Cím: Hagyományos forgácsológépek
Írta: D.Laci Dátum 2024 október 25, 08:56
Írta: D.Laci Dátum 2024 október 25, 08:56
Korábbi topik folytatása...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 11:48
Írta: bmejdz9nu Dátum 2007 március 23, 11:48
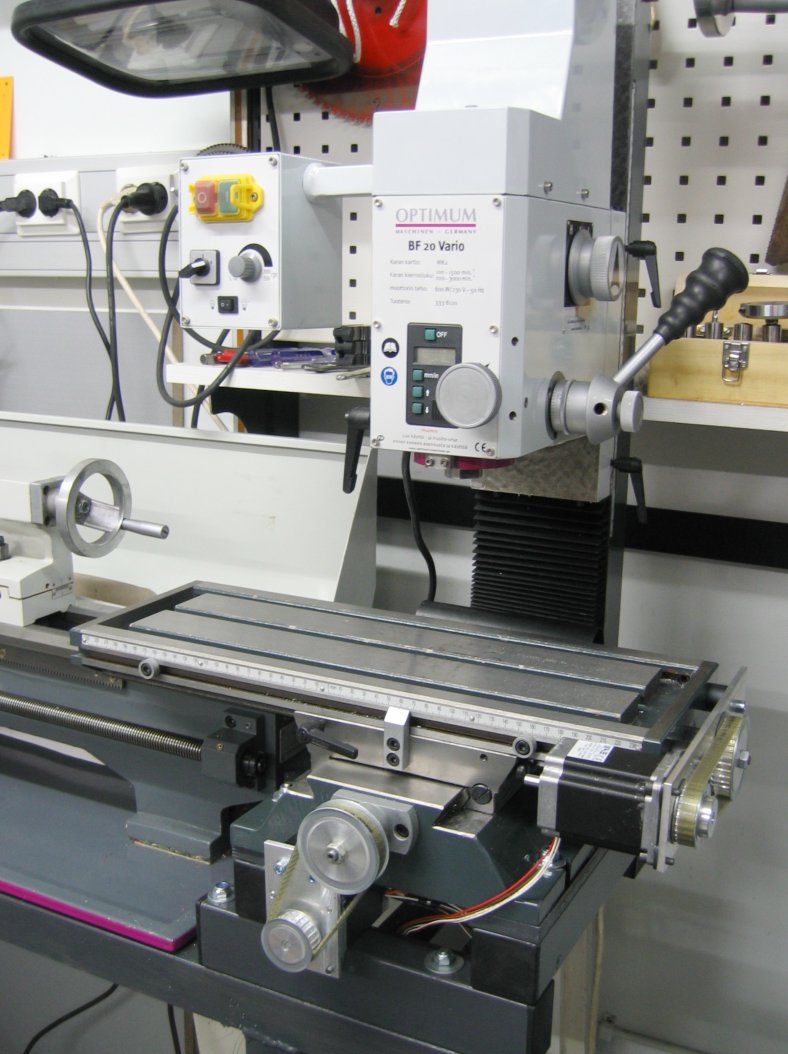
Arra gondoltam nyitok egy BF20 topikat.
Ez más országok CNC-s oldalának standard része... és már olyan sokat emlegettük...
Persze nem csak BF20-ra gondolok iit hanem mindenfajta hagyományos marógépre és marásra...
Sok fórumtársnál láttam ilyen "segéd eszközöket"...
A hagyományos marás sokban különbözik a CNC-s marástól... nagyobb fogásmélységek stb...
(kezünk kimélése érdekében...)
A felszerszámozása sem egy egyszerű dolog....
Ezeket a gépeket előszerettel fejlesztik tovább CNC-s-re is...
Kinek milyen marógépe van? BF20-at kik használnak?
Ez más országok CNC-s oldalának standard része... és már olyan sokat emlegettük...
Persze nem csak BF20-ra gondolok iit hanem mindenfajta hagyományos marógépre és marásra...
Sok fórumtársnál láttam ilyen "segéd eszközöket"...
A hagyományos marás sokban különbözik a CNC-s marástól... nagyobb fogásmélységek stb...
(kezünk kimélése érdekében...)
A felszerszámozása sem egy egyszerű dolog....
Ezeket a gépeket előszerettel fejlesztik tovább CNC-s-re is...
Kinek milyen marógépe van? BF20-at kik használnak?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 23, 12:11
Írta: 000000000 Dátum 2007 március 23, 12:11
BF20L-t rendeltem most. Ez picivel nagyobb munkateruletu, mint a BF20.
Akartam kerdezni mar, hogy milyen az orsok holtjateka? Van egyaltalan?
Mivel Te mar hasznalod, pozitivumok - negativumok meglatasod szerint?
Akartam kerdezni mar, hogy milyen az orsok holtjateka? Van egyaltalan?
Mivel Te mar hasznalod, pozitivumok - negativumok meglatasod szerint?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 16:34
Írta: bmejdz9nu Dátum 2007 március 23, 16:34
BF20L - Long...verziót?
Sajnos enyém az kicsi.(ez volt... cserebere...)
A beállítása volt döbbenet... szerintem igaz amit az Optimum állít, hogy az embereik lent vannak kínában és dolgoznak... tehát olyan mintha német lenne... (meo és vég ellenőrzés)
Semmit de semmit nem kellett állítani !!!
Most csinálom a hétvégén Long-ra... de milyen szép hosszú lesz... ez a hétvégi programom... több mint 600mm aktív... majd teszek képeket...
A gép sokkal jobb mint az előre gondoltam...
Majd ha meglesz megérted... megszereted... ki van találva... pontos...
Főorsó holtjáték nincs... ütés van: 0.02mm paronbefogóval és 12mm-es patronnal ... 12mm-es köszörült felületen mérve... ez azért nár nem olyan rossz... (mindhárom belemérve...)
Sajnos enyém az kicsi.(ez volt... cserebere...)
A beállítása volt döbbenet... szerintem igaz amit az Optimum állít, hogy az embereik lent vannak kínában és dolgoznak... tehát olyan mintha német lenne... (meo és vég ellenőrzés)
Semmit de semmit nem kellett állítani !!!
Most csinálom a hétvégén Long-ra... de milyen szép hosszú lesz... ez a hétvégi programom... több mint 600mm aktív... majd teszek képeket...
A gép sokkal jobb mint az előre gondoltam...
Majd ha meglesz megérted... megszereted... ki van találva... pontos...
Főorsó holtjáték nincs... ütés van: 0.02mm paronbefogóval és 12mm-es patronnal ... 12mm-es köszörült felületen mérve... ez azért nár nem olyan rossz... (mindhárom belemérve...)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 16:35
Írta: bmejdz9nu Dátum 2007 március 23, 16:35
BF 20 képek és másolatai... (meg a hasonlók)
Képek itt.
Képek itt.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 17:31
Írta: bmejdz9nu Dátum 2007 március 23, 17:31
BF 20 frekiváltó tuning:

Nem gravír.

Tolómerő
2007-es modell: dig. ford. mérővel.

Proxxon kiegészítés:

Golyós linár tuning:

Dönthető a fej:
No comment:
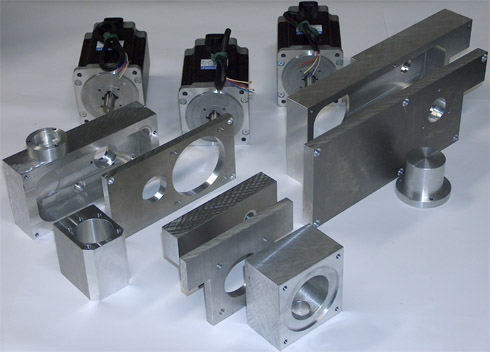
A nagy testvére:

Egy német cég szériában alakítja CNC-s-re

Kress motor felfogatás
Luk kiesztergáló készlettel

Az alapgép (2006-os modell)

Felületmarás

CNC-s változatban
CNC kitt
Nem gravír.
Tolómerő
2007-es modell: dig. ford. mérővel.
Proxxon kiegészítés:
Golyós linár tuning:
Dönthető a fej:
No comment:
A nagy testvére:
Egy német cég szériában alakítja CNC-s-re
Kress motor felfogatás
Luk kiesztergáló készlettel
Az alapgép (2006-os modell)
Felületmarás
CNC-s változatban
CNC kitt
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 23, 18:13
Írta: 000000000 Dátum 2007 március 23, 18:13
A Z tengelyhez valo csatlakozasi lehetosegrol rakjal be kepet legyszi!
A "frekivalto tuning" kepen uj motort is kapott?
A "frekivalto tuning" kepen uj motort is kapott?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 18:29
Írta: bmejdz9nu Dátum 2007 március 23, 18:29
Úgye félreértés nincs... ezek nem az én képeim...
Igen. Más a motor. Alapban egy egyenáramú van.
De én nem értem minek cserélte... olyan erős, hogy most éppen (most hűl az anyagom..) egy 80-as betétes maróval marok 1mm es fogásmélységgel aluba ... és a kezem is elfáradt... meg sem kottyanik neki...
A BF 20 tuning egy külön sportág... De szerintem - egyenlőre így látom - nem érdemes CNC-sre alakítani... ennek sok oka van... szerintem.
1. Golyós tengelyek kellenének bele.
2. Talán vezetők is... golyós...
3. Minek ekkora erők egy CNC-nek... Ha itt akarok pl. 3mm fogást akkor megteszem... had szóljon.. (van akkora forgácsteljesítmény, hogy az fél órát söpörhetek...) áttekerem... Ezt CNC-n 3x1mm-el tenném... a motor fárad és nem a kezem...
Igen. Más a motor. Alapban egy egyenáramú van.
De én nem értem minek cserélte... olyan erős, hogy most éppen (most hűl az anyagom..) egy 80-as betétes maróval marok 1mm es fogásmélységgel aluba ... és a kezem is elfáradt... meg sem kottyanik neki...
A BF 20 tuning egy külön sportág... De szerintem - egyenlőre így látom - nem érdemes CNC-sre alakítani... ennek sok oka van... szerintem.
1. Golyós tengelyek kellenének bele.
2. Talán vezetők is... golyós...
3. Minek ekkora erők egy CNC-nek... Ha itt akarok pl. 3mm fogást akkor megteszem... had szóljon.. (van akkora forgácsteljesítmény, hogy az fél órát söpörhetek...) áttekerem... Ezt CNC-n 3x1mm-el tenném... a motor fárad és nem a kezem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 23, 18:47
Írta: 000000000 Dátum 2007 március 23, 18:47
Ha 0 a holtjateka a trapezmenetes orsoknak, akkor minek golyosra cserelni? Fecskefarkas megoldassal mi a problema?
Azt tudom, hogy nem sajat kepek. De a Z tengely veget meg nem mutattad meg!
Jol jon a cnc feltet es a masszivitas, ha szerszamacellal kell dolgozni, vagy eppen edzett anyag kerul a munkaasztalra.
Azt tudom, hogy nem sajat kepek. De a Z tengely veget meg nem mutattad meg!
Jol jon a cnc feltet es a masszivitas, ha szerszamacellal kell dolgozni, vagy eppen edzett anyag kerul a munkaasztalra.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 19:04
Írta: bmejdz9nu Dátum 2007 március 23, 19:04
Nem nulla a holtjátéka... Állítólag be lehat állítani kicsire, de akkor nagyon kopnak az anyák...
Másik dolog: szeriti - mint minden hagyományos marógép - hogyha az álló csúszó vezető le van rözítve... rezonancia akkor nulla szinte...
Z-t kérdést nem értem... a könyvtárat végig nézted...?
Másik dolog: szeriti - mint minden hagyományos marógép - hogyha az álló csúszó vezető le van rözítve... rezonancia akkor nulla szinte...
Z-t kérdést nem értem... a könyvtárat végig nézted...?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 23, 19:15
Írta: bmejdz9nu Dátum 2007 március 23, 19:15
Nem tulajdonítottam nagy jelentőséget a Z- tengelybe beépített digitális tolómérőnek... pedíg... nagyon nagyon jó...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 március 23, 21:16
Írta: Kristály Árpád Dátum 2007 március 23, 21:16
Hallihó!
Péter ez az egyik legjobb megoldás most nyertem el egy 300-nak a tulajdonat a Vaterán hétfő vagy kedden kapom meg én minden tengelyre felrekok egyet.A Noniusnál ez a kacat 104.000-Ft ba kerül, úgyanakkor láttam 24.000-Ft, Vatera 9.000-Ft -ért ütöttem le! Zsír új!
A lényeg, hogy bárhol nullázható, a holtjátékot nem mutaja csak a valós útat plusz most készítek hozzá egy digitális kijelző sort 3-Axis
Ilyen megpldás SLA-1 a neten. Ráadásúl így nem merül le az elem...., mert tápról megy!
Aprópó... Még nem is olyan rég még fikáztátok ezt a masinát!!!!
Tessék megkövetni ez a minimum! Na nem engem!
Hallihó!
Péter ez az egyik legjobb megoldás most nyertem el egy 300-nak a tulajdonat a Vaterán hétfő vagy kedden kapom meg én minden tengelyre felrekok egyet.A Noniusnál ez a kacat 104.000-Ft ba kerül, úgyanakkor láttam 24.000-Ft, Vatera 9.000-Ft -ért ütöttem le! Zsír új!
A lényeg, hogy bárhol nullázható, a holtjátékot nem mutaja csak a valós útat plusz most készítek hozzá egy digitális kijelző sort 3-Axis
Ilyen megpldás SLA-1 a neten. Ráadásúl így nem merül le az elem...., mert tápról megy!
Aprópó... Még nem is olyan rég még fikáztátok ezt a masinát!!!!
Tessék megkövetni ez a minimum! Na nem engem!
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 23, 23:07
Írta: 000000000 Dátum 2007 március 23, 23:07
Kicsit ellentmondasosnak ereztem az egyik valaszban, hogy holtjatek nincs, utes van. Most meg azt irtad, hogy van holtjatek. De latom elso valaszban a foorsora irtad.
Vegigneztem a kepeket, de ezen kivul:
Z orso
- mindegyiken kupak van a tengelyvegzodesen.
A linkelt kep alapjan, meg elkepzelesem sincs egyelore, hogyan lehetne arra a csutkara kuplunggal csatlakozni.
Ha pedig mar ennel is golyos vezeto kell a kifogastalan mukodeshez, akkor egyszerubb egy uj gepet epiteni ennek a segitsegevel a 0-rol. Legalabb is ez a velemenyem.
Vegigneztem a kepeket, de ezen kivul:
Z orso
- mindegyiken kupak van a tengelyvegzodesen.
A linkelt kep alapjan, meg elkepzelesem sincs egyelore, hogyan lehetne arra a csutkara kuplunggal csatlakozni.
Ha pedig mar ennel is golyos vezeto kell a kifogastalan mukodeshez, akkor egyszerubb egy uj gepet epiteni ennek a segitsegevel a 0-rol. Legalabb is ez a velemenyem.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 24, 08:52
Írta: bmejdz9nu Dátum 2007 március 24, 08:52
Árpi nekem már rég van 300-as és 200-as is... ilyen.. nem igazán használom... talán eddíg nem csináltam olyat...
Igen fikáztam a gépet régebben...
Már nyilvánosan - itt a fórumban - vezekeltem...
Motoros volt a másik pólus... már elfogadta a vezeklésemet...
Tudod ez a masina annyíra kínai, hogy a hozzáadott villáskulcsokon kínai felíratok vannak...a kínai gépek olyanok amilyenek... ez az első kivétel !!!
Utánna olvastam... a németek az Optimum cégtől a helyszínen (kínában)felügyelnek...
Vannak másolatai a BF20-nak... 100-200 Euroval olcsóbban... Ezeknél a Meo is kínai... kiváncsi lennék a különbségre...
Igen fikáztam a gépet régebben...
Már nyilvánosan - itt a fórumban - vezekeltem...
Motoros volt a másik pólus... már elfogadta a vezeklésemet...
Tudod ez a masina annyíra kínai, hogy a hozzáadott villáskulcsokon kínai felíratok vannak...a kínai gépek olyanok amilyenek... ez az első kivétel !!!
Utánna olvastam... a németek az Optimum cégtől a helyszínen (kínában)felügyelnek...
Vannak másolatai a BF20-nak... 100-200 Euroval olcsóbban... Ezeknél a Meo is kínai... kiváncsi lennék a különbségre...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 24, 08:59
Írta: bmejdz9nu Dátum 2007 március 24, 08:59
A BF20 csak "segédgép".
Pont ezért csinálok egy "BF20 jellegű" CNC gépet... 0-ról...Mert az átalakítás nagyobb macera és több pénz lenne a végére...
De kell egy hagyományos masina... Erre tökéletes a BF20....
Nem fogok 100-as betétes marót feltenni a CNC-re ha kész lesz... meg luk kiesztergálót sem...
(Ezért nem lesz MK2-es a leendő gép befogatása...)
Pont ezért csinálok egy "BF20 jellegű" CNC gépet... 0-ról...Mert az átalakítás nagyobb macera és több pénz lenne a végére...
De kell egy hagyományos masina... Erre tökéletes a BF20....
Nem fogok 100-as betétes marót feltenni a CNC-re ha kész lesz... meg luk kiesztergálót sem...
(Ezért nem lesz MK2-es a leendő gép befogatása...)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 24, 13:35
Írta: 000000000 Dátum 2007 március 24, 13:35
Ertem. Kivancsi vagyok mar ra nagyon.
Szerintem igy a szetszedett gep kepek alapjan nem tul nagy munka atalakitani. De majd ha megjott, tobbet tudok mondani.
Szerintem igy a szetszedett gep kepek alapjan nem tul nagy munka atalakitani. De majd ha megjott, tobbet tudok mondani.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 24, 14:18
Írta: bmejdz9nu Dátum 2007 március 24, 14:18
Mi ez az új fedés? Rage Again....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 24, 14:58
Írta: 000000000 Dátum 2007 március 24, 14:58
Nem fontos, de sokatmondo az a negy szo...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 24, 15:06
Írta: bmejdz9nu Dátum 2007 március 24, 15:06
Ó (1) - mamma(2) - mia(3) ez csak három...[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 24, 15:31
Írta: 000000000 Dátum 2007 március 24, 15:31
A Z orso vegerol pattintsd le inkabb a kupakot es fenykepezd korbe! ((:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 25, 09:34
Írta: bmejdz9nu Dátum 2007 március 25, 09:34
Le fogom fotózni... még ma... talán...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 26, 21:37
Írta: bmejdz9nu Dátum 2007 március 26, 21:37
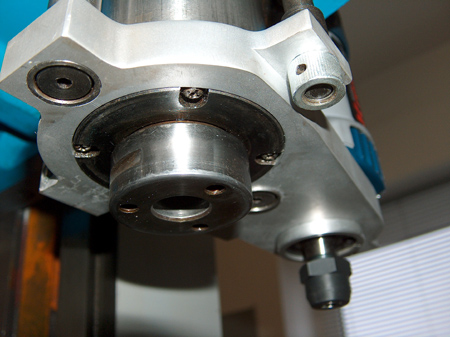
Na lefotóztam.. gondolom erre gondoltál... nem sok mindent látni...


Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 26, 21:48
Írta: 000000000 Dátum 2007 március 26, 21:48
Erre gondoltam, koszi!
Ezek szerint a Z orso mindenfele keppen csereszavatos cnc feltet eseten.
Maganban kertem ertekeket a HIGH-Z gepedrol. Azokat megadnad meg? Ha kell kuldom ujra, mirol is van szo...
Ezek szerint a Z orso mindenfele keppen csereszavatos cnc feltet eseten.
Maganban kertem ertekeket a HIGH-Z gepedrol. Azokat megadnad meg? Ha kell kuldom ujra, mirol is van szo...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 26, 22:24
Írta: bmejdz9nu Dátum 2007 március 26, 22:24
Ha CNC-re akarod a BF20-at... rendelj bele 10-16mm átm. golyosorsót... méretre... akkor lenne a legjobb... amit éni szertnék, de nincs... 10mm átm. és 3mm emelkedésüt.
Akkor talán nem kellene áttétel...mint ahogy az Optimum katalógusban van... (kézi tekerésre is jó lenne a golyós...)
A Z-tengely az egy másik történet... oda 20-25-os tengelyt szotak... 8Nm-es motorral a tetején...
De szerintem ne csináld CMCs-re... legalábbis én erre a következtetésre jutottam...
Aki megcsinálta az is a "végére" csak a marómotort használta...
High Z... írd le magánba, mert nem igazán értettem...
Akkor talán nem kellene áttétel...mint ahogy az Optimum katalógusban van... (kézi tekerésre is jó lenne a golyós...)
A Z-tengely az egy másik történet... oda 20-25-os tengelyt szotak... 8Nm-es motorral a tetején...
De szerintem ne csináld CMCs-re... legalábbis én erre a következtetésre jutottam...
Aki megcsinálta az is a "végére" csak a marómotort használta...
High Z... írd le magánba, mert nem igazán értettem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 26, 23:10
Írta: 000000000 Dátum 2007 március 26, 23:10
Majd meglatom milyen a gep. Az mondjuk ugy, hidegen hagy, hogy mas mire jutott az atalakitassal...
Miert akarsz pont 10mm atmeroju, 3-as menetemelkedesu orsot? 16/2.5mm miert nem jo?
Miert akarsz pont 10mm atmeroju, 3-as menetemelkedesu orsot? 16/2.5mm miert nem jo?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 26, 23:10
Írta: 000000000 Dátum 2007 március 26, 23:10
Kuldtem e-mailt is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 27, 22:25
Írta: 000000000 Dátum 2007 március 27, 22:25
Hallo Peter!
Nezz e-mail legyszives!
Nezz e-mail legyszives!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 28, 09:09
Írta: bmejdz9nu Dátum 2007 március 28, 09:09
Mail ment...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 28, 11:58
Írta: 000000000 Dátum 2007 március 28, 11:58
Koszonet erte!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 30, 09:26
Írta: bmejdz9nu Dátum 2007 március 30, 09:26
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 március 30, 09:51
Írta: Kristály Árpád Dátum 2007 március 30, 09:51
Köszönjük!
Nagyon jó,....lehet, hogy Húsvétkor mégis locsolni megyek.......
Hallihó!
Nagyon jó,....lehet, hogy Húsvétkor mégis locsolni megyek.......
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 március 30, 17:05
Írta: tumnmsi57 Dátum 2007 március 30, 17:05
Ez nem érvényes!
Hasonlítsd össze a némettel (típus, ár, motor teljesítmény)
Hasonlítsd össze a némettel (típus, ár, motor teljesítmény)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 30, 18:54
Írta: bmejdz9nu Dátum 2007 március 30, 18:54
Már milyen különséget találtál?
Az a baj, hogy - jó magyar forgalmazóhoz híven - semmi raktárkészlet...
Az a baj, hogy - jó magyar forgalmazóhoz híven - semmi raktárkészlet...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 március 31, 01:22
Írta: 000000000 Dátum 2007 március 31, 01:22
Karácsony előtt voltam náluk, akkoriban még BF20-at terveztem venni, Tramp úr gépe helyett. Utólag belegondolva, gravírozni mégiscsak luxus lenne ezzel a géppel. A lényeg, van náluk egy régi vágású gépész forma jóember, levitt a raktárba, megmutogatta az egy meglévő BF20-at. Rá volt szerelve a cnc kit. Sajnos kipróbálni nem lehetett, szívesen megmutatta volna, csak a szükséges számítógép nem volt kéznél. Érdemes elnézni, hátha még megvan, gondolom nem naponta vesznek ilyet. (Bár ő azt mondta sokat eladnak, de szerintem ezt csak valami marketing trainingen hipnotizálták bele.) Van több, sok nagy gépük, ugyan mindenből csak egyet láttam, eléggé össze-vissza, azért érdemes megnézni. Sok nyálam elfolyt ott.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 31, 08:21
Írta: bmejdz9nu Dátum 2007 március 31, 08:21
itt sopronban fut egy-két BF20... Kézi üzemmódban... lakatosoknál... de ők pénzt csinálnak vele... nem hobbysták...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 március 31, 20:13
Írta: bmejdz9nu Dátum 2007 március 31, 20:13
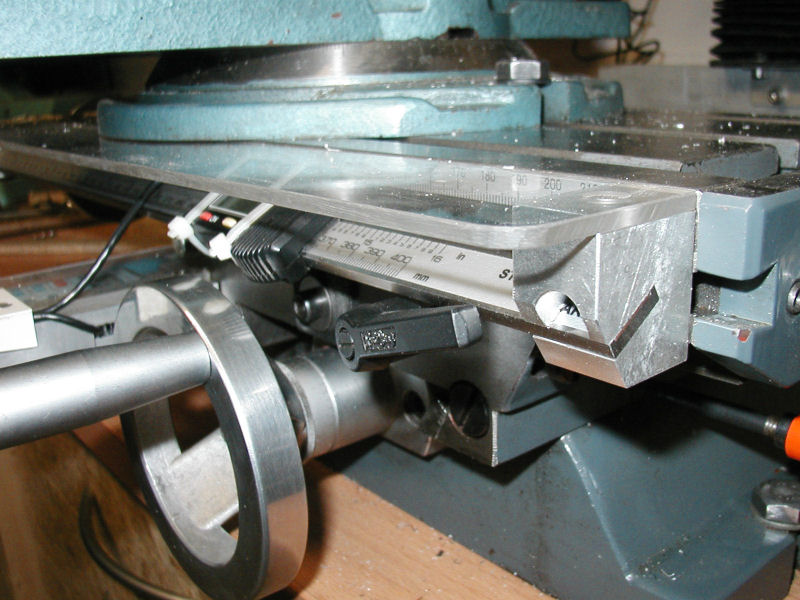
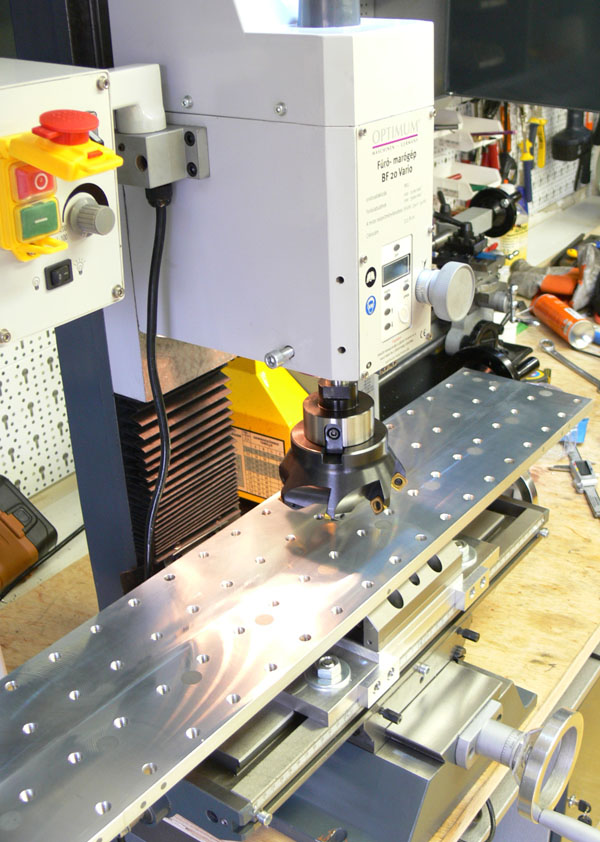
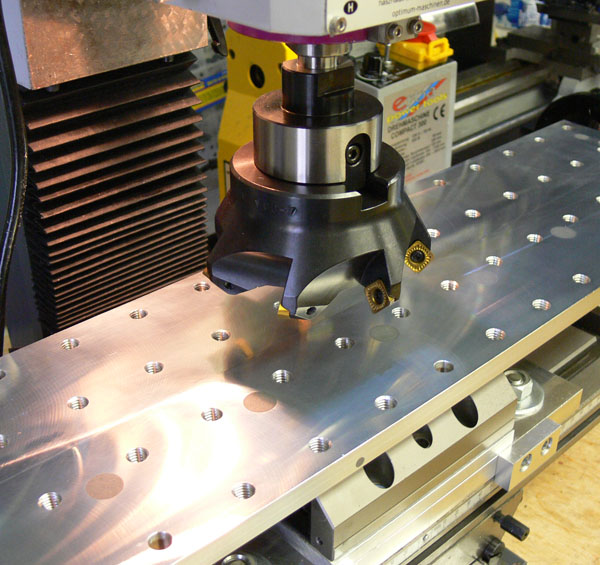
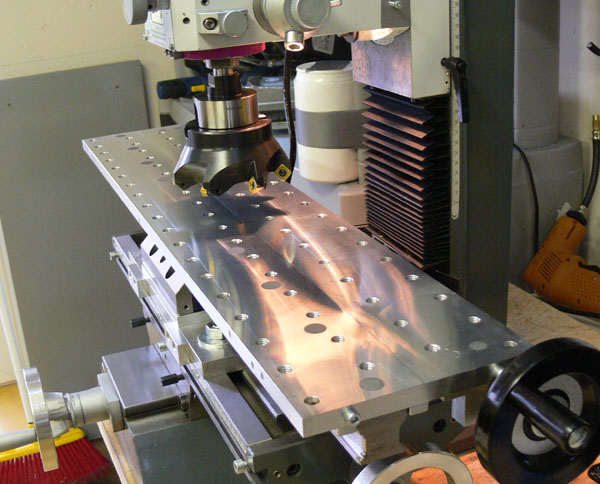
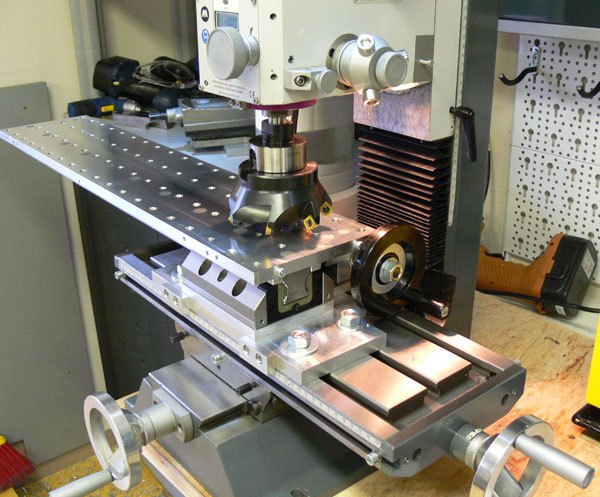
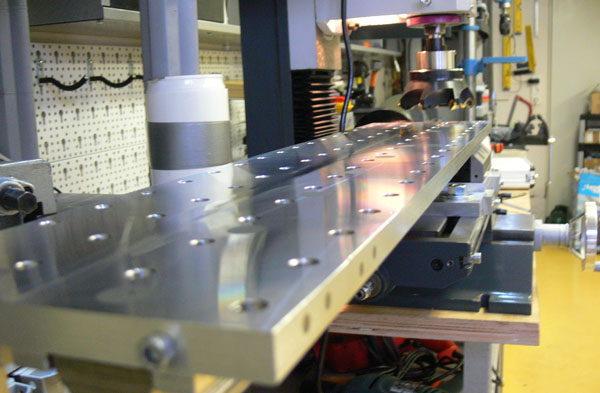
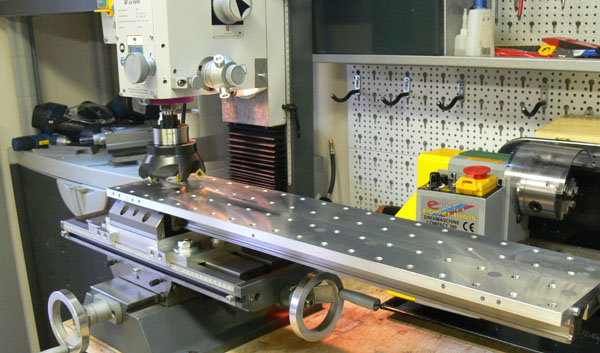
Csináltam egy "kis" bővítményt a BF20-hoz... fedőnév: Extender...
Ezzel a szerkezettel (feltéttel) ha szükség van akár 100 cm-es anyagot is meg tudok munkálni... (kb. 750mm + A BF20 saját 285mm-je...)
Erre főként felületmarásnál ill. hosszú nútmarásnál lett volna eddíg szükségem. Most ez megoldodott.
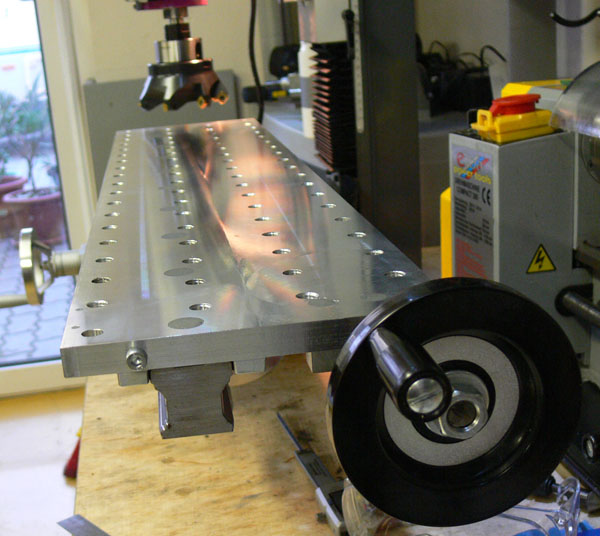
A képek magugért beszélnek...
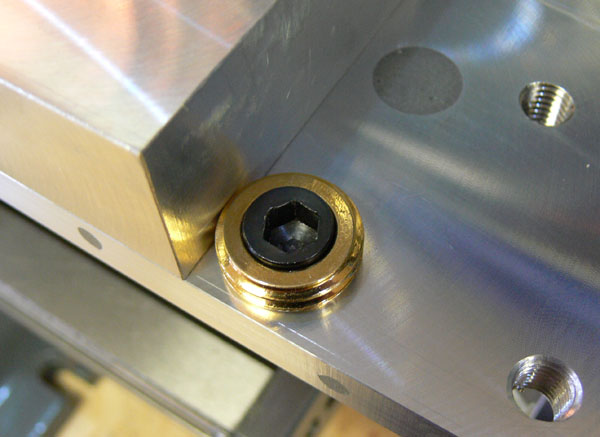
A vezető sín és alaptartó egy Rexroth 25-ös sín. Ez már önmagában is nagyon erős, szinte "vasutisín" kategória. Persze itt mivel mozgó asztalról van szó... akár "lóghatna" is az anyag széle (századokat) mert csak a maró-anyag találkozásánal van jelentősége... itt pedíg satabilan alatta van a böhöm nagy kocsi...
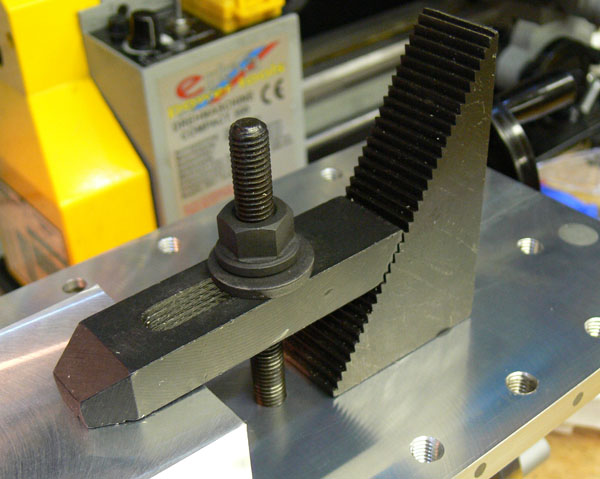
A pontos felhelyezést elől ütküzők bitosítják. Az alaplemezt (referenciának) a gép saját maga marta körbe ill. felületét. T-nutos megoldást nem alkalmaztam, mert a súlya az egész szerkezetnek így is jelentős (a sín miatt). Az anyag rögzítését főképpen az excentrikus megfogatókkal lesz megoldava, mert felületmarásnál ez nem akadály a marótárcsának...
A felület minősége sajnos nem a legjobb lett mert a 100mm-es tárcsával csináltam - ami egy kissé már nagy a BF20-nak (80-ig ok és abból is másfajta formájú betéttel az igazi...)
A tekerő egy sima 12-es menetes szárat hajt ami POM kockába vágott menettel... stb...
A tengely "tulsó" végére egy áttételes motor fog kerülni - hogy automata legyen... mert van mit tekerni...






Ezzel a szerkezettel (feltéttel) ha szükség van akár 100 cm-es anyagot is meg tudok munkálni... (kb. 750mm + A BF20 saját 285mm-je...)
Erre főként felületmarásnál ill. hosszú nútmarásnál lett volna eddíg szükségem. Most ez megoldodott.
A képek magugért beszélnek...
A vezető sín és alaptartó egy Rexroth 25-ös sín. Ez már önmagában is nagyon erős, szinte "vasutisín" kategória. Persze itt mivel mozgó asztalról van szó... akár "lóghatna" is az anyag széle (századokat) mert csak a maró-anyag találkozásánal van jelentősége... itt pedíg satabilan alatta van a böhöm nagy kocsi...
A pontos felhelyezést elől ütküzők bitosítják. Az alaplemezt (referenciának) a gép saját maga marta körbe ill. felületét. T-nutos megoldást nem alkalmaztam, mert a súlya az egész szerkezetnek így is jelentős (a sín miatt). Az anyag rögzítését főképpen az excentrikus megfogatókkal lesz megoldava, mert felületmarásnál ez nem akadály a marótárcsának...
A felület minősége sajnos nem a legjobb lett mert a 100mm-es tárcsával csináltam - ami egy kissé már nagy a BF20-nak (80-ig ok és abból is másfajta formájú betéttel az igazi...)
A tekerő egy sima 12-es menetes szárat hajt ami POM kockába vágott menettel... stb...
A tengely "tulsó" végére egy áttételes motor fog kerülni - hogy automata legyen... mert van mit tekerni...
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2007 március 31, 20:57
Írta: s5f8tmfv3 Dátum 2007 március 31, 20:57
Szép munka! Rendelésre is készítesz majd T-nútos asztalt vagy csak magadnak?
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 március 31, 21:31
Írta: tumnmsi57 Dátum 2007 március 31, 21:31
Szia Péter!
A magyar katalógus kicsit elavult. A sima BF20-at 1090 ojróért hirdetik, holott annak a listaára már csak 980. Nincs benne az L versió és vario típus sem, illetve 600W motorral hirdetik és az is már 850W (szerintem nagyobb teljesítnényűre cserélték).
Én is voltan az Optimumnál, de én kicsit csalódtam bennük.
A magyar katalógus kicsit elavult. A sima BF20-at 1090 ojróért hirdetik, holott annak a listaára már csak 980. Nincs benne az L versió és vario típus sem, illetve 600W motorral hirdetik és az is már 850W (szerintem nagyobb teljesítnényűre cserélték).
Én is voltan az Optimumnál, de én kicsit csalódtam bennük.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 március 31, 21:35
Írta: tumnmsi57 Dátum 2007 március 31, 21:35
Ha valakit érdekel a véleményem leírom e-mailben, de nyilvánosan nem akarom őket ....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 01, 02:58
Írta: 000000000 Dátum 2007 április 01, 02:58
Nekem papir alapu katalogusom van. Az emlitett hibakat nem talalom benne!
Hogy milyen a ceg? Majd kiderul, ha megerkezett az L verzio...
Hogy milyen a ceg? Majd kiderul, ha megerkezett az L verzio...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 07:16
Írta: bmejdz9nu Dátum 2007 április 01, 07:16
Nekem 05/2006-os nyomtatott magyar katalogusom van.
Ebben a BF20 mindkét változta benne van.
Normal: 950 Euro netto. Long: 1090 netto.
Passzolnak az árak a német árakkal...
A véleményedet nyugodtan leírhatod... erre van a fórum... ezért vagyunk itt.
Én is csalódtam a magyar képviselteben... mert nincs raktárkészleten az új eszergákból...
BF20 német árak. Lehelet különbség... de az ok Áfa 1%-os eltérése...
18. oldal - D210/400 - 889 netto. - Igaz ez Quantum széria nem Optimum....
Ebben a BF20 mindkét változta benne van.
Normal: 950 Euro netto. Long: 1090 netto.
Passzolnak az árak a német árakkal...
A véleményedet nyugodtan leírhatod... erre van a fórum... ezért vagyunk itt.
Én is csalódtam a magyar képviselteben... mert nincs raktárkészleten az új eszergákból...
BF20 német árak. Lehelet különbség... de az ok Áfa 1%-os eltérése...
18. oldal - D210/400 - 889 netto. - Igaz ez Quantum széria nem Optimum....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 07:27
Írta: bmejdz9nu Dátum 2007 április 01, 07:27
Nem igazából T-nut-os asztalmaráshoz lett... inkább felületmaráshoz...
A T-nut maráshoz a BF20-at gyengének találom... ehhez "igazi" gép kellene... (vagy CNC kiegészítés a több kisebb fogáshoz...?)
Persze próbáltam és lehet vele csinálni, de nem "tömegtermelésben"...
A T-nut marásnál a második lépés a ciki... amikor bemegy a T-maró. Ez nekem 19mm-es. Iszonyatos erőkkel és rengeteg anyagot forgácsol egyszerre... Ennek megoldása nem az én dolgom lenne. Van akinek itt van "nagy-erős" gépe... pedíg csak akkora darabokat kellene csinálni, hogy sorolhatóak legyenek a darabok...
A T-nut maráshoz a BF20-at gyengének találom... ehhez "igazi" gép kellene... (vagy CNC kiegészítés a több kisebb fogáshoz...?)
Persze próbáltam és lehet vele csinálni, de nem "tömegtermelésben"...
A T-nut marásnál a második lépés a ciki... amikor bemegy a T-maró. Ez nekem 19mm-es. Iszonyatos erőkkel és rengeteg anyagot forgácsol egyszerre... Ennek megoldása nem az én dolgom lenne. Van akinek itt van "nagy-erős" gépe... pedíg csak akkora darabokat kellene csinálni, hogy sorolhatóak legyenek a darabok...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 07:39
Írta: bmejdz9nu Dátum 2007 április 01, 07:39
Egy kis elírás vettem észre a leírásomban(#35)
... A Rexroth vezető nem 25-ös hanem 35-ös(!)...
Ezt a vezetőt és kocsit 8000 Ft-ért vettem... ez talán nem volt túl drága érte... (egy CNC-s társunktól - mégegyszer köszönet érte)
... A Rexroth vezető nem 25-ös hanem 35-ös(!)...
Ezt a vezetőt és kocsit 8000 Ft-ért vettem... ez talán nem volt túl drága érte... (egy CNC-s társunktól - mégegyszer köszönet érte)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 01, 11:46
Írta: tumnmsi57 Dátum 2007 április 01, 11:46
Szia Péter!
A #29-ben belinkelt katalógus az 2004/01-es. Én erre mondtam, hogy nem aktuális. Nekem is megvan a 2006/05 nyomtatott verzió az OK, de általában a netről ismerkszik meg egy cég és ha az ottani adatok nem naprakészek, akkor az már minősíti a őket.
Szóval: Rendeltem tőlük néhány dolgot (közben és is BF 20 tulajdonos lettem), amit elöször 4 hétre igértek, aztán kiderült hogy van raktáron és mehetek értük. Megbeszéletem az átvételre egy reggeli időpontot, de korábban érkeztem, de már volt ott két emberke. Bemegyek, köszönök, bemutatkozom és elmondom mit akarok erre az első reakció, hogy túl korán mentem, szerintem nam éppen a megfelelő hangsúlyban. Szóval az alapfeelinget megadta.
Megvannak az áruk, le kell menni a raktárba. Körülnéztem, de olyan méretű dobozt amiben akár egy kisebb gép elfért volna nem láttam, ergo szeritem semmilyen gépet nem tartanak raktáron, csak kiegészítőket.
A raktár sarkában volt a szerintem "szervízműhely"-nek nevezett részleg, iszonyatos rendetlenséggel. (Éppen egy BF20-at CNC-sített egy emberke, lehet azt ami a #33-ban le van irva.) Láttam egy 500-as esztergát szétszedve. A földön egy raklap, rajta a gép és mellette felkupacozva a darabékok, kicsit porosan. Ha arréb kellene rakni a raklapot tuti, hogy fele leesne róla.
A szervizes emberke valami alkatrésszel és egy reszelővel a kezében ergo szakszervíz.
Lehetséges, hogy ez az egész cég nem így működik , de a látottak és tapasztaltak nem német precizítást mutatják.
Ami jó:
KP-s fizetésnél kaptam 5% kedvezményt.
Az én gépem:
Egy BF 20 L Vario digit főorsófordulat kijelzővel. A Bécs mellett vettem egy kereskedőnél 1100 euroért(ink Mwst) + utazás (nekem kb 40) és raktárról. Szóval sporoltam 168 eurot(1090*1,2-1140). És még egyszer hangsúlyozom raktárról, és nem 4 hétre.
A #29-ben belinkelt katalógus az 2004/01-es. Én erre mondtam, hogy nem aktuális. Nekem is megvan a 2006/05 nyomtatott verzió az OK, de általában a netről ismerkszik meg egy cég és ha az ottani adatok nem naprakészek, akkor az már minősíti a őket.
Szóval: Rendeltem tőlük néhány dolgot (közben és is BF 20 tulajdonos lettem), amit elöször 4 hétre igértek, aztán kiderült hogy van raktáron és mehetek értük. Megbeszéletem az átvételre egy reggeli időpontot, de korábban érkeztem, de már volt ott két emberke. Bemegyek, köszönök, bemutatkozom és elmondom mit akarok erre az első reakció, hogy túl korán mentem, szerintem nam éppen a megfelelő hangsúlyban. Szóval az alapfeelinget megadta.
Megvannak az áruk, le kell menni a raktárba. Körülnéztem, de olyan méretű dobozt amiben akár egy kisebb gép elfért volna nem láttam, ergo szeritem semmilyen gépet nem tartanak raktáron, csak kiegészítőket.
A raktár sarkában volt a szerintem "szervízműhely"-nek nevezett részleg, iszonyatos rendetlenséggel. (Éppen egy BF20-at CNC-sített egy emberke, lehet azt ami a #33-ban le van irva.) Láttam egy 500-as esztergát szétszedve. A földön egy raklap, rajta a gép és mellette felkupacozva a darabékok, kicsit porosan. Ha arréb kellene rakni a raklapot tuti, hogy fele leesne róla.
A szervizes emberke valami alkatrésszel és egy reszelővel a kezében ergo szakszervíz.
Lehetséges, hogy ez az egész cég nem így működik , de a látottak és tapasztaltak nem német precizítást mutatják.
Ami jó:
KP-s fizetésnél kaptam 5% kedvezményt.
Az én gépem:
Egy BF 20 L Vario digit főorsófordulat kijelzővel. A Bécs mellett vettem egy kereskedőnél 1100 euroért(ink Mwst) + utazás (nekem kb 40) és raktárról. Szóval sporoltam 168 eurot(1090*1,2-1140). És még egyszer hangsúlyozom raktárról, és nem 4 hétre.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 12:52
Írta: bmejdz9nu Dátum 2007 április 01, 12:52
Érdekel a bécs meletti cég címe !!!
Mert nekem meg most egy esztergát akarnak igérni 4 hétre... és már holnap mennék..
Én még nem jártam a cégnél... de ahogy írod azt el tudom képzelni... eddig csak telfonon beszéltem velük... és a "szervízssel"... azóta is hív vissza... egy teknikai alapkérdés miatt...Szerencsére a német anyacég nem tök..let... és a gép végül is jó...
Sok speciális szerszámot kellett venni... egy CNC felszerszámozása sokkal egyszerűbb...
Te hogy vagy megelégedve a masinával?
Látod most már az enyém BF20L+L lett... :)
Mert nekem meg most egy esztergát akarnak igérni 4 hétre... és már holnap mennék..
Én még nem jártam a cégnél... de ahogy írod azt el tudom képzelni... eddig csak telfonon beszéltem velük... és a "szervízssel"... azóta is hív vissza... egy teknikai alapkérdés miatt...Szerencsére a német anyacég nem tök..let... és a gép végül is jó...
Sok speciális szerszámot kellett venni... egy CNC felszerszámozása sokkal egyszerűbb...
Te hogy vagy megelégedve a masinával?
Látod most már az enyém BF20L+L lett... :)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 01, 13:15
Írta: tumnmsi57 Dátum 2007 április 01, 13:15
e-mail ment
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 13:39
Írta: bmejdz9nu Dátum 2007 április 01, 13:39
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 01, 15:20
Írta: dg8n4i8x Dátum 2007 április 01, 15:20
Én is ezt néztem ki magamnak, csak még gyűjtögetek rá pár évig... :)
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 01, 15:21
Írta: dg8n4i8x Dátum 2007 április 01, 15:21
Meg hát a panelbe nincs helye :)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 01, 17:24
Írta: bmejdz9nu Dátum 2007 április 01, 17:24
A kicsi meg eladó lesz... (Erba Compact 300)
Az akkora mint egy varrógép... Csak csinálsz neki egy szekrényből kihúzható valamit... persze golyós vezetőkkel...
Az akkora mint egy varrógép... Csak csinálsz neki egy szekrényből kihúzható valamit... persze golyós vezetőkkel...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 01, 20:24
Írta: dg8n4i8x Dátum 2007 április 01, 20:24
Hát igazán csábító ajánlat! Úgy néz ki még az idén megszabadulok a panel fogságából! Szóval remélem hamar lesz nagyobb hely neki! :))) Legalábbis bízom benne!
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 01, 20:40
Írta: dg8n4i8x Dátum 2007 április 01, 20:40
mail ment
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 01, 21:42
Írta: Kristály Árpád Dátum 2007 április 01, 21:42
Hallihó Péter!
Látom te a fokozatosság embere vagy!
Nem egyből veszed meg azt a gépet melyre szükséged van, hanem a sorózat összes gépét kipróbálod.... A súlyából itélve nem ez lesz a végleges... ilyet a Metro is árul ilyet illetve hasonlót 119.000-Ft-ér Asist néven, nekem már VOLT!!!!
Hallihó!
Látom te a fokozatosság embere vagy!
Nem egyből veszed meg azt a gépet melyre szükséged van, hanem a sorózat összes gépét kipróbálod.... A súlyából itélve nem ez lesz a végleges... ilyet a Metro is árul ilyet illetve hasonlót 119.000-Ft-ér Asist néven, nekem már VOLT!!!!
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 02, 09:37
Írta: bmejdz9nu Dátum 2007 április 02, 09:37
Venném... ha lenne...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 02, 11:09
Írta: Kristály Árpád Dátum 2007 április 02, 11:09
A vevőszolgálat biztos megmondja melyik árúházában van.
Ha nem boldugulsz akkor Budaőrsön a volt Mezőgép irodaházzában van a beszállító illetve forgalmazó. Ha megtalálom a telefont átadom!
Hallihó!
Ha nem boldugulsz akkor Budaőrsön a volt Mezőgép irodaházzában van a beszállító illetve forgalmazó. Ha megtalálom a telefont átadom!
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 02, 12:16
Írta: dg8n4i8x Dátum 2007 április 02, 12:16
Azt hiszem itt félreértés van! Ami a metroban van az olyan mint amit el akar adni Péter!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 02, 15:12
Írta: bmejdz9nu Dátum 2007 április 02, 15:12
Magyarorszégon egy sincs eladó... ez megszokott.
A "nincset" nem lehet eladni... nem lesz bevétel... mókuskerék... maradunk ahol vagyunk...
4 hét(!)... képzeld ha megrendelésed lenne és pénzt kellene csinálni... 4 hét... nevetve futna el a megrendelőd... de akkor se neked se az "imortőrnek" sem lett haszna.... és persze gondja... :)
Ausztriában is csak a középső felében van... Bécs környékén egyenlőre nem találtam. dolgozom rajta... Ebay-n nincs...
Sajnos itt is a szállítási idő 5 nap... még ez is sok...de azért jobb mint 4 hét... na persze én könnyen vagyok... itt van 9 km-re a nyugat...
A "nincset" nem lehet eladni... nem lesz bevétel... mókuskerék... maradunk ahol vagyunk...
4 hét(!)... képzeld ha megrendelésed lenne és pénzt kellene csinálni... 4 hét... nevetve futna el a megrendelőd... de akkor se neked se az "imortőrnek" sem lett haszna.... és persze gondja... :)
Ausztriában is csak a középső felében van... Bécs környékén egyenlőre nem találtam. dolgozom rajta... Ebay-n nincs...
Sajnos itt is a szállítási idő 5 nap... még ez is sok...de azért jobb mint 4 hét... na persze én könnyen vagyok... itt van 9 km-re a nyugat...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 02, 16:34
Írta: bmejdz9nu Dátum 2007 április 02, 16:34
Árpi. Erről a maináról van szó: Quantum D210x400.
Ami tetszik benne:
- Nem túl nagy - marad még hely a műhelyben...
- Széria felszerelés az esztergaszív és a két csúcs... preciziós dolgokhoz...
- A tokmány MK3-as, a szegnyereg MK2-es (ehhez van már csapágyas forgóm is...)
- Valamennyire kompatibilis az ERBA 300 compact dolgaival...
- Heimwerker Praxis teszt: "Oberklasse" Gut - Sehr gut... helyezés.
Ez megincsak nem egy kínai a sok közül... remélem...Ezt nem árulják a barkácsáruházakban...
A súlya valóban csak 80Kg a 400 mm-esnek... de ugyanez a gép 550mm-es változatban már 125 kg...
De nekem nem kell nagy csúcstávolság... ha lenne méteres változat belőle akkor 2-300 kg is lenne...
Kép:

Leírás:
Nagypontosságú megmunkálás
Esztergatokmány-körfutási pontosság‹ 0,05 mm
Orsóperem körfutási pontosság‹ 0,009 mm
Hossz-, kereszt- és kés-szánnal
Automatikus hossz-/vezérorsó meghajtás
A fõtorsó edzett, 2 utánálítható kúpgörgõs csapággyal
A fõorsó memetvágásra vagy automatikus hosszelõtolásra alkalmas
Indukciósan edzett (HRC 42-52), precízen köszörült, robusztus,
nyugtatott szürkeöntvény, prizmatikus ágy
Felhasználóbarát biztonsági kapcsoló (IP 54) alacsonyfeszültség elleni védelemmel és zárható vészkapcsolóval, jobb-bal irányváltókapcsolóval
Mint “VARIO” fokozatmentes fordulatszámszabályzással
Nagyértékû esztergatokmányvédõ
CE biztonsági elõírások szerint
DIN 8606 (szerszámgyártók pontossága) szerint készült.
Ami tetszik benne:
- Nem túl nagy - marad még hely a műhelyben...
- Széria felszerelés az esztergaszív és a két csúcs... preciziós dolgokhoz...
- A tokmány MK3-as, a szegnyereg MK2-es (ehhez van már csapágyas forgóm is...)
- Valamennyire kompatibilis az ERBA 300 compact dolgaival...
- Heimwerker Praxis teszt: "Oberklasse" Gut - Sehr gut... helyezés.
Ez megincsak nem egy kínai a sok közül... remélem...Ezt nem árulják a barkácsáruházakban...
A súlya valóban csak 80Kg a 400 mm-esnek... de ugyanez a gép 550mm-es változatban már 125 kg...
De nekem nem kell nagy csúcstávolság... ha lenne méteres változat belőle akkor 2-300 kg is lenne...
Kép:
Leírás:
Nagypontosságú megmunkálás
Esztergatokmány-körfutási pontosság‹ 0,05 mm
Orsóperem körfutási pontosság‹ 0,009 mm
Hossz-, kereszt- és kés-szánnal
Automatikus hossz-/vezérorsó meghajtás
A fõtorsó edzett, 2 utánálítható kúpgörgõs csapággyal
A fõorsó memetvágásra vagy automatikus hosszelõtolásra alkalmas
Indukciósan edzett (HRC 42-52), precízen köszörült, robusztus,
nyugtatott szürkeöntvény, prizmatikus ágy
Felhasználóbarát biztonsági kapcsoló (IP 54) alacsonyfeszültség elleni védelemmel és zárható vészkapcsolóval, jobb-bal irányváltókapcsolóval
Mint “VARIO” fokozatmentes fordulatszámszabályzással
Nagyértékû esztergatokmányvédõ
CE biztonsági elõírások szerint
DIN 8606 (szerszámgyártók pontossága) szerint készült.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 03, 08:37
Írta: Kristály Árpád Dátum 2007 április 03, 08:37
Hallihó Péter!
Az ASIT főorsó pontosság: 0.0-0.01!!!!
A súlyt lehet ,hogy félreértetted....
Természetes, hogy minnél hosszabb annál nehezebb.
De szerintem ilyen könnyű gép alakalmatlan arra, komolyabb munka folyjon rajta, beremegés stb.
Egy EN-1 nek sincs nagyobb helyigénye....
Csak hangosabb.....
Kérdezd Misit!
Hallihó!
Az ASIT főorsó pontosság: 0.0-0.01!!!!
A súlyt lehet ,hogy félreértetted....
Természetes, hogy minnél hosszabb annál nehezebb.
De szerintem ilyen könnyű gép alakalmatlan arra, komolyabb munka folyjon rajta, beremegés stb.
Egy EN-1 nek sincs nagyobb helyigénye....
Csak hangosabb.....
Kérdezd Misit!
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 03, 16:58
Írta: bmejdz9nu Dátum 2007 április 03, 16:58
A gép "természetesen" már ma meglett... Úgy látszik ellenálhatatlan vagyok...
Csak dicsérni tudom a soproni szerszám kereskedő barátomat és "magasszintű" kapcsolatait és a Optimum hazai képviselétét(!!!)... Minden résztvevő kitett magáért... A vevő - finomanszólva - elégedett...
Úgy alakult, hogy A D210x400-as gép lett... ahogy volt tervezve... csak ebből a "variós" változat - azaz beépített fordulatszám szabályzós azaz frekiváltós(!!!) motorral...
Állandó nyomaték... tényleg eszméletlen jó...
Van hozzá magyar gépkönyv... teszt napló... stb...
A "faládát" a kereskedőnél hagytam, a gépet most "gyári" zsírtalanítom...
Csak dicsérni tudom a soproni szerszám kereskedő barátomat és "magasszintű" kapcsolatait és a Optimum hazai képviselétét(!!!)... Minden résztvevő kitett magáért... A vevő - finomanszólva - elégedett...
Úgy alakult, hogy A D210x400-as gép lett... ahogy volt tervezve... csak ebből a "variós" változat - azaz beépített fordulatszám szabályzós azaz frekiváltós(!!!) motorral...
Állandó nyomaték... tényleg eszméletlen jó...
Van hozzá magyar gépkönyv... teszt napló... stb...
A "faládát" a kereskedőnél hagytam, a gépet most "gyári" zsírtalanítom...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 03, 21:12
Írta: dg8n4i8x Dátum 2007 április 03, 21:12
Csakúgy sárgulunk az irigységtől.... [#vigyor2]
Legalábbis én... Várjuk a tapasztalatokat!
Legalábbis én... Várjuk a tapasztalatokat!
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 03, 21:17
Írta: dg8n4i8x Dátum 2007 április 03, 21:17
Nembaj, nekünk a műhelyben Optimum hungáriás naptárunk van esztergályos lányokkal... [#nyes] Indulok is dolgozni... [#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 03, 22:06
Írta: dg8n4i8x Dátum 2007 április 03, 22:06
Na megnéztem az optimumos lányokat... Látom Péter a csőpostát fénypostára cserélted! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 04, 13:31
Írta: bmejdz9nu Dátum 2007 április 04, 13:31
Hűha... nem tudtam mi hiányzik a műhelyemből, a hiányérzet meg volt... azonnal intézkedek... mármint a naptár ügyében...
Mennyire van rajtuk ruha?
Mennyire van rajtuk ruha?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 04, 13:34
Írta: bmejdz9nu Dátum 2007 április 04, 13:34
Első tapasztalat:
nem semmi... akkora fogásokat lehet venni, hogy csak bírjam a forgácsot összeszedni...
Sajnos a kicsinek sem az mozgólába és síktárcsája nem passzol hozzá... vagy csak időigényes átalakítással... ha sikerülne.... de ez nem 100...
nem semmi... akkora fogásokat lehet venni, hogy csak bírjam a forgácsot összeszedni...
Sajnos a kicsinek sem az mozgólába és síktárcsája nem passzol hozzá... vagy csak időigényes átalakítással... ha sikerülne.... de ez nem 100...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 04, 14:03
Írta: dg8n4i8x Dátum 2007 április 04, 14:03
Van rajtuk egy kevés... :)
Akkor a mozgólábék is eladók? :)))
Akkor a mozgólábék is eladók? :)))
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2007 április 04, 14:30
Írta: D.Laci Dátum 2007 április 04, 14:30
"mozgólába" ez már több helyen szemet szurt. Ez elírás akar leni vagy tényleg mozog a géplábba?[#circling]
De ha nem tévedek a "fútóbáb" és az "állóbáb"-rol van szó...
De ha nem tévedek a "fútóbáb" és az "állóbáb"-rol van szó...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 04, 14:38
Írta: dg8n4i8x Dátum 2007 április 04, 14:38
igen arról, bocsi most én is elírtam...
Cím: Re:Hagyományos forgácsológépek
Írta: 8kakgh7c Dátum 2007 április 04, 14:45
Írta: 8kakgh7c Dátum 2007 április 04, 14:45
Szia Peter !
Meg lehet kerdezni mennyi volt a gep ara ? [#finom]
Koszi !
Meg lehet kerdezni mennyi volt a gep ara ? [#finom]
Koszi !
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 04, 19:21
Írta: bmejdz9nu Dátum 2007 április 04, 19:21
Sajnos erre nem válaszolhatok...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 06, 12:48
Írta: Kristály Árpád Dátum 2007 április 06, 12:48
Hallihó!
XXX.....
XXX.....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 06, 13:25
Írta: bmejdz9nu Dátum 2007 április 06, 13:25
Renszerhiba... 1 x-t nem enged...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 09, 11:11
Írta: bmejdz9nu Dátum 2007 április 09, 11:11
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2007 április 10, 21:26
Írta: 35kpazcgr Dátum 2007 április 10, 21:26
Hasonló gépet vettem én is a Sidex-nél. Eszterga és marógép egyben. Most ismerkedem vele:

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 10, 21:56
Írta: bmejdz9nu Dátum 2007 április 10, 21:56
Kiváncsan várom a fejleményeket... egy képet róla nem linkenél be? Nem írnál valami többet róla?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 10, 21:58
Írta: bmejdz9nu Dátum 2007 április 10, 21:58
Na kép bejött... valami adatok? Mennyiért adják?
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2007 április 10, 22:03
Írta: 35kpazcgr Dátum 2007 április 10, 22:03
A képet róla linkeltem be!
Ez az a gép, amit a képen látsz, ezt vettem.
Sok minden van hozzá: állóbáb, mozgóbáb, síktárcsa és egy kis maróasztal, ami a késszán helyére csavarozható fel.
Az adatai:
Típus MJ 9526
Esztergagép
Csúcstávolság 550 mm
Kereszt szupport 115 mm
Felső szupport 70 mm
Csúcsmagasság 125 mm
Ágy feletti fordulat átmérő 250 mm
Orsófurat 20 mm
Fordulatszám tartomány, 6 fokozat 125 – 2000 mm
Metrikus menet 0,4 – 3,0 mm
Coll menet 10 – 44 Gg/1“
Szegnyereg befogó MK 2
Motor teljesítmény 0,60 kW/400 V
Marógép:
Fúrási teljesítmény acélban 13 mm
Homlokmaró max. 30 mm
Kinyúlás 165 mm
Orsó fordulatszám 0 – 2500 U/min
Orsó befogó MK 3
Forgatható marófej -25° től +45°
Marófej magasságállítása 140 mm
Motor teljesítmény 0,35 kW/230 V
Súly 160 kg
Ez az a gép, amit a képen látsz, ezt vettem.
Sok minden van hozzá: állóbáb, mozgóbáb, síktárcsa és egy kis maróasztal, ami a késszán helyére csavarozható fel.
Az adatai:
Típus MJ 9526
Esztergagép
Csúcstávolság 550 mm
Kereszt szupport 115 mm
Felső szupport 70 mm
Csúcsmagasság 125 mm
Ágy feletti fordulat átmérő 250 mm
Orsófurat 20 mm
Fordulatszám tartomány, 6 fokozat 125 – 2000 mm
Metrikus menet 0,4 – 3,0 mm
Coll menet 10 – 44 Gg/1“
Szegnyereg befogó MK 2
Motor teljesítmény 0,60 kW/400 V
Marógép:
Fúrási teljesítmény acélban 13 mm
Homlokmaró max. 30 mm
Kinyúlás 165 mm
Orsó fordulatszám 0 – 2500 U/min
Orsó befogó MK 3
Forgatható marófej -25° től +45°
Marófej magasságállítása 140 mm
Motor teljesítmény 0,35 kW/230 V
Súly 160 kg
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2007 április 10, 22:08
Írta: 35kpazcgr Dátum 2007 április 10, 22:08
Így, ahogy látod: 390 EFt + ÁFA akcióban.
Most katykurálok hozzá egy gyorsváltós késtartót. Rajta gyártom le! :-)
Valami ilyesmi lesz:

Most katykurálok hozzá egy gyorsváltós késtartót. Rajta gyártom le! :-)
Valami ilyesmi lesz:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 10, 22:45
Írta: bmejdz9nu Dátum 2007 április 10, 22:45
Bele a közepébe... mindjárt gyorsváltó... ez igen...
Én is láttam már ilyen kombigépet... ez inkább egy eszterga de ki van egészítve egy kisebb maróval... na persze mindárt van forgató tengely is... a lehetőségek...
A Zgonc.(at)nál láttam ilyet... azt hiszem Erba(.at) volt...
Én is láttam már ilyen kombigépet... ez inkább egy eszterga de ki van egészítve egy kisebb maróval... na persze mindárt van forgató tengely is... a lehetőségek...
A Zgonc.(at)nál láttam ilyet... azt hiszem Erba(.at) volt...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 17:37
Írta: tumnmsi57 Dátum 2007 április 17, 17:37
Ki tudna segíteni abban, hogy a BF20-nál (esetleg L verzió) mekkora méretűek a beépíthető golyosorsók? Hoszz, átmérő, menetemelkedés, végmegmunkálási méretek, anya átmérő stb. Esetleg rajz van valakinek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 17, 18:00
Írta: 000000000 Dátum 2007 április 17, 18:00
Ha nem surgos L-es meretekkel tudok majd szolgalni. Ha meltoztatnak vegre meghozni...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 18:49
Írta: bmejdz9nu Dátum 2007 április 17, 18:49
Itt vannak képek...
De nem túl nagy anyák férnek el benne...
Szerinted 3mm-es emelkedésű és 10 mm-es átmérőjű golyós orsók jók lennének erre a célra? Mert most van pár darabom... és ez is megfordult a fejembe... persze a noniusz skálát cserélni kellene... mert én nem akarom CNC-sre az enyémet...de jó lenne "játékmentesre"
Ilyenek vannak nekem, különböző hosszban 380-680mm között:

