egy R-C tagot, akkor az integrálja a PWM-et. Ha freki elég nagy akkor kellően kis időállandójú lehet az integrátor és nem mérhető össze a servo szabályzási időállandójával.
Ha a kimenetre kötsz egy R-C tagot, akkor az integrálja a PWM-et. Ha freki elég nagy akkor kellően kis időállandójú lehet az integrátor és nem mérhető össze a servo szabályzási időállandójával.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 14, 20:55
Írta: Bencze András Dátum 2011 december 14, 20:55
Érdekességképpen ilyen az PM szervó frekvenciaváltóval mozgásvisszacsatolás nélkül.
http://videa.hu/videok/tudomany-technika/p-m-servo-frekvenciavaltoval-kiserlet-cciuT5trEJ9RFrCs
http://videa.hu/videok/tudomany-technika/p-m-servo-frekvenciavaltoval-kiserlet-cciuT5trEJ9RFrCs
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 08, 11:13
Írta: 000000000 Dátum 2011 december 08, 11:13
Ja, hogy az is. Köszönöm, így már el tudok majd indulni, ha kell. Most marad step/dir.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 25, 22:44
Írta: ANTAL GÁBOR Dátum 2011 december 25, 22:44
Adott egy SGDB 15ADG szervopack ( tudja a pozíciót). Az utolsó betű "G", de le is kaparva ill egy másik helyen(félig)lefestve . Olyan mintha valaki szándékosan el akarta tüntetni a G betűt. (ami azt kódolja hogy SGMG motor járna hozzá. Én sima SGM motort szeretnék ráakasztani. A doksi szerint az a különbség hogy a sima 3000 es a G 1500 as fordulatú . Biztos valahogy át lehet programozni ( a kaparás is ezt sugallja ) De hogyan ?? Kinek volt már dolga vele?
Cím: Re:AC szervó motoros vezérlés
Írta: 3ihs2v23 Dátum 2011 december 09, 07:09
Írta: 3ihs2v23 Dátum 2011 december 09, 07:09
Sziasztok! Ti AC motort használók gondolom korábban DC motoroztatok így Ti mindkettőt ismeritek és ezért fordulok hozzátok. :-)
Valaki össze tudná foglalni, hogy mi a különbség a DC és AC vezérlők között?
Most tervezem a cnc gépemet és egyik tengelyre 1 Nm a másikra 0,4 Nm nyomaték igény jött ki. Az 1 Nm már mindenképpen AC motorral kell megoldanom, de a 0,4Nm es tengely még kérdéses. Ha összehasonlítok egy 0,4Nm es motort meghajtó AC és DC vezérlőt, akkor árban és beszerezhetőségben mire számíthatok?
Valaki össze tudná foglalni, hogy mi a különbség a DC és AC vezérlők között?
Most tervezem a cnc gépemet és egyik tengelyre 1 Nm a másikra 0,4 Nm nyomaték igény jött ki. Az 1 Nm már mindenképpen AC motorral kell megoldanom, de a 0,4Nm es tengely még kérdéses. Ha összehasonlítok egy 0,4Nm es motort meghajtó AC és DC vezérlőt, akkor árban és beszerezhetőségben mire számíthatok?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 14:35
Írta: 000000000 Dátum 2011 december 26, 14:35
A G betű a legvégén az alkalmazható motor sorozatra utal.
G: SGMG (1500 min−1)
M: SGMG (1000 min−1)
S: SGMS
D: SGMD
P: SGMP
Blank: SGM
Az első betű a feszültségre hajaz: A=200volt
A második betű pedig arra mit eszik a vezérlő jelként: D=torque, speed, position control (ezek közül mindet ismeri! )
Röviden ennyi.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2011 december 09, 10:58
Írta: kuner Dátum 2011 december 09, 10:58
Sziasztok! Olyan kérdéssel fordulnék hozzátok, hogy egy actus power ac motort hogy lehet meghajtani? Enkóder kihagyása nélkül szeretném pörgetni, fix tápfeszről. Ez hogy oldható meg, ha lehetséges egyáltalán?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 15:47
Írta: ANTAL GÁBOR Dátum 2011 december 26, 15:47
Köszi tegnap estére már ez a rész tisztázódott Még várom a hozzászólást habár van egy halvány remény : The motor type used can be changed within the same group by altering the Cn -2A setting( a használt motor tipust ugyanazon a csoporton belül meg lehet változtatni a Cn-2 beállítás megváltoztatásával . Persze magyar módra jön a következő kérdés lehet e nagy vezérlővel kis motort hajtani ?
SVEJK !!!! D Laci Olvastátok?
SVEJK !!!! D Laci Olvastátok?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 09, 11:06
Írta: Bencze András Dátum 2011 december 09, 11:06
ABB frekiváltó tud vcs nélkül 3f. PM motort pörgetni, de pontos szöghelyzetet ne kérj.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:05
Írta: svejk Dátum 2011 december 26, 18:05
Nem volt még dolgom SGDB-vel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 09, 19:46
Írta: svejk Dátum 2011 december 09, 19:46
Az Actus Power-ek aszinkron motorok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:28
Írta: svejk Dátum 2011 december 26, 18:28
Belelapozva a manaul-ba...
Az SGDB15 vezérlő estén a CN-0037 paraméterezésével tudsz SGMG, SGMS vagy SGMP motor közül választani.
(valószínű 1,5kW-osban nem gyártanak az SGM sorozatból, legalább is én még nem láttam)
Első ránézésre nem valami barátságos ez az SGDB vezérlő. :(
Az SGDB15 vezérlő estén a CN-0037 paraméterezésével tudsz SGMG, SGMS vagy SGMP motor közül választani.
(valószínű 1,5kW-osban nem gyártanak az SGM sorozatból, legalább is én még nem láttam)
Első ránézésre nem valami barátságos ez az SGDB vezérlő. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 09, 19:47
Írta: svejk Dátum 2011 december 09, 19:47
Az a fajta is amit tegnap hirdetett Kozo az adok-veszekben?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:30
Írta: svejk Dátum 2011 december 26, 18:30
Persze türelemmel logikával ki lehet biztos sakkozni az illesztést.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 10, 07:56
Írta: Bencze András Dátum 2011 december 10, 07:56
Annyi fogalmam van erről, hogy talán a ferdeszeműek csinálják és nem DC vagy léptető. Adattáblából kiderül az is hogy jó-e a 240 Hz-es.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 19:13
Írta: ANTAL GÁBOR Dátum 2011 december 26, 19:13
köszi én is megnézem . Nekem csak 400 wattos motorom van ( pont Kecskemétről) azt kellene hajtani.( step dir rendszerben)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2011 december 14, 20:55
Írta: Bencze András Dátum 2011 december 14, 20:55
Érdekességképpen ilyen az PM szervó frekvenciaváltóval mozgásvisszacsatolás nélkül.
http://videa.hu/videok/tudomany-technika/p-m-servo-frekvenciavaltoval-kiserlet-cciuT5trEJ9RFrCs
http://videa.hu/videok/tudomany-technika/p-m-servo-frekvenciavaltoval-kiserlet-cciuT5trEJ9RFrCs
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 19:52
Írta: 000000000 Dátum 2011 december 26, 19:52
Megnéztem a SGDB 15ADP-s vezérlőmben ezt a CN-037-es paramétert.
Sajnos én se tudok mást mondani mint Svejk nagymester.
Ez a 3 típus közül lehet választani SGMG, SGMS, SGMP.
A CN-02 paraméter alatt nem találtam semmi a motorra vonatkozó beállítást.
Sajnos én se tudok mást mondani mint Svejk nagymester.
Ez a 3 típus közül lehet választani SGMG, SGMS, SGMP.
A CN-02 paraméter alatt nem találtam semmi a motorra vonatkozó beállítást.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 25, 22:44
Írta: ANTAL GÁBOR Dátum 2011 december 25, 22:44
Adott egy SGDB 15ADG szervopack ( tudja a pozíciót). Az utolsó betű "G", de le is kaparva ill egy másik helyen(félig)lefestve . Olyan mintha valaki szándékosan el akarta tüntetni a G betűt. (ami azt kódolja hogy SGMG motor járna hozzá. Én sima SGM motort szeretnék ráakasztani. A doksi szerint az a különbség hogy a sima 3000 es a G 1500 as fordulatú . Biztos valahogy át lehet programozni ( a kaparás is ezt sugallja ) De hogyan ?? Kinek volt már dolga vele?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 20:06
Írta: 000000000 Dátum 2011 december 26, 20:06
Viszont a CN-2A paraméter alatt megtaláltam ami jó lehetne , de nem engedélyezi arra a bizonyos 106 értékre állítást.
Ezt dobta hibaüzenetként.

Ezt dobta hibaüzenetként.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 20:44
Írta: svejk Dátum 2011 december 26, 20:44
Nem hinném hogy 1,5 kW-os vezérlővel kellene ezt a motort hajtani, amikor még vagy 3 féle olcsóbb vezérlő tökéletesen támogatja ezt a motort.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 14:35
Írta: 000000000 Dátum 2011 december 26, 14:35
A G betű a legvégén az alkalmazható motor sorozatra utal.
G: SGMG (1500 min−1)
M: SGMG (1000 min−1)
S: SGMS
D: SGMD
P: SGMP
Blank: SGM
Az első betű a feszültségre hajaz: A=200volt
A második betű pedig arra mit eszik a vezérlő jelként: D=torque, speed, position control (ezek közül mindet ismeri! )
Röviden ennyi.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 21:00
Írta: ANTAL GÁBOR Dátum 2011 december 26, 21:00
ok de ilyen van. Vagy kell egy kis vezérlő vagy nagy motor ( de azt most nemigazán tudnám elhasználni ( majd ha nálam is elindul az eszterga projekt) 400 wattos step dir vezérlő kellene
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 15:47
Írta: ANTAL GÁBOR Dátum 2011 december 26, 15:47
Köszi tegnap estére már ez a rész tisztázódott Még várom a hozzászólást habár van egy halvány remény : The motor type used can be changed within the same group by altering the Cn -2A setting( a használt motor tipust ugyanazon a csoporton belül meg lehet változtatni a Cn-2 beállítás megváltoztatásával . Persze magyar módra jön a következő kérdés lehet e nagy vezérlővel kis motort hajtani ?
SVEJK !!!! D Laci Olvastátok?
SVEJK !!!! D Laci Olvastátok?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 13:50
Írta: 000000000 Dátum 2011 december 29, 13:50
Kedves Kollégák!
Bontottam két Yaskawa Servopack-ot 300 és 700W-os motorral. A dokumentációt letöltöttem a Servopack-ról. Ennek alapján a kipróbáláshoz készítettem egy próba panelt az alábbi vezérlő jelekkel:
CN1-es csatlakozón
23 láb Clear = H
21 láb Pulse = folyamatos négyszö kb:1 kHz
22 láb H vagy L kapcsolóval
előbbiek 7419 egy egy kapuján illesztve
7 láb +24V
8 láb Servo On aktív L kapcsolóval
43 láb Alarm Reset= H
26 láb N-OT visszafutás végáll. L
41 láb P-OT előre futás végáll. L
Jelenség:
Servo On bekapcsolásánál, Sign=H motor forog előre.
Sign=L nél befékezett állapotban áll.
Kérdésem: hogy lehet vissza forgásra rávenni?
Köszönöm segítségeteket!
Bontottam két Yaskawa Servopack-ot 300 és 700W-os motorral. A dokumentációt letöltöttem a Servopack-ról. Ennek alapján a kipróbáláshoz készítettem egy próba panelt az alábbi vezérlő jelekkel:
CN1-es csatlakozón
23 láb Clear = H
21 láb Pulse = folyamatos négyszö kb:1 kHz
22 láb H vagy L kapcsolóval
előbbiek 7419 egy egy kapuján illesztve
7 láb +24V
8 láb Servo On aktív L kapcsolóval
43 láb Alarm Reset= H
26 láb N-OT visszafutás végáll. L
41 láb P-OT előre futás végáll. L
Jelenség:
Servo On bekapcsolásánál, Sign=H motor forog előre.
Sign=L nél befékezett állapotban áll.
Kérdésem: hogy lehet vissza forgásra rávenni?
Köszönöm segítségeteket!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:05
Írta: svejk Dátum 2011 december 26, 18:05
Nem volt még dolgom SGDB-vel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:08
Írta: svejk Dátum 2011 december 29, 14:08
Pontos típusa a servopack-nak?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:28
Írta: svejk Dátum 2011 december 26, 18:28
Belelapozva a manaul-ba...
Az SGDB15 vezérlő estén a CN-0037 paraméterezésével tudsz SGMG, SGMS vagy SGMP motor közül választani.
(valószínű 1,5kW-osban nem gyártanak az SGM sorozatból, legalább is én még nem láttam)
Első ránézésre nem valami barátságos ez az SGDB vezérlő. :(
Az SGDB15 vezérlő estén a CN-0037 paraméterezésével tudsz SGMG, SGMS vagy SGMP motor közül választani.
(valószínű 1,5kW-osban nem gyártanak az SGM sorozatból, legalább is én még nem láttam)
Első ránézésre nem valami barátságos ez az SGDB vezérlő. :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:22
Írta: 000000000 Dátum 2011 december 29, 14:22
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42
CARC-PR07AC3FSY42
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 18:30
Írta: svejk Dátum 2011 december 26, 18:30
Persze türelemmel logikával ki lehet biztos sakkozni az illesztést.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:37
Írta: svejk Dátum 2011 december 29, 14:37
Szerencsés ember vagy, ritka ezekből pozíciósat találni... :))
A SW20 jumper-nél az 1,2,3 közül csak az 1 és 2-őn legyen rajta.
A SW20 jumper-nél az 1,2,3 közül csak az 1 és 2-őn legyen rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 19:13
Írta: ANTAL GÁBOR Dátum 2011 december 26, 19:13
köszi én is megnézem . Nekem csak 400 wattos motorom van ( pont Kecskemétről) azt kellene hajtani.( step dir rendszerben)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:39
Írta: svejk Dátum 2011 december 29, 14:39
Eddig szerintem csak a 2-esen volt rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 19:52
Írta: 000000000 Dátum 2011 december 26, 19:52
Megnéztem a SGDB 15ADP-s vezérlőmben ezt a CN-037-es paramétert.
Sajnos én se tudok mást mondani mint Svejk nagymester.
Ez a 3 típus közül lehet választani SGMG, SGMS, SGMP.
A CN-02 paraméter alatt nem találtam semmi a motorra vonatkozó beállítást.
Sajnos én se tudok mást mondani mint Svejk nagymester.
Ez a 3 típus közül lehet választani SGMG, SGMS, SGMP.
A CN-02 paraméter alatt nem találtam semmi a motorra vonatkozó beállítást.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:46
Írta: 000000000 Dátum 2011 december 29, 14:46
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 26, 20:06
Írta: 000000000 Dátum 2011 december 26, 20:06
Viszont a CN-2A paraméter alatt megtaláltam ami jó lehetne , de nem engedélyezi arra a bizonyos 106 értékre állítást.
Ezt dobta hibaüzenetként.
Ezt dobta hibaüzenetként.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:54
Írta: svejk Dátum 2011 december 29, 14:54
Ne köszönd, próbáld ki és számolj be az eredményről! :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 26, 20:44
Írta: svejk Dátum 2011 december 26, 20:44
Nem hinném hogy 1,5 kW-os vezérlővel kellene ezt a motort hajtani, amikor még vagy 3 féle olcsóbb vezérlő tökéletesen támogatja ezt a motort.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:57
Írta: 000000000 Dátum 2011 december 29, 14:57
Nem találom az SW20-at a doksiba!
Merre Keressem?
Merre Keressem?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2011 december 26, 21:00
Írta: ANTAL GÁBOR Dátum 2011 december 26, 21:00
ok de ilyen van. Vagy kell egy kis vezérlő vagy nagy motor ( de azt most nemigazán tudnám elhasználni ( majd ha nálam is elindul az eszterga projekt) 400 wattos step dir vezérlő kellene
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:58
Írta: svejk Dátum 2011 december 29, 14:58
Melyik doksid van?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 13:50
Írta: 000000000 Dátum 2011 december 29, 13:50
Kedves Kollégák!
Bontottam két Yaskawa Servopack-ot 300 és 700W-os motorral. A dokumentációt letöltöttem a Servopack-ról. Ennek alapján a kipróbáláshoz készítettem egy próba panelt az alábbi vezérlő jelekkel:
CN1-es csatlakozón
23 láb Clear = H
21 láb Pulse = folyamatos négyszö kb:1 kHz
22 láb H vagy L kapcsolóval
előbbiek 7419 egy egy kapuján illesztve
7 láb +24V
8 láb Servo On aktív L kapcsolóval
43 láb Alarm Reset= H
26 láb N-OT visszafutás végáll. L
41 láb P-OT előre futás végáll. L
Jelenség:
Servo On bekapcsolásánál, Sign=H motor forog előre.
Sign=L nél befékezett állapotban áll.
Kérdésem: hogy lehet vissza forgásra rávenni?
Köszönöm segítségeteket!
Bontottam két Yaskawa Servopack-ot 300 és 700W-os motorral. A dokumentációt letöltöttem a Servopack-ról. Ennek alapján a kipróbáláshoz készítettem egy próba panelt az alábbi vezérlő jelekkel:
CN1-es csatlakozón
23 láb Clear = H
21 láb Pulse = folyamatos négyszö kb:1 kHz
22 láb H vagy L kapcsolóval
előbbiek 7419 egy egy kapuján illesztve
7 láb +24V
8 láb Servo On aktív L kapcsolóval
43 láb Alarm Reset= H
26 láb N-OT visszafutás végáll. L
41 láb P-OT előre futás végáll. L
Jelenség:
Servo On bekapcsolásánál, Sign=H motor forog előre.
Sign=L nél befékezett állapotban áll.
Kérdésem: hogy lehet vissza forgásra rávenni?
Köszönöm segítségeteket!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:59
Írta: 000000000 Dátum 2011 december 29, 14:59
TSE-S800-2.7F.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:08
Írta: svejk Dátum 2011 december 29, 14:08
Pontos típusa a servopack-nak?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 15:00
Írta: svejk Dátum 2011 december 29, 15:00
Mondjuk én a RACK tipusú xxx BCxx-ben néztem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:22
Írta: 000000000 Dátum 2011 december 29, 14:22
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42
CARC-PR07AC3FSY42
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 15:03
Írta: svejk Dátum 2011 december 29, 15:03
Hopsz, itt SW2 23. oldal.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:37
Írta: svejk Dátum 2011 december 29, 14:37
Szerencsés ember vagy, ritka ezekből pozíciósat találni... :))
A SW20 jumper-nél az 1,2,3 közül csak az 1 és 2-őn legyen rajta.
A SW20 jumper-nél az 1,2,3 közül csak az 1 és 2-őn legyen rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 15:34
Írta: 000000000 Dátum 2011 december 29, 15:34
Hú ez nagy siker élmény volt!
Az SW2 2 volt csak zárva.
A 3.-at is zártam és Működik az irányváltás.
Itt a 23 oldalon a táblázatban van
Sign + Pulse
Two-Phase Pulse
CW Pulse módok.
Mi a különbség, miért használják ezeket?
Az SW2 2 volt csak zárva.
A 3.-at is zártam és Működik az irányváltás.
Itt a 23 oldalon a táblázatban van
Sign + Pulse
Two-Phase Pulse
CW Pulse módok.
Mi a különbség, miért használják ezeket?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:39
Írta: svejk Dátum 2011 december 29, 14:39
Eddig szerintem csak a 2-esen volt rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 16:25
Írta: svejk Dátum 2011 december 29, 16:25
Amivel én eddig találkoztam mindegyiknél a CW-CCW-re volt állítva, úgy látszik az iparban ezt használj(t)ák.
Biztos egyszerűbb vagy üzembiztosabb.
Nekünk meg ugye a step/dir kell...
Most már köszönheted :))
Biztos egyszerűbb vagy üzembiztosabb.
Nekünk meg ugye a step/dir kell...
Most már köszönheted :))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:46
Írta: 000000000 Dátum 2011 december 29, 14:46
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 16:48
Írta: 000000000 Dátum 2011 december 29, 16:48
Tényleg köszönöm! Üdv. Jenő
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:54
Írta: svejk Dátum 2011 december 29, 14:54
Ne köszönd, próbáld ki és számolj be az eredményről! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 30, 01:35
Írta: 000000000 Dátum 2011 december 30, 01:35
nekem olyan gondom lenne hogy a mach3 nem érzékeli a motorokat és hogyha a motor valami hibakódot dob ki és megáll attól a többi motor és a progi megy tovább hogy lehetne ezt megoldani hogy ilyenkor lenyomja vész stopot
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:57
Írta: 000000000 Dátum 2011 december 29, 14:57
Nem találom az SW20-at a doksiba!
Merre Keressem?
Merre Keressem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 30, 01:36
Írta: 000000000 Dátum 2011 december 30, 01:36
vagy az enkodert hogy kössem rá a számítógépre
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 14:58
Írta: svejk Dátum 2011 december 29, 14:58
Melyik doksid van?
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2011 december 30, 05:21
Írta: dcsaba Dátum 2011 december 30, 05:21
Tibi keress meg, látom több, vezérléssel kapcsolatos problémád van. Emailben segítek ha tudok.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 14:59
Írta: 000000000 Dátum 2011 december 29, 14:59
TSE-S800-2.7F.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 02, 20:56
Írta: 000000000 Dátum 2012 január 02, 20:56
Kedves Kollégák!
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42 Servopack-okkal tervezek vezérelni egy három tengelyes marót. A Mach3-al szeretném vezérelni.
Addig jutottam, hogy egy motort a párhuzamos porton keresztül Mach3-al forgatok előre-hátra, gyorsabban-lassabban.
Kérdésem: A Mach3 párhuzamos port korlátozott ki és bemenetei miatt melyik input és output jelek a legfontosabbak a Mach3-nak?
A fenti vezérlőkhöz van illesztő áramkör? Kapcsolási rajz?
Most a Step-Dir jeleket opto csatolóval leválasztotta, de a doksi alapján a Servopack-ban vannak opto leválasztó. Bonyolítsam leválasztó panellel, vagy direkt ráköthetem a printer portra?
Ha valakinek van iyen tapasztalata kérem ossza meg velem!
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42 Servopack-okkal tervezek vezérelni egy három tengelyes marót. A Mach3-al szeretném vezérelni.
Addig jutottam, hogy egy motort a párhuzamos porton keresztül Mach3-al forgatok előre-hátra, gyorsabban-lassabban.
Kérdésem: A Mach3 párhuzamos port korlátozott ki és bemenetei miatt melyik input és output jelek a legfontosabbak a Mach3-nak?
A fenti vezérlőkhöz van illesztő áramkör? Kapcsolási rajz?
Most a Step-Dir jeleket opto csatolóval leválasztotta, de a doksi alapján a Servopack-ban vannak opto leválasztó. Bonyolítsam leválasztó panellel, vagy direkt ráköthetem a printer portra?
Ha valakinek van iyen tapasztalata kérem ossza meg velem!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 15:00
Írta: svejk Dátum 2011 december 29, 15:00
Mondjuk én a RACK tipusú xxx BCxx-ben néztem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 02, 22:24
Írta: svejk Dátum 2012 január 02, 22:24
Minimál esetben elég a 3 szál drót a szervo felé.
PC GND-step-dir
Leválasztás miatt felesleges a plusz opto, tökéletesen elég, és elég érzékeny a servoban levő, mehet az LPT-ről közvetlen.
Zavarvédelem miatt hosszú kábel, vagy pl. plazmavágó, esetén érdemes az LPT-hez közel egy jelerősítő, esetleg szimetrizáló, és kis impedancián vinni a jelet a servoig.
PC GND-step-dir
Leválasztás miatt felesleges a plusz opto, tökéletesen elég, és elég érzékeny a servoban levő, mehet az LPT-ről közvetlen.
Zavarvédelem miatt hosszú kábel, vagy pl. plazmavágó, esetén érdemes az LPT-hez közel egy jelerősítő, esetleg szimetrizáló, és kis impedancián vinni a jelet a servoig.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 15:03
Írta: svejk Dátum 2011 december 29, 15:03
Hopsz, itt SW2 23. oldal.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 02, 22:29
Írta: svejk Dátum 2012 január 02, 22:29
Ja, a végállásokat én a szervora szoktam bízni.
A SON jelet érdemes előállítani, illetve az error kimenet felhasználni a mach tiltására.
Persze ezeket lehet/kell is össze vissza kapuzni, bonyolítani, általában mindig a gép dönti el mit érdemes elkövetni.
A SON jelet érdemes előállítani, illetve az error kimenet felhasználni a mach tiltására.
Persze ezeket lehet/kell is össze vissza kapuzni, bonyolítani, általában mindig a gép dönti el mit érdemes elkövetni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 15:34
Írta: 000000000 Dátum 2011 december 29, 15:34
Hú ez nagy siker élmény volt!
Az SW2 2 volt csak zárva.
A 3.-at is zártam és Működik az irányváltás.
Itt a 23 oldalon a táblázatban van
Sign + Pulse
Two-Phase Pulse
CW Pulse módok.
Mi a különbség, miért használják ezeket?
Az SW2 2 volt csak zárva.
A 3.-at is zártam és Működik az irányváltás.
Itt a 23 oldalon a táblázatban van
Sign + Pulse
Two-Phase Pulse
CW Pulse módok.
Mi a különbség, miért használják ezeket?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 január 02, 22:32
Írta: x4rhew5r3 Dátum 2012 január 02, 22:32
SanyoDenki PY0A100E vezérlőhöz kellene a py-pcsetup program. Írtam Jézuskának, de neki sincs.:)
Ha valakinek van és elküldené, vagy tud valami nyomot, azt nagyon megköszönném.
Ha valakinek van és elküldené, vagy tud valami nyomot, azt nagyon megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2011 december 29, 16:25
Írta: svejk Dátum 2011 december 29, 16:25
Amivel én eddig találkoztam mindegyiknél a CW-CCW-re volt állítva, úgy látszik az iparban ezt használj(t)ák.
Biztos egyszerűbb vagy üzembiztosabb.
Nekünk meg ugye a step/dir kell...
Most már köszönheted :))
Biztos egyszerűbb vagy üzembiztosabb.
Nekünk meg ugye a step/dir kell...
Most már köszönheted :))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 03, 09:10
Írta: 000000000 Dátum 2012 január 03, 09:10
Kedves Svejk!!
Köszönöm válaszod, első körben egy egyszerű konfigurációban gondolkodom. Most a mechanika következik, abban kell áttörés.
Köszönöm válaszod, első körben egy egyszerű konfigurációban gondolkodom. Most a mechanika következik, abban kell áttörés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 29, 16:48
Írta: 000000000 Dátum 2011 december 29, 16:48
Tényleg köszönöm! Üdv. Jenő
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 28, 21:22
Írta: 000000000 Dátum 2012 január 28, 21:22
Festo sec-AC-305 vezérlő beüzemelésében kérnék segítséget.
Ha, jól gondolom, valakinél már müködnek ezekből.
Köszönöm, ha segítesz!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 30, 01:35
Írta: 000000000 Dátum 2011 december 30, 01:35
nekem olyan gondom lenne hogy a mach3 nem érzékeli a motorokat és hogyha a motor valami hibakódot dob ki és megáll attól a többi motor és a progi megy tovább hogy lehetne ezt megoldani hogy ilyenkor lenyomja vész stopot
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 16, 12:47
Írta: svejk Dátum 2012 február 16, 12:47
Ismeri valaki ezt a csodabogarat?

Az alján van az encoder és I/O csati...
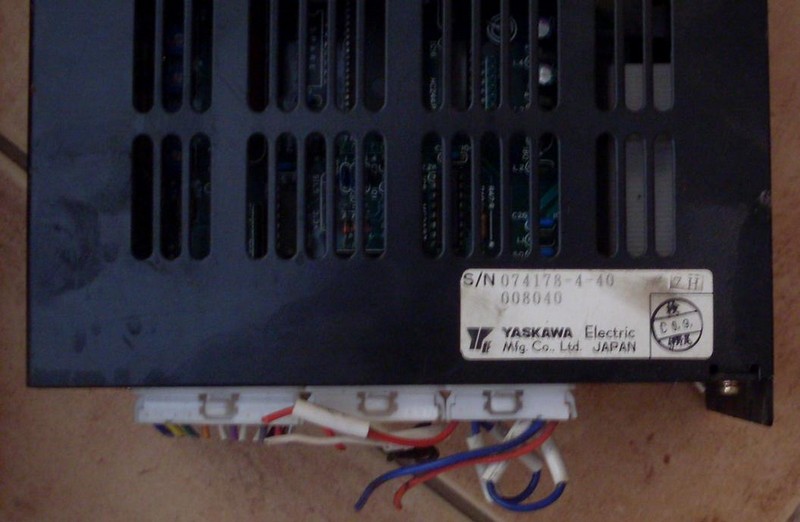
Az alján van az encoder és I/O csati...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2011 december 30, 01:36
Írta: 000000000 Dátum 2011 december 30, 01:36
vagy az enkodert hogy kössem rá a számítógépre
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 19, 19:11
Írta: ht0cjk58i Dátum 2012 február 19, 19:11
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2011 december 30, 05:21
Írta: dcsaba Dátum 2011 december 30, 05:21
Tibi keress meg, látom több, vezérléssel kapcsolatos problémád van. Emailben segítek ha tudok.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 19, 19:44
Írta: besirkyjh Dátum 2012 február 19, 19:44
Szia
Az AC 24volt 3 fázis elég ritka , ez BLDC motor és olyan vezérlö is kel hozzá .
Az AC 24volt 3 fázis elég ritka , ez BLDC motor és olyan vezérlö is kel hozzá .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 02, 20:56
Írta: 000000000 Dátum 2012 január 02, 20:56
Kedves Kollégák!
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42 Servopack-okkal tervezek vezérelni egy három tengelyes marót. A Mach3-al szeretném vezérelni.
Addig jutottam, hogy egy motort a párhuzamos porton keresztül Mach3-al forgatok előre-hátra, gyorsabban-lassabban.
Kérdésem: A Mach3 párhuzamos port korlátozott ki és bemenetei miatt melyik input és output jelek a legfontosabbak a Mach3-nak?
A fenti vezérlőkhöz van illesztő áramkör? Kapcsolási rajz?
Most a Step-Dir jeleket opto csatolóval leválasztotta, de a doksi alapján a Servopack-ban vannak opto leválasztó. Bonyolítsam leválasztó panellel, vagy direkt ráköthetem a printer portra?
Ha valakinek van iyen tapasztalata kérem ossza meg velem!
CACR-PR03AC3FRY40
CARC-PR07AC3FSY42 Servopack-okkal tervezek vezérelni egy három tengelyes marót. A Mach3-al szeretném vezérelni.
Addig jutottam, hogy egy motort a párhuzamos porton keresztül Mach3-al forgatok előre-hátra, gyorsabban-lassabban.
Kérdésem: A Mach3 párhuzamos port korlátozott ki és bemenetei miatt melyik input és output jelek a legfontosabbak a Mach3-nak?
A fenti vezérlőkhöz van illesztő áramkör? Kapcsolási rajz?
Most a Step-Dir jeleket opto csatolóval leválasztotta, de a doksi alapján a Servopack-ban vannak opto leválasztó. Bonyolítsam leválasztó panellel, vagy direkt ráköthetem a printer portra?
Ha valakinek van iyen tapasztalata kérem ossza meg velem!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 19, 19:58
Írta: 000000000 Dátum 2012 február 19, 19:58
Klavio KFt árul ACS306 vezérlőt , de az eladó is írja hogy ez jó hozzá
ACS306 user manual ITT!
Így 40000Ft/tengelyre jönne ki motorral vezérlővel.
Na meg persze a tápegységet se felejtsük!
ACS306 user manual ITT!
Így 40000Ft/tengelyre jönne ki motorral vezérlővel.
Na meg persze a tápegységet se felejtsük!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 02, 22:24
Írta: svejk Dátum 2012 január 02, 22:24
Minimál esetben elég a 3 szál drót a szervo felé.
PC GND-step-dir
Leválasztás miatt felesleges a plusz opto, tökéletesen elég, és elég érzékeny a servoban levő, mehet az LPT-ről közvetlen.
Zavarvédelem miatt hosszú kábel, vagy pl. plazmavágó, esetén érdemes az LPT-hez közel egy jelerősítő, esetleg szimetrizáló, és kis impedancián vinni a jelet a servoig.
PC GND-step-dir
Leválasztás miatt felesleges a plusz opto, tökéletesen elég, és elég érzékeny a servoban levő, mehet az LPT-ről közvetlen.
Zavarvédelem miatt hosszú kábel, vagy pl. plazmavágó, esetén érdemes az LPT-hez közel egy jelerősítő, esetleg szimetrizáló, és kis impedancián vinni a jelet a servoig.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 19, 20:15
Írta: besirkyjh Dátum 2012 február 19, 20:15
Azt irja hogy bementi feszültség 30V DC és a kimenetére tehetö AC és DC szervo motor .
Mineden AC szevos vezérlöre tehetö DC szervo ( 120fokos ) ?
Nem nagyon vagyok otthon ebben a témában !
Mineden AC szevos vezérlöre tehetö DC szervo ( 120fokos ) ?
Nem nagyon vagyok otthon ebben a témában !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 január 02, 22:29
Írta: svejk Dátum 2012 január 02, 22:29
Ja, a végállásokat én a szervora szoktam bízni.
A SON jelet érdemes előállítani, illetve az error kimenet felhasználni a mach tiltására.
Persze ezeket lehet/kell is össze vissza kapuzni, bonyolítani, általában mindig a gép dönti el mit érdemes elkövetni.
A SON jelet érdemes előállítani, illetve az error kimenet felhasználni a mach tiltására.
Persze ezeket lehet/kell is össze vissza kapuzni, bonyolítani, általában mindig a gép dönti el mit érdemes elkövetni.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 január 02, 22:32
Írta: x4rhew5r3 Dátum 2012 január 02, 22:32
SanyoDenki PY0A100E vezérlőhöz kellene a py-pcsetup program. Írtam Jézuskának, de neki sincs.:)
Ha valakinek van és elküldené, vagy tud valami nyomot, azt nagyon megköszönném.
Ha valakinek van és elküldené, vagy tud valami nyomot, azt nagyon megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 február 26, 08:22
Írta: c2nsu773m Dátum 2012 február 26, 08:22
Az omron R88D-UP04V step dires?
Az omron R88D-UA04V nem step dires hanem analóg?
Ajánja valaki hogy analóg elé step dir előtétet csinálni?
Az omron R88D-UA04V nem step dires hanem analóg?
Ajánja valaki hogy analóg elé step dir előtétet csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 03, 09:10
Írta: 000000000 Dátum 2012 január 03, 09:10
Kedves Svejk!!
Köszönöm válaszod, első körben egy egyszerű konfigurációban gondolkodom. Most a mechanika következik, abban kell áttörés.
Köszönöm válaszod, első körben egy egyszerű konfigurációban gondolkodom. Most a mechanika következik, abban kell áttörés.
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 11:01
Írta: yuagaci9g Dátum 2012 március 11, 11:01
Segitseget kernek Toletek!
Ma vettem e zsibin ket ilyen motort, olcson.
A motorok nem voltak beepitve, ujak.
Szerintetek mit var ez a vezerlo a bemenetein?
Mit jelentenek a bemenethez rendelt roviditesek?
FCA
CAM
COM
ABR
CER
NUG




.
Ma vettem e zsibin ket ilyen motort, olcson.
A motorok nem voltak beepitve, ujak.
Szerintetek mit var ez a vezerlo a bemenetein?
Mit jelentenek a bemenethez rendelt roviditesek?
FCA
CAM
COM
ABR
CER
NUG
.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 január 28, 21:22
Írta: 000000000 Dátum 2012 január 28, 21:22
Festo sec-AC-305 vezérlő beüzemelésében kérnék segítséget.
Ha, jól gondolom, valakinél már müködnek ezekből.
Köszönöm, ha segítesz!
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 13:52
Írta: yuagaci9g Dátum 2012 március 11, 13:52
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 február 16, 12:47
Írta: svejk Dátum 2012 február 16, 12:47
Ismeri valaki ezt a csodabogarat?
Az alján van az encoder és I/O csati...
Az alján van az encoder és I/O csati...
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 14:03
Írta: yuagaci9g Dátum 2012 március 11, 14:03




?
Cím: Re:AC szervó motoros vezérlés
Írta: ht0cjk58i Dátum 2012 február 19, 19:11
Írta: ht0cjk58i Dátum 2012 február 19, 19:11
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 március 11, 14:14
Írta: 000000000 Dátum 2012 március 11, 14:14
Remélem rettenetesen olcsón vetted, mert ez 99.9% hogy nem tud pozíció szervóként üzemelni.
Egyáltalán van rajta enkóder?
Mert azt nem bírtam leszűrni a képekből.
Talán főorsó hajtásnak jó lesz, vagy ha annak sem akkor macskát dobálni.
Próbáltam utána nézni hátha találok róla valami User Manual-t, de erről semmi nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 19, 19:44
Írta: besirkyjh Dátum 2012 február 19, 19:44
Szia
Az AC 24volt 3 fázis elég ritka , ez BLDC motor és olyan vezérlö is kel hozzá .
Az AC 24volt 3 fázis elég ritka , ez BLDC motor és olyan vezérlö is kel hozzá .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 március 11, 14:28
Írta: 000000000 Dátum 2012 március 11, 14:28
Ezt lifteknél használják mint ajtó mozgató motor.
Ennek egy rendeltetése van hogy állandó nyomatékkal működjön.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 február 19, 19:58
Írta: 000000000 Dátum 2012 február 19, 19:58
Klavio KFt árul ACS306 vezérlőt , de az eladó is írja hogy ez jó hozzá
ACS306 user manual ITT!
Így 40000Ft/tengelyre jönne ki motorral vezérlővel.
Na meg persze a tápegységet se felejtsük!
ACS306 user manual ITT!
Így 40000Ft/tengelyre jönne ki motorral vezérlővel.
Na meg persze a tápegységet se felejtsük!
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2012 március 11, 17:42
Írta: Bencze András Dátum 2012 március 11, 17:42
Talán 1 liftszerelő meg tudja mondani. Egyébként a motornak hány csatlakozási pontja van?
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 február 19, 20:15
Írta: besirkyjh Dátum 2012 február 19, 20:15
Azt irja hogy bementi feszültség 30V DC és a kimenetére tehetö AC és DC szervo motor .
Mineden AC szevos vezérlöre tehetö DC szervo ( 120fokos ) ?
Nem nagyon vagyok otthon ebben a témában !
Mineden AC szevos vezérlöre tehetö DC szervo ( 120fokos ) ?
Nem nagyon vagyok otthon ebben a témában !
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 12, 07:59
Írta: yuagaci9g Dátum 2012 március 12, 07:59
Macskat csak nem dobalok vele, a keszulo nyulzavaro gephez lesz, sutemenyeket kellene neki tovabbitani egy csokifuggony alatt. Arra jo lesz...
Halyogkovacs modjara sikerult mozgasra birni...remek!
Iszonyat nyomateka van, nagyon kicsi fordulatszamon. (max 200)
.
Halyogkovacs modjara sikerult mozgasra birni...remek!
Iszonyat nyomateka van, nagyon kicsi fordulatszamon. (max 200)
.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 február 26, 08:22
Írta: c2nsu773m Dátum 2012 február 26, 08:22
Az omron R88D-UP04V step dires?
Az omron R88D-UA04V nem step dires hanem analóg?
Ajánja valaki hogy analóg elé step dir előtétet csinálni?
Az omron R88D-UA04V nem step dires hanem analóg?
Ajánja valaki hogy analóg elé step dir előtétet csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 március 12, 08:06
Írta: Szalai György Dátum 2012 március 12, 08:06
Remélem a sütik ott még nincsenek megszámolva. [#finom]
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 11:01
Írta: yuagaci9g Dátum 2012 március 11, 11:01
Segitseget kernek Toletek!
Ma vettem e zsibin ket ilyen motort, olcson.
A motorok nem voltak beepitve, ujak.
Szerintetek mit var ez a vezerlo a bemenetein?
Mit jelentenek a bemenethez rendelt roviditesek?
FCA
CAM
COM
ABR
CER
NUG
.
Ma vettem e zsibin ket ilyen motort, olcson.
A motorok nem voltak beepitve, ujak.
Szerintetek mit var ez a vezerlo a bemenetein?
Mit jelentenek a bemenethez rendelt roviditesek?
FCA
CAM
COM
ABR
CER
NUG
.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:31
Írta: c2nsu773m Dátum 2012 április 12, 08:31
.jpg)
Nem ismeri valaki ennek a motornak az adatait?
Egy nyomtatóból szedtem ki, de az elektromos részek már nem voltak meg.
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 13:52
Írta: yuagaci9g Dátum 2012 március 11, 13:52
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 08:40
Írta: svejk Dátum 2012 április 12, 08:40
36V-ról érdemes járatni, ha jól rémlik 400-as, 20 kHz-es TTL encoder van benne.
Nyomaték, áram, teljesítményt nem mértem nála.
HP Deskjet 500-as szériából való.
Nyomaték, áram, teljesítményt nem mértem nála.
HP Deskjet 500-as szériából való.
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 11, 14:03
Írta: yuagaci9g Dátum 2012 március 11, 14:03
?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 08:41
Írta: svejk Dátum 2012 április 12, 08:41
De gondolom csak eltévesztetted a topicot, mert ez kefés, állandó mágnesű DC motor.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 március 11, 14:14
Írta: 000000000 Dátum 2012 március 11, 14:14
Remélem rettenetesen olcsón vetted, mert ez 99.9% hogy nem tud pozíció szervóként üzemelni.
Egyáltalán van rajta enkóder?
Mert azt nem bírtam leszűrni a képekből.
Talán főorsó hajtásnak jó lesz, vagy ha annak sem akkor macskát dobálni.
Próbáltam utána nézni hátha találok róla valami User Manual-t, de erről semmi nincs.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:42
Írta: c2nsu773m Dátum 2012 április 12, 08:42
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 március 11, 14:28
Írta: 000000000 Dátum 2012 március 11, 14:28
Ezt lifteknél használják mint ajtó mozgató motor.
Ennek egy rendeltetése van hogy állandó nyomatékkal működjön.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:43
Írta: c2nsu773m Dátum 2012 április 12, 08:43
Sejtettem hogy DC-lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2012 március 11, 17:42
Írta: Bencze András Dátum 2012 március 11, 17:42
Talán 1 liftszerelő meg tudja mondani. Egyébként a motornak hány csatlakozási pontja van?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 13:35
Írta: s7manbs8 Dátum 2012 április 12, 13:35
Bekötését is tudod ? Nekem is van egy ilyenem elvileg, csak még nem tudtam beüzemeltetni, eddig.
Cím: Re:AC szervó motoros vezérlés
Írta: yuagaci9g Dátum 2012 március 12, 07:59
Írta: yuagaci9g Dátum 2012 március 12, 07:59
Macskat csak nem dobalok vele, a keszulo nyulzavaro gephez lesz, sutemenyeket kellene neki tovabbitani egy csokifuggony alatt. Arra jo lesz...
Halyogkovacs modjara sikerult mozgasra birni...remek!
Iszonyat nyomateka van, nagyon kicsi fordulatszamon. (max 200)
.
Halyogkovacs modjara sikerult mozgasra birni...remek!
Iszonyat nyomateka van, nagyon kicsi fordulatszamon. (max 200)
.
Cím: Re:AC szervó motoros vezérlés
Írta: Benel Dátum 2012 április 12, 15:21
Írta: Benel Dátum 2012 április 12, 15:21
Nekem is van pár darab ...Ha leveszed a műanyag burkolatot az az enkoderről
1 - GND
2 - A
3 - +5V
4 - B
az egyes láb egy fehér ponttal van jelölve.
A nyomtatóban 24V-ról működött.
Valami olcsó DC servo vezérlő hozzá ?
1 - GND
2 - A
3 - +5V
4 - B
az egyes láb egy fehér ponttal van jelölve.
A nyomtatóban 24V-ról működött.
Valami olcsó DC servo vezérlő hozzá ?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2012 március 12, 08:06
Írta: Szalai György Dátum 2012 március 12, 08:06
Remélem a sütik ott még nincsenek megszámolva. [#finom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 16:13
Írta: svejk Dátum 2012 április 12, 16:13
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:31
Írta: c2nsu773m Dátum 2012 április 12, 08:31
Nem ismeri valaki ennek a motornak az adatait?
Egy nyomtatóból szedtem ki, de az elektromos részek már nem voltak meg.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Na, köszi már az infókat mindkettőtöknek, meg is nézem hogy akkor hozzá tudnék csatlakozni és hajtani is tudom elvileg ha rákapcsolódnék majd. A végén még haszna is lesz nem csak a port fogja a polcon ott valahol a sok limlom közt ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 08:40
Írta: svejk Dátum 2012 április 12, 08:40
36V-ról érdemes járatni, ha jól rémlik 400-as, 20 kHz-es TTL encoder van benne.
Nyomaték, áram, teljesítményt nem mértem nála.
HP Deskjet 500-as szériából való.
Nyomaték, áram, teljesítményt nem mértem nála.
HP Deskjet 500-as szériából való.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Egy hidat ráakasztok hagy menjen ... olyanom van ami kis ampert elbír simán.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 08:41
Írta: svejk Dátum 2012 április 12, 08:41
De gondolom csak eltévesztetted a topicot, mert ez kefés, állandó mágnesű DC motor.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:16
Írta: s7manbs8 Dátum 2012 április 12, 20:16
Meg a encoderét esetleg nagyobb motorhoz is hozzá lehetne toldani ...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:42
Írta: c2nsu773m Dátum 2012 április 12, 08:42
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 12, 20:51
Írta: besirkyjh Dátum 2012 április 12, 20:51
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 12, 08:43
Írta: c2nsu773m Dátum 2012 április 12, 08:43
Sejtettem hogy DC-lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 13, 04:45
Írta: c2nsu773m Dátum 2012 április 13, 04:45
Snecinek van ilyen kis DC vezérlője , nekem már volt a kezemben. Kb 3cm x 7cm
Esetleg ha több motor is van érdemes lenne legyártati vele!
Esetleg ha több motor is van érdemes lenne legyártati vele!
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 13:35
Írta: s7manbs8 Dátum 2012 április 12, 13:35
Bekötését is tudod ? Nekem is van egy ilyenem elvileg, csak még nem tudtam beüzemeltetni, eddig.
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 13, 07:18
Írta: besirkyjh Dátum 2012 április 13, 07:18
Szia
Igen tudom . A Dlaci és a Svejk is sokat forglalkoztak ezzel és bizonyos határok között nagyon jol használhato kis vezérlö .
Szegény Snecit most hagyjuk ki mert van Naki mit csinálni .
Megoldhato ez szintén házon belül de elöbb kellene rola több info és egy müködö bevűált kisméretü nyákterv és akkor van itt olyan ember aki letudja gyártani Nekünk .
Egy hasonlo Projekt kellene mint annak idején az A300 volt .
Nyitni neki egy külön topickot ha kel !
Tudomásom szerint az E240-hez is használhato de az encoderrel vannak valami gondok .Ezeket az infokat lehetne egy saját topickban össze gyüjteni és össze szedni .
Igen tudom . A Dlaci és a Svejk is sokat forglalkoztak ezzel és bizonyos határok között nagyon jol használhato kis vezérlö .
Szegény Snecit most hagyjuk ki mert van Naki mit csinálni .
Megoldhato ez szintén házon belül de elöbb kellene rola több info és egy müködö bevűált kisméretü nyákterv és akkor van itt olyan ember aki letudja gyártani Nekünk .
Egy hasonlo Projekt kellene mint annak idején az A300 volt .
Nyitni neki egy külön topickot ha kel !
Tudomásom szerint az E240-hez is használhato de az encoderrel vannak valami gondok .Ezeket az infokat lehetne egy saját topickban össze gyüjteni és össze szedni .
Cím: Re:AC szervó motoros vezérlés
Írta: Benel Dátum 2012 április 12, 15:21
Írta: Benel Dátum 2012 április 12, 15:21
Nekem is van pár darab ...Ha leveszed a műanyag burkolatot az az enkoderről
1 - GND
2 - A
3 - +5V
4 - B
az egyes láb egy fehér ponttal van jelölve.
A nyomtatóban 24V-ról működött.
Valami olcsó DC servo vezérlő hozzá ?
1 - GND
2 - A
3 - +5V
4 - B
az egyes láb egy fehér ponttal van jelölve.
A nyomtatóban 24V-ról működött.
Valami olcsó DC servo vezérlő hozzá ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 13, 07:26
Írta: 000000000 Dátum 2012 április 13, 07:26
AC topic??????
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 12, 16:13
Írta: svejk Dátum 2012 április 12, 16:13
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 13, 07:35
Írta: besirkyjh Dátum 2012 április 13, 07:35
A Tomi kezdte :))
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Na, köszi már az infókat mindkettőtöknek, meg is nézem hogy akkor hozzá tudnék csatlakozni és hajtani is tudom elvileg ha rákapcsolódnék majd. A végén még haszna is lesz nem csak a port fogja a polcon ott valahol a sok limlom közt ... :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 13, 07:37
Írta: 000000000 Dátum 2012 április 13, 07:37
[#eplus2][#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Írta: s7manbs8 Dátum 2012 április 12, 20:15
Egy hidat ráakasztok hagy menjen ... olyanom van ami kis ampert elbír simán.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 13, 16:17
Írta: c2nsu773m Dátum 2012 április 13, 16:17
OK!
Átmentem a DC-be![#vigyor2]
Átmentem a DC-be![#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 április 12, 20:16
Írta: s7manbs8 Dátum 2012 április 12, 20:16
Meg a encoderét esetleg nagyobb motorhoz is hozzá lehetne toldani ...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 18, 22:38
Írta: 279nwbpsa Dátum 2012 április 18, 22:38
Yaskava Servopack (CACR-SR)beüzemelésében tudna valaki segíteni?
34pólusú csati van a nálam lévő vezérlőn,de szinte csak 50pólusú csatival szereplő adatlapokat találok. :(
Ha esetleg üzemelt be ilyen csatlakozójú vezérlőt valaki,kérem segítsen...
34pólusú csati van a nálam lévő vezérlőn,de szinte csak 50pólusú csatival szereplő adatlapokat találok. :(
Ha esetleg üzemelt be ilyen csatlakozójú vezérlőt valaki,kérem segítsen...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 12, 20:51
Írta: besirkyjh Dátum 2012 április 12, 20:51
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 00:43
Írta: svejk Dátum 2012 április 19, 00:43
Kb. a a Yaskawa korabeli vezérlőjének a 80%-a CACR-SR, nálad nagyon fontos a további betűk, azaz CACR-SR-A5-AD1-KR.
És ebből az AD1 ami fontos, ez jelöli azt, hogy még senki nem talált hozzá leírást, valamilyen OM verzió.
Sebesség szervonak próbáltam, annak tökéletes, step-dir előkével nem próbáltam.
És ebből az AD1 ami fontos, ez jelöli azt, hogy még senki nem talált hozzá leírást, valamilyen OM verzió.
Sebesség szervonak próbáltam, annak tökéletes, step-dir előkével nem próbáltam.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 13, 04:45
Írta: c2nsu773m Dátum 2012 április 13, 04:45
Snecinek van ilyen kis DC vezérlője , nekem már volt a kezemben. Kb 3cm x 7cm
Esetleg ha több motor is van érdemes lenne legyártati vele!
Esetleg ha több motor is van érdemes lenne legyártati vele!
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 08:00
Írta: 279nwbpsa Dátum 2012 április 19, 08:00
Köszönöm a pontosítást.Igen,erről a típusról van szó.
Segítséggel eddig sikerült megpörgetni egy 1,5V-os ceruzaelemről.
Az előke használatához,kb 16 vezeték megy a CN1-re.
Ebből kb. 8 ismert.Meg persze az encoder.
Sajnos az eddig általam fellelt 34lábú csatik más pin kiosztásúak... :(
Jó lenne azért valamiképp összehozni...ezért is gondoltam,hogy írok ide...
Segítséggel eddig sikerült megpörgetni egy 1,5V-os ceruzaelemről.
Az előke használatához,kb 16 vezeték megy a CN1-re.
Ebből kb. 8 ismert.Meg persze az encoder.
Sajnos az eddig általam fellelt 34lábú csatik más pin kiosztásúak... :(
Jó lenne azért valamiképp összehozni...ezért is gondoltam,hogy írok ide...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 13, 07:18
Írta: besirkyjh Dátum 2012 április 13, 07:18
Szia
Igen tudom . A Dlaci és a Svejk is sokat forglalkoztak ezzel és bizonyos határok között nagyon jol használhato kis vezérlö .
Szegény Snecit most hagyjuk ki mert van Naki mit csinálni .
Megoldhato ez szintén házon belül de elöbb kellene rola több info és egy müködö bevűált kisméretü nyákterv és akkor van itt olyan ember aki letudja gyártani Nekünk .
Egy hasonlo Projekt kellene mint annak idején az A300 volt .
Nyitni neki egy külön topickot ha kel !
Tudomásom szerint az E240-hez is használhato de az encoderrel vannak valami gondok .Ezeket az infokat lehetne egy saját topickban össze gyüjteni és össze szedni .
Igen tudom . A Dlaci és a Svejk is sokat forglalkoztak ezzel és bizonyos határok között nagyon jol használhato kis vezérlö .
Szegény Snecit most hagyjuk ki mert van Naki mit csinálni .
Megoldhato ez szintén házon belül de elöbb kellene rola több info és egy müködö bevűált kisméretü nyákterv és akkor van itt olyan ember aki letudja gyártani Nekünk .
Egy hasonlo Projekt kellene mint annak idején az A300 volt .
Nyitni neki egy külön topickot ha kel !
Tudomásom szerint az E240-hez is használhato de az encoderrel vannak valami gondok .Ezeket az infokat lehetne egy saját topickban össze gyüjteni és össze szedni .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 08:28
Írta: svejk Dátum 2012 április 19, 08:28
Gondolom Sneci előke.
Kell neked a +24V, a SON, és az InpA bemenet,
+-12V, GND, A-B encoder kiemenetek.
ez cirka 10 vezeték.
Nem értem mi a más nálad, minden AD1-esnek ez a kiosztása.
Legelőször Antal Gábor fórumtársunk fejtette vissza.
A belső potikról és jumperekről semmit nem tudok.
Nemes Mihály Fórumtársunknak nem sikerült beállítania a step/dir előkéhez, de nála már az elején egyéb furcsa dolgok is történtek, adattábla hiányában a motor sem biztos hogy passzolt Neki.
Kell neked a +24V, a SON, és az InpA bemenet,
+-12V, GND, A-B encoder kiemenetek.
ez cirka 10 vezeték.
Nem értem mi a más nálad, minden AD1-esnek ez a kiosztása.
Legelőször Antal Gábor fórumtársunk fejtette vissza.
A belső potikról és jumperekről semmit nem tudok.
Nemes Mihály Fórumtársunknak nem sikerült beállítania a step/dir előkéhez, de nála már az elején egyéb furcsa dolgok is történtek, adattábla hiányában a motor sem biztos hogy passzolt Neki.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 13, 07:26
Írta: 000000000 Dátum 2012 április 13, 07:26
AC topic??????
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 09:30
Írta: 279nwbpsa Dátum 2012 április 19, 09:30
Igen,Sneci készített előkét.Köszönet neki ezért!
Annyi volt a gondom,hogy Antal Gábor mappájában lévő rajzán nem minden volt megnevezve.
Amit most mutattál rajzot,azon szerepel több eddig számomra nem azonosított pin,amik szerintem kellenek az előkéhez.
A tévedés jogát fenntartom,hiszen egyáltalán nem értek ehhez...csak próbálom összehozni...
A motorok a vezérlőkhöz valóak.Remélem nem lesz velük gond.
Köszönöm a segítséget!
Meló után megpróbálok valamit ügyködni...
Annyi volt a gondom,hogy Antal Gábor mappájában lévő rajzán nem minden volt megnevezve.
Amit most mutattál rajzot,azon szerepel több eddig számomra nem azonosított pin,amik szerintem kellenek az előkéhez.
A tévedés jogát fenntartom,hiszen egyáltalán nem értek ehhez...csak próbálom összehozni...
A motorok a vezérlőkhöz valóak.Remélem nem lesz velük gond.
Köszönöm a segítséget!
Meló után megpróbálok valamit ügyködni...
Cím: Re:AC szervó motoros vezérlés
Írta: besirkyjh Dátum 2012 április 13, 07:35
Írta: besirkyjh Dátum 2012 április 13, 07:35
A Tomi kezdte :))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 10:09
Írta: svejk Dátum 2012 április 19, 10:09
Igen, mert Antal Gábornak csak sebességre kellett, oda elég volt az a pár kivezetés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 13, 07:37
Írta: 000000000 Dátum 2012 április 13, 07:37
[#eplus2][#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 10:45
Írta: x4rhew5r3 Dátum 2012 április 19, 10:45
Szia Tamás,
Itt van a 34 pólusú csatival szerelt CACR
bekötése a step/dir előkéhez.
Remélem nincs benne elírás, én nem tudtam letesztelni.
Itt van a 34 pólusú csatival szerelt CACR
bekötése a step/dir előkéhez.
Remélem nincs benne elírás, én nem tudtam letesztelni.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 április 13, 16:17
Írta: c2nsu773m Dátum 2012 április 13, 16:17
OK!
Átmentem a DC-be![#vigyor2]
Átmentem a DC-be![#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 11:07
Írta: 279nwbpsa Dátum 2012 április 19, 11:07
Szervusz!
Nagyon köszönöm!Délután-este tesztelem! :)
Nagyon köszönöm!Délután-este tesztelem! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 18, 22:38
Írta: 279nwbpsa Dátum 2012 április 18, 22:38
Yaskava Servopack (CACR-SR)beüzemelésében tudna valaki segíteni?
34pólusú csati van a nálam lévő vezérlőn,de szinte csak 50pólusú csatival szereplő adatlapokat találok. :(
Ha esetleg üzemelt be ilyen csatlakozójú vezérlőt valaki,kérem segítsen...
34pólusú csati van a nálam lévő vezérlőn,de szinte csak 50pólusú csatival szereplő adatlapokat találok. :(
Ha esetleg üzemelt be ilyen csatlakozójú vezérlőt valaki,kérem segítsen...
Cím: Re:AC szervó motoros vezérlés
Írta: spgkgiiaa Dátum 2012 április 19, 18:05
Írta: spgkgiiaa Dátum 2012 április 19, 18:05
Nekem annyit sikerült kiderítenem, hogy ez a széria a Fuji Machine OEM terméke.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 00:43
Írta: svejk Dátum 2012 április 19, 00:43
Kb. a a Yaskawa korabeli vezérlőjének a 80%-a CACR-SR, nálad nagyon fontos a további betűk, azaz CACR-SR-A5-AD1-KR.
És ebből az AD1 ami fontos, ez jelöli azt, hogy még senki nem talált hozzá leírást, valamilyen OM verzió.
Sebesség szervonak próbáltam, annak tökéletes, step-dir előkével nem próbáltam.
És ebből az AD1 ami fontos, ez jelöli azt, hogy még senki nem talált hozzá leírást, valamilyen OM verzió.
Sebesség szervonak próbáltam, annak tökéletes, step-dir előkével nem próbáltam.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2012 április 19, 18:28
Írta: ANTAL GÁBOR Dátum 2012 április 19, 18:28
szia! én már régen tudom hogy a 23-26 ill 13,14 lábakon jönnek az encoder jelek de nem találtam meg az alap sch t és lustaságból halogattam a pótlást. (közben nyugdíjba mentem és a doksi valószínűleg a munkahelyi gépemen van ) persze aki személyesen megkeresett azt tudtam informálni
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 08:00
Írta: 279nwbpsa Dátum 2012 április 19, 08:00
Köszönöm a pontosítást.Igen,erről a típusról van szó.
Segítséggel eddig sikerült megpörgetni egy 1,5V-os ceruzaelemről.
Az előke használatához,kb 16 vezeték megy a CN1-re.
Ebből kb. 8 ismert.Meg persze az encoder.
Sajnos az eddig általam fellelt 34lábú csatik más pin kiosztásúak... :(
Jó lenne azért valamiképp összehozni...ezért is gondoltam,hogy írok ide...
Segítséggel eddig sikerült megpörgetni egy 1,5V-os ceruzaelemről.
Az előke használatához,kb 16 vezeték megy a CN1-re.
Ebből kb. 8 ismert.Meg persze az encoder.
Sajnos az eddig általam fellelt 34lábú csatik más pin kiosztásúak... :(
Jó lenne azért valamiképp összehozni...ezért is gondoltam,hogy írok ide...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 18:54
Írta: 279nwbpsa Dátum 2012 április 19, 18:54
Szia!
Nemrégiben levélváltás útján te hívtad fel a figyelmedet a mappádban lévő rajzra.
Az alapján sikerült megforgatni a motort egy ceruza elemről.
Meg persze még segítettek is,mert bénáztam... :)
Nemrégiben levélváltás útján te hívtad fel a figyelmedet a mappádban lévő rajzra.
Az alapján sikerült megforgatni a motort egy ceruza elemről.
Meg persze még segítettek is,mert bénáztam... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 08:28
Írta: svejk Dátum 2012 április 19, 08:28
Gondolom Sneci előke.
Kell neked a +24V, a SON, és az InpA bemenet,
+-12V, GND, A-B encoder kiemenetek.
ez cirka 10 vezeték.
Nem értem mi a más nálad, minden AD1-esnek ez a kiosztása.
Legelőször Antal Gábor fórumtársunk fejtette vissza.
A belső potikról és jumperekről semmit nem tudok.
Nemes Mihály Fórumtársunknak nem sikerült beállítania a step/dir előkéhez, de nála már az elején egyéb furcsa dolgok is történtek, adattábla hiányában a motor sem biztos hogy passzolt Neki.
Kell neked a +24V, a SON, és az InpA bemenet,
+-12V, GND, A-B encoder kiemenetek.
ez cirka 10 vezeték.
Nem értem mi a más nálad, minden AD1-esnek ez a kiosztása.
Legelőször Antal Gábor fórumtársunk fejtette vissza.
A belső potikról és jumperekről semmit nem tudok.
Nemes Mihály Fórumtársunknak nem sikerült beállítania a step/dir előkéhez, de nála már az elején egyéb furcsa dolgok is történtek, adattábla hiányában a motor sem biztos hogy passzolt Neki.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 19:01
Írta: 279nwbpsa Dátum 2012 április 19, 19:01
Lehet,hogy van egy elírása #1428-ban lévő linkben.
Ezért szeretném megkérdezni,hogy az "SV3" az nem "J3" kellene hogy legyen?
Ezért szeretném megkérdezni,hogy az "SV3" az nem "J3" kellene hogy legyen?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 09:30
Írta: 279nwbpsa Dátum 2012 április 19, 09:30
Igen,Sneci készített előkét.Köszönet neki ezért!
Annyi volt a gondom,hogy Antal Gábor mappájában lévő rajzán nem minden volt megnevezve.
Amit most mutattál rajzot,azon szerepel több eddig számomra nem azonosított pin,amik szerintem kellenek az előkéhez.
A tévedés jogát fenntartom,hiszen egyáltalán nem értek ehhez...csak próbálom összehozni...
A motorok a vezérlőkhöz valóak.Remélem nem lesz velük gond.
Köszönöm a segítséget!
Meló után megpróbálok valamit ügyködni...
Annyi volt a gondom,hogy Antal Gábor mappájában lévő rajzán nem minden volt megnevezve.
Amit most mutattál rajzot,azon szerepel több eddig számomra nem azonosított pin,amik szerintem kellenek az előkéhez.
A tévedés jogát fenntartom,hiszen egyáltalán nem értek ehhez...csak próbálom összehozni...
A motorok a vezérlőkhöz valóak.Remélem nem lesz velük gond.
Köszönöm a segítséget!
Meló után megpróbálok valamit ügyködni...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:02
Írta: x4rhew5r3 Dátum 2012 április 19, 19:02
Mi csak profitálunk Gábor és Svejk jóvoltából visszafejtett csatlakozó bekötésből.
Ti, hogy működik az analóg bemenetű vezérlő, én meg, hogy fogy az előke:)
Ti, hogy működik az analóg bemenetű vezérlő, én meg, hogy fogy az előke:)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 19, 10:09
Írta: svejk Dátum 2012 április 19, 10:09
Igen, mert Antal Gábornak csak sebességre kellett, oda elég volt az a pár kivezetés.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:06
Írta: x4rhew5r3 Dátum 2012 április 19, 19:06
Igen, valóban egy régebbi verziónál volt ez a név, a jelenleginél helyesen J3.
Köszönöm és javítom...
Köszönöm és javítom...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 10:45
Írta: x4rhew5r3 Dátum 2012 április 19, 10:45
Szia Tamás,
Itt van a 34 pólusú csatival szerelt CACR
bekötése a step/dir előkéhez.
Remélem nincs benne elírás, én nem tudtam letesztelni.
Itt van a 34 pólusú csatival szerelt CACR
bekötése a step/dir előkéhez.
Remélem nincs benne elírás, én nem tudtam letesztelni.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 19:13
Írta: 279nwbpsa Dátum 2012 április 19, 19:13
Szívesen.
A J1 és J3 csatikkal elvileg készen vagyok.Azért még átnézem vagy kétszer...
Kell még valami +5V tápot néznem.Gondolom ezt USB-ről nem vehetem le még próbákhoz sem?
A J1 és J3 csatikkal elvileg készen vagyok.Azért még átnézem vagy kétszer...
Kell még valami +5V tápot néznem.Gondolom ezt USB-ről nem vehetem le még próbákhoz sem?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 11:07
Írta: 279nwbpsa Dátum 2012 április 19, 11:07
Szervusz!
Nagyon köszönöm!Délután-este tesztelem! :)
Nagyon köszönöm!Délután-este tesztelem! :)
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:18
Írta: x4rhew5r3 Dátum 2012 április 19, 19:18
A próbához nyugodtan járasd az USB tápjáról.
Cím: Re:AC szervó motoros vezérlés
Írta: spgkgiiaa Dátum 2012 április 19, 18:05
Írta: spgkgiiaa Dátum 2012 április 19, 18:05
Nekem annyit sikerült kiderítenem, hogy ez a széria a Fuji Machine OEM terméke.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 20, 08:50
Írta: svejk Dátum 2012 április 20, 08:50
Valóban, a Yaskawának a Fuji a gyártója, az Omron meg tovább brandeli a yaskawát. [#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2012 április 19, 18:28
Írta: ANTAL GÁBOR Dátum 2012 április 19, 18:28
szia! én már régen tudom hogy a 23-26 ill 13,14 lábakon jönnek az encoder jelek de nem találtam meg az alap sch t és lustaságból halogattam a pótlást. (közben nyugdíjba mentem és a doksi valószínűleg a munkahelyi gépemen van ) persze aki személyesen megkeresett azt tudtam informálni
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2012 április 20, 16:47
Írta: Nemes Mihály Dátum 2012 április 20, 16:47
Sziasztok látom dolgoztok egy vezérlőn
Kíváncsian várom az eredményeket!!
sajnos mi nem boldogultunk egy vezérlővel..
De remélem sikerül egyet szereznem amivel boldogulunk.
Kíváncsian várom az eredményeket!!
sajnos mi nem boldogultunk egy vezérlővel..
De remélem sikerül egyet szereznem amivel boldogulunk.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 18:54
Írta: 279nwbpsa Dátum 2012 április 19, 18:54
Szia!
Nemrégiben levélváltás útján te hívtad fel a figyelmedet a mappádban lévő rajzra.
Az alapján sikerült megforgatni a motort egy ceruza elemről.
Meg persze még segítettek is,mert bénáztam... :)
Nemrégiben levélváltás útján te hívtad fel a figyelmedet a mappádban lévő rajzra.
Az alapján sikerült megforgatni a motort egy ceruza elemről.
Meg persze még segítettek is,mert bénáztam... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 20, 17:09
Írta: svejk Dátum 2012 április 20, 17:09
Én nem, majd VTamásék :)
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 19:01
Írta: 279nwbpsa Dátum 2012 április 19, 19:01
Lehet,hogy van egy elírása #1428-ban lévő linkben.
Ezért szeretném megkérdezni,hogy az "SV3" az nem "J3" kellene hogy legyen?
Ezért szeretném megkérdezni,hogy az "SV3" az nem "J3" kellene hogy legyen?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 20, 19:43
Írta: 279nwbpsa Dátum 2012 április 20, 19:43
Ezen a vezérlőn mindenki dolgozik-rajtam kívül.
Én csak mindenkinek az agyára megyek a kérdezősködéssel,meg "cinezek". :)
Amúgy ma egy csöppet későn végeztem a melóval.(az előbb értem csak haza)
Lehet,hogy a "főpróba" holnapra marad...
Minden esetre,akár hogyan is alakul beszámolok róla.
Én csak mindenkinek az agyára megyek a kérdezősködéssel,meg "cinezek". :)
Amúgy ma egy csöppet későn végeztem a melóval.(az előbb értem csak haza)
Lehet,hogy a "főpróba" holnapra marad...
Minden esetre,akár hogyan is alakul beszámolok róla.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:02
Írta: x4rhew5r3 Dátum 2012 április 19, 19:02
Mi csak profitálunk Gábor és Svejk jóvoltából visszafejtett csatlakozó bekötésből.
Ti, hogy működik az analóg bemenetű vezérlő, én meg, hogy fogy az előke:)
Ti, hogy működik az analóg bemenetű vezérlő, én meg, hogy fogy az előke:)
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 16:12
Írta: 279nwbpsa Dátum 2012 április 24, 16:12
Nos,ígéretem szerint jelentkeznék is az alább tárgyaltakból kifolyólag.
Mindent összekötögettem,próbálnám beállítgatni.
Viszont a vezérlő bekapcsoláskor a motor egyik irányban lassan forog.
Encoderrel kapcsolatban lehet ezek szerint difi,
valamit esetleg elkötöttem volna?
Mindent összekötögettem,próbálnám beállítgatni.
Viszont a vezérlő bekapcsoláskor a motor egyik irányban lassan forog.
Encoderrel kapcsolatban lehet ezek szerint difi,
valamit esetleg elkötöttem volna?
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:06
Írta: x4rhew5r3 Dátum 2012 április 19, 19:06
Igen, valóban egy régebbi verziónál volt ez a név, a jelenleginél helyesen J3.
Köszönöm és javítom...
Köszönöm és javítom...
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 18:18
Írta: x4rhew5r3 Dátum 2012 április 24, 18:18
Addig nem érdemes semmit csinálni, amíg nem látod a hibajelet a kliens képernyőn
-- minden össze van dugva
-- Servo ON kikapcsolva, azaz szabadon forgatható a motor tengelye
-- Ha forgatod a tengelyt ide-oda, akkor az enkóder sugáron látod a változást
-- Ebben az esetben a hibajel sugara is változik, az enkóderrel pont ellentétesen
Tehát először az enkóder működjön, mert ez az alapja a visszacsatolásnak...
-- minden össze van dugva
-- Servo ON kikapcsolva, azaz szabadon forgatható a motor tengelye
-- Ha forgatod a tengelyt ide-oda, akkor az enkóder sugáron látod a változást
-- Ebben az esetben a hibajel sugara is változik, az enkóderrel pont ellentétesen
Tehát először az enkóder működjön, mert ez az alapja a visszacsatolásnak...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 19, 19:13
Írta: 279nwbpsa Dátum 2012 április 19, 19:13
Szívesen.
A J1 és J3 csatikkal elvileg készen vagyok.Azért még átnézem vagy kétszer...
Kell még valami +5V tápot néznem.Gondolom ezt USB-ről nem vehetem le még próbákhoz sem?
A J1 és J3 csatikkal elvileg készen vagyok.Azért még átnézem vagy kétszer...
Kell még valami +5V tápot néznem.Gondolom ezt USB-ről nem vehetem le még próbákhoz sem?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 18:39
Írta: 279nwbpsa Dátum 2012 április 24, 18:39
Igen,értem én ezt.Csak az a baj,hogy ha a Servo-On ki is van kapcsolva,akkor is pár másodperc után magától újra elindul. :(
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 19, 19:18
Írta: x4rhew5r3 Dátum 2012 április 19, 19:18
A próbához nyugodtan járasd az USB tápjáról.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 19:13
Írta: x4rhew5r3 Dátum 2012 április 24, 19:13
De amikor magától elindul, akkor a legalsó sugár mutatja az enkóder elmozdulását?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 20, 08:50
Írta: svejk Dátum 2012 április 20, 08:50
Valóban, a Yaskawának a Fuji a gyártója, az Omron meg tovább brandeli a yaskawát. [#circling]
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 19:19
Írta: 279nwbpsa Dátum 2012 április 24, 19:19
Nem.Ott nincs semmi jel...
Cím: Re:AC szervó motoros vezérlés
Írta: Nemes Mihály Dátum 2012 április 20, 16:47
Írta: Nemes Mihály Dátum 2012 április 20, 16:47
Sziasztok látom dolgoztok egy vezérlőn
Kíváncsian várom az eredményeket!!
sajnos mi nem boldogultunk egy vezérlővel..
De remélem sikerül egyet szereznem amivel boldogulunk.
Kíváncsian várom az eredményeket!!
sajnos mi nem boldogultunk egy vezérlővel..
De remélem sikerül egyet szereznem amivel boldogulunk.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 19:38
Írta: x4rhew5r3 Dátum 2012 április 24, 19:38
Akkor az enkóder bekötéssel lesz a gond.
Az ekkóderről, vagy a 34 pólusú csatlakozóról meg az előke enkóder bemenetére?
Az ekkóderről, vagy a 34 pólusú csatlakozóról meg az előke enkóder bemenetére?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 április 20, 17:09
Írta: svejk Dátum 2012 április 20, 17:09
Én nem, majd VTamásék :)
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 19:44
Írta: 279nwbpsa Dátum 2012 április 24, 19:44
A 34pólusúról.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 20, 19:43
Írta: 279nwbpsa Dátum 2012 április 20, 19:43
Ezen a vezérlőn mindenki dolgozik-rajtam kívül.
Én csak mindenkinek az agyára megyek a kérdezősködéssel,meg "cinezek". :)
Amúgy ma egy csöppet későn végeztem a melóval.(az előbb értem csak haza)
Lehet,hogy a "főpróba" holnapra marad...
Minden esetre,akár hogyan is alakul beszámolok róla.
Én csak mindenkinek az agyára megyek a kérdezősködéssel,meg "cinezek". :)
Amúgy ma egy csöppet későn végeztem a melóval.(az előbb értem csak haza)
Lehet,hogy a "főpróba" holnapra marad...
Minden esetre,akár hogyan is alakul beszámolok róla.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:52
Írta: 000000000 Dátum 2012 április 29, 12:52
hello egy 400w ac yaskava szervo motor 20x5 golyos orson (direkt hajtás)
keresztül mekora tömeget bir mozgatni mefelelöen
15m/min sebeségell
keresztül mekora tömeget bir mozgatni mefelelöen
15m/min sebeségell
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 16:12
Írta: 279nwbpsa Dátum 2012 április 24, 16:12
Nos,ígéretem szerint jelentkeznék is az alább tárgyaltakból kifolyólag.
Mindent összekötögettem,próbálnám beállítgatni.
Viszont a vezérlő bekapcsoláskor a motor egyik irányban lassan forog.
Encoderrel kapcsolatban lehet ezek szerint difi,
valamit esetleg elkötöttem volna?
Mindent összekötögettem,próbálnám beállítgatni.
Viszont a vezérlő bekapcsoláskor a motor egyik irányban lassan forog.
Encoderrel kapcsolatban lehet ezek szerint difi,
valamit esetleg elkötöttem volna?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:52
Írta: 000000000 Dátum 2012 április 29, 12:52
tulterhelés nélkül
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 18:18
Írta: x4rhew5r3 Dátum 2012 április 24, 18:18
Addig nem érdemes semmit csinálni, amíg nem látod a hibajelet a kliens képernyőn
-- minden össze van dugva
-- Servo ON kikapcsolva, azaz szabadon forgatható a motor tengelye
-- Ha forgatod a tengelyt ide-oda, akkor az enkóder sugáron látod a változást
-- Ebben az esetben a hibajel sugara is változik, az enkóderrel pont ellentétesen
Tehát először az enkóder működjön, mert ez az alapja a visszacsatolásnak...
-- minden össze van dugva
-- Servo ON kikapcsolva, azaz szabadon forgatható a motor tengelye
-- Ha forgatod a tengelyt ide-oda, akkor az enkóder sugáron látod a változást
-- Ebben az esetben a hibajel sugara is változik, az enkóderrel pont ellentétesen
Tehát először az enkóder működjön, mert ez az alapja a visszacsatolásnak...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:57
Írta: 000000000 Dátum 2012 április 29, 12:57
ja igen meg profilsinen gördülve
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 18:39
Írta: 279nwbpsa Dátum 2012 április 24, 18:39
Igen,értem én ezt.Csak az a baj,hogy ha a Servo-On ki is van kapcsolva,akkor is pár másodperc után magától újra elindul. :(
Cím: Re:AC szervó motoros vezérlés
Írta: uv0f6as5 Dátum 2012 április 30, 14:54
Írta: uv0f6as5 Dátum 2012 április 30, 14:54
Sziasztok!
Vannak eladó BLDC szervó motorok. 7 különböző méret és forma. kb. 5-50W teljesítményűek. ServoMagnetics és Pittman gyártmányok. Akár több száz darab is.
Vannak még DC szervók is a kisebb teljesítmény kategóriából. Minden motorra legalább 256 osztásos optikai enkóder van felszerelve.
Képek a motorokról:
Vannak eladó BLDC szervó motorok. 7 különböző méret és forma. kb. 5-50W teljesítményűek. ServoMagnetics és Pittman gyártmányok. Akár több száz darab is.
Vannak még DC szervók is a kisebb teljesítmény kategóriából. Minden motorra legalább 256 osztásos optikai enkóder van felszerelve.
Képek a motorokról:
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 19:13
Írta: x4rhew5r3 Dátum 2012 április 24, 19:13
De amikor magától elindul, akkor a legalsó sugár mutatja az enkóder elmozdulását?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 01, 23:40
Írta: svejk Dátum 2012 május 01, 23:40
Mit jelent a "megfelelő" mozgatás.
Ha szép lassan elegendő elérni a sebességet, akkor akár közel 150 kg-ot.
De gyanítom Neked záros időn belül el kell érni ezt a sebességet.
Ha szép lassan elegendő elérni a sebességet, akkor akár közel 150 kg-ot.
De gyanítom Neked záros időn belül el kell érni ezt a sebességet.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 19:19
Írta: 279nwbpsa Dátum 2012 április 24, 19:19
Nem.Ott nincs semmi jel...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 02, 19:52
Írta: 000000000 Dátum 2012 május 02, 19:52
köszönöm ez már legalább egy támpont én hirtelen olyan 70kg számolgatam amit lökdösnie kéne
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2012 április 24, 19:38
Írta: x4rhew5r3 Dátum 2012 április 24, 19:38
Akkor az enkóder bekötéssel lesz a gond.
Az ekkóderről, vagy a 34 pólusú csatlakozóról meg az előke enkóder bemenetére?
Az ekkóderről, vagy a 34 pólusú csatlakozóról meg az előke enkóder bemenetére?
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:00
Írta: xg2w6ib9x Dátum 2012 május 12, 22:00
Halihó !
Kaptam néhány Gamma gyártmányú szervomotort.
Az van ráírva, hogy "Serleges szervomotor"
A neten próbáltam keresgélni a típust (8M1-21) illetően, de semmi érdemlegeset nem találtam.
A motor 220 voltról jár, 30 W-os és 1500-at pörög.
Bocs, ha nagyon hülye a kérdés, de ilyen kategóriájú motor egyáltalán alkalmas lehet bármilyen CNC-s mozgatási feladatra ?
Kaptam néhány Gamma gyártmányú szervomotort.
Az van ráírva, hogy "Serleges szervomotor"
A neten próbáltam keresgélni a típust (8M1-21) illetően, de semmi érdemlegeset nem találtam.
A motor 220 voltról jár, 30 W-os és 1500-at pörög.
Bocs, ha nagyon hülye a kérdés, de ilyen kategóriájú motor egyáltalán alkalmas lehet bármilyen CNC-s mozgatási feladatra ?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 április 24, 19:44
Írta: 279nwbpsa Dátum 2012 április 24, 19:44
A 34pólusúról.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 12, 22:22
Írta: svejk Dátum 2012 május 12, 22:22
Felejtsd el, nem sok mindenre jó. :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:52
Írta: 000000000 Dátum 2012 április 29, 12:52
hello egy 400w ac yaskava szervo motor 20x5 golyos orson (direkt hajtás)
keresztül mekora tömeget bir mozgatni mefelelöen
15m/min sebeségell
keresztül mekora tömeget bir mozgatni mefelelöen
15m/min sebeségell
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:32
Írta: xg2w6ib9x Dátum 2012 május 12, 22:32
Köszi !
Egyébkény eredetileg mire használhatták ezt.
Furcsa, hogy csak 30 W-os és emellett van vagy 3 kiló egy darabnak a súlya.
Valahol elfekvőben voltak ezek, teljesen újak.
Valamire csak jó lehet [#confused]
(levél nehezék, vagy ilyesmi [#smile])
Egyébkény eredetileg mire használhatták ezt.
Furcsa, hogy csak 30 W-os és emellett van vagy 3 kiló egy darabnak a súlya.
Valahol elfekvőben voltak ezek, teljesen újak.
Valamire csak jó lehet [#confused]
(levél nehezék, vagy ilyesmi [#smile])
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:52
Írta: 000000000 Dátum 2012 április 29, 12:52
tulterhelés nélkül
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 12, 22:40
Írta: svejk Dátum 2012 május 12, 22:40
Tudtommal orvostechnikai, vagy labortechnikai cuccokban voltak. Én is láttam pár éve Csömörön egy konténerrel, azok is újak voltak.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 április 29, 12:57
Írta: 000000000 Dátum 2012 április 29, 12:57
ja igen meg profilsinen gördülve
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:43
Írta: xg2w6ib9x Dátum 2012 május 12, 22:43
Hát, köszi az információt.
Azért kipróbálgatom, mielőtt kiselejtezném.
Azért kipróbálgatom, mielőtt kiselejtezném.
Cím: Re:AC szervó motoros vezérlés
Írta: uv0f6as5 Dátum 2012 április 30, 14:54
Írta: uv0f6as5 Dátum 2012 április 30, 14:54
Sziasztok!
Vannak eladó BLDC szervó motorok. 7 különböző méret és forma. kb. 5-50W teljesítményűek. ServoMagnetics és Pittman gyártmányok. Akár több száz darab is.
Vannak még DC szervók is a kisebb teljesítmény kategóriából. Minden motorra legalább 256 osztásos optikai enkóder van felszerelve.
Képek a motorokról:
Vannak eladó BLDC szervó motorok. 7 különböző méret és forma. kb. 5-50W teljesítményűek. ServoMagnetics és Pittman gyártmányok. Akár több száz darab is.
Vannak még DC szervók is a kisebb teljesítmény kategóriából. Minden motorra legalább 256 osztásos optikai enkóder van felszerelve.
Képek a motorokról:
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 13, 12:28
Írta: xg2w6ib9x Dátum 2012 május 13, 12:28
Halihó Svejk !
Kipróbáltam a serleges szervomotort.
230V-ot kap a gerjesztő tekercse egy 4 mikrós kondin keresztül, a vezérlő tekercsére pedig egy szabályozható toroidon keresztül kapja a feszültséget.
Maximális feszültség esetén (úgy, hogy két ujjal fogva tartom a tengelyt és közben feltekerem a toroidot) vissza tudom fogni a motort, de érzésre nem annyira kicsi a nyomatéka. Megfelelő áttételezés után szerintem ez egy kis kezdő tényleg csak hobby célú gépet képes lenne elhajtani.
Nagyobb gondnak látom, hogy a fogazott tengelyhez hogyan lehet bármit korrektül hozzáilleszteni.
Szóval, egyelőre mégsem selejtezem ki a gammás motorokat, mert látok bennük fantáziát.[#papakacsint]
Kipróbáltam a serleges szervomotort.
230V-ot kap a gerjesztő tekercse egy 4 mikrós kondin keresztül, a vezérlő tekercsére pedig egy szabályozható toroidon keresztül kapja a feszültséget.
Maximális feszültség esetén (úgy, hogy két ujjal fogva tartom a tengelyt és közben feltekerem a toroidot) vissza tudom fogni a motort, de érzésre nem annyira kicsi a nyomatéka. Megfelelő áttételezés után szerintem ez egy kis kezdő tényleg csak hobby célú gépet képes lenne elhajtani.
Nagyobb gondnak látom, hogy a fogazott tengelyhez hogyan lehet bármit korrektül hozzáilleszteni.
Szóval, egyelőre mégsem selejtezem ki a gammás motorokat, mert látok bennük fantáziát.[#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 01, 23:40
Írta: svejk Dátum 2012 május 01, 23:40
Mit jelent a "megfelelő" mozgatás.
Ha szép lassan elegendő elérni a sebességet, akkor akár közel 150 kg-ot.
De gyanítom Neked záros időn belül el kell érni ezt a sebességet.
Ha szép lassan elegendő elérni a sebességet, akkor akár közel 150 kg-ot.
De gyanítom Neked záros időn belül el kell érni ezt a sebességet.
Cím: Re:AC szervó motoros vezérlés
Írta: ie3i2pm6j Dátum 2012 május 23, 13:58
Írta: ie3i2pm6j Dátum 2012 május 23, 13:58




Elfekvő cuccok, ha valakit érdekel privátba írjon.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 május 02, 19:52
Írta: 000000000 Dátum 2012 május 02, 19:52
köszönöm ez már legalább egy támpont én hirtelen olyan 70kg számolgatam amit lökdösnie kéne
Cím: Re:AC szervó motoros vezérlés
Írta: Rinaldo Dátum 2012 május 23, 15:35
Írta: Rinaldo Dátum 2012 május 23, 15:35
Szia!
Írtam neked az imént légyszi küldj árakat.
Ü:Dénes
Írtam neked az imént légyszi küldj árakat.
Ü:Dénes
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:00
Írta: xg2w6ib9x Dátum 2012 május 12, 22:00
Halihó !
Kaptam néhány Gamma gyártmányú szervomotort.
Az van ráírva, hogy "Serleges szervomotor"
A neten próbáltam keresgélni a típust (8M1-21) illetően, de semmi érdemlegeset nem találtam.
A motor 220 voltról jár, 30 W-os és 1500-at pörög.
Bocs, ha nagyon hülye a kérdés, de ilyen kategóriájú motor egyáltalán alkalmas lehet bármilyen CNC-s mozgatási feladatra ?
Kaptam néhány Gamma gyártmányú szervomotort.
Az van ráírva, hogy "Serleges szervomotor"
A neten próbáltam keresgélni a típust (8M1-21) illetően, de semmi érdemlegeset nem találtam.
A motor 220 voltról jár, 30 W-os és 1500-at pörög.
Bocs, ha nagyon hülye a kérdés, de ilyen kategóriájú motor egyáltalán alkalmas lehet bármilyen CNC-s mozgatási feladatra ?
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 29, 20:37
Írta: bznc93pf5 Dátum 2012 május 29, 20:37
sziasztok.
keresek valakit aki Omron szervó vezérlő paraméterezésben tudna segíteni.
keresek valakit aki Omron szervó vezérlő paraméterezésben tudna segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 12, 22:22
Írta: svejk Dátum 2012 május 12, 22:22
Felejtsd el, nem sok mindenre jó. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 20:38
Írta: svejk Dátum 2012 május 29, 20:38
Pontos típus, probléma?
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:32
Írta: xg2w6ib9x Dátum 2012 május 12, 22:32
Köszi !
Egyébkény eredetileg mire használhatták ezt.
Furcsa, hogy csak 30 W-os és emellett van vagy 3 kiló egy darabnak a súlya.
Valahol elfekvőben voltak ezek, teljesen újak.
Valamire csak jó lehet [#confused]
(levél nehezék, vagy ilyesmi [#smile])
Egyébkény eredetileg mire használhatták ezt.
Furcsa, hogy csak 30 W-os és emellett van vagy 3 kiló egy darabnak a súlya.
Valahol elfekvőben voltak ezek, teljesen újak.
Valamire csak jó lehet [#confused]
(levél nehezék, vagy ilyesmi [#smile])
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 30, 21:33
Írta: bznc93pf5 Dátum 2012 május 30, 21:33
Omron R7D-AP04H

a probléma, megvettem a 4.tengelyhez a vezérlőt, meg is érkezett, pár nap múlva bekábelezem és utána végre működhetne úgy ahogy kellene ha a vezérlő is be lenne állítva. korábban már kb.4-5 éve már állítottam egyszer az egyik vezérlőn de nem emlékszem pontosan hogy csináltam, akkor is segítetek.
a probléma, megvettem a 4.tengelyhez a vezérlőt, meg is érkezett, pár nap múlva bekábelezem és utána végre működhetne úgy ahogy kellene ha a vezérlő is be lenne állítva. korábban már kb.4-5 éve már állítottam egyszer az egyik vezérlőn de nem emlékszem pontosan hogy csináltam, akkor is segítetek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 30, 22:16
Írta: svejk Dátum 2012 május 30, 22:16
Smartstep?
Ebben nincs gyakorlatom, passzolom. :(
Ezeknek a gépkönyvei nagyon jók kis türelemmel minden megtudható bennük.
De ha a többi tengelyed ugyanilyen miért nem olvasod ki azokból a paramétereket?
Soros porton pár perc az egész.
Ebben nincs gyakorlatom, passzolom. :(
Ezeknek a gépkönyvei nagyon jók kis türelemmel minden megtudható bennük.
De ha a többi tengelyed ugyanilyen miért nem olvasod ki azokból a paramétereket?
Soros porton pár perc az egész.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 12, 22:40
Írta: svejk Dátum 2012 május 12, 22:40
Tudtommal orvostechnikai, vagy labortechnikai cuccokban voltak. Én is láttam pár éve Csömörön egy konténerrel, azok is újak voltak.
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 31, 00:54
Írta: bznc93pf5 Dátum 2012 május 31, 00:54
igen, smartsteps
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 12, 22:43
Írta: xg2w6ib9x Dátum 2012 május 12, 22:43
Hát, köszi az információt.
Azért kipróbálgatom, mielőtt kiselejtezném.
Azért kipróbálgatom, mielőtt kiselejtezném.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 07, 20:40
Írta: svejk Dátum 2012 augusztus 07, 20:40
Igazából semmi különleges, de ide írom mert már le van süllyedve a topic.
Lidl-s fogyasztásmérővel méregetem az ébredező gépemet.
(a mechanika egy 1200 kg-os gyári marógép, eredetileg 1kW-os DC servok voltak a mellékhajtásokon)
Minden egy elosztóról megy, így könnyű volt a mérés.
PC (Dell GX620) + 17" LCD monitor = 105 W
PC + 17" LCD monitor + vezérlőszekrény (nyugalomban levő 4 db 800 W-os servopack, G7-es frekiváltó, tápegység, pár relé, kevés elektronika) = 140 W
PC + 17" LCD monitor + vezérlőszekrény + futó spirálteszt (3000 mm/perc, 2000 mm/s2 motortuning adatokkal, kikapcsolt főorsó mellett) = 145 W
Ha van kedve valakinek és van kéznél ilyen fogyasztás saccolója gondolom szívesen látnánk ilyen adatokat.
Akár szabványosíthatnánk is a méréseket. :))
Lidl-s fogyasztásmérővel méregetem az ébredező gépemet.
(a mechanika egy 1200 kg-os gyári marógép, eredetileg 1kW-os DC servok voltak a mellékhajtásokon)
Minden egy elosztóról megy, így könnyű volt a mérés.
PC (Dell GX620) + 17" LCD monitor = 105 W
PC + 17" LCD monitor + vezérlőszekrény (nyugalomban levő 4 db 800 W-os servopack, G7-es frekiváltó, tápegység, pár relé, kevés elektronika) = 140 W
PC + 17" LCD monitor + vezérlőszekrény + futó spirálteszt (3000 mm/perc, 2000 mm/s2 motortuning adatokkal, kikapcsolt főorsó mellett) = 145 W
Ha van kedve valakinek és van kéznél ilyen fogyasztás saccolója gondolom szívesen látnánk ilyen adatokat.
Akár szabványosíthatnánk is a méréseket. :))
Cím: Re:AC szervó motoros vezérlés
Írta: xg2w6ib9x Dátum 2012 május 13, 12:28
Írta: xg2w6ib9x Dátum 2012 május 13, 12:28
Halihó Svejk !
Kipróbáltam a serleges szervomotort.
230V-ot kap a gerjesztő tekercse egy 4 mikrós kondin keresztül, a vezérlő tekercsére pedig egy szabályozható toroidon keresztül kapja a feszültséget.
Maximális feszültség esetén (úgy, hogy két ujjal fogva tartom a tengelyt és közben feltekerem a toroidot) vissza tudom fogni a motort, de érzésre nem annyira kicsi a nyomatéka. Megfelelő áttételezés után szerintem ez egy kis kezdő tényleg csak hobby célú gépet képes lenne elhajtani.
Nagyobb gondnak látom, hogy a fogazott tengelyhez hogyan lehet bármit korrektül hozzáilleszteni.
Szóval, egyelőre mégsem selejtezem ki a gammás motorokat, mert látok bennük fantáziát.[#papakacsint]
Kipróbáltam a serleges szervomotort.
230V-ot kap a gerjesztő tekercse egy 4 mikrós kondin keresztül, a vezérlő tekercsére pedig egy szabályozható toroidon keresztül kapja a feszültséget.
Maximális feszültség esetén (úgy, hogy két ujjal fogva tartom a tengelyt és közben feltekerem a toroidot) vissza tudom fogni a motort, de érzésre nem annyira kicsi a nyomatéka. Megfelelő áttételezés után szerintem ez egy kis kezdő tényleg csak hobby célú gépet képes lenne elhajtani.
Nagyobb gondnak látom, hogy a fogazott tengelyhez hogyan lehet bármit korrektül hozzáilleszteni.
Szóval, egyelőre mégsem selejtezem ki a gammás motorokat, mert látok bennük fantáziát.[#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 07, 20:53
Írta: svejk Dátum 2012 augusztus 07, 20:53
Csak a pontosság kedvéért, Magi féle spirálteszt G64-ben futtatva.
Cím: Re:AC szervó motoros vezérlés
Írta: ie3i2pm6j Dátum 2012 május 23, 13:58
Írta: ie3i2pm6j Dátum 2012 május 23, 13:58
Elfekvő cuccok, ha valakit érdekel privátba írjon.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2012 augusztus 12, 21:09
Írta: Kristály Árpád Dátum 2012 augusztus 12, 21:09
Halihó Mindenkinek!
Használ valaki Dodi-tól vett AC servo motort Klavió Kft által forgalmazott vezérlővel?
Tapasztalatokra lennék kiváncsi.....
Üdv.: Árpád
Használ valaki Dodi-tól vett AC servo motort Klavió Kft által forgalmazott vezérlővel?
Tapasztalatokra lennék kiváncsi.....
Üdv.: Árpád
Cím: Re:AC szervó motoros vezérlés
Írta: Rinaldo Dátum 2012 május 23, 15:35
Írta: Rinaldo Dátum 2012 május 23, 15:35
Szia!
Írtam neked az imént légyszi küldj árakat.
Ü:Dénes
Írtam neked az imént légyszi küldj árakat.
Ü:Dénes
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 18:17
Írta: zoli0302 Dátum 2012 augusztus 31, 18:17
Üdv Urak !
Tud valaki egyszerű megoldást a step/dir vezérlés és analóg szervó csatlakoztatására ? Esetleg készen kapható ,egy tengelyre kellene.
Tud valaki egyszerű megoldást a step/dir vezérlés és analóg szervó csatlakoztatására ? Esetleg készen kapható ,egy tengelyre kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 29, 20:37
Írta: bznc93pf5 Dátum 2012 május 29, 20:37
sziasztok.
keresek valakit aki Omron szervó vezérlő paraméterezésben tudna segíteni.
keresek valakit aki Omron szervó vezérlő paraméterezésben tudna segíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 31, 18:30
Írta: svejk Dátum 2012 augusztus 31, 18:30
Volt itt aki komolyan foglalkozott az üggyel, de már nem csinálja. :(
Egyébként milyen servo?
Egyébként milyen servo?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 29, 20:38
Írta: svejk Dátum 2012 május 29, 20:38
Pontos típus, probléma?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 21:08
Írta: zoli0302 Dátum 2012 augusztus 31, 21:08
Egy jó régi yaskawa cacr05, de látom evvel a vezérlővel már más is küzdött
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 30, 21:33
Írta: bznc93pf5 Dátum 2012 május 30, 21:33
Omron R7D-AP04H
a probléma, megvettem a 4.tengelyhez a vezérlőt, meg is érkezett, pár nap múlva bekábelezem és utána végre működhetne úgy ahogy kellene ha a vezérlő is be lenne állítva. korábban már kb.4-5 éve már állítottam egyszer az egyik vezérlőn de nem emlékszem pontosan hogy csináltam, akkor is segítetek.
a probléma, megvettem a 4.tengelyhez a vezérlőt, meg is érkezett, pár nap múlva bekábelezem és utána végre működhetne úgy ahogy kellene ha a vezérlő is be lenne állítva. korábban már kb.4-5 éve már állítottam egyszer az egyik vezérlőn de nem emlékszem pontosan hogy csináltam, akkor is segítetek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 31, 21:17
Írta: svejk Dátum 2012 augusztus 31, 21:17
No jó hogy CACR05, de mi van utána?
BC, FK, AC?
BC, FK, AC?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 május 30, 22:16
Írta: svejk Dátum 2012 május 30, 22:16
Smartstep?
Ebben nincs gyakorlatom, passzolom. :(
Ezeknek a gépkönyvei nagyon jók kis türelemmel minden megtudható bennük.
De ha a többi tengelyed ugyanilyen miért nem olvasod ki azokból a paramétereket?
Soros porton pár perc az egész.
Ebben nincs gyakorlatom, passzolom. :(
Ezeknek a gépkönyvei nagyon jók kis türelemmel minden megtudható bennük.
De ha a többi tengelyed ugyanilyen miért nem olvasod ki azokból a paramétereket?
Soros porton pár perc az egész.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 22:43
Írta: zoli0302 Dátum 2012 augusztus 31, 22:43
cacr 05 tf 2e r bf a tisztességtelen neve :)
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2012 május 31, 00:54
Írta: bznc93pf5 Dátum 2012 május 31, 00:54
igen, smartsteps
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 10:55
Írta: zoli0302 Dátum 2012 szeptember 01, 10:55
Szia !
Visszaolvasva láttam, hogy Te is szert tettél egy ilyen csodabogárra, végül is sikerült megküzdeni a beüzemeléssel ?
Visszaolvasva láttam, hogy Te is szert tettél egy ilyen csodabogárra, végül is sikerült megküzdeni a beüzemeléssel ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 07, 20:40
Írta: svejk Dátum 2012 augusztus 07, 20:40
Igazából semmi különleges, de ide írom mert már le van süllyedve a topic.
Lidl-s fogyasztásmérővel méregetem az ébredező gépemet.
(a mechanika egy 1200 kg-os gyári marógép, eredetileg 1kW-os DC servok voltak a mellékhajtásokon)
Minden egy elosztóról megy, így könnyű volt a mérés.
PC (Dell GX620) + 17" LCD monitor = 105 W
PC + 17" LCD monitor + vezérlőszekrény (nyugalomban levő 4 db 800 W-os servopack, G7-es frekiváltó, tápegység, pár relé, kevés elektronika) = 140 W
PC + 17" LCD monitor + vezérlőszekrény + futó spirálteszt (3000 mm/perc, 2000 mm/s2 motortuning adatokkal, kikapcsolt főorsó mellett) = 145 W
Ha van kedve valakinek és van kéznél ilyen fogyasztás saccolója gondolom szívesen látnánk ilyen adatokat.
Akár szabványosíthatnánk is a méréseket. :))
Lidl-s fogyasztásmérővel méregetem az ébredező gépemet.
(a mechanika egy 1200 kg-os gyári marógép, eredetileg 1kW-os DC servok voltak a mellékhajtásokon)
Minden egy elosztóról megy, így könnyű volt a mérés.
PC (Dell GX620) + 17" LCD monitor = 105 W
PC + 17" LCD monitor + vezérlőszekrény (nyugalomban levő 4 db 800 W-os servopack, G7-es frekiváltó, tápegység, pár relé, kevés elektronika) = 140 W
PC + 17" LCD monitor + vezérlőszekrény + futó spirálteszt (3000 mm/perc, 2000 mm/s2 motortuning adatokkal, kikapcsolt főorsó mellett) = 145 W
Ha van kedve valakinek és van kéznél ilyen fogyasztás saccolója gondolom szívesen látnánk ilyen adatokat.
Akár szabványosíthatnánk is a méréseket. :))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 szeptember 01, 11:00
Írta: 000000000 Dátum 2012 szeptember 01, 11:00
Szia! Ha a hajtásod rendelkezik pl. +-10 V analóg bemenettel, akkor már tudok Neked segíteni sebesség vagy pozíció szervóvá átalakítani step/dir-hez.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 07, 20:53
Írta: svejk Dátum 2012 augusztus 07, 20:53
Csak a pontosság kedvéért, Magi féle spirálteszt G64-ben futtatva.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 11:39
Írta: zoli0302 Dátum 2012 szeptember 01, 11:39
Szia !
Ha minden igaz rendelkezik, de csak délutánra derül ki, hogy biztosan kell e az adapter.
Ha minden igaz rendelkezik, de csak délutánra derül ki, hogy biztosan kell e az adapter.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2012 augusztus 12, 21:09
Írta: Kristály Árpád Dátum 2012 augusztus 12, 21:09
Halihó Mindenkinek!
Használ valaki Dodi-tól vett AC servo motort Klavió Kft által forgalmazott vezérlővel?
Tapasztalatokra lennék kiváncsi.....
Üdv.: Árpád
Használ valaki Dodi-tól vett AC servo motort Klavió Kft által forgalmazott vezérlővel?
Tapasztalatokra lennék kiváncsi.....
Üdv.: Árpád
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:02
Írta: svejk Dátum 2012 szeptember 01, 16:02
BF???...lehet, de nem ugrik be.
Hányas hozzászólásban említettem?
Hányas hozzászólásban említettem?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 18:17
Írta: zoli0302 Dátum 2012 augusztus 31, 18:17
Üdv Urak !
Tud valaki egyszerű megoldást a step/dir vezérlés és analóg szervó csatlakoztatására ? Esetleg készen kapható ,egy tengelyre kellene.
Tud valaki egyszerű megoldást a step/dir vezérlés és analóg szervó csatlakoztatására ? Esetleg készen kapható ,egy tengelyre kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 16:20
Írta: zoli0302 Dátum 2012 szeptember 01, 16:20
Az 1390 hozzászólásodban, ezen az oldalon
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 31, 18:30
Írta: svejk Dátum 2012 augusztus 31, 18:30
Volt itt aki komolyan foglalkozott az üggyel, de már nem csinálja. :(
Egyébként milyen servo?
Egyébként milyen servo?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:24
Írta: svejk Dátum 2012 szeptember 01, 16:24
Ju-jújjj!
Szerintem felejtsd el, én nem találtam hozzá semmi irodalmat, bekötést, így nem is foglalkoztam vele.
Tartozik hozzá egy ELO mozgásvezérlő is.
Szerintem felejtsd el, én nem találtam hozzá semmi irodalmat, bekötést, így nem is foglalkoztam vele.
Tartozik hozzá egy ELO mozgásvezérlő is.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 21:08
Írta: zoli0302 Dátum 2012 augusztus 31, 21:08
Egy jó régi yaskawa cacr05, de látom evvel a vezérlővel már más is küzdött
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 16:27
Írta: zoli0302 Dátum 2012 szeptember 01, 16:27
Köszönöm az infót,ha nem lehet hozzá irodalmat találni már fel is adtam..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 augusztus 31, 21:17
Írta: svejk Dátum 2012 augusztus 31, 21:17
No jó hogy CACR05, de mi van utána?
BC, FK, AC?
BC, FK, AC?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:59
Írta: svejk Dátum 2012 szeptember 01, 16:59
Nem azt írtam nem lehet, hanem azt én nem találtam. Ez valami OM vezérlő, mint a DR2-ben az NY41-es.
Kísérletezéssel méréssel biztos elindítható, de én már túl sokat szívtam az ilyen ismeretlen rendszerekkel, így nem vállaltam el.
Kísérletezéssel méréssel biztos elindítható, de én már túl sokat szívtam az ilyen ismeretlen rendszerekkel, így nem vállaltam el.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 augusztus 31, 22:43
Írta: zoli0302 Dátum 2012 augusztus 31, 22:43
cacr 05 tf 2e r bf a tisztességtelen neve :)
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:12
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:12
Bocs,hogy beleszólok,de nekem is többek segítettek,mikor ezzel a témával szerencsétlenkedtem...
A nálam lévő Cacr SR bekötése nem lehet jó támpont számára esetleg?A vezérlőim működnek végül is asztalon,csak nincsen finoman beállítva...
A nálam lévő Cacr SR bekötése nem lehet jó támpont számára esetleg?A vezérlőim működnek végül is asztalon,csak nincsen finoman beállítva...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 10:55
Írta: zoli0302 Dátum 2012 szeptember 01, 10:55
Szia !
Visszaolvasva láttam, hogy Te is szert tettél egy ilyen csodabogárra, végül is sikerült megküzdeni a beüzemeléssel ?
Visszaolvasva láttam, hogy Te is szert tettél egy ilyen csodabogárra, végül is sikerült megküzdeni a beüzemeléssel ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 17:24
Írta: svejk Dátum 2012 szeptember 01, 17:24
Ha rátekintesz az #1390-re akkor meglátod magad is a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 szeptember 01, 11:00
Írta: 000000000 Dátum 2012 szeptember 01, 11:00
Szia! Ha a hajtásod rendelkezik pl. +-10 V analóg bemenettel, akkor már tudok Neked segíteni sebesség vagy pozíció szervóvá átalakítani step/dir-hez.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:32
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:32
Rátekintettem...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 11:39
Írta: zoli0302 Dátum 2012 szeptember 01, 11:39
Szia !
Ha minden igaz rendelkezik, de csak délutánra derül ki, hogy biztosan kell e az adapter.
Ha minden igaz rendelkezik, de csak délutánra derül ki, hogy biztosan kell e az adapter.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 17:35
Írta: svejk Dátum 2012 szeptember 01, 17:35
És láttad?
Köszönő viszonyban sincs az I/O csatlakozó formája, helye, elrendezése a Te szervódéval.
Köszönő viszonyban sincs az I/O csatlakozó formája, helye, elrendezése a Te szervódéval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:02
Írta: svejk Dátum 2012 szeptember 01, 16:02
BF???...lehet, de nem ugrik be.
Hányas hozzászólásban említettem?
Hányas hozzászólásban említettem?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:58
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:58
Mondom,megnéztem.Így természetesen láttam,még laikusként is a különbséget.
Pusztán segíteni szerettem volna,csak nem olvastam eléggé vissza...
Pusztán segíteni szerettem volna,csak nem olvastam eléggé vissza...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 16:20
Írta: zoli0302 Dátum 2012 szeptember 01, 16:20
Az 1390 hozzászólásodban, ezen az oldalon
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 18:08
Írta: zoli0302 Dátum 2012 szeptember 01, 18:08
Te adnál ezért a vezérlőért 17000 Ft ot ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:24
Írta: svejk Dátum 2012 szeptember 01, 16:24
Ju-jújjj!
Szerintem felejtsd el, én nem találtam hozzá semmi irodalmat, bekötést, így nem is foglalkoztam vele.
Tartozik hozzá egy ELO mozgásvezérlő is.
Szerintem felejtsd el, én nem találtam hozzá semmi irodalmat, bekötést, így nem is foglalkoztam vele.
Tartozik hozzá egy ELO mozgásvezérlő is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 18:21
Írta: svejk Dátum 2012 szeptember 01, 18:21
Csak ha biztos lenne a siker.
Szerezd meg pénz visszafizetési garanciával.
Szerezd meg pénz visszafizetési garanciával.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 16:27
Írta: zoli0302 Dátum 2012 szeptember 01, 16:27
Köszönöm az infót,ha nem lehet hozzá irodalmat találni már fel is adtam..
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 18:59
Írta: zoli0302 Dátum 2012 szeptember 01, 18:59
már le is mondtam...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 16:59
Írta: svejk Dátum 2012 szeptember 01, 16:59
Nem azt írtam nem lehet, hanem azt én nem találtam. Ez valami OM vezérlő, mint a DR2-ben az NY41-es.
Kísérletezéssel méréssel biztos elindítható, de én már túl sokat szívtam az ilyen ismeretlen rendszerekkel, így nem vállaltam el.
Kísérletezéssel méréssel biztos elindítható, de én már túl sokat szívtam az ilyen ismeretlen rendszerekkel, így nem vállaltam el.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 09, 09:43
Írta: svejk Dátum 2012 október 09, 09:43
Ismeri valaki a SanyoDenki BL Super PY2-es servo drivereket, vagy P5 motorokat?
Milyen elven vannak a kommutációs jelek összemixelve az encoder jelekkel?
Emlékezettőül egy kép a motor adattábláról:

Milyen elven vannak a kommutációs jelek összemixelve az encoder jelekkel?
Emlékezettőül egy kép a motor adattábláról:
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:12
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:12
Bocs,hogy beleszólok,de nekem is többek segítettek,mikor ezzel a témával szerencsétlenkedtem...
A nálam lévő Cacr SR bekötése nem lehet jó támpont számára esetleg?A vezérlőim működnek végül is asztalon,csak nincsen finoman beállítva...
A nálam lévő Cacr SR bekötése nem lehet jó támpont számára esetleg?A vezérlőim működnek végül is asztalon,csak nincsen finoman beállítva...
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 07:01
Írta: krnj79r9n Dátum 2012 október 19, 07:01
Szervusztok,
Hozzá jutottam néhány Yaskawa AC szervó pakhoz. Kérdésem főleg Sneci-hez irányul, de bárki aki olvassa és esetleg tudja a választ ne fogja vissza magát. :-)
Mivel analógok a vezérlők, ezért lenne szükségem a Sneci féle step/dir előkére és reménykedem, hogy azzal működésre lehet bírni azokat.
Tehát a típusok:
Vezérlő: YASKAWA SGDA-02AS
Motor: YASKAWA SGM-04AWNS11
És ugyan ilyen pakk van 200 W-os kivitelben is.
Nagyon jó lenne ezeket egy ilyen step/dir előkével működésre bírni.
Aggodalmam, hogy esetleg nem működne vele, főleg a motorban lévő 12 bites abszolút enkóder (típusszámban a "W") miatt van. Remélem ez alaptalan! :-)
Az NS11 a típus végén nem tudom mi, a Yaskawa doksiban a típus azonosító magyarázatánál nem találtam rá utalást.
Ami még nem tiszta (és még mennyi minden) hogy a vezérlő végén lévő "S" karakter szerint ez a pakk sebesség és nyomaték vezérlésre való (analóg bemenetű). Ha "P" (digitális bemenet) végű lenne az a pozíció szervó vezérlés. CNC-hez nekem ez kell. Vagy pont azért van szükségem az előkére, hogy az analógból "S" végű, kvázi digitálisat azaz pozíció szervót csináljon?
Köszönöm előre is a segítséget.
Hozzá jutottam néhány Yaskawa AC szervó pakhoz. Kérdésem főleg Sneci-hez irányul, de bárki aki olvassa és esetleg tudja a választ ne fogja vissza magát. :-)
Mivel analógok a vezérlők, ezért lenne szükségem a Sneci féle step/dir előkére és reménykedem, hogy azzal működésre lehet bírni azokat.
Tehát a típusok:
Vezérlő: YASKAWA SGDA-02AS
Motor: YASKAWA SGM-04AWNS11
És ugyan ilyen pakk van 200 W-os kivitelben is.
Nagyon jó lenne ezeket egy ilyen step/dir előkével működésre bírni.
Aggodalmam, hogy esetleg nem működne vele, főleg a motorban lévő 12 bites abszolút enkóder (típusszámban a "W") miatt van. Remélem ez alaptalan! :-)
Az NS11 a típus végén nem tudom mi, a Yaskawa doksiban a típus azonosító magyarázatánál nem találtam rá utalást.
Ami még nem tiszta (és még mennyi minden) hogy a vezérlő végén lévő "S" karakter szerint ez a pakk sebesség és nyomaték vezérlésre való (analóg bemenetű). Ha "P" (digitális bemenet) végű lenne az a pozíció szervó vezérlés. CNC-hez nekem ez kell. Vagy pont azért van szükségem az előkére, hogy az analógból "S" végű, kvázi digitálisat azaz pozíció szervót csináljon?
Köszönöm előre is a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 17:24
Írta: svejk Dátum 2012 szeptember 01, 17:24
Ha rátekintesz az #1390-re akkor meglátod magad is a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:32
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:32
Rátekintettem...
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 07:06
Írta: krnj79r9n Dátum 2012 október 19, 07:06
Boccs elírtam a vezérlő típusát!
Tehát SGDA-04AS (tahát a 400 W-os)
Csak most a 200 W-os volt a kezemben.
Tehát SGDA-04AS (tahát a 400 W-os)
Csak most a 200 W-os volt a kezemben.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 17:35
Írta: svejk Dátum 2012 szeptember 01, 17:35
És láttad?
Köszönő viszonyban sincs az I/O csatlakozó formája, helye, elrendezése a Te szervódéval.
Köszönő viszonyban sincs az I/O csatlakozó formája, helye, elrendezése a Te szervódéval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 19, 08:31
Írta: svejk Dátum 2012 október 19, 08:31
Működik vele.
Az encoderre ne legyen gondod, de gyébként átkapcsolható normál működésre is az abszolut.
Az encoderre ne legyen gondod, de gyébként átkapcsolható normál működésre is az abszolut.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:58
Írta: 279nwbpsa Dátum 2012 szeptember 01, 17:58
Mondom,megnéztem.Így természetesen láttam,még laikusként is a különbséget.
Pusztán segíteni szerettem volna,csak nem olvastam eléggé vissza...
Pusztán segíteni szerettem volna,csak nem olvastam eléggé vissza...
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 18:56
Írta: krnj79r9n Dátum 2012 október 19, 18:56
Na ez jó hír! Köszi Svejk!
Tehát ezek szerint minden további nélkül üzemel a Sneci féle step/dir előkével.
Meg lehet erről az előkéről többet tudni valahol?
Létezik róla leírás? Snecinek nincs egy honlapja, ahol írna róla?
És az áráról lehet tudni valamit? Vagy ezt inkább vele privátban az e-mail címén?
Tehát ezek szerint minden további nélkül üzemel a Sneci féle step/dir előkével.
Meg lehet erről az előkéről többet tudni valahol?
Létezik róla leírás? Snecinek nincs egy honlapja, ahol írna róla?
És az áráról lehet tudni valamit? Vagy ezt inkább vele privátban az e-mail címén?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 18:08
Írta: zoli0302 Dátum 2012 szeptember 01, 18:08
Te adnál ezért a vezérlőért 17000 Ft ot ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 19, 20:26
Írta: svejk Dátum 2012 október 19, 20:26
Úgy tudom nem gyártja már, talán 15 körül volt az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 szeptember 01, 18:21
Írta: svejk Dátum 2012 szeptember 01, 18:21
Csak ha biztos lenne a siker.
Szerezd meg pénz visszafizetési garanciával.
Szerezd meg pénz visszafizetési garanciával.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 október 19, 20:57
Írta: s7manbs8 Dátum 2012 október 19, 20:57
Amúgy ipari szinten évente mennyit adogatnak el vajon ilyen szervó vezérlők stb.-ből a világon és kis pici termelőképességű hazácskánkban ?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2012 szeptember 01, 18:59
Írta: zoli0302 Dátum 2012 szeptember 01, 18:59
már le is mondtam...
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 20, 15:09
Írta: krnj79r9n Dátum 2012 október 20, 15:09
Ez viszont már kevésbé jó hír! :-(
Az ára az jó lenne, de ha nem csinálja már!?
Én biztosan nem állok neki ilyet fejleszteni, esetleg kitből megépítem.
Ez utánépíthető valami módon, vagy tudtok jól használható alternatívát?
Erről mi a vélemény?
step/dir analóg átalakító
Valószínűleg azért snecit megkérdem én személyesen e-mailben.
Az ára az jó lenne, de ha nem csinálja már!?
Én biztosan nem állok neki ilyet fejleszteni, esetleg kitből megépítem.
Ez utánépíthető valami módon, vagy tudtok jól használható alternatívát?
Erről mi a vélemény?
step/dir analóg átalakító
Valószínűleg azért snecit megkérdem én személyesen e-mailben.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 09, 09:43
Írta: svejk Dátum 2012 október 09, 09:43
Ismeri valaki a SanyoDenki BL Super PY2-es servo drivereket, vagy P5 motorokat?
Milyen elven vannak a kommutációs jelek összemixelve az encoder jelekkel?
Emlékezettőül egy kép a motor adattábláról:
Milyen elven vannak a kommutációs jelek összemixelve az encoder jelekkel?
Emlékezettőül egy kép a motor adattábláról:
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 07:01
Írta: krnj79r9n Dátum 2012 október 19, 07:01
Szervusztok,
Hozzá jutottam néhány Yaskawa AC szervó pakhoz. Kérdésem főleg Sneci-hez irányul, de bárki aki olvassa és esetleg tudja a választ ne fogja vissza magát. :-)
Mivel analógok a vezérlők, ezért lenne szükségem a Sneci féle step/dir előkére és reménykedem, hogy azzal működésre lehet bírni azokat.
Tehát a típusok:
Vezérlő: YASKAWA SGDA-02AS
Motor: YASKAWA SGM-04AWNS11
És ugyan ilyen pakk van 200 W-os kivitelben is.
Nagyon jó lenne ezeket egy ilyen step/dir előkével működésre bírni.
Aggodalmam, hogy esetleg nem működne vele, főleg a motorban lévő 12 bites abszolút enkóder (típusszámban a "W") miatt van. Remélem ez alaptalan! :-)
Az NS11 a típus végén nem tudom mi, a Yaskawa doksiban a típus azonosító magyarázatánál nem találtam rá utalást.
Ami még nem tiszta (és még mennyi minden) hogy a vezérlő végén lévő "S" karakter szerint ez a pakk sebesség és nyomaték vezérlésre való (analóg bemenetű). Ha "P" (digitális bemenet) végű lenne az a pozíció szervó vezérlés. CNC-hez nekem ez kell. Vagy pont azért van szükségem az előkére, hogy az analógból "S" végű, kvázi digitálisat azaz pozíció szervót csináljon?
Köszönöm előre is a segítséget.
Hozzá jutottam néhány Yaskawa AC szervó pakhoz. Kérdésem főleg Sneci-hez irányul, de bárki aki olvassa és esetleg tudja a választ ne fogja vissza magát. :-)
Mivel analógok a vezérlők, ezért lenne szükségem a Sneci féle step/dir előkére és reménykedem, hogy azzal működésre lehet bírni azokat.
Tehát a típusok:
Vezérlő: YASKAWA SGDA-02AS
Motor: YASKAWA SGM-04AWNS11
És ugyan ilyen pakk van 200 W-os kivitelben is.
Nagyon jó lenne ezeket egy ilyen step/dir előkével működésre bírni.
Aggodalmam, hogy esetleg nem működne vele, főleg a motorban lévő 12 bites abszolút enkóder (típusszámban a "W") miatt van. Remélem ez alaptalan! :-)
Az NS11 a típus végén nem tudom mi, a Yaskawa doksiban a típus azonosító magyarázatánál nem találtam rá utalást.
Ami még nem tiszta (és még mennyi minden) hogy a vezérlő végén lévő "S" karakter szerint ez a pakk sebesség és nyomaték vezérlésre való (analóg bemenetű). Ha "P" (digitális bemenet) végű lenne az a pozíció szervó vezérlés. CNC-hez nekem ez kell. Vagy pont azért van szükségem az előkére, hogy az analógból "S" végű, kvázi digitálisat azaz pozíció szervót csináljon?
Köszönöm előre is a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 október 20, 15:29
Írta: 279nwbpsa Dátum 2012 október 20, 15:29
Véleményem szerint ez az,ami kell a vezérlőidhez... :)
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 07:06
Írta: krnj79r9n Dátum 2012 október 19, 07:06
Boccs elírtam a vezérlő típusát!
Tehát SGDA-04AS (tahát a 400 W-os)
Csak most a 200 W-os volt a kezemben.
Tehát SGDA-04AS (tahát a 400 W-os)
Csak most a 200 W-os volt a kezemben.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 20, 21:57
Írta: krnj79r9n Dátum 2012 október 20, 21:57
Szervusz Tamás,
Közben válaszoltam neked e-mailben is a kérdésedre.
Azt hiszem értem :)
Ez csak nem a Sneci előkéje?
Most próbáltam a freecnc.hu-t keresni, ahová a doksi linkel és bár az közvetlenül nem elérhető, de valami tárolt változatból megtaláltam és lás csodát Snieder Laci honlapja. :-)
Közben válaszoltam neked e-mailben is a kérdésedre.
Azt hiszem értem :)
Ez csak nem a Sneci előkéje?
Most próbáltam a freecnc.hu-t keresni, ahová a doksi linkel és bár az közvetlenül nem elérhető, de valami tárolt változatból megtaláltam és lás csodát Snieder Laci honlapja. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 19, 08:31
Írta: svejk Dátum 2012 október 19, 08:31
Működik vele.
Az encoderre ne legyen gondod, de gyébként átkapcsolható normál működésre is az abszolut.
Az encoderre ne legyen gondod, de gyébként átkapcsolható normál működésre is az abszolut.
Cím: Re:AC szervó motoros vezérlés
Írta: zamek Dátum 2012 október 26, 20:10
Írta: zamek Dátum 2012 október 26, 20:10
Szia!
Nekem is van ilyen motorom.
Jutottál valamire?
Nekem is van ilyen motorom.
Jutottál valamire?
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 19, 18:56
Írta: krnj79r9n Dátum 2012 október 19, 18:56
Na ez jó hír! Köszi Svejk!
Tehát ezek szerint minden további nélkül üzemel a Sneci féle step/dir előkével.
Meg lehet erről az előkéről többet tudni valahol?
Létezik róla leírás? Snecinek nincs egy honlapja, ahol írna róla?
És az áráról lehet tudni valamit? Vagy ezt inkább vele privátban az e-mail címén?
Tehát ezek szerint minden további nélkül üzemel a Sneci féle step/dir előkével.
Meg lehet erről az előkéről többet tudni valahol?
Létezik róla leírás? Snecinek nincs egy honlapja, ahol írna róla?
És az áráról lehet tudni valamit? Vagy ezt inkább vele privátban az e-mail címén?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 26, 20:59
Írta: svejk Dátum 2012 október 26, 20:59
Sajnos semmi. Sokat nem éri meg ezekkel foglalkozni, dobtam félre.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 19, 20:26
Írta: svejk Dátum 2012 október 19, 20:26
Úgy tudom nem gyártja már, talán 15 körül volt az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 november 08, 22:41
Írta: 000000000 Dátum 2012 november 08, 22:41
Valaki nekem nem tudna 1db encoder kábelt csinálni vagy esetleg , hogy honnan lehet venni csatlakozót mert kellene DR-2 YASKAWA VEZÉRLŐ és egy hozzá tartozó 750w ac servo közé
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2012 október 19, 20:57
Írta: s7manbs8 Dátum 2012 október 19, 20:57
Amúgy ipari szinten évente mennyit adogatnak el vajon ilyen szervó vezérlők stb.-ből a világon és kis pici termelőképességű hazácskánkban ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 november 08, 23:17
Írta: svejk Dátum 2012 november 08, 23:17
Pl. Farnell.
A Honda csatlakozók közt keresd.
A Honda csatlakozók közt keresd.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 20, 15:09
Írta: krnj79r9n Dátum 2012 október 20, 15:09
Ez viszont már kevésbé jó hír! :-(
Az ára az jó lenne, de ha nem csinálja már!?
Én biztosan nem állok neki ilyet fejleszteni, esetleg kitből megépítem.
Ez utánépíthető valami módon, vagy tudtok jól használható alternatívát?
Erről mi a vélemény?
step/dir analóg átalakító
Valószínűleg azért snecit megkérdem én személyesen e-mailben.
Az ára az jó lenne, de ha nem csinálja már!?
Én biztosan nem állok neki ilyet fejleszteni, esetleg kitből megépítem.
Ez utánépíthető valami módon, vagy tudtok jól használható alternatívát?
Erről mi a vélemény?
step/dir analóg átalakító
Valószínűleg azért snecit megkérdem én személyesen e-mailben.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 november 13, 20:10
Írta: 000000000 Dátum 2012 november 13, 20:10
köszönöm ezt még nem találtam meg
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2012 október 20, 15:29
Írta: 279nwbpsa Dátum 2012 október 20, 15:29
Véleményem szerint ez az,ami kell a vezérlőidhez... :)
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 december 08, 09:37
Írta: c2nsu773m Dátum 2012 december 08, 09:37
Ha ki szeretnék váltani egy 750W AC motort léptető motorra milyen teljesítményűvel tehetném meg?
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2012 október 20, 21:57
Írta: krnj79r9n Dátum 2012 október 20, 21:57
Szervusz Tamás,
Közben válaszoltam neked e-mailben is a kérdésedre.
Azt hiszem értem :)
Ez csak nem a Sneci előkéje?
Most próbáltam a freecnc.hu-t keresni, ahová a doksi linkel és bár az közvetlenül nem elérhető, de valami tárolt változatból megtaláltam és lás csodát Snieder Laci honlapja. :-)
Közben válaszoltam neked e-mailben is a kérdésedre.
Azt hiszem értem :)
Ez csak nem a Sneci előkéje?
Most próbáltam a freecnc.hu-t keresni, ahová a doksi linkel és bár az közvetlenül nem elérhető, de valami tárolt változatból megtaláltam és lás csodát Snieder Laci honlapja. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 december 08, 13:26
Írta: 000000000 Dátum 2012 december 08, 13:26
Nem tudod minőségileg kiváltani.
Ha viszont megelégszel közelítő, rész megoldással, akkor egy 750 W/3000 rpm szervómotor helyett már egy 3.1 Nm-es léptető motorral megpróbálkozhatsz. Azonban 2000-3000-es percenkénti fordulatról és nagyobb dinamikáról ebben az esetben ne álmodozz, ha az is fontos, ne legyen lépésvesztés.
Ha viszont megelégszel közelítő, rész megoldással, akkor egy 750 W/3000 rpm szervómotor helyett már egy 3.1 Nm-es léptető motorral megpróbálkozhatsz. Azonban 2000-3000-es percenkénti fordulatról és nagyobb dinamikáról ebben az esetben ne álmodozz, ha az is fontos, ne legyen lépésvesztés.
Cím: Re:AC szervó motoros vezérlés
Írta: zamek Dátum 2012 október 26, 20:10
Írta: zamek Dátum 2012 október 26, 20:10
Szia!
Nekem is van ilyen motorom.
Jutottál valamire?
Nekem is van ilyen motorom.
Jutottál valamire?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 december 08, 13:45
Írta: svejk Dátum 2012 december 08, 13:45
Ma felvállalom az ügyeletes kekeckedő szerepét! :((
AC motor sok féle van, de bízzunk benne hogy AC servora gondoltál a topic címe miatt is.
A léptetőmotorokat nem a teljesítményükkel szokták jellemezni, osztályozni hanem a tartónyomatékukkal.
Valami gyári gépben kellene a kiváltást eszközölni? Mert akkor bizonyára ki van használva az AC minden előnye.
Egy általános 750W-os AC szervo 3000-es névleges fordulatszámmal és 2,4 Nm-es nyomatékkal rendelkezik.
Ha ezt átvetítjük a lépetőmotorok általános adataira miszerint a léptetőmotor 600-1000 1/min fordulatig használható kielégítő nyomatékkal, akkor azt mondanám használj legalább 6 Nm-es lépetőt természetesen értelemszerű áttétel módosítással.
Egyéb paraméterek tekintetében lásd az előttem hozzászólót.
De ki tudja mi is kell neked???
AC motor sok féle van, de bízzunk benne hogy AC servora gondoltál a topic címe miatt is.
A léptetőmotorokat nem a teljesítményükkel szokták jellemezni, osztályozni hanem a tartónyomatékukkal.
Valami gyári gépben kellene a kiváltást eszközölni? Mert akkor bizonyára ki van használva az AC minden előnye.
Egy általános 750W-os AC szervo 3000-es névleges fordulatszámmal és 2,4 Nm-es nyomatékkal rendelkezik.
Ha ezt átvetítjük a lépetőmotorok általános adataira miszerint a léptetőmotor 600-1000 1/min fordulatig használható kielégítő nyomatékkal, akkor azt mondanám használj legalább 6 Nm-es lépetőt természetesen értelemszerű áttétel módosítással.
Egyéb paraméterek tekintetében lásd az előttem hozzászólót.
De ki tudja mi is kell neked???
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 október 26, 20:59
Írta: svejk Dátum 2012 október 26, 20:59
Sajnos semmi. Sokat nem éri meg ezekkel foglalkozni, dobtam félre.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 december 08, 20:38
Írta: c2nsu773m Dátum 2012 december 08, 20:38
Értem , köszönöm!!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 november 08, 22:41
Írta: 000000000 Dátum 2012 november 08, 22:41
Valaki nekem nem tudna 1db encoder kábelt csinálni vagy esetleg , hogy honnan lehet venni csatlakozót mert kellene DR-2 YASKAWA VEZÉRLŐ és egy hozzá tartozó 750w ac servo közé
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2012 december 26, 09:18
Írta: Peppe51 Dátum 2012 december 26, 09:18
tanácskérés (4 axis xyzr: 700x700x300x360fok, 5-10 mikronos pontosság)
építési sorrend? (ACAD ok)
- ac szervok vezérlővel
- pc + kártya
- software + programozás
- tanulságok után a mechanika tervezése.
Vagy csináljam meg a mechanikát fogasszíjasra és utána jöhet az AC?
építési sorrend? (ACAD ok)
- ac szervok vezérlővel
- pc + kártya
- software + programozás
- tanulságok után a mechanika tervezése.
Vagy csináljam meg a mechanikát fogasszíjasra és utána jöhet az AC?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 november 08, 23:17
Írta: svejk Dátum 2012 november 08, 23:17
Pl. Farnell.
A Honda csatlakozók közt keresd.
A Honda csatlakozók közt keresd.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2012 december 26, 09:49
Írta: Szedlay Pál Dátum 2012 december 26, 09:49
Ne akarj otthon ilyen pontosságú gépet építeni, csalódni fogsz.
Pontosítsd a pontosság fogalmát, nálad mit takar?
Pontosítsd a pontosság fogalmát, nálad mit takar?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 november 13, 20:10
Írta: 000000000 Dátum 2012 november 13, 20:10
köszönöm ezt még nem találtam meg
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 december 26, 11:18
Írta: 000000000 Dátum 2012 december 26, 11:18
Én, megvalósítottam ilyen cserét. 6,4 Nm léptetőt raktam helyette. Mondhatni, tökéletes lett.
Évek óta kivallóan működik.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 december 08, 09:37
Írta: c2nsu773m Dátum 2012 december 08, 09:37
Ha ki szeretnék váltani egy 750W AC motort léptető motorra milyen teljesítményűvel tehetném meg?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 január 01, 20:11
Írta: adamant Dátum 2013 január 01, 20:11
Hello!
Kérnék egy kis segítséget. Lenne egy Mitsubishi AC szervom (HC-MFS053) és szeretnék hozzá egy vezérlőt a lényeg csak annyi lenne hogy minél olcsóbb meg persze mach3-al könnyen vezérelhető legyen. Tudnátok mondani egy két alternatívát hogy mi is lenne a megfelelő persze ha van ilyen?
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 december 08, 13:26
Írta: 000000000 Dátum 2012 december 08, 13:26
Nem tudod minőségileg kiváltani.
Ha viszont megelégszel közelítő, rész megoldással, akkor egy 750 W/3000 rpm szervómotor helyett már egy 3.1 Nm-es léptető motorral megpróbálkozhatsz. Azonban 2000-3000-es percenkénti fordulatról és nagyobb dinamikáról ebben az esetben ne álmodozz, ha az is fontos, ne legyen lépésvesztés.
Ha viszont megelégszel közelítő, rész megoldással, akkor egy 750 W/3000 rpm szervómotor helyett már egy 3.1 Nm-es léptető motorral megpróbálkozhatsz. Azonban 2000-3000-es percenkénti fordulatról és nagyobb dinamikáról ebben az esetben ne álmodozz, ha az is fontos, ne legyen lépésvesztés.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 03, 17:30
Írta: c2nsu773m Dátum 2013 január 03, 17:30
motor 15Vrms/krpm feszültségtényezővel készült.
Ez mit jelent?
Ki se tudom mondani a mértékegységet...[#wilting][#szomoru1]
Ez mit jelent?
Ki se tudom mondani a mértékegységet...[#wilting][#szomoru1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2012 december 08, 13:45
Írta: svejk Dátum 2012 december 08, 13:45
Ma felvállalom az ügyeletes kekeckedő szerepét! :((
AC motor sok féle van, de bízzunk benne hogy AC servora gondoltál a topic címe miatt is.
A léptetőmotorokat nem a teljesítményükkel szokták jellemezni, osztályozni hanem a tartónyomatékukkal.
Valami gyári gépben kellene a kiváltást eszközölni? Mert akkor bizonyára ki van használva az AC minden előnye.
Egy általános 750W-os AC szervo 3000-es névleges fordulatszámmal és 2,4 Nm-es nyomatékkal rendelkezik.
Ha ezt átvetítjük a lépetőmotorok általános adataira miszerint a léptetőmotor 600-1000 1/min fordulatig használható kielégítő nyomatékkal, akkor azt mondanám használj legalább 6 Nm-es lépetőt természetesen értelemszerű áttétel módosítással.
Egyéb paraméterek tekintetében lásd az előttem hozzászólót.
De ki tudja mi is kell neked???
AC motor sok féle van, de bízzunk benne hogy AC servora gondoltál a topic címe miatt is.
A léptetőmotorokat nem a teljesítményükkel szokták jellemezni, osztályozni hanem a tartónyomatékukkal.
Valami gyári gépben kellene a kiváltást eszközölni? Mert akkor bizonyára ki van használva az AC minden előnye.
Egy általános 750W-os AC szervo 3000-es névleges fordulatszámmal és 2,4 Nm-es nyomatékkal rendelkezik.
Ha ezt átvetítjük a lépetőmotorok általános adataira miszerint a léptetőmotor 600-1000 1/min fordulatig használható kielégítő nyomatékkal, akkor azt mondanám használj legalább 6 Nm-es lépetőt természetesen értelemszerű áttétel módosítással.
Egyéb paraméterek tekintetében lásd az előttem hozzászólót.
De ki tudja mi is kell neked???
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 január 03, 18:11
Írta: 000000000 Dátum 2013 január 03, 18:11
Eza motor feszültség vagy fordulatszám állandója.
Azt jelenti, 15 V motor tápfeszültség esetén a motorod 1000 1/min fordulattal fog pörögni üresjáratban.
Azaz n=1000*U/15 lineáris függvénnynel tudod kiszámolni, hogy adott U feszültség esetén mennyivel pörög.
Azt jelenti, 15 V motor tápfeszültség esetén a motorod 1000 1/min fordulattal fog pörögni üresjáratban.
Azaz n=1000*U/15 lineáris függvénnynel tudod kiszámolni, hogy adott U feszültség esetén mennyivel pörög.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2012 december 08, 20:38
Írta: c2nsu773m Dátum 2012 december 08, 20:38
Értem , köszönöm!!!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 03, 19:20
Írta: c2nsu773m Dátum 2013 január 03, 19:20
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2012 december 26, 09:18
Írta: Peppe51 Dátum 2012 december 26, 09:18
tanácskérés (4 axis xyzr: 700x700x300x360fok, 5-10 mikronos pontosság)
építési sorrend? (ACAD ok)
- ac szervok vezérlővel
- pc + kártya
- software + programozás
- tanulságok után a mechanika tervezése.
Vagy csináljam meg a mechanikát fogasszíjasra és utána jöhet az AC?
építési sorrend? (ACAD ok)
- ac szervok vezérlővel
- pc + kártya
- software + programozás
- tanulságok után a mechanika tervezése.
Vagy csináljam meg a mechanikát fogasszíjasra és utána jöhet az AC?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 04, 19:42
Írta: c2nsu773m Dátum 2013 január 04, 19:42
Mit eredményez ha egy 30Vrms/krpm feszültségtényezővel készült
motort kiváltok egy 15Vrms/krpm feszültségtényezős motorral?
2X annyit fog pörögni 30 voltnál?
motort kiváltok egy 15Vrms/krpm feszültségtényezős motorral?
2X annyit fog pörögni 30 voltnál?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2012 december 26, 09:49
Írta: Szedlay Pál Dátum 2012 december 26, 09:49
Ne akarj otthon ilyen pontosságú gépet építeni, csalódni fogsz.
Pontosítsd a pontosság fogalmát, nálad mit takar?
Pontosítsd a pontosság fogalmát, nálad mit takar?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 január 04, 22:06
Írta: 000000000 Dátum 2013 január 04, 22:06
Ha van hozzá sebesség szervód, akkor az a beállított fordulatot eredményezi mindkét motoron. Ugyanis majd fele tápfesszel működteti, ha kiváltod a 15-ös tényezőjű motorral.
Ha lenne olyan "alap fekete dobozkád", mint amiket én csinálok AC szervó motorokhoz, hogy utána "sima DC motorként" egyenfeszültségről lehessen forgatni, akkor itt kétszer gyorsabban forogna.
Ha lenne olyan "alap fekete dobozkád", mint amiket én csinálok AC szervó motorokhoz, hogy utána "sima DC motorként" egyenfeszültségről lehessen forgatni, akkor itt kétszer gyorsabban forogna.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2012 december 26, 11:18
Írta: 000000000 Dátum 2012 december 26, 11:18
Én, megvalósítottam ilyen cserét. 6,4 Nm léptetőt raktam helyette. Mondhatni, tökéletes lett.
Évek óta kivallóan működik.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 04, 22:32
Írta: c2nsu773m Dátum 2013 január 04, 22:32
Magánba küldök egy levelet a motorok paramétereivel!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 január 01, 20:11
Írta: adamant Dátum 2013 január 01, 20:11
Hello!
Kérnék egy kis segítséget. Lenne egy Mitsubishi AC szervom (HC-MFS053) és szeretnék hozzá egy vezérlőt a lényeg csak annyi lenne hogy minél olcsóbb meg persze mach3-al könnyen vezérelhető legyen. Tudnátok mondani egy két alternatívát hogy mi is lenne a megfelelő persze ha van ilyen?
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 07, 21:18
Írta: c2nsu773m Dátum 2013 január 07, 21:18
Érdeklődnék hogy AMC Flexidrive vezérlő finomhangolásában tud-e valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 03, 17:30
Írta: c2nsu773m Dátum 2013 január 03, 17:30
motor 15Vrms/krpm feszültségtényezővel készült.
Ez mit jelent?
Ki se tudom mondani a mértékegységet...[#wilting][#szomoru1]
Ez mit jelent?
Ki se tudom mondani a mértékegységet...[#wilting][#szomoru1]
Cím: Re:AC szervó motoros vezérlés
Írta: kisssandor Dátum 2013 január 09, 10:58
Írta: kisssandor Dátum 2013 január 09, 10:58
Van valaki aki foglalkozik baldor szervókkal? Van pár motorom szeretném feléleszteni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 január 03, 18:11
Írta: 000000000 Dátum 2013 január 03, 18:11
Eza motor feszültség vagy fordulatszám állandója.
Azt jelenti, 15 V motor tápfeszültség esetén a motorod 1000 1/min fordulattal fog pörögni üresjáratban.
Azaz n=1000*U/15 lineáris függvénnynel tudod kiszámolni, hogy adott U feszültség esetén mennyivel pörög.
Azt jelenti, 15 V motor tápfeszültség esetén a motorod 1000 1/min fordulattal fog pörögni üresjáratban.
Azaz n=1000*U/15 lineáris függvénnynel tudod kiszámolni, hogy adott U feszültség esetén mennyivel pörög.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 január 09, 21:50
Írta: svejk Dátum 2013 január 09, 21:50
Tudsz mutatni típust, adattábla fényképet?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 03, 19:20
Írta: c2nsu773m Dátum 2013 január 03, 19:20
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 02, 22:56
Írta: Sz.József Dátum 2013 február 02, 22:56
Ismeri valaki az ACS306-os vezérlő lelki világát?
Kellene egy kis útbaigazítás...
Hall bekötés meg ilyesmi..
Megköszönném ha tudna valaki 1-2 instrukciót adni...
Kellene egy kis útbaigazítás...
Hall bekötés meg ilyesmi..
Megköszönném ha tudna valaki 1-2 instrukciót adni...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 04, 19:42
Írta: c2nsu773m Dátum 2013 január 04, 19:42
Mit eredményez ha egy 30Vrms/krpm feszültségtényezővel készült
motort kiváltok egy 15Vrms/krpm feszültségtényezős motorral?
2X annyit fog pörögni 30 voltnál?
motort kiváltok egy 15Vrms/krpm feszültségtényezős motorral?
2X annyit fog pörögni 30 voltnál?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 03, 09:18
Írta: svejk Dátum 2013 február 03, 09:18
Hsználom Mavilor BLT-065-ös motorral.
A leírás jó hozzá, kivéve hogy nem kell index jel.
A leírás jó hozzá, kivéve hogy nem kell index jel.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 január 04, 22:06
Írta: 000000000 Dátum 2013 január 04, 22:06
Ha van hozzá sebesség szervód, akkor az a beállított fordulatot eredményezi mindkét motoron. Ugyanis majd fele tápfesszel működteti, ha kiváltod a 15-ös tényezőjű motorral.
Ha lenne olyan "alap fekete dobozkád", mint amiket én csinálok AC szervó motorokhoz, hogy utána "sima DC motorként" egyenfeszültségről lehessen forgatni, akkor itt kétszer gyorsabban forogna.
Ha lenne olyan "alap fekete dobozkád", mint amiket én csinálok AC szervó motorokhoz, hogy utána "sima DC motorként" egyenfeszültségről lehessen forgatni, akkor itt kétszer gyorsabban forogna.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 12:48
Írta: Sz.József Dátum 2013 február 03, 12:48
Végül is egy kis "erőszakoskodás" után sikerült beüzemelni...
Viszont a motoromról szinte nem tudok semmit sem, kivéve a bekötését meg hogy 24V-os csillag.
Amper, nyomaték, ilyeneket nem talál a barátom sehol.
Olyan 20-50W környékire saccolom.
A Te általad használt motorról sem találok semmit... (még képet sem. :( )
A LOOP 1 és a LOOP 2 beállítással nem igen tudom elérni, hogy amikor megáll a motor, akkor ne dideregjen egy darabig.
Ez teljesen kiküszöbölhető?
A motorodról szívesen fogadnák 1-2 adatot, akár emilben is... :)
Viszont a motoromról szinte nem tudok semmit sem, kivéve a bekötését meg hogy 24V-os csillag.
Amper, nyomaték, ilyeneket nem talál a barátom sehol.
Olyan 20-50W környékire saccolom.
A Te általad használt motorról sem találok semmit... (még képet sem. :( )
A LOOP 1 és a LOOP 2 beállítással nem igen tudom elérni, hogy amikor megáll a motor, akkor ne dideregjen egy darabig.
Ez teljesen kiküszöbölhető?
A motorodról szívesen fogadnák 1-2 adatot, akár emilben is... :)
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 04, 22:32
Írta: c2nsu773m Dátum 2013 január 04, 22:32
Magánba küldök egy levelet a motorok paramétereivel!
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 12:58
Írta: Sz.József Dátum 2013 február 03, 12:58
Küldtem 2 képet a fibermailre...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 január 07, 21:18
Írta: c2nsu773m Dátum 2013 január 07, 21:18
Érdeklődnék hogy AMC Flexidrive vezérlő finomhangolásában tud-e valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 03, 15:33
Írta: svejk Dátum 2013 február 03, 15:33
Mechanika nélkül kár vele görcsölni, ott majd úgy is újra kell állítani.
Ment a Mavilor adatlapja magánban, egyébként 200 W-os
Ment a Mavilor adatlapja magánban, egyébként 200 W-os
Cím: Re:AC szervó motoros vezérlés
Írta: kisssandor Dátum 2013 január 09, 10:58
Írta: kisssandor Dátum 2013 január 09, 10:58
Van valaki aki foglalkozik baldor szervókkal? Van pár motorom szeretném feléleszteni.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 16:11
Írta: Sz.József Dátum 2013 február 03, 16:11
Ez teljesen egyértelmű, csak próbálom, hogy életképesek-e a motorok...
Mindjárt küldök én is képet...
Mindjárt küldök én is képet...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 január 09, 21:50
Írta: svejk Dátum 2013 január 09, 21:50
Tudsz mutatni típust, adattábla fényképet?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 06, 17:14
Írta: 279nwbpsa Dátum 2013 február 06, 17:14
Szép estét mindenkinek!
Előre is elnézést kérek,hogy nem a "segítség,béna vagyok" topikba írok,de talán ez inkább ide illő téma...
Tegnap este egy reliefet próbáltam kapirgálni a gravírozó gépemmel.Amolyan gyakorolgatás,próba képen...
A főorsó egy ER16 fortuna/300W-os AC szervó páros.(CACR SR03)
Egyszer csak a motor megállt.Szerencsére épp nem fogásvétel közben...
A vezérlő kijelzőjén 3-as volt látható.(R G)
Persze elkezdtem adatlapot keresgélni,csak nem igazán értettem belőle túl sokat. :(
Olyasmit silabizáltam ki,hogy ellenállás,vagy tranzisztor probléma lehet(?)
A motort mostanra kipróbáltam egy másik ilyesmi vezérlővel és az működik rendesen.
Aztán elkezdtem az ellenállásokat összehasonlítani egymással a két vezérlőben.
Őszintén szólva nem értek az ilyesmi dolgokhoz és egyáltalán nem vagyok biztos a dolgomban.
Tudna valaki segíteni?
Előre is elnézést kérek,hogy nem a "segítség,béna vagyok" topikba írok,de talán ez inkább ide illő téma...
Tegnap este egy reliefet próbáltam kapirgálni a gravírozó gépemmel.Amolyan gyakorolgatás,próba képen...
A főorsó egy ER16 fortuna/300W-os AC szervó páros.(CACR SR03)
Egyszer csak a motor megállt.Szerencsére épp nem fogásvétel közben...
A vezérlő kijelzőjén 3-as volt látható.(R G)
Persze elkezdtem adatlapot keresgélni,csak nem igazán értettem belőle túl sokat. :(
Olyasmit silabizáltam ki,hogy ellenállás,vagy tranzisztor probléma lehet(?)
A motort mostanra kipróbáltam egy másik ilyesmi vezérlővel és az működik rendesen.
Aztán elkezdtem az ellenállásokat összehasonlítani egymással a két vezérlőben.
Őszintén szólva nem értek az ilyesmi dolgokhoz és egyáltalán nem vagyok biztos a dolgomban.
Tudna valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 02, 22:56
Írta: Sz.József Dátum 2013 február 02, 22:56
Ismeri valaki az ACS306-os vezérlő lelki világát?
Kellene egy kis útbaigazítás...
Hall bekötés meg ilyesmi..
Megköszönném ha tudna valaki 1-2 instrukciót adni...
Kellene egy kis útbaigazítás...
Hall bekötés meg ilyesmi..
Megköszönném ha tudna valaki 1-2 instrukciót adni...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 19:33
Írta: svejk Dátum 2013 február 07, 19:33
Igen fékellenállás vagy tranzisztorának a hibája.
tanácsot látatlanban nehéz adni, a vezetékelt főáramkörben keresd a hibát.
Hacsak nem fals hiba.
tanácsot látatlanban nehéz adni, a vezetékelt főáramkörben keresd a hibát.
Hacsak nem fals hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 03, 09:18
Írta: svejk Dátum 2013 február 03, 09:18
Hsználom Mavilor BLT-065-ös motorral.
A leírás jó hozzá, kivéve hogy nem kell index jel.
A leírás jó hozzá, kivéve hogy nem kell index jel.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 19:46
Írta: 279nwbpsa Dátum 2013 február 07, 19:46
Ne nevess ki,de ha egy fotót küldök róla magánba,vagy felteszek ide,akkor annyit megteszel,hogy bekarikázod mely részen kutakodjak kb.?
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 12:48
Írta: Sz.József Dátum 2013 február 03, 12:48
Végül is egy kis "erőszakoskodás" után sikerült beüzemelni...
Viszont a motoromról szinte nem tudok semmit sem, kivéve a bekötését meg hogy 24V-os csillag.
Amper, nyomaték, ilyeneket nem talál a barátom sehol.
Olyan 20-50W környékire saccolom.
A Te általad használt motorról sem találok semmit... (még képet sem. :( )
A LOOP 1 és a LOOP 2 beállítással nem igen tudom elérni, hogy amikor megáll a motor, akkor ne dideregjen egy darabig.
Ez teljesen kiküszöbölhető?
A motorodról szívesen fogadnák 1-2 adatot, akár emilben is... :)
Viszont a motoromról szinte nem tudok semmit sem, kivéve a bekötését meg hogy 24V-os csillag.
Amper, nyomaték, ilyeneket nem talál a barátom sehol.
Olyan 20-50W környékire saccolom.
A Te általad használt motorról sem találok semmit... (még képet sem. :( )
A LOOP 1 és a LOOP 2 beállítással nem igen tudom elérni, hogy amikor megáll a motor, akkor ne dideregjen egy darabig.
Ez teljesen kiküszöbölhető?
A motorodról szívesen fogadnák 1-2 adatot, akár emilben is... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 19:52
Írta: svejk Dátum 2013 február 07, 19:52
Nem ismerem a 200W-os vezérlőt, de egy próbát megér.
kell egy premierplan, meg több részletesebb a nagyáramú részről.
Gondolom ennél is huzalos technikával készült a hűtőlapon levő rész.
kell egy premierplan, meg több részletesebb a nagyáramú részről.
Gondolom ennél is huzalos technikával készült a hűtőlapon levő rész.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 12:58
Írta: Sz.József Dátum 2013 február 03, 12:58
Küldtem 2 képet a fibermailre...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:08
Írta: 279nwbpsa Dátum 2013 február 07, 20:08
Nem csavaroztam még ki a kaszniból.Megpróbálok valami normális fény mellett,valami elfogadhatóbb fotókat készíteni...
Így néz ki egyébkén:

Így néz ki egyébkén:
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 03, 15:33
Írta: svejk Dátum 2013 február 03, 15:33
Mechanika nélkül kár vele görcsölni, ott majd úgy is újra kell állítani.
Ment a Mavilor adatlapja magánban, egyébként 200 W-os
Ment a Mavilor adatlapja magánban, egyébként 200 W-os
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:10
Írta: 279nwbpsa Dátum 2013 február 07, 20:10
Elszúrtam a képet...Küldöm mindjárt emailban inkább...
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 február 03, 16:11
Írta: Sz.József Dátum 2013 február 03, 16:11
Ez teljesen egyértelmű, csak próbálom, hogy életképesek-e a motorok...
Mindjárt küldök én is képet...
Mindjárt küldök én is képet...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 20:27
Írta: 000000000 Dátum 2013 február 07, 20:27
Egy kis segítség :)

Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 06, 17:14
Írta: 279nwbpsa Dátum 2013 február 06, 17:14
Szép estét mindenkinek!
Előre is elnézést kérek,hogy nem a "segítség,béna vagyok" topikba írok,de talán ez inkább ide illő téma...
Tegnap este egy reliefet próbáltam kapirgálni a gravírozó gépemmel.Amolyan gyakorolgatás,próba képen...
A főorsó egy ER16 fortuna/300W-os AC szervó páros.(CACR SR03)
Egyszer csak a motor megállt.Szerencsére épp nem fogásvétel közben...
A vezérlő kijelzőjén 3-as volt látható.(R G)
Persze elkezdtem adatlapot keresgélni,csak nem igazán értettem belőle túl sokat. :(
Olyasmit silabizáltam ki,hogy ellenállás,vagy tranzisztor probléma lehet(?)
A motort mostanra kipróbáltam egy másik ilyesmi vezérlővel és az működik rendesen.
Aztán elkezdtem az ellenállásokat összehasonlítani egymással a két vezérlőben.
Őszintén szólva nem értek az ilyesmi dolgokhoz és egyáltalán nem vagyok biztos a dolgomban.
Tudna valaki segíteni?
Előre is elnézést kérek,hogy nem a "segítség,béna vagyok" topikba írok,de talán ez inkább ide illő téma...
Tegnap este egy reliefet próbáltam kapirgálni a gravírozó gépemmel.Amolyan gyakorolgatás,próba képen...
A főorsó egy ER16 fortuna/300W-os AC szervó páros.(CACR SR03)
Egyszer csak a motor megállt.Szerencsére épp nem fogásvétel közben...
A vezérlő kijelzőjén 3-as volt látható.(R G)
Persze elkezdtem adatlapot keresgélni,csak nem igazán értettem belőle túl sokat. :(
Olyasmit silabizáltam ki,hogy ellenállás,vagy tranzisztor probléma lehet(?)
A motort mostanra kipróbáltam egy másik ilyesmi vezérlővel és az működik rendesen.
Aztán elkezdtem az ellenállásokat összehasonlítani egymással a két vezérlőben.
Őszintén szólva nem értek az ilyesmi dolgokhoz és egyáltalán nem vagyok biztos a dolgomban.
Tudna valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:30
Írta: 279nwbpsa Dátum 2013 február 07, 20:30
Nagyon köszönöm! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 20:42
Írta: 000000000 Dátum 2013 február 07, 20:42
Ahogy látom ez is ilyen egybe minden modul lesz. (bal alsó sarokban a 8 darab kondi alatt)
Valahol a műhelyben van egy AC vezérlő maradvány abban is egyben van a fék tranzisztor a 3 fázisú IGBT híddal.
Tehát ha beragad a féktaranyó akkor kuka az egész power modul.
De ha ez történne akkor a fékellenállás már elvillant volna.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 19:33
Írta: svejk Dátum 2013 február 07, 19:33
Igen fékellenállás vagy tranzisztorának a hibája.
tanácsot látatlanban nehéz adni, a vezetékelt főáramkörben keresd a hibát.
Hacsak nem fals hiba.
tanácsot látatlanban nehéz adni, a vezetékelt főáramkörben keresd a hibát.
Hacsak nem fals hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:47
Írta: 279nwbpsa Dátum 2013 február 07, 20:47
Nem tudom,hogy az általad említett jelenség mennyire jár zajjal,vagy füsttel,de itt legalábbis nem volt efféle.Egyszerűen megállt.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 19:46
Írta: 279nwbpsa Dátum 2013 február 07, 19:46
Ne nevess ki,de ha egy fotót küldök róla magánba,vagy felteszek ide,akkor annyit megteszel,hogy bekarikázod mely részen kutakodjak kb.?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 21:06
Írta: 000000000 Dátum 2013 február 07, 21:06
Akkor még lehet az amit Svejk mondott.
Ami a lehető legrosszabb, fantom hiba. (javíthatatlan)
Egyszer egy frekvenciaváltót hoztak vissza hogy leégette a motort.
Nem is csodálkoztam rajta mivel egy kis alumínium forgács szépen rövidre zárta a power modul vezérlés oldalát.
2 fázis között ott volt a 300 volt DC bus feszültség.
Természetesen ez se garanciális hiba volt [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 19:52
Írta: svejk Dátum 2013 február 07, 19:52
Nem ismerem a 200W-os vezérlőt, de egy próbát megér.
kell egy premierplan, meg több részletesebb a nagyáramú részről.
Gondolom ennél is huzalos technikával készült a hűtőlapon levő rész.
kell egy premierplan, meg több részletesebb a nagyáramú részről.
Gondolom ennél is huzalos technikával készült a hűtőlapon levő rész.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:18
Írta: 279nwbpsa Dátum 2013 február 07, 21:18
Hát,az alumínium forgácsokig nem volt módom eljutni... :(
Közben ki is vettem a kártyát.

Közben ki is vettem a kártyát.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:08
Írta: 279nwbpsa Dátum 2013 február 07, 20:08
Nem csavaroztam még ki a kaszniból.Megpróbálok valami normális fény mellett,valami elfogadhatóbb fotókat készíteni...
Így néz ki egyébkén:
Így néz ki egyébkén:
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:19
Írta: svejk Dátum 2013 február 07, 21:19
A főáramköri kivezetések számából ítélve nincs a modulban a fék kapcsoló eszköze.
Nem ismerem ezt a típust, de én a kapcsoló eszközt a kis fekete hűtőbordásnak látom, a porcelán ellenállatok pedig a fékellenállások.
De ez csak saccolás, semmi alapja.
Nem ismerem ezt a típust, de én a kapcsoló eszközt a kis fekete hűtőbordásnak látom, a porcelán ellenállatok pedig a fékellenállások.
De ez csak saccolás, semmi alapja.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:10
Írta: 279nwbpsa Dátum 2013 február 07, 20:10
Elszúrtam a képet...Küldöm mindjárt emailban inkább...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:21
Írta: 279nwbpsa Dátum 2013 február 07, 21:21
A kis fekete hűtőbordásra ET191 van ráírva.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 20:27
Írta: 000000000 Dátum 2013 február 07, 20:27
Egy kis segítség :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:25
Írta: svejk Dátum 2013 február 07, 21:25
Akkor jól sejtettem. :)
Nézd meg nem-e zárlatos a a középső és a jobb szélső láb, illetve ellenőrizd szakadás szempontjából a középsó lábakhoz kapcsolódó porcelán ellenállás(oka)t.
Nézd meg nem-e zárlatos a a középső és a jobb szélső láb, illetve ellenőrizd szakadás szempontjából a középsó lábakhoz kapcsolódó porcelán ellenállás(oka)t.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:30
Írta: 279nwbpsa Dátum 2013 február 07, 20:30
Nagyon köszönöm! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 21:36
Írta: 000000000 Dátum 2013 február 07, 21:36
Ebben biztos hogy nincs féktranzisztor, de fentről úgy látszott mintha lenne ott még egy lába a modulnak.
Az ET191 tranzisztor Fuji Electric gyártmánya 600 voltos 12Amper max 100 Watt.
Akár lehet ez is a bűnös.
Nyomozd vissza hol van benne az ellenálatka és a tranzisztor sorosan a DC busz + - ága között, az a fékáramkör power része.
De ez nem is annyira fék, helyesebben DC chopper áramkör
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 20:42
Írta: 000000000 Dátum 2013 február 07, 20:42
Ahogy látom ez is ilyen egybe minden modul lesz. (bal alsó sarokban a 8 darab kondi alatt)
Valahol a műhelyben van egy AC vezérlő maradvány abban is egyben van a fék tranzisztor a 3 fázisú IGBT híddal.
Tehát ha beragad a féktaranyó akkor kuka az egész power modul.
De ha ez történne akkor a fékellenállás már elvillant volna.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:37
Írta: 279nwbpsa Dátum 2013 február 07, 21:37
Az ellenállásoknál 101 Ohm-ot tudok mérni.
Alkatész oldalról nézve a középső és a jobb szélső 645-öt mutat.
Alkatész oldalról nézve a középső és a jobb szélső 645-öt mutat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:44
Írta: svejk Dátum 2013 február 07, 21:44
Persze zárlatos nem is lehetne a tranyó, mert ugrana a bizti, vagy füstölne az ellenállás.
(nem tirisztoros a greatz)
Ennél többet nem nagyon tehetsz, méricskélni kell feszültség alatt, ahhoz meg nem adhatok tanácsokat.
Motor nélkül is írja a 3-as hibát?
Ha alkalomadtán elküldöd, esetleg megnézem.
(nem tirisztoros a greatz)
Ennél többet nem nagyon tehetsz, méricskélni kell feszültség alatt, ahhoz meg nem adhatok tanácsokat.
Motor nélkül is írja a 3-as hibát?
Ha alkalomadtán elküldöd, esetleg megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 20:47
Írta: 279nwbpsa Dátum 2013 február 07, 20:47
Nem tudom,hogy az általad említett jelenség mennyire jár zajjal,vagy füsttel,de itt legalábbis nem volt efféle.Egyszerűen megállt.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:51
Írta: 279nwbpsa Dátum 2013 február 07, 21:51
Motor nélkül nem próbáltam.Csak a motort próbáltam egy másik ilyen vezérlővel.A motor működött.
Méricskélek én serényen,csak nem értek hozzá,így nem is tudom,mit kéne látnom... :(
Nem bánnám,ha vetnél rá egy pillantást...
Méricskélek én serényen,csak nem értek hozzá,így nem is tudom,mit kéne látnom... :(
Nem bánnám,ha vetnél rá egy pillantást...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 21:06
Írta: 000000000 Dátum 2013 február 07, 21:06
Akkor még lehet az amit Svejk mondott.
Ami a lehető legrosszabb, fantom hiba. (javíthatatlan)
Egyszer egy frekvenciaváltót hoztak vissza hogy leégette a motort.
Nem is csodálkoztam rajta mivel egy kis alumínium forgács szépen rövidre zárta a power modul vezérlés oldalát.
2 fázis között ott volt a 300 volt DC bus feszültség.
Természetesen ez se garanciális hiba volt [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 09, 11:29
Írta: svejk Dátum 2013 február 09, 11:29
Oké, de motorral együtt küldjed.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:18
Írta: 279nwbpsa Dátum 2013 február 07, 21:18
Hát,az alumínium forgácsokig nem volt módom eljutni... :(
Közben ki is vettem a kártyát.
Közben ki is vettem a kártyát.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 09, 11:47
Írta: 279nwbpsa Dátum 2013 február 09, 11:47
Szervusz!
Nem hagyott nyugodni a vezérlő...még vagy két órát bénáztam,de aztán fel kellett adnom...
Nézek valami csomagolóanyagot és persze a motort is elküldöm...
Nem hagyott nyugodni a vezérlő...még vagy két órát bénáztam,de aztán fel kellett adnom...
Nézek valami csomagolóanyagot és persze a motort is elküldöm...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:19
Írta: svejk Dátum 2013 február 07, 21:19
A főáramköri kivezetések számából ítélve nincs a modulban a fék kapcsoló eszköze.
Nem ismerem ezt a típust, de én a kapcsoló eszközt a kis fekete hűtőbordásnak látom, a porcelán ellenállatok pedig a fékellenállások.
De ez csak saccolás, semmi alapja.
Nem ismerem ezt a típust, de én a kapcsoló eszközt a kis fekete hűtőbordásnak látom, a porcelán ellenállatok pedig a fékellenállások.
De ez csak saccolás, semmi alapja.
Cím: Re:AC szervó motoros vezérlés
Írta: xc773ua2s Dátum 2013 február 17, 08:37
Írta: xc773ua2s Dátum 2013 február 17, 08:37
Sziasztok!
Vettem egy szervó motort, de a vezetékek el vannak rajta vagdosva. Kipróbáláshoz elég, ha összeforrasztom őket, vagy vegyek hozzá új kábelt? Kipróbáláshoz esetleg jó-e lenne egy sima boltban megvásárolható kábel?
Vettem egy szervó motort, de a vezetékek el vannak rajta vagdosva. Kipróbáláshoz elég, ha összeforrasztom őket, vagy vegyek hozzá új kábelt? Kipróbáláshoz esetleg jó-e lenne egy sima boltban megvásárolható kábel?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:21
Írta: 279nwbpsa Dátum 2013 február 07, 21:21
A kis fekete hűtőbordásra ET191 van ráírva.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 február 18, 00:07
Írta: c2nsu773m Dátum 2013 február 18, 00:07
AMC motorokhoz lehet-e valamiféle másfajta univerzális és nem horror árú vezérlőt párosítani?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:25
Írta: svejk Dátum 2013 február 07, 21:25
Akkor jól sejtettem. :)
Nézd meg nem-e zárlatos a a középső és a jobb szélső láb, illetve ellenőrizd szakadás szempontjából a középsó lábakhoz kapcsolódó porcelán ellenállás(oka)t.
Nézd meg nem-e zárlatos a a középső és a jobb szélső láb, illetve ellenőrizd szakadás szempontjából a középsó lábakhoz kapcsolódó porcelán ellenállás(oka)t.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 18, 07:34
Írta: 000000000 Dátum 2013 február 18, 07:34
Van olyan fejlesztésem, amikor az AC motort egy vezérlő elektronika "DC-síti", így onnantól kezdve két madzagod van, és úgy viselkedik, mintha egy kefés DC motorod lenne. Így egy sima Greatz hidas táppal már forgathatod marómotorként, a fordulatszáma a rákapcsolt feszülséggel arányosan változtatható.
Ha pozíció szervó kell hozzá, az is van, de az már Neked biztos horror árú lesz, mivel ezek 50-60 eFt-nál kezdődnek.
Ha pozíció szervó kell hozzá, az is van, de az már Neked biztos horror árú lesz, mivel ezek 50-60 eFt-nál kezdődnek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 07, 21:36
Írta: 000000000 Dátum 2013 február 07, 21:36
Ebben biztos hogy nincs féktranzisztor, de fentről úgy látszott mintha lenne ott még egy lába a modulnak.
Az ET191 tranzisztor Fuji Electric gyártmánya 600 voltos 12Amper max 100 Watt.
Akár lehet ez is a bűnös.
Nyomozd vissza hol van benne az ellenálatka és a tranzisztor sorosan a DC busz + - ága között, az a fékáramkör power része.
De ez nem is annyira fék, helyesebben DC chopper áramkör
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 18, 11:53
Írta: nyiszi Dátum 2013 február 18, 11:53
Szia Tibor!
Engem is érdekelne ilyen vezérlő.
Potméterrel szabályozhatód nem lenne?
3-400W-os kéne.
Engem is érdekelne ilyen vezérlő.
Potméterrel szabályozhatód nem lenne?
3-400W-os kéne.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:37
Írta: 279nwbpsa Dátum 2013 február 07, 21:37
Az ellenállásoknál 101 Ohm-ot tudok mérni.
Alkatész oldalról nézve a középső és a jobb szélső 645-öt mutat.
Alkatész oldalról nézve a középső és a jobb szélső 645-öt mutat.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 18, 13:29
Írta: 000000000 Dátum 2013 február 18, 13:29
Megoldható az is.
A motorodon van u, v, w optikai vagy hall jeladó? Az ugyanis kellene, de ha nincs lehet rá külön ilyen encodert is tenni, így akár jeladó nélküli AC szervók is életre kelthetők.
A motorodon van u, v, w optikai vagy hall jeladó? Az ugyanis kellene, de ha nincs lehet rá külön ilyen encodert is tenni, így akár jeladó nélküli AC szervók is életre kelthetők.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 07, 21:44
Írta: svejk Dátum 2013 február 07, 21:44
Persze zárlatos nem is lehetne a tranyó, mert ugrana a bizti, vagy füstölne az ellenállás.
(nem tirisztoros a greatz)
Ennél többet nem nagyon tehetsz, méricskélni kell feszültség alatt, ahhoz meg nem adhatok tanácsokat.
Motor nélkül is írja a 3-as hibát?
Ha alkalomadtán elküldöd, esetleg megnézem.
(nem tirisztoros a greatz)
Ennél többet nem nagyon tehetsz, méricskélni kell feszültség alatt, ahhoz meg nem adhatok tanácsokat.
Motor nélkül is írja a 3-as hibát?
Ha alkalomadtán elküldöd, esetleg megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 18, 19:38
Írta: nyiszi Dátum 2013 február 18, 19:38
Hall jeladók vannak benne.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 07, 21:51
Írta: 279nwbpsa Dátum 2013 február 07, 21:51
Motor nélkül nem próbáltam.Csak a motort próbáltam egy másik ilyen vezérlővel.A motor működött.
Méricskélek én serényen,csak nem értek hozzá,így nem is tudom,mit kéne látnom... :(
Nem bánnám,ha vetnél rá egy pillantást...
Méricskélek én serényen,csak nem értek hozzá,így nem is tudom,mit kéne látnom... :(
Nem bánnám,ha vetnél rá egy pillantást...
Cím: Re:AC szervó motoros vezérlés
Írta: ifarkas Dátum 2013 február 19, 09:36
Írta: ifarkas Dátum 2013 február 19, 09:36
Szia Tibor!
Ilyen vezérlő elektronika engem is érdekelne, ha alkalmas egy 2,4kW-os AC-motor(Baumüller)hajtására.
Ilyen vezérlő elektronika engem is érdekelne, ha alkalmas egy 2,4kW-os AC-motor(Baumüller)hajtására.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 február 09, 11:29
Írta: svejk Dátum 2013 február 09, 11:29
Oké, de motorral együtt küldjed.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 19, 16:48
Írta: 000000000 Dátum 2013 február 19, 16:48
Ez szerencsés dolog, akkor a motorjaid passzolnak ehhez a vezérlőhöz.
Ifarkas.
Neked is azt tudom írni, a motorod encoderétől függ a dolog, ha van u, v, w jel benne, akkor megy a dolog. Ha nem akkor ilyen enkoderrel kell ellátni.
Ifarkas.
Neked is azt tudom írni, a motorod encoderétől függ a dolog, ha van u, v, w jel benne, akkor megy a dolog. Ha nem akkor ilyen enkoderrel kell ellátni.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 február 09, 11:47
Írta: 279nwbpsa Dátum 2013 február 09, 11:47
Szervusz!
Nem hagyott nyugodni a vezérlő...még vagy két órát bénáztam,de aztán fel kellett adnom...
Nézek valami csomagolóanyagot és persze a motort is elküldöm...
Nem hagyott nyugodni a vezérlő...még vagy két órát bénáztam,de aztán fel kellett adnom...
Nézek valami csomagolóanyagot és persze a motort is elküldöm...
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 19, 16:53
Írta: nyiszi Dátum 2013 február 19, 16:53
Írok mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: xc773ua2s Dátum 2013 február 17, 08:37
Írta: xc773ua2s Dátum 2013 február 17, 08:37
Sziasztok!
Vettem egy szervó motort, de a vezetékek el vannak rajta vagdosva. Kipróbáláshoz elég, ha összeforrasztom őket, vagy vegyek hozzá új kábelt? Kipróbáláshoz esetleg jó-e lenne egy sima boltban megvásárolható kábel?
Vettem egy szervó motort, de a vezetékek el vannak rajta vagdosva. Kipróbáláshoz elég, ha összeforrasztom őket, vagy vegyek hozzá új kábelt? Kipróbáláshoz esetleg jó-e lenne egy sima boltban megvásárolható kábel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 05, 20:22
Írta: svejk Dátum 2013 március 05, 20:22
VTamás!
Készen van a Yaskawa servo vezérlőd!
Készen van a Yaskawa servo vezérlőd!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 február 18, 00:07
Írta: c2nsu773m Dátum 2013 február 18, 00:07
AMC motorokhoz lehet-e valamiféle másfajta univerzális és nem horror árú vezérlőt párosítani?
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 05, 21:08
Írta: 279nwbpsa Dátum 2013 március 05, 21:08
Szia!
Nem mondod!
Meg tudtad csinálni?
Nem mondod!
Meg tudtad csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 18, 07:34
Írta: 000000000 Dátum 2013 február 18, 07:34
Van olyan fejlesztésem, amikor az AC motort egy vezérlő elektronika "DC-síti", így onnantól kezdve két madzagod van, és úgy viselkedik, mintha egy kefés DC motorod lenne. Így egy sima Greatz hidas táppal már forgathatod marómotorként, a fordulatszáma a rákapcsolt feszülséggel arányosan változtatható.
Ha pozíció szervó kell hozzá, az is van, de az már Neked biztos horror árú lesz, mivel ezek 50-60 eFt-nál kezdődnek.
Ha pozíció szervó kell hozzá, az is van, de az már Neked biztos horror árú lesz, mivel ezek 50-60 eFt-nál kezdődnek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 05, 21:12
Írta: svejk Dátum 2013 március 05, 21:12
Ez csak természetes. [#oooo]
A többit magánban, de visszapattant a levelem délután, próbálj Te írni.
A többit magánban, de visszapattant a levelem délután, próbálj Te írni.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 18, 11:53
Írta: nyiszi Dátum 2013 február 18, 11:53
Szia Tibor!
Engem is érdekelne ilyen vezérlő.
Potméterrel szabályozhatód nem lenne?
3-400W-os kéne.
Engem is érdekelne ilyen vezérlő.
Potméterrel szabályozhatód nem lenne?
3-400W-os kéne.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 05, 21:16
Írta: 279nwbpsa Dátum 2013 március 05, 21:16
No,igen.Természetes,hogy természetes. :)
Írok rögvest.
Köszönöm a segítséget![#worship]
Egyébként egy ideje már feltűnt más levelek kapcsán,hogy mintha valami nem stimmelne a levelezőmmel...[#nemtudom]
Írok rögvest.
Köszönöm a segítséget![#worship]
Egyébként egy ideje már feltűnt más levelek kapcsán,hogy mintha valami nem stimmelne a levelezőmmel...[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 18, 13:29
Írta: 000000000 Dátum 2013 február 18, 13:29
Megoldható az is.
A motorodon van u, v, w optikai vagy hall jeladó? Az ugyanis kellene, de ha nincs lehet rá külön ilyen encodert is tenni, így akár jeladó nélküli AC szervók is életre kelthetők.
A motorodon van u, v, w optikai vagy hall jeladó? Az ugyanis kellene, de ha nincs lehet rá külön ilyen encodert is tenni, így akár jeladó nélküli AC szervók is életre kelthetők.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 06, 20:07
Írta: svejk Dátum 2013 március 06, 20:07
Török Tamás!
A Te AC szervoid is feltámadtak poraikból.
Viszem őket Debrecenbe, gondolom ezt a másfél hetet már kibírod a közel egy év után :))
A Te AC szervoid is feltámadtak poraikból.
Viszem őket Debrecenbe, gondolom ezt a másfél hetet már kibírod a közel egy év után :))
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 18, 19:38
Írta: nyiszi Dátum 2013 február 18, 19:38
Hall jeladók vannak benne.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2013 március 06, 21:27
Írta: s2k5ycubj Dátum 2013 március 06, 21:27
Talán valakit érdekelhet:motorkontroller
Cím: Re:AC szervó motoros vezérlés
Írta: ifarkas Dátum 2013 február 19, 09:36
Írta: ifarkas Dátum 2013 február 19, 09:36
Szia Tibor!
Ilyen vezérlő elektronika engem is érdekelne, ha alkalmas egy 2,4kW-os AC-motor(Baumüller)hajtására.
Ilyen vezérlő elektronika engem is érdekelne, ha alkalmas egy 2,4kW-os AC-motor(Baumüller)hajtására.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 március 06, 21:29
Írta: s7manbs8 Dátum 2013 március 06, 21:29
Mi volt a hiba oka ? Tanuljunk mi is az esetből. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 február 19, 16:48
Írta: 000000000 Dátum 2013 február 19, 16:48
Ez szerencsés dolog, akkor a motorjaid passzolnak ehhez a vezérlőhöz.
Ifarkas.
Neked is azt tudom írni, a motorod encoderétől függ a dolog, ha van u, v, w jel benne, akkor megy a dolog. Ha nem akkor ilyen enkoderrel kell ellátni.
Ifarkas.
Neked is azt tudom írni, a motorod encoderétől függ a dolog, ha van u, v, w jel benne, akkor megy a dolog. Ha nem akkor ilyen enkoderrel kell ellátni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 06, 21:31
Írta: svejk Dátum 2013 március 06, 21:31
Sajnos mire egy ilyen chip-ből használható elektronika lesz ahhoz sok idő és rendkívül nagy tudásháttér szükséges.
Főleg ezekhez a maiakhoz.
Főleg ezekhez a maiakhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 február 19, 16:53
Írta: nyiszi Dátum 2013 február 19, 16:53
Írok mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 06, 21:40
Írta: 279nwbpsa Dátum 2013 március 06, 21:40
A hiba okát én is megtudom mondani. :)
Nem működtek azok a rohadt vezérlők! :)[#nevetes1]
Nem működtek azok a rohadt vezérlők! :)[#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 05, 20:22
Írta: svejk Dátum 2013 március 05, 20:22
VTamás!
Készen van a Yaskawa servo vezérlőd!
Készen van a Yaskawa servo vezérlőd!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 07, 01:48
Írta: 000000000 Dátum 2013 március 07, 01:48
Kinyomta a belső biztosítékokat. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 05, 21:08
Írta: 279nwbpsa Dátum 2013 március 05, 21:08
Szia!
Nem mondod!
Meg tudtad csinálni?
Nem mondod!
Meg tudtad csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 március 07, 06:17
Írta: c2nsu773m Dátum 2013 március 07, 06:17
[#vigyor3][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 05, 21:12
Írta: svejk Dátum 2013 március 05, 21:12
Ez csak természetes. [#oooo]
A többit magánban, de visszapattant a levelem délután, próbálj Te írni.
A többit magánban, de visszapattant a levelem délután, próbálj Te írni.
Cím: Re:AC szervó motoros vezérlés
Írta: 4u88hx8j6 Dátum 2013 március 09, 19:04
Írta: 4u88hx8j6 Dátum 2013 március 09, 19:04
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 05, 21:16
Írta: 279nwbpsa Dátum 2013 március 05, 21:16
No,igen.Természetes,hogy természetes. :)
Írok rögvest.
Köszönöm a segítséget![#worship]
Egyébként egy ideje már feltűnt más levelek kapcsán,hogy mintha valami nem stimmelne a levelezőmmel...[#nemtudom]
Írok rögvest.
Köszönöm a segítséget![#worship]
Egyébként egy ideje már feltűnt más levelek kapcsán,hogy mintha valami nem stimmelne a levelezőmmel...[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:36
Írta: 000000000 Dátum 2013 március 09, 19:36
Jó szép meg minden , de ez csak ilyen parasztvakító reklámfilmecske, mert a lényeget egyszer sem mutatják.
Beteszi egy valamibe az állórészt aztán kiveszi tökéletesen, meg a forgórész is magától megtisztul a levegőn ?
Na meg egy permanens forgórészt nem hogy kézzel nem szedné ki, de még targoncával is nehezen szakítaná ki egy akkora motorból.
Ez kicsit olyan hogy mutassunk valamit, de ettől az is több lett volna ha semmit se látunk.
Nem fikázás képpen írom , de ezzel csak több kérdés merült fel mint válasz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 06, 20:07
Írta: svejk Dátum 2013 március 06, 20:07
Török Tamás!
A Te AC szervoid is feltámadtak poraikból.
Viszem őket Debrecenbe, gondolom ezt a másfél hetet már kibírod a közel egy év után :))
A Te AC szervoid is feltámadtak poraikból.
Viszem őket Debrecenbe, gondolom ezt a másfél hetet már kibírod a közel egy év után :))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:44
Írta: 000000000 Dátum 2013 március 09, 19:44
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2013 március 06, 21:27
Írta: s2k5ycubj Dátum 2013 március 06, 21:27
Talán valakit érdekelhet:motorkontroller
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:58
Írta: 000000000 Dátum 2013 március 09, 19:58
Egyelőre te vakítod a parasztot, szakmai sületlenségeket írkálsz össze-vissza, de azt nagyon határozottan. A filmben ugyanis egy aszinkronmotort szednek szét, tehát a forgórésze nem mágneses.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 március 06, 21:29
Írta: s7manbs8 Dátum 2013 március 06, 21:29
Mi volt a hiba oka ? Tanuljunk mi is az esetből. :)
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2013 március 09, 20:03
Írta: jani300 Dátum 2013 március 09, 20:03
Kösz . Kalickás forgórésznek néztem én is .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 06, 21:31
Írta: svejk Dátum 2013 március 06, 21:31
Sajnos mire egy ilyen chip-ből használható elektronika lesz ahhoz sok idő és rendkívül nagy tudásháttér szükséges.
Főleg ezekhez a maiakhoz.
Főleg ezekhez a maiakhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 20:10
Írta: 000000000 Dátum 2013 március 09, 20:10
Mondtam egy szóval is hogy az AC servo motor permanens mágneses forgórészel ? NEM!
Azt mondtam hogy "Na meg egy permanens forgórészt nem hogy kézzel nem szedné ki..."
Hol írtam azt hogy az egy mágneses forgórész ??? NEM!
De attól amit írtam 100% igaz, tehát ne csináld a feszültséget.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 március 09, 21:41
Írta: xkbv3nx0d Dátum 2013 március 09, 21:41
Ki tudnad nekem segíteni alapvető Yaskawa AC behangolásban... lenne egy pár igen kezdő kérdésem...
Cím: Re:AC szervó motoros vezérlés
Írta: 279nwbpsa Dátum 2013 március 06, 21:40
Írta: 279nwbpsa Dátum 2013 március 06, 21:40
A hiba okát én is megtudom mondani. :)
Nem működtek azok a rohadt vezérlők! :)[#nevetes1]
Nem működtek azok a rohadt vezérlők! :)[#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 22:10
Írta: 000000000 Dátum 2013 március 09, 22:10
Kicsit bővebben mégis milyen Yaskawa servo az, és mi a probléma ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 07, 01:48
Írta: 000000000 Dátum 2013 március 07, 01:48
Kinyomta a belső biztosítékokat. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 20, 20:51
Írta: adamant Dátum 2013 március 20, 20:51
Tiszteletem!
Olyan kérdésem lenne hogy egy Mitsubishi MR-J2S hogyan lehetne megvalósítani hogy mach3 al vezérelhető legyen?
ha esetleg valaki tudna szolgálni egy kis infóval azt nagyon megköszönném!
Üdv Adamant
Olyan kérdésem lenne hogy egy Mitsubishi MR-J2S hogyan lehetne megvalósítani hogy mach3 al vezérelhető legyen?
ha esetleg valaki tudna szolgálni egy kis infóval azt nagyon megköszönném!
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 március 07, 06:17
Írta: c2nsu773m Dátum 2013 március 07, 06:17
[#vigyor3][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 20, 21:16
Írta: svejk Dátum 2013 március 20, 21:16
Lekezeli a step/dir jelet, tehát gond nem lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: 4u88hx8j6 Dátum 2013 március 09, 19:04
Írta: 4u88hx8j6 Dátum 2013 március 09, 19:04
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 20, 21:23
Írta: adamant Dátum 2013 március 20, 21:23
De olyan infót olvastam róla hogy 24V jel kell neki és nem 5V os vagy ez badarság? Akkor elviekben egy ilyenre rákötöm mennie kéne?

Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:36
Írta: 000000000 Dátum 2013 március 09, 19:36
Jó szép meg minden , de ez csak ilyen parasztvakító reklámfilmecske, mert a lényeget egyszer sem mutatják.
Beteszi egy valamibe az állórészt aztán kiveszi tökéletesen, meg a forgórész is magától megtisztul a levegőn ?
Na meg egy permanens forgórészt nem hogy kézzel nem szedné ki, de még targoncával is nehezen szakítaná ki egy akkora motorból.
Ez kicsit olyan hogy mutassunk valamit, de ettől az is több lett volna ha semmit se látunk.
Nem fikázás képpen írom , de ezzel csak több kérdés merült fel mint válasz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 21:32
Írta: 000000000 Dátum 2013 március 20, 21:32
Mivel ezekben már benne van a leválasztás még azt se kell rákötnöd.
Nálam a vezérlők közvetlen az LPT portra vannak kötve és ennyi.
jó pár éve minden probléma nélkül működnek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:44
Írta: 000000000 Dátum 2013 március 09, 19:44
Cím: Re:AC szervó motoros vezérlés
Írta: istvan58 Dátum 2013 március 20, 21:45
Írta: istvan58 Dátum 2013 március 20, 21:45
Hali, nekem is ilyen kártyám van, a meghajtókat csak egy 2 iranyu buszmeghajtóval vezérli, az optó leválasztás csak a bemeneti jelekre van, mint estop, végállás stb.
Vigyázni kell az "Enable" jellel mert a fehér csatiknal 2 és 3 van egyben, a zöldeken csak egy enable van és ez nem bir el 3 meghajtót. Azthiszem valami max 20mA-el terhelhető a kimenet.
Vigyázni kell az "Enable" jellel mert a fehér csatiknal 2 és 3 van egyben, a zöldeken csak egy enable van és ez nem bir el 3 meghajtót. Azthiszem valami max 20mA-el terhelhető a kimenet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 19:58
Írta: 000000000 Dátum 2013 március 09, 19:58
Egyelőre te vakítod a parasztot, szakmai sületlenségeket írkálsz össze-vissza, de azt nagyon határozottan. A filmben ugyanis egy aszinkronmotort szednek szét, tehát a forgórésze nem mágneses.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:03
Írta: 000000000 Dátum 2013 március 20, 22:03
Belenéztem kicsit jobban a Loser manua-ba [#vigyor5]
A puls bemeneteken csak 100 Ohm van söntnek amivel simán fog menni még az LPT portról is!
Viszont én csak CW és CCW jelekt láttam , de biztos csak átsiklottam valahol a beállítások felett hogy hol lehet átállítani Plus Dir rendszerre.
Amúgy meg meglepően hasonlít a Yaskawa sigma 2-re.
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2013 március 09, 20:03
Írta: jani300 Dátum 2013 március 09, 20:03
Kösz . Kalickás forgórésznek néztem én is .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:11
Írta: 000000000 Dátum 2013 március 20, 22:11
Tényleg átsiklottam felett.
Tudja a Puls Dir vagy ahogy ott írják Pulse train + sign.
Tudja a Puls Dir vagy ahogy ott írják Pulse train + sign.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 20:10
Írta: 000000000 Dátum 2013 március 09, 20:10
Mondtam egy szóval is hogy az AC servo motor permanens mágneses forgórészel ? NEM!
Azt mondtam hogy "Na meg egy permanens forgórészt nem hogy kézzel nem szedné ki..."
Hol írtam azt hogy az egy mágneses forgórész ??? NEM!
De attól amit írtam 100% igaz, tehát ne csináld a feszültséget.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:39
Írta: 000000000 Dátum 2013 március 20, 22:39
Kártya alatt az szervó vezérlőre gondolsz?
Mert a leírásban opto-nak jelöli.
Amit mondasz olyannal a sigma 3 vezérlőknél találkoztam.
Azt egy mezei enkóder szimmetrizálóval meg lehetett oldani. [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 március 09, 21:41
Írta: xkbv3nx0d Dátum 2013 március 09, 21:41
Ki tudnad nekem segíteni alapvető Yaskawa AC behangolásban... lenne egy pár igen kezdő kérdésem...
Cím: Re:AC szervó motoros vezérlés
Írta: istvan58 Dátum 2013 március 20, 22:55
Írta: istvan58 Dátum 2013 március 20, 22:55
nem, az LPT ilesztőre a #1581
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 09, 22:10
Írta: 000000000 Dátum 2013 március 09, 22:10
Kicsit bővebben mégis milyen Yaskawa servo az, és mi a probléma ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 23:21
Írta: 000000000 Dátum 2013 március 20, 23:21
Mert azt hittem hogy a kétirányú buszmeghajtó alatt arra gondolsz mint a sigma 3 servó vezérlőnél is van a bemenetén.
Ott nem lehet rákötni a szimpla puls vagy dir jelet, annak ellenére hogy kezeli.
Egy kis csavarral az is megoldható, ezért is mondtam enkóder szimmetrizálót PL:(75ALS192)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 20, 20:51
Írta: adamant Dátum 2013 március 20, 20:51
Tiszteletem!
Olyan kérdésem lenne hogy egy Mitsubishi MR-J2S hogyan lehetne megvalósítani hogy mach3 al vezérelhető legyen?
ha esetleg valaki tudna szolgálni egy kis infóval azt nagyon megköszönném!
Üdv Adamant
Olyan kérdésem lenne hogy egy Mitsubishi MR-J2S hogyan lehetne megvalósítani hogy mach3 al vezérelhető legyen?
ha esetleg valaki tudna szolgálni egy kis infóval azt nagyon megköszönném!
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 22, 10:43
Írta: adamant Dátum 2013 március 22, 10:43
A vezérlőnek ez a pontos típusa Mitsubishi MR-J2-20B ez is menne probléma mentesen?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 március 20, 21:16
Írta: svejk Dátum 2013 március 20, 21:16
Lekezeli a step/dir jelet, tehát gond nem lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 18, 16:45
Írta: bundyland Dátum 2013 április 18, 16:45
Nem tudom aktuális e még a kérdés, szerintem nem
mert a "B"-s SSCNET-es az nem fog menni MACH3 -al.
Szerintem.
mert a "B"-s SSCNET-es az nem fog menni MACH3 -al.
Szerintem.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 20, 21:23
Írta: adamant Dátum 2013 március 20, 21:23
De olyan infót olvastam róla hogy 24V jel kell neki és nem 5V os vagy ez badarság? Akkor elviekben egy ilyenre rákötöm mennie kéne?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 18:27
Írta: bundyland Dátum 2013 április 27, 18:27
Sziasztok!
Egy olyan kérdésem lenne hogy YASKAWA SGDH vezérlőn Pn50A-ban a meglévő n2100-at 2171-re állítom (servo on always on) akkor nem kéne e a motornak áram alatt lennie. Simán forgatom kézzel. Hol tévedek ?
Előre is köszi.
Egy olyan kérdésem lenne hogy YASKAWA SGDH vezérlőn Pn50A-ban a meglévő n2100-at 2171-re állítom (servo on always on) akkor nem kéne e a motornak áram alatt lennie. Simán forgatom kézzel. Hol tévedek ?
Előre is köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 21:32
Írta: 000000000 Dátum 2013 március 20, 21:32
Mivel ezekben már benne van a leválasztás még azt se kell rákötnöd.
Nálam a vezérlők közvetlen az LPT portra vannak kötve és ennyi.
jó pár éve minden probléma nélkül működnek.
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2013 április 27, 20:39
Írta: x4rhew5r3 Dátum 2013 április 27, 20:39
Régen matattam SGDH-t, de az L ás R végállás bemenetet is le kell húzni. Az is letiltja a szervót.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan58 Dátum 2013 március 20, 21:45
Írta: istvan58 Dátum 2013 március 20, 21:45
Hali, nekem is ilyen kártyám van, a meghajtókat csak egy 2 iranyu buszmeghajtóval vezérli, az optó leválasztás csak a bemeneti jelekre van, mint estop, végállás stb.
Vigyázni kell az "Enable" jellel mert a fehér csatiknal 2 és 3 van egyben, a zöldeken csak egy enable van és ez nem bir el 3 meghajtót. Azthiszem valami max 20mA-el terhelhető a kimenet.
Vigyázni kell az "Enable" jellel mert a fehér csatiknal 2 és 3 van egyben, a zöldeken csak egy enable van és ez nem bir el 3 meghajtót. Azthiszem valami max 20mA-el terhelhető a kimenet.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 20:49
Írta: bundyland Dátum 2013 április 27, 20:49
Erre semmi nincs rákötve a motoron kívül. Igazából az volt a bajom hogy nemrégiben vettem a motort és a vezérlőt és összekapcsolás után a motort tartotta erősen, de amikor kézzel hirtelen megrántottam valamelyik irányba akkor ki tudtam mozdítani igaz visszaált. Ez nagyon zavart mert így egy kalap ..ka. Próbáltam keresni a menükben hogy ez miért lehetséges, de véletlenül reseteltem és többet nem tartotta a motort. Kerestem hogy hogyan lehet áram alá helyezni és hiába állítottam ezt az értéket nem került a motor áram alá. De most megtaláltam a menuben hogyan lehet forgatni jobra balra gombnyomással ami működik is. De a rángatást még nem próbáltam, remélem az csak valami téves dolog volt mert ha így ki lehet mozditani egy servo-t akkor az elég rossz ügy azzal hogy majd visszaáll pozicióba már semmit nem érek, DE nyilván hogy én tévedek mivel minden ipari cuccban ezt használják és jó, tehát nekem kell hogy tévedjek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:03
Írta: 000000000 Dátum 2013 március 20, 22:03
Belenéztem kicsit jobban a Loser manua-ba [#vigyor5]
A puls bemeneteken csak 100 Ohm van söntnek amivel simán fog menni még az LPT portról is!
Viszont én csak CW és CCW jelekt láttam , de biztos csak átsiklottam valahol a beállítások felett hogy hol lehet átállítani Plus Dir rendszerre.
Amúgy meg meglepően hasonlít a Yaskawa sigma 2-re.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 április 27, 20:59
Írta: xkbv3nx0d Dátum 2013 április 27, 20:59
az a baj,hogy nekem is ilyen a yaskawa 400-as szettjeim, hogy kézzel el tudom csavarni kicsit de visszaáll....
illetve még a hangolással is bajom van, mert rángat!
illetve még a hangolással is bajom van, mert rángat!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:11
Írta: 000000000 Dátum 2013 március 20, 22:11
Tényleg átsiklottam felett.
Tudja a Puls Dir vagy ahogy ott írják Pulse train + sign.
Tudja a Puls Dir vagy ahogy ott írják Pulse train + sign.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 21:16
Írta: bundyland Dátum 2013 április 27, 21:16
Hmmm. Biztatóan hangzik. :-(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 22:39
Írta: 000000000 Dátum 2013 március 20, 22:39
Kártya alatt az szervó vezérlőre gondolsz?
Mert a leírásban opto-nak jelöli.
Amit mondasz olyannal a sigma 3 vezérlőknél találkoztam.
Azt egy mezei enkóder szimmetrizálóval meg lehetett oldani. [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 21:17
Írta: bundyland Dátum 2013 április 27, 21:17
Ja, bocsi nem nyomtam a "Válasz"-ra.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan58 Dátum 2013 március 20, 22:55
Írta: istvan58 Dátum 2013 március 20, 22:55
nem, az LPT ilesztőre a #1581
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 április 27, 21:45
Írta: xkbv3nx0d Dátum 2013 április 27, 21:45
de nem gondolnám, hogy hangolással nem lehetne ezt minimálisra csökkenteni... hiszen gondolj bele, azért ezek ipari cuccok, nem hobby kategória...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 március 20, 23:21
Írta: 000000000 Dátum 2013 március 20, 23:21
Mert azt hittem hogy a kétirányú buszmeghajtó alatt arra gondolsz mint a sigma 3 servó vezérlőnél is van a bemenetén.
Ott nem lehet rákötni a szimpla puls vagy dir jelet, annak ellenére hogy kezeli.
Egy kis csavarral az is megoldható, ezért is mondtam enkóder szimmetrizálót PL:(75ALS192)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 20:49
Írta: adamant Dátum 2013 május 01, 20:49
Tiszteletem!
Mavilor motor + vezérlőhöz keresek leírást, hogy pontosan hova kell csatlakoztatni a tápot és hogy hány voltos legyen az a táp és, hogy sneci féle előkéhez valami programot hogy amivel lehet programozni
Előre is köszönöm a segítséget!
Üdv Adamant!
Mavilor motor + vezérlőhöz keresek leírást, hogy pontosan hova kell csatlakoztatni a tápot és hogy hány voltos legyen az a táp és, hogy sneci féle előkéhez valami programot hogy amivel lehet programozni
Előre is köszönöm a segítséget!
Üdv Adamant!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 március 22, 10:43
Írta: adamant Dátum 2013 március 22, 10:43
A vezérlőnek ez a pontos típusa Mitsubishi MR-J2-20B ez is menne probléma mentesen?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:03
Írta: 000000000 Dátum 2013 május 01, 21:03
Így néz ki ?

Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 18, 16:45
Írta: bundyland Dátum 2013 április 18, 16:45
Nem tudom aktuális e még a kérdés, szerintem nem
mert a "B"-s SSCNET-es az nem fog menni MACH3 -al.
Szerintem.
mert a "B"-s SSCNET-es az nem fog menni MACH3 -al.
Szerintem.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 21:18
Írta: adamant Dátum 2013 május 01, 21:18
igen pont erről a tipusrol van szó

de itt a táp a pont a másik helyre mutat vagy az mindegy?
de itt a táp a pont a másik helyre mutat vagy az mindegy?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 18:27
Írta: bundyland Dátum 2013 április 27, 18:27
Sziasztok!
Egy olyan kérdésem lenne hogy YASKAWA SGDH vezérlőn Pn50A-ban a meglévő n2100-at 2171-re állítom (servo on always on) akkor nem kéne e a motornak áram alatt lennie. Simán forgatom kézzel. Hol tévedek ?
Előre is köszi.
Egy olyan kérdésem lenne hogy YASKAWA SGDH vezérlőn Pn50A-ban a meglévő n2100-at 2171-re állítom (servo on always on) akkor nem kéne e a motornak áram alatt lennie. Simán forgatom kézzel. Hol tévedek ?
Előre is köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:30
Írta: 000000000 Dátum 2013 május 01, 21:30
Hajolj közelebb a monitorhoz mert megsúgom, hogy totál mindegy ! [#vigyor2]
Azért van rajta két csatlakozó hogy sorolni lehessen a vezérlők tápját.
A másik az hogy ezt a Step Dir előtétet nem Sneci mester csinálta. ( ha ilyen van rajta mint a képen is )
És ha jól tévedek akkor ehhez nem is nagyon van szoftver.
Magi csinálta a programot a PIC -be a nyákot pedig Svejk tervezet, de a utóbbiban a tévedés joga fenntartva! [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: x4rhew5r3 Dátum 2013 április 27, 20:39
Írta: x4rhew5r3 Dátum 2013 április 27, 20:39
Régen matattam SGDH-t, de az L ás R végállás bemenetet is le kell húzni. Az is letiltja a szervót.
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2013 május 01, 21:39
Írta: Farkas Ádám Dátum 2013 május 01, 21:39
De van hozzá szoftver:
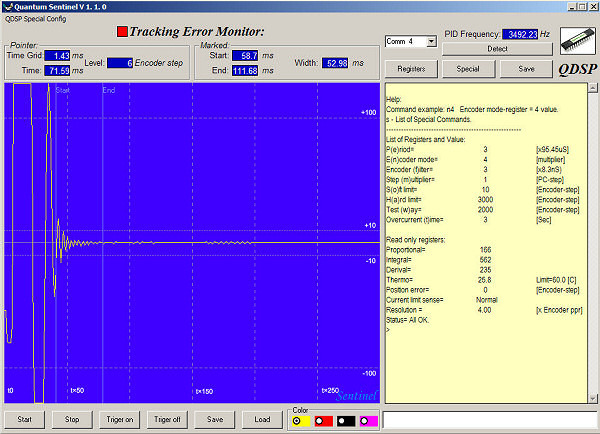
A Magi Quantum DSP-je van rajta, nem is tudom most hol található, és ki birtokolja a licencet [#nemtudom]
A Magi Quantum DSP-je van rajta, nem is tudom most hol található, és ki birtokolja a licencet [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 20:49
Írta: bundyland Dátum 2013 április 27, 20:49
Erre semmi nincs rákötve a motoron kívül. Igazából az volt a bajom hogy nemrégiben vettem a motort és a vezérlőt és összekapcsolás után a motort tartotta erősen, de amikor kézzel hirtelen megrántottam valamelyik irányba akkor ki tudtam mozdítani igaz visszaált. Ez nagyon zavart mert így egy kalap ..ka. Próbáltam keresni a menükben hogy ez miért lehetséges, de véletlenül reseteltem és többet nem tartotta a motort. Kerestem hogy hogyan lehet áram alá helyezni és hiába állítottam ezt az értéket nem került a motor áram alá. De most megtaláltam a menuben hogyan lehet forgatni jobra balra gombnyomással ami működik is. De a rángatást még nem próbáltam, remélem az csak valami téves dolog volt mert ha így ki lehet mozditani egy servo-t akkor az elég rossz ügy azzal hogy majd visszaáll pozicióba már semmit nem érek, DE nyilván hogy én tévedek mivel minden ipari cuccban ezt használják és jó, tehát nekem kell hogy tévedjek.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 21:47
Írta: adamant Dátum 2013 május 01, 21:47
OHHHHH! köszönöm a segítséget! Még egy olyan kérdésem lenne, hogy mach3 ban mit kellene beállítanom működjön a móka? Vagy mire érdemes figyelni?
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 április 27, 20:59
Írta: xkbv3nx0d Dátum 2013 április 27, 20:59
az a baj,hogy nekem is ilyen a yaskawa 400-as szettjeim, hogy kézzel el tudom csavarni kicsit de visszaáll....
illetve még a hangolással is bajom van, mert rángat!
illetve még a hangolással is bajom van, mert rángat!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:52
Írta: 000000000 Dátum 2013 május 01, 21:52
Akkor van hozzá ! (oda is írtam ha jól tévedek, de nem ) [#vigyor5]
Aki vásárolt Magi QDSP szervó vezérlőt azoknál kell érdeklődni.
Viszont RS232 TTL átalakítót is kell fabrikálni hozzá, mert a PC-t közvetlen rádugva valamelyik elhalálozik.
Ezért utálom az ilyen egyedi fejlesztéseket.
Eltűnik a fejlesztő oda az összes support, és kuka az egész.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 21:16
Írta: bundyland Dátum 2013 április 27, 21:16
Hmmm. Biztatóan hangzik. :-(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:57
Írta: 000000000 Dátum 2013 május 01, 21:57
Mach-ban mit kell beállítani, ez valami beugratós kérdés ?
Ugyan úgy a step és dir portokat beállítod és rákötöd közvetlen a vezérlőre és kész.
A vezérlő bemenet tartalmaz galvanikus leválasztást!
A motorbeállításoknál a impulzus szélességet ne felejtsed 0-ról PL 4-re állítani.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 április 27, 21:17
Írta: bundyland Dátum 2013 április 27, 21:17
Ja, bocsi nem nyomtam a "Válasz"-ra.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 08:52
Írta: svejk Dátum 2013 május 02, 08:52
Csak nem lett oda a support, 1 órán belül ketten is tudtatok Adamant-nak segíteni. :)
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2013 április 27, 21:45
Írta: xkbv3nx0d Dátum 2013 április 27, 21:45
de nem gondolnám, hogy hangolással nem lehetne ezt minimálisra csökkenteni... hiszen gondolj bele, azért ezek ipari cuccok, nem hobby kategória...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 02, 08:57
Írta: 000000000 Dátum 2013 május 02, 08:57
Svejk ne fárassz :)
Inkább küld neki egy sentinel pogit, meg nekem is.
Mert jó ha megvan az.
Meg esetleg ha megvan az adat kábel kiosztása azt is fénypostázhatnád
Kösz!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 20:49
Írta: adamant Dátum 2013 május 01, 20:49
Tiszteletem!
Mavilor motor + vezérlőhöz keresek leírást, hogy pontosan hova kell csatlakoztatni a tápot és hogy hány voltos legyen az a táp és, hogy sneci féle előkéhez valami programot hogy amivel lehet programozni
Előre is köszönöm a segítséget!
Üdv Adamant!
Mavilor motor + vezérlőhöz keresek leírást, hogy pontosan hova kell csatlakoztatni a tápot és hogy hány voltos legyen az a táp és, hogy sneci féle előkéhez valami programot hogy amivel lehet programozni
Előre is köszönöm a segítséget!
Üdv Adamant!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:23
Írta: svejk Dátum 2013 május 02, 09:23
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:03
Írta: 000000000 Dátum 2013 május 01, 21:03
Így néz ki ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:28
Írta: svejk Dátum 2013 május 02, 09:28
Itt egy nagyon egyszerű szigetelt RS232-es átalakító.
Más optoval ne kísérletezz.
Ha a 4. vagy 7. lábon nem jön ki tápfesz, akkor 9V-os elem lehet a barátod.
Más optoval ne kísérletezz.
Ha a 4. vagy 7. lábon nem jön ki tápfesz, akkor 9V-os elem lehet a barátod.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 21:18
Írta: adamant Dátum 2013 május 01, 21:18
igen pont erről a tipusrol van szó
de itt a táp a pont a másik helyre mutat vagy az mindegy?
de itt a táp a pont a másik helyre mutat vagy az mindegy?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:30
Írta: svejk Dátum 2013 május 02, 09:30
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:30
Írta: 000000000 Dátum 2013 május 01, 21:30
Hajolj közelebb a monitorhoz mert megsúgom, hogy totál mindegy ! [#vigyor2]
Azért van rajta két csatlakozó hogy sorolni lehessen a vezérlők tápját.
A másik az hogy ezt a Step Dir előtétet nem Sneci mester csinálta. ( ha ilyen van rajta mint a képen is )
És ha jól tévedek akkor ehhez nem is nagyon van szoftver.
Magi csinálta a programot a PIC -be a nyákot pedig Svejk tervezet, de a utóbbiban a tévedés joga fenntartva! [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:51
Írta: svejk Dátum 2013 május 02, 09:51
Természetesen a MAX232 IC-vel is tökéletesen működik az adatátvitel alapkapcsolásban.
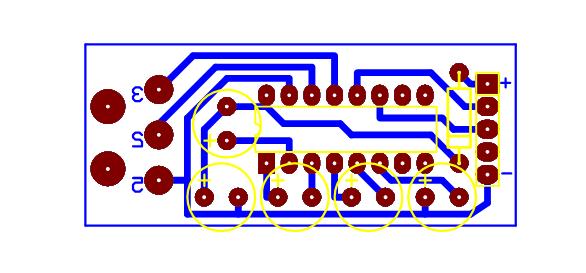
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2013 május 01, 21:39
Írta: Farkas Ádám Dátum 2013 május 01, 21:39
De van hozzá szoftver:
A Magi Quantum DSP-je van rajta, nem is tudom most hol található, és ki birtokolja a licencet [#nemtudom]
A Magi Quantum DSP-je van rajta, nem is tudom most hol található, és ki birtokolja a licencet [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:01
Írta: svejk Dátum 2013 május 02, 10:01
Itt pedig a QDSP feltétpanel kiosztása.

Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 01, 21:47
Írta: adamant Dátum 2013 május 01, 21:47
OHHHHH! köszönöm a segítséget! Még egy olyan kérdésem lenne, hogy mach3 ban mit kellene beállítanom működjön a móka? Vagy mire érdemes figyelni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:03
Írta: svejk Dátum 2013 május 02, 10:03
Még hogy nincs supportja :))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:52
Írta: 000000000 Dátum 2013 május 01, 21:52
Akkor van hozzá ! (oda is írtam ha jól tévedek, de nem ) [#vigyor5]
Aki vásárolt Magi QDSP szervó vezérlőt azoknál kell érdeklődni.
Viszont RS232 TTL átalakítót is kell fabrikálni hozzá, mert a PC-t közvetlen rádugva valamelyik elhalálozik.
Ezért utálom az ilyen egyedi fejlesztéseket.
Eltűnik a fejlesztő oda az összes support, és kuka az egész.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:40
Írta: svejk Dátum 2013 május 02, 10:40
Így néz ki a MAX232 IC-vel élőben.
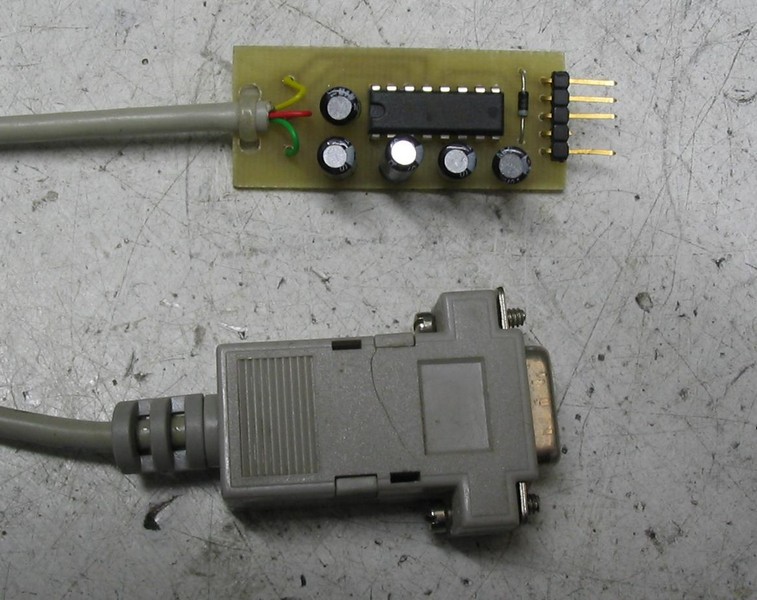
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 01, 21:57
Írta: 000000000 Dátum 2013 május 01, 21:57
Mach-ban mit kell beállítani, ez valami beugratós kérdés ?
Ugyan úgy a step és dir portokat beállítod és rákötöd közvetlen a vezérlőre és kész.
A vezérlő bemenet tartalmaz galvanikus leválasztást!
A motorbeállításoknál a impulzus szélességet ne felejtsed 0-ról PL 4-re állítani.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:46
Írta: svejk Dátum 2013 május 02, 10:46
Így pedig a H11L1 optókkal szerelt.

Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 08:52
Írta: svejk Dátum 2013 május 02, 08:52
Csak nem lett oda a support, 1 órán belül ketten is tudtatok Adamant-nak segíteni. :)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 02, 22:08
Írta: adamant Dátum 2013 május 02, 22:08
Köszönöm az eddigi segítséget!!
Még egy olyan kérdésem lenne hogy mekkora táp kell neki? egyik helyre 24-48V ot ír a másik helyre 24V ot ír hány hány amperesnek kell lenni a tápnap? és mire kell figyelni??
Előre köszönöm!
Még egy olyan kérdésem lenne hogy mekkora táp kell neki? egyik helyre 24-48V ot ír a másik helyre 24V ot ír hány hány amperesnek kell lenni a tápnap? és mire kell figyelni??
Előre köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 02, 08:57
Írta: 000000000 Dátum 2013 május 02, 08:57
Svejk ne fárassz :)
Inkább küld neki egy sentinel pogit, meg nekem is.
Mert jó ha megvan az.
Meg esetleg ha megvan az adat kábel kiosztása azt is fénypostázhatnád
Kösz!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 08:30
Írta: svejk Dátum 2013 május 03, 08:30
24V körüli 0,5A a vezérlésnek, max.48V 7A a főáramkörnek. De ott van a képeken.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:23
Írta: svejk Dátum 2013 május 02, 09:23
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 08:49
Írta: adamant Dátum 2013 május 03, 08:49
Igen látom csak inkább rákérdeztem mert a két kép kicsit más.
Mert kapott tegnap egy 24V 2A tápot de a vezérlőn a kis fehér radiátor melegedni is kezdett szépen és fel is villant a túlmelegedést jelző led...
gondoltam inkább rákérdezek
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:28
Írta: svejk Dátum 2013 május 02, 09:28
Itt egy nagyon egyszerű szigetelt RS232-es átalakító.
Más optoval ne kísérletezz.
Ha a 4. vagy 7. lábon nem jön ki tápfesz, akkor 9V-os elem lehet a barátod.
Más optoval ne kísérletezz.
Ha a 4. vagy 7. lábon nem jön ki tápfesz, akkor 9V-os elem lehet a barátod.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 08:52
Írta: svejk Dátum 2013 május 03, 08:52
Akkor ott valami nagyon nem jó, az én gyakorlatomban még üzem közben sem jelzett be sosem a túlmeleg LED.
Mi az a "kis fehér radiátor"?
Akitől vetted nem mutatta meg hogy működik?
Mi az a "kis fehér radiátor"?
Akitől vetted nem mutatta meg hogy működik?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:30
Írta: svejk Dátum 2013 május 02, 09:30
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 09:18
Írta: adamant Dátum 2013 május 03, 09:18

pirossal bekarikáztam mire is gondolok
egy fórumos kolegától vettem ő azt mondta hogy Farkas Ádám kolegától szerezte be de ö kisem próbálta még be voltak csomagolva is ahogy vette
így most eléggé elbizonytalanodtam.....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 09:51
Írta: svejk Dátum 2013 május 02, 09:51
Természetesen a MAX232 IC-vel is tökéletesen működik az adatátvitel alapkapcsolásban.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:16
Írta: svejk Dátum 2013 május 03, 10:16
A bekarikázott a fék vagy más néven DUMP áramkör elenállása. A mellette levő FET kapcsolja rá a tápfeszültséget -először PWM üzemben, majd tartósan- ha a tápfesz értéke a motor fékezésekor keletkező visszatáplálás miatt meghaladja a 50V-ot (ez kis mértékben állítható).
Tehát 24V esetén biztosan nem szabadna melegednie.
Tehát 24V esetén biztosan nem szabadna melegednie.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:01
Írta: svejk Dátum 2013 május 02, 10:01
Itt pedig a QDSP feltétpanel kiosztása.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 10:22
Írta: adamant Dátum 2013 május 03, 10:22
Picit pontatlanul fogalmaztam a motor táp 46V ot kapott 7A on a vezérló meg 24V 2A on és egyből jött a villogás és a DUMP meg rendesen melegedett...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:03
Írta: svejk Dátum 2013 május 02, 10:03
Még hogy nincs supportja :))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:30
Írta: svejk Dátum 2013 május 03, 10:30
Szívatjuk a népet? :)
A kép bal felső részén levő ÁLLÓ 10 vagy 25 fordulatú helitrimmert forgasd jobbra ütközésig, ekkor emelkedik a fékáramkör szintje.
ha véletlen mégis balra ütközésig kell tekerni akkor tévedtem, már rég volt a kezem közt :)
Baj nem lesz de az egyik irányban a melegedésnek meg kell szűnnie, ha tényleg 46 V a motortáp.
A kép bal felső részén levő ÁLLÓ 10 vagy 25 fordulatú helitrimmert forgasd jobbra ütközésig, ekkor emelkedik a fékáramkör szintje.
ha véletlen mégis balra ütközésig kell tekerni akkor tévedtem, már rég volt a kezem közt :)
Baj nem lesz de az egyik irányban a melegedésnek meg kell szűnnie, ha tényleg 46 V a motortáp.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:40
Írta: svejk Dátum 2013 május 02, 10:40
Így néz ki a MAX232 IC-vel élőben.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:30
Írta: svejk Dátum 2013 május 03, 10:30
ütközésig = amíg nem hallasz/érzel apró kattogást.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 02, 10:46
Írta: svejk Dátum 2013 május 02, 10:46
Így pedig a H11L1 optókkal szerelt.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 10:40
Írta: rmkeh8a83 Dátum 2013 május 03, 10:40
Sziasztok!Segítségre lenne szükségem olyan emberek jelentkezését várom aki segítene bekötni nekem 3db szervó motort mert én nem értek hozzá a vezérlő típusa control techniques és ehhez való motorok kábelekkel a kérésem az lenne hogy a három motort összekötni és hogy egy pc keresztül működjön a motorok és a vezérlő 220vac.Várom jelentkezéseteket.Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 02, 22:08
Írta: adamant Dátum 2013 május 02, 22:08
Köszönöm az eddigi segítséget!!
Még egy olyan kérdésem lenne hogy mekkora táp kell neki? egyik helyre 24-48V ot ír a másik helyre 24V ot ír hány hány amperesnek kell lenni a tápnap? és mire kell figyelni??
Előre köszönöm!
Még egy olyan kérdésem lenne hogy mekkora táp kell neki? egyik helyre 24-48V ot ír a másik helyre 24V ot ír hány hány amperesnek kell lenni a tápnap? és mire kell figyelni??
Előre köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 10:42
Írta: adamant Dátum 2013 május 03, 10:42
Köszönöm az infót!
csak én azt hittem ez már be van állítva és nem kell küzdenem ilyenekkel legalábbis ezt az infót kaptam de akkor el bohóckodom vele :D
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 08:30
Írta: svejk Dátum 2013 május 03, 08:30
24V körüli 0,5A a vezérlésnek, max.48V 7A a főáramkörnek. De ott van a képeken.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:56
Írta: svejk Dátum 2013 május 03, 10:56
Ez túl kevés infó, pontos típus kell.
Mach3-mal akarod vezérleni őket?
Mach3-mal akarod vezérleni őket?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 08:49
Írta: adamant Dátum 2013 május 03, 08:49
Igen látom csak inkább rákérdeztem mert a két kép kicsit más.
Mert kapott tegnap egy 24V 2A tápot de a vezérlőn a kis fehér radiátor melegedni is kezdett szépen és fel is villant a túlmelegedést jelző led...
gondoltam inkább rákérdezek
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:22
Írta: rmkeh8a83 Dátum 2013 május 03, 11:22
Szia Svejk! Pontos Tipúsa:Control Techniques epsilon 205 model:EI 205-00-000 Rev:A1 motor pm servomotor 95eza300cacaa ul!Remélem ez így jó. Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 08:52
Írta: svejk Dátum 2013 május 03, 08:52
Akkor ott valami nagyon nem jó, az én gyakorlatomban még üzem közben sem jelzett be sosem a túlmeleg LED.
Mi az a "kis fehér radiátor"?
Akitől vetted nem mutatta meg hogy működik?
Mi az a "kis fehér radiátor"?
Akitől vetted nem mutatta meg hogy működik?
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:27
Írta: rmkeh8a83 Dátum 2013 május 03, 11:27
Bocsánat! Igen Mach3 jó lenne ha működik vele
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 09:18
Írta: adamant Dátum 2013 május 03, 09:18
pirossal bekarikáztam mire is gondolok
egy fórumos kolegától vettem ő azt mondta hogy Farkas Ádám kolegától szerezte be de ö kisem próbálta még be voltak csomagolva is ahogy vette
így most eléggé elbizonytalanodtam.....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 11:40
Írta: svejk Dátum 2013 május 03, 11:40
ennyi már elég első körben.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:16
Írta: svejk Dátum 2013 május 03, 10:16
A bekarikázott a fék vagy más néven DUMP áramkör elenállása. A mellette levő FET kapcsolja rá a tápfeszültséget -először PWM üzemben, majd tartósan- ha a tápfesz értéke a motor fékezésekor keletkező visszatáplálás miatt meghaladja a 50V-ot (ez kis mértékben állítható).
Tehát 24V esetén biztosan nem szabadna melegednie.
Tehát 24V esetén biztosan nem szabadna melegednie.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:43
Írta: rmkeh8a83 Dátum 2013 május 03, 11:43
Helló!Angol nyelvű leírása megvan ha kell elküldöm
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 10:22
Írta: adamant Dátum 2013 május 03, 10:22
Picit pontatlanul fogalmaztam a motor táp 46V ot kapott 7A on a vezérló meg 24V 2A on és egyből jött a villogás és a DUMP meg rendesen melegedett...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 11:48
Írta: svejk Dátum 2013 május 03, 11:48
Sajnos az én tudásom kevés ehhez.
A vezérlőd alapból soros kommunikációval tud kapcsolatot teremteni a mozgásvezérlővel de sajnos a mach3 alapból csak a step-dir rendszert támogatja.
Vannak lehetőségek RS485-ös kommunikációra is, a mach3-nál de az nem egy gyere gombóc hamm bekaplak kategória számomra :((
A vezérlőd alapból soros kommunikációval tud kapcsolatot teremteni a mozgásvezérlővel de sajnos a mach3 alapból csak a step-dir rendszert támogatja.
Vannak lehetőségek RS485-ös kommunikációra is, a mach3-nál de az nem egy gyere gombóc hamm bekaplak kategória számomra :((
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:30
Írta: svejk Dátum 2013 május 03, 10:30
Szívatjuk a népet? :)
A kép bal felső részén levő ÁLLÓ 10 vagy 25 fordulatú helitrimmert forgasd jobbra ütközésig, ekkor emelkedik a fékáramkör szintje.
ha véletlen mégis balra ütközésig kell tekerni akkor tévedtem, már rég volt a kezem közt :)
Baj nem lesz de az egyik irányban a melegedésnek meg kell szűnnie, ha tényleg 46 V a motortáp.
A kép bal felső részén levő ÁLLÓ 10 vagy 25 fordulatú helitrimmert forgasd jobbra ütközésig, ekkor emelkedik a fékáramkör szintje.
ha véletlen mégis balra ütközésig kell tekerni akkor tévedtem, már rég volt a kezem közt :)
Baj nem lesz de az egyik irányban a melegedésnek meg kell szűnnie, ha tényleg 46 V a motortáp.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:52
Írta: rmkeh8a83 Dátum 2013 május 03, 11:52
Azért köszönöm a segítségedet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:30
Írta: svejk Dátum 2013 május 03, 10:30
ütközésig = amíg nem hallasz/érzel apró kattogást.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 14:52
Írta: adamant Dátum 2013 május 03, 14:52
Na megpróbáltam amit mondtál és a jelenség még mindig megvan... mi okozhatja ezt???
[#wow3][#wilting][#confused]
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 10:40
Írta: rmkeh8a83 Dátum 2013 május 03, 10:40
Sziasztok!Segítségre lenne szükségem olyan emberek jelentkezését várom aki segítene bekötni nekem 3db szervó motort mert én nem értek hozzá a vezérlő típusa control techniques és ehhez való motorok kábelekkel a kérésem az lenne hogy a három motort összekötni és hogy egy pc keresztül működjön a motorok és a vezérlő 220vac.Várom jelentkezéseteket.Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 17:11
Írta: svejk Dátum 2013 május 03, 17:11
Mindkét végállást kipróbáltad?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 10:42
Írta: adamant Dátum 2013 május 03, 10:42
Köszönöm az infót!
csak én azt hittem ez már be van állítva és nem kell küzdenem ilyenekkel legalábbis ezt az infót kaptam de akkor el bohóckodom vele :D
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 18:30
Írta: adamant Dátum 2013 május 03, 18:30
IGEN! teljesen tanácstalan vagyok [#wilting][#wilting][#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 10:56
Írta: svejk Dátum 2013 május 03, 10:56
Ez túl kevés infó, pontos típus kell.
Mach3-mal akarod vezérleni őket?
Mach3-mal akarod vezérleni őket?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:03
Írta: svejk Dátum 2013 május 03, 19:03
a tápfeszültséget tudod valamilyen formában lejjebb vinni?
Mondjuk egy 36 V-os és egy másik állítható tápegység sorbakapcsolásával?
Jó lenne tudni mekkora feszültségnél kapcsol be a fék.
Volt egy pár olyan panelom amelyikek kisebbre voltak állítva, de nem a trimmerrrel, hanem az előtétellenállásokkal. de úgy emlékszem azok sem indultak ben csak 50V-nál.
Mondjuk egy 36 V-os és egy másik állítható tápegység sorbakapcsolásával?
Jó lenne tudni mekkora feszültségnél kapcsol be a fék.
Volt egy pár olyan panelom amelyikek kisebbre voltak állítva, de nem a trimmerrrel, hanem az előtétellenállásokkal. de úgy emlékszem azok sem indultak ben csak 50V-nál.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:22
Írta: rmkeh8a83 Dátum 2013 május 03, 11:22
Szia Svejk! Pontos Tipúsa:Control Techniques epsilon 205 model:EI 205-00-000 Rev:A1 motor pm servomotor 95eza300cacaa ul!Remélem ez így jó. Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:11
Írta: svejk Dátum 2013 május 03, 19:11
A pirossal bekarikázott két ellenállás értéke mekkora a panelodon?
1 db ilyen panelod van?
1 db ilyen panelod van?
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:27
Írta: rmkeh8a83 Dátum 2013 május 03, 11:27
Bocsánat! Igen Mach3 jó lenne ha működik vele
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:28
Írta: svejk Dátum 2013 május 03, 19:28
Nohát!!
Ez nekem eddig fel sem tűnt, hogy a csökkentett feszültségű panel van lefényképezve.
ezekkel az értékekkel utánszámolva a helitrimmer átfogása 37-46V dump áramkör bekapcsolást jelent.
Kíváncsian várom Adamant ellenállás értékeit, aztán majd írom a helyeseket, melyekkel 42-53V-ig lehet beállítani a feszültséget.
Helyes érték = a nálam járt Mavilor panelok 95 %-án talált érték.
Ez nekem eddig fel sem tűnt, hogy a csökkentett feszültségű panel van lefényképezve.
ezekkel az értékekkel utánszámolva a helitrimmer átfogása 37-46V dump áramkör bekapcsolást jelent.
Kíváncsian várom Adamant ellenállás értékeit, aztán majd írom a helyeseket, melyekkel 42-53V-ig lehet beállítani a feszültséget.
Helyes érték = a nálam járt Mavilor panelok 95 %-án talált érték.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 11:40
Írta: svejk Dátum 2013 május 03, 11:40
ennyi már elég első körben.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:32
Írta: adamant Dátum 2013 május 03, 19:32
Na kipróbáltam 24V-al is a rendszert és megint melegedett... 3db szettem van abból egynél ha rákötöm a tápot akkor elkezd villogni a túl meleg és követési hiba led
az ellenállások meg balról jobbra 3011 3322
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:43
Írta: rmkeh8a83 Dátum 2013 május 03, 11:43
Helló!Angol nyelvű leírása megvan ha kell elküldöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:38
Írta: svejk Dátum 2013 május 03, 19:38
Az ellenállások jók, ezekkel a 3,01 kOhm és 33,2kOhmmal 42 és 53V közt kell tudni beállítani a dump működését.
Akkor ez kilőve...
Akkor ez kilőve...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 11:48
Írta: svejk Dátum 2013 május 03, 11:48
Sajnos az én tudásom kevés ehhez.
A vezérlőd alapból soros kommunikációval tud kapcsolatot teremteni a mozgásvezérlővel de sajnos a mach3 alapból csak a step-dir rendszert támogatja.
Vannak lehetőségek RS485-ös kommunikációra is, a mach3-nál de az nem egy gyere gombóc hamm bekaplak kategória számomra :((
A vezérlőd alapból soros kommunikációval tud kapcsolatot teremteni a mozgásvezérlővel de sajnos a mach3 alapból csak a step-dir rendszert támogatja.
Vannak lehetőségek RS485-ös kommunikációra is, a mach3-nál de az nem egy gyere gombóc hamm bekaplak kategória számomra :((
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:43
Írta: adamant Dátum 2013 május 03, 19:43
A mellette lévő fel is brutálisan melegszik ez normális??
Mi lehet a probléma oka? vagy mit kellene meg próbálnom hogy életre keljen???
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2013 május 03, 11:52
Írta: rmkeh8a83 Dátum 2013 május 03, 11:52
Azért köszönöm a segítségedet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:43
Írta: svejk Dátum 2013 május 03, 19:43
A túlmeleg LED normál működés esetén sem villog, esetleg folyamatosan világít.
Ha elküldöd akkor bevizsgálom, megjavítom.
Minden esetre azért a kis feltétpanellel csinálj egy keresztpróbát egy másik, jónak ítélt vezérlővel.
A kis feltétpanelek két gyártónál lettek anno csináltatva, kék és zöld szín 2-2 utánrendeléssel.
A beültetéssel tudtommal 3-4 ember foglalkozott.
Lehet valami műhiba.
Természetesen az alap Mavilor panel is lehet hibás, hisz ezek használtan kerültek a kezeinkbe.
Ha elküldöd akkor bevizsgálom, megjavítom.
Minden esetre azért a kis feltétpanellel csinálj egy keresztpróbát egy másik, jónak ítélt vezérlővel.
A kis feltétpanelek két gyártónál lettek anno csináltatva, kék és zöld szín 2-2 utánrendeléssel.
A beültetéssel tudtommal 3-4 ember foglalkozott.
Lehet valami műhiba.
Természetesen az alap Mavilor panel is lehet hibás, hisz ezek használtan kerültek a kezeinkbe.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 14:52
Írta: adamant Dátum 2013 május 03, 14:52
Na megpróbáltam amit mondtál és a jelenség még mindig megvan... mi okozhatja ezt???
[#wow3][#wilting][#confused]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:48
Írta: svejk Dátum 2013 május 03, 19:48
ha sürgős és mindenáron használni akarod akkor nemes egyszerűséggel forraszd ki a 6,8 Ohm 10W-os porcelán ellenállást.
Mivel a vezérlők úgy is egy tápról fognak párhuzamosan működni, a fék áramkörök is párhuzamosan működnek, így úgy i csak a legkisebbre állított lesz hatásos,
Ha nincs más hibajelenség akkor használd így.
De a túlmeleg LED-nek akkor sem szabadna világítania.
Mivel a vezérlők úgy is egy tápról fognak párhuzamosan működni, a fék áramkörök is párhuzamosan működnek, így úgy i csak a legkisebbre állított lesz hatásos,
Ha nincs más hibajelenség akkor használd így.
De a túlmeleg LED-nek akkor sem szabadna világítania.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 17:11
Írta: svejk Dátum 2013 május 03, 17:11
Mindkét végállást kipróbáltad?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:49
Írta: adamant Dátum 2013 május 03, 19:49
akkor passzolom a dolgot... akitől vettem az azt mondta hogy Ádám kolegától vette gondoltam csak tesztelt modell vagy ha áll megromlik?[#zavart1]
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 18:30
Írta: adamant Dátum 2013 május 03, 18:30
IGEN! teljesen tanácstalan vagyok [#wilting][#wilting][#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:52
Írta: svejk Dátum 2013 május 03, 19:52
Ellenőrizd úgy is a melegedést, hogy nincs rajta a feltétpanel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:03
Írta: svejk Dátum 2013 május 03, 19:03
a tápfeszültséget tudod valamilyen formában lejjebb vinni?
Mondjuk egy 36 V-os és egy másik állítható tápegység sorbakapcsolásával?
Jó lenne tudni mekkora feszültségnél kapcsol be a fék.
Volt egy pár olyan panelom amelyikek kisebbre voltak állítva, de nem a trimmerrrel, hanem az előtétellenállásokkal. de úgy emlékszem azok sem indultak ben csak 50V-nál.
Mondjuk egy 36 V-os és egy másik állítható tápegység sorbakapcsolásával?
Jó lenne tudni mekkora feszültségnél kapcsol be a fék.
Volt egy pár olyan panelom amelyikek kisebbre voltak állítva, de nem a trimmerrrel, hanem az előtétellenállásokkal. de úgy emlékszem azok sem indultak ben csak 50V-nál.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:08
Írta: adamant Dátum 2013 május 03, 20:08
Na kipróbáltam panel nélkül is és ugyan úgy melegszik viszont amit eddig nem vettem észre hogy van egy picike led ami villog (üzem)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:11
Írta: svejk Dátum 2013 május 03, 19:11
A pirossal bekarikázott két ellenállás értéke mekkora a panelodon?
1 db ilyen panelod van?
1 db ilyen panelod van?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:10
Írta: svejk Dátum 2013 május 03, 20:10
Esetleg ellenőrizd ezen kép alapján a tápfeszültségeket a betáp GND-jéhez képest.
A +5,1 V hiánya gyanús, ugyanis ez a feszültség a dump áramkör referencia feszültsége.
A +5,1 V hiánya gyanús, ugyanis ez a feszültség a dump áramkör referencia feszültsége.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:28
Írta: svejk Dátum 2013 május 03, 19:28
Nohát!!
Ez nekem eddig fel sem tűnt, hogy a csökkentett feszültségű panel van lefényképezve.
ezekkel az értékekkel utánszámolva a helitrimmer átfogása 37-46V dump áramkör bekapcsolást jelent.
Kíváncsian várom Adamant ellenállás értékeit, aztán majd írom a helyeseket, melyekkel 42-53V-ig lehet beállítani a feszültséget.
Helyes érték = a nálam járt Mavilor panelok 95 %-án talált érték.
Ez nekem eddig fel sem tűnt, hogy a csökkentett feszültségű panel van lefényképezve.
ezekkel az értékekkel utánszámolva a helitrimmer átfogása 37-46V dump áramkör bekapcsolást jelent.
Kíváncsian várom Adamant ellenállás értékeit, aztán majd írom a helyeseket, melyekkel 42-53V-ig lehet beállítani a feszültséget.
Helyes érték = a nálam járt Mavilor panelok 95 %-án talált érték.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:11
Írta: svejk Dátum 2013 május 03, 20:11
akkor valami szervi baj lesz ott, szerintem ne terheljük a fórumot tovább illetve nem hinném hogy levelezéssel megjavítható lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:32
Írta: adamant Dátum 2013 május 03, 19:32
Na kipróbáltam 24V-al is a rendszert és megint melegedett... 3db szettem van abból egynél ha rákötöm a tápot akkor elkezd villogni a túl meleg és követési hiba led
az ellenállások meg balról jobbra 3011 3322
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:38
Írta: svejk Dátum 2013 május 03, 19:38
Az ellenállások jók, ezekkel a 3,01 kOhm és 33,2kOhmmal 42 és 53V közt kell tudni beállítani a dump működését.
Akkor ez kilőve...
Akkor ez kilőve...
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:15
Írta: adamant Dátum 2013 május 03, 20:15
az kereken +5 volt
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:43
Írta: adamant Dátum 2013 május 03, 19:43
A mellette lévő fel is brutálisan melegszik ez normális??
Mi lehet a probléma oka? vagy mit kellene meg próbálnom hogy életre keljen???
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:38
Írta: svejk Dátum 2013 május 03, 20:38
Belefér, 5,1V-os a Zener.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:57
Írta: adamant Dátum 2013 május 03, 20:57
Akkor milehet vele?? Ment pü!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:43
Írta: svejk Dátum 2013 május 03, 19:43
A túlmeleg LED normál működés esetén sem villog, esetleg folyamatosan világít.
Ha elküldöd akkor bevizsgálom, megjavítom.
Minden esetre azért a kis feltétpanellel csinálj egy keresztpróbát egy másik, jónak ítélt vezérlővel.
A kis feltétpanelek két gyártónál lettek anno csináltatva, kék és zöld szín 2-2 utánrendeléssel.
A beültetéssel tudtommal 3-4 ember foglalkozott.
Lehet valami műhiba.
Természetesen az alap Mavilor panel is lehet hibás, hisz ezek használtan kerültek a kezeinkbe.
Ha elküldöd akkor bevizsgálom, megjavítom.
Minden esetre azért a kis feltétpanellel csinálj egy keresztpróbát egy másik, jónak ítélt vezérlővel.
A kis feltétpanelek két gyártónál lettek anno csináltatva, kék és zöld szín 2-2 utánrendeléssel.
A beültetéssel tudtommal 3-4 ember foglalkozott.
Lehet valami műhiba.
Természetesen az alap Mavilor panel is lehet hibás, hisz ezek használtan kerültek a kezeinkbe.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 04, 12:16
Írta: adamant Dátum 2013 május 04, 12:16
Jó reggelt gondoltam reggeli tiszta fejjel újra nekiesek a dolognak hátha valamit elbénáztam de sajna nem a 3 vezérlőből mind a három ugyan úgy melegszik ha rajta van az elő panel ha nincs viszont a 3 panelből egyen folyton villog a kettő LED azért kíváncsi lennék mi okozhat ilyen fura jelenséget
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:48
Írta: svejk Dátum 2013 május 03, 19:48
ha sürgős és mindenáron használni akarod akkor nemes egyszerűséggel forraszd ki a 6,8 Ohm 10W-os porcelán ellenállást.
Mivel a vezérlők úgy is egy tápról fognak párhuzamosan működni, a fék áramkörök is párhuzamosan működnek, így úgy i csak a legkisebbre állított lesz hatásos,
Ha nincs más hibajelenség akkor használd így.
De a túlmeleg LED-nek akkor sem szabadna világítania.
Mivel a vezérlők úgy is egy tápról fognak párhuzamosan működni, a fék áramkörök is párhuzamosan működnek, így úgy i csak a legkisebbre állított lesz hatásos,
Ha nincs más hibajelenség akkor használd így.
De a túlmeleg LED-nek akkor sem szabadna világítania.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 04, 16:15
Írta: svejk Dátum 2013 május 04, 16:15
Tegnap csak egy panel volt a rossz?
Akko' mos mi van?
Akko' mos mi van?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 19:49
Írta: adamant Dátum 2013 május 03, 19:49
akkor passzolom a dolgot... akitől vettem az azt mondta hogy Ádám kolegától vette gondoltam csak tesztelt modell vagy ha áll megromlik?[#zavart1]
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 04, 16:55
Írta: adamant Dátum 2013 május 04, 16:55
NEM!
3db komplett szettem van mindennel együtt, van program kábel is csak ma újra nekifutottam a dolognak és mindent körbe teszteltem és az lett a végeredmény hogy mind a három vezérlő melegszik de iszonyatosan kb tojást is lehet rajta sütni a 3 előpanelból meg egynél állandó ez a villogás amit nem tudok hova tenni hogy mi ez a csoda jelenség....
remélem csak valami apró bajuk van és nem kuka a szett... mert azért használni is szeretném őket
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 19:52
Írta: svejk Dátum 2013 május 03, 19:52
Ellenőrizd úgy is a melegedést, hogy nincs rajta a feltétpanel.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 04, 17:17
Írta: 000000000 Dátum 2013 május 04, 17:17
Olyan nem lehet hogy mind rossz.
Küldj már egy képet hogy kötözted össze azokat a vezérlőket!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:08
Írta: adamant Dátum 2013 május 03, 20:08
Na kipróbáltam panel nélkül is és ugyan úgy melegszik viszont amit eddig nem vettem észre hogy van egy picike led ami villog (üzem)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 04, 17:29
Írta: svejk Dátum 2013 május 04, 17:29
Felőlem küldheted mind a hármat, ugyanannyiért hozza a postás. :)
De nekem is gyanús már, hogy valami bibi nálad van. :(
De nekem is gyanús már, hogy valami bibi nálad van. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:10
Írta: svejk Dátum 2013 május 03, 20:10
Esetleg ellenőrizd ezen kép alapján a tápfeszültségeket a betáp GND-jéhez képest.
A +5,1 V hiánya gyanús, ugyanis ez a feszültség a dump áramkör referencia feszültsége.
A +5,1 V hiánya gyanús, ugyanis ez a feszültség a dump áramkör referencia feszültsége.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 04, 17:56
Írta: 000000000 Dátum 2013 május 04, 17:56
Én is ezt mondom, azért kértem küldjön képet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:11
Írta: svejk Dátum 2013 május 03, 20:11
akkor valami szervi baj lesz ott, szerintem ne terheljük a fórumot tovább illetve nem hinném hogy levelezéssel megjavítható lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 05, 14:03
Írta: adamant Dátum 2013 május 05, 14:03
Csintál pár képet de szerintem igy sokra nem lehet menni vele
első képen keresd a hibát ( amelyiken van a kakukktojás az villog )



És ezekkel a feszkókal kötöttem be

első képen keresd a hibát ( amelyiken van a kakukktojás az villog )
És ezekkel a feszkókal kötöttem be
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:15
Írta: adamant Dátum 2013 május 03, 20:15
az kereken +5 volt
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 09:48
Írta: svejk Dátum 2013 május 09, 09:48
Készen vannak a Mavilor vezérlőid!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 03, 20:38
Írta: svejk Dátum 2013 május 03, 20:38
Belefér, 5,1V-os a Zener.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 12:37
Írta: 000000000 Dátum 2013 május 09, 12:37
És mi a rákfene volt velük?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 03, 20:57
Írta: adamant Dátum 2013 május 03, 20:57
Akkor milehet vele?? Ment pü!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 20:55
Írta: svejk Dátum 2013 május 09, 20:55
Kettőnek az alaplapján zárlatos volt a fékellenállás kapcsoló FET-je, a harmadik alaplap hibátlan volt.
(gondolom folyamatos magas bemenő feszültség, vagy fordított polarítás)
A kiegészítőpanelek kicsit el voltak állígatva, de bajuk nem volt.
A túlmeleg LED azért világított, mert nem volt rádugva a motor.
(ezt én is elfelejtettem, hogy a vezérlő végfok, és motor thermisztora is ugyan arra a LED-re dolgozik)
(gondolom folyamatos magas bemenő feszültség, vagy fordított polarítás)
A kiegészítőpanelek kicsit el voltak állígatva, de bajuk nem volt.
A túlmeleg LED azért világított, mert nem volt rádugva a motor.
(ezt én is elfelejtettem, hogy a vezérlő végfok, és motor thermisztora is ugyan arra a LED-re dolgozik)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 04, 12:16
Írta: adamant Dátum 2013 május 04, 12:16
Jó reggelt gondoltam reggeli tiszta fejjel újra nekiesek a dolognak hátha valamit elbénáztam de sajna nem a 3 vezérlőből mind a három ugyan úgy melegszik ha rajta van az elő panel ha nincs viszont a 3 panelből egyen folyton villog a kettő LED azért kíváncsi lennék mi okozhat ilyen fura jelenséget
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 21:08
Írta: 000000000 Dátum 2013 május 09, 21:08
Még jó hogy ezeket kommersz alkatrészekből pakolták össze és így könnyen javíthatóak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 04, 16:15
Írta: svejk Dátum 2013 május 04, 16:15
Tegnap csak egy panel volt a rossz?
Akko' mos mi van?
Akko' mos mi van?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 21:49
Írta: svejk Dátum 2013 május 09, 21:49
Egy PAL a lelke, szerencsére ennek is meg van a programja.
Ezenkívül van rajta még 4-5 dual SMD tranyó ami nehézkes beszerzésű, a többi tényleg kommersz.
Még egysem fogott ki rajtam, igaz nem sokat kellett javítani, ezeknek is a javarészét már hibásan küldték amcsiból.
Ezenkívül van rajta még 4-5 dual SMD tranyó ami nehézkes beszerzésű, a többi tényleg kommersz.
Még egysem fogott ki rajtam, igaz nem sokat kellett javítani, ezeknek is a javarészét már hibásan küldték amcsiból.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 04, 16:55
Írta: adamant Dátum 2013 május 04, 16:55
NEM!
3db komplett szettem van mindennel együtt, van program kábel is csak ma újra nekifutottam a dolognak és mindent körbe teszteltem és az lett a végeredmény hogy mind a három vezérlő melegszik de iszonyatosan kb tojást is lehet rajta sütni a 3 előpanelból meg egynél állandó ez a villogás amit nem tudok hova tenni hogy mi ez a csoda jelenség....
remélem csak valami apró bajuk van és nem kuka a szett... mert azért használni is szeretném őket
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:02
Írta: 000000000 Dátum 2013 május 09, 22:02
Egy biztos hogy nem bántam meg hogy sigma 1-es AC szervókat szereztem be.
Még egy darab kéne és így már 5 tengelyes lenne a masina.
Tudod mivel a főorsóm is pozíció vezérelt. [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 04, 17:17
Írta: 000000000 Dátum 2013 május 04, 17:17
Olyan nem lehet hogy mind rossz.
Küldj már egy képet hogy kötözted össze azokat a vezérlőket!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:12
Írta: 000000000 Dátum 2013 május 09, 22:12
"Tudod mivel a főorsóm is pozíció vezérelt."
Ezzel én nem dicsekednék....
Elég baj az neked, és szakmaiatlan minden olyan esetben, amikor csak forogni kell a főorsónak valamilyen sebesség tartás mellett.
Ezzel én nem dicsekednék....
Elég baj az neked, és szakmaiatlan minden olyan esetben, amikor csak forogni kell a főorsónak valamilyen sebesség tartás mellett.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 04, 17:29
Írta: svejk Dátum 2013 május 04, 17:29
Felőlem küldheted mind a hármat, ugyanannyiért hozza a postás. :)
De nekem is gyanús már, hogy valami bibi nálad van. :(
De nekem is gyanús már, hogy valami bibi nálad van. :(
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:32
Írta: 000000000 Dátum 2013 május 09, 22:32
És ha például menetet fúrok akkor miért is baj az hogy pozíció vezérelt a főorsó?
Évek óta használom és eddig csak akkor volt probléma mikor kiszakadt a motorból az encoder kábel és hibával leállt a vezérlő.
Ha akkora szakmaiatlanság lenne akkor a Mach programban se lenne benne a step dir főorsó vezérlés.
Ipari gépeken is pozíció vezérelt a főorsó hajtás akármennyire is idegenkedsz tőle.
Bizonyára több száz vagy ezer fős fejlesztő gárda a Fanuc-nál is szakmaiatlan akkor ?
Pedig a Fanuc szinte egyidős a CNC gépekkel !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 04, 17:56
Írta: 000000000 Dátum 2013 május 04, 17:56
Én is ezt mondom, azért kértem küldjön képet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:49
Írta: 000000000 Dátum 2013 május 09, 22:49
Amikor technológiailag kell, CSAK AKKOR illik használni, aktivizálni. Úgy látszik, az előző mondatomat sem értetted, így aztán ezen késői órán a komolyabb elméleti indokokba bele se fogok (régebben már elmodtam ezeket). Hogy azért álmod legyen szép, azon gondolkozzál el, hogy a szögelfordulás az a szögsebesség idő szerinti integrálja. Jó nagy tehetetlenségű főorsó párosítással a további idetartozó képletek kapcsán nagyobb fordulaton "katasztrófális" dolgokhoz vezethet a pozícióhajtás.
Na szép álmokat a csicsa step-dir pozícióvezérlők és azok gondolkodás nélküli használatának világában.:)
Na szép álmokat a csicsa step-dir pozícióvezérlők és azok gondolkodás nélküli használatának világában.:)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 05, 14:03
Írta: adamant Dátum 2013 május 05, 14:03
Csintál pár képet de szerintem igy sokra nem lehet menni vele
első képen keresd a hibát ( amelyiken van a kakukktojás az villog )
És ezekkel a feszkókal kötöttem be
első képen keresd a hibát ( amelyiken van a kakukktojás az villog )
És ezekkel a feszkókal kötöttem be
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 23:18
Írta: 000000000 Dátum 2013 május 09, 23:18
Ennél a hajtásnál nem egyszerű csak ki be kapcsolni a pozíció vezérlést.
Tehát ha tetszik ha nem ez így működik még nagy tömegű kiesztergáló fejel is.
"Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja." (Albert Einstein)
Tehát NEM érdekel szögelfordulás és a szögsebesség... !
Évek óta így megy a gép és semmi az általad ecsetelt probléma nem volt.
Szerintem inkább az irigység beszél belőled mivel nem teheted meg hogy ekkor hajtást főorsónak használj.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 09:48
Írta: svejk Dátum 2013 május 09, 09:48
Készen vannak a Mavilor vezérlőid!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 07:36
Írta: 000000000 Dátum 2013 május 10, 07:36
"Tehát NEM érdekel szögelfordulás és a szögsebesség... !"
Ja így könnyű írogatni...
Te egynek jó példa vagy itt egyes fafejű és téveszmékben élő emberkére, aki ha szakmai kritikát, megjegyzést kap, elkezd még sértegetni is, és előitéletket gyártani, és mindenre van magyarázatod. Hajrá, csak így tovább.:)))
Ja így könnyű írogatni...
Te egynek jó példa vagy itt egyes fafejű és téveszmékben élő emberkére, aki ha szakmai kritikát, megjegyzést kap, elkezd még sértegetni is, és előitéletket gyártani, és mindenre van magyarázatod. Hajrá, csak így tovább.:)))
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 12:37
Írta: 000000000 Dátum 2013 május 09, 12:37
És mi a rákfene volt velük?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 08:49
Írta: 000000000 Dátum 2013 május 10, 08:49
Még te merészeled azt mondani hogy fafejű?
Aki ha azt hallja hogy Mach vagy pozíciós főorsó és máris habzik a szája!
Kissé leragadtál úgy az 1970-80 években mint szakmailag mint tudásilag.
Csak annyit mondok hogy ÉBRESZTŐ, EZ A 21 SZÁZAD !
Mikor a 5-10 éves elavult AC hajtások is akár másodpercenkét 5x korrigálják a PID-et a tömeg arányában azon nyavalyogsz hogy : szögelfordulás és a szögsebesség.
Ezt már tőled 100x nagyobb koponyák megoldották.
Tehát ÉBRESZTŐ, haladni kéne a korral!
Vedd már észre hogy az ilyen dinoszauruszok kora rég lejárt!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 20:55
Írta: svejk Dátum 2013 május 09, 20:55
Kettőnek az alaplapján zárlatos volt a fékellenállás kapcsoló FET-je, a harmadik alaplap hibátlan volt.
(gondolom folyamatos magas bemenő feszültség, vagy fordított polarítás)
A kiegészítőpanelek kicsit el voltak állígatva, de bajuk nem volt.
A túlmeleg LED azért világított, mert nem volt rádugva a motor.
(ezt én is elfelejtettem, hogy a vezérlő végfok, és motor thermisztora is ugyan arra a LED-re dolgozik)
(gondolom folyamatos magas bemenő feszültség, vagy fordított polarítás)
A kiegészítőpanelek kicsit el voltak állígatva, de bajuk nem volt.
A túlmeleg LED azért világított, mert nem volt rádugva a motor.
(ezt én is elfelejtettem, hogy a vezérlő végfok, és motor thermisztora is ugyan arra a LED-re dolgozik)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:15
Írta: 000000000 Dátum 2013 május 10, 09:15
Te szerencsétlen!:))) A kereket több ezer éve találták ki, ma is nélkülözhetetlen, szinte minden mozgó szerkezet csúcstechnikai problémája lehet ezen X ezer éves körmozgás. Newton közel 400 évvel ezelőtt megalkotta azokat a matematikai differenciál-integrál, fizikai törvényeket, ami alapján e pillantban is minden működik, és tervezhető. Ezek a fontos dolgok barátom!!!
A Te példád jól mutatja, mennyire szemfényvesztő, idétlen, csicsavilágot élünk, ahol a műszaki tartalom, minőség, alapvető fő műszaki törvények, paraméterek, már alig érdekesek, helyette bámulod a virtuális marhaságokat évente rád kényszerített értelmetlen operációs rendszer spirálban elhülyített, önálló gondolodásra képtelen emberek tömegére építve. Megy az álduma, közben egy lyukat nem tudnak az emberek kifúrni normálisan, reszelőt életükben nem fogtak a kezükben. Tisztelet a kivételnek.
De van ám fontosabb dolgom is, mint hogy a sületlenségeidre reagáljak, pl. készülni a holnapi hatvani CNC talira. További szép napot!
A Te példád jól mutatja, mennyire szemfényvesztő, idétlen, csicsavilágot élünk, ahol a műszaki tartalom, minőség, alapvető fő műszaki törvények, paraméterek, már alig érdekesek, helyette bámulod a virtuális marhaságokat évente rád kényszerített értelmetlen operációs rendszer spirálban elhülyített, önálló gondolodásra képtelen emberek tömegére építve. Megy az álduma, közben egy lyukat nem tudnak az emberek kifúrni normálisan, reszelőt életükben nem fogtak a kezükben. Tisztelet a kivételnek.
De van ám fontosabb dolgom is, mint hogy a sületlenségeidre reagáljak, pl. készülni a holnapi hatvani CNC talira. További szép napot!
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2013 május 10, 09:23
Írta: Szalai György Dátum 2013 május 10, 09:23
„másodpercenkét 5x korrigálják a PID-et a tömeg arányában”
Erről szívesen olvasnék. Hol találhatnék anyagot róla?
Adj valami irányvektort vagy lokációt légy szíves.
Köszönöm.
Erről szívesen olvasnék. Hol találhatnék anyagot róla?
Adj valami irányvektort vagy lokációt légy szíves.
Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 21:08
Írta: 000000000 Dátum 2013 május 09, 21:08
Még jó hogy ezeket kommersz alkatrészekből pakolták össze és így könnyen javíthatóak.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:31
Írta: s7manbs8 Dátum 2013 május 10, 09:31
Lehet valami adaptív PID algoritmusra gondolt ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 09, 21:49
Írta: svejk Dátum 2013 május 09, 21:49
Egy PAL a lelke, szerencsére ennek is meg van a programja.
Ezenkívül van rajta még 4-5 dual SMD tranyó ami nehézkes beszerzésű, a többi tényleg kommersz.
Még egysem fogott ki rajtam, igaz nem sokat kellett javítani, ezeknek is a javarészét már hibásan küldték amcsiból.
Ezenkívül van rajta még 4-5 dual SMD tranyó ami nehézkes beszerzésű, a többi tényleg kommersz.
Még egysem fogott ki rajtam, igaz nem sokat kellett javítani, ezeknek is a javarészét már hibásan küldték amcsiból.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:32
Írta: 000000000 Dátum 2013 május 10, 09:32
Például itt egy video az autó tunig-ról és anélkül.
Mitsubishi Electric Servo Auto tuning
És ez szól Tibornak is hogy lehet hogy csicsa, de működik !
És ami működik azt nem lehet semmilyen elavult törvénnyel meghágni ! [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:02
Írta: 000000000 Dátum 2013 május 09, 22:02
Egy biztos hogy nem bántam meg hogy sigma 1-es AC szervókat szereztem be.
Még egy darab kéne és így már 5 tengelyes lenne a masina.
Tudod mivel a főorsóm is pozíció vezérelt. [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:32
Írta: s7manbs8 Dátum 2013 május 10, 09:32
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:12
Írta: 000000000 Dátum 2013 május 09, 22:12
"Tudod mivel a főorsóm is pozíció vezérelt."
Ezzel én nem dicsekednék....
Elég baj az neked, és szakmaiatlan minden olyan esetben, amikor csak forogni kell a főorsónak valamilyen sebesség tartás mellett.
Ezzel én nem dicsekednék....
Elég baj az neked, és szakmaiatlan minden olyan esetben, amikor csak forogni kell a főorsónak valamilyen sebesség tartás mellett.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:49
Írta: 000000000 Dátum 2013 május 10, 09:49
Mindannyian tudjuk hogy a törvények azért vannak, hogy azt megkerüljék, meg döntsék, áthágják.
És mivel egyik törvén se tökéletes ezért vannak a kivételek.
A törvények csak arra jók hogy a fejlődés már csirájában elfojtsák.
Ezért is idéznék az egyik legnagyobb agytól Albert Einstein-től "Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja."
Tehát már ő is megmondta hogy a törvények csak a fejlődés útjában vannak!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:32
Írta: 000000000 Dátum 2013 május 09, 22:32
És ha például menetet fúrok akkor miért is baj az hogy pozíció vezérelt a főorsó?
Évek óta használom és eddig csak akkor volt probléma mikor kiszakadt a motorból az encoder kábel és hibával leállt a vezérlő.
Ha akkora szakmaiatlanság lenne akkor a Mach programban se lenne benne a step dir főorsó vezérlés.
Ipari gépeken is pozíció vezérelt a főorsó hajtás akármennyire is idegenkedsz tőle.
Bizonyára több száz vagy ezer fős fejlesztő gárda a Fanuc-nál is szakmaiatlan akkor ?
Pedig a Fanuc szinte egyidős a CNC gépekkel !
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:52
Írta: s7manbs8 Dátum 2013 május 10, 09:52
Pénzt is úgy lehet sokat keresni, ha áthágod (nem meg) a törvényt. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 22:49
Írta: 000000000 Dátum 2013 május 09, 22:49
Amikor technológiailag kell, CSAK AKKOR illik használni, aktivizálni. Úgy látszik, az előző mondatomat sem értetted, így aztán ezen késői órán a komolyabb elméleti indokokba bele se fogok (régebben már elmodtam ezeket). Hogy azért álmod legyen szép, azon gondolkozzál el, hogy a szögelfordulás az a szögsebesség idő szerinti integrálja. Jó nagy tehetetlenségű főorsó párosítással a további idetartozó képletek kapcsán nagyobb fordulaton "katasztrófális" dolgokhoz vezethet a pozícióhajtás.
Na szép álmokat a csicsa step-dir pozícióvezérlők és azok gondolkodás nélküli használatának világában.:)
Na szép álmokat a csicsa step-dir pozícióvezérlők és azok gondolkodás nélküli használatának világában.:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:56
Írta: 000000000 Dátum 2013 május 10, 09:56
Na igen, például egy jó találmánnyal [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 09, 23:18
Írta: 000000000 Dátum 2013 május 09, 23:18
Ennél a hajtásnál nem egyszerű csak ki be kapcsolni a pozíció vezérlést.
Tehát ha tetszik ha nem ez így működik még nagy tömegű kiesztergáló fejel is.
"Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja." (Albert Einstein)
Tehát NEM érdekel szögelfordulás és a szögsebesség... !
Évek óta így megy a gép és semmi az általad ecsetelt probléma nem volt.
Szerintem inkább az irigység beszél belőled mivel nem teheted meg hogy ekkor hajtást főorsónak használj.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 21, 14:28
Írta: adamant Dátum 2013 május 21, 14:28
Hello!
Egy kis kérdésem lenne, hogy a mavilor motoron lévő csatlakozók milyenek és, hogy honnan lehet beszerezni? esetleg valami típus szám vagy link?
Előre is köszönöm!
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 07:36
Írta: 000000000 Dátum 2013 május 10, 07:36
"Tehát NEM érdekel szögelfordulás és a szögsebesség... !"
Ja így könnyű írogatni...
Te egynek jó példa vagy itt egyes fafejű és téveszmékben élő emberkére, aki ha szakmai kritikát, megjegyzést kap, elkezd még sértegetni is, és előitéletket gyártani, és mindenre van magyarázatod. Hajrá, csak így tovább.:)))
Ja így könnyű írogatni...
Te egynek jó példa vagy itt egyes fafejű és téveszmékben élő emberkére, aki ha szakmai kritikát, megjegyzést kap, elkezd még sértegetni is, és előitéletket gyártani, és mindenre van magyarázatod. Hajrá, csak így tovább.:)))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 08:44
Írta: svejk Dátum 2013 május 22, 08:44
Lomex
43-11-39
43-12-52
43-10-99
43-11-39
43-12-52
43-10-99
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 08:49
Írta: 000000000 Dátum 2013 május 10, 08:49
Még te merészeled azt mondani hogy fafejű?
Aki ha azt hallja hogy Mach vagy pozíciós főorsó és máris habzik a szája!
Kissé leragadtál úgy az 1970-80 években mint szakmailag mint tudásilag.
Csak annyit mondok hogy ÉBRESZTŐ, EZ A 21 SZÁZAD !
Mikor a 5-10 éves elavult AC hajtások is akár másodpercenkét 5x korrigálják a PID-et a tömeg arányában azon nyavalyogsz hogy : szögelfordulás és a szögsebesség.
Ezt már tőled 100x nagyobb koponyák megoldották.
Tehát ÉBRESZTŐ, haladni kéne a korral!
Vedd már észre hogy az ilyen dinoszauruszok kora rég lejárt!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 22, 08:50
Írta: adamant Dátum 2013 május 22, 08:50
Nem Molex??
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:15
Írta: 000000000 Dátum 2013 május 10, 09:15
Te szerencsétlen!:))) A kereket több ezer éve találták ki, ma is nélkülözhetetlen, szinte minden mozgó szerkezet csúcstechnikai problémája lehet ezen X ezer éves körmozgás. Newton közel 400 évvel ezelőtt megalkotta azokat a matematikai differenciál-integrál, fizikai törvényeket, ami alapján e pillantban is minden működik, és tervezhető. Ezek a fontos dolgok barátom!!!
A Te példád jól mutatja, mennyire szemfényvesztő, idétlen, csicsavilágot élünk, ahol a műszaki tartalom, minőség, alapvető fő műszaki törvények, paraméterek, már alig érdekesek, helyette bámulod a virtuális marhaságokat évente rád kényszerített értelmetlen operációs rendszer spirálban elhülyített, önálló gondolodásra képtelen emberek tömegére építve. Megy az álduma, közben egy lyukat nem tudnak az emberek kifúrni normálisan, reszelőt életükben nem fogtak a kezükben. Tisztelet a kivételnek.
De van ám fontosabb dolgom is, mint hogy a sületlenségeidre reagáljak, pl. készülni a holnapi hatvani CNC talira. További szép napot!
A Te példád jól mutatja, mennyire szemfényvesztő, idétlen, csicsavilágot élünk, ahol a műszaki tartalom, minőség, alapvető fő műszaki törvények, paraméterek, már alig érdekesek, helyette bámulod a virtuális marhaságokat évente rád kényszerített értelmetlen operációs rendszer spirálban elhülyített, önálló gondolodásra képtelen emberek tömegére építve. Megy az álduma, közben egy lyukat nem tudnak az emberek kifúrni normálisan, reszelőt életükben nem fogtak a kezükben. Tisztelet a kivételnek.
De van ám fontosabb dolgom is, mint hogy a sületlenségeidre reagáljak, pl. készülni a holnapi hatvani CNC talira. További szép napot!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 09:12
Írta: svejk Dátum 2013 május 22, 09:12
Mondom Lomex.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2013 május 10, 09:23
Írta: Szalai György Dátum 2013 május 10, 09:23
„másodpercenkét 5x korrigálják a PID-et a tömeg arányában”
Erről szívesen olvasnék. Hol találhatnék anyagot róla?
Adj valami irányvektort vagy lokációt légy szíves.
Köszönöm.
Erről szívesen olvasnék. Hol találhatnék anyagot róla?
Adj valami irányvektort vagy lokációt légy szíves.
Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2013 május 22, 11:08
Írta: 2vkx6unz Dátum 2013 május 22, 11:08
Mindkettőtöknek igaza van [#awink]
Molex Mini fit csatlakozó és a LOMEXnél a megadott cikkszámokon kapható.
Molex Mini fit csatlakozó és a LOMEXnél a megadott cikkszámokon kapható.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:31
Írta: s7manbs8 Dátum 2013 május 10, 09:31
Lehet valami adaptív PID algoritmusra gondolt ?
Cím: Re:AC szervó motoros vezérlés
Írta: motion Dátum 2013 május 22, 20:18
Írta: motion Dátum 2013 május 22, 20:18
Háát nem gondoltam volna, hogy ebben a topikban is lehet jókat kacagni.[#nyes]
Látod István, a fél szavak mit tesznek. :-)
Látod István, a fél szavak mit tesznek. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:32
Írta: 000000000 Dátum 2013 május 10, 09:32
Például itt egy video az autó tunig-ról és anélkül.
Mitsubishi Electric Servo Auto tuning
És ez szól Tibornak is hogy lehet hogy csicsa, de működik !
És ami működik azt nem lehet semmilyen elavult törvénnyel meghágni ! [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 21:23
Írta: svejk Dátum 2013 május 22, 21:23
Valóban érdekes egybeesés a betűk azonossága. :)
Azért nem írtam hogy Molex a típus mert az nem lett volna semmilyen segítő információ, hiszen a csatlakozók 80%-át gyártja a Molex.
Természetesen a belinkelt Lomexnél kapható csatik is kínai nevesincs gyártó terméke, no de ennyi pénzért nem is várhat mást az ember.
Azért nem írtam hogy Molex a típus mert az nem lett volna semmilyen segítő információ, hiszen a csatlakozók 80%-át gyártja a Molex.
Természetesen a belinkelt Lomexnél kapható csatik is kínai nevesincs gyártó terméke, no de ennyi pénzért nem is várhat mást az ember.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:32
Írta: s7manbs8 Dátum 2013 május 10, 09:32
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 13:51
Írta: 000000000 Dátum 2013 június 17, 13:51
Sziasztok!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:49
Írta: 000000000 Dátum 2013 május 10, 09:49
Mindannyian tudjuk hogy a törvények azért vannak, hogy azt megkerüljék, meg döntsék, áthágják.
És mivel egyik törvén se tökéletes ezért vannak a kivételek.
A törvények csak arra jók hogy a fejlődés már csirájában elfojtsák.
Ezért is idéznék az egyik legnagyobb agytól Albert Einstein-től "Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja."
Tehát már ő is megmondta hogy a törvények csak a fejlődés útjában vannak!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 13:51
Írta: 000000000 Dátum 2013 június 17, 13:51
BOCSÁNAT ELÉRHETŐSÉGEM 06-20-568-3120
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 május 10, 09:52
Írta: s7manbs8 Dátum 2013 május 10, 09:52
Pénzt is úgy lehet sokat keresni, ha áthágod (nem meg) a törvényt. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 június 17, 16:56
Írta: Sz.József Dátum 2013 június 17, 16:56
Szia!
""azért mert nem tudom mi mennyibe kerül""
Csak érdeklődés szintjén kérdezném...
Ha pl. ajánlanak egy árat, akkor mi alapján fogod eldönteni, hogy annyiért odaadod vagy nem...?
Gondolom az alapján, hogy Te mennyit szeretnél kapni érte...
Vagy is valamilyen elképzelésed csak van az árról... (?)
Vagy csak egyszerűen licitáltatni akarsz? Sok sikert hozzá... [#wave]
""azért mert nem tudom mi mennyibe kerül""
Csak érdeklődés szintjén kérdezném...
Ha pl. ajánlanak egy árat, akkor mi alapján fogod eldönteni, hogy annyiért odaadod vagy nem...?
Gondolom az alapján, hogy Te mennyit szeretnél kapni érte...
Vagy is valamilyen elképzelésed csak van az árról... (?)
Vagy csak egyszerűen licitáltatni akarsz? Sok sikert hozzá... [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 május 10, 09:56
Írta: 000000000 Dátum 2013 május 10, 09:56
Na igen, például egy jó találmánnyal [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 17:10
Írta: 000000000 Dátum 2013 június 17, 17:10
Szia Sz József.
Úgy gondolom megkérdezem mégis mennyibe kerül valami.Megkérdezem mennyit tud adni érte.Ez alapján szeretném eldönteni.Mindenki járjon jól.
Úgy gondolom megkérdezem mégis mennyibe kerül valami.Megkérdezem mennyit tud adni érte.Ez alapján szeretném eldönteni.Mindenki járjon jól.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 21, 14:28
Írta: adamant Dátum 2013 május 21, 14:28
Hello!
Egy kis kérdésem lenne, hogy a mavilor motoron lévő csatlakozók milyenek és, hogy honnan lehet beszerezni? esetleg valami típus szám vagy link?
Előre is köszönöm!
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 június 17, 17:19
Írta: Sz.József Dátum 2013 június 17, 17:19
Ok, ezt értem, de ennek csak az a vége, hogy aki többet ígér annak fogod odaadni, vagy is licitáltatsz...
""Úgy gondolom megkérdezem mégis mennyibe kerül valami""
Ezt miért nem teszed meg a hirdetés feladása előtt...?? A környezeted, na meg a NET biztosan tudna segíteni...
Jó, végül is nekem mindegy, csak kíváncsi voltam...
""Úgy gondolom megkérdezem mégis mennyibe kerül valami""
Ezt miért nem teszed meg a hirdetés feladása előtt...?? A környezeted, na meg a NET biztosan tudna segíteni...
Jó, végül is nekem mindegy, csak kíváncsi voltam...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 08:44
Írta: svejk Dátum 2013 május 22, 08:44
Lomex
43-11-39
43-12-52
43-10-99
43-11-39
43-12-52
43-10-99
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 27, 09:48
Írta: 000000000 Dátum 2013 június 27, 09:48
Sziasztok!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
FAFNIR BEARINGS SUPER PRECIZION CSAPÁGY-3MM 9117WIDUL 09K
SNFA SUPER PRECIZION BEARINGS CSAPÁGY-SEB120 5CE 47" DD/130
MARÓTÁRCSA FETTE KAT.NR 1202 KHSS-E
MARÓTÁRCSA FETTE KAT N.R 1203 HSS-E
MARO DIN 850 HSS -E SP280 16.5X 2DB
ISCAR MULTI MOSTER
MM-EC 100BO 7R000-4T06 908
MM-EC 100A07RO.5.4T06 908
MM ERS 500B37-4T08IC 908
MM-EC 100BO7 R000-4T06 908
MM G RIT 18K-3.00-020 528
MM-EC 100BO 7R000 4T06 908
MM -ERS 500 B37-4T08 IC 908
hA VALAKIT ESETLEG VALAMI ÉRDEKEL-HÍVJON BIZALOMMAL-06-20-568-3120 ELŐRE IS KÖSZÖNÖM,ÉS NE HARAGUDJATOK,HOGY ÁRAT NEM ÍRTAM!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
FAFNIR BEARINGS SUPER PRECIZION CSAPÁGY-3MM 9117WIDUL 09K
SNFA SUPER PRECIZION BEARINGS CSAPÁGY-SEB120 5CE 47" DD/130
MARÓTÁRCSA FETTE KAT.NR 1202 KHSS-E
MARÓTÁRCSA FETTE KAT N.R 1203 HSS-E
MARO DIN 850 HSS -E SP280 16.5X 2DB
ISCAR MULTI MOSTER
MM-EC 100BO 7R000-4T06 908
MM-EC 100A07RO.5.4T06 908
MM ERS 500B37-4T08IC 908
MM-EC 100BO7 R000-4T06 908
MM G RIT 18K-3.00-020 528
MM-EC 100BO 7R000 4T06 908
MM -ERS 500 B37-4T08 IC 908
hA VALAKIT ESETLEG VALAMI ÉRDEKEL-HÍVJON BIZALOMMAL-06-20-568-3120 ELŐRE IS KÖSZÖNÖM,ÉS NE HARAGUDJATOK,HOGY ÁRAT NEM ÍRTAM!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2013 május 22, 08:50
Írta: adamant Dátum 2013 május 22, 08:50
Nem Molex??
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 27, 10:17
Írta: 000000000 Dátum 2013 június 27, 10:17
Tibikém ez még mindig nem az adok veszek topik!
Viszont hogy a topik témájába vágjon egy kis infó.
Fanuc motor vezérlő nélkül maximum macskát dobálni jó.
Vezérlővel se érnem sokkal többet mert az országban egy kezemen meg tudom számolni hányan értenek hozzá.
Esetleg csinálhat belőle egy szélgenerátort.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 09:12
Írta: svejk Dátum 2013 május 22, 09:12
Mondom Lomex.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 13:25
Írta: svejk Dátum 2013 július 01, 13:25
Várom olyan fórumtársak jelentkezését, akik NEM Sneci féle step/dir előkét használnak ipari, analóg bemenetű szervovezérlőikhez.
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2013 május 22, 11:08
Írta: 2vkx6unz Dátum 2013 május 22, 11:08
Mindkettőtöknek igaza van [#awink]
Molex Mini fit csatlakozó és a LOMEXnél a megadott cikkszámokon kapható.
Molex Mini fit csatlakozó és a LOMEXnél a megadott cikkszámokon kapható.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 július 01, 13:56
Írta: D.Laci Dátum 2013 július 01, 13:56
Én. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: motion Dátum 2013 május 22, 20:18
Írta: motion Dátum 2013 május 22, 20:18
Háát nem gondoltam volna, hogy ebben a topikban is lehet jókat kacagni.[#nyes]
Látod István, a fél szavak mit tesznek. :-)
Látod István, a fél szavak mit tesznek. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 14:34
Írta: svejk Dátum 2013 július 01, 14:34
Jó, jó... a Linuxosok most kicsit pszt...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 május 22, 21:23
Írta: svejk Dátum 2013 május 22, 21:23
Valóban érdekes egybeesés a betűk azonossága. :)
Azért nem írtam hogy Molex a típus mert az nem lett volna semmilyen segítő információ, hiszen a csatlakozók 80%-át gyártja a Molex.
Természetesen a belinkelt Lomexnél kapható csatik is kínai nevesincs gyártó terméke, no de ennyi pénzért nem is várhat mást az ember.
Azért nem írtam hogy Molex a típus mert az nem lett volna semmilyen segítő információ, hiszen a csatlakozók 80%-át gyártja a Molex.
Természetesen a belinkelt Lomexnél kapható csatik is kínai nevesincs gyártó terméke, no de ennyi pénzért nem is várhat mást az ember.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 július 01, 14:51
Írta: D.Laci Dátum 2013 július 01, 14:51
SMC sem számít ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 13:51
Írta: 000000000 Dátum 2013 június 17, 13:51
Sziasztok!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 15:12
Írta: horcsab Dátum 2013 július 01, 15:12
Én. Saját fejlesztés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 13:51
Írta: 000000000 Dátum 2013 június 17, 13:51
BOCSÁNAT ELÉRHETŐSÉGEM 06-20-568-3120
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 15:45
Írta: svejk Dátum 2013 július 01, 15:45
Mesélhetnél róla!
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 június 17, 16:56
Írta: Sz.József Dátum 2013 június 17, 16:56
Szia!
""azért mert nem tudom mi mennyibe kerül""
Csak érdeklődés szintjén kérdezném...
Ha pl. ajánlanak egy árat, akkor mi alapján fogod eldönteni, hogy annyiért odaadod vagy nem...?
Gondolom az alapján, hogy Te mennyit szeretnél kapni érte...
Vagy is valamilyen elképzelésed csak van az árról... (?)
Vagy csak egyszerűen licitáltatni akarsz? Sok sikert hozzá... [#wave]
""azért mert nem tudom mi mennyibe kerül""
Csak érdeklődés szintjén kérdezném...
Ha pl. ajánlanak egy árat, akkor mi alapján fogod eldönteni, hogy annyiért odaadod vagy nem...?
Gondolom az alapján, hogy Te mennyit szeretnél kapni érte...
Vagy is valamilyen elképzelésed csak van az árról... (?)
Vagy csak egyszerűen licitáltatni akarsz? Sok sikert hozzá... [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 15:45
Írta: svejk Dátum 2013 július 01, 15:45
Hmm... tényleg, nem is kevés fajta van akkor ezekből.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 17, 17:10
Írta: 000000000 Dátum 2013 június 17, 17:10
Szia Sz József.
Úgy gondolom megkérdezem mégis mennyibe kerül valami.Megkérdezem mennyit tud adni érte.Ez alapján szeretném eldönteni.Mindenki járjon jól.
Úgy gondolom megkérdezem mégis mennyibe kerül valami.Megkérdezem mennyit tud adni érte.Ez alapján szeretném eldönteni.Mindenki járjon jól.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 16:05
Írta: horcsab Dátum 2013 július 01, 16:05
Egyszer volt, hol nem volt, lett 3 db analóg szervóm mocival. Mach3 és az EMClinux királyságban sem volt olyan vitéz kimenet, ami direkbe tudta volna hajtani a motorokat. Nosza, időm mint a tenger, és mivel havazik, elkezdtem barkácsolni egy STEP-DIR/+-10V konvertert.
Innen normálisan.
Az adok veszekben hirdettem az analóg szervókat de nem keltek el, ezért csináltam hozzá.
Amit tud jelenleg.
RS232-n paraméterezhető, PID szabályzó, határolható kimeneti feszültség, + engedélyező bemenet, beállításhoz egységugrás-hibajel monitorozás(itt még van valami apró gebasz a PC oldalon).
Enkóderből tudja fogadni az ellenütemű kimenetűt is. Az enkóder tápot (5V) is a panel szolgáltatja. Ja, és a +-10V kimenet galvanikusan elválasztott. Max bemeneti léptetés 500kHz.
Innen normálisan.
Az adok veszekben hirdettem az analóg szervókat de nem keltek el, ezért csináltam hozzá.
Amit tud jelenleg.
RS232-n paraméterezhető, PID szabályzó, határolható kimeneti feszültség, + engedélyező bemenet, beállításhoz egységugrás-hibajel monitorozás(itt még van valami apró gebasz a PC oldalon).
Enkóderből tudja fogadni az ellenütemű kimenetűt is. Az enkóder tápot (5V) is a panel szolgáltatja. Ja, és a +-10V kimenet galvanikusan elválasztott. Max bemeneti léptetés 500kHz.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2013 június 17, 17:19
Írta: Sz.József Dátum 2013 június 17, 17:19
Ok, ezt értem, de ennek csak az a vége, hogy aki többet ígér annak fogod odaadni, vagy is licitáltatsz...
""Úgy gondolom megkérdezem mégis mennyibe kerül valami""
Ezt miért nem teszed meg a hirdetés feladása előtt...?? A környezeted, na meg a NET biztosan tudna segíteni...
Jó, végül is nekem mindegy, csak kíváncsi voltam...
""Úgy gondolom megkérdezem mégis mennyibe kerül valami""
Ezt miért nem teszed meg a hirdetés feladása előtt...?? A környezeted, na meg a NET biztosan tudna segíteni...
Jó, végül is nekem mindegy, csak kíváncsi voltam...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 16:34
Írta: svejk Dátum 2013 július 01, 16:34
Kereskedelembe nem kerül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 27, 09:48
Írta: 000000000 Dátum 2013 június 27, 09:48
Sziasztok!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
FAFNIR BEARINGS SUPER PRECIZION CSAPÁGY-3MM 9117WIDUL 09K
SNFA SUPER PRECIZION BEARINGS CSAPÁGY-SEB120 5CE 47" DD/130
MARÓTÁRCSA FETTE KAT.NR 1202 KHSS-E
MARÓTÁRCSA FETTE KAT N.R 1203 HSS-E
MARO DIN 850 HSS -E SP280 16.5X 2DB
ISCAR MULTI MOSTER
MM-EC 100BO 7R000-4T06 908
MM-EC 100A07RO.5.4T06 908
MM ERS 500B37-4T08IC 908
MM-EC 100BO7 R000-4T06 908
MM G RIT 18K-3.00-020 528
MM-EC 100BO 7R000 4T06 908
MM -ERS 500 B37-4T08 IC 908
hA VALAKIT ESETLEG VALAMI ÉRDEKEL-HÍVJON BIZALOMMAL-06-20-568-3120 ELŐRE IS KÖSZÖNÖM,ÉS NE HARAGUDJATOK,HOGY ÁRAT NEM ÍRTAM!
Pár napja írtam ide eladó dolgokkal kapcsolatban.Többet jelezték minek írogatok ide,és mért nem írok árakat! Szeretném közölni azért mert nem tudom mi mennyibe kerül.El szeretném adni de nem el kótyavetélni.
Leírok pár jellemzőt,és akit érdekel hívjon és megbeszéljük.Előre is köszönöm ha estleg valakit érdekel.
1Db Teljesen új Fanuc ac servo motor,vezérlés nélkül.Model B2/3000 0.5 kw 176V 200Hz Irány ár 30000.
FAFNIR BEARINGS SUPER PRECIZION CSAPÁGY-3MM 9117WIDUL 09K
SNFA SUPER PRECIZION BEARINGS CSAPÁGY-SEB120 5CE 47" DD/130
MARÓTÁRCSA FETTE KAT.NR 1202 KHSS-E
MARÓTÁRCSA FETTE KAT N.R 1203 HSS-E
MARO DIN 850 HSS -E SP280 16.5X 2DB
ISCAR MULTI MOSTER
MM-EC 100BO 7R000-4T06 908
MM-EC 100A07RO.5.4T06 908
MM ERS 500B37-4T08IC 908
MM-EC 100BO7 R000-4T06 908
MM G RIT 18K-3.00-020 528
MM-EC 100BO 7R000 4T06 908
MM -ERS 500 B37-4T08 IC 908
hA VALAKIT ESETLEG VALAMI ÉRDEKEL-HÍVJON BIZALOMMAL-06-20-568-3120 ELŐRE IS KÖSZÖNÖM,ÉS NE HARAGUDJATOK,HOGY ÁRAT NEM ÍRTAM!
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 16:57
Írta: horcsab Dátum 2013 július 01, 16:57
Még nem, de hamarosan kijavítom a PC-s progit, tesztelem és akkor árulni fogom.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 június 27, 10:17
Írta: 000000000 Dátum 2013 június 27, 10:17
Tibikém ez még mindig nem az adok veszek topik!
Viszont hogy a topik témájába vágjon egy kis infó.
Fanuc motor vezérlő nélkül maximum macskát dobálni jó.
Vezérlővel se érnem sokkal többet mert az országban egy kezemen meg tudom számolni hányan értenek hozzá.
Esetleg csinálhat belőle egy szélgenerátort.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 17:02
Írta: svejk Dátum 2013 július 01, 17:02
Addig esetleg valami képet az áramkörről ínycsiklandozóul?
Miért raktál az analóg kimenetre leválasztást?
Volt valami fránya gerjedés, vagy zaj?
Ezek a leválasztók nem olcsó alkatrészek, vagy valami home made megoldás?
Miért raktál az analóg kimenetre leválasztást?
Volt valami fránya gerjedés, vagy zaj?
Ezek a leválasztók nem olcsó alkatrészek, vagy valami home made megoldás?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 13:25
Írta: svejk Dátum 2013 július 01, 13:25
Várom olyan fórumtársak jelentkezését, akik NEM Sneci féle step/dir előkét használnak ipari, analóg bemenetű szervovezérlőikhez.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 19:44
Írta: horcsab Dátum 2013 július 01, 19:44
A héten valamikor az ftp-re töltök fel az 1.0 verzióból képet.
A kimenetre azért volt szükség, mert volt nállam már néhány analóg hajtás aminek a bemenete kimeneté változott. Igaz ezek nagyon régi múzeumszökevények voltak.
A kimenetre azért volt szükség, mert volt nállam már néhány analóg hajtás aminek a bemenete kimeneté változott. Igaz ezek nagyon régi múzeumszökevények voltak.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 július 01, 13:56
Írta: D.Laci Dátum 2013 július 01, 13:56
Én. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 20:35
Írta: svejk Dátum 2013 július 01, 20:35
Kíváncsian várom!
De ezek a múzeumszökevények is tudnak szinte mindent mint a maiak és adott esetben könnyen javíthatóak, kommersz alkatrészekből vannak felépítve.
Persze cserébe 4-5-szörör kubatúrával rendelkeznek mint a maiak. :(
De ezek a múzeumszökevények is tudnak szinte mindent mint a maiak és adott esetben könnyen javíthatóak, kommersz alkatrészekből vannak felépítve.
Persze cserébe 4-5-szörör kubatúrával rendelkeznek mint a maiak. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 14:34
Írta: svejk Dátum 2013 július 01, 14:34
Jó, jó... a Linuxosok most kicsit pszt...
Cím: Re:AC szervó motoros vezérlés
Írta: cxmcdtrx Dátum 2013 július 03, 13:15
Írta: cxmcdtrx Dátum 2013 július 03, 13:15
Sziasztok!
Hozzájutottam egy vadonatúj siemens szervo motorhoz, amiről szeretnék többet megtudni. Mivel lehet ezt meghajtani, bármi hasznos infó jöhet.
Ami biztos, hogy állandó mágneses a forgórész, nyomaték és fordulat van bőven :-)
A készülő gépemnek azt hiszem, nagy önbizalmat adna sebesség és nyomaték terén :-)
Itt van róla néhány kép, nézzétek meg please:



Köszönöm!
Attila
Hozzájutottam egy vadonatúj siemens szervo motorhoz, amiről szeretnék többet megtudni. Mivel lehet ezt meghajtani, bármi hasznos infó jöhet.
Ami biztos, hogy állandó mágneses a forgórész, nyomaték és fordulat van bőven :-)
A készülő gépemnek azt hiszem, nagy önbizalmat adna sebesség és nyomaték terén :-)
Itt van róla néhány kép, nézzétek meg please:



Köszönöm!
Attila
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 július 01, 14:51
Írta: D.Laci Dátum 2013 július 01, 14:51
SMC sem számít ?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 július 03, 19:02
Írta: c2nsu773m Dátum 2013 július 03, 19:02
Ilyen motor sokunknál porosodik a polcon....
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 15:12
Írta: horcsab Dátum 2013 július 01, 15:12
Én. Saját fejlesztés.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 03, 19:21
Írta: svejk Dátum 2013 július 03, 19:21
Legegészségesebb a saját áramkörtével.
Persze be lehet üzemelni kis mókolással máshogy is, de az már nem az igazi.
Ha eladó lesz, akkor itt a fórumon Bencze András fórumtársunk szokott ilyen motorokat keresni.
Persze be lehet üzemelni kis mókolással máshogy is, de az már nem az igazi.
Ha eladó lesz, akkor itt a fórumon Bencze András fórumtársunk szokott ilyen motorokat keresni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 15:45
Írta: svejk Dátum 2013 július 01, 15:45
Mesélhetnél róla!
Cím: Re:AC szervó motoros vezérlés
Írta: cxmcdtrx Dátum 2013 július 03, 19:27
Írta: cxmcdtrx Dátum 2013 július 03, 19:27
Igen, tudom, hogy saját áramkörrel a legjobb. Kérdés, hogy pontosan mi lenne az. Kicsit turkáltam én is, és érdekes, hogy minden siemens doksi a 600/700V-os motort emlegeti, a 200V-os kivitelröl egy szó sem esik...
Még én is Bencze Andrásra gondoltam, beszélek vele az ügyben. Mivel állandó mágneses a forgórész még akár generátor is lehet belöle szélkerékhez
[#hehe]
Még én is Bencze Andrásra gondoltam, beszélek vele az ügyben. Mivel állandó mágneses a forgórész még akár generátor is lehet belöle szélkerékhez
[#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 15:45
Írta: svejk Dátum 2013 július 01, 15:45
Hmm... tényleg, nem is kevés fajta van akkor ezekből.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 július 03, 21:01
Írta: 000000000 Dátum 2013 július 03, 21:01
Van néhány frekvenciaváltó típus amivel meg lehet pörgetni, de pozició visszacsatolás nélkül.
Így tudod használni esetleg főorsóhoz.
Viszont ne felejtsük el a macskadobáló funkcióját, arra így is tökéletes [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 16:05
Írta: horcsab Dátum 2013 július 01, 16:05
Egyszer volt, hol nem volt, lett 3 db analóg szervóm mocival. Mach3 és az EMClinux királyságban sem volt olyan vitéz kimenet, ami direkbe tudta volna hajtani a motorokat. Nosza, időm mint a tenger, és mivel havazik, elkezdtem barkácsolni egy STEP-DIR/+-10V konvertert.
Innen normálisan.
Az adok veszekben hirdettem az analóg szervókat de nem keltek el, ezért csináltam hozzá.
Amit tud jelenleg.
RS232-n paraméterezhető, PID szabályzó, határolható kimeneti feszültség, + engedélyező bemenet, beállításhoz egységugrás-hibajel monitorozás(itt még van valami apró gebasz a PC oldalon).
Enkóderből tudja fogadni az ellenütemű kimenetűt is. Az enkóder tápot (5V) is a panel szolgáltatja. Ja, és a +-10V kimenet galvanikusan elválasztott. Max bemeneti léptetés 500kHz.
Innen normálisan.
Az adok veszekben hirdettem az analóg szervókat de nem keltek el, ezért csináltam hozzá.
Amit tud jelenleg.
RS232-n paraméterezhető, PID szabályzó, határolható kimeneti feszültség, + engedélyező bemenet, beállításhoz egységugrás-hibajel monitorozás(itt még van valami apró gebasz a PC oldalon).
Enkóderből tudja fogadni az ellenütemű kimenetűt is. Az enkóder tápot (5V) is a panel szolgáltatja. Ja, és a +-10V kimenet galvanikusan elválasztott. Max bemeneti léptetés 500kHz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 03, 21:21
Írta: svejk Dátum 2013 július 03, 21:21
Én egyszer ez miatt szereztem egy V1000-est, de csalódás volt, vagy csak nem voltam elég kitartó.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 16:34
Írta: svejk Dátum 2013 július 01, 16:34
Kereskedelembe nem kerül?
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 08, 13:49
Írta: horcsab Dátum 2013 július 08, 13:49
Svejk!
Az FTP-n megtalálod a képet amit ígértem. Ez még nem a végleges (v1.0). Erről hiányzik az analóg leválasztó(ez külön panelen van). A véglegesre lehet, hogy nem is teszem rá. Valamint az enkóder fogadó és a táp is másképpen lesz kialakítva.
Az FTP-n megtalálod a képet amit ígértem. Ez még nem a végleges (v1.0). Erről hiányzik az analóg leválasztó(ez külön panelen van). A véglegesre lehet, hogy nem is teszem rá. Valamint az enkóder fogadó és a táp is másképpen lesz kialakítva.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 16:57
Írta: horcsab Dátum 2013 július 01, 16:57
Még nem, de hamarosan kijavítom a PC-s progit, tesztelem és akkor árulni fogom.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 08, 20:07
Írta: svejk Dátum 2013 július 08, 20:07
Klassz!
Úgy látom kezelhető méret.
Mivel csináltad az analóg leválasztást?
Ha bírod kritikát, akkor szívesen csinálnék egy tesztet vele.
Persze Te döntenéd el, hogy nyilvános legyen vagy se az "eredmény".
Úgy látom kezelhető méret.
Mivel csináltad az analóg leválasztást?
Ha bírod kritikát, akkor szívesen csinálnék egy tesztet vele.
Persze Te döntenéd el, hogy nyilvános legyen vagy se az "eredmény".
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 17:02
Írta: svejk Dátum 2013 július 01, 17:02
Addig esetleg valami képet az áramkörről ínycsiklandozóul?
Miért raktál az analóg kimenetre leválasztást?
Volt valami fránya gerjedés, vagy zaj?
Ezek a leválasztók nem olcsó alkatrészek, vagy valami home made megoldás?
Miért raktál az analóg kimenetre leválasztást?
Volt valami fránya gerjedés, vagy zaj?
Ezek a leválasztók nem olcsó alkatrészek, vagy valami home made megoldás?
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 08, 20:26
Írta: horcsab Dátum 2013 július 08, 20:26
IL300 + a körítés. De mint írtam az már nem lesz raja (ezen sincs, külön proto panelen van).
A PC-s progi még nincs készen, sajnos egyenlőre nincs időm megnézni miért akad meg néha.
Tesztre szívesen odaadom, ha kész. Több szem többet lát alapon és a kritikát szívesen fogadom, mivel építő jellegű. Az eredmény természetesen nyilvános lehet. Úgy is addig javítom, míg megfelelő lesz.
A PC-s progi még nincs készen, sajnos egyenlőre nincs időm megnézni miért akad meg néha.
Tesztre szívesen odaadom, ha kész. Több szem többet lát alapon és a kritikát szívesen fogadom, mivel építő jellegű. Az eredmény természetesen nyilvános lehet. Úgy is addig javítom, míg megfelelő lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 01, 19:44
Írta: horcsab Dátum 2013 július 01, 19:44
A héten valamikor az ftp-re töltök fel az 1.0 verzióból képet.
A kimenetre azért volt szükség, mert volt nállam már néhány analóg hajtás aminek a bemenete kimeneté változott. Igaz ezek nagyon régi múzeumszökevények voltak.
A kimenetre azért volt szükség, mert volt nállam már néhány analóg hajtás aminek a bemenete kimeneté változott. Igaz ezek nagyon régi múzeumszökevények voltak.
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 06, 21:57
Írta: 0mc7gus0g Dátum 2013 augusztus 06, 21:57
Sziasztok!
Az lenne kérésem, kérdésem a hozzá értőkhöz, hogy a képen látható servo driver aklamas-e hobby célra vagy sem. A hozzá tartozó motor szükséges-e vagy elmegy egyéb Yaskawa vagy Omron motorokkak is. A választ előre is köszi!