De nem túl nagy anyák férnek el benne...
Szerinted 3mm-es emelkedésű és 10 mm-es átmérőjű golyós orsók jók lennének erre a célra? Mert most van pár darabom... és ez is megfordult a fejembe... persze a noniusz skálát cserélni kellene... mert én nem akarom CNC-sre az enyémet...de jó lenne "játékmentesre"
Ilyenek vannak nekem, különböző hosszban 380-680mm között:
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 20:50
Írta: tumnmsi57 Dátum 2007 április 17, 20:50
Köszönöm! Köszönöm! Köszönöm! [#worship][#worship][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 21:02
Írta: tumnmsi57 Dátum 2007 április 17, 21:02
Szia Péter!
Gondoltam az orsóidra, amikor felajánlottad őket eladásra, de ahogy mondod olyan kellene, hogy a skálázást ne kelljen változtatni. Sőt a manuális megmunkálási lehetőséget is szeretném meghagyni.
A 3 mm-rel az a a bajom, hogy szerintem enm lehet összeegyeztetni a 10-es léptékkel. (1, 10, 100, 1000mm + motor felbontást figyelembevéve )
Gondoltam az orsóidra, amikor felajánlottad őket eladásra, de ahogy mondod olyan kellene, hogy a skálázást ne kelljen változtatni. Sőt a manuális megmunkálási lehetőséget is szeretném meghagyni.
A 3 mm-rel az a a bajom, hogy szerintem enm lehet összeegyeztetni a 10-es léptékkel. (1, 10, 100, 1000mm + motor felbontást figyelembevéve )
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 21:03
Írta: tumnmsi57 Dátum 2007 április 17, 21:03
Ja, és igértek nekem egy békebeli marós könyvet, cak még nem ért ide.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 21:23
Írta: bmejdz9nu Dátum 2007 április 17, 21:23
A 3mm-el nem lenne gond... ugyis olyan lassan megy amikor tekerem... (gyárilag 2mm)
Már milyen léptékre gondolsz? Az Én kis (volt) német gépembe 12mm/3mm trapézmenet volt...
Ha szegény ezekből kaphatott volna...nem rezonált volna... 20mm/s felett...
Kaptam egy Orosz-t magyarra fordítva... hát messze nem olyan jó mint az esztergályos könyv...
Valami "tankgyártási" ismeretekkel, van tele...
Meg amikor az érdekes problémára világít rá... akkor azt írja: "szólni kell a művezetőnek" - ez pedig nekem nincs... pedíg jó lenne... :)
Már milyen léptékre gondolsz? Az Én kis (volt) német gépembe 12mm/3mm trapézmenet volt...
Ha szegény ezekből kaphatott volna...nem rezonált volna... 20mm/s felett...
Kaptam egy Orosz-t magyarra fordítva... hát messze nem olyan jó mint az esztergályos könyv...
Valami "tankgyártási" ismeretekkel, van tele...
Meg amikor az érdekes problémára világít rá... akkor azt írja: "szólni kell a művezetőnek" - ez pedig nekem nincs... pedíg jó lenne... :)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 21:27
Írta: tumnmsi57 Dátum 2007 április 17, 21:27
Még nem láttam, de azt mondták magyar, valami tankönyve volt a szakmunkásképzőknek.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 21:30
Írta: bmejdz9nu Dátum 2007 április 17, 21:30
Na az kellene... jó magyar cuc... magyaros megközelítésben... Mert a helyzet feltalálási képeségünk szerintem jobb az oroszoknál..
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 21:34
Írta: tumnmsi57 Dátum 2007 április 17, 21:34
Pl:
3mm orsó/400lépés per ford (féllépésben stepper-rel)=0,0075mm/lépés
Ha 1mm-t akarsz haladni, akkor 133,33 lépést kell tenni. Nem jön ki a lépésszám egészre. Valami egészen kicsi tévesztés van, de ez hosszávon esetleg összeadódhat.
3mm orsó/400lépés per ford (féllépésben stepper-rel)=0,0075mm/lépés
Ha 1mm-t akarsz haladni, akkor 133,33 lépést kell tenni. Nem jön ki a lépésszám egészre. Valami egészen kicsi tévesztés van, de ez hosszávon esetleg összeadódhat.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 21:37
Írta: bmejdz9nu Dátum 2007 április 17, 21:37
Bipolár volt a német gépbe... 1600/ford... gondolom microstep... ezzel sem jön ki?
Ezen még nem is filóztam... De jól ment...
Ezen még nem is filóztam... De jól ment...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 21:45
Írta: tumnmsi57 Dátum 2007 április 17, 21:45
Ez csak szőrszálhasogatás a részemről, egészen kicsi a tévesztés.
Azért nem tiltakoznék, ha jó árban hozzámvágnál 2 orsót, ha elfér és jó a BF20-ba. (Ha jól tudom a Z irányú valamivel izmosabb mint 12mm)
Azért nem tiltakoznék, ha jó árban hozzámvágnál 2 orsót, ha elfér és jó a BF20-ba. (Ha jól tudom a Z irányú valamivel izmosabb mint 12mm)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 22:00
Írta: bmejdz9nu Dátum 2007 április 17, 22:00
Na ja a Z... az egészen más kategória... oda igen bika kellene... azt mozgatni... pl. 16-20-as.... gondolom.
Melyik BF20-ad van? Hoszú vagy normál?
Annyira jó nem lesz... az ár... de ritka cucc...
Azon elmélkedek, hogy 3-as szetben kellene... ezért nincs ár...
Melyik BF20-ad van? Hoszú vagy normál?
Annyira jó nem lesz... az ár... de ritka cucc...
Azon elmélkedek, hogy 3-as szetben kellene... ezért nincs ár...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 22:04
Írta: tumnmsi57 Dátum 2007 április 17, 22:04
L verzió
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 17, 22:06
Írta: 000000000 Dátum 2007 április 17, 22:06
Szia Fraser!
Érdekes, és szerintem téves amit írsz.
A világ ugyanis sajnos analóg. Így teljesen
mindegy milyen az orsó menetemelkedése, egy a
fontos: a vezérlőprogram hiba regisztere jó
legyen, és a lépések számát ennek
figyelembevételével számolja ki.
Így mindig csak maximum felbontás/2 lesz a hiba.
A menetemelkedésnek a mechanika erő, nyomaték
igényénél, és a maximális elérhatő sebességnél
viszont van jelentősége, és ez alapvetően a
hajtás típusát is meghatározhatja (step vagy
szervo).
Érdekes, és szerintem téves amit írsz.
A világ ugyanis sajnos analóg. Így teljesen
mindegy milyen az orsó menetemelkedése, egy a
fontos: a vezérlőprogram hiba regisztere jó
legyen, és a lépések számát ennek
figyelembevételével számolja ki.
Így mindig csak maximum felbontás/2 lesz a hiba.
A menetemelkedésnek a mechanika erő, nyomaték
igényénél, és a maximális elérhatő sebességnél
viszont van jelentősége, és ez alapvetően a
hajtás típusát is meghatározhatja (step vagy
szervo).
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 17, 22:06
Írta: 000000000 Dátum 2007 április 17, 22:06
Mennyi lehet sulyra a Z mozgo tomeg?
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 22:20
Írta: tumnmsi57 Dátum 2007 április 17, 22:20
Ha a vezérlőprogram lekezeli a hibát, akkor igazad van.
Ha viszont egy kezdetleges léptetővezérlésről van szó, ami diszkrét alaktrészeből van összerakva és csak annyit tud hogy jobbra vagy balra és hányat lépjen akkor lehet nagyobb is a hiba.
Igazat adok neked, de egy említést megért. (Ha eddig még nem volt róla szó)
Ha viszont egy kezdetleges léptetővezérlésről van szó, ami diszkrét alaktrészeből van összerakva és csak annyit tud hogy jobbra vagy balra és hányat lépjen akkor lehet nagyobb is a hiba.
Igazat adok neked, de egy említést megért. (Ha eddig még nem volt róla szó)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 22:24
Írta: tumnmsi57 Dátum 2007 április 17, 22:24
Még nem szedtem szét (de hamarosan bekövetkezik) csak a réseken lestem rá az orsókra, de ha jól láttam A Z és az Y csak egyoldalon csapágyazott, a másik fele "lóg". A Z-s orsó min 20-as de lehet hogy nagyobb.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 22:32
Írta: bmejdz9nu Dátum 2007 április 17, 22:32
Tibinek igaza van... a winPC-NC-ben lehet állítani a setupban milyen az orsó emelkedése... lehetséges akár 3,233mm-is... Tehát ez tök mindegy...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 17, 22:35
Írta: bmejdz9nu Dátum 2007 április 17, 22:35
104 kg a gép... a fele-harmada kb... de a Z-t nem igazán szervóra tervezték... nagyoló beállítás... finom előtolás... stb...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 17, 22:38
Írta: tumnmsi57 Dátum 2007 április 17, 22:38
A"hányat lépjen"-t úgy értettem, hogy az 1db step impulzusra a redszer végrehajtja a lépést, aztán a következőre megint és így tovább.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 17, 23:55
Írta: 000000000 Dátum 2007 április 17, 23:55
Nem is servoban gondolkodom. Egyelore a hobby kategoriamban nem latom ertelmet.
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2007 április 18, 19:28
Írta: 2nbj3n5m Dátum 2007 április 18, 19:28
Péter. A talin láttam nálad az asztalon egy német CNC-és könyvet. Tudtommal a Fraser gépét
alakította a szerző cnc-re.Ott meglehetne nézni
a tengelyek méreteit,átalakítási tanácsot is ad.
Te mint a sváb-nyelv jó tudora mazsolázhatnál
belőle.Vagy ha megvehető és még meg van megvenném.
Janko
alakította a szerző cnc-re.Ott meglehetne nézni
a tengelyek méreteit,átalakítási tanácsot is ad.
Te mint a sváb-nyelv jó tudora mazsolázhatnál
belőle.Vagy ha megvehető és még meg van megvenném.
Janko
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 18, 22:29
Írta: bmejdz9nu Dátum 2007 április 18, 22:29
Konkrét infó nem nagyon... de fent van az ftp-n... most kinyitva!... 189MB... ha valakinek kell gyorsan töltse...aztán visszazárom...
A könyv inkább a vezérlőkkel foglalkozik... de nagyon jó és egyedülálló!
Nem linkelem... gyorsan megtalálható a főkönyvtárban... https://cnctar.hobbycnc.hu/VarsanyiPeter/
A könyv inkább a vezérlőkkel foglalkozik... de nagyon jó és egyedülálló!
Nem linkelem... gyorsan megtalálható a főkönyvtárban... https://cnctar.hobbycnc.hu/VarsanyiPeter/
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 április 19, 11:50
Írta: 3vv2btrhv Dátum 2007 április 19, 11:50
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 19, 13:00
Írta: bmejdz9nu Dátum 2007 április 19, 13:00
Jó ez webáruház... itt legalább irják, hogy raktáron van e az adott termék.
Persze semmi nincs raktáron... minden "úton"... tehát "szerszámgép ügynökségről" van szó.
Persze ezeket az "egyedi" megszerzéseket beszámítják az áraba...
Persze semmi nincs raktáron... minden "úton"... tehát "szerszámgép ügynökségről" van szó.
Persze ezeket az "egyedi" megszerzéseket beszámítják az áraba...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 19, 14:33
Írta: dg8n4i8x Dátum 2007 április 19, 14:33
http://www.uni-max.hu/DetailPage.asp?DPG=25397&CatID=2471&rootid=&PN=&SORT=
A tartozékok árát nézzétek!
4 pofás tokmány (önállóan beállítható pofák) – megr. sz. 25330982, 2 950,- Ft.
síktárcsa – megr. sz. 25330978, 648,- Ft.
merev támasz – megr. sz. 25330973, 1 057,- Ft.
mozgó támasz – megr. sz. 25330974, 1 344,- Ft.
készlet a colos menetekhez – megr. sz. 25330984, 1 344,- Ft.
menetszám kijelző – megr. sz. 25330988, 172,- Ft.
forgócsúcs Mk II – megr. sz. 60404520, 1 377,- Ft.
fúrótokmány 13/16B – megr. sz. 60000002, 516,- Ft.
tüske B16/Mk II – megr. sz. 60000162, 180,- Ft.
De szép lenne ha így lenne....
A tartozékok árát nézzétek!
4 pofás tokmány (önállóan beállítható pofák) – megr. sz. 25330982, 2 950,- Ft.
síktárcsa – megr. sz. 25330978, 648,- Ft.
merev támasz – megr. sz. 25330973, 1 057,- Ft.
mozgó támasz – megr. sz. 25330974, 1 344,- Ft.
készlet a colos menetekhez – megr. sz. 25330984, 1 344,- Ft.
menetszám kijelző – megr. sz. 25330988, 172,- Ft.
forgócsúcs Mk II – megr. sz. 60404520, 1 377,- Ft.
fúrótokmány 13/16B – megr. sz. 60000002, 516,- Ft.
tüske B16/Mk II – megr. sz. 60000162, 180,- Ft.
De szép lenne ha így lenne....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 19, 15:27
Írta: bmejdz9nu Dátum 2007 április 19, 15:27
szerintem nem írták át koronából... mert valami Cseh "alapú" a dolog...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 19, 15:50
Írta: dg8n4i8x Dátum 2007 április 19, 15:50
Tulajdonképpen meg lehetne venni ennyiért mert a fogyasztóvédelmi törvény szerint köteles lenne odaadni, ha ennyiért hírdette... A négypofás tokmány nagyon megérné... Forgatóhoz is kiváló...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 19, 16:04
Írta: 000000000 Dátum 2007 április 19, 16:04
Igazad van. Én már rendeltem toluk. Az árak ÁFA nélkul vannak, plusz még kb. 1.900,-Ft a posta koltség. Csehországban van a raktár, onnan is kuldik szerintem, mert csehul beszélt velem a holgy, aki pontosította a megrendelést. Kb. két hét, míg ideért.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 19, 16:55
Írta: bmejdz9nu Dátum 2007 április 19, 16:55
Ha ennyiért megy...nekem is intézzél mindenből 2-2 db-ot [#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 április 19, 19:29
Írta: 3vv2btrhv Dátum 2007 április 19, 19:29
jutalékot nem kapok ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 19, 20:15
Írta: 000000000 Dátum 2007 április 19, 20:15
Sziasztok!
Csehül állok csehből, de négypofás tokmánnyal én is szívesen barátkoznék. Pláne ha jó áron adják.
Csehül állok csehből, de négypofás tokmánnyal én is szívesen barátkoznék. Pláne ha jó áron adják.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 19, 20:19
Írta: bmejdz9nu Dátum 2007 április 19, 20:19
Vicc itt ám az egész... valaki elírta a weblapját... és elképzeljük annyiért...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 április 19, 21:16
Írta: dg8n4i8x Dátum 2007 április 19, 21:16
Álmodozni csak lehet, nem?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 19, 21:18
Írta: bmejdz9nu Dátum 2007 április 19, 21:18
Hát igen... én is a 3 forintos benzinről...[#finom]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 19, 22:30
Írta: 000000000 Dátum 2007 április 19, 22:30
Nézetek ITT korul, esetleg hasonlítsátok ossze EZZEL. Ha valamire szukségetek volna, szívesen besegítek. Csehul és szlovákul tokéletesen értek, beszélek.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2007 április 20, 03:23
Írta: ebalint Dátum 2007 április 20, 03:23
Sziasztok!
Én pl. ezt :síktárcsa – megr. sz. 25330978, 648,- Ft.
ennyiért látom :5 800 Ft ÁFA nélkül
a megadott honlapon
Én pl. ezt :síktárcsa – megr. sz. 25330978, 648,- Ft.
ennyiért látom :5 800 Ft ÁFA nélkül
a megadott honlapon
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 21, 00:16
Írta: 000000000 Dátum 2007 április 21, 00:16
El sem hiszem! 4 hethez tartottak magukat, igaz maximalisan kihasznaltak. Megerkezett a gep (L-es). Hetfon hozom haza...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 21, 11:15
Írta: bmejdz9nu Dátum 2007 április 21, 11:15
Na alíg várom a fejleményeket !
Azt hiszem akkor "3 x BF20-as" aktív fórumtárs van... pedíg tudom, hogy többen vagyunk... csak nem tesznek "X:)"-et ebbe e topikba... :)
Azt hiszem akkor "3 x BF20-as" aktív fórumtárs van... pedíg tudom, hogy többen vagyunk... csak nem tesznek "X:)"-et ebbe e topikba... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 21, 12:44
Írta: 000000000 Dátum 2007 április 21, 12:44
Meg pici turelem kell. 40-es patronbefogot koszorultetek hozza. Amugy minden adott mar.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 21, 14:08
Írta: bmejdz9nu Dátum 2007 április 21, 14:08
Mi az, hogy 40-es.. ER40? szetthez? te csinálod?
Szerintem a gyári ajánlás az ER25 max... nekem ER32 van... felette? Ez is már nagyon határeset... nagyobb szerszámoknál jpbb a direkt MK2-es fogatás...
Szerintem a gyári ajánlás az ER25 max... nekem ER32 van... felette? Ez is már nagyon határeset... nagyobb szerszámoknál jpbb a direkt MK2-es fogatás...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 22, 17:44
Írta: 000000000 Dátum 2007 április 22, 17:44
40-es szettem van szabad. En csinalom hat. Ettol fuggetlenul nem lesz rosszra terhelve.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 12:46
Írta: 000000000 Dátum 2007 április 23, 12:46
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 13:09
Írta: bmejdz9nu Dátum 2007 április 23, 13:09
Ezért én nem "áldoztam" volna fel a gépemet...
Nem lett volna jobb egy maróegységet csinálni..?
Egyébkén is túl nehéz a BF20 fejegysége...(vas) szerintem... ezt kellő dinamikával mozgatni... hát nem tudom... főleg fel és le...?
Az a véleményem - amit már leírtam - CNC-vel kisebb fogások többször... talán jobb... de nem tudom...
Nem lett volna jobb egy maróegységet csinálni..?
Egyébkén is túl nehéz a BF20 fejegysége...(vas) szerintem... ezt kellő dinamikával mozgatni... hát nem tudom... főleg fel és le...?
Az a véleményem - amit már leírtam - CNC-vel kisebb fogások többször... talán jobb... de nem tudom...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 15:21
Írta: 000000000 Dátum 2007 április 23, 15:21
Csak erdekesseg keppen raktam be. En ha mar ilyenre szannam el magam, akkor fortuna...
Kicsomagoltam a BF20L-t. Hogy is mondjam... Olyan "latszik rajta, hogy kinai" gyokerekkel rendelkezik. A gyari tarto allvany egy nagy rossz, ezt nehogy valaki opcionalisan rendelje melle!!! Barki jobbat epit nala.
A marasi teljesitmenyerol nem tudok meg nyilatkozni. Egyelore bekapcsolni sem sikerult, mert van "sorrend"...
Egyelore fenntartasokkal kozeledem fele. Majd irok meg. Ha vannak konkret kerdesek, johetnek.
Megegyszer, L-es verzio...
Kicsomagoltam a BF20L-t. Hogy is mondjam... Olyan "latszik rajta, hogy kinai" gyokerekkel rendelkezik. A gyari tarto allvany egy nagy rossz, ezt nehogy valaki opcionalisan rendelje melle!!! Barki jobbat epit nala.
A marasi teljesitmenyerol nem tudok meg nyilatkozni. Egyelore bekapcsolni sem sikerult, mert van "sorrend"...
Egyelore fenntartasokkal kozeledem fele. Majd irok meg. Ha vannak konkret kerdesek, johetnek.
Megegyszer, L-es verzio...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 16:17
Írta: 000000000 Dátum 2007 április 23, 16:17
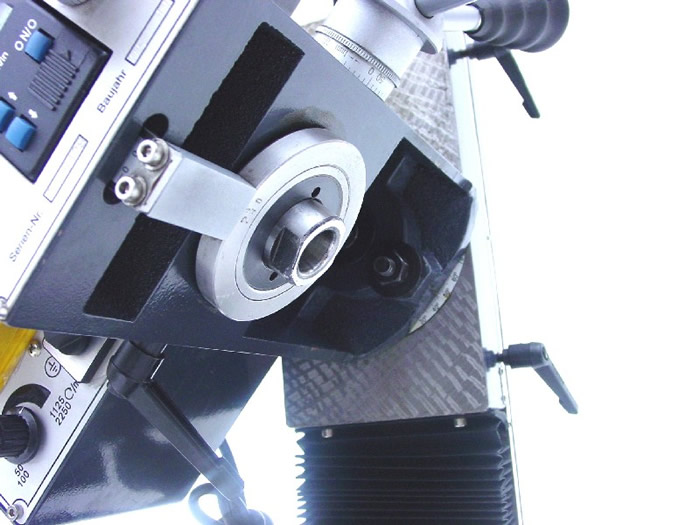
Péter! Egészen véletlenül némi közöm van
a #122 BF20 applikációhoz.
Ha valaki nem akar bajlódni saját fortunával+
+marómotorral+fordulatszám szabályzással+finom
beállítóval, igenis szerintem van
létjogosultsága egy ilyen modulnak. 2 csavarral
pedig bármikor leszerelhető, és 5 perc alatt
újra kész a BF20 eredeti marógép verzió, ha
éppen az kell. Az az igazság, Te még nem
ismered azt az érzést, amikor CNC mozgat
egy BF20 marófejet. Majd lesz Neked is egyszer
egy olyan saját építésű géped, amikor egy
szervóval 1:4 körüli lassítással, 5 mm-es
golyósorsóval vígan emelgetsz egy ilyen
egységet. Akkor biztosan megértőbb leszel egy
ilyen megoldás kapcsán.
a #122 BF20 applikációhoz.
Ha valaki nem akar bajlódni saját fortunával+
+marómotorral+fordulatszám szabályzással+finom
beállítóval, igenis szerintem van
létjogosultsága egy ilyen modulnak. 2 csavarral
pedig bármikor leszerelhető, és 5 perc alatt
újra kész a BF20 eredeti marógép verzió, ha
éppen az kell. Az az igazság, Te még nem
ismered azt az érzést, amikor CNC mozgat
egy BF20 marófejet. Majd lesz Neked is egyszer
egy olyan saját építésű géped, amikor egy
szervóval 1:4 körüli lassítással, 5 mm-es
golyósorsóval vígan emelgetsz egy ilyen
egységet. Akkor biztosan megértőbb leszel egy
ilyen megoldás kapcsán.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 16:36
Írta: bmejdz9nu Dátum 2007 április 23, 16:36
Na igy egészem másként látom a dolgot... 180 fokos fordulat...
Tehát a BF20 megmaradt... és a fejegységet át lehet tenni egy CNC "vázra"
Hoppá... !!!!!!!!
De jól titkoltátok ezt a nagyszerű megoldast!!! Le a kalappal! Kár, hogy az ilyen ötleteket harapófogóval kell kihúzni... :)
Fortuna... hát igen. Nem kritizáltam, csak a súlyát!... mert még nem csináltam fortunát addíg "kisnyuszi" legyen a nevem... :)
Szervó... Hát én most elsőre léptetőkkel csinálom...
Ezt mondogatom magamnak:
Peti nyugi... gondolj az evolucióra... Elsőre léptecs...
Persze Nema34 felfogatású lesz... ezzel a felfogatással 100% kompatibilisak a szervómotorok kb. 200W-ig... tehát a kaput megcsinálom... hogy beférjen a teherautó... és a forma1-es is is... :)
Szervomotort meg hajtok... Akarok 3 igazit... olyan SanyoDenki félét... ha szembe jönnek nem ugrok el elölük... de ettől nem hiszem, hogy nem lehet csinálni házilag... de látnom kell elöször egy igazit "élő adásban"...
Pár napja fogtam és pörgettem tápról egy vadi új Sanyo 400W-os szervómotort... úgy viselkedett ahogy írtad... amilyennek kell lenni egy szervómotornak... 80V-os volt... 3-4V-nál már felvett 3A-t... nem lehett lefogni... finom járás...stb... nem semmi volt... kár, hogy 300Euro... 1 db... "alkalmi vételben"...
Tehát a BF20 megmaradt... és a fejegységet át lehet tenni egy CNC "vázra"
Hoppá... !!!!!!!!
De jól titkoltátok ezt a nagyszerű megoldast!!! Le a kalappal! Kár, hogy az ilyen ötleteket harapófogóval kell kihúzni... :)
Fortuna... hát igen. Nem kritizáltam, csak a súlyát!... mert még nem csináltam fortunát addíg "kisnyuszi" legyen a nevem... :)
Szervó... Hát én most elsőre léptetőkkel csinálom...
Ezt mondogatom magamnak:
Peti nyugi... gondolj az evolucióra... Elsőre léptecs...
Persze Nema34 felfogatású lesz... ezzel a felfogatással 100% kompatibilisak a szervómotorok kb. 200W-ig... tehát a kaput megcsinálom... hogy beférjen a teherautó... és a forma1-es is is... :)
Szervomotort meg hajtok... Akarok 3 igazit... olyan SanyoDenki félét... ha szembe jönnek nem ugrok el elölük... de ettől nem hiszem, hogy nem lehet csinálni házilag... de látnom kell elöször egy igazit "élő adásban"...
Pár napja fogtam és pörgettem tápról egy vadi új Sanyo 400W-os szervómotort... úgy viselkedett ahogy írtad... amilyennek kell lenni egy szervómotornak... 80V-os volt... 3-4V-nál már felvett 3A-t... nem lehett lefogni... finom járás...stb... nem semmi volt... kár, hogy 300Euro... 1 db... "alkalmi vételben"...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 16:43
Írta: bmejdz9nu Dátum 2007 április 23, 16:43
Nálam is ilyen volt a kezdeti "szindróma"...
Mindenképp a mellékelt eredeti villáskulcsokat használd! Kész erkje... Igazi kínai felíratokkal rajta - vigyázz rá érték!:).
"Gyári állványt" megmondom őszintén ...álmomban sem hittem volna, hogy rendelsz... szerintem ennyi pénzből akár alu profilokból is összedobhattál volna ... :)
Na persze ezután jönnek a "drága dolgok" ilyen satu - olyan lefogató - amolyan marók...
Mindenképp a mellékelt eredeti villáskulcsokat használd! Kész erkje... Igazi kínai felíratokkal rajta - vigyázz rá érték!:).
"Gyári állványt" megmondom őszintén ...álmomban sem hittem volna, hogy rendelsz... szerintem ennyi pénzből akár alu profilokból is összedobhattál volna ... :)
Na persze ezután jönnek a "drága dolgok" ilyen satu - olyan lefogató - amolyan marók...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 23, 17:17
Írta: Kristály Árpád Dátum 2007 április 23, 17:17
Hallihó Péter!
Menyi egy BF-20 fejegység ára?
Márha kapható külön....
Hallihó!
Menyi egy BF-20 fejegység ára?
Márha kapható külön....
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 17:21
Írta: bmejdz9nu Dátum 2007 április 23, 17:21
Nagyon drága... próbáltam... csak részekből... akkor alkatrész... a csak a kúp és a befogó tengely 50-60e ft... pedíg az csak egy db-ja...
A többit el tudod képzelni... járhatatlan... felejtős... akkoriban körüljártam... csinálnod kell vagy komplett "Spindelt" venned...
A többit el tudod képzelni... járhatatlan... felejtős... akkoriban körüljártam... csinálnod kell vagy komplett "Spindelt" venned...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 23, 18:16
Írta: tumnmsi57 Dátum 2007 április 23, 18:16
Szi aÁrpád!
Én a WABECO-tól kértem árajánlatot a fejre. Ott adják simán, nem darabokban. 1,4Kw 230vac. 761Eur+52 csomagolás+ 19% Mwst.
(Aszem a 1210-nek a feje.)
Én a WABECO-tól kértem árajánlatot a fejre. Ott adják simán, nem darabokban. 1,4Kw 230vac. 761Eur+52 csomagolás+ 19% Mwst.
(Aszem a 1210-nek a feje.)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 18:48
Írta: 000000000 Dátum 2007 április 23, 18:48
Megtisztogattam a gepet a kinai mocsoktol. Eleg igenytelenul dobozoltak. Itt-ott forgacs maradvanyok, targyasztal is kapott pici festeket. De rendbe raktam, egesz megtetszett. Hasznosnak talaltam a kezikonyvet is. Csinalok ez alapjan a foorso alapjan egy kulon fortunat, ha bevalik majd. A gyari szekrenyt sem bantam meg. Mire koltsek? Szinusz satu van, marok vannak dogivel, patronkeszlet van (mar ER25 is, ha kellene), stb.
Mertem oraval a nyers kupot a foorsoban. 0.01mm-t ut csak. Nagyon jo!
A fej donthetosege nem tetszik tulzottan. Igazabol meg nem jottem ra a nyitjara, egyelore ha fokba akarom donteni az ket emberes mutatvany. Igaz a maromotor burkolatot is feltem, mert muanyag. Hamarosan ki lesz probalva, addig kiepitem neki a helyet. Mert az kell neki, szep nagyot nyulik oldaliranyban...
A villaskulcsok egy rohej... Szep csendben elraktam oket es elovettem a gedore keszletet... Hasonlo volt a mellekelt imbuszkulcs keszlet megitelese is.
Egyedi dolog, hogy szinte minden M4, M5 csavar "majdnem kiesett" laza volt?
Plexit hasznalod? En levettem...
Mertem oraval a nyers kupot a foorsoban. 0.01mm-t ut csak. Nagyon jo!
A fej donthetosege nem tetszik tulzottan. Igazabol meg nem jottem ra a nyitjara, egyelore ha fokba akarom donteni az ket emberes mutatvany. Igaz a maromotor burkolatot is feltem, mert muanyag. Hamarosan ki lesz probalva, addig kiepitem neki a helyet. Mert az kell neki, szep nagyot nyulik oldaliranyban...
A villaskulcsok egy rohej... Szep csendben elraktam oket es elovettem a gedore keszletet... Hasonlo volt a mellekelt imbuszkulcs keszlet megitelese is.
Egyedi dolog, hogy szinte minden M4, M5 csavar "majdnem kiesett" laza volt?
Plexit hasznalod? En levettem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 18:49
Írta: 000000000 Dátum 2007 április 23, 18:49
FRASER, lemerem holnap a trapezorsok teljes hosszat ahogy igertem!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 18:50
Írta: 000000000 Dátum 2007 április 23, 18:50
Lemaradt, hogy a fordulatszam szabalyzo potmeter az egyaltalaln nem tetszik. Teljesen lotyogosre szereltek, felek hozzaerni. Pedig neztem az elolap hatoldalat, hatha lehet szoritani az anyan...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 23, 19:12
Írta: tumnmsi57 Dátum 2007 április 23, 19:12
Szia Aszbolit!
Köszönöm előre is, ha lehet a teljes hossz, menet hossz, megmunkálási hosszok és átmérők, orsó átmérő + anya méretek. Egyszóval minden , ha nem gond.
Most már leírom én is a tapasztalataimat az enyémmel kapcsolatban:
- A tartozékkészlet tényleg elég gagyi. Én is lecseréltem használható szerszámokra.
- A védőplexi szintén lekerült, mert szerintem túl nagy.
Köszönöm előre is, ha lehet a teljes hossz, menet hossz, megmunkálási hosszok és átmérők, orsó átmérő + anya méretek. Egyszóval minden , ha nem gond.
Most már leírom én is a tapasztalataimat az enyémmel kapcsolatban:
- A tartozékkészlet tényleg elég gagyi. Én is lecseréltem használható szerszámokra.
- A védőplexi szintén lekerült, mert szerintem túl nagy.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 19:18
Írta: 000000000 Dátum 2007 április 23, 19:18
Jo, lemerem persze.
Ha nem titok, akkor miert kell a sajatomat mikor ott a Tied?
Vedoplexit allitgatni, ahhh... Tuti letorom es amugy is behomalyosodik hamar. A kapcsolot es a vezetekeket csak siman visszatoltad a geptestbe szigeteles utan?
Ha nem titok, akkor miert kell a sajatomat mikor ott a Tied?
Vedoplexit allitgatni, ahhh... Tuti letorom es amugy is behomalyosodik hamar. A kapcsolot es a vezetekeket csak siman visszatoltad a geptestbe szigeteles utan?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 19:19
Írta: bmejdz9nu Dátum 2007 április 23, 19:19
A könyv jó... petroleumos lemosás igen hatékony! Ezt is írja...
Én az eredeti csomagolást nem láttam, készre szerelve hozam el boltból...
Nekem semmi gond a potival...
A fej dönthetősége nem nagy gond... rájössz gyorsan..
A külső motor burkolatból potyogtak ki a csavarok... más nem volt...
VIGYÁZZ AZ ASZTAL MEGSZORÍTÓKRA!!! Én azonnal letörtem az egyiket... gyermeteg megoldás... ha kitekered... letörik... a Z-finom állítóval hasonló a helyzet !!! de rájössz...
Plexi a szekrény tetején... pihen...
Én az eredeti csomagolást nem láttam, készre szerelve hozam el boltból...
Nekem semmi gond a potival...
A fej dönthetősége nem nagy gond... rájössz gyorsan..
A külső motor burkolatból potyogtak ki a csavarok... más nem volt...
VIGYÁZZ AZ ASZTAL MEGSZORÍTÓKRA!!! Én azonnal letörtem az egyiket... gyermeteg megoldás... ha kitekered... letörik... a Z-finom állítóval hasonló a helyzet !!! de rájössz...
Plexi a szekrény tetején... pihen...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 19:21
Írta: bmejdz9nu Dátum 2007 április 23, 19:21
A nagykarok is a szekrényben... csak akkor veszem elő, ha fúrógépest játszunk... mert annak is nagyon jó ! Ha prcizet akarsz fúrni...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 23, 19:27
Írta: tumnmsi57 Dátum 2007 április 23, 19:27
folyt:
- A keresztasztal beállításával elég sokat szenvedtem, mert kicsit szorult és a fecske vezető beállítása nekem nem volt egyszerű. Ezen még lehet javítani.
- A gombok, poti stb.(kezelőszervek) szintén nem a német minőséget mutatják. Már megvannak az újak, cserélem őket.
- Lehet, hogy csak én vagyok béna, de ha az aztalra fektetve fogatok le valamit, akkor a Z alig éri el. Satu nekem is kellemne.
- Főorsó ütés nekem is 0,01, az X-Y asztal siklapusága 0,02-n belül a teljes munkaméretre vonatkoztatva.
- kicsit zajos a főorsó áttétel, kenni kellene, de még nem tudom hol. Az aztalt és az orsókat lemostam és újrakentem. Sokkal könyebb volt a mozgatás.
- A ford. szám kijelző még nem tudom mennyire pontos, de hasznos.
- Nekem 8-as szármaró a legnagyobb, azzal ment mint a rongy, nem győztem előtolni. Szerintem ebben a kategóriában a motor teljesítménye megfelelő.
- Az X és Y orsók kottyanása kb 2 osztás.
- Igen hasznos lenne egy gyors szerszámváltó hozzá. Igy kicsit macerás cserélgetni a szerszámot.
Alapvetően szerintem megéri az árát, tény és való, hogy állítgatni, kenegetni kell a 100%-os beüzemelés elött.
Én még nem szedtem szét, a belsejéről nem tudok nyilatkozni.
Ha még eszembe jut valami leírom.
- A keresztasztal beállításával elég sokat szenvedtem, mert kicsit szorult és a fecske vezető beállítása nekem nem volt egyszerű. Ezen még lehet javítani.
- A gombok, poti stb.(kezelőszervek) szintén nem a német minőséget mutatják. Már megvannak az újak, cserélem őket.
- Lehet, hogy csak én vagyok béna, de ha az aztalra fektetve fogatok le valamit, akkor a Z alig éri el. Satu nekem is kellemne.
- Főorsó ütés nekem is 0,01, az X-Y asztal siklapusága 0,02-n belül a teljes munkaméretre vonatkoztatva.
- kicsit zajos a főorsó áttétel, kenni kellene, de még nem tudom hol. Az aztalt és az orsókat lemostam és újrakentem. Sokkal könyebb volt a mozgatás.
- A ford. szám kijelző még nem tudom mennyire pontos, de hasznos.
- Nekem 8-as szármaró a legnagyobb, azzal ment mint a rongy, nem győztem előtolni. Szerintem ebben a kategóriában a motor teljesítménye megfelelő.
- Az X és Y orsók kottyanása kb 2 osztás.
- Igen hasznos lenne egy gyors szerszámváltó hozzá. Igy kicsit macerás cserélgetni a szerszámot.
Alapvetően szerintem megéri az árát, tény és való, hogy állítgatni, kenegetni kell a 100%-os beüzemelés elött.
Én még nem szedtem szét, a belsejéről nem tudok nyilatkozni.
Ha még eszembe jut valami leírom.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 23, 19:33
Írta: tumnmsi57 Dátum 2007 április 23, 19:33
Aszbolit!
Én is le akarom, majd mérni, de kellene egy másik viszonyítási alap. Nem tudok nagy hosszot pontosan mérni.
Én is le akarom, majd mérni, de kellene egy másik viszonyítási alap. Nem tudok nagy hosszot pontosan mérni.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 23, 19:40
Írta: tumnmsi57 Dátum 2007 április 23, 19:40
Milyen szigetelés után?
Valamit kihagytam????
Valamit kihagytam????
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 19:48
Írta: bmejdz9nu Dátum 2007 április 23, 19:48
Olajzásra differeciálmű olaj jött be nekem... jó sürű...
80-as betétes tárcsával 0,5mm fogás... ez a max... aluba...
Hibát mérni nehéz... meg csinálni is... mert az asztal mozog... így...
A marómotor nálam nem zörög... van elég zsír benne... fej félre dönt...azthiszem.... hátulról lehet... adni neki...
80-as betétes tárcsával 0,5mm fogás... ez a max... aluba...
Hibát mérni nehéz... meg csinálni is... mert az asztal mozog... így...
A marómotor nálam nem zörög... van elég zsír benne... fej félre dönt...azthiszem.... hátulról lehet... adni neki...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 20:13
Írta: bmejdz9nu Dátum 2007 április 23, 20:13
Látom itt mindenkinek L verziója van... szinte elfog a kisebbségi komplexus.. :) de láttátok az XL bővítőmet a #34-esben... épp most tettem fel... 30mp... és ez asztán a Long... majd egy méter a feltét és a BF20 alapmozgás együtt..
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 20:58
Írta: 000000000 Dátum 2007 április 23, 20:58
Marofejet donteni kell, haoldalon lapot lecsavarni. Ott lehet a sebessegvaltot olajozni.
A szigetelest ugy ertettem, hogy ha a kapcsolorol lehuzom a vezetekeket es betolom a geptestbe osszeer esetleg, akkor frankon letilt a gep. Ide kivulre akarom felrakni a nagyfordulatu reszt is.
En mar elbizonytalanodtam az L-en. Lehet raakasztok valami motort.
A szigetelest ugy ertettem, hogy ha a kapcsolorol lehuzom a vezetekeket es betolom a geptestbe osszeer esetleg, akkor frankon letilt a gep. Ide kivulre akarom felrakni a nagyfordulatu reszt is.
En mar elbizonytalanodtam az L-en. Lehet raakasztok valami motort.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 21:58
Írta: bmejdz9nu Dátum 2007 április 23, 21:58
Tekerni, tekerni.... semmi lazsa... szép hosszan... erős "mancsod" lesz...
De ha kitalálsz valami "automata előtolót" azonnal dobd... fel..
De ha kitalálsz valami "automata előtolót" azonnal dobd... fel..
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 22:30
Írta: 000000000 Dátum 2007 április 23, 22:30
Eros az enelkul is. Valamit kitalalok majd... (:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 23, 22:44
Írta: bmejdz9nu Dátum 2007 április 23, 22:44
Egy áttetel DC motorra gondoltam... csak le kellene egyszerűen(!) választani a tengelyről... ha nem kell... ez a gond...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 23:09
Írta: 000000000 Dátum 2007 április 23, 23:09
Raaplikalok egy pici szallitolszalag mozgato motort:
motor
attetel
Van masik attetelezes is hozza. Azt hiszem az 5:1. Szerintem jo lesz. Az attetelezes es a motor kapcsolata meg bonthato 2-4 M4 csavarral.
motor
attetel
Van masik attetelezes is hozza. Azt hiszem az 5:1. Szerintem jo lesz. Az attetelezes es a motor kapcsolata meg bonthato 2-4 M4 csavarral.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 23:10
Írta: 000000000 Dátum 2007 április 23, 23:10
Meg persze vegallas kapcsolok... (:
Van ket brutal...
Van ket brutal...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 23, 23:13
Írta: 000000000 Dátum 2007 április 23, 23:13
Marha jol kitalaltam... Csak mitol fog "visszatekerni". Na ezen meg agyalok szepen...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 24, 08:08
Írta: bmejdz9nu Dátum 2007 április 24, 08:08
A leválasztás a probléma... hogy csak akkor menjen a tengelyre... ha megnyomod a gombot... !
A "gearmotor" csak eszköz...
A "gearmotor" csak eszköz...
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2007 április 24, 09:04
Írta: nffab2gnr Dátum 2007 április 24, 09:04
Parabola antenna forgató 400 kg-t nyom,beépitett végállás kapcsoló. a sebesség 0-12 V "csiga és villám" között szabályozható.Ja és olcsó mint a gyufa (volt)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 24, 09:52
Írta: bmejdz9nu Dátum 2007 április 24, 09:52
A tengelyre a rákápcsolás és leválasztás megoldása a probléma... aztán jöhet "gőzgép" is... :)
Mint az esztergánál az előtolás...
Mint az esztergánál az előtolás...
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2007 április 24, 10:10
Írta: nffab2gnr Dátum 2007 április 24, 10:10
a tengelyre (ha) felrakható fogaskerék,mint az ME1000-nél akkor a kézi kerék alá függőleges segédlapra felfogható a hajtás és mint az esztergánál az olló müxik,ha nem kell 2-3mm elmozdításával(lefelé) bontható a fogkapcsolat.Ha tudnék fotót linkelni megmutatnám miről beszélek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 24, 11:40
Írta: 000000000 Dátum 2007 április 24, 11:40
Ekszijjal is megoldhato lenne, ugyan ezen billeno alappal. Csak ott a motor sulya feszitene meg az ekszijat.
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2007 április 24, 11:56
Írta: nffab2gnr Dátum 2007 április 24, 11:56
nem csúszik meg?esetleg bordás szijjal M5-M2.5,osztófejjel bordáskereket csinálni nem nagy dolog 100-150mm hosszban ,aztán leszurkodni
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2007 április 24, 11:58
Írta: nffab2gnr Dátum 2007 április 24, 11:58
M5 M2.5 a bordás szíj mérete
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 április 24, 17:29
Írta: tumnmsi57 Dátum 2007 április 24, 17:29
Akkumulátoros fúró???
Cím: Re:Hagyományos forgácsológépek
Írta: vthgizrff Dátum 2007 április 24, 18:25
Írta: vthgizrff Dátum 2007 április 24, 18:25
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 24, 21:24
Írta: bmejdz9nu Dátum 2007 április 24, 21:24
Egy léptetővel is meglehetne oldani... mert az ha nem kap áramot viszonylag könnyen forog... de ha megkapja a naftát... akkor teker... de talán van ennél jobb megoldás is...
En eddíg erre jutottam... Pl. egy kétcsatornás P1-el vagy a amiről volt szó... az a programozható léptetővezérlő....
En eddíg erre jutottam... Pl. egy kétcsatornás P1-el vagy a amiről volt szó... az a programozható léptetővezérlő....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 24, 23:32
Írta: 000000000 Dátum 2007 április 24, 23:32
A szallitoszalag motorral befurodtem egyelore. Leattetelezes utan is keves a nyomateka, van olyan pont, ahol megakad. Pedig a legkonnyebben mozgathato szan a harom kozul...
Leptetot nem akarok, foleg nem vezerlovel egyutt felaldozni a mozgatasra. Nagyobb leattetelezes kell, pedig sebessegre pont jo lenne most...
Kicsit megcsupaszitottam a masinat, felkerult ra az ER40-es befogo is. Ami sajnos nem sikerult tul jora, ami 60mm szerszamhossz eseten 0.08mm-t ut. Valahova elkevertem a satum reteszeit, igy kozvetlenul a targyasztalra huzattam 7075-os alu lapot. 10-es ketelu maroval 3mm melyen, mint a vajat. Nem gondoltam volna, nagyon tetszik! Tobbre nem volt ido...
Ez a gyari allvany nagyon erdekes joszag. Olyan alacsony, hogy ha az ember elerak egy szeket, akkor ulo helyzetbol all minden kenyelmesen kezre! A gyari halo. lampa sz*rt sem er, ha kozel van a fej a targyasztalhoz.
Leptetot nem akarok, foleg nem vezerlovel egyutt felaldozni a mozgatasra. Nagyobb leattetelezes kell, pedig sebessegre pont jo lenne most...
Kicsit megcsupaszitottam a masinat, felkerult ra az ER40-es befogo is. Ami sajnos nem sikerult tul jora, ami 60mm szerszamhossz eseten 0.08mm-t ut. Valahova elkevertem a satum reteszeit, igy kozvetlenul a targyasztalra huzattam 7075-os alu lapot. 10-es ketelu maroval 3mm melyen, mint a vajat. Nem gondoltam volna, nagyon tetszik! Tobbre nem volt ido...
Ez a gyari allvany nagyon erdekes joszag. Olyan alacsony, hogy ha az ember elerak egy szeket, akkor ulo helyzetbol all minden kenyelmesen kezre! A gyari halo. lampa sz*rt sem er, ha kozel van a fej a targyasztalhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 25, 07:18
Írta: bmejdz9nu Dátum 2007 április 25, 07:18
Nekem van egy P1-em azért gondoltam erre... (2 csatornás habvágós...)
Egy NE555 vagy hasonlóval impulzust adni, step/dir kapcsoló... Persze áttátel nélkül egy Nema34-es kellene... ami nincs felesleg....
Egy NE555 vagy hasonlóval impulzust adni, step/dir kapcsoló... Persze áttátel nélkül egy Nema34-es kellene... ami nincs felesleg....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 30, 08:35
Írta: bmejdz9nu Dátum 2007 április 30, 08:35
Ha majd valaki a BF20-hoz "betétes tárcsamarót" akar... Akkor szüksége lesz ezekre a befogatókra....
Ezek MK2/M10-esek. Nálunk - ha jól tudom - csak 16-os és 22-es van forgalomban...és elég drágán...
Itt, ennél a német kereskedőnél találtam (csak) minden méretben... (16, 22, 27, 32mm-est)
Ebay.de - Seller ID= mtth0268 (mert nincs shop-ja...)
"Walzenfräseraufnahme MK2-16/ Fräsdorn" így lehet megtalálni... minden háten futtaja őket... kb 20-30 Euro a vége /db....




A képek nem valami jók... ennél jobbak... aki még nem keresett ilyeneket az nem is tidja milyen hiánycikkről van szó... Ha MK2-es kell!!!
Ezek MK2/M10-esek. Nálunk - ha jól tudom - csak 16-os és 22-es van forgalomban...és elég drágán...
Itt, ennél a német kereskedőnél találtam (csak) minden méretben... (16, 22, 27, 32mm-est)
Ebay.de - Seller ID= mtth0268 (mert nincs shop-ja...)
"Walzenfräseraufnahme MK2-16/ Fräsdorn" így lehet megtalálni... minden háten futtaja őket... kb 20-30 Euro a vége /db....
A képek nem valami jók... ennél jobbak... aki még nem keresett ilyeneket az nem is tidja milyen hiánycikkről van szó... Ha MK2-es kell!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 április 30, 10:51
Írta: 000000000 Dátum 2007 április 30, 10:51
A kiesztergalo fejeidrol rakjal fel kepet legyszives! Erdekelne, hogyan lehet szabalyozni az atmerot.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 30, 12:33
Írta: bmejdz9nu Dátum 2007 április 30, 12:33
ok.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 30, 14:04
Írta: bmejdz9nu Dátum 2007 április 30, 14:04
HBM kiesztergáló fej...
MK2 de nem M10-es befogás! Csinálni kellet egy külön behúzószárat. egyik felén M10 a másokon non-metric azaz 3/8"-os (lehet kapni menetvágót a boltokban)... sima 10-es vasanyagból... de így jóval olcsóbb...
www.rdgtools.co.uk a beszerzési forrás...
képek:

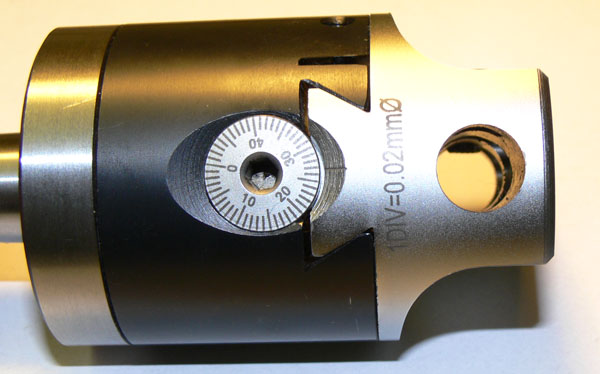


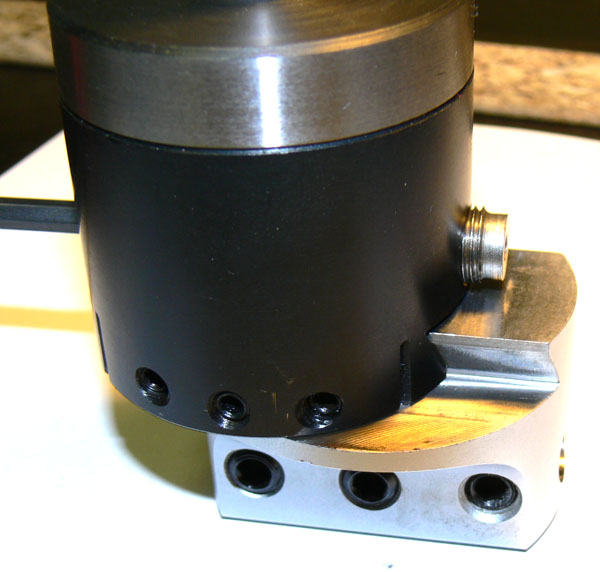

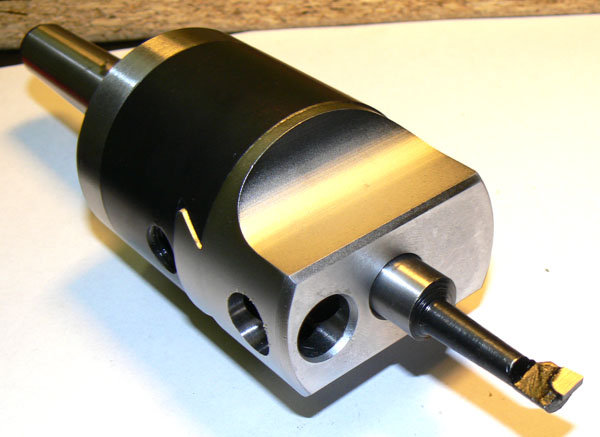


MK2 de nem M10-es befogás! Csinálni kellet egy külön behúzószárat. egyik felén M10 a másokon non-metric azaz 3/8"-os (lehet kapni menetvágót a boltokban)... sima 10-es vasanyagból... de így jóval olcsóbb...
www.rdgtools.co.uk a beszerzési forrás...
képek:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 30, 14:05
Írta: bmejdz9nu Dátum 2007 április 30, 14:05
Igen.. ami lemaradt...
A három imbusz-al lehet feszíteni a benne lévő golyó soros vezetést ! a vágat alatt vannak a golyók...
A három imbusz-al lehet feszíteni a benne lévő golyó soros vezetést ! a vágat alatt vannak a golyók...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 április 30, 18:35
Írta: Kristály Árpád Dátum 2007 április 30, 18:35
Hallihó Péter!
A 136-as hozzászólás már jeleztem engem érdekelne!!!!!!!!!
Aprópó....
A kiesztergálló késeknek milyen a befogó átmérője, és a képen látható késkészletnek mennyi az ára?
Narex kiesztergállóm az van, sajnos barkácsolni kel hozzá a késeket....
Üdv.: Árpi
A 136-as hozzászólás már jeleztem engem érdekelne!!!!!!!!!
Aprópó....
A kiesztergálló késeknek milyen a befogó átmérője, és a képen látható késkészletnek mennyi az ára?
Narex kiesztergállóm az van, sajnos barkácsolni kel hozzá a késeket....
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 április 30, 19:05
Írta: bmejdz9nu Dátum 2007 április 30, 19:05
12mm-es a kés befogató... (létezik 8mm-es is...)
100 Angol Phone Stejring... a készlet... csak fej a fele...
100 Angol Phone Stejring... a készlet... csak fej a fele...
Cím: Re:Hagyományos forgácsológépek
Írta: wgg0pm59b Dátum 2007 május 06, 16:46
Írta: wgg0pm59b Dátum 2007 május 06, 16:46
sziasztok! Én is teszek eggy x-et a BF20 L mellé sajnos kiprobálni csak a jövö hétvégén lessz idöm.István hogy állsz a szervoval?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 06, 16:51
Írta: 000000000 Dátum 2007 május 06, 16:51
Kész van, a jövőhétre lesz (talán) egy fotózható 0 szériás darabom is!
Cím: Re:Hagyományos forgácsológépek
Írta: wgg0pm59b Dátum 2007 május 06, 17:02
Írta: wgg0pm59b Dátum 2007 május 06, 17:02
A szuper vevö leszek hamarosan.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 06, 17:04
Írta: 000000000 Dátum 2007 május 06, 17:04
[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 06, 17:04
Írta: 000000000 Dátum 2007 május 06, 17:04
Ha cnc feltetet akarsz ra, akkor nem kell kapkodni. Van boven munka az alap gepen, mire elfogadhato eredmenyt produkal egy vezerlessel...
Cím: Re:Hagyományos forgácsológépek
Írta: wgg0pm59b Dátum 2007 május 06, 17:11
Írta: wgg0pm59b Dátum 2007 május 06, 17:11
gondolom pár napom rámegy mire minden 100%-os lessz
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 május 06, 17:43
Írta: bmejdz9nu Dátum 2007 május 06, 17:43
Na akkor már 4-en leszünk! jól számolok..? [#eljen] ... BF20 "Fun Clubban"... :)
Cím: Re:Hagyományos forgácsológépek
Írta: wgg0pm59b Dátum 2007 május 06, 18:03
Írta: wgg0pm59b Dátum 2007 május 06, 18:03
nem tudom, nem számoltam a tulajokat.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 május 24, 23:45
Írta: bmejdz9nu Dátum 2007 május 24, 23:45
A BF20 főorsó csapágyhézagot kellene talán után állítanom... van valakinek erről infója?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 25, 00:22
Írta: 000000000 Dátum 2007 május 25, 00:22
Ha kúpgörgős csapágy van benne, azt én, úgy állítom, hogy meghúzom ütközésig, majd visszaengedem kétharmad fordulatot. Kézzel megtekerem, ha nem szorul, akkor jó. Ha mégis akkor még egy kicsit vissza.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 május 25, 12:30
Írta: bmejdz9nu Dátum 2007 május 25, 12:30
Ó... még a főorsó "megbontásának" módját sem értem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 25, 12:42
Írta: 000000000 Dátum 2007 május 25, 12:42
Megyek megnézem a tükörbe, hogy áll nekem az új név....:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 27, 19:45
Írta: 000000000 Dátum 2007 május 27, 19:45
...BF20 "FAN Club"-ba jelentkezem....bár "L"-em van.Ha valakit érdekel épp a hűtésén dolgozom.Az Optimum 200€ veszteget a hűtőrendszerükért, nekem eddig 9ezer forintba van, mely tartalmaz egy 17,5L alu emulziótartályt, mipolán csöveket és egy 1/4" Loc-Line rendszert.Sztem szivattyúval együtt se fogja meghaladni a 20ezret, nem hogy 200eurót.
Szóval ha valakit érdekel, akkor Loc-Line cuccok:
www.lutter.hu
Szóval ha valakit érdekel, akkor Loc-Line cuccok:
www.lutter.hu
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 28, 09:27
Írta: 000000000 Dátum 2007 május 28, 09:27
Köszi az infót "gege". Már régóta keresem a magyar forgalmazót.
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 május 28, 10:04
Írta: 3vv2btrhv Dátum 2007 május 28, 10:04
szia karsa
azt hittem elvesztél ?
azt hittem elvesztél ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 28, 15:43
Írta: 000000000 Dátum 2007 május 28, 15:43
Rossz pénz nem vész! Csak fél évre kiestem, rossz gép, rossz egészség stb.
Örülök, hogy hiányoztam, nekem is hiányzott a csapat.
Üdv: karsa
Örülök, hogy hiányoztam, nekem is hiányzott a csapat.
Üdv: karsa
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 május 28, 16:23
Írta: bmejdz9nu Dátum 2007 május 28, 16:23



Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 május 29, 23:00
Írta: 000000000 Dátum 2007 május 29, 23:00
BF20 tapasztalat avagy a gépekhez használt anyagok minősége:
MIkor megvettem a gépemet annyira be voltam sózva,h bekerüljön a műhelyembe,h képes voltam egyedül becibálni a lakáson keresztül a kis 120kg kicsikét.Miközben bénáztam vele egy óvatlan pillanatban hozzáverődött a keresztszán jobb oldali kézikereke a házfalhoz.Tényleg csak egy picit.Nade a kézikerék fülsiketítő fémes hangot hallatva 4 darabra "robbant".Nem lettem boldog tőle, 0 órás gép azt gatya.Mikor először szemügyre vettem az anyag felületét a töréseknél, elhüledeztem,h milyen rossz öntvényböl van, de még az is felmerült bennem,h spiáter.A pótalkatrész Várlakiéknál 4600 bruttó volt, esztergám még nincs, mondom nekimegyek védőgázassal, lesz ami lesz.Hát elég rosszul viselkedett heggesztésnél, nem egy AlMg5, de ami a lényeg,h hegeszthető!!!Szóval öntvény, feszültség benne,mint állat, de szerencsére javitható pontossági romlás nélkül.
MIkor megvettem a gépemet annyira be voltam sózva,h bekerüljön a műhelyembe,h képes voltam egyedül becibálni a lakáson keresztül a kis 120kg kicsikét.Miközben bénáztam vele egy óvatlan pillanatban hozzáverődött a keresztszán jobb oldali kézikereke a házfalhoz.Tényleg csak egy picit.Nade a kézikerék fülsiketítő fémes hangot hallatva 4 darabra "robbant".Nem lettem boldog tőle, 0 órás gép azt gatya.Mikor először szemügyre vettem az anyag felületét a töréseknél, elhüledeztem,h milyen rossz öntvényböl van, de még az is felmerült bennem,h spiáter.A pótalkatrész Várlakiéknál 4600 bruttó volt, esztergám még nincs, mondom nekimegyek védőgázassal, lesz ami lesz.Hát elég rosszul viselkedett heggesztésnél, nem egy AlMg5, de ami a lényeg,h hegeszthető!!!Szóval öntvény, feszültség benne,mint állat, de szerencsére javitható pontossági romlás nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 május 29, 23:08
Írta: bmejdz9nu Dátum 2007 május 29, 23:08
Nekem a behúzószár ment el... első nap... adtak egy másikat... zárványos volt... de most minden ok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 11:10
Írta: 000000000 Dátum 2007 június 02, 11:10
várom a véleményeket a tisztelt hobbytársaktól az alábbi termékről:
http://cgi.ebay.de/Fraeskopf-63-mm-MK2-NEU_W0QQitemZ290123653075QQihZ019QQcategoryZ129197QQrdZ1QQcmdZViewItem#ebayphotohosting
http://cgi.ebay.de/Fraeskopf-63-mm-MK2-NEU_W0QQitemZ290123653075QQihZ019QQcategoryZ129197QQrdZ1QQcmdZViewItem#ebayphotohosting
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 11:36
Írta: bmejdz9nu Dátum 2007 június 02, 11:36
Szerintem zero minőség...
"Rendes" betétest vegyél...
Kép:

"Rendes" betétest vegyél...
Kép:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 11:38
Írta: bmejdz9nu Dátum 2007 június 02, 11:38
Nekem ilyenek vannak több méretben:

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 11:54
Írta: 000000000 Dátum 2007 június 02, 11:54
hát ugyan ezt linkeltem be én is, amiről a képet felraktad.Akkor most ez az antipélda vagy sem?!?!?!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 11:55
Írta: 000000000 Dátum 2007 június 02, 11:55
aranyos, de biztos nem uszom meg 45€ ból......viszont a minőségnek ára van.....hogyé adják ezeket???Link please!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 12:19
Írta: bmejdz9nu Dátum 2007 június 02, 12:19
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 13:55
Írta: 000000000 Dátum 2007 június 02, 13:55
Great!És tényleg nem drága.Gondolom a lapkák szabványméretek...evidens.De a felfogatása nem derül ki a marónak, reteszes vagy milyen és te hol vettél hozzá MK2/M10es marótüskét?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 15:49
Írta: bmejdz9nu Dátum 2007 június 02, 15:49
Nem ám...
Szabványos... írják melyik... tömeglapka...
Van az is már belinkeltem valahová... gondolom ebbe a toipikba... 22 és 27mm-est használok...MK2/M10... megtalálod :)
Szabványos... írják melyik... tömeglapka...
Van az is már belinkeltem valahová... gondolom ebbe a toipikba... 22 és 27mm-est használok...MK2/M10... megtalálod :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 15:52
Írta: bmejdz9nu Dátum 2007 június 02, 15:52
Előtte a töröktől kérj szállításra ájánlatot! Mert utánna 25 Eurót akar előtte meg meg lehet vele eggyezni... pl. 15-ben...
TNT-vel küldi... 2 nap és itt van... azt hiszi egy termelő gyár vagy :)
TNT-vel küldi... 2 nap és itt van... azt hiszi egy termelő gyár vagy :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 20:06
Írta: 000000000 Dátum 2007 június 02, 20:06
Találtam linkedet marótüskéröl, de van amit még mindig nem értek.A maróban csak egy sima furat van???Mert akkor mitöl nem forog el?CSak kell benne lenni egy nut-nak vagy alakos kötés vagy ilyesmi, merthát MK2/M10 ből az adott átmérőkböl is több fajta van.Valamelyiknél a kereszt alaku meghuzóanya pozicionálja a marót, valamelyiknél retesz van a marótüskén, stb.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 június 02, 21:53
Írta: Kristály Árpád Dátum 2007 június 02, 21:53
Hallihó!
Közkincsé tennéd?
Közkincsé tennéd?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 22:10
Írta: 000000000 Dátum 2007 június 02, 22:10
Linkre gondolsz vagy ironizálsz,h hülyeséget beszélek???
a LINK:
http://search.ebay.de/_W0QQsassZmtth0268
a LINK:
http://search.ebay.de/_W0QQsassZmtth0268
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 június 02, 22:12
Írta: Kristály Árpád Dátum 2007 június 02, 22:12
Hallihó!
Én a linkre gondoltam...Köszönöm!
Üdv.: Árpi
Én a linkre gondoltam...Köszönöm!
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 22:19
Írta: bmejdz9nu Dátum 2007 június 02, 22:19
Ezek azok... Vegyél BF20-hoz 22 és 27-est...(esetleg 16mm) nagyobbat nem bír!... én vettem 32-est, de már Árpinak "passzoltam" ... :)
Sehol máshol nem fogsz találni pl. a 27-est MK2/M10-ben!
ja... és sokkal jobbb minőség mint a képen...

Az alján azt a "negyzetanyát" nem kell használnod... majd egy sima belsőkulcs nyilású csavar...
Én is ettől a az eladótól vettem... Korrekt!
Jó licitálást! Egyet kettőt ugyanazért az árért küld... ("DHL packen" szabvány 5 Kg-ig...)
Sehol máshol nem fogsz találni pl. a 27-est MK2/M10-ben!
ja... és sokkal jobbb minőség mint a képen...
Az alján azt a "negyzetanyát" nem kell használnod... majd egy sima belsőkulcs nyilású csavar...
Én is ettől a az eladótól vettem... Korrekt!
Jó licitálást! Egyet kettőt ugyanazért az árért küld... ("DHL packen" szabvány 5 Kg-ig...)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 02, 22:25
Írta: bmejdz9nu Dátum 2007 június 02, 22:25
és... kb. 25 Euro/db szokott a vége lenni... de most talán jobban néz ki a dolog... az utolsó 20 mp-eben nyomjad... ne előbb!:) más is így csinálja!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 02, 22:39
Írta: 000000000 Dátum 2007 június 02, 22:39
Ok mostmár minden világos.....ami a rögzitést illeti.Az e-bayben meg már "jártas" vagyok, van onnan pár cuccom főleg CTC TOOLS.
köszi!
köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 03, 21:45
Írta: 000000000 Dátum 2007 június 03, 21:45
Kár,hogy a II. generációs BF20-on nincs fordulatszámmérő, kapcsolást még nem találtam hozzá, de ha meglesz és tesztelve lett, közzé teszem, az átalakításokkal együtt, addig is felrakok a tárba egy képet, amit igény esetén megcsinálok PC-vel is, hátha valaki hasznát veszi.Nagyon érdekes fordulatokat produkál a dolog a gyári adatokhoz képest.Az általam mért adatokat 4-5 mérésből átlagoltam +/- 3,5 fordulat/perc pontosságuak jobb forgásirányban értendők.Bal forgásirányban 54 min. és 1900max. fordulatokat mértem, köztes értékere nem voltam kiváncsi.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 03, 21:47
Írta: 000000000 Dátum 2007 június 03, 21:47
...Amugy a fordulatok stabilak üresjárásban, 0!!!ingadozás, ja és persze véleményem szerint 5-10%ban eltérhetnek gépenként, de azért nem árt tudni nagyságrendileg,h mekkora fordulattal is dolgozik az ember!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 03, 22:06
Írta: 000000000 Dátum 2007 június 03, 22:06

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 03, 22:06
Írta: 000000000 Dátum 2007 június 03, 22:06
..bénázok...hamarosan
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 04, 06:29
Írta: 000000000 Dátum 2007 június 04, 06:29
Ne linkej salyát gépről képet!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 június 04, 16:39
Írta: HJózsi Dátum 2007 június 04, 16:39
Épp tegnap kerestem én is BF20-hoz kész fordulatszámmérő megoldást és találtam is egyet a CNCzone.com-on :
CNCZone
Be kell jelentkezni akkor láthatók a képek és a file-ok letöltése.
EAGLE kapcsrajz és nyák valamint a Hexa kód a PIC-hez tölthetők le.
A képek egyébként Varsányi Péter nagyon klassz gyűjteményében is megtalálhatók a filetárban.
Viszonylag egyszerű és gyorsan elkészíthető, ha valaki nem akar sokat vesződni vele...
CNCZone
Be kell jelentkezni akkor láthatók a képek és a file-ok letöltése.
EAGLE kapcsrajz és nyák valamint a Hexa kód a PIC-hez tölthetők le.
A képek egyébként Varsányi Péter nagyon klassz gyűjteményében is megtalálhatók a filetárban.
Viszonylag egyszerű és gyorsan elkészíthető, ha valaki nem akar sokat vesződni vele...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 04, 16:53
Írta: bmejdz9nu Dátum 2007 június 04, 16:53
Én meg ezt vettem... de még nem volt időm beszerelni... :)
44USD (kb. 8000Ft) szállítással... reflexiós kapuval (kölön kis drótón - képen látni... kis fényváltozás kell a tengelyre) 7 számjegyes.. na de minek...:)
Fix-fertig szerelve, csomagolva... Thaiföldről!... (micsoda exotikum... 2 hét alatt itt volt:)

Electronic Digital Tachometer and Seven Segment Display
44USD (kb. 8000Ft) szállítással... reflexiós kapuval (kölön kis drótón - képen látni... kis fényváltozás kell a tengelyre) 7 számjegyes.. na de minek...:)
Fix-fertig szerelve, csomagolva... Thaiföldről!... (micsoda exotikum... 2 hét alatt itt volt:)
Electronic Digital Tachometer and Seven Segment Display
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 június 04, 17:41
Írta: HJózsi Dátum 2007 június 04, 17:41
60.000 RPM, biztos 2 tizedes pontossággal ... :)
A 3cm reflexiós távolság elég jó és szép kivitel + az árát is megéri, szerintem 2 hetet én is tudok várni, nem kell nyákot marni ...
A 3cm reflexiós távolság elég jó és szép kivitel + az árát is megéri, szerintem 2 hetet én is tudok várni, nem kell nyákot marni ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 04, 17:51
Írta: 000000000 Dátum 2007 június 04, 17:51
Szia! Ha tachodinamós a hajtásod, akkor
egy sokkal olcsóbb, egyszerűbb megoldás is van.
Kössél rá (a tachora) egy trimmerpotit, a poti
után pedig egy olkcsó digitális műszert.
Kész a fordulatszám mérő.
egy sokkal olcsóbb, egyszerűbb megoldás is van.
Kössél rá (a tachora) egy trimmerpotit, a poti
után pedig egy olkcsó digitális műszert.
Kész a fordulatszám mérő.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 04, 18:35
Írta: bmejdz9nu Dátum 2007 június 04, 18:35
Sőt ezt másra is lehet használni... mert olyan pontosságú... ami nem is kellett volna...:)
7 számjegy.... 60.000 rpm...
7 számjegy.... 60.000 rpm...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 05, 08:19
Írta: 000000000 Dátum 2007 június 05, 08:19
Kár,h 100-tól méri a fordulatot,biztos vagyok benne,h van akinek a BF20-a 100 alatt pörög alapon /nekem 122!/ és bal forgásirányban 52-54 a legalsó fordulat.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 05, 08:19
Írta: 000000000 Dátum 2007 június 05, 08:19
....persze nem sok mindent csinál az ember ilyen fordulaton, de azért legyünk már maximalisták!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 05, 08:22
Írta: 000000000 Dátum 2007 június 05, 08:22
....amugy a fordulatok:
http://magiist.fpn.hu/Kepek/IMG_0144.JPG
http://magiist.fpn.hu/Kepek/IMG_0144.JPG
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 05, 08:23
Írta: bmejdz9nu Dátum 2007 június 05, 08:23
El nem hiszem, hogy alatta nem megy... milyen technikai akadálya van? Gondolom a mintavételezésből adódóan csak "pontatlan" lesz...
de ez nem a TÜV labor...:)
de ez nem a TÜV labor...:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 június 05, 08:31
Írta: 000000000 Dátum 2007 június 05, 08:31
Biztos a 3. szegmens nem tud Ɔ' mutatni, csak Ƈ'-től 9ig :)))
...Amugy meg az igazi egy encoder tárcsás fordulatszámmérő lenne, dupla opto-kapuval és akkor még a forgásirányt is jelezné.....igaz,h én mondtam,h legyünk maximalisták, de ennyire?!?!?!
...Amugy meg az igazi egy encoder tárcsás fordulatszámmérő lenne, dupla opto-kapuval és akkor még a forgásirányt is jelezné.....igaz,h én mondtam,h legyünk maximalisták, de ennyire?!?!?!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 05, 08:37
Írta: bmejdz9nu Dátum 2007 június 05, 08:37
Majd encodert... a pisztolyfúróba szerelek mert ott kell igazán a precizitás! [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 június 07, 18:47
Írta: tumnmsi57 Dátum 2007 június 07, 18:47
Elindult az én gépen CNC-sítése, sajnos ez előreláthatóan anyagi okok miatt elég hosszú lesz. X és Y irányban szerós hajtást, Z-be léptetőt akarok.
A motor, a bordástárcsák és szíjjak innét lesznek:
www.cnc-plus.de
ISEL 16/4 és 25/5 -ös golyósorsókkal. Ez kb 90 ezer.
Az átépítésről rengeteg infó itt:
http://5128.rapidforum.com/
 http://www.dirt-page.de/metall/cnc/umbau1.htm
http://www.dirt-page.de/metall/cnc/umbau1.htm
A BF 20 orsóméretei:
Felhaszn. mappa\Fraser\BF20L_CNC_Conversion
A motor, a bordástárcsák és szíjjak innét lesznek:
www.cnc-plus.de
ISEL 16/4 és 25/5 -ös golyósorsókkal. Ez kb 90 ezer.
Az átépítésről rengeteg infó itt:
http://5128.rapidforum.com/
A BF 20 orsóméretei:
Felhaszn. mappa\Fraser\BF20L_CNC_Conversion
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 június 07, 18:56
Írta: bmejdz9nu Dátum 2007 június 07, 18:56
tegyél valami láthatót!
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 június 07, 19:16
Írta: tumnmsi57 Dátum 2007 június 07, 19:16
Most mennek föl azok a képek, amiket találtam ezzel a témával kapcsolatban. (Felh.mappa)
Sajátnál össze kell szednem az összes anyagot, csak utánna akarok nekiálni a munkának.
Sajátnál össze kell szednem az összes anyagot, csak utánna akarok nekiálni a munkának.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 13, 19:43
Írta: bmejdz9nu Dátum 2007 szeptember 13, 19:43
Segítség elkellene!
Valaki szedte szét már a BF20 marómotoregységét?
Attól félek az utolsókat rúgja a DC motor(?)... Szívesen kicserélném asszinkron motorra... A neten láttam már több példát rá...
Valaki szedte szét már a BF20 marómotoregységét?
Attól félek az utolsókat rúgja a DC motor(?)... Szívesen kicserélném asszinkron motorra... A neten láttam már több példát rá...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 14, 18:18
Írta: 000000000 Dátum 2007 szeptember 14, 18:18
..műanyagház levesz...motorrögzítő csavar kilazít....sebseeégben hagyva kézzel picit főorsót mozgat és felfelé DC motor kihúz..szedtem már szét az enyém...nem volt bonyesz....de aggasztó amit mondasz
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 14, 18:20
Írta: 000000000 Dátum 2007 szeptember 14, 18:20
...amugy nem ide tartoziik, de ma vettem át a D240x500G met...naggyon happy vagyok....és egy adapterrel rá lehet rakni a BF20 oszlopát és akkor van egy maró-esztergálo cuccom......amit valszeg soha nem fogok semmire használni :))))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:15
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:15
A motor... hát szénkeféket megette... de közeleg a vég? nem tudom...
Az ok, hogy kicserélem egy asszinkronra és frekiváltóra (az örök lesz :) de mekkorára?
A 370W-os és az 550W-os fér el a mostani DC motor helyén ami hivatalosan 850W most...
Gyengébb lesz? Nem tudom... A Tachos szabályzás egyenlőre ugrik... nem lesz...
De a DC motorral csak akkor van gond ha nagy maró kis fordulaton megy... tehát a vezérlés nagyon nagy áramot ad a DC motornak... Sajnos mértem... nincs limit... akár 10A is...
Előbb vagy utóbb mindenkép csere lesz... Mert ez a DC motor jó de nem 100%...
Ha valaki meg tudná mondani, hogy egy pl. 550W-os 3f motor mit fog kb. produkálni...?
Szerintem jobb lesz, de ez csak érzés... Mert az asszinkronál a ferki van szabályozva korrekt módon szemben a DC motor... meg kapja az áramot, elég szabálytalanul...
A hűtés sem megoldott a DC motornál... semmi ventilátor...? ezt sem értem... míg az asszinkron motorban komoly hűtő ventilátor van... Technikai csoda a DC motor?
Az ok, hogy kicserélem egy asszinkronra és frekiváltóra (az örök lesz :) de mekkorára?
A 370W-os és az 550W-os fér el a mostani DC motor helyén ami hivatalosan 850W most...
Gyengébb lesz? Nem tudom... A Tachos szabályzás egyenlőre ugrik... nem lesz...
De a DC motorral csak akkor van gond ha nagy maró kis fordulaton megy... tehát a vezérlés nagyon nagy áramot ad a DC motornak... Sajnos mértem... nincs limit... akár 10A is...
Előbb vagy utóbb mindenkép csere lesz... Mert ez a DC motor jó de nem 100%...
Ha valaki meg tudná mondani, hogy egy pl. 550W-os 3f motor mit fog kb. produkálni...?
Szerintem jobb lesz, de ez csak érzés... Mert az asszinkronál a ferki van szabályozva korrekt módon szemben a DC motor... meg kapja az áramot, elég szabálytalanul...
A hűtés sem megoldott a DC motornál... semmi ventilátor...? ezt sem értem... míg az asszinkron motorban komoly hűtő ventilátor van... Technikai csoda a DC motor?
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 szeptember 14, 21:28
Írta: Kristály Árpád Dátum 2007 szeptember 14, 21:28
Hallihó Péter!
Nehéz ügy...valószínű, hogy a legnagyobb gondot a motor mérete okozza majd...
Továbbá nem véletlen van szénkefés motor....nyomaték stb.
A ventilátor...képzeld el, hogy mondjuk az apró fémport besziná... a motorod...hát nem kellene ledes világítás a műhelyedben!
Nem vagyok képben...a motor tengelyén van a maró?
Van egy szupi Danfoss 1.1KW-os moci melyből fortúnát gondoltam...alapban 3560-ant pörög de frekiváltóval simán megy 200-Hz-én...kis fordulaton is nagy nyomatékkal.....Sajnos három fázis....az átmérője igen kicsi..kb.: 150-milkó!
Motoros nagyon szinpatizált vele...akkor nem adtam... de ha bajban vagy szívesen segítek....küldök videót.....
Hallihó
Nehéz ügy...valószínű, hogy a legnagyobb gondot a motor mérete okozza majd...
Továbbá nem véletlen van szénkefés motor....nyomaték stb.
A ventilátor...képzeld el, hogy mondjuk az apró fémport besziná... a motorod...hát nem kellene ledes világítás a műhelyedben!
Nem vagyok képben...a motor tengelyén van a maró?
Van egy szupi Danfoss 1.1KW-os moci melyből fortúnát gondoltam...alapban 3560-ant pörög de frekiváltóval simán megy 200-Hz-én...kis fordulaton is nagy nyomatékkal.....Sajnos három fázis....az átmérője igen kicsi..kb.: 150-milkó!
Motoros nagyon szinpatizált vele...akkor nem adtam... de ha bajban vagy szívesen segítek....küldök videót.....
Hallihó
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:32
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:32
Szerintem 400-500W-nak elégnek kellene lennie...
Áttetel van... alapban 1/2... második fokozat 1/4... ezt sem értem... mi a fenének tettek bele 6000rpm-es DC-motort... a 3000-es max. (H) fordulathoz....
De tényleg ritka a 150mm-es 1Kw.os moci...
Áttetel van... alapban 1/2... második fokozat 1/4... ezt sem értem... mi a fenének tettek bele 6000rpm-es DC-motort... a 3000-es max. (H) fordulathoz....
De tényleg ritka a 150mm-es 1Kw.os moci...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 szeptember 14, 22:12
Írta: Kristály Árpád Dátum 2007 szeptember 14, 22:12
A fordúlat sem kutya....
Péter!
Nem elég a 400-500W-os szinkron moci....
A szénkefés motorodnak hihetetlen nagy nyomatéka van a szinkron illetve aszinkrom mocihoz képest.........
Péter!
Nem elég a 400-500W-os szinkron moci....
A szénkefés motorodnak hihetetlen nagy nyomatéka van a szinkron illetve aszinkrom mocihoz képest.........
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2007 szeptember 15, 00:12
Írta: 4mjnxdwuu Dátum 2007 szeptember 15, 00:12
Hali,
"alapban 3560-ant pörög de frekiváltóval simán megy 200-Hz-én..."
Ez a moci hány pólusú???? (mert nekem 1,68 jön ki, de olyat még nem láttam, de szerintem senki...)
Bocsi...
"alapban 3560-ant pörög de frekiváltóval simán megy 200-Hz-én..."
Ez a moci hány pólusú???? (mert nekem 1,68 jön ki, de olyat még nem láttam, de szerintem senki...)
Bocsi...
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2007 szeptember 15, 00:12
Írta: 4mjnxdwuu Dátum 2007 szeptember 15, 00:12
[#wow1][#nyes][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 szeptember 15, 21:43
Írta: Kristály Árpád Dátum 2007 szeptember 15, 21:43
Hallihó Trapista!
Mint tudod, ma Öszödi nap van.....
Helyesbitek 50Hz=2840, 60Hz=3450
és 200Hz= (Sopronban vásárolt lézeres mérővel!)
12.000-fordulat
Üdv.: Árpi
Mint tudod, ma Öszödi nap van.....
Helyesbitek 50Hz=2840, 60Hz=3450
és 200Hz= (Sopronban vásárolt lézeres mérővel!)
12.000-fordulat
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 16, 00:09
Írta: bmejdz9nu Dátum 2007 szeptember 16, 00:09
Nem kell megijedni... a BF20 DC motorja úgy néz ki bírja... csak a kiesztergáló fejet nem bírja ... Túl nagy terhelés neki... főleg ha 100mm-est kell csinálni, 100mm hosszban... megállás nélkül... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 16, 12:04
Írta: 000000000 Dátum 2007 szeptember 16, 12:04
Hogyan hasznalod?
Ua. a kiesztergalo fej elvileg. Ha az angolt hasznalod.
Ua. a kiesztergalo fej elvileg. Ha az angolt hasznalod.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 16, 12:20
Írta: bmejdz9nu Dátum 2007 szeptember 16, 12:20
hát hogyan lehet? középről kifelé... megálít...kb.3mm kiteker... odébb tesz...80mm-ernél odalt tesz bele...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 16, 12:48
Írta: 000000000 Dátum 2007 szeptember 16, 12:48
Parameterekre gondoltam. Hogyan adsz neki elotolast, mekkora fordulatszam.
3mm-es fogasvetel szerintem hatalmas! Fordulatszamot a leheto legnagyobbra (persze tengelyvonalbol kitolt fejnel figyelj oda), elotolashoz meg homloklapon levo kereket hasznald. Egesz finoman.
Profi gepeken persze gepi elotolas van, itt nincs. ((:
Kivetlenel a forgast leallitod, allo helyzetben tekered ki Z-ben a furatbol.
3mm-es fogasvetel szerintem hatalmas! Fordulatszamot a leheto legnagyobbra (persze tengelyvonalbol kitolt fejnel figyelj oda), elotolashoz meg homloklapon levo kereket hasznald. Egesz finoman.
Profi gepeken persze gepi elotolas van, itt nincs. ((:
Kivetlenel a forgast leallitod, allo helyzetben tekered ki Z-ben a furatbol.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 16, 13:15
Írta: bmejdz9nu Dátum 2007 szeptember 16, 13:15
tudom... tudom... de a nagytekerőt kellettt használnom mert még mindíg furogatnák... :)
Elég nagy volt... kicsikkel nincs gond...
Elég nagy volt... kicsikkel nincs gond...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 16, 13:38
Írta: 000000000 Dátum 2007 szeptember 16, 13:38
Nem tudom mit csinaltal pontosan. De miert nem nagyoltad ki furogepen?
Kesz atmeron belul megfurkalod, kiutod. Tudod mirol van szo. Ilyen kiesett tarcsakat vettel parat. A nagy alu korongokrol beszelek. Ali kellett forgacsolni a kesz furathoz. Marha 370mm-es lyuk furatnak minosul. ((:
Apropo, "cnc gephez szerk. anyagok" c. topikban utolso kerdesemet olvastad? Boltolhatnank. Nem akarok teljes tablat rendelni. Most nem fogyna el...
Kesz atmeron belul megfurkalod, kiutod. Tudod mirol van szo. Ilyen kiesett tarcsakat vettel parat. A nagy alu korongokrol beszelek. Ali kellett forgacsolni a kesz furathoz. Marha 370mm-es lyuk furatnak minosul. ((:
Apropo, "cnc gephez szerk. anyagok" c. topikban utolso kerdesemet olvastad? Boltolhatnank. Nem akarok teljes tablat rendelni. Most nem fogyna el...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 16, 14:15
Írta: bmejdz9nu Dátum 2007 szeptember 16, 14:15
nézd meg a 4.tengely rajzát... 90mm-es luk 80mm-es anyagba 71mm mélyen süllyesztve, tehát nem átmenő a csapágy tartás miatt...
...egybe kelett, hogy nagyon pontos legyen...
Alu engem is érdekel... minden mennyiségben... sajnos sok a tanulópénz... azaz a "pici darabka"...
aluöntéssel is kellene foglalkoznom mert olyan mennyiség van már :)
...egybe kelett, hogy nagyon pontos legyen...
Alu engem is érdekel... minden mennyiségben... sajnos sok a tanulópénz... azaz a "pici darabka"...
aluöntéssel is kellene foglalkoznom mert olyan mennyiség van már :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 16, 21:55
Írta: 000000000 Dátum 2007 szeptember 16, 21:55
...megjelent az Optinak uj marója BF30 néven...nagyon jónak tűnik!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 16, 22:23
Írta: bmejdz9nu Dátum 2007 szeptember 16, 22:23
Ez más kategória... 3000 Euro... 300 Kg... stb...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 17, 08:37
Írta: 000000000 Dátum 2007 szeptember 17, 08:37
álmodozni lehet,nem?!BAr akkor már BF46 vagy UWF 100....az az igazi "klasszik"
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 17, 09:09
Írta: bmejdz9nu Dátum 2007 szeptember 17, 09:09
A 3000-4000 Euros kategóriában sok a versenyző és elég jó gépekkel...
A BF20 az ami már jó ... és éppen megfizethető egy hobbystának... Ettől BF20 a BF20... :)
A BF20 az ami már jó ... és éppen megfizethető egy hobbystának... Ettől BF20 a BF20... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 17, 09:17
Írta: 000000000 Dátum 2007 szeptember 17, 09:17
ez igaz.....BF20 már kultusz
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 17, 09:24
Írta: 000000000 Dátum 2007 szeptember 17, 09:24
apropó honnan van méteres keresztszánod???OPti az is???Hajól tudom az már 14mm horonnyal van, meg jóval maszívabb is mint a KT210 keresztasztal...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 17, 15:42
Írta: bmejdz9nu Dátum 2007 szeptember 17, 15:42
Visszatérve - egy gondolatra - a BF20 egyenáramú motor leváltásához...
Ha a DC motor 750W-os... gondolom az 6000rpm-es fordulatnál van...
Az asszinkron motor 3000rpm-nél tudja a max-ot... ez a fele... fele fordulatszám...
3000-nél a DC motor sem tud többet...
Tehét egy 550W-os asszinkron motorral leváltható... szerintem.
Mert a nyomaték csúcs (az erő) úgysem a legmagasabb fordulaton kell... sőt a frekiváltó "tuningja" nélkül azaz 50Hz-en csak a fele fordulatot tudna a BF20... (de lehet adni még majd neki...)
Én pl. szinte mindíg a kisebbik fordulatszám tartományba dolgozok... tehát 0-1500rpm közötti tartományban. Nem használok kicsi marókat...
Talán meg lehet érteni mire gondolok...
Ha a DC motor 750W-os... gondolom az 6000rpm-es fordulatnál van...
Az asszinkron motor 3000rpm-nél tudja a max-ot... ez a fele... fele fordulatszám...
3000-nél a DC motor sem tud többet...
Tehét egy 550W-os asszinkron motorral leváltható... szerintem.
Mert a nyomaték csúcs (az erő) úgysem a legmagasabb fordulaton kell... sőt a frekiváltó "tuningja" nélkül azaz 50Hz-en csak a fele fordulatot tudna a BF20... (de lehet adni még majd neki...)
Én pl. szinte mindíg a kisebbik fordulatszám tartományba dolgozok... tehát 0-1500rpm közötti tartományban. Nem használok kicsi marókat...
Talán meg lehet érteni mire gondolok...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 17, 15:59
Írta: 000000000 Dátum 2007 szeptember 17, 15:59
beraksz egy 3000 fordulatú asszinkront és High sebességfokozatban kapsz Low sebességeket....:))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 17, 16:52
Írta: bmejdz9nu Dátum 2007 szeptember 17, 16:52
Igen... de a frekiváltóval el lehet menni 80Hz-ig vagy tovább... Sőt Low sebességben szerintem lasabban is tud majd... néha nem ártana... pl. tárcsás felületmaró... (100mm-es :)
Én azért a benne lévő a DC motorban nem bízok (jó-jó de...)... szerintem egy 6Kg-os 550W-os asszinkron jobb lehet... azért 550W... mert az fér még el normálisan rajta... :)
... és azt mondom... jobb lesz az áttétel arány... mert most általában 1/2 poti állásban van... az meg...
Én azért a benne lévő a DC motorban nem bízok (jó-jó de...)... szerintem egy 6Kg-os 550W-os asszinkron jobb lehet... azért 550W... mert az fér még el normálisan rajta... :)
... és azt mondom... jobb lesz az áttétel arány... mert most általában 1/2 poti állásban van... az meg...
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 szeptember 17, 19:02
Írta: tumnmsi57 Dátum 2007 szeptember 17, 19:02
Ő is átépített egy asztali marót, de nem BF 20-at - klecserélte a mocit is.
Érdemes lenn megkérdezni mi a tapasztalata.http://www.einfach-cnc.de/seiten/leser_theisen_x3.html
Érdemes lenn megkérdezni mi a tapasztalata.http://www.einfach-cnc.de/seiten/leser_theisen_x3.html
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 17, 19:08
Írta: bmejdz9nu Dátum 2007 szeptember 17, 19:08
Köszi a linket... Ez egy X1-es... milyen van ebben eredetiben? A Talin kint lesz...
"Den Motor haben wir von www.motor-Mauer.de. Es ist der Typ TE QS 71M-2B mit 0,55 KW und 3.000 1/min."
Tehát 550W . 2 polusú... meg vagyok nyugizva...
"Den Motor haben wir von www.motor-Mauer.de. Es ist der Typ TE QS 71M-2B mit 0,55 KW und 3.000 1/min."
Tehát 550W . 2 polusú... meg vagyok nyugizva...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 18, 22:57
Írta: 000000000 Dátum 2007 szeptember 18, 22:57
..X3 szerintem, ...sőtt
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 18, 23:06
Írta: 000000000 Dátum 2007 szeptember 18, 23:06
nagyon szúrja a szememet,h kiadtak egy uj BF20-at....beépített fordulatszámmérővel, masszívabb védő "plexivel".....annyira bepöccentem,h csináltam az enyémhez fordulatszámmérő házat,(most szinterezik) "rack" szerűen jön majd rá a BF kezelőblokkjára és ha lesz hely, beleépítem az emulzió rendszer kapcsolóját is.....már csak egy akkora keresztasztal kell, mint Péternek van és meglesz a lelki békém...egy darabig, míg az opti ki nem talál valami újat......amugy ami azt illeti szétszedegettem a marómat is, esztergámat is és az öntött házon belül jócskán van hely elhelyezni a műszereket, tán még az útmérőt is be lehetne integrálni..persze hűtőventivel
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 18, 23:38
Írta: 000000000 Dátum 2007 szeptember 18, 23:38
Egy kerdes, BF20 tulajokhoz. Normal, L, XL - teljesen mindegy.
Nektek a fej vizszintbe valo forgatasakor nincs utban a kezeloszerv a gep bal oldalan???
Vagy Ti hogyan hasznaljatok?
Eloszor megprobaltam, hogy jobbra dontom. Ott van a haromagu "vasvilla" csonkja. Utban van...
Bal oldalrol ezert szamuztem mindent, egyedul a fuggoleges rogzito kezi csavar maradt. Igaz, most addig le is tudom engedni az asztalhoz. ((:
Nektek a fej vizszintbe valo forgatasakor nincs utban a kezeloszerv a gep bal oldalan???
Vagy Ti hogyan hasznaljatok?
Eloszor megprobaltam, hogy jobbra dontom. Ott van a haromagu "vasvilla" csonkja. Utban van...
Bal oldalrol ezert szamuztem mindent, egyedul a fuggoleges rogzito kezi csavar maradt. Igaz, most addig le is tudom engedni az asztalhoz. ((:
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 19, 01:33
Írta: HJózsi Dátum 2007 szeptember 19, 01:33
Eddig csak függőlegesen használtam, így is ki szoktam venni egy-két "vasvillát", meg a plexit ... Arra nem is gondoltam, hogy vízszintesig ki lehetne dönteni...
Az enyém Normal (rövid...) asztalos, a szerszám talán túl is lógna ... Azért majd kipróbálom!
Az enyém Normal (rövid...) asztalos, a szerszám talán túl is lógna ... Azért majd kipróbálom!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 19, 09:05
Írta: bmejdz9nu Dátum 2007 szeptember 19, 09:05
Ez amit csináltam erre gondolsz?
Hát ezt igen sokat használom! Az a jó benne, hogy hosszú, merev(THK35-ös kocsi) és ami a lényeg, hogy saját maga marta a felületét és körbe !!! Így abszolut pontosan tudok az asztalra illeszteni munkadarabokat... nincs sok gondolkodás és méricskélés... a hosszabító asztal ütközőkkel (tehát mindíg ugyanoda) kerül fel a BF20-ra... és ha még hoszabbat kell megmunkálni akkor a BF20 "alap" aszatlát is lehet mozgatni... így 1 méter sem gond!
További képek ebben a topikban #35...
Hát ezt igen sokat használom! Az a jó benne, hogy hosszú, merev(THK35-ös kocsi) és ami a lényeg, hogy saját maga marta a felületét és körbe !!! Így abszolut pontosan tudok az asztalra illeszteni munkadarabokat... nincs sok gondolkodás és méricskélés... a hosszabító asztal ütközőkkel (tehát mindíg ugyanoda) kerül fel a BF20-ra... és ha még hoszabbat kell megmunkálni akkor a BF20 "alap" aszatlát is lehet mozgatni... így 1 méter sem gond!
További képek ebben a topikban #35...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 19, 11:38
Írta: bmejdz9nu Dátum 2007 szeptember 19, 11:38
Automata előtolás BF20-ra (és máshoz is.. :)

Egy oldható kupplung a lelke... PDF 1 - A többi dolog...
Video 1 - Video 2 - Video 3
Képek a szerkezetről
Egy oldható kupplung a lelke... PDF 1 - A többi dolog...
Video 1 - Video 2 - Video 3
Képek a szerkezetről
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 19, 14:15
Írta: 000000000 Dátum 2007 szeptember 19, 14:15
gépi előtolás végállásokkal és fullos a BF20 :))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 19, 14:16
Írta: 000000000 Dátum 2007 szeptember 19, 14:16
grat. a keresztasztalhoz, szép munka!A kerék nóniuszos???
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 19, 15:46
Írta: bmejdz9nu Dátum 2007 szeptember 19, 15:46
Nem :) méricskélek... de egy golyósorsót meg digitálisat meg encodert meg szervós előtolót... meg... majd egyszer kap. :)
A szervós előtolás egyszerű lenne... ha nincs áram szabadon tekerhető, ha van áram akkor az encoder pozicióba tartja... stb...
A szervós előtolás egyszerű lenne... ha nincs áram szabadon tekerhető, ha van áram akkor az encoder pozicióba tartja... stb...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 19, 16:03
Írta: 000000000 Dátum 2007 szeptember 19, 16:03
valójában még egyszerűbb....ugyan is nem kell encoder, mert a gépi előtolást csak nagyolásra,felület felhúzására használják, egy ipari gépen se olyan pontos,h méretre lehetne vele marni, pontos méretre mindíg kézi előtolással marnak......encoder "csak" referenciapont tárolása ként használható.....az általad megépíteni kívánt maró már-már DNC lenne /Direct Numerical Control/
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 19, 16:06
Írta: 000000000 Dátum 2007 szeptember 19, 16:06
egyszerű Ditect tengelykapcsoló.....naggyon,naggyon kielégítőek az alkatrészrajzok
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 19, 17:03
Írta: bmejdz9nu Dátum 2007 szeptember 19, 17:03
A németek tudnak dokumentálni...:) Nem mint mi...:)
De ez a tengely kapcsoló jól működhet? Nem ránt? Nem csattanik? Persze az esztergánál is ok... valahol az is ránthatna...
De ez a tengely kapcsoló jól működhet? Nem ránt? Nem csattanik? Persze az esztergánál is ok... valahol az is ránthatna...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 szeptember 19, 20:26
Írta: Kristály Árpád Dátum 2007 szeptember 19, 20:26
Hallihó Péter!
Emlékszel... amikor nálad voltam pont ezt javasoltam, csak az elektromos kormányservóval....
Akkor ez nem fogot meg....
Bezzeg ha a németek csinálják.....
Üdv.: Árpi
Emlékszel... amikor nálad voltam pont ezt javasoltam, csak az elektromos kormányservóval....
Akkor ez nem fogot meg....
Bezzeg ha a németek csinálják.....
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 09:23
Írta: bmejdz9nu Dátum 2007 szeptember 20, 09:23
A kormányszervó mint a HD helyettesítő eszközként került képbe... Ha jól emlékszem :)
Itt a németek átteteles ablaktörlő motorral csinálták meg az előtolást a BF20-hoz... itt a kioldás és a rákapcsolás az érdekes.
Itt a németek átteteles ablaktörlő motorral csinálták meg az előtolást a BF20-hoz... itt a kioldás és a rákapcsolás az érdekes.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 szeptember 20, 10:55
Írta: Kristály Árpád Dátum 2007 szeptember 20, 10:55
Hallió Péter!
Sajnos, szerintem rosszul emlékszel, mert azért olyan lököt nem vagyok, hogy összeprobálok hasonlítani egy HD...egy csigahelytással (kormányservó).
Az, hogy ablaktörlő illetve elektromos kormányservo..csak a preczízitásban, és némi méretben van külömbség....mert, mind a kettő egy csigahajtás....
Üdv.: Árpi
Sajnos, szerintem rosszul emlékszel, mert azért olyan lököt nem vagyok, hogy összeprobálok hasonlítani egy HD...egy csigahelytással (kormányservó).
Az, hogy ablaktörlő illetve elektromos kormányservo..csak a preczízitásban, és némi méretben van külömbség....mert, mind a kettő egy csigahajtás....
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 11:01
Írta: bmejdz9nu Dátum 2007 szeptember 20, 11:01
Igen... [#nyes] Nem...[#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:02
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:02
Jó lenne egy forgató a BF20-hoz...
H. Józsi és Misi is érdeklődött, gondoltam belinkelem azokat amelyikek megfizethetők:

Az RDG forgató ajánlatai. - ITT Ennél a cégnél az a jó, hogy fix áron (15 Font) küldi a dolgokat magyarországra. (38Kg-ig, ha jól tudom)

Ez a legnagyobb... 150mm-es... 135 font, de benne van az árban a szemközti csúcs és az osztótárcsa is.

Ez egy 100mm-es, csak 79 Font...

Ez a legkisebb, csak 75mm-es és csak 50 Font...
H. Józsi és Misi is érdeklődött, gondoltam belinkelem azokat amelyikek megfizethetők:
Az RDG forgató ajánlatai. - ITT Ennél a cégnél az a jó, hogy fix áron (15 Font) küldi a dolgokat magyarországra. (38Kg-ig, ha jól tudom)
Ez a legnagyobb... 150mm-es... 135 font, de benne van az árban a szemközti csúcs és az osztótárcsa is.
Ez egy 100mm-es, csak 79 Font...
Ez a legkisebb, csak 75mm-es és csak 50 Font...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:11
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:11
Ez talán ugyanaz mint a HBM 150mm-es...
De kicsit drágább és nincs hozzá osztó és csúcs... de Vertex felírattal...:)
A kép is sokkal meggyőzőbb a leírás is tökéletesebb... írja az MK2-es befogást is...
206 Euro szállítással Mo-ra.

De kicsit drágább és nincs hozzá osztó és csúcs... de Vertex felírattal...:)
A kép is sokkal meggyőzőbb a leírás is tökéletesebb... írja az MK2-es befogást is...
206 Euro szállítással Mo-ra.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 20, 12:21
Írta: HJózsi Dátum 2007 szeptember 20, 12:21

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:52
Írta: bmejdz9nu Dátum 2007 szeptember 20, 12:52
Ez ugyanaz lehet mint az RGD-é...
De jobb a kép és a leírás ... Igen most 360 Ft egy Font...
Jó cuccnak néz ki... :) Küldtem egy mailt az RGD-nek, hogy ugyanez e? és Vertex gyártmány e a HBM?
(Az RGD már többszörösen bevált nekem... és olcsóbb is...)
Ha akarsz egy 5%-os kedvezményt tőlük akkor adok egy számot amit megadsz a rendelés kitöltésénél... Loyalty Card...)
De jobb a kép és a leírás ... Igen most 360 Ft egy Font...
Jó cuccnak néz ki... :) Küldtem egy mailt az RGD-nek, hogy ugyanez e? és Vertex gyártmány e a HBM?
(Az RGD már többszörösen bevált nekem... és olcsóbb is...)
Ha akarsz egy 5%-os kedvezményt tőlük akkor adok egy számot amit megadsz a rendelés kitöltésénél... Loyalty Card...)
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2007 szeptember 20, 15:04
Írta: Motoros Dátum 2007 szeptember 20, 15:04
Az 50 fontos lehethogy érdekelne, de abban van e vajon morse kúp? Az mennyi volna bruttó?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 15:22
Írta: 000000000 Dátum 2007 szeptember 20, 15:22
Szerintem ezek mind ugyan azok, csak más matricával....az Opti is pont ugyan ezt árulja...kértem is rá tőlük ajánlatot, mindjárt megnézem
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:29
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:29
Szerintem abban nincs... Itt egy nagyobb kép... nem írják.... a kicsi forgató 18.000-20.000 Ft... ha jól számolom... meg a minőség sem ugyanaz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 15:34
Írta: 000000000 Dátum 2007 szeptember 20, 15:34
álló-fekvő körasztal netto
100mm-es 199€
125mm-es 199€ ???
150mm-es 349€
ez van az Optimum legfrissebben kiadott főkatalógusában,az árak reálisak /katalógus áron vettem marómat is, esztergámat is minusz a akedvezmény/, de szerintem a 125mm-es körasztal ára sajtóhibás
100mm-es 199€
125mm-es 199€ ???
150mm-es 349€
ez van az Optimum legfrissebben kiadott főkatalógusában,az árak reálisak /katalógus áron vettem marómat is, esztergámat is minusz a akedvezmény/, de szerintem a 125mm-es körasztal ára sajtóhibás
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:41
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:41
nem ok. az ár - annyi!
199Euro +Áfa... és nincs osztótárcsa és csúcs... tehát jóval drágább :)
Német link...
Ugyanarról van szó... láthatóan:

199Euro +Áfa... és nincs osztótárcsa és csúcs... tehát jóval drágább :)
Német link...
Ugyanarról van szó... láthatóan:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:43
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:43
De hol ebben az MK2-es befogatási lehetőség...?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:46
Írta: bmejdz9nu Dátum 2007 szeptember 20, 15:46
Közbe beleakadtam az igaziba...:) BF20 nagytesó...BF46...