Az lenne kérésem, kérdésem a hozzá értőkhöz, hogy a képen látható servo driver aklamas-e hobby célra vagy sem. A hozzá tartozó motor szükséges-e vagy elmegy egyéb Yaskawa vagy Omron motorokkak is. A választ előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 01, 20:35
Írta: svejk Dátum 2013 július 01, 20:35
Kíváncsian várom!
De ezek a múzeumszökevények is tudnak szinte mindent mint a maiak és adott esetben könnyen javíthatóak, kommersz alkatrészekből vannak felépítve.
Persze cserébe 4-5-szörör kubatúrával rendelkeznek mint a maiak. :(
De ezek a múzeumszökevények is tudnak szinte mindent mint a maiak és adott esetben könnyen javíthatóak, kommersz alkatrészekből vannak felépítve.
Persze cserébe 4-5-szörör kubatúrával rendelkeznek mint a maiak. :(
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 12:51
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 12:51
Lenne valakinek az alábbi motorhoz driver-e?
Esetleg anélkül lehet vele valamit kezdeni?DC Servo 300W SanyoDenki
Esetleg anélkül lehet vele valamit kezdeni?DC Servo 300W SanyoDenki
Cím: Re:AC szervó motoros vezérlés
Írta: cxmcdtrx Dátum 2013 július 03, 13:15
Írta: cxmcdtrx Dátum 2013 július 03, 13:15
Sziasztok!
Hozzájutottam egy vadonatúj siemens szervo motorhoz, amiről szeretnék többet megtudni. Mivel lehet ezt meghajtani, bármi hasznos infó jöhet.
Ami biztos, hogy állandó mágneses a forgórész, nyomaték és fordulat van bőven :-)
A készülő gépemnek azt hiszem, nagy önbizalmat adna sebesség és nyomaték terén :-)
Itt van róla néhány kép, nézzétek meg please:
Köszönöm!
Attila
Hozzájutottam egy vadonatúj siemens szervo motorhoz, amiről szeretnék többet megtudni. Mivel lehet ezt meghajtani, bármi hasznos infó jöhet.
Ami biztos, hogy állandó mágneses a forgórész, nyomaték és fordulat van bőven :-)
A készülő gépemnek azt hiszem, nagy önbizalmat adna sebesség és nyomaték terén :-)
Itt van róla néhány kép, nézzétek meg please:
Köszönöm!
Attila
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 18:39
Írta: svejk Dátum 2013 augusztus 07, 18:39
A linken AC szervo látható.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 19:02
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 19:02
Bocsi ,tényleg elírtam ,AC szervo a cucc,akkor így már lenne hozzá valami?[#rinya]
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 július 03, 19:02
Írta: c2nsu773m Dátum 2013 július 03, 19:02
Ilyen motor sokunknál porosodik a polcon....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 19:16
Írta: svejk Dátum 2013 augusztus 07, 19:16
Úgy emlékszem a SigmaII-es motorjai jók hozzá, a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik.
De töltsd le manuálját, abból minden kiderül.
De töltsd le manuálját, abból minden kiderül.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 03, 19:21
Írta: svejk Dátum 2013 július 03, 19:21
Legegészségesebb a saját áramkörtével.
Persze be lehet üzemelni kis mókolással máshogy is, de az már nem az igazi.
Ha eladó lesz, akkor itt a fórumon Bencze András fórumtársunk szokott ilyen motorokat keresni.
Persze be lehet üzemelni kis mókolással máshogy is, de az már nem az igazi.
Ha eladó lesz, akkor itt a fórumon Bencze András fórumtársunk szokott ilyen motorokat keresni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 19:17
Írta: svejk Dátum 2013 augusztus 07, 19:17
Motor rengeteg van közkézen a hobbisták birtokában, vezérlő, alig-alig.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 augusztus 07, 19:23
Írta: sanka74 Dátum 2013 augusztus 07, 19:23
Szia Svejk! Ha szépen megkérlek átnéznél a béna vagyok topikba? Esetleg hívhatlak az ügyben? Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: cxmcdtrx Dátum 2013 július 03, 19:27
Írta: cxmcdtrx Dátum 2013 július 03, 19:27
Igen, tudom, hogy saját áramkörrel a legjobb. Kérdés, hogy pontosan mi lenne az. Kicsit turkáltam én is, és érdekes, hogy minden siemens doksi a 600/700V-os motort emlegeti, a 200V-os kivitelröl egy szó sem esik...
Még én is Bencze Andrásra gondoltam, beszélek vele az ügyben. Mivel állandó mágneses a forgórész még akár generátor is lehet belöle szélkerékhez
[#hehe]
Még én is Bencze Andrásra gondoltam, beszélek vele az ügyben. Mivel állandó mágneses a forgórész még akár generátor is lehet belöle szélkerékhez
[#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 22:11
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 22:11
Azt meg tudnád mondani,hogy mit kezdenek a"hobbisták"a rengeteg mocival vezérlő nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 július 03, 21:01
Írta: 000000000 Dátum 2013 július 03, 21:01
Van néhány frekvenciaváltó típus amivel meg lehet pörgetni, de pozició visszacsatolás nélkül.
Így tudod használni esetleg főorsóhoz.
Viszont ne felejtsük el a macskadobáló funkcióját, arra így is tökéletes [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 07, 22:38
Írta: 0mc7gus0g Dátum 2013 augusztus 07, 22:38
Ha, sok a motor és kevés a vezérlő, akkor nem értem én miért nem kapok segítőkészt választ egy vezérlővel kapcsolatos, alább feltett kérdésemre :(
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2013 augusztus 07, 22:58
Írta: jani300 Dátum 2013 augusztus 07, 22:58
Semmiképp nem Svejk helyett de megpróbálom megválaszolni .
Simogatják , nézegetik , felteszik a polcra örülnek neki .(hátha...)
Simogatják , nézegetik , felteszik a polcra örülnek neki .(hátha...)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 03, 21:21
Írta: svejk Dátum 2013 július 03, 21:21
Én egyszer ez miatt szereztem egy V1000-est, de csalódás volt, vagy csak nem voltam elég kitartó.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 augusztus 08, 00:30
Írta: s7manbs8 Dátum 2013 augusztus 08, 00:30
Kivárják hozzá a vezérlőt is, illetve még azon gondolkodnak, mire másra lehetne használni ha az eredeti funkciója már nem elérhető. :)
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 08, 13:49
Írta: horcsab Dátum 2013 július 08, 13:49
Svejk!
Az FTP-n megtalálod a képet amit ígértem. Ez még nem a végleges (v1.0). Erről hiányzik az analóg leválasztó(ez külön panelen van). A véglegesre lehet, hogy nem is teszem rá. Valamint az enkóder fogadó és a táp is másképpen lesz kialakítva.
Az FTP-n megtalálod a képet amit ígértem. Ez még nem a végleges (v1.0). Erről hiányzik az analóg leválasztó(ez külön panelen van). A véglegesre lehet, hogy nem is teszem rá. Valamint az enkóder fogadó és a táp is másképpen lesz kialakítva.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 augusztus 08, 08:22
Írta: nyiszi Dátum 2013 augusztus 08, 08:22
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 július 08, 20:07
Írta: svejk Dátum 2013 július 08, 20:07
Klassz!
Úgy látom kezelhető méret.
Mivel csináltad az analóg leválasztást?
Ha bírod kritikát, akkor szívesen csinálnék egy tesztet vele.
Persze Te döntenéd el, hogy nyilvános legyen vagy se az "eredmény".
Úgy látom kezelhető méret.
Mivel csináltad az analóg leválasztást?
Ha bírod kritikát, akkor szívesen csinálnék egy tesztet vele.
Persze Te döntenéd el, hogy nyilvános legyen vagy se az "eredmény".
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:23
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:23
Köszi az ajánlást ,vevő is vagyok rá,azt meg tudod mondani hogy step/dir képes -e a vezérlő?
[#nemtudom],írok magánba.
[#nemtudom],írok magánba.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 július 08, 20:26
Írta: horcsab Dátum 2013 július 08, 20:26
IL300 + a körítés. De mint írtam az már nem lesz raja (ezen sincs, külön proto panelen van).
A PC-s progi még nincs készen, sajnos egyenlőre nincs időm megnézni miért akad meg néha.
Tesztre szívesen odaadom, ha kész. Több szem többet lát alapon és a kritikát szívesen fogadom, mivel építő jellegű. Az eredmény természetesen nyilvános lehet. Úgy is addig javítom, míg megfelelő lesz.
A PC-s progi még nincs készen, sajnos egyenlőre nincs időm megnézni miért akad meg néha.
Tesztre szívesen odaadom, ha kész. Több szem többet lát alapon és a kritikát szívesen fogadom, mivel építő jellegű. Az eredmény természetesen nyilvános lehet. Úgy is addig javítom, míg megfelelő lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:24
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:24
Ott a pont,ez biza rejtély......
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 06, 21:57
Írta: 0mc7gus0g Dátum 2013 augusztus 06, 21:57
Sziasztok!
Az lenne kérésem, kérdésem a hozzá értőkhöz, hogy a képen látható servo driver aklamas-e hobby célra vagy sem. A hozzá tartozó motor szükséges-e vagy elmegy egyéb Yaskawa vagy Omron motorokkak is. A választ előre is köszi!
Az lenne kérésem, kérdésem a hozzá értőkhöz, hogy a képen látható servo driver aklamas-e hobby célra vagy sem. A hozzá tartozó motor szükséges-e vagy elmegy egyéb Yaskawa vagy Omron motorokkak is. A választ előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 12:37
Írta: bundyland Dátum 2013 augusztus 08, 12:37
Szerintem kapott Svejktől.
"a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik. "
Legalábbis nekem ez elég lenne válasznak.
"a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik. "
Legalábbis nekem ez elég lenne válasznak.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 12:51
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 12:51
Lenne valakinek az alábbi motorhoz driver-e?
Esetleg anélkül lehet vele valamit kezdeni?DC Servo 300W SanyoDenki
Esetleg anélkül lehet vele valamit kezdeni?DC Servo 300W SanyoDenki
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:48
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:48
Ebben a kérdésben a #1716 és a #1724 hozzászólás volt a téma....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 18:39
Írta: svejk Dátum 2013 augusztus 07, 18:39
A linken AC szervo látható.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 16:54
Írta: bundyland Dátum 2013 augusztus 08, 16:54
Igen, arra irtam.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 19:02
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 19:02
Bocsi ,tényleg elírtam ,AC szervo a cucc,akkor így már lenne hozzá valami?[#rinya]
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:58
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:58
Elnézést kell kérnem! Nem voltam elég figyelmes!
El siklottam a válasz felett! Köszönöm!
El siklottam a válasz felett! Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 19:16
Írta: svejk Dátum 2013 augusztus 07, 19:16
Úgy emlékszem a SigmaII-es motorjai jók hozzá, a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik.
De töltsd le manuálját, abból minden kiderül.
De töltsd le manuálját, abból minden kiderül.
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 17:00
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 17:00
Köszi! Nem figyeltem, hogy már kaptam választ!
Utána olvasok a dolognak..
Utána olvasok a dolognak..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 07, 19:17
Írta: svejk Dátum 2013 augusztus 07, 19:17
Motor rengeteg van közkézen a hobbisták birtokában, vezérlő, alig-alig.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 20:18
Írta: bundyland Dátum 2013 augusztus 08, 20:18
Arra probáltam utalni hogy sok energiát ne ölj bele.
Föleg ne keress motort hozzá.
Föleg ne keress motort hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2013 augusztus 07, 19:23
Írta: sanka74 Dátum 2013 augusztus 07, 19:23
Szia Svejk! Ha szépen megkérlek átnéznél a béna vagyok topikba? Esetleg hívhatlak az ügyben? Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 10, 16:19
Írta: pvmyc6p5 Dátum 2013 augusztus 10, 16:19
Azt meg tudná nekem valaki mondani ,hogy a #1727
alatt linkelt vezérlő jó lehet-e ehhez a mocihoz.Csak azért nem akarom megvenni ,hogy feltegyem a polcra ,és "örüljek neki.AC SanyoDenki 300W
alatt linkelt vezérlő jó lehet-e ehhez a mocihoz.Csak azért nem akarom megvenni ,hogy feltegyem a polcra ,és "örüljek neki.AC SanyoDenki 300W
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 22:11
Írta: pvmyc6p5 Dátum 2013 augusztus 07, 22:11
Azt meg tudnád mondani,hogy mit kezdenek a"hobbisták"a rengeteg mocival vezérlő nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 10, 19:25
Írta: svejk Dátum 2013 augusztus 10, 19:25
Ha Nyiszi azt mondja, hogy jó, akkor arra mérget vehetsz!
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 07, 22:38
Írta: 0mc7gus0g Dátum 2013 augusztus 07, 22:38
Ha, sok a motor és kevés a vezérlő, akkor nem értem én miért nem kapok segítőkészt választ egy vezérlővel kapcsolatos, alább feltett kérdésemre :(
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 11, 12:32
Írta: pvmyc6p5 Dátum 2013 augusztus 11, 12:32
Beszéltem"nyiszi"-vel,de ő sem tudja ,hogy jólehet-e az én motoromhoz.Tehát nem az a kérdés ,hogy a vezérlő maga jó-e ,hanem hogy a lent említett motorhoz jó lehet-e?
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2013 augusztus 07, 22:58
Írta: jani300 Dátum 2013 augusztus 07, 22:58
Semmiképp nem Svejk helyett de megpróbálom megválaszolni .
Simogatják , nézegetik , felteszik a polcra örülnek neki .(hátha...)
Simogatják , nézegetik , felteszik a polcra örülnek neki .(hátha...)
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2013 augusztus 11, 21:31
Írta: tcm5krnn6 Dátum 2013 augusztus 11, 21:31
Szia!
Véleményem szerint, ha az interneten ki tudod "túrni" a Hirata-hoz a leírást akkor van esélyed.
Mintha régebben egy internetes fórumon azt olvastam volna, hogy a típusjel végén a PH2 jelzés egy OEM verzióra utal, úgyhogy a hozzátartozó leírás letöltése nem lesz könnyű.
Biztosat én sem tudok, de remélem, hogy a beírásommal nem vezetlek félre...
Véleményem szerint, ha az interneten ki tudod "túrni" a Hirata-hoz a leírást akkor van esélyed.
Mintha régebben egy internetes fórumon azt olvastam volna, hogy a típusjel végén a PH2 jelzés egy OEM verzióra utal, úgyhogy a hozzátartozó leírás letöltése nem lesz könnyű.
Biztosat én sem tudok, de remélem, hogy a beírásommal nem vezetlek félre...
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2013 augusztus 08, 00:30
Írta: s7manbs8 Dátum 2013 augusztus 08, 00:30
Kivárják hozzá a vezérlőt is, illetve még azon gondolkodnak, mire másra lehetne használni ha az eredeti funkciója már nem elérhető. :)
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 11:44
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 11:44
"túrtam" egy kicsit ,de annak ellenére ,hogy angol ,nekem "kínai",a 228-.ik oldaltól vannak érdekességek ,de hogy nekem ez jó -e vagy sem arról halvány fi...m sincs,esetleg valaki hozzáértő ránézne .Köszi,nem tudom feltölteni mert túl nagy a pdf,berakom linknek.http://www.sanyodenki.biz/products/INSTRUCTIONMANUAL/ACservo/PY2/M0001584J(PY2)-E.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2013 augusztus 08, 08:22
Írta: nyiszi Dátum 2013 augusztus 08, 08:22
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:35
Írta: 000000000 Dátum 2013 augusztus 12, 14:35
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus[#eljen]
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
a motor modellszám magyarázatát itt találod:
1-3 karakter:
Servo motor modell szám magyarázat 26. oldal
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus[#eljen]
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
a motor modellszám magyarázatát itt találod:
1-3 karakter:
Servo motor modell szám magyarázat 26. oldal
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:23
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:23
Köszi az ajánlást ,vevő is vagyok rá,azt meg tudod mondani hogy step/dir képes -e a vezérlő?
[#nemtudom],írok magánba.
[#nemtudom],írok magánba.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:48
Írta: 000000000 Dátum 2013 augusztus 12, 14:48
Bocs, elment az üzenet befejezés előtt.
Akkor újra:
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
Névleges teljesítmény - output PR 300 W 300 W
Névleges fordulatszám - Rated revolution speed NR 3000 min-1 3000 rpm
Maximális fordulatszám - Maximum revolution speed Nmax 4500 min-1 4500 rpm
Névleges nyomaték - Rated torque TR 0.931 N・m 9.5 kg・cm
Folyamatos tartó nyomaték - Continuous stall torque TS 0.98 N・m 10 kg・cm
Pillanatnyi tartó nyomaték - Instantaneous maximum stall torque TP 2.94 N・m 30 kg・cm
Névleges armatúra áram - Rated armature current IR 2.2 Arms 2.2 Arms
Folyamatos tartó áram - Continuous stall armature current IS 2.2 Arms 2.2 Arms
Pillanatnyi maximális armatúra tartó áram - Instantaneous maximum stall
- armature current IP 7.5 Arms 7.5 Arms
Nyomaték állandó - Torque constant KT 0.483 N・m/Arms 4.93 kg・cm/Arms
Indukciós feszültség állandó - Induced voltage constant K Eφ 16.86 mV/min-1 16.86 V/krpm
Fázis ellenállás - Phase armature resistance Rφ 2.9 Ω 2.9 Ω
Elektromos időállandó - Electrical time constant te 3.8 msec 3.8 msec
Mechanikai időállandó szenzor nélkül - Mechanical time constant
- (not including sensor) tm 1.8 msec 1.8 msec
Nyomaték kiegészító jeladóval együtt - Inertia (including wiring-saved INC) JM 0.495 × 10-4 kg・m2(GD2/4) 0.505 g・cm・s2
Nyomaték abszolút jeladóval - Inertia (including ABS-E) JM 0.64 × 10-4 kg・m2(GD2/4) 0.65 g・cm・s2
- Inertia (including ABS-RII) JM 0.507 × 10-4 kg・m2(GD2/4) 0.517 g・cm・s2
Alkalmazható terhelő nyomaték - Applicable load inertia JL 4.95 × 10-4 kg・m2(GD2/4) 5.05 g・cm・s2
Súly kiegészítő jeladóval - Weight (including wiring-saved INC) WE 1.71 kg 1.71 kg
Súly abszolút jeladóval - Weight (including ABS-E) WE 2.01 kg 2.01 kg
Súly abszolút jeladóval - Weight (including ABS-RII) WE 1.80 kg 1.80 kg
a motor modellszám magyarázatát itt találod:
1-3 karakter: motor modell pl. P50
B4-5 karakter: forgórész átmérő pl: B07 = 76mm
6-8 karakter: névleges teljesítmény X 10 W pl:30 = 300W
D (lehet S, R, M, H, D és B) max ford. pl: D=4500
X (lehet X, B és E) beépített fékkel. pl: X= nincs fék
S (lehet S, J, A, N és V) encoder típus pl: S=kiegészítő jeladó (nem abszolút)
Servo motor modell szám magyarázat 26. oldal
Akkor újra:
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
Névleges teljesítmény - output PR 300 W 300 W
Névleges fordulatszám - Rated revolution speed NR 3000 min-1 3000 rpm
Maximális fordulatszám - Maximum revolution speed Nmax 4500 min-1 4500 rpm
Névleges nyomaték - Rated torque TR 0.931 N・m 9.5 kg・cm
Folyamatos tartó nyomaték - Continuous stall torque TS 0.98 N・m 10 kg・cm
Pillanatnyi tartó nyomaték - Instantaneous maximum stall torque TP 2.94 N・m 30 kg・cm
Névleges armatúra áram - Rated armature current IR 2.2 Arms 2.2 Arms
Folyamatos tartó áram - Continuous stall armature current IS 2.2 Arms 2.2 Arms
Pillanatnyi maximális armatúra tartó áram - Instantaneous maximum stall
- armature current IP 7.5 Arms 7.5 Arms
Nyomaték állandó - Torque constant KT 0.483 N・m/Arms 4.93 kg・cm/Arms
Indukciós feszültség állandó - Induced voltage constant K Eφ 16.86 mV/min-1 16.86 V/krpm
Fázis ellenállás - Phase armature resistance Rφ 2.9 Ω 2.9 Ω
Elektromos időállandó - Electrical time constant te 3.8 msec 3.8 msec
Mechanikai időállandó szenzor nélkül - Mechanical time constant
- (not including sensor) tm 1.8 msec 1.8 msec
Nyomaték kiegészító jeladóval együtt - Inertia (including wiring-saved INC) JM 0.495 × 10-4 kg・m2(GD2/4) 0.505 g・cm・s2
Nyomaték abszolút jeladóval - Inertia (including ABS-E) JM 0.64 × 10-4 kg・m2(GD2/4) 0.65 g・cm・s2
- Inertia (including ABS-RII) JM 0.507 × 10-4 kg・m2(GD2/4) 0.517 g・cm・s2
Alkalmazható terhelő nyomaték - Applicable load inertia JL 4.95 × 10-4 kg・m2(GD2/4) 5.05 g・cm・s2
Súly kiegészítő jeladóval - Weight (including wiring-saved INC) WE 1.71 kg 1.71 kg
Súly abszolút jeladóval - Weight (including ABS-E) WE 2.01 kg 2.01 kg
Súly abszolút jeladóval - Weight (including ABS-RII) WE 1.80 kg 1.80 kg
a motor modellszám magyarázatát itt találod:
1-3 karakter: motor modell pl. P50
B4-5 karakter: forgórész átmérő pl: B07 = 76mm
6-8 karakter: névleges teljesítmény X 10 W pl:30 = 300W
D (lehet S, R, M, H, D és B) max ford. pl: D=4500
X (lehet X, B és E) beépített fékkel. pl: X= nincs fék
S (lehet S, J, A, N és V) encoder típus pl: S=kiegészítő jeladó (nem abszolút)
Servo motor modell szám magyarázat 26. oldal
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:24
Írta: pvmyc6p5 Dátum 2013 augusztus 08, 12:24
Ott a pont,ez biza rejtély......
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:54
Írta: 000000000 Dátum 2013 augusztus 12, 14:54
including ABS-E és az including ABS-RII egyaránt abszolút jeladó (encoder).
Az RII típus csak kérdezőjelre ad ki pozíció adatot. Lehet nem magyaros a fordításom, de az értelme ez. Vannak folyamatosan jelet leadó encóderek, vannak amik csak változás esetén adnak le, és vannak amik lekérdezére adnak le adatot.
Az RII típus csak kérdezőjelre ad ki pozíció adatot. Lehet nem magyaros a fordításom, de az értelme ez. Vannak folyamatosan jelet leadó encóderek, vannak amik csak változás esetén adnak le, és vannak amik lekérdezére adnak le adatot.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 12:37
Írta: bundyland Dátum 2013 augusztus 08, 12:37
Szerintem kapott Svejktől.
"a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik. "
Legalábbis nekem ez elég lenne válasznak.
"a nagyobb baj hogy a kommunikáció mechatrolink linken keresztül zajlik. "
Legalábbis nekem ez elég lenne válasznak.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 15:03
Írta: 000000000 Dátum 2013 augusztus 12, 15:03
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:48
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:48
Ebben a kérdésben a #1716 és a #1724 hozzászólás volt a téma....
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2013 augusztus 12, 15:24
Írta: tcm5krnn6 Dátum 2013 augusztus 12, 15:24
PY2A030E0XXYPH2
Ennek 4db CN csatlakozója van. A dokuban, amit linkeltél, pedig csak 2db.
Ennek 4db CN csatlakozója van. A dokuban, amit linkeltél, pedig csak 2db.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 16:54
Írta: bundyland Dátum 2013 augusztus 08, 16:54
Igen, arra irtam.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 15:45
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 15:45
Nagyon köszönöm a részletes "fordítást"! A hozzávaló vezérlő tipusszámából nekem az derül ki ,hogy nem jó az én motoromhoz,mert "nyiszi" által ajánlott az PY2A030-as ,és ahogy nézem ,pont ennél ugrik eggyet a táblázat ,tehát csak egy paraszthajszálnyival is de pont nem jó hozzá.
Amplifier model No: PY2A015 kellene hozzá ,ha jól értettem a dolgot.Azért köszönöm a segítséget[#worship][#worship][#worship][#worship]
Amplifier model No: PY2A015 kellene hozzá ,ha jól értettem a dolgot.Azért köszönöm a segítséget[#worship][#worship][#worship][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:58
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 16:58
Elnézést kell kérnem! Nem voltam elég figyelmes!
El siklottam a válasz felett! Köszönöm!
El siklottam a válasz felett! Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 15:56
Írta: 000000000 Dátum 2013 augusztus 12, 15:56
A PY2A30 30A-es.
Neked 15A kellene.
Szerintem egy 30A tud vezérelni 15A motort.
Gondolom szoftveresen megoldható a túlvezérlés lekorlátozása.
Szerintem fordítva lenne a gond.
Neked 15A kellene.
Szerintem egy 30A tud vezérelni 15A motort.
Gondolom szoftveresen megoldható a túlvezérlés lekorlátozása.
Szerintem fordítva lenne a gond.
Cím: Re:AC szervó motoros vezérlés
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 17:00
Írta: 0mc7gus0g Dátum 2013 augusztus 08, 17:00
Köszi! Nem figyeltem, hogy már kaptam választ!
Utána olvasok a dolognak..
Utána olvasok a dolognak..
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 16:01
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 16:01
Lehet benne valami,megbeszélem "nyiszi"-vel ha megjött a nyaralásról,egy próbát csak megér,még egyszer köszi a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 08, 20:18
Írta: bundyland Dátum 2013 augusztus 08, 20:18
Arra probáltam utalni hogy sok energiát ne ölj bele.
Föleg ne keress motort hozzá.
Föleg ne keress motort hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 16:03
Írta: 000000000 Dátum 2013 augusztus 12, 16:03
Dea azért beszélj olyannal, aki naponta szerel szervo vezérlést.
Én ezt általános elektromos, elektronikus szempontból mondtam, úgy megállja a helyét.
Nem tudom, hogy a vezérlés során okoz-e ez bármilyen gondot.
Léptető motorok vezérlőinél sokkal szélesebb paramétereket is megadnak ennél (Pl: 0,5A - 5,6A)
Én ezt általános elektromos, elektronikus szempontból mondtam, úgy megállja a helyét.
Nem tudom, hogy a vezérlés során okoz-e ez bármilyen gondot.
Léptető motorok vezérlőinél sokkal szélesebb paramétereket is megadnak ennél (Pl: 0,5A - 5,6A)
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 10, 16:19
Írta: pvmyc6p5 Dátum 2013 augusztus 10, 16:19
Azt meg tudná nekem valaki mondani ,hogy a #1727
alatt linkelt vezérlő jó lehet-e ehhez a mocihoz.Csak azért nem akarom megvenni ,hogy feltegyem a polcra ,és "örüljek neki.AC SanyoDenki 300W
alatt linkelt vezérlő jó lehet-e ehhez a mocihoz.Csak azért nem akarom megvenni ,hogy feltegyem a polcra ,és "örüljek neki.AC SanyoDenki 300W
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 21, 09:55
Írta: bundyland Dátum 2013 augusztus 21, 09:55
Szia!
Nem tudom ez segít e valamit de itt is sanyo denki motort használt valaki yaskawa sigma I-es vezérlővel, esetleg nézz rá.
Link
Nem tudom ez segít e valamit de itt is sanyo denki motort használt valaki yaskawa sigma I-es vezérlővel, esetleg nézz rá.
Link
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 10, 19:25
Írta: svejk Dátum 2013 augusztus 10, 19:25
Ha Nyiszi azt mondja, hogy jó, akkor arra mérget vehetsz!
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:33
Írta: icmatyi Dátum 2013 augusztus 22, 12:33
Sziasztok!
Van 3db ilyen szervószabályzóm motorral együtt, Step/Dir (Puls/Sign) üzemmódban szépen működik. Forgó kapcsolóval tudom az "erősítést" állítani, és van auto-tuning funkció is. De nincs hozzá adatkábelem PC-hez, sem programom. Így sajnos egy csomó paramétert nem tudok állítani, és a pályakövetést sem tudom ellenőrizni, hogy mennyire pontos. Esetleg tudnátok ebben segíteni, hogy hol lehet azt a kis 8 pólusú kerek (CN3) csatlakozót beszerezni, mert akkor készítenék adatkábelt. Illetve a paraméterező programot, honnan tudnám letölteni (CX-Drive).
Segítséget előre is köszönöm!
Omron szervo

Van 3db ilyen szervószabályzóm motorral együtt, Step/Dir (Puls/Sign) üzemmódban szépen működik. Forgó kapcsolóval tudom az "erősítést" állítani, és van auto-tuning funkció is. De nincs hozzá adatkábelem PC-hez, sem programom. Így sajnos egy csomó paramétert nem tudok állítani, és a pályakövetést sem tudom ellenőrizni, hogy mennyire pontos. Esetleg tudnátok ebben segíteni, hogy hol lehet azt a kis 8 pólusú kerek (CN3) csatlakozót beszerezni, mert akkor készítenék adatkábelt. Illetve a paraméterező programot, honnan tudnám letölteni (CX-Drive).
Segítséget előre is köszönöm!
Omron szervo
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 11, 12:32
Írta: pvmyc6p5 Dátum 2013 augusztus 11, 12:32
Beszéltem"nyiszi"-vel,de ő sem tudja ,hogy jólehet-e az én motoromhoz.Tehát nem az a kérdés ,hogy a vezérlő maga jó-e ,hanem hogy a lent említett motorhoz jó lehet-e?
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:34
Írta: icmatyi Dátum 2013 augusztus 22, 12:34
Omron szervóm:

Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:52
Írta: icmatyi Dátum 2013 augusztus 22, 12:52
A csatlakozót megtaláltam:
Cable connector: HR212-10P-8P (Hirose Electric)
Csati
De a programot sajnos még nem.
Cable connector: HR212-10P-8P (Hirose Electric)
Csati
De a programot sajnos még nem.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 augusztus 22, 12:56
Írta: horcsab Dátum 2013 augusztus 22, 12:56
Nézz it körbe, hátha...
http://www.omronkft.hu/
http://www.omronkft.hu/
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2013 augusztus 11, 21:31
Írta: tcm5krnn6 Dátum 2013 augusztus 11, 21:31
Szia!
Véleményem szerint, ha az interneten ki tudod "túrni" a Hirata-hoz a leírást akkor van esélyed.
Mintha régebben egy internetes fórumon azt olvastam volna, hogy a típusjel végén a PH2 jelzés egy OEM verzióra utal, úgyhogy a hozzátartozó leírás letöltése nem lesz könnyű.
Biztosat én sem tudok, de remélem, hogy a beírásommal nem vezetlek félre...
Véleményem szerint, ha az interneten ki tudod "túrni" a Hirata-hoz a leírást akkor van esélyed.
Mintha régebben egy internetes fórumon azt olvastam volna, hogy a típusjel végén a PH2 jelzés egy OEM verzióra utal, úgyhogy a hozzátartozó leírás letöltése nem lesz könnyű.
Biztosat én sem tudok, de remélem, hogy a beírásommal nem vezetlek félre...
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 13:16
Írta: icmatyi Dátum 2013 augusztus 22, 13:16
Köszönöm szépen!
Találtam sok hasznos dolgot, regisztráltam is. De van egy érzésem, hogy ez a CX-Drive nem ingyenes program.
Találtam sok hasznos dolgot, regisztráltam is. De van egy érzésem, hogy ez a CX-Drive nem ingyenes program.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 11:44
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 11:44
"túrtam" egy kicsit ,de annak ellenére ,hogy angol ,nekem "kínai",a 228-.ik oldaltól vannak érdekességek ,de hogy nekem ez jó -e vagy sem arról halvány fi...m sincs,esetleg valaki hozzáértő ránézne .Köszi,nem tudom feltölteni mert túl nagy a pdf,berakom linknek.http://www.sanyodenki.biz/products/INSTRUCTIONMANUAL/ACservo/PY2/M0001584J(PY2)-E.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2013 augusztus 22, 14:20
Írta: nt4ibi7x Dátum 2013 augusztus 22, 14:20
Keress magánban.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2013 augusztus 22, 17:12
Írta: Szedlay Pál Dátum 2013 augusztus 22, 17:12
http://www.filecrop.com/omron-CX-Drive-software.html
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:35
Írta: 000000000 Dátum 2013 augusztus 12, 14:35
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus[#eljen]
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
a motor modellszám magyarázatát itt találod:
1-3 karakter:
Servo motor modell szám magyarázat 26. oldal
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus[#eljen]
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
a motor modellszám magyarázatát itt találod:
1-3 karakter:
Servo motor modell szám magyarázat 26. oldal
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2013 augusztus 22, 19:27
Írta: Farkas Ádám Dátum 2013 augusztus 22, 19:27
Nekem van kábelem, meg egy két csatim is.. A kábel kölcsönben van a Kristály Árpinál, esetleg tőle elkérheted megengedem, aztán vissza is kerülhetne ;)
Egyébként én régebben úgy csináltam hogy fogtam három ellenállás lábat és ráforrasztottam egy soros egérkábelt (leírásban megtalálod a lábkiosztást) és egyszerűen bedugod a megfelelő lyukakba...
Egyébként én régebben úgy csináltam hogy fogtam három ellenállás lábat és ráforrasztottam egy soros egérkábelt (leírásban megtalálod a lábkiosztást) és egyszerűen bedugod a megfelelő lyukakba...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:48
Írta: 000000000 Dátum 2013 augusztus 12, 14:48
Bocs, elment az üzenet befejezés előtt.
Akkor újra:
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
Névleges teljesítmény - output PR 300 W 300 W
Névleges fordulatszám - Rated revolution speed NR 3000 min-1 3000 rpm
Maximális fordulatszám - Maximum revolution speed Nmax 4500 min-1 4500 rpm
Névleges nyomaték - Rated torque TR 0.931 N・m 9.5 kg・cm
Folyamatos tartó nyomaték - Continuous stall torque TS 0.98 N・m 10 kg・cm
Pillanatnyi tartó nyomaték - Instantaneous maximum stall torque TP 2.94 N・m 30 kg・cm
Névleges armatúra áram - Rated armature current IR 2.2 Arms 2.2 Arms
Folyamatos tartó áram - Continuous stall armature current IS 2.2 Arms 2.2 Arms
Pillanatnyi maximális armatúra tartó áram - Instantaneous maximum stall
- armature current IP 7.5 Arms 7.5 Arms
Nyomaték állandó - Torque constant KT 0.483 N・m/Arms 4.93 kg・cm/Arms
Indukciós feszültség állandó - Induced voltage constant K Eφ 16.86 mV/min-1 16.86 V/krpm
Fázis ellenállás - Phase armature resistance Rφ 2.9 Ω 2.9 Ω
Elektromos időállandó - Electrical time constant te 3.8 msec 3.8 msec
Mechanikai időállandó szenzor nélkül - Mechanical time constant
- (not including sensor) tm 1.8 msec 1.8 msec
Nyomaték kiegészító jeladóval együtt - Inertia (including wiring-saved INC) JM 0.495 × 10-4 kg・m2(GD2/4) 0.505 g・cm・s2
Nyomaték abszolút jeladóval - Inertia (including ABS-E) JM 0.64 × 10-4 kg・m2(GD2/4) 0.65 g・cm・s2
- Inertia (including ABS-RII) JM 0.507 × 10-4 kg・m2(GD2/4) 0.517 g・cm・s2
Alkalmazható terhelő nyomaték - Applicable load inertia JL 4.95 × 10-4 kg・m2(GD2/4) 5.05 g・cm・s2
Súly kiegészítő jeladóval - Weight (including wiring-saved INC) WE 1.71 kg 1.71 kg
Súly abszolút jeladóval - Weight (including ABS-E) WE 2.01 kg 2.01 kg
Súly abszolút jeladóval - Weight (including ABS-RII) WE 1.80 kg 1.80 kg
a motor modellszám magyarázatát itt találod:
1-3 karakter: motor modell pl. P50
B4-5 karakter: forgórész átmérő pl: B07 = 76mm
6-8 karakter: névleges teljesítmény X 10 W pl:30 = 300W
D (lehet S, R, M, H, D és B) max ford. pl: D=4500
X (lehet X, B és E) beépített fékkel. pl: X= nincs fék
S (lehet S, J, A, N és V) encoder típus pl: S=kiegészítő jeladó (nem abszolút)
Servo motor modell szám magyarázat 26. oldal
Akkor újra:
274 oldalon ott a motorod adatlapja. (P50B07030D)
Minden a motorn megadott adat stimmel, a többi adatot pedig ezen az oldalon találod.
A táblázat szerinti vezérlő típus
Amplifier model No: PY2A015
A motor fő karakterisztikai adatai magyarul (Ha nincs ilyen vezérlőd:
Névleges teljesítmény - output PR 300 W 300 W
Névleges fordulatszám - Rated revolution speed NR 3000 min-1 3000 rpm
Maximális fordulatszám - Maximum revolution speed Nmax 4500 min-1 4500 rpm
Névleges nyomaték - Rated torque TR 0.931 N・m 9.5 kg・cm
Folyamatos tartó nyomaték - Continuous stall torque TS 0.98 N・m 10 kg・cm
Pillanatnyi tartó nyomaték - Instantaneous maximum stall torque TP 2.94 N・m 30 kg・cm
Névleges armatúra áram - Rated armature current IR 2.2 Arms 2.2 Arms
Folyamatos tartó áram - Continuous stall armature current IS 2.2 Arms 2.2 Arms
Pillanatnyi maximális armatúra tartó áram - Instantaneous maximum stall
- armature current IP 7.5 Arms 7.5 Arms
Nyomaték állandó - Torque constant KT 0.483 N・m/Arms 4.93 kg・cm/Arms
Indukciós feszültség állandó - Induced voltage constant K Eφ 16.86 mV/min-1 16.86 V/krpm
Fázis ellenállás - Phase armature resistance Rφ 2.9 Ω 2.9 Ω
Elektromos időállandó - Electrical time constant te 3.8 msec 3.8 msec
Mechanikai időállandó szenzor nélkül - Mechanical time constant
- (not including sensor) tm 1.8 msec 1.8 msec
Nyomaték kiegészító jeladóval együtt - Inertia (including wiring-saved INC) JM 0.495 × 10-4 kg・m2(GD2/4) 0.505 g・cm・s2
Nyomaték abszolút jeladóval - Inertia (including ABS-E) JM 0.64 × 10-4 kg・m2(GD2/4) 0.65 g・cm・s2
- Inertia (including ABS-RII) JM 0.507 × 10-4 kg・m2(GD2/4) 0.517 g・cm・s2
Alkalmazható terhelő nyomaték - Applicable load inertia JL 4.95 × 10-4 kg・m2(GD2/4) 5.05 g・cm・s2
Súly kiegészítő jeladóval - Weight (including wiring-saved INC) WE 1.71 kg 1.71 kg
Súly abszolút jeladóval - Weight (including ABS-E) WE 2.01 kg 2.01 kg
Súly abszolút jeladóval - Weight (including ABS-RII) WE 1.80 kg 1.80 kg
a motor modellszám magyarázatát itt találod:
1-3 karakter: motor modell pl. P50
B4-5 karakter: forgórész átmérő pl: B07 = 76mm
6-8 karakter: névleges teljesítmény X 10 W pl:30 = 300W
D (lehet S, R, M, H, D és B) max ford. pl: D=4500
X (lehet X, B és E) beépített fékkel. pl: X= nincs fék
S (lehet S, J, A, N és V) encoder típus pl: S=kiegészítő jeladó (nem abszolút)
Servo motor modell szám magyarázat 26. oldal
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 22, 19:47
Írta: svejk Dátum 2013 augusztus 22, 19:47
[#smile]
[#eljen]
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 19:50
Írta: icmatyi Dátum 2013 augusztus 22, 19:50
Erre én is gondoltam, mert elvileg úgy is csak addig lesz rá szükségem amíg beállítom. De jó ötlet :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 14:54
Írta: 000000000 Dátum 2013 augusztus 12, 14:54
including ABS-E és az including ABS-RII egyaránt abszolút jeladó (encoder).
Az RII típus csak kérdezőjelre ad ki pozíció adatot. Lehet nem magyaros a fordításom, de az értelme ez. Vannak folyamatosan jelet leadó encóderek, vannak amik csak változás esetén adnak le, és vannak amik lekérdezére adnak le adatot.
Az RII típus csak kérdezőjelre ad ki pozíció adatot. Lehet nem magyaros a fordításom, de az értelme ez. Vannak folyamatosan jelet leadó encóderek, vannak amik csak változás esetén adnak le, és vannak amik lekérdezére adnak le adatot.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 23, 13:25
Írta: bundyland Dátum 2013 augusztus 23, 13:25
Sziasztok!
Egy olyn kérdésem lenne hogy 400W-os servo meghajtóval(MR-J2S-40A) járathatok e 200W-os motort (HC-KFS23). Elégséges e csak a nyomaték limitet 50%-ra levinni ? Vagy más paramétert is állítani kéne ?
Egy olyn kérdésem lenne hogy 400W-os servo meghajtóval(MR-J2S-40A) járathatok e 200W-os motort (HC-KFS23). Elégséges e csak a nyomaték limitet 50%-ra levinni ? Vagy más paramétert is állítani kéne ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 15:03
Írta: 000000000 Dátum 2013 augusztus 12, 15:03
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 23, 17:23
Írta: 000000000 Dátum 2013 augusztus 23, 17:23
Mitsubishi-t nem ismerem ,de a Sigma 1-es 2-es 3-as servo pakkok (Yaskawa)a motoron lévő encoder-ből olvassa ki a típusát.
És egyből be is állítja paramétereket hozzá. ( áram, feszültség )
Nekem is 400 Wattos vezérlő viszi a 200 Wattos motorokat.
A beállításnál nem is kellet tökölni a motor adataival csak a numerator denominator és a PID-el meg hogy step dir jelet egyen meg végállás bemenet ( pozitív negatív ) és a Servo On-al.
Röviden ennyi a teljesség igénye nélkül. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2013 augusztus 12, 15:24
Írta: tcm5krnn6 Dátum 2013 augusztus 12, 15:24
PY2A030E0XXYPH2
Ennek 4db CN csatlakozója van. A dokuban, amit linkeltél, pedig csak 2db.
Ennek 4db CN csatlakozója van. A dokuban, amit linkeltél, pedig csak 2db.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 23, 18:31
Írta: bundyland Dátum 2013 augusztus 23, 18:31
Köszi az ötletet, a mitsunál is kommunikál a tipust illetően de erre nem tudom képes e, az zavar hogy a doksiban miért nem szerepel ha ez lehetséges. De lementem kipróbálni, van itthon egy rakás servo meg vezérlő is , erre az encoder kábelt bent hagytam a munkahelyemen. Abból csak egyet vettem, mondván hogy a többi 5-öt majd megcsinálom csak ez még nem történt meg.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 15:45
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 15:45
Nagyon köszönöm a részletes "fordítást"! A hozzávaló vezérlő tipusszámából nekem az derül ki ,hogy nem jó az én motoromhoz,mert "nyiszi" által ajánlott az PY2A030-as ,és ahogy nézem ,pont ennél ugrik eggyet a táblázat ,tehát csak egy paraszthajszálnyival is de pont nem jó hozzá.
Amplifier model No: PY2A015 kellene hozzá ,ha jól értettem a dolgot.Azért köszönöm a segítséget[#worship][#worship][#worship][#worship]
Amplifier model No: PY2A015 kellene hozzá ,ha jól értettem a dolgot.Azért köszönöm a segítséget[#worship][#worship][#worship][#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: cc7nypid Dátum 2013 augusztus 23, 21:02
Írta: cc7nypid Dátum 2013 augusztus 23, 21:02
Sziasztok, elakadtam az összeállított yaskawa vezérlőkkel és servókkal + sneci féle kártyákkal.
Segitség nélkül belefáradtam , mert nem működik , az egyik servo letiltja az egészet, Sneci szerint lehet az egyik encoder rossz. Már hónapok óta nem érem el, hogy hogy javítsam-tassam ki, így a mach 3-mal sem lehet vezérelni semmit. Gondoltam rá beszerzési áron megszabadulok az egésztől, hátha valaki ért hozzá, hogy kell yaskawa servón encodert cserélni, javítani vagy javítatni. 3 db 300w os ac servos cuccról van szó. Ötleteket, segitséget, ajánlatokat kérnék elsősorban ....üdv.
Segitség nélkül belefáradtam , mert nem működik , az egyik servo letiltja az egészet, Sneci szerint lehet az egyik encoder rossz. Már hónapok óta nem érem el, hogy hogy javítsam-tassam ki, így a mach 3-mal sem lehet vezérelni semmit. Gondoltam rá beszerzési áron megszabadulok az egésztől, hátha valaki ért hozzá, hogy kell yaskawa servón encodert cserélni, javítani vagy javítatni. 3 db 300w os ac servos cuccról van szó. Ötleteket, segitséget, ajánlatokat kérnék elsősorban ....üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 15:56
Írta: 000000000 Dátum 2013 augusztus 12, 15:56
A PY2A30 30A-es.
Neked 15A kellene.
Szerintem egy 30A tud vezérelni 15A motort.
Gondolom szoftveresen megoldható a túlvezérlés lekorlátozása.
Szerintem fordítva lenne a gond.
Neked 15A kellene.
Szerintem egy 30A tud vezérelni 15A motort.
Gondolom szoftveresen megoldható a túlvezérlés lekorlátozása.
Szerintem fordítva lenne a gond.
Cím: Re:AC szervó motoros vezérlés
Írta: z2a2u8wf Dátum 2013 augusztus 23, 21:18
Írta: z2a2u8wf Dátum 2013 augusztus 23, 21:18
mennyi a beszerzési ára? külön is eladod őket vagy csak egyben?
egy vezér egy mocival érdekelne.
egy vezér egy mocival érdekelne.
Cím: Re:AC szervó motoros vezérlés
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 16:01
Írta: pvmyc6p5 Dátum 2013 augusztus 12, 16:01
Lehet benne valami,megbeszélem "nyiszi"-vel ha megjött a nyaralásról,egy próbát csak megér,még egyszer köszi a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2013 augusztus 25, 14:44
Írta: Kristály Árpád Dátum 2013 augusztus 25, 14:44
Árat légyszíves!
Árpád
Árpád
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 12, 16:03
Írta: 000000000 Dátum 2013 augusztus 12, 16:03
Dea azért beszélj olyannal, aki naponta szerel szervo vezérlést.
Én ezt általános elektromos, elektronikus szempontból mondtam, úgy megállja a helyét.
Nem tudom, hogy a vezérlés során okoz-e ez bármilyen gondot.
Léptető motorok vezérlőinél sokkal szélesebb paramétereket is megadnak ennél (Pl: 0,5A - 5,6A)
Én ezt általános elektromos, elektronikus szempontból mondtam, úgy megállja a helyét.
Nem tudom, hogy a vezérlés során okoz-e ez bármilyen gondot.
Léptető motorok vezérlőinél sokkal szélesebb paramétereket is megadnak ennél (Pl: 0,5A - 5,6A)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 27, 10:27
Írta: bundyland Dátum 2013 augusztus 27, 10:27
Szia !
N, kiprobáltam amit mondtál. Összekötöttem egy 200W-os HC-KFS23BK szervo-t
egy MR-J2S-40A 400W-os meghajtóval. Hát ezek is megbeszélik az encoderrel hogy milyen motor is van rákötve csak éppen nekem nem kedvezően.
"AL-1A Wrong combination of servo amplifier and servo motor"
Tehát a mitsunál nem keverhető a motor meg a meghajtó. Azért köszi az ötletet így legalább nem agyalok rajta, csak 400W-os meghajtót sokkal olcsobban tudok mint 200W-ost azért próbálkoztam.
N, kiprobáltam amit mondtál. Összekötöttem egy 200W-os HC-KFS23BK szervo-t
egy MR-J2S-40A 400W-os meghajtóval. Hát ezek is megbeszélik az encoderrel hogy milyen motor is van rákötve csak éppen nekem nem kedvezően.
"AL-1A Wrong combination of servo amplifier and servo motor"
Tehát a mitsunál nem keverhető a motor meg a meghajtó. Azért köszi az ötletet így legalább nem agyalok rajta, csak 400W-os meghajtót sokkal olcsobban tudok mint 200W-ost azért próbálkoztam.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 21, 09:55
Írta: bundyland Dátum 2013 augusztus 21, 09:55
Szia!
Nem tudom ez segít e valamit de itt is sanyo denki motort használt valaki yaskawa sigma I-es vezérlővel, esetleg nézz rá.
Link
Nem tudom ez segít e valamit de itt is sanyo denki motort használt valaki yaskawa sigma I-es vezérlővel, esetleg nézz rá.
Link
Cím: Re:AC szervó motoros vezérlés
Írta: cc7nypid Dátum 2013 augusztus 27, 20:37
Írta: cc7nypid Dátum 2013 augusztus 27, 20:37
Sziasztok, csak egyben adnám el, igen sok cucc jött össze évek alatt, már beszéltem itt valakivel, sokalja, = inkább megcsinálom, még küzdök vele egy darabig !
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:33
Írta: icmatyi Dátum 2013 augusztus 22, 12:33
Sziasztok!
Van 3db ilyen szervószabályzóm motorral együtt, Step/Dir (Puls/Sign) üzemmódban szépen működik. Forgó kapcsolóval tudom az "erősítést" állítani, és van auto-tuning funkció is. De nincs hozzá adatkábelem PC-hez, sem programom. Így sajnos egy csomó paramétert nem tudok állítani, és a pályakövetést sem tudom ellenőrizni, hogy mennyire pontos. Esetleg tudnátok ebben segíteni, hogy hol lehet azt a kis 8 pólusú kerek (CN3) csatlakozót beszerezni, mert akkor készítenék adatkábelt. Illetve a paraméterező programot, honnan tudnám letölteni (CX-Drive).
Segítséget előre is köszönöm!
Omron szervo
Van 3db ilyen szervószabályzóm motorral együtt, Step/Dir (Puls/Sign) üzemmódban szépen működik. Forgó kapcsolóval tudom az "erősítést" állítani, és van auto-tuning funkció is. De nincs hozzá adatkábelem PC-hez, sem programom. Így sajnos egy csomó paramétert nem tudok állítani, és a pályakövetést sem tudom ellenőrizni, hogy mennyire pontos. Esetleg tudnátok ebben segíteni, hogy hol lehet azt a kis 8 pólusú kerek (CN3) csatlakozót beszerezni, mert akkor készítenék adatkábelt. Illetve a paraméterező programot, honnan tudnám letölteni (CX-Drive).
Segítséget előre is köszönöm!
Omron szervo
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 27, 20:48
Írta: 000000000 Dátum 2013 augusztus 27, 20:48
Eddig volt szerencsém pár gyártó termékeihez, de nem véletlen a Yaskawa jött be.
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:34
Írta: icmatyi Dátum 2013 augusztus 22, 12:34
Omron szervóm:
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2013 augusztus 27, 22:31
Írta: bznc93pf5 Dátum 2013 augusztus 27, 22:31
ha még nem boldogultál akkor keress meg, nekem van mindenem.
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 12:52
Írta: icmatyi Dátum 2013 augusztus 22, 12:52
A csatlakozót megtaláltam:
Cable connector: HR212-10P-8P (Hirose Electric)
Csati
De a programot sajnos még nem.
Cable connector: HR212-10P-8P (Hirose Electric)
Csati
De a programot sajnos még nem.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 28, 10:46
Írta: bundyland Dátum 2013 augusztus 28, 10:46
Hát most már mindegy, jó áron jutottam a Mitsu-khoz ezért nem cserélem le az 5 és fél szettemet. Akkor inkább keresek 200W-os meghajtót.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2013 augusztus 22, 12:56
Írta: horcsab Dátum 2013 augusztus 22, 12:56
Nézz it körbe, hátha...
http://www.omronkft.hu/
http://www.omronkft.hu/
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2013 augusztus 29, 07:51
Írta: 4umhue7vh Dátum 2013 augusztus 29, 07:51
Üdv!
Ért valaki a Mitsubishi MR-J2S-40A szervohoz?
Ha jól értelmezem a p21 menüpontban ha az utolsó karaktert 1-re allítom, a
PP bemenet step, az NP bemenet dir jeleket fogad. Jól gondolom? Esetleg a fontosabb beállításokról írna valaki? A 24 voltos jeleket hogy szoktátok megoldani?
Köszi.
Ért valaki a Mitsubishi MR-J2S-40A szervohoz?
Ha jól értelmezem a p21 menüpontban ha az utolsó karaktert 1-re allítom, a
PP bemenet step, az NP bemenet dir jeleket fogad. Jól gondolom? Esetleg a fontosabb beállításokról írna valaki? A 24 voltos jeleket hogy szoktátok megoldani?
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 13:16
Írta: icmatyi Dátum 2013 augusztus 22, 13:16
Köszönöm szépen!
Találtam sok hasznos dolgot, regisztráltam is. De van egy érzésem, hogy ez a CX-Drive nem ingyenes program.
Találtam sok hasznos dolgot, regisztráltam is. De van egy érzésem, hogy ez a CX-Drive nem ingyenes program.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 29, 09:43
Írta: bundyland Dátum 2013 augusztus 29, 09:43
Hali !
Hát hogy értek az tulzás, de van 6db ilyen vezérlőm, amivel eddig arra jutottam hogy asztalon letéve
motorral pc-ről vezérelhető és jól működik.
Igen a 21-es memóriacímen kell 0001-re állítani pozitív logika esetén és 0011-re negatív logika esetén. A 24v-ot nem használtam
illetve csak a VDD-COM összekötésnél SON-hon. OPC-re nem kötöttem mert nekem 5v-ról megy STEP/DIR így oda nem használtam.
A benne lévő 24V -os táppal óvatosan mert nem igen terhelhető, én nem használnám a gépre kivezetékezve.
Hát hogy értek az tulzás, de van 6db ilyen vezérlőm, amivel eddig arra jutottam hogy asztalon letéve
motorral pc-ről vezérelhető és jól működik.
Igen a 21-es memóriacímen kell 0001-re állítani pozitív logika esetén és 0011-re negatív logika esetén. A 24v-ot nem használtam
illetve csak a VDD-COM összekötésnél SON-hon. OPC-re nem kötöttem mert nekem 5v-ról megy STEP/DIR így oda nem használtam.
A benne lévő 24V -os táppal óvatosan mert nem igen terhelhető, én nem használnám a gépre kivezetékezve.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2013 augusztus 22, 14:20
Írta: nt4ibi7x Dátum 2013 augusztus 22, 14:20
Keress magánban.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 01, 16:11
Írta: zoli0302 Dátum 2013 szeptember 01, 16:11
Üdv !
Ért valaki a pacific /siemens/ SC903 servóhoz ? Nem vagyok képes a step dir rendszerét életre kelteni..Örülnék bármilyen segítségnek http://www.kollmorgen.com/uploadedFiles/Products/Drives/Discontinued_Drives/Discontinued_Drives/SC900-SCE900/200603221604560.SC900_Manual.pdf
Ért valaki a pacific /siemens/ SC903 servóhoz ? Nem vagyok képes a step dir rendszerét életre kelteni..Örülnék bármilyen segítségnek http://www.kollmorgen.com/uploadedFiles/Products/Drives/Discontinued_Drives/Discontinued_Drives/SC900-SCE900/200603221604560.SC900_Manual.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2013 augusztus 22, 17:12
Írta: Szedlay Pál Dátum 2013 augusztus 22, 17:12
http://www.filecrop.com/omron-CX-Drive-software.html
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2013 augusztus 22, 19:27
Írta: Farkas Ádám Dátum 2013 augusztus 22, 19:27
Nekem van kábelem, meg egy két csatim is.. A kábel kölcsönben van a Kristály Árpinál, esetleg tőle elkérheted megengedem, aztán vissza is kerülhetne ;)
Egyébként én régebben úgy csináltam hogy fogtam három ellenállás lábat és ráforrasztottam egy soros egérkábelt (leírásban megtalálod a lábkiosztást) és egyszerűen bedugod a megfelelő lyukakba...
Egyébként én régebben úgy csináltam hogy fogtam három ellenállás lábat és ráforrasztottam egy soros egérkábelt (leírásban megtalálod a lábkiosztást) és egyszerűen bedugod a megfelelő lyukakba...
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 szeptember 01, 16:35
Írta: bundyland Dátum 2013 szeptember 01, 16:35
Hát ez alapján nekem se menne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 augusztus 22, 19:47
Írta: svejk Dátum 2013 augusztus 22, 19:47
[#smile]
[#eljen]
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 01, 16:41
Írta: zoli0302 Dátum 2013 szeptember 01, 16:41
Nekem elég egyszerűnek tűnt a 4.4-4.5 oldal alpján
Cím: Re:AC szervó motoros vezérlés
Írta: icmatyi Dátum 2013 augusztus 22, 19:50
Írta: icmatyi Dátum 2013 augusztus 22, 19:50
Erre én is gondoltam, mert elvileg úgy is csak addig lesz rá szükségem amíg beállítom. De jó ötlet :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 15:19
Írta: svejk Dátum 2013 szeptember 28, 15:19
Keresem azt az emberkét, aki a székesfehérvári találkozón adott egy 100W-os SGDH vezérlőt javításra!!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 23, 13:25
Írta: bundyland Dátum 2013 augusztus 23, 13:25
Sziasztok!
Egy olyn kérdésem lenne hogy 400W-os servo meghajtóval(MR-J2S-40A) járathatok e 200W-os motort (HC-KFS23). Elégséges e csak a nyomaték limitet 50%-ra levinni ? Vagy más paramétert is állítani kéne ?
Egy olyn kérdésem lenne hogy 400W-os servo meghajtóval(MR-J2S-40A) járathatok e 200W-os motort (HC-KFS23). Elégséges e csak a nyomaték limitet 50%-ra levinni ? Vagy más paramétert is állítani kéne ?
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 szeptember 28, 16:40
Írta: D.Laci Dátum 2013 szeptember 28, 16:40
Nem voltam ott a találkozón, de én adtam. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 23, 17:23
Írta: 000000000 Dátum 2013 augusztus 23, 17:23
Mitsubishi-t nem ismerem ,de a Sigma 1-es 2-es 3-as servo pakkok (Yaskawa)a motoron lévő encoder-ből olvassa ki a típusát.
És egyből be is állítja paramétereket hozzá. ( áram, feszültség )
Nekem is 400 Wattos vezérlő viszi a 200 Wattos motorokat.
A beállításnál nem is kellet tökölni a motor adataival csak a numerator denominator és a PID-el meg hogy step dir jelet egyen meg végállás bemenet ( pozitív negatív ) és a Servo On-al.
Röviden ennyi a teljesség igénye nélkül. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 28, 19:34
Írta: Révész Richárd Dátum 2013 szeptember 28, 19:34
Sikerült életet lehelni bele?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 23, 18:31
Írta: bundyland Dátum 2013 augusztus 23, 18:31
Köszi az ötletet, a mitsunál is kommunikál a tipust illetően de erre nem tudom képes e, az zavar hogy a doksiban miért nem szerepel ha ez lehetséges. De lementem kipróbálni, van itthon egy rakás servo meg vezérlő is , erre az encoder kábelt bent hagytam a munkahelyemen. Abból csak egyet vettem, mondván hogy a többi 5-öt majd megcsinálom csak ez még nem történt meg.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2013 szeptember 28, 19:49
Írta: Riboga Dátum 2013 szeptember 28, 19:49
Én adtam, hogy sztem IGBT hibás.
Cím: Re:AC szervó motoros vezérlés
Írta: cc7nypid Dátum 2013 augusztus 23, 21:02
Írta: cc7nypid Dátum 2013 augusztus 23, 21:02
Sziasztok, elakadtam az összeállított yaskawa vezérlőkkel és servókkal + sneci féle kártyákkal.
Segitség nélkül belefáradtam , mert nem működik , az egyik servo letiltja az egészet, Sneci szerint lehet az egyik encoder rossz. Már hónapok óta nem érem el, hogy hogy javítsam-tassam ki, így a mach 3-mal sem lehet vezérelni semmit. Gondoltam rá beszerzési áron megszabadulok az egésztől, hátha valaki ért hozzá, hogy kell yaskawa servón encodert cserélni, javítani vagy javítatni. 3 db 300w os ac servos cuccról van szó. Ötleteket, segitséget, ajánlatokat kérnék elsősorban ....üdv.
Segitség nélkül belefáradtam , mert nem működik , az egyik servo letiltja az egészet, Sneci szerint lehet az egyik encoder rossz. Már hónapok óta nem érem el, hogy hogy javítsam-tassam ki, így a mach 3-mal sem lehet vezérelni semmit. Gondoltam rá beszerzési áron megszabadulok az egésztől, hátha valaki ért hozzá, hogy kell yaskawa servón encodert cserélni, javítani vagy javítatni. 3 db 300w os ac servos cuccról van szó. Ötleteket, segitséget, ajánlatokat kérnék elsősorban ....üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2013 szeptember 28, 19:54
Írta: guliver83 Dátum 2013 szeptember 28, 19:54
Én ott voltam és adtam egy pár dolgot neked javítani, de már én sem emlékszem rá! Nem tudod mi lehetett az? [#taps][#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: z2a2u8wf Dátum 2013 augusztus 23, 21:18
Írta: z2a2u8wf Dátum 2013 augusztus 23, 21:18
mennyi a beszerzési ára? külön is eladod őket vagy csak egyben?
egy vezér egy mocival érdekelne.
egy vezér egy mocival érdekelne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 20:17
Írta: svejk Dátum 2013 szeptember 28, 20:17
Az a rész kijavítva, de ez egy SGDH vezérlő és SGDM vezérlő panel van benne!!???
Ki tököm cserélte el, feleslegesen dolgoztam vele. [#boxer]
Ki tököm cserélte el, feleslegesen dolgoztam vele. [#boxer]
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2013 augusztus 25, 14:44
Írta: Kristály Árpád Dátum 2013 augusztus 25, 14:44
Árat légyszíves!
Árpád
Árpád
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 20:18
Írta: svejk Dátum 2013 szeptember 28, 20:18
Keress majd magánban.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 27, 10:27
Írta: bundyland Dátum 2013 augusztus 27, 10:27
Szia !
N, kiprobáltam amit mondtál. Összekötöttem egy 200W-os HC-KFS23BK szervo-t
egy MR-J2S-40A 400W-os meghajtóval. Hát ezek is megbeszélik az encoderrel hogy milyen motor is van rákötve csak éppen nekem nem kedvezően.
"AL-1A Wrong combination of servo amplifier and servo motor"
Tehát a mitsunál nem keverhető a motor meg a meghajtó. Azért köszi az ötletet így legalább nem agyalok rajta, csak 400W-os meghajtót sokkal olcsobban tudok mint 200W-ost azért próbálkoztam.
N, kiprobáltam amit mondtál. Összekötöttem egy 200W-os HC-KFS23BK szervo-t
egy MR-J2S-40A 400W-os meghajtóval. Hát ezek is megbeszélik az encoderrel hogy milyen motor is van rákötve csak éppen nekem nem kedvezően.
"AL-1A Wrong combination of servo amplifier and servo motor"
Tehát a mitsunál nem keverhető a motor meg a meghajtó. Azért köszi az ötletet így legalább nem agyalok rajta, csak 400W-os meghajtót sokkal olcsobban tudok mint 200W-ost azért próbálkoztam.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 29, 09:44
Írta: zoli0302 Dátum 2013 szeptember 29, 09:44
Még nem, várom a programozó-paraméterező panelt.
A leírásából kiderült, hogy az alaphelyzetben csak az analóg sebességszervó bemenet él így hiába küzdöttem vele vele.
A leírásából kiderült, hogy az alaphelyzetben csak az analóg sebességszervó bemenet él így hiába küzdöttem vele vele.
Cím: Re:AC szervó motoros vezérlés
Írta: cc7nypid Dátum 2013 augusztus 27, 20:37
Írta: cc7nypid Dátum 2013 augusztus 27, 20:37
Sziasztok, csak egyben adnám el, igen sok cucc jött össze évek alatt, már beszéltem itt valakivel, sokalja, = inkább megcsinálom, még küzdök vele egy darabig !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 szeptember 30, 15:50
Írta: 000000000 Dátum 2013 szeptember 30, 15:50
Sziasztok!
Hozzájutottam 3db Omron R88D-UA04H típusú szervó vezérlőhöz, hozzá való motorokkal együtt. Kérdésem, foglalkozott-e már valaki közületek ennek a step/dir rendszerű meghajtásával? Megoldható-e egyáltalán? Gyári adatlapot átolvastam, kicsit elvesztettem a fonalat...
Bármilyen segítség jól jönne.
Köszönöm! Üdv, Gabi
Hozzájutottam 3db Omron R88D-UA04H típusú szervó vezérlőhöz, hozzá való motorokkal együtt. Kérdésem, foglalkozott-e már valaki közületek ennek a step/dir rendszerű meghajtásával? Megoldható-e egyáltalán? Gyári adatlapot átolvastam, kicsit elvesztettem a fonalat...
Bármilyen segítség jól jönne.
Köszönöm! Üdv, Gabi
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 augusztus 27, 20:48
Írta: 000000000 Dátum 2013 augusztus 27, 20:48
Eddig volt szerencsém pár gyártó termékeihez, de nem véletlen a Yaskawa jött be.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 30, 16:56
Írta: Révész Richárd Dátum 2013 szeptember 30, 16:56
Na erre voltam kíváncsi, hogy van e hozzá kártya.
A szoftver megvan?
Elég sok mindent be kell állítani benne.
Kb 2 éve csináltam 6db-ot.
A szoftver megvan?
Elég sok mindent be kell állítani benne.
Kb 2 éve csináltam 6db-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: bznc93pf5 Dátum 2013 augusztus 27, 22:31
Írta: bznc93pf5 Dátum 2013 augusztus 27, 22:31
ha még nem boldogultál akkor keress meg, nekem van mindenem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 30, 17:48
Írta: svejk Dátum 2013 szeptember 30, 17:48
Csak analóg bemenete van.
Külső step/dir-analóg átalakítóval üzembe helyezhető, de szerintem nem rentábilis.
Külső step/dir-analóg átalakítóval üzembe helyezhető, de szerintem nem rentábilis.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 28, 10:46
Írta: bundyland Dátum 2013 augusztus 28, 10:46
Hát most már mindegy, jó áron jutottam a Mitsu-khoz ezért nem cserélem le az 5 és fél szettemet. Akkor inkább keresek 200W-os meghajtót.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 30, 19:01
Írta: svejk Dátum 2013 szeptember 30, 19:01
Használ, vagy van valakinek ilyen Panasonic MSD konfigurációja a Csizin kívül??
Lenne egy-két kérdésem.
Lenne egy-két kérdésem.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2013 augusztus 29, 07:51
Írta: 4umhue7vh Dátum 2013 augusztus 29, 07:51
Üdv!
Ért valaki a Mitsubishi MR-J2S-40A szervohoz?
Ha jól értelmezem a p21 menüpontban ha az utolsó karaktert 1-re allítom, a
PP bemenet step, az NP bemenet dir jeleket fogad. Jól gondolom? Esetleg a fontosabb beállításokról írna valaki? A 24 voltos jeleket hogy szoktátok megoldani?
Köszi.
Ért valaki a Mitsubishi MR-J2S-40A szervohoz?
Ha jól értelmezem a p21 menüpontban ha az utolsó karaktert 1-re allítom, a
PP bemenet step, az NP bemenet dir jeleket fogad. Jól gondolom? Esetleg a fontosabb beállításokról írna valaki? A 24 voltos jeleket hogy szoktátok megoldani?
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 30, 20:38
Írta: zoli0302 Dátum 2013 szeptember 30, 20:38
De rendesen sikerült beállítanod a szervókat ?
Ha elakadok majd kérem a segítséged, jelen pillanatban valahol a postán van a kártya. A program megvan hozzá és a leírása is.
Használod, vagy eladtad a szervókat ?
Ha elakadok majd kérem a segítséged, jelen pillanatban valahol a postán van a kártya. A program megvan hozzá és a leírása is.
Használod, vagy eladtad a szervókat ?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 augusztus 29, 09:43
Írta: bundyland Dátum 2013 augusztus 29, 09:43
Hali !
Hát hogy értek az tulzás, de van 6db ilyen vezérlőm, amivel eddig arra jutottam hogy asztalon letéve
motorral pc-ről vezérelhető és jól működik.
Igen a 21-es memóriacímen kell 0001-re állítani pozitív logika esetén és 0011-re negatív logika esetén. A 24v-ot nem használtam
illetve csak a VDD-COM összekötésnél SON-hon. OPC-re nem kötöttem mert nekem 5v-ról megy STEP/DIR így oda nem használtam.
A benne lévő 24V -os táppal óvatosan mert nem igen terhelhető, én nem használnám a gépre kivezetékezve.
Hát hogy értek az tulzás, de van 6db ilyen vezérlőm, amivel eddig arra jutottam hogy asztalon letéve
motorral pc-ről vezérelhető és jól működik.
Igen a 21-es memóriacímen kell 0001-re állítani pozitív logika esetén és 0011-re negatív logika esetén. A 24v-ot nem használtam
illetve csak a VDD-COM összekötésnél SON-hon. OPC-re nem kötöttem mert nekem 5v-ról megy STEP/DIR így oda nem használtam.
A benne lévő 24V -os táppal óvatosan mert nem igen terhelhető, én nem használnám a gépre kivezetékezve.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 30, 21:39
Írta: Révész Richárd Dátum 2013 szeptember 30, 21:39
Úgy néz ki működik azóta is rendesen.
Nem én használom őket, egy benga nagy gépben vannak, igaz nem cnc.Nem gyorsan mozognak, csak olyan papás módon.
Nem én használom őket, egy benga nagy gépben vannak, igaz nem cnc.Nem gyorsan mozognak, csak olyan papás módon.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 01, 16:11
Írta: zoli0302 Dátum 2013 szeptember 01, 16:11
Üdv !
Ért valaki a pacific /siemens/ SC903 servóhoz ? Nem vagyok képes a step dir rendszerét életre kelteni..Örülnék bármilyen segítségnek http://www.kollmorgen.com/uploadedFiles/Products/Drives/Discontinued_Drives/Discontinued_Drives/SC900-SCE900/200603221604560.SC900_Manual.pdf
Ért valaki a pacific /siemens/ SC903 servóhoz ? Nem vagyok képes a step dir rendszerét életre kelteni..Örülnék bármilyen segítségnek http://www.kollmorgen.com/uploadedFiles/Products/Drives/Discontinued_Drives/Discontinued_Drives/SC900-SCE900/200603221604560.SC900_Manual.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 01, 08:37
Írta: 000000000 Dátum 2013 október 01, 08:37
Akkor ezzel nem jutok előbbre. Azért köszönöm! Üdv, Gabi
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 szeptember 01, 16:35
Írta: bundyland Dátum 2013 szeptember 01, 16:35
Hát ez alapján nekem se menne.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 október 01, 17:12
Írta: zoli0302 Dátum 2013 október 01, 17:12
Az analóg vagy valamelyik step dires vezérlést használtad a gépben ?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 01, 16:41
Írta: zoli0302 Dátum 2013 szeptember 01, 16:41
Nekem elég egyszerűnek tűnt a 4.4-4.5 oldal alpján
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 október 01, 21:07
Írta: Révész Richárd Dátum 2013 október 01, 21:07
step dir van használva.
Átküldök egy beállítást nézegesd.
Átküldök egy beállítást nézegesd.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 15:19
Írta: svejk Dátum 2013 szeptember 28, 15:19
Keresem azt az emberkét, aki a székesfehérvári találkozón adott egy 100W-os SGDH vezérlőt javításra!!
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 október 01, 21:12
Írta: Révész Richárd Dátum 2013 október 01, 21:12
Teljesen más kérdés, remélem nem köveznek meg érte.
Az E39 fórumon is Te vagy fent ezen a néven?
Az E39 fórumon is Te vagy fent ezen a néven?
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2013 szeptember 28, 16:40
Írta: D.Laci Dátum 2013 szeptember 28, 16:40
Nem voltam ott a találkozón, de én adtam. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 október 02, 09:00
Írta: zoli0302 Dátum 2013 október 02, 09:00
Nem ott más bitorolja ezt a nicket :)
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 28, 19:34
Írta: Révész Richárd Dátum 2013 szeptember 28, 19:34
Sikerült életet lehelni bele?
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 05, 22:11
Írta: vuk Dátum 2013 október 05, 22:11
Sziasztok!
Tudna valaki segíteni abban, hogy egy Mitsubishi HF-KP43B AC-szervo motorban milyen encoder lakozik?
Mert erről semmi infót nem találok, 6 eres kábel jön ki az encoder részből.
Egy ELMO BASSOON servo kártyát tesztelnék vele, ha lenne encoder bekötés és még ha passzolna is hozzá.Előre is köszönöm. Üdv!
Tudna valaki segíteni abban, hogy egy Mitsubishi HF-KP43B AC-szervo motorban milyen encoder lakozik?
Mert erről semmi infót nem találok, 6 eres kábel jön ki az encoder részből.
Egy ELMO BASSOON servo kártyát tesztelnék vele, ha lenne encoder bekötés és még ha passzolna is hozzá.Előre is köszönöm. Üdv!
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2013 szeptember 28, 19:49
Írta: Riboga Dátum 2013 szeptember 28, 19:49
Én adtam, hogy sztem IGBT hibás.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 06, 09:38
Írta: 000000000 Dátum 2013 október 06, 09:38
99.9% hogy nem lesz kompatibilis mert ezek az enkóderek BUS-on kommunikálnak.
És ebből az adatfolyamból ismeri fel a motor típusát is a vezérlő.
Szerintem halva született ötlet, de ha ennyi hulladék időd van akkor hajrá !
Legalább ezt is tudni fogjuk hogy működik vagy sem.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2013 szeptember 28, 19:54
Írta: guliver83 Dátum 2013 szeptember 28, 19:54
Én ott voltam és adtam egy pár dolgot neked javítani, de már én sem emlékszem rá! Nem tudod mi lehetett az? [#taps][#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 06, 09:42
Írta: 000000000 Dátum 2013 október 06, 09:42
A 6 kábelből általában csak 4-et használ, 2 az abszolút enkóder külső akkujára megy (általában nem használt), 2 kábel a DC a maradék pedig a BUS.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 20:17
Írta: svejk Dátum 2013 szeptember 28, 20:17
Az a rész kijavítva, de ez egy SGDH vezérlő és SGDM vezérlő panel van benne!!???
Ki tököm cserélte el, feleslegesen dolgoztam vele. [#boxer]
Ki tököm cserélte el, feleslegesen dolgoztam vele. [#boxer]
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 06, 10:06
Írta: vuk Dátum 2013 október 06, 10:06
Olyan túl sok időm nekem sincs, ezért kérdeztem, hogy érdemes e vele foglalkozni. Viszont ezekről az encoderekről semmi bekötési rajz nincs.
Van 1 piros, 1 barna, 1 narancs, és 3 fehér vezeték. Esetleg van tipped melyik mi lehet?
De ahogy írod szerintem is felejtős lesz.
Elmo bassoon ezeket tudja:
http://www.elmomc.com/products/bassoon-main.htm
Van 1 piros, 1 barna, 1 narancs, és 3 fehér vezeték. Esetleg van tipped melyik mi lehet?
De ahogy írod szerintem is felejtős lesz.
Elmo bassoon ezeket tudja:
http://www.elmomc.com/products/bassoon-main.htm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 28, 20:18
Írta: svejk Dátum 2013 szeptember 28, 20:18
Keress majd magánban.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 október 06, 14:09
Írta: bundyland Dátum 2013 október 06, 14:09
És miért nem jó neked ami a manuálba le van írva ?
LINK
211. oldal
De szerintem kizárt hogy használni tudd.
LINK
211. oldal
De szerintem kizárt hogy használni tudd.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 29, 09:44
Írta: zoli0302 Dátum 2013 szeptember 29, 09:44
Még nem, várom a programozó-paraméterező panelt.
A leírásából kiderült, hogy az alaphelyzetben csak az analóg sebességszervó bemenet él így hiába küzdöttem vele vele.
A leírásából kiderült, hogy az alaphelyzetben csak az analóg sebességszervó bemenet él így hiába küzdöttem vele vele.
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 06, 16:55
Írta: vuk Dátum 2013 október 06, 16:55
Szia,
köszi a segítséget időközben én is rátaláltam, és sajnos tényleg nem jó a párosítás az elmo vezérlővel.
köszi a segítséget időközben én is rátaláltam, és sajnos tényleg nem jó a párosítás az elmo vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 szeptember 30, 15:50
Írta: 000000000 Dátum 2013 szeptember 30, 15:50
Sziasztok!
Hozzájutottam 3db Omron R88D-UA04H típusú szervó vezérlőhöz, hozzá való motorokkal együtt. Kérdésem, foglalkozott-e már valaki közületek ennek a step/dir rendszerű meghajtásával? Megoldható-e egyáltalán? Gyári adatlapot átolvastam, kicsit elvesztettem a fonalat...
Bármilyen segítség jól jönne.
Köszönöm! Üdv, Gabi
Hozzájutottam 3db Omron R88D-UA04H típusú szervó vezérlőhöz, hozzá való motorokkal együtt. Kérdésem, foglalkozott-e már valaki közületek ennek a step/dir rendszerű meghajtásával? Megoldható-e egyáltalán? Gyári adatlapot átolvastam, kicsit elvesztettem a fonalat...
Bármilyen segítség jól jönne.
Köszönöm! Üdv, Gabi
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 21:00
Írta: c2nsu773m Dátum 2013 november 15, 21:00

Ez a motort meg lehet hajtani ezzel a vezérlővel?

Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 30, 16:56
Írta: Révész Richárd Dátum 2013 szeptember 30, 16:56
Na erre voltam kíváncsi, hogy van e hozzá kártya.
A szoftver megvan?
Elég sok mindent be kell állítani benne.
Kb 2 éve csináltam 6db-ot.
A szoftver megvan?
Elég sok mindent be kell állítani benne.
Kb 2 éve csináltam 6db-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 15, 21:06
Írta: svejk Dátum 2013 november 15, 21:06
nem
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 30, 17:48
Írta: svejk Dátum 2013 szeptember 30, 17:48
Csak analóg bemenete van.
Külső step/dir-analóg átalakítóval üzembe helyezhető, de szerintem nem rentábilis.
Külső step/dir-analóg átalakítóval üzembe helyezhető, de szerintem nem rentábilis.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 21:59
Írta: c2nsu773m Dátum 2013 november 15, 21:59
Kicsit bővebben?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 szeptember 30, 19:01
Írta: svejk Dátum 2013 szeptember 30, 19:01
Használ, vagy van valakinek ilyen Panasonic MSD konfigurációja a Csizin kívül??
Lenne egy-két kérdésem.
Lenne egy-két kérdésem.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 november 15, 22:08
Írta: bundyland Dátum 2013 november 15, 22:08
Teljesen más az enkoder kommunikácio.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 szeptember 30, 20:38
Írta: zoli0302 Dátum 2013 szeptember 30, 20:38
De rendesen sikerült beállítanod a szervókat ?
Ha elakadok majd kérem a segítséged, jelen pillanatban valahol a postán van a kártya. A program megvan hozzá és a leírása is.
Használod, vagy eladtad a szervókat ?
Ha elakadok majd kérem a segítséged, jelen pillanatban valahol a postán van a kártya. A program megvan hozzá és a leírása is.
Használod, vagy eladtad a szervókat ?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 22:41
Írta: c2nsu773m Dátum 2013 november 15, 22:41
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 szeptember 30, 21:39
Írta: Révész Richárd Dátum 2013 szeptember 30, 21:39
Úgy néz ki működik azóta is rendesen.
Nem én használom őket, egy benga nagy gépben vannak, igaz nem cnc.Nem gyorsan mozognak, csak olyan papás módon.
Nem én használom őket, egy benga nagy gépben vannak, igaz nem cnc.Nem gyorsan mozognak, csak olyan papás módon.
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 09:49
Írta: 0zuwujsg Dátum 2013 november 21, 09:49
Sziasztok!
Abban kérném a segítségeteket, hogy tisztázhassam magamban azt a kérdést, hogy az AC szervo motor képes e olyan tartónyomatékot tartani mint a léptetőmotor. Egyik alkalmazásunkban gondoltuk lecseréljük a léptetőket szervora, viszont a súly megtartására csak fékes szervo motor a megoldás?
Köszönöm előre is a választ.
Abban kérném a segítségeteket, hogy tisztázhassam magamban azt a kérdést, hogy az AC szervo motor képes e olyan tartónyomatékot tartani mint a léptetőmotor. Egyik alkalmazásunkban gondoltuk lecseréljük a léptetőket szervora, viszont a súly megtartására csak fékes szervo motor a megoldás?
Köszönöm előre is a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 01, 08:37
Írta: 000000000 Dátum 2013 október 01, 08:37
Akkor ezzel nem jutok előbbre. Azért köszönöm! Üdv, Gabi
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 21, 10:21
Írta: 000000000 Dátum 2013 november 21, 10:21
Azonos motor teljesítmény esetén a léptető motornak bizonyára nagyobb a tartónyomatéka, mint az AC szervónak a névleges nyomatéka. De a szervo és léptető motorhoz más áttételezés is párosul jól méretezett hajtás esetén, így a helyzet már nem egyértelmű, hiszen ehhez konkrétabban kellene ismerni az alkalmazásotok műszaki adatait. A paraméterek döntik el, kell-e fék.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 október 01, 17:12
Írta: zoli0302 Dátum 2013 október 01, 17:12
Az analóg vagy valamelyik step dires vezérlést használtad a gépben ?
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 10:53
Írta: 0zuwujsg Dátum 2013 november 21, 10:53
Tibor45!
Köszönöm. Egy 50Nm-es moci van jelenleg a gépben, amely nem csak pozícionál, hanem tart is. Főleg tart. Az áttételezés rendben lesz ha váltunk szervora, csak azt nem látom még, hogy az AC szervoval megtudom e csinálni azt, hogy tart.
Köszönöm. Egy 50Nm-es moci van jelenleg a gépben, amely nem csak pozícionál, hanem tart is. Főleg tart. Az áttételezés rendben lesz ha váltunk szervora, csak azt nem látom még, hogy az AC szervoval megtudom e csinálni azt, hogy tart.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 október 01, 21:07
Írta: Révész Richárd Dátum 2013 október 01, 21:07
step dir van használva.
Átküldök egy beállítást nézegesd.
Átküldök egy beállítást nézegesd.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 november 21, 11:06
Írta: bundyland Dátum 2013 november 21, 11:06
Szép nagy moci lehet!
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2013 október 01, 21:12
Írta: Révész Richárd Dátum 2013 október 01, 21:12
Teljesen más kérdés, remélem nem köveznek meg érte.
Az E39 fórumon is Te vagy fent ezen a néven?
Az E39 fórumon is Te vagy fent ezen a néven?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 21, 11:10
Írta: 000000000 Dátum 2013 november 21, 11:10
Komoly nyomatékú motorotok van! Ekkora AC szervo hajtás nem lesz olcsó mulatság. Ha a tartónyomaték a motor tengelyén nem lesz nagyobb a névleges nyomatékánál, megtartja a szervo fék nélkül is hosszabb ideig. Azonban hajtástól függően (encoder felbontás, PID beállítások, ...) motor tengely rezonálás, zizegés, mikro lengések bekövetkezhetnek. Hogy ez mennyire zavaró az adott gépnél, azt nem tudom, mivel nem ismert az alkalmazás jellege sem.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2013 október 02, 09:00
Írta: zoli0302 Dátum 2013 október 02, 09:00
Nem ott más bitorolja ezt a nicket :)
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 11:58
Írta: 0zuwujsg Dátum 2013 november 21, 11:58
Hát igen... dilemma. Csak akkor váltunk ha megéri. Még guglizgatok egy kicsit aztán ha lesz konkrét kérdésem felteszem nektek. Köszönöm az eddigieket is.
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 05, 22:11
Írta: vuk Dátum 2013 október 05, 22:11
Sziasztok!
Tudna valaki segíteni abban, hogy egy Mitsubishi HF-KP43B AC-szervo motorban milyen encoder lakozik?
Mert erről semmi infót nem találok, 6 eres kábel jön ki az encoder részből.
Egy ELMO BASSOON servo kártyát tesztelnék vele, ha lenne encoder bekötés és még ha passzolna is hozzá.Előre is köszönöm. Üdv!
Tudna valaki segíteni abban, hogy egy Mitsubishi HF-KP43B AC-szervo motorban milyen encoder lakozik?
Mert erről semmi infót nem találok, 6 eres kábel jön ki az encoder részből.
Egy ELMO BASSOON servo kártyát tesztelnék vele, ha lenne encoder bekötés és még ha passzolna is hozzá.Előre is köszönöm. Üdv!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 27, 20:19
Írta: 000000000 Dátum 2013 november 27, 20:19
Sziasztok!
Bemutatkozóm pár sorban: tizen éve folalkozom PLC programozással ( Omron GE-Fanuc Mitsubishi...)
kb 4 évvel ezelőt felbátorodtam elkészíteni egy kis 3 tengelyes felsőmarót. Valamiért mindíg akadályokba ütköztem és a mechanika csak porosodott. Most viszont sikerült hozzájutnom Yaskawa sigma II servopackokhoz ( SGDM ) mocijukkal együtt.
Segítséget szeretnék kérni abban, hogy hogyan induljak el ha egy Mach3-al beszélgető CNC vezérlővel szeretném múködtetni őket. Leírás bekötés stb minden érdekel.
Válaszotokat előre is köszönöm. Üdv Mindenkinek: Karesssz
Bemutatkozóm pár sorban: tizen éve folalkozom PLC programozással ( Omron GE-Fanuc Mitsubishi...)
kb 4 évvel ezelőt felbátorodtam elkészíteni egy kis 3 tengelyes felsőmarót. Valamiért mindíg akadályokba ütköztem és a mechanika csak porosodott. Most viszont sikerült hozzájutnom Yaskawa sigma II servopackokhoz ( SGDM ) mocijukkal együtt.
Segítséget szeretnék kérni abban, hogy hogyan induljak el ha egy Mach3-al beszélgető CNC vezérlővel szeretném múködtetni őket. Leírás bekötés stb minden érdekel.
Válaszotokat előre is köszönöm. Üdv Mindenkinek: Karesssz
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 06, 09:38
Írta: 000000000 Dátum 2013 október 06, 09:38
99.9% hogy nem lesz kompatibilis mert ezek az enkóderek BUS-on kommunikálnak.
És ebből az adatfolyamból ismeri fel a motor típusát is a vezérlő.
Szerintem halva született ötlet, de ha ennyi hulladék időd van akkor hajrá !
Legalább ezt is tudni fogjuk hogy működik vagy sem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 27, 20:28
Írta: svejk Dátum 2013 november 27, 20:28
Ha átlapozod a gépkönyvet, akkor Te gyorsan meg fogod érteni.
A lényeg, hogy a bemenetét állítsd step-dir jelek fogadására, esetleg egy-két bemenetet maszkolni kell és már megy is.
A lényeg, hogy a bemenetét állítsd step-dir jelek fogadására, esetleg egy-két bemenetet maszkolni kell és már megy is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 október 06, 09:42
Írta: 000000000 Dátum 2013 október 06, 09:42
A 6 kábelből általában csak 4-et használ, 2 az abszolút enkóder külső akkujára megy (általában nem használt), 2 kábel a DC a maradék pedig a BUS.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2013 december 01, 17:24
Írta: 4umhue7vh Dátum 2013 december 01, 17:24
Sziasztok!
Volt már valakinek dolga a cncdrive-nál kapható
BLSV-05020 AC servo-val ? Van egy 150 és egy 400W-os, a kicsit sikerült beállítanom, semmi gond vele. a nagyobbik viszont önálló életre kelt, ha kb 150 impulzusnál kevesebbet adok neki gond nélkül pozícióba áll, de ha pl 1000 lépest szeretnék akkor elfelejt megállni, megy a végtelenségig. Már szinte minden beállítást megpróbáltam, de csak azt tudom elérni hogy egyáltalán ne forogjon, vagy forog, de nem áll meg.Tudja valaki mi lehet a gond?
Volt már valakinek dolga a cncdrive-nál kapható
BLSV-05020 AC servo-val ? Van egy 150 és egy 400W-os, a kicsit sikerült beállítanom, semmi gond vele. a nagyobbik viszont önálló életre kelt, ha kb 150 impulzusnál kevesebbet adok neki gond nélkül pozícióba áll, de ha pl 1000 lépest szeretnék akkor elfelejt megállni, megy a végtelenségig. Már szinte minden beállítást megpróbáltam, de csak azt tudom elérni hogy egyáltalán ne forogjon, vagy forog, de nem áll meg.Tudja valaki mi lehet a gond?
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 06, 10:06
Írta: vuk Dátum 2013 október 06, 10:06
Olyan túl sok időm nekem sincs, ezért kérdeztem, hogy érdemes e vele foglalkozni. Viszont ezekről az encoderekről semmi bekötési rajz nincs.
Van 1 piros, 1 barna, 1 narancs, és 3 fehér vezeték. Esetleg van tipped melyik mi lehet?
De ahogy írod szerintem is felejtős lesz.
Elmo bassoon ezeket tudja:
http://www.elmomc.com/products/bassoon-main.htm
Van 1 piros, 1 barna, 1 narancs, és 3 fehér vezeték. Esetleg van tipped melyik mi lehet?
De ahogy írod szerintem is felejtős lesz.
Elmo bassoon ezeket tudja:
http://www.elmomc.com/products/bassoon-main.htm
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 10:24
Írta: Kicsa Dátum 2014 január 18, 10:24
Sziasztok! Átlapoztam a fórumot,kerestem doksikat, de nem sok sikerrel jártam. Szeretném beüzemelni a fórumon már jól ismert Mavilor szervót a meghajtójával,Step Dir előke nélkül.
Főorsó hajtás lenne belőle,így nem szükséges a pozícionálás.
Tud nekem valaki ebben segíteni? Ha úgy könnyebb,vevő lennék egy előtét panelra is,ha anélkül nem megy.

Főorsó hajtás lenne belőle,így nem szükséges a pozícionálás.
Tud nekem valaki ebben segíteni? Ha úgy könnyebb,vevő lennék egy előtét panelra is,ha anélkül nem megy.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 október 06, 14:09
Írta: bundyland Dátum 2013 október 06, 14:09
És miért nem jó neked ami a manuálba le van írva ?
LINK
211. oldal
De szerintem kizárt hogy használni tudd.
LINK
211. oldal
De szerintem kizárt hogy használni tudd.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 11:29
Írta: svejk Dátum 2014 január 18, 11:29
Estére felrakom ide.
Cím: Re:AC szervó motoros vezérlés
Írta: vuk Dátum 2013 október 06, 16:55
Írta: vuk Dátum 2013 október 06, 16:55
Szia,
köszi a segítséget időközben én is rátaláltam, és sajnos tényleg nem jó a párosítás az elmo vezérlővel.
köszi a segítséget időközben én is rátaláltam, és sajnos tényleg nem jó a párosítás az elmo vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 15:52
Írta: Kicsa Dátum 2014 január 18, 15:52
Nagyon szépen köszönöm előre is!
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 21:00
Írta: c2nsu773m Dátum 2013 november 15, 21:00
Ez a motort meg lehet hajtani ezzel a vezérlővel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 18:10
Írta: svejk Dátum 2014 január 18, 18:10
Itt megtalálod a beüzemeléshez a bekötést.
De ez így nem fordulatszabályozó, a potival a nyomatékot tudod állítani.
Sebességszervohoz kellene még egy sebesség hurok (visszacsatolás).
De ez így nem fordulatszabályozó, a potival a nyomatékot tudod állítani.
Sebességszervohoz kellene még egy sebesség hurok (visszacsatolás).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 15, 21:06
Írta: svejk Dátum 2013 november 15, 21:06
nem
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 18:17
Írta: svejk Dátum 2014 január 18, 18:17
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 21:59
Írta: c2nsu773m Dátum 2013 november 15, 21:59
Kicsit bővebben?
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 19:06
Írta: Kicsa Dátum 2014 január 18, 19:06
Nagyon szépen köszönöm!
Ez a gyakorlatban okoz valami hátrányt a visszacsatolt állapothoz képest? Az enkóder rajta van a motoron,nem lehet esetleg bekötni külön áramkör nélkül?
Ezzel a bekötéssel a poti kb középállásában mi történik? (Az irányváltásnál gondolom)
Illetve mi lenne a maximum fordulat,amit ki lehet hozni a motorból? Ebben az esetben egyébként a poti helyett rakhatnék 3 állású kapcsolót is,és akkor a feszültségtől függ a fordulatszám?
Ez a gyakorlatban okoz valami hátrányt a visszacsatolt állapothoz képest? Az enkóder rajta van a motoron,nem lehet esetleg bekötni külön áramkör nélkül?
Ezzel a bekötéssel a poti kb középállásában mi történik? (Az irányváltásnál gondolom)
Illetve mi lenne a maximum fordulat,amit ki lehet hozni a motorból? Ebben az esetben egyébként a poti helyett rakhatnék 3 állású kapcsolót is,és akkor a feszültségtől függ a fordulatszám?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 november 15, 22:08
Írta: bundyland Dátum 2013 november 15, 22:08
Teljesen más az enkoder kommunikácio.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 19:25
Írta: svejk Dátum 2014 január 18, 19:25
A poti kb. középállásában áll a motor (a feszültségosztó +15 és -12V-ról van táplálva, ezért az aszimetria)
A potit kicsit kimozdítva már teljes fordulaton fog forogni a motor, mivel már kis nyomaték is legyőzi a súrlódásokat.
Igen, lehet az encoderről levenni jelet, amit aztán feldolgozás után vissza lehet csatolni a bemenetre.
Vannak cél IC-k is erre. (pl az MC33xxx nem jut eszembe)
De valószínű kell valami PI szabályozás, hogy ne lengjen be.
Anno tervebe volt, de aztán elfogytak a vezérlő panelek.
De megoldás az is, hogy a poti helyett fixen bekötöd a bemeneti szabályozó jelet +10 V-ra, majd az ON-OFF-al ki-be kapcsolod.
A fordulatszámot pedig úgy állítod, hogy a motor tápfeszültség bemenetét 10-48V-ig változtatod. ( ilyenkor, mint egy mint egy közönséges DC motor fog viselkedni)
A fordulatszám itt sem lesz stabil, de használható.
A potit kicsit kimozdítva már teljes fordulaton fog forogni a motor, mivel már kis nyomaték is legyőzi a súrlódásokat.
Igen, lehet az encoderről levenni jelet, amit aztán feldolgozás után vissza lehet csatolni a bemenetre.
Vannak cél IC-k is erre. (pl az MC33xxx nem jut eszembe)
De valószínű kell valami PI szabályozás, hogy ne lengjen be.
Anno tervebe volt, de aztán elfogytak a vezérlő panelek.
De megoldás az is, hogy a poti helyett fixen bekötöd a bemeneti szabályozó jelet +10 V-ra, majd az ON-OFF-al ki-be kapcsolod.
A fordulatszámot pedig úgy állítod, hogy a motor tápfeszültség bemenetét 10-48V-ig változtatod. ( ilyenkor, mint egy mint egy közönséges DC motor fog viselkedni)
A fordulatszám itt sem lesz stabil, de használható.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2013 november 15, 22:41
Írta: c2nsu773m Dátum 2013 november 15, 22:41
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 18, 21:08
Írta: 000000000 Dátum 2014 január 18, 21:08
Ennek a motorvezérlőnek nincs valami vezérlő bemenete? Mint pl a speed-es servoknak (0-10v)?
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 09:49
Írta: 0zuwujsg Dátum 2013 november 21, 09:49
Sziasztok!
Abban kérném a segítségeteket, hogy tisztázhassam magamban azt a kérdést, hogy az AC szervo motor képes e olyan tartónyomatékot tartani mint a léptetőmotor. Egyik alkalmazásunkban gondoltuk lecseréljük a léptetőket szervora, viszont a súly megtartására csak fékes szervo motor a megoldás?
Köszönöm előre is a választ.
Abban kérném a segítségeteket, hogy tisztázhassam magamban azt a kérdést, hogy az AC szervo motor képes e olyan tartónyomatékot tartani mint a léptetőmotor. Egyik alkalmazásunkban gondoltuk lecseréljük a léptetőket szervora, viszont a súly megtartására csak fékes szervo motor a megoldás?
Köszönöm előre is a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 19, 09:39
Írta: Kicsa Dátum 2014 január 19, 09:39
Köszönöm szépen a leírást!
Ez alapján megpróbálkozom a feszültségváltoztatással,keresek valami szabályzót,amit esetleg össze tudnék hozni szoftveres állítgatással is.
Ez alapján megpróbálkozom a feszültségváltoztatással,keresek valami szabályzót,amit esetleg össze tudnék hozni szoftveres állítgatással is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 21, 10:21
Írta: 000000000 Dátum 2013 november 21, 10:21
Azonos motor teljesítmény esetén a léptető motornak bizonyára nagyobb a tartónyomatéka, mint az AC szervónak a névleges nyomatéka. De a szervo és léptető motorhoz más áttételezés is párosul jól méretezett hajtás esetén, így a helyzet már nem egyértelmű, hiszen ehhez konkrétabban kellene ismerni az alkalmazásotok műszaki adatait. A paraméterek döntik el, kell-e fék.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 19, 10:50
Írta: svejk Dátum 2014 január 19, 10:50
lásd: #1819, #1820
Csak ez így gyárilag nyomatékra szabályoz.
Csak ez így gyárilag nyomatékra szabályoz.
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 10:53
Írta: 0zuwujsg Dátum 2013 november 21, 10:53
Tibor45!
Köszönöm. Egy 50Nm-es moci van jelenleg a gépben, amely nem csak pozícionál, hanem tart is. Főleg tart. Az áttételezés rendben lesz ha váltunk szervora, csak azt nem látom még, hogy az AC szervoval megtudom e csinálni azt, hogy tart.
Köszönöm. Egy 50Nm-es moci van jelenleg a gépben, amely nem csak pozícionál, hanem tart is. Főleg tart. Az áttételezés rendben lesz ha váltunk szervora, csak azt nem látom még, hogy az AC szervoval megtudom e csinálni azt, hogy tart.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2014 január 19, 14:05
Írta: c2nsu773m Dátum 2014 január 19, 14:05
AMC Digiflexes vezérlők vannak a gépembe , létezik valamilyen olcsóbb kivitelü step-dires vezérlő amivel kiválthatnám őket , hogy a motorcserét megusszam?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2013 november 21, 11:06
Írta: bundyland Dátum 2013 november 21, 11:06
Szép nagy moci lehet!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 19, 14:14
Írta: 000000000 Dátum 2014 január 19, 14:14
Ezt nem tudtam.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 21, 11:10
Írta: 000000000 Dátum 2013 november 21, 11:10
Komoly nyomatékú motorotok van! Ekkora AC szervo hajtás nem lesz olcsó mulatság. Ha a tartónyomaték a motor tengelyén nem lesz nagyobb a névleges nyomatékánál, megtartja a szervo fék nélkül is hosszabb ideig. Azonban hajtástól függően (encoder felbontás, PID beállítások, ...) motor tengely rezonálás, zizegés, mikro lengések bekövetkezhetnek. Hogy ez mennyire zavaró az adott gépnél, azt nem tudom, mivel nem ismert az alkalmazás jellege sem.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:08
Írta: bundyland Dátum 2014 január 24, 10:08
Sziasztok !
Szerintetek egy 200W és egy 400Wos ac szervót (mitsubishi) milyen keresztmetszetű kábellel illene bekötni mondjuk 5m-en ?
Előre is köszi!
Szerintetek egy 200W és egy 400Wos ac szervót (mitsubishi) milyen keresztmetszetű kábellel illene bekötni mondjuk 5m-en ?
Előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 0zuwujsg Dátum 2013 november 21, 11:58
Írta: 0zuwujsg Dátum 2013 november 21, 11:58
Hát igen... dilemma. Csak akkor váltunk ha megéri. Még guglizgatok egy kicsit aztán ha lesz konkrét kérdésem felteszem nektek. Köszönöm az eddigieket is.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:10
Írta: xkbv3nx0d Dátum 2014 január 24, 10:10
én aszem 4x1-et használok liycy-t
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2013 november 27, 20:19
Írta: 000000000 Dátum 2013 november 27, 20:19
Sziasztok!
Bemutatkozóm pár sorban: tizen éve folalkozom PLC programozással ( Omron GE-Fanuc Mitsubishi...)
kb 4 évvel ezelőt felbátorodtam elkészíteni egy kis 3 tengelyes felsőmarót. Valamiért mindíg akadályokba ütköztem és a mechanika csak porosodott. Most viszont sikerült hozzájutnom Yaskawa sigma II servopackokhoz ( SGDM ) mocijukkal együtt.
Segítséget szeretnék kérni abban, hogy hogyan induljak el ha egy Mach3-al beszélgető CNC vezérlővel szeretném múködtetni őket. Leírás bekötés stb minden érdekel.
Válaszotokat előre is köszönöm. Üdv Mindenkinek: Karesssz
Bemutatkozóm pár sorban: tizen éve folalkozom PLC programozással ( Omron GE-Fanuc Mitsubishi...)
kb 4 évvel ezelőt felbátorodtam elkészíteni egy kis 3 tengelyes felsőmarót. Valamiért mindíg akadályokba ütköztem és a mechanika csak porosodott. Most viszont sikerült hozzájutnom Yaskawa sigma II servopackokhoz ( SGDM ) mocijukkal együtt.
Segítséget szeretnék kérni abban, hogy hogyan induljak el ha egy Mach3-al beszélgető CNC vezérlővel szeretném múködtetni őket. Leírás bekötés stb minden érdekel.
Válaszotokat előre is köszönöm. Üdv Mindenkinek: Karesssz
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:20
Írta: bundyland Dátum 2014 január 24, 10:20
Én is arra tippeltem volna, mondjuk én 1.5-est vettem szintén Liycy-ből de az nem jó mert merev és vennem kell rendeset, de akkor már elég szerintem is a kissebb.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2013 november 27, 20:28
Írta: svejk Dátum 2013 november 27, 20:28
Ha átlapozod a gépkönyvet, akkor Te gyorsan meg fogod érteni.
A lényeg, hogy a bemenetét állítsd step-dir jelek fogadására, esetleg egy-két bemenetet maszkolni kell és már megy is.
A lényeg, hogy a bemenetét állítsd step-dir jelek fogadására, esetleg egy-két bemenetet maszkolni kell és már megy is.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:30
Írta: xkbv3nx0d Dátum 2014 január 24, 10:30
szerintem bőven elég a 4x1
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2013 december 01, 17:24
Írta: 4umhue7vh Dátum 2013 december 01, 17:24
Sziasztok!
Volt már valakinek dolga a cncdrive-nál kapható
BLSV-05020 AC servo-val ? Van egy 150 és egy 400W-os, a kicsit sikerült beállítanom, semmi gond vele. a nagyobbik viszont önálló életre kelt, ha kb 150 impulzusnál kevesebbet adok neki gond nélkül pozícióba áll, de ha pl 1000 lépest szeretnék akkor elfelejt megállni, megy a végtelenségig. Már szinte minden beállítást megpróbáltam, de csak azt tudom elérni hogy egyáltalán ne forogjon, vagy forog, de nem áll meg.Tudja valaki mi lehet a gond?
Volt már valakinek dolga a cncdrive-nál kapható
BLSV-05020 AC servo-val ? Van egy 150 és egy 400W-os, a kicsit sikerült beállítanom, semmi gond vele. a nagyobbik viszont önálló életre kelt, ha kb 150 impulzusnál kevesebbet adok neki gond nélkül pozícióba áll, de ha pl 1000 lépest szeretnék akkor elfelejt megállni, megy a végtelenségig. Már szinte minden beállítást megpróbáltam, de csak azt tudom elérni hogy egyáltalán ne forogjon, vagy forog, de nem áll meg.Tudja valaki mi lehet a gond?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:35
Írta: bundyland Dátum 2014 január 24, 10:35
Vajon a 0,75 elég lehet mert abból árul Lonewolf
Ölflex-et.
Ölflex-et.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 10:24
Írta: Kicsa Dátum 2014 január 18, 10:24
Sziasztok! Átlapoztam a fórumot,kerestem doksikat, de nem sok sikerrel jártam. Szeretném beüzemelni a fórumon már jól ismert Mavilor szervót a meghajtójával,Step Dir előke nélkül.
Főorsó hajtás lenne belőle,így nem szükséges a pozícionálás.
Tud nekem valaki ebben segíteni? Ha úgy könnyebb,vevő lennék egy előtét panelra is,ha anélkül nem megy.
Főorsó hajtás lenne belőle,így nem szükséges a pozícionálás.
Tud nekem valaki ebben segíteni? Ha úgy könnyebb,vevő lennék egy előtét panelra is,ha anélkül nem megy.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:39
Írta: xkbv3nx0d Dátum 2014 január 24, 10:39
hát passz, szerintem elég lehet...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 11:29
Írta: svejk Dátum 2014 január 18, 11:29
Estére felrakom ide.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 24, 16:02
Írta: svejk Dátum 2014 január 24, 16:02
Egy 200 W-os sigmaI-es motorra az van írva, hogy 2A.
10 A/mm2-el nyugodtan számolhatsz.
Végszükségben kiindulásnak a motor kábelének a keresztmetszete is jó, persze bizonyos keresztmetszet alá nem mennek a mechanikai terhelhetőség miatt.
10 A/mm2-el nyugodtan számolhatsz.
Végszükségben kiindulásnak a motor kábelének a keresztmetszete is jó, persze bizonyos keresztmetszet alá nem mennek a mechanikai terhelhetőség miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 15:52
Írta: Kicsa Dátum 2014 január 18, 15:52
Nagyon szépen köszönöm előre is!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 16:16
Írta: bundyland Dátum 2014 január 24, 16:16
Köszi!
Arra gondoltam hogy vennék direkt erre való kábelt
"ÖLFLEX® FD CLASSIC 810 CY; 4x1mm2; árnyékolt"
ami ehhez való pont de 25m a minimum, nekem csak 10m kéne így ha lenne olyan forumtárs akinek még kéne jelentkezzen bátran, így ~1200Ft-ba jönne ki métere.
Arra gondoltam hogy vennék direkt erre való kábelt
"ÖLFLEX® FD CLASSIC 810 CY; 4x1mm2; árnyékolt"
ami ehhez való pont de 25m a minimum, nekem csak 10m kéne így ha lenne olyan forumtárs akinek még kéne jelentkezzen bátran, így ~1200Ft-ba jönne ki métere.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 18:10
Írta: svejk Dátum 2014 január 18, 18:10
Itt megtalálod a beüzemeléshez a bekötést.
De ez így nem fordulatszabályozó, a potival a nyomatékot tudod állítani.
Sebességszervohoz kellene még egy sebesség hurok (visszacsatolás).
De ez így nem fordulatszabályozó, a potival a nyomatékot tudod állítani.
Sebességszervohoz kellene még egy sebesség hurok (visszacsatolás).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 24, 16:30
Írta: svejk Dátum 2014 január 24, 16:30
Nem értelek, tételezzük fel, hogy a 400W-os 4A-t zabál akkor oda is elég a 4x0,5 mm2, tehát pláne jó a Lonewolf féle 4x0,75.
Én egyébként ilyen speciális kábeleket a Linzi kft-nél szoktam venni, érdemes rájuk kérdezni, hátha van nekik darabban.
Én egyébként ilyen speciális kábeleket a Linzi kft-nél szoktam venni, érdemes rájuk kérdezni, hátha van nekik darabban.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 18:17
Írta: svejk Dátum 2014 január 18, 18:17
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 17:05
Írta: bundyland Dátum 2014 január 24, 17:05
Egyrészt nála is meg kell vennem az egész tekercset és az nem is pont ez az energialávba való kábel, utána megnéztem. Végülis lehet 0,75mm is az egyet azért választottam csak mert a gyári ajánlás 1,25 igaz 30m ig.
Linzi-nek írtam de nem jött eddig válasz.
Linzi-nek írtam de nem jött eddig válasz.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 18, 19:06
Írta: Kicsa Dátum 2014 január 18, 19:06
Nagyon szépen köszönöm!
Ez a gyakorlatban okoz valami hátrányt a visszacsatolt állapothoz képest? Az enkóder rajta van a motoron,nem lehet esetleg bekötni külön áramkör nélkül?
Ezzel a bekötéssel a poti kb középállásában mi történik? (Az irányváltásnál gondolom)
Illetve mi lenne a maximum fordulat,amit ki lehet hozni a motorból? Ebben az esetben egyébként a poti helyett rakhatnék 3 állású kapcsolót is,és akkor a feszültségtől függ a fordulatszám?
Ez a gyakorlatban okoz valami hátrányt a visszacsatolt állapothoz képest? Az enkóder rajta van a motoron,nem lehet esetleg bekötni külön áramkör nélkül?
Ezzel a bekötéssel a poti kb középállásában mi történik? (Az irányváltásnál gondolom)
Illetve mi lenne a maximum fordulat,amit ki lehet hozni a motorból? Ebben az esetben egyébként a poti helyett rakhatnék 3 állású kapcsolót is,és akkor a feszültségtől függ a fordulatszám?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 09, 12:38
Írta: adamant Dátum 2014 február 09, 12:38
Tiszteletem!
keresek olyan fórum tagok aki járatos vagy látott, használt Sanyo Denki PY szervókat mert magam is hozzá jutottam egyhez de a manuljába nem nagyon tudok eligazodni mert valami mégse klappol
viszont paraméterező programot sikerált beszereznem hozzá de sajna ott sem derül ki a dolog hogy melyik csatlakozóra kellene rákötnöm
ha esetleg valaki tudna mondani valami pici infót akkor azt meg hálálnám




Üdv Adamant
keresek olyan fórum tagok aki járatos vagy látott, használt Sanyo Denki PY szervókat mert magam is hozzá jutottam egyhez de a manuljába nem nagyon tudok eligazodni mert valami mégse klappol
viszont paraméterező programot sikerált beszereznem hozzá de sajna ott sem derül ki a dolog hogy melyik csatlakozóra kellene rákötnöm
ha esetleg valaki tudna mondani valami pici infót akkor azt meg hálálnám
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 18, 19:25
Írta: svejk Dátum 2014 január 18, 19:25
A poti kb. középállásában áll a motor (a feszültségosztó +15 és -12V-ról van táplálva, ezért az aszimetria)
A potit kicsit kimozdítva már teljes fordulaton fog forogni a motor, mivel már kis nyomaték is legyőzi a súrlódásokat.
Igen, lehet az encoderről levenni jelet, amit aztán feldolgozás után vissza lehet csatolni a bemenetre.
Vannak cél IC-k is erre. (pl az MC33xxx nem jut eszembe)
De valószínű kell valami PI szabályozás, hogy ne lengjen be.
Anno tervebe volt, de aztán elfogytak a vezérlő panelek.
De megoldás az is, hogy a poti helyett fixen bekötöd a bemeneti szabályozó jelet +10 V-ra, majd az ON-OFF-al ki-be kapcsolod.
A fordulatszámot pedig úgy állítod, hogy a motor tápfeszültség bemenetét 10-48V-ig változtatod. ( ilyenkor, mint egy mint egy közönséges DC motor fog viselkedni)
A fordulatszám itt sem lesz stabil, de használható.
A potit kicsit kimozdítva már teljes fordulaton fog forogni a motor, mivel már kis nyomaték is legyőzi a súrlódásokat.
Igen, lehet az encoderről levenni jelet, amit aztán feldolgozás után vissza lehet csatolni a bemenetre.
Vannak cél IC-k is erre. (pl az MC33xxx nem jut eszembe)
De valószínű kell valami PI szabályozás, hogy ne lengjen be.
Anno tervebe volt, de aztán elfogytak a vezérlő panelek.
De megoldás az is, hogy a poti helyett fixen bekötöd a bemeneti szabályozó jelet +10 V-ra, majd az ON-OFF-al ki-be kapcsolod.
A fordulatszámot pedig úgy állítod, hogy a motor tápfeszültség bemenetét 10-48V-ig változtatod. ( ilyenkor, mint egy mint egy közönséges DC motor fog viselkedni)
A fordulatszám itt sem lesz stabil, de használható.
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 14:11
Írta: d9u4kvbzi Dátum 2014 február 09, 14:11
Üdvözletem!
Segítséget szeretnék kérni az alábbi motorral kapcsolatba,hátha valaki ismeri,mert én semmi adatlapot nem találtam hozzá. A kérdésem az lenne,hogy milyen hajtásvezérlővel tudnám meghajtani,és a bekötéssel kapcsolatban is segítséget kérnék. Előre is köszönöm!
http://www.kephost.com/view3.php?filename=a1_2014_2_9_scjab9db37.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_mlvwcne7ib.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_tuk32fg69r.jpg
Segítséget szeretnék kérni az alábbi motorral kapcsolatba,hátha valaki ismeri,mert én semmi adatlapot nem találtam hozzá. A kérdésem az lenne,hogy milyen hajtásvezérlővel tudnám meghajtani,és a bekötéssel kapcsolatban is segítséget kérnék. Előre is köszönöm!
http://www.kephost.com/view3.php?filename=a1_2014_2_9_scjab9db37.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_mlvwcne7ib.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_tuk32fg69r.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 18, 21:08
Írta: 000000000 Dátum 2014 január 18, 21:08
Ennek a motorvezérlőnek nincs valami vezérlő bemenete? Mint pl a speed-es servoknak (0-10v)?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 09, 16:30
Írta: Bencze András Dátum 2014 február 09, 16:30
Gugli a barátod, rezolver mint motorjeladó+inkr enkóder. Nehéz eset, szerintem felejtős.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2014 január 19, 09:39
Írta: Kicsa Dátum 2014 január 19, 09:39
Köszönöm szépen a leírást!
Ez alapján megpróbálkozom a feszültségváltoztatással,keresek valami szabályzót,amit esetleg össze tudnék hozni szoftveres állítgatással is.
Ez alapján megpróbálkozom a feszültségváltoztatással,keresek valami szabályzót,amit esetleg össze tudnék hozni szoftveres állítgatással is.
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 17:01
Írta: d9u4kvbzi Dátum 2014 február 09, 17:01
Guglit próbáltam, a típus szám alapján kerestem,néztem a gyártó honlapját is de semmit nem találtam. Esetleg frekiváltóval főorsómotornak jó lehet?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 19, 10:50
Írta: svejk Dátum 2014 január 19, 10:50
lásd: #1819, #1820
Csak ez így gyárilag nyomatékra szabályoz.
Csak ez így gyárilag nyomatékra szabályoz.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 09, 18:24
Írta: Bencze András Dátum 2014 február 09, 18:24
http://www.amtek.cz/images/stories/AMK/Servomotory/DT_eng.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2014 január 19, 14:05
Írta: c2nsu773m Dátum 2014 január 19, 14:05
AMC Digiflexes vezérlők vannak a gépembe , létezik valamilyen olcsóbb kivitelü step-dires vezérlő amivel kiválthatnám őket , hogy a motorcserét megusszam?
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 19:11
Írta: d9u4kvbzi Dátum 2014 február 09, 19:11
Köszönöm a segítséget!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 január 19, 14:14
Írta: 000000000 Dátum 2014 január 19, 14:14
Ezt nem tudtam.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 10:14
Írta: adamant Dátum 2014 február 10, 10:14
Esetleg valakinek nem dereng hogy anno ki árulhatott ilyen szervókat programozó panellel? hátha ő esetleg tud valamit róla
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:08
Írta: bundyland Dátum 2014 január 24, 10:08
Sziasztok !
Szerintetek egy 200W és egy 400Wos ac szervót (mitsubishi) milyen keresztmetszetű kábellel illene bekötni mondjuk 5m-en ?
Előre is köszi!
Szerintetek egy 200W és egy 400Wos ac szervót (mitsubishi) milyen keresztmetszetű kábellel illene bekötni mondjuk 5m-en ?
Előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 10:31
Írta: bundyland Dátum 2014 február 10, 10:31
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:10
Írta: xkbv3nx0d Dátum 2014 január 24, 10:10
én aszem 4x1-et használok liycy-t
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 10:44
Írta: adamant Dátum 2014 február 10, 10:44
Hello!
Köszi a segítséget ezt néztem már de ha jobban megnézed akkor nem teljesen ugyan az amit én tettem ki képeket csatlakozók teljesen mások meg az enkoder ha eszerint kötném be akkor lenne szép nagy füstöcske :)
inkább az lenne a kérdés hogy melyik csatlakozó segítségével lehet rákötni PC re hogy lehessen programozni
mert programot sikerült beszereznem
Köszi a segítséget ezt néztem már de ha jobban megnézed akkor nem teljesen ugyan az amit én tettem ki képeket csatlakozók teljesen mások meg az enkoder ha eszerint kötném be akkor lenne szép nagy füstöcske :)
inkább az lenne a kérdés hogy melyik csatlakozó segítségével lehet rákötni PC re hogy lehessen programozni
mert programot sikerült beszereznem
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:20
Írta: bundyland Dátum 2014 január 24, 10:20
Én is arra tippeltem volna, mondjuk én 1.5-est vettem szintén Liycy-ből de az nem jó mert merev és vennem kell rendeset, de akkor már elég szerintem is a kissebb.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 10:55
Írta: bundyland Dátum 2014 február 10, 10:55
Tényleg nem ! Ekkora hülyeséget típus szerint jó a manual és megnézve a csatikat tényleg nem!
Eszembe nem jutott volna ilyen. De ekkorát nem bakizhat egy ilyen neves cég.
Eszembe nem jutott volna ilyen. De ekkorát nem bakizhat egy ilyen neves cég.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:30
Írta: xkbv3nx0d Dátum 2014 január 24, 10:30
szerintem bőven elég a 4x1
Cím: Re:AC szervó motoros vezérlés
Írta: 4u88hx8j6 Dátum 2014 február 10, 10:59
Írta: 4u88hx8j6 Dátum 2014 február 10, 10:59
Kola árult ilyent a nyáron.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 10:35
Írta: bundyland Dátum 2014 január 24, 10:35
Vajon a 0,75 elég lehet mert abból árul Lonewolf
Ölflex-et.
Ölflex-et.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 január 24, 10:39
Írta: xkbv3nx0d Dátum 2014 január 24, 10:39
hát passz, szerintem elég lehet...
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:02
Írta: adamant Dátum 2014 február 10, 11:02
Hát igen és sehogy sem tudom így beazonosítani a dolgot mit hova és miért mert legalább lenne fent neten valami aprócska infó de semmi
de annó láttam valami ilyesmi szervó szetteket az adok veszek topikba de sajna azt sem találom hogy kilehetett vagy miit árult volna pontosan :((
de csak van valaki akinek lenne egy ilyenje otthon és ne adj isten jutott volna valamire vele
de annó láttam valami ilyesmi szervó szetteket az adok veszek topikba de sajna azt sem találom hogy kilehetett vagy miit árult volna pontosan :((
de csak van valaki akinek lenne egy ilyenje otthon és ne adj isten jutott volna valamire vele
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 24, 16:02
Írta: svejk Dátum 2014 január 24, 16:02
Egy 200 W-os sigmaI-es motorra az van írva, hogy 2A.
10 A/mm2-el nyugodtan számolhatsz.
Végszükségben kiindulásnak a motor kábelének a keresztmetszete is jó, persze bizonyos keresztmetszet alá nem mennek a mechanikai terhelhetőség miatt.
10 A/mm2-el nyugodtan számolhatsz.
Végszükségben kiindulásnak a motor kábelének a keresztmetszete is jó, persze bizonyos keresztmetszet alá nem mennek a mechanikai terhelhetőség miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 11:04
Írta: bundyland Dátum 2014 február 10, 11:04
Annyit mondjuk észrevettem hogy amit néztünk pdf-et abba sima meg A verzió volt azt hiszem ez meg E.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 16:16
Írta: bundyland Dátum 2014 január 24, 16:16
Köszi!
Arra gondoltam hogy vennék direkt erre való kábelt
"ÖLFLEX® FD CLASSIC 810 CY; 4x1mm2; árnyékolt"
ami ehhez való pont de 25m a minimum, nekem csak 10m kéne így ha lenne olyan forumtárs akinek még kéne jelentkezzen bátran, így ~1200Ft-ba jönne ki métere.
Arra gondoltam hogy vennék direkt erre való kábelt
"ÖLFLEX® FD CLASSIC 810 CY; 4x1mm2; árnyékolt"
ami ehhez való pont de 25m a minimum, nekem csak 10m kéne így ha lenne olyan forumtárs akinek még kéne jelentkezzen bátran, így ~1200Ft-ba jönne ki métere.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:08
Írta: adamant Dátum 2014 február 10, 11:08
igen ezt én is kiszúrtam de semmit nem találni erről az E verzióról (de az E meg A az nem verzió szám)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 január 24, 16:30
Írta: svejk Dátum 2014 január 24, 16:30
Nem értelek, tételezzük fel, hogy a 400W-os 4A-t zabál akkor oda is elég a 4x0,5 mm2, tehát pláne jó a Lonewolf féle 4x0,75.
Én egyébként ilyen speciális kábeleket a Linzi kft-nél szoktam venni, érdemes rájuk kérdezni, hátha van nekik darabban.
Én egyébként ilyen speciális kábeleket a Linzi kft-nél szoktam venni, érdemes rájuk kérdezni, hátha van nekik darabban.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:09
Írta: adamant Dátum 2014 február 10, 11:09
Köszönöm írok neki hátha tud valamit segíteni ez ügyben [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 január 24, 17:05
Írta: bundyland Dátum 2014 január 24, 17:05
Egyrészt nála is meg kell vennem az egész tekercset és az nem is pont ez az energialávba való kábel, utána megnéztem. Végülis lehet 0,75mm is az egyet azért választottam csak mert a gyári ajánlás 1,25 igaz 30m ig.
Linzi-nek írtam de nem jött eddig válasz.
Linzi-nek írtam de nem jött eddig válasz.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 13:31
Írta: bundyland Dátum 2014 február 10, 13:31
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 09, 12:38
Írta: adamant Dátum 2014 február 09, 12:38
Tiszteletem!
keresek olyan fórum tagok aki járatos vagy látott, használt Sanyo Denki PY szervókat mert magam is hozzá jutottam egyhez de a manuljába nem nagyon tudok eligazodni mert valami mégse klappol
viszont paraméterező programot sikerált beszereznem hozzá de sajna ott sem derül ki a dolog hogy melyik csatlakozóra kellene rákötnöm
ha esetleg valaki tudna mondani valami pici infót akkor azt meg hálálnám
Üdv Adamant
keresek olyan fórum tagok aki járatos vagy látott, használt Sanyo Denki PY szervókat mert magam is hozzá jutottam egyhez de a manuljába nem nagyon tudok eligazodni mert valami mégse klappol
viszont paraméterező programot sikerált beszereznem hozzá de sajna ott sem derül ki a dolog hogy melyik csatlakozóra kellene rákötnöm
ha esetleg valaki tudna mondani valami pici infót akkor azt meg hálálnám
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 14:34
Írta: adamant Dátum 2014 február 10, 14:34
Írtam neki de még nem írt vissza már csak ő maradt akit tudok hogy van ilyen a birtokába
de amúgy meglepő milyen sok embernek van ilyenje és senki nem publikált semmit hogy mire jutott vele
de amúgy meglepő milyen sok embernek van ilyenje és senki nem publikált semmit hogy mire jutott vele
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 14:11
Írta: d9u4kvbzi Dátum 2014 február 09, 14:11
Üdvözletem!
Segítséget szeretnék kérni az alábbi motorral kapcsolatba,hátha valaki ismeri,mert én semmi adatlapot nem találtam hozzá. A kérdésem az lenne,hogy milyen hajtásvezérlővel tudnám meghajtani,és a bekötéssel kapcsolatban is segítséget kérnék. Előre is köszönöm!
http://www.kephost.com/view3.php?filename=a1_2014_2_9_scjab9db37.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_mlvwcne7ib.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_tuk32fg69r.jpg
Segítséget szeretnék kérni az alábbi motorral kapcsolatba,hátha valaki ismeri,mert én semmi adatlapot nem találtam hozzá. A kérdésem az lenne,hogy milyen hajtásvezérlővel tudnám meghajtani,és a bekötéssel kapcsolatban is segítséget kérnék. Előre is köszönöm!
http://www.kephost.com/view3.php?filename=a1_2014_2_9_scjab9db37.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_mlvwcne7ib.jpg
http://www.kephost.com/view3.php?filename=a1_2014_2_9_tuk32fg69r.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 14:42
Írta: bundyland Dátum 2014 február 10, 14:42
Hát lehet hogy ők is ennyire jutottak, nem mondanám hogy gugli barátunk csak úgy ontja az infókat róla.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 09, 16:30
Írta: Bencze András Dátum 2014 február 09, 16:30
Gugli a barátod, rezolver mint motorjeladó+inkr enkóder. Nehéz eset, szerintem felejtős.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 13, 20:12
Írta: svejk Dátum 2014 február 13, 20:12
Nagy a csönd a Destroyer féle Panasonic cuccal kapcsolatban.
Úgy látszik ez a vezérlő sem került kereskedelmi forgalomba, így elég kicsi az esély a manuálra.
Én már két panasonic termékkel jártam így mindkettő nagyon nyögvenyelősen ment, akkor megfogadtam soha többé. :(
De hát ugye az embernek azért vannak elvei, hogy felrúgja őket. :)
Kicsit bővebben:
Kérésre törölve
(moderátor)
Úgy látszik ez a vezérlő sem került kereskedelmi forgalomba, így elég kicsi az esély a manuálra.
Én már két panasonic termékkel jártam így mindkettő nagyon nyögvenyelősen ment, akkor megfogadtam soha többé. :(
De hát ugye az embernek azért vannak elvei, hogy felrúgja őket. :)
Kicsit bővebben:
Kérésre törölve
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 17:01
Írta: d9u4kvbzi Dátum 2014 február 09, 17:01
Guglit próbáltam, a típus szám alapján kerestem,néztem a gyártó honlapját is de semmit nem találtam. Esetleg frekiváltóval főorsómotornak jó lehet?
Cím: Re:AC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 február 13, 23:30
Írta: s73tgf9vg Dátum 2014 február 13, 23:30
Köszönjük István az eddigi infókat, nagyon hasznosak. Küldtem levelet a Panasonicnak, még nem jött válasz, lehet nem is fog. Addig is a te segédletedet használom/használjuk.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 09, 18:24
Írta: Bencze András Dátum 2014 február 09, 18:24
http://www.amtek.cz/images/stories/AMK/Servomotory/DT_eng.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 08:21
Írta: svejk Dátum 2014 február 14, 08:21
Általában vagy azt mondják, hogy ez nem kereskedelmi típus így nem adhatnak ki infót, vagy azt, hogy kifutott termék, már nem támogatott, de ezt és ezt ajánlják helyette.
De legyen szerencsénk!
Pár éve kínomban 7000 Ft-ért vettem amerikából manuált egy hasonló korú pana frekiváltóhoz. Aztán 6000-ért eladtam itt a fórumon. :(
Ezt a komát kellene rábeszélni, hogy küldjön nekünk egy másolatot.
De legyen szerencsénk!
Pár éve kínomban 7000 Ft-ért vettem amerikából manuált egy hasonló korú pana frekiváltóhoz. Aztán 6000-ért eladtam itt a fórumon. :(
Ezt a komát kellene rábeszélni, hogy küldjön nekünk egy másolatot.
Cím: Re:AC szervó motoros vezérlés
Írta: d9u4kvbzi Dátum 2014 február 09, 19:11
Írta: d9u4kvbzi Dátum 2014 február 09, 19:11
Köszönöm a segítséget!
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 08:53
Írta: Sz.József Dátum 2014 február 14, 08:53
Köszönjük a listát.
Ennek én csak kb. a felét tudtam megfejteni, de ez nem is véletlen hiszen csak műkedvelő vagyok.
A "00"-án is van egy fix fordulat ha jól sejtem...
Viszont sikerült egy furcsa állapotot előidéznem a 15. paraméterrel.
Azt "YES"-re állítva 1.-20.-ig "eltűntek" a paraméterek... (?)
Igaz nem tudom ezek mi célt szolgálnak, de hogyan lehet ezeket vissza varázsolni?
Ennek én csak kb. a felét tudtam megfejteni, de ez nem is véletlen hiszen csak műkedvelő vagyok.
A "00"-án is van egy fix fordulat ha jól sejtem...
Viszont sikerült egy furcsa állapotot előidéznem a 15. paraméterrel.
Azt "YES"-re állítva 1.-20.-ig "eltűntek" a paraméterek... (?)
Igaz nem tudom ezek mi célt szolgálnak, de hogyan lehet ezeket vissza varázsolni?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 10:14
Írta: adamant Dátum 2014 február 10, 10:14
Esetleg valakinek nem dereng hogy anno ki árulhatott ilyen szervókat programozó panellel? hátha ő esetleg tud valamit róla
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:08
Írta: Sz.József Dátum 2014 február 14, 09:08
Helyesbítés:
16.-20-ig tűntek el...
16.-20-ig tűntek el...
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 10:31
Írta: bundyland Dátum 2014 február 10, 10:31
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:15
Írta: svejk Dátum 2014 február 14, 09:15
Igen, azok néha "eltűnnek2 nem igazán értem még azt a logikát.
A 15-ös inicializálás egyébként úgy történne, hogy 15-ös YES, nem nyom entert, csak áramtalanít.
Következő bekapcsolásnál kiírja a Clr-t, majd megint áramtalanít és ezután vissza kellene állnia a gyári értékeknek.
No ez nálam nem történik meg.
A 15-ös inicializálás egyébként úgy történne, hogy 15-ös YES, nem nyom entert, csak áramtalanít.
Következő bekapcsolásnál kiírja a Clr-t, majd megint áramtalanít és ezután vissza kellene állnia a gyári értékeknek.
No ez nálam nem történik meg.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 10:44
Írta: adamant Dátum 2014 február 10, 10:44
Hello!
Köszi a segítséget ezt néztem már de ha jobban megnézed akkor nem teljesen ugyan az amit én tettem ki képeket csatlakozók teljesen mások meg az enkoder ha eszerint kötném be akkor lenne szép nagy füstöcske :)
inkább az lenne a kérdés hogy melyik csatlakozó segítségével lehet rákötni PC re hogy lehessen programozni
mert programot sikerült beszereznem
Köszi a segítséget ezt néztem már de ha jobban megnézed akkor nem teljesen ugyan az amit én tettem ki képeket csatlakozók teljesen mások meg az enkoder ha eszerint kötném be akkor lenne szép nagy füstöcske :)
inkább az lenne a kérdés hogy melyik csatlakozó segítségével lehet rákötni PC re hogy lehessen programozni
mert programot sikerült beszereznem
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:28
Írta: Sz.József Dátum 2014 február 14, 09:28
Na, én ilyen faramuci műveleteket nem próbáltam, de mindjárt megteszem.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 10:55
Írta: bundyland Dátum 2014 február 10, 10:55
Tényleg nem ! Ekkora hülyeséget típus szerint jó a manual és megnézve a csatikat tényleg nem!
Eszembe nem jutott volna ilyen. De ekkorát nem bakizhat egy ilyen neves cég.
Eszembe nem jutott volna ilyen. De ekkorát nem bakizhat egy ilyen neves cég.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:30
Írta: Sz.József Dátum 2014 február 14, 09:30
Ugyan is én a YES után entert nyomtam és akkor tűnt a 16-20-ig paraméterek.
16-20-ig nem lehet, hogy valamilyen hiba viszzajelzés...(?)
16-20-ig nem lehet, hogy valamilyen hiba viszzajelzés...(?)
Cím: Re:AC szervó motoros vezérlés
Írta: 4u88hx8j6 Dátum 2014 február 10, 10:59
Írta: 4u88hx8j6 Dátum 2014 február 10, 10:59
Kola árult ilyent a nyáron.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:40
Írta: svejk Dátum 2014 február 14, 09:40
Ha faramuci-ha nem , ez vagyon leírva. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:46
Írta: Sz.József Dátum 2014 február 14, 09:46
Na, ja, csak nekem faramuci, mert én meg erről nem találtam leírást...
Ha találtam volna leírást (vagy elküldted volna) úgy már nekem sem lett volna faramuci... [#wink]
Ha találtam volna leírást (vagy elküldted volna) úgy már nekem sem lett volna faramuci... [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:02
Írta: adamant Dátum 2014 február 10, 11:02
Hát igen és sehogy sem tudom így beazonosítani a dolgot mit hova és miért mert legalább lenne fent neten valami aprócska infó de semmi
de annó láttam valami ilyesmi szervó szetteket az adok veszek topikba de sajna azt sem találom hogy kilehetett vagy miit árult volna pontosan :((
de csak van valaki akinek lenne egy ilyenje otthon és ne adj isten jutott volna valamire vele
de annó láttam valami ilyesmi szervó szetteket az adok veszek topikba de sajna azt sem találom hogy kilehetett vagy miit árult volna pontosan :((
de csak van valaki akinek lenne egy ilyenje otthon és ne adj isten jutott volna valamire vele
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:55
Írta: svejk Dátum 2014 február 14, 09:55
Valóban, a 16, 17, 18 hibatárolók, az utolsó hibát őrzik és a 15 paraméter "YES" és Mode gombbal lehet törölni.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 11:04
Írta: bundyland Dátum 2014 február 10, 11:04
Annyit mondjuk észrevettem hogy amit néztünk pdf-et abba sima meg A verzió volt azt hiszem ez meg E.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:56
Írta: svejk Dátum 2014 február 14, 09:56
No nem má, írtam hogy ott az a hasonló... a google az elsők közt dobja ki.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:08
Írta: adamant Dátum 2014 február 10, 11:08
igen ezt én is kiszúrtam de semmit nem találni erről az E verzióról (de az E meg A az nem verzió szám)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:00
Írta: Sz.József Dátum 2014 február 14, 10:00
Mielőtt még "cseszegettem" volna a 15-öst a 16-20-ig lévő értékeket akartam állítgatni de nem tudtam... (?)
Ebből gondoltam, hogy azok valamilyen visszajelzések(hiba visszajelzések).
Amit aztán a 15-ös YES-ével töröltem.
De ez csak egy műkedvelő találgatása...
Ebből gondoltam, hogy azok valamilyen visszajelzések(hiba visszajelzések).
Amit aztán a 15-ös YES-ével töröltem.
De ez csak egy műkedvelő találgatása...
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 11:09
Írta: adamant Dátum 2014 február 10, 11:09
Köszönöm írok neki hátha tud valamit segíteni ez ügyben [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 10:00
Írta: svejk Dátum 2014 február 14, 10:00
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 13:31
Írta: bundyland Dátum 2014 február 10, 13:31
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 10:02
Írta: svejk Dátum 2014 február 14, 10:02
Ez másként nem megy, csak így...
Magad uram ha szolgád (pdf-ed) nincsen. :)
Magad uram ha szolgád (pdf-ed) nincsen. :)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 február 10, 14:34
Írta: adamant Dátum 2014 február 10, 14:34
Írtam neki de még nem írt vissza már csak ő maradt akit tudok hogy van ilyen a birtokába
de amúgy meglepő milyen sok embernek van ilyenje és senki nem publikált semmit hogy mire jutott vele
de amúgy meglepő milyen sok embernek van ilyenje és senki nem publikált semmit hogy mire jutott vele
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:02
Írta: Sz.József Dátum 2014 február 14, 10:02
Úgy látszik lassan gépelek...
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 február 10, 14:42
Írta: bundyland Dátum 2014 február 10, 14:42
Hát lehet hogy ők is ennyire jutottak, nem mondanám hogy gugli barátunk csak úgy ontja az infókat róla.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:05
Írta: Sz.József Dátum 2014 február 14, 10:05
Ezt megtaláltam...
Viszont felületes voltam, na, meg az angolomat kellenne csiszolni..., de azt nagyon... :))
Viszont felületes voltam, na, meg az angolomat kellenne csiszolni..., de azt nagyon... :))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 13, 20:12
Írta: svejk Dátum 2014 február 13, 20:12
Nagy a csönd a Destroyer féle Panasonic cuccal kapcsolatban.
Úgy látszik ez a vezérlő sem került kereskedelmi forgalomba, így elég kicsi az esély a manuálra.
Én már két panasonic termékkel jártam így mindkettő nagyon nyögvenyelősen ment, akkor megfogadtam soha többé. :(
De hát ugye az embernek azért vannak elvei, hogy felrúgja őket. :)
Kicsit bővebben:
Kérésre törölve
(moderátor)
Úgy látszik ez a vezérlő sem került kereskedelmi forgalomba, így elég kicsi az esély a manuálra.
Én már két panasonic termékkel jártam így mindkettő nagyon nyögvenyelősen ment, akkor megfogadtam soha többé. :(
De hát ugye az embernek azért vannak elvei, hogy felrúgja őket. :)
Kicsit bővebben:
Kérésre törölve
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:06
Írta: svejk Dátum 2014 február 14, 11:06
Generáltam különböző hibákat, tehát a 16-20-ig 5 db hibatároló, mindig shiftelődnek a következő tárolóra az előző hibák.
Cím: Re:AC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 február 13, 23:30
Írta: s73tgf9vg Dátum 2014 február 13, 23:30
Köszönjük István az eddigi infókat, nagyon hasznosak. Küldtem levelet a Panasonicnak, még nem jött válasz, lehet nem is fog. Addig is a te segédletedet használom/használjuk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:06
Írta: svejk Dátum 2014 február 14, 11:06
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 08:21
Írta: svejk Dátum 2014 február 14, 08:21
Általában vagy azt mondják, hogy ez nem kereskedelmi típus így nem adhatnak ki infót, vagy azt, hogy kifutott termék, már nem támogatott, de ezt és ezt ajánlják helyette.
De legyen szerencsénk!
Pár éve kínomban 7000 Ft-ért vettem amerikából manuált egy hasonló korú pana frekiváltóhoz. Aztán 6000-ért eladtam itt a fórumon. :(
Ezt a komát kellene rábeszélni, hogy küldjön nekünk egy másolatot.
De legyen szerencsénk!
Pár éve kínomban 7000 Ft-ért vettem amerikából manuált egy hasonló korú pana frekiváltóhoz. Aztán 6000-ért eladtam itt a fórumon. :(
Ezt a komát kellene rábeszélni, hogy küldjön nekünk egy másolatot.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:12
Írta: svejk Dátum 2014 február 14, 11:12
Többen kérdezték:
"Van-e valami hátránya az egyfázisú betápnak? (ugye eredetileg 3x220)
Miért nem érzékel fázis kimaradást? "
Mivel kicsi a teljesítmény így nem fogja a hálózatot számottevően aszimetrikusan terhelni, így nem kell fázishiány védelem.
A pufferkondi értékét lehet növelni, a panelen ott van a helye.
"Van-e valami hátránya az egyfázisú betápnak? (ugye eredetileg 3x220)
Miért nem érzékel fázis kimaradást? "
Mivel kicsi a teljesítmény így nem fogja a hálózatot számottevően aszimetrikusan terhelni, így nem kell fázishiány védelem.
A pufferkondi értékét lehet növelni, a panelen ott van a helye.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 08:53
Írta: Sz.József Dátum 2014 február 14, 08:53
Köszönjük a listát.
Ennek én csak kb. a felét tudtam megfejteni, de ez nem is véletlen hiszen csak műkedvelő vagyok.
A "00"-án is van egy fix fordulat ha jól sejtem...
Viszont sikerült egy furcsa állapotot előidéznem a 15. paraméterrel.
Azt "YES"-re állítva 1.-20.-ig "eltűntek" a paraméterek... (?)
Igaz nem tudom ezek mi célt szolgálnak, de hogyan lehet ezeket vissza varázsolni?
Ennek én csak kb. a felét tudtam megfejteni, de ez nem is véletlen hiszen csak műkedvelő vagyok.
A "00"-án is van egy fix fordulat ha jól sejtem...
Viszont sikerült egy furcsa állapotot előidéznem a 15. paraméterrel.
Azt "YES"-re állítva 1.-20.-ig "eltűntek" a paraméterek... (?)
Igaz nem tudom ezek mi célt szolgálnak, de hogyan lehet ezeket vissza varázsolni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:14
Írta: svejk Dátum 2014 február 14, 11:14
Elvileg a mostani egyfázisú betáplálással hamarabb jelez alacsony bemenő feszültséget
( "L" ), de ezt kompenzálja, hogy mi 230V-ról hajtjuk a névleges 200 helyett.
(a megengedett egyébként 200-230V)
( "L" ), de ezt kompenzálja, hogy mi 230V-ról hajtjuk a névleges 200 helyett.
(a megengedett egyébként 200-230V)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:08
Írta: Sz.József Dátum 2014 február 14, 09:08
Helyesbítés:
16.-20-ig tűntek el...
16.-20-ig tűntek el...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:17
Írta: svejk Dátum 2014 február 14, 11:17
Én is csak a képeket nézegettem :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:15
Írta: svejk Dátum 2014 február 14, 09:15
Igen, azok néha "eltűnnek2 nem igazán értem még azt a logikát.
A 15-ös inicializálás egyébként úgy történne, hogy 15-ös YES, nem nyom entert, csak áramtalanít.
Következő bekapcsolásnál kiírja a Clr-t, majd megint áramtalanít és ezután vissza kellene állnia a gyári értékeknek.
No ez nálam nem történik meg.
A 15-ös inicializálás egyébként úgy történne, hogy 15-ös YES, nem nyom entert, csak áramtalanít.
Következő bekapcsolásnál kiírja a Clr-t, majd megint áramtalanít és ezután vissza kellene állnia a gyári értékeknek.
No ez nálam nem történik meg.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 12:12
Írta: svejk Dátum 2014 február 14, 12:12
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:28
Írta: Sz.József Dátum 2014 február 14, 09:28
Na, én ilyen faramuci műveleteket nem próbáltam, de mindjárt megteszem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 13:32
Írta: svejk Dátum 2014 február 14, 13:32
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:30
Írta: Sz.József Dátum 2014 február 14, 09:30
Ugyan is én a YES után entert nyomtam és akkor tűnt a 16-20-ig paraméterek.
16-20-ig nem lehet, hogy valamilyen hiba viszzajelzés...(?)
16-20-ig nem lehet, hogy valamilyen hiba viszzajelzés...(?)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 13:33
Írta: svejk Dátum 2014 február 14, 13:33
A Free Run a frekiváltóknál máshogy szokott működni. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:40
Írta: svejk Dátum 2014 február 14, 09:40
Ha faramuci-ha nem , ez vagyon leírva. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 18:15
Írta: svejk Dátum 2014 február 14, 18:15
Kitöröltetem ezeket a listákat és inkább egy TXT-ben lesz elérhető az FTP-n.
Linkelni fogom.
Úgy könnyeb lesz javítani, és nem telíti be a topicot.
Linkelni fogom.
Úgy könnyeb lesz javítani, és nem telíti be a topicot.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 09:46
Írta: Sz.József Dátum 2014 február 14, 09:46
Na, ja, csak nekem faramuci, mert én meg erről nem találtam leírást...
Ha találtam volna leírást (vagy elküldted volna) úgy már nekem sem lett volna faramuci... [#wink]
Ha találtam volna leírást (vagy elküldted volna) úgy már nekem sem lett volna faramuci... [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 19:35
Írta: svejk Dátum 2014 február 14, 19:35
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:55
Írta: svejk Dátum 2014 február 14, 09:55
Valóban, a 16, 17, 18 hibatárolók, az utolsó hibát őrzik és a 15 paraméter "YES" és Mode gombbal lehet törölni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 19:38
Írta: svejk Dátum 2014 február 14, 19:38
Talán még annyi, hogy a tévedés nem kizárt, mindenki saját felelősségére használja.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 09:56
Írta: svejk Dátum 2014 február 14, 09:56
No nem má, írtam hogy ott az a hasonló... a google az elsők közt dobja ki.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2014 február 14, 19:58
Írta: PSoft Dátum 2014 február 14, 19:58
A paraméterezésben nem igazán segítség,...
Csináltam pár fotót erről a vezérlő/motor párosról.
A Boncolós topic-ban láthatjátok,ha valaki kíváncsi rá.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:00
Írta: Sz.József Dátum 2014 február 14, 10:00
Mielőtt még "cseszegettem" volna a 15-öst a 16-20-ig lévő értékeket akartam állítgatni de nem tudtam... (?)
Ebből gondoltam, hogy azok valamilyen visszajelzések(hiba visszajelzések).
Amit aztán a 15-ös YES-ével töröltem.
De ez csak egy műkedvelő találgatása...
Ebből gondoltam, hogy azok valamilyen visszajelzések(hiba visszajelzések).
Amit aztán a 15-ös YES-ével töröltem.
De ez csak egy műkedvelő találgatása...
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 február 15, 08:16
Írta: 4umhue7vh Dátum 2014 február 15, 08:16
Üdv!
Micsoda szerencse, teljesen más dolog végett jöttem ebbe a topic-ba, és lám itt a Panasonic servo paraméterezése. Pont tegnap este nyomkodtam, és avval a gondolattal tettem félre "majd ha lesz időm valahogy kitalálom"
Köszi Svejk!
Amiért benéztem:
Van egy Maxon AC vagy BLDC vagy mittudomén servomotorom. Nem találtam leírást róla, a bekötéshez minden infó rajta van körbe a motoron ,csak fesz és teljesítmény adatok nincsenek, ezt kéne valahogy kideríteni.


Micsoda szerencse, teljesen más dolog végett jöttem ebbe a topic-ba, és lám itt a Panasonic servo paraméterezése. Pont tegnap este nyomkodtam, és avval a gondolattal tettem félre "majd ha lesz időm valahogy kitalálom"
Köszi Svejk!
Amiért benéztem:
Van egy Maxon AC vagy BLDC vagy mittudomén servomotorom. Nem találtam leírást róla, a bekötéshez minden infó rajta van körbe a motoron ,csak fesz és teljesítmény adatok nincsenek, ezt kéne valahogy kideríteni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 10:00
Írta: svejk Dátum 2014 február 14, 10:00
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 február 15, 08:55
Írta: 4umhue7vh Dátum 2014 február 15, 08:55
Van még egy cuccom amivel nem bírok.
Ez egy, illetve 3 INFRANOR MSTBSI 220/30 servomeghajtó, erről sem találtam sok mindent, csak a MSTSD1 220/30-ról de ez tök más, találkozott már valaki ilyennel?


Ez egy, illetve 3 INFRANOR MSTBSI 220/30 servomeghajtó, erről sem találtam sok mindent, csak a MSTSD1 220/30-ról de ez tök más, találkozott már valaki ilyennel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 10:02
Írta: svejk Dátum 2014 február 14, 10:02
Ez másként nem megy, csak így...
Magad uram ha szolgád (pdf-ed) nincsen. :)
Magad uram ha szolgád (pdf-ed) nincsen. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 11:55
Írta: svejk Dátum 2014 február 15, 11:55
Azt hiszem kijátszottam magam. :)
A 14. és a 27. paramétert nem tudtam megfejteni. :)
Itt a módosított és kiegészített Minas-Hyper paraméterlista.
Egyelőre tovább nem foglalkozom vele.
A 14. és a 27. paramétert nem tudtam megfejteni. :)
Itt a módosított és kiegészített Minas-Hyper paraméterlista.
Egyelőre tovább nem foglalkozom vele.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:02
Írta: Sz.József Dátum 2014 február 14, 10:02
Úgy látszik lassan gépelek...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 12:26
Írta: svejk Dátum 2014 február 15, 12:26
Még ez a txt kiterjesztés...
nem győzöm javítani, hol az explorer, hol a mozilla keveri meg. :(
nem győzöm javítani, hol az explorer, hol a mozilla keveri meg. :(
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2014 február 14, 10:05
Írta: Sz.József Dátum 2014 február 14, 10:05
Ezt megtaláltam...
Viszont felületes voltam, na, meg az angolomat kellenne csiszolni..., de azt nagyon... :))
Viszont felületes voltam, na, meg az angolomat kellenne csiszolni..., de azt nagyon... :))
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2014 február 15, 12:35
Írta: PSoft Dátum 2014 február 15, 12:35
Ha még is előveszed legközelebb,akkor milyen céllal?
Destroyer hirdetése után gyorsan,szinte pillanatok alatt "elkapkodtátok" ezeket a Panasonic-okat.
Mi a titok,hogy ilyen kapósak voltak ezek a servohajtások?
Ugye,nem csak a "Kristály effektus" volt a mozgató rugó?:)))
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:06
Írta: svejk Dátum 2014 február 14, 11:06
Generáltam különböző hibákat, tehát a 16-20-ig 5 db hibatároló, mindig shiftelődnek a következő tárolóra az előző hibák.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 13:34
Írta: svejk Dátum 2014 február 15, 13:34
Nálam csupán a kíváncsiság, valószínű megy tovább a második öröm felé. :)
Két fórumtársról tudom, hogy hagyományos gépre előtolómotornak szeretné, egy harmadik pedig mini eszterga főorsó motornak.
A többiek inkognitóban vannak, még most is amikor meg van a kezelése.
Két fórumtársról tudom, hogy hagyományos gépre előtolómotornak szeretné, egy harmadik pedig mini eszterga főorsó motornak.
A többiek inkognitóban vannak, még most is amikor meg van a kezelése.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:06
Írta: svejk Dátum 2014 február 14, 11:06
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 21, 12:25
Írta: 000000000 Dátum 2014 február 21, 12:25
Svejk mester, van egy olyan problémám, hogy adott néhány SGDM és SGDH vezérlő ami azt mondja A.30 (Regeneration Error Detekted).
Ez még nem is lenne probléma mert tudom mi ez, csak azt nem tudom miért csak a 400 Wattosak közöl csinálják, és azok között is csak némelyik.
Gondoltam valami beállítási gebasz lesz és egy működőről lehúztam az összes paramétert és rátöltöttem a hibásra, de a helyzet változatlan maradt.
Külső fék ellenállással működnek, csak nem értem a másik 400 Wattos akkor miért megy anélkül is ?
Mi az amit nem vettem észre ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:12
Írta: svejk Dátum 2014 február 14, 11:12
Többen kérdezték:
"Van-e valami hátránya az egyfázisú betápnak? (ugye eredetileg 3x220)
Miért nem érzékel fázis kimaradást? "
Mivel kicsi a teljesítmény így nem fogja a hálózatot számottevően aszimetrikusan terhelni, így nem kell fázishiány védelem.
A pufferkondi értékét lehet növelni, a panelen ott van a helye.
"Van-e valami hátránya az egyfázisú betápnak? (ugye eredetileg 3x220)
Miért nem érzékel fázis kimaradást? "
Mivel kicsi a teljesítmény így nem fogja a hálózatot számottevően aszimetrikusan terhelni, így nem kell fázishiány védelem.
A pufferkondi értékét lehet növelni, a panelen ott van a helye.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 12:42
Írta: svejk Dátum 2014 február 21, 12:42
Szerintem ez a hiba a belső fékáramkör meghibásodását mutatja.
A régi CACR servopack-oknál több esetben találkoztam ilyen hibával, de a valóságban nem volt rossz a fékáramkör, hanem az erzékelő áramkör hibásodott meg.
A régi CACR servopack-oknál több esetben találkoztam ilyen hibával, de a valóságban nem volt rossz a fékáramkör, hanem az erzékelő áramkör hibásodott meg.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:14
Írta: svejk Dátum 2014 február 14, 11:14
Elvileg a mostani egyfázisú betáplálással hamarabb jelez alacsony bemenő feszültséget
( "L" ), de ezt kompenzálja, hogy mi 230V-ról hajtjuk a névleges 200 helyett.
(a megengedett egyébként 200-230V)
( "L" ), de ezt kompenzálja, hogy mi 230V-ról hajtjuk a névleges 200 helyett.
(a megengedett egyébként 200-230V)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 12:46
Írta: svejk Dátum 2014 február 21, 12:46
Egy áramkör figyeli a belső fékellenállás szakadását, illetve a kapcsolóelem működését.
Első sorban a fékellenállás szakadására gondolnék.
Első sorban a fékellenállás szakadására gondolnék.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 11:17
Írta: svejk Dátum 2014 február 14, 11:17
Én is csak a képeket nézegettem :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 21, 13:02
Írta: 000000000 Dátum 2014 február 21, 13:02
Az az érdekes, hogy eredetileg nincs is benne fék ellenállás ahogy a 200 és 100 wattosokban sem.
500 Wattos és az feletti vezérlőben jelenik meg csak, de a 100 és 200-as verzióknál nem volt ilyen hiba.
Már a harmadik vagy negyedik 400-as szívat ezzel az A.30-al .
Az lesz a vége, hogy berágok és megy a kukába, végulis 200Ft/kilós áron nem volt egy nagy pénz értük.
És ahogy látom mások is megtalálták ezt a beszerzési forrást, mert igen csak elöntötte az adok veszek topikot az onnan bontott cuccok dömpingje.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 12:12
Írta: svejk Dátum 2014 február 14, 12:12
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 13:12
Írta: svejk Dátum 2014 február 21, 13:12
Hmmm.. szerintem mindegyikben kell lenni valaminek.
Ugyan küldj már el egy ilyen hibásat, kíváncsivá tettél.
Mondjuk ezeknek ElDale fórumtársunk a nagy mestere.
Ugyan küldj már el egy ilyen hibásat, kíváncsivá tettél.
Mondjuk ezeknek ElDale fórumtársunk a nagy mestere.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 13:32
Írta: svejk Dátum 2014 február 14, 13:32
Kérésre törölve
(moderátor)
(moderátor)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 13:13
Írta: svejk Dátum 2014 február 21, 13:13
200W-os lenne jó, mert olyanom van itthon.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 13:33
Írta: svejk Dátum 2014 február 14, 13:33
A Free Run a frekiváltóknál máshogy szokott működni. :(
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 24, 21:05
Írta: krnj79r9n Dátum 2014 február 24, 21:05
Most, hogy egy AC szervó szettet próbálgatok és tanulom a szervó hangolását, egy érdekes kérdés fogalmazódott meg bennem.
Hogyan hangolunk be egy olyan tengelyt, amit két AC (vagy DC) szervó motor hajt. Tehát két motor, két szervó meghajtó és két orsó. Itt a gyári tuning szoftverre gondolok.
A két motort egyszerre biztosan nem lehet, se az adatkábel megosztásával (párhuzamosításával), se két PC-vel. Az biztosan nem sikerül egyszerre.
Mivel a behangolásnál fontos tényező a mozgatott tömeg, (hisz a hajtás méretezés is erről szól), az sem megoldás, ha ideiglenesen lekötöm az egyik motort és a másikat hangolom, majd fordítva. Mert pont kétszeres tömeget mozgat mint a végső állapotában.
Gondoltam arra, hogy nem befejezett állapotában, amikor még nincs minden felszerelve az adott tengelyre (amikor kb. fel súlyú) akkor hangolni.
Arról nem is beszélve, hogy nem szerencsés egy hosszabb híd csak egyik oldalát hajtani, a nem éppen finomkodó behangoláskor. (befeszülés stb..)
De feltételezem, van erre valamilyen megoldás amiről nem tudok és a szervó meghajtók fejlesztő is gondoltak ilyen lehetőségre. :-) Esetleg van valamilyen lehetőség a két szervó pakk együttes hangolására (összeláncolására stb..)
Kíváncsian várom a válaszokat.
Hogyan hangolunk be egy olyan tengelyt, amit két AC (vagy DC) szervó motor hajt. Tehát két motor, két szervó meghajtó és két orsó. Itt a gyári tuning szoftverre gondolok.
A két motort egyszerre biztosan nem lehet, se az adatkábel megosztásával (párhuzamosításával), se két PC-vel. Az biztosan nem sikerül egyszerre.
Mivel a behangolásnál fontos tényező a mozgatott tömeg, (hisz a hajtás méretezés is erről szól), az sem megoldás, ha ideiglenesen lekötöm az egyik motort és a másikat hangolom, majd fordítva. Mert pont kétszeres tömeget mozgat mint a végső állapotában.
Gondoltam arra, hogy nem befejezett állapotában, amikor még nincs minden felszerelve az adott tengelyre (amikor kb. fel súlyú) akkor hangolni.
Arról nem is beszélve, hogy nem szerencsés egy hosszabb híd csak egyik oldalát hajtani, a nem éppen finomkodó behangoláskor. (befeszülés stb..)
De feltételezem, van erre valamilyen megoldás amiről nem tudok és a szervó meghajtók fejlesztő is gondoltak ilyen lehetőségre. :-) Esetleg van valamilyen lehetőség a két szervó pakk együttes hangolására (összeláncolására stb..)
Kíváncsian várom a válaszokat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 18:15
Írta: svejk Dátum 2014 február 14, 18:15
Kitöröltetem ezeket a listákat és inkább egy TXT-ben lesz elérhető az FTP-n.
Linkelni fogom.
Úgy könnyeb lesz javítani, és nem telíti be a topicot.
Linkelni fogom.
Úgy könnyeb lesz javítani, és nem telíti be a topicot.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 február 24, 21:08
Írta: xkbv3nx0d Dátum 2014 február 24, 21:08
én is ilyen problémával állok szemben... engem is érdekelne az a kérdés, mert nincs finomhangolva a szervó hajtásom, pont emiatt....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 19:35
Írta: svejk Dátum 2014 február 14, 19:35
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 24, 21:20
Írta: svejk Dátum 2014 február 24, 21:20
Szerintem meg a szervó meghajtók fejlesztő nem is gondoltak ilyenre, mert ilyen mechanika nincs is csak nektek. :)
Egyébként elvileg van valami master-slave üzem, de hogy a paramétereket átviszi-e a másikba nem tudom, nekem még nem volt rá szükségem.
Egyébként elvileg van valami master-slave üzem, de hogy a paramétereket átviszi-e a másikba nem tudom, nekem még nem volt rá szükségem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 14, 19:38
Írta: svejk Dátum 2014 február 14, 19:38
Talán még annyi, hogy a tévedés nem kizárt, mindenki saját felelősségére használja.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 24, 21:22
Írta: svejk Dátum 2014 február 24, 21:22
A hangoláskor, főleg ha már finomhangolás, akkor 3-4 paramétert kell összesen állítani, de célszerű ezeket is egyesével.
Szerintem nem olyan nagy vesződség mindkét vezérlőn egyszerre állítani ugyanazt a paramétert.
Szerintem nem olyan nagy vesződség mindkét vezérlőn egyszerre állítani ugyanazt a paramétert.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2014 február 14, 19:58
Írta: PSoft Dátum 2014 február 14, 19:58
A paraméterezésben nem igazán segítség,...
Csináltam pár fotót erről a vezérlő/motor párosról.
A Boncolós topic-ban láthatjátok,ha valaki kíváncsi rá.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 24, 21:51
Írta: 000000000 Dátum 2014 február 24, 21:51
RS485 kommunikációra több szervót is fel lehet sorolni, de ilyenkor a vezérlők címét 0-ról át kell állítani.
És miden vezérlőnek más más címet kell adni, de programozni így is csak egyesével lehet.
Viszont nem kell dugdosni a programozó kábelt csak a beállító szoftveren kell kiválasztani az adott hajtásvezérlőt.
Csak kell hozzá egy RS232-485 átalakító is.
Ahogy Svejk is mondja össze kell kötni a két vezérlőt és csak az egyik kapja a step dir jelet a másik vezérlő meg a első vezérlő enkoder kimenet jeleit kapja amit a másik kvadratúrára állított bemenetére van kötve.
Így az első vezérlő jeleit úgy követi a másik mint az árnyék.
Beállítás kicsit nehéz, de csak egyszer kell vele megszenvedni.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 február 15, 08:16
Írta: 4umhue7vh Dátum 2014 február 15, 08:16
Üdv!
Micsoda szerencse, teljesen más dolog végett jöttem ebbe a topic-ba, és lám itt a Panasonic servo paraméterezése. Pont tegnap este nyomkodtam, és avval a gondolattal tettem félre "majd ha lesz időm valahogy kitalálom"
Köszi Svejk!
Amiért benéztem:
Van egy Maxon AC vagy BLDC vagy mittudomén servomotorom. Nem találtam leírást róla, a bekötéshez minden infó rajta van körbe a motoron ,csak fesz és teljesítmény adatok nincsenek, ezt kéne valahogy kideríteni.
Micsoda szerencse, teljesen más dolog végett jöttem ebbe a topic-ba, és lám itt a Panasonic servo paraméterezése. Pont tegnap este nyomkodtam, és avval a gondolattal tettem félre "majd ha lesz időm valahogy kitalálom"
Köszi Svejk!
Amiért benéztem:
Van egy Maxon AC vagy BLDC vagy mittudomén servomotorom. Nem találtam leírást róla, a bekötéshez minden infó rajta van körbe a motoron ,csak fesz és teljesítmény adatok nincsenek, ezt kéne valahogy kideríteni.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 13:43
Írta: krnj79r9n Dátum 2014 február 25, 13:43
A fenébe most látom, hogy smile van a mondat végén. :-) Ezt benéztem.
Azt hittem komolyan gondoltad, hogy nem használnak ilyen mechanikát. Bár kissé furcsáltam, hogy Te ne tudnád, de el kezdtem keresgélni. És ha már ennyit dolgoztam vele, csak azért is beteszem:
















És a Gantry típusú gépek amiket nem is tudsz másként hajtani mint két oldalról, két motorral.





Azt hittem komolyan gondoltad, hogy nem használnak ilyen mechanikát. Bár kissé furcsáltam, hogy Te ne tudnád, de el kezdtem keresgélni. És ha már ennyit dolgoztam vele, csak azért is beteszem:
És a Gantry típusú gépek amiket nem is tudsz másként hajtani mint két oldalról, két motorral.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 február 15, 08:55
Írta: 4umhue7vh Dátum 2014 február 15, 08:55
Van még egy cuccom amivel nem bírok.
Ez egy, illetve 3 INFRANOR MSTBSI 220/30 servomeghajtó, erről sem találtam sok mindent, csak a MSTSD1 220/30-ról de ez tök más, találkozott már valaki ilyennel?
Ez egy, illetve 3 INFRANOR MSTBSI 220/30 servomeghajtó, erről sem találtam sok mindent, csak a MSTSD1 220/30-ról de ez tök más, találkozott már valaki ilyennel?
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2014 február 25, 13:58
Írta: jani300 Dátum 2014 február 25, 13:58
Én köszönöm hogy feltetted a képeket . Pár napja fél éjszaka nézegettem mi az a konstrukció , aminek nekiállnék . Természetesen érdekes részegységeket találtam ,de egyet sem másolnék . Vagy túl bonyi ,vagy a kivitelezése nem megy , vagy csak nem tetszenek egyes részei .
Azért azt megnyugtató látni hogy mind a bevált 100 éve működő konstrukciós elvek alapján készült .(Kétállványos hosszgyalu , veremgyalu ).
Azért azt megnyugtató látni hogy mind a bevált 100 éve működő konstrukciós elvek alapján készült .(Kétállványos hosszgyalu , veremgyalu ).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 11:55
Írta: svejk Dátum 2014 február 15, 11:55
Azt hiszem kijátszottam magam. :)
A 14. és a 27. paramétert nem tudtam megfejteni. :)
Itt a módosított és kiegészített Minas-Hyper paraméterlista.
Egyelőre tovább nem foglalkozom vele.
A 14. és a 27. paramétert nem tudtam megfejteni. :)
Itt a módosított és kiegészített Minas-Hyper paraméterlista.
Egyelőre tovább nem foglalkozom vele.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 15:35
Írta: Riboga Dátum 2014 február 25, 15:35
Szerintem ez dinamikus mozgásokhoz nem való, max szállító szalagok. Hiszen a slave megpróbálja a master összes hibáját is lekövetni. Ostor vége effektus.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 12:26
Írta: svejk Dátum 2014 február 15, 12:26
Még ez a txt kiterjesztés...
nem győzöm javítani, hol az explorer, hol a mozilla keveri meg. :(
nem győzöm javítani, hol az explorer, hol a mozilla keveri meg. :(
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 15:42
Írta: krnj79r9n Dátum 2014 február 25, 15:42
Nem mondom, hogy teljesen tiszta. Még nem igazán látom át.
Azt mondjuk értem, hogy az RS232-485 átalakítóval, megúszom a kábeldugdosást, mert külön-külön tudom címezni a két vezérlőt. De egyszerre csak egyet látok és egyet tudok programozni. Ekkor viszont ha bármit állítani akarok a PID értékeken, akkor azt mind a két vezérlőn el kell végeznem külön-külön. Egyébként nem sok értelme van a hangolásnak, ha különböző paraméterekkel futnak. Jól értem?
Tehát Slave vezérlőre rácsatlakozás - PID beállítás - lecsatlakozás, eztán visszamenni a Master vezérlőre rácsatlakozás és azon is beállítani pont ugyan azokat a PID paramétereket. Így gondoltad?
És itt jön a teszt???? Azt hogyan?
A tuning programban van a jel generátor is.
Tényleg egyébként a tuning program generálja a STEP/DIR jeleket és küldi át az RS232-ön a vezérlőnek vagy a vezérlőkben van egy STEP/DIR generátor amivel saját magának előállítja a STEP/DIR jeleket és a program csak paraméterezi azt? Vagy hogy van ez?
Biztosan a Master vezérlőből kijövő enkóder jeleket kell tovább fűzni a Slave vezérlőre?
Ebben nem lennék biztos, de mivel életemben először van dolgom AC szervóval, most csak hangosan gondolkodom! :-)
A vezérlőből kijövő enkóder jelek az enkóder azaz a motor tengely tényleges pozícióját küldik vissza komolyabb rendszereknél a mozgásvezérlőnek, hogy az ennek megfelelően korrigálja a vezérlőbe küldött STEP/DIR jeleket. Azaz a mozgásvezérlő az eredeti pályagörbét kissé "meghamisítja" vagy inkább előre kalkulál, hogy a végén a tényleges pályagörbe a legjobban hasonlítson az elméletire. Ehhez viszont a mozgásvezérlőnek a szervó vezérlőtől visszafelé a valós tengely ill. enkóder pozíciókra van szüksége, hisz az elméletit ő is tudja. Ez az enkóder jel viszont tartalmazza az összes pozíció hibát, amit így a másik Slave vezérlő tovább erősítene. Vagy rosszul gondolom?
Fú, mire ezt kiízadtam magamból. :-) Remélem érthető.
Azt mondjuk értem, hogy az RS232-485 átalakítóval, megúszom a kábeldugdosást, mert külön-külön tudom címezni a két vezérlőt. De egyszerre csak egyet látok és egyet tudok programozni. Ekkor viszont ha bármit állítani akarok a PID értékeken, akkor azt mind a két vezérlőn el kell végeznem külön-külön. Egyébként nem sok értelme van a hangolásnak, ha különböző paraméterekkel futnak. Jól értem?
Tehát Slave vezérlőre rácsatlakozás - PID beállítás - lecsatlakozás, eztán visszamenni a Master vezérlőre rácsatlakozás és azon is beállítani pont ugyan azokat a PID paramétereket. Így gondoltad?
És itt jön a teszt???? Azt hogyan?
A tuning programban van a jel generátor is.
Tényleg egyébként a tuning program generálja a STEP/DIR jeleket és küldi át az RS232-ön a vezérlőnek vagy a vezérlőkben van egy STEP/DIR generátor amivel saját magának előállítja a STEP/DIR jeleket és a program csak paraméterezi azt? Vagy hogy van ez?
Biztosan a Master vezérlőből kijövő enkóder jeleket kell tovább fűzni a Slave vezérlőre?
Ebben nem lennék biztos, de mivel életemben először van dolgom AC szervóval, most csak hangosan gondolkodom! :-)
A vezérlőből kijövő enkóder jelek az enkóder azaz a motor tengely tényleges pozícióját küldik vissza komolyabb rendszereknél a mozgásvezérlőnek, hogy az ennek megfelelően korrigálja a vezérlőbe küldött STEP/DIR jeleket. Azaz a mozgásvezérlő az eredeti pályagörbét kissé "meghamisítja" vagy inkább előre kalkulál, hogy a végén a tényleges pályagörbe a legjobban hasonlítson az elméletire. Ehhez viszont a mozgásvezérlőnek a szervó vezérlőtől visszafelé a valós tengely ill. enkóder pozíciókra van szüksége, hisz az elméletit ő is tudja. Ez az enkóder jel viszont tartalmazza az összes pozíció hibát, amit így a másik Slave vezérlő tovább erősítene. Vagy rosszul gondolom?
Fú, mire ezt kiízadtam magamból. :-) Remélem érthető.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2014 február 15, 12:35
Írta: PSoft Dátum 2014 február 15, 12:35
Ha még is előveszed legközelebb,akkor milyen céllal?
Destroyer hirdetése után gyorsan,szinte pillanatok alatt "elkapkodtátok" ezeket a Panasonic-okat.
Mi a titok,hogy ilyen kapósak voltak ezek a servohajtások?
Ugye,nem csak a "Kristály effektus" volt a mozgató rugó?:)))
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 15:45
Írta: krnj79r9n Dátum 2014 február 25, 15:45
Köszönöm!
Pont erre gondoltam, csak te egy mondatban leírtad. :-)
Mert végső állapotban, ha a STEP/DIR jeleket megosztom és mindkét vezérlő ugyan azt kapja az úgy rendben lenne szerintem.
De akkor hogy hangolom a két vezérlőt?
Pont erre gondoltam, csak te egy mondatban leírtad. :-)
Mert végső állapotban, ha a STEP/DIR jeleket megosztom és mindkét vezérlő ugyan azt kapja az úgy rendben lenne szerintem.
De akkor hogy hangolom a két vezérlőt?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 15, 13:34
Írta: svejk Dátum 2014 február 15, 13:34
Nálam csupán a kíváncsiság, valószínű megy tovább a második öröm felé. :)
Két fórumtársról tudom, hogy hagyományos gépre előtolómotornak szeretné, egy harmadik pedig mini eszterga főorsó motornak.
A többiek inkognitóban vannak, még most is amikor meg van a kezelése.
Két fórumtársról tudom, hogy hagyományos gépre előtolómotornak szeretné, egy harmadik pedig mini eszterga főorsó motornak.
A többiek inkognitóban vannak, még most is amikor meg van a kezelése.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 15:53
Írta: Riboga Dátum 2014 február 25, 15:53
Nekem is két motor van az X-en. Sokáig agyaltam, de a végén lepárhuzamosítottam a bemeneteket. Soha nem számoltam, de Tibor45 írásai alapján úgy gondolom a dinamikát befolyásoló legnagyobb tényező az orsó tehetetlensége, én arra nyomtam egy autót és bemásoltam a másikba.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 21, 12:25
Írta: 000000000 Dátum 2014 február 21, 12:25
Svejk mester, van egy olyan problémám, hogy adott néhány SGDM és SGDH vezérlő ami azt mondja A.30 (Regeneration Error Detekted).
Ez még nem is lenne probléma mert tudom mi ez, csak azt nem tudom miért csak a 400 Wattosak közöl csinálják, és azok között is csak némelyik.
Gondoltam valami beállítási gebasz lesz és egy működőről lehúztam az összes paramétert és rátöltöttem a hibásra, de a helyzet változatlan maradt.
Külső fék ellenállással működnek, csak nem értem a másik 400 Wattos akkor miért megy anélkül is ?
Mi az amit nem vettem észre ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 25, 17:00
Írta: 000000000 Dátum 2014 február 25, 17:00
Sigma 1-es is tud ilyen autó funkciót, mert ott nem találkoztam ilyennel, vagy csak nem vettem észre ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 12:42
Írta: svejk Dátum 2014 február 21, 12:42
Szerintem ez a hiba a belső fékáramkör meghibásodását mutatja.
A régi CACR servopack-oknál több esetben találkoztam ilyen hibával, de a valóságban nem volt rossz a fékáramkör, hanem az erzékelő áramkör hibásodott meg.
A régi CACR servopack-oknál több esetben találkoztam ilyen hibával, de a valóságban nem volt rossz a fékáramkör, hanem az erzékelő áramkör hibásodott meg.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 17:19
Írta: Riboga Dátum 2014 február 25, 17:19
Úgy a 200. oldalnál ír róla és tényleg olyan a mozgás mint a fényképezőnél az autófókusz. :)
SGDA manual
SGDA manual
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 12:46
Írta: svejk Dátum 2014 február 21, 12:46
Egy áramkör figyeli a belső fékellenállás szakadását, illetve a kapcsolóelem működését.
Első sorban a fékellenállás szakadására gondolnék.
Első sorban a fékellenállás szakadására gondolnék.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 25, 18:16
Írta: 000000000 Dátum 2014 február 25, 18:16
Ez mind szép és jó, nincs hozzá kézi programozóm, csak szoftveres.
Ott hol van ez a funkció? [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 21, 13:02
Írta: 000000000 Dátum 2014 február 21, 13:02
Az az érdekes, hogy eredetileg nincs is benne fék ellenállás ahogy a 200 és 100 wattosokban sem.
500 Wattos és az feletti vezérlőben jelenik meg csak, de a 100 és 200-as verzióknál nem volt ilyen hiba.
Már a harmadik vagy negyedik 400-as szívat ezzel az A.30-al .
Az lesz a vége, hogy berágok és megy a kukába, végulis 200Ft/kilós áron nem volt egy nagy pénz értük.
És ahogy látom mások is megtalálták ezt a beszerzési forrást, mert igen csak elöntötte az adok veszek topikot az onnan bontott cuccok dömpingje.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 18:20
Írta: Bencze András Dátum 2014 február 25, 18:20
Alapelvek szintjén: master-slave mester ész szolga erő, hacsak a szolgában egyéb okosság nincs beállítva. Most alapesetet tárgyaljuk. Magyarul mester határozza meg a mozgás MINDEN paraméterét. Esetünkben a pozíció PID értékét amit hangolással állít be a legoptimálisabb értékre. A szolgában nem működik a pozíciószabályzó hurok. Egy speedes szervóhoz hasonlóan működik sebesség visszacsatolással, úgy és addig úgy gyorsul-lassul ahogy a mester "mondja", kivéve ha a nyomatékhatárt eléri. Tehát elvileg csak a master-sleve servó mesterét kell tuningolni.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 18:30
Írta: krnj79r9n Dátum 2014 február 25, 18:30
De az én vezérlőm nem Yaskawa, "csak" egy Leadshine ACS806-os, abban nem tudok ilyen autó funkciót.
De ezzel még mind nem értem hogy hangolod a kettőt. A Step/Dir-t mivel állítod elő a két vezérlőnek? A Pro tunerben a szoftver adja ki a beállított impulzus sorozatot majd ebből rajzol grafikont, hogy hogy sikerült valójában lekövetni a kiadott pozíció parancsokat.
A két vezérlőnek és motornak ugyan azokkal a PID beállításokkal, ugyan azon teszt impulzusokkal tök egyszerre kellene mozgatni az adott mechanikát. A szoftver így tudja visszamérni és megjeleníteni az enkóder pozíciókból a valós mozgást és az eltéréseket a kiadott parancshoz képest.
És az eredményektől függően változtatsz a PID értékeken, ezt ismételve addig, amíg nem vagy elégedett.
Tehát ez még nagyon nem kerek nekem sehogyan sem.
De ezzel még mind nem értem hogy hangolod a kettőt. A Step/Dir-t mivel állítod elő a két vezérlőnek? A Pro tunerben a szoftver adja ki a beállított impulzus sorozatot majd ebből rajzol grafikont, hogy hogy sikerült valójában lekövetni a kiadott pozíció parancsokat.
A két vezérlőnek és motornak ugyan azokkal a PID beállításokkal, ugyan azon teszt impulzusokkal tök egyszerre kellene mozgatni az adott mechanikát. A szoftver így tudja visszamérni és megjeleníteni az enkóder pozíciókból a valós mozgást és az eltéréseket a kiadott parancshoz képest.
És az eredményektől függően változtatsz a PID értékeken, ezt ismételve addig, amíg nem vagy elégedett.
Tehát ez még nagyon nem kerek nekem sehogyan sem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 13:12
Írta: svejk Dátum 2014 február 21, 13:12
Hmmm.. szerintem mindegyikben kell lenni valaminek.
Ugyan küldj már el egy ilyen hibásat, kíváncsivá tettél.
Mondjuk ezeknek ElDale fórumtársunk a nagy mestere.
Ugyan küldj már el egy ilyen hibásat, kíváncsivá tettél.
Mondjuk ezeknek ElDale fórumtársunk a nagy mestere.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 18:34
Írta: krnj79r9n Dátum 2014 február 25, 18:34
Aha. Ez már valami, jobban hangzik.
És vajon a ACS806 képes ilyen Master-Slave módban működni?
És vajon a ACS806 képes ilyen Master-Slave módban működni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 21, 13:13
Írta: svejk Dátum 2014 február 21, 13:13
200W-os lenne jó, mert olyanom van itthon.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 18:45
Írta: Bencze András Dátum 2014 február 25, 18:45
Valószínű nem, de Tibor Gyuri biztosat tud mondani. Kérdezd meg Őt.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 24, 21:05
Írta: krnj79r9n Dátum 2014 február 24, 21:05
Most, hogy egy AC szervó szettet próbálgatok és tanulom a szervó hangolását, egy érdekes kérdés fogalmazódott meg bennem.
Hogyan hangolunk be egy olyan tengelyt, amit két AC (vagy DC) szervó motor hajt. Tehát két motor, két szervó meghajtó és két orsó. Itt a gyári tuning szoftverre gondolok.
A két motort egyszerre biztosan nem lehet, se az adatkábel megosztásával (párhuzamosításával), se két PC-vel. Az biztosan nem sikerül egyszerre.
Mivel a behangolásnál fontos tényező a mozgatott tömeg, (hisz a hajtás méretezés is erről szól), az sem megoldás, ha ideiglenesen lekötöm az egyik motort és a másikat hangolom, majd fordítva. Mert pont kétszeres tömeget mozgat mint a végső állapotában.
Gondoltam arra, hogy nem befejezett állapotában, amikor még nincs minden felszerelve az adott tengelyre (amikor kb. fel súlyú) akkor hangolni.
Arról nem is beszélve, hogy nem szerencsés egy hosszabb híd csak egyik oldalát hajtani, a nem éppen finomkodó behangoláskor. (befeszülés stb..)
De feltételezem, van erre valamilyen megoldás amiről nem tudok és a szervó meghajtók fejlesztő is gondoltak ilyen lehetőségre. :-) Esetleg van valamilyen lehetőség a két szervó pakk együttes hangolására (összeláncolására stb..)
Kíváncsian várom a válaszokat.
Hogyan hangolunk be egy olyan tengelyt, amit két AC (vagy DC) szervó motor hajt. Tehát két motor, két szervó meghajtó és két orsó. Itt a gyári tuning szoftverre gondolok.
A két motort egyszerre biztosan nem lehet, se az adatkábel megosztásával (párhuzamosításával), se két PC-vel. Az biztosan nem sikerül egyszerre.
Mivel a behangolásnál fontos tényező a mozgatott tömeg, (hisz a hajtás méretezés is erről szól), az sem megoldás, ha ideiglenesen lekötöm az egyik motort és a másikat hangolom, majd fordítva. Mert pont kétszeres tömeget mozgat mint a végső állapotában.
Gondoltam arra, hogy nem befejezett állapotában, amikor még nincs minden felszerelve az adott tengelyre (amikor kb. fel súlyú) akkor hangolni.
Arról nem is beszélve, hogy nem szerencsés egy hosszabb híd csak egyik oldalát hajtani, a nem éppen finomkodó behangoláskor. (befeszülés stb..)
De feltételezem, van erre valamilyen megoldás amiről nem tudok és a szervó meghajtók fejlesztő is gondoltak ilyen lehetőségre. :-) Esetleg van valamilyen lehetőség a két szervó pakk együttes hangolására (összeláncolására stb..)
Kíváncsian várom a válaszokat.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 február 24, 21:08
Írta: xkbv3nx0d Dátum 2014 február 24, 21:08
én is ilyen problémával állok szemben... engem is érdekelne az a kérdés, mert nincs finomhangolva a szervó hajtásom, pont emiatt....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 24, 21:20
Írta: svejk Dátum 2014 február 24, 21:20
Szerintem meg a szervó meghajtók fejlesztő nem is gondoltak ilyenre, mert ilyen mechanika nincs is csak nektek. :)
Egyébként elvileg van valami master-slave üzem, de hogy a paramétereket átviszi-e a másikba nem tudom, nekem még nem volt rá szükségem.
Egyébként elvileg van valami master-slave üzem, de hogy a paramétereket átviszi-e a másikba nem tudom, nekem még nem volt rá szükségem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 február 24, 21:22
Írta: svejk Dátum 2014 február 24, 21:22
A hangoláskor, főleg ha már finomhangolás, akkor 3-4 paramétert kell összesen állítani, de célszerű ezeket is egyesével.
Szerintem nem olyan nagy vesződség mindkét vezérlőn egyszerre állítani ugyanazt a paramétert.
Szerintem nem olyan nagy vesződség mindkét vezérlőn egyszerre állítani ugyanazt a paramétert.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 24, 21:51
Írta: 000000000 Dátum 2014 február 24, 21:51
RS485 kommunikációra több szervót is fel lehet sorolni, de ilyenkor a vezérlők címét 0-ról át kell állítani.
És miden vezérlőnek más más címet kell adni, de programozni így is csak egyesével lehet.
Viszont nem kell dugdosni a programozó kábelt csak a beállító szoftveren kell kiválasztani az adott hajtásvezérlőt.
Csak kell hozzá egy RS232-485 átalakító is.
Ahogy Svejk is mondja össze kell kötni a két vezérlőt és csak az egyik kapja a step dir jelet a másik vezérlő meg a első vezérlő enkoder kimenet jeleit kapja amit a másik kvadratúrára állított bemenetére van kötve.
Így az első vezérlő jeleit úgy követi a másik mint az árnyék.
Beállítás kicsit nehéz, de csak egyszer kell vele megszenvedni.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 13:43
Írta: krnj79r9n Dátum 2014 február 25, 13:43
A fenébe most látom, hogy smile van a mondat végén. :-) Ezt benéztem.
Azt hittem komolyan gondoltad, hogy nem használnak ilyen mechanikát. Bár kissé furcsáltam, hogy Te ne tudnád, de el kezdtem keresgélni. És ha már ennyit dolgoztam vele, csak azért is beteszem:
És a Gantry típusú gépek amiket nem is tudsz másként hajtani mint két oldalról, két motorral.
Azt hittem komolyan gondoltad, hogy nem használnak ilyen mechanikát. Bár kissé furcsáltam, hogy Te ne tudnád, de el kezdtem keresgélni. És ha már ennyit dolgoztam vele, csak azért is beteszem:
És a Gantry típusú gépek amiket nem is tudsz másként hajtani mint két oldalról, két motorral.
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2014 február 25, 13:58
Írta: jani300 Dátum 2014 február 25, 13:58
Én köszönöm hogy feltetted a képeket . Pár napja fél éjszaka nézegettem mi az a konstrukció , aminek nekiállnék . Természetesen érdekes részegységeket találtam ,de egyet sem másolnék . Vagy túl bonyi ,vagy a kivitelezése nem megy , vagy csak nem tetszenek egyes részei .
Azért azt megnyugtató látni hogy mind a bevált 100 éve működő konstrukciós elvek alapján készült .(Kétállványos hosszgyalu , veremgyalu ).
Azért azt megnyugtató látni hogy mind a bevált 100 éve működő konstrukciós elvek alapján készült .(Kétállványos hosszgyalu , veremgyalu ).
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 19:05
Írta: Riboga Dátum 2014 február 25, 19:05
Biztosan vannak olyan hajtások, amit te írsz, de a Sigma I ennél fapadosabb. Egyszerűen kiadja az enkóder pozícióját kvadraturában a slave-nek és az megpróbálja követni, tehát mindkét hurok járja a saját útját. Ez a kapcsolat egyirányú, tehát se visszacsatolás, se paraméter.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 15:35
Írta: Riboga Dátum 2014 február 25, 15:35
Szerintem ez dinamikus mozgásokhoz nem való, max szállító szalagok. Hiszen a slave megpróbálja a master összes hibáját is lekövetni. Ostor vége effektus.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 19:25
Írta: Bencze András Dátum 2014 február 25, 19:25
Azt én nem írtam, hogy kell visszacsatolás a szolgától. Valószínű a SZI-nek van speedes módja ahol az alapjelet enkóderből kapja és megy izomból. A lényeg az, hogy olyan jelet kapjon ami pozícióhurokból (tuningolt) származik.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 15:42
Írta: krnj79r9n Dátum 2014 február 25, 15:42
Nem mondom, hogy teljesen tiszta. Még nem igazán látom át.
Azt mondjuk értem, hogy az RS232-485 átalakítóval, megúszom a kábeldugdosást, mert külön-külön tudom címezni a két vezérlőt. De egyszerre csak egyet látok és egyet tudok programozni. Ekkor viszont ha bármit állítani akarok a PID értékeken, akkor azt mind a két vezérlőn el kell végeznem külön-külön. Egyébként nem sok értelme van a hangolásnak, ha különböző paraméterekkel futnak. Jól értem?
Tehát Slave vezérlőre rácsatlakozás - PID beállítás - lecsatlakozás, eztán visszamenni a Master vezérlőre rácsatlakozás és azon is beállítani pont ugyan azokat a PID paramétereket. Így gondoltad?
És itt jön a teszt???? Azt hogyan?
A tuning programban van a jel generátor is.
Tényleg egyébként a tuning program generálja a STEP/DIR jeleket és küldi át az RS232-ön a vezérlőnek vagy a vezérlőkben van egy STEP/DIR generátor amivel saját magának előállítja a STEP/DIR jeleket és a program csak paraméterezi azt? Vagy hogy van ez?
Biztosan a Master vezérlőből kijövő enkóder jeleket kell tovább fűzni a Slave vezérlőre?
Ebben nem lennék biztos, de mivel életemben először van dolgom AC szervóval, most csak hangosan gondolkodom! :-)
A vezérlőből kijövő enkóder jelek az enkóder azaz a motor tengely tényleges pozícióját küldik vissza komolyabb rendszereknél a mozgásvezérlőnek, hogy az ennek megfelelően korrigálja a vezérlőbe küldött STEP/DIR jeleket. Azaz a mozgásvezérlő az eredeti pályagörbét kissé "meghamisítja" vagy inkább előre kalkulál, hogy a végén a tényleges pályagörbe a legjobban hasonlítson az elméletire. Ehhez viszont a mozgásvezérlőnek a szervó vezérlőtől visszafelé a valós tengely ill. enkóder pozíciókra van szüksége, hisz az elméletit ő is tudja. Ez az enkóder jel viszont tartalmazza az összes pozíció hibát, amit így a másik Slave vezérlő tovább erősítene. Vagy rosszul gondolom?
Fú, mire ezt kiízadtam magamból. :-) Remélem érthető.
Azt mondjuk értem, hogy az RS232-485 átalakítóval, megúszom a kábeldugdosást, mert külön-külön tudom címezni a két vezérlőt. De egyszerre csak egyet látok és egyet tudok programozni. Ekkor viszont ha bármit állítani akarok a PID értékeken, akkor azt mind a két vezérlőn el kell végeznem külön-külön. Egyébként nem sok értelme van a hangolásnak, ha különböző paraméterekkel futnak. Jól értem?
Tehát Slave vezérlőre rácsatlakozás - PID beállítás - lecsatlakozás, eztán visszamenni a Master vezérlőre rácsatlakozás és azon is beállítani pont ugyan azokat a PID paramétereket. Így gondoltad?
És itt jön a teszt???? Azt hogyan?
A tuning programban van a jel generátor is.
Tényleg egyébként a tuning program generálja a STEP/DIR jeleket és küldi át az RS232-ön a vezérlőnek vagy a vezérlőkben van egy STEP/DIR generátor amivel saját magának előállítja a STEP/DIR jeleket és a program csak paraméterezi azt? Vagy hogy van ez?
Biztosan a Master vezérlőből kijövő enkóder jeleket kell tovább fűzni a Slave vezérlőre?
Ebben nem lennék biztos, de mivel életemben először van dolgom AC szervóval, most csak hangosan gondolkodom! :-)
A vezérlőből kijövő enkóder jelek az enkóder azaz a motor tengely tényleges pozícióját küldik vissza komolyabb rendszereknél a mozgásvezérlőnek, hogy az ennek megfelelően korrigálja a vezérlőbe küldött STEP/DIR jeleket. Azaz a mozgásvezérlő az eredeti pályagörbét kissé "meghamisítja" vagy inkább előre kalkulál, hogy a végén a tényleges pályagörbe a legjobban hasonlítson az elméletire. Ehhez viszont a mozgásvezérlőnek a szervó vezérlőtől visszafelé a valós tengely ill. enkóder pozíciókra van szüksége, hisz az elméletit ő is tudja. Ez az enkóder jel viszont tartalmazza az összes pozíció hibát, amit így a másik Slave vezérlő tovább erősítene. Vagy rosszul gondolom?
Fú, mire ezt kiízadtam magamból. :-) Remélem érthető.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 20:54
Írta: Riboga Dátum 2014 február 25, 20:54
Én nem vagyok szakember, de amikor azt írod "speedes módja ahol az alapjelet az enkóderből kapja" akkor úgy gondolom te is csak sejted mint macska az esőt :)
Én úgy olvastam a manualból, hogy az általad említett speed üzemmódban a szervó hurok nyitott és a pozíció tartást egy külső eszköz végzi a visszacsatolt enkóder jelek alapján a szervó +-10v-os bemenetén.
Én úgy olvastam a manualból, hogy az általad említett speed üzemmódban a szervó hurok nyitott és a pozíció tartást egy külső eszköz végzi a visszacsatolt enkóder jelek alapján a szervó +-10v-os bemenetén.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 15:45
Írta: krnj79r9n Dátum 2014 február 25, 15:45
Köszönöm!
Pont erre gondoltam, csak te egy mondatban leírtad. :-)
Mert végső állapotban, ha a STEP/DIR jeleket megosztom és mindkét vezérlő ugyan azt kapja az úgy rendben lenne szerintem.
De akkor hogy hangolom a két vezérlőt?
Pont erre gondoltam, csak te egy mondatban leírtad. :-)
Mert végső állapotban, ha a STEP/DIR jeleket megosztom és mindkét vezérlő ugyan azt kapja az úgy rendben lenne szerintem.
De akkor hogy hangolom a két vezérlőt?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 26, 07:22
Írta: Bencze András Dátum 2014 február 26, 07:22
No az ilyenekért fejezem be.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 15:53
Írta: Riboga Dátum 2014 február 25, 15:53
Nekem is két motor van az X-en. Sokáig agyaltam, de a végén lepárhuzamosítottam a bemeneteket. Soha nem számoltam, de Tibor45 írásai alapján úgy gondolom a dinamikát befolyásoló legnagyobb tényező az orsó tehetetlensége, én arra nyomtam egy autót és bemásoltam a másikba.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 március 03, 15:28
Írta: 2dm0z6nm5 Dátum 2014 március 03, 15:28
Sziasztok!
Teljesen kezdő vagyok a szervo vezérlésekkel kapcsolatban, eddig csak frekiváltókkal foglalkoztam. Hozzájutottam néhány Mitsubishi MR-J2S- B vezérlőhöz. Sajnos ezek drótos SSCNET-tel kommunikálnak.Találkozott valaki ilyennel? Megoldható a Step/Dir -es üzemeltetés? Ha valaki használ otthon SSCNET-es hálózatot kiváncsi lennék, mi kell egy ilyen rendszerhez.
Teljesen kezdő vagyok a szervo vezérlésekkel kapcsolatban, eddig csak frekiváltókkal foglalkoztam. Hozzájutottam néhány Mitsubishi MR-J2S- B vezérlőhöz. Sajnos ezek drótos SSCNET-tel kommunikálnak.Találkozott valaki ilyennel? Megoldható a Step/Dir -es üzemeltetés? Ha valaki használ otthon SSCNET-es hálózatot kiváncsi lennék, mi kell egy ilyen rendszerhez.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 25, 17:00
Írta: 000000000 Dátum 2014 február 25, 17:00
Sigma 1-es is tud ilyen autó funkciót, mert ott nem találkoztam ilyennel, vagy csak nem vettem észre ?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 március 03, 15:40
Írta: bundyland Dátum 2014 március 03, 15:40
Hát ahhoz sajnos SSCNET-es mozgásvezérlő kártya kell. Nem olcsó móka. Ezért is sokkal olcsóbbak
a B-s vezérlők használtan.
a B-s vezérlők használtan.
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 17:19
Írta: Riboga Dátum 2014 február 25, 17:19
Úgy a 200. oldalnál ír róla és tényleg olyan a mozgás mint a fényképezőnél az autófókusz. :)
SGDA manual
SGDA manual
Cím: Re:AC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 március 06, 01:27
Írta: s73tgf9vg Dátum 2014 március 06, 01:27
Sziasztok!
Van valakinek Mitsubishi HF-KP73 motorhoz vezérlője?
Ha jól látom MR-J3-70 típus való hozzá.
Van valakinek Mitsubishi HF-KP73 motorhoz vezérlője?
Ha jól látom MR-J3-70 típus való hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 február 25, 18:16
Írta: 000000000 Dátum 2014 február 25, 18:16
Ez mind szép és jó, nincs hozzá kézi programozóm, csak szoftveres.
Ott hol van ez a funkció? [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 március 07, 15:53
Írta: 2dm0z6nm5 Dátum 2014 március 07, 15:53
Nekem van MR-J3-70B - vezérlőm Sajnos ez optikai SSCNET III-al kommunikál. Most azon agyalok hogy tudnám ezeket használni bármire is.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 18:20
Írta: Bencze András Dátum 2014 február 25, 18:20
Alapelvek szintjén: master-slave mester ész szolga erő, hacsak a szolgában egyéb okosság nincs beállítva. Most alapesetet tárgyaljuk. Magyarul mester határozza meg a mozgás MINDEN paraméterét. Esetünkben a pozíció PID értékét amit hangolással állít be a legoptimálisabb értékre. A szolgában nem működik a pozíciószabályzó hurok. Egy speedes szervóhoz hasonlóan működik sebesség visszacsatolással, úgy és addig úgy gyorsul-lassul ahogy a mester "mondja", kivéve ha a nyomatékhatárt eléri. Tehát elvileg csak a master-sleve servó mesterét kell tuningolni.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 április 09, 23:29
Írta: 2dm0z6nm5 Dátum 2014 április 09, 23:29
Egy 1.5 kW-os Yaskawa driver-el lehet működtetni egy 750W-os motort ? Mennyire kompatibilisek lefele a driverek?
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Nekem is van ezekből vagy 10drb még 2kw os is,ha rájössz valamire akkor szólj légyszives.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 18:30
Írta: krnj79r9n Dátum 2014 február 25, 18:30
De az én vezérlőm nem Yaskawa, "csak" egy Leadshine ACS806-os, abban nem tudok ilyen autó funkciót.
De ezzel még mind nem értem hogy hangolod a kettőt. A Step/Dir-t mivel állítod elő a két vezérlőnek? A Pro tunerben a szoftver adja ki a beállított impulzus sorozatot majd ebből rajzol grafikont, hogy hogy sikerült valójában lekövetni a kiadott pozíció parancsokat.
A két vezérlőnek és motornak ugyan azokkal a PID beállításokkal, ugyan azon teszt impulzusokkal tök egyszerre kellene mozgatni az adott mechanikát. A szoftver így tudja visszamérni és megjeleníteni az enkóder pozíciókból a valós mozgást és az eltéréseket a kiadott parancshoz képest.
És az eredményektől függően változtatsz a PID értékeken, ezt ismételve addig, amíg nem vagy elégedett.
Tehát ez még nagyon nem kerek nekem sehogyan sem.
De ezzel még mind nem értem hogy hangolod a kettőt. A Step/Dir-t mivel állítod elő a két vezérlőnek? A Pro tunerben a szoftver adja ki a beállított impulzus sorozatot majd ebből rajzol grafikont, hogy hogy sikerült valójában lekövetni a kiadott pozíció parancsokat.
A két vezérlőnek és motornak ugyan azokkal a PID beállításokkal, ugyan azon teszt impulzusokkal tök egyszerre kellene mozgatni az adott mechanikát. A szoftver így tudja visszamérni és megjeleníteni az enkóder pozíciókból a valós mozgást és az eltéréseket a kiadott parancshoz képest.
És az eredményektől függően változtatsz a PID értékeken, ezt ismételve addig, amíg nem vagy elégedett.
Tehát ez még nagyon nem kerek nekem sehogyan sem.
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Nekem vannak azt hiszem
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 április 09, 23:42
Írta: 000000000 Dátum 2014 április 09, 23:42
1/4 teljesítményig kompatibilis, magyarán a 1.5kW-os driver-el 400 Wattos motort is hajthatsz.
De ez főleg a Sigma 1 és 2 verziókra érvényes, a 3-as típussal volt, hogy a kompatibilis motort se tudtam működésre bírni.
Amúgy a 3-as verzióval egyéb kis buktatók is vannak, de ezt nem részletezem.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 február 25, 18:34
Írta: krnj79r9n Dátum 2014 február 25, 18:34
Aha. Ez már valami, jobban hangzik.
És vajon a ACS806 képes ilyen Master-Slave módban működni?
És vajon a ACS806 képes ilyen Master-Slave módban működni?
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 április 10, 09:40
Írta: 2dm0z6nm5 Dátum 2014 április 10, 09:40
Van a driver-ekhez motorod is?
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 május 01, 17:59
Írta: xkbv3nx0d Dátum 2014 május 01, 17:59
Ki az aki tud és segíteni is AC szervók finomhangolási problémámban?! Yaskawa Dr2-es 400W-osak... minden értéke alapra van rakva az 04, 05 és 1A paramétert változtatom... aszem ez a Speed loop, Speed loop integral és Position Loop.... valameddig el is jutok vele... de ha jó a pozícionálása akkor egy picit rángatva megy, ha meg simán megy akkor pontatlan... illetve áll helyzetben zúg egy picit...
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 18:45
Írta: Bencze András Dátum 2014 február 25, 18:45
Valószínű nem, de Tibor Gyuri biztosat tud mondani. Kérdezd meg Őt.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 május 01, 18:02
Írta: xkbv3nx0d Dátum 2014 május 01, 18:02
illetve ha SigmaWin Plus-al nézek egy trace-t (miközben a mach3-al dolgoztatom a motort ide-oda kb 50mm-t 2000mm/min sebességgel) akkor a position error az kb -20 és -25 között változik, de úgy hogy a hullám mentén aprón fűrészfogas... sajnos ezt a képet elfelejtettem lementeni...
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 19:05
Írta: Riboga Dátum 2014 február 25, 19:05
Biztosan vannak olyan hajtások, amit te írsz, de a Sigma I ennél fapadosabb. Egyszerűen kiadja az enkóder pozícióját kvadraturában a slave-nek és az megpróbálja követni, tehát mindkét hurok járja a saját útját. Ez a kapcsolat egyirányú, tehát se visszacsatolás, se paraméter.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 08:57
Írta: ANTAL GÁBOR Dátum 2014 május 04, 08:57
Hízó Józsi Kivételével (( nem pejorativ a kizárás ) használ valaki GRANITE Device Ac szervó vezérlót ? . Kellene egy kis support ...
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 25, 19:25
Írta: Bencze András Dátum 2014 február 25, 19:25
Azt én nem írtam, hogy kell visszacsatolás a szolgától. Valószínű a SZI-nek van speedes módja ahol az alapjelet enkóderből kapja és megy izomból. A lényeg az, hogy olyan jelet kapjon ami pozícióhurokból (tuningolt) származik.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 11:21
Írta: ANTAL GÁBOR Dátum 2014 május 04, 11:21
No egy másik dolog is felvetődött : az Omron és Yaskawa vezérlők bizonyos szisztéma szerint kompatibilisek egymással Van ( volt ) egy összehasonlító táblázatom de nem találom . Kérdés : az OMRON R88D-UP12H nek mi a Yaskawa megfelelője ? ( Svejk tudja csak nem elérhető )
Cím: Re:AC szervó motoros vezérlés
Írta: Riboga Dátum 2014 február 25, 20:54
Írta: Riboga Dátum 2014 február 25, 20:54
Én nem vagyok szakember, de amikor azt írod "speedes módja ahol az alapjelet az enkóderből kapja" akkor úgy gondolom te is csak sejted mint macska az esőt :)
Én úgy olvastam a manualból, hogy az általad említett speed üzemmódban a szervó hurok nyitott és a pozíció tartást egy külső eszköz végzi a visszacsatolt enkóder jelek alapján a szervó +-10v-os bemenetén.
Én úgy olvastam a manualból, hogy az általad említett speed üzemmódban a szervó hurok nyitott és a pozíció tartást egy külső eszköz végzi a visszacsatolt enkóder jelek alapján a szervó +-10v-os bemenetén.
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2014 május 04, 12:48
Írta: 97urdfkpc Dátum 2014 május 04, 12:48
SGDA-04AP
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2014 február 26, 07:22
Írta: Bencze András Dátum 2014 február 26, 07:22
No az ilyenekért fejezem be.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 19:47
Írta: ANTAL GÁBOR Dátum 2014 május 04, 19:47
Köszi . Ha van táblázatod akkor küldd el légy szíves e mailben ! üdv G
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 március 03, 15:28
Írta: 2dm0z6nm5 Dátum 2014 március 03, 15:28
Sziasztok!
Teljesen kezdő vagyok a szervo vezérlésekkel kapcsolatban, eddig csak frekiváltókkal foglalkoztam. Hozzájutottam néhány Mitsubishi MR-J2S- B vezérlőhöz. Sajnos ezek drótos SSCNET-tel kommunikálnak.Találkozott valaki ilyennel? Megoldható a Step/Dir -es üzemeltetés? Ha valaki használ otthon SSCNET-es hálózatot kiváncsi lennék, mi kell egy ilyen rendszerhez.
Teljesen kezdő vagyok a szervo vezérlésekkel kapcsolatban, eddig csak frekiváltókkal foglalkoztam. Hozzájutottam néhány Mitsubishi MR-J2S- B vezérlőhöz. Sajnos ezek drótos SSCNET-tel kommunikálnak.Találkozott valaki ilyennel? Megoldható a Step/Dir -es üzemeltetés? Ha valaki használ otthon SSCNET-es hálózatot kiváncsi lennék, mi kell egy ilyen rendszerhez.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 május 04, 20:04
Írta: bundyland Dátum 2014 május 04, 20:04
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 március 03, 15:40
Írta: bundyland Dátum 2014 március 03, 15:40
Hát ahhoz sajnos SSCNET-es mozgásvezérlő kártya kell. Nem olcsó móka. Ezért is sokkal olcsóbbak
a B-s vezérlők használtan.
a B-s vezérlők használtan.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 21:32
Írta: ANTAL GÁBOR Dátum 2014 május 04, 21:32
Köszi , lementettem . Kb 1 órát kerestem de hiába ( használtam a compatibility meg az Omron és a Yaskawa szavakat )
Cím: Re:AC szervó motoros vezérlés
Írta: s73tgf9vg Dátum 2014 március 06, 01:27
Írta: s73tgf9vg Dátum 2014 március 06, 01:27
Sziasztok!
Van valakinek Mitsubishi HF-KP73 motorhoz vezérlője?
Ha jól látom MR-J3-70 típus való hozzá.
Van valakinek Mitsubishi HF-KP73 motorhoz vezérlője?
Ha jól látom MR-J3-70 típus való hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 május 05, 09:29
Írta: bundyland Dátum 2014 május 05, 09:29
Bevallom nekem 3 perc volt, igaz én nem tudtam konkrétan mit keresek csak beírtam pár szót a mondataidból.
yaskawa omron servo sheet
yaskawa omron servo sheet
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 március 07, 15:53
Írta: 2dm0z6nm5 Dátum 2014 március 07, 15:53
Nekem van MR-J3-70B - vezérlőm Sajnos ez optikai SSCNET III-al kommunikál. Most azon agyalok hogy tudnám ezeket használni bármire is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 június 19, 15:39
Írta: 000000000 Dátum 2014 június 19, 15:39
Sziasztok!
Létezik Step/Dir -> Mechatrolink II átalakító?
Van olyan szervó vezérlőm, ami csak Mechatrolink II-t képest fogadni, Step/Dir-t nem.
Úgy látom, hogy Mach3 az nagyjából csak Step/Dir kimenettel (és párhuzamos porttal) lehet összehozni.
Minden 5letet szívesen fogadok!
Létezik Step/Dir -> Mechatrolink II átalakító?
Van olyan szervó vezérlőm, ami csak Mechatrolink II-t képest fogadni, Step/Dir-t nem.
Úgy látom, hogy Mach3 az nagyjából csak Step/Dir kimenettel (és párhuzamos porttal) lehet összehozni.
Minden 5letet szívesen fogadok!
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 április 09, 23:29
Írta: 2dm0z6nm5 Dátum 2014 április 09, 23:29
Egy 1.5 kW-os Yaskawa driver-el lehet működtetni egy 750W-os motort ? Mennyire kompatibilisek lefele a driverek?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 június 19, 15:57
Írta: adamant Dátum 2014 június 19, 15:57
létezik igen de igen borsos dolog :( olyan 300-400E lenne az a kis ketyere egyszer kerestem és akkor találtam hozzá megoldást de hogy mi volt az most meg nem mondom
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Nekem is van ezekből vagy 10drb még 2kw os is,ha rájössz valamire akkor szólj légyszives.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 június 21, 12:02
Írta: 000000000 Dátum 2014 június 21, 12:02
adamant:
Próbáltam a Mechatrolink II technikai dokumentációját letölteni (elvileg nyílt forráskódú, aka. opensource) innen:
http://www.mechatrolink.org/en/download/manual.html
De hiába regisztráltam mostmár vagy három napja, azóta se válaszoltak. Valakinek esetleg megvan?
A fórum elején volt valami magyar fejlesztésű cucc. Vajon ők még léteznek? (Este kikeresem a pontos fórumozó nevét).
Próbáltam a Mechatrolink II technikai dokumentációját letölteni (elvileg nyílt forráskódú, aka. opensource) innen:
http://www.mechatrolink.org/en/download/manual.html
De hiába regisztráltam mostmár vagy három napja, azóta se válaszoltak. Valakinek esetleg megvan?
A fórum elején volt valami magyar fejlesztésű cucc. Vajon ők még léteznek? (Este kikeresem a pontos fórumozó nevét).
Cím: Re:AC szervó motoros vezérlés
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Írta: eivmhrm04 Dátum 2014 április 09, 23:38
Nekem vannak azt hiszem
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2014 június 21, 13:09
Írta: tcm5krnn6 Dátum 2014 június 21, 13:09
Szia!
Ezek a dokuk eléggé "képeskönyv" jellegűek. A Mechatrolink chip interface leírása a többletinfo ahhoz képest, mint ami az interneten egyébként is fellelhető a Mechatrolink-ről. De ha nincs olyan chip-ed, akkor az nem sokat ér.
Részletes protocol leírást (szabvány javaslat) találsz, ha a gugliban a "65C/632/NP"-re rákeresel. (nem túl olvasmányos..)
Szerintem a Mechatrolink nem nyílt forráskódú.
Ezek a dokuk eléggé "képeskönyv" jellegűek. A Mechatrolink chip interface leírása a többletinfo ahhoz képest, mint ami az interneten egyébként is fellelhető a Mechatrolink-ről. De ha nincs olyan chip-ed, akkor az nem sokat ér.
Részletes protocol leírást (szabvány javaslat) találsz, ha a gugliban a "65C/632/NP"-re rákeresel. (nem túl olvasmányos..)
Szerintem a Mechatrolink nem nyílt forráskódú.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 április 09, 23:42
Írta: 000000000 Dátum 2014 április 09, 23:42
1/4 teljesítményig kompatibilis, magyarán a 1.5kW-os driver-el 400 Wattos motort is hajthatsz.
De ez főleg a Sigma 1 és 2 verziókra érvényes, a 3-as típussal volt, hogy a kompatibilis motort se tudtam működésre bírni.
Amúgy a 3-as verzióval egyéb kis buktatók is vannak, de ezt nem részletezem.
Cím: Re:AC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2014 július 23, 21:27
Írta: f7dmzwfr6 Dátum 2014 július 23, 21:27
Sziasztok!
Segítséget kérnék.
Vettem egy Ho Hsing 3 fázisú, 750W-os szervó motort. Ehhez keresek vezérlőt, mivel 310V-os, így a "hagyományos" frekiváltóval nem lehet használni.
Valamilyen infó kellene, amelyen el tudok indulni. Szervómotorral még nem foglalkoztam.
Elsősorban kész vezérlőt szeretnék találni, mert nincs időm megépíteni egy egyedi vezérlést. A saját tervezés pedig egyelőre nincs tervben...
Segítséget kérnék.
Vettem egy Ho Hsing 3 fázisú, 750W-os szervó motort. Ehhez keresek vezérlőt, mivel 310V-os, így a "hagyományos" frekiváltóval nem lehet használni.
Valamilyen infó kellene, amelyen el tudok indulni. Szervómotorral még nem foglalkoztam.
Elsősorban kész vezérlőt szeretnék találni, mert nincs időm megépíteni egy egyedi vezérlést. A saját tervezés pedig egyelőre nincs tervben...
Cím: Re:AC szervó motoros vezérlés
Írta: 2dm0z6nm5 Dátum 2014 április 10, 09:40
Írta: 2dm0z6nm5 Dátum 2014 április 10, 09:40
Van a driver-ekhez motorod is?
Cím: Re:AC szervó motoros vezérlés
Írta: 7p7wzer7 Dátum 2014 augusztus 09, 15:22
Írta: 7p7wzer7 Dátum 2014 augusztus 09, 15:22
Sziasztok,
Estun ProNet-E-04A-s vezerlo beallitasaval lenne problemam. Mach3 alol step/dir-es jelekkel lenne hajtva. Esview SW-bol JOG funkcioval mukodik a motor, step/dir jeleket megkapja (display-en ket led felvaltva villog ha jelet kap, tehat elvileg erzekeli az inpulzusokat), run feliratot kiirja, de a motor meg sem moccan. Az ajanlott bekotesek megvannak (P-OT, N-OT, CLR). Encoder tipusa jol van beallitva illetve PN004.2-ben Sign-Pulse, PN005.2-ben Position Control (pulse train) van kivalastva. Tobbi beallitas az eredeti. Mit kellene meg modositani, hogy a Step/Dir-es jelekkel elinduljon a motor?
Illetve a tarto nyomatekot merre lehet allitani?
Koszonom.
Estun ProNet-E-04A-s vezerlo beallitasaval lenne problemam. Mach3 alol step/dir-es jelekkel lenne hajtva. Esview SW-bol JOG funkcioval mukodik a motor, step/dir jeleket megkapja (display-en ket led felvaltva villog ha jelet kap, tehat elvileg erzekeli az inpulzusokat), run feliratot kiirja, de a motor meg sem moccan. Az ajanlott bekotesek megvannak (P-OT, N-OT, CLR). Encoder tipusa jol van beallitva illetve PN004.2-ben Sign-Pulse, PN005.2-ben Position Control (pulse train) van kivalastva. Tobbi beallitas az eredeti. Mit kellene meg modositani, hogy a Step/Dir-es jelekkel elinduljon a motor?
Illetve a tarto nyomatekot merre lehet allitani?
Koszonom.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 május 01, 17:59
Írta: xkbv3nx0d Dátum 2014 május 01, 17:59
Ki az aki tud és segíteni is AC szervók finomhangolási problémámban?! Yaskawa Dr2-es 400W-osak... minden értéke alapra van rakva az 04, 05 és 1A paramétert változtatom... aszem ez a Speed loop, Speed loop integral és Position Loop.... valameddig el is jutok vele... de ha jó a pozícionálása akkor egy picit rángatva megy, ha meg simán megy akkor pontatlan... illetve áll helyzetben zúg egy picit...
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2014 augusztus 24, 14:23
Írta: 4va4kwi Dátum 2014 augusztus 24, 14:23
Sziasztok!
1 Yaskawa G7 et szeretnék összekötni 1 Pacific Scientifc R33SSNC -BLDC motorral. Megoldható ez valahogy?
1 Yaskawa G7 et szeretnék összekötni 1 Pacific Scientifc R33SSNC -BLDC motorral. Megoldható ez valahogy?
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 május 01, 18:02
Írta: xkbv3nx0d Dátum 2014 május 01, 18:02
illetve ha SigmaWin Plus-al nézek egy trace-t (miközben a mach3-al dolgoztatom a motort ide-oda kb 50mm-t 2000mm/min sebességgel) akkor a position error az kb -20 és -25 között változik, de úgy hogy a hullám mentén aprón fűrészfogas... sajnos ezt a képet elfelejtettem lementeni...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 augusztus 24, 15:53
Írta: zoli0302 Dátum 2014 augusztus 24, 15:53
Szia !
Nem fog menni, ez a motor szinkronmotor, sc903 vezérlő jó hozzá.
Nem fog menni, ez a motor szinkronmotor, sc903 vezérlő jó hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 08:57
Írta: ANTAL GÁBOR Dátum 2014 május 04, 08:57
Hízó Józsi Kivételével (( nem pejorativ a kizárás ) használ valaki GRANITE Device Ac szervó vezérlót ? . Kellene egy kis support ...
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:25
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:25
Segítség kellene. Vettem egy AC servo-t aminek enkóder baja van. Most nem ezut szeretném elsőre megjavítani, hanem csak simán megforgatni. Gondoltam arra is, hogy elég lenne gravírozni is mint főorsó motor. Kérdés csak az, hogy vezérlő nélkül hogyan használjam?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 11:21
Írta: ANTAL GÁBOR Dátum 2014 május 04, 11:21
No egy másik dolog is felvetődött : az Omron és Yaskawa vezérlők bizonyos szisztéma szerint kompatibilisek egymással Van ( volt ) egy összehasonlító táblázatom de nem találom . Kérdés : az OMRON R88D-UP12H nek mi a Yaskawa megfelelője ? ( Svejk tudja csak nem elérhető )
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:26
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:26
Valamiért a link nem lett jó:
http://sgforum.hu/listazas.php3?id=1400217192&order=reverse&index=2&azonosito=hobbycncᅖ
http://sgforum.hu/listazas.php3?id=1400217192&order=reverse&index=2&azonosito=hobbycncᅖ
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2014 május 04, 12:48
Írta: 97urdfkpc Dátum 2014 május 04, 12:48
SGDA-04AP
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2014 augusztus 27, 22:27
Írta: dcsaba Dátum 2014 augusztus 27, 22:27
megforgatni egy frekiváltóról is meg tudod. Legalábbis én a szervós megmunkálómotoromat egy mezei frekiváltóról próbáltam ki.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 19:47
Írta: ANTAL GÁBOR Dátum 2014 május 04, 19:47
Köszi . Ha van táblázatod akkor küldd el légy szíves e mailben ! üdv G
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 május 04, 20:04
Írta: bundyland Dátum 2014 május 04, 20:04
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:29
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:29
Bocsi a bénázásért.


Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 május 04, 21:32
Írta: ANTAL GÁBOR Dátum 2014 május 04, 21:32
Köszi , lementettem . Kb 1 órát kerestem de hiába ( használtam a compatibility meg az Omron és a Yaskawa szavakat )
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:32
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:32
Na és 400V 10-400Hz az mekkora fordulat? Egyáltalán hogyan vezérlik ezeket?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 május 05, 09:29
Írta: bundyland Dátum 2014 május 05, 09:29
Bevallom nekem 3 perc volt, igaz én nem tudtam konkrétan mit keresek csak beírtam pár szót a mondataidból.
yaskawa omron servo sheet
yaskawa omron servo sheet
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2014 augusztus 27, 22:43
Írta: dcsaba Dátum 2014 augusztus 27, 22:43
a 400V nem biztos. Az adatlapon nem látok ilyet. Baromi okosan kell paraméterezni a motoradatokat...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 június 19, 15:39
Írta: 000000000 Dátum 2014 június 19, 15:39
Sziasztok!
Létezik Step/Dir -> Mechatrolink II átalakító?
Van olyan szervó vezérlőm, ami csak Mechatrolink II-t képest fogadni, Step/Dir-t nem.
Úgy látom, hogy Mach3 az nagyjából csak Step/Dir kimenettel (és párhuzamos porttal) lehet összehozni.
Minden 5letet szívesen fogadok!
Létezik Step/Dir -> Mechatrolink II átalakító?
Van olyan szervó vezérlőm, ami csak Mechatrolink II-t képest fogadni, Step/Dir-t nem.
Úgy látom, hogy Mach3 az nagyjából csak Step/Dir kimenettel (és párhuzamos porttal) lehet összehozni.
Minden 5letet szívesen fogadok!
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 14:30
Írta: RomoliczP Dátum 2014 augusztus 31, 14:30
Sziasztok,
Segítséget kérnék, a képen szereplő motorhoz
szeretnék építeni vezérlőt.Rexroth Indramat MKD071B-061-KG0-KN, Akinek esetleg gyári Indramat szervó vezérlőkről van service manual-ja vagy esetleg 3 fázisú szervó vezérlő kapcsolási rajza kérem jelezze.Interneten sajnos nagyon kevés adatot találtam.[img]
Segítséget kérnék, a képen szereplő motorhoz
szeretnék építeni vezérlőt.Rexroth Indramat MKD071B-061-KG0-KN, Akinek esetleg gyári Indramat szervó vezérlőkről van service manual-ja vagy esetleg 3 fázisú szervó vezérlő kapcsolási rajza kérem jelezze.Interneten sajnos nagyon kevés adatot találtam.[img]
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 június 19, 15:57
Írta: adamant Dátum 2014 június 19, 15:57
létezik igen de igen borsos dolog :( olyan 300-400E lenne az a kis ketyere egyszer kerestem és akkor találtam hozzá megoldást de hogy mi volt az most meg nem mondom
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 14:33
Írta: RomoliczP Dátum 2014 augusztus 31, 14:33
http://www.ebay.de/itm/Rexroth-Indramat-MKD071B-061-KG0-KN-MKD071B061KG0KN-/160654397475
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 június 21, 12:02
Írta: 000000000 Dátum 2014 június 21, 12:02
adamant:
Próbáltam a Mechatrolink II technikai dokumentációját letölteni (elvileg nyílt forráskódú, aka. opensource) innen:
http://www.mechatrolink.org/en/download/manual.html
De hiába regisztráltam mostmár vagy három napja, azóta se válaszoltak. Valakinek esetleg megvan?
A fórum elején volt valami magyar fejlesztésű cucc. Vajon ők még léteznek? (Este kikeresem a pontos fórumozó nevét).
Próbáltam a Mechatrolink II technikai dokumentációját letölteni (elvileg nyílt forráskódú, aka. opensource) innen:
http://www.mechatrolink.org/en/download/manual.html
De hiába regisztráltam mostmár vagy három napja, azóta se válaszoltak. Valakinek esetleg megvan?
A fórum elején volt valami magyar fejlesztésű cucc. Vajon ők még léteznek? (Este kikeresem a pontos fórumozó nevét).
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 15:20
Írta: 4umhue7vh Dátum 2014 augusztus 31, 15:20
Szia!
Van mindenem Indramat evodrive-hoz, maual,szoftverek,van egy vezérlőm is,azt hiszem Ecodríve3, nem tudom jó-e ehhez a motorhoz ki kell deríteni. Elküldöm az anyagot, mail-be.
Van mindenem Indramat evodrive-hoz, maual,szoftverek,van egy vezérlőm is,azt hiszem Ecodríve3, nem tudom jó-e ehhez a motorhoz ki kell deríteni. Elküldöm az anyagot, mail-be.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 16:37
Írta: 4umhue7vh Dátum 2014 augusztus 31, 16:37
innen letölthető, ha még valakit érdekel.
http://oriasmail.citromail.hu/dl/?tid=1597fca1858114ecebbd915f3
http://oriasmail.citromail.hu/dl/?tid=1597fca1858114ecebbd915f3
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2014 június 21, 13:09
Írta: tcm5krnn6 Dátum 2014 június 21, 13:09
Szia!
Ezek a dokuk eléggé "képeskönyv" jellegűek. A Mechatrolink chip interface leírása a többletinfo ahhoz képest, mint ami az interneten egyébként is fellelhető a Mechatrolink-ről. De ha nincs olyan chip-ed, akkor az nem sokat ér.
Részletes protocol leírást (szabvány javaslat) találsz, ha a gugliban a "65C/632/NP"-re rákeresel. (nem túl olvasmányos..)
Szerintem a Mechatrolink nem nyílt forráskódú.
Ezek a dokuk eléggé "képeskönyv" jellegűek. A Mechatrolink chip interface leírása a többletinfo ahhoz képest, mint ami az interneten egyébként is fellelhető a Mechatrolink-ről. De ha nincs olyan chip-ed, akkor az nem sokat ér.
Részletes protocol leírást (szabvány javaslat) találsz, ha a gugliban a "65C/632/NP"-re rákeresel. (nem túl olvasmányos..)
Szerintem a Mechatrolink nem nyílt forráskódú.
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 16:38
Írta: RomoliczP Dátum 2014 augusztus 31, 16:38
Megkaptam, köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: f7dmzwfr6 Dátum 2014 július 23, 21:27
Írta: f7dmzwfr6 Dátum 2014 július 23, 21:27
Sziasztok!
Segítséget kérnék.
Vettem egy Ho Hsing 3 fázisú, 750W-os szervó motort. Ehhez keresek vezérlőt, mivel 310V-os, így a "hagyományos" frekiváltóval nem lehet használni.
Valamilyen infó kellene, amelyen el tudok indulni. Szervómotorral még nem foglalkoztam.
Elsősorban kész vezérlőt szeretnék találni, mert nincs időm megépíteni egy egyedi vezérlést. A saját tervezés pedig egyelőre nincs tervben...
Segítséget kérnék.
Vettem egy Ho Hsing 3 fázisú, 750W-os szervó motort. Ehhez keresek vezérlőt, mivel 310V-os, így a "hagyományos" frekiváltóval nem lehet használni.
Valamilyen infó kellene, amelyen el tudok indulni. Szervómotorral még nem foglalkoztam.
Elsősorban kész vezérlőt szeretnék találni, mert nincs időm megépíteni egy egyedi vezérlést. A saját tervezés pedig egyelőre nincs tervben...
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:15
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:15
Ismeri valaki ezt a servo-t?
http://www.a-m-c.com./images/productpics/dx60co8.jpg
dx60co8, Lehetne a p3 csatlakozóján step/dir jellel vezérelni?
http://www.a-m-c.com./download/datasheet/dx60co8.pdf
http://www.a-m-c.com./images/productpics/dx60co8.jpg
dx60co8, Lehetne a p3 csatlakozóján step/dir jellel vezérelni?
http://www.a-m-c.com./download/datasheet/dx60co8.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: 7p7wzer7 Dátum 2014 augusztus 09, 15:22
Írta: 7p7wzer7 Dátum 2014 augusztus 09, 15:22
Sziasztok,
Estun ProNet-E-04A-s vezerlo beallitasaval lenne problemam. Mach3 alol step/dir-es jelekkel lenne hajtva. Esview SW-bol JOG funkcioval mukodik a motor, step/dir jeleket megkapja (display-en ket led felvaltva villog ha jelet kap, tehat elvileg erzekeli az inpulzusokat), run feliratot kiirja, de a motor meg sem moccan. Az ajanlott bekotesek megvannak (P-OT, N-OT, CLR). Encoder tipusa jol van beallitva illetve PN004.2-ben Sign-Pulse, PN005.2-ben Position Control (pulse train) van kivalastva. Tobbi beallitas az eredeti. Mit kellene meg modositani, hogy a Step/Dir-es jelekkel elinduljon a motor?
Illetve a tarto nyomatekot merre lehet allitani?
Koszonom.
Estun ProNet-E-04A-s vezerlo beallitasaval lenne problemam. Mach3 alol step/dir-es jelekkel lenne hajtva. Esview SW-bol JOG funkcioval mukodik a motor, step/dir jeleket megkapja (display-en ket led felvaltva villog ha jelet kap, tehat elvileg erzekeli az inpulzusokat), run feliratot kiirja, de a motor meg sem moccan. Az ajanlott bekotesek megvannak (P-OT, N-OT, CLR). Encoder tipusa jol van beallitva illetve PN004.2-ben Sign-Pulse, PN005.2-ben Position Control (pulse train) van kivalastva. Tobbi beallitas az eredeti. Mit kellene meg modositani, hogy a Step/Dir-es jelekkel elinduljon a motor?
Illetve a tarto nyomatekot merre lehet allitani?
Koszonom.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 augusztus 31, 22:26
Írta: adamant Dátum 2014 augusztus 31, 22:26
ismerni nem ismerem de a 4 oldalon ott van hogy igen :) remélem ezzel tudtam segíteni :)
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2014 augusztus 24, 14:23
Írta: 4va4kwi Dátum 2014 augusztus 24, 14:23
Sziasztok!
1 Yaskawa G7 et szeretnék összekötni 1 Pacific Scientifc R33SSNC -BLDC motorral. Megoldható ez valahogy?
1 Yaskawa G7 et szeretnék összekötni 1 Pacific Scientifc R33SSNC -BLDC motorral. Megoldható ez valahogy?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:27
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:27
Letöltöttem a konfigurációs szoftverét, a command beállítások alatt lehet választani: Analóg input,Auxiliary encoder, step/dir ,stb közül, meg nem tudtam kipróbálni mert nincs kábelem hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 augusztus 24, 15:53
Írta: zoli0302 Dátum 2014 augusztus 24, 15:53
Szia !
Nem fog menni, ez a motor szinkronmotor, sc903 vezérlő jó hozzá.
Nem fog menni, ez a motor szinkronmotor, sc903 vezérlő jó hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:35
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:35
Köszi!
Erre gondoltam én is, csak ez a CAN OPEN hókusz pókusz bizonytalanná tett
Erre gondoltam én is, csak ez a CAN OPEN hókusz pókusz bizonytalanná tett
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:25
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:25
Segítség kellene. Vettem egy AC servo-t aminek enkóder baja van. Most nem ezut szeretném elsőre megjavítani, hanem csak simán megforgatni. Gondoltam arra is, hogy elég lenne gravírozni is mint főorsó motor. Kérdés csak az, hogy vezérlő nélkül hogyan használjam?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 12:46
Írta: remrendes Dátum 2014 szeptember 04, 12:46
Jo napot!
Eleg jo aron tudnek venni nehany darab PANASONIC MUMS022A1COS AC servo motort. De mielott megbannam, kerdezek. Sajnos a google semmit nem talalt. 200W, 3000RPM 2500PPR.
Jo lehet ez gep epitesre? Fogok talalni hozza valo drivert?
Eleg jo aron tudnek venni nehany darab PANASONIC MUMS022A1COS AC servo motort. De mielott megbannam, kerdezek. Sajnos a google semmit nem talalt. 200W, 3000RPM 2500PPR.
Jo lehet ez gep epitesre? Fogok talalni hozza valo drivert?
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:26
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:26
Valamiért a link nem lett jó:
http://sgforum.hu/listazas.php3?id=1400217192&order=reverse&index=2&azonosito=hobbycncᅖ
http://sgforum.hu/listazas.php3?id=1400217192&order=reverse&index=2&azonosito=hobbycncᅖ
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 13:33
Írta: adamant Dátum 2014 szeptember 04, 13:33
szerintem merész húzás lenne kivárni mikor árulnak majd hozzá drivert ebay en meg szerintem eléggé borsos ára lesz :(
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2014 augusztus 27, 22:27
Írta: dcsaba Dátum 2014 augusztus 27, 22:27
megforgatni egy frekiváltóról is meg tudod. Legalábbis én a szervós megmunkálómotoromat egy mezei frekiváltóról próbáltam ki.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:11
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:11
Sziasztok. Egy kis szakmai segítséget szeretnék kérni.
Jelenleg a marógépemen (egy isel 1050x1050x120mm munkaterületű) 3.4 nm-es léptetők vannak nema23 méretben.
Két kérdés:
Ha AC servora cserélném, milyen teljesítményű kellene (én 400-600wattra tippelek a folyamatos ill csúcs nyomaték miatt), illetve meg lehet-e oldani áttétel nélkül, közvetlen hajtással, mint most.
Másik kérdés:
Néztem a hibrid szervókat (léptetőmotor encoderrel, meghajtóval), de nema23-ban maximum 2nm-es volt. Ez biztosan nem elég, ha most 3.4-esek vannak ugye?
Nagyon köszönöm.
Attila
Jelenleg a marógépemen (egy isel 1050x1050x120mm munkaterületű) 3.4 nm-es léptetők vannak nema23 méretben.
Két kérdés:
Ha AC servora cserélném, milyen teljesítményű kellene (én 400-600wattra tippelek a folyamatos ill csúcs nyomaték miatt), illetve meg lehet-e oldani áttétel nélkül, közvetlen hajtással, mint most.
Másik kérdés:
Néztem a hibrid szervókat (léptetőmotor encoderrel, meghajtóval), de nema23-ban maximum 2nm-es volt. Ez biztosan nem elég, ha most 3.4-esek vannak ugye?
Nagyon köszönöm.
Attila
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:29
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:29
Bocsi a bénázásért.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 15:18
Írta: adamant Dátum 2014 szeptember 04, 15:18
A kérdésre kérdéssel válaszolok
most is kevesek a 3,4Nm es motorok? mert lehet akkor a 2Nm is elég lenne mekkora tömeget kell mozgatni? mekkora a golyós orsó emelkedése?
így első hallásra is bőven elegendő lenne szerintem egy 200W os és a géped is repkedni fog :)
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:32
Írta: frkdv6dyr Dátum 2014 augusztus 27, 22:32
Na és 400V 10-400Hz az mekkora fordulat? Egyáltalán hogyan vezérlik ezeket?
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:37
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:37
Szia.
Köszönöm a gyors választ.
nem érzem kevésnek a mostani motorokat. Inkább feljesztési szempontból szeretném. (biztos ne legyen lépésvesztés, stb)
Jelenleg üresjáratban 6000mm/min-re van állítva, szerintem tökéletes, ezt növelni nem szeretném, mert minek.
A menetemelkedés ha jól emlékszem 5mm (golyósorsó)
A tömeg az x tengely mozgatásánál szerintem 70 kg lehet, az y-nál 25 kg, a z-nél meg 5-10.
Most szeretném a vezérlését újra építtettni, mert elég gány. Vettem is egy uc300-at, még gyűjtök egy-két dolgot hozzá, (szerszámmagasságmérő, tapintó, stb), aztán vagy neki kezdek, vagy megcsináltattatom egy szakértővel aki vállalja.
Ezzel kapcsolatban gondoltam, hogy lehet érdemes akkor egybe a motorokat is fejleszteni.
Köszönöm a gyors választ.
nem érzem kevésnek a mostani motorokat. Inkább feljesztési szempontból szeretném. (biztos ne legyen lépésvesztés, stb)
Jelenleg üresjáratban 6000mm/min-re van állítva, szerintem tökéletes, ezt növelni nem szeretném, mert minek.
A menetemelkedés ha jól emlékszem 5mm (golyósorsó)
A tömeg az x tengely mozgatásánál szerintem 70 kg lehet, az y-nál 25 kg, a z-nél meg 5-10.
Most szeretném a vezérlését újra építtettni, mert elég gány. Vettem is egy uc300-at, még gyűjtök egy-két dolgot hozzá, (szerszámmagasságmérő, tapintó, stb), aztán vagy neki kezdek, vagy megcsináltattatom egy szakértővel aki vállalja.
Ezzel kapcsolatban gondoltam, hogy lehet érdemes akkor egybe a motorokat is fejleszteni.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 szeptember 04, 15:43
Írta: w0hgtwf3w Dátum 2014 szeptember 04, 15:43
Nagyon bátor vagy :)
Vigyázz !!!
Mindjárt jönnek a megmondóemberek aztán jól helyre tesznek.
"Ennyi adatból hogy tudtál pontos választ adni":)))))))
(Nem tudod a tömeget nem tudod a hosszt!!!!) :)))))))
Hogy mered ezeket után ezt állítani ????? :)))
TE nagyon bátor vagy :)))
Vigyázz !!!
Mindjárt jönnek a megmondóemberek aztán jól helyre tesznek.
"Ennyi adatból hogy tudtál pontos választ adni":)))))))
(Nem tudod a tömeget nem tudod a hosszt!!!!) :)))))))
Hogy mered ezeket után ezt állítani ????? :)))
TE nagyon bátor vagy :)))
Cím: Re:AC szervó motoros vezérlés
Írta: dcsaba Dátum 2014 augusztus 27, 22:43
Írta: dcsaba Dátum 2014 augusztus 27, 22:43
a 400V nem biztos. Az adatlapon nem látok ilyet. Baromi okosan kell paraméterezni a motoradatokat...
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:59
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:59
Minden építő tanácsot nagyon köszönök, amiből el tudok indulni. A kérdésre kérdés egy jó megoldás, mert pontosíthatjuk a problémát.
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 14:30
Írta: RomoliczP Dátum 2014 augusztus 31, 14:30
Sziasztok,
Segítséget kérnék, a képen szereplő motorhoz
szeretnék építeni vezérlőt.Rexroth Indramat MKD071B-061-KG0-KN, Akinek esetleg gyári Indramat szervó vezérlőkről van service manual-ja vagy esetleg 3 fázisú szervó vezérlő kapcsolási rajza kérem jelezze.Interneten sajnos nagyon kevés adatot találtam.[img]
Segítséget kérnék, a képen szereplő motorhoz
szeretnék építeni vezérlőt.Rexroth Indramat MKD071B-061-KG0-KN, Akinek esetleg gyári Indramat szervó vezérlőkről van service manual-ja vagy esetleg 3 fázisú szervó vezérlő kapcsolási rajza kérem jelezze.Interneten sajnos nagyon kevés adatot találtam.[img]
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 16:33
Írta: remrendes Dátum 2014 szeptember 04, 16:33
Koszonom. Szoval akkor ezek csak a "sajat" drivereivel mukodnek, sejtettem, hogy itt lesz a csapda.
Kicsit sajnalom, mert 25k korul van darabja. Illetve van hozzaferheto helyen nehany Panasonic MSD083A1VK driver is, de ahogy azt nezegettem, ahhoz en kevesnek erzem magam. :)
Egyebkent milyen markat erdemes keresgetni? Amikhez azert egyszerubb osszevadaszni a szukseges dolgokat hobby arakon.
Amazonon pl csak RioRand markaju AC servo motorokat talaltam, ami nekem nem mond semmit (nekem az a fo beszerzesi forrasom).
Kicsit sajnalom, mert 25k korul van darabja. Illetve van hozzaferheto helyen nehany Panasonic MSD083A1VK driver is, de ahogy azt nezegettem, ahhoz en kevesnek erzem magam. :)
Egyebkent milyen markat erdemes keresgetni? Amikhez azert egyszerubb osszevadaszni a szukseges dolgokat hobby arakon.
Amazonon pl csak RioRand markaju AC servo motorokat talaltam, ami nekem nem mond semmit (nekem az a fo beszerzesi forrasom).
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 14:33
Írta: RomoliczP Dátum 2014 augusztus 31, 14:33
http://www.ebay.de/itm/Rexroth-Indramat-MKD071B-061-KG0-KN-MKD071B061KG0KN-/160654397475
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:45
Írta: adamant Dátum 2014 szeptember 04, 16:45
Ha valóban 6000 es gyorsjáratod van akkor felesleges hozzá nyulni szerintem de ha nagyon szeretnél akkor persze megteheted azért az AC szett nem olcsó dolog még használtan sem de a 200W al bőven meg leszel elégedve de ha X nél 400W os akkor még jobb dinamika lesz
el kell dönteni hogy ez a beruházás mennyiét ér meg és hogy mennyivel lesz neked jobb a géped mert ha ugyan úgy megcsinálod most amit akarsz akkor minek a jobb?
el kell dönteni hogy ez a beruházás mennyiét ér meg és hogy mennyivel lesz neked jobb a géped mert ha ugyan úgy megcsinálod most amit akarsz akkor minek a jobb?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 15:20
Írta: 4umhue7vh Dátum 2014 augusztus 31, 15:20
Szia!
Van mindenem Indramat evodrive-hoz, maual,szoftverek,van egy vezérlőm is,azt hiszem Ecodríve3, nem tudom jó-e ehhez a motorhoz ki kell deríteni. Elküldöm az anyagot, mail-be.
Van mindenem Indramat evodrive-hoz, maual,szoftverek,van egy vezérlőm is,azt hiszem Ecodríve3, nem tudom jó-e ehhez a motorhoz ki kell deríteni. Elküldöm az anyagot, mail-be.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:50
Írta: adamant Dátum 2014 szeptember 04, 16:50
lehet hogy fiatal vagyok és vakmerő még :) de szerintem ehhez a kérdéshez még nem kell a teret hajlítani de majd pár óra és úgy is eljön majd az idő :)
De a monitorra tettem a kezem és így érzésből mondom a megoldást :)))
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 16:37
Írta: 4umhue7vh Dátum 2014 augusztus 31, 16:37
innen letölthető, ha még valakit érdekel.
http://oriasmail.citromail.hu/dl/?tid=1597fca1858114ecebbd915f3
http://oriasmail.citromail.hu/dl/?tid=1597fca1858114ecebbd915f3
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:52
Írta: adamant Dátum 2014 szeptember 04, 16:52
90% minden motor csak a vezérlőjével megy de igazándiból az lenne a kérdés hogy mire vagy minek kell neked az a szervo? milyen gépre akarod? mit akarsz egyáltalán vele csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2014 augusztus 31, 16:38
Írta: RomoliczP Dátum 2014 augusztus 31, 16:38
Megkaptam, köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 18:10
Írta: remrendes Dátum 2014 szeptember 04, 18:10
Jogos. Y iranyra keresek jelenleg motor(par)t.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:15
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:15
Ismeri valaki ezt a servo-t?
http://www.a-m-c.com./images/productpics/dx60co8.jpg
dx60co8, Lehetne a p3 csatlakozóján step/dir jellel vezérelni?
http://www.a-m-c.com./download/datasheet/dx60co8.pdf
http://www.a-m-c.com./images/productpics/dx60co8.jpg
dx60co8, Lehetne a p3 csatlakozóján step/dir jellel vezérelni?
http://www.a-m-c.com./download/datasheet/dx60co8.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 04, 18:35
Írta: svejk Dátum 2014 szeptember 04, 18:35
Ipari levetettben Yaskawa/Omron, ezekből időnként sok feltűnik.
Újban pedig valamelyik kínai csoda a Klavio, vagy CNCDRIVE oldaláról.
Újban pedig valamelyik kínai csoda a Klavio, vagy CNCDRIVE oldaláról.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 augusztus 31, 22:26
Írta: adamant Dátum 2014 augusztus 31, 22:26
ismerni nem ismerem de a 4 oldalon ott van hogy igen :) remélem ezzel tudtam segíteni :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 04, 19:02
Írta: Szalai György Dátum 2014 szeptember 04, 19:02
Az talán fontos lehet, hogy a léptetőmotorra megadott nyomaték az tartónyomaték. Ha a motor forog is, akkor kevesebb. Párszáz n/min fordulatszámnál már csak töredéke a tartónyomatéknak. Tehát a Te gépedre azért kell 3,4Nm tartónyomatékú léptetőmotor, hogy a megfelelő sebességen is képes legyen még elég forgató nyomatékot szolgáltatni.
http://www.orientalmotor.com/products/stepper-motors/stepper-motor-only-0-72.html
Ezzel szemben az AC szervó motorra megadott nyomaték az forgató, ami a fordulatszám határig nagyjából állandó is marad. Ráadásul, ha gyorsítani kell, akkor ennek a nyomatéknak a többszörösét is képes szolgáltatni.
http://www.orientalmotor.com/images/technical-articles/servo-motor-rated-output.jpg
Ezért a két motortípus közötti párhuzamvonás, pusztán a nyomatékuk alapján, szerintem megalapozatlan. Jelleggörbe szerint érdemesebb választani.
A saját véleményem szerint a 3,4Nm tartónyomatékú léptetőmotor helyett megteszi a 200W-os AC szervó is. A megfelelő arányú mechanikai áttétel nem hagyható el.
http://www.orientalmotor.com/products/stepper-motors/stepper-motor-only-0-72.html
Ezzel szemben az AC szervó motorra megadott nyomaték az forgató, ami a fordulatszám határig nagyjából állandó is marad. Ráadásul, ha gyorsítani kell, akkor ennek a nyomatéknak a többszörösét is képes szolgáltatni.
http://www.orientalmotor.com/images/technical-articles/servo-motor-rated-output.jpg
Ezért a két motortípus közötti párhuzamvonás, pusztán a nyomatékuk alapján, szerintem megalapozatlan. Jelleggörbe szerint érdemesebb választani.
A saját véleményem szerint a 3,4Nm tartónyomatékú léptetőmotor helyett megteszi a 200W-os AC szervó is. A megfelelő arányú mechanikai áttétel nem hagyható el.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:27
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:27
Letöltöttem a konfigurációs szoftverét, a command beállítások alatt lehet választani: Analóg input,Auxiliary encoder, step/dir ,stb közül, meg nem tudtam kipróbálni mert nincs kábelem hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 19:39
Írta: remrendes Dátum 2014 szeptember 04, 19:39
Koszonom, meg egy parszor atragom magam ezen a motor-driver teman.
Ahogy latom ezek a Leadshine termekek eleg elterjedtek, mindenhol belefutok, pl a Klavio is forgalmazza. Illetve ezekkel a hybrid servo motorokkal is gyakran talalkozom.
Majd korulnezek ebayen, illetve a pecsi cegnel elvileg van ex munkatarsam, azert rakerdezek, de nekem korulmenyes vasarlas utan ide szallitmanyoznom.
Ahogy latom ezek a Leadshine termekek eleg elterjedtek, mindenhol belefutok, pl a Klavio is forgalmazza. Illetve ezekkel a hybrid servo motorokkal is gyakran talalkozom.
Majd korulnezek ebayen, illetve a pecsi cegnel elvileg van ex munkatarsam, azert rakerdezek, de nekem korulmenyes vasarlas utan ide szallitmanyoznom.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:35
Írta: 4umhue7vh Dátum 2014 augusztus 31, 22:35
Köszi!
Erre gondoltam én is, csak ez a CAN OPEN hókusz pókusz bizonytalanná tett
Erre gondoltam én is, csak ez a CAN OPEN hókusz pókusz bizonytalanná tett
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 20:52
Írta: wcmwugefi Dátum 2014 szeptember 04, 20:52
Nagyon köszönöm, ez rendkívűl hasznos volt! Akkor agy 200 vagy akár egy 400wattos servot sem kapcsolhatok közvetlen rá, mint ahogy most van? Csak áttétellel?
Ez azért baj, mert valami pofátlanul drágák a hajtóművek.
Mi a véleményed a hibrid (enkóderes) léptetőkről?
Pl:
http://www.leadshine.com/producttypes.aspx?type=products&category=easy-servo-products&producttype=integrated-easy-servo-motors
Vagy:
http://www.ebay.com/itm/Leadshine-Updated-Servo-Kit-HBS507-573HBM20-1000-replace-573S20-EC-1000-HBS57-/111439994665?pt=LH_DefaultDomain_0&hash=item19f2575f29
Az a baj, hogy ezekből max 2nm-es van nema23 méretben. Ezeket lehet úgy szerelni mint a mostanit? (Tehát közvetlen, áttétel nélkül?
Még egyszer köszönöm.
Ez azért baj, mert valami pofátlanul drágák a hajtóművek.
Mi a véleményed a hibrid (enkóderes) léptetőkről?
Pl:
http://www.leadshine.com/producttypes.aspx?type=products&category=easy-servo-products&producttype=integrated-easy-servo-motors
Vagy:
http://www.ebay.com/itm/Leadshine-Updated-Servo-Kit-HBS507-573HBM20-1000-replace-573S20-EC-1000-HBS57-/111439994665?pt=LH_DefaultDomain_0&hash=item19f2575f29
Az a baj, hogy ezekből max 2nm-es van nema23 méretben. Ezeket lehet úgy szerelni mint a mostanit? (Tehát közvetlen, áttétel nélkül?
Még egyszer köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 12:46
Írta: remrendes Dátum 2014 szeptember 04, 12:46
Jo napot!
Eleg jo aron tudnek venni nehany darab PANASONIC MUMS022A1COS AC servo motort. De mielott megbannam, kerdezek. Sajnos a google semmit nem talalt. 200W, 3000RPM 2500PPR.
Jo lehet ez gep epitesre? Fogok talalni hozza valo drivert?
Eleg jo aron tudnek venni nehany darab PANASONIC MUMS022A1COS AC servo motort. De mielott megbannam, kerdezek. Sajnos a google semmit nem talalt. 200W, 3000RPM 2500PPR.
Jo lehet ez gep epitesre? Fogok talalni hozza valo drivert?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 04, 22:15
Írta: Szalai György Dátum 2014 szeptember 04, 22:15
Fizikailag persze rákapcsolható, és a Hobbyista meg is teszi, (mert megteheti) hogy sok szempontot egyszerűen átértékel, vagy figyelmen kívül hagy.
De nem célszerű, mert más tulajdonságú motort másképpen kell jól használni.
Egy nagy AC, direktben, lehet olyan jó, mint egy léptető. De az neki szégyen, mert sokkal-sokkal többre képes. Elsősorban dinamikában, gyorsításban képes többre. A nagyobb gyorsulás pedig az elméleti szerszámpálya pontosabb követésében hoz hasznot. De energia felhasználásban és sebesség átfogásban is sokkal jobb az AC.
A lényeg, amit Tibor45 óta jól tudunk, hogy illeszteni kell a motort a hajtás többi eleméhez.
Az illesztést itt is egy transzformátor valósítja meg, (mint az elektronikában) csak ez nyomatékot és fordulatszámot transzformál. Hobby viszonylatban ez legtöbbször egy fogasszíj áttétel.
A mai, zárt hurkú, encoderes léptetőmotoros hajtások megbízhatósága már megegyezik a szervókéval. Nincs lépésvesztés.
De a szervó akkor is leveri a sebesség átfogás és a gyorsulás terén.
És mivel az ipari szemétdombokon egyenlőre nem fellelhető, nincs is Hobby jelentősége.
http://www.orientalmotor.com/products/stepper-motors/ASX-series-all-in-one-stepper-motor.html
De nem célszerű, mert más tulajdonságú motort másképpen kell jól használni.
Egy nagy AC, direktben, lehet olyan jó, mint egy léptető. De az neki szégyen, mert sokkal-sokkal többre képes. Elsősorban dinamikában, gyorsításban képes többre. A nagyobb gyorsulás pedig az elméleti szerszámpálya pontosabb követésében hoz hasznot. De energia felhasználásban és sebesség átfogásban is sokkal jobb az AC.
A lényeg, amit Tibor45 óta jól tudunk, hogy illeszteni kell a motort a hajtás többi eleméhez.
Az illesztést itt is egy transzformátor valósítja meg, (mint az elektronikában) csak ez nyomatékot és fordulatszámot transzformál. Hobby viszonylatban ez legtöbbször egy fogasszíj áttétel.
A mai, zárt hurkú, encoderes léptetőmotoros hajtások megbízhatósága már megegyezik a szervókéval. Nincs lépésvesztés.
De a szervó akkor is leveri a sebesség átfogás és a gyorsulás terén.
És mivel az ipari szemétdombokon egyenlőre nem fellelhető, nincs is Hobby jelentősége.
http://www.orientalmotor.com/products/stepper-motors/ASX-series-all-in-one-stepper-motor.html
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 13:33
Írta: adamant Dátum 2014 szeptember 04, 13:33
szerintem merész húzás lenne kivárni mikor árulnak majd hozzá drivert ebay en meg szerintem eléggé borsos ára lesz :(
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 05, 08:45
Írta: wcmwugefi Dátum 2014 szeptember 05, 08:45
Köszönöm.
Akkor a két nm-es encoderes léptető nem elég, a servo sz igazi megoldás áttétellel. Azt akartam csak elkerülni, hogy mechanikailag hozzá kelljen nyúlni a géphez, mert ahoz aztán még ennyire sem értek. Márpedig. A fogasszijjas áttétel miatt muszály. Vagy keresek megfizethető hajtóművet, ami egy az egyben a nema23 helyre illeszthető.
Köszönöm még egyszer!
Akkor a két nm-es encoderes léptető nem elég, a servo sz igazi megoldás áttétellel. Azt akartam csak elkerülni, hogy mechanikailag hozzá kelljen nyúlni a géphez, mert ahoz aztán még ennyire sem értek. Márpedig. A fogasszijjas áttétel miatt muszály. Vagy keresek megfizethető hajtóművet, ami egy az egyben a nema23 helyre illeszthető.
Köszönöm még egyszer!
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:11
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:11
Sziasztok. Egy kis szakmai segítséget szeretnék kérni.
Jelenleg a marógépemen (egy isel 1050x1050x120mm munkaterületű) 3.4 nm-es léptetők vannak nema23 méretben.
Két kérdés:
Ha AC servora cserélném, milyen teljesítményű kellene (én 400-600wattra tippelek a folyamatos ill csúcs nyomaték miatt), illetve meg lehet-e oldani áttétel nélkül, közvetlen hajtással, mint most.
Másik kérdés:
Néztem a hibrid szervókat (léptetőmotor encoderrel, meghajtóval), de nema23-ban maximum 2nm-es volt. Ez biztosan nem elég, ha most 3.4-esek vannak ugye?
Nagyon köszönöm.
Attila
Jelenleg a marógépemen (egy isel 1050x1050x120mm munkaterületű) 3.4 nm-es léptetők vannak nema23 méretben.
Két kérdés:
Ha AC servora cserélném, milyen teljesítményű kellene (én 400-600wattra tippelek a folyamatos ill csúcs nyomaték miatt), illetve meg lehet-e oldani áttétel nélkül, közvetlen hajtással, mint most.
Másik kérdés:
Néztem a hibrid szervókat (léptetőmotor encoderrel, meghajtóval), de nema23-ban maximum 2nm-es volt. Ez biztosan nem elég, ha most 3.4-esek vannak ugye?
Nagyon köszönöm.
Attila
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 szeptember 05, 11:38
Írta: w0hgtwf3w Dátum 2014 szeptember 05, 11:38
Meghajolok a bátorságod elött :)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 15:18
Írta: adamant Dátum 2014 szeptember 04, 15:18
A kérdésre kérdéssel válaszolok
most is kevesek a 3,4Nm es motorok? mert lehet akkor a 2Nm is elég lenne mekkora tömeget kell mozgatni? mekkora a golyós orsó emelkedése?
így első hallásra is bőven elegendő lenne szerintem egy 200W os és a géped is repkedni fog :)
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 05, 12:27
Írta: adamant Dátum 2014 szeptember 05, 12:27
Csak szólíts mesternek :)
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:37
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:37
Szia.
Köszönöm a gyors választ.
nem érzem kevésnek a mostani motorokat. Inkább feljesztési szempontból szeretném. (biztos ne legyen lépésvesztés, stb)
Jelenleg üresjáratban 6000mm/min-re van állítva, szerintem tökéletes, ezt növelni nem szeretném, mert minek.
A menetemelkedés ha jól emlékszem 5mm (golyósorsó)
A tömeg az x tengely mozgatásánál szerintem 70 kg lehet, az y-nál 25 kg, a z-nél meg 5-10.
Most szeretném a vezérlését újra építtettni, mert elég gány. Vettem is egy uc300-at, még gyűjtök egy-két dolgot hozzá, (szerszámmagasságmérő, tapintó, stb), aztán vagy neki kezdek, vagy megcsináltattatom egy szakértővel aki vállalja.
Ezzel kapcsolatban gondoltam, hogy lehet érdemes akkor egybe a motorokat is fejleszteni.
Köszönöm a gyors választ.
nem érzem kevésnek a mostani motorokat. Inkább feljesztési szempontból szeretném. (biztos ne legyen lépésvesztés, stb)
Jelenleg üresjáratban 6000mm/min-re van állítva, szerintem tökéletes, ezt növelni nem szeretném, mert minek.
A menetemelkedés ha jól emlékszem 5mm (golyósorsó)
A tömeg az x tengely mozgatásánál szerintem 70 kg lehet, az y-nál 25 kg, a z-nél meg 5-10.
Most szeretném a vezérlését újra építtettni, mert elég gány. Vettem is egy uc300-at, még gyűjtök egy-két dolgot hozzá, (szerszámmagasságmérő, tapintó, stb), aztán vagy neki kezdek, vagy megcsináltattatom egy szakértővel aki vállalja.
Ezzel kapcsolatban gondoltam, hogy lehet érdemes akkor egybe a motorokat is fejleszteni.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 szeptember 05, 16:14
Írta: zoli0302 Dátum 2014 szeptember 05, 16:14
Üdvözletem Urak !
Tudna valaki segíteni a heidehan rod 320.005 2500 encoder lábkiosztásának megismerésében ?
Tudna valaki segíteni a heidehan rod 320.005 2500 encoder lábkiosztásának megismerésében ?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 szeptember 04, 15:43
Írta: w0hgtwf3w Dátum 2014 szeptember 04, 15:43
Nagyon bátor vagy :)
Vigyázz !!!
Mindjárt jönnek a megmondóemberek aztán jól helyre tesznek.
"Ennyi adatból hogy tudtál pontos választ adni":)))))))
(Nem tudod a tömeget nem tudod a hosszt!!!!) :)))))))
Hogy mered ezeket után ezt állítani ????? :)))
TE nagyon bátor vagy :)))
Vigyázz !!!
Mindjárt jönnek a megmondóemberek aztán jól helyre tesznek.
"Ennyi adatból hogy tudtál pontos választ adni":)))))))
(Nem tudod a tömeget nem tudod a hosszt!!!!) :)))))))
Hogy mered ezeket után ezt állítani ????? :)))
TE nagyon bátor vagy :)))
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 05, 17:20
Írta: Szalai György Dátum 2014 szeptember 05, 17:20
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:59
Írta: wcmwugefi Dátum 2014 szeptember 04, 15:59
Minden építő tanácsot nagyon köszönök, amiből el tudok indulni. A kérdésre kérdés egy jó megoldás, mert pontosíthatjuk a problémát.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 05, 17:55
Írta: Szalai György Dátum 2014 szeptember 05, 17:55
A teljes képhez az is hozzátartozik, hogy az AC szervók között is vannak kevesebb póluspárú-nagyobb fordulatú, és több póluspárú-alacsonyabb fordulatú, de nagyobb nyomatékú típusok is.
Léptető kiváltására nyilván előnyösebb a léptető tulajdonságaihoz közelebb álló, alacsonyfordulat-nyagyobbnyomaték típusok.
És léteznek (nem rég óta) az annyira sok póluspárúak, amik már tényleg olyan alacsony fordulatúak, mint a léptető, viszont óriási a nyomatékuk. Úgy is hívják őket, hogy nyomatékmotor és pont az áttétel nélküli direkt hajtásra tervezték őket. Annyira, hogy még csőtengelyesek is, hogy egyből ráhúzhasd egy nagy emelkedésű orsó végére.
Ezekre a Hobbyistának gondolni sem szabad, mert még a jégbor is megkeseredik a szájában a reménytelen vágyakozástól.
http://www.parker.com/literature/Literature%20Files/euro_emd/EME/Literature_List/dokumentationen/192_062011_Direct%20Drive_Servomotors.pdf
Léptető kiváltására nyilván előnyösebb a léptető tulajdonságaihoz közelebb álló, alacsonyfordulat-nyagyobbnyomaték típusok.
És léteznek (nem rég óta) az annyira sok póluspárúak, amik már tényleg olyan alacsony fordulatúak, mint a léptető, viszont óriási a nyomatékuk. Úgy is hívják őket, hogy nyomatékmotor és pont az áttétel nélküli direkt hajtásra tervezték őket. Annyira, hogy még csőtengelyesek is, hogy egyből ráhúzhasd egy nagy emelkedésű orsó végére.
Ezekre a Hobbyistának gondolni sem szabad, mert még a jégbor is megkeseredik a szájában a reménytelen vágyakozástól.
http://www.parker.com/literature/Literature%20Files/euro_emd/EME/Literature_List/dokumentationen/192_062011_Direct%20Drive_Servomotors.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 16:33
Írta: remrendes Dátum 2014 szeptember 04, 16:33
Koszonom. Szoval akkor ezek csak a "sajat" drivereivel mukodnek, sejtettem, hogy itt lesz a csapda.
Kicsit sajnalom, mert 25k korul van darabja. Illetve van hozzaferheto helyen nehany Panasonic MSD083A1VK driver is, de ahogy azt nezegettem, ahhoz en kevesnek erzem magam. :)
Egyebkent milyen markat erdemes keresgetni? Amikhez azert egyszerubb osszevadaszni a szukseges dolgokat hobby arakon.
Amazonon pl csak RioRand markaju AC servo motorokat talaltam, ami nekem nem mond semmit (nekem az a fo beszerzesi forrasom).
Kicsit sajnalom, mert 25k korul van darabja. Illetve van hozzaferheto helyen nehany Panasonic MSD083A1VK driver is, de ahogy azt nezegettem, ahhoz en kevesnek erzem magam. :)
Egyebkent milyen markat erdemes keresgetni? Amikhez azert egyszerubb osszevadaszni a szukseges dolgokat hobby arakon.
Amazonon pl csak RioRand markaju AC servo motorokat talaltam, ami nekem nem mond semmit (nekem az a fo beszerzesi forrasom).
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 szeptember 05, 18:37
Írta: zoli0302 Dátum 2014 szeptember 05, 18:37
Köszönöm szépen !
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:45
Írta: adamant Dátum 2014 szeptember 04, 16:45
Ha valóban 6000 es gyorsjáratod van akkor felesleges hozzá nyulni szerintem de ha nagyon szeretnél akkor persze megteheted azért az AC szett nem olcsó dolog még használtan sem de a 200W al bőven meg leszel elégedve de ha X nél 400W os akkor még jobb dinamika lesz
el kell dönteni hogy ez a beruházás mennyiét ér meg és hogy mennyivel lesz neked jobb a géped mert ha ugyan úgy megcsinálod most amit akarsz akkor minek a jobb?
el kell dönteni hogy ez a beruházás mennyiét ér meg és hogy mennyivel lesz neked jobb a géped mert ha ugyan úgy megcsinálod most amit akarsz akkor minek a jobb?
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 05, 20:25
Írta: wcmwugefi Dátum 2014 szeptember 05, 20:25
Köszönöm!
Ez valóban túlzás lenne...
Viszont ma alaposabban megnéztem, és nem is lenne olyan bonyolult fogasszíjjasra átalakítani a három tengelyt, és akkor tudnék áttételt csinálni a szervókhoz. Ennek mi lehet a hátránya? (Mert biztosan van neki ha már olcsó... :)
Ez valóban túlzás lenne...
Viszont ma alaposabban megnéztem, és nem is lenne olyan bonyolult fogasszíjjasra átalakítani a három tengelyt, és akkor tudnék áttételt csinálni a szervókhoz. Ennek mi lehet a hátránya? (Mert biztosan van neki ha már olcsó... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 06, 06:39
Írta: Szalai György Dátum 2014 szeptember 06, 06:39
A szervo hátránya a léptetővel szemben a bonyolultabb zárthurkú elektronikus motorszabályzás, a forgás jeladó plusz kábelezése és a több paraméteres beállítás.
(Létezik ön beállító is, de az megint nem a Hobbyista játéka.)
Értelmet nyer a vezérlő programban beállítható gyorsítási-lassítási rámpa, mert eltúlzott értékek mellett a dinamikus motor szétrongálja a hobby gépvázat.
A fogasszíj áttétel hátránya a bolygókerekes áttétellel szemben, hogy nem annyira kompakt, nem is annyira tartós, nem lehet vele kis méretben nagy áttételi arányt építeni, többet rugózik, nagyobb a tehetetlenségi nyomatéka és a hatásfoka is rosszabb.
Vegyük ezeket sorban.
Hogy nem kompakt, az azt is jelenti, hogy könnyű rajta változtatni, ami hobbyban előny.
Nem annyira tartós, de hobbyra bőven eléggé az.
Nagy áttételi arány nem is kell a szervomotor golyósorsóhoz illesztéséhez.
A rövid szíj olyan keveset nyúlik, hogy hobbyban nincs jelentősége.
A tehetetlenségi nyomaték és rosszabb hatásfokot még messze nem elviselhetetlen, és kompenzálja a jóval alacsonyabb ár.
(Létezik ön beállító is, de az megint nem a Hobbyista játéka.)
Értelmet nyer a vezérlő programban beállítható gyorsítási-lassítási rámpa, mert eltúlzott értékek mellett a dinamikus motor szétrongálja a hobby gépvázat.
A fogasszíj áttétel hátránya a bolygókerekes áttétellel szemben, hogy nem annyira kompakt, nem is annyira tartós, nem lehet vele kis méretben nagy áttételi arányt építeni, többet rugózik, nagyobb a tehetetlenségi nyomatéka és a hatásfoka is rosszabb.
Vegyük ezeket sorban.
Hogy nem kompakt, az azt is jelenti, hogy könnyű rajta változtatni, ami hobbyban előny.
Nem annyira tartós, de hobbyra bőven eléggé az.
Nagy áttételi arány nem is kell a szervomotor golyósorsóhoz illesztéséhez.
A rövid szíj olyan keveset nyúlik, hogy hobbyban nincs jelentősége.
A tehetetlenségi nyomaték és rosszabb hatásfokot még messze nem elviselhetetlen, és kompenzálja a jóval alacsonyabb ár.
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:50
Írta: adamant Dátum 2014 szeptember 04, 16:50
lehet hogy fiatal vagyok és vakmerő még :) de szerintem ehhez a kérdéshez még nem kell a teret hajlítani de majd pár óra és úgy is eljön majd az idő :)
De a monitorra tettem a kezem és így érzésből mondom a megoldást :)))
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 06, 07:49
Írta: wcmwugefi Dátum 2014 szeptember 06, 07:49
Jó reggelt!
Most már kérném, hogy hova utaljam a sört a szaktanácsadásért! :)
Nekem szerintem tökéletes lesz a szíjjas hajtás, biztosan jobb lesz mint a mostani (jegyzem meg kifejezett bajom nincs a mostanival), és ahoz csak egy platnit kell gyártsak
Én nem értek hozzá hol a hobby határ, de nekem nagyon masszívnak tűnik a gépváz
http://youtu.be/OXbSbShJqpg
Ugyan ilyen, mint a videóban. Remélem nem rángatja azért szét... (csak az enyémen egy 2.2kw-os maró van, egy omron v1000 frekiváltóval) http://youtu.be/OXbSbShJqpg
Úgy okoskodtam, hogy a mostani orsók 5mm menetemelkedése mellett 5000mm/min üresjártot tud a gép, akkor egy 400wattos 3000rpm-es servohoz 3:1 áttételt kell csináljak. (Bár lehet hogy 4:1-et mert nem fontos az 5000mm/min)
Ez helyes lehet?
Az mindegy hogy hány fogasok a tárcsák, ha az arány jó?
Pl.: a 12 és 36 fogas tárcsákkal ugyan olyan lesz mint egy 22 és 66 fogas tárcsával?
Köszönöm!
Most már kérném, hogy hova utaljam a sört a szaktanácsadásért! :)
Nekem szerintem tökéletes lesz a szíjjas hajtás, biztosan jobb lesz mint a mostani (jegyzem meg kifejezett bajom nincs a mostanival), és ahoz csak egy platnit kell gyártsak
Én nem értek hozzá hol a hobby határ, de nekem nagyon masszívnak tűnik a gépváz
http://youtu.be/OXbSbShJqpg
Ugyan ilyen, mint a videóban. Remélem nem rángatja azért szét... (csak az enyémen egy 2.2kw-os maró van, egy omron v1000 frekiváltóval) http://youtu.be/OXbSbShJqpg
Úgy okoskodtam, hogy a mostani orsók 5mm menetemelkedése mellett 5000mm/min üresjártot tud a gép, akkor egy 400wattos 3000rpm-es servohoz 3:1 áttételt kell csináljak. (Bár lehet hogy 4:1-et mert nem fontos az 5000mm/min)
Ez helyes lehet?
Az mindegy hogy hány fogasok a tárcsák, ha az arány jó?
Pl.: a 12 és 36 fogas tárcsákkal ugyan olyan lesz mint egy 22 és 66 fogas tárcsával?
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 04, 16:52
Írta: adamant Dátum 2014 szeptember 04, 16:52
90% minden motor csak a vezérlőjével megy de igazándiból az lenne a kérdés hogy mire vagy minek kell neked az a szervo? milyen gépre akarod? mit akarsz egyáltalán vele csinálni?
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 06, 10:48
Írta: krnj79r9n Dátum 2014 szeptember 06, 10:48
Szerintem a szíjhajtás nagyon is jó megoldás hobby-ban és egyébként ipari megmunkáló gépeken is alkalmazzák. Bár tény, hogy a direkt hajtás iparban sokkal elterjedtebb. A szíjhajtás védelmében írom, hogy nekem semmi bajom a tatóságával, már vagy 2 éve megy egy gépen 2 tengelyen 15 mm széles szíjjal az Y tengelyen úgy 160-170 kg-ot mozgat és az ég világon semmi baja nincs még feszíteni sem kellet nagyon. És a minimális rugalmasságának szerintem semmi jelentősége, nem ettől lesz a géped pontatlan. A szíj szélességgel is lehet játszani, ha tartanál a nyúlástól, de nem jellemző. Kizárólag HTD profilú szíjat használok, abból is az 5M méretűt.
Én nagyon szeretem a szíjhajtást jól variálható az áttétel, nem mondom, hogy a legkönnyebben kivitelezhető, mert a pontos gépmunka elengedhetetlen.
Mivel egy CNC gép hajtását méretezni kell a maximális gyorsulásra. A ipari gépgyártók a direkt hajtásnál a megfelelő orsó és golyósanya pár kiválasztása (merevség, határ fordulatszám, stb..) után az orsó emelkedésével méretezik a hajtást az adott gép tengelyéhez. Ez után választanak motort a szükséges nyomaték függvényében. Tehát az áttételt ott a menetemelkedés szabja meg.
Viszont hobbyban, ahol többnyire abból főzünk ami van, sokszor adott a motor, az orsó és ezzel annak emelkedése is, csak az áttétel arányával tudsz játszani a méretezéskor. Viszont itt jön még egy nagy előny a szíjhajtás javára a direkt hajtással szemben, hogy a szíj után lévő gépelemek motor tengelyére redukált tehetetlenségi nyomatéka az áttétel arányának négyzetével csökken. Tehát 1:2 áttételnél negyedére, 1:3 esetén 9-ed részére csökken a tehetetlenségi nyomaték, ami eléggé jótékony hatással van a gyorsulásra.
Ha az áttétel aránya helyes, amit nyilván a fogszámok aránya szab meg, ebből a szempontból mindegy, hogy milyen fogszám párost használsz. Viszont a tehetetlenségi nyomatékuk szempontjából NEM mindegy, hogy mekkora kereket használsz. Mivel a forgó tömegek a leginkább gyorsulás ellen dolgozó tételek a hajtásláncban, ezért törekedni kell a lehető legkisebb kerekek használatára. Nyilván itt figyelembe kell venni, hogy mi az a legkisebb méret, amit még a motor tengelyen biztonságosan tudsz rögzíteni.
Én nagyon szeretem a szíjhajtást jól variálható az áttétel, nem mondom, hogy a legkönnyebben kivitelezhető, mert a pontos gépmunka elengedhetetlen.
Mivel egy CNC gép hajtását méretezni kell a maximális gyorsulásra. A ipari gépgyártók a direkt hajtásnál a megfelelő orsó és golyósanya pár kiválasztása (merevség, határ fordulatszám, stb..) után az orsó emelkedésével méretezik a hajtást az adott gép tengelyéhez. Ez után választanak motort a szükséges nyomaték függvényében. Tehát az áttételt ott a menetemelkedés szabja meg.
Viszont hobbyban, ahol többnyire abból főzünk ami van, sokszor adott a motor, az orsó és ezzel annak emelkedése is, csak az áttétel arányával tudsz játszani a méretezéskor. Viszont itt jön még egy nagy előny a szíjhajtás javára a direkt hajtással szemben, hogy a szíj után lévő gépelemek motor tengelyére redukált tehetetlenségi nyomatéka az áttétel arányának négyzetével csökken. Tehát 1:2 áttételnél negyedére, 1:3 esetén 9-ed részére csökken a tehetetlenségi nyomaték, ami eléggé jótékony hatással van a gyorsulásra.
Ha az áttétel aránya helyes, amit nyilván a fogszámok aránya szab meg, ebből a szempontból mindegy, hogy milyen fogszám párost használsz. Viszont a tehetetlenségi nyomatékuk szempontjából NEM mindegy, hogy mekkora kereket használsz. Mivel a forgó tömegek a leginkább gyorsulás ellen dolgozó tételek a hajtásláncban, ezért törekedni kell a lehető legkisebb kerekek használatára. Nyilván itt figyelembe kell venni, hogy mi az a legkisebb méret, amit még a motor tengelyen biztonságosan tudsz rögzíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 18:10
Írta: remrendes Dátum 2014 szeptember 04, 18:10
Jogos. Y iranyra keresek jelenleg motor(par)t.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 06, 11:31
Írta: wcmwugefi Dátum 2014 szeptember 06, 11:31
Ez nagyszerű! Köszönöm! Itt a mechanika, elés az orsó adott, azon nem változtatnék de a motor fajtájában és a hajtásban rugalmas vagyok.
Ezek alapján a legvalószínűbb egy tengelyenként 400wattos ac servo pakk.
Ha erősebb a servo mint ami feltétlen kell (mondjuk az y és z tengelyen) azzal nem csinálok problémát ugye?
Ezek alapján a legvalószínűbb egy tengelyenként 400wattos ac servo pakk.
Ha erősebb a servo mint ami feltétlen kell (mondjuk az y és z tengelyen) azzal nem csinálok problémát ugye?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 04, 18:35
Írta: svejk Dátum 2014 szeptember 04, 18:35
Ipari levetettben Yaskawa/Omron, ezekből időnként sok feltűnik.
Újban pedig valamelyik kínai csoda a Klavio, vagy CNCDRIVE oldaláról.
Újban pedig valamelyik kínai csoda a Klavio, vagy CNCDRIVE oldaláról.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 06, 15:09
Írta: krnj79r9n Dátum 2014 szeptember 06, 15:09
Ha erősebb a szervó az szerintem sose gond, max. jobban fog gyorsulni és nagyobb lesz a gyorsjárati sebességed. Nyilván nincs értelme az egekbe tolni a teljesítmény, annyival nem lesz jobb és a mechanika erősen gátat szabhat a dolgoknak.
Hiába lenne képes 1g-s gyorsulásra egy brutál szervóval, ha közben széthullik a gép. :-)
Hiába lenne képes 1g-s gyorsulásra egy brutál szervóval, ha közben széthullik a gép. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 04, 19:02
Írta: Szalai György Dátum 2014 szeptember 04, 19:02
Az talán fontos lehet, hogy a léptetőmotorra megadott nyomaték az tartónyomaték. Ha a motor forog is, akkor kevesebb. Párszáz n/min fordulatszámnál már csak töredéke a tartónyomatéknak. Tehát a Te gépedre azért kell 3,4Nm tartónyomatékú léptetőmotor, hogy a megfelelő sebességen is képes legyen még elég forgató nyomatékot szolgáltatni.
http://www.orientalmotor.com/products/stepper-motors/stepper-motor-only-0-72.html
Ezzel szemben az AC szervó motorra megadott nyomaték az forgató, ami a fordulatszám határig nagyjából állandó is marad. Ráadásul, ha gyorsítani kell, akkor ennek a nyomatéknak a többszörösét is képes szolgáltatni.
http://www.orientalmotor.com/images/technical-articles/servo-motor-rated-output.jpg
Ezért a két motortípus közötti párhuzamvonás, pusztán a nyomatékuk alapján, szerintem megalapozatlan. Jelleggörbe szerint érdemesebb választani.
A saját véleményem szerint a 3,4Nm tartónyomatékú léptetőmotor helyett megteszi a 200W-os AC szervó is. A megfelelő arányú mechanikai áttétel nem hagyható el.
http://www.orientalmotor.com/products/stepper-motors/stepper-motor-only-0-72.html
Ezzel szemben az AC szervó motorra megadott nyomaték az forgató, ami a fordulatszám határig nagyjából állandó is marad. Ráadásul, ha gyorsítani kell, akkor ennek a nyomatéknak a többszörösét is képes szolgáltatni.
http://www.orientalmotor.com/images/technical-articles/servo-motor-rated-output.jpg
Ezért a két motortípus közötti párhuzamvonás, pusztán a nyomatékuk alapján, szerintem megalapozatlan. Jelleggörbe szerint érdemesebb választani.
A saját véleményem szerint a 3,4Nm tartónyomatékú léptetőmotor helyett megteszi a 200W-os AC szervó is. A megfelelő arányú mechanikai áttétel nem hagyható el.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 06, 21:38
Írta: remrendes Dátum 2014 szeptember 06, 21:38
Lehet, hogy nem sokat, de talan egy kicsit segithet a szij valasztasban.
De en is kerdeznek. A motort mi alapjan meretezted, ellenorizted? Hasrautes volt a 400W, vagy volt valami alapja? Mekkora sulyt is mozgatna az a 400W?
En X-re 180W-ot Y-ra pedig 2x130W-ot neztem ki. Bar a 180W-os olcsobb, igy lehet, hogy abbol lesz 3db. De eloszor erdekelne, hogy szamtanilag ez eleg lehet e az adott feladatra.
De en is kerdeznek. A motort mi alapjan meretezted, ellenorizted? Hasrautes volt a 400W, vagy volt valami alapja? Mekkora sulyt is mozgatna az a 400W?
En X-re 180W-ot Y-ra pedig 2x130W-ot neztem ki. Bar a 180W-os olcsobb, igy lehet, hogy abbol lesz 3db. De eloszor erdekelne, hogy szamtanilag ez eleg lehet e az adott feladatra.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 06, 23:40
Írta: remrendes Dátum 2014 szeptember 06, 23:40
Egyebkent, ha szabad megkerdeznem miert akarsz egy elvileg jol mukodo rendszert megbontani? Nekem mindig azt mondtak a, hogy ami jo, azt ne javitsd meg :)
En pl Z iranyban valoszinuleg hybrid motort teszek, az en meglatasom, hogy ott a tarto nyomatek lenyegesebb a dinamikanal.
De en meg CNC-t nem epitettem, ugyhogy ezek sejtesek, csak beulteto gepeket lattam kozelrol, ott minden motor servo, meg ha nem is kerek, hanem linear, viszont csak a gantry tomeget kell mozgatnia, nincs pl forgacsolasi ellenallas es a "piszok nagy" a sebesseg a lenyeg, szo szerint "g"-ben szamolunk. Ebben az iparban csak a szallitoszalagoknal talalkozni lepteto motorral. Marogeppel pedig csak egyetemessel dolgoztam.
Ez a lepteto/szervo paros nalam kicsit olyan, mint az autoknal a benzin/diesel. Ertem en hogy uresjarat, fordulat meg dinamika, mint pl egy porgos benzines, de amikor alacsony fordulaton kellene nagy teljesitment leadni, akkor azert ott nem biztos, hogy egy komolyabb lepteto elverzik, ez lenne a diesel :) Tudom tudom, ezert van az attetel, benzinesnel is vissza lehet kapcsolni, de ha nem kell, akkor miert? Persze mondom ezt ugy, hogy benzines autoim vannak, bar nem emiatt :) De elnezest, nem akarlak kerdore vonni, illetve befolyasolni vagy rabeszelni barmire, valoszinuleg csak a sor beszel belolem :) Illetve en is ezen a motor teman torom a fejem egy ideje. Szoval arra akarok kilyukadni, hogy ha napi 24 orat megy a gep, akkor valoszinuleg nemi penzmag raforditasaval hoz nemi elonyt a servos hajtas, de ha keves az uresjarat, akkor is megeri? A forgacsolasi sebesseg is gyorsabb lesz? 300-as percenkenti fordulaton egy lepteto motor is eleg nyomatekos meg, az 5mm menetemelkedesu orsonal 1500mm/min, az csak szerintem nem keves? Tudom, hogy e felett is van elet, de az mar nem egy masik kategoria?
Tenyleg nem okoskodni akarok, sot, jo lenne ha valaki homlokon csapna, ha rosszul gondolom.
Ezt a hsz-t kerlek hagyjatok figyelmen kivul, csak hangosan gondolkodtam :)
En pl Z iranyban valoszinuleg hybrid motort teszek, az en meglatasom, hogy ott a tarto nyomatek lenyegesebb a dinamikanal.
De en meg CNC-t nem epitettem, ugyhogy ezek sejtesek, csak beulteto gepeket lattam kozelrol, ott minden motor servo, meg ha nem is kerek, hanem linear, viszont csak a gantry tomeget kell mozgatnia, nincs pl forgacsolasi ellenallas es a "piszok nagy" a sebesseg a lenyeg, szo szerint "g"-ben szamolunk. Ebben az iparban csak a szallitoszalagoknal talalkozni lepteto motorral. Marogeppel pedig csak egyetemessel dolgoztam.
Ez a lepteto/szervo paros nalam kicsit olyan, mint az autoknal a benzin/diesel. Ertem en hogy uresjarat, fordulat meg dinamika, mint pl egy porgos benzines, de amikor alacsony fordulaton kellene nagy teljesitment leadni, akkor azert ott nem biztos, hogy egy komolyabb lepteto elverzik, ez lenne a diesel :) Tudom tudom, ezert van az attetel, benzinesnel is vissza lehet kapcsolni, de ha nem kell, akkor miert? Persze mondom ezt ugy, hogy benzines autoim vannak, bar nem emiatt :) De elnezest, nem akarlak kerdore vonni, illetve befolyasolni vagy rabeszelni barmire, valoszinuleg csak a sor beszel belolem :) Illetve en is ezen a motor teman torom a fejem egy ideje. Szoval arra akarok kilyukadni, hogy ha napi 24 orat megy a gep, akkor valoszinuleg nemi penzmag raforditasaval hoz nemi elonyt a servos hajtas, de ha keves az uresjarat, akkor is megeri? A forgacsolasi sebesseg is gyorsabb lesz? 300-as percenkenti fordulaton egy lepteto motor is eleg nyomatekos meg, az 5mm menetemelkedesu orsonal 1500mm/min, az csak szerintem nem keves? Tudom, hogy e felett is van elet, de az mar nem egy masik kategoria?
Tenyleg nem okoskodni akarok, sot, jo lenne ha valaki homlokon csapna, ha rosszul gondolom.
Ezt a hsz-t kerlek hagyjatok figyelmen kivul, csak hangosan gondolkodtam :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 04, 19:39
Írta: remrendes Dátum 2014 szeptember 04, 19:39
Koszonom, meg egy parszor atragom magam ezen a motor-driver teman.
Ahogy latom ezek a Leadshine termekek eleg elterjedtek, mindenhol belefutok, pl a Klavio is forgalmazza. Illetve ezekkel a hybrid servo motorokkal is gyakran talalkozom.
Majd korulnezek ebayen, illetve a pecsi cegnel elvileg van ex munkatarsam, azert rakerdezek, de nekem korulmenyes vasarlas utan ide szallitmanyoznom.
Ahogy latom ezek a Leadshine termekek eleg elterjedtek, mindenhol belefutok, pl a Klavio is forgalmazza. Illetve ezekkel a hybrid servo motorokkal is gyakran talalkozom.
Majd korulnezek ebayen, illetve a pecsi cegnel elvileg van ex munkatarsam, azert rakerdezek, de nekem korulmenyes vasarlas utan ide szallitmanyoznom.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 08:53
Írta: svejk Dátum 2014 szeptember 07, 08:53
"Persze mondom ezt ugy, hogy benzines autoim vannak.."
No látod, még nem volt dízeled...:)
Ha a léptető mellett kipróbálod a servot is akkor jobban képbe kerülsz.
Nehéz a különbségeket leírni érthetően, főleg úgy hogy nem egy adott gépről van szó.
Vannak olyan gépek, ahova jobban illeszkedik a léptető, és vétek lenne servot rakni rá.
Én anno amikor az amatőr lépetős hajtást kicseréltem szintén amatőr servora, egy darabig csak néztem ki fejemből...
Tehát ne légy rest kipróbálni egy jól bevált illesztett servot!
Itt nem bukhatsz akkorát mint egy 3 millás Diezel autón. :)
(ha nem nyeri el a tetszésed, akkor egyébként majdnem biztos hogy a tervezéssel illesztéssel van a gond)
No látod, még nem volt dízeled...:)
Ha a léptető mellett kipróbálod a servot is akkor jobban képbe kerülsz.
Nehéz a különbségeket leírni érthetően, főleg úgy hogy nem egy adott gépről van szó.
Vannak olyan gépek, ahova jobban illeszkedik a léptető, és vétek lenne servot rakni rá.
Én anno amikor az amatőr lépetős hajtást kicseréltem szintén amatőr servora, egy darabig csak néztem ki fejemből...
Tehát ne légy rest kipróbálni egy jól bevált illesztett servot!
Itt nem bukhatsz akkorát mint egy 3 millás Diezel autón. :)
(ha nem nyeri el a tetszésed, akkor egyébként majdnem biztos hogy a tervezéssel illesztéssel van a gond)
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 04, 20:52
Írta: wcmwugefi Dátum 2014 szeptember 04, 20:52
Nagyon köszönöm, ez rendkívűl hasznos volt! Akkor agy 200 vagy akár egy 400wattos servot sem kapcsolhatok közvetlen rá, mint ahogy most van? Csak áttétellel?
Ez azért baj, mert valami pofátlanul drágák a hajtóművek.
Mi a véleményed a hibrid (enkóderes) léptetőkről?
Pl:
http://www.leadshine.com/producttypes.aspx?type=products&category=easy-servo-products&producttype=integrated-easy-servo-motors
Vagy:
http://www.ebay.com/itm/Leadshine-Updated-Servo-Kit-HBS507-573HBM20-1000-replace-573S20-EC-1000-HBS57-/111439994665?pt=LH_DefaultDomain_0&hash=item19f2575f29
Az a baj, hogy ezekből max 2nm-es van nema23 méretben. Ezeket lehet úgy szerelni mint a mostanit? (Tehát közvetlen, áttétel nélkül?
Még egyszer köszönöm.
Ez azért baj, mert valami pofátlanul drágák a hajtóművek.
Mi a véleményed a hibrid (enkóderes) léptetőkről?
Pl:
http://www.leadshine.com/producttypes.aspx?type=products&category=easy-servo-products&producttype=integrated-easy-servo-motors
Vagy:
http://www.ebay.com/itm/Leadshine-Updated-Servo-Kit-HBS507-573HBM20-1000-replace-573S20-EC-1000-HBS57-/111439994665?pt=LH_DefaultDomain_0&hash=item19f2575f29
Az a baj, hogy ezekből max 2nm-es van nema23 méretben. Ezeket lehet úgy szerelni mint a mostanit? (Tehát közvetlen, áttétel nélkül?
Még egyszer köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 07, 12:14
Írta: remrendes Dátum 2014 szeptember 07, 12:14
Koszonom! Letezik valamilyen egyszeru mintapelda a motor illesztesre, szamitasara? Vagy elo kell kaparjam a gepelemek konyvem?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 04, 22:15
Írta: Szalai György Dátum 2014 szeptember 04, 22:15
Fizikailag persze rákapcsolható, és a Hobbyista meg is teszi, (mert megteheti) hogy sok szempontot egyszerűen átértékel, vagy figyelmen kívül hagy.
De nem célszerű, mert más tulajdonságú motort másképpen kell jól használni.
Egy nagy AC, direktben, lehet olyan jó, mint egy léptető. De az neki szégyen, mert sokkal-sokkal többre képes. Elsősorban dinamikában, gyorsításban képes többre. A nagyobb gyorsulás pedig az elméleti szerszámpálya pontosabb követésében hoz hasznot. De energia felhasználásban és sebesség átfogásban is sokkal jobb az AC.
A lényeg, amit Tibor45 óta jól tudunk, hogy illeszteni kell a motort a hajtás többi eleméhez.
Az illesztést itt is egy transzformátor valósítja meg, (mint az elektronikában) csak ez nyomatékot és fordulatszámot transzformál. Hobby viszonylatban ez legtöbbször egy fogasszíj áttétel.
A mai, zárt hurkú, encoderes léptetőmotoros hajtások megbízhatósága már megegyezik a szervókéval. Nincs lépésvesztés.
De a szervó akkor is leveri a sebesség átfogás és a gyorsulás terén.
És mivel az ipari szemétdombokon egyenlőre nem fellelhető, nincs is Hobby jelentősége.
http://www.orientalmotor.com/products/stepper-motors/ASX-series-all-in-one-stepper-motor.html
De nem célszerű, mert más tulajdonságú motort másképpen kell jól használni.
Egy nagy AC, direktben, lehet olyan jó, mint egy léptető. De az neki szégyen, mert sokkal-sokkal többre képes. Elsősorban dinamikában, gyorsításban képes többre. A nagyobb gyorsulás pedig az elméleti szerszámpálya pontosabb követésében hoz hasznot. De energia felhasználásban és sebesség átfogásban is sokkal jobb az AC.
A lényeg, amit Tibor45 óta jól tudunk, hogy illeszteni kell a motort a hajtás többi eleméhez.
Az illesztést itt is egy transzformátor valósítja meg, (mint az elektronikában) csak ez nyomatékot és fordulatszámot transzformál. Hobby viszonylatban ez legtöbbször egy fogasszíj áttétel.
A mai, zárt hurkú, encoderes léptetőmotoros hajtások megbízhatósága már megegyezik a szervókéval. Nincs lépésvesztés.
De a szervó akkor is leveri a sebesség átfogás és a gyorsulás terén.
És mivel az ipari szemétdombokon egyenlőre nem fellelhető, nincs is Hobby jelentősége.
http://www.orientalmotor.com/products/stepper-motors/ASX-series-all-in-one-stepper-motor.html
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 12:51
Írta: svejk Dátum 2014 szeptember 07, 12:51
Az a biztos, ha feleleveníted a tanulmányaidat, akkor biztos meg is érted az összefüggéseket!
Ha Tibor45 Robsy topicjában kérdezel akkor ott is fogsz kapni választ.
Illetve kering egy excel tábla is amit én készítettem, -annak is van már többféle változata- és többé-kevésbé jól használható.
Ha Tibor45 Robsy topicjában kérdezel akkor ott is fogsz kapni választ.
Illetve kering egy excel tábla is amit én készítettem, -annak is van már többféle változata- és többé-kevésbé jól használható.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 05, 08:45
Írta: wcmwugefi Dátum 2014 szeptember 05, 08:45
Köszönöm.
Akkor a két nm-es encoderes léptető nem elég, a servo sz igazi megoldás áttétellel. Azt akartam csak elkerülni, hogy mechanikailag hozzá kelljen nyúlni a géphez, mert ahoz aztán még ennyire sem értek. Márpedig. A fogasszijjas áttétel miatt muszály. Vagy keresek megfizethető hajtóművet, ami egy az egyben a nema23 helyre illeszthető.
Köszönöm még egyszer!
Akkor a két nm-es encoderes léptető nem elég, a servo sz igazi megoldás áttétellel. Azt akartam csak elkerülni, hogy mechanikailag hozzá kelljen nyúlni a géphez, mert ahoz aztán még ennyire sem értek. Márpedig. A fogasszijjas áttétel miatt muszály. Vagy keresek megfizethető hajtóművet, ami egy az egyben a nema23 helyre illeszthető.
Köszönöm még egyszer!
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 07, 13:14
Írta: krnj79r9n Dátum 2014 szeptember 07, 13:14
Itt van két nagyon jó anyag, főleg a Miskolci egyetemi tananyag - Mechatronikai rendszerek. Igen jól le van benne írva a szerszámgépek előtoló, pozícionáló hajtásának méretezése. Nem csak golyós orsóra, hanem szíjas, fogasléces hajtásra is.
Doksik
Illetve amit svejk készített (excel) az is elég jó, de nem árt hozzá megérteni az összefüggéseket.
Doksik
Illetve amit svejk készített (excel) az is elég jó, de nem árt hozzá megérteni az összefüggéseket.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 szeptember 05, 11:38
Írta: w0hgtwf3w Dátum 2014 szeptember 05, 11:38
Meghajolok a bátorságod elött :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 07, 13:38
Írta: remrendes Dátum 2014 szeptember 07, 13:38
Mindkettotoknek koszonom, hozza lehet jutni ahhoz az excel tablahoz is?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2014 szeptember 05, 12:27
Írta: adamant Dátum 2014 szeptember 05, 12:27
Csak szólíts mesternek :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 16:17
Írta: svejk Dátum 2014 szeptember 07, 16:17
Valaki majd belinkeli, fent van a tárban több helyen is.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 szeptember 05, 16:14
Írta: zoli0302 Dátum 2014 szeptember 05, 16:14
Üdvözletem Urak !
Tudna valaki segíteni a heidehan rod 320.005 2500 encoder lábkiosztásának megismerésében ?
Tudna valaki segíteni a heidehan rod 320.005 2500 encoder lábkiosztásának megismerésében ?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2014 szeptember 07, 17:42
Írta: Szedlay Pál Dátum 2014 szeptember 07, 17:42
http://cnctar.hobbycnc.hu/Szalai_Gyorgy/Tudomany/
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 05, 17:20
Írta: Szalai György Dátum 2014 szeptember 05, 17:20
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 08, 17:24
Írta: remrendes Dátum 2014 szeptember 08, 17:24
Kicsit utana nezve, ugy, hogy egy hybrid lepteto motor nagyjabol dragabb, mint egy AC vagy DC servo, igy en sem tartok ki annyira a lepteto motorok mellett. Konkretan a Leadshine termekeit nezem, van a markaval valakinek tapasztalata? Vagy azonnal keressek mast.
Volt idom kicsit garazdalkodni. Egy Fuji NXT tipusu beultetben ~9mm emelkedesu orson egy kuplunggal direktbe' van rateve egy 400W-os AC servo motor.
Volt idom kicsit garazdalkodni. Egy Fuji NXT tipusu beultetben ~9mm emelkedesu orson egy kuplunggal direktbe' van rateve egy 400W-os AC servo motor.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 05, 17:55
Írta: Szalai György Dátum 2014 szeptember 05, 17:55
A teljes képhez az is hozzátartozik, hogy az AC szervók között is vannak kevesebb póluspárú-nagyobb fordulatú, és több póluspárú-alacsonyabb fordulatú, de nagyobb nyomatékú típusok is.
Léptető kiváltására nyilván előnyösebb a léptető tulajdonságaihoz közelebb álló, alacsonyfordulat-nyagyobbnyomaték típusok.
És léteznek (nem rég óta) az annyira sok póluspárúak, amik már tényleg olyan alacsony fordulatúak, mint a léptető, viszont óriási a nyomatékuk. Úgy is hívják őket, hogy nyomatékmotor és pont az áttétel nélküli direkt hajtásra tervezték őket. Annyira, hogy még csőtengelyesek is, hogy egyből ráhúzhasd egy nagy emelkedésű orsó végére.
Ezekre a Hobbyistának gondolni sem szabad, mert még a jégbor is megkeseredik a szájában a reménytelen vágyakozástól.
http://www.parker.com/literature/Literature%20Files/euro_emd/EME/Literature_List/dokumentationen/192_062011_Direct%20Drive_Servomotors.pdf
Léptető kiváltására nyilván előnyösebb a léptető tulajdonságaihoz közelebb álló, alacsonyfordulat-nyagyobbnyomaték típusok.
És léteznek (nem rég óta) az annyira sok póluspárúak, amik már tényleg olyan alacsony fordulatúak, mint a léptető, viszont óriási a nyomatékuk. Úgy is hívják őket, hogy nyomatékmotor és pont az áttétel nélküli direkt hajtásra tervezték őket. Annyira, hogy még csőtengelyesek is, hogy egyből ráhúzhasd egy nagy emelkedésű orsó végére.
Ezekre a Hobbyistának gondolni sem szabad, mert még a jégbor is megkeseredik a szájában a reménytelen vágyakozástól.
http://www.parker.com/literature/Literature%20Files/euro_emd/EME/Literature_List/dokumentationen/192_062011_Direct%20Drive_Servomotors.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 08, 19:35
Írta: svejk Dátum 2014 szeptember 08, 19:35
Ha kicsit belemélyedsz a méretezésbe akkor rá is jössz hogy miért lehetséges a beültetőnél ez a hajtás.
Ott alig van mozgatandó tömeg, ráadásul más a mozgás és pontosságigénye.
Ott alig van mozgatandó tömeg, ráadásul más a mozgás és pontosságigénye.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 szeptember 05, 18:37
Írta: zoli0302 Dátum 2014 szeptember 05, 18:37
Köszönöm szépen !
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 08, 21:49
Írta: remrendes Dátum 2014 szeptember 08, 21:49
Sajnos meg csak egy pillantast tudtam vetni a tablazatodra, de hetvegen alaposabban atragom magam rajta. Bar ez nem biztos, hogy elony, mert kerdezni fogok. :)
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 05, 20:25
Írta: wcmwugefi Dátum 2014 szeptember 05, 20:25
Köszönöm!
Ez valóban túlzás lenne...
Viszont ma alaposabban megnéztem, és nem is lenne olyan bonyolult fogasszíjjasra átalakítani a három tengelyt, és akkor tudnék áttételt csinálni a szervókhoz. Ennek mi lehet a hátránya? (Mert biztosan van neki ha már olcsó... :)
Ez valóban túlzás lenne...
Viszont ma alaposabban megnéztem, és nem is lenne olyan bonyolult fogasszíjjasra átalakítani a három tengelyt, és akkor tudnék áttételt csinálni a szervókhoz. Ennek mi lehet a hátránya? (Mert biztosan van neki ha már olcsó... :)
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 08, 22:11
Írta: krnj79r9n Dátum 2014 szeptember 08, 22:11
A Leadshine termékei szerintem abszolút megbízhatók és jól működnek. Mi eddig cégként a gyártótól rendeltünk közvetlenül. Semmivel nem volt eddig problémánk, minden hibátlanul működik a mai napig és jól dokumentáltak. Nem a gagyi kínai kategória. Én nyugodott szívvel tudom ajánlani.
A hibrid servo (léptetőjüket) lassan 2 éve használjuk egy marógépen, mindhárom tengelyen egy-egy 8 Nm-es van felszerelve. Az Y tengelyen 160-170 kg tömeget mozgat 12 m/min sebességgel. Bírná még kicsit tovább is, de felesleges, nem széthajtani akarom a gépet. Csendesek és kicsi a rezonanciájuk a sima léptetőhöz képest. Feltettük és azóta használjuk nagy megelégedéssel.
Viszont abban igazad van hogy árban vetekszik az AC-val. Így meggondolandó.
Próbáltuk az analóg bemenetű léptető meghajtóikat is, motorokkal együtt, kefés DC motorokhoz való DCS810-est, és az ACS806-ost a hozzá való 400 W-os AC szervó motorral (sajnos ezt nem sokáig tudtam élvezni, mert elvitték) és kapcsoló üzemű tápegységet is. Minden kifogástalanul működik.
Ha valami érdekelne tőlük, esetleg dobj egy e-mailt.
A hibrid servo (léptetőjüket) lassan 2 éve használjuk egy marógépen, mindhárom tengelyen egy-egy 8 Nm-es van felszerelve. Az Y tengelyen 160-170 kg tömeget mozgat 12 m/min sebességgel. Bírná még kicsit tovább is, de felesleges, nem széthajtani akarom a gépet. Csendesek és kicsi a rezonanciájuk a sima léptetőhöz képest. Feltettük és azóta használjuk nagy megelégedéssel.
Viszont abban igazad van hogy árban vetekszik az AC-val. Így meggondolandó.
Próbáltuk az analóg bemenetű léptető meghajtóikat is, motorokkal együtt, kefés DC motorokhoz való DCS810-est, és az ACS806-ost a hozzá való 400 W-os AC szervó motorral (sajnos ezt nem sokáig tudtam élvezni, mert elvitték) és kapcsoló üzemű tápegységet is. Minden kifogástalanul működik.
Ha valami érdekelne tőlük, esetleg dobj egy e-mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 szeptember 06, 06:39
Írta: Szalai György Dátum 2014 szeptember 06, 06:39
A szervo hátránya a léptetővel szemben a bonyolultabb zárthurkú elektronikus motorszabályzás, a forgás jeladó plusz kábelezése és a több paraméteres beállítás.
(Létezik ön beállító is, de az megint nem a Hobbyista játéka.)
Értelmet nyer a vezérlő programban beállítható gyorsítási-lassítási rámpa, mert eltúlzott értékek mellett a dinamikus motor szétrongálja a hobby gépvázat.
A fogasszíj áttétel hátránya a bolygókerekes áttétellel szemben, hogy nem annyira kompakt, nem is annyira tartós, nem lehet vele kis méretben nagy áttételi arányt építeni, többet rugózik, nagyobb a tehetetlenségi nyomatéka és a hatásfoka is rosszabb.
Vegyük ezeket sorban.
Hogy nem kompakt, az azt is jelenti, hogy könnyű rajta változtatni, ami hobbyban előny.
Nem annyira tartós, de hobbyra bőven eléggé az.
Nagy áttételi arány nem is kell a szervomotor golyósorsóhoz illesztéséhez.
A rövid szíj olyan keveset nyúlik, hogy hobbyban nincs jelentősége.
A tehetetlenségi nyomaték és rosszabb hatásfokot még messze nem elviselhetetlen, és kompenzálja a jóval alacsonyabb ár.
(Létezik ön beállító is, de az megint nem a Hobbyista játéka.)
Értelmet nyer a vezérlő programban beállítható gyorsítási-lassítási rámpa, mert eltúlzott értékek mellett a dinamikus motor szétrongálja a hobby gépvázat.
A fogasszíj áttétel hátránya a bolygókerekes áttétellel szemben, hogy nem annyira kompakt, nem is annyira tartós, nem lehet vele kis méretben nagy áttételi arányt építeni, többet rugózik, nagyobb a tehetetlenségi nyomatéka és a hatásfoka is rosszabb.
Vegyük ezeket sorban.
Hogy nem kompakt, az azt is jelenti, hogy könnyű rajta változtatni, ami hobbyban előny.
Nem annyira tartós, de hobbyra bőven eléggé az.
Nagy áttételi arány nem is kell a szervomotor golyósorsóhoz illesztéséhez.
A rövid szíj olyan keveset nyúlik, hogy hobbyban nincs jelentősége.
A tehetetlenségi nyomaték és rosszabb hatásfokot még messze nem elviselhetetlen, és kompenzálja a jóval alacsonyabb ár.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 09, 09:06
Írta: remrendes Dátum 2014 szeptember 09, 09:06
Koszonom szepen. Kuldok egy mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 06, 07:49
Írta: wcmwugefi Dátum 2014 szeptember 06, 07:49
Jó reggelt!
Most már kérném, hogy hova utaljam a sört a szaktanácsadásért! :)
Nekem szerintem tökéletes lesz a szíjjas hajtás, biztosan jobb lesz mint a mostani (jegyzem meg kifejezett bajom nincs a mostanival), és ahoz csak egy platnit kell gyártsak
Én nem értek hozzá hol a hobby határ, de nekem nagyon masszívnak tűnik a gépváz
http://youtu.be/OXbSbShJqpg
Ugyan ilyen, mint a videóban. Remélem nem rángatja azért szét... (csak az enyémen egy 2.2kw-os maró van, egy omron v1000 frekiváltóval) http://youtu.be/OXbSbShJqpg
Úgy okoskodtam, hogy a mostani orsók 5mm menetemelkedése mellett 5000mm/min üresjártot tud a gép, akkor egy 400wattos 3000rpm-es servohoz 3:1 áttételt kell csináljak. (Bár lehet hogy 4:1-et mert nem fontos az 5000mm/min)
Ez helyes lehet?
Az mindegy hogy hány fogasok a tárcsák, ha az arány jó?
Pl.: a 12 és 36 fogas tárcsákkal ugyan olyan lesz mint egy 22 és 66 fogas tárcsával?
Köszönöm!
Most már kérném, hogy hova utaljam a sört a szaktanácsadásért! :)
Nekem szerintem tökéletes lesz a szíjjas hajtás, biztosan jobb lesz mint a mostani (jegyzem meg kifejezett bajom nincs a mostanival), és ahoz csak egy platnit kell gyártsak
Én nem értek hozzá hol a hobby határ, de nekem nagyon masszívnak tűnik a gépváz
http://youtu.be/OXbSbShJqpg
Ugyan ilyen, mint a videóban. Remélem nem rángatja azért szét... (csak az enyémen egy 2.2kw-os maró van, egy omron v1000 frekiváltóval) http://youtu.be/OXbSbShJqpg
Úgy okoskodtam, hogy a mostani orsók 5mm menetemelkedése mellett 5000mm/min üresjártot tud a gép, akkor egy 400wattos 3000rpm-es servohoz 3:1 áttételt kell csináljak. (Bár lehet hogy 4:1-et mert nem fontos az 5000mm/min)
Ez helyes lehet?
Az mindegy hogy hány fogasok a tárcsák, ha az arány jó?
Pl.: a 12 és 36 fogas tárcsákkal ugyan olyan lesz mint egy 22 és 66 fogas tárcsával?
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 18, 12:05
Írta: wcmwugefi Dátum 2014 szeptember 18, 12:05
Sziasztok.
Egy gyors kérdésem lenne, ha valaki(k) ismerik ezeket.
kb 10 éves modellek, mi ezekről a vélemény?
megbízható jó motorok/vezérlők?
érdemes venni ilyet?
mi lehet a piaci értékük (újonnan)?
Omron R88D-UP12V
Motor:
Fékes: Omron R88M-U40030VA-BS1
Nem fékes:Omron R88M-U400VA-S1
Köszönöm!
Egy gyors kérdésem lenne, ha valaki(k) ismerik ezeket.
kb 10 éves modellek, mi ezekről a vélemény?
megbízható jó motorok/vezérlők?
érdemes venni ilyet?
mi lehet a piaci értékük (újonnan)?
Omron R88D-UP12V
Motor:
Fékes: Omron R88M-U40030VA-BS1
Nem fékes:Omron R88M-U400VA-S1
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 06, 10:48
Írta: krnj79r9n Dátum 2014 szeptember 06, 10:48
Szerintem a szíjhajtás nagyon is jó megoldás hobby-ban és egyébként ipari megmunkáló gépeken is alkalmazzák. Bár tény, hogy a direkt hajtás iparban sokkal elterjedtebb. A szíjhajtás védelmében írom, hogy nekem semmi bajom a tatóságával, már vagy 2 éve megy egy gépen 2 tengelyen 15 mm széles szíjjal az Y tengelyen úgy 160-170 kg-ot mozgat és az ég világon semmi baja nincs még feszíteni sem kellet nagyon. És a minimális rugalmasságának szerintem semmi jelentősége, nem ettől lesz a géped pontatlan. A szíj szélességgel is lehet játszani, ha tartanál a nyúlástól, de nem jellemző. Kizárólag HTD profilú szíjat használok, abból is az 5M méretűt.
Én nagyon szeretem a szíjhajtást jól variálható az áttétel, nem mondom, hogy a legkönnyebben kivitelezhető, mert a pontos gépmunka elengedhetetlen.
Mivel egy CNC gép hajtását méretezni kell a maximális gyorsulásra. A ipari gépgyártók a direkt hajtásnál a megfelelő orsó és golyósanya pár kiválasztása (merevség, határ fordulatszám, stb..) után az orsó emelkedésével méretezik a hajtást az adott gép tengelyéhez. Ez után választanak motort a szükséges nyomaték függvényében. Tehát az áttételt ott a menetemelkedés szabja meg.
Viszont hobbyban, ahol többnyire abból főzünk ami van, sokszor adott a motor, az orsó és ezzel annak emelkedése is, csak az áttétel arányával tudsz játszani a méretezéskor. Viszont itt jön még egy nagy előny a szíjhajtás javára a direkt hajtással szemben, hogy a szíj után lévő gépelemek motor tengelyére redukált tehetetlenségi nyomatéka az áttétel arányának négyzetével csökken. Tehát 1:2 áttételnél negyedére, 1:3 esetén 9-ed részére csökken a tehetetlenségi nyomaték, ami eléggé jótékony hatással van a gyorsulásra.
Ha az áttétel aránya helyes, amit nyilván a fogszámok aránya szab meg, ebből a szempontból mindegy, hogy milyen fogszám párost használsz. Viszont a tehetetlenségi nyomatékuk szempontjából NEM mindegy, hogy mekkora kereket használsz. Mivel a forgó tömegek a leginkább gyorsulás ellen dolgozó tételek a hajtásláncban, ezért törekedni kell a lehető legkisebb kerekek használatára. Nyilván itt figyelembe kell venni, hogy mi az a legkisebb méret, amit még a motor tengelyen biztonságosan tudsz rögzíteni.
Én nagyon szeretem a szíjhajtást jól variálható az áttétel, nem mondom, hogy a legkönnyebben kivitelezhető, mert a pontos gépmunka elengedhetetlen.
Mivel egy CNC gép hajtását méretezni kell a maximális gyorsulásra. A ipari gépgyártók a direkt hajtásnál a megfelelő orsó és golyósanya pár kiválasztása (merevség, határ fordulatszám, stb..) után az orsó emelkedésével méretezik a hajtást az adott gép tengelyéhez. Ez után választanak motort a szükséges nyomaték függvényében. Tehát az áttételt ott a menetemelkedés szabja meg.
Viszont hobbyban, ahol többnyire abból főzünk ami van, sokszor adott a motor, az orsó és ezzel annak emelkedése is, csak az áttétel arányával tudsz játszani a méretezéskor. Viszont itt jön még egy nagy előny a szíjhajtás javára a direkt hajtással szemben, hogy a szíj után lévő gépelemek motor tengelyére redukált tehetetlenségi nyomatéka az áttétel arányának négyzetével csökken. Tehát 1:2 áttételnél negyedére, 1:3 esetén 9-ed részére csökken a tehetetlenségi nyomaték, ami eléggé jótékony hatással van a gyorsulásra.
Ha az áttétel aránya helyes, amit nyilván a fogszámok aránya szab meg, ebből a szempontból mindegy, hogy milyen fogszám párost használsz. Viszont a tehetetlenségi nyomatékuk szempontjából NEM mindegy, hogy mekkora kereket használsz. Mivel a forgó tömegek a leginkább gyorsulás ellen dolgozó tételek a hajtásláncban, ezért törekedni kell a lehető legkisebb kerekek használatára. Nyilván itt figyelembe kell venni, hogy mi az a legkisebb méret, amit még a motor tengelyen biztonságosan tudsz rögzíteni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2014 szeptember 18, 22:22
Írta: Szedlay Pál Dátum 2014 szeptember 18, 22:22
http://www.plccenter.co.uk/en-GB/Buy/OMRON/R88DUP12V?redirect=true
http://www.plccenter.co.uk/Buy/OMRON/R88MU40030VABS1
http://www.plccenter.co.uk/Buy/OMRON/R88MU40030VABS1
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 06, 11:31
Írta: wcmwugefi Dátum 2014 szeptember 06, 11:31
Ez nagyszerű! Köszönöm! Itt a mechanika, elés az orsó adott, azon nem változtatnék de a motor fajtájában és a hajtásban rugalmas vagyok.
Ezek alapján a legvalószínűbb egy tengelyenként 400wattos ac servo pakk.
Ha erősebb a servo mint ami feltétlen kell (mondjuk az y és z tengelyen) azzal nem csinálok problémát ugye?
Ezek alapján a legvalószínűbb egy tengelyenként 400wattos ac servo pakk.
Ha erősebb a servo mint ami feltétlen kell (mondjuk az y és z tengelyen) azzal nem csinálok problémát ugye?
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 19, 07:17
Írta: wcmwugefi Dátum 2014 szeptember 19, 07:17
Jó reggelt.
Kösönöm az infót!
Kösönöm az infót!
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 06, 15:09
Írta: krnj79r9n Dátum 2014 szeptember 06, 15:09
Ha erősebb a szervó az szerintem sose gond, max. jobban fog gyorsulni és nagyobb lesz a gyorsjárati sebességed. Nyilván nincs értelme az egekbe tolni a teljesítmény, annyival nem lesz jobb és a mechanika erősen gátat szabhat a dolgoknak.
Hiába lenne képes 1g-s gyorsulásra egy brutál szervóval, ha közben széthullik a gép. :-)
Hiába lenne képes 1g-s gyorsulásra egy brutál szervóval, ha közben széthullik a gép. :-)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 19, 09:08
Írta: svejk Dátum 2014 szeptember 19, 09:08
Megbízhatóak, stabilak, hobbyban bőven elég a tudásuk.
Több mint 10 évesek, a 90-es évek második felében volt virágkoruk.
Itt a fórumon úgy 50-70 ezer közt szokott egy 400W-os motor+vezérlő páros elmenni.
Figyelj, hogy meglegyen mindkét csati, mert úgy 6-7 ezer Ft ha utólag kell megvenni.
Több mint 10 évesek, a 90-es évek második felében volt virágkoruk.
Itt a fórumon úgy 50-70 ezer közt szokott egy 400W-os motor+vezérlő páros elmenni.
Figyelj, hogy meglegyen mindkét csati, mert úgy 6-7 ezer Ft ha utólag kell megvenni.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 06, 21:38
Írta: remrendes Dátum 2014 szeptember 06, 21:38
Lehet, hogy nem sokat, de talan egy kicsit segithet a szij valasztasban.
De en is kerdeznek. A motort mi alapjan meretezted, ellenorizted? Hasrautes volt a 400W, vagy volt valami alapja? Mekkora sulyt is mozgatna az a 400W?
En X-re 180W-ot Y-ra pedig 2x130W-ot neztem ki. Bar a 180W-os olcsobb, igy lehet, hogy abbol lesz 3db. De eloszor erdekelne, hogy szamtanilag ez eleg lehet e az adott feladatra.
De en is kerdeznek. A motort mi alapjan meretezted, ellenorizted? Hasrautes volt a 400W, vagy volt valami alapja? Mekkora sulyt is mozgatna az a 400W?
En X-re 180W-ot Y-ra pedig 2x130W-ot neztem ki. Bar a 180W-os olcsobb, igy lehet, hogy abbol lesz 3db. De eloszor erdekelne, hogy szamtanilag ez eleg lehet e az adott feladatra.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 19, 10:39
Írta: wcmwugefi Dátum 2014 szeptember 19, 10:39
Köszönöm szépen!
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 06, 23:40
Írta: remrendes Dátum 2014 szeptember 06, 23:40
Egyebkent, ha szabad megkerdeznem miert akarsz egy elvileg jol mukodo rendszert megbontani? Nekem mindig azt mondtak a, hogy ami jo, azt ne javitsd meg :)
En pl Z iranyban valoszinuleg hybrid motort teszek, az en meglatasom, hogy ott a tarto nyomatek lenyegesebb a dinamikanal.
De en meg CNC-t nem epitettem, ugyhogy ezek sejtesek, csak beulteto gepeket lattam kozelrol, ott minden motor servo, meg ha nem is kerek, hanem linear, viszont csak a gantry tomeget kell mozgatnia, nincs pl forgacsolasi ellenallas es a "piszok nagy" a sebesseg a lenyeg, szo szerint "g"-ben szamolunk. Ebben az iparban csak a szallitoszalagoknal talalkozni lepteto motorral. Marogeppel pedig csak egyetemessel dolgoztam.
Ez a lepteto/szervo paros nalam kicsit olyan, mint az autoknal a benzin/diesel. Ertem en hogy uresjarat, fordulat meg dinamika, mint pl egy porgos benzines, de amikor alacsony fordulaton kellene nagy teljesitment leadni, akkor azert ott nem biztos, hogy egy komolyabb lepteto elverzik, ez lenne a diesel :) Tudom tudom, ezert van az attetel, benzinesnel is vissza lehet kapcsolni, de ha nem kell, akkor miert? Persze mondom ezt ugy, hogy benzines autoim vannak, bar nem emiatt :) De elnezest, nem akarlak kerdore vonni, illetve befolyasolni vagy rabeszelni barmire, valoszinuleg csak a sor beszel belolem :) Illetve en is ezen a motor teman torom a fejem egy ideje. Szoval arra akarok kilyukadni, hogy ha napi 24 orat megy a gep, akkor valoszinuleg nemi penzmag raforditasaval hoz nemi elonyt a servos hajtas, de ha keves az uresjarat, akkor is megeri? A forgacsolasi sebesseg is gyorsabb lesz? 300-as percenkenti fordulaton egy lepteto motor is eleg nyomatekos meg, az 5mm menetemelkedesu orsonal 1500mm/min, az csak szerintem nem keves? Tudom, hogy e felett is van elet, de az mar nem egy masik kategoria?
Tenyleg nem okoskodni akarok, sot, jo lenne ha valaki homlokon csapna, ha rosszul gondolom.
Ezt a hsz-t kerlek hagyjatok figyelmen kivul, csak hangosan gondolkodtam :)
En pl Z iranyban valoszinuleg hybrid motort teszek, az en meglatasom, hogy ott a tarto nyomatek lenyegesebb a dinamikanal.
De en meg CNC-t nem epitettem, ugyhogy ezek sejtesek, csak beulteto gepeket lattam kozelrol, ott minden motor servo, meg ha nem is kerek, hanem linear, viszont csak a gantry tomeget kell mozgatnia, nincs pl forgacsolasi ellenallas es a "piszok nagy" a sebesseg a lenyeg, szo szerint "g"-ben szamolunk. Ebben az iparban csak a szallitoszalagoknal talalkozni lepteto motorral. Marogeppel pedig csak egyetemessel dolgoztam.
Ez a lepteto/szervo paros nalam kicsit olyan, mint az autoknal a benzin/diesel. Ertem en hogy uresjarat, fordulat meg dinamika, mint pl egy porgos benzines, de amikor alacsony fordulaton kellene nagy teljesitment leadni, akkor azert ott nem biztos, hogy egy komolyabb lepteto elverzik, ez lenne a diesel :) Tudom tudom, ezert van az attetel, benzinesnel is vissza lehet kapcsolni, de ha nem kell, akkor miert? Persze mondom ezt ugy, hogy benzines autoim vannak, bar nem emiatt :) De elnezest, nem akarlak kerdore vonni, illetve befolyasolni vagy rabeszelni barmire, valoszinuleg csak a sor beszel belolem :) Illetve en is ezen a motor teman torom a fejem egy ideje. Szoval arra akarok kilyukadni, hogy ha napi 24 orat megy a gep, akkor valoszinuleg nemi penzmag raforditasaval hoz nemi elonyt a servos hajtas, de ha keves az uresjarat, akkor is megeri? A forgacsolasi sebesseg is gyorsabb lesz? 300-as percenkenti fordulaton egy lepteto motor is eleg nyomatekos meg, az 5mm menetemelkedesu orsonal 1500mm/min, az csak szerintem nem keves? Tudom, hogy e felett is van elet, de az mar nem egy masik kategoria?
Tenyleg nem okoskodni akarok, sot, jo lenne ha valaki homlokon csapna, ha rosszul gondolom.
Ezt a hsz-t kerlek hagyjatok figyelmen kivul, csak hangosan gondolkodtam :)
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 12:32
Írta: 4umhue7vh Dátum 2014 szeptember 21, 12:32
Sziasztok!
Ha jól értelmezem ehhez a step/dir bemenethez kell csinálnom egy-egy invez jelet amit bekötök a step ill dir negatív bemenetekre, jól gondolom?

Ha jól értelmezem ehhez a step/dir bemenethez kell csinálnom egy-egy invez jelet amit bekötök a step ill dir negatív bemenetekre, jól gondolom?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 08:53
Írta: svejk Dátum 2014 szeptember 07, 08:53
"Persze mondom ezt ugy, hogy benzines autoim vannak.."
No látod, még nem volt dízeled...:)
Ha a léptető mellett kipróbálod a servot is akkor jobban képbe kerülsz.
Nehéz a különbségeket leírni érthetően, főleg úgy hogy nem egy adott gépről van szó.
Vannak olyan gépek, ahova jobban illeszkedik a léptető, és vétek lenne servot rakni rá.
Én anno amikor az amatőr lépetős hajtást kicseréltem szintén amatőr servora, egy darabig csak néztem ki fejemből...
Tehát ne légy rest kipróbálni egy jól bevált illesztett servot!
Itt nem bukhatsz akkorát mint egy 3 millás Diezel autón. :)
(ha nem nyeri el a tetszésed, akkor egyébként majdnem biztos hogy a tervezéssel illesztéssel van a gond)
No látod, még nem volt dízeled...:)
Ha a léptető mellett kipróbálod a servot is akkor jobban képbe kerülsz.
Nehéz a különbségeket leírni érthetően, főleg úgy hogy nem egy adott gépről van szó.
Vannak olyan gépek, ahova jobban illeszkedik a léptető, és vétek lenne servot rakni rá.
Én anno amikor az amatőr lépetős hajtást kicseréltem szintén amatőr servora, egy darabig csak néztem ki fejemből...
Tehát ne légy rest kipróbálni egy jól bevált illesztett servot!
Itt nem bukhatsz akkorát mint egy 3 millás Diezel autón. :)
(ha nem nyeri el a tetszésed, akkor egyébként majdnem biztos hogy a tervezéssel illesztéssel van a gond)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 16:45
Írta: svejk Dátum 2014 szeptember 21, 16:45
Nem feltétlen, de az igaz, hogy az elegáns megoldás pl. a 26C31 lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 07, 12:14
Írta: remrendes Dátum 2014 szeptember 07, 12:14
Koszonom! Letezik valamilyen egyszeru mintapelda a motor illesztesre, szamitasara? Vagy elo kell kaparjam a gepelemek konyvem?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 18:39
Írta: 4umhue7vh Dátum 2014 szeptember 21, 18:39
Köszi!
És mi lenne a nem elegáns megoldás?
És mi lenne a nem elegáns megoldás?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 12:51
Írta: svejk Dátum 2014 szeptember 07, 12:51
Az a biztos, ha feleleveníted a tanulmányaidat, akkor biztos meg is érted az összefüggéseket!
Ha Tibor45 Robsy topicjában kérdezel akkor ott is fogsz kapni választ.
Illetve kering egy excel tábla is amit én készítettem, -annak is van már többféle változata- és többé-kevésbé jól használható.
Ha Tibor45 Robsy topicjában kérdezel akkor ott is fogsz kapni választ.
Illetve kering egy excel tábla is amit én készítettem, -annak is van már többféle változata- és többé-kevésbé jól használható.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 19:11
Írta: svejk Dátum 2014 szeptember 21, 19:11
A 4-es és a 7-es lábat egy ellenállásosztóval +2V körülire kötöd. (pl. 1 + 1,5 kOhm)
De lehet úgy is működik ha a GND-re kapcsolod őket.
A kép alapján a galvanikus leválasztás kicsit homályos nekem, de ha jól nézem akkor a vonali vevők tápja le van választva egy DC-DC konverterrel.
Most már csak az a kérdés, hogy ki van-e vezetve ez a +5V?
Ha igen akkor arról táplálhatod az osztót.
ha nem, akkor a PC +5V-járól.
Az 1-es lábat ne felejtsd el rákötni a PC GND-re, azaz az LPT 18-25. lábára.
No persze ha még leválasztókártyád is van akkor megint bonyolódhat a helyzet.
De lehet úgy is működik ha a GND-re kapcsolod őket.
A kép alapján a galvanikus leválasztás kicsit homályos nekem, de ha jól nézem akkor a vonali vevők tápja le van választva egy DC-DC konverterrel.
Most már csak az a kérdés, hogy ki van-e vezetve ez a +5V?
Ha igen akkor arról táplálhatod az osztót.
ha nem, akkor a PC +5V-járól.
Az 1-es lábat ne felejtsd el rákötni a PC GND-re, azaz az LPT 18-25. lábára.
No persze ha még leválasztókártyád is van akkor megint bonyolódhat a helyzet.
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 07, 13:14
Írta: krnj79r9n Dátum 2014 szeptember 07, 13:14
Itt van két nagyon jó anyag, főleg a Miskolci egyetemi tananyag - Mechatronikai rendszerek. Igen jól le van benne írva a szerszámgépek előtoló, pozícionáló hajtásának méretezése. Nem csak golyós orsóra, hanem szíjas, fogasléces hajtásra is.
Doksik
Illetve amit svejk készített (excel) az is elég jó, de nem árt hozzá megérteni az összefüggéseket.
Doksik
Illetve amit svejk készített (excel) az is elég jó, de nem árt hozzá megérteni az összefüggéseket.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 19:16
Írta: svejk Dátum 2014 szeptember 21, 19:16
Egyébként filléres áru egy ilyen vonali meghajtó, és akkor nyugodtan hajthatod álomra a fejedet akár több méteres jelkábel esetén is.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 07, 13:38
Írta: remrendes Dátum 2014 szeptember 07, 13:38
Mindkettotoknek koszonom, hozza lehet jutni ahhoz az excel tablahoz is?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 22:03
Írta: 4umhue7vh Dátum 2014 szeptember 21, 22:03
Köszi a kimerítő választ. A 4-es 7-es láb GND-re kötésén már túl vagyok, nem működik, inkább a vonali meghajtós megoldást választom, csak az a baj hogy a környéken nincs elektronikai bolt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 07, 16:17
Írta: svejk Dátum 2014 szeptember 07, 16:17
Valaki majd belinkeli, fent van a tárban több helyen is.
Cím: Re:AC szervó motoros vezérlés
Írta: d46hvfrdr Dátum 2014 október 21, 10:42
Írta: d46hvfrdr Dátum 2014 október 21, 10:42
Üdv!
Egy olyan kérdésem lenne, hogy van 3db szervómotorom, elég méretes ipari darabok. Ezeket hogyan és mivel tudom meghajtani számítógépről?
A motorok enkóderesek és fékesek is. Milyen vezérlő kell hozzá és hol tudom beszerezni?
Egy kép a motor adatlapjáról:

Egy olyan kérdésem lenne, hogy van 3db szervómotorom, elég méretes ipari darabok. Ezeket hogyan és mivel tudom meghajtani számítógépről?
A motorok enkóderesek és fékesek is. Milyen vezérlő kell hozzá és hol tudom beszerezni?
Egy kép a motor adatlapjáról:
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2014 szeptember 07, 17:42
Írta: Szedlay Pál Dátum 2014 szeptember 07, 17:42
http://cnctar.hobbycnc.hu/Szalai_Gyorgy/Tudomany/
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 október 21, 19:53
Írta: ANTAL GÁBOR Dátum 2014 október 21, 19:53
Valami azt sugallja hogy ez a kérdés inkább a DC szervó motoros vezérlésbe illene. Vagy tévedek ?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 08, 17:24
Írta: remrendes Dátum 2014 szeptember 08, 17:24
Kicsit utana nezve, ugy, hogy egy hybrid lepteto motor nagyjabol dragabb, mint egy AC vagy DC servo, igy en sem tartok ki annyira a lepteto motorok mellett. Konkretan a Leadshine termekeit nezem, van a markaval valakinek tapasztalata? Vagy azonnal keressek mast.
Volt idom kicsit garazdalkodni. Egy Fuji NXT tipusu beultetben ~9mm emelkedesu orson egy kuplunggal direktbe' van rateve egy 400W-os AC servo motor.
Volt idom kicsit garazdalkodni. Egy Fuji NXT tipusu beultetben ~9mm emelkedesu orson egy kuplunggal direktbe' van rateve egy 400W-os AC servo motor.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 22, 08:44
Írta: zoli0302 Dátum 2014 október 22, 08:44
Szia !
Nemrég modernizáltam egy gépet abban hasonló motorok voltak,a CNC drive nál kapható 160V/35 A es vezérlő jó hozzá. Az encoder kimeneteit kicsit körülményes megfejteni de megoldható. Nagyobb gond a 7KW os 150 Vos táp.
Nemrég modernizáltam egy gépet abban hasonló motorok voltak,a CNC drive nál kapható 160V/35 A es vezérlő jó hozzá. Az encoder kimeneteit kicsit körülményes megfejteni de megoldható. Nagyobb gond a 7KW os 150 Vos táp.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 08, 19:35
Írta: svejk Dátum 2014 szeptember 08, 19:35
Ha kicsit belemélyedsz a méretezésbe akkor rá is jössz hogy miért lehetséges a beültetőnél ez a hajtás.
Ott alig van mozgatandó tömeg, ráadásul más a mozgás és pontosságigénye.
Ott alig van mozgatandó tömeg, ráadásul más a mozgás és pontosságigénye.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 október 22, 13:35
Írta: remrendes Dátum 2014 október 22, 13:35
Szep napot mindenkinek!
A szomszedban talaltam egy motort, ami elmeletileg a kozepso oszlopban van. Adatlapja alapjan nekem tokeletes lenne az X tengelyre, nem ipari termelesre kell a gep, hanem elsosorban a mechatronika tanulasa miatt csinalom.
A gyarto es a leirasa azt mondja es irja, hogy AC servo, de itt a motoron 36VDC szerepel.
Talan erdemes vele foglalkozni, mert tenyleg eleg jutanyos aron addnak (elmeletileg a hozzavalo) driverrel egyutt.
A szomszedban talaltam egy motort, ami elmeletileg a kozepso oszlopban van. Adatlapja alapjan nekem tokeletes lenne az X tengelyre, nem ipari termelesre kell a gep, hanem elsosorban a mechatronika tanulasa miatt csinalom.
A gyarto es a leirasa azt mondja es irja, hogy AC servo, de itt a motoron 36VDC szerepel.
Talan erdemes vele foglalkozni, mert tenyleg eleg jutanyos aron addnak (elmeletileg a hozzavalo) driverrel egyutt.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 08, 21:49
Írta: remrendes Dátum 2014 szeptember 08, 21:49
Sajnos meg csak egy pillantast tudtam vetni a tablazatodra, de hetvegen alaposabban atragom magam rajta. Bar ez nem biztos, hogy elony, mert kerdezni fogok. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 22, 17:06
Írta: svejk Dátum 2014 október 22, 17:06
Nincs ebben semmi hiba, alacsony DC buszfeszültségű, az AC szervo, nem kell bajlódni az érintésvédelemmel.
Egyébként mennyi lenne egy motor a vezérlővel?
Egyébként mennyi lenne egy motor a vezérlővel?
Cím: Re:AC szervó motoros vezérlés
Írta: krnj79r9n Dátum 2014 szeptember 08, 22:11
Írta: krnj79r9n Dátum 2014 szeptember 08, 22:11
A Leadshine termékei szerintem abszolút megbízhatók és jól működnek. Mi eddig cégként a gyártótól rendeltünk közvetlenül. Semmivel nem volt eddig problémánk, minden hibátlanul működik a mai napig és jól dokumentáltak. Nem a gagyi kínai kategória. Én nyugodott szívvel tudom ajánlani.
A hibrid servo (léptetőjüket) lassan 2 éve használjuk egy marógépen, mindhárom tengelyen egy-egy 8 Nm-es van felszerelve. Az Y tengelyen 160-170 kg tömeget mozgat 12 m/min sebességgel. Bírná még kicsit tovább is, de felesleges, nem széthajtani akarom a gépet. Csendesek és kicsi a rezonanciájuk a sima léptetőhöz képest. Feltettük és azóta használjuk nagy megelégedéssel.
Viszont abban igazad van hogy árban vetekszik az AC-val. Így meggondolandó.
Próbáltuk az analóg bemenetű léptető meghajtóikat is, motorokkal együtt, kefés DC motorokhoz való DCS810-est, és az ACS806-ost a hozzá való 400 W-os AC szervó motorral (sajnos ezt nem sokáig tudtam élvezni, mert elvitték) és kapcsoló üzemű tápegységet is. Minden kifogástalanul működik.
Ha valami érdekelne tőlük, esetleg dobj egy e-mailt.
A hibrid servo (léptetőjüket) lassan 2 éve használjuk egy marógépen, mindhárom tengelyen egy-egy 8 Nm-es van felszerelve. Az Y tengelyen 160-170 kg tömeget mozgat 12 m/min sebességgel. Bírná még kicsit tovább is, de felesleges, nem széthajtani akarom a gépet. Csendesek és kicsi a rezonanciájuk a sima léptetőhöz képest. Feltettük és azóta használjuk nagy megelégedéssel.
Viszont abban igazad van hogy árban vetekszik az AC-val. Így meggondolandó.
Próbáltuk az analóg bemenetű léptető meghajtóikat is, motorokkal együtt, kefés DC motorokhoz való DCS810-est, és az ACS806-ost a hozzá való 400 W-os AC szervó motorral (sajnos ezt nem sokáig tudtam élvezni, mert elvitték) és kapcsoló üzemű tápegységet is. Minden kifogástalanul működik.
Ha valami érdekelne tőlük, esetleg dobj egy e-mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 október 22, 18:43
Írta: 4umhue7vh Dátum 2014 október 22, 18:43
Sziasztok!
A CX-drive-ot le lehet tölteni az Omron oldalról regisztrálás után? Vagy meg van valakinek?
Köszi!
A CX-drive-ot le lehet tölteni az Omron oldalról regisztrálás után? Vagy meg van valakinek?
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 szeptember 09, 09:06
Írta: remrendes Dátum 2014 szeptember 09, 09:06
Koszonom szepen. Kuldok egy mailt.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2014 október 22, 18:46
Írta: Révész Richárd Dátum 2014 október 22, 18:46
Írj egy e-mailt a nevemre kattintva.
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 18, 12:05
Írta: wcmwugefi Dátum 2014 szeptember 18, 12:05
Sziasztok.
Egy gyors kérdésem lenne, ha valaki(k) ismerik ezeket.
kb 10 éves modellek, mi ezekről a vélemény?
megbízható jó motorok/vezérlők?
érdemes venni ilyet?
mi lehet a piaci értékük (újonnan)?
Omron R88D-UP12V
Motor:
Fékes: Omron R88M-U40030VA-BS1
Nem fékes:Omron R88M-U400VA-S1
Köszönöm!
Egy gyors kérdésem lenne, ha valaki(k) ismerik ezeket.
kb 10 éves modellek, mi ezekről a vélemény?
megbízható jó motorok/vezérlők?
érdemes venni ilyet?
mi lehet a piaci értékük (újonnan)?
Omron R88D-UP12V
Motor:
Fékes: Omron R88M-U40030VA-BS1
Nem fékes:Omron R88M-U400VA-S1
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 október 22, 20:22
Írta: remrendes Dátum 2014 október 22, 20:22
Elore is elnezest, de emailben zaklatnalak egy kicsit ezzel kapcsolatban.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2014 szeptember 18, 22:22
Írta: Szedlay Pál Dátum 2014 szeptember 18, 22:22
http://www.plccenter.co.uk/en-GB/Buy/OMRON/R88DUP12V?redirect=true
http://www.plccenter.co.uk/Buy/OMRON/R88MU40030VABS1
http://www.plccenter.co.uk/Buy/OMRON/R88MU40030VABS1
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 22, 20:24
Írta: svejk Dátum 2014 október 22, 20:24
Nem zaklatsz, de litániát ne várj tőlem. :)
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 19, 07:17
Írta: wcmwugefi Dátum 2014 szeptember 19, 07:17
Jó reggelt.
Kösönöm az infót!
Kösönöm az infót!
Cím: Re:AC szervó motoros vezérlés
Írta: d46hvfrdr Dátum 2014 október 24, 22:06
Írta: d46hvfrdr Dátum 2014 október 24, 22:06
Helló!
Megnéztem a vezérlőt. A kérdésem az lenne, hogy ezek a vezérlők használhatók a much3-al? Mi is modernizálni szeretnénk egy régebbi cnc-t, sajnos a gyári vezérlője elég brutális 4 ajtós szekrény. Elvileg működne de a Z tengely nem érzékeli és a bonyolultsága miatt is jó lenne egyszerűsíteni, a hely különbség sem lenne az utolsó. A gyári tápegység és minden más is megvan, csak ember legyen a talpán aki egy hiba után gyors megtudja javítani a ketyerét... A régi ipari vezérlése kissé túlbiztosított és nem kicsit átláthatatlanul komplex...
Megnéztem a vezérlőt. A kérdésem az lenne, hogy ezek a vezérlők használhatók a much3-al? Mi is modernizálni szeretnénk egy régebbi cnc-t, sajnos a gyári vezérlője elég brutális 4 ajtós szekrény. Elvileg működne de a Z tengely nem érzékeli és a bonyolultsága miatt is jó lenne egyszerűsíteni, a hely különbség sem lenne az utolsó. A gyári tápegység és minden más is megvan, csak ember legyen a talpán aki egy hiba után gyors megtudja javítani a ketyerét... A régi ipari vezérlése kissé túlbiztosított és nem kicsit átláthatatlanul komplex...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 19, 09:08
Írta: svejk Dátum 2014 szeptember 19, 09:08
Megbízhatóak, stabilak, hobbyban bőven elég a tudásuk.
Több mint 10 évesek, a 90-es évek második felében volt virágkoruk.
Itt a fórumon úgy 50-70 ezer közt szokott egy 400W-os motor+vezérlő páros elmenni.
Figyelj, hogy meglegyen mindkét csati, mert úgy 6-7 ezer Ft ha utólag kell megvenni.
Több mint 10 évesek, a 90-es évek második felében volt virágkoruk.
Itt a fórumon úgy 50-70 ezer közt szokott egy 400W-os motor+vezérlő páros elmenni.
Figyelj, hogy meglegyen mindkét csati, mert úgy 6-7 ezer Ft ha utólag kell megvenni.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 25, 10:23
Írta: zoli0302 Dátum 2014 október 25, 10:23
Írtam egy emailt
Cím: Re:AC szervó motoros vezérlés
Írta: wcmwugefi Dátum 2014 szeptember 19, 10:39
Írta: wcmwugefi Dátum 2014 szeptember 19, 10:39
Köszönöm szépen!
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 19:30
Írta: frkdv6dyr Dátum 2014 október 26, 19:30
HELP!!!! HELP!!!
Bocs a kiabálásért, de lenne egy kis problémám. Vettem itt a fórumon egy 400W-os szervót, aminek rossz az egyik jeladója, viszont főorsónak úgy gondolom tökéletes lehet. Árul Kozo frekiváltókat szűrővel ami igaz 370W-os, de szerintem határon elmegy. A kérdés csak az, hogy működne-e?
Motor adatai:
Sankyo MC401NS 302KNN24
400W
3000rpm
három kivezetéses
frekiváltó
Ha valakinél konkrétan működne valami hasonló megoldás, azt megnézném.
Bocs a kiabálásért, de lenne egy kis problémám. Vettem itt a fórumon egy 400W-os szervót, aminek rossz az egyik jeladója, viszont főorsónak úgy gondolom tökéletes lehet. Árul Kozo frekiváltókat szűrővel ami igaz 370W-os, de szerintem határon elmegy. A kérdés csak az, hogy működne-e?
Motor adatai:
Sankyo MC401NS 302KNN24
400W
3000rpm
három kivezetéses
frekiváltó
Ha valakinél konkrétan működne valami hasonló megoldás, azt megnézném.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 12:32
Írta: 4umhue7vh Dátum 2014 szeptember 21, 12:32
Sziasztok!
Ha jól értelmezem ehhez a step/dir bemenethez kell csinálnom egy-egy invez jelet amit bekötök a step ill dir negatív bemenetekre, jól gondolom?
Ha jól értelmezem ehhez a step/dir bemenethez kell csinálnom egy-egy invez jelet amit bekötök a step ill dir negatív bemenetekre, jól gondolom?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 26, 19:37
Írta: zoli0302 Dátum 2014 október 26, 19:37
Nem fog menni, a frekvenciaváltók aszinkron motorhoz valók,a szervó motorok viszont mágneses forgórészű szinkronmotorok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 16:45
Írta: svejk Dátum 2014 szeptember 21, 16:45
Nem feltétlen, de az igaz, hogy az elegáns megoldás pl. a 26C31 lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 19:46
Írta: svejk Dátum 2014 október 26, 19:46
Általában a vektorvezérlésűek alkalmasak a feladatra, de nyűgös, csodát ne várj.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 18:39
Írta: 4umhue7vh Dátum 2014 szeptember 21, 18:39
Köszi!
És mi lenne a nem elegáns megoldás?
És mi lenne a nem elegáns megoldás?
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 19:59
Írta: frkdv6dyr Dátum 2014 október 26, 19:59
Egy nem túl bonyolított fapados frekiváltó vinné szerintem. Erre a PIC-es házi masinára gondoltam.
Ilyet még senki nem csinált? Csak én vagyok ennyire őrült?
Ilyet még senki nem csinált? Csak én vagyok ennyire őrült?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 19:11
Írta: svejk Dátum 2014 szeptember 21, 19:11
A 4-es és a 7-es lábat egy ellenállásosztóval +2V körülire kötöd. (pl. 1 + 1,5 kOhm)
De lehet úgy is működik ha a GND-re kapcsolod őket.
A kép alapján a galvanikus leválasztás kicsit homályos nekem, de ha jól nézem akkor a vonali vevők tápja le van választva egy DC-DC konverterrel.
Most már csak az a kérdés, hogy ki van-e vezetve ez a +5V?
Ha igen akkor arról táplálhatod az osztót.
ha nem, akkor a PC +5V-járól.
Az 1-es lábat ne felejtsd el rákötni a PC GND-re, azaz az LPT 18-25. lábára.
No persze ha még leválasztókártyád is van akkor megint bonyolódhat a helyzet.
De lehet úgy is működik ha a GND-re kapcsolod őket.
A kép alapján a galvanikus leválasztás kicsit homályos nekem, de ha jól nézem akkor a vonali vevők tápja le van választva egy DC-DC konverterrel.
Most már csak az a kérdés, hogy ki van-e vezetve ez a +5V?
Ha igen akkor arról táplálhatod az osztót.
ha nem, akkor a PC +5V-járól.
Az 1-es lábat ne felejtsd el rákötni a PC GND-re, azaz az LPT 18-25. lábára.
No persze ha még leválasztókártyád is van akkor megint bonyolódhat a helyzet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:19
Írta: 000000000 Dátum 2014 október 26, 20:19
Ha közelebb lennél egymáshoz, egy próba pörgetést megejtenénk még ma este valamelyik AC hajtásommal.
Ahogyan Zoli írta a frekiváltó más tészta, azzal ne kockáztasd meg összekötni.
Ahogyan Zoli írta a frekiváltó más tészta, azzal ne kockáztasd meg összekötni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 szeptember 21, 19:16
Írta: svejk Dátum 2014 szeptember 21, 19:16
Egyébként filléres áru egy ilyen vonali meghajtó, és akkor nyugodtan hajthatod álomra a fejedet akár több méteres jelkábel esetén is.
Cím: Re:AC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:23
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:23
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 szeptember 21, 22:03
Írta: 4umhue7vh Dátum 2014 szeptember 21, 22:03
Köszi a kimerítő választ. A 4-es 7-es láb GND-re kötésén már túl vagyok, nem működik, inkább a vonali meghajtós megoldást választom, csak az a baj hogy a környéken nincs elektronikai bolt.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2014 október 26, 20:27
Írta: Kristály Árpád Dátum 2014 október 26, 20:27
Szia Tibor45!
Szerintem, ha jól gondolom a frekiváltó el is szállhat....mivel lassításalatt átmehet generátor üzembe...
Lehet hüleséget állítok?...
Szerintem, ha jól gondolom a frekiváltó el is szállhat....mivel lassításalatt átmehet generátor üzembe...
Lehet hüleséget állítok?...
Cím: Re:AC szervó motoros vezérlés
Írta: d46hvfrdr Dátum 2014 október 21, 10:42
Írta: d46hvfrdr Dátum 2014 október 21, 10:42
Üdv!
Egy olyan kérdésem lenne, hogy van 3db szervómotorom, elég méretes ipari darabok. Ezeket hogyan és mivel tudom meghajtani számítógépről?
A motorok enkóderesek és fékesek is. Milyen vezérlő kell hozzá és hol tudom beszerezni?
Egy kép a motor adatlapjáról:
Egy olyan kérdésem lenne, hogy van 3db szervómotorom, elég méretes ipari darabok. Ezeket hogyan és mivel tudom meghajtani számítógépről?
A motorok enkóderesek és fékesek is. Milyen vezérlő kell hozzá és hol tudom beszerezni?
Egy kép a motor adatlapjáról:
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:34
Írta: 000000000 Dátum 2014 október 26, 20:34
Szia Árpád!
Annak idején a nagy Főnök, Péter is kipróbálta. A frekiváltója el is füstölt, hiszen ahogyan írod, a 3 fázisú indukált feszültséggel, amit az állandó mágneses forgórész gerjeszt, azzal illik szinkronba lenni a FET-hidaknál.
Annak idején a nagy Főnök, Péter is kipróbálta. A frekiváltója el is füstölt, hiszen ahogyan írod, a 3 fázisú indukált feszültséggel, amit az állandó mágneses forgórész gerjeszt, azzal illik szinkronba lenni a FET-hidaknál.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 október 21, 19:53
Írta: ANTAL GÁBOR Dátum 2014 október 21, 19:53
Valami azt sugallja hogy ez a kérdés inkább a DC szervó motoros vezérlésbe illene. Vagy tévedek ?
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 20:35
Írta: frkdv6dyr Dátum 2014 október 26, 20:35
Ezek szerint működik a dolog. Csak kérdés mivel?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 22, 08:44
Írta: zoli0302 Dátum 2014 október 22, 08:44
Szia !
Nemrég modernizáltam egy gépet abban hasonló motorok voltak,a CNC drive nál kapható 160V/35 A es vezérlő jó hozzá. Az encoder kimeneteit kicsit körülményes megfejteni de megoldható. Nagyobb gond a 7KW os 150 Vos táp.
Nemrég modernizáltam egy gépet abban hasonló motorok voltak,a CNC drive nál kapható 160V/35 A es vezérlő jó hozzá. Az encoder kimeneteit kicsit körülményes megfejteni de megoldható. Nagyobb gond a 7KW os 150 Vos táp.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 október 22, 13:35
Írta: remrendes Dátum 2014 október 22, 13:35
Szep napot mindenkinek!
A szomszedban talaltam egy motort, ami elmeletileg a kozepso oszlopban van. Adatlapja alapjan nekem tokeletes lenne az X tengelyre, nem ipari termelesre kell a gep, hanem elsosorban a mechatronika tanulasa miatt csinalom.
A gyarto es a leirasa azt mondja es irja, hogy AC servo, de itt a motoron 36VDC szerepel.
Talan erdemes vele foglalkozni, mert tenyleg eleg jutanyos aron addnak (elmeletileg a hozzavalo) driverrel egyutt.
A szomszedban talaltam egy motort, ami elmeletileg a kozepso oszlopban van. Adatlapja alapjan nekem tokeletes lenne az X tengelyre, nem ipari termelesre kell a gep, hanem elsosorban a mechatronika tanulasa miatt csinalom.
A gyarto es a leirasa azt mondja es irja, hogy AC servo, de itt a motoron 36VDC szerepel.
Talan erdemes vele foglalkozni, mert tenyleg eleg jutanyos aron addnak (elmeletileg a hozzavalo) driverrel egyutt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 22, 17:06
Írta: svejk Dátum 2014 október 22, 17:06
Nincs ebben semmi hiba, alacsony DC buszfeszültségű, az AC szervo, nem kell bajlódni az érintésvédelemmel.
Egyébként mennyi lenne egy motor a vezérlővel?
Egyébként mennyi lenne egy motor a vezérlővel?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 október 22, 18:43
Írta: 4umhue7vh Dátum 2014 október 22, 18:43
Sziasztok!
A CX-drive-ot le lehet tölteni az Omron oldalról regisztrálás után? Vagy meg van valakinek?
Köszi!
A CX-drive-ot le lehet tölteni az Omron oldalról regisztrálás után? Vagy meg van valakinek?
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:38
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:38
Csak próbapadon. Egyszer kipróbáltam aztán annyi. Élesben sosem ment.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2014 október 22, 18:46
Írta: Révész Richárd Dátum 2014 október 22, 18:46
Írj egy e-mailt a nevemre kattintva.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:44
Írta: 000000000 Dátum 2014 október 26, 20:44
Én is kipróbáltam, meghajtottam egy 750W-os AC szervót a Majki féle frekiváltóval, forgott, de iszonyatos hangja volt a motornak, a frekiváltó fetjei pedig fűtötték a bordát elég tisztességesen.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 október 22, 20:22
Írta: remrendes Dátum 2014 október 22, 20:22
Elore is elnezest, de emailben zaklatnalak egy kicsit ezzel kapcsolatban.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 20:55
Írta: svejk Dátum 2014 október 26, 20:55
Mint írtam kizárólag vector vezérlésűvel!
Pl. V1000-es Yaskawa.
Egyszerű mezeivel ne is próbáld mert füst lesz a vége ahogy az előttem szólók is írták.[#ejnye1]
A komolyabb frekiváltók gépkönyveiben egyébként le van írva, hogy tiltott vagy engedélyezett párosítás.
De mint írtam nem sok mindenre való.
Ha kisebb feszültségű lenne, akkor mehetne az ACSxxx vezérlőkkel, de a HALL jeladó természetesen oda is kell.
Pl. V1000-es Yaskawa.
Egyszerű mezeivel ne is próbáld mert füst lesz a vége ahogy az előttem szólók is írták.[#ejnye1]
A komolyabb frekiváltók gépkönyveiben egyébként le van írva, hogy tiltott vagy engedélyezett párosítás.
De mint írtam nem sok mindenre való.
Ha kisebb feszültségű lenne, akkor mehetne az ACSxxx vezérlőkkel, de a HALL jeladó természetesen oda is kell.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 22, 20:24
Írta: svejk Dátum 2014 október 22, 20:24
Nem zaklatsz, de litániát ne várj tőlem. :)
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 21:06
Írta: frkdv6dyr Dátum 2014 október 26, 21:06
Nos miután körbejártuk, és nincs ésszerű alternatíva, gondolom ideje szétszedni a motort és megkeresni mi a baja. Ezek után ha elrontom nincs miért aggódnom , mert így is úgy is halott befektetés.
Cím: Re:AC szervó motoros vezérlés
Írta: d46hvfrdr Dátum 2014 október 24, 22:06
Írta: d46hvfrdr Dátum 2014 október 24, 22:06
Helló!
Megnéztem a vezérlőt. A kérdésem az lenne, hogy ezek a vezérlők használhatók a much3-al? Mi is modernizálni szeretnénk egy régebbi cnc-t, sajnos a gyári vezérlője elég brutális 4 ajtós szekrény. Elvileg működne de a Z tengely nem érzékeli és a bonyolultsága miatt is jó lenne egyszerűsíteni, a hely különbség sem lenne az utolsó. A gyári tápegység és minden más is megvan, csak ember legyen a talpán aki egy hiba után gyors megtudja javítani a ketyerét... A régi ipari vezérlése kissé túlbiztosított és nem kicsit átláthatatlanul komplex...
Megnéztem a vezérlőt. A kérdésem az lenne, hogy ezek a vezérlők használhatók a much3-al? Mi is modernizálni szeretnénk egy régebbi cnc-t, sajnos a gyári vezérlője elég brutális 4 ajtós szekrény. Elvileg működne de a Z tengely nem érzékeli és a bonyolultsága miatt is jó lenne egyszerűsíteni, a hely különbség sem lenne az utolsó. A gyári tápegység és minden más is megvan, csak ember legyen a talpán aki egy hiba után gyors megtudja javítani a ketyerét... A régi ipari vezérlése kissé túlbiztosított és nem kicsit átláthatatlanul komplex...
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2014 október 26, 21:12
Írta: vjanos Dátum 2014 október 26, 21:12
Tibor, úgy általánosságban tudnál mesélni egy kicsit erről a hajtásodról? Mitől függ, hogy sebesség módban milyen gyártmányú/tipusú motort tud hajtani?
A legutóbbi találkozón talán Destroyernek volt egy csomó kis AC szervója. Gondolkodtam, hogy veszek egyet főorsó hajtásnak egy kis marógépre.
De végül nem vettem, mert nem tudtam milyen bonyolultságú és árú elektronika kell a meghajtásához.
Használhatóságában és használtpiaci beszerzési árban hogy aránylik egymáshoz egy kis frekiváltó és 3f motor illetve egy AC szervó a te meghajtóddal?
A legutóbbi találkozón talán Destroyernek volt egy csomó kis AC szervója. Gondolkodtam, hogy veszek egyet főorsó hajtásnak egy kis marógépre.
De végül nem vettem, mert nem tudtam milyen bonyolultságú és árú elektronika kell a meghajtásához.
Használhatóságában és használtpiaci beszerzési árban hogy aránylik egymáshoz egy kis frekiváltó és 3f motor illetve egy AC szervó a te meghajtóddal?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 25, 10:23
Írta: zoli0302 Dátum 2014 október 25, 10:23
Írtam egy emailt
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 21:17
Írta: frkdv6dyr Dátum 2014 október 26, 21:17
Nekem a méretek és a súly is komoly szempont volt az AC szervó képbekerülésénél.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 19:30
Írta: frkdv6dyr Dátum 2014 október 26, 19:30
HELP!!!! HELP!!!
Bocs a kiabálásért, de lenne egy kis problémám. Vettem itt a fórumon egy 400W-os szervót, aminek rossz az egyik jeladója, viszont főorsónak úgy gondolom tökéletes lehet. Árul Kozo frekiváltókat szűrővel ami igaz 370W-os, de szerintem határon elmegy. A kérdés csak az, hogy működne-e?
Motor adatai:
Sankyo MC401NS 302KNN24
400W
3000rpm
három kivezetéses
frekiváltó
Ha valakinél konkrétan működne valami hasonló megoldás, azt megnézném.
Bocs a kiabálásért, de lenne egy kis problémám. Vettem itt a fórumon egy 400W-os szervót, aminek rossz az egyik jeladója, viszont főorsónak úgy gondolom tökéletes lehet. Árul Kozo frekiváltókat szűrővel ami igaz 370W-os, de szerintem határon elmegy. A kérdés csak az, hogy működne-e?
Motor adatai:
Sankyo MC401NS 302KNN24
400W
3000rpm
három kivezetéses
frekiváltó
Ha valakinél konkrétan működne valami hasonló megoldás, azt megnézném.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 21:35
Írta: 000000000 Dátum 2014 október 26, 21:35
Kár, hogy nem vettél, előbb-utóbb csak forogna az a motor.
Le a szemfényvesztő csicsa világgal itt is.:)
Én továbbra is abban bízom ezen hajtásoknál, hogy ott a fizikai valós szenzor u, v, w jel (opto, vagy Hall jeladók) a motoron.
Ha ilyen nincs rajta, semmi gond, 15 ezerért vadi új (A, B, Z, U, V, W) enkódereket lehet venni, amivel így használt régi AC szervo motor életre kelthető.
Az én elektronikáim tehát ezen visszacsatoló jelek kapcsán tudják stabilan működtetni a motorokat, a végfok félvezető modultól függően 600 V 60 A határadatokig lekezelik a motorokat nyomaték, sebesség, vagy pozíció szervó szabályzóként.
Sok esetben elég az is, hogy alap vezérlésként DC motort csinálunk az AC motorból, azaz a felhasználó kap egy kis fekete dobozkát, és arra 0 és 350 V között DC feszt kötve a motor úgy viselkedik, mintha kefés DC motor lenne. Ezt kiegészíve IR visszacsatolással egészen stabil sebesség hajtásokat lehet készíteni főorsókhoz is.
Az árak végfok és hajtás típusfüggőek, bruttó 20 és 90 ezer Ft közöttiek.
Le a szemfényvesztő csicsa világgal itt is.:)
Én továbbra is abban bízom ezen hajtásoknál, hogy ott a fizikai valós szenzor u, v, w jel (opto, vagy Hall jeladók) a motoron.
Ha ilyen nincs rajta, semmi gond, 15 ezerért vadi új (A, B, Z, U, V, W) enkódereket lehet venni, amivel így használt régi AC szervo motor életre kelthető.
Az én elektronikáim tehát ezen visszacsatoló jelek kapcsán tudják stabilan működtetni a motorokat, a végfok félvezető modultól függően 600 V 60 A határadatokig lekezelik a motorokat nyomaték, sebesség, vagy pozíció szervó szabályzóként.
Sok esetben elég az is, hogy alap vezérlésként DC motort csinálunk az AC motorból, azaz a felhasználó kap egy kis fekete dobozkát, és arra 0 és 350 V között DC feszt kötve a motor úgy viselkedik, mintha kefés DC motor lenne. Ezt kiegészíve IR visszacsatolással egészen stabil sebesség hajtásokat lehet készíteni főorsókhoz is.
Az árak végfok és hajtás típusfüggőek, bruttó 20 és 90 ezer Ft közöttiek.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2014 október 26, 19:37
Írta: zoli0302 Dátum 2014 október 26, 19:37
Nem fog menni, a frekvenciaváltók aszinkron motorhoz valók,a szervó motorok viszont mágneses forgórészű szinkronmotorok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 21:41
Írta: svejk Dátum 2014 október 26, 21:41
Az említett encodert pólusszám alapján kell megrendelni, vagy átkapcsolható univerzális?
Milyen tengelykapcsolattal rendelkezik?
Milyen tengelykapcsolattal rendelkezik?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 19:46
Írta: svejk Dátum 2014 október 26, 19:46
Általában a vektorvezérlésűek alkalmasak a feladatra, de nyűgös, csodát ne várj.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2014 október 26, 21:41
Írta: vjanos Dátum 2014 október 26, 21:41
Köszönöm a választ.
Lesz még találkozó jövőre is, ha előbb nem szerzek... :)
Lesz még találkozó jövőre is, ha előbb nem szerzek... :)
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 19:59
Írta: frkdv6dyr Dátum 2014 október 26, 19:59
Egy nem túl bonyolított fapados frekiváltó vinné szerintem. Erre a PIC-es házi masinára gondoltam.
Ilyet még senki nem csinált? Csak én vagyok ennyire őrült?
Ilyet még senki nem csinált? Csak én vagyok ennyire őrült?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 22:02
Írta: 000000000 Dátum 2014 október 26, 22:02
Fix pólusszám (2, 4, 6, 8) alapján rendelhető pl. zsákfuratos átmérő 8 mm-es csőtengelyes kivitel.
14 kivezetése minimum van, mivel a negált jeleket is kivezetik az IHU xxxx típusoknál. A felbontás is rendelési kérdés, 500 - 2500 cpr közöttiek a szokásosak.
14 kivezetése minimum van, mivel a negált jeleket is kivezetik az IHU xxxx típusoknál. A felbontás is rendelési kérdés, 500 - 2500 cpr közöttiek a szokásosak.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:19
Írta: 000000000 Dátum 2014 október 26, 20:19
Ha közelebb lennél egymáshoz, egy próba pörgetést megejtenénk még ma este valamelyik AC hajtásommal.
Ahogyan Zoli írta a frekiváltó más tészta, azzal ne kockáztasd meg összekötni.
Ahogyan Zoli írta a frekiváltó más tészta, azzal ne kockáztasd meg összekötni.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 október 27, 06:27
Írta: ANTAL GÁBOR Dátum 2014 október 27, 06:27
kedves Tibor ! Talán nem veszed ipari kémkedésnek , lenne egy kérdésem : Írod hogy akár 600 V és 60A es lehet a végfok . Gondolom FET ben vagy IGBT ben gondolkodol . A driver érdekelne . A szokásos drivereknek nagy falat már a 60A es eszközök bemeneti kapacitásainak a feltöltése ill kisütése és a bootstep- es megoldású ( felső ) tápellátás sem szokásos ebben a tartományban. Elvi válasz is kielégít
Cím: Re:AC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:23
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:23
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 07:41
Írta: 000000000 Dátum 2014 október 27, 07:41
Ha ilyen nagy teljesítményű a végfok, azokhoz drágább, nagy áramú meghajtók passzolnak. Jól méretezett esetben a boot kapacitás legalább 100-szorosa a power félvezető bemeneti kapacitásának, így semmi gond nincs ezzel. Ettől függetlenül mivel extrém (akár 2000 m/s2, azaz 200 G) gyorsulású különleges hajtásrendszer fejlesztésekkel is foglalkozom, más megoldást is alkalmazok. Ezek sajnos nem publikusak, mivel az elmúlt 10 év munkája, tapasztalata van benne.
Cím: Re:AC szervó motoros vezérlés
Írta: Kristály Árpád Dátum 2014 október 26, 20:27
Írta: Kristály Árpád Dátum 2014 október 26, 20:27
Szia Tibor45!
Szerintem, ha jól gondolom a frekiváltó el is szállhat....mivel lassításalatt átmehet generátor üzembe...
Lehet hüleséget állítok?...
Szerintem, ha jól gondolom a frekiváltó el is szállhat....mivel lassításalatt átmehet generátor üzembe...
Lehet hüleséget állítok?...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 27, 07:52
Írta: svejk Dátum 2014 október 27, 07:52
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:34
Írta: 000000000 Dátum 2014 október 26, 20:34
Szia Árpád!
Annak idején a nagy Főnök, Péter is kipróbálta. A frekiváltója el is füstölt, hiszen ahogyan írod, a 3 fázisú indukált feszültséggel, amit az állandó mágneses forgórész gerjeszt, azzal illik szinkronba lenni a FET-hidaknál.
Annak idején a nagy Főnök, Péter is kipróbálta. A frekiváltója el is füstölt, hiszen ahogyan írod, a 3 fázisú indukált feszültséggel, amit az állandó mágneses forgórész gerjeszt, azzal illik szinkronba lenni a FET-hidaknál.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 október 27, 07:53
Írta: Szalai György Dátum 2014 október 27, 07:53
Nem gyenge, hogy ezek már hova fejlődnek.
http://www.ichaus.de/upload/pdf/MH8_factsheet_rev1en.pdf
http://www.ichaus.de/upload/pdf/MH8_factsheet_rev1en.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 20:35
Írta: frkdv6dyr Dátum 2014 október 26, 20:35
Ezek szerint működik a dolog. Csak kérdés mivel?
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 08:01
Írta: frkdv6dyr Dátum 2014 október 27, 08:01
Encoder nélkül stabil feszültségen és vagy frekin tartva meglehetne egy szervót hajtani? Engem nem nagyon érdekel a fordulat. Az ha kb 500 utána 1000-1200 vagy 2000-2500 esetleg a max 3000 már tökéletesen kielégíti az elvárásaimat, mivel szíjhajtást terveztem több áttétellel.
Cím: Re:AC szervó motoros vezérlés
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:38
Írta: s5f8tmfv3 Dátum 2014 október 26, 20:38
Csak próbapadon. Egyszer kipróbáltam aztán annyi. Élesben sosem ment.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:23
Írta: 000000000 Dátum 2014 október 27, 08:23
Megoldható, de az előbbiek alapján kellene tudni azt, hogy U, V, W szenzor jelekkel rendelkezik-e a motorod (az majdnem mindegy, hogy ez optikai vagy mágneses érzékelőből származik). Sebesség, és nyomaték hajtás esetén ennyi elég, A, B, Z jel ide nem kell.
Ha pedig csak olyan motorod van, amiből a 3 tekercselés madzaga lóg ki, vagy rossz az encodere, akkor marad az a verzió, hogy egy külön encodert illesztünk rá, így bármiyen régi AC szervo motor életre kelthető.
Hány pólusú a motorod?
Ha pedig csak olyan motorod van, amiből a 3 tekercselés madzaga lóg ki, vagy rossz az encodere, akkor marad az a verzió, hogy egy külön encodert illesztünk rá, így bármiyen régi AC szervo motor életre kelthető.
Hány pólusú a motorod?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 20:44
Írta: 000000000 Dátum 2014 október 26, 20:44
Én is kipróbáltam, meghajtottam egy 750W-os AC szervót a Majki féle frekiváltóval, forgott, de iszonyatos hangja volt a motornak, a frekiváltó fetjei pedig fűtötték a bordát elég tisztességesen.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 08:25
Írta: frkdv6dyr Dátum 2014 október 27, 08:25
Három pólusú, és pont az encoder a rossz. Megnézem először, hogy javítható-e meg esetleg a rengeteg kimeneten más érzékelő is van-e.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 20:55
Írta: svejk Dátum 2014 október 26, 20:55
Mint írtam kizárólag vector vezérlésűvel!
Pl. V1000-es Yaskawa.
Egyszerű mezeivel ne is próbáld mert füst lesz a vége ahogy az előttem szólók is írták.[#ejnye1]
A komolyabb frekiváltók gépkönyveiben egyébként le van írva, hogy tiltott vagy engedélyezett párosítás.
De mint írtam nem sok mindenre való.
Ha kisebb feszültségű lenne, akkor mehetne az ACSxxx vezérlőkkel, de a HALL jeladó természetesen oda is kell.
Pl. V1000-es Yaskawa.
Egyszerű mezeivel ne is próbáld mert füst lesz a vége ahogy az előttem szólók is írták.[#ejnye1]
A komolyabb frekiváltók gépkönyveiben egyébként le van írva, hogy tiltott vagy engedélyezett párosítás.
De mint írtam nem sok mindenre való.
Ha kisebb feszültségű lenne, akkor mehetne az ACSxxx vezérlőkkel, de a HALL jeladó természetesen oda is kell.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:29
Írta: 000000000 Dátum 2014 október 27, 08:29
Igen, ezek ma már csodás dolgok, és szerencsére a jó öreg garantáltan valós u, v, w jelek ebben a linkelt rendszerben is ott vannak.
Manapság azért az árakkal is vigyázni kell, mert a csúcstechnikát képviselő motor szenzorok igen drágák is lehetnek, láttam én már olyan ipari encodert is a neten, ami csak önmagában több százezer forintba került.
Manapság azért az árakkal is vigyázni kell, mert a csúcstechnikát képviselő motor szenzorok igen drágák is lehetnek, láttam én már olyan ipari encodert is a neten, ami csak önmagában több százezer forintba került.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 21:06
Írta: frkdv6dyr Dátum 2014 október 26, 21:06
Nos miután körbejártuk, és nincs ésszerű alternatíva, gondolom ideje szétszedni a motort és megkeresni mi a baja. Ezek után ha elrontom nincs miért aggódnom , mert így is úgy is halott befektetés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:33
Írta: 000000000 Dátum 2014 október 27, 08:33
Ok., de ez a 3 pólus gyanús, nem 6-ot akartál írni (a póluspárok száma lehet 3)?
Bízzunk benne, a fázis jelek még jók az enkóderében, ezeket könnyen kimérheted egy sima voltmérővel is.
Bízzunk benne, a fázis jelek még jók az enkóderében, ezeket könnyen kimérheted egy sima voltmérővel is.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2014 október 26, 21:12
Írta: vjanos Dátum 2014 október 26, 21:12
Tibor, úgy általánosságban tudnál mesélni egy kicsit erről a hajtásodról? Mitől függ, hogy sebesség módban milyen gyártmányú/tipusú motort tud hajtani?
A legutóbbi találkozón talán Destroyernek volt egy csomó kis AC szervója. Gondolkodtam, hogy veszek egyet főorsó hajtásnak egy kis marógépre.
De végül nem vettem, mert nem tudtam milyen bonyolultságú és árú elektronika kell a meghajtásához.
Használhatóságában és használtpiaci beszerzési árban hogy aránylik egymáshoz egy kis frekiváltó és 3f motor illetve egy AC szervó a te meghajtóddal?
A legutóbbi találkozón talán Destroyernek volt egy csomó kis AC szervója. Gondolkodtam, hogy veszek egyet főorsó hajtásnak egy kis marógépre.
De végül nem vettem, mert nem tudtam milyen bonyolultságú és árú elektronika kell a meghajtásához.
Használhatóságában és használtpiaci beszerzési árban hogy aránylik egymáshoz egy kis frekiváltó és 3f motor illetve egy AC szervó a te meghajtóddal?
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 11:06
Írta: frkdv6dyr Dátum 2014 október 27, 11:06
Hármat akartam írni, mert ennyi van. A másik kábelben több mint tíz van, de az az ecoderé.
Sajnos nincs már meg a kép de itt vettem.
Sajnos nincs már meg a kép de itt vettem.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 26, 21:17
Írta: frkdv6dyr Dátum 2014 október 26, 21:17
Nekem a méretek és a súly is komoly szempont volt az AC szervó képbekerülésénél.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 11:07
Írta: frkdv6dyr Dátum 2014 október 27, 11:07
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 21:35
Írta: 000000000 Dátum 2014 október 26, 21:35
Kár, hogy nem vettél, előbb-utóbb csak forogna az a motor.
Le a szemfényvesztő csicsa világgal itt is.:)
Én továbbra is abban bízom ezen hajtásoknál, hogy ott a fizikai valós szenzor u, v, w jel (opto, vagy Hall jeladók) a motoron.
Ha ilyen nincs rajta, semmi gond, 15 ezerért vadi új (A, B, Z, U, V, W) enkódereket lehet venni, amivel így használt régi AC szervo motor életre kelthető.
Az én elektronikáim tehát ezen visszacsatoló jelek kapcsán tudják stabilan működtetni a motorokat, a végfok félvezető modultól függően 600 V 60 A határadatokig lekezelik a motorokat nyomaték, sebesség, vagy pozíció szervó szabályzóként.
Sok esetben elég az is, hogy alap vezérlésként DC motort csinálunk az AC motorból, azaz a felhasználó kap egy kis fekete dobozkát, és arra 0 és 350 V között DC feszt kötve a motor úgy viselkedik, mintha kefés DC motor lenne. Ezt kiegészíve IR visszacsatolással egészen stabil sebesség hajtásokat lehet készíteni főorsókhoz is.
Az árak végfok és hajtás típusfüggőek, bruttó 20 és 90 ezer Ft közöttiek.
Le a szemfényvesztő csicsa világgal itt is.:)
Én továbbra is abban bízom ezen hajtásoknál, hogy ott a fizikai valós szenzor u, v, w jel (opto, vagy Hall jeladók) a motoron.
Ha ilyen nincs rajta, semmi gond, 15 ezerért vadi új (A, B, Z, U, V, W) enkódereket lehet venni, amivel így használt régi AC szervo motor életre kelthető.
Az én elektronikáim tehát ezen visszacsatoló jelek kapcsán tudják stabilan működtetni a motorokat, a végfok félvezető modultól függően 600 V 60 A határadatokig lekezelik a motorokat nyomaték, sebesség, vagy pozíció szervó szabályzóként.
Sok esetben elég az is, hogy alap vezérlésként DC motort csinálunk az AC motorból, azaz a felhasználó kap egy kis fekete dobozkát, és arra 0 és 350 V között DC feszt kötve a motor úgy viselkedik, mintha kefés DC motor lenne. Ezt kiegészíve IR visszacsatolással egészen stabil sebesség hajtásokat lehet készíteni főorsókhoz is.
Az árak végfok és hajtás típusfüggőek, bruttó 20 és 90 ezer Ft közöttiek.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 08, 16:40
Írta: 4umhue7vh Dátum 2014 november 08, 16:40
Sziasztok!
Meg tudja mondani valaki milyen USB-232 átalakítót vegyek Omrom cx-drive-hoz + R7D sorozatszámú szervóhoz? Már 2 fajtát próbáltam, de mindkettővel megszakad a kapcsolat.
Meg tudja mondani valaki milyen USB-232 átalakítót vegyek Omrom cx-drive-hoz + R7D sorozatszámú szervóhoz? Már 2 fajtát próbáltam, de mindkettővel megszakad a kapcsolat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 26, 21:41
Írta: svejk Dátum 2014 október 26, 21:41
Az említett encodert pólusszám alapján kell megrendelni, vagy átkapcsolható univerzális?
Milyen tengelykapcsolattal rendelkezik?
Milyen tengelykapcsolattal rendelkezik?
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 09, 14:51
Írta: szabo janko Dátum 2014 november 09, 14:51
Üdv Mindenkinek!
Valamikor régen valaki foglalkozott YASKAWA DR2
drive és a MACH3 összelövésével. Kérdésem jutott e valamire? A manuált olvasgatva kell elé egy PLC de a YouTub-on láttam valamiféle összekötést ahol ment is. Azt viszont nem tudtam kivenni hogy,pozíció szabályozás vagy csak fordulat szabályozás volt.
Valamikor régen valaki foglalkozott YASKAWA DR2
drive és a MACH3 összelövésével. Kérdésem jutott e valamire? A manuált olvasgatva kell elé egy PLC de a YouTub-on láttam valamiféle összekötést ahol ment is. Azt viszont nem tudtam kivenni hogy,pozíció szabályozás vagy csak fordulat szabályozás volt.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2014 október 26, 21:41
Írta: vjanos Dátum 2014 október 26, 21:41
Köszönöm a választ.
Lesz még találkozó jövőre is, ha előbb nem szerzek... :)
Lesz még találkozó jövőre is, ha előbb nem szerzek... :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 16, 18:06
Írta: 000000000 Dátum 2014 november 16, 18:06
Sziasztok! Nem tud valaki egy listáról, ahol össze van gyűjtve a Mach3 kompatibilis szervók listája? Nagyon nehéz találni. Yaskawa, Mitsubishi és Siemens termékeket nézegettem, de nem egyértelmű a leírásban sem hogy melyik lenne az. Köszönöm előre is ha valakinek akár útmutatás szerű infót is tud adni a kereséshez.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 26, 22:02
Írta: 000000000 Dátum 2014 október 26, 22:02
Fix pólusszám (2, 4, 6, 8) alapján rendelhető pl. zsákfuratos átmérő 8 mm-es csőtengelyes kivitel.
14 kivezetése minimum van, mivel a negált jeleket is kivezetik az IHU xxxx típusoknál. A felbontás is rendelési kérdés, 500 - 2500 cpr közöttiek a szokásosak.
14 kivezetése minimum van, mivel a negált jeleket is kivezetik az IHU xxxx típusoknál. A felbontás is rendelési kérdés, 500 - 2500 cpr közöttiek a szokásosak.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 november 17, 20:42
Írta: remrendes Dátum 2014 november 17, 20:42
Hello! Ha az Y tengelyre 2db 200W-os motort szanok, akkor azokat megbizhatoan ossze lehet hangolni? Van ennek valami fuggvenye? Vagy inkabb egy 400W-osban gondolkozzak?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2014 október 27, 06:27
Írta: ANTAL GÁBOR Dátum 2014 október 27, 06:27
kedves Tibor ! Talán nem veszed ipari kémkedésnek , lenne egy kérdésem : Írod hogy akár 600 V és 60A es lehet a végfok . Gondolom FET ben vagy IGBT ben gondolkodol . A driver érdekelne . A szokásos drivereknek nagy falat már a 60A es eszközök bemeneti kapacitásainak a feltöltése ill kisütése és a bootstep- es megoldású ( felső ) tápellátás sem szokásos ebben a tartományban. Elvi válasz is kielégít
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 november 17, 20:44
Írta: xkbv3nx0d Dátum 2014 november 17, 20:44
nekem 2db 400-as van és tökéletesen működik...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 17, 20:49
Írta: svejk Dátum 2014 november 17, 20:49
A DR2-őt közvetlen össze lehet kötni a Mach3-mal, hacsak nem valami elvetemült speciális darab.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 07:41
Írta: 000000000 Dátum 2014 október 27, 07:41
Ha ilyen nagy teljesítményű a végfok, azokhoz drágább, nagy áramú meghajtók passzolnak. Jól méretezett esetben a boot kapacitás legalább 100-szorosa a power félvezető bemeneti kapacitásának, így semmi gond nincs ezzel. Ettől függetlenül mivel extrém (akár 2000 m/s2, azaz 200 G) gyorsulású különleges hajtásrendszer fejlesztésekkel is foglalkozom, más megoldást is alkalmazok. Ezek sajnos nem publikusak, mivel az elmúlt 10 év munkája, tapasztalata van benne.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 17, 22:16
Írta: 000000000 Dátum 2014 november 17, 22:16
Sunix USB - RS232 soros port átalakítóval nem volt probléma.
Igaz azt XP alatt használtuk.
Sunix USB-RS232
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 október 27, 07:52
Írta: svejk Dátum 2014 október 27, 07:52
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 06:47
Írta: szabo janko Dátum 2014 november 18, 06:47
Köszi a választ. Már kinyomtattam manuált mind az 500 oldalt majd csak boldogulok vele.
Csak az aggaszt hogy MECHATROLINK-el kommunikált eddig.
Csak az aggaszt hogy MECHATROLINK-el kommunikált eddig.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 október 27, 07:53
Írta: Szalai György Dátum 2014 október 27, 07:53
Nem gyenge, hogy ezek már hova fejlődnek.
http://www.ichaus.de/upload/pdf/MH8_factsheet_rev1en.pdf
http://www.ichaus.de/upload/pdf/MH8_factsheet_rev1en.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 november 18, 08:34
Írta: remrendes Dátum 2014 november 18, 08:34
Koszonom, akkor megprobalkozom vele.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 08:01
Írta: frkdv6dyr Dátum 2014 október 27, 08:01
Encoder nélkül stabil feszültségen és vagy frekin tartva meglehetne egy szervót hajtani? Engem nem nagyon érdekel a fordulat. Az ha kb 500 utána 1000-1200 vagy 2000-2500 esetleg a max 3000 már tökéletesen kielégíti az elvárásaimat, mivel szíjhajtást terveztem több áttétellel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 09:27
Írta: svejk Dátum 2014 november 18, 09:27
akkor valószínű az az NY vagy mi a csuda végű egzotikus darabokból szereztél, már a fél országot bejárta, eddig tudtommal nem sikerült senkinek hadra fogni hobby.ban
Írd le a pontos típust, vagy rakj ide fényképeket.
Írd le a pontos típust, vagy rakj ide fényképeket.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:23
Írta: 000000000 Dátum 2014 október 27, 08:23
Megoldható, de az előbbiek alapján kellene tudni azt, hogy U, V, W szenzor jelekkel rendelkezik-e a motorod (az majdnem mindegy, hogy ez optikai vagy mágneses érzékelőből származik). Sebesség, és nyomaték hajtás esetén ennyi elég, A, B, Z jel ide nem kell.
Ha pedig csak olyan motorod van, amiből a 3 tekercselés madzaga lóg ki, vagy rossz az encodere, akkor marad az a verzió, hogy egy külön encodert illesztünk rá, így bármiyen régi AC szervo motor életre kelthető.
Hány pólusú a motorod?
Ha pedig csak olyan motorod van, amiből a 3 tekercselés madzaga lóg ki, vagy rossz az encodere, akkor marad az a verzió, hogy egy külön encodert illesztünk rá, így bármiyen régi AC szervo motor életre kelthető.
Hány pólusú a motorod?
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 10:54
Írta: szabo janko Dátum 2014 november 18, 10:54
Talált!
A típus DR2 - A3AC - NY41
A típus DR2 - A3AC - NY41
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 08:25
Írta: frkdv6dyr Dátum 2014 október 27, 08:25
Három pólusú, és pont az encoder a rossz. Megnézem először, hogy javítható-e meg esetleg a rengeteg kimeneten más érzékelő is van-e.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 11:02
Írta: szabo janko Dátum 2014 november 18, 11:02
Egyébként a gépkönyv szerint JASMC-B2813 yaskawa,
C560 NC112 omrom, vagy AD 71 mitsubitsi PLC kell elé. A végén mutat egy lehetőséget mérőléccel való
összekötésre is.
C560 NC112 omrom, vagy AD 71 mitsubitsi PLC kell elé. A végén mutat egy lehetőséget mérőléccel való
összekötésre is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:29
Írta: 000000000 Dátum 2014 október 27, 08:29
Igen, ezek ma már csodás dolgok, és szerencsére a jó öreg garantáltan valós u, v, w jelek ebben a linkelt rendszerben is ott vannak.
Manapság azért az árakkal is vigyázni kell, mert a csúcstechnikát képviselő motor szenzorok igen drágák is lehetnek, láttam én már olyan ipari encodert is a neten, ami csak önmagában több százezer forintba került.
Manapság azért az árakkal is vigyázni kell, mert a csúcstechnikát képviselő motor szenzorok igen drágák is lehetnek, láttam én már olyan ipari encodert is a neten, ami csak önmagában több százezer forintba került.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 13:00
Írta: svejk Dátum 2014 november 18, 13:00
Akkor ez bizony nem fog step/dir-el menni. :(
De úgy emlékszem a csatijai is mások mint a normál DR2-é.
Ha sikerülne a mach3-mal összehozni, akkor nagy király lehetnél.
De úgy emlékszem a csatijai is mások mint a normál DR2-é.
Ha sikerülne a mach3-mal összehozni, akkor nagy király lehetnél.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 október 27, 08:33
Írta: 000000000 Dátum 2014 október 27, 08:33
Ok., de ez a 3 pólus gyanús, nem 6-ot akartál írni (a póluspárok száma lehet 3)?
Bízzunk benne, a fázis jelek még jók az enkóderében, ezeket könnyen kimérheted egy sima voltmérővel is.
Bízzunk benne, a fázis jelek még jók az enkóderében, ezeket könnyen kimérheted egy sima voltmérővel is.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 15:15
Írta: szabo janko Dátum 2014 november 18, 15:15
Próbálkozunk megoldani de már ha leállunk és megjön a digitál operátor doboz. Ha lesz eredmény beszámolok róla.
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 11:06
Írta: frkdv6dyr Dátum 2014 október 27, 11:06
Hármat akartam írni, mert ennyi van. A másik kábelben több mint tíz van, de az az ecoderé.
Sajnos nincs már meg a kép de itt vettem.
Sajnos nincs már meg a kép de itt vettem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 18, 17:09
Írta: 000000000 Dátum 2014 november 18, 17:09
Sziasztok
A Mach3 vezérlő (breakout kártyaÖ mekkora feszültséget használ a stepper vagy szervo vezérlők léptetésére? 5V 12V 15V vagy 24V??
A Mach3 vezérlő (breakout kártyaÖ mekkora feszültséget használ a stepper vagy szervo vezérlők léptetésére? 5V 12V 15V vagy 24V??
Cím: Re:AC szervó motoros vezérlés
Írta: frkdv6dyr Dátum 2014 október 27, 11:07
Írta: frkdv6dyr Dátum 2014 október 27, 11:07
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 20:10
Írta: svejk Dátum 2014 november 18, 20:10
Tudtál ehhez az NY41-hez PDF-et szerezni!?
No még ez sem sikerült senkinek :(
Ha puplikus adj egy letöltési helyet, csak kíváncsiságból ránézek.
No még ez sem sikerült senkinek :(
Ha puplikus adj egy letöltési helyet, csak kíváncsiságból ránézek.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 08, 16:40
Írta: 4umhue7vh Dátum 2014 november 08, 16:40
Sziasztok!
Meg tudja mondani valaki milyen USB-232 átalakítót vegyek Omrom cx-drive-hoz + R7D sorozatszámú szervóhoz? Már 2 fajtát próbáltam, de mindkettővel megszakad a kapcsolat.
Meg tudja mondani valaki milyen USB-232 átalakítót vegyek Omrom cx-drive-hoz + R7D sorozatszámú szervóhoz? Már 2 fajtát próbáltam, de mindkettővel megszakad a kapcsolat.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 19, 06:41
Írta: szabo janko Dátum 2014 november 19, 06:41
Sajnos csak a SGM/SGMP/DR2 manuálom van meg nekem is.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 09, 14:51
Írta: szabo janko Dátum 2014 november 09, 14:51
Üdv Mindenkinek!
Valamikor régen valaki foglalkozott YASKAWA DR2
drive és a MACH3 összelövésével. Kérdésem jutott e valamire? A manuált olvasgatva kell elé egy PLC de a YouTub-on láttam valamiféle összekötést ahol ment is. Azt viszont nem tudtam kivenni hogy,pozíció szabályozás vagy csak fordulat szabályozás volt.
Valamikor régen valaki foglalkozott YASKAWA DR2
drive és a MACH3 összelövésével. Kérdésem jutott e valamire? A manuált olvasgatva kell elé egy PLC de a YouTub-on láttam valamiféle összekötést ahol ment is. Azt viszont nem tudtam kivenni hogy,pozíció szabályozás vagy csak fordulat szabályozás volt.
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:07
Írta: emfst7wwa Dátum 2014 november 22, 17:07
Sziasztok!
Azt szeretném kérdezni, hogy azalábbi vezérlőt össze tudom kötni mach3-al? Mi kellhet hozzá.
Az AC szervó vonal nekem ismeretlen így kicsit a leírása is kínai.
Motorok csatlakozók vannak hozzá de túl komolynak tűnik nekem :)

Azt szeretném kérdezni, hogy azalábbi vezérlőt össze tudom kötni mach3-al? Mi kellhet hozzá.
Az AC szervó vonal nekem ismeretlen így kicsit a leírása is kínai.
Motorok csatlakozók vannak hozzá de túl komolynak tűnik nekem :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 16, 18:06
Írta: 000000000 Dátum 2014 november 16, 18:06
Sziasztok! Nem tud valaki egy listáról, ahol össze van gyűjtve a Mach3 kompatibilis szervók listája? Nagyon nehéz találni. Yaskawa, Mitsubishi és Siemens termékeket nézegettem, de nem egyértelmű a leírásban sem hogy melyik lenne az. Köszönöm előre is ha valakinek akár útmutatás szerű infót is tud adni a kereséshez.
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 november 17, 20:42
Írta: remrendes Dátum 2014 november 17, 20:42
Hello! Ha az Y tengelyre 2db 200W-os motort szanok, akkor azokat megbizhatoan ossze lehet hangolni? Van ennek valami fuggvenye? Vagy inkabb egy 400W-osban gondolkozzak?
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Bocsi a képlinkelés nem igazán megy.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 november 17, 20:44
Írta: xkbv3nx0d Dátum 2014 november 17, 20:44
nekem 2db 400-as van és tökéletesen működik...
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 22, 18:43
Írta: 4umhue7vh Dátum 2014 november 22, 18:43
Szerintem nem jó, a szám végén az ML2 MECHATROLINK 2-t jelent.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 17, 20:49
Írta: svejk Dátum 2014 november 17, 20:49
A DR2-őt közvetlen össze lehet kötni a Mach3-mal, hacsak nem valami elvetemült speciális darab.
Cím: Re:AC szervó motoros vezérlés
Írta: 0dpyi9xg Dátum 2014 november 22, 19:22
Írta: 0dpyi9xg Dátum 2014 november 22, 19:22
https://drive.google.com/?authuser=0&usp=gmail#folders/0B1DzIdr8t_AzVUhuRVhGRUMzLUU
Szervo motor eladó jó állapotba meg egyezés szerint
Elérés:Deicide130@gmail.com
Szervo motor eladó jó állapotba meg egyezés szerint
Elérés:Deicide130@gmail.com
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 17, 22:16
Írta: 000000000 Dátum 2014 november 17, 22:16
Sunix USB - RS232 soros port átalakítóval nem volt probléma.
Igaz azt XP alatt használtuk.
Sunix USB-RS232
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 22, 19:39
Írta: svejk Dátum 2014 november 22, 19:39
Ebugrott be vagy mifene? :)
Az Adok-veszek topicban hirdesd a cuccod és csak árral, lehetőleg fényképpel.
Az Adok-veszek topicban hirdesd a cuccod és csak árral, lehetőleg fényképpel.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 06:47
Írta: szabo janko Dátum 2014 november 18, 06:47
Köszi a választ. Már kinyomtattam manuált mind az 500 oldalt majd csak boldogulok vele.
Csak az aggaszt hogy MECHATROLINK-el kommunikált eddig.
Csak az aggaszt hogy MECHATROLINK-el kommunikált eddig.
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 20:09
Írta: emfst7wwa Dátum 2014 november 22, 20:09
Köszi,
Ez nem túl jó hír. Nem is tudom mozgásra bírni vajon?
Ez nem túl jó hír. Nem is tudom mozgásra bírni vajon?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 november 18, 08:34
Írta: remrendes Dátum 2014 november 18, 08:34
Koszonom, akkor megprobalkozom vele.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 25, 13:40
Írta: 000000000 Dátum 2014 november 25, 13:40
Szia!
Vagy egy omron cif 31, vagy bármilyen Delock rs232-usb, a lényeg hogy 1 portos legyen.
Vagy egy omron cif 31, vagy bármilyen Delock rs232-usb, a lényeg hogy 1 portos legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 09:27
Írta: svejk Dátum 2014 november 18, 09:27
akkor valószínű az az NY vagy mi a csuda végű egzotikus darabokból szereztél, már a fél országot bejárta, eddig tudtommal nem sikerült senkinek hadra fogni hobby.ban
Írd le a pontos típust, vagy rakj ide fényképeket.
Írd le a pontos típust, vagy rakj ide fényképeket.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 25, 13:44
Írta: 000000000 Dátum 2014 november 25, 13:44
Vegyél egy ilyet:
delock
Én ezzel programozók, visz mindent és nem drága. Telepítésnél figyelni kell hogy a saját cd ről menjen a driver mert az xp el tudja rontani
delock
Én ezzel programozók, visz mindent és nem drága. Telepítésnél figyelni kell hogy a saját cd ről menjen a driver mert az xp el tudja rontani
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 10:54
Írta: szabo janko Dátum 2014 november 18, 10:54
Talált!
A típus DR2 - A3AC - NY41
A típus DR2 - A3AC - NY41
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 25, 22:08
Írta: 4umhue7vh Dátum 2014 november 25, 22:08
Szia!
Megrendeltem, remélem jó lesz, már 4 fajtával próbáltam, sikertelenül. Pc soros port-ról tökéletesen megy,
Köszi.
Megrendeltem, remélem jó lesz, már 4 fajtával próbáltam, sikertelenül. Pc soros port-ról tökéletesen megy,
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 11:02
Írta: szabo janko Dátum 2014 november 18, 11:02
Egyébként a gépkönyv szerint JASMC-B2813 yaskawa,
C560 NC112 omrom, vagy AD 71 mitsubitsi PLC kell elé. A végén mutat egy lehetőséget mérőléccel való
összekötésre is.
C560 NC112 omrom, vagy AD 71 mitsubitsi PLC kell elé. A végén mutat egy lehetőséget mérőléccel való
összekötésre is.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 30, 12:41
Írta: 4umhue7vh Dátum 2014 november 30, 12:41
Megjött a Delock Usb rs232 átalakító, a telepítés után kb 2-3 percig volt rendes kapcsolat,már azt hittem hogy jó, egyszer csak megszakadt, és csak akkor lehet újra kapcsolódni ha kihúzom az usb-ből és visszadugom, és már lényegesen hamarabb meg is szakad. Valami válaszidő túllépést ír ki.Már kipróbáltam másik laptopról is,igaz mindkettőn XP van, holnap megnézem mit csinál WIN 7 alatt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 13:00
Írta: svejk Dátum 2014 november 18, 13:00
Akkor ez bizony nem fog step/dir-el menni. :(
De úgy emlékszem a csatijai is mások mint a normál DR2-é.
Ha sikerülne a mach3-mal összehozni, akkor nagy király lehetnél.
De úgy emlékszem a csatijai is mások mint a normál DR2-é.
Ha sikerülne a mach3-mal összehozni, akkor nagy király lehetnél.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 30, 14:37
Írta: 4umhue7vh Dátum 2014 november 30, 14:37
olvasgatom a CX-drive és a R7D... szervo pdf-jét, rs232c kell hozzá, ez mit jelent? le van írva hogy a CIF31 is csak néhány frekiváltóhoz jó, valamint az is ott van hogy milyen kell nekem,pl, (USB-CVRS9) csak honnan?
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 18, 15:15
Írta: szabo janko Dátum 2014 november 18, 15:15
Próbálkozunk megoldani de már ha leállunk és megjön a digitál operátor doboz. Ha lesz eredmény beszámolok róla.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 30, 15:58
Írta: svejk Dátum 2014 november 30, 15:58
Ha feltételen USB-soros átalakító akkor csak FTDI chip-es jöjjön képbe.
De jobban jársz egy régi akku döglött p4-es notival, az biztos nem fog megszívatni...
De jobban jársz egy régi akku döglött p4-es notival, az biztos nem fog megszívatni...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 18, 17:09
Írta: 000000000 Dátum 2014 november 18, 17:09
Sziasztok
A Mach3 vezérlő (breakout kártyaÖ mekkora feszültséget használ a stepper vagy szervo vezérlők léptetésére? 5V 12V 15V vagy 24V??
A Mach3 vezérlő (breakout kártyaÖ mekkora feszültséget használ a stepper vagy szervo vezérlők léptetésére? 5V 12V 15V vagy 24V??
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 01, 23:16
Írta: 4umhue7vh Dátum 2014 december 01, 23:16
Lemondtam a soros átalakítóról, van FTDI is, az sem jó. Megoltom pc-vel mert már több öreg noti árát elherdáltam, átalakítókra. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 18, 20:10
Írta: svejk Dátum 2014 november 18, 20:10
Tudtál ehhez az NY41-hez PDF-et szerezni!?
No még ez sem sikerült senkinek :(
Ha puplikus adj egy letöltési helyet, csak kíváncsiságból ránézek.
No még ez sem sikerült senkinek :(
Ha puplikus adj egy letöltési helyet, csak kíváncsiságból ránézek.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2014 december 02, 00:24
Írta: Gyati Dátum 2014 december 02, 00:24
Szia! Jó döntés, ugyan így jártam. [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2014 november 19, 06:41
Írta: szabo janko Dátum 2014 november 19, 06:41
Sajnos csak a SGM/SGMP/DR2 manuálom van meg nekem is.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 december 02, 08:20
Írta: xkbv3nx0d Dátum 2014 december 02, 08:20
ha jó és megbízható átalakító kell akkor ATEN, mi kb 25-30db-ot használunk hiba nélkül...
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:07
Írta: emfst7wwa Dátum 2014 november 22, 17:07
Sziasztok!
Azt szeretném kérdezni, hogy azalábbi vezérlőt össze tudom kötni mach3-al? Mi kellhet hozzá.
Az AC szervó vonal nekem ismeretlen így kicsit a leírása is kínai.
Motorok csatlakozók vannak hozzá de túl komolynak tűnik nekem :)
Azt szeretném kérdezni, hogy azalábbi vezérlőt össze tudom kötni mach3-al? Mi kellhet hozzá.
Az AC szervó vonal nekem ismeretlen így kicsit a leírása is kínai.
Motorok csatlakozók vannak hozzá de túl komolynak tűnik nekem :)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2014 december 06, 15:51
Írta: designr Dátum 2014 december 06, 15:51
Hozzáértőktől kérdezem..Yaskawa SGDS-02A12A vezérlő stepp dir-ről megy-e?Mach3 kompatibilis?
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2014 december 06, 16:01
Írta: designr Dátum 2014 december 06, 16:01
ÁÁ közben egy régebbi beírásból kiderült..mechatrolink..felejtős ..
Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Írta: emfst7wwa Dátum 2014 november 22, 17:09
Bocsi a képlinkelés nem igazán megy.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 09, 21:11
Írta: remrendes Dátum 2014 december 09, 21:11
Tudna valaki nehany dolgot meselni egy driver beallitassal kapcsolatban? Gondolom nehanyotoknak ezek ismeros adatok. Annyi infot kaptam eddig egy videobol (ha valakit erdekel egy kinai angol akcentusa szivesen feltoltom :) ), amit a gyartotol kaptam, hogy a "current loop" reszt nem szabad piszkalni es a "velocity limit" gyarilag 16383, ami nalam 16666 :) 
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 22, 18:43
Írta: 4umhue7vh Dátum 2014 november 22, 18:43
Szerintem nem jó, a szám végén az ML2 MECHATROLINK 2-t jelent.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:39
Írta: w0hgtwf3w Dátum 2014 december 10, 13:39
A léptetőket lecseréltem a Klaviotól vett szervó szettre. A neten található leírásokból valamennyire sikerült beállítanom, de amint a mellékelt képen látszik nem a tökéletes.
A relifen a jelölő vonal után emeltem a gép sebességét a minőség (lehet hogy hívhatom felbontásnak) drasztikusan rosszabb lett.
Ha valakinek van ilyen típusos szervó szettje és sikerült pontosan beállítania az kérem ossza meg.
De jobban örülnék ha itt tárgyalnánk ki mondjuk a hétvégén, a marógép mellet ülve.
A későbbiekben másnak is nagy hasznára lehetne.
Mint kezdő szervós több kérdésre nem igazán tudom a választ.
A szervó motorokat a marógép mechanikájához kell beállítani, behangolni ?
Tehát már összerakott gépen kel a tesztjáratokat lefuttatni.
Vagy csak a motrot és vezérlőt kell egymással összehangolni (a youtubon találtam egy videót ott az úriember csak magában a szettet hangolta mechanika nélkül)
Természetesen elmozdulás méreteit azt be tudtam állítani.
Mindenki segítségét előre is köszönöm.

http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpgKézikönyv
A relifen a jelölő vonal után emeltem a gép sebességét a minőség (lehet hogy hívhatom felbontásnak) drasztikusan rosszabb lett.
Ha valakinek van ilyen típusos szervó szettje és sikerült pontosan beállítania az kérem ossza meg.
De jobban örülnék ha itt tárgyalnánk ki mondjuk a hétvégén, a marógép mellet ülve.
A későbbiekben másnak is nagy hasznára lehetne.
Mint kezdő szervós több kérdésre nem igazán tudom a választ.
A szervó motorokat a marógép mechanikájához kell beállítani, behangolni ?
Tehát már összerakott gépen kel a tesztjáratokat lefuttatni.
Vagy csak a motrot és vezérlőt kell egymással összehangolni (a youtubon találtam egy videót ott az úriember csak magában a szettet hangolta mechanika nélkül)
Természetesen elmozdulás méreteit azt be tudtam állítani.
Mindenki segítségét előre is köszönöm.
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpgKézikönyv
Cím: Re:AC szervó motoros vezérlés
Írta: 0dpyi9xg Dátum 2014 november 22, 19:22
Írta: 0dpyi9xg Dátum 2014 november 22, 19:22
https://drive.google.com/?authuser=0&usp=gmail#folders/0B1DzIdr8t_AzVUhuRVhGRUMzLUU
Szervo motor eladó jó állapotba meg egyezés szerint
Elérés:Deicide130@gmail.com
Szervo motor eladó jó állapotba meg egyezés szerint
Elérés:Deicide130@gmail.com
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:41
Írta: w0hgtwf3w Dátum 2014 december 10, 13:41
Kihagytam egy entert
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpg
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 22, 19:39
Írta: svejk Dátum 2014 november 22, 19:39
Ebugrott be vagy mifene? :)
Az Adok-veszek topicban hirdesd a cuccod és csak árral, lehetőleg fényképpel.
Az Adok-veszek topicban hirdesd a cuccod és csak árral, lehetőleg fényképpel.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:42
Írta: w0hgtwf3w Dátum 2014 december 10, 13:42
Mégegyszer

Cím: Re:AC szervó motoros vezérlés
Írta: emfst7wwa Dátum 2014 november 22, 20:09
Írta: emfst7wwa Dátum 2014 november 22, 20:09
Köszi,
Ez nem túl jó hír. Nem is tudom mozgásra bírni vajon?
Ez nem túl jó hír. Nem is tudom mozgásra bírni vajon?
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2014 december 10, 13:48
Írta: 3wm3x3zz Dátum 2014 december 10, 13:48
ha jol értelmezem növeltél a sebességen és borzasabb lett a felület? A képet nézve hosszába kellene marnod nem pedig keresztbe .
Szerinted?
Szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 25, 13:40
Írta: 000000000 Dátum 2014 november 25, 13:40
Szia!
Vagy egy omron cif 31, vagy bármilyen Delock rs232-usb, a lényeg hogy 1 portos legyen.
Vagy egy omron cif 31, vagy bármilyen Delock rs232-usb, a lényeg hogy 1 portos legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 14:07
Írta: w0hgtwf3w Dátum 2014 december 10, 14:07
Nem borzasabb lett, hanem egyszerűbben mondva rosszabb.
Fenyő a próbadarab, száliránynak keresztbe van marva, hosszában még rosszabb lenne a felület.
Lassabb sebességnél jobb a minőség, de mindenképpen a szervo beállításaiban van a gond.
Fenyő a próbadarab, száliránynak keresztbe van marva, hosszában még rosszabb lenne a felület.
Lassabb sebességnél jobb a minőség, de mindenképpen a szervo beállításaiban van a gond.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 november 25, 13:44
Írta: 000000000 Dátum 2014 november 25, 13:44
Vegyél egy ilyet:
delock
Én ezzel programozók, visz mindent és nem drága. Telepítésnél figyelni kell hogy a saját cd ről menjen a driver mert az xp el tudja rontani
delock
Én ezzel programozók, visz mindent és nem drága. Telepítésnél figyelni kell hogy a saját cd ről menjen a driver mert az xp el tudja rontani
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2014 december 10, 15:01
Írta: 3wm3x3zz Dátum 2014 december 10, 15:01
ez általános lassabban marva szebb
legyen keményfa és szálirányba . ugy nézd meg
legyen keményfa és szálirányba . ugy nézd meg
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 25, 22:08
Írta: 4umhue7vh Dátum 2014 november 25, 22:08
Szia!
Megrendeltem, remélem jó lesz, már 4 fajtával próbáltam, sikertelenül. Pc soros port-ról tökéletesen megy,
Köszi.
Megrendeltem, remélem jó lesz, már 4 fajtával próbáltam, sikertelenül. Pc soros port-ról tökéletesen megy,
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 15:17
Írta: w0hgtwf3w Dátum 2014 december 10, 15:17
Köszi de azt hiszem nem érted a problémámat.
(már sok reliefet készítettem ez irányban van tapasztalat)
De azért köszönöm :)
(már sok reliefet készítettem ez irányban van tapasztalat)
De azért köszönöm :)
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 30, 12:41
Írta: 4umhue7vh Dátum 2014 november 30, 12:41
Megjött a Delock Usb rs232 átalakító, a telepítés után kb 2-3 percig volt rendes kapcsolat,már azt hittem hogy jó, egyszer csak megszakadt, és csak akkor lehet újra kapcsolódni ha kihúzom az usb-ből és visszadugom, és már lényegesen hamarabb meg is szakad. Valami válaszidő túllépést ír ki.Már kipróbáltam másik laptopról is,igaz mindkettőn XP van, holnap megnézem mit csinál WIN 7 alatt.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 10, 15:45
Írta: remrendes Dátum 2014 december 10, 15:45
Ugy latom te azert joval elorebb vagy mint en. Esetleg a beallitasokrol tudnal kepet csinalni? Illetve az emlitett videokat el tudnad kuldeni?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 november 30, 14:37
Írta: 4umhue7vh Dátum 2014 november 30, 14:37
olvasgatom a CX-drive és a R7D... szervo pdf-jét, rs232c kell hozzá, ez mit jelent? le van írva hogy a CIF31 is csak néhány frekiváltóhoz jó, valamint az is ott van hogy milyen kell nekem,pl, (USB-CVRS9) csak honnan?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 19:53
Írta: w0hgtwf3w Dátum 2014 december 10, 19:53
Most értem gép elé.
Tehát.
A videókat, stb a hétvégére gondoltam.
Akkor interaktív mehetne, és lehetne próbálgatni.
Sajnos hét közben csak nagyon kevés időm van.
Tehát.
A videókat, stb a hétvégére gondoltam.
Akkor interaktív mehetne, és lehetne próbálgatni.
Sajnos hét közben csak nagyon kevés időm van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 november 30, 15:58
Írta: svejk Dátum 2014 november 30, 15:58
Ha feltételen USB-soros átalakító akkor csak FTDI chip-es jöjjön képbe.
De jobban jársz egy régi akku döglött p4-es notival, az biztos nem fog megszívatni...
De jobban jársz egy régi akku döglött p4-es notival, az biztos nem fog megszívatni...
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 10, 21:26
Írta: remrendes Dátum 2014 december 10, 21:26
Az emlitett youtube-os videora gondoltam elsosorban, de minden egyeb erdekel :)
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 01, 23:16
Írta: 4umhue7vh Dátum 2014 december 01, 23:16
Lemondtam a soros átalakítóról, van FTDI is, az sem jó. Megoltom pc-vel mert már több öreg noti árát elherdáltam, átalakítókra. :(
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 21:46
Írta: w0hgtwf3w Dátum 2014 december 10, 21:46
Jaaa akkor prancsolj :)
http://youtu.be/xYXyXspWuqU
http://youtu.be/g6KpKboSSb0
http://youtu.be/OBqBAzQH_VE
De elkültem mailben is.
http://youtu.be/xYXyXspWuqU
http://youtu.be/g6KpKboSSb0
http://youtu.be/OBqBAzQH_VE
De elkültem mailben is.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2014 december 02, 00:24
Írta: Gyati Dátum 2014 december 02, 00:24
Szia! Jó döntés, ugyan így jártam. [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 10, 23:10
Írta: s7manbs8 Dátum 2014 december 10, 23:10
Az már eleve jó pont, hogy szervód van. A beállítást a géppel együtt kell csinálni, egy részét legalábbis mindenképp, már a végleges esetét, mivel a mechanika által változik a kifejtett erő kívánalma, így ahhoz kicsit hozzá kell idomítani.
Cím: Re:AC szervó motoros vezérlés
Írta: xkbv3nx0d Dátum 2014 december 02, 08:20
Írta: xkbv3nx0d Dátum 2014 december 02, 08:20
ha jó és megbízható átalakító kell akkor ATEN, mi kb 25-30db-ot használunk hiba nélkül...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2014 december 10, 23:10
Írta: c2nsu773m Dátum 2014 december 10, 23:10
Igen minden féle képpen az összerakot gépen kell a teszteket lefuttatni, a tömegek miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2014 december 06, 15:51
Írta: designr Dátum 2014 december 06, 15:51
Hozzáértőktől kérdezem..Yaskawa SGDS-02A12A vezérlő stepp dir-ről megy-e?Mach3 kompatibilis?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 11, 08:16
Írta: w0hgtwf3w Dátum 2014 december 11, 08:16
Tamás, "elektron" !
Köszönöm, mint abszolult servó szűznek ez már egy iránypont.
A hétvégén nekiállok, és megpróbálom a grafikonokat olyanra beállítani mint a leírásban.
Köszönöm, mint abszolult servó szűznek ez már egy iránypont.
A hétvégén nekiállok, és megpróbálom a grafikonokat olyanra beállítani mint a leírásban.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2014 december 06, 16:01
Írta: designr Dátum 2014 december 06, 16:01
ÁÁ közben egy régebbi beírásból kiderült..mechatrolink..felejtős ..
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 11, 13:11
Írta: remrendes Dátum 2014 december 11, 13:11
Koszonom itt is.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 09, 21:11
Írta: remrendes Dátum 2014 december 09, 21:11
Tudna valaki nehany dolgot meselni egy driver beallitassal kapcsolatban? Gondolom nehanyotoknak ezek ismeros adatok. Annyi infot kaptam eddig egy videobol (ha valakit erdekel egy kinai angol akcentusa szivesen feltoltom :) ), amit a gyartotol kaptam, hogy a "current loop" reszt nem szabad piszkalni es a "velocity limit" gyarilag 16383, ami nalam 16666 :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 11, 18:20
Írta: 000000000 Dátum 2014 december 11, 18:20
Szerintetek 10000 P/R -es enkóderrel lehet valami érdemleges eredményt elérni?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:39
Írta: w0hgtwf3w Dátum 2014 december 10, 13:39
A léptetőket lecseréltem a Klaviotól vett szervó szettre. A neten található leírásokból valamennyire sikerült beállítanom, de amint a mellékelt képen látszik nem a tökéletes.
A relifen a jelölő vonal után emeltem a gép sebességét a minőség (lehet hogy hívhatom felbontásnak) drasztikusan rosszabb lett.
Ha valakinek van ilyen típusos szervó szettje és sikerült pontosan beállítania az kérem ossza meg.
De jobban örülnék ha itt tárgyalnánk ki mondjuk a hétvégén, a marógép mellet ülve.
A későbbiekben másnak is nagy hasznára lehetne.
Mint kezdő szervós több kérdésre nem igazán tudom a választ.
A szervó motorokat a marógép mechanikájához kell beállítani, behangolni ?
Tehát már összerakott gépen kel a tesztjáratokat lefuttatni.
Vagy csak a motrot és vezérlőt kell egymással összehangolni (a youtubon találtam egy videót ott az úriember csak magában a szettet hangolta mechanika nélkül)
Természetesen elmozdulás méreteit azt be tudtam állítani.
Mindenki segítségét előre is köszönöm.
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpgKézikönyv
A relifen a jelölő vonal után emeltem a gép sebességét a minőség (lehet hogy hívhatom felbontásnak) drasztikusan rosszabb lett.
Ha valakinek van ilyen típusos szervó szettje és sikerült pontosan beállítania az kérem ossza meg.
De jobban örülnék ha itt tárgyalnánk ki mondjuk a hétvégén, a marógép mellet ülve.
A későbbiekben másnak is nagy hasznára lehetne.
Mint kezdő szervós több kérdésre nem igazán tudom a választ.
A szervó motorokat a marógép mechanikájához kell beállítani, behangolni ?
Tehát már összerakott gépen kel a tesztjáratokat lefuttatni.
Vagy csak a motrot és vezérlőt kell egymással összehangolni (a youtubon találtam egy videót ott az úriember csak magában a szettet hangolta mechanika nélkül)
Természetesen elmozdulás méreteit azt be tudtam állítani.
Mindenki segítségét előre is köszönöm.
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpgKézikönyv
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 december 11, 19:41
Írta: Szalai György Dátum 2014 december 11, 19:41
Lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:41
Írta: w0hgtwf3w Dátum 2014 december 10, 13:41
Kihagytam egy entert
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpg
http://www.imgserv.com/images/2014/12/10/u7SzdZys.th.jpg
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 11, 20:10
Írta: 000000000 Dátum 2014 december 11, 20:10
Köszönöm, akkor egyenlőre nem szedem le a motorról.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 13:42
Írta: w0hgtwf3w Dátum 2014 december 10, 13:42
Mégegyszer
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 december 12, 07:25
Írta: Szalai György Dátum 2014 december 12, 07:25
Hiszen a kommutációhoz szükséges jeleket is abból nyerheted.
Ráérsz leszedni, majd ha tudsz jobbat.
Ráérsz leszedni, majd ha tudsz jobbat.
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2014 december 10, 13:48
Írta: 3wm3x3zz Dátum 2014 december 10, 13:48
ha jol értelmezem növeltél a sebességen és borzasabb lett a felület? A képet nézve hosszába kellene marnod nem pedig keresztbe .
Szerinted?
Szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 12, 09:40
Írta: 000000000 Dátum 2014 december 12, 09:40
Akkor ez hasonlóan működik, mint a BLDC motoroknál a 3 hall-jeladó? Rotor pozíció jeladó?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 14:07
Írta: w0hgtwf3w Dátum 2014 december 10, 14:07
Nem borzasabb lett, hanem egyszerűbben mondva rosszabb.
Fenyő a próbadarab, száliránynak keresztbe van marva, hosszában még rosszabb lenne a felület.
Lassabb sebességnél jobb a minőség, de mindenképpen a szervo beállításaiban van a gond.
Fenyő a próbadarab, száliránynak keresztbe van marva, hosszában még rosszabb lenne a felület.
Lassabb sebességnél jobb a minőség, de mindenképpen a szervo beállításaiban van a gond.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 19, 20:32
Írta: w0hgtwf3w Dátum 2014 december 19, 20:32
Na nekiálltam a beállításoknak, DE történt egy kis gond, most már tényleg kezd tele lenni a hököm a servóval.
Állítgatás után az egész kóceráj pontosabban a z tengely meghülyült, olyan mintha folyamatosan növekedne a "z" tengely 0 pontja.
Tehát a garavírtű folyamatosan jön kifelé az anyagból.
Talán van valakinek valami tippje rá így hirtelen. Már gondolkozok a léptetők visrosszakásán (inkább csinálom lassabban de jól).
Az alábbi servót használom (pooliptól loptam a képet de ugyanaz minden, csak a 12 V-t nem kötöttem rá (szerintem felesleges).

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A probléma pedig ez lenne.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Az állítások előtt semmi gond nem volt ilyen téren. Viszont nagyon "darabos volt a maráskép. (az előbbiekben már felraktam #2094 )
Milyen Mach3 beállítások illenek az ilyen összeállításhoz??
Van valakinek tapasztalata az ACS vezérlőkkel és a mellékelt motorosokkal kapcsolatban ?
Állítgatás után az egész kóceráj pontosabban a z tengely meghülyült, olyan mintha folyamatosan növekedne a "z" tengely 0 pontja.
Tehát a garavírtű folyamatosan jön kifelé az anyagból.
Talán van valakinek valami tippje rá így hirtelen. Már gondolkozok a léptetők visrosszakásán (inkább csinálom lassabban de jól).
Az alábbi servót használom (pooliptól loptam a képet de ugyanaz minden, csak a 12 V-t nem kötöttem rá (szerintem felesleges).

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A probléma pedig ez lenne.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Az állítások előtt semmi gond nem volt ilyen téren. Viszont nagyon "darabos volt a maráskép. (az előbbiekben már felraktam #2094 )
Milyen Mach3 beállítások illenek az ilyen összeállításhoz??
Van valakinek tapasztalata az ACS vezérlőkkel és a mellékelt motorosokkal kapcsolatban ?
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2014 december 10, 15:01
Írta: 3wm3x3zz Dátum 2014 december 10, 15:01
ez általános lassabban marva szebb
legyen keményfa és szálirányba . ugy nézd meg
legyen keményfa és szálirányba . ugy nézd meg
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 19, 20:34
Írta: w0hgtwf3w Dátum 2014 december 19, 20:34
motorosokkal = motorokkal
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 15:17
Írta: w0hgtwf3w Dátum 2014 december 10, 15:17
Köszi de azt hiszem nem érted a problémámat.
(már sok reliefet készítettem ez irányban van tapasztalat)
De azért köszönöm :)
(már sok reliefet készítettem ez irányban van tapasztalat)
De azért köszönöm :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 21, 08:39
Írta: remrendes Dátum 2014 december 21, 08:39
Jo reggelt!
Ha elmeletileg minden megvan, hogy kiprobaljak egy motort, mivel lenne a legegyszerubb STEP/DIR jeleket generalni?
Ha elmeletileg minden megvan, hogy kiprobaljak egy motort, mivel lenne a legegyszerubb STEP/DIR jeleket generalni?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 10, 15:45
Írta: remrendes Dátum 2014 december 10, 15:45
Ugy latom te azert joval elorebb vagy mint en. Esetleg a beallitasokrol tudnal kepet csinalni? Illetve az emlitett videokat el tudnad kuldeni?
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:07
Írta: sanka74 Dátum 2014 december 21, 19:07
Szia! Én ugyan ilyen vezérlővel szereltem át a gépem. Az egyik tengelyem rendben elindult, aztán tévesztett, és megállt. Az encoder vezetékben valamit nem jól kötöttem, ez volt a hiba. Gyártottam egy új vezetéket, és azzal jó már 2 éve, hogy gyorsan le is kopogjam. Javaslom neked is, hogy elsőre nézd át a jelvezetéket, hogy jól van-e kötve. Szerintem biztos itt lesz a probléma, ezek nagyon jó vezérlők.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 19:53
Írta: w0hgtwf3w Dátum 2014 december 10, 19:53
Most értem gép elé.
Tehát.
A videókat, stb a hétvégére gondoltam.
Akkor interaktív mehetne, és lehetne próbálgatni.
Sajnos hét közben csak nagyon kevés időm van.
Tehát.
A videókat, stb a hétvégére gondoltam.
Akkor interaktív mehetne, és lehetne próbálgatni.
Sajnos hét közben csak nagyon kevés időm van.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 21, 19:10
Írta: s7manbs8 Dátum 2014 december 21, 19:10
Léptetőmotorral. :) tekered és és egyik tekercsének két végét használva lehet jelet kiadni. Csak még egy ellenállás dióda nem árt hogy az 5V-ot ha túllépi a jel, nehogy kiüsse a vezérlődet.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 10, 21:26
Írta: remrendes Dátum 2014 december 10, 21:26
Az emlitett youtube-os videora gondoltam elsosorban, de minden egyeb erdekel :)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:10
Írta: sanka74 Dátum 2014 december 21, 19:10
Legelőször talán cserélj ki két vezérlőt egymással, ezzel, kizárhatod a vezérlő hibát.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 10, 21:46
Írta: w0hgtwf3w Dátum 2014 december 10, 21:46
Jaaa akkor prancsolj :)
http://youtu.be/xYXyXspWuqU
http://youtu.be/g6KpKboSSb0
http://youtu.be/OBqBAzQH_VE
De elkültem mailben is.
http://youtu.be/xYXyXspWuqU
http://youtu.be/g6KpKboSSb0
http://youtu.be/OBqBAzQH_VE
De elkültem mailben is.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 21, 19:11
Írta: s7manbs8 Dátum 2014 december 21, 19:11
Amúgy meg Mach3-at felrakod és beéállítod melyik tüskéden van a Ste, Dir láb és már mozgathatod is az demo verzióban is fog menni rögtön.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 10, 23:10
Írta: s7manbs8 Dátum 2014 december 10, 23:10
Az már eleve jó pont, hogy szervód van. A beállítást a géppel együtt kell csinálni, egy részét legalábbis mindenképp, már a végleges esetét, mivel a mechanika által változik a kifejtett erő kívánalma, így ahhoz kicsit hozzá kell idomítani.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:12
Írta: sanka74 Dátum 2014 december 21, 19:12
Hangoltad a vezérlőket, vagy kaptál gyári beállítást hozzájuk?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2014 december 10, 23:10
Írta: c2nsu773m Dátum 2014 december 10, 23:10
Igen minden féle képpen az összerakot gépen kell a teszteket lefuttatni, a tömegek miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 21, 20:42
Írta: w0hgtwf3w Dátum 2014 december 21, 20:42
Bocsáss meg, csak most kerültem a gép közelében.
Látom "foglalkoztál az ügyemmel".
Most a vezetékek átnézése után találtam hibát, most úgy néz ki jó lesz.
Holnap lesz egy kis időm és részletesebben kitárgyalunk mindent.
Látom "foglalkoztál az ügyemmel".
Most a vezetékek átnézése után találtam hibát, most úgy néz ki jó lesz.
Holnap lesz egy kis időm és részletesebben kitárgyalunk mindent.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 11, 08:16
Írta: w0hgtwf3w Dátum 2014 december 11, 08:16
Tamás, "elektron" !
Köszönöm, mint abszolult servó szűznek ez már egy iránypont.
A hétvégén nekiállok, és megpróbálom a grafikonokat olyanra beállítani mint a leírásban.
Köszönöm, mint abszolult servó szűznek ez már egy iránypont.
A hétvégén nekiállok, és megpróbálom a grafikonokat olyanra beállítani mint a leírásban.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 21, 21:20
Írta: remrendes Dátum 2014 december 21, 21:20
Holnap elokaparom az XP-m es felteszem. Meg ujratenni is gyorsabb lesz, mint lepteto motort talalni :) Addig megnezek 1-2 tutorialt a youtubeon, de biztos lesz kerdesem :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 11, 13:11
Írta: remrendes Dátum 2014 december 11, 13:11
Koszonom itt is.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 23, 08:56
Írta: sanka74 Dátum 2014 december 23, 08:56
Megjavult?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 11, 18:20
Írta: 000000000 Dátum 2014 december 11, 18:20
Szerintetek 10000 P/R -es enkóderrel lehet valami érdemleges eredményt elérni?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 23, 09:53
Írta: w0hgtwf3w Dátum 2014 december 23, 09:53
Szia !
Úgy néz ki jó lesz.
A gyorsulási értékeket brutálisan visszavettem (800-ról 100-ra).
Az alu gépem mechanikája valószínűleg gyenge a nagy gyorsulásokhoz.
Csináltam egykét próbamarást reliefnél szép lett a felület.
Ma szeretnék teszteket csinálni a méretpontossággal kapcsolatban.
Ha nem okozna neked gondot, elküldhetnéd a te beállításaidat mind a Pro Tunereseket mind a mach 3-okat.
Mekkora felbontással érdemes használni ?
Nekem az x és az y tengely 20mm-es menetemelkedésű golyósorsó a z pedig 5 mm.
Erről a gépről van szó
A jelen állapotban a z tengely már egy nagyobb szerkezet és frekvenciaváltós technomotor a marómotor.
Délután megyek ki a műhelybe....
Most elzavart az asszony bevásárolni :(
Úgy néz ki jó lesz.
A gyorsulási értékeket brutálisan visszavettem (800-ról 100-ra).
Az alu gépem mechanikája valószínűleg gyenge a nagy gyorsulásokhoz.
Csináltam egykét próbamarást reliefnél szép lett a felület.
Ma szeretnék teszteket csinálni a méretpontossággal kapcsolatban.
Ha nem okozna neked gondot, elküldhetnéd a te beállításaidat mind a Pro Tunereseket mind a mach 3-okat.
Mekkora felbontással érdemes használni ?
Nekem az x és az y tengely 20mm-es menetemelkedésű golyósorsó a z pedig 5 mm.
Erről a gépről van szó
A jelen állapotban a z tengely már egy nagyobb szerkezet és frekvenciaváltós technomotor a marómotor.
Délután megyek ki a műhelybe....
Most elzavart az asszony bevásárolni :(
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 december 11, 19:41
Írta: Szalai György Dátum 2014 december 11, 19:41
Lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 23, 10:23
Írta: sanka74 Dátum 2014 december 23, 10:23
Szia! Ma dolgozom, bent vagyok. Holnap délután leszek otthon, megnézem ha megvannak a beállítások. De ha jól emlékszem, akkor a vezérlőnél a gyári beállítsát használtam. Ha a Te motorjaid a Klaviótol vannak, akkor azokhoz van gyári beállítás, lehet érdemes lenne a Györgyöt felhívni ezügyben. Én úgy emlékszem, hogy a gyári beállítást hagytam benne.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 11, 20:10
Írta: 000000000 Dátum 2014 december 11, 20:10
Köszönöm, akkor egyenlőre nem szedem le a motorról.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 23, 14:30
Írta: remrendes Dátum 2014 december 23, 14:30
Szep jo napot!
Eljutottam odaig, hogy lefuttattam egy egyszeru G kodot: G21 G0 Y100 G0 Y-100.
Mitol lehet, hogy a PUL+ LEDje kevesbbe vilagit? Probaltam masik labon is, de ugyanez a helyzet. Neha kiall hibara a vezerlo, ez Mach vagy driver beallitasi gond lehet inkabb?
Eljutottam odaig, hogy lefuttattam egy egyszeru G kodot: G21 G0 Y100 G0 Y-100.
Mitol lehet, hogy a PUL+ LEDje kevesbbe vilagit? Probaltam masik labon is, de ugyanez a helyzet. Neha kiall hibara a vezerlo, ez Mach vagy driver beallitasi gond lehet inkabb?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2014 december 12, 07:25
Írta: Szalai György Dátum 2014 december 12, 07:25
Hiszen a kommutációhoz szükséges jeleket is abból nyerheted.
Ráérsz leszedni, majd ha tudsz jobbat.
Ráérsz leszedni, majd ha tudsz jobbat.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 10:41
Írta: 4umhue7vh Dátum 2014 december 28, 10:41
Sziasztok!
Van 2db Omron R7D-BP szervóm R88M-G motorral, az egyik motorral valami gáz van. 44-es hibakódot ír ki,(ismeretlen) az autó konfigurációt sem lehet végigcsinálni, egy kicsit megmozgatja, és kiakad. Rövid ideig tartó step impulzusokkal negyed -fél fordulatonként körbe lehet forgatni, de a folyamatos forgást nem szereti. Tartásban jó, ha nagy erőszakot alkalmazok overload-ot ír ki. Találkozott már valaki ilyen problémával?
Van 2db Omron R7D-BP szervóm R88M-G motorral, az egyik motorral valami gáz van. 44-es hibakódot ír ki,(ismeretlen) az autó konfigurációt sem lehet végigcsinálni, egy kicsit megmozgatja, és kiakad. Rövid ideig tartó step impulzusokkal negyed -fél fordulatonként körbe lehet forgatni, de a folyamatos forgást nem szereti. Tartásban jó, ha nagy erőszakot alkalmazok overload-ot ír ki. Találkozott már valaki ilyen problémával?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 12, 09:40
Írta: 000000000 Dátum 2014 december 12, 09:40
Akkor ez hasonlóan működik, mint a BLDC motoroknál a 3 hall-jeladó? Rotor pozíció jeladó?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 13:50
Írta: 4umhue7vh Dátum 2014 december 28, 13:50
Közben egy máik pdf-ből kiderült hogy a 44-es kód encoder hibát jelent. Leszedtem a encodert a motorról, (csak az elektronikát, a tárcsa maradt) azután meggondolatlanul leszedtem a jó motorról is és kicseréltem, hát nem lett jó, de cserébe lett két működésképtelen motorom. [#falbav] 2db 3-as csavar fogja fel az elektronikát a motorra, nincs fix helye, csak a csavarok tartják pozícióba,és kb 0.5mm játéka van, attól függően hol húzom meg, úgy változik a hiba mértéke, de teljesen jó nem akar lenni.Van valami megoldás hogy be tudjam állítani? Valószínűleg elmozdulhatott az encoder a első motoron,Azért írta ki a hibát,mert most egyformán sz@r mind a kettő.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 19, 20:32
Írta: w0hgtwf3w Dátum 2014 december 19, 20:32
Na nekiálltam a beállításoknak, DE történt egy kis gond, most már tényleg kezd tele lenni a hököm a servóval.
Állítgatás után az egész kóceráj pontosabban a z tengely meghülyült, olyan mintha folyamatosan növekedne a "z" tengely 0 pontja.
Tehát a garavírtű folyamatosan jön kifelé az anyagból.
Talán van valakinek valami tippje rá így hirtelen. Már gondolkozok a léptetők visrosszakásán (inkább csinálom lassabban de jól).
Az alábbi servót használom (pooliptól loptam a képet de ugyanaz minden, csak a 12 V-t nem kötöttem rá (szerintem felesleges).
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A probléma pedig ez lenne.
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Az állítások előtt semmi gond nem volt ilyen téren. Viszont nagyon "darabos volt a maráskép. (az előbbiekben már felraktam #2094 )
Milyen Mach3 beállítások illenek az ilyen összeállításhoz??
Van valakinek tapasztalata az ACS vezérlőkkel és a mellékelt motorosokkal kapcsolatban ?
Állítgatás után az egész kóceráj pontosabban a z tengely meghülyült, olyan mintha folyamatosan növekedne a "z" tengely 0 pontja.
Tehát a garavírtű folyamatosan jön kifelé az anyagból.
Talán van valakinek valami tippje rá így hirtelen. Már gondolkozok a léptetők visrosszakásán (inkább csinálom lassabban de jól).
Az alábbi servót használom (pooliptól loptam a képet de ugyanaz minden, csak a 12 V-t nem kötöttem rá (szerintem felesleges).
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A probléma pedig ez lenne.
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Az állítások előtt semmi gond nem volt ilyen téren. Viszont nagyon "darabos volt a maráskép. (az előbbiekben már felraktam #2094 )
Milyen Mach3 beállítások illenek az ilyen összeállításhoz??
Van valakinek tapasztalata az ACS vezérlőkkel és a mellékelt motorosokkal kapcsolatban ?
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2014 december 28, 14:14
Írta: ra8nsmk6w Dátum 2014 december 28, 14:14
Az enkoder hibában benne van a vezeték is az ő 2 csatlakozójával. Az első körben ezeket nézném meg. A vezeték után a csatlakozó aljzatókat is. Magába a vezérlőbe épitett aljzat is lehet kontakthibás ha a sok rángatástól elenged egy forrasztás. Az enkoder szétszedése az utólsó lenne amihez nyúlnék, nagyon rossz hangulatban .
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 19, 20:34
Írta: w0hgtwf3w Dátum 2014 december 19, 20:34
motorosokkal = motorokkal
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:16
Írta: s2k5ycubj Dátum 2014 december 28, 14:16
Ha van oszcilloszkópod nem olyan rossz a helyzet. A névleges tápfeszültséget kell ráadni az enkóderre és kétsugaras szkópon nézni,hogy a kimenetén szép,egyforma négyszögjelek legyenek. Szerintem finoman be lehet állítgatni.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 21, 08:39
Írta: remrendes Dátum 2014 december 21, 08:39
Jo reggelt!
Ha elmeletileg minden megvan, hogy kiprobaljak egy motort, mivel lenne a legegyszerubb STEP/DIR jeleket generalni?
Ha elmeletileg minden megvan, hogy kiprobaljak egy motort, mivel lenne a legegyszerubb STEP/DIR jeleket generalni?
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:18
Írta: s2k5ycubj Dátum 2014 december 28, 14:18
Ja persze kézzel forgatott motornál...
[#vigyor2][#vigyor2][#vigyor2][#eplus2]
[#vigyor2][#vigyor2][#vigyor2][#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:07
Írta: sanka74 Dátum 2014 december 21, 19:07
Szia! Én ugyan ilyen vezérlővel szereltem át a gépem. Az egyik tengelyem rendben elindult, aztán tévesztett, és megállt. Az encoder vezetékben valamit nem jól kötöttem, ez volt a hiba. Gyártottam egy új vezetéket, és azzal jó már 2 éve, hogy gyorsan le is kopogjam. Javaslom neked is, hogy elsőre nézd át a jelvezetéket, hogy jól van-e kötve. Szerintem biztos itt lesz a probléma, ezek nagyon jó vezérlők.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 14:48
Írta: 4umhue7vh Dátum 2014 december 28, 14:48
A kábeleken már túl vagyok, kicseréltem másikra, rövidebbre,a vezérlőt is kicseréltem,Így maradt a motor, kezdetben csak az egyik motorral volt gond, de sikerült elintéznem a másikat is.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 21, 19:10
Írta: s7manbs8 Dátum 2014 december 21, 19:10
Léptetőmotorral. :) tekered és és egyik tekercsének két végét használva lehet jelet kiadni. Csak még egy ellenállás dióda nem árt hogy az 5V-ot ha túllépi a jel, nehogy kiüsse a vezérlődet.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 14:52
Írta: 4umhue7vh Dátum 2014 december 28, 14:52
Szkópom van, Soros RS485 I/O fogalmam sincs róla mit kéne néznem.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:10
Írta: sanka74 Dátum 2014 december 21, 19:10
Legelőször talán cserélj ki két vezérlőt egymással, ezzel, kizárhatod a vezérlő hibát.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:58
Írta: s2k5ycubj Dátum 2014 december 28, 14:58
Az más,akkor a panelon kéne nézni a két optót. Remélhetőleg hozzáférhető helyen van. De elvileg nem az enkóderben kellene legyen a soros átalakító,számláló,stb.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2014 december 21, 19:11
Írta: s7manbs8 Dátum 2014 december 21, 19:11
Amúgy meg Mach3-at felrakod és beéállítod melyik tüskéden van a Ste, Dir láb és már mozgathatod is az demo verzióban is fog menni rögtön.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 15:01
Írta: s2k5ycubj Dátum 2014 december 28, 15:01
Ezt találtam:hobbielektronika
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 21, 19:12
Írta: sanka74 Dátum 2014 december 21, 19:12
Hangoltad a vezérlőket, vagy kaptál gyári beállítást hozzájuk?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 15:02
Írta: 000000000 Dátum 2014 december 28, 15:02
Jó lenne tudni, hogy az enkóder milyen jeleket ad ki a vezérlőre, az A-B csatornán kívül. Nincs valami típusa az enkódernek?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 15:25
Írta: 4umhue7vh Dátum 2014 december 28, 15:25
ennyi van róla:

Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 21, 20:42
Írta: w0hgtwf3w Dátum 2014 december 21, 20:42
Bocsáss meg, csak most kerültem a gép közelében.
Látom "foglalkoztál az ügyemmel".
Most a vezetékek átnézése után találtam hibát, most úgy néz ki jó lesz.
Holnap lesz egy kis időm és részletesebben kitárgyalunk mindent.
Látom "foglalkoztál az ügyemmel".
Most a vezetékek átnézése után találtam hibát, most úgy néz ki jó lesz.
Holnap lesz egy kis időm és részletesebben kitárgyalunk mindent.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 16:01
Írta: 000000000 Dátum 2014 december 28, 16:01
Mennyi kanóc jön ki az enkóderból?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 21, 21:20
Írta: remrendes Dátum 2014 december 21, 21:20
Holnap elokaparom az XP-m es felteszem. Meg ujratenni is gyorsabb lesz, mint lepteto motort talalni :) Addig megnezek 1-2 tutorialt a youtubeon, de biztos lesz kerdesem :)
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:15
Írta: s2k5ycubj Dátum 2014 december 28, 16:15
Ha nincs kivezetve csak a soros kimenet (rs485),és gondolom nincs hozzá való adaptered,ahogy nekem sincs,kénytelen leszel az átalakító ic bemenetét mérni. Csinálj egy fotót a "beléről",hátha úgy okosabbak leszünk.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 23, 08:56
Írta: sanka74 Dátum 2014 december 23, 08:56
Megjavult?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:17
Írta: bundyland Dátum 2014 december 28, 16:17
Szia!
Szerintem ne foglalkozz itt a kanócokkal nem az itt a baj. Elmozdítottad az enkódert a tengelyhez képest. Jártam így mitsuval. Szerintem itt eleve nem A, B jelek jönnek ki az enkóderből hanem soros kommunikáció, de azért nézd meg a doksit. Nem egyszerű a visszaállítása , tökéletesre szerintem nem is lehet.
Szerintem ne foglalkozz itt a kanócokkal nem az itt a baj. Elmozdítottad az enkódert a tengelyhez képest. Jártam így mitsuval. Szerintem itt eleve nem A, B jelek jönnek ki az enkóderből hanem soros kommunikáció, de azért nézd meg a doksit. Nem egyszerű a visszaállítása , tökéletesre szerintem nem is lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2014 december 23, 09:53
Írta: w0hgtwf3w Dátum 2014 december 23, 09:53
Szia !
Úgy néz ki jó lesz.
A gyorsulási értékeket brutálisan visszavettem (800-ról 100-ra).
Az alu gépem mechanikája valószínűleg gyenge a nagy gyorsulásokhoz.
Csináltam egykét próbamarást reliefnél szép lett a felület.
Ma szeretnék teszteket csinálni a méretpontossággal kapcsolatban.
Ha nem okozna neked gondot, elküldhetnéd a te beállításaidat mind a Pro Tunereseket mind a mach 3-okat.
Mekkora felbontással érdemes használni ?
Nekem az x és az y tengely 20mm-es menetemelkedésű golyósorsó a z pedig 5 mm.
Erről a gépről van szó
A jelen állapotban a z tengely már egy nagyobb szerkezet és frekvenciaváltós technomotor a marómotor.
Délután megyek ki a műhelybe....
Most elzavart az asszony bevásárolni :(
Úgy néz ki jó lesz.
A gyorsulási értékeket brutálisan visszavettem (800-ról 100-ra).
Az alu gépem mechanikája valószínűleg gyenge a nagy gyorsulásokhoz.
Csináltam egykét próbamarást reliefnél szép lett a felület.
Ma szeretnék teszteket csinálni a méretpontossággal kapcsolatban.
Ha nem okozna neked gondot, elküldhetnéd a te beállításaidat mind a Pro Tunereseket mind a mach 3-okat.
Mekkora felbontással érdemes használni ?
Nekem az x és az y tengely 20mm-es menetemelkedésű golyósorsó a z pedig 5 mm.
Erről a gépről van szó
A jelen állapotban a z tengely már egy nagyobb szerkezet és frekvenciaváltós technomotor a marómotor.
Délután megyek ki a műhelybe....
Most elzavart az asszony bevásárolni :(
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 16:22
Írta: 4umhue7vh Dátum 2014 december 28, 16:22
5db föld, + - 5v s+, s-,
Úgy néz ki sikerül megoldani, sok próbálkozással, az a baj hogy nem lehet lazán hagyni a csavarokat mert ha meghúzom elmozdul, így minden próbánál készre kell húzni. Az egyik teljesen jó lett, a másik még nagy fordulaton lefekszik.
Úgy néz ki sikerül megoldani, sok próbálkozással, az a baj hogy nem lehet lazán hagyni a csavarokat mert ha meghúzom elmozdul, így minden próbánál készre kell húzni. Az egyik teljesen jó lett, a másik még nagy fordulaton lefekszik.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2014 december 23, 10:23
Írta: sanka74 Dátum 2014 december 23, 10:23
Szia! Ma dolgozom, bent vagyok. Holnap délután leszek otthon, megnézem ha megvannak a beállítások. De ha jól emlékszem, akkor a vezérlőnél a gyári beállítsát használtam. Ha a Te motorjaid a Klaviótol vannak, akkor azokhoz van gyári beállítás, lehet érdemes lenne a Györgyöt felhívni ezügyben. Én úgy emlékszem, hogy a gyári beállítást hagytam benne.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:25
Írta: bundyland Dátum 2014 december 28, 16:25
Akkor 100% hogy az a baj amit írtam!
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2014 december 23, 14:30
Írta: remrendes Dátum 2014 december 23, 14:30
Szep jo napot!
Eljutottam odaig, hogy lefuttattam egy egyszeru G kodot: G21 G0 Y100 G0 Y-100.
Mitol lehet, hogy a PUL+ LEDje kevesbbe vilagit? Probaltam masik labon is, de ugyanez a helyzet. Neha kiall hibara a vezerlo, ez Mach vagy driver beallitasi gond lehet inkabb?
Eljutottam odaig, hogy lefuttattam egy egyszeru G kodot: G21 G0 Y100 G0 Y-100.
Mitol lehet, hogy a PUL+ LEDje kevesbbe vilagit? Probaltam masik labon is, de ugyanez a helyzet. Neha kiall hibara a vezerlo, ez Mach vagy driver beallitasi gond lehet inkabb?
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:31
Írta: s2k5ycubj Dátum 2014 december 28, 16:31
Na pont azt lehetne látni a szkóppal.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 10:41
Írta: 4umhue7vh Dátum 2014 december 28, 10:41
Sziasztok!
Van 2db Omron R7D-BP szervóm R88M-G motorral, az egyik motorral valami gáz van. 44-es hibakódot ír ki,(ismeretlen) az autó konfigurációt sem lehet végigcsinálni, egy kicsit megmozgatja, és kiakad. Rövid ideig tartó step impulzusokkal negyed -fél fordulatonként körbe lehet forgatni, de a folyamatos forgást nem szereti. Tartásban jó, ha nagy erőszakot alkalmazok overload-ot ír ki. Találkozott már valaki ilyen problémával?
Van 2db Omron R7D-BP szervóm R88M-G motorral, az egyik motorral valami gáz van. 44-es hibakódot ír ki,(ismeretlen) az autó konfigurációt sem lehet végigcsinálni, egy kicsit megmozgatja, és kiakad. Rövid ideig tartó step impulzusokkal negyed -fél fordulatonként körbe lehet forgatni, de a folyamatos forgást nem szereti. Tartásban jó, ha nagy erőszakot alkalmazok overload-ot ír ki. Találkozott már valaki ilyen problémával?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:34
Írta: bundyland Dátum 2014 december 28, 16:34
Na az érdekelne hogyan. Szerintem ezen azt se lehet megállapítani hova tedd a mérőtüskét.
Széttúrtam a netet és nem találtam erre megoldást.
Széttúrtam a netet és nem találtam erre megoldást.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 13:50
Írta: 4umhue7vh Dátum 2014 december 28, 13:50
Közben egy máik pdf-ből kiderült hogy a 44-es kód encoder hibát jelent. Leszedtem a encodert a motorról, (csak az elektronikát, a tárcsa maradt) azután meggondolatlanul leszedtem a jó motorról is és kicseréltem, hát nem lett jó, de cserébe lett két működésképtelen motorom. [#falbav] 2db 3-as csavar fogja fel az elektronikát a motorra, nincs fix helye, csak a csavarok tartják pozícióba,és kb 0.5mm játéka van, attól függően hol húzom meg, úgy változik a hiba mértéke, de teljesen jó nem akar lenni.Van valami megoldás hogy be tudjam állítani? Valószínűleg elmozdulhatott az encoder a első motoron,Azért írta ki a hibát,mert most egyformán sz@r mind a kettő.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:47
Írta: s2k5ycubj Dátum 2014 december 28, 16:47
Az optóra...
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2014 december 28, 14:14
Írta: ra8nsmk6w Dátum 2014 december 28, 14:14
Az enkoder hibában benne van a vezeték is az ő 2 csatlakozójával. Az első körben ezeket nézném meg. A vezeték után a csatlakozó aljzatókat is. Magába a vezérlőbe épitett aljzat is lehet kontakthibás ha a sok rángatástól elenged egy forrasztás. Az enkoder szétszedése az utólsó lenne amihez nyúlnék, nagyon rossz hangulatban .
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:54
Írta: bundyland Dátum 2014 december 28, 16:54
Hát arra kíváncsi lennék, na ha egyszer lesz olyan motorom amin ez el van állítva akkor elviszem. Nem hiszem hogy ez ennyire egyszerű lenne. A Mitsubishi szervizt felhívtam anno (1 éve ) és azt mondták európába egy helyen állítják csak ezt vissza gyárira, ők is elpostázzák beállítják és visszapostázzák magyarországra. Ha csak egy szkóp kéne akkor gondolom az nekik is lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:16
Írta: s2k5ycubj Dátum 2014 december 28, 14:16
Ha van oszcilloszkópod nem olyan rossz a helyzet. A névleges tápfeszültséget kell ráadni az enkóderre és kétsugaras szkópon nézni,hogy a kimenetén szép,egyforma négyszögjelek legyenek. Szerintem finoman be lehet állítgatni.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 16:57
Írta: 4umhue7vh Dátum 2014 december 28, 16:57
Bizony, leeset a motor, vagyis "leugrott, de csak a szőnyegre" :) Mivel szinte új cuccról van szó, vigyázni akartam rá, és a biztonságos, hideg, párás, kamra helyett, a lakásba tartottam, nem gondoltam hogy valaki porszívózik a szekrény tetején, ez most derült ki:)
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:18
Írta: s2k5ycubj Dátum 2014 december 28, 14:18
Ja persze kézzel forgatott motornál...
[#vigyor2][#vigyor2][#vigyor2][#eplus2]
[#vigyor2][#vigyor2][#vigyor2][#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 17:03
Írta: bundyland Dátum 2014 december 28, 17:03
Én visszaállítottam úgy ahogy te is hogy forogjon, Svejk pedig javasolta hogy addig állítsam amíg állandó fordulaton tartva a motort a legkissebb áramfelvétel lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 14:48
Írta: 4umhue7vh Dátum 2014 december 28, 14:48
A kábeleken már túl vagyok, kicseréltem másikra, rövidebbre,a vezérlőt is kicseréltem,Így maradt a motor, kezdetben csak az egyik motorral volt gond, de sikerült elintéznem a másikat is.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 17:42
Írta: 4umhue7vh Dátum 2014 december 28, 17:42
Közben megnézegettem az encodert közelebbről van rajta egy csatlakozó, valamint 6db pötty ami a csatira van kivezetve, A, B, Z, c51, c52, c53, felirattal, gondolom itt lehetne nézelődni szkóppal, bár a c51 ... nem tudom mi lehet.

Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 14:52
Írta: 4umhue7vh Dátum 2014 december 28, 14:52
Szkópom van, Soros RS485 I/O fogalmam sincs róla mit kéne néznem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 17:54
Írta: 000000000 Dátum 2014 december 28, 17:54
Azért kérdeztem a kanócok számát, mert pl a Fanuc jeladóknál az A-B-Z csatornán, és ezek negátján kívül még van 4 kábel: C1, C2, C4, C8.
Na most a motor megfelelő kábeljaira kis DC feszt kapcsolva beáll egy pozícióra a forgórész, és úgy kell a jeladót rögzíteni, hogy meghatározott jelszint legyen a C-s kimeneteken.
Gondoltam, hátha itt is járható ez az út .. [#wink]
Na most a motor megfelelő kábeljaira kis DC feszt kapcsolva beáll egy pozícióra a forgórész, és úgy kell a jeladót rögzíteni, hogy meghatározott jelszint legyen a C-s kimeneteken.
Gondoltam, hátha itt is járható ez az út .. [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 14:58
Írta: s2k5ycubj Dátum 2014 december 28, 14:58
Az más,akkor a panelon kéne nézni a két optót. Remélhetőleg hozzáférhető helyen van. De elvileg nem az enkóderben kellene legyen a soros átalakító,számláló,stb.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 17:57
Írta: bundyland Dátum 2014 december 28, 17:57
Na igen itt kezdődnek a gondok hogy mikor és mit kell látni ha a gyár ezeket az adatokat nem adja ki.
Kis érdekesség.
Kis érdekesség.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 15:01
Írta: s2k5ycubj Dátum 2014 december 28, 15:01
Ezt találtam:hobbielektronika
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2014 december 28, 18:45
Írta: nyiszi Dátum 2014 december 28, 18:45
Szia!
A Fanuc motorokhoz én kaptam egy ilyent.
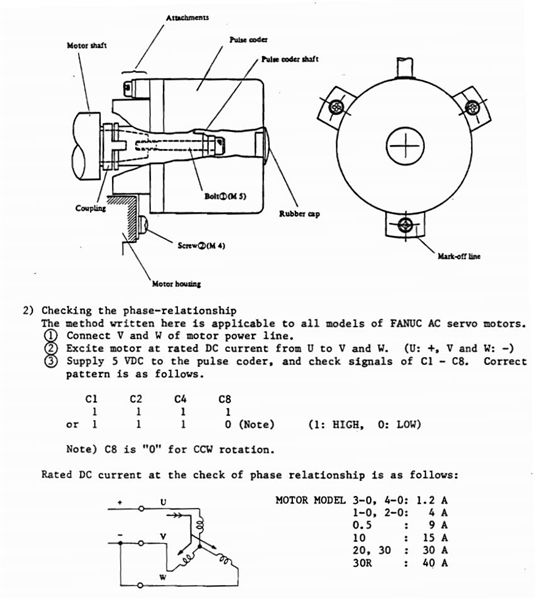
A Fanuc motorokhoz én kaptam egy ilyent.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 15:02
Írta: 000000000 Dátum 2014 december 28, 15:02
Jó lenne tudni, hogy az enkóder milyen jeleket ad ki a vezérlőre, az A-B csatornán kívül. Nincs valami típusa az enkódernek?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 december 28, 18:57
Írta: svejk Dátum 2014 december 28, 18:57
Ati-nak S+ , S- jele van, ez első ránézésre bonyolítja, de valójában egyszerűsíti a beállítást.
A vezérlőszoftverrel ki lehet olvasni az encoder elektromos szöghelyzetét, ezt kell összepárosítani a megfelelően gerjesztett motortekercsek által beállt szöghelyzettel,
hasonlóan ahogy Technixx írta vagy Te mutatod a képen.
A vezérlőszoftverrel ki lehet olvasni az encoder elektromos szöghelyzetét, ezt kell összepárosítani a megfelelően gerjesztett motortekercsek által beállt szöghelyzettel,
hasonlóan ahogy Technixx írta vagy Te mutatod a képen.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 15:25
Írta: 4umhue7vh Dátum 2014 december 28, 15:25
ennyi van róla:
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 19:03
Írta: 000000000 Dátum 2014 december 28, 19:03
Én is pontosan ezt magyaráztam, csak nem találtam ezt a képet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 16:01
Írta: 000000000 Dátum 2014 december 28, 16:01
Mennyi kanóc jön ki az enkóderból?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 20:31
Írta: 4umhue7vh Dátum 2014 december 28, 20:31
nem tudok szöghelyzetet kiolvasni, egy számláló van, ami bekapcsolás után mindig o-ról indul.Az az érdekes ha nem engedélyezem a hajtást, és csak az encoderkábelt dugom fel a motorra, a jó motor forgatásakor, simán számol, a másiknál meg egy kicsit számol, azután error, Honnan tudja hogy nem jól áll az encoder ? Nem mindegy neki hogy a tárcsát forgatom, vagy körülötte az optikát. Van hogy sikerül beállítanom és számol is, a motor is forog , csak magasabb fordulaton lefekszik.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:15
Írta: s2k5ycubj Dátum 2014 december 28, 16:15
Ha nincs kivezetve csak a soros kimenet (rs485),és gondolom nincs hozzá való adaptered,ahogy nekem sincs,kénytelen leszel az átalakító ic bemenetét mérni. Csinálj egy fotót a "beléről",hátha úgy okosabbak leszünk.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 december 28, 21:52
Írta: svejk Dátum 2014 december 28, 21:52
Hmmm... az szívás. :(
Mondjuk még nem volt dolgom Smartstep2-vel, csak gondoltam olyasmi mint a SigmaII.
Mondjuk még nem volt dolgom Smartstep2-vel, csak gondoltam olyasmi mint a SigmaII.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:17
Írta: bundyland Dátum 2014 december 28, 16:17
Szia!
Szerintem ne foglalkozz itt a kanócokkal nem az itt a baj. Elmozdítottad az enkódert a tengelyhez képest. Jártam így mitsuval. Szerintem itt eleve nem A, B jelek jönnek ki az enkóderből hanem soros kommunikáció, de azért nézd meg a doksit. Nem egyszerű a visszaállítása , tökéletesre szerintem nem is lehet.
Szerintem ne foglalkozz itt a kanócokkal nem az itt a baj. Elmozdítottad az enkódert a tengelyhez képest. Jártam így mitsuval. Szerintem itt eleve nem A, B jelek jönnek ki az enkóderből hanem soros kommunikáció, de azért nézd meg a doksit. Nem egyszerű a visszaállítása , tökéletesre szerintem nem is lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 22:47
Írta: 4umhue7vh Dátum 2014 december 28, 22:47
Erőlködtem még egy kicsit, attól hogy a vezérlő letilt, a számláló még számol,így tudtam állítgatni az encodert, van hogy számol rendesen, legalább is úgy tűnik, de ha fordítok az encoderen megfordul az irány, pl ha a motort jobbra forgattam, felfelé számolt, utána lefele, vagy mindkét irányba növekvő számot mutat,de van olyan is hogy nem csinál semmit, vagy csak hézagosan ugrálnak a számok. Mind ezt csak a motorkábel csatlakoztatása nélkül próbáltam. Azt még mindig nem értem honnan tudja hogy az encodert tekergetem és nem a tegelyt.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 16:22
Írta: 4umhue7vh Dátum 2014 december 28, 16:22
5db föld, + - 5v s+, s-,
Úgy néz ki sikerül megoldani, sok próbálkozással, az a baj hogy nem lehet lazán hagyni a csavarokat mert ha meghúzom elmozdul, így minden próbánál készre kell húzni. Az egyik teljesen jó lett, a másik még nagy fordulaton lefekszik.
Úgy néz ki sikerül megoldani, sok próbálkozással, az a baj hogy nem lehet lazán hagyni a csavarokat mert ha meghúzom elmozdul, így minden próbánál készre kell húzni. Az egyik teljesen jó lett, a másik még nagy fordulaton lefekszik.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 29, 09:35
Írta: bundyland Dátum 2014 december 29, 09:35
Azt nem nézted esetleg hogy az üveg enkóder tárcsa nem sérült e meg. Apró repedés(ek) is elrothatják az átvilágítást.A másik motorról átrakhatnád az olvasót erre a motorra hogy lassan kizárd hol a hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:25
Írta: bundyland Dátum 2014 december 28, 16:25
Akkor 100% hogy az a baj amit írtam!
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 29, 18:53
Írta: 4umhue7vh Dátum 2014 december 29, 18:53
Megoldódott , megy mindkét motor, ma hajnali fél 3-ra kész is lett, addig tekergettem,amíg jó nem lett, a tárcsa is el volt már kicsit opálosodva, többször meg kellet tisztítani, gondolom a kezemről párolgó kosz lecsapódott rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:31
Írta: s2k5ycubj Dátum 2014 december 28, 16:31
Na pont azt lehetne látni a szkóppal.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:42
Írta: 4umhue7vh Dátum 2014 december 30, 18:42
Ez durva! nézegettem még egy kicsit az encodert,nem nagyon láttam rést a tárcsa és az érzékelő között , nem is sok van, a 0.1mm-es papírlap nem megy közé, 0.03mm vastag fóliát sikerült közédugnom. Ezután megvizsgáltam a másik motort is (ami leesett) ennél befér a 0.1mm-es papírlap. lehet hogy ezért ment rá egy napom az állítgatásra.
A jó motorról is levettem az encodert, de azt elég könnyen sikerült a helyére rakni, azt hitten hogy csak szerencse, de lehet hogy a megfelelő rés miatt volt egyszerű.
Nem tudom, meg merjem lazítani a tárcsa csavarját? Be állítsam 5 századra a rést?
A jó motorról is levettem az encodert, de azt elég könnyen sikerült a helyére rakni, azt hitten hogy csak szerencse, de lehet hogy a megfelelő rés miatt volt egyszerű.
Nem tudom, meg merjem lazítani a tárcsa csavarját? Be állítsam 5 századra a rést?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:34
Írta: bundyland Dátum 2014 december 28, 16:34
Na az érdekelne hogyan. Szerintem ezen azt se lehet megállapítani hova tedd a mérőtüskét.
Széttúrtam a netet és nem találtam erre megoldást.
Széttúrtam a netet és nem találtam erre megoldást.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Írta: 4umhue7vh Dátum 2014 december 30, 18:43

Cím: Re:AC szervó motoros vezérlés
Írta: s2k5ycubj Dátum 2014 december 28, 16:47
Írta: s2k5ycubj Dátum 2014 december 28, 16:47
Az optóra...
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Írta: 4umhue7vh Dátum 2014 december 30, 18:43

Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 16:54
Írta: bundyland Dátum 2014 december 28, 16:54
Hát arra kíváncsi lennék, na ha egyszer lesz olyan motorom amin ez el van állítva akkor elviszem. Nem hiszem hogy ez ennyire egyszerű lenne. A Mitsubishi szervizt felhívtam anno (1 éve ) és azt mondták európába egy helyen állítják csak ezt vissza gyárira, ők is elpostázzák beállítják és visszapostázzák magyarországra. Ha csak egy szkóp kéne akkor gondolom az nekik is lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 30, 19:36
Írta: bundyland Dátum 2014 december 30, 19:36
Na a lényeg hogy működik.
A mitsubishinél kicsit más. Én levettem többször
is a tárcsát ugye akkor jóval nehezebb lesz a dolgod mert akkor igen tág határok között tudod állítani. Viszont ami segít hogy nálam pl. 2 hernyócsavar rögzíti a tengelyen így mikroszkóp alatt igen pontosan vissza tudom állítani mivel az eredeti csavarhelyek nyoma látszik a tengelyen. :-). Viszont így csak az a tárcsa tehető vissza amelyik le lett szedve róla. A távolság nálam nem kritikus, soha nem figyeltem rá, de az adó meg a vevő olyan távol van hogy bőven van helyem közte.
A mitsubishinél kicsit más. Én levettem többször
is a tárcsát ugye akkor jóval nehezebb lesz a dolgod mert akkor igen tág határok között tudod állítani. Viszont ami segít hogy nálam pl. 2 hernyócsavar rögzíti a tengelyen így mikroszkóp alatt igen pontosan vissza tudom állítani mivel az eredeti csavarhelyek nyoma látszik a tengelyen. :-). Viszont így csak az a tárcsa tehető vissza amelyik le lett szedve róla. A távolság nálam nem kritikus, soha nem figyeltem rá, de az adó meg a vevő olyan távol van hogy bőven van helyem közte.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 16:57
Írta: 4umhue7vh Dátum 2014 december 28, 16:57
Bizony, leeset a motor, vagyis "leugrott, de csak a szőnyegre" :) Mivel szinte új cuccról van szó, vigyázni akartam rá, és a biztonságos, hideg, párás, kamra helyett, a lakásba tartottam, nem gondoltam hogy valaki porszívózik a szekrény tetején, ez most derült ki:)
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 22:38
Írta: 4umhue7vh Dátum 2014 december 30, 22:38
Nekem is 2 hernyócsavar fogja, mikroszkópom az nincs, de valahogy megoldom ha szükség lesz rá. Most jónak tűnik, azt hiszem nem piszkálom, csak az érdekesség kedvéért tettem fel.
Nem véletlen van rajta egy kalapács pirossal átikszelve.
Nem véletlen van rajta egy kalapács pirossal átikszelve.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 17:03
Írta: bundyland Dátum 2014 december 28, 17:03
Én visszaállítottam úgy ahogy te is hogy forogjon, Svejk pedig javasolta hogy addig állítsam amíg állandó fordulaton tartva a motort a legkissebb áramfelvétel lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 03, 19:59
Írta: z08dv9zyv Dátum 2015 január 03, 19:59
Sziasztok, Lenne egy Yaskawa SGDS 08A01A servó packom de sajnos nem tudom mozgásra birni step-dir jellel. Tudnátok benne segiteni, hogy kell bekötni hogy működjöm?
http://www.imgserv.com/image/iMf
http://www.imgserv.com/image/iMf
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 17:42
Írta: 4umhue7vh Dátum 2014 december 28, 17:42
Közben megnézegettem az encodert közelebbről van rajta egy csatlakozó, valamint 6db pötty ami a csatira van kivezetve, A, B, Z, c51, c52, c53, felirattal, gondolom itt lehetne nézelődni szkóppal, bár a c51 ... nem tudom mi lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 03, 20:18
Írta: z08dv9zyv Dátum 2015 január 03, 20:18
Bocs, a link nem jól sikerült.
http://www.imgserv.com/iMf
http://www.imgserv.com/iMf
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 17:54
Írta: 000000000 Dátum 2014 december 28, 17:54
Azért kérdeztem a kanócok számát, mert pl a Fanuc jeladóknál az A-B-Z csatornán, és ezek negátján kívül még van 4 kábel: C1, C2, C4, C8.
Na most a motor megfelelő kábeljaira kis DC feszt kapcsolva beáll egy pozícióra a forgórész, és úgy kell a jeladót rögzíteni, hogy meghatározott jelszint legyen a C-s kimeneteken.
Gondoltam, hátha itt is járható ez az út .. [#wink]
Na most a motor megfelelő kábeljaira kis DC feszt kapcsolva beáll egy pozícióra a forgórész, és úgy kell a jeladót rögzíteni, hogy meghatározott jelszint legyen a C-s kimeneteken.
Gondoltam, hátha itt is járható ez az út .. [#wink]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 03, 23:33
Írta: 000000000 Dátum 2015 január 03, 23:33
Anno 4-5 éve csináltam már ilyet.
Sigma 3-as vezérlőn nem optocsatolóval van leválasztva a sign puls jel így nem fog működni ha csak simán megküldöd LPT portról.
Egy mezei vonali meghajtó IC-vel kell megfejelni például 74ALS192
Viszont ha az előlapon van egy SW1-es címző kapcsoló akkor nyugodtan felejtsed el mert az BUS-on kommunikál, azaz NULLA forintot ér hobbi felhasználási körben.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 28, 17:57
Írta: bundyland Dátum 2014 december 28, 17:57
Na igen itt kezdődnek a gondok hogy mikor és mit kell látni ha a gyár ezeket az adatokat nem adja ki.
Kis érdekesség.
Kis érdekesség.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 03, 23:36
Írta: 000000000 Dátum 2015 január 03, 23:36
Elírtam az IC típusát, tehát helyesen: 75ALS192
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2014 december 28, 18:45
Írta: nyiszi Dátum 2014 december 28, 18:45
Szia!
A Fanuc motorokhoz én kaptam egy ilyent.
A Fanuc motorokhoz én kaptam egy ilyent.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 09:58
Írta: z08dv9zyv Dátum 2015 január 04, 09:58
Köszönöm, SW1 kapcsoló nincs rajta , tahát elvileg van esély.
Esetleg nincs erről az áramkörről rajz ami alapján elindulhatnék, összeállithatnám.
Esetleg nincs erről az áramkörről rajz ami alapján elindulhatnék, összeállithatnám.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 december 28, 18:57
Írta: svejk Dátum 2014 december 28, 18:57
Ati-nak S+ , S- jele van, ez első ránézésre bonyolítja, de valójában egyszerűsíti a beállítást.
A vezérlőszoftverrel ki lehet olvasni az encoder elektromos szöghelyzetét, ezt kell összepárosítani a megfelelően gerjesztett motortekercsek által beállt szöghelyzettel,
hasonlóan ahogy Technixx írta vagy Te mutatod a képen.
A vezérlőszoftverrel ki lehet olvasni az encoder elektromos szöghelyzetét, ezt kell összepárosítani a megfelelően gerjesztett motortekercsek által beállt szöghelyzettel,
hasonlóan ahogy Technixx írta vagy Te mutatod a képen.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 10:36
Írta: 000000000 Dátum 2015 január 04, 10:36
Konkrétan Sneci mester E240-es encoder szimmetrizációját használtam hozzá.
Néztem a CNC tárat, ott a sok cucc között nem találtam meg.
Beszéltem is vele nemrég és mondta, hogy átküldi a kapcsolási rajzát.
Tehát addig is kitartás !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2014 december 28, 19:03
Írta: 000000000 Dátum 2014 december 28, 19:03
Én is pontosan ezt magyaráztam, csak nem találtam ezt a képet.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 13:21
Írta: z08dv9zyv Dátum 2015 január 04, 13:21
Köszönöm, várom a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 20:31
Írta: 4umhue7vh Dátum 2014 december 28, 20:31
nem tudok szöghelyzetet kiolvasni, egy számláló van, ami bekapcsolás után mindig o-ról indul.Az az érdekes ha nem engedélyezem a hajtást, és csak az encoderkábelt dugom fel a motorra, a jó motor forgatásakor, simán számol, a másiknál meg egy kicsit számol, azután error, Honnan tudja hogy nem jól áll az encoder ? Nem mindegy neki hogy a tárcsát forgatom, vagy körülötte az optikát. Van hogy sikerül beállítanom és számol is, a motor is forog , csak magasabb fordulaton lefekszik.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 13:23
Írta: 000000000 Dátum 2015 január 04, 13:23
Egyenlőre én is, az óra eltelt, levél még sehol. [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2014 december 28, 21:52
Írta: svejk Dátum 2014 december 28, 21:52
Hmmm... az szívás. :(
Mondjuk még nem volt dolgom Smartstep2-vel, csak gondoltam olyasmi mint a SigmaII.
Mondjuk még nem volt dolgom Smartstep2-vel, csak gondoltam olyasmi mint a SigmaII.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 18:29
Írta: 000000000 Dátum 2015 január 04, 18:29
Ahogy ígértem itt is van.
Igaz kicsit megkésve mert Sneci mester nem találta a Mali címem.
Bekötés:
A : Step ( PC )
B : Dir ( PC )
GND : GND ( PC ) LPT 18-25 Pin
+5V : +5V ( PC )
A+ : Puls ( Sigma 3 )
A- : Puls/ ( Sigma 3 )
B+ : Sign ( Sigma 3 )
B- : Sign/ ( Sigma 3 )
Ez az IC kicsit jobb, de ugyanazt csinálja mint a lent említett.

Használd egészséggel !
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 28, 22:47
Írta: 4umhue7vh Dátum 2014 december 28, 22:47
Erőlködtem még egy kicsit, attól hogy a vezérlő letilt, a számláló még számol,így tudtam állítgatni az encodert, van hogy számol rendesen, legalább is úgy tűnik, de ha fordítok az encoderen megfordul az irány, pl ha a motort jobbra forgattam, felfelé számolt, utána lefele, vagy mindkét irányba növekvő számot mutat,de van olyan is hogy nem csinál semmit, vagy csak hézagosan ugrálnak a számok. Mind ezt csak a motorkábel csatlakoztatása nélkül próbáltam. Azt még mindig nem értem honnan tudja hogy az encodert tekergetem és nem a tegelyt.
Cím: Re:AC szervó motoros vezérlés
Írta: fektiforg Dátum 2015 január 04, 19:00
Írta: fektiforg Dátum 2015 január 04, 19:00
Ha ez ugyan azt tudja, akkor én nem rosszakodnák
vele :)differenciális vonalmeghajtó
vele :)differenciális vonalmeghajtó
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 29, 09:35
Írta: bundyland Dátum 2014 december 29, 09:35
Azt nem nézted esetleg hogy az üveg enkóder tárcsa nem sérült e meg. Apró repedés(ek) is elrothatják az átvilágítást.A másik motorról átrakhatnád az olvasót erre a motorra hogy lassan kizárd hol a hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 19:52
Írta: 000000000 Dátum 2015 január 04, 19:52
Ha picit visszanéznél pár hozászolással akkor láthatnád hogy én se tököltem 1 másodpercet sem vele.
Mivel 4-5 éve még talán ez a honlap és a mögötte lévő cég sem létezett így mást kellet használni.
Viszont akkor is volt már alternatíva.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 29, 18:53
Írta: 4umhue7vh Dátum 2014 december 29, 18:53
Megoldódott , megy mindkét motor, ma hajnali fél 3-ra kész is lett, addig tekergettem,amíg jó nem lett, a tárcsa is el volt már kicsit opálosodva, többször meg kellet tisztítani, gondolom a kezemről párolgó kosz lecsapódott rajta.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 20:29
Írta: z08dv9zyv Dátum 2015 január 04, 20:29
Köszönöm szépen a segitséget, igy már rendben lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:42
Írta: 4umhue7vh Dátum 2014 december 30, 18:42
Ez durva! nézegettem még egy kicsit az encodert,nem nagyon láttam rést a tárcsa és az érzékelő között , nem is sok van, a 0.1mm-es papírlap nem megy közé, 0.03mm vastag fóliát sikerült közédugnom. Ezután megvizsgáltam a másik motort is (ami leesett) ennél befér a 0.1mm-es papírlap. lehet hogy ezért ment rá egy napom az állítgatásra.
A jó motorról is levettem az encodert, de azt elég könnyen sikerült a helyére rakni, azt hitten hogy csak szerencse, de lehet hogy a megfelelő rés miatt volt egyszerű.
Nem tudom, meg merjem lazítani a tárcsa csavarját? Be állítsam 5 századra a rést?
A jó motorról is levettem az encodert, de azt elég könnyen sikerült a helyére rakni, azt hitten hogy csak szerencse, de lehet hogy a megfelelő rés miatt volt egyszerű.
Nem tudom, meg merjem lazítani a tárcsa csavarját? Be állítsam 5 századra a rést?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 20:46
Írta: 000000000 Dátum 2015 január 04, 20:46
Azért még vannak buktatók mert RS232 porton kell csatlakoznod a vezérlőhöz és be kell állítani hogy valójában az a bemeneti protokollt használja.
Tehát kelleni fog egy kábel hozzá és a szoftver is.
Ezek megvannak ?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Írta: 4umhue7vh Dátum 2014 december 30, 18:43
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 21:27
Írta: z08dv9zyv Dátum 2015 január 04, 21:27
Igen, ez a része rendben van, szoftver, kábelek, csatlakozók, megvannak, rá is tudtam csatlakozni.
Az átalakitót megcsinálom és jelentkezem hogy sekerrel jártam e.
Az átalakitót megcsinálom és jelentkezem hogy sekerrel jártam e.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2014 december 30, 19:36
Írta: bundyland Dátum 2014 december 30, 19:36
Na a lényeg hogy működik.
A mitsubishinél kicsit más. Én levettem többször
is a tárcsát ugye akkor jóval nehezebb lesz a dolgod mert akkor igen tág határok között tudod állítani. Viszont ami segít hogy nálam pl. 2 hernyócsavar rögzíti a tengelyen így mikroszkóp alatt igen pontosan vissza tudom állítani mivel az eredeti csavarhelyek nyoma látszik a tengelyen. :-). Viszont így csak az a tárcsa tehető vissza amelyik le lett szedve róla. A távolság nálam nem kritikus, soha nem figyeltem rá, de az adó meg a vevő olyan távol van hogy bőven van helyem közte.
A mitsubishinél kicsit más. Én levettem többször
is a tárcsát ugye akkor jóval nehezebb lesz a dolgod mert akkor igen tág határok között tudod állítani. Viszont ami segít hogy nálam pl. 2 hernyócsavar rögzíti a tengelyen így mikroszkóp alatt igen pontosan vissza tudom állítani mivel az eredeti csavarhelyek nyoma látszik a tengelyen. :-). Viszont így csak az a tárcsa tehető vissza amelyik le lett szedve róla. A távolság nálam nem kritikus, soha nem figyeltem rá, de az adó meg a vevő olyan távol van hogy bőven van helyem közte.
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 23, 10:22
Írta: xczznb3zg Dátum 2015 január 23, 10:22
Segítséget szeretnék kérni ac servo ugyben van pár panasonic MSM042 MSM082 motorom a kérdésem az lenne milyen vezérlőt nézzek hozzá( MSD083-ra gondoltam de szerintem MSDA083is jó, vagy van még más is esetleg)?
Cím: Re:AC szervó motoros vezérlés
Írta: 4umhue7vh Dátum 2014 december 30, 22:38
Írta: 4umhue7vh Dátum 2014 december 30, 22:38
Nekem is 2 hernyócsavar fogja, mikroszkópom az nincs, de valahogy megoldom ha szükség lesz rá. Most jónak tűnik, azt hiszem nem piszkálom, csak az érdekesség kedvéért tettem fel.
Nem véletlen van rajta egy kalapács pirossal átikszelve.
Nem véletlen van rajta egy kalapács pirossal átikszelve.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 10:15
Írta: fa_kukac Dátum 2015 január 24, 10:15
Sziasztok!
Csak egy tapasztalatot szeretnék megosztani:
Élesztgettem a yaskawa szettemet a dir-analog átalakítóval, midőn egy pillanatnyi nagyobb vezérlőfesztől a moci nagyot ugrott, és mindjárt le is tiltott. Vissza tudtam állítani, de a mocit már nem vitte, csak remegett, és túláram miatt ismét letiltott. Rámértem a moci kimenetre, és totális zárlatot mutatott. A másik vezérlőm is ugyanígy árt. Azt gondoltam, az IGBT modul halt be, és vettem Kínából 2 darabot, meg is jött rendesen. Kiforrasztottam a modult, amihez készítettem egy segédeszközt, amit le is fotóztam:


Elkezdtem méricskélni a kiszedett modult, és hibátlannak találtam. Jobban körülnézve a panelen, felfedeztem egy kis relét, ami az adatlapja szerint NC, azaz alapállapotban záró. No, ennek sült össze az egyik érintkezője.
Nem sikerült itthon szerezni, csak rendelésre hoztak volna aranyárért, így ez is Kínából jött, ott se ócó! A baj csak az, hogy ennek a relének a cseréjéhez is ki kell forrasztani a modult.

Persze, rájöhettem volna, hogy ha az IGBT lesz zárlatos, akkor a betáp fele is zárlatot mutatott volna.
Csak egy tapasztalatot szeretnék megosztani:
Élesztgettem a yaskawa szettemet a dir-analog átalakítóval, midőn egy pillanatnyi nagyobb vezérlőfesztől a moci nagyot ugrott, és mindjárt le is tiltott. Vissza tudtam állítani, de a mocit már nem vitte, csak remegett, és túláram miatt ismét letiltott. Rámértem a moci kimenetre, és totális zárlatot mutatott. A másik vezérlőm is ugyanígy árt. Azt gondoltam, az IGBT modul halt be, és vettem Kínából 2 darabot, meg is jött rendesen. Kiforrasztottam a modult, amihez készítettem egy segédeszközt, amit le is fotóztam:
Elkezdtem méricskélni a kiszedett modult, és hibátlannak találtam. Jobban körülnézve a panelen, felfedeztem egy kis relét, ami az adatlapja szerint NC, azaz alapállapotban záró. No, ennek sült össze az egyik érintkezője.
Nem sikerült itthon szerezni, csak rendelésre hoztak volna aranyárért, így ez is Kínából jött, ott se ócó! A baj csak az, hogy ennek a relének a cseréjéhez is ki kell forrasztani a modult.
Persze, rájöhettem volna, hogy ha az IGBT lesz zárlatos, akkor a betáp fele is zárlatot mutatott volna.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 03, 19:59
Írta: z08dv9zyv Dátum 2015 január 03, 19:59
Sziasztok, Lenne egy Yaskawa SGDS 08A01A servó packom de sajnos nem tudom mozgásra birni step-dir jellel. Tudnátok benne segiteni, hogy kell bekötni hogy működjöm?
http://www.imgserv.com/image/iMf
http://www.imgserv.com/image/iMf
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 10:19
Írta: fa_kukac Dátum 2015 január 24, 10:19
A 3 kép:


Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 03, 20:18
Írta: z08dv9zyv Dátum 2015 január 03, 20:18
Bocs, a link nem jól sikerült.
http://www.imgserv.com/iMf
http://www.imgserv.com/iMf
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 10:39
Írta: svejk Dátum 2015 január 24, 10:39
Bizony basszus, de sok ilyen szívás van az szervizmunkában!
De nem emlékszem, hogy kérdeztél volna a dologról itt fórumon. :(
A hídban ez esetek túlnyomó részében csak egy IGBT/FET lesz zárlatos és szintén túlnyomórészt a pozitív DC busz felé, tehát mint utólag jól felismerted elsősorban a DC busz felé kell mérni.
Mondjuk ez a mérési metódus a régebbi szervok, frekiváltók "user manual"-jaiban is szépen le van írva.
De nem emlékszem, hogy kérdeztél volna a dologról itt fórumon. :(
A hídban ez esetek túlnyomó részében csak egy IGBT/FET lesz zárlatos és szintén túlnyomórészt a pozitív DC busz felé, tehát mint utólag jól felismerted elsősorban a DC busz felé kell mérni.
Mondjuk ez a mérési metódus a régebbi szervok, frekiváltók "user manual"-jaiban is szépen le van írva.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 03, 23:33
Írta: 000000000 Dátum 2015 január 03, 23:33
Anno 4-5 éve csináltam már ilyet.
Sigma 3-as vezérlőn nem optocsatolóval van leválasztva a sign puls jel így nem fog működni ha csak simán megküldöd LPT portról.
Egy mezei vonali meghajtó IC-vel kell megfejelni például 74ALS192
Viszont ha az előlapon van egy SW1-es címző kapcsoló akkor nyugodtan felejtsed el mert az BUS-on kommunikál, azaz NULLA forintot ér hobbi felhasználási körben.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 10:46
Írta: svejk Dátum 2015 január 24, 10:46
Sinumerik 810T GA3-hoz keresnék paraméterlistát angol, ne adj isten magyar nyelven.
De az lenne a legnagyobb segítség, ha valaki kapásból tudná melyik paraméterrel lehet a tengelyek gyorsulási értékeit beállítani.
Egy ősrégi gép lett sok éves állásából visszahozva az életbe, így az elemek lemerülése miatt fel kellett tölteni a paramétertárat.
Csakhogy a servo hajtásokat valaki már kicserélte Simodrive 611-re, és így az eredeti paraméterekkel nem az igazi az összhang.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 03, 23:36
Írta: 000000000 Dátum 2015 január 03, 23:36
Elírtam az IC típusát, tehát helyesen: 75ALS192
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 10:50
Írta: 000000000 Dátum 2015 január 24, 10:50
Csak nem egy Sigma 1-es 200 Wattos ?
Én egy jó ónszippantóval meg egy WECP20-al szoktam az ilyen százlábú élőlényeket kiműteni.
Sneci féle Analóg Step Dir előkével próbálkozol ?
Anno csináltam ilyesmit, csak ott a PA rész egy frekvenciaváltó volt.
Kicsit lomhán ébredt, de ez a PA rész alaptulajdonsága miatt volt, viszont egy főorsó hajtásnak teljesen tökéletes lett volna akár menetvágásra is.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 09:58
Írta: z08dv9zyv Dátum 2015 január 04, 09:58
Köszönöm, SW1 kapcsoló nincs rajta , tahát elvileg van esély.
Esetleg nincs erről az áramkörről rajz ami alapján elindulhatnék, összeállithatnám.
Esetleg nincs erről az áramkörről rajz ami alapján elindulhatnék, összeállithatnám.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 11:07
Írta: svejk Dátum 2015 január 24, 11:07
Hmmm... ma itt a műhely gépemen első találat.
Tegnap egy másik PC-ről keresgélve szinte semmit sem találtam.
Ezek a keresők tényleg adaptívak?
Tegnap egy másik PC-ről keresgélve szinte semmit sem találtam.
Ezek a keresők tényleg adaptívak?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 10:36
Írta: 000000000 Dátum 2015 január 04, 10:36
Konkrétan Sneci mester E240-es encoder szimmetrizációját használtam hozzá.
Néztem a CNC tárat, ott a sok cucc között nem találtam meg.
Beszéltem is vele nemrég és mondta, hogy átküldi a kapcsolási rajzát.
Tehát addig is kitartás !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 11:22
Írta: svejk Dátum 2015 január 24, 11:22
Ehh... egyébként meg szinte minden itt van a Siemens oldalán.
De eddig olyan sok rossz tapasztalatom volt a német ipar terméktámogatásaival, hogy meg sem próbáltam a legegyszerűbb utat. :(
De eddig olyan sok rossz tapasztalatom volt a német ipar terméktámogatásaival, hogy meg sem próbáltam a legegyszerűbb utat. :(
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 13:21
Írta: z08dv9zyv Dátum 2015 január 04, 13:21
Köszönöm, várom a választ.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 11:52
Írta: 000000000 Dátum 2015 január 24, 11:52
Igen adaptívak valamennyire.
Lehet hogy a Siemens rájött, hogy ha ráül a leírásaira akkor bizony felkopik az álla mert így más jobban supportált gyártó termékeit részesítik előnyben.
Vagy csak az ilyen 1000 éves cuccok már feloldódtak a titkosítási időintervallum alól :D
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 13:23
Írta: 000000000 Dátum 2015 január 04, 13:23
Egyenlőre én is, az óra eltelt, levél még sehol. [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 24, 12:30
Írta: xczznb3zg Dátum 2015 január 24, 12:30
Segítséget szeretnék kérni ac servo ugyben van pár panasonic MSM042 MSM082 motorom a kérdésem az lenne milyen vezérlőt nézzek hozzá( MSD083-ra gondoltam de szerintem MSDA083is jó, vagy van még más is esetleg)?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 18:29
Írta: 000000000 Dátum 2015 január 04, 18:29
Ahogy ígértem itt is van.
Igaz kicsit megkésve mert Sneci mester nem találta a Mali címem.
Bekötés:
A : Step ( PC )
B : Dir ( PC )
GND : GND ( PC ) LPT 18-25 Pin
+5V : +5V ( PC )
A+ : Puls ( Sigma 3 )
A- : Puls/ ( Sigma 3 )
B+ : Sign ( Sigma 3 )
B- : Sign/ ( Sigma 3 )
Ez az IC kicsit jobb, de ugyanazt csinálja mint a lent említett.
Használd egészséggel !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 12:46
Írta: 000000000 Dátum 2015 január 24, 12:46
Sajnos Panasonic hajtáshoz személyesen nem volt szerencsém, így tapasztalat híján nem tudok hozzászólni a témához.
Annyiban hogy megnézném az user manuált többet nem tudnék segíteni.
Ha ott nem tüntetik fel hogy kompatibilis lenne a motor akkor nagy valószínűséggel nem is az.
Cím: Re:AC szervó motoros vezérlés
Írta: fektiforg Dátum 2015 január 04, 19:00
Írta: fektiforg Dátum 2015 január 04, 19:00
Ha ez ugyan azt tudja, akkor én nem rosszakodnák
vele :)differenciális vonalmeghajtó
vele :)differenciális vonalmeghajtó
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 13:14
Írta: fa_kukac Dátum 2015 január 24, 13:14
Hát igen, kellett volna kérdezni! Ehelyett azt kérdeztem, hol tudok venni IGBT modult! Pont Te válaszoltál: Aliexpress! Most van 2 új modulom! Nem baj, nem volt drága! [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 19:52
Írta: 000000000 Dátum 2015 január 04, 19:52
Ha picit visszanéznél pár hozászolással akkor láthatnád hogy én se tököltem 1 másodpercet sem vele.
Mivel 4-5 éve még talán ez a honlap és a mögötte lévő cég sem létezett így mást kellet használni.
Viszont akkor is volt már alternatíva.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 13:19
Írta: fa_kukac Dátum 2015 január 24, 13:19
Üdv! Az lesz. Csak ezeket a furatgalvanizáltakat elég nehéz kiszippantani. Nem sneci félét élesztek, tőle nem sikerült szerezni, hanem a KOZO féle DC szervo lett megépítve, (ha jól emlékszem az smc,) a kimenetig, a két kimeneti PWM jelből van képezve a +/- 10 volt. Most a yaspc10 félét is tanulmányozom.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 20:29
Írta: z08dv9zyv Dátum 2015 január 04, 20:29
Köszönöm szépen a segitséget, igy már rendben lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 24, 13:22
Írta: xczznb3zg Dátum 2015 január 24, 13:22
a gond hogy manual semmi konkrétat nem ír de gondolom ha az enkoder felbontas és a vezetékek száma egyezik akkor jo hozzá, de azért írtam szervizeseknek hátha segítenek
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 04, 20:46
Írta: 000000000 Dátum 2015 január 04, 20:46
Azért még vannak buktatók mert RS232 porton kell csatlakoznod a vezérlőhöz és be kell állítani hogy valójában az a bemeneti protokollt használja.
Tehát kelleni fog egy kábel hozzá és a szoftver is.
Ezek megvannak ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 13:43
Írta: 000000000 Dátum 2015 január 24, 13:43
Általában az encoder a pozíció jeleken felül kommunikál a vezérlővel még akkor is ha csak A B Z jelek jönnek ki belőlük. (PL a Z jelbe kódoltan)
És így ismeri fel a vezérlő milyen motor van rajta.
Például a Sigma 2 vagy 3 vezérlő/motor 4/1-es teljesítmény áttétellel még működik.
Konkrétan egy 800 wattos vezérlő még egy 200 wattos motorral párosítható, de csak a kompatibilis típusokból.
Sajnos ezek a Panasonic csodák nekem sötét foltok képeznek a palettán.
A Sigma 2 és 3 encoder csatlakozói még kiosztásra is megegyeznek , de nem üzemelnek egymással.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 január 04, 21:27
Írta: z08dv9zyv Dátum 2015 január 04, 21:27
Igen, ez a része rendben van, szoftver, kábelek, csatlakozók, megvannak, rá is tudtam csatlakozni.
Az átalakitót megcsinálom és jelentkezem hogy sekerrel jártam e.
Az átalakitót megcsinálom és jelentkezem hogy sekerrel jártam e.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 13:53
Írta: svejk Dátum 2015 január 24, 13:53
Ha ilyen kísérletező kedvű vagy, anyagárban tudok küldeni felprogramozott Magi féle Quantum servo mikrovezérlőt.
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 23, 10:22
Írta: xczznb3zg Dátum 2015 január 23, 10:22
Segítséget szeretnék kérni ac servo ugyben van pár panasonic MSM042 MSM082 motorom a kérdésem az lenne milyen vezérlőt nézzek hozzá( MSD083-ra gondoltam de szerintem MSDA083is jó, vagy van még más is esetleg)?
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 14:04
Írta: fa_kukac Dátum 2015 január 24, 14:04
Kösz, PM ment.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 10:15
Írta: fa_kukac Dátum 2015 január 24, 10:15
Sziasztok!
Csak egy tapasztalatot szeretnék megosztani:
Élesztgettem a yaskawa szettemet a dir-analog átalakítóval, midőn egy pillanatnyi nagyobb vezérlőfesztől a moci nagyot ugrott, és mindjárt le is tiltott. Vissza tudtam állítani, de a mocit már nem vitte, csak remegett, és túláram miatt ismét letiltott. Rámértem a moci kimenetre, és totális zárlatot mutatott. A másik vezérlőm is ugyanígy árt. Azt gondoltam, az IGBT modul halt be, és vettem Kínából 2 darabot, meg is jött rendesen. Kiforrasztottam a modult, amihez készítettem egy segédeszközt, amit le is fotóztam:
Elkezdtem méricskélni a kiszedett modult, és hibátlannak találtam. Jobban körülnézve a panelen, felfedeztem egy kis relét, ami az adatlapja szerint NC, azaz alapállapotban záró. No, ennek sült össze az egyik érintkezője.
Nem sikerült itthon szerezni, csak rendelésre hoztak volna aranyárért, így ez is Kínából jött, ott se ócó! A baj csak az, hogy ennek a relének a cseréjéhez is ki kell forrasztani a modult.
Persze, rájöhettem volna, hogy ha az IGBT lesz zárlatos, akkor a betáp fele is zárlatot mutatott volna.
Csak egy tapasztalatot szeretnék megosztani:
Élesztgettem a yaskawa szettemet a dir-analog átalakítóval, midőn egy pillanatnyi nagyobb vezérlőfesztől a moci nagyot ugrott, és mindjárt le is tiltott. Vissza tudtam állítani, de a mocit már nem vitte, csak remegett, és túláram miatt ismét letiltott. Rámértem a moci kimenetre, és totális zárlatot mutatott. A másik vezérlőm is ugyanígy árt. Azt gondoltam, az IGBT modul halt be, és vettem Kínából 2 darabot, meg is jött rendesen. Kiforrasztottam a modult, amihez készítettem egy segédeszközt, amit le is fotóztam:
Elkezdtem méricskélni a kiszedett modult, és hibátlannak találtam. Jobban körülnézve a panelen, felfedeztem egy kis relét, ami az adatlapja szerint NC, azaz alapállapotban záró. No, ennek sült össze az egyik érintkezője.
Nem sikerült itthon szerezni, csak rendelésre hoztak volna aranyárért, így ez is Kínából jött, ott se ócó! A baj csak az, hogy ennek a relének a cseréjéhez is ki kell forrasztani a modult.
Persze, rájöhettem volna, hogy ha az IGBT lesz zárlatos, akkor a betáp fele is zárlatot mutatott volna.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 január 24, 14:13
Írta: ra8nsmk6w Dátum 2015 január 24, 14:13
Mekkora a befoglaló mérete egy ilyen szervó vezérlőnek?
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 10:19
Írta: fa_kukac Dátum 2015 január 24, 10:19
A 3 kép:
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 14:16
Írta: 000000000 Dátum 2015 január 24, 14:16
Szerintem valamit félre értelmeztél, ez csak egy Microcontroller (18 lábú PIC)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 10:39
Írta: svejk Dátum 2015 január 24, 10:39
Bizony basszus, de sok ilyen szívás van az szervizmunkában!
De nem emlékszem, hogy kérdeztél volna a dologról itt fórumon. :(
A hídban ez esetek túlnyomó részében csak egy IGBT/FET lesz zárlatos és szintén túlnyomórészt a pozitív DC busz felé, tehát mint utólag jól felismerted elsősorban a DC busz felé kell mérni.
Mondjuk ez a mérési metódus a régebbi szervok, frekiváltók "user manual"-jaiban is szépen le van írva.
De nem emlékszem, hogy kérdeztél volna a dologról itt fórumon. :(
A hídban ez esetek túlnyomó részében csak egy IGBT/FET lesz zárlatos és szintén túlnyomórészt a pozitív DC busz felé, tehát mint utólag jól felismerted elsősorban a DC busz felé kell mérni.
Mondjuk ez a mérési metódus a régebbi szervok, frekiváltók "user manual"-jaiban is szépen le van írva.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 január 24, 15:03
Írta: ra8nsmk6w Dátum 2015 január 24, 15:03
Szerintem is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 10:46
Írta: svejk Dátum 2015 január 24, 10:46
Sinumerik 810T GA3-hoz keresnék paraméterlistát angol, ne adj isten magyar nyelven.
De az lenne a legnagyobb segítség, ha valaki kapásból tudná melyik paraméterrel lehet a tengelyek gyorsulási értékeit beállítani.
Egy ősrégi gép lett sok éves állásából visszahozva az életbe, így az elemek lemerülése miatt fel kellett tölteni a paramétertárat.
Csakhogy a servo hajtásokat valaki már kicserélte Simodrive 611-re, és így az eredeti paraméterekkel nem az igazi az összhang.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 15:14
Írta: svejk Dátum 2015 január 24, 15:14
DsPIC30F4012-30, és 28 lábú.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 10:50
Írta: 000000000 Dátum 2015 január 24, 10:50
Csak nem egy Sigma 1-es 200 Wattos ?
Én egy jó ónszippantóval meg egy WECP20-al szoktam az ilyen százlábú élőlényeket kiműteni.
Sneci féle Analóg Step Dir előkével próbálkozol ?
Anno csináltam ilyesmit, csak ott a PA rész egy frekvenciaváltó volt.
Kicsit lomhán ébredt, de ez a PA rész alaptulajdonsága miatt volt, viszont egy főorsó hajtásnak teljesen tökéletes lett volna akár menetvágásra is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 15:23
Írta: 000000000 Dátum 2015 január 24, 15:23
Kicsit elgépeltem :)
Amúgy itt is van belőle pár darab az általad kreált Mavilor BLDC szervo feltéttel együtt
Tehát tudom mi van benne. ;)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 11:07
Írta: svejk Dátum 2015 január 24, 11:07
Hmmm... ma itt a műhely gépemen első találat.
Tegnap egy másik PC-ről keresgélve szinte semmit sem találtam.
Ezek a keresők tényleg adaptívak?
Tegnap egy másik PC-ről keresgélve szinte semmit sem találtam.
Ezek a keresők tényleg adaptívak?
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 25, 13:02
Írta: xczznb3zg Dátum 2015 január 25, 13:02
youtube a baratom rakerestem panasonic servora es rengeteg van a lenyeg hogy lattam olyat hogy msm0 motor msdA0 driverel azaz ket kulonbozo szeria de mukodnek egymassal is ezek szerint, azert meg megvarom a szerviz valaszat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 11:22
Írta: svejk Dátum 2015 január 24, 11:22
Ehh... egyébként meg szinte minden itt van a Siemens oldalán.
De eddig olyan sok rossz tapasztalatom volt a német ipar terméktámogatásaival, hogy meg sem próbáltam a legegyszerűbb utat. :(
De eddig olyan sok rossz tapasztalatom volt a német ipar terméktámogatásaival, hogy meg sem próbáltam a legegyszerűbb utat. :(
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 25, 13:05
Írta: xczznb3zg Dátum 2015 január 25, 13:05
ja és a példa https://www.youtube.com/watch?v=LT77bHk_zUg
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 11:52
Írta: 000000000 Dátum 2015 január 24, 11:52
Igen adaptívak valamennyire.
Lehet hogy a Siemens rájött, hogy ha ráül a leírásaira akkor bizony felkopik az álla mert így más jobban supportált gyártó termékeit részesítik előnyben.
Vagy csak az ilyen 1000 éves cuccok már feloldódtak a titkosítási időintervallum alól :D
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 12, 09:07
Írta: 000000000 Dátum 2015 március 12, 09:07
Manapság sokan rendelkeznek AC szervo vagy BLDC motorokkal, de hozzávaló vezérlővel nem.
Ezen esetekben segítség lehet a tovább fejlesztett Robsy AC szervo hajtásvezérlő család, amik az alábbi fő esetekben oldja meg a motor működtetését:
1. Nincs a motoron semmilyen szenzor vagy jeladó, ilyenkor rászerelünk egy encodert, ami a kommutációs jeleket is szolgáltatja a Robsy motorhajtásnak.
2. A motoron van u, v, w rotor pozíció szenzor.
3. Van gyári analóg hajtás a motorhoz (pl. +-10 V bemenettel), ekkor a Robsy step/dir előkével pozíció szervóhajtásként tud működni a motor.
Az 1, 2 esetekben így sebesség szervóként maró vagy eszterga főhajtásként is lehet alkalmazni a motorokat.
Fő műszaki határadatok:
- max. motorfeszültség: 400V
- max. állandó motor áram: 15 A
Ugyanilyen határadatok mellett DC kefés motort is tud a hajtás kezelni, amikor is természetesen nincs szükség u,v, w jeladóra.
Ezen esetekben segítség lehet a tovább fejlesztett Robsy AC szervo hajtásvezérlő család, amik az alábbi fő esetekben oldja meg a motor működtetését:
1. Nincs a motoron semmilyen szenzor vagy jeladó, ilyenkor rászerelünk egy encodert, ami a kommutációs jeleket is szolgáltatja a Robsy motorhajtásnak.
2. A motoron van u, v, w rotor pozíció szenzor.
3. Van gyári analóg hajtás a motorhoz (pl. +-10 V bemenettel), ekkor a Robsy step/dir előkével pozíció szervóhajtásként tud működni a motor.
Az 1, 2 esetekben így sebesség szervóként maró vagy eszterga főhajtásként is lehet alkalmazni a motorokat.
Fő műszaki határadatok:
- max. motorfeszültség: 400V
- max. állandó motor áram: 15 A
Ugyanilyen határadatok mellett DC kefés motort is tud a hajtás kezelni, amikor is természetesen nincs szükség u,v, w jeladóra.
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 24, 12:30
Írta: xczznb3zg Dátum 2015 január 24, 12:30
Segítséget szeretnék kérni ac servo ugyben van pár panasonic MSM042 MSM082 motorom a kérdésem az lenne milyen vezérlőt nézzek hozzá( MSD083-ra gondoltam de szerintem MSDA083is jó, vagy van még más is esetleg)?
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 március 12, 09:21
Írta: ra8nsmk6w Dátum 2015 március 12, 09:21
Van egy 2KW-os Fanuc spindle motorom 9000n\min
van rajta jeladó is. Tudnál hozzá versenyképes áron vezérlést késziteni?
van rajta jeladó is. Tudnál hozzá versenyképes áron vezérlést késziteni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 12:46
Írta: 000000000 Dátum 2015 január 24, 12:46
Sajnos Panasonic hajtáshoz személyesen nem volt szerencsém, így tapasztalat híján nem tudok hozzászólni a témához.
Annyiban hogy megnézném az user manuált többet nem tudnék segíteni.
Ha ott nem tüntetik fel hogy kompatibilis lenne a motor akkor nagy valószínűséggel nem is az.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 március 12, 09:23
Írta: ra8nsmk6w Dátum 2015 március 12, 09:23
AC szervó!
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 13:14
Írta: fa_kukac Dátum 2015 január 24, 13:14
Hát igen, kellett volna kérdezni! Ehelyett azt kérdeztem, hol tudok venni IGBT modult! Pont Te válaszoltál: Aliexpress! Most van 2 új modulom! Nem baj, nem volt drága! [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 12, 09:29
Írta: 000000000 Dátum 2015 március 12, 09:29
Nagy valószínűséggel igen.
Ingyenesen megforgatom Neked egy 4.5 V-os laposelemről is akár, és kiderülnek a további működési adatok, lehetőségek egy teszt bemérés, próbapörgetés kapcsán.
Ingyenesen megforgatom Neked egy 4.5 V-os laposelemről is akár, és kiderülnek a további működési adatok, lehetőségek egy teszt bemérés, próbapörgetés kapcsán.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 13:19
Írta: fa_kukac Dátum 2015 január 24, 13:19
Üdv! Az lesz. Csak ezeket a furatgalvanizáltakat elég nehéz kiszippantani. Nem sneci félét élesztek, tőle nem sikerült szerezni, hanem a KOZO féle DC szervo lett megépítve, (ha jól emlékszem az smc,) a kimenetig, a két kimeneti PWM jelből van képezve a +/- 10 volt. Most a yaspc10 félét is tanulmányozom.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2015 március 12, 14:06
Írta: remrendes Dátum 2015 március 12, 14:06
Errol mit lehet tudni? Johet akar emailben is.
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 24, 13:22
Írta: xczznb3zg Dátum 2015 január 24, 13:22
a gond hogy manual semmi konkrétat nem ír de gondolom ha az enkoder felbontas és a vezetékek száma egyezik akkor jo hozzá, de azért írtam szervizeseknek hátha segítenek
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2015 március 19, 20:24
Írta: c2nsu773m Dátum 2015 március 19, 20:24
Szervó
Sziasztok.
Nézzetek már rá erre a vezérlőre , nekem ez egy kissé összetett szerkezet!
Kérdés mire lehet használni? Step-díres?
Sziasztok.
Nézzetek már rá erre a vezérlőre , nekem ez egy kissé összetett szerkezet!
Kérdés mire lehet használni? Step-díres?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 13:43
Írta: 000000000 Dátum 2015 január 24, 13:43
Általában az encoder a pozíció jeleken felül kommunikál a vezérlővel még akkor is ha csak A B Z jelek jönnek ki belőlük. (PL a Z jelbe kódoltan)
És így ismeri fel a vezérlő milyen motor van rajta.
Például a Sigma 2 vagy 3 vezérlő/motor 4/1-es teljesítmény áttétellel még működik.
Konkrétan egy 800 wattos vezérlő még egy 200 wattos motorral párosítható, de csak a kompatibilis típusokból.
Sajnos ezek a Panasonic csodák nekem sötét foltok képeznek a palettán.
A Sigma 2 és 3 encoder csatlakozói még kiosztásra is megegyeznek , de nem üzemelnek egymással.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 19, 20:45
Írta: designr Dátum 2015 március 19, 20:45
Hasonló bonyolultságút sem láttam még..teljesen más mint a hagyományos..Omron-Yaskawa-Samsung félék.Ac motor dc motor stepper mindent tud..de mire ezt összelövöd. szerintem pc-ről nem fog..
Mazohistáknak való..bár ha csak ugy kaptad..
Mazohistáknak való..bár ha csak ugy kaptad..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 13:53
Írta: svejk Dátum 2015 január 24, 13:53
Ha ilyen kísérletező kedvű vagy, anyagárban tudok küldeni felprogramozott Magi féle Quantum servo mikrovezérlőt.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2015 március 20, 07:33
Írta: Bencze András Dátum 2015 március 20, 07:33
Fizikai lehetőség megvan, csak felhasználó legyen aki beidomítja.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 január 24, 14:04
Írta: fa_kukac Dátum 2015 január 24, 14:04
Kösz, PM ment.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 23, 20:35
Írta: designr Dátum 2015 március 23, 20:35
Hátha valakinek segítség..nem tudok többet rólla..akit érdekel érdeklődni kell..Analóg szervóvezérlő
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 január 24, 14:13
Írta: ra8nsmk6w Dátum 2015 január 24, 14:13
Mekkora a befoglaló mérete egy ilyen szervó vezérlőnek?
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2015 március 24, 10:41
Írta: adamant Dátum 2015 március 24, 10:41
Hali!
Anno megküzdöttem én is egy BOSCH vezérlővel abban is le volt merülve az elem mi is elkezdtük vissza gépelni a paramétereket de nem lett valami jó a dolog aztán kutakodtam neten és egy M kóddal vissza lehetett hívni egy backup ot amivel ment rendbe azóta is ez a gép de a bosch kb semmiben nem tudott segíteni nekünk csak azt szajkózta, hogy vegyünk újabb vezérlőt ha jól emlékszem itt is próbálkoztam vele hátha ismeri valaki a gépet de sajna nem tudott senki jó választ adni
kerestem a te gépedhez is valami hasonlót de erről még kevesebb infó van a neten
ha esetleg az segítség lenne tudok segíteni abban hogy PC re tudjátok kötni és minden infót letudjatok menteni róla vagy akár a programokat ráküldeni
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 14:16
Írta: 000000000 Dátum 2015 január 24, 14:16
Szerintem valamit félre értelmeztél, ez csak egy Microcontroller (18 lábú PIC)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 12:06
Írta: svejk Dátum 2015 március 24, 12:06
Lásd #2184, 2185.
Amire szükség volt le volt írva, úgy néz ki működik is a gép.
Amire szükség volt le volt írva, úgy néz ki működik is a gép.
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 január 24, 15:03
Írta: ra8nsmk6w Dátum 2015 január 24, 15:03
Szerintem is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 12:08
Írta: svejk Dátum 2015 március 24, 12:08
Hát nem egy Sneci féle árkategória...
A dokumentáció kiváló, de ugye puding próbája az evés.
A dokumentáció kiváló, de ugye puding próbája az evés.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 január 24, 15:14
Írta: svejk Dátum 2015 január 24, 15:14
DsPIC30F4012-30, és 28 lábú.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 24, 12:17
Írta: designr Dátum 2015 március 24, 12:17
Árát nem is tudtam..cégeknek is bedolgozik..nem ismerem..csak olvastam már hogy többen kerestek hasonlót..én,mivel komolyabban nem értek hozzá ugyekszem instant dolgokat szerezni..lehet sorozatban olcsóbb lenne..leírás alapján kétlem hogy az uriembernek valamilyen köze ne lett volna a fórumhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 január 24, 15:23
Írta: 000000000 Dátum 2015 január 24, 15:23
Kicsit elgépeltem :)
Amúgy itt is van belőle pár darab az általad kreált Mavilor BLDC szervo feltéttel együtt
Tehát tudom mi van benne. ;)
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2015 március 24, 12:42
Írta: Egyújabbgépépítő Dátum 2015 március 24, 12:42
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 25, 13:02
Írta: xczznb3zg Dátum 2015 január 25, 13:02
youtube a baratom rakerestem panasonic servora es rengeteg van a lenyeg hogy lattam olyat hogy msm0 motor msdA0 driverel azaz ket kulonbozo szeria de mukodnek egymassal is ezek szerint, azert meg megvarom a szerviz valaszat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 14:39
Írta: svejk Dátum 2015 március 24, 14:39
Egyszer egy márványmegmunkáló géphez hívtak utolsó reményként.
(a gépet végül sikerült megjavítani)
Egy a CNC berkekben közismert emberke alakította át a gyári Olasz gépet MACH3 vezérlésűre.
Kinyitva a szekrényt mit látok?
3 db Sneci féle step/dir-analóg panel vigyorog velem szembe. :))
(a gépet végül sikerült megjavítani)
Egy a CNC berkekben közismert emberke alakította át a gyári Olasz gépet MACH3 vezérlésűre.
Kinyitva a szekrényt mit látok?
3 db Sneci féle step/dir-analóg panel vigyorog velem szembe. :))
Cím: Re:AC szervó motoros vezérlés
Írta: xczznb3zg Dátum 2015 január 25, 13:05
Írta: xczznb3zg Dátum 2015 január 25, 13:05
ja és a példa https://www.youtube.com/watch?v=LT77bHk_zUg
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 15:10
Írta: svejk Dátum 2015 március 24, 15:10
Egyébként valóban, nem is gondolnátok milyen sokan vannak read only üzemmódban a fórumon.
Én nem egyszer találkoztam már komoly, kis üzemmel rendelkező emberekkel akik rendszeresen benéznek a fórumra.
Jó lehet, hogy a többségük csak mosolyog rajtunk, vagy csak az Adok-Veszekben vesz valamit, de itt vannak, figyelnek bennünket... :)
Én nem egyszer találkoztam már komoly, kis üzemmel rendelkező emberekkel akik rendszeresen benéznek a fórumra.
Jó lehet, hogy a többségük csak mosolyog rajtunk, vagy csak az Adok-Veszekben vesz valamit, de itt vannak, figyelnek bennünket... :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 12, 09:07
Írta: 000000000 Dátum 2015 március 12, 09:07
Manapság sokan rendelkeznek AC szervo vagy BLDC motorokkal, de hozzávaló vezérlővel nem.
Ezen esetekben segítség lehet a tovább fejlesztett Robsy AC szervo hajtásvezérlő család, amik az alábbi fő esetekben oldja meg a motor működtetését:
1. Nincs a motoron semmilyen szenzor vagy jeladó, ilyenkor rászerelünk egy encodert, ami a kommutációs jeleket is szolgáltatja a Robsy motorhajtásnak.
2. A motoron van u, v, w rotor pozíció szenzor.
3. Van gyári analóg hajtás a motorhoz (pl. +-10 V bemenettel), ekkor a Robsy step/dir előkével pozíció szervóhajtásként tud működni a motor.
Az 1, 2 esetekben így sebesség szervóként maró vagy eszterga főhajtásként is lehet alkalmazni a motorokat.
Fő műszaki határadatok:
- max. motorfeszültség: 400V
- max. állandó motor áram: 15 A
Ugyanilyen határadatok mellett DC kefés motort is tud a hajtás kezelni, amikor is természetesen nincs szükség u,v, w jeladóra.
Ezen esetekben segítség lehet a tovább fejlesztett Robsy AC szervo hajtásvezérlő család, amik az alábbi fő esetekben oldja meg a motor működtetését:
1. Nincs a motoron semmilyen szenzor vagy jeladó, ilyenkor rászerelünk egy encodert, ami a kommutációs jeleket is szolgáltatja a Robsy motorhajtásnak.
2. A motoron van u, v, w rotor pozíció szenzor.
3. Van gyári analóg hajtás a motorhoz (pl. +-10 V bemenettel), ekkor a Robsy step/dir előkével pozíció szervóhajtásként tud működni a motor.
Az 1, 2 esetekben így sebesség szervóként maró vagy eszterga főhajtásként is lehet alkalmazni a motorokat.
Fő műszaki határadatok:
- max. motorfeszültség: 400V
- max. állandó motor áram: 15 A
Ugyanilyen határadatok mellett DC kefés motort is tud a hajtás kezelni, amikor is természetesen nincs szükség u,v, w jeladóra.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 24, 16:11
Írta: designr Dátum 2015 március 24, 16:11
Másik végletet szeretem inkább..akik nem olvassák..csodálkoznak mééért ér meg nekem többezer forintot az az öklömnyi ac szervo motor..mikor nem is megy hálózati feszről.::))
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 március 12, 09:21
Írta: ra8nsmk6w Dátum 2015 március 12, 09:21
Van egy 2KW-os Fanuc spindle motorom 9000n\min
van rajta jeladó is. Tudnál hozzá versenyképes áron vezérlést késziteni?
van rajta jeladó is. Tudnál hozzá versenyképes áron vezérlést késziteni?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2015 március 26, 16:19
Írta: remrendes Dátum 2015 március 26, 16:19
Ez igen. Epitette mar meg valaki?
Cím: Re:AC szervó motoros vezérlés
Írta: ra8nsmk6w Dátum 2015 március 12, 09:23
Írta: ra8nsmk6w Dátum 2015 március 12, 09:23
AC szervó!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 26, 16:56
Írta: 000000000 Dátum 2015 március 26, 16:56
"figyelnek bennünket... :)"
Csak nem az idegenek?
Ennyire komoly a helyzet? [#nevetes1]
Azért ne vedd túl komolyan. De sajnos nem tudtam kihagyni.
Csak nem az idegenek?
Ennyire komoly a helyzet? [#nevetes1]
Azért ne vedd túl komolyan. De sajnos nem tudtam kihagyni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 12, 09:29
Írta: 000000000 Dátum 2015 március 12, 09:29
Nagy valószínűséggel igen.
Ingyenesen megforgatom Neked egy 4.5 V-os laposelemről is akár, és kiderülnek a további működési adatok, lehetőségek egy teszt bemérés, próbapörgetés kapcsán.
Ingyenesen megforgatom Neked egy 4.5 V-os laposelemről is akár, és kiderülnek a további működési adatok, lehetőségek egy teszt bemérés, próbapörgetés kapcsán.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 március 30, 21:56
Írta: Borcz Dátum 2015 március 30, 21:56
Sziasztok
Keresek Mitsubishi ac szervós hajtásban segítséget.
üdv
borcz
Keresek Mitsubishi ac szervós hajtásban segítséget.
üdv
borcz
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2015 március 12, 14:06
Írta: remrendes Dátum 2015 március 12, 14:06
Errol mit lehet tudni? Johet akar emailben is.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 30, 22:01
Írta: designr Dátum 2015 március 30, 22:01
Valakinek van tapasztalata ac szervo ,különböző tipusú motor-driver hajtással?Neten van rá példa..modernebb motorok meghökkentő hasonlóságot mutatnak..ujabb Panasonic motor kiköpött Omron..ilyen kereszthajtásra is van jó néhány példa,,csak encoder kommunikáció..és teljesítmény számít..?A kisebb cégek gyártatnak a néhány naggyal..ez lehet az oka?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2015 március 19, 20:24
Írta: c2nsu773m Dátum 2015 március 19, 20:24
Szervó
Sziasztok.
Nézzetek már rá erre a vezérlőre , nekem ez egy kissé összetett szerkezet!
Kérdés mire lehet használni? Step-díres?
Sziasztok.
Nézzetek már rá erre a vezérlőre , nekem ez egy kissé összetett szerkezet!
Kérdés mire lehet használni? Step-díres?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 31, 00:10
Írta: 000000000 Dátum 2015 március 31, 00:10
Omron Yaskawa azonos típusok keverhetők egymással.
De már a Sigma 1-től is kommunikál az enkóder a vezérlővel. (ennél még elég kezdetleges)
Állítólag a Z,Z_ jelekbe kódolva küldi.
Az ez feletti típusoknál már rendes adatkommunikáció van. (Sigma 2,3...)
Mivel motor paramétert nem lehet beállítani így az enkóderből kinyert infóból az erőre beégetett paraméter táblázat alapján lövi be. ( még a motor sorszáma is kiolvasható )
Ezt a kommunikációt kijátszva lehetne megoldani más motorokkal való összepárosítását, de többe lenne a leves mint a hús.
Ezért van az hogy Yaskawa típusoknál 1:4-es áttétellel köthetők össze a motorok és vezérlők.
Például egy 1500 Wattos Sigma 2-es vezérlőre nyugodtan rálehet kötni egy 400 Wattos motort.
200 Wattossal már nem működik mert nincs benne a 1.5kW-os paramétertáblázatban.
A letölthető gyári programokkal ez nem is hozzáférhető.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 19, 20:45
Írta: designr Dátum 2015 március 19, 20:45
Hasonló bonyolultságút sem láttam még..teljesen más mint a hagyományos..Omron-Yaskawa-Samsung félék.Ac motor dc motor stepper mindent tud..de mire ezt összelövöd. szerintem pc-ről nem fog..
Mazohistáknak való..bár ha csak ugy kaptad..
Mazohistáknak való..bár ha csak ugy kaptad..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 április 04, 18:35
Írta: designr Dátum 2015 április 04, 18:35
Köszi..hasonlóra gondoltam..de továbbmegyek.
Azt tudjuk hogy Yaskawa-Omron szinte egy,de más gyártók?
Nézd meg pl ezt.
Panasonic szett.
Panasonic servo
És pld Omron smartstep2-t.
Omron smartstep2
Egy és ugyanaz.
Találtam videókat ahol Panasonic driverrel hajtanak samsung ac motorokat.
Kicsit utánnanézve kiderült pl a Samsung-Allen Bradley servokat is a Tamagawa gyártja..
Tehát ezek is csereszabatosak..
Azt tudjuk hogy Yaskawa-Omron szinte egy,de más gyártók?
Nézd meg pl ezt.
Panasonic szett.
Panasonic servo
És pld Omron smartstep2-t.
Omron smartstep2
Egy és ugyanaz.
Találtam videókat ahol Panasonic driverrel hajtanak samsung ac motorokat.
Kicsit utánnanézve kiderült pl a Samsung-Allen Bradley servokat is a Tamagawa gyártja..
Tehát ezek is csereszabatosak..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2015 március 20, 07:33
Írta: Bencze András Dátum 2015 március 20, 07:33
Fizikai lehetőség megvan, csak felhasználó legyen aki beidomítja.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 04, 18:42
Írta: 000000000 Dátum 2015 április 04, 18:42
A Samsung olyanokat megcsinált, hogy a gyáraiban más gyártó terméke nem lehet.
Ha mégsem tudtak olyat gyártani akkor fogtál például a Yaskawa cuccot és leszedték a feliratot és rátették a sajátjukat.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 23, 20:35
Írta: designr Dátum 2015 március 23, 20:35
Hátha valakinek segítség..nem tudok többet rólla..akit érdekel érdeklődni kell..Analóg szervóvezérlő
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 április 04, 19:06
Írta: designr Dátum 2015 április 04, 19:06
Van pár samsung szettem..modernizáció a samsung gyárban..lecseréltéki őket Omronra..semmi bajuk..
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2015 március 24, 10:41
Írta: adamant Dátum 2015 március 24, 10:41
Hali!
Anno megküzdöttem én is egy BOSCH vezérlővel abban is le volt merülve az elem mi is elkezdtük vissza gépelni a paramétereket de nem lett valami jó a dolog aztán kutakodtam neten és egy M kóddal vissza lehetett hívni egy backup ot amivel ment rendbe azóta is ez a gép de a bosch kb semmiben nem tudott segíteni nekünk csak azt szajkózta, hogy vegyünk újabb vezérlőt ha jól emlékszem itt is próbálkoztam vele hátha ismeri valaki a gépet de sajna nem tudott senki jó választ adni
kerestem a te gépedhez is valami hasonlót de erről még kevesebb infó van a neten
ha esetleg az segítség lenne tudok segíteni abban hogy PC re tudjátok kötni és minden infót letudjatok menteni róla vagy akár a programokat ráküldeni
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 07:57
Írta: ANTAL GÁBOR Dátum 2015 április 13, 07:57
Be szeretnék üzemelni egy Omron R88D ( Jaskawa SGDA) szervo vezérlőt ( step dir es ) Van rajta egy Dsub 9 es csati a Pc vel való kommunikációhoz amin TXD+ TXD- RXD+ RXD- jelek jönnek mennek . Sajnos nem definiálják a jelszintek nagyságát de differenciális TTL jelnek feltételezem ( RS422A ) A PC com 1 e tudomásom szerint RS232 jelet vár ( H= -12 V L= +12V ) . Gondolom kell egy átalakító a normális kommunikációhoz. Kérdés ( 1 ) biztos hogy a vezérlő kimenete TTL szintű ? ( netán más és közvetlenül összeköthető a PC -vel de akkor gondolom a differenciális negatívot nem kell használnom ) Kérdés (2) ha házilag csinálom az átalakítót akkor mit javasoltok ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 12:06
Írta: svejk Dátum 2015 március 24, 12:06
Lásd #2184, 2185.
Amire szükség volt le volt írva, úgy néz ki működik is a gép.
Amire szükség volt le volt írva, úgy néz ki működik is a gép.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 13, 08:03
Írta: 000000000 Dátum 2015 április 13, 08:03
Szabványos PC kompatibilis RS232-es, tehát nem kell semmi TTL átalakító bele.
Mellesleg normális Yaskawa leírásban még a bekötést is megtalálod.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 12:08
Írta: svejk Dátum 2015 március 24, 12:08
Hát nem egy Sneci féle árkategória...
A dokumentáció kiváló, de ugye puding próbája az evés.
A dokumentáció kiváló, de ugye puding próbája az evés.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:08
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:08
Felbátorodtam és bevetettem a triviális megoldást. A GND hez megmértem a TXD+ ot és 4.15 V ot kaptam A TXD- ugyanakkor 96mV. Tehát valószínű differenciális TTL a kimenet .
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 24, 12:17
Írta: designr Dátum 2015 március 24, 12:17
Árát nem is tudtam..cégeknek is bedolgozik..nem ismerem..csak olvastam már hogy többen kerestek hasonlót..én,mivel komolyabban nem értek hozzá ugyekszem instant dolgokat szerezni..lehet sorozatban olcsóbb lenne..leírás alapján kétlem hogy az uriembernek valamilyen köze ne lett volna a fórumhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:09
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:09
gyere a skype re !
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2015 március 24, 12:42
Írta: Egyújabbgépépítő Dátum 2015 március 24, 12:42
Cím: Re:AC szervó motoros vezérlés
Írta: xtnhds08u Dátum 2015 április 13, 11:26
Írta: xtnhds08u Dátum 2015 április 13, 11:26
Üdvözletem az uraknak.
Vettem itt a fórumon néhány Sankyo MC401NS 400W-os szervó motort.
Kérdésem az lenne, ezeket milyen Szervo vezérlővel lehetne összehozni? Sajnos ezt a szervo világot még csak most kezdem felfedezni, így nem teljesen tudom mit lehet. Amennyit utána sikerült néznem, nem lehet akármit akármilyen gyártmánnyal összehozni. Viszont ezekhez a motorokhoz meg nem nagyon találok servopack-ot (nem horror áron).
Vettem itt a fórumon néhány Sankyo MC401NS 400W-os szervó motort.
Kérdésem az lenne, ezeket milyen Szervo vezérlővel lehetne összehozni? Sajnos ezt a szervo világot még csak most kezdem felfedezni, így nem teljesen tudom mit lehet. Amennyit utána sikerült néznem, nem lehet akármit akármilyen gyártmánnyal összehozni. Viszont ezekhez a motorokhoz meg nem nagyon találok servopack-ot (nem horror áron).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 14:39
Írta: svejk Dátum 2015 március 24, 14:39
Egyszer egy márványmegmunkáló géphez hívtak utolsó reményként.
(a gépet végül sikerült megjavítani)
Egy a CNC berkekben közismert emberke alakította át a gyári Olasz gépet MACH3 vezérlésűre.
Kinyitva a szekrényt mit látok?
3 db Sneci féle step/dir-analóg panel vigyorog velem szembe. :))
(a gépet végül sikerült megjavítani)
Egy a CNC berkekben közismert emberke alakította át a gyári Olasz gépet MACH3 vezérlésűre.
Kinyitva a szekrényt mit látok?
3 db Sneci féle step/dir-analóg panel vigyorog velem szembe. :))
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2015 április 15, 13:43
Írta: nt4ibi7x Dátum 2015 április 15, 13:43
Tiszteletem. Lenne egy kérdésem a tapasztalt kollégákhoz. Tudja a Yaskawa SGDM-A5ADA-R a step - dir-t? Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 március 24, 15:10
Írta: svejk Dátum 2015 március 24, 15:10
Egyébként valóban, nem is gondolnátok milyen sokan vannak read only üzemmódban a fórumon.
Én nem egyszer találkoztam már komoly, kis üzemmel rendelkező emberekkel akik rendszeresen benéznek a fórumra.
Jó lehet, hogy a többségük csak mosolyog rajtunk, vagy csak az Adok-Veszekben vesz valamit, de itt vannak, figyelnek bennünket... :)
Én nem egyszer találkoztam már komoly, kis üzemmel rendelkező emberekkel akik rendszeresen benéznek a fórumra.
Jó lehet, hogy a többségük csak mosolyog rajtunk, vagy csak az Adok-Veszekben vesz valamit, de itt vannak, figyelnek bennünket... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 április 15, 15:58
Írta: Gyati Dátum 2015 április 15, 15:58
Szia!
Igen.
Igen.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 24, 16:11
Írta: designr Dátum 2015 március 24, 16:11
Másik végletet szeretem inkább..akik nem olvassák..csodálkoznak mééért ér meg nekem többezer forintot az az öklömnyi ac szervo motor..mikor nem is megy hálózati feszről.::))
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2015 április 15, 20:16
Írta: nt4ibi7x Dátum 2015 április 15, 20:16
Köszi Gyati mester.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2015 március 26, 16:19
Írta: remrendes Dátum 2015 március 26, 16:19
Ez igen. Epitette mar meg valaki?
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 08:33
Írta: nyiszi Dátum 2015 április 16, 08:33
Sziasztok!
Van valakinek tapasztalata a Yaskawa auto tuninggal kapcsolatban?
Van valakinek tapasztalata a Yaskawa auto tuninggal kapcsolatban?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 26, 16:56
Írta: 000000000 Dátum 2015 március 26, 16:56
"figyelnek bennünket... :)"
Csak nem az idegenek?
Ennyire komoly a helyzet? [#nevetes1]
Azért ne vedd túl komolyan. De sajnos nem tudtam kihagyni.
Csak nem az idegenek?
Ennyire komoly a helyzet? [#nevetes1]
Azért ne vedd túl komolyan. De sajnos nem tudtam kihagyni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 16, 08:42
Írta: 000000000 Dátum 2015 április 16, 08:42
Sigma 3-nál próbáltam már.
Ott elég jól hozzá állította a mechanikához a PID-et.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 március 30, 21:56
Írta: Borcz Dátum 2015 március 30, 21:56
Sziasztok
Keresek Mitsubishi ac szervós hajtásban segítséget.
üdv
borcz
Keresek Mitsubishi ac szervós hajtásban segítséget.
üdv
borcz
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 09:40
Írta: nyiszi Dátum 2015 április 16, 09:40
Szia!
Skype? Vagy adj egy tel számot.
Skype? Vagy adj egy tel számot.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 március 30, 22:01
Írta: designr Dátum 2015 március 30, 22:01
Valakinek van tapasztalata ac szervo ,különböző tipusú motor-driver hajtással?Neten van rá példa..modernebb motorok meghökkentő hasonlóságot mutatnak..ujabb Panasonic motor kiköpött Omron..ilyen kereszthajtásra is van jó néhány példa,,csak encoder kommunikáció..és teljesítmény számít..?A kisebb cégek gyártatnak a néhány naggyal..ez lehet az oka?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 16, 10:06
Írta: 000000000 Dátum 2015 április 16, 10:06
Sajnos most mennem kell, de este felé kereslek Skype-on!
Mellesleg ez milyen típus ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 március 31, 00:10
Írta: 000000000 Dátum 2015 március 31, 00:10
Omron Yaskawa azonos típusok keverhetők egymással.
De már a Sigma 1-től is kommunikál az enkóder a vezérlővel. (ennél még elég kezdetleges)
Állítólag a Z,Z_ jelekbe kódolva küldi.
Az ez feletti típusoknál már rendes adatkommunikáció van. (Sigma 2,3...)
Mivel motor paramétert nem lehet beállítani így az enkóderből kinyert infóból az erőre beégetett paraméter táblázat alapján lövi be. ( még a motor sorszáma is kiolvasható )
Ezt a kommunikációt kijátszva lehetne megoldani más motorokkal való összepárosítását, de többe lenne a leves mint a hús.
Ezért van az hogy Yaskawa típusoknál 1:4-es áttétellel köthetők össze a motorok és vezérlők.
Például egy 1500 Wattos Sigma 2-es vezérlőre nyugodtan rálehet kötni egy 400 Wattos motort.
200 Wattossal már nem működik mert nincs benne a 1.5kW-os paramétertáblázatban.
A letölthető gyári programokkal ez nem is hozzáférhető.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 10:07
Írta: nyiszi Dátum 2015 április 16, 10:07
Sigma 2
Este kereslek.
Este kereslek.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 április 04, 18:35
Írta: designr Dátum 2015 április 04, 18:35
Köszi..hasonlóra gondoltam..de továbbmegyek.
Azt tudjuk hogy Yaskawa-Omron szinte egy,de más gyártók?
Nézd meg pl ezt.
Panasonic szett.
Panasonic servo
És pld Omron smartstep2-t.
Omron smartstep2
Egy és ugyanaz.
Találtam videókat ahol Panasonic driverrel hajtanak samsung ac motorokat.
Kicsit utánnanézve kiderült pl a Samsung-Allen Bradley servokat is a Tamagawa gyártja..
Tehát ezek is csereszabatosak..
Azt tudjuk hogy Yaskawa-Omron szinte egy,de más gyártók?
Nézd meg pl ezt.
Panasonic szett.
Panasonic servo
És pld Omron smartstep2-t.
Omron smartstep2
Egy és ugyanaz.
Találtam videókat ahol Panasonic driverrel hajtanak samsung ac motorokat.
Kicsit utánnanézve kiderült pl a Samsung-Allen Bradley servokat is a Tamagawa gyártja..
Tehát ezek is csereszabatosak..
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 18:58
Írta: m0cpb8m3 Dátum 2015 április 22, 18:58
Sziasztok. A szervókban nem igazán vagyok otthon. Azt nem értem, hogy mi értelme egy szervomotorra féket tenni. Elvileg a lefutása kb. olyan gyors fék nélkül is mint egy léptetőé nem? Vagy ezek csak fékkel tudnak olyan gyorsan megállni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 04, 18:42
Írta: 000000000 Dátum 2015 április 04, 18:42
A Samsung olyanokat megcsinált, hogy a gyáraiban más gyártó terméke nem lehet.
Ha mégsem tudtak olyat gyártani akkor fogtál például a Yaskawa cuccot és leszedték a feliratot és rátették a sajátjukat.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:06
Írta: Sz.József Dátum 2015 április 22, 19:06
Pl. egy "Z" egység képes az önsúlyánál fogva "lezuhanni"...
Ilyenkor jól jön a fék "funkció"...
Ilyenkor jól jön a fék "funkció"...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2015 április 04, 19:06
Írta: designr Dátum 2015 április 04, 19:06
Van pár samsung szettem..modernizáció a samsung gyárban..lecseréltéki őket Omronra..semmi bajuk..
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 19:07
Írta: m0cpb8m3 Dátum 2015 április 22, 19:07
Áááá értem. Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 07:57
Írta: ANTAL GÁBOR Dátum 2015 április 13, 07:57
Be szeretnék üzemelni egy Omron R88D ( Jaskawa SGDA) szervo vezérlőt ( step dir es ) Van rajta egy Dsub 9 es csati a Pc vel való kommunikációhoz amin TXD+ TXD- RXD+ RXD- jelek jönnek mennek . Sajnos nem definiálják a jelszintek nagyságát de differenciális TTL jelnek feltételezem ( RS422A ) A PC com 1 e tudomásom szerint RS232 jelet vár ( H= -12 V L= +12V ) . Gondolom kell egy átalakító a normális kommunikációhoz. Kérdés ( 1 ) biztos hogy a vezérlő kimenete TTL szintű ? ( netán más és közvetlenül összeköthető a PC -vel de akkor gondolom a differenciális negatívot nem kell használnom ) Kérdés (2) ha házilag csinálom az átalakítót akkor mit javasoltok ?
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 19:09
Írta: m0cpb8m3 Dátum 2015 április 22, 19:09
Illetve mégsem értem teljesen, mert hogy ne fusson vissza, az asszinkron motoroknál - pl. egy csörlő esetén - visszafutás gátlót használnak nem féket. Most néztem meg, hogy a fék, és a szervo tartónyomatéka azonos, tehát a fékkel sem bír többet.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 13, 08:03
Írta: 000000000 Dátum 2015 április 13, 08:03
Szabványos PC kompatibilis RS232-es, tehát nem kell semmi TTL átalakító bele.
Mellesleg normális Yaskawa leírásban még a bekötést is megtalálod.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:10
Írta: Sz.József Dátum 2015 április 22, 19:10
Persze olyat is eltudok képzelni, ha mondjuk nem elég a motor tartó nyomatéka a pozíció tartáshoz, akkor is jól jöhet a fék...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:08
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:08
Felbátorodtam és bevetettem a triviális megoldást. A GND hez megmértem a TXD+ ot és 4.15 V ot kaptam A TXD- ugyanakkor 96mV. Tehát valószínű differenciális TTL a kimenet .
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:13
Írta: Sz.József Dátum 2015 április 22, 19:13
Én CNC-be gondolkodtam nem "csörlőbe"...
Kikapcsolt gépnél, amikor már nincsen tartó nyomaték jó ha helyén marad "Z" egység...
Kikapcsolt gépnél, amikor már nincsen tartó nyomaték jó ha helyén marad "Z" egység...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:09
Írta: ANTAL GÁBOR Dátum 2015 április 13, 08:09
gyere a skype re !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 22, 19:56
Írta: 000000000 Dátum 2015 április 22, 19:56
A fék csak áramtalanításkor működik vagy ha a szervó vezérlő valami hibával megáll.
Ez csak egy védelmi funkciót lát el menet közben nincs funkciója !
Cím: Re:AC szervó motoros vezérlés
Írta: xtnhds08u Dátum 2015 április 13, 11:26
Írta: xtnhds08u Dátum 2015 április 13, 11:26
Üdvözletem az uraknak.
Vettem itt a fórumon néhány Sankyo MC401NS 400W-os szervó motort.
Kérdésem az lenne, ezeket milyen Szervo vezérlővel lehetne összehozni? Sajnos ezt a szervo világot még csak most kezdem felfedezni, így nem teljesen tudom mit lehet. Amennyit utána sikerült néznem, nem lehet akármit akármilyen gyártmánnyal összehozni. Viszont ezekhez a motorokhoz meg nem nagyon találok servopack-ot (nem horror áron).
Vettem itt a fórumon néhány Sankyo MC401NS 400W-os szervó motort.
Kérdésem az lenne, ezeket milyen Szervo vezérlővel lehetne összehozni? Sajnos ezt a szervo világot még csak most kezdem felfedezni, így nem teljesen tudom mit lehet. Amennyit utána sikerült néznem, nem lehet akármit akármilyen gyártmánnyal összehozni. Viszont ezekhez a motorokhoz meg nem nagyon találok servopack-ot (nem horror áron).
Cím: Re:AC szervó motoros vezérlés
Írta: Bicska Dátum 2015 április 22, 20:02
Írta: Bicska Dátum 2015 április 22, 20:02
Magyarán, ami valószínűleg eddig nem volt egyértelmű számodra: a fék alapból behúz, ha jelet kap, akkor enged el.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2015 április 15, 13:43
Írta: nt4ibi7x Dátum 2015 április 15, 13:43
Tiszteletem. Lenne egy kérdésem a tapasztalt kollégákhoz. Tudja a Yaskawa SGDM-A5ADA-R a step - dir-t? Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 20:21
Írta: m0cpb8m3 Dátum 2015 április 22, 20:21
Így már értem. Köszi mindenkinek.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 április 15, 15:58
Írta: Gyati Dátum 2015 április 15, 15:58
Szia!
Igen.
Igen.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 15:05
Írta: ANTAL GÁBOR Dátum 2015 május 20, 15:05
Yaskawa Sigma 3 vezérlőhöz keresek XP n futtatható programot . Van egy régi( 1999) bétás verzióm de az nem ismeri föl a drivert. Amit le töltöttem ahhoz win 7 kell . Ami saccra jó lenne azt meg a víruskeresőm tiltja le . Mit ajánlotok ?
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2015 április 15, 20:16
Írta: nt4ibi7x Dátum 2015 április 15, 20:16
Köszi Gyati mester.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 16:41
Írta: svejk Dátum 2015 május 20, 16:41
Fent van a Yaskawa oldalán, sigmawin vagy mi a szösz a neve. SigmaV.-ig működik
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 08:33
Írta: nyiszi Dátum 2015 április 16, 08:33
Sziasztok!
Van valakinek tapasztalata a Yaskawa auto tuninggal kapcsolatban?
Van valakinek tapasztalata a Yaskawa auto tuninggal kapcsolatban?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 17:45
Írta: ANTAL GÁBOR Dátum 2015 május 20, 17:45
Ezt találtam de nekem elég lenne egy régebbi mert csak xp az op rendszer
Version 5.72 supports Windows7 (32‐bit and 64‐bit)
Version 5.72 supports Windows7 (32‐bit and 64‐bit)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 16, 08:42
Írta: 000000000 Dátum 2015 április 16, 08:42
Sigma 3-nál próbáltam már.
Ott elég jól hozzá állította a mechanikához a PID-et.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 17:51
Írta: Gyati Dátum 2015 május 20, 17:51
Szia Gábor!
Van XP-re, megkeresem és írok.
Üdv, Attila.
Van XP-re, megkeresem és írok.
Üdv, Attila.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 09:40
Írta: nyiszi Dátum 2015 április 16, 09:40
Szia!
Skype? Vagy adj egy tel számot.
Skype? Vagy adj egy tel számot.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 18:17
Írta: ANTAL GÁBOR Dátum 2015 május 20, 18:17
köszi várom ....
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 16, 10:06
Írta: 000000000 Dátum 2015 április 16, 10:06
Sajnos most mennem kell, de este felé kereslek Skype-on!
Mellesleg ez milyen típus ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 18:39
Írta: svejk Dátum 2015 május 20, 18:39
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2015 április 16, 10:07
Írta: nyiszi Dátum 2015 április 16, 10:07
Sigma 2
Este kereslek.
Este kereslek.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 18:48
Írta: Gyati Dátum 2015 május 20, 18:48
Szia Gábor!
Megtaláltam, nekem az 561-es van.
Svejk megelőzött, ilyen segítőkész lenne az ország fele, akkor semmi gond nem lenne itt.
Elküldöm neked ezt a verziót, ha a másik nem válik be.
Megtaláltam, nekem az 561-es van.
Svejk megelőzött, ilyen segítőkész lenne az ország fele, akkor semmi gond nem lenne itt.
Elküldöm neked ezt a verziót, ha a másik nem válik be.
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 18:58
Írta: m0cpb8m3 Dátum 2015 április 22, 18:58
Sziasztok. A szervókban nem igazán vagyok otthon. Azt nem értem, hogy mi értelme egy szervomotorra féket tenni. Elvileg a lefutása kb. olyan gyors fék nélkül is mint egy léptetőé nem? Vagy ezek csak fékkel tudnak olyan gyorsan megállni?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 20:25
Írta: ANTAL GÁBOR Dátum 2015 május 20, 20:25
Köszi !sajna csak Xp az op rendszer és miután letöltöttem ( délután) elolvastam a benne talált pdf et és az azt írja hogy win 7 kell neki
( basszus )
( basszus )
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:06
Írta: Sz.József Dátum 2015 április 22, 19:06
Pl. egy "Z" egység képes az önsúlyánál fogva "lezuhanni"...
Ilyenkor jól jön a fék "funkció"...
Ilyenkor jól jön a fék "funkció"...
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 20:46
Írta: Gyati Dátum 2015 május 20, 20:46
Írd meg az email címedet, elküldöm az xp-s verziót.
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 19:07
Írta: m0cpb8m3 Dátum 2015 április 22, 19:07
Áááá értem. Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: TROMF22 Dátum 2015 május 20, 20:46
Írta: TROMF22 Dátum 2015 május 20, 20:46
Szia Gábor! Ment magánlevél.
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 19:09
Írta: m0cpb8m3 Dátum 2015 április 22, 19:09
Illetve mégsem értem teljesen, mert hogy ne fusson vissza, az asszinkron motoroknál - pl. egy csörlő esetén - visszafutás gátlót használnak nem féket. Most néztem meg, hogy a fék, és a szervo tartónyomatéka azonos, tehát a fékkel sem bír többet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 21:06
Írta: svejk Dátum 2015 május 20, 21:06
Pedig nekem egy gépemen sincs win7.
Kipróbáltad??
Kipróbáltad??
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:10
Írta: Sz.József Dátum 2015 április 22, 19:10
Persze olyat is eltudok képzelni, ha mondjuk nem elég a motor tartó nyomatéka a pozíció tartáshoz, akkor is jól jöhet a fék...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 21:23
Írta: svejk Dátum 2015 május 20, 21:23
Egyébként is azt írja a pdf hogy:
"‐ Version 5.72 supports Windows7 (32‐bit and 64‐bit) "
Tehát támogatva van, de nem CSAK a WIN7-tel megy.
Ha végignézed a PDF-et akkor láthatod, hogy az összes verzióhoz ez van írva, illetve hogy az 5.53 csak a 3 2bites WIN7-et támogatja.
"‐ Version 5.72 supports Windows7 (32‐bit and 64‐bit) "
Tehát támogatva van, de nem CSAK a WIN7-tel megy.
Ha végignézed a PDF-et akkor láthatod, hogy az összes verzióhoz ez van írva, illetve hogy az 5.53 csak a 3 2bites WIN7-et támogatja.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2015 április 22, 19:13
Írta: Sz.József Dátum 2015 április 22, 19:13
Én CNC-be gondolkodtam nem "csörlőbe"...
Kikapcsolt gépnél, amikor már nincsen tartó nyomaték jó ha helyén marad "Z" egység...
Kikapcsolt gépnél, amikor már nincsen tartó nyomaték jó ha helyén marad "Z" egység...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 21, 08:53
Írta: ANTAL GÁBOR Dátum 2015 május 21, 08:53
köszi akkor megfuttatom . ( minthogy le kell szednem a bétát nem mertem nehogy a két szék közül a pad alá essek ) Ismerem a support szót angolul de eddig ha ilyenbe ütköztem akkor kiírták hogy vista , XP és support win 7 .
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 április 22, 19:56
Írta: 000000000 Dátum 2015 április 22, 19:56
A fék csak áramtalanításkor működik vagy ha a szervó vezérlő valami hibával megáll.
Ez csak egy védelmi funkciót lát el menet közben nincs funkciója !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 21, 09:42
Írta: svejk Dátum 2015 május 21, 09:42
Nem kell levenni a bétát!!
Sőt nem is ajánlatos, mert az egyikben ezt a másikban azt könnyebb megcsinálni.
Sőt nem is ajánlatos, mert az egyikben ezt a másikban azt könnyebb megcsinálni.
Cím: Re:AC szervó motoros vezérlés
Írta: Bicska Dátum 2015 április 22, 20:02
Írta: Bicska Dátum 2015 április 22, 20:02
Magyarán, ami valószínűleg eddig nem volt egyértelmű számodra: a fék alapból behúz, ha jelet kap, akkor enged el.
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2015 június 13, 11:10
Írta: ukcge40u Dátum 2015 június 13, 11:10
Sziasztok!
Írtam már pár embernek privátban segítségért, de sajnos sokra nem jutottam.
A feladat az lenne, hogy össze kell újra drótozni egy meglévő simodrive 6sn1123-6sn1112 pakkot a hozzávaló FT5 motorjaival.
A "szétszerelés" csípőfogóval történt, így a betápokat tudom megállapítani, meg a motorkimenetet.
A motoron lévő kábel egy köztes dobozba ment ki soklábú csatlakozón, és a kötés kielemzésébe már belekeveredtem.
A márkaképviselettől azt a választ kaptam, hogy van szabad bemenete a vezérlőnek, azt be lehet programozni digitális jelek fogadására, és már köthetem is rá a Mach3-at.
Tehát a kötésről sincs sok fogalmam, és a programozás menetéről sem.
Képeket igény szerint küldök bárkinek, aki úgy érzi, hogy tud segíteni, esetleg elviszem a cuccot is személyesen, ha szükséges.
Írtam már pár embernek privátban segítségért, de sajnos sokra nem jutottam.
A feladat az lenne, hogy össze kell újra drótozni egy meglévő simodrive 6sn1123-6sn1112 pakkot a hozzávaló FT5 motorjaival.
A "szétszerelés" csípőfogóval történt, így a betápokat tudom megállapítani, meg a motorkimenetet.
A motoron lévő kábel egy köztes dobozba ment ki soklábú csatlakozón, és a kötés kielemzésébe már belekeveredtem.
A márkaképviselettől azt a választ kaptam, hogy van szabad bemenete a vezérlőnek, azt be lehet programozni digitális jelek fogadására, és már köthetem is rá a Mach3-at.
Tehát a kötésről sincs sok fogalmam, és a programozás menetéről sem.
Képeket igény szerint küldök bárkinek, aki úgy érzi, hogy tud segíteni, esetleg elviszem a cuccot is személyesen, ha szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: m0cpb8m3 Dátum 2015 április 22, 20:21
Írta: m0cpb8m3 Dátum 2015 április 22, 20:21
Így már értem. Köszi mindenkinek.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2015 június 13, 22:59
Írta: Bencze András Dátum 2015 június 13, 22:59
Ha azt mondták úgy van, de szerintem erős túlzás. +-10V-al tud menni. A "digit" bemenettel engedélyezheted.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 15:05
Írta: ANTAL GÁBOR Dátum 2015 május 20, 15:05
Yaskawa Sigma 3 vezérlőhöz keresek XP n futtatható programot . Van egy régi( 1999) bétás verzióm de az nem ismeri föl a drivert. Amit le töltöttem ahhoz win 7 kell . Ami saccra jó lenne azt meg a víruskeresőm tiltja le . Mit ajánlotok ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 június 14, 15:07
Írta: 000000000 Dátum 2015 június 14, 15:07
Tudna valaki segíteni Omron sigma I programozó kábel lábkiosztásában!!!
Előre is köszönöm!
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 16:41
Írta: svejk Dátum 2015 május 20, 16:41
Fent van a Yaskawa oldalán, sigmawin vagy mi a szösz a neve. SigmaV.-ig működik
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 június 15, 07:26
Írta: 000000000 Dátum 2015 június 15, 07:26
Megoldódott!!!
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 17:45
Írta: ANTAL GÁBOR Dátum 2015 május 20, 17:45
Ezt találtam de nekem elég lenne egy régebbi mert csak xp az op rendszer
Version 5.72 supports Windows7 (32‐bit and 64‐bit)
Version 5.72 supports Windows7 (32‐bit and 64‐bit)
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 10:26
Írta: zvw8as45 Dátum 2015 június 16, 10:26
Szia mindenki!
Servostar 603M szervo vezérlő, és motor MT328SA1, kábelokkal mennyit érhet, illetve mennyire használható
hobbi szinten? Kérem aki tud-segítsen.
Köszönöm .
Servostar 603M szervo vezérlő, és motor MT328SA1, kábelokkal mennyit érhet, illetve mennyire használható
hobbi szinten? Kérem aki tud-segítsen.
Köszönöm .
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 17:51
Írta: Gyati Dátum 2015 május 20, 17:51
Szia Gábor!
Van XP-re, megkeresem és írok.
Üdv, Attila.
Van XP-re, megkeresem és írok.
Üdv, Attila.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 június 16, 13:07
Írta: svejk Dátum 2015 június 16, 13:07
Én úgy látom elég finom darab.
Alapvetően analóg, de tudja a step-dir jelet is kezelni.
A Kollmorgen-nek jók a leírásaik, remélhetőleg a hangoló szoftver is könnyen megszerezhető.
Jó hétvégi elfoglaltság egy ilyen szettnek a megismerése.
Alapvetően analóg, de tudja a step-dir jelet is kezelni.
A Kollmorgen-nek jók a leírásaik, remélhetőleg a hangoló szoftver is könnyen megszerezhető.
Jó hétvégi elfoglaltság egy ilyen szettnek a megismerése.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 18:17
Írta: ANTAL GÁBOR Dátum 2015 május 20, 18:17
köszi várom ....
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 13:53
Írta: zvw8as45 Dátum 2015 június 16, 13:53
Ránézésre nagyon megkímélt,eggy nyomdagépbe volt.
Valószinű hogy még 2 drb lessz belőle. Mennyit érhet eggy
garnitúra?
Valószinű hogy még 2 drb lessz belőle. Mennyit érhet eggy
garnitúra?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 18:39
Írta: svejk Dátum 2015 május 20, 18:39
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 június 16, 16:13
Írta: svejk Dátum 2015 június 16, 16:13
Nehezet kérdezel, mert ugye végül is én is csak egy vevő vagyok.
Ha jól vettem ki akkor 1,5 kW-osak.
A közkedvelt Yaskawában 100 ezer alatt még itt a fórumon sem lehetne megvenni.
Növeli az értékét, hogy meg vannak a kábelok és jó a dokumentációja.
Csökkenti az értékét, hogy itt a fórumon nem annyira ismert és csak 1 db van belőle.
Ha meg lesz mind a három, akkor már bizony érdemes rászánni egy kis időt a megismerésére.
Ha jól vettem ki akkor 1,5 kW-osak.
A közkedvelt Yaskawában 100 ezer alatt még itt a fórumon sem lehetne megvenni.
Növeli az értékét, hogy meg vannak a kábelok és jó a dokumentációja.
Csökkenti az értékét, hogy itt a fórumon nem annyira ismert és csak 1 db van belőle.
Ha meg lesz mind a három, akkor már bizony érdemes rászánni egy kis időt a megismerésére.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 18:48
Írta: Gyati Dátum 2015 május 20, 18:48
Szia Gábor!
Megtaláltam, nekem az 561-es van.
Svejk megelőzött, ilyen segítőkész lenne az ország fele, akkor semmi gond nem lenne itt.
Elküldöm neked ezt a verziót, ha a másik nem válik be.
Megtaláltam, nekem az 561-es van.
Svejk megelőzött, ilyen segítőkész lenne az ország fele, akkor semmi gond nem lenne itt.
Elküldöm neked ezt a verziót, ha a másik nem válik be.
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 18:21
Írta: zvw8as45 Dátum 2015 június 16, 18:21
Koszonom a pozitív választ,most már érdekel a maradék 2 drb.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 20, 20:25
Írta: ANTAL GÁBOR Dátum 2015 május 20, 20:25
Köszi !sajna csak Xp az op rendszer és miután letöltöttem ( délután) elolvastam a benne talált pdf et és az azt írja hogy win 7 kell neki
( basszus )
( basszus )
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2015 június 19, 13:08
Írta: c2nsu773m Dátum 2015 június 19, 13:08
MS-140-10/20-N-S-0220/TO-RD DC Minispeed drive 10/20A 140V Axor hardly used
Ismeri valaki ezt a vezérlőt?
StepDires?
Mivel lehet helyettesíteni?
Ismeri valaki ezt a vezérlőt?
StepDires?
Mivel lehet helyettesíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2015 május 20, 20:46
Írta: Gyati Dátum 2015 május 20, 20:46
Írd meg az email címedet, elküldöm az xp-s verziót.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 05, 19:00
Írta: z08dv9zyv Dátum 2015 július 05, 19:00
Mach3-al szeretnék vezérelni egy Yaskawa SGDS szervot. 1-1be hajt egy 20mm menetemelkedésű orsót.A vezérlés működik de nem sikerül beállitani hogy pont annyit lépjen le mint amit kellene.
Kérdésem: mit kell beirni a a mac-ba a step per mezőbe, és a Sigmawin+ ba ?
Kérdésem: mit kell beirni a a mac-ba a step per mezőbe, és a Sigmawin+ ba ?
Cím: Re:AC szervó motoros vezérlés
Írta: TROMF22 Dátum 2015 május 20, 20:46
Írta: TROMF22 Dátum 2015 május 20, 20:46
Szia Gábor! Ment magánlevél.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:29
Írta: 000000000 Dátum 2015 július 05, 19:29
Először is tisztázni kellene mekkora elméleti felbontást szeretetnél.
20-as orsónál a vezérlőben 4000 lépés / 1 körülfordulást állítasz be akkor az elméleti felbontásod 0.005mm lesz.
De mivel a LPT port 100kHz-et tud kisajtolni magából így a max fordulatszámod 100000/4000 lesz.
Ez 25 fordulat másodpercenkét ami 25*20-as sebességet eredményez másodpercenként.
Tehát 500mm/sec azaz 30,000mm/min lesz (ez nem kevés) :)
Ergo ha ez megfelel akkor jön a képbe a Sigmawin.
Itt beállítod az elektronikus váltóban a numinator denominator alatt az enkoder felbontását mínusz 1-et és a 4000-et
Ezután egy körülfordulásod 4000 lépés lesz.
Ha ez is megvan akkor jön a Mach és a motor tuningban a Step per ablak.
Ide beírod a 4000/20 éréket ami megadja hogy 200 lépés lesz egy 1 mm elmozdulás.
Röviden ennyi.
Ugye milyen egyszerű :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 21:06
Írta: svejk Dátum 2015 május 20, 21:06
Pedig nekem egy gépemen sincs win7.
Kipróbáltad??
Kipróbáltad??
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:36
Írta: svejk Dátum 2015 július 05, 19:36
"... enkoder felbontását mínusz 1-et"
Hogy jön képbe az a "mínusz 1" ?
Hogy jön képbe az a "mínusz 1" ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 20, 21:23
Írta: svejk Dátum 2015 május 20, 21:23
Egyébként is azt írja a pdf hogy:
"‐ Version 5.72 supports Windows7 (32‐bit and 64‐bit) "
Tehát támogatva van, de nem CSAK a WIN7-tel megy.
Ha végignézed a PDF-et akkor láthatod, hogy az összes verzióhoz ez van írva, illetve hogy az 5.53 csak a 3 2bites WIN7-et támogatja.
"‐ Version 5.72 supports Windows7 (32‐bit and 64‐bit) "
Tehát támogatva van, de nem CSAK a WIN7-tel megy.
Ha végignézed a PDF-et akkor láthatod, hogy az összes verzióhoz ez van írva, illetve hogy az 5.53 csak a 3 2bites WIN7-et támogatja.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:43
Írta: 000000000 Dátum 2015 július 05, 19:43
Kell és kész, ez tapasztalat ! :)
Különben szép lassan elmászik.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2015 május 21, 08:53
Írta: ANTAL GÁBOR Dátum 2015 május 21, 08:53
köszi akkor megfuttatom . ( minthogy le kell szednem a bétát nem mertem nehogy a két szék közül a pad alá essek ) Ismerem a support szót angolul de eddig ha ilyenbe ütköztem akkor kiírták hogy vista , XP és support win 7 .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:47
Írta: svejk Dátum 2015 július 05, 19:47
Akkor valami más baj lehet ott, mert nem kell és kész. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 május 21, 09:42
Írta: svejk Dátum 2015 május 21, 09:42
Nem kell levenni a bétát!!
Sőt nem is ajánlatos, mert az egyikben ezt a másikban azt könnyebb megcsinálni.
Sőt nem is ajánlatos, mert az egyikben ezt a másikban azt könnyebb megcsinálni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:48
Írta: svejk Dátum 2015 július 05, 19:48
Valószínű valami aktív H vagy L szint problémád lehetett a step jelfolyamban.
Cím: Re:AC szervó motoros vezérlés
Írta: ukcge40u Dátum 2015 június 13, 11:10
Írta: ukcge40u Dátum 2015 június 13, 11:10
Sziasztok!
Írtam már pár embernek privátban segítségért, de sajnos sokra nem jutottam.
A feladat az lenne, hogy össze kell újra drótozni egy meglévő simodrive 6sn1123-6sn1112 pakkot a hozzávaló FT5 motorjaival.
A "szétszerelés" csípőfogóval történt, így a betápokat tudom megállapítani, meg a motorkimenetet.
A motoron lévő kábel egy köztes dobozba ment ki soklábú csatlakozón, és a kötés kielemzésébe már belekeveredtem.
A márkaképviselettől azt a választ kaptam, hogy van szabad bemenete a vezérlőnek, azt be lehet programozni digitális jelek fogadására, és már köthetem is rá a Mach3-at.
Tehát a kötésről sincs sok fogalmam, és a programozás menetéről sem.
Képeket igény szerint küldök bárkinek, aki úgy érzi, hogy tud segíteni, esetleg elviszem a cuccot is személyesen, ha szükséges.
Írtam már pár embernek privátban segítségért, de sajnos sokra nem jutottam.
A feladat az lenne, hogy össze kell újra drótozni egy meglévő simodrive 6sn1123-6sn1112 pakkot a hozzávaló FT5 motorjaival.
A "szétszerelés" csípőfogóval történt, így a betápokat tudom megállapítani, meg a motorkimenetet.
A motoron lévő kábel egy köztes dobozba ment ki soklábú csatlakozón, és a kötés kielemzésébe már belekeveredtem.
A márkaképviselettől azt a választ kaptam, hogy van szabad bemenete a vezérlőnek, azt be lehet programozni digitális jelek fogadására, és már köthetem is rá a Mach3-at.
Tehát a kötésről sincs sok fogalmam, és a programozás menetéről sem.
Képeket igény szerint küldök bárkinek, aki úgy érzi, hogy tud segíteni, esetleg elviszem a cuccot is személyesen, ha szükséges.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:53
Írta: 000000000 Dátum 2015 július 05, 19:53
Biztos nincs baj, mert a tőled vásárolt 3 darab sigma 1-es vezérlőnél is kipróbáltam.
A vezérlőben be lett állítva a 400 lépés / körülfordulás majd a Machban is ez a 400 lépés / 1mm érték lett megadva.
Majd fix mozgatási mód és 10,000-es érték.
Össze lett jelölve a tengely és a motor háza és 10000 fordulat után nem kis eltérés jelentkezett ha nem volt 1 kivonva az enkóder felbontásából.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2015 június 13, 22:59
Írta: Bencze András Dátum 2015 június 13, 22:59
Ha azt mondták úgy van, de szerintem erős túlzás. +-10V-al tud menni. A "digit" bemenettel engedélyezheted.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 20:00
Írta: 000000000 Dátum 2015 július 05, 20:00
Több PC-is ugyanaz a hiba lenne ? [#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 június 14, 15:07
Írta: 000000000 Dátum 2015 június 14, 15:07
Tudna valaki segíteni Omron sigma I programozó kábel lábkiosztásában!!!
Előre is köszönöm!
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 20:04
Írta: svejk Dátum 2015 július 05, 20:04
És gondolod ezt nem említené a gépkönyv?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 június 15, 07:26
Írta: 000000000 Dátum 2015 június 15, 07:26
Megoldódott!!!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 20:14
Írta: 000000000 Dátum 2015 július 05, 20:14
És azt mivel magyarázod, hogy mindig a forgásiránnyal megegyezően plusz irányban volt eltérés ?
Csak ez az egy logikus magyarázat van rá.
Mellesleg a gépkönyv azt sem említi, hogy oda az enkóder felbontását be lehet írni.
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 10:26
Írta: zvw8as45 Dátum 2015 június 16, 10:26
Szia mindenki!
Servostar 603M szervo vezérlő, és motor MT328SA1, kábelokkal mennyit érhet, illetve mennyire használható
hobbi szinten? Kérem aki tud-segítsen.
Köszönöm .
Servostar 603M szervo vezérlő, és motor MT328SA1, kábelokkal mennyit érhet, illetve mennyire használható
hobbi szinten? Kérem aki tud-segítsen.
Köszönöm .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 21:23
Írta: svejk Dátum 2015 július 05, 21:23
Nincs mit magyaráznom, mert nem tapasztaltam ezt a hibát, pedig elég sokat játszadoztam ilyenekkel.
(ezzel nem azt akarom mondani, hogy nem igaz amit írsz)
Beírni bármit be lehet az adatlapon megadott határokon belül. A két szám hányadosa a lényeg. A paraméterek is ez alapján lettek elnevezve, osztó és osztandó. Az más kérdés, hogy sok esetben kényelmi okok miatt az encoder felbontását szoktok beírni.
De van hogy nem egész áttételnél mást kell beírni.
Persze könnyebbség, hogy a Mach3 esetében a motortuninggal is lehet játszani.
Eddig én még olyat nem tapasztaltam ami az adatlappal ne egyezne.
(ezzel nem azt akarom mondani, hogy nem igaz amit írsz)
Beírni bármit be lehet az adatlapon megadott határokon belül. A két szám hányadosa a lényeg. A paraméterek is ez alapján lettek elnevezve, osztó és osztandó. Az más kérdés, hogy sok esetben kényelmi okok miatt az encoder felbontását szoktok beírni.
De van hogy nem egész áttételnél mást kell beírni.
Persze könnyebbség, hogy a Mach3 esetében a motortuninggal is lehet játszani.
Eddig én még olyat nem tapasztaltam ami az adatlappal ne egyezne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 június 16, 13:07
Írta: svejk Dátum 2015 június 16, 13:07
Én úgy látom elég finom darab.
Alapvetően analóg, de tudja a step-dir jelet is kezelni.
A Kollmorgen-nek jók a leírásaik, remélhetőleg a hangoló szoftver is könnyen megszerezhető.
Jó hétvégi elfoglaltság egy ilyen szettnek a megismerése.
Alapvetően analóg, de tudja a step-dir jelet is kezelni.
A Kollmorgen-nek jók a leírásaik, remélhetőleg a hangoló szoftver is könnyen megszerezhető.
Jó hétvégi elfoglaltság egy ilyen szettnek a megismerése.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 05, 21:47
Írta: z08dv9zyv Dátum 2015 július 05, 21:47
Köszönöm, holnap kipróbálom...
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 13:53
Írta: zvw8as45 Dátum 2015 június 16, 13:53
Ránézésre nagyon megkímélt,eggy nyomdagépbe volt.
Valószinű hogy még 2 drb lessz belőle. Mennyit érhet eggy
garnitúra?
Valószinű hogy még 2 drb lessz belőle. Mennyit érhet eggy
garnitúra?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 07, 19:21
Írta: 000000000 Dátum 2015 július 07, 19:21
Sikerült ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 június 16, 16:13
Írta: svejk Dátum 2015 június 16, 16:13
Nehezet kérdezel, mert ugye végül is én is csak egy vevő vagyok.
Ha jól vettem ki akkor 1,5 kW-osak.
A közkedvelt Yaskawában 100 ezer alatt még itt a fórumon sem lehetne megvenni.
Növeli az értékét, hogy meg vannak a kábelok és jó a dokumentációja.
Csökkenti az értékét, hogy itt a fórumon nem annyira ismert és csak 1 db van belőle.
Ha meg lesz mind a három, akkor már bizony érdemes rászánni egy kis időt a megismerésére.
Ha jól vettem ki akkor 1,5 kW-osak.
A közkedvelt Yaskawában 100 ezer alatt még itt a fórumon sem lehetne megvenni.
Növeli az értékét, hogy meg vannak a kábelok és jó a dokumentációja.
Csökkenti az értékét, hogy itt a fórumon nem annyira ismert és csak 1 db van belőle.
Ha meg lesz mind a három, akkor már bizony érdemes rászánni egy kis időt a megismerésére.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 09, 06:50
Írta: z08dv9zyv Dátum 2015 július 09, 06:50
Elnézést hogy csak most irok, de munkáim miatt csak most tudtam kipróbálni.
A lépések igy jók lettek az ujj paraméterekkel és a -1-el.
A visszaállást csak egy fél órás járatással tudtam csak kipróbálni de eddig ugy néz ki hogy pontos, de tervezek egy több órás tesztet.
Mindenképpen visszaszólok
A lépések igy jók lettek az ujj paraméterekkel és a -1-el.
A visszaállást csak egy fél órás járatással tudtam csak kipróbálni de eddig ugy néz ki hogy pontos, de tervezek egy több órás tesztet.
Mindenképpen visszaszólok
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2015 június 16, 18:21
Írta: zvw8as45 Dátum 2015 június 16, 18:21
Koszonom a pozitív választ,most már érdekel a maradék 2 drb.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 10, 22:33
Írta: 000000000 Dátum 2015 július 10, 22:33
Ez a mínusz 1-es megoldás akkor ütközik ki igazán mikor egy irányba forog több százszor vagy ezerszer.
Viszont ezt csak valami gigantikus mozgástartományú gépen ütközne ki vagy ha leszeded a motort és úgy teszteled a már lent említett módon.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2015 június 19, 13:08
Írta: c2nsu773m Dátum 2015 június 19, 13:08
MS-140-10/20-N-S-0220/TO-RD DC Minispeed drive 10/20A 140V Axor hardly used
Ismeri valaki ezt a vezérlőt?
StepDires?
Mivel lehet helyettesíteni?
Ismeri valaki ezt a vezérlőt?
StepDires?
Mivel lehet helyettesíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 24, 15:07
Írta: 000000000 Dátum 2015 július 24, 15:07
Tarthatnál valami beszámolót a tapasztalatokkal kapcsolatban.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 05, 19:00
Írta: z08dv9zyv Dátum 2015 július 05, 19:00
Mach3-al szeretnék vezérelni egy Yaskawa SGDS szervot. 1-1be hajt egy 20mm menetemelkedésű orsót.A vezérlés működik de nem sikerül beállitani hogy pont annyit lépjen le mint amit kellene.
Kérdésem: mit kell beirni a a mac-ba a step per mezőbe, és a Sigmawin+ ba ?
Kérdésem: mit kell beirni a a mac-ba a step per mezőbe, és a Sigmawin+ ba ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 24, 15:08
Írta: 000000000 Dátum 2015 július 24, 15:08
Kicsit mellé. :) #2286-hoz szántam.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:29
Írta: 000000000 Dátum 2015 július 05, 19:29
Először is tisztázni kellene mekkora elméleti felbontást szeretetnél.
20-as orsónál a vezérlőben 4000 lépés / 1 körülfordulást állítasz be akkor az elméleti felbontásod 0.005mm lesz.
De mivel a LPT port 100kHz-et tud kisajtolni magából így a max fordulatszámod 100000/4000 lesz.
Ez 25 fordulat másodpercenkét ami 25*20-as sebességet eredményez másodpercenként.
Tehát 500mm/sec azaz 30,000mm/min lesz (ez nem kevés) :)
Ergo ha ez megfelel akkor jön a képbe a Sigmawin.
Itt beállítod az elektronikus váltóban a numinator denominator alatt az enkoder felbontását mínusz 1-et és a 4000-et
Ezután egy körülfordulásod 4000 lépés lesz.
Ha ez is megvan akkor jön a Mach és a motor tuningban a Step per ablak.
Ide beírod a 4000/20 éréket ami megadja hogy 200 lépés lesz egy 1 mm elmozdulás.
Röviden ennyi.
Ugye milyen egyszerű :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 30, 12:56
Írta: svejk Dátum 2015 július 30, 12:56
Én ugyan eddig is biztos voltam a dolgomban és megbíztam a Yaskawa gépkönyvében, de most épp egy SGDB vezérlővel "játszom", így kipróbáltam.
A motoron egy 1:9-es hajtómű és 8192-es encoder van.
PLC-ről vezérlem.
A PLC 1000 impulzusára kell a hajtómű kimenő tengelyének 1-et fordulnia.
Ehhez az SGDB-ben 36864/125 értéket kell beállítanom.
A PLC-ben max. 99 kimenő tengelyfordulatot tudok beprogramozni.
Ez a gyakorlatban 99000 step impulzus és ehhez 891 motorfordulat tartozik.
Ebben az intervallumban semmiféle elcsúszás nem tapasztalható.
Ha beírom az általad ajánlott -1-et (36863) akkor szépen egy-egy hangyafasznyit el is mászik a kimenő tengely pozíciója.
Szóval szerintem neked kellene magyarázatot találnod arra a -1-es beállításodra...
A motoron egy 1:9-es hajtómű és 8192-es encoder van.
PLC-ről vezérlem.
A PLC 1000 impulzusára kell a hajtómű kimenő tengelyének 1-et fordulnia.
Ehhez az SGDB-ben 36864/125 értéket kell beállítanom.
A PLC-ben max. 99 kimenő tengelyfordulatot tudok beprogramozni.
Ez a gyakorlatban 99000 step impulzus és ehhez 891 motorfordulat tartozik.
Ebben az intervallumban semmiféle elcsúszás nem tapasztalható.
Ha beírom az általad ajánlott -1-et (36863) akkor szépen egy-egy hangyafasznyit el is mászik a kimenő tengely pozíciója.
Szóval szerintem neked kellene magyarázatot találnod arra a -1-es beállításodra...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:36
Írta: svejk Dátum 2015 július 05, 19:36
"... enkoder felbontását mínusz 1-et"
Hogy jön képbe az a "mínusz 1" ?
Hogy jön képbe az a "mínusz 1" ?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 30, 19:52
Írta: 000000000 Dátum 2015 július 30, 19:52
A tőled vásárolt hajtások az általam leírt módon működnek jól, ennyi!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:43
Írta: 000000000 Dátum 2015 július 05, 19:43
Kell és kész, ez tapasztalat ! :)
Különben szép lassan elmászik.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 30, 21:02
Írta: svejk Dátum 2015 július 30, 21:02
Biztos anno Vácra menet elmaradt valahol egy bit. [#circling]
Viccet félretéve én elhiszem, hogy nálad úgy jó valamilyen, egyébként biztosan megmagyarázható ok miatt, de arra kérlek ne terjessz az adatlapokkal nem egyező állításokat.
[#ejnye1]
Viccet félretéve én elhiszem, hogy nálad úgy jó valamilyen, egyébként biztosan megmagyarázható ok miatt, de arra kérlek ne terjessz az adatlapokkal nem egyező állításokat.
[#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:47
Írta: svejk Dátum 2015 július 05, 19:47
Akkor valami más baj lehet ott, mert nem kell és kész. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2015 július 31, 10:43
Írta: Farkas Ádám Dátum 2015 július 31, 10:43
Nálam is megfordult már néhány Yaskawa, és a saját gépemen is azt használok, de nem tapasztaltam a -1 es anomáliát :-)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 19:48
Írta: svejk Dátum 2015 július 05, 19:48
Valószínű valami aktív H vagy L szint problémád lehetett a step jelfolyamban.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 24, 22:03
Írta: 000000000 Dátum 2015 augusztus 24, 22:03
©Borcz kért segítséget Mailben Mitsubishi AC servohoz.
Sajnos nekem nem volt szerencsém ilyenhez, de ha van aki ért hozzá az segítsen neki.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 19:53
Írta: 000000000 Dátum 2015 július 05, 19:53
Biztos nincs baj, mert a tőled vásárolt 3 darab sigma 1-es vezérlőnél is kipróbáltam.
A vezérlőben be lett állítva a 400 lépés / körülfordulás majd a Machban is ez a 400 lépés / 1mm érték lett megadva.
Majd fix mozgatási mód és 10,000-es érték.
Össze lett jelölve a tengely és a motor háza és 10000 fordulat után nem kis eltérés jelentkezett ha nem volt 1 kivonva az enkóder felbontásából.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 24, 22:39
Írta: Borcz Dátum 2015 augusztus 24, 22:39
Köszi :)
Hátha megértem...
Hátha megértem...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 20:00
Írta: 000000000 Dátum 2015 július 05, 20:00
Több PC-is ugyanaz a hiba lenne ? [#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 24, 22:41
Írta: 000000000 Dátum 2015 augusztus 24, 22:41
Konkrétan amúgy mi a probléma ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 20:04
Írta: svejk Dátum 2015 július 05, 20:04
És gondolod ezt nem említené a gépkönyv?
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 24, 22:51
Írta: Borcz Dátum 2015 augusztus 24, 22:51
Bundyland-al szoktam beszélgetni, csak nem akarom őt terhelni az értetlenségemmel :)
Keveset értek a motorvezérlő lelkivilágához és kicsit félve állok az össze kötésekhez.
Keveset értek a motorvezérlő lelkivilágához és kicsit félve állok az össze kötésekhez.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 05, 20:14
Írta: 000000000 Dátum 2015 július 05, 20:14
És azt mivel magyarázod, hogy mindig a forgásiránnyal megegyezően plusz irányban volt eltérés ?
Csak ez az egy logikus magyarázat van rá.
Mellesleg a gépkönyv azt sem említi, hogy oda az enkóder felbontását be lehet írni.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 25, 21:43
Írta: Borcz Dátum 2015 augusztus 25, 21:43
Szóval. Van egy ilyen rajzom.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/servo_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/servo_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
És egy ilyen elektronikához szeretném kötni:
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Itt kezdődik a bajom hogy nem látom át az elektronikát és a működést.
A vezérlő kártyának hova adok +24V-ot? (a működtetésen kívül?) És melyik a step illetve a dir kimenet?
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/servo_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/servo_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
És egy ilyen elektronikához szeretném kötni:
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Itt kezdődik a bajom hogy nem látom át az elektronikát és a működést.
A vezérlő kártyának hova adok +24V-ot? (a működtetésen kívül?) És melyik a step illetve a dir kimenet?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 05, 21:23
Írta: svejk Dátum 2015 július 05, 21:23
Nincs mit magyaráznom, mert nem tapasztaltam ezt a hibát, pedig elég sokat játszadoztam ilyenekkel.
(ezzel nem azt akarom mondani, hogy nem igaz amit írsz)
Beírni bármit be lehet az adatlapon megadott határokon belül. A két szám hányadosa a lényeg. A paraméterek is ez alapján lettek elnevezve, osztó és osztandó. Az más kérdés, hogy sok esetben kényelmi okok miatt az encoder felbontását szoktok beírni.
De van hogy nem egész áttételnél mást kell beírni.
Persze könnyebbség, hogy a Mach3 esetében a motortuninggal is lehet játszani.
Eddig én még olyat nem tapasztaltam ami az adatlappal ne egyezne.
(ezzel nem azt akarom mondani, hogy nem igaz amit írsz)
Beírni bármit be lehet az adatlapon megadott határokon belül. A két szám hányadosa a lényeg. A paraméterek is ez alapján lettek elnevezve, osztó és osztandó. Az más kérdés, hogy sok esetben kényelmi okok miatt az encoder felbontását szoktok beírni.
De van hogy nem egész áttételnél mást kell beírni.
Persze könnyebbség, hogy a Mach3 esetében a motortuninggal is lehet játszani.
Eddig én még olyat nem tapasztaltam ami az adatlappal ne egyezne.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 25, 22:02
Írta: 000000000 Dátum 2015 augusztus 25, 22:02
Csak hobby szinten van step dir, iparban pulse és sign jelölést használják főleg.
Mellesleg kihagyod azt az 1.2kOhmos ellenállatkát akkor az 5 voltos step dir jelet közvetlen is rákötheted.
Gondolom a PG és a PP lesz a Pulse azaz a step jel a többi meg a maradék.
Viszont még így sem biztos, hogy fog menni mivel az AC szervó vezérlők kezelik a végállás kapcsolókat és engedélyező jeleket is. ( szoftverből ki kapcsolható )
Sőt iparban inkább a A-B 90 fokos kvadratúra jelet kultiválják inkább mint a lépés és irányjelet.
Tehát a vezérlőt még erről is át kell állítani.
Ha Yaskawa lenne pikk pakk megcsinálnám neked !
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 05, 21:47
Írta: z08dv9zyv Dátum 2015 július 05, 21:47
Köszönöm, holnap kipróbálom...
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 25, 22:07
Írta: Borcz Dátum 2015 augusztus 25, 22:07
Igen 5V-hoz nem kell ellenállat.
A szükséges pontokat összekötöttem már kézzel be tudom indítani.
Melyik érintkező hova? azt nem értem én. :)
A szükséges pontokat összekötöttem már kézzel be tudom indítani.
Melyik érintkező hova? azt nem értem én. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 07, 19:21
Írta: 000000000 Dátum 2015 július 07, 19:21
Sikerült ?
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 27, 18:26
Írta: Borcz Dátum 2015 augusztus 27, 18:26
Találtam egy ilyen videót:
AC servo mach3 kártyával.
Viszont nem látom a vezérlőt hogy elolvassam mi van ráírva, hogy utána nézzek a pin kiosztásnak.
A 40. mp-nél írja a pineket.
AC servo mach3 kártyával.
Viszont nem látom a vezérlőt hogy elolvassam mi van ráírva, hogy utána nézzek a pin kiosztásnak.
A 40. mp-nél írja a pineket.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2015 július 09, 06:50
Írta: z08dv9zyv Dátum 2015 július 09, 06:50
Elnézést hogy csak most irok, de munkáim miatt csak most tudtam kipróbálni.
A lépések igy jók lettek az ujj paraméterekkel és a -1-el.
A visszaállást csak egy fél órás járatással tudtam csak kipróbálni de eddig ugy néz ki hogy pontos, de tervezek egy több órás tesztet.
Mindenképpen visszaszólok
A lépések igy jók lettek az ujj paraméterekkel és a -1-el.
A visszaállást csak egy fél órás járatással tudtam csak kipróbálni de eddig ugy néz ki hogy pontos, de tervezek egy több órás tesztet.
Mindenképpen visszaszólok
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 16, 11:43
Írta: 4va4kwi Dátum 2015 szeptember 16, 11:43
Sziasztok!
Pacific Scientific SC902-es servohoz keresek programot amivel be lehet állítani. Van benne egy OC950-es kártya. Elvileg 950IDE névre hallgató progival lehet benne turkálni, de nem találom sehol. Ha valaki el tudná nekem küldeni azt megköszönném.
Pacific Scientific SC902-es servohoz keresek programot amivel be lehet állítani. Van benne egy OC950-es kártya. Elvileg 950IDE névre hallgató progival lehet benne turkálni, de nem találom sehol. Ha valaki el tudná nekem küldeni azt megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 10, 22:33
Írta: 000000000 Dátum 2015 július 10, 22:33
Ez a mínusz 1-es megoldás akkor ütközik ki igazán mikor egy irányba forog több százszor vagy ezerszer.
Viszont ezt csak valami gigantikus mozgástartományú gépen ütközne ki vagy ha leszeded a motort és úgy teszteled a már lent említett módon.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 16, 18:30
Írta: zoli0302 Dátum 2015 szeptember 16, 18:30
Szia !
Ebbe a szervóba egy oc 930 nevű kártya kell a felprogramozáshoz, nekem van. De Neked kell eljönnöd hozzám mert olyan nehezen szereztem be az usa ból hogy el nem küldöm senkinek...
Ebbe a szervóba egy oc 930 nevű kártya kell a felprogramozáshoz, nekem van. De Neked kell eljönnöd hozzám mert olyan nehezen szereztem be az usa ból hogy el nem küldöm senkinek...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 24, 15:07
Írta: 000000000 Dátum 2015 július 24, 15:07
Tarthatnál valami beszámolót a tapasztalatokkal kapcsolatban.
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 01:14
Írta: 4va4kwi Dátum 2015 szeptember 17, 01:14
Nem igazán értek hozzá! Tegnap jött meg kanadából. Ha jol látom a 930ason csak egy soros port van. Az pedig van a 950esen is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 24, 15:08
Írta: 000000000 Dátum 2015 július 24, 15:08
Kicsit mellé. :) #2286-hoz szántam.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 17, 10:20
Írta: zoli0302 Dátum 2015 szeptember 17, 10:20
Van hozzá egy egy win930 nevű program amin keresztül kommunikál a pc vel, ha jól emlékszem a leírására , csak az oc 930 jó a felprogramozáshoz.
Én a saját gépeimben 5 darabot használok, de csak a saját motorjaival /s31ss/ tudtam összehozni pedig elég sok féle resolveres motort kipróbáltam.
Én a 903-mas verziót haszálom, hihetetlen könnyen programozható ,megy lépés irány,nyomaték és analóg üzemmódban is. Háránya, hogy csak resolveres motorok használhatók hozzá /ne tévesszen meg az encoder kimenet/.
Én a saját gépeimben 5 darabot használok, de csak a saját motorjaival /s31ss/ tudtam összehozni pedig elég sok féle resolveres motort kipróbáltam.
Én a 903-mas verziót haszálom, hihetetlen könnyen programozható ,megy lépés irány,nyomaték és analóg üzemmódban is. Háránya, hogy csak resolveres motorok használhatók hozzá /ne tévesszen meg az encoder kimenet/.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 30, 12:56
Írta: svejk Dátum 2015 július 30, 12:56
Én ugyan eddig is biztos voltam a dolgomban és megbíztam a Yaskawa gépkönyvében, de most épp egy SGDB vezérlővel "játszom", így kipróbáltam.
A motoron egy 1:9-es hajtómű és 8192-es encoder van.
PLC-ről vezérlem.
A PLC 1000 impulzusára kell a hajtómű kimenő tengelyének 1-et fordulnia.
Ehhez az SGDB-ben 36864/125 értéket kell beállítanom.
A PLC-ben max. 99 kimenő tengelyfordulatot tudok beprogramozni.
Ez a gyakorlatban 99000 step impulzus és ehhez 891 motorfordulat tartozik.
Ebben az intervallumban semmiféle elcsúszás nem tapasztalható.
Ha beírom az általad ajánlott -1-et (36863) akkor szépen egy-egy hangyafasznyit el is mászik a kimenő tengely pozíciója.
Szóval szerintem neked kellene magyarázatot találnod arra a -1-es beállításodra...
A motoron egy 1:9-es hajtómű és 8192-es encoder van.
PLC-ről vezérlem.
A PLC 1000 impulzusára kell a hajtómű kimenő tengelyének 1-et fordulnia.
Ehhez az SGDB-ben 36864/125 értéket kell beállítanom.
A PLC-ben max. 99 kimenő tengelyfordulatot tudok beprogramozni.
Ez a gyakorlatban 99000 step impulzus és ehhez 891 motorfordulat tartozik.
Ebben az intervallumban semmiféle elcsúszás nem tapasztalható.
Ha beírom az általad ajánlott -1-et (36863) akkor szépen egy-egy hangyafasznyit el is mászik a kimenő tengely pozíciója.
Szóval szerintem neked kellene magyarázatot találnod arra a -1-es beállításodra...
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 19:36
Írta: 4va4kwi Dátum 2015 szeptember 17, 19:36
Eredeti motorom van R33SS!
Tegnap megtaláltam a progit a 950-hez. Egyenlőre még nem volt időm megnézni.
Tegnap megtaláltam a progit a 950-hez. Egyenlőre még nem volt időm megnézni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 július 30, 19:52
Írta: 000000000 Dátum 2015 július 30, 19:52
A tőled vásárolt hajtások az általam leírt módon működnek jól, ennyi!
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 21:21
Írta: 4va4kwi Dátum 2015 szeptember 17, 21:21
Elindítottam a progit! De ebben csak R33G vagy R33H választható! Megnéztem a motor katalogust és az szerint sincs SS jelölés, pedig létezik, hisz a tied is az. De akkor most melyik lesz a jó?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 július 30, 21:02
Írta: svejk Dátum 2015 július 30, 21:02
Biztos anno Vácra menet elmaradt valahol egy bit. [#circling]
Viccet félretéve én elhiszem, hogy nálad úgy jó valamilyen, egyébként biztosan megmagyarázható ok miatt, de arra kérlek ne terjessz az adatlapokkal nem egyező állításokat.
[#ejnye1]
Viccet félretéve én elhiszem, hogy nálad úgy jó valamilyen, egyébként biztosan megmagyarázható ok miatt, de arra kérlek ne terjessz az adatlapokkal nem egyező állításokat.
[#ejnye1]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 18, 12:19
Írta: zoli0302 Dátum 2015 szeptember 18, 12:19
Nézd meg, hogy melyik a kissebb teljesítményű a G vagy a H verzió és válszd azt a kettő közül.
A kábelek és csatlakozók megvannak ? A motor és a meghajtó közti lábkiosztás megvan ?
A soros porton sikerült a kapcsolatot létrehozni az oc950 és a pc közt ?
A kábelek és csatlakozók megvannak ? A motor és a meghajtó közti lábkiosztás megvan ?
A soros porton sikerült a kapcsolatot létrehozni az oc950 és a pc közt ?
Cím: Re:AC szervó motoros vezérlés
Írta: Farkas Ádám Dátum 2015 július 31, 10:43
Írta: Farkas Ádám Dátum 2015 július 31, 10:43
Nálam is megfordult már néhány Yaskawa, és a saját gépemen is azt használok, de nem tapasztaltam a -1 es anomáliát :-)
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 18, 13:11
Írta: 4va4kwi Dátum 2015 szeptember 18, 13:11
Sikerült soros porton keresztül kommunikálni a vezérlővel. A kábelezés még nincs meg mert várom hogy hozza a futár a csatlakozókat. A revolvernek a lábkiosztását még elő kell keresnem.
A táblázatban szereplő értékek és a motoron lévők között is van eltérés egyik paraméter a G-hez van közelebb a H-hoz! Szerintem mindkét beállítást tesztelni fogom ez lesz a megoldás.
A táblázatban szereplő értékek és a motoron lévők között is van eltérés egyik paraméter a G-hez van közelebb a H-hoz! Szerintem mindkét beállítást tesztelni fogom ez lesz a megoldás.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 24, 22:03
Írta: 000000000 Dátum 2015 augusztus 24, 22:03
©Borcz kért segítséget Mailben Mitsubishi AC servohoz.
Sajnos nekem nem volt szerencsém ilyenhez, de ha van aki ért hozzá az segítsen neki.
Cím: Re:AC szervó motoros vezérlés
Írta: ftibor Dátum 2015 október 13, 20:37
Írta: ftibor Dátum 2015 október 13, 20:37
Sziasztok,
Segítségre lenne szükségem egy Sanyo Denki BL Super beazonositásához, illetve bármi adat, kapcsolás, melyel esetleg el lehetne inditani a szettet.
Servo motor tipusa 65BA030DDK04
Servo erösítő tipusa 65BM040HXE00
Elöre is köszönöm a segítségeteket.
UI. Ha kell tudok feltölteni képeket.
Segítségre lenne szükségem egy Sanyo Denki BL Super beazonositásához, illetve bármi adat, kapcsolás, melyel esetleg el lehetne inditani a szettet.
Servo motor tipusa 65BA030DDK04
Servo erösítő tipusa 65BM040HXE00
Elöre is köszönöm a segítségeteket.
UI. Ha kell tudok feltölteni képeket.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 24, 22:39
Írta: Borcz Dátum 2015 augusztus 24, 22:39
Köszi :)
Hátha megértem...
Hátha megértem...
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 16, 19:45
Írta: fa_kukac Dátum 2015 december 16, 19:45
Üdv Mindenkinek!
Segítséget kérnék hozzáértőktől!
Yaskawa SGDA 02- és 04 AS Analóg szervómat élesztgetem, valaha ment is, csak valami elszállt benne, gondoltam hogy az IGBT híd. Vettem is, ki is szereltem, bemértem, és jónak találtam, attól függetlenül cseréltem, és összeraktam. Újra felidegesítve a JOG próbával nem forog, csak jelzi hogy menne, és mintha az egyik fázis kihagyna, át tudom kézzel billenteni. Szkóppal mindhárom kimeneten ott a PWM és függetlenül egymástól, műszerrel mérve korrektül kimérhető a végfok, paralel diódák és az IGBT-k jónak mérhetők. Tanácsokat fogadnék szívesen, hol keressem a hibát!. Köszönettel előre is, FA@
Segítséget kérnék hozzáértőktől!
Yaskawa SGDA 02- és 04 AS Analóg szervómat élesztgetem, valaha ment is, csak valami elszállt benne, gondoltam hogy az IGBT híd. Vettem is, ki is szereltem, bemértem, és jónak találtam, attól függetlenül cseréltem, és összeraktam. Újra felidegesítve a JOG próbával nem forog, csak jelzi hogy menne, és mintha az egyik fázis kihagyna, át tudom kézzel billenteni. Szkóppal mindhárom kimeneten ott a PWM és függetlenül egymástól, műszerrel mérve korrektül kimérhető a végfok, paralel diódák és az IGBT-k jónak mérhetők. Tanácsokat fogadnék szívesen, hol keressem a hibát!. Köszönettel előre is, FA@
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 24, 22:41
Írta: 000000000 Dátum 2015 augusztus 24, 22:41
Konkrétan amúgy mi a probléma ?
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 16, 19:47
Írta: fa_kukac Dátum 2015 december 16, 19:47
Ja a relét is cseréltem, ami nyugalmiban ( NC ) összezárja a kimeneteket.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 24, 22:51
Írta: Borcz Dátum 2015 augusztus 24, 22:51
Bundyland-al szoktam beszélgetni, csak nem akarom őt terhelni az értetlenségemmel :)
Keveset értek a motorvezérlő lelkivilágához és kicsit félve állok az össze kötésekhez.
Keveset értek a motorvezérlő lelkivilágához és kicsit félve állok az össze kötésekhez.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 december 16, 23:09
Írta: svejk Dátum 2015 december 16, 23:09
Ellenőrizd az encoder felbontást és, hogy nincs-e vélrtlen SGMP motorra állítva.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 25, 21:43
Írta: Borcz Dátum 2015 augusztus 25, 21:43
Szóval. Van egy ilyen rajzom.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/servo_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/servo_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
És egy ilyen elektronikához szeretném kötni:
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Itt kezdődik a bajom hogy nem látom át az elektronikát és a működést.
A vezérlő kártyának hova adok +24V-ot? (a működtetésen kívül?) És melyik a step illetve a dir kimenet?
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/servo_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/servo_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
És egy ilyen elektronikához szeretném kötni:
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150825/1227424330hqdefault_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Itt kezdődik a bajom hogy nem látom át az elektronikát és a működést.
A vezérlő kártyának hova adok +24V-ot? (a működtetésen kívül?) És melyik a step illetve a dir kimenet?
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 17, 08:35
Írta: fa_kukac Dátum 2015 december 17, 08:35
Ok, kösz, megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2015 augusztus 25, 22:02
Írta: 000000000 Dátum 2015 augusztus 25, 22:02
Csak hobby szinten van step dir, iparban pulse és sign jelölést használják főleg.
Mellesleg kihagyod azt az 1.2kOhmos ellenállatkát akkor az 5 voltos step dir jelet közvetlen is rákötheted.
Gondolom a PG és a PP lesz a Pulse azaz a step jel a többi meg a maradék.
Viszont még így sem biztos, hogy fog menni mivel az AC szervó vezérlők kezelik a végállás kapcsolókat és engedélyező jeleket is. ( szoftverből ki kapcsolható )
Sőt iparban inkább a A-B 90 fokos kvadratúra jelet kultiválják inkább mint a lépés és irányjelet.
Tehát a vezérlőt még erről is át kell állítani.
Ha Yaskawa lenne pikk pakk megcsinálnám neked !
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 18:04
Írta: 2dbfy8y Dátum 2016 január 17, 18:04
Sziasztok.
Valaki már hangolt be szervó motort smartjog-al?
Samsung ac servó 200W
Az a jelenségem rezegve jár,és mintha programban túl is futna.
Valaki már hangolt be szervó motort smartjog-al?
Samsung ac servó 200W
Az a jelenségem rezegve jár,és mintha programban túl is futna.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 25, 22:07
Írta: Borcz Dátum 2015 augusztus 25, 22:07
Igen 5V-hoz nem kell ellenállat.
A szükséges pontokat összekötöttem már kézzel be tudom indítani.
Melyik érintkező hova? azt nem értem én. :)
A szükséges pontokat összekötöttem már kézzel be tudom indítani.
Melyik érintkező hova? azt nem értem én. :)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 17, 18:05
Írta: s7manbs8 Dátum 2016 január 17, 18:05
Itt görcsölünk már Pablóval egy ideje, és nem akarja az igazságot :)
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2015 augusztus 27, 18:26
Írta: Borcz Dátum 2015 augusztus 27, 18:26
Találtam egy ilyen videót:
AC servo mach3 kártyával.
Viszont nem látom a vezérlőt hogy elolvassam mi van ráírva, hogy utána nézzek a pin kiosztásnak.
A 40. mp-nél írja a pineket.
AC servo mach3 kártyával.
Viszont nem látom a vezérlőt hogy elolvassam mi van ráírva, hogy utána nézzek a pin kiosztásnak.
A 40. mp-nél írja a pineket.
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 16, 11:43
Írta: 4va4kwi Dátum 2015 szeptember 16, 11:43
Sziasztok!
Pacific Scientific SC902-es servohoz keresek programot amivel be lehet állítani. Van benne egy OC950-es kártya. Elvileg 950IDE névre hallgató progival lehet benne turkálni, de nem találom sehol. Ha valaki el tudná nekem küldeni azt megköszönném.
Pacific Scientific SC902-es servohoz keresek programot amivel be lehet állítani. Van benne egy OC950-es kártya. Elvileg 950IDE névre hallgató progival lehet benne turkálni, de nem találom sehol. Ha valaki el tudná nekem küldeni azt megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 18:11
Írta: 2dbfy8y Dátum 2016 január 17, 18:11
Jó lenne rájönni a pontos behangolásra.
Csak hol is az a PID?
Jó lenne ha valakinek már lenne benne rutinja.
Csak hol is az a PID?
Jó lenne ha valakinek már lenne benne rutinja.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 16, 18:30
Írta: zoli0302 Dátum 2015 szeptember 16, 18:30
Szia !
Ebbe a szervóba egy oc 930 nevű kártya kell a felprogramozáshoz, nekem van. De Neked kell eljönnöd hozzám mert olyan nehezen szereztem be az usa ból hogy el nem küldöm senkinek...
Ebbe a szervóba egy oc 930 nevű kártya kell a felprogramozáshoz, nekem van. De Neked kell eljönnöd hozzám mert olyan nehezen szereztem be az usa ból hogy el nem küldöm senkinek...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:00
Írta: designr Dátum 2016 január 17, 21:00
Irtam..
Autotuningot ha megcsinálod az megmondja mennyi a rendszereden beállítandó inertia ratio..inercia arány
Ezt nem állítja be automatikusan..neked kell beirnod.
System gain kb 80-ra felveheted.Ez beállítja a 3 alap erősítést..
Fontos még ..az eddigi position feedback errort szinte nullára csökkentheted ha a position regulation feedforward gaint.. a jelenlegi 0-ról a max(100) közelihez..akár 100-ra állítod..ekkor fog igazán 0 hibajelre szabályozni..Position command filternek is adhatsz 200-at az 1000-ből..
A te rendszered a szíj miatt más..talán nehezebb beállítani..nekem szinte 0-ra kihozta a hibajelet..
Autotuningot ha megcsinálod az megmondja mennyi a rendszereden beállítandó inertia ratio..inercia arány
Ezt nem állítja be automatikusan..neked kell beirnod.
System gain kb 80-ra felveheted.Ez beállítja a 3 alap erősítést..
Fontos még ..az eddigi position feedback errort szinte nullára csökkentheted ha a position regulation feedforward gaint.. a jelenlegi 0-ról a max(100) közelihez..akár 100-ra állítod..ekkor fog igazán 0 hibajelre szabályozni..Position command filternek is adhatsz 200-at az 1000-ből..
A te rendszered a szíj miatt más..talán nehezebb beállítani..nekem szinte 0-ra kihozta a hibajelet..
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 01:14
Írta: 4va4kwi Dátum 2015 szeptember 17, 01:14
Nem igazán értek hozzá! Tegnap jött meg kanadából. Ha jol látom a 930ason csak egy soros port van. Az pedig van a 950esen is.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 17, 10:20
Írta: zoli0302 Dátum 2015 szeptember 17, 10:20
Van hozzá egy egy win930 nevű program amin keresztül kommunikál a pc vel, ha jól emlékszem a leírására , csak az oc 930 jó a felprogramozáshoz.
Én a saját gépeimben 5 darabot használok, de csak a saját motorjaival /s31ss/ tudtam összehozni pedig elég sok féle resolveres motort kipróbáltam.
Én a 903-mas verziót haszálom, hihetetlen könnyen programozható ,megy lépés irány,nyomaték és analóg üzemmódban is. Háránya, hogy csak resolveres motorok használhatók hozzá /ne tévesszen meg az encoder kimenet/.
Én a saját gépeimben 5 darabot használok, de csak a saját motorjaival /s31ss/ tudtam összehozni pedig elég sok féle resolveres motort kipróbáltam.
Én a 903-mas verziót haszálom, hihetetlen könnyen programozható ,megy lépés irány,nyomaték és analóg üzemmódban is. Háránya, hogy csak resolveres motorok használhatók hozzá /ne tévesszen meg az encoder kimenet/.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:06
Írta: designr Dátum 2016 január 17, 21:06
Minden beállítás..változtatás után futtass egy G kódot..Digit monitort pozició hibára beállítani..minél kevesebb annál jobb..a végén már csak irányváltáskor fog kiugrani a 0-ról pár puls-ra..
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 19:36
Írta: 4va4kwi Dátum 2015 szeptember 17, 19:36
Eredeti motorom van R33SS!
Tegnap megtaláltam a progit a 950-hez. Egyenlőre még nem volt időm megnézni.
Tegnap megtaláltam a progit a 950-hez. Egyenlőre még nem volt időm megnézni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:09
Írta: designr Dátum 2016 január 17, 21:09
Inercia arány az fontos..nekem üres motornál 0.04
Lineáron akár 5-8 is lehet..
Lineáron akár 5-8 is lehet..
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 17, 21:21
Írta: 4va4kwi Dátum 2015 szeptember 17, 21:21
Elindítottam a progit! De ebben csak R33G vagy R33H választható! Megnéztem a motor katalogust és az szerint sincs SS jelölés, pedig létezik, hisz a tied is az. De akkor most melyik lesz a jó?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2015 szeptember 18, 12:19
Írta: zoli0302 Dátum 2015 szeptember 18, 12:19
Nézd meg, hogy melyik a kissebb teljesítményű a G vagy a H verzió és válszd azt a kettő közül.
A kábelek és csatlakozók megvannak ? A motor és a meghajtó közti lábkiosztás megvan ?
A soros porton sikerült a kapcsolatot létrehozni az oc950 és a pc közt ?
A kábelek és csatlakozók megvannak ? A motor és a meghajtó közti lábkiosztás megvan ?
A soros porton sikerült a kapcsolatot létrehozni az oc950 és a pc közt ?
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 21:35
Írta: 2dbfy8y Dátum 2016 január 17, 21:35
nekem azt 1.9-re számolta ki, most 1-en volt
Köszi a gyors tesztet.
Itt PID beállítás létezik?
Köszi a gyors tesztet.
Itt PID beállítás létezik?
Cím: Re:AC szervó motoros vezérlés
Írta: 4va4kwi Dátum 2015 szeptember 18, 13:11
Írta: 4va4kwi Dátum 2015 szeptember 18, 13:11
Sikerült soros porton keresztül kommunikálni a vezérlővel. A kábelezés még nincs meg mert várom hogy hozza a futár a csatlakozókat. A revolvernek a lábkiosztását még elő kell keresnem.
A táblázatban szereplő értékek és a motoron lévők között is van eltérés egyik paraméter a G-hez van közelebb a H-hoz! Szerintem mindkét beállítást tesztelni fogom ez lesz a megoldás.
A táblázatban szereplő értékek és a motoron lévők között is van eltérés egyik paraméter a G-hez van közelebb a H-hoz! Szerintem mindkét beállítást tesztelni fogom ez lesz a megoldás.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:44
Írta: designr Dátum 2016 január 17, 21:44
Tulajdonképp ez a PID..
Csak itt nem hagyományos 3 értéket állítassz hanem a programban szereplő kb 5-öt,ráadásul a különböző szűrők..leírás sem eggyértelmű..
rendszer erősítés pl állítja a sebesség és nyomaték erősítést is(együtt állíthatók)Általában szervók PID beállítása a 3 érték ésszerű logikus lépéseit taglalja..ilyen leirásokból sok van.Remegés az a tulzott erősítésből származik.
Csak itt nem hagyományos 3 értéket állítassz hanem a programban szereplő kb 5-öt,ráadásul a különböző szűrők..leírás sem eggyértelmű..
rendszer erősítés pl állítja a sebesség és nyomaték erősítést is(együtt állíthatók)Általában szervók PID beállítása a 3 érték ésszerű logikus lépéseit taglalja..ilyen leirásokból sok van.Remegés az a tulzott erősítésből származik.
Cím: Re:AC szervó motoros vezérlés
Írta: ftibor Dátum 2015 október 13, 20:37
Írta: ftibor Dátum 2015 október 13, 20:37
Sziasztok,
Segítségre lenne szükségem egy Sanyo Denki BL Super beazonositásához, illetve bármi adat, kapcsolás, melyel esetleg el lehetne inditani a szettet.
Servo motor tipusa 65BA030DDK04
Servo erösítő tipusa 65BM040HXE00
Elöre is köszönöm a segítségeteket.
UI. Ha kell tudok feltölteni képeket.
Segítségre lenne szükségem egy Sanyo Denki BL Super beazonositásához, illetve bármi adat, kapcsolás, melyel esetleg el lehetne inditani a szettet.
Servo motor tipusa 65BA030DDK04
Servo erösítő tipusa 65BM040HXE00
Elöre is köszönöm a segítségeteket.
UI. Ha kell tudok feltölteni képeket.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 22:01
Írta: 2dbfy8y Dátum 2016 január 17, 22:01
ez a position feedback error hol található?
nem igazán látom.
nem igazán látom.
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 16, 19:45
Írta: fa_kukac Dátum 2015 december 16, 19:45
Üdv Mindenkinek!
Segítséget kérnék hozzáértőktől!
Yaskawa SGDA 02- és 04 AS Analóg szervómat élesztgetem, valaha ment is, csak valami elszállt benne, gondoltam hogy az IGBT híd. Vettem is, ki is szereltem, bemértem, és jónak találtam, attól függetlenül cseréltem, és összeraktam. Újra felidegesítve a JOG próbával nem forog, csak jelzi hogy menne, és mintha az egyik fázis kihagyna, át tudom kézzel billenteni. Szkóppal mindhárom kimeneten ott a PWM és függetlenül egymástól, műszerrel mérve korrektül kimérhető a végfok, paralel diódák és az IGBT-k jónak mérhetők. Tanácsokat fogadnék szívesen, hol keressem a hibát!. Köszönettel előre is, FA@
Segítséget kérnék hozzáértőktől!
Yaskawa SGDA 02- és 04 AS Analóg szervómat élesztgetem, valaha ment is, csak valami elszállt benne, gondoltam hogy az IGBT híd. Vettem is, ki is szereltem, bemértem, és jónak találtam, attól függetlenül cseréltem, és összeraktam. Újra felidegesítve a JOG próbával nem forog, csak jelzi hogy menne, és mintha az egyik fázis kihagyna, át tudom kézzel billenteni. Szkóppal mindhárom kimeneten ott a PWM és függetlenül egymástól, műszerrel mérve korrektül kimérhető a végfok, paralel diódák és az IGBT-k jónak mérhetők. Tanácsokat fogadnék szívesen, hol keressem a hibát!. Köszönettel előre is, FA@
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 22:04
Írta: 2dbfy8y Dátum 2016 január 17, 22:04
system gain 60-on volt de a másik kettőt lehet elálítottam tőle, esetleg leírnád a másik 2 hozzá tartozó értékét?Vagy állítsam vissza alapra? így 50-60-26 a 3 értéke
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 16, 19:47
Írta: fa_kukac Dátum 2015 december 16, 19:47
Ja a relét is cseréltem, ami nyugalmiban ( NC ) összezárja a kimeneteket.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 22:32
Írta: designr Dátum 2016 január 17, 22:32
A digital monitorban Position error(pulse)
Ez a parancsjel és az encoder jel különbségét.. a hibajel nagyságát fogja kiírni..
Ez a parancsjel és az encoder jel különbségét.. a hibajel nagyságát fogja kiírni..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2015 december 16, 23:09
Írta: svejk Dátum 2015 december 16, 23:09
Ellenőrizd az encoder felbontást és, hogy nincs-e vélrtlen SGMP motorra állítva.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 22:35
Írta: designr Dátum 2016 január 17, 22:35
Mindig csinálj egy prm mentést..
Levelemben lévő 200w prm fájlt megnyitva megtalálod a beállításokat..amihez visszamehetsz ha gond van..
Levelemben lévő 200w prm fájlt megnyitva megtalálod a beállításokat..amihez visszamehetsz ha gond van..
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2015 december 17, 08:35
Írta: fa_kukac Dátum 2015 december 17, 08:35
Ok, kösz, megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 23:09
Írta: 2dbfy8y Dátum 2016 január 17, 23:09
Ezt nem találom, küldhetnél róla egy képernyő mentést.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 18:04
Írta: 2dbfy8y Dátum 2016 január 17, 18:04
Sziasztok.
Valaki már hangolt be szervó motort smartjog-al?
Samsung ac servó 200W
Az a jelenségem rezegve jár,és mintha programban túl is futna.
Valaki már hangolt be szervó motort smartjog-al?
Samsung ac servó 200W
Az a jelenségem rezegve jár,és mintha programban túl is futna.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 23:52
Írta: 2dbfy8y Dátum 2016 január 17, 23:52
[#falbav]
Megvan, ja ezt nem átírnom kell, hanem itt fogom látni, hogy mennyire is sikerült beszabályoznom.
Megvan, ja ezt nem átírnom kell, hanem itt fogom látni, hogy mennyire is sikerült beszabályoznom.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 január 17, 18:05
Írta: s7manbs8 Dátum 2016 január 17, 18:05
Itt görcsölünk már Pablóval egy ideje, és nem akarja az igazságot :)
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2016 január 18, 11:40
Írta: Egyújabbgépépítő Dátum 2016 január 18, 11:40
Segítséget kérünk EL5-D0750 Leadshine szervo beüzemeléséhez.
Sajnos Gyuri nem elérhető.
Sajnos Gyuri nem elérhető.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 18:11
Írta: 2dbfy8y Dátum 2016 január 17, 18:11
Jó lenne rájönni a pontos behangolásra.
Csak hol is az a PID?
Jó lenne ha valakinek már lenne benne rutinja.
Csak hol is az a PID?
Jó lenne ha valakinek már lenne benne rutinja.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 18, 13:50
Írta: 2dbfy8y Dátum 2016 január 18, 13:50
És igen! [#nevetes1]
Szervó megy mint az álom!
Köszi Tibor [#taps]
Mindenkinek csak ajánlani tudom az üzletkötést Tiborral.
Nem sok ember tesz meg ennyit érte, hogy az eladott holmija után a tökéletesen is működjön.
És sose gondoltam, hogy szervónál ennyit jelent egy jó behangolás. Léptetőt feldobtam, programot futtattam és minden egyből jó.
Azért szervónál kell tenni érte, hogy ez összejöjjön.
Szervó megy mint az álom!
Köszi Tibor [#taps]
Mindenkinek csak ajánlani tudom az üzletkötést Tiborral.
Nem sok ember tesz meg ennyit érte, hogy az eladott holmija után a tökéletesen is működjön.
És sose gondoltam, hogy szervónál ennyit jelent egy jó behangolás. Léptetőt feldobtam, programot futtattam és minden egyből jó.
Azért szervónál kell tenni érte, hogy ez összejöjjön.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:00
Írta: designr Dátum 2016 január 17, 21:00
Irtam..
Autotuningot ha megcsinálod az megmondja mennyi a rendszereden beállítandó inertia ratio..inercia arány
Ezt nem állítja be automatikusan..neked kell beirnod.
System gain kb 80-ra felveheted.Ez beállítja a 3 alap erősítést..
Fontos még ..az eddigi position feedback errort szinte nullára csökkentheted ha a position regulation feedforward gaint.. a jelenlegi 0-ról a max(100) közelihez..akár 100-ra állítod..ekkor fog igazán 0 hibajelre szabályozni..Position command filternek is adhatsz 200-at az 1000-ből..
A te rendszered a szíj miatt más..talán nehezebb beállítani..nekem szinte 0-ra kihozta a hibajelet..
Autotuningot ha megcsinálod az megmondja mennyi a rendszereden beállítandó inertia ratio..inercia arány
Ezt nem állítja be automatikusan..neked kell beirnod.
System gain kb 80-ra felveheted.Ez beállítja a 3 alap erősítést..
Fontos még ..az eddigi position feedback errort szinte nullára csökkentheted ha a position regulation feedforward gaint.. a jelenlegi 0-ról a max(100) közelihez..akár 100-ra állítod..ekkor fog igazán 0 hibajelre szabályozni..Position command filternek is adhatsz 200-at az 1000-ből..
A te rendszered a szíj miatt más..talán nehezebb beállítani..nekem szinte 0-ra kihozta a hibajelet..
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2016 február 16, 10:41
Írta: lari Dátum 2016 február 16, 10:41
Sziasztok!
Van valakinek tapasztalta Lenze EVS9322 szervo vezérlő használatával kapcsolatban?
Az érdekelne, hogy lehet-e step-dir rendszerrel használni, esetleg egy step-dir átalakítóval?
Van valakinek tapasztalta Lenze EVS9322 szervo vezérlő használatával kapcsolatban?
Az érdekelne, hogy lehet-e step-dir rendszerrel használni, esetleg egy step-dir átalakítóval?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:06
Írta: designr Dátum 2016 január 17, 21:06
Minden beállítás..változtatás után futtass egy G kódot..Digit monitort pozició hibára beállítani..minél kevesebb annál jobb..a végén már csak irányváltáskor fog kiugrani a 0-ról pár puls-ra..
Cím: Re:AC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2016 március 09, 23:54
Írta: e3h0cv4ph Dátum 2016 március 09, 23:54
Sziasztok,
Kb. milyen árba lehet vásárolni egy AC szervó vezérlőt? Egy 400W-os motorhoz kellene, nyilván ha konkrét lesz a dolog, lesz típus is, de most egy tól - ig ár érdekelne (akár használt akár új vezérlőre gondolok)
Köszi.
Kb. milyen árba lehet vásárolni egy AC szervó vezérlőt? Egy 400W-os motorhoz kellene, nyilván ha konkrét lesz a dolog, lesz típus is, de most egy tól - ig ár érdekelne (akár használt akár új vezérlőre gondolok)
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:09
Írta: designr Dátum 2016 január 17, 21:09
Inercia arány az fontos..nekem üres motornál 0.04
Lineáron akár 5-8 is lehet..
Lineáron akár 5-8 is lehet..
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2016 március 10, 06:42
Írta: lari Dátum 2016 március 10, 06:42
Nem is annyira az ára miatt linkelem, mint inkább a használhatósága, vagy az egyszerűsége miatt...
Omron servo
Én ugyan nem használtam ilyet, de azt írja a leírás, hogy nem kell hangolgatni, egyszerűen csak üzembe helyezni. Step-Dir bemenet...
Omron servo
Én ugyan nem használtam ilyet, de azt írja a leírás, hogy nem kell hangolgatni, egyszerűen csak üzembe helyezni. Step-Dir bemenet...
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 21:35
Írta: 2dbfy8y Dátum 2016 január 17, 21:35
nekem azt 1.9-re számolta ki, most 1-en volt
Köszi a gyors tesztet.
Itt PID beállítás létezik?
Köszi a gyors tesztet.
Itt PID beállítás létezik?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 21:44
Írta: designr Dátum 2016 január 17, 21:44
Tulajdonképp ez a PID..
Csak itt nem hagyományos 3 értéket állítassz hanem a programban szereplő kb 5-öt,ráadásul a különböző szűrők..leírás sem eggyértelmű..
rendszer erősítés pl állítja a sebesség és nyomaték erősítést is(együtt állíthatók)Általában szervók PID beállítása a 3 érték ésszerű logikus lépéseit taglalja..ilyen leirásokból sok van.Remegés az a tulzott erősítésből származik.
Csak itt nem hagyományos 3 értéket állítassz hanem a programban szereplő kb 5-öt,ráadásul a különböző szűrők..leírás sem eggyértelmű..
rendszer erősítés pl állítja a sebesség és nyomaték erősítést is(együtt állíthatók)Általában szervók PID beállítása a 3 érték ésszerű logikus lépéseit taglalja..ilyen leirásokból sok van.Remegés az a tulzott erősítésből származik.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 március 10, 08:14
Írta: designr Dátum 2016 március 10, 08:14
Ac szervót ,mint ahogyan leirták már páran érdemes motorral együtt venni.Ha van egy motorod és ahhoz keresel vezérlőt, nagy szerencse kell..tudod nem kompatibilisek egymással.
Vezetékek programozók..ha külön veszed meg szintén nem kis tétel.
Komplett 400w használt szett ára olyan 55-65 ezer, szerencse kérdése..Uj ára ennek sokszora..ha konkrét motorhoz keresel vezérlőt..keresd ki a megelelő tipust és hirdesd itt..hátha van van valakinek elfekvőben és motor hijján megválik tőle..
Vezetékek programozók..ha külön veszed meg szintén nem kis tétel.
Komplett 400w használt szett ára olyan 55-65 ezer, szerencse kérdése..Uj ára ennek sokszora..ha konkrét motorhoz keresel vezérlőt..keresd ki a megelelő tipust és hirdesd itt..hátha van van valakinek elfekvőben és motor hijján megválik tőle..
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 22:01
Írta: 2dbfy8y Dátum 2016 január 17, 22:01
ez a position feedback error hol található?
nem igazán látom.
nem igazán látom.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2016 március 10, 10:22
Írta: horcsab Dátum 2016 március 10, 10:22
Mindkettőt lehet, keres privátan.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 22:04
Írta: 2dbfy8y Dátum 2016 január 17, 22:04
system gain 60-on volt de a másik kettőt lehet elálítottam tőle, esetleg leírnád a másik 2 hozzá tartozó értékét?Vagy állítsam vissza alapra? így 50-60-26 a 3 értéke
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2016 március 12, 21:33
Írta: adamant Dátum 2016 március 12, 21:33
Tiszteletem!
Segítségetek kellene hátha valaki találkozott már ilyennel
Adott kettő dolog ACS806 leadshine AC szervo ACS vezérlő és egy BL60-400W AC szervomotor motor
nagyon szépen levan írva hogy mit hoza kell kötni de valahogy mégsem akarózik a dolog mert a motornak nagyon kicsi a nyomatéka és ha elkeztdem kézzel tekerni azonnal hibára fut megforgatni megse lehet mert akkor is csak ugrik egyet a motor és azonnal hibára fut a dolog szóval a PID ek hangolásáig eljem tudtam jutni :(
az lenne a kérdésem hogy valaki nem játszott e ezekkel a vezérlőkkel motorokkal? ha az enkoder AB jelét felcserélem akkor már javul a helyzet de mégsem az igazi kicsengettem a kábeleket mi merre és hogyan HALL szenzorokat is probáltam felcserélni vagy a motor betáp kábeleit más sorrendbe bekötni de semmi jó ..... :(
nincs valakinek valami jó ötlete hogy mit merre és hogyan?
Előre is köszönöm a segítséget
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 22:32
Írta: designr Dátum 2016 január 17, 22:32
A digital monitorban Position error(pulse)
Ez a parancsjel és az encoder jel különbségét.. a hibajel nagyságát fogja kiírni..
Ez a parancsjel és az encoder jel különbségét.. a hibajel nagyságát fogja kiírni..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 14, 20:40
Írta: svejk Dátum 2016 március 14, 20:40
Szégyen-nem szégyen én is segítségre szorulok.
Ha minden igaz van köztünk Kollmorgen szakértő.
Servostar 601-nél hogy a túróba kell rábírni az X5-ös csatit az 5V-os step/dir jelre?
X3-ról 24V-os jelszinttel megy.
Ha minden igaz van köztünk Kollmorgen szakértő.
Servostar 601-nél hogy a túróba kell rábírni az X5-ös csatit az 5V-os step/dir jelre?
X3-ról 24V-os jelszinttel megy.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 január 17, 22:35
Írta: designr Dátum 2016 január 17, 22:35
Mindig csinálj egy prm mentést..
Levelemben lévő 200w prm fájlt megnyitva megtalálod a beállításokat..amihez visszamehetsz ha gond van..
Levelemben lévő 200w prm fájlt megnyitva megtalálod a beállításokat..amihez visszamehetsz ha gond van..
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2016 március 15, 08:27
Írta: szabo janko Dátum 2016 március 15, 08:27
Próbáld meg a honlapjukról letölteni a beállításhoz a megfelelő programot (hasonló a yaskswához) talán segít. Sok minden van az oldalukon.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 23:09
Írta: 2dbfy8y Dátum 2016 január 17, 23:09
Ezt nem találom, küldhetnél róla egy képernyő mentést.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:36
Írta: sanka74 Dátum 2016 március 15, 08:36
Szia! Ha a Tibor Györgyéktől (Klavio) való a vezérlő, akkor kérdezd meg tőle, hogy nem-e van nekik elmentett beállításuk a vezérlőhöz, lehet az is segíteni fog, neked csak finomhangolnod kell. Én egyszer úgy jártam, hogy bekötöttem a 3 motort, ment minden rendesen, de kb. 2 perc üzem után az egyik tengely motorvezérlője letiltott. Mindent próbáltam, semmi eredmény. Utána kicseréltem a jelkábelt, és jó lett. Valamit elköthettem a vezeték csatlakozójában. Az érdekesség, hogy 2 percig ment, és csak utána tiltott.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 17, 23:52
Írta: 2dbfy8y Dátum 2016 január 17, 23:52
[#falbav]
Megvan, ja ezt nem átírnom kell, hanem itt fogom látni, hogy mennyire is sikerült beszabályoznom.
Megvan, ja ezt nem átírnom kell, hanem itt fogom látni, hogy mennyire is sikerült beszabályoznom.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:37
Írta: sanka74 Dátum 2016 március 15, 08:37
Szia! Ha a Tibor Györgyéktől (Klavio) való a vezérlő, akkor kérdezd meg tőle, hogy nem-e van nekik elmentett beállításuk a vezérlőhöz, lehet az is segíteni fog, neked csak finomhangolnod kell. Én egyszer úgy jártam, hogy bekötöttem a 3 motort, ment minden rendesen, de kb. 2 perc üzem után az egyik tengely motorvezérlője letiltott. Mindent próbáltam, semmi eredmény. Utána kicseréltem a jelkábelt, és jó lett. Valamit elköthettem a vezeték csatlakozójában. Az érdekesség, hogy 2 percig ment, és csak utána tiltott.
Cím: Re:AC szervó motoros vezérlés
Írta: Egyújabbgépépítő Dátum 2016 január 18, 11:40
Írta: Egyújabbgépépítő Dátum 2016 január 18, 11:40
Segítséget kérünk EL5-D0750 Leadshine szervo beüzemeléséhez.
Sajnos Gyuri nem elérhető.
Sajnos Gyuri nem elérhető.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:40
Írta: sanka74 Dátum 2016 március 15, 08:40
huuuuuu..én csak egyszer írtam....bocs..
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 január 18, 13:50
Írta: 2dbfy8y Dátum 2016 január 18, 13:50
És igen! [#nevetes1]
Szervó megy mint az álom!
Köszi Tibor [#taps]
Mindenkinek csak ajánlani tudom az üzletkötést Tiborral.
Nem sok ember tesz meg ennyit érte, hogy az eladott holmija után a tökéletesen is működjön.
És sose gondoltam, hogy szervónál ennyit jelent egy jó behangolás. Léptetőt feldobtam, programot futtattam és minden egyből jó.
Azért szervónál kell tenni érte, hogy ez összejöjjön.
Szervó megy mint az álom!
Köszi Tibor [#taps]
Mindenkinek csak ajánlani tudom az üzletkötést Tiborral.
Nem sok ember tesz meg ennyit érte, hogy az eladott holmija után a tökéletesen is működjön.
És sose gondoltam, hogy szervónál ennyit jelent egy jó behangolás. Léptetőt feldobtam, programot futtattam és minden egyből jó.
Azért szervónál kell tenni érte, hogy ez összejöjjön.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 09:56
Írta: svejk Dátum 2016 március 15, 09:56
Természetesen minden itt van, doksi, PC-s szoftver.
Elfogadja a beállítást, de nem reagál az X5-ös bemenetre.
485-ös vonali meghajtó, minden játszik.
Az X3-as bemenetre állítva viszont jó.
Két vezérlő is van mindkettő ua. tehát nem lehet vezérlő hiba.
Elfogadja a beállítást, de nem reagál az X5-ös bemenetre.
485-ös vonali meghajtó, minden játszik.
Az X3-as bemenetre állítva viszont jó.
Két vezérlő is van mindkettő ua. tehát nem lehet vezérlő hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2016 február 16, 10:41
Írta: lari Dátum 2016 február 16, 10:41
Sziasztok!
Van valakinek tapasztalta Lenze EVS9322 szervo vezérlő használatával kapcsolatban?
Az érdekelne, hogy lehet-e step-dir rendszerrel használni, esetleg egy step-dir átalakítóval?
Van valakinek tapasztalta Lenze EVS9322 szervo vezérlő használatával kapcsolatban?
Az érdekelne, hogy lehet-e step-dir rendszerrel használni, esetleg egy step-dir átalakítóval?
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 március 15, 10:45
Írta: 2dbfy8y Dátum 2016 március 15, 10:45
Lehet hülyeséget mondok.
Adtál neki logikai tápot pluszba?
Adtál neki logikai tápot pluszba?
Cím: Re:AC szervó motoros vezérlés
Írta: e3h0cv4ph Dátum 2016 március 09, 23:54
Írta: e3h0cv4ph Dátum 2016 március 09, 23:54
Sziasztok,
Kb. milyen árba lehet vásárolni egy AC szervó vezérlőt? Egy 400W-os motorhoz kellene, nyilván ha konkrét lesz a dolog, lesz típus is, de most egy tól - ig ár érdekelne (akár használt akár új vezérlőre gondolok)
Köszi.
Kb. milyen árba lehet vásárolni egy AC szervó vezérlőt? Egy 400W-os motorhoz kellene, nyilván ha konkrét lesz a dolog, lesz típus is, de most egy tól - ig ár érdekelne (akár használt akár új vezérlőre gondolok)
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 10:50
Írta: svejk Dátum 2016 március 15, 10:50
Új nap tiszta fej.
Persze, hogy én voltam a hülye...
Ugyan kiválasztottam az 5 V-os X5 bemenetet, de egy másik menüben az encoder beállításánál ugyanezt az X5-ös csatit át kell állítani, hogy bemenet legyen.
Így utólag gyanús is volt tegnap hogy a 485-ös illesztő elég nagy áramot szlopált, persze, hiszen kimenetre dolgozott. :(
Persze, hogy én voltam a hülye...
Ugyan kiválasztottam az 5 V-os X5 bemenetet, de egy másik menüben az encoder beállításánál ugyanezt az X5-ös csatit át kell állítani, hogy bemenet legyen.
Így utólag gyanús is volt tegnap hogy a 485-ös illesztő elég nagy áramot szlopált, persze, hiszen kimenetre dolgozott. :(
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2016 március 10, 06:42
Írta: lari Dátum 2016 március 10, 06:42
Nem is annyira az ára miatt linkelem, mint inkább a használhatósága, vagy az egyszerűsége miatt...
Omron servo
Én ugyan nem használtam ilyet, de azt írja a leírás, hogy nem kell hangolgatni, egyszerűen csak üzembe helyezni. Step-Dir bemenet...
Omron servo
Én ugyan nem használtam ilyet, de azt írja a leírás, hogy nem kell hangolgatni, egyszerűen csak üzembe helyezni. Step-Dir bemenet...
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 március 15, 12:15
Írta: 2dbfy8y Dátum 2016 március 15, 12:15
[#taps]
Lényeg hogy jó lett. [#eljen]
Lényeg hogy jó lett. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 március 10, 08:14
Írta: designr Dátum 2016 március 10, 08:14
Ac szervót ,mint ahogyan leirták már páran érdemes motorral együtt venni.Ha van egy motorod és ahhoz keresel vezérlőt, nagy szerencse kell..tudod nem kompatibilisek egymással.
Vezetékek programozók..ha külön veszed meg szintén nem kis tétel.
Komplett 400w használt szett ára olyan 55-65 ezer, szerencse kérdése..Uj ára ennek sokszora..ha konkrét motorhoz keresel vezérlőt..keresd ki a megelelő tipust és hirdesd itt..hátha van van valakinek elfekvőben és motor hijján megválik tőle..
Vezetékek programozók..ha külön veszed meg szintén nem kis tétel.
Komplett 400w használt szett ára olyan 55-65 ezer, szerencse kérdése..Uj ára ennek sokszora..ha konkrét motorhoz keresel vezérlőt..keresd ki a megelelő tipust és hirdesd itt..hátha van van valakinek elfekvőben és motor hijján megválik tőle..
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 március 15, 14:59
Írta: s7manbs8 Dátum 2016 március 15, 14:59
Mihez kell manapság AC szervó ?
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2016 március 10, 10:22
Írta: horcsab Dátum 2016 március 10, 10:22
Mindkettőt lehet, keres privátan.
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2016 március 15, 15:05
Írta: zvw8as45 Dátum 2016 március 15, 15:05
Szia mester!
Jól tedd el a skiccet(de meglehessen találni)
mert nekem is van 4 garnitúra a 603 bol!
Cím: Re:AC szervó motoros vezérlés
Írta: adamant Dátum 2016 március 12, 21:33
Írta: adamant Dátum 2016 március 12, 21:33
Tiszteletem!
Segítségetek kellene hátha valaki találkozott már ilyennel
Adott kettő dolog ACS806 leadshine AC szervo ACS vezérlő és egy BL60-400W AC szervomotor motor
nagyon szépen levan írva hogy mit hoza kell kötni de valahogy mégsem akarózik a dolog mert a motornak nagyon kicsi a nyomatéka és ha elkeztdem kézzel tekerni azonnal hibára fut megforgatni megse lehet mert akkor is csak ugrik egyet a motor és azonnal hibára fut a dolog szóval a PID ek hangolásáig eljem tudtam jutni :(
az lenne a kérdésem hogy valaki nem játszott e ezekkel a vezérlőkkel motorokkal? ha az enkoder AB jelét felcserélem akkor már javul a helyzet de mégsem az igazi kicsengettem a kábeleket mi merre és hogyan HALL szenzorokat is probáltam felcserélni vagy a motor betáp kábeleit más sorrendbe bekötni de semmi jó ..... :(
nincs valakinek valami jó ötlete hogy mit merre és hogyan?
Előre is köszönöm a segítséget
Üdv Adamant
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 március 15, 16:18
Írta: designr Dátum 2016 március 15, 16:18
Jól méretezve a léptetőmotor sok mindenre elég..azonban ha valakinek nagy sebesség..nagy erő kell vagy a tévesztés nem megengedett akkor érdemes.
Régi fémipari gépet ha valaki átalakít, oda esetleg egy óriás léptecs..de nem biztosan elég a 12Nm..egy 800w ac egy bolygóműves hajtóművel elvisz majdnem bármit..Normál nyomatékuk nem sok,de ezt tudják 3 ezres fordulaton is,és ha mondjuk a nyomatékot megtízszerezed egy hajtóművel és megszorzod még a kivhető max-al..amit ugye nem tud folyamatosan,de ugyis csak a gyorsításkor kell..az 50-60Nm elég..egyenletes mozgáshoz meg nem kell nagy erő.
gyorsaság pl lézeres gépeken..vagy ha sokat számít a mellékidő..gyorsjárat is marad..pontosság is meglessz.
Nem téveszt..Írjuk hogy a szervóknál nincs lépésvesztés..ellenben csak az van..különben el sem indul..viszont mindig utoléri magát.
Az adott alkalmazáshoz programmal beállítva hogy ez a késés a megengedett határon belül legyen..aztán mehet egész nap..
Régi fémipari gépet ha valaki átalakít, oda esetleg egy óriás léptecs..de nem biztosan elég a 12Nm..egy 800w ac egy bolygóműves hajtóművel elvisz majdnem bármit..Normál nyomatékuk nem sok,de ezt tudják 3 ezres fordulaton is,és ha mondjuk a nyomatékot megtízszerezed egy hajtóművel és megszorzod még a kivhető max-al..amit ugye nem tud folyamatosan,de ugyis csak a gyorsításkor kell..az 50-60Nm elég..egyenletes mozgáshoz meg nem kell nagy erő.
gyorsaság pl lézeres gépeken..vagy ha sokat számít a mellékidő..gyorsjárat is marad..pontosság is meglessz.
Nem téveszt..Írjuk hogy a szervóknál nincs lépésvesztés..ellenben csak az van..különben el sem indul..viszont mindig utoléri magát.
Az adott alkalmazáshoz programmal beállítva hogy ez a késés a megengedett határon belül legyen..aztán mehet egész nap..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 14, 20:40
Írta: svejk Dátum 2016 március 14, 20:40
Szégyen-nem szégyen én is segítségre szorulok.
Ha minden igaz van köztünk Kollmorgen szakértő.
Servostar 601-nél hogy a túróba kell rábírni az X5-ös csatit az 5V-os step/dir jelre?
X3-ról 24V-os jelszinttel megy.
Ha minden igaz van köztünk Kollmorgen szakértő.
Servostar 601-nél hogy a túróba kell rábírni az X5-ös csatit az 5V-os step/dir jelre?
X3-ról 24V-os jelszinttel megy.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 20:58
Írta: svejk Dátum 2016 március 15, 20:58
Ez most bevésődött! :)
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2016 március 15, 08:27
Írta: szabo janko Dátum 2016 március 15, 08:27
Próbáld meg a honlapjukról letölteni a beállításhoz a megfelelő programot (hasonló a yaskswához) talán segít. Sok minden van az oldalukon.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 20:59
Írta: svejk Dátum 2016 március 15, 20:59
Nem kell, ez van.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:36
Írta: sanka74 Dátum 2016 március 15, 08:36
Szia! Ha a Tibor Györgyéktől (Klavio) való a vezérlő, akkor kérdezd meg tőle, hogy nem-e van nekik elmentett beállításuk a vezérlőhöz, lehet az is segíteni fog, neked csak finomhangolnod kell. Én egyszer úgy jártam, hogy bekötöttem a 3 motort, ment minden rendesen, de kb. 2 perc üzem után az egyik tengely motorvezérlője letiltott. Mindent próbáltam, semmi eredmény. Utána kicseréltem a jelkábelt, és jó lett. Valamit elköthettem a vezeték csatlakozójában. Az érdekesség, hogy 2 percig ment, és csak utána tiltott.
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 16, 17:29
Írta: Szasza43 Dátum 2016 március 16, 17:29
Szia Svejk!
Nekem is vannak ilyen vezérlőim, és sajnos nem tudtam elindítani.
Tudnál bekötési és beállítási infót adni?
Előre is köszönöm.
Nekem is vannak ilyen vezérlőim, és sajnos nem tudtam elindítani.
Tudnál bekötési és beállítási infót adni?
Előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:37
Írta: sanka74 Dátum 2016 március 15, 08:37
Szia! Ha a Tibor Györgyéktől (Klavio) való a vezérlő, akkor kérdezd meg tőle, hogy nem-e van nekik elmentett beállításuk a vezérlőhöz, lehet az is segíteni fog, neked csak finomhangolnod kell. Én egyszer úgy jártam, hogy bekötöttem a 3 motort, ment minden rendesen, de kb. 2 perc üzem után az egyik tengely motorvezérlője letiltott. Mindent próbáltam, semmi eredmény. Utána kicseréltem a jelkábelt, és jó lett. Valamit elköthettem a vezeték csatlakozójában. Az érdekesség, hogy 2 percig ment, és csak utána tiltott.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 16, 20:29
Írta: svejk Dátum 2016 március 16, 20:29
Igen most már megy minden minden, bár a szabályzást csak érzésre állítottam be.
Milyen vezérlőd van?
Pontos típust írj le, legjobb ha azt amit a szoftver kiír.
Saját motorjai megvannak?
Magánban folytassuk...
Milyen vezérlőd van?
Pontos típust írj le, legjobb ha azt amit a szoftver kiír.
Saját motorjai megvannak?
Magánban folytassuk...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2016 március 15, 08:40
Írta: sanka74 Dátum 2016 március 15, 08:40
huuuuuu..én csak egyszer írtam....bocs..
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 17, 07:40
Írta: Szasza43 Dátum 2016 március 17, 07:40
Kösz.
írok
írok
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 09:56
Írta: svejk Dátum 2016 március 15, 09:56
Természetesen minden itt van, doksi, PC-s szoftver.
Elfogadja a beállítást, de nem reagál az X5-ös bemenetre.
485-ös vonali meghajtó, minden játszik.
Az X3-as bemenetre állítva viszont jó.
Két vezérlő is van mindkettő ua. tehát nem lehet vezérlő hiba.
Elfogadja a beállítást, de nem reagál az X5-ös bemenetre.
485-ös vonali meghajtó, minden játszik.
Az X3-as bemenetre állítva viszont jó.
Két vezérlő is van mindkettő ua. tehát nem lehet vezérlő hiba.
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 22, 08:23
Írta: Szasza43 Dátum 2016 március 22, 08:23
Szia Svejk,
Írtam.
Írtam.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 március 15, 10:45
Írta: 2dbfy8y Dátum 2016 március 15, 10:45
Lehet hülyeséget mondok.
Adtál neki logikai tápot pluszba?
Adtál neki logikai tápot pluszba?
Cím: Re:AC szervó motoros vezérlés
Írta: Gabci Dátum 2016 március 31, 19:58
Írta: Gabci Dátum 2016 március 31, 19:58
Szisztok.. Yaskawa sgdb hez az 1cn portra való kifejtő panelhez van rajzotok? Köszönöm forgasirany kapcsoló meg szabályzó poti menne rá
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 10:50
Írta: svejk Dátum 2016 március 15, 10:50
Új nap tiszta fej.
Persze, hogy én voltam a hülye...
Ugyan kiválasztottam az 5 V-os X5 bemenetet, de egy másik menüben az encoder beállításánál ugyanezt az X5-ös csatit át kell állítani, hogy bemenet legyen.
Így utólag gyanús is volt tegnap hogy a 485-ös illesztő elég nagy áramot szlopált, persze, hiszen kimenetre dolgozott. :(
Persze, hogy én voltam a hülye...
Ugyan kiválasztottam az 5 V-os X5 bemenetet, de egy másik menüben az encoder beállításánál ugyanezt az X5-ös csatit át kell állítani, hogy bemenet legyen.
Így utólag gyanús is volt tegnap hogy a 485-ös illesztő elég nagy áramot szlopált, persze, hiszen kimenetre dolgozott. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 31, 20:55
Írta: svejk Dátum 2016 március 31, 20:55
Nem kaptam még levelet, pedig írtam én is neked.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 31, 20:56
Írta: svejk Dátum 2016 március 31, 20:56
Az manualban minden infót megtalálsz.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 március 15, 12:15
Írta: 2dbfy8y Dátum 2016 március 15, 12:15
[#taps]
Lényeg hogy jó lett. [#eljen]
Lényeg hogy jó lett. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2016 április 06, 20:18
Írta: z08dv9zyv Dátum 2016 április 06, 20:18
Sziasztok, 'Fanuc Servo Guide' program nincs meg valakinek?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 07, 16:40
Írta: frob Dátum 2016 április 07, 16:40
Sziasztok
adott ez a szervó motor vagy is kettő, ha már a kutyának nem kell itt a fórumon, gondoltam akkor beizzítom.
Milyen hajtás kell ehhez? Tudnátok benne segíteni?
na meg a csatlakozó, hol érdemes ilyen csatlakozókat nézni?
adott ez a szervó motor vagy is kettő, ha már a kutyának nem kell itt a fórumon, gondoltam akkor beizzítom.
Milyen hajtás kell ehhez? Tudnátok benne segíteni?
na meg a csatlakozó, hol érdemes ilyen csatlakozókat nézni?
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 március 15, 14:59
Írta: s7manbs8 Dátum 2016 március 15, 14:59
Mihez kell manapság AC szervó ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 07, 17:13
Írta: svejk Dátum 2016 április 07, 17:13
Azért nem olyan gyere cipó hamm bekaplak egy ilyen beüzemelése.
Ha levadászod valahonnan egy hasonló -mert általában ezek mind OEM termékek- adatlapját akkor el tudsz indulni.
Ha nem akkor, kideríted hány pólusú, megvizsgálod encoder vagy resolver van-e rajta.
ha encoder akkor milyen kommunikációjú, a rotor pozicíó jeladó külön HALL-os-e vagy belekeverték az encoder jelébe, ha külön hallos akkor 120 vagy 60 fokos.
Hirtelen ennyi...
Aztán keresel egy feszültségben, áramban és kommunikációban hozzá passzoló BLDC vezérlőt,
kipróbálod azt a tizenpár bekötési módot mire eltalálod a fázisokat és hurrá. :)
Ha levadászod valahonnan egy hasonló -mert általában ezek mind OEM termékek- adatlapját akkor el tudsz indulni.
Ha nem akkor, kideríted hány pólusú, megvizsgálod encoder vagy resolver van-e rajta.
ha encoder akkor milyen kommunikációjú, a rotor pozicíó jeladó külön HALL-os-e vagy belekeverték az encoder jelébe, ha külön hallos akkor 120 vagy 60 fokos.
Hirtelen ennyi...
Aztán keresel egy feszültségben, áramban és kommunikációban hozzá passzoló BLDC vezérlőt,
kipróbálod azt a tizenpár bekötési módot mire eltalálod a fázisokat és hurrá. :)
Cím: Re:AC szervó motoros vezérlés
Írta: zvw8as45 Dátum 2016 március 15, 15:05
Írta: zvw8as45 Dátum 2016 március 15, 15:05
Szia mester!
Jól tedd el a skiccet(de meglehessen találni)
mert nekem is van 4 garnitúra a 603 bol!
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2016 április 07, 18:36
Írta: jani300 Dátum 2016 április 07, 18:36
Na ja ...
Van nekem 600 W os ,S31HNNA-HSNS-02 :(
Mindha nem is lenne ...
Próbálkozom egyenlőre a léptetővel , avval talán megyek valamire ...
Van nekem 600 W os ,S31HNNA-HSNS-02 :(
Mindha nem is lenne ...
Próbálkozom egyenlőre a léptetővel , avval talán megyek valamire ...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 március 15, 16:18
Írta: designr Dátum 2016 március 15, 16:18
Jól méretezve a léptetőmotor sok mindenre elég..azonban ha valakinek nagy sebesség..nagy erő kell vagy a tévesztés nem megengedett akkor érdemes.
Régi fémipari gépet ha valaki átalakít, oda esetleg egy óriás léptecs..de nem biztosan elég a 12Nm..egy 800w ac egy bolygóműves hajtóművel elvisz majdnem bármit..Normál nyomatékuk nem sok,de ezt tudják 3 ezres fordulaton is,és ha mondjuk a nyomatékot megtízszerezed egy hajtóművel és megszorzod még a kivhető max-al..amit ugye nem tud folyamatosan,de ugyis csak a gyorsításkor kell..az 50-60Nm elég..egyenletes mozgáshoz meg nem kell nagy erő.
gyorsaság pl lézeres gépeken..vagy ha sokat számít a mellékidő..gyorsjárat is marad..pontosság is meglessz.
Nem téveszt..Írjuk hogy a szervóknál nincs lépésvesztés..ellenben csak az van..különben el sem indul..viszont mindig utoléri magát.
Az adott alkalmazáshoz programmal beállítva hogy ez a késés a megengedett határon belül legyen..aztán mehet egész nap..
Régi fémipari gépet ha valaki átalakít, oda esetleg egy óriás léptecs..de nem biztosan elég a 12Nm..egy 800w ac egy bolygóműves hajtóművel elvisz majdnem bármit..Normál nyomatékuk nem sok,de ezt tudják 3 ezres fordulaton is,és ha mondjuk a nyomatékot megtízszerezed egy hajtóművel és megszorzod még a kivhető max-al..amit ugye nem tud folyamatosan,de ugyis csak a gyorsításkor kell..az 50-60Nm elég..egyenletes mozgáshoz meg nem kell nagy erő.
gyorsaság pl lézeres gépeken..vagy ha sokat számít a mellékidő..gyorsjárat is marad..pontosság is meglessz.
Nem téveszt..Írjuk hogy a szervóknál nincs lépésvesztés..ellenben csak az van..különben el sem indul..viszont mindig utoléri magát.
Az adott alkalmazáshoz programmal beállítva hogy ez a késés a megengedett határon belül legyen..aztán mehet egész nap..
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2016 április 07, 18:45
Írta: gab27 Dátum 2016 április 07, 18:45
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 20:58
Írta: svejk Dátum 2016 március 15, 20:58
Ez most bevésődött! :)
Cím: Re:AC szervó motoros vezérlés
Írta: 75g4f6b4 Dátum 2016 április 07, 19:02
Írta: 75g4f6b4 Dátum 2016 április 07, 19:02
Dedikált csatlakozóval ellátott kábel megy a motorra. Erősítőnek az ACOPOS 1045 megfelelő. Úgy tudom nincs step dir bemeneti kártya hozzá. A vezérlő Automation stúdió -val programozható. Érdekesség kedvéért frekiváltóval is meg lehet pörgetni, ha csak az a cél.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 15, 20:59
Írta: svejk Dátum 2016 március 15, 20:59
Nem kell, ez van.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 08, 09:42
Írta: frob Dátum 2016 április 08, 09:42
Ahha, köszi a válaszokat, akkor marad levélnehezék..., aztán egyrossz majd jól elcserélem egy tábla csokira, a méhtelepen :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 16, 17:29
Írta: Szasza43 Dátum 2016 március 16, 17:29
Szia Svejk!
Nekem is vannak ilyen vezérlőim, és sajnos nem tudtam elindítani.
Tudnál bekötési és beállítási infót adni?
Előre is köszönöm.
Nekem is vannak ilyen vezérlőim, és sajnos nem tudtam elindítani.
Tudnál bekötési és beállítási infót adni?
Előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 08, 11:48
Írta: svejk Dátum 2016 április 08, 11:48
Annyira azért nem tragikus, de nem egyszerű hozzá bármilyen vezérlőt is szerezni.
legnagyobb probléma azzal az Un 330 V-al van.
100 V-felett már igen meg kell gondolnia az embernek az áramkörtervezést, nem véletlen a hobby vezérlők is 60-80 V körül járnak.
Ipari vezérlő meg megint nehezen beszerezhető.
Motorokat még csak csak kiviszik a vassal a MÉH-be, ott aztán ha van kapcsolat megvehető, de a vezérlőszekrények általában az erre szakosodott bontókba kerülnek teljesen más úton.
Oda aztán főleg nehéz bekerülni.
Ma már egyre komolyabban veszik a megsemmisítést, Egyre fiatalabb berendezések végzik így, féltik a know how-t.
legnagyobb probléma azzal az Un 330 V-al van.
100 V-felett már igen meg kell gondolnia az embernek az áramkörtervezést, nem véletlen a hobby vezérlők is 60-80 V körül járnak.
Ipari vezérlő meg megint nehezen beszerezhető.
Motorokat még csak csak kiviszik a vassal a MÉH-be, ott aztán ha van kapcsolat megvehető, de a vezérlőszekrények általában az erre szakosodott bontókba kerülnek teljesen más úton.
Oda aztán főleg nehéz bekerülni.
Ma már egyre komolyabban veszik a megsemmisítést, Egyre fiatalabb berendezések végzik így, féltik a know how-t.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 16, 20:29
Írta: svejk Dátum 2016 március 16, 20:29
Igen most már megy minden minden, bár a szabályzást csak érzésre állítottam be.
Milyen vezérlőd van?
Pontos típust írj le, legjobb ha azt amit a szoftver kiír.
Saját motorjai megvannak?
Magánban folytassuk...
Milyen vezérlőd van?
Pontos típust írj le, legjobb ha azt amit a szoftver kiír.
Saját motorjai megvannak?
Magánban folytassuk...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 08, 12:19
Írta: svejk Dátum 2016 április 08, 12:19
De van még egy lehetőséged, Tibor45 szokott az ilyen motorokhoz gyártani vezérlőket.
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 17, 07:40
Írta: Szasza43 Dátum 2016 március 17, 07:40
Kösz.
írok
írok
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 09, 19:40
Írta: frob Dátum 2016 április 09, 19:40
Köszi, megkeresem, még is csak jó lenne használni valamire...
Cím: Re:AC szervó motoros vezérlés
Írta: Szasza43 Dátum 2016 március 22, 08:23
Írta: Szasza43 Dátum 2016 március 22, 08:23
Szia Svejk,
Írtam.
Írtam.
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2016 április 10, 16:49
Írta: zozo Dátum 2016 április 10, 16:49
Cím: Re:AC szervó motoros vezérlés
Írta: Gabci Dátum 2016 március 31, 19:58
Írta: Gabci Dátum 2016 március 31, 19:58
Szisztok.. Yaskawa sgdb hez az 1cn portra való kifejtő panelhez van rajzotok? Köszönöm forgasirany kapcsoló meg szabályzó poti menne rá
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2016 június 04, 14:18
Írta: fa_kukac Dátum 2016 június 04, 14:18
Sziasztok. Keresek olyan embert, aki ért a yaskawa SGD SGDA sigma1 szervok beüzemelésében, megfelelő korrekt ellenszolgáltatás fejében, Nem kell fórumos ár, normál megfizethető árat mondjon, de nem csak ígéretek szintjén érdekel, olyan van sok. Korrekt segítségért korrekt ár .
Köszönöm!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 31, 20:55
Írta: svejk Dátum 2016 március 31, 20:55
Nem kaptam még levelet, pedig írtam én is neked.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2016 szeptember 05, 21:52
Írta: mma6fim4 Dátum 2016 szeptember 05, 21:52
Sziasztok
Azt szeretném megtudni, hogy mi a lényegi különbség az egyfázisú és a háromfázisú szervomotor között. Gondolom másak a szempontok mint egy asszinkron motor esetén.
Köszönöm.
Azt szeretném megtudni, hogy mi a lényegi különbség az egyfázisú és a háromfázisú szervomotor között. Gondolom másak a szempontok mint egy asszinkron motor esetén.
Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 március 31, 20:56
Írta: svejk Dátum 2016 március 31, 20:56
Az manualban minden infót megtalálsz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 28, 20:11
Írta: svejk Dátum 2016 szeptember 28, 20:11
Használ valaki Granit Device VSD vezérlőt?
Ehhez komolyan SPI / USB átalaktó kell?
A mezei FTDI chippes soros port nem jó neki?
Ehhez komolyan SPI / USB átalaktó kell?
A mezei FTDI chippes soros port nem jó neki?
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2016 április 06, 20:18
Írta: z08dv9zyv Dátum 2016 április 06, 20:18
Sziasztok, 'Fanuc Servo Guide' program nincs meg valakinek?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:05
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:05
Nekem van és sokat játszottam vele Hízó Józsi nagy spiller benne . Egy FTDI chippel szerelt kábelt adtak hozzá a másik vége USB . A lábkiosztást (a tüskénél ) mindenképpen tartsd be . Szerintem kereskedelmi kábel, aminél az USB csatiban van a chip
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 07, 16:40
Írta: frob Dátum 2016 április 07, 16:40
Sziasztok
adott ez a szervó motor vagy is kettő, ha már a kutyának nem kell itt a fórumon, gondoltam akkor beizzítom.
Milyen hajtás kell ehhez? Tudnátok benne segíteni?
na meg a csatlakozó, hol érdemes ilyen csatlakozókat nézni?
adott ez a szervó motor vagy is kettő, ha már a kutyának nem kell itt a fórumon, gondoltam akkor beizzítom.
Milyen hajtás kell ehhez? Tudnátok benne segíteni?
na meg a csatlakozó, hol érdemes ilyen csatlakozókat nézni?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:08
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:08
Szerintem ugyanaz a szisztéma amit Klincsik Balázsék a DC szervó vezérlőknél használnak csak azt hiszem az övéknél más a lábkiosztás
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 19:00
Írta: rmkeh8a83 Dátum 2016 október 13, 19:00
Sziasztok szeretném a segítségeteket kérni az egyik Yaskawa sigma2-es vezérlőm ezt a hibát írja ki villogva P-OT,N-OT a motort kézzel tudom forgatni semmire nem reagál programkábelem van de nem tudom mit kellene beállítani illetve hol lehet vissza állítani ha tudtok segítsetek köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 07, 17:13
Írta: svejk Dátum 2016 április 07, 17:13
Azért nem olyan gyere cipó hamm bekaplak egy ilyen beüzemelése.
Ha levadászod valahonnan egy hasonló -mert általában ezek mind OEM termékek- adatlapját akkor el tudsz indulni.
Ha nem akkor, kideríted hány pólusú, megvizsgálod encoder vagy resolver van-e rajta.
ha encoder akkor milyen kommunikációjú, a rotor pozicíó jeladó külön HALL-os-e vagy belekeverték az encoder jelébe, ha külön hallos akkor 120 vagy 60 fokos.
Hirtelen ennyi...
Aztán keresel egy feszültségben, áramban és kommunikációban hozzá passzoló BLDC vezérlőt,
kipróbálod azt a tizenpár bekötési módot mire eltalálod a fázisokat és hurrá. :)
Ha levadászod valahonnan egy hasonló -mert általában ezek mind OEM termékek- adatlapját akkor el tudsz indulni.
Ha nem akkor, kideríted hány pólusú, megvizsgálod encoder vagy resolver van-e rajta.
ha encoder akkor milyen kommunikációjú, a rotor pozicíó jeladó külön HALL-os-e vagy belekeverték az encoder jelébe, ha külön hallos akkor 120 vagy 60 fokos.
Hirtelen ennyi...
Aztán keresel egy feszültségben, áramban és kommunikációban hozzá passzoló BLDC vezérlőt,
kipróbálod azt a tizenpár bekötési módot mire eltalálod a fázisokat és hurrá. :)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 október 13, 19:29
Írta: designr Dátum 2016 október 13, 19:29
végállás..
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2016 április 07, 18:36
Írta: jani300 Dátum 2016 április 07, 18:36
Na ja ...
Van nekem 600 W os ,S31HNNA-HSNS-02 :(
Mindha nem is lenne ...
Próbálkozom egyenlőre a léptetővel , avval talán megyek valamire ...
Van nekem 600 W os ,S31HNNA-HSNS-02 :(
Mindha nem is lenne ...
Próbálkozom egyenlőre a léptetővel , avval talán megyek valamire ...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 október 13, 19:34
Írta: designr Dátum 2016 október 13, 19:34
A beállított szoftveres limitet és a végállásokat nézd át..
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2016 április 07, 18:45
Írta: gab27 Dátum 2016 április 07, 18:45
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 19:46
Írta: rmkeh8a83 Dátum 2016 október 13, 19:46
Rendben átnézem köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 75g4f6b4 Dátum 2016 április 07, 19:02
Írta: 75g4f6b4 Dátum 2016 április 07, 19:02
Dedikált csatlakozóval ellátott kábel megy a motorra. Erősítőnek az ACOPOS 1045 megfelelő. Úgy tudom nincs step dir bemeneti kártya hozzá. A vezérlő Automation stúdió -val programozható. Érdekesség kedvéért frekiváltóval is meg lehet pörgetni, ha csak az a cél.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 október 13, 19:47
Írta: svejk Dátum 2016 október 13, 19:47
Kösd be fizikailag a pot, not bemenetet, vagy maszkold ki a szoftverben.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 08, 09:42
Írta: frob Dátum 2016 április 08, 09:42
Ahha, köszi a válaszokat, akkor marad levélnehezék..., aztán egyrossz majd jól elcserélem egy tábla csokira, a méhtelepen :)
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 20:04
Írta: rmkeh8a83 Dátum 2016 október 13, 20:04
Köszönöm neked is. A lényeg a végállásban rejlik holnap szoftveresen megapprobálom kikapcsolni
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 08, 11:48
Írta: svejk Dátum 2016 április 08, 11:48
Annyira azért nem tragikus, de nem egyszerű hozzá bármilyen vezérlőt is szerezni.
legnagyobb probléma azzal az Un 330 V-al van.
100 V-felett már igen meg kell gondolnia az embernek az áramkörtervezést, nem véletlen a hobby vezérlők is 60-80 V körül járnak.
Ipari vezérlő meg megint nehezen beszerezhető.
Motorokat még csak csak kiviszik a vassal a MÉH-be, ott aztán ha van kapcsolat megvehető, de a vezérlőszekrények általában az erre szakosodott bontókba kerülnek teljesen más úton.
Oda aztán főleg nehéz bekerülni.
Ma már egyre komolyabban veszik a megsemmisítést, Egyre fiatalabb berendezések végzik így, féltik a know how-t.
legnagyobb probléma azzal az Un 330 V-al van.
100 V-felett már igen meg kell gondolnia az embernek az áramkörtervezést, nem véletlen a hobby vezérlők is 60-80 V körül járnak.
Ipari vezérlő meg megint nehezen beszerezhető.
Motorokat még csak csak kiviszik a vassal a MÉH-be, ott aztán ha van kapcsolat megvehető, de a vezérlőszekrények általában az erre szakosodott bontókba kerülnek teljesen más úton.
Oda aztán főleg nehéz bekerülni.
Ma már egyre komolyabban veszik a megsemmisítést, Egyre fiatalabb berendezések végzik így, féltik a know how-t.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 október 13, 20:08
Írta: svejk Dátum 2016 október 13, 20:08
positiv illetve Negativ Over Travel rövidítése.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 április 08, 12:19
Írta: svejk Dátum 2016 április 08, 12:19
De van még egy lehetőséged, Tibor45 szokott az ilyen motorokhoz gyártani vezérlőket.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 20:15
Írta: rmkeh8a83 Dátum 2016 október 13, 20:15
Sejtem hol fogom megtalálni ha jól emlékszem nyilakkal jelöli de most lehet hülyeséget írtam nincs előttem a szoftver
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2016 április 09, 19:40
Írta: frob Dátum 2016 április 09, 19:40
Köszi, megkeresem, még is csak jó lenne használni valamire...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 14, 22:48
Írta: ANTAL GÁBOR Dátum 2016 november 14, 22:48
Sziasztok ! megakadtam egy SGDB 15ADG szervopack beüzemelésében . Akik segíteni tudnának azok már lehet hogy alszanak . Pc segítségével akarom a paramétereket beállítani. Van egy Sigma Win és egy Sigma Win plusz programon .
Megcsináltam a soros pori kábelt ( ezerszer átnéztem de ide írom . A PC be bedugok egy femále Dsub 9 es csatit . 2 es pin sárga , 3pin fehér ,5 pin zöld A 7es és a 8 as pin össze van forrasztva
A vezérlőbe bedugok egy male D sub 9 es csatit . A sárga vezeték a 2 es pin , a fehér vezeték a 4 pin a zöld vezeték a 9 es pin
A COM 1 es portot használom az alapbeállítással de megpróbálta a Yaskawa beállítást is . ( 8 adatbit helyett 7 stb ) NEM TALÁLJA a vezérlőt (Természetesen az kap áramot és a motor encoder és maga a motor ( SGM-13A6A is be van kábelezve )
Rémlik hogy egyszer Paul azt mondta hogy magát a motort a szoftwer az encóderből azonosítja ( az jár a fejemben hogy mi van ha hibás az encoder vagy a kábele ? ) DE attól még a vezérlőt láthatná .....
Az encoder kábelét is sokszor kicsipogtam de a3M es csati elég rejtélyes ...
Szívesen vennék egy kis supportot ....
Megcsináltam a soros pori kábelt ( ezerszer átnéztem de ide írom . A PC be bedugok egy femále Dsub 9 es csatit . 2 es pin sárga , 3pin fehér ,5 pin zöld A 7es és a 8 as pin össze van forrasztva
A vezérlőbe bedugok egy male D sub 9 es csatit . A sárga vezeték a 2 es pin , a fehér vezeték a 4 pin a zöld vezeték a 9 es pin
A COM 1 es portot használom az alapbeállítással de megpróbálta a Yaskawa beállítást is . ( 8 adatbit helyett 7 stb ) NEM TALÁLJA a vezérlőt (Természetesen az kap áramot és a motor encoder és maga a motor ( SGM-13A6A is be van kábelezve )
Rémlik hogy egyszer Paul azt mondta hogy magát a motort a szoftwer az encóderből azonosítja ( az jár a fejemben hogy mi van ha hibás az encoder vagy a kábele ? ) DE attól még a vezérlőt láthatná .....
Az encoder kábelét is sokszor kicsipogtam de a3M es csati elég rejtélyes ...
Szívesen vennék egy kis supportot ....
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2016 április 10, 16:49
Írta: zozo Dátum 2016 április 10, 16:49
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 november 14, 22:56
Írta: designr Dátum 2016 november 14, 22:56
Nem ilyen vezérlőm van,de sokszor leellenőrzött..jól bekötött programozó vezetékkel kétszer jártam ugy hogy nem működött.
Egyszer mikor egy sokeres vezetékből csináltam..
Másik alkalom mikor tul vékony vezeték keresztmetszet volt..
Tudom hogy egyik sem ad okot a hibára mégis..
Szoftverben nem kell még valamit állítani..?
Egyszer mikor egy sokeres vezetékből csináltam..
Másik alkalom mikor tul vékony vezeték keresztmetszet volt..
Tudom hogy egyik sem ad okot a hibára mégis..
Szoftverben nem kell még valamit állítani..?
Cím: Re:AC szervó motoros vezérlés
Írta: fa_kukac Dátum 2016 június 04, 14:18
Írta: fa_kukac Dátum 2016 június 04, 14:18
Sziasztok. Keresek olyan embert, aki ért a yaskawa SGD SGDA sigma1 szervok beüzemelésében, megfelelő korrekt ellenszolgáltatás fejében, Nem kell fórumos ár, normál megfizethető árat mondjon, de nem csak ígéretek szintjén érdekel, olyan van sok. Korrekt segítségért korrekt ár .
Köszönöm!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2016 november 14, 23:16
Írta: tcm5krnn6 Dátum 2016 november 14, 23:16
Szia! Próbáld meg DOS-os programmal! Az interneten SVMON_2-1r3.zip vagy SVMON35r4.zip néven fellelhetők.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2016 szeptember 05, 21:52
Írta: mma6fim4 Dátum 2016 szeptember 05, 21:52
Sziasztok
Azt szeretném megtudni, hogy mi a lényegi különbség az egyfázisú és a háromfázisú szervomotor között. Gondolom másak a szempontok mint egy asszinkron motor esetén.
Köszönöm.
Azt szeretném megtudni, hogy mi a lényegi különbség az egyfázisú és a háromfázisú szervomotor között. Gondolom másak a szempontok mint egy asszinkron motor esetén.
Köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 15, 06:35
Írta: ANTAL GÁBOR Dátum 2016 november 15, 06:35
Köszönöm mindkettőtöknek : korán keltem és az éjjel is gondolkodtam ...
Szerintetek elég ha a vezérlő "agya" megkapja a tápot és össze van dugva az adatkábel a PC vel ? Mert ha igen akkor egy csomó problémát ki lehetne szűrni . Van egy régi 400W os felprogamozott vezérlőm ( DOS os ) No azon kipróbálom .
( van a gépen Dos program is )
Ha azzal sem megy akkor a kábelem nem jó ( Rémálom ha a soros portom sérült ) Van valami szisztéma ( egy echo ) amivel azt is lehet tesztelni de ahhoz nem értek . ( Kalmár Laci magyarázta el anno . Ki kellene szűrni azt is ....
Szerintetek elég ha a vezérlő "agya" megkapja a tápot és össze van dugva az adatkábel a PC vel ? Mert ha igen akkor egy csomó problémát ki lehetne szűrni . Van egy régi 400W os felprogamozott vezérlőm ( DOS os ) No azon kipróbálom .
( van a gépen Dos program is )
Ha azzal sem megy akkor a kábelem nem jó ( Rémálom ha a soros portom sérült ) Van valami szisztéma ( egy echo ) amivel azt is lehet tesztelni de ahhoz nem értek . ( Kalmár Laci magyarázta el anno . Ki kellene szűrni azt is ....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 szeptember 28, 20:11
Írta: svejk Dátum 2016 szeptember 28, 20:11
Használ valaki Granit Device VSD vezérlőt?
Ehhez komolyan SPI / USB átalaktó kell?
A mezei FTDI chippes soros port nem jó neki?
Ehhez komolyan SPI / USB átalaktó kell?
A mezei FTDI chippes soros port nem jó neki?
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2016 november 15, 07:47
Írta: tcm5krnn6 Dátum 2016 november 15, 07:47
Az SVMON nem "lát rá" az enkóderre. Lehúzott enkóder kábellel is fel kell ismernie a vezérlőt.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2016 november 15, 07:58
Írta: ajpwg6jrn Dátum 2016 november 15, 07:58
Az echo nagyin egyszerű. Kell egy sorosporti terminal (pl. Putty), meg kell nyitni az adott portot ès össze kell kötni hardveresen a PC RX ès TX vonalát. Majd gèpelni be pár karaktert. Ha azok megjelennek a terminál ablakán, akkor jó a sorosport. (Vannak olyan terminálok, amik írják hogy RX vagy TX adat van megjelenítve.)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:05
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:05
Nekem van és sokat játszottam vele Hízó Józsi nagy spiller benne . Egy FTDI chippel szerelt kábelt adtak hozzá a másik vége USB . A lábkiosztást (a tüskénél ) mindenképpen tartsd be . Szerintem kereskedelmi kábel, aminél az USB csatiban van a chip
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 08:02
Írta: Bencze András Dátum 2016 november 15, 08:02
XP alatt SigmaWin(+) használok gond nélkül. Biztos kábelbekötést keresek neked.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:08
Írta: ANTAL GÁBOR Dátum 2016 szeptember 28, 22:08
Szerintem ugyanaz a szisztéma amit Klincsik Balázsék a DC szervó vezérlőknél használnak csak azt hiszem az övéknél más a lábkiosztás
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 08:24
Írta: Bencze András Dátum 2016 november 15, 08:24
Elküldtem...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 15, 13:46
Írta: ANTAL GÁBOR Dátum 2016 november 15, 13:46
András : Megkaptam ( én is ebből dolgozom ) .DE már dereng a fény az alagút végén . A műhelyben az egyik pc n van sigma win . Elhoztam a korábban felprogramozott 400 W os vezérlőt és csatlakoztattam a tegnap megcsinált kábelt . Minden OK
( ugyanezt a verziót az otthoni géppel is megcsináltam reggel ) akkor nem működött .
Esélyek : megsérült a program , vagy rossz a COM port . Csinálok egy echot ( Bajki....) útmutatása szerint , ha ok akkor uninstal ill install
Mégegyszer köszönöm mindenkinek az eddigieket ....
( ugyanezt a verziót az otthoni géppel is megcsináltam reggel ) akkor nem működött .
Esélyek : megsérült a program , vagy rossz a COM port . Csinálok egy echot ( Bajki....) útmutatása szerint , ha ok akkor uninstal ill install
Mégegyszer köszönöm mindenkinek az eddigieket ....
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 19:00
Írta: rmkeh8a83 Dátum 2016 október 13, 19:00
Sziasztok szeretném a segítségeteket kérni az egyik Yaskawa sigma2-es vezérlőm ezt a hibát írja ki villogva P-OT,N-OT a motort kézzel tudom forgatni semmire nem reagál programkábelem van de nem tudom mit kellene beállítani illetve hol lehet vissza állítani ha tudtok segítsetek köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 16:17
Írta: Bencze András Dátum 2016 november 15, 16:17
A szervó biztos jó?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 október 13, 19:29
Írta: designr Dátum 2016 október 13, 19:29
végállás..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 16, 17:54
Írta: ANTAL GÁBOR Dátum 2016 november 16, 17:54
Elmúlt vagy 30 Óra de itthon még nem működik a dolog. Valami nagy gebasz van a gépemmel . Ma 6 óra 50 perc alatt futott le a víruskereső és nem talált hibát . Az echot sem tudtam megcsinálni ( a hyperterminállal akartam de a klaviatúrát sem érzékeli ) Leszedtem a sigma wint és megpróbáltam újra telepíteni . A setup exe után 4 sec homokóra azután semmi . Többek tanácsára már hontolgatom az újrahúzást
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 október 13, 19:34
Írta: designr Dátum 2016 október 13, 19:34
A beállított szoftveres limitet és a végállásokat nézd át..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 november 16, 17:59
Írta: svejk Dátum 2016 november 16, 17:59
Ilyen estekre mindig kell lenni otthon 2-3 notinak -pl. Svejktől- amiket csak ilyen dolgokra használunk... :)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 16, 18:25
Írta: ANTAL GÁBOR Dátum 2016 november 16, 18:25
erre még visszatérünk ....
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 19:46
Írta: rmkeh8a83 Dátum 2016 október 13, 19:46
Rendben átnézem köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2016 november 16, 19:33
Írta: PSoft Dátum 2016 november 16, 19:33
Na, hát ez az!!!
Van itt, vagy öt is!:(
Mindnek van valami "kehéje".[#rinya]
Az az egy jó, amiről írogatok.
Van itt, vagy öt is!:(
Mindnek van valami "kehéje".[#rinya]
Az az egy jó, amiről írogatok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 október 13, 19:47
Írta: svejk Dátum 2016 október 13, 19:47
Kösd be fizikailag a pot, not bemenetet, vagy maszkold ki a szoftverben.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 november 16, 19:42
Írta: s7manbs8 Dátum 2016 november 16, 19:42
Elég, ha a soros kábel rosszul van bekötve és nem megy eleve.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 20, 22:19
Írta: Földi Péter Dátum 2016 november 20, 22:19
Sziasztok,
Azt hiszem én is segítségre szorulok. Egy Yaskawa SGDH-08AE drivert kötöttem be és a "POSITION CONTROL" módban a Mach3 semmit nem tesz. JOG módban (manual) működik persze. Lehet, hogy a +24V külső táp miatt lenne? Azt a tanácsot kaptam a CNCDRIVE-ról, hogy megkerülhető a külső táp és anélkül is működik a "step/dir" mód. Ha ez nem így lenne, akkor egy külső tápot vadásznék jozzá. Nagyon köszönöm, ha valaki segítene a dologban. A Pin42-Pin42 lábak külső tápjára gondolok, természetesen.
Köszönöm,Peti
Azt hiszem én is segítségre szorulok. Egy Yaskawa SGDH-08AE drivert kötöttem be és a "POSITION CONTROL" módban a Mach3 semmit nem tesz. JOG módban (manual) működik persze. Lehet, hogy a +24V külső táp miatt lenne? Azt a tanácsot kaptam a CNCDRIVE-ról, hogy megkerülhető a külső táp és anélkül is működik a "step/dir" mód. Ha ez nem így lenne, akkor egy külső tápot vadásznék jozzá. Nagyon köszönöm, ha valaki segítene a dologban. A Pin42-Pin42 lábak külső tápjára gondolok, természetesen.
Köszönöm,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 20:04
Írta: rmkeh8a83 Dátum 2016 október 13, 20:04
Köszönöm neked is. A lényeg a végállásban rejlik holnap szoftveresen megapprobálom kikapcsolni
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 20, 22:53
Írta: Földi Péter Dátum 2016 november 20, 22:53
Elírtam, helyesen 42-43 lábakra gondoltam. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 október 13, 20:08
Írta: svejk Dátum 2016 október 13, 20:08
positiv illetve Negativ Over Travel rövidítése.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 21, 00:11
Írta: korbendallas Dátum 2016 november 21, 00:11
Nem kell hozzá külső táp
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 november 21, 06:30
Írta: svejk Dátum 2016 november 21, 06:30
A Son-t maszkolni kell, és akkor már bekapcsoláskor rögtön fogja a motort.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2016 október 13, 20:15
Írta: rmkeh8a83 Dátum 2016 október 13, 20:15
Sejtem hol fogom megtalálni ha jól emlékszem nyilakkal jelöli de most lehet hülyeséget írtam nincs előttem a szoftver
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 12:19
Írta: Földi Péter Dátum 2016 november 21, 12:19
Szia,
Őszintén szólva az AC servo nekem meglehetősen új a léptetők után. Még barátkozom csak. A Servo ON-t (SON) még nem tudom, hogyan kell maszkolni. Jól gondolom, hogy a PN50A (n.2100) regisztert kellene beállítanom?
Elvesztem a részletekben.
A maszkot egyébként egy "1111" jelsorozathot maszkolja hozzá "ÉS" kapcsolattal, akár a TCP/IP-k esetében a PC-nél?
Köszi,P
Őszintén szólva az AC servo nekem meglehetősen új a léptetők után. Még barátkozom csak. A Servo ON-t (SON) még nem tudom, hogyan kell maszkolni. Jól gondolom, hogy a PN50A (n.2100) regisztert kellene beállítanom?
Elvesztem a részletekben.
A maszkot egyébként egy "1111" jelsorozathot maszkolja hozzá "ÉS" kapcsolattal, akár a TCP/IP-k esetében a PC-nél?
Köszi,P
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 14, 22:48
Írta: ANTAL GÁBOR Dátum 2016 november 14, 22:48
Sziasztok ! megakadtam egy SGDB 15ADG szervopack beüzemelésében . Akik segíteni tudnának azok már lehet hogy alszanak . Pc segítségével akarom a paramétereket beállítani. Van egy Sigma Win és egy Sigma Win plusz programon .
Megcsináltam a soros pori kábelt ( ezerszer átnéztem de ide írom . A PC be bedugok egy femále Dsub 9 es csatit . 2 es pin sárga , 3pin fehér ,5 pin zöld A 7es és a 8 as pin össze van forrasztva
A vezérlőbe bedugok egy male D sub 9 es csatit . A sárga vezeték a 2 es pin , a fehér vezeték a 4 pin a zöld vezeték a 9 es pin
A COM 1 es portot használom az alapbeállítással de megpróbálta a Yaskawa beállítást is . ( 8 adatbit helyett 7 stb ) NEM TALÁLJA a vezérlőt (Természetesen az kap áramot és a motor encoder és maga a motor ( SGM-13A6A is be van kábelezve )
Rémlik hogy egyszer Paul azt mondta hogy magát a motort a szoftwer az encóderből azonosítja ( az jár a fejemben hogy mi van ha hibás az encoder vagy a kábele ? ) DE attól még a vezérlőt láthatná .....
Az encoder kábelét is sokszor kicsipogtam de a3M es csati elég rejtélyes ...
Szívesen vennék egy kis supportot ....
Megcsináltam a soros pori kábelt ( ezerszer átnéztem de ide írom . A PC be bedugok egy femále Dsub 9 es csatit . 2 es pin sárga , 3pin fehér ,5 pin zöld A 7es és a 8 as pin össze van forrasztva
A vezérlőbe bedugok egy male D sub 9 es csatit . A sárga vezeték a 2 es pin , a fehér vezeték a 4 pin a zöld vezeték a 9 es pin
A COM 1 es portot használom az alapbeállítással de megpróbálta a Yaskawa beállítást is . ( 8 adatbit helyett 7 stb ) NEM TALÁLJA a vezérlőt (Természetesen az kap áramot és a motor encoder és maga a motor ( SGM-13A6A is be van kábelezve )
Rémlik hogy egyszer Paul azt mondta hogy magát a motort a szoftwer az encóderből azonosítja ( az jár a fejemben hogy mi van ha hibás az encoder vagy a kábele ? ) DE attól még a vezérlőt láthatná .....
Az encoder kábelét is sokszor kicsipogtam de a3M es csati elég rejtélyes ...
Szívesen vennék egy kis supportot ....
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 12:22
Írta: Földi Péter Dátum 2016 november 21, 12:22
Szia,
Igen, már csak azt bogózom, hogyan tudom megoldani. Azt hittem, hogy lesz némi előnyöm a végzettségem okán, de tévedtem. Ez egy más Világ, de még nem a másvilág. :)
Igen rafinált a struktúra a I/O Signal Control-nál az AC-k világában. Ez a jelenlegi tudásom alapján még nekem kínai. :(
Kösz,P
Igen, már csak azt bogózom, hogyan tudom megoldani. Azt hittem, hogy lesz némi előnyöm a végzettségem okán, de tévedtem. Ez egy más Világ, de még nem a másvilág. :)
Igen rafinált a struktúra a I/O Signal Control-nál az AC-k világában. Ez a jelenlegi tudásom alapján még nekem kínai. :(
Kösz,P
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 november 14, 22:56
Írta: designr Dátum 2016 november 14, 22:56
Nem ilyen vezérlőm van,de sokszor leellenőrzött..jól bekötött programozó vezetékkel kétszer jártam ugy hogy nem működött.
Egyszer mikor egy sokeres vezetékből csináltam..
Másik alkalom mikor tul vékony vezeték keresztmetszet volt..
Tudom hogy egyik sem ad okot a hibára mégis..
Szoftverben nem kell még valamit állítani..?
Egyszer mikor egy sokeres vezetékből csináltam..
Másik alkalom mikor tul vékony vezeték keresztmetszet volt..
Tudom hogy egyik sem ad okot a hibára mégis..
Szoftverben nem kell még valamit állítani..?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 november 21, 13:15
Írta: designr Dátum 2016 november 21, 13:15
Más tipusom van de..
A Servo On..tehát a szervó bekapcsolást..engedélyt ha szoftverből csinálod.akkor megkeresed a digitális bemeneteknél hol van..jelenleg mire van állítva..Lehetséges hogy a bekapcsolás az egyik digit bemenetre van beállítva..ilyenkor vagy egy tápegység és jelet adsz neki..vagy beállítod hogy ez a bemenet mindig ON legyen..elmented..ezt ugy fogja látni mintha adtál volna neki bekapcsoló jelet..
A Servo On..tehát a szervó bekapcsolást..engedélyt ha szoftverből csinálod.akkor megkeresed a digitális bemeneteknél hol van..jelenleg mire van állítva..Lehetséges hogy a bekapcsolás az egyik digit bemenetre van beállítva..ilyenkor vagy egy tápegység és jelet adsz neki..vagy beállítod hogy ez a bemenet mindig ON legyen..elmented..ezt ugy fogja látni mintha adtál volna neki bekapcsoló jelet..
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2016 november 14, 23:16
Írta: tcm5krnn6 Dátum 2016 november 14, 23:16
Szia! Próbáld meg DOS-os programmal! Az interneten SVMON_2-1r3.zip vagy SVMON35r4.zip néven fellelhetők.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 13:42
Írta: Földi Péter Dátum 2016 november 21, 13:42
Ha jól gondolom, a Pn50A.1-et kell szerintem 7-es értékre állítani, azaz a regiszter 2.digitjét. Legalábbis így lehet engedélyezettként beállítani a Yaskawa-t, ha jól nézem. A terminológia messze van a PC-től, de megszokom majd. :) Hazamegyek, tesztelek. Kösz a tanácsot.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 15, 06:35
Írta: ANTAL GÁBOR Dátum 2016 november 15, 06:35
Köszönöm mindkettőtöknek : korán keltem és az éjjel is gondolkodtam ...
Szerintetek elég ha a vezérlő "agya" megkapja a tápot és össze van dugva az adatkábel a PC vel ? Mert ha igen akkor egy csomó problémát ki lehetne szűrni . Van egy régi 400W os felprogamozott vezérlőm ( DOS os ) No azon kipróbálom .
( van a gépen Dos program is )
Ha azzal sem megy akkor a kábelem nem jó ( Rémálom ha a soros portom sérült ) Van valami szisztéma ( egy echo ) amivel azt is lehet tesztelni de ahhoz nem értek . ( Kalmár Laci magyarázta el anno . Ki kellene szűrni azt is ....
Szerintetek elég ha a vezérlő "agya" megkapja a tápot és össze van dugva az adatkábel a PC vel ? Mert ha igen akkor egy csomó problémát ki lehetne szűrni . Van egy régi 400W os felprogamozott vezérlőm ( DOS os ) No azon kipróbálom .
( van a gépen Dos program is )
Ha azzal sem megy akkor a kábelem nem jó ( Rémálom ha a soros portom sérült ) Van valami szisztéma ( egy echo ) amivel azt is lehet tesztelni de ahhoz nem értek . ( Kalmár Laci magyarázta el anno . Ki kellene szűrni azt is ....
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 november 22, 14:31
Írta: D.Laci Dátum 2016 november 22, 14:31
Thomson Omni Link vagy Giddings Lewis DSMPro (Kollmorgen), szoftverrel rendelkező segítségét keresem.
Cím: Re:AC szervó motoros vezérlés
Írta: tcm5krnn6 Dátum 2016 november 15, 07:47
Írta: tcm5krnn6 Dátum 2016 november 15, 07:47
Az SVMON nem "lát rá" az enkóderre. Lehúzott enkóder kábellel is fel kell ismernie a vezérlőt.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 22, 17:09
Írta: korbendallas Dátum 2016 november 22, 17:09
Pn50A.3=8
Pn50B.0=8
Pn50A.1=8
Pn000.1=1
A leírásban benne van. Érdemes alaposan átnézni.
Pn50B.0=8
Pn50A.1=8
Pn000.1=1
A leírásban benne van. Érdemes alaposan átnézni.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2016 november 15, 07:58
Írta: ajpwg6jrn Dátum 2016 november 15, 07:58
Az echo nagyin egyszerű. Kell egy sorosporti terminal (pl. Putty), meg kell nyitni az adott portot ès össze kell kötni hardveresen a PC RX ès TX vonalát. Majd gèpelni be pár karaktert. Ha azok megjelennek a terminál ablakán, akkor jó a sorosport. (Vannak olyan terminálok, amik írják hogy RX vagy TX adat van megjelenítve.)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 22, 22:16
Írta: Földi Péter Dátum 2016 november 22, 22:16
Köszi szépen. Egyébként folyamatosan a leírásait nézem az SGDH családnak, de kell még egy pici idő, hogy a végére érjek a több, mint 800 oldalnak a frissítéseket beleszámolva. Sajnos az idő szab határt a terveknek, amiből egyre kevesebb akad. Ha már megmozdula szegényke, más lenne a cél. Szóval erre gyúrok én, már-már megszálottan..[#vigyor3]. Az a gyanúm, hogy az input allocation table van szétirva, és valahonnan máshonnan várja a bemeneti jelszinteket. De majd egyenként végig gurulok rajtuk. Illetve a breakout board is kehrt hibás. Túl sok a változó egyenlőre. Ezért minden tanács jól jöhet. Biztos valami profád dolog lesz...[#vigyor4]Üdv,Péter
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 08:02
Írta: Bencze András Dátum 2016 november 15, 08:02
XP alatt SigmaWin(+) használok gond nélkül. Biztos kábelbekötést keresek neked.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 22, 22:44
Írta: korbendallas Dátum 2016 november 22, 22:44
Először állítsd vissza a gyári beállításokat. Az is benne van valahol a leírásban
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 08:24
Írta: Bencze András Dátum 2016 november 15, 08:24
Elküldtem...
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 22, 23:18
Írta: Földi Péter Dátum 2016 november 22, 23:18
Igen, a Fn005 -->Fatory reset megvolt már.
A Pn50A.1 -et nem "7"-re kell rakni? (enable all)
Csak tapogatózom ám, már semmi sem bizti [#rinya]
A Pn50A.1 -et nem "7"-re kell rakni? (enable all)
Csak tapogatózom ám, már semmi sem bizti [#rinya]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 15, 13:46
Írta: ANTAL GÁBOR Dátum 2016 november 15, 13:46
András : Megkaptam ( én is ebből dolgozom ) .DE már dereng a fény az alagút végén . A műhelyben az egyik pc n van sigma win . Elhoztam a korábban felprogramozott 400 W os vezérlőt és csatlakoztattam a tegnap megcsinált kábelt . Minden OK
( ugyanezt a verziót az otthoni géppel is megcsináltam reggel ) akkor nem működött .
Esélyek : megsérült a program , vagy rossz a COM port . Csinálok egy echot ( Bajki....) útmutatása szerint , ha ok akkor uninstal ill install
Mégegyszer köszönöm mindenkinek az eddigieket ....
( ugyanezt a verziót az otthoni géppel is megcsináltam reggel ) akkor nem működött .
Esélyek : megsérült a program , vagy rossz a COM port . Csinálok egy echot ( Bajki....) útmutatása szerint , ha ok akkor uninstal ill install
Mégegyszer köszönöm mindenkinek az eddigieket ....
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 23, 06:26
Írta: korbendallas Dátum 2016 november 23, 06:26
Lehet.
Javaslom tedd fel a sigmawin-t. Lehet vele offline módban dolgozni. utána csak át kell írni a kijelzőn a pár beállított paramétert.
Javaslom tedd fel a sigmawin-t. Lehet vele offline módban dolgozni. utána csak át kell írni a kijelzőn a pár beállított paramétert.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2016 november 15, 16:17
Írta: Bencze András Dátum 2016 november 15, 16:17
A szervó biztos jó?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:33
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:33
Fogadd meg Korbendallas javaslatát ! Kell egy Szigma Win!! Utána más színben fogod látni a világot ( én a bétát preferálom ) könnyű a beállítás és a maszkolás
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 16, 17:54
Írta: ANTAL GÁBOR Dátum 2016 november 16, 17:54
Elmúlt vagy 30 Óra de itthon még nem működik a dolog. Valami nagy gebasz van a gépemmel . Ma 6 óra 50 perc alatt futott le a víruskereső és nem talált hibát . Az echot sem tudtam megcsinálni ( a hyperterminállal akartam de a klaviatúrát sem érzékeli ) Leszedtem a sigma wint és megpróbáltam újra telepíteni . A setup exe után 4 sec homokóra azután semmi . Többek tanácsára már hontolgatom az újrahúzást
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 23, 17:57
Írta: Földi Péter Dátum 2016 november 23, 17:57
Felrakom, már keresgéktem is beta verziót. Köszi
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 november 16, 17:59
Írta: svejk Dátum 2016 november 16, 17:59
Ilyen estekre mindig kell lenni otthon 2-3 notinak -pl. Svejktől- amiket csak ilyen dolgokra használunk... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 29, 00:28
Írta: Földi Péter Dátum 2016 november 29, 00:28
Most már biztos, hogy a Breakout board játszott velem furcsa játékot. Morvfer-től vettem egy másikat, ha letesztelem, megosztom a tapasztalatot. Hátha más is jár így , mint én.
Peti
Peti
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 16, 18:25
Írta: ANTAL GÁBOR Dátum 2016 november 16, 18:25
erre még visszatérünk ....
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 29, 22:26
Írta: Földi Péter Dátum 2016 november 29, 22:26
Sziasztok,
Hát, kezdem feladni. Új Breakout kártyával sem moccan meg a AC. A maszkolás rendben, megcsináltam, "RUN"-ban várná a jelsorozatokat, de semmi. Beállítás a Mach3-ban:
Motor output Port1-en,
Pin2-n a "PULS+"
Pin3-on a "SIGN"
Az invertáló jelek közösítve földre húzva.
Nem tudom, hol vérzek el, Valamit elfelejtettem.
Ha esetleg lenne ötletetek, előre is köszönet érte.
Üdv,Peti
Hát, kezdem feladni. Új Breakout kártyával sem moccan meg a AC. A maszkolás rendben, megcsináltam, "RUN"-ban várná a jelsorozatokat, de semmi. Beállítás a Mach3-ban:
Motor output Port1-en,
Pin2-n a "PULS+"
Pin3-on a "SIGN"
Az invertáló jelek közösítve földre húzva.
Nem tudom, hol vérzek el, Valamit elfelejtettem.
Ha esetleg lenne ötletetek, előre is köszönet érte.
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2016 november 16, 19:33
Írta: PSoft Dátum 2016 november 16, 19:33
Na, hát ez az!!!
Van itt, vagy öt is!:(
Mindnek van valami "kehéje".[#rinya]
Az az egy jó, amiről írogatok.
Van itt, vagy öt is!:(
Mindnek van valami "kehéje".[#rinya]
Az az egy jó, amiről írogatok.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 29, 22:39
Írta: korbendallas Dátum 2016 november 29, 22:39
Gyere el hozzám segítek beállítani. Tokodon lakom. Nincs messze
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2016 november 16, 19:42
Írta: s7manbs8 Dátum 2016 november 16, 19:42
Elég, ha a soros kábel rosszul van bekötve és nem megy eleve.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 07:45
Írta: ANTAL GÁBOR Dátum 2016 november 30, 07:45
Nemrég én is harcoltam egy AC szervóval
A tapasztalataim :
Korrektül megcsinált kábelek kellenek
Működő soros port ( nem árt egy echo val és a hiper terminállal leellenőrizni )
Szigma Win ( én a bétát preferálom )
Én nem használtam break boardot hisz a vezérlő optos bemenetű
Step generátornak elég egy MPG egyik csatornája ( a dir meg direktben pl H )
Megfelelő maszkolás után mocorogni kell a motornak ha tekered az MPG t
És ezután mehet a MACH ( akár break out boarddal )
Motto : csak kicsit lépünk egyszerre !!!
A tapasztalataim :
Korrektül megcsinált kábelek kellenek
Működő soros port ( nem árt egy echo val és a hiper terminállal leellenőrizni )
Szigma Win ( én a bétát preferálom )
Én nem használtam break boardot hisz a vezérlő optos bemenetű
Step generátornak elég egy MPG egyik csatornája ( a dir meg direktben pl H )
Megfelelő maszkolás után mocorogni kell a motornak ha tekered az MPG t
És ezután mehet a MACH ( akár break out boarddal )
Motto : csak kicsit lépünk egyszerre !!!
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 20, 22:19
Írta: Földi Péter Dátum 2016 november 20, 22:19
Sziasztok,
Azt hiszem én is segítségre szorulok. Egy Yaskawa SGDH-08AE drivert kötöttem be és a "POSITION CONTROL" módban a Mach3 semmit nem tesz. JOG módban (manual) működik persze. Lehet, hogy a +24V külső táp miatt lenne? Azt a tanácsot kaptam a CNCDRIVE-ról, hogy megkerülhető a külső táp és anélkül is működik a "step/dir" mód. Ha ez nem így lenne, akkor egy külső tápot vadásznék jozzá. Nagyon köszönöm, ha valaki segítene a dologban. A Pin42-Pin42 lábak külső tápjára gondolok, természetesen.
Köszönöm,Peti
Azt hiszem én is segítségre szorulok. Egy Yaskawa SGDH-08AE drivert kötöttem be és a "POSITION CONTROL" módban a Mach3 semmit nem tesz. JOG módban (manual) működik persze. Lehet, hogy a +24V külső táp miatt lenne? Azt a tanácsot kaptam a CNCDRIVE-ról, hogy megkerülhető a külső táp és anélkül is működik a "step/dir" mód. Ha ez nem így lenne, akkor egy külső tápot vadásznék jozzá. Nagyon köszönöm, ha valaki segítene a dologban. A Pin42-Pin42 lábak külső tápjára gondolok, természetesen.
Köszönöm,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 17:08
Írta: Földi Péter Dátum 2016 november 30, 17:08
Szia,
Nagyon köszi, lehet, hogy élek a segítségeddel. [#vigyor3]
Elszomorított, hogy nem övök rá.
Üdv,Peti
Nagyon köszi, lehet, hogy élek a segítségeddel. [#vigyor3]
Elszomorított, hogy nem övök rá.
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 20, 22:53
Írta: Földi Péter Dátum 2016 november 20, 22:53
Elírtam, helyesen 42-43 lábakra gondoltam. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 17:18
Írta: Földi Péter Dátum 2016 november 30, 17:18
Teljesen igazad van Gábor. De ha ennél kisebb lépésekkel haladok, akkor már visszafelé megyek... :) :) Végül is 4 éve építgetem a gépet. Rendszerprogramozóként szégyen gyalázat, hogy kifog rajtam a kütyü. De akárhogyan is, kifogott! Szigma win-em van, igen és a rövid kábellel próbáltam, amolyan száraz-járatással gyári kábellel. JOG rendben megy. Természetesen "RUN"-ban a JOG nem működik. A maszkolás mégsem lehet olyan tökéletes?
Persze, nem adom fel, csak az időm kevés nagyon mostanában a bolyongásra. És hát mást sem teszek a napokban. Félek, megint elrakom egy 2 évre, ha nem jutok túl a buktatón.
Kösz,Péter
Persze, nem adom fel, csak az időm kevés nagyon mostanában a bolyongásra. És hát mást sem teszek a napokban. Félek, megint elrakom egy 2 évre, ha nem jutok túl a buktatón.
Kösz,Péter
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 21, 00:11
Írta: korbendallas Dátum 2016 november 21, 00:11
Nem kell hozzá külső táp
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 17:30
Írta: ANTAL GÁBOR Dátum 2016 november 30, 17:30
Nálam onnantól kezdve hogy : a leírt dolgok rendbe lettek téve kb 10 percbe tellett hogy működjön .
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 november 21, 06:30
Írta: svejk Dátum 2016 november 21, 06:30
A Son-t maszkolni kell, és akkor már bekapcsoláskor rögtön fogja a motort.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 19:59
Írta: Földi Péter Dátum 2016 november 30, 19:59
Igen, szinte biztos, hogy valami triviális dolog lesz. A gond, hogy léptetőkkel próbálkoztam, de az AC világa számomra még hiányokkal teli. A PN50A és PN50B allokációnál vérzel el. Gondoltam, hogy ilyen amatőr AC-snek, mint én, hátha lesz a youtube-on egy szájbarágós videó, de meglepetésemre nem.
Ráadásul szívesen tanulnék én bárkitől, de amint látom, nem publikálja igazán senki a kezdeti sikertelenségeket. Ezt még meg is tudom érteni. Én s leszek rá büszke, ha túl jutok rajta. Ha túl jutok rajta... Na de akkor bevallom és egy jót nevetünk rajta :)
Ráadásul szívesen tanulnék én bárkitől, de amint látom, nem publikálja igazán senki a kezdeti sikertelenségeket. Ezt még meg is tudom érteni. Én s leszek rá büszke, ha túl jutok rajta. Ha túl jutok rajta... Na de akkor bevallom és egy jót nevetünk rajta :)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 12:19
Írta: Földi Péter Dátum 2016 november 21, 12:19
Szia,
Őszintén szólva az AC servo nekem meglehetősen új a léptetők után. Még barátkozom csak. A Servo ON-t (SON) még nem tudom, hogyan kell maszkolni. Jól gondolom, hogy a PN50A (n.2100) regisztert kellene beállítanom?
Elvesztem a részletekben.
A maszkot egyébként egy "1111" jelsorozathot maszkolja hozzá "ÉS" kapcsolattal, akár a TCP/IP-k esetében a PC-nél?
Köszi,P
Őszintén szólva az AC servo nekem meglehetősen új a léptetők után. Még barátkozom csak. A Servo ON-t (SON) még nem tudom, hogyan kell maszkolni. Jól gondolom, hogy a PN50A (n.2100) regisztert kellene beállítanom?
Elvesztem a részletekben.
A maszkot egyébként egy "1111" jelsorozathot maszkolja hozzá "ÉS" kapcsolattal, akár a TCP/IP-k esetében a PC-nél?
Köszi,P
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 21:16
Írta: ANTAL GÁBOR Dátum 2016 november 30, 21:16
Visszakerestem az első beírásig de lehet hogy elkerülte a figyelmemet : mi a motorod típusa ?
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 12:22
Írta: Földi Péter Dátum 2016 november 21, 12:22
Szia,
Igen, már csak azt bogózom, hogyan tudom megoldani. Azt hittem, hogy lesz némi előnyöm a végzettségem okán, de tévedtem. Ez egy más Világ, de még nem a másvilág. :)
Igen rafinált a struktúra a I/O Signal Control-nál az AC-k világában. Ez a jelenlegi tudásom alapján még nekem kínai. :(
Kösz,P
Igen, már csak azt bogózom, hogyan tudom megoldani. Azt hittem, hogy lesz némi előnyöm a végzettségem okán, de tévedtem. Ez egy más Világ, de még nem a másvilág. :)
Igen rafinált a struktúra a I/O Signal Control-nál az AC-k világában. Ez a jelenlegi tudásom alapján még nekem kínai. :(
Kösz,P
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 06:44
Írta: ANTAL GÁBOR Dátum 2016 december 01, 06:44
Valami szöget ütött a fejemben Azt írod :
Pin2-n a "PULS+" Pin3-on a "SIGN" Az invertáló jelek közösítve földre húzva.
A SGDH08 as vezérlő gondolom a szokásos optós bemenetű vagyis a benne lévő lednek az anódja a puls+ és a katódja a puls-. Minthogy a Pcben ( break bordban ) NPN tranyók vannak én azok kimenetét( kollektorát ) a puls- ra kötném miközben a puls+ ot feltenném +5 V ra ( egy áramutas rajz sokat segít ahol lerajzolod a ledet , előtétellenállást és a tranzisztort de az optós léptetővezérlőket is hasonlóan kötjük NPN tranyós meghajtás esetén )
Természetesen a dir ( sign ) nél is hasonlóan kell eljárni
Pin2-n a "PULS+" Pin3-on a "SIGN" Az invertáló jelek közösítve földre húzva.
A SGDH08 as vezérlő gondolom a szokásos optós bemenetű vagyis a benne lévő lednek az anódja a puls+ és a katódja a puls-. Minthogy a Pcben ( break bordban ) NPN tranyók vannak én azok kimenetét( kollektorát ) a puls- ra kötném miközben a puls+ ot feltenném +5 V ra ( egy áramutas rajz sokat segít ahol lerajzolod a ledet , előtétellenállást és a tranzisztort de az optós léptetővezérlőket is hasonlóan kötjük NPN tranyós meghajtás esetén )
Természetesen a dir ( sign ) nél is hasonlóan kell eljárni
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 november 21, 13:15
Írta: designr Dátum 2016 november 21, 13:15
Más tipusom van de..
A Servo On..tehát a szervó bekapcsolást..engedélyt ha szoftverből csinálod.akkor megkeresed a digitális bemeneteknél hol van..jelenleg mire van állítva..Lehetséges hogy a bekapcsolás az egyik digit bemenetre van beállítva..ilyenkor vagy egy tápegység és jelet adsz neki..vagy beállítod hogy ez a bemenet mindig ON legyen..elmented..ezt ugy fogja látni mintha adtál volna neki bekapcsoló jelet..
A Servo On..tehát a szervó bekapcsolást..engedélyt ha szoftverből csinálod.akkor megkeresed a digitális bemeneteknél hol van..jelenleg mire van állítva..Lehetséges hogy a bekapcsolás az egyik digit bemenetre van beállítva..ilyenkor vagy egy tápegység és jelet adsz neki..vagy beállítod hogy ez a bemenet mindig ON legyen..elmented..ezt ugy fogja látni mintha adtál volna neki bekapcsoló jelet..
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 13:15
Írta: Földi Péter Dátum 2016 december 01, 13:15
Igen, a motor típusát lehet, hogy nem írtam le. A típusa: SGMPH-08AAA41
A Driver:
SGDH-08AE
Köszi az infókat, végig járom, amt tanácsolsz.
A Driver:
SGDH-08AE
Köszi az infókat, végig járom, amt tanácsolsz.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 21, 13:42
Írta: Földi Péter Dátum 2016 november 21, 13:42
Ha jól gondolom, a Pn50A.1-et kell szerintem 7-es értékre állítani, azaz a regiszter 2.digitjét. Legalábbis így lehet engedélyezettként beállítani a Yaskawa-t, ha jól nézem. A terminológia messze van a PC-től, de megszokom majd. :) Hazamegyek, tesztelek. Kösz a tanácsot.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 13:57
Írta: Földi Péter Dátum 2016 december 01, 13:57
Még valami, amit elszúrtam az írásomban
A Breakout (Morvfer7-féle) Board PIn2-n a "PULS+" Pin3-on a "SIGN+". Itt kimaradt a (+), de ezt Te jól lekezelted.
Az invertáló jelek közösítve földre húzva. AZ invertáló "PULS-" és "SIGN-"-ok összekötve és a Breakout board kártya GND-jére húzva.
A Breakout egy független Ub=5V-os Nokia telefon tápegységtől kapja a tápot.
A Yaskawa (SGDH-08AE Driver)
(7)-es bemenetén a Breakout (2), azaz a PULS+,
(8) GND árnyékoló harisnyán
(11)-es tüskén a Breakout (3), azaz a SIGN+,
(12)-en GND az árnyékoló harisnyán
PN50A -nál 0x8170 -re
PN50B -nél 0x6548 -ra
PN000 -nál pedig 0x0010, azaz PULS üzemmód kiválasztva.
Factory reset után írtam át a regisztereket.
SON aktív bekapcsoláskor. Viszont ami fura, hogy enyhén brummog a motor, vagyis zümmög. De alig észrevehetően. Csak ha a kezemmel megfogom a tengelyt. Először azt hittem, gerjesztő áramok keletkeztek, aztán hálózati brummra gyanakodtam. A a MACH3-at és a PC-t kikapcsolva továbbra is fennáll. Ezt követően gondoltam arra, hogy talán az 1Ph alkalmazása (1 X 230V) okozhatja. Megcseréltem a drivert és a motort is egy-egy másikkal, de akkor is ugyanez.
Viszont JOG módba ilyenkor nem tudok lépni (OP NO...) üzenettel zár a driver. Ha visszamegyek POT/NOT -ba, akkor gond nélkül.
Remélem nem haragszol, hogy ilyen részletekkel traktállak és Korbendallas-nak is köszönöm, ha olvassa a sorokat.
Üdv,Peti
Láttam olyan megoldást (de nem értettem) ahol az invertáló "-" jelek is befutottak a Breakout-ba, de ezt nem igazán értettem.
A Breakout (Morvfer7-féle) Board PIn2-n a "PULS+" Pin3-on a "SIGN+". Itt kimaradt a (+), de ezt Te jól lekezelted.
Az invertáló jelek közösítve földre húzva. AZ invertáló "PULS-" és "SIGN-"-ok összekötve és a Breakout board kártya GND-jére húzva.
A Breakout egy független Ub=5V-os Nokia telefon tápegységtől kapja a tápot.
A Yaskawa (SGDH-08AE Driver)
(7)-es bemenetén a Breakout (2), azaz a PULS+,
(8) GND árnyékoló harisnyán
(11)-es tüskén a Breakout (3), azaz a SIGN+,
(12)-en GND az árnyékoló harisnyán
PN50A -nál 0x8170 -re
PN50B -nél 0x6548 -ra
PN000 -nál pedig 0x0010, azaz PULS üzemmód kiválasztva.
Factory reset után írtam át a regisztereket.
SON aktív bekapcsoláskor. Viszont ami fura, hogy enyhén brummog a motor, vagyis zümmög. De alig észrevehetően. Csak ha a kezemmel megfogom a tengelyt. Először azt hittem, gerjesztő áramok keletkeztek, aztán hálózati brummra gyanakodtam. A a MACH3-at és a PC-t kikapcsolva továbbra is fennáll. Ezt követően gondoltam arra, hogy talán az 1Ph alkalmazása (1 X 230V) okozhatja. Megcseréltem a drivert és a motort is egy-egy másikkal, de akkor is ugyanez.
Viszont JOG módba ilyenkor nem tudok lépni (OP NO...) üzenettel zár a driver. Ha visszamegyek POT/NOT -ba, akkor gond nélkül.
Remélem nem haragszol, hogy ilyen részletekkel traktállak és Korbendallas-nak is köszönöm, ha olvassa a sorokat.
Üdv,Peti
Láttam olyan megoldást (de nem értettem) ahol az invertáló "-" jelek is befutottak a Breakout-ba, de ezt nem igazán értettem.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 november 22, 14:31
Írta: D.Laci Dátum 2016 november 22, 14:31
Thomson Omni Link vagy Giddings Lewis DSMPro (Kollmorgen), szoftverrel rendelkező segítségét keresem.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2016 december 01, 14:19
Írta: Sz.József Dátum 2016 december 01, 14:19
Ilyen vezérlőd van?
(http://cnctar.hobbycnc.hu/Sz_Jozsef/SGDH%20xxx.jpg)
Nem olvastam mindent vissza, de ezt hogyan kellene értelmezni?(Pi2, Pin3)
""Pin2-n a "PULS+"
Pin3-on a "SIGN" ""
(http://cnctar.hobbycnc.hu/Sz_Jozsef/SGDH%20xxx.jpg)
Nem olvastam mindent vissza, de ezt hogyan kellene értelmezni?(Pi2, Pin3)
""Pin2-n a "PULS+"
Pin3-on a "SIGN" ""
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 22, 17:09
Írta: korbendallas Dátum 2016 november 22, 17:09
Pn50A.3=8
Pn50B.0=8
Pn50A.1=8
Pn000.1=1
A leírásban benne van. Érdemes alaposan átnézni.
Pn50B.0=8
Pn50A.1=8
Pn000.1=1
A leírásban benne van. Érdemes alaposan átnézni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 14:34
Írta: svejk Dátum 2016 december 01, 14:34
Ad egy: Azért brummog mert pozicionál a szervo
Ad kettő:
Felejtsd már el a brekaoutos hóbelebancot!!!
Csak szívatod magad amíg nem érted az egészet.
Az első próbákhoz 230V hálózati feszültség, 3 szál drót és egy PC kell mach3-mal és mezei LPT prorttal.
De a PC-t és a mach3-at egy dróttal és reszelővel is kiválthatod, azzal is tudsz step impulzusokat generálni.
Ez utóbbi esetben még egy laposelemérre is szükséged lesz.
Ad kettő:
Felejtsd már el a brekaoutos hóbelebancot!!!
Csak szívatod magad amíg nem érted az egészet.
Az első próbákhoz 230V hálózati feszültség, 3 szál drót és egy PC kell mach3-mal és mezei LPT prorttal.
De a PC-t és a mach3-at egy dróttal és reszelővel is kiválthatod, azzal is tudsz step impulzusokat generálni.
Ez utóbbi esetben még egy laposelemérre is szükséged lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 22, 22:16
Írta: Földi Péter Dátum 2016 november 22, 22:16
Köszi szépen. Egyébként folyamatosan a leírásait nézem az SGDH családnak, de kell még egy pici idő, hogy a végére érjek a több, mint 800 oldalnak a frissítéseket beleszámolva. Sajnos az idő szab határt a terveknek, amiből egyre kevesebb akad. Ha már megmozdula szegényke, más lenne a cél. Szóval erre gyúrok én, már-már megszálottan..[#vigyor3]. Az a gyanúm, hogy az input allocation table van szétirva, és valahonnan máshonnan várja a bemeneti jelszinteket. De majd egyenként végig gurulok rajtuk. Illetve a breakout board is kehrt hibás. Túl sok a változó egyenlőre. Ezért minden tanács jól jöhet. Biztos valami profád dolog lesz...[#vigyor4]Üdv,Péter
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 14:35
Írta: svejk Dátum 2016 december 01, 14:35
De ha ragaszkodsz a bonyolult dogokhoz akkor keríts egy oszcilloszkópot és minden megvilágosodhat.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 22, 22:44
Írta: korbendallas Dátum 2016 november 22, 22:44
Először állítsd vissza a gyári beállításokat. Az is benne van valahol a leírásban
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2016 december 01, 14:43
Írta: Sz.József Dátum 2016 december 01, 14:43
Ja, hogy a Pin2 Pin3 az a Breakout board-on van "emlegetve"...
Hát arra tényleg nincsen szükség...
Lásd előző két bejegyzést...
Hát arra tényleg nincsen szükség...
Lásd előző két bejegyzést...
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 22, 23:18
Írta: Földi Péter Dátum 2016 november 22, 23:18
Igen, a Fn005 -->Fatory reset megvolt már.
A Pn50A.1 -et nem "7"-re kell rakni? (enable all)
Csak tapogatózom ám, már semmi sem bizti [#rinya]
A Pn50A.1 -et nem "7"-re kell rakni? (enable all)
Csak tapogatózom ám, már semmi sem bizti [#rinya]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 14:55
Írta: ANTAL GÁBOR Dátum 2016 december 01, 14:55
És én még azt hittem hogy csak én használom a reszelőt az élesztésnél ( de hisz mindketten mindhárman Öveges prof könyvein nevelkedtünk )
A legtöbbet akkor reszeltem amikor az első tirisztoros gyújtást csináltam úgy 74 ben
A legtöbbet akkor reszeltem amikor az első tirisztoros gyújtást csináltam úgy 74 ben
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 23, 06:26
Írta: korbendallas Dátum 2016 november 23, 06:26
Lehet.
Javaslom tedd fel a sigmawin-t. Lehet vele offline módban dolgozni. utána csak át kell írni a kijelzőn a pár beállított paramétert.
Javaslom tedd fel a sigmawin-t. Lehet vele offline módban dolgozni. utána csak át kell írni a kijelzőn a pár beállított paramétert.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 15:34
Írta: ANTAL GÁBOR Dátum 2016 december 01, 15:34
küldtem egy privát üzenetet ...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:33
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:33
Fogadd meg Korbendallas javaslatát ! Kell egy Szigma Win!! Utána más színben fogod látni a világot ( én a bétát preferálom ) könnyű a beállítás és a maszkolás
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 15:45
Írta: svejk Dátum 2016 december 01, 15:45
Én sem a könyveit sem az előadásait nem ismertem :(
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 23, 17:57
Írta: Földi Péter Dátum 2016 november 23, 17:57
Felrakom, már keresgéktem is beta verziót. Köszi
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 17:54
Írta: Földi Péter Dátum 2016 december 01, 17:54
A BB a léptető miatt a mániám... Dehogy akartam szivatni magam. Azt gonddoltam, hogy amolyan duplikált bizronsági módi az optót megpatkolni mégy egy o.couplerrel. Én sem értettem, de egy pár youtube video rámparancsolt. Már értem, szivattak...
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 29, 00:28
Írta: Földi Péter Dátum 2016 november 29, 00:28
Most már biztos, hogy a Breakout board játszott velem furcsa játékot. Morvfer-től vettem egy másikat, ha letesztelem, megosztom a tapasztalatot. Hátha más is jár így , mint én.
Peti
Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 17:55
Írta: Földi Péter Dátum 2016 december 01, 17:55
Pontosan így van.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 29, 22:26
Írta: Földi Péter Dátum 2016 november 29, 22:26
Sziasztok,
Hát, kezdem feladni. Új Breakout kártyával sem moccan meg a AC. A maszkolás rendben, megcsináltam, "RUN"-ban várná a jelsorozatokat, de semmi. Beállítás a Mach3-ban:
Motor output Port1-en,
Pin2-n a "PULS+"
Pin3-on a "SIGN"
Az invertáló jelek közösítve földre húzva.
Nem tudom, hol vérzek el, Valamit elfelejtettem.
Ha esetleg lenne ötletetek, előre is köszönet érte.
Üdv,Peti
Hát, kezdem feladni. Új Breakout kártyával sem moccan meg a AC. A maszkolás rendben, megcsináltam, "RUN"-ban várná a jelsorozatokat, de semmi. Beállítás a Mach3-ban:
Motor output Port1-en,
Pin2-n a "PULS+"
Pin3-on a "SIGN"
Az invertáló jelek közösítve földre húzva.
Nem tudom, hol vérzek el, Valamit elfelejtettem.
Ha esetleg lenne ötletetek, előre is köszönet érte.
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 18:03
Írta: Földi Péter Dátum 2016 december 01, 18:03
Oksi, beakout likvidálva...
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2016 november 29, 22:39
Írta: korbendallas Dátum 2016 november 29, 22:39
Gyere el hozzám segítek beállítani. Tokodon lakom. Nincs messze
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 21:56
Írta: Földi Péter Dátum 2016 december 01, 21:56
Már a PIN2 és PIN3-ra értettem. A BB kiosztására gondoltam.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 07:45
Írta: ANTAL GÁBOR Dátum 2016 november 30, 07:45
Nemrég én is harcoltam egy AC szervóval
A tapasztalataim :
Korrektül megcsinált kábelek kellenek
Működő soros port ( nem árt egy echo val és a hiper terminállal leellenőrizni )
Szigma Win ( én a bétát preferálom )
Én nem használtam break boardot hisz a vezérlő optos bemenetű
Step generátornak elég egy MPG egyik csatornája ( a dir meg direktben pl H )
Megfelelő maszkolás után mocorogni kell a motornak ha tekered az MPG t
És ezután mehet a MACH ( akár break out boarddal )
Motto : csak kicsit lépünk egyszerre !!!
A tapasztalataim :
Korrektül megcsinált kábelek kellenek
Működő soros port ( nem árt egy echo val és a hiper terminállal leellenőrizni )
Szigma Win ( én a bétát preferálom )
Én nem használtam break boardot hisz a vezérlő optos bemenetű
Step generátornak elég egy MPG egyik csatornája ( a dir meg direktben pl H )
Megfelelő maszkolás után mocorogni kell a motornak ha tekered az MPG t
És ezután mehet a MACH ( akár break out boarddal )
Motto : csak kicsit lépünk egyszerre !!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 22:31
Írta: svejk Dátum 2016 december 01, 22:31
A Yaskawa 8 és 12 lábát összekötöd és rákötöd az LPT 18-as lábára.
A Yaskawa 7-es lábát rákötöd az LPT csati azon lábára amelyiken a Step jel jön ki.
A Yaskawa 11-es lábát rákötöd az LPT csati azon lábára amelyiken a Dir jel jön ki.
Innentől már csak servo paraméterezés kérdése, hogy megy vagy nem megy. (feltéve ha a mach3 jól van paraméterezve és biztos ki is adja a step jeleket. Egyelőre mindegy hogy aktív low vagy sem)
Mentsd le a paraméterlistát és küld el, ha lesz egy kis időm holnap du. ránézek.
A Yaskawa 7-es lábát rákötöd az LPT csati azon lábára amelyiken a Step jel jön ki.
A Yaskawa 11-es lábát rákötöd az LPT csati azon lábára amelyiken a Dir jel jön ki.
Innentől már csak servo paraméterezés kérdése, hogy megy vagy nem megy. (feltéve ha a mach3 jól van paraméterezve és biztos ki is adja a step jeleket. Egyelőre mindegy hogy aktív low vagy sem)
Mentsd le a paraméterlistát és küld el, ha lesz egy kis időm holnap du. ránézek.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 17:08
Írta: Földi Péter Dátum 2016 november 30, 17:08
Szia,
Nagyon köszi, lehet, hogy élek a segítségeddel. [#vigyor3]
Elszomorított, hogy nem övök rá.
Üdv,Peti
Nagyon köszi, lehet, hogy élek a segítségeddel. [#vigyor3]
Elszomorított, hogy nem övök rá.
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2016 december 01, 23:04
Írta: 000000000 Dátum 2016 december 01, 23:04
Ezt leírhatnád, miért is lett mániád a BB, léptetőmotorok kapcsán?
Ahhoz miért kellett?
Ahhoz miért kellett?
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 17:18
Írta: Földi Péter Dátum 2016 november 30, 17:18
Teljesen igazad van Gábor. De ha ennél kisebb lépésekkel haladok, akkor már visszafelé megyek... :) :) Végül is 4 éve építgetem a gépet. Rendszerprogramozóként szégyen gyalázat, hogy kifog rajtam a kütyü. De akárhogyan is, kifogott! Szigma win-em van, igen és a rövid kábellel próbáltam, amolyan száraz-járatással gyári kábellel. JOG rendben megy. Természetesen "RUN"-ban a JOG nem működik. A maszkolás mégsem lehet olyan tökéletes?
Persze, nem adom fel, csak az időm kevés nagyon mostanában a bolyongásra. És hát mást sem teszek a napokban. Félek, megint elrakom egy 2 évre, ha nem jutok túl a buktatón.
Kösz,Péter
Persze, nem adom fel, csak az időm kevés nagyon mostanában a bolyongásra. És hát mást sem teszek a napokban. Félek, megint elrakom egy 2 évre, ha nem jutok túl a buktatón.
Kösz,Péter
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 12:03
Írta: Földi Péter Dátum 2016 december 02, 12:03
Hát lehet, hogy a "Shenzen"-i meghajtókat is lehetett volna opto coupler nélkül működtetni, ebben lehet valami. Az előadó úgy vállalta a garanciát a KIT-re, ha az általuk leírt módon a BB25 -el kerül meghajtásra a driver az eredeti leírásukkal egyetemben.
Jogos meglátás, valószínűleg a TB-s sorozatú Step. drivereknél mindnél van OC-s leválasztás. Őszintén szólva nem is próbáltam nélküle.
Megjött a csomag, 1 óra alatt már ment is a 4 tengely.
Azért a Kínai driver integrált O.C.-s bemenetében annyira nem bíznék továbbra sem, ott inkább használnám a BB25-öt. A manó tudja már...
Jogos meglátás, valószínűleg a TB-s sorozatú Step. drivereknél mindnél van OC-s leválasztás. Őszintén szólva nem is próbáltam nélküle.
Megjött a csomag, 1 óra alatt már ment is a 4 tengely.
Azért a Kínai driver integrált O.C.-s bemenetében annyira nem bíznék továbbra sem, ott inkább használnám a BB25-öt. A manó tudja már...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 17:30
Írta: ANTAL GÁBOR Dátum 2016 november 30, 17:30
Nálam onnantól kezdve hogy : a leírt dolgok rendbe lettek téve kb 10 percbe tellett hogy működjön .
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 12:08
Írta: Földi Péter Dátum 2016 december 02, 12:08
Délután fogok kimenni én magam is a műhelybe, de szerintem nem lesz gond. A BB volt itt a nagy kérdőjel, teljesen beleéltem magam, hogy erre szükség van (BB).
Közben meg is feledkeztem arról, hogy a bemenetek amúgy is OC-vel galvanikusan leválasztottak.
Ahogy írtad is, pontosan úgy van bekötve a szerkezet.
Tegnap a PC-m megadta magát, befagy a MACH3 indítás után az egész OP rendszer, így egy telepítés után fogom indítani a ketyerét. Ha beindult, írok. De menni fog, nem lesz gond. A címzések rendben vannak a Sigmawin szerint is. Maszkoplás rendben. Mennie kell. Bárhogy is, leírom, mit láttam.
Köszönöm MIndenkinek a taácsokat!
Közben meg is feledkeztem arról, hogy a bemenetek amúgy is OC-vel galvanikusan leválasztottak.
Ahogy írtad is, pontosan úgy van bekötve a szerkezet.
Tegnap a PC-m megadta magát, befagy a MACH3 indítás után az egész OP rendszer, így egy telepítés után fogom indítani a ketyerét. Ha beindult, írok. De menni fog, nem lesz gond. A címzések rendben vannak a Sigmawin szerint is. Maszkoplás rendben. Mennie kell. Bárhogy is, leírom, mit láttam.
Köszönöm MIndenkinek a taácsokat!
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 november 30, 19:59
Írta: Földi Péter Dátum 2016 november 30, 19:59
Igen, szinte biztos, hogy valami triviális dolog lesz. A gond, hogy léptetőkkel próbálkoztam, de az AC világa számomra még hiányokkal teli. A PN50A és PN50B allokációnál vérzel el. Gondoltam, hogy ilyen amatőr AC-snek, mint én, hátha lesz a youtube-on egy szájbarágós videó, de meglepetésemre nem.
Ráadásul szívesen tanulnék én bárkitől, de amint látom, nem publikálja igazán senki a kezdeti sikertelenségeket. Ezt még meg is tudom érteni. Én s leszek rá büszke, ha túl jutok rajta. Ha túl jutok rajta... Na de akkor bevallom és egy jót nevetünk rajta :)
Ráadásul szívesen tanulnék én bárkitől, de amint látom, nem publikálja igazán senki a kezdeti sikertelenségeket. Ezt még meg is tudom érteni. Én s leszek rá büszke, ha túl jutok rajta. Ha túl jutok rajta... Na de akkor bevallom és egy jót nevetünk rajta :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 02, 12:16
Írta: svejk Dátum 2016 december 02, 12:16
Ja, hogy még a PC-d is bozonytalansági faktor?
Akkor első próbára laposelem, reszelő.
Ha azzal már megy akkor majd ráérsz a PC-szoftver párost faragni.
Akkor első próbára laposelem, reszelő.
Ha azzal már megy akkor majd ráérsz a PC-szoftver párost faragni.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 november 30, 21:16
Írta: ANTAL GÁBOR Dátum 2016 november 30, 21:16
Visszakerestem az első beírásig de lehet hogy elkerülte a figyelmemet : mi a motorod típusa ?
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 20:01
Írta: Földi Péter Dátum 2016 december 02, 20:01
Igen, ami lehetett az el is romlott. Mármint a servo-n kívül. Most élesztem a 478-as lapkát. Találtam még egy alaplapot, így WindowsXp+Mach+ próba sorrend következik. :-)
A moci szépen forog, a beállított sebességen (PN304). Itt még úgy néz ki, minden rendben. [#nevetes1]
A moci szépen forog, a beállított sebességen (PN304). Itt még úgy néz ki, minden rendben. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 06:44
Írta: ANTAL GÁBOR Dátum 2016 december 01, 06:44
Valami szöget ütött a fejemben Azt írod :
Pin2-n a "PULS+" Pin3-on a "SIGN" Az invertáló jelek közösítve földre húzva.
A SGDH08 as vezérlő gondolom a szokásos optós bemenetű vagyis a benne lévő lednek az anódja a puls+ és a katódja a puls-. Minthogy a Pcben ( break bordban ) NPN tranyók vannak én azok kimenetét( kollektorát ) a puls- ra kötném miközben a puls+ ot feltenném +5 V ra ( egy áramutas rajz sokat segít ahol lerajzolod a ledet , előtétellenállást és a tranzisztort de az optós léptetővezérlőket is hasonlóan kötjük NPN tranyós meghajtás esetén )
Természetesen a dir ( sign ) nél is hasonlóan kell eljárni
Pin2-n a "PULS+" Pin3-on a "SIGN" Az invertáló jelek közösítve földre húzva.
A SGDH08 as vezérlő gondolom a szokásos optós bemenetű vagyis a benne lévő lednek az anódja a puls+ és a katódja a puls-. Minthogy a Pcben ( break bordban ) NPN tranyók vannak én azok kimenetét( kollektorát ) a puls- ra kötném miközben a puls+ ot feltenném +5 V ra ( egy áramutas rajz sokat segít ahol lerajzolod a ledet , előtétellenállást és a tranzisztort de az optós léptetővezérlőket is hasonlóan kötjük NPN tranyós meghajtás esetén )
Természetesen a dir ( sign ) nél is hasonlóan kell eljárni
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 03, 15:35
Írta: Földi Péter Dátum 2016 december 03, 15:35
Minden működik, az új PC, Servo-k,Driverek, Mach3. Szóval a BB volt a nagy buktató, ahogy Te is mondtad.Még egyszer köszönöm Mindenkinek aki segített! Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 13:15
Írta: Földi Péter Dátum 2016 december 01, 13:15
Igen, a motor típusát lehet, hogy nem írtam le. A típusa: SGMPH-08AAA41
A Driver:
SGDH-08AE
Köszi az infókat, végig járom, amt tanácsolsz.
A Driver:
SGDH-08AE
Köszi az infókat, végig járom, amt tanácsolsz.
Cím: Re:AC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2016 december 11, 13:03
Írta: nffab2gnr Dátum 2016 december 11, 13:03
azután érdeklődőm,hogy ki használ CSD3Plus AC servo vezérlőt...esetleg UCCNC 300 párosítást. Esetleg az 50-es csati bekötése...step-dir, enable, végállások,stb
a pontos tipusa:CSD3_04BX2 RS Automation
a pontos tipusa:CSD3_04BX2 RS Automation
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 13:57
Írta: Földi Péter Dátum 2016 december 01, 13:57
Még valami, amit elszúrtam az írásomban
A Breakout (Morvfer7-féle) Board PIn2-n a "PULS+" Pin3-on a "SIGN+". Itt kimaradt a (+), de ezt Te jól lekezelted.
Az invertáló jelek közösítve földre húzva. AZ invertáló "PULS-" és "SIGN-"-ok összekötve és a Breakout board kártya GND-jére húzva.
A Breakout egy független Ub=5V-os Nokia telefon tápegységtől kapja a tápot.
A Yaskawa (SGDH-08AE Driver)
(7)-es bemenetén a Breakout (2), azaz a PULS+,
(8) GND árnyékoló harisnyán
(11)-es tüskén a Breakout (3), azaz a SIGN+,
(12)-en GND az árnyékoló harisnyán
PN50A -nál 0x8170 -re
PN50B -nél 0x6548 -ra
PN000 -nál pedig 0x0010, azaz PULS üzemmód kiválasztva.
Factory reset után írtam át a regisztereket.
SON aktív bekapcsoláskor. Viszont ami fura, hogy enyhén brummog a motor, vagyis zümmög. De alig észrevehetően. Csak ha a kezemmel megfogom a tengelyt. Először azt hittem, gerjesztő áramok keletkeztek, aztán hálózati brummra gyanakodtam. A a MACH3-at és a PC-t kikapcsolva továbbra is fennáll. Ezt követően gondoltam arra, hogy talán az 1Ph alkalmazása (1 X 230V) okozhatja. Megcseréltem a drivert és a motort is egy-egy másikkal, de akkor is ugyanez.
Viszont JOG módba ilyenkor nem tudok lépni (OP NO...) üzenettel zár a driver. Ha visszamegyek POT/NOT -ba, akkor gond nélkül.
Remélem nem haragszol, hogy ilyen részletekkel traktállak és Korbendallas-nak is köszönöm, ha olvassa a sorokat.
Üdv,Peti
Láttam olyan megoldást (de nem értettem) ahol az invertáló "-" jelek is befutottak a Breakout-ba, de ezt nem igazán értettem.
A Breakout (Morvfer7-féle) Board PIn2-n a "PULS+" Pin3-on a "SIGN+". Itt kimaradt a (+), de ezt Te jól lekezelted.
Az invertáló jelek közösítve földre húzva. AZ invertáló "PULS-" és "SIGN-"-ok összekötve és a Breakout board kártya GND-jére húzva.
A Breakout egy független Ub=5V-os Nokia telefon tápegységtől kapja a tápot.
A Yaskawa (SGDH-08AE Driver)
(7)-es bemenetén a Breakout (2), azaz a PULS+,
(8) GND árnyékoló harisnyán
(11)-es tüskén a Breakout (3), azaz a SIGN+,
(12)-en GND az árnyékoló harisnyán
PN50A -nál 0x8170 -re
PN50B -nél 0x6548 -ra
PN000 -nál pedig 0x0010, azaz PULS üzemmód kiválasztva.
Factory reset után írtam át a regisztereket.
SON aktív bekapcsoláskor. Viszont ami fura, hogy enyhén brummog a motor, vagyis zümmög. De alig észrevehetően. Csak ha a kezemmel megfogom a tengelyt. Először azt hittem, gerjesztő áramok keletkeztek, aztán hálózati brummra gyanakodtam. A a MACH3-at és a PC-t kikapcsolva továbbra is fennáll. Ezt követően gondoltam arra, hogy talán az 1Ph alkalmazása (1 X 230V) okozhatja. Megcseréltem a drivert és a motort is egy-egy másikkal, de akkor is ugyanez.
Viszont JOG módba ilyenkor nem tudok lépni (OP NO...) üzenettel zár a driver. Ha visszamegyek POT/NOT -ba, akkor gond nélkül.
Remélem nem haragszol, hogy ilyen részletekkel traktállak és Korbendallas-nak is köszönöm, ha olvassa a sorokat.
Üdv,Peti
Láttam olyan megoldást (de nem értettem) ahol az invertáló "-" jelek is befutottak a Breakout-ba, de ezt nem igazán értettem.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 december 11, 13:19
Írta: D.Laci Dátum 2016 december 11, 13:19
Ilyet még nem láttam de ez hátha segít:
http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf (http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf)
5.2.3
http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf (http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf)
5.2.3
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2016 december 01, 14:19
Írta: Sz.József Dátum 2016 december 01, 14:19
Ilyen vezérlőd van?
(http://cnctar.hobbycnc.hu/Sz_Jozsef/SGDH%20xxx.jpg)
Nem olvastam mindent vissza, de ezt hogyan kellene értelmezni?(Pi2, Pin3)
""Pin2-n a "PULS+"
Pin3-on a "SIGN" ""
(http://cnctar.hobbycnc.hu/Sz_Jozsef/SGDH%20xxx.jpg)
Nem olvastam mindent vissza, de ezt hogyan kellene értelmezni?(Pi2, Pin3)
""Pin2-n a "PULS+"
Pin3-on a "SIGN" ""
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 11, 13:32
Írta: designr Dátum 2016 december 11, 13:32
A 10mb manual 31.oldalán megtalálod az 50-es I/O csati bekötéseit..UCCNC-vel Pablo használja..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 14:34
Írta: svejk Dátum 2016 december 01, 14:34
Ad egy: Azért brummog mert pozicionál a szervo
Ad kettő:
Felejtsd már el a brekaoutos hóbelebancot!!!
Csak szívatod magad amíg nem érted az egészet.
Az első próbákhoz 230V hálózati feszültség, 3 szál drót és egy PC kell mach3-mal és mezei LPT prorttal.
De a PC-t és a mach3-at egy dróttal és reszelővel is kiválthatod, azzal is tudsz step impulzusokat generálni.
Ez utóbbi esetben még egy laposelemérre is szükséged lesz.
Ad kettő:
Felejtsd már el a brekaoutos hóbelebancot!!!
Csak szívatod magad amíg nem érted az egészet.
Az első próbákhoz 230V hálózati feszültség, 3 szál drót és egy PC kell mach3-mal és mezei LPT prorttal.
De a PC-t és a mach3-at egy dróttal és reszelővel is kiválthatod, azzal is tudsz step impulzusokat generálni.
Ez utóbbi esetben még egy laposelemérre is szükséged lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2016 december 11, 14:40
Írta: 3z3fhyubr Dátum 2016 december 11, 14:40
Hello! vettem egy yaskawa 400w servot és vezérlőt az lenne a kérdésem, hogy egy joystick segítségével szeretném a motor mozgását szabályozni fokozat mentesen. Milyen ötletetek van erre ? bármi érdekel :D Esetleg még olyan is hogy a joy által leírt mozgást meg is tudja jegyezni és vissza tudja játszani a motor. Köszönöm szépen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 14:35
Írta: svejk Dátum 2016 december 01, 14:35
De ha ragaszkodsz a bonyolult dogokhoz akkor keríts egy oszcilloszkópot és minden megvilágosodhat.
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 december 11, 20:01
Írta: 2dbfy8y Dátum 2016 december 11, 20:01
Igen használom.[#nevetes1]
De azért kellett a segítséged, na meg az 50-eres kábelnél jól jött a multiméter is.
Szerencsére belül már 3 sor van. [#nyes]
De szerintem végállásokat egyszerűbb az uccnc-ben bekonfigolni, igaz még én nem jutottam el odáig.
Pedig az új gépem is már megy kb 3 hónapja.
De azért kellett a segítséged, na meg az 50-eres kábelnél jól jött a multiméter is.
Szerencsére belül már 3 sor van. [#nyes]
De szerintem végállásokat egyszerűbb az uccnc-ben bekonfigolni, igaz még én nem jutottam el odáig.
Pedig az új gépem is már megy kb 3 hónapja.
Cím: Re:AC szervó motoros vezérlés
Írta: Sz.József Dátum 2016 december 01, 14:43
Írta: Sz.József Dátum 2016 december 01, 14:43
Ja, hogy a Pin2 Pin3 az a Breakout board-on van "emlegetve"...
Hát arra tényleg nincsen szükség...
Lásd előző két bejegyzést...
Hát arra tényleg nincsen szükség...
Lásd előző két bejegyzést...
Cím: Re:AC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 december 23, 15:31
Írta: Pilot001 Dátum 2016 december 23, 15:31
[#vigyor3]
Szintén CSD3 02bx2 - plus
Nem tudok paneljáról JOG ot indítani meg nem tudok max sebességet a motornak állítani.. gyári 5000 RPM.. 1500 ra vinném le.
Olyan mintha valami felhasználó üzemmódban lenne nem "rendszergazda"
[#boxer]
Szintén CSD3 02bx2 - plus
Nem tudok paneljáról JOG ot indítani meg nem tudok max sebességet a motornak állítani.. gyári 5000 RPM.. 1500 ra vinném le.
Olyan mintha valami felhasználó üzemmódban lenne nem "rendszergazda"
[#boxer]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 14:55
Írta: ANTAL GÁBOR Dátum 2016 december 01, 14:55
És én még azt hittem hogy csak én használom a reszelőt az élesztésnél ( de hisz mindketten mindhárman Öveges prof könyvein nevelkedtünk )
A legtöbbet akkor reszeltem amikor az első tirisztoros gyújtást csináltam úgy 74 ben
A legtöbbet akkor reszeltem amikor az első tirisztoros gyújtást csináltam úgy 74 ben
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 23, 16:16
Írta: designr Dátum 2016 december 23, 16:16
Nincs előttem a manual.. De sok beállítást csak az engedélyezés elvétele után enged..ServoON ban nem.. Pl autotuning..de szerintem Jog is ilyen..nézd meg kérlek..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2016 december 01, 15:34
Írta: ANTAL GÁBOR Dátum 2016 december 01, 15:34
küldtem egy privát üzenetet ...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 23, 16:23
Írta: designr Dátum 2016 december 23, 16:23
A beállításokat én mindíg a szoftverével csinálom..egyszerű..átlátható..ez a panelről menürendszerben neke. soha nem jött be..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 15:45
Írta: svejk Dátum 2016 december 01, 15:45
Én sem a könyveit sem az előadásait nem ismertem :(
Cím: Re:AC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 december 23, 17:03
Írta: Pilot001 Dátum 2016 december 23, 17:03
[#taps][#taps][#taps]
Közben már belenéztem meg leszedtem a PC konfig progit.
A SERVO ON ban volt mindig és akkor nem engedi tényleg.
Persze ezt egy bemenet átállítással kikapcsoltam.. mán penleról is megy ami kell :)
De most laptoppal berhelem mi mit csinál [#hawaii]
Közben már belenéztem meg leszedtem a PC konfig progit.
A SERVO ON ban volt mindig és akkor nem engedi tényleg.
Persze ezt egy bemenet átállítással kikapcsoltam.. mán penleról is megy ami kell :)
De most laptoppal berhelem mi mit csinál [#hawaii]
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 17:54
Írta: Földi Péter Dátum 2016 december 01, 17:54
A BB a léptető miatt a mániám... Dehogy akartam szivatni magam. Azt gonddoltam, hogy amolyan duplikált bizronsági módi az optót megpatkolni mégy egy o.couplerrel. Én sem értettem, de egy pár youtube video rámparancsolt. Már értem, szivattak...
Cím: Re:AC szervó motoros vezérlés
Írta: shpilkaivan Dátum 2017 január 31, 17:53
Írta: shpilkaivan Dátum 2017 január 31, 17:53
Szép estét mindenkinek.
Hozzájutottam a következő szervó vezérlőhöz, az lenne a kérdésem, hogy mach3 alatt működésre tudnám bírni? Hogyan kellene bekötni ( be lehet e egyáltalán). Ha működne akkor egy negyedik tengelyt szeretnék majd csinálni servo motorral. Nem értek a szervómotorokhoz egyáltalán sajnos.


Hozzájutottam a következő szervó vezérlőhöz, az lenne a kérdésem, hogy mach3 alatt működésre tudnám bírni? Hogyan kellene bekötni ( be lehet e egyáltalán). Ha működne akkor egy negyedik tengelyt szeretnék majd csinálni servo motorral. Nem értek a szervómotorokhoz egyáltalán sajnos.


Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 17:55
Írta: Földi Péter Dátum 2016 december 01, 17:55
Pontosan így van.
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2017 január 31, 18:52
Írta: Gyati Dátum 2017 január 31, 18:52
Szia!
Igen, be lehet úgy kötni.
Szerintem keress valakit a közeledbe aki segít, mert sok ideig fog tartani, ha még nem csináltál ilyet.
Keress egy hozzá való motort.
Itt a leírása, neked a position controll üzemmód a jó:
DR2 (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
Igen, be lehet úgy kötni.
Szerintem keress valakit a közeledbe aki segít, mert sok ideig fog tartani, ha még nem csináltál ilyet.
Keress egy hozzá való motort.
Itt a leírása, neked a position controll üzemmód a jó:
DR2 (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 18:03
Írta: Földi Péter Dátum 2016 december 01, 18:03
Oksi, beakout likvidálva...
Cím: Re:AC szervó motoros vezérlés
Írta: shpilkaivan Dátum 2017 január 31, 20:34
Írta: shpilkaivan Dátum 2017 január 31, 20:34
Köszönöm a választ. Előbb informálódnom kell nekem ehhez a szervó meghajtásról kicsit mert nagyon kevés a tudásom a témában és nincs is kitől segítséget kérnem sajnos. Csak gondoltam hátha nem olyan bonyolult dolog ez :)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 01, 21:56
Írta: Földi Péter Dátum 2016 december 01, 21:56
Már a PIN2 és PIN3-ra értettem. A BB kiosztására gondoltam.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 20:41
Írta: svejk Dátum 2017 január 31, 20:41
Nulláról indulva elég nagy falat, aztán ha meglesz az első siker lesz öröm. Aztán elkezdi az ember még jobban megismerni és rájön hogy mennyi mindent nem tud. :(
Sokan itt hagyják abba és visszatérnek a léptetőhöz.
Sokan itt hagyják abba és visszatérnek a léptetőhöz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 01, 22:31
Írta: svejk Dátum 2016 december 01, 22:31
A Yaskawa 8 és 12 lábát összekötöd és rákötöd az LPT 18-as lábára.
A Yaskawa 7-es lábát rákötöd az LPT csati azon lábára amelyiken a Step jel jön ki.
A Yaskawa 11-es lábát rákötöd az LPT csati azon lábára amelyiken a Dir jel jön ki.
Innentől már csak servo paraméterezés kérdése, hogy megy vagy nem megy. (feltéve ha a mach3 jól van paraméterezve és biztos ki is adja a step jeleket. Egyelőre mindegy hogy aktív low vagy sem)
Mentsd le a paraméterlistát és küld el, ha lesz egy kis időm holnap du. ránézek.
A Yaskawa 7-es lábát rákötöd az LPT csati azon lábára amelyiken a Step jel jön ki.
A Yaskawa 11-es lábát rákötöd az LPT csati azon lábára amelyiken a Dir jel jön ki.
Innentől már csak servo paraméterezés kérdése, hogy megy vagy nem megy. (feltéve ha a mach3 jól van paraméterezve és biztos ki is adja a step jeleket. Egyelőre mindegy hogy aktív low vagy sem)
Mentsd le a paraméterlistát és küld el, ha lesz egy kis időm holnap du. ránézek.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 20:43
Írta: designr Dátum 2017 január 31, 20:43
"Mennyi mindent nem tud"
Az ember mennyi mindent nem tud vagy a szervó?
Az ember mennyi mindent nem tud vagy a szervó?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2016 december 01, 23:04
Írta: 000000000 Dátum 2016 december 01, 23:04
Ezt leírhatnád, miért is lett mániád a BB, léptetőmotorok kapcsán?
Ahhoz miért kellett?
Ahhoz miért kellett?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 20:48
Írta: svejk Dátum 2017 január 31, 20:48
Sajnos a felhasználó. :(
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 12:03
Írta: Földi Péter Dátum 2016 december 02, 12:03
Hát lehet, hogy a "Shenzen"-i meghajtókat is lehetett volna opto coupler nélkül működtetni, ebben lehet valami. Az előadó úgy vállalta a garanciát a KIT-re, ha az általuk leírt módon a BB25 -el kerül meghajtásra a driver az eredeti leírásukkal egyetemben.
Jogos meglátás, valószínűleg a TB-s sorozatú Step. drivereknél mindnél van OC-s leválasztás. Őszintén szólva nem is próbáltam nélküle.
Megjött a csomag, 1 óra alatt már ment is a 4 tengely.
Azért a Kínai driver integrált O.C.-s bemenetében annyira nem bíznék továbbra sem, ott inkább használnám a BB25-öt. A manó tudja már...
Jogos meglátás, valószínűleg a TB-s sorozatú Step. drivereknél mindnél van OC-s leválasztás. Őszintén szólva nem is próbáltam nélküle.
Megjött a csomag, 1 óra alatt már ment is a 4 tengely.
Azért a Kínai driver integrált O.C.-s bemenetében annyira nem bíznék továbbra sem, ott inkább használnám a BB25-öt. A manó tudja már...
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 20:58
Írta: c2nsu773m Dátum 2017 január 31, 20:58
Nem lenne rossz dolog egyszer kivesézni , hogy egy ilyen szervó vezérlőnél tulajdon képen mit is kell beállítani!
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 12:08
Írta: Földi Péter Dátum 2016 december 02, 12:08
Délután fogok kimenni én magam is a műhelybe, de szerintem nem lesz gond. A BB volt itt a nagy kérdőjel, teljesen beleéltem magam, hogy erre szükség van (BB).
Közben meg is feledkeztem arról, hogy a bemenetek amúgy is OC-vel galvanikusan leválasztottak.
Ahogy írtad is, pontosan úgy van bekötve a szerkezet.
Tegnap a PC-m megadta magát, befagy a MACH3 indítás után az egész OP rendszer, így egy telepítés után fogom indítani a ketyerét. Ha beindult, írok. De menni fog, nem lesz gond. A címzések rendben vannak a Sigmawin szerint is. Maszkoplás rendben. Mennie kell. Bárhogy is, leírom, mit láttam.
Köszönöm MIndenkinek a taácsokat!
Közben meg is feledkeztem arról, hogy a bemenetek amúgy is OC-vel galvanikusan leválasztottak.
Ahogy írtad is, pontosan úgy van bekötve a szerkezet.
Tegnap a PC-m megadta magát, befagy a MACH3 indítás után az egész OP rendszer, így egy telepítés után fogom indítani a ketyerét. Ha beindult, írok. De menni fog, nem lesz gond. A címzések rendben vannak a Sigmawin szerint is. Maszkoplás rendben. Mennie kell. Bárhogy is, leírom, mit láttam.
Köszönöm MIndenkinek a taácsokat!
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 január 31, 21:02
Írta: zozo Dátum 2017 január 31, 21:02
Erre a témára is jó lenne egy tanfolyás, mint a Fusion360-ra. Csak ki vállalná be?
Én még fizetősben is benne lennék.
Én még fizetősben is benne lennék.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2016 december 02, 12:16
Írta: svejk Dátum 2016 december 02, 12:16
Ja, hogy még a PC-d is bozonytalansági faktor?
Akkor első próbára laposelem, reszelő.
Ha azzal már megy akkor majd ráérsz a PC-szoftver párost faragni.
Akkor első próbára laposelem, reszelő.
Ha azzal már megy akkor majd ráérsz a PC-szoftver párost faragni.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:07
Írta: c2nsu773m Dátum 2017 január 31, 21:07
Svejk[#awink]
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 02, 20:01
Írta: Földi Péter Dátum 2016 december 02, 20:01
Igen, ami lehetett az el is romlott. Mármint a servo-n kívül. Most élesztem a 478-as lapkát. Találtam még egy alaplapot, így WindowsXp+Mach+ próba sorrend következik. :-)
A moci szépen forog, a beállított sebességen (PN304). Itt még úgy néz ki, minden rendben. [#nevetes1]
A moci szépen forog, a beállított sebességen (PN304). Itt még úgy néz ki, minden rendben. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 21:07
Írta: designr Dátum 2017 január 31, 21:07
Venni kell egy step-dir-es korrekt,leinformálható akár kis teljesítményű szettet..óvakodni kell(kezdőként) a ritka,hiányos,nem kipróbálható daraboktól..
Aztán kezdődhet a játék.
A mi céljainkhoz nem szükséges mérnöki tudás,bár a legtöbb vezérlő lehetőségei messze felülmúlják a hobbisták igényeit.
alap beállításokat nem nehéz kigyakorolni..aki meg spec dolgokat akar..határ a csillagos ég.
Aztán kezdődhet a játék.
A mi céljainkhoz nem szükséges mérnöki tudás,bár a legtöbb vezérlő lehetőségei messze felülmúlják a hobbisták igényeit.
alap beállításokat nem nehéz kigyakorolni..aki meg spec dolgokat akar..határ a csillagos ég.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2016 december 03, 15:35
Írta: Földi Péter Dátum 2016 december 03, 15:35
Minden működik, az új PC, Servo-k,Driverek, Mach3. Szóval a BB volt a nagy buktató, ahogy Te is mondtad.Még egyszer köszönöm Mindenkinek aki segített! Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:18
Írta: c2nsu773m Dátum 2017 január 31, 21:18
Igen , ezekre az alap beállításokra gondoltam volna én is.
Cím: Re:AC szervó motoros vezérlés
Írta: nffab2gnr Dátum 2016 december 11, 13:03
Írta: nffab2gnr Dátum 2016 december 11, 13:03
azután érdeklődőm,hogy ki használ CSD3Plus AC servo vezérlőt...esetleg UCCNC 300 párosítást. Esetleg az 50-es csati bekötése...step-dir, enable, végállások,stb
a pontos tipusa:CSD3_04BX2 RS Automation
a pontos tipusa:CSD3_04BX2 RS Automation
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 21:21
Írta: svejk Dátum 2017 január 31, 21:21
Nagyon kevés ember ért itt hozzá, sajnos én is csak sejtem a dolgot mint macska az esőt. :(
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2016 december 11, 13:19
Írta: D.Laci Dátum 2016 december 11, 13:19
Ilyet még nem láttam de ez hátha segít:
http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf (http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf)
5.2.3
http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf (http://www.ware-tech.com/kr/_library/document/servo/samsung/CSD3%20Servo%20User%20Manual_en.pdf)
5.2.3
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:27
Írta: c2nsu773m Dátum 2017 január 31, 21:27
Mindenki a saját módján beállítja és örül , hogy megy.
De ha talán mindenki elmondaná hogy mit miért csinál , akkor még talán egymástól is tanulnánk!
(Mindig úgy érzem , hogy ez az AC sz. beállítás valami titkos dolog és nem megosztható.)
De ha talán mindenki elmondaná hogy mit miért csinál , akkor még talán egymástól is tanulnánk!
(Mindig úgy érzem , hogy ez az AC sz. beállítás valami titkos dolog és nem megosztható.)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 21:32
Írta: designr Dátum 2017 január 31, 21:32
" mindenki elmondaná hogy mit miért csinál "
Hát megkérdezzük Svejket [#taps]..ő érti is..
Hát megkérdezzük Svejket [#taps]..ő érti is..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 11, 13:32
Írta: designr Dátum 2016 december 11, 13:32
A 10mb manual 31.oldalán megtalálod az 50-es I/O csati bekötéseit..UCCNC-vel Pablo használja..
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:36
Írta: c2nsu773m Dátum 2017 január 31, 21:36
Lehet hogy ebből él, és ha elmondja akkor nem lesz munkája?
Cím: Re:AC szervó motoros vezérlés
Írta: 3z3fhyubr Dátum 2016 december 11, 14:40
Írta: 3z3fhyubr Dátum 2016 december 11, 14:40
Hello! vettem egy yaskawa 400w servot és vezérlőt az lenne a kérdésem, hogy egy joystick segítségével szeretném a motor mozgását szabályozni fokozat mentesen. Milyen ötletetek van erre ? bármi érdekel :D Esetleg még olyan is hogy a joy által leírt mozgást meg is tudja jegyezni és vissza tudja játszani a motor. Köszönöm szépen.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 január 31, 23:26
Írta: guliver83 Dátum 2017 január 31, 23:26
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: 2dbfy8y Dátum 2016 december 11, 20:01
Írta: 2dbfy8y Dátum 2016 december 11, 20:01
Igen használom.[#nevetes1]
De azért kellett a segítséged, na meg az 50-eres kábelnél jól jött a multiméter is.
Szerencsére belül már 3 sor van. [#nyes]
De szerintem végállásokat egyszerűbb az uccnc-ben bekonfigolni, igaz még én nem jutottam el odáig.
Pedig az új gépem is már megy kb 3 hónapja.
De azért kellett a segítséged, na meg az 50-eres kábelnél jól jött a multiméter is.
Szerencsére belül már 3 sor van. [#nyes]
De szerintem végállásokat egyszerűbb az uccnc-ben bekonfigolni, igaz még én nem jutottam el odáig.
Pedig az új gépem is már megy kb 3 hónapja.
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 január 31, 23:41
Írta: zozo Dátum 2017 január 31, 23:41
Igen, már majdnem vettem én is egy összehangolt párost tanulás céljára, csak nekem felesleges 300W feletti szett, 100W alatt meg nem árultak ilyet még.
Cím: Re:AC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 december 23, 15:31
Írta: Pilot001 Dátum 2016 december 23, 15:31
[#vigyor3]
Szintén CSD3 02bx2 - plus
Nem tudok paneljáról JOG ot indítani meg nem tudok max sebességet a motornak állítani.. gyári 5000 RPM.. 1500 ra vinném le.
Olyan mintha valami felhasználó üzemmódban lenne nem "rendszergazda"
[#boxer]
Szintén CSD3 02bx2 - plus
Nem tudok paneljáról JOG ot indítani meg nem tudok max sebességet a motornak állítani.. gyári 5000 RPM.. 1500 ra vinném le.
Olyan mintha valami felhasználó üzemmódban lenne nem "rendszergazda"
[#boxer]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 07:01
Írta: svejk Dátum 2017 február 01, 07:01
Ne baszogassatok má'!
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 23, 16:16
Írta: designr Dátum 2016 december 23, 16:16
Nincs előttem a manual.. De sok beállítást csak az engedélyezés elvétele után enged..ServoON ban nem.. Pl autotuning..de szerintem Jog is ilyen..nézd meg kérlek..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 01, 07:07
Írta: ANTAL GÁBOR Dátum 2017 február 01, 07:07
Azon gondolkodom hogy hány éve is vettem az első ( és nem is Ac) hanem DC szervómat . Hát saccra úgy 6-7 . Az egy Mammuth
volt a cnc drive ősétől . Aztán vettem egy Granite devicét majd Sneci féle E240 aztán Klaviós kínai ( valmi D betűs) jött az első AC ( pont Svejktől )
Kiforrott véleményem van a dologról : szerintem elsőre egy kezelhető DC szervóval kell kezdeni ( aminek van olyan grafikus segédprogramja ami elősegíti a PID beállítást .
Kapásból 3 javaslatom van : A CNC drive sárga DS termékei , a Sneci féle E 240 eshez csinált driver és a Kozo féle SMC
Elsőre ezen kell gyakorolni . Rengeteg dolog kibukik az elején :csatlakozás a Com porthoz , virtuális COM port létrehozása FTDI chippel szerelt kütyüknél. Vonaladó vonalvevő, helyes encoder irány és nem utolsó sorban maga ha hangolás .
Azután jöhet az első AC . Azokból a omron/ yaskawákat ajánlanám a megfelelő sigmawin programokkal . Ha valaki végig megy a rögös úton akkor az már gyerekjáték lesz
Persze ha az encoder rögzítésénél hiányzik egy csavar a tengely végén akkor lehet szívni ( Svejk érti hogy mire célzok és köszönet még egyszer az akkori supportért )
volt a cnc drive ősétől . Aztán vettem egy Granite devicét majd Sneci féle E240 aztán Klaviós kínai ( valmi D betűs) jött az első AC ( pont Svejktől )
Kiforrott véleményem van a dologról : szerintem elsőre egy kezelhető DC szervóval kell kezdeni ( aminek van olyan grafikus segédprogramja ami elősegíti a PID beállítást .
Kapásból 3 javaslatom van : A CNC drive sárga DS termékei , a Sneci féle E 240 eshez csinált driver és a Kozo féle SMC
Elsőre ezen kell gyakorolni . Rengeteg dolog kibukik az elején :csatlakozás a Com porthoz , virtuális COM port létrehozása FTDI chippel szerelt kütyüknél. Vonaladó vonalvevő, helyes encoder irány és nem utolsó sorban maga ha hangolás .
Azután jöhet az első AC . Azokból a omron/ yaskawákat ajánlanám a megfelelő sigmawin programokkal . Ha valaki végig megy a rögös úton akkor az már gyerekjáték lesz
Persze ha az encoder rögzítésénél hiányzik egy csavar a tengely végén akkor lehet szívni ( Svejk érti hogy mire célzok és köszönet még egyszer az akkori supportért )
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2016 december 23, 16:23
Írta: designr Dátum 2016 december 23, 16:23
A beállításokat én mindíg a szoftverével csinálom..egyszerű..átlátható..ez a panelről menürendszerben neke. soha nem jött be..
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 01, 17:52
Írta: guliver83 Dátum 2017 február 01, 17:52
"""Ne baszogassatok má'!
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Ha jól tudom a Linuxcnc tud olyat, vagyis van olyan kártyája hogy encoderrel figyeli hogy pontosan le lépte e az adott lépést legyen az STEP/DIR rendszer vagy akár analóg szervó vezérlő.
Jó lehet ez szerinted?
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Ha jól tudom a Linuxcnc tud olyat, vagyis van olyan kártyája hogy encoderrel figyeli hogy pontosan le lépte e az adott lépést legyen az STEP/DIR rendszer vagy akár analóg szervó vezérlő.
Jó lehet ez szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: Pilot001 Dátum 2016 december 23, 17:03
Írta: Pilot001 Dátum 2016 december 23, 17:03
[#taps][#taps][#taps]
Közben már belenéztem meg leszedtem a PC konfig progit.
A SERVO ON ban volt mindig és akkor nem engedi tényleg.
Persze ezt egy bemenet átállítással kikapcsoltam.. mán penleról is megy ami kell :)
De most laptoppal berhelem mi mit csinál [#hawaii]
Közben már belenéztem meg leszedtem a PC konfig progit.
A SERVO ON ban volt mindig és akkor nem engedi tényleg.
Persze ezt egy bemenet átállítással kikapcsoltam.. mán penleról is megy ami kell :)
De most laptoppal berhelem mi mit csinál [#hawaii]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 18:00
Írta: svejk Dátum 2017 február 01, 18:00
Minden bizonnyal, de én sajnos fű vagyok a Linuxhoz (is). :(
Cím: Re:AC szervó motoros vezérlés
Írta: shpilkaivan Dátum 2017 január 31, 17:53
Írta: shpilkaivan Dátum 2017 január 31, 17:53
Szép estét mindenkinek.
Hozzájutottam a következő szervó vezérlőhöz, az lenne a kérdésem, hogy mach3 alatt működésre tudnám bírni? Hogyan kellene bekötni ( be lehet e egyáltalán). Ha működne akkor egy negyedik tengelyt szeretnék majd csinálni servo motorral. Nem értek a szervómotorokhoz egyáltalán sajnos.
Hozzájutottam a következő szervó vezérlőhöz, az lenne a kérdésem, hogy mach3 alatt működésre tudnám bírni? Hogyan kellene bekötni ( be lehet e egyáltalán). Ha működne akkor egy negyedik tengelyt szeretnék majd csinálni servo motorral. Nem értek a szervómotorokhoz egyáltalán sajnos.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 18:02
Írta: vjanos Dátum 2017 február 01, 18:02
Pár hete irta valaki az egyik topikban, hogy mesa kártyával így megy a gépe.
Azóta piszkálja az én csőrömet is :)
Azóta piszkálja az én csőrömet is :)
Cím: Re:AC szervó motoros vezérlés
Írta: Gyati Dátum 2017 január 31, 18:52
Írta: Gyati Dátum 2017 január 31, 18:52
Szia!
Igen, be lehet úgy kötni.
Szerintem keress valakit a közeledbe aki segít, mert sok ideig fog tartani, ha még nem csináltál ilyet.
Keress egy hozzá való motort.
Itt a leírása, neked a position controll üzemmód a jó:
DR2 (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
Igen, be lehet úgy kötni.
Szerintem keress valakit a közeledbe aki segít, mert sok ideig fog tartani, ha még nem csináltál ilyet.
Keress egy hozzá való motort.
Itt a leírása, neked a position controll üzemmód a jó:
DR2 (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 01, 18:13
Írta: guliver83 Dátum 2017 február 01, 18:13
Igen az a kártya tudja .
A Linux nagyon sok mindent tud, csak bele kell jönni!
A Linux nagyon sok mindent tud, csak bele kell jönni!
Cím: Re:AC szervó motoros vezérlés
Írta: shpilkaivan Dátum 2017 január 31, 20:34
Írta: shpilkaivan Dátum 2017 január 31, 20:34
Köszönöm a választ. Előbb informálódnom kell nekem ehhez a szervó meghajtásról kicsit mert nagyon kevés a tudásom a témában és nincs is kitől segítséget kérnem sajnos. Csak gondoltam hátha nem olyan bonyolult dolog ez :)
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 18:44
Írta: pbalazs Dátum 2017 február 01, 18:44
Nekem új ez a téma, segítsetek megértenem!
Szóval akkor
- van az "alap" léptetőmotoros rendszer, ahol semmit sem tudunk arról, hogy oda ért-e a motor a kívánt pozícióba (most tekintsünk el a visszacsatolt léptetős ritkaságoktól)
- van olyan, ahol szervo-rendszer van, és a motorvezérlő/meghajtó kap visszajelzést a motor pozíciójáról, mondjuk "kis kör"
- meg van olyan szervo-rendszer, hogy a PC (is?) kap visszajelzést a motor helyzetéről, mondjuk "nagy kör"
Kérlek, javítsatok ki, ha nem jól értem.
Mik az előnyei a "kis körös" ill. a "nagy körös" rendszernek? A "nagy körös"-nek része a "kis kör" is?
Szóval akkor
- van az "alap" léptetőmotoros rendszer, ahol semmit sem tudunk arról, hogy oda ért-e a motor a kívánt pozícióba (most tekintsünk el a visszacsatolt léptetős ritkaságoktól)
- van olyan, ahol szervo-rendszer van, és a motorvezérlő/meghajtó kap visszajelzést a motor pozíciójáról, mondjuk "kis kör"
- meg van olyan szervo-rendszer, hogy a PC (is?) kap visszajelzést a motor helyzetéről, mondjuk "nagy kör"
Kérlek, javítsatok ki, ha nem jól értem.
Mik az előnyei a "kis körös" ill. a "nagy körös" rendszernek? A "nagy körös"-nek része a "kis kör" is?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 20:41
Írta: svejk Dátum 2017 január 31, 20:41
Nulláról indulva elég nagy falat, aztán ha meglesz az első siker lesz öröm. Aztán elkezdi az ember még jobban megismerni és rájön hogy mennyi mindent nem tud. :(
Sokan itt hagyják abba és visszatérnek a léptetőhöz.
Sokan itt hagyják abba és visszatérnek a léptetőhöz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 18:53
Írta: svejk Dátum 2017 február 01, 18:53
Tökéletesen érted, és a halmazelméleted is jó!
Természetesen a "nagykörös" az legjobb, azt használják az iparban is javarészt.
A még precízebb gépeknél meg még van egy közvetlen útmérőrendszer is bekötve a mozgásvezérlőbe.
Természetesen a "nagykörös" az legjobb, azt használják az iparban is javarészt.
A még precízebb gépeknél meg még van egy közvetlen útmérőrendszer is bekötve a mozgásvezérlőbe.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 20:43
Írta: designr Dátum 2017 január 31, 20:43
"Mennyi mindent nem tud"
Az ember mennyi mindent nem tud vagy a szervó?
Az ember mennyi mindent nem tud vagy a szervó?
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 20:11
Írta: pbalazs Dátum 2017 február 01, 20:11
Ha nem lenne az utolsó mondatod, akkor érteném :)
Szóval a "kiskör"-ben a visszacsatolást egy encoder adja a motor seggén.
Én azt gondoltam, hogy a "nagykör" miatt kell az útmérő. De ha nem, akkor mi adja a visszacsatolást a "nagykör"-ben?
Szóval a "kiskör"-ben a visszacsatolást egy encoder adja a motor seggén.
Én azt gondoltam, hogy a "nagykör" miatt kell az útmérő. De ha nem, akkor mi adja a visszacsatolást a "nagykör"-ben?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 20:48
Írta: svejk Dátum 2017 január 31, 20:48
Sajnos a felhasználó. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 20:46
Írta: svejk Dátum 2017 február 01, 20:46
Léptetős rendszer:
Mach3 mondja mennyit lépjen a motor, az lelépi -vagy se- nem tudjuk ellenőrizni.
Hobby szervo vagy Ipari step-dir-es mach3-mal:
Mach3 mondja mennyit lépjen a motor, az lelépi encoderrel ellenőrzi hogy ott áll-e ahova a mach3 küldte.
De nincs pályakövetési visszacsatolás a mach3-ba.
(igen, a szervo is "lép", hiszen lépésparancsokat kap)
Ipari szervo:
Ritkán használják a step-dirt, inkább az analóg vezérlést vagy az újabb buszokat.
Mozgásvezérlő kezdi vezérelni a motort, közben az encoderből jön a visszacsatolás a servoerősítőbe, abból pedig a mozgásvezérlőbe. így a mozgásvezérló állandóan kontroll alatt tartja a mozgást, pályakövetési hiba esetén azonnal tud korrigálni.
Ipari szervo mérőlécekkel:
Mint az előző, de van még egy plusz merőléc ami közvetlen a mozgásvezérlőbe van kötve, illetve fizikailag pedig a szánhoz.
Ezzel megszüntethető az áttétel kottyanása, golyósorsó nonlinearitása.
Mach3 mondja mennyit lépjen a motor, az lelépi -vagy se- nem tudjuk ellenőrizni.
Hobby szervo vagy Ipari step-dir-es mach3-mal:
Mach3 mondja mennyit lépjen a motor, az lelépi encoderrel ellenőrzi hogy ott áll-e ahova a mach3 küldte.
De nincs pályakövetési visszacsatolás a mach3-ba.
(igen, a szervo is "lép", hiszen lépésparancsokat kap)
Ipari szervo:
Ritkán használják a step-dirt, inkább az analóg vezérlést vagy az újabb buszokat.
Mozgásvezérlő kezdi vezérelni a motort, közben az encoderből jön a visszacsatolás a servoerősítőbe, abból pedig a mozgásvezérlőbe. így a mozgásvezérló állandóan kontroll alatt tartja a mozgást, pályakövetési hiba esetén azonnal tud korrigálni.
Ipari szervo mérőlécekkel:
Mint az előző, de van még egy plusz merőléc ami közvetlen a mozgásvezérlőbe van kötve, illetve fizikailag pedig a szánhoz.
Ezzel megszüntethető az áttétel kottyanása, golyósorsó nonlinearitása.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 20:58
Írta: c2nsu773m Dátum 2017 január 31, 20:58
Nem lenne rossz dolog egyszer kivesézni , hogy egy ilyen szervó vezérlőnél tulajdon képen mit is kell beállítani!
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 20:59
Írta: vjanos Dátum 2017 február 01, 20:59
Ahogy olvasgatom, a 5i25 és 7i77 népszerű párosítás erre a célra- sajna a kettő együtt, szállítással kb 450 euro...
Az encoder egyszerre van bekötve a 7i77-be és a szervovezérlőbe is:
(http://www.wiki.eusurplus.com/images/thumb/8/8e/ArgonConnection_HighRes.png/640px-ArgonConnection_HighRes.png)
Az encoder egyszerre van bekötve a 7i77-be és a szervovezérlőbe is:
(http://www.wiki.eusurplus.com/images/thumb/8/8e/ArgonConnection_HighRes.png/640px-ArgonConnection_HighRes.png)
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 január 31, 21:02
Írta: zozo Dátum 2017 január 31, 21:02
Erre a témára is jó lenne egy tanfolyás, mint a Fusion360-ra. Csak ki vállalná be?
Én még fizetősben is benne lennék.
Én még fizetősben is benne lennék.
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 21:32
Írta: pbalazs Dátum 2017 február 01, 21:32
Okés, értem, köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:07
Írta: c2nsu773m Dátum 2017 január 31, 21:07
Svejk[#awink]
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 01, 22:11
Írta: korbendallas Dátum 2017 február 01, 22:11
Biztos hogy az encoder a motorból megy a mesa kártyába? Szerintem nem valami jó megoldás. Sokkal jobb, ha a motor vezérlőből megy rá. Így már a vezérlőben tudod manipulálni az enkóder által adott impulzusok számát.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 21:07
Írta: designr Dátum 2017 január 31, 21:07
Venni kell egy step-dir-es korrekt,leinformálható akár kis teljesítményű szettet..óvakodni kell(kezdőként) a ritka,hiányos,nem kipróbálható daraboktól..
Aztán kezdődhet a játék.
A mi céljainkhoz nem szükséges mérnöki tudás,bár a legtöbb vezérlő lehetőségei messze felülmúlják a hobbisták igényeit.
alap beállításokat nem nehéz kigyakorolni..aki meg spec dolgokat akar..határ a csillagos ég.
Aztán kezdődhet a játék.
A mi céljainkhoz nem szükséges mérnöki tudás,bár a legtöbb vezérlő lehetőségei messze felülmúlják a hobbisták igényeit.
alap beállításokat nem nehéz kigyakorolni..aki meg spec dolgokat akar..határ a csillagos ég.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 22:42
Írta: vjanos Dátum 2017 február 01, 22:42
Nem, abszolut nem, csak ezt olvastam. Bár a képről nekem úgy tűnik, hogy a mesába is megy és a vezérlőbe is.
De nálad működik ez a rendszer... A vezérlő továbbküldi az enkóder jeleit valamilyen kimenetén, vagy hogy van ez a gyakorlatban?
De nálad működik ez a rendszer... A vezérlő továbbküldi az enkóder jeleit valamilyen kimenetén, vagy hogy van ez a gyakorlatban?
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:18
Írta: c2nsu773m Dátum 2017 január 31, 21:18
Igen , ezekre az alap beállításokra gondoltam volna én is.
Cím: Re:AC szervó motoros vezérlés
Írta: sanyi84 Dátum 2017 február 02, 04:33
Írta: sanyi84 Dátum 2017 február 02, 04:33
De ha csak analóg erősítő van akkor tacho megy vissza az erősítőbe (nálam) , az erősítőnél is vannak beállítandó dolgok a mozgásvezérlőnél is ( persze oda megy az encoder a +-10 v meg vissza az erősítőbe) , picit rosszabb mint egy digitális erősítő. De lehet hozzá digital tacho panelt is tenni ami encoder jelből dolgozik. Az okosság persze a mozgásvezérlőbe van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 január 31, 21:21
Írta: svejk Dátum 2017 január 31, 21:21
Nagyon kevés ember ért itt hozzá, sajnos én is csak sejtem a dolgot mint macska az esőt. :(
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:27
Írta: c2nsu773m Dátum 2017 január 31, 21:27
Mindenki a saját módján beállítja és örül , hogy megy.
De ha talán mindenki elmondaná hogy mit miért csinál , akkor még talán egymástól is tanulnánk!
(Mindig úgy érzem , hogy ez az AC sz. beállítás valami titkos dolog és nem megosztható.)
De ha talán mindenki elmondaná hogy mit miért csinál , akkor még talán egymástól is tanulnánk!
(Mindig úgy érzem , hogy ez az AC sz. beállítás valami titkos dolog és nem megosztható.)
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:33
Írta: korbendallas Dátum 2017 február 02, 06:33
Nekem van 1 tengelyem amin 1:40 hajtómű van, ami egy 5mm-es golyósorsót hajt. Alap beállításban az enkóder 1 fordulatra 8192 jelet ad. Tehát 1mm elmozduláshoz 8-at kell forogni a motornak, ami így 65535 impulzus. A 7i77 kártya 2MHz-es enkóder jelet tud feldolgozni alapesetben. Ha ezt a 2 számot elosztjuk, akkor kijön, hogy kb. 1 sec alatt 30mm-et tud elmozdulni a tengely. Ez 1perc alatt 1,8 méter. Ami valljuk be elég lassú. De ha a vezérlőben be tudom állítani, hogy mondjuk csak 256 jelet adjon az enkóder a motor egy fordulatára, akkor mindjárt el tudok érni kb 57 méter/min sebességet.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 január 31, 21:32
Írta: designr Dátum 2017 január 31, 21:32
" mindenki elmondaná hogy mit miért csinál "
Hát megkérdezzük Svejket [#taps]..ő érti is..
Hát megkérdezzük Svejket [#taps]..ő érti is..
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:35
Írta: korbendallas Dátum 2017 február 02, 06:35
Ja és a kérdésre a válasz, igen a vezérlőn van kimenet, ahol továbbadja a feldolgozott enkóder jelet.
Cím: Re:AC szervó motoros vezérlés
Írta: c2nsu773m Dátum 2017 január 31, 21:36
Írta: c2nsu773m Dátum 2017 január 31, 21:36
Lehet hogy ebből él, és ha elmondja akkor nem lesz munkája?
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:49
Írta: korbendallas Dátum 2017 február 02, 06:49
Nem olcsó sajnos a mesa kártya. De a többi vezérlő sem olcsó. Pl. ha megveszed a mach3-at vagy 4-et plusz valami jó párhuzamos port leválasztó kártyát, vagy az uccnc-t meg a hozzá való hardvert, meg a hozzá való párhuzamos port leválasztó kártyát... Ja és van még a 7i77-en 32 digitális bemenet és 16 digitális kimenet is.
Egyébként akció is szokott lenni. Pl. most karácsonykor az európai árusnál nem kellett kifizetni az áfát, szóval annyival volt olcsóbb.
Egyébként akció is szokott lenni. Pl. most karácsonykor az európai árusnál nem kellett kifizetni az áfát, szóval annyival volt olcsóbb.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 január 31, 23:26
Írta: guliver83 Dátum 2017 január 31, 23:26
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 január 31, 23:41
Írta: zozo Dátum 2017 január 31, 23:41
Igen, már majdnem vettem én is egy összehangolt párost tanulás céljára, csak nekem felesleges 300W feletti szett, 100W alatt meg nem árultak ilyet még.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 14:15
Írta: bundyland Dátum 2017 február 02, 14:15
Itt jegyezném meg hogy a mitsubishi MR-J2 "B"-s buszos rendszerű
szervóihoz már van Linux alá kártya és driver is!!
Így garantált a tengelyek szinkron mozgásai.
LINK (http://yurtaev.com/)
szervóihoz már van Linux alá kártya és driver is!!
Így garantált a tengelyek szinkron mozgásai.
LINK (http://yurtaev.com/)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 07:01
Írta: svejk Dátum 2017 február 01, 07:01
Ne baszogassatok má'!
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 február 01, 07:07
Írta: ANTAL GÁBOR Dátum 2017 február 01, 07:07
Azon gondolkodom hogy hány éve is vettem az első ( és nem is Ac) hanem DC szervómat . Hát saccra úgy 6-7 . Az egy Mammuth
volt a cnc drive ősétől . Aztán vettem egy Granite devicét majd Sneci féle E240 aztán Klaviós kínai ( valmi D betűs) jött az első AC ( pont Svejktől )
Kiforrott véleményem van a dologról : szerintem elsőre egy kezelhető DC szervóval kell kezdeni ( aminek van olyan grafikus segédprogramja ami elősegíti a PID beállítást .
Kapásból 3 javaslatom van : A CNC drive sárga DS termékei , a Sneci féle E 240 eshez csinált driver és a Kozo féle SMC
Elsőre ezen kell gyakorolni . Rengeteg dolog kibukik az elején :csatlakozás a Com porthoz , virtuális COM port létrehozása FTDI chippel szerelt kütyüknél. Vonaladó vonalvevő, helyes encoder irány és nem utolsó sorban maga ha hangolás .
Azután jöhet az első AC . Azokból a omron/ yaskawákat ajánlanám a megfelelő sigmawin programokkal . Ha valaki végig megy a rögös úton akkor az már gyerekjáték lesz
Persze ha az encoder rögzítésénél hiányzik egy csavar a tengely végén akkor lehet szívni ( Svejk érti hogy mire célzok és köszönet még egyszer az akkori supportért )
volt a cnc drive ősétől . Aztán vettem egy Granite devicét majd Sneci féle E240 aztán Klaviós kínai ( valmi D betűs) jött az első AC ( pont Svejktől )
Kiforrott véleményem van a dologról : szerintem elsőre egy kezelhető DC szervóval kell kezdeni ( aminek van olyan grafikus segédprogramja ami elősegíti a PID beállítást .
Kapásból 3 javaslatom van : A CNC drive sárga DS termékei , a Sneci féle E 240 eshez csinált driver és a Kozo féle SMC
Elsőre ezen kell gyakorolni . Rengeteg dolog kibukik az elején :csatlakozás a Com porthoz , virtuális COM port létrehozása FTDI chippel szerelt kütyüknél. Vonaladó vonalvevő, helyes encoder irány és nem utolsó sorban maga ha hangolás .
Azután jöhet az első AC . Azokból a omron/ yaskawákat ajánlanám a megfelelő sigmawin programokkal . Ha valaki végig megy a rögös úton akkor az már gyerekjáték lesz
Persze ha az encoder rögzítésénél hiányzik egy csavar a tengely végén akkor lehet szívni ( Svejk érti hogy mire célzok és köszönet még egyszer az akkori supportért )
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 14:16
Írta: svejk Dátum 2017 február 02, 14:16
Ki gondolta volna pár éve, amikor dömping volt az akkor még számunkra használhatatlan B-s vezérlőkből!?
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 01, 17:52
Írta: guliver83 Dátum 2017 február 01, 17:52
"""Ne baszogassatok má'!
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Ha jól tudom a Linuxcnc tud olyat, vagyis van olyan kártyája hogy encoderrel figyeli hogy pontosan le lépte e az adott lépést legyen az STEP/DIR rendszer vagy akár analóg szervó vezérlő.
Jó lehet ez szerinted?
Nem akarok szakmaiatlan "szerintem"-eket leírni, volt nekem az ilyenekből már elég bajom.
Egyébként az általunk használt step-dir rendszerben a szervok csak félkarú óriások, az igazi akkor lenne ha a mozgásvezérlő kapná a visszacsatolást.
(ez miatt nem is lehet minden körülmények közt tökéletes pályakövetést kapni a mi rendszerünktől)
Ha jól tudom a Linuxcnc tud olyat, vagyis van olyan kártyája hogy encoderrel figyeli hogy pontosan le lépte e az adott lépést legyen az STEP/DIR rendszer vagy akár analóg szervó vezérlő.
Jó lehet ez szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 18:00
Írta: svejk Dátum 2017 február 01, 18:00
Minden bizonnyal, de én sajnos fű vagyok a Linuxhoz (is). :(
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 14:18
Írta: bundyland Dátum 2017 február 02, 14:18
És hogy ebbe mennyi energiát feccöltem, keresés, kutatás, voltak B-s vezérlőim, szerintem ez egy nagy áttörés!
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 18:02
Írta: vjanos Dátum 2017 február 01, 18:02
Pár hete irta valaki az egyik topikban, hogy mesa kártyával így megy a gépe.
Azóta piszkálja az én csőrömet is :)
Azóta piszkálja az én csőrömet is :)
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 01, 18:13
Írta: guliver83 Dátum 2017 február 01, 18:13
Igen az a kártya tudja .
A Linux nagyon sok mindent tud, csak bele kell jönni!
A Linux nagyon sok mindent tud, csak bele kell jönni!
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 február 02, 16:34
Írta: szf Dátum 2017 február 02, 16:34
Milyen rendszerű a busz ? Modbus?
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 18:44
Írta: pbalazs Dátum 2017 február 01, 18:44
Nekem új ez a téma, segítsetek megértenem!
Szóval akkor
- van az "alap" léptetőmotoros rendszer, ahol semmit sem tudunk arról, hogy oda ért-e a motor a kívánt pozícióba (most tekintsünk el a visszacsatolt léptetős ritkaságoktól)
- van olyan, ahol szervo-rendszer van, és a motorvezérlő/meghajtó kap visszajelzést a motor pozíciójáról, mondjuk "kis kör"
- meg van olyan szervo-rendszer, hogy a PC (is?) kap visszajelzést a motor helyzetéről, mondjuk "nagy kör"
Kérlek, javítsatok ki, ha nem jól értem.
Mik az előnyei a "kis körös" ill. a "nagy körös" rendszernek? A "nagy körös"-nek része a "kis kör" is?
Szóval akkor
- van az "alap" léptetőmotoros rendszer, ahol semmit sem tudunk arról, hogy oda ért-e a motor a kívánt pozícióba (most tekintsünk el a visszacsatolt léptetős ritkaságoktól)
- van olyan, ahol szervo-rendszer van, és a motorvezérlő/meghajtó kap visszajelzést a motor pozíciójáról, mondjuk "kis kör"
- meg van olyan szervo-rendszer, hogy a PC (is?) kap visszajelzést a motor helyzetéről, mondjuk "nagy kör"
Kérlek, javítsatok ki, ha nem jól értem.
Mik az előnyei a "kis körös" ill. a "nagy körös" rendszernek? A "nagy körös"-nek része a "kis kör" is?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 16:41
Írta: bundyland Dátum 2017 február 02, 16:41
Nem, sscnet II.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 18:53
Írta: svejk Dátum 2017 február 01, 18:53
Tökéletesen érted, és a halmazelméleted is jó!
Természetesen a "nagykörös" az legjobb, azt használják az iparban is javarészt.
A még precízebb gépeknél meg még van egy közvetlen útmérőrendszer is bekötve a mozgásvezérlőbe.
Természetesen a "nagykörös" az legjobb, azt használják az iparban is javarészt.
A még precízebb gépeknél meg még van egy közvetlen útmérőrendszer is bekötve a mozgásvezérlőbe.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 február 02, 16:50
Írta: szf Dátum 2017 február 02, 16:50
Köszi
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 20:11
Írta: pbalazs Dátum 2017 február 01, 20:11
Ha nem lenne az utolsó mondatod, akkor érteném :)
Szóval a "kiskör"-ben a visszacsatolást egy encoder adja a motor seggén.
Én azt gondoltam, hogy a "nagykör" miatt kell az útmérő. De ha nem, akkor mi adja a visszacsatolást a "nagykör"-ben?
Szóval a "kiskör"-ben a visszacsatolást egy encoder adja a motor seggén.
Én azt gondoltam, hogy a "nagykör" miatt kell az útmérő. De ha nem, akkor mi adja a visszacsatolást a "nagykör"-ben?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 19:25
Írta: svejk Dátum 2017 február 02, 19:25
D.Laci árul most az adok-veszekben baráti áron B-seket.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 01, 20:46
Írta: svejk Dátum 2017 február 01, 20:46
Léptetős rendszer:
Mach3 mondja mennyit lépjen a motor, az lelépi -vagy se- nem tudjuk ellenőrizni.
Hobby szervo vagy Ipari step-dir-es mach3-mal:
Mach3 mondja mennyit lépjen a motor, az lelépi encoderrel ellenőrzi hogy ott áll-e ahova a mach3 küldte.
De nincs pályakövetési visszacsatolás a mach3-ba.
(igen, a szervo is "lép", hiszen lépésparancsokat kap)
Ipari szervo:
Ritkán használják a step-dirt, inkább az analóg vezérlést vagy az újabb buszokat.
Mozgásvezérlő kezdi vezérelni a motort, közben az encoderből jön a visszacsatolás a servoerősítőbe, abból pedig a mozgásvezérlőbe. így a mozgásvezérló állandóan kontroll alatt tartja a mozgást, pályakövetési hiba esetén azonnal tud korrigálni.
Ipari szervo mérőlécekkel:
Mint az előző, de van még egy plusz merőléc ami közvetlen a mozgásvezérlőbe van kötve, illetve fizikailag pedig a szánhoz.
Ezzel megszüntethető az áttétel kottyanása, golyósorsó nonlinearitása.
Mach3 mondja mennyit lépjen a motor, az lelépi -vagy se- nem tudjuk ellenőrizni.
Hobby szervo vagy Ipari step-dir-es mach3-mal:
Mach3 mondja mennyit lépjen a motor, az lelépi encoderrel ellenőrzi hogy ott áll-e ahova a mach3 küldte.
De nincs pályakövetési visszacsatolás a mach3-ba.
(igen, a szervo is "lép", hiszen lépésparancsokat kap)
Ipari szervo:
Ritkán használják a step-dirt, inkább az analóg vezérlést vagy az újabb buszokat.
Mozgásvezérlő kezdi vezérelni a motort, közben az encoderből jön a visszacsatolás a servoerősítőbe, abból pedig a mozgásvezérlőbe. így a mozgásvezérló állandóan kontroll alatt tartja a mozgást, pályakövetési hiba esetén azonnal tud korrigálni.
Ipari szervo mérőlécekkel:
Mint az előző, de van még egy plusz merőléc ami közvetlen a mozgásvezérlőbe van kötve, illetve fizikailag pedig a szánhoz.
Ezzel megszüntethető az áttétel kottyanása, golyósorsó nonlinearitása.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 19:36
Írta: bundyland Dátum 2017 február 02, 19:36
Már megvettem a mesa-kat, talán a következö.
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 20:59
Írta: vjanos Dátum 2017 február 01, 20:59
Ahogy olvasgatom, a 5i25 és 7i77 népszerű párosítás erre a célra- sajna a kettő együtt, szállítással kb 450 euro...
Az encoder egyszerre van bekötve a 7i77-be és a szervovezérlőbe is:
(http://www.wiki.eusurplus.com/images/thumb/8/8e/ArgonConnection_HighRes.png/640px-ArgonConnection_HighRes.png)
Az encoder egyszerre van bekötve a 7i77-be és a szervovezérlőbe is:
(http://www.wiki.eusurplus.com/images/thumb/8/8e/ArgonConnection_HighRes.png/640px-ArgonConnection_HighRes.png)
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:25
Írta: guliver83 Dátum 2017 február 02, 20:25
Gondolom régebben olcsón hozzá lehetett jutni a B vezérlőkhöz, így hogy most már van megoldás rá azonnal a duplája lett az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: pbalazs Dátum 2017 február 01, 21:32
Írta: pbalazs Dátum 2017 február 01, 21:32
Okés, értem, köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 01, 22:11
Írta: korbendallas Dátum 2017 február 01, 22:11
Biztos hogy az encoder a motorból megy a mesa kártyába? Szerintem nem valami jó megoldás. Sokkal jobb, ha a motor vezérlőből megy rá. Így már a vezérlőben tudod manipulálni az enkóder által adott impulzusok számát.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:29
Írta: guliver83 Dátum 2017 február 02, 20:29
Érdekes, hogy a Linuxcnc-vel mennyi mindent meg lehet csinálni.
A többi program miért ne fejlődik ennyire?
A többi program miért ne fejlődik ennyire?
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 február 01, 22:42
Írta: vjanos Dátum 2017 február 01, 22:42
Nem, abszolut nem, csak ezt olvastam. Bár a képről nekem úgy tűnik, hogy a mesába is megy és a vezérlőbe is.
De nálad működik ez a rendszer... A vezérlő továbbküldi az enkóder jeleit valamilyen kimenetén, vagy hogy van ez a gyakorlatban?
De nálad működik ez a rendszer... A vezérlő továbbküldi az enkóder jeleit valamilyen kimenetén, vagy hogy van ez a gyakorlatban?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 20:43
Írta: svejk Dátum 2017 február 02, 20:43
Mert azt pl. nem 2 ember fejleszti...
No meg ki tudja milyen?
Nagyon nehéz objektív értékelést adni ezekről a programokról.
Mindnek van előnye-hátránya.
No meg ki tudja milyen?
Nagyon nehéz objektív értékelést adni ezekről a programokról.
Mindnek van előnye-hátránya.
Cím: Re:AC szervó motoros vezérlés
Írta: sanyi84 Dátum 2017 február 02, 04:33
Írta: sanyi84 Dátum 2017 február 02, 04:33
De ha csak analóg erősítő van akkor tacho megy vissza az erősítőbe (nálam) , az erősítőnél is vannak beállítandó dolgok a mozgásvezérlőnél is ( persze oda megy az encoder a +-10 v meg vissza az erősítőbe) , picit rosszabb mint egy digitális erősítő. De lehet hozzá digital tacho panelt is tenni ami encoder jelből dolgozik. Az okosság persze a mozgásvezérlőbe van.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:49
Írta: guliver83 Dátum 2017 február 02, 20:49
Nekem nagyon megtetszett a Linux az tuti.
Lehetséges ezen a fórumon, nem használják annyira sokat, vagy csak nem írtak róla, de külföldi fórumon azért elég sok felhasználója van.
Lehetséges ezen a fórumon, nem használják annyira sokat, vagy csak nem írtak róla, de külföldi fórumon azért elég sok felhasználója van.
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:33
Írta: korbendallas Dátum 2017 február 02, 06:33
Nekem van 1 tengelyem amin 1:40 hajtómű van, ami egy 5mm-es golyósorsót hajt. Alap beállításban az enkóder 1 fordulatra 8192 jelet ad. Tehát 1mm elmozduláshoz 8-at kell forogni a motornak, ami így 65535 impulzus. A 7i77 kártya 2MHz-es enkóder jelet tud feldolgozni alapesetben. Ha ezt a 2 számot elosztjuk, akkor kijön, hogy kb. 1 sec alatt 30mm-et tud elmozdulni a tengely. Ez 1perc alatt 1,8 méter. Ami valljuk be elég lassú. De ha a vezérlőben be tudom állítani, hogy mondjuk csak 256 jelet adjon az enkóder a motor egy fordulatára, akkor mindjárt el tudok érni kb 57 méter/min sebességet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 20:52
Írta: svejk Dátum 2017 február 02, 20:52
Külföldön a Mach3-nak és az UCCNC-nek is sok felhasználója van. :)
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:35
Írta: korbendallas Dátum 2017 február 02, 06:35
Ja és a kérdésre a válasz, igen a vezérlőn van kimenet, ahol továbbadja a feldolgozott enkóder jelet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 10:26
Írta: svejk Dátum 2017 február 24, 10:26
Kérem jelentkezzen az a fórumtárs, akinél ottfelejtettem a CX-drive programomat! :)
Egy Omron G5-ös szervot kellene hama-hama birizgálnom...
Egy Omron G5-ös szervot kellene hama-hama birizgálnom...
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2017 február 02, 06:49
Írta: korbendallas Dátum 2017 február 02, 06:49
Nem olcsó sajnos a mesa kártya. De a többi vezérlő sem olcsó. Pl. ha megveszed a mach3-at vagy 4-et plusz valami jó párhuzamos port leválasztó kártyát, vagy az uccnc-t meg a hozzá való hardvert, meg a hozzá való párhuzamos port leválasztó kártyát... Ja és van még a 7i77-en 32 digitális bemenet és 16 digitális kimenet is.
Egyébként akció is szokott lenni. Pl. most karácsonykor az európai árusnál nem kellett kifizetni az áfát, szóval annyival volt olcsóbb.
Egyébként akció is szokott lenni. Pl. most karácsonykor az európai árusnál nem kellett kifizetni az áfát, szóval annyival volt olcsóbb.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 10:27
Írta: svejk Dátum 2017 február 24, 10:27
Természetesen magánban várom a jelentkezést!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 14:15
Írta: bundyland Dátum 2017 február 02, 14:15
Itt jegyezném meg hogy a mitsubishi MR-J2 "B"-s buszos rendszerű
szervóihoz már van Linux alá kártya és driver is!!
Így garantált a tengelyek szinkron mozgásai.
LINK (http://yurtaev.com/)
szervóihoz már van Linux alá kártya és driver is!!
Így garantált a tengelyek szinkron mozgásai.
LINK (http://yurtaev.com/)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 11:19
Írta: svejk Dátum 2017 február 24, 11:19
Hopsz, meg is találtam.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 14:16
Írta: svejk Dátum 2017 február 02, 14:16
Ki gondolta volna pár éve, amikor dömping volt az akkor még számunkra használhatatlan B-s vezérlőkből!?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 14:18
Írta: bundyland Dátum 2017 február 02, 14:18
És hogy ebbe mennyi energiát feccöltem, keresés, kutatás, voltak B-s vezérlőim, szerintem ez egy nagy áttörés!
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 13, 21:14
Írta: ANTAL GÁBOR Dátum 2017 március 13, 21:14
Csak sejtés ( jó lenne ha valaki megerősítené ) adott egy 100
wattos Yaskawa motor SGMAH-01AAA61D-OY Meghajtható egy Omron : R88D-UP04V driverral ?
A birtokomban lévő kompatibilitási táblázatból nekem nem egyértelmű
wattos Yaskawa motor SGMAH-01AAA61D-OY Meghajtható egy Omron : R88D-UP04V driverral ?
A birtokomban lévő kompatibilitási táblázatból nekem nem egyértelmű
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 február 02, 16:34
Írta: szf Dátum 2017 február 02, 16:34
Milyen rendszerű a busz ? Modbus?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 16:41
Írta: bundyland Dátum 2017 február 02, 16:41
Nem, sscnet II.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 13, 21:53
Írta: 000000000 Dátum 2017 március 13, 21:53
A motor sigma 2 a vezérlő meg sigma 1
Ez ebben a formátumban nem hiszem, hogy összejönne.
Ez ebben a formátumban nem hiszem, hogy összejönne.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 február 02, 16:50
Írta: szf Dátum 2017 február 02, 16:50
Köszi
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:19
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:19
Szívesen folytatnám . Próbáltalak telefonon . Az adatlapomat látod . Küldj oda légy szíves egy aktuális tel számot
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 19:25
Írta: svejk Dátum 2017 február 02, 19:25
D.Laci árul most az adok-veszekben baráti áron B-seket.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 február 02, 19:36
Írta: bundyland Dátum 2017 február 02, 19:36
Már megvettem a mesa-kat, talán a következö.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:34
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:34
A legfontosabb ( elsőre ) az lenne hogy megtudjam az Omron R88D-UP04V driver kódját a Yaskawa szisztéma szerint
( SGDA.... lenne ?????)
( SGDA.... lenne ?????)
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:25
Írta: guliver83 Dátum 2017 február 02, 20:25
Gondolom régebben olcsón hozzá lehetett jutni a B vezérlőkhöz, így hogy most már van megoldás rá azonnal a duplája lett az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:29
Írta: guliver83 Dátum 2017 február 02, 20:29
Érdekes, hogy a Linuxcnc-vel mennyi mindent meg lehet csinálni.
A többi program miért ne fejlődik ennyire?
A többi program miért ne fejlődik ennyire?
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2017 március 14, 08:36
Írta: MoparMan Dátum 2017 március 14, 08:36
nem látja
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 20:43
Írta: svejk Dátum 2017 február 02, 20:43
Mert azt pl. nem 2 ember fejleszti...
No meg ki tudja milyen?
Nagyon nehéz objektív értékelést adni ezekről a programokról.
Mindnek van előnye-hátránya.
No meg ki tudja milyen?
Nagyon nehéz objektív értékelést adni ezekről a programokról.
Mindnek van előnye-hátránya.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 14, 08:47
Írta: designr Dátum 2017 március 14, 08:47
Itt bogarássz..
Omron yaskawa compatible (https://inverterdrive.com/file/Yaskawa-Omron-Compatibility-List)
Omron yaskawa compatible (https://inverterdrive.com/file/Yaskawa-Omron-Compatibility-List)
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 február 02, 20:49
Írta: guliver83 Dátum 2017 február 02, 20:49
Nekem nagyon megtetszett a Linux az tuti.
Lehetséges ezen a fórumon, nem használják annyira sokat, vagy csak nem írtak róla, de külföldi fórumon azért elég sok felhasználója van.
Lehetséges ezen a fórumon, nem használják annyira sokat, vagy csak nem írtak róla, de külföldi fórumon azért elég sok felhasználója van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 02, 20:52
Írta: svejk Dátum 2017 február 02, 20:52
Külföldön a Mach3-nak és az UCCNC-nek is sok felhasználója van. :)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 00:00
Írta: 000000000 Dátum 2017 március 15, 00:00
De láttam [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 10:26
Írta: svejk Dátum 2017 február 24, 10:26
Kérem jelentkezzen az a fórumtárs, akinél ottfelejtettem a CX-drive programomat! :)
Egy Omron G5-ös szervot kellene hama-hama birizgálnom...
Egy Omron G5-ös szervot kellene hama-hama birizgálnom...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 00:06
Írta: 000000000 Dátum 2017 március 15, 00:06
Ezzel csak egy a bibi, hogy ebben mind sigma 2 vezérlők vannak.
Gábornak meg Sigma 1-es vezérlője van.
Gábornak meg Sigma 1-es vezérlője van.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 10:27
Írta: svejk Dátum 2017 február 24, 10:27
Természetesen magánban várom a jelentkezést!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 február 24, 11:19
Írta: svejk Dátum 2017 február 24, 11:19
Hopsz, meg is találtam.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 07:28
Írta: designr Dátum 2017 március 15, 07:28
Igen megbeszéltük Gáborral telefonon,De a link jól jön még másnak is.
A kompatibilitást meg ugysem táblázat dönti el hanem a gyakorlat..más gyártó termékeit--keresztbe is ..sokszor sok mindent lehet..de hát ezt te is jól tudod..Encoder kommunikáció nem mindig kér a motorról azonosítókat..Igy azonos paraméterrel rendelkező motorok is hajthatók..persze ez gyártófüggő hogy levédték-e..
A kompatibilitást meg ugysem táblázat dönti el hanem a gyakorlat..más gyártó termékeit--keresztbe is ..sokszor sok mindent lehet..de hát ezt te is jól tudod..Encoder kommunikáció nem mindig kér a motorról azonosítókat..Igy azonos paraméterrel rendelkező motorok is hajthatók..persze ez gyártófüggő hogy levédték-e..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 13, 21:14
Írta: ANTAL GÁBOR Dátum 2017 március 13, 21:14
Csak sejtés ( jó lenne ha valaki megerősítené ) adott egy 100
wattos Yaskawa motor SGMAH-01AAA61D-OY Meghajtható egy Omron : R88D-UP04V driverral ?
A birtokomban lévő kompatibilitási táblázatból nekem nem egyértelmű
wattos Yaskawa motor SGMAH-01AAA61D-OY Meghajtható egy Omron : R88D-UP04V driverral ?
A birtokomban lévő kompatibilitási táblázatból nekem nem egyértelmű
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 08:20
Írta: 000000000 Dátum 2017 március 15, 08:20
Pontosan az a fránya kommunikáció mindig kibabrál az emberrel.
Például a sigma 1-es vezérlőknél hiába van A-A_ B-B_ Z-Z_ jelek ott is kiolvassa az enkóderból milyen motor van rajta, mivel az ilyen vezérlőkben a motor paraméterei nem beállíthatóak manuálisan.
A Fanuc ebből a szempontból kicsit jobb, de ott meg az enkóder jelek annyira összetettek hogy azért szinte lehetetlen más motort rákötni.
A szokásos A-A_ B-B_ Z-Z_ van még C1 C2 C4 C8 szignál is.
A signa 2 vezérlőknél még a motor sorszámot is ki lehet olvasni az encoder kommunikációból.
A sigma 3-nál meg még a hozzá való motor se mindig megfelelő, elég egy plus betű a vezérlőn és már pampog, neki ez a motor nem jó.
Miközben a kompatibilitási lista szerint minden ok.
De a 3 széria tudásban űberel az eddig látott vezérlők közül mindent torony magasan.
Például a sigma 1-es vezérlőknél hiába van A-A_ B-B_ Z-Z_ jelek ott is kiolvassa az enkóderból milyen motor van rajta, mivel az ilyen vezérlőkben a motor paraméterei nem beállíthatóak manuálisan.
A Fanuc ebből a szempontból kicsit jobb, de ott meg az enkóder jelek annyira összetettek hogy azért szinte lehetetlen más motort rákötni.
A szokásos A-A_ B-B_ Z-Z_ van még C1 C2 C4 C8 szignál is.
A signa 2 vezérlőknél még a motor sorszámot is ki lehet olvasni az encoder kommunikációból.
A sigma 3-nál meg még a hozzá való motor se mindig megfelelő, elég egy plus betű a vezérlőn és már pampog, neki ez a motor nem jó.
Miközben a kompatibilitási lista szerint minden ok.
De a 3 széria tudásban űberel az eddig látott vezérlők közül mindent torony magasan.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 13, 21:53
Írta: 000000000 Dátum 2017 március 13, 21:53
A motor sigma 2 a vezérlő meg sigma 1
Ez ebben a formátumban nem hiszem, hogy összejönne.
Ez ebben a formátumban nem hiszem, hogy összejönne.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:19
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:19
Szívesen folytatnám . Próbáltalak telefonon . Az adatlapomat látod . Küldj oda légy szíves egy aktuális tel számot
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:25
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:25
Egy érdekes jelenségre várnék egy magyarázatot . Adott egy CNC sített TOS eszterga ami hagyományos üzemben is tud működni ( és egyszerűbb esetben működtetem is !!)
A vezérorsóra hajtok rá egy 750W os Ac szervóval ( sigma2 )
Amikor hagyományos módon dolgozok akkor egy 3 f kapcsoló leválasztja az AC szervót . Dupla keresztszánom van A kézi a hagyományos és fölötte egy +/-35 mm es léptetős CNC . Amikor hagyományosan esztergálok akkor bekapcsolom a PC-t ( UCCNC) és a tartóáram "fogja" a CNC sített keresztszánt( különben hagyományos módon pl egy leszúrásnál bemozdulna a CNC sített szán .
Természetesen az AC szervó drivere is feszültséget kap
. Amikor feláll a rendszer akkor minden Ok . ( A szervó a RUN állapotban van ) .
Kézi üzemben dolgozok ( Pl menetvágás kézi üzemben ) A vezérorsó ráhajt a AC szervóra ami szabadon forog és a 3f kapcsoló leválasztja a forgórész permanens mágnese által indukált feszültséget a driverról. Mivel a motor forog az encoder nincs kizárva a rendszerből ( Step jelet természetesen nem generálok )
Kis idő múlva a driver kiáll hibára.....
Tudom :hagyományos üzemben blokkoljam az Ac szervó tápját és akkor nem lesz hiba . De én szeretek a dolgok mélyére látni . Miért áll ki hibára ?????
A vezérorsóra hajtok rá egy 750W os Ac szervóval ( sigma2 )
Amikor hagyományos módon dolgozok akkor egy 3 f kapcsoló leválasztja az AC szervót . Dupla keresztszánom van A kézi a hagyományos és fölötte egy +/-35 mm es léptetős CNC . Amikor hagyományosan esztergálok akkor bekapcsolom a PC-t ( UCCNC) és a tartóáram "fogja" a CNC sített keresztszánt( különben hagyományos módon pl egy leszúrásnál bemozdulna a CNC sített szán .
Természetesen az AC szervó drivere is feszültséget kap
. Amikor feláll a rendszer akkor minden Ok . ( A szervó a RUN állapotban van ) .
Kézi üzemben dolgozok ( Pl menetvágás kézi üzemben ) A vezérorsó ráhajt a AC szervóra ami szabadon forog és a 3f kapcsoló leválasztja a forgórész permanens mágnese által indukált feszültséget a driverról. Mivel a motor forog az encoder nincs kizárva a rendszerből ( Step jelet természetesen nem generálok )
Kis idő múlva a driver kiáll hibára.....
Tudom :hagyományos üzemben blokkoljam az Ac szervó tápját és akkor nem lesz hiba . De én szeretek a dolgok mélyére látni . Miért áll ki hibára ?????
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:34
Írta: ANTAL GÁBOR Dátum 2017 március 14, 08:34
A legfontosabb ( elsőre ) az lenne hogy megtudjam az Omron R88D-UP04V driver kódját a Yaskawa szisztéma szerint
( SGDA.... lenne ?????)
( SGDA.... lenne ?????)
Cím: Re:AC szervó motoros vezérlés
Írta: MoparMan Dátum 2017 március 14, 08:36
Írta: MoparMan Dátum 2017 március 14, 08:36
nem látja
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2017 március 15, 18:31
Írta: horcsab Dátum 2017 március 15, 18:31
Két dolog lehet.
1. A szervó hibahatáron túlmegy. (a parancs és a tényleges pozíció erősen eltér)
2. Nem érzékeli a motort. Frekiváltóknál ez beállítható. A siga2-nél nem emlékszem, de szerintem nem.
1. A szervó hibahatáron túlmegy. (a parancs és a tényleges pozíció erősen eltér)
2. Nem érzékeli a motort. Frekiváltóknál ez beállítható. A siga2-nél nem emlékszem, de szerintem nem.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 14, 08:47
Írta: designr Dátum 2017 március 14, 08:47
Itt bogarássz..
Omron yaskawa compatible (https://inverterdrive.com/file/Yaskawa-Omron-Compatibility-List)
Omron yaskawa compatible (https://inverterdrive.com/file/Yaskawa-Omron-Compatibility-List)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 00:00
Írta: 000000000 Dátum 2017 március 15, 00:00
De láttam [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:43
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:43
Vagyis parancs = nulla ( hisz nem megy ki step jel ) Miközben az encoder " látja " hogy forog . Tehát a beállított hibahatár után hibára áll .
Ezt értem csak az a baj hogy a hibakód: túláram ( 99% biztonsággal állítom de megnézem manuált ) . ( fejből A71 )
Ezt értem csak az a baj hogy a hibakód: túláram ( 99% biztonsággal állítom de megnézem manuált ) . ( fejből A71 )
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 00:06
Írta: 000000000 Dátum 2017 március 15, 00:06
Ezzel csak egy a bibi, hogy ebben mind sigma 2 vezérlők vannak.
Gábornak meg Sigma 1-es vezérlője van.
Gábornak meg Sigma 1-es vezérlője van.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 07:28
Írta: designr Dátum 2017 március 15, 07:28
Igen megbeszéltük Gáborral telefonon,De a link jól jön még másnak is.
A kompatibilitást meg ugysem táblázat dönti el hanem a gyakorlat..más gyártó termékeit--keresztbe is ..sokszor sok mindent lehet..de hát ezt te is jól tudod..Encoder kommunikáció nem mindig kér a motorról azonosítókat..Igy azonos paraméterrel rendelkező motorok is hajthatók..persze ez gyártófüggő hogy levédték-e..
A kompatibilitást meg ugysem táblázat dönti el hanem a gyakorlat..más gyártó termékeit--keresztbe is ..sokszor sok mindent lehet..de hát ezt te is jól tudod..Encoder kommunikáció nem mindig kér a motorról azonosítókat..Igy azonos paraméterrel rendelkező motorok is hajthatók..persze ez gyártófüggő hogy levédték-e..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 21:35
Írta: designr Dátum 2017 március 15, 21:35
Azt irod a kézi üzemben is megy fesz az ac szervó meghajtóra,de a motor le van választva egy 3f kapcsolóval?
Mert ez esetben azonnal hibát kellene jeleznie.
Mert ez esetben azonnal hibát kellene jeleznie.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 március 15, 08:20
Írta: 000000000 Dátum 2017 március 15, 08:20
Pontosan az a fránya kommunikáció mindig kibabrál az emberrel.
Például a sigma 1-es vezérlőknél hiába van A-A_ B-B_ Z-Z_ jelek ott is kiolvassa az enkóderból milyen motor van rajta, mivel az ilyen vezérlőkben a motor paraméterei nem beállíthatóak manuálisan.
A Fanuc ebből a szempontból kicsit jobb, de ott meg az enkóder jelek annyira összetettek hogy azért szinte lehetetlen más motort rákötni.
A szokásos A-A_ B-B_ Z-Z_ van még C1 C2 C4 C8 szignál is.
A signa 2 vezérlőknél még a motor sorszámot is ki lehet olvasni az encoder kommunikációból.
A sigma 3-nál meg még a hozzá való motor se mindig megfelelő, elég egy plus betű a vezérlőn és már pampog, neki ez a motor nem jó.
Miközben a kompatibilitási lista szerint minden ok.
De a 3 széria tudásban űberel az eddig látott vezérlők közül mindent torony magasan.
Például a sigma 1-es vezérlőknél hiába van A-A_ B-B_ Z-Z_ jelek ott is kiolvassa az enkóderból milyen motor van rajta, mivel az ilyen vezérlőkben a motor paraméterei nem beállíthatóak manuálisan.
A Fanuc ebből a szempontból kicsit jobb, de ott meg az enkóder jelek annyira összetettek hogy azért szinte lehetetlen más motort rákötni.
A szokásos A-A_ B-B_ Z-Z_ van még C1 C2 C4 C8 szignál is.
A signa 2 vezérlőknél még a motor sorszámot is ki lehet olvasni az encoder kommunikációból.
A sigma 3-nál meg még a hozzá való motor se mindig megfelelő, elég egy plus betű a vezérlőn és már pampog, neki ez a motor nem jó.
Miközben a kompatibilitási lista szerint minden ok.
De a 3 széria tudásban űberel az eddig látott vezérlők közül mindent torony magasan.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 21:42
Írta: designr Dátum 2017 március 15, 21:42
A szervó RUN az azt jelenti sigma 2-nél hogy engedélyezve van?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:25
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:25
Egy érdekes jelenségre várnék egy magyarázatot . Adott egy CNC sített TOS eszterga ami hagyományos üzemben is tud működni ( és egyszerűbb esetben működtetem is !!)
A vezérorsóra hajtok rá egy 750W os Ac szervóval ( sigma2 )
Amikor hagyományos módon dolgozok akkor egy 3 f kapcsoló leválasztja az AC szervót . Dupla keresztszánom van A kézi a hagyományos és fölötte egy +/-35 mm es léptetős CNC . Amikor hagyományosan esztergálok akkor bekapcsolom a PC-t ( UCCNC) és a tartóáram "fogja" a CNC sített keresztszánt( különben hagyományos módon pl egy leszúrásnál bemozdulna a CNC sített szán .
Természetesen az AC szervó drivere is feszültséget kap
. Amikor feláll a rendszer akkor minden Ok . ( A szervó a RUN állapotban van ) .
Kézi üzemben dolgozok ( Pl menetvágás kézi üzemben ) A vezérorsó ráhajt a AC szervóra ami szabadon forog és a 3f kapcsoló leválasztja a forgórész permanens mágnese által indukált feszültséget a driverról. Mivel a motor forog az encoder nincs kizárva a rendszerből ( Step jelet természetesen nem generálok )
Kis idő múlva a driver kiáll hibára.....
Tudom :hagyományos üzemben blokkoljam az Ac szervó tápját és akkor nem lesz hiba . De én szeretek a dolgok mélyére látni . Miért áll ki hibára ?????
A vezérorsóra hajtok rá egy 750W os Ac szervóval ( sigma2 )
Amikor hagyományos módon dolgozok akkor egy 3 f kapcsoló leválasztja az AC szervót . Dupla keresztszánom van A kézi a hagyományos és fölötte egy +/-35 mm es léptetős CNC . Amikor hagyományosan esztergálok akkor bekapcsolom a PC-t ( UCCNC) és a tartóáram "fogja" a CNC sített keresztszánt( különben hagyományos módon pl egy leszúrásnál bemozdulna a CNC sített szán .
Természetesen az AC szervó drivere is feszültséget kap
. Amikor feláll a rendszer akkor minden Ok . ( A szervó a RUN állapotban van ) .
Kézi üzemben dolgozok ( Pl menetvágás kézi üzemben ) A vezérorsó ráhajt a AC szervóra ami szabadon forog és a 3f kapcsoló leválasztja a forgórész permanens mágnese által indukált feszültséget a driverról. Mivel a motor forog az encoder nincs kizárva a rendszerből ( Step jelet természetesen nem generálok )
Kis idő múlva a driver kiáll hibára.....
Tudom :hagyományos üzemben blokkoljam az Ac szervó tápját és akkor nem lesz hiba . De én szeretek a dolgok mélyére látni . Miért áll ki hibára ?????
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 22:38
Írta: ANTAL GÁBOR Dátum 2017 március 15, 22:38
Horcsab rávilágított . Telemegy a hibatároló . Én pedig elbizonytalanodtam . Lehet nem 71 es hanem 72 es a hibakód ?? A "run " kijelzés nálam ( külsőleg nem mozgatott motornál) órákig fennmarad . Konklúzió :le fogom a drivert is kapcsolni
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2017 március 15, 18:31
Írta: horcsab Dátum 2017 március 15, 18:31
Két dolog lehet.
1. A szervó hibahatáron túlmegy. (a parancs és a tényleges pozíció erősen eltér)
2. Nem érzékeli a motort. Frekiváltóknál ez beállítható. A siga2-nél nem emlékszem, de szerintem nem.
1. A szervó hibahatáron túlmegy. (a parancs és a tényleges pozíció erősen eltér)
2. Nem érzékeli a motort. Frekiváltóknál ez beállítható. A siga2-nél nem emlékszem, de szerintem nem.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2017 március 16, 07:24
Írta: horcsab Dátum 2017 március 16, 07:24
A "run" azt jelenti, hogy engedélyezve van a szervo, tehát próbál szabályozni. Ha "bb" (base block)felirat van a kijelzőn akkor tiltva van, ekkor nem szabályoz de azt nem tudom, hogy az enkóder és motor hibára mit lép (elforgatod illetve leválasztod), egy próbát megér.
Ha így sem megy akkor vedd el a hajtás tápokat.
Ha így sem megy akkor vedd el a hajtás tápokat.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:43
Írta: ANTAL GÁBOR Dátum 2017 március 15, 18:43
Vagyis parancs = nulla ( hisz nem megy ki step jel ) Miközben az encoder " látja " hogy forog . Tehát a beállított hibahatár után hibára áll .
Ezt értem csak az a baj hogy a hibakód: túláram ( 99% biztonsággal állítom de megnézem manuált ) . ( fejből A71 )
Ezt értem csak az a baj hogy a hibakód: túláram ( 99% biztonsággal állítom de megnézem manuált ) . ( fejből A71 )
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 16, 20:34
Írta: designr Dátum 2017 március 16, 20:34
Általában bármelyk motor vezeték megszakadásakor hibára áll,a motor vezetékek nem fázishelyes bekötésénél azonnal jelez és hibára áll.Tehát el lehet mondani hogy ugyanugy mint egy frekvenciaváltónál nem illik megszakitani a meghajtó-motor kontaktot.Hibatárolót is érdemes kellően kicsire belőnni..igy az is a fordulat töredékénél lelövi..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 21:35
Írta: designr Dátum 2017 március 15, 21:35
Azt irod a kézi üzemben is megy fesz az ac szervó meghajtóra,de a motor le van választva egy 3f kapcsolóval?
Mert ez esetben azonnal hibát kellene jeleznie.
Mert ez esetben azonnal hibát kellene jeleznie.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 15, 21:42
Írta: designr Dátum 2017 március 15, 21:42
A szervó RUN az azt jelenti sigma 2-nél hogy engedélyezve van?
Cím: Re:AC szervó motoros vezérlés
Írta: j5new3bgb Dátum 2017 március 31, 16:47
Írta: j5new3bgb Dátum 2017 március 31, 16:47
Sziasztok!
Segítségeteket kérném.
Adott egy Yaskawa DR2-08AC vezérlő és SGM-08V312 motor.
Mach3-al szeretném kicsit megforgatni.
Eddig úgy próbáltam ,hogy az 1NC csatlakozó 8 és 12 lábát összekötöttem az LTP port 18-as lábával, a vezérlő 7-es lábát az LTP 2-re, a 11-et az LTP 3-ra. A mach3-ban be is állítottam így, hogy a 2-3 a step-dir. A vezérlő a P. és n. betűket írja ki felváltva. Semmi nem történik. Semmi zúgás.
Biztos, hogy működőképesek (vagyis vagy 5 éve azok voltak)mert akitől vettem a szemem előtt próbálta ki és le is írta, hogy mit hova kell kötni. Csak ez a papírlap elkopott sajnos.
Mit, hol mennyire rontottam el szerintetek?
Segítségeteket kérném.
Adott egy Yaskawa DR2-08AC vezérlő és SGM-08V312 motor.
Mach3-al szeretném kicsit megforgatni.
Eddig úgy próbáltam ,hogy az 1NC csatlakozó 8 és 12 lábát összekötöttem az LTP port 18-as lábával, a vezérlő 7-es lábát az LTP 2-re, a 11-et az LTP 3-ra. A mach3-ban be is állítottam így, hogy a 2-3 a step-dir. A vezérlő a P. és n. betűket írja ki felváltva. Semmi nem történik. Semmi zúgás.
Biztos, hogy működőképesek (vagyis vagy 5 éve azok voltak)mert akitől vettem a szemem előtt próbálta ki és le is írta, hogy mit hova kell kötni. Csak ez a papírlap elkopott sajnos.
Mit, hol mennyire rontottam el szerintetek?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 március 15, 22:38
Írta: ANTAL GÁBOR Dátum 2017 március 15, 22:38
Horcsab rávilágított . Telemegy a hibatároló . Én pedig elbizonytalanodtam . Lehet nem 71 es hanem 72 es a hibakód ?? A "run " kijelzés nálam ( külsőleg nem mozgatott motornál) órákig fennmarad . Konklúzió :le fogom a drivert is kapcsolni
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2017 március 16, 07:24
Írta: horcsab Dátum 2017 március 16, 07:24
A "run" azt jelenti, hogy engedélyezve van a szervo, tehát próbál szabályozni. Ha "bb" (base block)felirat van a kijelzőn akkor tiltva van, ekkor nem szabályoz de azt nem tudom, hogy az enkóder és motor hibára mit lép (elforgatod illetve leválasztod), egy próbát megér.
Ha így sem megy akkor vedd el a hajtás tápokat.
Ha így sem megy akkor vedd el a hajtás tápokat.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 március 31, 16:57
Írta: D.Laci Dátum 2017 március 31, 16:57
Ha jól emlékszem...
http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
36. oldal
Külső 24V-os feszültséget vár, vagy szoftveresen kel átállítani "maszkolni" ahhoz kell egy sorosporti kábel meg szoftver.
http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
36. oldal
Külső 24V-os feszültséget vár, vagy szoftveresen kel átállítani "maszkolni" ahhoz kell egy sorosporti kábel meg szoftver.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 március 16, 20:34
Írta: designr Dátum 2017 március 16, 20:34
Általában bármelyk motor vezeték megszakadásakor hibára áll,a motor vezetékek nem fázishelyes bekötésénél azonnal jelez és hibára áll.Tehát el lehet mondani hogy ugyanugy mint egy frekvenciaváltónál nem illik megszakitani a meghajtó-motor kontaktot.Hibatárolót is érdemes kellően kicsire belőnni..igy az is a fordulat töredékénél lelövi..
Cím: Re:AC szervó motoros vezérlés
Írta: j5new3bgb Dátum 2017 március 31, 16:47
Írta: j5new3bgb Dátum 2017 március 31, 16:47
Sziasztok!
Segítségeteket kérném.
Adott egy Yaskawa DR2-08AC vezérlő és SGM-08V312 motor.
Mach3-al szeretném kicsit megforgatni.
Eddig úgy próbáltam ,hogy az 1NC csatlakozó 8 és 12 lábát összekötöttem az LTP port 18-as lábával, a vezérlő 7-es lábát az LTP 2-re, a 11-et az LTP 3-ra. A mach3-ban be is állítottam így, hogy a 2-3 a step-dir. A vezérlő a P. és n. betűket írja ki felváltva. Semmi nem történik. Semmi zúgás.
Biztos, hogy működőképesek (vagyis vagy 5 éve azok voltak)mert akitől vettem a szemem előtt próbálta ki és le is írta, hogy mit hova kell kötni. Csak ez a papírlap elkopott sajnos.
Mit, hol mennyire rontottam el szerintetek?
Segítségeteket kérném.
Adott egy Yaskawa DR2-08AC vezérlő és SGM-08V312 motor.
Mach3-al szeretném kicsit megforgatni.
Eddig úgy próbáltam ,hogy az 1NC csatlakozó 8 és 12 lábát összekötöttem az LTP port 18-as lábával, a vezérlő 7-es lábát az LTP 2-re, a 11-et az LTP 3-ra. A mach3-ban be is állítottam így, hogy a 2-3 a step-dir. A vezérlő a P. és n. betűket írja ki felváltva. Semmi nem történik. Semmi zúgás.
Biztos, hogy működőképesek (vagyis vagy 5 éve azok voltak)mert akitől vettem a szemem előtt próbálta ki és le is írta, hogy mit hova kell kötni. Csak ez a papírlap elkopott sajnos.
Mit, hol mennyire rontottam el szerintetek?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 március 31, 20:01
Írta: svejk Dátum 2017 március 31, 20:01
Miért nem attól kérdezed akitől vetted? :)
A végállásokat nem kötötted be, azért van POT és NOT hibád.
A színes vezetékek még rajta vannak a csatin?
Nálam még meg van a fecni... :)
A végállásokat nem kötötted be, azért van POT és NOT hibád.
A színes vezetékek még rajta vannak a csatin?
Nálam még meg van a fecni... :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 március 31, 16:57
Írta: D.Laci Dátum 2017 március 31, 16:57
Ha jól emlékszem...
http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
36. oldal
Külső 24V-os feszültséget vár, vagy szoftveresen kel átállítani "maszkolni" ahhoz kell egy sorosporti kábel meg szoftver.
http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf (http://omronkft.hu/nostree/pdfs/inverter/old_drives/tse-s800-17d_sgm_sgmp_dr2.pdf)
36. oldal
Külső 24V-os feszültséget vár, vagy szoftveresen kel átállítani "maszkolni" ahhoz kell egy sorosporti kábel meg szoftver.
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 március 31, 20:18
Írta: D.Laci Dátum 2017 március 31, 20:18
Csaknem az enyémet adtadel? :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 március 31, 20:01
Írta: svejk Dátum 2017 március 31, 20:01
Miért nem attól kérdezed akitől vetted? :)
A végállásokat nem kötötted be, azért van POT és NOT hibád.
A színes vezetékek még rajta vannak a csatin?
Nálam még meg van a fecni... :)
A végállásokat nem kötötted be, azért van POT és NOT hibád.
A színes vezetékek még rajta vannak a csatin?
Nálam még meg van a fecni... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 március 31, 21:22
Írta: svejk Dátum 2017 március 31, 21:22
Nem, azt kiraktam a hinta mellé. :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 március 31, 20:18
Írta: D.Laci Dátum 2017 március 31, 20:18
Csaknem az enyémet adtadel? :)
Cím: Re:AC szervó motoros vezérlés
Írta: j5new3bgb Dátum 2017 április 01, 09:36
Írta: j5new3bgb Dátum 2017 április 01, 09:36
Köszönöm a válaszaitokat!
Nem akartam svejk a kilétedet elsőre felfedni![#vigyor4]
Az 1CN csatin rajta vannak a színes vezetékek. Fekete piros vonalakkal jelölve.
Le tudnád írni, esetleg a fecnit elküldeni valahogyan?
Nem akartam svejk a kilétedet elsőre felfedni![#vigyor4]
Az 1CN csatin rajta vannak a színes vezetékek. Fekete piros vonalakkal jelölve.
Le tudnád írni, esetleg a fecnit elküldeni valahogyan?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 március 31, 21:22
Írta: svejk Dátum 2017 március 31, 21:22
Nem, azt kiraktam a hinta mellé. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 01, 10:46
Írta: svejk Dátum 2017 április 01, 10:46
Adj e-mail címet!
Cím: Re:AC szervó motoros vezérlés
Írta: j5new3bgb Dátum 2017 április 01, 09:36
Írta: j5new3bgb Dátum 2017 április 01, 09:36
Köszönöm a válaszaitokat!
Nem akartam svejk a kilétedet elsőre felfedni![#vigyor4]
Az 1CN csatin rajta vannak a színes vezetékek. Fekete piros vonalakkal jelölve.
Le tudnád írni, esetleg a fecnit elküldeni valahogyan?
Nem akartam svejk a kilétedet elsőre felfedni![#vigyor4]
Az 1CN csatin rajta vannak a színes vezetékek. Fekete piros vonalakkal jelölve.
Le tudnád írni, esetleg a fecnit elküldeni valahogyan?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 01, 22:57
Írta: 000000000 Dátum 2017 április 01, 22:57
Svejk találkoztál már olyan hibával sigma 2-es vezérlőnél mikor rádugod a programozó kábelt akkor kiáll A.C9-el ? ( encoder hiba )
De ez csak az egyik fele, mert hiába változtatom a numerator denominator értékeket az abszolút figyelmen kívül hagyja.
Amúgy ezen kívül minden működik.
Hívtalak is ez ügyben, de nem vetted fel.
De ez csak az egyik fele, mert hiába változtatom a numerator denominator értékeket az abszolút figyelmen kívül hagyja.
Amúgy ezen kívül minden működik.
Hívtalak is ez ügyben, de nem vetted fel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 01, 10:46
Írta: svejk Dátum 2017 április 01, 10:46
Adj e-mail címet!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 01, 22:57
Írta: 000000000 Dátum 2017 április 01, 22:57
Svejk találkoztál már olyan hibával sigma 2-es vezérlőnél mikor rádugod a programozó kábelt akkor kiáll A.C9-el ? ( encoder hiba )
De ez csak az egyik fele, mert hiába változtatom a numerator denominator értékeket az abszolút figyelmen kívül hagyja.
Amúgy ezen kívül minden működik.
Hívtalak is ez ügyben, de nem vetted fel.
De ez csak az egyik fele, mert hiába változtatom a numerator denominator értékeket az abszolút figyelmen kívül hagyja.
Amúgy ezen kívül minden működik.
Hívtalak is ez ügyben, de nem vetted fel.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 11, 21:17
Írta: sanka74 Dátum 2017 április 11, 21:17
Sziasztok! AC szervomotor mitől tud megszorulni? Levettem a helyéről, és áramtalanítva érezhetően nehéz forgatni a tengelyét. Megnéztem egy másikét, az sokkal könnyebb, de az sem olyan mint egy sima motor, ami könnyedén fut. Mi lehet ennek az oka, illetve találkoztatok-e már ilyennel? Emiatt nagyobb sebességnél letilt...
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 11, 21:17
Írta: sanka74 Dátum 2017 április 11, 21:17
Sziasztok! AC szervomotor mitől tud megszorulni? Levettem a helyéről, és áramtalanítva érezhetően nehéz forgatni a tengelyét. Megnéztem egy másikét, az sokkal könnyebb, de az sem olyan mint egy sima motor, ami könnyedén fut. Mi lehet ennek az oka, illetve találkoztatok-e már ilyennel? Emiatt nagyobb sebességnél letilt...
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 11, 23:50
Írta: 000000000 Dátum 2017 április 11, 23:50
Fékes motor ? [#idiota]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 11, 23:50
Írta: 000000000 Dátum 2017 április 11, 23:50
Fékes motor ? [#idiota]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 07:49
Írta: designr Dátum 2017 április 12, 07:49
Lehetséges okok:
1. Fékes a motor.::))
2. A forgórész hasonlóan más motorokhoz rugós lemezekkel van axiálisan kottymentesitve..ellenőrizd le..Teljesen összhúzott csavarokkal nem szabad sokat mozogjon..de szorulnia sem..
Esetleg vegyél ki a lemezekből..próbaképp.
2. Csapágy tropa..telálkoztam már vele..
3. Az ac szervók egy része olajjal van feltöltve..
ez idővel szivárog..kiszárad....sokáig állt szabad levegőn..
A motort szétszedve(csak óvatosan nagyon erős a forgórész mágnese..finom kopás..korrózó por volt a forgórész állórész között amitől szorult..Megtisztitva..összeszerelve tökéletes.
Szerelésnél nagyon vigyázz,a forgórész mágnese legtöbbször csak egy vékony mágnesburok..könnyen törik ha odakoccan valamihez..kuka..
1. Fékes a motor.::))
2. A forgórész hasonlóan más motorokhoz rugós lemezekkel van axiálisan kottymentesitve..ellenőrizd le..Teljesen összhúzott csavarokkal nem szabad sokat mozogjon..de szorulnia sem..
Esetleg vegyél ki a lemezekből..próbaképp.
2. Csapágy tropa..telálkoztam már vele..
3. Az ac szervók egy része olajjal van feltöltve..
ez idővel szivárog..kiszárad....sokáig állt szabad levegőn..
A motort szétszedve(csak óvatosan nagyon erős a forgórész mágnese..finom kopás..korrózó por volt a forgórész állórész között amitől szorult..Megtisztitva..összeszerelve tökéletes.
Szerelésnél nagyon vigyázz,a forgórész mágnese legtöbbször csak egy vékony mágnesburok..könnyen törik ha odakoccan valamihez..kuka..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 07:49
Írta: designr Dátum 2017 április 12, 07:49
Lehetséges okok:
1. Fékes a motor.::))
2. A forgórész hasonlóan más motorokhoz rugós lemezekkel van axiálisan kottymentesitve..ellenőrizd le..Teljesen összhúzott csavarokkal nem szabad sokat mozogjon..de szorulnia sem..
Esetleg vegyél ki a lemezekből..próbaképp.
2. Csapágy tropa..telálkoztam már vele..
3. Az ac szervók egy része olajjal van feltöltve..
ez idővel szivárog..kiszárad....sokáig állt szabad levegőn..
A motort szétszedve(csak óvatosan nagyon erős a forgórész mágnese..finom kopás..korrózó por volt a forgórész állórész között amitől szorult..Megtisztitva..összeszerelve tökéletes.
Szerelésnél nagyon vigyázz,a forgórész mágnese legtöbbször csak egy vékony mágnesburok..könnyen törik ha odakoccan valamihez..kuka..
1. Fékes a motor.::))
2. A forgórész hasonlóan más motorokhoz rugós lemezekkel van axiálisan kottymentesitve..ellenőrizd le..Teljesen összhúzott csavarokkal nem szabad sokat mozogjon..de szorulnia sem..
Esetleg vegyél ki a lemezekből..próbaképp.
2. Csapágy tropa..telálkoztam már vele..
3. Az ac szervók egy része olajjal van feltöltve..
ez idővel szivárog..kiszárad....sokáig állt szabad levegőn..
A motort szétszedve(csak óvatosan nagyon erős a forgórész mágnese..finom kopás..korrózó por volt a forgórész állórész között amitől szorult..Megtisztitva..összeszerelve tökéletes.
Szerelésnél nagyon vigyázz,a forgórész mágnese legtöbbször csak egy vékony mágnesburok..könnyen törik ha odakoccan valamihez..kuka..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 07:53
Írta: designr Dátum 2017 április 12, 07:53
A teljes szétszedést nem véletlenül utolsónak irtam a sorban..csak ha már előröl lebontva látszik hogy tele van..stb.végső esetben..
Érdemes csak előröl megbontani..ha teljes szerelés akkor az az encoder levételével jár ami külön tőrténet..
Érdemes csak előröl megbontani..ha teljes szerelés akkor az az encoder levételével jár ami külön tőrténet..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 07:53
Írta: designr Dátum 2017 április 12, 07:53
A teljes szétszedést nem véletlenül utolsónak irtam a sorban..csak ha már előröl lebontva látszik hogy tele van..stb.végső esetben..
Érdemes csak előröl megbontani..ha teljes szerelés akkor az az encoder levételével jár ami külön tőrténet..
Érdemes csak előröl megbontani..ha teljes szerelés akkor az az encoder levételével jár ami külön tőrténet..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 08:02
Írta: designr Dátum 2017 április 12, 08:02
Még valami mert bele fognak kötni..
Az ac motorok is axiálisan hézagolva vannak.Minimális ..tizedes mozgást engedniük kell..melegedés..stb..
Nem hiába minden motor seggén a piktogramm..ne üsd kalapácsold..huzd a tengelyt..ez azért mert az encoder tárcsa..pár tized mm-ra van beállitva a kapuk között..
Ha az axiális mozgás sok..besúrol..kopik..olvashatatlan lessz..
Még ez a pár tized mm sem mindegy..hézagmérővel szépen be lehet állitani..
Az ac motorok is axiálisan hézagolva vannak.Minimális ..tizedes mozgást engedniük kell..melegedés..stb..
Nem hiába minden motor seggén a piktogramm..ne üsd kalapácsold..huzd a tengelyt..ez azért mert az encoder tárcsa..pár tized mm-ra van beállitva a kapuk között..
Ha az axiális mozgás sok..besúrol..kopik..olvashatatlan lessz..
Még ez a pár tized mm sem mindegy..hézagmérővel szépen be lehet állitani..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 08:02
Írta: designr Dátum 2017 április 12, 08:02
Még valami mert bele fognak kötni..
Az ac motorok is axiálisan hézagolva vannak.Minimális ..tizedes mozgást engedniük kell..melegedés..stb..
Nem hiába minden motor seggén a piktogramm..ne üsd kalapácsold..huzd a tengelyt..ez azért mert az encoder tárcsa..pár tized mm-ra van beállitva a kapuk között..
Ha az axiális mozgás sok..besúrol..kopik..olvashatatlan lessz..
Még ez a pár tized mm sem mindegy..hézagmérővel szépen be lehet állitani..
Az ac motorok is axiálisan hézagolva vannak.Minimális ..tizedes mozgást engedniük kell..melegedés..stb..
Nem hiába minden motor seggén a piktogramm..ne üsd kalapácsold..huzd a tengelyt..ez azért mert az encoder tárcsa..pár tized mm-ra van beállitva a kapuk között..
Ha az axiális mozgás sok..besúrol..kopik..olvashatatlan lessz..
Még ez a pár tized mm sem mindegy..hézagmérővel szépen be lehet állitani..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 08:06
Írta: designr Dátum 2017 április 12, 08:06
Mazochista szervósoknak itt egy link egy csapatról akik kicsik sárgák és nem félnek semmitől..
servo repair (http://youngintech.tistory.com/m/entry/SGMG20A2BBF-AC-SERVO-MOTOR)
servo repair (http://youngintech.tistory.com/m/entry/SGMG20A2BBF-AC-SERVO-MOTOR)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 12, 08:06
Írta: designr Dátum 2017 április 12, 08:06
Mazochista szervósoknak itt egy link egy csapatról akik kicsik sárgák és nem félnek semmitől..
servo repair (http://youngintech.tistory.com/m/entry/SGMG20A2BBF-AC-SERVO-MOTOR)
servo repair (http://youngintech.tistory.com/m/entry/SGMG20A2BBF-AC-SERVO-MOTOR)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 13, 10:11
Írta: sanka74 Dátum 2017 április 13, 10:11
Sziasztok! Köszönöm a segîtséget, a motor nem fékes. Viszont nem szîvesen szedném szét, félek a hall szenzoroktól.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 13, 10:11
Írta: sanka74 Dátum 2017 április 13, 10:11
Sziasztok! Köszönöm a segîtséget, a motor nem fékes. Viszont nem szîvesen szedném szét, félek a hall szenzoroktól.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:19
Írta: 000000000 Dátum 2017 április 13, 10:19
Szerintem némi fogalom zavar van !
AC servo-ról volt szó abban meg tudomásom szerint nincs hall szenzor !
Az encoder-ről jön az ilyen műsor !
AC servo-ról volt szó abban meg tudomásom szerint nincs hall szenzor !
Az encoder-ről jön az ilyen műsor !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:19
Írta: 000000000 Dátum 2017 április 13, 10:19
Szerintem némi fogalom zavar van !
AC servo-ról volt szó abban meg tudomásom szerint nincs hall szenzor !
Az encoder-ről jön az ilyen műsor !
AC servo-ról volt szó abban meg tudomásom szerint nincs hall szenzor !
Az encoder-ről jön az ilyen műsor !
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 április 13, 10:32
Írta: zozo Dátum 2017 április 13, 10:32
Hadd okosodjak kicsit. Melyik szervóban van hall szenzor?
Mi a szerepe bennük?
Fordulatszám visszajelzésre használják?
Az encoder is tudhatja ezt, -nem?
Mi a szerepe bennük?
Fordulatszám visszajelzésre használják?
Az encoder is tudhatja ezt, -nem?
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 április 13, 10:32
Írta: zozo Dátum 2017 április 13, 10:32
Hadd okosodjak kicsit. Melyik szervóban van hall szenzor?
Mi a szerepe bennük?
Fordulatszám visszajelzésre használják?
Az encoder is tudhatja ezt, -nem?
Mi a szerepe bennük?
Fordulatszám visszajelzésre használják?
Az encoder is tudhatja ezt, -nem?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 10:37
Írta: designr Dátum 2017 április 13, 10:37
Az első,tengely felőli pajzsot nyugodtan leveheted.
Meglazitod a csavarokat,hátulját szorosan tartva óvatosan lehuzod az első pajzsot..igy már többet látsz hol szorul..
Ha nagyon szoros ne erőltesd.Hátső csapágynál fixen be szokott lenni állitva .ott nem tud rugózni.Előre szoktak lemezelni.
Meglazitod a csavarokat,hátulját szorosan tartva óvatosan lehuzod az első pajzsot..igy már többet látsz hol szorul..
Ha nagyon szoros ne erőltesd.Hátső csapágynál fixen be szokott lenni állitva .ott nem tud rugózni.Előre szoktak lemezelni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:48
Írta: 000000000 Dátum 2017 április 13, 10:48
Amiben van hall szenzor az úgy hívják BL azaz BrushLess.
Mivel a vezérlőnek kell irányítania a forgást, szüksége van a forgórész állására, valamint az állórész tekercseihez képesti helyzetére vonatkozó információra.
Hall érzékelőket ezért használnak.
Ac servo-nál ezt a vezérlő a encoder jeleiből szedi ki a fázis jeleket, tehát NINCS hall szenzor !
A BL-nél az encoder már csak hab a torkán mert az a pozíció visszacsatolás miatt kell. [#wave]
Mivel a vezérlőnek kell irányítania a forgást, szüksége van a forgórész állására, valamint az állórész tekercseihez képesti helyzetére vonatkozó információra.
Hall érzékelőket ezért használnak.
Ac servo-nál ezt a vezérlő a encoder jeleiből szedi ki a fázis jeleket, tehát NINCS hall szenzor !
A BL-nél az encoder már csak hab a torkán mert az a pozíció visszacsatolás miatt kell. [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 10:37
Írta: designr Dátum 2017 április 13, 10:37
Az első,tengely felőli pajzsot nyugodtan leveheted.
Meglazitod a csavarokat,hátulját szorosan tartva óvatosan lehuzod az első pajzsot..igy már többet látsz hol szorul..
Ha nagyon szoros ne erőltesd.Hátső csapágynál fixen be szokott lenni állitva .ott nem tud rugózni.Előre szoktak lemezelni.
Meglazitod a csavarokat,hátulját szorosan tartva óvatosan lehuzod az első pajzsot..igy már többet látsz hol szorul..
Ha nagyon szoros ne erőltesd.Hátső csapágynál fixen be szokott lenni állitva .ott nem tud rugózni.Előre szoktak lemezelni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:53
Írta: 000000000 Dátum 2017 április 13, 10:53
Én ezzel azért vigyáznék mert az encoder üveg tárcsája bánhatja.
De ha emberünk leírná mégis milyen motorról van szó akkor érdembeli infót is lehetne szolgáltatni !
De ha emberünk leírná mégis milyen motorról van szó akkor érdembeli infót is lehetne szolgáltatni !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:48
Írta: 000000000 Dátum 2017 április 13, 10:48
Amiben van hall szenzor az úgy hívják BL azaz BrushLess.
Mivel a vezérlőnek kell irányítania a forgást, szüksége van a forgórész állására, valamint az állórész tekercseihez képesti helyzetére vonatkozó információra.
Hall érzékelőket ezért használnak.
Ac servo-nál ezt a vezérlő a encoder jeleiből szedi ki a fázis jeleket, tehát NINCS hall szenzor !
A BL-nél az encoder már csak hab a torkán mert az a pozíció visszacsatolás miatt kell. [#wave]
Mivel a vezérlőnek kell irányítania a forgást, szüksége van a forgórész állására, valamint az állórész tekercseihez képesti helyzetére vonatkozó információra.
Hall érzékelőket ezért használnak.
Ac servo-nál ezt a vezérlő a encoder jeleiből szedi ki a fázis jeleket, tehát NINCS hall szenzor !
A BL-nél az encoder már csak hab a torkán mert az a pozíció visszacsatolás miatt kell. [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 április 13, 11:13
Írta: zozo Dátum 2017 április 13, 11:13
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 11:23
Írta: 000000000 Dátum 2017 április 13, 11:23
Szedtem már szét több AC servo motort és utána össze is raktam és érdekes módon mind működött.
Egy 1.5kW-os sigma 1-es motor jól megszívatott mikor a féket szedtem ki belőle.
Az encodert egy M4-es imbusz csavar húzza fel a kúpra és ezt kiszedve egy M5 csavarral húzható le róla.
Még ezzel sem lenne gond, de mikor rakná rá az ember akkor szembesül azzal a ténnyel, hogy azt a szélrózsa minden irányában fel lehet szerelni.
És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek.
Sigma 2-es motoroknál már tettek rá egy kis réz gyűrűt egy kiálló csappal, tehát annál ilyen probléma nincs mert az csak ugyanoda megy vissza.
Encoder nélkül ugyanúgy lehet szerelmi mint egy normál motort. (ütni természetesen nem szabad ilyenkor sem )
Egy 1.5kW-os sigma 1-es motor jól megszívatott mikor a féket szedtem ki belőle.
Az encodert egy M4-es imbusz csavar húzza fel a kúpra és ezt kiszedve egy M5 csavarral húzható le róla.
Még ezzel sem lenne gond, de mikor rakná rá az ember akkor szembesül azzal a ténnyel, hogy azt a szélrózsa minden irányában fel lehet szerelni.
És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek.
Sigma 2-es motoroknál már tettek rá egy kis réz gyűrűt egy kiálló csappal, tehát annál ilyen probléma nincs mert az csak ugyanoda megy vissza.
Encoder nélkül ugyanúgy lehet szerelmi mint egy normál motort. (ütni természetesen nem szabad ilyenkor sem )
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 10:53
Írta: 000000000 Dátum 2017 április 13, 10:53
Én ezzel azért vigyáznék mert az encoder üveg tárcsája bánhatja.
De ha emberünk leírná mégis milyen motorról van szó akkor érdembeli infót is lehetne szolgáltatni !
De ha emberünk leírná mégis milyen motorról van szó akkor érdembeli infót is lehetne szolgáltatni !
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 13:44
Írta: designr Dátum 2017 április 13, 13:44
Szia nem vitázni akarok de ami kefenélküli..azt hivják brushless-nek..
Igy tulajdonképp az ac szervó is az.
hall szenzoros az amiben Hall szenzor van..igy a régi ac szervók is..
Igy tulajdonképp az ac szervó is az.
hall szenzoros az amiben Hall szenzor van..igy a régi ac szervók is..
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2017 április 13, 11:13
Írta: zozo Dátum 2017 április 13, 11:13
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 11:23
Írta: 000000000 Dátum 2017 április 13, 11:23
Szedtem már szét több AC servo motort és utána össze is raktam és érdekes módon mind működött.
Egy 1.5kW-os sigma 1-es motor jól megszívatott mikor a féket szedtem ki belőle.
Az encodert egy M4-es imbusz csavar húzza fel a kúpra és ezt kiszedve egy M5 csavarral húzható le róla.
Még ezzel sem lenne gond, de mikor rakná rá az ember akkor szembesül azzal a ténnyel, hogy azt a szélrózsa minden irányában fel lehet szerelni.
És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek.
Sigma 2-es motoroknál már tettek rá egy kis réz gyűrűt egy kiálló csappal, tehát annál ilyen probléma nincs mert az csak ugyanoda megy vissza.
Encoder nélkül ugyanúgy lehet szerelmi mint egy normál motort. (ütni természetesen nem szabad ilyenkor sem )
Egy 1.5kW-os sigma 1-es motor jól megszívatott mikor a féket szedtem ki belőle.
Az encodert egy M4-es imbusz csavar húzza fel a kúpra és ezt kiszedve egy M5 csavarral húzható le róla.
Még ezzel sem lenne gond, de mikor rakná rá az ember akkor szembesül azzal a ténnyel, hogy azt a szélrózsa minden irányában fel lehet szerelni.
És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek.
Sigma 2-es motoroknál már tettek rá egy kis réz gyűrűt egy kiálló csappal, tehát annál ilyen probléma nincs mert az csak ugyanoda megy vissza.
Encoder nélkül ugyanúgy lehet szerelmi mint egy normál motort. (ütni természetesen nem szabad ilyenkor sem )
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 13:44
Írta: designr Dátum 2017 április 13, 13:44
Szia nem vitázni akarok de ami kefenélküli..azt hivják brushless-nek..
Igy tulajdonképp az ac szervó is az.
hall szenzoros az amiben Hall szenzor van..igy a régi ac szervók is..
Igy tulajdonképp az ac szervó is az.
hall szenzoros az amiben Hall szenzor van..igy a régi ac szervók is..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 14:45
Írta: 000000000 Dátum 2017 április 13, 14:45
Az AC servo tekercselése is más ezért se tud mit kezdeni a hall szenzorokkal.
Maradjunk abban, hogy amiben hall szenzor van az BLDC.
Aki nem hiszi járjon utána.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_qzpbwp6rse3w4pkoivxw2_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/qzpbwp6rse3w4pkoivxw2_705.jpg)
Maradjunk abban, hogy amiben hall szenzor van az BLDC.
Aki nem hiszi járjon utána.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_qzpbwp6rse3w4pkoivxw2_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/qzpbwp6rse3w4pkoivxw2_705.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 15:54
Írta: designr Dátum 2017 április 13, 15:54
Amiben Hall senzor van az lehet BLAC is..fényképezhetek..de hidd el..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 15:58
Írta: designr Dátum 2017 április 13, 15:58
Természetesen Nem az ac servo tekercseit figyeli..Egy tengelyen egy külön mágnes..külön tekercsek..pl Yamaha kis motorjain..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 17:04
Írta: 000000000 Dátum 2017 április 13, 17:04
Egyben egyet értünk, hogy az AC servo is kefe nélküli. (brushless)
És hall szenzor nélküli is !
És hall szenzor nélküli is !
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 április 13, 18:33
Írta: Szalai György Dátum 2017 április 13, 18:33
"Az ac szervók egy része olajjal van feltöltve.."
Mi célból?
Hőhidat képez az olaj az állórész és a forgórész között, hogy az utóbbi hűlni tudjon?
Vagy csak hogy a motoron belül kiegyenlítettebb legyen a hőmérséklet?
Esetleg ez mágnesesen is vezetőképes olaj?
Mi célból?
Hőhidat képez az olaj az állórész és a forgórész között, hogy az utóbbi hűlni tudjon?
Vagy csak hogy a motoron belül kiegyenlítettebb legyen a hőmérséklet?
Esetleg ez mágnesesen is vezetőképes olaj?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 18:36
Írta: 000000000 Dátum 2017 április 13, 18:36
Maximum csak a hajtómű.
Jó párat szétkaptam , de a csapágyakon kívül kenőanyaggal nem találkoztam, főleg nem olajjal.
Jó párat szétkaptam , de a csapágyakon kívül kenőanyaggal nem találkoztam, főleg nem olajjal.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 14:45
Írta: 000000000 Dátum 2017 április 13, 14:45
Az AC servo tekercselése is más ezért se tud mit kezdeni a hall szenzorokkal.
Maradjunk abban, hogy amiben hall szenzor van az BLDC.
Aki nem hiszi járjon utána.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_qzpbwp6rse3w4pkoivxw2_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/qzpbwp6rse3w4pkoivxw2_705.jpg)
Maradjunk abban, hogy amiben hall szenzor van az BLDC.
Aki nem hiszi járjon utána.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_qzpbwp6rse3w4pkoivxw2_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/qzpbwp6rse3w4pkoivxw2_705.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 15:54
Írta: designr Dátum 2017 április 13, 15:54
Amiben Hall senzor van az lehet BLAC is..fényképezhetek..de hidd el..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 15:58
Írta: designr Dátum 2017 április 13, 15:58
Természetesen Nem az ac servo tekercseit figyeli..Egy tengelyen egy külön mágnes..külön tekercsek..pl Yamaha kis motorjain..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 17:04
Írta: 000000000 Dátum 2017 április 13, 17:04
Egyben egyet értünk, hogy az AC servo is kefe nélküli. (brushless)
És hall szenzor nélküli is !
És hall szenzor nélküli is !
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 április 13, 18:33
Írta: Szalai György Dátum 2017 április 13, 18:33
"Az ac szervók egy része olajjal van feltöltve.."
Mi célból?
Hőhidat képez az olaj az állórész és a forgórész között, hogy az utóbbi hűlni tudjon?
Vagy csak hogy a motoron belül kiegyenlítettebb legyen a hőmérséklet?
Esetleg ez mágnesesen is vezetőképes olaj?
Mi célból?
Hőhidat képez az olaj az állórész és a forgórész között, hogy az utóbbi hűlni tudjon?
Vagy csak hogy a motoron belül kiegyenlítettebb legyen a hőmérséklet?
Esetleg ez mágnesesen is vezetőképes olaj?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 13, 18:36
Írta: 000000000 Dátum 2017 április 13, 18:36
Maximum csak a hajtómű.
Jó párat szétkaptam , de a csapágyakon kívül kenőanyaggal nem találkoztam, főleg nem olajjal.
Jó párat szétkaptam , de a csapágyakon kívül kenőanyaggal nem találkoztam, főleg nem olajjal.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 21:23
Írta: designr Dátum 2017 április 13, 21:23
Szia.Nem tudom..
Tudod olyan vagyok hogy nem tanultam..nem tudom csak csinálom::))
Két esetben is tapasztaltam hogy használt motor vizszintesen szerelve..meglazitva hig,oljszerű folyadékot engedett..szorultak kicsit..mikor kezdett kifolyni..nem szereltem tovább,meg voltam rólla győződve hogy olajjal vannak feltöltve..A motorok egyébként jók voltak..hátul az encoderházban semmi..
Tropa motor is került már hozzám..a csapágyai külső gyűrűin és a csapágyfedeleken gumigyűrű tömités..
A rossz motorok amit eddig szétszedtem szárazak voltak..
fórum ac szervós topicjában még varsa idején volt egy hasonló bejegyzés..majd megpróbálom előkeresni..
Bogarat ültettél a fülembe..széthuztam egy uj 400w motort..nincs benne olaj..
Az Omronban sem..
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_ey5dru58ckkv0yjw3osf5_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ey5dru58ckkv0yjw3osf5_1575.jpg)
Tudod olyan vagyok hogy nem tanultam..nem tudom csak csinálom::))
Két esetben is tapasztaltam hogy használt motor vizszintesen szerelve..meglazitva hig,oljszerű folyadékot engedett..szorultak kicsit..mikor kezdett kifolyni..nem szereltem tovább,meg voltam rólla győződve hogy olajjal vannak feltöltve..A motorok egyébként jók voltak..hátul az encoderházban semmi..
Tropa motor is került már hozzám..a csapágyai külső gyűrűin és a csapágyfedeleken gumigyűrű tömités..
A rossz motorok amit eddig szétszedtem szárazak voltak..
fórum ac szervós topicjában még varsa idején volt egy hasonló bejegyzés..majd megpróbálom előkeresni..
Bogarat ültettél a fülembe..széthuztam egy uj 400w motort..nincs benne olaj..
Az Omronban sem..
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_ey5dru58ckkv0yjw3osf5_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ey5dru58ckkv0yjw3osf5_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 13, 21:42
Írta: sanka74 Dátum 2017 április 13, 21:42
Sziasztok! Bocsánat, de én eddig úgy tudtam, hogy az AC szervoban van hall szenzor is, mivel a Mavilor AC szervo motorban is van, ami itt a forumon is volt már párszor eladás tárgya. Nyilván nem vagyok profi a témában. Szerdán megnézem hogyan lehet megbontani. Ez a sulis gépen van...Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 00:02
Írta: 000000000 Dátum 2017 április 14, 00:02
A Mavilor BLT-055 jó lesz BLDC motornak is a maximum 48 voltos tápfeszültségével. [#whatever]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:28
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:28
Hozzászólnék a témához ( nem címzem senkinek ) amit leírok az nem szentírás nem is a téziseim csupán ennyit tudok a témáról
A szinkrongépeknek két nagy családja van : vannak gépek amiket négyszögmezővel tápláljuk és vannak a szinuszmezős gépek . Mindkét családnál a helyes működéshez elengedhetetlen a rotorpozíció érzékelése .A pozíció érzékelését as őskorban hall kapcsolókkal oldották meg ( ott a mágnes akkor a legegyszerűbb azt érzékelni ) a hallok ideálisak mert meg tudják különböztetni a polaritást és jótékony hiszterézissel is rendelkeznek
Azután a technika fejllődésével más megoldások is születtek ( speciális sávokkal rendelkező encoderek ( amelyet akár mi is készíthetünk ) de ha egy pillanatra kikapcsoljuk a motor táplálását akkor a forgó mező feszültséget indukál a tekercsekben amelyeknek a feszültség és fézisviszonyaiból rekonstruálható a rotorpozíció
A BLDC motorok négyszögmezős gépek . Szervó üzemre alkalmasak . De vannak olyanok amik csak sebességszervóknál jöhetnek szóba . Ez a polusok és tekercsek egymáshoz való viszonyszámától l függ . Pl egy 8 pólusú 12 tekercsű motor az csak sebeségszervó lehet ( ilyenek a ventillátorok és sok modell repülőgép motor ) Ha pozíciószervós hajtást akarunk akkor más kombináció kell és természetesen kell még egy encoder a motor tengelyére a finomabb pozicionálás érdekében .
A szinuszmezős szinkrongépeknél is szükséges a rotorpozició érzékelése . Az őskorban ott is hallokkal operáltak de a technika fejlődésével a pozícióérzékelést rábízták az encoderekre . ( sajnos most már ott tartunk hogy az encoderből egy az amatőrők számára megfejthetetlen kommunikációval jönnek ki a jelek az erre a célra kiépített soros vonalon)
A szinkrongépeknek két nagy családja van : vannak gépek amiket négyszögmezővel tápláljuk és vannak a szinuszmezős gépek . Mindkét családnál a helyes működéshez elengedhetetlen a rotorpozíció érzékelése .A pozíció érzékelését as őskorban hall kapcsolókkal oldották meg ( ott a mágnes akkor a legegyszerűbb azt érzékelni ) a hallok ideálisak mert meg tudják különböztetni a polaritást és jótékony hiszterézissel is rendelkeznek
Azután a technika fejllődésével más megoldások is születtek ( speciális sávokkal rendelkező encoderek ( amelyet akár mi is készíthetünk ) de ha egy pillanatra kikapcsoljuk a motor táplálását akkor a forgó mező feszültséget indukál a tekercsekben amelyeknek a feszültség és fézisviszonyaiból rekonstruálható a rotorpozíció
A BLDC motorok négyszögmezős gépek . Szervó üzemre alkalmasak . De vannak olyanok amik csak sebességszervóknál jöhetnek szóba . Ez a polusok és tekercsek egymáshoz való viszonyszámától l függ . Pl egy 8 pólusú 12 tekercsű motor az csak sebeségszervó lehet ( ilyenek a ventillátorok és sok modell repülőgép motor ) Ha pozíciószervós hajtást akarunk akkor más kombináció kell és természetesen kell még egy encoder a motor tengelyére a finomabb pozicionálás érdekében .
A szinuszmezős szinkrongépeknél is szükséges a rotorpozició érzékelése . Az őskorban ott is hallokkal operáltak de a technika fejlődésével a pozícióérzékelést rábízták az encoderekre . ( sajnos most már ott tartunk hogy az encoderből egy az amatőrők számára megfejthetetlen kommunikációval jönnek ki a jelek az erre a célra kiépített soros vonalon)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:43
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:43
Nekem van egy lineáris motorom : ott a rotorpoziciót hallok szolgáltatják és a motor mellé egy kontaktusmentes finom felbontású optikai encodert kell telepíteni . Nem tudom hogy négyszögmezős vagy szinuszos a táplálás
A halloknak volt egy másik érdekes alkalmazása is ilyenkor nem a forgórész mágneseit detektálták ( csupán konstrukciós okokból ! ) hanem külön mágneseket alkalmaztak amelyeket szigorú feltételekkel ( szinkronban a forgórésszel ) kellett pozícionálni. Az ilyen hall érzékelőket sokszor kombinálták az encoderrel
És még egy adalék : a Bldc motorok a szinkrongépek családjába tartoznak a DC szó arra utal hogy úgy viselkednek mint a klasszikus ( kefés ) DC motorok vagyis a tápfesszel ( esetünkben DC busz ) arányos a fordulatszámuk ( egy mostanában nem publikáló kolléga videóját idézem akinél a DC busz feszültségét egy ceruzaelem szolgáltatta )
A halloknak volt egy másik érdekes alkalmazása is ilyenkor nem a forgórész mágneseit detektálták ( csupán konstrukciós okokból ! ) hanem külön mágneseket alkalmaztak amelyeket szigorú feltételekkel ( szinkronban a forgórésszel ) kellett pozícionálni. Az ilyen hall érzékelőket sokszor kombinálták az encoderrel
És még egy adalék : a Bldc motorok a szinkrongépek családjába tartoznak a DC szó arra utal hogy úgy viselkednek mint a klasszikus ( kefés ) DC motorok vagyis a tápfesszel ( esetünkben DC busz ) arányos a fordulatszámuk ( egy mostanában nem publikáló kolléga videóját idézem akinél a DC busz feszültségét egy ceruzaelem szolgáltatta )
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 14, 08:07
Írta: designr Dátum 2017 április 14, 08:07
Itt egy leirás..jellemzően méeg itt sok a kavar..
servo motor type (http://www.electronicshub.org/servo-motors/)
Ac szervókat felosztja indukciós és asszinkron jellegűre.
Indukciós a PM forgórészű amig a asszinkron jellegűnek tekercselt..majd következik egy kép "asszinkron " felirattal egy szervóról amit neked is van otthon én meg szétszedtem tegnap este..és mágnes van benne..
Mult héten hirdettem itt a fórumon egy 100w szettet..
Lázasan akartak meggyőzni hogy a motoron a DC brushless felirat azt jelenti hogy ez nem fog menni az ac driverrel..
Ezeken már tul vagyok...Tamagawa aki régen gyártotta a motorok nagy részét..ezt irta rá..az attól még 3 fázisú ac motor és szépen megy pozicó módban..
Nagy a kavar..
Brushless az kefenélkülit jelent ilyen a dc motorok egy része és minden ac..
dc vagy ac pedig a meghajtó fesz jellemzője
servo motor type (http://www.electronicshub.org/servo-motors/)
Ac szervókat felosztja indukciós és asszinkron jellegűre.
Indukciós a PM forgórészű amig a asszinkron jellegűnek tekercselt..majd következik egy kép "asszinkron " felirattal egy szervóról amit neked is van otthon én meg szétszedtem tegnap este..és mágnes van benne..
Mult héten hirdettem itt a fórumon egy 100w szettet..
Lázasan akartak meggyőzni hogy a motoron a DC brushless felirat azt jelenti hogy ez nem fog menni az ac driverrel..
Ezeken már tul vagyok...Tamagawa aki régen gyártotta a motorok nagy részét..ezt irta rá..az attól még 3 fázisú ac motor és szépen megy pozicó módban..
Nagy a kavar..
Brushless az kefenélkülit jelent ilyen a dc motorok egy része és minden ac..
dc vagy ac pedig a meghajtó fesz jellemzője
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 09:50
Írta: 000000000 Dátum 2017 április 14, 09:50
Igen és hol vannak azok a fránya hall szenzorok?
Jó messze a tekercsektől.
Miért van ez így?
Mert a tekercsek mágneses tere szétcsapkodná a hall szenzor által érzékelt mágneses pozíciókat.
És ennek ellenére miért van raja a hall szenzor?
Mert Renishaw öntapadós lineáris útmérőt használ ami nem tudja a fázisjeleket is kiküldeni.
És mért kell hozzá az a kis aluminium tokozat JZDP-A008-182 jelöléssel ?
Mert ez alakítja át a Renishaw és hall szenzorok jeleit a servovezérlőnek értelmezhetővé.
Ergo az egész egy kényszer megoldás !
Jó messze a tekercsektől.
Miért van ez így?
Mert a tekercsek mágneses tere szétcsapkodná a hall szenzor által érzékelt mágneses pozíciókat.
És ennek ellenére miért van raja a hall szenzor?
Mert Renishaw öntapadós lineáris útmérőt használ ami nem tudja a fázisjeleket is kiküldeni.
És mért kell hozzá az a kis aluminium tokozat JZDP-A008-182 jelöléssel ?
Mert ez alakítja át a Renishaw és hall szenzorok jeleit a servovezérlőnek értelmezhetővé.
Ergo az egész egy kényszer megoldás !
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 14:58
Írta: ANTAL GÁBOR Dátum 2017 április 14, 14:58
Az egész leírásban azt próbáltam kihangsúlyozni hogy a szinkronmotorokhoz elengedhetetlen valamilyen rotorpozíció érzékelés . Azt nem lehet kijelenteni hogy amiben van hall az BLDC és amiben nincs az Ac szervó . Legföljebb a fejlődés abba az irányba ment hogy manapság a hallok helyett más szisztémájú a pozíció érzékelés . Nekem van olyan szinuszmezős Ac szervó őspéldányom amiben klasszikus hall és inkrementális encoder van ( szeretem is mert nem driver specifikus Pl a Granite devices klasszul viszi ). A gyárak egyébként direkt rájátszanak a dologra mert mint említettem egy klasszikus megoldású motorhoz nem tudnák a driverüket ráeröltetni a vevőre .
Cím: Re:AC szervó motoros vezérlés
Írta: csg67 Dátum 2017 április 14, 18:18
Írta: csg67 Dátum 2017 április 14, 18:18
"És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek."
Nem kell kísérletezni. Kell egy 24V/10A DC táp, negatív az U pontra, pozitív a V és W pontra, ilyenkor a motor beáll egy pozícióba, most kell úgy felszerelni a jeladót, hogy az a nullimpulzusnál legyen.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek."
Nem kell kísérletezni. Kell egy 24V/10A DC táp, negatív az U pontra, pozitív a V és W pontra, ilyenkor a motor beáll egy pozícióba, most kell úgy felszerelni a jeladót, hogy az a nullimpulzusnál legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 22:02
Írta: 000000000 Dátum 2017 április 14, 22:02
Ha minden mesterfogást elárulok akkor mivel fogok kaszálni ? [#ravasz1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 16, 22:19
Írta: svejk Dátum 2017 április 16, 22:19
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 16, 22:19
Írta: svejk Dátum 2017 április 16, 22:19
Kaszával próbáltad már?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 16, 22:42
Írta: 000000000 Dátum 2017 április 16, 22:42
Kaszával a hülye is tud ! [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 20, 19:29
Írta: sanka74 Dátum 2017 április 20, 19:29
Sziasztok!
A lentebb ecsetelt AC servo motor tipusa:
MECAPION MODEL: APM-SC05ADK-9
Megpróbáltam megbontani, de egyszerű eszközökkel nem mertem. Az elejéről levettem a takaró fedelet, nem folyt ki olaj. Tovább nem bolygattam mert az encoder levétele nélkül szerintem nem lehet szerelni. A tengely szorul áram nélkül is és akkor is amikor áram alatt van, de a vezérlő resetelve van.Ilyenkor a többi tengelyen lévők könnyen futnak.
A lentebb ecsetelt AC servo motor tipusa:
MECAPION MODEL: APM-SC05ADK-9
Megpróbáltam megbontani, de egyszerű eszközökkel nem mertem. Az elejéről levettem a takaró fedelet, nem folyt ki olaj. Tovább nem bolygattam mert az encoder levétele nélkül szerintem nem lehet szerelni. A tengely szorul áram nélkül is és akkor is amikor áram alatt van, de a vezérlő resetelve van.Ilyenkor a többi tengelyen lévők könnyen futnak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 20, 20:48
Írta: svejk Dátum 2017 április 20, 20:48
Hozd el szombaton debrecenbe oszt' jól megjavítjuk.
Na nem bízol abban a napban :) akkor meg hozd el hozzám.
Na nem bízol abban a napban :) akkor meg hozd el hozzám.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 20, 20:55
Írta: sanka74 Dátum 2017 április 20, 20:55
Szia! Köszönöm a felajánlást. Most (sem) tudok menni a talira, Szakmák Éjszakája lesz holnap...Amint enged a tél szorítása, egyeztetek időpontot Veled, és elugrok. Köszi még egyszer.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 20:42
Írta: rmkeh8a83 Dátum 2017 április 29, 20:42
Sziasztok tudna valaki segíteni hogy lehet ez a hibát orvosolni A.10 hibakód overcurrent or heat sink overheated Yaskawa sgdh vezérlö köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 20:54
Írta: designr Dátum 2017 április 29, 20:54
Ez nem egyszerű.. Tudni kellene a körülményeket.
Ment rendesen a szervó és egyik pillanatról a másikra jön elő?
Most került hozzád és üres motorral is ezt produkálja?
Jól van beállitva?
Tuláram és hővédelem..
Lehet akár egy rossz PID vagy felfutás beállitás..de lehet alkatrészhiba..
Üres motorral, lassú felfutással, gyenge erősitéssel próbáld meg..Csinálj egy driver resetet és csak azután..
Ment rendesen a szervó és egyik pillanatról a másikra jön elő?
Most került hozzád és üres motorral is ezt produkálja?
Jól van beállitva?
Tuláram és hővédelem..
Lehet akár egy rossz PID vagy felfutás beállitás..de lehet alkatrészhiba..
Üres motorral, lassú felfutással, gyenge erősitéssel próbáld meg..Csinálj egy driver resetet és csak azután..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:01
Írta: rmkeh8a83 Dátum 2017 április 29, 21:01
Szia motor nélkül is ezt csinálja csináltam resetet új programot töltöttem fel rá de a hiba fent maradt.Tartok töle hogy valami elszállt benne.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 21:03
Írta: designr Dátum 2017 április 29, 21:03
Eddig rendben működött?
Motor nélkül nem illik szervó erősitőt üzemeltetni..
Motor nélkül nem illik szervó erősitőt üzemeltetni..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:05
Írta: rmkeh8a83 Dátum 2017 április 29, 21:05
Nem tudom így került hozzám ezzel a hibával
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 21:08
Írta: designr Dátum 2017 április 29, 21:08
Csakis motorral összevezetékelve próbáld..
esetleg ha van több motorod akkor másikkal.
Még encoder hiba is lehet..azzal már jártam igy..
esetleg ha van több motorod akkor másikkal.
Még encoder hiba is lehet..azzal már jártam igy..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:15
Írta: rmkeh8a83 Dátum 2017 április 29, 21:15
Igen már próbáltam 2 motorral is amik jól működnek a másik vezérlővel. Újra töltöttem rá 2 beállítást is a hiba fent maradt amit lehetett megpróbáltam még szét nem szedtem mert az elektronika nem erősségem
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 29, 22:17
Írta: svejk Dátum 2017 április 29, 22:17
Valószínűleg IGBT modul zárlat.
Általában diódaméréssel gyorsan kimutatható.
Hány Wattos a vezérlő?
Van pár féle modulom.
Általában diódaméréssel gyorsan kimutatható.
Hány Wattos a vezérlő?
Van pár féle modulom.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:27
Írta: rmkeh8a83 Dátum 2017 április 29, 22:27
Szia yaskawa sgdh 10ae 1Kw-os.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 29, 22:32
Írta: svejk Dátum 2017 április 29, 22:32
Még az is lehet, hogy abba való is akad, de mindenféleképp mérj rá.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:40
Írta: rmkeh8a83 Dátum 2017 április 29, 22:40
Tudsz nekem segíteni mert azt sem tudom mit keressek.Megkereshetlek magánban?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 22:45
Írta: 000000000 Dátum 2017 április 29, 22:45
A sigma 2 hűtőbordáján van egy hőkapcsoló.
Először is a műanyag burkolatot lepattintod a vezérlőről.
Utána fogod látni két fekete vezeték műanyag védőcsövekben jön ki hűtőborda és a panel közötti résből.
Ez a vezeték megy a teljesítmény panelra amit le lehet húzni egy csatlakozóval róla.
Ezen kéne mérni egy ellenállást és ha ezen nem tudsz mérni semmit akkor megvan a hiba.
Igaz kétlem mert ezt még nem láttam kipurcanni, de a remény hal meg utoljára.
A lepényhal meg először [#nevetes1]
Először is a műanyag burkolatot lepattintod a vezérlőről.
Utána fogod látni két fekete vezeték műanyag védőcsövekben jön ki hűtőborda és a panel közötti résből.
Ez a vezeték megy a teljesítmény panelra amit le lehet húzni egy csatlakozóval róla.
Ezen kéne mérni egy ellenállást és ha ezen nem tudsz mérni semmit akkor megvan a hiba.
Igaz kétlem mert ezt még nem láttam kipurcanni, de a remény hal meg utoljára.
A lepényhal meg először [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:48
Írta: rmkeh8a83 Dátum 2017 április 29, 22:48
Szia köszönöm ezt megnézem holnap és visszajelzek felétek
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:01
Írta: 000000000 Dátum 2017 április 29, 23:01
Amit leírtam ez a 400 Wattosnál van a 1kW-os típusra nem emlékszem pontosan.
Annál talán másképpen lehet met ott már ventilátor is van.
Annál talán másképpen lehet met ott már ventilátor is van.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:17
Írta: 000000000 Dátum 2017 április 29, 23:17
Ez fog segíteni Svejk által ajánlott ellenőrzés végrehajtásában.
A műszert kapcsold dióda vizsgálatra a DC bus pozitívjára a műszer negatív (fekete) mérőcsúcsát tedd és a videón látottak szerint ellenőrizd le.
Aztán a DC bus negatívjára a műszer pozitiv (piros) mérőcsúcsát csatlakoztasd és az előzőek szerint nézd végig.
Ha nem mutat semmit vagy nullát mérsz a ki vagy bemeneteken akkor sajnos IGBT modul hiba lesz.
A műszert kapcsold dióda vizsgálatra a DC bus pozitívjára a műszer negatív (fekete) mérőcsúcsát tedd és a videón látottak szerint ellenőrizd le.
Aztán a DC bus negatívjára a műszer pozitiv (piros) mérőcsúcsát csatlakoztasd és az előzőek szerint nézd végig.
Ha nem mutat semmit vagy nullát mérsz a ki vagy bemeneteken akkor sajnos IGBT modul hiba lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:22
Írta: 000000000 Dátum 2017 április 29, 23:22
Ez sigma 2-es, de egy nagyobb típus.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:26
Írta: 000000000 Dátum 2017 április 29, 23:26
Természetesen ha be volt kapcsolva a vezérlő, akkor áramtalanítás után várj legalább 10 percet a méréssel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 30, 12:08
Írta: svejk Dátum 2017 április 30, 12:08
igen
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 30, 16:10
Írta: rmkeh8a83 Dátum 2017 április 30, 16:10
Sziasztok kiméregettem a vezérlőt minden ok.Tovább próbálkoztam a beállítással reseteltem majd új program már sokadszorra majd lepróbáltam egy 800w-os motorral és szépen elindult hiba megszűnt fél óra folyamatos járatás után sem jött elő. Hiba okát nem tudom még mindig remélem nem jön vissza egy idő után. Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2017 május 06, 17:13
Írta: z08dv9zyv Dátum 2017 május 06, 17:13
Sziasztok,
Épitettem a gépemhez egy 4.tengelyt Sigma 3 as vezérlővel, 800W-os motorral.
1-1-es szijátétellel van meghajtva a tokmány.
Olyan problémám van vele hogy nagyon kicsi pozicio tartásban a tartó áramom , megmunkálás közben is képes egy picit elforditani a tengelyt ha egyenetlen az anyag keménysége.
A servoban a Machine rigidity-t átállitottam High rigidity (10/10) re de igy is elmozditja.
Hosszabtávon féken gondolkodom de addig is nem lehet ezen a merevségen valahogy allitani ?
Melyik paraméterét állitgassam?
Köszönöm
Épitettem a gépemhez egy 4.tengelyt Sigma 3 as vezérlővel, 800W-os motorral.
1-1-es szijátétellel van meghajtva a tokmány.
Olyan problémám van vele hogy nagyon kicsi pozicio tartásban a tartó áramom , megmunkálás közben is képes egy picit elforditani a tengelyt ha egyenetlen az anyag keménysége.
A servoban a Machine rigidity-t átállitottam High rigidity (10/10) re de igy is elmozditja.
Hosszabtávon féken gondolkodom de addig is nem lehet ezen a merevségen valahogy allitani ?
Melyik paraméterét állitgassam?
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 06, 17:47
Írta: svejk Dátum 2017 május 06, 17:47
Úgy kb. 1:40-1:100-as áttételt kellett volna alkalmaznod.
Akármilyen keményre is állítod a szervot az 2,4 Nm előbb-utóbb úgy is kevés lenne a tartáshoz.
Akármilyen keményre is állítod a szervot az 2,4 Nm előbb-utóbb úgy is kevés lenne a tartáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 06, 17:50
Írta: svejk Dátum 2017 május 06, 17:50
Egy C tengelyes esztergán 10-20 kW-os motorok vannak direktben, de komolyabb munkákhoz még akkor is van hidraulikus tárcsafék.
Cím: Re:AC szervó motoros vezérlés
Írta: Vetesi75 Dátum 2017 május 08, 15:27
Írta: Vetesi75 Dátum 2017 május 08, 15:27
C-tengelyes esztergán a 10KW-os hajtást, kb. 1:2 szíjáttétellel - pl. tokmánypofa cserekor, kézi erővel simán le lehet tiltatni egy 8-as imbuszkulccsal. (Konkrét példányon úgy rémlik, hogy 70Nm körül van a maximum.) Na ilyenkor vágja magát hanyatt vagy esik bele a gépbe a dolgozó... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 10:52
Írta: svejk Dátum 2017 május 14, 10:52
Hátha van valakinek egy, a képen látható Mitsubishi programozóból.
A kábel bekötését kellene kimérni, mert az itt levőnek valaki lecvikkolta a kábel végéről a DSUB9-es csatit. :(
A kábel bekötését kellene kimérni, mert az itt levőnek valaki lecvikkolta a kábel végéről a DSUB9-es csatit. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 10:52
Írta: svejk Dátum 2017 május 14, 10:52
Szóval erről van szó:
(http://cnctar.hobbycnc.hu/Svejk/mitshu1.jpg)
(http://cnctar.hobbycnc.hu/Svejk/mitshu1.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2017 május 14, 11:04
Írta: gab27 Dátum 2017 május 14, 11:04
Talán van benne szintillesztő IC (MAX232 és utánérzései). Ha igen, csak vissza kell vezetned az IC lábaihoz a megfelelő terminálokat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 11:10
Írta: svejk Dátum 2017 május 14, 11:10
Egyértelmű egyszerű kérdést/kérést tettem közzé, nem alternatívákat kérek.
Öreg vagyok én már a folyamatos szopáshoz, ha van valakinek ilyen annak pár perc kisípolni, mindkét végén emberi csatlakozó van.
Egyébként úgy rémlik full duplex RS485.
Ha nem lesz segítség akkor azért meg fogom tudni oldani.
Öreg vagyok én már a folyamatos szopáshoz, ha van valakinek ilyen annak pár perc kisípolni, mindkét végén emberi csatlakozó van.
Egyébként úgy rémlik full duplex RS485.
Ha nem lesz segítség akkor azért meg fogom tudni oldani.
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2017 május 14, 11:16
Írta: gab27 Dátum 2017 május 14, 11:16
Jó várakozást.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 16, 19:00
Írta: svejk Dátum 2017 május 16, 19:00
Tévedtem, mezei RS232.
A MAX-ot is jól sejtetted.
Végül is ez már 25 éves darab, akkoriban még nem volt feltétlen cél a végletekig való elbonyolítás...
A MAX-ot is jól sejtetted.
Végül is ez már 25 éves darab, akkoriban még nem volt feltétlen cél a végletekig való elbonyolítás...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 18, 12:47
Írta: svejk Dátum 2017 június 18, 12:47
Hátha valaki tudja fejből.
OMRON
R88M-Rxxxx motort melyik driver eszi meg?
OMRON
R88M-Rxxxx motort melyik driver eszi meg?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 18, 12:50
Írta: svejk Dátum 2017 június 18, 12:50
Ühüm... látom már R88D-RA
Nem mai darab ez sem, nem volt még hozzá szerencsém.
Nem mai darab ez sem, nem volt még hozzá szerencsém.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2017 augusztus 31, 18:52
Írta: zoli0302 Dátum 2017 augusztus 31, 18:52
Sziasztok !
Az lenne a kérdésem ,hogy ismeri e valaki a Moog 152j453 vezérlőt ?
Az lenne a kérdésem ,hogy ismeri e valaki a Moog 152j453 vezérlőt ?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 04, 21:20
Írta: designr Dátum 2017 szeptember 04, 21:20
Az NY41-es Dr2 szervópackról..
sajnos semmi biztató..De hátha valaki kitalált valamit.
Nem megy step-dir-ről..fórumon is volt már szó többször,de a történet visszanyúlik az időben..itt egy cnczone-link..a beszélgetés inditója valahonnan ismerős lehet nekünk..[#integet2]
Forditóval szépen érthető..
NY41 (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
sajnos semmi biztató..De hátha valaki kitalált valamit.
Nem megy step-dir-ről..fórumon is volt már szó többször,de a történet visszanyúlik az időben..itt egy cnczone-link..a beszélgetés inditója valahonnan ismerős lehet nekünk..[#integet2]
Forditóval szépen érthető..
NY41 (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 szeptember 04, 21:49
Írta: jani300 Dátum 2017 szeptember 04, 21:49
Köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 05, 00:31
Írta: 000000000 Dátum 2017 szeptember 05, 00:31
Nyiszi árult ilyen drive-ot sok sok éve.
Macskát dobálni tökéletes, egyedül a macsekokér lenne kár ha véletlen eltalálná valaki. [#hehe]
Macskát dobálni tökéletes, egyedül a macsekokér lenne kár ha véletlen eltalálná valaki. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 szeptember 05, 08:34
Írta: D.Laci Dátum 2017 szeptember 05, 08:34
Én adtam volna "ingyen" is, sok jelentkező nem volt :)
[#t200p32168#]
Azt sem értem miből gondolták, hogy motor is jár a vezérlőhöz....
[#t200p32168#]
Azt sem értem miből gondolták, hogy motor is jár a vezérlőhöz....
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 05, 08:57
Írta: 000000000 Dátum 2017 szeptember 05, 08:57
Lehet sokak csak a DR2-re ugrottak , de sajnos utána ott van az a fránya NY41.
kb 9-10 éve végigjártuk akkor Lakatos névvel regisztrált ismerőssel ezt a kálváriát.
Még egy másik szervókkal foglalkozó havert is megkértünk, hogy hivatalos levélben próbáljon egyenesen a Yaskawa-tól infót kérni.
Viszont elhajtottak mint a magzatvizet, ezzel: kimondottan adott cégnek gyártották egyedi megrendelésre.
Ergo nem is lehetne másnál ilyen hajtás.
Ennyit erről !
Ezek sajnos azzal a SW1 rotari switch-el címezhető BUS kommunikációs hajtások, még analóg bemenete sincs !
Talán alkatrésznek jó lesz, vagy mint mondtam, macskát dobálni !
kb 9-10 éve végigjártuk akkor Lakatos névvel regisztrált ismerőssel ezt a kálváriát.
Még egy másik szervókkal foglalkozó havert is megkértünk, hogy hivatalos levélben próbáljon egyenesen a Yaskawa-tól infót kérni.
Viszont elhajtottak mint a magzatvizet, ezzel: kimondottan adott cégnek gyártották egyedi megrendelésre.
Ergo nem is lehetne másnál ilyen hajtás.
Ennyit erről !
Ezek sajnos azzal a SW1 rotari switch-el címezhető BUS kommunikációs hajtások, még analóg bemenete sincs !
Talán alkatrésznek jó lesz, vagy mint mondtam, macskát dobálni !
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 08, 19:16
Írta: kuner Dátum 2017 szeptember 08, 19:16
Szerintetek Omron R88D szervo hajtás paraméterezhető motor rákötése nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 08, 21:53
Írta: 000000000 Dátum 2017 szeptember 08, 21:53
Úgy emlékszem igen.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 12:17
Írta: kuner Dátum 2017 szeptember 09, 12:17
Köszi.
És ezek az Omronok mennyire válogatják meg a motorokat, hogy mit fogad el, és mit nem?
És ezek az Omronok mennyire válogatják meg a motorokat, hogy mit fogad el, és mit nem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 14:52
Írta: 000000000 Dátum 2017 szeptember 09, 14:52
Ezt, hogyan érted ?
Sajnos annak ellenére A, A_, B, B_, Z, Z_, jeleket hasaznál a Z jelbe kódolva kommunikál a vezérlővel az encoder.
Így sajnos ezek is csak a saját sigma 1-es motorokkal mennek. ( Yaskawa, Omron keresztbe csereszabatos azonos típuson belül )
Sajnos annak ellenére A, A_, B, B_, Z, Z_, jeleket hasaznál a Z jelbe kódolva kommunikál a vezérlővel az encoder.
Így sajnos ezek is csak a saját sigma 1-es motorokkal mennek. ( Yaskawa, Omron keresztbe csereszabatos azonos típuson belül )
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 15:05
Írta: kuner Dátum 2017 szeptember 09, 15:05
Tehát akkor egy valahonnan bontott ismeretlen motorral esélytelen [#szomoru1]
Akkor ezek szerint mégis csak jobban járok, ha építek vezérlőt a gyűjtögetett motorjaimhoz.
Köszönöm, most már ezt is tudom.
Akkor ezek szerint mégis csak jobban járok, ha építek vezérlőt a gyűjtögetett motorjaimhoz.
Köszönöm, most már ezt is tudom.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 15:35
Írta: 000000000 Dátum 2017 szeptember 09, 15:35
Sajnos ez ilyen kényelmi funkció miatt van, mivel a motor paramétereket nem lehet állítani a vezérlőben. (pólusszám, áram, stb stb )
Aztán valahogy be kell azonosítani mégis mi van a drót végén.
Lehet érdemes lenne építeni valami átverő elektronikát. [#nevetes1]
Aztán valahogy be kell azonosítani mégis mi van a drót végén.
Lehet érdemes lenne építeni valami átverő elektronikát. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 09, 15:36
Írta: designr Dátum 2017 szeptember 09, 15:36
Egy képet tégy már föl a vezérlő adattáblájáról.Akkor ha jól értem vezérlőid ilyen vezérlőid vannak és különböző ,más tipusú motorok?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 09, 15:37
Írta: designr Dátum 2017 szeptember 09, 15:37
És milyen motorjaid vannak?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 13, 21:23
Írta: designr Dátum 2017 április 13, 21:23
Szia.Nem tudom..
Tudod olyan vagyok hogy nem tanultam..nem tudom csak csinálom::))
Két esetben is tapasztaltam hogy használt motor vizszintesen szerelve..meglazitva hig,oljszerű folyadékot engedett..szorultak kicsit..mikor kezdett kifolyni..nem szereltem tovább,meg voltam rólla győződve hogy olajjal vannak feltöltve..A motorok egyébként jók voltak..hátul az encoderházban semmi..
Tropa motor is került már hozzám..a csapágyai külső gyűrűin és a csapágyfedeleken gumigyűrű tömités..
A rossz motorok amit eddig szétszedtem szárazak voltak..
fórum ac szervós topicjában még varsa idején volt egy hasonló bejegyzés..majd megpróbálom előkeresni..
Bogarat ültettél a fülembe..széthuztam egy uj 400w motort..nincs benne olaj..
Az Omronban sem..
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_ey5dru58ckkv0yjw3osf5_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ey5dru58ckkv0yjw3osf5_1575.jpg)
Tudod olyan vagyok hogy nem tanultam..nem tudom csak csinálom::))
Két esetben is tapasztaltam hogy használt motor vizszintesen szerelve..meglazitva hig,oljszerű folyadékot engedett..szorultak kicsit..mikor kezdett kifolyni..nem szereltem tovább,meg voltam rólla győződve hogy olajjal vannak feltöltve..A motorok egyébként jók voltak..hátul az encoderházban semmi..
Tropa motor is került már hozzám..a csapágyai külső gyűrűin és a csapágyfedeleken gumigyűrű tömités..
A rossz motorok amit eddig szétszedtem szárazak voltak..
fórum ac szervós topicjában még varsa idején volt egy hasonló bejegyzés..majd megpróbálom előkeresni..
Bogarat ültettél a fülembe..széthuztam egy uj 400w motort..nincs benne olaj..
Az Omronban sem..
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/yc6dip4npfu6dgvtgcsb6_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/45j00agmztrs4cqaa73ab_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/pzvfbwc5pfdtxbsuzydx8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_ey5dru58ckkv0yjw3osf5_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ey5dru58ckkv0yjw3osf5_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 13, 21:42
Írta: sanka74 Dátum 2017 április 13, 21:42
Sziasztok! Bocsánat, de én eddig úgy tudtam, hogy az AC szervoban van hall szenzor is, mivel a Mavilor AC szervo motorban is van, ami itt a forumon is volt már párszor eladás tárgya. Nyilván nem vagyok profi a témában. Szerdán megnézem hogyan lehet megbontani. Ez a sulis gépen van...Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 00:02
Írta: 000000000 Dátum 2017 április 14, 00:02
A Mavilor BLT-055 jó lesz BLDC motornak is a maximum 48 voltos tápfeszültségével. [#whatever]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:28
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:28
Hozzászólnék a témához ( nem címzem senkinek ) amit leírok az nem szentírás nem is a téziseim csupán ennyit tudok a témáról
A szinkrongépeknek két nagy családja van : vannak gépek amiket négyszögmezővel tápláljuk és vannak a szinuszmezős gépek . Mindkét családnál a helyes működéshez elengedhetetlen a rotorpozíció érzékelése .A pozíció érzékelését as őskorban hall kapcsolókkal oldották meg ( ott a mágnes akkor a legegyszerűbb azt érzékelni ) a hallok ideálisak mert meg tudják különböztetni a polaritást és jótékony hiszterézissel is rendelkeznek
Azután a technika fejllődésével más megoldások is születtek ( speciális sávokkal rendelkező encoderek ( amelyet akár mi is készíthetünk ) de ha egy pillanatra kikapcsoljuk a motor táplálását akkor a forgó mező feszültséget indukál a tekercsekben amelyeknek a feszültség és fézisviszonyaiból rekonstruálható a rotorpozíció
A BLDC motorok négyszögmezős gépek . Szervó üzemre alkalmasak . De vannak olyanok amik csak sebességszervóknál jöhetnek szóba . Ez a polusok és tekercsek egymáshoz való viszonyszámától l függ . Pl egy 8 pólusú 12 tekercsű motor az csak sebeségszervó lehet ( ilyenek a ventillátorok és sok modell repülőgép motor ) Ha pozíciószervós hajtást akarunk akkor más kombináció kell és természetesen kell még egy encoder a motor tengelyére a finomabb pozicionálás érdekében .
A szinuszmezős szinkrongépeknél is szükséges a rotorpozició érzékelése . Az őskorban ott is hallokkal operáltak de a technika fejlődésével a pozícióérzékelést rábízták az encoderekre . ( sajnos most már ott tartunk hogy az encoderből egy az amatőrők számára megfejthetetlen kommunikációval jönnek ki a jelek az erre a célra kiépített soros vonalon)
A szinkrongépeknek két nagy családja van : vannak gépek amiket négyszögmezővel tápláljuk és vannak a szinuszmezős gépek . Mindkét családnál a helyes működéshez elengedhetetlen a rotorpozíció érzékelése .A pozíció érzékelését as őskorban hall kapcsolókkal oldották meg ( ott a mágnes akkor a legegyszerűbb azt érzékelni ) a hallok ideálisak mert meg tudják különböztetni a polaritást és jótékony hiszterézissel is rendelkeznek
Azután a technika fejllődésével más megoldások is születtek ( speciális sávokkal rendelkező encoderek ( amelyet akár mi is készíthetünk ) de ha egy pillanatra kikapcsoljuk a motor táplálását akkor a forgó mező feszültséget indukál a tekercsekben amelyeknek a feszültség és fézisviszonyaiból rekonstruálható a rotorpozíció
A BLDC motorok négyszögmezős gépek . Szervó üzemre alkalmasak . De vannak olyanok amik csak sebességszervóknál jöhetnek szóba . Ez a polusok és tekercsek egymáshoz való viszonyszámától l függ . Pl egy 8 pólusú 12 tekercsű motor az csak sebeségszervó lehet ( ilyenek a ventillátorok és sok modell repülőgép motor ) Ha pozíciószervós hajtást akarunk akkor más kombináció kell és természetesen kell még egy encoder a motor tengelyére a finomabb pozicionálás érdekében .
A szinuszmezős szinkrongépeknél is szükséges a rotorpozició érzékelése . Az őskorban ott is hallokkal operáltak de a technika fejlődésével a pozícióérzékelést rábízták az encoderekre . ( sajnos most már ott tartunk hogy az encoderből egy az amatőrők számára megfejthetetlen kommunikációval jönnek ki a jelek az erre a célra kiépített soros vonalon)
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:43
Írta: ANTAL GÁBOR Dátum 2017 április 14, 07:43
Nekem van egy lineáris motorom : ott a rotorpoziciót hallok szolgáltatják és a motor mellé egy kontaktusmentes finom felbontású optikai encodert kell telepíteni . Nem tudom hogy négyszögmezős vagy szinuszos a táplálás
A halloknak volt egy másik érdekes alkalmazása is ilyenkor nem a forgórész mágneseit detektálták ( csupán konstrukciós okokból ! ) hanem külön mágneseket alkalmaztak amelyeket szigorú feltételekkel ( szinkronban a forgórésszel ) kellett pozícionálni. Az ilyen hall érzékelőket sokszor kombinálták az encoderrel
És még egy adalék : a Bldc motorok a szinkrongépek családjába tartoznak a DC szó arra utal hogy úgy viselkednek mint a klasszikus ( kefés ) DC motorok vagyis a tápfesszel ( esetünkben DC busz ) arányos a fordulatszámuk ( egy mostanában nem publikáló kolléga videóját idézem akinél a DC busz feszültségét egy ceruzaelem szolgáltatta )
A halloknak volt egy másik érdekes alkalmazása is ilyenkor nem a forgórész mágneseit detektálták ( csupán konstrukciós okokból ! ) hanem külön mágneseket alkalmaztak amelyeket szigorú feltételekkel ( szinkronban a forgórésszel ) kellett pozícionálni. Az ilyen hall érzékelőket sokszor kombinálták az encoderrel
És még egy adalék : a Bldc motorok a szinkrongépek családjába tartoznak a DC szó arra utal hogy úgy viselkednek mint a klasszikus ( kefés ) DC motorok vagyis a tápfesszel ( esetünkben DC busz ) arányos a fordulatszámuk ( egy mostanában nem publikáló kolléga videóját idézem akinél a DC busz feszültségét egy ceruzaelem szolgáltatta )
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 14, 08:07
Írta: designr Dátum 2017 április 14, 08:07
Itt egy leirás..jellemzően méeg itt sok a kavar..
servo motor type (http://www.electronicshub.org/servo-motors/)
Ac szervókat felosztja indukciós és asszinkron jellegűre.
Indukciós a PM forgórészű amig a asszinkron jellegűnek tekercselt..majd következik egy kép "asszinkron " felirattal egy szervóról amit neked is van otthon én meg szétszedtem tegnap este..és mágnes van benne..
Mult héten hirdettem itt a fórumon egy 100w szettet..
Lázasan akartak meggyőzni hogy a motoron a DC brushless felirat azt jelenti hogy ez nem fog menni az ac driverrel..
Ezeken már tul vagyok...Tamagawa aki régen gyártotta a motorok nagy részét..ezt irta rá..az attól még 3 fázisú ac motor és szépen megy pozicó módban..
Nagy a kavar..
Brushless az kefenélkülit jelent ilyen a dc motorok egy része és minden ac..
dc vagy ac pedig a meghajtó fesz jellemzője
servo motor type (http://www.electronicshub.org/servo-motors/)
Ac szervókat felosztja indukciós és asszinkron jellegűre.
Indukciós a PM forgórészű amig a asszinkron jellegűnek tekercselt..majd következik egy kép "asszinkron " felirattal egy szervóról amit neked is van otthon én meg szétszedtem tegnap este..és mágnes van benne..
Mult héten hirdettem itt a fórumon egy 100w szettet..
Lázasan akartak meggyőzni hogy a motoron a DC brushless felirat azt jelenti hogy ez nem fog menni az ac driverrel..
Ezeken már tul vagyok...Tamagawa aki régen gyártotta a motorok nagy részét..ezt irta rá..az attól még 3 fázisú ac motor és szépen megy pozicó módban..
Nagy a kavar..
Brushless az kefenélkülit jelent ilyen a dc motorok egy része és minden ac..
dc vagy ac pedig a meghajtó fesz jellemzője
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 09:50
Írta: 000000000 Dátum 2017 április 14, 09:50
Igen és hol vannak azok a fránya hall szenzorok?
Jó messze a tekercsektől.
Miért van ez így?
Mert a tekercsek mágneses tere szétcsapkodná a hall szenzor által érzékelt mágneses pozíciókat.
És ennek ellenére miért van raja a hall szenzor?
Mert Renishaw öntapadós lineáris útmérőt használ ami nem tudja a fázisjeleket is kiküldeni.
És mért kell hozzá az a kis aluminium tokozat JZDP-A008-182 jelöléssel ?
Mert ez alakítja át a Renishaw és hall szenzorok jeleit a servovezérlőnek értelmezhetővé.
Ergo az egész egy kényszer megoldás !
Jó messze a tekercsektől.
Miért van ez így?
Mert a tekercsek mágneses tere szétcsapkodná a hall szenzor által érzékelt mágneses pozíciókat.
És ennek ellenére miért van raja a hall szenzor?
Mert Renishaw öntapadós lineáris útmérőt használ ami nem tudja a fázisjeleket is kiküldeni.
És mért kell hozzá az a kis aluminium tokozat JZDP-A008-182 jelöléssel ?
Mert ez alakítja át a Renishaw és hall szenzorok jeleit a servovezérlőnek értelmezhetővé.
Ergo az egész egy kényszer megoldás !
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 április 14, 14:58
Írta: ANTAL GÁBOR Dátum 2017 április 14, 14:58
Az egész leírásban azt próbáltam kihangsúlyozni hogy a szinkronmotorokhoz elengedhetetlen valamilyen rotorpozíció érzékelés . Azt nem lehet kijelenteni hogy amiben van hall az BLDC és amiben nincs az Ac szervó . Legföljebb a fejlődés abba az irányba ment hogy manapság a hallok helyett más szisztémájú a pozíció érzékelés . Nekem van olyan szinuszmezős Ac szervó őspéldányom amiben klasszikus hall és inkrementális encoder van ( szeretem is mert nem driver specifikus Pl a Granite devices klasszul viszi ). A gyárak egyébként direkt rájátszanak a dologra mert mint említettem egy klasszikus megoldású motorhoz nem tudnák a driverüket ráeröltetni a vevőre .
Cím: Re:AC szervó motoros vezérlés
Írta: csg67 Dátum 2017 április 14, 18:18
Írta: csg67 Dátum 2017 április 14, 18:18
"És ilyenkor jön az a fránya hall szenzorok hiánya mivel ez AC servo, és jöhet a kísérletezés.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek."
Nem kell kísérletezni. Kell egy 24V/10A DC táp, negatív az U pontra, pozitív a V és W pontra, ilyenkor a motor beáll egy pozícióba, most kell úgy felszerelni a jeladót, hogy az a nullimpulzusnál legyen.
Encoder feltesz Jog módban megforgat és nézni kell az áramfelvételét.
Mikor jó a pozíció akkor a legkisebb a forgás közbeni áramfelvétele a vezérlőnek."
Nem kell kísérletezni. Kell egy 24V/10A DC táp, negatív az U pontra, pozitív a V és W pontra, ilyenkor a motor beáll egy pozícióba, most kell úgy felszerelni a jeladót, hogy az a nullimpulzusnál legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 14, 22:02
Írta: 000000000 Dátum 2017 április 14, 22:02
Ha minden mesterfogást elárulok akkor mivel fogok kaszálni ? [#ravasz1]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 16, 22:19
Írta: svejk Dátum 2017 április 16, 22:19
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 16, 22:19
Írta: svejk Dátum 2017 április 16, 22:19
Kaszával próbáltad már?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 16, 22:42
Írta: 000000000 Dátum 2017 április 16, 22:42
Kaszával a hülye is tud ! [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 20, 19:29
Írta: sanka74 Dátum 2017 április 20, 19:29
Sziasztok!
A lentebb ecsetelt AC servo motor tipusa:
MECAPION MODEL: APM-SC05ADK-9
Megpróbáltam megbontani, de egyszerű eszközökkel nem mertem. Az elejéről levettem a takaró fedelet, nem folyt ki olaj. Tovább nem bolygattam mert az encoder levétele nélkül szerintem nem lehet szerelni. A tengely szorul áram nélkül is és akkor is amikor áram alatt van, de a vezérlő resetelve van.Ilyenkor a többi tengelyen lévők könnyen futnak.
A lentebb ecsetelt AC servo motor tipusa:
MECAPION MODEL: APM-SC05ADK-9
Megpróbáltam megbontani, de egyszerű eszközökkel nem mertem. Az elejéről levettem a takaró fedelet, nem folyt ki olaj. Tovább nem bolygattam mert az encoder levétele nélkül szerintem nem lehet szerelni. A tengely szorul áram nélkül is és akkor is amikor áram alatt van, de a vezérlő resetelve van.Ilyenkor a többi tengelyen lévők könnyen futnak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 20, 20:48
Írta: svejk Dátum 2017 április 20, 20:48
Hozd el szombaton debrecenbe oszt' jól megjavítjuk.
Na nem bízol abban a napban :) akkor meg hozd el hozzám.
Na nem bízol abban a napban :) akkor meg hozd el hozzám.
Cím: Re:AC szervó motoros vezérlés
Írta: sanka74 Dátum 2017 április 20, 20:55
Írta: sanka74 Dátum 2017 április 20, 20:55
Szia! Köszönöm a felajánlást. Most (sem) tudok menni a talira, Szakmák Éjszakája lesz holnap...Amint enged a tél szorítása, egyeztetek időpontot Veled, és elugrok. Köszi még egyszer.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 20:42
Írta: rmkeh8a83 Dátum 2017 április 29, 20:42
Sziasztok tudna valaki segíteni hogy lehet ez a hibát orvosolni A.10 hibakód overcurrent or heat sink overheated Yaskawa sgdh vezérlö köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 20:54
Írta: designr Dátum 2017 április 29, 20:54
Ez nem egyszerű.. Tudni kellene a körülményeket.
Ment rendesen a szervó és egyik pillanatról a másikra jön elő?
Most került hozzád és üres motorral is ezt produkálja?
Jól van beállitva?
Tuláram és hővédelem..
Lehet akár egy rossz PID vagy felfutás beállitás..de lehet alkatrészhiba..
Üres motorral, lassú felfutással, gyenge erősitéssel próbáld meg..Csinálj egy driver resetet és csak azután..
Ment rendesen a szervó és egyik pillanatról a másikra jön elő?
Most került hozzád és üres motorral is ezt produkálja?
Jól van beállitva?
Tuláram és hővédelem..
Lehet akár egy rossz PID vagy felfutás beállitás..de lehet alkatrészhiba..
Üres motorral, lassú felfutással, gyenge erősitéssel próbáld meg..Csinálj egy driver resetet és csak azután..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:01
Írta: rmkeh8a83 Dátum 2017 április 29, 21:01
Szia motor nélkül is ezt csinálja csináltam resetet új programot töltöttem fel rá de a hiba fent maradt.Tartok töle hogy valami elszállt benne.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 21:03
Írta: designr Dátum 2017 április 29, 21:03
Eddig rendben működött?
Motor nélkül nem illik szervó erősitőt üzemeltetni..
Motor nélkül nem illik szervó erősitőt üzemeltetni..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:05
Írta: rmkeh8a83 Dátum 2017 április 29, 21:05
Nem tudom így került hozzám ezzel a hibával
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 április 29, 21:08
Írta: designr Dátum 2017 április 29, 21:08
Csakis motorral összevezetékelve próbáld..
esetleg ha van több motorod akkor másikkal.
Még encoder hiba is lehet..azzal már jártam igy..
esetleg ha van több motorod akkor másikkal.
Még encoder hiba is lehet..azzal már jártam igy..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 21:15
Írta: rmkeh8a83 Dátum 2017 április 29, 21:15
Igen már próbáltam 2 motorral is amik jól működnek a másik vezérlővel. Újra töltöttem rá 2 beállítást is a hiba fent maradt amit lehetett megpróbáltam még szét nem szedtem mert az elektronika nem erősségem
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 29, 22:17
Írta: svejk Dátum 2017 április 29, 22:17
Valószínűleg IGBT modul zárlat.
Általában diódaméréssel gyorsan kimutatható.
Hány Wattos a vezérlő?
Van pár féle modulom.
Általában diódaméréssel gyorsan kimutatható.
Hány Wattos a vezérlő?
Van pár féle modulom.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:27
Írta: rmkeh8a83 Dátum 2017 április 29, 22:27
Szia yaskawa sgdh 10ae 1Kw-os.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 29, 22:32
Írta: svejk Dátum 2017 április 29, 22:32
Még az is lehet, hogy abba való is akad, de mindenféleképp mérj rá.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:40
Írta: rmkeh8a83 Dátum 2017 április 29, 22:40
Tudsz nekem segíteni mert azt sem tudom mit keressek.Megkereshetlek magánban?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 22:45
Írta: 000000000 Dátum 2017 április 29, 22:45
A sigma 2 hűtőbordáján van egy hőkapcsoló.
Először is a műanyag burkolatot lepattintod a vezérlőről.
Utána fogod látni két fekete vezeték műanyag védőcsövekben jön ki hűtőborda és a panel közötti résből.
Ez a vezeték megy a teljesítmény panelra amit le lehet húzni egy csatlakozóval róla.
Ezen kéne mérni egy ellenállást és ha ezen nem tudsz mérni semmit akkor megvan a hiba.
Igaz kétlem mert ezt még nem láttam kipurcanni, de a remény hal meg utoljára.
A lepényhal meg először [#nevetes1]
Először is a műanyag burkolatot lepattintod a vezérlőről.
Utána fogod látni két fekete vezeték műanyag védőcsövekben jön ki hűtőborda és a panel közötti résből.
Ez a vezeték megy a teljesítmény panelra amit le lehet húzni egy csatlakozóval róla.
Ezen kéne mérni egy ellenállást és ha ezen nem tudsz mérni semmit akkor megvan a hiba.
Igaz kétlem mert ezt még nem láttam kipurcanni, de a remény hal meg utoljára.
A lepényhal meg először [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 29, 22:48
Írta: rmkeh8a83 Dátum 2017 április 29, 22:48
Szia köszönöm ezt megnézem holnap és visszajelzek felétek
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:01
Írta: 000000000 Dátum 2017 április 29, 23:01
Amit leírtam ez a 400 Wattosnál van a 1kW-os típusra nem emlékszem pontosan.
Annál talán másképpen lehet met ott már ventilátor is van.
Annál talán másképpen lehet met ott már ventilátor is van.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:17
Írta: 000000000 Dátum 2017 április 29, 23:17
Ez fog segíteni Svejk által ajánlott ellenőrzés végrehajtásában.
A műszert kapcsold dióda vizsgálatra a DC bus pozitívjára a műszer negatív (fekete) mérőcsúcsát tedd és a videón látottak szerint ellenőrizd le.
Aztán a DC bus negatívjára a műszer pozitiv (piros) mérőcsúcsát csatlakoztasd és az előzőek szerint nézd végig.
Ha nem mutat semmit vagy nullát mérsz a ki vagy bemeneteken akkor sajnos IGBT modul hiba lesz.
A műszert kapcsold dióda vizsgálatra a DC bus pozitívjára a műszer negatív (fekete) mérőcsúcsát tedd és a videón látottak szerint ellenőrizd le.
Aztán a DC bus negatívjára a műszer pozitiv (piros) mérőcsúcsát csatlakoztasd és az előzőek szerint nézd végig.
Ha nem mutat semmit vagy nullát mérsz a ki vagy bemeneteken akkor sajnos IGBT modul hiba lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:22
Írta: 000000000 Dátum 2017 április 29, 23:22
Ez sigma 2-es, de egy nagyobb típus.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 április 29, 23:26
Írta: 000000000 Dátum 2017 április 29, 23:26
Természetesen ha be volt kapcsolva a vezérlő, akkor áramtalanítás után várj legalább 10 percet a méréssel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 április 30, 12:08
Írta: svejk Dátum 2017 április 30, 12:08
igen
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 április 30, 16:10
Írta: rmkeh8a83 Dátum 2017 április 30, 16:10
Sziasztok kiméregettem a vezérlőt minden ok.Tovább próbálkoztam a beállítással reseteltem majd új program már sokadszorra majd lepróbáltam egy 800w-os motorral és szépen elindult hiba megszűnt fél óra folyamatos járatás után sem jött elő. Hiba okát nem tudom még mindig remélem nem jön vissza egy idő után. Köszönöm a segítséget.
Cím: Re:AC szervó motoros vezérlés
Írta: z08dv9zyv Dátum 2017 május 06, 17:13
Írta: z08dv9zyv Dátum 2017 május 06, 17:13
Sziasztok,
Épitettem a gépemhez egy 4.tengelyt Sigma 3 as vezérlővel, 800W-os motorral.
1-1-es szijátétellel van meghajtva a tokmány.
Olyan problémám van vele hogy nagyon kicsi pozicio tartásban a tartó áramom , megmunkálás közben is képes egy picit elforditani a tengelyt ha egyenetlen az anyag keménysége.
A servoban a Machine rigidity-t átállitottam High rigidity (10/10) re de igy is elmozditja.
Hosszabtávon féken gondolkodom de addig is nem lehet ezen a merevségen valahogy allitani ?
Melyik paraméterét állitgassam?
Köszönöm
Épitettem a gépemhez egy 4.tengelyt Sigma 3 as vezérlővel, 800W-os motorral.
1-1-es szijátétellel van meghajtva a tokmány.
Olyan problémám van vele hogy nagyon kicsi pozicio tartásban a tartó áramom , megmunkálás közben is képes egy picit elforditani a tengelyt ha egyenetlen az anyag keménysége.
A servoban a Machine rigidity-t átállitottam High rigidity (10/10) re de igy is elmozditja.
Hosszabtávon féken gondolkodom de addig is nem lehet ezen a merevségen valahogy allitani ?
Melyik paraméterét állitgassam?
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 06, 17:47
Írta: svejk Dátum 2017 május 06, 17:47
Úgy kb. 1:40-1:100-as áttételt kellett volna alkalmaznod.
Akármilyen keményre is állítod a szervot az 2,4 Nm előbb-utóbb úgy is kevés lenne a tartáshoz.
Akármilyen keményre is állítod a szervot az 2,4 Nm előbb-utóbb úgy is kevés lenne a tartáshoz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 06, 17:50
Írta: svejk Dátum 2017 május 06, 17:50
Egy C tengelyes esztergán 10-20 kW-os motorok vannak direktben, de komolyabb munkákhoz még akkor is van hidraulikus tárcsafék.
Cím: Re:AC szervó motoros vezérlés
Írta: Vetesi75 Dátum 2017 május 08, 15:27
Írta: Vetesi75 Dátum 2017 május 08, 15:27
C-tengelyes esztergán a 10KW-os hajtást, kb. 1:2 szíjáttétellel - pl. tokmánypofa cserekor, kézi erővel simán le lehet tiltatni egy 8-as imbuszkulccsal. (Konkrét példányon úgy rémlik, hogy 70Nm körül van a maximum.) Na ilyenkor vágja magát hanyatt vagy esik bele a gépbe a dolgozó... :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 10:52
Írta: svejk Dátum 2017 május 14, 10:52
Hátha van valakinek egy, a képen látható Mitsubishi programozóból.
A kábel bekötését kellene kimérni, mert az itt levőnek valaki lecvikkolta a kábel végéről a DSUB9-es csatit. :(
A kábel bekötését kellene kimérni, mert az itt levőnek valaki lecvikkolta a kábel végéről a DSUB9-es csatit. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 10:52
Írta: svejk Dátum 2017 május 14, 10:52
Szóval erről van szó:
(http://cnctar.hobbycnc.hu/Svejk/mitshu1.jpg)
(http://cnctar.hobbycnc.hu/Svejk/mitshu1.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2017 május 14, 11:04
Írta: gab27 Dátum 2017 május 14, 11:04
Talán van benne szintillesztő IC (MAX232 és utánérzései). Ha igen, csak vissza kell vezetned az IC lábaihoz a megfelelő terminálokat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 14, 11:10
Írta: svejk Dátum 2017 május 14, 11:10
Egyértelmű egyszerű kérdést/kérést tettem közzé, nem alternatívákat kérek.
Öreg vagyok én már a folyamatos szopáshoz, ha van valakinek ilyen annak pár perc kisípolni, mindkét végén emberi csatlakozó van.
Egyébként úgy rémlik full duplex RS485.
Ha nem lesz segítség akkor azért meg fogom tudni oldani.
Öreg vagyok én már a folyamatos szopáshoz, ha van valakinek ilyen annak pár perc kisípolni, mindkét végén emberi csatlakozó van.
Egyébként úgy rémlik full duplex RS485.
Ha nem lesz segítség akkor azért meg fogom tudni oldani.
Cím: Re:AC szervó motoros vezérlés
Írta: gab27 Dátum 2017 május 14, 11:16
Írta: gab27 Dátum 2017 május 14, 11:16
Jó várakozást.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 május 16, 19:00
Írta: svejk Dátum 2017 május 16, 19:00
Tévedtem, mezei RS232.
A MAX-ot is jól sejtetted.
Végül is ez már 25 éves darab, akkoriban még nem volt feltétlen cél a végletekig való elbonyolítás...
A MAX-ot is jól sejtetted.
Végül is ez már 25 éves darab, akkoriban még nem volt feltétlen cél a végletekig való elbonyolítás...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 18, 12:47
Írta: svejk Dátum 2017 június 18, 12:47
Hátha valaki tudja fejből.
OMRON
R88M-Rxxxx motort melyik driver eszi meg?
OMRON
R88M-Rxxxx motort melyik driver eszi meg?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 június 18, 12:50
Írta: svejk Dátum 2017 június 18, 12:50
Ühüm... látom már R88D-RA
Nem mai darab ez sem, nem volt még hozzá szerencsém.
Nem mai darab ez sem, nem volt még hozzá szerencsém.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2017 augusztus 31, 18:52
Írta: zoli0302 Dátum 2017 augusztus 31, 18:52
Sziasztok !
Az lenne a kérdésem ,hogy ismeri e valaki a Moog 152j453 vezérlőt ?
Az lenne a kérdésem ,hogy ismeri e valaki a Moog 152j453 vezérlőt ?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 04, 21:20
Írta: designr Dátum 2017 szeptember 04, 21:20
Az NY41-es Dr2 szervópackról..
sajnos semmi biztató..De hátha valaki kitalált valamit.
Nem megy step-dir-ről..fórumon is volt már szó többször,de a történet visszanyúlik az időben..itt egy cnczone-link..a beszélgetés inditója valahonnan ismerős lehet nekünk..[#integet2]
Forditóval szépen érthető..
NY41 (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
sajnos semmi biztató..De hátha valaki kitalált valamit.
Nem megy step-dir-ről..fórumon is volt már szó többször,de a történet visszanyúlik az időben..itt egy cnczone-link..a beszélgetés inditója valahonnan ismerős lehet nekünk..[#integet2]
Forditóval szépen érthető..
NY41 (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 szeptember 04, 21:49
Írta: jani300 Dátum 2017 szeptember 04, 21:49
Köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 05, 00:31
Írta: 000000000 Dátum 2017 szeptember 05, 00:31
Nyiszi árult ilyen drive-ot sok sok éve.
Macskát dobálni tökéletes, egyedül a macsekokér lenne kár ha véletlen eltalálná valaki. [#hehe]
Macskát dobálni tökéletes, egyedül a macsekokér lenne kár ha véletlen eltalálná valaki. [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 szeptember 05, 08:34
Írta: D.Laci Dátum 2017 szeptember 05, 08:34
Én adtam volna "ingyen" is, sok jelentkező nem volt :)
[#t200p32168#]
Azt sem értem miből gondolták, hogy motor is jár a vezérlőhöz....
[#t200p32168#]
Azt sem értem miből gondolták, hogy motor is jár a vezérlőhöz....
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 05, 08:57
Írta: 000000000 Dátum 2017 szeptember 05, 08:57
Lehet sokak csak a DR2-re ugrottak , de sajnos utána ott van az a fránya NY41.
kb 9-10 éve végigjártuk akkor Lakatos névvel regisztrált ismerőssel ezt a kálváriát.
Még egy másik szervókkal foglalkozó havert is megkértünk, hogy hivatalos levélben próbáljon egyenesen a Yaskawa-tól infót kérni.
Viszont elhajtottak mint a magzatvizet, ezzel: kimondottan adott cégnek gyártották egyedi megrendelésre.
Ergo nem is lehetne másnál ilyen hajtás.
Ennyit erről !
Ezek sajnos azzal a SW1 rotari switch-el címezhető BUS kommunikációs hajtások, még analóg bemenete sincs !
Talán alkatrésznek jó lesz, vagy mint mondtam, macskát dobálni !
kb 9-10 éve végigjártuk akkor Lakatos névvel regisztrált ismerőssel ezt a kálváriát.
Még egy másik szervókkal foglalkozó havert is megkértünk, hogy hivatalos levélben próbáljon egyenesen a Yaskawa-tól infót kérni.
Viszont elhajtottak mint a magzatvizet, ezzel: kimondottan adott cégnek gyártották egyedi megrendelésre.
Ergo nem is lehetne másnál ilyen hajtás.
Ennyit erről !
Ezek sajnos azzal a SW1 rotari switch-el címezhető BUS kommunikációs hajtások, még analóg bemenete sincs !
Talán alkatrésznek jó lesz, vagy mint mondtam, macskát dobálni !
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 08, 19:16
Írta: kuner Dátum 2017 szeptember 08, 19:16
Szerintetek Omron R88D szervo hajtás paraméterezhető motor rákötése nélkül?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 08, 21:53
Írta: 000000000 Dátum 2017 szeptember 08, 21:53
Úgy emlékszem igen.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 12:17
Írta: kuner Dátum 2017 szeptember 09, 12:17
Köszi.
És ezek az Omronok mennyire válogatják meg a motorokat, hogy mit fogad el, és mit nem?
És ezek az Omronok mennyire válogatják meg a motorokat, hogy mit fogad el, és mit nem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 14:52
Írta: 000000000 Dátum 2017 szeptember 09, 14:52
Ezt, hogyan érted ?
Sajnos annak ellenére A, A_, B, B_, Z, Z_, jeleket hasaznál a Z jelbe kódolva kommunikál a vezérlővel az encoder.
Így sajnos ezek is csak a saját sigma 1-es motorokkal mennek. ( Yaskawa, Omron keresztbe csereszabatos azonos típuson belül )
Sajnos annak ellenére A, A_, B, B_, Z, Z_, jeleket hasaznál a Z jelbe kódolva kommunikál a vezérlővel az encoder.
Így sajnos ezek is csak a saját sigma 1-es motorokkal mennek. ( Yaskawa, Omron keresztbe csereszabatos azonos típuson belül )
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 15:05
Írta: kuner Dátum 2017 szeptember 09, 15:05
Tehát akkor egy valahonnan bontott ismeretlen motorral esélytelen [#szomoru1]
Akkor ezek szerint mégis csak jobban járok, ha építek vezérlőt a gyűjtögetett motorjaimhoz.
Köszönöm, most már ezt is tudom.
Akkor ezek szerint mégis csak jobban járok, ha építek vezérlőt a gyűjtögetett motorjaimhoz.
Köszönöm, most már ezt is tudom.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 15:35
Írta: 000000000 Dátum 2017 szeptember 09, 15:35
Sajnos ez ilyen kényelmi funkció miatt van, mivel a motor paramétereket nem lehet állítani a vezérlőben. (pólusszám, áram, stb stb )
Aztán valahogy be kell azonosítani mégis mi van a drót végén.
Lehet érdemes lenne építeni valami átverő elektronikát. [#nevetes1]
Aztán valahogy be kell azonosítani mégis mi van a drót végén.
Lehet érdemes lenne építeni valami átverő elektronikát. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 09, 15:36
Írta: designr Dátum 2017 szeptember 09, 15:36
Egy képet tégy már föl a vezérlő adattáblájáról.Akkor ha jól értem vezérlőid ilyen vezérlőid vannak és különböző ,más tipusú motorok?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 09, 15:37
Írta: designr Dátum 2017 szeptember 09, 15:37
És milyen motorjaid vannak?
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 17:47
Írta: kuner Dátum 2017 szeptember 09, 17:47
R88D-UA08V vezérlő lenne párosítva Sanyo Denki P50B04006DXS4E motorral.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dhvkfg2aidpcjkqm8ukf2_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dhvkfg2aidpcjkqm8ukf2_2217.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dhvkfg2aidpcjkqm8ukf2_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dhvkfg2aidpcjkqm8ukf2_2217.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 23:07
Írta: 000000000 Dátum 2017 szeptember 09, 23:07
Erre kíváncsi leszek ebből mit hoztok össze.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 14:28
Írta: designr Dátum 2017 szeptember 10, 14:28
Esély a különböző erősítő-motor párosra akkor van ha az erősitőhöz eredetileg tartozó motor paramétereihez hasonló a hajtani kívánt.
Abszolut encoder stb kizárva.
Ha pólusszám teljesitmény encoder felbontás megeggyezik..akkor is csak ugy tudod meghajtani ha van egy eredeti müködő motor-erősitő párosod és az encoder-forgórész helyzete az uj motoron azonos,vagy be tudod állitani.Lehetséges hogy encoder jelekkel kommunikál..nekem samsung szervó nem..
A-A,B-B,C-C jeleket megkapja a kivánt helyzetben akkor megy..
A mootorod 2000-es incrementális encoder van..én nem látok egyéb kommunikációt..erősitőt meg kell nézni tud-e iyet hajtani.
Abszolut encoder stb kizárva.
Ha pólusszám teljesitmény encoder felbontás megeggyezik..akkor is csak ugy tudod meghajtani ha van egy eredeti müködő motor-erősitő párosod és az encoder-forgórész helyzete az uj motoron azonos,vagy be tudod állitani.Lehetséges hogy encoder jelekkel kommunikál..nekem samsung szervó nem..
A-A,B-B,C-C jeleket megkapja a kivánt helyzetben akkor megy..
A mootorod 2000-es incrementális encoder van..én nem látok egyéb kommunikációt..erősitőt meg kell nézni tud-e iyet hajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 15:24
Írta: 000000000 Dátum 2017 szeptember 10, 15:24
Már pedig valamilyen kommunikáció van ezen felül is !
Mert mikor elszabadult az egyik motoron a fázisjelek maszkja az enkóderben egyből kiált hibára.
És ennek külön semmilyen vezeték nincs.
A gyári enkóder meg 2048/8192 felbontású
De továbbra is kíváncsi vagyok ebből mi fog kisülni.
Mert mikor elszabadult az egyik motoron a fázisjelek maszkja az enkóderben egyből kiált hibára.
És ennek külön semmilyen vezeték nincs.
A gyári enkóder meg 2048/8192 felbontású
De továbbra is kíváncsi vagyok ebből mi fog kisülni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 15:40
Írta: designr Dátum 2017 szeptember 10, 15:40
Nem szakácsok vagyunk..beszélgetünk..kiváncsi voltam milyen motort akar hajtani.
Én Estun szervót is hajtok Samsung vezérlővel..de majd bármilyet meg tudok..ami paramétereiben eggyezik.
Én Estun szervót is hajtok Samsung vezérlővel..de majd bármilyet meg tudok..ami paramétereiben eggyezik.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 16:06
Írta: 000000000 Dátum 2017 szeptember 10, 16:06
A sámsung kinai átmatricázó, átfeliratozó macskajancsikat inkább hagyjuk !
Az LG klimát nem lehetett felrakni addig ameddig nem lett lekaparva róla az LG felirat és lett rátéve a sámsúng matrica !!!
Szerinted ez mi ?
Tehát lehet, hogy az az estun motor egy estun szervón üzemel amin sámsung felirat díszeleg ! [#papakacsint]
Az LG klimát nem lehetett felrakni addig ameddig nem lett lekaparva róla az LG felirat és lett rátéve a sámsúng matrica !!!
Szerinted ez mi ?
Tehát lehet, hogy az az estun motor egy estun szervón üzemel amin sámsung felirat díszeleg ! [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 16:21
Írta: 000000000 Dátum 2017 szeptember 10, 16:21
Az kimarad, hogy ez történt itt a közeli sámsung gyárban !
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 18:07
Írta: designr Dátum 2017 szeptember 10, 18:07
Az Estunnak másfajta vezérlője van..de te sem ismerhetsz mindent..Encodert át kellet forgatni..hogy olyan pozicióba legyen mint a Samsung motoron..de van itt Omron Panasonic..az is ugyanaz..átmatricázott.Samsungra visszatérve ezek Tamagawa motorok..ez régi gyártó..egy encoder 70 ezer ft..Tehát a Samsung motorokat a Tamagawa Gyártja..
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 10, 19:46
Írta: kuner Dátum 2017 szeptember 10, 19:46
Akkor nem sok esélyt látok a megoldásra ebben a kombinációban.
Az pedig gondolom alaphangon esélytelen, hogy egy Rexroth 114v-os motor illeszthető és paraméterezhető legyen ilyen vezérlőhöz.
Akkor marad az építés öröme.[#lookaround]
Az pedig gondolom alaphangon esélytelen, hogy egy Rexroth 114v-os motor illeszthető és paraméterezhető legyen ilyen vezérlőhöz.
Akkor marad az építés öröme.[#lookaround]
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 09, 17:47
Írta: kuner Dátum 2017 szeptember 09, 17:47
R88D-UA08V vezérlő lenne párosítva Sanyo Denki P50B04006DXS4E motorral.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dhvkfg2aidpcjkqm8ukf2_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dhvkfg2aidpcjkqm8ukf2_2217.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kcgfc2fqxqehiq0xzdec8_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v3jy0kkg8h9bq8vz76w5t_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dhvkfg2aidpcjkqm8ukf2_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dhvkfg2aidpcjkqm8ukf2_2217.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 09, 23:07
Írta: 000000000 Dátum 2017 szeptember 09, 23:07
Erre kíváncsi leszek ebből mit hoztok össze.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 14:28
Írta: designr Dátum 2017 szeptember 10, 14:28
Esély a különböző erősítő-motor párosra akkor van ha az erősitőhöz eredetileg tartozó motor paramétereihez hasonló a hajtani kívánt.
Abszolut encoder stb kizárva.
Ha pólusszám teljesitmény encoder felbontás megeggyezik..akkor is csak ugy tudod meghajtani ha van egy eredeti müködő motor-erősitő párosod és az encoder-forgórész helyzete az uj motoron azonos,vagy be tudod állitani.Lehetséges hogy encoder jelekkel kommunikál..nekem samsung szervó nem..
A-A,B-B,C-C jeleket megkapja a kivánt helyzetben akkor megy..
A mootorod 2000-es incrementális encoder van..én nem látok egyéb kommunikációt..erősitőt meg kell nézni tud-e iyet hajtani.
Abszolut encoder stb kizárva.
Ha pólusszám teljesitmény encoder felbontás megeggyezik..akkor is csak ugy tudod meghajtani ha van egy eredeti müködő motor-erősitő párosod és az encoder-forgórész helyzete az uj motoron azonos,vagy be tudod állitani.Lehetséges hogy encoder jelekkel kommunikál..nekem samsung szervó nem..
A-A,B-B,C-C jeleket megkapja a kivánt helyzetben akkor megy..
A mootorod 2000-es incrementális encoder van..én nem látok egyéb kommunikációt..erősitőt meg kell nézni tud-e iyet hajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 15:24
Írta: 000000000 Dátum 2017 szeptember 10, 15:24
Már pedig valamilyen kommunikáció van ezen felül is !
Mert mikor elszabadult az egyik motoron a fázisjelek maszkja az enkóderben egyből kiált hibára.
És ennek külön semmilyen vezeték nincs.
A gyári enkóder meg 2048/8192 felbontású
De továbbra is kíváncsi vagyok ebből mi fog kisülni.
Mert mikor elszabadult az egyik motoron a fázisjelek maszkja az enkóderben egyből kiált hibára.
És ennek külön semmilyen vezeték nincs.
A gyári enkóder meg 2048/8192 felbontású
De továbbra is kíváncsi vagyok ebből mi fog kisülni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 15:40
Írta: designr Dátum 2017 szeptember 10, 15:40
Nem szakácsok vagyunk..beszélgetünk..kiváncsi voltam milyen motort akar hajtani.
Én Estun szervót is hajtok Samsung vezérlővel..de majd bármilyet meg tudok..ami paramétereiben eggyezik.
Én Estun szervót is hajtok Samsung vezérlővel..de majd bármilyet meg tudok..ami paramétereiben eggyezik.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 16:06
Írta: 000000000 Dátum 2017 szeptember 10, 16:06
A sámsung kinai átmatricázó, átfeliratozó macskajancsikat inkább hagyjuk !
Az LG klimát nem lehetett felrakni addig ameddig nem lett lekaparva róla az LG felirat és lett rátéve a sámsúng matrica !!!
Szerinted ez mi ?
Tehát lehet, hogy az az estun motor egy estun szervón üzemel amin sámsung felirat díszeleg ! [#papakacsint]
Az LG klimát nem lehetett felrakni addig ameddig nem lett lekaparva róla az LG felirat és lett rátéve a sámsúng matrica !!!
Szerinted ez mi ?
Tehát lehet, hogy az az estun motor egy estun szervón üzemel amin sámsung felirat díszeleg ! [#papakacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 szeptember 10, 16:21
Írta: 000000000 Dátum 2017 szeptember 10, 16:21
Az kimarad, hogy ez történt itt a közeli sámsung gyárban !
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 szeptember 10, 18:07
Írta: designr Dátum 2017 szeptember 10, 18:07
Az Estunnak másfajta vezérlője van..de te sem ismerhetsz mindent..Encodert át kellet forgatni..hogy olyan pozicióba legyen mint a Samsung motoron..de van itt Omron Panasonic..az is ugyanaz..átmatricázott.Samsungra visszatérve ezek Tamagawa motorok..ez régi gyártó..egy encoder 70 ezer ft..Tehát a Samsung motorokat a Tamagawa Gyártja..
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 szeptember 10, 19:46
Írta: kuner Dátum 2017 szeptember 10, 19:46
Akkor nem sok esélyt látok a megoldásra ebben a kombinációban.
Az pedig gondolom alaphangon esélytelen, hogy egy Rexroth 114v-os motor illeszthető és paraméterezhető legyen ilyen vezérlőhöz.
Akkor marad az építés öröme.[#lookaround]
Az pedig gondolom alaphangon esélytelen, hogy egy Rexroth 114v-os motor illeszthető és paraméterezhető legyen ilyen vezérlőhöz.
Akkor marad az építés öröme.[#lookaround]
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2017 szeptember 14, 17:38
Írta: RomoliczP Dátum 2017 szeptember 14, 17:38
Üdvözlök mindenkit itt a fórumon, segítségre lenne szükségem, aki tud kérem jelezze.
A következő mozgásvezérlő és szervo drive-hoz keresnék szoftvert SynQnet rendszer.
MEI eXMP-SQ-Can, LX 2.4, 20-8 64MB Mozgásvezérlő
PN: T008-0004
Kollmorgen S200 20660 SynQnet drive
A következő szoftverekre lenne szükségem,
Kollmorgen MDK (Motion Developers Kit) , MPI (Motion Programming Interface) , MPX for Visual Basic .NET , MechaWare
Robotic systems Integration RSI RapidCode
köszönöm előre is a segítséget.
üdv
Péter
MEI Motion Engineering SynQnet (http://www.synqnet.com/Products/Controls/kollmorgen.htm)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qscdxg8yz7s0z647pjgs5_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qscdxg8yz7s0z647pjgs5_3979.jpg)
A következő mozgásvezérlő és szervo drive-hoz keresnék szoftvert SynQnet rendszer.
MEI eXMP-SQ-Can, LX 2.4, 20-8 64MB Mozgásvezérlő
PN: T008-0004
Kollmorgen S200 20660 SynQnet drive
A következő szoftverekre lenne szükségem,
Kollmorgen MDK (Motion Developers Kit) , MPI (Motion Programming Interface) , MPX for Visual Basic .NET , MechaWare
Robotic systems Integration RSI RapidCode
köszönöm előre is a segítséget.
üdv
Péter
MEI Motion Engineering SynQnet (http://www.synqnet.com/Products/Controls/kollmorgen.htm)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qscdxg8yz7s0z647pjgs5_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qscdxg8yz7s0z647pjgs5_3979.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: KucseraP Dátum 2017 szeptember 18, 14:27
Írta: KucseraP Dátum 2017 szeptember 18, 14:27
Kedves Fórumtársak,
Nincs véletlenül valakinek olyan szűrője, amivel az AC szervók (3 fázisú szinkron motor) sípoló hangját meg lehet szünetetni? Van esetleg valakinek tapasztalata a témában?
Nem nagyok a motorok, kb 60-100W-osak. Előre is köszönöm az ajánlatokat tanácsokat!
Nincs véletlenül valakinek olyan szűrője, amivel az AC szervók (3 fázisú szinkron motor) sípoló hangját meg lehet szünetetni? Van esetleg valakinek tapasztalata a témában?
Nem nagyok a motorok, kb 60-100W-osak. Előre is köszönöm az ajánlatokat tanácsokat!
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 október 13, 12:19
Írta: rmkeh8a83 Dátum 2017 október 13, 12:19
Sziasztok hátha tudtok segíteni egy Yaskawa sgdh vezérlő csak a saját típusú motorját tudja irányítani vagy más gyártó által kiadott motorokat is PL:Mitsubishi. Gondolom az encoder felbontás a lényeg ha jól tudom.A vezérlő teljesítmény és motor teljesítmény most nem lényeg csak hogy lehet-e párosítani más gyártó motorjaival Választ köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 október 13, 12:22
Írta: bundyland Dátum 2017 október 13, 12:22
Szinte kizárt, csak a hozzávaló!
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 október 13, 12:23
Írta: rmkeh8a83 Dátum 2017 október 13, 12:23
Ok köszönöm valahogy éreztem
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 október 19, 11:27
Írta: vjanos Dátum 2017 október 19, 11:27
STMBL - csináld magad AC servo vezérlő (https://github.com/rene-dev/stmbl)
Hátha valakinek érdekes...
Hátha valakinek érdekes...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 október 19, 12:09
Írta: svejk Dátum 2017 október 19, 12:09
Valaki egyszer már linkelte.
Akkor is ránéztem, de elment a kedvem ettől az ide-oda kattintgatós linkelős oldaltól/leírásoktól. :(
Akkor is ránéztem, de elment a kedvem ettől az ide-oda kattintgatós linkelős oldaltól/leírásoktól. :(
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 október 19, 12:11
Írta: vjanos Dátum 2017 október 19, 12:11
Nemár :)
Szerintem kimondottan jó a leírás.
Mennyi rosszabbal találkozok naponta...
Szerintem kimondottan jó a leírás.
Mennyi rosszabbal találkozok naponta...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 október 19, 12:13
Írta: svejk Dátum 2017 október 19, 12:13
No majd akkor nekiveselkedek még egyszer ha lesz pár szabad órám.
Mindenesetre túl szép hogy igaz legyen :)
Mindenesetre túl szép hogy igaz legyen :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 október 19, 12:58
Írta: D.Laci Dátum 2017 október 19, 12:58
2 hónap és 11 napja volt az.... :)
De ne keljen neked sokat klickelgetni (Clon orDownload - Download ZIP).
https://github.com/rene-dev/stmbl/archive/master.zip (https://github.com/rene-dev/stmbl/archive/master.zip)
De ne keljen neked sokat klickelgetni (Clon orDownload - Download ZIP).
https://github.com/rene-dev/stmbl/archive/master.zip (https://github.com/rene-dev/stmbl/archive/master.zip)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 október 19, 13:11
Írta: Szalai György Dátum 2017 október 19, 13:11
Szerintem, ha jobbat nem találsz, a következő házi összeállítás is megteszi.
Pl. három darab kiszuperált számítógéptáp vagy szünetmentes bemeneti szűrőköréből kioperálva.
3db gyűrűmagú fojtótekercs a megfelelő áramra. Jó volna 10-20mH induktivitású. Minden fázison egy, sorosan a motorral.
A motor felőli oldalán még 3db X biztonsági osztályú fémezett polipropilén, vagy kerámiaréteg 1uF 630V AC körüli kondenzátor deltába kötve. Ha nincs ekkora feszültségű benne, akkor lehet kettesével sorba kötni és ezeket deltába.
Nagyjából ennyi egy sinusszűrő, de majd a hozzáértők még biztos pontosítanak.
Pl. három darab kiszuperált számítógéptáp vagy szünetmentes bemeneti szűrőköréből kioperálva.
3db gyűrűmagú fojtótekercs a megfelelő áramra. Jó volna 10-20mH induktivitású. Minden fázison egy, sorosan a motorral.
A motor felőli oldalán még 3db X biztonsági osztályú fémezett polipropilén, vagy kerámiaréteg 1uF 630V AC körüli kondenzátor deltába kötve. Ha nincs ekkora feszültségű benne, akkor lehet kettesével sorba kötni és ezeket deltába.
Nagyjából ennyi egy sinusszűrő, de majd a hozzáértők még biztos pontosítanak.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 október 19, 13:22
Írta: Szalai György Dátum 2017 október 19, 13:22
Schaffner szerint a kondenzátorokat lehet csillagba is kötni.
Úgy látszik všetko jedno.[#vigyor2]
Úgy látszik všetko jedno.[#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 02, 22:05
Írta: frob Dátum 2017 november 02, 22:05
Sziasztok
egyenlőre boldogtalan tulajdonosa vagyok pár db yaskawa servopack-nak
model DR2-AC-NY41
programozni szeretném, információ szerint sigmawin programmal lehet, de vajon melyik verzióval?
a futó 7 es vajon jó hozzá?
Ahogy nézem kellene még valami plusz fájl is a programnak ami alapján felismeri a servopack -t
Esetleg valakinek mentett beállítása van e ilyen cucchoz?
Előre is köszi!
egyenlőre boldogtalan tulajdonosa vagyok pár db yaskawa servopack-nak
model DR2-AC-NY41
programozni szeretném, információ szerint sigmawin programmal lehet, de vajon melyik verzióval?
a futó 7 es vajon jó hozzá?
Ahogy nézem kellene még valami plusz fájl is a programnak ami alapján felismeri a servopack -t
Esetleg valakinek mentett beállítása van e ilyen cucchoz?
Előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:20
Írta: 000000000 Dátum 2017 november 02, 22:20
Ha nem vagyok indiszkrét akkor ezt a DR2-AC-NY41 mire szeretnéd használni ?
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 november 02, 22:29
Írta: jani300 Dátum 2017 november 02, 22:29
Szia ![#integet2] Ez az a fajta amit nem kell megvenni ?
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 22:35
Írta: szf Dátum 2017 november 02, 22:35
Miért nem? Nincs hozzá leírás? Vagy mi a gondja?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:36
Írta: 000000000 Dátum 2017 november 02, 22:36
Játszani jó.
Viszont tudomásom szerint ez nem tud stepdirrül.
Amin a CN1 csatlakozó nem 50 pin-es az szinte mind felejtős.
Viszont tudomásom szerint ez nem tud stepdirrül.
Amin a CN1 csatlakozó nem 50 pin-es az szinte mind felejtős.
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 november 02, 22:38
Írta: jani300 Dátum 2017 november 02, 22:38
Tök vagyok én ehhez , de van egy széria amit rendelésre gyártottak , és nincsen dokumentációja .
Nemrég is volt róla szó . Talán ez volt . De remélem nem .
Nemrég is volt róla szó . Talán ez volt . De remélem nem .
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 november 02, 22:44
Írta: kuner Dátum 2017 november 02, 22:44
Dede, sajnos ez az NY4 végződésű DR2-es ez pont az. [#szomoru1]
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 november 02, 22:45
Írta: kuner Dátum 2017 november 02, 22:45
Pontosabban, NY41 végződésű.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:46
Írta: 000000000 Dátum 2017 november 02, 22:46
Konkrétan egy hasonló típusról (lehet pont ez) egyenesen a gyártótól kértünk infót.
De elhajtottak mint a magzatvizet.
De elhajtottak mint a magzatvizet.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 22:48
Írta: szf Dátum 2017 november 02, 22:48
Esetleg a magzatvíz elhajtónak nincs meg az elérhetősége?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:55
Írta: 000000000 Dátum 2017 november 02, 22:55
Ez több mint 10 éve volt !
Akkor Nyiszi-től lett véve pár darab. (biztos emlékszik rá)
De ha gondolod megkérdezem haveromat mivel Ő intézte a levelet.
Esetleg "rokon" aki megnyerte az országos japán nyelvtani versenyt jópénzért lefordítja neked. [#papakacsint]
A Fukusimai baleset előtt volt kint mivel ez volt az 1 helyezett nyereménye.
Akkor Nyiszi-től lett véve pár darab. (biztos emlékszik rá)
De ha gondolod megkérdezem haveromat mivel Ő intézte a levelet.
Esetleg "rokon" aki megnyerte az országos japán nyelvtani versenyt jópénzért lefordítja neked. [#papakacsint]
A Fukusimai baleset előtt volt kint mivel ez volt az 1 helyezett nyereménye.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:56
Írta: 000000000 Dátum 2017 november 02, 22:56
Már mint Japánban volt kint [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 23:09
Írta: szf Dátum 2017 november 02, 23:09
Ha van elérhetőség megkösznöm.Annyival kevesebbet kell keresgélni!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 23:23
Írta: 000000000 Dátum 2017 november 02, 23:23
Felveszem a kapcsolatot haverral, mert legalább 1.5 éve nem beszéltünk.
Hátha megvan a régi levelezés, de mint montam ez több mint 10 éve volt így ne fűzz hozzá hiú reményeket.
Hátha megvan a régi levelezés, de mint montam ez több mint 10 éve volt így ne fűzz hozzá hiú reményeket.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 07:03
Írta: frob Dátum 2017 november 03, 07:03
hát cnc-n szeretném használni
de jelenleg használhatatlan kategória, mert úgy beleng hogy borzasztó
láttam már szervót , jelenleg köze sincs hozzá...
be kellene állítani, de amit irkáltok nem frankó, egyébként tud step dir -t legalább is úgy megy most...
így vettem a gépet az egyik forumtárstól, ezer más hibából vérző gép volt, mert most már a hibák nagy részét javítottam, de most hogy már indítanám és dolgoznék vele, megint egy hiba, ami meg kellene oldani, lehetőleg rövid időn belül, mert így is 3 hét csúszásom van a gép miatt egy melóval..
mivel hogy számítottam arra hogy ha nem is elsőre de menni fog...
szóval sigmawin és soros kábel és?
de jelenleg használhatatlan kategória, mert úgy beleng hogy borzasztó
láttam már szervót , jelenleg köze sincs hozzá...
be kellene állítani, de amit irkáltok nem frankó, egyébként tud step dir -t legalább is úgy megy most...
így vettem a gépet az egyik forumtárstól, ezer más hibából vérző gép volt, mert most már a hibák nagy részét javítottam, de most hogy már indítanám és dolgoznék vele, megint egy hiba, ami meg kellene oldani, lehetőleg rövid időn belül, mert így is 3 hét csúszásom van a gép miatt egy melóval..
mivel hogy számítottam arra hogy ha nem is elsőre de menni fog...
szóval sigmawin és soros kábel és?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2017 november 03, 07:43
Írta: remrendes Dátum 2017 november 03, 07:43
Yaskawanak van europai supportja. Angolul, nemetul biztosan lehet veluk beszelni. Egy probat szerintem meger.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 08:01
Írta: frob Dátum 2017 november 03, 08:01
hát ha nem jutok előre akkor az lesz, de nem feltétlen elsőként mennék erre az irányba, reméltem hogy nem csak nálam vannak ilyen csodák a forumról...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 november 03, 08:04
Írta: ANTAL GÁBOR Dátum 2017 november 03, 08:04
Érdekes amit írsz : tehát működik ( step-dirrel ) csak beleng .Ha így van akkor érdemes lenne publikálni hogy hogyan sikerült beállítanod .
Több embernek van ilyen vezérlője ( én is kaptam 2 db ot )
Amiről Pali ír az a Nyiszi féle CACR-SR es vezérlő volt
Még a japán kereskedelmi attasénak is írtak
(a veszprémi egyetemről ) Ott a csati bekötése volt a kérdés . Azután vettem a fáradtságot és visszafejtettem a nyákot (föltettem anno a táramba ) Ennek hatására meg is élénkült a dolog mert Svejk tovább finomított a dolgon ( kimérte az encoder kijövő jeleit )
Tehát ha publikus akkor publikáld és lehet beindul egy folyamat
Több embernek van ilyen vezérlője ( én is kaptam 2 db ot )
Amiről Pali ír az a Nyiszi féle CACR-SR es vezérlő volt
Még a japán kereskedelmi attasénak is írtak
(a veszprémi egyetemről ) Ott a csati bekötése volt a kérdés . Azután vettem a fáradtságot és visszafejtettem a nyákot (föltettem anno a táramba ) Ennek hatására meg is élénkült a dolog mert Svejk tovább finomított a dolgon ( kimérte az encoder kijövő jeleit )
Tehát ha publikus akkor publikáld és lehet beindul egy folyamat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 08:41
Írta: svejk Dátum 2017 november 03, 08:41
Mielőtt tovább izgatod a népet nézd már meg újra a vezérlő típusát, illetve dobj ide egy fényképet az elejéről.
Én majdnem biztosan tudom, hogy a nálad levő cuccnak csak az oldalsó burkolata az NY41 (és a főáramkör)...
Egyébként a hangoláshoz meg a SigmaWin_lite-ra keress rá, 10 MB körül van a telepítője.
Én majdnem biztosan tudom, hogy a nálad levő cuccnak csak az oldalsó burkolata az NY41 (és a főáramkör)...
Egyébként a hangoláshoz meg a SigmaWin_lite-ra keress rá, 10 MB körül van a telepítője.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 november 03, 09:10
Írta: ANTAL GÁBOR Dátum 2017 november 03, 09:10
Én egy hónapja ki is bontottam egy ominózus eszközt . Két jól elkülöníthető panel van benne . Az egyik a végfok a másik az agya . Valószínű hogy a japánok az "aggyal" variáltak ( emlékeim szerint címkék is voltak a panelokon ) Az lenne az igazi ha Fro? ( g vel béka lenne [#vigyor4]) kinyitná az ö cuccát...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:32
Írta: svejk Dátum 2017 november 03, 09:32
Illetve mint tegnap beszéltük jövő hét közepe felé ránézünk.
addig van ott neked mit tenni, számolgasd a hajtásokat hátha lehet azon is optimalizálni.
Legtöbbször eleve a hasraütött hajtás miatt lehetetlen optimalizálni a szervo visszacsatolásait.
addig van ott neked mit tenni, számolgasd a hajtásokat hátha lehet azon is optimalizálni.
Legtöbbször eleve a hasraütött hajtás miatt lehetetlen optimalizálni a szervo visszacsatolásait.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:35
Írta: svejk Dátum 2017 november 03, 09:35
Eh, mások a csatlakozók is az ny41-nél ott van a busznak egy kevesebb pólusú CN4-es csati.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:38
Írta: svejk Dátum 2017 november 03, 09:38
Az a gép egy beültető gép volt, teljesen más követelményeknek kellett eleget tenni mint amire Te használni fogod, egy soros pozíciókövetésű marásra vagy lézerezésre.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2017 november 03, 10:55
Írta: remrendes Dátum 2017 november 03, 10:55
Ez az a regi Fuji amit neha neha hirdettek itt is?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 11:06
Írta: svejk Dátum 2017 november 03, 11:06
Nem tudom a típusát ez egy 8-9 éves história, úgy 10-15 ilyen gép lehet a hobbycnc-sek birtokában.
Van vagy 1 tonna az össztömege.
Kisebb nagyobb átalakítgatásokkal elég jól használható gépet lehet belőle faragni.
Van vagy 1 tonna az össztömege.
Kisebb nagyobb átalakítgatásokkal elég jól használható gépet lehet belőle faragni.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 11:30
Írta: frob Dátum 2017 november 03, 11:30
igen egy beültető gépállat volt állítólag, jó masszív darab
de beültető ide vagy oda, akkor is meg kell tartani a pontos pozíciót, nem vasat és nem ezerrel akarok marni...
de az hogy megindítom a tengelyt majd megálláskor akkorát leng hogy elkezd remegni a tengely kis idő múlva meg egyszerűen letilt a vezérlő, mert ha nem tenné szétbaszná a gépet...
szóval na, mennie kellene...
amiről tudok csinálok fotót, de egyenlőre inkább összefele raknám mint szét :)
de beültető ide vagy oda, akkor is meg kell tartani a pontos pozíciót, nem vasat és nem ezerrel akarok marni...
de az hogy megindítom a tengelyt majd megálláskor akkorát leng hogy elkezd remegni a tengely kis idő múlva meg egyszerűen letilt a vezérlő, mert ha nem tenné szétbaszná a gépet...
szóval na, mennie kellene...
amiről tudok csinálok fotót, de egyenlőre inkább összefele raknám mint szét :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 12:02
Írta: svejk Dátum 2017 november 03, 12:02
Csak a DR-2-es servopack előlapjáról kértem fotót, hogy lenyugodjanak a kedélyek. :)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:04
Írta: frob Dátum 2017 november 03, 12:04
az se lesz egyszerű mert el van burkolva, de rövidesen csinálok!
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 12:29
Írta: szabo janko Dátum 2017 november 03, 12:29
Nekem is van belőlük 4 db. Ha bekötötted step-dir es re áruld már el mit hova kötöttél. Szeretném én is hasznosítani ha már vannak. A csati kiosztásokat én sem találtam sehol, a DR-2-esekről a teljes doksit kinyomtattam de azzal nem érek semmit. Ha sikerülne használható állapotba hozni sok mindenkinek nagy öröm lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: RomoliczP Dátum 2017 szeptember 14, 17:38
Írta: RomoliczP Dátum 2017 szeptember 14, 17:38
Üdvözlök mindenkit itt a fórumon, segítségre lenne szükségem, aki tud kérem jelezze.
A következő mozgásvezérlő és szervo drive-hoz keresnék szoftvert SynQnet rendszer.
MEI eXMP-SQ-Can, LX 2.4, 20-8 64MB Mozgásvezérlő
PN: T008-0004
Kollmorgen S200 20660 SynQnet drive
A következő szoftverekre lenne szükségem,
Kollmorgen MDK (Motion Developers Kit) , MPI (Motion Programming Interface) , MPX for Visual Basic .NET , MechaWare
Robotic systems Integration RSI RapidCode
köszönöm előre is a segítséget.
üdv
Péter
MEI Motion Engineering SynQnet (http://www.synqnet.com/Products/Controls/kollmorgen.htm)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qscdxg8yz7s0z647pjgs5_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qscdxg8yz7s0z647pjgs5_3979.jpg)
A következő mozgásvezérlő és szervo drive-hoz keresnék szoftvert SynQnet rendszer.
MEI eXMP-SQ-Can, LX 2.4, 20-8 64MB Mozgásvezérlő
PN: T008-0004
Kollmorgen S200 20660 SynQnet drive
A következő szoftverekre lenne szükségem,
Kollmorgen MDK (Motion Developers Kit) , MPI (Motion Programming Interface) , MPX for Visual Basic .NET , MechaWare
Robotic systems Integration RSI RapidCode
köszönöm előre is a segítséget.
üdv
Péter
MEI Motion Engineering SynQnet (http://www.synqnet.com/Products/Controls/kollmorgen.htm)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/2byp0e4w455e5az8iktz9_3979.gif) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/nwtahd2tyc859axptaej_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/90kye74yp54tq053p8vxk_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qscdxg8yz7s0z647pjgs5_3979.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qscdxg8yz7s0z647pjgs5_3979.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: KucseraP Dátum 2017 szeptember 18, 14:27
Írta: KucseraP Dátum 2017 szeptember 18, 14:27
Kedves Fórumtársak,
Nincs véletlenül valakinek olyan szűrője, amivel az AC szervók (3 fázisú szinkron motor) sípoló hangját meg lehet szünetetni? Van esetleg valakinek tapasztalata a témában?
Nem nagyok a motorok, kb 60-100W-osak. Előre is köszönöm az ajánlatokat tanácsokat!
Nincs véletlenül valakinek olyan szűrője, amivel az AC szervók (3 fázisú szinkron motor) sípoló hangját meg lehet szünetetni? Van esetleg valakinek tapasztalata a témában?
Nem nagyok a motorok, kb 60-100W-osak. Előre is köszönöm az ajánlatokat tanácsokat!
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 október 13, 12:19
Írta: rmkeh8a83 Dátum 2017 október 13, 12:19
Sziasztok hátha tudtok segíteni egy Yaskawa sgdh vezérlő csak a saját típusú motorját tudja irányítani vagy más gyártó által kiadott motorokat is PL:Mitsubishi. Gondolom az encoder felbontás a lényeg ha jól tudom.A vezérlő teljesítmény és motor teljesítmény most nem lényeg csak hogy lehet-e párosítani más gyártó motorjaival Választ köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2017 október 13, 12:22
Írta: bundyland Dátum 2017 október 13, 12:22
Szinte kizárt, csak a hozzávaló!
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2017 október 13, 12:23
Írta: rmkeh8a83 Dátum 2017 október 13, 12:23
Ok köszönöm valahogy éreztem
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 október 19, 11:27
Írta: vjanos Dátum 2017 október 19, 11:27
STMBL - csináld magad AC servo vezérlő (https://github.com/rene-dev/stmbl)
Hátha valakinek érdekes...
Hátha valakinek érdekes...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 október 19, 12:09
Írta: svejk Dátum 2017 október 19, 12:09
Valaki egyszer már linkelte.
Akkor is ránéztem, de elment a kedvem ettől az ide-oda kattintgatós linkelős oldaltól/leírásoktól. :(
Akkor is ránéztem, de elment a kedvem ettől az ide-oda kattintgatós linkelős oldaltól/leírásoktól. :(
Cím: Re:AC szervó motoros vezérlés
Írta: vjanos Dátum 2017 október 19, 12:11
Írta: vjanos Dátum 2017 október 19, 12:11
Nemár :)
Szerintem kimondottan jó a leírás.
Mennyi rosszabbal találkozok naponta...
Szerintem kimondottan jó a leírás.
Mennyi rosszabbal találkozok naponta...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 október 19, 12:13
Írta: svejk Dátum 2017 október 19, 12:13
No majd akkor nekiveselkedek még egyszer ha lesz pár szabad órám.
Mindenesetre túl szép hogy igaz legyen :)
Mindenesetre túl szép hogy igaz legyen :)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2017 október 19, 12:58
Írta: D.Laci Dátum 2017 október 19, 12:58
2 hónap és 11 napja volt az.... :)
De ne keljen neked sokat klickelgetni (Clon orDownload - Download ZIP).
https://github.com/rene-dev/stmbl/archive/master.zip (https://github.com/rene-dev/stmbl/archive/master.zip)
De ne keljen neked sokat klickelgetni (Clon orDownload - Download ZIP).
https://github.com/rene-dev/stmbl/archive/master.zip (https://github.com/rene-dev/stmbl/archive/master.zip)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 október 19, 13:11
Írta: Szalai György Dátum 2017 október 19, 13:11
Szerintem, ha jobbat nem találsz, a következő házi összeállítás is megteszi.
Pl. három darab kiszuperált számítógéptáp vagy szünetmentes bemeneti szűrőköréből kioperálva.
3db gyűrűmagú fojtótekercs a megfelelő áramra. Jó volna 10-20mH induktivitású. Minden fázison egy, sorosan a motorral.
A motor felőli oldalán még 3db X biztonsági osztályú fémezett polipropilén, vagy kerámiaréteg 1uF 630V AC körüli kondenzátor deltába kötve. Ha nincs ekkora feszültségű benne, akkor lehet kettesével sorba kötni és ezeket deltába.
Nagyjából ennyi egy sinusszűrő, de majd a hozzáértők még biztos pontosítanak.
Pl. három darab kiszuperált számítógéptáp vagy szünetmentes bemeneti szűrőköréből kioperálva.
3db gyűrűmagú fojtótekercs a megfelelő áramra. Jó volna 10-20mH induktivitású. Minden fázison egy, sorosan a motorral.
A motor felőli oldalán még 3db X biztonsági osztályú fémezett polipropilén, vagy kerámiaréteg 1uF 630V AC körüli kondenzátor deltába kötve. Ha nincs ekkora feszültségű benne, akkor lehet kettesével sorba kötni és ezeket deltába.
Nagyjából ennyi egy sinusszűrő, de majd a hozzáértők még biztos pontosítanak.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2017 október 19, 13:22
Írta: Szalai György Dátum 2017 október 19, 13:22
Schaffner szerint a kondenzátorokat lehet csillagba is kötni.
Úgy látszik všetko jedno.[#vigyor2]
Úgy látszik všetko jedno.[#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 02, 22:05
Írta: frob Dátum 2017 november 02, 22:05
Sziasztok
egyenlőre boldogtalan tulajdonosa vagyok pár db yaskawa servopack-nak
model DR2-AC-NY41
programozni szeretném, információ szerint sigmawin programmal lehet, de vajon melyik verzióval?
a futó 7 es vajon jó hozzá?
Ahogy nézem kellene még valami plusz fájl is a programnak ami alapján felismeri a servopack -t
Esetleg valakinek mentett beállítása van e ilyen cucchoz?
Előre is köszi!
egyenlőre boldogtalan tulajdonosa vagyok pár db yaskawa servopack-nak
model DR2-AC-NY41
programozni szeretném, információ szerint sigmawin programmal lehet, de vajon melyik verzióval?
a futó 7 es vajon jó hozzá?
Ahogy nézem kellene még valami plusz fájl is a programnak ami alapján felismeri a servopack -t
Esetleg valakinek mentett beállítása van e ilyen cucchoz?
Előre is köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:20
Írta: 000000000 Dátum 2017 november 02, 22:20
Ha nem vagyok indiszkrét akkor ezt a DR2-AC-NY41 mire szeretnéd használni ?
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 november 02, 22:29
Írta: jani300 Dátum 2017 november 02, 22:29
Szia ![#integet2] Ez az a fajta amit nem kell megvenni ?
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 22:35
Írta: szf Dátum 2017 november 02, 22:35
Miért nem? Nincs hozzá leírás? Vagy mi a gondja?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:36
Írta: 000000000 Dátum 2017 november 02, 22:36
Játszani jó.
Viszont tudomásom szerint ez nem tud stepdirrül.
Amin a CN1 csatlakozó nem 50 pin-es az szinte mind felejtős.
Viszont tudomásom szerint ez nem tud stepdirrül.
Amin a CN1 csatlakozó nem 50 pin-es az szinte mind felejtős.
Cím: Re:AC szervó motoros vezérlés
Írta: jani300 Dátum 2017 november 02, 22:38
Írta: jani300 Dátum 2017 november 02, 22:38
Tök vagyok én ehhez , de van egy széria amit rendelésre gyártottak , és nincsen dokumentációja .
Nemrég is volt róla szó . Talán ez volt . De remélem nem .
Nemrég is volt róla szó . Talán ez volt . De remélem nem .
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 november 02, 22:44
Írta: kuner Dátum 2017 november 02, 22:44
Dede, sajnos ez az NY4 végződésű DR2-es ez pont az. [#szomoru1]
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2017 november 02, 22:45
Írta: kuner Dátum 2017 november 02, 22:45
Pontosabban, NY41 végződésű.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:46
Írta: 000000000 Dátum 2017 november 02, 22:46
Konkrétan egy hasonló típusról (lehet pont ez) egyenesen a gyártótól kértünk infót.
De elhajtottak mint a magzatvizet.
De elhajtottak mint a magzatvizet.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 22:48
Írta: szf Dátum 2017 november 02, 22:48
Esetleg a magzatvíz elhajtónak nincs meg az elérhetősége?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:55
Írta: 000000000 Dátum 2017 november 02, 22:55
Ez több mint 10 éve volt !
Akkor Nyiszi-től lett véve pár darab. (biztos emlékszik rá)
De ha gondolod megkérdezem haveromat mivel Ő intézte a levelet.
Esetleg "rokon" aki megnyerte az országos japán nyelvtani versenyt jópénzért lefordítja neked. [#papakacsint]
A Fukusimai baleset előtt volt kint mivel ez volt az 1 helyezett nyereménye.
Akkor Nyiszi-től lett véve pár darab. (biztos emlékszik rá)
De ha gondolod megkérdezem haveromat mivel Ő intézte a levelet.
Esetleg "rokon" aki megnyerte az országos japán nyelvtani versenyt jópénzért lefordítja neked. [#papakacsint]
A Fukusimai baleset előtt volt kint mivel ez volt az 1 helyezett nyereménye.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 22:56
Írta: 000000000 Dátum 2017 november 02, 22:56
Már mint Japánban volt kint [#hehe]
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 02, 23:09
Írta: szf Dátum 2017 november 02, 23:09
Ha van elérhetőség megkösznöm.Annyival kevesebbet kell keresgélni!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 02, 23:23
Írta: 000000000 Dátum 2017 november 02, 23:23
Felveszem a kapcsolatot haverral, mert legalább 1.5 éve nem beszéltünk.
Hátha megvan a régi levelezés, de mint montam ez több mint 10 éve volt így ne fűzz hozzá hiú reményeket.
Hátha megvan a régi levelezés, de mint montam ez több mint 10 éve volt így ne fűzz hozzá hiú reményeket.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 07:03
Írta: frob Dátum 2017 november 03, 07:03
hát cnc-n szeretném használni
de jelenleg használhatatlan kategória, mert úgy beleng hogy borzasztó
láttam már szervót , jelenleg köze sincs hozzá...
be kellene állítani, de amit irkáltok nem frankó, egyébként tud step dir -t legalább is úgy megy most...
így vettem a gépet az egyik forumtárstól, ezer más hibából vérző gép volt, mert most már a hibák nagy részét javítottam, de most hogy már indítanám és dolgoznék vele, megint egy hiba, ami meg kellene oldani, lehetőleg rövid időn belül, mert így is 3 hét csúszásom van a gép miatt egy melóval..
mivel hogy számítottam arra hogy ha nem is elsőre de menni fog...
szóval sigmawin és soros kábel és?
de jelenleg használhatatlan kategória, mert úgy beleng hogy borzasztó
láttam már szervót , jelenleg köze sincs hozzá...
be kellene állítani, de amit irkáltok nem frankó, egyébként tud step dir -t legalább is úgy megy most...
így vettem a gépet az egyik forumtárstól, ezer más hibából vérző gép volt, mert most már a hibák nagy részét javítottam, de most hogy már indítanám és dolgoznék vele, megint egy hiba, ami meg kellene oldani, lehetőleg rövid időn belül, mert így is 3 hét csúszásom van a gép miatt egy melóval..
mivel hogy számítottam arra hogy ha nem is elsőre de menni fog...
szóval sigmawin és soros kábel és?
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2017 november 03, 07:43
Írta: remrendes Dátum 2017 november 03, 07:43
Yaskawanak van europai supportja. Angolul, nemetul biztosan lehet veluk beszelni. Egy probat szerintem meger.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 08:01
Írta: frob Dátum 2017 november 03, 08:01
hát ha nem jutok előre akkor az lesz, de nem feltétlen elsőként mennék erre az irányba, reméltem hogy nem csak nálam vannak ilyen csodák a forumról...
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 november 03, 08:04
Írta: ANTAL GÁBOR Dátum 2017 november 03, 08:04
Érdekes amit írsz : tehát működik ( step-dirrel ) csak beleng .Ha így van akkor érdemes lenne publikálni hogy hogyan sikerült beállítanod .
Több embernek van ilyen vezérlője ( én is kaptam 2 db ot )
Amiről Pali ír az a Nyiszi féle CACR-SR es vezérlő volt
Még a japán kereskedelmi attasénak is írtak
(a veszprémi egyetemről ) Ott a csati bekötése volt a kérdés . Azután vettem a fáradtságot és visszafejtettem a nyákot (föltettem anno a táramba ) Ennek hatására meg is élénkült a dolog mert Svejk tovább finomított a dolgon ( kimérte az encoder kijövő jeleit )
Tehát ha publikus akkor publikáld és lehet beindul egy folyamat
Több embernek van ilyen vezérlője ( én is kaptam 2 db ot )
Amiről Pali ír az a Nyiszi féle CACR-SR es vezérlő volt
Még a japán kereskedelmi attasénak is írtak
(a veszprémi egyetemről ) Ott a csati bekötése volt a kérdés . Azután vettem a fáradtságot és visszafejtettem a nyákot (föltettem anno a táramba ) Ennek hatására meg is élénkült a dolog mert Svejk tovább finomított a dolgon ( kimérte az encoder kijövő jeleit )
Tehát ha publikus akkor publikáld és lehet beindul egy folyamat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 08:41
Írta: svejk Dátum 2017 november 03, 08:41
Mielőtt tovább izgatod a népet nézd már meg újra a vezérlő típusát, illetve dobj ide egy fényképet az elejéről.
Én majdnem biztosan tudom, hogy a nálad levő cuccnak csak az oldalsó burkolata az NY41 (és a főáramkör)...
Egyébként a hangoláshoz meg a SigmaWin_lite-ra keress rá, 10 MB körül van a telepítője.
Én majdnem biztosan tudom, hogy a nálad levő cuccnak csak az oldalsó burkolata az NY41 (és a főáramkör)...
Egyébként a hangoláshoz meg a SigmaWin_lite-ra keress rá, 10 MB körül van a telepítője.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2017 november 03, 09:10
Írta: ANTAL GÁBOR Dátum 2017 november 03, 09:10
Én egy hónapja ki is bontottam egy ominózus eszközt . Két jól elkülöníthető panel van benne . Az egyik a végfok a másik az agya . Valószínű hogy a japánok az "aggyal" variáltak ( emlékeim szerint címkék is voltak a panelokon ) Az lenne az igazi ha Fro? ( g vel béka lenne [#vigyor4]) kinyitná az ö cuccát...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:32
Írta: svejk Dátum 2017 november 03, 09:32
Illetve mint tegnap beszéltük jövő hét közepe felé ránézünk.
addig van ott neked mit tenni, számolgasd a hajtásokat hátha lehet azon is optimalizálni.
Legtöbbször eleve a hasraütött hajtás miatt lehetetlen optimalizálni a szervo visszacsatolásait.
addig van ott neked mit tenni, számolgasd a hajtásokat hátha lehet azon is optimalizálni.
Legtöbbször eleve a hasraütött hajtás miatt lehetetlen optimalizálni a szervo visszacsatolásait.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:35
Írta: svejk Dátum 2017 november 03, 09:35
Eh, mások a csatlakozók is az ny41-nél ott van a busznak egy kevesebb pólusú CN4-es csati.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 09:38
Írta: svejk Dátum 2017 november 03, 09:38
Az a gép egy beültető gép volt, teljesen más követelményeknek kellett eleget tenni mint amire Te használni fogod, egy soros pozíciókövetésű marásra vagy lézerezésre.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2017 november 03, 10:55
Írta: remrendes Dátum 2017 november 03, 10:55
Ez az a regi Fuji amit neha neha hirdettek itt is?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 11:06
Írta: svejk Dátum 2017 november 03, 11:06
Nem tudom a típusát ez egy 8-9 éves história, úgy 10-15 ilyen gép lehet a hobbycnc-sek birtokában.
Van vagy 1 tonna az össztömege.
Kisebb nagyobb átalakítgatásokkal elég jól használható gépet lehet belőle faragni.
Van vagy 1 tonna az össztömege.
Kisebb nagyobb átalakítgatásokkal elég jól használható gépet lehet belőle faragni.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 11:30
Írta: frob Dátum 2017 november 03, 11:30
igen egy beültető gépállat volt állítólag, jó masszív darab
de beültető ide vagy oda, akkor is meg kell tartani a pontos pozíciót, nem vasat és nem ezerrel akarok marni...
de az hogy megindítom a tengelyt majd megálláskor akkorát leng hogy elkezd remegni a tengely kis idő múlva meg egyszerűen letilt a vezérlő, mert ha nem tenné szétbaszná a gépet...
szóval na, mennie kellene...
amiről tudok csinálok fotót, de egyenlőre inkább összefele raknám mint szét :)
de beültető ide vagy oda, akkor is meg kell tartani a pontos pozíciót, nem vasat és nem ezerrel akarok marni...
de az hogy megindítom a tengelyt majd megálláskor akkorát leng hogy elkezd remegni a tengely kis idő múlva meg egyszerűen letilt a vezérlő, mert ha nem tenné szétbaszná a gépet...
szóval na, mennie kellene...
amiről tudok csinálok fotót, de egyenlőre inkább összefele raknám mint szét :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 12:02
Írta: svejk Dátum 2017 november 03, 12:02
Csak a DR-2-es servopack előlapjáról kértem fotót, hogy lenyugodjanak a kedélyek. :)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:04
Írta: frob Dátum 2017 november 03, 12:04
az se lesz egyszerű mert el van burkolva, de rövidesen csinálok!
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 12:29
Írta: szabo janko Dátum 2017 november 03, 12:29
Nekem is van belőlük 4 db. Ha bekötötted step-dir es re áruld már el mit hova kötöttél. Szeretném én is hasznosítani ha már vannak. A csati kiosztásokat én sem találtam sehol, a DR-2-esekről a teljes doksit kinyomtattam de azzal nem érek semmit. Ha sikerülne használható állapotba hozni sok mindenkinek nagy öröm lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:32
Írta: frob Dátum 2017 november 03, 12:32
A képek , remélem érnek valamit, jobb minőséghez nagyon szét kell szednem
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xjjvusi03645x8j2p8s7z_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xjjvusi03645x8j2p8s7z_902.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xjjvusi03645x8j2p8s7z_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xjjvusi03645x8j2p8s7z_902.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 12:39
Írta: svejk Dátum 2017 november 03, 12:39
No erről beszéltem, az adattábla megtévesztő ezek nem NY41-esek.
Úgy hogy mindenki maradjon nyugton, nem oldódott meg hírhedt probléma. :)
Úgy hogy mindenki maradjon nyugton, nem oldódott meg hírhedt probléma. :)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:42
Írta: frob Dátum 2017 november 03, 12:42
Hanem micsodák mar csak hogy tudjam mit keressek!
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 12:46
Írta: szabo janko Dátum 2017 november 03, 12:46
Akkor miért van a harmadik képen (a hátulján) ráírva.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:53
Írta: frob Dátum 2017 november 03, 12:53
ha ez az ami akkor a nagy sűrű csati közepetáján van kötve a step dir, de talán Gruber Márton többet tudna erről mondani, tőle vettem a gépet a szervókkal egyetemben...
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:13
Írta: frob Dátum 2017 november 03, 13:13
no az van hogy a sigmawin 5 -el tudtam csatlakozni hozzá egy sima usb soros bizbasszal és DR2 nek ismerte fel, ki is olvasta a teljes paraméter listát
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:18
Írta: svejk Dátum 2017 november 03, 13:18
Lásd: #2650
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 13:23
Írta: szabo janko Dátum 2017 november 03, 13:23
Oké csak hányas pontra. Ha egyszer hozzáférsz olvasd már le légyszíves. No meg az enkóderek heje is kérés. De az eddigieket is köszönöm, és várom és figyelem a fejleményeket.
Gondolom Antal Gabi is.
Gondolom Antal Gabi is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:27
Írta: svejk Dátum 2017 november 03, 13:27
No akkor a feed forwardot állítsd elsőre úgy 20 % körülire, aztán már csak szinte három paraméterrel kell játszanod, nevezetesen a Cn-1A, Cn-04 és Cn-05-el.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:28
Írta: svejk Dátum 2017 november 03, 13:28
Utoljára írom le, ezek NEM NY41-esek.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:36
Írta: frob Dátum 2017 november 03, 13:36
korai volt az öröm :(
benéztem az offline üzemmódot...
szóval nem sikerült csatlakozni hozzá [#fejvakaras]
benéztem az offline üzemmódot...
szóval nem sikerült csatlakozni hozzá [#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:50
Írta: frob Dátum 2017 november 03, 13:50
kotrok ezt találtam, lap közepefele a bekötés (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
Cím: Re:AC szervó motoros vezérlés
Írta: GG Dátum 2017 november 03, 14:22
Írta: GG Dátum 2017 november 03, 14:22
Sziasztok,
kedves Svejk, nagyon izgalmas, hogy ez miért nem NY41... mondhatnál erről valamit. Frob! Ha ez valóban a legendás NY41, akkor hogyan működik túllövésesen, step-dir bekötéssel nálad...
Nekem nincs ilyenem, de hezitáltam anno, hogy nekiálljak-e.
A téma módfelett érdekes. Hajrá!
kedves Svejk, nagyon izgalmas, hogy ez miért nem NY41... mondhatnál erről valamit. Frob! Ha ez valóban a legendás NY41, akkor hogyan működik túllövésesen, step-dir bekötéssel nálad...
Nekem nincs ilyenem, de hezitáltam anno, hogy nekiálljak-e.
A téma módfelett érdekes. Hajrá!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:33
Írta: svejk Dátum 2017 november 03, 14:33
Nem izgalmas, egyszerűen a fedél egy NY41-ről való, ennyi.
Elégedjetek meg ennyivel.
Majd ha jónak látja akkor leírja az aki elcserélte.
Láttok rajta CN-4-es csatit? Nem...
No ugye, hogy nem NY41.
Elégedjetek meg ennyivel.
Majd ha jónak látja akkor leírja az aki elcserélte.
Láttok rajta CN-4-es csatit? Nem...
No ugye, hogy nem NY41.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:34
Írta: svejk Dátum 2017 november 03, 14:34
Most hirtelen én sem találom a béta sigmawin lite-ot de addig itt van egy DOS-os verzió. (http://www.powerautomation.net/download/SVMON2.zip)
Ez is tökéletesen elég Neked.
Ez is tökéletesen elég Neked.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 14:42
Írta: frob Dátum 2017 november 03, 14:42
hát akár elég is lehetne
de hol vannak azok a csodák amikor dos-os gépek még futottak... bakkerisztán :)
egyenlőre úgy látom a sigmawin5 talán jó lenne, de a kábel bekötés amit találtam manualban na az baromira nem működik
de hol vannak azok a csodák amikor dos-os gépek még futottak... bakkerisztán :)
egyenlőre úgy látom a sigmawin5 talán jó lenne, de a kábel bekötés amit találtam manualban na az baromira nem működik
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:45
Írta: svejk Dátum 2017 november 03, 14:45
XP alatt fut a dos-os verzio, szoktam használni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:46
Írta: svejk Dátum 2017 november 03, 14:46
Már pedig az a bekötés jó!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:47
Írta: svejk Dátum 2017 november 03, 14:47
Egyébként meg nem kaptál/kapsz támogatást az eladótól?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 14:48
Írta: frob Dátum 2017 november 03, 14:48
akkor esetleg a usb soros átalakító szívathat... gondolom csak 5V jön ki belőle a 12 helyett...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:51
Írta: svejk Dátum 2017 november 03, 14:51
Egyébként meg tegnap volt az adok-veszekben Földi Pétertől egy hozzá való kezelőpanel, az is mindent tud.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:32
Írta: frob Dátum 2017 november 03, 12:32
A képek , remélem érnek valamit, jobb minőséghez nagyon szét kell szednem
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xjjvusi03645x8j2p8s7z_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xjjvusi03645x8j2p8s7z_902.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/eh639mk53i7mk2f5m58x_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/3pq8ub9wj8aiu2ymdd25a_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xjjvusi03645x8j2p8s7z_902.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xjjvusi03645x8j2p8s7z_902.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 12:39
Írta: svejk Dátum 2017 november 03, 12:39
No erről beszéltem, az adattábla megtévesztő ezek nem NY41-esek.
Úgy hogy mindenki maradjon nyugton, nem oldódott meg hírhedt probléma. :)
Úgy hogy mindenki maradjon nyugton, nem oldódott meg hírhedt probléma. :)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:42
Írta: frob Dátum 2017 november 03, 12:42
Hanem micsodák mar csak hogy tudjam mit keressek!
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 12:46
Írta: szabo janko Dátum 2017 november 03, 12:46
Akkor miért van a harmadik képen (a hátulján) ráírva.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 12:53
Írta: frob Dátum 2017 november 03, 12:53
ha ez az ami akkor a nagy sűrű csati közepetáján van kötve a step dir, de talán Gruber Márton többet tudna erről mondani, tőle vettem a gépet a szervókkal egyetemben...
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:13
Írta: frob Dátum 2017 november 03, 13:13
no az van hogy a sigmawin 5 -el tudtam csatlakozni hozzá egy sima usb soros bizbasszal és DR2 nek ismerte fel, ki is olvasta a teljes paraméter listát
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:18
Írta: svejk Dátum 2017 november 03, 13:18
Lásd: #2650
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2017 november 03, 13:23
Írta: szabo janko Dátum 2017 november 03, 13:23
Oké csak hányas pontra. Ha egyszer hozzáférsz olvasd már le légyszíves. No meg az enkóderek heje is kérés. De az eddigieket is köszönöm, és várom és figyelem a fejleményeket.
Gondolom Antal Gabi is.
Gondolom Antal Gabi is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:27
Írta: svejk Dátum 2017 november 03, 13:27
No akkor a feed forwardot állítsd elsőre úgy 20 % körülire, aztán már csak szinte három paraméterrel kell játszanod, nevezetesen a Cn-1A, Cn-04 és Cn-05-el.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 13:28
Írta: svejk Dátum 2017 november 03, 13:28
Utoljára írom le, ezek NEM NY41-esek.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:36
Írta: frob Dátum 2017 november 03, 13:36
korai volt az öröm :(
benéztem az offline üzemmódot...
szóval nem sikerült csatlakozni hozzá [#fejvakaras]
benéztem az offline üzemmódot...
szóval nem sikerült csatlakozni hozzá [#fejvakaras]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 13:50
Írta: frob Dátum 2017 november 03, 13:50
kotrok ezt találtam, lap közepefele a bekötés (http://www.cnczone.com/forums/servo-motors-drives/72177-yaskawa-dr2-servopack-made-rs422-485-interface.html)
Cím: Re:AC szervó motoros vezérlés
Írta: GG Dátum 2017 november 03, 14:22
Írta: GG Dátum 2017 november 03, 14:22
Sziasztok,
kedves Svejk, nagyon izgalmas, hogy ez miért nem NY41... mondhatnál erről valamit. Frob! Ha ez valóban a legendás NY41, akkor hogyan működik túllövésesen, step-dir bekötéssel nálad...
Nekem nincs ilyenem, de hezitáltam anno, hogy nekiálljak-e.
A téma módfelett érdekes. Hajrá!
kedves Svejk, nagyon izgalmas, hogy ez miért nem NY41... mondhatnál erről valamit. Frob! Ha ez valóban a legendás NY41, akkor hogyan működik túllövésesen, step-dir bekötéssel nálad...
Nekem nincs ilyenem, de hezitáltam anno, hogy nekiálljak-e.
A téma módfelett érdekes. Hajrá!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:33
Írta: svejk Dátum 2017 november 03, 14:33
Nem izgalmas, egyszerűen a fedél egy NY41-ről való, ennyi.
Elégedjetek meg ennyivel.
Majd ha jónak látja akkor leírja az aki elcserélte.
Láttok rajta CN-4-es csatit? Nem...
No ugye, hogy nem NY41.
Elégedjetek meg ennyivel.
Majd ha jónak látja akkor leírja az aki elcserélte.
Láttok rajta CN-4-es csatit? Nem...
No ugye, hogy nem NY41.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:34
Írta: svejk Dátum 2017 november 03, 14:34
Most hirtelen én sem találom a béta sigmawin lite-ot de addig itt van egy DOS-os verzió. (http://www.powerautomation.net/download/SVMON2.zip)
Ez is tökéletesen elég Neked.
Ez is tökéletesen elég Neked.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 14:42
Írta: frob Dátum 2017 november 03, 14:42
hát akár elég is lehetne
de hol vannak azok a csodák amikor dos-os gépek még futottak... bakkerisztán :)
egyenlőre úgy látom a sigmawin5 talán jó lenne, de a kábel bekötés amit találtam manualban na az baromira nem működik
de hol vannak azok a csodák amikor dos-os gépek még futottak... bakkerisztán :)
egyenlőre úgy látom a sigmawin5 talán jó lenne, de a kábel bekötés amit találtam manualban na az baromira nem működik
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:45
Írta: svejk Dátum 2017 november 03, 14:45
XP alatt fut a dos-os verzio, szoktam használni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:46
Írta: svejk Dátum 2017 november 03, 14:46
Már pedig az a bekötés jó!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:47
Írta: svejk Dátum 2017 november 03, 14:47
Egyébként meg nem kaptál/kapsz támogatást az eladótól?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 14:48
Írta: frob Dátum 2017 november 03, 14:48
akkor esetleg a usb soros átalakító szívathat... gondolom csak 5V jön ki belőle a 12 helyett...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:51
Írta: svejk Dátum 2017 november 03, 14:51
Egyébként meg tegnap volt az adok-veszekben Földi Pétertől egy hozzá való kezelőpanel, az is mindent tud.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 03, 14:55
Írta: nyiszi Dátum 2017 november 03, 14:55
Sziasztok!
Annak idején amikor kerestem az NY41-hez az infót találtam egy ilyen bekötést.
De én nem mentem vele semmire.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_4cu42ig63btuzqq5jnw_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4cu42ig63btuzqq5jnw_887.jpg)
Annak idején amikor kerestem az NY41-hez az infót találtam egy ilyen bekötést.
De én nem mentem vele semmire.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_4cu42ig63btuzqq5jnw_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4cu42ig63btuzqq5jnw_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:58
Írta: svejk Dátum 2017 november 03, 14:58
Az 5 V is elég, az RS232C csak ajánlás volt nincs rendes szabványa.
3 szál drót az egész
2-2
3-4
5-9
ennyi
de szerintem a sigmawin 5.xxx nem ismeri már a DR2-őt, de erre nem esküszöm meg.
Először a DOS-ossal próbáld amíg valaki be nem linkeli a Lite-ot.
3 szál drót az egész
2-2
3-4
5-9
ennyi
de szerintem a sigmawin 5.xxx nem ismeri már a DR2-őt, de erre nem esküszöm meg.
Először a DOS-ossal próbáld amíg valaki be nem linkeli a Lite-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:59
Írta: svejk Dátum 2017 november 03, 14:59
Persze hogy nem mert a CN-4-en megy a buszos kommunikáció.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 15:00
Írta: svejk Dátum 2017 november 03, 15:00
Rakd már fel valahova a sigmawin lite (beta)verziót ennek a szerencsétlennek :) mert én most nem vagyok otthon.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 03, 15:34
Írta: nyiszi Dátum 2017 november 03, 15:34
Sigmawin lite (http://cnctar.hobbycnc.hu/nyiszi/SIGMAWINLITE.ZIP)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 15:45
Írta: frob Dátum 2017 november 03, 15:45
jelentkezem érte igen :)
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 15:54
Írta: 97urdfkpc Dátum 2017 november 03, 15:54
Annakidején az NY41-es servopackok adottak voltak, viszont a Mechatrolink-es kommunikációja miatt cnc-re nem voltak használhatóak. Ezért jobb híján Ebayról kellett DR2-es servopackat vennem. Az amcsiból beszerzett servopackok egy vagyonba kerültek a nagy súly miatti szállítási díj + a vám miatt. Csak a vezérlőkártyákat postáztattam. A beremegés biztosan nem a vezérlőkártya csere miatt van, a másik cnc-men is ugyanez a megoldás műkodik lassan tíz éve. Az új gazdánál a gép új csapágyakat kapott és lehet hogy főorsó sincs a gépen ami nehezíti az orsó forgatását. Szóval szerintem csak utána kell állítani a paramétereket.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 16:07
Írta: frob Dátum 2017 november 03, 16:07
Hát igen, nem kicsit
sikerült az első tengelyt beállítani, hogy mennyire jó nem tudom de végre nem remeg az egész gép
terhelés ide oda, tökéletesen lágyan futnak ahhoz képest a tengelyek amilyenek voltak, néhol még síkköszörültetnem is kellett, mindegy....
működ, a sigmawin lite, nem vált be, hoy miért passz de a sigmawin5 szuperül megy végre...
lényeg öröm és boldogság, még a másik két tengelyt is beállítom és remélem végre dolgozhatom vele!!!
sikerült az első tengelyt beállítani, hogy mennyire jó nem tudom de végre nem remeg az egész gép
terhelés ide oda, tökéletesen lágyan futnak ahhoz képest a tengelyek amilyenek voltak, néhol még síkköszörültetnem is kellett, mindegy....
működ, a sigmawin lite, nem vált be, hoy miért passz de a sigmawin5 szuperül megy végre...
lényeg öröm és boldogság, még a másik két tengelyt is beállítom és remélem végre dolgozhatom vele!!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 16:36
Írta: svejk Dátum 2017 november 03, 16:36
No és mit bénáztél el először a kapcsolatban?
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 17:09
Írta: 97urdfkpc Dátum 2017 november 03, 17:09
Lehet nem itt kéne...
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 17:17
Írta: frob Dátum 2017 november 03, 17:17
A bekötését a soros kábelnek :D
de megy a kommunikáció végre!
de megy a kommunikáció végre!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 17:54
Írta: 000000000 Dátum 2017 november 03, 17:54
Az biztos nem NY41 !
A képen az 50 pin-es csatlakozós a CN1.
Tehát 1000% hogy nem az !
A képen az 50 pin-es csatlakozós a CN1.
Tehát 1000% hogy nem az !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 18:01
Írta: 000000000 Dátum 2017 november 03, 18:01
Beszéltem Karcsi haverommal, de nem találja a leveleket.
A Freemail szépségei itt látszanak meg.
Esetleg Szeles Józsit próbáld fellelni, anno Lakatos nickel volt a régi fórumon fent.
Talán neki megvan az elérhetőség.
A Freemail szépségei itt látszanak meg.
Esetleg Szeles Józsit próbáld fellelni, anno Lakatos nickel volt a régi fórumon fent.
Talán neki megvan az elérhetőség.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 03, 18:05
Írta: szf Dátum 2017 november 03, 18:05
Ok. köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:08
Írta: frob Dátum 2017 november 03, 21:08
no közben volt egy köröm, most jutottam megint géphez...
elkövettem egy oltári rosszvas hibát, felülírtam mindegyik szervó beállításait, anélkül hogy mentettem volna őket először
ez 2 nél jól is üzemel, de sajna a harmadiknál nem...
ezen egy SGM-02A5F J12 motor van 1:10 áttétellel, és emlékezetből cca 20mm es menetemelkedéssel a golyósorsó
na ennek tuti nem jó a direkthajtás 5mm menetemelkedésű orsós szervó beállításai
mit is kellene állítani
Svejk szerint a enkóder felosztása lehet az egyik bibi
Márton szerint a lépések számának beállítása
szerintem még van valami osztási érték is ami szóba jöhet
nade mit és mire kellene állítani?
R.
elkövettem egy oltári rosszvas hibát, felülírtam mindegyik szervó beállításait, anélkül hogy mentettem volna őket először
ez 2 nél jól is üzemel, de sajna a harmadiknál nem...
ezen egy SGM-02A5F J12 motor van 1:10 áttétellel, és emlékezetből cca 20mm es menetemelkedéssel a golyósorsó
na ennek tuti nem jó a direkthajtás 5mm menetemelkedésű orsós szervó beállításai
mit is kellene állítani
Svejk szerint a enkóder felosztása lehet az egyik bibi
Márton szerint a lépések számának beállítása
szerintem még van valami osztási érték is ami szóba jöhet
nade mit és mire kellene állítani?
R.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 21:20
Írta: 000000000 Dátum 2017 november 03, 21:20
Mi a konkrét hiba ?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:29
Írta: frob Dátum 2017 november 03, 21:29
A.10 hibával áll meg a motor, már kis sebességnél is
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 21:45
Írta: 000000000 Dátum 2017 november 03, 21:45
Az mi ?
Talán túláram hiba, ha jól tévedek ?
Gondolom ez Sigma 2-es ?
Talán túláram hiba, ha jól tévedek ?
Gondolom ez Sigma 2-es ?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:50
Írta: frob Dátum 2017 november 03, 21:50
annak írja igen, viszont mielőtt fel nem nyomtam rá a másik két tengelyre jó konfigot, ez a tengely is ment....
csak elbasztam ...
helyre kéne hozni
csak elbasztam ...
helyre kéne hozni
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 21:52
Írta: svejk Dátum 2017 november 03, 21:52
Azt is mondtam, hogy lehet, a fékáramkör zárlatos.
Ha meg sem moccan a motor akkor ez valószínűbb.
Ha nem jó az emcoder beállítás akkor egy pár másodpercet vergődik a motor.
Ha meg sem moccan a motor akkor ez valószínűbb.
Ha nem jó az emcoder beállítás akkor egy pár másodpercet vergődik a motor.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 21:54
Írta: svejk Dátum 2017 november 03, 21:54
Igazából meg is érdemled, mert nem tudtál jövő hét közepéig várni. [#pardon1]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:59
Írta: frob Dátum 2017 november 03, 21:59
hát hogy megérdemlem e...
minden esetre szükségem lenne rá nagyon így is 2 hete ezzel szórakozom szinte minden nap hogy menjen, na jó nem a szervóval konkrétan, hanem a géppel...
ezért örültem meg amikor végre nekirugaszkodott az egyik tengely, és... na mindegy, este olvasással telik az biztos...
minden esetre szükségem lenne rá nagyon így is 2 hete ezzel szórakozom szinte minden nap hogy menjen, na jó nem a szervóval konkrétan, hanem a géppel...
ezért örültem meg amikor végre nekirugaszkodott az egyik tengely, és... na mindegy, este olvasással telik az biztos...
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 22:07
Írta: 97urdfkpc Dátum 2017 november 03, 22:07
Szerintem csak arról van szó, hogy az x tengelynek más a tehetetlensége mint a másik kettőnek. Cn-04, cn-05, cn-1a arányait kell megváltoztatni és helyrejön. Holnap kiolvasom a másik gépből a paraméterlistát. Ez a része biztos hasonló lesz, vagy legalább sokkal jobb lesz mint most.
Szerintem ma már ne pörögj tovább ezen.
Szerintem ma már ne pörögj tovább ezen.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 22:10
Írta: frob Dátum 2017 november 03, 22:10
Előre is köszönöm!
ettől függetlenül, saját balfaszságom miatt hajt a kíváncsiság nagyon...
ettől függetlenül, saját balfaszságom miatt hajt a kíváncsiság nagyon...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 22:27
Írta: svejk Dátum 2017 november 03, 22:27
Az a baj, hogy Frob barátunk nem is tudja szabatosan leírni, de még telefonba sem elmondani a hibát össze vissza kapkod :(
Két dolog gyanús, túlterhelésnél inkább Overload-al szokott megállni, a másik dolog meg a motor jelzésben a J betű.
Nem rémlik olyan, hogy más lehet ebben a motorban az encoder felbontása?
Nekem 4000 rémlik...
Két dolog gyanús, túlterhelésnél inkább Overload-al szokott megállni, a másik dolog meg a motor jelzésben a J betű.
Nem rémlik olyan, hogy más lehet ebben a motorban az encoder felbontása?
Nekem 4000 rémlik...
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 04, 08:53
Írta: 97urdfkpc Dátum 2017 november 04, 08:53
Most néztem meg a user's manual-t. Persze nincs benne ez a típus... Szerintem 4096 kell hogy legyen. (2048x2)(cn-11)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 11:32
Írta: frob Dátum 2017 november 04, 11:32
Én is kerestem bőszen, de minden benne van kivéve ez a moc...
ahogy elnézem yaskawa elég sok olyat gyárt ami kifejezetten rendelésre készül, így jó esetben a ő kegyeskedik kérésre kiadni az adatokat akkor nyert hanem akkor csak rosszkodás..
minden esetre köszönöm, és a magánba küldöttet is, mindjárt próbálom!
R.
ahogy elnézem yaskawa elég sok olyat gyárt ami kifejezetten rendelésre készül, így jó esetben a ő kegyeskedik kérésre kiadni az adatokat akkor nyert hanem akkor csak rosszkodás..
minden esetre köszönöm, és a magánba küldöttet is, mindjárt próbálom!
R.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 14:33
Írta: frob Dátum 2017 november 04, 14:33
kipróbálva, elindult a tengely.
amit közben kiderítettem 2048 jeladó van a motoron
viszont hiába állítom az elektromos áttételt értékeit nem változik semmit cn-24 cn-25 gyári adatok szerint 4 és 1 érték, ha átállítom a 4 et 16 ra baromira látszódni kellene neki, hát ezen biza nem látszik
talán lennie kellene egy bitnek amit bebillentve engedélyezi ezt az áttételt?
eddig még nem találtam rá
R.
amit közben kiderítettem 2048 jeladó van a motoron
viszont hiába állítom az elektromos áttételt értékeit nem változik semmit cn-24 cn-25 gyári adatok szerint 4 és 1 érték, ha átállítom a 4 et 16 ra baromira látszódni kellene neki, hát ezen biza nem látszik
talán lennie kellene egy bitnek amit bebillentve engedélyezi ezt az áttételt?
eddig még nem találtam rá
R.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 04, 15:23
Írta: nyiszi Dátum 2017 november 04, 15:23
Újra indítottad a beállítás után a vezérlőt?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 04, 15:56
Írta: 000000000 Dátum 2017 november 04, 15:56
Táp el majd várni vele kicsit és táp vissza.
Csak ekkor lépnek életbe a beállítások !
Csak ekkor lépnek életbe a beállítások !
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 16:45
Írta: frob Dátum 2017 november 04, 16:45
nyiszi, Pál köszönöm mindkettőtöknek!
valóban táp ki táp be után él az áttétel változtatás
valóban táp ki táp be után él az áttétel változtatás
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 november 12, 14:50
Írta: guliver83 Dátum 2017 november 12, 14:50
Egy kérdés.
Szervonal van olyan kimenet a vezérlőn hogy ha hibára menne valamiért akkor például megáll vagyis letilt a vezérlés ezt a kimeneten használja valaki?
Úgy értem,hogy a Mach3 felé bekötni.
Szervonal van olyan kimenet a vezérlőn hogy ha hibára menne valamiért akkor például megáll vagyis letilt a vezérlés ezt a kimeneten használja valaki?
Úgy értem,hogy a Mach3 felé bekötni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 12, 15:00
Írta: 000000000 Dátum 2017 november 12, 15:00
Természetesen megoldható !
Csak sokan lusták bekötni, vagy szimplán tudatlanságból nem használják.
Például vészstop körbe iktatva használható.
Legutóbb épített brutál méretű gépnél ez is benne van .
Mikor a Szervóhajtás kiáll hibára a vészkör megszakad mint mikor a vészgombot lecsapják. [#nevetes1]
Csak sokan lusták bekötni, vagy szimplán tudatlanságból nem használják.
Például vészstop körbe iktatva használható.
Legutóbb épített brutál méretű gépnél ez is benne van .
Mikor a Szervóhajtás kiáll hibára a vészkör megszakad mint mikor a vészgombot lecsapják. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 19, 23:50
Írta: nyiszi Dátum 2017 november 19, 23:50
Sziasztok!
Nem lenne valakinek POPCOM+ szoftvere?
Nem lenne valakinek POPCOM+ szoftvere?
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 15:50
Írta: sastas Dátum 2017 december 02, 15:50
Sziasztok!
Egy servot a saját vezérlője nélkül életre lehet kelteni? Hozzá tudnék jutni, gyakorlatilag vasárban 4 darab BLS 71-es ACServo (http://www.mavilor.es/pdf_products/bl40_series_sc.pdf) hoz. Viszont servoval még sosem volt dolgom, viszont vezérlő nincs hozzá, csak a motorbol kijövő kábel, meg egy valamilyen hajtómű ami leszerelhető róla. És érdekelne, hogy megéri-e megvennem vagy csak lenne még pár kiló papírnehezékem a műhelyben?
Egy servot a saját vezérlője nélkül életre lehet kelteni? Hozzá tudnék jutni, gyakorlatilag vasárban 4 darab BLS 71-es ACServo (http://www.mavilor.es/pdf_products/bl40_series_sc.pdf) hoz. Viszont servoval még sosem volt dolgom, viszont vezérlő nincs hozzá, csak a motorbol kijövő kábel, meg egy valamilyen hajtómű ami leszerelhető róla. És érdekelne, hogy megéri-e megvennem vagy csak lenne még pár kiló papírnehezékem a műhelyben?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 16:00
Írta: 000000000 Dátum 2017 december 02, 16:00
Ha eddig nem foglalkoztál ilyennel ne ezzel kezd el.
Vannak frekvenciaváltók amik meg tudják forgatni ezeket a "szinkron" motorokat, de pozíció vezérlés nélkül.
Vannak frekvenciaváltók amik meg tudják forgatni ezeket a "szinkron" motorokat, de pozíció vezérlés nélkül.
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 16:05
Írta: sastas Dátum 2017 december 02, 16:05
Értem. Szóval papírnehezéknek jólesz, aztán max 5 év mulva kidobom hogyha még mindig úgy érzem, hogy nem akarok velük foglalkozni. A rajta lévő hajtómű izgatja inkább a fantáziámat, az valami nem általános cucc, majd meglesem közelebbről.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 16:10
Írta: 000000000 Dátum 2017 december 02, 16:10
Hajtómű leszed, örül neki.
A motort meg felteszed fórumos áron, hátha valakinek ez az álma vágya. (nekem biztos nem kell) [#nevetes1]
A motort meg felteszed fórumos áron, hátha valakinek ez az álma vágya. (nekem biztos nem kell) [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 16:14
Írta: sastas Dátum 2017 december 02, 16:14
Lehet ez lesz. Illetve hajtómű megvizsgál és azt is elad. Igazból csak még nem talákoztam ilyennel közelről és ott ahol van csak nézegetni lehet tapogatni nem. A vezérlője leégett és azt egy az egyben kidobták, annak ellenére hogy a 4ből ha jól értelmeztem csak egy vezérlő volt halott maga a mainboard és a másik 3 még kivállóan üzemelt.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 17:43
Írta: jau5ccsn9 Dátum 2017 december 02, 17:43
Üdv Mindenkinek!
Az lenne a kérdésem, hogy van egy bontandó japán kötőgépem, amiben van pár kisebb-nagyobb servo motor vezérlővel (Omron vagy Yaskawa). Olcsóbb lenne ezeket a mnotorokat használni az építendő gépemhez, vagy inkább vegyek kínai léptetőket vezérlővel (Kb70-80e)? Tudna nekem ebben valaki segíteni?
Az lenne a kérdésem, hogy van egy bontandó japán kötőgépem, amiben van pár kisebb-nagyobb servo motor vezérlővel (Omron vagy Yaskawa). Olcsóbb lenne ezeket a mnotorokat használni az építendő gépemhez, vagy inkább vegyek kínai léptetőket vezérlővel (Kb70-80e)? Tudna nekem ebben valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2017 december 02, 17:51
Írta: w0hgtwf3w Dátum 2017 december 02, 17:51
Valószínű, hogy nem tudod majd vezérelni.
Az általánosan használt szofter (Mach3) step dir -es.
Ilyennek kell lenni a servo vezérlőnek is.
Az általánosan használt szofter (Mach3) step dir -es.
Ilyennek kell lenni a servo vezérlőnek is.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 18:01
Írta: jau5ccsn9 Dátum 2017 december 02, 18:01
Azt hol tudom megnézni? A motorok által mozgatott dolgok pozicionálása 0.01085 mm-el állítható.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2017 december 02, 18:08
Írta: w0hgtwf3w Dátum 2017 december 02, 18:08
Dobj fel a vezérlőről egy fotót (az adatlap látható legyen).
A nagy szervosok majd válaszolnak.
A nagy szervosok majd válaszolnak.
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 18:11
Írta: sastas Dátum 2017 december 02, 18:11
Illetve ha használni szeretném mennyi az esélye, hogy emberi áron találok hozzá vezérlőt szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 18:23
Írta: 000000000 Dátum 2017 december 02, 18:23
Most ez olyan mintha azt kérdeznéd, hogy mikor nyered meg az 5-ös lottót.
Mitudomén [#nemtudom]
Mitudomén [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 18:30
Írta: sastas Dátum 2017 december 02, 18:30
Abban biztos vagyok hogy a hagyományos értelemben soha, mert nem játszom [#taps
Francessenbele. Pedig jó lett volna használni is őket. Bele kell ássam magam ebbe az AC servo témába.
Francessenbele. Pedig jó lett volna használni is őket. Bele kell ássam magam ebbe az AC servo témába.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 03, 14:55
Írta: nyiszi Dátum 2017 november 03, 14:55
Sziasztok!
Annak idején amikor kerestem az NY41-hez az infót találtam egy ilyen bekötést.
De én nem mentem vele semmire.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_4cu42ig63btuzqq5jnw_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4cu42ig63btuzqq5jnw_887.jpg)
Annak idején amikor kerestem az NY41-hez az infót találtam egy ilyen bekötést.
De én nem mentem vele semmire.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_4cu42ig63btuzqq5jnw_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4cu42ig63btuzqq5jnw_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:58
Írta: svejk Dátum 2017 november 03, 14:58
Az 5 V is elég, az RS232C csak ajánlás volt nincs rendes szabványa.
3 szál drót az egész
2-2
3-4
5-9
ennyi
de szerintem a sigmawin 5.xxx nem ismeri már a DR2-őt, de erre nem esküszöm meg.
Először a DOS-ossal próbáld amíg valaki be nem linkeli a Lite-ot.
3 szál drót az egész
2-2
3-4
5-9
ennyi
de szerintem a sigmawin 5.xxx nem ismeri már a DR2-őt, de erre nem esküszöm meg.
Először a DOS-ossal próbáld amíg valaki be nem linkeli a Lite-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 14:59
Írta: svejk Dátum 2017 november 03, 14:59
Persze hogy nem mert a CN-4-en megy a buszos kommunikáció.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 15:00
Írta: svejk Dátum 2017 november 03, 15:00
Rakd már fel valahova a sigmawin lite (beta)verziót ennek a szerencsétlennek :) mert én most nem vagyok otthon.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 03, 15:34
Írta: nyiszi Dátum 2017 november 03, 15:34
Sigmawin lite (http://cnctar.hobbycnc.hu/nyiszi/SIGMAWINLITE.ZIP)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 15:45
Írta: frob Dátum 2017 november 03, 15:45
jelentkezem érte igen :)
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 15:54
Írta: 97urdfkpc Dátum 2017 november 03, 15:54
Annakidején az NY41-es servopackok adottak voltak, viszont a Mechatrolink-es kommunikációja miatt cnc-re nem voltak használhatóak. Ezért jobb híján Ebayról kellett DR2-es servopackat vennem. Az amcsiból beszerzett servopackok egy vagyonba kerültek a nagy súly miatti szállítási díj + a vám miatt. Csak a vezérlőkártyákat postáztattam. A beremegés biztosan nem a vezérlőkártya csere miatt van, a másik cnc-men is ugyanez a megoldás műkodik lassan tíz éve. Az új gazdánál a gép új csapágyakat kapott és lehet hogy főorsó sincs a gépen ami nehezíti az orsó forgatását. Szóval szerintem csak utána kell állítani a paramétereket.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 16:07
Írta: frob Dátum 2017 november 03, 16:07
Hát igen, nem kicsit
sikerült az első tengelyt beállítani, hogy mennyire jó nem tudom de végre nem remeg az egész gép
terhelés ide oda, tökéletesen lágyan futnak ahhoz képest a tengelyek amilyenek voltak, néhol még síkköszörültetnem is kellett, mindegy....
működ, a sigmawin lite, nem vált be, hoy miért passz de a sigmawin5 szuperül megy végre...
lényeg öröm és boldogság, még a másik két tengelyt is beállítom és remélem végre dolgozhatom vele!!!
sikerült az első tengelyt beállítani, hogy mennyire jó nem tudom de végre nem remeg az egész gép
terhelés ide oda, tökéletesen lágyan futnak ahhoz képest a tengelyek amilyenek voltak, néhol még síkköszörültetnem is kellett, mindegy....
működ, a sigmawin lite, nem vált be, hoy miért passz de a sigmawin5 szuperül megy végre...
lényeg öröm és boldogság, még a másik két tengelyt is beállítom és remélem végre dolgozhatom vele!!!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 16:36
Írta: svejk Dátum 2017 november 03, 16:36
No és mit bénáztél el először a kapcsolatban?
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 17:09
Írta: 97urdfkpc Dátum 2017 november 03, 17:09
Lehet nem itt kéne...
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 17:17
Írta: frob Dátum 2017 november 03, 17:17
A bekötését a soros kábelnek :D
de megy a kommunikáció végre!
de megy a kommunikáció végre!
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 17:54
Írta: 000000000 Dátum 2017 november 03, 17:54
Az biztos nem NY41 !
A képen az 50 pin-es csatlakozós a CN1.
Tehát 1000% hogy nem az !
A képen az 50 pin-es csatlakozós a CN1.
Tehát 1000% hogy nem az !
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 18:01
Írta: 000000000 Dátum 2017 november 03, 18:01
Beszéltem Karcsi haverommal, de nem találja a leveleket.
A Freemail szépségei itt látszanak meg.
Esetleg Szeles Józsit próbáld fellelni, anno Lakatos nickel volt a régi fórumon fent.
Talán neki megvan az elérhetőség.
A Freemail szépségei itt látszanak meg.
Esetleg Szeles Józsit próbáld fellelni, anno Lakatos nickel volt a régi fórumon fent.
Talán neki megvan az elérhetőség.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2017 november 03, 18:05
Írta: szf Dátum 2017 november 03, 18:05
Ok. köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:08
Írta: frob Dátum 2017 november 03, 21:08
no közben volt egy köröm, most jutottam megint géphez...
elkövettem egy oltári rosszvas hibát, felülírtam mindegyik szervó beállításait, anélkül hogy mentettem volna őket először
ez 2 nél jól is üzemel, de sajna a harmadiknál nem...
ezen egy SGM-02A5F J12 motor van 1:10 áttétellel, és emlékezetből cca 20mm es menetemelkedéssel a golyósorsó
na ennek tuti nem jó a direkthajtás 5mm menetemelkedésű orsós szervó beállításai
mit is kellene állítani
Svejk szerint a enkóder felosztása lehet az egyik bibi
Márton szerint a lépések számának beállítása
szerintem még van valami osztási érték is ami szóba jöhet
nade mit és mire kellene állítani?
R.
elkövettem egy oltári rosszvas hibát, felülírtam mindegyik szervó beállításait, anélkül hogy mentettem volna őket először
ez 2 nél jól is üzemel, de sajna a harmadiknál nem...
ezen egy SGM-02A5F J12 motor van 1:10 áttétellel, és emlékezetből cca 20mm es menetemelkedéssel a golyósorsó
na ennek tuti nem jó a direkthajtás 5mm menetemelkedésű orsós szervó beállításai
mit is kellene állítani
Svejk szerint a enkóder felosztása lehet az egyik bibi
Márton szerint a lépések számának beállítása
szerintem még van valami osztási érték is ami szóba jöhet
nade mit és mire kellene állítani?
R.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 21:20
Írta: 000000000 Dátum 2017 november 03, 21:20
Mi a konkrét hiba ?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:29
Írta: frob Dátum 2017 november 03, 21:29
A.10 hibával áll meg a motor, már kis sebességnél is
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 03, 21:45
Írta: 000000000 Dátum 2017 november 03, 21:45
Az mi ?
Talán túláram hiba, ha jól tévedek ?
Gondolom ez Sigma 2-es ?
Talán túláram hiba, ha jól tévedek ?
Gondolom ez Sigma 2-es ?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:50
Írta: frob Dátum 2017 november 03, 21:50
annak írja igen, viszont mielőtt fel nem nyomtam rá a másik két tengelyre jó konfigot, ez a tengely is ment....
csak elbasztam ...
helyre kéne hozni
csak elbasztam ...
helyre kéne hozni
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 21:52
Írta: svejk Dátum 2017 november 03, 21:52
Azt is mondtam, hogy lehet, a fékáramkör zárlatos.
Ha meg sem moccan a motor akkor ez valószínűbb.
Ha nem jó az emcoder beállítás akkor egy pár másodpercet vergődik a motor.
Ha meg sem moccan a motor akkor ez valószínűbb.
Ha nem jó az emcoder beállítás akkor egy pár másodpercet vergődik a motor.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 21:54
Írta: svejk Dátum 2017 november 03, 21:54
Igazából meg is érdemled, mert nem tudtál jövő hét közepéig várni. [#pardon1]
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 21:59
Írta: frob Dátum 2017 november 03, 21:59
hát hogy megérdemlem e...
minden esetre szükségem lenne rá nagyon így is 2 hete ezzel szórakozom szinte minden nap hogy menjen, na jó nem a szervóval konkrétan, hanem a géppel...
ezért örültem meg amikor végre nekirugaszkodott az egyik tengely, és... na mindegy, este olvasással telik az biztos...
minden esetre szükségem lenne rá nagyon így is 2 hete ezzel szórakozom szinte minden nap hogy menjen, na jó nem a szervóval konkrétan, hanem a géppel...
ezért örültem meg amikor végre nekirugaszkodott az egyik tengely, és... na mindegy, este olvasással telik az biztos...
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 03, 22:07
Írta: 97urdfkpc Dátum 2017 november 03, 22:07
Szerintem csak arról van szó, hogy az x tengelynek más a tehetetlensége mint a másik kettőnek. Cn-04, cn-05, cn-1a arányait kell megváltoztatni és helyrejön. Holnap kiolvasom a másik gépből a paraméterlistát. Ez a része biztos hasonló lesz, vagy legalább sokkal jobb lesz mint most.
Szerintem ma már ne pörögj tovább ezen.
Szerintem ma már ne pörögj tovább ezen.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 03, 22:10
Írta: frob Dátum 2017 november 03, 22:10
Előre is köszönöm!
ettől függetlenül, saját balfaszságom miatt hajt a kíváncsiság nagyon...
ettől függetlenül, saját balfaszságom miatt hajt a kíváncsiság nagyon...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2017 november 03, 22:27
Írta: svejk Dátum 2017 november 03, 22:27
Az a baj, hogy Frob barátunk nem is tudja szabatosan leírni, de még telefonba sem elmondani a hibát össze vissza kapkod :(
Két dolog gyanús, túlterhelésnél inkább Overload-al szokott megállni, a másik dolog meg a motor jelzésben a J betű.
Nem rémlik olyan, hogy más lehet ebben a motorban az encoder felbontása?
Nekem 4000 rémlik...
Két dolog gyanús, túlterhelésnél inkább Overload-al szokott megállni, a másik dolog meg a motor jelzésben a J betű.
Nem rémlik olyan, hogy más lehet ebben a motorban az encoder felbontása?
Nekem 4000 rémlik...
Cím: Re:AC szervó motoros vezérlés
Írta: 97urdfkpc Dátum 2017 november 04, 08:53
Írta: 97urdfkpc Dátum 2017 november 04, 08:53
Most néztem meg a user's manual-t. Persze nincs benne ez a típus... Szerintem 4096 kell hogy legyen. (2048x2)(cn-11)
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 11:32
Írta: frob Dátum 2017 november 04, 11:32
Én is kerestem bőszen, de minden benne van kivéve ez a moc...
ahogy elnézem yaskawa elég sok olyat gyárt ami kifejezetten rendelésre készül, így jó esetben a ő kegyeskedik kérésre kiadni az adatokat akkor nyert hanem akkor csak rosszkodás..
minden esetre köszönöm, és a magánba küldöttet is, mindjárt próbálom!
R.
ahogy elnézem yaskawa elég sok olyat gyárt ami kifejezetten rendelésre készül, így jó esetben a ő kegyeskedik kérésre kiadni az adatokat akkor nyert hanem akkor csak rosszkodás..
minden esetre köszönöm, és a magánba küldöttet is, mindjárt próbálom!
R.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 14:33
Írta: frob Dátum 2017 november 04, 14:33
kipróbálva, elindult a tengely.
amit közben kiderítettem 2048 jeladó van a motoron
viszont hiába állítom az elektromos áttételt értékeit nem változik semmit cn-24 cn-25 gyári adatok szerint 4 és 1 érték, ha átállítom a 4 et 16 ra baromira látszódni kellene neki, hát ezen biza nem látszik
talán lennie kellene egy bitnek amit bebillentve engedélyezi ezt az áttételt?
eddig még nem találtam rá
R.
amit közben kiderítettem 2048 jeladó van a motoron
viszont hiába állítom az elektromos áttételt értékeit nem változik semmit cn-24 cn-25 gyári adatok szerint 4 és 1 érték, ha átállítom a 4 et 16 ra baromira látszódni kellene neki, hát ezen biza nem látszik
talán lennie kellene egy bitnek amit bebillentve engedélyezi ezt az áttételt?
eddig még nem találtam rá
R.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 04, 15:23
Írta: nyiszi Dátum 2017 november 04, 15:23
Újra indítottad a beállítás után a vezérlőt?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 04, 15:56
Írta: 000000000 Dátum 2017 november 04, 15:56
Táp el majd várni vele kicsit és táp vissza.
Csak ekkor lépnek életbe a beállítások !
Csak ekkor lépnek életbe a beállítások !
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2017 november 04, 16:45
Írta: frob Dátum 2017 november 04, 16:45
nyiszi, Pál köszönöm mindkettőtöknek!
valóban táp ki táp be után él az áttétel változtatás
valóban táp ki táp be után él az áttétel változtatás
Cím: Re:AC szervó motoros vezérlés
Írta: guliver83 Dátum 2017 november 12, 14:50
Írta: guliver83 Dátum 2017 november 12, 14:50
Egy kérdés.
Szervonal van olyan kimenet a vezérlőn hogy ha hibára menne valamiért akkor például megáll vagyis letilt a vezérlés ezt a kimeneten használja valaki?
Úgy értem,hogy a Mach3 felé bekötni.
Szervonal van olyan kimenet a vezérlőn hogy ha hibára menne valamiért akkor például megáll vagyis letilt a vezérlés ezt a kimeneten használja valaki?
Úgy értem,hogy a Mach3 felé bekötni.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 november 12, 15:00
Írta: 000000000 Dátum 2017 november 12, 15:00
Természetesen megoldható !
Csak sokan lusták bekötni, vagy szimplán tudatlanságból nem használják.
Például vészstop körbe iktatva használható.
Legutóbb épített brutál méretű gépnél ez is benne van .
Mikor a Szervóhajtás kiáll hibára a vészkör megszakad mint mikor a vészgombot lecsapják. [#nevetes1]
Csak sokan lusták bekötni, vagy szimplán tudatlanságból nem használják.
Például vészstop körbe iktatva használható.
Legutóbb épített brutál méretű gépnél ez is benne van .
Mikor a Szervóhajtás kiáll hibára a vészkör megszakad mint mikor a vészgombot lecsapják. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2017 november 19, 23:50
Írta: nyiszi Dátum 2017 november 19, 23:50
Sziasztok!
Nem lenne valakinek POPCOM+ szoftvere?
Nem lenne valakinek POPCOM+ szoftvere?
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 15:50
Írta: sastas Dátum 2017 december 02, 15:50
Sziasztok!
Egy servot a saját vezérlője nélkül életre lehet kelteni? Hozzá tudnék jutni, gyakorlatilag vasárban 4 darab BLS 71-es ACServo (http://www.mavilor.es/pdf_products/bl40_series_sc.pdf) hoz. Viszont servoval még sosem volt dolgom, viszont vezérlő nincs hozzá, csak a motorbol kijövő kábel, meg egy valamilyen hajtómű ami leszerelhető róla. És érdekelne, hogy megéri-e megvennem vagy csak lenne még pár kiló papírnehezékem a műhelyben?
Egy servot a saját vezérlője nélkül életre lehet kelteni? Hozzá tudnék jutni, gyakorlatilag vasárban 4 darab BLS 71-es ACServo (http://www.mavilor.es/pdf_products/bl40_series_sc.pdf) hoz. Viszont servoval még sosem volt dolgom, viszont vezérlő nincs hozzá, csak a motorbol kijövő kábel, meg egy valamilyen hajtómű ami leszerelhető róla. És érdekelne, hogy megéri-e megvennem vagy csak lenne még pár kiló papírnehezékem a műhelyben?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 16:00
Írta: 000000000 Dátum 2017 december 02, 16:00
Ha eddig nem foglalkoztál ilyennel ne ezzel kezd el.
Vannak frekvenciaváltók amik meg tudják forgatni ezeket a "szinkron" motorokat, de pozíció vezérlés nélkül.
Vannak frekvenciaváltók amik meg tudják forgatni ezeket a "szinkron" motorokat, de pozíció vezérlés nélkül.
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 16:05
Írta: sastas Dátum 2017 december 02, 16:05
Értem. Szóval papírnehezéknek jólesz, aztán max 5 év mulva kidobom hogyha még mindig úgy érzem, hogy nem akarok velük foglalkozni. A rajta lévő hajtómű izgatja inkább a fantáziámat, az valami nem általános cucc, majd meglesem közelebbről.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 16:10
Írta: 000000000 Dátum 2017 december 02, 16:10
Hajtómű leszed, örül neki.
A motort meg felteszed fórumos áron, hátha valakinek ez az álma vágya. (nekem biztos nem kell) [#nevetes1]
A motort meg felteszed fórumos áron, hátha valakinek ez az álma vágya. (nekem biztos nem kell) [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 16:14
Írta: sastas Dátum 2017 december 02, 16:14
Lehet ez lesz. Illetve hajtómű megvizsgál és azt is elad. Igazból csak még nem talákoztam ilyennel közelről és ott ahol van csak nézegetni lehet tapogatni nem. A vezérlője leégett és azt egy az egyben kidobták, annak ellenére hogy a 4ből ha jól értelmeztem csak egy vezérlő volt halott maga a mainboard és a másik 3 még kivállóan üzemelt.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 17:43
Írta: jau5ccsn9 Dátum 2017 december 02, 17:43
Üdv Mindenkinek!
Az lenne a kérdésem, hogy van egy bontandó japán kötőgépem, amiben van pár kisebb-nagyobb servo motor vezérlővel (Omron vagy Yaskawa). Olcsóbb lenne ezeket a mnotorokat használni az építendő gépemhez, vagy inkább vegyek kínai léptetőket vezérlővel (Kb70-80e)? Tudna nekem ebben valaki segíteni?
Az lenne a kérdésem, hogy van egy bontandó japán kötőgépem, amiben van pár kisebb-nagyobb servo motor vezérlővel (Omron vagy Yaskawa). Olcsóbb lenne ezeket a mnotorokat használni az építendő gépemhez, vagy inkább vegyek kínai léptetőket vezérlővel (Kb70-80e)? Tudna nekem ebben valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2017 december 02, 17:51
Írta: w0hgtwf3w Dátum 2017 december 02, 17:51
Valószínű, hogy nem tudod majd vezérelni.
Az általánosan használt szofter (Mach3) step dir -es.
Ilyennek kell lenni a servo vezérlőnek is.
Az általánosan használt szofter (Mach3) step dir -es.
Ilyennek kell lenni a servo vezérlőnek is.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 18:01
Írta: jau5ccsn9 Dátum 2017 december 02, 18:01
Azt hol tudom megnézni? A motorok által mozgatott dolgok pozicionálása 0.01085 mm-el állítható.
Cím: Re:AC szervó motoros vezérlés
Írta: w0hgtwf3w Dátum 2017 december 02, 18:08
Írta: w0hgtwf3w Dátum 2017 december 02, 18:08
Dobj fel a vezérlőről egy fotót (az adatlap látható legyen).
A nagy szervosok majd válaszolnak.
A nagy szervosok majd válaszolnak.
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 18:11
Írta: sastas Dátum 2017 december 02, 18:11
Illetve ha használni szeretném mennyi az esélye, hogy emberi áron találok hozzá vezérlőt szerinted?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 18:23
Írta: 000000000 Dátum 2017 december 02, 18:23
Most ez olyan mintha azt kérdeznéd, hogy mikor nyered meg az 5-ös lottót.
Mitudomén [#nemtudom]
Mitudomén [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: sastas Dátum 2017 december 02, 18:30
Írta: sastas Dátum 2017 december 02, 18:30
Abban biztos vagyok hogy a hagyományos értelemben soha, mert nem játszom [#taps
Francessenbele. Pedig jó lett volna használni is őket. Bele kell ássam magam ebbe az AC servo témába.
Francessenbele. Pedig jó lett volna használni is őket. Bele kell ássam magam ebbe az AC servo témába.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 18:54
Írta: jau5ccsn9 Dátum 2017 december 02, 18:54
Ezekről a servokról lenne szó. Tud valaki segíteni, hogy vezérelni tudjam őket?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_3jbih2v828gx45npfnm0w_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/3jbih2v828gx45npfnm0w_5664.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_3jbih2v828gx45npfnm0w_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/3jbih2v828gx45npfnm0w_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 18:54
Írta: jau5ccsn9 Dátum 2017 december 02, 18:54
Ezekről a servokról lenne szó. Tud valaki segíteni, hogy vezérelni tudjam őket?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_3jbih2v828gx45npfnm0w_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/3jbih2v828gx45npfnm0w_5664.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q5uq3qdv67t4ih57s2u79_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_3jbih2v828gx45npfnm0w_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/3jbih2v828gx45npfnm0w_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 19:03
Írta: 000000000 Dátum 2017 december 02, 19:03
A Panasonic MSD tud Puls Sign-ül [#papakacsint]
Gyengébbek kedvvért Step Dir-ül
Gyengébbek kedvvért Step Dir-ül
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 19:11
Írta: jau5ccsn9 Dátum 2017 december 02, 19:11
KÖszönöm! Ez jó hír. Valaki tudna segíteni a beüzemelésükben? Nem sürgős a dolog, tavaszig ha beindulna jó lenne. Nem ingyen kérem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 19:03
Írta: 000000000 Dátum 2017 december 02, 19:03
A Panasonic MSD tud Puls Sign-ül [#papakacsint]
Gyengébbek kedvvért Step Dir-ül
Gyengébbek kedvvért Step Dir-ül
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 19:15
Írta: designr Dátum 2017 december 02, 19:15
Panaterm szoftver lessz a barátod..Ha csatlakozók ,vezetékek is megvannak akkor menni fog.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 19:11
Írta: jau5ccsn9 Dátum 2017 december 02, 19:11
KÖszönöm! Ez jó hír. Valaki tudna segíteni a beüzemelésükben? Nem sürgős a dolog, tavaszig ha beindulna jó lenne. Nem ingyen kérem.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 19:19
Írta: designr Dátum 2017 december 02, 19:19
Ha step.dir-es rendszert üzemeltél már be akkor ez is menni fog..tudunk tanácsot adni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 19:15
Írta: designr Dátum 2017 december 02, 19:15
Panaterm szoftver lessz a barátod..Ha csatlakozók ,vezetékek is megvannak akkor menni fog.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 20:20
Írta: jau5ccsn9 Dátum 2017 december 02, 20:20
Előre is köszönöm a segítséget! Milyen vezérlőkártya fog kelleni hozzá? Jó lenne legalább 4 tengely4es, mert az Y tengelyen 2 motor lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 19:19
Írta: designr Dátum 2017 december 02, 19:19
Ha step.dir-es rendszert üzemeltél már be akkor ez is menni fog..tudunk tanácsot adni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 20:35
Írta: designr Dátum 2017 december 02, 20:35
Hajtható akár közvetlen LPT-ről, a vezérlő bemeneti optocsatoltak.De leválasztó kártyát is tehetsz közé.És akkor a komolyabb USB -s vezérlőkről még nem is beszéltünk.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 20:20
Írta: jau5ccsn9 Dátum 2017 december 02, 20:20
Előre is köszönöm a segítséget! Milyen vezérlőkártya fog kelleni hozzá? Jó lenne legalább 4 tengely4es, mert az Y tengelyen 2 motor lesz.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 20:52
Írta: jau5ccsn9 Dátum 2017 december 02, 20:52
Ez jó lenne nekem? http://cncdrive.hu/shop/index.php?productID=250
Bocs, ha hülyeséget kérdezek, de nem értek hozzá. [#vigyor3]
És ahogy nézem, ezzel egyszerűbb lenne a kábelezés.
Bocs, ha hülyeséget kérdezek, de nem értek hozzá. [#vigyor3]
És ahogy nézem, ezzel egyszerűbb lenne a kábelezés.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 02, 20:35
Írta: designr Dátum 2017 december 02, 20:35
Hajtható akár közvetlen LPT-ről, a vezérlő bemeneti optocsatoltak.De leválasztó kártyát is tehetsz közé.És akkor a komolyabb USB -s vezérlőkről még nem is beszéltünk.
Cím: Re:AC szervó motoros vezérlés
Írta: NagyZé Dátum 2017 december 02, 21:04
Írta: NagyZé Dátum 2017 december 02, 21:04
Az álmos könyvek szerint nem biztos, hogy jó ötlet egy tengelyt két servoval de majd kijavít valaki ha nagy hüleséget mondtam volna.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 20:52
Írta: jau5ccsn9 Dátum 2017 december 02, 20:52
Ez jó lenne nekem? http://cncdrive.hu/shop/index.php?productID=250
Bocs, ha hülyeséget kérdezek, de nem értek hozzá. [#vigyor3]
És ahogy nézem, ezzel egyszerűbb lenne a kábelezés.
Bocs, ha hülyeséget kérdezek, de nem értek hozzá. [#vigyor3]
És ahogy nézem, ezzel egyszerűbb lenne a kábelezés.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 21:09
Írta: 000000000 Dátum 2017 december 02, 21:09
Sok AC szervó tud master-slave funkciót.
Ilyenkor a szolgaként bekötött egység követi a mester minden rezdülését.
Ilyenkor a szolgaként bekötött egység követi a mester minden rezdülését.
Cím: Re:AC szervó motoros vezérlés
Írta: NagyZé Dátum 2017 december 02, 21:04
Írta: NagyZé Dátum 2017 december 02, 21:04
Az álmos könyvek szerint nem biztos, hogy jó ötlet egy tengelyt két servoval de majd kijavít valaki ha nagy hüleséget mondtam volna.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 21:22
Írta: jau5ccsn9 Dátum 2017 december 02, 21:22
Minden kritkának, megjegyzésnek, ötletnek örülök és megköszönök mindenféle segíséget. Ha nem szerencsés a 2 motor 1 tengelyen, meg tudom oldani szíjhatással 1 motor 2 orsó. A nagyobbik servo (400w) elbírja szerintem. Így marad egy motor-servopack, és egy kimenet a 4. tengelynek.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 02, 21:09
Írta: 000000000 Dátum 2017 december 02, 21:09
Sok AC szervó tud master-slave funkciót.
Ilyenkor a szolgaként bekötött egység követi a mester minden rezdülését.
Ilyenkor a szolgaként bekötött egység követi a mester minden rezdülését.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 00:01
Írta: designr Dátum 2017 december 03, 00:01
Szerintem indulj el..keress hozz doksit, és a Panaterm régebbi verzióját azt hiszem 3.7-es.Olyat keress ami működik is..A doksi tanulmányozását ugyem tudod megúszni.Olvasgatni kell a doksit.. és ismerkedni a szoftverrel.Mach ból kinyer step.dir-el éleszteni a szettet.Doksiban le van irva minden.Ilyenkor az a baj nem tudjuk csináltál.e már ilyet..Az sem megoldás hogy valaki összerakja..mert ugyis állitgatni .programzni kell..meg kell ismerni.Alap dolgokkal be kell üzemelni aztán majd ha forog lehet folytatni..vészstopp végállasok PID áttétel..stb..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 02, 21:22
Írta: jau5ccsn9 Dátum 2017 december 02, 21:22
Minden kritkának, megjegyzésnek, ötletnek örülök és megköszönök mindenféle segíséget. Ha nem szerencsés a 2 motor 1 tengelyen, meg tudom oldani szíjhatással 1 motor 2 orsó. A nagyobbik servo (400w) elbírja szerintem. Így marad egy motor-servopack, és egy kimenet a 4. tengelynek.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 00:25
Írta: designr Dátum 2017 december 03, 00:25
Egy tengely két motorral..Ha mechanikusan mereven össze van kötve a két oldal akkor előfordulhat hogy a két motor egymásra dolgozikk..gerjeszti egymást..Ha meg master slave akkor meg a szolga parancsjelként a mester valós..PID el butított jelét kapja..ez még rosszabb.Van egy gyári mechanikám ahol a két oldaliszervós oldal csuklós rendszerűen meg van oldva.. elmozdulhat egymástól..de ha elmászik..le is tilt.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 00:01
Írta: designr Dátum 2017 december 03, 00:01
Szerintem indulj el..keress hozz doksit, és a Panaterm régebbi verzióját azt hiszem 3.7-es.Olyat keress ami működik is..A doksi tanulmányozását ugyem tudod megúszni.Olvasgatni kell a doksit.. és ismerkedni a szoftverrel.Mach ból kinyer step.dir-el éleszteni a szettet.Doksiban le van irva minden.Ilyenkor az a baj nem tudjuk csináltál.e már ilyet..Az sem megoldás hogy valaki összerakja..mert ugyis állitgatni .programzni kell..meg kell ismerni.Alap dolgokkal be kell üzemelni aztán majd ha forog lehet folytatni..vészstopp végállasok PID áttétel..stb..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 03, 03:55
Írta: jau5ccsn9 Dátum 2017 december 03, 03:55
Panaterm megvan, működik. Azt hiszem találtam leírást is a servohoz. Keresek hozzá kábelt (rs232/rj12) és ha lesz időm, megpróbálom összedugni. Remélem szabványos kábel kell, nem valami spéci bekötésű...
Még nem csináltam ilyet. A legtöbb az egy Omron servo csere volt, ahol egy ismerős programozta fel az új servot, én meg néztem. :) Azért remélem egy kis segítséggel menni fog.
A Panaterm akkor nem működik, ha a Windows beállításában a tizedesjel pontra van állítva, mert a Panaterm .def fájljaiban vessző van.
Még nem csináltam ilyet. A legtöbb az egy Omron servo csere volt, ahol egy ismerős programozta fel az új servot, én meg néztem. :) Azért remélem egy kis segítséggel menni fog.
A Panaterm akkor nem működik, ha a Windows beállításában a tizedesjel pontra van állítva, mert a Panaterm .def fájljaiban vessző van.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 00:25
Írta: designr Dátum 2017 december 03, 00:25
Egy tengely két motorral..Ha mechanikusan mereven össze van kötve a két oldal akkor előfordulhat hogy a két motor egymásra dolgozikk..gerjeszti egymást..Ha meg master slave akkor meg a szolga parancsjelként a mester valós..PID el butított jelét kapja..ez még rosszabb.Van egy gyári mechanikám ahol a két oldaliszervós oldal csuklós rendszerűen meg van oldva.. elmozdulhat egymástól..de ha elmászik..le is tilt.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 03, 04:02
Írta: jau5ccsn9 Dátum 2017 december 03, 04:02
Egy motor fogja hajtani a két orsót az Y tengelyen. Van hozzá megfelelő méretű bordásszíjam és tárcsám. A 2 motoros megoldás még a léptetőmotoros tervben volt benne... [#vigyor3]
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 03, 03:55
Írta: jau5ccsn9 Dátum 2017 december 03, 03:55
Panaterm megvan, működik. Azt hiszem találtam leírást is a servohoz. Keresek hozzá kábelt (rs232/rj12) és ha lesz időm, megpróbálom összedugni. Remélem szabványos kábel kell, nem valami spéci bekötésű...
Még nem csináltam ilyet. A legtöbb az egy Omron servo csere volt, ahol egy ismerős programozta fel az új servot, én meg néztem. :) Azért remélem egy kis segítséggel menni fog.
A Panaterm akkor nem működik, ha a Windows beállításában a tizedesjel pontra van állítva, mert a Panaterm .def fájljaiban vessző van.
Még nem csináltam ilyet. A legtöbb az egy Omron servo csere volt, ahol egy ismerős programozta fel az új servot, én meg néztem. :) Azért remélem egy kis segítséggel menni fog.
A Panaterm akkor nem működik, ha a Windows beállításában a tizedesjel pontra van állítva, mert a Panaterm .def fájljaiban vessző van.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 07:49
Írta: designr Dátum 2017 december 03, 07:49
Én is belefutottam anno abba a verzióba ami nem működött..én a programban irtam át a pontot vesszőre..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 03, 04:02
Írta: jau5ccsn9 Dátum 2017 december 03, 04:02
Egy motor fogja hajtani a két orsót az Y tengelyen. Van hozzá megfelelő méretű bordásszíjam és tárcsám. A 2 motoros megoldás még a léptetőmotoros tervben volt benne... [#vigyor3]
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 30, 20:56
Írta: lari Dátum 2017 december 30, 20:56
Tapasztaltabb használóktól kérdezném, hogy ha az ember új AC szervo-hajtásban gondolkodik(0.4 és 1KW között) akkor mien típust érdemes választani, ami könnyen üzembe helyezhető és megfizethető?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 03, 07:49
Írta: designr Dátum 2017 december 03, 07:49
Én is belefutottam anno abba a verzióba ami nem működött..én a programban irtam át a pontot vesszőre..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:13
Írta: designr Dátum 2017 december 30, 23:13
Új szettben a legolcsóbb az ebay-ról rendelhető.Tapasztalatom nics vele..Delta vagy noname néven futnak.Garanciát értelemszerüen nehezen érvényesithetsz..mgbizhatósága szerintem az árával arányos.Ha gondod van vele nem hiszem hogy segitenek.Árakat ott megtalálod.Variometrum is árul Panasonic szetteket.Áruk magasabb,de ezek megbizhatóak.Csúcs a hivatalos forrásból származó Omron..ez kb két..két és félszer drágább mint a kinai..Számits rá hogy csatlakozókat..vezetékeket mindenütt plussz pénzért adják..és nem hiszem hogy segitenek bárhol a vezetékelésben..beállitásban.Ha körbenéztél irj nekem ..szokott néha lenni 400w-os.
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 30, 20:56
Írta: lari Dátum 2017 december 30, 20:56
Tapasztaltabb használóktól kérdezném, hogy ha az ember új AC szervo-hajtásban gondolkodik(0.4 és 1KW között) akkor mien típust érdemes választani, ami könnyen üzembe helyezhető és megfizethető?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:13
Írta: designr Dátum 2017 december 30, 23:13
Új szettben a legolcsóbb az ebay-ról rendelhető.Tapasztalatom nics vele..Delta vagy noname néven futnak.Garanciát értelemszerüen nehezen érvényesithetsz..mgbizhatósága szerintem az árával arányos.Ha gondod van vele nem hiszem hogy segitenek.Árakat ott megtalálod.Variometrum is árul Panasonic szetteket.Áruk magasabb,de ezek megbizhatóak.Csúcs a hivatalos forrásból származó Omron..ez kb két..két és félszer drágább mint a kinai..Számits rá hogy csatlakozókat..vezetékeket mindenütt plussz pénzért adják..és nem hiszem hogy segitenek bárhol a vezetékelésben..beállitásban.Ha körbenéztél irj nekem ..szokott néha lenni 400w-os.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:13
Írta: designr Dátum 2017 december 30, 23:13
Új szettben a legolcsóbb az ebay-ról rendelhető.Tapasztalatom nics vele..Delta vagy noname néven futnak.Garanciát értelemszerüen nehezen érvényesithetsz..mgbizhatósága szerintem az árával arányos.Ha gondod van vele nem hiszem hogy segitenek.Árakat ott megtalálod.Variometrum is árul Panasonic szetteket.Áruk magasabb,de ezek megbizhatóak.Csúcs a hivatalos forrásból származó Omron..ez kb két..két és félszer drágább mint a kinai..Számits rá hogy csatlakozókat..vezetékeket mindenütt plussz pénzért adják..és nem hiszem hogy segitenek bárhol a vezetékelésben..beállitásban.Ha körbenéztél irj nekem ..szokott néha lenni 400w-os.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:23