Ez ott lehet a szeren... :) csak elég borsos az ára... több mint millió...
Ez ott lehet a szeren... :) csak elég borsos az ára... több mint millió...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 20, 16:29
Írta: HJózsi Dátum 2007 szeptember 20, 16:29
A középső furatba MK2-es tüskét stb., szerszámokat tudsz betenni
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 17:10
Írta: bmejdz9nu Dátum 2007 szeptember 20, 17:10
és semmi szerelés? Tányér le/fel? :) Belefér abba lukba?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 18:24
Írta: 000000000 Dátum 2007 szeptember 20, 18:24
nemtudom emléxel-e, de ezt már én is emlegettem a BF30al együtt....álomgépek
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 20, 18:25
Írta: HJózsi Dátum 2007 szeptember 20, 18:25
Persze, a tányér marad!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 20, 19:13
Írta: bmejdz9nu Dátum 2007 szeptember 20, 19:13
hagyjuk... ez már túl van a kategóriánkon...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 21:05
Írta: 000000000 Dátum 2007 szeptember 20, 21:05
Megint egy buta kérdés... Egy régi, ipari marógép (kb. 100 - 200 ez.-ért) miért rosszabb mint egy pl. BF-20 -as? Szerintem egy ilyen gépen sokkal tobbet, komolyabb, pontosabb munkákat lehet megcsinálni. Plusz még az elotoláson sem kell gondolkozni, mert adott. Miért fizettek tobb pénzt?
Ez nem sértés akar lenni, csak úgy érdekelne, miért jobb tobb pénzért " kínai " minoség? [#confused]
Ez nem sértés akar lenni, csak úgy érdekelne, miért jobb tobb pénzért " kínai " minoség? [#confused]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 22:18
Írta: 000000000 Dátum 2007 szeptember 20, 22:18
1.nem kínai minőség
2.új és garanciális és gyártanak hozzá pótalkatrészt...nem kell hozzá csinátatni vagy bontókba járni ha elromlik valami
3.nálam pl. nincsen 3 fázis így csak egyfázisú gépekkel tudok dolgozni
4.kis helyigény../kicsi műhely, kevés hely :(( /
5.egy régi ipari marógép anyagárban a méhtelepen 100-200ezer, ami működik és minden funkciója !kifogástalan! az milliós nagyságrendű..akár az új...pl E3N eszterga felújított, minimális tartozékkal 1M HUF és az csak egy 750 csúcstávú gép hol van az ezres, kétezres gépektől
2.új és garanciális és gyártanak hozzá pótalkatrészt...nem kell hozzá csinátatni vagy bontókba járni ha elromlik valami
3.nálam pl. nincsen 3 fázis így csak egyfázisú gépekkel tudok dolgozni
4.kis helyigény../kicsi műhely, kevés hely :(( /
5.egy régi ipari marógép anyagárban a méhtelepen 100-200ezer, ami működik és minden funkciója !kifogástalan! az milliós nagyságrendű..akár az új...pl E3N eszterga felújított, minimális tartozékkal 1M HUF és az csak egy 750 csúcstávú gép hol van az ezres, kétezres gépektől
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 20, 22:46
Írta: HJózsi Dátum 2007 szeptember 20, 22:46
Egyáltalán nem rosszabbak! Nálam az egyok ok a helyigény, a másik ok ehhez kapcsolódik, a súly... A BF20-at egyedül kivettem a csomagtartóból ( ok, kombi, emelni már nem sokat kellett), és pallókból készített pályán lecsúsztattam a műhelybe az asztalra... Jó, azóta kellett egy új kézikereket esztergálnom, mert az menetközben egy kis befeszüléstől eltört és az eredetiből nem kell még egy ...
Merevségben biztosan veri a régebbi gép, amiből nem sajnálták az anyagot, magam is meglepődtem milyen vékony öntvényből van a BF20, alánéztem. A forgácsolási paramétereket persze ennek megfelelően adták meg homlokmaró max 50mm stb. ... Amúgy a kategóriája fúró-maró, és tényleg jól, pontosan gyorsan lehet vele furkálni. Ez többlet egy csak marógéphez képest, ahol az asztalt emelgetjük ... Nekem is vágyam egy igazi marógép 800-as vagy 1000-es asztallal, horizontál - vertikál fejjel vagy 400 kg ... :) ..
Majd egyszer ...
Merevségben biztosan veri a régebbi gép, amiből nem sajnálták az anyagot, magam is meglepődtem milyen vékony öntvényből van a BF20, alánéztem. A forgácsolási paramétereket persze ennek megfelelően adták meg homlokmaró max 50mm stb. ... Amúgy a kategóriája fúró-maró, és tényleg jól, pontosan gyorsan lehet vele furkálni. Ez többlet egy csak marógéphez képest, ahol az asztalt emelgetjük ... Nekem is vágyam egy igazi marógép 800-as vagy 1000-es asztallal, horizontál - vertikál fejjel vagy 400 kg ... :) ..
Majd egyszer ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 20, 22:56
Írta: 000000000 Dátum 2007 szeptember 20, 22:56
nekem is így tört el a kézikerekem.....de "megvarrtam".....és le is cserélem előtolásra :))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 20, 23:12
Írta: HJózsi Dátum 2007 szeptember 20, 23:12

és Árpi tanácsa alapján a reteszhoronyvésés,
köszi Árpi mégegyszer, tökéletes lett !

nem túl jók a képek, de a lényeg látszik ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 07:59
Írta: 000000000 Dátum 2007 szeptember 21, 07:59
Ezekbe a pontokba teljesen igazat adok neked, de az 5-os pontot megkérdojelezném. Ahogy figyelgettem az árakat 200-300,- Ft kozott már elég komoly gépet lehet venni, foleg nálatok, magyarországon. Nálunk majdnem a duplája.
Még bovíteném 6. ponttal: Sokkal zajosabb mint a BF20...
Még bovíteném 6. ponttal: Sokkal zajosabb mint a BF20...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:08
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:08
Ezért van nekem is... Gege leírta. :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:13
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:13
"Egyedül kivettem a csomagtartóból" ...
Remélem jóban vagyunk [#smile] Kezdek félni tőled... több mint 100 Kg a BF20... Persze tudom egy frissen szerzett cuccnál akár a duppláját is elbírja az ember... :)

Remélem jóban vagyunk [#smile] Kezdek félni tőled... több mint 100 Kg a BF20... Persze tudom egy frissen szerzett cuccnál akár a duppláját is elbírja az ember... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:16
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:16
Nekem a kallantyuk törtek le... az első órában... elől 2 db és Z finom állító rögzítője... de már csináltam újakat... másként használom...
Hát azért vannak át nem gondolt dolgok...
Hát azért vannak át nem gondolt dolgok...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:20
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:20
Ismered az az érzést amikor el tervezed, hogy ma mit csinálsz és helyette "gépcsinálás" lesz... Na akkor az én agyam kikészül...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 08:43
Írta: 000000000 Dátum 2007 szeptember 21, 08:43
Mi az a 700kg? Egy pár jó barát, 1 liter szilvapálinka (nálunk ezt használjuk spenót helyett), sor és a gép magától a helyére megy...
... igaz most vakargatom a fejem, mert jovohéten hozom Szobrász barátunktól és ott le kell engedni vagy 15 lépcsofokon...[#fejvakaras][#lama][#csodalk]
... igaz most vakargatom a fejem, mert jovohéten hozom Szobrász barátunktól és ott le kell engedni vagy 15 lépcsofokon...[#fejvakaras][#lama][#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 08:52
Írta: 000000000 Dátum 2007 szeptember 21, 08:52
Péter, olvastam, hogy a BF20-adnak már kihal a motorja. Mennyi idő alatt sikerült ezt összehozni? Cserén kívül semmi más nem működik? Gondolkoztam egy ilyen megvételén, de ha barkácsban is csak ennyit bír, ez ijesztő kicsit.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:54
Írta: bmejdz9nu Dátum 2007 szeptember 21, 08:54
Ha meg tudnád oldani az internetes élő adást amikor a marógép a helyére megy! Nagyon "élveznénk" [#vigyor3] Sőt közbe SkyPe-n - ha kihangosítanád - drukkolnánk és okoskodnánk! (Konferenciahivás mód :)
De ha nem lehetséges ez, akkor egy utólagos videóval is beérnénk.... [#nyes] (köbe gondolj egy BF20-ra...)
De ha nem lehetséges ez, akkor egy utólagos videóval is beérnénk.... [#nyes] (köbe gondolj egy BF20-ra...)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 08:57
Írta: 000000000 Dátum 2007 szeptember 21, 08:57
[#hehe] " Ismered az az érzést amikor el tervezed, hogy ma mit csinálsz és helyette "gépcsinálás" lesz... Na akkor az én agyam kikészül... " [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:00
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:00
Nyugodtan vedd meg... csak én vagyok szatír... már ok... megette a szénkeféket és leégett a bevezető huzalja.
Tartalék szénke mindíg legyen otthon! Én egy Metabo hasonlóból faragom most! Ha nagy a terhelés - pedíg a gép bírja - akkor eszi...
(nagy terhelés = 100-as betétes síkmaró, 100-asra állítva a kiesztergáló fej... , több órás folyamat:)
De egyszer kicserélem asszinkronra... ugyanez a gond az esztergával is... abban is ugyanaz a motor de ott csak 160mm-es anyag esztergálásánál van gond... (síktárcsával)
Tartalék szénke mindíg legyen otthon! Én egy Metabo hasonlóból faragom most! Ha nagy a terhelés - pedíg a gép bírja - akkor eszi...
(nagy terhelés = 100-as betétes síkmaró, 100-asra állítva a kiesztergáló fej... , több órás folyamat:)
De egyszer kicserélem asszinkronra... ugyanez a gond az esztergával is... abban is ugyanaz a motor de ott csak 160mm-es anyag esztergálásánál van gond... (síktárcsával)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 09:01
Írta: 000000000 Dátum 2007 szeptember 21, 09:01
... kíváncsi vagy, milyet repul egy 700kg-os gép 3m magasból? Megpróbálom, de félo, hogy a tobbieknek nem fog tetszeni, hogy kínlódanak, én meg játszom a kameramanust...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:02
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:02
Már profi vagyok... csinálok egy automata szénkefe cserélőt...
Vagy pihentetem közbe... és fórumozok... mint most is... (az eszterga pihen)... :)
Vagy pihentetem közbe... és fórumozok... mint most is... (az eszterga pihen)... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:04
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:04
Gondolj arra, ha 3 méter zuhan akkor sem veszít semmit a súlyából... 35 Ft/kg ~ 25.000 Ft... [#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 09:16
Írta: 000000000 Dátum 2007 szeptember 21, 09:16
igazad van, megnyugtattál...[#szomoru1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:46
Írta: bmejdz9nu Dátum 2007 szeptember 21, 09:46
Ha a talira elhozod én is elviszem az én marógépemet :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 21, 10:09
Írta: HJózsi Dátum 2007 szeptember 21, 10:09
[#vigyor2]Na ez az, kis terpesz, egyenes derék ( mint a Guantanamera-ban ), tüdő teleszív, belekapaszkodik, emel, toporog, letesz, káromkodik ... [#nyes] hogy miért nem jött el a cimbora ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 21, 10:13
Írta: HJózsi Dátum 2007 szeptember 21, 10:13
Ezek a német mérnökök szerintem Kínában tanultak economy gépész szakon!... akár azt is ráírhatnák a masinára, hogy Te*co Gazdaságos, csak akkor olcsóbban kellene adni...[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 szeptember 21, 10:15
Írta: HJózsi Dátum 2007 szeptember 21, 10:15
A 100-as már oversize a BF20-nak!... bár láttam a munkádat a hosszú asztallal, biztos nagyon jó lapkáid vannak.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 16:41
Írta: 000000000 Dátum 2007 szeptember 21, 16:41
Inkább nem, mert irigykednétek... Nem jó érzés az, amikor sajnálják az embertol a nehezen osszekuporgatott ( visszaváltottam a soros uvegeket) pénzébol vásárolt gépet. [#vigyor][#pias]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 17:30
Írta: bmejdz9nu Dátum 2007 szeptember 21, 17:30
A mechanika rezonancia nékül viszi... a motor meg nem bírja... akkor hol a határ? Gyenge ehhez a motor.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 17:31
Írta: bmejdz9nu Dátum 2007 szeptember 21, 17:31
Itt mindenki az "üvegpénzből" veszi a cuccokat .... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 18:01
Írta: 000000000 Dátum 2007 szeptember 21, 18:01
...üvegpénzből,meg dugipénzből,h az asszony meg ne tudja....."már megint minek neked egy ilyen sz.r?hova teszed?ennyiért normális dolgot is vehettél volna..stb."...
...amugy ha az ember lelkes sokmindenre képes én is egyedül rángattam be a műhelyembe a marót...eltört a ézikerék....a vezetékeket fixáló csavarokat meg vagy 5x egyengettem már....amint visszajön az esztergám a szervízből csinálok kicsi kerekeket rögzítésre ami még pont elfér a keresztasztal alatt.....Péter ami meg 100mm átm. illeti,ahhoz tényleg gyenge,ha jól emléxem 60mm az ajánlott
...amugy ha az ember lelkes sokmindenre képes én is egyedül rángattam be a műhelyembe a marót...eltört a ézikerék....a vezetékeket fixáló csavarokat meg vagy 5x egyengettem már....amint visszajön az esztergám a szervízből csinálok kicsi kerekeket rögzítésre ami még pont elfér a keresztasztal alatt.....Péter ami meg 100mm átm. illeti,ahhoz tényleg gyenge,ha jól emléxem 60mm az ajánlott
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 21, 18:14
Írta: 000000000 Dátum 2007 szeptember 21, 18:14
ezzel mindenki így van, ha belegondolok mennyi sorosuvegem ráment ilyen dolgokra ... de milyen jó érzés megérinteni, tudni, hogy az enyém és mennyi sokat dolgozhatok, idegeskedhetek vele... ez a hobby... elvégre csak egyszer élunk...[#puszi][#szeret]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 21:38
Írta: bmejdz9nu Dátum 2007 szeptember 21, 21:38
Ájánlott... és ha kell? [#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 21, 21:40
Írta: bmejdz9nu Dátum 2007 szeptember 21, 21:40
Hát igen... van a normális ember és mi...[#nyes] ez utóbbi sem hü..e.. csak...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 22, 15:51
Írta: 000000000 Dátum 2007 szeptember 22, 15:51
...na asszem megvan az uj munkám télire.Hajtóműves előtolás 2-3 sebességel BF20ra, mindkét tengelyre.Ha már a körasztalhoz adnak osztótárcsát,használjuk ki....már csak profilmaró kell /nameg megrendelni a körasztalt/ és neki is lehetne állni gondolkodni,h hogy is legyen a konstrukció.....eddigi ötleteim: végálláskapcsolók a keresztasztalütközők helyére, melyek szabadon pozicionálhatók.Az előtolás irányt előválasztó kar elektronikáját szakítanák meg, igy csak az irányt tiltják, aztán a trapézmenetes orsó emelkedéséhez kalkulálni 1-2 egyszerűb fogaskerekes áttételt ezáltal 2 esetleg 3 sebességfokozat nyerhető, csigahajtás helyett kúpkerék, áttétel váltás természetesen állóhelyzetben tolóretesszel, "üres" állással,és persze a keresztszán tengelyén a reteszt használni és a meghajtani kivánt fogaskereket ezzel rögzíteni.Hosszirányban lehet macerásabb lesz, mert ott meg kell hagyni a kézikereket, lehet uj tengelyt kell csinálni aminek hosszabb a kinyúlása és a nóniusz tárcsa meg a tengely csapágyazás közé berakni a fogaskereket.....egyenlőre ezek jutotak eszembe, várok még ötleteket
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 22, 16:15
Írta: bmejdz9nu Dátum 2007 szeptember 22, 16:15
[#finom]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 22, 20:35
Írta: 000000000 Dátum 2007 szeptember 22, 20:35
...nem kis "fa".....de már elkezdtem tervezgetni a mechanikát....egyszerűbb lenne ékszíjjal,de mégse azzal legyen már.Legyünk már vérbeli hobbysták :)....a feladat pofon egyszerű, kell tervezni egy 2 v. 3 sebességes váltót üressel és akkor megusztuk elektromosan a forgásirány váltást.Szerintem jobb mintha elektromosan lenne szabályozva a fordulat, mert a motor így mindig azt kapja, amit szeret és nem utolsó sorban remek kihívás jólműködöen megépíteni....valamiért felmerült bennem az olajfürdős kivitel is, de hamar elvetettem.Lezsír lítiumossal aztán hajtóműház lezár örökre vagy amig el nem törik valamelyik fogaskerék.Apropó van elfekvőbe pár "tábla" POM -om...érdemes abból csinálni a fogaskereket???
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 07:48
Írta: bmejdz9nu Dátum 2007 szeptember 23, 07:48
Nekem a terveim között van egy BF20 "helyettesítő" gép...
Már szinte az összes anyag meg van hozzá... csak ez az első igen bonyolult masina lesz... Tehát ezzel még egy darabig el leszek. De ezt tudtam jobban mondva gondoltam... csak azt nem, hogy minden "munkadarabért" ekkorát kell küzdeni hozzá...
A BF20-at én is szeretném "tuningolni"... De kézi üzemű gép marad.
Automata előtolás, asszinkron maró motor csere, tartó oszlop erősítése... erre valahol a neten láttam egy brutélis megoldást... gyakorlatilag betonba öntötték - hátulról... :) mert a rezonanciák onnét jönnek elsőként...
Jó lenne a marófejegységet szétszedni... jó lenne a csapágyakat valami márkásra cserélni...
Jó lenne a toldóasztalomat golyósorsósra csinálni... persze ehhez egy hosszú 3mm-es emelkedésű orsó kellene... stb.
Az automata előtolásra - szerintem - fel kellene tenni egy DC motort, encoderrel - direktbe... ha kiakapcs... mintha ott sem lennne... ha kell a szervóvezérlő megfogná... Kellene rá egy olyan encoder ami százados lépéseket tud... egy impulzus generátor... jó lenne egy olyan impulzus generátor amit lehetne programozni... egyszerűen (valaki egyszer linkelt be egy ilyet... "hazai termék")
Már szinte az összes anyag meg van hozzá... csak ez az első igen bonyolult masina lesz... Tehát ezzel még egy darabig el leszek. De ezt tudtam jobban mondva gondoltam... csak azt nem, hogy minden "munkadarabért" ekkorát kell küzdeni hozzá...
A BF20-at én is szeretném "tuningolni"... De kézi üzemű gép marad.
Automata előtolás, asszinkron maró motor csere, tartó oszlop erősítése... erre valahol a neten láttam egy brutélis megoldást... gyakorlatilag betonba öntötték - hátulról... :) mert a rezonanciák onnét jönnek elsőként...
Jó lenne a marófejegységet szétszedni... jó lenne a csapágyakat valami márkásra cserélni...
Jó lenne a toldóasztalomat golyósorsósra csinálni... persze ehhez egy hosszú 3mm-es emelkedésű orsó kellene... stb.
Az automata előtolásra - szerintem - fel kellene tenni egy DC motort, encoderrel - direktbe... ha kiakapcs... mintha ott sem lennne... ha kell a szervóvezérlő megfogná... Kellene rá egy olyan encoder ami százados lépéseket tud... egy impulzus generátor... jó lenne egy olyan impulzus generátor amit lehetne programozni... egyszerűen (valaki egyszer linkelt be egy ilyet... "hazai termék")
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 23, 10:59
Írta: 000000000 Dátum 2007 szeptember 23, 10:59
Bocs, de Péter és Gege az átalakítási ötleteitek
komolytalanok, és akkor enyhén fogalmaztam.:)
komolytalanok, és akkor enyhén fogalmaztam.:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 11:08
Írta: bmejdz9nu Dátum 2007 szeptember 23, 11:08
Rég írtál... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 25, 14:26
Írta: 000000000 Dátum 2007 szeptember 25, 14:26
...megszületett /egyenlőre még fejben/ a hajtómű elvi felépítése.2sebességfokozat 1 gyorsjárat +üres.Péter mit javasolsz milyen motor használjak, aminek nem kell komoly vezérlőt építeni, csak forgásirány váltás és kész?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 16:09
Írta: bmejdz9nu Dátum 2007 szeptember 25, 16:09
Én ezzel... van pár darabom...

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 25, 17:20
Írta: 000000000 Dátum 2007 szeptember 25, 17:20
...nem vagyok ám irigy[#confused]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 17:28
Írta: bmejdz9nu Dátum 2007 szeptember 25, 17:28
Viszek a talira belőle... hozzál valamit és csereberélünk...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 25, 20:01
Írta: 000000000 Dátum 2007 szeptember 25, 20:01
[#buck]...hozok (bár sajna nem nagyon vannak cuccaim, de hátha valakinek kellhet valami)....remélem eltudok menni
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:06
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:06
Mi az, hogy el tudsz e jönni...? Ez olyan mint...
Látod lesz igazi "Made in Germany" BF20 előtolómotorok... 8Nm-es változatban... :)
Látod lesz igazi "Made in Germany" BF20 előtolómotorok... 8Nm-es változatban... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 25, 20:28
Írta: 000000000 Dátum 2007 szeptember 25, 20:28
az a baj,h 2 műszakban dolgozom ösze-vissza és általában 1,de néha 2 hétvégi napon is....ha nem lesz aznap emberhiány a cégnél és nem osztanak be, akkor ott leszek.....persze ez kiderül 1héttel előtte
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2007 szeptember 25, 21:36
Írta: 4mjnxdwuu Dátum 2007 szeptember 25, 21:36
Hali, ha jól emlékszem nekem is van kb 100 db CROUZET / talán 110 V-os. Valahol itt van a fórumon kép róla... Ha esetleg kell valakinek...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 21:49
Írta: bmejdz9nu Dátum 2007 szeptember 25, 21:49
Hozd a Talira! (Eladni)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 26, 23:17
Írta: 000000000 Dátum 2007 szeptember 26, 23:17
na várjunk csak....igaz,h kettes voltam matekból és a prefixumokból se vagyok jó, de ha jól tudom akkor a "m" = mili az tíz a minusz harmadikon, vagyis a motor 0,8 Nm
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 27, 06:55
Írta: bmejdz9nu Dátum 2007 szeptember 27, 06:55
Adatlap.... Nr. 1.61.050.338 A
Eredeti adatok...
Én ennek vettem: 12DC, 234ford, 8Nm, 3,8A... Bühler - Made in Germany ...
Szerintem 8Nm-es...
1,2 kg az egész... ebből a motor kb. 1 kg... 12-es áttétel... a motor pl. 0.8Nmx12=9,6Nm - veszteség = 8Nm... elképzelhető!
0.8-as a kimeneten szinte lehetetlen... nézd meg a linkeket... hátha találsz valamit...
Egyébként a motorok újak... és nagyon erősek...
Eredeti adatok...
Én ennek vettem: 12DC, 234ford, 8Nm, 3,8A... Bühler - Made in Germany ...
Szerintem 8Nm-es...
1,2 kg az egész... ebből a motor kb. 1 kg... 12-es áttétel... a motor pl. 0.8Nmx12=9,6Nm - veszteség = 8Nm... elképzelhető!
0.8-as a kimeneten szinte lehetetlen... nézd meg a linkeket... hátha találsz valamit...
Egyébként a motorok újak... és nagyon erősek...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 27, 08:22
Írta: 000000000 Dátum 2007 szeptember 27, 08:22
sajna az adatlapból számomra nem derül ki több....lehet,h a kimenő nyomatékot nem írja ...lehet a tartónyomaték 0,8Nm..nemtom.....de drukkolok,h neked legyen igazad és 8Nm legyen a hajtással együtt....vagy több :)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 szeptember 27, 11:57
Írta: bmejdz9nu Dátum 2007 szeptember 27, 11:57
majd viszek a talira, te meg hozzál valamit amivel 8Nm-et tudsz fogni rajta... :)
Beállítjuk az ármkorlátot 2,8A-re és ha elszáll a hajtómű vagy nem bírja akkor... kidobjuk! De nem híszem... :)
Beállítjuk az ármkorlátot 2,8A-re és ha elszáll a hajtómű vagy nem bírja akkor... kidobjuk! De nem híszem... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 szeptember 28, 15:11
Írta: 000000000 Dátum 2007 szeptember 28, 15:11
hozok egy 1m-es rudat,rajta 0.8Kg súllyal :))....jaj ez a tali....de akkor is kijutok valahogy..
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 01, 17:00
Írta: bmejdz9nu Dátum 2007 október 01, 17:00
Megjött amiről diskuráltunk...indikátor tartó... nagyon gyorsan... az USA-ból... 1 hét!

Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 október 01, 19:16
Írta: Kristály Árpád Dátum 2007 október 01, 19:16
Hallihó Péter!
Legalább van mit lekoppintani!
Üdv.: Árpi
Legalább van mit lekoppintani!
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 01, 20:19
Írta: bmejdz9nu Dátum 2007 október 01, 20:19
Kínai... nem tudod! Olyan olcsó... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 01, 20:23
Írta: 000000000 Dátum 2007 október 01, 20:23
tényleg "tartalmaz" jó ötleteket....pl.minek csináljam bronzból az alátéteket,ha van teflon alátétem....ha jobban körülnézek a műhelybe még a kínainál is olcsóbban megcsinálom,mert ingyen volt az anyag ;)......apropó: Kínai az USA-ból???:))))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 01, 20:25
Írta: 000000000 Dátum 2007 október 01, 20:25
amugy az uj "projektem" egy futó-mérőóra tartó az esztergára.A futóbáb helyére kerül aluból és köszörült rúdanyagból és bár nem olcsó kínai,de legalább ingyen Magyar lesz....na jó lehet a szinterezésért elkérnek valamicskét
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 02, 16:11
Írta: bmejdz9nu Dátum 2007 október 02, 16:11
Persze! Az amcsiknál sokkal több kínai termék van mint nálunk... szinte tragikomédia... láttam személyesen...
Pl. A Wall-Mart csak abból van... :) Meg is látni a kereskedelmi deficitjükön Kínával.... míg Európa még-még nulszaldós...
Teflon...:) valami készen kapható műanyag alátétek... 15 USD a "kisker" ára...+szállítás.
Pl. A Wall-Mart csak abból van... :) Meg is látni a kereskedelmi deficitjükön Kínával.... míg Európa még-még nulszaldós...
Teflon...:) valami készen kapható műanyag alátétek... 15 USD a "kisker" ára...+szállítás.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 október 04, 20:37
Írta: tumnmsi57 Dátum 2007 október 04, 20:37
BF 20-hoz szeretnék automata szerszámváltót építeni.
Szerszámváltó témában kereske mindenféle infót
Aki tud küldje bátran!
Összeválogatom, aztán megosztom a néppel
Szerszámváltó témában kereske mindenféle infót
Aki tud küldje bátran!
Összeválogatom, aztán megosztom a néppel
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 04, 20:47
Írta: 000000000 Dátum 2007 október 04, 20:47
Ezt ismered?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 04, 20:49
Írta: bmejdz9nu Dátum 2007 október 04, 20:49
Az MK2-es kúpot akarod használni? Mert az "kalapácsos" rendszerű... míg az SK30 és Sk40 és társaikból maguktól esnek ki a befogatott dolgok... ha jól tudom...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 06, 22:12
Írta: 000000000 Dátum 2007 október 06, 22:12
ISO-s ba van pneumatikus szerszámkilökő.....természetesen nemtudom,h melyik ISO..utána kell nézni[#confused]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 07, 09:14
Írta: bmejdz9nu Dátum 2007 október 07, 09:14
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 07, 19:40
Írta: 000000000 Dátum 2007 október 07, 19:40
...láttam a képeken....és mindent megadatm volna,h élőben.....nem semmi,h miből maradtam ki....voltak srácok Scorbottal...ilyenen tanultam programozni még technikumban...hát...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 07, 20:33
Írta: bmejdz9nu Dátum 2007 október 07, 20:33
Én azt hittem jössz...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 07, 21:08
Írta: 000000000 Dátum 2007 október 07, 21:08
én meg is voltam róla győződve,de kenyéradó gazdám közbe szólt
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 07, 21:53
Írta: 000000000 Dátum 2007 október 07, 21:53
cseréld le ... (ja, ez nem a csevego topic...)[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 19:05
Írta: bmejdz9nu Dátum 2007 október 15, 19:05
BF20 Forgácsteljesítménye: (kb. fél óra alatt)

Sajnos persze nem bírta, nem most kezdődtek a bajok... (Game Over.. Spindle motor:)



Sajnos persze nem bírta, nem most kezdődtek a bajok... (Game Over.. Spindle motor:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 15, 19:11
Írta: 000000000 Dátum 2007 október 15, 19:11
Mi tortent? Miert nem takarod le az asztal szabad reszet?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 19:17
Írta: HJózsi Dátum 2007 október 15, 19:17
Mi lesz helyette, a kW-os? ;)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 19:46
Írta: bmejdz9nu Dátum 2007 október 15, 19:46
Minek ha nem mozog, ha kijebb tekerem akkor szoktam...
... Egyébként nekem nem adtak hozzá takarót [#guluszem1]
... Egyébként nekem nem adtak hozzá takarót [#guluszem1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 19:47
Írta: bmejdz9nu Dátum 2007 október 15, 19:47
Most hívom az Optimum Hungaria Call Centert-t ... [#wink], hogy még ma jöjjön a szervízes, és hozzon egy új motort... mert éppen termelésben vagyok"...
Írták a katalógusban ipari felhsználásra is... [#vigyor0]
Írták a katalógusban ipari felhsználásra is... [#vigyor0]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 15, 20:02
Írta: 000000000 Dátum 2007 október 15, 20:02
Oooo, ha' me' akko' nem vagja tele forgaccsal. Vagy csak engem szokott zavarni?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2007 október 15, 20:10
Írta: svejk Dátum 2007 október 15, 20:10
Ajaj..mi történt a mocival?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 20:22
Írta: HJózsi Dátum 2007 október 15, 20:22
Biztos könnyűiparra gondoltak, nem heavy CNC-re ... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 20:39
Írta: bmejdz9nu Dátum 2007 október 15, 20:39
Füst-el ment... Kijött belőle...
Látnod kellett volna... tűzijáték is volt! ... még jó, hogy a fedele nem volt rajta... mert akkor csak a ropogást lehetet volna hallani!
A végén a biztit leverte... ámen...
A halottkém megállípította: a kummutátoron minden második rövidzár... ámen...
Még jó, hogy garanciális még! [#nyes]
Látnod kellett volna... tűzijáték is volt! ... még jó, hogy a fedele nem volt rajta... mert akkor csak a ropogást lehetet volna hallani!
A végén a biztit leverte... ámen...
A halottkém megállípította: a kummutátoron minden második rövidzár... ámen...
Még jó, hogy garanciális még! [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 20:44
Írta: bmejdz9nu Dátum 2007 október 15, 20:44
Nem a 100-as tárcsával vettem 10-es fogást... [#smile]
16-os maró, 3mm-es fogások folyamatosan...
Persze a multkori forgatónengely 90-es csapágyház kialakítása tette be a kaput... az túl sokáig tartott...
Még jó, hogy nem tesznek bele hőmérséklet védelmet... A burkolat alatt a motor több száz fokos lett...
(Ezért kell közbe fórumozni... addíg hűl... :)
Ha ki akarod nyírni a tiedet:
Lassú fordulat, nagy átmérő, kitartó munka... tuti tipp [#vigyor2]
16-os maró, 3mm-es fogások folyamatosan...
Persze a multkori forgatónengely 90-es csapágyház kialakítása tette be a kaput... az túl sokáig tartott...
Még jó, hogy nem tesznek bele hőmérséklet védelmet... A burkolat alatt a motor több száz fokos lett...
(Ezért kell közbe fórumozni... addíg hűl... :)
Ha ki akarod nyírni a tiedet:
Lassú fordulat, nagy átmérő, kitartó munka... tuti tipp [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 22:22
Írta: bmejdz9nu Dátum 2007 október 15, 22:22
BF20 átalakítása asszinkron motorra:
(a mai délután programja... :) szeretem ezt az amicsi típsú rányomjuk és kész műfajt is... :) meg persze a babrálást is... :)
Különösebbet nem kell írnom, a képek magukért beszélnek...
Motor: 550W, 50Hz, 2polusú, 100Hz-ig simán megy...
Kérem röhögni a segéd(marómotoros) BF20-on! Hát mire jó egy Teknomotor a háznál! Ha saját maga nem tud a "jószág" marni ... [#nyes]
14-es tengely... 10-esre:


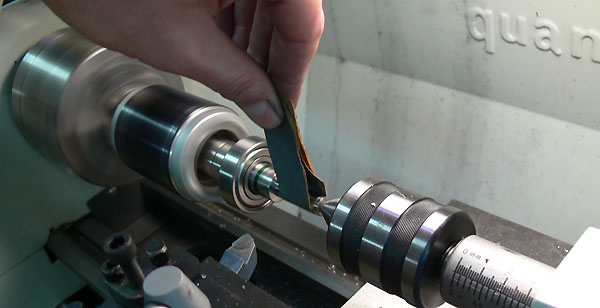
Hát ez az... a segédmotoros BF20... :)
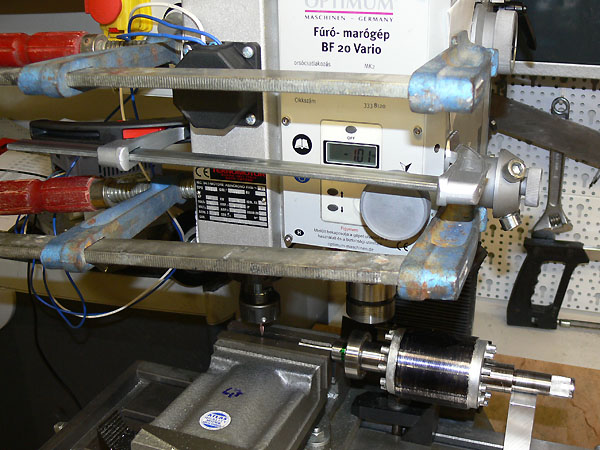
4mm-es, 2mm mély nútnarás:
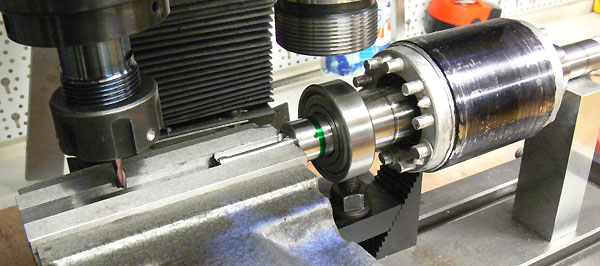
Levettem a peremet, de nem is kellett volna:
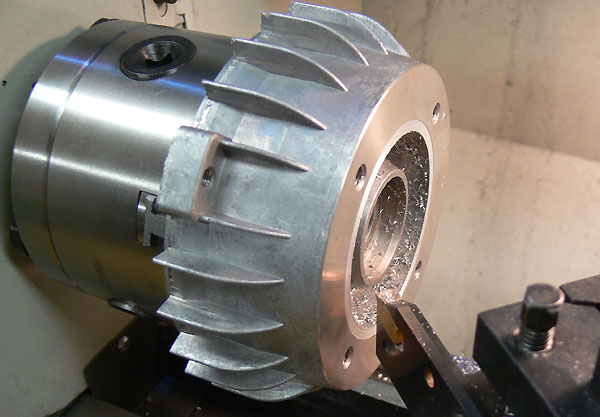
Van a tengelyen egy "zeger" gyürű is:
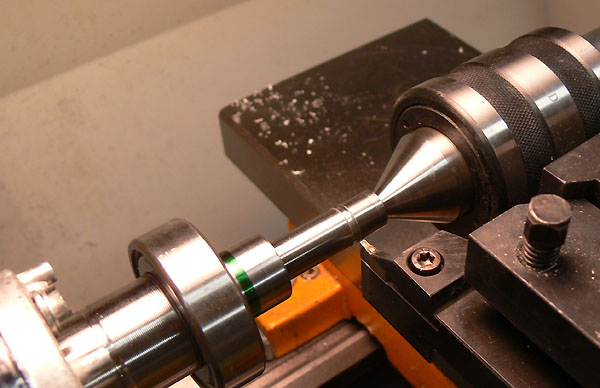
Az új motor "robbantva":
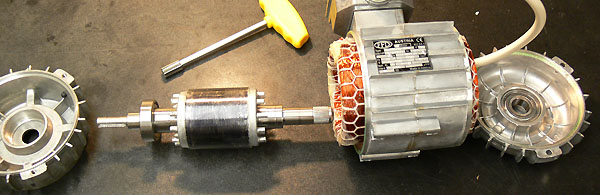
A tengely vég:
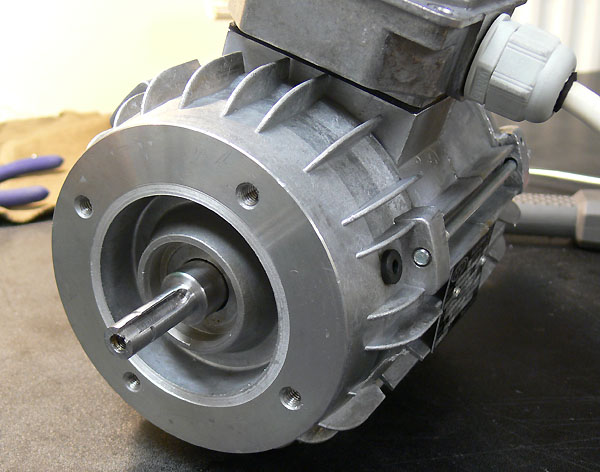
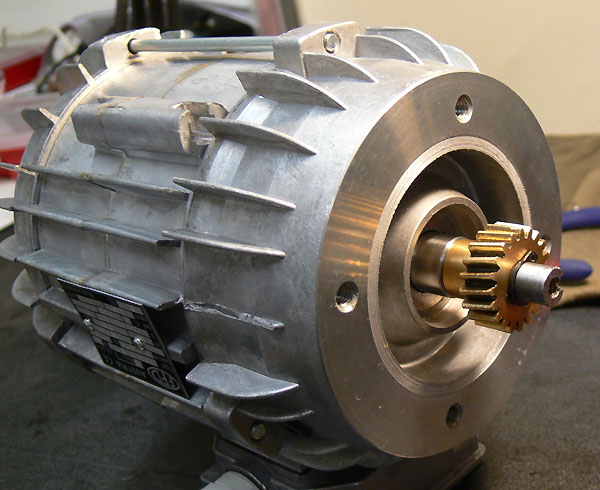
Új furatok: (ez a lap is öntvény)
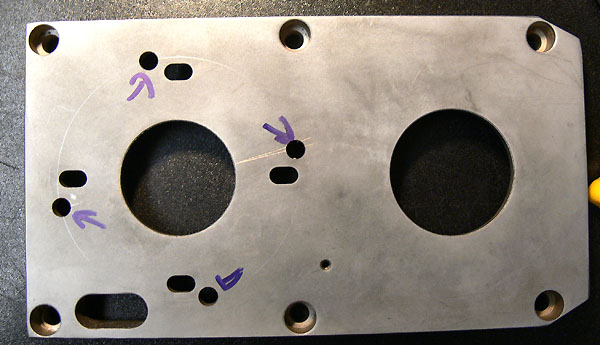
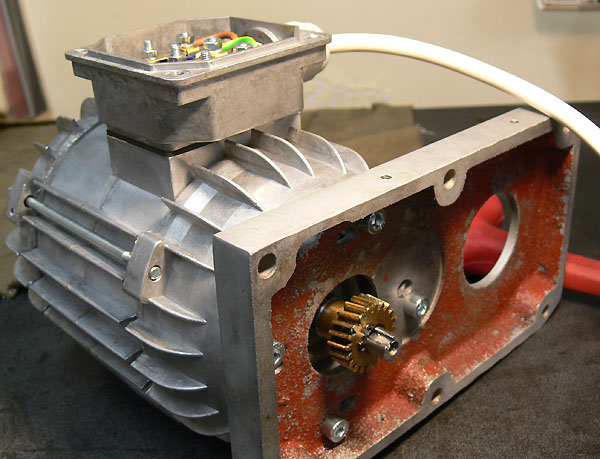
Ready...
Most tesztelem... a fordulatok nem is változtak... 100Hz-en kb. 6000 mint a régi...tehát minden úgy van mint volt...
A hangja... finoman szólva jobb lett... Egészen kis fordulaton kb. 5-10 Hz-en talán gyengébb... állítani kell a "frekiváltó tuningon" (kis fordulatra több áram) és ok...
Esteleg fordulatszám stabilizálás... na de nem hiszem... jó lesz így ahogy van...
(nem is lóg le a gépről...)
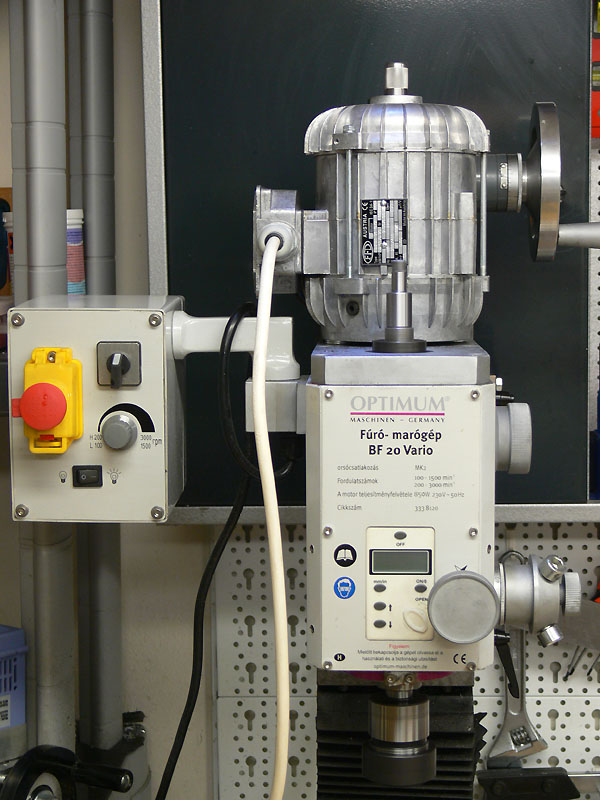
(a mai délután programja... :) szeretem ezt az amicsi típsú rányomjuk és kész műfajt is... :) meg persze a babrálást is... :)
Különösebbet nem kell írnom, a képek magukért beszélnek...
Motor: 550W, 50Hz, 2polusú, 100Hz-ig simán megy...
Kérem röhögni a segéd(marómotoros) BF20-on! Hát mire jó egy Teknomotor a háznál! Ha saját maga nem tud a "jószág" marni ... [#nyes]
14-es tengely... 10-esre:
Hát ez az... a segédmotoros BF20... :)
4mm-es, 2mm mély nútnarás:
Levettem a peremet, de nem is kellett volna:
Van a tengelyen egy "zeger" gyürű is:
Az új motor "robbantva":
A tengely vég:
Új furatok: (ez a lap is öntvény)
Ready...
Most tesztelem... a fordulatok nem is változtak... 100Hz-en kb. 6000 mint a régi...tehát minden úgy van mint volt...
A hangja... finoman szólva jobb lett... Egészen kis fordulaton kb. 5-10 Hz-en talán gyengébb... állítani kell a "frekiváltó tuningon" (kis fordulatra több áram) és ok...
Esteleg fordulatszám stabilizálás... na de nem hiszem... jó lesz így ahogy van...
(nem is lóg le a gépről...)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 22:31
Írta: HJózsi Dátum 2007 október 15, 22:31
[#nyes][#nyes][#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 22:50
Írta: bmejdz9nu Dátum 2007 október 15, 22:50
Jöhet az eszterga is,de az már egy kicsit rázósabb lesz... mert nem fér bele a motor...[#hehe]
Emeltem a ferkiváltón... az alsó szegmensbe... na mindjárt lett olyan kakaó..
Csak ez a kényszerhűtés a motornál... ha kicsi lesz a fordulat... jobb lenne egy külön ventilátor?
Na persze a DC motoron sem volt... persze le is égett...
Ebből a mociból itt Sopronban mindíg van raktáron... leég? Tengely ki másikba be... 10 perc... aztán lehet tekertetni... :) :) :)
Emeltem a ferkiváltón... az alsó szegmensbe... na mindjárt lett olyan kakaó..
Csak ez a kényszerhűtés a motornál... ha kicsi lesz a fordulat... jobb lenne egy külön ventilátor?
Na persze a DC motoron sem volt... persze le is égett...
Ebből a mociból itt Sopronban mindíg van raktáron... leég? Tengely ki másikba be... 10 perc... aztán lehet tekertetni... :) :) :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 23:02
Írta: HJózsi Dátum 2007 október 15, 23:02
Na akkor szerelek valami 'tájfun' tipusú ventillátort a BF20-ra, talán még nem késő .... [#nyes][#nyes][#nyes]
Mi is a pontos tipusszáma a replacement motornak??? ...
Mi is a pontos tipusszáma a replacement motornak??? ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 23:09
Írta: bmejdz9nu Dátum 2007 október 15, 23:09
A döglött motorra majd licitálást tartok! Mert ha kellene akkor egy hónap pihi...
Tehát jobb ha szerzel, megtekerteted és mellé lógatod... szárnyascsavarok.. tudod... ahogy kell... Ersatzteile... :)
Tehát jobb ha szerzel, megtekerteted és mellé lógatod... szárnyascsavarok.. tudod... ahogy kell... Ersatzteile... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 15, 23:11
Írta: 000000000 Dátum 2007 október 15, 23:11
Jol ertelmeztem, hogy levett muanyag burkolat mellett fustolt el?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 23:11
Írta: HJózsi Dátum 2007 október 15, 23:11
Ezt tekertetted át 400Hz-re?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 23:12
Írta: HJózsi Dátum 2007 október 15, 23:12
Tényleg, nem is videóztad?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 23:15
Írta: bmejdz9nu Dátum 2007 október 15, 23:15
Igen. Sima ügy... persze "sztahanovista" melósnak kell ám lenni! :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 15, 23:20
Írta: bmejdz9nu Dátum 2007 október 15, 23:20
Nem ez egy másik... csak sima 50 Hz-es... minek?
Pont jó a "munkapontja" erre a célra...
100Hz-en: 3000 rpm... Hi=1500, Lo=750rpm.
Vagy 100Hz, 6000rpm (tunning) Hi=3000, Lo=1500 (BF20, getriebe schaltung :)
Videó? Az a szolgáltátás majd "emelt díjas" SMS-re lesz majd ... [#nyes]
Pont jó a "munkapontja" erre a célra...
100Hz-en: 3000 rpm... Hi=1500, Lo=750rpm.
Vagy 100Hz, 6000rpm (tunning) Hi=3000, Lo=1500 (BF20, getriebe schaltung :)
Videó? Az a szolgáltátás majd "emelt díjas" SMS-re lesz majd ... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 15, 23:29
Írta: HJózsi Dátum 2007 október 15, 23:29
Ok, jöhet a telefonszám, aztán hívom a családot a képernyő elé ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 07:55
Írta: bmejdz9nu Dátum 2007 október 16, 07:55
#360-hoz... (BF20 asszinkron átalakítás)
Megmértem a fordulatszámokat, végül is minden kb. papírforma szerint...
Lo: 1600 max. Hi: 3200... a 3200-es fordulaton (100Hz) elgondolkodtam...
Ekkora fordulattal sohasem használtam a BF20-at. Valószínüleg ez kicsi átmérőjű szerszámoknál kellhet... azaz kb. 3mm alatt...
Talán jobb lenne egy 4 polusú motor? (rpm ~1500-50Hz) Akkor a "végsebesség- fordulatszám" csak 1500rpm lenne (10Hz)...
De jobban bent lenne az "üzemi" azaz a szokásos tartományban...
Kiváncsi lennék... a BF20 tulajok mekkora max. fordulatot használtok??? Írjatok!!!
Hátha kicserélem a motorba a tekercset... végül is ez csak a középső rész... és ehhez a motorhoz minden darab külön is van... vagy pont ilyen de 4. pólusút venni és marad egy 2 polusú... komplett... :) 10 perces meló... ha a forgórésze a motornak ugyanaz (?)
Megmértem a fordulatszámokat, végül is minden kb. papírforma szerint...
Lo: 1600 max. Hi: 3200... a 3200-es fordulaton (100Hz) elgondolkodtam...
Ekkora fordulattal sohasem használtam a BF20-at. Valószínüleg ez kicsi átmérőjű szerszámoknál kellhet... azaz kb. 3mm alatt...
Talán jobb lenne egy 4 polusú motor? (rpm ~1500-50Hz) Akkor a "végsebesség- fordulatszám" csak 1500rpm lenne (10Hz)...
De jobban bent lenne az "üzemi" azaz a szokásos tartományban...
Kiváncsi lennék... a BF20 tulajok mekkora max. fordulatot használtok??? Írjatok!!!
Hátha kicserélem a motorba a tekercset... végül is ez csak a középső rész... és ehhez a motorhoz minden darab külön is van... vagy pont ilyen de 4. pólusút venni és marad egy 2 polusú... komplett... :) 10 perces meló... ha a forgórésze a motornak ugyanaz (?)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 09:20
Írta: 000000000 Dátum 2007 október 16, 09:20
Furatkiesztergalasra nem is szeretned mar hasznalni?
En szemely szerint emiatt is kihasznalom a teljes fordulatszam tartomanyt.
En szemely szerint emiatt is kihasznalom a teljes fordulatszam tartomanyt.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 09:52
Írta: bmejdz9nu Dátum 2007 október 16, 09:52
Pont erről van szó...
Te a furatkiesztergálót 3200 rpm-el hajtod ? és még mikor használod az 1600-3200rpm-es tartományt? (Hi mód)
Te a furatkiesztergálót 3200 rpm-el hajtod ? és még mikor használod az 1600-3200rpm-es tartományt? (Hi mód)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 16, 09:56
Írta: HJózsi Dátum 2007 október 16, 09:56
Milyen lett a hangja?
Én is használom a teljes tartományt, legtöbbet középen ...
Én is használom a teljes tartományt, legtöbbet középen ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 10:07
Írta: bmejdz9nu Dátum 2007 október 16, 10:07
A hangja sokal jobb, "komoly gépes" hangja lett... [#finom]
1500 felett mikor?
1500 felett mikor?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 10:17
Írta: 000000000 Dátum 2007 október 16, 10:17
Kis furatokat keszitek (10-25mm). Elore kifurom. Meg torekszem arra, hogy a fej mozgo reszet ne nagyon kelljen kitolni. Igy szinte maximalis fordulaton hasznalom.
Illetve nagyolo maroknal, 8-10mm. Legalabb is en ezekkel nagyolok, nem 16mm-essel.
Also tartomanyt csak utokesnel hasznalok.
Illetve nagyolo maroknal, 8-10mm. Legalabb is en ezekkel nagyolok, nem 16mm-essel.
Also tartomanyt csak utokesnel hasznalok.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 16, 10:20
Írta: HJózsi Dátum 2007 október 16, 10:20
Alu, kis átmérőjü maró <10
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 16, 10:21
Írta: HJózsi Dátum 2007 október 16, 10:21
Lámpát cseréltél már a BF20-ban? igaz nem oda világít ahova kellene ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 10:53
Írta: bmejdz9nu Dátum 2007 október 16, 10:53
én is így csinálom, de nem annyira pörgetem... (féltem a testi épségemet :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 11:07
Írta: bmejdz9nu Dátum 2007 október 16, 11:07
Nem, de most láttam a meghajtását a vezérlő dobozban: kisméretű 12V-10W(20W?) kapcsoló üzemű halogén trafó... Made in Germany felírtattal!
(Ettől már is német lett :)
És te hová tettél... nagyon jó ez is... de lehetne jobb!
(Ettől már is német lett :)
És te hová tettél... nagyon jó ez is... de lehetne jobb!
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2007 október 16, 11:08
Írta: D.Laci Dátum 2007 október 16, 11:08
Van egy golyóáló mellényem kölcsön adom!!![#integet2][#nevetes1][#vigyor1]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 11:11
Írta: 000000000 Dátum 2007 október 16, 11:11
En motorozom...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 11:23
Írta: bmejdz9nu Dátum 2007 október 16, 11:23
Ja tudom... neked jó mert az adrealin termelésed min. 5x-el később indul be mint nekem...[#wink] Öregebb is vagyok... konzervatív is... lasabb is...
Snowboard? FreeStyle? Hegyről ugrás? (Átalgéletkor = 28év :)
Snowboard? FreeStyle? Hegyről ugrás? (Átalgéletkor = 28év :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 15:13
Írta: bmejdz9nu Dátum 2007 október 16, 15:13
Tökéletes ezzel a motorral ahogy van... (Nem lesz 4 polusú...)
Meg sem rezzenik a fordulatszám... több mint erős! Jobb mint vártam!
Sőt mivel nincs fordulatszám szabályozás... nincsenek lengések sem... egész másként viselkedik... jól!
Áramfelvétel is alíg nőtt a marás közben... tehát meg sem kottyant neki... de sajnos behatárolja a dolgot a BF20 mechanikája...
Lehet, hogy szubjektív a dolog... de mintha a mart felület szebb lenne...Ugyanazt az anyagot fojtattam ahol leégett a DC motor...
Lesz egy kis videó is ...
de szörnyű lett ... ellenfény... rossz pozicó... a hangját meg a szokásosan nem adja visssza, felhagosítja... (csak egy fényképezővel csinálom ezeket a videókat)
Meg sem rezzenik a fordulatszám... több mint erős! Jobb mint vártam!
Sőt mivel nincs fordulatszám szabályozás... nincsenek lengések sem... egész másként viselkedik... jól!
Áramfelvétel is alíg nőtt a marás közben... tehát meg sem kottyant neki... de sajnos behatárolja a dolgot a BF20 mechanikája...
Lehet, hogy szubjektív a dolog... de mintha a mart felület szebb lenne...Ugyanazt az anyagot fojtattam ahol leégett a DC motor...
Lesz egy kis videó is ...
de szörnyű lett ... ellenfény... rossz pozicó... a hangját meg a szokásosan nem adja visssza, felhagosítja... (csak egy fényképezővel csinálom ezeket a videókat)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 16:11
Írta: bmejdz9nu Dátum 2007 október 16, 16:11
Na igy "fest" eddíg a dolog...
A Frekiváltó majd belkerül a vezérlő dobozba (pont belefér...)
Rákerült a motorra a hűtőventilátor... (tartósabb terhelés is volt... totál nem melegszik... tehát csökkentve lesz... de nincs különösebb hangja 50Hz-ig)
A videó.... hang nem valóságos! 16mm a maró... különböző fogás mélységek 2-5mm között, kicsit különböző fordulaton... (21Mb) 5:25 hosszú
(nagyon rossz minőség... :) majd lesz jobb is... ha kell... :) Érezni a BF20 mechanika "véges" tulajdonságait is...

A Frekiváltó majd belkerül a vezérlő dobozba (pont belefér...)
Rákerült a motorra a hűtőventilátor... (tartósabb terhelés is volt... totál nem melegszik... tehát csökkentve lesz... de nincs különösebb hangja 50Hz-ig)
A videó.... hang nem valóságos! 16mm a maró... különböző fogás mélységek 2-5mm között, kicsit különböző fordulaton... (21Mb) 5:25 hosszú
(nagyon rossz minőség... :) majd lesz jobb is... ha kell... :) Érezni a BF20 mechanika "véges" tulajdonságait is...
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2007 október 16, 16:53
Írta: D.Laci Dátum 2007 október 16, 16:53
Baker... Egyszer valaki azt igérte küld nekem világitást... ha megkapom vissza küldöm!!![#crazya][#nevetes1]
Amugy meg elég jol birja a BF20-ad.
Amugy meg elég jol birja a BF20-ad.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 17:08
Írta: bmejdz9nu Dátum 2007 október 16, 17:08
[#lookaround] A legdurvább tuning amit a neten láttam, de már nem találom: a falhoz állították a BF-20-at, csavartak vagy hegesztettek rá hátul rögzítőket, zsaluzás, vasalás... és oda(be)betonozták!
Gondolom massziv lett... ha el akrja adni Hilti... [#nyes]
Megjegyzem ez a 16-os egy nagyon spec. alu maró...
Gondolom massziv lett... ha el akrja adni Hilti... [#nyes]
Megjegyzem ez a 16-os egy nagyon spec. alu maró...
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 október 16, 17:25
Írta: 3vv2btrhv Dátum 2007 október 16, 17:25
Péter ECSETET HASZNÁLJ a forgács eltávolitására !!
A macska volt a legálatibb !!
A macska volt a legálatibb !!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 17:37
Írta: bmejdz9nu Dátum 2007 október 16, 17:37
Ecset nem volt kézközelben a videó meg forgott, az a ronda macska meg a szomszédé...
Nekem 2 szép fehér nőstény cicám van... a szomszédé pedíg kan... állandóan itt eszi a fene... és rettegeti a macskáimat...(nagyon)
Jó cica a szomszédé csak kínyírhatatlan, megfoghatatlan... pedíg a gazdija is örülne mert akkor nem harapná meg... őt sem...minden héten.
Ha van tuti tippetek.... a csevegőbe ... "macskavég" jeligére...
Nekem 2 szép fehér nőstény cicám van... a szomszédé pedíg kan... állandóan itt eszi a fene... és rettegeti a macskáimat...(nagyon)
Jó cica a szomszédé csak kínyírhatatlan, megfoghatatlan... pedíg a gazdija is örülne mert akkor nem harapná meg... őt sem...minden héten.
Ha van tuti tippetek.... a csevegőbe ... "macskavég" jeligére...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 17:51
Írta: 000000000 Dátum 2007 október 16, 17:51
Egyeniranyu - elleniranyu maras? Hm?
Felrakhatnad a noga pofogtetot, csak levegovel. Szepen hasznalhato.
Felrakhatnad a noga pofogtetot, csak levegovel. Szepen hasznalhato.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 18:06
Írta: bmejdz9nu Dátum 2007 október 16, 18:06
Már mire gondolsz az írányokkal?
Noga pöffögtető szebb helyre kerül... ennek nem kell... csak dzsuvázna...fúvatni meg ... a söprés utánna több meló...
Noga pöffögtető szebb helyre kerül... ennek nem kell... csak dzsuvázna...fúvatni meg ... a söprés utánna több meló...
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 október 16, 18:23
Írta: 3vv2btrhv Dátum 2007 október 16, 18:23
felreszem a megoldást a csevegöbe
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 21:04
Írta: bmejdz9nu Dátum 2007 október 16, 21:04
Ha lassú a fordulat akkor is van erő. (Videók) Persze ennél élethűbb estek is vannak... de látni amit kell. (sokkal halkabb mint a videón :)
Hz= motor, rpm= kimeneti fordulat (1/4-es Lo áttétel), 12mm-es maró - Nincs visszacsatolás (fordulatszám szabályzás), nincs slipkompenzáció!
5Hz - 75rpm 10Hz - 150rpm 20Hz - 300rpm 40Hz - 600rpm 50Hz - 750rpm
Hz= motor, rpm= kimeneti fordulat (1/4-es Lo áttétel), 12mm-es maró - Nincs visszacsatolás (fordulatszám szabályzás), nincs slipkompenzáció!
5Hz - 75rpm 10Hz - 150rpm 20Hz - 300rpm 40Hz - 600rpm 50Hz - 750rpm
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 21:35
Írta: 000000000 Dátum 2007 október 16, 21:35
Lenyeges kulongseg van akozott, hogy a maro foga az anyagba:
- az elotlas iranyaban harap
- az elotolasal szemban harap
A palástarás forgácsolási viszonyai
A palástmarásnak két fajtája van: ellenirányú marás és egyirányú marás
Ellenirányú maráskor az Ef komponens ellentétes értelmű vf-fel, ezért az asztalmozgatás játéka szempontjából nincs káros hatása. Az Ep komponens viszont a munkadarabot fel akarja emelni, ezért nem eléggé merev befogáskor a munkadarab rezgésbe jöhet. Belépéskor a szerszám éle megcsúszik a munkadarab felületén,
mivel "nulla forgácsvastagság" mellett kezd forgácsolni. Ez az elcsúszás az él gyors kopását okozza.
Egyirányú maráskor az Ef komponens megegyező értelmű vf-fel, és a munkadarabot az asztalmozgatás játékának megfelelően előretolja. Így a következő fogra
nagyobb terhelés jut, ami rezgések vagy fogtörés okozója lehet. Az Ep komponens
a darabot az asztalra szorítja.
Belépéskor a szerszám nem csúszik meg, ezért
kevésbé kopik. Egyirányú marást csak játékmentes asztalmozgatás mellett lehet
alkalmazni. Ilyenkor az anyagleválasztás sebessége 50-70 %-kal nagyobb, mint
ellenirányú maráskor.
Palástmaráskor a leválasztott forgács vessző (kard, bajusz) alakú. Az erőszámításhoz - a forgács változó keresztmetszete miatt - a közepes forgácsvastagság ismerete szükséges.
- az elotlas iranyaban harap
- az elotolasal szemban harap
A palástarás forgácsolási viszonyai
A palástmarásnak két fajtája van: ellenirányú marás és egyirányú marás
Ellenirányú maráskor az Ef komponens ellentétes értelmű vf-fel, ezért az asztalmozgatás játéka szempontjából nincs káros hatása. Az Ep komponens viszont a munkadarabot fel akarja emelni, ezért nem eléggé merev befogáskor a munkadarab rezgésbe jöhet. Belépéskor a szerszám éle megcsúszik a munkadarab felületén,
mivel "nulla forgácsvastagság" mellett kezd forgácsolni. Ez az elcsúszás az él gyors kopását okozza.
Egyirányú maráskor az Ef komponens megegyező értelmű vf-fel, és a munkadarabot az asztalmozgatás játékának megfelelően előretolja. Így a következő fogra
nagyobb terhelés jut, ami rezgések vagy fogtörés okozója lehet. Az Ep komponens
a darabot az asztalra szorítja.
Belépéskor a szerszám nem csúszik meg, ezért
kevésbé kopik. Egyirányú marást csak játékmentes asztalmozgatás mellett lehet
alkalmazni. Ilyenkor az anyagleválasztás sebessége 50-70 %-kal nagyobb, mint
ellenirányú maráskor.
Palástmaráskor a leválasztott forgács vessző (kard, bajusz) alakú. Az erőszámításhoz - a forgács változó keresztmetszete miatt - a közepes forgácsvastagság ismerete szükséges.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 16, 22:28
Írta: bmejdz9nu Dátum 2007 október 16, 22:28
Értem is meg nem is... :)
Tudom, hogy "egyik-másik" irányba jobb a helyzet és szebb a felület... "egyik-másik" írányba kevésbé hajlamos a rezonanciára...
"Egyik-másik" írányba nagyobb fogást lehet venni...
De amit írtál az asztalmozgás játékáról még eszembe sem jutott, pedíg logikus...
A szerszámkopási dolgot meg nem értem... :)
Mikor melyik írány a jobb? melyik-melyik?
Ellenírányú marás: az anyag bal oldalán a marónak?
A BF20-on kézkimélés azaz felesleges "útpályák miatt" el vissza szoktam tekergetni... a végén egyik írányba "szöröskés lesz" aztán nem állítok rajta ugyan azon a pályán vissza és akkor szokott ok. lenni...
Persze jó lenne valami "tudományosabb" módszerekkel tudnom mikor hogyan csináljam...
Köszi amit írtál! Csak még ott sem tartok, hogy a kifejezéseket ismerjem... de figyelek és olvasok...
Tudom, hogy "egyik-másik" irányba jobb a helyzet és szebb a felület... "egyik-másik" írányba kevésbé hajlamos a rezonanciára...
"Egyik-másik" írányba nagyobb fogást lehet venni...
De amit írtál az asztalmozgás játékáról még eszembe sem jutott, pedíg logikus...
A szerszámkopási dolgot meg nem értem... :)
Mikor melyik írány a jobb? melyik-melyik?
Ellenírányú marás: az anyag bal oldalán a marónak?
A BF20-on kézkimélés azaz felesleges "útpályák miatt" el vissza szoktam tekergetni... a végén egyik írányba "szöröskés lesz" aztán nem állítok rajta ugyan azon a pályán vissza és akkor szokott ok. lenni...
Persze jó lenne valami "tudományosabb" módszerekkel tudnom mikor hogyan csináljam...
Köszi amit írtál! Csak még ott sem tartok, hogy a kifejezéseket ismerjem... de figyelek és olvasok...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2007 október 16, 22:59
Írta: robroy007 Dátum 2007 október 16, 22:59
Szia tomasz!
tudnál valami ábrát feltenni, hogy könnyebben érthető legyen?
Üdv Robi
tudnál valami ábrát feltenni, hogy könnyebben érthető legyen?
Üdv Robi
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 16, 23:05
Írta: HJózsi Dátum 2007 október 16, 23:05
Amire ASZBOLIT utalt, ebben a könyvben pl. benne van, nemtom Sopronban megjelent-e már ...
Ha még nem, az első oldalt kimásoltam :

Enjoy! [#vigyor2]
Ha még nem, az első oldalt kimásoltam :
Enjoy! [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 23:10
Írta: 000000000 Dátum 2007 október 16, 23:10
Tomasz leirta, Te meg hasznald. Nem fog artani...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 16, 23:13
Írta: 000000000 Dátum 2007 október 16, 23:13
Egyeniranyu: kovetve a maropalyat, a maro az anyag fele forog.
Elleniranyu: kovetve a maropalyat, a maro az anyagtol "elfele" forog.
Amugy nem ertem, miert gyilkolod ennyire ezt a kis bf20-at...
Elleniranyu: kovetve a maropalyat, a maro az anyagtol "elfele" forog.
Amugy nem ertem, miert gyilkolod ennyire ezt a kis bf20-at...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 08:04
Írta: 000000000 Dátum 2007 október 17, 08:04
Szerintem a helyzet az, hogy aki egy fúrót
vagy eszterga kést nem tud megélezni saját
maga, az jobb lenne, ha a reszelőnél maradna.
Ez a mondatom bizonyosan nem fog nagy tetszést
aratni, de a valóság ettől sajna ez.
A hobby CNC-nek az borzalmas veszélye, hogy
valaki úgy épít gépet, használ G kódokat,
hogy a forgácsolás legelemibb fogalmaival sincs
tisztába. Billentyűzetet, egeret, tekerő
gombokat, hajtásokat, programokat használnak
sokan anélkül, hogy igazán tudnák, mi is
történik ezek hatására, mik az alapvető
feltételek.
vagy eszterga kést nem tud megélezni saját
maga, az jobb lenne, ha a reszelőnél maradna.
Ez a mondatom bizonyosan nem fog nagy tetszést
aratni, de a valóság ettől sajna ez.
A hobby CNC-nek az borzalmas veszélye, hogy
valaki úgy épít gépet, használ G kódokat,
hogy a forgácsolás legelemibb fogalmaival sincs
tisztába. Billentyűzetet, egeret, tekerő
gombokat, hajtásokat, programokat használnak
sokan anélkül, hogy igazán tudnák, mi is
történik ezek hatására, mik az alapvető
feltételek.
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2007 október 17, 08:09
Írta: ebalint Dátum 2007 október 17, 08:09
Egyesek atombombät robbantgattak ilyen alapon...
Azt hiszem a hobbi cnc azört kevesebb kärt okoz majd...
ebalint
Azt hiszem a hobbi cnc azört kevesebb kärt okoz majd...
ebalint
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2007 október 17, 08:29
Írta: D.Laci Dátum 2007 október 17, 08:29
"Szerintem a helyzet az, hogy aki egy fúrót
Vagy esztergakést nem tud megélezni saját
Maga, az jobb lenne, ha a reszelőnél maradna."
Ezzel egyet értek, DE ez itt egy HOBBY fórum ami arol szol, hogy a kezdők a haladókkal egyetértésben megosszák a tapasztalataikat és egyástol tanuljanak. Te sem úgy jöttél a világra, hogy tudtál járni és beszélni mégsem mondták, hogy menj vissza ahonnan jöttél. (kicsit személyeskedésnek tűnik, de nem annak szántam, de másképp nem tudom leírni, ezért elnézésed kérem!!!!).
Akkor lenne igazán probléma, ha valaki ebből él meg és nem tud kést élezni...
Vagy esztergakést nem tud megélezni saját
Maga, az jobb lenne, ha a reszelőnél maradna."
Ezzel egyet értek, DE ez itt egy HOBBY fórum ami arol szol, hogy a kezdők a haladókkal egyetértésben megosszák a tapasztalataikat és egyástol tanuljanak. Te sem úgy jöttél a világra, hogy tudtál járni és beszélni mégsem mondták, hogy menj vissza ahonnan jöttél. (kicsit személyeskedésnek tűnik, de nem annak szántam, de másképp nem tudom leírni, ezért elnézésed kérem!!!!).
Akkor lenne igazán probléma, ha valaki ebből él meg és nem tud kést élezni...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 08:41
Írta: bmejdz9nu Dátum 2007 október 17, 08:41
Ez a könyv még sopronban nem jelent meg... (vagy ezaz amit az orosz írt? az nagyon nem teteszett mert csak óriás gépeket tárgyalt benne)
Van egy német könyvem - azt egy kicsit nehéz megérteni - és ez a pdf lesz kiolvasva, ha lesz rá idő... a sok marnivaló között... :)
Van egy német könyvem - azt egy kicsit nehéz megérteni - és ez a pdf lesz kiolvasva, ha lesz rá idő... a sok marnivaló között... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2007 október 17, 08:42
Írta: 7vpav5d32 Dátum 2007 október 17, 08:42
McCartney mondta azt hiszem, hogy ha valaki a gitárt fel tudja hangolni az már gitározni is tud. Szerintem ez az élezésre és az esztergálásra, marásra is igaz. Addig azért sokat kell gyakorolni, tapasztalatot szerezni. Nem egyszerű úgy, hogy nem áll ott egy szaki aki elmagyaráz, segit és persze nagyokat káromkodik.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 08:44
Írta: bmejdz9nu Dátum 2007 október 17, 08:44
Ennyire nem szoktam,... :) csak a demonstráció végett, hogy az AC motor mit tud... és a vártnál is jobb lett!
Olyan halk lett, hogy az asszony nem veszi észre ha a pincében marok! :)
Kár, hogy a BF20 áttételnek van valamekkora hangja...
Olyan halk lett, hogy az asszony nem veszi észre ha a pincében marok! :)
Kár, hogy a BF20 áttételnek van valamekkora hangja...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 08:51
Írta: bmejdz9nu Dátum 2007 október 17, 08:51
Az egész életemet "borzalmas veszély"-ben csináltam... Mindíg olyannak álltam neki amit nem tudtam...
Talán követnem kellett volna "másokat"... és kivárni, megvárni...
Igazad van - ha arra gondolsz - szerintem is egy BF20-at csak vizsga után, a papírok bemutatása melett kellene kiadni a boltnak.
... és akkor nem lenne ilyen "borzalmas" a "vészély".
Talán követnem kellett volna "másokat"... és kivárni, megvárni...
Igazad van - ha arra gondolsz - szerintem is egy BF20-at csak vizsga után, a papírok bemutatása melett kellene kiadni a boltnak.
... és akkor nem lenne ilyen "borzalmas" a "vészély".
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 08:54
Írta: bmejdz9nu Dátum 2007 október 17, 08:54
Hát ez az... Úgy könnyű, hogy ha az embert 5 percenként segberugnák... [#vigyor0]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 08:57
Írta: bmejdz9nu Dátum 2007 október 17, 08:57
Valaki csinálna egy "hogyan marjunk" videót? Milyen jó lenne! Egy-egy alapfogást!
Ha rendelkezik valaki gyakorlattal... vagy megvárjuk, hogy "valaki" majd más... ("Mások" bevállalós típusok?)
Ha rendelkezik valaki gyakorlattal... vagy megvárjuk, hogy "valaki" majd más... ("Mások" bevállalós típusok?)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 09:06
Írta: 000000000 Dátum 2007 október 17, 09:06
Te Péter!Mikor cseréltél utoljára hajtóműolajat a BF20adba???
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 09:37
Írta: bmejdz9nu Dátum 2007 október 17, 09:37
[#fejvakaras] mert hol van benne?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 09:37
Írta: 000000000 Dátum 2007 október 17, 09:37
Nem vitázom Veled, a mai világ ilyen lett.
A hülyeséghez mindenkinek alanyi joga van.
Abban a pillanatban azonban, ha valaki a
menetes szárról áttér a golyósorsóra, legalább
előtte egy órát szánjon arra, hogy egy rohadt
fúrót megköszörül, és gyakorolgat rajta
(tisztelet a kivételnek).
Ez belső elhatározás, szemlélet kérdése.
És talán az sem lenne jó, ha valakinek a
netre felpakolt "publikációinak, dokumentációinak"
a mennyisége és az elméleti-gyakorlati tudása
egymással fordított arányban áll.
Ettől függetlenül mint már annyiszor, azzal
zárom ezt a témát a részemről, hogy Mindenki
csinálja azt, amit akar, mit bánom én.
A műszaki életben az emeberektől függetlenül
úgyis van pár jelenség (füstjelek, hang és fény
effektusok), amik jelentkeznek előbb-utóbb.:)
Addig meg hajrá, előre!
A hülyeséghez mindenkinek alanyi joga van.
Abban a pillanatban azonban, ha valaki a
menetes szárról áttér a golyósorsóra, legalább
előtte egy órát szánjon arra, hogy egy rohadt
fúrót megköszörül, és gyakorolgat rajta
(tisztelet a kivételnek).
Ez belső elhatározás, szemlélet kérdése.
És talán az sem lenne jó, ha valakinek a
netre felpakolt "publikációinak, dokumentációinak"
a mennyisége és az elméleti-gyakorlati tudása
egymással fordított arányban áll.
Ettől függetlenül mint már annyiszor, azzal
zárom ezt a témát a részemről, hogy Mindenki
csinálja azt, amit akar, mit bánom én.
A műszaki életben az emeberektől függetlenül
úgyis van pár jelenség (füstjelek, hang és fény
effektusok), amik jelentkeznek előbb-utóbb.:)
Addig meg hajrá, előre!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 09:42
Írta: bmejdz9nu Dátum 2007 október 17, 09:42
Elárulom tudok fúrót élezni... Sajnos 40 felett már csak 4-es felett... (20 évesen a 2-es is ment)
De sajnos a gyakorlat is elvész mert ilyen Dewalt-okat használok: (ez pedíg...)