Írta: designr Dátum 2017 december 30, 23:23
Még annyit hogy az Ac szervó nem olcsó..egy 200w új omron motor..csak a motor 130-140 ezer ft.Van amelyknek ingyenes a beállitó programja..van amelyknek fizetős..de megoldható..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:13
Írta: designr Dátum 2017 december 30, 23:13
Új szettben a legolcsóbb az ebay-ról rendelhető.Tapasztalatom nics vele..Delta vagy noname néven futnak.Garanciát értelemszerüen nehezen érvényesithetsz..mgbizhatósága szerintem az árával arányos.Ha gondod van vele nem hiszem hogy segitenek.Árakat ott megtalálod.Variometrum is árul Panasonic szetteket.Áruk magasabb,de ezek megbizhatóak.Csúcs a hivatalos forrásból származó Omron..ez kb két..két és félszer drágább mint a kinai..Számits rá hogy csatlakozókat..vezetékeket mindenütt plussz pénzért adják..és nem hiszem hogy segitenek bárhol a vezetékelésben..beállitásban.Ha körbenéztél irj nekem ..szokott néha lenni 400w-os.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 30, 23:23
Írta: designr Dátum 2017 december 30, 23:23
Még annyit hogy az Ac szervó nem olcsó..egy 200w új omron motor..csak a motor 130-140 ezer ft.Van amelyknek ingyenes a beállitó programja..van amelyknek fizetős..de megoldható..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 00:11
Írta: jau5ccsn9 Dátum 2017 december 31, 00:11
Ha már servo... Nem teláltam a régi panasonic servoimhoz DB9-RJ12 kábelhez leírást, hogy számítógéppel rá tudjak csatlakozni. Ez esetleg jó lehet?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ihyszmkhwvi2h8jbn25y_5664.gif) (https://hobbicncforum.hu/uploaded_images/2017/12/ihyszmkhwvi2h8jbn25y_5664.gif)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ihyszmkhwvi2h8jbn25y_5664.gif) (https://hobbicncforum.hu/uploaded_images/2017/12/ihyszmkhwvi2h8jbn25y_5664.gif)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 00:11
Írta: jau5ccsn9 Dátum 2017 december 31, 00:11
Ha már servo... Nem teláltam a régi panasonic servoimhoz DB9-RJ12 kábelhez leírást, hogy számítógéppel rá tudjak csatlakozni. Ez esetleg jó lehet?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ihyszmkhwvi2h8jbn25y_5664.gif) (https://hobbicncforum.hu/uploaded_images/2017/12/ihyszmkhwvi2h8jbn25y_5664.gif)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ihyszmkhwvi2h8jbn25y_5664.gif) (https://hobbicncforum.hu/uploaded_images/2017/12/ihyszmkhwvi2h8jbn25y_5664.gif)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 08:33
Írta: designr Dátum 2017 december 31, 08:33
Kérlek tegyél már föl egy képet a vezérlőd előlapi csatlakozóiról.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 08:33
Írta: designr Dátum 2017 december 31, 08:33
Kérlek tegyél már föl egy képet a vezérlőd előlapi csatlakozóiról.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 31, 08:47
Írta: 000000000 Dátum 2017 december 31, 08:47
sziasztok.
eladó :
-loctite 401 50g-os pillanatragasztó 20db 1500ft/tubus
-loctite 270 50ml-es csavarrögzítő 2tubus 4000ft/tubus
-king-tony gépi bitek ph2*55 mm 200ft/db 2000ft/csomag
-king-tony gépi bitek 2.5*25mm mm 100ft/db 2000ft/csomag
-gühring 6.4*11.5mm-es 2 lépcsős csigafúrók 20db 1500dt/db
-m8 hss-e olajhornyos menetformázók 20db 1300ft/db
-yamawa m6 csavart rózsaszín sávos menetfúró 20db 1300ft/db
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_aqih697n2amy35vtea8x5_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aqih697n2amy35vtea8x5_4940.jpg)
eladó :
-loctite 401 50g-os pillanatragasztó 20db 1500ft/tubus
-loctite 270 50ml-es csavarrögzítő 2tubus 4000ft/tubus
-king-tony gépi bitek ph2*55 mm 200ft/db 2000ft/csomag
-king-tony gépi bitek 2.5*25mm mm 100ft/db 2000ft/csomag
-gühring 6.4*11.5mm-es 2 lépcsős csigafúrók 20db 1500dt/db
-m8 hss-e olajhornyos menetformázók 20db 1300ft/db
-yamawa m6 csavart rózsaszín sávos menetfúró 20db 1300ft/db
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_aqih697n2amy35vtea8x5_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aqih697n2amy35vtea8x5_4940.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 31, 08:50
Írta: 000000000 Dátum 2017 december 31, 08:50
bocsi.
ezt kérhetném át az adok-veszek-be?.
köszönöm
ezt kérhetném át az adok-veszek-be?.
köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 31, 08:47
Írta: 000000000 Dátum 2017 december 31, 08:47
sziasztok.
eladó :
-loctite 401 50g-os pillanatragasztó 20db 1500ft/tubus
-loctite 270 50ml-es csavarrögzítő 2tubus 4000ft/tubus
-king-tony gépi bitek ph2*55 mm 200ft/db 2000ft/csomag
-king-tony gépi bitek 2.5*25mm mm 100ft/db 2000ft/csomag
-gühring 6.4*11.5mm-es 2 lépcsős csigafúrók 20db 1500dt/db
-m8 hss-e olajhornyos menetformázók 20db 1300ft/db
-yamawa m6 csavart rózsaszín sávos menetfúró 20db 1300ft/db
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_aqih697n2amy35vtea8x5_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aqih697n2amy35vtea8x5_4940.jpg)
eladó :
-loctite 401 50g-os pillanatragasztó 20db 1500ft/tubus
-loctite 270 50ml-es csavarrögzítő 2tubus 4000ft/tubus
-king-tony gépi bitek ph2*55 mm 200ft/db 2000ft/csomag
-king-tony gépi bitek 2.5*25mm mm 100ft/db 2000ft/csomag
-gühring 6.4*11.5mm-es 2 lépcsős csigafúrók 20db 1500dt/db
-m8 hss-e olajhornyos menetformázók 20db 1300ft/db
-yamawa m6 csavart rózsaszín sávos menetfúró 20db 1300ft/db
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2tq4tvvgvwikw7aqsnv_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/q6daphjmspiixm53csx3u_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/vx8btq3unnj6z08xajtc_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/k0mafi2yck45u5se3adf0_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_aqih697n2amy35vtea8x5_4940.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aqih697n2amy35vtea8x5_4940.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2017 december 31, 08:50
Írta: 000000000 Dátum 2017 december 31, 08:50
bocsi.
ezt kérhetném át az adok-veszek-be?.
köszönöm
ezt kérhetném át az adok-veszek-be?.
köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 14:14
Írta: jau5ccsn9 Dátum 2017 december 31, 14:14
Így néz ki elölröl. Sajnos a 26 pólusú I/F csatlakozó lábkiosztását sem találom. Ami leírást találtam hasonló típusokhoz, ott 36 pólusú ez a csatlakozó. Van egy újabb típus a MINAS E, ott használnak 26-osat. Egyforma lehet a bekötés a kettőnél? Írtam szervizeknek, akik árulnak és javítanak ilyeneket, de egyik sem válaszolt még.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_m4vgz8y37ngjmwt5a5nya_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/m4vgz8y37ngjmwt5a5nya_5664.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_m4vgz8y37ngjmwt5a5nya_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/m4vgz8y37ngjmwt5a5nya_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:38
Írta: lari Dátum 2017 december 31, 14:38
Rendben,körülnézek, köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:41
Írta: lari Dátum 2017 december 31, 14:41
Még azt szerettem volna kérdezni, hogy a cncdrive forgalmaz BLSV-05020 Ac servo típust.
Ezzel esetleg van valakinek tapasztalata?
Ezzel esetleg van valakinek tapasztalata?
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:41
Írta: lari Dátum 2017 december 31, 14:41
Itt a linkje:
BLSV-05020 AC szervomotor szabályzó (http://cncdrive.hu/BLSV-05020.html)
BLSV-05020 AC szervomotor szabályzó (http://cncdrive.hu/BLSV-05020.html)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 15:43
Írta: designr Dátum 2017 december 31, 15:43
A panasonic régi dolgait megtalálod itt.
Old Pana (https://industrial.panasonic.com/ww/products-mt/n-fa-p-end/n-fa-p-end/acs-end)
konkrétan a tied MINAS-EX.itt
MINAS-X (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-Xseries_ctlg_200110.pdf)
16-19 oldal.A 26 pólusú csati kiosztása benne van a vezeték DVOP0790 programozó kellene neked.kiosztást nem taléltam de nézd meg a többi doksit is..
Old Pana (https://industrial.panasonic.com/ww/products-mt/n-fa-p-end/n-fa-p-end/acs-end)
konkrétan a tied MINAS-EX.itt
MINAS-X (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-Xseries_ctlg_200110.pdf)
16-19 oldal.A 26 pólusú csati kiosztása benne van a vezeték DVOP0790 programozó kellene neked.kiosztást nem taléltam de nézd meg a többi doksit is..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 16:18
Írta: designr Dátum 2017 december 31, 16:18
De most nézem hogy doksiban nem RJ csatis szerepel hanem a kör alakú..olyan csatim nekem van mert későbbi Panasonic és omront is olyat használ..annak a kiosztását megtalálod aZ omron smartstep2 nél pl vagy a MINAS-e nél.
Omron Minas-e pedig jópár van is itthon
Omron Minas-e pedig jópár van is itthon
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 18:18
Írta: designr Dátum 2017 december 31, 18:18
Van ott angol nyevű doksi is.
MINAS-EX (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-EXseries_manual_e.pdf)
MINAS-EX (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-EXseries_manual_e.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 18:45
Írta: jau5ccsn9 Dátum 2017 december 31, 18:45
Nagyon szépen köszönöm!!! A soros kábel bekötését még megkeresem. A rajz alapján, ha rákötöm így a lpt portra a servot akkor működnie kellene?
LPT I/F
1,2 +24V
2 ----- 22 CW+
3 ----- 24 CCW+
18 gnd 23 GND
19 gnd 25 GND
. 14 GND
.
.
25 gnd
10 Estop
Érdemes valamilyen leválasztó kártyát tenni a servok elé?
Mégegyszer nagyon kszönöm a segítséget és Boldog Új Évet Kívánok!!!
LPT I/F
1,2 +24V
2 ----- 22 CW+
3 ----- 24 CCW+
18 gnd 23 GND
19 gnd 25 GND
. 14 GND
.
.
25 gnd
10 Estop
Érdemes valamilyen leválasztó kártyát tenni a servok elé?
Mégegyszer nagyon kszönöm a segítséget és Boldog Új Évet Kívánok!!!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 19:46
Írta: designr Dátum 2017 december 31, 19:46
Ne haragudj most nem bogarászom át..biztos jó.De szerencsésebb először az Lpt nélkül összevezetékelni..Feltelepiteni a szoftvert.Beápot adni..felvetetni a kapcsolatot a pc-vel..ismerkedni a programmal..beállitásaival..mi-mit állit.Programból megforgatni a motorokat..szokott lenni Triál run néven ilyen lehetőség..Ha minden OK akkor adni command jelet..és elkezdeni beállitgatni a lépésszámot ..először üres tengelyű motorral persze..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 20:02
Írta: jau5ccsn9 Dátum 2017 december 31, 20:02
Nem haragszom. Köszönöm, hogy eddig is foglalkoztál a problémámmal. Én is először a tesztelni szeretném. Nem sürgős a dolog, ha 2018-ban tudok marni egy fadarabot, akkor már örülök. A mechanikai alkatrészek lassan összejönnek, aztán a vázat kell heggesztetnem meg a motorokat és a kábeleket kell kibányásznom a bontott gépből. De hideg van, nem férek hozzá és kellemetlen ilyenkor a fökdön fekve szerelni egy lemezgarázsban...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 20:05
Írta: designr Dátum 2017 december 31, 20:05
A doksiban viszont azt irja az EX hez való Panatherm nem csereszabatos a többivel..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 20:28
Írta: jau5ccsn9 Dátum 2017 december 31, 20:28
Attól én is félek egy kicsit. Egy kínai szervizes 1.07-es verziót használt hozzá... Megpróbálom megtalálni.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 14:14
Írta: jau5ccsn9 Dátum 2017 december 31, 14:14
Így néz ki elölröl. Sajnos a 26 pólusú I/F csatlakozó lábkiosztását sem találom. Ami leírást találtam hasonló típusokhoz, ott 36 pólusú ez a csatlakozó. Van egy újabb típus a MINAS E, ott használnak 26-osat. Egyforma lehet a bekötés a kettőnél? Írtam szervizeknek, akik árulnak és javítanak ilyeneket, de egyik sem válaszolt még.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_m4vgz8y37ngjmwt5a5nya_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/m4vgz8y37ngjmwt5a5nya_5664.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_m4vgz8y37ngjmwt5a5nya_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/m4vgz8y37ngjmwt5a5nya_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:38
Írta: lari Dátum 2017 december 31, 14:38
Rendben,körülnézek, köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:41
Írta: lari Dátum 2017 december 31, 14:41
Még azt szerettem volna kérdezni, hogy a cncdrive forgalmaz BLSV-05020 Ac servo típust.
Ezzel esetleg van valakinek tapasztalata?
Ezzel esetleg van valakinek tapasztalata?
Cím: Re:AC szervó motoros vezérlés
Írta: lari Dátum 2017 december 31, 14:41
Írta: lari Dátum 2017 december 31, 14:41
Itt a linkje:
BLSV-05020 AC szervomotor szabályzó (http://cncdrive.hu/BLSV-05020.html)
BLSV-05020 AC szervomotor szabályzó (http://cncdrive.hu/BLSV-05020.html)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 15:43
Írta: designr Dátum 2017 december 31, 15:43
A panasonic régi dolgait megtalálod itt.
Old Pana (https://industrial.panasonic.com/ww/products-mt/n-fa-p-end/n-fa-p-end/acs-end)
konkrétan a tied MINAS-EX.itt
MINAS-X (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-Xseries_ctlg_200110.pdf)
16-19 oldal.A 26 pólusú csati kiosztása benne van a vezeték DVOP0790 programozó kellene neked.kiosztást nem taléltam de nézd meg a többi doksit is..
Old Pana (https://industrial.panasonic.com/ww/products-mt/n-fa-p-end/n-fa-p-end/acs-end)
konkrétan a tied MINAS-EX.itt
MINAS-X (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-Xseries_ctlg_200110.pdf)
16-19 oldal.A 26 pólusú csati kiosztása benne van a vezeték DVOP0790 programozó kellene neked.kiosztást nem taléltam de nézd meg a többi doksit is..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 16:18
Írta: designr Dátum 2017 december 31, 16:18
De most nézem hogy doksiban nem RJ csatis szerepel hanem a kör alakú..olyan csatim nekem van mert későbbi Panasonic és omront is olyat használ..annak a kiosztását megtalálod aZ omron smartstep2 nél pl vagy a MINAS-e nél.
Omron Minas-e pedig jópár van is itthon
Omron Minas-e pedig jópár van is itthon
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 18:18
Írta: designr Dátum 2017 december 31, 18:18
Van ott angol nyevű doksi is.
MINAS-EX (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-EXseries_manual_e.pdf)
MINAS-EX (https://industrial.panasonic.com/content/data/MT/PDF/MINAS-EXseries_manual_e.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 18:45
Írta: jau5ccsn9 Dátum 2017 december 31, 18:45
Nagyon szépen köszönöm!!! A soros kábel bekötését még megkeresem. A rajz alapján, ha rákötöm így a lpt portra a servot akkor működnie kellene?
LPT I/F
1,2 +24V
2 ----- 22 CW+
3 ----- 24 CCW+
18 gnd 23 GND
19 gnd 25 GND
. 14 GND
.
.
25 gnd
10 Estop
Érdemes valamilyen leválasztó kártyát tenni a servok elé?
Mégegyszer nagyon kszönöm a segítséget és Boldog Új Évet Kívánok!!!
LPT I/F
1,2 +24V
2 ----- 22 CW+
3 ----- 24 CCW+
18 gnd 23 GND
19 gnd 25 GND
. 14 GND
.
.
25 gnd
10 Estop
Érdemes valamilyen leválasztó kártyát tenni a servok elé?
Mégegyszer nagyon kszönöm a segítséget és Boldog Új Évet Kívánok!!!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 19:46
Írta: designr Dátum 2017 december 31, 19:46
Ne haragudj most nem bogarászom át..biztos jó.De szerencsésebb először az Lpt nélkül összevezetékelni..Feltelepiteni a szoftvert.Beápot adni..felvetetni a kapcsolatot a pc-vel..ismerkedni a programmal..beállitásaival..mi-mit állit.Programból megforgatni a motorokat..szokott lenni Triál run néven ilyen lehetőség..Ha minden OK akkor adni command jelet..és elkezdeni beállitgatni a lépésszámot ..először üres tengelyű motorral persze..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 20:02
Írta: jau5ccsn9 Dátum 2017 december 31, 20:02
Nem haragszom. Köszönöm, hogy eddig is foglalkoztál a problémámmal. Én is először a tesztelni szeretném. Nem sürgős a dolog, ha 2018-ban tudok marni egy fadarabot, akkor már örülök. A mechanikai alkatrészek lassan összejönnek, aztán a vázat kell heggesztetnem meg a motorokat és a kábeleket kell kibányásznom a bontott gépből. De hideg van, nem férek hozzá és kellemetlen ilyenkor a fökdön fekve szerelni egy lemezgarázsban...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2017 december 31, 20:05
Írta: designr Dátum 2017 december 31, 20:05
A doksiban viszont azt irja az EX hez való Panatherm nem csereszabatos a többivel..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2017 december 31, 20:28
Írta: jau5ccsn9 Dátum 2017 december 31, 20:28
Attól én is félek egy kicsit. Egy kínai szervizes 1.07-es verziót használt hozzá... Megpróbálom megtalálni.
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 01, 13:58
Írta: rmkeh8a83 Dátum 2018 január 01, 13:58
Sziasztok Boldog Új évet kívánok. Szeretném a segítségeteket kérni a képen látható motor encoder kiosztásában köszönöm
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_ybzh3ecmfdpy5d23fs74t_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ybzh3ecmfdpy5d23fs74t_2652.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_ybzh3ecmfdpy5d23fs74t_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ybzh3ecmfdpy5d23fs74t_2652.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 01, 14:22
Írta: jau5ccsn9 Dátum 2018 január 01, 14:22
Szia!
BÚÉK Mindenkinek!
Remélem ez segít:
https://www.unisgroup.nl/pdf/EN/Omron-Sigma-II-Servo-Drive-Manual.pdf
A 6.2 rész az encoder bekötése.
BÚÉK Mindenkinek!
Remélem ez segít:
https://www.unisgroup.nl/pdf/EN/Omron-Sigma-II-Servo-Drive-Manual.pdf
A 6.2 rész az encoder bekötése.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 01, 14:23
Írta: designr Dátum 2018 január 01, 14:23
A motor doksijában nics benne?Gondolom az megvan már..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 02, 10:01
Írta: rmkeh8a83 Dátum 2018 január 02, 10:01
Sziasztok köszönöm a segítséget
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 11:52
Írta: borvendeg Dátum 2018 január 09, 11:52
Sziasztok!
Van egy Omron R88D-UP04V szervo vezérlőm és egy elvileg hozzá való 100W-os motorom.
A kérdés adtam neki step/dir jelet. A CW és CCW bemeneteire de a motor látszólag össze vissza forog/ugrál. Kell e neki még valami reset vagy start jel bárhova, vagy mi lehet a baj?
Szervo kábel nem volt hozzá így azt én gyártottam le.
üdv.
Van egy Omron R88D-UP04V szervo vezérlőm és egy elvileg hozzá való 100W-os motorom.
A kérdés adtam neki step/dir jelet. A CW és CCW bemeneteire de a motor látszólag össze vissza forog/ugrál. Kell e neki még valami reset vagy start jel bárhova, vagy mi lehet a baj?
Szervo kábel nem volt hozzá így azt én gyártottam le.
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 11:55
Írta: borvendeg Dátum 2018 január 09, 11:55
Annyi kimaradt hogy ha nem adok neki semilyen jelet tehát a cn1-es csatit lehúzom akkor szépen tartja a pozíciót, a tengelyt megpróbálom elforgatni visszaáll.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 09, 13:52
Írta: designr Dátum 2018 január 09, 13:52
Nem irtad hogy vezérlő korrekt módon fel van-e programozva.Hozzáállítva a motorhoz..
Nem mindegyik vezérlő ismeri föl automatikusan a motort.
Encoder osztás,teljesitmény,Működési mód,command jel tipusa,step-dir jel tipusa mind a vezérlőben mind a mozgásvezérlő programban a vezérlő programjával be kell legyen állitva,feltöltve.
Nem mindegyik vezérlő ismeri föl automatikusan a motort.
Encoder osztás,teljesitmény,Működési mód,command jel tipusa,step-dir jel tipusa mind a vezérlőben mind a mozgásvezérlő programban a vezérlő programjával be kell legyen állitva,feltöltve.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 14:33
Írta: borvendeg Dátum 2018 január 09, 14:33
Szia!
Itt vettem a fórumon, "szervo szett"-ként. Nem merült fel bennem hogy nincs felprogramozva.(Mondjuk hogy nincs hozzá kábel azt sem gondoltam.) Egyenlőre a kábelezés helyességében sem vagyok biztos. Pl.reset illetve a RUN jelekkel kell e valamit csinálni.
üdv.
Itt vettem a fórumon, "szervo szett"-ként. Nem merült fel bennem hogy nincs felprogramozva.(Mondjuk hogy nincs hozzá kábel azt sem gondoltam.) Egyenlőre a kábelezés helyességében sem vagyok biztos. Pl.reset illetve a RUN jelekkel kell e valamit csinálni.
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 15:01
Írta: 000000000 Dátum 2018 január 09, 15:01
A sigma 1-es vezérlők tudnak CW-CCW, Pulse-Sign és kétfázisú 90° fázis tolt kvadratúra differential bemenetet.
Általában iparban az első és utolsó lehetőséget használják mert ezeknél a legkisebb a hibalehetőség.
Tehát ha össze vissza ugrál akkor kétfázisú 90° fázis tolt kvadratúra differential bemenetre van állítva.
Programozó kábel leírást találsz a neten csak ne omron hanem yaskawa sigma 1-es keressed.
(http://www.cnczone.com/forums/attachment.php?attachmentid=99669&d=1389519648&thumb=1)
2 méternél ne legyen hosszabb az árnyékolt vezeték és kelleni fog hozzá egy D-SUB 9 pólusú apa és anya csatlakozó.
Programot meg a Sigma Win vagy Sigma Win Plus-t kell letölteni.
Általában iparban az első és utolsó lehetőséget használják mert ezeknél a legkisebb a hibalehetőség.
Tehát ha össze vissza ugrál akkor kétfázisú 90° fázis tolt kvadratúra differential bemenetre van állítva.
Programozó kábel leírást találsz a neten csak ne omron hanem yaskawa sigma 1-es keressed.
(http://www.cnczone.com/forums/attachment.php?attachmentid=99669&d=1389519648&thumb=1)
2 méternél ne legyen hosszabb az árnyékolt vezeték és kelleni fog hozzá egy D-SUB 9 pólusú apa és anya csatlakozó.
Programot meg a Sigma Win vagy Sigma Win Plus-t kell letölteni.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 18:47
Írta: borvendeg Dátum 2018 január 09, 18:47
Szia!
Most odáig jutottam hogy áll a motor ha el akarom tekerni akkor picit hagyja majd szépen visszaáll az eredeti állapotba.
Utánanézek ennek a proginak is.
Most odáig jutottam hogy áll a motor ha el akarom tekerni akkor picit hagyja majd szépen visszaáll az eredeti állapotba.
Utánanézek ennek a proginak is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 19:00
Írta: 000000000 Dátum 2018 január 09, 19:00
Ha ezt csinálja akkor az enkóder kábeled és a motor fázisok helyesen vannak bekötve.
A többi csak konfigurálás kérdése lesz, de ahhoz a kábel és a program elengedhetetlen, ha csak nincs kézi programozód.
A többi csak konfigurálás kérdése lesz, de ahhoz a kábel és a program elengedhetetlen, ha csak nincs kézi programozód.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 19:53
Írta: borvendeg Dátum 2018 január 09, 19:53
Értem!
Feltettem a sigma win+ 7-et. A kábelt holnap csinálom meg, de nem látok olyan csatlakozási lehetőséget hogy soros port csak ethernet meg usb. Illetve ha az offline opciót választom nem találom az én motorvezérlőm típusát sem.
Feltettem a sigma win+ 7-et. A kábelt holnap csinálom meg, de nem látok olyan csatlakozási lehetőséget hogy soros port csak ethernet meg usb. Illetve ha az offline opciót választom nem találom az én motorvezérlőm típusát sem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 19:59
Írta: 000000000 Dátum 2018 január 09, 19:59
Ott a kép a [2772] hozzászólásnál.
PC RS232 D-sub csatlakozó 2 pin Sigma 1-es D-sub 2 pin
PC RS232 D-sub csatlakozó 3 pin Sigma 1-es D-sub 4 pin
PC RS232 D-sub csatlakozó 5 pin Sigma 1-es D-sub 9 pin
A többi nélkül is működik már !!!
2 méter alatt még az árnyékolt kábel se fontos.
PC RS232 D-sub csatlakozó 2 pin Sigma 1-es D-sub 2 pin
PC RS232 D-sub csatlakozó 3 pin Sigma 1-es D-sub 4 pin
PC RS232 D-sub csatlakozó 5 pin Sigma 1-es D-sub 9 pin
A többi nélkül is működik már !!!
2 méter alatt még az árnyékolt kábel se fontos.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 09, 20:08
Írta: designr Dátum 2018 január 09, 20:08
7.-essel nem biztos hogy jól jársz..Olvass vissza itt felrakták a Lite verziót..
Vannak egyébként USB-soros átalakitók..de ott is vigyázni kell némelyk nem jó..
Lite (https://forum.hobbycnc.hu/topic.php?topic=18&page=2&order=DESC)
Vannak egyébként USB-soros átalakitók..de ott is vigyázni kell némelyk nem jó..
Lite (https://forum.hobbycnc.hu/topic.php?topic=18&page=2&order=DESC)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 09, 20:14
Írta: svejk Dátum 2018 január 09, 20:14
A win+7 már nem támogatja ezeket a régi vezérlőket.
5.xxx-et keressél.
5.xxx-et keressél.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 10:17
Írta: borvendeg Dátum 2018 január 10, 10:17
Feltelepítettem a lite verziót. Megcsináltam a kábelt.
Nem találja a szervo vezérlőt. 64 bites win7-et használok dokkolóval van sorosport a gépemen.
Nem találja a szervo vezérlőt. 64 bites win7-et használok dokkolóval van sorosport a gépemen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 10:49
Írta: svejk Dátum 2018 január 10, 10:49
Az szívás, kezdheted elölről. :(
- kábel ellenőrzése
- Soros port biztos egyező COM számon van-e a sigmwin progival
- a program indulásakor biztos minden jól van-e beállítva
- stb...
Te vagy ott mellette, ezeket csak Te tudod megoldani.
Ha kell áldozz rá pár órát vagy akár napot, de annak menni kell.
- kábel ellenőrzése
- Soros port biztos egyező COM számon van-e a sigmwin progival
- a program indulásakor biztos minden jól van-e beállítva
- stb...
Te vagy ott mellette, ezeket csak Te tudod megoldani.
Ha kell áldozz rá pár órát vagy akár napot, de annak menni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 10:53
Írta: svejk Dátum 2018 január 10, 10:53
Mondjuk én ilyen célokra direkt egy 386-os laptopot használok xp-vel.
Én konzervatív vagyok szeretem a jól bevált dolgokat, szopok én ezeken kívül is eleget. :(
Én konzervatív vagyok szeretem a jól bevált dolgokat, szopok én ezeken kívül is eleget. :(
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 11:07
Írta: borvendeg Dátum 2018 január 10, 11:07
Köszönöm a segítséget, csak azért írtam le az előzőeket, mert Mach3-al szívtam olyat hogy 64biten nem megy és ez rajtam kívül mindenkinek triviális volt...
Én is azt hiszem túrok egy xp-s notebookot...
Én is azt hiszem túrok egy xp-s notebookot...
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 12:40
Írta: remrendes Dátum 2018 január 10, 12:40
Vennek egy AC szervo parost. Ugyanazt a tengelyt hajtanam meg veluk. Egyelore meg nincs konkret tipus, 2x750W-ban gondolkozom.
Milyen lehetosegek vannak a 2 motor szinkronban jaratasahoz?
Milyen lehetosegek vannak a 2 motor szinkronban jaratasahoz?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:02
Írta: svejk Dátum 2018 január 10, 13:02
Biztos kell akkora teljesítmény?
De akkor meg miért nem inkább 1 db 1,5 kW?
Nagyon távol vannak a tengelyek? Valahogy csak át lehet hajtani.
De akkor meg miért nem inkább 1 db 1,5 kW?
Nagyon távol vannak a tengelyek? Valahogy csak át lehet hajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:07
Írta: svejk Dátum 2018 január 10, 13:07
PLC-ket szoktam írni olvasni 64 bites win7-el USB soros portos átalakítón, általában megy, de pl. van egy Dell notim aminek a dokkolóján a fizikai soros porttal nem műxik sok dolog.
A sigmawinnél ugy emlékszem csak com1 és 2-őt lehet állítani, nézd meg a PC eszközkezelőjében, hogy biztos e kettő valamelyiken van-e a port.
A sigmawinnél ugy emlékszem csak com1 és 2-őt lehet állítani, nézd meg a PC eszközkezelőjében, hogy biztos e kettő valamelyiken van-e a port.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 13:15
Írta: remrendes Dátum 2018 január 10, 13:15
Nem biztos, lehet eleg a kisebb is, meg nem szamoltam. Csak nem tudom, hogy ez igy kivitelezheto e.
1 motor nem eleg, egy nagyobb meretu vasdarabot mozgatnek a ket vegen 1-1 aktuatorral.
1 motor nem eleg, egy nagyobb meretu vasdarabot mozgatnek a ket vegen 1-1 aktuatorral.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:26
Írta: svejk Dátum 2018 január 10, 13:26
Ja, hogy nem CNC feladat?
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 15:25
Írta: borvendeg Dátum 2018 január 10, 15:25
[#falbav]Megy a komunikáció. A BIOS-ban volt letiltva a COM port...[#falbav]
Most már tudok komunikálni a vezérlővel a JOG DIALOG-al tudom forgatni a motort. A kérdés hol tudom beállítani hogy csak egy szál step dir jelre forogjon a motor?
(Picit félve turkálok a paraméterek között, nem akarom magam megszívatni azzal hogy elállítok valamit amit nem tudok vissz.)
Most már tudok komunikálni a vezérlővel a JOG DIALOG-al tudom forgatni a motort. A kérdés hol tudom beállítani hogy csak egy szál step dir jelre forogjon a motor?
(Picit félve turkálok a paraméterek között, nem akarom magam megszívatni azzal hogy elállítok valamit amit nem tudok vissz.)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 16:52
Írta: svejk Dátum 2018 január 10, 16:52
Alap, hogy első lépésként lementjük a paramétereket.[#ejnye1]
De nem kell betojna a gyári default majdnem jó nekünk. :)
De nem kell betojna a gyári default majdnem jó nekünk. :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 19:35
Írta: remrendes Dátum 2018 január 10, 19:35
NC, de PLC-vel vezerelnem nem computerrel :)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2018 január 11, 17:46
Írta: Bencze András Dátum 2018 január 11, 17:46
Ha nem kell pozicionálni akkor használj két frekiváltót master-slave-ként. Egyiket sebesség módban másikat nyomatékmódban. Egyszerű, nagyszerű és a legolcsóbb.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 11, 19:51
Írta: zoli0302 Dátum 2018 január 11, 19:51
Sziasztok !
Van itt valakinek hozzáférése az RSLOGIX 5000 programhoz ?
Pár szervót át kellene paraméterezni, szívesen fizetnék érte.
Van itt valakinek hozzáférése az RSLOGIX 5000 programhoz ?
Pár szervót át kellene paraméterezni, szívesen fizetnék érte.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 11, 20:09
Írta: remrendes Dátum 2018 január 11, 20:09
Nem kell, illetve igen, de azt a vegallas kapcsolok adjak meg. Koszonom, ennek utana nezek.
Van valami kitetel a motorral es a frekivaltoval kapcsolatban, hogy tudjak ezt a funkciot?
Van valami kitetel a motorral es a frekivaltoval kapcsolatban, hogy tudjak ezt a funkciot?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2018 január 12, 07:45
Írta: Bencze András Dátum 2018 január 12, 07:45
Különösebb kitétel nincs, motor sima aszinkron, frekiváltó nyomatéküzemet tudjon. Általában a vektoros tudja. Én ABB-vel csinálnám. Ha gyors mozgás kell elővégállás nem ártana. Ja ha nagy a mozgatott tömeg akkor szükséges fékellenállás is.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 12, 08:03
Írta: remrendes Dátum 2018 január 12, 08:03
Koszonom szepen! Nalunk Siemens a divat, megkerdezem oket. Az SKF-nel pedig lattam aszinkron motoros aktuatorokat, oket is felkeresem. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 01, 13:58
Írta: rmkeh8a83 Dátum 2018 január 01, 13:58
Sziasztok Boldog Új évet kívánok. Szeretném a segítségeteket kérni a képen látható motor encoder kiosztásában köszönöm
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_ybzh3ecmfdpy5d23fs74t_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ybzh3ecmfdpy5d23fs74t_2652.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/8tmtn42zfz50c09y30m_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_ybzh3ecmfdpy5d23fs74t_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ybzh3ecmfdpy5d23fs74t_2652.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 01, 14:22
Írta: jau5ccsn9 Dátum 2018 január 01, 14:22
Szia!
BÚÉK Mindenkinek!
Remélem ez segít:
https://www.unisgroup.nl/pdf/EN/Omron-Sigma-II-Servo-Drive-Manual.pdf
A 6.2 rész az encoder bekötése.
BÚÉK Mindenkinek!
Remélem ez segít:
https://www.unisgroup.nl/pdf/EN/Omron-Sigma-II-Servo-Drive-Manual.pdf
A 6.2 rész az encoder bekötése.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 01, 14:23
Írta: designr Dátum 2018 január 01, 14:23
A motor doksijában nics benne?Gondolom az megvan már..
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 02, 10:01
Írta: rmkeh8a83 Dátum 2018 január 02, 10:01
Sziasztok köszönöm a segítséget
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 11:52
Írta: borvendeg Dátum 2018 január 09, 11:52
Sziasztok!
Van egy Omron R88D-UP04V szervo vezérlőm és egy elvileg hozzá való 100W-os motorom.
A kérdés adtam neki step/dir jelet. A CW és CCW bemeneteire de a motor látszólag össze vissza forog/ugrál. Kell e neki még valami reset vagy start jel bárhova, vagy mi lehet a baj?
Szervo kábel nem volt hozzá így azt én gyártottam le.
üdv.
Van egy Omron R88D-UP04V szervo vezérlőm és egy elvileg hozzá való 100W-os motorom.
A kérdés adtam neki step/dir jelet. A CW és CCW bemeneteire de a motor látszólag össze vissza forog/ugrál. Kell e neki még valami reset vagy start jel bárhova, vagy mi lehet a baj?
Szervo kábel nem volt hozzá így azt én gyártottam le.
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 11:55
Írta: borvendeg Dátum 2018 január 09, 11:55
Annyi kimaradt hogy ha nem adok neki semilyen jelet tehát a cn1-es csatit lehúzom akkor szépen tartja a pozíciót, a tengelyt megpróbálom elforgatni visszaáll.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 09, 13:52
Írta: designr Dátum 2018 január 09, 13:52
Nem irtad hogy vezérlő korrekt módon fel van-e programozva.Hozzáállítva a motorhoz..
Nem mindegyik vezérlő ismeri föl automatikusan a motort.
Encoder osztás,teljesitmény,Működési mód,command jel tipusa,step-dir jel tipusa mind a vezérlőben mind a mozgásvezérlő programban a vezérlő programjával be kell legyen állitva,feltöltve.
Nem mindegyik vezérlő ismeri föl automatikusan a motort.
Encoder osztás,teljesitmény,Működési mód,command jel tipusa,step-dir jel tipusa mind a vezérlőben mind a mozgásvezérlő programban a vezérlő programjával be kell legyen állitva,feltöltve.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 14:33
Írta: borvendeg Dátum 2018 január 09, 14:33
Szia!
Itt vettem a fórumon, "szervo szett"-ként. Nem merült fel bennem hogy nincs felprogramozva.(Mondjuk hogy nincs hozzá kábel azt sem gondoltam.) Egyenlőre a kábelezés helyességében sem vagyok biztos. Pl.reset illetve a RUN jelekkel kell e valamit csinálni.
üdv.
Itt vettem a fórumon, "szervo szett"-ként. Nem merült fel bennem hogy nincs felprogramozva.(Mondjuk hogy nincs hozzá kábel azt sem gondoltam.) Egyenlőre a kábelezés helyességében sem vagyok biztos. Pl.reset illetve a RUN jelekkel kell e valamit csinálni.
üdv.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 15:01
Írta: 000000000 Dátum 2018 január 09, 15:01
A sigma 1-es vezérlők tudnak CW-CCW, Pulse-Sign és kétfázisú 90° fázis tolt kvadratúra differential bemenetet.
Általában iparban az első és utolsó lehetőséget használják mert ezeknél a legkisebb a hibalehetőség.
Tehát ha össze vissza ugrál akkor kétfázisú 90° fázis tolt kvadratúra differential bemenetre van állítva.
Programozó kábel leírást találsz a neten csak ne omron hanem yaskawa sigma 1-es keressed.
(http://www.cnczone.com/forums/attachment.php?attachmentid=99669&d=1389519648&thumb=1)
2 méternél ne legyen hosszabb az árnyékolt vezeték és kelleni fog hozzá egy D-SUB 9 pólusú apa és anya csatlakozó.
Programot meg a Sigma Win vagy Sigma Win Plus-t kell letölteni.
Általában iparban az első és utolsó lehetőséget használják mert ezeknél a legkisebb a hibalehetőség.
Tehát ha össze vissza ugrál akkor kétfázisú 90° fázis tolt kvadratúra differential bemenetre van állítva.
Programozó kábel leírást találsz a neten csak ne omron hanem yaskawa sigma 1-es keressed.
(http://www.cnczone.com/forums/attachment.php?attachmentid=99669&d=1389519648&thumb=1)
2 méternél ne legyen hosszabb az árnyékolt vezeték és kelleni fog hozzá egy D-SUB 9 pólusú apa és anya csatlakozó.
Programot meg a Sigma Win vagy Sigma Win Plus-t kell letölteni.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 18:47
Írta: borvendeg Dátum 2018 január 09, 18:47
Szia!
Most odáig jutottam hogy áll a motor ha el akarom tekerni akkor picit hagyja majd szépen visszaáll az eredeti állapotba.
Utánanézek ennek a proginak is.
Most odáig jutottam hogy áll a motor ha el akarom tekerni akkor picit hagyja majd szépen visszaáll az eredeti állapotba.
Utánanézek ennek a proginak is.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 19:00
Írta: 000000000 Dátum 2018 január 09, 19:00
Ha ezt csinálja akkor az enkóder kábeled és a motor fázisok helyesen vannak bekötve.
A többi csak konfigurálás kérdése lesz, de ahhoz a kábel és a program elengedhetetlen, ha csak nincs kézi programozód.
A többi csak konfigurálás kérdése lesz, de ahhoz a kábel és a program elengedhetetlen, ha csak nincs kézi programozód.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 09, 19:53
Írta: borvendeg Dátum 2018 január 09, 19:53
Értem!
Feltettem a sigma win+ 7-et. A kábelt holnap csinálom meg, de nem látok olyan csatlakozási lehetőséget hogy soros port csak ethernet meg usb. Illetve ha az offline opciót választom nem találom az én motorvezérlőm típusát sem.
Feltettem a sigma win+ 7-et. A kábelt holnap csinálom meg, de nem látok olyan csatlakozási lehetőséget hogy soros port csak ethernet meg usb. Illetve ha az offline opciót választom nem találom az én motorvezérlőm típusát sem.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 09, 19:59
Írta: 000000000 Dátum 2018 január 09, 19:59
Ott a kép a [2772] hozzászólásnál.
PC RS232 D-sub csatlakozó 2 pin Sigma 1-es D-sub 2 pin
PC RS232 D-sub csatlakozó 3 pin Sigma 1-es D-sub 4 pin
PC RS232 D-sub csatlakozó 5 pin Sigma 1-es D-sub 9 pin
A többi nélkül is működik már !!!
2 méter alatt még az árnyékolt kábel se fontos.
PC RS232 D-sub csatlakozó 2 pin Sigma 1-es D-sub 2 pin
PC RS232 D-sub csatlakozó 3 pin Sigma 1-es D-sub 4 pin
PC RS232 D-sub csatlakozó 5 pin Sigma 1-es D-sub 9 pin
A többi nélkül is működik már !!!
2 méter alatt még az árnyékolt kábel se fontos.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 09, 20:08
Írta: designr Dátum 2018 január 09, 20:08
7.-essel nem biztos hogy jól jársz..Olvass vissza itt felrakták a Lite verziót..
Vannak egyébként USB-soros átalakitók..de ott is vigyázni kell némelyk nem jó..
Lite (https://forum.hobbycnc.hu/topic.php?topic=18&page=2&order=DESC)
Vannak egyébként USB-soros átalakitók..de ott is vigyázni kell némelyk nem jó..
Lite (https://forum.hobbycnc.hu/topic.php?topic=18&page=2&order=DESC)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 09, 20:14
Írta: svejk Dátum 2018 január 09, 20:14
A win+7 már nem támogatja ezeket a régi vezérlőket.
5.xxx-et keressél.
5.xxx-et keressél.
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 10:17
Írta: borvendeg Dátum 2018 január 10, 10:17
Feltelepítettem a lite verziót. Megcsináltam a kábelt.
Nem találja a szervo vezérlőt. 64 bites win7-et használok dokkolóval van sorosport a gépemen.
Nem találja a szervo vezérlőt. 64 bites win7-et használok dokkolóval van sorosport a gépemen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 10:49
Írta: svejk Dátum 2018 január 10, 10:49
Az szívás, kezdheted elölről. :(
- kábel ellenőrzése
- Soros port biztos egyező COM számon van-e a sigmwin progival
- a program indulásakor biztos minden jól van-e beállítva
- stb...
Te vagy ott mellette, ezeket csak Te tudod megoldani.
Ha kell áldozz rá pár órát vagy akár napot, de annak menni kell.
- kábel ellenőrzése
- Soros port biztos egyező COM számon van-e a sigmwin progival
- a program indulásakor biztos minden jól van-e beállítva
- stb...
Te vagy ott mellette, ezeket csak Te tudod megoldani.
Ha kell áldozz rá pár órát vagy akár napot, de annak menni kell.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 10:53
Írta: svejk Dátum 2018 január 10, 10:53
Mondjuk én ilyen célokra direkt egy 386-os laptopot használok xp-vel.
Én konzervatív vagyok szeretem a jól bevált dolgokat, szopok én ezeken kívül is eleget. :(
Én konzervatív vagyok szeretem a jól bevált dolgokat, szopok én ezeken kívül is eleget. :(
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 11:07
Írta: borvendeg Dátum 2018 január 10, 11:07
Köszönöm a segítséget, csak azért írtam le az előzőeket, mert Mach3-al szívtam olyat hogy 64biten nem megy és ez rajtam kívül mindenkinek triviális volt...
Én is azt hiszem túrok egy xp-s notebookot...
Én is azt hiszem túrok egy xp-s notebookot...
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 12:40
Írta: remrendes Dátum 2018 január 10, 12:40
Vennek egy AC szervo parost. Ugyanazt a tengelyt hajtanam meg veluk. Egyelore meg nincs konkret tipus, 2x750W-ban gondolkozom.
Milyen lehetosegek vannak a 2 motor szinkronban jaratasahoz?
Milyen lehetosegek vannak a 2 motor szinkronban jaratasahoz?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:02
Írta: svejk Dátum 2018 január 10, 13:02
Biztos kell akkora teljesítmény?
De akkor meg miért nem inkább 1 db 1,5 kW?
Nagyon távol vannak a tengelyek? Valahogy csak át lehet hajtani.
De akkor meg miért nem inkább 1 db 1,5 kW?
Nagyon távol vannak a tengelyek? Valahogy csak át lehet hajtani.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:07
Írta: svejk Dátum 2018 január 10, 13:07
PLC-ket szoktam írni olvasni 64 bites win7-el USB soros portos átalakítón, általában megy, de pl. van egy Dell notim aminek a dokkolóján a fizikai soros porttal nem műxik sok dolog.
A sigmawinnél ugy emlékszem csak com1 és 2-őt lehet állítani, nézd meg a PC eszközkezelőjében, hogy biztos e kettő valamelyiken van-e a port.
A sigmawinnél ugy emlékszem csak com1 és 2-őt lehet állítani, nézd meg a PC eszközkezelőjében, hogy biztos e kettő valamelyiken van-e a port.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 13:15
Írta: remrendes Dátum 2018 január 10, 13:15
Nem biztos, lehet eleg a kisebb is, meg nem szamoltam. Csak nem tudom, hogy ez igy kivitelezheto e.
1 motor nem eleg, egy nagyobb meretu vasdarabot mozgatnek a ket vegen 1-1 aktuatorral.
1 motor nem eleg, egy nagyobb meretu vasdarabot mozgatnek a ket vegen 1-1 aktuatorral.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 13:26
Írta: svejk Dátum 2018 január 10, 13:26
Ja, hogy nem CNC feladat?
Cím: Re:AC szervó motoros vezérlés
Írta: borvendeg Dátum 2018 január 10, 15:25
Írta: borvendeg Dátum 2018 január 10, 15:25
[#falbav]Megy a komunikáció. A BIOS-ban volt letiltva a COM port...[#falbav]
Most már tudok komunikálni a vezérlővel a JOG DIALOG-al tudom forgatni a motort. A kérdés hol tudom beállítani hogy csak egy szál step dir jelre forogjon a motor?
(Picit félve turkálok a paraméterek között, nem akarom magam megszívatni azzal hogy elállítok valamit amit nem tudok vissz.)
Most már tudok komunikálni a vezérlővel a JOG DIALOG-al tudom forgatni a motort. A kérdés hol tudom beállítani hogy csak egy szál step dir jelre forogjon a motor?
(Picit félve turkálok a paraméterek között, nem akarom magam megszívatni azzal hogy elállítok valamit amit nem tudok vissz.)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 10, 16:52
Írta: svejk Dátum 2018 január 10, 16:52
Alap, hogy első lépésként lementjük a paramétereket.[#ejnye1]
De nem kell betojna a gyári default majdnem jó nekünk. :)
De nem kell betojna a gyári default majdnem jó nekünk. :)
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 10, 19:35
Írta: remrendes Dátum 2018 január 10, 19:35
NC, de PLC-vel vezerelnem nem computerrel :)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2018 január 11, 17:46
Írta: Bencze András Dátum 2018 január 11, 17:46
Ha nem kell pozicionálni akkor használj két frekiváltót master-slave-ként. Egyiket sebesség módban másikat nyomatékmódban. Egyszerű, nagyszerű és a legolcsóbb.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 11, 19:51
Írta: zoli0302 Dátum 2018 január 11, 19:51
Sziasztok !
Van itt valakinek hozzáférése az RSLOGIX 5000 programhoz ?
Pár szervót át kellene paraméterezni, szívesen fizetnék érte.
Van itt valakinek hozzáférése az RSLOGIX 5000 programhoz ?
Pár szervót át kellene paraméterezni, szívesen fizetnék érte.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 11, 20:09
Írta: remrendes Dátum 2018 január 11, 20:09
Nem kell, illetve igen, de azt a vegallas kapcsolok adjak meg. Koszonom, ennek utana nezek.
Van valami kitetel a motorral es a frekivaltoval kapcsolatban, hogy tudjak ezt a funkciot?
Van valami kitetel a motorral es a frekivaltoval kapcsolatban, hogy tudjak ezt a funkciot?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2018 január 12, 07:45
Írta: Bencze András Dátum 2018 január 12, 07:45
Különösebb kitétel nincs, motor sima aszinkron, frekiváltó nyomatéküzemet tudjon. Általában a vektoros tudja. Én ABB-vel csinálnám. Ha gyors mozgás kell elővégállás nem ártana. Ja ha nagy a mozgatott tömeg akkor szükséges fékellenállás is.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 január 12, 08:03
Írta: remrendes Dátum 2018 január 12, 08:03
Koszonom szepen! Nalunk Siemens a divat, megkerdezem oket. Az SKF-nel pedig lattam aszinkron motoros aktuatorokat, oket is felkeresem. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 13, 13:35
Írta: rmkeh8a83 Dátum 2018 január 13, 13:35
Sziasztok találkozott valaki a képen látható hibával amikor bekapcsolom semmi hiba normal mód majd jog üzemodra váltok és ezt a hibát írja A00 és nem enged mozgatni de pár tized másodperc alatt vissza vált normál üzemodra Sigma1-es vezérlő sgdb kōszōnōm
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s4g9mj79kzc7f9uvyb2zf_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s4g9mj79kzc7f9uvyb2zf_2652.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s4g9mj79kzc7f9uvyb2zf_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s4g9mj79kzc7f9uvyb2zf_2652.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: tayfxr42c Dátum 2018 január 19, 20:05
Írta: tayfxr42c Dátum 2018 január 19, 20:05
Szia!
Programozok napi szinten Control logix PLC-t, szervokat is.
Mi a gond vele? Mit szeretnél állítani rajtuk?
Programozok napi szinten Control logix PLC-t, szervokat is.
Mi a gond vele? Mit szeretnél állítani rajtuk?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 20, 09:38
Írta: zoli0302 Dátum 2018 január 20, 09:38
Szia !
Van négy szett AB 2097-v34pr5-lm tipusú szervó amit step-dir üzemmódra kellene átállítani és paraméterezni .Ezeket a szervókat megvenném a tulajdonostól, ha a beállítások elvégezhetőek ehhez a munkához kellene az rslogix, vagy valaki aki ésszerű áron elvégzi a feledatot.
Üdv
Z
Van négy szett AB 2097-v34pr5-lm tipusú szervó amit step-dir üzemmódra kellene átállítani és paraméterezni .Ezeket a szervókat megvenném a tulajdonostól, ha a beállítások elvégezhetőek ehhez a munkához kellene az rslogix, vagy valaki aki ésszerű áron elvégzi a feledatot.
Üdv
Z
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 10:43
Írta: svejk Dátum 2018 január 22, 10:43
KERESEK!
Allen-Bradley 1398 PDM Ultra Plus-hoz "GML Ultra"névre hallgató birizgáló szoftvert.
Hátha meg van valakinek, én béna vagyok az ilyen kuriózumok kereséséhez. :(
Allen-Bradley 1398 PDM Ultra Plus-hoz "GML Ultra"névre hallgató birizgáló szoftvert.
Hátha meg van valakinek, én béna vagyok az ilyen kuriózumok kereséséhez. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 10:45
Írta: svejk Dátum 2018 január 22, 10:45
Rslogix valamilyen van, nekem PLC-hez kellett.
Délután megnézem milyen verzió.
Délután megnézem milyen verzió.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 22, 11:26
Írta: zoli0302 Dátum 2018 január 22, 11:26
Szia !
Nagyon jó lenne :) !
Nagyon jó lenne :) !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 14:27
Írta: svejk Dátum 2018 január 22, 14:27
ment mail fórumon keresztül
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 január 13, 13:35
Írta: rmkeh8a83 Dátum 2018 január 13, 13:35
Sziasztok találkozott valaki a képen látható hibával amikor bekapcsolom semmi hiba normal mód majd jog üzemodra váltok és ezt a hibát írja A00 és nem enged mozgatni de pár tized másodperc alatt vissza vált normál üzemodra Sigma1-es vezérlő sgdb kōszōnōm
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s4g9mj79kzc7f9uvyb2zf_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s4g9mj79kzc7f9uvyb2zf_2652.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s4g9mj79kzc7f9uvyb2zf_2652.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s4g9mj79kzc7f9uvyb2zf_2652.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: tayfxr42c Dátum 2018 január 19, 20:05
Írta: tayfxr42c Dátum 2018 január 19, 20:05
Szia!
Programozok napi szinten Control logix PLC-t, szervokat is.
Mi a gond vele? Mit szeretnél állítani rajtuk?
Programozok napi szinten Control logix PLC-t, szervokat is.
Mi a gond vele? Mit szeretnél állítani rajtuk?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 20, 09:38
Írta: zoli0302 Dátum 2018 január 20, 09:38
Szia !
Van négy szett AB 2097-v34pr5-lm tipusú szervó amit step-dir üzemmódra kellene átállítani és paraméterezni .Ezeket a szervókat megvenném a tulajdonostól, ha a beállítások elvégezhetőek ehhez a munkához kellene az rslogix, vagy valaki aki ésszerű áron elvégzi a feledatot.
Üdv
Z
Van négy szett AB 2097-v34pr5-lm tipusú szervó amit step-dir üzemmódra kellene átállítani és paraméterezni .Ezeket a szervókat megvenném a tulajdonostól, ha a beállítások elvégezhetőek ehhez a munkához kellene az rslogix, vagy valaki aki ésszerű áron elvégzi a feledatot.
Üdv
Z
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 10:43
Írta: svejk Dátum 2018 január 22, 10:43
KERESEK!
Allen-Bradley 1398 PDM Ultra Plus-hoz "GML Ultra"névre hallgató birizgáló szoftvert.
Hátha meg van valakinek, én béna vagyok az ilyen kuriózumok kereséséhez. :(
Allen-Bradley 1398 PDM Ultra Plus-hoz "GML Ultra"névre hallgató birizgáló szoftvert.
Hátha meg van valakinek, én béna vagyok az ilyen kuriózumok kereséséhez. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 10:45
Írta: svejk Dátum 2018 január 22, 10:45
Rslogix valamilyen van, nekem PLC-hez kellett.
Délután megnézem milyen verzió.
Délután megnézem milyen verzió.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2018 január 22, 11:26
Írta: zoli0302 Dátum 2018 január 22, 11:26
Szia !
Nagyon jó lenne :) !
Nagyon jó lenne :) !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 22, 14:27
Írta: svejk Dátum 2018 január 22, 14:27
ment mail fórumon keresztül
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 22, 22:17
Írta: trawe Dátum 2018 január 22, 22:17
Panasonic AC servo Minas a4 series valaki foglalkozott vele?
Fizetek a segítségért van adat kábelom is !
+2 motorom 1 vezérlőm.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_qb4538m7e3pvgtndpypgy_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qb4538m7e3pvgtndpypgy_4341.jpg)
Fizetek a segítségért van adat kábelom is !
+2 motorom 1 vezérlőm.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_qb4538m7e3pvgtndpypgy_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qb4538m7e3pvgtndpypgy_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 22, 22:18
Írta: designr Dátum 2018 január 22, 22:18
Mi a kérdés?
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 06:17
Írta: mma6fim4 Dátum 2018 január 23, 06:17
Sziasztok. Eszterga esetén AC motoros főorsónál nem jobb megoldás step/dir jelekkel hajtani a cuccot a menetvágás miatt? Valahogy nekem az a fordulatonkénti egy impulzus az encoder Z fázisán a visszacsatoláshoz kevésnek tűnik. Mi a hátránya egyáltalán egy főorsó step/dir vezérlésének?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:22
Írta: 000000000 Dátum 2018 január 23, 08:22
Egy eszterga tokmány meglehetősen nagy J-vel rendelkezik, így azt step-dir szervo körbe vonni ~300 1/min feletti tartományban nem kis feladat, állandó hibajel határ és forgás letiltási kockázat a változó forgácsolási erők, start-stop dinamikai problémák miatt Hobby körülmények között.
A fordulatonkénti 1 szinkronjel a mellékhajtáshoz menetvágáskor pedig eléggé komolytalan kategória, de van aki mégis így használja a programját, mert az csak ezt tudja. Ha kellően stabil a főorsód állandósult fordulatszáma, akkor elmegy ez a módszer is rövidebb menethosszak esetén.
A fordulatonkénti 1 szinkronjel a mellékhajtáshoz menetvágáskor pedig eléggé komolytalan kategória, de van aki mégis így használja a programját, mert az csak ezt tudja. Ha kellően stabil a főorsód állandósult fordulatszáma, akkor elmegy ez a módszer is rövidebb menethosszak esetén.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 08:29
Írta: mma6fim4 Dátum 2018 január 23, 08:29
Köszi. Ez a dilemmám nekem is. Arra bazírozok, hogy a driver beállításiban kitolom a hibahatárokat.
Tudomásom szerint az encoder Z fázisa csak egy jelet dob ki fordulatonként, szóval a fene tudja hogy mit csináljak.
Tudomásom szerint az encoder Z fázisa csak egy jelet dob ki fordulatonként, szóval a fene tudja hogy mit csináljak.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 08:38
Írta: mma6fim4 Dátum 2018 január 23, 08:38
Esetleg az elektronikus váltón keresztül elosztom az enkóder fordulatonkénti 2500impulzusát mondjuk 50-re. Már csak az a kérdés, hogy melyik enkóder fázisra kössem azt az egy nyomorult visszacsatolási portot a Mach3-nak. Ha az A ill. a B fázis közül valamelyikre, akkor csak az egyik irányba fog számolni nem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:40
Írta: 000000000 Dátum 2018 január 23, 08:40
"kitolom a hibahatárokat"
Ezzel viszont alaposan rontasz a szervo alapjel követési minőségén, így egy adott pont után értelmét veszti a szervo maga. Ráadásul 2000-es tokmány fordulathoz egész más beállítás tartozik, mint 100-hoz, így alacsonyabb fordulatokon fölöslegesen van "lebutítva" a szervód.
Állítsad ád a pozíció szervo üzemódból sebességre, úgy már kisebb lehet a lefagyási kockázat.
A Z jeledre mindenképpen szükség van, hiszen azzal lehet indítani a szinkron menetvágást.
Ezzel viszont alaposan rontasz a szervo alapjel követési minőségén, így egy adott pont után értelmét veszti a szervo maga. Ráadásul 2000-es tokmány fordulathoz egész más beállítás tartozik, mint 100-hoz, így alacsonyabb fordulatokon fölöslegesen van "lebutítva" a szervód.
Állítsad ád a pozíció szervo üzemódból sebességre, úgy már kisebb lehet a lefagyási kockázat.
A Z jeledre mindenképpen szükség van, hiszen azzal lehet indítani a szinkron menetvágást.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 08:42
Írta: designr Dátum 2018 január 23, 08:42
A hibahatár kitolása semmilyen összefüggésben nincs a mozgás alaőjel követési minőségével..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:47
Írta: 000000000 Dátum 2018 január 23, 08:47
Vicces megállapítás.[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:01
Írta: designr Dátum 2018 január 23, 09:01
Ha komolyabb szervó vezérlőket programoztál volna tudnád mit akar a kolléga..
A hibahatár kitolásával csak azt akarja elérni hogy egy esetlegs apró főorsó sebesség csökkenés miatt ne tiltson le.
A hibahatárt állithaja bárhová..5-2500 között akár..ez semmilyen módon nem befolyásolja a mozgáskövetést.Ugy kell beállitnai hogy ezt ne érje el..ezt a profi monitoring programmal könnyű letesztelni..
A mozgás követési minőségre a különböző PID.beállitások..szűrőbeállítások..stb garmadja áll rendelkezésre..
A Hibahatár beállitást végszükségre tartogatják ezek a prifi berendezések..
A hibahatár kitolásával csak azt akarja elérni hogy egy esetlegs apró főorsó sebesség csökkenés miatt ne tiltson le.
A hibahatárt állithaja bárhová..5-2500 között akár..ez semmilyen módon nem befolyásolja a mozgáskövetést.Ugy kell beállitnai hogy ezt ne érje el..ezt a profi monitoring programmal könnyű letesztelni..
A mozgás követési minőségre a különböző PID.beállitások..szűrőbeállítások..stb garmadja áll rendelkezésre..
A Hibahatár beállitást végszükségre tartogatják ezek a prifi berendezések..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 09:24
Írta: 000000000 Dátum 2018 január 23, 09:24
Attól, mert te egy nem általad írt, letöltött szervo setup programmal a "korszerűség" jegyében, csili-vili, klikkelek össze-vissza alapon "felprogramozol" egy szervót, az nem azt jelenti, hogy érted is a szabályzás elmélet matematikai alapjait (az alapelmélet szervo körben egy minimum 2 tárolós diffrenciál egyenletről szól).
Így megkérnélek, gondolkozz még egy picit, hiszen elemi logika alapján is belátható, ha el tudsz szakadni a virtuális képernyőtől, meg a saját alternatív valóságodtól, hogy egy fokozódó nyomaték terhelés hatására a nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz, azaz egyre romlik a mozgáskövetés és annak minőségi mivolta, majd legvégül az a szerencsétlen szervo letilt.
Így megkérnélek, gondolkozz még egy picit, hiszen elemi logika alapján is belátható, ha el tudsz szakadni a virtuális képernyőtől, meg a saját alternatív valóságodtól, hogy egy fokozódó nyomaték terhelés hatására a nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz, azaz egyre romlik a mozgáskövetés és annak minőségi mivolta, majd legvégül az a szerencsétlen szervo letilt.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 09:48
Írta: mma6fim4 Dátum 2018 január 23, 09:48
Az a gondom hogy a z fázis csak egy jelet ad fordulatonként.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:49
Írta: designr Dátum 2018 január 23, 09:49
Akkor felvilágositalak mert látom nem jól értelmezed az ipari szervóvezérlők kifekjezéseit.
Ezeknél a vezérlőknél be lehet állítani azt az encoder osztást..amit ha elér a parancsjel(position command)
és a motor encoderétől visszakapott valódi pozió(position feedback)különbsége akkor tiltson le.(position error)
Ez egy védelmi funkció..ha kellően nagyra veszed..nem fog beleszólni a vezérlésedbe..nincs ráhatása a mozgáskövetésre..
A teszt programokkal könnyű az adott mechanikához beállitani a vezérlőt ugy hogy ez a különbségjel ne legyen túl nagy..
Lézeres gépen már 10-20 encoder jel eltérés látható különbséget okoz..Egy nehéz tokmányt forgatva ez dinamikus mozgásnál irányváltáskor könnyen eléri a 80-100 osztást is..
Meg kell találni azt a gyorsulás beállításokat ahol még aza adott feladathoz nem tul nagy parancs-valós jel különbség van..
Ennyi..
Ezeknél a vezérlőknél be lehet állítani azt az encoder osztást..amit ha elér a parancsjel(position command)
és a motor encoderétől visszakapott valódi pozió(position feedback)különbsége akkor tiltson le.(position error)
Ez egy védelmi funkció..ha kellően nagyra veszed..nem fog beleszólni a vezérlésedbe..nincs ráhatása a mozgáskövetésre..
A teszt programokkal könnyű az adott mechanikához beállitani a vezérlőt ugy hogy ez a különbségjel ne legyen túl nagy..
Lézeres gépen már 10-20 encoder jel eltérés látható különbséget okoz..Egy nehéz tokmányt forgatva ez dinamikus mozgásnál irányváltáskor könnyen eléri a 80-100 osztást is..
Meg kell találni azt a gyorsulás beállításokat ahol még aza adott feladathoz nem tul nagy parancs-valós jel különbség van..
Ennyi..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:51
Írta: designr Dátum 2018 január 23, 09:51
"nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz,"
Ez nem igaz..számtalanszor próbáltam..bárhova állitom a hibahatárt a motor nozgásdinamikai jellemzői nem változnak..
Ez nem igaz..számtalanszor próbáltam..bárhova állitom a hibahatárt a motor nozgásdinamikai jellemzői nem változnak..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 10:01
Írta: 000000000 Dátum 2018 január 23, 10:01
Nem értem, ez miért gond, ez a dolga egy encoder Z csatornájának, és mint írtam már erre a jelre szükséged is van a több fogásos menetvágás cikusonkénti indításához.
A fordulatonkénti 1-nél több impulzusokra pedig az A, B csatorna szolgál. Ha pedig ezt nem tudod a szervo motorod jeladójából kinyerni, akkor sajnos egy külön encodert (vagy csak egy egy csatornás jeladót, amit magad is elkészíthetsz) kell még a főorsóra rátenni.
Ezek után pedig már egy komolyabb CNC szinkron programmal vághatod a menetet ezen jelekkel és a Z-vel.
A fordulatonkénti 1-nél több impulzusokra pedig az A, B csatorna szolgál. Ha pedig ezt nem tudod a szervo motorod jeladójából kinyerni, akkor sajnos egy külön encodert (vagy csak egy egy csatornás jeladót, amit magad is elkészíthetsz) kell még a főorsóra rátenni.
Ezek után pedig már egy komolyabb CNC szinkron programmal vághatod a menetet ezen jelekkel és a Z-vel.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 10:09
Írta: mma6fim4 Dátum 2018 január 23, 10:09
Aha. Köszi, kezdem érteni. Akkor ezek szerint a Z csatorna elég a menetvágáshoz, mert csak a menetbekezdések pozícióját kell visszajelezni. Azt hittem, hogy a főorsó pontos pozíciója is kell egy fordulaton belül. Köszi, akkor megnyugodtam. Ezt a részét értem.
Marad akkor a speed mód, és a Z fázis.
Marad akkor a speed mód, és a Z fázis.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 10:09
Írta: 000000000 Dátum 2018 január 23, 10:09
Bocs, de ezen a ponton, szinten feladom.
Azt viszont tanácsolnám, kerüld a szervókat addig, amíg nem érted az alapokat.
Azt viszont tanácsolnám, kerüld a szervókat addig, amíg nem érted az alapokat.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 10:14
Írta: designr Dátum 2018 január 23, 10:14
Nem kell ahhoz akkora tudás..csak gyakorlat..
Ahhoz sem kell ismernem a mikrobiológiát..a neuronok szerepét..az agy felépitését hogy Használjam azt..
Ahhoz sem kell ismernem a mikrobiológiát..a neuronok szerepét..az agy felépitését hogy Használjam azt..
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:01
Írta: trawe Dátum 2018 január 23, 12:01
Van panasonic 200w motor +vezérlő de még a programmal sem komunikál.
Vagy rossz verziót töltöttem le :( ma megpróbálom xp alatt.
Nem tudom talán a front panelen is fel tudom programozni ?
3 meghajtás módot tud persze nekem a step dir kellene.
Arra nem reagál semmit gondolom más beállításon van alapból.
Ha tudnátok tippet adni az is nagy előre lépés lenne.
Vagy rossz verziót töltöttem le :( ma megpróbálom xp alatt.
Nem tudom talán a front panelen is fel tudom programozni ?
3 meghajtás módot tud persze nekem a step dir kellene.
Arra nem reagál semmit gondolom más beállításon van alapból.
Ha tudnátok tippet adni az is nagy előre lépés lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:04
Írta: trawe Dátum 2018 január 23, 12:04
Jó lenne a cncmen kicseréli legalább a X tengelyt erre mert.
1000 m/s megy de 950x200mm marok és nem kontúr.
Szőval gyorsítani szettném.
1000 m/s megy de 950x200mm marok és nem kontúr.
Szőval gyorsítani szettném.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 12:10
Írta: 000000000 Dátum 2018 január 23, 12:10
Jó neked, a hangsebesség 3 szorosával tudsz forgácsolni![#csodalk]
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:33
Írta: trawe Dátum 2018 január 23, 12:33
Ja utána láttam hogy elírtam :)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 12:58
Írta: designr Dátum 2018 január 23, 12:58
Na akkor..Robsy segítsége után nézzünk valami kézzelfoghatót.
1. Kellene egy-egy adattábla kép a motorról és a vezérlőröl.
2. Vezetékek rendelkezésedre állnak-e?programozó vezetéked van azt irtad.
3. melyk Panaterm verzióval próbáltad?Megvan a régi és az uj is?
Ha esetleg összevezetékelted,bekötötted I/O nélkül..kiírt-e valamit..hibát stb?
Igy összevetékelve a trial run megy-e..
Ezt a trial runt kezelőpaneelről is meg tudod csinálni..leirásban benne van..ha ez megy akkor már biztató.
Folyt Köv..
1. Kellene egy-egy adattábla kép a motorról és a vezérlőröl.
2. Vezetékek rendelkezésedre állnak-e?programozó vezetéked van azt irtad.
3. melyk Panaterm verzióval próbáltad?Megvan a régi és az uj is?
Ha esetleg összevezetékelted,bekötötted I/O nélkül..kiírt-e valamit..hibát stb?
Igy összevetékelve a trial run megy-e..
Ezt a trial runt kezelőpaneelről is meg tudod csinálni..leirásban benne van..ha ez megy akkor már biztató.
Folyt Köv..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 13:07
Írta: jau5ccsn9 Dátum 2018 január 23, 13:07
Panatermben tudok segíteni. A 3.7-es jó hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 13:44
Írta: svejk Dátum 2018 január 23, 13:44
No jó, lefordítom neked a #2819-et:
Baszus ezt elnéztem, másra gondoltam, igaza lehet a komának...
:)
Baszus ezt elnéztem, másra gondoltam, igaza lehet a komának...
:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 14:04
Írta: 000000000 Dátum 2018 január 23, 14:04
Több szakmaiságot, objektivitást, kevesebb haveri lojalitást kérnék tőled.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 14:36
Írta: svejk Dátum 2018 január 23, 14:36
A #2816-ot csak megerősíteni tudom. [#nemtudom]
Gondolod, pl. az elektronika topicban pont a Dezsoe-t nem védtem volna ki ha az lenne amit írsz?
Gondolod, pl. az elektronika topicban pont a Dezsoe-t nem védtem volna ki ha az lenne amit írsz?
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 22, 22:17
Írta: trawe Dátum 2018 január 22, 22:17
Panasonic AC servo Minas a4 series valaki foglalkozott vele?
Fizetek a segítségért van adat kábelom is !
+2 motorom 1 vezérlőm.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_qb4538m7e3pvgtndpypgy_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qb4538m7e3pvgtndpypgy_4341.jpg)
Fizetek a segítségért van adat kábelom is !
+2 motorom 1 vezérlőm.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_qb4538m7e3pvgtndpypgy_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/qb4538m7e3pvgtndpypgy_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 22, 22:18
Írta: designr Dátum 2018 január 22, 22:18
Mi a kérdés?
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 06:17
Írta: mma6fim4 Dátum 2018 január 23, 06:17
Sziasztok. Eszterga esetén AC motoros főorsónál nem jobb megoldás step/dir jelekkel hajtani a cuccot a menetvágás miatt? Valahogy nekem az a fordulatonkénti egy impulzus az encoder Z fázisán a visszacsatoláshoz kevésnek tűnik. Mi a hátránya egyáltalán egy főorsó step/dir vezérlésének?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:22
Írta: 000000000 Dátum 2018 január 23, 08:22
Egy eszterga tokmány meglehetősen nagy J-vel rendelkezik, így azt step-dir szervo körbe vonni ~300 1/min feletti tartományban nem kis feladat, állandó hibajel határ és forgás letiltási kockázat a változó forgácsolási erők, start-stop dinamikai problémák miatt Hobby körülmények között.
A fordulatonkénti 1 szinkronjel a mellékhajtáshoz menetvágáskor pedig eléggé komolytalan kategória, de van aki mégis így használja a programját, mert az csak ezt tudja. Ha kellően stabil a főorsód állandósult fordulatszáma, akkor elmegy ez a módszer is rövidebb menethosszak esetén.
A fordulatonkénti 1 szinkronjel a mellékhajtáshoz menetvágáskor pedig eléggé komolytalan kategória, de van aki mégis így használja a programját, mert az csak ezt tudja. Ha kellően stabil a főorsód állandósult fordulatszáma, akkor elmegy ez a módszer is rövidebb menethosszak esetén.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 08:29
Írta: mma6fim4 Dátum 2018 január 23, 08:29
Köszi. Ez a dilemmám nekem is. Arra bazírozok, hogy a driver beállításiban kitolom a hibahatárokat.
Tudomásom szerint az encoder Z fázisa csak egy jelet dob ki fordulatonként, szóval a fene tudja hogy mit csináljak.
Tudomásom szerint az encoder Z fázisa csak egy jelet dob ki fordulatonként, szóval a fene tudja hogy mit csináljak.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 08:38
Írta: mma6fim4 Dátum 2018 január 23, 08:38
Esetleg az elektronikus váltón keresztül elosztom az enkóder fordulatonkénti 2500impulzusát mondjuk 50-re. Már csak az a kérdés, hogy melyik enkóder fázisra kössem azt az egy nyomorult visszacsatolási portot a Mach3-nak. Ha az A ill. a B fázis közül valamelyikre, akkor csak az egyik irányba fog számolni nem?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:40
Írta: 000000000 Dátum 2018 január 23, 08:40
"kitolom a hibahatárokat"
Ezzel viszont alaposan rontasz a szervo alapjel követési minőségén, így egy adott pont után értelmét veszti a szervo maga. Ráadásul 2000-es tokmány fordulathoz egész más beállítás tartozik, mint 100-hoz, így alacsonyabb fordulatokon fölöslegesen van "lebutítva" a szervód.
Állítsad ád a pozíció szervo üzemódból sebességre, úgy már kisebb lehet a lefagyási kockázat.
A Z jeledre mindenképpen szükség van, hiszen azzal lehet indítani a szinkron menetvágást.
Ezzel viszont alaposan rontasz a szervo alapjel követési minőségén, így egy adott pont után értelmét veszti a szervo maga. Ráadásul 2000-es tokmány fordulathoz egész más beállítás tartozik, mint 100-hoz, így alacsonyabb fordulatokon fölöslegesen van "lebutítva" a szervód.
Állítsad ád a pozíció szervo üzemódból sebességre, úgy már kisebb lehet a lefagyási kockázat.
A Z jeledre mindenképpen szükség van, hiszen azzal lehet indítani a szinkron menetvágást.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 08:42
Írta: designr Dátum 2018 január 23, 08:42
A hibahatár kitolása semmilyen összefüggésben nincs a mozgás alaőjel követési minőségével..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 08:47
Írta: 000000000 Dátum 2018 január 23, 08:47
Vicces megállapítás.[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:01
Írta: designr Dátum 2018 január 23, 09:01
Ha komolyabb szervó vezérlőket programoztál volna tudnád mit akar a kolléga..
A hibahatár kitolásával csak azt akarja elérni hogy egy esetlegs apró főorsó sebesség csökkenés miatt ne tiltson le.
A hibahatárt állithaja bárhová..5-2500 között akár..ez semmilyen módon nem befolyásolja a mozgáskövetést.Ugy kell beállitnai hogy ezt ne érje el..ezt a profi monitoring programmal könnyű letesztelni..
A mozgás követési minőségre a különböző PID.beállitások..szűrőbeállítások..stb garmadja áll rendelkezésre..
A Hibahatár beállitást végszükségre tartogatják ezek a prifi berendezések..
A hibahatár kitolásával csak azt akarja elérni hogy egy esetlegs apró főorsó sebesség csökkenés miatt ne tiltson le.
A hibahatárt állithaja bárhová..5-2500 között akár..ez semmilyen módon nem befolyásolja a mozgáskövetést.Ugy kell beállitnai hogy ezt ne érje el..ezt a profi monitoring programmal könnyű letesztelni..
A mozgás követési minőségre a különböző PID.beállitások..szűrőbeállítások..stb garmadja áll rendelkezésre..
A Hibahatár beállitást végszükségre tartogatják ezek a prifi berendezések..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 09:24
Írta: 000000000 Dátum 2018 január 23, 09:24
Attól, mert te egy nem általad írt, letöltött szervo setup programmal a "korszerűség" jegyében, csili-vili, klikkelek össze-vissza alapon "felprogramozol" egy szervót, az nem azt jelenti, hogy érted is a szabályzás elmélet matematikai alapjait (az alapelmélet szervo körben egy minimum 2 tárolós diffrenciál egyenletről szól).
Így megkérnélek, gondolkozz még egy picit, hiszen elemi logika alapján is belátható, ha el tudsz szakadni a virtuális képernyőtől, meg a saját alternatív valóságodtól, hogy egy fokozódó nyomaték terhelés hatására a nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz, azaz egyre romlik a mozgáskövetés és annak minőségi mivolta, majd legvégül az a szerencsétlen szervo letilt.
Így megkérnélek, gondolkozz még egy picit, hiszen elemi logika alapján is belátható, ha el tudsz szakadni a virtuális képernyőtől, meg a saját alternatív valóságodtól, hogy egy fokozódó nyomaték terhelés hatására a nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz, azaz egyre romlik a mozgáskövetés és annak minőségi mivolta, majd legvégül az a szerencsétlen szervo letilt.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 09:48
Írta: mma6fim4 Dátum 2018 január 23, 09:48
Az a gondom hogy a z fázis csak egy jelet ad fordulatonként.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:49
Írta: designr Dátum 2018 január 23, 09:49
Akkor felvilágositalak mert látom nem jól értelmezed az ipari szervóvezérlők kifekjezéseit.
Ezeknél a vezérlőknél be lehet állítani azt az encoder osztást..amit ha elér a parancsjel(position command)
és a motor encoderétől visszakapott valódi pozió(position feedback)különbsége akkor tiltson le.(position error)
Ez egy védelmi funkció..ha kellően nagyra veszed..nem fog beleszólni a vezérlésedbe..nincs ráhatása a mozgáskövetésre..
A teszt programokkal könnyű az adott mechanikához beállitani a vezérlőt ugy hogy ez a különbségjel ne legyen túl nagy..
Lézeres gépen már 10-20 encoder jel eltérés látható különbséget okoz..Egy nehéz tokmányt forgatva ez dinamikus mozgásnál irányváltáskor könnyen eléri a 80-100 osztást is..
Meg kell találni azt a gyorsulás beállításokat ahol még aza adott feladathoz nem tul nagy parancs-valós jel különbség van..
Ennyi..
Ezeknél a vezérlőknél be lehet állítani azt az encoder osztást..amit ha elér a parancsjel(position command)
és a motor encoderétől visszakapott valódi pozió(position feedback)különbsége akkor tiltson le.(position error)
Ez egy védelmi funkció..ha kellően nagyra veszed..nem fog beleszólni a vezérlésedbe..nincs ráhatása a mozgáskövetésre..
A teszt programokkal könnyű az adott mechanikához beállitani a vezérlőt ugy hogy ez a különbségjel ne legyen túl nagy..
Lézeres gépen már 10-20 encoder jel eltérés látható különbséget okoz..Egy nehéz tokmányt forgatva ez dinamikus mozgásnál irányváltáskor könnyen eléri a 80-100 osztást is..
Meg kell találni azt a gyorsulás beállításokat ahol még aza adott feladathoz nem tul nagy parancs-valós jel különbség van..
Ennyi..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 09:51
Írta: designr Dátum 2018 január 23, 09:51
"nagyobb hibahatár egyre nagyobb alapjeltől való eltérést okoz,"
Ez nem igaz..számtalanszor próbáltam..bárhova állitom a hibahatárt a motor nozgásdinamikai jellemzői nem változnak..
Ez nem igaz..számtalanszor próbáltam..bárhova állitom a hibahatárt a motor nozgásdinamikai jellemzői nem változnak..
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 10:01
Írta: 000000000 Dátum 2018 január 23, 10:01
Nem értem, ez miért gond, ez a dolga egy encoder Z csatornájának, és mint írtam már erre a jelre szükséged is van a több fogásos menetvágás cikusonkénti indításához.
A fordulatonkénti 1-nél több impulzusokra pedig az A, B csatorna szolgál. Ha pedig ezt nem tudod a szervo motorod jeladójából kinyerni, akkor sajnos egy külön encodert (vagy csak egy egy csatornás jeladót, amit magad is elkészíthetsz) kell még a főorsóra rátenni.
Ezek után pedig már egy komolyabb CNC szinkron programmal vághatod a menetet ezen jelekkel és a Z-vel.
A fordulatonkénti 1-nél több impulzusokra pedig az A, B csatorna szolgál. Ha pedig ezt nem tudod a szervo motorod jeladójából kinyerni, akkor sajnos egy külön encodert (vagy csak egy egy csatornás jeladót, amit magad is elkészíthetsz) kell még a főorsóra rátenni.
Ezek után pedig már egy komolyabb CNC szinkron programmal vághatod a menetet ezen jelekkel és a Z-vel.
Cím: Re:AC szervó motoros vezérlés
Írta: mma6fim4 Dátum 2018 január 23, 10:09
Írta: mma6fim4 Dátum 2018 január 23, 10:09
Aha. Köszi, kezdem érteni. Akkor ezek szerint a Z csatorna elég a menetvágáshoz, mert csak a menetbekezdések pozícióját kell visszajelezni. Azt hittem, hogy a főorsó pontos pozíciója is kell egy fordulaton belül. Köszi, akkor megnyugodtam. Ezt a részét értem.
Marad akkor a speed mód, és a Z fázis.
Marad akkor a speed mód, és a Z fázis.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 10:09
Írta: 000000000 Dátum 2018 január 23, 10:09
Bocs, de ezen a ponton, szinten feladom.
Azt viszont tanácsolnám, kerüld a szervókat addig, amíg nem érted az alapokat.
Azt viszont tanácsolnám, kerüld a szervókat addig, amíg nem érted az alapokat.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 10:14
Írta: designr Dátum 2018 január 23, 10:14
Nem kell ahhoz akkora tudás..csak gyakorlat..
Ahhoz sem kell ismernem a mikrobiológiát..a neuronok szerepét..az agy felépitését hogy Használjam azt..
Ahhoz sem kell ismernem a mikrobiológiát..a neuronok szerepét..az agy felépitését hogy Használjam azt..
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:01
Írta: trawe Dátum 2018 január 23, 12:01
Van panasonic 200w motor +vezérlő de még a programmal sem komunikál.
Vagy rossz verziót töltöttem le :( ma megpróbálom xp alatt.
Nem tudom talán a front panelen is fel tudom programozni ?
3 meghajtás módot tud persze nekem a step dir kellene.
Arra nem reagál semmit gondolom más beállításon van alapból.
Ha tudnátok tippet adni az is nagy előre lépés lenne.
Vagy rossz verziót töltöttem le :( ma megpróbálom xp alatt.
Nem tudom talán a front panelen is fel tudom programozni ?
3 meghajtás módot tud persze nekem a step dir kellene.
Arra nem reagál semmit gondolom más beállításon van alapból.
Ha tudnátok tippet adni az is nagy előre lépés lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:04
Írta: trawe Dátum 2018 január 23, 12:04
Jó lenne a cncmen kicseréli legalább a X tengelyt erre mert.
1000 m/s megy de 950x200mm marok és nem kontúr.
Szőval gyorsítani szettném.
1000 m/s megy de 950x200mm marok és nem kontúr.
Szőval gyorsítani szettném.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 12:10
Írta: 000000000 Dátum 2018 január 23, 12:10
Jó neked, a hangsebesség 3 szorosával tudsz forgácsolni![#csodalk]
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 12:33
Írta: trawe Dátum 2018 január 23, 12:33
Ja utána láttam hogy elírtam :)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 január 23, 12:58
Írta: designr Dátum 2018 január 23, 12:58
Na akkor..Robsy segítsége után nézzünk valami kézzelfoghatót.
1. Kellene egy-egy adattábla kép a motorról és a vezérlőröl.
2. Vezetékek rendelkezésedre állnak-e?programozó vezetéked van azt irtad.
3. melyk Panaterm verzióval próbáltad?Megvan a régi és az uj is?
Ha esetleg összevezetékelted,bekötötted I/O nélkül..kiírt-e valamit..hibát stb?
Igy összevetékelve a trial run megy-e..
Ezt a trial runt kezelőpaneelről is meg tudod csinálni..leirásban benne van..ha ez megy akkor már biztató.
Folyt Köv..
1. Kellene egy-egy adattábla kép a motorról és a vezérlőröl.
2. Vezetékek rendelkezésedre állnak-e?programozó vezetéked van azt irtad.
3. melyk Panaterm verzióval próbáltad?Megvan a régi és az uj is?
Ha esetleg összevezetékelted,bekötötted I/O nélkül..kiírt-e valamit..hibát stb?
Igy összevetékelve a trial run megy-e..
Ezt a trial runt kezelőpaneelről is meg tudod csinálni..leirásban benne van..ha ez megy akkor már biztató.
Folyt Köv..
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 13:07
Írta: jau5ccsn9 Dátum 2018 január 23, 13:07
Panatermben tudok segíteni. A 3.7-es jó hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 13:44
Írta: svejk Dátum 2018 január 23, 13:44
No jó, lefordítom neked a #2819-et:
Baszus ezt elnéztem, másra gondoltam, igaza lehet a komának...
:)
Baszus ezt elnéztem, másra gondoltam, igaza lehet a komának...
:)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 14:04
Írta: 000000000 Dátum 2018 január 23, 14:04
Több szakmaiságot, objektivitást, kevesebb haveri lojalitást kérnék tőled.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 14:36
Írta: svejk Dátum 2018 január 23, 14:36
A #2816-ot csak megerősíteni tudom. [#nemtudom]
Gondolod, pl. az elektronika topicban pont a Dezsoe-t nem védtem volna ki ha az lenne amit írsz?
Gondolod, pl. az elektronika topicban pont a Dezsoe-t nem védtem volna ki ha az lenne amit írsz?
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 15:39
Írta: trawe Dátum 2018 január 23, 15:39
Most felraktam a 3.6 panatermet
a következő kábelom van hozzá
https://www.lollette.com/USB-DVOP1960-programming-cable.html?search=panasonic
csak már régen teszteltem azt most elhagytam a cd-t
Már írtam a forgalmazónak küldje a drivert meg persze keresem közben .
egy ideig nem használtam a cnc-t mert leégett a tápja egy 16 órás marásnál és elvitte a stepper drivereket.
De most kicsit frissítettem a gépet új táp új vezérlő új végállás, új driverek, új maró motor vízhatlan asztal. Mint ha kicserélték volna de a stepper motor vagy driver hibájából nem elég gyors. :(
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_tvbiv4fcwiv3g2aq4aec_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tvbiv4fcwiv3g2aq4aec_4341.jpg)
a következő kábelom van hozzá
https://www.lollette.com/USB-DVOP1960-programming-cable.html?search=panasonic
csak már régen teszteltem azt most elhagytam a cd-t
Már írtam a forgalmazónak küldje a drivert meg persze keresem közben .
egy ideig nem használtam a cnc-t mert leégett a tápja egy 16 órás marásnál és elvitte a stepper drivereket.
De most kicsit frissítettem a gépet új táp új vezérlő új végállás, új driverek, új maró motor vízhatlan asztal. Mint ha kicserélték volna de a stepper motor vagy driver hibájából nem elég gyors. :(
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_tvbiv4fcwiv3g2aq4aec_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tvbiv4fcwiv3g2aq4aec_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 15:46
Írta: 000000000 Dátum 2018 január 23, 15:46
"A #2816-ot csak megerősíteni tudom."
Bocs, de ez legyen a te problémád.
Egyszerűen nem értem, mi nem világos neked se abban, hogyha egy pozíció szervónál minél nagyobb alapjeltől való eltérést engedélyezel, akkor minden olyan terhelésnél, amit már a motor nem bír nyomatékkal kompenzálni, növekszik a valós eltérés, ami minőségromlás, hiszen a szervo célja az, hogy az alapjel és az ellenőrző jel, vagyis a valóság közti különbség minimális maradjon a PID algortimusok kapcsán a teljes működés során.
Így nyilván nem mindegy minőségben, hogy egy szervós CNC az elméleti alap szerszámpályától +-0.01 mm eltérést enged csak meg a gyártás során, vagy akár +-1 mm-t is.
Mellesleg emlékeztetnélek a 2007-es leányfalui CNC talira (sajnos már lassan 11 éve volt), az ott történt mérési teszt idevágó tanulságaira, amikor a DC szervós géped hajtását teszteltük egységugrás mozgásokkal fokozatosan terhelve letiltásig.
Dezsoe-vel kapcsolatban pedig egy ilyesmi mondatot is el tudtam volna a "gumicsontozós" csipkelődésed helyett képzelni az elektronika topikban:
Bocs Csaba, de ezt benézted, a step jel élváltás +- környezetében téves jelek keletkeznek ennél az encoderes mozgatásnál.
Bocs, de ez legyen a te problémád.
Egyszerűen nem értem, mi nem világos neked se abban, hogyha egy pozíció szervónál minél nagyobb alapjeltől való eltérést engedélyezel, akkor minden olyan terhelésnél, amit már a motor nem bír nyomatékkal kompenzálni, növekszik a valós eltérés, ami minőségromlás, hiszen a szervo célja az, hogy az alapjel és az ellenőrző jel, vagyis a valóság közti különbség minimális maradjon a PID algortimusok kapcsán a teljes működés során.
Így nyilván nem mindegy minőségben, hogy egy szervós CNC az elméleti alap szerszámpályától +-0.01 mm eltérést enged csak meg a gyártás során, vagy akár +-1 mm-t is.
Mellesleg emlékeztetnélek a 2007-es leányfalui CNC talira (sajnos már lassan 11 éve volt), az ott történt mérési teszt idevágó tanulságaira, amikor a DC szervós géped hajtását teszteltük egységugrás mozgásokkal fokozatosan terhelve letiltásig.
Dezsoe-vel kapcsolatban pedig egy ilyesmi mondatot is el tudtam volna a "gumicsontozós" csipkelődésed helyett képzelni az elektronika topikban:
Bocs Csaba, de ezt benézted, a step jel élváltás +- környezetében téves jelek keletkeznek ennél az encoderes mozgatásnál.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 15:39
Írta: trawe Dátum 2018 január 23, 15:39
Most felraktam a 3.6 panatermet
a következő kábelom van hozzá
https://www.lollette.com/USB-DVOP1960-programming-cable.html?search=panasonic
csak már régen teszteltem azt most elhagytam a cd-t
Már írtam a forgalmazónak küldje a drivert meg persze keresem közben .
egy ideig nem használtam a cnc-t mert leégett a tápja egy 16 órás marásnál és elvitte a stepper drivereket.
De most kicsit frissítettem a gépet új táp új vezérlő új végállás, új driverek, új maró motor vízhatlan asztal. Mint ha kicserélték volna de a stepper motor vagy driver hibájából nem elég gyors. :(
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_tvbiv4fcwiv3g2aq4aec_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tvbiv4fcwiv3g2aq4aec_4341.jpg)
a következő kábelom van hozzá
https://www.lollette.com/USB-DVOP1960-programming-cable.html?search=panasonic
csak már régen teszteltem azt most elhagytam a cd-t
Már írtam a forgalmazónak küldje a drivert meg persze keresem közben .
egy ideig nem használtam a cnc-t mert leégett a tápja egy 16 órás marásnál és elvitte a stepper drivereket.
De most kicsit frissítettem a gépet új táp új vezérlő új végállás, új driverek, új maró motor vízhatlan asztal. Mint ha kicserélték volna de a stepper motor vagy driver hibájából nem elég gyors. :(
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bff9n9vqdj4g7awjwz5_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/d5tsvgpjyjqb8c0tt8zq_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_tvbiv4fcwiv3g2aq4aec_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tvbiv4fcwiv3g2aq4aec_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 január 23, 15:46
Írta: 000000000 Dátum 2018 január 23, 15:46
"A #2816-ot csak megerősíteni tudom."
Bocs, de ez legyen a te problémád.
Egyszerűen nem értem, mi nem világos neked se abban, hogyha egy pozíció szervónál minél nagyobb alapjeltől való eltérést engedélyezel, akkor minden olyan terhelésnél, amit már a motor nem bír nyomatékkal kompenzálni, növekszik a valós eltérés, ami minőségromlás, hiszen a szervo célja az, hogy az alapjel és az ellenőrző jel, vagyis a valóság közti különbség minimális maradjon a PID algortimusok kapcsán a teljes működés során.
Így nyilván nem mindegy minőségben, hogy egy szervós CNC az elméleti alap szerszámpályától +-0.01 mm eltérést enged csak meg a gyártás során, vagy akár +-1 mm-t is.
Mellesleg emlékeztetnélek a 2007-es leányfalui CNC talira (sajnos már lassan 11 éve volt), az ott történt mérési teszt idevágó tanulságaira, amikor a DC szervós géped hajtását teszteltük egységugrás mozgásokkal fokozatosan terhelve letiltásig.
Dezsoe-vel kapcsolatban pedig egy ilyesmi mondatot is el tudtam volna a "gumicsontozós" csipkelődésed helyett képzelni az elektronika topikban:
Bocs Csaba, de ezt benézted, a step jel élváltás +- környezetében téves jelek keletkeznek ennél az encoderes mozgatásnál.
Bocs, de ez legyen a te problémád.
Egyszerűen nem értem, mi nem világos neked se abban, hogyha egy pozíció szervónál minél nagyobb alapjeltől való eltérést engedélyezel, akkor minden olyan terhelésnél, amit már a motor nem bír nyomatékkal kompenzálni, növekszik a valós eltérés, ami minőségromlás, hiszen a szervo célja az, hogy az alapjel és az ellenőrző jel, vagyis a valóság közti különbség minimális maradjon a PID algortimusok kapcsán a teljes működés során.
Így nyilván nem mindegy minőségben, hogy egy szervós CNC az elméleti alap szerszámpályától +-0.01 mm eltérést enged csak meg a gyártás során, vagy akár +-1 mm-t is.
Mellesleg emlékeztetnélek a 2007-es leányfalui CNC talira (sajnos már lassan 11 éve volt), az ott történt mérési teszt idevágó tanulságaira, amikor a DC szervós géped hajtását teszteltük egységugrás mozgásokkal fokozatosan terhelve letiltásig.
Dezsoe-vel kapcsolatban pedig egy ilyesmi mondatot is el tudtam volna a "gumicsontozós" csipkelődésed helyett képzelni az elektronika topikban:
Bocs Csaba, de ezt benézted, a step jel élváltás +- környezetében téves jelek keletkeznek ennél az encoderes mozgatásnál.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:03
Írta: trawe Dátum 2018 január 23, 16:03
Vin xp panaterm 3.7 elszáll a köv hiba üzenettel.
Persze kilép bármelyik vezérlőt választom.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ii0puiz6mbj38e2h8w658_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ii0puiz6mbj38e2h8w658_4341.jpg)
Persze kilép bármelyik vezérlőt választom.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ii0puiz6mbj38e2h8w658_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ii0puiz6mbj38e2h8w658_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 16:07
Írta: jau5ccsn9 Dátum 2018 január 23, 16:07
Állítsd át a Windowsban a tizedesjelet pontról vesszőre (vagy vesszőröl pontra)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 16:14
Írta: jau5ccsn9 Dátum 2018 január 23, 16:14
Startmenü->beállítások->vezérlőpult->Területi és nyelvi beállítások->Testreszabás->Tizedesjel
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:03
Írta: trawe Dátum 2018 január 23, 16:03
Vin xp panaterm 3.7 elszáll a köv hiba üzenettel.
Persze kilép bármelyik vezérlőt választom.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ii0puiz6mbj38e2h8w658_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ii0puiz6mbj38e2h8w658_4341.jpg)
Persze kilép bármelyik vezérlőt választom.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_ii0puiz6mbj38e2h8w658_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/ii0puiz6mbj38e2h8w658_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 16:07
Írta: jau5ccsn9 Dátum 2018 január 23, 16:07
Állítsd át a Windowsban a tizedesjelet pontról vesszőre (vagy vesszőröl pontra)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 január 23, 16:14
Írta: jau5ccsn9 Dátum 2018 január 23, 16:14
Startmenü->beállítások->vezérlőpult->Területi és nyelvi beállítások->Testreszabás->Tizedesjel
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:23
Írta: trawe Dátum 2018 január 23, 16:23
Hát erre rá nem jöttem volna.
kis kábeldugdosás és voálá látja is. :)
Innen már belemélyedek jobban ha elakadok már tudom hova kell fordulni.
Még nem voltam cnc-talin. mert mindig rossz időpontra esett nekem. De ha egyszer eljutok sörre a vendégeim vagytok!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_v4qdhj0m2y8i83zg4m9_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/v4qdhj0m2y8i83zg4m9_4341.jpg)
kis kábeldugdosás és voálá látja is. :)
Innen már belemélyedek jobban ha elakadok már tudom hova kell fordulni.
Még nem voltam cnc-talin. mert mindig rossz időpontra esett nekem. De ha egyszer eljutok sörre a vendégeim vagytok!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_v4qdhj0m2y8i83zg4m9_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/v4qdhj0m2y8i83zg4m9_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:27
Írta: trawe Dátum 2018 január 23, 16:27
Kis fejvakarással de megtaláltam !
Nem vagyok egy elveszett ember de ez a szervó kicsit kifogott rajtam. Ha jól emlékszem multkor is eddig jutottam el. Elhasalt aszt félre raktam.
Most meg jó lenne amíg szárad a szerszám gyanta a cnc asztalon gondoltam megint előásom a projektet.
Igazából lézer asztalhoz vettem de cnc nek nagyobb szüksége van rá.
Nem vagyok egy elveszett ember de ez a szervó kicsit kifogott rajtam. Ha jól emlékszem multkor is eddig jutottam el. Elhasalt aszt félre raktam.
Most meg jó lenne amíg szárad a szerszám gyanta a cnc asztalon gondoltam megint előásom a projektet.
Igazából lézer asztalhoz vettem de cnc nek nagyobb szüksége van rá.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 16:30
Írta: svejk Dátum 2018 január 23, 16:30
Ebbe a hibaüzenetbe mindenki beleszalad. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 17:08
Írta: svejk Dátum 2018 január 23, 17:08
No látod, ha ezt leírod mindjárt #2809-ben akkor értettük volna mit karattyolsz. :)
De Te csak kiemelted a hibahatárt, így aztán Designer is ezen lovagolt.
És amit írt az igaz is, vagyis egy beállított szervonál ahol az üzemszerű hiba nagysága mondjuk 10-és 500 inkrement ott mindegy, hogy a HIBAHATÁRT 1000 vagy 10000-re állítjuk nem szól bele az üzemszerű működésbe, hiszen nem is feladata.
(a következőket nem neked szánom, hiszen Te sokkal jobban tudod...)
Itt álljunk meg, mert azt tudni kell, hogy ezek az ipari szervok nem visszacsatolatlan step/dir rendszerre lettek kitalálva.
Az iparban a mozgásvezérlő mindig kap jelet az aktuális pozícióról, a hobby mozgásvezérlőknél ez sajnos nincs így.
Az ipari mozgásvezérlő tudja hogy most épp G1-el kell dolgozni és szoros visszacsatolást tart fent, míg G0-nál mintegy szabadjára engedi a motorokat és akár több százas hibát is megenged a mozgás közben.
Ebben az esetben a servo hibahatárát nagyra lehet állítani, az csak drasztikus esetekben, pl. karambol fog letiltani.
A hobby vezérlőknél nincs választási lehetőség -bár én ezt már többször szorgalmaztam, akár egy egyszerű felváltott kimenő jelet kiadhatna a szervok felé a mozgásvezérlő G1 és G0 esetén- így meg kell fontolni, hogy a hibahatárt hova állítsuk.
Kis értékre hogy nehogy elrontsa a munkadarabot, de ekkor elesünk a G0 száguldások és nagy gyorsulásoktól, -lásd Gecko320 servo elmélete- , vagy magas hibahatáron hagyjuk száguldunk, gyorsulunk a szervoinkkal és megbízunk abban, hogy kis sebességeken hűen leköveti a pályát.
Kompromisszumos beállításokkal ez általában kivitelezhető.
De Te csak kiemelted a hibahatárt, így aztán Designer is ezen lovagolt.
És amit írt az igaz is, vagyis egy beállított szervonál ahol az üzemszerű hiba nagysága mondjuk 10-és 500 inkrement ott mindegy, hogy a HIBAHATÁRT 1000 vagy 10000-re állítjuk nem szól bele az üzemszerű működésbe, hiszen nem is feladata.
(a következőket nem neked szánom, hiszen Te sokkal jobban tudod...)
Itt álljunk meg, mert azt tudni kell, hogy ezek az ipari szervok nem visszacsatolatlan step/dir rendszerre lettek kitalálva.
Az iparban a mozgásvezérlő mindig kap jelet az aktuális pozícióról, a hobby mozgásvezérlőknél ez sajnos nincs így.
Az ipari mozgásvezérlő tudja hogy most épp G1-el kell dolgozni és szoros visszacsatolást tart fent, míg G0-nál mintegy szabadjára engedi a motorokat és akár több százas hibát is megenged a mozgás közben.
Ebben az esetben a servo hibahatárát nagyra lehet állítani, az csak drasztikus esetekben, pl. karambol fog letiltani.
A hobby vezérlőknél nincs választási lehetőség -bár én ezt már többször szorgalmaztam, akár egy egyszerű felváltott kimenő jelet kiadhatna a szervok felé a mozgásvezérlő G1 és G0 esetén- így meg kell fontolni, hogy a hibahatárt hova állítsuk.
Kis értékre hogy nehogy elrontsa a munkadarabot, de ekkor elesünk a G0 száguldások és nagy gyorsulásoktól, -lásd Gecko320 servo elmélete- , vagy magas hibahatáron hagyjuk száguldunk, gyorsulunk a szervoinkkal és megbízunk abban, hogy kis sebességeken hűen leköveti a pályát.
Kompromisszumos beállításokkal ez általában kivitelezhető.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 18:36
Írta: trawe Dátum 2018 január 23, 18:36
A féknek az alacsony jelkimenetét mivel szoktátok felerősíteni, hogy kapcsolja a 24v dc-t.
Szilárd test relé vagy mosfet vagy csak sima relé ?
Vagy más?
Szilárd test relé vagy mosfet vagy csak sima relé ?
Vagy más?
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:23
Írta: trawe Dátum 2018 január 23, 16:23
Hát erre rá nem jöttem volna.
kis kábeldugdosás és voálá látja is. :)
Innen már belemélyedek jobban ha elakadok már tudom hova kell fordulni.
Még nem voltam cnc-talin. mert mindig rossz időpontra esett nekem. De ha egyszer eljutok sörre a vendégeim vagytok!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_v4qdhj0m2y8i83zg4m9_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/v4qdhj0m2y8i83zg4m9_4341.jpg)
kis kábeldugdosás és voálá látja is. :)
Innen már belemélyedek jobban ha elakadok már tudom hova kell fordulni.
Még nem voltam cnc-talin. mert mindig rossz időpontra esett nekem. De ha egyszer eljutok sörre a vendégeim vagytok!
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_v4qdhj0m2y8i83zg4m9_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/v4qdhj0m2y8i83zg4m9_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 16:27
Írta: trawe Dátum 2018 január 23, 16:27
Kis fejvakarással de megtaláltam !
Nem vagyok egy elveszett ember de ez a szervó kicsit kifogott rajtam. Ha jól emlékszem multkor is eddig jutottam el. Elhasalt aszt félre raktam.
Most meg jó lenne amíg szárad a szerszám gyanta a cnc asztalon gondoltam megint előásom a projektet.
Igazából lézer asztalhoz vettem de cnc nek nagyobb szüksége van rá.
Nem vagyok egy elveszett ember de ez a szervó kicsit kifogott rajtam. Ha jól emlékszem multkor is eddig jutottam el. Elhasalt aszt félre raktam.
Most meg jó lenne amíg szárad a szerszám gyanta a cnc asztalon gondoltam megint előásom a projektet.
Igazából lézer asztalhoz vettem de cnc nek nagyobb szüksége van rá.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 16:30
Írta: svejk Dátum 2018 január 23, 16:30
Ebbe a hibaüzenetbe mindenki beleszalad. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 január 23, 17:08
Írta: svejk Dátum 2018 január 23, 17:08
No látod, ha ezt leírod mindjárt #2809-ben akkor értettük volna mit karattyolsz. :)
De Te csak kiemelted a hibahatárt, így aztán Designer is ezen lovagolt.
És amit írt az igaz is, vagyis egy beállított szervonál ahol az üzemszerű hiba nagysága mondjuk 10-és 500 inkrement ott mindegy, hogy a HIBAHATÁRT 1000 vagy 10000-re állítjuk nem szól bele az üzemszerű működésbe, hiszen nem is feladata.
(a következőket nem neked szánom, hiszen Te sokkal jobban tudod...)
Itt álljunk meg, mert azt tudni kell, hogy ezek az ipari szervok nem visszacsatolatlan step/dir rendszerre lettek kitalálva.
Az iparban a mozgásvezérlő mindig kap jelet az aktuális pozícióról, a hobby mozgásvezérlőknél ez sajnos nincs így.
Az ipari mozgásvezérlő tudja hogy most épp G1-el kell dolgozni és szoros visszacsatolást tart fent, míg G0-nál mintegy szabadjára engedi a motorokat és akár több százas hibát is megenged a mozgás közben.
Ebben az esetben a servo hibahatárát nagyra lehet állítani, az csak drasztikus esetekben, pl. karambol fog letiltani.
A hobby vezérlőknél nincs választási lehetőség -bár én ezt már többször szorgalmaztam, akár egy egyszerű felváltott kimenő jelet kiadhatna a szervok felé a mozgásvezérlő G1 és G0 esetén- így meg kell fontolni, hogy a hibahatárt hova állítsuk.
Kis értékre hogy nehogy elrontsa a munkadarabot, de ekkor elesünk a G0 száguldások és nagy gyorsulásoktól, -lásd Gecko320 servo elmélete- , vagy magas hibahatáron hagyjuk száguldunk, gyorsulunk a szervoinkkal és megbízunk abban, hogy kis sebességeken hűen leköveti a pályát.
Kompromisszumos beállításokkal ez általában kivitelezhető.
De Te csak kiemelted a hibahatárt, így aztán Designer is ezen lovagolt.
És amit írt az igaz is, vagyis egy beállított szervonál ahol az üzemszerű hiba nagysága mondjuk 10-és 500 inkrement ott mindegy, hogy a HIBAHATÁRT 1000 vagy 10000-re állítjuk nem szól bele az üzemszerű működésbe, hiszen nem is feladata.
(a következőket nem neked szánom, hiszen Te sokkal jobban tudod...)
Itt álljunk meg, mert azt tudni kell, hogy ezek az ipari szervok nem visszacsatolatlan step/dir rendszerre lettek kitalálva.
Az iparban a mozgásvezérlő mindig kap jelet az aktuális pozícióról, a hobby mozgásvezérlőknél ez sajnos nincs így.
Az ipari mozgásvezérlő tudja hogy most épp G1-el kell dolgozni és szoros visszacsatolást tart fent, míg G0-nál mintegy szabadjára engedi a motorokat és akár több százas hibát is megenged a mozgás közben.
Ebben az esetben a servo hibahatárát nagyra lehet állítani, az csak drasztikus esetekben, pl. karambol fog letiltani.
A hobby vezérlőknél nincs választási lehetőség -bár én ezt már többször szorgalmaztam, akár egy egyszerű felváltott kimenő jelet kiadhatna a szervok felé a mozgásvezérlő G1 és G0 esetén- így meg kell fontolni, hogy a hibahatárt hova állítsuk.
Kis értékre hogy nehogy elrontsa a munkadarabot, de ekkor elesünk a G0 száguldások és nagy gyorsulásoktól, -lásd Gecko320 servo elmélete- , vagy magas hibahatáron hagyjuk száguldunk, gyorsulunk a szervoinkkal és megbízunk abban, hogy kis sebességeken hűen leköveti a pályát.
Kompromisszumos beállításokkal ez általában kivitelezhető.
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 január 23, 18:36
Írta: trawe Dátum 2018 január 23, 18:36
A féknek az alacsony jelkimenetét mivel szoktátok felerősíteni, hogy kapcsolja a 24v dc-t.
Szilárd test relé vagy mosfet vagy csak sima relé ?
Vagy más?
Szilárd test relé vagy mosfet vagy csak sima relé ?
Vagy más?
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 február 03, 17:24
Írta: trawe Dátum 2018 február 03, 17:24
Már nem vagyok mesze de még mindig nem megy.
Szóval kivezet ékeltem a conetort egy próba panelra ott kapot 5 ledet ami a hiba státusokat adja vissza.
Hibák nincsenek vagyis itt fordítva van ha az errorled nem világit akkor van error :(
Akkor tudtam villogásra bírni a motion error ledet ha kézzel megpróbáltam megtekerni de hát persze korrigálta magát.
Szoftverból a motor tuning lefut.
sign1 pulse1 100ohm a pozitív 24v
sign2 pulse2 2,2k ohm a jelet adná
szétszedtem a vezérlőt 1,5 volt esik az opto kapun szerintem annyinak elégnek kell lenni..
Vagy több kell?
configban a 3 beállítást kapta az irányítás ami a pulse dir nek felel meg.
Így most jelenleg galvaikusan le van választva a vezérlő a külső 24 voltról nem tudom hogy a ground ot toljam e be negatívba?
Főleg mauába próbáltam letesteltem a sign2 és puls2 re először kézzel póbáltam impulzust adni majd próbáltam mac3 kártyáról is de a motor nem mozdult :(
Nem tudom, hogy talán configban van valami extra elvileg egy működő gépből szedték ki ki tudja mikor.
Most egyenlőre nincs több ötletem :(
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_szywiv39ex9iz7tcb0b9p_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/szywiv39ex9iz7tcb0b9p_4341.jpg)
Szóval kivezet ékeltem a conetort egy próba panelra ott kapot 5 ledet ami a hiba státusokat adja vissza.
Hibák nincsenek vagyis itt fordítva van ha az errorled nem világit akkor van error :(
Akkor tudtam villogásra bírni a motion error ledet ha kézzel megpróbáltam megtekerni de hát persze korrigálta magát.
Szoftverból a motor tuning lefut.
sign1 pulse1 100ohm a pozitív 24v
sign2 pulse2 2,2k ohm a jelet adná
szétszedtem a vezérlőt 1,5 volt esik az opto kapun szerintem annyinak elégnek kell lenni..
Vagy több kell?
configban a 3 beállítást kapta az irányítás ami a pulse dir nek felel meg.
Így most jelenleg galvaikusan le van választva a vezérlő a külső 24 voltról nem tudom hogy a ground ot toljam e be negatívba?
Főleg mauába próbáltam letesteltem a sign2 és puls2 re először kézzel póbáltam impulzust adni majd próbáltam mac3 kártyáról is de a motor nem mozdult :(
Nem tudom, hogy talán configban van valami extra elvileg egy működő gépből szedték ki ki tudja mikor.
Most egyenlőre nincs több ötletem :(
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_szywiv39ex9iz7tcb0b9p_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/szywiv39ex9iz7tcb0b9p_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: trawe Dátum 2018 február 03, 17:24
Írta: trawe Dátum 2018 február 03, 17:24
Már nem vagyok mesze de még mindig nem megy.
Szóval kivezet ékeltem a conetort egy próba panelra ott kapot 5 ledet ami a hiba státusokat adja vissza.
Hibák nincsenek vagyis itt fordítva van ha az errorled nem világit akkor van error :(
Akkor tudtam villogásra bírni a motion error ledet ha kézzel megpróbáltam megtekerni de hát persze korrigálta magát.
Szoftverból a motor tuning lefut.
sign1 pulse1 100ohm a pozitív 24v
sign2 pulse2 2,2k ohm a jelet adná
szétszedtem a vezérlőt 1,5 volt esik az opto kapun szerintem annyinak elégnek kell lenni..
Vagy több kell?
configban a 3 beállítást kapta az irányítás ami a pulse dir nek felel meg.
Így most jelenleg galvaikusan le van választva a vezérlő a külső 24 voltról nem tudom hogy a ground ot toljam e be negatívba?
Főleg mauába próbáltam letesteltem a sign2 és puls2 re először kézzel póbáltam impulzust adni majd próbáltam mac3 kártyáról is de a motor nem mozdult :(
Nem tudom, hogy talán configban van valami extra elvileg egy működő gépből szedték ki ki tudja mikor.
Most egyenlőre nincs több ötletem :(
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_szywiv39ex9iz7tcb0b9p_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/szywiv39ex9iz7tcb0b9p_4341.jpg)
Szóval kivezet ékeltem a conetort egy próba panelra ott kapot 5 ledet ami a hiba státusokat adja vissza.
Hibák nincsenek vagyis itt fordítva van ha az errorled nem világit akkor van error :(
Akkor tudtam villogásra bírni a motion error ledet ha kézzel megpróbáltam megtekerni de hát persze korrigálta magát.
Szoftverból a motor tuning lefut.
sign1 pulse1 100ohm a pozitív 24v
sign2 pulse2 2,2k ohm a jelet adná
szétszedtem a vezérlőt 1,5 volt esik az opto kapun szerintem annyinak elégnek kell lenni..
Vagy több kell?
configban a 3 beállítást kapta az irányítás ami a pulse dir nek felel meg.
Így most jelenleg galvaikusan le van választva a vezérlő a külső 24 voltról nem tudom hogy a ground ot toljam e be negatívba?
Főleg mauába próbáltam letesteltem a sign2 és puls2 re először kézzel póbáltam impulzust adni majd próbáltam mac3 kártyáról is de a motor nem mozdult :(
Nem tudom, hogy talán configban van valami extra elvileg egy működő gépből szedték ki ki tudja mikor.
Most egyenlőre nincs több ötletem :(
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kgh68w6dwf524se6753_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_szywiv39ex9iz7tcb0b9p_4341.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/szywiv39ex9iz7tcb0b9p_4341.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 február 12, 20:56
Írta: rmkeh8a83 Dátum 2018 február 12, 20:56
Sziasztok a DR2-es és a Sigma2-es vezérlők Cn1-es csatlakozó lábkiosztása megegyezō?pl:7-8 11-12 levàlálasztó lártya lesz elōtte illetve kell hidalni valamit a csatlakozókban vagy sem sigma leírást néztem csak megerősítést kérnék vagy javaslatot kōszōnōm
Cím: Re:AC szervó motoros vezérlés
Írta: rmkeh8a83 Dátum 2018 február 12, 20:56
Írta: rmkeh8a83 Dátum 2018 február 12, 20:56
Sziasztok a DR2-es és a Sigma2-es vezérlők Cn1-es csatlakozó lábkiosztása megegyezō?pl:7-8 11-12 levàlálasztó lártya lesz elōtte illetve kell hidalni valamit a csatlakozókban vagy sem sigma leírást néztem csak megerősítést kérnék vagy javaslatot kōszōnōm
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 18:51
Írta: Révész Richárd Dátum 2018 március 04, 18:51
Valaki tudja az SGDM szervó PC kábel bekötését és a csatlakozó típusát?
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 18:51
Írta: Révész Richárd Dátum 2018 március 04, 18:51
Valaki tudja az SGDM szervó PC kábel bekötését és a csatlakozó típusát?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 04, 19:00
Írta: svejk Dátum 2018 március 04, 19:00
A PC technikából ismeret FireWire (1394) csatlakozó, a manuálban benne a bekötés.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 04, 19:00
Írta: svejk Dátum 2018 március 04, 19:00
A PC technikából ismeret FireWire (1394) csatlakozó, a manuálban benne a bekötés.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 04, 19:02
Írta: svejk Dátum 2018 március 04, 19:02
Bocsi az encodert írtam, neked a kommunikációs kell ugye?
Az meg 14 pólusú MDR csati, a bekötás szintén benne a manuálban.
Az meg 14 pólusú MDR csati, a bekötás szintén benne a manuálban.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 04, 19:02
Írta: svejk Dátum 2018 március 04, 19:02
Bocsi az encodert írtam, neked a kommunikációs kell ugye?
Az meg 14 pólusú MDR csati, a bekötás szintén benne a manuálban.
Az meg 14 pólusú MDR csati, a bekötás szintén benne a manuálban.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 19:10
Írta: Révész Richárd Dátum 2018 március 04, 19:10
Végignyálaztam 623 oldalt de nem találom.
Nekifutok mégegyszer.
Köszi.
Nekifutok mégegyszer.
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 19:10
Írta: Révész Richárd Dátum 2018 március 04, 19:10
Végignyálaztam 623 oldalt de nem találom.
Nekifutok mégegyszer.
Köszi.
Nekifutok mégegyszer.
Köszi.
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 19:24
Írta: Révész Richárd Dátum 2018 március 04, 19:24
Megtaláltam[#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2018 március 04, 19:24
Írta: Révész Richárd Dátum 2018 március 04, 19:24
Megtaláltam[#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 10:17
Írta: ANTAL GÁBOR Dátum 2018 március 24, 10:17
Ki tudná megmondani hogy milyen programmal lehetne kiolvasni a paraméterlistát a SGD ( "A " betű nélküli ) Yaskawa driverből . A DOS os umon látja de baromságok jönnek , a sigma WIN nem is látja . A baromságok alapja az hogy a dsub 9 re rádugott kézi programozó ( OP-03A ) mást mutat
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 10:17
Írta: ANTAL GÁBOR Dátum 2018 március 24, 10:17
Ki tudná megmondani hogy milyen programmal lehetne kiolvasni a paraméterlistát a SGD ( "A " betű nélküli ) Yaskawa driverből . A DOS os umon látja de baromságok jönnek , a sigma WIN nem is látja . A baromságok alapja az hogy a dsub 9 re rádugott kézi programozó ( OP-03A ) mást mutat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 24, 15:17
Írta: svejk Dátum 2018 március 24, 15:17
Akkor miért nem a kézivel olvasod ki?
Talán ha 20 paraméter ha van... Feltéve ha nem az olvas baromságot..
Talán ha 20 paraméter ha van... Feltéve ha nem az olvas baromságot..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 március 24, 15:17
Írta: svejk Dátum 2018 március 24, 15:17
Akkor miért nem a kézivel olvasod ki?
Talán ha 20 paraméter ha van... Feltéve ha nem az olvas baromságot..
Talán ha 20 paraméter ha van... Feltéve ha nem az olvas baromságot..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 15:36
Írta: ANTAL GÁBOR Dátum 2018 március 24, 15:36
Olvasom ( mert van ) de jobban szerettem volna programozni a soft tal ( egyszerűbb , gyorsabb, áttekinthetőbb , archiválható )
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 15:36
Írta: ANTAL GÁBOR Dátum 2018 március 24, 15:36
Olvasom ( mert van ) de jobban szerettem volna programozni a soft tal ( egyszerűbb , gyorsabb, áttekinthetőbb , archiválható )
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 22:18
Írta: ANTAL GÁBOR Dátum 2018 március 24, 22:18
KIRÁLY vagy ! . Köszi a szupportot Pont ez kellett nekem ).
"Vakon belenéztem mert a hideg kocsiban van a cucc Holnap kipróbálom .
A többieknek : kaptam Istvántól egy softot ami kiolvassa a SGD drivert
"Vakon belenéztem mert a hideg kocsiban van a cucc Holnap kipróbálom .
A többieknek : kaptam Istvántól egy softot ami kiolvassa a SGD drivert
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 március 24, 22:18
Írta: ANTAL GÁBOR Dátum 2018 március 24, 22:18
KIRÁLY vagy ! . Köszi a szupportot Pont ez kellett nekem ).
"Vakon belenéztem mert a hideg kocsiban van a cucc Holnap kipróbálom .
A többieknek : kaptam Istvántól egy softot ami kiolvassa a SGD drivert
"Vakon belenéztem mert a hideg kocsiban van a cucc Holnap kipróbálom .
A többieknek : kaptam Istvántól egy softot ami kiolvassa a SGD drivert
Cím: Re:AC szervó motoros vezérlés
Írta: Tibicnc!! Dátum 2018 április 01, 13:28
Írta: Tibicnc!! Dátum 2018 április 01, 13:28
Kelene nekem néhány jó tanács.
4.4kw vezérlőre rá lehet e kötni egy 5kw ac servot.
Milyen problémákat tud okozni?
Vezérlő hozzá álítható a motorhoz?
4.4kw vezérlőre rá lehet e kötni egy 5kw ac servot.
Milyen problémákat tud okozni?
Vezérlő hozzá álítható a motorhoz?
Cím: Re:AC szervó motoros vezérlés
Írta: Tibicnc!! Dátum 2018 április 01, 13:28
Írta: Tibicnc!! Dátum 2018 április 01, 13:28
Kelene nekem néhány jó tanács.
4.4kw vezérlőre rá lehet e kötni egy 5kw ac servot.
Milyen problémákat tud okozni?
Vezérlő hozzá álítható a motorhoz?
4.4kw vezérlőre rá lehet e kötni egy 5kw ac servot.
Milyen problémákat tud okozni?
Vezérlő hozzá álítható a motorhoz?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 április 02, 14:56
Írta: designr Dátum 2018 április 02, 14:56
Ez motor és vezérlőfüggő.
Samsung 1kw vezérlővel hajtottam már 1,5kw motort.De ugy hogy motor felismerés ki volt kapcsolva,és azt mondtam neki az 1kw-os motor.Hajtja de csak 1kw-al..
De legtöbb esetben,főleg ha a vezérlő be tudja azonositani a motort,és ez az ujabb generációkra érvényes akkor nem engedi..
Samsung 1kw vezérlővel hajtottam már 1,5kw motort.De ugy hogy motor felismerés ki volt kapcsolva,és azt mondtam neki az 1kw-os motor.Hajtja de csak 1kw-al..
De legtöbb esetben,főleg ha a vezérlő be tudja azonositani a motort,és ez az ujabb generációkra érvényes akkor nem engedi..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 április 02, 14:56
Írta: designr Dátum 2018 április 02, 14:56
Ez motor és vezérlőfüggő.
Samsung 1kw vezérlővel hajtottam már 1,5kw motort.De ugy hogy motor felismerés ki volt kapcsolva,és azt mondtam neki az 1kw-os motor.Hajtja de csak 1kw-al..
De legtöbb esetben,főleg ha a vezérlő be tudja azonositani a motort,és ez az ujabb generációkra érvényes akkor nem engedi..
Samsung 1kw vezérlővel hajtottam már 1,5kw motort.De ugy hogy motor felismerés ki volt kapcsolva,és azt mondtam neki az 1kw-os motor.Hajtja de csak 1kw-al..
De legtöbb esetben,főleg ha a vezérlő be tudja azonositani a motort,és ez az ujabb generációkra érvényes akkor nem engedi..
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 április 13, 20:15
Írta: ANTAL GÁBOR Dátum 2018 április 13, 20:15
Játszadoztam ( volna) egy Advanced (AMC) brushless szervó driverral ( analóg 25 amperes 190 V os ) és a kistestvérével . Teljes kudarc : Minden alkalommal a piros led jelezte a hibát . Motor , táp rákötve, hallok bekötve engedélyezés Ok A mikrokapcsolók beállításait végigpróbáltam
Meg sem moccant a motor . Van itt valaki akinek sikerült életre kelteni ?
Typ1:BE25A20 ill Typ2 :B12A6
Meg sem moccant a motor . Van itt valaki akinek sikerült életre kelteni ?
Typ1:BE25A20 ill Typ2 :B12A6
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 április 13, 20:15
Írta: ANTAL GÁBOR Dátum 2018 április 13, 20:15
Játszadoztam ( volna) egy Advanced (AMC) brushless szervó driverral ( analóg 25 amperes 190 V os ) és a kistestvérével . Teljes kudarc : Minden alkalommal a piros led jelezte a hibát . Motor , táp rákötve, hallok bekötve engedélyezés Ok A mikrokapcsolók beállításait végigpróbáltam
Meg sem moccant a motor . Van itt valaki akinek sikerült életre kelteni ?
Typ1:BE25A20 ill Typ2 :B12A6
Meg sem moccant a motor . Van itt valaki akinek sikerült életre kelteni ?
Typ1:BE25A20 ill Typ2 :B12A6
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 12:07
Írta: jau5ccsn9 Dátum 2018 október 02, 12:07
Üdv!
Az lenne a kérdésem, hogy a szervo vezérlő CW+CW-/CCW+CCW- bemeneteihez kell-e az AM26LS31-es áramkör, vagy meg lehet-e oldani egyszerűbben? Ha kell, van valakinek kapcsolási rajza hozzá? Esteleg a CW-/CCW- rákötni a COM- -ra?
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_jgbn4bpvegxwd5vuc9z8_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/jgbn4bpvegxwd5vuc9z8_5664.jpg)
Az lenne a kérdésem, hogy a szervo vezérlő CW+CW-/CCW+CCW- bemeneteihez kell-e az AM26LS31-es áramkör, vagy meg lehet-e oldani egyszerűbben? Ha kell, van valakinek kapcsolási rajza hozzá? Esteleg a CW-/CCW- rákötni a COM- -ra?
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_jgbn4bpvegxwd5vuc9z8_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/jgbn4bpvegxwd5vuc9z8_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 október 02, 12:19
Írta: s7manbs8 Dátum 2018 október 02, 12:19
Lehet ilyen áramkört kapni a cncdrive.hu vagy egyéb helyen úgy rémlik.
Valami 1-2 ezer Ft kb. az ára.
Valami 1-2 ezer Ft kb. az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 október 02, 12:25
Írta: s7manbs8 Dátum 2018 október 02, 12:25
https://datasheetspdf.com/pdf/164610/MotorolaInc/AM26LS31/1 (https://datasheetspdf.com/pdf/164610/MotorolaInc/AM26LS31/1)
Az adatlapban benne van, hog ymelyik lába micsoda, meg táp kell neki Kondival szűrve a táp bemenetén.
Az adatlapban benne van, hog ymelyik lába micsoda, meg táp kell neki Kondival szűrve a táp bemenetén.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 12:37
Írta: jau5ccsn9 Dátum 2018 október 02, 12:37
Köszönöm szépen az infót!
Cím: Re:AC szervó motoros vezérlés
Írta: gtibi Dátum 2018 október 02, 12:55
Írta: gtibi Dátum 2018 október 02, 12:55
Ha délután felhívsz, és átjössz, van 1, igaz SMD, azt hiszem TQFP.
Üdv:
Gömöri Tibor
Üdv:
Gömöri Tibor
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 13:42
Írta: jau5ccsn9 Dátum 2018 október 02, 13:42
Köszönöm! Hívlak.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 02, 15:12
Írta: designr Dátum 2018 október 02, 15:12
Vezérlő tipusát ird már meg..biztos hogy kell az?
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 16:43
Írta: jau5ccsn9 Dátum 2018 október 02, 16:43
Panasonic MSD-Ex (MSD043P2EA02). Erről tavaly már beszéltünk, de sajnos nem sok időm van hobyra. A másik kérdés ami felvetődött bennem, hogy be lehet-e szerezni valahol készen olyan áramkört ami a Step/Dir jelet átalakítja CW/CCW jellé. Érdemes-e vesződni vele, vagy inkább LinuxCNC legyen a vezérő?
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 12:07
Írta: jau5ccsn9 Dátum 2018 október 02, 12:07
Üdv!
Az lenne a kérdésem, hogy a szervo vezérlő CW+CW-/CCW+CCW- bemeneteihez kell-e az AM26LS31-es áramkör, vagy meg lehet-e oldani egyszerűbben? Ha kell, van valakinek kapcsolási rajza hozzá? Esteleg a CW-/CCW- rákötni a COM- -ra?
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_jgbn4bpvegxwd5vuc9z8_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/jgbn4bpvegxwd5vuc9z8_5664.jpg)
Az lenne a kérdésem, hogy a szervo vezérlő CW+CW-/CCW+CCW- bemeneteihez kell-e az AM26LS31-es áramkör, vagy meg lehet-e oldani egyszerűbben? Ha kell, van valakinek kapcsolási rajza hozzá? Esteleg a CW-/CCW- rákötni a COM- -ra?
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_jgbn4bpvegxwd5vuc9z8_5664.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/jgbn4bpvegxwd5vuc9z8_5664.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 október 02, 12:19
Írta: s7manbs8 Dátum 2018 október 02, 12:19
Lehet ilyen áramkört kapni a cncdrive.hu vagy egyéb helyen úgy rémlik.
Valami 1-2 ezer Ft kb. az ára.
Valami 1-2 ezer Ft kb. az ára.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2018 október 02, 12:25
Írta: s7manbs8 Dátum 2018 október 02, 12:25
https://datasheetspdf.com/pdf/164610/MotorolaInc/AM26LS31/1 (https://datasheetspdf.com/pdf/164610/MotorolaInc/AM26LS31/1)
Az adatlapban benne van, hog ymelyik lába micsoda, meg táp kell neki Kondival szűrve a táp bemenetén.
Az adatlapban benne van, hog ymelyik lába micsoda, meg táp kell neki Kondival szűrve a táp bemenetén.
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 12:37
Írta: jau5ccsn9 Dátum 2018 október 02, 12:37
Köszönöm szépen az infót!
Cím: Re:AC szervó motoros vezérlés
Írta: gtibi Dátum 2018 október 02, 12:55
Írta: gtibi Dátum 2018 október 02, 12:55
Ha délután felhívsz, és átjössz, van 1, igaz SMD, azt hiszem TQFP.
Üdv:
Gömöri Tibor
Üdv:
Gömöri Tibor
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 13:42
Írta: jau5ccsn9 Dátum 2018 október 02, 13:42
Köszönöm! Hívlak.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 02, 15:12
Írta: designr Dátum 2018 október 02, 15:12
Vezérlő tipusát ird már meg..biztos hogy kell az?
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 16:43
Írta: jau5ccsn9 Dátum 2018 október 02, 16:43
Panasonic MSD-Ex (MSD043P2EA02). Erről tavaly már beszéltünk, de sajnos nem sok időm van hobyra. A másik kérdés ami felvetődött bennem, hogy be lehet-e szerezni valahol készen olyan áramkört ami a Step/Dir jelet átalakítja CW/CCW jellé. Érdemes-e vesződni vele, vagy inkább LinuxCNC legyen a vezérő?
Cím: Re:AC szervó motoros vezérlés
Írta: dezsoe Dátum 2018 október 02, 16:57
Írta: dezsoe Dátum 2018 október 02, 16:57
Egy 74xx00-val fillérekből megoldható.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_aqwnjqhnnej3af3q05cf_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/aqwnjqhnnej3af3q05cf_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_aqwnjqhnnej3af3q05cf_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/aqwnjqhnnej3af3q05cf_3977.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 18:01
Írta: jau5ccsn9 Dátum 2018 október 02, 18:01
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 október 04, 16:57
Írta: ANTAL GÁBOR Dátum 2018 október 04, 16:57
Keresek olyan kollégát aki beüzemelt már :ADVANCED brushless analog szervó drivert .
Kaptam 2 db ot és ismerkedem az adatlapjával
( "drótozni " még nem kezdtem ... ) Szíves vennék egy kis egy kis szupportot
Kaptam 2 db ot és ismerkedem az adatlapjával
( "drótozni " még nem kezdtem ... ) Szíves vennék egy kis egy kis szupportot
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 21, 18:33
Írta: kuner Dátum 2018 október 21, 18:33
Volt már dolga valakinek Berger Lahr Twin Line TLC 532 ac szervóhoz?
Lenne pár kérdésem.
Lenne pár kérdésem.
Cím: Re:AC szervó motoros vezérlés
Írta: dezsoe Dátum 2018 október 02, 16:57
Írta: dezsoe Dátum 2018 október 02, 16:57
Egy 74xx00-val fillérekből megoldható.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_aqwnjqhnnej3af3q05cf_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/aqwnjqhnnej3af3q05cf_3977.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_aqwnjqhnnej3af3q05cf_3977.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/aqwnjqhnnej3af3q05cf_3977.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: jau5ccsn9 Dátum 2018 október 02, 18:01
Írta: jau5ccsn9 Dátum 2018 október 02, 18:01
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2018 október 04, 16:57
Írta: ANTAL GÁBOR Dátum 2018 október 04, 16:57
Keresek olyan kollégát aki beüzemelt már :ADVANCED brushless analog szervó drivert .
Kaptam 2 db ot és ismerkedem az adatlapjával
( "drótozni " még nem kezdtem ... ) Szíves vennék egy kis egy kis szupportot
Kaptam 2 db ot és ismerkedem az adatlapjával
( "drótozni " még nem kezdtem ... ) Szíves vennék egy kis egy kis szupportot
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 21, 18:33
Írta: kuner Dátum 2018 október 21, 18:33
Volt már dolga valakinek Berger Lahr Twin Line TLC 532 ac szervóhoz?
Lenne pár kérdésem.
Lenne pár kérdésem.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2018 október 22, 20:04
Írta: nyiszi Dátum 2018 október 22, 20:04
Sziasztok,
Meg van valakinek ehhez a vezérlőhöz (ETEL DSB2) a paraméterező szofwere?
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_zm2n756pa36j7dkbxms5g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zm2n756pa36j7dkbxms5g_887.jpg)
Meg van valakinek ehhez a vezérlőhöz (ETEL DSB2) a paraméterező szofwere?
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_zm2n756pa36j7dkbxms5g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zm2n756pa36j7dkbxms5g_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2018 október 22, 20:04
Írta: nyiszi Dátum 2018 október 22, 20:04
Sziasztok,
Meg van valakinek ehhez a vezérlőhöz (ETEL DSB2) a paraméterező szofwere?
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_zm2n756pa36j7dkbxms5g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zm2n756pa36j7dkbxms5g_887.jpg)
Meg van valakinek ehhez a vezérlőhöz (ETEL DSB2) a paraméterező szofwere?
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_zm2n756pa36j7dkbxms5g_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zm2n756pa36j7dkbxms5g_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 23, 19:55
Írta: kuner Dátum 2018 október 23, 19:55
Tudnátok ajánlani olyan szervo vezérlőt, aminek van analóg 0-10v bemenete, és bármilyen 0,75 vagy 1,5kW motor ráköthető tetszőleges gyártmányú enkóderrel?
Netán paraméterező szoftver is található hozzá?
Vagy ilyen nem létezik?
Netán paraméterező szoftver is található hozzá?
Vagy ilyen nem létezik?
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 23, 19:55
Írta: kuner Dátum 2018 október 23, 19:55
Tudnátok ajánlani olyan szervo vezérlőt, aminek van analóg 0-10v bemenete, és bármilyen 0,75 vagy 1,5kW motor ráköthető tetszőleges gyártmányú enkóderrel?
Netán paraméterező szoftver is található hozzá?
Vagy ilyen nem létezik?
Netán paraméterező szoftver is található hozzá?
Vagy ilyen nem létezik?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 19:58
Írta: designr Dátum 2018 október 23, 19:58
Ilyen nincs hogy minden encodert kezel.
Ha létezne is(de nincs) is,a beszerzési bolti ára ezeknek kb 2-3 szorosa mint ahogy itt a komplett ac szervószettek(vezérlő,motor,vezetékszett) el szoktak kelni..
Ha létezne is(de nincs) is,a beszerzési bolti ára ezeknek kb 2-3 szorosa mint ahogy itt a komplett ac szervószettek(vezérlő,motor,vezetékszett) el szoktak kelni..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 19:58
Írta: designr Dátum 2018 október 23, 19:58
Ilyen nincs hogy minden encodert kezel.
Ha létezne is(de nincs) is,a beszerzési bolti ára ezeknek kb 2-3 szorosa mint ahogy itt a komplett ac szervószettek(vezérlő,motor,vezetékszett) el szoktak kelni..
Ha létezne is(de nincs) is,a beszerzési bolti ára ezeknek kb 2-3 szorosa mint ahogy itt a komplett ac szervószettek(vezérlő,motor,vezetékszett) el szoktak kelni..
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2018 október 23, 19:58
Írta: dtb Dátum 2018 október 23, 19:58
Szia,
Esetleg innen? :Etel Software (https://www.etel.ch/de/bewegungssteuerung/software/comet-software/)
Esetleg innen? :Etel Software (https://www.etel.ch/de/bewegungssteuerung/software/comet-software/)
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2018 október 23, 19:58
Írta: dtb Dátum 2018 október 23, 19:58
Szia,
Esetleg innen? :Etel Software (https://www.etel.ch/de/bewegungssteuerung/software/comet-software/)
Esetleg innen? :Etel Software (https://www.etel.ch/de/bewegungssteuerung/software/comet-software/)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 október 23, 20:10
Írta: 000000000 Dátum 2018 október 23, 20:10
"Vagy ilyen nem létezik?"
Pontosítás után sok mindenre létezhet megoldás, pl. itt:
Robsy hajtástechnikai alkalmazások. (http://www.robsy.hu/te3/tem3.htm)
Pontosítás után sok mindenre létezhet megoldás, pl. itt:
Robsy hajtástechnikai alkalmazások. (http://www.robsy.hu/te3/tem3.htm)
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2018 október 23, 20:10
Írta: 000000000 Dátum 2018 október 23, 20:10
"Vagy ilyen nem létezik?"
Pontosítás után sok mindenre létezhet megoldás, pl. itt:
Robsy hajtástechnikai alkalmazások. (http://www.robsy.hu/te3/tem3.htm)
Pontosítás után sok mindenre létezhet megoldás, pl. itt:
Robsy hajtástechnikai alkalmazások. (http://www.robsy.hu/te3/tem3.htm)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 23, 20:37
Írta: svejk Dátum 2018 október 23, 20:37
Ha nem is tetszőleges encoder de szabványos inkrementális vagy resolver szóba jöhet pl. a Kollmorgen, Beckhoff és klónjai szervoknál.
Általában minél régebbi annál univerzálisabbak.
Általában minél régebbi annál univerzálisabbak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 23, 20:37
Írta: svejk Dátum 2018 október 23, 20:37
Ha nem is tetszőleges encoder de szabványos inkrementális vagy resolver szóba jöhet pl. a Kollmorgen, Beckhoff és klónjai szervoknál.
Általában minél régebbi annál univerzálisabbak.
Általában minél régebbi annál univerzálisabbak.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 23, 20:46
Írta: svejk Dátum 2018 október 23, 20:46
LoneWolfnak is van (http://dioda.hu/ads06/d06032.html) és még megfizethető is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 23, 20:46
Írta: svejk Dátum 2018 október 23, 20:46
LoneWolfnak is van (http://dioda.hu/ads06/d06032.html) és még megfizethető is.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 23, 21:04
Írta: kuner Dátum 2018 október 23, 21:04
Úgy értettem, hogy bármilyen: van egy angst+pfiser ac szervo motor, amire ráakasztok egy inkr. enkódert. És ezt így meg tudom eteni valamiféle vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2018 október 23, 21:04
Írta: kuner Dátum 2018 október 23, 21:04
Úgy értettem, hogy bármilyen: van egy angst+pfiser ac szervo motor, amire ráakasztok egy inkr. enkódert. És ezt így meg tudom eteni valamiféle vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 21:17
Írta: designr Dátum 2018 október 23, 21:17
Ez a ráakasztok nem ugy működik mint a dc szervóknál.
Ac motoroknál a vezérlő tipusspecifikus jeleket vár a forgórészre pontos pozicióba rögzitett encodertől..
Ac motoroknál a vezérlő tipusspecifikus jeleket vár a forgórészre pontos pozicióba rögzitett encodertől..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 21:17
Írta: designr Dátum 2018 október 23, 21:17
Ez a ráakasztok nem ugy működik mint a dc szervóknál.
Ac motoroknál a vezérlő tipusspecifikus jeleket vár a forgórészre pontos pozicióba rögzitett encodertől..
Ac motoroknál a vezérlő tipusspecifikus jeleket vár a forgórészre pontos pozicióba rögzitett encodertől..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 21:21
Írta: designr Dátum 2018 október 23, 21:21
Régebbi samsung,panasonic vezérlők csak A,B,Z encoder jeleket várnak..de megint mondom ,szerintem gombhoz keresel kabátot..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 23, 21:21
Írta: designr Dátum 2018 október 23, 21:21
Régebbi samsung,panasonic vezérlők csak A,B,Z encoder jeleket várnak..de megint mondom ,szerintem gombhoz keresel kabátot..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 24, 06:47
Írta: svejk Dátum 2018 október 24, 06:47
Muti a motor adatlapját!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 október 24, 06:47
Írta: svejk Dátum 2018 október 24, 06:47
Muti a motor adatlapját!
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 24, 19:37
Írta: D.Laci Dátum 2018 október 24, 19:37
Tamagawa TBL TA8035N109 Driver kézikönyvét keresem.
http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208 (http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208)
http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208 (http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 24, 19:37
Írta: D.Laci Dátum 2018 október 24, 19:37
Tamagawa TBL TA8035N109 Driver kézikönyvét keresem.
http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208 (http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208)
http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208 (http://www.yuyiplc.com/index.php?unit=products&lang=cht&act=view&parent=319&id=29208)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 24, 20:57
Írta: designr Dátum 2018 október 24, 20:57
Akkor még nem volt internet..
De itt van az utódja ez TBL-i II szinte ugyanaz csak van a drivernek is kijelzője.
Motorok egyébként nem változtak ugyanazok voltak ..
Old Tamagawa (http://tamagawa.com.tr/Upload/Files/Servomotor.pdf)
De itt van az utódja ez TBL-i II szinte ugyanaz csak van a drivernek is kijelzője.
Motorok egyébként nem változtak ugyanazok voltak ..
Old Tamagawa (http://tamagawa.com.tr/Upload/Files/Servomotor.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 24, 20:57
Írta: designr Dátum 2018 október 24, 20:57
Akkor még nem volt internet..
De itt van az utódja ez TBL-i II szinte ugyanaz csak van a drivernek is kijelzője.
Motorok egyébként nem változtak ugyanazok voltak ..
Old Tamagawa (http://tamagawa.com.tr/Upload/Files/Servomotor.pdf)
De itt van az utódja ez TBL-i II szinte ugyanaz csak van a drivernek is kijelzője.
Motorok egyébként nem változtak ugyanazok voltak ..
Old Tamagawa (http://tamagawa.com.tr/Upload/Files/Servomotor.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 24, 21:39
Írta: D.Laci Dátum 2018 október 24, 21:39
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 24, 21:39
Írta: D.Laci Dátum 2018 október 24, 21:39
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 24, 22:10
Írta: designr Dátum 2018 október 24, 22:10
Még ez esetleg..
Tamagawa TBL (https://www.elec.ru/files/2016/05/11/1525n4e.pdf)
Tamagawa TBL (https://www.elec.ru/files/2016/05/11/1525n4e.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 október 24, 22:10
Írta: designr Dátum 2018 október 24, 22:10
Még ez esetleg..
Tamagawa TBL (https://www.elec.ru/files/2016/05/11/1525n4e.pdf)
Tamagawa TBL (https://www.elec.ru/files/2016/05/11/1525n4e.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 25, 06:59
Írta: D.Laci Dátum 2018 október 25, 06:59
Írtam a gyártónak OEM termék. :(
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 október 25, 06:59
Írta: D.Laci Dátum 2018 október 25, 06:59
Írtam a gyártónak OEM termék. :(
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2018 október 27, 20:34
Írta: nyiszi Dátum 2018 október 27, 20:34
Még mindig keresem ehhez a vezérlőhöz (ETEL DSB2) a paraméterező programot.
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_kfvsxp30cmx3ph3fuhms_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/kfvsxp30cmx3ph3fuhms_887.jpg)
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_kfvsxp30cmx3ph3fuhms_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/kfvsxp30cmx3ph3fuhms_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2018 november 05, 09:47
Írta: dtb Dátum 2018 november 05, 09:47
Most épp hirdetnek egy szervo erősítőt.
Mi a különbség a szervó vezérlő, és a szervó erősítő között?
Az erősítő csak jelszintet erősít, vagy alkalmas vezérlésre is? Bocs, ha túl triviálisnak tűnik a kérdés...
Mi a különbség a szervó vezérlő, és a szervó erősítő között?
Az erősítő csak jelszintet erősít, vagy alkalmas vezérlésre is? Bocs, ha túl triviálisnak tűnik a kérdés...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 november 05, 10:50
Írta: designr Dátum 2018 november 05, 10:50
Általában a szervó vezérlőket is erősitőknek hivjuk,de ha van adattábla googlizd ki milyen vezérlőjelet vár..
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 november 12, 22:09
Írta: remrendes Dátum 2018 november 12, 22:09
Van nehany SGDS szervopakkom, amin van CN6-os port, amivel USB kabelekkel sorba voltak kotve a vezerlok. A manualban nem talalok semmit ezzel kapcsolatban. Miert volt ez jo? USB programozo kabel letezik hozza?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 november 12, 22:39
Írta: designr Dátum 2018 november 12, 22:39
Szerintem láncba tudod fűzni a vezérlőket ezen keresztül.
RS232 programozó vezeték létezik hozzá,ezt tudod forditani usb-re.
Engem a CN4 full closed external linear encooder scale bemenet jobban érdekel.
RS232 programozó vezeték létezik hozzá,ezt tudod forditani usb-re.
Engem a CN4 full closed external linear encooder scale bemenet jobban érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 november 13, 06:16
Írta: remrendes Dátum 2018 november 13, 06:16
Igen, azt tudom. Most digital operatorral hasznaljuk, de jo lenne laptoprol, USB-s kabellel.
Kozben talaltam egy manualt, ami errol a "Mechatrolink"-rol szol.
Arrol is van szo a manualban, az 5.5-os es a 9.1-es fejezetben.
Kozben talaltam egy manualt, ami errol a "Mechatrolink"-rol szol.
Arrol is van szo a manualban, az 5.5-os es a 9.1-es fejezetben.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2018 november 14, 10:31
Írta: ajpwg6jrn Dátum 2018 november 14, 10:31
Sziasztok.
Ezt a típusú szervó drivert ismeri valaki:
TAMAGAWA TBL DRIVER TA8035N109
Nem találok hozzá semmilyen manualt. Így nem tudom azonosítani sem hogy mit tudhat. (Legfőképpen az lenne érdekes hogy analóg vagy step/dir es bemenetű?)
TBL Driver (https://www.epikureonline.xyz/other-motor-controls-c-1_24_216_445_860/tamagawa-tbl-driver-ta8035n109-p-5256.html)
Ezt a típusú szervó drivert ismeri valaki:
TAMAGAWA TBL DRIVER TA8035N109
Nem találok hozzá semmilyen manualt. Így nem tudom azonosítani sem hogy mit tudhat. (Legfőképpen az lenne érdekes hogy analóg vagy step/dir es bemenetű?)
TBL Driver (https://www.epikureonline.xyz/other-motor-controls-c-1_24_216_445_860/tamagawa-tbl-driver-ta8035n109-p-5256.html)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 november 14, 10:32
Írta: D.Laci Dátum 2018 november 14, 10:32
[#t18p2877#]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 08:09
Írta: svejk Dátum 2018 november 27, 08:09
Valaki ismeri közülünk az NCT kft. által nevesített DPB tápegység (https://www.nct.hu/pdf/Drive_Documents/Magyar/dpb_tapegysegek.pdf)programozásáát soros portról?
Kollégánál a téli gyenge hálózat miatt időnként menet közben is beindul a lágyindító áramkör és egy szép öngerjesztő folyamat által le is füstöli az előtétet.
Visszább kellene venni ennek a feszültségköszöbét.
Ezenfelül érdekelne a szintén NCT-s DA-xxx sorozatú hajtások (https://www.nct.hu/pdf/Drive_Documents/Magyar/DS..D%20%E9s%20DA..D%20szervoerositok.pdf)programozása is.
Kollégánál a téli gyenge hálózat miatt időnként menet közben is beindul a lágyindító áramkör és egy szép öngerjesztő folyamat által le is füstöli az előtétet.
Visszább kellene venni ennek a feszültségköszöbét.
Ezenfelül érdekelne a szintén NCT-s DA-xxx sorozatú hajtások (https://www.nct.hu/pdf/Drive_Documents/Magyar/DS..D%20%E9s%20DA..D%20szervoerositok.pdf)programozása is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 08:59
Írta: svejk Dátum 2018 november 27, 08:59
No, az öngerjesztő folyamatot sikerült elhárítani, a hajtást beszerelő "szakértő" csapat b@szta bekötni a tápegység ready jelét a szervovezérlőbe, így az a menet közbeni lágyindítás folyamán is szívta a szervo a tápot.
De ettől függetlenül jó lenne szoftveresen lejjebb vinni a tápegység alacsony feszültség küszöbszintjét, vagy legalább a késleltetését.
Ahhoz még túl fiatal a táp, hogy a pufferek gyengültek volna le, bár lehet meg kellene próbálni megfejelni őket.
(most nézem a doksi 2003-as keltezésű, akármi is lehet már)
De ettől függetlenül jó lenne szoftveresen lejjebb vinni a tápegység alacsony feszültség küszöbszintjét, vagy legalább a késleltetését.
Ahhoz még túl fiatal a táp, hogy a pufferek gyengültek volna le, bár lehet meg kellene próbálni megfejelni őket.
(most nézem a doksi 2003-as keltezésű, akármi is lehet már)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 09:53
Írta: svejk Dátum 2018 november 27, 09:53
Megoldódott, egy kedves fórumtársunk felhívta a figyelmemet, hogy ne csak nézzem az NCT honlapját, hanem olvassam is. :(
Köszönöm ezúton is Neki!
Köszönöm ezúton is Neki!
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2018 december 25, 10:50
Írta: 3ebj3bk8b Dátum 2018 december 25, 10:50
Sziasztok!
Meg tudja mondani valaki, hogy a TBL AU6550N2041 AC szervo driver step/dir-es e?
Ill. hogyan derül ki, hogy step/dir-es e? Ennek van analog és forward pulse és reverse pulse bemenete is.
Nem nagyon értek hozzá, mert még nem volt dolgom szervo hajtással ilyen szinten.De szeretnék a gépemre a jövőben ilyen hajtást is. Segítséget előre is köszönöm!
Meg tudja mondani valaki, hogy a TBL AU6550N2041 AC szervo driver step/dir-es e?
Ill. hogyan derül ki, hogy step/dir-es e? Ennek van analog és forward pulse és reverse pulse bemenete is.
Nem nagyon értek hozzá, mert még nem volt dolgom szervo hajtással ilyen szinten.De szeretnék a gépemre a jövőben ilyen hajtást is. Segítséget előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 december 25, 11:05
Írta: designr Dátum 2018 december 25, 11:05
Pár sorral lejjebb 258. hozzászólásban linkelte,..csodálkozom hogy ennyit nem olvasol vissza..
https://www.elec.ru/viewer?url=/files/2016/05/11/1525n4e.pdf
Annak 8. oldalán :
Position command pulse imput also possible using a pulse/direction system
Eszerint a command parancs lehet step/dir is..
https://www.elec.ru/viewer?url=/files/2016/05/11/1525n4e.pdf
Annak 8. oldalán :
Position command pulse imput also possible using a pulse/direction system
Eszerint a command parancs lehet step/dir is..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 december 25, 11:06
Írta: designr Dátum 2018 december 25, 11:06
Bocsánat 2880. hozzászólás..
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2018 október 27, 20:34
Írta: nyiszi Dátum 2018 október 27, 20:34
Még mindig keresem ehhez a vezérlőhöz (ETEL DSB2) a paraméterező programot.
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_kfvsxp30cmx3ph3fuhms_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/kfvsxp30cmx3ph3fuhms_887.jpg)
ETEL Tools (ETT) software.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_kfvsxp30cmx3ph3fuhms_887.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/kfvsxp30cmx3ph3fuhms_887.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2018 november 05, 09:47
Írta: dtb Dátum 2018 november 05, 09:47
Most épp hirdetnek egy szervo erősítőt.
Mi a különbség a szervó vezérlő, és a szervó erősítő között?
Az erősítő csak jelszintet erősít, vagy alkalmas vezérlésre is? Bocs, ha túl triviálisnak tűnik a kérdés...
Mi a különbség a szervó vezérlő, és a szervó erősítő között?
Az erősítő csak jelszintet erősít, vagy alkalmas vezérlésre is? Bocs, ha túl triviálisnak tűnik a kérdés...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 november 05, 10:50
Írta: designr Dátum 2018 november 05, 10:50
Általában a szervó vezérlőket is erősitőknek hivjuk,de ha van adattábla googlizd ki milyen vezérlőjelet vár..
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 november 12, 22:09
Írta: remrendes Dátum 2018 november 12, 22:09
Van nehany SGDS szervopakkom, amin van CN6-os port, amivel USB kabelekkel sorba voltak kotve a vezerlok. A manualban nem talalok semmit ezzel kapcsolatban. Miert volt ez jo? USB programozo kabel letezik hozza?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 november 12, 22:39
Írta: designr Dátum 2018 november 12, 22:39
Szerintem láncba tudod fűzni a vezérlőket ezen keresztül.
RS232 programozó vezeték létezik hozzá,ezt tudod forditani usb-re.
Engem a CN4 full closed external linear encooder scale bemenet jobban érdekel.
RS232 programozó vezeték létezik hozzá,ezt tudod forditani usb-re.
Engem a CN4 full closed external linear encooder scale bemenet jobban érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: remrendes Dátum 2018 november 13, 06:16
Írta: remrendes Dátum 2018 november 13, 06:16
Igen, azt tudom. Most digital operatorral hasznaljuk, de jo lenne laptoprol, USB-s kabellel.
Kozben talaltam egy manualt, ami errol a "Mechatrolink"-rol szol.
Arrol is van szo a manualban, az 5.5-os es a 9.1-es fejezetben.
Kozben talaltam egy manualt, ami errol a "Mechatrolink"-rol szol.
Arrol is van szo a manualban, az 5.5-os es a 9.1-es fejezetben.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2018 november 14, 10:31
Írta: ajpwg6jrn Dátum 2018 november 14, 10:31
Sziasztok.
Ezt a típusú szervó drivert ismeri valaki:
TAMAGAWA TBL DRIVER TA8035N109
Nem találok hozzá semmilyen manualt. Így nem tudom azonosítani sem hogy mit tudhat. (Legfőképpen az lenne érdekes hogy analóg vagy step/dir es bemenetű?)
TBL Driver (https://www.epikureonline.xyz/other-motor-controls-c-1_24_216_445_860/tamagawa-tbl-driver-ta8035n109-p-5256.html)
Ezt a típusú szervó drivert ismeri valaki:
TAMAGAWA TBL DRIVER TA8035N109
Nem találok hozzá semmilyen manualt. Így nem tudom azonosítani sem hogy mit tudhat. (Legfőképpen az lenne érdekes hogy analóg vagy step/dir es bemenetű?)
TBL Driver (https://www.epikureonline.xyz/other-motor-controls-c-1_24_216_445_860/tamagawa-tbl-driver-ta8035n109-p-5256.html)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2018 november 14, 10:32
Írta: D.Laci Dátum 2018 november 14, 10:32
[#t18p2877#]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 08:09
Írta: svejk Dátum 2018 november 27, 08:09
Valaki ismeri közülünk az NCT kft. által nevesített DPB tápegység (https://www.nct.hu/pdf/Drive_Documents/Magyar/dpb_tapegysegek.pdf)programozásáát soros portról?
Kollégánál a téli gyenge hálózat miatt időnként menet közben is beindul a lágyindító áramkör és egy szép öngerjesztő folyamat által le is füstöli az előtétet.
Visszább kellene venni ennek a feszültségköszöbét.
Ezenfelül érdekelne a szintén NCT-s DA-xxx sorozatú hajtások (https://www.nct.hu/pdf/Drive_Documents/Magyar/DS..D%20%E9s%20DA..D%20szervoerositok.pdf)programozása is.
Kollégánál a téli gyenge hálózat miatt időnként menet közben is beindul a lágyindító áramkör és egy szép öngerjesztő folyamat által le is füstöli az előtétet.
Visszább kellene venni ennek a feszültségköszöbét.
Ezenfelül érdekelne a szintén NCT-s DA-xxx sorozatú hajtások (https://www.nct.hu/pdf/Drive_Documents/Magyar/DS..D%20%E9s%20DA..D%20szervoerositok.pdf)programozása is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 08:59
Írta: svejk Dátum 2018 november 27, 08:59
No, az öngerjesztő folyamatot sikerült elhárítani, a hajtást beszerelő "szakértő" csapat b@szta bekötni a tápegység ready jelét a szervovezérlőbe, így az a menet közbeni lágyindítás folyamán is szívta a szervo a tápot.
De ettől függetlenül jó lenne szoftveresen lejjebb vinni a tápegység alacsony feszültség küszöbszintjét, vagy legalább a késleltetését.
Ahhoz még túl fiatal a táp, hogy a pufferek gyengültek volna le, bár lehet meg kellene próbálni megfejelni őket.
(most nézem a doksi 2003-as keltezésű, akármi is lehet már)
De ettől függetlenül jó lenne szoftveresen lejjebb vinni a tápegység alacsony feszültség küszöbszintjét, vagy legalább a késleltetését.
Ahhoz még túl fiatal a táp, hogy a pufferek gyengültek volna le, bár lehet meg kellene próbálni megfejelni őket.
(most nézem a doksi 2003-as keltezésű, akármi is lehet már)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2018 november 27, 09:53
Írta: svejk Dátum 2018 november 27, 09:53
Megoldódott, egy kedves fórumtársunk felhívta a figyelmemet, hogy ne csak nézzem az NCT honlapját, hanem olvassam is. :(
Köszönöm ezúton is Neki!
Köszönöm ezúton is Neki!
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2018 december 25, 10:50
Írta: 3ebj3bk8b Dátum 2018 december 25, 10:50
Sziasztok!
Meg tudja mondani valaki, hogy a TBL AU6550N2041 AC szervo driver step/dir-es e?
Ill. hogyan derül ki, hogy step/dir-es e? Ennek van analog és forward pulse és reverse pulse bemenete is.
Nem nagyon értek hozzá, mert még nem volt dolgom szervo hajtással ilyen szinten.De szeretnék a gépemre a jövőben ilyen hajtást is. Segítséget előre is köszönöm!
Meg tudja mondani valaki, hogy a TBL AU6550N2041 AC szervo driver step/dir-es e?
Ill. hogyan derül ki, hogy step/dir-es e? Ennek van analog és forward pulse és reverse pulse bemenete is.
Nem nagyon értek hozzá, mert még nem volt dolgom szervo hajtással ilyen szinten.De szeretnék a gépemre a jövőben ilyen hajtást is. Segítséget előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 december 25, 11:05
Írta: designr Dátum 2018 december 25, 11:05
Pár sorral lejjebb 258. hozzászólásban linkelte,..csodálkozom hogy ennyit nem olvasol vissza..
https://www.elec.ru/viewer?url=/files/2016/05/11/1525n4e.pdf
Annak 8. oldalán :
Position command pulse imput also possible using a pulse/direction system
Eszerint a command parancs lehet step/dir is..
https://www.elec.ru/viewer?url=/files/2016/05/11/1525n4e.pdf
Annak 8. oldalán :
Position command pulse imput also possible using a pulse/direction system
Eszerint a command parancs lehet step/dir is..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2018 december 25, 11:06
Írta: designr Dátum 2018 december 25, 11:06
Bocsánat 2880. hozzászólás..
Cím: Re:AC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2018 december 25, 11:06
Írta: d30xhrezp Dátum 2018 december 25, 11:06
Szia!
Bár nem ismerem ezt a hajtást,de nem régen találkoztam egy léptetőmotor vezérlővel amin ilyen bemenet volt,forward CW-reserve CCW step.
Ehhez csináltam egy átalakítót és így működik step-dir jelekkel.
Ha máshogy nem,ezzel tudod majd vezérelni.
Kellemes ünnepeket mindenkinek!
Üdv.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_tutuspynnxu38dqwbef24_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tutuspynnxu38dqwbef24_3894.jpg)
Bár nem ismerem ezt a hajtást,de nem régen találkoztam egy léptetőmotor vezérlővel amin ilyen bemenet volt,forward CW-reserve CCW step.
Ehhez csináltam egy átalakítót és így működik step-dir jelekkel.
Ha máshogy nem,ezzel tudod majd vezérelni.
Kellemes ünnepeket mindenkinek!
Üdv.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_tutuspynnxu38dqwbef24_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tutuspynnxu38dqwbef24_3894.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: d30xhrezp Dátum 2018 december 25, 11:06
Írta: d30xhrezp Dátum 2018 december 25, 11:06
Szia!
Bár nem ismerem ezt a hajtást,de nem régen találkoztam egy léptetőmotor vezérlővel amin ilyen bemenet volt,forward CW-reserve CCW step.
Ehhez csináltam egy átalakítót és így működik step-dir jelekkel.
Ha máshogy nem,ezzel tudod majd vezérelni.
Kellemes ünnepeket mindenkinek!
Üdv.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_tutuspynnxu38dqwbef24_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tutuspynnxu38dqwbef24_3894.jpg)
Bár nem ismerem ezt a hajtást,de nem régen találkoztam egy léptetőmotor vezérlővel amin ilyen bemenet volt,forward CW-reserve CCW step.
Ehhez csináltam egy átalakítót és így működik step-dir jelekkel.
Ha máshogy nem,ezzel tudod majd vezérelni.
Kellemes ünnepeket mindenkinek!
Üdv.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_tutuspynnxu38dqwbef24_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tutuspynnxu38dqwbef24_3894.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 09, 12:15
Írta: 3ebj3bk8b Dátum 2019 január 09, 12:15
Sziasztok. Ha jól értelmezem a rajzot, akkor a betáp 220v az r és t bemenetekre van kötve. A P és az N mire szolgál? Nem teljesen tiszta.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_585u0e68ct0pan94nu2f_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/585u0e68ct0pan94nu2f_3383.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_585u0e68ct0pan94nu2f_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/585u0e68ct0pan94nu2f_3383.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 09, 12:34
Írta: svejk Dátum 2019 január 09, 12:34
A DC buszfeszültséghez lehet hozzáférni, 3 lehetőség van.
- külső pufferkondinak
- külső fékegységet használni
- több vezérlő esetén összekötni őket és visszatápláláskor egymást táplálják.
Az manuálban biztosan írnak róla, azt kell követni.
- külső pufferkondinak
- külső fékegységet használni
- több vezérlő esetén összekötni őket és visszatápláláskor egymást táplálják.
Az manuálban biztosan írnak róla, azt kell követni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 09, 12:35
Írta: svejk Dátum 2019 január 09, 12:35
Normál üzemmódban üresen kell hagyni.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 09, 13:09
Írta: 3ebj3bk8b Dátum 2019 január 09, 13:09
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 09, 12:15
Írta: 3ebj3bk8b Dátum 2019 január 09, 12:15
Sziasztok. Ha jól értelmezem a rajzot, akkor a betáp 220v az r és t bemenetekre van kötve. A P és az N mire szolgál? Nem teljesen tiszta.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_585u0e68ct0pan94nu2f_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/585u0e68ct0pan94nu2f_3383.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/bhfqduqzny0q9jes5zvj_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_585u0e68ct0pan94nu2f_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/01/585u0e68ct0pan94nu2f_3383.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 09, 12:34
Írta: svejk Dátum 2019 január 09, 12:34
A DC buszfeszültséghez lehet hozzáférni, 3 lehetőség van.
- külső pufferkondinak
- külső fékegységet használni
- több vezérlő esetén összekötni őket és visszatápláláskor egymást táplálják.
Az manuálban biztosan írnak róla, azt kell követni.
- külső pufferkondinak
- külső fékegységet használni
- több vezérlő esetén összekötni őket és visszatápláláskor egymást táplálják.
Az manuálban biztosan írnak róla, azt kell követni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 január 09, 12:35
Írta: svejk Dátum 2019 január 09, 12:35
Normál üzemmódban üresen kell hagyni.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 09, 13:09
Írta: 3ebj3bk8b Dátum 2019 január 09, 13:09
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 10, 18:45
Írta: 3ebj3bk8b Dátum 2019 január 10, 18:45
Sziasztok!
Sajnos ennek a TBL AU6550N2041 servo vezérlőnek elég gyenge a manual-ja. Odáig eljutottam, hogy feléled a rendszer, ha négyszögjel sorozatot kapcsolok a Pl.reverse pulse bemenetre picit elfordul a motor aztán megáll, és látszólag a vezérlő lekapcsolja a motort, mert szabadon forgatható.
Nem tudom, hogy ilyenkor step/dir módban a control mode-ot nem kell e position controllra állítani?
Sikerült a képen látható parameter listát összevadásznom a netről, de ebben nincs benne, hogy milyen értékre kell állítani a control módot pl. position control esetén.
Van valakinek esetleg erről bármilyen infója?
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_28h3e26kzia6gnvpsmiu_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/28h3e26kzia6gnvpsmiu_3383.jpg)
Sajnos ennek a TBL AU6550N2041 servo vezérlőnek elég gyenge a manual-ja. Odáig eljutottam, hogy feléled a rendszer, ha négyszögjel sorozatot kapcsolok a Pl.reverse pulse bemenetre picit elfordul a motor aztán megáll, és látszólag a vezérlő lekapcsolja a motort, mert szabadon forgatható.
Nem tudom, hogy ilyenkor step/dir módban a control mode-ot nem kell e position controllra állítani?
Sikerült a képen látható parameter listát összevadásznom a netről, de ebben nincs benne, hogy milyen értékre kell állítani a control módot pl. position control esetén.
Van valakinek esetleg erről bármilyen infója?
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_28h3e26kzia6gnvpsmiu_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/28h3e26kzia6gnvpsmiu_3383.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 12, 10:28
Írta: 3ebj3bk8b Dátum 2019 január 12, 10:28
Sziasztok!
Tényleg nagy szükségem lenne bármilyen infora, ezzel a driverrel ill. a beállításaival kapcsolatban. Kérem bárkinek, ha van bármilyen info-ja ossza meg akár privátban is. Az elérhetőségeim az adatlapomon megtalálhatók.
Köszönöm!
Tényleg nagy szükségem lenne bármilyen infora, ezzel a driverrel ill. a beállításaival kapcsolatban. Kérem bárkinek, ha van bármilyen info-ja ossza meg akár privátban is. Az elérhetőségeim az adatlapomon megtalálhatók.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: h3hbzktn Dátum 2019 április 05, 17:14
Írta: h3hbzktn Dátum 2019 április 05, 17:14
Valaki tudna segíteni egy Deltadrive DAC08 beállításában? Programot egyáltalán nem találtam hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 10, 18:45
Írta: 3ebj3bk8b Dátum 2019 január 10, 18:45
Sziasztok!
Sajnos ennek a TBL AU6550N2041 servo vezérlőnek elég gyenge a manual-ja. Odáig eljutottam, hogy feléled a rendszer, ha négyszögjel sorozatot kapcsolok a Pl.reverse pulse bemenetre picit elfordul a motor aztán megáll, és látszólag a vezérlő lekapcsolja a motort, mert szabadon forgatható.
Nem tudom, hogy ilyenkor step/dir módban a control mode-ot nem kell e position controllra állítani?
Sikerült a képen látható parameter listát összevadásznom a netről, de ebben nincs benne, hogy milyen értékre kell állítani a control módot pl. position control esetén.
Van valakinek esetleg erről bármilyen infója?
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_28h3e26kzia6gnvpsmiu_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/28h3e26kzia6gnvpsmiu_3383.jpg)
Sajnos ennek a TBL AU6550N2041 servo vezérlőnek elég gyenge a manual-ja. Odáig eljutottam, hogy feléled a rendszer, ha négyszögjel sorozatot kapcsolok a Pl.reverse pulse bemenetre picit elfordul a motor aztán megáll, és látszólag a vezérlő lekapcsolja a motort, mert szabadon forgatható.
Nem tudom, hogy ilyenkor step/dir módban a control mode-ot nem kell e position controllra állítani?
Sikerült a képen látható parameter listát összevadásznom a netről, de ebben nincs benne, hogy milyen értékre kell állítani a control módot pl. position control esetén.
Van valakinek esetleg erről bármilyen infója?
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_28h3e26kzia6gnvpsmiu_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/28h3e26kzia6gnvpsmiu_3383.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2019 január 12, 10:28
Írta: 3ebj3bk8b Dátum 2019 január 12, 10:28
Sziasztok!
Tényleg nagy szükségem lenne bármilyen infora, ezzel a driverrel ill. a beállításaival kapcsolatban. Kérem bárkinek, ha van bármilyen info-ja ossza meg akár privátban is. Az elérhetőségeim az adatlapomon megtalálhatók.
Köszönöm!
Tényleg nagy szükségem lenne bármilyen infora, ezzel a driverrel ill. a beállításaival kapcsolatban. Kérem bárkinek, ha van bármilyen info-ja ossza meg akár privátban is. Az elérhetőségeim az adatlapomon megtalálhatók.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: h3hbzktn Dátum 2019 április 05, 17:14
Írta: h3hbzktn Dátum 2019 április 05, 17:14
Valaki tudna segíteni egy Deltadrive DAC08 beállításában? Programot egyáltalán nem találtam hozzá.
Cím: Re:AC szervó motoros vezérlés
Írta: s4bkvprb Dátum 2019 április 07, 22:59
Írta: s4bkvprb Dátum 2019 április 07, 22:59
Szép estét!
Tudna nekem valaki abban segíteni, hogy kaptam pár fanuc-os servo motort, viszont vezérlőt nem tudtak adni hozzá. Tudok venni hozzá vezérlőt amivel működhet is és nem 300e felett van 1db?
Előre is köszönöm! :)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_ekcw37ad7n66csjetafi_5694.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ekcw37ad7n66csjetafi_5694.jpg)
Tudna nekem valaki abban segíteni, hogy kaptam pár fanuc-os servo motort, viszont vezérlőt nem tudtak adni hozzá. Tudok venni hozzá vezérlőt amivel működhet is és nem 300e felett van 1db?
Előre is köszönöm! :)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_ekcw37ad7n66csjetafi_5694.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ekcw37ad7n66csjetafi_5694.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 április 08, 08:51
Írta: svejk Dátum 2019 április 08, 08:51
Keresd meg Robsy (http://www.robsy.hu/te3/tem3.htm)fórumtársunkat.
[#4936@Robsy]
[#4936@Robsy]
Cím: Re:AC szervó motoros vezérlés
Írta: Bedő Tamás Dátum 2019 április 08, 10:02
Írta: Bedő Tamás Dátum 2019 április 08, 10:02
Heló urak.
Valakinek nincs véletlenül Yamaha SRCD-05A vezérlőhöz programozó kábele?
[#nemtudom]
Valakinek nincs véletlenül Yamaha SRCD-05A vezérlőhöz programozó kábele?
[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: z4ejygu7v Dátum 2019 április 26, 15:09
Írta: z4ejygu7v Dátum 2019 április 26, 15:09
Sziasztok!
Segítsen valaki! Grosshopp SV -4 driver meghajtásában vezérlésében, Pc-ről.
Segítsen valaki! Grosshopp SV -4 driver meghajtásában vezérlésében, Pc-ről.
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2019 április 27, 21:12
Írta: zozo Dátum 2019 április 27, 21:12
Én ha akarnék se tudnék segíteni, de így a felkiáltójeles felszólítással (kérés helyett), no és kitöltetlen adatlappal sztem 0-ra csökkent az esélyed.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 13:19
Írta: svejk Dátum 2019 június 14, 13:19
Ismeri/használ valaki Allen Bradley CSD3 Plus szervot?
Hol a francba lehet beállítani, hogy a 10-es láb érzékelje az E-stop jelet.
No meg hogy lehet elérni a defalt factory settings beállítást. Nálam mindenáron inaktív ez a gomb.
(SmartJog 4.0.0.1 szofttal próbálkozom)
Hol a francba lehet beállítani, hogy a 10-es láb érzékelje az E-stop jelet.
No meg hogy lehet elérni a defalt factory settings beállítást. Nálam mindenáron inaktív ez a gomb.
(SmartJog 4.0.0.1 szofttal próbálkozom)
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:21
Írta: istvan3 Dátum 2019 június 14, 14:21
A "Segítsen valaki!" az felkiáltás, ebből jön, hogy felkiáltójel kell utána. Miért kell mindenbe belekötni...?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:22
Írta: istvan3 Dátum 2019 június 14, 14:22
Az e-stop bemenet nálam sem működik. Én a vezérlést vettem el a motorról e-stop esetén.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:23
Írta: istvan3 Dátum 2019 június 14, 14:23
Mármint az engedélyező 24v feszültséget.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2019 június 14, 15:18
Írta: designr Dátum 2019 június 14, 15:18
Paraméter -Group5-addional function-emergency stop-
disable-enable
Deafault paraméter csak offline-ban működik.
De tudsz online is teljes resetet:Jog ablak parameter reset
disable-enable
Deafault paraméter csak offline-ban működik.
De tudsz online is teljes resetet:Jog ablak parameter reset
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 17:04
Írta: svejk Dátum 2019 június 14, 17:04
[#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 17:52
Írta: svejk Dátum 2019 június 14, 17:52
Ki kellett próbálni, mert a színes borítójú pdf úgy mutatja, hogy csak egyirányú lehet az E-stop bemenet.
Az eredeti Allan Bradley PDF meg ráadásul mindegyik bemenetet csak egyirányúnak írja.:(
De szerencsére mindegyik kétirányú, így könnyebb illeszteni ehhez az alaplaphoz (https://www.cncpart.hu/elektronika/illeszto/uc300-5441).
Az eredeti Allan Bradley PDF meg ráadásul mindegyik bemenetet csak egyirányúnak írja.:(
De szerencsére mindegyik kétirányú, így könnyebb illeszteni ehhez az alaplaphoz (https://www.cncpart.hu/elektronika/illeszto/uc300-5441).
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2019 július 17, 16:31
Írta: Zentechproject Dátum 2019 július 17, 16:31
Üdv Mindenkinek!
Segítséget szeretnék kérni. Van egy cnc-sített Strigon marógépem, már kb 2éve működik megfelelően de a főorsó hajtást szeretném megoldani Ac-szervóval.
Adott egy Mitsubishi MR-J2S-350B hajtáskártya és a hozzá való szervómotor. (A szervók terén sajnos nagyon kevés tudásom van, szinte egyenlő a nullával.)
Egy nagyon egyszerű fordulatszám szabályzásra lenne szükségem Mach3-ból vagy akár analóg jelről 0-5V vagy 0-10v. (sajnos azt se tudom milyen bemeneti jelek kellenek neki)
Mennyire lenne bonyolult ezt kivitelezni vagy megéri-e foglalkozni vele? (még nem vettem meg a szettet)
A válaszokat előre is köszönöm!
Segítséget szeretnék kérni. Van egy cnc-sített Strigon marógépem, már kb 2éve működik megfelelően de a főorsó hajtást szeretném megoldani Ac-szervóval.
Adott egy Mitsubishi MR-J2S-350B hajtáskártya és a hozzá való szervómotor. (A szervók terén sajnos nagyon kevés tudásom van, szinte egyenlő a nullával.)
Egy nagyon egyszerű fordulatszám szabályzásra lenne szükségem Mach3-ból vagy akár analóg jelről 0-5V vagy 0-10v. (sajnos azt se tudom milyen bemeneti jelek kellenek neki)
Mennyire lenne bonyolult ezt kivitelezni vagy megéri-e foglalkozni vele? (még nem vettem meg a szettet)
A válaszokat előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 július 17, 17:59
Írta: svejk Dátum 2019 július 17, 17:59
A vezérlőd SCNET-es kommunikációjú, így nem egyszerű.
Ha teheted szerezz "A" végű szervovezérlőt
Ha teheted szerezz "A" végű szervovezérlőt
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2019 július 17, 19:56
Írta: Zentechproject Dátum 2019 július 17, 19:56
Köszönöm a választ! Igyekszem másikat szerezni.
Cím: Re:AC szervó motoros vezérlés
Írta: s4bkvprb Dátum 2019 április 07, 22:59
Írta: s4bkvprb Dátum 2019 április 07, 22:59
Szép estét!
Tudna nekem valaki abban segíteni, hogy kaptam pár fanuc-os servo motort, viszont vezérlőt nem tudtak adni hozzá. Tudok venni hozzá vezérlőt amivel működhet is és nem 300e felett van 1db?
Előre is köszönöm! :)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_ekcw37ad7n66csjetafi_5694.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ekcw37ad7n66csjetafi_5694.jpg)
Tudna nekem valaki abban segíteni, hogy kaptam pár fanuc-os servo motort, viszont vezérlőt nem tudtak adni hozzá. Tudok venni hozzá vezérlőt amivel működhet is és nem 300e felett van 1db?
Előre is köszönöm! :)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_ekcw37ad7n66csjetafi_5694.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ekcw37ad7n66csjetafi_5694.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 április 08, 08:51
Írta: svejk Dátum 2019 április 08, 08:51
Keresd meg Robsy (http://www.robsy.hu/te3/tem3.htm)fórumtársunkat.
[#4936@Robsy]
[#4936@Robsy]
Cím: Re:AC szervó motoros vezérlés
Írta: Bedő Tamás Dátum 2019 április 08, 10:02
Írta: Bedő Tamás Dátum 2019 április 08, 10:02
Heló urak.
Valakinek nincs véletlenül Yamaha SRCD-05A vezérlőhöz programozó kábele?
[#nemtudom]
Valakinek nincs véletlenül Yamaha SRCD-05A vezérlőhöz programozó kábele?
[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: z4ejygu7v Dátum 2019 április 26, 15:09
Írta: z4ejygu7v Dátum 2019 április 26, 15:09
Sziasztok!
Segítsen valaki! Grosshopp SV -4 driver meghajtásában vezérlésében, Pc-ről.
Segítsen valaki! Grosshopp SV -4 driver meghajtásában vezérlésében, Pc-ről.
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2019 április 27, 21:12
Írta: zozo Dátum 2019 április 27, 21:12
Én ha akarnék se tudnék segíteni, de így a felkiáltójeles felszólítással (kérés helyett), no és kitöltetlen adatlappal sztem 0-ra csökkent az esélyed.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 13:19
Írta: svejk Dátum 2019 június 14, 13:19
Ismeri/használ valaki Allen Bradley CSD3 Plus szervot?
Hol a francba lehet beállítani, hogy a 10-es láb érzékelje az E-stop jelet.
No meg hogy lehet elérni a defalt factory settings beállítást. Nálam mindenáron inaktív ez a gomb.
(SmartJog 4.0.0.1 szofttal próbálkozom)
Hol a francba lehet beállítani, hogy a 10-es láb érzékelje az E-stop jelet.
No meg hogy lehet elérni a defalt factory settings beállítást. Nálam mindenáron inaktív ez a gomb.
(SmartJog 4.0.0.1 szofttal próbálkozom)
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:21
Írta: istvan3 Dátum 2019 június 14, 14:21
A "Segítsen valaki!" az felkiáltás, ebből jön, hogy felkiáltójel kell utána. Miért kell mindenbe belekötni...?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:22
Írta: istvan3 Dátum 2019 június 14, 14:22
Az e-stop bemenet nálam sem működik. Én a vezérlést vettem el a motorról e-stop esetén.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2019 június 14, 14:23
Írta: istvan3 Dátum 2019 június 14, 14:23
Mármint az engedélyező 24v feszültséget.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2019 június 14, 15:18
Írta: designr Dátum 2019 június 14, 15:18
Paraméter -Group5-addional function-emergency stop-
disable-enable
Deafault paraméter csak offline-ban működik.
De tudsz online is teljes resetet:Jog ablak parameter reset
disable-enable
Deafault paraméter csak offline-ban működik.
De tudsz online is teljes resetet:Jog ablak parameter reset
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 17:04
Írta: svejk Dátum 2019 június 14, 17:04
[#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 június 14, 17:52
Írta: svejk Dátum 2019 június 14, 17:52
Ki kellett próbálni, mert a színes borítójú pdf úgy mutatja, hogy csak egyirányú lehet az E-stop bemenet.
Az eredeti Allan Bradley PDF meg ráadásul mindegyik bemenetet csak egyirányúnak írja.:(
De szerencsére mindegyik kétirányú, így könnyebb illeszteni ehhez az alaplaphoz (https://www.cncpart.hu/elektronika/illeszto/uc300-5441).
Az eredeti Allan Bradley PDF meg ráadásul mindegyik bemenetet csak egyirányúnak írja.:(
De szerencsére mindegyik kétirányú, így könnyebb illeszteni ehhez az alaplaphoz (https://www.cncpart.hu/elektronika/illeszto/uc300-5441).
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2019 július 17, 16:31
Írta: Zentechproject Dátum 2019 július 17, 16:31
Üdv Mindenkinek!
Segítséget szeretnék kérni. Van egy cnc-sített Strigon marógépem, már kb 2éve működik megfelelően de a főorsó hajtást szeretném megoldani Ac-szervóval.
Adott egy Mitsubishi MR-J2S-350B hajtáskártya és a hozzá való szervómotor. (A szervók terén sajnos nagyon kevés tudásom van, szinte egyenlő a nullával.)
Egy nagyon egyszerű fordulatszám szabályzásra lenne szükségem Mach3-ból vagy akár analóg jelről 0-5V vagy 0-10v. (sajnos azt se tudom milyen bemeneti jelek kellenek neki)
Mennyire lenne bonyolult ezt kivitelezni vagy megéri-e foglalkozni vele? (még nem vettem meg a szettet)
A válaszokat előre is köszönöm!
Segítséget szeretnék kérni. Van egy cnc-sített Strigon marógépem, már kb 2éve működik megfelelően de a főorsó hajtást szeretném megoldani Ac-szervóval.
Adott egy Mitsubishi MR-J2S-350B hajtáskártya és a hozzá való szervómotor. (A szervók terén sajnos nagyon kevés tudásom van, szinte egyenlő a nullával.)
Egy nagyon egyszerű fordulatszám szabályzásra lenne szükségem Mach3-ból vagy akár analóg jelről 0-5V vagy 0-10v. (sajnos azt se tudom milyen bemeneti jelek kellenek neki)
Mennyire lenne bonyolult ezt kivitelezni vagy megéri-e foglalkozni vele? (még nem vettem meg a szettet)
A válaszokat előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 július 17, 17:59
Írta: svejk Dátum 2019 július 17, 17:59
A vezérlőd SCNET-es kommunikációjú, így nem egyszerű.
Ha teheted szerezz "A" végű szervovezérlőt
Ha teheted szerezz "A" végű szervovezérlőt
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2019 július 17, 19:56
Írta: Zentechproject Dátum 2019 július 17, 19:56
Köszönöm a választ! Igyekszem másikat szerezni.
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2019 augusztus 19, 19:58
Írta: SándorP Dátum 2019 augusztus 19, 19:58
Sziasztok!
A segítségeteket szeretném kérni a következőben: Kaptam egy képen látható servo szettet. Szeretném Step-dir vezérléssel használni. A gyári X-10-es csatlakozón az 5-14-15-21-22-24-es lábak voltak bekötve.Kérdésem, hogy lehet-e valamilyen formában ezt a vezérlőt step/dirrel hajtani? A PDF-et letöltöttem hozzá, de mindenütt csak a DER-es verziót hozza, ehhez a DEK 15-3-hoz nem találtam semmit.(motor és resolver hibátlanul be van kötve)
Előre is köszönöm a segítő hozzászólásokat!
Üdv: Sándor
06206217777
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_7v200j6fhnhh5fcj7yzcz_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/7v200j6fhnhh5fcj7yzcz_5511.jpg)
A segítségeteket szeretném kérni a következőben: Kaptam egy képen látható servo szettet. Szeretném Step-dir vezérléssel használni. A gyári X-10-es csatlakozón az 5-14-15-21-22-24-es lábak voltak bekötve.Kérdésem, hogy lehet-e valamilyen formában ezt a vezérlőt step/dirrel hajtani? A PDF-et letöltöttem hozzá, de mindenütt csak a DER-es verziót hozza, ehhez a DEK 15-3-hoz nem találtam semmit.(motor és resolver hibátlanul be van kötve)
Előre is köszönöm a segítő hozzászólásokat!
Üdv: Sándor
06206217777
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_7v200j6fhnhh5fcj7yzcz_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/7v200j6fhnhh5fcj7yzcz_5511.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2019 december 04, 11:45
Írta: GPeti1977 Dátum 2019 december 04, 11:45
Egy régi prototípus gépen,
pár tonnás súlyt golyós orsón mozgat egy névlegesen 4,2kW os AC szervómotor max 120mm / óra sebességgel, megnunkáláskor alig van erőhatás nincsenek irányváltások nagy sebességgel,
ekkor a fordulat kisebb mint 5 másodpercenként.
Szükséges ekkora névleges teljestményű motor?
pár tonnás súlyt golyós orsón mozgat egy névlegesen 4,2kW os AC szervómotor max 120mm / óra sebességgel, megnunkáláskor alig van erőhatás nincsenek irányváltások nagy sebességgel,
ekkor a fordulat kisebb mint 5 másodpercenként.
Szükséges ekkora névleges teljestményű motor?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 december 04, 12:28
Írta: 000000000 Dátum 2019 december 04, 12:28
Az a 120 mm/óra sebesség valószínűleg elírás.
Ha pedig csak a hasznos forgácsolásból adódó mellékhajtás P igényt nézzük, azok tized vattok (de legyen ~1 W)) lehetnek szemben a motor 420W-jával 5 1/s fordulaton. Így minden másra marad még 419 W, ami nyilván túlzás ebben az esetben, azaz nem szükséges ekkora P-jű motor.
Ha pedig csak a hasznos forgácsolásból adódó mellékhajtás P igényt nézzük, azok tized vattok (de legyen ~1 W)) lehetnek szemben a motor 420W-jával 5 1/s fordulaton. Így minden másra marad még 419 W, ami nyilván túlzás ebben az esetben, azaz nem szükséges ekkora P-jű motor.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2019 december 04, 12:37
Írta: designr Dátum 2019 december 04, 12:37
Ebben az esetben a 4,2kw motor leadott teljesitménye attól is függ hogy mekkora fordulaton hajtom..Jól gondolom?
Tehát 4200w a max folyamatos..de ha nincs leáttételezve akkor akár lassú fordulaton ennek tizede is lehet?
Erre gondolsz a 420w-al?
Jó lenne tudni a motor és hajtómű..stb adatokat is..
Tehát 4200w a max folyamatos..de ha nincs leáttételezve akkor akár lassú fordulaton ennek tizede is lehet?
Erre gondolsz a 420w-al?
Jó lenne tudni a motor és hajtómű..stb adatokat is..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 december 04, 12:45
Írta: svejk Dátum 2019 december 04, 12:45
Nagyon kevés az adat...
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2019 december 04, 13:07
Írta: GPeti1977 Dátum 2019 december 04, 13:07
Mit kell még leírnom? A lényeg hogy egy nagyon régi motor resolveres enkóderrel, elromlott a motor driver, annak csak -+10V bemenete van, a későbbiekben a számítógépet is korszerűsíteni kellene, így jó lenne szerintem egy step dir bemenetű dc szervó motor 400W - os, az áttétel akkora hogy kézzel lehet a tengelyt forgatni mint amekkora sebességgel megmunkál. A levegőszántás ha nem gyor az sem baj.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 december 04, 13:07
Írta: 000000000 Dátum 2019 december 04, 13:07
Mivel szokászerint itt a Fórumon alig van kellő adatot is tartalmazó kérdés feltevés, kénytelen voltam egy átlagos, de azon belül a legkedvezőtlenebb adatsort felvenni a megválaszoláshoz.
Így egy 3000 1/min névleges fordulatszámú, direkt hajtású motort tételeztem fel, így jöttek ki a Watt-ok.
Majd jön GPeti, és pontosítja a hiányzó gép/hajtás adatokat, ha valamit nagyon rosszul feltételeztem volna.
Így egy 3000 1/min névleges fordulatszámú, direkt hajtású motort tételeztem fel, így jöttek ki a Watt-ok.
Majd jön GPeti, és pontosítja a hiányzó gép/hajtás adatokat, ha valamit nagyon rosszul feltételeztem volna.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2019 december 13, 09:03
Írta: Földi Péter Dátum 2019 december 13, 09:03
Sziasztok,
Segítséget szeretnék kérni YASKAWA SGDM 08ADA servo ügyben. Egy ideje ugyanis A72 kóddal marás kellős közepén leáll a vezérlő az említett hibával. A kábel elvileg rendben van, "overload"-ra gondoltam, de egész finom hajtásnál is egy fél óra múlva dobja a hibát. Olvastam persze olyan ukázt is, hogy "cseréld ki a driver-t". Hát ha egy mód van rá, szeretném megmenteni. Egy SIGMA II 750 driver-em van. Esetleg, ha valakinek volt hasonló problémája és megosztaná a tapasztalatait, megköszönném.
2-3 évig ment a gépem gond nélkül, ezt a hibát egy 2-3 hónapja kezdte el "szervírozni".
Üdv,Peti
Segítséget szeretnék kérni YASKAWA SGDM 08ADA servo ügyben. Egy ideje ugyanis A72 kóddal marás kellős közepén leáll a vezérlő az említett hibával. A kábel elvileg rendben van, "overload"-ra gondoltam, de egész finom hajtásnál is egy fél óra múlva dobja a hibát. Olvastam persze olyan ukázt is, hogy "cseréld ki a driver-t". Hát ha egy mód van rá, szeretném megmenteni. Egy SIGMA II 750 driver-em van. Esetleg, ha valakinek volt hasonló problémája és megosztaná a tapasztalatait, megköszönném.
2-3 évig ment a gépem gond nélkül, ezt a hibát egy 2-3 hónapja kezdte el "szervírozni".
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2019 december 13, 10:32
Írta: Földi Péter Dátum 2019 december 13, 10:32
Esetleg egy closed loop -os nema42-re cserélni?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2019 december 15, 08:19
Írta: Bencze András Dátum 2019 december 15, 08:19
Sigmawinen keresztül monitorozd a nyomatékot. Nem gyors megálláskor reklamál?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2019 december 22, 19:35
Írta: ANTAL GÁBOR Dátum 2019 december 22, 19:35
Keresek olyan kollégát aki használt már" Motionlink"softwert Kollmorgen szervo driver felprogramozásához ( kaptam két 1200W os motort és a hozzá való drivereket )
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2019 december 30, 14:36
Írta: ANTAL GÁBOR Dátum 2019 december 30, 14:36
Perspektivikus fejlemény Kollmorgen ügyben :
Karácsony tájékán írtam Amerikába . 24 órán belül kaptam választ egyrészt a Bibus Kft ügyvezetőjétől másrészt egy németországi dealertől ( nem semmi!!)
A Kollmorgen cég átküldte a levelemet az Európai illetékeseknek
A biztatás és az elküldött support eredményeképpen
(Svejket is kerestem aki szintén ellátott jó tanáccsal) sikerült létre hoznom a kapcsolódást a driver és a Pc között
Ma felhívtak a Bibustól és egy későbbi egyeztetett időpontban felkereshetem őket a további instrukciókért
( nekem ez a karácsonyi ajándék [#kacsint])
Karácsony tájékán írtam Amerikába . 24 órán belül kaptam választ egyrészt a Bibus Kft ügyvezetőjétől másrészt egy németországi dealertől ( nem semmi!!)
A Kollmorgen cég átküldte a levelemet az Európai illetékeseknek
A biztatás és az elküldött support eredményeképpen
(Svejket is kerestem aki szintén ellátott jó tanáccsal) sikerült létre hoznom a kapcsolódást a driver és a Pc között
Ma felhívtak a Bibustól és egy későbbi egyeztetett időpontban felkereshetem őket a további instrukciókért
( nekem ez a karácsonyi ajándék [#kacsint])
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 január 09, 09:26
Írta: GPeti1977 Dátum 2020 január 09, 09:26
AC szervó motort le lehet tesztelni sima frekvenciaváltóval hogy jó-e? Meg tudja forgatni? Pl nem e zárlatos, leégett stb
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 január 09, 12:09
Írta: Szalai György Dátum 2020 január 09, 12:09
,,Pl nem e zárlatos, leégett stb"
Magát a motort nagyjából egy kapukulccsal is le tudod tesztelni. Svájci bicska sem kell hozzá.
Kézzel megforgatod a tengelyét, simán kell fordulnia, nem akadozva. Ha nehezen fordul, akkor zárlatos, ha akadozva, akkor csapágyas, vagy még rosszabb.
A motoron lévő apa csatlakozóban az egyik fázistekercshez tartozó két szegmensét rövidre zárod, (ehhez kell pl. a kapukulcs) ha nehezen fordul a tengely, akkor az a tekercs jó.
Azután a másik két tekercset ugyan így.
(A motoron lévő encoder vizsgálata bonyolult, vagy lehetetlen.)
Magát a motort nagyjából egy kapukulccsal is le tudod tesztelni. Svájci bicska sem kell hozzá.
Kézzel megforgatod a tengelyét, simán kell fordulnia, nem akadozva. Ha nehezen fordul, akkor zárlatos, ha akadozva, akkor csapágyas, vagy még rosszabb.
A motoron lévő apa csatlakozóban az egyik fázistekercshez tartozó két szegmensét rövidre zárod, (ehhez kell pl. a kapukulcs) ha nehezen fordul a tengely, akkor az a tekercs jó.
Azután a másik két tekercset ugyan így.
(A motoron lévő encoder vizsgálata bonyolult, vagy lehetetlen.)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 január 09, 13:22
Írta: svejk Dátum 2020 január 09, 13:22
Némely frekiváltónál - általában a vektorosoknál- engedélyezett a PM motor használata, de a beállítások relatíve bonyolult.
Egy rossz beállítás és tényleg kijön pár másodperc alatt belőlük a füst.
Egy rossz beállítás és tényleg kijön pár másodperc alatt belőlük a füst.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 január 12, 12:04
Írta: GPeti1977 Dátum 2020 január 12, 12:04
6SE7016-1EA51-Z AC motor meghajtó, F002 hibát ír, ki nem bekapcsoláskor hanem mikor a motort el kellene indítani:
Pre-charging
When pre-charging, the minimum DC link
voltage (P071 Line Volts × 1.34) of 80 % has
not been reached.
The maximum pre-charging time of 3
seconds has been exceeded.
Check the supply voltage,
Compare with P071 Line Volts (compare
P071 with the DC link voltage on DC units).
Check the rectifier/regenerative unit on DC
units. The rectifier/regenerative unit must be
switched on before the inverter is switched
on.
Szétszedtem, leellenőriztem a bemeneti egyenirányítót, a pufferkondenzátorokat, a precharge ellenállásokat és reléket, persze minden jó. Ilyen hibajelzésre van még amit meg kell nézni?
A bemeneti feszültség is rendben 3x230V van terheléskor is.
Pre-charging
When pre-charging, the minimum DC link
voltage (P071 Line Volts × 1.34) of 80 % has
not been reached.
The maximum pre-charging time of 3
seconds has been exceeded.
Check the supply voltage,
Compare with P071 Line Volts (compare
P071 with the DC link voltage on DC units).
Check the rectifier/regenerative unit on DC
units. The rectifier/regenerative unit must be
switched on before the inverter is switched
on.
Szétszedtem, leellenőriztem a bemeneti egyenirányítót, a pufferkondenzátorokat, a precharge ellenállásokat és reléket, persze minden jó. Ilyen hibajelzésre van még amit meg kell nézni?
A bemeneti feszültség is rendben 3x230V van terheléskor is.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 január 12, 12:12
Írta: TBS-TEAM Dátum 2020 január 12, 12:12
Ez a hiba pedig a szűrőkondik kapacitáshiánya.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 január 12, 12:15
Írta: TBS-TEAM Dátum 2020 január 12, 12:15
Még lehet a belső segéd táp kondijainak a kiszáradása ami a vezérlést táplálja 3.3-5V és 24V-tal.
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2019 augusztus 19, 19:58
Írta: SándorP Dátum 2019 augusztus 19, 19:58
Sziasztok!
A segítségeteket szeretném kérni a következőben: Kaptam egy képen látható servo szettet. Szeretném Step-dir vezérléssel használni. A gyári X-10-es csatlakozón az 5-14-15-21-22-24-es lábak voltak bekötve.Kérdésem, hogy lehet-e valamilyen formában ezt a vezérlőt step/dirrel hajtani? A PDF-et letöltöttem hozzá, de mindenütt csak a DER-es verziót hozza, ehhez a DEK 15-3-hoz nem találtam semmit.(motor és resolver hibátlanul be van kötve)
Előre is köszönöm a segítő hozzászólásokat!
Üdv: Sándor
06206217777
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_7v200j6fhnhh5fcj7yzcz_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/7v200j6fhnhh5fcj7yzcz_5511.jpg)
A segítségeteket szeretném kérni a következőben: Kaptam egy képen látható servo szettet. Szeretném Step-dir vezérléssel használni. A gyári X-10-es csatlakozón az 5-14-15-21-22-24-es lábak voltak bekötve.Kérdésem, hogy lehet-e valamilyen formában ezt a vezérlőt step/dirrel hajtani? A PDF-et letöltöttem hozzá, de mindenütt csak a DER-es verziót hozza, ehhez a DEK 15-3-hoz nem találtam semmit.(motor és resolver hibátlanul be van kötve)
Előre is köszönöm a segítő hozzászólásokat!
Üdv: Sándor
06206217777
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ibafjbfqi4t9zs40tezv5_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_7v200j6fhnhh5fcj7yzcz_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/7v200j6fhnhh5fcj7yzcz_5511.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2019 december 04, 11:45
Írta: GPeti1977 Dátum 2019 december 04, 11:45
Egy régi prototípus gépen,
pár tonnás súlyt golyós orsón mozgat egy névlegesen 4,2kW os AC szervómotor max 120mm / óra sebességgel, megnunkáláskor alig van erőhatás nincsenek irányváltások nagy sebességgel,
ekkor a fordulat kisebb mint 5 másodpercenként.
Szükséges ekkora névleges teljestményű motor?
pár tonnás súlyt golyós orsón mozgat egy névlegesen 4,2kW os AC szervómotor max 120mm / óra sebességgel, megnunkáláskor alig van erőhatás nincsenek irányváltások nagy sebességgel,
ekkor a fordulat kisebb mint 5 másodpercenként.
Szükséges ekkora névleges teljestményű motor?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 december 04, 12:28
Írta: 000000000 Dátum 2019 december 04, 12:28
Az a 120 mm/óra sebesség valószínűleg elírás.
Ha pedig csak a hasznos forgácsolásból adódó mellékhajtás P igényt nézzük, azok tized vattok (de legyen ~1 W)) lehetnek szemben a motor 420W-jával 5 1/s fordulaton. Így minden másra marad még 419 W, ami nyilván túlzás ebben az esetben, azaz nem szükséges ekkora P-jű motor.
Ha pedig csak a hasznos forgácsolásból adódó mellékhajtás P igényt nézzük, azok tized vattok (de legyen ~1 W)) lehetnek szemben a motor 420W-jával 5 1/s fordulaton. Így minden másra marad még 419 W, ami nyilván túlzás ebben az esetben, azaz nem szükséges ekkora P-jű motor.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2019 december 04, 12:37
Írta: designr Dátum 2019 december 04, 12:37
Ebben az esetben a 4,2kw motor leadott teljesitménye attól is függ hogy mekkora fordulaton hajtom..Jól gondolom?
Tehát 4200w a max folyamatos..de ha nincs leáttételezve akkor akár lassú fordulaton ennek tizede is lehet?
Erre gondolsz a 420w-al?
Jó lenne tudni a motor és hajtómű..stb adatokat is..
Tehát 4200w a max folyamatos..de ha nincs leáttételezve akkor akár lassú fordulaton ennek tizede is lehet?
Erre gondolsz a 420w-al?
Jó lenne tudni a motor és hajtómű..stb adatokat is..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2019 december 04, 12:45
Írta: svejk Dátum 2019 december 04, 12:45
Nagyon kevés az adat...
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2019 december 04, 13:07
Írta: GPeti1977 Dátum 2019 december 04, 13:07
Mit kell még leírnom? A lényeg hogy egy nagyon régi motor resolveres enkóderrel, elromlott a motor driver, annak csak -+10V bemenete van, a későbbiekben a számítógépet is korszerűsíteni kellene, így jó lenne szerintem egy step dir bemenetű dc szervó motor 400W - os, az áttétel akkora hogy kézzel lehet a tengelyt forgatni mint amekkora sebességgel megmunkál. A levegőszántás ha nem gyor az sem baj.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2019 december 04, 13:07
Írta: 000000000 Dátum 2019 december 04, 13:07
Mivel szokászerint itt a Fórumon alig van kellő adatot is tartalmazó kérdés feltevés, kénytelen voltam egy átlagos, de azon belül a legkedvezőtlenebb adatsort felvenni a megválaszoláshoz.
Így egy 3000 1/min névleges fordulatszámú, direkt hajtású motort tételeztem fel, így jöttek ki a Watt-ok.
Majd jön GPeti, és pontosítja a hiányzó gép/hajtás adatokat, ha valamit nagyon rosszul feltételeztem volna.
Így egy 3000 1/min névleges fordulatszámú, direkt hajtású motort tételeztem fel, így jöttek ki a Watt-ok.
Majd jön GPeti, és pontosítja a hiányzó gép/hajtás adatokat, ha valamit nagyon rosszul feltételeztem volna.
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2019 december 13, 09:03
Írta: Földi Péter Dátum 2019 december 13, 09:03
Sziasztok,
Segítséget szeretnék kérni YASKAWA SGDM 08ADA servo ügyben. Egy ideje ugyanis A72 kóddal marás kellős közepén leáll a vezérlő az említett hibával. A kábel elvileg rendben van, "overload"-ra gondoltam, de egész finom hajtásnál is egy fél óra múlva dobja a hibát. Olvastam persze olyan ukázt is, hogy "cseréld ki a driver-t". Hát ha egy mód van rá, szeretném megmenteni. Egy SIGMA II 750 driver-em van. Esetleg, ha valakinek volt hasonló problémája és megosztaná a tapasztalatait, megköszönném.
2-3 évig ment a gépem gond nélkül, ezt a hibát egy 2-3 hónapja kezdte el "szervírozni".
Üdv,Peti
Segítséget szeretnék kérni YASKAWA SGDM 08ADA servo ügyben. Egy ideje ugyanis A72 kóddal marás kellős közepén leáll a vezérlő az említett hibával. A kábel elvileg rendben van, "overload"-ra gondoltam, de egész finom hajtásnál is egy fél óra múlva dobja a hibát. Olvastam persze olyan ukázt is, hogy "cseréld ki a driver-t". Hát ha egy mód van rá, szeretném megmenteni. Egy SIGMA II 750 driver-em van. Esetleg, ha valakinek volt hasonló problémája és megosztaná a tapasztalatait, megköszönném.
2-3 évig ment a gépem gond nélkül, ezt a hibát egy 2-3 hónapja kezdte el "szervírozni".
Üdv,Peti
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2019 december 13, 10:32
Írta: Földi Péter Dátum 2019 december 13, 10:32
Esetleg egy closed loop -os nema42-re cserélni?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2019 december 15, 08:19
Írta: Bencze András Dátum 2019 december 15, 08:19
Sigmawinen keresztül monitorozd a nyomatékot. Nem gyors megálláskor reklamál?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2019 december 22, 19:35
Írta: ANTAL GÁBOR Dátum 2019 december 22, 19:35
Keresek olyan kollégát aki használt már" Motionlink"softwert Kollmorgen szervo driver felprogramozásához ( kaptam két 1200W os motort és a hozzá való drivereket )
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2019 december 30, 14:36
Írta: ANTAL GÁBOR Dátum 2019 december 30, 14:36
Perspektivikus fejlemény Kollmorgen ügyben :
Karácsony tájékán írtam Amerikába . 24 órán belül kaptam választ egyrészt a Bibus Kft ügyvezetőjétől másrészt egy németországi dealertől ( nem semmi!!)
A Kollmorgen cég átküldte a levelemet az Európai illetékeseknek
A biztatás és az elküldött support eredményeképpen
(Svejket is kerestem aki szintén ellátott jó tanáccsal) sikerült létre hoznom a kapcsolódást a driver és a Pc között
Ma felhívtak a Bibustól és egy későbbi egyeztetett időpontban felkereshetem őket a további instrukciókért
( nekem ez a karácsonyi ajándék [#kacsint])
Karácsony tájékán írtam Amerikába . 24 órán belül kaptam választ egyrészt a Bibus Kft ügyvezetőjétől másrészt egy németországi dealertől ( nem semmi!!)
A Kollmorgen cég átküldte a levelemet az Európai illetékeseknek
A biztatás és az elküldött support eredményeképpen
(Svejket is kerestem aki szintén ellátott jó tanáccsal) sikerült létre hoznom a kapcsolódást a driver és a Pc között
Ma felhívtak a Bibustól és egy későbbi egyeztetett időpontban felkereshetem őket a további instrukciókért
( nekem ez a karácsonyi ajándék [#kacsint])
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 január 09, 09:26
Írta: GPeti1977 Dátum 2020 január 09, 09:26
AC szervó motort le lehet tesztelni sima frekvenciaváltóval hogy jó-e? Meg tudja forgatni? Pl nem e zárlatos, leégett stb
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 január 09, 12:09
Írta: Szalai György Dátum 2020 január 09, 12:09
,,Pl nem e zárlatos, leégett stb"
Magát a motort nagyjából egy kapukulccsal is le tudod tesztelni. Svájci bicska sem kell hozzá.
Kézzel megforgatod a tengelyét, simán kell fordulnia, nem akadozva. Ha nehezen fordul, akkor zárlatos, ha akadozva, akkor csapágyas, vagy még rosszabb.
A motoron lévő apa csatlakozóban az egyik fázistekercshez tartozó két szegmensét rövidre zárod, (ehhez kell pl. a kapukulcs) ha nehezen fordul a tengely, akkor az a tekercs jó.
Azután a másik két tekercset ugyan így.
(A motoron lévő encoder vizsgálata bonyolult, vagy lehetetlen.)
Magát a motort nagyjából egy kapukulccsal is le tudod tesztelni. Svájci bicska sem kell hozzá.
Kézzel megforgatod a tengelyét, simán kell fordulnia, nem akadozva. Ha nehezen fordul, akkor zárlatos, ha akadozva, akkor csapágyas, vagy még rosszabb.
A motoron lévő apa csatlakozóban az egyik fázistekercshez tartozó két szegmensét rövidre zárod, (ehhez kell pl. a kapukulcs) ha nehezen fordul a tengely, akkor az a tekercs jó.
Azután a másik két tekercset ugyan így.
(A motoron lévő encoder vizsgálata bonyolult, vagy lehetetlen.)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 január 09, 13:22
Írta: svejk Dátum 2020 január 09, 13:22
Némely frekiváltónál - általában a vektorosoknál- engedélyezett a PM motor használata, de a beállítások relatíve bonyolult.
Egy rossz beállítás és tényleg kijön pár másodperc alatt belőlük a füst.
Egy rossz beállítás és tényleg kijön pár másodperc alatt belőlük a füst.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 január 12, 12:04
Írta: GPeti1977 Dátum 2020 január 12, 12:04
6SE7016-1EA51-Z AC motor meghajtó, F002 hibát ír, ki nem bekapcsoláskor hanem mikor a motort el kellene indítani:
Pre-charging
When pre-charging, the minimum DC link
voltage (P071 Line Volts × 1.34) of 80 % has
not been reached.
The maximum pre-charging time of 3
seconds has been exceeded.
Check the supply voltage,
Compare with P071 Line Volts (compare
P071 with the DC link voltage on DC units).
Check the rectifier/regenerative unit on DC
units. The rectifier/regenerative unit must be
switched on before the inverter is switched
on.
Szétszedtem, leellenőriztem a bemeneti egyenirányítót, a pufferkondenzátorokat, a precharge ellenállásokat és reléket, persze minden jó. Ilyen hibajelzésre van még amit meg kell nézni?
A bemeneti feszültség is rendben 3x230V van terheléskor is.
Pre-charging
When pre-charging, the minimum DC link
voltage (P071 Line Volts × 1.34) of 80 % has
not been reached.
The maximum pre-charging time of 3
seconds has been exceeded.
Check the supply voltage,
Compare with P071 Line Volts (compare
P071 with the DC link voltage on DC units).
Check the rectifier/regenerative unit on DC
units. The rectifier/regenerative unit must be
switched on before the inverter is switched
on.
Szétszedtem, leellenőriztem a bemeneti egyenirányítót, a pufferkondenzátorokat, a precharge ellenállásokat és reléket, persze minden jó. Ilyen hibajelzésre van még amit meg kell nézni?
A bemeneti feszültség is rendben 3x230V van terheléskor is.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 január 12, 12:12
Írta: TBS-TEAM Dátum 2020 január 12, 12:12
Ez a hiba pedig a szűrőkondik kapacitáshiánya.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 január 12, 12:15
Írta: TBS-TEAM Dátum 2020 január 12, 12:15
Még lehet a belső segéd táp kondijainak a kiszáradása ami a vezérlést táplálja 3.3-5V és 24V-tal.
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 12, 13:04
Írta: Autotec1 Dátum 2020 január 12, 13:04
Keresek főorsómotort és vezérlőt
1,5-3kw
Nyomaték fordulat
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ghk0mew6i6bc72awyhjk_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/ghk0mew6i6bc72awyhjk_5332.png)
1,5-3kw
Nyomaték fordulat
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ghk0mew6i6bc72awyhjk_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/ghk0mew6i6bc72awyhjk_5332.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 12, 13:04
Írta: Autotec1 Dátum 2020 január 12, 13:04
Keresek főorsómotort és vezérlőt
1,5-3kw
Nyomaték fordulat
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ghk0mew6i6bc72awyhjk_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/ghk0mew6i6bc72awyhjk_5332.png)
1,5-3kw
Nyomaték fordulat
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ghk0mew6i6bc72awyhjk_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/ghk0mew6i6bc72awyhjk_5332.png)
Cím: Re:AC szervó motoros vezérlés
Írta: y3sd2gjv6 Dátum 2020 január 14, 18:39
Írta: y3sd2gjv6 Dátum 2020 január 14, 18:39
Üdv!
Ehhez a motorhoz keresek vezérlőt.
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_pq4tiz2fdu8wz9e6xt7p_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/pq4tiz2fdu8wz9e6xt7p_4155.jpg)
Ehhez a motorhoz keresek vezérlőt.
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_pq4tiz2fdu8wz9e6xt7p_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/pq4tiz2fdu8wz9e6xt7p_4155.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: y3sd2gjv6 Dátum 2020 január 14, 18:39
Írta: y3sd2gjv6 Dátum 2020 január 14, 18:39
Üdv!
Ehhez a motorhoz keresek vezérlőt.
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_pq4tiz2fdu8wz9e6xt7p_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/pq4tiz2fdu8wz9e6xt7p_4155.jpg)
Ehhez a motorhoz keresek vezérlőt.
Előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/y0g66nswwyx2v7m6as54b_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_pq4tiz2fdu8wz9e6xt7p_4155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/pq4tiz2fdu8wz9e6xt7p_4155.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 január 17, 19:36
Írta: őrülT-Tudós Dátum 2020 január 17, 19:36
Üdv,
AC Servo témában jártasabb fórumtársak véleményére lenne szükségem.
Van reális esély a lent említett motorokhoz valamiféle step dir vezérlő beszerzésére?
Panasonic 1,5kW és 750W:
Előre is köszönet a hozzászólásokért![#worship]
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hi86dubmq8pyypajav8mz_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hi86dubmq8pyypajav8mz_5292.jpg)
AC Servo témában jártasabb fórumtársak véleményére lenne szükségem.
Van reális esély a lent említett motorokhoz valamiféle step dir vezérlő beszerzésére?
Panasonic 1,5kW és 750W:
Előre is köszönet a hozzászólásokért![#worship]
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hi86dubmq8pyypajav8mz_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hi86dubmq8pyypajav8mz_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 19, 16:58
Írta: Autotec1 Dátum 2020 január 19, 16:58
Compax 45xxs
Meghajtóval találkozott valaki?
Meghajtóval találkozott valaki?
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 január 17, 19:36
Írta: őrülT-Tudós Dátum 2020 január 17, 19:36
Üdv,
AC Servo témában jártasabb fórumtársak véleményére lenne szükségem.
Van reális esély a lent említett motorokhoz valamiféle step dir vezérlő beszerzésére?
Panasonic 1,5kW és 750W:
Előre is köszönet a hozzászólásokért![#worship]
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hi86dubmq8pyypajav8mz_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hi86dubmq8pyypajav8mz_5292.jpg)
AC Servo témában jártasabb fórumtársak véleményére lenne szükségem.
Van reális esély a lent említett motorokhoz valamiféle step dir vezérlő beszerzésére?
Panasonic 1,5kW és 750W:
Előre is köszönet a hozzászólásokért![#worship]
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/ndejet9hhscic5wkpqeap_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hi86dubmq8pyypajav8mz_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hi86dubmq8pyypajav8mz_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 19, 16:58
Írta: Autotec1 Dátum 2020 január 19, 16:58
Compax 45xxs
Meghajtóval találkozott valaki?
Meghajtóval találkozott valaki?
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 19, 16:58
Írta: Autotec1 Dátum 2020 január 19, 16:58
Kép
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_07x2xeqc7p3dhiq9v4pdx_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/07x2xeqc7p3dhiq9v4pdx_5332.png)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_07x2xeqc7p3dhiq9v4pdx_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/07x2xeqc7p3dhiq9v4pdx_5332.png)
Cím: Re:AC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2020 március 21, 13:52
Írta: 0cphxg8ns Dátum 2020 március 21, 13:52
Tisztelt Szakik!
Van egy lehetőségem vásárolni pár ac szervó motort, de nem tudom miként lehetne meghajtani őket.
https://www.koningenhartman.nl/UserFiles/Product/Datasheet/MR-HF-MP.pdf
HF-MP23
A mitsu gyári driver-e hozzá ebay-ről 50.000 forint, ami RS422-t kér, tehát ha mach3 alá szeretném valahogy step/dir-esíteni, akkor még kell egy kis mókolás hozzá.
Kérdéseim:
Lehetéges más drive-al meghajtani ezt a motort?
(nem is a motor a kérdés, mert azt gondolom igen, hanem sokkal inkább az enkódere lehet egyedi (talán))
És ha igen, akkor ki milyen vezérlőt venne hozzá? 200W-os a kicsike.
Vagy ilyen drive-al lehet valahogy elektromosan vezérelni(nem optikai úton)? (sokkal olcsóbb ebay-ről)
https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030051/sh030051g.pdf
83 és 85 oldalon vannak ide kapcsolódó fura ábrák.
(fura az, hogy encoder output-nak hívják (mért küldeném ki az encoder adatait a vezérlőből? Menjen oda, és a zárt PID meg tegye a dolgát.) Vagy az analog monitor (CN3) tök úgy néz ki, mint a +-10V-os vezérlőjelek, amit máshol is használnak.
Nah látjátok, nagy a tanácstalanság, minden segítség jól jön! :)
A válaszokat előre is köszönöm.
Van egy lehetőségem vásárolni pár ac szervó motort, de nem tudom miként lehetne meghajtani őket.
https://www.koningenhartman.nl/UserFiles/Product/Datasheet/MR-HF-MP.pdf
HF-MP23
A mitsu gyári driver-e hozzá ebay-ről 50.000 forint, ami RS422-t kér, tehát ha mach3 alá szeretném valahogy step/dir-esíteni, akkor még kell egy kis mókolás hozzá.
Kérdéseim:
Lehetéges más drive-al meghajtani ezt a motort?
(nem is a motor a kérdés, mert azt gondolom igen, hanem sokkal inkább az enkódere lehet egyedi (talán))
És ha igen, akkor ki milyen vezérlőt venne hozzá? 200W-os a kicsike.
Vagy ilyen drive-al lehet valahogy elektromosan vezérelni(nem optikai úton)? (sokkal olcsóbb ebay-ről)
https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030051/sh030051g.pdf
83 és 85 oldalon vannak ide kapcsolódó fura ábrák.
(fura az, hogy encoder output-nak hívják (mért küldeném ki az encoder adatait a vezérlőből? Menjen oda, és a zárt PID meg tegye a dolgát.) Vagy az analog monitor (CN3) tök úgy néz ki, mint a +-10V-os vezérlőjelek, amit máshol is használnak.
Nah látjátok, nagy a tanácstalanság, minden segítség jól jön! :)
A válaszokat előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2020 március 21, 14:32
Írta: bundyland Dátum 2020 március 21, 14:32
Semmilyen más driver nem jó hozzá, meg kell venni a step/dir es meghajtót (MR-J3-20A).
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 március 23, 08:30
Írta: designr Dátum 2020 március 23, 08:30
Ide is beteszem mert itt jobban megtalálható.
Kis okosság az encoderekről..
https://www.nidec-netherlands.nl/media/2927-an-engineering-guide-to-position-and-speed-feedback-devices-for-variable-speed-drives-and-servos-iss2x-0704-0010-02x.pdf
Kis okosság az encoderekről..
https://www.nidec-netherlands.nl/media/2927-an-engineering-guide-to-position-and-speed-feedback-devices-for-variable-speed-drives-and-servos-iss2x-0704-0010-02x.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2020 március 23, 16:46
Írta: 0cphxg8ns Dátum 2020 március 23, 16:46
Köszönjük szépen! (pont encoder-kedem)
Esetleg olyan irodalmat, dokumentumot, ppt-t tudsz, ami a típuasit a logikai részeknek taglalja? xMOS, TTL és egyéb társainak azonossága / különbsége (konvertálás, átjárhatóság, stb).
Esetleg olyan irodalmat, dokumentumot, ppt-t tudsz, ami a típuasit a logikai részeknek taglalja? xMOS, TTL és egyéb társainak azonossága / különbsége (konvertálás, átjárhatóság, stb).
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 március 23, 20:29
Írta: designr Dátum 2020 március 23, 20:29
Nincs ilyenem,pedig szükségem lenne rá..
Ha találsz jó összefoglaló doksit tedd ki légyszives..
Ha találsz jó összefoglaló doksit tedd ki légyszives..
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 január 19, 16:58
Írta: Autotec1 Dátum 2020 január 19, 16:58
Kép
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_07x2xeqc7p3dhiq9v4pdx_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/07x2xeqc7p3dhiq9v4pdx_5332.png)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_07x2xeqc7p3dhiq9v4pdx_5332.png) (https://hobbicncforum.hu/uploaded_images/2020/01/07x2xeqc7p3dhiq9v4pdx_5332.png)
Cím: Re:AC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2020 március 21, 13:52
Írta: 0cphxg8ns Dátum 2020 március 21, 13:52
Tisztelt Szakik!
Van egy lehetőségem vásárolni pár ac szervó motort, de nem tudom miként lehetne meghajtani őket.
https://www.koningenhartman.nl/UserFiles/Product/Datasheet/MR-HF-MP.pdf
HF-MP23
A mitsu gyári driver-e hozzá ebay-ről 50.000 forint, ami RS422-t kér, tehát ha mach3 alá szeretném valahogy step/dir-esíteni, akkor még kell egy kis mókolás hozzá.
Kérdéseim:
Lehetéges más drive-al meghajtani ezt a motort?
(nem is a motor a kérdés, mert azt gondolom igen, hanem sokkal inkább az enkódere lehet egyedi (talán))
És ha igen, akkor ki milyen vezérlőt venne hozzá? 200W-os a kicsike.
Vagy ilyen drive-al lehet valahogy elektromosan vezérelni(nem optikai úton)? (sokkal olcsóbb ebay-ről)
https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030051/sh030051g.pdf
83 és 85 oldalon vannak ide kapcsolódó fura ábrák.
(fura az, hogy encoder output-nak hívják (mért küldeném ki az encoder adatait a vezérlőből? Menjen oda, és a zárt PID meg tegye a dolgát.) Vagy az analog monitor (CN3) tök úgy néz ki, mint a +-10V-os vezérlőjelek, amit máshol is használnak.
Nah látjátok, nagy a tanácstalanság, minden segítség jól jön! :)
A válaszokat előre is köszönöm.
Van egy lehetőségem vásárolni pár ac szervó motort, de nem tudom miként lehetne meghajtani őket.
https://www.koningenhartman.nl/UserFiles/Product/Datasheet/MR-HF-MP.pdf
HF-MP23
A mitsu gyári driver-e hozzá ebay-ről 50.000 forint, ami RS422-t kér, tehát ha mach3 alá szeretném valahogy step/dir-esíteni, akkor még kell egy kis mókolás hozzá.
Kérdéseim:
Lehetéges más drive-al meghajtani ezt a motort?
(nem is a motor a kérdés, mert azt gondolom igen, hanem sokkal inkább az enkódere lehet egyedi (talán))
És ha igen, akkor ki milyen vezérlőt venne hozzá? 200W-os a kicsike.
Vagy ilyen drive-al lehet valahogy elektromosan vezérelni(nem optikai úton)? (sokkal olcsóbb ebay-ről)
https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030051/sh030051g.pdf
83 és 85 oldalon vannak ide kapcsolódó fura ábrák.
(fura az, hogy encoder output-nak hívják (mért küldeném ki az encoder adatait a vezérlőből? Menjen oda, és a zárt PID meg tegye a dolgát.) Vagy az analog monitor (CN3) tök úgy néz ki, mint a +-10V-os vezérlőjelek, amit máshol is használnak.
Nah látjátok, nagy a tanácstalanság, minden segítség jól jön! :)
A válaszokat előre is köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2020 március 21, 14:32
Írta: bundyland Dátum 2020 március 21, 14:32
Semmilyen más driver nem jó hozzá, meg kell venni a step/dir es meghajtót (MR-J3-20A).
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 március 23, 08:30
Írta: designr Dátum 2020 március 23, 08:30
Ide is beteszem mert itt jobban megtalálható.
Kis okosság az encoderekről..
https://www.nidec-netherlands.nl/media/2927-an-engineering-guide-to-position-and-speed-feedback-devices-for-variable-speed-drives-and-servos-iss2x-0704-0010-02x.pdf
Kis okosság az encoderekről..
https://www.nidec-netherlands.nl/media/2927-an-engineering-guide-to-position-and-speed-feedback-devices-for-variable-speed-drives-and-servos-iss2x-0704-0010-02x.pdf
Cím: Re:AC szervó motoros vezérlés
Írta: 0cphxg8ns Dátum 2020 március 23, 16:46
Írta: 0cphxg8ns Dátum 2020 március 23, 16:46
Köszönjük szépen! (pont encoder-kedem)
Esetleg olyan irodalmat, dokumentumot, ppt-t tudsz, ami a típuasit a logikai részeknek taglalja? xMOS, TTL és egyéb társainak azonossága / különbsége (konvertálás, átjárhatóság, stb).
Esetleg olyan irodalmat, dokumentumot, ppt-t tudsz, ami a típuasit a logikai részeknek taglalja? xMOS, TTL és egyéb társainak azonossága / különbsége (konvertálás, átjárhatóság, stb).
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 március 23, 20:29
Írta: designr Dátum 2020 március 23, 20:29
Nincs ilyenem,pedig szükségem lenne rá..
Ha találsz jó összefoglaló doksit tedd ki légyszives..
Ha találsz jó összefoglaló doksit tedd ki légyszives..
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2020 március 25, 08:36
Írta: Zentechproject Dátum 2020 március 25, 08:36
Üdv Mindenkinek!
KERESNÉK a képen látható resolveres szervómotorhoz valamiféle hajtáskártyát. Step/Dir előnyben de valamilyen analóg bemenet is megteszi gyakorlatilag csak főorsónak szeretném használni. Legrosszabb esetben tudnék rá tenni inkrementális enkódert.
Köszönöm!
Üdv: Márk
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_tvbdjf63x7v36x4g466_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tvbdjf63x7v36x4g466_5629.jpg)
KERESNÉK a képen látható resolveres szervómotorhoz valamiféle hajtáskártyát. Step/Dir előnyben de valamilyen analóg bemenet is megteszi gyakorlatilag csak főorsónak szeretném használni. Legrosszabb esetben tudnék rá tenni inkrementális enkódert.
Köszönöm!
Üdv: Márk
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_tvbdjf63x7v36x4g466_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tvbdjf63x7v36x4g466_5629.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 március 25, 12:50
Írta: zoli0302 Dátum 2020 március 25, 12:50
Szép napot Urak !
Az lenne a kérdésem, hogy az Yaskwa SGDM meghajtók milyen vezélő jelet fogadnak ?
Az lenne a kérdésem, hogy az Yaskwa SGDM meghajtók milyen vezélő jelet fogadnak ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 március 25, 14:54
Írta: svejk Dátum 2020 március 25, 14:54
Analóg, cw/ccw, step-dir, quadratura.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 március 25, 15:35
Írta: zoli0302 Dátum 2020 március 25, 15:35
Köszönöm szépen !
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 március 25, 17:40
Írta: GPeti1977 Dátum 2020 március 25, 17:40
Van egy DBE420 eladó, újdzerűen vettük még 10 hónap garanciával, analóg bemenete van de van step dir jelből analóg jel átalakitó panelom is.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:06
Írta: Bencze András Dátum 2020 április 02, 12:06
Csináltam egy videót visszacsatolás nélküli szinkronmotor meghajtásra frekvenciaváltóval. Felfutás/lefutás 200ms.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 12:09
Írta: svejk Dátum 2020 április 02, 12:09
Ígéretes! [#eljen]
Ez milyen frekiváltó?
Ez milyen frekiváltó?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:11
Írta: Bencze András Dátum 2020 április 02, 12:11
Na milyen? ABB ACS355
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:27
Írta: Bencze András Dátum 2020 április 02, 12:27
Így visszacsatolás nélkül nem tökéletes, 200-as fordulat alatt irányváltás esetén "habozik". Mentségére kegyen mondva a motor névleges fordulata 6000 rpm. Még próbálok faragni rajta. Egyébként mezei enkóder visszacsatolással tökéletes.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 12:29
Írta: svejk Dátum 2020 április 02, 12:29
No igen... mi is azt mondjuk, hogy nem tökéletes, tehát... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:38
Írta: Bencze András Dátum 2020 április 02, 12:38
Főorsónak szerintem így is megfelelne, még a pozicionálásra meg lehet tanítani még enkóder nélkül is. Ok egy érzékelő kell, hogy tudja hol kell megállni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:19
Írta: svejk Dátum 2020 április 02, 13:19
Az szupi lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:21
Írta: svejk Dátum 2020 április 02, 13:21
No ez a másik baj... :(
Én még nem találkoztam ABB-vel és az adok-veszekben sem láttam még egyet sem hobby áron.
Én még nem találkoztam ABB-vel és az adok-veszekben sem láttam még egyet sem hobby áron.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:22
Írta: svejk Dátum 2020 április 02, 13:22
Kísérletezd ki V1000-re annak nagy sikere lenne itt.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 15:19
Írta: Bencze András Dátum 2020 április 02, 15:19
Tudom a végeredményt, ezért nem is fogok bele. Egyébként rendes áron sem olyan vészes, összehasonlítva igazi szervóval. Jó ha a kamionról esik le akkor a szervó az olcsóbb. Ha azt nézed mennyi szinkronmotor van hobbistáknál...
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 április 03, 07:29
Írta: Szalai György Dátum 2020 április 03, 07:29
,,Főorsónak szerintem így is megfelelne"
Most még a semmit hajtja. Ebből szerintem nem következik, hogy dinamikusan változó terheléssel és tehetetlen tömeggel megpakolva is elfogadhatóan fog viselkedni.
De úgy legyen.
Most még a semmit hajtja. Ebből szerintem nem következik, hogy dinamikusan változó terheléssel és tehetetlen tömeggel megpakolva is elfogadhatóan fog viselkedni.
De úgy legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2020 március 25, 08:36
Írta: Zentechproject Dátum 2020 március 25, 08:36
Üdv Mindenkinek!
KERESNÉK a képen látható resolveres szervómotorhoz valamiféle hajtáskártyát. Step/Dir előnyben de valamilyen analóg bemenet is megteszi gyakorlatilag csak főorsónak szeretném használni. Legrosszabb esetben tudnék rá tenni inkrementális enkódert.
Köszönöm!
Üdv: Márk
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_tvbdjf63x7v36x4g466_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tvbdjf63x7v36x4g466_5629.jpg)
KERESNÉK a képen látható resolveres szervómotorhoz valamiféle hajtáskártyát. Step/Dir előnyben de valamilyen analóg bemenet is megteszi gyakorlatilag csak főorsónak szeretném használni. Legrosszabb esetben tudnék rá tenni inkrementális enkódert.
Köszönöm!
Üdv: Márk
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/8ystkecwsxkgaeiew2ye6_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_tvbdjf63x7v36x4g466_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tvbdjf63x7v36x4g466_5629.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 03, 08:50
Írta: Bencze András Dátum 2020 április 03, 08:50
Jogos a felvetés. Most hirtelenjében főorsót nem tudok csinálni belőle, de berakom satuba, vagy lespaniferezem és ráfogok kesztyűben. 10% fordulat felett nem hiszem, hogy gond lesz. Van ötlet a forgó tengely nyomatékának mérésére? Egyáltalán a biztonságos terhelésre?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 03, 09:37
Írta: svejk Dátum 2020 április 03, 09:37
A legparasztosabb két félméteres cserépléccel ollószerűen rászorítani a tengelyre, az terhelés %-át vagy a motoráramot meg leolvasni a frekiváltóról.
Aztán következtetni, de nem tévesen, illetve kiszellőztetni :)
Aztán következtetni, de nem tévesen, illetve kiszellőztetni :)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 március 25, 12:50
Írta: zoli0302 Dátum 2020 március 25, 12:50
Szép napot Urak !
Az lenne a kérdésem, hogy az Yaskwa SGDM meghajtók milyen vezélő jelet fogadnak ?
Az lenne a kérdésem, hogy az Yaskwa SGDM meghajtók milyen vezélő jelet fogadnak ?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 április 03, 09:58
Írta: Szalai György Dátum 2020 április 03, 09:58
Vigyázza satuba rakással. Ezeknek a motoroknak nagyon kicsi a légrése, a forgó és állórész között. Ha megnyomod az állórészt, vagy a csapágyházat, megszorulhat.
(A magas fordulatszámból gondolom, hogy hosszúkás, alacsony nyomatékú motor. Nem tömzsi.)
Inkább a homlokfelülethez csavarozott lemezzel fognám satuba.
(A magas fordulatszámból gondolom, hogy hosszúkás, alacsony nyomatékú motor. Nem tömzsi.)
Inkább a homlokfelülethez csavarozott lemezzel fognám satuba.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 március 25, 14:54
Írta: svejk Dátum 2020 március 25, 14:54
Analóg, cw/ccw, step-dir, quadratura.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 03, 10:09
Írta: Bencze András Dátum 2020 április 03, 10:09
No akkor ez lesz. A fiam meg felveszi, mert úgy érzem nagyon szkeptikusok vagytok.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 március 25, 15:35
Írta: zoli0302 Dátum 2020 március 25, 15:35
Köszönöm szépen !
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 03, 10:37
Írta: svejk Dátum 2020 április 03, 10:37
Nem vagyunk szkeptikusak csak nekem még nem sikerült.
Igaz Siemens motorral még nem is próbáltam, pedig van itt pár darab a lábamnál.
Igaz Siemens motorral még nem is próbáltam, pedig van itt pár darab a lábamnál.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 március 25, 17:40
Írta: GPeti1977 Dátum 2020 március 25, 17:40
Van egy DBE420 eladó, újdzerűen vettük még 10 hónap garanciával, analóg bemenete van de van step dir jelből analóg jel átalakitó panelom is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 04, 18:56
Írta: svejk Dátum 2020 április 04, 18:56
Keresek olyan emberkét aki közelebbi kapcsolatba került már egy ilyen Stöber MDS 5000-es (https://www.stoeber.de/en/products/electronics/drive-controllers/posidrive-mds-50servo-inverters.html) sorozatú frekiváltó/szervoval.
Konkrétan egy 7,5 kW-os Posirdive-ról és egy 4 kW-os motorról lenne szó.
Konkrétan egy 7,5 kW-os Posirdive-ról és egy 4 kW-os motorról lenne szó.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:06
Írta: Bencze András Dátum 2020 április 02, 12:06
Csináltam egy videót visszacsatolás nélküli szinkronmotor meghajtásra frekvenciaváltóval. Felfutás/lefutás 200ms.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 15, 17:53
Írta: svejk Dátum 2020 április 15, 17:53
Kérdés a [#t19p120437#] hozzászóláshoz.
Kíváncsi vagyok ugyan mi késztet ennek a használatára a sokkal kényelmesebb PC-n futó szoftver helyett?
Kíváncsi vagyok ugyan mi késztet ennek a használatára a sokkal kényelmesebb PC-n futó szoftver helyett?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 12:09
Írta: svejk Dátum 2020 április 02, 12:09
Ígéretes! [#eljen]
Ez milyen frekiváltó?
Ez milyen frekiváltó?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 április 15, 18:26
Írta: istvan3 Dátum 2020 április 15, 18:26
Közben rájöttem, hogy ez egy az egyben a Yaskawa SGDA.
Ha jól sejtem a Sigmawin se volt panaszkodni rá.
Ha jól sejtem a Sigmawin se volt panaszkodni rá.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:11
Írta: Bencze András Dátum 2020 április 02, 12:11
Na milyen? ABB ACS355
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 április 15, 18:27
Írta: istvan3 Dátum 2020 április 15, 18:27
*fog
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:27
Írta: Bencze András Dátum 2020 április 02, 12:27
Így visszacsatolás nélkül nem tökéletes, 200-as fordulat alatt irányváltás esetén "habozik". Mentségére kegyen mondva a motor névleges fordulata 6000 rpm. Még próbálok faragni rajta. Egyébként mezei enkóder visszacsatolással tökéletes.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 12:29
Írta: svejk Dátum 2020 április 02, 12:29
No igen... mi is azt mondjuk, hogy nem tökéletes, tehát... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 12:38
Írta: Bencze András Dátum 2020 április 02, 12:38
Főorsónak szerintem így is megfelelne, még a pozicionálásra meg lehet tanítani még enkóder nélkül is. Ok egy érzékelő kell, hogy tudja hol kell megállni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:19
Írta: svejk Dátum 2020 április 02, 13:19
Az szupi lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:21
Írta: svejk Dátum 2020 április 02, 13:21
No ez a másik baj... :(
Én még nem találkoztam ABB-vel és az adok-veszekben sem láttam még egyet sem hobby áron.
Én még nem találkoztam ABB-vel és az adok-veszekben sem láttam még egyet sem hobby áron.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 02, 13:22
Írta: svejk Dátum 2020 április 02, 13:22
Kísérletezd ki V1000-re annak nagy sikere lenne itt.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 02, 15:19
Írta: Bencze András Dátum 2020 április 02, 15:19
Tudom a végeredményt, ezért nem is fogok bele. Egyébként rendes áron sem olyan vészes, összehasonlítva igazi szervóval. Jó ha a kamionról esik le akkor a szervó az olcsóbb. Ha azt nézed mennyi szinkronmotor van hobbistáknál...
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 április 03, 07:29
Írta: Szalai György Dátum 2020 április 03, 07:29
,,Főorsónak szerintem így is megfelelne"
Most még a semmit hajtja. Ebből szerintem nem következik, hogy dinamikusan változó terheléssel és tehetetlen tömeggel megpakolva is elfogadhatóan fog viselkedni.
De úgy legyen.
Most még a semmit hajtja. Ebből szerintem nem következik, hogy dinamikusan változó terheléssel és tehetetlen tömeggel megpakolva is elfogadhatóan fog viselkedni.
De úgy legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 03, 08:50
Írta: Bencze András Dátum 2020 április 03, 08:50
Jogos a felvetés. Most hirtelenjében főorsót nem tudok csinálni belőle, de berakom satuba, vagy lespaniferezem és ráfogok kesztyűben. 10% fordulat felett nem hiszem, hogy gond lesz. Van ötlet a forgó tengely nyomatékának mérésére? Egyáltalán a biztonságos terhelésre?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 03, 09:37
Írta: svejk Dátum 2020 április 03, 09:37
A legparasztosabb két félméteres cserépléccel ollószerűen rászorítani a tengelyre, az terhelés %-át vagy a motoráramot meg leolvasni a frekiváltóról.
Aztán következtetni, de nem tévesen, illetve kiszellőztetni :)
Aztán következtetni, de nem tévesen, illetve kiszellőztetni :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2020 április 03, 09:58
Írta: Szalai György Dátum 2020 április 03, 09:58
Vigyázza satuba rakással. Ezeknek a motoroknak nagyon kicsi a légrése, a forgó és állórész között. Ha megnyomod az állórészt, vagy a csapágyházat, megszorulhat.
(A magas fordulatszámból gondolom, hogy hosszúkás, alacsony nyomatékú motor. Nem tömzsi.)
Inkább a homlokfelülethez csavarozott lemezzel fognám satuba.
(A magas fordulatszámból gondolom, hogy hosszúkás, alacsony nyomatékú motor. Nem tömzsi.)
Inkább a homlokfelülethez csavarozott lemezzel fognám satuba.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 április 03, 10:09
Írta: Bencze András Dátum 2020 április 03, 10:09
No akkor ez lesz. A fiam meg felveszi, mert úgy érzem nagyon szkeptikusok vagytok.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 03, 10:37
Írta: svejk Dátum 2020 április 03, 10:37
Nem vagyunk szkeptikusak csak nekem még nem sikerült.
Igaz Siemens motorral még nem is próbáltam, pedig van itt pár darab a lábamnál.
Igaz Siemens motorral még nem is próbáltam, pedig van itt pár darab a lábamnál.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 04, 18:56
Írta: svejk Dátum 2020 április 04, 18:56
Keresek olyan emberkét aki közelebbi kapcsolatba került már egy ilyen Stöber MDS 5000-es (https://www.stoeber.de/en/products/electronics/drive-controllers/posidrive-mds-50servo-inverters.html) sorozatú frekiváltó/szervoval.
Konkrétan egy 7,5 kW-os Posirdive-ról és egy 4 kW-os motorról lenne szó.
Konkrétan egy 7,5 kW-os Posirdive-ról és egy 4 kW-os motorról lenne szó.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 április 15, 17:53
Írta: svejk Dátum 2020 április 15, 17:53
Kérdés a [#t19p120437#] hozzászóláshoz.
Kíváncsi vagyok ugyan mi késztet ennek a használatára a sokkal kényelmesebb PC-n futó szoftver helyett?
Kíváncsi vagyok ugyan mi késztet ennek a használatára a sokkal kényelmesebb PC-n futó szoftver helyett?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 április 15, 18:26
Írta: istvan3 Dátum 2020 április 15, 18:26
Közben rájöttem, hogy ez egy az egyben a Yaskawa SGDA.
Ha jól sejtem a Sigmawin se volt panaszkodni rá.
Ha jól sejtem a Sigmawin se volt panaszkodni rá.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 április 15, 18:27
Írta: istvan3 Dátum 2020 április 15, 18:27
*fog
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 19:50
Írta: Edi200804 Dátum 2020 április 15, 19:50
Sziasztok!
Egy kis segítség kellene van egy Yaskawa SGDH 04AE szervó vezérlőm egy abszolút encóderes Yaskawa SGMAH motorral. Kérdésem a következő lenne A81 hibakódot ír ki és nem is lehet kiütni belőle.Nem volt még ilyen vezérlőm amik voltak azok vagy leadshine vagy mitsubishi szervó. A81 alarmjelzésre írja hogy lehet tönkre ment az 5v-os akku. Igazából semilyen képet nem találtam a neten de a mellékelt képen látható helyre kell az aksi ha jól gondolom? Amikkel dolgom volt eddig abba nem kellett egyikbe sem akku. Illetve ha valaki tudja milyen akku kell bele. Sajna igy vettem meg hogy nem volt benne már ha oda kell egyáltalán az akku. Válaszotokat előre is köszönöm.
Üdv Roland
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hupazpckbtjxvhbqguex_5302.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/hupazpckbtjxvhbqguex_5302.jpg)
Egy kis segítség kellene van egy Yaskawa SGDH 04AE szervó vezérlőm egy abszolút encóderes Yaskawa SGMAH motorral. Kérdésem a következő lenne A81 hibakódot ír ki és nem is lehet kiütni belőle.Nem volt még ilyen vezérlőm amik voltak azok vagy leadshine vagy mitsubishi szervó. A81 alarmjelzésre írja hogy lehet tönkre ment az 5v-os akku. Igazából semilyen képet nem találtam a neten de a mellékelt képen látható helyre kell az aksi ha jól gondolom? Amikkel dolgom volt eddig abba nem kellett egyikbe sem akku. Illetve ha valaki tudja milyen akku kell bele. Sajna igy vettem meg hogy nem volt benne már ha oda kell egyáltalán az akku. Válaszotokat előre is köszönöm.
Üdv Roland
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hupazpckbtjxvhbqguex_5302.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/hupazpckbtjxvhbqguex_5302.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:01
Írta: xgm0s5ywd Dátum 2020 április 15, 20:01
Szia, elvileg JZSP-BAT01 elem kell bele, de ha nem akarod abszolút enkóderként használni, akkor át lehet írni valamelyik paraméterét, hogy inkrementálisként kezelje, akkor nem kell az elem.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:03
Írta: xgm0s5ywd Dátum 2020 április 15, 20:03
Ez a paraméter:Pn002.2
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 20:07
Írta: Edi200804 Dátum 2020 április 15, 20:07
Köszönöm szépen mindjárt megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 20:25
Írta: Edi200804 Dátum 2020 április 15, 20:25
Szia kipróbáltam eddig jó csak már most AE7 hibát ír ki.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:35
Írta: xgm0s5ywd Dátum 2020 április 15, 20:35
Akkor elvileg volt rajta valami opciós kártya, ezt hiányolja, az lenne a legjobb, ha inicalizálnád a Drive-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 21:10
Írta: Edi200804 Dátum 2020 április 15, 21:10
Reseteltem kiírta A81 újra, azt kiütöttem most pot/not de ezt most nem engedi a pn50a és pn50b menüre átvinni, csak a pn014 menüt hozza egyből.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 21:20
Írta: xgm0s5ywd Dátum 2020 április 15, 21:20
Jó irányba tartasz, akkor már csak a végállásokat hiányolja, van hozzá paraméterező kábeled, vagy kezelőjéről izgatod?[#kacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 21:26
Írta: Edi200804 Dátum 2020 április 15, 21:26
Kezelőröl! Plc-ről kellene vezérelni elszedő robotkarhoz 1 tengelyhez mert a másik tengely már megy a leadshine vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 21:54
Írta: xgm0s5ywd Dátum 2020 április 15, 21:54
Rendben, de inicalizálás után áramtalanítottad? Elvileg ezt a két paramétert kell 8-ra állítani,és nem kell végállás, a Pn014 paramétert nem is találom, igaz én CX Drive-val szoktam piszkálni.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 22:25
Írta: Edi200804 Dátum 2020 április 15, 22:25
Igen már megy frankón! Köszönöm szépen a segítséged![#taps]
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 16, 16:11
Írta: xgm0s5ywd Dátum 2020 április 16, 16:11
Szívesen [#eljen][#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 19:50
Írta: Edi200804 Dátum 2020 április 15, 19:50
Sziasztok!
Egy kis segítség kellene van egy Yaskawa SGDH 04AE szervó vezérlőm egy abszolút encóderes Yaskawa SGMAH motorral. Kérdésem a következő lenne A81 hibakódot ír ki és nem is lehet kiütni belőle.Nem volt még ilyen vezérlőm amik voltak azok vagy leadshine vagy mitsubishi szervó. A81 alarmjelzésre írja hogy lehet tönkre ment az 5v-os akku. Igazából semilyen képet nem találtam a neten de a mellékelt képen látható helyre kell az aksi ha jól gondolom? Amikkel dolgom volt eddig abba nem kellett egyikbe sem akku. Illetve ha valaki tudja milyen akku kell bele. Sajna igy vettem meg hogy nem volt benne már ha oda kell egyáltalán az akku. Válaszotokat előre is köszönöm.
Üdv Roland
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hupazpckbtjxvhbqguex_5302.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/hupazpckbtjxvhbqguex_5302.jpg)
Egy kis segítség kellene van egy Yaskawa SGDH 04AE szervó vezérlőm egy abszolút encóderes Yaskawa SGMAH motorral. Kérdésem a következő lenne A81 hibakódot ír ki és nem is lehet kiütni belőle.Nem volt még ilyen vezérlőm amik voltak azok vagy leadshine vagy mitsubishi szervó. A81 alarmjelzésre írja hogy lehet tönkre ment az 5v-os akku. Igazából semilyen képet nem találtam a neten de a mellékelt képen látható helyre kell az aksi ha jól gondolom? Amikkel dolgom volt eddig abba nem kellett egyikbe sem akku. Illetve ha valaki tudja milyen akku kell bele. Sajna igy vettem meg hogy nem volt benne már ha oda kell egyáltalán az akku. Válaszotokat előre is köszönöm.
Üdv Roland
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hupazpckbtjxvhbqguex_5302.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/hupazpckbtjxvhbqguex_5302.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:01
Írta: xgm0s5ywd Dátum 2020 április 15, 20:01
Szia, elvileg JZSP-BAT01 elem kell bele, de ha nem akarod abszolút enkóderként használni, akkor át lehet írni valamelyik paraméterét, hogy inkrementálisként kezelje, akkor nem kell az elem.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:03
Írta: xgm0s5ywd Dátum 2020 április 15, 20:03
Ez a paraméter:Pn002.2
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 20:07
Írta: Edi200804 Dátum 2020 április 15, 20:07
Köszönöm szépen mindjárt megnézem.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 20:25
Írta: Edi200804 Dátum 2020 április 15, 20:25
Szia kipróbáltam eddig jó csak már most AE7 hibát ír ki.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 20:35
Írta: xgm0s5ywd Dátum 2020 április 15, 20:35
Akkor elvileg volt rajta valami opciós kártya, ezt hiányolja, az lenne a legjobb, ha inicalizálnád a Drive-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 21:10
Írta: Edi200804 Dátum 2020 április 15, 21:10
Reseteltem kiírta A81 újra, azt kiütöttem most pot/not de ezt most nem engedi a pn50a és pn50b menüre átvinni, csak a pn014 menüt hozza egyből.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 21:20
Írta: xgm0s5ywd Dátum 2020 április 15, 21:20
Jó irányba tartasz, akkor már csak a végállásokat hiányolja, van hozzá paraméterező kábeled, vagy kezelőjéről izgatod?[#kacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 21:26
Írta: Edi200804 Dátum 2020 április 15, 21:26
Kezelőröl! Plc-ről kellene vezérelni elszedő robotkarhoz 1 tengelyhez mert a másik tengely már megy a leadshine vezérlővel.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 15, 21:54
Írta: xgm0s5ywd Dátum 2020 április 15, 21:54
Rendben, de inicalizálás után áramtalanítottad? Elvileg ezt a két paramétert kell 8-ra állítani,és nem kell végállás, a Pn014 paramétert nem is találom, igaz én CX Drive-val szoktam piszkálni.
Cím: Re:AC szervó motoros vezérlés
Írta: Edi200804 Dátum 2020 április 15, 22:25
Írta: Edi200804 Dátum 2020 április 15, 22:25
Igen már megy frankón! Köszönöm szépen a segítséged![#taps]
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2020 április 16, 16:11
Írta: xgm0s5ywd Dátum 2020 április 16, 16:11
Szívesen [#eljen][#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 április 28, 20:03
Írta: Borcz Dátum 2020 április 28, 20:03
Üdv.
Probléma lépett fel marás közben.
Mitsubishi MR-J2S-A típusú vezérlő és motor hozzá.
Egyik pillanatról a másikra AL.24 és hibakód jött ki... a munka darabom még nem kuka szerencsére. De ez mellékes.
Mellékletben a lehetőségek.
Kimérem a motor és a vezérlő U,V,W pontjait hátha zárlatos.
Valakinél volt már hasonló probléma?
Üdv
Borcz
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_khsi2wtqbzevnqtg4cc6f_3864.png) (https://hobbicncforum.hu/uploaded_images/2020/04/khsi2wtqbzevnqtg4cc6f_3864.png)
Probléma lépett fel marás közben.
Mitsubishi MR-J2S-A típusú vezérlő és motor hozzá.
Egyik pillanatról a másikra AL.24 és hibakód jött ki... a munka darabom még nem kuka szerencsére. De ez mellékes.
Mellékletben a lehetőségek.
Kimérem a motor és a vezérlő U,V,W pontjait hátha zárlatos.
Valakinél volt már hasonló probléma?
Üdv
Borcz
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_khsi2wtqbzevnqtg4cc6f_3864.png) (https://hobbicncforum.hu/uploaded_images/2020/04/khsi2wtqbzevnqtg4cc6f_3864.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 április 28, 20:03
Írta: Borcz Dátum 2020 április 28, 20:03
Üdv.
Probléma lépett fel marás közben.
Mitsubishi MR-J2S-A típusú vezérlő és motor hozzá.
Egyik pillanatról a másikra AL.24 és hibakód jött ki... a munka darabom még nem kuka szerencsére. De ez mellékes.
Mellékletben a lehetőségek.
Kimérem a motor és a vezérlő U,V,W pontjait hátha zárlatos.
Valakinél volt már hasonló probléma?
Üdv
Borcz
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_khsi2wtqbzevnqtg4cc6f_3864.png) (https://hobbicncforum.hu/uploaded_images/2020/04/khsi2wtqbzevnqtg4cc6f_3864.png)
Probléma lépett fel marás közben.
Mitsubishi MR-J2S-A típusú vezérlő és motor hozzá.
Egyik pillanatról a másikra AL.24 és hibakód jött ki... a munka darabom még nem kuka szerencsére. De ez mellékes.
Mellékletben a lehetőségek.
Kimérem a motor és a vezérlő U,V,W pontjait hátha zárlatos.
Valakinél volt már hasonló probléma?
Üdv
Borcz
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_khsi2wtqbzevnqtg4cc6f_3864.png) (https://hobbicncforum.hu/uploaded_images/2020/04/khsi2wtqbzevnqtg4cc6f_3864.png)
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 május 02, 08:09
Írta: nwmewgze Dátum 2020 május 02, 08:09
Jó reggelt fórumtársak!
Szeretném a segítségeteket kérni.
A gond: Jelenleg kézi üzemben cserélem a szerszámokat egy bistabil pneumatikus váltó segítségével, random hiba, hogy szerintem vagy nem tudja hol van épp a pozíciója (valamilyen szinten elfordul csereközben)
Vagy nem tudja merre kellene elindulnia program start megnyomása után.Van amikor rettentő gyorsan ide oda indul és csak utána indul el CW irányban.De ha nem jön neki össze letiltja a driver nyomatékra.Ha próbálom reprodukálni a hibát nem tudnám 100% ig állítani, hogy mitől csinálja.Kézi üzemben is program mentessen is ha indítok néha csinálja.Automata üzemben kicsit zavaróbb.Természetesen nem szeretném, hogy a legnagyobb akció közepette nyomjon egy imát.
Ezért is gondoltam, hogy valami kiindulás hiányzik a systemből..
Szeretném bekötni a főorsó jeladó-encoder funkcióját!(már amennyiben ez oldja meg a gondom)
Mivel nem alkalmaztam még soha, így a rajzok alapján úgy gondoltam hasonló a bekötése mint a step-dir jeleknek.
UC300ETH 5LPT —> UCBB2
Panasonic Minas-A3 Ac 750W 3000rpm 1/1es szíjhajtás Bt30as orsó.
1.-es képnél prezentálom az elképzelésem.
2.es 50es i/o csati CN X5
3.-as """talán"" az irány megadása.
4.-es encoder bekötési rajza.
Köszönöm a figyelmet!
Aki jártasabb nálam ezügyben ne tartsa magában!!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_y2mnddkf6dsyjb6gckqjp_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/y2mnddkf6dsyjb6gckqjp_4433.jpeg)
Szeretném a segítségeteket kérni.
A gond: Jelenleg kézi üzemben cserélem a szerszámokat egy bistabil pneumatikus váltó segítségével, random hiba, hogy szerintem vagy nem tudja hol van épp a pozíciója (valamilyen szinten elfordul csereközben)
Vagy nem tudja merre kellene elindulnia program start megnyomása után.Van amikor rettentő gyorsan ide oda indul és csak utána indul el CW irányban.De ha nem jön neki össze letiltja a driver nyomatékra.Ha próbálom reprodukálni a hibát nem tudnám 100% ig állítani, hogy mitől csinálja.Kézi üzemben is program mentessen is ha indítok néha csinálja.Automata üzemben kicsit zavaróbb.Természetesen nem szeretném, hogy a legnagyobb akció közepette nyomjon egy imát.
Ezért is gondoltam, hogy valami kiindulás hiányzik a systemből..
Szeretném bekötni a főorsó jeladó-encoder funkcióját!(már amennyiben ez oldja meg a gondom)
Mivel nem alkalmaztam még soha, így a rajzok alapján úgy gondoltam hasonló a bekötése mint a step-dir jeleknek.
UC300ETH 5LPT —> UCBB2
Panasonic Minas-A3 Ac 750W 3000rpm 1/1es szíjhajtás Bt30as orsó.
1.-es képnél prezentálom az elképzelésem.
2.es 50es i/o csati CN X5
3.-as """talán"" az irány megadása.
4.-es encoder bekötési rajza.
Köszönöm a figyelmet!
Aki jártasabb nálam ezügyben ne tartsa magában!!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_y2mnddkf6dsyjb6gckqjp_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/y2mnddkf6dsyjb6gckqjp_4433.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 07:16
Írta: zoli0302 Dátum 2020 május 06, 07:16
Jó reggelt ! Az lenne a kérdésem , hogy a siemen simodrive 611 szervómeghajtót lehet e analóg jellel üzemeltetni .
És ha igen akkor hol lehet csatlakozni a vezérlőhöz.
A rajta levő motorok tacho+enkóderesek 2+2+2+2+12 KW,
A vezérlés jó a gépen , de olyan nehézkes hogy ha lehet kicserélném.
És ha igen akkor hol lehet csatlakozni a vezérlőhöz.
A rajta levő motorok tacho+enkóderesek 2+2+2+2+12 KW,
A vezérlés jó a gépen , de olyan nehézkes hogy ha lehet kicserélném.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 07:59
Írta: kmajer Dátum 2020 május 06, 07:59
Az einschubmodul típusa a meghatározó.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 május 06, 08:08
Írta: Bencze András Dátum 2020 május 06, 08:08
Azért ez nem gyere cipó hamm bekaplak kategória....[#conf][#conf]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 11:59
Írta: zoli0302 Dátum 2020 május 06, 11:59
Szia ! a számok :
6SN1145-1BA-0BA2
6FC5447-0AA00-0AA1
6Sn1123-1AA00-0DA2
6SN1123-1AA00-0AA1 Nagyon megköszönném az infót..
6SN1145-1BA-0BA2
6FC5447-0AA00-0AA1
6Sn1123-1AA00-0DA2
6SN1123-1AA00-0AA1 Nagyon megköszönném az infót..
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 12:05
Írta: zoli0302 Dátum 2020 május 06, 12:05
Hasonló gépet már építettem át de az DC szervós volt és faipari, így a cncdrive vezérlőivel éy a mach3 mal egyszerű volt az eset. Ez a gép egy spinner 650 jó állapotban és bután mint a tök. Mesa kátyákkal hoznám össze a linux cnc vel ha az analóg+-10V os jellel meg tudom hajtani a motorvezérlőket.
És lesz egy eladó sinumerik 840D shopmill vezélésem :)
És lesz egy eladó sinumerik 840D shopmill vezélésem :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 12:28
Írta: svejk Dátum 2020 május 06, 12:28
"És lesz egy eladó sinumerik 840D shopmill vezélésem "
Ami buta mint a tök! [#circling][#wave]
Ami buta mint a tök! [#circling][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 12:29
Írta: svejk Dátum 2020 május 06, 12:29
Ott melyik analóg átalakítót használtad?
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2020 május 06, 12:48
Írta: ajpwg6jrn Dátum 2020 május 06, 12:48
Én terhelésnek egy másik szinkron motort használnék, kuplunggal átvinni a nyomatékot.
Terhelésnek pár kapcsoló és 1-500W-os izzó. És akkor úgy variálod a terhelést, ahogy te szeretnéd.
Tény hogy ilyet csak akkor érdemes összebarkácsolni, ha több különböző motort is tesztelünk a későbbiekben.
Terhelésnek pár kapcsoló és 1-500W-os izzó. És akkor úgy variálod a terhelést, ahogy te szeretnéd.
Tény hogy ilyet csak akkor érdemes összebarkácsolni, ha több különböző motort is tesztelünk a későbbiekben.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 13:42
Írta: zoli0302 Dátum 2020 május 06, 13:42
A cnc Drive 16035 ös vezérlőit használtam, az step dir jeleket fogad. A rendszer nem lett zárthurkú de a faipari alkalmazásnál ez nem lehet gond. A gép amit most kellene okosítanom az én otthoni gépem lenne , de pontosnak kell lennie mert nem csak hobbi célra kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 16:35
Írta: kmajer Dátum 2020 május 06, 16:35
Nem 840d hanem 810d CCU kompakt modullal amid van.
Helyedben megtanulnám használni.
Amennyiben kikukázod keress meg.
Bontsd vissza motorkábelig, onnan gondolkodj tovább...
Sok sikert!
Helyedben megtanulnám használni.
Amennyiben kikukázod keress meg.
Bontsd vissza motorkábelig, onnan gondolkodj tovább...
Sok sikert!
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 16:42
Írta: kmajer Dátum 2020 május 06, 16:42
Ja, az meg fincsi lesz ha a motorencoder endat...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 17:04
Írta: zoli0302 Dátum 2020 május 06, 17:04
Ha a programnak hinni lehet sima inkrementális 1000 es enkóderek vannak a motorokban.De cserélni se egy nagy probléma.
Inkább az a gondom , hogy amilyen vezérlőt tudnék normális áron venni hozzá az 230V os tehát a max kimenőfeszültsége sokkal kissebb mint az eredeti vezérlőé.
Inkább az a gondom , hogy amilyen vezérlőt tudnék normális áron venni hozzá az 230V os tehát a max kimenőfeszültsége sokkal kissebb mint az eredeti vezérlőé.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 május 06, 17:19
Írta: Bencze András Dátum 2020 május 06, 17:19
Ezek nem einschub számok. Tegyél fel inkább fotót a fiókról. Sanszos a motor FT5 széria lagegéberrel és 3 fázisú tachoval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 17:47
Írta: svejk Dátum 2020 május 06, 17:47
Ja, hogy cserélted a motormeghajtókat is![#heureka]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:02
Írta: zoli0302 Dátum 2020 május 06, 18:02
Nincs útmérő rajta, közvetett a mérőrendszer.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:03
Írta: zoli0302 Dátum 2020 május 06, 18:03
Nem vagyok mazohista :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 18:09
Írta: svejk Dátum 2020 május 06, 18:09
Pedig az eredeti felvetés [#t18p2987#] szerint igen. [#vigyor3][#kuss]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:17
Írta: zoli0302 Dátum 2020 május 06, 18:17
Az igazi mazohizmus a sinumerk 810/840 Shopmill használata, szerintem nem volt éppeszű a fejleszőgárda feje
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 18:31
Írta: svejk Dátum 2020 május 06, 18:31
[#vigyor3]
Egy kollégám 25 éves ipari CNC -igaz javarészt esztergálás- gyakorlattal a háta mögött elkezdett használni egy UCCNC vezérlésű fémipari marógépet.
Először úgy nézett rá mint gyújtogató a vizes szalmára, de fél év múlva hasonlóan nyilatkozott egy Mori-Seiki vezérlőről.
Az tetszik neki a hobby vezérlőben, hogy szinte nincsenek korlátok, nincs megkötve a keze, sokkal gyorsabban meg tud oldani vele feladatokat.
No persze káromkodás azért ebben az esetben is van, tökéletes, mindenki ínyére való vezérlőt sosem fognak alkotni.
Egy kollégám 25 éves ipari CNC -igaz javarészt esztergálás- gyakorlattal a háta mögött elkezdett használni egy UCCNC vezérlésű fémipari marógépet.
Először úgy nézett rá mint gyújtogató a vizes szalmára, de fél év múlva hasonlóan nyilatkozott egy Mori-Seiki vezérlőről.
Az tetszik neki a hobby vezérlőben, hogy szinte nincsenek korlátok, nincs megkötve a keze, sokkal gyorsabban meg tud oldani vele feladatokat.
No persze káromkodás azért ebben az esetben is van, tökéletes, mindenki ínyére való vezérlőt sosem fognak alkotni.
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2020 május 06, 18:44
Írta: nagysam Dátum 2020 május 06, 18:44
[#wow1]
Nem ismerem ezt a vezérlőt, de ránézve, ezt megtanulni kell, nem kicserélni. Egy profi, stabil rendszert biztos megtartanék. Többet tud mint amire cserélhetnéd.
Igaz, ha valami megbetegszik az zsebbenyúlós.
(Az én gépemben is ilyen SIMODRIVE 611-es hajtás van. Igaz heindenhain iTNC530 vezérlővel.)
Nem ismerem ezt a vezérlőt, de ránézve, ezt megtanulni kell, nem kicserélni. Egy profi, stabil rendszert biztos megtartanék. Többet tud mint amire cserélhetnéd.
Igaz, ha valami megbetegszik az zsebbenyúlós.
(Az én gépemben is ilyen SIMODRIVE 611-es hajtás van. Igaz heindenhain iTNC530 vezérlővel.)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 19:23
Írta: zoli0302 Dátum 2020 május 06, 19:23
Azt hiszem árnyaltabb lett a véleményem /egy negyedórás telefonos eligazítás után/ A haszálati utasítást íróknak az anyukája volt a tisztességtelen, nem maga a gép.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 20:01
Írta: svejk Dátum 2020 május 06, 20:01
Az biztos, hogy a gyári atom stabil és nem utolsó sorban értékálló.
Sajnos egy hobby vezérlős gép eladhatatlan az ipar területére.
Sajnos egy hobby vezérlős gép eladhatatlan az ipar területére.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 20, 09:28
Írta: GPeti1977 Dátum 2020 május 20, 09:28
Van egy motor driverem aminek a táplálása 2 helyen van kivezetve egy a vezérlés, egy meg a teljesítmény végfok mind a kettő 230V 1 fázis. A hivatalos bekötési rajzon párhuzamosan kell kötni a kettőt. Azután megnéztem egy hasonló komolyabb driver bekötését, ott a vezérlés bekötése úgy van hogy a főrelé elé és a főkapcsoló után van bekötve, illetve zavarszűrő vagy 1:1 leválasztó transzformátorral, nem csak simán párhuzamosan. Mivel a gépben van 230/230 leválasztó trafóm amiről a PLC-t és a PC tápját is működtetem, nem lenne biztonságosabb-e hogy a driver vezérlőáramkörét is leválasztó transzformátorról tápláljam? Igaz ezen a driveren az error-t nem tudom gombbal reszetelni de azt úgy oldanám meg hogy a vezérlés tápját is egy gombbal meg lehetne szakítani.
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 május 02, 08:09
Írta: nwmewgze Dátum 2020 május 02, 08:09
Jó reggelt fórumtársak!
Szeretném a segítségeteket kérni.
A gond: Jelenleg kézi üzemben cserélem a szerszámokat egy bistabil pneumatikus váltó segítségével, random hiba, hogy szerintem vagy nem tudja hol van épp a pozíciója (valamilyen szinten elfordul csereközben)
Vagy nem tudja merre kellene elindulnia program start megnyomása után.Van amikor rettentő gyorsan ide oda indul és csak utána indul el CW irányban.De ha nem jön neki össze letiltja a driver nyomatékra.Ha próbálom reprodukálni a hibát nem tudnám 100% ig állítani, hogy mitől csinálja.Kézi üzemben is program mentessen is ha indítok néha csinálja.Automata üzemben kicsit zavaróbb.Természetesen nem szeretném, hogy a legnagyobb akció közepette nyomjon egy imát.
Ezért is gondoltam, hogy valami kiindulás hiányzik a systemből..
Szeretném bekötni a főorsó jeladó-encoder funkcióját!(már amennyiben ez oldja meg a gondom)
Mivel nem alkalmaztam még soha, így a rajzok alapján úgy gondoltam hasonló a bekötése mint a step-dir jeleknek.
UC300ETH 5LPT —> UCBB2
Panasonic Minas-A3 Ac 750W 3000rpm 1/1es szíjhajtás Bt30as orsó.
1.-es képnél prezentálom az elképzelésem.
2.es 50es i/o csati CN X5
3.-as """talán"" az irány megadása.
4.-es encoder bekötési rajza.
Köszönöm a figyelmet!
Aki jártasabb nálam ezügyben ne tartsa magában!!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_y2mnddkf6dsyjb6gckqjp_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/y2mnddkf6dsyjb6gckqjp_4433.jpeg)
Szeretném a segítségeteket kérni.
A gond: Jelenleg kézi üzemben cserélem a szerszámokat egy bistabil pneumatikus váltó segítségével, random hiba, hogy szerintem vagy nem tudja hol van épp a pozíciója (valamilyen szinten elfordul csereközben)
Vagy nem tudja merre kellene elindulnia program start megnyomása után.Van amikor rettentő gyorsan ide oda indul és csak utána indul el CW irányban.De ha nem jön neki össze letiltja a driver nyomatékra.Ha próbálom reprodukálni a hibát nem tudnám 100% ig állítani, hogy mitől csinálja.Kézi üzemben is program mentessen is ha indítok néha csinálja.Automata üzemben kicsit zavaróbb.Természetesen nem szeretném, hogy a legnagyobb akció közepette nyomjon egy imát.
Ezért is gondoltam, hogy valami kiindulás hiányzik a systemből..
Szeretném bekötni a főorsó jeladó-encoder funkcióját!(már amennyiben ez oldja meg a gondom)
Mivel nem alkalmaztam még soha, így a rajzok alapján úgy gondoltam hasonló a bekötése mint a step-dir jeleknek.
UC300ETH 5LPT —> UCBB2
Panasonic Minas-A3 Ac 750W 3000rpm 1/1es szíjhajtás Bt30as orsó.
1.-es képnél prezentálom az elképzelésem.
2.es 50es i/o csati CN X5
3.-as """talán"" az irány megadása.
4.-es encoder bekötési rajza.
Köszönöm a figyelmet!
Aki jártasabb nálam ezügyben ne tartsa magában!!
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/a0t8sz2qggt8pjh84wzy_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/sjhm2ev2qwbk2pebhxfcs_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/jf3fq50ex9qt22qcubz_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_y2mnddkf6dsyjb6gckqjp_4433.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/y2mnddkf6dsyjb6gckqjp_4433.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 07:16
Írta: zoli0302 Dátum 2020 május 06, 07:16
Jó reggelt ! Az lenne a kérdésem , hogy a siemen simodrive 611 szervómeghajtót lehet e analóg jellel üzemeltetni .
És ha igen akkor hol lehet csatlakozni a vezérlőhöz.
A rajta levő motorok tacho+enkóderesek 2+2+2+2+12 KW,
A vezérlés jó a gépen , de olyan nehézkes hogy ha lehet kicserélném.
És ha igen akkor hol lehet csatlakozni a vezérlőhöz.
A rajta levő motorok tacho+enkóderesek 2+2+2+2+12 KW,
A vezérlés jó a gépen , de olyan nehézkes hogy ha lehet kicserélném.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 07:59
Írta: kmajer Dátum 2020 május 06, 07:59
Az einschubmodul típusa a meghatározó.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 május 06, 08:08
Írta: Bencze András Dátum 2020 május 06, 08:08
Azért ez nem gyere cipó hamm bekaplak kategória....[#conf][#conf]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 11:59
Írta: zoli0302 Dátum 2020 május 06, 11:59
Szia ! a számok :
6SN1145-1BA-0BA2
6FC5447-0AA00-0AA1
6Sn1123-1AA00-0DA2
6SN1123-1AA00-0AA1 Nagyon megköszönném az infót..
6SN1145-1BA-0BA2
6FC5447-0AA00-0AA1
6Sn1123-1AA00-0DA2
6SN1123-1AA00-0AA1 Nagyon megköszönném az infót..
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 12:05
Írta: zoli0302 Dátum 2020 május 06, 12:05
Hasonló gépet már építettem át de az DC szervós volt és faipari, így a cncdrive vezérlőivel éy a mach3 mal egyszerű volt az eset. Ez a gép egy spinner 650 jó állapotban és bután mint a tök. Mesa kátyákkal hoznám össze a linux cnc vel ha az analóg+-10V os jellel meg tudom hajtani a motorvezérlőket.
És lesz egy eladó sinumerik 840D shopmill vezélésem :)
És lesz egy eladó sinumerik 840D shopmill vezélésem :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 12:28
Írta: svejk Dátum 2020 május 06, 12:28
"És lesz egy eladó sinumerik 840D shopmill vezélésem "
Ami buta mint a tök! [#circling][#wave]
Ami buta mint a tök! [#circling][#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 12:29
Írta: svejk Dátum 2020 május 06, 12:29
Ott melyik analóg átalakítót használtad?
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2020 május 06, 12:48
Írta: ajpwg6jrn Dátum 2020 május 06, 12:48
Én terhelésnek egy másik szinkron motort használnék, kuplunggal átvinni a nyomatékot.
Terhelésnek pár kapcsoló és 1-500W-os izzó. És akkor úgy variálod a terhelést, ahogy te szeretnéd.
Tény hogy ilyet csak akkor érdemes összebarkácsolni, ha több különböző motort is tesztelünk a későbbiekben.
Terhelésnek pár kapcsoló és 1-500W-os izzó. És akkor úgy variálod a terhelést, ahogy te szeretnéd.
Tény hogy ilyet csak akkor érdemes összebarkácsolni, ha több különböző motort is tesztelünk a későbbiekben.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 13:42
Írta: zoli0302 Dátum 2020 május 06, 13:42
A cnc Drive 16035 ös vezérlőit használtam, az step dir jeleket fogad. A rendszer nem lett zárthurkú de a faipari alkalmazásnál ez nem lehet gond. A gép amit most kellene okosítanom az én otthoni gépem lenne , de pontosnak kell lennie mert nem csak hobbi célra kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 16:35
Írta: kmajer Dátum 2020 május 06, 16:35
Nem 840d hanem 810d CCU kompakt modullal amid van.
Helyedben megtanulnám használni.
Amennyiben kikukázod keress meg.
Bontsd vissza motorkábelig, onnan gondolkodj tovább...
Sok sikert!
Helyedben megtanulnám használni.
Amennyiben kikukázod keress meg.
Bontsd vissza motorkábelig, onnan gondolkodj tovább...
Sok sikert!
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 06, 16:42
Írta: kmajer Dátum 2020 május 06, 16:42
Ja, az meg fincsi lesz ha a motorencoder endat...
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 17:04
Írta: zoli0302 Dátum 2020 május 06, 17:04
Ha a programnak hinni lehet sima inkrementális 1000 es enkóderek vannak a motorokban.De cserélni se egy nagy probléma.
Inkább az a gondom , hogy amilyen vezérlőt tudnék normális áron venni hozzá az 230V os tehát a max kimenőfeszültsége sokkal kissebb mint az eredeti vezérlőé.
Inkább az a gondom , hogy amilyen vezérlőt tudnék normális áron venni hozzá az 230V os tehát a max kimenőfeszültsége sokkal kissebb mint az eredeti vezérlőé.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2020 május 06, 17:19
Írta: Bencze András Dátum 2020 május 06, 17:19
Ezek nem einschub számok. Tegyél fel inkább fotót a fiókról. Sanszos a motor FT5 széria lagegéberrel és 3 fázisú tachoval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 17:47
Írta: svejk Dátum 2020 május 06, 17:47
Ja, hogy cserélted a motormeghajtókat is![#heureka]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:02
Írta: zoli0302 Dátum 2020 május 06, 18:02
Nincs útmérő rajta, közvetett a mérőrendszer.
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:03
Írta: zoli0302 Dátum 2020 május 06, 18:03
Nem vagyok mazohista :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 18:09
Írta: svejk Dátum 2020 május 06, 18:09
Pedig az eredeti felvetés [#t18p2987#] szerint igen. [#vigyor3][#kuss]
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 18:17
Írta: zoli0302 Dátum 2020 május 06, 18:17
Az igazi mazohizmus a sinumerk 810/840 Shopmill használata, szerintem nem volt éppeszű a fejleszőgárda feje
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 18:31
Írta: svejk Dátum 2020 május 06, 18:31
[#vigyor3]
Egy kollégám 25 éves ipari CNC -igaz javarészt esztergálás- gyakorlattal a háta mögött elkezdett használni egy UCCNC vezérlésű fémipari marógépet.
Először úgy nézett rá mint gyújtogató a vizes szalmára, de fél év múlva hasonlóan nyilatkozott egy Mori-Seiki vezérlőről.
Az tetszik neki a hobby vezérlőben, hogy szinte nincsenek korlátok, nincs megkötve a keze, sokkal gyorsabban meg tud oldani vele feladatokat.
No persze káromkodás azért ebben az esetben is van, tökéletes, mindenki ínyére való vezérlőt sosem fognak alkotni.
Egy kollégám 25 éves ipari CNC -igaz javarészt esztergálás- gyakorlattal a háta mögött elkezdett használni egy UCCNC vezérlésű fémipari marógépet.
Először úgy nézett rá mint gyújtogató a vizes szalmára, de fél év múlva hasonlóan nyilatkozott egy Mori-Seiki vezérlőről.
Az tetszik neki a hobby vezérlőben, hogy szinte nincsenek korlátok, nincs megkötve a keze, sokkal gyorsabban meg tud oldani vele feladatokat.
No persze káromkodás azért ebben az esetben is van, tökéletes, mindenki ínyére való vezérlőt sosem fognak alkotni.
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2020 május 06, 18:44
Írta: nagysam Dátum 2020 május 06, 18:44
[#wow1]
Nem ismerem ezt a vezérlőt, de ránézve, ezt megtanulni kell, nem kicserélni. Egy profi, stabil rendszert biztos megtartanék. Többet tud mint amire cserélhetnéd.
Igaz, ha valami megbetegszik az zsebbenyúlós.
(Az én gépemben is ilyen SIMODRIVE 611-es hajtás van. Igaz heindenhain iTNC530 vezérlővel.)
Nem ismerem ezt a vezérlőt, de ránézve, ezt megtanulni kell, nem kicserélni. Egy profi, stabil rendszert biztos megtartanék. Többet tud mint amire cserélhetnéd.
Igaz, ha valami megbetegszik az zsebbenyúlós.
(Az én gépemben is ilyen SIMODRIVE 611-es hajtás van. Igaz heindenhain iTNC530 vezérlővel.)
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2020 május 06, 19:23
Írta: zoli0302 Dátum 2020 május 06, 19:23
Azt hiszem árnyaltabb lett a véleményem /egy negyedórás telefonos eligazítás után/ A haszálati utasítást íróknak az anyukája volt a tisztességtelen, nem maga a gép.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 06, 20:01
Írta: svejk Dátum 2020 május 06, 20:01
Az biztos, hogy a gyári atom stabil és nem utolsó sorban értékálló.
Sajnos egy hobby vezérlős gép eladhatatlan az ipar területére.
Sajnos egy hobby vezérlős gép eladhatatlan az ipar területére.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 20, 09:28
Írta: GPeti1977 Dátum 2020 május 20, 09:28
Van egy motor driverem aminek a táplálása 2 helyen van kivezetve egy a vezérlés, egy meg a teljesítmény végfok mind a kettő 230V 1 fázis. A hivatalos bekötési rajzon párhuzamosan kell kötni a kettőt. Azután megnéztem egy hasonló komolyabb driver bekötését, ott a vezérlés bekötése úgy van hogy a főrelé elé és a főkapcsoló után van bekötve, illetve zavarszűrő vagy 1:1 leválasztó transzformátorral, nem csak simán párhuzamosan. Mivel a gépben van 230/230 leválasztó trafóm amiről a PLC-t és a PC tápját is működtetem, nem lenne biztonságosabb-e hogy a driver vezérlőáramkörét is leválasztó transzformátorról tápláljam? Igaz ezen a driveren az error-t nem tudom gombbal reszetelni de azt úgy oldanám meg hogy a vezérlés tápját is egy gombbal meg lehetne szakítani.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 20, 09:50
Írta: istvan3 Dátum 2020 május 20, 09:50
Általában 2 féle nagyfesz bemenet van.
Egyik a vezérlésért felelős, másik a motor hajtásért.
Utóbbit a katalógusok általában egy öntartós relés megoldással meghajtva adják meg, ami E-stopra, vagy Servo Alarm jelre kikapcsol, úgy hogy a szervó vezérlő bekapcsolva marad. (Elveszi a motor tápot)
A csatolt Sigma 2 hajtáson az L1 L2 L3 bemenet kapcsol le.
Bár ez a megoldás jelenleg már biztosan nem kapna CE-t.
Ipari termelésben a gépeken(nem cnc) pl. nyitott biztonsági ajtónál sem lehet tápfesz a motorokon, illetve a relés öntartó megoldást sem használnak, mert besülhet. Biztonsági reléket kell alkalmazni.
Hobbiban ugye nem ez a mérvadó, de törekedjünk a biztonságra.
(Régebbi hajtásnál, ahol nincs külön véve a vezérlés és a teljesítmény táp, ott a motor kimenetre voltak helyezve mágneskapcsolók, amik hiba/vészstop esetén ott is leválasztják a motorról a tápfeszültséget.)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_05euhvsk5dp6easgezzax_3305.png) (https://hobbicncforum.hu/uploaded_images/2020/05/05euhvsk5dp6easgezzax_3305.png)
Egyik a vezérlésért felelős, másik a motor hajtásért.
Utóbbit a katalógusok általában egy öntartós relés megoldással meghajtva adják meg, ami E-stopra, vagy Servo Alarm jelre kikapcsol, úgy hogy a szervó vezérlő bekapcsolva marad. (Elveszi a motor tápot)
A csatolt Sigma 2 hajtáson az L1 L2 L3 bemenet kapcsol le.
Bár ez a megoldás jelenleg már biztosan nem kapna CE-t.
Ipari termelésben a gépeken(nem cnc) pl. nyitott biztonsági ajtónál sem lehet tápfesz a motorokon, illetve a relés öntartó megoldást sem használnak, mert besülhet. Biztonsági reléket kell alkalmazni.
Hobbiban ugye nem ez a mérvadó, de törekedjünk a biztonságra.
(Régebbi hajtásnál, ahol nincs külön véve a vezérlés és a teljesítmény táp, ott a motor kimenetre voltak helyezve mágneskapcsolók, amik hiba/vészstop esetén ott is leválasztják a motorról a tápfeszültséget.)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_05euhvsk5dp6easgezzax_3305.png) (https://hobbicncforum.hu/uploaded_images/2020/05/05euhvsk5dp6easgezzax_3305.png)
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 20, 10:43
Írta: GPeti1977 Dátum 2020 május 20, 10:43
Köszönöm, viszont ez a relé öntartás illetve az egész biztonsági rendszer nem egyértelmű hogyan szabványos, úgy kötöttem be hogy Start gombra bekapcsol, Stop vagy emergency stop vagy a 3 tengely végállására szintén lekapcsol, illetve ha a plc-n nem fut a program (nem zár a relé) szintén lekapcsol. A gépnek nincsen ajtaja, csak a vágókorongon egy szenzor ami érzékeli a burkolatot.
Viszont fő motorja van nem kicsi, ez akkor kapcsolható be ha a Mach3 charge-pump relé zárva van és az öntartó relé is zárva van és M3-mal bekapcsoltuk a motort és a motor hőkioldója nem aktív.
Viszont fő motorja van nem kicsi, ez akkor kapcsolható be ha a Mach3 charge-pump relé zárva van és az öntartó relé is zárva van és M3-mal bekapcsoltuk a motort és a motor hőkioldója nem aktív.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 13:12
Írta: Borcz Dátum 2020 május 21, 13:12
Üdv.
Keresek AC servo motort és vezérlőt. STEP/DIR meghajtásút.
Két napja bújom a netet és nem tudom mi az ami egyszerűen megtanulható nem kell hogy 200+1 beállítása legyen. Láttam: OMRON, YASKAWA, SIEMENS... és még nem tudom mennyi neves és nagyon drága dolgokat :)
Jelenleg MITSUBISHI MR-J2S-A vezérlőim vannak, de nagyon nehéz beszerezni. A "B" tipusút meg nem értem a kommunikációját. Jó az "A" :)
Jelenleg 1kW körüli szörnyeteget keresek. De nincs kizárva hogy kell majd még.
Mik a tapasztalatok és mi ami szerintetek jó?
Üdv
Borcz
Keresek AC servo motort és vezérlőt. STEP/DIR meghajtásút.
Két napja bújom a netet és nem tudom mi az ami egyszerűen megtanulható nem kell hogy 200+1 beállítása legyen. Láttam: OMRON, YASKAWA, SIEMENS... és még nem tudom mennyi neves és nagyon drága dolgokat :)
Jelenleg MITSUBISHI MR-J2S-A vezérlőim vannak, de nagyon nehéz beszerezni. A "B" tipusút meg nem értem a kommunikációját. Jó az "A" :)
Jelenleg 1kW körüli szörnyeteget keresek. De nincs kizárva hogy kell majd még.
Mik a tapasztalatok és mi ami szerintetek jó?
Üdv
Borcz
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:31
Írta: svejk Dátum 2020 május 21, 13:31
Mindegyik jó ha ért hozzá az ember.
Ha gyorsan le akarod tudni a dolgot akkor Távol-Keletit.
Akár régebbi Yaskawa, Panasonic, Samsung, vagy akár a most használt Mitsubishi...
Ha van időd molyolni akkor mondjuk Allan-Bradley-t.
Ha szereted szívatni magad vagy könnyen tanulsz és az átlagnál nagyobb IQ-val rendelkezel akkor valami német technikát.
Ha gyorsan le akarod tudni a dolgot akkor Távol-Keletit.
Akár régebbi Yaskawa, Panasonic, Samsung, vagy akár a most használt Mitsubishi...
Ha van időd molyolni akkor mondjuk Allan-Bradley-t.
Ha szereted szívatni magad vagy könnyen tanulsz és az átlagnál nagyobb IQ-val rendelkezel akkor valami német technikát.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:34
Írta: svejk Dátum 2020 május 21, 13:34
Persze mindnek vannak buktatói de tanulás, tapasztalat nélkül ritkán van eredmény.
No és az egzotikumokat kerülni kell, jó ha van kitől kérdezni.
No és az egzotikumokat kerülni kell, jó ha van kitől kérdezni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:38
Írta: svejk Dátum 2020 május 21, 13:38
Nem utolsó sorban törekedni kell arra hogy olyat szerezzen be az ember ami tényleg arra való amire kell.
pl. motorból is általában van 4-5 féle egy adott vezérlőhöz.
De sajnos ez ritkán jön össze ha úgy kell a használt cuccokból összevadászni, ekkor marad a kompromisszum.
pl. motorból is általában van 4-5 féle egy adott vezérlőhöz.
De sajnos ez ritkán jön össze ha úgy kell a használt cuccokból összevadászni, ekkor marad a kompromisszum.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 13:41
Írta: Borcz Dátum 2020 május 21, 13:41
A Mitsun alig használok néhány paramétert és van belőle annyi hogy szerintem zenélni is tud, csak nem tudom melyik az a beállítás.
Szívesen próbálkozok vele. Valahogy a Mitsu vezérlést is összeraktam. Nem volt egyszerű az elején. Az "X" és az "Y" tengely nem volt összehangolva és a kör helyett olyan szép oválisok lettek. De meg lett.
Nem vagyok nagy felhasználó csak a profi szintet keresem. És az AC servó a profi.
Szívesen próbálkozok vele. Valahogy a Mitsu vezérlést is összeraktam. Nem volt egyszerű az elején. Az "X" és az "Y" tengely nem volt összehangolva és a kör helyett olyan szép oválisok lettek. De meg lett.
Nem vagyok nagy felhasználó csak a profi szintet keresem. És az AC servó a profi.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:53
Írta: svejk Dátum 2020 május 21, 13:53
Ez a step/dir rendszer előnye és egyben hátránya.
Előny, hogy csak pár paramétert kell állítani a többi inkább az analóg vezérlésnek szól.
Hátrány pedig maga a step/dir rendszer, így a profi cucc gyakorlatilag le van butítva.
Komolyabb vezérlőkben nem is nagyon található már ez az opció.
Előny, hogy csak pár paramétert kell állítani a többi inkább az analóg vezérlésnek szól.
Hátrány pedig maga a step/dir rendszer, így a profi cucc gyakorlatilag le van butítva.
Komolyabb vezérlőkben nem is nagyon található már ez az opció.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:55
Írta: svejk Dátum 2020 május 21, 13:55
Az MR-J egyébként nekem is tetszett a végén kezesebb volt mint a régebben ismert másik.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 14:00
Írta: Borcz Dátum 2020 május 21, 14:00
UC 400ETH-rel hajtom. De rendesen le van butítva.
Azt hiszem 4000 impulzus körönként. Az eddigi tapasztalatok alapján elég is.
Azt hiszem 4000 impulzus körönként. Az eddigi tapasztalatok alapján elég is.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 21, 18:05
Írta: GPeti1977 Dátum 2020 május 21, 18:05
Egy AC szervó motor tud olyant hogy a step jelre momdjuk ugrik egy fokot mint a léptetőmotor?
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 21, 19:08
Írta: kmajer Dátum 2020 május 21, 19:08
Szervo nem tud beállni fix pozícióra.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2020 május 21, 20:27
Írta: szabad paraszt Dátum 2020 május 21, 20:27
Oh, ezt hogy érted?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 21, 20:28
Írta: istvan3 Dátum 2020 május 21, 20:28
Általában megadható a szervóknak, hogy egy fordulathoz hány (step) impulzus szükséges. (Az enkóder számát osztja le szoftveresen a kívánt értékre) Ha 360-ra állítasz be, akkor fokonként fog lépni.
Amúgy meg miért ne tudna a szervó beállni fix pozícióba?
Attól, hogy a hibajel által veszi fel a pozíciót, még nulla hibára törekszik a rendszer.
Amúgy meg miért ne tudna a szervó beállni fix pozícióba?
Attól, hogy a hibajel által veszi fel a pozíciót, még nulla hibára törekszik a rendszer.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 május 21, 20:41
Írta: designr Dátum 2020 május 21, 20:41
Panasonic
Step-dir
1kw
Vezetékeivel,programmal,segítséggel a beüzemléshez.
Stabil megbizható..
Ugyanilyen.
[#t218p7815#]
Ez is tőlem van..
Ha érdekel irj..
Step-dir
1kw
Vezetékeivel,programmal,segítséggel a beüzemléshez.
Stabil megbizható..
Ugyanilyen.
[#t218p7815#]
Ez is tőlem van..
Ha érdekel irj..
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 09:13
Írta: kmajer Dátum 2020 május 22, 09:13
A kérdésed meg is válszoltad magadnak.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 09:14
Írta: kmajer Dátum 2020 május 22, 09:14
A működési elv szerint.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 22, 11:40
Írta: istvan3 Dátum 2020 május 22, 11:40
Ne haragudj de továbbra sem magyaráztál meg semmit.
Az, hogy a hibajel készteti a motort forgásra, és ez által követi az előírt pályát, (méretezés, és hangolás függő hibával) az nem jelenti azt, hogy a motor végül nem tud beállni fix pozícióba, amikor a step jelek megszűnnek.
Ez természetesen egy begerjedt rendszer esetén nem történik meg, mert ide oda mozog a motor.
A fix pozícióból való kibillenést pedig a rendszer korrigálja.
A léptető motor tengelye sem stabil tartó helyzetben, kibillenthető onnan.
Az, hogy a hibajel készteti a motort forgásra, és ez által követi az előírt pályát, (méretezés, és hangolás függő hibával) az nem jelenti azt, hogy a motor végül nem tud beállni fix pozícióba, amikor a step jelek megszűnnek.
Ez természetesen egy begerjedt rendszer esetén nem történik meg, mert ide oda mozog a motor.
A fix pozícióból való kibillenést pedig a rendszer korrigálja.
A léptető motor tengelye sem stabil tartó helyzetben, kibillenthető onnan.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 22, 11:47
Írta: istvan3 Dátum 2020 május 22, 11:47
Pedig ezeknek az AC szervókban pont az a jó, hogy rengeteg paramétert lehet figyelni, beállítani.
Többek között pár dolog amit érdemes használni:
- precíz nullpont felvétel az enkóder Z csatornával
- hibahatár figyelés, illetve rendszer letiltás ennek túllépésekor
- nyomatéklimit pl. szerszámcsere alkalmazáskor
- fékes motor esetén annak a ki-be kapcsolása
Ezen kívül ahhoz, hogy egy szervó rendszer előnye kijöjjön jól méretezett hajtásra, és megfelelő mechanikára van szükség.
Hiába tud a rendszer szuper gyorsulást, ha széthullik alatta a gép. Illetve hiába a szervó, ha nincs jól méretezve és nem tudja követni a pályát megmunkálás közben, csak nagyon kis gyorsulásnál.
Véleményem szerint emiatt érik meg a plusz befektetett pénzt és munkát.
Komolyabb tervezést igényel, vezetékezést, motorhangolást. Ezt már nem lehet egy PC házban összedobni.
Többek között pár dolog amit érdemes használni:
- precíz nullpont felvétel az enkóder Z csatornával
- hibahatár figyelés, illetve rendszer letiltás ennek túllépésekor
- nyomatéklimit pl. szerszámcsere alkalmazáskor
- fékes motor esetén annak a ki-be kapcsolása
Ezen kívül ahhoz, hogy egy szervó rendszer előnye kijöjjön jól méretezett hajtásra, és megfelelő mechanikára van szükség.
Hiába tud a rendszer szuper gyorsulást, ha széthullik alatta a gép. Illetve hiába a szervó, ha nincs jól méretezve és nem tudja követni a pályát megmunkálás közben, csak nagyon kis gyorsulásnál.
Véleményem szerint emiatt érik meg a plusz befektetett pénzt és munkát.
Komolyabb tervezést igényel, vezetékezést, motorhangolást. Ezt már nem lehet egy PC házban összedobni.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 15:27
Írta: kmajer Dátum 2020 május 22, 15:27
Nem akarok senkinek megmagyarázni semmit,
maximum gondolkodásra biztatni.
Az eredetileg feldobott kérdésre már 2x válszoltál is magadnak.
maximum gondolkodásra biztatni.
Az eredetileg feldobott kérdésre már 2x válszoltál is magadnak.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 20, 09:50
Írta: istvan3 Dátum 2020 május 20, 09:50
Általában 2 féle nagyfesz bemenet van.
Egyik a vezérlésért felelős, másik a motor hajtásért.
Utóbbit a katalógusok általában egy öntartós relés megoldással meghajtva adják meg, ami E-stopra, vagy Servo Alarm jelre kikapcsol, úgy hogy a szervó vezérlő bekapcsolva marad. (Elveszi a motor tápot)
A csatolt Sigma 2 hajtáson az L1 L2 L3 bemenet kapcsol le.
Bár ez a megoldás jelenleg már biztosan nem kapna CE-t.
Ipari termelésben a gépeken(nem cnc) pl. nyitott biztonsági ajtónál sem lehet tápfesz a motorokon, illetve a relés öntartó megoldást sem használnak, mert besülhet. Biztonsági reléket kell alkalmazni.
Hobbiban ugye nem ez a mérvadó, de törekedjünk a biztonságra.
(Régebbi hajtásnál, ahol nincs külön véve a vezérlés és a teljesítmény táp, ott a motor kimenetre voltak helyezve mágneskapcsolók, amik hiba/vészstop esetén ott is leválasztják a motorról a tápfeszültséget.)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_05euhvsk5dp6easgezzax_3305.png) (https://hobbicncforum.hu/uploaded_images/2020/05/05euhvsk5dp6easgezzax_3305.png)
Egyik a vezérlésért felelős, másik a motor hajtásért.
Utóbbit a katalógusok általában egy öntartós relés megoldással meghajtva adják meg, ami E-stopra, vagy Servo Alarm jelre kikapcsol, úgy hogy a szervó vezérlő bekapcsolva marad. (Elveszi a motor tápot)
A csatolt Sigma 2 hajtáson az L1 L2 L3 bemenet kapcsol le.
Bár ez a megoldás jelenleg már biztosan nem kapna CE-t.
Ipari termelésben a gépeken(nem cnc) pl. nyitott biztonsági ajtónál sem lehet tápfesz a motorokon, illetve a relés öntartó megoldást sem használnak, mert besülhet. Biztonsági reléket kell alkalmazni.
Hobbiban ugye nem ez a mérvadó, de törekedjünk a biztonságra.