De sajnos a gyakorlat is elvész mert ilyen Dewalt-okat használok: (ez pedíg...)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 09:52
Írta: 000000000 Dátum 2007 október 17, 09:52
Ahogy Tibor45 mondaná kezdjük az alapoknál és ha azt tudjuk,akkor lépjünk tovább.....gépkönyv kinyit,hátul a Mit/Mikor/Hol karbantartási rovat áttanulmányoz és láthatjuk,h marófej félrebillent 45'kicsit nagyob szögben,h a csavarokhoz hozzáférjünk,aztán adni neki asszem Mobilgear607-et de nem bizti....le van írva...igénybevételtől függően fél-1 évente talán......de a te esetedben lehet 3 havonta kéne.És akkor picit csökken az emissziód is,nameg kopni se fog annyira bla bla bla bla....szóval ha már ilyen cscecse géped van picit törődj is vele :))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 09:56
Írta: 000000000 Dátum 2007 október 17, 09:56
Dewalték feltalálták a spanyol viaszt...az egyik volt tanárom kb.30éve ilyen fúróélezéssel kapott vmi fejlesztési pénzt az ikarusnál.Kiirtak egy tendert olyan gyártási eljárásra,aminek következtében a furatok nem lesznek sorjásak a kimenő oldalon,h a behúzott kábelkorbácsok ne sérüljenek....mindenki kitalált mindent,h ilyen csiszólófej, meg olyan szerelőnyílások...azt közbe csak emígyen kell köszörülni a fúrót
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 09:57
Írta: bmejdz9nu Dátum 2007 október 17, 09:57
Megnézem! Köszönöm! De még olyan sokat nem ment... persze szoktam olajozni... A szánokhoz stb. a differnciálmű olaj jött be a legjobban... sürű olaj... (a vizkozítása megfelelőnek tűnik)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 10:01
Írta: 000000000 Dátum 2007 október 17, 10:01
fúj az büdös...:) mindegy,h mivel kenjük,csak semleges kémhatású legyen.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 10:07
Írta: 000000000 Dátum 2007 október 17, 10:07
Kezdheted azzal, hogy Z-ben, mikor nagyolsz - nem a finombeallitoval mesz utanna. Csak simitaskor.
Aztan tanulmanyozd meg egy keveset: kimondottan nagyolo maro elszalag - simito maro elszalag kozotti kulonbsegeket. Technikai parametereket. Ugy is sok katalogusod van...
Van direkt, semleges szagu 100-as viszkozitas korulit keress.
Aztan tanulmanyozd meg egy keveset: kimondottan nagyolo maro elszalag - simito maro elszalag kozotti kulonbsegeket. Technikai parametereket. Ugy is sok katalogusod van...
Van direkt, semleges szagu 100-as viszkozitas korulit keress.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2007 október 17, 10:14
Írta: Motoros Dátum 2007 október 17, 10:14
Tibor!
Azzal erősen vitatkoznék hogy egy óra alatt meg lehet tanúlni fúrót élezni. Az hogy szimmetrikus legyen, hogy hogy harapjon, hogy legyen a keresztél kiszedve stb stb, ezeknek a mozdulatoknak a beidegződéséhez sok gyakorlat kell. Az esztergakés élezéséhez minden trükkjéhez meg talán évek. A többivel egyetértek.
Azzal erősen vitatkoznék hogy egy óra alatt meg lehet tanúlni fúrót élezni. Az hogy szimmetrikus legyen, hogy hogy harapjon, hogy legyen a keresztél kiszedve stb stb, ezeknek a mozdulatoknak a beidegződéséhez sok gyakorlat kell. Az esztergakés élezéséhez minden trükkjéhez meg talán évek. A többivel egyetértek.
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2007 október 17, 10:17
Írta: 7vpav5d32 Dátum 2007 október 17, 10:17
az egy az óra stimmel csak tiz évig naponta! [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 10:28
Írta: 000000000 Dátum 2007 október 17, 10:28
Tibor45-Motoros!
Hasonlóan látok én is sok mindent, de tényleg ilyen a világ.
Egy példa: öreg modellezősök évtizedekig tanultunk és elmondhatjuk, picit értünk is hozzá.
Persze pénzünk mindig kevesebb volt mint a vágyaink ezért mindent kitanúltunk, hogy ne menjen veszendőbe semmi (spóroltunk).
És kijött a reptérre újgazdagék fia (1kg-os arany karkötő) és megkérdezi ti is modellezők vagytok(20-30 éve),mert ő az és most kapta a papától 600 ezer Ft.-ért és kiküldte, hogy valamelyik vén fasz majd gyorsan magtanítja, mert nekik nincs sok idejük mindennel rosszakodni.
Hasonlóan látok én is sok mindent, de tényleg ilyen a világ.
Egy példa: öreg modellezősök évtizedekig tanultunk és elmondhatjuk, picit értünk is hozzá.
Persze pénzünk mindig kevesebb volt mint a vágyaink ezért mindent kitanúltunk, hogy ne menjen veszendőbe semmi (spóroltunk).
És kijött a reptérre újgazdagék fia (1kg-os arany karkötő) és megkérdezi ti is modellezők vagytok(20-30 éve),mert ő az és most kapta a papától 600 ezer Ft.-ért és kiküldte, hogy valamelyik vén fasz majd gyorsan magtanítja, mert nekik nincs sok idejük mindennel rosszakodni.
Cím: Re:Hagyományos forgácsológépek
Írta: 2vkx6unz Dátum 2007 október 17, 10:50
Írta: 2vkx6unz Dátum 2007 október 17, 10:50
Szia rc
Nézd a pozitív oldalát. Taníthatod pénzért, javíthatod a törött gépeit szintén jó pénzért ebből lesz neked is a vágyaidra. Persze sosem lesz képes megcsinálni amit Te és nem is érdekli, neki a modellezés csak játék amti apu megvesz. Persze értékelni sem tudja egy modellbe befektetett munkát.
Én is magam építettem a modelljeimet gyerekkormban és akkor mindent egyedileg kézimunkával kellett készíteni, de pont ezt szerettem benne.
Nézd a pozitív oldalát. Taníthatod pénzért, javíthatod a törött gépeit szintén jó pénzért ebből lesz neked is a vágyaidra. Persze sosem lesz képes megcsinálni amit Te és nem is érdekli, neki a modellezés csak játék amti apu megvesz. Persze értékelni sem tudja egy modellbe befektetett munkát.
Én is magam építettem a modelljeimet gyerekkormban és akkor mindent egyedileg kézimunkával kellett készíteni, de pont ezt szerettem benne.
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2007 október 17, 11:13
Írta: airfoil6205 Dátum 2007 október 17, 11:13
Ez a BF20, marás, modellezés körül kirobbant vita nagyon jól szemlélteti, hogy előzetes ismeretek nélkül túlzott elvárásokat támasztanak néhányan a gépeik mérőeszköszeik(ezredpontos mérőóra)iránt. A gépészetben megvannak a megfelelő eljárások mindenre, kellene tanulmányozni őket, szerintem itt a CNC hobbynál az a probléma, hogy egy mechanikus géptől elvárjuk azt a pontosságot amit a számítógéptől ami a jelet generálja, kicsit el kellene vonatkoztatni ettől. Mindezek mellett nem szabad lebecsülni senkinek a szorgalmát, kitartását a saját pénze azt tesz vele amit akar.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 11:18
Írta: bmejdz9nu Dátum 2007 október 17, 11:18
Vissza kellene kanyarodni a legelejéhez...
A BF20 - 750W-os DC motor leváltásához min. 1Kw-os AC asszinkron motor volt az "elv"...
A "gyakorlat": 550W-os motor és 400W-os Hitachi Frekiválóval többet tud.
Ennek alátámasztására készültek a videók... Mert mondani (írni) mindent könnyű...
A BF20 - 750W-os DC motor leváltásához min. 1Kw-os AC asszinkron motor volt az "elv"...
A "gyakorlat": 550W-os motor és 400W-os Hitachi Frekiválóval többet tud.
Ennek alátámasztására készültek a videók... Mert mondani (írni) mindent könnyű...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 12:23
Írta: 000000000 Dátum 2007 október 17, 12:23
Most is téves a következtetésed szerintem:
1. A kézi előtolásod miatt nincs folyamatos
forgácsolás, így a nulla és a maximum között
állandóan ingadozik, így nem mérvadó a motorra
nézve (van ideje erőt gyűjteni, amikor éppen
nincs előtolás..).
2. Durva számolással a videón látható
forgácsolásnak kisebb a max. teljesítménye, mint
100W. Ezért nem észleltél semmit.
1. A kézi előtolásod miatt nincs folyamatos
forgácsolás, így a nulla és a maximum között
állandóan ingadozik, így nem mérvadó a motorra
nézve (van ideje erőt gyűjteni, amikor éppen
nincs előtolás..).
2. Durva számolással a videón látható
forgácsolásnak kisebb a max. teljesítménye, mint
100W. Ezért nem észleltél semmit.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 12:31
Írta: 000000000 Dátum 2007 október 17, 12:31
F*sza lett, atomkiraly! Ennyi...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 14:17
Írta: bmejdz9nu Dátum 2007 október 17, 14:17
Csak 100W? Akkor írok az Optimumnak a túlméretezett DC motor miatt is. Pazarlás bele a 750W-os... mert ennél nem tud többet a mechanika és az emberi kéz*
* az én kezem... ok van aki erősebb... annak 200W:)
Még jó, hogy előtte nem veséztük ki (alaposan) a dolgot ki, mert akkor még mindíg számolnánk... így pedíg már marok vele... :)
* az én kezem... ok van aki erősebb... annak 200W:)
Még jó, hogy előtte nem veséztük ki (alaposan) a dolgot ki, mert akkor még mindíg számolnánk... így pedíg már marok vele... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 17, 14:23
Írta: bmejdz9nu Dátum 2007 október 17, 14:23
Ha látnád élőben.... alíg várnád, hogy "leégesd" a motorodat a tiedben... [#vigyor2] Tényleg nagyon jó lett...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 20:35
Írta: 000000000 Dátum 2007 október 17, 20:35
A forgacsolas ALAP TANA !!!! az ÉLSZOGEK megertese es rogton utana a hatasuk megertese a forgacsolasra magara.....
Amikor mar ezeket TUDJA a csavo, es
AZT IS!!! tudkja a gyakorlatban is, hogy az adott konkret szerszamon melyik elszog hol van epepn es mekkora kene, hogy legyen eppen nagyjabol...
Nos AKKOR már majd tud ertelmesen forgacsolni es akkor már majd tud konnyen-jol
furot, kest, akarmit elezni...
Az elezesben nem a kez gyakorlatanak megszerzese a legfontosabb! es ez nem is nehez igazan, ez ugyanis megy eleg gyorsan, ha
TUDJA !!! a csavo az agyaval, hogy mit akar eppen kialakitani a koszoruvel...az elezeskor.
Az alapismeretek BARMYELY varosi konyvtarban fellelhetok a 70-es evkben kiadott szakmunkas szintu szakkonyvekben...
Ezek erettsegivel igazan lazan felfoghatok, hiszen, 6-8 altalnost vegzett ipari tanulok szamara keszultek anno...
Mondjuk az 5.-6.-os geometria ismerete azert nem art hozzajuk :-)))
Nem igazan nehez anyag ez...
A jo muhely szinthez elegendo elmeleti ismeret nehany este alatt begyujtheto...de valoban hozza kell azert legalabb fogni :-((
Amikor mar ezeket TUDJA a csavo, es
AZT IS!!! tudkja a gyakorlatban is, hogy az adott konkret szerszamon melyik elszog hol van epepn es mekkora kene, hogy legyen eppen nagyjabol...
Nos AKKOR már majd tud ertelmesen forgacsolni es akkor már majd tud konnyen-jol
furot, kest, akarmit elezni...
Az elezesben nem a kez gyakorlatanak megszerzese a legfontosabb! es ez nem is nehez igazan, ez ugyanis megy eleg gyorsan, ha
TUDJA !!! a csavo az agyaval, hogy mit akar eppen kialakitani a koszoruvel...az elezeskor.
Az alapismeretek BARMYELY varosi konyvtarban fellelhetok a 70-es evkben kiadott szakmunkas szintu szakkonyvekben...
Ezek erettsegivel igazan lazan felfoghatok, hiszen, 6-8 altalnost vegzett ipari tanulok szamara keszultek anno...
Mondjuk az 5.-6.-os geometria ismerete azert nem art hozzajuk :-)))
Nem igazan nehez anyag ez...
A jo muhely szinthez elegendo elmeleti ismeret nehany este alatt begyujtheto...de valoban hozza kell azert legalabb fogni :-((
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 21:21
Írta: 000000000 Dátum 2007 október 17, 21:21
Ha mar ajanlgatva lettek konyvek:
Szecsi Laszlo: Gepipari szerszamok keszitese
1961-es kiadasom van.
~700 oldal. Ertheto, illusztralt, stb. Es amit akkor leirtak, az a most hasznalt "high-tec" PKD lapkas szerszamokra is igaz...
Szecsi Laszlo: Gepipari szerszamok keszitese
1961-es kiadasom van.
~700 oldal. Ertheto, illusztralt, stb. Es amit akkor leirtak, az a most hasznalt "high-tec" PKD lapkas szerszamokra is igaz...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2007 október 17, 21:42
Írta: robroy007 Dátum 2007 október 17, 21:42
Értem én hogy tanulni kellene vagy lealábbis szakmunkás könyveket olvasni de honnan lehet ezeket megszerezni????
Akkor legalább mindenki törekedhetne a profizmusra az élezésben!
Akkor legalább mindenki törekedhetne a profizmusra az élezésben!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 21:46
Írta: 000000000 Dátum 2007 október 17, 21:46
Tessek:
Gepipari szerszamok keszitese
Szerzoi jogok ide-oda, erdemes lenne digitalizalni. De nincs idom seggelni a scanner mellett. Cnc-s scannerem meg nincs...
Valahol regebben lattam egyet, legobol epitettek. Automatan lapozott.
Gepipari szerszamok keszitese
Szerzoi jogok ide-oda, erdemes lenne digitalizalni. De nincs idom seggelni a scanner mellett. Cnc-s scannerem meg nincs...
Valahol regebben lattam egyet, legobol epitettek. Automatan lapozott.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2007 október 17, 21:55
Írta: robroy007 Dátum 2007 október 17, 21:55
mikor lessz vásárolható példány belőle?? [#confused]
Van egy oldal ahol vannak régi könyvek de "nem" elérhetők szerzői jogok miatt
Van egy oldal ahol vannak régi könyvek de "nem" elérhetők szerzői jogok miatt
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 október 17, 22:04
Írta: dg8n4i8x Dátum 2007 október 17, 22:04
Aszbolit!
Esetleg digi fényképező? Azzal gyorsabb! :) Ha több oldal kell én sem scannelek... 2Mpixel bőven jó!
Üdv!
Esetleg digi fényképező? Azzal gyorsabb! :) Ha több oldal kell én sem scannelek... 2Mpixel bőven jó!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 22:19
Írta: 000000000 Dátum 2007 október 17, 22:19
Lehet jo lenne. Valami allvanyt krealni es kattogtatni csak. Lehet nekiallok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 17, 22:45
Írta: 000000000 Dátum 2007 október 17, 22:45
MInd szép és jó amit az urak mondanak,de szerintem a TUDÁS egyenlő az ELMÉLETI és GYAKORLATI dolgok összegével.....szóval ha mindent TUDSZ,de nem ismered fel az esztergakést élőben,mert még csak képen láttad,akkor hiába a tudás,h ilyen élszög meg olyan élszög.....a másik véglet sem vezet eredményre,DE az biztos,h 1-2 "robbangatás" után az ember rájön a dolgokra.....tehát szerintem Varsányi kollega is tudja,h hogy kap szebb felületet érzi,h hogy harap a kés anélkül,h tudná az elméletet....Ti ismeritek a NEUMANN elvet???...mégis nyomkodjátok a billentyűzetet és egész jól fórumoztok.....pont mint egy gyakorlott forgácsoló aki maga jött rá a késélezés fortélyaira anélkül,h kiolvasta volna a fél könyvtárat......ezek most toolzások voltak persze,mindenkinek tökéletesen IGAZA van!!!csak örülök,h fellelndült ez a topic!Szép estét és jó barkácsolgatást mindenkinek!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 17, 23:48
Írta: HJózsi Dátum 2007 október 17, 23:48
Mechanika órán a prof felteszi a kérdést a hallgatókak: Kollégák, lemegyünk műhelybe, ott egy ... kg-os kalapács ... hosszú nyéllel. Hol kell megfogni, hogy ha használjuk ne rúgjon vissza? - Mindenki lázas számolásba kezd, (lökésközéppont ugye) majd néhány perc múlva emelkednek a kezek hogy megvan a megoldás.
A prof megjegyzi, hogy kicsit sokáig tartott, majd szólítja sorban a jelentkezőket, mindegyik mond valami értéket. A prof erre azt mondja, hogy sajnos centi nincs a közelben, mire nagy tanácstalanság lesz. Ekkor a prof: Nos kedves kollégák elárulom a megoldást. A kalapács nyelét ott kell megfogni, ahol a legpiszkosabb, mert a szaki mindig ott fogja meg ahol nem rúg vissza, vagyis a lökésközéppontban ...
A prof megjegyzi, hogy kicsit sokáig tartott, majd szólítja sorban a jelentkezőket, mindegyik mond valami értéket. A prof erre azt mondja, hogy sajnos centi nincs a közelben, mire nagy tanácstalanság lesz. Ekkor a prof: Nos kedves kollégák elárulom a megoldást. A kalapács nyelét ott kell megfogni, ahol a legpiszkosabb, mert a szaki mindig ott fogja meg ahol nem rúg vissza, vagyis a lökésközéppontban ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 18, 01:04
Írta: 000000000 Dátum 2007 október 18, 01:04
Ami ezt a BF 20 ból indult vitát illeti, komoly embereknek látszó fórumtársaktól is leíródtak kellő nagyságú hülyeségek. PL. csak azt csinálja az ember, amihez ért, mármint amit tanult. Ha ez igaz lenne még a kőbaltánál, sem tartanánk, mert aki az elsőt készítette, szerencsétlennek nemvolt kitől tanulnia. Ezért az első sem készülhetettvolna el. Az ember és a világ fejlődését az idők kezdete óta a kreatív kísérletező emberek vitték előre. Ők a mi igazi tanítóink. Többen az életükkel fizettek érte. Én személyszerint nem igazán szeretek azokkal az emberekkel dolgozni, akik csak azt tudják, amit megtanítottak neki akárhány év alatt. Sokkal inkább, kedvelem azt, ha tudja használni az eszét is, nemcsak a memóriáját. Az-az tud logikusan gondolkodni. Én a csak lexikális tudatú embereket egysíkú embereknek hívom, mert azonnal leblokkol, ha az adott problémára nincs az agyába tanult séma. A logikus ember kötötségnélkül megkeresi a megoldást. Nézzétek meg az élet bármely területén, az igazán sikeres embereket, szinte mind logikus gondolkodású. Van csekély kivétel, de őket a körülmények tették sikeressé, meg a birka szelem, elégbaj az, nekünk.
A varsányi féle motorcsere is, egy jó példa. Ha nem logikus ember lenne, vett volna egy másik ugyanolyan motort a gépére, és ezt időnként megismételné. Ehelyett használta a "józan paraszt" eszét és megoldotta egy tartósabb motor ráalakításával.
Én mindenkit arra biztatnék, legyen saját gondolata, ötlete és próbálja ki. Ismerje meg azt a leírhatatlan érzést, amit egy nemtanult dolognak az elkészítése okoz. Elárulom, valahol, erről szól ez a FÓRUM is. Sajnálom azokat az embereket, akik ezt, soha nemtapasztalhatják meg.
A varsányi féle motorcsere is, egy jó példa. Ha nem logikus ember lenne, vett volna egy másik ugyanolyan motort a gépére, és ezt időnként megismételné. Ehelyett használta a "józan paraszt" eszét és megoldotta egy tartósabb motor ráalakításával.
Én mindenkit arra biztatnék, legyen saját gondolata, ötlete és próbálja ki. Ismerje meg azt a leírhatatlan érzést, amit egy nemtanult dolognak az elkészítése okoz. Elárulom, valahol, erről szól ez a FÓRUM is. Sajnálom azokat az embereket, akik ezt, soha nemtapasztalhatják meg.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2007 október 18, 08:15
Írta: Motoros Dátum 2007 október 18, 08:15
Szivemből szóltál Danibá.
Olyan van aki mindenféle iskola és könyv nélkűl megtanúlt esztergályozni, marni, mert megvolt a józan paraszti esze, és a térlátása, szorgalma, és ami a legfontosabb: volt valaki aki átadta a tudását---azaz egy SZAKIBÁ.
De olyan szerintem nincs, vagy nagyon ritka, hogy csak könyvből önképzőköri módon csak könyvből mestere legyen a szakmának.
Ennek ellenére nehogy vki félreértsen a jó könyvek itt is nagyon fontosak.
Én pl kamuból beiratkoztam egy szerszámkészítő ipari iskolába csak azért hogy az összes tankönyvet megszerezzem ebben a témában.
Olyan van aki mindenféle iskola és könyv nélkűl megtanúlt esztergályozni, marni, mert megvolt a józan paraszti esze, és a térlátása, szorgalma, és ami a legfontosabb: volt valaki aki átadta a tudását---azaz egy SZAKIBÁ.
De olyan szerintem nincs, vagy nagyon ritka, hogy csak könyvből önképzőköri módon csak könyvből mestere legyen a szakmának.
Ennek ellenére nehogy vki félreértsen a jó könyvek itt is nagyon fontosak.
Én pl kamuból beiratkoztam egy szerszámkészítő ipari iskolába csak azért hogy az összes tankönyvet megszerezzem ebben a témában.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 08:26
Írta: bmejdz9nu Dátum 2007 október 18, 08:26
[#hawaii] Az Optimumnál "csak" 20.000 Ft lett volna egy új DC motor... De asszinkron motorral jobb lett és biztos tartósabb is...
Tehát jól látod a "probléma" megoldására nem ez volt a legolcsóbb vagy legegyszerűbb megoldás.
Az AC motor 16K de akkor ott van még a frekiváltó ára... és a "felesleges" munka...
Utólag nem is értem miért tesznek bele DC motort... gondolom olcsóbb egy frekiváltó árával a végtermék...
Tehát jól látod a "probléma" megoldására nem ez volt a legolcsóbb vagy legegyszerűbb megoldás.
Az AC motor 16K de akkor ott van még a frekiváltó ára... és a "felesleges" munka...
Utólag nem is értem miért tesznek bele DC motort... gondolom olcsóbb egy frekiváltó árával a végtermék...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 18, 09:11
Írta: 000000000 Dátum 2007 október 18, 09:11
Remélem nem rám céloztál a mondandódban.
Én ugyanis még egy "klasszikus" gépészeti
szakközépsikolába jártam, ahol megtanították
a gépgyártástechnológia elméleti, és gyakorlati
alapjait. A mai napig ebből élek, ez mindennek
az alapja. Hetenete egy napot szuper tanműhelyben
töltöttünk el, 2 évig csak a forgácsoló
műhelyekben, nyáranta pedig egy hónapot ipari
szakmai gyakorlaton voltunk ipari nagy cégnél.
Mellesleg ebben az időben átéltem azt az érzést
is, amiről beszélsz. Erősítőket építettem csak
kapcsolási rajz alapján, és nem igazán értettem,
mitől is működik, sokat kísérletezgettem, volt
füst stb... A sors viszont úgy hozta,
tanulhattam még 5 évet. Ez az apró körülmény
nekem remekül segített abban, hogy a
gyakorlatban is érezzem a természeti, műszaki
törvények erejét, ok-okozati összeföggéseit.
Most már nem kell 1 Ohmtól 10 Megáig minden
ellenállást kipróbálnom, mikor lesz jó, hanem
inkább kiszámolom.
Azt viszont nagyon nem csípem, amikor valaki
arra büszke, hogy nem ért a dolgokhoz, és több
száz éves elméleti összefüggéseket nem vesz
figyelembe, vagy nem is érdekli, helyette
büszke a hülyeségére. Utána aztán
még sértve is érzi magát az illető, amikor
valaki próbál neki segíteni szakmailag.
Kár itt megjátszani akárki részéről az okosat,
senkinél nincs ott a bölcsek köve.
A fix pontokat, korlátokat az embernek viszont világosan
kell látnia, és a műszaki életnek az a szépsége,
hogy objektív szakterület. Csak sajnos az
emberei tényezők miatt (nagyképűség, sértettség,
tudatlanság, .....) ez sokszor háttérbe szorul.
Tomasz #428-as soraival teljesen egyetértek.
Nevetséges, hogy egyesek úgy "marnak" itt, hogy
még a szerszáacélok, anyagok fajáit sem ismerik,
az élszögekről már nem is beszélek.
Én itt a fórumon mindig próbálok szakmai síkon
maradni, és az elméletből is csak annyit idehozni,
ami egy adott gyakorlati probléma okára,
megoldására mutat. Nagyon sajnálom, hogy
egyesek ezt a mai napig nem értik meg.
Én ugyanis még egy "klasszikus" gépészeti
szakközépsikolába jártam, ahol megtanították
a gépgyártástechnológia elméleti, és gyakorlati
alapjait. A mai napig ebből élek, ez mindennek
az alapja. Hetenete egy napot szuper tanműhelyben
töltöttünk el, 2 évig csak a forgácsoló
műhelyekben, nyáranta pedig egy hónapot ipari
szakmai gyakorlaton voltunk ipari nagy cégnél.
Mellesleg ebben az időben átéltem azt az érzést
is, amiről beszélsz. Erősítőket építettem csak
kapcsolási rajz alapján, és nem igazán értettem,
mitől is működik, sokat kísérletezgettem, volt
füst stb... A sors viszont úgy hozta,
tanulhattam még 5 évet. Ez az apró körülmény
nekem remekül segített abban, hogy a
gyakorlatban is érezzem a természeti, műszaki
törvények erejét, ok-okozati összeföggéseit.
Most már nem kell 1 Ohmtól 10 Megáig minden
ellenállást kipróbálnom, mikor lesz jó, hanem
inkább kiszámolom.
Azt viszont nagyon nem csípem, amikor valaki
arra büszke, hogy nem ért a dolgokhoz, és több
száz éves elméleti összefüggéseket nem vesz
figyelembe, vagy nem is érdekli, helyette
büszke a hülyeségére. Utána aztán
még sértve is érzi magát az illető, amikor
valaki próbál neki segíteni szakmailag.
Kár itt megjátszani akárki részéről az okosat,
senkinél nincs ott a bölcsek köve.
A fix pontokat, korlátokat az embernek viszont világosan
kell látnia, és a műszaki életnek az a szépsége,
hogy objektív szakterület. Csak sajnos az
emberei tényezők miatt (nagyképűség, sértettség,
tudatlanság, .....) ez sokszor háttérbe szorul.
Tomasz #428-as soraival teljesen egyetértek.
Nevetséges, hogy egyesek úgy "marnak" itt, hogy
még a szerszáacélok, anyagok fajáit sem ismerik,
az élszögekről már nem is beszélek.
Én itt a fórumon mindig próbálok szakmai síkon
maradni, és az elméletből is csak annyit idehozni,
ami egy adott gyakorlati probléma okára,
megoldására mutat. Nagyon sajnálom, hogy
egyesek ezt a mai napig nem értik meg.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 09:23
Írta: bmejdz9nu Dátum 2007 október 18, 09:23
Tanműhelybe naptöltés, nyári szakmai gyakorlat...
Tibor szakoktató (vagy/és) tanár vagy? Biztos írtad már... de valószínűleg "elsiklottam" felette...
Tibor szakoktató (vagy/és) tanár vagy? Biztos írtad már... de valószínűleg "elsiklottam" felette...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 18, 09:39
Írta: 000000000 Dátum 2007 október 18, 09:39
Péter sajnálom, hogy a tali óta a szervo hajtásod
igen gyengécske egységugrás teszt eredménye
ilyen hatással van Rád velem kapcsolatban.
Javaslom, gondolkozz el egy picit pár dolgon,
és legyél picit szerényebb úgy általában is,
CNC szakmailag meg főleg.:)
igen gyengécske egységugrás teszt eredménye
ilyen hatással van Rád velem kapcsolatban.
Javaslom, gondolkozz el egy picit pár dolgon,
és legyél picit szerényebb úgy általában is,
CNC szakmailag meg főleg.:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 09:51
Írta: bmejdz9nu Dátum 2007 október 18, 09:51
Tibor most ezt nem macerálásnak írtam!!! Komolyan kiváncsi vagyok!
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 október 18, 10:06
Írta: Kristály Árpád Dátum 2007 október 18, 10:06
Hallihó Tibor!
Sajnos ez már a múlt....a jelen elképesztő....Már kőműves oktatás sincs.....
Lassan olyanok leszünk mint például az angolok, hogy egy szöget nem tudnak beütni..beverni egy fába....ezért van szükség a sok vendégmunkásra....persze tisztelet a kivételnek.
Én sokmindent könyvből tanultam...nagyon sok ötletet adott...szerintem az lexikális tudás is nagyon fontos....persze a gyakorlat!!!!
Kikerülhetetelen.....
Üdv.: Árpi
Sajnos ez már a múlt....a jelen elképesztő....Már kőműves oktatás sincs.....
Lassan olyanok leszünk mint például az angolok, hogy egy szöget nem tudnak beütni..beverni egy fába....ezért van szükség a sok vendégmunkásra....persze tisztelet a kivételnek.
Én sokmindent könyvből tanultam...nagyon sok ötletet adott...szerintem az lexikális tudás is nagyon fontos....persze a gyakorlat!!!!
Kikerülhetetelen.....
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 október 18, 10:07
Írta: Kristály Árpád Dátum 2007 október 18, 10:07
[#shakehead][#nemtudom][#conf][#fejvakaras][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 18, 10:13
Írta: 000000000 Dátum 2007 október 18, 10:13
Nos..abban nem hiszek, hogy egy szakmat meglehet tanulni csupan TAPASZTALATI alapon...ez egyszeruen baromsag.
(nem el addig a tanulo...)
Mondok egy peldat, miert gondolom ezt...
Jomagam a mult szazadban forgacsolo szakos gyartastechnologuskent diplomaztam es 10+ evig dolgoztam egy kozepes gyarban ahol a cirka 50 fos gyartas elokeszuito csoporton belul tagja voltam az 5 fos un. "csucstechnologia csoportnak"
Mi "vittuk le2 uzemi szintre az ipari ujdonsagokat
(anyag es szerszam technologiak ) ill. mi csinaltuk az elso (proto) technologiakat az uj kulonlege termekekhez....teflon, KO-s acel, speci alu alkatreszek, kulonleges hokezelesek
Mi feleltunk a CNC/hagyomanyos forgcsolo uzem szerszam keszletenek alkalmassagaert...
Szoval ezt a szakmat tanultam es gyakoroltam !
...es ezt nagyjabol ismerem, merem azt mondani jo (nagyon jo?) voltam benne anno.
Aztan jott rendszervaltas es utcara kerultem...
(tovabbi ~300 nagyobb reszt jo/kivalo mernokkel egyutt...)
Akkor bizony egy masik szakmat KELLETT keresnem immar onkepzes alapon...ez let az ipari elektronikan belul az automatizalas/robotika.
RENGETEGET "kiserleteztem" es tanultam....
Ebben a masodik szakmaban is...DE allitom, hogy
messze nem vagyok benne olyan profi, sot igazan jo sem...
Annak ellenre, hogy gyakran latom jobb vagyok sok hivatasosnal is, de soxor erzem, hogy HIANYZIK a SZEMLELET elmeleti megalapozottsaga !!!
Enelkul is meglehet oldani alkalmankent a dolgokat meg (jol) mukodik is (legfeljebb nem elsore).
Meg az is lehet, hoyg neha (van ra tobb pelda) igazi UJDONSAG jon igy letre, de ez inkabb csak szerencse kerdese...es aze, hogy VAN jokora hatter elmeleti ismeret is....tobb mas teruletrol is.
Nekem szurja a szemem ez az "amator vagyok" duma...
Az amator ugyanis nem a vakszerencses szakmai kalandor!!! soha nem is volt az...
Az amator olyan ember aki egy szakteruletet onkepzes utan MAGAS szinten ismer es mukodik benne, DE!!!! nem abbol el...ezert amator a neve.
....es nem azert amire itt takarodzaskent ishasznalva van ez a szo.
Azokat akik a hianyossagok miatti takarodzasra hasznaljak...en nem tudom komolyan venni.
Az amator vagyok helyett ilyenkor szerintem kikell mondani "fogalmam sincs rola" de szivesen jatszok a dologgal, mert erdekel, tetszik, jol szorakozom es mellesleg "okosodom" is...ennyi.
Szoval nem az zavar, amit csinalnak it az emberek, sot "tisztelem" erte oket, hanem az amikor nehany felulets tapaszatalat alapjan szentirast hirdetnek ..ami utkozik akar a
kozepiskolas fizika alapjaival is.
Tudom nagyokosnak tunohetk az esz osztasaert, de nem errol szol a dolog reszemrol !
Inkabb arrol, hogy elhintsem a fejkeben az alapos(abb) ismeretek iranti igenyt...valahogy,
hogy aztan valoban jogos legyen az "amator vagyok" ...
(nem el addig a tanulo...)
Mondok egy peldat, miert gondolom ezt...
Jomagam a mult szazadban forgacsolo szakos gyartastechnologuskent diplomaztam es 10+ evig dolgoztam egy kozepes gyarban ahol a cirka 50 fos gyartas elokeszuito csoporton belul tagja voltam az 5 fos un. "csucstechnologia csoportnak"
Mi "vittuk le2 uzemi szintre az ipari ujdonsagokat
(anyag es szerszam technologiak ) ill. mi csinaltuk az elso (proto) technologiakat az uj kulonlege termekekhez....teflon, KO-s acel, speci alu alkatreszek, kulonleges hokezelesek
Mi feleltunk a CNC/hagyomanyos forgcsolo uzem szerszam keszletenek alkalmassagaert...
Szoval ezt a szakmat tanultam es gyakoroltam !
...es ezt nagyjabol ismerem, merem azt mondani jo (nagyon jo?) voltam benne anno.
Aztan jott rendszervaltas es utcara kerultem...
(tovabbi ~300 nagyobb reszt jo/kivalo mernokkel egyutt...)
Akkor bizony egy masik szakmat KELLETT keresnem immar onkepzes alapon...ez let az ipari elektronikan belul az automatizalas/robotika.
RENGETEGET "kiserleteztem" es tanultam....
Ebben a masodik szakmaban is...DE allitom, hogy
messze nem vagyok benne olyan profi, sot igazan jo sem...
Annak ellenre, hogy gyakran latom jobb vagyok sok hivatasosnal is, de soxor erzem, hogy HIANYZIK a SZEMLELET elmeleti megalapozottsaga !!!
Enelkul is meglehet oldani alkalmankent a dolgokat meg (jol) mukodik is (legfeljebb nem elsore).
Meg az is lehet, hoyg neha (van ra tobb pelda) igazi UJDONSAG jon igy letre, de ez inkabb csak szerencse kerdese...es aze, hogy VAN jokora hatter elmeleti ismeret is....tobb mas teruletrol is.
Nekem szurja a szemem ez az "amator vagyok" duma...
Az amator ugyanis nem a vakszerencses szakmai kalandor!!! soha nem is volt az...
Az amator olyan ember aki egy szakteruletet onkepzes utan MAGAS szinten ismer es mukodik benne, DE!!!! nem abbol el...ezert amator a neve.
....es nem azert amire itt takarodzaskent ishasznalva van ez a szo.
Azokat akik a hianyossagok miatti takarodzasra hasznaljak...en nem tudom komolyan venni.
Az amator vagyok helyett ilyenkor szerintem kikell mondani "fogalmam sincs rola" de szivesen jatszok a dologgal, mert erdekel, tetszik, jol szorakozom es mellesleg "okosodom" is...ennyi.
Szoval nem az zavar, amit csinalnak it az emberek, sot "tisztelem" erte oket, hanem az amikor nehany felulets tapaszatalat alapjan szentirast hirdetnek ..ami utkozik akar a
kozepiskolas fizika alapjaival is.
Tudom nagyokosnak tunohetk az esz osztasaert, de nem errol szol a dolog reszemrol !
Inkabb arrol, hogy elhintsem a fejkeben az alapos(abb) ismeretek iranti igenyt...valahogy,
hogy aztan valoban jogos legyen az "amator vagyok" ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 18, 10:21
Írta: HJózsi Dátum 2007 október 18, 10:21
Szia Péter! Kérdezted a lámpa megoldásom...
Nos ez is titkos, egy elcsent szabadalom Szőke Kapitánytól aki a csőtelefonnál alkalmazta... :) Földrengésbiztos ... Remélem nem olvassa a fórumot! [#confused]

http://cnctar.hobbycnc.hu/HJozsi/BF20/BF20_Lamp_2.JPG
Arra még nem jöttem rá az eredetit hogy kell kicserélni, gyanús hogy hasonlóan a román mandulaműtéthez, vagyis a 'másik...' irányból, mert nem meri senki kinyitni a száját ...
Hát nem lámpa szakon végeztem... van itt valaki aki vizsgázott halogénlámpa foglalatokból ? ;)
Egyébként lehet, hogy a PRC low tech átcsúszott a MEO-n, mert úgy látom egyik oldalon mintha benyomódott volna a lámpa ház és 'valszeg ezért nem tudom kicsavarni. A kezem meg amúgy is alíg fér be arra a szűk helyre...
Nos ez is titkos, egy elcsent szabadalom Szőke Kapitánytól aki a csőtelefonnál alkalmazta... :) Földrengésbiztos ... Remélem nem olvassa a fórumot! [#confused]
http://cnctar.hobbycnc.hu/HJozsi/BF20/BF20_Lamp_2.JPG
Arra még nem jöttem rá az eredetit hogy kell kicserélni, gyanús hogy hasonlóan a román mandulaműtéthez, vagyis a 'másik...' irányból, mert nem meri senki kinyitni a száját ...
Hát nem lámpa szakon végeztem... van itt valaki aki vizsgázott halogénlámpa foglalatokból ? ;)
Egyébként lehet, hogy a PRC low tech átcsúszott a MEO-n, mert úgy látom egyik oldalon mintha benyomódott volna a lámpa ház és 'valszeg ezért nem tudom kicsavarni. A kezem meg amúgy is alíg fér be arra a szűk helyre...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 18, 10:23
Írta: HJózsi Dátum 2007 október 18, 10:23

Cím: Re:Hagyományos forgácsológépek
Írta: hduf42fua Dátum 2007 október 18, 10:34
Írta: hduf42fua Dátum 2007 október 18, 10:34
T. Fórumozók!
Hát jól eltértünk a BF-20-tól! Lassan a társadalom tagozódásáról fogunk itt olvasni.
Mint sokan tudják Én barkácsoló vagyok,de az estéim tanulással telnek .Megtanulom mi is az az élszög, meg a hátraköszörülés meg mi az interpoláció.Van mit bepótolnom kb. 20év.
Biztos a Fiúk is kiszámolták a tükörgravírozáshoz ,hogy a foncsort milyen erővel ?,hőfokon ? ideig ? kell munkálni,hogy a vége az legyen ami.(Az adatokat nem publikálták.)Tehát akkor ezért nyertek ugye? Vagy azért mert rájuk szavaztak sokan? Vagy miért -is? A talin mindenki kedves volt egymással,vagy csak azért mert a kitűző ott lifegett?Itt meg megint beszólunk egymásnak.Ez nem illik egy Hobbycnc-s hez.
Üdv: Miklós
Hát jól eltértünk a BF-20-tól! Lassan a társadalom tagozódásáról fogunk itt olvasni.
Mint sokan tudják Én barkácsoló vagyok,de az estéim tanulással telnek .Megtanulom mi is az az élszög, meg a hátraköszörülés meg mi az interpoláció.Van mit bepótolnom kb. 20év.
Biztos a Fiúk is kiszámolták a tükörgravírozáshoz ,hogy a foncsort milyen erővel ?,hőfokon ? ideig ? kell munkálni,hogy a vége az legyen ami.(Az adatokat nem publikálták.)Tehát akkor ezért nyertek ugye? Vagy azért mert rájuk szavaztak sokan? Vagy miért -is? A talin mindenki kedves volt egymással,vagy csak azért mert a kitűző ott lifegett?Itt meg megint beszólunk egymásnak.Ez nem illik egy Hobbycnc-s hez.
Üdv: Miklós
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2007 október 18, 11:18
Írta: Motoros Dátum 2007 október 18, 11:18
Itt asziszem semmi vita nincs, mert bárki beírását elolvasom mindenkinek igaza van, attól függően hogy hol és hogyan kezdte és most hol tart. Engem a gépszíj akkor kapott el amikor apám 14 évesen bevitt a gyárba és az E1-N esztergapadon már az első nap sikerűlt megcsinálnom egy kis mozsárágyú makettjét sárgarézből, pedig a forgácsolásról nem sok elképzelésem volt.Az iskolába ( Landler szakközép) még szintén volt anno forgácsolás.
A tanár kiadta a feladatot: lépcsős idom a végén félgömbbel, rajz szerint. Még alacsonyan repkedtek a tokmánykulcsok a többieknél, amikor elsőnek elkészűltem-kivittem megmutatni...méregette, rámnézett: Maga tud esztergályozni. Igen mondtam szerényen.
Jó akkor a zsír új 1500-as orosz padra teszem a bérmunkákhoz. Baromi boldog voltam-- mivel a többiek a tranzportszíjas matuzsálemeken gömbölyitettek. Útáltak is rendesen mint eminenst, de nem sokáig mert nekem az új padon csak a gürizés jutott a suli által bevállalt bérmunkából. Akkor megtanúltam hogy pedálozni nem tűl célszerű, bár annyi hasznom volt a dologból hogy a helyesírásból meg akartak vágni, de a műhelytanár kikérte magának hogy a legjobb tanulójával ezt nem tehetik.
A tanár kiadta a feladatot: lépcsős idom a végén félgömbbel, rajz szerint. Még alacsonyan repkedtek a tokmánykulcsok a többieknél, amikor elsőnek elkészűltem-kivittem megmutatni...méregette, rámnézett: Maga tud esztergályozni. Igen mondtam szerényen.
Jó akkor a zsír új 1500-as orosz padra teszem a bérmunkákhoz. Baromi boldog voltam-- mivel a többiek a tranzportszíjas matuzsálemeken gömbölyitettek. Útáltak is rendesen mint eminenst, de nem sokáig mert nekem az új padon csak a gürizés jutott a suli által bevállalt bérmunkából. Akkor megtanúltam hogy pedálozni nem tűl célszerű, bár annyi hasznom volt a dologból hogy a helyesírásból meg akartak vágni, de a műhelytanár kikérte magának hogy a legjobb tanulójával ezt nem tehetik.
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 október 18, 11:30
Írta: 3vv2btrhv Dátum 2007 október 18, 11:30
helyesírásból meg akartak vágni, de a műhelytanár kikérte magának hogy a legjobb tanulójával ezt nem tehetik. SZINTÉN zenész !!
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2007 október 18, 11:32
Írta: 7vpav5d32 Dátum 2007 október 18, 11:32
Biztos ismeritek mikor a csőszerelőt és a segédet csőtöréshez hívják. Lemennek a pincébe ahol már két méteres szenyviz van. A szaki gyorsan beugrik, lemerül és kis idő után feljön. Csőfogot, szol a segédnek. Ismét lemerül majd fel. Add ide a fűrészt és megint le a trutyiba. Ez még négyszer-ötször eljátszódik mikor a szenyviz lassan eltűnik. A szaki megtörli a szemét a trutyitól és szól a segédnek, hogy látod fiam igy kell ezt csinálni külömben egész életedben csak adogathatod a szerszámokat.
Bocs, de ez a mostani szakmai oktatásról jutott eszembe.
Bocs, de ez a mostani szakmai oktatásról jutott eszembe.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 11:33
Írta: bmejdz9nu Dátum 2007 október 18, 11:33
Nem jó! :)
Kiszámoltam a fény beesési szögét, 20w-os halogén izzót alapul véve - és arra jutottam, hogy erős árnyékot vet a másik oldalon.
Sőt a fényteljesítmény fele a BF20 maróegységét világítja = pazarlás és veszteség!
... és akkor nem beszéltünk még a fény hullámhoszának alapos ismereteket igénylő megválasztásáról!
Jobb lett volna ha elővettél volna egy szakkönyvet a fénytechnikáról!
Kalibrált "Lux" mérővel mérted? Fényspekrum analizátor? CE vizsája van?
Na majd megmérem én neked! Be fogod látni, hogy ez egy külön szakma... a fénytechnika.
Addíg ne használd! A szemedet is tönkreteheti. Kérdezz meg egy üzembiztonsági szakembert a rögzítés módjáról!
Sőt egy designert is mert a lámpa színe sem megy a marógéphez...
Na egyenlőre ennyit a hibákról... [#nyes] De egyébként elmegy... [#eljen]
Kiszámoltam a fény beesési szögét, 20w-os halogén izzót alapul véve - és arra jutottam, hogy erős árnyékot vet a másik oldalon.
Sőt a fényteljesítmény fele a BF20 maróegységét világítja = pazarlás és veszteség!
... és akkor nem beszéltünk még a fény hullámhoszának alapos ismereteket igénylő megválasztásáról!
Jobb lett volna ha elővettél volna egy szakkönyvet a fénytechnikáról!
Kalibrált "Lux" mérővel mérted? Fényspekrum analizátor? CE vizsája van?
Na majd megmérem én neked! Be fogod látni, hogy ez egy külön szakma... a fénytechnika.
Addíg ne használd! A szemedet is tönkreteheti. Kérdezz meg egy üzembiztonsági szakembert a rögzítés módjáról!
Sőt egy designert is mert a lámpa színe sem megy a marógéphez...
Na egyenlőre ennyit a hibákról... [#nyes] De egyébként elmegy... [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 11:38
Írta: bmejdz9nu Dátum 2007 október 18, 11:38
[#nyes] Ez jó!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 18, 11:54
Írta: HJózsi Dátum 2007 október 18, 11:54
Értem én a célzást..., megyek is libát legeltetni...
Szőke kapitány kontruktívabb volt, nem eltanácsolt, megoldást kínált : Jóárasított!...
[#nyes]
Te meg lebeszélsz?
Na ide sem jövök többé... [#nyes]
Szőke kapitány kontruktívabb volt, nem eltanácsolt, megoldást kínált : Jóárasított!...
[#nyes]
Te meg lebeszélsz?
Na ide sem jövök többé... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 12:11
Írta: bmejdz9nu Dátum 2007 október 18, 12:11
Igen. Csak azt csináld amihez van diplomád! Olvass sokat! Mielőtt elhamarokodottan megfogod a kalapácsot előtte legyél tökéletesen tisztában az elméletével!
Ha beverek itthon egy szöget elötte kiszámítom a ráható erőket... de olyan szöget nem kapok aminek van rendes adatlapja... ez ám a baj!
Itt aztán mindíg megakadok.... :)
Na te sem linkelsz többet? Alakulunk! :)
Tudod kétfajta hobbysta forumozó van a hobbycnc.hu oldalán...
1. Linkel, csinál...
2. Kritizál (ez persze jó is lenne), de!: sosem csinál, sosem linkel!
Amíg így teszi... képzeld el ha megfordulna a kocka... ez ugye még nem történt meg soha! Nem kockáztat!
Ha halgatsz (azaz csak "idézel") okosabbnak nézel ki...
Na most tel linkeltél. Linkelj még valamit aztán leugatom!
De(!) nem írok a megoldásra ötletet, tippet... mert akkor már nem lenne az igazi, nem lenne a 2-es eset... (persze lehet, hogy nem is tudnák?)
Ha beverek itthon egy szöget elötte kiszámítom a ráható erőket... de olyan szöget nem kapok aminek van rendes adatlapja... ez ám a baj!
Itt aztán mindíg megakadok.... :)
Na te sem linkelsz többet? Alakulunk! :)
Tudod kétfajta hobbysta forumozó van a hobbycnc.hu oldalán...
1. Linkel, csinál...
2. Kritizál (ez persze jó is lenne), de!: sosem csinál, sosem linkel!
Amíg így teszi... képzeld el ha megfordulna a kocka... ez ugye még nem történt meg soha! Nem kockáztat!
Ha halgatsz (azaz csak "idézel") okosabbnak nézel ki...
Na most tel linkeltél. Linkelj még valamit aztán leugatom!
De(!) nem írok a megoldásra ötletet, tippet... mert akkor már nem lenne az igazi, nem lenne a 2-es eset... (persze lehet, hogy nem is tudnák?)
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2007 október 18, 12:15
Írta: ebalint Dátum 2007 október 18, 12:15
Eddig azt hittem, hogy ez egy "hobbi" fórum,
ez itt meg a BF20 és hagyományos marógépek topik.
Leginkább az "offolást" kéne másutt folytatni.
Amúgy a vita rendben.
Üdv.
ez itt meg a BF20 és hagyományos marógépek topik.
Leginkább az "offolást" kéne másutt folytatni.
Amúgy a vita rendben.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 12:18
Írta: bmejdz9nu Dátum 2007 október 18, 12:18
Hát igazad van "csevegő" lett... de csak törölni lehet, de átteni máshova (technikailag) nem.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 18, 12:26
Írta: HJózsi Dátum 2007 október 18, 12:26
Na Ja! - ahogy a kínai mondja -
Da liegt der Hund begraben! [#heureka]
azaz Itt van a kutya elásva!
( húú wazze, nincs is kínai nyevvizsgám ... ) [#nyes]
Da liegt der Hund begraben! [#heureka]
azaz Itt van a kutya elásva!
( húú wazze, nincs is kínai nyevvizsgám ... ) [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 október 18, 12:30
Írta: HJózsi Dátum 2007 október 18, 12:30
[#nyes][#nyes][#nyes][#nyes][#nyes][#nyes] csak most olvastam ...
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2007 október 18, 13:04
Írta: D.Laci Dátum 2007 október 18, 13:04
"Csőfogot" helyesbitenék.... "svédfogó"
A csőszerelővel is vitatkoznék... de amióta Szőke kapitány libáért vete az űrhajó vezetői engedélyt (szak szolgálati engedély)... egye fene... [#vigyor3]
Mielöt kővel dobálnátok... már vagy 20 éve ismerem ezta a viccet de mostis majd le estem a székröl!!!
Minden viccnek fele igaz... majd a csevegöbe leirom az ózdi Józsi bácsi esetét a szöke ribivel...
A csőszerelővel is vitatkoznék... de amióta Szőke kapitány libáért vete az űrhajó vezetői engedélyt (szak szolgálati engedély)... egye fene... [#vigyor3]
Mielöt kővel dobálnátok... már vagy 20 éve ismerem ezta a viccet de mostis majd le estem a székröl!!!
Minden viccnek fele igaz... majd a csevegöbe leirom az ózdi Józsi bácsi esetét a szöke ribivel...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 18, 16:10
Írta: 000000000 Dátum 2007 október 18, 16:10
A nemjóját....lett itt ám élet,csak olvasok és olvasok,kb annyi hozzá szólás született két nap alatt,mint eddig összesen.És most következzen egy érdembeli,szorosan a témához:
HA jól tudom HJózsi hozta el a BF20L-jét Passattal az Optitól,nem??? Ha tévedek akkor elnézést.A lényeg,h Optiéknál van egy viccességi rangsor,amit eddig egy bizonyos BF20L tulajdonos vezetett azzal,h egy Passattal vitte el a motyóját.....na ezt most én megdöntöttem pár hete,mikor elhoztam a D240X500G padomat egy Fiat Puntóval :))) ülések hátul lehajt és kész a Pick-Up....lehet űberelni!!
HA jól tudom HJózsi hozta el a BF20L-jét Passattal az Optitól,nem??? Ha tévedek akkor elnézést.A lényeg,h Optiéknál van egy viccességi rangsor,amit eddig egy bizonyos BF20L tulajdonos vezetett azzal,h egy Passattal vitte el a motyóját.....na ezt most én megdöntöttem pár hete,mikor elhoztam a D240X500G padomat egy Fiat Puntóval :))) ülések hátul lehajt és kész a Pick-Up....lehet űberelni!!
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2007 október 18, 17:28
Írta: yuagaci9g Dátum 2007 október 18, 17:28
Csk,hogy nehogy elbizd magad, ezt a kunsztot csinaltam a mult heten:

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 18, 18:37
Írta: bmejdz9nu Dátum 2007 október 18, 18:37
Ó... Ez tényleg ver mindent! [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2007 október 18, 19:27
Írta: Motoros Dátum 2007 október 18, 19:27
Nyertél, de árúld el mi van a kocsin??
Cím: Re:Hagyományos forgácsológépek
Írta: msas Dátum 2007 október 18, 19:48
Írta: msas Dátum 2007 október 18, 19:48
Nomen est omen. Ezek bizony Disco lámpák.(reflektorok)
üdv Makó Sanyi
üdv Makó Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 október 18, 21:54
Írta: Kristály Árpád Dátum 2007 október 18, 21:54
[#eljen][#eljen][#eljen][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 19, 16:13
Írta: 000000000 Dátum 2007 október 19, 16:13
nem bízom el magam.....szép teljesítmény.....he ezt is jegyeznék az Optimumnál te lennél a bajnok,de így "csak" koronázatlan király maradtál :)))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 21, 09:30
Írta: 000000000 Dátum 2007 október 21, 09:30
Üdv Mindenkinek!
Nagyon szimpatikus nekem ez a BF20L Vario.
Hol lehet hozzájutni és mennyiért?
Kérem aki tud segítsen!
Köszi!
Nagyon szimpatikus nekem ez a BF20L Vario.
Hol lehet hozzájutni és mennyiért?
Kérem aki tud segítsen!
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 21, 10:02
Írta: bmejdz9nu Dátum 2007 október 21, 10:02
Pl. itt van a magyországi képviselet.
itt pedíg az árak... ugyanannyi a nettoja mint a németeknél, csak nálunk 1%-al több az Áfa...

itt pedíg az árak... ugyanannyi a nettoja mint a németeknél, csak nálunk 1%-al több az Áfa...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 21, 22:19
Írta: 000000000 Dátum 2007 október 21, 22:19
...szépség...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 27, 15:04
Írta: bmejdz9nu Dátum 2007 október 27, 15:04



Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 október 27, 15:49
Írta: 000000000 Dátum 2007 október 27, 15:49
..eddig is volt, az Opti a saját matricájával ellátva árulta 300-400€ ért, de csal BF40től felfelé :((
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 október 27, 16:00
Írta: bmejdz9nu Dátum 2007 október 27, 16:00
Úgysm vesszük meg... csak a "látvány" miatt tettem be... hatha van benne valami ötlet... Ez az apróság 50Nm-es.... :) Tehát nem BF20 kategória.
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 október 31, 21:56
Írta: 3vv2btrhv Dátum 2007 október 31, 21:56

proxonék léptek
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 01, 18:52
Írta: 000000000 Dátum 2007 november 01, 18:52
ideje volt.....lemaradásban voltak....bár már régóta lehet kapni külsős cégek álltal kreált KIT-eket proxonra
...semmi extra,de gondolom méregdrága,mint a proxxon álltalában.Mondjuk ha lennének felesleges százezreim meg iszonyat gépparkom,akkor is vennék ilyen "ékszereket"
...semmi extra,de gondolom méregdrága,mint a proxxon álltalában.Mondjuk ha lennének felesleges százezreim meg iszonyat gépparkom,akkor is vennék ilyen "ékszereket"
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 20, 22:04
Írta: bmejdz9nu Dátum 2007 november 20, 22:04
Ez a Proxxon oldaláról való??? A gégecsővel...? Ez hihetetlen! Nem is hiszem !!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 20, 22:08
Írta: bmejdz9nu Dátum 2007 november 20, 22:08
BF20 marás VIDEO.... 18mm-es maróval - 2mm-es fogás.. Aluba... Elég uncsi 6 perces video... de a végén...
A 400W-os Hitachi Frekiváltó hajtja az AC motort, kb. ennyire képes a mechanika is... tehát passzol a dolog...
Motormelegedés nincs! Lassú fordulaton is csak a beépített kényszerhűtőventilátor van... Bírna még áramot...

A 400W-os Hitachi Frekiváltó hajtja az AC motort, kb. ennyire képes a mechanika is... tehát passzol a dolog...
Motormelegedés nincs! Lassú fordulaton is csak a beépített kényszerhűtőventilátor van... Bírna még áramot...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 20, 22:32
Írta: 000000000 Dátum 2007 november 20, 22:32
Mi tortent? Tulterheles vedelem?
Ahogy ellenmozditottad, ment tovabb...
Ahogy ellenmozditottad, ment tovabb...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 20, 22:43
Írta: bmejdz9nu Dátum 2007 november 20, 22:43
automata special...:) kis fordulat kis fesz-en csak áramkorlát, nem old le ha nem akarom...
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2007 november 20, 22:46
Írta: 2nbj3n5m Dátum 2007 november 20, 22:46
Péter. Néha ráköphetnél hűtés gyanánt.
Hídd el a maró szereti ha egy kis kenést
kap.
ÉN nem kézzel takaritanám el a forgácsot!!
Egyszer ilyenkor szol az asszony papa kész
az ebéd, és a hangirányába tekintve ,már
utána nem tudsz ÖT sört kérni.
Janko
Hídd el a maró szereti ha egy kis kenést
kap.
ÉN nem kézzel takaritanám el a forgácsot!!
Egyszer ilyenkor szol az asszony papa kész
az ebéd, és a hangirányába tekintve ,már
utána nem tudsz ÖT sört kérni.
Janko
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 20, 22:53
Írta: bmejdz9nu Dátum 2007 november 20, 22:53
Hűtés: nem szeretek utánna takarítani... így csak porszívó..
Hát igen... megint... pedíg nem kézzel szoktam... De figyelek...leszokok róla...
Múltkor esztergálás közben... "kidölt az ajtó" - de én szemrebbenés nélkül esztergáltam tovább... gyakorlat kell ehhez is... :)
Hát igen... megint... pedíg nem kézzel szoktam... De figyelek...leszokok róla...
Múltkor esztergálás közben... "kidölt az ajtó" - de én szemrebbenés nélkül esztergáltam tovább... gyakorlat kell ehhez is... :)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:00
Írta: tumnmsi57 Dátum 2007 november 21, 18:00
az enyém ilyen lesz. egyenlőre csak az asztal.

Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:08
Írta: tumnmsi57 Dátum 2007 november 21, 18:08
Néhány dolog kitakarva! (a szíjfeszítő még hiányzik)

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 18:09
Írta: bmejdz9nu Dátum 2007 november 21, 18:09
jó az elgondolás! lehet, hogy a Z-tegely a rázósabb... arra is van ilyen jó ötleted?
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:17
Írta: tumnmsi57 Dátum 2007 november 21, 18:17
Persze, csak még rajz nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:32
Írta: tumnmsi57 Dátum 2007 november 21, 18:32
Alapvetően a 4 szempont szerint tervezem:
-A gép bármikor visszalakítható legyen eredeti állapotába.
- A motoros hajtás mellett megmaradjon a kézi működtetés lehetősége.
- A lehető legegyszerűbb alkatrészeket kelljen legyártani.
- A gétestben a lehető legkevesebb változtatást kelljen végezni. (az anyák miatt fészkeket kellett marni az azstal hátlapjába és a Y mozgórészbe)
-A gép bármikor visszalakítható legyen eredeti állapotába.
- A motoros hajtás mellett megmaradjon a kézi működtetés lehetősége.
- A lehető legegyszerűbb alkatrészeket kelljen legyártani.
- A gétestben a lehető legkevesebb változtatást kelljen végezni. (az anyák miatt fészkeket kellett marni az azstal hátlapjába és a Y mozgórészbe)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 18:39
Írta: bmejdz9nu Dátum 2007 november 21, 18:39
Kiváncsi lennék... mert arra még nem nagyon láttam tökéletes megoldást... :)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:45
Írta: tumnmsi57 Dátum 2007 november 21, 18:45
ez lesz a vezérlő hozzá:

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 18:51
Írta: bmejdz9nu Dátum 2007 november 21, 18:51
Na még ilyet sem láttam... Hol vetted?
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:53
Írta: tumnmsi57 Dátum 2007 november 21, 18:53
A Z tényleg kicsit nehezebb dió, de próbálkozom valami elfogadható megoldást találni,. Persze messze nem lehet tökéletes, mert sufni tuning szinten nem megy!
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 18:54
Írta: tumnmsi57 Dátum 2007 november 21, 18:54
Hol vettem?
Csináltam!
Csináltam!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 18:58
Írta: bmejdz9nu Dátum 2007 november 21, 18:58
Hát nem semmi!!! Mivel megy? Mennyit tud? Hogyan lesz a hűtoborda? Uni vagy bipolár? Gratula...
Cím: Re:Hagyományos forgácsológépek
Írta: fifp6rjch Dátum 2007 november 21, 19:04
Írta: fifp6rjch Dátum 2007 november 21, 19:04
Üdv mindenkinek! [#wave]
Fraser a nyákot hol gyártattad le? Már csak a mennyiség miatt kérdezem [#vigyor]
Fraser a nyákot hol gyártattad le? Már csak a mennyiség miatt kérdezem [#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 19:25
Írta: tumnmsi57 Dátum 2007 november 21, 19:25
Bipoláris, 8 amperes (elméletileg)
Külön van a hídmegjatás (ez látszik a képen is) igy elvileg bármilyen léptetőszekvenciát szolgáltató IC -el lehet vezérelni. A hídhoz külön driver -ek vannak.
Ebbe most L297 van. Optóleválasztás a bemeneten, helyi táp a digitális résznek 15Vdc-ról. A FET-ek most 540-ek, de cserélhető bármilyen TO220-ra. Fél égész lépés. Ezekkel kb 70V-ig mehet.
A hűtőborda a másik oldalán lesz, A FET-ek csak próbálkozásra lettek beforrasztva. (A FET-ek fektetve, befele a zászlóval-> nem változik a lábsorrend)
Külön van a hídmegjatás (ez látszik a képen is) igy elvileg bármilyen léptetőszekvenciát szolgáltató IC -el lehet vezérelni. A hídhoz külön driver -ek vannak.
Ebbe most L297 van. Optóleválasztás a bemeneten, helyi táp a digitális résznek 15Vdc-ról. A FET-ek most 540-ek, de cserélhető bármilyen TO220-ra. Fél égész lépés. Ezekkel kb 70V-ig mehet.
A hűtőborda a másik oldalán lesz, A FET-ek csak próbálkozásra lettek beforrasztva. (A FET-ek fektetve, befele a zászlóval-> nem változik a lábsorrend)
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 19:27
Írta: tumnmsi57 Dátum 2007 november 21, 19:27
Egy főiskolai évfolyamtársam induló válalkozásánál csinálták. Nem az igazi, de nem került pénzbe!
Amúgy Szombathelyen!
Amúgy Szombathelyen!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 19:36
Írta: bmejdz9nu Dátum 2007 november 21, 19:36
Janko... hálám üldöz... tényleg igazad van...
Én csak akkor gondoltam hűtésre, ha muszáj... pl. megolvadás, melegedés...
Hogy áthidaljam a "dzsúvás" hűtést... spirituszt* használtam... min. 2x-3x termelékenység növekedést értem el! (ó a kezem nem szervó :)
Elpárolog nyom nélkül, ez az anyag...!!! A fogácsok is fényesebbek - gondolom ez jó jel...
Ha most egy szocialista brigádban dolgoznánk felvehetnéd az újítási pénzt (csak 50Ft) + az oklevelet (ami a lényegesebb:). [#vigyor2]
* Spitusz = Erdőkémia gyártmány, ALKONEK - vízmentes ipari spiritusz (sellak hígító) - Leírom mert sokan kérdezték már privátban.
BF20 marás 18mm-es maróval - 2mm fogásmélységgel VIDEO ----- "megemelt" előtolással, Spiritusz-os kenéssel és hűtéssel !!!
Én csak akkor gondoltam hűtésre, ha muszáj... pl. megolvadás, melegedés...
Hogy áthidaljam a "dzsúvás" hűtést... spirituszt* használtam... min. 2x-3x termelékenység növekedést értem el! (ó a kezem nem szervó :)
Elpárolog nyom nélkül, ez az anyag...!!! A fogácsok is fényesebbek - gondolom ez jó jel...
Ha most egy szocialista brigádban dolgoznánk felvehetnéd az újítási pénzt (csak 50Ft) + az oklevelet (ami a lényegesebb:). [#vigyor2]
* Spitusz = Erdőkémia gyártmány, ALKONEK - vízmentes ipari spiritusz (sellak hígító) - Leírom mert sokan kérdezték már privátban.
BF20 marás 18mm-es maróval - 2mm fogásmélységgel VIDEO ----- "megemelt" előtolással, Spiritusz-os kenéssel és hűtéssel !!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 19:38
Írta: bmejdz9nu Dátum 2007 november 21, 19:38
Janko... hálám üldöz... tényleg igazad van...
Én csak akkor gondoltam hűtésre, ha muszáj... pl. megolvadás, melegedés...
Hogy áthidaljam a "dzsúvás" hűtést... spirituszt* használtam... min. 2x-3x termelékenység növekedést értem el! (ó a kezem nem szervó :)
Elpárolog nyom nélkül, ez az anyag...!!! A fogácsok is fényesebbek - gondolom ez jó jel...
Ha most egy szocialista brigádban dolgoznánk felvehetnéd az újítási pénzt (csak 50Ft) + az oklevelet (ami a lényegesebb:). [#vigyor2]
* Spitusz = Erdőkémia gyártmány, ALKONEK - vízmentes ipari spiritusz (sellak hígító) - Leírom mert sokan kérdezték már privátban.
BF20 marás 18mm-es maróval - 2mm fogásmélységgel VIDEO ----- "megemelt" előtolással, Spiritusz-os kenéssel és hűtéssel !!!
Én csak akkor gondoltam hűtésre, ha muszáj... pl. megolvadás, melegedés...
Hogy áthidaljam a "dzsúvás" hűtést... spirituszt* használtam... min. 2x-3x termelékenység növekedést értem el! (ó a kezem nem szervó :)
Elpárolog nyom nélkül, ez az anyag...!!! A fogácsok is fényesebbek - gondolom ez jó jel...
Ha most egy szocialista brigádban dolgoznánk felvehetnéd az újítási pénzt (csak 50Ft) + az oklevelet (ami a lényegesebb:). [#vigyor2]
* Spitusz = Erdőkémia gyártmány, ALKONEK - vízmentes ipari spiritusz (sellak hígító) - Leírom mert sokan kérdezték már privátban.
BF20 marás 18mm-es maróval - 2mm fogásmélységgel VIDEO ----- "megemelt" előtolással, Spiritusz-os kenéssel és hűtéssel !!!
Cím: Re:Hagyományos forgácsológépek
Írta: fifp6rjch Dátum 2007 november 21, 19:43
Írta: fifp6rjch Dátum 2007 november 21, 19:43
Értem. Azt hittem valamelyik nagyüzemben, már csak a szitázásból gondoltam.
Üzemekben nekem 5 darab volt a minimum limit, és még a méretekkel is variálnak a szalagok miatt. Tehát egy két darabnál marad a homemade technik [#hehe]
Már majdnem ráugrottam egy régebbi projectre, de akkor had várjon még. Köszi a választ [#eljen]
Üzemekben nekem 5 darab volt a minimum limit, és még a méretekkel is variálnak a szalagok miatt. Tehát egy két darabnál marad a homemade technik [#hehe]
Már majdnem ráugrottam egy régebbi projectre, de akkor had várjon még. Köszi a választ [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2007 november 21, 20:09
Írta: yuagaci9g Dátum 2007 november 21, 20:09
Miert ragaszkodsz a kezi mukodteteshez?
``Fly by wire``. Ha jol kialakitod a kezeloszerveket, jobb lesz, mint a tekeros.
``Fly by wire``. Ha jol kialakitod a kezeloszerveket, jobb lesz, mint a tekeros.
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2007 november 21, 20:14
Írta: yuagaci9g Dátum 2007 november 21, 20:14
Peter!
Miez a lazsalas? Ezt legalabb 2000-el szoktad csinalni.
Miez a lazsalas? Ezt legalabb 2000-el szoktad csinalni.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 20:59
Írta: bmejdz9nu Dátum 2007 november 21, 20:59
#498 ... fejlesztem a termelékenységet... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2007 november 21, 21:07
Írta: yuagaci9g Dátum 2007 november 21, 21:07
Nem te mutattad azt az elmes kis prlasztot hutesre?
Biztos eladtad azt is, maradt az ecset.
Biztos eladtad azt is, maradt az ecset.
Cím: Re:Hagyományos forgácsológépek
Írta: tumnmsi57 Dátum 2007 november 21, 21:07
Írta: tumnmsi57 Dátum 2007 november 21, 21:07
Légyszíves valaki moderátor törölje a képes hozzászólásaimat.
A képek fent vannak a felhasználói mappában
A képek fent vannak a felhasználói mappában
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 21, 21:10
Írta: bmejdz9nu Dátum 2007 november 21, 21:10
az megy a CNC-re...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 21, 21:51
Írta: 000000000 Dátum 2007 november 21, 21:51
1 es 2 oldalas NYÁK akár 1 db is....
Postaval is szallit.
Krizsán Zoltán
Békéscsaba 5600 Mandula u 16.
Mobil.: 70/204 82 25
Email : nyak@bekesnet.hu
Postaval is szallit.
Krizsán Zoltán
Békéscsaba 5600 Mandula u 16.
Mobil.: 70/204 82 25
Email : nyak@bekesnet.hu
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 21, 21:55
Írta: 000000000 Dátum 2007 november 21, 21:55
A NYÁK árkalkulátor link meg lemaradt..
http://nyak.atw.hu/
http://nyak.atw.hu/
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 24, 16:26
Írta: bmejdz9nu Dátum 2007 november 24, 16:26
BF20 oldalazó marás 35mm átmérőjű maróval.
Fogás magasság: 40mm, fogás mélység: 1mm. A munkadarab: 600mm hosszú alu...
Ezt folyamatosan (több darab) csinálta az AC motorral, kis fordulaton... Ezt a DC motor nem bírta volna... :) A motor csak langyos lett... kb. 2,2A (230V, 2 pol. motor) volt a felvétele a folymatban...
35mm-es maróval, 40-es anyag oldalazása, 1mm-es fogással --------- VIDEO --------- 6 pec unalom... :)
De most is volt egy megszorulás... :) Pedíg nem szokott... :) de áramkorlátba megy ilyenkor szépen a (csak) 400W-os frekiváltó...

Fogás magasság: 40mm, fogás mélység: 1mm. A munkadarab: 600mm hosszú alu...
Ezt folyamatosan (több darab) csinálta az AC motorral, kis fordulaton... Ezt a DC motor nem bírta volna... :) A motor csak langyos lett... kb. 2,2A (230V, 2 pol. motor) volt a felvétele a folymatban...
35mm-es maróval, 40-es anyag oldalazása, 1mm-es fogással --------- VIDEO --------- 6 pec unalom... :)
De most is volt egy megszorulás... :) Pedíg nem szokott... :) de áramkorlátba megy ilyenkor szépen a (csak) 400W-os frekiváltó...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 november 24, 17:19
Írta: Kristály Árpád Dátum 2007 november 24, 17:19
Hallihó Péter!
Rossz hallani...szegény BF-20.....ez a művelet szerintem nem erre a gépre való..ez olyan mint amikor trabantal utánfútót huznak....kiványcsi lennék a felületre!
Üdv.: Árpi
Rossz hallani...szegény BF-20.....ez a művelet szerintem nem erre a gépre való..ez olyan mint amikor trabantal utánfútót huznak....kiványcsi lennék a felületre!
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 24, 17:32
Írta: bmejdz9nu Dátum 2007 november 24, 17:32
Ne hidd... nem volt kínozva (most)... csak olyan rossz a hangja a fényképező mikrofonjának... én is vacaknak hallom... pedíg nem ilyen... tök halk... és ok. Kapcsold ki a hangot :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 24, 18:45
Írta: 000000000 Dátum 2007 november 24, 18:45
Egyetértek Árpáddal.
Kár egy ilyen kis gépet így kínozni.
Most már a gyári marómotor után a géped főorsóját
is hazavágtad ezzel a kis egy órányi marással.
Bocsi, de látszik, alapvető ismereteid
hiányoznak a forgácsolás elméletből,
gyakorlatból (előtolás, fogásmélység,
vágósebesség, szerszám élszögek, hűtő-kenő
folyadékok használata, stb.)
Ehelyett erőltetsz motort, mechanikát,
szerszámot, mindent.
Szóval engem nem hatott meg, inkább
szánalmasnak, siralmasnak találtam. [#rinya]
Kár egy ilyen kis gépet így kínozni.
Most már a gyári marómotor után a géped főorsóját
is hazavágtad ezzel a kis egy órányi marással.
Bocsi, de látszik, alapvető ismereteid
hiányoznak a forgácsolás elméletből,
gyakorlatból (előtolás, fogásmélység,
vágósebesség, szerszám élszögek, hűtő-kenő
folyadékok használata, stb.)
Ehelyett erőltetsz motort, mechanikát,
szerszámot, mindent.
Szóval engem nem hatott meg, inkább
szánalmasnak, siralmasnak találtam. [#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 24, 18:58
Írta: bmejdz9nu Dátum 2007 november 24, 18:58
[#rinya] már kész "sajnos" a munkadarab és jó is lett és a gép is bírta...
Ha megleszek a géppel megigérem, hogy tudományos alapokra helyzem a dolgot és számolok és olvasok... de most csinálnom kell... [#lookaround]
Ha megleszek a géppel megigérem, hogy tudományos alapokra helyzem a dolgot és számolok és olvasok... de most csinálnom kell... [#lookaround]
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2007 november 24, 20:01
Írta: Robika37 Dátum 2007 november 24, 20:01
Kedves Péter!
Sajnos eggyet kell értenem a lenntebb elhangzottakkal.Ha túlerölteted a gépet, csak azt hiszed, hogy gyorsabban végzel. Későbbiekben pedig majd csodálkozol hogy nem tudsz pontos méretet tartani a géppel. Na akkor jön majd a kinlódás és a tö"kölődés láttam már ilyent...
További szép estét! Robika
Sajnos eggyet kell értenem a lenntebb elhangzottakkal.Ha túlerölteted a gépet, csak azt hiszed, hogy gyorsabban végzel. Későbbiekben pedig majd csodálkozol hogy nem tudsz pontos méretet tartani a géppel. Na akkor jön majd a kinlódás és a tö"kölődés láttam már ilyent...
További szép estét! Robika
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2007 november 24, 20:42
Írta: 7vpav5d32 Dátum 2007 november 24, 20:42
Inkább csináld holnap! Ma már eleget hibáztál!
[#nevetes1]
[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 24, 20:43
Írta: bmejdz9nu Dátum 2007 november 24, 20:43
Totál pontos lett a munkadarab... a videó tényleg olyan mintha... de nem... :) Gondoljátok, hogy 10 ezer ft-nyi anyagot elba...ok.?
Még nem volt rá példa... :) Pont ez benne a pláne... A motort egy 400W-os frekiváltó hajtja... nincs több! max. 400W a főorsón... rezonancia sem volt.
Még nem volt rá példa... :) Pont ez benne a pláne... A motort egy 400W-os frekiváltó hajtja... nincs több! max. 400W a főorsón... rezonancia sem volt.
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2007 november 25, 00:44
Írta: 4mjnxdwuu Dátum 2007 november 25, 00:44
Nem az elsőnél fogod vele elrontani....
Egyszer csak észreveszed, hogy már nem pontos.
Egyszer csak észreveszed, hogy már nem pontos.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 08:44
Írta: bmejdz9nu Dátum 2007 november 25, 08:44
Csodálkozok, hogy nem veszitek észre milyen maró volt a gépben... :) pedíg látni a képen...
Erről a fajta maróról nem találtam infókat... (bordázott-nagyoló?) Használtatok már ilyet? ilyen sürűn bordázottat? A felület nem sima lett, természetesen...
Sima pl. 4 élű maróval (nagyobb több mint 10mm átm.) esélyem sem lett volna még 0.1mm-es(!) fogásra sem a 40mm-es anyagba oldalazni...
.. mert csúnyán beremegett volna...
A vezetés... a kiegészítő (XL:)asztal... azaz Rexroth 35-ös kocsi+ sin...
Erről a fajta maróról nem találtam infókat... (bordázott-nagyoló?) Használtatok már ilyet? ilyen sürűn bordázottat? A felület nem sima lett, természetesen...
Sima pl. 4 élű maróval (nagyobb több mint 10mm átm.) esélyem sem lett volna még 0.1mm-es(!) fogásra sem a 40mm-es anyagba oldalazni...
.. mert csúnyán beremegett volna...
A vezetés... a kiegészítő (XL:)asztal... azaz Rexroth 35-ös kocsi+ sin...
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2007 november 25, 10:03
Írta: Robika37 Dátum 2007 november 25, 10:03
Sztem. látja mindenki, de nem a beremegéstől fog tönkremenni. Hanem a részleges túl/túlnagy terhelésektől. A pontatlanság szép fokozatosan fog jelentkezni. Főleg a kiesztergálófejnél lehet majdan észrevenni.Különböző fogásmélységnél különböző méretszóródást fog produkálni.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 10:08
Írta: bmejdz9nu Dátum 2007 november 25, 10:08
Azt mondod a 90mm-es átm. főorsó csapágyak mennek tönkre és nem rezonál be sem?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 10:45
Írta: bmejdz9nu Dátum 2007 november 25, 10:45
... Akkor nem borzolom videóval a csapatot ahogy marom a THK vezetőket...
Hanita 8-élű Carbide 10-es maróval (csak ez bírja a legjobbak közül is..:)... persze intenzív hűtés kell neki... [#smile]
Hanita 8-élű Carbide 10-es maróval (csak ez bírja a legjobbak közül is..:)... persze intenzív hűtés kell neki... [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: vthgizrff Dátum 2007 november 25, 11:30
Írta: vthgizrff Dátum 2007 november 25, 11:30
Abból is látszik, hogy túlterhelted a gépet, hogy nem lett sima a felületed. Ezeknek a nagyoló maróknak úgy van kialakítva az éle, hogy a kis rádiuszok átfedik egymást, csökkentve a rezonanciát. Szerintem eleve gyenge a BF20 ehez a maróhoz, 0,3-0,5mm fogankénti előtolással használják. Számolj egy kicsit, 2000Rpm-nél 6-élű marónál 5m/min előtolás. És még csak 200-as vágósebességgel számoltam, ami alumíniumnál szinte semmi.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 11:51
Írta: bmejdz9nu Dátum 2007 november 25, 11:51
Valószinű persze jobban tudjátok... de megjegyzem ez egy érdekes maró... valahogy azt az átfedést nem csinálja meg...
Van ebből a fajtából egy mésik aminek nem ilyen sürű a bordázata az igen... az olyan.
Ha ezzel a maróval csak negyed ilyen fogást alkalmazok akkor is a felület formája felveszi a fogak formáját... szépen egyenletesen... tehát "strukturált lesz... :)
Van ebből a fajtából egy mésik aminek nem ilyen sürű a bordázata az igen... az olyan.
Ha ezzel a maróval csak negyed ilyen fogást alkalmazok akkor is a felület formája felveszi a fogak formáját... szépen egyenletesen... tehát "strukturált lesz... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 12:28
Írta: 000000000 Dátum 2007 november 25, 12:28
Honnan vetted, hogy a kis radiuszok atfedik egymast?
Szerintem ez nem igy van, teljesen mindegy melyik szerszamgyarto ceg hullamos elszalagu marojat nezzuk. Kokemeny nagyolasra vannak kifejlesztve, ahol nem kovetelmeny a "sima" (erteni fogod a sima szot) felulet.
Szerintem ez nem igy van, teljesen mindegy melyik szerszamgyarto ceg hullamos elszalagu marojat nezzuk. Kokemeny nagyolasra vannak kifejlesztve, ahol nem kovetelmeny a "sima" (erteni fogod a sima szot) felulet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 12:28
Írta: 000000000 Dátum 2007 november 25, 12:28
Hát Péter eddig csak hallgattam,de mint lelkes dilettáns beleugatnék én is a dolgodba.Nekem tetszett a video,semmi gond nem volt vele.A gond szerintem az,h nem véletelül vannak meghatározva a gép korlátai a gépkönyvben.Nem a motor miatt,nem a mechanika miatt nem javasolják a 20mm átm. ujjmarónál nagyobb maró használatát,hanem mindekttő miatt!Kicserélted a motort erősebbre,ok,bírja,de a mechanika maradt.Sajna már kb. 1 hete az Opti szervízbe járok az esztergám miatt és diskuráltam párszor a szervizes kolegákkal,akik elmondták a frankót a gépekkel kapcsolatban..../nameg láttam a drehapadom nortonszekrényét belülről[#ijedt]/...azok alapján csoda,h a géped ennyit bírt....minden egyes alkatrész a legköltségtakarékosabban megtervezve,még a nagy 2000-3000mm-es csúcstávú padok is alig 8mm lemezből vannak /kivéve a gépágy,meg a főorsóház,de ha az alépítmény elcsavarodik a gép súlya alatt,akkor mit ér az egész?!/...Az MF4 maró ,na az már hajaz a régi Orosz marókra..de az megfizethetetlen.....amugy sztem a maród sima forgácstörős ujjmaró-hosszlyuk maró és azért nem szükséges,h legyen átfedés a "rovátkák" között,mert ezzel elméletileg mindíg Z irányú fogásokat kell venni és így ugye nem hagyhatnak nyomot a fogak.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 12:37
Írta: 000000000 Dátum 2007 november 25, 12:37
...most nagyon beégek,de Péter,nem fordítva kellett volna mozgatni az anyagot???ugyértem balról-jobbra....mert így nem a forgásiránnyal szembe tolod az anyagot..olyan,mintha a maró hajtaná az alut..nem harap
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 12:42
Írta: 000000000 Dátum 2007 november 25, 12:42
Balrol jobbra forog a foorso...
Ami marot meg hasznalt, az nagy teljesitmenyu ujjmaro, aminek a palastelei menethornnyal vannak megszakitva. A forgacs keskeny reszekre oszlik - jol. Nagy terfogatu forgacshorony, stb, stb.
Azon kivul, hogy gyalazza a kis BF-20, nincs kenes, technologiai oarameterek nincsenek - jo amit csinalt...
Ami marot meg hasznalt, az nagy teljesitmenyu ujjmaro, aminek a palastelei menethornnyal vannak megszakitva. A forgacs keskeny reszekre oszlik - jol. Nagy terfogatu forgacshorony, stb, stb.
Azon kivul, hogy gyalazza a kis BF-20, nincs kenes, technologiai oarameterek nincsenek - jo amit csinalt...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 12:56
Írta: bmejdz9nu Dátum 2007 november 25, 12:56
szembetolás volt a videón... aztán vissza, nem üresbe... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 13:02
Írta: bmejdz9nu Dátum 2007 november 25, 13:02
Óramutatóval egyezően forgott (alap). Bizony a forgács... az darálék lett... :) Jól figyelted meg!
Ezzel a maróval(!) ilyet is simán tud a BF20... Sajnos több ilyen maróm nincs, ami ezt tudná...
Persze a beépített egyenáramú motoral ilyen kis fordulaton... már keresnéd a megfelelő AC motort... :)
A videó csal! Hang, sebesség, forgásirány... minden... Ha valami kis rezonanciát halottatok az az AC motor kényszerhűtő ventilátorának a védőlemeze... van még mit tökéletesíteni... [#smile]
Ezzel a maróval(!) ilyet is simán tud a BF20... Sajnos több ilyen maróm nincs, ami ezt tudná...
Persze a beépített egyenáramú motoral ilyen kis fordulaton... már keresnéd a megfelelő AC motort... :)
A videó csal! Hang, sebesség, forgásirány... minden... Ha valami kis rezonanciát halottatok az az AC motor kényszerhűtő ventilátorának a védőlemeze... van még mit tökéletesíteni... [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 13:09
Írta: bmejdz9nu Dátum 2007 november 25, 13:09
Asztal fixálva... a segédvezető vitte (THK35)...
Ez után lehet simítani egy 8mm-es négyélű hoszabb maróval... (SwisTech HSS "long" maró - nagyon király ehhez)
Azért kellett ez a "durva" :) művelet mert a szallagfűrészzel (ismeritek? gép átalakítás topik) végtam (tömbböl) a "csíkokat" (30x40mm)... de nem tudtam a hossza miatt fixálni a vezető asztalhoz... tehát mint az asztalos áttoltam alatta... így lett 2-4 mm hullám benne... ezt kellett levenni... :)
Ez után lehet simítani egy 8mm-es négyélű hoszabb maróval... (SwisTech HSS "long" maró - nagyon király ehhez)
Azért kellett ez a "durva" :) művelet mert a szallagfűrészzel (ismeritek? gép átalakítás topik) végtam (tömbböl) a "csíkokat" (30x40mm)... de nem tudtam a hossza miatt fixálni a vezető asztalhoz... tehát mint az asztalos áttoltam alatta... így lett 2-4 mm hullám benne... ezt kellett levenni... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 13:11
Írta: 000000000 Dátum 2007 november 25, 13:11
Péter, bocsi, de mindig írsz olyat, ami nem igaz:
"Persze a beépített egyenáramú motoral ilyen
kis fordulaton... már kesenéd a megfelelő AC
motort... :)"
A Te eredeti hajtásod ha jól tudom egy 600W
körüli tachós szabályzóval ellátott DC motor
volt (ameddig bírta a durvaságokat:)) ).
Egy sima 400 W-os aszinkronmotor átlagos
frekiváltóval visszacsatolás nélkül csakis
rosszabb lehet ettől.
"Persze a beépített egyenáramú motoral ilyen
kis fordulaton... már kesenéd a megfelelő AC
motort... :)"
A Te eredeti hajtásod ha jól tudom egy 600W
körüli tachós szabályzóval ellátott DC motor
volt (ameddig bírta a durvaságokat:)) ).
Egy sima 400 W-os aszinkronmotor átlagos
frekiváltóval visszacsatolás nélkül csakis
rosszabb lehet ettől.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 13:20
Írta: bmejdz9nu Dátum 2007 november 25, 13:20
750W DC hivatalosan. (china servo motors co. :)
Kis fordulatú alkalmazásoknál iszonyatosan melegedett... akinek van tudja... próbálja...
Ez pedíg látod... pedíg kiszámoltátok a 1,5Kw-ot hozzá... semmi csalás... a motor 550W*... a frekiváltó 400W...
* Azonos a 370W-os motor mechanikai méretekben mint az 550W-os ezért van ez rajta...
Kis fordulatú alkalmazásoknál iszonyatosan melegedett... akinek van tudja... próbálja...
Ez pedíg látod... pedíg kiszámoltátok a 1,5Kw-ot hozzá... semmi csalás... a motor 550W*... a frekiváltó 400W...
* Azonos a 370W-os motor mechanikai méretekben mint az 550W-os ezért van ez rajta...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 13:24
Írta: 000000000 Dátum 2007 november 25, 13:24
Enyemen mar 850W-os van.
En lapra martam volna, de te geped. Persze a rogzites ilyen esetben mar nem olyan kezenfekvo...
En lapra martam volna, de te geped. Persze a rogzites ilyen esetben mar nem olyan kezenfekvo...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 13:41
Írta: bmejdz9nu Dátum 2007 november 25, 13:41
pontosan... nem tudtam a szélein megfogatni, még ugysem, hogy kézepén MiteBite oldalt szorítók... stb...
Cimkecsere volt a China Servo Motors Co.-nál? :) Túl ne eröltesd! Látod én már 400W-at al tudom! :)
Cimkecsere volt a China Servo Motors Co.-nál? :) Túl ne eröltesd! Látod én már 400W-at al tudom! :)
Cím: Re:Hagyományos forgácsológépek
Írta: vthgizrff Dátum 2007 november 25, 13:50
Írta: vthgizrff Dátum 2007 november 25, 13:50
Ezt úgy értem ha forog, az éleknek a kis rádiuszai nem ugyan oda esnek, hanem átfedik egymást. Legalábbis amivel én dolgoztam az ilyen volt, tökéletesen sima felületet csinált.
Ha gondolod küldök egyet, megnézheted, kipróbálhatod. :-)
De a BF20-nál ez soha nem fog tökéletesen müködni, ehez ennél sokkal merevebb gép kell.
Ha gondolod küldök egyet, megnézheted, kipróbálhatod. :-)
De a BF20-nál ez soha nem fog tökéletesen müködni, ehez ennél sokkal merevebb gép kell.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 14:08
Írta: bmejdz9nu Dátum 2007 november 25, 14:08
ezek a marók nagyolni jók... 10x kevésbé terhelik a gépet... jó találmány... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 14:12
Írta: 000000000 Dátum 2007 november 25, 14:12
..nem volt címkecsere 2005-ös modellév előtt 600W,utána 850w-os motorokat használtak,mindezt brutto 100€ ért,és valamennyi gépükön /BF20,B16-B26Pro ig,D180X210 - D240X500G stb./erősítették a motorokat,de semmi mechanikai módosítás,leszámítva a Long verziókat /BF20L/ vagy a mostani ujitásokat: 2007 modellévtől szintén kb. bruttó 100€ felárért beépített fordulatszámmérő,!!!kikönnyített oszlop!!! és olajzó szemek az oszlopon,hátha valaki CNCsíteni akar és központi kenést akar a golyósorsóknak
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 14:15
Írta: 000000000 Dátum 2007 november 25, 14:15
én ugy tudom,h a forgácstörés miatt ilyen a kialakításuk /lásd valamennyi marószerszámkatalógust pl.nóniusz.hu-n/ és csalóka lehet az a felület,mert ha elég mély a fogás akkor még nagyobb is az élszalagok felülete,mint a normál maróké,hiszen a "menethornyok" össz felülete; oldal,homlok,másik oldal nagyobb mintha normál élszalag lenne
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 14:24
Írta: bmejdz9nu Dátum 2007 november 25, 14:24
persze vannak hornyok... olyan 0.2mm-es itt... de majd 5mm-et vettem le összeségében... (a videón nem az első és utolsó fogás van.)
Ha nem lett volna ilyen maróm... bizony gondban lettem volna... :)
Ha nem lett volna ilyen maróm... bizony gondban lettem volna... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 14:30
Írta: bmejdz9nu Dátum 2007 november 25, 14:30
Azért ha AC aszinkronos a gépen a motor... nagyon megfizettetik továbbra is...
Frekiváltó már nem olyan drága.. az USA-ból 3F... (Frekiváltó topik)
Azóta szereztem 750W és 1,5Kw-osat is... teljesen jók... :)
Motor... pl. Ebay.de-on Rexroth AC motor 370W 49 Euro... +15E a szállítás...
Tehát újkorában sem vennék AC-t... Egyébként nekem az eszterga jól megy... pedíg még csak Quantum... Sajnálom, hogy így ráfaragtál... de én már megettem volna őket... keresztbe... :)
Frekiváltó már nem olyan drága.. az USA-ból 3F... (Frekiváltó topik)
Azóta szereztem 750W és 1,5Kw-osat is... teljesen jók... :)
Motor... pl. Ebay.de-on Rexroth AC motor 370W 49 Euro... +15E a szállítás...
Tehát újkorában sem vennék AC-t... Egyébként nekem az eszterga jól megy... pedíg még csak Quantum... Sajnálom, hogy így ráfaragtál... de én már megettem volna őket... keresztbe... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 14:31
Írta: bmejdz9nu Dátum 2007 november 25, 14:31
Azért ha AC aszinkronos a gépen a motor... nagyon megfizettetik továbbra is...
Frekiváltó már nem olyan drága.. az USA-ból 3F... (Frekiváltó topik)
Azóta szereztem 750W és 1,5Kw-osat is... teljesen jók... :)
Motor... pl. Ebay.de-on Rexroth AC motor 370W 49 Euro... +15E a szállítás...
Tehát újkorában sem vennék AC-t... Egyébként nekem az eszterga jól megy... pedíg még csak Quantum... Sajnálom, hogy így ráfaragtál... de én már megettem volna őket... keresztbe... :)
Frekiváltó már nem olyan drága.. az USA-ból 3F... (Frekiváltó topik)
Azóta szereztem 750W és 1,5Kw-osat is... teljesen jók... :)
Motor... pl. Ebay.de-on Rexroth AC motor 370W 49 Euro... +15E a szállítás...
Tehát újkorában sem vennék AC-t... Egyébként nekem az eszterga jól megy... pedíg még csak Quantum... Sajnálom, hogy így ráfaragtál... de én már megettem volna őket... keresztbe... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 15:51
Írta: 000000000 Dátum 2007 november 25, 15:51
Melyik ceg gyartja? Melyik tipus?
Ennyi is eleg volna es eppen nagy segitseg...
Ennyi is eleg volna es eppen nagy segitseg...
Cím: Re:Hagyományos forgácsológépek
Írta: vthgizrff Dátum 2007 november 25, 16:33
Írta: vthgizrff Dátum 2007 november 25, 16:33
Böhlerit márkájúból van 12mm-es pár darab.
De ha gondolod tényleg küldök egyet, azt a munkát már abbahagytam amihez kellett, úgy is csak porosodik a szekrényben.
De ha gondolod tényleg küldök egyet, azt a munkát már abbahagytam amihez kellett, úgy is csak porosodik a szekrényben.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 17:11
Írta: 000000000 Dátum 2007 november 25, 17:11
Kuldtem egy e-mailt a citromailes cimedre.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 17:12
Írta: bmejdz9nu Dátum 2007 november 25, 17:12
Na befogtam a másik ilyen jellegű marót... az csak 16-os olyan "hullámossak a fogai" HSS... márkás...Na ez utóbbi semmi, ló..sz!!! Negyedét sem tudta!
A másik (ami a videón van) kapott bársony alátétet a szekrényben(!:)... az a baj, hogy nem tudom milyen márka volt, mert a szárát 20-asra esztergáltam kerámia lapkával (keményfém volt a javából)
Szép emlékek vannak amikor megcsináltam a szárát... vörössen izva jött egybe le a forgács... Ja és amiért emlékezetes... 1 Euróért vettem az ebay-on, mert arról indult és ott is fejezte be, mert valami nagyon furcsa vol a szára... [#nyes]
A másik (ami a videón van) kapott bársony alátétet a szekrényben(!:)... az a baj, hogy nem tudom milyen márka volt, mert a szárát 20-asra esztergáltam kerámia lapkával (keményfém volt a javából)
Szép emlékek vannak amikor megcsináltam a szárát... vörössen izva jött egybe le a forgács... Ja és amiért emlékezetes... 1 Euróért vettem az ebay-on, mert arról indult és ott is fejezte be, mert valami nagyon furcsa vol a szára... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 17:29
Írta: 000000000 Dátum 2007 november 25, 17:29
Egyébként kicsit alább hagynál egyből
a "látványos 400W"-os forgácsolással,
ugyanis ha betartanád a 4-5 %-os slip határt,
a felével sem tudtál volna forgácsolni.
Mérjed már meg egyszer ilyenkor, mennyit zuhan
a maród fordulatszáma. Megfogsz lepődni majd
picit, ez a jelenség a videón is látszik,
csak Téged nem érdekel, ami elég nagy baj.
a "látványos 400W"-os forgácsolással,
ugyanis ha betartanád a 4-5 %-os slip határt,
a felével sem tudtál volna forgácsolni.
Mérjed már meg egyszer ilyenkor, mennyit zuhan
a maród fordulatszáma. Megfogsz lepődni majd
picit, ez a jelenség a videón is látszik,
csak Téged nem érdekel, ami elég nagy baj.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 17:42
Írta: bmejdz9nu Dátum 2007 november 25, 17:42
Ó a slipp-re nem is gondoltam... de marás közbe stabil azért nem zavart... de valóban van...
Több áramot fogyaszt ilyenkor? Mindíg mondja a nejem... majd meglátod a villanyszámlát... :)
Ha kész leszek a géppel utánna mindent kiszámolok és megbánok... de most nincs idő rá... marni kell...
Több áramot fogyaszt ilyenkor? Mindíg mondja a nejem... majd meglátod a villanyszámlát... :)
Ha kész leszek a géppel utánna mindent kiszámolok és megbánok... de most nincs idő rá... marni kell...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 november 25, 17:50
Írta: 000000000 Dátum 2007 november 25, 17:50
Csak nehogy sokat mar(kol)j, mert a végén
keveset fogsz majd! [#wilting]
keveset fogsz majd! [#wilting]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 november 25, 17:53
Írta: bmejdz9nu Dátum 2007 november 25, 17:53
Na de a munkadarab szép és pontos? akkor mit akarhat még egy hobbysta? Csak csinálja és nem gondolkozik... tudom... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2007 november 25, 20:36
Írta: Kristály Árpád Dátum 2007 november 25, 20:36
Hallihó!marók
A maróim közöt van ilyen maróm...tényleg nagyon jó...ez sajnos vidia betétes MK-3 as kúppal...
Különben az élek tényleg fedik egymást illetve a kihagyott közöket.....
Apropó....Eladó 10.000-Ft/db
A maróim közöt van ilyen maróm...tényleg nagyon jó...ez sajnos vidia betétes MK-3 as kúppal...
Különben az élek tényleg fedik egymást illetve a kihagyott közöket.....
Apropó....Eladó 10.000-Ft/db
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 november 26, 19:29
Írta: 3vv2btrhv Dátum 2007 november 26, 19:29
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2007 november 27, 07:39
Írta: 3vv2btrhv Dátum 2007 november 27, 07:39
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 10, 19:09
Írta: 000000000 Dátum 2007 december 10, 19:09
A Bernerdo gépekről tud valaki valamit, minőség ár/érték arány?
http://www.arzenal.hu/files/LP_Bohren_Drehen_rum-ung.pdf
http://www.arzenal.hu/files/LP_Bohren_Drehen_rum-ung.pdf
Cím: Re:Hagyományos forgácsológépek
Írta: j3rx6bsjd Dátum 2007 december 10, 19:26
Írta: j3rx6bsjd Dátum 2007 december 10, 19:26
Nézz szét itt:VATERA
még CNC marójuk is van.
még CNC marójuk is van.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 11, 08:12
Írta: 000000000 Dátum 2007 december 11, 08:12
Néztem már, köszönöm, de nem sokat tudok a minőségükről.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 12, 05:53
Írta: bmejdz9nu Dátum 2007 december 12, 05:53
Bernardo Gépek az Ebay.de-n.

www.bernardo.at :::: Linz - Austria. :::: www.zgonc.at - Viszonteladó (Suche nach Artikel.: Bernardo)
www.bernardo.at :::: Linz - Austria. :::: www.zgonc.at - Viszonteladó (Suche nach Artikel.: Bernardo)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 december 12, 09:52
Írta: HJózsi Dátum 2007 december 12, 09:52
PRC gondolom, de a Német munka felügyelet jót tesz...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 12, 10:00
Írta: bmejdz9nu Dátum 2007 december 12, 10:00
 ::: People Republic China.
::: People Republic China.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 12, 10:25
Írta: 000000000 Dátum 2007 december 12, 10:25
Ilyen bf20 jellegű gépet használtan itthon venni elég reménytelen, nem?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 12, 12:25
Írta: 000000000 Dátum 2007 december 12, 12:25
Üdv!
A Bernardo minősége engem is érdekelne. Gépvásárlás előtt állok és az Opti BF20 és Bernardo KF25 között vacilálok.
A Bernardo minősége engem is érdekelne. Gépvásárlás előtt állok és az Opti BF20 és Bernardo KF25 között vacilálok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 12, 12:28
Írta: 000000000 Dátum 2007 december 12, 12:28
reménytelen....annyira uj még,h eddig egy emberrről tudok,aki eladta /MAkra Zoltán/, ő is csak kényszerből...építkezés vagy mi miatt.Én mikor akartam venni mindent tűvé tettem,h találjak használtan,mert akkor még nem engedhettem meg magamnak az újat.....1-2 használt akadt a németeknél CNC sítve €2-3000.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 12, 12:31
Írta: 000000000 Dátum 2007 december 12, 12:31
szinte semmi lényeges különbség nincsen,/szín,a vezérlő panel kialakítása ilyenek max./..egyetlen ami fontos,az az,h az OPtinak van magyarországon szervize és alkatrészraktára a Bernardonak meg nincsen és elég körülményes egy 120Kg gépet ide-oda Osztrákokhoz,Németekhez gariba hurcolászni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 12, 21:21
Írta: 000000000 Dátum 2007 december 12, 21:21
Na, akkor most erdekelne mi is van a...
"10 kg-anl nehezebb, akkor ...helyszini garancias" kitetellel...mert ez ugye jogszabalyi eloiras.
"10 kg-anl nehezebb, akkor ...helyszini garancias" kitetellel...mert ez ugye jogszabalyi eloiras.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 12, 21:57
Írta: bmejdz9nu Dátum 2007 december 12, 21:57
Ez a Bernardo... Nem Optimum/Quantum... szerintem - ahogy elnéztem akkoriban.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 13, 09:35
Írta: 000000000 Dátum 2007 december 13, 09:35
OM licences gépek szerintem,ugyhogy a nagyjának ugyan annak kell lennie....helyszíni garancia??Az még az Optinak sincsen,csak ha velük üzemelteted be a géped netto 50ezerért.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 23, 17:15
Írta: bmejdz9nu Dátum 2007 december 23, 17:15
Na ezt, hogy csináltam volna BF20 nélkül... Egy encoder "fészek" bemarása a motorba.


Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2007 december 23, 17:43
Írta: Robika37 Dátum 2007 december 23, 17:43
Ügyes vagy+szerencsés. A lefogatáshoz gondoltam a szerencsét....mert ha[#ijedt] ....akkor ugye[#idiota]...utánna[#rinya]+[#pias]
Boldog Karácsonyt Kivánok
Boldog Karácsonyt Kivánok
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 23, 18:09
Írta: 000000000 Dátum 2007 december 23, 18:09
valóban érdekes befogás,de legalább kihasználod a gépet.látom te is türelmetlen vagy mint én....nem hogy csináltál volna prizmapofát amivel könnyebben tudnád leszorítani a motort,inkább powertape :)) és gyorsszorító.
Áruld majd el,h ha visszaállítottad a géped függőbe mivel ellenőrzöd,h valóban függőleges-e.Azzal a kis digit szögelfordulásmérővel pontosan meg lehet csinálni???...persze gondolom próbamarások aztán mérőórázás,vagy marófejre mérőóra és járatod alatta a keresztasztalt......bika servo áttétellel....most van "olcsóért" ebay-en is.asszem MAXON.....42V-os,90W és állítólag -de szerintem kamu- áttétellel együtt 150Nm...ha kell a link dobom!
Áruld majd el,h ha visszaállítottad a géped függőbe mivel ellenőrzöd,h valóban függőleges-e.Azzal a kis digit szögelfordulásmérővel pontosan meg lehet csinálni???...persze gondolom próbamarások aztán mérőórázás,vagy marófejre mérőóra és járatod alatta a keresztasztalt......bika servo áttétellel....most van "olcsóért" ebay-en is.asszem MAXON.....42V-os,90W és állítólag -de szerintem kamu- áttétellel együtt 150Nm...ha kell a link dobom!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 23, 19:15
Írta: bmejdz9nu Dátum 2007 december 23, 19:15
vissza állítás egyszerű... kitárgyaltuk... egy 6-os köranyag Z-be hajlítva... nagyra... 6-os patron... üt nem -üt... stb..
A Maxxon a kicsi motorok specialistája... 90W? az már óriási... linkeld be! megsasoljuk...
A Maxxon a kicsi motorok specialistája... 90W? az már óriási... linkeld be! megsasoljuk...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 23, 19:46
Írta: 000000000 Dátum 2007 december 23, 19:46
http://cgi.ebay.de/maxon-DC-motor-RE35-42-Volt-90W-m-Planetengetriebe-GP42_W0QQitemZ120199501952QQihZ002QQcategoryZ65450QQssPageNameZWDVWQQrdZ1QQcmdZViewItem
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 23, 19:54
Írta: bmejdz9nu Dátum 2007 december 23, 19:54
Csak szétszedném... ha tényleg PlanetDrive... de ekkorában... mire jó? 43:1... HD-nál rosszab... ez akkor lenne szuper ha pl. 1:2 vagy 1:3-ban lenne...
Ez a gyerek egyébként tele van Maxon motorokkal... műlt héten 70db-os szettben árulta... :) kisebbeket...
Ez a gyerek egyébként tele van Maxon motorokkal... műlt héten 70db-os szettben árulta... :) kisebbeket...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 23, 22:19
Írta: 000000000 Dátum 2007 december 23, 22:19
az is megvan még neki
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 24, 09:44
Írta: bmejdz9nu Dátum 2007 december 24, 09:44
Kösz a tippet... még nem volt PlanetDrive-os cuccom... kiváncsi vagyok rá... mennyi a kottyanás ill. mennyivel rosszabb mint a HD. [#wave]
Fontos a jó időzítés:
Angebots ende: 24.12.07 09:01:19
Angebot: 24.12.07 09:01:16
tökéletes... pont a 3. mp-ben! [#smile]
Fontos a jó időzítés:
Angebots ende: 24.12.07 09:01:19
Angebot: 24.12.07 09:01:16
tökéletes... pont a 3. mp-ben! [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2007 december 24, 10:18
Írta: HJózsi Dátum 2007 december 24, 10:18
Micsoda reflexed van! ... [#wow1][#zavart2][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 24, 10:33
Írta: bmejdz9nu Dátum 2007 december 24, 10:33
Na ja... a gyakorlat... [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 24, 14:43
Írta: 000000000 Dátum 2007 december 24, 14:43
szóval te ütötted le :)).....nem tudom,h mennyi lehet a bolygóműnek a kottyanása,elméletben egy jó konstrukciót nem tudsz lemérni,csak speckó eszközökkel....keress adatlapot,ja és szólj,ha kézhezkaptad.....érdekelnek majd a tesztjeid!
Kellemes ünnepeket!!!
Kellemes ünnepeket!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 17:31
Írta: 000000000 Dátum 2007 december 28, 17:31
Mély tiszteletem mindenkinek...
Friss tulaja vagyok egy BF16 Vario-nak, és némi segítségre lenne szükségem, esetleg várom BF20 tulajok reagálását is. Előre jelzem, hogy full kezdő vagyok a dologban, ezért is vettem ilyen kis gépet, meg persze azért, mert a nagyobb motorteljesítményen, és a nagyobbb asztalon kívül számottevő diferencia nincs a 16-os és a 2-as verzó közt.
A kérdésem a következő lenne:
Egy ilyen gépen, lehetséges e valamilyen költséghatékony módszerrel elérni, hogy a kézi vezérlőkerekek ne kottyanjanak 1-2szer 5 századot? Tudom, hogy az orsóanyákon lehet feszíteni, de egyszerűen ha jobban ráhúzom, akkor majdhogy 2 kézzel kell tekerni, ami ugye elvileg az orsók és az anyák időelötti kopásához vezetnek. A BF-20 on is hasonló módon/minőségben van megoldva ez, vagy csak ez a darab selejtes, vagy van valami trükkje a dolognak?
Kissé idegesítő, hogy 3-4szer nem tudok ugyanabban a nyomban végigmenni, illetve, hogy szemmre kell bemérnem, hogy meddig mehetek el.
Kérdem én, minek van akkor beskálázva a kézikerék, ha használhatatlan???
Köszönöm a válaszokat!
Friss tulaja vagyok egy BF16 Vario-nak, és némi segítségre lenne szükségem, esetleg várom BF20 tulajok reagálását is. Előre jelzem, hogy full kezdő vagyok a dologban, ezért is vettem ilyen kis gépet, meg persze azért, mert a nagyobb motorteljesítményen, és a nagyobbb asztalon kívül számottevő diferencia nincs a 16-os és a 2-as verzó közt.
A kérdésem a következő lenne:
Egy ilyen gépen, lehetséges e valamilyen költséghatékony módszerrel elérni, hogy a kézi vezérlőkerekek ne kottyanjanak 1-2szer 5 századot? Tudom, hogy az orsóanyákon lehet feszíteni, de egyszerűen ha jobban ráhúzom, akkor majdhogy 2 kézzel kell tekerni, ami ugye elvileg az orsók és az anyák időelötti kopásához vezetnek. A BF-20 on is hasonló módon/minőségben van megoldva ez, vagy csak ez a darab selejtes, vagy van valami trükkje a dolognak?
Kissé idegesítő, hogy 3-4szer nem tudok ugyanabban a nyomban végigmenni, illetve, hogy szemmre kell bemérnem, hogy meddig mehetek el.
Kérdem én, minek van akkor beskálázva a kézikerék, ha használhatatlan???
Köszönöm a válaszokat!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 28, 18:02
Írta: bmejdz9nu Dátum 2007 december 28, 18:02
BF16... na még ilyen sincs senkinek...
De ha jól látom csak 200 Euroval olcsóbb mint a BF20... és csak 60Kg... (BF20 105kg) tehát nem "olyan" erős lehet... aaz asztal méret is kisebb...
Az asztal... hát igen kottayanik... bele kell kalkulálni fogásnál... előreteker... és éppen mozdít... skála nulláz... hát ez ilyen...
Van 2-3 megoldás...
1. toloómérő felszerelése mint a z-tengelynél... (ez van a BF16-nál?)
2. mérőórás mérés valamihez képest...
3. csere golyósorsóra...
De összességében gyorsan meg lehet szokni... :)
De ha jól látom csak 200 Euroval olcsóbb mint a BF20... és csak 60Kg... (BF20 105kg) tehát nem "olyan" erős lehet... aaz asztal méret is kisebb...
Az asztal... hát igen kottayanik... bele kell kalkulálni fogásnál... előreteker... és éppen mozdít... skála nulláz... hát ez ilyen...
Van 2-3 megoldás...
1. toloómérő felszerelése mint a z-tengelynél... (ez van a BF16-nál?)
2. mérőórás mérés valamihez képest...
3. csere golyósorsóra...
De összességében gyorsan meg lehet szokni... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 18:12
Írta: 000000000 Dátum 2007 december 28, 18:12
Bf16... hát most már van... :)
igen kissebb asztal, nincs digitális fordulatszám + főórsó munkaút kijelzés, és -250W teljesítmény. De lényegében ugyanaz...
A "tolómérő" megléte alatt a Z tengelyen lévő "mm skálát" értetted ha jól gondolom. Ha igen, akkor van. Egyébként most ez szöget ütött a fejembe, valami digitális tolómérőt kellene rögziteni a cuccra, és akkor megoldódna ez a probléma. Bár az X tengelyre viszonylag könnyen megoldhatónak tűnik, de az Y tengelyre hirtelen nincs tippem...
A skála nullázására irányváltáskor én is gondoltam már, de valami iszonyat nehezen lehet mozdítani, ez jelentősen megnehezíti a dolgot.
A golyósorsóra való upgrade milyen költségekkel járhat véleményetek szerint? A BF20-hoz van az optimumnak, olyan 125EUR+fa / tengely, de ehhez a masinához kicsit hosszú lenne. Esetleg gyártatni erre a méretre?
Köszönöm...
igen kissebb asztal, nincs digitális fordulatszám + főórsó munkaút kijelzés, és -250W teljesítmény. De lényegében ugyanaz...
A "tolómérő" megléte alatt a Z tengelyen lévő "mm skálát" értetted ha jól gondolom. Ha igen, akkor van. Egyébként most ez szöget ütött a fejembe, valami digitális tolómérőt kellene rögziteni a cuccra, és akkor megoldódna ez a probléma. Bár az X tengelyre viszonylag könnyen megoldhatónak tűnik, de az Y tengelyre hirtelen nincs tippem...
A skála nullázására irányváltáskor én is gondoltam már, de valami iszonyat nehezen lehet mozdítani, ez jelentősen megnehezíti a dolgot.
A golyósorsóra való upgrade milyen költségekkel járhat véleményetek szerint? A BF20-hoz van az optimumnak, olyan 125EUR+fa / tengely, de ehhez a masinához kicsit hosszú lenne. Esetleg gyártatni erre a méretre?
Köszönöm...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2007 december 28, 18:31
Írta: bmejdz9nu Dátum 2007 december 28, 18:31
Itt talász okosságokat.... megoldásokat....
A z-tengelyen van a BF20-on a dig. útmérő... hasznos...
Golyósorsó... hát igen... ilyen hoszban... 2mm-es emelkedéssel... kicsi anyával... maga a beteljesülés. Én míndíg hajtom de olcsón... nem jutotam hozzá... Az Optimumnál van... jó pénzért (legalábis a BF20-hoz)
Ne húzd meg nagyon az anyát... csak elkopik, nehéz tekerni... megszokod... :)
A z-tengelyen van a BF20-on a dig. útmérő... hasznos...
Golyósorsó... hát igen... ilyen hoszban... 2mm-es emelkedéssel... kicsi anyával... maga a beteljesülés. Én míndíg hajtom de olcsón... nem jutotam hozzá... Az Optimumnál van... jó pénzért (legalábis a BF20-hoz)
Ne húzd meg nagyon az anyát... csak elkopik, nehéz tekerni... megszokod... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 18:34
Írta: 000000000 Dátum 2007 december 28, 18:34
Nem érdemes cseszekedni vele, ez a jelenség majdnem minden komolyabb gépnél is megtalálható.... ...csak szokás dolga....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 19:24
Írta: 000000000 Dátum 2007 december 28, 19:24
a BF20 se kottyanás mentes,sőtt szinte semelyik nagy gép sem,ami nem golyósorsós/még azok is azok,de az max. ezred,tízezred..ne menjünk bele/
azonkívül,ha megszorítod az orsó talpcsapágyainál a csavart,attól még az nem kopik gyorsabban,csak a csapágyhoz szorítja oda jobban.A nóniusz gyűrűt pedig általában minden fogás után nullázni szokás./jól sejtem,h te ezt nem tudtad,h lehet nullázni???ha nem így van,nem akartalak megsérteni.../....ahogy PÉter mondaná: megszokod
Amugy tudomásom szerint a Quantum B16 ugyan azzal az oszloppal, KT180-as keresztasztallal,ugyan azzal a főorsóval és hajtóművel,kisebb motorral és a keresztasztalon "csak" 1-1 kézikerékkel kerül forgalomba,mint a BF20...B mint Bratyó F 20 :)))
Továbbá, ami a súlyt illeti: a "régi" BF20 volt 105KG az "L" 120....különbség csak a keresztasztalban van,itt más a kersztasztal.Nem arról van szó,h rövidebb a munkaút,hanem,arról,h kisebb az öntvény,kisebb a "T" nút kisebb a hornyok közötti távolság,stb,stb.....ezért ez csak 34kg,míg a KT210 asztal kb80.
...egy régebbi vita:
Az Opti megcsinálta azt,h 850w-al fémjelezték a gépet,de a motor cimkéjén még csak 600w,volt....sajnos,az enyémen már a motoron is lecserélték a cimkét...remélem nem csak azt :)))...majd 1x kimérem..
azonkívül,ha megszorítod az orsó talpcsapágyainál a csavart,attól még az nem kopik gyorsabban,csak a csapágyhoz szorítja oda jobban.A nóniusz gyűrűt pedig általában minden fogás után nullázni szokás./jól sejtem,h te ezt nem tudtad,h lehet nullázni???ha nem így van,nem akartalak megsérteni.../....ahogy PÉter mondaná: megszokod
Amugy tudomásom szerint a Quantum B16 ugyan azzal az oszloppal, KT180-as keresztasztallal,ugyan azzal a főorsóval és hajtóművel,kisebb motorral és a keresztasztalon "csak" 1-1 kézikerékkel kerül forgalomba,mint a BF20...B mint Bratyó F 20 :)))
Továbbá, ami a súlyt illeti: a "régi" BF20 volt 105KG az "L" 120....különbség csak a keresztasztalban van,itt más a kersztasztal.Nem arról van szó,h rövidebb a munkaút,hanem,arról,h kisebb az öntvény,kisebb a "T" nút kisebb a hornyok közötti távolság,stb,stb.....ezért ez csak 34kg,míg a KT210 asztal kb80.
...egy régebbi vita:
Az Opti megcsinálta azt,h 850w-al fémjelezték a gépet,de a motor cimkéjén még csak 600w,volt....sajnos,az enyémen már a motoron is lecserélték a cimkét...remélem nem csak azt :)))...majd 1x kimérem..
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 19:28
Írta: 000000000 Dátum 2007 december 28, 19:28
a 125€+VAt. az csak a beszerelés díja/tengely.....250€ a golyósorsó anyával/tengely átlagban....az L keresztasztalhoz 269...a Z tengelyhez 239,stb,stb.....rablók...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 28, 23:18
Írta: 000000000 Dátum 2007 december 28, 23:18
Köszönöm mindenkinek a válaszokat, és a segítséget! Igyekszem megszokni a kotyogást, amíg ki nem találok valamit. Az orsó csavarjainál nem az orsó talpcsapágyainál lévó csavarokról beszéltem, hanem az orsóanyában lévőkről, amik szétfeszítik az anyát, hogy az jobban szoruljon az orsón. Lehet egyre gondoltunk, de itt csapágy csak az orsók végénél van, ahol a kézikerék is, lehet komolyabb gépeknél az orsó minkét végén vagy csapágy, vagy több állítási lehetőség, de itt csak ez szolgál a holtjáték illetve a kopás korrigálására. A Nóniusz gyűrűt tudom, hogy lehet nullázni, de iszonyat keményen mozog, még valamit kell vele tennem, hogy ez elmúljon.pár kérdés még, ha lehet:
1. A kotyogással együtt lehet ezt CNC-re alakítani, vagy a gyakorlatban használhatatlan lesz pl. a körök végpontjai nem fognak találkozni, vagy ilyesmi, és muszáj golyósorsót szereznem?
2. A keresztasztal bal oldalán lévő befejező elemet/lapot leszedtem, ha jól láttam, ennek inkább esztétikai szerepe van, mint gyakorlati. Viszont sokkal könnyebb így takarítani. Járhat ez kellemetlenséggel, és inkább rakjam vissza?
3. Érdemes megfúrnom az asztalt, vagy hasonló bűnt elkövetnem, hogy az esetleges hűtőfolyadék valahol távozzon, és ne álljon trutyiban minden, vagy van valakinek valami jobb ötlete? Nem is értem miért nem alakították ki ezt gyárilag...
4.Milyen satut javasoltok ehhez a géphez? Úgy kb 20-25 ezer értékben? Ami könnyen jár, sík, és párhuzam tartó, nem valami nyikli-nyakli?
Elnézést, ha hosszúra sikeredett...
Köszönöm
1. A kotyogással együtt lehet ezt CNC-re alakítani, vagy a gyakorlatban használhatatlan lesz pl. a körök végpontjai nem fognak találkozni, vagy ilyesmi, és muszáj golyósorsót szereznem?
2. A keresztasztal bal oldalán lévő befejező elemet/lapot leszedtem, ha jól láttam, ennek inkább esztétikai szerepe van, mint gyakorlati. Viszont sokkal könnyebb így takarítani. Járhat ez kellemetlenséggel, és inkább rakjam vissza?
3. Érdemes megfúrnom az asztalt, vagy hasonló bűnt elkövetnem, hogy az esetleges hűtőfolyadék valahol távozzon, és ne álljon trutyiban minden, vagy van valakinek valami jobb ötlete? Nem is értem miért nem alakították ki ezt gyárilag...
4.Milyen satut javasoltok ehhez a géphez? Úgy kb 20-25 ezer értékben? Ami könnyen jár, sík, és párhuzam tartó, nem valami nyikli-nyakli?
Elnézést, ha hosszúra sikeredett...
Köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 29, 00:04
Írta: 000000000 Dátum 2007 december 29, 00:04
Huzd le a kezikereket az orsorol. Majd a kezikerekrol a ninusz gyurut. Van alatta egy feszito rugoacel lemez. Lehet azzal van a gond.
2. Nekem BF20L van az itthoni mokazashoz. En csinaltam egy uj elemet aluminiumbol. A megfelelo reszen atmartam. A teteje a T-nutok aljaval van egy sikban. BF-nel muszaj, mert az orsok mindket vegukon tamasztva vannak. Illetve vegallas szerepet is betolt.
3. Ha leszerelted a vegelemet, vagy egy kimartat teszel fel, akkor ne furd at az asztalt. Kar lenne erte. Hangyanyit dontod a talpazatot, arra fog folyni a hutofolyadekod. De nem tudom mihez akarsz hasznalni...
4. Nezz korul az uni-max.hu-n. Kezdeshez jo lehet. Aztan majd veszel te is egy rohm-ot...
Az orsok holtjateka nem problema. Ha pontosan kell dolgozni, akkor nem ide-oda tekergeted majd. Esetleg olvass el nemi szakirodalmat. Nem fog artani...
2. Nekem BF20L van az itthoni mokazashoz. En csinaltam egy uj elemet aluminiumbol. A megfelelo reszen atmartam. A teteje a T-nutok aljaval van egy sikban. BF-nel muszaj, mert az orsok mindket vegukon tamasztva vannak. Illetve vegallas szerepet is betolt.
3. Ha leszerelted a vegelemet, vagy egy kimartat teszel fel, akkor ne furd at az asztalt. Kar lenne erte. Hangyanyit dontod a talpazatot, arra fog folyni a hutofolyadekod. De nem tudom mihez akarsz hasznalni...
4. Nezz korul az uni-max.hu-n. Kezdeshez jo lehet. Aztan majd veszel te is egy rohm-ot...
Az orsok holtjateka nem problema. Ha pontosan kell dolgozni, akkor nem ide-oda tekergeted majd. Esetleg olvass el nemi szakirodalmat. Nem fog artani...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2007 december 29, 08:56
Írta: dg8n4i8x Dátum 2007 december 29, 08:56
CinCe!
Ajánlom figyelmedbe ezt a könyvet:
http://cnctar.hobbycnc.hu/NADsanyi%20-%20Mar%e1s%20k%f6nyv/
Érdemes elolvasni!
Ajánlom figyelmedbe ezt a könyvet:
http://cnctar.hobbycnc.hu/NADsanyi%20-%20Mar%e1s%20k%f6nyv/
Érdemes elolvasni!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 29, 14:01
Írta: 000000000 Dátum 2007 december 29, 14:01
1.valamennyire lehet software-sen kompenzálni a kottyanást,egy darabig jó is,amíg nem nő a kopás és nem kell ujra beállítgatni,de a golyosórsó az igazi....lehet olcsóbbér is,mint az Optinál,csak kell vele dolgozni./pl.: az Isel orsók is olcsóbbak,csak az anya a drága...vagy eBAY,vagy vedd fel a kapcsolatot stojkával...ő szokott tudni szerzni dolgokat/
3.A BF20 asztala ki van fúrva,asszem 1/4" de nem bizti...semmi baja nem lesz a kereszasztalnak tőle és szerintem inkább legyen kivízszintezve a gép,mint megdöntve /akadhat olyan helyzet,amikor nem tudsz mérni null pontot,csak gépi vízmértékkel és akkor a gép vízszintjéhez képest veszel párhuzamot.....ritka,de előfordulhat/
4.sajna a jó satuk nagyon nagyon drágák, gyűjts egy jóra,ahogy aszbolit mondja,vagy vegyél/csinálj leszorítókészletet...az kb.20-25-ből megvan a Te gépedre,ha te csinálod,akkor a fele se...
...ja és ha lehet tegyél fel lécci képeket a gépedről,mert kiváncsiak vagyunk rá /pl.:keresztasztal véglezáró "díszitő" elem és ami alatta van :))) ill. ilyen nyalánkságok./
köszi.sok sikert az uj gépedhez!
3.A BF20 asztala ki van fúrva,asszem 1/4" de nem bizti...semmi baja nem lesz a kereszasztalnak tőle és szerintem inkább legyen kivízszintezve a gép,mint megdöntve /akadhat olyan helyzet,amikor nem tudsz mérni null pontot,csak gépi vízmértékkel és akkor a gép vízszintjéhez képest veszel párhuzamot.....ritka,de előfordulhat/
4.sajna a jó satuk nagyon nagyon drágák, gyűjts egy jóra,ahogy aszbolit mondja,vagy vegyél/csinálj leszorítókészletet...az kb.20-25-ből megvan a Te gépedre,ha te csinálod,akkor a fele se...
...ja és ha lehet tegyél fel lécci képeket a gépedről,mert kiváncsiak vagyunk rá /pl.:keresztasztal véglezáró "díszitő" elem és ami alatta van :))) ill. ilyen nyalánkságok./
köszi.sok sikert az uj gépedhez!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 29, 19:37
Írta: 000000000 Dátum 2007 december 29, 19:37
Mintha irta volna a BF16 asztal nincs furva gyarilag, mint a BF20. Az a hangaf*sznyi doles meg nem oszt - nem szoroz...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 29, 20:29
Írta: 000000000 Dátum 2007 december 29, 20:29
..nem értem...
a BF16-é nincs fúrva,azért írtam,h semmi baja nem lesz,ha kifurja,mert a BF20nak is kivan...asszem 1/4" csatlakozóval ellátva
a BF16-é nincs fúrva,azért írtam,h semmi baja nem lesz,ha kifurja,mert a BF20nak is kivan...asszem 1/4" csatlakozóval ellátva
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 30, 12:36
Írta: 000000000 Dátum 2007 december 30, 12:36
Igen, igazad van. Hozzateszem, en lelki szemeimmel a fuggoleges furast lattam magam elott... ((:
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2007 december 30, 12:47
Írta: 000000000 Dátum 2007 december 30, 12:47
na hát az valóban nem lenne szép bánásmód a keresztasztallal...:))
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 11, 21:43
Írta: hyn6ys8wt Dátum 2008 január 11, 21:43
Üdv mindenkinek!
Szeretnék az Erba kis esztergám mellé egy kis marógépet is. Ugy látszik ez tényleg ragályos:-)
Gondoltam a Quantum BF16-ra, Bernardo KF16-ra (ez ua csak digi "Z" utmérővel) ezek 200e körül vannak de nem nagyon akarok ennyit rászánni. Aztán van a Bernardo KF10 és FMF10 amik inkább a 100e felé tendálnak, bár ezek lehet hogy gyengék. Vagy első körben csak az állványos (az is kinai) furomat applikáljam az esztergámra, mint a kombi gépeken és szereljek egy maróasztalkát a késtartó helyére??? Aztán majd kialakulnak az igényeim... Ez egyáltalán használható megoldás? Kezdő hobbysta vagyok és inkább csak mdellezéshez használnám...
Vélemény?
Bernardo FMF-10
Bernardo KF-10
Bernardo KF-16 Vario
Quantum BF-16 Vario
Szeretnék az Erba kis esztergám mellé egy kis marógépet is. Ugy látszik ez tényleg ragályos:-)
Gondoltam a Quantum BF16-ra, Bernardo KF16-ra (ez ua csak digi "Z" utmérővel) ezek 200e körül vannak de nem nagyon akarok ennyit rászánni. Aztán van a Bernardo KF10 és FMF10 amik inkább a 100e felé tendálnak, bár ezek lehet hogy gyengék. Vagy első körben csak az állványos (az is kinai) furomat applikáljam az esztergámra, mint a kombi gépeken és szereljek egy maróasztalkát a késtartó helyére??? Aztán majd kialakulnak az igényeim... Ez egyáltalán használható megoldás? Kezdő hobbysta vagyok és inkább csak mdellezéshez használnám...
Vélemény?
Bernardo FMF-10
Bernardo KF-10
Bernardo KF-16 Vario
Quantum BF-16 Vario
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 11, 21:49
Írta: bmejdz9nu Dátum 2008 január 11, 21:49
Szerintem a dolog a KF-10-től felfelé... (azaz a FMF-10...nem ok.) Ha már ragályos...[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 11, 22:06
Írta: hyn6ys8wt Dátum 2008 január 11, 22:06
Köszi a választ! Szoval a kis gép felejtős. És a furógép buhera? Reménytelen? Az meglenne pár ezerből... aztán meg majd alakul? Vagy ne vacakoljak és vegyem meg a Bauhausban (ott láttam 200e-ért) a BF16-ot? A Bernardo KF16-on van digi utmérő, ez hasznos? Vagy nem lényeges? Tudom a Bernardonak nincs szervize itthon, de el tudnak ezek romlani egyáltalán?
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2008 január 11, 22:07
Írta: dg8n4i8x Dátum 2008 január 11, 22:07
Én minimum a 16-ra szavaznék... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 12, 09:49
Írta: 000000000 Dátum 2008 január 12, 09:49
Cím: Re:Hagyományos forgácsológépek
Írta: kgmggiev6 Dátum 2008 január 12, 11:00
Írta: kgmggiev6 Dátum 2008 január 12, 11:00
Tudnám még ajánlani "sieg x2"-es marót. Sok tipus névvel forgalmazzák. hazai viszonylatban akcióban szokott lenni a metro-ban / 149 ezer/, de láttam már több helyen is. A vaterán is szokott lenni, ott úgy láttam van hozzá leszorító készlet, lapkás marófej,és patronkészlet behuzószárral. Sokan használják/ lehet hogy nem a legjobb, de a legolcsóbb a kategóriájában/ ezt a tipust, a mini-lathe.com oldalon elég részletesen bemutatják. Szerintem az esztergáddal sok alkatrésze megegyezik. Nekem ilyen van az esztergagépen. Igaz így nem teljes értékü, majd ha sok pénzem lessz akkor veszek hozzá kereszasztalt.A hajtómü házban müanyag fogaskerekek vannak, a főorsó morse3-as.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 12, 11:10
Írta: bmejdz9nu Dátum 2008 január 12, 11:10
Ha teheted persze akkor BF16... (A Bernardo nem ugyanaz - ha közelről megnézed.)
Egy "digit" csodával sem szavaznék rá... (nem jelentős - később - egy tolomérő ára:)
Egy "digit" csodával sem szavaznék rá... (nem jelentős - később - egy tolomérő ára:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 12, 12:54
Írta: 000000000 Dátum 2008 január 12, 12:54
van egy linkem....igyekszem előtúrni,ahol lehet kapni /asszem csak Bernardo-kat/ marót keresztasztal nélkül.Igy kb. 2/3 vagy felár és ha a kis esztergádon van késszán,akkor nyert ügyeb van,mert általában a hossz szán és a kersztszán egy munkaasztallal van összehozva,amin van 2db T-nút amire rakják a késszánt és ha azt leveszed,máris ott a munkaasztalod.Nemtudom,h az erba-n van-e opció oszlop rögzítésére,de ez elég kényes dolog,mert a kis gépek kis öntvényből vannak és ha nehéz a maróoszlop,akkor "elhúzhatja" az ágyvezetéket....és az nem annyira jó dolog.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 12, 23:30
Írta: hyn6ys8wt Dátum 2008 január 12, 23:30
Köszi! Ez tetszik:-) Ebből a gagyi állv. furobol csinálta a gyerek a marógépet??? Hogy lehet kotyogásmentesiteni? Az enyém max előtolásnál majd 1mm-t!!! lóg...:-) Meg ugye a furoknál általában az asztal mozgatható az oszlopon függölegesen, nem a furoegység.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 12, 23:43
Írta: hyn6ys8wt Dátum 2008 január 12, 23:43
Péter!
Ma ujra megnéztem a BF-16-ot a Bauhausban és összehasonlitva a Bernardo KF-16 Vario-val semmi lényegi eltérést nem látok se a maróegységen se a kersztasztalon. Mire figyeljek? Mit nem vettem észre?
Hol lehet még hozzájutni a BF-16-hoz Mo-on (Bauhaus-on kivül) Optimumnál nem látom.
Csak BF-20 van az meg drága 950EUR+áfa az L-es meg 1090EUR+áfa.
Bár összehasonlitva a BF-16-al, inkább a BF-16 drága 200e-ért. Kisebb is, gyengébb is és a nagytesón van Z utmérő meg fordszámmérő is.
Optimumnál olcsóbb itthoni beszerzési forrás létezik?
Ma ujra megnéztem a BF-16-ot a Bauhausban és összehasonlitva a Bernardo KF-16 Vario-val semmi lényegi eltérést nem látok se a maróegységen se a kersztasztalon. Mire figyeljek? Mit nem vettem észre?
Hol lehet még hozzájutni a BF-16-hoz Mo-on (Bauhaus-on kivül) Optimumnál nem látom.
Csak BF-20 van az meg drága 950EUR+áfa az L-es meg 1090EUR+áfa.
Bár összehasonlitva a BF-16-al, inkább a BF-16 drága 200e-ért. Kisebb is, gyengébb is és a nagytesón van Z utmérő meg fordszámmérő is.
Optimumnál olcsóbb itthoni beszerzési forrás létezik?
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 12, 23:53
Írta: hyn6ys8wt Dátum 2008 január 12, 23:53
Kiváncsivá tettél:-) Jó lenne ha meglenne az a link. Esztergámon van késszán, de csak rá van csavarozva a keresztszánra, nincs munkaasztal. Mondjuk ez nem probléma, mert a maróasztalkát is rá tudom valahogy applikálni a keresztszánra.
A maróegységet nem akarnám az ágyhoz rögziteni. Arra gondoltam hogy az esztergát felcsavarozom egy 30-40mm-es alulapra és ahhoz rögzitem a marót. Ez hülyeség? Nem lesz elég merev?
A maróegységet nem akarnám az ágyhoz rögziteni. Arra gondoltam hogy az esztergát felcsavarozom egy 30-40mm-es alulapra és ahhoz rögzitem a marót. Ez hülyeség? Nem lesz elég merev?
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 12, 23:57
Írta: hyn6ys8wt Dátum 2008 január 12, 23:57
Igen megtaláltam a Vaterán... Egy Einhell marógép, elég jónak tűnik, de 170 az ára:-( Akkor már inkább a BF-16.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2008 január 13, 12:22
Írta: Kristály Árpád Dátum 2008 január 13, 12:22
Hallihó!
Azért ez sok...a Metroban volt 156-ért....
Menyél ki a z ASIST-hoz Budaörsre...a volt Meződéptröszt.....
Üdv.: Árpi
Azért ez sok...a Metroban volt 156-ért....
Menyél ki a z ASIST-hoz Budaörsre...a volt Meződéptröszt.....
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2008 január 13, 14:00
Írta: dg8n4i8x Dátum 2008 január 13, 14:00
Hát ez az! Az, hogy megcsinálta és szép képeket látunk róla még nem jelent semmit!!! Általában a legnagyobb gond a rezonancia, ami adódhat a legkissebb kotyogásbaól, plusz a gép csekély súlya sem pozitív irányba terreli ezt a dolgot... Ki kéne próbálni, hogy az ember tudja jó e... Bár ahogy néztem az egész gépfejet mozgatja a rúdon és nem a gyári orsót használja...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 13, 15:15
Írta: 000000000 Dátum 2008 január 13, 15:15
Optinál is van BF16 csak lehet épp nincs raktáron,nézd ki a Bauhausban,h tetszik-e és rendeltesd be az Optival....ők az anyacég leányvállalata náluk olcsóbb sehol sincs...és adnak személyreszabott kedvezményt...én pl. 8%-ot kaptam,ami az esztergámnál 32 pénz vol, a kis BF16nál meg akár 15-16 ezer is lehet.
...Értem a a maró-esztrerga kombid lényegét.Ne alura tedd,mert az nagyon drága és túl lágy.egy 20mm-s vaslemez simán megteszi,sőtt még merevebb is,olcsóbb is.....és jó nehéz...biztos nem fog elmászni semmid,se rezonálni,menetek is épek maradnak benne,stb.
...a bernardos liket nem találom,itt van a fórumon vagy ebben a vagy az esztergálás topicban....már 2x átnéztem,de nem találtam,remélem nem törölte valamelyik admin.Emléxem,h Varsányival diskuráltam pont asszem még a körasztalok,osztófejek kapcsán...remélem megtalálod
...Értem a a maró-esztrerga kombid lényegét.Ne alura tedd,mert az nagyon drága és túl lágy.egy 20mm-s vaslemez simán megteszi,sőtt még merevebb is,olcsóbb is.....és jó nehéz...biztos nem fog elmászni semmid,se rezonálni,menetek is épek maradnak benne,stb.
...a bernardos liket nem találom,itt van a fórumon vagy ebben a vagy az esztergálás topicban....már 2x átnéztem,de nem találtam,remélem nem törölte valamelyik admin.Emléxem,h Varsányival diskuráltam pont asszem még a körasztalok,osztófejek kapcsán...remélem megtalálod
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 13, 19:46
Írta: hyn6ys8wt Dátum 2008 január 13, 19:46
Erről lenne szó?
Honnan tudnék szerezni 20mm vaslemezt(vagy 30-40mm alut)? Esetleg konturmarva...
Honnan tudnék szerezni 20mm vaslemezt(vagy 30-40mm alut)? Esetleg konturmarva...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 13, 19:54
Írta: bmejdz9nu Dátum 2008 január 13, 19:54
Lehet, hogy elfogult vagyok? :) azaz Optimum mániás? :) de bejöttek a dolgaik nekem...
... Az az igazság, hogy Ausztriában néztem egy-két Bernardo gépet . nem pont ezt - de az az érzésem volt, hogy ez nem ugyanaz... pl. már tekerői is mások (rosszabbak) voltak...
De ha a Bernardo jöbban "kézre esik" vedd meg...
Szerintem csak a Meo-ban van a különbség... amit ha akarsz után tudod állítani...
Pl. a német levelező barátom most vett egy BF20-at... azzal kezdte, hogy "ripityára" szedte... :) szóval majd mindegy ...
Persze még egy kis pénz és BF20-ad lenne... az pedíg egy kategória... szerintem. (de ne halgass rám :)
... Az az igazság, hogy Ausztriában néztem egy-két Bernardo gépet . nem pont ezt - de az az érzésem volt, hogy ez nem ugyanaz... pl. már tekerői is mások (rosszabbak) voltak...
De ha a Bernardo jöbban "kézre esik" vedd meg...
Szerintem csak a Meo-ban van a különbség... amit ha akarsz után tudod állítani...
Pl. a német levelező barátom most vett egy BF20-at... azzal kezdte, hogy "ripityára" szedte... :) szóval majd mindegy ...
Persze még egy kis pénz és BF20-ad lenne... az pedíg egy kategória... szerintem. (de ne halgass rám :)
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2008 január 13, 20:54
Írta: Kristály Árpád Dátum 2008 január 13, 20:54
Hallihó Péter!
Igazad van...csak mindez pénz kérdése....
Végtére az Optimum a talin is meggyőző volt...de a kinai sem volt piskóta!
Üdv.: Árpi
Igazad van...csak mindez pénz kérdése....
Végtére az Optimum a talin is meggyőző volt...de a kinai sem volt piskóta!
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2008 január 13, 20:56
Írta: dg8n4i8x Dátum 2008 január 13, 20:56
Az a lényeg akárhogy is döntesz, hogy ne kapkodd el!!! Jól gondold át az igényeid és hagyjál rá egy kicsit... Egy rosszul választott gép nagyon drága tud lenni...
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 13, 21:10
Írta: hyn6ys8wt Dátum 2008 január 13, 21:10
Köszi mindenkinek! Igazatok van, nem kapkodok. Asszem a BF(KF)-16-nál alább nem adom, de valószinübb hogy BF-20 lesz belőle. Utána meg cserélhetem le az esztergát is valami komolyabbra:-) Még jó hogy nagyon akciosan (90-ért) vettem...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 13, 21:20
Írta: bmejdz9nu Dátum 2008 január 13, 21:20
Lehet, hogy hüle duma... de a BF20 pl. nagyon értékálló... (autókereskedő duma:) azaz mindíg "piacképes" ...
Nem csak itthon de "nyugaton" is... ahogy elnézem az Ebay.(de)-en...
Ha csak 200Euro a különbség... a felszerszámozása majd ugyis anyagilag "ledönt"... bármelyiket választod.... de az szinte konstans...
Tehát a +200 Euro a végére... szinte semmi... [#vigyor2]
Nem csak itthon de "nyugaton" is... ahogy elnézem az Ebay.(de)-en...
Ha csak 200Euro a különbség... a felszerszámozása majd ugyis anyagilag "ledönt"... bármelyiket választod.... de az szinte konstans...
Tehát a +200 Euro a végére... szinte semmi... [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 13, 21:50
Írta: 000000000 Dátum 2008 január 13, 21:50
nem erre a linkre gondoltam.....az német vagy britt kereskedő volt....igyekszem utánanézni...
...
Vaslemezt sok helyen lehet kapni,Bp.-n pl.: a VAsló KFT.-nél,ott lánggal méretre vágatod,lecsiszolod a széleit sarokcsiszolóval,kifúrod ahol kell és kész..
...a maróval meg szerintem is várjál,nézz meg minél több terméket,tesztelgess,hidd el ha már meglesz az amit választasz,az az 1-2 hónap vagy esetleg fél év már mögötted lesz....elötted meg az uj maród!!!
...
Vaslemezt sok helyen lehet kapni,Bp.-n pl.: a VAsló KFT.-nél,ott lánggal méretre vágatod,lecsiszolod a széleit sarokcsiszolóval,kifúrod ahol kell és kész..
...a maróval meg szerintem is várjál,nézz meg minél több terméket,tesztelgess,hidd el ha már meglesz az amit választasz,az az 1-2 hónap vagy esetleg fél év már mögötted lesz....elötted meg az uj maród!!!
Cím: Re:Hagyományos forgácsológépek
Írta: kgmggiev6 Dátum 2008 január 15, 13:58
Írta: kgmggiev6 Dátum 2008 január 15, 13:58
Ha mégis a fúrógépes változatot akarod, itt is van egy, és úgy látom még cnc is.http://www.tech-ecke.de/index.htm
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 15, 15:38
Írta: hyn6ys8wt Dátum 2008 január 15, 15:38
Első körben megpróbálom az esztergára felapplikálni a marót(furot)
Jo lenne valami link, hogyan lehet kotyogásmentesiteni kis költséggel a furot.
Aztán majd tavasszal ha jó leszek:-) BF20 vagy BF16. Kellett nekem erre a forumra keveredni...:-)
Jo lenne valami link, hogyan lehet kotyogásmentesiteni kis költséggel a furot.
Aztán majd tavasszal ha jó leszek:-) BF20 vagy BF16. Kellett nekem erre a forumra keveredni...:-)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 16, 16:30
Írta: 000000000 Dátum 2008 január 16, 16:30
Helló amp
Elsőnek az esztergára fúrógépet szerelj.
Nem nehéz, nézd a következő linket.
www.brungelferencz.fw.hu
2006-ban csináltam vadi új asztalifúrógépből.
Nem alakítottam rajta semmit. A célnak megfelelt.
Mivel új a fúró nagyon kicsi volt a kottyanása.
Elsőnek az esztergára fúrógépet szerelj.
Nem nehéz, nézd a következő linket.
www.brungelferencz.fw.hu
2006-ban csináltam vadi új asztalifúrógépből.
Nem alakítottam rajta semmit. A célnak megfelelt.
Mivel új a fúró nagyon kicsi volt a kottyanása.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 16, 16:41
Írta: hyn6ys8wt Dátum 2008 január 16, 16:41
Ez tetszik. Gondolom az Asist esztergára szerelt gép a Tied. Jó lenne látni hogy rögzitetted az ágyhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 január 16, 17:36
Írta: 000000000 Dátum 2008 január 16, 17:36
140-es U vasra rögzítettem, egy közeli, egy távoli furattal. Az ágyra 3 db M12-es csavarral
fogattam föl. Holnap lefényképezem, hasonlít az interneteshez. 10mm vaslemezzel erősítettem meg a konzolt.
Keresztszánon lévő marófeltét az a TS3-as Minszkben gyártott gépről származik.
Az idén lessz átalakítva a fúrógép.
Asist 350-es padom van, rengeteg készüléket kell csinálni hozzá.
CNC pedig anyagbeszerzési stádiumban van.
fogattam föl. Holnap lefényképezem, hasonlít az interneteshez. 10mm vaslemezzel erősítettem meg a konzolt.
Keresztszánon lévő marófeltét az a TS3-as Minszkben gyártott gépről származik.
Az idén lessz átalakítva a fúrógép.
Asist 350-es padom van, rengeteg készüléket kell csinálni hozzá.
CNC pedig anyagbeszerzési stádiumban van.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 17, 03:23
Írta: hyn6ys8wt Dátum 2008 január 17, 03:23
Ugy néz ki mogoldodik az esztergára szerelendő KIS MAROGÉP kérdése. Igaz ma nagyon korán kellett kelnem ez miatt:-) De remélem megéri, szállitással együtt 111USD... 19000Ft
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 17, 07:20
Írta: bmejdz9nu Dátum 2008 január 17, 07:20
Pedíg ez elég nehéznek tűnik... hány kiló?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 17, 07:22
Írta: bmejdz9nu Dátum 2008 január 17, 07:22
Ha már fejtegettük a kérdést... 1 Euro-ról indulva egy BF20 "jellegű" marógép a német Ebay-on.... Még 13 óra és most 335 Euro- áll...
A szálítás Mo-ra: +99 Euro csak...

A szálítás Mo-ra: +99 Euro csak...
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 17, 07:50
Írta: hyn6ys8wt Dátum 2008 január 17, 07:50
Tudom, figyelem. Van egy másik is neki az csak 301EUR...
A kis marógépre 37USD-t irt szállitásra az emberem (csak utána licitáltam) Küldte is a "számlát" , ki is fizettem...
A kis marógépre 37USD-t irt szállitásra az emberem (csak utána licitáltam) Küldte is a "számlát" , ki is fizettem...
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 17, 07:51
Írta: hyn6ys8wt Dátum 2008 január 17, 07:51
Ja és a másik ami csak 301EUR, az BF-20L kompatibilis.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 17, 08:24
Írta: bmejdz9nu Dátum 2008 január 17, 08:24
Korrekt és profi volt az eladó! Ritka!
Sajnos sokan nem tudják (és nem is küldik, nem is akarják tudni...:) a Priority Mail® Flat Rate Box-al... mert ez azzal fog jönni! (nagy Ebay-os felírattal az oldalán :) Ez egy (Ebay-os?) specialitás az amerikai postánál...
Ez egy relative kis méretű szabványos doboz... de 20 Pounds-ig azonos áron van... 37 USD...
Sajnos sokan nem tudják (és nem is küldik, nem is akarják tudni...:) a Priority Mail® Flat Rate Box-al... mert ez azzal fog jönni! (nagy Ebay-os felírattal az oldalán :) Ez egy (Ebay-os?) specialitás az amerikai postánál...
Ez egy relative kis méretű szabványos doboz... de 20 Pounds-ig azonos áron van... 37 USD...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 január 17, 14:54
Írta: HJózsi Dátum 2008 január 17, 14:54
Erős dézsa víz érzésem van ... náluk piros festék volt a boltban ... a szkóphoz pl jobban illene ... [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 17, 21:40
Írta: bmejdz9nu Dátum 2008 január 17, 21:40
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 17, 22:52
Írta: hyn6ys8wt Dátum 2008 január 17, 22:52
Köszi ezt nem tudtam. Egy ideje nem ebay-eztem már. Régebben meg volt még surface szállitás Európába is, de kb 1 éve megszüntették. Én általában azt használtam. Volt hogy 15USD-ért szállitották Magyarországra a cuccomat... jó, nem nagy dolog volt.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 január 17, 22:56
Írta: hyn6ys8wt Dátum 2008 január 17, 22:56
Meg még hozzá a 100EUR szállitás és igy is 70EUR-val olcsobb mint az Optinál, ahol még fizetnék áfát is... Kérdés: a garancia ér ennyit? (60-70eft)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 18, 06:58
Írta: bmejdz9nu Dátum 2008 január 18, 06:58
szépvilág volt... :) nagy mocik, lineáris vezetők, orsók... stb... de az már a múlt... valóban kb. 1 éve már nincs... Surface.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 18, 07:00
Írta: bmejdz9nu Dátum 2008 január 18, 07:00
Hát igen... érdemes figyelni ezt az eladót... jól lehet járni... Valószinűleg az Ilox-al küldi... És a Road Parcel hozza neked házhoz...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 23, 18:57
Írta: bmejdz9nu Dátum 2008 január 23, 18:57
Leírom, hogyan lehet a BF20-at kottyanásmentesíteni a legbonyolultabban(!)... :)
Tengelyekre szervómotor (vagy léptető)... Encoderes kézitekerő... A/B - step/dir átalakító áramkör... a Dir jel váltásakor azaz írányváltáskor egy kis elektronika a step jelhez hozzáad "bizonyos" számú léptetőjelet... aminek a száma persze beállítható... annyira amekkora a kottyanás ...
Persze a szervóhajtás kézpihentető lenne... és netán még szoftverből is hajtható ... [#nevetes1]
Tengelyekre szervómotor (vagy léptető)... Encoderes kézitekerő... A/B - step/dir átalakító áramkör... a Dir jel váltásakor azaz írányváltáskor egy kis elektronika a step jelhez hozzáad "bizonyos" számú léptetőjelet... aminek a száma persze beállítható... annyira amekkora a kottyanás ...
Persze a szervóhajtás kézpihentető lenne... és netán még szoftverből is hajtható ... [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2008 január 23, 19:22
Írta: 3vv2btrhv Dátum 2008 január 23, 19:22
Mach ezt már gyerekorában tudta
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 január 23, 20:22
Írta: bmejdz9nu Dátum 2008 január 23, 20:22
De nem számítógép nélkül... kezzel tekergetve a BF20-at... Ez itt a lényeg...
Most is olyan dolgokat csinálok a BF20-al, hogy azt CNC-vel 50x ideig tartana... Csak a kottynást nem szeretem... ill. nem bírom megszokni...:)
Most is olyan dolgokat csinálok a BF20-al, hogy azt CNC-vel 50x ideig tartana... Csak a kottynást nem szeretem... ill. nem bírom megszokni...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 06, 12:20
Írta: bmejdz9nu Dátum 2008 június 06, 12:20
Leszorító készletek az USA-ból.... szállítással is jóval olcsóbb mint itthon...
Nálunk kb. 25.000Ft-tól... itt 70USD azaz 25USD a szet és 45USD a szállítás szállítással Mo-ra = csak 11.000 Ft !!!
Ez egy röhely pedíg vagy 15 lb(~7,5Kg) a szett.
Meg az is röhely, hogy lesz nálunk 1000Ft egy dollár... :) ha 25USD/szett... pedíg kínából az USA-ba is elment...:)
Igaz nem metrikus, de szerintem ez nem gond ugyis csak "magával" használjuk...
A BF20-hoz (12mm nutos) talán a 1/2"-os méret a megfelelelő... a 1/2"-os kicsit nagyobb de lehet, hogy belemegy mert a nutadatnál a valóságban T- csúszók kisebbek.... vagy lemarni az oldalát...
Egy ilyen szetben a "lépcsözetes bakok" és a leszorítók az érték... (ha kell lehet venni T-nut anykat... is)

Nálunk kb. 25.000Ft-tól... itt 70USD azaz 25USD a szet és 45USD a szállítás szállítással Mo-ra = csak 11.000 Ft !!!
Ez egy röhely pedíg vagy 15 lb(~7,5Kg) a szett.
Meg az is röhely, hogy lesz nálunk 1000Ft egy dollár... :) ha 25USD/szett... pedíg kínából az USA-ba is elment...:)
Igaz nem metrikus, de szerintem ez nem gond ugyis csak "magával" használjuk...
A BF20-hoz (12mm nutos) talán a 1/2"-os méret a megfelelelő... a 1/2"-os kicsit nagyobb de lehet, hogy belemegy mert a nutadatnál a valóságban T- csúszók kisebbek.... vagy lemarni az oldalát...
Egy ilyen szetben a "lépcsözetes bakok" és a leszorítók az érték... (ha kell lehet venni T-nut anykat... is)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 június 06, 12:53
Írta: 000000000 Dátum 2008 június 06, 12:53
Én 17 ért vettem, de ez magassan veri. A nagyobbik készlet nekem is jól jönne.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 12, 22:24
Írta: bmejdz9nu Dátum 2008 június 12, 22:24
METRIKUS(!) 12mm-es núthoz leszorítókészlet (pl. BF20-hoz) ... Ha valakinek kellene 15.000Ft+ Posta (~1500Ft)... jelezze...
A "mintadarab" a jövő héten érkezik...tesztelem a BF20-hoz... meglátjuk...
"FIFTY TWO PIECE STEEL CLAMPING SET , FOR USE ON EQUIPMENT WITH 12mm T-SLOTS"
...FIFTY TWO PIECE STEEL CLAMPING SET, FOR USE ON EQUIPMENT WITH 12mm T-SLOTS. COMPRISES 24 STUDS (4 EACH OF 3", 4", 5", 6", 7" AND 8" LONG), 6 T-NUTS, 4 COUPLING NUTS, 6 FLANGE NUTS, 6 STEP CLAMPS AND 6 STEP BLOCKS ALL IN A HANDY STORAGE RACK READY FOR MOUNTING ON A WALL OR THE SIDE OF YOUR MACHINE CABINET. THIS IS A VERY NICE SET MADE FROM HIGH QUALITY HEAT TREATED BLACKED STEEL, IDEAL FOR ANYONE WITH A SMALL MILLING MACHINE...
A "mintadarab" a jövő héten érkezik...tesztelem a BF20-hoz... meglátjuk...
"FIFTY TWO PIECE STEEL CLAMPING SET , FOR USE ON EQUIPMENT WITH 12mm T-SLOTS"
...FIFTY TWO PIECE STEEL CLAMPING SET, FOR USE ON EQUIPMENT WITH 12mm T-SLOTS. COMPRISES 24 STUDS (4 EACH OF 3", 4", 5", 6", 7" AND 8" LONG), 6 T-NUTS, 4 COUPLING NUTS, 6 FLANGE NUTS, 6 STEP CLAMPS AND 6 STEP BLOCKS ALL IN A HANDY STORAGE RACK READY FOR MOUNTING ON A WALL OR THE SIDE OF YOUR MACHINE CABINET. THIS IS A VERY NICE SET MADE FROM HIGH QUALITY HEAT TREATED BLACKED STEEL, IDEAL FOR ANYONE WITH A SMALL MILLING MACHINE...
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2008 június 13, 00:18
Írta: airfoil6205 Dátum 2008 június 13, 00:18
A BF16-nak 10mm-es (3/8") nútja van ehez való leszorítóról nem kaptál esetleg infót tőlük? Engem az érdekelne.
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2008 június 13, 06:07
Írta: 4mjnxdwuu Dátum 2008 június 13, 06:07
Hali, a menetes szárakon milyen menet van. Én álltalában 8*16-os nútot használok 6-os menettel. ?? Vajon jó lenne ez nekem ? ( ha 6-os, vagy 8-as menet van rajta akkor jó, max csinálok hozzá másik kalapos anyát) Csak ilyen van, vagy van másfajta is ?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 13, 06:18
Írta: bmejdz9nu Dátum 2008 június 13, 06:18
Ezek vannak: 9/16", 5/8", 1/2", 7/16", 3/8", 10mm, 12mm, 14mm.
(Van még nagyobb is: 3/4"-os és 16mm-es de azok valamivel több 20.000Ft)
... Nem tudom melyiken milyen menet van... valószínüleg(!?) a 12mm-esen M10, a 10mm-esen M8... most jön 12mm-es szet majd azt pontosan fogom tudni...
Valószínűleg... a nem metrikuson nem metrikus menet van! Ez nem olyan nagy baj, ha nem kell kombinálni... :)
... Ha az van megadva, hogy pl. 12mm-es núthoz akkor (illene) a T-nut "elemnek" alatta lennie. (azaz 12mm-esnél pl. 11,6mm-esnek lennie...)
Sőt ha jól mértem a BF20 sem teljesen 12mm-es? 11,8-at mérek...(?)
(Van még nagyobb is: 3/4"-os és 16mm-es de azok valamivel több 20.000Ft)
... Nem tudom melyiken milyen menet van... valószínüleg(!?) a 12mm-esen M10, a 10mm-esen M8... most jön 12mm-es szet majd azt pontosan fogom tudni...
Valószínűleg... a nem metrikuson nem metrikus menet van! Ez nem olyan nagy baj, ha nem kell kombinálni... :)
... Ha az van megadva, hogy pl. 12mm-es núthoz akkor (illene) a T-nut "elemnek" alatta lennie. (azaz 12mm-esnél pl. 11,6mm-esnek lennie...)
Sőt ha jól mértem a BF20 sem teljesen 12mm-es? 11,8-at mérek...(?)
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2008 június 13, 07:03
Írta: 4mjnxdwuu Dátum 2008 június 13, 07:03
ment levél
Cím: Re:Hagyományos forgácsológépek
Írta: msas Dátum 2008 június 13, 11:24
Írta: msas Dátum 2008 június 13, 11:24
Szia Peter!
1 klt-t Rendelek.
Udv:Mako Sanyi
1 klt-t Rendelek.
Udv:Mako Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 13, 15:56
Írta: bmejdz9nu Dátum 2008 június 13, 15:56
Ha megjön a 12-es készlet bevízsgálom... (ismerem mert van már... itthon vettem egy nagyobb összegért)
... megnézzük, hogy a 12-eshez mekkora menetes szárakat és T-nutot adnak és milyen ninőség (sezrintem a minőség ok. lesz mert jó helyről valók)
... abból tudunk következtetni a többi méretére...
... megnézzük, hogy a 12-eshez mekkora menetes szárakat és T-nutot adnak és milyen ninőség (sezrintem a minőség ok. lesz mert jó helyről valók)
... abból tudunk következtetni a többi méretére...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 június 13, 16:49
Írta: 000000000 Dátum 2008 június 13, 16:49
Szervusz Péter!Én is tartanék igényt egy ilyen készletre.Ha kell emailben megerősítem a "rendelést"
üdv.!
üdv.!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 13, 18:07
Írta: bmejdz9nu Dátum 2008 június 13, 18:07
Persze mindenki írjon mailt...
Ennyi dobozom nem is lesz itthon.... amennyit már kértek :) Csak azt tudnám, hogy eddíg mivel fogatátok le a munkadarabokat?
Én csak azt hittem 1-2 szet majd "úgyahogy"... de... :)
Ennyi dobozom nem is lesz itthon.... amennyit már kértek :) Csak azt tudnám, hogy eddíg mivel fogatátok le a munkadarabokat?
Én csak azt hittem 1-2 szet majd "úgyahogy"... de... :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 június 13, 18:24
Írta: HJózsi Dátum 2008 június 13, 18:24
Asztalos szorítóval ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 június 13, 18:47
Írta: 000000000 Dátum 2008 június 13, 18:47
én vettem egy öreg szakitól 5e egy 45kg gépsatut,pont akkora mint a sima bf20 asztala :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 június 13, 20:44
Írta: 000000000 Dátum 2008 június 13, 20:44
- " Csak azt tudnám, hogy eddíg mivel fogatátok le a munkadarabokat? "
Hát eddig azzal amit sk csináltam ( 4 darabos).
Nagyon sok mindent vákumozok.
Azért lenne ez előbbre lépés ha fémet kell rögzítenem.
Hát eddig azzal amit sk csináltam ( 4 darabos).
Nagyon sok mindent vákumozok.
Azért lenne ez előbbre lépés ha fémet kell rögzítenem.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 13, 21:15
Írta: bmejdz9nu Dátum 2008 június 13, 21:15
Ez kétségkívül egy nagyon praktikus dolog... talán "az a baj" nekem az első perctől fogva volt... és természetesnek vettem, hogy már mindenkinek van... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2008 június 14, 21:15
Írta: Kristály Árpád Dátum 2008 június 14, 21:15
Szia Péter!
Én az előző Machtechken illetve utána vásároltam a Syil Hungáriatól....nagyon jó!!!
(3. Talin is ott voltak)
Hallihó!
Én az előző Machtechken illetve utána vásároltam a Syil Hungáriatól....nagyon jó!!!
(3. Talin is ott voltak)
Hallihó!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 20, 17:21
Írta: bmejdz9nu Dátum 2008 június 20, 17:21
Megjött a leszorító készlet mintadarab! (12mm-es) M10-es menet van... Nagyon jó!!! (jobb mint gondoltam - jobb mint a régi!)
Holnap majd mindent leírok, lemérek, lefotózok...
Holnap majd mindent leírok, lemérek, lefotózok...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 21, 12:28
Írta: bmejdz9nu Dátum 2008 június 21, 12:28
...Leszorító készlet... #635 és #638
Megjött a 12mm-es "mintadarab" ami végül is a BF20-hoz tökéletes és jó erős!
Aki írt mailt... annak válaszolok... akinek még kell írjon mailt!
Az ár csak úgy jön össze ha többet rendelek... meg is van a "kontingens" de később (mégegyszer) szerintem már nem fog összejönni... tehát... és a Forint is erős most :)
Árak és méretek:
"15.000Ft-os kategória":
10mm-es, 12mm-es, 14mm-es (és vannak nem metrikus nút méretekhez is: 3/8", 7/16", 1/2", 5/8", 9/16")
"20.000Ft-os kategória": a 16mm-es !!!
A Postai szállítás +1490Ft/szet (Mo-ra)
CSINÁLTAM KÉPEKET A 12MM-es SZETRŐL ----- Link
Látható, hogy ki van találva a dolog... a 12mm-es núthoz való nútanya kicsit kisebb mint a pálya...
A menetek M10-esek a 12mm-esnél.
(99%-hogy a 10mm-esnél M8 és a 14-esnél pl. M12 várható stb.. a nem metrikusoknál lehetséges a nem metrikus menet is...)
...de a képeken minden méret jól látható és a többi mértere is lehet belle következtetni...
(ha mégsem lehet a nútanyákat kicsit marással korrigálni aztán barnítani - de szerintem nem kell, mert vannak szabványok:)

Megjött a 12mm-es "mintadarab" ami végül is a BF20-hoz tökéletes és jó erős!
Aki írt mailt... annak válaszolok... akinek még kell írjon mailt!
Az ár csak úgy jön össze ha többet rendelek... meg is van a "kontingens" de később (mégegyszer) szerintem már nem fog összejönni... tehát... és a Forint is erős most :)
Árak és méretek:
"15.000Ft-os kategória":
10mm-es, 12mm-es, 14mm-es (és vannak nem metrikus nút méretekhez is: 3/8", 7/16", 1/2", 5/8", 9/16")
"20.000Ft-os kategória": a 16mm-es !!!
A Postai szállítás +1490Ft/szet (Mo-ra)
CSINÁLTAM KÉPEKET A 12MM-es SZETRŐL ----- Link
Látható, hogy ki van találva a dolog... a 12mm-es núthoz való nútanya kicsit kisebb mint a pálya...
A menetek M10-esek a 12mm-esnél.
(99%-hogy a 10mm-esnél M8 és a 14-esnél pl. M12 várható stb.. a nem metrikusoknál lehetséges a nem metrikus menet is...)
...de a képeken minden méret jól látható és a többi mértere is lehet belle következtetni...
(ha mégsem lehet a nútanyákat kicsit marással korrigálni aztán barnítani - de szerintem nem kell, mert vannak szabványok:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 23, 17:23
Írta: bmejdz9nu Dátum 2008 június 23, 17:23
Akkor senki többet - leszorítókészlet? :)
... már csak azért mert vagy tizen jelezték, hogy kell... de csak négyen jelezték, hogy utaltak pénzt...
Legkésőbb csütörtökön leadom a rendelést... azoknak akiknek a számlámon van már a pénze...
... már csak azért mert vagy tizen jelezték, hogy kell... de csak négyen jelezték, hogy utaltak pénzt...
Legkésőbb csütörtökön leadom a rendelést... azoknak akiknek a számlámon van már a pénze...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 25, 19:15
Írta: bmejdz9nu Dátum 2008 június 25, 19:15
Leadtam a rendelést a leszorítókra...
Most már ne küldjön senki pénzt... azaz min. 4-esével tudom rendelni... azaz ha lesz igény a köv. "hó elején" még megoldható...(már egy jelentkező van.)
Most már ne küldjön senki pénzt... azaz min. 4-esével tudom rendelni... azaz ha lesz igény a köv. "hó elején" még megoldható...(már egy jelentkező van.)
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2008 június 27, 12:31
Írta: robroy007 Dátum 2008 június 27, 12:31
Szia Péter!
Számla megoldható ha kellene 10-es nuthoz leszorító készlet?
és mennyi a pontos ár
Üdv Robi
Számla megoldható ha kellene 10-es nuthoz leszorító készlet?
és mennyi a pontos ár
Üdv Robi
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 június 27, 16:45
Írta: bmejdz9nu Dátum 2008 június 27, 16:45
Én hobbysta vagyok :) Tehát nem... Egyébként Áfás és vámolt a cucc.
Az ár annyi amennyi volt. Ha kell majd akkor már +2 lessz... de "4 jelentkező" kell hozzá.
A többieké már úton van...
Az ár annyi amennyi volt. Ha kell majd akkor már +2 lessz... de "4 jelentkező" kell hozzá.
A többieké már úton van...
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2008 július 02, 17:32
Írta: airfoil6205 Dátum 2008 július 02, 17:32
Megérkezett a leszorító, köszönöm a közreműködést! [#taps][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 július 02, 18:33
Írta: bmejdz9nu Dátum 2008 július 02, 18:33
Tegnap előtt adtam fel a tiedet és Sasovits-ét, Svejkét...
A többekét most csomagolom és megy holnap postára...
A többekét most csomagolom és megy holnap postára...
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2008 július 02, 19:37
Írta: sasi Dátum 2008 július 02, 19:37
Ma hozta a postás bácsi, köszönöm.
Most már jól „lenyűgözöm” a dolgaim, nehogy elvigye a huzat…
Most már jól „lenyűgözöm” a dolgaim, nehogy elvigye a huzat…
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2008 július 02, 19:40
Írta: 3vv2btrhv Dátum 2008 július 02, 19:40
Szia Sasi
Hogy haladsz a digitalizálásal ??
Hogy haladsz a digitalizálásal ??
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2008 július 02, 20:01
Írta: sasi Dátum 2008 július 02, 20:01
Sehogy, felfüggesztettem a kísérleteket, most más játékot találtam magamnak, de az elkészült technika nem áll kihasználatlanul, kollegáim már egymás fejét is bedigizték vele.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 július 03, 21:14
Írta: bmejdz9nu Dátum 2008 július 03, 21:14
Ma feladtam mindenkinek a leszorítókat... remélhetőleg holnapra meg is kapja...
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2008 július 04, 09:55
Írta: D.Laci Dátum 2008 július 04, 09:55
Én nem kaptam meg!!!!!
Vagy rendelni kellet volna? :)
Vagy rendelni kellet volna? :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 július 04, 10:16
Írta: bmejdz9nu Dátum 2008 július 04, 10:16
[#vigyor] Hát igen... nem mindenkinek... :) Csak annak aki rendelt és perkázott... :)
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2008 július 04, 10:24
Írta: D.Laci Dátum 2008 július 04, 10:24
Nem elég rendelni, de még fizetni is kel???
Ez ám a vad kapitalizmus… :)
Ez ám a vad kapitalizmus… :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 július 04, 16:49
Írta: bmejdz9nu Dátum 2008 július 04, 16:49
Látod milyen világban élünk... csak a pénz... de majd egyszer... amikor eljő a k..mus akkor csak rendelni kell... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2008 július 04, 20:00
Írta: 4mjnxdwuu Dátum 2008 július 04, 20:00
Megjött, köszike.... ( nem a mikulás....)
lehet, hogy én aggodalmaskodok csak.... nem gond, hogy a T anyáknak a belső sarkai ívesek...? Nem sajtolódik, nyalja el a T-nút alsó élét ha meghúzod, Vagy lemartad ??
lehet, hogy én aggodalmaskodok csak.... nem gond, hogy a T anyáknak a belső sarkai ívesek...? Nem sajtolódik, nyalja el a T-nút alsó élét ha meghúzod, Vagy lemartad ??
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 július 04, 20:21
Írta: bmejdz9nu Dátum 2008 július 04, 20:21
Nem. Nem gond. Legalábis BF20-nál...
Ezek és amilyen más ilyen szetteket láttam mind ilyenek... talán ilyennek is kell lenni? Még talán bonyolultab is ilyenre megcsinálniuk?
De jó a kérdés! Ezen én is filóztam...
Ez csak akkor lenne "gond" ha pont az a rész hiányozna (a lekerekítés) azaz kicsi a T-nút mérete azaz a pereme... vagy hogyis írjam... a különbség :)
Talán így jobban beáll a pozicióba... és nem annyira érzékeny ha "koszos" az asztal... vgül is a T-nut alja (belseje) is egy kicsit peremes...
Ezek és amilyen más ilyen szetteket láttam mind ilyenek... talán ilyennek is kell lenni? Még talán bonyolultab is ilyenre megcsinálniuk?
De jó a kérdés! Ezen én is filóztam...
Ez csak akkor lenne "gond" ha pont az a rész hiányozna (a lekerekítés) azaz kicsi a T-nút mérete azaz a pereme... vagy hogyis írjam... a különbség :)
Talán így jobban beáll a pozicióba... és nem annyira érzékeny ha "koszos" az asztal... vgül is a T-nut alja (belseje) is egy kicsit peremes...
Cím: Re:Hagyományos forgácsológépek
Írta: 3vv2btrhv Dátum 2008 július 04, 22:49
Írta: 3vv2btrhv Dátum 2008 július 04, 22:49
Sasi
Miért nem publikálod ?? legalább én tanulhatnék belölle . Légyszives legalább nekem küld el ha nem akarsz vele dicsekedni a világ szemébe .
Miért nem publikálod ?? legalább én tanulhatnék belölle . Légyszives legalább nekem küld el ha nem akarsz vele dicsekedni a világ szemébe .
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2008 július 05, 09:14
Írta: airfoil6205 Dátum 2008 július 05, 09:14
Az pont így jó ne tegyél ellene semmit, ha éles lenne akkor feszültséggyüjtő hely keletkezne és ott szakadna.
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2008 július 05, 10:18
Írta: 4mjnxdwuu Dátum 2008 július 05, 10:18
ok igazad van, de pl egy alu aztalba beleragadhat. Na majd kiderül...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 október 22, 11:12
Írta: f7k4ytivb Dátum 2008 október 22, 11:12
Kedves Péter!
Élve az ajánlatoddal én rendelnék tőled egy leszorítókészletet. Most szándékozom vásárolni egy BF20L-t és ez ahhoz kellene.
Élve az ajánlatoddal én rendelnék tőled egy leszorítókészletet. Most szándékozom vásárolni egy BF20L-t és ez ahhoz kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 október 22, 11:29
Írta: bmejdz9nu Dátum 2008 október 22, 11:29
Most nem rendelek... Mert a Forint éppen lejtőn van... = Drágább lenne...
Akkor volt... jó volt ... szép volt... olcsó volt...
Akkor volt... jó volt ... szép volt... olcsó volt...
Cím: Re:Hagyományos forgácsológépek
Írta: Tibi Dátum 2008 október 22, 13:48
Írta: Tibi Dátum 2008 október 22, 13:48
Tisztelt lerhmann!
Egy érdeklődést megér szerintem neked is az Einhell Hungária Kft.
Ott az 58 részes leszorító készlet 14000 Ft.
Én kettő hete vettem náluk.
(Most az ebay és más külföldi vásárlás tényleg húzós. Igaza van Péternek! Az euró ma már 282 is volt!)
Egy érdeklődést megér szerintem neked is az Einhell Hungária Kft.
Ott az 58 részes leszorító készlet 14000 Ft.
Én kettő hete vettem náluk.
(Most az ebay és más külföldi vásárlás tényleg húzós. Igaza van Péternek! Az euró ma már 282 is volt!)
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 október 22, 14:04
Írta: f7k4ytivb Dátum 2008 október 22, 14:04
Kedves Tibi!
Köszi a választ "megyek" megnézem náluk!
Köszi a választ "megyek" megnézem náluk!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 október 22, 15:21
Írta: bmejdz9nu Dátum 2008 október 22, 15:21
A dollár a "legszebb" már 215Ft... Erösödik a az Eurohoz is... Hol volt már 143Ft...:)
Elnökválasztás előtt mindíg ez van... Clinton korában volt 315Ft is...
Legalább versenyképesebb lesz a magyar gazdaság... :)
Most még nem értjük, hogy kínában miért tudnak olyan olcsón csinálni mindent...
Remélem... mi nem fogunk olyan "versenyképesek lenni" ... hacsak nem lesz egy ezres... egy dollár :)
Elnökválasztás előtt mindíg ez van... Clinton korában volt 315Ft is...
Legalább versenyképesebb lesz a magyar gazdaság... :)
Most még nem értjük, hogy kínában miért tudnak olyan olcsón csinálni mindent...
Remélem... mi nem fogunk olyan "versenyképesek lenni" ... hacsak nem lesz egy ezres... egy dollár :)
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2008 október 22, 16:39
Írta: airfoil6205 Dátum 2008 október 22, 16:39
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 október 22, 20:10
Írta: f7k4ytivb Dátum 2008 október 22, 20:10
Köszi a válaszokat leszorítókészlet ügyben, de kezdő (műkedvelő) lévén a méretek miatt kicsit bizonytalan lettem. BF 20- hoz kellene a készlet, milyen méretű kell hozzá?
Továbbá síkmaró is érdekelne az előbb említett géphez, méretekkel felfogóeszközzel stb. együtt!
Továbbá síkmaró is érdekelne az előbb említett géphez, méretekkel felfogóeszközzel stb. együtt!
Cím: Re:Hagyományos forgácsológépek
Írta: 3k74cecek Dátum 2008 október 22, 21:48
Írta: 3k74cecek Dátum 2008 október 22, 21:48
Kaphatnék egy elérési információt erről az Einhell Hungáriáról?
Amit találtam ott nem láttam leszorítót.
Amit találtam ott nem láttam leszorítót.
Cím: Re:Hagyományos forgácsológépek
Írta: Tibi Dátum 2008 október 23, 09:41
Írta: Tibi Dátum 2008 október 23, 09:41
Az Einhell Hungária boltjának címe: 1107 Bp. Mázsa tér 5-7. Tel.: 06 (1) 237-0494
Bevallom én sem a neten találtam meg a szorítót, hanem írtam e-mailt és abban írták, hogy van egy szett stb. stb.
Talán így sikerül megtudni valamit.
Bevallom én sem a neten találtam meg a szorítót, hanem írtam e-mailt és abban írták, hogy van egy szett stb. stb.
Talán így sikerül megtudni valamit.
Cím: Re:Hagyományos forgácsológépek
Írta: Tibi Dátum 2008 október 23, 09:47
Írta: Tibi Dátum 2008 október 23, 09:47
A BF20 T-nutja 12mm, így válaszd az M10-es készletet. (De az M8 is megáll benne minden baj nélkül. Bár tudom, hogy néhányan nem helyeselnek ebben[#ejnye1])
A kúp MK2-es, tehát ilyen szerszámokat illetve marótüskéket keress a neten.
A kúp MK2-es, tehát ilyen szerszámokat illetve marótüskéket keress a neten.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 október 23, 09:50
Írta: bmejdz9nu Dátum 2008 október 23, 09:50
Nekem van 10 és 12mm-es is... A 10-es (M8) is még elmegy... de a 12-es (M10) az igazi a BF20-hoz...
Cím: Re:Hagyományos forgácsológépek
Írta: 3k74cecek Dátum 2008 október 24, 09:18
Írta: 3k74cecek Dátum 2008 október 24, 09:18
Köszi. Rákérdezek náluk.
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 október 28, 07:49
Írta: f7k4ytivb Dátum 2008 október 28, 07:49
Kutakodás közben rátaláltam erre az oldalra:
http://www.cruz.hu/kombi.html
lehet, hogy nem montam vele újat, de érdemes megnézni!
http://www.cruz.hu/kombi.html
lehet, hogy nem montam vele újat, de érdemes megnézni!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 október 28, 10:58
Írta: HJózsi Dátum 2008 október 28, 10:58
Nem rossz, most beszéltem velük gépsatu ügyben...
Jó árak / kicsit hosszú szállítás...
Köszi, hogy belinkelted!
[#wave]
Jó árak / kicsit hosszú szállítás...
Köszi, hogy belinkelted!
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 október 30, 08:40
Írta: f7k4ytivb Dátum 2008 október 30, 08:40
Van itt egy másik is! Ezt is érdemes megnézni!
http://shop.rothermetal.com/befogástechnika-c-4.html
http://shop.rothermetal.com/befogástechnika-c-4.html
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 október 30, 10:00
Írta: HJózsi Dátum 2008 október 30, 10:00
Ők úgy látom profik, meg az áraik is ... persze ha máshol nem kapni valamit és kell ...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2008 október 30, 10:40
Írta: dg8n4i8x Dátum 2008 október 30, 10:40
Igen profik! De ha bemész az utcáról mint hobbista, készségesen segítenek! Ez ritka itthon egy profi cégtől! Ebben is profik, bár sokmindenben minimál rendelési határ... A munkahelyem szomszédségéban vannak... Az akcióik viszont jók szoktak lenni...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 04, 19:04
Írta: f7k4ytivb Dátum 2008 november 04, 19:04
Tud valaki előtolómotort ajánlani BF20-ra elérhető áron?
Amiket én találtam árban megközelítik az alapgépet, vagy csak én vagyok ilyen földhözragadt??[#schmoll2]
Amiket én találtam árban megközelítik az alapgépet, vagy csak én vagyok ilyen földhözragadt??[#schmoll2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 04, 19:54
Írta: bmejdz9nu Dátum 2008 november 04, 19:54
Veszel egy áttételes motort... és csinálsz... :)
Ha kell vannak ilyen motorjaim eladók.... 8Nm-es a kimenete... újak... (van 8 db) 12V-os... be van karikázva...
Ha kell vannak ilyen motorjaim eladók.... 8Nm-es a kimenete... újak... (van 8 db) 12V-os... be van karikázva...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 04, 20:39
Írta: f7k4ytivb Dátum 2008 november 04, 20:39
Üdv.Péter!
Ha küldenél megoldási ötletet is hozzá, meg árat? 2 db kellene.
Ha küldenél megoldási ötletet is hozzá, meg árat? 2 db kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 05, 08:54
Írta: bmejdz9nu Dátum 2008 november 05, 08:54
Én ezeket pont ehhez vettem akkoriban... De időhiány és a CNC gép elkészülte miatt nem lett rá szükség... (egyenlőre)
Ötlet? Hát én egy a kézitekerőnek nekinyomható dörszhajtást képzeltem el...
De persze lehetne másként is...
2db = 12.000Ft...+ posta...
Ötlet? Hát én egy a kézitekerőnek nekinyomható dörszhajtást képzeltem el...
De persze lehetne másként is...
2db = 12.000Ft...+ posta...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 05, 09:58
Írta: f7k4ytivb Dátum 2008 november 05, 09:58
Légyszíves küld el a pontos összeget és, hogy hova utalhatok. A múltkori bankszámlaszám jó?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 05, 16:31
Írta: HJózsi Dátum 2008 november 05, 16:31
800mNm =? 8Nm ??? nem 0,8Nm ? a fordulatszámból úgy látom ez már az áttételezett ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 05, 17:13
Írta: bmejdz9nu Dátum 2008 november 05, 17:13
A múltkori jó... de a posta az több...
Ennek 1,2Kg darabja... azaz levélpostának már nem ok... csomag = 1490Ft.
Dodj egy mailt azért...
Ennek 1,2Kg darabja... azaz levélpostának már nem ok... csomag = 1490Ft.
Dodj egy mailt azért...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 05, 17:21
Írta: bmejdz9nu Dátum 2008 november 05, 17:21
Hát az tuti , hogy nem 0,8Nm-es.... iszonyatos bika... áttétel után... (előtte nem látni, nem fogható)
Ez van a motorra írva:
1.61.050.338 A
80Ncm - DC12V - 234min-1 - 3800mA - Made in Germany.
Ez van a motorra írva:
1.61.050.338 A
80Ncm - DC12V - 234min-1 - 3800mA - Made in Germany.
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 05, 18:06
Írta: f7k4ytivb Dátum 2008 november 05, 18:06
Dobtam!!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 05, 18:31
Írta: HJózsi Dátum 2008 november 05, 18:31
Stimmel, ez jön ki a tengelyvégen, azaz 0,8Nm ( mivel áttétellel egybeszerelt ) és 12 V esetén ehhez 243 1/perc tartozik.. ez reális, akkor is ha nem tudod lefogni...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 08, 15:18
Írta: bmejdz9nu Dátum 2008 november 08, 15:18
BF20 on a Saturday [#vigyor2]

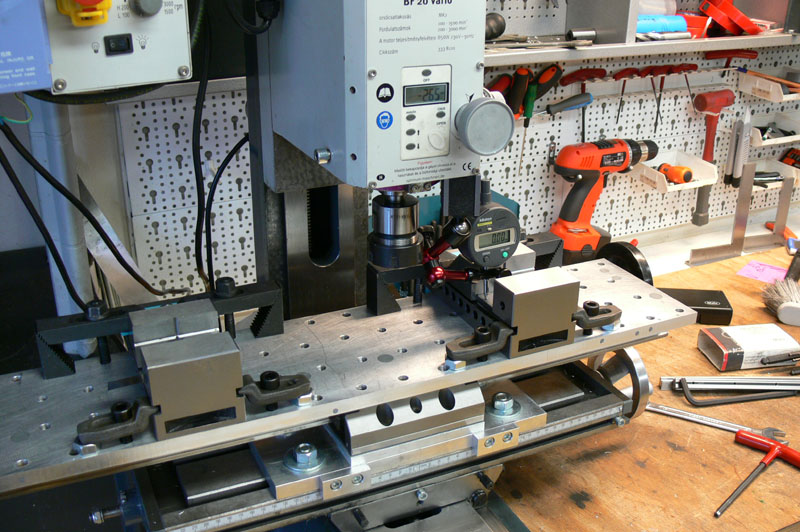
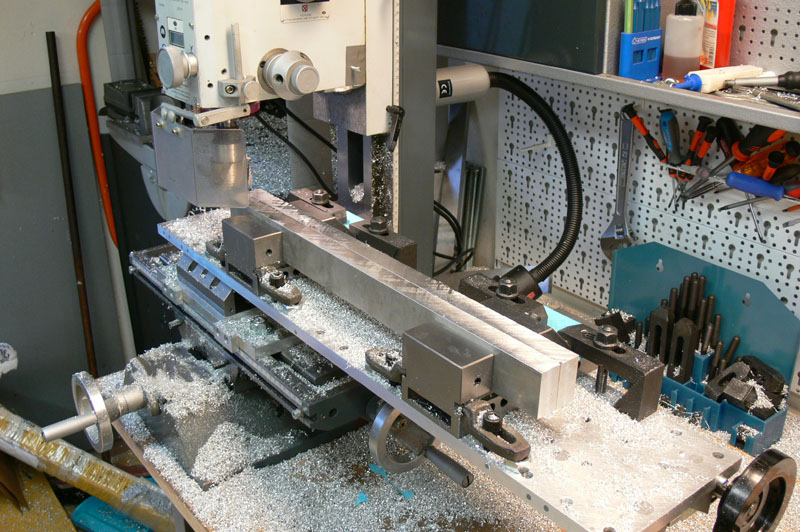

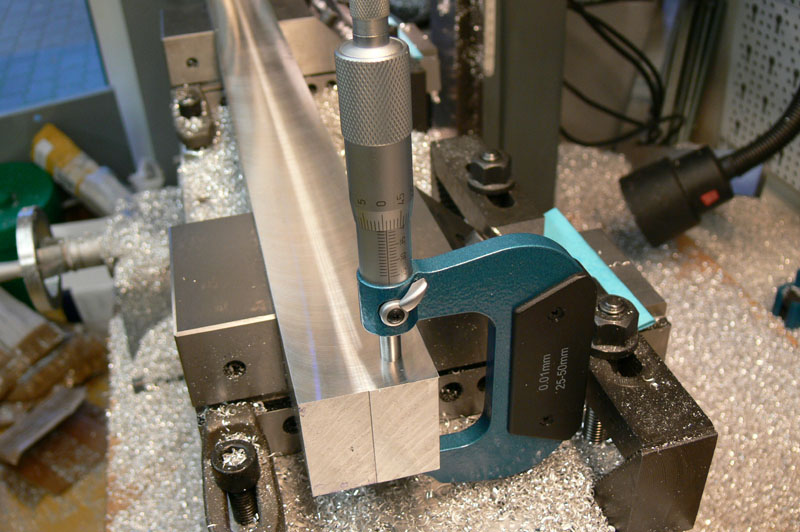

Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2008 november 08, 17:59
Írta: svejk Dátum 2008 november 08, 17:59
Nagyon trehány vagy..
Az mellett hogy a 40 mm helyett csak 39.99 lett, még bal oldala kb. 2 ezreddel vékonyabb is. [#ejnye1]
Vagy ez egy ék? [#wave][#crazya]
Az mellett hogy a 40 mm helyett csak 39.99 lett, még bal oldala kb. 2 ezreddel vékonyabb is. [#ejnye1]
Vagy ez egy ék? [#wave][#crazya]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 08, 18:12
Írta: bmejdz9nu Dátum 2008 november 08, 18:12
Vannak még problémák...:) De megvan a megoldás a hibákra...
A MEO majd visszadobja :) mind a 30 db-ot :)
A végén beteszem a CNC-be... majd forgatom, mert ezek sajnos nem férnek bele :)
Az "emberi tényező" meg nálam kimondottan jelentkezik :)
A MEO majd visszadobja :) mind a 30 db-ot :)
A végén beteszem a CNC-be... majd forgatom, mert ezek sajnos nem férnek bele :)
Az "emberi tényező" meg nálam kimondottan jelentkezik :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 08, 20:37
Írta: 000000000 Dátum 2008 november 08, 20:37
Nemértem!? Egyesek megveszik a drága aluminium darabokat, és kemény munkával széttforgácsolják:)
Minek neked ez a rengeteg aluforgács?
Figyeljetek a Péterre mert a titok ittvan! Közben meg eltereli a figyelmet mindenféle mérőeszközökkel.
Vigyázz! van aki figyel.
Minek neked ez a rengeteg aluforgács?
Figyeljetek a Péterre mert a titok ittvan! Közben meg eltereli a figyelmet mindenféle mérőeszközökkel.
Vigyázz! van aki figyel.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 08, 21:38
Írta: 000000000 Dátum 2008 november 08, 21:38
Ha tudnátok ,hogy mi rie használjuk a drága aluminium rudat... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 08, 21:39
Írta: 000000000 Dátum 2008 november 08, 21:39
mire
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2008 november 08, 21:59
Írta: 4um5b65d Dátum 2008 november 08, 21:59
Nagyon rafinált a két mikrométernek a fényképezése....de kiszúrtam a turpisságot....az egyik felvételen a mikrométer 1 körrel többet mutat.....EEJJJJJ :))))) Tehát Svejk fórumtárs rátapintott a lényegre.....ÉK lesz belőle...valóban .:))))
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2008 november 08, 22:05
Írta: ra8nsmk6w Dátum 2008 november 08, 22:05
Amit Te mikróméternek láttál azt én asztalosszoritónak. Megnézem mégegyszer, lehet, hogy most már kettöt látok.
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2008 november 08, 22:13
Írta: airfoil6205 Dátum 2008 november 08, 22:13
Én a gonosz modellező, repülőgéptörzs műgyantasablonjába használtam töltelékanyagnak aluforgácsot. Persze az nem ilyen, hanem folyóforgács volt, prímán összefogta az öntött gyantát.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 08, 22:21
Írta: 000000000 Dátum 2008 november 08, 22:21
Ahaa, V.P. a titkos modelező!
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 15, 15:20
Írta: f7k4ytivb Dátum 2008 november 15, 15:20
Eddíg tartott a "német minőség" a BF20 úgy döntött ma már nem forog tovább! Összességében úgy egy órát dolgozott több részletben, most vagy a semmittevés ártott meg neki, vagy a németeknek nem szabad elektronikát gyártani, mert többek között ez sem megy nekik!!
Kicsit kiábrándultam az Optimumból! Ez is csak egy tákolmány, de legalább jó drága, egyébként igazatok van, jobb ha az ember saját maga készíti a szerszámait![#levele]
Kicsit kiábrándultam az Optimumból! Ez is csak egy tákolmány, de legalább jó drága, egyébként igazatok van, jobb ha az ember saját maga készíti a szerszámait![#levele]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 15, 15:40
Írta: bmejdz9nu Dátum 2008 november 15, 15:40
Én már rég lecseréltem AC asszinkron motorra...
Itt ebben a topikban valahol megtalálod a részleteket... Igen jó lett!!!
Sajnos ez van... Sajnos ma éppen az Optimum esztergán cserélem a motort, szintén AC asszinkronra... + frekiváltó...
Egyébként azt mondták nekem, hogy 15-20e egy új DC motor... de nem kell... :)
Itt ebben a topikban valahol megtalálod a részleteket... Igen jó lett!!!
Sajnos ez van... Sajnos ma éppen az Optimum esztergán cserélem a motort, szintén AC asszinkronra... + frekiváltó...
Egyébként azt mondták nekem, hogy 15-20e egy új DC motor... de nem kell... :)
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2008 november 15, 15:54
Írta: pa0n9mw Dátum 2008 november 15, 15:54
Üdv
Nekem az Einhell MBF550 maró elektronikája adta meg magát aránylag rövid üzemidő után.
Van benne 2 nagytely. ellenálás párhuzamosan kötve ami egy biztonsági relét lát el táppal.
Enek az egyik tagja szakadt meg, a magára maradt másik meg nem volt képes behúzni a relét.
Gondolom másnak is van ilyen gépe és nem egysedi eset lesz ez a fajta hiba mivel made in PCR.
végyé
Nekem az Einhell MBF550 maró elektronikája adta meg magát aránylag rövid üzemidő után.
Van benne 2 nagytely. ellenálás párhuzamosan kötve ami egy biztonsági relét lát el táppal.
Enek az egyik tagja szakadt meg, a magára maradt másik meg nem volt képes behúzni a relét.
Gondolom másnak is van ilyen gépe és nem egysedi eset lesz ez a fajta hiba mivel made in PCR.
végyé
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 15, 16:05
Írta: f7k4ytivb Dátum 2008 november 15, 16:05
Tegnap jött meg a Quantum 250/400-as esztergám amit előrelátóan (a te átalakításodat szem előtt tartva) 3 fázisú motorral rendeltem, remélem ezt nem k....ák el! Még nem próbáltam ki mert a régi gép helyére nem fér el /pontosabban nem bírja el/ és új asztalt kell csinálnom. Éppen ennek az alu. profiljait martam volna derékszögbe amikor leállt a motor, de nem holmi túlmelegedés miatt, hanem az elektronika adta meg magát. Nem tudom ezt miért nem a japánoktól vették?
Az esztergához nekem is kellene frekiváltó, te milyet használsz?
Az esztergához nekem is kellene frekiváltó, te milyet használsz?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 15, 21:51
Írta: HJózsi Dátum 2008 november 15, 21:51
Nem csak egy bizti ment ki?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 15, 22:07
Írta: HJózsi Dátum 2008 november 15, 22:07
Nekem még bírja, bár időnként furcsa visító hangok jönnek a motorházból ...
Ma pl. egy fogásból melegen gengerelt rúdacélba :


Ma pl. egy fogásból melegen gengerelt rúdacélba :
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 15, 22:09
Írta: f7k4ytivb Dátum 2008 november 15, 22:09
Sajnos nem! Villany mindenhol van, csak a motor nem kap feszültséget a fordulatszabályzótól. Valószínűleg az elektronika a hibás, de nem akarok belenyúlni, mert garanciális (remélem nem kell bevinni, mert k..va nehéz) a javításhoz.[#falbav]
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2008 november 15, 22:23
Írta: ra8nsmk6w Dátum 2008 november 15, 22:23
Légvédelmi Ukrán satú. Csak nem az irányzékát korszerüsited?Lennének ötleteim!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 15, 23:34
Írta: HJózsi Dátum 2008 november 15, 23:34
[#vigyor2] legalább tudom honnan származik... azt látom rajta, hogy békebeli, de hogy német, vagy orosz azt nem tudtam, 2 napja birtoklom, jó erős és nem lóg túlzottan ... mégse kínai, mint a gép amin van ... [#nyes] van még +1-2 kép a helyén ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 16, 00:35
Írta: 000000000 Dátum 2008 november 16, 00:35
Egyébként, amit gyártasz azt először beszokták fűrészelni középen a marandó mélység alá. Több okból is, PL. könnyebb marás, jobb felfekvés, lesz a piszoknak hová távozni, berepedés megakadályozása. stb.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 16, 01:27
Írta: HJózsi Dátum 2008 november 16, 01:27
[#eljen]Köszönöm a tanácsot! [#worship] Valóban a szerszám is jobban szereti... Ez csak egy hirtelen felindulásbóli próba volt, a végeredmény majd egy hengeres száru késhez késalátámasz lesz ...
Háát a satu fogja rendesen, nem lesz gond ... :)
Háát a satu fogja rendesen, nem lesz gond ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 16, 02:09
Írta: 000000000 Dátum 2008 november 16, 02:09
Maszív satut szereztél! Énsem hagynám ott, ha valahol jönne szembe.
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2008 november 16, 08:51
Írta: dg8n4i8x Dátum 2008 november 16, 08:51
Nézd meg a ki-be gombokat (mérd meg van e kontakt)! Nekünk a cégnél a ki gomb rosszakodik, ha azzal kapcsolom ki nem mindíg lehet bekapcsolni, ezért az irányváltóval állítom le...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 16, 13:25
Írta: 000000000 Dátum 2008 november 16, 13:25
...nekem még idáig nem volt gond az Opti cuccaim elektronikájával.....de az esztergámmal nagyon megszivtam.már aznap visszavittem,mikor megvettem,mert mig Mo.-ra ért a gép szépen elfolyt belőle a hajtóműolaj.aztán vártam egy 7et, mig megcsinálták,persze akkor utána is folyt.Aztán otthon szétkaptam és megcsináltam magam.gari papirba benne van,h hozzá lett nyulva,szoval az sem érvénytelen és legalább jó lett.Viszont arra senki ne számitson,h házhoz mennek szerelgetni.Csak akkor mennek ki,hogyha ők is telepítették /ami ha jol emléxem kb 50eHuf/,én a drehámat egy rosszos fiat puntoval hurcibáltam -kiszedett hátsóülések és kész a pick-up-, a raklapból le kellet fűrészelni,h beférjen :)))
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 16, 17:19
Írta: f7k4ytivb Dátum 2008 november 16, 17:19
Ne vegyétek el a kedvemet!
Tulajdonképpen akkor nincs is garancia? Még egy laptopra is helyszíni garanciát vállalnak egy mázsa feletti, lerögzített gépet meg vigyek- hozzak mint egy hajszárítót?
Tulajdonképpen akkor nincs is garancia? Még egy laptopra is helyszíni garanciát vállalnak egy mázsa feletti, lerögzített gépet meg vigyek- hozzak mint egy hajszárítót?
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 16, 18:14
Írta: f7k4ytivb Dátum 2008 november 16, 18:14
Szia Árpi!
Megvan még az a motorod amit a Péternek ajánlottál?
Hajlok én is a Péter féle átalakításra!
Megvan még az a motorod amit a Péternek ajánlottál?
Hajlok én is a Péter féle átalakításra!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 16, 19:06
Írta: bmejdz9nu Dátum 2008 november 16, 19:06
Most az esztergába is 550W-os kerül... bőven elég lesz ide is mint a BF20-hoz...
A frekiváltó pedíg ugyanolyan (csupáncsak :) 400W-os Hitachi...
A frekiváltó pedíg ugyanolyan (csupáncsak :) 400W-os Hitachi...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 25, 10:05
Írta: f7k4ytivb Dátum 2008 november 25, 10:05
Meggyógyult a BF20!!!!
Kellemesen csalódtam az Optimum Kft.-ben, mert nagyon rugalmasan álltak hozzá. Küldtek postán egy motorelektronikát, kicseréltem és már ment is mint a karikacsapás![#integet2]
Kellemesen csalódtam az Optimum Kft.-ben, mert nagyon rugalmasan álltak hozzá. Küldtek postán egy motorelektronikát, kicseréltem és már ment is mint a karikacsapás![#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 25, 10:52
Írta: bmejdz9nu Dátum 2008 november 25, 10:52
BF20 és Quantum Vario eszterga (750W) leégett DC motorjai kilóra és hozzá való működő elektronikák eladók ... [#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 25, 11:09
Írta: f7k4ytivb Dátum 2008 november 25, 11:09
Kösssz!
Egyébként ez garanciális javítás volt én csak kicsit besegítettem.
De az esztergámmal ezt már nem játszuk el mert eredendően 3 fázisút rendeltem!!![#nyes]
Egyébként ez garanciális javítás volt én csak kicsit besegítettem.
De az esztergámmal ezt már nem játszuk el mert eredendően 3 fázisút rendeltem!!![#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 25, 11:13
Írta: bmejdz9nu Dátum 2008 november 25, 11:13
Ha majd nem lesz garos arra az időre gondoltam :) és jól tetted... a 3F-el... én meg magam csináltam meg asszinkronra... mindkettőt.
Sajnáltam a vastag 3F felárra a pénzt :)
Sajnáltam a vastag 3F felárra a pénzt :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 25, 11:15
Írta: 000000000 Dátum 2008 november 25, 11:15
Azért mielőtt valaki esztergál, mar, fúr,
azzal sem árt tisztába lenni, hogy hogyan kell
kiszámolni a forgácsolási teljesítményt ezeknél
a forgácsolási technológiáknál. És nem
illik "agyon szadizni", túlterhelni egy gépet a
Hobbysta büszke vakló bátorságával.:) [#nevetes1]
azzal sem árt tisztába lenni, hogy hogyan kell
kiszámolni a forgácsolási teljesítményt ezeknél
a forgácsolási technológiáknál. És nem
illik "agyon szadizni", túlterhelni egy gépet a
Hobbysta büszke vakló bátorságával.:) [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 november 25, 11:37
Írta: f7k4ytivb Dátum 2008 november 25, 11:37
Az én BF20-am nem a túlterhelés miatt adta fel, 16-os szármaróval 0,5 mm-es fogásokkal aluprofilt martam derékszögbe és ráadásul üresjáratban állt le.
Az említett forgácsolási teljesítményt meg mivel nem a szakmám, csak a hobbim, nem tudom (nem is akarom) kiszámolni, mert azokhoz a feladatokhoz amik elé állítom a gépeimet (nem vállalok bérmunkát, nem készítek tank alkatrészeket stb.) szerintem nem szükséges! De azért kösz' a jó tanácsokat![#szomoru2]
Az említett forgácsolási teljesítményt meg mivel nem a szakmám, csak a hobbim, nem tudom (nem is akarom) kiszámolni, mert azokhoz a feladatokhoz amik elé állítom a gépeimet (nem vállalok bérmunkát, nem készítek tank alkatrészeket stb.) szerintem nem szükséges! De azért kösz' a jó tanácsokat![#szomoru2]
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 november 30, 15:00
Írta: tjf0wf46d Dátum 2008 november 30, 15:00
Sziasztok!
Egy ilyen BF20 vásárlásán töröm a fejem már régen, és sürgős is lenne ( 1-2 héten belül ). Most viszont olvasom itt a motorok kipurcanását... Teljesen kezdő vagyok marás téren, csak a tesztekre, és az itt olvasottakra hagyatkozva gondoltam a vételére.
Mégsem annyira jók az árukhoz képest ( ne már, hogy rögtön motort kelljen csre-berélni 1-2 munkaóra után )!! :(
Esetleg inkább még spóroljak, pl. egy Wabeco-ra?
Mit tudtok ajánlani?
Más: milyen kiegészítőket kell egy átlagos munkához megvenni hozzá? Patronbefogó, patronkészlet, leszorítókészlet, gépsatu,...
Apropó, mi az a behúzópatron!? :)
Köszi, a válaszokat!
Üdv.
Egy ilyen BF20 vásárlásán töröm a fejem már régen, és sürgős is lenne ( 1-2 héten belül ). Most viszont olvasom itt a motorok kipurcanását... Teljesen kezdő vagyok marás téren, csak a tesztekre, és az itt olvasottakra hagyatkozva gondoltam a vételére.
Mégsem annyira jók az árukhoz képest ( ne már, hogy rögtön motort kelljen csre-berélni 1-2 munkaóra után )!! :(
Esetleg inkább még spóroljak, pl. egy Wabeco-ra?
Mit tudtok ajánlani?
Más: milyen kiegészítőket kell egy átlagos munkához megvenni hozzá? Patronbefogó, patronkészlet, leszorítókészlet, gépsatu,...
Apropó, mi az a behúzópatron!? :)
Köszi, a válaszokat!
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:13
Írta: bmejdz9nu Dátum 2008 november 30, 15:13
Vedd meg nyugodtan... nem olyan rossz...:)
De ha már itt tartunk... Talán az X3-asban is gondolkodhatnánk...
Nagy sikere van Európában... Itthon pedig egy nagyon jó hozzá állású és szakértő csapat forgalmazza...
Azért az X3 lehet, hogy jobb mint a BF20? Az árát most hirtelen nem tudom... de nincs nagyságrend különbség...

De ha már itt tartunk... Talán az X3-asban is gondolkodhatnánk...
Nagy sikere van Európában... Itthon pedig egy nagyon jó hozzá állású és szakértő csapat forgalmazza...
Azért az X3 lehet, hogy jobb mint a BF20? Az árát most hirtelen nem tudom... de nincs nagyságrend különbség...
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2008 november 30, 15:16
Írta: 7vpav5d32 Dátum 2008 november 30, 15:16
440000 a cruz-nál az x3-as.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:22
Írta: bmejdz9nu Dátum 2008 november 30, 15:22
És mennyi most egy BF20? Kb. 270.000Ft? Akkor "gépkilóra" kell(ene) számolni...
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2008 november 30, 15:23
Írta: 7vpav5d32 Dátum 2008 november 30, 15:23
246200ft brutto
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2008 november 30, 15:25
Írta: f35ezvjs Dátum 2008 november 30, 15:25
Szia!
Nekem van egy vélemények ezekről a "pici és csábító kinézetű" gépecskékről. Persze tudnom kell mire használod. Ha komolyabb dolgot marsz pl egy hengerfely síkbamarása akkor minimum egy többmázsás gépre lesz szükséged. Csak nézz rá erre a BF20 ra szerintem ez egy pici helyzetfúró. Gondolkozz csak 600W a motor teljesítménye az én fúrógépem ami csak kézi az 1100w A másik nézd meg a gép tömegét. Egy komolyabb anyagnál beremeg. Ha pedig beremeg akkor milyen felületet fogsz kapni. Nézzél szét a régi eladó marógépek között és akár a strigon vagy esetleg tos márkával mindent megtudsz csinálni. Ezek legalább marógépek vertikál, és horizontál üzemben is tudnak dolgozni. lehet most nagyon nagy a vásárlási szándékod és el akarod költeni a pénzed ez csodálatos dolog, de gondolj bele játszani kell vagy esetleg termelni.
Nekem van egy vélemények ezekről a "pici és csábító kinézetű" gépecskékről. Persze tudnom kell mire használod. Ha komolyabb dolgot marsz pl egy hengerfely síkbamarása akkor minimum egy többmázsás gépre lesz szükséged. Csak nézz rá erre a BF20 ra szerintem ez egy pici helyzetfúró. Gondolkozz csak 600W a motor teljesítménye az én fúrógépem ami csak kézi az 1100w A másik nézd meg a gép tömegét. Egy komolyabb anyagnál beremeg. Ha pedig beremeg akkor milyen felületet fogsz kapni. Nézzél szét a régi eladó marógépek között és akár a strigon vagy esetleg tos márkával mindent megtudsz csinálni. Ezek legalább marógépek vertikál, és horizontál üzemben is tudnak dolgozni. lehet most nagyon nagy a vásárlási szándékod és el akarod költeni a pénzed ez csodálatos dolog, de gondolj bele játszani kell vagy esetleg termelni.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:27
Írta: bmejdz9nu Dátum 2008 november 30, 15:27
Milyen jó a Forint :)... ugyebár 1000 Euro volt mindig...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:29
Írta: bmejdz9nu Dátum 2008 november 30, 15:29
Lehet hogy Zoli nem gépszerelő akar lenni...
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2008 november 30, 15:33
Írta: s5f8tmfv3 Dátum 2008 november 30, 15:33
Ilyesmire gondolsz? Mindenesetre érdekes hogy igazi szakiknál nem látni új gépeket, még annál sem aki megvehetné, "csak" ilyen monstrumokat.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:39
Írta: bmejdz9nu Dátum 2008 november 30, 15:39
Egyszer veszek majd egy ilyet...
Aztán nem CNC-vel foglalkozok, hanem "öreg szaki"-t hobbyzok... persze egy daru is kell majd :)
Aztán nem CNC-vel foglalkozok, hanem "öreg szaki"-t hobbyzok... persze egy daru is kell majd :)
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2008 november 30, 15:44
Írta: s5f8tmfv3 Dátum 2008 november 30, 15:44
Vegyél fel mellé egy "öreget" is ez nem a Te korodbeli fiataloknak való :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 15:48
Írta: bmejdz9nu Dátum 2008 november 30, 15:48
Hát igen... csak az "öreg szaki" már "hiánycikk" lett... Sopronban.
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2008 november 30, 15:54
Írta: f35ezvjs Dátum 2008 november 30, 15:54
Vannak nagyon jó állapotban lévő régi gépek amit a SZAKIK nagyon szeretnek de azért mert lehet dolgozni rajta. És ezeken az öregebb gépeken tényleg lehet dolgozni.
Péternek is igaza van de csak akkor ha esetleg kilóra vesz gépet vagy agyonvert gépet vesz.
Modok nektek egy dolgot Vettem az OPTIMUNTÓL egy kis műszerész esztergát beállítás után azonnal kellett hívni a helyszínre a garszervízet ja meg hoznia kellett a tusír vonalzót, asztalt és a hántoló szerszámokat hogy teljesen összeillesze a gép elenndarabjait. Tehát egy új gépet is mondhatom felújitási műveletekkel kellett beállítani. Nem is beszélek a többi beállításokról meg bővítésekről mire egy esztergályos elkezdett rajta dolgozni.
Péternek is igaza van de csak akkor ha esetleg kilóra vesz gépet vagy agyonvert gépet vesz.
Modok nektek egy dolgot Vettem az OPTIMUNTÓL egy kis műszerész esztergát beállítás után azonnal kellett hívni a helyszínre a garszervízet ja meg hoznia kellett a tusír vonalzót, asztalt és a hántoló szerszámokat hogy teljesen összeillesze a gép elenndarabjait. Tehát egy új gépet is mondhatom felújitási műveletekkel kellett beállítani. Nem is beszélek a többi beállításokról meg bővítésekről mire egy esztergályos elkezdett rajta dolgozni.
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2008 november 30, 16:01
Írta: f35ezvjs Dátum 2008 november 30, 16:01
Péter!
Hát igen... csak az "öreg szaki" már "hiánycikk" lett... Sopronban.
Ez sajnos nálunk is Szolnokon. De az igazi nagy baj nincs utánpótlás sem a manuális vonalon " sem marós sem pedig esztergályos. "
Hát igen... csak az "öreg szaki" már "hiánycikk" lett... Sopronban.
Ez sajnos nálunk is Szolnokon. De az igazi nagy baj nincs utánpótlás sem a manuális vonalon " sem marós sem pedig esztergályos. "
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 november 30, 16:17
Írta: tjf0wf46d Dátum 2008 november 30, 16:17
Ja, nem írtam, nagy a helyszűke... Igazából csak a sarokba tudom belopni! Az esztergák topicba írtam, így ott is kilőve az E1N...
Hááát, ez az X3, már kissé sokba kerül nekem. Erre még tényleg spórolni kellene! Annyival jobb lehet mint a BF20, hogy inkább várjak!? :/
Üdv.
Hááát, ez az X3, már kissé sokba kerül nekem. Erre még tényleg spórolni kellene! Annyival jobb lehet mint a BF20, hogy inkább várjak!? :/
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 november 30, 16:19
Írta: tjf0wf46d Dátum 2008 november 30, 16:19
Na, neeee! Hol 240.000.- HUF bruttó??? Nekem 296.000 bruttós ajnlatot adott az Optimum Hungária... Esetleg más forgalmazó ennél olcsóbban is tudja adni? Ha tudtok ilyet, please! :)
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 16:26
Írta: bmejdz9nu Dátum 2008 november 30, 16:26
Nincs rá szükség... :) Itt mindenki .... tényleg mi lesz itt mindenki ha nagy lesz? :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 16:28
Írta: bmejdz9nu Dátum 2008 november 30, 16:28
Szerintem... azért nézd meg mindkettőt...
Deha a BF20 300ezer és az X3 440ezer... az már...
Deha a BF20 300ezer és az X3 440ezer... az már...
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 november 30, 16:30
Írta: tjf0wf46d Dátum 2008 november 30, 16:30
A Sieg M.-országi terjesztői oldalán amit belinkelt Péter ( Köszi! :) ). láttam egy-két nagyon fincsi cuccot, már csak az árukra lennék kíváncsi! Lehet gyorsan kérek tőlük ajánlatot... :)
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 17:00
Írta: 000000000 Dátum 2008 november 30, 17:00
Ne is fájdítsátok vele a szívemet... hiába férne el akár a konyha sarkában, gyanítom, hogy leszakadna alatta a födém:-( (4-en lakom). Nem véletlen amatőr viszonylatban a bf20 meg a hasonló kategória...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 18:00
Írta: 000000000 Dátum 2008 november 30, 18:00
mint BF20L tulajdonos és Régi Proletár Marógépen nevelkedett hobbysta belepofáznék a beszélgetésbe picit!
Nagy munkákhoz /nagy fogásmélység,nagy méretű munkadarab,nagy átmérőjű marók ill. vasöntvények és egyéb vas és ötvözeteikhez/ nagy maró dukál, kicsivel nincs is értelme neki állni.Kicsihez és puhafémhez ideális az X3 ill. BF20, több céget is ismerek,ahol Ipari felhasználás alatt áll, minden igényüket maradéktalanul kielégítve./Az egyik egy Szfvári Alu üzem, ahol 6m alu profilokat huznak fel vele vagy épp szabaditják meg felesleges anyagtól pl.: 1-1,5 anyagvastagságú 1-5mm magasságú darabokat szednek ki mondjuk a "H" profilból stb.stb.stb./
Szóval azt kell eldönteni,h ki mire használja akár iparszerűen, akár hobbyhoz.Nem érdemes egy 3T marót venni,ha az ember 10es aluba kontúrtmar 0,5 fogásokkal és nem érdemes BF20-at venni ha sorra adod ki a munkáidat üzemeknek,mert nem fér be a munkadarabod a BF20ba.
U.I.:BF20 850W, nem összehasonlítandó a kézi fúróval.Ott nemigan van KOMOLY átételezés, hajtómű.
És nem elfelejtendő az uj termékek terméktámogatottsága,szervizhálózata/rossz esetben/
Nagy munkákhoz /nagy fogásmélység,nagy méretű munkadarab,nagy átmérőjű marók ill. vasöntvények és egyéb vas és ötvözeteikhez/ nagy maró dukál, kicsivel nincs is értelme neki állni.Kicsihez és puhafémhez ideális az X3 ill. BF20, több céget is ismerek,ahol Ipari felhasználás alatt áll, minden igényüket maradéktalanul kielégítve./Az egyik egy Szfvári Alu üzem, ahol 6m alu profilokat huznak fel vele vagy épp szabaditják meg felesleges anyagtól pl.: 1-1,5 anyagvastagságú 1-5mm magasságú darabokat szednek ki mondjuk a "H" profilból stb.stb.stb./
Szóval azt kell eldönteni,h ki mire használja akár iparszerűen, akár hobbyhoz.Nem érdemes egy 3T marót venni,ha az ember 10es aluba kontúrtmar 0,5 fogásokkal és nem érdemes BF20-at venni ha sorra adod ki a munkáidat üzemeknek,mert nem fér be a munkadarabod a BF20ba.
U.I.:BF20 850W, nem összehasonlítandó a kézi fúróval.Ott nemigan van KOMOLY átételezés, hajtómű.
És nem elfelejtendő az uj termékek terméktámogatottsága,szervizhálózata/rossz esetben/
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2008 november 30, 18:27
Írta: 7vpav5d32 Dátum 2008 november 30, 18:27
Nézd meg a www.cruz.hu honlapot amin fent vannak az aktuális árak is. Annyi, hogy ezek nem optimum névre halgatnak, de ugyan olyan és még a neve is BF20.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 18:39
Írta: bmejdz9nu Dátum 2008 november 30, 18:39
BF20 Másolat... Én már láttam ilyet élőben... nem ugyanaz...
Az Optimum ellenőrzi Kínában a minőséget... azaz Egy német MEO-s van kihelyezve... stb...
Jártam Kínában... sokan csinálják így... és ez nem mindegy...
Az Optimum ellenőrzi Kínában a minőséget... azaz Egy német MEO-s van kihelyezve... stb...
Jártam Kínában... sokan csinálják így... és ez nem mindegy...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 19:03
Írta: 000000000 Dátum 2008 november 30, 19:03
Ha jól emléxem a Bauhausban van Opti-Quantum meg egyéb márkájú maró is, eszterga is.
Ha másra nem is jók az ilyen áruházak, legalább élőben meg lehet nézni a dolgokat.MEGVENNI TILOS!
Ha másra nem is jók az ilyen áruházak, legalább élőben meg lehet nézni a dolgokat.MEGVENNI TILOS!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 30, 19:17
Írta: HJózsi Dátum 2008 november 30, 19:17
A Cruz-nál a fej már billenthető ...

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 19:25
Írta: 000000000 Dátum 2008 november 30, 19:25
Szerintem inditsunk egy BF20 vs. Super X3 topicot...
...DE az ellenzéket csak olyaqn képviselheti,akinek van Super X3-a[#beka3]
...DE az ellenzéket csak olyaqn képviselheti,akinek van Super X3-a[#beka3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 19:32
Írta: bmejdz9nu Dátum 2008 november 30, 19:32
Ár beszél kutya ugat :) de a szerviz hátteret is megismerném a döntés előtt...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 19:38
Írta: bmejdz9nu Dátum 2008 november 30, 19:38
Egyébként csodálkozom, hogy még senki nem vett X3-at... vagy nem ír róla...
Én is csak a vásárokon láttam ezt a gépet és meggyőzőnek találtam...
De mennyit kaphatnák ea BF20-am ért? Persze én már "korszerűsitetem"...
A XXL-es asztal, már golyósorsóval (lásd gépek átépitese topik) vagy már ugyebár AC asszinkron főorsója van...
De... Ha ma döntenék... Akkoriban még nem volt X3...
Én is csak a vásárokon láttam ezt a gépet és meggyőzőnek találtam...
De mennyit kaphatnák ea BF20-am ért? Persze én már "korszerűsitetem"...
A XXL-es asztal, már golyósorsóval (lásd gépek átépitese topik) vagy már ugyebár AC asszinkron főorsója van...
De... Ha ma döntenék... Akkoriban még nem volt X3...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 november 30, 19:52
Írta: HJózsi Dátum 2008 november 30, 19:52
BF20 előbb érkezett ... én is előbb megnéztem élőben és ez az egy volt a választási lehetőség... Ha egymás mellett lennének, ill mind megnézhető lenne, akkor már biztos több is lenne ..
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2008 november 30, 20:02
Írta: 4um5b65d Dátum 2008 november 30, 20:02
Minek az a szervíz háttér ? A jó géphez 20 évig nem kell hozzányúlni napi 8 órás használat mellett.... :) Alkatrészt pedig csak 8 évig kötelező hozzá gyártani.....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 20:20
Írta: bmejdz9nu Dátum 2008 november 30, 20:20
Hát igen, ahogy írod...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 november 30, 20:21
Írta: bmejdz9nu Dátum 2008 november 30, 20:21
Csak a biztonság kedvéért :) Egy jó kocsiról is ezt mondják... de azért megeshet a baj... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 20:27
Írta: 000000000 Dátum 2008 november 30, 20:27
Ha nem lennék "Optimumbuzi" akkor Super X3-am lenne...
DE azért kicsit szkeptikus vagyok!Valaki mondja meg nekem,h hogy lehet az,h az X3 Z tengelyén a kézi magasság állításnál /nem a főorsóra gondolok/ van egyszer a trapézorsó és az anya kapcsolata jelentős lógással - hiszen e miatt van a holtjáték- és plusszba van egy kúpkerekes szöghajtás legalább akkora,hanem kétszer akkora holtjátékkal.Mire a felhasználó keze alá jut a Z tengely mozgatása kézi tekerő formájában, lesz akkora holtjátéka,h kb. 120' kell tekerni a kézikereket a holtjáték kiküszöbölése végett,HA egyáltalán lehet érezni ennyi variálás után a holtjátékát...
Amugy ami -nagy szívfájdalmamra- veri az BF20at az a 1Kw-os motorteljesitmény, a kézi főorsó előtoló-finomelőtoló hajtás /a BF20ban a finomelőtolás sajnos dörzskuplungos/ és a rejtett Z előtolás v. vonóorsó
DE azért kicsit szkeptikus vagyok!Valaki mondja meg nekem,h hogy lehet az,h az X3 Z tengelyén a kézi magasság állításnál /nem a főorsóra gondolok/ van egyszer a trapézorsó és az anya kapcsolata jelentős lógással - hiszen e miatt van a holtjáték- és plusszba van egy kúpkerekes szöghajtás legalább akkora,hanem kétszer akkora holtjátékkal.Mire a felhasználó keze alá jut a Z tengely mozgatása kézi tekerő formájában, lesz akkora holtjátéka,h kb. 120' kell tekerni a kézikereket a holtjáték kiküszöbölése végett,HA egyáltalán lehet érezni ennyi variálás után a holtjátékát...
Amugy ami -nagy szívfájdalmamra- veri az BF20at az a 1Kw-os motorteljesitmény, a kézi főorsó előtoló-finomelőtoló hajtás /a BF20ban a finomelőtolás sajnos dörzskuplungos/ és a rejtett Z előtolás v. vonóorsó
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 november 30, 20:29
Írta: 000000000 Dátum 2008 november 30, 20:29
egy jó gép elmegy 20 évet napi 8 órában,de -és ezt SENKI NE VEGYE MAGÁRA!- rossz kezekben egy jó gépet is könnyű hazafeszíteni...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2008 november 30, 21:43
Írta: 4um5b65d Dátum 2008 november 30, 21:43
Akkor csak egy megoldás marad....
A gépgyártótól 2db jó kezet is venni kell hozzá...[#nyes]
A gépgyártótól 2db jó kezet is venni kell hozzá...[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 november 30, 22:40
Írta: tjf0wf46d Dátum 2008 november 30, 22:40
Na, utána gugliztam rendesen ennek a Sieg-nek, hát kérem ezt a Sanghai Sieg Group, vagy mi a túró gyártja... Most az a kérdés milyen MEO-s is áll ott a gyártószalag mellett!? Ez is német érdekeltségű esetleg??? Találtam viszont a termékei között ezt:

Erre felszerelhető egy síkköszörű szerű adapter! Nem is lenne rossz! Ráadásul ennek is 1 Kw-os a mocija! ;)
Üdv.
Erre felszerelhető egy síkköszörű szerű adapter! Nem is lenne rossz! Ráadásul ennek is 1 Kw-os a mocija! ;)
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 01:06
Írta: HJózsi Dátum 2008 december 01, 01:06
Erre van egy tippem ... a főorsó ház motor stb olyan nehéz, hogy emiatt nem kotyog, ... tudtommal gázrugó van rákötve, hogy ellentartson, láttam ezt kiváltó csigás ellensúly megoldást is ...

X+ ver1
ITT egész részletesen bemutatják ...
Super X3 ... menetfúráskor egy gombbal irányt tudsz váltani a kar végén ... nem rossz ..
X+ ver1
ITT egész részletesen bemutatják ...
Super X3 ... menetfúráskor egy gombbal irányt tudsz váltani a kar végén ... nem rossz ..
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 01:14
Írta: HJózsi Dátum 2008 december 01, 01:14
Hoppá, hát a BF20 kurblija is kúpkerékkel adja át a forgást ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 01:16
Írta: HJózsi Dátum 2008 december 01, 01:16
Itt valaki épp golyósorsósítja ...

Cím: Re:Hagyományos forgácsológépek
Írta: hje3wyntn Dátum 2008 december 01, 11:38
Írta: hje3wyntn Dátum 2008 december 01, 11:38
Hoppá, ha az gázrugó, fordítva van beszerelve...
Így hamar tönkremegy...(#766)
Így hamar tönkremegy...(#766)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 16:27
Írta: HJózsi Dátum 2008 december 01, 16:27
A képen szerintem jól van, azon a masinán is így volt amit élőben láttam ... mi nem jó szerinted ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 01, 16:42
Írta: 000000000 Dátum 2008 december 01, 16:42
...IGAZ!de nem is használom a nóniuszát...eddig csak azért,mert nem könnyen leolvasható,meg ott az utmérő a főorsón,de mostmár van mire fogni!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 18:42
Írta: HJózsi Dátum 2008 december 01, 18:42
:) az X3-nál szerintem ugyananyi lehet a kotty, vagyis inkább nem nóniuszozna az ember fia ...
Amit a BF20-ról hiányolok, az az olajzó szemek ... X3-on már vannak ...
Amit a BF20-ról hiányolok, az az olajzó szemek ... X3-on már vannak ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 01, 19:03
Írta: 000000000 Dátum 2008 december 01, 19:03
Még egy aprócska érv az Opti mellett.És bár lehet,h humbuk,meg a Németek saját maguknak szerveztek "A hónap legjobb gépe" díjat, de azért csak ugy reklámozzák a BF20-at is meg a D240X500 drehát,hogy a Heimwerker magazin szerint az hónap legjobb gépe ekkor és ekkor blablabla...És akkor még csak BF20 volt, nem volt Long verió, de a Sieg már gyártottta az X3at is meg a Super X3at is!
...kicsit viszont ugy érzem,hogy vagy a BF20 egy kategóra áthidaló gép az X2 és az X3/SX3 között, vagy az X3/SX3 ugyan ez a BF20 és a BF30 között...
...kicsit viszont ugy érzem,hogy vagy a BF20 egy kategóra áthidaló gép az X2 és az X3/SX3 között, vagy az X3/SX3 ugyan ez a BF20 és a BF30 között...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 01, 19:33
Írta: HJózsi Dátum 2008 december 01, 19:33
Ezt a Heimwerker magazint sokan benyalják, én is ... [#vigyor3] pedig ez a Heimwerker majdnem azt jelenti Ezermester,( szó szerint "barkácsoló") ... ami távolról sem industrial ...
Deák Józsi megmondta a frankót, a BF20 egy jobb képességű koordináta fúró ... szerintem az X3 ennél egy kicsit még jobb képességű, mert erősebb a szerkezete, motorja, meg olajzás ... Persze én is szeretem a BF20-amat, és már tudom mire használhatom, mire nem ...
Deák Józsi megmondta a frankót, a BF20 egy jobb képességű koordináta fúró ... szerintem az X3 ennél egy kicsit még jobb képességű, mert erősebb a szerkezete, motorja, meg olajzás ... Persze én is szeretem a BF20-amat, és már tudom mire használhatom, mire nem ...
Cím: Re:Hagyományos forgácsológépek
Írta: hje3wyntn Dátum 2008 december 01, 23:09
Írta: hje3wyntn Dátum 2008 december 01, 23:09
A gázrugókat mindig a szárával lefelé kell beépíteni, mert a benne lévő olaj így nem engedi kiszivárogni a gázt. A gáz ha kiszökik megszűnik rugózni. És kenés szenpontjából is jobb. Én is csak onnan tudom, hogy méretre kellet legyártatnom egy párat, és a cég vezetője figyelmeztetett rá, nehogy fordítva építsem be.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2008 december 02, 10:44
Írta: HJózsi Dátum 2008 december 02, 10:44
Köszi... ha lesz X3-am, azzal kezdem, hogy megfordítom! [#buck][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 04, 14:27
Írta: tjf0wf46d Dátum 2008 december 04, 14:27
Na kérem... Felhívtam a Sieg magyar képviseletét, érdeklődvén az XS 3 után. A honlapjukon 2007-re érvényes árlista van! Kérdezem most mennyi ez a gép, erre nagy bagadozás, várjak utánanéznek, és kiderült nem emeltek árat. Az esetleges szervíz kiszállás 220. HUF / km. Az anyacég honlapján nem győzött meg az omladozó belsejű gyártócsarnok, ezért rákérdeztem, van e esetleg valami értelmes nemzetből származó MEO-s, erre közölték, nincs ezt is a kínaiak végzik. Ez a 440.000.- HUF-os árral nagyon nem győzött meg. Kérdeztem mi a helyzet az U2-es síkköszörűre átszerelhető géppel? Tájékoztattak, ilyet még nem is hoztak be hozzánk, az árát nem tudja megmondani, de egyébként is, ha megrendelem 3-4 hónap alatt gyártják le! Nah ez nekem elég volt. Maradtam az Optimum mellett, így megrendeltem a BF20L Vario-t. [#nevetes1]Lehet hülyeség, de az olcsóbb ár, és a kicsinyke, de mégis bizalmat adó német MEO mellett döntöttem...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2008 december 04, 16:13
Írta: f7k4ytivb Dátum 2008 december 04, 16:13
Légy üdvözölve a BF 20L Vario - ezek szerint egyre népesedő - táborában!!!!![#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2008 december 04, 23:15
Írta: hyn6ys8wt Dátum 2008 december 04, 23:15
Ezt is a németek meozzák...
Ez kb XS-3 más szinben. Vaterán is kereskedik vele valaki :-)
Valaki - itt a forumon - mondta hogy megvan az illető elérhetősége. Vaterán kivűl biztos olcsóbban adja. De ha már megrendelted...
Ez kb XS-3 más szinben. Vaterán is kereskedik vele valaki :-)
Valaki - itt a forumon - mondta hogy megvan az illető elérhetősége. Vaterán kivűl biztos olcsóbban adja. De ha már megrendelted...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 05, 11:06
Írta: 000000000 Dátum 2008 december 05, 11:06
..jo öreg Bernardo...egy az egyben BF20, csak papíron 1Kw-os motorral és nem KTY180, haem KTY210 keresztasztallal, kb. ugyan akkora,mint a BF20L, csak 14mm T nutokkal/az Opti ezt a keresztasztalt külön is árulja, bármikor megvehető a BFekhez/.Amikor maro vásárlás előtt álltam azért nem vettem ilyet,mert kb. ugyan olyan mecara az alkatrész ellátása,mint bármely más cégnek,amelyik nem tart itthon raktárkészletet /1-4hét beszerzési idő/.De gondolom itt senki nem "üzem", és nem jelent óriási jövedelem kiesést,ha egy gép áll 1-2 hetet:))
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 08, 07:20
Írta: tjf0wf46d Dátum 2008 december 08, 07:20
Igen, ezt én is néztem. A szervízháttér viszont nulla itthon. A belinkelt gépek ára már nem az én pénztárcámnak van tervezve... :/
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 08, 07:29
Írta: tjf0wf46d Dátum 2008 december 08, 07:29
Egyébként még nem jött meg a gép... Az OPTIMUm csütörtökön átadta nekik a cuccot, a pénteki kiszállítást jelezve. Péntekre igérték, én kivettem egy nap szabit, délben hívtam őket mikor jönnek mert egész nap nem akarok bent ülni... 2 óra hívogatás után, kerülő úton felvették a telefont! A diszpécser megkérdezte a sofőrt, és azt ígérte 17 óra körül jön! Nem tette... Ma megkapják a magukét! Felháborít, egy telefont sem ejtettek meg! Nálam ez elfogadhatatlan! Ez a csoda szállító cég a ROAD PARCEL... Na, én többet ezekből nem kérek! Esetleg kiszámlázom nekik a mérnöki napidíjat... :)
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 december 08, 09:09
Írta: bmejdz9nu Dátum 2008 december 08, 09:09
Az enyémet is a Road Parcel hozta a helyi kereskedőhöz... és minden passzolt...
Egyébként... BF20 Long... Mennyivel drágább a hosszú kivitel a rövidhez képest?
Nekem rövid van és csináltam ezt az Extendert hozzá... (képek)
Ezt golyósorsó tekeri és egy THK35-ös linár az alapja... nagyon pontos... saját magát marta síkba és körbe!
Sőt az Extendender-el többet tud hoszban mint a "Long" BF20...
Sőt az alap asztalt is mozgatva több mint egy méteres anyagot is meg tudok munkálni egy befogással...
Ezt a megoldást persze bármély géphez meg lehet csinálni... nem csak BF20-hoz...
Egyébként... BF20 Long... Mennyivel drágább a hosszú kivitel a rövidhez képest?
Nekem rövid van és csináltam ezt az Extendert hozzá... (képek)
Ezt golyósorsó tekeri és egy THK35-ös linár az alapja... nagyon pontos... saját magát marta síkba és körbe!
Sőt az Extendender-el többet tud hoszban mint a "Long" BF20...
Sőt az alap asztalt is mozgatva több mint egy méteres anyagot is meg tudok munkálni egy befogással...
Ezt a megoldást persze bármély géphez meg lehet csinálni... nem csak BF20-hoz...
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 08, 12:19
Írta: tjf0wf46d Dátum 2008 december 08, 12:19
A Long verzió 39.000 HUF-al drágább... Lehet előbb, vagy utóbb nekem is golyósorsóra kell átbütykölni. Hamarabb is felhívhattad volna én kis tudatlan figyelmemet erre a tuningolós lehetőségre... :( Esetleg ez így jóval drágább lett volna!?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 08, 12:37
Írta: 000000000 Dátum 2008 december 08, 12:37
Szia Péter!
Az Extendert sima THK35-ös vezetővel építetted, vagy a szélesebb tipussl? Mi a tapasztalatod vele, nem rezonál be maráskor, elég egy vezető? A következő gépemet, ami teljesen acélból lesz építve én 35-ös Hiwin vezetőkkel szeretném megépíteni. Tudsz ennél jobb vagy olcsóbb forrást?
A THK és a HIWIN között van lényeges különbség minőségben és árban?Az Ebay-on mennyivel olcsóbbak?
Az Extendert sima THK35-ös vezetővel építetted, vagy a szélesebb tipussl? Mi a tapasztalatod vele, nem rezonál be maráskor, elég egy vezető? A következő gépemet, ami teljesen acélból lesz építve én 35-ös Hiwin vezetőkkel szeretném megépíteni. Tudsz ennél jobb vagy olcsóbb forrást?
A THK és a HIWIN között van lényeges különbség minőségben és árban?Az Ebay-on mennyivel olcsóbbak?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 08, 12:40
Írta: 000000000 Dátum 2008 december 08, 12:40
Nem vagyok vak, csak nem tudom most letölteni a táradat, nem megy.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 december 08, 14:05
Írta: bmejdz9nu Dátum 2008 december 08, 14:05
Ebben a topikban is volt már szó és kép róla!
Sőt a németek a saját fórumjukon is kitárgyalták a "művemet" :)
És ez nem egy kényszermegoldás... talán nem olcsóbb... de!!! nagyon pontos (golyósorsó + golyós vezetés) igazán precíz munkákhoz...
Mível saját maga marta síkba = referencia felülete van...
Mível maga marat körba az aszztalt referenciául szolgál a munkadarab "tájolásához"... (pl. párhuzam marás stb.)
Sőt a németek a saját fórumjukon is kitárgyalták a "művemet" :)
És ez nem egy kényszermegoldás... talán nem olcsóbb... de!!! nagyon pontos (golyósorsó + golyós vezetés) igazán precíz munkákhoz...
Mível saját maga marta síkba = referencia felülete van...
Mível maga marat körba az aszztalt referenciául szolgál a munkadarab "tájolásához"... (pl. párhuzam marás stb.)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2008 december 08, 14:11
Írta: bmejdz9nu Dátum 2008 december 08, 14:11
THK35-ös van rajta. Amint látod a kocsi szép nagy, alíg fér el a BF20 asztalán :)... nem is rezonál persze...
HIWIN tökéletes...árban és minőségben is!
Nem veszek már lineáris egységeket az Ebay-on mióta a "MegNemNevezhető":)cég forgalmazza ezeket... pont méretre és szerintem jó áron...
Ebben a témában már az Ebay a múlté...
A következő nagy gépem (majd a gravír után) szintén 35-ös linárokkal lesz... már minden megvan hozzá az utolsó csavarig... 1250x450mm) T-nutos, golyósorsó (40mm-es átm.) stb...több száz kiló alu...
HIWIN tökéletes...árban és minőségben is!
Nem veszek már lineáris egységeket az Ebay-on mióta a "MegNemNevezhető":)cég forgalmazza ezeket... pont méretre és szerintem jó áron...
Ebben a témában már az Ebay a múlté...
A következő nagy gépem (majd a gravír után) szintén 35-ös linárokkal lesz... már minden megvan hozzá az utolsó csavarig... 1250x450mm) T-nutos, golyósorsó (40mm-es átm.) stb...több száz kiló alu...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2008 december 08, 21:23
Írta: 000000000 Dátum 2008 december 08, 21:23
Köszi, én is nálluk vettem 35-ös Hiwin-t,eddig még nem volt a kezemben ilyen, de nagyon tetszik.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 09, 10:19
Írta: tjf0wf46d Dátum 2008 december 09, 10:19
Megjött a BF20L. Kissé meglepődtem, hogy műanyag a motorház teteje... :/ A digitális úthosszmérőt lehet valahogy nullázni? Az illesztés pontatlansága miatt ahogy elkezdem hajtani a kart, 0,86 mm-t jelez és csak ekkor kezd megmozdulni a szerszám... Esetleg ezt mindig kalkuláljam be? Engem zavar. A fel elfordulás mérő szögmérő skála mozod, és alapból 80°-ot mutat. És ehhez hasonló pontatlanságok.
Mit tapasztaltok, mire kell figyelni még "zermelés" előtt? Érdemes átnézni-belenézni a gépbe, az esetleges forgácsdarabok miatt? Átzsírozni-olajozni a rendszert?
Üdv.
Mit tapasztaltok, mire kell figyelni még "zermelés" előtt? Érdemes átnézni-belenézni a gépbe, az esetleges forgácsdarabok miatt? Átzsírozni-olajozni a rendszert?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 09, 10:21
Írta: tjf0wf46d Dátum 2008 december 09, 10:21
Bocs vacak a klaviatúrám ezért vannak betű elgépelések... :(
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2008 december 09, 11:24
Írta: 7vpav5d32 Dátum 2008 december 09, 11:24
Ennyit a Német meósról. Valószinűleg csak egy németül 4 szót beszélő Kínai.[#vigyor2]
Ugyan abban az üzemben készül mint a többi, mitől lenne ez más a színen kívül?
Ugyan abban az üzemben készül mint a többi, mitől lenne ez más a színen kívül?
Cím: Re:Hagyományos forgácsológépek
Írta: hje3wyntn Dátum 2008 december 09, 11:24
Írta: hje3wyntn Dátum 2008 december 09, 11:24
Hali! Az úthosszmérőt akárhol nullázhatod, szerintem akkor érdemes, ha érintőt vettél az anyagon. Ha a kar alaphejzetben van sose fog nullára visszaálni a kijelzőn, mert a főorsó csapágyház felötközése gumigyűrűn történik. De ennek nincs jelentősége. Nézd meg az úthosszmérő végén lévő két kis imbuszcsavart, nem-e fellazult. A skálát, ha már a fejet beállitottad merölegesbe indikátorórás módszerrel, rögzitsd valahogy. Nekem nem voltak ilyen gondok vele, bár én is csalódtam egy kicsit az illesztési problémák miatt. Én Németben vettem. Hát van rajta pár dolog amit átalakítgatnák, pontosítanák rajta.
Üdv
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: hje3wyntn Dátum 2008 december 09, 12:06
Írta: hje3wyntn Dátum 2008 december 09, 12:06
Engem még az zavart nagyon, hogy terhelésre forgácsolás közben felpörgött a főorsó motor, tehát a beállitott fordulatszámot mindig emelte, nem kicsit. Gondoltam a nyomaték szabályzása nincs jól beállítva, igy a kapcsoló dobozban lévő panelon találtam egy "Torqe" feliratú trimmert, és beállítottam. Azóta szépen egyenletesen forog terhelés alatt is.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2008 december 09, 13:16
Írta: tjf0wf46d Dátum 2008 december 09, 13:16
Köszi az észrevételeket, figyelni fogok rájuk! :)
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 12:43
Írta: bmejdz9nu Dátum 2009 január 20, 12:43
Ilyen marógépet rendeltem a németektől...
Persze nyugodtan megírhatja mindenki, hogy jobban jártam volna egy használt maróval ennyi pénzért...
(szállítás csak 229 Euro Magyarországra - kényelmes is vagyok:)
A döntés alapja...
Ha már a (120Kg-os) BF20 helyett egy nagyobbat veszek akkor akkor már legyen...
Persze nem akartam több tonnás szerkezetet mert hobbysta vagyok...
Előnyöknek tartottam számomra:
- SK30-as befogatás. (gyors csere lehetőség)
- DRO megoldva, szerelve gyárilag.
- Előtolás motorizált. (3db)
- viszonylag már elfogadható munkatér (persze ehhez is csinálhatok extendert mint a BF20-hoz)
- Központi kenés a vezetőknek és orsónak.
- 10 fokozatú mechanikus váltó (majd persze egy frekiváltót is kap)
- Hűtőfolyadék kezelés.
- "Bridgeport" jellegű eltendezés. (univerzális) persze még egy-két dolgot nem tudom miért van...:)
- Pont befér a műhelyembe :) (remélem)
- Vettem már HBM dolgokat és ok. volt...
Itt is egy link...:::: és itt is egy link... A német CNC stuerung is árulja...(link)

Persze nyugodtan megírhatja mindenki, hogy jobban jártam volna egy használt maróval ennyi pénzért...
(szállítás csak 229 Euro Magyarországra - kényelmes is vagyok:)
A döntés alapja...
Ha már a (120Kg-os) BF20 helyett egy nagyobbat veszek akkor akkor már legyen...
Persze nem akartam több tonnás szerkezetet mert hobbysta vagyok...
Előnyöknek tartottam számomra:
- SK30-as befogatás. (gyors csere lehetőség)
- DRO megoldva, szerelve gyárilag.
- Előtolás motorizált. (3db)
- viszonylag már elfogadható munkatér (persze ehhez is csinálhatok extendert mint a BF20-hoz)
- Központi kenés a vezetőknek és orsónak.
- 10 fokozatú mechanikus váltó (majd persze egy frekiváltót is kap)
- Hűtőfolyadék kezelés.
- "Bridgeport" jellegű eltendezés. (univerzális) persze még egy-két dolgot nem tudom miért van...:)
- Pont befér a műhelyembe :) (remélem)
- Vettem már HBM dolgokat és ok. volt...
Itt is egy link...:::: és itt is egy link... A német CNC stuerung is árulja...(link)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 12:48
Írta: 000000000 Dátum 2009 január 20, 12:48
Hát ez nagyon szép[#papakacsint]
Azt, hogy egy használt jobb lett volne e, majd megírod Te:-) (az sk30-at kicsinylem csak...)
Azt, hogy egy használt jobb lett volne e, majd megírod Te:-) (az sk30-at kicsinylem csak...)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 12:51
Írta: 000000000 Dátum 2009 január 20, 12:51
(de nem biztos, hogy igazam van, kiváncsi vagyok rá, mások mit mondanak)
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2009 január 20, 12:52
Írta: 35kpazcgr Dátum 2009 január 20, 12:52
Szép.
Hasonló marógépem van nekem is.
Csak egy kicsit régebbi kiadású. A Rákosi Mátyás Gépipari Művekben készült anno 1953-ban....
Sajnos függőleges és kereszt irányban nincs rajta előtolás. Több különbséget hirtelen nem látok.
A típusa: MU 1000.
[#bohoc]
Hasonló marógépem van nekem is.
Csak egy kicsit régebbi kiadású. A Rákosi Mátyás Gépipari Művekben készült anno 1953-ban....
Sajnos függőleges és kereszt irányban nincs rajta előtolás. Több különbséget hirtelen nem látok.
A típusa: MU 1000.
[#bohoc]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 12:53
Írta: bmejdz9nu Dátum 2009 január 20, 12:53
Veszek majd hozzá új melósruhát is... :)
Hát csak azért írtam, mert már voltak itt különböző vélemények a használt (bevált) kontra új (kínai) gép mellett...
Szerintem... Egy "öreg" szakinak a megszokott bevált, ismert, nagynevű használt gép többet ér...
De nekem... Aki nem felújítani akarja (talán nem is tudnám)... persze az is egy hobby...
Hát csak azért írtam, mert már voltak itt különböző vélemények a használt (bevált) kontra új (kínai) gép mellett...
Szerintem... Egy "öreg" szakinak a megszokott bevált, ismert, nagynevű használt gép többet ér...
De nekem... Aki nem felújítani akarja (talán nem is tudnám)... persze az is egy hobby...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 12:55
Írta: 000000000 Dátum 2009 január 20, 12:55
Tudom, ezért leszek majd kiváncsi használat utáni, közbeni véleményedre:-) Asszem te eléggé pártatlan leszel, ahogy ismerlek:-)
Melósruhát nekem is kéne, hogy nézek ki bőrnaciban, kovbolykalapban a gép mellett?:-)))
Melósruhát nekem is kéne, hogy nézek ki bőrnaciban, kovbolykalapban a gép mellett?:-)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 12:57
Írta: bmejdz9nu Dátum 2009 január 20, 12:57
Egy dolgot (nagyon) nem értek... (persze van több is:)
Az ok, hogy a fejegységet lehet dönteni... mint BF20-nál...
De miért lehet 360fokkal körbeforgatni a vázon?
Csak 55 év a különbség :) Lehet, hogy ez a baj nálam, hogy nálam öregebbet nem akartam [#vigyor2]
Az ok, hogy a fejegységet lehet dönteni... mint BF20-nál...
De miért lehet 360fokkal körbeforgatni a vázon?
Csak 55 év a különbség :) Lehet, hogy ez a baj nálam, hogy nálam öregebbet nem akartam [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 12:59
Írta: bmejdz9nu Dátum 2009 január 20, 12:59
Ausztriában a Metroban és Baumaxban vannak szép kétrészes és egyrészes melósruhák 30 Eurótól...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:01
Írta: bmejdz9nu Dátum 2009 január 20, 13:01
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2009 január 20, 13:02
Írta: 35kpazcgr Dátum 2009 január 20, 13:02
Biztos ez a 360°?
Az enyémet csak + -180°-ban lehet forgatni.....
Így néz ki (ha le van takarítva):

[#vigyor]
Az enyémet csak + -180°-ban lehet forgatni.....
Így néz ki (ha le van takarítva):
[#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:05
Írta: bmejdz9nu Dátum 2009 január 20, 13:05
Ezt nem lehet körbe a nyakánál, törzsénél... nézd meg a képet... Eredeti Bridgeport gép. még skála is van rajta...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 13:08
Írta: 000000000 Dátum 2009 január 20, 13:08
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2009 január 20, 13:15
Írta: 35kpazcgr Dátum 2009 január 20, 13:15
Már értem, mire gondolsz!
Az enyémnél, ha leveszem a vertikál fejet és a tartó konzolját, akkor a vizszintes kihajtótengely is tudom használni (pl. fagaskerék marókat, vagy tárcsamarókat foghatok fel egy tengelyre, aminek a másik végét az előre húzott felső bakra szerelt konzolal meg is tudom támsztani).
A tiéd ezt valszeg a komplett fej 360°-os elforgatásával tudja.
Az enyémnél, ha leveszem a vertikál fejet és a tartó konzolját, akkor a vizszintes kihajtótengely is tudom használni (pl. fagaskerék marókat, vagy tárcsamarókat foghatok fel egy tengelyre, aminek a másik végét az előre húzott felső bakra szerelt konzolal meg is tudom támsztani).
A tiéd ezt valszeg a komplett fej 360°-os elforgatásával tudja.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 13:16
Írta: 000000000 Dátum 2009 január 20, 13:16
Bocs, ez nem a jó link, viszont megtaláltam a youtubeost
bridgeport marógép
bridgeport marógép
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:32
Írta: bmejdz9nu Dátum 2009 január 20, 13:32
Igen... valami ilyesmi lehet...
Sajnos ez a legegyszerűbb modell ebből a szériából... a nagyobbaknál már van a "testbe" is egy motor és befogató építve... oldalazni, tárcsamaróval?

Sajnos ez a legegyszerűbb modell ebből a szériából... a nagyobbaknál már van a "testbe" is egy motor és befogató építve... oldalazni, tárcsamaróval?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:33
Írta: bmejdz9nu Dátum 2009 január 20, 13:33
Hú ez nagyon jó! Köszi... Na itt a videón a 40. mp-ben kezd el körbe forogni...
Erre gondoltam... Mire jó ez a dolog?
Erre gondoltam... Mire jó ez a dolog?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 13:36
Írta: 000000000 Dátum 2009 január 20, 13:36
Sajnos én sem tudom, de végre megtaláltam a manuálokat:
bridgeport manuálok
bridgeport manuálok
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 20, 13:39
Írta: HJózsi Dátum 2009 január 20, 13:39
Ha a fejkilógást is tekerni lehet előtolásosan, akkor már lenne ötletem ... amúgy meg ha egy nagyobb cuccon kell megmunkálást készíteni a szélén pl. akkor is előnyös lehet ...
Mindenesetre ez már merevségben veri az OptiBf20-at ... a szine is kék, talán a viagrától ... [#nyes]
Rózsa Sándortól tudnék hirtelen idézni : "Hüpp be 'csúf' ... " [#kacsint][#vigyor2]
Mindenesetre ez már merevségben veri az OptiBf20-at ... a szine is kék, talán a viagrától ... [#nyes]
Rózsa Sándortól tudnék hirtelen idézni : "Hüpp be 'csúf' ... " [#kacsint][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 13:41
Írta: 000000000 Dátum 2009 január 20, 13:41
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:43
Írta: bmejdz9nu Dátum 2009 január 20, 13:43
A BF20 is nagyon jó... lehet, hogy megtartom a háznál... csak helyhiány lesz lassan...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 13:47
Írta: bmejdz9nu Dátum 2009 január 20, 13:47
Köszi! Átnézegetem őket!
Ennek a WM20-asnak fejegységét lehet húzogatni előre-hátra (jól jöhet ha nagy a munkadarab)... dönteni is, de ha jó látom a a képen előre és hátra a fejegységet nem...
De ez legyen a legnagyobb baj... :)
Ennek a WM20-asnak fejegységét lehet húzogatni előre-hátra (jól jöhet ha nagy a munkadarab)... dönteni is, de ha jó látom a a képen előre és hátra a fejegységet nem...
De ez legyen a legnagyobb baj... :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 20, 13:48
Írta: HJózsi Dátum 2009 január 20, 13:48
Fogaskerék maráshoz pl., vízszintes tengelyű felfogatás
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 20, 13:59
Írta: HJózsi Dátum 2009 január 20, 13:59
Mondtad, magasságkorlátozás is van ... a berakáshoz kellhet pár vascső, meg palló vagy vékonyabb fa gerenda, nem árt ha gondolsz rá ... nehogy csütörtökön váratlanul csöngessenek ... [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 14:36
Írta: bmejdz9nu Dátum 2009 január 20, 14:36
Ne is mond... pont befér azaz 50-100mm van a plafonig... tehát min görgetem?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 14:42
Írta: 000000000 Dátum 2009 január 20, 14:42
a lábújjaidon[#circling]
Vascső rulz:-)
Vascső rulz:-)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 20, 15:37
Írta: 4um5b65d Dátum 2009 január 20, 15:37
1-2mm gépzsírt egy acéllemezen szétkenni aztán vagy 1000 db csapágygolyóval megszórod, és már gurul is a gép.
Zsír nélkül viszont szétgurulnak a golyók.
Zsír nélkül viszont szétgurulnak a golyók.
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2009 január 20, 15:46
Írta: 7vpav5d32 Dátum 2009 január 20, 15:46
http://cnctar.hobbycnc.hu/csiki/g%e9psz%e1ll%edt%f3%20g%f6rg%f5.jpg[/img]
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2009 január 20, 16:08
Írta: airfoil6205 Dátum 2009 január 20, 16:08
Gratulálok Péter, kiérdemelted a "Tiszteletbeli Gépész" címet.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 16:17
Írta: bmejdz9nu Dátum 2009 január 20, 16:17
Pont ezt találtam ki.... A Tv-ben láttam... zsírral előtte kenni utána spaklival össze...
Persze kell kb. 5-10Kg... utána benzines, brigiciolos felmosás :)
Na ezt a nejem meglátja azaz megérzi a szagát :)
Persze kell kb. 5-10Kg... utána benzines, brigiciolos felmosás :)
Na ezt a nejem meglátja azaz megérzi a szagát :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 16:20
Írta: bmejdz9nu Dátum 2009 január 20, 16:20
Majd talán kiérdemelhetem ha megjön és bírok vele valami értelmeset alkotni :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 20, 16:49
Írta: 4um5b65d Dátum 2009 január 20, 16:49
Legyél már rutinos egy picit !!!!
Akkor kell felmosni benzinnel, mikor a nejed épp megjött autóval valahonnan....
Innentől kezdve te fogod őt számonkérni, hogy mit csinált a kocsival, hogy így ömlik belőle a benzin.
Meglátod még te leszel a sztár, hogy felmosod....
[#buck][#vigyor3][#vigyor2]
Akkor kell felmosni benzinnel, mikor a nejed épp megjött autóval valahonnan....
Innentől kezdve te fogod őt számonkérni, hogy mit csinált a kocsival, hogy így ömlik belőle a benzin.
Meglátod még te leszel a sztár, hogy felmosod....
[#buck][#vigyor3][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 20, 16:58
Írta: HJózsi Dátum 2009 január 20, 16:58
[#eplus2][#eplus2][#eplus2][#eplus2][#taps][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 18:24
Írta: bmejdz9nu Dátum 2009 január 20, 18:24
Na nem csinálunk csevegőt! Mindjárt nyitok egy HBM WM20-s marógép topikot [#vigyor2]
Hátha tömegesen veszitek :)
Hátha tömegesen veszitek :)
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 január 20, 18:49
Írta: robroy007 Dátum 2009 január 20, 18:49
ennyi pénzért nem is rossz szerintem még ilyen euro árak mellett is
ahol gyakorlaton voltam ott is hasonlóak voltak csak zöldesszürke színben azok 800 eFt-t értek + 300 az útmérő és csak egy irányú előtolással
gratulálok hozzá
ahol gyakorlaton voltam ott is hasonlóak voltak csak zöldesszürke színben azok 800 eFt-t értek + 300 az útmérő és csak egy irányú előtolással
gratulálok hozzá
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 19:39
Írta: bmejdz9nu Dátum 2009 január 20, 19:39
Remélem... Sajnos az Optimumnál egy ilyen "súlyú" gép 2x pénz...
Tegnap fizettem...
Ma terhelték be a kártyámat... gyakorlatilag (PayPal-al fizettem)... (1 nap mire terhelésbe ment az összeg) +30.000Ft volt a veszteség :)
Na ilyen stabil a forint.
Tegnap fizettem...
Ma terhelték be a kártyámat... gyakorlatilag (PayPal-al fizettem)... (1 nap mire terhelésbe ment az összeg) +30.000Ft volt a veszteség :)
Na ilyen stabil a forint.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 20, 19:43
Írta: bmejdz9nu Dátum 2009 január 20, 19:43
Mi a különbség a 30-as szerszámbefogatások között?
SK30; NT30; BT30... stb... Mindegyikre M12-es behuzást írnak... árban viszont különböző elérésűek...
SK30; NT30; BT30... stb... Mindegyikre M12-es behuzást írnak... árban viszont különböző elérésűek...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 január 20, 20:57
Írta: Farkas Ádám Dátum 2009 január 20, 20:57
Ha megjön szólj és segítek becipelni (majd szórom előtted a csapágygolyót:)
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2009 január 20, 21:08
Írta: kmajer Dátum 2009 január 20, 21:08
egyszerű házi praktikák:
-házat befűteni, gépet lehűteni,
-gépet forró vízben kimosni
-WOODOO
-szétszerel...
csak leér a szentélybe valahogy
-házat befűteni, gépet lehűteni,
-gépet forró vízben kimosni
-WOODOO
-szétszerel...
csak leér a szentélybe valahogy
Cím: Re:Hagyományos forgácsológépek
Írta: j3rx6bsjd Dátum 2009 január 20, 21:14
Írta: j3rx6bsjd Dátum 2009 január 20, 21:14
Itt rögtön az első oldalon látod a különbséget,a nyakánál más a kialakítás az SK-nak és más a MAS/BT-nek a HSK meg megintcsak teljesen más.Elvileg a gép doksijában benne lesz,hogy melyik való bele.Bár ha nincs szerszámcserélő csak behúzószár akkor kis reszeléssel akármelyik 30-as jó bele.
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2009 január 20, 21:23
Írta: kmajer Dátum 2009 január 20, 21:23
SK40-BT40 között a szerszámcserélő villa kialakítása és pozíciója a legfőbb különbség.
Fontos a főorsód megvezető "reteszeinek" (ennek kell a nyomatékot átvinnie a szerszámtartóra) a kialakítása is!
A gépkönyvben biztosan bent lesz a pontos típus.
Hagyi gépen kézi cserénél ezen kívül szerintem semmi fontos különbség nincs.
EU-ban elterjedtebb az SK kialakítás.
Fontos a főorsód megvezető "reteszeinek" (ennek kell a nyomatékot átvinnie a szerszámtartóra) a kialakítása is!
A gépkönyvben biztosan bent lesz a pontos típus.
Hagyi gépen kézi cserénél ezen kívül szerintem semmi fontos különbség nincs.
EU-ban elterjedtebb az SK kialakítás.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 21:36
Írta: 000000000 Dátum 2009 január 20, 21:36
Kérdés:
mivel a kúp azonos, be lehetne húzni mondjuk egy sk30-ba a sk40-et, csak kilógna egy picit?
mivel a kúp azonos, be lehetne húzni mondjuk egy sk30-ba a sk40-et, csak kilógna egy picit?
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2009 január 20, 21:46
Írta: kmajer Dátum 2009 január 20, 21:46
behúzni belehet, de dolgozni :) csak akkor, ha a nyomatékátvitelt is megoldod, az SK kúpszöge túl nagy hozzá, hogy arra alkalmas legyen(nem Morse-kúp ugye...)
és akkor is csak nagyon kicsi terhelés mellett.
Személy szerint én soha nem tenném.
és akkor is csak nagyon kicsi terhelés mellett.
Személy szerint én soha nem tenném.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 20, 21:48
Írta: 000000000 Dátum 2009 január 20, 21:48
Más jár a fejemben, köszönöm a választ!
Cím: Re:Hagyományos forgácsológépek
Írta: vthgizrff Dátum 2009 január 20, 22:10
Írta: vthgizrff Dátum 2009 január 20, 22:10
Ezt most komolyan mondjátok, hogy az a lehetőség, hogy el kell fordítani a fejet és akkor már rögtön elfér alatta a görgő még senkinek nem jutott eszébe?
Persze lehet össze vissza kenni zsíral mindent, az is jó [#eplus2]
Persze lehet össze vissza kenni zsíral mindent, az is jó [#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 20, 22:40
Írta: 4um5b65d Dátum 2009 január 20, 22:40
Akkor viszont szélességben nem fér el.......
[#nyes][#nyes][#nyes]
[#nyes][#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 20, 23:12
Írta: HJózsi Dátum 2009 január 20, 23:12
Hűtőfolyadék keringetője is van ... ezt sem kell kiépíteni... remélem fogod használni ... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 21, 01:06
Írta: 000000000 Dátum 2009 január 21, 01:06
Én, ha bármijen okból nemtudom görgőzni a nehéz gépet, tárgyat, szögvasat rakok alá. Legutóbb, a 15 mázsás WMW 1000 s marógépemet kellett kb 8 métert talajon odébbvinni és daru szóbasem jöhetett. 2 szögvasat raktam alá csúcsával fölfele. Azon, viszonylag könnyen csusztattam pajszerral,apránként. Nálad is alkalmazható lehetne, akár 20 mm es szögvason is elcsuszik mivel kemény a padozat. Nyilván puha talajon szélesebb kell, hogy nesüjedjen nagyon bele.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 21, 10:34
Írta: bmejdz9nu Dátum 2009 január 21, 10:34
Remélhetőleg a fejegységet komplett le tudom húzni...
Így a magassága is csökkenik és a súlya is...
Találtam egy zöld "mezitlábas" képet róla... (se DRO se előtolók)
Csak egy sima felületen kell behúznom...
Valamikor járólap volt aztán padplóponnal fel lett öntve és garázsfestékkel lefestve...
PDF...... Nagy kép....

Így a magassága is csökkenik és a súlya is...
Találtam egy zöld "mezitlábas" képet róla... (se DRO se előtolók)
Csak egy sima felületen kell behúznom...
Valamikor járólap volt aztán padplóponnal fel lett öntve és garázsfestékkel lefestve...
PDF...... Nagy kép....
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 január 21, 10:45
Írta: HJózsi Dátum 2009 január 21, 10:45
A felső "kar"-nak fogasléces-fogaskerekes előtolása van ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 21, 11:10
Írta: bmejdz9nu Dátum 2009 január 21, 11:10
tudom.... és ettől még talán levehető? vagy nem?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 21, 19:44
Írta: bmejdz9nu Dátum 2009 január 21, 19:44
Köszönöm az SK30/NT30 kupok ismertetését...
Most mér kapiska... A gép SK30-as... De az NT30-as befogatók 20-30%-al olcsóbbak... sajnos...
Most mér kapiska... A gép SK30-as... De az NT30-as befogatók 20-30%-al olcsóbbak... sajnos...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 21, 19:44
Írta: bmejdz9nu Dátum 2009 január 21, 19:44
Milyen jó ötlet! Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 21, 20:34
Írta: 000000000 Dátum 2009 január 21, 20:34
Szia Péter!
Gondolom, nagyon várod már az új gépedet. Az árában nincsen benne a beüzemelés? Kíváncsi leszek a géppel szerzett tapasztalataidra. Ha megjön gondolom csinálsz fotósorozatot az első perctől kezdve. Sok sikert kívánok hozzá.
Gondolom, nagyon várod már az új gépedet. Az árában nincsen benne a beüzemelés? Kíváncsi leszek a géppel szerzett tapasztalataidra. Ha megjön gondolom csinálsz fotósorozatot az első perctől kezdve. Sok sikert kívánok hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2009 január 22, 06:13
Írta: 7vpav5d32 Dátum 2009 január 22, 06:13
Nagyon precíz és sok oldalú gépnek látszik. Szerintem sokan álmodunk ilyesmiről.
Sok örömet hozzá!
Sok örömet hozzá!
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 január 22, 06:14
Írta: 0gbwyh99 Dátum 2009 január 22, 06:14
Üdv. Péter!
Hol is irja a gép árát ? Vagy csak én nem találom ?
Amugy nagyon csecse , gratula !
Hol is irja a gép árát ? Vagy csak én nem találom ?
Amugy nagyon csecse , gratula !
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 09:04
Írta: bmejdz9nu Dátum 2009 január 22, 09:04
Beüzemelés? A BF20 jól volt belőve ahogy volt.... csak bekapcs és persze előtte tisztítás...
Állítólag egy mérési jegyzőkönyv lesz hozzá a gyárból...
Persze lesznek fotók...
A helyét még nem tudom... Magasságban befér... de nem tudom hová teszem... alig van helyem már...
A BF20-at lehet, hogy el kell adnom... pedig nem terveztem...
Sok melóm van benne... Asszinkron motor van rajt... Extender akár méteres megmunkáláshoz... MK2-es szinten (is) felszerszámozva...
Állítólag egy mérési jegyzőkönyv lesz hozzá a gyárból...
Persze lesznek fotók...
A helyét még nem tudom... Magasságban befér... de nem tudom hová teszem... alig van helyem már...
A BF20-at lehet, hogy el kell adnom... pedig nem terveztem...
Sok melóm van benne... Asszinkron motor van rajt... Extender akár méteres megmunkáláshoz... MK2-es szinten (is) felszerszámozva...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 09:05
Írta: bmejdz9nu Dátum 2009 január 22, 09:05
Vak is azt mondta majd meglátjuk :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 09:09
Írta: bmejdz9nu Dátum 2009 január 22, 09:09
Nézz körül a linkeken... 4300tól 5000 Euro + szállítás...(brutto, ugye az áfa is terheli a hobbystát:)
De ez nem is csak tisztán ár kérdés... azaz ki küldi el Magyarországra és mennyiért?
Tehát a végszámlát kell nézni... (persze magam is elhozhatnám, de az sem igen olcsó...)
Meg nem akartam átutalással a "vakvilágba" ennyi pénzt elküldeni... Tehát ragaszkodtam az Ebay/PayPal védelemhez...
Persze lehet, hogy túl izgulós vagyok :) De a mai helyzetben bármelyik cégnek lehetnek gondjai... "nyugaton" is :)
De ez nem is csak tisztán ár kérdés... azaz ki küldi el Magyarországra és mennyiért?
Tehát a végszámlát kell nézni... (persze magam is elhozhatnám, de az sem igen olcsó...)
Meg nem akartam átutalással a "vakvilágba" ennyi pénzt elküldeni... Tehát ragaszkodtam az Ebay/PayPal védelemhez...
Persze lehet, hogy túl izgulós vagyok :) De a mai helyzetben bármelyik cégnek lehetnek gondjai... "nyugaton" is :)
Cím: Re:Hagyományos forgácsológépek
Írta: ag8iuddv9 Dátum 2009 január 22, 19:54
Írta: ag8iuddv9 Dátum 2009 január 22, 19:54
Van egy ilyen gépem eladó,nem újde nagyon jó álapotba van, meg akartam CNC-síteni féig kész van.Két éve nem nyútam hozzá,nics időm fojtatni így eladnám.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 21:45
Írta: bmejdz9nu Dátum 2009 január 22, 21:45
Csinálj pár képet és tedd be az adok-veszekbe!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 január 22, 21:50
Írta: svejk Dátum 2009 január 22, 21:50
Na, akkor már ennek a gépnek is külön topic kell ha már kettő van (lesz?) belőle a listatagoknak :))
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 január 22, 21:53
Írta: svejk Dátum 2009 január 22, 21:53
Van egy sanda gyanúm hogy évvégére lesz több is :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 22, 22:21
Írta: 4um5b65d Dátum 2009 január 22, 22:21
Ennél egyszerűbb megoldás az ha ezen topic nevéből elvesszük a "BF20 és" szövegrészt.
Na megyek szabadalmaztatom is az ötletemet.....
[#buck][#vigyor2]
Na megyek szabadalmaztatom is az ötletemet.....
[#buck][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 22:32
Írta: bmejdz9nu Dátum 2009 január 22, 22:32
Külön kell "csapni" a kisgépeseket a "komoly" gépesektől... [#nyes]
De szerintem nem tök ugyanez a gép csak hasonlóról lehet szó... azaz Bridgeport forma...
De szerintem nem tök ugyanez a gép csak hasonlóról lehet szó... azaz Bridgeport forma...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 22, 22:36
Írta: bmejdz9nu Dátum 2009 január 22, 22:36
#1... Én nyitottam a topikot :)
Azaz ha megjön az új gépem... Azonnal átírom WM20, BF20 és "egyéb marógépekre" :)
Azaz ha megjön az új gépem... Azonnal átírom WM20, BF20 és "egyéb marógépekre" :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 22, 22:45
Írta: 4um5b65d Dátum 2009 január 22, 22:45
Csak nem fogod beleírni a csavarhúzót is ha veszel egyet ???? [#falbav][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 25, 08:55
Írta: 000000000 Dátum 2009 január 25, 08:55
Cím: Re:Hagyományos forgácsológépek
Írta: ag8iuddv9 Dátum 2009 január 25, 17:52
Írta: ag8iuddv9 Dátum 2009 január 25, 17:52
Képet csináltam, de nem sikerül feltenni.
Próbaltalak magánba elérni, de az sem jött össze.
Próbaltalak magánba elérni, de az sem jött össze.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 26, 09:59
Írta: bmejdz9nu Dátum 2009 január 26, 09:59
Mail megjött és írtam neked... Küldjed a képet és felteszem!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 26, 10:00
Írta: bmejdz9nu Dátum 2009 január 26, 10:00
Köszi! Nem rossz ötlet...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 28, 20:26
Írta: 000000000 Dátum 2009 január 28, 20:26
Üdv. Mindenkinek!
Marógép alá szeretnék rezgéscsillapító gumit tenni.Tudtok e beszerzési tippet adni? Ugyebár kis mennyiségről lenne szó. Nagy táblában lehetne kapni, de az sok. Rezgéscsillapító gépláb az lenne, de nem tudom elképzelni a kb 1000 kilós gépet négy gumilábon. Vagy mégis jó megoldás lenne? Ha tudtok adjatok tanácsot.
Előre is köszönöm.
Marógép alá szeretnék rezgéscsillapító gumit tenni.Tudtok e beszerzési tippet adni? Ugyebár kis mennyiségről lenne szó. Nagy táblában lehetne kapni, de az sok. Rezgéscsillapító gépláb az lenne, de nem tudom elképzelni a kb 1000 kilós gépet négy gumilábon. Vagy mégis jó megoldás lenne? Ha tudtok adjatok tanácsot.
Előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 28, 20:47
Írta: 4um5b65d Dátum 2009 január 28, 20:47
Nálunk itt Pécsett egy mezőgazdasági gépalkatrészbolt árulja darabban a gumit. Próbáld meg felétek is.
Szövetbéléses gumira simán felrakhatod a gépet. Nem a tömeg számít igazán hanem a felfekvő felület mérete, de 1000 Kg az egyáltalán nem sok mondjuk egy 8-mm vastag guminak. 4x100 négyzetcentiméteren simán megáll.
Szövetbéléses gumira simán felrakhatod a gépet. Nem a tömeg számít igazán hanem a felfekvő felület mérete, de 1000 Kg az egyáltalán nem sok mondjuk egy 8-mm vastag guminak. 4x100 négyzetcentiméteren simán megáll.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 28, 21:10
Írta: 000000000 Dátum 2009 január 28, 21:10
Szia Laslie!
Egy ilyenre (110/39) például http://www.gumetall.hu/termekek/geplabak?lang=HU ,bátran felrakhatom?
Egy ilyenre (110/39) például http://www.gumetall.hu/termekek/geplabak?lang=HU ,bátran felrakhatom?
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 28, 22:26
Írta: 4um5b65d Dátum 2009 január 28, 22:26
Fogalmam sincs, hogy milyen mértékegységben adta meg a teherbírását a táblázat.
Sajnos nem tudom, hogy elbírja e.
De talán majd valaki meg tudja mondani.
Egy egyszerű formát te is meg tudnál csinálni.
Legalulra teszel egy gumit , aztán a tetejére egy 12 mm vastag tárcsát amiből felfelé kiáll egy 16-os menetes szát amire pedig egy anyát és egy alátétet teszel (ebben a sorrendben)
Ráengeded a gépet és az anyákkal ki tudod szintezni megfelelő módon.
Sajnos nem tudom, hogy elbírja e.
De talán majd valaki meg tudja mondani.
Egy egyszerű formát te is meg tudnál csinálni.
Legalulra teszel egy gumit , aztán a tetejére egy 12 mm vastag tárcsát amiből felfelé kiáll egy 16-os menetes szát amire pedig egy anyát és egy alátétet teszel (ebben a sorrendben)
Ráengeded a gépet és az anyákkal ki tudod szintezni megfelelő módon.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 28, 22:55
Írta: 000000000 Dátum 2009 január 28, 22:55
Köszönöm az ötletet!
Azt hiszem ez lesz a jó megoldás.
Még egyszer kösszi.
Jó éjt!
Egyébként a teherbirás kb. kg-ban van megadva.
Azt hiszem ez lesz a jó megoldás.
Még egyszer kösszi.
Jó éjt!
Egyébként a teherbirás kb. kg-ban van megadva.
Cím: Re:Hagyományos forgácsológépek
Írta: Szedlay Pál Dátum 2009 január 29, 08:49
Írta: Szedlay Pál Dátum 2009 január 29, 08:49
Felrakhatod, az enyém 700kg és 3 ilyenen áll több mint egy éve és teljesen jók működik.
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2009 január 29, 10:11
Írta: 35kpazcgr Dátum 2009 január 29, 10:11
Nekem mind az esztergám, mind a marógépem négy ilyan gumipapucson áll, mindkettő kb. 800 kg-os.
A lényeg, hogy a gumipaucsok össz teherbírása nagyobb legyen, mint a géped teljes (ebbe beleértve a max. munkadarab súlyát is) súlya.
A lényeg, hogy a gumipaucsok össz teherbírása nagyobb legyen, mint a géped teljes (ebbe beleértve a max. munkadarab súlyát is) súlya.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 31, 11:50
Írta: 000000000 Dátum 2009 január 31, 11:50
Jo napot mindenkinek!
Az ebay en megjelentek 399 euros arba einhell MBF 550 kismarogepek,talan valakit eredekel.
Meg akkor is lenyegesen olcsobb mint magyarorszagon,ha raszamitjuk a postat.
Az ebay en megjelentek 399 euros arba einhell MBF 550 kismarogepek,talan valakit eredekel.
Meg akkor is lenyegesen olcsobb mint magyarorszagon,ha raszamitjuk a postat.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 31, 12:17
Írta: bmejdz9nu Dátum 2009 január 31, 12:17
Itt pl.
4-et tett fel az eladó és még mind a négy megvan... (tehet azért nem veszik mint a cukrot:)
Már csak egy nap van hátra... (és nem licit...)
120.000Ft (ma) + szállítás ... mert Itthon mennyi egy ilyen? Olyan drága? Láttam az OBI-ban...
Írtam neki levelet, hogy mennyi a szállítási költség...(kiváncsi vagyok:)