(Régebbi hajtásnál, ahol nincs külön véve a vezérlés és a teljesítmény táp, ott a motor kimenetre voltak helyezve mágneskapcsolók, amik hiba/vészstop esetén ott is leválasztják a motorról a tápfeszültséget.)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_05euhvsk5dp6easgezzax_3305.png) (https://hobbicncforum.hu/uploaded_images/2020/05/05euhvsk5dp6easgezzax_3305.png)
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 20, 10:43
Írta: GPeti1977 Dátum 2020 május 20, 10:43
Köszönöm, viszont ez a relé öntartás illetve az egész biztonsági rendszer nem egyértelmű hogyan szabványos, úgy kötöttem be hogy Start gombra bekapcsol, Stop vagy emergency stop vagy a 3 tengely végállására szintén lekapcsol, illetve ha a plc-n nem fut a program (nem zár a relé) szintén lekapcsol. A gépnek nincsen ajtaja, csak a vágókorongon egy szenzor ami érzékeli a burkolatot.
Viszont fő motorja van nem kicsi, ez akkor kapcsolható be ha a Mach3 charge-pump relé zárva van és az öntartó relé is zárva van és M3-mal bekapcsoltuk a motort és a motor hőkioldója nem aktív.
Viszont fő motorja van nem kicsi, ez akkor kapcsolható be ha a Mach3 charge-pump relé zárva van és az öntartó relé is zárva van és M3-mal bekapcsoltuk a motort és a motor hőkioldója nem aktív.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 13:12
Írta: Borcz Dátum 2020 május 21, 13:12
Üdv.
Keresek AC servo motort és vezérlőt. STEP/DIR meghajtásút.
Két napja bújom a netet és nem tudom mi az ami egyszerűen megtanulható nem kell hogy 200+1 beállítása legyen. Láttam: OMRON, YASKAWA, SIEMENS... és még nem tudom mennyi neves és nagyon drága dolgokat :)
Jelenleg MITSUBISHI MR-J2S-A vezérlőim vannak, de nagyon nehéz beszerezni. A "B" tipusút meg nem értem a kommunikációját. Jó az "A" :)
Jelenleg 1kW körüli szörnyeteget keresek. De nincs kizárva hogy kell majd még.
Mik a tapasztalatok és mi ami szerintetek jó?
Üdv
Borcz
Keresek AC servo motort és vezérlőt. STEP/DIR meghajtásút.
Két napja bújom a netet és nem tudom mi az ami egyszerűen megtanulható nem kell hogy 200+1 beállítása legyen. Láttam: OMRON, YASKAWA, SIEMENS... és még nem tudom mennyi neves és nagyon drága dolgokat :)
Jelenleg MITSUBISHI MR-J2S-A vezérlőim vannak, de nagyon nehéz beszerezni. A "B" tipusút meg nem értem a kommunikációját. Jó az "A" :)
Jelenleg 1kW körüli szörnyeteget keresek. De nincs kizárva hogy kell majd még.
Mik a tapasztalatok és mi ami szerintetek jó?
Üdv
Borcz
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:31
Írta: svejk Dátum 2020 május 21, 13:31
Mindegyik jó ha ért hozzá az ember.
Ha gyorsan le akarod tudni a dolgot akkor Távol-Keletit.
Akár régebbi Yaskawa, Panasonic, Samsung, vagy akár a most használt Mitsubishi...
Ha van időd molyolni akkor mondjuk Allan-Bradley-t.
Ha szereted szívatni magad vagy könnyen tanulsz és az átlagnál nagyobb IQ-val rendelkezel akkor valami német technikát.
Ha gyorsan le akarod tudni a dolgot akkor Távol-Keletit.
Akár régebbi Yaskawa, Panasonic, Samsung, vagy akár a most használt Mitsubishi...
Ha van időd molyolni akkor mondjuk Allan-Bradley-t.
Ha szereted szívatni magad vagy könnyen tanulsz és az átlagnál nagyobb IQ-val rendelkezel akkor valami német technikát.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:34
Írta: svejk Dátum 2020 május 21, 13:34
Persze mindnek vannak buktatói de tanulás, tapasztalat nélkül ritkán van eredmény.
No és az egzotikumokat kerülni kell, jó ha van kitől kérdezni.
No és az egzotikumokat kerülni kell, jó ha van kitől kérdezni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:38
Írta: svejk Dátum 2020 május 21, 13:38
Nem utolsó sorban törekedni kell arra hogy olyat szerezzen be az ember ami tényleg arra való amire kell.
pl. motorból is általában van 4-5 féle egy adott vezérlőhöz.
De sajnos ez ritkán jön össze ha úgy kell a használt cuccokból összevadászni, ekkor marad a kompromisszum.
pl. motorból is általában van 4-5 féle egy adott vezérlőhöz.
De sajnos ez ritkán jön össze ha úgy kell a használt cuccokból összevadászni, ekkor marad a kompromisszum.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 13:41
Írta: Borcz Dátum 2020 május 21, 13:41
A Mitsun alig használok néhány paramétert és van belőle annyi hogy szerintem zenélni is tud, csak nem tudom melyik az a beállítás.
Szívesen próbálkozok vele. Valahogy a Mitsu vezérlést is összeraktam. Nem volt egyszerű az elején. Az "X" és az "Y" tengely nem volt összehangolva és a kör helyett olyan szép oválisok lettek. De meg lett.
Nem vagyok nagy felhasználó csak a profi szintet keresem. És az AC servó a profi.
Szívesen próbálkozok vele. Valahogy a Mitsu vezérlést is összeraktam. Nem volt egyszerű az elején. Az "X" és az "Y" tengely nem volt összehangolva és a kör helyett olyan szép oválisok lettek. De meg lett.
Nem vagyok nagy felhasználó csak a profi szintet keresem. És az AC servó a profi.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:53
Írta: svejk Dátum 2020 május 21, 13:53
Ez a step/dir rendszer előnye és egyben hátránya.
Előny, hogy csak pár paramétert kell állítani a többi inkább az analóg vezérlésnek szól.
Hátrány pedig maga a step/dir rendszer, így a profi cucc gyakorlatilag le van butítva.
Komolyabb vezérlőkben nem is nagyon található már ez az opció.
Előny, hogy csak pár paramétert kell állítani a többi inkább az analóg vezérlésnek szól.
Hátrány pedig maga a step/dir rendszer, így a profi cucc gyakorlatilag le van butítva.
Komolyabb vezérlőkben nem is nagyon található már ez az opció.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 21, 13:55
Írta: svejk Dátum 2020 május 21, 13:55
Az MR-J egyébként nekem is tetszett a végén kezesebb volt mint a régebben ismert másik.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2020 május 21, 14:00
Írta: Borcz Dátum 2020 május 21, 14:00
UC 400ETH-rel hajtom. De rendesen le van butítva.
Azt hiszem 4000 impulzus körönként. Az eddigi tapasztalatok alapján elég is.
Azt hiszem 4000 impulzus körönként. Az eddigi tapasztalatok alapján elég is.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 május 21, 18:05
Írta: GPeti1977 Dátum 2020 május 21, 18:05
Egy AC szervó motor tud olyant hogy a step jelre momdjuk ugrik egy fokot mint a léptetőmotor?
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 21, 19:08
Írta: kmajer Dátum 2020 május 21, 19:08
Szervo nem tud beállni fix pozícióra.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2020 május 21, 20:27
Írta: szabad paraszt Dátum 2020 május 21, 20:27
Oh, ezt hogy érted?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 21, 20:28
Írta: istvan3 Dátum 2020 május 21, 20:28
Általában megadható a szervóknak, hogy egy fordulathoz hány (step) impulzus szükséges. (Az enkóder számát osztja le szoftveresen a kívánt értékre) Ha 360-ra állítasz be, akkor fokonként fog lépni.
Amúgy meg miért ne tudna a szervó beállni fix pozícióba?
Attól, hogy a hibajel által veszi fel a pozíciót, még nulla hibára törekszik a rendszer.
Amúgy meg miért ne tudna a szervó beállni fix pozícióba?
Attól, hogy a hibajel által veszi fel a pozíciót, még nulla hibára törekszik a rendszer.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 május 21, 20:41
Írta: designr Dátum 2020 május 21, 20:41
Panasonic
Step-dir
1kw
Vezetékeivel,programmal,segítséggel a beüzemléshez.
Stabil megbizható..
Ugyanilyen.
[#t218p7815#]
Ez is tőlem van..
Ha érdekel irj..
Step-dir
1kw
Vezetékeivel,programmal,segítséggel a beüzemléshez.
Stabil megbizható..
Ugyanilyen.
[#t218p7815#]
Ez is tőlem van..
Ha érdekel irj..
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 09:13
Írta: kmajer Dátum 2020 május 22, 09:13
A kérdésed meg is válszoltad magadnak.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 09:14
Írta: kmajer Dátum 2020 május 22, 09:14
A működési elv szerint.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 22, 11:40
Írta: istvan3 Dátum 2020 május 22, 11:40
Ne haragudj de továbbra sem magyaráztál meg semmit.
Az, hogy a hibajel készteti a motort forgásra, és ez által követi az előírt pályát, (méretezés, és hangolás függő hibával) az nem jelenti azt, hogy a motor végül nem tud beállni fix pozícióba, amikor a step jelek megszűnnek.
Ez természetesen egy begerjedt rendszer esetén nem történik meg, mert ide oda mozog a motor.
A fix pozícióból való kibillenést pedig a rendszer korrigálja.
A léptető motor tengelye sem stabil tartó helyzetben, kibillenthető onnan.
Az, hogy a hibajel készteti a motort forgásra, és ez által követi az előírt pályát, (méretezés, és hangolás függő hibával) az nem jelenti azt, hogy a motor végül nem tud beállni fix pozícióba, amikor a step jelek megszűnnek.
Ez természetesen egy begerjedt rendszer esetén nem történik meg, mert ide oda mozog a motor.
A fix pozícióból való kibillenést pedig a rendszer korrigálja.
A léptető motor tengelye sem stabil tartó helyzetben, kibillenthető onnan.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 22, 11:47
Írta: istvan3 Dátum 2020 május 22, 11:47
Pedig ezeknek az AC szervókban pont az a jó, hogy rengeteg paramétert lehet figyelni, beállítani.
Többek között pár dolog amit érdemes használni:
- precíz nullpont felvétel az enkóder Z csatornával
- hibahatár figyelés, illetve rendszer letiltás ennek túllépésekor
- nyomatéklimit pl. szerszámcsere alkalmazáskor
- fékes motor esetén annak a ki-be kapcsolása
Ezen kívül ahhoz, hogy egy szervó rendszer előnye kijöjjön jól méretezett hajtásra, és megfelelő mechanikára van szükség.
Hiába tud a rendszer szuper gyorsulást, ha széthullik alatta a gép. Illetve hiába a szervó, ha nincs jól méretezve és nem tudja követni a pályát megmunkálás közben, csak nagyon kis gyorsulásnál.
Véleményem szerint emiatt érik meg a plusz befektetett pénzt és munkát.
Komolyabb tervezést igényel, vezetékezést, motorhangolást. Ezt már nem lehet egy PC házban összedobni.
Többek között pár dolog amit érdemes használni:
- precíz nullpont felvétel az enkóder Z csatornával
- hibahatár figyelés, illetve rendszer letiltás ennek túllépésekor
- nyomatéklimit pl. szerszámcsere alkalmazáskor
- fékes motor esetén annak a ki-be kapcsolása
Ezen kívül ahhoz, hogy egy szervó rendszer előnye kijöjjön jól méretezett hajtásra, és megfelelő mechanikára van szükség.
Hiába tud a rendszer szuper gyorsulást, ha széthullik alatta a gép. Illetve hiába a szervó, ha nincs jól méretezve és nem tudja követni a pályát megmunkálás közben, csak nagyon kis gyorsulásnál.
Véleményem szerint emiatt érik meg a plusz befektetett pénzt és munkát.
Komolyabb tervezést igényel, vezetékezést, motorhangolást. Ezt már nem lehet egy PC házban összedobni.
Cím: Re:AC szervó motoros vezérlés
Írta: kmajer Dátum 2020 május 22, 15:27
Írta: kmajer Dátum 2020 május 22, 15:27
Nem akarok senkinek megmagyarázni semmit,
maximum gondolkodásra biztatni.
Az eredetileg feldobott kérdésre már 2x válszoltál is magadnak.
maximum gondolkodásra biztatni.
Az eredetileg feldobott kérdésre már 2x válszoltál is magadnak.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2020 május 23, 10:25
Írta: szf Dátum 2020 május 23, 10:25
Ismeri valaki a képen látható vezérlőt?
Esetleg leírása, bekötése?
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_zn4p6behye45qjd60d_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/zn4p6behye45qjd60d_3460.jpg)
Esetleg leírása, bekötése?
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_zn4p6behye45qjd60d_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/zn4p6behye45qjd60d_3460.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 25, 08:09
Írta: svejk Dátum 2020 május 25, 08:09
Úgy 8-10 éve sok került a hobbycnc-sek birtokába.
(bár feketében még nem láttam)
A Yaskawa honlapján majdnem minden fent van. (https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=TSE-S800-12.2)
(bár feketében még nem láttam)
A Yaskawa honlapján majdnem minden fent van. (https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=TSE-S800-12.2)
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2020 május 27, 23:52
Írta: szf Dátum 2020 május 27, 23:52
Amikor egy szervó doksijában PULS+ / PULS- illetve SIGN+ / SIGN- csatlakozókat látok és ez a "Position mode"-hoz tartozik akkor ezt lehet használni step/dir-es vezérléssel?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 28, 00:28
Írta: istvan3 Dátum 2020 május 28, 00:28
Puls=Step, Sign=Dir
Cím: Re:AC szervó motoros vezérlés
Írta: 2d6dfgf0 Dátum 2020 június 03, 10:37
Írta: 2d6dfgf0 Dátum 2020 június 03, 10:37
Ez az átalakító érdekelne engem. lehet többet tudni róla?
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 június 03, 16:08
Írta: GPeti1977 Dátum 2020 június 03, 16:08
Nagyon egyszerű a működése, a step jelre indítok egy CD4538 IC vel kialakított monostabil multivibrátort, a kimeneti négyszögjelet átlagolom, abból lesz egy 0 - 5 V közötti feszültség, majd van egy egyszerű műveleti erősítős kapcsolás ami az erősítő erősítését egy FET-tel kapcsolja 1 vagy -1 -re azaz invertál vagy nem, ide van kötve a dir jel, a következő fokozat 2x eset erősít, így lesz meg a step dir jelből a +-10V szabályzó feszültség. Nagyon precíz mozgatásra nem alkalmas, de biztos sok helyen használható.
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2020 május 23, 10:25
Írta: szf Dátum 2020 május 23, 10:25
Ismeri valaki a képen látható vezérlőt?
Esetleg leírása, bekötése?
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_zn4p6behye45qjd60d_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/zn4p6behye45qjd60d_3460.jpg)
Esetleg leírása, bekötése?
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_zn4p6behye45qjd60d_3460.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/zn4p6behye45qjd60d_3460.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 május 25, 08:09
Írta: svejk Dátum 2020 május 25, 08:09
Úgy 8-10 éve sok került a hobbycnc-sek birtokába.
(bár feketében még nem láttam)
A Yaskawa honlapján majdnem minden fent van. (https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=TSE-S800-12.2)
(bár feketében még nem láttam)
A Yaskawa honlapján majdnem minden fent van. (https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=TSE-S800-12.2)
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2020 május 27, 23:52
Írta: szf Dátum 2020 május 27, 23:52
Amikor egy szervó doksijában PULS+ / PULS- illetve SIGN+ / SIGN- csatlakozókat látok és ez a "Position mode"-hoz tartozik akkor ezt lehet használni step/dir-es vezérléssel?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2020 május 28, 00:28
Írta: istvan3 Dátum 2020 május 28, 00:28
Puls=Step, Sign=Dir
Cím: Re:AC szervó motoros vezérlés
Írta: 2d6dfgf0 Dátum 2020 június 03, 10:37
Írta: 2d6dfgf0 Dátum 2020 június 03, 10:37
Ez az átalakító érdekelne engem. lehet többet tudni róla?
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 június 03, 16:08
Írta: GPeti1977 Dátum 2020 június 03, 16:08
Nagyon egyszerű a működése, a step jelre indítok egy CD4538 IC vel kialakított monostabil multivibrátort, a kimeneti négyszögjelet átlagolom, abból lesz egy 0 - 5 V közötti feszültség, majd van egy egyszerű műveleti erősítős kapcsolás ami az erősítő erősítését egy FET-tel kapcsolja 1 vagy -1 -re azaz invertál vagy nem, ide van kötve a dir jel, a következő fokozat 2x eset erősít, így lesz meg a step dir jelből a +-10V szabályzó feszültség. Nagyon precíz mozgatásra nem alkalmas, de biztos sok helyen használható.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 június 03, 17:41
Írta: GPeti1977 Dátum 2020 június 03, 17:41
Meg a kimeneten egy fázisfordító így szimetrikus is lehet a kimenete. %V ról megy (USB) amiből +-12V ot majd újra stabilabb 5V ot állít elő. Kép:
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_qpixg5uwhy9jn6mjcw6yd_5155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/qpixg5uwhy9jn6mjcw6yd_5155.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_qpixg5uwhy9jn6mjcw6yd_5155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/qpixg5uwhy9jn6mjcw6yd_5155.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 12, 21:29
Írta: Mechanikus55 Dátum 2020 június 12, 21:29
Sziasztok
Amatől vagyok ebben a témában ezért szeretnék kérdezni pár egyértelműnek tűnő dolgot.
Mit jelet egy szervo step dir vezérlése?
A dir az gondolom az irányt ( ha van jobbra, ha nincs balra-vagy akár fordítva-konfig kérdése)
a step ami nem világos Ez lényegében PWM jel? azaz ha növelem a sebesséhet akkor az imulzus szélesség növekszik, a periodusidő(frekvencia) az állandó? Én erre gondolok de nem vagyok 100% biztos
mert létezik olyan vezérlés ahol az impulzus szélesség állandó de az impulzusok egymás utáni sűrűsége változik-azaz a freki változik. hasonlóan (vagy pont úgy) mint a frekiváltóknál.
Erősítsetek meg vagy javítsatok ki légyszi
Köszönöm
Amatől vagyok ebben a témában ezért szeretnék kérdezni pár egyértelműnek tűnő dolgot.
Mit jelet egy szervo step dir vezérlése?
A dir az gondolom az irányt ( ha van jobbra, ha nincs balra-vagy akár fordítva-konfig kérdése)
a step ami nem világos Ez lényegében PWM jel? azaz ha növelem a sebesséhet akkor az imulzus szélesség növekszik, a periodusidő(frekvencia) az állandó? Én erre gondolok de nem vagyok 100% biztos
mert létezik olyan vezérlés ahol az impulzus szélesség állandó de az impulzusok egymás utáni sűrűsége változik-azaz a freki változik. hasonlóan (vagy pont úgy) mint a frekiváltóknál.
Erősítsetek meg vagy javítsatok ki légyszi
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2020 június 12, 23:19
Írta: 2vkx6unz Dátum 2020 június 12, 23:19
Szia. A step jel alapvetően egy keskeny impulzus. Mivel egy szervo alapjában véve egy visszacsatolt rendszer valamint egy motor fordulathoz meg van határozva, hogy hány ipmulzust kell kiadni a vezérlőnek a motormeghajtó felé. Ha ennyi impulzust kap akkor egyszer körbefordul. Ha az impulzusokat lassan kapja akkor lassan és kissé darabosan fordul körbe ha gyorsan akkor rövidebb idő alatt fordul körbe. Ha sok impulzust kap akkor nem csak egyszer fordul körbe. Általában szervo hajtás esetén pozíció szervóról van szó, de van sebesség szervo is ami egy adott fordulatszámot igyekszik tartani.
Egy CNC gépnél a mellékhajtásoknál a cél az, hogy egy adott és elfogadott hibahatáron belül lekövessen egy pályát, adott pillanatban egy adott pozícióban legyen.
Valójában az impulzusok közötti szünet ideje változik. Azért nem nevezném PWM jelnek mert a periódusidő nem állandó.
Amivel kevered az a RC modellezésben használt szervok megoldása. Ott valóban egy PWM jel van és a kitöltési tényezőnek megfelelően fordul egy adott irányban és mértékben. Viszont kevésbé gyakori, hogy +_90 foknál többet forduljon.
Egy CNC gépnél a mellékhajtásoknál a cél az, hogy egy adott és elfogadott hibahatáron belül lekövessen egy pályát, adott pillanatban egy adott pozícióban legyen.
Valójában az impulzusok közötti szünet ideje változik. Azért nem nevezném PWM jelnek mert a periódusidő nem állandó.
Amivel kevered az a RC modellezésben használt szervok megoldása. Ott valóban egy PWM jel van és a kitöltési tényezőnek megfelelően fordul egy adott irányban és mértékben. Viszont kevésbé gyakori, hogy +_90 foknál többet forduljon.
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 13, 13:24
Írta: Mechanikus55 Dátum 2020 június 13, 13:24
Köszönöm a segítségedet
Így már érthető
Üdv
Így már érthető
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 12:36
Írta: nwmewgze Dátum 2020 június 14, 12:36
Sziasztok!
Segítségre lenne szükségem, már nagyon égető a helyzet a munkák végett!
3. Napja nem tudom eltalálni, hogy miért nem forog a servo motor csak egy irányban step/dir-es módban.
A motor: Samsung Ac400w CSMT-04BR1ABT3
S/N:160033
A driver: CSD3-plus
Prog:SmartJog 4.1.0.6
Software: UCCNC V1.2109
UC300ETH5LPT
UCBB jelkiosztó
Valamint a hiba feltárása végett egy egytengelyes jelgenerátor
A jelenség:
Az uccnc-ből semilyen módon nem sikerül irányt váltattnom a motorral, ellenkező irány parancsra egy pillanat szünet majd forog ugyan arra mint előtte.Forward vagy reverse, mindegy melyiket használom mindig csak egy irányban forog.(a driveren a kis alsó vonal megvillan amit az irányváltás lenne hivatott vissza jelezni)
A smartjog-ból működik jog üzemmódban(a driveren teljesen ugyan villan az alsó vonal)
Az egytengelyes jelgenerátorral is szintén ugyan az a jelenség mint az uccnc-ről kapott jelekkel. Tehát feltételezem nem arról az oldalról van a hiba!
50-es I/O csatlazó is rendben van, jó helyre vannak kapcsolva a jelkábelek, nincs megszakdva, minden csatlakozásnál átmérve!
Hozzá tenném kb 2 éve használom Z tengelyként szolgálna a motor tehát a kábelezés végett mozgásban nem volt, hogy megtört volna vagy ilyesmi(itt is át lettek mérve a kábelek)
Amire én gyanakszom, csak nincs visszaállítási pontom, az a software paraméterezése lehet, talán!?
Esetleg ha volt valakinek ilyen tapasztalata, kérem jelezzem valamilyen módon!
06203260054 (visszahívom)
Vagy itt a fórumon akár privátüzenetben!
Köszönöm!
Segítségre lenne szükségem, már nagyon égető a helyzet a munkák végett!
3. Napja nem tudom eltalálni, hogy miért nem forog a servo motor csak egy irányban step/dir-es módban.
A motor: Samsung Ac400w CSMT-04BR1ABT3
S/N:160033
A driver: CSD3-plus
Prog:SmartJog 4.1.0.6
Software: UCCNC V1.2109
UC300ETH5LPT
UCBB jelkiosztó
Valamint a hiba feltárása végett egy egytengelyes jelgenerátor
A jelenség:
Az uccnc-ből semilyen módon nem sikerül irányt váltattnom a motorral, ellenkező irány parancsra egy pillanat szünet majd forog ugyan arra mint előtte.Forward vagy reverse, mindegy melyiket használom mindig csak egy irányban forog.(a driveren a kis alsó vonal megvillan amit az irányváltás lenne hivatott vissza jelezni)
A smartjog-ból működik jog üzemmódban(a driveren teljesen ugyan villan az alsó vonal)
Az egytengelyes jelgenerátorral is szintén ugyan az a jelenség mint az uccnc-ről kapott jelekkel. Tehát feltételezem nem arról az oldalról van a hiba!
50-es I/O csatlazó is rendben van, jó helyre vannak kapcsolva a jelkábelek, nincs megszakdva, minden csatlakozásnál átmérve!
Hozzá tenném kb 2 éve használom Z tengelyként szolgálna a motor tehát a kábelezés végett mozgásban nem volt, hogy megtört volna vagy ilyesmi(itt is át lettek mérve a kábelek)
Amire én gyanakszom, csak nincs visszaállítási pontom, az a software paraméterezése lehet, talán!?
Esetleg ha volt valakinek ilyen tapasztalata, kérem jelezzem valamilyen módon!
06203260054 (visszahívom)
Vagy itt a fórumon akár privátüzenetben!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 14, 14:36
Írta: Mechanikus55 Dátum 2020 június 14, 14:36
Szia
Kicsit olyan mintha egyik végállás bejelezne neki, és ha úgy van konfigurálva akkor elindul home kor a másik irányba.
Milyen végállásaid vannak?
Nincs egy mentésed a servo beállításairól?
Kicsit olyan mintha egyik végállás bejelezne neki, és ha úgy van konfigurálva akkor elindul home kor a másik irányba.
Milyen végállásaid vannak?
Nincs egy mentésed a servo beállításairól?
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 16:26
Írta: nwmewgze Dátum 2020 június 14, 16:26
Szia!
Indiktív kapcsolók vannak, de semmilyen elektromos kapcsolat nincs a rendszerben közöttük!
Ma délelőtt jutott eszembe az, hogy kipróbálom egy egytengelyes jelgenerátorral is, így megbizonyozosodtam arról, hogy nem e zavar be valami máshonnan érkező jel vagy zavar.Bánatomra levonva a következményt, hogy valami a driver paraméterezésében lehet.
Amit nem tudok feldolgozni, hogy mitől változott ez meg?
2 éve használtam utoljára a servo programját a tunningoláshoz azóta tette töretlenül a dolgát, majd tegnap előtt reggel bekapcsolásnál a kézikerékkel negatív irányban mozgattam-majd a pozitív irányra is ment negatív irányban.Mondanom sem kell meglepődtem nem kicsit...
A program beállításairól sanos nincs mentésem, egy régebbi pc-n tunningoltam, már a vinyója sincs...
Gondolkoztam, hogy nyomok egy factory resetet, de még nem mertem..
Olyasmire tudok gondolni, hogy valamelyik gain-paraméternél lehet magasra állítva az érték, és az irányváltásnak a jelszint külömbsége túl kevés aminek a következménye, hogy nem vált irányt csak megáll és folytattja tovább....
Indiktív kapcsolók vannak, de semmilyen elektromos kapcsolat nincs a rendszerben közöttük!
Ma délelőtt jutott eszembe az, hogy kipróbálom egy egytengelyes jelgenerátorral is, így megbizonyozosodtam arról, hogy nem e zavar be valami máshonnan érkező jel vagy zavar.Bánatomra levonva a következményt, hogy valami a driver paraméterezésében lehet.
Amit nem tudok feldolgozni, hogy mitől változott ez meg?
2 éve használtam utoljára a servo programját a tunningoláshoz azóta tette töretlenül a dolgát, majd tegnap előtt reggel bekapcsolásnál a kézikerékkel negatív irányban mozgattam-majd a pozitív irányra is ment negatív irányban.Mondanom sem kell meglepődtem nem kicsit...
A program beállításairól sanos nincs mentésem, egy régebbi pc-n tunningoltam, már a vinyója sincs...
Gondolkoztam, hogy nyomok egy factory resetet, de még nem mertem..
Olyasmire tudok gondolni, hogy valamelyik gain-paraméternél lehet magasra állítva az érték, és az irányváltásnak a jelszint külömbsége túl kevés aminek a következménye, hogy nem vált irányt csak megáll és folytattja tovább....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 június 14, 17:51
Írta: svejk Dátum 2020 június 14, 17:51
Valószínű a bemenet átállítódott puls/sign-ről valami másra.
Vagy hardver hiba a sign. bemeneten. Érdemes árammérővel ellenőrizni.
Vagy hardver hiba a sign. bemeneten. Érdemes árammérővel ellenőrizni.
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 18:05
Írta: nwmewgze Dátum 2020 június 14, 18:05
Szia!
Úgy fest igen!
Egy telefonos segítség idejére kimerészkedtem a műhelybe (nagy vihar van jelenleg) annyit sikerült kideríteni, hogy a driverban van elálítódva a beállítás.Egyet veséztünk át a direction-t pr3.00 aminek 0003ason kellett volna álni 0013 helyett, a probléma nem oldódott meg, tovább nem mentem most, de ha ez az egy paraméter nem volt jó, akkor valószínű van még más is!
Elmegy a vihar tovább nézem a beállításokat!
Úgy fest igen!
Egy telefonos segítség idejére kimerészkedtem a műhelybe (nagy vihar van jelenleg) annyit sikerült kideríteni, hogy a driverban van elálítódva a beállítás.Egyet veséztünk át a direction-t pr3.00 aminek 0003ason kellett volna álni 0013 helyett, a probléma nem oldódott meg, tovább nem mentem most, de ha ez az egy paraméter nem volt jó, akkor valószínű van még más is!
Elmegy a vihar tovább nézem a beállításokat!
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 14, 19:53
Írta: Mechanikus55 Dátum 2020 június 14, 19:53
Mindenképp csinálj egy mentést majd ha jó lesz, és cseréld a batteryt, valószínüleg ő a bűnös, a felejtésért
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 június 14, 20:00
Írta: designr Dátum 2020 június 14, 20:00
Pr 3.00 az az encoder kimenet állitja..szerintem annak semmi köze..
Csinálj egy resetet neki..azt a pár értéket simán visszairod vagy visszadiktálom neked..
Step-dir positiv logika..
electric gear numerátor 2048
denominátor pl 512
position command filter 180
position regulator feedforward gain 80
Jöhet az autotuning..és azzal az inertia ration..
Csinálj egy resetet neki..azt a pár értéket simán visszairod vagy visszadiktálom neked..
Step-dir positiv logika..
electric gear numerátor 2048
denominátor pl 512
position command filter 180
position regulator feedforward gain 80
Jöhet az autotuning..és azzal az inertia ration..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 június 14, 20:01
Írta: designr Dátum 2020 június 14, 20:01
Nincs battery..nincs abszolut encoder..
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 15, 06:49
Írta: nwmewgze Dátum 2020 június 15, 06:49
Munka után csinálom is!
Tegnap estére már nem éreztem elég kurázsit magamban a feladathoz :)
A paramétereket viszont el kérném!
Köszönöm!
Tegnap estére már nem éreztem elég kurázsit magamban a feladathoz :)
A paramétereket viszont el kérném!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2020 július 09, 09:06
Írta: 3wm3x3zz Dátum 2020 július 09, 09:06
Sziasztok paraméretezett már valaki PARKER ac szervot? köszönöm .
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2020 július 13, 13:06
Írta: Földi Péter Dátum 2020 július 13, 13:06
Sziasztok, Mitsubishi HG-SR152 AC servo motorhoz keresek Drivert, esetleg ha valakinek van tapasztalata, milyen driver-t érdemes hozzá használni, megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 június 03, 17:41
Írta: GPeti1977 Dátum 2020 június 03, 17:41
Meg a kimeneten egy fázisfordító így szimetrikus is lehet a kimenete. %V ról megy (USB) amiből +-12V ot majd újra stabilabb 5V ot állít elő. Kép:
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_qpixg5uwhy9jn6mjcw6yd_5155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/qpixg5uwhy9jn6mjcw6yd_5155.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_qpixg5uwhy9jn6mjcw6yd_5155.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/qpixg5uwhy9jn6mjcw6yd_5155.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 12, 21:29
Írta: Mechanikus55 Dátum 2020 június 12, 21:29
Sziasztok
Amatől vagyok ebben a témában ezért szeretnék kérdezni pár egyértelműnek tűnő dolgot.
Mit jelet egy szervo step dir vezérlése?
A dir az gondolom az irányt ( ha van jobbra, ha nincs balra-vagy akár fordítva-konfig kérdése)
a step ami nem világos Ez lényegében PWM jel? azaz ha növelem a sebesséhet akkor az imulzus szélesség növekszik, a periodusidő(frekvencia) az állandó? Én erre gondolok de nem vagyok 100% biztos
mert létezik olyan vezérlés ahol az impulzus szélesség állandó de az impulzusok egymás utáni sűrűsége változik-azaz a freki változik. hasonlóan (vagy pont úgy) mint a frekiváltóknál.
Erősítsetek meg vagy javítsatok ki légyszi
Köszönöm
Amatől vagyok ebben a témában ezért szeretnék kérdezni pár egyértelműnek tűnő dolgot.
Mit jelet egy szervo step dir vezérlése?
A dir az gondolom az irányt ( ha van jobbra, ha nincs balra-vagy akár fordítva-konfig kérdése)
a step ami nem világos Ez lényegében PWM jel? azaz ha növelem a sebesséhet akkor az imulzus szélesség növekszik, a periodusidő(frekvencia) az állandó? Én erre gondolok de nem vagyok 100% biztos
mert létezik olyan vezérlés ahol az impulzus szélesség állandó de az impulzusok egymás utáni sűrűsége változik-azaz a freki változik. hasonlóan (vagy pont úgy) mint a frekiváltóknál.
Erősítsetek meg vagy javítsatok ki légyszi
Köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: 2vkx6unz Dátum 2020 június 12, 23:19
Írta: 2vkx6unz Dátum 2020 június 12, 23:19
Szia. A step jel alapvetően egy keskeny impulzus. Mivel egy szervo alapjában véve egy visszacsatolt rendszer valamint egy motor fordulathoz meg van határozva, hogy hány ipmulzust kell kiadni a vezérlőnek a motormeghajtó felé. Ha ennyi impulzust kap akkor egyszer körbefordul. Ha az impulzusokat lassan kapja akkor lassan és kissé darabosan fordul körbe ha gyorsan akkor rövidebb idő alatt fordul körbe. Ha sok impulzust kap akkor nem csak egyszer fordul körbe. Általában szervo hajtás esetén pozíció szervóról van szó, de van sebesség szervo is ami egy adott fordulatszámot igyekszik tartani.
Egy CNC gépnél a mellékhajtásoknál a cél az, hogy egy adott és elfogadott hibahatáron belül lekövessen egy pályát, adott pillanatban egy adott pozícióban legyen.
Valójában az impulzusok közötti szünet ideje változik. Azért nem nevezném PWM jelnek mert a periódusidő nem állandó.
Amivel kevered az a RC modellezésben használt szervok megoldása. Ott valóban egy PWM jel van és a kitöltési tényezőnek megfelelően fordul egy adott irányban és mértékben. Viszont kevésbé gyakori, hogy +_90 foknál többet forduljon.
Egy CNC gépnél a mellékhajtásoknál a cél az, hogy egy adott és elfogadott hibahatáron belül lekövessen egy pályát, adott pillanatban egy adott pozícióban legyen.
Valójában az impulzusok közötti szünet ideje változik. Azért nem nevezném PWM jelnek mert a periódusidő nem állandó.
Amivel kevered az a RC modellezésben használt szervok megoldása. Ott valóban egy PWM jel van és a kitöltési tényezőnek megfelelően fordul egy adott irányban és mértékben. Viszont kevésbé gyakori, hogy +_90 foknál többet forduljon.
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 13, 13:24
Írta: Mechanikus55 Dátum 2020 június 13, 13:24
Köszönöm a segítségedet
Így már érthető
Üdv
Így már érthető
Üdv
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 12:36
Írta: nwmewgze Dátum 2020 június 14, 12:36
Sziasztok!
Segítségre lenne szükségem, már nagyon égető a helyzet a munkák végett!
3. Napja nem tudom eltalálni, hogy miért nem forog a servo motor csak egy irányban step/dir-es módban.
A motor: Samsung Ac400w CSMT-04BR1ABT3
S/N:160033
A driver: CSD3-plus
Prog:SmartJog 4.1.0.6
Software: UCCNC V1.2109
UC300ETH5LPT
UCBB jelkiosztó
Valamint a hiba feltárása végett egy egytengelyes jelgenerátor
A jelenség:
Az uccnc-ből semilyen módon nem sikerül irányt váltattnom a motorral, ellenkező irány parancsra egy pillanat szünet majd forog ugyan arra mint előtte.Forward vagy reverse, mindegy melyiket használom mindig csak egy irányban forog.(a driveren a kis alsó vonal megvillan amit az irányváltás lenne hivatott vissza jelezni)
A smartjog-ból működik jog üzemmódban(a driveren teljesen ugyan villan az alsó vonal)
Az egytengelyes jelgenerátorral is szintén ugyan az a jelenség mint az uccnc-ről kapott jelekkel. Tehát feltételezem nem arról az oldalról van a hiba!
50-es I/O csatlazó is rendben van, jó helyre vannak kapcsolva a jelkábelek, nincs megszakdva, minden csatlakozásnál átmérve!
Hozzá tenném kb 2 éve használom Z tengelyként szolgálna a motor tehát a kábelezés végett mozgásban nem volt, hogy megtört volna vagy ilyesmi(itt is át lettek mérve a kábelek)
Amire én gyanakszom, csak nincs visszaállítási pontom, az a software paraméterezése lehet, talán!?
Esetleg ha volt valakinek ilyen tapasztalata, kérem jelezzem valamilyen módon!
06203260054 (visszahívom)
Vagy itt a fórumon akár privátüzenetben!
Köszönöm!
Segítségre lenne szükségem, már nagyon égető a helyzet a munkák végett!
3. Napja nem tudom eltalálni, hogy miért nem forog a servo motor csak egy irányban step/dir-es módban.
A motor: Samsung Ac400w CSMT-04BR1ABT3
S/N:160033
A driver: CSD3-plus
Prog:SmartJog 4.1.0.6
Software: UCCNC V1.2109
UC300ETH5LPT
UCBB jelkiosztó
Valamint a hiba feltárása végett egy egytengelyes jelgenerátor
A jelenség:
Az uccnc-ből semilyen módon nem sikerül irányt váltattnom a motorral, ellenkező irány parancsra egy pillanat szünet majd forog ugyan arra mint előtte.Forward vagy reverse, mindegy melyiket használom mindig csak egy irányban forog.(a driveren a kis alsó vonal megvillan amit az irányváltás lenne hivatott vissza jelezni)
A smartjog-ból működik jog üzemmódban(a driveren teljesen ugyan villan az alsó vonal)
Az egytengelyes jelgenerátorral is szintén ugyan az a jelenség mint az uccnc-ről kapott jelekkel. Tehát feltételezem nem arról az oldalról van a hiba!
50-es I/O csatlazó is rendben van, jó helyre vannak kapcsolva a jelkábelek, nincs megszakdva, minden csatlakozásnál átmérve!
Hozzá tenném kb 2 éve használom Z tengelyként szolgálna a motor tehát a kábelezés végett mozgásban nem volt, hogy megtört volna vagy ilyesmi(itt is át lettek mérve a kábelek)
Amire én gyanakszom, csak nincs visszaállítási pontom, az a software paraméterezése lehet, talán!?
Esetleg ha volt valakinek ilyen tapasztalata, kérem jelezzem valamilyen módon!
06203260054 (visszahívom)
Vagy itt a fórumon akár privátüzenetben!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 14, 14:36
Írta: Mechanikus55 Dátum 2020 június 14, 14:36
Szia
Kicsit olyan mintha egyik végállás bejelezne neki, és ha úgy van konfigurálva akkor elindul home kor a másik irányba.
Milyen végállásaid vannak?
Nincs egy mentésed a servo beállításairól?
Kicsit olyan mintha egyik végállás bejelezne neki, és ha úgy van konfigurálva akkor elindul home kor a másik irányba.
Milyen végállásaid vannak?
Nincs egy mentésed a servo beállításairól?
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 16:26
Írta: nwmewgze Dátum 2020 június 14, 16:26
Szia!
Indiktív kapcsolók vannak, de semmilyen elektromos kapcsolat nincs a rendszerben közöttük!
Ma délelőtt jutott eszembe az, hogy kipróbálom egy egytengelyes jelgenerátorral is, így megbizonyozosodtam arról, hogy nem e zavar be valami máshonnan érkező jel vagy zavar.Bánatomra levonva a következményt, hogy valami a driver paraméterezésében lehet.
Amit nem tudok feldolgozni, hogy mitől változott ez meg?
2 éve használtam utoljára a servo programját a tunningoláshoz azóta tette töretlenül a dolgát, majd tegnap előtt reggel bekapcsolásnál a kézikerékkel negatív irányban mozgattam-majd a pozitív irányra is ment negatív irányban.Mondanom sem kell meglepődtem nem kicsit...
A program beállításairól sanos nincs mentésem, egy régebbi pc-n tunningoltam, már a vinyója sincs...
Gondolkoztam, hogy nyomok egy factory resetet, de még nem mertem..
Olyasmire tudok gondolni, hogy valamelyik gain-paraméternél lehet magasra állítva az érték, és az irányváltásnak a jelszint külömbsége túl kevés aminek a következménye, hogy nem vált irányt csak megáll és folytattja tovább....
Indiktív kapcsolók vannak, de semmilyen elektromos kapcsolat nincs a rendszerben közöttük!
Ma délelőtt jutott eszembe az, hogy kipróbálom egy egytengelyes jelgenerátorral is, így megbizonyozosodtam arról, hogy nem e zavar be valami máshonnan érkező jel vagy zavar.Bánatomra levonva a következményt, hogy valami a driver paraméterezésében lehet.
Amit nem tudok feldolgozni, hogy mitől változott ez meg?
2 éve használtam utoljára a servo programját a tunningoláshoz azóta tette töretlenül a dolgát, majd tegnap előtt reggel bekapcsolásnál a kézikerékkel negatív irányban mozgattam-majd a pozitív irányra is ment negatív irányban.Mondanom sem kell meglepődtem nem kicsit...
A program beállításairól sanos nincs mentésem, egy régebbi pc-n tunningoltam, már a vinyója sincs...
Gondolkoztam, hogy nyomok egy factory resetet, de még nem mertem..
Olyasmire tudok gondolni, hogy valamelyik gain-paraméternél lehet magasra állítva az érték, és az irányváltásnak a jelszint külömbsége túl kevés aminek a következménye, hogy nem vált irányt csak megáll és folytattja tovább....
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2020 június 14, 17:51
Írta: svejk Dátum 2020 június 14, 17:51
Valószínű a bemenet átállítódott puls/sign-ről valami másra.
Vagy hardver hiba a sign. bemeneten. Érdemes árammérővel ellenőrizni.
Vagy hardver hiba a sign. bemeneten. Érdemes árammérővel ellenőrizni.
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 14, 18:05
Írta: nwmewgze Dátum 2020 június 14, 18:05
Szia!
Úgy fest igen!
Egy telefonos segítség idejére kimerészkedtem a műhelybe (nagy vihar van jelenleg) annyit sikerült kideríteni, hogy a driverban van elálítódva a beállítás.Egyet veséztünk át a direction-t pr3.00 aminek 0003ason kellett volna álni 0013 helyett, a probléma nem oldódott meg, tovább nem mentem most, de ha ez az egy paraméter nem volt jó, akkor valószínű van még más is!
Elmegy a vihar tovább nézem a beállításokat!
Úgy fest igen!
Egy telefonos segítség idejére kimerészkedtem a műhelybe (nagy vihar van jelenleg) annyit sikerült kideríteni, hogy a driverban van elálítódva a beállítás.Egyet veséztünk át a direction-t pr3.00 aminek 0003ason kellett volna álni 0013 helyett, a probléma nem oldódott meg, tovább nem mentem most, de ha ez az egy paraméter nem volt jó, akkor valószínű van még más is!
Elmegy a vihar tovább nézem a beállításokat!
Cím: Re:AC szervó motoros vezérlés
Írta: Mechanikus55 Dátum 2020 június 14, 19:53
Írta: Mechanikus55 Dátum 2020 június 14, 19:53
Mindenképp csinálj egy mentést majd ha jó lesz, és cseréld a batteryt, valószínüleg ő a bűnös, a felejtésért
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 június 14, 20:00
Írta: designr Dátum 2020 június 14, 20:00
Pr 3.00 az az encoder kimenet állitja..szerintem annak semmi köze..
Csinálj egy resetet neki..azt a pár értéket simán visszairod vagy visszadiktálom neked..
Step-dir positiv logika..
electric gear numerátor 2048
denominátor pl 512
position command filter 180
position regulator feedforward gain 80
Jöhet az autotuning..és azzal az inertia ration..
Csinálj egy resetet neki..azt a pár értéket simán visszairod vagy visszadiktálom neked..
Step-dir positiv logika..
electric gear numerátor 2048
denominátor pl 512
position command filter 180
position regulator feedforward gain 80
Jöhet az autotuning..és azzal az inertia ration..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 június 14, 20:01
Írta: designr Dátum 2020 június 14, 20:01
Nincs battery..nincs abszolut encoder..
Cím: Re:AC szervó motoros vezérlés
Írta: nwmewgze Dátum 2020 június 15, 06:49
Írta: nwmewgze Dátum 2020 június 15, 06:49
Munka után csinálom is!
Tegnap estére már nem éreztem elég kurázsit magamban a feladathoz :)
A paramétereket viszont el kérném!
Köszönöm!
Tegnap estére már nem éreztem elég kurázsit magamban a feladathoz :)
A paramétereket viszont el kérném!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: 3wm3x3zz Dátum 2020 július 09, 09:06
Írta: 3wm3x3zz Dátum 2020 július 09, 09:06
Sziasztok paraméretezett már valaki PARKER ac szervot? köszönöm .
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2020 július 13, 13:06
Írta: Földi Péter Dátum 2020 július 13, 13:06
Sziasztok, Mitsubishi HG-SR152 AC servo motorhoz keresek Drivert, esetleg ha valakinek van tapasztalata, milyen driver-t érdemes hozzá használni, megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 július 13, 17:36
Írta: designr Dátum 2020 július 13, 17:36
Ezekkel mennie kell..
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_c3qy9c3bbbf8b878ak9n_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/c3qy9c3bbbf8b878ak9n_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_c3qy9c3bbbf8b878ak9n_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/c3qy9c3bbbf8b878ak9n_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2020 július 14, 10:18
Írta: Földi Péter Dátum 2020 július 14, 10:18
Köszönöm! Ha esetleg lenne eladó (csak driver) a jövőben, kérlek írj rám akár privátban. Ezt külön köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: koferi Dátum 2020 július 15, 13:12
Írta: koferi Dátum 2020 július 15, 13:12
https://github.com/rene-dev/stmbl
Ezt megépítette már valaki?
Érdekelnének a tapasztalatok.
Ezt megépítette már valaki?
Érdekelnének a tapasztalatok.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2020 július 15, 19:54
Írta: horcsab Dátum 2020 július 15, 19:54
Igen, macerás beállítani, de működik, valamint a végfok kifutott típus. Én is átterveztem magamnak másra.
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2020 július 24, 14:07
Írta: n6xdwssa Dátum 2020 július 24, 14:07
Üdv Mindenkinek!
Segítséget szeretnék kérni.
Van két Aeg Ac szervó motorom MS-350-1040-000,MS450-0040-000, vezérlővel együtt, nem találok hozzá dokumentációt.
Tud valaki segíteni?
Előre is köszönöm a segítő szándékot!
Segítséget szeretnék kérni.
Van két Aeg Ac szervó motorom MS-350-1040-000,MS450-0040-000, vezérlővel együtt, nem találok hozzá dokumentációt.
Tud valaki segíteni?
Előre is köszönöm a segítő szándékot!
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 augusztus 11, 20:39
Írta: Autotec1 Dátum 2020 augusztus 11, 20:39
Panasonic ac servo szerelőt keresek
Györfi im kft és RTC -n kívűl tud valaki valakit aki nem aranyárban dolgozik?
Györfi im kft és RTC -n kívűl tud valaki valakit aki nem aranyárban dolgozik?
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 augusztus 11, 20:49
Írta: Autotec1 Dátum 2020 augusztus 11, 20:49
Idő nem lényeges, tartalék lesz
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 19, 13:16
Írta: kly Dátum 2020 szeptember 19, 13:16
Még elég béta.
Sinusoidal Controlt használok microchip appnote a kiindulási alap csak HALL nélkül. A HALL szerepét az incrementális encoder látja el.
Egyelőre még nincs túláram figyelés, sem cliens PID software.Most minden PID paraméter fixen van beírva a kódba.
De ez már az egyszerűbb része lesz....
Mociba kell raknom HALL senzort később, mert jelenelg nincs absolute pozíció adatom ,ami okoz némi problémát induláskor. Mondjuk alapból resolveres a motor. Lehet ,hogy megírom annak a kezelését csak a használt PICben nincs DA, a PWM ek meg foglaltak mind, így valami küső eszközzel kéne előállítanom egy referencia 10KHzes szinusz jelet. Hall egyszerűbbnek tűnik, van is hova betenni...persze nincs itthon belőle olyan ami kéne.
első teszt mikor már produlál is valamit:
Sinusoidal Controlt használok microchip appnote a kiindulási alap csak HALL nélkül. A HALL szerepét az incrementális encoder látja el.
Egyelőre még nincs túláram figyelés, sem cliens PID software.Most minden PID paraméter fixen van beírva a kódba.
De ez már az egyszerűbb része lesz....
Mociba kell raknom HALL senzort később, mert jelenelg nincs absolute pozíció adatom ,ami okoz némi problémát induláskor. Mondjuk alapból resolveres a motor. Lehet ,hogy megírom annak a kezelését csak a használt PICben nincs DA, a PWM ek meg foglaltak mind, így valami küső eszközzel kéne előállítanom egy referencia 10KHzes szinusz jelet. Hall egyszerűbbnek tűnik, van is hova betenni...persze nincs itthon belőle olyan ami kéne.
első teszt mikor már produlál is valamit:
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2020 szeptember 19, 20:02
Írta: D.Laci Dátum 2020 szeptember 19, 20:02
Nézek neked egy HALL szenzoros motort?
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 19, 20:38
Írta: kly Dátum 2020 szeptember 19, 20:38
Persze érdekel
köszi
köszi
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2020 szeptember 20, 07:48
Írta: szabo janko Dátum 2020 szeptember 20, 07:48
Szép napot!
Felkeltette az érdeklődésemet a dolog. Az a kérdésem lesz e belőle gyártmány. Van két három AC szervóm amihez nincs meghajtóm. Egyébbként tegnap raktam össze a DRO-kat szépen müködnek. Figyelemmel kisérem a AC-s projektet ,ha összejön érdekelne egy CNC-re való készlet.
Felkeltette az érdeklődésemet a dolog. Az a kérdésem lesz e belőle gyártmány. Van két három AC szervóm amihez nincs meghajtóm. Egyébbként tegnap raktam össze a DRO-kat szépen müködnek. Figyelemmel kisérem a AC-s projektet ,ha összejön érdekelne egy CNC-re való készlet.
Cím: Re:AC szervó motoros vezérlés
Írta: NagyZé Dátum 2020 szeptember 20, 07:58
Írta: NagyZé Dátum 2020 szeptember 20, 07:58
Nem pont hozzád szól a kérdés de tényleg érdekelne: mennyivel tud többet az eredeti bazi nagy vezérlő mint egy kisebb? Milyen tervezési szempontok megyarázhatják ezt a bazi nagy méretet? Van egy Agilent tápom. Hát abban is amit tápegység címén művelnek... Nem fikázás képpen mondom, őszintén érdekelne. Én is tervezek ezt-azt talán tanulhatok is belőle.
Ügyes vagy! Ez viszont neked szól.
NagyZé
Ügyes vagy! Ez viszont neked szól.
NagyZé
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 09:42
Írta: kly Dátum 2020 szeptember 20, 09:42
szia
Ha lesz is akkor nem mostanában. Ez is csak azért készült mert nem tudtam megjavítani az eredeti vezérlőjét. Annyi az alkatrész rajta hogy esélytelen visrosszajzolni ráadásul 4 layeres a panel. Működik szegény, csak túláramot jelez folyamatosan. Még motor nélkül is.....és letilt
off
DRO-t sikerült illesztened a mérőgépedhez? Jó lett az eredeti mérőléce? Majd csinálj képeket vagy videot a DRO-s topikba
Ha lesz is akkor nem mostanában. Ez is csak azért készült mert nem tudtam megjavítani az eredeti vezérlőjét. Annyi az alkatrész rajta hogy esélytelen visrosszajzolni ráadásul 4 layeres a panel. Működik szegény, csak túláramot jelez folyamatosan. Még motor nélkül is.....és letilt
off
DRO-t sikerült illesztened a mérőgépedhez? Jó lett az eredeti mérőléce? Majd csinálj képeket vagy videot a DRO-s topikba
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2020 szeptember 20, 11:07
Írta: n6xdwssa Dátum 2020 szeptember 20, 11:07
Szia Laci!
Ez nagyon jó lett! [#taps] [#worship]
De azt tudod, hogy megint mézesmadzagot rángatsz az orrunk előtt. [#nevetes1]
Ez nagyon jó lett! [#taps] [#worship]
De azt tudod, hogy megint mézesmadzagot rángatsz az orrunk előtt. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2020 szeptember 20, 12:30
Írta: szabo janko Dátum 2020 szeptember 20, 12:30
Oáig még nem jutottam el. Szét kell szednem a mérőgépet majd hazahozm és kinyomozom hogy mit ad ki. Ha oda nem jó akkor is lesz heje egy esztergán.
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 14:06
Írta: kly Dátum 2020 szeptember 20, 14:06
Az eredeti azért jóval többet tud.
Van analód +-10V bemenete, végállas kezelés,digitális bemenetei és kimenetei,áramfigyelés, ramp fel le, step/dir. , resolver bemenet, emulált encoder kimenetm stb, kb 150 beállítási paraméter van a menüjében.Feléről azt se tudom micsoda....persze ez nem indokolja miért van benne vagy 20db Tl084 és mégegyszer annyi koparátor meg hasonlók, meg vagy 500db passzív elem. Nyilván nem feleslegesn tették bele.
Ezzel szemben az enyémben csak P,I,D beállítás van egyelőre. És csak step/dir vezérlés. Mondjuk nekem nem is kell más egyéb bele, csak még az áramfigyelés.
Van analód +-10V bemenete, végállas kezelés,digitális bemenetei és kimenetei,áramfigyelés, ramp fel le, step/dir. , resolver bemenet, emulált encoder kimenetm stb, kb 150 beállítási paraméter van a menüjében.Feléről azt se tudom micsoda....persze ez nem indokolja miért van benne vagy 20db Tl084 és mégegyszer annyi koparátor meg hasonlók, meg vagy 500db passzív elem. Nyilván nem feleslegesn tették bele.
Ezzel szemben az enyémben csak P,I,D beállítás van egyelőre. És csak step/dir vezérlés. Mondjuk nekem nem is kell más egyéb bele, csak még az áramfigyelés.
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 17:34
Írta: kly Dátum 2020 szeptember 20, 17:34
Gondom van. Vagyis inkább kérdésem. Mivel én inkább programozó vagyok mint motor szakértő és elég fura amit kiszámoltam.
Adott a servo motorom amibe hall szenzort szeretnék berakni. Ez egy 6 pólusú PMSM motor 6db mágnessel a forgórészben. Csatolt képen a forgórész modelezett rajza.
Gondom a következő. Eddig bármilyen rajzot is láttam a neten különböző motorokról a hall szenzorok 120 fokban voltak elhelyezve. Namost ha én is 120 fokra rakom ,akkor vagy 000 vagy 111 lesz a kimenet forgás közben hiszen a mágnesek eleve 120 fokban vannak azonos pólust tekintve.
A rajzon a belső "hajókormánykerék" 10 fokonként van beosztva ,a szines meg 20 fok.
Nekem 20 fokonként kell új rotor pozíció adat a megfeleő működéshez. És ebből 6 szektor adat kell mágnespáronként.
Ez csak akkor teljesülhet ha 80 fokonként teszem be a HALL szenzort (3 hosszú vonal ami kilóg a fogrórészből).
Szóval a matek ezt mondja de ilyet én még nem láttam semmilyen motoron. szerintem benézek valami....vagy kizárt dolog mert nem tudom [#nemtudom]
szóval hogy is van ez?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_qgf7k2xftp5e8qz392uh_1379.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/qgf7k2xftp5e8qz392uh_1379.jpg)
Adott a servo motorom amibe hall szenzort szeretnék berakni. Ez egy 6 pólusú PMSM motor 6db mágnessel a forgórészben. Csatolt képen a forgórész modelezett rajza.
Gondom a következő. Eddig bármilyen rajzot is láttam a neten különböző motorokról a hall szenzorok 120 fokban voltak elhelyezve. Namost ha én is 120 fokra rakom ,akkor vagy 000 vagy 111 lesz a kimenet forgás közben hiszen a mágnesek eleve 120 fokban vannak azonos pólust tekintve.
A rajzon a belső "hajókormánykerék" 10 fokonként van beosztva ,a szines meg 20 fok.
Nekem 20 fokonként kell új rotor pozíció adat a megfeleő működéshez. És ebből 6 szektor adat kell mágnespáronként.
Ez csak akkor teljesülhet ha 80 fokonként teszem be a HALL szenzort (3 hosszú vonal ami kilóg a fogrórészből).
Szóval a matek ezt mondja de ilyet én még nem láttam semmilyen motoron. szerintem benézek valami....vagy kizárt dolog mert nem tudom [#nemtudom]
szóval hogy is van ez?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_qgf7k2xftp5e8qz392uh_1379.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/qgf7k2xftp5e8qz392uh_1379.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 18:06
Írta: kly Dátum 2020 szeptember 20, 18:06
közben rájöttem hogy berakhatom én 40 fokonként is (ami 120 nak felene meg ha kétpólusúnak tekintem a rotor azon 1/3 részét).
szóval már értem :D jó lesz így.
szóval már értem :D jó lesz így.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 szeptember 20, 18:50
Írta: GPeti1977 Dátum 2020 szeptember 20, 18:50
Ha 120fokra rakod a szenzorokat de lesz 000, 111 kombinációd akkor 60 elektromos fokra vannak a szenzorok.
Cím: Re:AC szervó motoros vezérlés
Írta: Ferkóka Dátum 2020 november 03, 15:41
Írta: Ferkóka Dátum 2020 november 03, 15:41
Üdv!
Segítséget szeretnék kérni egy siemens V90-es szervó programozásával kapcsolatban.
A szervót s7 1200-as plc vezérli.
A motornak egy jelre egy kört kellene menni, két pozíciónál a körön belül más sebességgel.
Segítséget szeretnék kérni egy siemens V90-es szervó programozásával kapcsolatban.
A szervót s7 1200-as plc vezérli.
A motornak egy jelre egy kört kellene menni, két pozíciónál a körön belül más sebességgel.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 július 13, 17:36
Írta: designr Dátum 2020 július 13, 17:36
Ezekkel mennie kell..
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_c3qy9c3bbbf8b878ak9n_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/c3qy9c3bbbf8b878ak9n_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_c3qy9c3bbbf8b878ak9n_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/c3qy9c3bbbf8b878ak9n_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Földi Péter Dátum 2020 július 14, 10:18
Írta: Földi Péter Dátum 2020 július 14, 10:18
Köszönöm! Ha esetleg lenne eladó (csak driver) a jövőben, kérlek írj rám akár privátban. Ezt külön köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: koferi Dátum 2020 július 15, 13:12
Írta: koferi Dátum 2020 július 15, 13:12
https://github.com/rene-dev/stmbl
Ezt megépítette már valaki?
Érdekelnének a tapasztalatok.
Ezt megépítette már valaki?
Érdekelnének a tapasztalatok.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2020 július 15, 19:54
Írta: horcsab Dátum 2020 július 15, 19:54
Igen, macerás beállítani, de működik, valamint a végfok kifutott típus. Én is átterveztem magamnak másra.
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2020 július 24, 14:07
Írta: n6xdwssa Dátum 2020 július 24, 14:07
Üdv Mindenkinek!
Segítséget szeretnék kérni.
Van két Aeg Ac szervó motorom MS-350-1040-000,MS450-0040-000, vezérlővel együtt, nem találok hozzá dokumentációt.
Tud valaki segíteni?
Előre is köszönöm a segítő szándékot!
Segítséget szeretnék kérni.
Van két Aeg Ac szervó motorom MS-350-1040-000,MS450-0040-000, vezérlővel együtt, nem találok hozzá dokumentációt.
Tud valaki segíteni?
Előre is köszönöm a segítő szándékot!
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 augusztus 11, 20:39
Írta: Autotec1 Dátum 2020 augusztus 11, 20:39
Panasonic ac servo szerelőt keresek
Györfi im kft és RTC -n kívűl tud valaki valakit aki nem aranyárban dolgozik?
Györfi im kft és RTC -n kívűl tud valaki valakit aki nem aranyárban dolgozik?
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2020 augusztus 11, 20:49
Írta: Autotec1 Dátum 2020 augusztus 11, 20:49
Idő nem lényeges, tartalék lesz
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 19, 13:16
Írta: kly Dátum 2020 szeptember 19, 13:16
Még elég béta.
Sinusoidal Controlt használok microchip appnote a kiindulási alap csak HALL nélkül. A HALL szerepét az incrementális encoder látja el.
Egyelőre még nincs túláram figyelés, sem cliens PID software.Most minden PID paraméter fixen van beírva a kódba.
De ez már az egyszerűbb része lesz....
Mociba kell raknom HALL senzort később, mert jelenelg nincs absolute pozíció adatom ,ami okoz némi problémát induláskor. Mondjuk alapból resolveres a motor. Lehet ,hogy megírom annak a kezelését csak a használt PICben nincs DA, a PWM ek meg foglaltak mind, így valami küső eszközzel kéne előállítanom egy referencia 10KHzes szinusz jelet. Hall egyszerűbbnek tűnik, van is hova betenni...persze nincs itthon belőle olyan ami kéne.
első teszt mikor már produlál is valamit:
Sinusoidal Controlt használok microchip appnote a kiindulási alap csak HALL nélkül. A HALL szerepét az incrementális encoder látja el.
Egyelőre még nincs túláram figyelés, sem cliens PID software.Most minden PID paraméter fixen van beírva a kódba.
De ez már az egyszerűbb része lesz....
Mociba kell raknom HALL senzort később, mert jelenelg nincs absolute pozíció adatom ,ami okoz némi problémát induláskor. Mondjuk alapból resolveres a motor. Lehet ,hogy megírom annak a kezelését csak a használt PICben nincs DA, a PWM ek meg foglaltak mind, így valami küső eszközzel kéne előállítanom egy referencia 10KHzes szinusz jelet. Hall egyszerűbbnek tűnik, van is hova betenni...persze nincs itthon belőle olyan ami kéne.
első teszt mikor már produlál is valamit:
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2020 szeptember 19, 20:02
Írta: D.Laci Dátum 2020 szeptember 19, 20:02
Nézek neked egy HALL szenzoros motort?
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 19, 20:38
Írta: kly Dátum 2020 szeptember 19, 20:38
Persze érdekel
köszi
köszi
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2020 szeptember 20, 07:48
Írta: szabo janko Dátum 2020 szeptember 20, 07:48
Szép napot!
Felkeltette az érdeklődésemet a dolog. Az a kérdésem lesz e belőle gyártmány. Van két három AC szervóm amihez nincs meghajtóm. Egyébbként tegnap raktam össze a DRO-kat szépen müködnek. Figyelemmel kisérem a AC-s projektet ,ha összejön érdekelne egy CNC-re való készlet.
Felkeltette az érdeklődésemet a dolog. Az a kérdésem lesz e belőle gyártmány. Van két három AC szervóm amihez nincs meghajtóm. Egyébbként tegnap raktam össze a DRO-kat szépen müködnek. Figyelemmel kisérem a AC-s projektet ,ha összejön érdekelne egy CNC-re való készlet.
Cím: Re:AC szervó motoros vezérlés
Írta: NagyZé Dátum 2020 szeptember 20, 07:58
Írta: NagyZé Dátum 2020 szeptember 20, 07:58
Nem pont hozzád szól a kérdés de tényleg érdekelne: mennyivel tud többet az eredeti bazi nagy vezérlő mint egy kisebb? Milyen tervezési szempontok megyarázhatják ezt a bazi nagy méretet? Van egy Agilent tápom. Hát abban is amit tápegység címén művelnek... Nem fikázás képpen mondom, őszintén érdekelne. Én is tervezek ezt-azt talán tanulhatok is belőle.
Ügyes vagy! Ez viszont neked szól.
NagyZé
Ügyes vagy! Ez viszont neked szól.
NagyZé
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 09:42
Írta: kly Dátum 2020 szeptember 20, 09:42
szia
Ha lesz is akkor nem mostanában. Ez is csak azért készült mert nem tudtam megjavítani az eredeti vezérlőjét. Annyi az alkatrész rajta hogy esélytelen visrosszajzolni ráadásul 4 layeres a panel. Működik szegény, csak túláramot jelez folyamatosan. Még motor nélkül is.....és letilt
off
DRO-t sikerült illesztened a mérőgépedhez? Jó lett az eredeti mérőléce? Majd csinálj képeket vagy videot a DRO-s topikba
Ha lesz is akkor nem mostanában. Ez is csak azért készült mert nem tudtam megjavítani az eredeti vezérlőjét. Annyi az alkatrész rajta hogy esélytelen visrosszajzolni ráadásul 4 layeres a panel. Működik szegény, csak túláramot jelez folyamatosan. Még motor nélkül is.....és letilt
off
DRO-t sikerült illesztened a mérőgépedhez? Jó lett az eredeti mérőléce? Majd csinálj képeket vagy videot a DRO-s topikba
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2020 szeptember 20, 11:07
Írta: n6xdwssa Dátum 2020 szeptember 20, 11:07
Szia Laci!
Ez nagyon jó lett! [#taps] [#worship]
De azt tudod, hogy megint mézesmadzagot rángatsz az orrunk előtt. [#nevetes1]
Ez nagyon jó lett! [#taps] [#worship]
De azt tudod, hogy megint mézesmadzagot rángatsz az orrunk előtt. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: szabo janko Dátum 2020 szeptember 20, 12:30
Írta: szabo janko Dátum 2020 szeptember 20, 12:30
Oáig még nem jutottam el. Szét kell szednem a mérőgépet majd hazahozm és kinyomozom hogy mit ad ki. Ha oda nem jó akkor is lesz heje egy esztergán.
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 14:06
Írta: kly Dátum 2020 szeptember 20, 14:06
Az eredeti azért jóval többet tud.
Van analód +-10V bemenete, végállas kezelés,digitális bemenetei és kimenetei,áramfigyelés, ramp fel le, step/dir. , resolver bemenet, emulált encoder kimenetm stb, kb 150 beállítási paraméter van a menüjében.Feléről azt se tudom micsoda....persze ez nem indokolja miért van benne vagy 20db Tl084 és mégegyszer annyi koparátor meg hasonlók, meg vagy 500db passzív elem. Nyilván nem feleslegesn tették bele.
Ezzel szemben az enyémben csak P,I,D beállítás van egyelőre. És csak step/dir vezérlés. Mondjuk nekem nem is kell más egyéb bele, csak még az áramfigyelés.
Van analód +-10V bemenete, végállas kezelés,digitális bemenetei és kimenetei,áramfigyelés, ramp fel le, step/dir. , resolver bemenet, emulált encoder kimenetm stb, kb 150 beállítási paraméter van a menüjében.Feléről azt se tudom micsoda....persze ez nem indokolja miért van benne vagy 20db Tl084 és mégegyszer annyi koparátor meg hasonlók, meg vagy 500db passzív elem. Nyilván nem feleslegesn tették bele.
Ezzel szemben az enyémben csak P,I,D beállítás van egyelőre. És csak step/dir vezérlés. Mondjuk nekem nem is kell más egyéb bele, csak még az áramfigyelés.
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 17:34
Írta: kly Dátum 2020 szeptember 20, 17:34
Gondom van. Vagyis inkább kérdésem. Mivel én inkább programozó vagyok mint motor szakértő és elég fura amit kiszámoltam.
Adott a servo motorom amibe hall szenzort szeretnék berakni. Ez egy 6 pólusú PMSM motor 6db mágnessel a forgórészben. Csatolt képen a forgórész modelezett rajza.
Gondom a következő. Eddig bármilyen rajzot is láttam a neten különböző motorokról a hall szenzorok 120 fokban voltak elhelyezve. Namost ha én is 120 fokra rakom ,akkor vagy 000 vagy 111 lesz a kimenet forgás közben hiszen a mágnesek eleve 120 fokban vannak azonos pólust tekintve.
A rajzon a belső "hajókormánykerék" 10 fokonként van beosztva ,a szines meg 20 fok.
Nekem 20 fokonként kell új rotor pozíció adat a megfeleő működéshez. És ebből 6 szektor adat kell mágnespáronként.
Ez csak akkor teljesülhet ha 80 fokonként teszem be a HALL szenzort (3 hosszú vonal ami kilóg a fogrórészből).
Szóval a matek ezt mondja de ilyet én még nem láttam semmilyen motoron. szerintem benézek valami....vagy kizárt dolog mert nem tudom [#nemtudom]
szóval hogy is van ez?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_qgf7k2xftp5e8qz392uh_1379.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/qgf7k2xftp5e8qz392uh_1379.jpg)
Adott a servo motorom amibe hall szenzort szeretnék berakni. Ez egy 6 pólusú PMSM motor 6db mágnessel a forgórészben. Csatolt képen a forgórész modelezett rajza.
Gondom a következő. Eddig bármilyen rajzot is láttam a neten különböző motorokról a hall szenzorok 120 fokban voltak elhelyezve. Namost ha én is 120 fokra rakom ,akkor vagy 000 vagy 111 lesz a kimenet forgás közben hiszen a mágnesek eleve 120 fokban vannak azonos pólust tekintve.
A rajzon a belső "hajókormánykerék" 10 fokonként van beosztva ,a szines meg 20 fok.
Nekem 20 fokonként kell új rotor pozíció adat a megfeleő működéshez. És ebből 6 szektor adat kell mágnespáronként.
Ez csak akkor teljesülhet ha 80 fokonként teszem be a HALL szenzort (3 hosszú vonal ami kilóg a fogrórészből).
Szóval a matek ezt mondja de ilyet én még nem láttam semmilyen motoron. szerintem benézek valami....vagy kizárt dolog mert nem tudom [#nemtudom]
szóval hogy is van ez?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_qgf7k2xftp5e8qz392uh_1379.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/qgf7k2xftp5e8qz392uh_1379.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: kly Dátum 2020 szeptember 20, 18:06
Írta: kly Dátum 2020 szeptember 20, 18:06
közben rájöttem hogy berakhatom én 40 fokonként is (ami 120 nak felene meg ha kétpólusúnak tekintem a rotor azon 1/3 részét).
szóval már értem :D jó lesz így.
szóval már értem :D jó lesz így.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2020 szeptember 20, 18:50
Írta: GPeti1977 Dátum 2020 szeptember 20, 18:50
Ha 120fokra rakod a szenzorokat de lesz 000, 111 kombinációd akkor 60 elektromos fokra vannak a szenzorok.
Cím: Re:AC szervó motoros vezérlés
Írta: Ferkóka Dátum 2020 november 03, 15:41
Írta: Ferkóka Dátum 2020 november 03, 15:41
Üdv!
Segítséget szeretnék kérni egy siemens V90-es szervó programozásával kapcsolatban.
A szervót s7 1200-as plc vezérli.
A motornak egy jelre egy kört kellene menni, két pozíciónál a körön belül más sebességgel.
Segítséget szeretnék kérni egy siemens V90-es szervó programozásával kapcsolatban.
A szervót s7 1200-as plc vezérli.
A motornak egy jelre egy kört kellene menni, két pozíciónál a körön belül más sebességgel.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 07, 22:22
Írta: őrülT-Tudós Dátum 2020 november 07, 22:22
Üdv, eddig csak léptetőmotorokkal foglalkoztam, de most szeretnék egy kicsit fejlődni és elindulni az ac szervók világában. Ezért Ac szervo szakik segítségét kérném. Sikerült jó áron hozzájutnom egy Sanyo Denki Sanmotion Q szetthez. Lenne valaki aki tudna segíteni az elindulásban? [#help]
SANMOTION Q pdf (http://www.physics.utah.edu/starbase/Notes/Qmanual.pdf)
Vezérlő: QS1A05AA
Motor: Q1AA10150HXSYM
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_9dzkpnsag8skacnyubc2v_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/9dzkpnsag8skacnyubc2v_5292.jpg)
SANMOTION Q pdf (http://www.physics.utah.edu/starbase/Notes/Qmanual.pdf)
Vezérlő: QS1A05AA
Motor: Q1AA10150HXSYM
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_9dzkpnsag8skacnyubc2v_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/9dzkpnsag8skacnyubc2v_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 07, 22:22
Írta: őrülT-Tudós Dátum 2020 november 07, 22:22
Üdv, eddig csak léptetőmotorokkal foglalkoztam, de most szeretnék egy kicsit fejlődni és elindulni az ac szervók világában. Ezért Ac szervo szakik segítségét kérném. Sikerült jó áron hozzájutnom egy Sanyo Denki Sanmotion Q szetthez. Lenne valaki aki tudna segíteni az elindulásban? [#help]
SANMOTION Q pdf (http://www.physics.utah.edu/starbase/Notes/Qmanual.pdf)
Vezérlő: QS1A05AA
Motor: Q1AA10150HXSYM
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_9dzkpnsag8skacnyubc2v_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/9dzkpnsag8skacnyubc2v_5292.jpg)
SANMOTION Q pdf (http://www.physics.utah.edu/starbase/Notes/Qmanual.pdf)
Vezérlő: QS1A05AA
Motor: Q1AA10150HXSYM
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/hvnvvs9dgjhehq8hbs7bb_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_9dzkpnsag8skacnyubc2v_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/9dzkpnsag8skacnyubc2v_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 12, 19:02
Írta: őrülT-Tudós Dátum 2020 november 12, 19:02
Ismét én.. [#vigyor] Próbálok amatőrként nemi infót kibogarászni a használati utasításból. Nem tudom, hogy járható út-e illetve reális-e ami kezd körvonalazódni bennem. Az angolomban igencsak vannak hiányosságok így jó lenne egy kis visszaigazolás. Tehát:
Position control mode-ban a szervó vezérlő CW és CCW impulzusokat vár. A mozgásvezérlő csak step/dir jeleket tud küldeni. Lehetséges ezt valamilyen módon megfelelően párosítani? Esetleg teljesen tévúton járok? [#conf]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_0v84hh6miiwjux2ppefu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/0v84hh6miiwjux2ppefu_5292.jpg)
Position control mode-ban a szervó vezérlő CW és CCW impulzusokat vár. A mozgásvezérlő csak step/dir jeleket tud küldeni. Lehetséges ezt valamilyen módon megfelelően párosítani? Esetleg teljesen tévúton járok? [#conf]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_0v84hh6miiwjux2ppefu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/0v84hh6miiwjux2ppefu_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 12, 19:02
Írta: őrülT-Tudós Dátum 2020 november 12, 19:02
Ismét én.. [#vigyor] Próbálok amatőrként nemi infót kibogarászni a használati utasításból. Nem tudom, hogy járható út-e illetve reális-e ami kezd körvonalazódni bennem. Az angolomban igencsak vannak hiányosságok így jó lenne egy kis visszaigazolás. Tehát:
Position control mode-ban a szervó vezérlő CW és CCW impulzusokat vár. A mozgásvezérlő csak step/dir jeleket tud küldeni. Lehetséges ezt valamilyen módon megfelelően párosítani? Esetleg teljesen tévúton járok? [#conf]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_0v84hh6miiwjux2ppefu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/0v84hh6miiwjux2ppefu_5292.jpg)
Position control mode-ban a szervó vezérlő CW és CCW impulzusokat vár. A mozgásvezérlő csak step/dir jeleket tud küldeni. Lehetséges ezt valamilyen módon megfelelően párosítani? Esetleg teljesen tévúton járok? [#conf]
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/htexy89bmy7q4h77p3jj8_5292.png) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_0v84hh6miiwjux2ppefu_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/0v84hh6miiwjux2ppefu_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 november 12, 19:23
Írta: TBS-TEAM Dátum 2020 november 12, 19:23
Tévúton jársz. [#kacsint]
10-33 oldalt tanulmányozd. [#nevetes1]
10-33 oldalt tanulmányozd. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 november 12, 19:23
Írta: TBS-TEAM Dátum 2020 november 12, 19:23
Tévúton jársz. [#kacsint]
10-33 oldalt tanulmányozd. [#nevetes1]
10-33 oldalt tanulmányozd. [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 13, 21:30
Írta: őrülT-Tudós Dátum 2020 november 13, 21:30
Köszönöm, akkor ezek szerint tud step/dir-t is fogadni. [#worship] A helyes beállításokhoz lesz szükségem PC csatlakoztatására? Sajnos programozókábelem nincs hozzá..
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2020 november 13, 21:30
Írta: őrülT-Tudós Dátum 2020 november 13, 21:30
Köszönöm, akkor ezek szerint tud step/dir-t is fogadni. [#worship] A helyes beállításokhoz lesz szükségem PC csatlakoztatására? Sajnos programozókábelem nincs hozzá..
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 november 14, 14:39
Írta: TBS-TEAM Dátum 2020 november 14, 14:39
Be tudod állítani a saját kezelőfelületén.
Step-Dir PA400 2 paraméter.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8vsvpu9u43uht86yfzxv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/8vsvpu9u43uht86yfzxv_3344.png)
Step-Dir PA400 2 paraméter.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8vsvpu9u43uht86yfzxv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/8vsvpu9u43uht86yfzxv_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2020 november 14, 14:39
Írta: TBS-TEAM Dátum 2020 november 14, 14:39
Be tudod állítani a saját kezelőfelületén.
Step-Dir PA400 2 paraméter.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8vsvpu9u43uht86yfzxv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/8vsvpu9u43uht86yfzxv_3344.png)
Step-Dir PA400 2 paraméter.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8vsvpu9u43uht86yfzxv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/11/8vsvpu9u43uht86yfzxv_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Gyárfás Attila Dátum 2020 november 25, 08:14
Írta: Gyárfás Attila Dátum 2020 november 25, 08:14
Sziasztok
Tudnátok segiteni beárazni a képen látható motort?
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6q65q4udxwv0q5e30w4fk_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6q65q4udxwv0q5e30w4fk_2006.jpg)
Tudnátok segiteni beárazni a képen látható motort?
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6q65q4udxwv0q5e30w4fk_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6q65q4udxwv0q5e30w4fk_2006.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 november 25, 08:37
Írta: designr Dátum 2020 november 25, 08:37
Irtam..
Cím: Re:AC szervó motoros vezérlés
Írta: fek97kft Dátum 2021 január 07, 19:38
Írta: fek97kft Dátum 2021 január 07, 19:38
Segitséget szeretnék kérni, van egy hurco megmunkálógép, yaskawa servó hajtással. Az egyik tengely hajtása fázis hibát jelez, de ha másik vezérlőt teszek rá akkor is. milyen másik motort tudnék rászerelni, illetve ha ahjtás vezérlőt is cserélném, mit ajánlanátok helyette. a mostani vezérlő, SGDH 30 AE ez valoszínűleg jó, ehhez kellene illeszteni motort. Elöre is köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 január 07, 19:41
Írta: TBS-TEAM Dátum 2021 január 07, 19:41
Elöszőr a kábelt kell kimérni mert az szokott a sok mozgástól meghibásodni.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 január 07, 20:05
Írta: Bencze András Dátum 2021 január 07, 20:05
Hívj fel, tudok segíteni.. Adatlapomon megtalálod.
Cím: Re:AC szervó motoros vezérlés
Írta: pfkgs0rj Dátum 2021 január 08, 15:09
Írta: pfkgs0rj Dátum 2021 január 08, 15:09
Sziasztok.!
Segitséget szeretnék kérni, van pár db siemens ac szervo motorom, 2.4 kW-os, nem vezérelni akarom sima villanymotor ként szeretném használni, jobbra-balra tudjam forgatni. Erre van valamilyen költséghatékony megoldás? Elkerülhetetlen egy vezérlő vagy frekvenciaváltó használata?
Segitséget szeretnék kérni, van pár db siemens ac szervo motorom, 2.4 kW-os, nem vezérelni akarom sima villanymotor ként szeretném használni, jobbra-balra tudjam forgatni. Erre van valamilyen költséghatékony megoldás? Elkerülhetetlen egy vezérlő vagy frekvenciaváltó használata?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 január 08, 15:45
Írta: 000000000 Dátum 2021 január 08, 15:45
Szia!
Van olyan saját fejlesztésű vezérlőm, aminek kapcsán egy AC szinkron motor olyan egyszerűen működtethető, mint egy mezei DC kefés motor. Azaz csak DC feszültség kell neki, pl. ha egy 1.5 V-os elemet rákötsz a két kijövő vezetékre, már szép lassan forog is a motorod. Ha pedig egy 24 V-os akura kötöd, már egész tempósan fog forogni, azaz az üresjárati motor fordulatszám lineárisan változik a bemenő feszültséggel.
Keress meg magánban, ha érdekel ez a verzió, elmondom az alkalmazási lehetőségeket, műszaki határadatokat.
Van olyan saját fejlesztésű vezérlőm, aminek kapcsán egy AC szinkron motor olyan egyszerűen működtethető, mint egy mezei DC kefés motor. Azaz csak DC feszültség kell neki, pl. ha egy 1.5 V-os elemet rákötsz a két kijövő vezetékre, már szép lassan forog is a motorod. Ha pedig egy 24 V-os akura kötöd, már egész tempósan fog forogni, azaz az üresjárati motor fordulatszám lineárisan változik a bemenő feszültséggel.
Keress meg magánban, ha érdekel ez a verzió, elmondom az alkalmazási lehetőségeket, műszaki határadatokat.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 18, 12:13
Írta: 3ebj3bk8b Dátum 2021 január 18, 12:13
Sziasztok!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 14:08
Írta: szabad paraszt Dátum 2021 január 19, 14:08
Sziasztok,
az egész elektronika-vezérlés témában új vagyok, de mindig úgy szeretek megtanulni dolgokat, hogy konkrét célt tűzök ki magam elé.
Mit gondoltok, mi a legegyszerűbb módja annak (vagy Ti hogy csinálnátok), hogy egy AC servo motor fordulatszámát egy potméterről vezéreljétek. Az AC servo+vezérlője adott, de mi kell még hozzá?
A fő cél az lenne, hogy ha lehet, akkor ne kelljen mellé egy PC, amin fut egy valamilyen vezérlőszoftver (mach3, stb.), hanem a servo vezérlőre dugott potméterrel lehessen fordulatot állítani. Mi kell a potméter és a vezérlő közé, ami nem PC.
Ha jól tudom és/vagy jól olvasom a manuálját, akkor a servo vezérlők esetén nem beszélhetünk PWM bemenetről, amivel egyszerűen rá lehetne kötni egy potmétert.
Megoldható-e ez a feladat valami egyszerű motion controlerrel vagy netalan androiddal (valamilyen publikus servo csomagot használva) vagy nem és össze kell rakni valamilyen speckó elektronikát?
az egész elektronika-vezérlés témában új vagyok, de mindig úgy szeretek megtanulni dolgokat, hogy konkrét célt tűzök ki magam elé.
Mit gondoltok, mi a legegyszerűbb módja annak (vagy Ti hogy csinálnátok), hogy egy AC servo motor fordulatszámát egy potméterről vezéreljétek. Az AC servo+vezérlője adott, de mi kell még hozzá?
A fő cél az lenne, hogy ha lehet, akkor ne kelljen mellé egy PC, amin fut egy valamilyen vezérlőszoftver (mach3, stb.), hanem a servo vezérlőre dugott potméterrel lehessen fordulatot állítani. Mi kell a potméter és a vezérlő közé, ami nem PC.
Ha jól tudom és/vagy jól olvasom a manuálját, akkor a servo vezérlők esetén nem beszélhetünk PWM bemenetről, amivel egyszerűen rá lehetne kötni egy potmétert.
Megoldható-e ez a feladat valami egyszerű motion controlerrel vagy netalan androiddal (valamilyen publikus servo csomagot használva) vagy nem és össze kell rakni valamilyen speckó elektronikát?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 14:40
Írta: MacGyver Dátum 2021 január 19, 14:40
A szervóvezérlőtől függ, hogy mit tud fogadni.
küldj egy linket az adatlaphoz .
A mitsubishi MR J3-as vezérlő Speed control mode-ban tudja alapból amit te szerertnél, alább a PDF,.
A 3.2.2 Speed control mode résznél - Analog speed command,
Mitsubischi MR-J3 (https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030038/sh030038l.pdf)
küldj egy linket az adatlaphoz .
A mitsubishi MR J3-as vezérlő Speed control mode-ban tudja alapból amit te szerertnél, alább a PDF,.
A 3.2.2 Speed control mode résznél - Analog speed command,
Mitsubischi MR-J3 (https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030038/sh030038l.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 15:23
Írta: szabad paraszt Dátum 2021 január 19, 15:23
Ez egy kínai cucc. Feltöltöttem és megosztottam a manualjat:
https://drive.google.com/file/d/1TtlwEn5forQCpu7TVJDuLOQQj9hliljl/view?usp=sharing
ahogy nézem az altalad linkelt alapján - egyelőre nem túl szakavatott szemmel - ez is tudja: speed control módban és a speed of source (PA22) meg 0, azaz analog terminal (34. oldal)
jól nézem?
https://drive.google.com/file/d/1TtlwEn5forQCpu7TVJDuLOQQj9hliljl/view?usp=sharing
ahogy nézem az altalad linkelt alapján - egyelőre nem túl szakavatott szemmel - ez is tudja: speed control módban és a speed of source (PA22) meg 0, azaz analog terminal (34. oldal)
jól nézem?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 15:48
Írta: MacGyver Dátum 2021 január 19, 15:48
Igen úgy látom tudja.
a 22. oldalon a 3.6.3 Wiring Example in Speed / Torque Mode részben látható, hogy az AS+ (5) és AS- (15) lábakra kell -10~ +10 V közötti feszültséget kötni- ennek változtatásával lehet állitani a fordulatszámot, analóg módon. (ezzel gondolom oda-vissza forgatható a motor, ezért a -10től +10 -ig terjedő feszültség. Ha csak egy irányba kell forognia akkor lehet elég 0-10V is ami potival könnyen előállitható)
A Chapter 5 (31 oldaltól) a vezérlő menürendszere táblázatban - ezt jól át kell olvasni hogy hogyna kell beálliani hogy azt a bemenetet használja ami neked kell.
A 22-es menüpontnál (34. oldalon), ha jól gondolom 0-ára kell állitani ahhoz hogy az AS+ és AS- lábakon lévő feszültséget használja.
a 22. oldalon a 3.6.3 Wiring Example in Speed / Torque Mode részben látható, hogy az AS+ (5) és AS- (15) lábakra kell -10~ +10 V közötti feszültséget kötni- ennek változtatásával lehet állitani a fordulatszámot, analóg módon. (ezzel gondolom oda-vissza forgatható a motor, ezért a -10től +10 -ig terjedő feszültség. Ha csak egy irányba kell forognia akkor lehet elég 0-10V is ami potival könnyen előállitható)
A Chapter 5 (31 oldaltól) a vezérlő menürendszere táblázatban - ezt jól át kell olvasni hogy hogyna kell beálliani hogy azt a bemenetet használja ami neked kell.
A 22-es menüpontnál (34. oldalon), ha jól gondolom 0-ára kell állitani ahhoz hogy az AS+ és AS- lábakon lévő feszültséget használja.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 15:52
Írta: szabad paraszt Dátum 2021 január 19, 15:52
Nagyon köszönöm. Még egy kérdés. Jól gondolom, hogy itt nekem kívülről kell 10V-t adnom, nem pedig a vezérlőről veszem le?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 16:17
Írta: MacGyver Dátum 2021 január 19, 16:17
igen, kívülről.
Én próbaképp a labortápomat akasztanám rá, levenném az áramkorlátot kicsire, nehogy baj legyen.. és a feszültséget meg lehet ugye tekergetni.
Én próbaképp a labortápomat akasztanám rá, levenném az áramkorlátot kicsire, nehogy baj legyen.. és a feszültséget meg lehet ugye tekergetni.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 17:25
Írta: szabad paraszt Dátum 2021 január 19, 17:25
Köszönöm szépen a segítséget. Írhatom össze a bevásárló listát.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 január 31, 12:26
Írta: dtb Dátum 2021 január 31, 12:26
Sziasztok. Időröl időre felbukkan egy-egy Fanuc szervó motor az adok-veszek topicban, (pl.: [#t19p132494#] de nagyon keveset lehet ezekről tudni. Ismeri ezeket valaki közelebbről? Olyan elvetemült ötletem van, hogy olyan hajtást készíteni egy ilyen motorral, amit lehetne üzemeltetni step/dir módban is, és sima főorsó motorként is. Ezek a motorok kiindulásként "olcsón" beszerezhetők lennének, de kell hozzá valamilyen servo driver, ami ezt tudná hajtani, ahhoz viszont kellenének az alapvető paraméterek, mint feszültség,(V, ac?dc?) terhelhetőség(A) max frekvencia, encoder típusa, jelszint, stb... Tehát legyen valami kiindulási pont, hogy egyáltalán milyen servo drivert kellene hozzá beszerezni?
A tervezett felhasználásnál (4. axis, forgató) minimum egy 1:2 lassító áttétellel lenne használva, de ez erősen függ a motor max fordulatától is, mivel legalább 1Kw teljesítményt, és 1500/perc fordulatot el kellene érni az ideális használathoz. (Ezek nem számolt, inkább megsaccolt értékek) A lényeg a Step/Dir módon van, lehet, hogy akár így is elérhető lenne az 1500-as (vagy nagyobb) fordulat...
Szóval, valaki megosztaná ezeket az infókat, és az esetleges tapasztalatokat ezekkel a motorokkal?
A tervezett felhasználásnál (4. axis, forgató) minimum egy 1:2 lassító áttétellel lenne használva, de ez erősen függ a motor max fordulatától is, mivel legalább 1Kw teljesítményt, és 1500/perc fordulatot el kellene érni az ideális használathoz. (Ezek nem számolt, inkább megsaccolt értékek) A lényeg a Step/Dir módon van, lehet, hogy akár így is elérhető lenne az 1500-as (vagy nagyobb) fordulat...
Szóval, valaki megosztaná ezeket az infókat, és az esetleges tapasztalatokat ezekkel a motorokkal?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 12:55
Írta: designr Dátum 2021 január 31, 12:55
Engedd el..
Fanuc kommunikációjáról nem sok minden elérhető..de annyi igen hogy semmivel sem csereszabatos..
Ha csak a motor olcsó beszerezhetősége vonz..és nem tudsz saját magad vezérlőt készíteni hozzá..akkor felejtős.
Megoldás talán az lehet hogy encodert lecserélni ,igy egy piacon esetleg elérhető ac szervó vezérlővel összehozni..
De akkor felmerül a kérdés,mennyivel lesz olcsóbb mint a vezérlő az eredeti motorjával?
1kw komplett szettet kapsz 100-110 körül. ..ipari, összeillő,lepróbált.
Összetákolt vezérlők soha sem lépnek ezeknek a nyomába..
Fanuc kommunikációjáról nem sok minden elérhető..de annyi igen hogy semmivel sem csereszabatos..
Ha csak a motor olcsó beszerezhetősége vonz..és nem tudsz saját magad vezérlőt készíteni hozzá..akkor felejtős.
Megoldás talán az lehet hogy encodert lecserélni ,igy egy piacon esetleg elérhető ac szervó vezérlővel összehozni..
De akkor felmerül a kérdés,mennyivel lesz olcsóbb mint a vezérlő az eredeti motorjával?
1kw komplett szettet kapsz 100-110 körül. ..ipari, összeillő,lepróbált.
Összetákolt vezérlők soha sem lépnek ezeknek a nyomába..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 12:56
Írta: designr Dátum 2021 január 31, 12:56
"egyáltalán milyen servo drivert kellene hozzá beszerezni?"
Fanucot..
Fanucot..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 13:10
Írta: 3ebj3bk8b Dátum 2021 január 31, 13:10
Erről esetleg valakinek infója?
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: Gyárfás Attila Dátum 2020 november 25, 08:14
Írta: Gyárfás Attila Dátum 2020 november 25, 08:14
Sziasztok
Tudnátok segiteni beárazni a képen látható motort?
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6q65q4udxwv0q5e30w4fk_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6q65q4udxwv0q5e30w4fk_2006.jpg)
Tudnátok segiteni beárazni a képen látható motort?
Köszi
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2jjpj5cyent685p5ankns_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kp8h8e4ayyp24g45syds_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6fa3gpbxxwi7ftq8fx7k_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xv0x2m3zif3kxkqwtxkw0_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_6q65q4udxwv0q5e30w4fk_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/6q65q4udxwv0q5e30w4fk_2006.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2020 november 25, 08:37
Írta: designr Dátum 2020 november 25, 08:37
Irtam..
Cím: Re:AC szervó motoros vezérlés
Írta: fek97kft Dátum 2021 január 07, 19:38
Írta: fek97kft Dátum 2021 január 07, 19:38
Segitséget szeretnék kérni, van egy hurco megmunkálógép, yaskawa servó hajtással. Az egyik tengely hajtása fázis hibát jelez, de ha másik vezérlőt teszek rá akkor is. milyen másik motort tudnék rászerelni, illetve ha ahjtás vezérlőt is cserélném, mit ajánlanátok helyette. a mostani vezérlő, SGDH 30 AE ez valoszínűleg jó, ehhez kellene illeszteni motort. Elöre is köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 január 07, 19:41
Írta: TBS-TEAM Dátum 2021 január 07, 19:41
Elöszőr a kábelt kell kimérni mert az szokott a sok mozgástól meghibásodni.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 január 07, 20:05
Írta: Bencze András Dátum 2021 január 07, 20:05
Hívj fel, tudok segíteni.. Adatlapomon megtalálod.
Cím: Re:AC szervó motoros vezérlés
Írta: pfkgs0rj Dátum 2021 január 08, 15:09
Írta: pfkgs0rj Dátum 2021 január 08, 15:09
Sziasztok.!
Segitséget szeretnék kérni, van pár db siemens ac szervo motorom, 2.4 kW-os, nem vezérelni akarom sima villanymotor ként szeretném használni, jobbra-balra tudjam forgatni. Erre van valamilyen költséghatékony megoldás? Elkerülhetetlen egy vezérlő vagy frekvenciaváltó használata?
Segitséget szeretnék kérni, van pár db siemens ac szervo motorom, 2.4 kW-os, nem vezérelni akarom sima villanymotor ként szeretném használni, jobbra-balra tudjam forgatni. Erre van valamilyen költséghatékony megoldás? Elkerülhetetlen egy vezérlő vagy frekvenciaváltó használata?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 január 08, 15:45
Írta: 000000000 Dátum 2021 január 08, 15:45
Szia!
Van olyan saját fejlesztésű vezérlőm, aminek kapcsán egy AC szinkron motor olyan egyszerűen működtethető, mint egy mezei DC kefés motor. Azaz csak DC feszültség kell neki, pl. ha egy 1.5 V-os elemet rákötsz a két kijövő vezetékre, már szép lassan forog is a motorod. Ha pedig egy 24 V-os akura kötöd, már egész tempósan fog forogni, azaz az üresjárati motor fordulatszám lineárisan változik a bemenő feszültséggel.
Keress meg magánban, ha érdekel ez a verzió, elmondom az alkalmazási lehetőségeket, műszaki határadatokat.
Van olyan saját fejlesztésű vezérlőm, aminek kapcsán egy AC szinkron motor olyan egyszerűen működtethető, mint egy mezei DC kefés motor. Azaz csak DC feszültség kell neki, pl. ha egy 1.5 V-os elemet rákötsz a két kijövő vezetékre, már szép lassan forog is a motorod. Ha pedig egy 24 V-os akura kötöd, már egész tempósan fog forogni, azaz az üresjárati motor fordulatszám lineárisan változik a bemenő feszültséggel.
Keress meg magánban, ha érdekel ez a verzió, elmondom az alkalmazási lehetőségeket, műszaki határadatokat.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 18, 12:13
Írta: 3ebj3bk8b Dátum 2021 január 18, 12:13
Sziasztok!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 14:08
Írta: szabad paraszt Dátum 2021 január 19, 14:08
Sziasztok,
az egész elektronika-vezérlés témában új vagyok, de mindig úgy szeretek megtanulni dolgokat, hogy konkrét célt tűzök ki magam elé.
Mit gondoltok, mi a legegyszerűbb módja annak (vagy Ti hogy csinálnátok), hogy egy AC servo motor fordulatszámát egy potméterről vezéreljétek. Az AC servo+vezérlője adott, de mi kell még hozzá?
A fő cél az lenne, hogy ha lehet, akkor ne kelljen mellé egy PC, amin fut egy valamilyen vezérlőszoftver (mach3, stb.), hanem a servo vezérlőre dugott potméterrel lehessen fordulatot állítani. Mi kell a potméter és a vezérlő közé, ami nem PC.
Ha jól tudom és/vagy jól olvasom a manuálját, akkor a servo vezérlők esetén nem beszélhetünk PWM bemenetről, amivel egyszerűen rá lehetne kötni egy potmétert.
Megoldható-e ez a feladat valami egyszerű motion controlerrel vagy netalan androiddal (valamilyen publikus servo csomagot használva) vagy nem és össze kell rakni valamilyen speckó elektronikát?
az egész elektronika-vezérlés témában új vagyok, de mindig úgy szeretek megtanulni dolgokat, hogy konkrét célt tűzök ki magam elé.
Mit gondoltok, mi a legegyszerűbb módja annak (vagy Ti hogy csinálnátok), hogy egy AC servo motor fordulatszámát egy potméterről vezéreljétek. Az AC servo+vezérlője adott, de mi kell még hozzá?
A fő cél az lenne, hogy ha lehet, akkor ne kelljen mellé egy PC, amin fut egy valamilyen vezérlőszoftver (mach3, stb.), hanem a servo vezérlőre dugott potméterrel lehessen fordulatot állítani. Mi kell a potméter és a vezérlő közé, ami nem PC.
Ha jól tudom és/vagy jól olvasom a manuálját, akkor a servo vezérlők esetén nem beszélhetünk PWM bemenetről, amivel egyszerűen rá lehetne kötni egy potmétert.
Megoldható-e ez a feladat valami egyszerű motion controlerrel vagy netalan androiddal (valamilyen publikus servo csomagot használva) vagy nem és össze kell rakni valamilyen speckó elektronikát?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 14:40
Írta: MacGyver Dátum 2021 január 19, 14:40
A szervóvezérlőtől függ, hogy mit tud fogadni.
küldj egy linket az adatlaphoz .
A mitsubishi MR J3-as vezérlő Speed control mode-ban tudja alapból amit te szerertnél, alább a PDF,.
A 3.2.2 Speed control mode résznél - Analog speed command,
Mitsubischi MR-J3 (https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030038/sh030038l.pdf)
küldj egy linket az adatlaphoz .
A mitsubishi MR J3-as vezérlő Speed control mode-ban tudja alapból amit te szerertnél, alább a PDF,.
A 3.2.2 Speed control mode résznél - Analog speed command,
Mitsubischi MR-J3 (https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030038/sh030038l.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 15:23
Írta: szabad paraszt Dátum 2021 január 19, 15:23
Ez egy kínai cucc. Feltöltöttem és megosztottam a manualjat:
https://drive.google.com/file/d/1TtlwEn5forQCpu7TVJDuLOQQj9hliljl/view?usp=sharing
ahogy nézem az altalad linkelt alapján - egyelőre nem túl szakavatott szemmel - ez is tudja: speed control módban és a speed of source (PA22) meg 0, azaz analog terminal (34. oldal)
jól nézem?
https://drive.google.com/file/d/1TtlwEn5forQCpu7TVJDuLOQQj9hliljl/view?usp=sharing
ahogy nézem az altalad linkelt alapján - egyelőre nem túl szakavatott szemmel - ez is tudja: speed control módban és a speed of source (PA22) meg 0, azaz analog terminal (34. oldal)
jól nézem?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 15:48
Írta: MacGyver Dátum 2021 január 19, 15:48
Igen úgy látom tudja.
a 22. oldalon a 3.6.3 Wiring Example in Speed / Torque Mode részben látható, hogy az AS+ (5) és AS- (15) lábakra kell -10~ +10 V közötti feszültséget kötni- ennek változtatásával lehet állitani a fordulatszámot, analóg módon. (ezzel gondolom oda-vissza forgatható a motor, ezért a -10től +10 -ig terjedő feszültség. Ha csak egy irányba kell forognia akkor lehet elég 0-10V is ami potival könnyen előállitható)
A Chapter 5 (31 oldaltól) a vezérlő menürendszere táblázatban - ezt jól át kell olvasni hogy hogyna kell beálliani hogy azt a bemenetet használja ami neked kell.
A 22-es menüpontnál (34. oldalon), ha jól gondolom 0-ára kell állitani ahhoz hogy az AS+ és AS- lábakon lévő feszültséget használja.
a 22. oldalon a 3.6.3 Wiring Example in Speed / Torque Mode részben látható, hogy az AS+ (5) és AS- (15) lábakra kell -10~ +10 V közötti feszültséget kötni- ennek változtatásával lehet állitani a fordulatszámot, analóg módon. (ezzel gondolom oda-vissza forgatható a motor, ezért a -10től +10 -ig terjedő feszültség. Ha csak egy irányba kell forognia akkor lehet elég 0-10V is ami potival könnyen előállitható)
A Chapter 5 (31 oldaltól) a vezérlő menürendszere táblázatban - ezt jól át kell olvasni hogy hogyna kell beálliani hogy azt a bemenetet használja ami neked kell.
A 22-es menüpontnál (34. oldalon), ha jól gondolom 0-ára kell állitani ahhoz hogy az AS+ és AS- lábakon lévő feszültséget használja.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 15:52
Írta: szabad paraszt Dátum 2021 január 19, 15:52
Nagyon köszönöm. Még egy kérdés. Jól gondolom, hogy itt nekem kívülről kell 10V-t adnom, nem pedig a vezérlőről veszem le?
Cím: Re:AC szervó motoros vezérlés
Írta: MacGyver Dátum 2021 január 19, 16:17
Írta: MacGyver Dátum 2021 január 19, 16:17
igen, kívülről.
Én próbaképp a labortápomat akasztanám rá, levenném az áramkorlátot kicsire, nehogy baj legyen.. és a feszültséget meg lehet ugye tekergetni.
Én próbaképp a labortápomat akasztanám rá, levenném az áramkorlátot kicsire, nehogy baj legyen.. és a feszültséget meg lehet ugye tekergetni.
Cím: Re:AC szervó motoros vezérlés
Írta: szabad paraszt Dátum 2021 január 19, 17:25
Írta: szabad paraszt Dátum 2021 január 19, 17:25
Köszönöm szépen a segítséget. Írhatom össze a bevásárló listát.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 január 31, 12:26
Írta: dtb Dátum 2021 január 31, 12:26
Sziasztok. Időröl időre felbukkan egy-egy Fanuc szervó motor az adok-veszek topicban, (pl.: [#t19p132494#] de nagyon keveset lehet ezekről tudni. Ismeri ezeket valaki közelebbről? Olyan elvetemült ötletem van, hogy olyan hajtást készíteni egy ilyen motorral, amit lehetne üzemeltetni step/dir módban is, és sima főorsó motorként is. Ezek a motorok kiindulásként "olcsón" beszerezhetők lennének, de kell hozzá valamilyen servo driver, ami ezt tudná hajtani, ahhoz viszont kellenének az alapvető paraméterek, mint feszültség,(V, ac?dc?) terhelhetőség(A) max frekvencia, encoder típusa, jelszint, stb... Tehát legyen valami kiindulási pont, hogy egyáltalán milyen servo drivert kellene hozzá beszerezni?
A tervezett felhasználásnál (4. axis, forgató) minimum egy 1:2 lassító áttétellel lenne használva, de ez erősen függ a motor max fordulatától is, mivel legalább 1Kw teljesítményt, és 1500/perc fordulatot el kellene érni az ideális használathoz. (Ezek nem számolt, inkább megsaccolt értékek) A lényeg a Step/Dir módon van, lehet, hogy akár így is elérhető lenne az 1500-as (vagy nagyobb) fordulat...
Szóval, valaki megosztaná ezeket az infókat, és az esetleges tapasztalatokat ezekkel a motorokkal?
A tervezett felhasználásnál (4. axis, forgató) minimum egy 1:2 lassító áttétellel lenne használva, de ez erősen függ a motor max fordulatától is, mivel legalább 1Kw teljesítményt, és 1500/perc fordulatot el kellene érni az ideális használathoz. (Ezek nem számolt, inkább megsaccolt értékek) A lényeg a Step/Dir módon van, lehet, hogy akár így is elérhető lenne az 1500-as (vagy nagyobb) fordulat...
Szóval, valaki megosztaná ezeket az infókat, és az esetleges tapasztalatokat ezekkel a motorokkal?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 12:55
Írta: designr Dátum 2021 január 31, 12:55
Engedd el..
Fanuc kommunikációjáról nem sok minden elérhető..de annyi igen hogy semmivel sem csereszabatos..
Ha csak a motor olcsó beszerezhetősége vonz..és nem tudsz saját magad vezérlőt készíteni hozzá..akkor felejtős.
Megoldás talán az lehet hogy encodert lecserélni ,igy egy piacon esetleg elérhető ac szervó vezérlővel összehozni..
De akkor felmerül a kérdés,mennyivel lesz olcsóbb mint a vezérlő az eredeti motorjával?
1kw komplett szettet kapsz 100-110 körül. ..ipari, összeillő,lepróbált.
Összetákolt vezérlők soha sem lépnek ezeknek a nyomába..
Fanuc kommunikációjáról nem sok minden elérhető..de annyi igen hogy semmivel sem csereszabatos..
Ha csak a motor olcsó beszerezhetősége vonz..és nem tudsz saját magad vezérlőt készíteni hozzá..akkor felejtős.
Megoldás talán az lehet hogy encodert lecserélni ,igy egy piacon esetleg elérhető ac szervó vezérlővel összehozni..
De akkor felmerül a kérdés,mennyivel lesz olcsóbb mint a vezérlő az eredeti motorjával?
1kw komplett szettet kapsz 100-110 körül. ..ipari, összeillő,lepróbált.
Összetákolt vezérlők soha sem lépnek ezeknek a nyomába..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 12:56
Írta: designr Dátum 2021 január 31, 12:56
"egyáltalán milyen servo drivert kellene hozzá beszerezni?"
Fanucot..
Fanucot..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 13:10
Írta: 3ebj3bk8b Dátum 2021 január 31, 13:10
Erről esetleg valakinek infója?
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Nem tudja valaki véletlen, hogy a Mitsubishi MDS-A-SVJ servo meghajtó milyen bemenő jelekkel vezérelt? Step/dir-es e esetleg? Vagy a CN1A csatlakozó lábkiosztása mi?
Nem találtam róla infot sehol.
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 13:29
Írta: designr Dátum 2021 január 31, 13:29
20-as Mdr csati..
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fzv7vmyc4vxmv8ktk8hzy_1575.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fzv7vmyc4vxmv8ktk8hzy_1575.png)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fzv7vmyc4vxmv8ktk8hzy_1575.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fzv7vmyc4vxmv8ktk8hzy_1575.png)
Cím: Re:AC szervó motoros vezérlés
Írta: vadember Dátum 2021 január 31, 13:37
Írta: vadember Dátum 2021 január 31, 13:37
Gábornak van rá elvi megoldása. Hívd fel!
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 január 31, 13:43
Írta: dtb Dátum 2021 január 31, 13:43
[#eljen] Igen, láttam is nála egyet ezekből, csak gondoltam, hátha mást is foglalkoztatott korábban hasonló elgondolás...
Mint ahogy [#1575@designr] is írta, végső esetben egy enkóder "csere" is megoldás lehet, és még akkor is bőven a fele ár alatt vagyunk, mint egy új szervópack beszerzése esetén...
Mint ahogy [#1575@designr] is írta, végső esetben egy enkóder "csere" is megoldás lehet, és még akkor is bőven a fele ár alatt vagyunk, mint egy új szervópack beszerzése esetén...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 13:46
Írta: designr Dátum 2021 január 31, 13:46
Ahogy én kiveszem soros kommunikáció..NC nélkül CN1-en nem tudod meghajtani..de hátha valaki próbálkozott..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 14:33
Írta: 3ebj3bk8b Dátum 2021 január 31, 14:33
Köszönöm!
Tegyük fel, hogy van NC, Meldas 50. És rossz a servo driver.
Van olyan servo driver más gyártótól, ami kompatibilis lehet a Meldas-as, vagy csak a Mitsubishi driver?
Tegyük fel, hogy van NC, Meldas 50. És rossz a servo driver.
Van olyan servo driver más gyártótól, ami kompatibilis lehet a Meldas-as, vagy csak a Mitsubishi driver?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 15:12
Írta: bundyland Dátum 2021 január 31, 15:12
Szerintem az SSCNET-es lesz, ezzel tudod vezérelni akkor.
LINK (http://yurtaev.com/yssc2p.html)
LINK (http://yurtaev.com/yssc2p.html)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 15:22
Írta: bundyland Dátum 2021 január 31, 15:22
Lehet nem SSCNET de a kártya jó a Meldas-hoz is.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 17:48
Írta: 3ebj3bk8b Dátum 2021 január 31, 17:48
Köszönöm, de nekem ha kell akkor nem ez a kártya, hanem szervo driver szervo motorral, ami kommunikál a Meldas50-nel.
Csak, hogy érthető legyek elmondom a sztorit. Vettem egy gépet amiben ez a Mitsubishi vezérlés van, komplett abszolut enkoderes szervokkal.
Kipróbálva nem volt mert nem lehetett bekapcsolni trafo hiány miatt. Ugye 3x200 volt kell mert japán. Azóta van trafó, de nem volt még időm bekapcsolni.
Lemostam a gép munkaterét, de valahogy minden elővigyázatosságom ellenére a víz bejutott a kapcsolószekrénybe és a szervo driverek vizesek lettek, eláztak. Bekapcsolva nem volt, de az abszolut enkoderek miatt az akksik benne voltak. Az NC panel nem kapott vizet.
Azonnal kivettem a drivereket leszedtem a burkolatokat, kimostam féktisztítóval, kifújtam levegővel utána egy napot szárítottam őket a radiátoron. Szemmel láthatóan szárazak foltmentesek voltak a panelok.
Összeszereltem őket, és visszatettem a gépbe mindent. Azóta még nem jutottam el oda, hogy beüzemeljem. Kb. jövő héten fogom bekapcsolni.
Csak előre gondolkodom, hogy ha mégis kipurcantak volna, akkor milyen lehetőségeim vannak arra, hogy más drivereket betegyek, meghagyva a Meldas NC-t. Vagy lehet, hogy ki kell cserélni a teljes meghajtást.
Nem vagyok boldog, de reménykedem, hogy nem mentek tönkre.
Csak, hogy érthető legyek elmondom a sztorit. Vettem egy gépet amiben ez a Mitsubishi vezérlés van, komplett abszolut enkoderes szervokkal.
Kipróbálva nem volt mert nem lehetett bekapcsolni trafo hiány miatt. Ugye 3x200 volt kell mert japán. Azóta van trafó, de nem volt még időm bekapcsolni.
Lemostam a gép munkaterét, de valahogy minden elővigyázatosságom ellenére a víz bejutott a kapcsolószekrénybe és a szervo driverek vizesek lettek, eláztak. Bekapcsolva nem volt, de az abszolut enkoderek miatt az akksik benne voltak. Az NC panel nem kapott vizet.
Azonnal kivettem a drivereket leszedtem a burkolatokat, kimostam féktisztítóval, kifújtam levegővel utána egy napot szárítottam őket a radiátoron. Szemmel láthatóan szárazak foltmentesek voltak a panelok.
Összeszereltem őket, és visszatettem a gépbe mindent. Azóta még nem jutottam el oda, hogy beüzemeljem. Kb. jövő héten fogom bekapcsolni.
Csak előre gondolkodom, hogy ha mégis kipurcantak volna, akkor milyen lehetőségeim vannak arra, hogy más drivereket betegyek, meghagyva a Meldas NC-t. Vagy lehet, hogy ki kell cserélni a teljes meghajtást.
Nem vagyok boldog, de reménykedem, hogy nem mentek tönkre.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 20:06
Írta: bundyland Dátum 2021 január 31, 20:06
Ja értem. (a féktisztítót nem).
Ha én lennék akkor pontosan felmérném hogy mi károsodhatott. Aztán megnézném hogy a motorokhoz milyen vezérlő passzol mert simán lehet az a motor jó step/dir-es vagy SSCNET-es vezérlőhőz is. Ha pedig a driverek is jók
akkor már csak a vezérlő marad.
Ha én lennék akkor pontosan felmérném hogy mi károsodhatott. Aztán megnézném hogy a motorokhoz milyen vezérlő passzol mert simán lehet az a motor jó step/dir-es vagy SSCNET-es vezérlőhőz is. Ha pedig a driverek is jók
akkor már csak a vezérlő marad.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 20:10
Írta: bundyland Dátum 2021 január 31, 20:10
Ja de ha ragaszkodsz a Meldashoz akkor szerintem semmilyen más mód nincs csak az adott típus ugyanarra való cseréje lehet a megoldás. Főleg hogy szerintem a konfig a vezérlőben van és a servo driverbe az küldi le.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 február 02, 17:00
Írta: dtb Dátum 2021 február 02, 17:00
Keresgéltem a neten egy programot, és közben találtam egy orosz oldalt, ami tele van sejtésem szerint számotokra hasznos programokkal:
servotechnica.spb.ru (http://www.servotechnica.spb.ru/library/)
servotechnica.spb.ru (http://www.servotechnica.spb.ru/library/)
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2021 február 04, 19:29
Írta: Borcz Dátum 2021 február 04, 19:29
Tegnap volt egy orosz IP-ről támadás a hálózatomon.
Nem tudom hogy ettől a linktől, de más orosz oldalon nem voltam.
Remélem másnak nem okoz semmit.
Nem tudom hogy ettől a linktől, de más orosz oldalon nem voltam.
Remélem másnak nem okoz semmit.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 február 10, 09:06
Írta: 000000000 Dátum 2021 február 10, 09:06
Sok AC szervo motor kallódik használhatalan vasdarabként itt a fórumon is, mivel nincs hozzá megfelelő gyári hajtáselektronika.
Elég régóta foglalkozom már ilyen motorok "életrekeltésével" a Robsy AC szervo motor hajtásaim révén, de most egy új fejlesztésem kapcsán nagyban bővültek a lehetőségek, mivel elkészült egy resolver jel feldolgozó illesztés a sebesség szervo hajtásaimhoz. Sok motor ugyanis resolver jeladót tartalmaz, így már ezeket a típusokat is életre lehet kelteni és szépen fognak forogni akár már 2V DC motor tápfeszültségről is a hajtásomról.
Akit bővebben érdekel tehát egy ilyen hajtás a polcon csak porosodó 3f. AC motorjához, írjon bátran magánban is. Ingyenes motor forgatási teszttel is állok a rendelkezésetekre.
Elég régóta foglalkozom már ilyen motorok "életrekeltésével" a Robsy AC szervo motor hajtásaim révén, de most egy új fejlesztésem kapcsán nagyban bővültek a lehetőségek, mivel elkészült egy resolver jel feldolgozó illesztés a sebesség szervo hajtásaimhoz. Sok motor ugyanis resolver jeladót tartalmaz, így már ezeket a típusokat is életre lehet kelteni és szépen fognak forogni akár már 2V DC motor tápfeszültségről is a hajtásomról.
Akit bővebben érdekel tehát egy ilyen hajtás a polcon csak porosodó 3f. AC motorjához, írjon bátran magánban is. Ingyenes motor forgatási teszttel is állok a rendelkezésetekre.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 február 10, 10:29
Írta: dtb Dátum 2021 február 10, 10:29
Nemcsak tegnap volt, :-) csak tegnap vetted észre :-) Napi jelleggel, folyamatosam próbálkoznak a kinai, orosz, és arab területekről, illetve skandináv szerver parkokból, ahol nagyon olcsón lehet hostot bérelni. Ez már rég nem játék.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2021 február 10, 20:53
Írta: Borcz Dátum 2021 február 10, 20:53
Szólt a rendszergazda :) sógorom és megnéztem hogy milyen orosz oldalon voltam. Én persze tagadtam az egészet :) Utána rányomtam újra a linkre és szólt hogy ezt az oldalt ne nyitogassam :) Nem tudom lehet hogy csak nálam.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 11:03
Írta: Szabika78 Dátum 2021 február 14, 11:03
Üdvözlök Mindenkit!
Két dologban kérném a hozzáértők segítségét. Vásároltam itt a fórumon két szervómotort és vezérlőt. Miután bekötöttem és a motornak megfelelően beprogramoztam az egyik pakkot, akkor amikor test jog-ot végeztem, akkor azt láttam, hogy a vezérlő szépen küldi a jelet, de a motor csak zúg és hallani, hogy belül valami forog, de a tengely nem mozdul. Miután kicseréltem a motort és a kábeleket, ugyanez a "hiba" jelentkezett újból a másik motor esetében is. Ezért azt feltételezem, hogy valamilyen beállítási hiba lehet. Az előző tulaj elmondása alapján, ey működő, gyári gépből lett kiszerelve minden és én hiszek neki. Esteleg valami ötlet a megoldásra,hol keressem a prolémát?
A másik probléma meg a másik vezérlő beüzemelésekor jelentkezett. Azt írja ki hibakódnak, hogy alacsonyabb a bemenő feszültség az előírtnál. Ugyanazt a betápot használtam mint az előző vezérlőnél ahol viszont nem volt ilyen gond. Ez is beállítási hiba lenne?Vagy ez már mechanikus hiba?
Azt megjegyezném, hogy korábban 3 fázissal voltak használva a vezérlők és én most 1 fázisra állítottam be.
Vezérlő:QS1L03AA0MA01S0F
Motor:Q1AA07075DXS28
Manual:
https://s3.amazonaws.com/Icarus/DOCUMENTS/SanyoDenki_Manuals_2043.pdf
Ha eseteg valaki úgy tudná megnézni, hogy el kellene vinni hozzá mindent, én arra is nyitott vagyok
Köszönöm a válaszokat!
Két dologban kérném a hozzáértők segítségét. Vásároltam itt a fórumon két szervómotort és vezérlőt. Miután bekötöttem és a motornak megfelelően beprogramoztam az egyik pakkot, akkor amikor test jog-ot végeztem, akkor azt láttam, hogy a vezérlő szépen küldi a jelet, de a motor csak zúg és hallani, hogy belül valami forog, de a tengely nem mozdul. Miután kicseréltem a motort és a kábeleket, ugyanez a "hiba" jelentkezett újból a másik motor esetében is. Ezért azt feltételezem, hogy valamilyen beállítási hiba lehet. Az előző tulaj elmondása alapján, ey működő, gyári gépből lett kiszerelve minden és én hiszek neki. Esteleg valami ötlet a megoldásra,hol keressem a prolémát?
A másik probléma meg a másik vezérlő beüzemelésekor jelentkezett. Azt írja ki hibakódnak, hogy alacsonyabb a bemenő feszültség az előírtnál. Ugyanazt a betápot használtam mint az előző vezérlőnél ahol viszont nem volt ilyen gond. Ez is beállítási hiba lenne?Vagy ez már mechanikus hiba?
Azt megjegyezném, hogy korábban 3 fázissal voltak használva a vezérlők és én most 1 fázisra állítottam be.
Vezérlő:QS1L03AA0MA01S0F
Motor:Q1AA07075DXS28
Manual:
https://s3.amazonaws.com/Icarus/DOCUMENTS/SanyoDenki_Manuals_2043.pdf
Ha eseteg valaki úgy tudná megnézni, hogy el kellene vinni hozzá mindent, én arra is nyitott vagyok
Köszönöm a válaszokat!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 14, 15:21
Írta: TBS-TEAM Dátum 2021 február 14, 15:21
A szervovezérlők cimkéin ha az Input-nál fel van tüntetve 3x230V~
és alatta fel van tüntetve az 1x230V~ akkor használható 1 fázísról is.
Ha csak az egyik felirat van csak azzal hajlandó jól üzemelni.
Minimum ezeket tedd meg:
Elöször egy gyári alapra visszaállítást kell végezned mert ismeretlen paraméterek vannak benne.
1: beállítod step-Dir fogadjon.
2: beállítod mennyi impulzus legyen 1 fordulat.~200
3: Servo On (Cont1)
és alatta fel van tüntetve az 1x230V~ akkor használható 1 fázísról is.
Ha csak az egyik felirat van csak azzal hajlandó jól üzemelni.
Minimum ezeket tedd meg:
Elöször egy gyári alapra visszaállítást kell végezned mert ismeretlen paraméterek vannak benne.
1: beállítod step-Dir fogadjon.
2: beállítod mennyi impulzus legyen 1 fordulat.~200
3: Servo On (Cont1)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 16:26
Írta: Szabika78 Dátum 2021 február 14, 16:26
Köszönöm a választ!
A vezérlő oldalán a feliraton szerepel az 1 fázis bemenet is, tehát ott nem kellene bajnak lenni.
Amikor először beindítottam, akkor én 1 fázisra kötöttem és ki is írta a hibakódot azonnal, hogy 1 fázis hiányzik, mert korábban ugye 3 fázisról ment. Miután elvégeztem a beállítását a betápnak, azonnal el is tünt a hibakód és a kijelzőn megjelent a készenléti állapot(servo on).
Amikor tesztelni szeretném a Jog-ot, akkor a vezérlőn szépen mutatja, hogy éppen melyik irányba tekerné a motort, de a forgás nem történik meg. Amikor megfogom a tengelyt a motoron, érzem, hogy remeg/vibrál, de nem forog semerre. Ezekből gondolom, hogy effektíve a vezetékelés megfelelő, csak valami beállítás lehet. A manual szerint van benne egy áramerősség szabályozó!Most azt keresem, hogy melyik menüpontban van és módosítani tudjam, ha kell.
Mindenképp csinálok rajta akkor egy gyári resetet, szégyellem, hogy ez nem jutott eszembe korábban.
A vezérlő oldalán a feliraton szerepel az 1 fázis bemenet is, tehát ott nem kellene bajnak lenni.
Amikor először beindítottam, akkor én 1 fázisra kötöttem és ki is írta a hibakódot azonnal, hogy 1 fázis hiányzik, mert korábban ugye 3 fázisról ment. Miután elvégeztem a beállítását a betápnak, azonnal el is tünt a hibakód és a kijelzőn megjelent a készenléti állapot(servo on).
Amikor tesztelni szeretném a Jog-ot, akkor a vezérlőn szépen mutatja, hogy éppen melyik irányba tekerné a motort, de a forgás nem történik meg. Amikor megfogom a tengelyt a motoron, érzem, hogy remeg/vibrál, de nem forog semerre. Ezekből gondolom, hogy effektíve a vezetékelés megfelelő, csak valami beállítás lehet. A manual szerint van benne egy áramerősség szabályozó!Most azt keresem, hogy melyik menüpontban van és módosítani tudjam, ha kell.
Mindenképp csinálok rajta akkor egy gyári resetet, szégyellem, hogy ez nem jutott eszembe korábban.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 14, 21:39
Írta: Bencze András Dátum 2021 február 14, 21:39
Nincs sebességjeled, illetve az 0. A beállítások között JOG SPEED.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 22:04
Írta: Szabika78 Dátum 2021 február 14, 22:04
A PA 121 beállítás, ameire azt írja, hogy 50 az alapbeállítás?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 15, 12:54
Írta: Bencze András Dátum 2021 február 15, 12:54
Speed Jog-nak írja barátommal fordítva:
A gép működésének ellenőrzésére vagy finombeállításra szolgál, ez a funkció lehetővé teszi a szervomotor működését a felső egység nélkül. 2 különböző mód van a JOG működésben: sebesség JOG és impulzus átviteli JOG. Válassza ki a megfelelő módot az egység működéséhez képest Speed JOG művelet működtethető a ,,Digitális kezelő" vagy a ,,Setup software Q-Setup" menüből. Állítsa be a sebesség parancs értékét, amikor kiválasztja a speed JOG művelet végrehajtását. 1. paramétercsoport Page 21 JOGVC: JOG sebességparancs értéke 10 㨪 300% Impulzus átviteli JOG művelet a ,,Setup szoftver Q-Setup" részéből működtethető. Lásd: ,,Q -Setup-Setup szoftver kezelési útmutató M0005351C "a működési módszerekről.
A gép működésének ellenőrzésére vagy finombeállításra szolgál, ez a funkció lehetővé teszi a szervomotor működését a felső egység nélkül. 2 különböző mód van a JOG működésben: sebesség JOG és impulzus átviteli JOG. Válassza ki a megfelelő módot az egység működéséhez képest Speed JOG művelet működtethető a ,,Digitális kezelő" vagy a ,,Setup software Q-Setup" menüből. Állítsa be a sebesség parancs értékét, amikor kiválasztja a speed JOG művelet végrehajtását. 1. paramétercsoport Page 21 JOGVC: JOG sebességparancs értéke 10 㨪 300% Impulzus átviteli JOG művelet a ,,Setup szoftver Q-Setup" részéből működtethető. Lásd: ,,Q -Setup-Setup szoftver kezelési útmutató M0005351C "a működési módszerekről.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 15, 12:55
Írta: Bencze András Dátum 2021 február 15, 12:55
Jog velocity sorry.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2021 február 15, 16:00
Írta: GPeti1977 Dátum 2021 február 15, 16:00
Van két bontott 100V, 30W os AC szervó motorom optikai enkóderrel, tudsz valami olcsó megoldást hogy beüzemeljem Step Dir módban?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 február 15, 16:17
Írta: 000000000 Dátum 2021 február 15, 16:17
Számomat ismered, megbeszéljük.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 17:01
Írta: Szabika78 Dátum 2021 február 15, 17:01
Igen! Ennek a beállítását takarja a kód, amit írtam!
Nagyon köszönöm az információkat! Habár nekem nincs programozó kábelem a vezérlőkhöz, de manuálisan is megtalálom őket!
Még ma neki is kezdek! :)
Még egyszer köszönöm!
Nagyon köszönöm az információkat! Habár nekem nincs programozó kábelem a vezérlőkhöz, de manuálisan is megtalálom őket!
Még ma neki is kezdek! :)
Még egyszer köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 15, 17:28
Írta: TBS-TEAM Dátum 2021 február 15, 17:28
NEM ÉRTEM MIÉRT SZENVEDEL A SZERVO SAJÁT BELSŐ JOG MÓDJÁVAL.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 15, 17:35
Írta: TBS-TEAM Dátum 2021 február 15, 17:35
CNC programmal fogod vezérelni.
Egy tengelyt beállítol Pl: X tengely 200 lépésre/mm.
A szervo vezérlőt is 200 lépés egy fordulat.
Összekötöd a vezérlőt és a szervot.
Kiadod a parancsot lépjen 1mm-t.
1 egészet kell fordulnia a motornak. [#eplus2]
A motor tengeylt ha megfogod nem azért remeg mert fél töled [#eplus2]
hanem poziciót tart [#nevetes1]
Egy tengelyt beállítol Pl: X tengely 200 lépésre/mm.
A szervo vezérlőt is 200 lépés egy fordulat.
Összekötöd a vezérlőt és a szervot.
Kiadod a parancsot lépjen 1mm-t.
1 egészet kell fordulnia a motornak. [#eplus2]
A motor tengeylt ha megfogod nem azért remeg mert fél töled [#eplus2]
hanem poziciót tart [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 17:47
Írta: Szabika78 Dátum 2021 február 15, 17:47
Már dolgozom rajta! :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 20:25
Írta: Szabika78 Dátum 2021 február 15, 20:25
Na most aztán végképp elvesztettem a fonalat!
Rákötöttem a vezérlő csatlakozóját a BoB-ra. Amikor elindítottam a vezérlőt, muttatta a kijelző, hogy készen áll minden műveletre. Megkapta a SERVO-ON 5V-ot és akkor szépen jelezte is, hogy ON állapotban van. Eddig tehát minden jó.
Utána viszont egy kis idő múlva, iszonyat gyorsan forog egy fél fordulatot a tengely, majd hibakóddal (Over speed)megáll, mindezt úgy, hogy nem is nyúlok semmihez.
Ugyanezt csinálja 24V SERVO-ON feszültséggel is. Ezután minden értéket levittem nevetségesen alacsonyra és akkor is ugyanez lett a végeredmény!
Azt hiszem keresnem kell valakit, akinek van program kábele, Q-SETUP szoftvere és szakértelme hozzá. Ha véletlenül valaki rendelkezik ezekkel és tudna segíteni, akkor kérem keressen privátban!
Rákötöttem a vezérlő csatlakozóját a BoB-ra. Amikor elindítottam a vezérlőt, muttatta a kijelző, hogy készen áll minden műveletre. Megkapta a SERVO-ON 5V-ot és akkor szépen jelezte is, hogy ON állapotban van. Eddig tehát minden jó.
Utána viszont egy kis idő múlva, iszonyat gyorsan forog egy fél fordulatot a tengely, majd hibakóddal (Over speed)megáll, mindezt úgy, hogy nem is nyúlok semmihez.
Ugyanezt csinálja 24V SERVO-ON feszültséggel is. Ezután minden értéket levittem nevetségesen alacsonyra és akkor is ugyanez lett a végeredmény!
Azt hiszem keresnem kell valakit, akinek van program kábele, Q-SETUP szoftvere és szakértelme hozzá. Ha véletlenül valaki rendelkezik ezekkel és tudna segíteni, akkor kérem keressen privátban!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 február 15, 20:41
Írta: bundyland Dátum 2021 február 15, 20:41
Nekem ezt akkor csinálta amikor az U, V, W-t felcseréltem.
De egyébként én is elsődlegesen a saját JOG ját probálnám mert a többi az csak mind plusz hibalehetőség amig az nem megy rendesen kár mással próbálkozni.
De egyébként én is elsődlegesen a saját JOG ját probálnám mert a többi az csak mind plusz hibalehetőség amig az nem megy rendesen kár mással próbálkozni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 20:51
Írta: Szabika78 Dátum 2021 február 15, 20:51
Na azt még nem mértem ki újra, mert összeszerelve kaptam! De ezt még megcsinálom.
Én is úgy voltam vele, hogy ha a sajátja OK, akkor lépek tovább.
Én is úgy voltam vele, hogy ha a sajátja OK, akkor lépek tovább.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 17, 13:34
Írta: Szabika78 Dátum 2021 február 17, 13:34
Nem az a gond!
Amikor levettem a CN1 csatlakozót, akkor már nem is csinálta!
Elkezdtem mindent visszaállítani gyári alapértékre és így igaz, hogy a sima JOG teszt még nem megy, de legalább már reagál a teszt alatt a parancsokra. Mindkét iránynál adja a parancsot a vezérlő és amikor növelem a fordulatszámot, akkor hallani, ahogy egyre hangosabban zúg/forog valami a motorban. Az irányváltásoknál egy picit látni, ahogy másik irányba megindulna a tengely, de valami azonnal tiltja. Viszont hibakódot nem dob egyszer sem!
Ezért gondolom, hogy beállítás baj van!
Amikor levettem a CN1 csatlakozót, akkor már nem is csinálta!
Elkezdtem mindent visszaállítani gyári alapértékre és így igaz, hogy a sima JOG teszt még nem megy, de legalább már reagál a teszt alatt a parancsokra. Mindkét iránynál adja a parancsot a vezérlő és amikor növelem a fordulatszámot, akkor hallani, ahogy egyre hangosabban zúg/forog valami a motorban. Az irányváltásoknál egy picit látni, ahogy másik irányba megindulna a tengely, de valami azonnal tiltja. Viszont hibakódot nem dob egyszer sem!
Ezért gondolom, hogy beállítás baj van!
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2021 február 17, 17:25
Írta: korbendallas Dátum 2021 február 17, 17:25
Szia! Egy ötlet, hátha segít. Nézd meg a pid paramétereket. Lehet túl nagy az erősítés. A d tagot ki is venném első körben
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 18, 13:45
Írta: Szabika78 Dátum 2021 február 18, 13:45
Foglalkoztam picikét a beállításokkal és időközben annyi változás történt, hogy a JOG tesztnél már csinál egy kb:1/3 fordulatot!
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 12:52
Írta: s7manbs8 Dátum 2021 február 23, 12:52
Ez az eladó melyikőtök vajon ?
https://www.ebay.com/itm/Yaskawa-Servopack-SGD-02AS-Servo-Drive-200W-200-230V/274427871733?_trkparms=aid%3D1110006%26algo%3DHOMESPLICE.SIM%26ao%3D1%26asc%3D230925%26meid%3D8f43bbec104242bfa793f2056b302eca%26pid%3D101195%26rk%3D6%26rkt%3D12%26mehot%3Dpf%26sd%3D274405447333%26itm%3D274427871733%26pmt%3D1%26noa%3D0%26pg%3D2047675%26algv%3DSimplAMLv5PairwiseWebWithDarwoV3BBEV2b&_trksid=p2047675.c101195.m1851
Azt nézem hogy melyik tipust érdemes manapság venni, ami a vezérlő meg a motor meg kábel is megvan hozzá, meg van belőle aránylag sok, hogy ne különféle legyen egyszer kelljen rájönni hogy működik stb. ?
https://www.ebay.com/itm/Yaskawa-Servopack-SGD-02AS-Servo-Drive-200W-200-230V/274427871733?_trkparms=aid%3D1110006%26algo%3DHOMESPLICE.SIM%26ao%3D1%26asc%3D230925%26meid%3D8f43bbec104242bfa793f2056b302eca%26pid%3D101195%26rk%3D6%26rkt%3D12%26mehot%3Dpf%26sd%3D274405447333%26itm%3D274427871733%26pmt%3D1%26noa%3D0%26pg%3D2047675%26algv%3DSimplAMLv5PairwiseWebWithDarwoV3BBEV2b&_trksid=p2047675.c101195.m1851
Azt nézem hogy melyik tipust érdemes manapság venni, ami a vezérlő meg a motor meg kábel is megvan hozzá, meg van belőle aránylag sok, hogy ne különféle legyen egyszer kelljen rájönni hogy működik stb. ?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 február 23, 13:45
Írta: designr Dátum 2021 február 23, 13:45
Ha jól megnézed nincs komplett szettje eladó..aminek meglenne mindene..Ha összeadod..összeszeded a vezérlőt motort vezetéket..nagyon drága lesz és még mindig kétséges hogy működik-e.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 13:48
Írta: s7manbs8 Dátum 2021 február 23, 13:48
Akkor nem te vagy ez ? Neked is, olvastam a témakörben, szokott lenni komplett cuccaid eladványozandó.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 13:49
Írta: s7manbs8 Dátum 2021 február 23, 13:49
No, meg olyan is lehet hogy egy általános szervót kerítek, meg Robsy ad egy kapcs rajzot hozzá, hogy tudom hajtani és meg is vagyunk.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 február 23, 14:04
Írta: designr Dátum 2021 február 23, 14:04
Erre ha találnék , küldenék egy mosolygós szmájlit..
De ha beüzemeled muti meg a szervót..
De ha beüzemeled muti meg a szervót..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:02
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:02
Sziasztok!
A szervohajtásokban nálam tapasztaltabbak segítségét szeretném kérni.
Vettem egy megmunkáló központot. Vezérlés Meldas 50, szervo erősítők, Mitsubishi MDS-A-SVJ-10 ,szervo Panasonic MSM15205C enkoder OSA253S absolut enkoderes rendszer.
Megvételkor mondták, hogy az Y tengely motorja egy másik gépből lett ebbe beletéve, mert rángatott, ennek a motorját meg beletették abba a gépbe.
Bekapcsolás előtt a szervot szétszedtem. Az enkoder porszáraz volt a motor tekercselés nedves. Ki lett mosva alkohollal,aztán kiszárítva egy hétig. A Megger 1000Mohm-ot mér a tekercsek és a ház közt.Milliohm mérővel mérve a tekercsek egyforma ellenállásúak.
Új csapágyakkal és tömítésekkel raktam össze.
Bekapcsolás után a motor azonnal "rándul" egyet, az erősítő pedig letilt. Mindíg ugyanabba az irányba fordul el a tengely. 52-es hibakód, ami posició excessive error. A beállított pozícicó határon, túl van az érték.
Többszöri bekacsolás után van úgy, hogy hibakód nélkül működni látszik, legalábbis amíg nem próbálom megmozdítani mondjuk kézikerékkel, mert akkor azonnal kiáll erre a hibára.
Enkoder hibára gyanakodtam, ezért vettem még másik három enkodert. Ugyanaz a típus, kicseréltem, de ugyanazt csinálja. Nehezen hiszem, hogy mind a három enkoder rossz.
Ha felcserélem az X és Y motort, akkor meg a másik szervo erősítővel (X) csinálja ugyanazt. A másik motor az Y helyén jó.
Na itt megakadtam. Kérem akinek van elképzelése, hogy milyen irányba keressem tovább a hibát az írjon, vagy hívjon!
70/281-3305, ha kell visszahívom, nem gond.
A szervohajtásokban nálam tapasztaltabbak segítségét szeretném kérni.
Vettem egy megmunkáló központot. Vezérlés Meldas 50, szervo erősítők, Mitsubishi MDS-A-SVJ-10 ,szervo Panasonic MSM15205C enkoder OSA253S absolut enkoderes rendszer.
Megvételkor mondták, hogy az Y tengely motorja egy másik gépből lett ebbe beletéve, mert rángatott, ennek a motorját meg beletették abba a gépbe.
Bekapcsolás előtt a szervot szétszedtem. Az enkoder porszáraz volt a motor tekercselés nedves. Ki lett mosva alkohollal,aztán kiszárítva egy hétig. A Megger 1000Mohm-ot mér a tekercsek és a ház közt.Milliohm mérővel mérve a tekercsek egyforma ellenállásúak.
Új csapágyakkal és tömítésekkel raktam össze.
Bekapcsolás után a motor azonnal "rándul" egyet, az erősítő pedig letilt. Mindíg ugyanabba az irányba fordul el a tengely. 52-es hibakód, ami posició excessive error. A beállított pozícicó határon, túl van az érték.
Többszöri bekacsolás után van úgy, hogy hibakód nélkül működni látszik, legalábbis amíg nem próbálom megmozdítani mondjuk kézikerékkel, mert akkor azonnal kiáll erre a hibára.
Enkoder hibára gyanakodtam, ezért vettem még másik három enkodert. Ugyanaz a típus, kicseréltem, de ugyanazt csinálja. Nehezen hiszem, hogy mind a három enkoder rossz.
Ha felcserélem az X és Y motort, akkor meg a másik szervo erősítővel (X) csinálja ugyanazt. A másik motor az Y helyén jó.
Na itt megakadtam. Kérem akinek van elképzelése, hogy milyen irányba keressem tovább a hibát az írjon, vagy hívjon!
70/281-3305, ha kell visszahívom, nem gond.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 március 04, 19:23
Írta: bundyland Dátum 2021 március 04, 19:23
A tengely végéről leszedted az enkóder tárcsát ?(üveg)
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:25
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:25
Nem, komplett cseréltem az enkodert
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 március 04, 19:29
Írta: Bencze András Dátum 2021 március 04, 19:29
Be kell állítani az encodert. (nem mindegy milyen pozicióban van a forgórészhez képest)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 március 04, 19:46
Írta: bundyland Dátum 2021 március 04, 19:46
Oké, de akkor a tengelyhez képest elmozdult.
Nem lesz egyszerű......
Nem lesz egyszerű......
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:27
Írta: designr Dátum 2021 március 04, 21:27
Nagyobb,komolyabb encodereknél még ha abszolut is magán a nyákon mérés céljából ki szokott lenni vezetve A-B-Z
Csináltam már encoder cserét..ilyenkor ugye nincs más teendő mint egy tökéletes motort megmérve ugyanolyan pozicióba kell felszerelni az encodert..
Egyébként a hibajelenség amit leirtál..sajnos már én is sokszor tapasztaltam encoder beállitás hibára utal..
Csináltam már encoder cserét..ilyenkor ugye nincs más teendő mint egy tökéletes motort megmérve ugyanolyan pozicióba kell felszerelni az encodert..
Egyébként a hibajelenség amit leirtál..sajnos már én is sokszor tapasztaltam encoder beállitás hibára utal..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 13:29
Írta: designr Dátum 2021 január 31, 13:29
20-as Mdr csati..
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fzv7vmyc4vxmv8ktk8hzy_1575.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fzv7vmyc4vxmv8ktk8hzy_1575.png)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_fzv7vmyc4vxmv8ktk8hzy_1575.png) (https://hobbicncforum.hu/uploaded_images/2021/01/fzv7vmyc4vxmv8ktk8hzy_1575.png)
Cím: Re:AC szervó motoros vezérlés
Írta: vadember Dátum 2021 január 31, 13:37
Írta: vadember Dátum 2021 január 31, 13:37
Gábornak van rá elvi megoldása. Hívd fel!
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 január 31, 13:43
Írta: dtb Dátum 2021 január 31, 13:43
[#eljen] Igen, láttam is nála egyet ezekből, csak gondoltam, hátha mást is foglalkoztatott korábban hasonló elgondolás...
Mint ahogy [#1575@designr] is írta, végső esetben egy enkóder "csere" is megoldás lehet, és még akkor is bőven a fele ár alatt vagyunk, mint egy új szervópack beszerzése esetén...
Mint ahogy [#1575@designr] is írta, végső esetben egy enkóder "csere" is megoldás lehet, és még akkor is bőven a fele ár alatt vagyunk, mint egy új szervópack beszerzése esetén...
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 január 31, 13:46
Írta: designr Dátum 2021 január 31, 13:46
Ahogy én kiveszem soros kommunikáció..NC nélkül CN1-en nem tudod meghajtani..de hátha valaki próbálkozott..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 14:33
Írta: 3ebj3bk8b Dátum 2021 január 31, 14:33
Köszönöm!
Tegyük fel, hogy van NC, Meldas 50. És rossz a servo driver.
Van olyan servo driver más gyártótól, ami kompatibilis lehet a Meldas-as, vagy csak a Mitsubishi driver?
Tegyük fel, hogy van NC, Meldas 50. És rossz a servo driver.
Van olyan servo driver más gyártótól, ami kompatibilis lehet a Meldas-as, vagy csak a Mitsubishi driver?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 15:12
Írta: bundyland Dátum 2021 január 31, 15:12
Szerintem az SSCNET-es lesz, ezzel tudod vezérelni akkor.
LINK (http://yurtaev.com/yssc2p.html)
LINK (http://yurtaev.com/yssc2p.html)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 15:22
Írta: bundyland Dátum 2021 január 31, 15:22
Lehet nem SSCNET de a kártya jó a Meldas-hoz is.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 január 31, 17:48
Írta: 3ebj3bk8b Dátum 2021 január 31, 17:48
Köszönöm, de nekem ha kell akkor nem ez a kártya, hanem szervo driver szervo motorral, ami kommunikál a Meldas50-nel.
Csak, hogy érthető legyek elmondom a sztorit. Vettem egy gépet amiben ez a Mitsubishi vezérlés van, komplett abszolut enkoderes szervokkal.
Kipróbálva nem volt mert nem lehetett bekapcsolni trafo hiány miatt. Ugye 3x200 volt kell mert japán. Azóta van trafó, de nem volt még időm bekapcsolni.
Lemostam a gép munkaterét, de valahogy minden elővigyázatosságom ellenére a víz bejutott a kapcsolószekrénybe és a szervo driverek vizesek lettek, eláztak. Bekapcsolva nem volt, de az abszolut enkoderek miatt az akksik benne voltak. Az NC panel nem kapott vizet.
Azonnal kivettem a drivereket leszedtem a burkolatokat, kimostam féktisztítóval, kifújtam levegővel utána egy napot szárítottam őket a radiátoron. Szemmel láthatóan szárazak foltmentesek voltak a panelok.
Összeszereltem őket, és visszatettem a gépbe mindent. Azóta még nem jutottam el oda, hogy beüzemeljem. Kb. jövő héten fogom bekapcsolni.
Csak előre gondolkodom, hogy ha mégis kipurcantak volna, akkor milyen lehetőségeim vannak arra, hogy más drivereket betegyek, meghagyva a Meldas NC-t. Vagy lehet, hogy ki kell cserélni a teljes meghajtást.
Nem vagyok boldog, de reménykedem, hogy nem mentek tönkre.
Csak, hogy érthető legyek elmondom a sztorit. Vettem egy gépet amiben ez a Mitsubishi vezérlés van, komplett abszolut enkoderes szervokkal.
Kipróbálva nem volt mert nem lehetett bekapcsolni trafo hiány miatt. Ugye 3x200 volt kell mert japán. Azóta van trafó, de nem volt még időm bekapcsolni.
Lemostam a gép munkaterét, de valahogy minden elővigyázatosságom ellenére a víz bejutott a kapcsolószekrénybe és a szervo driverek vizesek lettek, eláztak. Bekapcsolva nem volt, de az abszolut enkoderek miatt az akksik benne voltak. Az NC panel nem kapott vizet.
Azonnal kivettem a drivereket leszedtem a burkolatokat, kimostam féktisztítóval, kifújtam levegővel utána egy napot szárítottam őket a radiátoron. Szemmel láthatóan szárazak foltmentesek voltak a panelok.
Összeszereltem őket, és visszatettem a gépbe mindent. Azóta még nem jutottam el oda, hogy beüzemeljem. Kb. jövő héten fogom bekapcsolni.
Csak előre gondolkodom, hogy ha mégis kipurcantak volna, akkor milyen lehetőségeim vannak arra, hogy más drivereket betegyek, meghagyva a Meldas NC-t. Vagy lehet, hogy ki kell cserélni a teljes meghajtást.
Nem vagyok boldog, de reménykedem, hogy nem mentek tönkre.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 20:06
Írta: bundyland Dátum 2021 január 31, 20:06
Ja értem. (a féktisztítót nem).
Ha én lennék akkor pontosan felmérném hogy mi károsodhatott. Aztán megnézném hogy a motorokhoz milyen vezérlő passzol mert simán lehet az a motor jó step/dir-es vagy SSCNET-es vezérlőhőz is. Ha pedig a driverek is jók
akkor már csak a vezérlő marad.
Ha én lennék akkor pontosan felmérném hogy mi károsodhatott. Aztán megnézném hogy a motorokhoz milyen vezérlő passzol mert simán lehet az a motor jó step/dir-es vagy SSCNET-es vezérlőhőz is. Ha pedig a driverek is jók
akkor már csak a vezérlő marad.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 január 31, 20:10
Írta: bundyland Dátum 2021 január 31, 20:10
Ja de ha ragaszkodsz a Meldashoz akkor szerintem semmilyen más mód nincs csak az adott típus ugyanarra való cseréje lehet a megoldás. Főleg hogy szerintem a konfig a vezérlőben van és a servo driverbe az küldi le.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 február 02, 17:00
Írta: dtb Dátum 2021 február 02, 17:00
Keresgéltem a neten egy programot, és közben találtam egy orosz oldalt, ami tele van sejtésem szerint számotokra hasznos programokkal:
servotechnica.spb.ru (http://www.servotechnica.spb.ru/library/)
servotechnica.spb.ru (http://www.servotechnica.spb.ru/library/)
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2021 február 04, 19:29
Írta: Borcz Dátum 2021 február 04, 19:29
Tegnap volt egy orosz IP-ről támadás a hálózatomon.
Nem tudom hogy ettől a linktől, de más orosz oldalon nem voltam.
Remélem másnak nem okoz semmit.
Nem tudom hogy ettől a linktől, de más orosz oldalon nem voltam.
Remélem másnak nem okoz semmit.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 február 10, 09:06
Írta: 000000000 Dátum 2021 február 10, 09:06
Sok AC szervo motor kallódik használhatalan vasdarabként itt a fórumon is, mivel nincs hozzá megfelelő gyári hajtáselektronika.
Elég régóta foglalkozom már ilyen motorok "életrekeltésével" a Robsy AC szervo motor hajtásaim révén, de most egy új fejlesztésem kapcsán nagyban bővültek a lehetőségek, mivel elkészült egy resolver jel feldolgozó illesztés a sebesség szervo hajtásaimhoz. Sok motor ugyanis resolver jeladót tartalmaz, így már ezeket a típusokat is életre lehet kelteni és szépen fognak forogni akár már 2V DC motor tápfeszültségről is a hajtásomról.
Akit bővebben érdekel tehát egy ilyen hajtás a polcon csak porosodó 3f. AC motorjához, írjon bátran magánban is. Ingyenes motor forgatási teszttel is állok a rendelkezésetekre.
Elég régóta foglalkozom már ilyen motorok "életrekeltésével" a Robsy AC szervo motor hajtásaim révén, de most egy új fejlesztésem kapcsán nagyban bővültek a lehetőségek, mivel elkészült egy resolver jel feldolgozó illesztés a sebesség szervo hajtásaimhoz. Sok motor ugyanis resolver jeladót tartalmaz, így már ezeket a típusokat is életre lehet kelteni és szépen fognak forogni akár már 2V DC motor tápfeszültségről is a hajtásomról.
Akit bővebben érdekel tehát egy ilyen hajtás a polcon csak porosodó 3f. AC motorjához, írjon bátran magánban is. Ingyenes motor forgatási teszttel is állok a rendelkezésetekre.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 február 10, 10:29
Írta: dtb Dátum 2021 február 10, 10:29
Nemcsak tegnap volt, :-) csak tegnap vetted észre :-) Napi jelleggel, folyamatosam próbálkoznak a kinai, orosz, és arab területekről, illetve skandináv szerver parkokból, ahol nagyon olcsón lehet hostot bérelni. Ez már rég nem játék.
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2021 február 10, 20:53
Írta: Borcz Dátum 2021 február 10, 20:53
Szólt a rendszergazda :) sógorom és megnéztem hogy milyen orosz oldalon voltam. Én persze tagadtam az egészet :) Utána rányomtam újra a linkre és szólt hogy ezt az oldalt ne nyitogassam :) Nem tudom lehet hogy csak nálam.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 11:03
Írta: Szabika78 Dátum 2021 február 14, 11:03
Üdvözlök Mindenkit!
Két dologban kérném a hozzáértők segítségét. Vásároltam itt a fórumon két szervómotort és vezérlőt. Miután bekötöttem és a motornak megfelelően beprogramoztam az egyik pakkot, akkor amikor test jog-ot végeztem, akkor azt láttam, hogy a vezérlő szépen küldi a jelet, de a motor csak zúg és hallani, hogy belül valami forog, de a tengely nem mozdul. Miután kicseréltem a motort és a kábeleket, ugyanez a "hiba" jelentkezett újból a másik motor esetében is. Ezért azt feltételezem, hogy valamilyen beállítási hiba lehet. Az előző tulaj elmondása alapján, ey működő, gyári gépből lett kiszerelve minden és én hiszek neki. Esteleg valami ötlet a megoldásra,hol keressem a prolémát?
A másik probléma meg a másik vezérlő beüzemelésekor jelentkezett. Azt írja ki hibakódnak, hogy alacsonyabb a bemenő feszültség az előírtnál. Ugyanazt a betápot használtam mint az előző vezérlőnél ahol viszont nem volt ilyen gond. Ez is beállítási hiba lenne?Vagy ez már mechanikus hiba?
Azt megjegyezném, hogy korábban 3 fázissal voltak használva a vezérlők és én most 1 fázisra állítottam be.
Vezérlő:QS1L03AA0MA01S0F
Motor:Q1AA07075DXS28
Manual:
https://s3.amazonaws.com/Icarus/DOCUMENTS/SanyoDenki_Manuals_2043.pdf
Ha eseteg valaki úgy tudná megnézni, hogy el kellene vinni hozzá mindent, én arra is nyitott vagyok
Köszönöm a válaszokat!
Két dologban kérném a hozzáértők segítségét. Vásároltam itt a fórumon két szervómotort és vezérlőt. Miután bekötöttem és a motornak megfelelően beprogramoztam az egyik pakkot, akkor amikor test jog-ot végeztem, akkor azt láttam, hogy a vezérlő szépen küldi a jelet, de a motor csak zúg és hallani, hogy belül valami forog, de a tengely nem mozdul. Miután kicseréltem a motort és a kábeleket, ugyanez a "hiba" jelentkezett újból a másik motor esetében is. Ezért azt feltételezem, hogy valamilyen beállítási hiba lehet. Az előző tulaj elmondása alapján, ey működő, gyári gépből lett kiszerelve minden és én hiszek neki. Esteleg valami ötlet a megoldásra,hol keressem a prolémát?
A másik probléma meg a másik vezérlő beüzemelésekor jelentkezett. Azt írja ki hibakódnak, hogy alacsonyabb a bemenő feszültség az előírtnál. Ugyanazt a betápot használtam mint az előző vezérlőnél ahol viszont nem volt ilyen gond. Ez is beállítási hiba lenne?Vagy ez már mechanikus hiba?
Azt megjegyezném, hogy korábban 3 fázissal voltak használva a vezérlők és én most 1 fázisra állítottam be.
Vezérlő:QS1L03AA0MA01S0F
Motor:Q1AA07075DXS28
Manual:
https://s3.amazonaws.com/Icarus/DOCUMENTS/SanyoDenki_Manuals_2043.pdf
Ha eseteg valaki úgy tudná megnézni, hogy el kellene vinni hozzá mindent, én arra is nyitott vagyok
Köszönöm a válaszokat!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 14, 15:21
Írta: TBS-TEAM Dátum 2021 február 14, 15:21
A szervovezérlők cimkéin ha az Input-nál fel van tüntetve 3x230V~
és alatta fel van tüntetve az 1x230V~ akkor használható 1 fázísról is.
Ha csak az egyik felirat van csak azzal hajlandó jól üzemelni.
Minimum ezeket tedd meg:
Elöször egy gyári alapra visszaállítást kell végezned mert ismeretlen paraméterek vannak benne.
1: beállítod step-Dir fogadjon.
2: beállítod mennyi impulzus legyen 1 fordulat.~200
3: Servo On (Cont1)
és alatta fel van tüntetve az 1x230V~ akkor használható 1 fázísról is.
Ha csak az egyik felirat van csak azzal hajlandó jól üzemelni.
Minimum ezeket tedd meg:
Elöször egy gyári alapra visszaállítást kell végezned mert ismeretlen paraméterek vannak benne.
1: beállítod step-Dir fogadjon.
2: beállítod mennyi impulzus legyen 1 fordulat.~200
3: Servo On (Cont1)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 16:26
Írta: Szabika78 Dátum 2021 február 14, 16:26
Köszönöm a választ!
A vezérlő oldalán a feliraton szerepel az 1 fázis bemenet is, tehát ott nem kellene bajnak lenni.
Amikor először beindítottam, akkor én 1 fázisra kötöttem és ki is írta a hibakódot azonnal, hogy 1 fázis hiányzik, mert korábban ugye 3 fázisról ment. Miután elvégeztem a beállítását a betápnak, azonnal el is tünt a hibakód és a kijelzőn megjelent a készenléti állapot(servo on).
Amikor tesztelni szeretném a Jog-ot, akkor a vezérlőn szépen mutatja, hogy éppen melyik irányba tekerné a motort, de a forgás nem történik meg. Amikor megfogom a tengelyt a motoron, érzem, hogy remeg/vibrál, de nem forog semerre. Ezekből gondolom, hogy effektíve a vezetékelés megfelelő, csak valami beállítás lehet. A manual szerint van benne egy áramerősség szabályozó!Most azt keresem, hogy melyik menüpontban van és módosítani tudjam, ha kell.
Mindenképp csinálok rajta akkor egy gyári resetet, szégyellem, hogy ez nem jutott eszembe korábban.
A vezérlő oldalán a feliraton szerepel az 1 fázis bemenet is, tehát ott nem kellene bajnak lenni.
Amikor először beindítottam, akkor én 1 fázisra kötöttem és ki is írta a hibakódot azonnal, hogy 1 fázis hiányzik, mert korábban ugye 3 fázisról ment. Miután elvégeztem a beállítását a betápnak, azonnal el is tünt a hibakód és a kijelzőn megjelent a készenléti állapot(servo on).
Amikor tesztelni szeretném a Jog-ot, akkor a vezérlőn szépen mutatja, hogy éppen melyik irányba tekerné a motort, de a forgás nem történik meg. Amikor megfogom a tengelyt a motoron, érzem, hogy remeg/vibrál, de nem forog semerre. Ezekből gondolom, hogy effektíve a vezetékelés megfelelő, csak valami beállítás lehet. A manual szerint van benne egy áramerősség szabályozó!Most azt keresem, hogy melyik menüpontban van és módosítani tudjam, ha kell.
Mindenképp csinálok rajta akkor egy gyári resetet, szégyellem, hogy ez nem jutott eszembe korábban.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 14, 21:39
Írta: Bencze András Dátum 2021 február 14, 21:39
Nincs sebességjeled, illetve az 0. A beállítások között JOG SPEED.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 14, 22:04
Írta: Szabika78 Dátum 2021 február 14, 22:04
A PA 121 beállítás, ameire azt írja, hogy 50 az alapbeállítás?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 15, 12:54
Írta: Bencze András Dátum 2021 február 15, 12:54
Speed Jog-nak írja barátommal fordítva:
A gép működésének ellenőrzésére vagy finombeállításra szolgál, ez a funkció lehetővé teszi a szervomotor működését a felső egység nélkül. 2 különböző mód van a JOG működésben: sebesség JOG és impulzus átviteli JOG. Válassza ki a megfelelő módot az egység működéséhez képest Speed JOG művelet működtethető a ,,Digitális kezelő" vagy a ,,Setup software Q-Setup" menüből. Állítsa be a sebesség parancs értékét, amikor kiválasztja a speed JOG művelet végrehajtását. 1. paramétercsoport Page 21 JOGVC: JOG sebességparancs értéke 10 㨪 300% Impulzus átviteli JOG művelet a ,,Setup szoftver Q-Setup" részéből működtethető. Lásd: ,,Q -Setup-Setup szoftver kezelési útmutató M0005351C "a működési módszerekről.
A gép működésének ellenőrzésére vagy finombeállításra szolgál, ez a funkció lehetővé teszi a szervomotor működését a felső egység nélkül. 2 különböző mód van a JOG működésben: sebesség JOG és impulzus átviteli JOG. Válassza ki a megfelelő módot az egység működéséhez képest Speed JOG művelet működtethető a ,,Digitális kezelő" vagy a ,,Setup software Q-Setup" menüből. Állítsa be a sebesség parancs értékét, amikor kiválasztja a speed JOG művelet végrehajtását. 1. paramétercsoport Page 21 JOGVC: JOG sebességparancs értéke 10 㨪 300% Impulzus átviteli JOG művelet a ,,Setup szoftver Q-Setup" részéből működtethető. Lásd: ,,Q -Setup-Setup szoftver kezelési útmutató M0005351C "a működési módszerekről.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 február 15, 12:55
Írta: Bencze András Dátum 2021 február 15, 12:55
Jog velocity sorry.
Cím: Re:AC szervó motoros vezérlés
Írta: GPeti1977 Dátum 2021 február 15, 16:00
Írta: GPeti1977 Dátum 2021 február 15, 16:00
Van két bontott 100V, 30W os AC szervó motorom optikai enkóderrel, tudsz valami olcsó megoldást hogy beüzemeljem Step Dir módban?
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 február 15, 16:17
Írta: 000000000 Dátum 2021 február 15, 16:17
Számomat ismered, megbeszéljük.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 17:01
Írta: Szabika78 Dátum 2021 február 15, 17:01
Igen! Ennek a beállítását takarja a kód, amit írtam!
Nagyon köszönöm az információkat! Habár nekem nincs programozó kábelem a vezérlőkhöz, de manuálisan is megtalálom őket!
Még ma neki is kezdek! :)
Még egyszer köszönöm!
Nagyon köszönöm az információkat! Habár nekem nincs programozó kábelem a vezérlőkhöz, de manuálisan is megtalálom őket!
Még ma neki is kezdek! :)
Még egyszer köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 15, 17:28
Írta: TBS-TEAM Dátum 2021 február 15, 17:28
NEM ÉRTEM MIÉRT SZENVEDEL A SZERVO SAJÁT BELSŐ JOG MÓDJÁVAL.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 február 15, 17:35
Írta: TBS-TEAM Dátum 2021 február 15, 17:35
CNC programmal fogod vezérelni.
Egy tengelyt beállítol Pl: X tengely 200 lépésre/mm.
A szervo vezérlőt is 200 lépés egy fordulat.
Összekötöd a vezérlőt és a szervot.
Kiadod a parancsot lépjen 1mm-t.
1 egészet kell fordulnia a motornak. [#eplus2]
A motor tengeylt ha megfogod nem azért remeg mert fél töled [#eplus2]
hanem poziciót tart [#nevetes1]
Egy tengelyt beállítol Pl: X tengely 200 lépésre/mm.
A szervo vezérlőt is 200 lépés egy fordulat.
Összekötöd a vezérlőt és a szervot.
Kiadod a parancsot lépjen 1mm-t.
1 egészet kell fordulnia a motornak. [#eplus2]
A motor tengeylt ha megfogod nem azért remeg mert fél töled [#eplus2]
hanem poziciót tart [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 17:47
Írta: Szabika78 Dátum 2021 február 15, 17:47
Már dolgozom rajta! :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 20:25
Írta: Szabika78 Dátum 2021 február 15, 20:25
Na most aztán végképp elvesztettem a fonalat!
Rákötöttem a vezérlő csatlakozóját a BoB-ra. Amikor elindítottam a vezérlőt, muttatta a kijelző, hogy készen áll minden műveletre. Megkapta a SERVO-ON 5V-ot és akkor szépen jelezte is, hogy ON állapotban van. Eddig tehát minden jó.
Utána viszont egy kis idő múlva, iszonyat gyorsan forog egy fél fordulatot a tengely, majd hibakóddal (Over speed)megáll, mindezt úgy, hogy nem is nyúlok semmihez.
Ugyanezt csinálja 24V SERVO-ON feszültséggel is. Ezután minden értéket levittem nevetségesen alacsonyra és akkor is ugyanez lett a végeredmény!
Azt hiszem keresnem kell valakit, akinek van program kábele, Q-SETUP szoftvere és szakértelme hozzá. Ha véletlenül valaki rendelkezik ezekkel és tudna segíteni, akkor kérem keressen privátban!
Rákötöttem a vezérlő csatlakozóját a BoB-ra. Amikor elindítottam a vezérlőt, muttatta a kijelző, hogy készen áll minden műveletre. Megkapta a SERVO-ON 5V-ot és akkor szépen jelezte is, hogy ON állapotban van. Eddig tehát minden jó.
Utána viszont egy kis idő múlva, iszonyat gyorsan forog egy fél fordulatot a tengely, majd hibakóddal (Over speed)megáll, mindezt úgy, hogy nem is nyúlok semmihez.
Ugyanezt csinálja 24V SERVO-ON feszültséggel is. Ezután minden értéket levittem nevetségesen alacsonyra és akkor is ugyanez lett a végeredmény!
Azt hiszem keresnem kell valakit, akinek van program kábele, Q-SETUP szoftvere és szakértelme hozzá. Ha véletlenül valaki rendelkezik ezekkel és tudna segíteni, akkor kérem keressen privátban!
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 február 15, 20:41
Írta: bundyland Dátum 2021 február 15, 20:41
Nekem ezt akkor csinálta amikor az U, V, W-t felcseréltem.
De egyébként én is elsődlegesen a saját JOG ját probálnám mert a többi az csak mind plusz hibalehetőség amig az nem megy rendesen kár mással próbálkozni.
De egyébként én is elsődlegesen a saját JOG ját probálnám mert a többi az csak mind plusz hibalehetőség amig az nem megy rendesen kár mással próbálkozni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 15, 20:51
Írta: Szabika78 Dátum 2021 február 15, 20:51
Na azt még nem mértem ki újra, mert összeszerelve kaptam! De ezt még megcsinálom.
Én is úgy voltam vele, hogy ha a sajátja OK, akkor lépek tovább.
Én is úgy voltam vele, hogy ha a sajátja OK, akkor lépek tovább.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 17, 13:34
Írta: Szabika78 Dátum 2021 február 17, 13:34
Nem az a gond!
Amikor levettem a CN1 csatlakozót, akkor már nem is csinálta!
Elkezdtem mindent visszaállítani gyári alapértékre és így igaz, hogy a sima JOG teszt még nem megy, de legalább már reagál a teszt alatt a parancsokra. Mindkét iránynál adja a parancsot a vezérlő és amikor növelem a fordulatszámot, akkor hallani, ahogy egyre hangosabban zúg/forog valami a motorban. Az irányváltásoknál egy picit látni, ahogy másik irányba megindulna a tengely, de valami azonnal tiltja. Viszont hibakódot nem dob egyszer sem!
Ezért gondolom, hogy beállítás baj van!
Amikor levettem a CN1 csatlakozót, akkor már nem is csinálta!
Elkezdtem mindent visszaállítani gyári alapértékre és így igaz, hogy a sima JOG teszt még nem megy, de legalább már reagál a teszt alatt a parancsokra. Mindkét iránynál adja a parancsot a vezérlő és amikor növelem a fordulatszámot, akkor hallani, ahogy egyre hangosabban zúg/forog valami a motorban. Az irányváltásoknál egy picit látni, ahogy másik irányba megindulna a tengely, de valami azonnal tiltja. Viszont hibakódot nem dob egyszer sem!
Ezért gondolom, hogy beállítás baj van!
Cím: Re:AC szervó motoros vezérlés
Írta: korbendallas Dátum 2021 február 17, 17:25
Írta: korbendallas Dátum 2021 február 17, 17:25
Szia! Egy ötlet, hátha segít. Nézd meg a pid paramétereket. Lehet túl nagy az erősítés. A d tagot ki is venném első körben
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 február 18, 13:45
Írta: Szabika78 Dátum 2021 február 18, 13:45
Foglalkoztam picikét a beállításokkal és időközben annyi változás történt, hogy a JOG tesztnél már csinál egy kb:1/3 fordulatot!
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 12:52
Írta: s7manbs8 Dátum 2021 február 23, 12:52
Ez az eladó melyikőtök vajon ?
https://www.ebay.com/itm/Yaskawa-Servopack-SGD-02AS-Servo-Drive-200W-200-230V/274427871733?_trkparms=aid%3D1110006%26algo%3DHOMESPLICE.SIM%26ao%3D1%26asc%3D230925%26meid%3D8f43bbec104242bfa793f2056b302eca%26pid%3D101195%26rk%3D6%26rkt%3D12%26mehot%3Dpf%26sd%3D274405447333%26itm%3D274427871733%26pmt%3D1%26noa%3D0%26pg%3D2047675%26algv%3DSimplAMLv5PairwiseWebWithDarwoV3BBEV2b&_trksid=p2047675.c101195.m1851
Azt nézem hogy melyik tipust érdemes manapság venni, ami a vezérlő meg a motor meg kábel is megvan hozzá, meg van belőle aránylag sok, hogy ne különféle legyen egyszer kelljen rájönni hogy működik stb. ?
https://www.ebay.com/itm/Yaskawa-Servopack-SGD-02AS-Servo-Drive-200W-200-230V/274427871733?_trkparms=aid%3D1110006%26algo%3DHOMESPLICE.SIM%26ao%3D1%26asc%3D230925%26meid%3D8f43bbec104242bfa793f2056b302eca%26pid%3D101195%26rk%3D6%26rkt%3D12%26mehot%3Dpf%26sd%3D274405447333%26itm%3D274427871733%26pmt%3D1%26noa%3D0%26pg%3D2047675%26algv%3DSimplAMLv5PairwiseWebWithDarwoV3BBEV2b&_trksid=p2047675.c101195.m1851
Azt nézem hogy melyik tipust érdemes manapság venni, ami a vezérlő meg a motor meg kábel is megvan hozzá, meg van belőle aránylag sok, hogy ne különféle legyen egyszer kelljen rájönni hogy működik stb. ?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 február 23, 13:45
Írta: designr Dátum 2021 február 23, 13:45
Ha jól megnézed nincs komplett szettje eladó..aminek meglenne mindene..Ha összeadod..összeszeded a vezérlőt motort vezetéket..nagyon drága lesz és még mindig kétséges hogy működik-e.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 13:48
Írta: s7manbs8 Dátum 2021 február 23, 13:48
Akkor nem te vagy ez ? Neked is, olvastam a témakörben, szokott lenni komplett cuccaid eladványozandó.
Cím: Re:AC szervó motoros vezérlés
Írta: s7manbs8 Dátum 2021 február 23, 13:49
Írta: s7manbs8 Dátum 2021 február 23, 13:49
No, meg olyan is lehet hogy egy általános szervót kerítek, meg Robsy ad egy kapcs rajzot hozzá, hogy tudom hajtani és meg is vagyunk.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 február 23, 14:04
Írta: designr Dátum 2021 február 23, 14:04
Erre ha találnék , küldenék egy mosolygós szmájlit..
De ha beüzemeled muti meg a szervót..
De ha beüzemeled muti meg a szervót..
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:02
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:02
Sziasztok!
A szervohajtásokban nálam tapasztaltabbak segítségét szeretném kérni.
Vettem egy megmunkáló központot. Vezérlés Meldas 50, szervo erősítők, Mitsubishi MDS-A-SVJ-10 ,szervo Panasonic MSM15205C enkoder OSA253S absolut enkoderes rendszer.
Megvételkor mondták, hogy az Y tengely motorja egy másik gépből lett ebbe beletéve, mert rángatott, ennek a motorját meg beletették abba a gépbe.
Bekapcsolás előtt a szervot szétszedtem. Az enkoder porszáraz volt a motor tekercselés nedves. Ki lett mosva alkohollal,aztán kiszárítva egy hétig. A Megger 1000Mohm-ot mér a tekercsek és a ház közt.Milliohm mérővel mérve a tekercsek egyforma ellenállásúak.
Új csapágyakkal és tömítésekkel raktam össze.
Bekapcsolás után a motor azonnal "rándul" egyet, az erősítő pedig letilt. Mindíg ugyanabba az irányba fordul el a tengely. 52-es hibakód, ami posició excessive error. A beállított pozícicó határon, túl van az érték.
Többszöri bekacsolás után van úgy, hogy hibakód nélkül működni látszik, legalábbis amíg nem próbálom megmozdítani mondjuk kézikerékkel, mert akkor azonnal kiáll erre a hibára.
Enkoder hibára gyanakodtam, ezért vettem még másik három enkodert. Ugyanaz a típus, kicseréltem, de ugyanazt csinálja. Nehezen hiszem, hogy mind a három enkoder rossz.
Ha felcserélem az X és Y motort, akkor meg a másik szervo erősítővel (X) csinálja ugyanazt. A másik motor az Y helyén jó.
Na itt megakadtam. Kérem akinek van elképzelése, hogy milyen irányba keressem tovább a hibát az írjon, vagy hívjon!
70/281-3305, ha kell visszahívom, nem gond.
A szervohajtásokban nálam tapasztaltabbak segítségét szeretném kérni.
Vettem egy megmunkáló központot. Vezérlés Meldas 50, szervo erősítők, Mitsubishi MDS-A-SVJ-10 ,szervo Panasonic MSM15205C enkoder OSA253S absolut enkoderes rendszer.
Megvételkor mondták, hogy az Y tengely motorja egy másik gépből lett ebbe beletéve, mert rángatott, ennek a motorját meg beletették abba a gépbe.
Bekapcsolás előtt a szervot szétszedtem. Az enkoder porszáraz volt a motor tekercselés nedves. Ki lett mosva alkohollal,aztán kiszárítva egy hétig. A Megger 1000Mohm-ot mér a tekercsek és a ház közt.Milliohm mérővel mérve a tekercsek egyforma ellenállásúak.
Új csapágyakkal és tömítésekkel raktam össze.
Bekapcsolás után a motor azonnal "rándul" egyet, az erősítő pedig letilt. Mindíg ugyanabba az irányba fordul el a tengely. 52-es hibakód, ami posició excessive error. A beállított pozícicó határon, túl van az érték.
Többszöri bekacsolás után van úgy, hogy hibakód nélkül működni látszik, legalábbis amíg nem próbálom megmozdítani mondjuk kézikerékkel, mert akkor azonnal kiáll erre a hibára.
Enkoder hibára gyanakodtam, ezért vettem még másik három enkodert. Ugyanaz a típus, kicseréltem, de ugyanazt csinálja. Nehezen hiszem, hogy mind a három enkoder rossz.
Ha felcserélem az X és Y motort, akkor meg a másik szervo erősítővel (X) csinálja ugyanazt. A másik motor az Y helyén jó.
Na itt megakadtam. Kérem akinek van elképzelése, hogy milyen irányba keressem tovább a hibát az írjon, vagy hívjon!
70/281-3305, ha kell visszahívom, nem gond.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 március 04, 19:23
Írta: bundyland Dátum 2021 március 04, 19:23
A tengely végéről leszedted az enkóder tárcsát ?(üveg)
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:25
Írta: 3ebj3bk8b Dátum 2021 március 04, 19:25
Nem, komplett cseréltem az enkodert
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 március 04, 19:29
Írta: Bencze András Dátum 2021 március 04, 19:29
Be kell állítani az encodert. (nem mindegy milyen pozicióban van a forgórészhez képest)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 március 04, 19:46
Írta: bundyland Dátum 2021 március 04, 19:46
Oké, de akkor a tengelyhez képest elmozdult.
Nem lesz egyszerű......
Nem lesz egyszerű......
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:27
Írta: designr Dátum 2021 március 04, 21:27
Nagyobb,komolyabb encodereknél még ha abszolut is magán a nyákon mérés céljából ki szokott lenni vezetve A-B-Z
Csináltam már encoder cserét..ilyenkor ugye nincs más teendő mint egy tökéletes motort megmérve ugyanolyan pozicióba kell felszerelni az encodert..
Egyébként a hibajelenség amit leirtál..sajnos már én is sokszor tapasztaltam encoder beállitás hibára utal..
Csináltam már encoder cserét..ilyenkor ugye nincs más teendő mint egy tökéletes motort megmérve ugyanolyan pozicióba kell felszerelni az encodert..
Egyébként a hibajelenség amit leirtál..sajnos már én is sokszor tapasztaltam encoder beállitás hibára utal..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:31
Írta: designr Dátum 2021 március 04, 21:31
Erre a csatira nézz már rá alulról..nincsenek megjelölve a lábai?
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qf5qm4722fuhdh8ek9d8t_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/qf5qm4722fuhdh8ek9d8t_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qf5qm4722fuhdh8ek9d8t_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/qf5qm4722fuhdh8ek9d8t_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:33
Írta: designr Dátum 2021 március 04, 21:33
Vezérlőknél szokott olyan funkció lenni hogy abszolut encoder reset..Esetleg Mitsut nem ismerem ez nem segít?
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 21:59
Írta: 3ebj3bk8b Dátum 2021 március 04, 21:59
Alul nincs semmi. Felül 1-es és a 6-os.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 22:04
Írta: 3ebj3bk8b Dátum 2021 március 04, 22:04
Többen írtatok, itt is illetve magánban is jöttek levelek.
Szinte mindenki így-vagy úgy azt sugallja, hogy az enkoder pozíciója nem jó a motorhoz képest. El is fogadom, köszönöm!
Azt pl. hogyan tudom kideríteni, hogy hol a nulla pozíciója az enkodernek?
Szinte mindenki így-vagy úgy azt sugallja, hogy az enkoder pozíciója nem jó a motorhoz képest. El is fogadom, köszönöm!
Azt pl. hogyan tudom kideríteni, hogy hol a nulla pozíciója az enkodernek?
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 05, 07:01
Írta: 3ebj3bk8b Dátum 2021 március 05, 07:01
Ezen vonalon elindulva, most találtam videokat a Youtubon, arról, hogy hogyan állítják be az enkoder pozícióját a motor tengelyhez képest. Illetve, hogy ezt bizony beállítják a gyárban is.Most már csak az a kérdés, hogy ennél a motornál, hogyan kell ezt megcsinálni.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:31
Írta: designr Dátum 2021 március 04, 21:31
Erre a csatira nézz már rá alulról..nincsenek megjelölve a lábai?
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qf5qm4722fuhdh8ek9d8t_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/qf5qm4722fuhdh8ek9d8t_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_qf5qm4722fuhdh8ek9d8t_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/qf5qm4722fuhdh8ek9d8t_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2021 március 05, 07:35
Írta: nyiszi Dátum 2021 március 05, 07:35
Ez nem segít?
A Fanuc robot leírásában volt.
https://cnctar.hobbycnc.hu/nyiszi/Encoder%20csere%20600x800.JPG
A Fanuc robot leírásában volt.
https://cnctar.hobbycnc.hu/nyiszi/Encoder%20csere%20600x800.JPG
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 március 05, 09:02
Írta: 000000000 Dátum 2021 március 05, 09:02
Csörrenj rám, segítek.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 04, 21:33
Írta: designr Dátum 2021 március 04, 21:33
Vezérlőknél szokott olyan funkció lenni hogy abszolut encoder reset..Esetleg Mitsut nem ismerem ez nem segít?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 március 05, 14:37
Írta: svejk Dátum 2021 március 05, 14:37
Most csak általánosságokat írok mert a konkrét motorodat nem ismerem.
Mivel van egy másik jó motorod ezért egyszerű a helyzeted, tiszta logika az egész.
A szoftverben megkeresed hol írja ki a a forgórész szöghelyzetet, vagy legalább a Hall pozíciókat.
Ezután a jó motor tekercsére kötsz pár voltot, -legjobb lenne egy labortáp áramgenerátoros üzemben-, ekkor a motor beáll egy fix határozott pozícióba.
Kiolvasod a szoftverből a helyzetet, majd a hibásnak vélt motornál is megismétled ezt, aminél aztán az encodert addig forgatod amíg a két érték nem egyezik.
A pólusszámoktól függően lesz több határozott állás.
Gyárilag más a metódus ott általában két tekercsre kell kötni az áramot és az nulla fok lenne, de mivel Te összehasonlítani fogsz ez most nem érdekes.
Ha már megy a motor akkor lassú fix fordulaton hajtva finombeállíthatod az encodert áramminimumra, vagy hogy mindkér irányban ugyanakkora legyen az áramfelvétel.
Mivel van egy másik jó motorod ezért egyszerű a helyzeted, tiszta logika az egész.
A szoftverben megkeresed hol írja ki a a forgórész szöghelyzetet, vagy legalább a Hall pozíciókat.
Ezután a jó motor tekercsére kötsz pár voltot, -legjobb lenne egy labortáp áramgenerátoros üzemben-, ekkor a motor beáll egy fix határozott pozícióba.
Kiolvasod a szoftverből a helyzetet, majd a hibásnak vélt motornál is megismétled ezt, aminél aztán az encodert addig forgatod amíg a két érték nem egyezik.
A pólusszámoktól függően lesz több határozott állás.
Gyárilag más a metódus ott általában két tekercsre kell kötni az áramot és az nulla fok lenne, de mivel Te összehasonlítani fogsz ez most nem érdekes.
Ha már megy a motor akkor lassú fix fordulaton hajtva finombeállíthatod az encodert áramminimumra, vagy hogy mindkér irányban ugyanakkora legyen az áramfelvétel.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 21:59
Írta: 3ebj3bk8b Dátum 2021 március 04, 21:59
Alul nincs semmi. Felül 1-es és a 6-os.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 március 05, 17:26
Írta: dtb Dátum 2021 március 05, 17:26
Hmmm... Az egységugrás tesztet, és a derivált gyorsulási együtthatót kihagytad! :-) :-) :-)
...egyszerű, érthető, logikus![#eljen]
...egyszerű, érthető, logikus![#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 04, 22:04
Írta: 3ebj3bk8b Dátum 2021 március 04, 22:04
Többen írtatok, itt is illetve magánban is jöttek levelek.
Szinte mindenki így-vagy úgy azt sugallja, hogy az enkoder pozíciója nem jó a motorhoz képest. El is fogadom, köszönöm!
Azt pl. hogyan tudom kideríteni, hogy hol a nulla pozíciója az enkodernek?
Szinte mindenki így-vagy úgy azt sugallja, hogy az enkoder pozíciója nem jó a motorhoz képest. El is fogadom, köszönöm!
Azt pl. hogyan tudom kideríteni, hogy hol a nulla pozíciója az enkodernek?
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 07, 16:48
Írta: 3ebj3bk8b Dátum 2021 március 07, 16:48
Sziasztok!
Köszönöm mindenkinek ,aki privátban telefonon illetve itt a fórumon segített! Sikerült beállítani, kb. 20 fokot kellett fordítani a motor tengelyén az enkoderhez képest és elindult.
Köszönöm mindenkinek ,aki privátban telefonon illetve itt a fórumon segített! Sikerült beállítani, kb. 20 fokot kellett fordítani a motor tengelyén az enkoderhez képest és elindult.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 05, 07:01
Írta: 3ebj3bk8b Dátum 2021 március 05, 07:01
Ezen vonalon elindulva, most találtam videokat a Youtubon, arról, hogy hogyan állítják be az enkoder pozícióját a motor tengelyhez képest. Illetve, hogy ezt bizony beállítják a gyárban is.Most már csak az a kérdés, hogy ennél a motornál, hogyan kell ezt megcsinálni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 március 12, 21:04
Írta: Szedlay Pál Dátum 2021 március 12, 21:04
Egy Yaskawa Sigma II-es 400W-os szervo vezérlő A.10-es hibával áll ki. Nem melegedett túl.
A.10 = An overcurrent flowed through the
IGBT.
Bekapcsolás után valószínű az IGBT túláramot kapott. Érdemes ezt megjavíttatni vagy olcsóbb egy használt, ezt meg dobjam ki. Erre szeretnék valamilyen infót, semmi rálátásom csincs.
A.10 = An overcurrent flowed through the
IGBT.
Bekapcsolás után valószínű az IGBT túláramot kapott. Érdemes ezt megjavíttatni vagy olcsóbb egy használt, ezt meg dobjam ki. Erre szeretnék valamilyen infót, semmi rálátásom csincs.
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2021 március 05, 07:35
Írta: nyiszi Dátum 2021 március 05, 07:35
Ez nem segít?
A Fanuc robot leírásában volt.
https://cnctar.hobbycnc.hu/nyiszi/Encoder%20csere%20600x800.JPG
A Fanuc robot leírásában volt.
https://cnctar.hobbycnc.hu/nyiszi/Encoder%20csere%20600x800.JPG
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 március 05, 09:02
Írta: 000000000 Dátum 2021 március 05, 09:02
Csörrenj rám, segítek.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 március 05, 14:37
Írta: svejk Dátum 2021 március 05, 14:37
Most csak általánosságokat írok mert a konkrét motorodat nem ismerem.
Mivel van egy másik jó motorod ezért egyszerű a helyzeted, tiszta logika az egész.
A szoftverben megkeresed hol írja ki a a forgórész szöghelyzetet, vagy legalább a Hall pozíciókat.
Ezután a jó motor tekercsére kötsz pár voltot, -legjobb lenne egy labortáp áramgenerátoros üzemben-, ekkor a motor beáll egy fix határozott pozícióba.
Kiolvasod a szoftverből a helyzetet, majd a hibásnak vélt motornál is megismétled ezt, aminél aztán az encodert addig forgatod amíg a két érték nem egyezik.
A pólusszámoktól függően lesz több határozott állás.
Gyárilag más a metódus ott általában két tekercsre kell kötni az áramot és az nulla fok lenne, de mivel Te összehasonlítani fogsz ez most nem érdekes.
Ha már megy a motor akkor lassú fix fordulaton hajtva finombeállíthatod az encodert áramminimumra, vagy hogy mindkér irányban ugyanakkora legyen az áramfelvétel.
Mivel van egy másik jó motorod ezért egyszerű a helyzeted, tiszta logika az egész.
A szoftverben megkeresed hol írja ki a a forgórész szöghelyzetet, vagy legalább a Hall pozíciókat.
Ezután a jó motor tekercsére kötsz pár voltot, -legjobb lenne egy labortáp áramgenerátoros üzemben-, ekkor a motor beáll egy fix határozott pozícióba.
Kiolvasod a szoftverből a helyzetet, majd a hibásnak vélt motornál is megismétled ezt, aminél aztán az encodert addig forgatod amíg a két érték nem egyezik.
A pólusszámoktól függően lesz több határozott állás.
Gyárilag más a metódus ott általában két tekercsre kell kötni az áramot és az nulla fok lenne, de mivel Te összehasonlítani fogsz ez most nem érdekes.
Ha már megy a motor akkor lassú fix fordulaton hajtva finombeállíthatod az encodert áramminimumra, vagy hogy mindkér irányban ugyanakkora legyen az áramfelvétel.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 március 05, 17:26
Írta: dtb Dátum 2021 március 05, 17:26
Hmmm... Az egységugrás tesztet, és a derivált gyorsulási együtthatót kihagytad! :-) :-) :-)
...egyszerű, érthető, logikus![#eljen]
...egyszerű, érthető, logikus![#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2021 március 07, 16:48
Írta: 3ebj3bk8b Dátum 2021 március 07, 16:48
Sziasztok!
Köszönöm mindenkinek ,aki privátban telefonon illetve itt a fórumon segített! Sikerült beállítani, kb. 20 fokot kellett fordítani a motor tengelyén az enkoderhez képest és elindult.
Köszönöm mindenkinek ,aki privátban telefonon illetve itt a fórumon segített! Sikerült beállítani, kb. 20 fokot kellett fordítani a motor tengelyén az enkoderhez képest és elindult.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 március 12, 21:04
Írta: Szedlay Pál Dátum 2021 március 12, 21:04
Egy Yaskawa Sigma II-es 400W-os szervo vezérlő A.10-es hibával áll ki. Nem melegedett túl.
A.10 = An overcurrent flowed through the
IGBT.
Bekapcsolás után valószínű az IGBT túláramot kapott. Érdemes ezt megjavíttatni vagy olcsóbb egy használt, ezt meg dobjam ki. Erre szeretnék valamilyen infót, semmi rálátásom csincs.
A.10 = An overcurrent flowed through the
IGBT.
Bekapcsolás után valószínű az IGBT túláramot kapott. Érdemes ezt megjavíttatni vagy olcsóbb egy használt, ezt meg dobjam ki. Erre szeretnék valamilyen infót, semmi rálátásom csincs.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 március 13, 19:50
Írta: Szedlay Pál Dátum 2021 március 13, 19:50
Megfogadtam a sok jó tanácsot és beraktam a szekrényből egy másikat. A rosszat pedig egy kedves régi fórumtársunk, aki már évek óta nincs itt jelen, szimpátiája jeléül megjavítja. Így megoldódott a probléma és a javítás is.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_9sxmzhqa7ynmvnwuub3t2_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/9sxmzhqa7ynmvnwuub3t2_618.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_9sxmzhqa7ynmvnwuub3t2_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/9sxmzhqa7ynmvnwuub3t2_618.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 18, 22:46
Írta: designr Dátum 2021 március 18, 22:46
Infót keresek egy panasonic ac szervó meghajtóról..
Ha valaki találkozott már ilyennel ..
PANASONIC AC LINEAR SERVO DRIVER MADDT1207L01 200W
Elvileg lineár motorokhoz való..de Minas A4, és ezek között tudomásom szerint nincs olyan..
Gyanus még a dupla encoder csati hely..olyan mint egy full closed drive..kiegészítő lineáris encoderrel..
De akkor most melyik?És mit hajtott meg és hogyan?
Ilyen egyébként..
https://www.ebay.com/itm/PANASONIC-AC-LINEAR-SERVO-DRIVER-MADDT1207L01-200W/222255716326?hash=item33bf7917e6:g:qxgAAOSw2gxYpOny
Ha valaki találkozott már ilyennel ..
PANASONIC AC LINEAR SERVO DRIVER MADDT1207L01 200W
Elvileg lineár motorokhoz való..de Minas A4, és ezek között tudomásom szerint nincs olyan..
Gyanus még a dupla encoder csati hely..olyan mint egy full closed drive..kiegészítő lineáris encoderrel..
De akkor most melyik?És mit hajtott meg és hogyan?
Ilyen egyébként..
https://www.ebay.com/itm/PANASONIC-AC-LINEAR-SERVO-DRIVER-MADDT1207L01-200W/222255716326?hash=item33bf7917e6:g:qxgAAOSw2gxYpOny
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 11:44
Írta: Szalai György Dátum 2021 március 25, 11:44
Pár napja nem iszom kávét. Hát lett is egy szélhámos ötletem.
A lineáris sín és a golyósorsó közé befordított motor megoldás tetszik, mert nem lóg ki a motor.
Ideálisan laposra is építhető, ami jó.
De ha nagyobb erő kell, akkor nagyobb teljesítményű motor kell. Ettől oda lesz az egész megnyert laposság, mert a nagyobb teljesítményű motor nagyobb átmérőjű.
Na most.
A laposság úgy volna megtartható, ha két kisebb teljesítményű motor hajtana egyetlen golyósorsóra. A szíjon keresztül a két motor tengelye mereven összekapcsolt.
Működhet-e a következő megoldás?
Az egyik AC motort a saját encoder jelei alapján szabályozza/vezérli a hozzá tartozó hajtás elektronikája.
A másik motort meg egyszerűen csak az első motor mellé vezetékezem, fázishelyesen. Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá.
Mint amikor a szélhámos kiscsikót az anyakanca mellé hámozzák egy lovaskocsi előtt.
Mi sülhet ki ebből?
Törik/szakad valami, vagy letilt a hajtás elektronika? Vagy esetleg még működhet is?
A lineáris sín és a golyósorsó közé befordított motor megoldás tetszik, mert nem lóg ki a motor.
Ideálisan laposra is építhető, ami jó.
De ha nagyobb erő kell, akkor nagyobb teljesítményű motor kell. Ettől oda lesz az egész megnyert laposság, mert a nagyobb teljesítményű motor nagyobb átmérőjű.
Na most.
A laposság úgy volna megtartható, ha két kisebb teljesítményű motor hajtana egyetlen golyósorsóra. A szíjon keresztül a két motor tengelye mereven összekapcsolt.
Működhet-e a következő megoldás?
Az egyik AC motort a saját encoder jelei alapján szabályozza/vezérli a hozzá tartozó hajtás elektronikája.
A másik motort meg egyszerűen csak az első motor mellé vezetékezem, fázishelyesen. Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá.
Mint amikor a szélhámos kiscsikót az anyakanca mellé hámozzák egy lovaskocsi előtt.
Mi sülhet ki ebből?
Törik/szakad valami, vagy letilt a hajtás elektronika? Vagy esetleg még működhet is?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 március 25, 15:09
Írta: svejk Dátum 2021 március 25, 15:09
Működik csak nagyon pontosan be kell állítani a szinkront különben mindig csak az egyik motor erőlködik.
Úgy képzeld el mint a párhuzamosan kapcsolt labortápegységeket amíg az egyik nem megy áramkorlátba addig mintha ott sem lenne.
Úgy képzeld el mint a párhuzamosan kapcsolt labortápegységeket amíg az egyik nem megy áramkorlátba addig mintha ott sem lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 március 25, 16:35
Írta: dtb Dátum 2021 március 25, 16:35
Ezen már én is gondolkodtam léptetőmotorokkal kapcsolatban, (mivel bontott van egy valaggal) csak én nem szíj hajtásban gondolkodtam, hanem a golyósorsó két végében...vagyis mindkét végére szembe egyet-egyet... és igaz, hogy a tengely egyik vége nem fix, de annyit talán a körmös kuplung még elkompenzál.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 március 25, 16:46
Írta: Bencze András Dátum 2021 március 25, 16:46
Korrekten két szervóval master-slave módban lehet megcsinálni. Vagy esetleg a szolga nyomaték módban segítene a főnöknek. Ha nem csak kűzdeni, kínlódni szeretnél a két meghajtót nem fogod megúszni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 17:09
Írta: Szalai György Dátum 2021 március 25, 17:09
,,master-slave"
Erről olvastam már, de nem sikerült felfognom a lényegét.
A mester kapja a parancs jelet és végrehajtja.
A szolga a mestertől kapja a parancs jelet?
Van valami visszacsatolás, hogy a mester tudja, a szolga biztosan végrehajtotta a parancsot?
Vagy hogy működik ez a valóságban?
Erről olvastam már, de nem sikerült felfognom a lényegét.
A mester kapja a parancs jelet és végrehajtja.
A szolga a mestertől kapja a parancs jelet?
Van valami visszacsatolás, hogy a mester tudja, a szolga biztosan végrehajtotta a parancsot?
Vagy hogy működik ez a valóságban?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 17:24
Írta: designr Dátum 2021 március 25, 17:24
"Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá."
Szerintem ez így nem fog működni..
Szerintem ez így nem fog működni..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 17:38
Írta: designr Dátum 2021 március 25, 17:38
Az bozonyos vezérlők esetében működik hogy kisebb teljesitmányű ac szervó vezérlővel hajtunk meg egy nagyobb motort.
Jellemzően olyan esetben mikor nincs az enoderbe épitett adatkommunikáció..tehát csak azt érzi a vezérlő hogy nagyobb az áramfelvétel..de ez ugye előfordulhat egy nagyobb tömegű szán esetén is..
Ilyenkor pl egy 400w vezérlővel meghajtva egy 750w motort, a motorból kihozható a vezérlő közel névleges teljesitménye..
De amit te akarsz az csak akkor működne ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll..
Akkor , és persze ha nincs motorfelismerés..működhet..
Master-slave:
A maser vezérlő digitális kimenetén legtöbb esetben megtalálható pozició jeleket használod a slave vezérlő kommand jelének..A két motor poziciója csak az error jel nagyságával egyenlő arányban fog eltérni.
modernebb vezérlők már tudják szoftveresen is kezelni..beállitható sok minden rajtuk a master-slave üzemben.
Panasonicnál Minas A5-től..
Jellemzően olyan esetben mikor nincs az enoderbe épitett adatkommunikáció..tehát csak azt érzi a vezérlő hogy nagyobb az áramfelvétel..de ez ugye előfordulhat egy nagyobb tömegű szán esetén is..
Ilyenkor pl egy 400w vezérlővel meghajtva egy 750w motort, a motorból kihozható a vezérlő közel névleges teljesitménye..
De amit te akarsz az csak akkor működne ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll..
Akkor , és persze ha nincs motorfelismerés..működhet..
Master-slave:
A maser vezérlő digitális kimenetén legtöbb esetben megtalálható pozició jeleket használod a slave vezérlő kommand jelének..A két motor poziciója csak az error jel nagyságával egyenlő arányban fog eltérni.
modernebb vezérlők már tudják szoftveresen is kezelni..beállitható sok minden rajtuk a master-slave üzemben.
Panasonicnál Minas A5-től..
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 17:50
Írta: Szalai György Dátum 2021 március 25, 17:50
,,ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll"
Ez az állapot a gyakorlatban szerinted beállítható és fenntartható?
Természetesen két azonos típusú motorral. Hiszen a tengelyeik merev mechanikus szinkronban vannak.
Azt gondolom, hogy a két merev tengelykapcsolatban lévő gép, az így egyként működik.
Persze tudom, hogy a motorokat nem érdekli, mit gondolok. A saját törvényeik szerint teszik a dolgukat.
Ez az állapot a gyakorlatban szerinted beállítható és fenntartható?
Természetesen két azonos típusú motorral. Hiszen a tengelyeik merev mechanikus szinkronban vannak.
Azt gondolom, hogy a két merev tengelykapcsolatban lévő gép, az így egyként működik.
Persze tudom, hogy a motorokat nem érdekli, mit gondolok. A saját törvényeik szerint teszik a dolgukat.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 18:26
Írta: designr Dátum 2021 március 25, 18:26
Szerintem nem fog korrekten működni.
Próbálni meg:
Dc 5V mondjuk U,W,fázisra..igy beáll pozicióba.
Ezt mindkettőnél megcsinálod, aztán az igy szinkronizált motorokat egy bordásszijjal összekötni..
Kíváncsi vagyok.
Próbálni meg:
Dc 5V mondjuk U,W,fázisra..igy beáll pozicióba.
Ezt mindkettőnél megcsinálod, aztán az igy szinkronizált motorokat egy bordásszijjal összekötni..
Kíváncsi vagyok.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 19:30
Írta: designr Dátum 2021 március 25, 19:30
És persze arról még nem is beszéltünk hogy két pl 400w motor tekercsei párhuzamosan kötve teljesn más áram és feszültség értékeket kérnek mint egy 750w motoré..
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2021 április 07, 18:49
Írta: n6xdwssa Dátum 2021 április 07, 18:49
Sziasztok!
Segítséget szeretnék kérni.
DKC01.3-040-7-FW servo vezérlőhöz keresek PC programot a paraméterezéshez.
Jelezzen az aki tud segíteni.
Előre is köszönöm!
Segítséget szeretnék kérni.
DKC01.3-040-7-FW servo vezérlőhöz keresek PC programot a paraméterezéshez.
Jelezzen az aki tud segíteni.
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 21, 22:39
Írta: svejk Dátum 2021 április 21, 22:39
Mostanában egyre több megszorult forgórészű AC servo motorral találkozom.
Régebben a halálra hajtott csapágyak okoztak ilyen hibát, de előtérbe kerültek a forgórész mágnesek korrodálásának a problémái.
Eredetileg a permanens mágnes forgórész egy általában valamilyen szürke színű, festékszerű bevonattal van ellátva,
Ez valamiért felhólyagzik, felválik aztán elindul drasztikus korrodálás mely igen finom mágnespor alakjában előbb utóbb eltömíti a légrést és megszorul a motor.
Persze lehet fordított a folyamat és a védőréteg alatt indul el az oxidáció,majd ez nyomja le a védőréteget.
A mágnespor eltávolítása után működőképes újra a motor, bár a megnövekedett légrés miatt valószínű rosszabb lesz a hatásfoka.
Kérdésem, hogy lehetne a mágnes forgórészt hobby körülmények közt újra bevonatolni a további korróziótól megvédeni?
Régebben a halálra hajtott csapágyak okoztak ilyen hibát, de előtérbe kerültek a forgórész mágnesek korrodálásának a problémái.
Eredetileg a permanens mágnes forgórész egy általában valamilyen szürke színű, festékszerű bevonattal van ellátva,
Ez valamiért felhólyagzik, felválik aztán elindul drasztikus korrodálás mely igen finom mágnespor alakjában előbb utóbb eltömíti a légrést és megszorul a motor.
Persze lehet fordított a folyamat és a védőréteg alatt indul el az oxidáció,majd ez nyomja le a védőréteget.
A mágnespor eltávolítása után működőképes újra a motor, bár a megnövekedett légrés miatt valószínű rosszabb lesz a hatásfoka.
Kérdésem, hogy lehetne a mágnes forgórészt hobby körülmények közt újra bevonatolni a további korróziótól megvédeni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 21, 22:49
Írta: svejk Dátum 2021 április 21, 22:49
Ja, ugye valamilyen neodímium mágnesekről lehet szó, melyek tudvalavőleg erősen korrodálnak.
( a kis darabokban -hasáb, korong- kaphatókon ezért is szokott lenni a nikkelszerű bevonat )
Egyszer már írtam erről a mágneskorrodálásról a Videoton tárcsamotorokkal való játékaim kapcsán is.
( a kis darabokban -hasáb, korong- kaphatókon ezért is szokott lenni a nikkelszerű bevonat )
Egyszer már írtam erről a mágneskorrodálásról a Videoton tárcsamotorokkal való játékaim kapcsán is.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 05:40
Írta: Szalai György Dátum 2021 április 22, 05:40
NdFeb mágnesben, a vízzel nagyon reakcióképes 60-70% vas korrodál hosszú távon.
A védőréteg sérülésekor a levegő nedvesség tartalma megtámadja a mágnest, az meg elporlik.
A ,,szürke színű, festékszerű bevonat" az valószínűleg epoxigyanta, de ha fémes, akkor lehet Ni-Cu-Ni-Cr védőréteg is.
Kérdés: Egy jó csapágyú és zárt motorban, meglévő légrés mellett, mitől sérül a védőréteg?
Hobby körülmények között a javítani szerintem csak tisztítás után újra műgyantázással lehet.
Vékony, egyenletes rétegben, szórva, forgatva, a legkevésbé fokozva a már meglévő balanszhibát.
Talán, ha a légrés engedi, valami vékonyfalú, ragasztós belsejű hőzsugor cső is tenné a dolgát, ha jól le tud zárni.
A fémes bevonatok, Ni-Cu-Ni, Ni-Cu-Ni-Au, Ni-Cu-Ni-Cr, Ni-Cu, rekonstruálása a lehetetlennel határos. Pont ezért lehet ez vonzó egy hobbyistának.
Az örökéletmegkétnap az a SmCo mágnes.
A védőréteg sérülésekor a levegő nedvesség tartalma megtámadja a mágnest, az meg elporlik.
A ,,szürke színű, festékszerű bevonat" az valószínűleg epoxigyanta, de ha fémes, akkor lehet Ni-Cu-Ni-Cr védőréteg is.
Kérdés: Egy jó csapágyú és zárt motorban, meglévő légrés mellett, mitől sérül a védőréteg?
Hobby körülmények között a javítani szerintem csak tisztítás után újra műgyantázással lehet.
Vékony, egyenletes rétegben, szórva, forgatva, a legkevésbé fokozva a már meglévő balanszhibát.
Talán, ha a légrés engedi, valami vékonyfalú, ragasztós belsejű hőzsugor cső is tenné a dolgát, ha jól le tud zárni.
A fémes bevonatok, Ni-Cu-Ni, Ni-Cu-Ni-Au, Ni-Cu-Ni-Cr, Ni-Cu, rekonstruálása a lehetetlennel határos. Pont ezért lehet ez vonzó egy hobbyistának.
Az örökéletmegkétnap az a SmCo mágnes.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 06:02
Írta: Szalai György Dátum 2021 április 22, 06:02
Menyire vékony légrés lehet egy párszáz Watt teljesítményű motorban?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 10:00
Írta: svejk Dátum 2021 április 22, 10:00
A kérdésre lehetetlen válaszolni, hiszen nem ismerhetem a motorok teljes előéletét, jellemzően minimum két funkciót betöltött már mire hozzám kerül.
Az életkoruk 15-30 év közti lehet, és sajnos a "márkásaknál" is előfordul egyre gyakrabban.
Pedig ezek a régi motorok híresek voltak arról hogy tönkretehetetlenek, a tekercsek műgyantával kiöntve, az encoderek strapabíróak.
Lehet a mágnesek korróziója lesz a végük?
A műgyantázás nekem is eszembe jutott csak attól félek, hogy a felületet nem tudom előkészíteni, és alatt tovább fog korrodálni.
A légrés 1-2 tized lehet saccra, de majd megmérem.
Az életkoruk 15-30 év közti lehet, és sajnos a "márkásaknál" is előfordul egyre gyakrabban.
Pedig ezek a régi motorok híresek voltak arról hogy tönkretehetetlenek, a tekercsek műgyantával kiöntve, az encoderek strapabíróak.
Lehet a mágnesek korróziója lesz a végük?
A műgyantázás nekem is eszembe jutott csak attól félek, hogy a felületet nem tudom előkészíteni, és alatt tovább fog korrodálni.
A légrés 1-2 tized lehet saccra, de majd megmérem.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 15:01
Írta: PSoft Dátum 2021 április 22, 15:01
IdézMenyire vékony légrés lehet egy párszáz Watt teljesítményű motorban?
Ha azt mondjátok és meg is esküdtök rá, hogy büntetlenül szétszedhetem a képeken láthatónál jobban, akkor pontosan meg tudom mérni.
A motorról a képek a képsorozat vége felé.
Panasonic Minas Hyper... (https://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_Panasonic_Minas-Hyper_AC/)
Tehát a lényeg, vastag nekem a motor eredeti 11 mm-es tengelyvége.
Le kellene esztergálnom belőle, hogy a kellő szíjtárcsát rá tudjam illeszteni.
(a tárcsa furatát nincs lehetőség bővíteni)
Ahhoz viszont, ki kéne húznom a forgórészt a testből.
Jó, tudom...van komplikáltabb módszer is, hogy elvékonyítsam az eredeti tengelyt, de a forgórészt kivéve csak könnyebb lenne.
Szóval...[#nemtudom][#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 16:10
Írta: svejk Dátum 2021 április 22, 16:10
Ne tedd!!!
Nem lenne baja tőle, de egy ismeretlen motornál mindig nagy rizikó az encoder levétel.
Én mindig saját magával esztergálom.
Főorsót rögzíteni, óvatosan tokmányba befogni a motortestet, kiórázni, hogy ne kúpozzon aztán mehet éles késsel kis fogásokkal.
Sokkal gyorsabb mint szétszedni, szegnyergezni, csúcsozni/bábozni, újra összerakni.
A futáspontossága is garantált így feltéve, hogy nem gatya eredetileg a csapágyazása.
Volt, hogy kW-os nagyságrendű motoroknak derékszög tartót készítettem és azt az ágyra fogattam a tokmány elé.
Nem lenne baja tőle, de egy ismeretlen motornál mindig nagy rizikó az encoder levétel.
Én mindig saját magával esztergálom.
Főorsót rögzíteni, óvatosan tokmányba befogni a motortestet, kiórázni, hogy ne kúpozzon aztán mehet éles késsel kis fogásokkal.
Sokkal gyorsabb mint szétszedni, szegnyergezni, csúcsozni/bábozni, újra összerakni.
A futáspontossága is garantált így feltéve, hogy nem gatya eredetileg a csapágyazása.
Volt, hogy kW-os nagyságrendű motoroknak derékszög tartót készítettem és azt az ágyra fogattam a tokmány elé.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 16:41
Írta: svejk Dátum 2021 április 22, 16:41
A késmagasság meg gondolom evidens....
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 16:59
Írta: designr Dátum 2021 április 22, 16:59
Ja-ja..nagy motort az eszterga hosszánjára rögziteni..,csúccsal motortengelyt megtámasztani,órázni és mehet.
Ha meg encoder tengelyt szedek le akkor motortengely tokmányba befog,encoder tengely vége forgócsúccsal megtámaszt,motortestet is alá szoktam hézagolni a szánig..
Ez a mágnes korrózió a régifajta mágneseknél is előfordul.
A szürke a Panasonic..de vannak kezeletlen mágnesűek is..
Egyedül az az üvegszál-műgyanta bandázsolás a legtartósabb amit nagyobb Panasonic motorokon látok..
Ha meg encoder tengelyt szedek le akkor motortengely tokmányba befog,encoder tengely vége forgócsúccsal megtámaszt,motortestet is alá szoktam hézagolni a szánig..
Ez a mágnes korrózió a régifajta mágneseknél is előfordul.
A szürke a Panasonic..de vannak kezeletlen mágnesűek is..
Egyedül az az üvegszál-műgyanta bandázsolás a legtartósabb amit nagyobb Panasonic motorokon látok..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 17:27
Írta: svejk Dátum 2021 április 22, 17:27
A bandázsoltaknál a bandázsolás alatt bevonatos mágnesek vannak (Siemens). A bandázs szerintem csak a centrifugális erő ellen van.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 18:09
Írta: Szalai György Dátum 2021 április 22, 18:09
Lesz ez jobb.
A szinter és a kész mágnestest külső védelme egy hagyományos technológia.
Újabban nem szinterezik, hanem eleve 5% epoxival préselik a NeFeB szemcséket. Igy minden szemcsének külön védelme van.
A szinter és a kész mágnestest külső védelme egy hagyományos technológia.
Újabban nem szinterezik, hanem eleve 5% epoxival préselik a NeFeB szemcséket. Igy minden szemcsének külön védelme van.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 18:41
Írta: PSoft Dátum 2021 április 22, 18:41
Ha csak az encodert félted, -mechanikai sérülés- akkor alaptalan a félelmed.
Anno' Nálad is volt ebből a motorból/vezérlőből.
Szerintem, nem bonyolultabb művelet levenni a tárcsát, mint egy klasszikus E240-es motorról.
No majd meglátom milyen "hangulatom" lesz, no meg hogy tudom megfogni az eléggé "alaktalan" testet... :)
Anno' Nálad is volt ebből a motorból/vezérlőből.
Szerintem, nem bonyolultabb művelet levenni a tárcsát, mint egy klasszikus E240-es motorról.
No majd meglátom milyen "hangulatom" lesz, no meg hogy tudom megfogni az eléggé "alaktalan" testet... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 19:05
Írta: Szalai György Dátum 2021 április 22, 19:05
Nem is annyira látom encodernek, csak mintha három Hall IC volna. (https://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_Panasonic_Minas-Hyper_AC/IMG_9520.JPG)
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 19:17
Írta: PSoft Dátum 2021 április 22, 19:17
No látod, megint igazad van! :) [#eljen]
Itt szúrtam be, svejk régi leírását/tapasztalatait a motor paraméterezésével kapcsolatban.
[#t132p1242#]
A vége felé említi is, hogy:
Itt szúrtam be, svejk régi leírását/tapasztalatait a motor paraméterezésével kapcsolatban.
[#t132p1242#]
A vége felé említi is, hogy:
IdézA fordulatszám érdemben 300-3600 közt állítható, a stabilitása elfogadható.
(azért nem lehet levinni 0-ig, mert nincs rajta encoder csak HALL jeladó)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:21
Írta: svejk Dátum 2021 április 22, 20:21
Jó, jó...de hány éve már annak.
A Varga koma vett egy csomót, még a mézet is ilyennel pergeti. :)
(egyébként a test pont ideális a négypofás tokmányba)
A Varga koma vett egy csomót, még a mézet is ilyennel pergeti. :)
(egyébként a test pont ideális a négypofás tokmányba)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:41
Írta: svejk Dátum 2021 április 22, 20:41
Egy pillanatra ugorjunk már vissza az én forgórészem bevonatolásához!
Értem én hogy Novia, meg Alvinplast, de mit is kellene nekem tanyasinak holnap pontosan vennem a praktikerben/obiban, hogy szombaton egy mártással be tudjam vonni a forgórészt?
Értem én hogy Novia, meg Alvinplast, de mit is kellene nekem tanyasinak holnap pontosan vennem a praktikerben/obiban, hogy szombaton egy mártással be tudjam vonni a forgórészt?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:45
Írta: svejk Dátum 2021 április 22, 20:45
A 80 Celsius fok simán elképzelhető üzem közben.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 20:49
Írta: designr Dátum 2021 április 22, 20:49
Zsirtalanitva a mágnest és valamelyk multinál kapható higabb kétkomponensű epoxi ragasztóval bekenni egy vékony ecsettel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:55
Írta: svejk Dátum 2021 április 22, 20:55
No jó, a Noviát talán még nyitva érném holnap délután.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 20:55
Írta: PSoft Dátum 2021 április 22, 20:55
Most...tényleg mérges vagyok! :(
Írtam egy jól összeszedett választ, jó szokásom szerint "előnézetben" meg is néztem.(hátha lektorálni kell) :)
Aztán hirtelen, eltűnt az előnézeti ablakom, de ami még bosszantóbb, az üzenet ablakom is eltűnt a p.csába...örökre. [#violent][#violent][#violent]
Írtam egy jól összeszedett választ, jó szokásom szerint "előnézetben" meg is néztem.(hátha lektorálni kell) :)
Aztán hirtelen, eltűnt az előnézeti ablakom, de ami még bosszantóbb, az üzenet ablakom is eltűnt a p.csába...örökre. [#violent][#violent][#violent]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:56
Írta: svejk Dátum 2021 április 22, 20:56
Érzésem szerint jobb lenne valami híg lötyibe bemártani és függőlegesen lecsepegtetni.
Pénz nem számít címszóval.
Pénz nem számít címszóval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:59
Írta: svejk Dátum 2021 április 22, 20:59
Előfordul velem is.
Amikor írtam hogy ne, azt először telón írtam meg és eltűnt, kezdtem újból notin.
Egyébként meg átkozom azt az embert aki kitalálta hogy telón lehessen netezni... [#violent]
Amikor írtam hogy ne, azt először telón írtam meg és eltűnt, kezdtem újból notin.
Egyébként meg átkozom azt az embert aki kitalálta hogy telón lehessen netezni... [#violent]
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:00
Írta: PSoft Dátum 2021 április 22, 21:00
Valami hígabb, jó kúszóképességű..."izééé"? kellene hozzá.
De hogy mi??? [#nemtudom]
De hogy mi??? [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 21:04
Írta: designr Dátum 2021 április 22, 21:04
Mondjuk ezek a mai kétkomponensű ragasztók nekem mostanában törékenyek, tényleg jobb lenne valami rugalmas..kétkomponensű lakk?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:05
Írta: svejk Dátum 2021 április 22, 21:05
Novia kiléve. (https://shop.novia.hu/) :(
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2021 április 22, 21:05
Írta: szf Dátum 2021 április 22, 21:05
Ne foglalkozz vele.
Én se foglalkozom vele.[#eplus2]
Én se foglalkozom vele.[#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:09
Írta: PSoft Dátum 2021 április 22, 21:09
Gyakran előfordul, hogy az előnézeti ablak önállósítja magát és lekerül a tálcára, azon már nem is háborgok.
De hogy az egész óbelevanc eltűnjön nyomtalanul, arra nálam még nem volt példa.
Mindig notiról írok, pedig kurva okos a telóm.(is)
Viszont, nem adom meg az esélyt neki, hogy...felülkerekedjen rajtam. [#nyes]
De hogy az egész óbelevanc eltűnjön nyomtalanul, arra nálam még nem volt példa.
Mindig notiról írok, pedig kurva okos a telóm.(is)
Viszont, nem adom meg az esélyt neki, hogy...felülkerekedjen rajtam. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 március 13, 19:50
Írta: Szedlay Pál Dátum 2021 március 13, 19:50
Megfogadtam a sok jó tanácsot és beraktam a szekrényből egy másikat. A rosszat pedig egy kedves régi fórumtársunk, aki már évek óta nincs itt jelen, szimpátiája jeléül megjavítja. Így megoldódott a probléma és a javítás is.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_9sxmzhqa7ynmvnwuub3t2_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/9sxmzhqa7ynmvnwuub3t2_618.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_9sxmzhqa7ynmvnwuub3t2_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/9sxmzhqa7ynmvnwuub3t2_618.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 18, 22:46
Írta: designr Dátum 2021 március 18, 22:46
Infót keresek egy panasonic ac szervó meghajtóról..
Ha valaki találkozott már ilyennel ..
PANASONIC AC LINEAR SERVO DRIVER MADDT1207L01 200W
Elvileg lineár motorokhoz való..de Minas A4, és ezek között tudomásom szerint nincs olyan..
Gyanus még a dupla encoder csati hely..olyan mint egy full closed drive..kiegészítő lineáris encoderrel..
De akkor most melyik?És mit hajtott meg és hogyan?
Ilyen egyébként..
https://www.ebay.com/itm/PANASONIC-AC-LINEAR-SERVO-DRIVER-MADDT1207L01-200W/222255716326?hash=item33bf7917e6:g:qxgAAOSw2gxYpOny
Ha valaki találkozott már ilyennel ..
PANASONIC AC LINEAR SERVO DRIVER MADDT1207L01 200W
Elvileg lineár motorokhoz való..de Minas A4, és ezek között tudomásom szerint nincs olyan..
Gyanus még a dupla encoder csati hely..olyan mint egy full closed drive..kiegészítő lineáris encoderrel..
De akkor most melyik?És mit hajtott meg és hogyan?
Ilyen egyébként..
https://www.ebay.com/itm/PANASONIC-AC-LINEAR-SERVO-DRIVER-MADDT1207L01-200W/222255716326?hash=item33bf7917e6:g:qxgAAOSw2gxYpOny
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 11:44
Írta: Szalai György Dátum 2021 március 25, 11:44
Pár napja nem iszom kávét. Hát lett is egy szélhámos ötletem.
A lineáris sín és a golyósorsó közé befordított motor megoldás tetszik, mert nem lóg ki a motor.
Ideálisan laposra is építhető, ami jó.
De ha nagyobb erő kell, akkor nagyobb teljesítményű motor kell. Ettől oda lesz az egész megnyert laposság, mert a nagyobb teljesítményű motor nagyobb átmérőjű.
Na most.
A laposság úgy volna megtartható, ha két kisebb teljesítményű motor hajtana egyetlen golyósorsóra. A szíjon keresztül a két motor tengelye mereven összekapcsolt.
Működhet-e a következő megoldás?
Az egyik AC motort a saját encoder jelei alapján szabályozza/vezérli a hozzá tartozó hajtás elektronikája.
A másik motort meg egyszerűen csak az első motor mellé vezetékezem, fázishelyesen. Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá.
Mint amikor a szélhámos kiscsikót az anyakanca mellé hámozzák egy lovaskocsi előtt.
Mi sülhet ki ebből?
Törik/szakad valami, vagy letilt a hajtás elektronika? Vagy esetleg még működhet is?
A lineáris sín és a golyósorsó közé befordított motor megoldás tetszik, mert nem lóg ki a motor.
Ideálisan laposra is építhető, ami jó.
De ha nagyobb erő kell, akkor nagyobb teljesítményű motor kell. Ettől oda lesz az egész megnyert laposság, mert a nagyobb teljesítményű motor nagyobb átmérőjű.
Na most.
A laposság úgy volna megtartható, ha két kisebb teljesítményű motor hajtana egyetlen golyósorsóra. A szíjon keresztül a két motor tengelye mereven összekapcsolt.
Működhet-e a következő megoldás?
Az egyik AC motort a saját encoder jelei alapján szabályozza/vezérli a hozzá tartozó hajtás elektronikája.
A másik motort meg egyszerűen csak az első motor mellé vezetékezem, fázishelyesen. Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá.
Mint amikor a szélhámos kiscsikót az anyakanca mellé hámozzák egy lovaskocsi előtt.
Mi sülhet ki ebből?
Törik/szakad valami, vagy letilt a hajtás elektronika? Vagy esetleg még működhet is?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 március 25, 15:09
Írta: svejk Dátum 2021 március 25, 15:09
Működik csak nagyon pontosan be kell állítani a szinkront különben mindig csak az egyik motor erőlködik.
Úgy képzeld el mint a párhuzamosan kapcsolt labortápegységeket amíg az egyik nem megy áramkorlátba addig mintha ott sem lenne.
Úgy képzeld el mint a párhuzamosan kapcsolt labortápegységeket amíg az egyik nem megy áramkorlátba addig mintha ott sem lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2021 március 25, 16:35
Írta: dtb Dátum 2021 március 25, 16:35
Ezen már én is gondolkodtam léptetőmotorokkal kapcsolatban, (mivel bontott van egy valaggal) csak én nem szíj hajtásban gondolkodtam, hanem a golyósorsó két végében...vagyis mindkét végére szembe egyet-egyet... és igaz, hogy a tengely egyik vége nem fix, de annyit talán a körmös kuplung még elkompenzál.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 március 25, 16:46
Írta: Bencze András Dátum 2021 március 25, 16:46
Korrekten két szervóval master-slave módban lehet megcsinálni. Vagy esetleg a szolga nyomaték módban segítene a főnöknek. Ha nem csak kűzdeni, kínlódni szeretnél a két meghajtót nem fogod megúszni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 17:09
Írta: Szalai György Dátum 2021 március 25, 17:09
,,master-slave"
Erről olvastam már, de nem sikerült felfognom a lényegét.
A mester kapja a parancs jelet és végrehajtja.
A szolga a mestertől kapja a parancs jelet?
Van valami visszacsatolás, hogy a mester tudja, a szolga biztosan végrehajtotta a parancsot?
Vagy hogy működik ez a valóságban?
Erről olvastam már, de nem sikerült felfognom a lényegét.
A mester kapja a parancs jelet és végrehajtja.
A szolga a mestertől kapja a parancs jelet?
Van valami visszacsatolás, hogy a mester tudja, a szolga biztosan végrehajtotta a parancsot?
Vagy hogy működik ez a valóságban?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 17:24
Írta: designr Dátum 2021 március 25, 17:24
"Ennek az encoder jeleit nem használom fel és külön hajtás elektronikát sem teszek hozzá."
Szerintem ez így nem fog működni..
Szerintem ez így nem fog működni..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 17:38
Írta: designr Dátum 2021 március 25, 17:38
Az bozonyos vezérlők esetében működik hogy kisebb teljesitmányű ac szervó vezérlővel hajtunk meg egy nagyobb motort.
Jellemzően olyan esetben mikor nincs az enoderbe épitett adatkommunikáció..tehát csak azt érzi a vezérlő hogy nagyobb az áramfelvétel..de ez ugye előfordulhat egy nagyobb tömegű szán esetén is..
Ilyenkor pl egy 400w vezérlővel meghajtva egy 750w motort, a motorból kihozható a vezérlő közel névleges teljesitménye..
De amit te akarsz az csak akkor működne ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll..
Akkor , és persze ha nincs motorfelismerés..működhet..
Master-slave:
A maser vezérlő digitális kimenetén legtöbb esetben megtalálható pozició jeleket használod a slave vezérlő kommand jelének..A két motor poziciója csak az error jel nagyságával egyenlő arányban fog eltérni.
modernebb vezérlők már tudják szoftveresen is kezelni..beállitható sok minden rajtuk a master-slave üzemben.
Panasonicnál Minas A5-től..
Jellemzően olyan esetben mikor nincs az enoderbe épitett adatkommunikáció..tehát csak azt érzi a vezérlő hogy nagyobb az áramfelvétel..de ez ugye előfordulhat egy nagyobb tömegű szán esetén is..
Ilyenkor pl egy 400w vezérlővel meghajtva egy 750w motort, a motorból kihozható a vezérlő közel névleges teljesitménye..
De amit te akarsz az csak akkor működne ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll..
Akkor , és persze ha nincs motorfelismerés..működhet..
Master-slave:
A maser vezérlő digitális kimenetén legtöbb esetben megtalálható pozició jeleket használod a slave vezérlő kommand jelének..A két motor poziciója csak az error jel nagyságával egyenlő arányban fog eltérni.
modernebb vezérlők már tudják szoftveresen is kezelni..beállitható sok minden rajtuk a master-slave üzemben.
Panasonicnál Minas A5-től..
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 március 25, 17:50
Írta: Szalai György Dátum 2021 március 25, 17:50
,,ha mindkét vezérlőre kötött motor fázisszögei minden időpillanatban azonosak lennének..tehát tekercsek-forgórész tökéletesen egyformán beállitva és a teljes mozgástartomány során ez a szinkron fennáll"
Ez az állapot a gyakorlatban szerinted beállítható és fenntartható?
Természetesen két azonos típusú motorral. Hiszen a tengelyeik merev mechanikus szinkronban vannak.
Azt gondolom, hogy a két merev tengelykapcsolatban lévő gép, az így egyként működik.
Persze tudom, hogy a motorokat nem érdekli, mit gondolok. A saját törvényeik szerint teszik a dolgukat.
Ez az állapot a gyakorlatban szerinted beállítható és fenntartható?
Természetesen két azonos típusú motorral. Hiszen a tengelyeik merev mechanikus szinkronban vannak.
Azt gondolom, hogy a két merev tengelykapcsolatban lévő gép, az így egyként működik.
Persze tudom, hogy a motorokat nem érdekli, mit gondolok. A saját törvényeik szerint teszik a dolgukat.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 18:26
Írta: designr Dátum 2021 március 25, 18:26
Szerintem nem fog korrekten működni.
Próbálni meg:
Dc 5V mondjuk U,W,fázisra..igy beáll pozicióba.
Ezt mindkettőnél megcsinálod, aztán az igy szinkronizált motorokat egy bordásszijjal összekötni..
Kíváncsi vagyok.
Próbálni meg:
Dc 5V mondjuk U,W,fázisra..igy beáll pozicióba.
Ezt mindkettőnél megcsinálod, aztán az igy szinkronizált motorokat egy bordásszijjal összekötni..
Kíváncsi vagyok.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 március 25, 19:30
Írta: designr Dátum 2021 március 25, 19:30
És persze arról még nem is beszéltünk hogy két pl 400w motor tekercsei párhuzamosan kötve teljesn más áram és feszültség értékeket kérnek mint egy 750w motoré..
Cím: Re:AC szervó motoros vezérlés
Írta: n6xdwssa Dátum 2021 április 07, 18:49
Írta: n6xdwssa Dátum 2021 április 07, 18:49
Sziasztok!
Segítséget szeretnék kérni.
DKC01.3-040-7-FW servo vezérlőhöz keresek PC programot a paraméterezéshez.
Jelezzen az aki tud segíteni.
Előre is köszönöm!
Segítséget szeretnék kérni.
DKC01.3-040-7-FW servo vezérlőhöz keresek PC programot a paraméterezéshez.
Jelezzen az aki tud segíteni.
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 21, 22:39
Írta: svejk Dátum 2021 április 21, 22:39
Mostanában egyre több megszorult forgórészű AC servo motorral találkozom.
Régebben a halálra hajtott csapágyak okoztak ilyen hibát, de előtérbe kerültek a forgórész mágnesek korrodálásának a problémái.
Eredetileg a permanens mágnes forgórész egy általában valamilyen szürke színű, festékszerű bevonattal van ellátva,
Ez valamiért felhólyagzik, felválik aztán elindul drasztikus korrodálás mely igen finom mágnespor alakjában előbb utóbb eltömíti a légrést és megszorul a motor.
Persze lehet fordított a folyamat és a védőréteg alatt indul el az oxidáció,majd ez nyomja le a védőréteget.
A mágnespor eltávolítása után működőképes újra a motor, bár a megnövekedett légrés miatt valószínű rosszabb lesz a hatásfoka.
Kérdésem, hogy lehetne a mágnes forgórészt hobby körülmények közt újra bevonatolni a további korróziótól megvédeni?
Régebben a halálra hajtott csapágyak okoztak ilyen hibát, de előtérbe kerültek a forgórész mágnesek korrodálásának a problémái.
Eredetileg a permanens mágnes forgórész egy általában valamilyen szürke színű, festékszerű bevonattal van ellátva,
Ez valamiért felhólyagzik, felválik aztán elindul drasztikus korrodálás mely igen finom mágnespor alakjában előbb utóbb eltömíti a légrést és megszorul a motor.
Persze lehet fordított a folyamat és a védőréteg alatt indul el az oxidáció,majd ez nyomja le a védőréteget.
A mágnespor eltávolítása után működőképes újra a motor, bár a megnövekedett légrés miatt valószínű rosszabb lesz a hatásfoka.
Kérdésem, hogy lehetne a mágnes forgórészt hobby körülmények közt újra bevonatolni a további korróziótól megvédeni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 21, 22:49
Írta: svejk Dátum 2021 április 21, 22:49
Ja, ugye valamilyen neodímium mágnesekről lehet szó, melyek tudvalavőleg erősen korrodálnak.
( a kis darabokban -hasáb, korong- kaphatókon ezért is szokott lenni a nikkelszerű bevonat )
Egyszer már írtam erről a mágneskorrodálásról a Videoton tárcsamotorokkal való játékaim kapcsán is.
( a kis darabokban -hasáb, korong- kaphatókon ezért is szokott lenni a nikkelszerű bevonat )
Egyszer már írtam erről a mágneskorrodálásról a Videoton tárcsamotorokkal való játékaim kapcsán is.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 05:40
Írta: Szalai György Dátum 2021 április 22, 05:40
NdFeb mágnesben, a vízzel nagyon reakcióképes 60-70% vas korrodál hosszú távon.
A védőréteg sérülésekor a levegő nedvesség tartalma megtámadja a mágnest, az meg elporlik.
A ,,szürke színű, festékszerű bevonat" az valószínűleg epoxigyanta, de ha fémes, akkor lehet Ni-Cu-Ni-Cr védőréteg is.
Kérdés: Egy jó csapágyú és zárt motorban, meglévő légrés mellett, mitől sérül a védőréteg?
Hobby körülmények között a javítani szerintem csak tisztítás után újra műgyantázással lehet.
Vékony, egyenletes rétegben, szórva, forgatva, a legkevésbé fokozva a már meglévő balanszhibát.
Talán, ha a légrés engedi, valami vékonyfalú, ragasztós belsejű hőzsugor cső is tenné a dolgát, ha jól le tud zárni.
A fémes bevonatok, Ni-Cu-Ni, Ni-Cu-Ni-Au, Ni-Cu-Ni-Cr, Ni-Cu, rekonstruálása a lehetetlennel határos. Pont ezért lehet ez vonzó egy hobbyistának.
Az örökéletmegkétnap az a SmCo mágnes.
A védőréteg sérülésekor a levegő nedvesség tartalma megtámadja a mágnest, az meg elporlik.
A ,,szürke színű, festékszerű bevonat" az valószínűleg epoxigyanta, de ha fémes, akkor lehet Ni-Cu-Ni-Cr védőréteg is.
Kérdés: Egy jó csapágyú és zárt motorban, meglévő légrés mellett, mitől sérül a védőréteg?
Hobby körülmények között a javítani szerintem csak tisztítás után újra műgyantázással lehet.
Vékony, egyenletes rétegben, szórva, forgatva, a legkevésbé fokozva a már meglévő balanszhibát.
Talán, ha a légrés engedi, valami vékonyfalú, ragasztós belsejű hőzsugor cső is tenné a dolgát, ha jól le tud zárni.
A fémes bevonatok, Ni-Cu-Ni, Ni-Cu-Ni-Au, Ni-Cu-Ni-Cr, Ni-Cu, rekonstruálása a lehetetlennel határos. Pont ezért lehet ez vonzó egy hobbyistának.
Az örökéletmegkétnap az a SmCo mágnes.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 06:02
Írta: Szalai György Dátum 2021 április 22, 06:02
Menyire vékony légrés lehet egy párszáz Watt teljesítményű motorban?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 10:00
Írta: svejk Dátum 2021 április 22, 10:00
A kérdésre lehetetlen válaszolni, hiszen nem ismerhetem a motorok teljes előéletét, jellemzően minimum két funkciót betöltött már mire hozzám kerül.
Az életkoruk 15-30 év közti lehet, és sajnos a "márkásaknál" is előfordul egyre gyakrabban.
Pedig ezek a régi motorok híresek voltak arról hogy tönkretehetetlenek, a tekercsek műgyantával kiöntve, az encoderek strapabíróak.
Lehet a mágnesek korróziója lesz a végük?
A műgyantázás nekem is eszembe jutott csak attól félek, hogy a felületet nem tudom előkészíteni, és alatt tovább fog korrodálni.
A légrés 1-2 tized lehet saccra, de majd megmérem.
Az életkoruk 15-30 év közti lehet, és sajnos a "márkásaknál" is előfordul egyre gyakrabban.
Pedig ezek a régi motorok híresek voltak arról hogy tönkretehetetlenek, a tekercsek műgyantával kiöntve, az encoderek strapabíróak.
Lehet a mágnesek korróziója lesz a végük?
A műgyantázás nekem is eszembe jutott csak attól félek, hogy a felületet nem tudom előkészíteni, és alatt tovább fog korrodálni.
A légrés 1-2 tized lehet saccra, de majd megmérem.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 15:01
Írta: PSoft Dátum 2021 április 22, 15:01
IdézMenyire vékony légrés lehet egy párszáz Watt teljesítményű motorban?
Ha azt mondjátok és meg is esküdtök rá, hogy büntetlenül szétszedhetem a képeken láthatónál jobban, akkor pontosan meg tudom mérni.
A motorról a képek a képsorozat vége felé.
Panasonic Minas Hyper... (https://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_Panasonic_Minas-Hyper_AC/)
Tehát a lényeg, vastag nekem a motor eredeti 11 mm-es tengelyvége.
Le kellene esztergálnom belőle, hogy a kellő szíjtárcsát rá tudjam illeszteni.
(a tárcsa furatát nincs lehetőség bővíteni)
Ahhoz viszont, ki kéne húznom a forgórészt a testből.
Jó, tudom...van komplikáltabb módszer is, hogy elvékonyítsam az eredeti tengelyt, de a forgórészt kivéve csak könnyebb lenne.
Szóval...[#nemtudom][#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 16:10
Írta: svejk Dátum 2021 április 22, 16:10
Ne tedd!!!
Nem lenne baja tőle, de egy ismeretlen motornál mindig nagy rizikó az encoder levétel.
Én mindig saját magával esztergálom.
Főorsót rögzíteni, óvatosan tokmányba befogni a motortestet, kiórázni, hogy ne kúpozzon aztán mehet éles késsel kis fogásokkal.
Sokkal gyorsabb mint szétszedni, szegnyergezni, csúcsozni/bábozni, újra összerakni.
A futáspontossága is garantált így feltéve, hogy nem gatya eredetileg a csapágyazása.
Volt, hogy kW-os nagyságrendű motoroknak derékszög tartót készítettem és azt az ágyra fogattam a tokmány elé.
Nem lenne baja tőle, de egy ismeretlen motornál mindig nagy rizikó az encoder levétel.
Én mindig saját magával esztergálom.
Főorsót rögzíteni, óvatosan tokmányba befogni a motortestet, kiórázni, hogy ne kúpozzon aztán mehet éles késsel kis fogásokkal.
Sokkal gyorsabb mint szétszedni, szegnyergezni, csúcsozni/bábozni, újra összerakni.
A futáspontossága is garantált így feltéve, hogy nem gatya eredetileg a csapágyazása.
Volt, hogy kW-os nagyságrendű motoroknak derékszög tartót készítettem és azt az ágyra fogattam a tokmány elé.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 16:41
Írta: svejk Dátum 2021 április 22, 16:41
A késmagasság meg gondolom evidens....
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 16:59
Írta: designr Dátum 2021 április 22, 16:59
Ja-ja..nagy motort az eszterga hosszánjára rögziteni..,csúccsal motortengelyt megtámasztani,órázni és mehet.
Ha meg encoder tengelyt szedek le akkor motortengely tokmányba befog,encoder tengely vége forgócsúccsal megtámaszt,motortestet is alá szoktam hézagolni a szánig..
Ez a mágnes korrózió a régifajta mágneseknél is előfordul.
A szürke a Panasonic..de vannak kezeletlen mágnesűek is..
Egyedül az az üvegszál-műgyanta bandázsolás a legtartósabb amit nagyobb Panasonic motorokon látok..
Ha meg encoder tengelyt szedek le akkor motortengely tokmányba befog,encoder tengely vége forgócsúccsal megtámaszt,motortestet is alá szoktam hézagolni a szánig..
Ez a mágnes korrózió a régifajta mágneseknél is előfordul.
A szürke a Panasonic..de vannak kezeletlen mágnesűek is..
Egyedül az az üvegszál-műgyanta bandázsolás a legtartósabb amit nagyobb Panasonic motorokon látok..
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 17:27
Írta: svejk Dátum 2021 április 22, 17:27
A bandázsoltaknál a bandázsolás alatt bevonatos mágnesek vannak (Siemens). A bandázs szerintem csak a centrifugális erő ellen van.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 18:09
Írta: Szalai György Dátum 2021 április 22, 18:09
Lesz ez jobb.
A szinter és a kész mágnestest külső védelme egy hagyományos technológia.
Újabban nem szinterezik, hanem eleve 5% epoxival préselik a NeFeB szemcséket. Igy minden szemcsének külön védelme van.
A szinter és a kész mágnestest külső védelme egy hagyományos technológia.
Újabban nem szinterezik, hanem eleve 5% epoxival préselik a NeFeB szemcséket. Igy minden szemcsének külön védelme van.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 18:41
Írta: PSoft Dátum 2021 április 22, 18:41
Ha csak az encodert félted, -mechanikai sérülés- akkor alaptalan a félelmed.
Anno' Nálad is volt ebből a motorból/vezérlőből.
Szerintem, nem bonyolultabb művelet levenni a tárcsát, mint egy klasszikus E240-es motorról.
No majd meglátom milyen "hangulatom" lesz, no meg hogy tudom megfogni az eléggé "alaktalan" testet... :)
Anno' Nálad is volt ebből a motorból/vezérlőből.
Szerintem, nem bonyolultabb művelet levenni a tárcsát, mint egy klasszikus E240-es motorról.
No majd meglátom milyen "hangulatom" lesz, no meg hogy tudom megfogni az eléggé "alaktalan" testet... :)
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 22, 19:05
Írta: Szalai György Dátum 2021 április 22, 19:05
Nem is annyira látom encodernek, csak mintha három Hall IC volna. (https://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_Panasonic_Minas-Hyper_AC/IMG_9520.JPG)
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 19:17
Írta: PSoft Dátum 2021 április 22, 19:17
No látod, megint igazad van! :) [#eljen]
Itt szúrtam be, svejk régi leírását/tapasztalatait a motor paraméterezésével kapcsolatban.
[#t132p1242#]
A vége felé említi is, hogy:
Itt szúrtam be, svejk régi leírását/tapasztalatait a motor paraméterezésével kapcsolatban.
[#t132p1242#]
A vége felé említi is, hogy:
IdézA fordulatszám érdemben 300-3600 közt állítható, a stabilitása elfogadható.
(azért nem lehet levinni 0-ig, mert nincs rajta encoder csak HALL jeladó)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:21
Írta: svejk Dátum 2021 április 22, 20:21
Jó, jó...de hány éve már annak.
A Varga koma vett egy csomót, még a mézet is ilyennel pergeti. :)
(egyébként a test pont ideális a négypofás tokmányba)
A Varga koma vett egy csomót, még a mézet is ilyennel pergeti. :)
(egyébként a test pont ideális a négypofás tokmányba)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:41
Írta: svejk Dátum 2021 április 22, 20:41
Egy pillanatra ugorjunk már vissza az én forgórészem bevonatolásához!
Értem én hogy Novia, meg Alvinplast, de mit is kellene nekem tanyasinak holnap pontosan vennem a praktikerben/obiban, hogy szombaton egy mártással be tudjam vonni a forgórészt?
Értem én hogy Novia, meg Alvinplast, de mit is kellene nekem tanyasinak holnap pontosan vennem a praktikerben/obiban, hogy szombaton egy mártással be tudjam vonni a forgórészt?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:45
Írta: svejk Dátum 2021 április 22, 20:45
A 80 Celsius fok simán elképzelhető üzem közben.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 20:49
Írta: designr Dátum 2021 április 22, 20:49
Zsirtalanitva a mágnest és valamelyk multinál kapható higabb kétkomponensű epoxi ragasztóval bekenni egy vékony ecsettel?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:55
Írta: svejk Dátum 2021 április 22, 20:55
No jó, a Noviát talán még nyitva érném holnap délután.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 20:55
Írta: PSoft Dátum 2021 április 22, 20:55
Most...tényleg mérges vagyok! :(
Írtam egy jól összeszedett választ, jó szokásom szerint "előnézetben" meg is néztem.(hátha lektorálni kell) :)
Aztán hirtelen, eltűnt az előnézeti ablakom, de ami még bosszantóbb, az üzenet ablakom is eltűnt a p.csába...örökre. [#violent][#violent][#violent]
Írtam egy jól összeszedett választ, jó szokásom szerint "előnézetben" meg is néztem.(hátha lektorálni kell) :)
Aztán hirtelen, eltűnt az előnézeti ablakom, de ami még bosszantóbb, az üzenet ablakom is eltűnt a p.csába...örökre. [#violent][#violent][#violent]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:56
Írta: svejk Dátum 2021 április 22, 20:56
Érzésem szerint jobb lenne valami híg lötyibe bemártani és függőlegesen lecsepegtetni.
Pénz nem számít címszóval.
Pénz nem számít címszóval.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 20:59
Írta: svejk Dátum 2021 április 22, 20:59
Előfordul velem is.
Amikor írtam hogy ne, azt először telón írtam meg és eltűnt, kezdtem újból notin.
Egyébként meg átkozom azt az embert aki kitalálta hogy telón lehessen netezni... [#violent]
Amikor írtam hogy ne, azt először telón írtam meg és eltűnt, kezdtem újból notin.
Egyébként meg átkozom azt az embert aki kitalálta hogy telón lehessen netezni... [#violent]
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:00
Írta: PSoft Dátum 2021 április 22, 21:00
Valami hígabb, jó kúszóképességű..."izééé"? kellene hozzá.
De hogy mi??? [#nemtudom]
De hogy mi??? [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 22, 21:04
Írta: designr Dátum 2021 április 22, 21:04
Mondjuk ezek a mai kétkomponensű ragasztók nekem mostanában törékenyek, tényleg jobb lenne valami rugalmas..kétkomponensű lakk?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:05
Írta: svejk Dátum 2021 április 22, 21:05
Novia kiléve. (https://shop.novia.hu/) :(
Cím: Re:AC szervó motoros vezérlés
Írta: szf Dátum 2021 április 22, 21:05
Írta: szf Dátum 2021 április 22, 21:05
Ne foglalkozz vele.
Én se foglalkozom vele.[#eplus2]
Én se foglalkozom vele.[#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:09
Írta: PSoft Dátum 2021 április 22, 21:09
Gyakran előfordul, hogy az előnézeti ablak önállósítja magát és lekerül a tálcára, azon már nem is háborgok.
De hogy az egész óbelevanc eltűnjön nyomtalanul, arra nálam még nem volt példa.
Mindig notiról írok, pedig kurva okos a telóm.(is)
Viszont, nem adom meg az esélyt neki, hogy...felülkerekedjen rajtam. [#nyes]
De hogy az egész óbelevanc eltűnjön nyomtalanul, arra nálam még nem volt példa.
Mindig notiról írok, pedig kurva okos a telóm.(is)
Viszont, nem adom meg az esélyt neki, hogy...felülkerekedjen rajtam. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:12
Írta: svejk Dátum 2021 április 22, 21:12
Egyébként ez a látvány fogadott tegnap szétszedéskor.
Két mágnes meg is van repedve, lehet onnan indult az egész?
Minden esetre meglehet hányatott sorsa volt szegény mocinak. :(
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_5wefaqxxqhgnsefge0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/5wefaqxxqhgnsefge0_66.jpg)
Két mágnes meg is van repedve, lehet onnan indult az egész?
Minden esetre meglehet hányatott sorsa volt szegény mocinak. :(
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_5wefaqxxqhgnsefge0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/5wefaqxxqhgnsefge0_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:14
Írta: svejk Dátum 2021 április 22, 21:14
Délben megmacskásodott a hátam, fekve nyomtam volna telóról, mert ugye hama-hama akar az ember segíteni.
Aztán csak fel kellett kászálódnom az íróasztalhoz.
Aztán csak fel kellett kászálódnom az íróasztalhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:16
Írta: PSoft Dátum 2021 április 22, 21:16
Hát...nem egy kiállítási darab, az biztos. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:17
Írta: svejk Dátum 2021 április 22, 21:17
Ez a kép hülye!
Ami itt szürke a valóságban az is inkább barna, a csapágyak tökéletesnek mondott használtak.
Ami itt szürke a valóságban az is inkább barna, a csapágyak tökéletesnek mondott használtak.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:26
Írta: PSoft Dátum 2021 április 22, 21:26
No, az erre írt válaszom se ment el.
Most a "hibát" én magam okoztam, direkt...nem is küldtem el. [#nyes]
Most a "hibát" én magam okoztam, direkt...nem is küldtem el. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 23, 04:48
Írta: Szalai György Dátum 2021 április 23, 04:48
Nem úgy van-e?
Ha egy mágnes eltörik, akkor az már két mágnes. Két északi, két déli pólussal.
A forgórész póluskiosztása megváltozott, ez a motor már nem is motor.
Hiába lakkozod a törött mágnest.
Ha egy mágnes eltörik, akkor az már két mágnes. Két északi, két déli pólussal.
A forgórész póluskiosztása megváltozott, ez a motor már nem is motor.
Hiába lakkozod a törött mágnest.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 április 23, 06:32
Írta: 000000000 Dátum 2021 április 23, 06:32
Csak egy ötlet a hibákra:
-Az nem lehetségs, hogy ezt a szerencsétlen motort huzamosabb ideig túlterhelés érte a működése alatt, ezáltal felmelegedett annyira, hogy a szürke gyanta kitüremkedés, és a mágnesrepedés bekövetkezett? [#conf]
Ugyanis szakszerűen üzemeltetett motor esetén ilyen jelenségeket én még nem tapasztaltam.
-Az nem lehetségs, hogy ezt a szerencsétlen motort huzamosabb ideig túlterhelés érte a működése alatt, ezáltal felmelegedett annyira, hogy a szürke gyanta kitüremkedés, és a mágnesrepedés bekövetkezett? [#conf]
Ugyanis szakszerűen üzemeltetett motor esetén ilyen jelenségeket én még nem tapasztaltam.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 április 23, 07:50
Írta: TBS-TEAM Dátum 2021 április 23, 07:50
Mindent tulagyaltok. [#fejvakaras]
Gyári új állapotra nem hozható. [#eplus2]
Meg kell takarítani előkészíteni egy egyszerű hőálló spray vékonyan egyenletesen megfújni, ha kell csapágy csere és kész. Összerak. [#vigyor0]
A ráfordított töménytelen idő és energia meghaladja az új árát és semmivel sem lesz jobb.
( Műgyanta akkor vákuum, felszabályzás, centirozás mennyi is lesz összeadod [#nezze] ).
Gyári új állapotra nem hozható. [#eplus2]
Meg kell takarítani előkészíteni egy egyszerű hőálló spray vékonyan egyenletesen megfújni, ha kell csapágy csere és kész. Összerak. [#vigyor0]
A ráfordított töménytelen idő és energia meghaladja az új árát és semmivel sem lesz jobb.
( Műgyanta akkor vákuum, felszabályzás, centirozás mennyi is lesz összeadod [#nezze] ).
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2021 április 23, 08:02
Írta: nyiszi Dátum 2021 április 23, 08:02
Gyurinak igaza van. Ha eltört a mágnes akkor már reménytelen.
Van nekem is kettő ilyen.
A póluspárok már soha nem fognak passzolni.
Ilyenkor a cetrifugális erő is rásegit arra, hogy forgás közben beleér az állórészbe.
És onnan van a sok törmelék.
Van nekem is kettő ilyen.
A póluspárok már soha nem fognak passzolni.
Ilyenkor a cetrifugális erő is rásegit arra, hogy forgás közben beleér az állórészbe.
És onnan van a sok törmelék.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 23, 08:39
Írta: designr Dátum 2021 április 23, 08:39
Repedt mágnessel szerintem is reménytelen.
Nagy feszültség van amúgy is ezekben az erős mágnesekben.
Én már jártam ugy hogy szétszedéskor, mikor kihúztam az állórészből az addig jól működő forgórészt egyszerűen széttört, leugrott a vasmagról a mágnesburok.
Repedtet is próbáltam már ragasztani, de kár dolgozni vele nem lesz jó.beleér az állórészbe eltörik idővel.
Ellenben nem kidobni ezeket, mert 3-4 gyártó azonos teljesítményű motorja annyira azonos hogy encodert helyesen átrakva tökéletes motort kapsz.
Nagy feszültség van amúgy is ezekben az erős mágnesekben.
Én már jártam ugy hogy szétszedéskor, mikor kihúztam az állórészből az addig jól működő forgórészt egyszerűen széttört, leugrott a vasmagról a mágnesburok.
Repedtet is próbáltam már ragasztani, de kár dolgozni vele nem lesz jó.beleér az állórészbe eltörik idővel.
Ellenben nem kidobni ezeket, mert 3-4 gyártó azonos teljesítményű motorja annyira azonos hogy encodert helyesen átrakva tökéletes motort kapsz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 23, 08:42
Írta: svejk Dátum 2021 április 23, 08:42
Lehet, az előéletük ismeretlen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:12
Írta: svejk Dátum 2021 április 22, 21:12
Egyébként ez a látvány fogadott tegnap szétszedéskor.
Két mágnes meg is van repedve, lehet onnan indult az egész?
Minden esetre meglehet hányatott sorsa volt szegény mocinak. :(
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_5wefaqxxqhgnsefge0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/5wefaqxxqhgnsefge0_66.jpg)
Két mágnes meg is van repedve, lehet onnan indult az egész?
Minden esetre meglehet hányatott sorsa volt szegény mocinak. :(
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_5wefaqxxqhgnsefge0_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/5wefaqxxqhgnsefge0_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:14
Írta: svejk Dátum 2021 április 22, 21:14
Délben megmacskásodott a hátam, fekve nyomtam volna telóról, mert ugye hama-hama akar az ember segíteni.
Aztán csak fel kellett kászálódnom az íróasztalhoz.
Aztán csak fel kellett kászálódnom az íróasztalhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:16
Írta: PSoft Dátum 2021 április 22, 21:16
Hát...nem egy kiállítási darab, az biztos. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 22, 21:17
Írta: svejk Dátum 2021 április 22, 21:17
Ez a kép hülye!
Ami itt szürke a valóságban az is inkább barna, a csapágyak tökéletesnek mondott használtak.
Ami itt szürke a valóságban az is inkább barna, a csapágyak tökéletesnek mondott használtak.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 22, 21:26
Írta: PSoft Dátum 2021 április 22, 21:26
No, az erre írt válaszom se ment el.
Most a "hibát" én magam okoztam, direkt...nem is küldtem el. [#nyes]
Most a "hibát" én magam okoztam, direkt...nem is küldtem el. [#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 április 23, 04:48
Írta: Szalai György Dátum 2021 április 23, 04:48
Nem úgy van-e?
Ha egy mágnes eltörik, akkor az már két mágnes. Két északi, két déli pólussal.
A forgórész póluskiosztása megváltozott, ez a motor már nem is motor.
Hiába lakkozod a törött mágnest.
Ha egy mágnes eltörik, akkor az már két mágnes. Két északi, két déli pólussal.
A forgórész póluskiosztása megváltozott, ez a motor már nem is motor.
Hiába lakkozod a törött mágnest.
Cím: Re:AC szervó motoros vezérlés
Írta: 000000000 Dátum 2021 április 23, 06:32
Írta: 000000000 Dátum 2021 április 23, 06:32
Csak egy ötlet a hibákra:
-Az nem lehetségs, hogy ezt a szerencsétlen motort huzamosabb ideig túlterhelés érte a működése alatt, ezáltal felmelegedett annyira, hogy a szürke gyanta kitüremkedés, és a mágnesrepedés bekövetkezett? [#conf]
Ugyanis szakszerűen üzemeltetett motor esetén ilyen jelenségeket én még nem tapasztaltam.
-Az nem lehetségs, hogy ezt a szerencsétlen motort huzamosabb ideig túlterhelés érte a működése alatt, ezáltal felmelegedett annyira, hogy a szürke gyanta kitüremkedés, és a mágnesrepedés bekövetkezett? [#conf]
Ugyanis szakszerűen üzemeltetett motor esetén ilyen jelenségeket én még nem tapasztaltam.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 április 23, 07:50
Írta: TBS-TEAM Dátum 2021 április 23, 07:50
Mindent tulagyaltok. [#fejvakaras]
Gyári új állapotra nem hozható. [#eplus2]
Meg kell takarítani előkészíteni egy egyszerű hőálló spray vékonyan egyenletesen megfújni, ha kell csapágy csere és kész. Összerak. [#vigyor0]
A ráfordított töménytelen idő és energia meghaladja az új árát és semmivel sem lesz jobb.
( Műgyanta akkor vákuum, felszabályzás, centirozás mennyi is lesz összeadod [#nezze] ).
Gyári új állapotra nem hozható. [#eplus2]
Meg kell takarítani előkészíteni egy egyszerű hőálló spray vékonyan egyenletesen megfújni, ha kell csapágy csere és kész. Összerak. [#vigyor0]
A ráfordított töménytelen idő és energia meghaladja az új árát és semmivel sem lesz jobb.
( Műgyanta akkor vákuum, felszabályzás, centirozás mennyi is lesz összeadod [#nezze] ).
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2021 április 23, 08:02
Írta: nyiszi Dátum 2021 április 23, 08:02
Gyurinak igaza van. Ha eltört a mágnes akkor már reménytelen.
Van nekem is kettő ilyen.
A póluspárok már soha nem fognak passzolni.
Ilyenkor a cetrifugális erő is rásegit arra, hogy forgás közben beleér az állórészbe.
És onnan van a sok törmelék.
Van nekem is kettő ilyen.
A póluspárok már soha nem fognak passzolni.
Ilyenkor a cetrifugális erő is rásegit arra, hogy forgás közben beleér az állórészbe.
És onnan van a sok törmelék.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 23, 08:39
Írta: designr Dátum 2021 április 23, 08:39
Repedt mágnessel szerintem is reménytelen.
Nagy feszültség van amúgy is ezekben az erős mágnesekben.
Én már jártam ugy hogy szétszedéskor, mikor kihúztam az állórészből az addig jól működő forgórészt egyszerűen széttört, leugrott a vasmagról a mágnesburok.
Repedtet is próbáltam már ragasztani, de kár dolgozni vele nem lesz jó.beleér az állórészbe eltörik idővel.
Ellenben nem kidobni ezeket, mert 3-4 gyártó azonos teljesítményű motorja annyira azonos hogy encodert helyesen átrakva tökéletes motort kapsz.
Nagy feszültség van amúgy is ezekben az erős mágnesekben.
Én már jártam ugy hogy szétszedéskor, mikor kihúztam az állórészből az addig jól működő forgórészt egyszerűen széttört, leugrott a vasmagról a mágnesburok.
Repedtet is próbáltam már ragasztani, de kár dolgozni vele nem lesz jó.beleér az állórészbe eltörik idővel.
Ellenben nem kidobni ezeket, mert 3-4 gyártó azonos teljesítményű motorja annyira azonos hogy encodert helyesen átrakva tökéletes motort kapsz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 23, 08:42
Írta: svejk Dátum 2021 április 23, 08:42
Lehet, az előéletük ismeretlen.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 23, 09:04
Írta: svejk Dátum 2021 április 23, 09:04
Szerintem egyértelműen a mágnes kezd porlani.
Itt egy kép egy másikról, ezen még látszik ahogy túrja le magáról a szürke festéket.
Egyébként nagyobb a légrés mint gondoltam, átm. 32,3 mm a forgórész és átm. 33 mm a furat.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_2bpm483svuajv9mjnqgam_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/2bpm483svuajv9mjnqgam_66.jpg)
Itt egy kép egy másikról, ezen még látszik ahogy túrja le magáról a szürke festéket.
Egyébként nagyobb a légrés mint gondoltam, átm. 32,3 mm a forgórész és átm. 33 mm a furat.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_2bpm483svuajv9mjnqgam_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/2bpm483svuajv9mjnqgam_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 23, 09:04
Írta: svejk Dátum 2021 április 23, 09:04
Szerintem egyértelműen a mágnes kezd porlani.
Itt egy kép egy másikról, ezen még látszik ahogy túrja le magáról a szürke festéket.
Egyébként nagyobb a légrés mint gondoltam, átm. 32,3 mm a forgórész és átm. 33 mm a furat.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_2bpm483svuajv9mjnqgam_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/2bpm483svuajv9mjnqgam_66.jpg)
Itt egy kép egy másikról, ezen még látszik ahogy túrja le magáról a szürke festéket.
Egyébként nagyobb a légrés mint gondoltam, átm. 32,3 mm a forgórész és átm. 33 mm a furat.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_2bpm483svuajv9mjnqgam_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/2bpm483svuajv9mjnqgam_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 23, 09:46
Írta: designr Dátum 2021 április 23, 09:46
Portalanít,zsirtalanít,lefest vagy lelakkoz..
Kövesd már figyelemmel majd az így lekezelt motort.
És majd évek múlva ird már meg mennyit bírt..
Kövesd már figyelemmel majd az így lekezelt motort.
És majd évek múlva ird már meg mennyit bírt..
Cím: Re:AC szervó motoros vezérlés
Írta: nyiszi Dátum 2021 április 23, 17:10
Írta: nyiszi Dátum 2021 április 23, 17:10
Az enyémről leszedtem a port és az nem volt mágneses.
Viszont az állórészből hiányzik láhatóan.
Ezért én arra gondoltam, hogy az vas por nem pedig mágnes.
Az én példányomnál ha kicsit aláfeszítek a törött mágnesnek könnyen eltávolodik a forgórész vas részétől.
Így a cetrifogális erőnek nem nehéz megnövelni az átmérőt, ami akkor már folyamatosan reszeli az állórészt.
Ettől függetlenül a Tiednek lehet más baja.
Egyébként ezek Yaskawa motorok. 750 ill 1150W-os példányok.
Én arra gondoltam, hogy túlpöröghetett valamikor amit már nem bírt a mágnes.
De lehet, hogy ez nem igaz.
Viszont az állórészből hiányzik láhatóan.
Ezért én arra gondoltam, hogy az vas por nem pedig mágnes.
Az én példányomnál ha kicsit aláfeszítek a törött mágnesnek könnyen eltávolodik a forgórész vas részétől.
Így a cetrifogális erőnek nem nehéz megnövelni az átmérőt, ami akkor már folyamatosan reszeli az állórészt.
Ettől függetlenül a Tiednek lehet más baja.
Egyébként ezek Yaskawa motorok. 750 ill 1150W-os példányok.
Én arra gondoltam, hogy túlpöröghetett valamikor amit már nem bírt a mágnes.
De lehet, hogy ez nem igaz.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 23, 18:47
Írta: svejk Dátum 2021 április 23, 18:47
Én egyre jobban hajlok a túlmelegedés hatása felé.
Ráadásul közelebbről szemügyre véve talán ezek nem is neodímium mágnesek.
No mindegy...
Ráadásul közelebbről szemügyre véve talán ezek nem is neodímium mágnesek.
No mindegy...
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 április 23, 21:33
Írta: PSoft Dátum 2021 április 23, 21:33
Idéz(egyébként a test pont ideális a négypofás tokmányba)
Két csúcs közé meg...még ideálisabb volt. [#kacsint]
[#t132p1243#]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 30, 09:36
Írta: svejk Dátum 2021 április 30, 09:36
Ma kezembe került egy tavalyi kép, ezen egy Samsung/Allen Bradley motor forgórésze látható.
Itt is egyértelműen látszik hogy a festéket az alatta levő mágnes korrodálása nyomta le.
Ez a motor ráadásul két-három éve még szépen forgott, azóta egy fórumtársunk polcán pihent, semmi extra behatás nem érte száraz helyen volt.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_p948d9k3km3tcj6yd5c69_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/p948d9k3km3tcj6yd5c69_66.jpg)
Itt is egyértelműen látszik hogy a festéket az alatta levő mágnes korrodálása nyomta le.
Ez a motor ráadásul két-három éve még szépen forgott, azóta egy fórumtársunk polcán pihent, semmi extra behatás nem érte száraz helyen volt.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_p948d9k3km3tcj6yd5c69_66.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/p948d9k3km3tcj6yd5c69_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 30, 11:56
Írta: designr Dátum 2021 április 30, 11:56
Ez egy 200w -os motor?
Ha működöképes, megveszem vagy adok érte cserébe egy originál uj csomagolt omron 200w motort.
[#t19p121402#]
Ha működöképes, megveszem vagy adok érte cserébe egy originál uj csomagolt omron 200w motort.
[#t19p121402#]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 30, 13:29
Írta: designr Dátum 2021 április 30, 13:29
Folytatódjon a képregény..
Amit fényképeztél Tamagawa minőségi japán motor.
Több márkának is ő gyárt..encoderei legendásak..
Japán minőségi csapágyak.
Itt egy 200w Delta motorként..
kicsit ujabb mint a tiéd, jól látszik a vékony kemény festék.
Egy helyen már kezd megválni, kicsit megkaparva le is jön a festék..
Alatta a hagyományos mágnes..
Van gyártó aki nem is foglalkozik a bevonatolással.(képen)
Tehát ez téged igazol, nem kivülről összeszedett fémpor..
Szerintem ez portalanitva , hőálló festékkel, epoxival kezelve sok-sok év megint..
Ha van kellene nekem 4-5 ilyen 200w motor.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_6kd20geii8umvn4neii8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/6kd20geii8umvn4neii8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_vdcwhfk7skwa4eedna3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/vdcwhfk7skwa4eedna3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_ftb28tmsgxxp3i8n8960f_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/ftb28tmsgxxp3i8n8960f_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_ks372y4c9088ce36p6d96_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/ks372y4c9088ce36p6d96_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_vynej9v8pnj5ku2uvzawg_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/vynej9v8pnj5ku2uvzawg_1575.jpg)
Amit fényképeztél Tamagawa minőségi japán motor.
Több márkának is ő gyárt..encoderei legendásak..
Japán minőségi csapágyak.
Itt egy 200w Delta motorként..
kicsit ujabb mint a tiéd, jól látszik a vékony kemény festék.
Egy helyen már kezd megválni, kicsit megkaparva le is jön a festék..
Alatta a hagyományos mágnes..
Van gyártó aki nem is foglalkozik a bevonatolással.(képen)
Tehát ez téged igazol, nem kivülről összeszedett fémpor..
Szerintem ez portalanitva , hőálló festékkel, epoxival kezelve sok-sok év megint..
Ha van kellene nekem 4-5 ilyen 200w motor.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_6kd20geii8umvn4neii8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/6kd20geii8umvn4neii8_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_vdcwhfk7skwa4eedna3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/vdcwhfk7skwa4eedna3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_ftb28tmsgxxp3i8n8960f_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/ftb28tmsgxxp3i8n8960f_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_ks372y4c9088ce36p6d96_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/ks372y4c9088ce36p6d96_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_vynej9v8pnj5ku2uvzawg_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/vynej9v8pnj5ku2uvzawg_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 április 30, 13:31
Írta: designr Dátum 2021 április 30, 13:31
Delta motor egyébként..kinőtték magukat,szervó vezérlőik is nagyon jók.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_3un7mvww9mac4qc3zpp3d_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/3un7mvww9mac4qc3zpp3d_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_3un7mvww9mac4qc3zpp3d_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/3un7mvww9mac4qc3zpp3d_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 30, 16:50
Írta: svejk Dátum 2021 április 30, 16:50
100-as
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 április 30, 16:54
Írta: svejk Dátum 2021 április 30, 16:54
A régi 15-20 éves frekivátóik is mindent kibírnak, de a kapcsi tápjaik is jól tűrik az idő múlását.
Az újabb kivitelű frekiváltóikkal kapcsolatban viszont pesszimista vagyok.
Az újabb kivitelű frekiváltóikkal kapcsolatban viszont pesszimista vagyok.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 május 26, 07:28
Írta: designr Dátum 2021 május 26, 07:28
Hozzuk föl egy picit a topicot..
Adok veszekben felmerült az ac szervók encoder felbontása.
24 bites encoderrel szerelt motor 16.777.216 felbontás/fordulat.
Sajnos nekem az a tapasztalatom hogy a hobbisták nagy része még Mach3 vagy UCCNC..
Előbbinél rendesen vissza kell venni az electric gearral az encoder felbontást, mert egyszerüen nem győzi step-jellel.
egy 2500-as quadratura encoder ..3000-es max fordulat..
A Max felbontást meg kell hagyni lassú,finom mozgásokhoz..de akkor ugye oda a teljesitmény..
Milyen hobbi mozgásvezérlő képes 16.777.216 felbontású encodert meghajtani 3 ezres fordulaton?
Adok veszekben felmerült az ac szervók encoder felbontása.
24 bites encoderrel szerelt motor 16.777.216 felbontás/fordulat.
Sajnos nekem az a tapasztalatom hogy a hobbisták nagy része még Mach3 vagy UCCNC..
Előbbinél rendesen vissza kell venni az electric gearral az encoder felbontást, mert egyszerüen nem győzi step-jellel.
egy 2500-as quadratura encoder ..3000-es max fordulat..
A Max felbontást meg kell hagyni lassú,finom mozgásokhoz..de akkor ugye oda a teljesitmény..
Milyen hobbi mozgásvezérlő képes 16.777.216 felbontású encodert meghajtani 3 ezres fordulaton?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 május 26, 09:05
Írta: Szalai György Dátum 2021 május 26, 09:05
838,86 MHz-el? Egy mikrohullámú sütő. [#vigyor2]
Talán 200 kHz-et olvastam valahol, mint elméleti határ.
Már az is 4000 step/rev. 3000 n/min mellett.
De miért kell ekkora fordulatszámon hajtani egy szervót?
Az is extrém, hogy ekkora encoder felbontáshoz 200 kHz sztep-el 0,7152 a percenkénti fordulatszám.
Ha jól számoltam.
Ez valami rádiócsillagászati parabola antenna alkalmazás lehetne.
Talán 200 kHz-et olvastam valahol, mint elméleti határ.
Már az is 4000 step/rev. 3000 n/min mellett.
De miért kell ekkora fordulatszámon hajtani egy szervót?
Az is extrém, hogy ekkora encoder felbontáshoz 200 kHz sztep-el 0,7152 a percenkénti fordulatszám.
Ha jól számoltam.
Ez valami rádiócsillagászati parabola antenna alkalmazás lehetne.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 május 26, 10:31
Írta: designr Dátum 2021 május 26, 10:31
Vigyázz..kicsit beugratós a kérdés..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 május 26, 11:21
Írta: designr Dátum 2021 május 26, 11:21
Úgy kellett volna kérdeznem hogy az adott vezérlő ebből a 16777216 encoder felbontásból mennyit tud használni ..mondjuk ehhez tudnunk kellene a vezérlő command jel max értékét..
Hajtani azért előnyös az ac szervókat mert csak igy tudod kivenni a névleges teljesitményt..Ha egy kis 400w motort csak 300 1/min forgatsz csak 40w-ot ad le folyamatosan.
Hajtani azért előnyös az ac szervókat mert csak igy tudod kivenni a névleges teljesitményt..Ha egy kis 400w motort csak 300 1/min forgatsz csak 40w-ot ad le folyamatosan.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 május 26, 13:03
Írta: Szedlay Pál Dátum 2021 május 26, 13:03
Szerinten a szervo vezérlő a teljes felbontást használja a mozgásvezérlő step/dir felbontás beállítása nincs erre ráhatással. Szerintem minél nagyobb a felbontás annál több és pontosabb sebesség információ áll a vezérlő rendelkezésre, és ez csak előny.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 május 26, 13:09
Írta: Szalai György Dátum 2021 május 26, 13:09
Ahogy én gondolom, dinamikus szervónál nem lehet folyamatos teljesítménnyel operálni, mert a lényege éppen a gyorsan változó szögsebesség. Gyakran kell alacsony szögsebességgel is mennie, amikor kicsi a teljesítmény, de a nyomatéka akkor is megvan neki. A nyomatékát használom, nem a teljesítményét, mint egy állandó szögsebességű főorsónak.
De lehet, hogy nem látok valami lényegeset.
De lehet, hogy nem látok valami lényegeset.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 május 26, 13:40
Írta: Szedlay Pál Dátum 2021 május 26, 13:40
Nem taposod tövig a gázt te sem, csak ritkán, gondolom magamból kiindulva. A 20m/perc gyorsjárati sebességhez kell a 3000n/min, de ha egy érme nagyságú relief megmunkálása a cél akkor oda elég lesz a 300n/min vagy még sok is a sok apró irányváltás miatt. Így csak elég ritkán fogjuk kihasználni a névleges teljesítményét.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 május 26, 13:56
Írta: Szedlay Pál Dátum 2021 május 26, 13:56
Lentebb írod.
Előbbinél rendesen vissza kell venni az electric gearral az encoder felbontást, mert egyszerüen nem győzi step-jellel.
Teljesen igazad van, és ez nem is probléma.
Nyilván van egy biztonságos jelszélesség ami alá nem akarnak lemenni, ez korlátozza a frekvenciát. De a szevóvezérlő így is fürdik az enkóder jel bőségben és nagyon pontosan méri a motortengely szögsebességét, sokkal pontosabban mintha csak 2500 jel/fordulatból kéne sebességet mérjen, vagy pozíciót.
Előbbinél rendesen vissza kell venni az electric gearral az encoder felbontást, mert egyszerüen nem győzi step-jellel.
Teljesen igazad van, és ez nem is probléma.
Nyilván van egy biztonságos jelszélesség ami alá nem akarnak lemenni, ez korlátozza a frekvenciát. De a szevóvezérlő így is fürdik az enkóder jel bőségben és nagyon pontosan méri a motortengely szögsebességét, sokkal pontosabban mintha csak 2500 jel/fordulatból kéne sebességet mérjen, vagy pozíciót.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 május 26, 15:03
Írta: svejk Dátum 2021 május 26, 15:03
Nem tudom konkrétan milyen motorról van szó de a step-dir egy kényszerszülemény ma már nem használja a kutya se az iparban.
Egyébként nem csak valami szögjeladóról van szó?
Vagy esetleg nem csak az abszolute jeladóra vonatkozik a 24 bit?
Egyébként Robsy DOS-os LPT-je tudja a MHz-es tartományt.
A CSMIO is elvileg tud 4 MHz-et.
Linuxal Mesa kártyával is elérhető szerintem ez.
Engem eddig még kielégített a 360 kHz-es UC400ETH vagy a nagytesó UC300ETH.
(az olcsó kínai léptetővezérlők meg úgy is csak jó ha 200 kHz-et tudnak)
Egyébként nem csak valami szögjeladóról van szó?
Vagy esetleg nem csak az abszolute jeladóra vonatkozik a 24 bit?
Egyébként Robsy DOS-os LPT-je tudja a MHz-es tartományt.
A CSMIO is elvileg tud 4 MHz-et.
Linuxal Mesa kártyával is elérhető szerintem ez.
Engem eddig még kielégített a 360 kHz-es UC400ETH vagy a nagytesó UC300ETH.
(az olcsó kínai léptetővezérlők meg úgy is csak jó ha 200 kHz-et tudnak)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 május 26, 16:37
Írta: designr Dátum 2021 május 26, 16:37
Adok veszekből indult..
[#t19p141351#]
Pontosabb-e a 24 bites(egyébként azt hiszem Mitsubishik is azok) mint a 2500-as encoder felbontás..
Vagyishát hogy ki tudjuk-e használni?
Vagyishát megér-e annyit?
Ha tudnák az emberek a Harmonic drive-on kivűl mindegyik hajtómű-szijáttétel-kopott orsó mennyi inkrement hibát visz a rendszerbe..
[#t19p141351#]
Pontosabb-e a 24 bites(egyébként azt hiszem Mitsubishik is azok) mint a 2500-as encoder felbontás..
Vagyishát hogy ki tudjuk-e használni?
Vagyishát megér-e annyit?
Ha tudnák az emberek a Harmonic drive-on kivűl mindegyik hajtómű-szijáttétel-kopott orsó mennyi inkrement hibát visz a rendszerbe..
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 május 26, 17:37
Írta: Szedlay Pál Dátum 2021 május 26, 17:37
A Siemens Sinumerik 808D és a SINAMICS V60 Controlled Power Module között Step/Dir a kommunikáció
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_nytwvc5e03yqfs556fcz0_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/nytwvc5e03yqfs556fcz0_618.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_nytwvc5e03yqfs556fcz0_618.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/nytwvc5e03yqfs556fcz0_618.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 május 26, 17:57
Írta: Szedlay Pál Dátum 2021 május 26, 17:57
A kérdés inkább az mihez jut hozzá a hobbysta.
Lehet, hogy kopott orsóhoz, de lehet, hogy újhoz.
És az sem mindegy, hogy C7, C3, vagy C0 pontossági osztályú.
Vettem már Blum lézeres szerszámbemérőt 15.000Ft-ért újonan, megvettem 3-at. Még nem került beépítésre, de ennyiért bármikor eladható.
Be kell látni, nem akkor kell vásárolni amikor szükség van rá, hanem amikor olcsón van mód megvenni.
És nagyon széles a paletta ki, mire fogja használni a gépét.
Nem mindegy, hogy sakkbábú lesz lucfenyőból, vagy agyiideg célzó berendezés mikronos pontossággal.
Így nem mindíg azt vásároljuk ami a legoptimálisabb, hanem ami a legkedvezőbb áron van és még belefér az elképzelésbe, bár nem optimális.
Ha én olcsóbban meg tudok venni egy 24 bites encoderrel rendelkező motort, mint egy 11 bitessel rendelkezőt akkor azt fogom megvenni, ráadásul én nem veszek meg semmit sem használtan, kivéve egy-két hullámhajtóművet. Roszabb a nagyobb felbontás biztos nem lehet, mert a gyártó cégek elindultak ebbe az irányba.
Lehet, hogy kopott orsóhoz, de lehet, hogy újhoz.
És az sem mindegy, hogy C7, C3, vagy C0 pontossági osztályú.
Vettem már Blum lézeres szerszámbemérőt 15.000Ft-ért újonan, megvettem 3-at. Még nem került beépítésre, de ennyiért bármikor eladható.
Be kell látni, nem akkor kell vásárolni amikor szükség van rá, hanem amikor olcsón van mód megvenni.
És nagyon széles a paletta ki, mire fogja használni a gépét.
Nem mindegy, hogy sakkbábú lesz lucfenyőból, vagy agyiideg célzó berendezés mikronos pontossággal.
Így nem mindíg azt vásároljuk ami a legoptimálisabb, hanem ami a legkedvezőbb áron van és még belefér az elképzelésbe, bár nem optimális.
Ha én olcsóbban meg tudok venni egy 24 bites encoderrel rendelkező motort, mint egy 11 bitessel rendelkezőt akkor azt fogom megvenni, ráadásul én nem veszek meg semmit sem használtan, kivéve egy-két hullámhajtóművet. Roszabb a nagyobb felbontás biztos nem lehet, mert a gyártó cégek elindultak ebbe az irányba.
Cím: Re:AC szervó motoros vezérlés
Írta: g2i6tb86g Dátum 2021 június 09, 19:03
Írta: g2i6tb86g Dátum 2021 június 09, 19:03
mi a probléma a hirdetésemmel ? hogy 9 kitiltás jár érte ?
Cím: Re:AC szervó motoros vezérlés
Írta: mex Dátum 2021 június 09, 19:16
Írta: mex Dátum 2021 június 09, 19:16
Próbáld meg ide feltenni az árudat:[#t19#]
Figyeld meg a különbséget.[#nyes]
Figyeld meg a különbséget.[#nyes]
Cím: Re:AC szervó motoros vezérlés
Írta: g2i6tb86g Dátum 2021 június 09, 19:40
Írta: g2i6tb86g Dátum 2021 június 09, 19:40
kösz
Cím: Re:AC szervó motoros vezérlés
Írta: g2i6tb86g Dátum 2021 június 09, 19:49
Írta: g2i6tb86g Dátum 2021 június 09, 19:49
megpróbáltam a rendszer nem látja. felteszem a jófogásra 50+ ért. ennyi szerettem volna jó kollégának átpasszolni.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2021 június 09, 20:00
Írta: PSoft Dátum 2021 június 09, 20:00
Idézmegpróbáltam a rendszer nem látja.
Az adok veszek topik fejlécén jobbra fent van egy, két felkiáltójel között villogó ikon.
Javaslom klikkelj rá és a lenyílóban olvasd el a biznic itteni feltételeit. [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: g2i6tb86g Dátum 2021 június 09, 20:06
Írta: g2i6tb86g Dátum 2021 június 09, 20:06
helység belőve. képet most próbáltam nem engedte-. jófogás megette egyből ..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 június 09, 20:38
Írta: designr Dátum 2021 június 09, 20:38
Helységet nem elég beírni..engedélyezni is kell..
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2021 június 16, 11:25
Írta: Szabika78 Dátum 2021 június 16, 11:25
Üdvözlök Mindenkit!
Keresnék egy olyan illetőt, aki ért a Sanyo Denki PY sorozatú vezérlőkhöz és ha úgy adódna a dolog, akkor van programozó kábelje is. Elsődlegesen a tanácsát szeretném kérni vásárláshoz!
Az esetleges megkeresést magánban kérném!
Köszönöm!
Keresnék egy olyan illetőt, aki ért a Sanyo Denki PY sorozatú vezérlőkhöz és ha úgy adódna a dolog, akkor van programozó kábelje is. Elsődlegesen a tanácsát szeretném kérni vásárláshoz!
Az esetleges megkeresést magánban kérném!
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2021 július 27, 01:54
Írta: Szedlay Pál Dátum 2021 július 27, 01:54
Kíváncsi voltam, hogy egy 20bites enkoderrel szerelt szervómotorral milyen lassú fordulatszámot lehet elérni. Ez a videón 10 perc/fordulat. Ha lesz sok időm kipróbálom még lassabban is.
https://drive.google.com/file/d/17C--_6aqaS5tAEpQBxcpvJWIGPg_qed9/view?usp=sharing
https://drive.google.com/file/d/17C--_6aqaS5tAEpQBxcpvJWIGPg_qed9/view?usp=sharing
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2021 július 27, 08:27
Írta: TBS-TEAM Dátum 2021 július 27, 08:27
[#nemtudom] mi a cél [#nemtudom] lehet akár órák is egy fordulat [#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 július 29, 22:02
Írta: őrülT-Tudós Dátum 2021 július 29, 22:02
Üdv, érdeklődni szeretnék van-e itt olyan AC-szervó szaki aki tudna nekem segíteni?! Lassan már egy éve pihennek komplett Sanyo Denki PY széria Ac- szervo szettjeim (motor, vezérlő, gyári kábelek). Programozó kábel is megoldható, már félkész állapotban van. Mivel nemigazán mozgok otthon ebben a témakörben és szabadidővel sem bővelkedek mostanában, gondoltam megérdeklődöm van e kedve valakinek ilyennel foglalkozni? Első körben arra gondoltam, hogy cserébe felajánlanék ugyan ilyen komplett szervó szettet (1,5kW esetleg kisebbre is van lehetőség)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_fzvgey4iw30ne8gxnqgki_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/fzvgey4iw30ne8gxnqgki_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_z8q5evubyt2c38neu8s8_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/z8q5evubyt2c38neu8s8_5292.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_fzvgey4iw30ne8gxnqgki_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/fzvgey4iw30ne8gxnqgki_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_z8q5evubyt2c38neu8s8_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/z8q5evubyt2c38neu8s8_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: z4ejygu7v Dátum 2021 augusztus 23, 12:23
Írta: z4ejygu7v Dátum 2021 augusztus 23, 12:23
Tudna valaki segíteni!
Groschopp SVE-4 meghajtóm van. Step dirtben szeretném vezérelni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_efdht7tppz9nang8wn6k_1695.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/efdht7tppz9nang8wn6k_1695.jpg)
Groschopp SVE-4 meghajtóm van. Step dirtben szeretném vezérelni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_efdht7tppz9nang8wn6k_1695.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/efdht7tppz9nang8wn6k_1695.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 augusztus 29, 09:19
Írta: Bencze András Dátum 2021 augusztus 29, 09:19
Áttérve a béna vagyokból:
A lényeg: A szinkron motor hajtásánál biztosítani kell a forgórész helyzetének és az állórész gerjesztésének szinkronját. Minél kisebb hibával teljesül ez, annál jobb dinamikai tulajdonságokra számíthatunk. (a mechanikai korlátok természetesen rontják a helyzetet) A forgórész helyzetnek érzékelése lehet (kvázi) analóg módon ekkor lehet szinuszos kommutációs hajtást megvalósítani, ahol majdnem lüktetésmentes nyomatékot elérni és minden előnyt ami ezzel jár. Ehhez használt eszközök: 3 fázisú tachogenerátor, resolver, encoder müködéstől függően. Az igazi AC szervomotorban ilyen jeladó lehetnek.
Blokkummtáció esetén (BLDC motor) villamos 120 fokonként kap a vezérlő jelet arról hol tart forgórész a gerjesztéshez képest. Könnyen belátható, hogy a két rendszer nem egyenértékű. Lüktető nyomatékkörbe kisebb kezdőnyomaték stb. Pozicó érzékelés beépített Hall, optó jeladóval, vagy enkóderben lévő U, V, W kimenetről.
Röviden, konyhanyelven, a mélyebb szakmaiságot mellőzve, de remélem érthető a lényeget tekintve.
A lényeg: A szinkron motor hajtásánál biztosítani kell a forgórész helyzetének és az állórész gerjesztésének szinkronját. Minél kisebb hibával teljesül ez, annál jobb dinamikai tulajdonságokra számíthatunk. (a mechanikai korlátok természetesen rontják a helyzetet) A forgórész helyzetnek érzékelése lehet (kvázi) analóg módon ekkor lehet szinuszos kommutációs hajtást megvalósítani, ahol majdnem lüktetésmentes nyomatékot elérni és minden előnyt ami ezzel jár. Ehhez használt eszközök: 3 fázisú tachogenerátor, resolver, encoder müködéstől függően. Az igazi AC szervomotorban ilyen jeladó lehetnek.
Blokkummtáció esetén (BLDC motor) villamos 120 fokonként kap a vezérlő jelet arról hol tart forgórész a gerjesztéshez képest. Könnyen belátható, hogy a két rendszer nem egyenértékű. Lüktető nyomatékkörbe kisebb kezdőnyomaték stb. Pozicó érzékelés beépített Hall, optó jeladóval, vagy enkóderben lévő U, V, W kimenetről.
Röviden, konyhanyelven, a mélyebb szakmaiságot mellőzve, de remélem érthető a lényeget tekintve.
Cím: Re:AC szervó motoros vezérlés
Írta: yji2a0wv Dátum 2021 október 17, 21:39
Írta: yji2a0wv Dátum 2021 október 17, 21:39
Üdv.Berger Lahr vrdm368/50 LNCEB motorokhoz keresek vezérlési megoldást,vezérlőt 2db-ot,elsősorban step-dir megoldás lenne jó,DDCSV2 mozgásvezérlőhöz.
Köszönöm.István
Köszönöm.István
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 november 29, 13:56
Írta: őrülT-Tudós Dátum 2021 november 29, 13:56
Üdv mindenkinek aki erre téved!
Az első Ac szervó próbálkozásomhoz értem. Egy főorsó hajtását szeretnék megoldani. A vezérlő felprogramozása position/torque módban történt. Illetve step/dir- jelet fogyaszt. A feltöltött videón látható jelenségbe futottam bele. Az én tippem az auto tuning hiánya lenne. De mivel nem én programoztam fel a vezérlőt, perpill nincs rá lehetőségem, hogy lefuttassam. Mivel tapasztalatom sincs ebben a témakörben szeretnék egy kis iránymutatást kérni.
Köszönet előre is! [#vigyor2]
Az első Ac szervó próbálkozásomhoz értem. Egy főorsó hajtását szeretnék megoldani. A vezérlő felprogramozása position/torque módban történt. Illetve step/dir- jelet fogyaszt. A feltöltött videón látható jelenségbe futottam bele. Az én tippem az auto tuning hiánya lenne. De mivel nem én programoztam fel a vezérlőt, perpill nincs rá lehetőségem, hogy lefuttassam. Mivel tapasztalatom sincs ebben a témakörben szeretnék egy kis iránymutatást kérni.
Köszönet előre is! [#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 november 29, 21:26
Írta: Bencze András Dátum 2021 november 29, 21:26
Fázissorrend??? Paraméterlista, vezérlő és motortípus nélkül csak találgatni lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 november 29, 22:18
Írta: őrülT-Tudós Dátum 2021 november 29, 22:18
Helló,
Fázissorrend: ahogy lennie kell (Gyári bontatlan kábeleit használom)
Sanyo Denki PY seria (2-3 hozzászólással lentebb, de bemásolom ide is)
Motor: P20B10150HXS2C
Vezérlő: PY0A050A1G3MP01
Paraméter lista még nincs, de dolgozom rajta. Ezért is érdeklődök ha majd odajutok, hogy tudok módosítani paramétereken, mivel próbálkozzak...
Üdv: Gergő
Fázissorrend: ahogy lennie kell (Gyári bontatlan kábeleit használom)
Sanyo Denki PY seria (2-3 hozzászólással lentebb, de bemásolom ide is)
Motor: P20B10150HXS2C
Vezérlő: PY0A050A1G3MP01
Paraméter lista még nincs, de dolgozom rajta. Ezért is érdeklődök ha majd odajutok, hogy tudok módosítani paramétereken, mivel próbálkozzak...
Üdv: Gergő
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 november 30, 07:06
Írta: svejk Dátum 2021 november 30, 07:06
Helytelen PID paraméterek vagy nagyon rosszul illesztett motor-terhelés páros.
Gondolom a vezérlő előtte be volt állítva terheletlen motorral erős tengelytartásra.
Egyébként miért position/torque mód?
Ha főorsó akkor a sebességet kell szabályoznia nem a nyomatékot.
Gondolom a vezérlő előtte be volt állítva terheletlen motorral erős tengelytartásra.
Egyébként miért position/torque mód?
Ha főorsó akkor a sebességet kell szabályoznia nem a nyomatékot.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 november 30, 07:44
Írta: Bencze András Dátum 2021 november 30, 07:44
Akkor lazítsd a PID-et. P első körben a meglévő felére vagy még kisebbre akár a 0,1-e is lehet, I=0, D=0. Ha így megnyugszik lehet játszani. A merevséget te határozod meg szükség szerint.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 november 30, 21:58
Írta: őrülT-Tudós Dátum 2021 november 30, 21:58
Sikerült működő programozó kábelt berhelnem hozzá, illetve egy retro PC-t. Paraméterek átlapozása során semmi P I D értéket nem találtam. Lefuttattam mind a 3 auto tuning módot és megszűnt a probléma. Illetve a position/torque módot is átállítottam simán position-ra. Nem tudom melyik mód lehet megfelelőbb...
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2021 december 01, 18:25
Írta: Kicsa Dátum 2021 december 01, 18:25
Sziasztok,tudnak nekem valaki segíteni egy ASDA B2 szervó bekötésben?
Van hozzá programozó kábelem,a pc-vel a kapcsolat rendben van. AsdaSoft szoftverrel tudom írni a paramétereket,JOG módban oda-vissza forog szépen.
Step-Dir jelekkel szeretném meghajtani,de egyszerűen nem sikerül. Sima leválasztókártyával próbálkozom,képet csatolok róla. Úgy szeretném bekötni,mint a sima léptetős meghajtókat : Step és Dir jelekre.
Egy bekötésben sikerült a motort egy irányba megforgatni :
A leválasztókártya 2-es lába a step pin,3-as lába a dir pin.
A két kártya gnd-jét összekötöttem.
A step jel ment a 38-as lábra a dir jel pedig a 42-re.
Ha a 36-os és a 40-es lábakat összekötöttem egymással,akkor egy irányba forgott a motor. Ha nem,akkor meg sem mozdul.
Mi lenne itt a jó bekötés step-dir rendszerhez? Már nem tudom,hogy mit csináljak,kifogytam az ötletekből.
Köszönöm szépen!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_d35bbs7saqct54kmauf3i_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/d35bbs7saqct54kmauf3i_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_hwxsza728smffzhshsdwn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/hwxsza728smffzhshsdwn_427.jpg)
Van hozzá programozó kábelem,a pc-vel a kapcsolat rendben van. AsdaSoft szoftverrel tudom írni a paramétereket,JOG módban oda-vissza forog szépen.
Step-Dir jelekkel szeretném meghajtani,de egyszerűen nem sikerül. Sima leválasztókártyával próbálkozom,képet csatolok róla. Úgy szeretném bekötni,mint a sima léptetős meghajtókat : Step és Dir jelekre.
Egy bekötésben sikerült a motort egy irányba megforgatni :
A leválasztókártya 2-es lába a step pin,3-as lába a dir pin.
A két kártya gnd-jét összekötöttem.
A step jel ment a 38-as lábra a dir jel pedig a 42-re.
Ha a 36-os és a 40-es lábakat összekötöttem egymással,akkor egy irányba forgott a motor. Ha nem,akkor meg sem mozdul.
Mi lenne itt a jó bekötés step-dir rendszerhez? Már nem tudom,hogy mit csináljak,kifogytam az ötletekből.
Köszönöm szépen!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_d35bbs7saqct54kmauf3i_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/d35bbs7saqct54kmauf3i_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_hwxsza728smffzhshsdwn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/hwxsza728smffzhshsdwn_427.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2021 december 01, 18:55
Írta: Révész Richárd Dátum 2021 december 01, 18:55
37-39 dir
43-41 step
43-41 step
Cím: Re:AC szervó motoros vezérlés
Írta: Révész Richárd Dátum 2021 december 01, 18:59
Írta: Révész Richárd Dátum 2021 december 01, 18:59
A leválasztó kártyát akár ki is hagyhatod mert a szervo bemenete optoleválasztott
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 01, 19:35
Írta: designr Dátum 2021 december 01, 19:35
És még ilyenkor ahol vannak nagysebességű bemenetek az Asdában ki kell választani hogy sima sign puls vagy a nagyebességű H,-s bemenet éljen
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2021 december 02, 09:21
Írta: Kicsa Dátum 2021 december 02, 09:21
Sziasztok,köszönöm szépen a segítséget,sikerült bekötni.
Negatív logikával sikerült működésre bírni végül.
A sima Sign + és Pulse + lábakat fixen bekötöttem a leválasztókártya 5V-jába,a hozzájuk tartozó - lábakat pedig a 2-es és 3-as lábra a leválasztókártyán. A szoftverben az open collector opcióval működik így,negatív logika - Dir+Pulse módban.
Az elektronikus osztó most 16/10 értéken van,így a max forudlatszámom kb. 50 rpm lehet,Mach3 beállítástól függetlenül. Ha ezt átírom,akkor változik a max fordulat is,gondolom ezt akkor az adott rendszerhez-pc-hez és szoftverhez kell majd belőni,hogy milyen felbontása legyen a rendszernek,milyen jelsorozatot bír kiadni magából a gép.
A kérdésem az,hogy alapból a motor max fordulata 3000 1/perc.
Van lehetőség átírni egy paramétert,amiben ezt lehet változtatni,kísérletképpen 3010 1/percre írtam,engedte és működött. Üzem közben a gyári max. fordulatot nem szabad átlépni? Vagy ezekben is van tartalék,mint mondjuk egy 50 Hz-es motornál 60-70 Hzig is el lehet menni büntetlenül?
Köszönöm szépen!
Negatív logikával sikerült működésre bírni végül.
A sima Sign + és Pulse + lábakat fixen bekötöttem a leválasztókártya 5V-jába,a hozzájuk tartozó - lábakat pedig a 2-es és 3-as lábra a leválasztókártyán. A szoftverben az open collector opcióval működik így,negatív logika - Dir+Pulse módban.
Az elektronikus osztó most 16/10 értéken van,így a max forudlatszámom kb. 50 rpm lehet,Mach3 beállítástól függetlenül. Ha ezt átírom,akkor változik a max fordulat is,gondolom ezt akkor az adott rendszerhez-pc-hez és szoftverhez kell majd belőni,hogy milyen felbontása legyen a rendszernek,milyen jelsorozatot bír kiadni magából a gép.
A kérdésem az,hogy alapból a motor max fordulata 3000 1/perc.
Van lehetőség átírni egy paramétert,amiben ezt lehet változtatni,kísérletképpen 3010 1/percre írtam,engedte és működött. Üzem közben a gyári max. fordulatot nem szabad átlépni? Vagy ezekben is van tartalék,mint mondjuk egy 50 Hz-es motornál 60-70 Hzig is el lehet menni büntetlenül?
Köszönöm szépen!
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2021 december 06, 13:44
Írta: Balli001 Dátum 2021 december 06, 13:44
Sziasztok,
Szerintetek alkalmas a sgds-15a12a step/dir-es rendszerhez?
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_ffd7qxmqxnfjq6206napz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/ffd7qxmqxnfjq6206napz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_u0g5fx8h5tunng6qtadyy_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/u0g5fx8h5tunng6qtadyy_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_92zqxpcf33x6djpf2gu8n_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/92zqxpcf33x6djpf2gu8n_8177.jpg)
Szerintetek alkalmas a sgds-15a12a step/dir-es rendszerhez?
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_ffd7qxmqxnfjq6206napz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/ffd7qxmqxnfjq6206napz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_u0g5fx8h5tunng6qtadyy_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/u0g5fx8h5tunng6qtadyy_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_92zqxpcf33x6djpf2gu8n_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/92zqxpcf33x6djpf2gu8n_8177.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2021 december 06, 13:52
Írta: svejk Dátum 2021 december 06, 13:52
Elvileg a 12 azt jelenti, hogy MECHATROLINK-II -es kommunikációjú.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 06, 13:57
Írta: designr Dátum 2021 december 06, 13:57
Ez a vezérlő nagy valószínűséggel un. Mechatrolink kommunikációval rendelkezik.Szerintem nem tudod step-Dir jellel meghajtani..
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 december 06, 14:08
Írta: bundyland Dátum 2021 december 06, 14:08
Ezzel tudod linuxcnc alatt.http://yurtaev.com/ymtl2p.html
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2021 december 06, 14:25
Írta: Balli001 Dátum 2021 december 06, 14:25
Nagyon szépen köszönöm a segítséget. Akkor gondolom az uc300eth és uccnc-vel nincs megoldás rá?
Csak most ismerkedem az egésszel, bocsi ha nagyon amatőr a kérdés
Csak most ismerkedem az egésszel, bocsi ha nagyon amatőr a kérdés
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2021 december 06, 14:34
Írta: bundyland Dátum 2021 december 06, 14:34
Én nem tudok más lehetőségről.
Cím: Re:AC szervó motoros vezérlés
Írta: Starkfactory Dátum 2021 december 22, 09:22
Írta: Starkfactory Dátum 2021 december 22, 09:22
Szép napot!
Parker MPM622-2247 motorokat szeretnék megszólaltatni, s érdekelne tud-e ebben valaki segíteni, illetve van-e valamilyen kompatibilis vezérlő/meghajtó hozzá?
(54Vac 3.3A 5000rpm)
Mivel gondolom eléggé egyedi motorról van szó, így félmegoldás is érdekelhet. (pl nem használja az encodert, vagy kicsit lassabb, gyengébb lesz)
Előre is köszönöm!
Parker MPM622-2247 motorokat szeretnék megszólaltatni, s érdekelne tud-e ebben valaki segíteni, illetve van-e valamilyen kompatibilis vezérlő/meghajtó hozzá?
(54Vac 3.3A 5000rpm)
Mivel gondolom eléggé egyedi motorról van szó, így félmegoldás is érdekelhet. (pl nem használja az encodert, vagy kicsit lassabb, gyengébb lesz)
Előre is köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2021 december 23, 21:09
Írta: ajpwg6jrn Dátum 2021 december 23, 21:09
Sziasztok.
Asymtek 7206865 (ASM7206865) servo amplifier adatlapot, manualt vagy bármi infót keresek, ami a meghajtópinek kiosztásában ad némi támpontot.
Eddig ezt a videót találtam: https://www.youtube.com/watch?v=9xEqiAux3z4
De itt minden pinre piros-fekete csipesszel csatlakozik, így elég macerás sajnos a videóból.
Asymtek 7206865 (ASM7206865) servo amplifier adatlapot, manualt vagy bármi infót keresek, ami a meghajtópinek kiosztásában ad némi támpontot.
Eddig ezt a videót találtam: https://www.youtube.com/watch?v=9xEqiAux3z4
De itt minden pinre piros-fekete csipesszel csatlakozik, így elég macerás sajnos a videóból.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 december 29, 21:45
Írta: őrülT-Tudós Dátum 2021 december 29, 21:45
Üdv,
Két motor szinkronban való hajtásával kapcsolatban szeretnék tanácsokat kérni.
Egy portal elrendezésű gépen. Igyekeztem itt a topicban visszaolvasni, de sajnos nem sikerült még megtalálnom megoldást.
2db 1.5kW szervóval szeretném a hidat mozgatni. Vannak félelmeim esetleges hibák esetén, hogy elég nagy károkat tudnának okozni ezek a motorok. A 2 motor közötti esetleges pozíció eltérés aggaszt. Van erre valami jó megoldás?
Nem útmérős rendszer, mindkettő motoron egyforma inkrementális enkóder van.
Szívesen várok tippeket, ötleteket. Már van pár ötlet a fejemben, de szeretném a lehető legbiztonságosabbra megépíteni.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_n4aq4895znd5ww5i8t9_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/n4aq4895znd5ww5i8t9_5292.jpg)
Két motor szinkronban való hajtásával kapcsolatban szeretnék tanácsokat kérni.
Egy portal elrendezésű gépen. Igyekeztem itt a topicban visszaolvasni, de sajnos nem sikerült még megtalálnom megoldást.
2db 1.5kW szervóval szeretném a hidat mozgatni. Vannak félelmeim esetleges hibák esetén, hogy elég nagy károkat tudnának okozni ezek a motorok. A 2 motor közötti esetleges pozíció eltérés aggaszt. Van erre valami jó megoldás?
Nem útmérős rendszer, mindkettő motoron egyforma inkrementális enkóder van.
Szívesen várok tippeket, ötleteket. Már van pár ötlet a fejemben, de szeretném a lehető legbiztonságosabbra megépíteni.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_n4aq4895znd5ww5i8t9_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/n4aq4895znd5ww5i8t9_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 29, 22:48
Írta: Bencze András Dátum 2021 december 29, 22:48
Van olyan hogy követési hiba detektálás, beállítható +-értékkel, ha kimegy a tűrési ablakból, az a mozgás letiltásra felhasználható. Meg lehet master/slave-t is csinálni a mester valós elmozdulása vezérli a szolgát. A követési hiba detektálás ez esetben is nélkülözhetetlen a szolgánál mindenképp.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 09:13