4-et tett fel az eladó és még mind a négy megvan... (tehet azért nem veszik mint a cukrot:)
Már csak egy nap van hátra... (és nem licit...)
120.000Ft (ma) + szállítás ... mert Itthon mennyi egy ilyen? Olyan drága? Láttam az OBI-ban...
Írtam neki levelet, hogy mennyi a szállítási költség...(kiváncsi vagyok:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 31, 12:54
Írta: 000000000 Dátum 2009 január 31, 12:54
Igen,tenyleg 4 darabonkent teszi fel,de amiota figyelem mar jo par szor 4 darab elkelt.
Magyarorszagon altalaban 150.000 es 180.000 közt lattam,az ebay en meg altalaban dragabb, 500-700 euro közt,es a posta is 50 euro körül nemetorszagba kiszallitva
Mondjuk ebben az ajalatban ami megfogott az 5 euros küldes nemetorszagon belül,ami azt jelenti hogy ha valakinek van kint kapcsolata akkor sokkal olcsobban jön ki,felteve hogy valaki onnan hazahozza mikor ugyis arra van dolga.
Peldaul en egy baratommal szoktam az ilyesmit rendezni,es egy masik kamionos baratom szokta hazahozni,ami ugye nem kerül penzbe.
En ugy gondolom ezt mas is meg tudja csinalni.
Magyarorszagon altalaban 150.000 es 180.000 közt lattam,az ebay en meg altalaban dragabb, 500-700 euro közt,es a posta is 50 euro körül nemetorszagba kiszallitva
Mondjuk ebben az ajalatban ami megfogott az 5 euros küldes nemetorszagon belül,ami azt jelenti hogy ha valakinek van kint kapcsolata akkor sokkal olcsobban jön ki,felteve hogy valaki onnan hazahozza mikor ugyis arra van dolga.
Peldaul en egy baratommal szoktam az ilyesmit rendezni,es egy masik kamionos baratom szokta hazahozni,ami ugye nem kerül penzbe.
En ugy gondolom ezt mas is meg tudja csinalni.
Cím: Re:Hagyományos forgácsológépek
Írta: ztti28t3n Dátum 2009 január 31, 14:31
Írta: ztti28t3n Dátum 2009 január 31, 14:31
Üdv az Uraknak!
A linkeken látható marógépről van valakinek bővebb infója? (Pl. gépkönyv)
http://cnctar.hobbycnc.hu/BulFeri/Midrimat/CIMG2109_small.jpg
http://cnctar.hobbycnc.hu/BulFeri/Midrimat/CIMG2112_small.jpg
Előre is köszi!
A linkeken látható marógépről van valakinek bővebb infója? (Pl. gépkönyv)
http://cnctar.hobbycnc.hu/BulFeri/Midrimat/CIMG2109_small.jpg
http://cnctar.hobbycnc.hu/BulFeri/Midrimat/CIMG2112_small.jpg
Előre is köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 31, 14:41
Írta: 4um5b65d Dátum 2009 január 31, 14:41
Ahhoz képest, hogy több mint 50 éves gép, még nincs is olyan rossz állapotban.
A kép jobb alsó sarkában mi az a sor ékszíjtárcsa rábütykölve? Valami külső előtolás hajtás ?
A kép jobb alsó sarkában mi az a sor ékszíjtárcsa rábütykölve? Valami külső előtolás hajtás ?
Cím: Re:Hagyományos forgácsológépek
Írta: ztti28t3n Dátum 2009 január 31, 15:15
Írta: ztti28t3n Dátum 2009 január 31, 15:15
Előtolásnak előtolás, bár nem a maróé, hanem egy tekercselőgépé [#vigyor4] A maró tényleg nincs agyonhasználva, viszont 1-2 dolgot javítanom kéne rajta, ezért kellene valami leírás, gépkönyv. Írtam a cégnek, aki anno gyártotta, de rövid úton elhajtottak, hogy ők ilyen régi géphez már gépkönyvet sem tudnak adni, nemhogy cserealkatrészt. Szerintem nem is akartak... [#pardon1]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 január 31, 15:59
Írta: 4um5b65d Dátum 2009 január 31, 15:59
Nem lehet az annyira bonyolult, hogy gépkönyv nélkül ne lehessen javítani....
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2009 január 31, 17:05
Írta: Bicska Dátum 2009 január 31, 17:05
Áháá, ugyan ilyen gépem van:) Én már 1x szétszedtem, meg összeraktam, szerintem nem olyan bonyolult. Az elektromos része kicsit kusza:) Leírásom sajnos nincs hozzá..
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 január 31, 17:39
Írta: ywathzay Dátum 2009 január 31, 17:39
Ezek a marógépek( inkább fúrógép) hogy tartaja marásnál a kés "mélységét"? Mert azt veszem ki, olyan mint egy sima fúrógép, koordináta asztallal szerelve. A fogaslécen leeresztve tartja szinten maráskor a kést?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 31, 17:48
Írta: bmejdz9nu Dátum 2009 január 31, 17:48
Hát... nekem nem volt ilyenem...
De Ausztriában láttam egy barkácsboltban...
Hát messze nem egy BF20... Egyszerű szerkezet... "kimunkáltsága" sem az...
akkoriban úgy láttam max. 100.000-et érhetne... játszadozáshoz... :)
Most ha az Euro 250Ft lenne még... már-már meg is érné :) Persze mint alapanyag aztán sokat hobbyzni rajta :)
De Ausztriában láttam egy barkácsboltban...
Hát messze nem egy BF20... Egyszerű szerkezet... "kimunkáltsága" sem az...
akkoriban úgy láttam max. 100.000-et érhetne... játszadozáshoz... :)
Most ha az Euro 250Ft lenne még... már-már meg is érné :) Persze mint alapanyag aztán sokat hobbyzni rajta :)
Cím: Re:Hagyományos forgácsológépek
Írta: ztti28t3n Dátum 2009 január 31, 18:46
Írta: ztti28t3n Dátum 2009 január 31, 18:46
Bonyolultnak nem bonyolult. Viszont szeretem előre beszerezni az alkatrészeket - ha lehet - és csak akkor szétszedni, ha már megvan minden. Ne álljon hetekig szétszedve, ha nincs hozzá valami. Meg aztán, ha hosszabb ideig nem rakok össze valamit, akkor mindíg kimarad egy-két alkatrész a végén...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 31, 19:25
Írta: 000000000 Dátum 2009 január 31, 19:25
Ez szamomra is kerdes volt hogy tartja a melyseget,kivancsisagbol anyit kerestem a neten amig talatam egy nemet oldalt ahol egy tag szetszedett egy ilyent,es cnc re atdolgozta.
Ott latszik fenykepeken az egesz cucc darabokba,a vezerlö kar a Z tengelyen dupla allasu,egyszer kihuzva durva allitas mint a furoknal,benyomva atengedi a vezerlest egy csiganemetes kereknek amit az elöl lathato forgatogombal lehet finoman allitani.
A masik fele a dolognak hogy er e penzt,a valsz meg csak az lehet ra hogy pont ugy mint minden kinai cucc,csodaval hataros modon müködik,de az igazsaghoz es a pontossaghoz meg sokat kell vele szemvedni.
Ezt onnan tudom hogy van egy kinai esztergam Assist nevü,es volt szerencsem megfigyelni a csodalatos kinai "kidologozast es precizitast"
Ha valakit erdekel a maro reszletesebb kepe tehetek be linket rolla.
Ott latszik fenykepeken az egesz cucc darabokba,a vezerlö kar a Z tengelyen dupla allasu,egyszer kihuzva durva allitas mint a furoknal,benyomva atengedi a vezerlest egy csiganemetes kereknek amit az elöl lathato forgatogombal lehet finoman allitani.
A masik fele a dolognak hogy er e penzt,a valsz meg csak az lehet ra hogy pont ugy mint minden kinai cucc,csodaval hataros modon müködik,de az igazsaghoz es a pontossaghoz meg sokat kell vele szemvedni.
Ezt onnan tudom hogy van egy kinai esztergam Assist nevü,es volt szerencsem megfigyelni a csodalatos kinai "kidologozast es precizitast"
Ha valakit erdekel a maro reszletesebb kepe tehetek be linket rolla.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 január 31, 20:17
Írta: bmejdz9nu Dátum 2009 január 31, 20:17
Linkeld meg ez a CNC-sitést!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 január 31, 20:53
Írta: 000000000 Dátum 2009 január 31, 20:53
Kivansaga parancs!link
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 01, 09:20
Írta: 000000000 Dátum 2009 február 01, 09:20
Ha valakit érdekel, a dunakeszi Praktikerben 80-ezer környékén láttam hasonlót .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 01, 09:43
Írta: 000000000 Dátum 2009 február 01, 09:43
http://www.expressz.hu/gep-szerszam/femipari/showAdvert12027369.html
150000 hazhoz szallitva...
Mivel tobb darabra van engedmeny, nyilvan nem ez a letezo legjobb hazai kisker ar...
150000 hazhoz szallitva...
Mivel tobb darabra van engedmeny, nyilvan nem ez a letezo legjobb hazai kisker ar...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 01, 09:51
Írta: bmejdz9nu Dátum 2009 február 01, 09:51
Nem tudom hová tegyem magamban ezt...
Nem találom ár/értékarányosnak a BF20-hoz képest...
Fúrógépnek drága... marógépnek pedig kevés... úgy látom...
CNC-re alakítani pedig a képek alapján sem egyszerű... azaz min. az orsókat cserélni kellene... stb...
Ennek max. 100.000Ft nak kellene valahol lennie...
Persze most már a BF20 ára is a csillagokban lehet a "nemzeti valutánk" szabadesése miatt... De akkor sem lehet egy lapon emlegetni...
Ennyi erővel/pénzzel egy olcsó állványos fúróból kiindulva is jobb ár/érték arányt lehet elérni...
Nem találom ár/értékarányosnak a BF20-hoz képest...
Fúrógépnek drága... marógépnek pedig kevés... úgy látom...
CNC-re alakítani pedig a képek alapján sem egyszerű... azaz min. az orsókat cserélni kellene... stb...
Ennek max. 100.000Ft nak kellene valahol lennie...
Persze most már a BF20 ára is a csillagokban lehet a "nemzeti valutánk" szabadesése miatt... De akkor sem lehet egy lapon emlegetni...
Ennyi erővel/pénzzel egy olcsó állványos fúróból kiindulva is jobb ár/érték arányt lehet elérni...
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 01, 12:54
Írta: hyn6ys8wt Dátum 2009 február 01, 12:54

Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 01, 12:57
Írta: hyn6ys8wt Dátum 2009 február 01, 12:57
Ezt én is nézegettem és tavaly novemberben akciós volt azt hiszem 130000ft volt akkor az ára. Én még azt is sokalltam... Nincs marógépem és most a fúrómat is eladtam szóval kellene valami. Legfeljebb 100 ezerért én is megvenném, bár ez inkább (helyzet)fúrógép...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 01, 13:29
Írta: 000000000 Dátum 2009 február 01, 13:29
Vagy ez volt, vagy ehhez hasonló, de sokkal olcsóbban, ez karácsony elött volt.Még spekuláltam is, hogy ennyiért megvegyem-e, de akkor már hozzákezdtem az acél gépemhez és ehhez képest a Praktikeres játék.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 10, 22:11
Írta: 000000000 Dátum 2009 február 10, 22:11
Mi a helyzet Péter a maróddal???én részemről kiváncsian várom.Ja és HA eladod a BF20adat /tudom,hogy sok extra munkád van benne/ mennyiért válnál meg a kicsikédtől?
..Sok sikert az új Bridgeport gépedhez!!!
..Sok sikert az új Bridgeport gépedhez!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 11, 19:10
Írta: bmejdz9nu Dátum 2009 február 11, 19:10
Még az új marógép sehol... Hétfőt igértek...
Pedíg már kiesztergáló fejtől kezdve tele vettem magamat SK30-as befogatókkal, sőt a 16mm leszorító készlet is meg van már :) stb...stb...
A BF20-at még nem tudom, hogy eladom e...
Értékelné valaki a spéci THK35-ös sínes és golyósorsós feltétet (extender)?
vagy az aszinkron motoros meghajtást frekiváltóval?
Meglássuk... vak is azt mondta... Lehet, hogy nem is jön meg a gép mert az eladó szélhámos...
Persze mindenképp jó áron lenne, mert közben a forint "elszállt"... :)
Pedíg már kiesztergáló fejtől kezdve tele vettem magamat SK30-as befogatókkal, sőt a 16mm leszorító készlet is meg van már :) stb...stb...
A BF20-at még nem tudom, hogy eladom e...
Értékelné valaki a spéci THK35-ös sínes és golyósorsós feltétet (extender)?
vagy az aszinkron motoros meghajtást frekiváltóval?
Meglássuk... vak is azt mondta... Lehet, hogy nem is jön meg a gép mert az eladó szélhámos...
Persze mindenképp jó áron lenne, mert közben a forint "elszállt"... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 12, 17:24
Írta: 000000000 Dátum 2009 február 12, 17:24
csaknem vernek át...
....amugy ha esetleg mégis megválnál a "régi" maródtól, feltételezem a szerszámait is kiárusítanád....vagy csak egybe???Szóval ha majd ott fogsz tartani, azért itt a fórumon is reklámozd a cuccaidat. /amugy átvillant az agyamon,h esetleg beneveznék a gépedre és akkor lenne egy CNCsített BF20am is....de ez még a jövő zenéje, részemről is, részedről is/
....amugy ha esetleg mégis megválnál a "régi" maródtól, feltételezem a szerszámait is kiárusítanád....vagy csak egybe???Szóval ha majd ott fogsz tartani, azért itt a fórumon is reklámozd a cuccaidat. /amugy átvillant az agyamon,h esetleg beneveznék a gépedre és akkor lenne egy CNCsített BF20am is....de ez még a jövő zenéje, részemről is, részedről is/
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 12, 19:44
Írta: bmejdz9nu Dátum 2009 február 12, 19:44
Átverés? Bent van a pakliban... A pénz nem veszhet, biztos ami biztos PayPal-al fizettem...(sokezer Euro)
De visszaküldheti a pénzt és ott vagyok ahol... szóval sehol...:)
... és eljátszottam az ingyen bankot 1 hónapra... :) Max egy negativ feedback-ot adhatok az Ebay-on :)
Pedíg már annyi SK30 dolgot vettem, hogy nincs vissza:) Mehet ki Németországba egy gépért...
A BF20-hoz eddíg a kiesztergáló fejet már eligértem... és sok más is jó lesz mert vettem SK30/MK2 átalakítókat is...
De visszaküldheti a pénzt és ott vagyok ahol... szóval sehol...:)
... és eljátszottam az ingyen bankot 1 hónapra... :) Max egy negativ feedback-ot adhatok az Ebay-on :)
Pedíg már annyi SK30 dolgot vettem, hogy nincs vissza:) Mehet ki Németországba egy gépért...
A BF20-hoz eddíg a kiesztergáló fejet már eligértem... és sok más is jó lesz mert vettem SK30/MK2 átalakítókat is...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 február 12, 20:06
Írta: f7k4ytivb Dátum 2009 február 12, 20:06
Szia Péter!
Mivel én is BF20 tuljdonos vagyok (remélem az APEH nem tudja) várom a közzétételt a felesleges cuccaidról!!!![#wow3]
Mivel én is BF20 tuljdonos vagyok (remélem az APEH nem tudja) várom a közzétételt a felesleges cuccaidról!!!![#wow3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 12, 20:09
Írta: bmejdz9nu Dátum 2009 február 12, 20:09
Felesleges cuccok nem nagyon lesznek... pl. A forgató, sutuk stb... minden használható lesz az újhoz is...
A legnagyobb érték talán az extender...de ki az a "félbolond" - ha eladom - azt nem vinné el hozzá :)
A 12mm-es leszorítókészlet pedig kompatibilis a CNC gépemhez...
A legnagyobb érték talán az extender...de ki az a "félbolond" - ha eladom - azt nem vinné el hozzá :)
A 12mm-es leszorítókészlet pedig kompatibilis a CNC gépemhez...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 február 12, 20:11
Írta: f7k4ytivb Dátum 2009 február 12, 20:11
Hát' a remény hal meg utoljára!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 12, 20:29
Írta: bmejdz9nu Dátum 2009 február 12, 20:29
[#smile] Talán ha el akarnám adni a BF20-at... kellene egy "kutatást" végezni, hogy kinek nincs még BF20-a...
Lassan már mindenkinek van/lett?... Sokan titkolják... persze privátban tudok rólúk :) Persze érthető mert egy nagyon szuper gép...
Lassan már mindenkinek van/lett?... Sokan titkolják... persze privátban tudok rólúk :) Persze érthető mert egy nagyon szuper gép...
Cím: Re:Hagyományos forgácsológépek
Írta: csk8t2ni Dátum 2009 február 18, 14:52
Írta: csk8t2ni Dátum 2009 február 18, 14:52
Talán eladni? :) Erről jut eszembe, hogy mekkora ez az extender? Ugyanis eszkábálok egy állványt a BF20nak, amire csinálok egy tálcát 1.5-2-es lemezből, jó nagyot, hogy lehetőleg csak abba essen a forgács. Na ezt úgy akarom, hogy még a teljesen kitolt (majdani) exterderem tekerentyűje is a tálca felett legyen a legszélső állásban is.
Egyébként tegnap jött meg az RT150hez(vízszintes- függőleges osztófej, körasztal) az osztótárcsakészlet, meg a támasztócsúcs. Ezek olyanok, mint gondoltam, de az 58 részes leszorítókészletből, hiányolom a rövid T-hornyos csavarokat, mert a benne lévő legrövidebb is túl nagy mondjuk a osztókészülék lefogatásához. Vagy csak lehet még én nem tudom használni.. :D
Egyébként tegnap jött meg az RT150hez(vízszintes- függőleges osztófej, körasztal) az osztótárcsakészlet, meg a támasztócsúcs. Ezek olyanok, mint gondoltam, de az 58 részes leszorítókészletből, hiányolom a rövid T-hornyos csavarokat, mert a benne lévő legrövidebb is túl nagy mondjuk a osztókészülék lefogatásához. Vagy csak lehet még én nem tudom használni.. :D
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 18, 15:51
Írta: 000000000 Dátum 2009 február 18, 15:51
A leszorító készlet az csak munkadarab rögzítésére van szerintem és minden csavar a hozzá való alkatrészekhez tartozik és fordítva.Kellett hogy kapjál 2db. csavart a BF20adhoz, gépsatu, körasztal stb. rögzítésére.
Amugy gratulálok az osztófejkészletedhez.....én még csak egy uj gépsatura ruháztam, be /a régiek túl nagyok voltak/ FMS100....elég jó féle, egész délelőtt azt óráztam és megvagyok vele elégedve.
Amugy gratulálok az osztófejkészletedhez.....én még csak egy uj gépsatura ruháztam, be /a régiek túl nagyok voltak/ FMS100....elég jó féle, egész délelőtt azt óráztam és megvagyok vele elégedve.
Cím: Re:Hagyományos forgácsológépek
Írta: csk8t2ni Dátum 2009 február 18, 17:27
Írta: csk8t2ni Dátum 2009 február 18, 17:27
Ez bizony lehet. :) Akkor viszont majd megyek a boltba és veszek 10-es kapupánt csavarokat. A fejüket kicsit megmarva nekem eddig nagyon jól beváltak, mint "T-hornyos" leszorító csavarok. Csak észnél kell lenni a boltban és nem rozsdamenteset kérni :D én már láttam(tükörben) olyan szórakozott amatört aki ezt eljátszotta :D:D:D
Grat a gépsatuhoz, pont ez van nekem is hozzá, ill, a vaterán nemrég szereztem egy központba fogó gépsatut, bár ősszel lett volna akkor nagyon kellett...
Grat a gépsatuhoz, pont ez van nekem is hozzá, ill, a vaterán nemrég szereztem egy központba fogó gépsatut, bár ősszel lett volna akkor nagyon kellett...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 18, 21:43
Írta: bmejdz9nu Dátum 2009 február 18, 21:43
Az "Extenderem" 630mm tud mozogni + amennyit a BF20-on lehet - ha kellene...(1000 körül vam a max lehetőség)
Persze lehet nagyobbat is csinálni ezzel a módszerrel:)
Persze lehet nagyobbat is csinálni ezzel a módszerrel:)
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 február 23, 08:27
Írta: tjf0wf46d Dátum 2009 február 23, 08:27
Ismét a segítségeteket kérem... :) BF20-hoz milyen patron befogót vegyek!? Nézegetem az e-bayt. Az vili,hogy MK2, de láttam ER25, ER32, ER40-et is MK2-ben. Ezek mit jelentenek?
Köszi!
Üdv.
Köszi!
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 február 23, 08:29
Írta: tjf0wf46d Dátum 2009 február 23, 08:29
Vagyis patront, és befogót is akarok venni.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 23, 09:24
Írta: bmejdz9nu Dátum 2009 február 23, 09:24
MK2-es kell a BF20-hoz... ez a kup formáját jelenti és hogy M10-es a behuzószár...
(pl. MT2-es is ok de ott 3/8"-os a behuzószár menete - Persze lehet csinálni)
ER25 vagy ER32-es ok a BF20-hoz...
ER25 max 16mm-es szerszámig, ER32 max 20mm-es szerszámig lehet... azaz eddig a méretig vannak patronok hozzá...
(pl. MT2-es is ok de ott 3/8"-os a behuzószár menete - Persze lehet csinálni)
ER25 vagy ER32-es ok a BF20-hoz...
ER25 max 16mm-es szerszámig, ER32 max 20mm-es szerszámig lehet... azaz eddig a méretig vannak patronok hozzá...
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 február 23, 09:31
Írta: tjf0wf46d Dátum 2009 február 23, 09:31
Akkor inkább vegyek hozzá MK2 / ER16-ot?
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 23, 09:36
Írta: bmejdz9nu Dátum 2009 február 23, 09:36
Az ER16-os szerszám befogatási tartománya elég?
Szerintem kevés... min. ER25 illene...
Szerintem kevés... min. ER25 illene...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 23, 11:42
Írta: 000000000 Dátum 2009 február 23, 11:42
Hali Kilden!
ER32 vegyél hozzá, az pont optimális.Ha megnézed a BF20ad gépkönyvét, láthatod, hogy mekkora a maximális fúrás-, marás- /ujjmaróval/ és homlok-palástmarás teljesítménye.Ha ki akarod aknázni a géped tulajdonságait, akkor ER32! Ahogy Péter is írta 1,5mm-20mm ig betudsz fogni vele ujjmarót, csigafúrót, stb.
Nekem CTC Tools ER32 készletem van /ha jól rémlik egy Dán cég, aki a sárgáknál gyártat, pont mint az Optimum/ és másfél két éve lehetett a patronbefogó +12dbos patronkészlet +vám [#falbav][#boxer][#merges3] olyan 25pénz.
ER32 vegyél hozzá, az pont optimális.Ha megnézed a BF20ad gépkönyvét, láthatod, hogy mekkora a maximális fúrás-, marás- /ujjmaróval/ és homlok-palástmarás teljesítménye.Ha ki akarod aknázni a géped tulajdonságait, akkor ER32! Ahogy Péter is írta 1,5mm-20mm ig betudsz fogni vele ujjmarót, csigafúrót, stb.
Nekem CTC Tools ER32 készletem van /ha jól rémlik egy Dán cég, aki a sárgáknál gyártat, pont mint az Optimum/ és másfél két éve lehetett a patronbefogó +12dbos patronkészlet +vám [#falbav][#boxer][#merges3] olyan 25pénz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 23, 11:44
Írta: 000000000 Dátum 2009 február 23, 11:44
Remélem nem kavarom fel az állóvizet ha megkérdezem:
Péter mi van a várva-várt maróddal???
Péter mi van a várva-várt maróddal???
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 23, 12:16
Írta: bmejdz9nu Dátum 2009 február 23, 12:16
Az E32 befogoja néha nagy... azaz zavaró lehet... Ezért mindkettőt "tartom" :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 23, 12:17
Írta: bmejdz9nu Dátum 2009 február 23, 12:17
Semmi...szélhámos a német szálító... már fel van jelentve a PayPal-nál...
Március 6-ig kért időt... Megadtam... mit tehetek? Sehol semmi ennyiért... Azóta a forint még romlott...
Sajnos... ez van...
Március 6-ig kért időt... Megadtam... mit tehetek? Sehol semmi ennyiért... Azóta a forint még romlott...
Sajnos... ez van...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 23, 12:22
Írta: 000000000 Dátum 2009 február 23, 12:22
nem örülök.....remélem márciusban megkapod és sűrű elnézések között meglep még a német vagy 20kg PR88-al, meg 5 reklámpólóval és 12db würth-ös kulcstartóval...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 23, 12:54
Írta: bmejdz9nu Dátum 2009 február 23, 12:54
A remény hal meg utoljára :)
írtam neki, hogy ismerőseim meglátogatják:) Megnézik a gépet és segítenek a szálítás gyors erendezésében :)
Azt is írtam, hogy nem tudnak semmilyen nyelven... magyarul sem :)
írtam neki, hogy ismerőseim meglátogatják:) Megnézik a gépet és segítenek a szálítás gyors erendezésében :)
Azt is írtam, hogy nem tudnak semmilyen nyelven... magyarul sem :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 február 23, 21:37
Írta: svejk Dátum 2009 február 23, 21:37
PR88...hmmm...kell valakinek???
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 február 24, 14:49
Írta: tjf0wf46d Dátum 2009 február 24, 14:49
Péter, Gege, köszönöm! Marad akkor az ER-32 Vajon milyen minőségűek az eBay-es patron + befogó készletek!? Akkora ársávban mozognak, hogy ihaj... Félek véletlen valami hőkezeletlen kínai gagyit fogok ki! A Vertex is kínai, kutya drága, de jó. Milyen márkát tudtok ajánlani olcsó, de jó ár-érték arányban!? :)
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 24, 16:09
Írta: 000000000 Dátum 2009 február 24, 16:09
nekem személyes tapasztalatom az általam említett CTC-vel van.szerintem jó anyagból van, a patronok nem deformálódnak.Elég közepesen meghúzni és jól fogja a szerszámot, majd munka után leveszem a patrontartóról a szorítógyűrűt és oldalról megkopogtatom villáskulccsal a szerszámot és szabályosan kilő a befogóból....persze ekkora már a szerszám is könnyen kicsúszik a patronból, nem szorul bele.Gondolom rugóacélból van....Ja és a felületeken, megmunkáláson is látszik,hogy minőség.....persze nem egy Vertex...de ha ár/érték arány a lényeg én csak pozitívan tudok nyilatkozni.....bár most nem tudom mennyi lehet a CTC
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 február 24, 17:54
Írta: D.Laci Dátum 2009 február 24, 17:54
"majd munka után leveszem a patrontartóról a szorítógyűrűt és oldalról megkopogtatom villáskulccsal a szerszámot és szabályosan kilő a befogóból"
Ha jól értem amit írtál, akkor te valamit nagyon rosszul csinálsz....
Ha jól értem amit írtál, akkor te valamit nagyon rosszul csinálsz....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 24, 18:13
Írta: 000000000 Dátum 2009 február 24, 18:13
..lehet hogy rosszul írtam
..lehet,hogy rosszul érted
de jó volna,ha megmagyaráznád,mire is gondolsz
..lehet,hogy rosszul érted
de jó volna,ha megmagyaráznád,mire is gondolsz
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 február 24, 18:21
Írta: D.Laci Dátum 2009 február 24, 18:21
„oldalról megkopogtatom villáskulccsal a szerszámot” elvileg szépen magától kikel jönnie a patronnak és a szerszámnak kocogtatás nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 24, 18:47
Írta: 4um5b65d Dátum 2009 február 24, 18:47
Gege, valamit tényleg nem jól csinálsz !
Bár nem látom montosan, hogy milyen alaptested és hollandid van ,de valami nem stimmel.
Lehet, hogy már a berakásnál rontasz el valamit.
1- Fogod a hollandit, majd az üres patront kissé féloldalasan tartva bepattintod a hollandiba. (Itt ronthatod el például, ha már előre berakod a szerszámot.
2-Az üres patront + a hollandit feltekered az alaptestre.
3 bedugod a szerszámot és meghúzod.
-------------------
Kiszedésnél....
1 - Nyitod a hollandit egészen addig míg egy pattanást hallasz. Ekkor már kivehető a szerszám anélkül, hogy a hollandit teljesen letekernéd.
Üres patront viszont nem szabad felhúzatni a testre.
Bár nem látom montosan, hogy milyen alaptested és hollandid van ,de valami nem stimmel.
Lehet, hogy már a berakásnál rontasz el valamit.
1- Fogod a hollandit, majd az üres patront kissé féloldalasan tartva bepattintod a hollandiba. (Itt ronthatod el például, ha már előre berakod a szerszámot.
2-Az üres patront + a hollandit feltekered az alaptestre.
3 bedugod a szerszámot és meghúzod.
-------------------
Kiszedésnél....
1 - Nyitod a hollandit egészen addig míg egy pattanást hallasz. Ekkor már kivehető a szerszám anélkül, hogy a hollandit teljesen letekernéd.
Üres patront viszont nem szabad felhúzatni a testre.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 24, 19:01
Írta: bmejdz9nu Dátum 2009 február 24, 19:01
A CTC-t én is csak ajánlani tudom... bár elég lassú...(2-3 hét)
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2009 február 24, 19:32
Írta: 2nbj3n5m Dátum 2009 február 24, 19:32
Válaszd a Hódot.
Janko
Janko
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 24, 22:30
Írta: bmejdz9nu Dátum 2009 február 24, 22:30
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 11:36
Írta: 000000000 Dátum 2009 február 25, 11:36
Valóban nem ez a sorrend, de engem így tanítottak a suliban, hogy szerszám be a patronba, aztán patron bele a hollandiba, aztán úgy fel a patronbefogóba.
1. a volt sulimban kb 30-35 éves patronkészlet volt, mindegyik megerőltetve és úgy kellett kiütni meg beütni a szerszámot
2. az én patronjaim mm/inch -esek ill. 2 méretet lehet beletenni. Tehát míg egy 6-7 patronba gond nélkül belemegy egy 6os ujjmaró, a 7est már erőltetni kel picit, amit ugy nemtudok betenni, hamár a patron a patrontartóban van (fejjel lefelé, ugy hogy nem is látok rá)
Ugy gondolom, hogy ez lehet megszokás kérdése.....szerintem nem befolyásol semmit mondjuk a körülfutási pontosságon, DE ha igen, akkor valóban rosszvashibát követek el és megfogadom a tanácsotokat!!!
Remélem
1. a volt sulimban kb 30-35 éves patronkészlet volt, mindegyik megerőltetve és úgy kellett kiütni meg beütni a szerszámot
2. az én patronjaim mm/inch -esek ill. 2 méretet lehet beletenni. Tehát míg egy 6-7 patronba gond nélkül belemegy egy 6os ujjmaró, a 7est már erőltetni kel picit, amit ugy nemtudok betenni, hamár a patron a patrontartóban van (fejjel lefelé, ugy hogy nem is látok rá)
Ugy gondolom, hogy ez lehet megszokás kérdése.....szerintem nem befolyásol semmit mondjuk a körülfutási pontosságon, DE ha igen, akkor valóban rosszvashibát követek el és megfogadom a tanácsotokat!!!
Remélem
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 11:36
Írta: 000000000 Dátum 2009 február 25, 11:36
az a "Remélem" nem tudom hogy került oda....
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 25, 12:34
Írta: 4um5b65d Dátum 2009 február 25, 12:34
Nem tudom, hogy milyen patronokat illetve hollandit használsz, de nálam nem lehet berakni a patront a hollandiba, ha már benne van a szerszám, hisz annak oda bele kell pattannia, az pedig csak üres patronnal lehetséges. Az én patronjaimba csak 1 méretet lehet beletenni.
De vannak itt sokan akiknek van patronjuk, nekik vajon milyen megoldással van ez kivitelezve ?
De vannak itt sokan akiknek van patronjuk, nekik vajon milyen megoldással van ez kivitelezve ?
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 25, 12:38
Írta: 4um5b65d Dátum 2009 február 25, 12:38
Jaj, én lüke !
Persze hogy nem jól írtam !
-Patron bele a hollandiba
-szerszám bele a patronba
-Felteker.
De azt nem értem, hogy ha nálad a szerszám már előre bekerül a patronba akkor hogy pattan be a helyére a patron. Ez kihúzásnál nagyon kell, hogy beakadjon. Nem lehet, hogy neked nem is fekszik bele a patron a hollandiba szabályosan?
Persze hogy nem jól írtam !
-Patron bele a hollandiba
-szerszám bele a patronba
-Felteker.
De azt nem értem, hogy ha nálad a szerszám már előre bekerül a patronba akkor hogy pattan be a helyére a patron. Ez kihúzásnál nagyon kell, hogy beakadjon. Nem lehet, hogy neked nem is fekszik bele a patron a hollandiba szabályosan?
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 február 25, 12:39
Írta: D.Laci Dátum 2009 február 25, 12:39
Légyszi a hollandi belsejéröl készits egy képet!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 14:30
Írta: 000000000 Dátum 2009 február 25, 14:30
Semmi értelme lefotozni......rájöttem, hogy mit rontok el.... [#falbav][#falbav][#falbav]...van benne egy excentrikus perem, ahova a patront bele kell pattintani......Na nekem ilyenem van /mint kiderült/, de azelőtt csak olyannal volt dolgom, amibe a Hollandi csak simán kúpos és nem tartja, csak megszorítja a patront.hogy én mekkora egy dilettáns vagyok....
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 25, 14:53
Írta: 4um5b65d Dátum 2009 február 25, 14:53
Akkor csak eljutottunk a hobby patrontól az ipari patronig.....
[#nyes][#wave]
[#nyes][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 15:18
Írta: 000000000 Dátum 2009 február 25, 15:18
Nem Te vagy ám ebbe a legnagyobb ...[#falbav][#falbav][#falbav]
Soha nem volt dolgom (és a szakmám se az) ipari marókkal és főorsókkal.
Namost az elsők között vettem a Teckno marót postai szállítással.
Leírás, rajz nem lévén én sem jó sorrendben raktam be a patront (patron a főorsóba, abba a maró majd rá az anya) és ütött a maró.
És ezután mit csináltam:[#falbav] hát kisztergáltam a kis peremet az anyából, gondolván nem jól köszörülték ki benne a fészket.
Nemsokára volt tali Szentendrén és ott csendben megnézegettem a kiállítottakat és ahogy nézegetem hát 2T-ék másoknak is kezdték mutatni és magyarázni hogy mi miért van és hogyan kell a marót behelyezni.
Hála az égnek nem szorúlnak be a patronok (egyedül a 6-ost kell megkocogtattni egy fadarabbal ha nagyon megtépem).
Ha lehetne venni csak külön egy ilyen anyát akkor vennék.
De eddig szégyeltem ezzel előhozakodni.
Soha nem volt dolgom (és a szakmám se az) ipari marókkal és főorsókkal.
Namost az elsők között vettem a Teckno marót postai szállítással.
Leírás, rajz nem lévén én sem jó sorrendben raktam be a patront (patron a főorsóba, abba a maró majd rá az anya) és ütött a maró.
És ezután mit csináltam:[#falbav] hát kisztergáltam a kis peremet az anyából, gondolván nem jól köszörülték ki benne a fészket.
Nemsokára volt tali Szentendrén és ott csendben megnézegettem a kiállítottakat és ahogy nézegetem hát 2T-ék másoknak is kezdték mutatni és magyarázni hogy mi miért van és hogyan kell a marót behelyezni.
Hála az égnek nem szorúlnak be a patronok (egyedül a 6-ost kell megkocogtattni egy fadarabbal ha nagyon megtépem).
Ha lehetne venni csak külön egy ilyen anyát akkor vennék.
De eddig szégyeltem ezzel előhozakodni.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 február 25, 15:21
Írta: D.Laci Dátum 2009 február 25, 15:21
http://www.noniusz.hu/ itt lehet külön venni. [#integet2][#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 25, 15:29
Írta: bmejdz9nu Dátum 2009 február 25, 15:29
Én valahol a neten rátaláltam a patron be/ki technikára... szerencsém volt...:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 15:35
Írta: 000000000 Dátum 2009 február 25, 15:35
szia Laci!majd nézd meg az emailedet!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 25, 15:35
Írta: 4um5b65d Dátum 2009 február 25, 15:35
Milyen jó az hogy van egy ilyen ikon a fórumban, most tudom használni....
[#falbav][#falbav][#falbav]
[#falbav][#falbav][#falbav]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 15:42
Írta: 000000000 Dátum 2009 február 25, 15:42
A szégyenembe egy kis méreg is került utólag amikor megtudtam a frankót, hogy egy 100.000-Ft. feletti géphez illett volna egy ilyen rajzot vagy leírást mellékelni.
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2009 február 25, 17:41
Írta: dg8n4i8x Dátum 2009 február 25, 17:41
Sőt az sem mindegy hogy a patront a hollandiban merre billented... Ált. van egy jel a hollandin és a patronon is szokott lenni. A jelölt részt kell először bebillenteni a perem alá majd úgy bepattintani, ha jól megnézitek a hollandiban excentrikus az a perem, vagy nem kör alakú... [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 február 25, 20:15
Írta: bmejdz9nu Dátum 2009 február 25, 20:15
A marógépekhez (pl. BF20) és a a patronbefogatókhoz sem adnak ilyen jellegű leírást...
De szorítóanyát (pl. ER16-hoz) lehet kapni... szabványosak! Pl. Hód kft vagy Ebay...
Én is vettem egy tartalékot a BF20-hoz...
De szorítóanyát (pl. ER16-hoz) lehet kapni... szabványosak! Pl. Hód kft vagy Ebay...
Én is vettem egy tartalékot a BF20-hoz...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 25, 20:34
Írta: 4um5b65d Dátum 2009 február 25, 20:34
Igazság szerint kellene, hogy adjanak egy mindenre kiterjedő használati utasítást, de a mai trend szerint azt csinálják mint egy átlag polgár a toaletten.....Tojnak bele !!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 25, 21:31
Írta: 000000000 Dátum 2009 február 25, 21:31
HÓD KFT.Nagyon jó cég. Le a kalappal, sok cégről nem mondható el ez az abszolút pozitív és segítőkész hozzá állás. Mindenkinek ajánlom.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 11:08
Írta: 000000000 Dátum 2009 február 26, 11:08
Szerintem elég jó gépkönyveket adnak a minőségi termékekhez.És itt most a gépekre gondolok.Az egész szakma csínyját-bínyját nem írhatják le, mert akkor minden géphez 1-2 tankönyvet is kéne mellékelni.Én így is megvagyok elégedve azzal az 1-2 táblázattal (anyag/fordulat/előtolási sebesség/vágósebesség/stb.stb.), képlettel (kúpesztergálási számítások) amiket a gépkönyv tartalmaz.Szerintem ezek mind-mind "plusszok" a gépkönyvben. Avval viszont nem értek egyet, hogyha valami nem triviális, akkor ahhoz miért nem adnak leírást.Pl.:ez az ominózus patronbefogó.......
....vagy egy másik példa: - mostanában aktuálisak nálam a menetkészítési problémák [#crazya](segítség béna vagyok topic)...és ha nem tanítják meg nekem anno, akkor honnan tudnám a kézi menetfúrás módját ill. a sorrendet /mert hát valahol a készrevágót 3 vonallal jelölik, valahol, meg az a jelöletlen/
És szerintem a MI Hobbynk kicsit drága ahhoz, hogy 1-2 nem rendeltetés szerű használatból adódóan 3. alkatrészt/szerszámot/gépet szemrebbenés nélkül beszerezzük
....vagy egy másik példa: - mostanában aktuálisak nálam a menetkészítési problémák [#crazya](segítség béna vagyok topic)...és ha nem tanítják meg nekem anno, akkor honnan tudnám a kézi menetfúrás módját ill. a sorrendet /mert hát valahol a készrevágót 3 vonallal jelölik, valahol, meg az a jelöletlen/
És szerintem a MI Hobbynk kicsit drága ahhoz, hogy 1-2 nem rendeltetés szerű használatból adódóan 3. alkatrészt/szerszámot/gépet szemrebbenés nélkül beszerezzük
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 13:13
Írta: 4um5b65d Dátum 2009 február 26, 13:13
Ez a 3 vonalas jelölés tökre inkorrekt.
Elméletileg ez azt jelentené, hogy legalább 4 darabból áll a készlet. Egyszer volt alkalmam kézben tartani egy M70x6-os kézi menetfúrót. Tekintélyes volt már a tömege is a maga kis 55 mm körüli szárával. Az 7 részes készlet volt.
Elméletileg ez azt jelentené, hogy legalább 4 darabból áll a készlet. Egyszer volt alkalmam kézben tartani egy M70x6-os kézi menetfúrót. Tekintélyes volt már a tömege is a maga kis 55 mm körüli szárával. Az 7 részes készlet volt.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 13:21
Írta: 000000000 Dátum 2009 február 26, 13:21
Az szép lehetett :)
..inkorrekt, nem inkorrekt, a régi tankönyvemben /1961es kiadás/ abban I, II, III vonalas verzió van, amelyik készlettel meg valaha volt dolgom az I, II és "jelöletlen" fúrókból áll. Sőtt ismertem olyat aki látott már olyan embert, aki hallott róla, hogy valamelyik készleten pontokkal van jelölve mindez.
..inkorrekt, nem inkorrekt, a régi tankönyvemben /1961es kiadás/ abban I, II, III vonalas verzió van, amelyik készlettel meg valaha volt dolgom az I, II és "jelöletlen" fúrókból áll. Sőtt ismertem olyat aki látott már olyan embert, aki hallott róla, hogy valamelyik készleten pontokkal van jelölve mindez.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 13:40
Írta: 4um5b65d Dátum 2009 február 26, 13:40
Nem véletlen tértek át a 3. fokozatnál a jelölés nélküli változatra. Volt egy okos ember aki rájött, hogy ennek több haszna is van. Például ha csak 2 részes a készlet akkor szerencsétlen dolgozó nehogy már feltúrja az egész műhelyt, hogy vajon hová lett a harmadik, készrevágó szerszám.
Ha meg csak a harmadikat veszed meg a boltban akkor vettél egy gépi menetfúrót..... nem kell két félét gyártani. Igaz ma már nemigen csinálják ezt a módszert.
Ha meg csak a harmadikat veszed meg a boltban akkor vettél egy gépi menetfúrót..... nem kell két félét gyártani. Igaz ma már nemigen csinálják ezt a módszert.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 26, 13:54
Írta: hyn6ys8wt Dátum 2009 február 26, 13:54
"Ha meg csak a harmadikat veszed meg a boltban akkor vettél egy gépi menetfúrót..... "
Mitől (miért) "gépi" egy menetfuró?
Mitől (miért) "gépi" egy menetfuró?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 február 26, 14:07
Írta: ywathzay Dátum 2009 február 26, 14:07
Ezért van a szakmai képzés, hogy az ember fia tudja mit miért, és hogyan. Hiába kötök be egy konnektort, vagy egy kapcsolási rajz alapján egy áramkört én abban a szakmában kontár vagyok. Általában véve a kontárok fizetik a legnagyobb árat (selejt, törött szerszám stb.) ha egy ilyen "hobbit" választanak maguknak. Ugyanis ha valaki egy kicsit is ért már hozzá, vonalak nélkül megmondja melyik menetfúró hányadik fokozat.
amp: a gépi menetfúró egy művelettel elvégzi a készre megmunkálást.
amp: a gépi menetfúró egy művelettel elvégzi a készre megmunkálást.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 26, 14:15
Írta: hyn6ys8wt Dátum 2009 február 26, 14:15
Igen ezt tudom, vannak gépi menetfuroim. Más különbség nincs? Ugy értem a gépi menetfurot is ugyanugy kell használni mint a kézit? tekerem jobbra, majd balra forgácstörés, megint jobbra stb.... Én legalábbis igy használom. Vagy a gépit lehet csak simán végigtekerni?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 14:33
Írta: 000000000 Dátum 2009 február 26, 14:33
A gépi menetfúró azért gépi, mert nem kézzel hajtod, hanem általában levegős menetelő szerszámmal /vagy az olcsóbbak elektromosak vagy az ezermester befogja pisztolyfúróba, de azok a hajtóműves oszlopos fúrók, amiken van menetfúró előtolás, az is "eszi" a gépi menetfúrót/
http://www.optiweb.hu/index.php?page=shop.product_details&flypage=shop.flypage&product_id=1595&category_id=109&manufacturer_id=0&option=com_virtuemart&Itemid=26
http://www.optiweb.hu/index.php?page=shop.product_details&flypage=shop.flypage&product_id=1595&category_id=109&manufacturer_id=0&option=com_virtuemart&Itemid=26
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 14:39
Írta: 000000000 Dátum 2009 február 26, 14:39
Én nagyon amatőrnek tartom magam, de szakmám a gépi forgácsolás, mindazon által csak pár éves szakmai tapasztalatom van és nem ismerhetek még mindent /egy élet is kevés kitanulni mondjuk az esztergálás minden titkát/.Aki kicsit is ért hozzá, az ránézésre megtudja mondani a menetfúrók sorrendjét, ez világos, csak példának hoztam fel.Én két évig maróztam a volt sulimban, ami megfelel egy részmunkaidős állásnak /nem nagy tapasztalat, tudom, de../ De ezalatt nem találkoztam olyan patronbefogóval, mint amilyet a saját gépemhez vettem. A technika fejlődik, a módszerek változnak.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 14:45
Írta: 000000000 Dátum 2009 február 26, 14:45
mert álltalában a gépi furok jobb minőségű acélbol vannak,és idő sporolásbol,egy furásbol meg furja a menetet.és a azok a gépi furok tőrnek,ahol nem jol van beáálitva az előtolás,meg lehet az alaplyuk gagyi!!!
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 26, 14:51
Írta: hyn6ys8wt Dátum 2009 február 26, 14:51
Kösz! Akkor most simán betekerhetem vagy kell forgácsot törni?
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 15:34
Írta: 4um5b65d Dátum 2009 február 26, 15:34
NEM kell törni a forgácsot!
Ha be tudod hajtani előre fele menet akkor csak told neki....
Kezdheted a 3. fokozattal is.
A több fokozatú menetfúrásnak inkább ott van jelentősége ahol izomból nem tudod behajtani. Például egy M30-as menet már igen nehezen megy be némely anyagnál még a 3 fokozattal is.
Ha be tudod hajtani előre fele menet akkor csak told neki....
Kezdheted a 3. fokozattal is.
A több fokozatú menetfúrásnak inkább ott van jelentősége ahol izomból nem tudod behajtani. Például egy M30-as menet már igen nehezen megy be némely anyagnál még a 3 fokozattal is.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 február 26, 15:42
Írta: hyn6ys8wt Dátum 2009 február 26, 15:42
Szoval ne féljek attól hogy eltörik a furó? Gondolom az nem baj ha kenem közben :-)
M14-es menethez elég ha 12mm-re előfurom?
M14-es menethez elég ha 12mm-re előfurom?
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 15:57
Írta: 4um5b65d Dátum 2009 február 26, 15:57
14-es menetet mindjárt lehet készre(menet)fúrni. Ideális hozzá a 12-es furat.
A kennéssel kapcsolatban meg neked is elmondom a volt szakmai tanárom kedvenc szólását....
Teeeeeeeeeee, hát szárazon még ba..ni sem lehet nemhogy forgácsolni....
[#nyes]
A kennéssel kapcsolatban meg neked is elmondom a volt szakmai tanárom kedvenc szólását....
Teeeeeeeeeee, hát szárazon még ba..ni sem lehet nemhogy forgácsolni....
[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: eivmhrm04 Dátum 2009 február 26, 16:10
Írta: eivmhrm04 Dátum 2009 február 26, 16:10
[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:11
Írta: 000000000 Dátum 2009 február 26, 16:11
általánosságba véve arra figyelj ha gépi fúróval dolgozol kézzel, amit nádházi is írt, hogy a magméret tényleg magméret legyen, ne legyen kisebb egy tizeddel se és figyelj a furathibákra /"K" furat, ovalitás, stb./ mert ekkor törhet a gépi fúród és az nagyon kellemetlen, ha ugy jársz mint én pár napja...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:30
Írta: 000000000 Dátum 2009 február 26, 16:30
ja!minimum titex minőség mind kettőnél!és ha bele tőrik,elő egy gyémánt mandrellt,és lehet átvágni a be tőrt részt,és utánna ki lehet piszkálni.persze ez csak kis mélységnél lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:31
Írta: 000000000 Dátum 2009 február 26, 16:31
ja és a 8-cas szorzot ne feledd!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:37
Írta: 000000000 Dátum 2009 február 26, 16:37
ha jól tudom, a 0,8-as szorzó M10ig jó csak, utána 0,86 ill. egy bizonyos átmérő alatt is más......ez "ökölszabály". Én 6,8,10 menet kivételével mindíg megnézem a táblázatban a magátmérőt, biztos ami ziher.
http://www.perfor.hu/hu/menetmeret.htm
http://www.perfor.hu/hu/menetmeret.htm
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 16:43
Írta: 4um5b65d Dátum 2009 február 26, 16:43
Soha ne az elméleti magméretre fúrd a magfuratot mert beletöröd a titex-et. Azt csak kevés anyagnál teheted meg büntetlenül.
Menetátmérő mínusz a menet emelkedés = magfurat.
Csak ennyit jegyezz meg és mindig jó lesz.
Menetátmérő mínusz a menet emelkedés = magfurat.
Csak ennyit jegyezz meg és mindig jó lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:54
Írta: 000000000 Dátum 2009 február 26, 16:54
meg jo tudni amit a kollega is emlitett,hogy pl a titex H-s illesztésű alapbol,ami azt jelenti hogy szinte kotty mentesen furja a menetet,meg kenni se árt kőzbe!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 16:57
Írta: 000000000 Dátum 2009 február 26, 16:57
és egy fontos dolog!egy másik forumon balasetvédelmi oktatás folyik,és nem árt tudni hogy a gépi furok szára hosszabb a normál metszőknél,és ha rosszul tőrik,hát a csuklon a verő eret észre vétlen átvágja,mert a pengétől élesebb él keletkezik!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 február 26, 16:59
Írta: ywathzay Dátum 2009 február 26, 16:59
[#vigyor3][#vigyor3][#vigyor3][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 18:05
Írta: 4um5b65d Dátum 2009 február 26, 18:05
[#conf][#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 18:18
Írta: 000000000 Dátum 2009 február 26, 18:18
oké,oké!az idő sok mindent meg old!:)))))))[#rinya][#rinya][#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 18:27
Írta: 4um5b65d Dátum 2009 február 26, 18:27
"titex H-s illesztésű alapbol,ami azt jelenti hogy szinte kotty mentesen furja a menetet"
[#conf][#csodalk]
[#conf][#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 18:28
Írta: 000000000 Dátum 2009 február 26, 18:28
persze,ha jo az alap juk!én legalábbis ilyet használok![#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 18:35
Írta: 4um5b65d Dátum 2009 február 26, 18:35
[#falbav][#falbav]
Mindegyik menetfúró H-s illesztésű, de ez nem egyezik meg például egy H6-os furat illesztéséve.
6H-s menetfúró nagyobb menetet csinál.(leggyakoribb)
4H-s menetfúró szűkebbet.
Mindegyik menetfúró H-s illesztésű, de ez nem egyezik meg például egy H6-os furat illesztéséve.
6H-s menetfúró nagyobb menetet csinál.(leggyakoribb)
4H-s menetfúró szűkebbet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 18:37
Írta: 000000000 Dátum 2009 február 26, 18:37
pontosan!a szovjet nem![#beka3]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 18:42
Írta: 000000000 Dátum 2009 február 26, 18:42
Lacikám a vitát lezártnak tekintem,mert tul sok jelentősége nincs az illesztéseknek,talán az ora iparban.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 26, 18:52
Írta: 4um5b65d Dátum 2009 február 26, 18:52
Mondjuk tőlem se kértek még 4H-s illesztésű menetet, de nem igazán az órásoknál lehet ez mindennapos, hanem a menetköszörű gépeknél. A golyósorsó, menetes idomszerek és egyéb precíziós menetek gyártásakor biztos hogy sűrűn találkozik ilyen rajzjellel az adott szaki.
Olyanom már volt, hogy kikötötték a 5H-s menetillesztést, de ez is inkább egy mérnöki túlkapás volt. Volt menetmikróm, úgyhogy nem tudtak kitolni velem, de a röhely az , hogy ellnőrizni nem tudták a valóságot ennek hiányában.
Olyanom már volt, hogy kikötötték a 5H-s menetillesztést, de ez is inkább egy mérnöki túlkapás volt. Volt menetmikróm, úgyhogy nem tudtak kitolni velem, de a röhely az , hogy ellnőrizni nem tudták a valóságot ennek hiányában.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 26, 19:07
Írta: 000000000 Dátum 2009 február 26, 19:07
no ezért nem vitatkozok veled,mert egy jol felkészűlt szakember vagy,és én kb 30 éve tanultam az illestéseket.nálam a szakmámba nem volt rá szűkség.most is pl.ha furnom kell egy 4 menetet,és nincs 3.2 furom,akkor elő furok 3.5.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 február 28, 15:22
Írta: 000000000 Dátum 2009 február 28, 15:22
Pár napja erről volt szó és mit ad Isten?!Kapom a CTC tools-os hírlevelet és ez áll benne:
http://www.ctctools.biz/servlet/the-21/ER11-MT2-MK2-COLLET/Detail
!!!Alul a Tecnical Info-nál a képek!!!
http://www.ctctools.biz/servlet/the-21/ER11-MT2-MK2-COLLET/Detail
!!!Alul a Tecnical Info-nál a képek!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 3k74cecek Dátum 2009 február 28, 16:59
Írta: 3k74cecek Dátum 2009 február 28, 16:59
" a gépi furok szára hosszabb a normál metszőknél,"
[#conf]??? Már csak azért is mert a metszőknek nincs száruk. [#nevetes1]
[#conf]??? Már csak azért is mert a metszőknek nincs száruk. [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 február 28, 18:51
Írta: 4um5b65d Dátum 2009 február 28, 18:51
Ki tudja ?
Még lehet, hogy száras metsző is van a világon ?!
Amikor egy csigafúróban hűtőviz csatorna van és amikor nanotechnológiával mikroszkópikus méretű villanymotort állítanak elő akkor bármi elképzelhető.
[#vigyor3]
Még lehet, hogy száras metsző is van a világon ?!
Amikor egy csigafúróban hűtőviz csatorna van és amikor nanotechnológiával mikroszkópikus méretű villanymotort állítanak elő akkor bármi elképzelhető.
[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: 3k74cecek Dátum 2009 február 28, 19:59
Írta: 3k74cecek Dátum 2009 február 28, 19:59
Bizony óvatosnak kell lenni, mert bármi megeshetik a mai világban [#vigyor5]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 01, 16:42
Írta: Teaway Dátum 2009 március 01, 16:42
Már csak ötöt kell aludni, és érkezik a gép[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 01, 18:35
Írta: 000000000 Dátum 2009 március 01, 18:35
jogos!látod ilyen egy rosszvas hiba!jo példa a rosszra!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 18:56
Írta: 000000000 Dátum 2009 március 02, 18:56
Mult heten megerkezett Nemetorszagbol a Kinai furo maro gepem!
Sajnos a jelenlegi anyagi helyzet miatt komolyabb gepet nem tudok most venni.
A gep jobb egy fokkal mint amire szamitottam,par dolog meglepett,peldaul a nyomocsapagyak letezese a nem tul kisporolt öntöttvas,es az orsonal az hogy nem log a gephazba.
A többi a szokasos Kina minöseg,csavarok csak be vannak teve megszoritva egyaltalan,ez foleg a motor csatlakozo dobozaban erdekes,elvileg ott nem kene utolag csinalni semmit,viszont aki igy gondolja az porul jarhat mivel ott sincs megszopritva egyik csavar se,es ez ervenyes a kapcsolokra is.
Vegül megprobalok feltenni par kepet


Sajnos a jelenlegi anyagi helyzet miatt komolyabb gepet nem tudok most venni.
A gep jobb egy fokkal mint amire szamitottam,par dolog meglepett,peldaul a nyomocsapagyak letezese a nem tul kisporolt öntöttvas,es az orsonal az hogy nem log a gephazba.
A többi a szokasos Kina minöseg,csavarok csak be vannak teve megszoritva egyaltalan,ez foleg a motor csatlakozo dobozaban erdekes,elvileg ott nem kene utolag csinalni semmit,viszont aki igy gondolja az porul jarhat mivel ott sincs megszopritva egyik csavar se,es ez ervenyes a kapcsolokra is.
Vegül megprobalok feltenni par kepet
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 18:58
Írta: 000000000 Dátum 2009 március 02, 18:58
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 március 02, 18:59
Írta: D.Laci Dátum 2009 március 02, 18:59


Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 19:06
Írta: 000000000 Dátum 2009 március 02, 19:06
Köszönöm!
Nem tudom hol rontom el!
Nem tudom hol rontom el!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 március 02, 19:12
Írta: 4um5b65d Dátum 2009 március 02, 19:12
Micsoda színkavalkád van ezen a koord-fúrón....
Olyan mint egy piros orru bohóc.....
[#vigyor3][#nyes]
Olyan mint egy piros orru bohóc.....
[#vigyor3][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 19:29
Írta: 000000000 Dátum 2009 március 02, 19:29
Mennyiért vesztegették???
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 19:29
Írta: 000000000 Dátum 2009 március 02, 19:29
Bocsánat.......GRATULA a Géphez!!!
Mennyiért vesztegették???
Mennyiért vesztegették???
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 20:28
Írta: 000000000 Dátum 2009 március 02, 20:28
Köszi!
Ebben a szinben 249 euro,masik cegnel kek-szürke 350.
Egyenlöre nem zavar ez a szin,ugyis lekopik es valamikor le lesz festve ha megerdemli.
Ebben a szinben 249 euro,masik cegnel kek-szürke 350.
Egyenlöre nem zavar ez a szin,ugyis lekopik es valamikor le lesz festve ha megerdemli.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 március 02, 20:32
Írta: 4um5b65d Dátum 2009 március 02, 20:32
A vészkapcsolója viszont nagyon jó helyen van, ha mindkét kezed foglalt akkor is le tudod kapcsolni. Sok fúrógépnél igen rossz helyre rakják a bal oldalra. Ha épp az anyagot fogod kézzel vagyis nem satuban , a másikkal meg tolod a fúrót, baj esetén nem engedheted el az anyagot mert forgásba kezd, jobb kézzel meg nem lehet elérni a bal oldali kapcsolót.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 02, 20:33
Írta: s7manbs8 Dátum 2009 március 02, 20:33
Ezt CNC-síteni fogod ? Sok idő mire megjön ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 22:10
Írta: 000000000 Dátum 2009 március 02, 22:10
gratulálok a gépedhez nekem tetszik, kicsi és praktikus!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 22:24
Írta: 000000000 Dátum 2009 március 02, 22:24
jo pofa gép,és akár a homlokoddal le tudod "vészfékezni!:)))))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 02, 22:57
Írta: 000000000 Dátum 2009 március 02, 22:57
Nem fogom cnc siteni,ez nem arra valo szerintem,habar volt a nemet forumon aki ezt tette.
Tervbe van hozza egy par modositas,mint peldaul az oszlop csereje öntöttvas csöre,frekivalto es motor,a Z tengely finomallitasa es motorizalt elötolas az asztalhoz.
A megjövös dolog meg ugy muködik hogy egy baratom vette meg es hozta el kocsival.
Tervbe van hozza egy par modositas,mint peldaul az oszlop csereje öntöttvas csöre,frekivalto es motor,a Z tengely finomallitasa es motorizalt elötolas az asztalhoz.
A megjövös dolog meg ugy muködik hogy egy baratom vette meg es hozta el kocsival.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 03, 22:25
Írta: Teaway Dátum 2009 március 03, 22:25
Bárki is festette ilyenre, nekem tetszik!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 06, 20:12
Írta: Teaway Dátum 2009 március 06, 20:12
"Március 6-ig kért időt... Megadtam... mit tehetek?"
Vannak publikus fejlemények?
Vannak publikus fejlemények?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 06, 21:30
Írta: 000000000 Dátum 2009 március 06, 21:30
Na ezt en is meg akartam mar kerdezni de nem mertem!
Jomagam ha vettem valamit gepet vagy szerszamot,amig ithon nem latom be vagyok dilkozva.
Jomagam ha vettem valamit gepet vagy szerszamot,amig ithon nem latom be vagyok dilkozva.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 10, 08:04
Írta: bmejdz9nu Dátum 2009 március 10, 08:04
Szélhámos az eladó...
Valószinűleg csődben van a német eladó ahogy elnézem...
Még jó, hogy PayPal-al fizettem... Most mást nem tehetek... csak várok... pénzre vagy gépre...:)
Valószinűleg csődben van a német eladó ahogy elnézem...
Még jó, hogy PayPal-al fizettem... Most mást nem tehetek... csak várok... pénzre vagy gépre...:)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 10, 17:49
Írta: Teaway Dátum 2009 március 10, 17:49
Hogy az a...tényleg sajnálom, hogy ilyen keserves hozzájutni a géphez. Úgy látom, nálad igazán jó kezekben lenne!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 10, 18:10
Írta: 000000000 Dátum 2009 március 10, 18:10
Nemcsak Te várod Péter, mi is kíváncsiak vagyunk rá.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 10, 18:29
Írta: bmejdz9nu Dátum 2009 március 10, 18:29
Most a németet kezelem... Áthúzom a neten először is :)
Megvonták már tőle a HBM értékesítési jogát is..
Fefüggesztették az Ebay-on... stb...
A PayPal ügyvédei hajtják :) ... írták... De a PayPalnak akkor is kell fizetni (vissza) ha a szállító kikészült :)
Persze ettől még marógépem nem lesz :)
Megvonták már tőle a HBM értékesítési jogát is..
Fefüggesztették az Ebay-on... stb...
A PayPal ügyvédei hajtják :) ... írták... De a PayPalnak akkor is kell fizetni (vissza) ha a szállító kikészült :)
Persze ettől még marógépem nem lesz :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 19, 17:20
Írta: bmejdz9nu Dátum 2009 március 19, 17:20
#796 ... szomorúság... Sajnos... ez a gépem nem lesz...
Sajnos a német eladó becsődölt és nincs pénze ... (azaz kaput lett neki :) Hát ilyen most a világ...
Ahogy elnéztem a német fórumot sok embernek "ugrik" most a pénze...
Sajnos a kereskedő (kezdetben is) egyik gép bevételéből finanszírozta a másikat...(tehát szélhámos volt már alapjában)
Később már csak a "soron következőnek" akkor ha jött friss pénz a bankba egy reménykedő vevőtől...
Sajnos én már későn érkeztem... :)
A németek nagyon bosszusak és már feljelentették többszörösen is a rendőrségen a céget..
Szerencsémre(? :) Én PayPal-al fizettem.... ma visszafizette a pénzemet a Paypal...(alig akarta elfogadni akkoriban :)
Természetesen már tőlem is megkapta a negativot, ahogy illik... és nyomja neki más is azóta... ... igaz ettől még pénzük nem lesz vissza....
de már szerintem az Ebay is felfüggesztette... azaz már nem árul semmit...
Én személy szerint... talán mindent megtettem - a nemzetközi webtérben - hogy az eladót kivonják a forgalomból...(100% kaput legyen neki:)
Fórumokon és "ellenhonlapot" is indítottam...
Nehogy valaki vegyen innét: www.m-h-s.eu !!! (Frank Spiekermann)
Sajnos a német eladó becsődölt és nincs pénze ... (azaz kaput lett neki :) Hát ilyen most a világ...
Ahogy elnéztem a német fórumot sok embernek "ugrik" most a pénze...
Sajnos a kereskedő (kezdetben is) egyik gép bevételéből finanszírozta a másikat...(tehát szélhámos volt már alapjában)
Később már csak a "soron következőnek" akkor ha jött friss pénz a bankba egy reménykedő vevőtől...
Sajnos én már későn érkeztem... :)
A németek nagyon bosszusak és már feljelentették többszörösen is a rendőrségen a céget..
Szerencsémre(? :) Én PayPal-al fizettem.... ma visszafizette a pénzemet a Paypal...(alig akarta elfogadni akkoriban :)
Természetesen már tőlem is megkapta a negativot, ahogy illik... és nyomja neki más is azóta... ... igaz ettől még pénzük nem lesz vissza....
de már szerintem az Ebay is felfüggesztette... azaz már nem árul semmit...
Én személy szerint... talán mindent megtettem - a nemzetközi webtérben - hogy az eladót kivonják a forgalomból...(100% kaput legyen neki:)
Fórumokon és "ellenhonlapot" is indítottam...
Nehogy valaki vegyen innét: www.m-h-s.eu !!! (Frank Spiekermann)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 19, 18:17
Írta: 000000000 Dátum 2009 március 19, 18:17
Ellen weblap?! Hűűűűűűűű... Péter nem akarsz néhány ingyen vezérlőt tőlem?![#vigyor5][#vigyor3][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 19, 18:49
Írta: bmejdz9nu Dátum 2009 március 19, 18:49
Ezt csak végszükség esetén vetem be... Ha nagyon mérges vagyok...
Majd egyszer elmesélem személyesen...
van ugyebár a www.m-h-s.eu oldala az "ürgének"...
Nekem van ugyebár egy www.m-h-s.info oldalam... (2 USD www.nameadmin.com)
A weblapját lemásolod...(letöltöd) aztán felteszed a másikra...
A google-t serkented, hogy a tiedet (a másolatot) jobban szeresse....
Ha megszerette*... akkor törlöd a tartalmat (mert ugyebár az adat lopás nem divat*) aztán ott nyitasz egy fórumot... ahol lehet szapolni :) és én vagyok az admin :)
* A német lopott pénzt... így mehet a rendőrségre max. Ő mard ott...:) De hát már nincs is semmi anyag ott :) ?
Ez is egy bonyolult dolog most nem vettem ad-ware-t... csak pár német fórumba linkeltem...
Öszejött könnyen a látogatói "létszám", a kritikus tömeg :)
Statisztika... .. pár nap alatt!
A fórumot nem akarom linkelni... de privátban átküldöm neked. Túl kemény volt a menet :) Talán nem is a forumban...
De el tudod képzelni... mert egy hét kizárást kaptam a a német www.cncecke.de-n... :)) Megérdemeltem...
A moderátorok is felfogták (írtam nekik)... ezt azt benthagytak... (a hobysták vesztik a pénzüket... alapon)
Csak, hogy nyugizzak le... egy hét pihi :) de részemről ok... célt értem. 1 millió 200Ft volt nekem a dolog értéke...
Majd egyszer elmesélem személyesen...
van ugyebár a www.m-h-s.eu oldala az "ürgének"...
Nekem van ugyebár egy www.m-h-s.info oldalam... (2 USD www.nameadmin.com)
A weblapját lemásolod...(letöltöd) aztán felteszed a másikra...
A google-t serkented, hogy a tiedet (a másolatot) jobban szeresse....
Ha megszerette*... akkor törlöd a tartalmat (mert ugyebár az adat lopás nem divat*) aztán ott nyitasz egy fórumot... ahol lehet szapolni :) és én vagyok az admin :)
* A német lopott pénzt... így mehet a rendőrségre max. Ő mard ott...:) De hát már nincs is semmi anyag ott :) ?
Ez is egy bonyolult dolog most nem vettem ad-ware-t... csak pár német fórumba linkeltem...
Öszejött könnyen a látogatói "létszám", a kritikus tömeg :)
Statisztika... .. pár nap alatt!
A fórumot nem akarom linkelni... de privátban átküldöm neked. Túl kemény volt a menet :) Talán nem is a forumban...
De el tudod képzelni... mert egy hét kizárást kaptam a a német www.cncecke.de-n... :)) Megérdemeltem...
A moderátorok is felfogták (írtam nekik)... ezt azt benthagytak... (a hobysták vesztik a pénzüket... alapon)
Csak, hogy nyugizzak le... egy hét pihi :) de részemről ok... célt értem. 1 millió 200Ft volt nekem a dolog értéke...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 20, 15:05
Írta: bmejdz9nu Dátum 2009 március 20, 15:05
Kapott néha egy-két pozitívet is... mert eladott egy-két 10 Euros csavarhuzókészletet :) Azt tudta küldeni :)
Szerintem jövő hét közepére már csak piros lesz :) már aki tud adni... az az Ebay-on vásárolt és 60 napon belül van...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 20, 18:03
Írta: bmejdz9nu Dátum 2009 március 20, 18:03
A következő... fele súly, fele tudás.. fele ár :)
Tele vettem magamat már SK30-as cuccokkal... PayPal-al fizettem azért :)

Egy Videó a CNC-s változatról...
Tele vettem magamat már SK30-as cuccokkal... PayPal-al fizettem azért :)
Egy Videó a CNC-s változatról...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 20, 18:23
Írta: HJózsi Dátum 2009 március 20, 18:23
Legalább megspóroltad a padló zsírozást és az 1000db csapágygolyót ... [#nyes] Ezt betehetik villástargoncával ... 350kg ... masszív erős gép ... félnehézsúly :D
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 20, 18:40
Írta: bmejdz9nu Dátum 2009 március 20, 18:40
Ha lesz... ugyebár :) mit vinni be a műhelybe...
De állítólag 6 nap alatt itt van és már hétfőn átadják a szállítócégnek...
(ez nagyon valószínű mert a németek ajánlották... és 100%-os Seller az eladó...)
2 markos ember belöki a helyére :) A műhelyt sem kell nagyon átrendezni:)
Végül is... úgy is lehet nézni, hogy minek kellett volna nekem akkora, hodály kramanc HBM? :)
A 2000db "megmaradt" Euróból... pedig elmegyek a Kanári szigetekre kipihenni a töténteket :)
De állítólag 6 nap alatt itt van és már hétfőn átadják a szállítócégnek...
(ez nagyon valószínű mert a németek ajánlották... és 100%-os Seller az eladó...)
2 markos ember belöki a helyére :) A műhelyt sem kell nagyon átrendezni:)
Végül is... úgy is lehet nézni, hogy minek kellett volna nekem akkora, hodály kramanc HBM? :)
A 2000db "megmaradt" Euróból... pedig elmegyek a Kanári szigetekre kipihenni a töténteket :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 20, 19:50
Írta: 000000000 Dátum 2009 március 20, 19:50
Ez is baba, cnc nélkül vetted? Remélem ez már símán megjön. Nem hiányzik még egy tortúra, az a köcsög jól megszívatott(volna).
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 21, 08:02
Írta: bmejdz9nu Dátum 2009 március 21, 08:02
A golyósorsóval felszerelés + 1000 Euro... stb...(+ Motorok, csak léptetős ...stb...)
Ennyiért még nekem is megéri megcsinálni, ha kell(ene)... :)
Az, hogy CNC-s lesz e nálam... végül is minek? Erre ott a mostani gépem...
Azt "lekörözni" úgysem tudná pontosságban...
Kell is egy hagyományos gép is a háznál... sokszor... CNC ide vagy oda...:)
Egy-egy kellemes barkácsolós "furás-faragási" élményt semmilyen CAM és CNC nem helyettesíti ...[#smile]
Itt az Ebay-on "futtatnak" egy komplett CNC változatot... Hát nem olcsó... majd 7000-et szeretnének érte...
Mintha itt lenne valami központi kenő rendszer is benne?


De ronda ez az ipari zöld :) nekem legalábis nem jön be :)
Ennyiért még nekem is megéri megcsinálni, ha kell(ene)... :)
Az, hogy CNC-s lesz e nálam... végül is minek? Erre ott a mostani gépem...
Azt "lekörözni" úgysem tudná pontosságban...
Kell is egy hagyományos gép is a háznál... sokszor... CNC ide vagy oda...:)
Egy-egy kellemes barkácsolós "furás-faragási" élményt semmilyen CAM és CNC nem helyettesíti ...[#smile]
Itt az Ebay-on "futtatnak" egy komplett CNC változatot... Hát nem olcsó... majd 7000-et szeretnének érte...
Mintha itt lenne valami központi kenő rendszer is benne?
De ronda ez az ipari zöld :) nekem legalábis nem jön be :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 21, 10:49
Írta: HJózsi Dátum 2009 március 21, 10:49
Már látom lesz egy "KAMI-350 és hasonló marógépek" topik ...[#nyes]
Mi bajod a szinével? Ez legalább nem hobby rózsaszín ... ( Barbi maschinen [#eplus2] )
Szimpatikus ez a cnc-s változat, még akkor is, ha oldalról nézve valamiért a pc-táp jut eszembe ...[#buck] Szépen megcsinálták...
Kedvem lenne kipróbálni, hogy a szánkópályámon amin a HBM lecsúszott a műhelybe, ez is le tudna-e csúszni gond nélkül ? ... [#csodalk][#lama]
Mi bajod a szinével? Ez legalább nem hobby rózsaszín ... ( Barbi maschinen [#eplus2] )
Szimpatikus ez a cnc-s változat, még akkor is, ha oldalról nézve valamiért a pc-táp jut eszembe ...[#buck] Szépen megcsinálták...
Kedvem lenne kipróbálni, hogy a szánkópályámon amin a HBM lecsúszott a műhelybe, ez is le tudna-e csúszni gond nélkül ? ... [#csodalk][#lama]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 21, 12:05
Írta: bmejdz9nu Dátum 2009 március 21, 12:05
veszek egy originál KAMI-t :) ... aztán csúsztathatod a műhelyedbe :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 21, 19:54
Írta: Teaway Dátum 2009 március 21, 19:54
Kétfajta zöldet látunk...nem tudjuk, melyik az igazi.
Amúgy szép darab...csak az furcsa, hogy a dönthető fej forgástengelye nem a szerszám vonalába esik.
Amúgy szép darab...csak az furcsa, hogy a dönthető fej forgástengelye nem a szerszám vonalába esik.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 21, 20:14
Írta: bmejdz9nu Dátum 2009 március 21, 20:14
Úgysem lenne referencia minőségű a középpont :) Gondolom... Ezért...? Vagy súlyközép?
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 21, 21:02
Írta: Teaway Dátum 2009 március 21, 21:02
Úgy látszik...már egyszer ki akartam súlyozni a géped:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 09:21
Írta: bmejdz9nu Dátum 2009 március 22, 09:21
Az új masinához valami asztal/tartót kell csinálnom ill. csináltatnom...
Mi a szokásos, "kellemes" munka asztal magasság? Tud valaki erre gyakorlatból valamit írni?
Mi a szokásos, "kellemes" munka asztal magasság? Tud valaki erre gyakorlatból valamit írni?
Cím: Re:Hagyományos forgácsológépek
Írta: ztti28t3n Dátum 2009 március 22, 09:50
Írta: ztti28t3n Dátum 2009 március 22, 09:50
Nálam a hagyományos maró, az állványos fúró tárgyasztal magassága ~110 cm. A satupad magassága (ahol állni szoktam) 90 cm, az asztal (ahol ülve finomabb munkákat végzek) 72 cm. Épülő gépem asztalmagassága 86 cm lesz. Számomra ezek a kényelmesen használható méretek. Törpéknek és óriásoknak valószínű nem az igazi...
Cím: Re:Hagyományos forgácsológépek
Írta: j3rx6bsjd Dátum 2009 március 22, 09:57
Írta: j3rx6bsjd Dátum 2009 március 22, 09:57
Ha satupadról lenne szó,akkor kényelmes ha mellé állva kényelmesen tudsz a satura könyökölni:)Valami ilyesmit próbálj kigondolni a marógéphez is:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 10:04
Írta: bmejdz9nu Dátum 2009 március 22, 10:04
Köszi...
Egy biztos ha túl lent van az nem jó...
A könyöklős módszert most teszteltem :) hát igen ez alá semmi kép...
Persze a majd a műhely belmagassága is döntő lesz... mert csak 200cm...(2000mmm :) +/-5mm :)
Egy biztos ha túl lent van az nem jó...
A könyöklős módszert most teszteltem :) hát igen ez alá semmi kép...
Persze a majd a műhely belmagassága is döntő lesz... mert csak 200cm...(2000mmm :) +/-5mm :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 10:07
Írta: HJózsi Dátum 2009 március 22, 10:07
Az Optimumnál az F45 alá a gyári : 790x590x720 mm ...
Nálam a 85cm asztallap magasság jött be, ami állva kényelmes kurblizáshoz, nem kell hajlongani...
Nálam a 85cm asztallap magasság jött be, ami állva kényelmes kurblizáshoz, nem kell hajlongani...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 10:12
Írta: HJózsi Dátum 2009 március 22, 10:12
Ez marógépre fordítva kb. azt jelentheti, hogy kurblizáskor vízszintes az alkar ... anno filóztam ezen én is ... tökéletes ököl ( könyök ) szabály ! [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 22, 10:42
Írta: Teaway Dátum 2009 március 22, 10:42
Hmm...úgy néz ki, ezt az ellensúlyos dolgot használják a gyakorlatban is:

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 10:44
Írta: bmejdz9nu Dátum 2009 március 22, 10:44
Már csak tudnám miből csináljak asztalt... Valami használható nincs a piacon? 350Kg-ra...
Hegeszteni nem tudok...
Na meg mivel emelem rá? Kellene egy zsiráf? Máskor is már jól jött volna...Honnét? )
Hegeszteni nem tudok...
Na meg mivel emelem rá? Kellene egy zsiráf? Máskor is már jól jött volna...Honnét? )
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 10:50
Írta: bmejdz9nu Dátum 2009 március 22, 10:50
Zsíráfot lehet kapni a OBI vagy Baumax-ba?
Józsi nem tudod mi a német neve... hátha odátról... meglesném a neten...
Józsi nem tudod mi a német neve... hátha odátról... meglesném a neten...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 10:50
Írta: HJózsi Dátum 2009 március 22, 10:50
Legyen ott az asztal, mire a gép jön és a szállítóknak megmondod, ide kérem ... :D
A KAMI-nak nincs gépállványa? Megmondod, dobjanak fel egyet a platóra ... :D Az Opti 200 Euro... ha a KAMI 150-ért ad egyet talán meg is éri, passzolni fog színben ... :DD
A forgács tálca sem mellékes szempont és ezeken már van ...
A KAMI-nak nincs gépállványa? Megmondod, dobjanak fel egyet a platóra ... :D Az Opti 200 Euro... ha a KAMI 150-ért ad egyet talán meg is éri, passzolni fog színben ... :DD
A forgács tálca sem mellékes szempont és ezeken már van ...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 22, 10:52
Írta: Teaway Dátum 2009 március 22, 10:52
"Hegeszteni nem tudok... "
:(
Pedig épp akartam javasolni a 60x60x3-as zártszevényt.
:(
Pedig épp akartam javasolni a 60x60x3-as zártszevényt.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 10:54
Írta: HJózsi Dátum 2009 március 22, 10:54
Hebegeräte , Motorheber 2 Tonnen
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:00
Írta: bmejdz9nu Dátum 2009 március 22, 11:00
Nem láttam a honlapjukon...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:00
Írta: bmejdz9nu Dátum 2009 március 22, 11:00
Csak csavarozni :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:01
Írta: HJózsi Dátum 2009 március 22, 11:01
Van itt egy kedvezményes, csak lassan szállítanak :
UNI-MAX
UNI-MAX
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:02
Írta: bmejdz9nu Dátum 2009 március 22, 11:02
Werkstattkran ! :) erre van a legtöbb találat.... Jó pofa összecsukhatók is vannak :) 500Kg elég... nem?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:02
Írta: HJózsi Dátum 2009 március 22, 11:02
Kérdezz rá, a fényképen van ... mond meg, jó lesz használt is 100-ért ... legalább megszabadulnak tőle :DD
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:04
Írta: bmejdz9nu Dátum 2009 március 22, 11:04
200 Euro...
Persze hátha holnap már 250 lesz az Euro...
Persze hátha holnap már 250 lesz az Euro...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:06
Írta: HJózsi Dátum 2009 március 22, 11:06
Ehhez a géphez elég, de nézd meg, hogy elég legyen az emelő magassága, meg azt is, hogy milyen gurtnival emelsz, az is fog kelleni ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:06
Írta: bmejdz9nu Dátum 2009 március 22, 11:06
Én mintha... múltkor amikor kint jártam.... valami "hallatlanul" olcsón láttam valahol... talán még 100 Juro sem volt...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:07
Írta: bmejdz9nu Dátum 2009 március 22, 11:07
Hát igen...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:08
Írta: HJózsi Dátum 2009 március 22, 11:08
Remélem 250-lesz, és olcsó lesz a hitel és akkor én is rámozdulok egy ZX40A-ra ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:09
Írta: bmejdz9nu Dátum 2009 március 22, 11:09
Ne legyünk pesszimisták = legyen 200 ! ... Álmodik a "nyomor" [#lama]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:12
Írta: HJózsi Dátum 2009 március 22, 11:12
Nekem a hidraulikus emelős kézi villástargonca (béka) a legszimpatikusabb... ha a terepviszonyok megengedik. No gurtni, No mennyezet para ...
Még at autódat is be tudod tenni a sarokba, 45 fokban ... [#nyes] ( vagy a szomszédét ... [#buck]
Még at autódat is be tudod tenni a sarokba, 45 fokban ... [#nyes] ( vagy a szomszédét ... [#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:13
Írta: HJózsi Dátum 2009 március 22, 11:13
[#lama]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 11:17
Írta: bmejdz9nu Dátum 2009 március 22, 11:17
Meg ráemelni a munkadarabot :) Ehhez is csinálok egy toldóasztalt (extendert)... de akkor is kellhet :)
A plafon... az ciki... de hogy máshogy?
A plafon... az ciki... de hogy máshogy?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 22, 11:22
Írta: HJózsi Dátum 2009 március 22, 11:22
Vagy néhány palló, meg 6 markos legény aki ért a gép teleportációhoz ... és akkor nem kell emelőt venni... kérdezz rá valami gépműhelyben a közelben ...
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 március 22, 12:51
Írta: 0gbwyh99 Dátum 2009 március 22, 12:51
Hat ember fell kell hogy bírja tenni !
Persze ha hirtelen össze tudsz szedni hat főt . A képek alapján én is úgy látom hogy azon van központi kenő rendszer .
Persze ha hirtelen össze tudsz szedni hat főt . A képek alapján én is úgy látom hogy azon van központi kenő rendszer .
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 13:35
Írta: bmejdz9nu Dátum 2009 március 22, 13:35
Aztán így nincs fogása... úgy nincs fogása... aztán bumm :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 14:55
Írta: 000000000 Dátum 2009 március 22, 14:55
Kerdes,miert kell egyben cipleni a gepet?
szetszedhetö legalabb 3 darabba,ez azret jo mert max 2 ember viheti,a sok zsirt koszt ugyis le kell takaritani,es nem utolso sorban a kina munkanak jobb utana nezni es belenezni ahova lehet mert könyen meglepetes erhet maskülömben.
En az eszretgat egyedül vittem ki 130 kilo,darabokba semmiseg volt,a 80 kilos marot is 3 darabba jatszva pakolgattam,es a meglepetes hogy a villanyszerelesnel a csatlakozasok nem voltak megszoritva nem munka közben ertek varatlanul,az lehetett volna felvillanyozo elmeny ha a 220 hozzaer a vashoz.
szetszedhetö legalabb 3 darabba,ez azret jo mert max 2 ember viheti,a sok zsirt koszt ugyis le kell takaritani,es nem utolso sorban a kina munkanak jobb utana nezni es belenezni ahova lehet mert könyen meglepetes erhet maskülömben.
En az eszretgat egyedül vittem ki 130 kilo,darabokba semmiseg volt,a 80 kilos marot is 3 darabba jatszva pakolgattam,es a meglepetes hogy a villanyszerelesnel a csatlakozasok nem voltak megszoritva nem munka közben ertek varatlanul,az lehetett volna felvillanyozo elmeny ha a 220 hozzaer a vashoz.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 15:15
Írta: bmejdz9nu Dátum 2009 március 22, 15:15
Hát igen! Ez egy jó ötlet! Köszi... Majd meglátjuk a (meg)bontási lehetőségeket...
De ez a kínai dolog elég érdekes... pl. A BF20-at végigmértem - amikor vettem - és semmi gáz nem volt vele...
Talán az "Echte Deutsche" KAMI Maschine is... :))
De ez a kínai dolog elég érdekes... pl. A BF20-at végigmértem - amikor vettem - és semmi gáz nem volt vele...
Talán az "Echte Deutsche" KAMI Maschine is... :))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 16:59
Írta: 000000000 Dátum 2009 március 22, 16:59

http://cnctar.hobbycnc.hu/N%e1dh%e1zi%20professzor/cnc/CNC_ExpressMill_SQ_Closeup_ss.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 17:15
Írta: bmejdz9nu Dátum 2009 március 22, 17:15
Ez igen hasonlít arra amit vettem... honnét ez a kép? Milyen szép... nem ipari zöld... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 17:28
Írta: 000000000 Dátum 2009 március 22, 17:28
tegnap láttam meg,és mint ahogy mondják,meglátni és...!nekem nagyon tetszik,és ha azt vesszűk nem is tul drága!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 17:37
Írta: 000000000 Dátum 2009 március 22, 17:37
www.microkinetics.com nem rossz kis cég,és árulnak mindent ami cnc!láttam egy érdekes szerkezeti megoldást,és agyalok rajta rendesen!!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 17:51
Írta: bmejdz9nu Dátum 2009 március 22, 17:51
Hű de jó...
Van egy nagyobb kép is róla... Ilyen alját kellene csinálnom?
Ez más CNC-s megoldás mint a Németeké...
Itt az orsókat szerintem nem cserélték... a Z tekerőn van a motor... míg a németek az egészet mozgatták...
Gondolom...
És ez a pdf::::::::::::::::::::::::::
Elég új a dolog: MillMaster Pro: 4.3.81 Build date: Nov 26, 2008 Release date: Dec 9, 2008