Írta: designr Dátum 2021 december 30, 09:13
Tehát gondolom nem a master-slave módra vagy kiváncsi ,hanem ha mindenképpen két motor akkor valahogyan biztositani hogy egy esetleges encoder hiba..vezeték szakadás esetén ne csavarja el a hidat..
Ha van lehetőséged hátul összekötni a hidat egy fogazott szijjal, akkor az már fél eredmény..
Mechanikusan is véd..ha meg kicsit hosszabbra hagyott szijra két, erős rugóval megfeszített végálláskapcsolót teszel akkor bármelyk tengely elmegy a szinkronból..megfeszül a szij és leold..
De volt már itt olyan ötlet hogy hiddal párhuzamosan fénysorompó szerüen optoval megoldani..pár milit enged..ha nem lát át..leold..
Golyósorsók végére plussz 1-1 encoder..számoltatni az eltérést..van aki meg tudja csinálni..nekem bonyolult.
Van egy mechanikám ahol a híd erős csuklókkal kapcsolódik a tengelyekhez..megenged szögeltérést,van egy induktiv érzékelő..ha szögbe fordul a híd kapcsol..Gyári megoldás..Bár neked elvileg semennyi csavarodás nem megengedett.
Egyelőre ennyi jut eszembe..
Ha van lehetőséged hátul összekötni a hidat egy fogazott szijjal, akkor az már fél eredmény..
Mechanikusan is véd..ha meg kicsit hosszabbra hagyott szijra két, erős rugóval megfeszített végálláskapcsolót teszel akkor bármelyk tengely elmegy a szinkronból..megfeszül a szij és leold..
De volt már itt olyan ötlet hogy hiddal párhuzamosan fénysorompó szerüen optoval megoldani..pár milit enged..ha nem lát át..leold..
Golyósorsók végére plussz 1-1 encoder..számoltatni az eltérést..van aki meg tudja csinálni..nekem bonyolult.
Van egy mechanikám ahol a híd erős csuklókkal kapcsolódik a tengelyekhez..megenged szögeltérést,van egy induktiv érzékelő..ha szögbe fordul a híd kapcsol..Gyári megoldás..Bár neked elvileg semennyi csavarodás nem megengedett.
Egyelőre ennyi jut eszembe..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 09:17
Írta: designr Dátum 2021 december 30, 09:17
A motoron lévő encoderek felhasználása erre a célra azért félmegoldás , mert ugye egy esetleges kuplunghiba..encoder hiba stb esetén a két motor szinkronban(vagy látszólagszinkronban) marad de a két orsó elmegy egymástól..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 09:40
Írta: Bencze András Dátum 2021 december 30, 09:40
Bocs, de ez így ződség. A rendes szervó folyamatosan "látja" az encodert abban az esetben ha a villamos/mechanikai kapcsolat megszakad kiáll hibára. (Amiket te szoktál árulni azok is, próbáld ki.)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 09:41
Írta: Bencze András Dátum 2021 december 30, 09:41
Esetleg a hiba előtt "rúg" egyet.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 december 30, 09:51
Írta: őrülT-Tudós Dátum 2021 december 30, 09:51
Igen jól értelmezed, master-slave-el nem oldódik meg a problémám. Az én ötletem is a plusz 1-1 enkóder volt, mivel már régebben volt enkóderes hobby projektem (saját építésű enkóder+arduino). A gond az hogy ilyen nagy fordulaton nagyon nagy szögeltérés tudnék csak detektálni, jó esetben. Viszont tetszik a többi ötleted is, hálás köszönet érte. Már most eszembe ötlött egy esetleges megoldás.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2021 december 30, 10:08
Írta: ajpwg6jrn Dátum 2021 december 30, 10:08
Szia én egy unatkozó mikrokontrollerekhez értő embernek feladnám a feladatot hogy két enkóder jelet folyamatosan komparáljon és legyen egy engedélyezve/tiltva kimenet, amit bekötnék a két meghajtó vészstopjára.
Azt gondolom hogy ujjgyakorlat a feladat. Egy kész arduinos panelt meg kell venni, ahhoz vannak libek is. Simán lehet hogy van is a neten készen ilyen projekt.
Azt gondolom hogy ujjgyakorlat a feladat. Egy kész arduinos panelt meg kell venni, ahhoz vannak libek is. Simán lehet hogy van is a neten készen ilyen projekt.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2021 december 30, 10:12
Írta: ajpwg6jrn Dátum 2021 december 30, 10:12
Szerintem nincs ott nagy fordulat.
Kb. 20mm-es menetemelkedés és áttét nélküli hajtás, ahogy elnézem.
Amúgy analóg egységgel is lehet komparáltatni az enkóder jeleket.
Kb. 20mm-es menetemelkedés és áttét nélküli hajtás, ahogy elnézem.
Amúgy analóg egységgel is lehet komparáltatni az enkóder jeleket.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2021 december 30, 10:14
Írta: ajpwg6jrn Dátum 2021 december 30, 10:14
Miért van bal és jobb oldalon is két orsó? Ilyet még nem láttam. Ha jól sejtem beültetőgép volt. Tudod a típust esetleg?
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 december 30, 11:34
Írta: őrülT-Tudós Dátum 2021 december 30, 11:34
Szia, dupla híd van az eredeti gépen, ezért a dupla orsó oldalanként. Igen beültető, samsung cp63. 50mm-es emelkedésű orsók, két bekezdésesek, de ezek nem maradnak. A szóban forgó gép már máshogy fest, de csak ilyen képem volt róla hirtelen amin jól lehet szemléltetni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2021 december 30, 12:34
Írta: Szalai György Dátum 2021 december 30, 12:34
Szerintem erre a legcélszerűbb hobby megoldás: Két darab derékszögű 1:1 precíziós áttétel és egy összekötő csőtengely a két orsó közé.
Legbiztosabb + legegyszerűbb = legjobb.
Hogy mihez konyít az ember és mi van a sufnijában az itt is biztos meghatározó.
Legbiztosabb + legegyszerűbb = legjobb.
Hogy mihez konyít az ember és mi van a sufnijában az itt is biztos meghatározó.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 12:56
Írta: designr Dátum 2021 december 30, 12:56
Szia András..nem olyan zöldség az..
Gondolj bele mi történik ha egyik oldalon megmunkálás során eltörik a lemezes kuplung, vagy fellazul a kuplungcsavar..
1,5 kw..nem tul nagy menet emelkedés..
Szétcsavarja a hidat..
Mi történik egy esetleges egy oldali encoder hiba esetén?
Egyik motor pl megáll vagy gyorsjárattal megszalad..
Másik dolgozik tovább..
Szétcsavarja a hidat..
Gondolj bele mi történik ha egyik oldalon megmunkálás során eltörik a lemezes kuplung, vagy fellazul a kuplungcsavar..
1,5 kw..nem tul nagy menet emelkedés..
Szétcsavarja a hidat..
Mi történik egy esetleges egy oldali encoder hiba esetén?
Egyik motor pl megáll vagy gyorsjárattal megszalad..
Másik dolgozik tovább..
Szétcsavarja a hidat..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 13:17
Írta: designr Dátum 2021 december 30, 13:17
A kuplungon persze a motor és az golyósorsó közötti kuplungot értem..ha az törik baj van..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 13:23
Írta: Bencze András Dátum 2021 december 30, 13:23
Próbáld ki, biztos össze tudsz rakni egy konfigot, hajtsd meg jól, menet közben húzd le az encoder kábelét és kérlek írt le mi történik. Ha vissza tudod állítani az encodert, a kuplung bontást is kipróbálhatod. Jeletésdre számítok. Ha ezt én csinálom úgyse hiszitek el.
Kb.10ezres szervomotor hiba statisztikából jó ha 2 volt kuplungból adódó, de ott is csapágy szétmenése volt az ok.
Kb.10ezres szervomotor hiba statisztikából jó ha 2 volt kuplungból adódó, de ott is csapágy szétmenése volt az ok.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 13:25
Írta: Bencze András Dátum 2021 december 30, 13:25
Rendes méretezés esetén nem fordul elő kuplunghiba, talán 24/360-ban hajtott gépnél húsz év után.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 14:27
Írta: designr Dátum 2021 december 30, 14:27
Ha egyszerűen lehuzom az encoder vezetéket persze hogy megáll hibával..nem tudjuk az összes lehetséges esetlegesen előfordulása hibát tesztelni..olyan megoldás kell ami nem a motort figyeli hanem a két orsót..Írtam hogy motor és orsó közötti kuplung hibára gondoltam és nem encoder kuplungra...Encodereket szoktam beállitani.. Jó lenne kötekedés helyett 4-5 valós..gyakorlatban megvalósitható ötletet írni..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 15:12
Írta: Bencze András Dátum 2021 december 30, 15:12
Nem kötekedni akarok, de az iparban ilyen szituációkban megbíznak az elektronikai/szoftver védelmekben még sokkal nagyobb értékek esetén is. Vélem szerint minden egyéb elem hozzáadása csak a túlbonyolítás a megbízhatóságot, használhatóságot csökkenti. Téma részemről lezárva. Előbbieket az iparban alkalmazott nem kőkorszaki szervók esetén tartom fenn. Esetünkben ilyen lesz. Nem?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2021 december 30, 15:57
Írta: designr Dátum 2021 december 30, 15:57
Nem tudom milyen rendszer lesz..
Annyit látok hogy egy beültetőgép váza..orsók elmondásszerint cserélve lesznek..szerintem motorok sem eredetiek..
Tehát ipari alapgép hobby kezekben..
Sajnos kuplung törés nem olyan ritka mint iparban..
Szerintem egy bolondbiztos védelmet akar , ami akár egy triviális hiba miatt megvédi a gépet a maradandó alakváltozástól..
Én sem vitakozni akartam, ezek az ötletek jutottak eszembe amelyket akár még én is meg tudnék csinálni..
Annyit látok hogy egy beültetőgép váza..orsók elmondásszerint cserélve lesznek..szerintem motorok sem eredetiek..
Tehát ipari alapgép hobby kezekben..
Sajnos kuplung törés nem olyan ritka mint iparban..
Szerintem egy bolondbiztos védelmet akar , ami akár egy triviális hiba miatt megvédi a gépet a maradandó alakváltozástól..
Én sem vitakozni akartam, ezek az ötletek jutottak eszembe amelyket akár még én is meg tudnék csinálni..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2021 december 30, 17:18
Írta: Bencze András Dátum 2021 december 30, 17:18
Akkor hallgassuk meg a gép építőjét.[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2021 december 30, 21:37
Írta: őrülT-Tudós Dátum 2021 december 30, 21:37
Köszönöm az eszmefuttatást!
Motor, vezérlő, kuplung, csapágyazás marad az eredeti. Csak az orsó cserés 10mm emelkedésűre. Kőkorszakiak-e ezek a szervók az jó kérdés. Nem mai darabok. Van lehetőségem választani még én sem döntöttem Sanmotiom Q és PY széria kerül fel. Mindkettőhöz sikerült programozó kábelt applikálni, illetve programozni is. Tanácsokat ezzel kapcsolatban is elfogadok ha esetleg valaki ismeri őket. Töltök fel képeket róluk.
Nyilván használni akarom azt a funkciót is ha a vezérlő szalad hibára. Kuplung törés vagy akár valami féle zavar jel, illetve kontakt hiba step-dir bemeneten ami elsősorban aggaszt. Ezért szeretném ezt a plusz biztonsági megoldást.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_gitpij9kucde0py20fq4w_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/gitpij9kucde0py20fq4w_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_av97nxkq7wimpv2bnape_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/av97nxkq7wimpv2bnape_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_yijxnea8ca5wxbh6xgii_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/yijxnea8ca5wxbh6xgii_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_sc9ge5kxb8bkhqy7h0623_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/sc9ge5kxb8bkhqy7h0623_5292.png)
Motor, vezérlő, kuplung, csapágyazás marad az eredeti. Csak az orsó cserés 10mm emelkedésűre. Kőkorszakiak-e ezek a szervók az jó kérdés. Nem mai darabok. Van lehetőségem választani még én sem döntöttem Sanmotiom Q és PY széria kerül fel. Mindkettőhöz sikerült programozó kábelt applikálni, illetve programozni is. Tanácsokat ezzel kapcsolatban is elfogadok ha esetleg valaki ismeri őket. Töltök fel képeket róluk.
Nyilván használni akarom azt a funkciót is ha a vezérlő szalad hibára. Kuplung törés vagy akár valami féle zavar jel, illetve kontakt hiba step-dir bemeneten ami elsősorban aggaszt. Ezért szeretném ezt a plusz biztonsági megoldást.
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_gitpij9kucde0py20fq4w_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/gitpij9kucde0py20fq4w_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_av97nxkq7wimpv2bnape_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/av97nxkq7wimpv2bnape_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_yijxnea8ca5wxbh6xgii_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/yijxnea8ca5wxbh6xgii_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_sc9ge5kxb8bkhqy7h0623_5292.png) (https://hobbicncforum.hu/uploaded_images/2021/12/sc9ge5kxb8bkhqy7h0623_5292.png)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 január 05, 10:52
Írta: őrülT-Tudós Dátum 2022 január 05, 10:52
Még egy probléma felmerült AC szervó szerelgetés közben... A 1.5 kw os szervón már nem olyan enkóder kábel van mint a kisebb társain. A képen szereplő kábel sajnos nem elég hosszú nekem. Szoktam csatlakozókat forrasztgatni de ez már nem az én szintem.. Létezik ehhez valami toldási lehetőség?
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_yf6j7ve8iftgaguxnncn_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/yf6j7ve8iftgaguxnncn_5292.jpeg)
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_yf6j7ve8iftgaguxnncn_5292.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/yf6j7ve8iftgaguxnncn_5292.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: Csuhás Dátum 2022 január 05, 11:39
Írta: Csuhás Dátum 2022 január 05, 11:39
Ez egy teljesen laza csati, keress valakit aki tud forrasztani és megoldja. ( Szoktunk 0.5mm osztású csatira is forrasztani )
Cím: Re:AC szervó motoros vezérlés
Írta: bjrazucpx Dátum 2022 január 20, 12:42
Írta: bjrazucpx Dátum 2022 január 20, 12:42
Kedves Fórumtàrsak!
Segítséget szeretnék kérni abban, hogy AC szervó vezérlésnél mit takar az hogy digitális "B" protokoll szerint vezérelhető?
mikrokontrollerrel próbálkozott már valaki step-dir àtalakítót készíteni?
Köszönöm a válaszokat!Miki
Segítséget szeretnék kérni abban, hogy AC szervó vezérlésnél mit takar az hogy digitális "B" protokoll szerint vezérelhető?
mikrokontrollerrel próbálkozott már valaki step-dir àtalakítót készíteni?
Köszönöm a válaszokat!Miki
Cím: Re:AC szervó motoros vezérlés
Írta: mj94s5pjn Dátum 2022 január 24, 15:23
Írta: mj94s5pjn Dátum 2022 január 24, 15:23
Sziasztok, vettem egy bontott szettet, érdeklődni szeretnék hogy működne-e step/dir vezérléssel az alábbi vezérlő?
Omron R88D-KN04H-ml2 kábelekvel és hozza tartozó motorral
Omron R88D-KN04H-ml2 kábelekvel és hozza tartozó motorral
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 január 24, 15:36
Írta: designr Dátum 2022 január 24, 15:36
Ez nem fog működni step-dir jelről..Mechatrolink kommunikáció..
Cím: Re:AC szervó motoros vezérlés
Írta: mj94s5pjn Dátum 2022 január 24, 15:42
Írta: mj94s5pjn Dátum 2022 január 24, 15:42
Néztem a CN1-es pöttöm sem tudnám életre kelteni?
Esetleg aki használ ilyen omron r88d vezérlőket step/dir módban, kérném írják le a típusát! Előre is köszönöm
Esetleg aki használ ilyen omron r88d vezérlőket step/dir módban, kérném írják le a típusát! Előre is köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 január 24, 17:32
Írta: TBS-TEAM Dátum 2022 január 24, 17:32
MECHATROLINK kommunikáció (https://assets.omron.eu/downloads/datasheet/en/v5/i108e_r88d-g_g-series_servo_drive_datasheet_en.pdf) adatlap
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 január 24, 19:21
Írta: designr Dátum 2022 január 24, 19:21
Ilyenek..
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_6g6s973ud43t8gfj9si8i_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/6g6s973ud43t8gfj9si8i_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_qhahfpdcc7ff3g8h2ks_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/qhahfpdcc7ff3g8h2ks_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_6g6s973ud43t8gfj9si8i_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/6g6s973ud43t8gfj9si8i_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_qhahfpdcc7ff3g8h2ks_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/qhahfpdcc7ff3g8h2ks_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 január 30, 07:00
Írta: Balli001 Dátum 2022 január 30, 07:00
Sziasztok,
Ismét szeretnék egy kis segítséget kérni.
Vásároltam a fórumon egy Parker servo settet. Mivel teljesen kezdő voltam ebben a témában, nem is voltam még elég alapos mielőtt megvettem...
Vezérlő: 638A043F0STOCAN000RD2
https://inverterdrive.com/file/638-Servo-Drive-Manual
Motor: smha826003814s2id65a74
https://www.parker.com/literature/Electromechanical%20Europe/Literature/192_061013_SMB_SMH_Motoren.pdf
Motor oldali csatlakozókat elcsípve kaptam meg, így csináltam hozzá servo oldalikat. El is jutottam odáig hogy a vezérlője alapján minden OK, fék old.
Így vagy rossz beállításokkal használom, vagy a vezérlőben lévő RD2 kód (resolver encoder) nem fog működni a motor Hiperface encoderével.
Viszont mivel a drive speed loopjával se sikerül rendesen megforgatni, gondolom más baj is van. PID beállítás segíthet rajta?
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_yf6d7f5sbmnvcnwtxpjhz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/yf6d7f5sbmnvcnwtxpjhz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_sw057m22bc6t2fu8ceuh_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/sw057m22bc6t2fu8ceuh_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_q3avb9ui7hbxgiwcmwc6_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/q3avb9ui7hbxgiwcmwc6_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_f8t5b44ed03gmvp3kuiu_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/f8t5b44ed03gmvp3kuiu_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_j3d4xd2w5vg70b89tzdgd_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/j3d4xd2w5vg70b89tzdgd_8177.jpg)
Ismét szeretnék egy kis segítséget kérni.
Vásároltam a fórumon egy Parker servo settet. Mivel teljesen kezdő voltam ebben a témában, nem is voltam még elég alapos mielőtt megvettem...
Vezérlő: 638A043F0STOCAN000RD2
https://inverterdrive.com/file/638-Servo-Drive-Manual
Motor: smha826003814s2id65a74
https://www.parker.com/literature/Electromechanical%20Europe/Literature/192_061013_SMB_SMH_Motoren.pdf
Motor oldali csatlakozókat elcsípve kaptam meg, így csináltam hozzá servo oldalikat. El is jutottam odáig hogy a vezérlője alapján minden OK, fék old.
Így vagy rossz beállításokkal használom, vagy a vezérlőben lévő RD2 kód (resolver encoder) nem fog működni a motor Hiperface encoderével.
Viszont mivel a drive speed loopjával se sikerül rendesen megforgatni, gondolom más baj is van. PID beállítás segíthet rajta?
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_yf6d7f5sbmnvcnwtxpjhz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/yf6d7f5sbmnvcnwtxpjhz_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_sw057m22bc6t2fu8ceuh_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/sw057m22bc6t2fu8ceuh_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_q3avb9ui7hbxgiwcmwc6_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/q3avb9ui7hbxgiwcmwc6_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_f8t5b44ed03gmvp3kuiu_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/f8t5b44ed03gmvp3kuiu_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_j3d4xd2w5vg70b89tzdgd_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/j3d4xd2w5vg70b89tzdgd_8177.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Borcz Dátum 2022 január 30, 16:09
Írta: Borcz Dátum 2022 január 30, 16:09
Üdv!
Keresek!!!
Mitsubishi MR-J2S-70A típusú szervó erősítőt! Működőt.
Az enyém valószínűleg IGBT beteg. Ha van megoldása valakinek rá annak is örülök, de egyelőre cserébe gondolkodok.
Köszönöm,
Borcz
Keresek!!!
Mitsubishi MR-J2S-70A típusú szervó erősítőt! Működőt.
Az enyém valószínűleg IGBT beteg. Ha van megoldása valakinek rá annak is örülök, de egyelőre cserébe gondolkodok.
Köszönöm,
Borcz
Cím: Re:AC szervó motoros vezérlés
Írta: bjrazucpx Dátum 2022 január 30, 18:23
Írta: bjrazucpx Dátum 2022 január 30, 18:23
Ekkora butaságot kérdeztem...(???)
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2022 január 30, 19:28
Írta: bundyland Dátum 2022 január 30, 19:28
Én pl. sose hallottam digitális B protokollról, esetleg nem ártana leírni milyen vezérlő.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 január 30, 20:18
Írta: svejk Dátum 2022 január 30, 20:18
Az elsőről nincs fogalmam.
A második kérdésnél mit takar a step/dir átalakító?
Ha step/dir >>>> analóg feszültség akkor igen, vannak ilyen kütyük.
A második kérdésnél mit takar a step/dir átalakító?
Ha step/dir >>>> analóg feszültség akkor igen, vannak ilyen kütyük.
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2022 március 13, 20:42
Írta: Autotec1 Dátum 2022 március 13, 20:42
Panasonic ac szervó gurut keresek
Van 2 vezérlőm és 3 motorom de sajnos megakadtam veluk
Step-dir jelekre nem reagál , bekapcsolás után szabályozhatatlanúl nagyon lassan forog
Elvileg vezérelhető step-dir jellel , a 400w-ost gyári programmal tesztelték (állítólag) (nincs hozzá programozó kábelem)
Van 2 vezérlőm és 3 motorom de sajnos megakadtam veluk
Step-dir jelekre nem reagál , bekapcsolás után szabályozhatatlanúl nagyon lassan forog
Elvileg vezérelhető step-dir jellel , a 400w-ost gyári programmal tesztelték (állítólag) (nincs hozzá programozó kábelem)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2022 március 13, 20:46
Írta: Autotec1 Dátum 2022 március 13, 20:46
Képek lemaradtak
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_dw6pi2auv9kantw4vfu_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/dw6pi2auv9kantw4vfu_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_z4af6jma4qjgzi6fkti7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/z4af6jma4qjgzi6fkti7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_k2wuuy55m706uzhizh0_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/k2wuuy55m706uzhizh0_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_bpaupm22wj5p0w6a5d_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/bpaupm22wj5p0w6a5d_5332.jpeg)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_dw6pi2auv9kantw4vfu_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/dw6pi2auv9kantw4vfu_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_z4af6jma4qjgzi6fkti7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/z4af6jma4qjgzi6fkti7_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_k2wuuy55m706uzhizh0_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/k2wuuy55m706uzhizh0_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_bpaupm22wj5p0w6a5d_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/bpaupm22wj5p0w6a5d_5332.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2022 március 14, 18:09
Írta: Autotec1 Dátum 2022 március 14, 18:09
természetesen Nem ingyen!!!
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 március 14, 20:01
Írta: designr Dátum 2022 március 14, 20:01
Az I/O csati 9-es lábat bekötötted.?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 március 14, 20:02
Írta: designr Dátum 2022 március 14, 20:02
És a 12-es enable?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 március 14, 20:03
Írta: designr Dátum 2022 március 14, 20:03
29-és 30-as láb?
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2022 március 15, 08:31
Írta: Autotec1 Dátum 2022 március 15, 08:31
A kép szerint kötöttem
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_hhjv5tfat4iyz67m5thkt_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/03/hhjv5tfat4iyz67m5thkt_5332.png)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_hhjv5tfat4iyz67m5thkt_5332.png) (https://hobbicncforum.hu/uploaded_images/2022/03/hhjv5tfat4iyz67m5thkt_5332.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2022 március 22, 22:28
Írta: Autotec1 Dátum 2022 március 22, 22:28
nincs nagy tolongás
senki nem foglalkozik Panasonic vezérlőkkel?
senki nem foglalkozik Panasonic vezérlőkkel?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 március 23, 07:01
Írta: designr Dátum 2022 március 23, 07:01
Két doksi van hozzá a neten..?.Felprogramoztad step-dir jelre?Nem vállalok beüzemelést de ha minden bekötés rendben vagy hibát ir ki vagy megy..
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2022 május 17, 10:25
Írta: Peppe51 Dátum 2022 május 17, 10:25
FREKVENCIAVÁLTÓVAL lehet AC SERVO MOTORT hajtani?
Főorsónak kellene.
Főorsónak kellene.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 május 17, 11:20
Írta: Bencze András Dátum 2022 május 17, 11:20
Ha nem állandó mágneses a motor akkor biztos lehet. Egyéb esetben kérdéses.
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2022 május 17, 11:31
Írta: Peppe51 Dátum 2022 május 17, 11:31
2kW-os, forgórész permanens mágnes. Azt írják, hogy az ilyen szinkron motor, 10-15%-val nagyobb nyomatékkal, minta az aszinkron motor. Elvileg ugyanúgy reagál, mint az aszinkron, frekiváltoval.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 május 17, 12:19
Írta: designr Dátum 2022 május 17, 12:19
Yaskawa V1000 ezzel biztosan lehet..
https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=AN.V1000.03
https://www.yaskawa.com/downloads/search-index/details?showType=details&docnum=AN.V1000.03
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2022 május 17, 13:23
Írta: 3ebj3bk8b Dátum 2022 május 17, 13:23
Lehet, én is csináltam anno.
Powerflex meg a Schneider frekiváltó is alkalmas rá, csak vektoros legyen.
Powerflex meg a Schneider frekiváltó is alkalmas rá, csak vektoros legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: Nejkoff István Dátum 2022 május 18, 11:15
Írta: Nejkoff István Dátum 2022 május 18, 11:15
Szia!
Ma ki próbáltam a Berger Lahr 1kW szervot össze kötöttem Yaskawa V1000 frekiváltóval.Szuper lett.[#taps]Köszi a tip.
Ma ki próbáltam a Berger Lahr 1kW szervot össze kötöttem Yaskawa V1000 frekiváltóval.Szuper lett.[#taps]Köszi a tip.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 május 18, 11:18
Írta: designr Dátum 2022 május 18, 11:18
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2022 május 19, 15:15
Írta: Peppe51 Dátum 2022 május 19, 15:15
Szervusz, a vektoros mit jelet?
Baldor BSM100c-2150AA szervomotorról lenne szó, Nordac sk700 5kW frekiváltóval.
Baldor BSM100c-2150AA szervomotorról lenne szó, Nordac sk700 5kW frekiváltóval.
Cím: Re:AC szervó motoros vezérlés
Írta: 3ebj3bk8b Dátum 2022 május 20, 10:16
Írta: 3ebj3bk8b Dátum 2022 május 20, 10:16
Szia!
NORDAC SK 700E KÈzikönyv
4 Műszaki változtatások joga fenntartva BU 0700 HU
1 £ltal·nos tudnivalÛk
A N O R D A C SK 700E gyártmánysorozat a jól bevált vector gyártmánysorozat következetes továbbfejlesztÈse.
Ezek a kÈszülÈkek nagyfokú modularitásukkal Ès egyidejűleg optimális szabályozÛi tulajdonságaikkal tűnnek ki.
A kÈszülÈkek ÈrzÈkelő nÈlküli Áram-vektor szabályozással rendelkeznek, ami egy horomfázisú aszinkron motor
motormodelljÈvel együtt mindig optimális feszültsÈg/frekvencia viszonyrÛl gondoskodik. A hajtás számára ez a
következőket jelenti: maximális indÌtási Ès túlterhelÈsi nyomatÈk állandÛ fordulatszám mellett
Alaklmas rá. Csak a V1000-es Yaskawát azért szokták szeretni amit Designr fórumtás javasolt, mert van benne ilyen program előre beállítva, hogy permanens mágneses szervo/szinkron motort vezéreljen.
NORDAC SK 700E KÈzikönyv
4 Műszaki változtatások joga fenntartva BU 0700 HU
1 £ltal·nos tudnivalÛk
A N O R D A C SK 700E gyártmánysorozat a jól bevált vector gyártmánysorozat következetes továbbfejlesztÈse.
Ezek a kÈszülÈkek nagyfokú modularitásukkal Ès egyidejűleg optimális szabályozÛi tulajdonságaikkal tűnnek ki.
A kÈszülÈkek ÈrzÈkelő nÈlküli Áram-vektor szabályozással rendelkeznek, ami egy horomfázisú aszinkron motor
motormodelljÈvel együtt mindig optimális feszültsÈg/frekvencia viszonyrÛl gondoskodik. A hajtás számára ez a
következőket jelenti: maximális indÌtási Ès túlterhelÈsi nyomatÈk állandÛ fordulatszám mellett
Alaklmas rá. Csak a V1000-es Yaskawát azért szokták szeretni amit Designr fórumtás javasolt, mert van benne ilyen program előre beállítva, hogy permanens mágneses szervo/szinkron motort vezéreljen.
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2022 május 21, 19:49
Írta: Peppe51 Dátum 2022 május 21, 19:49
Kössz,
még pár buta kérdés:
a szervomotor rated bus voltage 300V. Mi a rated frekvencia?
Sehol sem találom.
A max output feszültség egyenlő az inputttal, azaz 380V. Az alábbi ábrán 650V VCD-t ír 5000 rpm-re. Akkor lehet nagy fordulaton használni 380V-val?
Üdv.: P
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_qtd9sf9e72hg4xe2xv5tb_2600.png) (https://hobbicncforum.hu/uploaded_images/2022/05/qtd9sf9e72hg4xe2xv5tb_2600.png)
még pár buta kérdés:
a szervomotor rated bus voltage 300V. Mi a rated frekvencia?
Sehol sem találom.
A max output feszültség egyenlő az inputttal, azaz 380V. Az alábbi ábrán 650V VCD-t ír 5000 rpm-re. Akkor lehet nagy fordulaton használni 380V-val?
Üdv.: P
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_qtd9sf9e72hg4xe2xv5tb_2600.png) (https://hobbicncforum.hu/uploaded_images/2022/05/qtd9sf9e72hg4xe2xv5tb_2600.png)
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2022 június 08, 14:06
Írta: zozo Dátum 2022 június 08, 14:06
Ha ismeri valaki a Bonfiglioli Vectron gyártású szervó vezérlő lelkivilágát és pár telefonos kérdésben tudna segíteni, nagyon megköszönném.
Cím: Re:AC szervó motoros vezérlés
Írta: onagy Dátum 2022 június 08, 14:32
Írta: onagy Dátum 2022 június 08, 14:32
Bonfiglioli Vectron Agile széria (frekvenciaváltó)?
Akkor igen.
O.
Akkor igen.
O.
Cím: Re:AC szervó motoros vezérlés
Írta: zozo Dátum 2022 június 08, 17:25
Írta: zozo Dátum 2022 június 08, 17:25
Köszi a választ, ez nem Agile, hanem Active Cube.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 június 08, 18:36
Írta: Szabika78 Dátum 2022 június 08, 18:36
Üdvözlök Mindenkit!
Olyan kérdésem lenne, a nálam hozzáértőbb illetőktől, hogy ha van egy nagyobb méretű szervómotorom, akkor ugye ahhoz a closed loop miatt szervó vezérlő kell a megfelelő hajtáshoz és a sima frekvenciaváltó nem megfelelő hozzá, főleg ha sebességet is szeretnék tartani vele. Viszont mi a helyzet a komolyabb Vektoros Inverterekkel, ahol nem csak hogy figyeli az enkódert, de van benne kimondottan Állandó Mágnes mód is? Azok vannak olyan jók, mint az eredeti szervóvezérlők? Valamint alacsony fordulaton is lesz ugyanolyan nyomaték az ilyen frekvenciaváltóknál, vagy valamelyest csökkenés tapasztalható?
Továbbá olyat is olvastam, hogy sokkal nagyobb teljesítményű frekvenciaváltót használnak az állandómágneses motorokhoz,mint az eredeti szervóvezérlő teljesítménye. Ez azért van, mert a tengerentúlon "nem elég nekik az Amper" vagy alapból hülyeség az egész?
Azért kérdezem, mert próbálok "művelődni", de annyi jót és baromságot lehet egyszerre olvasni, hogy nehéz kihámozni az igazságot!
Köszönöm a válaszokat!
UI: A Segítség, Béna vagyok részbe is írtam, de ott nem válaszoltak erre
Olyan kérdésem lenne, a nálam hozzáértőbb illetőktől, hogy ha van egy nagyobb méretű szervómotorom, akkor ugye ahhoz a closed loop miatt szervó vezérlő kell a megfelelő hajtáshoz és a sima frekvenciaváltó nem megfelelő hozzá, főleg ha sebességet is szeretnék tartani vele. Viszont mi a helyzet a komolyabb Vektoros Inverterekkel, ahol nem csak hogy figyeli az enkódert, de van benne kimondottan Állandó Mágnes mód is? Azok vannak olyan jók, mint az eredeti szervóvezérlők? Valamint alacsony fordulaton is lesz ugyanolyan nyomaték az ilyen frekvenciaváltóknál, vagy valamelyest csökkenés tapasztalható?
Továbbá olyat is olvastam, hogy sokkal nagyobb teljesítményű frekvenciaváltót használnak az állandómágneses motorokhoz,mint az eredeti szervóvezérlő teljesítménye. Ez azért van, mert a tengerentúlon "nem elég nekik az Amper" vagy alapból hülyeség az egész?
Azért kérdezem, mert próbálok "művelődni", de annyi jót és baromságot lehet egyszerre olvasni, hogy nehéz kihámozni az igazságot!
Köszönöm a válaszokat!
UI: A Segítség, Béna vagyok részbe is írtam, de ott nem válaszoltak erre
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 08, 19:31
Írta: svejk Dátum 2022 június 08, 19:31
Olvastam -gondolom más is- ott is.
De túl sok a kérdés ráadásul a válaszok sem egyszerűek.
Ha konkrétumot kérdeznél egyszerűbb lenne, pl. milyen motor és mire akarod használni.
- az un. vectoros frekvenciaváltók általában lekezelik a P.M. forgórészű szinkron motorokat.
-Ezek a frekiváltók általában tudnak encodert is fogadni, de jellemzően csak quadratura encodert.
- Az AC szervomotorok gyártói vigyáznak rá, hogy ne tudd Te azt csak úgy mással összekötni, ha sikerül is bizonyára nem lesz olyan jó mint a saját vezérlőjével.
- van az a "tengerentúli hülyeség" -már ha az ottani 110 V-os hálózatra gondolsz- de ott is sok a megkötés, nem lehet általánosságokban beszélni.
De túl sok a kérdés ráadásul a válaszok sem egyszerűek.
Ha konkrétumot kérdeznél egyszerűbb lenne, pl. milyen motor és mire akarod használni.
- az un. vectoros frekvenciaváltók általában lekezelik a P.M. forgórészű szinkron motorokat.
-Ezek a frekiváltók általában tudnak encodert is fogadni, de jellemzően csak quadratura encodert.
- Az AC szervomotorok gyártói vigyáznak rá, hogy ne tudd Te azt csak úgy mással összekötni, ha sikerül is bizonyára nem lesz olyan jó mint a saját vezérlőjével.
- van az a "tengerentúli hülyeség" -már ha az ottani 110 V-os hálózatra gondolsz- de ott is sok a megkötés, nem lehet általánosságokban beszélni.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 június 08, 20:12
Írta: Szabika78 Dátum 2022 június 08, 20:12
Igazából máris megkaptam pár kérdésre a választ!
De hogy konkrétabb legyen a kérdés.
Van egy 5.5kW-s állandó mágneses szervómotor, amelyen egy 1024 P/R inkrementális enkóder van. Az eredeti szervó vezérlő helyettesítését kerestem és így jutottam a vektoros VFD szabályozáshoz. Egy 7.5kW-s vektoros VFD-t néztem hozzá, amely tud encodert kezelni és van benne kimondottan PM mód is. Semmi pozicionálás nem lenne vele cél, hanem csak sebesség tartás, mint főorsó. Csak azért kérdeztem, mert annyi helyen olvastam már, hogy ez is működik, de kíváncsi voltam, hogy csak egy olyan öszvérmegoldás, vagy tényleg tudja azt, amit a szervó vezérlők.
Én nem mondom, hogy ezt fogom csinálni, csak érdeklődöm a megoldások iránt.
Azért köszönöm a választ!
De hogy konkrétabb legyen a kérdés.
Van egy 5.5kW-s állandó mágneses szervómotor, amelyen egy 1024 P/R inkrementális enkóder van. Az eredeti szervó vezérlő helyettesítését kerestem és így jutottam a vektoros VFD szabályozáshoz. Egy 7.5kW-s vektoros VFD-t néztem hozzá, amely tud encodert kezelni és van benne kimondottan PM mód is. Semmi pozicionálás nem lenne vele cél, hanem csak sebesség tartás, mint főorsó. Csak azért kérdeztem, mert annyi helyen olvastam már, hogy ez is működik, de kíváncsi voltam, hogy csak egy olyan öszvérmegoldás, vagy tényleg tudja azt, amit a szervó vezérlők.
Én nem mondom, hogy ezt fogom csinálni, csak érdeklődöm a megoldások iránt.
Azért köszönöm a választ!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 08, 20:19
Írta: svejk Dátum 2022 június 08, 20:19
Sebességszervonak jó lesz, ha a motorhoz tudod állítani.
Az öntanulós módok nem szoktak igazán sikeresek lenni, a motor egyéb adatait meg nem egyszerű megmérni.
Az öntanulós módok nem szoktak igazán sikeresek lenni, a motor egyéb adatait meg nem egyszerű megmérni.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 június 08, 20:21
Írta: TBS-TEAM Dátum 2022 június 08, 20:21
Van Lenze szervo vezérlőm 5.5Kw +-10V vezérlés kezeli a 1024 Encodert is ha érdekel. [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 június 08, 22:19
Írta: Szabika78 Dátum 2022 június 08, 22:19
Köszönöm mindenkinek a válaszokat!
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 június 09, 09:15
Írta: sarktibsi Dátum 2022 június 09, 09:15
Szeretnék hozzászolni a témához. Én egy OMRON v1000-el probáalkoztam a PM motor egy
mosógépböl kiszuperált, 3x200 v-os kb 6-700 w-os lehet 50-6000 rpm-re sikerült beálitanom.
mosógépböl kiszuperált, 3x200 v-os kb 6-700 w-os lehet 50-6000 rpm-re sikerült beálitanom.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 09, 09:47
Írta: svejk Dátum 2022 június 09, 09:47
Jelemzően az alacsony fordulatok a problémásak és így az indulás is.
Illetve ott lehet még gond ha nagy fordulaton a terhelés hatására kiesik a szinkronból.
Én párszor nekifutottam -bizonyára nem voltam elég ügyes és kitartó- de szerintem a gyári vezérlőjével való működést meg sem közelíti.
Nem elhalgatandó, hogy én csak sensorless módban játszottam vele!
Illetve ott lehet még gond ha nagy fordulaton a terhelés hatására kiesik a szinkronból.
Én párszor nekifutottam -bizonyára nem voltam elég ügyes és kitartó- de szerintem a gyári vezérlőjével való működést meg sem közelíti.
Nem elhalgatandó, hogy én csak sensorless módban játszottam vele!
Cím: Re:AC szervó motoros vezérlés
Írta: Nejkoff István Dátum 2022 június 09, 13:26
Írta: Nejkoff István Dátum 2022 június 09, 13:26
Most próbáltam ki AC szervot 1Kw Yaskawa V1000 1.5Kw .Marás 6000 ford/perc előtolás 60mm/perc 2mm fogásmélység acélba .Simán vitte 317V 1.29A felvétel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 09, 14:50
Írta: svejk Dátum 2022 június 09, 14:50
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 09, 14:53
Írta: svejk Dátum 2022 június 09, 14:53
"6000 ford/perc előtolás 60mm/perc"
Mondjuk ez inkább szerszámkoptatás. :)
Mondjuk ez inkább szerszámkoptatás. :)
Cím: Re:AC szervó motoros vezérlés
Írta: Nejkoff István Dátum 2022 június 09, 15:06
Írta: Nejkoff István Dátum 2022 június 09, 15:06
Nem mertem még jobban neki ereszteni.Adtam rá még 100mm/perc
és így is 1.4A az áram [#nevetes1]
és így is 1.4A az áram [#nevetes1]
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 június 09, 15:56
Írta: Bencze András Dátum 2022 június 09, 15:56
Akkor kezd érdekessé válni a dolog, amikor a rámpát 0,1 s vagy az alá teszed, és irányt váltasz 100% fordulatszámon. Akkor kiderül az igazság.
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2022 június 09, 16:50
Írta: ajpwg6jrn Dátum 2022 június 09, 16:50
Igen, de egy hobbistának ez lehet pont nem számít. Neki belefér az életébe a 2-3sec-es fel és lepörgési idő.
Egy termelésre használt gép, ahol már a msec-okra játszanak, ott nem fér bele.
Egy termelésre használt gép, ahol már a msec-okra játszanak, ott nem fér bele.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 09, 16:50
Írta: svejk Dátum 2022 június 09, 16:50
Ha megírod a maró átmérőjét és élszámát akkor a szakmabeliek hipp-hopp megírják ide a valós forgácsolási teljesítményt, mondjuk általános szerkezeti acélra.
De félre ne értsétek nem vagyok én ezen módi ellen, csak nekem nem tetszik és/vagy? nem jött össze.
Majd itt jól összeszedem a morzsákat és egyszer újra neki durálom magam.
De félre ne értsétek nem vagyok én ezen módi ellen, csak nekem nem tetszik és/vagy? nem jött össze.
Majd itt jól összeszedem a morzsákat és egyszer újra neki durálom magam.
Cím: Re:AC szervó motoros vezérlés
Írta: Nejkoff István Dátum 2022 június 09, 20:59
Írta: Nejkoff István Dátum 2022 június 09, 20:59
A maró átmérő 8mm élszám 4
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 június 10, 14:12
Írta: sarktibsi Dátum 2022 június 10, 14:12
Üdv. mindenkinek. Analóg módban szeretnék használni egy szervóhajtást (omron sgdh-15ae-s-oy)
de nem akar összejöni, ugyanis alacsony fordulatszámon (50-100 rpm) kevés nyomatékot ad le. Mi lehet a probléma? Ugyanigy jártam a lenze evs 9323-es tipusnál is. Valaki tapasztalt már ilyet? Szerszámgép elötolásra menne kell a nagy nyomaték.
de nem akar összejöni, ugyanis alacsony fordulatszámon (50-100 rpm) kevés nyomatékot ad le. Mi lehet a probléma? Ugyanigy jártam a lenze evs 9323-es tipusnál is. Valaki tapasztalt már ilyet? Szerszámgép elötolásra menne kell a nagy nyomaték.
Cím: Re:AC szervó motoros vezérlés
Írta: horcsab Dátum 2022 június 10, 14:24
Írta: horcsab Dátum 2022 június 10, 14:24
Hurokerősítés bevan állítva rendesen?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 június 10, 16:44
Írta: Bencze András Dátum 2022 június 10, 16:44
Honnan veszed, hogy kevés, mérted nyomatékkulccsal?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 június 10, 21:38
Írta: svejk Dátum 2022 június 10, 21:38
Ej, hol vannak a szakmebeliek nyaralnak vagy csak lapítanak? :)
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2022 június 10, 21:48
Írta: ajpwg6jrn Dátum 2022 június 10, 21:48
Nem vagyok szakmabeli, de pár adat még kell a meghatározáshoz.
Itt egy hasznos oldal, annak aki valóban számolgatni akar.
https://www.sandvik.coromant.com/hu-hu/knowledge/machining-formulas-definitions/pages/milling.aspx
Itt egy hasznos oldal, annak aki valóban számolgatni akar.
https://www.sandvik.coromant.com/hu-hu/knowledge/machining-formulas-definitions/pages/milling.aspx
Cím: Re:AC szervó motoros vezérlés
Írta: ajpwg6jrn Dátum 2022 június 10, 21:51
Írta: ajpwg6jrn Dátum 2022 június 10, 21:51
Milyen motorokat használsz, van rajtuk áttét vagy direkben tekerik az orsót?
Ez utóbbi esetben lehet nem a hajtással lesz a gond, hanem az hogy a névleges 0-1-2-3...Nm szimplán csak kevés, amit tud a motor.
Gondolom nem használsz 5-10kW-os motorokat, amik tudhatnak 5-10-15Nm-eket.
Ez utóbbi esetben lehet nem a hajtással lesz a gond, hanem az hogy a névleges 0-1-2-3...Nm szimplán csak kevés, amit tud a motor.
Gondolom nem használsz 5-10kW-os motorokat, amik tudhatnak 5-10-15Nm-eket.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 július 20, 14:57
Írta: svejk Dátum 2022 július 20, 14:57
No már a Yaskawák is elkezdték...
Ez egy SGMAS-01-es moci.
Vizet, párát sosem látott.
Ennyit az örök élet -esetleg csak csapágycsere- AC szervokról. :(
(jó, még ez is menthető lett)
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_sbv580k9ztwugttw2fvfy_66.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/sbv580k9ztwugttw2fvfy_66.jpg)
Ez egy SGMAS-01-es moci.
Vizet, párát sosem látott.
Ennyit az örök élet -esetleg csak csapágycsere- AC szervokról. :(
(jó, még ez is menthető lett)
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_sbv580k9ztwugttw2fvfy_66.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/sbv580k9ztwugttw2fvfy_66.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Csuhás Dátum 2022 július 22, 20:58
Írta: Csuhás Dátum 2022 július 22, 20:58
Mi ez a trutyi ami látszik? Rozsda? Mi okozhatta? Hogyan lehetet javítani?
Cím: Re:AC szervó motoros vezérlés
Írta: Marosi István Dátum 2022 július 23, 20:58
Írta: Marosi István Dátum 2022 július 23, 20:58
Ez inkább a neodímium mágnes pora.
Ha valahol megsérül rajta a bevonat, akkor apró szemcsék ugrálnak ki alóla.
Ugyanez okoz problémát sok hangszóróban is.
Ha valahol megsérül rajta a bevonat, akkor apró szemcsék ugrálnak ki alóla.
Ugyanez okoz problémát sok hangszóróban is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 július 23, 21:54
Írta: svejk Dátum 2022 július 23, 21:54
Ahogy az előző is írta a mágnes oxidja.
Valószínűelg neodímium mágnes, mely köztudottan rendkívül könnyen reakcióba lép az oxigénnel, ezért a kapható mágnesek tudomásom szerint nikkel bevonattal redelkeznek.
Itt ezeknél a motoroknál csak egy jellemzúen szörke színű festékkel vagy műgyantával vannak bevonva.
A megjelenéséről nem teljes a kép, vagy túlmelegszik és ledobja a védőréteget vagy már alatt elkezd oxidálódni és az túrja le a védelmet.
A javítás csak hályogkovácsolás, a mágnest megtisztítani és bevonni új védőréteggel.
Volt hogy S.O.S.-ben akrillakkal, volt hogy hőálló MOTIP kipufogó festékkel.
A legelső cirka 2 éve csináltam azóta bírja a hobby üzemet.
Valószínűelg neodímium mágnes, mely köztudottan rendkívül könnyen reakcióba lép az oxigénnel, ezért a kapható mágnesek tudomásom szerint nikkel bevonattal redelkeznek.
Itt ezeknél a motoroknál csak egy jellemzúen szörke színű festékkel vagy műgyantával vannak bevonva.
A megjelenéséről nem teljes a kép, vagy túlmelegszik és ledobja a védőréteget vagy már alatt elkezd oxidálódni és az túrja le a védelmet.
A javítás csak hályogkovácsolás, a mágnest megtisztítani és bevonni új védőréteggel.
Volt hogy S.O.S.-ben akrillakkal, volt hogy hőálló MOTIP kipufogó festékkel.
A legelső cirka 2 éve csináltam azóta bírja a hobby üzemet.
Cím: Re:AC szervó motoros vezérlés
Írta: Marosi István Dátum 2022 július 23, 22:02
Írta: Marosi István Dátum 2022 július 23, 22:02
Én is 2k ragasztóval szoktam bevonni, utána megszűnik a probléma
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 05, 17:25
Írta: Szabika78 Dátum 2022 augusztus 05, 17:25
Üdvözlök Mindenkit!
Érdeklődnék, hogy van-e valakinek valamilyen ötlete a következő problémára.
Van két 400 W-os szervó, leprogramozva Step/Dir-re.
Egy nagyobb (maximum 20kg) hidat fognak hajtani két lineáris sínen mint master/slave és elméletileg könnyedén el is bírja a kettő.
A probléma lényege az, hogy szépen végrehajtják a programot akkor, amikor terhelés nélkül vezéreljük őket, viszont amikor beépítésre kerülnek a fogaslécekre és megkapják a terhelést, akkor oda-vissza mennek kb: 100 mm-t mindkét irányba mielőtt végrehajtják az utasítást.
Látott, hallott már esetleg más is hasonló problémáról?
Érdeklődnék, hogy van-e valakinek valamilyen ötlete a következő problémára.
Van két 400 W-os szervó, leprogramozva Step/Dir-re.
Egy nagyobb (maximum 20kg) hidat fognak hajtani két lineáris sínen mint master/slave és elméletileg könnyedén el is bírja a kettő.
A probléma lényege az, hogy szépen végrehajtják a programot akkor, amikor terhelés nélkül vezéreljük őket, viszont amikor beépítésre kerülnek a fogaslécekre és megkapják a terhelést, akkor oda-vissza mennek kb: 100 mm-t mindkét irányba mielőtt végrehajtják az utasítást.
Látott, hallott már esetleg más is hasonló problémáról?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 augusztus 05, 22:28
Írta: designr Dátum 2022 augusztus 05, 22:28
Nem tudom a megoldást..nem is hallottam még ilyet.Esetleg még ha ha tudnánk..milyen program? A két oldal teljesen független vagy van egy áthajtás közöttük?.A 100mm az mindig annyi a munkaterület közepén indulva is..? Végállashoz..referenciához nincs köze?.vezérlö teljesen egyforma..nem ir ki semmit ilyenkor?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 augusztus 05, 22:56
Írta: designr Dátum 2022 augusztus 05, 22:56
Online autotuning esetleg bekapcsolva maradt?
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 05, 23:11
Írta: Szabika78 Dátum 2022 augusztus 05, 23:11
Köszönöm!
Ezt meg kell néznem!
Amúgy 2 Yaskawa szervóról van szó!
Ezt meg kell néznem!
Amúgy 2 Yaskawa szervóról van szó!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 06, 08:59
Írta: svejk Dátum 2022 augusztus 06, 08:59
A hajtásláncot le tudod írni pontosan?
Elsőre azt mondanám valami belengés mely nagyon nem odavaló motorillesztés és/vagy beállítás miatt lehet.
Elsőre azt mondanám valami belengés mely nagyon nem odavaló motorillesztés és/vagy beállítás miatt lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 augusztus 06, 09:24
Írta: Bencze András Dátum 2022 augusztus 06, 09:24
Open collectoros a meghajtód és amikor nincs hasznos jel a zavarok csinálnak jeleket a step/dir bemenetnek. Használj vonalmeghatót, vagy legalább egy kb 2 kOhm ellenállással zárd le.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 06, 09:32
Írta: svejk Dátum 2022 augusztus 06, 09:32
Nekem az alábbi mondatrész gyanús, szerintem nem ezt akarta írni.
"... oda-vissza mennek kb: 100 mm-t mindkét irányba mielőtt végrehajtják az utasítást."
"... oda-vissza mennek kb: 100 mm-t mindkét irányba mielőtt végrehajtják az utasítást."
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 07, 14:48
Írta: Szabika78 Dátum 2022 augusztus 07, 14:48
Én vásároltam itt a szervókat, de nem saját részre. Segítettem a bekötésben és a próbák során, kifogástalanul működtek.
Mach3-al vannak vezérelve egy sima kínai BOB-on keresztül. Az X tengelyt hajtják és az egyik a master a másik pedig a slave. Mindkettő egy-egy fogaslécet hajt. A fogasléceknek nem feszülnek neki a motorok, szépen lett összeillesztve mindkét hajtás.
Amikor a motorok le vannak véve, mindent szépen csinálnak. Ha G kódot kapnak egy file-ból, akkor szépen végrehajtják, ha az MPG-n keresztül kapnak utasítást, akkor azt teszik. Mindkét motor ugyanúgy működik a rendeltetésének megfelelően.
Viszont amikor felszerelésre kerülnek a fogaslécekre a tengelyen, akkor a következő történik:
Megnyomjuk pl az MPG-n az X+ gombot. Mindkét szervó egyszerre oda-vissza járkál megközelítőleg 100 mm-t mindkét irányba. Folyamatosan járkálna gyorsan és a Reset sem állítja le őket! Csak áramtalanítás után állnak le. Mindkettő ugyanúgy mozog folyamatosan amikor a "hibát" produkálják. Tehát legutóbb tényleg rosszul írtam le a hibát, ezért elnézést kérek. Sajnos én is csak elmondás alapján írtam és nem volt pontos az információ továbbítás.
Tehát ez lenne a probléma!
Mach3-al vannak vezérelve egy sima kínai BOB-on keresztül. Az X tengelyt hajtják és az egyik a master a másik pedig a slave. Mindkettő egy-egy fogaslécet hajt. A fogasléceknek nem feszülnek neki a motorok, szépen lett összeillesztve mindkét hajtás.
Amikor a motorok le vannak véve, mindent szépen csinálnak. Ha G kódot kapnak egy file-ból, akkor szépen végrehajtják, ha az MPG-n keresztül kapnak utasítást, akkor azt teszik. Mindkét motor ugyanúgy működik a rendeltetésének megfelelően.
Viszont amikor felszerelésre kerülnek a fogaslécekre a tengelyen, akkor a következő történik:
Megnyomjuk pl az MPG-n az X+ gombot. Mindkét szervó egyszerre oda-vissza járkál megközelítőleg 100 mm-t mindkét irányba. Folyamatosan járkálna gyorsan és a Reset sem állítja le őket! Csak áramtalanítás után állnak le. Mindkettő ugyanúgy mozog folyamatosan amikor a "hibát" produkálják. Tehát legutóbb tényleg rosszul írtam le a hibát, ezért elnézést kérek. Sajnos én is csak elmondás alapján írtam és nem volt pontos az információ továbbítás.
Tehát ez lenne a probléma!
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 07, 15:02
Írta: svejk Dátum 2022 augusztus 07, 15:02
Valószínű beleng, az előzően írt okok miatt.
Tehát 400 W-os motorok hajtómű nélkül?
Mekkora modulú és hány fogú a fogaskerék tengelyen?
Tehát 400 W-os motorok hajtómű nélkül?
Mekkora modulú és hány fogú a fogaskerék tengelyen?
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 07, 15:31
Írta: Szabika78 Dátum 2022 augusztus 07, 15:31
Igen!
Hajtóművek nélkül vannak!
Rá kell kérdeznem a fogaskerekekre!
Hajtóművek nélkül vannak!
Rá kell kérdeznem a fogaskerekekre!
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 07, 15:36
Írta: Szabika78 Dátum 2022 augusztus 07, 15:36
A fogaskerekek a motorokon 40 mm átmérőjű 38 fogas kerekek.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2022 augusztus 07, 15:43
Írta: Szabika78 Dátum 2022 augusztus 07, 15:43
Viszont ebben az esetben miért nem jelentkezik terhelés nélkül a zaj?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 augusztus 07, 17:53
Írta: TBS-TEAM Dátum 2022 augusztus 07, 17:53
Nem zaj okozza a jelenséget, hanem a hibás programozás (terhelés nélkül lett feprogramozva), meg a túl meredek felfutás.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 07, 18:20
Írta: svejk Dátum 2022 augusztus 07, 18:20
Oké, tehát 1 modulos a kerék.
Én nem akarok neked tutit mondani csak próbállak gondolkodásra bírni.
Az 1 modul 40 fog estén a fogasléced 1 motorfordulatra ~120 mm-t mozdul el.
A motorod névleges fordulatszáma 3000 1/min tehát a maximális lineáris sebességed 360 m/perc azaz 6 méter/másodperc lenne.
Ezt kívánatosnak érzed?
Hasonlóan nyomatékoldalról is le lehetne vezetni hogy ez irreális kívánság ha van számottevő mozgatott tömeg.
Az igazi persze a tehetetlenségi nyomatékok oldaláról való megközelítés, ez már lehet nehezebben érthető de van szakirodalma és Robsy (alias Tibor45) is sokat papolt róla itt a fórumon.
Szóval a lényeg az, hogy mechanikusan nincs illesztve a motorod a mechanikához, ezért a servo beleng, begerjed, ahogy sejtettük is az elején.
Én nem akarok neked tutit mondani csak próbállak gondolkodásra bírni.
Az 1 modul 40 fog estén a fogasléced 1 motorfordulatra ~120 mm-t mozdul el.
A motorod névleges fordulatszáma 3000 1/min tehát a maximális lineáris sebességed 360 m/perc azaz 6 méter/másodperc lenne.
Ezt kívánatosnak érzed?
Hasonlóan nyomatékoldalról is le lehetne vezetni hogy ez irreális kívánság ha van számottevő mozgatott tömeg.
Az igazi persze a tehetetlenségi nyomatékok oldaláról való megközelítés, ez már lehet nehezebben érthető de van szakirodalma és Robsy (alias Tibor45) is sokat papolt róla itt a fórumon.
Szóval a lényeg az, hogy mechanikusan nincs illesztve a motorod a mechanikához, ezért a servo beleng, begerjed, ahogy sejtettük is az elején.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 07, 18:25
Írta: svejk Dátum 2022 augusztus 07, 18:25
Ja igen, a legegyszerűbb megoldás egy hajtómű közbeiktatása lenne.
A kívánt áttétel értéke sok mindentől függ, esetedben leginkább a mozgatandó tömegtől és ugye a gép iránti elvárásaidtól, melyek ha túlzóak akkor lehet akár motorcsere is szükséges lehet.
A kívánt áttétel értéke sok mindentől függ, esetedben leginkább a mozgatandó tömegtől és ugye a gép iránti elvárásaidtól, melyek ha túlzóak akkor lehet akár motorcsere is szükséges lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 07, 18:33
Írta: svejk Dátum 2022 augusztus 07, 18:33
"40 fog estén"
természetesen 38 fogról van szó
természetesen 38 fogról van szó
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 augusztus 20, 20:33
Írta: Balli001 Dátum 2022 augusztus 20, 20:33
Sziasztok,
Szeretném a segítségeteket kérni Yaskawa SGDB 10ADG servo illetve egy Yaskawa 626VM3 főorsó hajtás bekötésében.
Konfiguráció amivel működésre szeretném bírni őket:
UC300ETH, UCBB brakout board, IDC16 terminals (for UC300ETH-5LPT analog port
SGDB servo:
Servo position control leírásában van PCO, ALM és CLR amiben nem vagyok biztos hova és hogyan kéne bekötnöm
PCO: home position pulse
ALM: Alarm
CLR: Clear the fault
626VM3:
Alkalmas lehet a feladatra? Esetleg sikerült valakinek akár az esernyőtárral valahogy összehoznia hasonlót?
Illetve szeretnék felhasználni egy pilz pnoz x3.10p safety relét amire szintén szeretnék tanácsot kérni: erről működtessem már a brakeout boardokat is vagy inkább csak utána kössem be és a többi egységet vágjam le vészstopra? (Több minden is lesz még a gépen amit vésztstopra le szeretnék állítani)
Servo manual:
https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwikjvHAhtb5AhWWOewKHUYXDqEQFnoECA4QAQ&url=https%3A%2F%2Fwww.yaskawa.com%2Fdelegate%2FgetAttachment%3FdocumentId%3DTSE-S800-16%26cmd%3Ddocuments%26documentName%3DTSE-S800-16E.pdf&usg=AOvVaw03ORCZ2rrJyDLpgNbe9RLP
Főorsó hajtás manual:
https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwjyzNDihtb5AhVVxQIHHa6_DkYQFnoECAgQAQ&url=https%3A%2F%2Fwww.yaskawa.com%2Fdelegate%2FgetAttachment%3FdocumentId%3DSIE-S626-6C%26cmd%3Ddocuments%26documentName%3DSIE-S626-6C.pdf&usg=AOvVaw3qpLa1WLF3VgZbzYgvo9wF
Köszönöm ha valaki tud egy-két tanáccsal szolgálni
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_q85fmk6npnum29gt9y54_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/q85fmk6npnum29gt9y54_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_aunz0783fim8s3ycd5we_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/aunz0783fim8s3ycd5we_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_w77e78mk2wdpfkbtcks3d_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/08/w77e78mk2wdpfkbtcks3d_8177.jpg)
Szeretném a segítségeteket kérni Yaskawa SGDB 10ADG servo illetve egy Yaskawa 626VM3 főorsó hajtás bekötésében.
Konfiguráció amivel működésre szeretném bírni őket:
UC300ETH, UCBB brakout board, IDC16 terminals (for UC300ETH-5LPT analog port
SGDB servo:
Servo position control leírásában van PCO, ALM és CLR amiben nem vagyok biztos hova és hogyan kéne bekötnöm
PCO: home position pulse
ALM: Alarm
CLR: Clear the fault
626VM3:
Alkalmas lehet a feladatra? Esetleg sikerült valakinek akár az esernyőtárral valahogy összehoznia hasonlót?
Illetve szeretnék felhasználni egy pilz pnoz x3.10p safety relét amire szintén szeretnék tanácsot kérni: erről működtessem már a brakeout boardokat is vagy inkább csak utána kössem be és a többi egységet vágjam le vészstopra? (Több minden is lesz még a gépen amit vésztstopra le szeretnék állítani)
Servo manual:
https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwikjvHAhtb5AhWWOewKHUYXDqEQFnoECA4QAQ&url=https%3A%2F%2Fwww.yaskawa.com%2Fdelegate%2FgetAttachment%3FdocumentId%3DTSE-S800-16%26cmd%3Ddocuments%26documentName%3DTSE-S800-16E.pdf&usg=AOvVaw03ORCZ2rrJyDLpgNbe9RLP
Főorsó hajtás manual:
https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwjyzNDihtb5AhVVxQIHHa6_DkYQFnoECAgQAQ&url=https%3A%2F%2Fwww.yaskawa.com%2Fdelegate%2FgetAttachment%3FdocumentId%3DSIE-S626-6C%26cmd%3Ddocuments%26documentName%3DSIE-S626-6C.pdf&usg=AOvVaw3qpLa1WLF3VgZbzYgvo9wF
Köszönöm ha valaki tud egy-két tanáccsal szolgálni
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_q85fmk6npnum29gt9y54_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/q85fmk6npnum29gt9y54_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_aunz0783fim8s3ycd5we_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/aunz0783fim8s3ycd5we_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_w77e78mk2wdpfkbtcks3d_8177.jpg) (https://hobbicncforum.hu/uploaded_images/2022/08/w77e78mk2wdpfkbtcks3d_8177.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 augusztus 20, 21:03
Írta: Bencze András Dátum 2022 augusztus 20, 21:03
Szegény HURCO....A főorsóhajtást hagyd meg úgy ahogy eredetileg van. Akkor megcsinálja a pozicionálást és a tartományváltást is.
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 augusztus 20, 21:20
Írta: Balli001 Dátum 2022 augusztus 20, 21:20
Minél jobban egyben akarom tartani. Azért lett ez a sorsa mert az eredeti vezérlésében olyan elektromos problémával küzdött amit nem tudtak megcsinálni
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 21, 10:12
Írta: svejk Dátum 2022 augusztus 21, 10:12
A PCO és a clear-rel ne foglalkozz!
Az UCCNC-nek tökéletes a referencia felvétele.
Szerencsére a HURCO aránylag "szabványos" hajtáselemekből építkezett, és jól van dokumentálva -gondolom meg van a gyári gépkönyve- így nincs különösebb gond az átalakítással.
A szerszámtárvezérléshez kell egy macro vagy inkább plugin. Van itt a fórumon olyan ember aki meg tudja csinálni, csak nyitott szemmel kell olvasni a topicokat.
Az UCCNC-nek tökéletes a referencia felvétele.
Szerencsére a HURCO aránylag "szabványos" hajtáselemekből építkezett, és jól van dokumentálva -gondolom meg van a gyári gépkönyve- így nincs különösebb gond az átalakítással.
A szerszámtárvezérléshez kell egy macro vagy inkább plugin. Van itt a fórumon olyan ember aki meg tudja csinálni, csak nyitott szemmel kell olvasni a topicokat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 augusztus 21, 10:16
Írta: svejk Dátum 2022 augusztus 21, 10:16
Ja, még reggel van. :(
A PCO természetesen kell hiszen csak akkor tudsz igazán pontos referenciát felvenni ha a fizikai kapcsoló és a PCO jelét megfelelően összekapuzod és ez a jel megy az UCCNC-hez.
A PCO természetesen kell hiszen csak akkor tudsz igazán pontos referenciát felvenni ha a fizikai kapcsoló és a PCO jelét megfelelően összekapuzod és ez a jel megy az UCCNC-hez.
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 01, 06:40
Írta: Balli001 Dátum 2022 szeptember 01, 06:40
Sziasztok,
svejknek megköszöntem privátban az alábbit, be is kötöttem ahogy javasolta. Jelenleg ott tartok hogy rá szeretnék csatlakozni a Yaskawa sgdb-10adg drive-ra. Néztem róla még youtubon is oktatást, viszont nálam nem jelenik meg az USB lehetőség a connect ablakon SigmaWIN-ben. RS232-USB adapterrel próbálkozom. Valakinek esetleg van vele tapasztalata hogy így működhet vagy csak a gyári kábellel lenne hajlandó ezt megcsinálni?
Illetve itt egy leírás, hátha valaki lát benne valamit ami felett én elsiklottam:
https://solutioncenter.yaskawa.com/selfservice/viewContent.do?externalId=12315&sliceId=1
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_b3upg7n9253nghstk9in_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/b3upg7n9253nghstk9in_8177.png)
svejknek megköszöntem privátban az alábbit, be is kötöttem ahogy javasolta. Jelenleg ott tartok hogy rá szeretnék csatlakozni a Yaskawa sgdb-10adg drive-ra. Néztem róla még youtubon is oktatást, viszont nálam nem jelenik meg az USB lehetőség a connect ablakon SigmaWIN-ben. RS232-USB adapterrel próbálkozom. Valakinek esetleg van vele tapasztalata hogy így működhet vagy csak a gyári kábellel lenne hajlandó ezt megcsinálni?
Illetve itt egy leírás, hátha valaki lát benne valamit ami felett én elsiklottam:
https://solutioncenter.yaskawa.com/selfservice/viewContent.do?externalId=12315&sliceId=1
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_b3upg7n9253nghstk9in_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/b3upg7n9253nghstk9in_8177.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 szeptember 01, 07:09
Írta: Bencze András Dátum 2022 szeptember 01, 07:09
Winfosban átállítod a konvertered címét olyanra amit a Sigmawin lát és azt kiválsztod ki. Direkt USB lehetőség tudtommal nincs. Vagy használj "igazi" hw com portot.
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 01, 08:19
Írta: Balli001 Dátum 2022 szeptember 01, 08:19
Közben több napos próbálkozás után végre találtam egy lehetőséget. Feltelepült egy Communication platform a Sigmawin mellé amiben hozzá lehet adni egyéb kommunikációs lehetőségeket.
Remélem így már menni fog, délután kipróbálom ha ismét a gép közelében leszek.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_48sq0duszy90ajzbf0v_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/48sq0duszy90ajzbf0v_8177.png)
Remélem így már menni fog, délután kipróbálom ha ismét a gép közelében leszek.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_48sq0duszy90ajzbf0v_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/48sq0duszy90ajzbf0v_8177.png)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 01, 09:01
Írta: svejk Dátum 2022 szeptember 01, 09:01
Nekem lehet régebbi sigmaWin-em van de az csak biztosan Com 4-ig lát.
Ahogy javasolták vagy átírod, vagy megnézed másik USB-re dugva hátha lejjebb megy a Prolific portszáma.
Ahogy javasolták vagy átírod, vagy megnézed másik USB-re dugva hátha lejjebb megy a Prolific portszáma.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 01, 09:04
Írta: svejk Dátum 2022 szeptember 01, 09:04
Hányas verziót próbálod?
Az a communikációs platform már elev benne van vagy külön kis segédprogi amit utólag teleítettél hozzá?
Az a communikációs platform már elev benne van vagy külön kis segédprogi amit utólag teleítettél hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 01, 17:44
Írta: Balli001 Dátum 2022 szeptember 01, 17:44
Ez a verzió van: SigmaWin+ Ver. 5
https://www.yaskawa.com/products/motion/sigma-5-servo-products/software-tools/sigmawinplus
Azt hiszem ezzel települt fel ez a Communication platform version 1.00.4500.
Itt tudom állítani szerencsére a comm port type-ot. Most teszteltem, de sajnos még mindig nem találja a servot. Abban igazad volt hogy csak COM4-ig lát, így már megjelent a keresési lehetőségek között a SigmaWinben legalább.
Ebben a videóban viszont az USB is megjelenik:
https://www.youtube.com/watch?v=P32_JHbcHWM
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_kws75fmb2t090jze62ad_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/kws75fmb2t090jze62ad_8177.png)
https://www.yaskawa.com/products/motion/sigma-5-servo-products/software-tools/sigmawinplus
Azt hiszem ezzel települt fel ez a Communication platform version 1.00.4500.
Itt tudom állítani szerencsére a comm port type-ot. Most teszteltem, de sajnos még mindig nem találja a servot. Abban igazad volt hogy csak COM4-ig lát, így már megjelent a keresési lehetőségek között a SigmaWinben legalább.
Ebben a videóban viszont az USB is megjelenik:
https://www.youtube.com/watch?v=P32_JHbcHWM
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_kws75fmb2t090jze62ad_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/kws75fmb2t090jze62ad_8177.png)
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2022 szeptember 01, 18:10
Írta: xgm0s5ywd Dátum 2022 szeptember 01, 18:10
Szia, az RS422 gyanús, inkább RS232 kellene, hogy legyen, esetleg másik USB-RS232 átalakító, a kábelt te csináltad, vagy gyári?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 01, 18:45
Írta: svejk Dátum 2022 szeptember 01, 18:45
Ahogy írja az előző hozzászóló, RS-232-nek kell lennie, de ugye a #3365-ben az is van kijelölve. Mit állítottál el?
Egyébként csak azt az eszközt pipáld be amid van, felesleges a többire rákeresnie.
A videóban Sigma7-es van, azon már bizonyára van USB.
Még nem találkoztam olyan átalakítóval amivel ne működött volna, ez a Prolific meg most nekem is a kedvencem, olyan eszköz is megy vele ami az Aten232-vel nem.
Egyébként csak azt az eszközt pipáld be amid van, felesleges a többire rákeresnie.
A videóban Sigma7-es van, azon már bizonyára van USB.
Még nem találkoztam olyan átalakítóval amivel ne működött volna, ez a Prolific meg most nekem is a kedvencem, olyan eszköz is megy vele ami az Aten232-vel nem.
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 02, 07:05
Írta: Balli001 Dátum 2022 szeptember 02, 07:05
A kábel gyári, de az észrevétel jogos volt. Leteszteltem és akkor vált át a program RS232-ről amikor át akarom állítani hogy range-ben keresse a drive-ot. Viszont sajnos a problémát nem oldotta meg.
Én is próbálkoztam előtte ATEN-essel, még SIMATIC A2 adapterrel is (ez csak siemensel hajlandó bármit is kezdeni). Ez legalább úgy néz ki megfelelő minden téren. A flow controlt-t is állítottam ide-oda de sehogy se akar összejönni.
"Egyébként csak azt az eszközt pipáld be amid van" - már ezt is megtettem, itt már csak az az érdekes hogy szürke áttetsző az általam használt eszköz ikonja, de kipipálni ki tudom.
A drive kijelzőjén megjelenik a reset hibakód, de kezdek arra gyanakodni hogy esetleg valami még nincs rendesen bekötve és hiányol valamit.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_7vemvfqa0z8zh6bjambi_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/7vemvfqa0z8zh6bjambi_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_d6jbdywjw3segxh3uj_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/d6jbdywjw3segxh3uj_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_gz8exdqkxuaqgyuwchu8a_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/gz8exdqkxuaqgyuwchu8a_8177.png)
Én is próbálkoztam előtte ATEN-essel, még SIMATIC A2 adapterrel is (ez csak siemensel hajlandó bármit is kezdeni). Ez legalább úgy néz ki megfelelő minden téren. A flow controlt-t is állítottam ide-oda de sehogy se akar összejönni.
"Egyébként csak azt az eszközt pipáld be amid van" - már ezt is megtettem, itt már csak az az érdekes hogy szürke áttetsző az általam használt eszköz ikonja, de kipipálni ki tudom.
A drive kijelzőjén megjelenik a reset hibakód, de kezdek arra gyanakodni hogy esetleg valami még nincs rendesen bekötve és hiányol valamit.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_7vemvfqa0z8zh6bjambi_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/7vemvfqa0z8zh6bjambi_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_d6jbdywjw3segxh3uj_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/d6jbdywjw3segxh3uj_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_gz8exdqkxuaqgyuwchu8a_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/gz8exdqkxuaqgyuwchu8a_8177.png)
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2022 szeptember 02, 12:01
Írta: xgm0s5ywd Dátum 2022 szeptember 02, 12:01
Szia, a Range beállítással ne foglalkozz, azt akkor kell ha több Drive van felfűzve RS422-re, te 1-1 kapcsolatot akarsz létrehozni, tehát RS232 kell. Én anno SigmaWin 5.6-al izgattam SGDL servo-t saját kábellel, minden probléma nélkül ment XP-n, Win7-en. Próbáld meg esetleg másik gépen, amin akár van RS232 port, vagy újra instalálni.
Cím: Re:AC szervó motoros vezérlés
Írta: xgm0s5ywd Dátum 2022 szeptember 02, 12:14
Írta: xgm0s5ywd Dátum 2022 szeptember 02, 12:14
Kíváncsiságból felraktam a progit, itt ezeket hozza, neked elvileg Sigma I drive-od van.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_8p9h6ih9x8i4y4wq9isj4_6413.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/8p9h6ih9x8i4y4wq9isj4_6413.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_8p9h6ih9x8i4y4wq9isj4_6413.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/8p9h6ih9x8i4y4wq9isj4_6413.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 02, 12:31
Írta: Balli001 Dátum 2022 szeptember 02, 12:31
Igen, nagyjából én is ezt látom, annyi különbséggel hogy offline továbblép nekem, online viszont nem találja a csatlakoztatott servo drive-ot.
Lehet elkezdem újra telepítgetni a programokat
Lehet elkezdem újra telepítgetni a programokat
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 02, 12:33
Írta: svejk Dátum 2022 szeptember 02, 12:33
"A kábel gyári"
Azért ellenőrizd!
2-2
3-4
5-9
Azért ellenőrizd!
2-2
3-4
5-9
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 02, 12:39
Írta: svejk Dátum 2022 szeptember 02, 12:39
Én egyébként megpróbálnám a régi szofttal az tuti viszi.
Én az 5.31-et használom, de sok esetben egyszerűbb a beta verziós SigmaWin Lite.
Én az 5.31-et használom, de sok esetben egyszerűbb a beta verziós SigmaWin Lite.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 szeptember 02, 14:38
Írta: Bencze András Dátum 2022 szeptember 02, 14:38
A működő kábel bekötés linkje: (többek között)
http://almahirmachinery.com/2018/10/07/askawa-sgdm-sigma-ii-sigma-2-programming-cable-cn3-jzsp-cms02-for-ibm-pc/
http://almahirmachinery.com/2018/10/07/askawa-sgdm-sigma-ii-sigma-2-programming-cable-cn3-jzsp-cms02-for-ibm-pc/
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 02, 15:15
Írta: svejk Dátum 2022 szeptember 02, 15:15
Hopsz, nem Sigma I-ről beszélünk?[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 02, 15:19
Írta: svejk Dátum 2022 szeptember 02, 15:19
Hát tényleg nem.[#falbav]
Csak ugye a [#t18p3373#] bekavart.
Csak ugye a [#t18p3373#] bekavart.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 02, 15:20
Írta: svejk Dátum 2022 szeptember 02, 15:20
Így viszont légyszi jelöljétek törlésre a [#t18p3375#]-ot.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 szeptember 02, 15:51
Írta: Bencze András Dátum 2022 szeptember 02, 15:51
Bocs nem akartam félrevezetni. Még jó, hogy a sasszemed észrevette.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 szeptember 02, 16:17
Írta: Bencze András Dátum 2022 szeptember 02, 16:17
A sigma 1 pc kábele.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_i3z77vti7ucndhbbit7c0_1697.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/i3z77vti7ucndhbbit7c0_1697.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_i3z77vti7ucndhbbit7c0_1697.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/i3z77vti7ucndhbbit7c0_1697.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 03, 15:33
Írta: Balli001 Dátum 2022 szeptember 03, 15:33
Sziasztok, végre ma megint tudtam foglalkozni a servo drive-ra csatlakozással. Én is ez alapján csináltattam egy pc kábelt, sajnos volt benne egy elforrasztás. Végre sikerült és tovább tudok lépni a position control beállításra!
Mindenkinek köszönöm a segítséget, az ilyen emberek miatt jó ez a fórum
Mindenkinek köszönöm a segítséget, az ilyen emberek miatt jó ez a fórum
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 szeptember 03, 17:38
Írta: Bencze András Dátum 2022 szeptember 03, 17:38
Ezzel kellett volna kezdeni...
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 03, 19:27
Írta: Balli001 Dátum 2022 szeptember 03, 19:27
Ez az első ilyen próbálkozásom. Legközelebb már én is tudom. Ezért is bíztam olyan műszerészre aki automatizálásban jártas, minden nap hasonló dolgokkal foglalkozik. 2-szer nézte át de nem tűnt fel neki.
Hidd el nem direkt vagyok béna, csak még nincs elég tapasztalatom és most próbálom megtanulni :)
Hidd el nem direkt vagyok béna, csak még nincs elég tapasztalatom és most próbálom megtanulni :)
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 szeptember 03, 22:11
Írta: őrülT-Tudós Dátum 2022 szeptember 03, 22:11
Sziasztok, szeretnék egy ki segítséget kérni.
CSD3 (Samsung/Allen Bradley) vezérlőről lenne szó.
A napokban sikerült hozzájutnom. Ezért még csak most kezdem a barátkozást a manual-al. Egyébként sem vagyok ac szervó szaki sajnos...
Pár kérdésre ha kapnék választ előre lendítené a projektet.:
- step/dir jel beadásához van szükség vonal meghajtóra?
- programozó kábel építéshez van valakinek infója? WinXp és RS232 áll rendelkezésre, ez megfelel?
Még egy, aki esetleg használja ezt a típust mennyire van megelégedve vele? Megbízható?
Előre is köszönöm! [#worship]
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_tfq5jzivjezgyvmyh05ta_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/tfq5jzivjezgyvmyh05ta_5292.jpg)
CSD3 (Samsung/Allen Bradley) vezérlőről lenne szó.
A napokban sikerült hozzájutnom. Ezért még csak most kezdem a barátkozást a manual-al. Egyébként sem vagyok ac szervó szaki sajnos...
Pár kérdésre ha kapnék választ előre lendítené a projektet.:
- step/dir jel beadásához van szükség vonal meghajtóra?
- programozó kábel építéshez van valakinek infója? WinXp és RS232 áll rendelkezésre, ez megfelel?
Még egy, aki esetleg használja ezt a típust mennyire van megelégedve vele? Megbízható?
Előre is köszönöm! [#worship]
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_tfq5jzivjezgyvmyh05ta_5292.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/tfq5jzivjezgyvmyh05ta_5292.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 04, 11:10
Írta: svejk Dátum 2022 szeptember 04, 11:10
A manualban benne van minden, már ha megtalálod a megfelelőt.
Túl sok néven gyártották ezeket, apróbb eltérések lehetnek.
Egyébként mehet nyitott kollektoros TTL kimenetről csak akkor kevesebb lehet a léptetési frekvencia, de hobby-hoz általában bőven elég.
Valamelyik doksiban a kommunikációs kábel bekötése is benne van.
Mint minden ilyen eszköz nagyon jó amíg működik, de ha elromlik akkor igencsak bosszús az ember. :)
Ezek az eszközök már cirka 20 évesek, ha startégiai fontosságú gépet építesz belőlük akkor érdemes tartalékot beszerezni a meghajtóból és a motorból is.
Túl sok néven gyártották ezeket, apróbb eltérések lehetnek.
Egyébként mehet nyitott kollektoros TTL kimenetről csak akkor kevesebb lehet a léptetési frekvencia, de hobby-hoz általában bőven elég.
Valamelyik doksiban a kommunikációs kábel bekötése is benne van.
Mint minden ilyen eszköz nagyon jó amíg működik, de ha elromlik akkor igencsak bosszús az ember. :)
Ezek az eszközök már cirka 20 évesek, ha startégiai fontosságú gépet építesz belőlük akkor érdemes tartalékot beszerezni a meghajtóból és a motorból is.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 szeptember 07, 22:11
Írta: őrülT-Tudós Dátum 2022 szeptember 07, 22:11
Köszönöm a segítséget, valóban egy másik pdf-ben benne volt a programozó kábel bekötés.
Így második nekifutásra, sikerült is felprogramozni, step/dir-ből megmozgatni. Köszönöm még egyszer!
Így második nekifutásra, sikerült is felprogramozni, step/dir-ből megmozgatni. Köszönöm még egyszer!
Cím: Re:AC szervó motoros vezérlés
Írta: Balli001 Dátum 2022 szeptember 10, 14:14
Írta: Balli001 Dátum 2022 szeptember 10, 14:14
Sziasztok,
UCCNC-ben szeretném a tengely limiteket behangolni a gépemen. Yaskawa SGDB vezérlő kezeli saját magának is, ha csak azt használom akkor X és Y-nál végállás után el tudom küldeni visszafelé UCCNC-ben a gépet. Z-nél viszont már akadnak problémáim. Ha eljárok végállásra és nem a képen látható beállítások vannak gyakorlatilag le akar zuhanni.
Mivel pont a Z-nél kellene ez a plusz biztonság, ott akartam úgy összehozni hogy a szervo drive is használja továbbra is és ne csak szoftveresen legyen UCBB boardon bekötve, így viszont csak a drive saját JOG mozgatásával tudom onnan eljáratni.
Valaki tapasztalt már ilyet?
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_5xdqdis3yxzvs03p3izy_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/5xdqdis3yxzvs03p3izy_8177.png)
UCCNC-ben szeretném a tengely limiteket behangolni a gépemen. Yaskawa SGDB vezérlő kezeli saját magának is, ha csak azt használom akkor X és Y-nál végállás után el tudom küldeni visszafelé UCCNC-ben a gépet. Z-nél viszont már akadnak problémáim. Ha eljárok végállásra és nem a képen látható beállítások vannak gyakorlatilag le akar zuhanni.
Mivel pont a Z-nél kellene ez a plusz biztonság, ott akartam úgy összehozni hogy a szervo drive is használja továbbra is és ne csak szoftveresen legyen UCBB boardon bekötve, így viszont csak a drive saját JOG mozgatásával tudom onnan eljáratni.
Valaki tapasztalt már ilyet?
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_5xdqdis3yxzvs03p3izy_8177.png) (https://hobbicncforum.hu/uploaded_images/2022/09/5xdqdis3yxzvs03p3izy_8177.png)
Cím: Re:AC szervó motoros vezérlés
Írta: zsolt123 Dátum 2022 szeptember 22, 09:47
Írta: zsolt123 Dátum 2022 szeptember 22, 09:47
Sziasztok, van egy 400W-os Mitsubishi HG-KR43-as motorom és egy 1.5kW-os Commander SE frekiváltóm, de valahogy nem akarnak összebarátkozni. Open loopban használnám, minieszterga főorsó hajtására.
Egy gyári reset után beállítottam a motor adattáblája szerint a paramétereket: max. frekvencia és a névleges frekvencia 250 Hz (a motor adattáblán: 0-250Hz), a névleges fordulatszám 3000 rpm, a névleges feszültség 108V, az áram 2.6A. A freki kijelzést rpm-re állítottam.
Ezután ha elindítom, és elkezdem feltekerni a sebességszabályozó potit, szépen elindul, viszont a kijelzett frekvencia nem annyi, amennyivel a valóságban megy, hanem kb. a háromszorosa. Ezután ha elkezdem növelni a fordulatszámot, egy darabig még szépen megy, aztán elkezd bizonyos fordulatszámoknál rezonálni, majd végül OI.AC hibával (pillanatnyi túláram) leáll. Ha változtatok a névleges frekvencia beállításon, akkor más helyen kezd el rezonálni.
Próbáltam lefuttatni az autotune-t, egy darabig csinálta, majd hibával leállt. Két ugyanolyan motorom is van, mindkettővel ugyanez. Én csesztem el valamit?
Amit még néztem: a motor típust 2,4,6,8 pólusúra (vagy Auto-ra) lehet beállítani. Ha jól számolom, ez 10 pólusú (3000 rpm vs. 250 Hz). Esetleg ez lehet a gond?
Köszi, Zs.
Egy gyári reset után beállítottam a motor adattáblája szerint a paramétereket: max. frekvencia és a névleges frekvencia 250 Hz (a motor adattáblán: 0-250Hz), a névleges fordulatszám 3000 rpm, a névleges feszültség 108V, az áram 2.6A. A freki kijelzést rpm-re állítottam.
Ezután ha elindítom, és elkezdem feltekerni a sebességszabályozó potit, szépen elindul, viszont a kijelzett frekvencia nem annyi, amennyivel a valóságban megy, hanem kb. a háromszorosa. Ezután ha elkezdem növelni a fordulatszámot, egy darabig még szépen megy, aztán elkezd bizonyos fordulatszámoknál rezonálni, majd végül OI.AC hibával (pillanatnyi túláram) leáll. Ha változtatok a névleges frekvencia beállításon, akkor más helyen kezd el rezonálni.
Próbáltam lefuttatni az autotune-t, egy darabig csinálta, majd hibával leállt. Két ugyanolyan motorom is van, mindkettővel ugyanez. Én csesztem el valamit?
Amit még néztem: a motor típust 2,4,6,8 pólusúra (vagy Auto-ra) lehet beállítani. Ha jól számolom, ez 10 pólusú (3000 rpm vs. 250 Hz). Esetleg ez lehet a gond?
Köszi, Zs.
Cím: Re:AC szervó motoros vezérlés
Írta: Lacibácsi Dátum 2022 szeptember 22, 10:55
Írta: Lacibácsi Dátum 2022 szeptember 22, 10:55
Szia!
Remélem jól gondolom, hogy a 3000 névleges fordulatszámhoz két pólus tartozik.
Remélem jól gondolom, hogy a 3000 névleges fordulatszámhoz két pólus tartozik.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 22, 11:49
Írta: svejk Dátum 2022 szeptember 22, 11:49
Nem, ez nem 50 Hz-es motor.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 22, 11:49
Írta: svejk Dátum 2022 szeptember 22, 11:49
Vectoros üzemmódban vagy?
Cím: Re:AC szervó motoros vezérlés
Írta: zsolt123 Dátum 2022 szeptember 22, 13:16
Írta: zsolt123 Dátum 2022 szeptember 22, 13:16
Az hogy derül ki? ;) (Sajnos ezirányú ismereteim még elég hiányosak.)
Közben privátban Antal Gábor azt írja, hogy jó eséllyel ez a típus ehhez a motorhoz nem is lesz jó, mert a gépkönyve szerint "Variable speed drive for 3 phase induction motors". Tehát szinkron motort ezzel nem is fogok tudni hajtani?
Közben privátban Antal Gábor azt írja, hogy jó eséllyel ez a típus ehhez a motorhoz nem is lesz jó, mert a gépkönyve szerint "Variable speed drive for 3 phase induction motors". Tehát szinkron motort ezzel nem is fogok tudni hajtani?
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2022 szeptember 25, 20:43
Írta: bundyland Dátum 2022 szeptember 25, 20:43
Sziasztok !
Egy marógép Ruhla FUW 200) előtolás motorját kéne kicserélnem
400W 60VDC 14xx1/p. (zöld) Találtam itthon AC szervót 400W 3000 1/p. Tengelyméret 14mm mindkettőnél. Szóval kicserélném,
de ahogy egymás mellé tettem hihetetlen hogy az a kis marokban elférő motor ki tudná váltani ?? Jól gondolom ?
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_ya3g52c7mmj99d0ytvb6p_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/ya3g52c7mmj99d0ytvb6p_2869.jpg)
Egy marógép Ruhla FUW 200) előtolás motorját kéne kicserélnem
400W 60VDC 14xx1/p. (zöld) Találtam itthon AC szervót 400W 3000 1/p. Tengelyméret 14mm mindkettőnél. Szóval kicserélném,
de ahogy egymás mellé tettem hihetetlen hogy az a kis marokban elférő motor ki tudná váltani ?? Jól gondolom ?
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_ya3g52c7mmj99d0ytvb6p_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/ya3g52c7mmj99d0ytvb6p_2869.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 szeptember 25, 23:23
Írta: designr Dátum 2022 szeptember 25, 23:23
A 400W AC szervó 3000/5000-es fordulatú..Ha leáttételezed egy hajtóművel harmadára még a nyomatékod is meglesz.És ha gyorsjárat kell 5 ezerig hajthatod..ott ugysem kell nyomaték..
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2022 szeptember 26, 21:32
Írta: bundyland Dátum 2022 szeptember 26, 21:32
Szia !
Ez csak 3000 1/p-et tud , de ezt gondoltam lefelezni. Csak olyan nehezen tudom elképzelni hogy az a pici motor kiváltsa azt a nagyot.... hihetetlen.
Ez csak 3000 1/p-et tud , de ezt gondoltam lefelezni. Csak olyan nehezen tudom elképzelni hogy az a pici motor kiváltsa azt a nagyot.... hihetetlen.
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2022 szeptember 27, 07:08
Írta: Szalai György Dátum 2022 szeptember 27, 07:08
Úgy tudom, a motorok névleges teljesítménye nem a hálózatból felvett hanem a tengelyen leadott érték.
Akkor pedig a teljesítménye szerint. . . De. Ki tudja váltani.
De. . . A teljesítmény egyenlő a nyomaték és a fordulatszám szorzatával.
Vagyis lehet a tengelyen leadott teljesítményük azonos, nyomatékuk és fordulatszámuk viszont sajnos nem egyező.
Ha pedig a fordulatszámuk és nyomatékuk nem egyező, akkor csak mechanikai illesztéssel (áttételezéssel) képesek helyettesíteni egymást.
De . . . Igazából ez csak a két motor fordulatszám/nyomaték jelleggörbéjének összevetésével tudható, egyedül a motorteljesítmények összehasonlításával nem. [#nemtudom]
Akkor pedig a teljesítménye szerint. . . De. Ki tudja váltani.
De. . . A teljesítmény egyenlő a nyomaték és a fordulatszám szorzatával.
Vagyis lehet a tengelyen leadott teljesítményük azonos, nyomatékuk és fordulatszámuk viszont sajnos nem egyező.
Ha pedig a fordulatszámuk és nyomatékuk nem egyező, akkor csak mechanikai illesztéssel (áttételezéssel) képesek helyettesíteni egymást.
De . . . Igazából ez csak a két motor fordulatszám/nyomaték jelleggörbéjének összevetésével tudható, egyedül a motorteljesítmények összehasonlításával nem. [#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 szeptember 27, 10:11
Írta: svejk Dátum 2022 szeptember 27, 10:11
"A teljesítmény egyenlő a nyomaték és a fordulatszám szorzatával."
Meg még szorozva 2Pi-vel.
Meg még szorozva 2Pi-vel.
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2022 szeptember 27, 10:46
Írta: bundyland Dátum 2022 szeptember 27, 10:46
Közben megtaláltam a motoron a nyomatékot is 5kpcm amit bőven tud az a kis szervó.
Cím: Re:AC szervó motoros vezérlés
Írta: z4ejygu7v Dátum 2022 október 27, 10:35
Írta: z4ejygu7v Dátum 2022 október 27, 10:35
Sziasztok!
Ismer valaki olyan marómotort, amibe kupos szerszámot lehet tenni, és menetes szárral az ellentétes oldalon behuzni?
Ismer valaki olyan marómotort, amibe kupos szerszámot lehet tenni, és menetes szárral az ellentétes oldalon behuzni?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2022 november 02, 13:27
Írta: ANTAL GÁBOR Dátum 2022 november 02, 13:27
Pár óra szenvedéstől megkímélhetnétek :
egy SGDB szervopackot élesztenék . A motor tőlem távol föl van szerelve . A soros porti kábelem jó ( korábban is ezt használtam meg van cimkézve )
Nem tudom kiolvasni a paramétereket . Kell hozzá a motor ? ( az encoder csatlakoztatása) vagy mennie kell anélkül ? Az alarm led világít
Természetesen tápot kap az r,t (kisbetű ) csatin
egy SGDB szervopackot élesztenék . A motor tőlem távol föl van szerelve . A soros porti kábelem jó ( korábban is ezt használtam meg van cimkézve )
Nem tudom kiolvasni a paramétereket . Kell hozzá a motor ? ( az encoder csatlakoztatása) vagy mennie kell anélkül ? Az alarm led világít
Természetesen tápot kap az r,t (kisbetű ) csatin
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 november 02, 16:14
Írta: Bencze András Dátum 2022 november 02, 16:14
A kommunikáció az encoder hibától függetlenül működik. Géped nem lett frissítve? Vagy a sigmawin?
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2022 november 02, 21:30
Írta: ANTAL GÁBOR Dátum 2022 november 02, 21:30
köszi a segítséget 21.29 re sikerült a te verzióddal
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 november 03, 09:44
Írta: Bencze András Dátum 2022 november 03, 09:44
[#taps][#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 04, 10:09
Írta: sarktibsi Dátum 2022 november 04, 10:09
Töllem tapasztaltabb omronos-tol kérdezném , hogy az SGDH hajtáshoz lehet e idegen motort illeszteni? És ha igen az omrontol lehet-e encodert rendelni?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 04, 10:29
Írta: svejk Dátum 2022 november 04, 10:29
A motorok felépítése hellyel-közzel egyforma a különböző gyártóknak, persze van pár dolog ami alap, mint pl. a pólusszám, de az encoder beszerzése elég bajos és főleg drága mulatság.
Ráadásul a sigmaII-esnél már a motorteljesítmény is kódolva van bennük.
Ráadásul a sigmaII-esnél már a motorteljesítmény is kódolva van bennük.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2022 november 06, 08:55
Írta: ANTAL GÁBOR Dátum 2022 november 06, 08:55
Emlékeim szerint a Yaskawa ( Omron ) szervó driverek programozásánál az átírt paraméterek mentésekor a tápfeszt ki kellett kapcsolni .
Most azt tapasztalom hogy az SGDB driver programozásánál (a sigma win + programmal ) átíródik a paraméter akkor is ha nem kapcsolom ki a tápfeszt ( ver:5.03)
Ráfejlesztettek volna ? vagy biztonságból kapcsoljam ki ?
Most azt tapasztalom hogy az SGDB driver programozásánál (a sigma win + programmal ) átíródik a paraméter akkor is ha nem kapcsolom ki a tápfeszt ( ver:5.03)
Ráfejlesztettek volna ? vagy biztonságból kapcsoljam ki ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 06, 09:58
Írta: svejk Dátum 2022 november 06, 09:58
A kulcsfontosságú paraméterek megváltoztatása követeli az újraindítást, de van ami nem.
Négyet kiválasztva online is tudsz változtatni, ez jól jön a hangoláskor.
Négyet kiválasztva online is tudsz változtatni, ez jól jön a hangoláskor.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 10, 16:27
Írta: svejk Dátum 2022 november 10, 16:27
Van erről a termékről (https://variometrum.hu/hu/meghajtas/dc-szervo-hajtas/integralt-bldc-szervo-motor-400w-jmc) valakinek gyakorlati tapasztalata?
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2022 november 10, 21:41
Írta: frob Dátum 2022 november 10, 21:41
Erről nincs, enkóderes léptetőt vettem, de még nem üzemeltem be, ha van mivel meghajtanod akkor azt eljöhetsz megnézni, kipróbálni...
motormegajtó ez (https://variometrum.hu/hu/meghajtas/enkoderes-leptetomotorok/enkoderes-leptetomotor-meghajto-hss86)
motormegajtó ez (https://variometrum.hu/hu/meghajtas/enkoderes-leptetomotorok/enkoderes-leptetomotor-meghajto-hss86)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 november 10, 21:54
Írta: TBS-TEAM Dátum 2022 november 10, 21:54
BF20-ra szereltünk ilyen szervo 180W-os motorokat.
Teljesen jól teszik a dolgukat.
Teljesen jól teszik a dolgukat.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 11, 14:28
Írta: svejk Dátum 2022 november 11, 14:28
Lehet benevezek rá... Kár hogy nincs 750 W-os belőle.
Az I/O lehetőségek úgy nézem elegek hobbyra.
Még az encoder része nem világos, hogy tulajdonképpen mekkora felbontású encoderrel is rendelkezik?
Az I/O lehetőségek úgy nézem elegek hobbyra.
Még az encoder része nem világos, hogy tulajdonképpen mekkora felbontású encoderrel is rendelkezik?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 november 11, 17:59
Írta: TBS-TEAM Dátum 2022 november 11, 17:59
Katalogus 9 oldal lap alja:
Encoder: incremental encoder, 1000 lines (ppr), resolution 1/4000. [#integet2]
Encoder: incremental encoder, 1000 lines (ppr), resolution 1/4000. [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 11, 19:40
Írta: svejk Dátum 2022 november 11, 19:40
Köszi, elsiklottam felette!
Bizakodtam, hogy nagyobb, de hobbyban elég szokott lenni.
Bizakodtam, hogy nagyobb, de hobbyban elég szokott lenni.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 15, 22:25
Írta: sarktibsi Dátum 2022 november 15, 22:25
Valak ismeri az OMRON R88D-WT04H hajtást? Igaz , hogy megeggyezik a YASKAWA SGDH-04AE-OY
hajtással plusz még egymás motorjait is elfogadják.
hajtással plusz még egymás motorjait is elfogadják.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 november 19, 10:41
Írta: őrülT-Tudós Dátum 2022 november 19, 10:41
Üdv, van esetleg valakinek gyakorlati tapasztalata mire elég egy 1.5Kw AC-szervó főorsó meghajtás gyanánt? 3000rpm max, a motor, tehát áttétel is jó volna, mivel alu megmunkálás a cél. Sok mindent olvastam, hogy nem szeretik a tartós terhelés, túlmelegednek stb.. Aluban milyen paraméterek lehetnek a maximálisak tartós terhelés mellett? Ilyesmi felállásban?
Cím: Re:AC szervó motoros vezérlés
Írta: zoli0302 Dátum 2022 november 19, 16:55
Írta: zoli0302 Dátum 2022 november 19, 16:55
3000 fordulat 4 élű maró 12mm átmérővel fogásmélység 3mm fogásszélesség 6mm fogankénti előtolás 0.1mm előtoló sebesség 20mm/s Telj igény 1.4 KW
Ha ez segít--
Ha ez segít--
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 19, 20:54
Írta: sarktibsi Dátum 2022 november 19, 20:54
Kb 25-30 éve esztergálok de én szerinte egy 1.5 kw-os fömotor csak müszerész esztergára elég pl: e1n , emu , ee 250 , estleg ean 750 , főleg átmérőtöl függ.
Én úgy oldom meg , hogy van ampermérö ( frekiváltó ) a fömotoron addig terhelem a motort amaddig az adattábla engedi.
Úgyanis nem nehéz leégetni egy fömotort ha nincs védelem , nekem sikerült egy 3.0 kw-ost tönkretenni most 7.5 van rajta azóta nincs probléma sokszor csak 8-10 ampert vesz fel , de irt már ki 17 ampert is.
Én úgy oldom meg , hogy van ampermérö ( frekiváltó ) a fömotoron addig terhelem a motort amaddig az adattábla engedi.
Úgyanis nem nehéz leégetni egy fömotort ha nincs védelem , nekem sikerült egy 3.0 kw-ost tönkretenni most 7.5 van rajta azóta nincs probléma sokszor csak 8-10 ampert vesz fel , de irt már ki 17 ampert is.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 november 20, 11:01
Írta: Bencze András Dátum 2022 november 20, 11:01
Ha nem akarsz pozicionálni inkább aszinkron motor teljesítménytartalékkal. A frekiváltó árama legyen duplája a motorénak. Bár ha a szervó megvan... Frekiváltóval U/f ben 1:100 átfogás megvalósítható pl.20-2000 1/min, vektorosban 1:1000. Barátom azóta 1 fokozatot használ a menetvágástól a simítófogásig.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 november 20, 11:03
Írta: őrülT-Tudós Dátum 2022 november 20, 11:03
Köszönöm a hozzászólásokat. Az kimaradt a mondókámból, hogy maró főorsó hajtás lenne. Leégés veszélye AC-szervó esetén szerintem nem áll fent, legalábbis még nem hallottam ilyenről, gondolom minden esetben előbb tilt a vezérlő.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2022 november 20, 11:06
Írta: őrülT-Tudós Dátum 2022 november 20, 11:06
Tapasztalt szakik felé volna még egy kérdésem, rendelkezésre állna 2db egyforma 1.5kW szervó is (maró)főorsó meghajtásnak.
Különösebb mechanikai bravúr nélkül mennyire kivitelezhető az orsó hajtása egyszerre 2 motorral?
Különösebb mechanikai bravúr nélkül mennyire kivitelezhető az orsó hajtása egyszerre 2 motorral?
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 20, 17:50
Írta: sarktibsi Dátum 2022 november 20, 17:50
Andrásnak is igaza van ez müködik , nekem is van ilyen szerszámgépen.
De tegyük fel hozzájutok több db ac szervohoz , akkor miért ne.
Ha felteszek két egyforma motort a föorsóra ( nekem ez jobb lenne a súly elosztás miatt ) , és mondjuk 0-10 voltal hajtom és rákötöm egy sztereo potira az úgy jó?
A két start jelet meg rákötöm egy mágneskapcslóra , ez igy jól fog müködni? Vagy inkább kössem össze a két hajtást igy csak az eggyiket kell hajtanom és követik egymást.
yaskawa sgdh-tipus
vagy
lenze evs9300-es-tipus
De tegyük fel hozzájutok több db ac szervohoz , akkor miért ne.
Ha felteszek két egyforma motort a föorsóra ( nekem ez jobb lenne a súly elosztás miatt ) , és mondjuk 0-10 voltal hajtom és rákötöm egy sztereo potira az úgy jó?
A két start jelet meg rákötöm egy mágneskapcslóra , ez igy jól fog müködni? Vagy inkább kössem össze a két hajtást igy csak az eggyiket kell hajtanom és követik egymást.
yaskawa sgdh-tipus
vagy
lenze evs9300-es-tipus
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 november 20, 19:53
Írta: Bencze András Dátum 2022 november 20, 19:53
Ha tud master-slave funkciót lehetséges. Akkor a szolga leköveti a mestert onnan kapja a vezérlést is. Lenze tudja ezt, az SGDH tudomásom szerint nem alkalmas ilyesmire. Rendes frekvenciaváltóval egyszerűbb lenne a kétmotoros (x motoros) hajtás.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 21, 11:20
Írta: svejk Dátum 2022 november 21, 11:20
Ááá, szerintem ez így nem okos dolog az egyik mindig jobban erőlködne.
A master-slave meg ugye csak pozíció üzemmódban működik, az meg ugye nem ajánlatos főorsónak, tudtuk meg anno Tibor45-től.
Biztos lesz ott még nagyobb servo ahonnan ezek jönnek, de ha eladod azt a két másfelest azon az áron is kaphatsz nagyobbat, főleg ha csak sebbességszervo kell.
A master-slave meg ugye csak pozíció üzemmódban működik, az meg ugye nem ajánlatos főorsónak, tudtuk meg anno Tibor45-től.
Biztos lesz ott még nagyobb servo ahonnan ezek jönnek, de ha eladod azt a két másfelest azon az áron is kaphatsz nagyobbat, főleg ha csak sebbességszervo kell.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 21, 11:24
Írta: svejk Dátum 2022 november 21, 11:24
U/f-ben 1:100???
Hát ott bizony nem sok nyomaték marad...
Talán ha van valami visszacsatolás, encoder vagy tacho, akkor járható az út.
A vectorvezérlés nekem kicsit mumus, de szerintem ott is ajánlatos lenne ekkora átfogásra egy igazi fordulatszám visszacsatolás.
Hát ott bizony nem sok nyomaték marad...
Talán ha van valami visszacsatolás, encoder vagy tacho, akkor járható az út.
A vectorvezérlés nekem kicsit mumus, de szerintem ott is ajánlatos lenne ekkora átfogásra egy igazi fordulatszám visszacsatolás.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2022 november 21, 12:21
Írta: designr Dátum 2022 november 21, 12:21
Pozició módban pedig elég sokan használják főorsónak.Egy kb azonos teljesitményű ac szervó motor majd mindenben jobb mint a régi asszinkron volt..biztosan minimum egyenértékű vele..de tudjuk hogy sőt..Szinte minden tekintetben jobb..
Egyedül a mechanikus áttétel ami szinte kötelezö..
Természetesen egy 5kw motort nem lehet kiváltani egy 2kw szervóval..
Kár hogy mostanában kevesen publikálnak..
Egyedül a mechanikus áttétel ami szinte kötelezö..
Természetesen egy 5kw motort nem lehet kiváltani egy 2kw szervóval..
Kár hogy mostanában kevesen publikálnak..
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2022 november 21, 13:33
Írta: Bencze András Dátum 2022 november 21, 13:33
Csak azon múlik mekkora induló feszt engedélyezel. 1,5-150Hz simán, csak tökölni kell vele. És vigyázni nehogy megsüljön a motor. Ok névleges freki fölött gyengül, de ott már nem kell az erő. De mi a gond a szervó impulzussorozattal történő meghajtásának? Ha elég gyors és le tudja lépni, akkor az sebesség mód. Legalábbis szerintem. A vektoros gyártófüggő, nem mindegy ki írja rá. Működik az 0 fordulatnál is.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 21, 21:07
Írta: sarktibsi Dátum 2022 november 21, 21:07
Es ha felrakok egy plc-ét aminek van analóg bemenete plusz kettö db impulzus kimenete
és ara kötöm a két szervó hajtást , vagy felrakok egy 32 fokozatú forgó kapcsolót a
poti helyett. Hagyományos marógépröl beszélek ami váltó hibás. A két motor meg fontos
a súly eloszlás miatt.
Ti hogy csinálnátok?
és ara kötöm a két szervó hajtást , vagy felrakok egy 32 fokozatú forgó kapcsolót a
poti helyett. Hagyományos marógépröl beszélek ami váltó hibás. A két motor meg fontos
a súly eloszlás miatt.
Ti hogy csinálnátok?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 november 22, 09:22
Írta: svejk Dátum 2022 november 22, 09:22
" A két motor meg fontos a súly eloszlás miat"
Ezt hogy kell érteni?
A főorsó mellet/felett van a motor nem?
Ezt hogy kell érteni?
A főorsó mellet/felett van a motor nem?
Cím: Re:AC szervó motoros vezérlés
Írta: Szalai György Dátum 2022 november 22, 11:55
Írta: Szalai György Dátum 2022 november 22, 11:55
"Ti hogy csinálnátok?"
Egy motorral.
Egy motorral.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 november 23, 09:09
Írta: sarktibsi Dátum 2022 november 23, 09:09
PL: strigon mf 250 , mikron wf 31 d , ezeknek a gépeknek el lehet forditani az orsó felyet
45-fokkal , pozitiv ill negativ irányba. pl: tudok vele szögbe furni meg v-hornyot marni.
A kúpkereket kivenném amúgy is ki van törve pár fog , ezér kellen egy motor jobra egy motor balra.Igy könnyebb elforditani a felyet.
Valószinü kapok 2 db lenze evs-9324-es ( 3.0 kw ) hajtást+rezolveres motor , ha azzal egyszerübb akkor azzal csinálom meg.
Az sgdh-át meg eladom.
45-fokkal , pozitiv ill negativ irányba. pl: tudok vele szögbe furni meg v-hornyot marni.
A kúpkereket kivenném amúgy is ki van törve pár fog , ezér kellen egy motor jobra egy motor balra.Igy könnyebb elforditani a felyet.
Valószinü kapok 2 db lenze evs-9324-es ( 3.0 kw ) hajtást+rezolveres motor , ha azzal egyszerübb akkor azzal csinálom meg.
Az sgdh-át meg eladom.
Cím: Re:AC szervó motoros vezérlés
Írta: z2ruwy0bd Dátum 2022 december 01, 20:09
Írta: z2ruwy0bd Dátum 2022 december 01, 20:09
Sziasztok! Még új vagyok a szervó vezérlés témában. Van egy Selema F1 IPS szervó vezérlőm Moog szervó motorral és segítséget/tippet szeretnék kérni hogyan tudom plc-vel vagy plc nélkűl vezérlni a szervó vezérlőt. Plc-ből jól gondolom hogy digitális kimenetű kellene a meghajtásához?
Válaszokat, segítségeket előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_yf5bzjn0ytkiiing9fxdj_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/yf5bzjn0ytkiiing9fxdj_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_md4iwxhsfwbexw8hfsx0_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/md4iwxhsfwbexw8hfsx0_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_a4jhgumu7pvhzubvy2ud_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/a4jhgumu7pvhzubvy2ud_8935.jpg)
Válaszokat, segítségeket előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_yf5bzjn0ytkiiing9fxdj_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/yf5bzjn0ytkiiing9fxdj_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_md4iwxhsfwbexw8hfsx0_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/md4iwxhsfwbexw8hfsx0_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_a4jhgumu7pvhzubvy2ud_8935.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/a4jhgumu7pvhzubvy2ud_8935.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 december 01, 20:54
Írta: TBS-TEAM Dátum 2022 december 01, 20:54
Nem STEP/DIR hanem +-10V, és 24V minden bemenet-kimenet.
PLC mindegy, hogy relé vagy tranzisztoros.
Analog kimenet kell, hogy legyen a PLC-n.
PLC mindegy, hogy relé vagy tranzisztoros.
Analog kimenet kell, hogy legyen a PLC-n.
Cím: Re:AC szervó motoros vezérlés
Írta: z2ruwy0bd Dátum 2022 december 02, 19:23
Írta: z2ruwy0bd Dátum 2022 december 02, 19:23
Köszönöm!
Ha jól értem akkor kell csináljak egy tápegységet +/-10V kimenettel amit a plc kapcsol a REF, REF/ és az EXTREF lábakra?
Ezen módon megoldható az irányváltás és fordulatszám szabályozás is?
Ha jól értem akkor kell csináljak egy tápegységet +/-10V kimenettel amit a plc kapcsol a REF, REF/ és az EXTREF lábakra?
Ezen módon megoldható az irányváltás és fordulatszám szabályozás is?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2022 december 02, 20:15
Írta: TBS-TEAM Dátum 2022 december 02, 20:15
Akár készíthetel +-10V-os tápot a szabályzáshoz.
Elég akár 0-10V is.
Attól függ hogy van felprogramozva a hajtás.
Pl:
REF előre sebesség 0-tól 10V-ig. 0-tól max fordulatig.
REF/hátra sebesség 0-tól 10V-ig. 0-tól max fordulatig.
EXTREF:KÜLSŐ NYOMATÉK REFERENCIA.
Analóg bemenet (0÷10 V ) korlátozza a motorhoz szállítható csúcsnyomatékot:
bemeneti 0 V nulla nyomaték.
Bemenet leválasztva, vagy +10V maximális nyomaték.
PLC 0-10V be-kimenet is van rajta. (https://www.aliexpress.com/item/4000306743679.html?spm=a2g0o.order_list.order_list_main.64.21ef1802fbTwTG)
Elég akár 0-10V is.
Attól függ hogy van felprogramozva a hajtás.
Pl:
REF előre sebesség 0-tól 10V-ig. 0-tól max fordulatig.
REF/hátra sebesség 0-tól 10V-ig. 0-tól max fordulatig.
EXTREF:KÜLSŐ NYOMATÉK REFERENCIA.
Analóg bemenet (0÷10 V ) korlátozza a motorhoz szállítható csúcsnyomatékot:
bemeneti 0 V nulla nyomaték.
Bemenet leválasztva, vagy +10V maximális nyomaték.
PLC 0-10V be-kimenet is van rajta. (https://www.aliexpress.com/item/4000306743679.html?spm=a2g0o.order_list.order_list_main.64.21ef1802fbTwTG)
Cím: Re:AC szervó motoros vezérlés
Írta: z2ruwy0bd Dátum 2022 december 02, 21:57
Írta: z2ruwy0bd Dátum 2022 december 02, 21:57
Szuper! Így már boldogulni fogok vele. Hálás vagyok a segytségért!
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2022 december 09, 09:03
Írta: sarktibsi Dátum 2022 december 09, 09:03
Köszönöm az eddigi válaszokat. Probálok beálitani egy jaskawa sgdh szervót. Ha a képen lévö adatkat beirom , majd elmentem az úgy tökéletes megoldás? Vagy még a PN505 PN103 -at is hangolni kell? A célom alacsony fordulatszámon nagy nyomaték.
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_dkx62z74tk3sautnia_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dkx62z74tk3sautnia_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_dkx62z74tk3sautnia_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dkx62z74tk3sautnia_8178.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 december 09, 11:24
Írta: svejk Dátum 2022 december 09, 11:24
A képen az autotuning és a poziciószabályozás látható különféle inercia arányoknál.
Ritkán hozzák a várt eredményt, de kiindulásnak jók.
A kivehető max. nyomatékot a Pn402 és 403-al tudod beállítani a névleges nyomaték százalkában kifejezve.
Ritkán hozzák a várt eredményt, de kiindulásnak jók.
A kivehető max. nyomatékot a Pn402 és 403-al tudod beállítani a névleges nyomaték százalkában kifejezve.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 december 09, 11:32
Írta: svejk Dátum 2022 december 09, 11:32
Javarészt hülyeséget írtam...mivel nem használom az autotuningot.
Egyébként a Pn103-ban kell az inercia arányt beállítani legelőször.
Egyébként a Pn103-ban kell az inercia arányt beállítani legelőször.
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2022 december 11, 03:28
Írta: SándorP Dátum 2022 december 11, 03:28
Sziasztok!
Nem biztos hogy a legjobb hely a kérdésre, de talán?...
Ha van egy 3 kivezetéses motorom, hogyan állapítom meg hogy az most 3 fázisú léptető, 3 fázisú AC servo, vagy éppen Brushless motor???? (semmilyen felirat nincs rajta)
Köszönöm szépen előre is a válaszokat!
Nem biztos hogy a legjobb hely a kérdésre, de talán?...
Ha van egy 3 kivezetéses motorom, hogyan állapítom meg hogy az most 3 fázisú léptető, 3 fázisú AC servo, vagy éppen Brushless motor???? (semmilyen felirat nincs rajta)
Köszönöm szépen előre is a válaszokat!
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2022 december 11, 08:10
Írta: D.Laci Dátum 2022 december 11, 08:10
Lehet, hogy 3 fázisú aszinkron motor! :)
Pár képet meg tengely méreteket megírhattad volna.
Encoder van rajta?
Tengely méretek milyenek, egyoldali tengely kivezetés vagy kettő?
Két vezetéket összefogva darabosan forgatható, vagy csak nehezebben?
Pár képet meg tengely méreteket megírhattad volna.
Encoder van rajta?
Tengely méretek milyenek, egyoldali tengely kivezetés vagy kettő?
Két vezetéket összefogva darabosan forgatható, vagy csak nehezebben?
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2022 december 11, 23:38
Írta: SándorP Dátum 2022 december 11, 23:38
Szia Laci!
Igazad van, egy IAI aktuátor motorról beszélünk, enkóder van rajta, talán még hall is.. Az alsó érzékelő biztos hogy encóder, de a felső??? A motor kivezetések nem látszódnak, de 3 szál van...
Csatolok 1-2 képet.
Köszönöm előre is...
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_dna843s3jw2a0k34kc4_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dna843s3jw2a0k34kc4_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_x6pfia0029cc5zsmcvmzd_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/x6pfia0029cc5zsmcvmzd_5511.jpg)
Igazad van, egy IAI aktuátor motorról beszélünk, enkóder van rajta, talán még hall is.. Az alsó érzékelő biztos hogy encóder, de a felső??? A motor kivezetések nem látszódnak, de 3 szál van...
Csatolok 1-2 képet.
Köszönöm előre is...
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_dna843s3jw2a0k34kc4_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dna843s3jw2a0k34kc4_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_x6pfia0029cc5zsmcvmzd_5511.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/x6pfia0029cc5zsmcvmzd_5511.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2022 december 12, 08:11
Írta: D.Laci Dátum 2022 december 12, 08:11
Az IAI aktuátorokból a léptetőmotorokat kilehet szedni, ez szerintem nem léptetőmotor.
Az aktuátor oldalán van egy szám arra rákeresve meglehet találni mindent.
Az aktuátor oldalán van egy szám arra rákeresve meglehet találni mindent.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 december 12, 15:48
Írta: svejk Dátum 2022 december 12, 15:48
A felső a referencia érzékelő, 2 óra irányában látszik is a rés a tárcsán.
(az alsó kis HP olvasóban csak A/B jel olvasó van)
(az alsó kis HP olvasóban csak A/B jel olvasó van)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2022 december 13, 09:18
Írta: D.Laci Dátum 2022 december 13, 09:18
Én egy ilyennel már rég kipróbáltam volna:
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_xjeabxe2i4fzxewwqez_24.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/xjeabxe2i4fzxewwqez_24.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_xjeabxe2i4fzxewwqez_24.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/xjeabxe2i4fzxewwqez_24.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2022 december 13, 20:49
Írta: SándorP Dátum 2022 december 13, 20:49
Szia!
Köszi, én is.. Ha lenne ilyenem..de nincsen[#nyes]
Így nem próbáltam..
Köszi, én is.. Ha lenne ilyenem..de nincsen[#nyes]
Így nem próbáltam..
Cím: Re:AC szervó motoros vezérlés
Írta: SándorP Dátum 2022 december 13, 20:51
Írta: SándorP Dátum 2022 december 13, 20:51
Köszönöm Mindenkinek főleg Robsy-nak az önzetlen segítséget, ha megoldódik akkor jelzem.
További szép estét...
További szép estét...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 december 14, 06:22
Írta: svejk Dátum 2022 december 14, 06:22
Ha szinkron motor akkor rövidre zárva két tekercsvéget darabosan tudod forgatni.
Ha sok -több mint tíz- a döccenés akkor léptető.
Ha csak 4-8 akkor Brushless vagy AC szervo, itt bizonytalan a határ, a felépítésük is hasonló. Az hogy kefe nélküli ugye egy tág fogalom.
De mivel nem látunk rajta forgórész pozíciót visszaadó jeladót -általában HALL- ezért inkább az első.
(bár ma már vannak érzékelő nélküli brushless meghajtók is)
Aztán megforgatva még lehetne mérni a BackEMF feszültséget is is...
Ha csak 1 db van belőle akkor pedig szinte kár is vele foglalkozni.
Ha sok -több mint tíz- a döccenés akkor léptető.
Ha csak 4-8 akkor Brushless vagy AC szervo, itt bizonytalan a határ, a felépítésük is hasonló. Az hogy kefe nélküli ugye egy tág fogalom.
De mivel nem látunk rajta forgórész pozíciót visszaadó jeladót -általában HALL- ezért inkább az első.
(bár ma már vannak érzékelő nélküli brushless meghajtók is)
Aztán megforgatva még lehetne mérni a BackEMF feszültséget is is...
Ha csak 1 db van belőle akkor pedig szinte kár is vele foglalkozni.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2022 december 14, 06:25
Írta: svejk Dátum 2022 december 14, 06:25
Ha van labortápod akkor áramkorláttal adhatsz a tekercsekre feszültséget is és akkor is látod, hogy mekkorákat "lép" a fázisok cserélgetésével.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2023 február 04, 13:30
Írta: őrülT-Tudós Dátum 2023 február 04, 13:30
Üdv,
Hagyományos Iso-s főorsó (nem behúzó gombás) automata szerszámcserélés kapcsán jött fel egy ötlet, amihez szeretnék segítséget illetve véleményeket kérni!
Az ötlet a következő: a lefixált orsón, egy AC szervóval szeretném meghajtani a behúzó szárat illetve lazítani, ugye ez pozíció módban elég nehézkes lenne megoldani. Itt jön a kérdés, mivel soha nem hajtottam még szervót nyomaték üzemmódban. Mennyire bonyolult ezt megvalósítani? Arra gondoltam, hogy a meghúzás kisebb nyomatékon történne, a lazítás nagyobban. Van valakinek tapasztalat ilyesmivel kapcsolatban?
Hagyományos Iso-s főorsó (nem behúzó gombás) automata szerszámcserélés kapcsán jött fel egy ötlet, amihez szeretnék segítséget illetve véleményeket kérni!
Az ötlet a következő: a lefixált orsón, egy AC szervóval szeretném meghajtani a behúzó szárat illetve lazítani, ugye ez pozíció módban elég nehézkes lenne megoldani. Itt jön a kérdés, mivel soha nem hajtottam még szervót nyomaték üzemmódban. Mennyire bonyolult ezt megvalósítani? Arra gondoltam, hogy a meghúzás kisebb nyomatékon történne, a lazítás nagyobban. Van valakinek tapasztalat ilyesmivel kapcsolatban?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 február 04, 18:22
Írta: Bencze András Dátum 2023 február 04, 18:22
Még rendes vektoros frekiváltóval is megoldható az irányfüggő nyomatékkorlát. Szervóval meg minden mozgásfajta megvalósítható, max a vezérlésbe kerül az okosság.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 február 04, 21:16
Írta: sarktibsi Dátum 2023 február 04, 21:16
Szerintem sok minden megoldható , szervóval , vagy frekiváltóval is , csak meg kell keresni a megfelelő tipúst. Én már csináltam ilyet , előre forgáskor kellet a nagy nyomaték ( potival szabályoztam ). Hátra forgáskor kicsi nyomaték , amit a menübe beirva ( belső nyomaték limit ) szabályoztam.
Természetesen ez forditva is működik , ez egy yaskawa sgdh tipus , sebesség nyomaték szabályozási mód. 2db poti használatával.
De például meglehet ezt csinálni olyan frekiváltóva ami legalább 2-setapot tud ( danfoss 5000 ) elöre forgáskor setap1 hátra forgáskor setap2 , mind a akét setapot teljesen másképp kell felprogramozni. Van olyan esztergám ami már 15 éve igy működik.
Természetesen ez forditva is működik , ez egy yaskawa sgdh tipus , sebesség nyomaték szabályozási mód. 2db poti használatával.
De például meglehet ezt csinálni olyan frekiváltóva ami legalább 2-setapot tud ( danfoss 5000 ) elöre forgáskor setap1 hátra forgáskor setap2 , mind a akét setapot teljesen másképp kell felprogramozni. Van olyan esztergám ami már 15 éve igy működik.
Cím: Re:AC szervó motoros vezérlés
Írta: őrülT-Tudós Dátum 2023 február 04, 21:43
Írta: őrülT-Tudós Dátum 2023 február 04, 21:43
Köszönöm a hozzászólást. Nekem most Ac-szervó szett és áttétel áll rendelkezésre. Sanyo denki PY vagy Q illetve samsung CSD3. Tud valaki segíteni milyen jel szükséges ennek az üzemmódnak a vezérléséhez. Sanyo denkinél manualt már elkezdetem bogarászni, ott ha jól értelmezem feszültség szinttel lehet szabályozni a nyomatékot. Milyen jelekkel lehet még ezt az üzemmódot szabályozni?
Cím: Re:AC szervó motoros vezérlés
Írta: laci81 Dátum 2023 február 11, 17:23
Írta: laci81 Dátum 2023 február 11, 17:23
Üdv mindenkinek!
Segítséget szeretnék kérni!
Ismeri valaki a VICKERS BRM-4S B10 típusú AC-szervó vezérlőt?
Szeretnék egy ilyet beüzemelni, de semmi dokumentációm nincs
róla. Egy csatlakozó lábkiosztás sokat segítene.
Kézikönyvről nem is álmodom...
Köszönöm!
Üdv.: Laci
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_v4a42f849mh904uxv82n_8815.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/v4a42f849mh904uxv82n_8815.jpg)
Segítséget szeretnék kérni!
Ismeri valaki a VICKERS BRM-4S B10 típusú AC-szervó vezérlőt?
Szeretnék egy ilyet beüzemelni, de semmi dokumentációm nincs
róla. Egy csatlakozó lábkiosztás sokat segítene.
Kézikönyvről nem is álmodom...
Köszönöm!
Üdv.: Laci
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_v4a42f849mh904uxv82n_8815.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/v4a42f849mh904uxv82n_8815.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 február 25, 21:24
Írta: sarktibsi Dátum 2023 február 25, 21:24
Sziasztok. Valaki dolgozott már BERGER LAHR szervó hajtásokkal? Lenne pár kérdésem.
Elképzelhetö , hogy más gyártók motorjait is kezeli?
Nem úgy mint a yaskawák?
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_6qn8v29ch6fjc9wdg257a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/6qn8v29ch6fjc9wdg257a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_7gci2wx9gdphvyn0tjtpx_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/7gci2wx9gdphvyn0tjtpx_8178.jpg)
Elképzelhetö , hogy más gyártók motorjait is kezeli?
Nem úgy mint a yaskawák?
(https://hobbicncforum.hu/uploaded_images/2023/02/tn_6qn8v29ch6fjc9wdg257a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/6qn8v29ch6fjc9wdg257a_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/tn_7gci2wx9gdphvyn0tjtpx_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2023/02/7gci2wx9gdphvyn0tjtpx_8178.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2023 április 06, 16:07
Írta: Szabika78 Dátum 2023 április 06, 16:07
Üdvözlök Mindenkit!
Érdeklődni szeretnék, hogy Yaskawa SGDM vezérlőnél találkozott már valaki A.C9 (encoder communication error) hibakóddal? A probléma az, hogy korábban szépen működött a vezérlő és egyszer csak megadta magát. Ki lett próbálva a rossz vezérlő szervómotorja egy másik vezérlővel, ahol nincs semmi gond és a hibás vezérlőbe is lett dugva egy másik működő motor, ahol szintén produkálja a hibakódot, tehát BIZTOSAN A VEZÉRLŐVEL VAN GOND!
Van esetleg valakinek ötlete a megoldásra?
Érdeklődni szeretnék, hogy Yaskawa SGDM vezérlőnél találkozott már valaki A.C9 (encoder communication error) hibakóddal? A probléma az, hogy korábban szépen működött a vezérlő és egyszer csak megadta magát. Ki lett próbálva a rossz vezérlő szervómotorja egy másik vezérlővel, ahol nincs semmi gond és a hibás vezérlőbe is lett dugva egy másik működő motor, ahol szintén produkálja a hibakódot, tehát BIZTOSAN A VEZÉRLŐVEL VAN GOND!
Van esetleg valakinek ötlete a megoldásra?
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 április 06, 16:27
Írta: dtb Dátum 2023 április 06, 16:27
Elsőnek az encoderre menő kábelt cseréld le, vagy mérd át.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2023 április 06, 16:34
Írta: Szabika78 Dátum 2023 április 06, 16:34
A motor és a kábel amit használtam hozzá, az másik vezérlővel tökéletesen működik. Ezért szerintem azzal nem kellene, hogy gond legyen.
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2023 április 06, 16:53
Írta: Szabika78 Dátum 2023 április 06, 16:53
De a felvetés amúgy jogos, mivel nem írtam azt, hogy a kábel is ugyanaz volt!
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 április 06, 17:58
Írta: dtb Dátum 2023 április 06, 17:58
Encoderre menő feszültségek? (Feltételezem, hogy magától nem állítódott el semmi beállítás)
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2023 április 06, 18:04
Írta: Szabika78 Dátum 2023 április 06, 18:04
Elméletileg minden rendben van a feszültséggel is, csak ennél a vezérlőnél jelent meg a probléma.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 április 10, 17:27
Írta: dtb Dátum 2023 április 10, 17:27
[#t19p174404#]
Ez a szervo elvileg állandó mágnesű, 3 fázisos. Lehet ezeket használni frekiváltóval? A 640 VDC ebben az esetben hogyan értendő? Ténylegesen 640V DC kell neki?
Ez a szervo elvileg állandó mágnesű, 3 fázisos. Lehet ezeket használni frekiváltóval? A 640 VDC ebben az esetben hogyan értendő? Ténylegesen 640V DC kell neki?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 április 10, 20:17
Írta: Bencze András Dátum 2023 április 10, 20:17
3 fázisú (400V hozzá való) szervóval hajtható. 640V DC esetén kijön a működtető füst. 640V DC köri feszültség a szervorendszerben, ahol egy tápon lóg x db szervo.
Cím: Re:AC szervó motoros vezérlés
Írta: n55ja9xgc Dátum 2023 május 16, 20:15
Írta: n55ja9xgc Dátum 2023 május 16, 20:15
Sziasztok.
Van köztünk olyan ember aki tud javítani szrvó jeladót ?
Van köztünk olyan ember aki tud javítani szrvó jeladót ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 június 10, 21:55
Írta: svejk Dátum 2023 június 10, 21:55
Béna vagyok, nem találok olyan Panaterm verziót ami menne Win7 64 biten és felismeri az egyszerű Liqi szervot.
Tudna valaki segíteni?
Tudna valaki segíteni?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2023 június 10, 22:14
Írta: TBS-TEAM Dátum 2023 június 10, 22:14
Virtuális gépet kell telepíteni Pl:VMware® Workstation 16 Pro.
Akármilyen op rendszert telepíthetel.
Azon meg azt a software futtatod ami kell.
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_987wdn42vt0m35f5234m9_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/06/987wdn42vt0m35f5234m9_3344.png)
Akármilyen op rendszert telepíthetel.
Azon meg azt a software futtatod ami kell.
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_987wdn42vt0m35f5234m9_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/06/987wdn42vt0m35f5234m9_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 június 11, 10:34
Írta: svejk Dátum 2023 június 11, 10:34
VMware egy kényszermegoldás, ha egyáltalán működik vele.
(volt már pár esetem ame nem működött ott sem)
A megoldást a PLC4me-ről letöltött 6.0.0.16 verzió hozta meg, de itt is hozzá kellett még adni a LIQI típust.
(volt már pár esetem ame nem működött ott sem)
A megoldást a PLC4me-ről letöltött 6.0.0.16 verzió hozta meg, de itt is hozzá kellett még adni a LIQI típust.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 június 11, 10:35
Írta: svejk Dátum 2023 június 11, 10:35
Elírtam, a 6.0.1.16 verzió jött be.
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 június 11, 12:20
Írta: dtb Dátum 2023 június 11, 12:20
Nekem ezek a "bénázások" azért furcsák, mert az op.rendszerek lefelé kompatibilisek. Az, hogy 64 bites a rendszer, attól még a 32 bites programnak gond nélkül mennie KELL. Még a régi, 16 bites (vbruntime és társai) programok is elindíthatók a megfelelő függvény könyvtár telepítése után. A gond inkább a megváltozott hardver és a hozzá tartozó op.rendszeri rendszerhívásokban keresendő, de erre meg ott van a kompatibilitási mód.
Cím: Re:AC szervó motoros vezérlés
Írta: Starkfactory Dátum 2023 július 18, 18:24
Írta: Starkfactory Dátum 2023 július 18, 18:24
Szép napot!
Van itt bárki aki ismeri a ServoCommander programot?
Egy motort szeretnék meghajtani vele, s egyszerűen nem találom a Power stage bekapcsolási lehetőségét. ( A vezérlő felől már megtaláltam, a az I/O din4 high on van.)
Ezenkívül a motorba menő feszültség beállítását se találom, mintha az e világon senkit sem érdekelne.:)))
Van itt bárki aki ismeri a ServoCommander programot?
Egy motort szeretnék meghajtani vele, s egyszerűen nem találom a Power stage bekapcsolási lehetőségét. ( A vezérlő felől már megtaláltam, a az I/O din4 high on van.)
Ezenkívül a motorba menő feszültség beállítását se találom, mintha az e világon senkit sem érdekelne.:)))
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2023 július 29, 13:40
Írta: ANTAL GÁBOR Dátum 2023 július 29, 13:40
Megpróbálom ebben az uborkaszezonban egy kicsit felpezsdíteni a topikot . Pár éve vettem egy klasszikus felépítésű kínai szervo vezérlót AB Z encoder jel és optikai megoldású UVW ( kvázi ) hall jel . Az encodere 2500 CPR és 8 pólusú motorhoz fejlesztették Aztán kaptam egy 1.6 kw os Kollmorgen motort
Megnéztem a pólusok számát és szerencsére az is 8 pólusú Kis DC feszültséget adva egy fázistekercsre 4 beugrás a válasz
szintén kínából vettem egy optikai encodert ( 2500CPR és 8 pólusú ( 4 póluspárú ) hall jelekkel
Szétszedtem a motor hátulját és összeépítettem az encoderrel
( szerencsém volt mert csak a a kihajtótengelyt kellett átesztergálnom
Beállítottam az encodert hogy a Z az stabil helyzetbe kerüljön A motor fázistekercsei közül kettőt összekötöttem és DC 5 V ot adtam az összekötött és a fennmaradó pontra Precízen rögzítettem az encodert
Ezután beüzemeltem a szervó vezérlőt (SG15 ) minthogy nem tudtam a hallhoz viszonyított helyes fázissorendet Ezétrt próbálkoztam. Szerencsémre más a második próbálkozás eredményes volt . Most TRial üzemmmódban szépen fut a motor ( sebességszervó ) Majd folytatom pozició módban is
A vezérlő annó nem volt drága és természetesen tudja a step dir es pozíció módot .. Persze a hangolástól félek mert nincs támogató szoftwer ( írok kínába hátha azóta fejlesztettek
(https://hobbicncforum.hu/uploaded_images/2023/07/tn_f2hday5gdu9bfn5bm5hs_906.jpg) (https://hobbicncforum.hu/uploaded_images/2023/07/f2hday5gdu9bfn5bm5hs_906.jpg)
Megnéztem a pólusok számát és szerencsére az is 8 pólusú Kis DC feszültséget adva egy fázistekercsre 4 beugrás a válasz
szintén kínából vettem egy optikai encodert ( 2500CPR és 8 pólusú ( 4 póluspárú ) hall jelekkel
Szétszedtem a motor hátulját és összeépítettem az encoderrel
( szerencsém volt mert csak a a kihajtótengelyt kellett átesztergálnom
Beállítottam az encodert hogy a Z az stabil helyzetbe kerüljön A motor fázistekercsei közül kettőt összekötöttem és DC 5 V ot adtam az összekötött és a fennmaradó pontra Precízen rögzítettem az encodert
Ezután beüzemeltem a szervó vezérlőt (SG15 ) minthogy nem tudtam a hallhoz viszonyított helyes fázissorendet Ezétrt próbálkoztam. Szerencsémre más a második próbálkozás eredményes volt . Most TRial üzemmmódban szépen fut a motor ( sebességszervó ) Majd folytatom pozició módban is
A vezérlő annó nem volt drága és természetesen tudja a step dir es pozíció módot .. Persze a hangolástól félek mert nincs támogató szoftwer ( írok kínába hátha azóta fejlesztettek
(https://hobbicncforum.hu/uploaded_images/2023/07/tn_f2hday5gdu9bfn5bm5hs_906.jpg) (https://hobbicncforum.hu/uploaded_images/2023/07/f2hday5gdu9bfn5bm5hs_906.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 július 29, 17:01
Írta: svejk Dátum 2023 július 29, 17:01
Ügyes! [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 július 29, 17:15
Írta: svejk Dátum 2023 július 29, 17:15
Csak ugye sok vele a munka...
100-tól indulnak a kínai szettek amit ugye"csak" össze kell dugdosni.
100-tól indulnak a kínai szettek amit ugye"csak" össze kell dugdosni.
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2023 augusztus 27, 15:51
Írta: kuner Dátum 2023 augusztus 27, 15:51
Sziasztok!
Ehhez a servo drivehoz kutatok CN2-es csatlakozó bekötést, de nem igazán akadok rá.
Valaki tudna segíteni megfejteni?
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_iz6zt39hu9v0a9ga9zpqj_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/iz6zt39hu9v0a9ga9zpqj_2217.jpg)
Ehhez a servo drivehoz kutatok CN2-es csatlakozó bekötést, de nem igazán akadok rá.
Valaki tudna segíteni megfejteni?
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_iz6zt39hu9v0a9ga9zpqj_2217.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/iz6zt39hu9v0a9ga9zpqj_2217.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: dezsoe Dátum 2023 augusztus 27, 15:59
Írta: dezsoe Dátum 2023 augusztus 27, 15:59
IEEE1394 vagy firewire néven keresd. (https://www.tme.eu/hu/details/ieee1394-w/usb-es-ieee1394-csatlakozok/connfly/ds1106-bn0)
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2023 augusztus 27, 16:02
Írta: kuner Dátum 2023 augusztus 27, 16:02
Köszi, de nem csatlakozó hiányom van, csak a bekötése ismeretlen.Egy pinout érdekelne, azt nem találom sehol.
Cím: Re:AC szervó motoros vezérlés
Írta: dezsoe Dátum 2023 augusztus 27, 16:45
Írta: dezsoe Dátum 2023 augusztus 27, 16:45
Hát, igen, olvasás, szövegértés... [#falbav]
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 augusztus 27, 17:35
Írta: dtb Dátum 2023 augusztus 27, 17:35
Erre gondoltál?
Az egész manualt feltöltöttem az FTP-re, ha kell még más is.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_gnku6n7nqwjskefhksvp_5978.png) (https://hobbicncforum.hu/uploaded_images/2023/08/gnku6n7nqwjskefhksvp_5978.png)
Az egész manualt feltöltöttem az FTP-re, ha kell még más is.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_gnku6n7nqwjskefhksvp_5978.png) (https://hobbicncforum.hu/uploaded_images/2023/08/gnku6n7nqwjskefhksvp_5978.png)
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2023 augusztus 27, 22:01
Írta: PSoft Dátum 2023 augusztus 27, 22:01
Csak hogy ne kelljen keresgélni azt a manualt... (https://cnctar.hobbycnc.hu/DTB/SGMVH-SGDHrevB_Users_Manual_sieps80000059a_0_0-1.pdf) [#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: dtb Dátum 2023 augusztus 27, 22:06
Írta: dtb Dátum 2023 augusztus 27, 22:06
[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: kuner Dátum 2023 augusztus 28, 13:03
Írta: kuner Dátum 2023 augusztus 28, 13:03
Köszönöm, mentettem!
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2023 augusztus 30, 19:06
Írta: eduard Dátum 2023 augusztus 30, 19:06
Sziasztok, ismer / használt valaki jó softCNC szoftvert? (soft cnc - amihez nem kell dedikalt hardver) EtherCAT-os érdekelne főleg. Ilyen a datron is, csak az o szoftveruk nem különálló termék. A LinuxCNC az egyetlen amit ismerek.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2023 szeptember 27, 23:55
Írta: Szedlay Pál Dátum 2023 szeptember 27, 23:55
Egy kis segítséget Kérnék.
Valakinek van tapasztalata azzal, hogy egy 750w-os meghajóval egy 100w-os motort meg lehet hajtani?
Yaskawa mindkettő? A széria ugyan az.
Valakinek van tapasztalata azzal, hogy egy 750w-os meghajóval egy 100w-os motort meg lehet hajtani?
Yaskawa mindkettő? A széria ugyan az.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 szeptember 28, 09:03
Írta: svejk Dátum 2023 szeptember 28, 09:03
De melyik sorozat?
A SigmaI megengedi de gyorsan füst lehet a vége.
Ettől feljebb már kommunikál a motorral és pl. a sigmaII-nél 1:4 lehet a max. arány.
A SigmaI megengedi de gyorsan füst lehet a vége.
Ettől feljebb már kommunikál a motorral és pl. a sigmaII-nél 1:4 lehet a max. arány.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2023 szeptember 28, 17:53
Írta: Szedlay Pál Dátum 2023 szeptember 28, 17:53
Szia Svejk. Ez a Szigma 7-es sorozat. Ilyet bontottak most. Erről van infód?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 szeptember 28, 21:22
Írta: svejk Dátum 2023 szeptember 28, 21:22
Elolvastam, (https://www.yaskawa.com/delegate/getAttachment?documentId=SIEPS80000126&cmd=documents&documentName=sieps80000126o_17_1.pdf) ez is 1:4 arányt enged, különben A0.50 hibát ad.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 szeptember 28, 21:23
Írta: svejk Dátum 2023 szeptember 28, 21:23
Egyébként S-esek, vagy valamelyik buszos verziók?
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2023 szeptember 28, 22:16
Írta: Szedlay Pál Dátum 2023 szeptember 28, 22:16
YASKAWA SGD7S
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2023 szeptember 28, 22:58
Írta: Szedlay Pál Dátum 2023 szeptember 28, 22:58
Megnéztem én is.
De azért huncut mert ha akarja akkor majdnem a 10es szorzót is jóváhagyja.
Nézd meg a 42W-hoz és a 393W-os motorhoz is ugyan azt a vezértlőt ajánlja. Itt nem teljesül amit viszont az A.050 hibánál ír.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_esm24bcmw2eak0fzdyhq_618.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/esm24bcmw2eak0fzdyhq_618.jpg)
De azért huncut mert ha akarja akkor majdnem a 10es szorzót is jóváhagyja.
Nézd meg a 42W-hoz és a 393W-os motorhoz is ugyan azt a vezértlőt ajánlja. Itt nem teljesül amit viszont az A.050 hibánál ír.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_esm24bcmw2eak0fzdyhq_618.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/esm24bcmw2eak0fzdyhq_618.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2023 szeptember 29, 06:52
Írta: svejk Dátum 2023 szeptember 29, 06:52
Úgy látszik direct drive motornál más a módi.
Cím: Re:AC szervó motoros vezérlés
Írta: Zentechproject Dátum 2023 november 10, 22:08
Írta: Zentechproject Dátum 2023 november 10, 22:08
Sziasztok!
Van egy felesleges kb 15-20kW teljesítményű ac szervó motorom. Arra gondoltam, építenék belőle egy kis elektromos járművet, amolyan háztájit. A kérdés az lenne, hogy valamilyen módon egy hallos bldc meghajtóval szeretném megoldani a hajtást. Nyilván nem szeretném a 15kW-ot kihasználni, egy tizede is elég lenne kb. Az a kérdés, hogyha megpróbálnám egy kerékpár meghajtóval a hall szenzorokat hogyan kellene elhelyeznem a motoron? Erre valakinek lenne ötlete vagy csinált már valaki hasonlót?
Van egy felesleges kb 15-20kW teljesítményű ac szervó motorom. Arra gondoltam, építenék belőle egy kis elektromos járművet, amolyan háztájit. A kérdés az lenne, hogy valamilyen módon egy hallos bldc meghajtóval szeretném megoldani a hajtást. Nyilván nem szeretném a 15kW-ot kihasználni, egy tizede is elég lenne kb. Az a kérdés, hogyha megpróbálnám egy kerékpár meghajtóval a hall szenzorokat hogyan kellene elhelyeznem a motoron? Erre valakinek lenne ötlete vagy csinált már valaki hasonlót?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 november 10, 22:43
Írta: Bencze András Dátum 2023 november 10, 22:43
Ha minden klappol a névleges fordulat tizedére számíthatsz normál nyomatékon. Utána vészes nyomatékvesztés lesz. Kevés neki az 50-60V.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 december 18, 17:16
Írta: sarktibsi Dátum 2023 december 18, 17:16
Sziasztok. Kicsit elakadtam , Küzdök egy Yaskawa SGDH szervo pakkal minden szépen működik.
Szeretnék egy maximális fordulatszám határt beállitani ( úgy ahogy a frekiváltónál szoktuk ) , a doksiban nem találtam ere való leirást.
Valakinek ötlete van?
Szeretnék egy maximális fordulatszám határt beállitani ( úgy ahogy a frekiváltónál szoktuk ) , a doksiban nem találtam ere való leirást.
Valakinek ötlete van?
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 december 18, 18:43
Írta: Bencze András Dátum 2023 december 18, 18:43
Milyen üzemmódban használod?
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 december 18, 18:53
Írta: sarktibsi Dátum 2023 december 18, 18:53
Pozició step-dir.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 december 18, 20:52
Írta: Bencze András Dátum 2023 december 18, 20:52
Szerintem itt nincs értelme. Ha nagyon akarod max lenegyedeled a step frekit a Pn 200-ban vagy használj electronic gear-t Pn202/203 az. áttétel
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 december 18, 21:17
Írta: sarktibsi Dátum 2023 december 18, 21:17
Jelenleg igy van beállitva: PN202=65535 PN203=1000 Ha jól értelmezem egy kört 1000-re oszt el a hajtás.
A PN200=2x1 PN200=3x2 PN200=4x4 na ezeket még nem próbáltam soha , ezeknek az lényege , hogy a step-dir jeleket átalakitja.
A PN200=2x1 PN200=3x2 PN200=4x4 na ezeket még nem próbáltam soha , ezeknek az lényege , hogy a step-dir jeleket átalakitja.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2023 december 19, 16:07
Írta: Bencze András Dátum 2023 december 19, 16:07
Nem egészen...Ha pl 1000-es az enkóder és a számláló (pn202=1 és a nevező (pn203=1) akkor 1000 impulzus hatására egy fordulatot tesz meg. Ha a pn203=10 akkor 10000 imp hatására megy egy kört. Ha ezt az impulusmennyiséget 1 sec alatt kapja meg akkor 10 kHz-el hajtod és 60 rpm lesz a fordulatod.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2023 december 20, 18:51
Írta: sarktibsi Dátum 2023 december 20, 18:51
Köszönöm a válaszokat , tesztelni fogom mindenféle verzióban.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2024 január 03, 12:40
Írta: sarktibsi Dátum 2024 január 03, 12:40
Megnéztem a PN200-at beirtam a 2,3,4,7,8,9 számokat , step-dir jellel teszteltem negativ és pozitiv logikával is , de semmi nem működött.
Még esetleg CW-CCW módban lehetne próbálkozni.
Még esetleg CW-CCW módban lehetne próbálkozni.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2024 január 03, 12:51
Írta: sarktibsi Dátum 2024 január 03, 12:51
Továbbra is harcolok egy 1kw-os YASKAWA SGDH szervóval ( 17bit ) most a védelmen van a hangsúly ara gondoltam , hogy a kimenetre ráteszek 2db 24 V-os relét.
25-26 , 31-32 , a második az vészhibára kell , az első meg csak akkor lépne működésbe ha a nyomaték túllépi a PN402-403-ban lévő értéket.
De ha valakinek van jobb ötlete szivesen meghalgatom.
25-26 , 31-32 , a második az vészhibára kell , az első meg csak akkor lépne működésbe ha a nyomaték túllépi a PN402-403-ban lévő értéket.
De ha valakinek van jobb ötlete szivesen meghalgatom.
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 09, 10:22
Írta: nagysam Dátum 2024 február 09, 10:22
Sziasztok! Talán leginkább ebbe a topikba tartozik a nyűgöm.
Egy 4.tengelyhez, egy forgatót kéne használnom.
A konstrukció, UCCNC 100kHz-en, UC100, egy Panasonic minas A4
szériás MSMD022S1A, 0,64Nm-es Ac szervómotor, 1/20-as lassítómű.
A leírások alapján 17-bites enkódernek látom.
Már mindenféle kombinációval próbálkoztam, de valami nem akar stimmelni.
Ameddig eljutok:
A motorom forog, a referencia jelet felveszi.
Viszont a kihajtás végén kézzel, nagyon könnyen meg tudom forgatni, és nem érzem, hogy a motor vissza akarná mozgatni pozícióba.
Az Uccnc "Steps per Unit" beállítást is valahol elkefélem, mert semmilyen általam kiszámolt értéknek még csak köze sem volt az általam kiszámolt értékekhez.
Abban szeretnék segítséget kérni, hogy milyen beállításokat kéne eszközölnöm a szervóban, illetve hogyan kéne jól kiszámolni az uccnc-be beírandó értéket.
(első ilyen ac szervó próbálkozásom)
Köszönettel: sanyi
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_3f3t7jbfcq88d02ivbzcn_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/3f3t7jbfcq88d02ivbzcn_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_vs0hs9asjea52s36a626s_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/vs0hs9asjea52s36a626s_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_mzsy4e0mcvvhyzxshut_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/mzsy4e0mcvvhyzxshut_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_xi2kna3m75p9ihcvktxe_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/xi2kna3m75p9ihcvktxe_5575.jpg)
Egy 4.tengelyhez, egy forgatót kéne használnom.
A konstrukció, UCCNC 100kHz-en, UC100, egy Panasonic minas A4
szériás MSMD022S1A, 0,64Nm-es Ac szervómotor, 1/20-as lassítómű.
A leírások alapján 17-bites enkódernek látom.
Már mindenféle kombinációval próbálkoztam, de valami nem akar stimmelni.
Ameddig eljutok:
A motorom forog, a referencia jelet felveszi.
Viszont a kihajtás végén kézzel, nagyon könnyen meg tudom forgatni, és nem érzem, hogy a motor vissza akarná mozgatni pozícióba.
Az Uccnc "Steps per Unit" beállítást is valahol elkefélem, mert semmilyen általam kiszámolt értéknek még csak köze sem volt az általam kiszámolt értékekhez.
Abban szeretnék segítséget kérni, hogy milyen beállításokat kéne eszközölnöm a szervóban, illetve hogyan kéne jól kiszámolni az uccnc-be beírandó értéket.
(első ilyen ac szervó próbálkozásom)
Köszönettel: sanyi
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_3f3t7jbfcq88d02ivbzcn_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/3f3t7jbfcq88d02ivbzcn_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_vs0hs9asjea52s36a626s_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/vs0hs9asjea52s36a626s_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_mzsy4e0mcvvhyzxshut_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/mzsy4e0mcvvhyzxshut_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_xi2kna3m75p9ihcvktxe_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/xi2kna3m75p9ihcvktxe_5575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: gyorkecs Dátum 2024 február 09, 11:56
Írta: gyorkecs Dátum 2024 február 09, 11:56
Szia, esetleg lehet hogy a kihatással van baj, szokott lenni egy kuplung féle csavarral rögzíthető elem a motor és a hajtás között, azt nézd meg nincs e fellazulva. Olyat is láttam már hogy a hajtómű belső fogazású kereke elszabadult és terhelés nélkül még bírta forgatni, de pozíció sosem volt ugyanaz. Én biztos belenéznék abba a hajtóműbe, 1:20 áttétel azért már érezhető ellenállást ad. Egy gyors teszt ötlet: motort elektromosan lekötöd, két tekercs kivezetést rövidre zársz és kézzel megforgatod a kihajó tengelyt. Ha nincs lüktető érzés, biztos hogy mechanikus hiba van.
Persze csak ötletelek, nem a tutit mondom biztosan[#nemtudom]
Persze csak ötletelek, nem a tutit mondom biztosan[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 13:34
Írta: designr Dátum 2024 február 09, 13:34
Ha kézzel könnyen elforgatható forgassmár rajta egy fordulatot..
Ekkor sem fordítja vissza?
Ekkor sem fordítja vissza?
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 13:38
Írta: designr Dátum 2024 február 09, 13:38
Hajtóművet szedd le.
Csinálj egy autotuningot 1-es erősséggel indulva egyre nagyobb merevséggel.
3.-as 4.-es nél megcsinálva az autotuningot, és természetesen elmentve a vezérlőbe már a csupasz motor tengelyt is nagyon nehéz fordítani, nemhogy 1:20 áttételt.
Szerintem a motorod nem 17 bites hanem 2500 incrementális..
Csinálj egy autotuningot 1-es erősséggel indulva egyre nagyobb merevséggel.
3.-as 4.-es nél megcsinálva az autotuningot, és természetesen elmentve a vezérlőbe már a csupasz motor tengelyt is nagyon nehéz fordítani, nemhogy 1:20 áttételt.
Szerintem a motorod nem 17 bites hanem 2500 incrementális..
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 13:52
Írta: designr Dátum 2024 február 09, 13:52
Az encoder vezeték hány eres?
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 09, 14:48
Írta: nagysam Dátum 2024 február 09, 14:48
1 pont oda.
A tengelykapcsolatnál, a szorító közdarabot rátettem a hajtóműre, és meghúztam a csavart olyan erővel, ahogy máskor is egy 5-ös csavart, és a motortengely simán becsusszant.
Rendesen neki kellett veselkednem, de képes volt megszorítani.
[#worship]
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_hjq675kx2t3cjje2zf9b_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/hjq675kx2t3cjje2zf9b_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_djjtupde76um4ekydfvk_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/djjtupde76um4ekydfvk_5575.jpg)
A tengelykapcsolatnál, a szorító közdarabot rátettem a hajtóműre, és meghúztam a csavart olyan erővel, ahogy máskor is egy 5-ös csavart, és a motortengely simán becsusszant.
Rendesen neki kellett veselkednem, de képes volt megszorítani.
[#worship]
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_hjq675kx2t3cjje2zf9b_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/hjq675kx2t3cjje2zf9b_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_djjtupde76um4ekydfvk_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/djjtupde76um4ekydfvk_5575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 09, 14:51
Írta: nagysam Dátum 2024 február 09, 14:51
A motor felől 7 vezeték jön ki, a vezérlő felé már csak 5 megy tovább.
A hajtőművet leszedve, a motor tartja a pozíciót.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_5wpsj3u9btpaq2uz75vm_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/5wpsj3u9btpaq2uz75vm_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_30hkyqy948yiudajgxju7_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/30hkyqy948yiudajgxju7_5575.jpg)
A hajtőművet leszedve, a motor tartja a pozíciót.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_5wpsj3u9btpaq2uz75vm_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/5wpsj3u9btpaq2uz75vm_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_30hkyqy948yiudajgxju7_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/30hkyqy948yiudajgxju7_5575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 17:10
Írta: designr Dátum 2024 február 09, 17:10
Akkor a tengelykapcsoló nem megfelelő rögzítése volt a ludas..
Encoderre visszatérve..
A motorod encodere 17 bites ugyan, de incrementálisként használja a vezérlő.
Nézd meg a 0B paramétert, szerintem 1
-es lesz neki beállítva, az az alapértelmezett.
Mint a képen.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_2x4xunem92bbjsn7uwvm_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/2x4xunem92bbjsn7uwvm_1575.jpg)
Encoderre visszatérve..
A motorod encodere 17 bites ugyan, de incrementálisként használja a vezérlő.
Nézd meg a 0B paramétert, szerintem 1
-es lesz neki beállítva, az az alapértelmezett.
Mint a képen.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_2x4xunem92bbjsn7uwvm_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/2x4xunem92bbjsn7uwvm_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 17:34
Írta: designr Dátum 2024 február 09, 17:34
A tengelykapcsoló a lehető legmárkásabb.
Ez az amelyk még a Wittensteinnél is jobb.
APEX DYNAMICS
Érdekes ugyan hogy nekem az ilyen hajtómű ugyanilyen kuplung rögzítésnél a csőtengely amibe a motortengely megy be van vágva 120 fokonként.
Ha zavar vagy megint csúszik csináld meg.
Mint a képen.
A vezérlőben a 0B paramétert ne írd át 0-ra
mert akkor keresni fogja az encoder be nem kötött vezetékeit.Felesleges az abszolut encoder, akkor plussz tápfesz neki..stb
Ezért be sem kötöttem
Rendelkezésedre áll fordulatonként 2500×20 osztás.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_6978ua0gu284bwvfmv40v_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/6978ua0gu284bwvfmv40v_1575.jpg)
Ez az amelyk még a Wittensteinnél is jobb.
APEX DYNAMICS
Érdekes ugyan hogy nekem az ilyen hajtómű ugyanilyen kuplung rögzítésnél a csőtengely amibe a motortengely megy be van vágva 120 fokonként.
Ha zavar vagy megint csúszik csináld meg.
Mint a képen.
A vezérlőben a 0B paramétert ne írd át 0-ra
mert akkor keresni fogja az encoder be nem kötött vezetékeit.Felesleges az abszolut encoder, akkor plussz tápfesz neki..stb
Ezért be sem kötöttem
Rendelkezésedre áll fordulatonként 2500×20 osztás.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_6978ua0gu284bwvfmv40v_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/6978ua0gu284bwvfmv40v_1575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 09, 20:43
Írta: nagysam Dátum 2024 február 09, 20:43
Sikerült rendesen megszorítanom.
A következőket állítottam be:
0B:1 Pr48:1 Pr4A:17 Pr4B:2000
A mellékelt paramétertábla szerint.
Azt nem értem, hogy miből jön ki, hogy 2500 osztásom van fordulatonként. A 17-bitnél nem 131072-vel kell számolnom?
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_3yacwvem7q9t9tgtgxqp6_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/3yacwvem7q9t9tgtgxqp6_5575.jpg)
A következőket állítottam be:
0B:1 Pr48:1 Pr4A:17 Pr4B:2000
A mellékelt paramétertábla szerint.
Azt nem értem, hogy miből jön ki, hogy 2500 osztásom van fordulatonként. A 17-bitnél nem 131072-vel kell számolnom?
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_3yacwvem7q9t9tgtgxqp6_5575.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/3yacwvem7q9t9tgtgxqp6_5575.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 21:14
Írta: designr Dátum 2024 február 09, 21:14
Ezzel a beállítással most 2000-es encoder osztást állítottál be.
Ugye 3000 1/min fordulatot akarunk.
Az másodpercenként 50
Fordulatonként 2000 encoder osztás ,az másodpercenként 100000 jel szükséglet.
Innen az első sor 100khz pps szükséglet.
A lényeg hogy a képlet nevezőjébe, azaz a denominátorba annyit írj amennyi encoder osztást akarsz.
Próbálj így számolni, ha uccnc beállításai így stimmelnek akkor OK.
A 20'as lassító áttételt persze kalkuláld be.
Ugye 3000 1/min fordulatot akarunk.
Az másodpercenként 50
Fordulatonként 2000 encoder osztás ,az másodpercenként 100000 jel szükséglet.
Innen az első sor 100khz pps szükséglet.
A lényeg hogy a képlet nevezőjébe, azaz a denominátorba annyit írj amennyi encoder osztást akarsz.
Próbálj így számolni, ha uccnc beállításai így stimmelnek akkor OK.
A 20'as lassító áttételt persze kalkuláld be.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 21:21
Írta: designr Dátum 2024 február 09, 21:21
De ha ezek a beállítások nem jönnek be, próbáld már ki a 2500 encoder oszlop beállításait
Tehát 10000 0 és 2000 értékeket.
Tehát 10000 0 és 2000 értékeket.
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 09, 22:12
Írta: designr Dátum 2024 február 09, 22:12
Helyesbítek ezzel a beállítással az encoder felbontásod 500-as lesz.
Csak ehhez ugye 2000 jelet vár..
Csak ehhez ugye 2000 jelet vár..
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 február 09, 22:24
Írta: TBS-TEAM Dátum 2024 február 09, 22:24
A leírásban ott van ha 5 vezeték van bekötve a vezérlőbe
akkor 2500P/r.-ként kezeli az encodert nem számít, hogy absoulte van rajta.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_8w9ethhsvzcs470nim6j_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/02/8w9ethhsvzcs470nim6j_3344.png)
akkor 2500P/r.-ként kezeli az encodert nem számít, hogy absoulte van rajta.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_8w9ethhsvzcs470nim6j_3344.png) (https://hobbicncforum.hu/uploaded_images/2024/02/8w9ethhsvzcs470nim6j_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 10, 10:47
Írta: nagysam Dátum 2024 február 10, 10:47
kipróbáltam mindkét verzióval.
A 2500-as beállításaival sehogyan sem akart jó lenni.
A paraméterhez a 17-bitesnek megfelelő beállítás 1,17,2000 kellett.
Kipróbáltam a 0,0,2000-est amikor az aktuális kódtárcsa osztását veszi figyelembe, és úgy is működik.
Ha 2000 fordulatonkénti impulzust megszoroztam a 20-as áttételemmel, és azt elosztottam a 360 fokkal, az így kapott
értéket írtam be az UCCNC-be.
Most a filces jelölésem szerint, 360 fokos elfordulásra 1 fordulatot tesz.
Ezt már valahogy megpróbálom kimérni pontasan, aztán kalibtálni.
A 2500-as beállításaival sehogyan sem akart jó lenni.
A paraméterhez a 17-bitesnek megfelelő beállítás 1,17,2000 kellett.
Kipróbáltam a 0,0,2000-est amikor az aktuális kódtárcsa osztását veszi figyelembe, és úgy is működik.
Ha 2000 fordulatonkénti impulzust megszoroztam a 20-as áttételemmel, és azt elosztottam a 360 fokkal, az így kapott
értéket írtam be az UCCNC-be.
Most a filces jelölésem szerint, 360 fokos elfordulásra 1 fordulatot tesz.
Ezt már valahogy megpróbálom kimérni pontasan, aztán kalibtálni.
Cím: Re:AC szervó motoros vezérlés
Írta: nagysam Dátum 2024 február 10, 10:52
Írta: nagysam Dátum 2024 február 10, 10:52
Köszönöm mindenkinek az infókat. Azt hiszem, kellő tanulság volt, hogy beépítések előtti teszteket ne hagyjam ki. Lépésről lépésre.[#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 február 11, 12:00
Írta: svejk Dátum 2024 február 11, 12:00
Leginkább [#6697@iroti] fórumtársunktól kérdezem, hogy hol használják ezeket a nagyfordulatú motorokat, amikat az adok-veszekben hirdet? [#t19p187160#]
Valami pakolászós robottechnikában?
Valami pakolászós robottechnikában?
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2024 február 12, 07:36
Írta: istvan3 Dátum 2024 február 12, 07:36
Nem biztos, hogy speciális körülmény.
Munkahelyemen a gyártógépekben (német autóipari cég) jellemzően Rexroth MSK szériás motorokat használnak amik mérettől függően 6000-7500-9000 RPM fordulatú motorok, 1-1,5kw névleges teljesítmény körül vannak.
Na ezeket a motorokat gond nélkül ráteszik áttétel nélkül egy pár kg-ot mozgató aktuátorra.
Nagyon ritka eset az, hogy azt látom, hogy foglalkoztak a motor pontos méretezésével és nem akasztották rá a katalógusból egy megadott, aktuátorra passzoló motort.
Munkahelyemen a gyártógépekben (német autóipari cég) jellemzően Rexroth MSK szériás motorokat használnak amik mérettől függően 6000-7500-9000 RPM fordulatú motorok, 1-1,5kw névleges teljesítmény körül vannak.
Na ezeket a motorokat gond nélkül ráteszik áttétel nélkül egy pár kg-ot mozgató aktuátorra.
Nagyon ritka eset az, hogy azt látom, hogy foglalkoztak a motor pontos méretezésével és nem akasztották rá a katalógusból egy megadott, aktuátorra passzoló motort.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 február 12, 09:47
Írta: Robsy1 Dátum 2024 február 12, 09:47
Minden elektromotoros hajtásnál az egyik legfontosabb méretezési adat, paraméter az egy motor fordulatra eső lineáris elmozdulás. Nincs azzal tehát semmi gond, hogy x áttétellel viszonylag 6000 - 7000 1/min-el dolgoznak ezek a motorok.
Csak ugye ott van pl. a másik oldal, energetikai (hatásfok) szempontból nem jó dolog sűrű irányváltásokat végrehajtani ilyen nagy fordulatú motorokkal.
Igazából az alkalmazás jellege dönti el az optimális motor max. fordulatot, és úgy van ahogy írod, neves gyártók is elképesztő, szakszerűtlen áttételezéssel hajtanak mindenféle mechanikát. Csak ugye van ez a szó, hogy "működik" valami, és az sajnos mindent elmaszatol, elfed. Így aztán itt a Fórumon is kb. 10 embert érdekel a hajtásának a minősége, komolyabb össszefüggései. Hiszen "működik"! [#conf][#csodalk]
Csak ugye ott van pl. a másik oldal, energetikai (hatásfok) szempontból nem jó dolog sűrű irányváltásokat végrehajtani ilyen nagy fordulatú motorokkal.
Igazából az alkalmazás jellege dönti el az optimális motor max. fordulatot, és úgy van ahogy írod, neves gyártók is elképesztő, szakszerűtlen áttételezéssel hajtanak mindenféle mechanikát. Csak ugye van ez a szó, hogy "működik" valami, és az sajnos mindent elmaszatol, elfed. Így aztán itt a Fórumon is kb. 10 embert érdekel a hajtásának a minősége, komolyabb össszefüggései. Hiszen "működik"! [#conf][#csodalk]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 február 12, 17:05
Írta: svejk Dátum 2024 február 12, 17:05
No igen...
Az ember azt gondolná helyszűke miatt de a szóban forgónál az sem mondható el, hogy kicsi lenne.
Tegyünk rá áttételt, de a bolygókerekesek ajánlott max. bemenő fordulata is igencsak 3000 körül van.
Ha meg direktbe használom 3000-el akkor meg ott vagyok mint egy 750 W-ossal.
Az ember azt gondolná helyszűke miatt de a szóban forgónál az sem mondható el, hogy kicsi lenne.
Tegyünk rá áttételt, de a bolygókerekesek ajánlott max. bemenő fordulata is igencsak 3000 körül van.
Ha meg direktbe használom 3000-el akkor meg ott vagyok mint egy 750 W-ossal.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2024 február 12, 19:53
Írta: PSoft Dátum 2024 február 12, 19:53
Idéz...van ez a szó, hogy "működik" valami...
Volt kollégám nem érte be ennyivel, ezt még tudta fokozni is!
Őnála -hatalmas büszkeséggel társulva-, a "gyönyörűen működik" volt a természetes és mindennapos szóhasználat. :)
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2024 február 15, 20:07
Írta: sarktibsi Dátum 2024 február 15, 20:07
A mai nap volt szerencsém egy Yaskawa Sigma 7-eshez , (24 bit) bekötés programozás tesztelgetés. Ami érdekes volt számomra az encoderböl csak 4-vezeték jön ki , aztán csak kíváncsíságból ráraktam egy 13-bites motort (sgmah sigma 2-es motor) azzal is ment elfogadta. Majd rákötöttem egy 16-bites sgmph apsolut encoder-es motort azzal is működött.
Akkor ezek szerint a Sigma 7-es elfogadja az összes régebbi Yaskawa motort?
Valaki csinált már hasonlót?[#conf]
Akkor ezek szerint a Sigma 7-es elfogadja az összes régebbi Yaskawa motort?
Valaki csinált már hasonlót?[#conf]
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 február 15, 21:06
Írta: designr Dátum 2024 február 15, 21:06
Mekkora teljesítményű volt az eredeti és a régebbi motor?
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2024 február 15, 21:12
Írta: sarktibsi Dátum 2024 február 15, 21:12
Az első próbálkozáskor direkt úgyanolyan motort raktam rá (csak sokkal régebbit) Aztán egy számmal nagyobbat , majd egy számmal kisebbet mindegyikkel működött. ( persze a feszültség szintek mind megegyeztek)
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2024 február 16, 20:42
Írta: Szedlay Pál Dátum 2024 február 16, 20:42
Szerintem még elég kevés bontott Sigma7-es vezérlő van a piacon, így nem valószínű, hogy sokan megpróbálták azt amit te.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 február 17, 09:28
Írta: Robsy1 Dátum 2024 február 17, 09:28
Keresek olyan step-dir AC szervohajtással rendelkező Fórumozót, Akit érdekel a hajtásának a pozícióbeállási pontossága, sebesség egyenletessége, gyorsulási képessége, és hajlandó erre ~félórát fordítani.
A méréseket a Robsy hajtás kinematikai mérőrendszerrel végeznénk, közvetlenül a motor tengelyét üresjáratban mérve.
Persze lehet egy komplett lineáris CNC tengelyt is mérni akár terheléssel, de az már kicsit "macerásabb".
Mert azt soha ne feledjétek: egy motor hajtás működésekor csak ritkán van ott, és mozog olyan sebességgel, mint amit hisztek, gondoltok róla.[#vigyor2]
A méréseket a Robsy hajtás kinematikai mérőrendszerrel végeznénk, közvetlenül a motor tengelyét üresjáratban mérve.
Persze lehet egy komplett lineáris CNC tengelyt is mérni akár terheléssel, de az már kicsit "macerásabb".
Mert azt soha ne feledjétek: egy motor hajtás működésekor csak ritkán van ott, és mozog olyan sebességgel, mint amit hisztek, gondoltok róla.[#vigyor2]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 február 17, 10:31
Írta: svejk Dátum 2024 február 17, 10:31
Tudom, hogy tudod -szokta mondani Psoft - de minden valamire való szervovezérlőnek van monitorozási lehetősége általában grafikonszerűen kirajzolva az eredményt.
Akit érdekel az már megnézte, ez alapján próbálta beállítani a rendszerét.
Akit nem az meg úgy van vele, hogy amit nem tud az nem fáj :) csak a végterméke pontossága elérje az általa támasztott követelményeket.
De gondolom többféle hajtásrendszert megmértél már a fejlesztéseddel, így azoknak az eredményeit szívesen látnánk itt a fórumon okulásként.
Régebben is tettél már fel ilyen grafokonokat de ugye vannak új, fiatalabb fórumtagok is nem árt az ismétlés.
Akit érdekel az már megnézte, ez alapján próbálta beállítani a rendszerét.
Akit nem az meg úgy van vele, hogy amit nem tud az nem fáj :) csak a végterméke pontossága elérje az általa támasztott követelményeket.
De gondolom többféle hajtásrendszert megmértél már a fejlesztéseddel, így azoknak az eredményeit szívesen látnánk itt a fórumon okulásként.
Régebben is tettél már fel ilyen grafokonokat de ugye vannak új, fiatalabb fórumtagok is nem árt az ismétlés.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 február 17, 11:29
Írta: Robsy1 Dátum 2024 február 17, 11:29
Azok a gyári monitorozási lehetőségek csak arra jók, hogy a PID paraméterek mentén finomhangoljad a szervót, és segítsen a beállításban.
Ráaádásul általában hiányznak belőlük azok a tesztek, mérési módszerek, amikkel igazán minősíteni, tesztelni lehet az adott hajtást.
Egy független, különálló mérőrendszer alkalmat ad bármilyen motorhajtás tesztelésre, és objektíven össze lehet hasonlítani a különböző hajtások mérési eredményeit, minőségét. Így pl. az is kiderül, miben jobb egy ~1000 Ft-os léptető motoros hajtás az akár ezerszer többe kerülő AC szervóhoz képest.
Természetesen majd próbálok feltenni ide is eredményeket, amik ugyebár a Robsy CNC weboldalon is már évek óta ott vannak, illetve mostanában keletkeztek az újabb mérőrendszer kapcsán. Az is igaz, mindig jönnek újabb Kollégák, Érdeklődők is a Fórumra, illetve újabb műszaki tény információk, meglepő dolgok derülnek ki nekem is, amit eddig csak sejtettem.
Ráaádásul általában hiányznak belőlük azok a tesztek, mérési módszerek, amikkel igazán minősíteni, tesztelni lehet az adott hajtást.
Egy független, különálló mérőrendszer alkalmat ad bármilyen motorhajtás tesztelésre, és objektíven össze lehet hasonlítani a különböző hajtások mérési eredményeit, minőségét. Így pl. az is kiderül, miben jobb egy ~1000 Ft-os léptető motoros hajtás az akár ezerszer többe kerülő AC szervóhoz képest.
Természetesen majd próbálok feltenni ide is eredményeket, amik ugyebár a Robsy CNC weboldalon is már évek óta ott vannak, illetve mostanában keletkeztek az újabb mérőrendszer kapcsán. Az is igaz, mindig jönnek újabb Kollégák, Érdeklődők is a Fórumra, illetve újabb műszaki tény információk, meglepő dolgok derülnek ki nekem is, amit eddig csak sejtettem.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 február 23, 14:19
Írta: svejk Dátum 2024 február 23, 14:19
Használ-e, vagy van-e a polcon valakinek Leadshine ACS-606-os csudavezérlője?
Egy két kérdést szeretnék feltenni a szerkezettel kapcsolatban.
Egy két kérdést szeretnék feltenni a szerkezettel kapcsolatban.
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2024 március 09, 21:29
Írta: eduard Dátum 2024 március 09, 21:29
Sziasztok, van egy szervóm, beépített. Ez az adatlapja. Valaki segít értelmezni, hogy milyen driver kell hozzá?
https://www.dropbox.com/scl/fi/syb3j5ug5dbugg1ca9gbz/Technical-Data_Motor_HFUS-32-160.pdf?rlkey=o55k22kamjgzmnmdxk67azuxn&dl=1
https://www.dropbox.com/scl/fi/syb3j5ug5dbugg1ca9gbz/Technical-Data_Motor_HFUS-32-160.pdf?rlkey=o55k22kamjgzmnmdxk67azuxn&dl=1
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 március 10, 07:30
Írta: svejk Dátum 2024 március 10, 07:30
Ezt vetted meg?
[#t19p186389#]
14 pólusú motor van benne, Heidenhain EnDat2.1-es multiturn absolute encoderrel.
A Varga Lászlónak van (volt?) hozzá való drivere.
[#t19p186389#]
14 pólusú motor van benne, Heidenhain EnDat2.1-es multiturn absolute encoderrel.
A Varga Lászlónak van (volt?) hozzá való drivere.
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2024 március 10, 20:39
Írta: eduard Dátum 2024 március 10, 20:39
Igen, ezt vettem meg. Az engel vezerlot meg egy kicsit elengednem, hatha tudok venni motornak megfelelo entehrcat-es vezerlot. Illetve az engel egy kicsit regi es Laszlonak 6 az 1-ben vezerloje van.
Korulneznek elobb a piacon, hogy milyen modern vezerlok vannak. Csak kicsit ellentmondasos nekem a motor adatlapja amit a HD kuldott el pont ehhez a tipushoz.
Lenne otlet, hogy milyen vezerlo passzol hozza? Gondolom BLDC kell, ami tud abszolut enkodert kezelni. A heidenhain RS485-ön beszélget (talán modbus is megy neki).
Korulneznek elobb a piacon, hogy milyen modern vezerlok vannak. Csak kicsit ellentmondasos nekem a motor adatlapja amit a HD kuldott el pont ehhez a tipushoz.
Lenne otlet, hogy milyen vezerlo passzol hozza? Gondolom BLDC kell, ami tud abszolut enkodert kezelni. A heidenhain RS485-ön beszélget (talán modbus is megy neki).
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 március 11, 07:48
Írta: svejk Dátum 2024 március 11, 07:48
Melyik részt látod ellentmondásosnak?
Találtad az adatlapot, vagy írtál nekik?
Nem hiszem, hogy lenne hozzá univerzális vezérlő amihez egy az egyben lehetne csatlakoztatni.
Én nem ismerem, nem értek az EnDAt protokolhoz, így azt sem tudom hogy lehetne kinyerni belőle a forgórész pozíció (hall) jeleket.
Találtad az adatlapot, vagy írtál nekik?
Nem hiszem, hogy lenne hozzá univerzális vezérlő amihez egy az egyben lehetne csatlakoztatni.
Én nem ismerem, nem értek az EnDAt protokolhoz, így azt sem tudom hogy lehetne kinyerni belőle a forgórész pozíció (hall) jeleket.
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2024 március 11, 11:45
Írta: eduard Dátum 2024 március 11, 11:45
Írtam nekik és elküldték. Kiderült, hogy nem az engel gyártja, hanem ők csak brandelték, de teljes egészében HD gyártmány.
Az enkoder nem probléma, inkább a motorvezérlő választása az nekem. Mivel DC vezérlő kell és az AC-k hoz értek. Az Odrive-ot nézegettem, az tudja az RS485 és Modbus protokollokat is, de nem ipari kategoria és nem tud ethercat-et.
A HD nem ad el külön vezérlőt.
Az enkoder nem probléma, inkább a motorvezérlő választása az nekem. Mivel DC vezérlő kell és az AC-k hoz értek. Az Odrive-ot nézegettem, az tudja az RS485 és Modbus protokollokat is, de nem ipari kategoria és nem tud ethercat-et.
A HD nem ad el külön vezérlőt.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 március 11, 13:17
Írta: Robsy1 Dátum 2024 március 11, 13:17
4 fő lehetőséged van.
1. Találsz hozzá kompatibilis motormaghajtót (kicsi az esély).
2. Lecseréled az encoderét olyanra, amihez könnyebben vehetsz BLDC meghajtót, bár a 14 motor pólusszám miatt nem olyan egyszerű a gyári encoder beszerzése, és az ezzel kompatibilis motor vezérlő.
3. Te magad tervezel, készítesz hozzá 14 pólusú Hall jeladót.
4. Léptetőmotorként hajtod korlátozott fordulatszám tartományban, viszont így elég a 3 tekercskiveztés és kész a feladat egy erre alkalmas motormeghajtóval.
Mivel ha jól látom, Te is budapesti vagy, 2, 3, 4 pontok esetén rendelkezésdere állok ingyenes Robsy megoldásokkal, motor forgatási tesztekkel, bemutatóval.
1. Találsz hozzá kompatibilis motormaghajtót (kicsi az esély).
2. Lecseréled az encoderét olyanra, amihez könnyebben vehetsz BLDC meghajtót, bár a 14 motor pólusszám miatt nem olyan egyszerű a gyári encoder beszerzése, és az ezzel kompatibilis motor vezérlő.
3. Te magad tervezel, készítesz hozzá 14 pólusú Hall jeladót.
4. Léptetőmotorként hajtod korlátozott fordulatszám tartományban, viszont így elég a 3 tekercskiveztés és kész a feladat egy erre alkalmas motormeghajtóval.
Mivel ha jól látom, Te is budapesti vagy, 2, 3, 4 pontok esetén rendelkezésdere állok ingyenes Robsy megoldásokkal, motor forgatási tesztekkel, bemutatóval.
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2024 március 11, 13:48
Írta: eduard Dátum 2024 március 11, 13:48
Itt egy kompatibilis driver, BLDC, tudja kezelni az RS485-os abszolut enkodert es a 14 polusu (7 par) motort, a 43V-os DC savban.
Mit gondolsz, valamit kihagyok? (Ethercat kellene, de ezt majd egy kulso driverrel implementalom)
Mit gondolsz, valamit kihagyok? (Ethercat kellene, de ezt majd egy kulso driverrel implementalom)
Cím: Re:AC szervó motoros vezérlés
Írta: eduard Dátum 2024 március 11, 13:48
Írta: eduard Dátum 2024 március 11, 13:48
https://odriverobotics.com/shop/odrive-pro
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 március 11, 13:57
Írta: Robsy1 Dátum 2024 március 11, 13:57
Igen, pl. ezt kihagytad: "a 43V-os DC savban"
A te motorod sajnos 430V-os DC sínről is járatható.
43 voltról a motorod csak max. ~600-800 rpm-el tud forogni a Ke adata miatt.
A te motorod sajnos 430V-os DC sínről is járatható.
43 voltról a motorod csak max. ~600-800 rpm-el tud forogni a Ke adata miatt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 március 11, 14:14
Írta: svejk Dátum 2024 március 11, 14:14
Én a 3. pontot választottam.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 március 11, 14:19
Írta: svejk Dátum 2024 március 11, 14:19
"...de nem ipari kategoria..."
Hát ez az!
Én már annyiszor megjöttem ezekből a félamatőr cuccokból...
Akkor inkább egy teljes saját tervezés, még ha nem is fog tudni annyit.
Hát ez az!
Én már annyiszor megjöttem ezekből a félamatőr cuccokból...
Akkor inkább egy teljes saját tervezés, még ha nem is fog tudni annyit.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 március 11, 19:15
Írta: Robsy1 Dátum 2024 március 11, 19:15
Gratulálok, így kell elbánni ezekkel a mai modernek hazudott, naponta változó, gyártócég specifikus busz/hálózat rendszerű encoder felületű motorokkal.
Mert természetesen ezekben is legtöbb esetben ott van a Hall kód infó is, mint alap, csak szinte lehetetlen "kibányászni" belőlük.
Fura egy világ ez, ~2000-ig még ott voltak a normális uvw, ABC csatornás encoderes motorok, aztán a "csicsavilág" ezeket is kirtotta a korszerűség álszentsége alatt, és ezzel totál kiszolgáltatottá tesz minket. Meg kell venni a legújabb gyári motordrivereket + hozzájuk tartozó motort, amit aztán a következő széria már megint nem kezel, veheted drága pénzért az új "vasat".
Mert természetesen ezekben is legtöbb esetben ott van a Hall kód infó is, mint alap, csak szinte lehetetlen "kibányászni" belőlük.
Fura egy világ ez, ~2000-ig még ott voltak a normális uvw, ABC csatornás encoderes motorok, aztán a "csicsavilág" ezeket is kirtotta a korszerűség álszentsége alatt, és ezzel totál kiszolgáltatottá tesz minket. Meg kell venni a legújabb gyári motordrivereket + hozzájuk tartozó motort, amit aztán a következő széria már megint nem kezel, veheted drága pénzért az új "vasat".
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 március 11, 19:33
Írta: ANTAL GÁBOR Dátum 2024 március 11, 19:33
Láttad a 3479 es bejegyzésemet ? ( az admin váltás előtt írtam juli 29.én )
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 március 11, 19:36
Írta: ANTAL GÁBOR Dátum 2024 március 11, 19:36
3472 a helyes szám
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 március 11, 20:23
Írta: Robsy1 Dátum 2024 március 11, 20:23
Nem olvastam, most megtettem.
Gratula neked is, így a régi motorjaidat életre keltetted szakszerűen, és már forognak is sebesség üzemmódban.
Igazából az én saját fejlesztésű vezérlőim annyiban mások, hogy DC motorként is tudod használni az AC szinkron motort.
Ugyanis a kis vezérlő dobozka olyan módban is működik, hogy a kijövő két vezeték megfelel egy kefés DC motor 2 veztékének, azaz rákötsz pl. egy 1.5V-os AA elemet, és már forog is a több kilowattos motor üresjáratban, mint ezen a régi, és már a fórumon ismert videón látható.
Robsy AC servomotor driver test. (http://www.robsy.hu/te3/robsy-motorcontrol-AC1.mpg)
Gratula neked is, így a régi motorjaidat életre keltetted szakszerűen, és már forognak is sebesség üzemmódban.
Igazából az én saját fejlesztésű vezérlőim annyiban mások, hogy DC motorként is tudod használni az AC szinkron motort.
Ugyanis a kis vezérlő dobozka olyan módban is működik, hogy a kijövő két vezeték megfelel egy kefés DC motor 2 veztékének, azaz rákötsz pl. egy 1.5V-os AA elemet, és már forog is a több kilowattos motor üresjáratban, mint ezen a régi, és már a fórumon ismert videón látható.
Robsy AC servomotor driver test. (http://www.robsy.hu/te3/robsy-motorcontrol-AC1.mpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Autotec1 Dátum 2024 március 16, 16:54
Írta: Autotec1 Dátum 2024 március 16, 16:54
Egy ösrégi dc szervót cserélnék le Ac-ra. Kinek, mi a tapasztalta,mekkora teljesítményűt, nyomatékút tegyek a helyére?
Eszterga x-z tengely
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_dpa2gef2wehp7c630iy8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/dpa2gef2wehp7c630iy8_5332.jpeg)
Eszterga x-z tengely
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_dpa2gef2wehp7c630iy8_5332.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/03/dpa2gef2wehp7c630iy8_5332.jpeg)
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 március 16, 16:57
Írta: designr Dátum 2024 március 16, 16:57
Én 750w alá nem adnám..
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 március 16, 18:18
Írta: TBS-TEAM Dátum 2024 március 16, 18:18
Gyárilag elég volt ősidők óta az 1,2Nm akkor ezután
is elég lesz 400W AC szervo (1.27Nm).
is elég lesz 400W AC szervo (1.27Nm).
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2024 március 19, 10:17
Írta: Nagy Csaba Dátum 2024 március 19, 10:17
Sziasztok !
keresek olyan szakembert aki egy CSD3 plus 200w os Ac szervóvezérlőnél elhárítana egy hibát mi lehet a probléma ?
Jenleség a következő bekapcsoláskor szinte azonnal letiltja a szervót és egy E41 DC bus undervoltage hibát ír ki a JOG program.
ha várok 20-30 percet bekapcsolva és újraindítom akkor tökéletesen működik.. valami kondenzátor hiba ?
próbáltama Jogban levenni a DC fesz érétéket de oda meg admin tiltás van azon a lapon természetesen XD ....
segítségeteket előre is köszönöm !
keresek olyan szakembert aki egy CSD3 plus 200w os Ac szervóvezérlőnél elhárítana egy hibát mi lehet a probléma ?
Jenleség a következő bekapcsoláskor szinte azonnal letiltja a szervót és egy E41 DC bus undervoltage hibát ír ki a JOG program.
ha várok 20-30 percet bekapcsolva és újraindítom akkor tökéletesen működik.. valami kondenzátor hiba ?
próbáltama Jogban levenni a DC fesz érétéket de oda meg admin tiltás van azon a lapon természetesen XD ....
segítségeteket előre is köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: designr Dátum 2024 március 20, 08:20
Írta: designr Dátum 2024 március 20, 08:20
Keresek valakit aki programozott már Yaskawa
Xtradrive szervó vezérlöt.
Ha dolgozott Xtraware programmal érdekelne pár dolog.
Magánban kérem írjon.
Xtradrive szervó vezérlöt.
Ha dolgozott Xtraware programmal érdekelne pár dolog.
Magánban kérem írjon.
Cím: Re:AC szervó motoros vezérlés
Írta: Kicsa Dátum 2024 március 22, 07:32
Írta: Kicsa Dátum 2024 március 22, 07:32
Sziasztok,
szeretnék egy nagy segítséget kérni hozzáértőktől, STEP/DIR előtét panelt használóktól.
Van egy 3 tengelyes AC szervó szettem,ami elméletileg működőképes,régóta nem volt vele foglalkozva. Eredetileg analóg,de kapott mindhárom szett egy Sneci féle analóg/step-dir előtétpanelt.
Ez be van építve a 3 vezérlőbe,tehát elvileg ezzel dolgom nincsen.
Viszont semmi leírás nincs hozzá. A szerveren nem találom a régi mappákban sem. Szóval ha valaki felismeri a képen látható panelt,kérem segítsen : szükségem lenne hozzá leírásra,kapcsolási rajzra vagy bármire,ami alapján be tudom kötni egy vezérlőbe.
A programozás része is kérdés,egyelőre azt remélem,hogy fel van programozva és be van állítva valamennyire. Kaptam hozzá egy StepDirTuning2.exe file-t,amivel gondolom a finomhangolást lehetne megejteni,de ahhoz is össze kéne kötni géppel.
A másik része a kérdésnek : a 3 motor közül 2 db fékes. A fék áramköre 2 db 1N4007 diódával be van kötve direktbe a bejövő hálózati feszültségre. Jó lehet ez így? Nem próbáltam még ki,félek hogy ez így nem teljesen jó. Ráadásul 2x0.35 hangszórókábel van húzva neki,ezt nyilván cserélem. Mellékelek egy képet a pdf-ből : elvileg a fék áramkörnek 90 V DC kell,de van egy pici kapcsolás a jobb alsó sarokban,ami gyakorlatilag kivitelezve van,a pirossal bekarikázott diódák nélkül. Azok mi célt szolgálhatnak? Simán csak így bekötve jó lesz? (A pirossal bekarikázott diódák nincsenek benne,csak a másik két egyenirányító didóda van a kábelen)
A szervopack száma : Yaskawa CACR-SR 02AD1FRY119
A motor pedig : USAREM-02CF2KB
Köszönöm szépen előre is!
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_5q2xmhj0aea598pty86fx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/5q2xmhj0aea598pty86fx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_t8mckp6qppyiptewf0kx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/t8mckp6qppyiptewf0kx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_a0zfgkjm69vux4c4a5vqf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/a0zfgkjm69vux4c4a5vqf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_ge7feb2p6dcm083t5xf28_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/ge7feb2p6dcm083t5xf28_427.jpg)
szeretnék egy nagy segítséget kérni hozzáértőktől, STEP/DIR előtét panelt használóktól.
Van egy 3 tengelyes AC szervó szettem,ami elméletileg működőképes,régóta nem volt vele foglalkozva. Eredetileg analóg,de kapott mindhárom szett egy Sneci féle analóg/step-dir előtétpanelt.
Ez be van építve a 3 vezérlőbe,tehát elvileg ezzel dolgom nincsen.
Viszont semmi leírás nincs hozzá. A szerveren nem találom a régi mappákban sem. Szóval ha valaki felismeri a képen látható panelt,kérem segítsen : szükségem lenne hozzá leírásra,kapcsolási rajzra vagy bármire,ami alapján be tudom kötni egy vezérlőbe.
A programozás része is kérdés,egyelőre azt remélem,hogy fel van programozva és be van állítva valamennyire. Kaptam hozzá egy StepDirTuning2.exe file-t,amivel gondolom a finomhangolást lehetne megejteni,de ahhoz is össze kéne kötni géppel.
A másik része a kérdésnek : a 3 motor közül 2 db fékes. A fék áramköre 2 db 1N4007 diódával be van kötve direktbe a bejövő hálózati feszültségre. Jó lehet ez így? Nem próbáltam még ki,félek hogy ez így nem teljesen jó. Ráadásul 2x0.35 hangszórókábel van húzva neki,ezt nyilván cserélem. Mellékelek egy képet a pdf-ből : elvileg a fék áramkörnek 90 V DC kell,de van egy pici kapcsolás a jobb alsó sarokban,ami gyakorlatilag kivitelezve van,a pirossal bekarikázott diódák nélkül. Azok mi célt szolgálhatnak? Simán csak így bekötve jó lesz? (A pirossal bekarikázott diódák nincsenek benne,csak a másik két egyenirányító didóda van a kábelen)
A szervopack száma : Yaskawa CACR-SR 02AD1FRY119
A motor pedig : USAREM-02CF2KB
Köszönöm szépen előre is!
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_5q2xmhj0aea598pty86fx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/5q2xmhj0aea598pty86fx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_t8mckp6qppyiptewf0kx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/t8mckp6qppyiptewf0kx_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_a0zfgkjm69vux4c4a5vqf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/a0zfgkjm69vux4c4a5vqf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/tn_ge7feb2p6dcm083t5xf28_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/ge7feb2p6dcm083t5xf28_427.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 március 22, 07:49
Írta: Robsy1 Dátum 2024 március 22, 07:49
Ha nem sikerül életre kelteni a meglévő step/dir előkét, a Robsy step-dir/analóg +- U szervohajtás verziómat szívesen megmutatom neked egy ingyenes motor teszt kapcsán. Írjál majd magánban, ha érdekel.
Cím: Re:AC szervó motoros vezérlés
Írta: torrente Dátum 2024 július 29, 23:15
Írta: torrente Dátum 2024 július 29, 23:15
Sziasztok, vettem itt a fórumon mitsubishi mr-2js-20a szervó szettet, viszon encoder kábelt nem kaptam hozzá. A motorból kijön a kábel aminek a végén van egy 9pines gyorscsatlakozó és azt kéne összehozni a vezérlőbe menő 20pines scsi csatival. Turtam a netet de nem találtam semmit:( valakinél esetleg lapul ilyen amit ki lehetne mérni, vagy egyéb ötlet? Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 július 30, 07:39
Írta: TBS-TEAM Dátum 2024 július 30, 07:39
A PDF (https://dl.mitsubishielectric.com/dl/fa/document/manual/servo/sh030006/sh030006j.pdf) benne vanak a lábkiosztások és bekötések többféle motor csatlakozóval.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 25, 10:14
Írta: Robsy1 Dátum 2024 szeptember 25, 10:14
Sokan vannak itt a Fórumon, akiknek van használt nagy teljesítményű AC szervomotorja, de nincs hozzá semmilyen meghajtója.
Kifejlesztettem egy olyan Robsy speciális léptetőmotor hajtást, amivel léptetőmotorként lehet használni AC szervomotorokat. Ilyenkor csak a 3 fázistekercs kiveztésre van szükség, és a motor már forog is fél vagy egész lépés üzemmódban, így pl. egy 8 pólusú motor 7.5 fokonként léptethető fél lépéses üzemmódban. A maximális fordulatszám motor geometriai mérettől, pólusszámtól függően max. 4-8 1/s lehet.
Kifejlesztettem egy olyan Robsy speciális léptetőmotor hajtást, amivel léptetőmotorként lehet használni AC szervomotorokat. Ilyenkor csak a 3 fázistekercs kiveztésre van szükség, és a motor már forog is fél vagy egész lépés üzemmódban, így pl. egy 8 pólusú motor 7.5 fokonként léptethető fél lépéses üzemmódban. A maximális fordulatszám motor geometriai mérettől, pólusszámtól függően max. 4-8 1/s lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 szeptember 25, 16:59
Írta: ANTAL GÁBOR Dátum 2024 szeptember 25, 16:59
Egyszer már írtál erről. No akkor én ki is próbáltam. Minthogy van 3f léptetőmeghajtóm ( a Sarkstibi féle 90 voltos ipari vezérlő) . Rátettem egy 3f AC szervót és ahogy írod szépen tette a dolgát .
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 25, 17:16
Írta: Robsy1 Dátum 2024 szeptember 25, 17:16
Nekem az ~2 kW fölötti motoroknál nem működött.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 szeptember 25, 18:04
Írta: ANTAL GÁBOR Dátum 2024 szeptember 25, 18:04
én egy kb 400 wattos motorral próbáltam
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 szeptember 25, 19:54
Írta: svejk Dátum 2024 szeptember 25, 19:54
Van ennek létjogosultsága?
(a ~400-as fordulatszám nem túl nyerő)
Mit mutat a kinematikai mérőrendszered egy ilyen hajtás-motor párosnál különböző fordulatszámokon?
(a ~400-as fordulatszám nem túl nyerő)
Mit mutat a kinematikai mérőrendszered egy ilyen hajtás-motor párosnál különböző fordulatszámokon?
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2024 szeptember 25, 20:48
Írta: sarktibsi Dátum 2024 szeptember 25, 20:48
Egyszer már én is próbálkoztam léptető hajtás+ac szervomotor, (230 v-os) nekem is működött , de ha jól emlékszem nem valami tökéletesen , bár az is igaz sok időt nem pazaroltam rá. Úgyhogy inkább le tettem róla , de ettől még működhet is.
Nekem inkább a frekiváltó+ac szervomotor páros jobban bejött , de csak az arra alkalmas inverterrel , szerintem ott rengeteg lehetőség van a hangoláshoz. Bár lehet sokat kell vele küzdeni. Az omron V1000-es doksiba vannak gyári motoradatok is egy kódszám alatt tárolva , abból lehet puskázni.
Nekem inkább a frekiváltó+ac szervomotor páros jobban bejött , de csak az arra alkalmas inverterrel , szerintem ott rengeteg lehetőség van a hangoláshoz. Bár lehet sokat kell vele küzdeni. Az omron V1000-es doksiba vannak gyári motoradatok is egy kódszám alatt tárolva , abból lehet puskázni.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 szeptember 25, 21:26
Írta: TBS-TEAM Dátum 2024 szeptember 25, 21:26
Ezek a szervo probálkozások olyanok mint a
Le Mans-i pályán tologatni a Ferráit üzemanyag nélkül és mérni a köridőket.
Időtöltésnek biztos jó lehet, ha valakinek van fölösleges ideje, de haszna semmi. [#eplus2]
Le Mans-i pályán tologatni a Ferráit üzemanyag nélkül és mérni a köridőket.
Időtöltésnek biztos jó lehet, ha valakinek van fölösleges ideje, de haszna semmi. [#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 26, 06:24
Írta: Robsy1 Dátum 2024 szeptember 26, 06:24
Ez egy túlzó, szakmaiatlan kijelentés, különösképpen amiatt, hogy egy léptető motoros hajtás adott esetben bizonyos mozgás paramétereivel jobb minőségű lehet, mint egy AC szervohajtás.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 26, 06:37
Írta: Robsy1 Dátum 2024 szeptember 26, 06:37
Ha elég ez a fordulatszám maximum, miért ne lenne létjogosultsága?
Nyilván ha a +-10%-os fordulatszám ingadozást tartani kell, akkor necces a dolog, különösen 8 alatti pólusszámú motorok esetén.
Ezeknek az alkalmazásoknak, meghajtóknak az a nagy előnye, hogy mégse csak porosodik egy ilyen motor a Hobbystánál (hiszen step/dir-es olcsó gyári vezérlő sok esetben nincs hozzá), hanem bizonyos egyszerűbb feladatokhoz munkára fogható és így felhasználható.
Nyilván ha a +-10%-os fordulatszám ingadozást tartani kell, akkor necces a dolog, különösen 8 alatti pólusszámú motorok esetén.
Ezeknek az alkalmazásoknak, meghajtóknak az a nagy előnye, hogy mégse csak porosodik egy ilyen motor a Hobbystánál (hiszen step/dir-es olcsó gyári vezérlő sok esetben nincs hozzá), hanem bizonyos egyszerűbb feladatokhoz munkára fogható és így felhasználható.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 szeptember 26, 07:50
Írta: TBS-TEAM Dátum 2024 szeptember 26, 07:50
Porosodik a polcon régi ~50év körüli szervo.
Mert hátha jó lesz valamire.
De mire is?
Nagyapám mindig azt mondta, fiam amit felteszel a padlásra
mert jó lesz majd valamire, azt nyugodtan kidobhatod a pics.ba,
mert soha nem fogod semmire sem használni.
Már elég régen látom, hogy igaza volt. [#eplus2]
Szervo:
90x90x315mm szép nagy darab súlya tetemes ~2,3Nm szervoként.
Mit is lehet egy ekkora döggel csinálni?
Értéke kb:semmi közelében.
Isteni szikra csinálni hozzá egy áramkört és léptetőmotorként, jó lesz az, hogy ne porosodjon.
Kicsit (vagy nagyon) veszítünk minden jó tulajdonságából amit tudott, dehát ugy sem ér semmit.
De mégis, mire is használnám fel minden paraméter ami az
adattáblán van azzal már nem lehet számolni, csak
a brutális nagy fizikai méreteivel.
Sok sok időt belfeccőlve sem leszek előrébb.
Mégis egy pár jó felhasználási példa, hova is lehetne felhasználni
azért szeretnék megismerni, hátha valaki használ ilyen megoldást.[#nemtudom]
Mert hátha jó lesz valamire.
De mire is?
Nagyapám mindig azt mondta, fiam amit felteszel a padlásra
mert jó lesz majd valamire, azt nyugodtan kidobhatod a pics.ba,
mert soha nem fogod semmire sem használni.
Már elég régen látom, hogy igaza volt. [#eplus2]
Szervo:
90x90x315mm szép nagy darab súlya tetemes ~2,3Nm szervoként.
Mit is lehet egy ekkora döggel csinálni?
Értéke kb:semmi közelében.
Isteni szikra csinálni hozzá egy áramkört és léptetőmotorként, jó lesz az, hogy ne porosodjon.
Kicsit (vagy nagyon) veszítünk minden jó tulajdonságából amit tudott, dehát ugy sem ér semmit.
De mégis, mire is használnám fel minden paraméter ami az
adattáblán van azzal már nem lehet számolni, csak
a brutális nagy fizikai méreteivel.
Sok sok időt belfeccőlve sem leszek előrébb.
Mégis egy pár jó felhasználási példa, hova is lehetne felhasználni
azért szeretnék megismerni, hátha valaki használ ilyen megoldást.[#nemtudom]
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 26, 09:45
Írta: Robsy1 Dátum 2024 szeptember 26, 09:45
Kicsit nagyképűnek, hamisnak érzem a soraidat. Ugyanis:
1. Egy 50 éves motor pont azon elvek alapján AC szervomotor mint a mai gyártású. Így nagyjából ugyanazt is tudja, kár lebecsülni.
2. Ha valami kihasználatlanul áll a padláson, ahhoz képest ha bármilyen forgó mozgást végez egy olcsó, egyszerű léptetőmotor meghajtóval, az egy másik, hasznos munkát végző állapot.
3. Ezekben a régi motorokban még gyakori az UVW encoder, így egy Robsy AC szervóvezérlővel pillanatok alatt azt is tudja, amit az adatáblája tartalmaz.
1. Egy 50 éves motor pont azon elvek alapján AC szervomotor mint a mai gyártású. Így nagyjából ugyanazt is tudja, kár lebecsülni.
2. Ha valami kihasználatlanul áll a padláson, ahhoz képest ha bármilyen forgó mozgást végez egy olcsó, egyszerű léptetőmotor meghajtóval, az egy másik, hasznos munkát végző állapot.
3. Ezekben a régi motorokban még gyakori az UVW encoder, így egy Robsy AC szervóvezérlővel pillanatok alatt azt is tudja, amit az adatáblája tartalmaz.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 szeptember 26, 10:34
Írta: TBS-TEAM Dátum 2024 szeptember 26, 10:34
Lefényképeztem a motort, majdnem jól emlékeztem a méreteire. [#nevetes1]
~10 éve porosodik a polcon. Már biztos álltalam nem lesz használva az biztos.
Nem kellenek a mellébeszélések, hanem azt írd le milyen gépbe tudod felhasználni a léptetővezérlőddel.
Konkrét felhasználást írsz akkor szivesen elpostázom mert
számomra nincs értéke.
Ui:
Hozzászólásaidban a sértegetéseket hagyd ki, és irányítsd a családtagjaid felé.
Egy mérnök embertől ez elfogadhatatlan.
Előre is köszönöm megértésedet.
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_7n36xga82f9ajnc4diass_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/7n36xga82f9ajnc4diass_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_fvqhd52g4w62cjca0gcb_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/fvqhd52g4w62cjca0gcb_3344.jpg)
~10 éve porosodik a polcon. Már biztos álltalam nem lesz használva az biztos.
Nem kellenek a mellébeszélések, hanem azt írd le milyen gépbe tudod felhasználni a léptetővezérlőddel.
Konkrét felhasználást írsz akkor szivesen elpostázom mert
számomra nincs értéke.
Ui:
Hozzászólásaidban a sértegetéseket hagyd ki, és irányítsd a családtagjaid felé.
Egy mérnök embertől ez elfogadhatatlan.
Előre is köszönöm megértésedet.
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_7n36xga82f9ajnc4diass_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/7n36xga82f9ajnc4diass_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_fvqhd52g4w62cjca0gcb_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/fvqhd52g4w62cjca0gcb_3344.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 26, 10:53
Írta: Robsy1 Dátum 2024 szeptember 26, 10:53
3 pontban tényszerűen alátámasztottam a mondókámat.
Nem kell ok nélkül megsértődnöd, ez az én véleményem volt a szövegedre. Máskor javaslom törekedjél a szakszerűségre, ne becsüld le a régi technikát, gondold végig az irományodat, és akkor nem kapsz ilyen kritikát.
Köszönöm, nem kérem a motorodat, ajándékozd másnak.
[#wave]
Nem kell ok nélkül megsértődnöd, ez az én véleményem volt a szövegedre. Máskor javaslom törekedjél a szakszerűségre, ne becsüld le a régi technikát, gondold végig az irományodat, és akkor nem kapsz ilyen kritikát.
Köszönöm, nem kérem a motorodat, ajándékozd másnak.
[#wave]
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 szeptember 26, 11:39
Írta: TBS-TEAM Dátum 2024 szeptember 26, 11:39
Értelek is meg nem is. [#nemtudom]
" Ha valami kihasználatlanul áll a padláson, ahhoz képest ha bármilyen forgó mozgást végez egy olcsó, egyszerű léptetőmotor meghajtóval, az egy másik, hasznos munkát végző állapot. "
Erre a hasznos munkára szeretnék valós példákat szevomotor--léptetővezérlő összeállításban.
Mert remélem valami megbízásból fejlesztésed ebbe az irányba ment és el is készűlt.
Ha hobbiból kisérletezgettél vele akkor ez szerintem felesleges időtöltés volt azon kívűl, hogy ismét tanultál,
hogy nem igazán járható irány.
" Ha valami kihasználatlanul áll a padláson, ahhoz képest ha bármilyen forgó mozgást végez egy olcsó, egyszerű léptetőmotor meghajtóval, az egy másik, hasznos munkát végző állapot. "
Erre a hasznos munkára szeretnék valós példákat szevomotor--léptetővezérlő összeállításban.
Mert remélem valami megbízásból fejlesztésed ebbe az irányba ment és el is készűlt.
Ha hobbiból kisérletezgettél vele akkor ez szerintem felesleges időtöltés volt azon kívűl, hogy ismét tanultál,
hogy nem igazán járható irány.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 szeptember 26, 13:58
Írta: svejk Dátum 2024 szeptember 26, 13:58
Hát..., nem tudom.
A szervomotorok általában 3000-esek, legrosszabb esetben is 1500-as fordulatúak.
Tehát egy 2kW-os motorból lesz 300-500 W-os.
Egyébként milyen a hangja?
Kisebb fordulaton nem lengedezik? (ezért is kérdeztem, hogy tesztelted-e a bemérőkéddel)
A szervomotorok általában 3000-esek, legrosszabb esetben is 1500-as fordulatúak.
Tehát egy 2kW-os motorból lesz 300-500 W-os.
Egyébként milyen a hangja?
Kisebb fordulaton nem lengedezik? (ezért is kérdeztem, hogy tesztelted-e a bemérőkéddel)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 szeptember 26, 13:59
Írta: svejk Dátum 2024 szeptember 26, 13:59
Akkor már inkább az encoder csere- ha kell- és egy rendes speed-es vezérlő.
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 szeptember 26, 15:28
Írta: Robsy1 Dátum 2024 szeptember 26, 15:28
Ezeknek a pár 10 éves régi 1.5kW ++ AC szervóknak a rotor inerciájuk tekintélyes (25-150 kgcm2, általában high inertia típusúak). Így ennek rezgés csillapító hatására szépen lehet építeni, hiszen menetközben egy trimmer potival lehet a legcsendesebb, legegyenletesebb járásra állítani, behangolni a hajtás áramgenerátorát.
Enélkül 0.5 1/s alatt "lépegetésbe" megy át, hiszen csak 4, 6, 8 pólusról beszélhetünk. Mivel szemre is érzékelhető ez, emiatt nem mértem még be őket a Robsy motor kinematikai mérőrendszeremmel.
A történet arról szól, hogy bizonyos területeken ahol ez az alacsonyabb fordulatszám elég, vagy idexáló berendezésnek a hajtásáról van szó, lehet használni ezt a módszert is, hiszen a motor olcsó hajtással forog, és nem porosodik a sarokban kihasználatlanul.
Természetesen ha kell a magasabb fordulatszám és az egyenletesebb járás, akkor már kell az AC szervo motorhoz egy encoder, és egy komolyabb sebesség/pozíció hajtás, és ezek a régebbi motorok akkor már eredeti AC szervóként éledhetnek újra.
Enélkül 0.5 1/s alatt "lépegetésbe" megy át, hiszen csak 4, 6, 8 pólusról beszélhetünk. Mivel szemre is érzékelhető ez, emiatt nem mértem még be őket a Robsy motor kinematikai mérőrendszeremmel.
A történet arról szól, hogy bizonyos területeken ahol ez az alacsonyabb fordulatszám elég, vagy idexáló berendezésnek a hajtásáról van szó, lehet használni ezt a módszert is, hiszen a motor olcsó hajtással forog, és nem porosodik a sarokban kihasználatlanul.
Természetesen ha kell a magasabb fordulatszám és az egyenletesebb járás, akkor már kell az AC szervo motorhoz egy encoder, és egy komolyabb sebesség/pozíció hajtás, és ezek a régebbi motorok akkor már eredeti AC szervóként éledhetnek újra.
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2024 szeptember 26, 18:11
Írta: PSoft Dátum 2024 szeptember 26, 18:11
...és szép lassan eljutunk a hőskorba, egészen az ilyen-olyan vezérlő tákolmányokkal hajtott, csodás ablaktörlő szervókig. [#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 szeptember 26, 20:09
Írta: svejk Dátum 2024 szeptember 26, 20:09
Oké, köszönöm.
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 21, 11:54
Írta: csakyt Dátum 2024 október 21, 11:54
Sziasztok. Szeretnék segítséget kérni abban, hogy szeretnék használtan venni egy ( H-4050-P-H00AA ) szervó motort, de sajnos ebben teljesen buta vagyok mert még azt sem tudom, hogy lehetne leellenőrizni még a vétel előtt, hogy a motor működő képes-e. Tud ebben segíteni valaki miként ellenőzizhetem le egy multiméterrel?
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2024 október 21, 12:44
Írta: Robsy1 Dátum 2024 október 21, 12:44
Szia! Csörrenj rám, segítek pár ötlettel.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 október 21, 18:57
Írta: svejk Dátum 2024 október 21, 18:57
Az ilyen motorok tekercselése nem szokott tönkremenni, én 20 év alatt egy tekercshibás motorral találkoztam.
A saját hajtásuk megvédik őket.
Az esetek 95%-ban az encoder hibásodik meg, vagy rosszul bántak vele és eltörik a tárcsa vagy elektronika hibás lesz.
A maradék 5 százalékban csapágyprobléma vagy mágnestörés lehet a forgórészen de ezt ugye kézzel forgatva érezned kell.
Az eredeti motorral mi történt?
Mert gondolom azért választottad ezt a típust mert valamilyen berendezésben cserélni kell típusazonosra.
A saját hajtásuk megvédik őket.
Az esetek 95%-ban az encoder hibásodik meg, vagy rosszul bántak vele és eltörik a tárcsa vagy elektronika hibás lesz.
A maradék 5 százalékban csapágyprobléma vagy mágnestörés lehet a forgórészen de ezt ugye kézzel forgatva érezned kell.
Az eredeti motorral mi történt?
Mert gondolom azért választottad ezt a típust mert valamilyen berendezésben cserélni kell típusazonosra.
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 23, 08:53
Írta: csakyt Dátum 2024 október 23, 08:53
Szia.
A valóság az, hogy kísérletezgetek itthon az esp32 lehetőségeivel és egy kisautóhoz kerestem volna egy kicsike szervomotort a kormányzáshoz. A facebook marketplace hirdetéseiben kerestem, és kidobta ezt a hirdetést. 15000-ért olcsónak gondoltam, így igaz, hogy egyenlőre nem tudom mire használjam, azért megvettem. Néztem ennek az új árát és igen csak ledöbbentem az árakon. Ezért is csaptam le rá azonnal.
Sajnos még nem tudtam kipróbálni, mert nincs hozzá semmim amivel szóra bírhassam.
(https://hobbicncforum.hu/uploaded_images/2024/10/tn_zkuga5aq6iz06pwgp7i77_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/zkuga5aq6iz06pwgp7i77_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_w2bmxvycc63njizeu8sh_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/w2bmxvycc63njizeu8sh_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_2z97n5qaxspfxtdqn4s_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/2z97n5qaxspfxtdqn4s_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_m78643y5tndv87cuvqqd_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/m78643y5tndv87cuvqqd_3171.jpg)
A valóság az, hogy kísérletezgetek itthon az esp32 lehetőségeivel és egy kisautóhoz kerestem volna egy kicsike szervomotort a kormányzáshoz. A facebook marketplace hirdetéseiben kerestem, és kidobta ezt a hirdetést. 15000-ért olcsónak gondoltam, így igaz, hogy egyenlőre nem tudom mire használjam, azért megvettem. Néztem ennek az új árát és igen csak ledöbbentem az árakon. Ezért is csaptam le rá azonnal.
Sajnos még nem tudtam kipróbálni, mert nincs hozzá semmim amivel szóra bírhassam.
(https://hobbicncforum.hu/uploaded_images/2024/10/tn_zkuga5aq6iz06pwgp7i77_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/zkuga5aq6iz06pwgp7i77_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_w2bmxvycc63njizeu8sh_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/w2bmxvycc63njizeu8sh_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_2z97n5qaxspfxtdqn4s_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/2z97n5qaxspfxtdqn4s_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/tn_m78643y5tndv87cuvqqd_3171.jpg) (https://hobbicncforum.hu/uploaded_images/2024/10/m78643y5tndv87cuvqqd_3171.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 23, 11:06
Írta: csakyt Dátum 2024 október 23, 11:06
Hol lehetne ehhez a géphez emberi áron csatlakozókat venni?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 október 23, 11:57
Írta: TBS-TEAM Dátum 2024 október 23, 11:57
Szinte semmi esélyed nincs olcsón beszerezni, vagy egyáltalán venni.
Le lehet cserélni más típusra. Pl: SD20-4P (https://www.hestore.hu/prod_10041509.html#)
Le lehet cserélni más típusra. Pl: SD20-4P (https://www.hestore.hu/prod_10041509.html#)
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 23, 12:07
Írta: csakyt Dátum 2024 október 23, 12:07
Amúgy az eredetihez hol árúlnak ilyen csatlakozókat?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 október 23, 12:14
Írta: TBS-TEAM Dátum 2024 október 23, 12:14
Pl: TME (https://www.tme.eu/hu/katalog/m23-csatlakozok_113277/)
Vagyonokba kerülnek.
Vagyonokba kerülnek.
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 23, 12:32
Írta: csakyt Dátum 2024 október 23, 12:32
ebbe a csatlakozóba az van írva, hogy cannon. "cannon 17pin és 4pin.es Amit belinkeltél, nincs ott cannon. Bondottakat nem lehet sehol kapni?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 október 23, 12:42
Írta: TBS-TEAM Dátum 2024 október 23, 12:42
Fényképről nem lehet megállapítani milyen pontosan a csatlakozó.
Több gyártó is gyártja ua. méretekkel kiosztásokkal rendelkező ipari csatlakozókat.
Minden paramétert meg kell mérni, nagyon macerás.
Mindegyik méregdrága és nem nagyon tartják raktáron.
Az a motor ráadásúl már nem egy mai darab azért írtam, hogy ki kell váltani.
Már egy pár csatlakozót kiváltottunk más típusra. [#eplus2]
Pl:
17pin (https://www.ebay.com/itm/304113919021)
4 pin (https://www.ebay.com/itm/256620459058?_skw=ITT+Cannon+4pin&itmmeta=01JAWFE43F112R5SPM08CWVRAE&hash=item3bbfc57432:g:20kAAOSwyn5m0HVI&itmprp=enc%3AAQAJAAAA8HoV3kP08IDx%2BKZ9MfhVJKn2j6pDYpbIg1x%2Bz0%2Fl27YEfXg%2Fq2NSrwVvd0cHzClYT8yXAS0kncxzWAUh995nMuCdJqFIt7SLepFy5DNlh54PSbuDqboP5bpgUme5l1Sf%2BinKOY3F7WmpuQeW5kcBliswclzY9oZm5Qfz0wSSs24KNyIW%2B2HbeXMvfD114hD7cmOdfZHLDsuCxFmjnD%2FWSGFKu4rZrvR7PgT4fkWGu13Eg02NamsOIae2YWOME65M9%2FltSLgaSdLj8l4fo5RCAN9OgtI4JgCrb%2FmhY8ebdwu%2BL96OPl1oilhVLkGqZcl3QQ%3D%3D%7Ctkp%3ABk9SR-zBuI_XZA)
Több gyártó is gyártja ua. méretekkel kiosztásokkal rendelkező ipari csatlakozókat.
Minden paramétert meg kell mérni, nagyon macerás.
Mindegyik méregdrága és nem nagyon tartják raktáron.
Az a motor ráadásúl már nem egy mai darab azért írtam, hogy ki kell váltani.
Már egy pár csatlakozót kiváltottunk más típusra. [#eplus2]
Pl:
17pin (https://www.ebay.com/itm/304113919021)
4 pin (https://www.ebay.com/itm/256620459058?_skw=ITT+Cannon+4pin&itmmeta=01JAWFE43F112R5SPM08CWVRAE&hash=item3bbfc57432:g:20kAAOSwyn5m0HVI&itmprp=enc%3AAQAJAAAA8HoV3kP08IDx%2BKZ9MfhVJKn2j6pDYpbIg1x%2Bz0%2Fl27YEfXg%2Fq2NSrwVvd0cHzClYT8yXAS0kncxzWAUh995nMuCdJqFIt7SLepFy5DNlh54PSbuDqboP5bpgUme5l1Sf%2BinKOY3F7WmpuQeW5kcBliswclzY9oZm5Qfz0wSSs24KNyIW%2B2HbeXMvfD114hD7cmOdfZHLDsuCxFmjnD%2FWSGFKu4rZrvR7PgT4fkWGu13Eg02NamsOIae2YWOME65M9%2FltSLgaSdLj8l4fo5RCAN9OgtI4JgCrb%2FmhY8ebdwu%2BL96OPl1oilhVLkGqZcl3QQ%3D%3D%7Ctkp%3ABk9SR-zBuI_XZA)
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2024 október 23, 12:53
Írta: csakyt Dátum 2024 október 23, 12:53
Amit most belinkeltél ott van egy kép ahol tolómérővel mérték le az átmérőt. Az "col" lehet, vagy micsoda? mert én lemértem most a belső átmérőt és 26.5mm az átmérője ennek belül.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 október 23, 13:08
Írta: TBS-TEAM Dátum 2024 október 23, 13:08
Ne b..sz fel rá van írva a tolómérőre inch/mm.
Inch-be mér.
1 inch=25,4mm
Mért érték: 1,0455in=26,6mm
Inch-be mér.
1 inch=25,4mm
Mért érték: 1,0455in=26,6mm
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 október 23, 13:16
Írta: TBS-TEAM Dátum 2024 október 23, 13:16
ITT Cannon katalogus (https://hu.mouser.com/datasheet/2/578/original-3317291.pdf) innen tudod kikeresni a pontos típust ami neked kell. [#integet2]
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 október 23, 15:46
Írta: svejk Dátum 2024 október 23, 15:46
Encoder csatlakozóm valószínő van, külld el a pontos méretét.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 október 23, 15:52
Írta: svejk Dátum 2024 október 23, 15:52
No azért ez kicsinek nem mondható.
Emlékeim szerint az encoder mezei TTL A-B-Z jel de a kommutációs jel -ismert nevén HALL- egy analóg "lépcsőjel".
Persze nem bonyolult simán dekódolható.
Valószíná vezérlőm is van ami viszi ezt a motort.
Emlékeim szerint az encoder mezei TTL A-B-Z jel de a kommutációs jel -ismert nevén HALL- egy analóg "lépcsőjel".
Persze nem bonyolult simán dekódolható.
Valószíná vezérlőm is van ami viszi ezt a motort.
Cím: Re:AC szervó motoros vezérlés
Írta: torrente Dátum 2024 október 23, 16:07
Írta: torrente Dátum 2024 október 23, 16:07
Sziasztok, van egy ac szervo szettem, aminek 3m hosszú enkóder kábele van. Nekem meg kb 4,5m-es kellene. Kérdésem, ha leveszem a motor oldali 9 polusú csatlakozót, forrasztással betoldok 1,5m-t és felszerelem a csatlakozót, az járható út?
A forrasztás miatt nem fog összeszedni mindeféle zavart ami miatt esetleg megzavarodik..?
A megosszabbodott vezeték többletellenállása nem okoz zavart?
Milyen kábelt használjak? esetleg cat5-6-7 utp kábel alkalmas lehet?
Köszönöm a válaszokat előre is.
A forrasztás miatt nem fog összeszedni mindeféle zavart ami miatt esetleg megzavarodik..?
A megosszabbodott vezeték többletellenállása nem okoz zavart?
Milyen kábelt használjak? esetleg cat5-6-7 utp kábel alkalmas lehet?
Köszönöm a válaszokat előre is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 október 23, 16:39
Írta: svejk Dátum 2024 október 23, 16:39
Nem lesz gond.
Ha precíz vagy és ügyes akkor a toldásra az árnyékolást is meg tudod oldani.
Ha ezen a szakaszon már nem mozog a kábel akkor az érpárokat figyelembe véve alkalmas lehet.
Ha precíz vagy és ügyes akkor a toldásra az árnyékolást is meg tudod oldani.
Ha ezen a szakaszon már nem mozog a kábel akkor az érpárokat figyelembe véve alkalmas lehet.
Cím: Re:AC szervó motoros vezérlés
Írta: torrente Dátum 2024 október 23, 18:05
Írta: torrente Dátum 2024 október 23, 18:05
Koszonom a valaszt, probalkozni fogok:-)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 01, 18:23
Írta: svejk Dátum 2024 november 01, 18:23
Kollmorgenok háza táján ismerős embert keresek.
Vajon egy Servostar 400-as pakkot mely "SE" végződésű -ez ugye sercos-os kommunikációt jelent- rá lehet bírni a "Gear" módra és vezérelni step-dir jellel?
Helyből az Opmode mező inaktív, de egy teljes törlés után visszaáll az Opmode analóg bemenetre, de továbbra is inaktív marad a mező.
Vajon egy Servostar 400-as pakkot mely "SE" végződésű -ez ugye sercos-os kommunikációt jelent- rá lehet bírni a "Gear" módra és vezérelni step-dir jellel?
Helyből az Opmode mező inaktív, de egy teljes törlés után visszaáll az Opmode analóg bemenetre, de továbbra is inaktív marad a mező.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 01, 18:27
Írta: svejk Dátum 2024 november 01, 18:27
A konfigurációs file-t kézzel átirva elő tudom varázsolni a 4-es gear módot, de utána nem értem hogy kellene a bemenetek kiválasztani.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 01, 21:04
Írta: TBS-TEAM Dátum 2024 november 01, 21:04
PDF (https://www.kollmorgen.com/sites/default/files/public_downloads/sr400_e_1.pdf)
PDF 8.13
Slave modot kell választani
(EXTPOS, GEARMODE)
Pulse/Dir
Gearmode: 4, 14 (5V) X4 csatlakozó
1, 11 (24V) X3 csatlakozó
PDF 8.13
Slave modot kell választani
(EXTPOS, GEARMODE)
Pulse/Dir
Gearmode: 4, 14 (5V) X4 csatlakozó
1, 11 (24V) X3 csatlakozó
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 02, 09:51
Írta: svejk Dátum 2024 november 02, 09:51
Köszi, de volt is ilyen szerkezet a kezed ügyében?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 02, 19:56
Írta: TBS-TEAM Dátum 2024 november 02, 19:56
Nem a PDF olvastam, ott írja, hogy csak slave módban lehet
választani más bemenetet.
választani más bemenetet.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 02, 20:18
Írta: svejk Dátum 2024 november 02, 20:18
A tegnap délelőtt és a mai nap ráment. :(
Nagyon sok időt elvett, hogy a software enable-t nem lehetett automatikusra beállítani, így csak sokáig úgy tudtam működtetni, hogy előszor a saját szovtverével bakapcsoltam az engedélyt.
Most ott tartok, hogy már a 24V-os bemenetről megy mind a 3 tengely.
Az 5V vonalbemettel nem tudom mi lesz, eleve a szoftver szerint az X5-re kellene kötni de ott a motor encodere van, tehát üti egymást a PDF és a szoftver.
Lonewolftól vette a kütyüt a fórumtárs, tehát valószínű más is használ ilyen configurációt.... vagy polcon van. :(
Ez a harmadik típusú Kollmorgen cucc ami megfordult a kezem közt, de mindegyik rámálom volt, kb. annyira felhasználóbarátok mint a Jenaer Antriebstechnik förmedvények. :)
Nagyon sok időt elvett, hogy a software enable-t nem lehetett automatikusra beállítani, így csak sokáig úgy tudtam működtetni, hogy előszor a saját szovtverével bakapcsoltam az engedélyt.
Most ott tartok, hogy már a 24V-os bemenetről megy mind a 3 tengely.
Az 5V vonalbemettel nem tudom mi lesz, eleve a szoftver szerint az X5-re kellene kötni de ott a motor encodere van, tehát üti egymást a PDF és a szoftver.
Lonewolftól vette a kütyüt a fórumtárs, tehát valószínű más is használ ilyen configurációt.... vagy polcon van. :(
Ez a harmadik típusú Kollmorgen cucc ami megfordult a kezem közt, de mindegyik rámálom volt, kb. annyira felhasználóbarátok mint a Jenaer Antriebstechnik förmedvények. :)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 02, 20:46
Írta: TBS-TEAM Dátum 2024 november 02, 20:46
Én biztos a PDF szerint kötném be az X4 csatlakozóba az 5V Pulse/Dir.
8.13.5.1 szerint.
8.13.5.1 szerint.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 02, 20:57
Írta: TBS-TEAM Dátum 2024 november 02, 20:57
Enable X1 3 kapocsra 24V+ kell.
Nem írja, hogy ez elhagyható lenne, vagy szoft.. kikapcsolható lenne.
Nem írja, hogy ez elhagyható lenne, vagy szoft.. kikapcsolható lenne.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 03, 09:48
Írta: svejk Dátum 2024 november 03, 09:48
Az a hardware Enable.
De van egy software enable, ami normál esetben automatikus bekapcsolásra állítható, de ennél a verziónál nem.
Azért kérdeztem már az elején, hogy olyan embert keresek akinek már volt dolga ilyen eszközzel, mert túl sok buktatója van amire a leírás nem tér ki.
Még egy kicsit nyúzom, aztán lehet pihentetem pár napot.
Néha az utóbbi is segíteni szokott, mert egy idő után már nem látja az ember az erdőt a fától.
De van egy software enable, ami normál esetben automatikus bekapcsolásra állítható, de ennél a verziónál nem.
Azért kérdeztem már az elején, hogy olyan embert keresek akinek már volt dolga ilyen eszközzel, mert túl sok buktatója van amire a leírás nem tér ki.
Még egy kicsit nyúzom, aztán lehet pihentetem pár napot.
Néha az utóbbi is segíteni szokott, mert egy idő után már nem látja az ember az erdőt a fától.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 03, 10:03
Írta: svejk Dátum 2024 november 03, 10:03
A software enable jelnek nincs fizikai bemenete, vagy autora állítod vagy valahogy a SERCOS kapcsolaton keresztül lehet elindítani, de ugye ez most nem játszik.
De mint írtam ez a része is megoldódott már.
A tegnap eseti fikázásom ellenére azért azt hozzá kell tenni hogy a Kollmorgen supportja azért elég jó.
Anno egy 601-es servonál egy Fimware frissítésnél elakadtam, írtam a németeknek semmi, írtam az amcsiknak semmi, aztán pár hétre rá kaptam egy levelet a Bibustól, hogy megkereste őket a Kollmorgen, hogy segítsenek nekem.
Küldték két firmware-t és jó is lett.
De mint írtam ez a része is megoldódott már.
A tegnap eseti fikázásom ellenére azért azt hozzá kell tenni hogy a Kollmorgen supportja azért elég jó.
Anno egy 601-es servonál egy Fimware frissítésnél elakadtam, írtam a németeknek semmi, írtam az amcsiknak semmi, aztán pár hétre rá kaptam egy levelet a Bibustól, hogy megkereste őket a Kollmorgen, hogy segítsenek nekem.
Küldték két firmware-t és jó is lett.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 03, 13:35
Írta: svejk Dátum 2024 november 03, 13:35
Hosszú volt a vajúdás, de megszületett.
Kollmorgen S400 SERCOS-os vezérlő step/dir-el hajtva. (https://cnctar.hobbycnc.hu/Svejk/Kollmorgen_S400_SERCOS/)
Kollmorgen S400 SERCOS-os vezérlő step/dir-el hajtva. (https://cnctar.hobbycnc.hu/Svejk/Kollmorgen_S400_SERCOS/)
Cím: Re:AC szervó motoros vezérlés
Írta: D.Laci Dátum 2024 november 03, 13:42
Írta: D.Laci Dátum 2024 november 03, 13:42
[#eljen]
5V Step/Dir-rel nem téveszt?
Nekem mindig volt egy kis tévesztés, a régebbi Kollmorgen, Beckhof-okkal.
Érdekes hogy úgyan az a kábel +24V átalakítóval meg jó volt.
5V Step/Dir-rel nem téveszt?
Nekem mindig volt egy kis tévesztés, a régebbi Kollmorgen, Beckhof-okkal.
Érdekes hogy úgyan az a kábel +24V átalakítóval meg jó volt.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 03, 13:44
Írta: svejk Dátum 2024 november 03, 13:44
Majd a tesztek eldöntik, egyelőre örülök hogy a gazdájának jó hírrel szolgálhatok.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 03, 17:59
Írta: TBS-TEAM Dátum 2024 november 03, 17:59
Gratulálok ügyes voltál és kitartó.
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 november 09, 21:38
Írta: ANTAL GÁBOR Dátum 2024 november 09, 21:38
Csapágycsere miatt szét szeretnék szedni egy AC szervó motort
A tengelye rozsdamentes acél . Büntetlenül széthúzhatom? Gondolom azokat nem AlNiCo mágnessel szerelik . Tapasztalat szerzésből szedtem már szét rozsdamentes tengelyű motort abban azt hiszem neodímium mágnes gyürük voltak . Van egy ismerősöm aki régebben az NCT kftnek gyártott AC szervókat . Nála stroncium ferrit mágneseket ( fekete "hangszórómágnes") láttam...
A tengelye rozsdamentes acél . Büntetlenül széthúzhatom? Gondolom azokat nem AlNiCo mágnessel szerelik . Tapasztalat szerzésből szedtem már szét rozsdamentes tengelyű motort abban azt hiszem neodímium mágnes gyürük voltak . Van egy ismerősöm aki régebben az NCT kftnek gyártott AC szervókat . Nála stroncium ferrit mágneseket ( fekete "hangszórómágnes") láttam...
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2024 november 10, 08:35
Írta: TBS-TEAM Dátum 2024 november 10, 08:35
Ha már csapágyas akkor mindenképp szét kell szedned, mert úgy sem használható.
Egy jó pár régebbi AC szervót csapágyaztunk már, még egyikkel sem volt gond. (biztos van kivétel is).
Egyiknél még a mágnest is vissza kelett ragasztani. [#eplus2]
Egy jó pár régebbi AC szervót csapágyaztunk már, még egyikkel sem volt gond. (biztos van kivétel is).
Egyiknél még a mágnest is vissza kelett ragasztani. [#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: bundyland Dátum 2024 november 10, 11:16
Írta: bundyland Dátum 2024 november 10, 11:16
Én már cseréltem csapágyat Mitsubishi AC servón, de a kritikus kérdés a rotor pozició jeladó visszahelyezése volt. Nem tudom milyen szervóról van szó, de ha ilyen akkor az nem egyszerű feladat, gyárira meg lehetetlen.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2024 november 10, 11:21
Írta: Bencze András Dátum 2024 november 10, 11:21
Ha félsz a lemágneseződéstől akkor csak annyira húzd ki hogy a lehúzóval hozzáférj. Vagy ahogy húzod ki a forgót tolsz bele egy lehetőleg hasonló átmérőjű csövet mint a forgó.
Cím: Re:AC szervó motoros vezérlés
Írta: mex Dátum 2024 november 10, 12:09
Írta: mex Dátum 2024 november 10, 12:09
Szerintem a forgórész palást a mágneses, arra kellene inkább a csövet húzni,de az macerás lehet.
De túl van ez aggódva, hacsak nem múzeumszökevény a motor.
De túl van ez aggódva, hacsak nem múzeumszökevény a motor.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2024 november 10, 16:05
Írta: Bencze András Dátum 2024 november 10, 16:05
Ja túlbonyolítottam...[#wilting]
Cím: Re:AC szervó motoros vezérlés
Írta: mex Dátum 2024 november 10, 16:09
Írta: mex Dátum 2024 november 10, 16:09
Ja.[#eplus2]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2024 november 11, 07:00
Írta: ANTAL GÁBOR Dátum 2024 november 11, 07:00
Mindenkinek köszönöm a hozzászólást : Úgy döntöttem szétszedem ...
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 12, 07:35
Írta: svejk Dátum 2024 november 12, 07:35
Mellesleg mi a motor típusa?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 12, 16:44
Írta: svejk Dátum 2024 november 12, 16:44
PARKER Gemini GV6 szervoval foglalkozott már valaki?
A PC-vel való soros kommunikációval van gondom.
A terminal ablakban le tudok egyesével kérdezni dolgokat de egyben letölteni a drive-ből sehogy sem sikerül mindig időtúllépési hibaüzenetet kapok.
A youtube-on levő videók nem segítettek. :(
A PC-vel való soros kommunikációval van gondom.
A terminal ablakban le tudok egyesével kérdezni dolgokat de egyben letölteni a drive-ből sehogy sem sikerül mindig időtúllépési hibaüzenetet kapok.
A youtube-on levő videók nem segítettek. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2024 november 12, 16:50
Írta: svejk Dátum 2024 november 12, 16:50
A Motion Planner 4.3.2.0-val nyomulnék.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2025 február 14, 14:52
Írta: nt4ibi7x Dátum 2025 február 14, 14:52
Sziasztok. Rosszalkodik a Yaskawa SGDV-180A01A servó vezérlőm. Sürgősen keresek valakit akinek van megfelelő komunikációs kábele és megtudja nekem oldani a paraméterek áttöltését az új vezérlőbe. Előre is köszönöm a válaszokat.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 február 14, 16:11
Írta: TBS-TEAM Dátum 2025 február 14, 16:11
Mezei USB kábellel és Sigma Win+ programmal le tudod menteni a régi vezérlőről a programot és az újra feltölteni.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2025 február 14, 16:27
Írta: nt4ibi7x Dátum 2025 február 14, 16:27
A Sigma programmal már volt dolgom de a kábel a fő gond[#kacsint]
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 február 14, 16:34
Írta: TBS-TEAM Dátum 2025 február 14, 16:34
Az SDGV Mini USB kábellel van szerelve.
Cím: Re:AC szervó motoros vezérlés
Írta: nt4ibi7x Dátum 2025 február 14, 16:43
Írta: nt4ibi7x Dátum 2025 február 14, 16:43
Szupi, azt gondoltam h csak a CN3-on lehetséges.
Köszönöm a segítségedet.
Köszönöm a segítségedet.
Cím: Re:AC szervó motoros vezérlés
Írta: wolf6494 Dátum 2025 március 27, 11:54
Írta: wolf6494 Dátum 2025 március 27, 11:54
Sziasztok! Valamelyikőtök tudna segíteni, hogy lehet-e valamit kezdeni egy MR-JE10-B szervó-vezérlővel, ami "RAM ERROR 1"-et ír ki? (12.1 kód). Köszönöm előre is.
Cím: Re:AC szervó motoros vezérlés
Írta: 560f5bvpd Dátum 2025 március 27, 19:23
Írta: 560f5bvpd Dátum 2025 március 27, 19:23
Üdv Mindenkinek,Ac servo meghajtó beállításában szeretnék segítséget kérni,azt szeretném kérdezni,hogy jók a gyári beállítások vagy kell rajta változtassak? Amúgy semmi leírást nem kaptam hozzá, sikerült letöltsek használati utasítást, így a bekötés az menni fog. UC300ETH5LPT es UCBB-t használok,a segítséget előre is köszönöm.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_xw7wwx7jbb2a25u2pfgk_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/xw7wwx7jbb2a25u2pfgk_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_ym5gj0vi77nqxfav0p2am_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/ym5gj0vi77nqxfav0p2am_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_st9i8z76xi6jp6d53cte_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/st9i8z76xi6jp6d53cte_5189.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_xw7wwx7jbb2a25u2pfgk_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/xw7wwx7jbb2a25u2pfgk_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_ym5gj0vi77nqxfav0p2am_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/ym5gj0vi77nqxfav0p2am_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_st9i8z76xi6jp6d53cte_5189.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/st9i8z76xi6jp6d53cte_5189.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 március 27, 20:02
Írta: TBS-TEAM Dátum 2025 március 27, 20:02
Manual: Hanponse servo (https://zeptobit.com/download/User%20manual%20Hanpose%20AC-Servo.pdf?srsltid=AfmBOoo7QI4xebSIZEgLFw4-NNC_rCDie2-S5pIrESkfvjV9AVIR7UAk)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 március 27, 20:14
Írta: TBS-TEAM Dátum 2025 március 27, 20:14
PDF 5.1 tanulmányozd és az ott található paramétereket kell beállítani finomhangolni.
Cím: Re:AC szervó motoros vezérlés
Írta: 560f5bvpd Dátum 2025 március 28, 07:20
Írta: 560f5bvpd Dátum 2025 március 28, 07:20
Ok, köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2025 március 28, 15:44
Írta: frob Dátum 2025 március 28, 15:44
sziasztok
https://www.aliexpress.com/item/1005008250187891.html
lichuan szervőt használ valaki, vélemény?
200W-al szemezgetek...
Előre is kösz!
https://www.aliexpress.com/item/1005008250187891.html
lichuan szervőt használ valaki, vélemény?
200W-al szemezgetek...
Előre is kösz!
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 március 28, 16:27
Írta: TBS-TEAM Dátum 2025 március 28, 16:27
2019 óta van egy pár gép amit építettünk és működnek stabilan.
A B2 verziója.
A B2 verziója.
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2025 március 28, 17:14
Írta: frob Dátum 2025 március 28, 17:14
köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: frob Dátum 2025 március 30, 12:17
Írta: frob Dátum 2025 március 30, 12:17
Jut eszembe ehhez van win-es program, vagy kézihajtánnyal állít az ember mindent?
mert a honlapjukon nem találtam
mert a honlapjukon nem találtam
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 március 30, 12:24
Írta: TBS-TEAM Dátum 2025 március 30, 12:24
Nincs
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 08, 18:01
Írta: Nagy Csaba Dátum 2025 április 08, 18:01
Sziasztok!
Adott egy Minas 5 ös panasonic szervó szett.
phanaterm 6.0 ás verzióban hol tudom beállítani a szervó on -t , a step/ dir-t illete hogyan tudok auto tuningot indítani mi a folyamata ?
Addig jutottam el hogy pc vel már, kommunikál kiolvastam az értékeket Jog oldalon be tudom kapcsolni a szervót ( kattan a relé benne ) és szépen forog. de nem találom a menüben a szervó bakapcsolási parancsot ahogy a minas 3 esetén.
segítségeteket nagyon köszönöm !
Adott egy Minas 5 ös panasonic szervó szett.
phanaterm 6.0 ás verzióban hol tudom beállítani a szervó on -t , a step/ dir-t illete hogyan tudok auto tuningot indítani mi a folyamata ?
Addig jutottam el hogy pc vel már, kommunikál kiolvastam az értékeket Jog oldalon be tudom kapcsolni a szervót ( kattan a relé benne ) és szépen forog. de nem találom a menüben a szervó bakapcsolási parancsot ahogy a minas 3 esetén.
segítségeteket nagyon köszönöm !
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 08, 18:31
Írta: TBS-TEAM Dátum 2025 április 08, 18:31
Program manual: PDF (https://mediap.industry.panasonic.eu/assets/custom-upload/Factory%20&%20Automation/Industrial%20Motors/Manuals/mn_minas_a6_panaterm_operating_pid_en.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 08, 19:52
Írta: Nagy Csaba Dátum 2025 április 08, 19:52
Köszönöm ebben sajnos nem találom ezeket az opciós leíratokat, de az a baj nem is tudom hogy hívják az SW ont ebben a verzióban meg a step dirt :( valaki csak lesz aki használ ilyet bízom benne elmondjan a classt és a pontot amit át kell írni hozzá :)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_2g35sz2aqa4dsxe3nae4f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/2g35sz2aqa4dsxe3nae4f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_mvipgcez6ifeswz4bxtb_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/mvipgcez6ifeswz4bxtb_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_m9t9mttkxcged2ai8hf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/m9t9mttkxcged2ai8hf_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_2g35sz2aqa4dsxe3nae4f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/2g35sz2aqa4dsxe3nae4f_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_mvipgcez6ifeswz4bxtb_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/mvipgcez6ifeswz4bxtb_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_m9t9mttkxcged2ai8hf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/m9t9mttkxcged2ai8hf_4697.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 08, 20:37
Írta: TBS-TEAM Dátum 2025 április 08, 20:37
Alap beállitások STEP/DIR:
PR0.01--0 pozicio
PR0.06--0 iránny beállítás 0 jobra 1 balra
PR0.07--3 STEP---DIR L/H
PR0.08--xxxxx Impulzusok száma egy fordulatra
PR0.15-- Motor encoder beállítás 0/Absoulte. 1/Inkr. 2/Abs nem töszörös ford.
A5 PDF (https://media.digikey.com/pdf/data%20sheets/panasonic%20inustrial/minas-a5_man.pdf)
PR0.01--0 pozicio
PR0.06--0 iránny beállítás 0 jobra 1 balra
PR0.07--3 STEP---DIR L/H
PR0.08--xxxxx Impulzusok száma egy fordulatra
PR0.15-- Motor encoder beállítás 0/Absoulte. 1/Inkr. 2/Abs nem töszörös ford.
A5 PDF (https://media.digikey.com/pdf/data%20sheets/panasonic%20inustrial/minas-a5_man.pdf)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 08, 20:47
Írta: Nagy Csaba Dátum 2025 április 08, 20:47
Megnézem holnap köszönöm
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 08, 20:48
Írta: TBS-TEAM Dátum 2025 április 08, 20:48
SERVO ON beállítás:
PR4.00--SI1 Bemenet kiválasztás (utolsó 3 karakter)03h SERVO-ON
PR4.00--SI1 Bemenet kiválasztás (utolsó 3 karakter)03h SERVO-ON
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 09, 16:02
Írta: Nagy Csaba Dátum 2025 április 09, 16:02
A step dir az úgy van beállítva ahogy leirtad addig jó vagyok. Már csak a sw ont kéne megtaláni meg mivel én az engedélyező jelet a 29 es pinre tettem itt is be kéne valamit írni. Valaki elmondaná melyik class és mit kell átírjak hozzá köszönöm :):
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_c76nds85ckjpdm9udwi4p_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/c76nds85ckjpdm9udwi4p_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_c76nds85ckjpdm9udwi4p_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/c76nds85ckjpdm9udwi4p_4697.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 09, 16:58
Írta: TBS-TEAM Dátum 2025 április 09, 16:58
Pozició módban az utolsó két karakter 03h.
SI6 alaphelyzetben pont Servo On.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_0ft83bgn0gbbg70n77aty_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/0ft83bgn0gbbg70n77aty_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_fq6q2uczyhaxmiz5ga_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/fq6q2uczyhaxmiz5ga_3344.png)
SI6 alaphelyzetben pont Servo On.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_0ft83bgn0gbbg70n77aty_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/0ft83bgn0gbbg70n77aty_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_fq6q2uczyhaxmiz5ga_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/fq6q2uczyhaxmiz5ga_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 09, 19:34
Írta: Nagy Csaba Dátum 2025 április 09, 19:34
Akkor ez is jól van beállítva :( hát akkor fogalmam sincs mit keresek hogy áram alá legyen helyezve a szervó mint amikor a trial run esetben van egy servo on ott kattan és fogja a tengelyt :(
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 09, 19:59
Írta: TBS-TEAM Dátum 2025 április 09, 19:59
X4 sorkapocsba mit és hova kötöttél?
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 09, 20:19
Írta: Nagy Csaba Dátum 2025 április 09, 20:19
Ha ez az 50 pines csati akkor így :
24 V + 7 láb
SV on 29 láb
Estop 27 láb
step / dir eket a 3-4-5-6 ra
24 V - a 41 re
még kötött be több funkciólábat de nem lényeges 50 pines csati nél is kattan a minas 3-4 es driverem és fogja a tengelyt.
A másikban valami servo input assiment ( valami ilyesmi ) a neve és a cass 0 ban van és 0-8 ig lehet állítani és a 8 as az on és akkor már "serceg " is a szervó a 0 val meg lekapcsolom ha auto tuningot akarok mert addig nem engedi még aktiv a motor.
nem gondolok egyéb elektromos kötési hibákra sem mert a teszt run helyesen lefut. csak ha onnan kilépek egyből deaktivála is a szervót :(
24 V + 7 láb
SV on 29 láb
Estop 27 láb
step / dir eket a 3-4-5-6 ra
24 V - a 41 re
még kötött be több funkciólábat de nem lényeges 50 pines csati nél is kattan a minas 3-4 es driverem és fogja a tengelyt.
A másikban valami servo input assiment ( valami ilyesmi ) a neve és a cass 0 ban van és 0-8 ig lehet állítani és a 8 as az on és akkor már "serceg " is a szervó a 0 val meg lekapcsolom ha auto tuningot akarok mert addig nem engedi még aktiv a motor.
nem gondolok egyéb elektromos kötési hibákra sem mert a teszt run helyesen lefut. csak ha onnan kilépek egyből deaktivála is a szervót :(
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 09, 20:48
Írta: TBS-TEAM Dátum 2025 április 09, 20:48
A 27 láb nem EStop.
Kép az alapbekötésre.
Pl:SI6 bemenetre 3 írsz igy szervo on de csak Position módban.
SI6 alapból 03 minden módban (position, speed, torqe)
03-->servo-on
00030303h
87654321
2-1 szám:position mód
4-3 szám:speed
6-5 szám:tourqe
Ha csak egy módban akarod használni vagy valamit kikapcsolni akkor ami nem kell bemenet
0-val inaktíválhatod.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_dtu9s2y8b09tmuiygbwv_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/dtu9s2y8b09tmuiygbwv_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_m354d3by5c6t4thude839_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/m354d3by5c6t4thude839_3344.png)
Kép az alapbekötésre.
Pl:SI6 bemenetre 3 írsz igy szervo on de csak Position módban.
SI6 alapból 03 minden módban (position, speed, torqe)
03-->servo-on
00030303h
87654321
2-1 szám:position mód
4-3 szám:speed
6-5 szám:tourqe
Ha csak egy módban akarod használni vagy valamit kikapcsolni akkor ami nem kell bemenet
0-val inaktíválhatod.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_dtu9s2y8b09tmuiygbwv_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/dtu9s2y8b09tmuiygbwv_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/tn_m354d3by5c6t4thude839_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/m354d3by5c6t4thude839_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 09, 21:06
Írta: Nagy Csaba Dátum 2025 április 09, 21:06
nekem van egy olyan érzésem hogy ez a láb csak akkor válik aktívvá ha az UCcnc ben kioldom a resetet amit most állítunk . 100% ig biztos vagyok benne kell legyen valahol egy olyan opció ahol ha kihúzom az 50 pines kábelt akkor is be tudom aktiválni a szevót ( nem vezérleni) csak hogy várja a jelet és ne tudjam elfordítani annak tengelyét. Ez valami főmenüben kell legyen Group 0 -1 sejésem szerint de ezt csak abból találgatom hogy az allan bradleym és a samsungom és a minas 3-4 en is igy volt . Erre annyira átláthatatlan kókány ez a panatherm 6 hogy rosszul vagyok tőle :D :)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 09, 21:12
Írta: TBS-TEAM Dátum 2025 április 09, 21:12
Bár érteném miért jó az neked, hogy a táp feléledése után azonnal a servo on-ba legyen?
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 09, 21:31
Írta: Nagy Csaba Dátum 2025 április 09, 21:31
Sajnos nem tudom meghatározni hogy miért jó így de az összes Ac szervóm ilyen volt. És amikor belépek uccnc be akkor ha oldom a resetet kattan egyet és már tudom is vezérelni. Ez most sajnos nem jön létre az újnál :( vélhetöen ( holnap megmérem ) de szerintem egyáltalán nem kap 230v ot a szervóm most és ezért hiába is próbalnám meg vezérelni ha nincs benne pówer nem fog megmozdulni.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 09, 21:39
Írta: TBS-TEAM Dátum 2025 április 09, 21:39
A 29--41 üsszekötöd fixre és Mindig ha megérkezik a táp
a Szervo ON pozicióba kerűl.
INH 08h Parancs impulzus gátlás 33 láb.
Tiltod vagy engedélyezed az impulzusok fogadását.
a Szervo ON pozicióba kerűl.
INH 08h Parancs impulzus gátlás 33 láb.
Tiltod vagy engedélyezed az impulzusok fogadását.
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 10, 07:17
Írta: Nagy Csaba Dátum 2025 április 10, 07:17
Rendben délután megnézem ott mit tudok átkötni, de nem Létezik, hogy nincs egy 220 as ki be kapcs valahol :) és nem az 50 pines porton de nekem az is tökéletes lesz ha így megmozdulna végre vezérlésre :) hátha így életre kelne :)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 10, 08:19
Írta: TBS-TEAM Dátum 2025 április 10, 08:19
Forgó / mozgásokat végző gépeknél:
A vezérléseket úgy kell kialakítani, hogy egy vezérlés engedélyezés egy nyomogombbal
kelljen aktíválni és vész esetén (Vészstop gombbal vagy gombokkal minden mozgás tiltható legyen).
Vezérlés ON egy relét öntartásba kapcsolunk.
Vészstop-ok és stop nyomogombokkal meg kikapcsoljuk.
A relé NO érintkezővel engedélyezzük pl: a szervo hajtásokat.
(ennél az A5 szervonál X4 29-41 bemenetek zárásával.)
Példa fotón a relé bekötés:
Relé láb. A5 X4
11--------->X4 29 szervo 1
14--------->X4 41 szervo 1
21--------->X4 29 szervo 2
24--------->X4 41 szervo 2
31--------->X4 29 szervo 3
34--------->X4 41 szervo 3
stb....
Mint már írtam elözőekben nagy kockázat a szervomotor
táp megjelenésekor azonnal a szervo ON állásba legyen.
Valamilyen hiba esetén impulzusok kerülnek a step bemenetre
a szervo azonnal elindulhat valamely irányba ellenörizetlenűl.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_ss9vs2nnssj2au3tgp96p_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/ss9vs2nnssj2au3tgp96p_3344.png)
A vezérléseket úgy kell kialakítani, hogy egy vezérlés engedélyezés egy nyomogombbal
kelljen aktíválni és vész esetén (Vészstop gombbal vagy gombokkal minden mozgás tiltható legyen).
Vezérlés ON egy relét öntartásba kapcsolunk.
Vészstop-ok és stop nyomogombokkal meg kikapcsoljuk.
A relé NO érintkezővel engedélyezzük pl: a szervo hajtásokat.
(ennél az A5 szervonál X4 29-41 bemenetek zárásával.)
Példa fotón a relé bekötés:
Relé láb. A5 X4
11--------->X4 29 szervo 1
14--------->X4 41 szervo 1
21--------->X4 29 szervo 2
24--------->X4 41 szervo 2
31--------->X4 29 szervo 3
34--------->X4 41 szervo 3
stb....
Mint már írtam elözőekben nagy kockázat a szervomotor
táp megjelenésekor azonnal a szervo ON állásba legyen.
Valamilyen hiba esetén impulzusok kerülnek a step bemenetre
a szervo azonnal elindulhat valamely irányba ellenörizetlenűl.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_ss9vs2nnssj2au3tgp96p_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/ss9vs2nnssj2au3tgp96p_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 10, 08:23
Írta: TBS-TEAM Dátum 2025 április 10, 08:23
Helyes bekötés: [#eplus2]
11-14 öntartás.
Példa fotón a relé bekötés:
Relé láb. A5 X4
21--------->X4 29 szervo 1
24--------->X4 41 szervo 1
31--------->X4 29 szervo 2
34--------->X4 41 szervo 2
41--------->X4 29 szervo 3
44--------->X4 41 szervo 3
stb....
11-14 öntartás.
Példa fotón a relé bekötés:
Relé láb. A5 X4
21--------->X4 29 szervo 1
24--------->X4 41 szervo 1
31--------->X4 29 szervo 2
34--------->X4 41 szervo 2
41--------->X4 29 szervo 3
44--------->X4 41 szervo 3
stb....
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 10, 15:26
Írta: Nagy Csaba Dátum 2025 április 10, 15:26
Most hogy ellenőriztem alapból így van mind a három tengelyem kötve hogy a 41 - 29 es pinek össze vannak kötve negatívra és így nincs kint a 230v a minas 5 szervón :( a 7 pinen meg a szervó on de csatolok egy fotót de csak a föbb szálak vannak egyenlőre bekötve nehogy az legyen a baj
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_pt4ccvx8mzmhvk5hh0dg2_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/pt4ccvx8mzmhvk5hh0dg2_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_pt4ccvx8mzmhvk5hh0dg2_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/pt4ccvx8mzmhvk5hh0dg2_4697.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 10, 16:18
Írta: TBS-TEAM Dátum 2025 április 10, 16:18
X4 27 nem Estop. Ezt kösd ki.
Tesztre:
X4 8--9--33 tedd a 41 GND-re. Ez az alapkapcsolásban testen van.
Nyitott legyen a Szervo-on X4 29--41 mikor rákapcsolod a Tápot.
Ha feléledt a szervo akkor zárd az X4 29-41 servo on.
Ekkor elméletileg meg kell, hogy fogja a motort.
Ha működik akkor programozz az SI1 és SI2 re 0-át.
Elméletileg így a X4 8-9 láb bemenetei inaktívak és felveheted a 41-ről.
Tesztre:
X4 8--9--33 tedd a 41 GND-re. Ez az alapkapcsolásban testen van.
Nyitott legyen a Szervo-on X4 29--41 mikor rákapcsolod a Tápot.
Ha feléledt a szervo akkor zárd az X4 29-41 servo on.
Ekkor elméletileg meg kell, hogy fogja a motort.
Ha működik akkor programozz az SI1 és SI2 re 0-át.
Elméletileg így a X4 8-9 láb bemenetei inaktívak és felveheted a 41-ről.
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 10, 17:00
Írta: Nagy Csaba Dátum 2025 április 10, 17:00
Megtaláltam az összes hibát 1000 köszönet , csak közben tönkrevágtam az 5v komenetet az uc 300 - 5441M en most hogy mindent bekonfiguráltam a vezerlőben tettem egy gyenge kísérlelet a másik szervó 50 pinessel és végre kiadta a 230 at tehát a gyári csatiban is volt 1 hibás kötés a 29 es szál fel volt benne cserélve egy másikkal ...made in kína juhúú 1 óra volt.mire kicsipogtam a szineket :) ... csak sajnos mikor megmozdítottam nem vettem észre hogy a stepdir pin meg a + 24 összeért annyira közel voltak egymáshoz.... így ic csere lesz remélem ezzel végre minden gondom megoldódot.. nem volt elég hogy a panathermben volt baj még még a vadi új kábel is.... :( a vezérlő javítása után és a relé panel megèrkezése után a másik topikban majd zaklatnálak a frekiváltó és a bizonságos bektésekkel ha nem bánod ;)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 10, 17:19
Írta: TBS-TEAM Dátum 2025 április 10, 17:19
Én már régen a képen látható kifejtőket használok.
0,5-1-2-3m kábellel rendelhetőek.
Csak ajállani tudom. Tizen párezer megéri az árát.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_m4sg7ixzvi5f9epf3n8dn_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/m4sg7ixzvi5f9epf3n8dn_3344.png)
0,5-1-2-3m kábellel rendelhetőek.
Csak ajállani tudom. Tizen párezer megéri az árát.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_m4sg7ixzvi5f9epf3n8dn_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/m4sg7ixzvi5f9epf3n8dn_3344.png)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 10, 17:38
Írta: Nagy Csaba Dátum 2025 április 10, 17:38
Direkt olyan kábelt vettem aminek a másik vége fel volt érhüvelyezve szépen és kiválaszottam belőle a megfelelő szineket csak nem számítottam rá hogy három tök egyforma helyett az egyikben két szin fel volt cserélve persze ha nem új lett volna a vezérlö is akkor hamarabb megtalál az ember egy hibát .... nah de semmi pánik tanulópénz nélkül nem édes a siker soha :)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 10, 17:54
Írta: TBS-TEAM Dátum 2025 április 10, 17:54
Marad a gyerek ha játszik főleg ha van mivel. [#kacsint]
Jól működő gép 3-4 naponta hibás végtermék kisebb nagyobb végpontatlanságok.
Sok fejvakarás [#conf] mindent is újratelepítettünk. és szétszedtünk.
Egy napi szo..ás után lett meg a hiba. Képen en a bűnös.
Mai napig nem tudni, hogy lett ilyen.
4 szervoból csak egy csatlakozónak volt összerohadva a belselye.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_0fu9h46qy8qjf6hmd7ng_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/0fu9h46qy8qjf6hmd7ng_3344.jpg)
Jól működő gép 3-4 naponta hibás végtermék kisebb nagyobb végpontatlanságok.
Sok fejvakarás [#conf] mindent is újratelepítettünk. és szétszedtünk.
Egy napi szo..ás után lett meg a hiba. Képen en a bűnös.
Mai napig nem tudni, hogy lett ilyen.
4 szervoból csak egy csatlakozónak volt összerohadva a belselye.
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_0fu9h46qy8qjf6hmd7ng_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/04/0fu9h46qy8qjf6hmd7ng_3344.jpg)
Cím: Re:AC szervó motoros vezérlés
Írta: Nagy Csaba Dátum 2025 április 10, 18:21
Írta: Nagy Csaba Dátum 2025 április 10, 18:21
Mondjuk azt picit megcsúszott a folyatószer.. :)
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2025 április 11, 20:22
Írta: svejk Dátum 2025 április 11, 20:22
No, csak beüzemeltem a múltkor hirdetett Parker Lineáris Motort. (https://cnctar.hobbycnc.hu/Svejk/GEMINI_GV6/GEMINI_GV6.mp4).
Számomra elég faramuci ennek a vezérlőnek a leki világa, no de
már megszoktam, hogy az amcsik sem egyszerűek.
Kár, hogy nem step/dir-es a vezérlő. :(
Számomra elég faramuci ennek a vezérlőnek a leki világa, no de
már megszoktam, hogy az amcsik sem egyszerűek.
Kár, hogy nem step/dir-es a vezérlő. :(
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2025 április 11, 20:39
Írta: svejk Dátum 2025 április 11, 20:39
Ezt az utat járta be az előbb gyorsan. (https://cnctar.hobbycnc.hu/Svejk/GEMINI_GV6/GEMINI_GV6_lassan.mp4)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 április 11, 20:49
Írta: TBS-TEAM Dátum 2025 április 11, 20:49
Szuper ügyes vagy.[#eljen]
Cím: Re:AC szervó motoros vezérlés
Írta: ANTAL GÁBOR Dátum 2025 április 12, 08:40
Írta: ANTAL GÁBOR Dátum 2025 április 12, 08:40
Milyen vezérlést igényel ? ( +/- 10 voltos analóg jelet? ) Mekkora frekit értél el ?
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2025 április 12, 08:47
Írta: svejk Dátum 2025 április 12, 08:47
Fogad analóg jelet is,
De alapvetően a sorosporton lehet neki a mozgási parancsokat kiküldeni, illetve maga a vezérlőbe lehet programokat írni amiket aztán lehet futtatni.
Majd felrakom a doksijait is a tárba.
De alapvetően a sorosporton lehet neki a mozgási parancsokat kiküldeni, illetve maga a vezérlőbe lehet programokat írni amiket aztán lehet futtatni.
Majd felrakom a doksijait is a tárba.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2025 április 12, 19:49
Írta: svejk Dátum 2025 április 12, 19:49
Raktam fel doksikat (https://cnctar.hobbycnc.hu/Svejk/GEMINI_GV6/).
Persze ezen felül elég sok manuál és videó van fent a Parker honlpján is.
Persze ezen felül elég sok manuál és videó van fent a Parker honlpján is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2025 április 13, 19:54
Írta: svejk Dátum 2025 április 13, 19:54
Ja, az adatok:
Itt 400 mm az úthossz (https://cnctar.hobbycnc.hu/Svejk/GEMINI_GV6/VID_20250413_192802.mp4)
80 m/perces sebesség
50 m/s2 a gyorsulás (bár ez ránézésre gyanús, de a paraméterek szerint ennyi)
Ezek fölé már csak a másik érték rovására tudtam menni, bár még nem nagyon ismerem ki magam a vezérlőben.
Itt 400 mm az úthossz (https://cnctar.hobbycnc.hu/Svejk/GEMINI_GV6/VID_20250413_192802.mp4)
80 m/perces sebesség
50 m/s2 a gyorsulás (bár ez ránézésre gyanús, de a paraméterek szerint ennyi)
Ezek fölé már csak a másik érték rovására tudtam menni, bár még nem nagyon ismerem ki magam a vezérlőben.
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 május 24, 20:32
Írta: ab Dátum 2025 május 24, 20:32
Nyilván így érdemes kezdeni...
Vásároltam egy használt beckhoff AX2003 step/dir vezérlőt és hozzá való motort. Van hozzáértő itt a fórumon?
Vásároltam egy használt beckhoff AX2003 step/dir vezérlőt és hozzá való motort. Van hozzáértő itt a fórumon?
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 május 31, 12:00
Írta: ab Dátum 2025 május 31, 12:00
Idézetet írta: ab Dátum 2025 május 24, 20:32Nyilván így érdemes kezdeni...
Vásároltam egy használt beckhoff AX2003 step/dir vezérlőt és hozzá való motort. Van hozzáértő itt a fórumon?
"Pörög a fórum", kicsit felhozom.
Kommunikálni szeretnék a beckhoff AX2003-mal. Az adatlapja (elvileg direkt link a gyártó honlapjáról tölthető PDF-hez): https://download.beckhoff.com/download/document/motion/ax2000_en.pdf
Ez a bekötést lett megvalósítva. XP-s gépről, alaplapi COM port, max232 ic. Rx - Tx keresztbe kötve. Sima terminal programmal Rx-TX összekötve a soros porti kommunikáció működik.
A motor csatlakoztatva, vezérlőn "P03" felirat. Program feltelpítve, COM port kiválasztva. Hibaüzenet, ahogy a képen van.
- rossz interfészt választott [ erre vonatkozóan nincs ötletem ]
- rossz csatlakozót választott a szervoerősítőnél [ X6 csatlakozót válaszottam ]
- az interfészt egy másik szoftver használja [ nem fut semmi egyéb program, bekapcsolás után egyből ezt próbálom ]
- 24 V-os segédfeszültség a szervoerősítőhöz nem működik [ 15 lábon (enable) megvan, X4 csatlakozón szintén ]
- az interfész kábel elszakadt vagy rossz a bekötés [ mással ahogy írtam kommunikál, mértem nincs szakadás ]
Megcseréltem már az Rx - Tx kimeneteket is, hátha - nem hozott eredményt.
Ötleteket várok, jó lenne működésre bírni (megmozgatni a motort, majd az egyik tengelyt végre a szerszámgépen). Köszönöm!
(https://i.postimg.cc/zHSbWp0S/kommunikacio.jpg) (https://postimg.cc/zHSbWp0S)
(https://i.postimg.cc/jCNzt4Qj/kabelezes.jpg) (https://postimg.cc/jCNzt4Qj)
Cím: Re:AC szervó motoros vezérlés
Írta: onagy Dátum 2025 május 31, 14:05
Írta: onagy Dátum 2025 május 31, 14:05
Kicsit gondolkoztam, miután kétszer elolvastam a Beckhoff Ax200x kérdést. Valahol elrejtve benne szerepel egy Max232 rs-ttl konverter az ügyfél interfész leírásában, csak nem értem miért. Ha galvanikus leválasztást szeretnél, nem ez a jó út. Szerintem az Ax natív rs232 és nem ttl jelszintet vár el.
O.
O.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 május 31, 14:22
Írta: TBS-TEAM Dátum 2025 május 31, 14:22
Idézetet írta: ab Dátum 2025 május 31, 12:00Kommunikálni szeretnék a beckhoff AX2003-mal. Az adatlapja (elvileg direkt link a gyártó honlapjáról tölthető PDF-hez): https://download.beckhoff.com/download/document/motion/ax2000_en.pdf
Azt irja, hogy sima RS232 --->PC (2-3-5) bekötés ahogy a képen.
Win-95--->XP-ig. fut a program.
RS232
Interface settings : 9600 bps, no parity, no handshake
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 május 31, 16:16
Írta: ab Dátum 2025 május 31, 16:16
IdézRS232
Interface settings : 9600 bps, no parity, no handshake
Aha, szoval az alaplapi com portot osszekotom direktbe a szervoval. Igy utolag nem is ertem minek tettem koztesnek a max232-t... Megzavart az usb-com port atalakito. Mivel ilyen trefalt mar meg, egybol elovettem a jol bevalt max232-t. Csak hat ahogy Onagy is irta, erre semmi szukseg.
Sajnos mar nem vagyok a gep elott; amiket irtal beallitasokat az eszkozkezeloben a com port tulajdonsagainal tudom beallitani?
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 május 31, 16:23
Írta: TBS-TEAM Dátum 2025 május 31, 16:23
Idézetet írta: ab Dátum 2025 május 31, 16:16Aha, szoval az alaplapi com portot osszekotom direktbe a szervoval. Igy utolag nem is ertem minek tettem koztesnek a max232-t... Megzavart az usb-com port atalakito. Mivel ilyen trefalt mar meg, egybol elovettem a jol bevalt max232-t. Csak hat ahogy Onagy is irta, erre semmi szukseg.
Sajnos mar nem vagyok a gep elott; amiket irtal beallitasokat az eszkozkezeloben a com port tulajdonsagainal tudom beallitani?
Az eszközkezelőben biztosan.
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 01, 13:55
Írta: ab Dátum 2025 június 01, 13:55
Sikerült csatlakozni a vezérlőhöz. Step - dir "módban" szeretném használni. Ehhez kapcsolódóan ez van a leírásban. Direktbe rákötöm a számítógép lpt portra a rajz szerint.
Az "operation mode" melyik kellene:
5. ext. position nodes
Erről a fajta üzemeltetésről (step/dir) egyébként lehet részletesebb leírás?
(https://i.postimg.cc/G8bXL8Sk/stepdir.jpg) (https://postimg.cc/G8bXL8Sk)
Az "operation mode" melyik kellene:
5. ext. position nodes
Erről a fajta üzemeltetésről (step/dir) egyébként lehet részletesebb leírás?
(https://i.postimg.cc/G8bXL8Sk/stepdir.jpg) (https://postimg.cc/G8bXL8Sk)
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 01, 15:10
Írta: ab Dátum 2025 június 01, 15:10
Idézetet írta: ab Dátum 2025 június 01, 13:55Sikerült csatlakozni a vezérlőhöz. Step - dir "módban" szeretném használni. Ehhez kapcsolódóan ez van a leírásban. Direktbe rákötöm a számítógép lpt portra a rajz szerint.
Az "operation mode" melyik kellene:
5. ext. position nodes
Erről a fajta üzemeltetésről (step/dir) egyébként lehet részletesebb leírás?
(https://i.postimg.cc/G8bXL8Sk/stepdir.jpg) (https://postimg.cc/G8bXL8Sk)
Azt talaltam, hogy az opmode = electronic gearing modban kell legyen. Illetve az analog bemeneteket ebben az esetben le kell tiltani. Igy probaljam?
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 07, 12:09
Írta: ab Dátum 2025 június 07, 12:09
Most tudtam megint foglalkozni ezzel a hajtással. Próbálom a teszt mozgatást végrehajtani. A pdf 75-ös oldalától kezdődik. Bekötés a leírás szerint. Kommunikáció működik. Végigmentem az alap beállításokon. Teszt futtatáskor kapok egy hibaüzenetet: n01 I2t Overrange
Az X3 2-3 lábán valami belső relé kontakt lehet. Ez akaszthat meg? Hogyan kellene engedélyezni?
Azt írja:
(https://i.postimg.cc/XB6SSDD3/i2t.jpg) (https://postimg.cc/XB6SSDD3)
Az X3 2-3 lábán valami belső relé kontakt lehet. Ez akaszthat meg? Hogyan kellene engedélyezni?
Azt írja:
Idéz(if the BTB contact is open, the output stage is disabled -> no power)
(https://i.postimg.cc/XB6SSDD3/i2t.jpg) (https://postimg.cc/XB6SSDD3)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 07, 13:33
Írta: TBS-TEAM Dátum 2025 június 07, 13:33
Idézetet írta: ab Dátum 2025 június 07, 12:09Az X3 2-3 lábán valami belső relé kontakt lehet. Ez akaszthat meg? Hogyan kellene engedélyezni?
Üzemkész jelzés a BTB/RTO
A kontaktus zárva van , amikor a szervoerősítő üzemkész, a jelet nem befolyásolja az engedélyező jel,
az I²t-határérték vagy a regenerációs küszöbérték.
Az üzemkészséget (X3/2 és X3/3 sorkapcsok) egy potenciálmentes reléérintkező jelzi .
Minden hiba a BTB/RTO érintkező nyitását és a kimenő fokozat kikapcsolását okozza
(ha a BTB érintkező nyitva van, a kimenő fokozat letiltásra kerül -> nincs feszültség).
A hibaüzenetek listája a PDF 88. oldalon található.
Ezt használhatod fel a vezérlés felé, hogy a hajtás rendben (zárt kontakt/hiba esetén nyitott kontakt).
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 07, 15:43
Írta: ab Dátum 2025 június 07, 15:43
Idézetet írta: TBS-TEAM Dátum 2025 június 07, 13:33Üzemkész jelzés a BTB/RTO
A kontaktus zárva van , amikor a szervoerősítő üzemkész, a jelet nem befolyásolja az engedélyező jel,
az I²t-határérték vagy a regenerációs küszöbérték.
Az üzemkészséget (X3/2 és X3/3 sorkapcsok) egy potenciálmentes reléérintkező jelzi .
Minden hiba a BTB/RTO érintkező nyitását és a kimenő fokozat kikapcsolását okozza
(ha a BTB érintkező nyitva van, a kimenő fokozat letiltásra kerül -> nincs feszültség).
A hibaüzenetek listája a PDF 88. oldalon található.
Ezt használhatod fel a vezérlés felé, hogy a hajtás rendben (zárt kontakt/hiba esetén nyitott kontakt).
Értem.
Elvileg a szoftverben ezen a fülön vannak ezek a paraméterek. Nekem DBL3H00250-es típusú motor van. Ehhez a paramétereket beállította már valaki. A pirossal írt érékekről van szó. Mit kellene még állítani, hogy ne fussak áramkorlátozásba (ha jól értem, többet venne fel a motor, mint amire a vezérlő paraméterezve van)?
(https://i.postimg.cc/56DDTtjv/motor-parameterek.jpg) (https://postimg.cc/56DDTtjv)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 07, 17:45
Írta: TBS-TEAM Dátum 2025 június 07, 17:45
Idézetet írta: ab Dátum 2025 június 07, 15:43Értem.
Elvileg a szoftverben ezen a fülön vannak ezek a paraméterek. Nekem DBL3H00250-es típusú motor van.
A következőt irja:
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 07, 19:50
Írta: ab Dátum 2025 június 07, 19:50
Idézetet írta: TBS-TEAM Dátum 2025 június 07, 17:45A következőt irja:
Kiprobalom, remelem jo lesz! Koszonom!
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 09, 11:11
Írta: ab Dátum 2025 június 09, 11:11
Idézetet írta: ab Dátum 2025 június 07, 19:50Kiprobalom, remelem jo lesz! Koszonom!
Ua. a hiba "n01". Motor kiválasztva az adatlap szerint, elmentve, vezérlő újra indítva.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 09, 11:33
Írta: TBS-TEAM Dátum 2025 június 09, 11:33
Idézetet írta: ab Dátum 2025 június 09, 11:11Ua. a hiba "n01". Motor kiválasztva az adatlap szerint, elmentve, vezérlő újra indítva.
Ellenőrizted el van mentve a EEPROM-ba a motor paraméter?
A motor rendelkezik beépített fékkel, vagy nem azt is be kell állítani.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 június 09, 11:50
Írta: sarktibsi Dátum 2025 június 09, 11:50
Idézetet írta: ab Dátum 2025 június 09, 11:11Ua. a hiba "n01". Motor kiválasztva az adatlap szerint, elmentve, vezérlő újra indítva.
Csak egy kérdés , biztos hogy jól működött ez a hajtás?
Nem lehet , hogy pont azért vették le a gépről mert elkezdett szórakozni. A hajtások szoktak furcsa dolgokat produkálni , hidegen hibára áll , vagy éppen akkor ha bemelegszik , de olyannal is találkoztam ami egy kisebb motorral jó volt egy nagyobbal már nem (pedig a listából választottam motort LENZE) De arra is volt példa a satupadon jó volt felraktam a gépre ott már nem működött tökéletesen.
Csináltál már gyári resetet?
A hajtás plusz motor beállításban az a szépsége ha szerencséd van egyből tökéletesen működik , ha nem akkor lehet vele napokig szórakozni de a siker nem garantált.
Nekem van olyan eszterga főhajtásom ami csak a harmadik motorral plusz második frekiváltóval lett csak elfogadható. (tapasztalatszerzésnek jó volt)
Kitartás.
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 09, 12:16
Írta: ab Dátum 2025 június 09, 12:16
Idézetet írta: TBS-TEAM Dátum 2025 június 09, 11:33Ellenőrizted el van mentve a EEPROM-ba a motor paraméter?
A motor rendelkezik beépített fékkel, vagy nem azt is be kell állítani.
Fek nelkuli. Ezeket a parametereket hozta gyarilag.
(https://i.postimg.cc/LqWkWQnB/20250609-121511.jpg) (https://postimg.cc/LqWkWQnB)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 09, 12:48
Írta: TBS-TEAM Dátum 2025 június 09, 12:48
Motor visszacsatolás helyesen van konfigurálva?
9.3.6
80 oldal PDF.
Kétféle szereléssel van Resolver vagy encoder ugyan az a sorozat.
9.3.6
80 oldal PDF.
Kétféle szereléssel van Resolver vagy encoder ugyan az a sorozat.
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 09, 15:19
Írta: ab Dátum 2025 június 09, 15:19
Idézetet írta: TBS-TEAM Dátum 2025 június 09, 12:48Motor visszacsatolás helyesen van konfigurálva?
9.3.6
80 oldal PDF.
Kétféle szereléssel van Resolver vagy encoder ugyan az a sorozat.
A csatlakozóból kiindulva "resolver". A pirossal jelölt szerint 12pin-es csatlakozóm van. Ez alapján kötöttem be.
A vezérlőt amúgy visszaállítottam gyári alapértelmezettre. Újra konfiguráltam a motort. Ismét "n01" hibaüzenettel megáll a próba forgatás.
Teszteléskor start után a motor "nyüszít" (csak nem forog), majd utána tilt a vezérlő "n01"-gyel.
(https://i.postimg.cc/dk9k7d1X/resolver.jpg) (https://postimg.cc/dk9k7d1X)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 09, 19:05
Írta: TBS-TEAM Dátum 2025 június 09, 19:05
Idézetet írta: ab Dátum 2025 június 09, 15:19Teszteléskor start után a motor "nyüszít" (csak nem forog), majd utána tilt a vezérlő "n01"-gyel.
Ellenőrizd a motor bekötését U-V-W.
Mérj ellenállást a tekercsek között és a föld között is motor csatlakozónál.
Csatlakoztasd a kábelt a motorhoz.
A kábel végén is mérd meg ua. értékek vannak?
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 június 09, 20:58
Írta: sarktibsi Dátum 2025 június 09, 20:58
Idézetet írta: TBS-TEAM Dátum 2025 június 09, 19:05Ellenőrizd a motor bekötését U-V-W.
Mérj ellenállást a tekercsek között és a föld között is motor csatlakozónál.
Csatlakoztasd a kábelt a motorhoz.
A kábel végén is mérd meg ua. értékek vannak?
Jó , hogy írod ezt a U-V-W bekötést , egyszer engem is megszívattak rosszul volt feliratozva , na de végül csak kiderült aztán jó is lett. :BOW
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 11, 06:54
Írta: ab Dátum 2025 június 11, 06:54
Idézetet írta: TBS-TEAM Dátum 2025 június 09, 19:05Ellenőrizd a motor bekötését U-V-W.
Mérj ellenállást a tekercsek között és a föld között is motor csatlakozónál.
Csatlakoztasd a kábelt a motorhoz.
A kábel végén is mérd meg ua. értékek vannak?
X9-es csatlakozo a vezerlon. Sajnos ez nem jart hozza. Egy 4-es csatlakozot tudtam ide hasznalni.
A PE a harmadik. Ezt meressel egy masik PE ponthoz kimertem. Ebbol adodik U2, V2, W2. A motor csatlakozon kimertem a tekercs ellenallasokat. Ezek az X9 csatlakozon is annak megfeleloen vannak.
X8-nal 1-2 kozott rovidzar.
Kezzel probaltam csak, de a motortengely "all" alap esetben, nem tudom forgatni. Ebbol kiindulva a resolver es a motor bekotes is jo. Ellenkezo esetben forgathato lenne. (?)
(https://i.postimg.cc/V5YmxtZz/Screenshot-20250611-064723-Read-Era.jpg) (https://postimg.cc/V5YmxtZz)
(https://i.postimg.cc/ftvZ3Wy4/Screenshot-20250611-065110-Read-Era.jpg) (https://postimg.cc/ftvZ3Wy4)
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 11, 06:56
Írta: ab Dátum 2025 június 11, 06:56
X7 "DC" kabelek csak csonkok. Levegoben lognak.
(https://i.postimg.cc/mP6Ss7yJ/20250610-175042.jpg) (https://postimg.cc/mP6Ss7yJ)
(https://i.postimg.cc/fSZcKCMt/20250610-175232.jpg) (https://postimg.cc/fSZcKCMt)
(https://i.postimg.cc/mP6Ss7yJ/20250610-175042.jpg) (https://postimg.cc/mP6Ss7yJ)
(https://i.postimg.cc/fSZcKCMt/20250610-175232.jpg) (https://postimg.cc/fSZcKCMt)
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 június 11, 07:09
Írta: TBS-TEAM Dátum 2025 június 11, 07:09
Idézetet írta: ab Dátum 2025 június 11, 06:54X9-es csatlakozo a vezerlon. Sajnos ez nem jart hozza. Egy 4-es csatlakozot tudtam ide hasznalni.
A PE a harmadik. Ezt meressel egy masik PE ponthoz kimertem. Ebbol adodik U2, V2, W2. A motor csatlakozon kimertem a tekercs ellenallasokat. Ezek az X9 csatlakozon is annak megfeleloen vannak.
X8-nal 1-2 kozott rovidzar.
Kezzel probaltam csak, de a motortengely "all" alap esetben, nem tudom forgatni. Ebbol kiindulva a resolver es a motor bekotes is jo. Ellenkezo esetben forgathato lenne. (?)
1-3-4 helyesen van kötve.
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 11, 19:42
Írta: ab Dátum 2025 június 11, 19:42
Idézetet írta: TBS-TEAM Dátum 2025 június 11, 07:091-3-4 helyesen van kötve.
A masik csatlakozot lefenykepezzem feliratozva?
Cím: Re:AC szervó motoros vezérlés
Írta: ab Dátum 2025 június 12, 18:35
Írta: ab Dátum 2025 június 12, 18:35
Idézetet írta: TBS-TEAM Dátum 2025 június 11, 07:091-3-4 helyesen van kötve.
A motornál volt rossz a fázissorrend. Most már forog a gyors teszt szerint. Paraméterezem és lepróbálom step jelekkel - mozdul-e. Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Szabika78 Dátum 2025 augusztus 02, 02:32
Írta: Szabika78 Dátum 2025 augusztus 02, 02:32
Üdvözlök Mindenkit!
Olyan szakembert keresnék, aki szervó vezérlő javítással foglalkozik.
Ha esetleg van ilyen illető, az kérem magánban keressen.
Köszönöm!
Olyan szakembert keresnék, aki szervó vezérlő javítással foglalkozik.
Ha esetleg van ilyen illető, az kérem magánban keressen.
Köszönöm!
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2025 december 13, 12:26
Írta: Peppe51 Dátum 2025 december 13, 12:26
BALDOR 10Nm-es servo motor (BSM100C-2150AF).320V-2400f/p.
Szeretném direkt főorsó hajtásra használni 200-6000f/p között.
A meghajtó lehet frekiváltó vagy muszáj szervovezérlő hozzá?
Sajnos nem sikerült a NORDAC700E-val (25 kW) párosítani.
Szeretném direkt főorsó hajtásra használni 200-6000f/p között.
A meghajtó lehet frekiváltó vagy muszáj szervovezérlő hozzá?
Sajnos nem sikerült a NORDAC700E-val (25 kW) párosítani.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 december 13, 16:23
Írta: TBS-TEAM Dátum 2025 december 13, 16:23
Idézetet írta: Peppe51 Dátum 2025 december 13, 12:26BALDOR 10Nm-es servo motor (BSM100C-2150AF).320V-2400f/p.
Szeretném direkt főorsó hajtásra használni 200-6000f/p között.
A meghajtó lehet frekiváltó vagy muszáj szervovezérlő hozzá?
Sajnos nem sikerült a NORDAC700E-val (25 kW) párosítani.
Csak szervovezérlőbel tudod a motor paramétereinek megfelelő nyomatékot, fordulatot, poziciót
elérni. Minden más csak szenvedés.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 december 14, 09:51
Írta: sarktibsi Dátum 2025 december 14, 09:51
Idézetet írta: Peppe51 Dátum 2025 december 13, 12:26BALDOR 10Nm-es servo motor (BSM100C-2150AF).320V-2400f/p.
Szeretném direkt főorsó hajtásra használni 200-6000f/p között.
A meghajtó lehet frekiváltó vagy muszáj szervovezérlő hozzá?
Sajnos nem sikerült a NORDAC700E-val (25 kW) párosítani.
Egy megfelelő típusú frekiváltóval is megoldható legalább is nekem eddig többé kevésbé összejött , tapasztalataim szerint a hajtás mindig nagyobb legyen mint a motor, a túl nagy különbség is okozhat problémát.
A motor adatokat kell jól eltalálni d=? (mH) q=? (mH) a problémák sokszor ott kezdődnek amikor nincsenek meg a motor gyári adatai. Egy próbát azért megér van hogy elsőre összejön.
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2025 december 14, 12:12
Írta: Peppe51 Dátum 2025 december 14, 12:12
Idézetet írta: sarktibsi Dátum 2025 december 14, 09:51Egy megfelelő típusú frekiváltóval is megoldható legalább is nekem eddig többé kevésbé összejött , tapasztalataim szerint a hajtás mindig nagyobb legyen mint a motor, a túl nagy különbség is okozhat problémát.Szervusz,
A motor adatokat kell jól eltalálni d=? (mH) q=? (mH) a problémák sokszor ott kezdődnek amikor nincsenek meg a motor gyári adatai. Egy próbát azért megér van hogy elsőre összejön.
ha jól értem, akkor a nagyfeszültség a probléma , 600V kell neki.
Azaz a meghajtó belső DC-je 650V körül kell legyen. Mi tudja ezt?
Minden adat rendelkezésemre áll: 2500 inc encoder, 320V/2000f/p, 600V/5000f/p 10A. Jelenleg egyik fórumtársunk jelentkezett, hogy segít, talán épít egy meghajtót.
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 december 14, 13:30
Írta: TBS-TEAM Dátum 2025 december 14, 13:30
Idézetet írta: Peppe51 Dátum 2025 december 14, 12:12Szervusz,
ha jól értem, akkor a nagyfeszültség a probléma , 600V kell neki.
Azaz a meghajtó belső DC-je 650V körül kell legyen. Mi tudja ezt?
Minden adat rendelkezésemre áll: 2500 inc encoder, 320V/2000f/p, 600V/5000f/p 10A. Jelenleg egyik fórumtársunk jelentkezett, hogy segít, talán épít egy meghajtót.
K1BS25BA
https://www.aliexpress.com/item/1005007358398496.html?algo_pvid=bd221bec-70b1-409f-bcea-84823d4ee1c5&algo_exp_id=bd221bec-70b1-409f-bcea-84823d4ee1c5-1&pdp_ext_f=%7B%22order%22%3A%22-1%22%2C%22eval%22%3A%221%22%2C%22fromPage%22%3A%22search%22%7D&pdp_npi=6%40dis%21HUF%2193425.76%2193425.76%21%21%21278.51%21278.51%21%402103868817657140085164626e54e8%2112000040413303849%21sea%21HU%21182807701%21X%211%210%21n_tag%3A-29919%3Bd%3Ab144709c%3Bm03_new_user%3A-29895&curPageLogUid=NQtiAoyX6dhG&utparam-url=scene%3Asearch%7Cquery_from%3A%7Cx_object_id%3A1005007358398496%7C_p_origin_prod%3A
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2025 december 14, 14:49
Írta: Peppe51 Dátum 2025 december 14, 14:49
Idézetet írta: TBS-TEAM Dátum 2025 december 14, 13:30K1BS25BAKössz, de sehol sem találom, hogy mekkora a max. kimenő feszültsége. Tudnál segíteni?
https://www.aliexpress.com/item/1005007358398496.html?algo_pvid=bd221bec-70b1-409f-bcea-84823d4ee1c5&algo_exp_id=bd221bec-70b1-409f-bcea-84823d4ee1c5-1&pdp_ext_f=%7B%22order%22%3A%22-1%22%2C%22eval%22%3A%221%22%2C%22fromPage%22%3A%22search%22%7D&pdp_npi=6%40dis%21HUF%2193425.76%2193425.76%21%21%21278.51%21278.51%21%402103868817657140085164626e54e8%2112000040413303849%21sea%21HU%21182807701%21X%211%210%21n_tag%3A-29919%3Bd%3Ab144709c%3Bm03_new_user%3A-29895&curPageLogUid=NQtiAoyX6dhG&utparam-url=scene%3Asearch%7Cquery_from%3A%7Cx_object_id%3A1005007358398496%7C_p_origin_prod%3A
P
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2025 december 14, 17:00
Írta: TBS-TEAM Dátum 2025 december 14, 17:00
Idézetet írta: Peppe51 Dátum 2025 december 14, 14:49Kössz, de sehol sem találom, hogy mekkora a max. kimenő feszültsége. Tudnál segíteni?Írni kell a kiskinainak és megmondja.
P
Mivel 3x380V-os szinte biztos, hogy tudja hajtani azt a szervo motort.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 december 14, 19:28
Írta: sarktibsi Dátum 2025 december 14, 19:28
Idézetet írta: Peppe51 Dátum 2025 december 14, 14:49Kössz, de sehol sem találom, hogy mekkora a max. kimenő feszültsége. Tudnál segíteni?
P
Amennyire én tudom ha egy hajtásnak ha adól 3x400 volt bemeneti feszültséget akkor az a kimeneten is csak 3x400 volt lesz. De ha valaki nem így tudja várom válaszát.
Egyébként én már hajtottam 3x230 voltos váltóval 3x400 voltos motort , működött évekig.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 december 14, 21:12
Írta: sarktibsi Dátum 2025 december 14, 21:12
Idézetet írta: sarktibsi Dátum 2025 december 14, 19:28Amennyire én tudom ha egy hajtásnak ha adól 3x400 volt bemeneti feszültséget akkor az a kimeneten is csak 3x400 volt lesz. De ha valaki nem így tudja várom válaszát.
Egyébként én már hajtottam 3x230 voltos váltóval 3x400 voltos motort , működött évekig.
Belelapoztam a NORDAC700E doksijába sehol sem találom a szinkronszervó üzemmódot. Szerintem ez egy sima vektoros váltó. Háromfázisú aszinkronmotorokhoz való akár visszacsatolással is. Tehát igazából nem tudja lekezelni a szinkronszervó motorokat persze lehet vele szórakozni de szerintem csak részleges eredményt fogunk kapni.
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2025 december 15, 05:59
Írta: Peppe51 Dátum 2025 december 15, 05:59
Idézetet írta: sarktibsi Dátum 2025 december 14, 21:12Belelapoztam a NORDAC700E doksijába sehol sem találom a szinkronszervó üzemmódot. Szerintem ez egy sima vektoros váltó. Háromfázisú aszinkronmotorokhoz való akár visszacsatolással is. Tehát igazából nem tudja lekezelni a szinkronszervó motorokat persze lehet vele szórakozni de szerintem csak részleges eredményt fogunk kapni.
Szervusz, kössz a megerősítést, lemondok a NORDAC700E-servo combo-ról.
Cím: Re:AC szervó motoros vezérlés
Írta: sarktibsi Dátum 2025 december 15, 08:33
Írta: sarktibsi Dátum 2025 december 15, 08:33
Idézetet írta: Peppe51 Dátum 2025 december 15, 05:59Szervusz, kössz a megerősítést, lemondok a NORDAC700E-servo combo-ról.
Ha mindenképpen a szervó motorodat szeretnéd használni szerezz be egy olyan váltót ami tényleg tudja , de az is általában csak nyílt hurokba visszacsatolás nélkül fog működni most már egyre több ilyen hajtás van. Most én egy FUJI-val fogok küzdeni már abban is benne van ez a funkció.
Cím: Sanyo-Denki BL Super
Írta: svejk Dátum 2025 december 27, 19:11
Írta: svejk Dátum 2025 december 27, 19:11
Keresek infót a Sanyo Denki, BL Super sorozat PV1Cxxx féle vezérlőről. (PV1C030MXXXC00)
Fontos a "C" betű, mert ez DC busz tápról (DC 280V) megy, nem AC a betáplálás.
Valamint ennél a CN1 csati 26 pólusú.
Mindenütt csak a PV1Axxx sorozatról találok leírást.
Egyébkén egy Brother TC-31A gépben van.
Fontos a "C" betű, mert ez DC busz tápról (DC 280V) megy, nem AC a betáplálás.
Valamint ennél a CN1 csati 26 pólusú.
Mindenütt csak a PV1Axxx sorozatról találok leírást.
Egyébkén egy Brother TC-31A gépben van.
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2026 január 03, 18:57
Írta: csakyt Dátum 2026 január 03, 18:57
Ehhez a motorhoz keresek egy vezérlőt?
(https://i.postimg.cc/bdbwrRWw/servomotor.jpg) (https://postimg.cc/bdbwrRWw)
(https://i.postimg.cc/bdbwrRWw/servomotor.jpg) (https://postimg.cc/bdbwrRWw)
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2026 január 04, 10:45
Írta: Bencze András Dátum 2026 január 04, 10:45
Kabátot a gombhoz... [#fejvakaras] :PP
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2026 január 05, 17:31
Írta: svejk Dátum 2026 január 05, 17:31
Idézetet írta: svejk Dátum 2025 december 27, 19:11Keresek infót a Sanyo Denki, BL Super sorozat PV1Cxxx féle vezérlőről. (PV1C030MXXXC00)
Ugyan továbbra sem találtam semmit a vezerlőről, de sikerült megjavítani anélkül, hogy be kellett volna üzemelni a gépen kívül.
Cím: Re:AC szervó motoros vezérlés
Írta: Bencze András Dátum 2026 január 06, 18:53
Írta: Bencze András Dátum 2026 január 06, 18:53
Aki tud az tud! [#worship]
Cím: Re:AC szervó motoros vezérlés
Írta: bagesz81 Dátum 2026 január 15, 16:58
Írta: bagesz81 Dátum 2026 január 15, 16:58
Sziasztok!
Segítséget szeretnék kérni!
Sinumerik 810t vezérlésű esztergába lemerült az elem. Tudna ebben valaki segíteni? Mentett dokumentumok nincsenek, paraméterek listája nincs.
Köszönöm előre is.
Segítséget szeretnék kérni!
Sinumerik 810t vezérlésű esztergába lemerült az elem. Tudna ebben valaki segíteni? Mentett dokumentumok nincsenek, paraméterek listája nincs.
Köszönöm előre is.
Cím: Re:AC szervó motoros vezérlés
Írta: svejk Dátum 2026 január 16, 22:06
Írta: svejk Dátum 2026 január 16, 22:06
Idézetet írta: bagesz81 Dátum 2026 január 15, 16:58Sziasztok!
Segítséget szeretnék kérni!
Sinumerik 810t vezérlésű esztergába lemerült az elem. Tudna ebben valaki segíteni? Mentett dokumentumok nincsenek, paraméterek listája nincs.
Köszönöm előre is.
Mi a gép pontos típusa?
Egy Schaublinhoz és egy Spanyol géphez van mentésem.
Cím: Re:AC szervó motoros vezérlés
Írta: simplex Dátum 2026 március 03, 08:37
Írta: simplex Dátum 2026 március 03, 08:37
Sziasztok, Step-dir előtéteknél régi analóg (pl Yaskawa sgda-04as) szervóknál mi az aktuális, gazdaságos álláspont?
Valami olyasmi lenne ideális, ahol olcsó lineáris enkóderrel lehet tutujgatni.
YAPSC óta van valami fejlemény a témában?
Ez a legfrissebb, amit találtam, de vakon nem kezdenék el nyákokkal kísérletezni:
https://github.com/kmikl/YAPSC_DB9
Köszi!
Valami olyasmi lenne ideális, ahol olcsó lineáris enkóderrel lehet tutujgatni.
YAPSC óta van valami fejlemény a témában?
Ez a legfrissebb, amit találtam, de vakon nem kezdenék el nyákokkal kísérletezni:
https://github.com/kmikl/YAPSC_DB9
Köszi!
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2026 március 05, 11:49
Írta: csakyt Dátum 2026 március 05, 11:49
Van egy S-4050-P-H00AA servo motorom, és ezt szeretném szóra bírni. Tud valaki segíteni ebben, esetleg valami meghajtót hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: Robsy1 Dátum 2026 március 05, 12:01
Írta: Robsy1 Dátum 2026 március 05, 12:01
Talán tudok segíteni neked, telefonon is elérhető vagyok.
Idézetet írta: csakyt Dátum 2026 március 05, 11:49Van egy S-4050-P-H00AA servo motorom, és ezt szeretném szóra bírni. Tud valaki segíteni ebben, esetleg valami meghajtót hozzá?
Cím: Re:AC szervó motoros vezérlés
Írta: csakyt Dátum 2026 március 05, 12:50
Írta: csakyt Dátum 2026 március 05, 12:50
Idézetet írta: Robsy1 Dátum 2026 március 05, 12:01Talán tudok segíteni neked, telefonon is elérhető vagyok.megadnád az elérhetőségedet?
Cím: Re:AC szervó motoros vezérlés
Írta: PSoft Dátum 2026 március 05, 14:27
Írta: PSoft Dátum 2026 március 05, 14:27
Idézetet írta: csakyt Dátum 2026 március 05, 12:50megadnád az elérhetőségedet?
Mindjárt a lap elején Tibor elérhetőségei.
https://www.robsy.hu/ (https://www.robsy.hu/)
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2026 május 14, 12:55
Írta: Peppe51 Dátum 2026 május 14, 12:55
Vártam-vártam fél évet, de nem készült el a meghajtó...
Szóval keresek kb. 460V-ot tudó AC servo meghajtót, 2,5-3 kW.
Szóval keresek kb. 460V-ot tudó AC servo meghajtót, 2,5-3 kW.
Cím: Re:AC szervó motoros vezérlés
Írta: Szedlay Pál Dátum 2026 május 14, 19:11
Írta: Szedlay Pál Dátum 2026 május 14, 19:11
Idézetet írta: Peppe51 Dátum 2026 május 14, 12:55Vártam-vártam fél évet, de nem készült el a meghajtó...
Szóval keresek kb. 460V-ot tudó AC servo meghajtót, 2,5-3 kW.
https://www.ebay.com/itm/276706940885?_skw=ASD-B3-3043-L&itmmeta=01KRKQDRGHZHAV3B1SJPH36CBC&hash=item406d04d7d5:g:oJkAAOSw9m5nIHD8&itmprp=enc%3AAQALAAAA0GfYFPkwiKCW4ZNSs2u11xCdaF1GyDjgSsJ4%2BsBndKPSC2QQrZQWRBphbCShlhUrz9OTt2Ma%2FSxrkqJGg2sIchA99sR93A41RkM8DzWbDfYK%2BuBdtFlRjBU4nDvqp3VA5tz1FuZ90Me97VLn17sgiMvaPY18GyBs07962koa1qXgB1bwPICIXpYJAjEOGGBluQjnM6KFJ1WKe5xdcOJWpP%2FsK1Tdx7Ii45ge4DDCPFbyK1vc4kc2%2F5D0ZUZdKeTkpj4SvbAX1yDM%2BTjFRCvlAYo%3D%7Ctkp%3ABk9SR-qIt_fEZw
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2026 május 26, 13:59
Írta: Peppe51 Dátum 2026 május 26, 13:59
Idézetet írta: Szedlay Pál Dátum 2026 május 14, 19:11https://www.ebay.com/itm/276706940885?_skw=ASD-B3-3043-L&itmmeta=01KRKQDRGHZHAV3B1SJPH36CBC&hash=item406d04d7d5:g:oJkAAOSw9m5nIHD8&itmprp=enc%3AAQALAAAA0GfYFPkwiKCW4ZNSs2u11xCdaF1GyDjgSsJ4%2BsBndKPSC2QQrZQWRBphbCShlhUrz9OTt2Ma%2FSxrkqJGg2sIchA99sR93A41RkM8DzWbDfYK%2BuBdtFlRjBU4nDvqp3VA5tz1FuZ90Me97VLn17sgiMvaPY18GyBs07962koa1qXgB1bwPICIXpYJAjEOGGBluQjnM6KFJ1WKe5xdcOJWpP%2FsK1Tdx7Ii45ge4DDCPFbyK1vc4kc2%2F5D0ZUZdKeTkpj4SvbAX1yDM%2BTjFRCvlAYo%3D%7Ctkp%3ABk9SR-qIt_fEZw
Idézetet írta: Szedlay Pál Dátum 2026 május 14, 19:11https://www.ebay.com/itm/276706940885?_skw=ASD-B3-3043-L&itmmeta=01KRKQDRGHZHAV3B1SJPH36CBC&hash=item406d04d7d5:g:oJkAAOSw9m5nIHD8&itmprp=enc%3AAQALAAAA0GfYFPkwiKCW4ZNSs2u11xCdaF1GyDjgSsJ4%2BsBndKPSC2QQrZQWRBphbCShlhUrz9OTt2Ma%2FSxrkqJGg2sIchA99sR93A41RkM8DzWbDfYK%2BuBdtFlRjBU4nDvqp3VA5tz1FuZ90Me97VLn17sgiMvaPY18GyBs07962koa1qXgB1bwPICIXpYJAjEOGGBluQjnM6KFJ1WKe5xdcOJWpP%2FsK1Tdx7Ii45ge4DDCPFbyK1vc4kc2%2F5D0ZUZdKeTkpj4SvbAX1yDM%2BTjFRCvlAYo%3D%7Ctkp%3ABk9SR-qIt_fEZwSzervusz,
sajnos ez csak 400V-ig ad ki a motornak, és 250000 Ft. Az eredeti MFE460A010B 460V és 300000 Ft.
Jó lenne olcsóbb, de lehet álmodok.
Üdv.: Péter
Cím: Re:AC szervó motoros vezérlés
Írta: TBS-TEAM Dátum 2026 május 29, 07:56
Írta: TBS-TEAM Dátum 2026 május 29, 07:56
Idézetet írta: Peppe51 Dátum 2026 május 14, 12:55Vártam-vártam fél évet, de nem készült el a meghajtó...
Szóval keresek kb. 460V-ot tudó AC servo meghajtót, 2,5-3 kW.
Amit ajánlottam neked kinai szervo-t az:
https://www.aliexpress.com/item/1005007358398496.html?spm=a2g0o.tm1000063736.appPushSupportRecommend.1.55861f71LO9oZf&gps-id=appPushSupportRecommend&_t=gps-id%3AappPushSupportRecommend&pdp_ext_f=%7B%22order%22%3A%22-1%22%2C%22eval%22%3A%221%22%2C%22sceneId%22%3A%2257346%22%2C%22fromPage%22%3A%22recommend%22%7D&pdp_npi=6%40dis%21HUF%2187486.17%2187486.17%21%21%21278.51%21278.51%21%402103909217798927144753390e114c%2112000040413303849%21rec%21HU%21182807701%21XZ%211%210%21n_tag%3A-29919%3Bd%3A564c6139%3Bm03_new_user%3A-29895&utparam-url=scene%3AappPushSupportRecommend%7Cquery_from%3A%7Cx_object_id%3A1005007358398496%7C_p_origin_prod%3A
Írtam a kinainak ezt válaszolta: In:3x380V K1BS25BA jó a motorodhoz.
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2026 június 01, 07:31
Írta: istvan3 Dátum 2026 június 01, 07:31
Idézetet írta: Peppe51 Dátum 2026 május 26, 13:59Szervusz,
sajnos ez csak 400V-ig ad ki a motornak, és 250000 Ft. Az eredeti MFE460A010B 460V és 300000 Ft.
Jó lenne olcsóbb, de lehet álmodok.
Üdv.: Péter
Helló!
Írtam neked még decemberben privát üzenetet. Van eladó analóg Rexroth meghajtóm ami univerzális AC motorokhoz jó.
Cím: Re:AC szervó motoros vezérlés
Írta: Peppe51 Dátum 2026 június 08, 14:11
Írta: Peppe51 Dátum 2026 június 08, 14:11
Idézetet írta: istvan3 Dátum 2026 június 01, 07:31Helló!Szervusz, elkerülte a figyelmem. Kérlek írd meg a tipusát, hogy megnézhessem, tudja-e a 400-500V kimenőt.
Írtam neked még decemberben privát üzenetet. Van eladó analóg Rexroth meghajtóm ami univerzális AC motorokhoz jó.
Üdv.: péter
Cím: Re:AC szervó motoros vezérlés
Írta: istvan3 Dátum 2026 június 09, 08:40
Írta: istvan3 Dátum 2026 június 09, 08:40
Idézetet írta: Peppe51 Dátum 2026 június 08, 14:11Szervusz, elkerülte a figyelmem. Kérlek írd meg a tipusát, hogy megnézhessem, tudja-e a 400-500V kimenőt.
Üdv.: péter
Írtam üzenetet.