Van egy nagyobb kép is róla... Ilyen alját kellene csinálnom?
Ez más CNC-s megoldás mint a Németeké...
Itt az orsókat szerintem nem cserélték... a Z tekerőn van a motor... míg a németek az egészet mozgatták...
Gondolom...
És ez a pdf::::::::::::::::::::::::::
Elég új a dolog: MillMaster Pro: 4.3.81 Build date: Nov 26, 2008 Release date: Dec 9, 2008
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 17:57
Írta: 000000000 Dátum 2009 március 22, 17:57
ez egy 10000 dolláros kis gépecske,és már biztos megnézted a honlapjukat,és ez a megoldást:High Performance Ballscrew Kit.ez láttad?az Y és az X orso anyája egy tőmben van!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 18:01
Írta: bmejdz9nu Dátum 2009 március 22, 18:01
A pdf-ben az írják, hogy opció... "required special order ball screws"
Persze 10.000USD-s variációban ... már belefér :)
Persze 10.000USD-s variációban ... már belefér :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 18:08
Írta: 000000000 Dátum 2009 március 22, 18:08
bele,és belegondolva,nem rossz elgondolás!a controller progi se tűnik rossznak,és szerintem pőpec kis szerkezet!és ahogy elnézem a tagokat,itt a tulaj,melos,mérnők,ismerik a kétkezi melot!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 22, 18:27
Írta: Teaway Dátum 2009 március 22, 18:27
"az lehetett volna felvillanyozo elmeny ha a 220 hozzaer a vashoz."
Fázis a házhoz?
Semmi sem történik, FI-relé bont, a gép megáll.
Fázis a házhoz?
Semmi sem történik, FI-relé bont, a gép megáll.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 18:58
Írta: 000000000 Dátum 2009 március 22, 18:58
és ha nincs benne FI relé,mert kinai???
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 22, 19:11
Írta: Teaway Dátum 2009 március 22, 19:11
Az nem a gépben van, hanem a villanyóra-szekrényben.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 19:54
Írta: 000000000 Dátum 2009 március 22, 19:54
nekem ott sincs.pedig kellene,az egészség megőrzés végett!:)
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 március 22, 20:20
Írta: 0gbwyh99 Dátum 2009 március 22, 20:20
Gratula Professzor Úr a kép beillesztéshez !!! Megy ez ha gyakorol az ember ! [#taps][#taps][#taps][#taps][#eljen][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 22, 20:57
Írta: bmejdz9nu Dátum 2009 március 22, 20:57
Még, hogy nincs fémipari iskola? :) Nálunk... de...
NÉZZÉTEK MEG EZEKET A VIDEÓKAT !!!!!
Rengeteg fontos apró fogás.... és még jópofa is :) Hasznos infók! (kb. 500Mb)
Mondhatnám , hogy ilyen rend van a műhelyeben ... [#nevetes1] Törekszik persze az ember... nade ez a rend nem semmi...
NÉZZÉTEK MEG EZEKET A VIDEÓKAT !!!!!
Rengeteg fontos apró fogás.... és még jópofa is :) Hasznos infók! (kb. 500Mb)
Mondhatnám , hogy ilyen rend van a műhelyeben ... [#nevetes1] Törekszik persze az ember... nade ez a rend nem semmi...
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 22, 21:19
Írta: s7manbs8 Dátum 2009 március 22, 21:19
"Hegeszteni nem tudok... "
Itt az ideje hegesztő CNC-t vagy robotot építened, ilyet még az itteni társulatból se igen sok mindenki csinált, lehet Te lennél az úttörő ebben is.[#vigyor2][#vigyor2]
Itt az ideje hegesztő CNC-t vagy robotot építened, ilyet még az itteni társulatból se igen sok mindenki csinált, lehet Te lennél az úttörő ebben is.[#vigyor2][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 21:37
Írta: 000000000 Dátum 2009 március 22, 21:37
szia István!áh,nem én voltam,szerintem Varsa volt!:)gyere át a csevegőbe!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 22, 22:04
Írta: 000000000 Dátum 2009 március 22, 22:04
ez már nem műhely,inkább egy laboratorium!!!!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 25, 19:22
Írta: Teaway Dátum 2009 március 25, 19:22
Vagy inkább patika...esetleg tisztaszoba!! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 25, 19:24
Írta: Teaway Dátum 2009 március 25, 19:24
Nem árt, ha van. Nálam az egész hálózatot maga alatt tudja.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 25, 19:41
Írta: 000000000 Dátum 2009 március 25, 19:41
tervbe van véve,de hát mindent nem lehet megcsinálni!:)))én szeretem az "alkotói rendet magam kőrűl!:)))ha folyton rendet tartanák,mikor dolgoznék????
Cím: Re:Hagyományos forgácsológépek
Írta: bicme92us Dátum 2009 március 25, 21:05
Írta: bicme92us Dátum 2009 március 25, 21:05
Van egy régi mondás: akinek rend van az íróasztalán, annak rendetlenség van a fejében.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 25, 22:02
Írta: 000000000 Dátum 2009 március 25, 22:02
szivemből beszéltél főldi!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 26, 17:31
Írta: bmejdz9nu Dátum 2009 március 26, 17:31
#1007 ... ebből tényleg lesz valami :)
Hallo,
unsere Spedition teilte uns folgendes mit:
Ware trifft heut im Laufe des Tages bei Sped. Gebrüder Weiss in
H - Dunaharaszti ein. Ansprechpartner.... (név és telefon)
Hallo,
unsere Spedition teilte uns folgendes mit:
Ware trifft heut im Laufe des Tages bei Sped. Gebrüder Weiss in
H - Dunaharaszti ein. Ansprechpartner.... (név és telefon)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 26, 17:58
Írta: HJózsi Dátum 2009 március 26, 17:58
Ezt nevezik gépeltérítésnek ... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 26, 18:11
Írta: bmejdz9nu Dátum 2009 március 26, 18:11
A Gebrüder Weiss kocsijait szoktam látni Sopronban... mind hátlap rakodós...
Na ja ennyiért... minőségi szolgáltatást várok... :) Be a műhelybe :)
Na ja ennyiért... minőségi szolgáltatást várok... :) Be a műhelybe :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 26, 19:27
Írta: 000000000 Dátum 2009 március 26, 19:27
még lehet hogy egy pizzával is fognak kedveskedni neked!:)))[#taps][#taps][#taps][#taps][#taps][#taps][#taps][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 26, 19:49
Írta: bmejdz9nu Dátum 2009 március 26, 19:49
... egy állvánnyal kellene :)
De szerintem holnap még nem hozzák... csak el logisztikáznak még vele pár napot :)
De szerintem holnap még nem hozzák... csak el logisztikáznak még vele pár napot :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 26, 20:53
Írta: Teaway Dátum 2009 március 26, 20:53
Milyen állvány/asztal-gondolatok vannak a fejedben?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 26, 21:06
Írta: 000000000 Dátum 2009 március 26, 21:06
amugy egy ilyen nem olcso gépnél,szerintem járhatna állvány is!biztos várnak még más szállitando cuccra,hogy ne csak a te géped kelljen fuvarozniuk!nem lehet a gép utját kővetni?már divat hogy nyomon kővethető a rendelt áru,szinte percre pontosan!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 26, 21:22
Írta: bmejdz9nu Dátum 2009 március 26, 21:22
nem tudom még...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 26, 21:23
Írta: bmejdz9nu Dátum 2009 március 26, 21:23
Hát követés... online nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 26, 21:26
Írta: 000000000 Dátum 2009 március 26, 21:26
én már biztos eléjűk mennék,mert szeretném a tulajdonomba tudni a műszert,de gondolom már te is!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 13:40
Írta: bmejdz9nu Dátum 2009 március 27, 13:40
KAMI Mashine :) Megjött :) Simán egyedül behúzta a műhelybe a szállító... Most már csak asztal kell...
Megyek nézek valami "megvehető" variációt :) Elsőre olyan mint gondoltam... Kicsit nagy :)








Nagy felbontásban itt a képek...
Megyek nézek valami "megvehető" variációt :) Elsőre olyan mint gondoltam... Kicsit nagy :)
Nagy felbontásban itt a képek...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 március 27, 14:15
Írta: f7k4ytivb Dátum 2009 március 27, 14:15
Gratulálok a gépedhez Péter! A színe sem rossz én egyébként zöld párti vagyok![#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 17:00
Írta: 000000000 Dátum 2009 március 27, 17:00
Szia Péter!
Végre megjött, már mióta vártuk. Legyen vele szerencséd és használd sokáig gond nékül.
Végre megjött, már mióta vártuk. Legyen vele szerencséd és használd sokáig gond nékül.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 27, 17:29
Írta: HJózsi Dátum 2009 március 27, 17:29
Gratulálok Péter! :) Szép a masina, érződik benne az erő a BF20 "gravírozóhoz" képest... [#nyes] Várjuk a videót, hogy a hangját is halljuk ... akár csak úgy üresben ... [#wave][#vigyor2][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 17:34
Írta: 000000000 Dátum 2009 március 27, 17:34
Kár, az enyém tűzpiros lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 27, 17:40
Írta: HJózsi Dátum 2009 március 27, 17:40
A Bohr-und Fräsmaschine FKM 350 PL nettó 2.898,00 €,
legalábbis a weboldalukon... Kaptál egy ezrest ajándélba tőlük ? ... Vagy ez még átalakítás előtti, vagyis nem golyósorsóval szerelt ? ...
legalábbis a weboldalukon... Kaptál egy ezrest ajándélba tőlük ? ... Vagy ez még átalakítás előtti, vagyis nem golyósorsóval szerelt ? ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 27, 17:42
Írta: HJózsi Dátum 2009 március 27, 17:42
Akkor kell még egy fehér és meglesz a trikolor ... [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 17:46
Írta: 000000000 Dátum 2009 március 27, 17:46
Én is gratulálok és sok sikert kívánok hozzá!
Megúszta minden része a szállítást?
Megúszta minden része a szállítást?
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 27, 17:47
Írta: s7manbs8 Dátum 2009 március 27, 17:47
"The page you are trying to access does not exist.
Please select a page from the main menu."
Ilyeneket ír ki au oldaluk szinte minden képre, még most épül ez a cég ? Gondoltam rendelek már én is onnan vagy 2 esztergát ...[#vigyor2][#vigyor2]
Please select a page from the main menu."
Ilyeneket ír ki au oldaluk szinte minden képre, még most épül ez a cég ? Gondoltam rendelek már én is onnan vagy 2 esztergát ...[#vigyor2][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 18:02
Írta: 000000000 Dátum 2009 március 27, 18:02
gratulálok hozzá,ás sok szép munkák szűlessenek rajta!:)))még átalakitod cnc-nek?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 18:58
Írta: bmejdz9nu Dátum 2009 március 27, 18:58
Ez nem golyósorsós... (-1000 Euro) 1000-ért én is megcsinálom :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 18:59
Írta: bmejdz9nu Dátum 2009 március 27, 18:59
Meg. Tökéletes csomagolás volt... (Echte kínai :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 19:00
Írta: bmejdz9nu Dátum 2009 március 27, 19:00
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 19:03
Írta: bmejdz9nu Dátum 2009 március 27, 19:03
Hát lehet, hogy golyósorsók kerülnek bele... mert szeretem, ha valami pontos...
Aztán elég nagy darab ugyebár... nem ártan rá előtoló motorok... de csak szervómotorjaim vannak :)
Akkor már inkább egy encodert tekergetnék nehogy elfáradjak :)
Ez akkor már CNC-s? :)
Aztán elég nagy darab ugyebár... nem ártan rá előtoló motorok... de csak szervómotorjaim vannak :)
Akkor már inkább egy encodert tekergetnék nehogy elfáradjak :)
Ez akkor már CNC-s? :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 19:04
Írta: 000000000 Dátum 2009 március 27, 19:04
Józsi! A Csiki szupergépe fehér, majd a talin egymás mellé állítjuk őket.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 19:06
Írta: 000000000 Dátum 2009 március 27, 19:06
áh,egy jo kis LÉPTETŐ MOCI![#vigyor2][#vigyor2][#vigyor2][#taps][#taps][#taps][#taps][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 19:10
Írta: bmejdz9nu Dátum 2009 március 27, 19:10
Léptető motor (sajnos) biztos nem lesz...
A németek azzal csinálták... 12Nm-esekkel...+ áttétel... ez igen drága megoldás nekem :)
Gondolom láttad a videót.....
A németek azzal csinálták... 12Nm-esekkel...+ áttétel... ez igen drága megoldás nekem :)
Gondolom láttad a videót.....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 19:21
Írta: 000000000 Dátum 2009 március 27, 19:21
Jó ez a video, a Te gépeden is központi olajozás van?
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 27, 19:32
Írta: s7manbs8 Dátum 2009 március 27, 19:32
Menni megy a cím, csak mikor nézni akarok nagyobb képet az eladó termékekről , akkor írja ki, hogy ilyen kép nincs...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 27, 19:55
Írta: Teaway Dátum 2009 március 27, 19:55
Hű... nagyon csecse a gép...grat hozzá!!
Asztalért sír szegényke, nagyon szomorú a földön...
Asztalért sír szegényke, nagyon szomorú a földön...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 20:03
Írta: bmejdz9nu Dátum 2009 március 27, 20:03
Opció... dehát az sem egy nagy gond... ad neki néha egy "olajfröccsöt" :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 27, 20:10
Írta: bmejdz9nu Dátum 2009 március 27, 20:10
Most mosom, pucolom egyre szebb lesz :)
Hát igen... asztal kellene.. De vannak ezzel nagy gondok...kérdések még...
Nagyon fel lehet emelni a fejegységet...(440mm-re)
Ha ezt a lehetőséget akarom használni a 2 méteres belmagasságom mellett akkor az asztal csak 600mm lehet... ekkor 860mm az asztal magasság...
Nem lesz kevés ez? vagy egy emelhető asztal szerkezet kellene?
Az oké , hogy hétfőn kell fognom egy lakatost... aki ha meg tudja meglátja majd mondja: leendő konkurenciának semmit sem :)
De talán (fixálható) kerekek is jó lenne rá (mozgathatóság?)... láttam a boltban ma 100-150Kg/db teherbírásúakat...
Ez jó lenne?
Aztán milyen széles legyen? Ha netán csinálok hozzá "extendert" mint a BF20-hoz...(ami majd daru emel rá:) és oldalt ne boruljon?
Talán egy 600x600x600 zsalu kellene aztán betonnal feltölt?
Szóval vannak még kérdések...
Hát igen... asztal kellene.. De vannak ezzel nagy gondok...kérdések még...
Nagyon fel lehet emelni a fejegységet...(440mm-re)
Ha ezt a lehetőséget akarom használni a 2 méteres belmagasságom mellett akkor az asztal csak 600mm lehet... ekkor 860mm az asztal magasság...
Nem lesz kevés ez? vagy egy emelhető asztal szerkezet kellene?
Az oké , hogy hétfőn kell fognom egy lakatost... aki ha meg tudja meglátja majd mondja: leendő konkurenciának semmit sem :)
De talán (fixálható) kerekek is jó lenne rá (mozgathatóság?)... láttam a boltban ma 100-150Kg/db teherbírásúakat...
Ez jó lenne?
Aztán milyen széles legyen? Ha netán csinálok hozzá "extendert" mint a BF20-hoz...(ami majd daru emel rá:) és oldalt ne boruljon?
Talán egy 600x600x600 zsalu kellene aztán betonnal feltölt?
Szóval vannak még kérdések...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 27, 20:42
Írta: Farkas Ádám Dátum 2009 március 27, 20:42
Betont neki... segítek zsaluzni:)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 27, 21:48
Írta: HJózsi Dátum 2009 március 27, 21:48
EZAZ! Igazad van! Megvan a trikolor! :) köszi...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 27, 21:53
Írta: HJózsi Dátum 2009 március 27, 21:53
A betonkockából ne hagyd ki a lecsavarozási lehetőséget...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 27, 22:05
Írta: 000000000 Dátum 2009 március 27, 22:05
Na vegre valami kezzel foghato!
Eleg maszivnak tünik ez a gep,nagyon egy darabbol van.
HA szabad kommentalni 2 dolog nem tetszik rajta,az egyik a szine,pedig szeretem a gepi zöldet,a masik a kezelopanell ugy ahogy van tövitöl elöre,föleg az a csö ami a kar szerepet tölti be.
A gep maga egyszerü es stabil,kicsit nagynak tünik ahogy ott all a mühely közepen,vagy csak a szemem csal?
Amugy meg gratulalok! Hasznald egeszseggel es megelegedessel.
Eleg maszivnak tünik ez a gep,nagyon egy darabbol van.
HA szabad kommentalni 2 dolog nem tetszik rajta,az egyik a szine,pedig szeretem a gepi zöldet,a masik a kezelopanell ugy ahogy van tövitöl elöre,föleg az a csö ami a kar szerepet tölti be.
A gep maga egyszerü es stabil,kicsit nagynak tünik ahogy ott all a mühely közepen,vagy csak a szemem csal?
Amugy meg gratulalok! Hasznald egeszseggel es megelegedessel.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 27, 22:43
Írta: Teaway Dátum 2009 március 27, 22:43
Hmm...mennyi a gép magassága teljesen felemelt fejjel?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 08:34
Írta: bmejdz9nu Dátum 2009 március 28, 08:34
Teljesen egyetértek veled... jól látod!
Át nem festem talán... de azt a ronda kezelőpanelt leszerelem, átszerelem...(undorító talán az a legjobb kifejezés :)
Hát elég nagy egy hobbystának... De azzal vigasztalom magamat, még jó hogy az első - amit nem szállítottak - nem jött össze :)
Át nem festem talán... de azt a ronda kezelőpanelt leszerelem, átszerelem...(undorító talán az a legjobb kifejezés :)
Hát elég nagy egy hobbystának... De azzal vigasztalom magamat, még jó hogy az első - amit nem szállítottak - nem jött össze :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 08:35
Írta: bmejdz9nu Dátum 2009 március 28, 08:35
Az aljától a motor tetetjéig 1400mm kereken.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 09:28
Írta: bmejdz9nu Dátum 2009 március 28, 09:28
Rosszul írtam... a tekerők nem műanyagból vannak...
Fém csak a borítás műanyag, bakelitszerű fekete valami... :)
Fém csak a borítás műanyag, bakelitszerű fekete valami... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 11:04
Írta: bmejdz9nu Dátum 2009 március 28, 11:04
Kerekeket megvettem... 4db hivatalosan 135Kg/db terhelést tud - egy)...
200mm magas és duplán rögzítenek... a gumikerékre és egy barázdába is fog...(4500/db)
Lakatost nem hívtam... inkább a sokszorosan bevált fűtésszerelőmet bíztam meg ezzel a "megtisztelő" (azonnal adj uram) feladattal... :)
40x100-as zártszelvényekből lesz... 600x600x1000mm méreteben...
Nagyobb oldalt billenési stabilitást azt akartam, hogyha megcsinálom az extendert akkor se legyen instabil...
Most gyárilag 570mmx230mm-tud.. extenderrel pedíg 1200x320-at...
Most már csak azt kell kifilózni, hogy emeljük majd rá a tartó asztal keretre... (zsiráf nincs. 600mm-et kell...mindössze)
200mm magas és duplán rögzítenek... a gumikerékre és egy barázdába is fog...(4500/db)
Lakatost nem hívtam... inkább a sokszorosan bevált fűtésszerelőmet bíztam meg ezzel a "megtisztelő" (azonnal adj uram) feladattal... :)
40x100-as zártszelvényekből lesz... 600x600x1000mm méreteben...
Nagyobb oldalt billenési stabilitást azt akartam, hogyha megcsinálom az extendert akkor se legyen instabil...
Most gyárilag 570mmx230mm-tud.. extenderrel pedíg 1200x320-at...
Most már csak azt kell kifilózni, hogy emeljük majd rá a tartó asztal keretre... (zsiráf nincs. 600mm-et kell...mindössze)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 28, 12:11
Írta: HJózsi Dátum 2009 március 28, 12:11
Akkor az 1000 a szélesség és a 600 a magasság, ha jól veszem ki szavaidból... a szélesebb asztal jó ötlet! Én a helyedben csinálnék ( v. csináltatnék ) forgácstálcát lefolyó nyílással... vas marása esetén az emulzió a legjobb és leggazdaságosabb ( pl. Makromil 200 )
Az emelés legkönnyebben egy emelős békával menne, szintbe emeled raklappal együtt a kész asztallal és átcsúsztatjátok. ( A rögzítő csavarokat előtte ki kell venni a raklapból... )
Az emelés legkönnyebben egy emelős békával menne, szintbe emeled raklappal együtt a kész asztallal és átcsúsztatjátok. ( A rögzítő csavarokat előtte ki kell venni a raklapból... )
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 12:11
Írta: bmejdz9nu Dátum 2009 március 28, 12:11
Az orsók 25/3-asok benne...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 12:13
Írta: bmejdz9nu Dátum 2009 március 28, 12:13
Valamit kellene... hogy ne kelljen állandóan porszívóznom...
Az asztalon van hűtővíz kivezetés (mint BF20-nál) csak ugye minden egy számmal nagyobb.. Na lassan bekötöm a villanyba (3F)
Az asztalon van hűtővíz kivezetés (mint BF20-nál) csak ugye minden egy számmal nagyobb.. Na lassan bekötöm a villanyba (3F)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 12:44
Írta: 000000000 Dátum 2009 március 28, 12:44
En a bohoc gepemnek(az a szep sarga piros szürke)500x500 es 700 magas asztalt csinaltam zartszelvenyböl,ezen van egy 30 milimeteres kohynhai lap,a maro asztal sikja 97 centi a földtöl merve,ehez hozza jön meg 3 centimeter az allithato labak igy 100 centi lesz az asztal sik magassaga az en 175 centimeter magasagomhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 28, 12:49
Írta: HJózsi Dátum 2009 március 28, 12:49
Az a lefolyó nem rossz, de tálca akkor is kell, nem véletlenül van minden komoly gépen. Márpedig a tied is az ... a marótárcsa meg jól szét tud fröcskölni, pláne, ha a munkadarab is nagy ...
Amit egyébként az emulziók tisztító hatásáról írnak, az nem smafu! Munka végeztével emulzióval leslagolom a gépet és már csak a forgácsot kell kiszedni alul... kicsit áttörölgetem, de amúgy nem hagy foltot... a Vágó sprayk és egyéb "dezodorok" ragadós trutymót hagynak maguk után és hűteni nem nagyon tudnak, ezért aztán befüstölik a műhelyt ... az emulzió nem füstöl és hideg marad az alkatrész, ami nem utolsó szempont amikor a méretet ellenőrzöd ...
Amit egyébként az emulziók tisztító hatásáról írnak, az nem smafu! Munka végeztével emulzióval leslagolom a gépet és már csak a forgácsot kell kiszedni alul... kicsit áttörölgetem, de amúgy nem hagy foltot... a Vágó sprayk és egyéb "dezodorok" ragadós trutymót hagynak maguk után és hűteni nem nagyon tudnak, ezért aztán befüstölik a műhelyt ... az emulzió nem füstöl és hideg marad az alkatrész, ami nem utolsó szempont amikor a méretet ellenőrzöd ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 13:33
Írta: bmejdz9nu Dátum 2009 március 28, 13:33
Én gurulósat akartam... Tudod jön a nyár... kitolom az udvarra és napozok közbe :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 13:34
Írta: bmejdz9nu Dátum 2009 március 28, 13:34
Múltkor használnom kellett emulzót az alkohol helyett a CNC-nél
Jó... de a víz elpárolog aztán az olajfilm ott maradt.... slagolni nem akartam :)
Jó... de a víz elpárolog aztán az olajfilm ott maradt.... slagolni nem akartam :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 28, 14:16
Írta: HJózsi Dátum 2009 március 28, 14:16
Az emulzióval magával slagolj ...
Nézz be az Eszterga topikba, hátha találsz valami ötletet a HBM280 teleportációjánál ...
Nézz be az Eszterga topikba, hátha találsz valami ötletet a HBM280 teleportációjánál ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 14:47
Írta: bmejdz9nu Dátum 2009 március 28, 14:47
Na kapott áramot:) Gyönyörűen megy, szép a hangja...Na ja az egész hajtműház olajjal fel töltve...:)
A 12 sebesség fokozat így jön össze:
1. A motort át lehet kapcsolni 2 vagy 4 polusura
2. High-Low mech. sebesség kapcsolás
3. 3 állású mech. fogaskerék kapcsolás...
75rpm tól 12 lépésben 3150rpm-ig....
A 12 sebesség fokozat így jön össze:
1. A motort át lehet kapcsolni 2 vagy 4 polusura
2. High-Low mech. sebesség kapcsolás
3. 3 állású mech. fogaskerék kapcsolás...
75rpm tól 12 lépésben 3150rpm-ig....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 15:19
Írta: 000000000 Dátum 2009 március 28, 15:19
NA ja es közben nem kell felni hogy csak 2 meter magasan a plafon..........
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2009 március 28, 16:31
Írta: Motoros Dátum 2009 március 28, 16:31
Szép darab, nekem tetszik A cnc-sítése is sztem simább ügy lesz mint a Bridgeport-é lett volna. Jó egészséget hozzá.Én egy masszív zártszelvény asztalra szavaznék. Nekem már volt kiöntött beton monstrumom, alig bírtam szétvésni meg kihordani a sittet.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 17:39
Írta: bmejdz9nu Dátum 2009 március 28, 17:39
100x40-esből lesz, 8 méter felhasználásával...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 17:40
Írta: bmejdz9nu Dátum 2009 március 28, 17:40
[#wave] Jó kis gép volt... Nélküle nem lett volna a CNC gépem... de jó kezekbe került...(vagy a Suzuki nagy vagy a BF20 kicsi...:)

Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 28, 18:50
Írta: HJózsi Dátum 2009 március 28, 18:50
[#vigyor4] videót! [#circling] videót! [#vigyor3] videót![#integet2][#pias]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 20:18
Írta: 000000000 Dátum 2009 március 28, 20:18
mind kettő!:)[#nyes][#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 20:49
Írta: 000000000 Dátum 2009 március 28, 20:49
pápá BF20 és pápá suzuki csomagtérkárpit [#wave]...nemtudom ki vette meg, de a hajtóműböl kifolyó olaj Mobilgear 620-as széria ha pótolni akarja.....Gratulálok az új géphez, kinőttél minket BF20asokat :)))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 20:59
Írta: 000000000 Dátum 2009 március 28, 20:59
Mondjuk a Suzukiert nem kar ha tönkremegy a karpit, de a BF20 ert annal inkabb az volna.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 21:34
Írta: bmejdz9nu Dátum 2009 március 28, 21:34
Kár az öröm előre...Tettünk alá fóliát...[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 28, 21:37
Írta: Farkas Ádám Dátum 2009 március 28, 21:37
már itthon drehál a gép...[#vigyor2][#vigyor2], nem utazott messzire csak néhány utcácskát.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 21:39
Írta: bmejdz9nu Dátum 2009 március 28, 21:39
Ez a gép csak kicsit nagyobb (és olcsóbb) mint az Optimum BF30 (SK30-ban is van)...
Nem értem miért kell netto 150 Euroval többet kérni az SK30 változatért...
Nem értem miért kell netto 150 Euroval többet kérni az SK30 változatért...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 28, 21:45
Írta: bmejdz9nu Dátum 2009 március 28, 21:45
Nem is tudtam, hogy olajjal van töltve a hajtómű(?)... ezt azért majd nézd meg a gépkönyvben...
Mindjárt megkapjuk, hogy "pult alatt" kelt el a BF20 :)
Na és már faragtál valamit?
Na most már neked kell videókat, képeket betenni ebbe a topikba :)
Vagy átírom "BF20 és Kami 350 és hagyományos marókra" a címet:)
Jesszus most néztem a #1-et... ezt a topikot is én nyitottam :) Most meg... Na mindegy a városban maradt... :)
Mindjárt megkapjuk, hogy "pult alatt" kelt el a BF20 :)
Na és már faragtál valamit?
Na most már neked kell videókat, képeket betenni ebbe a topikba :)
Vagy átírom "BF20 és Kami 350 és hagyományos marókra" a címet:)
Jesszus most néztem a #1-et... ezt a topikot is én nyitottam :) Most meg... Na mindegy a városban maradt... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 28, 21:50
Írta: Farkas Ádám Dátum 2009 március 28, 21:50
Igen olvastam, volt is benne ha nem is sok, meg zsír is került bele, de már feltöltöttem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 28, 22:08
Írta: 000000000 Dátum 2009 március 28, 22:08
NA de kerem! egy ilyen legendas gepet aminek sajat topikja is van "pult alatt" eladni!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 29, 12:33
Írta: Teaway Dátum 2009 március 29, 12:33
Suzuki...ilyen színnel? Ez rosszabb, mint az új géped színe...[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 29, 13:20
Írta: HJózsi Dátum 2009 március 29, 13:20
Biztos ez is kínai ... [#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 17:46
Írta: 000000000 Dátum 2009 március 29, 17:46
én úgy emlékszem,hogy pár éve szóltam neked, hogy cserélj olajat benne...mind1. A lényeg,h nem folyt ki így a suzuki és a gép is jó maradt. Farkas Ádámnak gratula az "új" kicsikéért, termeljen sok sok forgácsot, ahogy a tied is!
Amúgy én amilyen "Optimumbuzi" vagyok, biztos FB30-at vagy BF45-t vettem volna....gondolj csak bele,hogy a magenta mennyivel divatosabb szín :))))
Amúgy én amilyen "Optimumbuzi" vagyok, biztos FB30-at vagy BF45-t vettem volna....gondolj csak bele,hogy a magenta mennyivel divatosabb szín :))))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 17:58
Írta: bmejdz9nu Dátum 2009 március 29, 17:58
Egyébként ez a hajtómű olaj töltés csak a BF30-tól felfelé igaz... Most néztünk utána...
A mostani gépen is az olaj szintjét egy "kémlelő" szintjelzőnél lehet látni...(mint BF30)
Hát igen... Ha lett volna a "márkára" több mint +1200 Euróm és kisebb asztal mérettel is beértem volna...(BF30/SK30 = 3168 Euro brutto és X/Y 200x450)
Ez a Kami 350-es még 2000 sem volt és 230x570-et tud... Súly (+55Kg a Kami) és egyebek elég hasonlóak...
Mondjuk a 12mm-es leszorítókészlet is elég lett volna ahhoz... most meg vehetek 14-est...
Mindkettő Germany :) ... Veszek festéket a maradék pénzen :)
A mostani gépen is az olaj szintjét egy "kémlelő" szintjelzőnél lehet látni...(mint BF30)
Hát igen... Ha lett volna a "márkára" több mint +1200 Euróm és kisebb asztal mérettel is beértem volna...(BF30/SK30 = 3168 Euro brutto és X/Y 200x450)
Ez a Kami 350-es még 2000 sem volt és 230x570-et tud... Súly (+55Kg a Kami) és egyebek elég hasonlóak...
Mondjuk a 12mm-es leszorítókészlet is elég lett volna ahhoz... most meg vehetek 14-est...
Mindkettő Germany :) ... Veszek festéket a maradék pénzen :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 18:08
Írta: bmejdz9nu Dátum 2009 március 29, 18:08
Itt az Optimum F45... ehhez kellene valójában hasonlítani... ugyanaz???...
Sajnos az ára majd duplája... és csak MK3 befogatású... stb...
(SK30-at akartam ez volt az alap!... meguntam a kúpkiverést:)

Sajnos az ára majd duplája... és csak MK3 befogatású... stb...
(SK30-at akartam ez volt az alap!... meguntam a kúpkiverést:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 20:29
Írta: bmejdz9nu Dátum 2009 március 29, 20:29
Lepucultam... csinálam egy képet ... talán jobban látni milyen bromedár :) Jöhetne már az alátét asztal :)
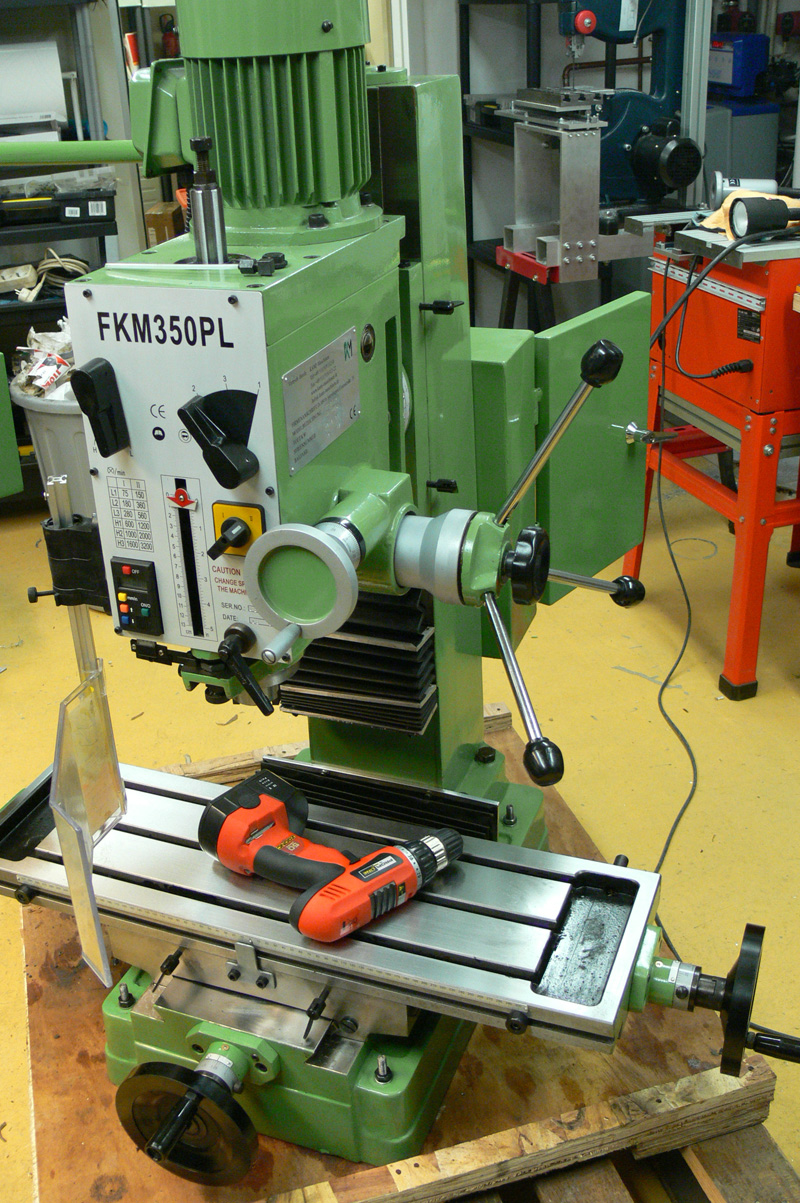
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 29, 20:40
Írta: Teaway Dátum 2009 március 29, 20:40
Ha jól látom, három része lehet szedni...talp, oszlop, fej...talán könnyebb mozgatni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 20:57
Írta: 000000000 Dátum 2009 március 29, 20:57
ha a kedves szaki,hodolna a lakatos munkáknak is,már meg lenne!:)))[#nyes][#nyes][#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 20:58
Írta: 000000000 Dátum 2009 március 29, 20:58
azért ez a műszer kicsit "izmosabb az optimumnál!:))nagyon franko kis gép!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:23
Írta: bmejdz9nu Dátum 2009 március 29, 21:23
Elárulom a fűtésszerelőm szaki fia is CNC-s... csak nem fórumozik... Igen jó gépet csinált...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:24
Írta: bmejdz9nu Dátum 2009 március 29, 21:24
így utólag... még jó, hogy nem jött meg az első variáció... Ez is több mint elég lesz :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 21:27
Írta: 000000000 Dátum 2009 március 29, 21:27
az első milyen lett volna?te az eby-n nézegettem a gépeket,mit mondjak,kár hogy nem amerikában lakom!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 29, 21:29
Írta: Farkas Ádám Dátum 2009 március 29, 21:29
[#rinya] Mivel leszóltad az asszony Suzukiját (és pont olvasta is) ezért két hétig nem mehetek le marni...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 21:31
Írta: 000000000 Dátum 2009 március 29, 21:31
[#nyes][#nyes][#nyes][#nyes][#nyes][#mf2][#mf2][#mf2][#mf2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:31
Írta: bmejdz9nu Dátum 2009 március 29, 21:31
#796... de ne amerikában nézegesd...:)
Ha olcsón akarsz akkor az angoloknál... A Font nagyobbat eset mint a Forint (máig :)
Ha olcsón akarsz akkor az angoloknál... A Font nagyobbat eset mint a Forint (máig :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:33
Írta: bmejdz9nu Dátum 2009 március 29, 21:33
[#nevetes1] ... Azt hittem két hét kényszermunka a műhelybe :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 29, 21:36
Írta: Farkas Ádám Dátum 2009 március 29, 21:36
Te meg betetted a képet a fórumba, hogy az ő autójában cipelem a "rosszvasat" (az ő szemében rosszvas)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 március 29, 21:36
Írta: Farkas Ádám Dátum 2009 március 29, 21:36
ájáj
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:42
Írta: bmejdz9nu Dátum 2009 március 29, 21:42
Na ja ... Az én nejemet látta volna amikor ezt a nagy böhöm marót meghozták :)) Voltak ám kérdések :)
Hát miért a nejed kocsijával jöttél? :) Na persze a tiedbe nem fért volna bele :)
Szóval mond meg neki jó kis kocsi az a Suzuki... Én is csak bámultam...
Majd nyárra egy tetőablakot vegyél bele neki... akkor a 3m-es profilokat is el tudod vinni vele ... [#smile]
Hát miért a nejed kocsijával jöttél? :) Na persze a tiedbe nem fért volna bele :)
Szóval mond meg neki jó kis kocsi az a Suzuki... Én is csak bámultam...
Majd nyárra egy tetőablakot vegyél bele neki... akkor a 3m-es profilokat is el tudod vinni vele ... [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 29, 21:43
Írta: Teaway Dátum 2009 március 29, 21:43
Hát nekem aztat honnan kellett volna tudnom, hogy kié a kocsi?...csak a színét(?) néztem...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 29, 21:45
Írta: Teaway Dátum 2009 március 29, 21:45
Nem a maró nagy, hanem a műhely kicsi! [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 29, 21:52
Írta: bmejdz9nu Dátum 2009 március 29, 21:52
Bontjuk már a falat :)
Na majd ha kész lesz a gravírgépem akkor lesz baj... 1500x1500-as hely kell neki...
Na majd ha kész lesz a gravírgépem akkor lesz baj... 1500x1500-as hely kell neki...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 29, 22:27
Írta: 000000000 Dátum 2009 március 29, 22:27
van angol Ebay is?jo őtlet,a font már nagyon a pincébe jár!:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 09:11
Írta: 000000000 Dátum 2009 március 30, 09:11
..érdekes.....ha jól emléxem a BF20 gépkönyvében is van az, hogy "félévente billentsd meg a fejet kb.45'al és akkor hozzáférsz a hajtómű olajbetöltőjéhez és "töccsé rá" és akkor nem kopik".....nívó az nincs.....a wartburg óta az autók váltójában sincs, pedig abban is van oil. mind1.....akkor is irigy vagyok,h "nagy" géped van, de ha nagy leszek nekem BF46 Vario CNC-m lesz [#gonosz2][#nyes][#nyes] ....addig meg olajzom a FB20L-t.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 09:15
Írta: 000000000 Dátum 2009 március 30, 09:15
Amúgy lehet,h dilettáns vagyok, de már régóta meg akartam kérdezni a következőt:
Az Opti katalógusban /mindegyikben 2006tól a mostaniig/ a BF20 leírásánál oda van irva, hogy az oszlop 3cm-re "kihelyezhető" a fej billentésekor. NA EZ MI??? Vagy ha értem is mi, akkor meg HOGYAN???
link:
http://www.optimum-maschinen.de/fileadmin/blaetterkataloge/Katalog_optimum_2008/blaetterkatalog/index.html !30.old!
Az Opti katalógusban /mindegyikben 2006tól a mostaniig/ a BF20 leírásánál oda van irva, hogy az oszlop 3cm-re "kihelyezhető" a fej billentésekor. NA EZ MI??? Vagy ha értem is mi, akkor meg HOGYAN???
link:
http://www.optimum-maschinen.de/fileadmin/blaetterkataloge/Katalog_optimum_2008/blaetterkatalog/index.html !30.old!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 30, 16:01
Írta: HJózsi Dátum 2009 március 30, 16:01
Csupa talány ez a gép... a BF20 ... lámpát pl. hogyan lehet cserélni benne? ... biztos nem csak kalapáccsal, de nekem még nem sikerült kiszednem alúlról, mert meg sem moccan ... [#ijedt]
Az olajkérdést én is megnézem ...
Az olajkérdést én is megnézem ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 18:41
Írta: 000000000 Dátum 2009 március 30, 18:41
Naszóval a gépkönyvemből egyértelműen nem lehet kideríteni az izzócserét, mert 1.0-ás verziójú gépkönyvem van és abban még nem volt világítása a gépnek......elég vicces......az olajozás dolog, meg ugy történik, hogy a hajtómű valóban nem olajfürdős, de félévente meg kell bontani hátulról a hajtóműházat és be kell lögybölni a matériát.És az a nyamvadt oszlop kihelyezése a gépkönyvben is benne van /4.10.1, 25.old/, de csak két sor van róla írva se here se zádé....
Ha valakinek van újabb verziójú gépkönyve és scannere és ha esetleg megtenné.hogy...azt megköszönném. Cserébe tudok digitalizálni BF20L 1.0 gépkönyvet és D240x500G 1.3-ast....
Ha valakinek van újabb verziójú gépkönyve és scannere és ha esetleg megtenné.hogy...azt megköszönném. Cserébe tudok digitalizálni BF20L 1.0 gépkönyvet és D240x500G 1.3-ast....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 18:44
Írta: 000000000 Dátum 2009 március 30, 18:44
amit ember rakott őssze,azt ember szét tudja szedni!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 19:09
Írta: 000000000 Dátum 2009 március 30, 19:09
Legrosszabb esetben csak 1×![#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 19:28
Írta: 000000000 Dátum 2009 március 30, 19:28
ez szokott is néha sikerűlni![#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 21:49
Írta: 000000000 Dátum 2009 március 30, 21:49
utoljára ezt a mondást az öreg ukrán Feri bácsitól hallottam, aki nálunk dolgozott be. Az öreg úgy flexelt mint az ördög, 65 évesen legyártott egy csemetét a feleségének és úgy hegesztett alumíniumot, hogy a vashoz való elektródára rátekerte a 1.2 Al huzalt és adj neki trafóval[#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 30, 22:01
Írta: bmejdz9nu Dátum 2009 március 30, 22:01
Ma megjött az elkészült asztal alátét... Prima lett! Holnap lesz a ho-rukk...
Négy ember... 2-2 egy oldalon a vállán egy 2"-os vascsővel... gurtnival...600mm emelés :)
Én meg mint a leggyengébb:) alátolom az asztalt :) Ez a terv :)
Négy ember... 2-2 egy oldalon a vállán egy 2"-os vascsővel... gurtnival...600mm emelés :)
Én meg mint a leggyengébb:) alátolom az asztalt :) Ez a terv :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 30, 22:23
Írta: HJózsi Dátum 2009 március 30, 22:23
És le van festve? ... [#conf][#csodalk][#ijedt][#wave][#idiota][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 30, 23:36
Írta: 000000000 Dátum 2009 március 30, 23:36
hát ez nem ujdonság,én hegesztek neked őntvényt ugy,hogy az elektrodára vékony rézlemezt tekerek.!:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 19:50
Írta: bmejdz9nu Dátum 2009 március 31, 19:50
Na meg volt ma a ho-rukk (az asztal-tartóra emelés) nem volt oly egyszerű... :)
Most tologatom ide-oda... hol legyen a műhelybe: (talán itt:)
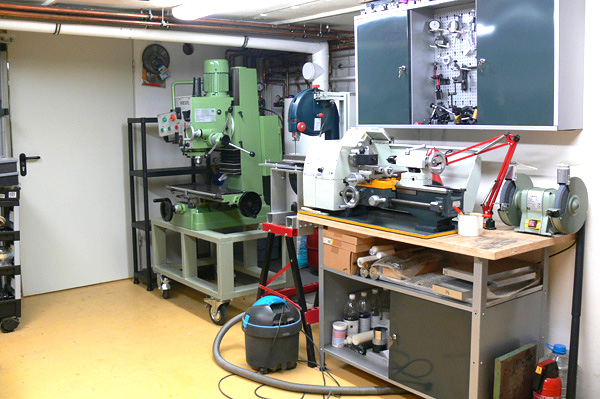
Ilyen lett a tartó...
Sajnos a munka asztal magassága csak 850mm... alacsony... de nem lehetett magasabbra... a belmagasság/emelési lehetőség magasság miatt...

Még a "megfelelő" színre festés nincs meg... csak alapozva van...
Megfelelő (célzott) világítás is szükséges még...
A tratozékoknak a az asztal tartó bepolcozása... és a munka környék kialakítása.... hogy minden kéznél legyen...
... és nem utolsó szempont a takarításai (azaz a hova megy a forgács) feltérképezése... :)
Ezért is jók a guruló lábak... meggondolandó a többi gép kerekekkel való ellátása... hiszen nem egyszerre vannak használva...
Most tologatom ide-oda... hol legyen a műhelybe: (talán itt:)
Ilyen lett a tartó...
Sajnos a munka asztal magassága csak 850mm... alacsony... de nem lehetett magasabbra... a belmagasság/emelési lehetőség magasság miatt...
Még a "megfelelő" színre festés nincs meg... csak alapozva van...
Megfelelő (célzott) világítás is szükséges még...
A tratozékoknak a az asztal tartó bepolcozása... és a munka környék kialakítása.... hogy minden kéznél legyen...
... és nem utolsó szempont a takarításai (azaz a hova megy a forgács) feltérképezése... :)
Ezért is jók a guruló lábak... meggondolandó a többi gép kerekekkel való ellátása... hiszen nem egyszerre vannak használva...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 31, 19:54
Írta: HJózsi Dátum 2009 március 31, 19:54
KIRÁLY!!!! [#integet2][#worship][#eljen][#eljen][#eljen]
Épp most írtam, hogy elűntél ... Jöhet hozzád a DunaTV ! ... ;)
Épp most írtam, hogy elűntél ... Jöhet hozzád a DunaTV ! ... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:15
Írta: 000000000 Dátum 2009 március 31, 20:15
szép az álvány,de én nem használnám igy!:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:24
Írta: bmejdz9nu Dátum 2009 március 31, 20:24
Azért befér a műhelyembe :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:24
Írta: bmejdz9nu Dátum 2009 március 31, 20:24
Már miért? Fékezhető masszivan a kerekek... nem viszi át a padlóra a rezonanciákat...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 31, 20:25
Írta: HJózsi Dátum 2009 március 31, 20:25
Túlzottan ragyog az a műhely, mi ?... [#nyes] Mint a fogorvosnál ...[#vigyor1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:26
Írta: bmejdz9nu Dátum 2009 március 31, 20:26
Ne viccelj.. idegesítően kupi van... Most csinálok rendet...(nem látsz mindent :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 31, 20:29
Írta: HJózsi Dátum 2009 március 31, 20:29
[#taps][#taps][#taps] Ha Pesten jársz, feltétlen ugorj be hozzám! [#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:31
Írta: 000000000 Dátum 2009 március 31, 20:31
rá éreztél,pont erre gondoltam,én négy,mondjuk lehajthato,állithato talpat szerkesztettem volna rá,mert valahogy instabil hatást kelt,és tudom hogy a kerekek jol féákezhetőek,de ha rá nézek ezt érzem.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 20:32
Írta: Teaway Dátum 2009 március 31, 20:32
Na...pont ilyenre gondoltam...márcsak a gép színére kell festeni. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:33
Írta: bmejdz9nu Dátum 2009 március 31, 20:33
Tanulmány útra? :)
Ha valamiért egy adott, sokszor használt szerszám, tartozék a géptől nem karnyújtásnyira van akkor nem ok. az elrendezés.
Ha a szerszámok nem "gyakorisági" használat szerint vannak elrendezve = kupi van a műhelybe...
Ha valamiért egy adott, sokszor használt szerszám, tartozék a géptől nem karnyújtásnyira van akkor nem ok. az elrendezés.
Ha a szerszámok nem "gyakorisági" használat szerint vannak elrendezve = kupi van a műhelybe...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:33
Írta: 000000000 Dátum 2009 március 31, 20:33
István,meg van a pesti kirakat emberűnk!:))))[#mf2][#mf2][#mf2][#mf2]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 20:34
Írta: Teaway Dátum 2009 március 31, 20:34
Nem csak fékezhetőek, hanem egyidejű függőleges forgás-stop is van rajtuk.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:34
Írta: bmejdz9nu Dátum 2009 március 31, 20:34
Hát mivel a gépet nem festem át... megyek a festékboltba és kikevertetem ezt a "spéci" zöldet :)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 31, 20:35
Írta: s7manbs8 Dátum 2009 március 31, 20:35
Ügyes vagy, már csak egy ilyen kellene, ami felrakja neked az anyagot rá, meg egy szállítószalag, ami kiviszi a készanyag raktárba.

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:36
Írta: bmejdz9nu Dátum 2009 március 31, 20:36
Igen... azok!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:37
Írta: bmejdz9nu Dátum 2009 március 31, 20:37
Van még mit fejleszteni... tudom :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:40
Írta: 000000000 Dátum 2009 március 31, 20:40
ne gőrcsőljetek már,bennem azt a hatást kelti!engem a gőrgős kerekű székek is zavarnak,mégha fékezhető is!azért nem egy patika mérleg van rajta,és akár hogy is mondjátok,de be fog rezegni!ez csak az én véleményem!:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:40
Írta: bmejdz9nu Dátum 2009 március 31, 20:40
Megjött ma a 3F/400V 1,1Kw-os OMRON frekiváltó... most azt kell felszerelnem rá...
Az egész relés (hátoldal) szekrény mehet le róla...(na meg az a ronda vezérlő valami :)
Ebben vannak relék, motor túláram relé...segédtáp... de ez mind akkor nem kell ugyebár...)
Mi fenének nem csinálják már eleve frekiváltóval... nem értem...
Az egész relés (hátoldal) szekrény mehet le róla...(na meg az a ronda vezérlő valami :)
Ebben vannak relék, motor túláram relé...segédtáp... de ez mind akkor nem kell ugyebár...)
Mi fenének nem csinálják már eleve frekiváltóval... nem értem...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:42
Írta: bmejdz9nu Dátum 2009 március 31, 20:42
Nade mi rezeg? Mihez képest? a főorsó az asztalhoz? (nem)... Ettől még a munkadarab nem változik :)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 március 31, 20:43
Írta: s7manbs8 Dátum 2009 március 31, 20:43
Mondjuk a Föld elég masszív valami nem rezgi szét magát az űrben , ezért szokták a dolgokat hozzá rögzíteni, meg ha meg van előtte kissé döngölve.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:43
Írta: 000000000 Dátum 2009 március 31, 20:43
Péter,a maro és az eszterga kőzt van egy szallag fűrész,és a kérdésem az lenne,hogy milyen magaságu anyag fér alá?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:44
Írta: 000000000 Dátum 2009 március 31, 20:44
oké,zárjuk le mert nem tudom elmagyarázni,és nagyobb hűlyeséget meg nem akarok mondani!:))
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 20:45
Írta: Teaway Dátum 2009 március 31, 20:45
Csak azért érzed azt, mert gumiköpenyes a kerék. Ha kemény-műanyag (vagy fém) lenne, mint a villás raklapemelőnek ("békának"), mindjárt más szemmel néznéd.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 20:46
Írta: bmejdz9nu Dátum 2009 március 31, 20:46
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 20:53
Írta: 000000000 Dátum 2009 március 31, 20:53
pontosan látod,nem a statikájával van baj,ha nem a kerek által sugalt,bizonytalanság érzésének!ez nálam fobia,és attol lehet,egyszer megszédűltem egy kollegánál,és neki támaszkodtam a késtarto asztalának,és kerekek voltak alatta,és lőktem egy hátast!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 20:57
Írta: Teaway Dátum 2009 március 31, 20:57
RAL 6017 a színkód, ha jól tippelek.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 21:00
Írta: Teaway Dátum 2009 március 31, 21:00
Ahogy a padlót nézem, lehet, hogy mégis inkább békakerék-anyagú kellett volna...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 21:23
Írta: 000000000 Dátum 2009 március 31, 21:23
Péter!A forgács tálcát alá elfelejtetted!?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 21:32
Írta: 000000000 Dátum 2009 március 31, 21:32
Hat mit mondjak ,jo masziv lett az asztal,nem is tul alacsony,legfelyebb ülve fogsz dolgozni
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 március 31, 21:48
Írta: Teaway Dátum 2009 március 31, 21:48
Mert nem gondolják, hogy vkinek kevés lesz a 12 fix fokozat:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 22:08
Írta: 000000000 Dátum 2009 március 31, 22:08
és ha forgács ládát akar két oldalra?ritkábban kell űriteni!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:30
Írta: bmejdz9nu Dátum 2009 március 31, 22:30
99%.... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:31
Írta: bmejdz9nu Dátum 2009 március 31, 22:31
abból nem találtam stoppost.... Meg a gumi jó is... mert nem "zörög" a ház tőle :) Asszonyálló:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:32
Írta: bmejdz9nu Dátum 2009 március 31, 22:32
Majd a forgácsvetési irányok feltérképezése után.... folyni nem fog a lötyi... azért 95%-ban továbbra alkoholos hűtést használok itt is...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:33
Írta: bmejdz9nu Dátum 2009 március 31, 22:33
+ frekiváltó :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 22:34
Írta: 000000000 Dátum 2009 március 31, 22:34
megnéztem az alu fűrészelést!mindig tanul az ember tőled valamit!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:36
Írta: bmejdz9nu Dátum 2009 március 31, 22:36
Nagyon jó cucc!!! A leghasznosabb a műhelyben!!! Gyors... pontos...halk...stb... van persze tárcsás vágom is... ha kell(ene)...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 22:39
Írta: 000000000 Dátum 2009 március 31, 22:39
én kézi kőrfűrésszel vágtam az alu konzolokat,nagyon gyors volt,csak szemem szám tele lett forgáccsal!jo egy ilyen "turbositott fűrész a háznál!:)))nem olcso a lap hozzá,de meg éri!:))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 március 31, 22:42
Írta: HJózsi Dátum 2009 március 31, 22:42
forgácsvetési irányok : vízszintes síkban 360fok mínusz amit az oszlop kitakar ... A BF20-nál nem így volt?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:44
Írta: bmejdz9nu Dátum 2009 március 31, 22:44
A tárcsáshoz negativ élszögű lap kell... aluhoz... és kenni és kenni...(+fülvédő) na és vigyázni az életünkre...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 március 31, 22:47
Írta: bmejdz9nu Dátum 2009 március 31, 22:47
Veszek egy tusoló zuhany függönyt :) De a környezet kialakítása a fontos... hogy gyorsan lehessen seperni és porszívózni...
Ha sok "apróság" van a környékén az bonyolítja a dolgot :) mire kiszeded közülle :)
Ha sok "apróság" van a környékén az bonyolítja a dolgot :) mire kiszeded közülle :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 március 31, 22:47
Írta: 000000000 Dátum 2009 március 31, 22:47
tudom,csak lusta voltam átszerelni,és a gép épités izgalma,tul tett minden ésszerű ovintézkedésen!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 03, 11:04
Írta: 6fabbzvm Dátum 2009 április 03, 11:04
Péter!
Az új gépednek a típusa FKM 350 PXSD ?
Csak azért mert nekem a KAMI ezt a típust jelölte meg CNC előkészítés (golyósorsó) nélküli és nettó EUR2000 ármegjelöléssel. A FKM 350 PL elvileg a golyósorsós és nettó EUR2700 írtak árnak.
Csak most teljes képzavarban vagyok, mert a képeiden meg az utóbbi típus jelölést látom, de ha jól tudom Te nem a golyósorsóst vetted!?
Légyszi adj világosságot! [#idiota]
üdv [#integet2]
Gabesz
Az új gépednek a típusa FKM 350 PXSD ?
Csak azért mert nekem a KAMI ezt a típust jelölte meg CNC előkészítés (golyósorsó) nélküli és nettó EUR2000 ármegjelöléssel. A FKM 350 PL elvileg a golyósorsós és nettó EUR2700 írtak árnak.
Csak most teljes képzavarban vagyok, mert a képeiden meg az utóbbi típus jelölést látom, de ha jól tudom Te nem a golyósorsóst vetted!?
Légyszi adj világosságot! [#idiota]
üdv [#integet2]
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 03, 13:10
Írta: HJózsi Dátum 2009 április 03, 13:10
-1000,- Ájro mert nem golyósorsós ... de ebbe a tipusba be lehet tenni ( talán ) átalakítás nélkül ... nekem ezt mondta Péter ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 03, 13:38
Írta: bmejdz9nu Dátum 2009 április 03, 13:38
Ezt vettem... (csak a fotón még az eredeti tipus van - a kínai számozás :) (egyebként 580mm-tud mozogni az asztal)
1698+Áfa... ~2000 Euro Brutto... (és van ugyanez +1000 felárral, amibe a németek betették a golyósorsókat)
De én még mindig nem gondolkozom CNC kiépítésben... de ha mégis 1000Euroból simán meg lehet oldani a dolgot...
1698+Áfa... ~2000 Euro Brutto... (és van ugyanez +1000 felárral, amibe a németek betették a golyósorsókat)
De én még mindig nem gondolkozom CNC kiépítésben... de ha mégis 1000Euroból simán meg lehet oldani a dolgot...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 03, 13:40
Írta: bmejdz9nu Dátum 2009 április 03, 13:40
Egyszerű lenne a csere... (sima 20/5-ös bele..)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 03, 21:34
Írta: 6fabbzvm Dátum 2009 április 03, 21:34
OK. Ezért nem jött ez össze, mindegyiken más típus jelölés van :)
Köszönöm!
Gabesz
Köszönöm!
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 04, 09:22
Írta: bmejdz9nu Dátum 2009 április 04, 09:22
Mert veszel ilyet?
Már martam vele... igen jó... egy klasszissal más mint a BF20... stabil, remegés-rezonancia semmi...
Naja ezt is vártam...
Most átalakítások vannak... lekerült az a ronda vezérlődoboz oldaltról és hátulról is...
Minek? A hátsó dobozban 2x400V 3F relé (forgásirány vált) 24V-os segédtáp a reléknek, egy áramkorlátozó relé (állítható) a motorvédelemnek...
Ez mind ki lett váltva egy frekiváltóval...
Sajnos a gépasztal magassága alacsony lett...
De! Ez nem is olyan rossz mert ülve pont idális!!! Kezdem megkedvelni ezt a poziciót...:)
Ehhez szerelem fel a vezérlő gombokat, hogy ne kelljen felállni :)
Már martam vele... igen jó... egy klasszissal más mint a BF20... stabil, remegés-rezonancia semmi...
Naja ezt is vártam...
Most átalakítások vannak... lekerült az a ronda vezérlődoboz oldaltról és hátulról is...
Minek? A hátsó dobozban 2x400V 3F relé (forgásirány vált) 24V-os segédtáp a reléknek, egy áramkorlátozó relé (állítható) a motorvédelemnek...
Ez mind ki lett váltva egy frekiváltóval...
Sajnos a gépasztal magassága alacsony lett...
De! Ez nem is olyan rossz mert ülve pont idális!!! Kezdem megkedvelni ezt a poziciót...:)
Ehhez szerelem fel a vezérlő gombokat, hogy ne kelljen felállni :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 04, 09:36
Írta: HJózsi Dátum 2009 április 04, 09:36
Lúdtalp free milling ... [#nyes]
Vegyél fel egy kötényt majd a forgácsnak ...
[#buck]
A kapcsolgatáshoz meg egy infra távirányító lenne a legjobb... [#mf2]
Vegyél fel egy kötényt majd a forgácsnak ...
[#buck]
A kapcsolgatáshoz meg egy infra távirányító lenne a legjobb... [#mf2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 04, 09:57
Írta: bmejdz9nu Dátum 2009 április 04, 09:57
Majd csinálok fotót.. de szerencsére pont nem a szemem közé nyomja a forgácsot )
Tesztelem a forgácsvetődést... Hát egy tálca édes kevés...valami zuhanyfüggönyre gondoltam...
Amit lehetne terelgetni... de még nem tudom...
De más mint a BF20-nál... bazi nagy forgácsokat is lehet csinálni... és ezek nehezebben repülnek :)
Olyan lesz a vezérlő kapcsoló mint a kocsiban a kormány kerékről vezérelt rádió :)
Tesztelem a forgácsvetődést... Hát egy tálca édes kevés...valami zuhanyfüggönyre gondoltam...
Amit lehetne terelgetni... de még nem tudom...
De más mint a BF20-nál... bazi nagy forgácsokat is lehet csinálni... és ezek nehezebben repülnek :)
Olyan lesz a vezérlő kapcsoló mint a kocsiban a kormány kerékről vezérelt rádió :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 04, 10:19
Írta: 6fabbzvm Dátum 2009 április 04, 10:19
Szia,
igen, szeretnék. (Skypen velem "beszéltél") Várom az írásos ajánlatot a KAMI-tól. Gondolom a 7 elején megkapom és akkor utalom nekik ami jár. Viszont nálam erősen tervbe van az azonnali átalakítás CNC-re. Mondjuk ezzel kicsit bátortalan vagyok, mert nem csináltam még ilyet.[#wow3]
Szerintetek a motorját át lehet tekercseltetni 230V-ra? Jó lenne, ha itt tudnám használni és nem egy másik helyen ahol van 3fázis, mert minden más gépem is itt van meg az összes szerszám. Vagy motor csere? Melyik olcsóbb vajon!?[#dumcsi]
üdv
Gabesz
igen, szeretnék. (Skypen velem "beszéltél") Várom az írásos ajánlatot a KAMI-tól. Gondolom a 7 elején megkapom és akkor utalom nekik ami jár. Viszont nálam erősen tervbe van az azonnali átalakítás CNC-re. Mondjuk ezzel kicsit bátortalan vagyok, mert nem csináltam még ilyet.[#wow3]
Szerintetek a motorját át lehet tekercseltetni 230V-ra? Jó lenne, ha itt tudnám használni és nem egy másik helyen ahol van 3fázis, mert minden más gépem is itt van meg az összes szerszám. Vagy motor csere? Melyik olcsóbb vajon!?[#dumcsi]
üdv
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 04, 10:19
Írta: HJózsi Dátum 2009 április 04, 10:19
[#eljen]
A zuhanyfüggöny az én fejemben is megfordult már. A forró forgács viszont beleéghet, így egy idő után úgy néz majd ki mint a sündiszó ...
Szólj ha kész leszel, elmegyek megnézni [#vigyor0] majd egyeztetek Svejkkel is, hátha őt is érdekli ...
A zuhanyfüggöny az én fejemben is megfordult már. A forró forgács viszont beleéghet, így egy idő után úgy néz majd ki mint a sündiszó ...
Szólj ha kész leszel, elmegyek megnézni [#vigyor0] majd egyeztetek Svejkkel is, hátha őt is érdekli ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 04, 10:43
Írta: bmejdz9nu Dátum 2009 április 04, 10:43
Igen... SkyPe... még mindig nincs mikrofonom:)
Lassúak? A Kaminál?
Én CNC-sre nem akarom... ott a másik gépem arra... de a golyósorsók csak idő kérdése... de 1000-et nem ér... azaz túl drága nekem a német munkadíj...
Motort át lehet tekertetni, vagy cserélni.... (szabványos felfogatású, méretű) Ez kb. max. 20.000Ft...ha új a motor.
De deltába kötni nem lehet...
Lassúak? A Kaminál?
Én CNC-sre nem akarom... ott a másik gépem arra... de a golyósorsók csak idő kérdése... de 1000-et nem ér... azaz túl drága nekem a német munkadíj...
Motort át lehet tekertetni, vagy cserélni.... (szabványos felfogatású, méretű) Ez kb. max. 20.000Ft...ha új a motor.
De deltába kötni nem lehet...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 04, 10:44
Írta: bmejdz9nu Dátum 2009 április 04, 10:44
Azbeszt függöny :) de mire odarepül a forgács lehűl :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 április 04, 14:20
Írta: Farkas Ádám Dátum 2009 április 04, 14:20
Tessék itt egy fotó(az első marásról), kár hogy nem látjátok azt a boldog arcot amit én láttam.

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 04, 14:41
Írta: bmejdz9nu Dátum 2009 április 04, 14:41
Azt hittem videót csinálsz [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 04, 19:52
Írta: 6fabbzvm Dátum 2009 április 04, 19:52
Szia!
Nem lassúak csak péntek délután volt mikor megírtam Nekik a végleges típust. Gondolom már Ők addigra megkezdték a 7végi pihenésüket... :)))
A motor cserélhetőségnek örülök, h megoldhatónak látszik. Új motort hol érdemes nézni, van esetleg valami ismert, jó forrás?
Jól néz ki a "kicsike"![#vigyor2]
Nem lassúak csak péntek délután volt mikor megírtam Nekik a végleges típust. Gondolom már Ők addigra megkezdték a 7végi pihenésüket... :)))
A motor cserélhetőségnek örülök, h megoldhatónak látszik. Új motort hol érdemes nézni, van esetleg valami ismert, jó forrás?
Jól néz ki a "kicsike"![#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 04, 20:02
Írta: 000000000 Dátum 2009 április 04, 20:02
Szia! Nem kell motorcsere, a frekiváltó 1X 230V-ból csinál 3X400V-ot.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 április 04, 20:42
Írta: svejk Dátum 2009 április 04, 20:42
No-no!!
Gondold csak át!
Így csak általában max. 3x255V-lesz, de semmiképpen nem 400, mivel a DC sínfesz is csak 300 körül van.
Gondold csak át!
Így csak általában max. 3x255V-lesz, de semmiképpen nem 400, mivel a DC sínfesz is csak 300 körül van.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 04, 20:59
Írta: 000000000 Dátum 2009 április 04, 20:59
Bocs, igazad van, a motort deltába kell kötni,csak arra gondoltam, hogy egy fázisról lehet három fázisú motort járatni.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 05, 09:48
Írta: bmejdz9nu Dátum 2009 április 05, 09:48
Nem lehet deltába kötni...
A motorból öszesen 6 vezeték jön ki és frontpanelen van egy kapcsoló amivel 2P és 4 Polusú-ra lehet átkapcsolni...(0,8/1,1Kw)
Ez ugyebár egy elektronikus sebesség (és nyomaték) átkapcsolás...
Vagy lehetne ezzel variálni valahogy 3x230-ra???
Persze ehhez megint nem értek... csak elfogadom, hogy van :) (csak úgy kb.:)
Itt jegyzem meg, hogy a gép akár 3200rpm-et is tud... de ezen a sebességen a főorsó óriási méretű kimeneti csapágyai 5 perc után erős melegedésnek indulnak..
Tehát csodák nincsenek... 75rpm től 3200-ig (12 lépésben) átfogni ezt a tartományt? Ezt igazából nem is értem, hogyan gondolták :)
De nem is kell ilyen nagy rpm... egy ilyen gépnél...
Profi gépeknél is egy külön megvehető adaptert szoktak alkalmazni ... fordulat "felkonvertáló" vagy minek is nevezik :)
A motorból öszesen 6 vezeték jön ki és frontpanelen van egy kapcsoló amivel 2P és 4 Polusú-ra lehet átkapcsolni...(0,8/1,1Kw)
Ez ugyebár egy elektronikus sebesség (és nyomaték) átkapcsolás...
Vagy lehetne ezzel variálni valahogy 3x230-ra???
Persze ehhez megint nem értek... csak elfogadom, hogy van :) (csak úgy kb.:)
Itt jegyzem meg, hogy a gép akár 3200rpm-et is tud... de ezen a sebességen a főorsó óriási méretű kimeneti csapágyai 5 perc után erős melegedésnek indulnak..
Tehát csodák nincsenek... 75rpm től 3200-ig (12 lépésben) átfogni ezt a tartományt? Ezt igazából nem is értem, hogyan gondolták :)
De nem is kell ilyen nagy rpm... egy ilyen gépnél...
Profi gépeknél is egy külön megvehető adaptert szoktak alkalmazni ... fordulat "felkonvertáló" vagy minek is nevezik :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 05, 10:06
Írta: bmejdz9nu Dátum 2009 április 05, 10:06
Ilyen lett az Inverteres átszerelés után...
Az egész kapcsolószekrény hátul lekerült és az a ronda vezérlő konzol is...
Elsőre fura helynek tűnik ahol van... de itt áll a legjobban kézre!
Az alapdoboz egy Emergency stop gomb doboza... a zöld nyomógomb indítja a motort, a piros a stop (és a vészgomb is)
Alul van a poti... A gyorsítást és lassítást 0,5mp-re vettem...
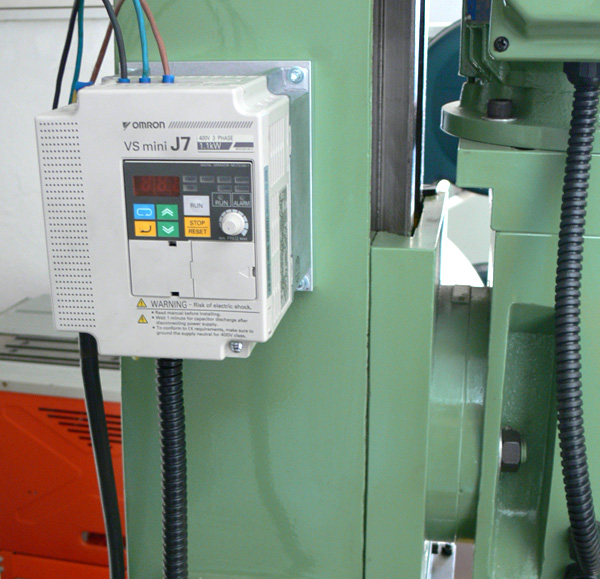

Az egész kapcsolószekrény hátul lekerült és az a ronda vezérlő konzol is...
Elsőre fura helynek tűnik ahol van... de itt áll a legjobban kézre!
Az alapdoboz egy Emergency stop gomb doboza... a zöld nyomógomb indítja a motort, a piros a stop (és a vészgomb is)
Alul van a poti... A gyorsítást és lassítást 0,5mp-re vettem...
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2009 április 05, 12:10
Írta: s5f8tmfv3 Dátum 2009 április 05, 12:10
Péter! A frekiváltó tetején a bekötés veszélyes lehet! Az érvéghüvelyek nem rögzítik a vezeték szigetelését csak az elemi szálakat, idővel a szigetelés visszacsúszhat. Szigetelni vagy rögzíteni kellene nehogy megérintsd később.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 05, 12:52
Írta: bmejdz9nu Dátum 2009 április 05, 12:52
Tudom! Kell még egy doboz... egy főkapcsolóval... de azt majd a villanyszerelőmre hagyom :)
Meg EV relé (a házban van már, de..)... mert ugye belőlem csak egy van :) (mások meg olyan sokan vannak :)
Meg EV relé (a házban van már, de..)... mert ugye belőlem csak egy van :) (mások meg olyan sokan vannak :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 05, 13:15
Írta: Teaway Dátum 2009 április 05, 13:15
EV-relé az egész műhelyre...és akkor nem megy el a vilany a egész házban, ha hiba van van. Kérdés, hogy melyik lesz a gyorsabb...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 05, 17:18
Írta: bmejdz9nu Dátum 2009 április 05, 17:18
Első felület marás.... VIDEO:::::::::::::::::::::::::::::
Ez csak egy ks fogás volt... semmiség neki... meg se rezzent tőle... elsőre...
Aztán emeltem a fordulatot, fogást...Hát a legfontosabb a motorizált előtolás lenne... Vagy ez egy sport? Olyan leszek mint Popely :)
80-as maró:

Ilyen (kifogástalan!) lett a símítófogás után: (mindkét oldal... és persze pontosan párhuzamos)
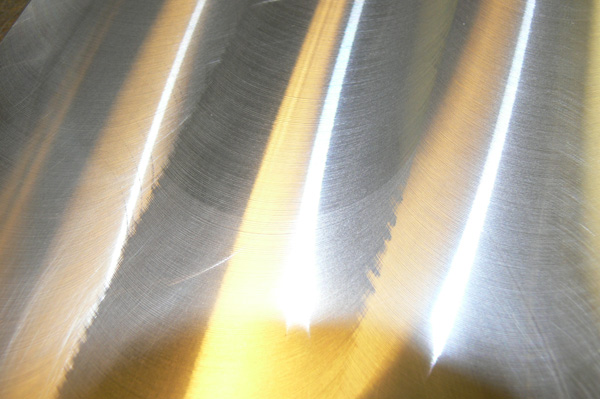
Továbi képek::::::::::::::::::::::::::::::::
Ez csak egy ks fogás volt... semmiség neki... meg se rezzent tőle... elsőre...
Aztán emeltem a fordulatot, fogást...Hát a legfontosabb a motorizált előtolás lenne... Vagy ez egy sport? Olyan leszek mint Popely :)
80-as maró:
Ilyen (kifogástalan!) lett a símítófogás után: (mindkét oldal... és persze pontosan párhuzamos)
Továbi képek::::::::::::::::::::::::::::::::
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 05, 17:27
Írta: 000000000 Dátum 2009 április 05, 17:27
Nagyon szépen dolgozik a géped. Ha nem is alakítod át CNC-re,legalább az "X" és az "Y"előtolását csináld meg motorosra, kézi vezérléssel, a "Z" tengely tökéletes manuálisan is.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 05, 17:45
Írta: bmejdz9nu Dátum 2009 április 05, 17:45
Csak azt nem tudom, hogy tegyek e bele golyósorsókat vagy ne... Végül is minek... dehát :)
Van erős CNC-m... ha olyan a dolog úgyis azzal csinálom... Szóval ezt nem tudom...
Ja és csak az 5mm-es em. megfizethető... most 3-as van benne...
Van erős CNC-m... ha olyan a dolog úgyis azzal csinálom... Szóval ezt nem tudom...
Ja és csak az 5mm-es em. megfizethető... most 3-as van benne...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 06, 00:16
Írta: HJózsi Dátum 2009 április 06, 00:16
Végre! Már nem győztem várni! ... [#vigyor2]
Nagyon jó a hangja a masinának! Olyan jól megy már neked a tekerés, azt hittem gépi előtolás... [#nyes] horgászni nem szoktál? ... pergetésnél is előny ...
Hát igen, szemlátomást nem nagy neki a 80-as tárcsa... [#eljen]
Legalább hosszirányba gépi előtoláson elgondolkoznék... golyósorsósítással nem kell kapkodni sztem...
Nagyon jó a hangja a masinának! Olyan jól megy már neked a tekerés, azt hittem gépi előtolás... [#nyes] horgászni nem szoktál? ... pergetésnél is előny ...
Hát igen, szemlátomást nem nagy neki a 80-as tárcsa... [#eljen]
Legalább hosszirányba gépi előtoláson elgondolkoznék... golyósorsósítással nem kell kapkodni sztem...
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 április 06, 08:04
Írta: f7k4ytivb Dátum 2009 április 06, 08:04
Szia Péter!
Én így oldottam meg az előtolást:
http://cnctar.hobbycnc.hu/lerhmann/Mar%f3g%e9p/h%e1zi%20vegyes%20043.jpg
Szerintem ennél jobb megoldást nem találsz! No' nem azért mert én így csináltam, de ezt a szerkezetet erre találták ki!
Én így oldottam meg az előtolást:
http://cnctar.hobbycnc.hu/lerhmann/Mar%f3g%e9p/h%e1zi%20vegyes%20043.jpg
Szerintem ennél jobb megoldást nem találsz! No' nem azért mert én így csináltam, de ezt a szerkezetet erre találták ki!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 06, 08:35
Írta: HJózsi Dátum 2009 április 06, 08:35
Ez a kép megérdemli, hogy meg is jelenjen [#kacsint][#vigyor0][#wave]

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 09:41
Írta: bmejdz9nu Dátum 2009 április 06, 09:41
Golyósorsót egyenlőre azt hiszem hagyom...
Ami az érdekes... hogy tegnapi "bejáratás" végére már egészen könnyen mentek a szánok...
(nem kikopott - hanem bekopott?:)
A motoros előtolástól meg kicsit tartok... már hogy nem érzem... Ez nem gond?
Ami az érdekes... hogy tegnapi "bejáratás" végére már egészen könnyen mentek a szánok...
(nem kikopott - hanem bekopott?:)
A motoros előtolástól meg kicsit tartok... már hogy nem érzem... Ez nem gond?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 09:44
Írta: bmejdz9nu Dátum 2009 április 06, 09:44
Hát igen ez arra való... de két baj van vele...
1. Az ára - azaz elég húzos... (hol, menniért vetted?)
2. A hosszirányú kézi kerék annyira bemegy szélső helyzetben (balvég) hogy nem férne el... vagy csak kitoldással...
Egyébként mi az arretációs elv ezeknél? Még nem láttam élőben ilyet...(hogyan kapcsolódik fel és le hajtásnál mechanikailag - gondolom)
Praktikusan kezelhető? Egy videót csinálhatnál a működéséről (vagy van valahol a neten?)
1. Az ára - azaz elég húzos... (hol, menniért vetted?)
2. A hosszirányú kézi kerék annyira bemegy szélső helyzetben (balvég) hogy nem férne el... vagy csak kitoldással...
Egyébként mi az arretációs elv ezeknél? Még nem láttam élőben ilyet...(hogyan kapcsolódik fel és le hajtásnál mechanikailag - gondolom)
Praktikusan kezelhető? Egy videót csinálhatnál a működéséről (vagy van valahol a neten?)
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 április 06, 09:59
Írta: f7k4ytivb Dátum 2009 április 06, 09:59
Valamikor az Ebay-n vettem 200 dollár volt az ára, de már nem találom az akkori eladót. Az üresjárat a karos kapcsoló középállásában van, ekkor kikapcsolja a motort és mechanikusan a hajtást is, ekkor lehet használni a kézikereket! Mivel nem konkrét géphez csinálják, így soféle tartozék van hozzá amivel szinte minden gépre felszerelhető! Gondolom azért neked nem volna gond olyan távtartót,vagy egyéb kütyüt legyártani hozzá amivel a gépedre adaptálható lenne!?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 10:12
Írta: bmejdz9nu Dátum 2009 április 06, 10:12
Kúpos fogaskerék megy bele a hajtáskor? (találtam egy képet...) Nem "csattanik"? :)
Naja 200USDx2= 400USD...100.000Ft + Vám Áfa... Ennyi... sokallom...
Meg a helyhiány miatt, valamit magamnak kellene csinálni...
Lehetne ugyebár DC szervómotor + vezérlő + encoderes kerék (de ez csak golyósorsókkal van értelme)
Lehetne áttételes DC motor... Lehetne áttételes (kicsi) Asszinkron motor + 0.1Kw-os frekiváltóval...
Ezek vannak itthon...
De a mechenikai oldás/bontás megoldását nem tudom... hogyan kellene...[#fejvakaras]
Naja 200USDx2= 400USD...100.000Ft + Vám Áfa... Ennyi... sokallom...
Meg a helyhiány miatt, valamit magamnak kellene csinálni...
Lehetne ugyebár DC szervómotor + vezérlő + encoderes kerék (de ez csak golyósorsókkal van értelme)
Lehetne áttételes DC motor... Lehetne áttételes (kicsi) Asszinkron motor + 0.1Kw-os frekiváltóval...
Ezek vannak itthon...
De a mechenikai oldás/bontás megoldását nem tudom... hogyan kellene...[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 április 06, 10:28
Írta: f7k4ytivb Dátum 2009 április 06, 10:28
Én is sokat spekuláltam rajta, emlékszel vettem tőled áttételes DC motorokat egy olyan fajta megoldásra, ahol a kézikerék belső oldalára egy nagyátmérőjű csapágyon lett volna egy szíjtárcsa (amelyet a motor fordulatszabályzóval, szíjjal hajt) normál helyzetben szabadon forog ,de egy rugós stifttel összekapcsolható lett volna a kézikerékkel. Már el is kezdtem a kivitelezést amikor megtaláltam a hirdetést és mivel nekem csak egy tengelyt kellett meghajtani kifizethetőnek találtam! A keresztirányú előtolást a néhány centi elmozdulás miatt nem tartottam fontosnak motorizálni! Persze ízlések és pofonok különbözőek! Ha akarod elküldök egy "mórickarajzot" az előbb vázolt megoldáshoz.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 11:17
Írta: bmejdz9nu Dátum 2009 április 06, 11:17
...és az USA-ból 110V-os jött? vagy átkapcsolható?
Én egy "ferodolos-kupplungos" megoldáson agyalok...mint a motorféknél...
Persze mível van 3db "50W-os" asszinkron átt. motorom és 3db 0.1-es frekiváltóm... talán ezzel kellene...
(a harmadik a fejegységet emelné... ne kelljen kurblizni :) de ugyebár a szorítás még akkor is kell...
A nyomatékot úgy kellene beállítani, hogy a megszorított toronynál ill. vezetőknél még ne csapja szét :)
Persze aztán lehetne csinosítani DRO-val is... aztán golyósorsózás, előtolás, DRO = jobb ha csinálok egy gépet :)
Végül is ezt a gépet klasszikus "barkácsolás-faragás" katergóriában használom...
... és erre jobb mint gondoltam... egy teljesen más világ mint egy BF20... nagygépes "fillingje" van :)
Azt, hogy tekerem pár órát... úgyis felfoghatom, hogy megspórolom a konditerem bérletet :))
Én egy "ferodolos-kupplungos" megoldáson agyalok...mint a motorféknél...
Persze mível van 3db "50W-os" asszinkron átt. motorom és 3db 0.1-es frekiváltóm... talán ezzel kellene...
(a harmadik a fejegységet emelné... ne kelljen kurblizni :) de ugyebár a szorítás még akkor is kell...
A nyomatékot úgy kellene beállítani, hogy a megszorított toronynál ill. vezetőknél még ne csapja szét :)
Persze aztán lehetne csinosítani DRO-val is... aztán golyósorsózás, előtolás, DRO = jobb ha csinálok egy gépet :)
Végül is ezt a gépet klasszikus "barkácsolás-faragás" katergóriában használom...
... és erre jobb mint gondoltam... egy teljesen más világ mint egy BF20... nagygépes "fillingje" van :)
Azt, hogy tekerem pár órát... úgyis felfoghatom, hogy megspórolom a konditerem bérletet :))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 11:42
Írta: bmejdz9nu Dátum 2009 április 06, 11:42
qdqwBGk~$(KGrHgoOKjMEjlLmRfcUBJ1UQ!BwEQ~~_1.JPG)
Cím: Re:Hagyományos forgácsológépek
Írta: f7k4ytivb Dátum 2009 április 06, 11:57
Írta: f7k4ytivb Dátum 2009 április 06, 11:57
Természetesen 110 V-os, de egy dugaszolható autótrafóval megoldottam a kérdést. 90W-os 3 fázisú motorjaim nekem is vannak, most csináltam az esztergapadra variálható előtolást, nagyon meg vagyok vele elégedve!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 13:07
Írta: bmejdz9nu Dátum 2009 április 06, 13:07
Leírnád a működését ennek az előtolónak.. csak úgy nagyjából..
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 06, 14:10
Írta: HJózsi Dátum 2009 április 06, 14:10
Van egy a neten a BF20-hoz. A link nem jön össze közvetlenül : http://www.juergenschwelm.de -> PROJEKTE -> Vorschubeinrichtung BF20 ...
ott van minden rajz, elegtronika...
ott van minden rajz, elegtronika...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 15:06
Írta: bmejdz9nu Dátum 2009 április 06, 15:06
Majd meglesem... itt Pdf-ben a rajz....
Itt is egy mechanikus "becsattanó(?) kupplung van...
Itt is egy mechanikus "becsattanó(?) kupplung van...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 15:08
Írta: bmejdz9nu Dátum 2009 április 06, 15:08
Ilyen AL35-ös "Halogen-Arbeitsleuchte"-t rendeltem.... idehaza... "Eredeti" Optimum :)
Sajnos a KAMI marógépben nincs lámpa... BF20-ban volt... az sem volt egy nagy szám... de legalább volt...
Ha már veszek akkor a legjobbat(?) akartam... (Ha már ilyen olcsó volt a marógép :)
55W-os...230V-ról... sajnos ilyet, olcsóbban nem találtam... Öregszek... kell a sok Lumen :)

Sajnos a KAMI marógépben nincs lámpa... BF20-ban volt... az sem volt egy nagy szám... de legalább volt...
Ha már veszek akkor a legjobbat(?) akartam... (Ha már ilyen olcsó volt a marógép :)
55W-os...230V-ról... sajnos ilyet, olcsóbban nem találtam... Öregszek... kell a sok Lumen :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 06, 15:42
Írta: HJózsi Dátum 2009 április 06, 15:42
No csatt : állóhelyzetben rakod sebességbe, a kézikerékkel "rásegítve", majd indulhat a motor ... kivenni bármikor tudod előtolásból
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 15:59
Írta: bmejdz9nu Dátum 2009 április 06, 15:59
Ez ám a félautomata módszer... :)
De akkor is több osztás kellene a kuplungra... 4 db. helyzet nem sok...(90 fok itt)
Ha több... lassítva beindul és magától megtalálja a fogakat(?)...
De akkor is több osztás kellene a kuplungra... 4 db. helyzet nem sok...(90 fok itt)
Ha több... lassítva beindul és magától megtalálja a fogakat(?)...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 06, 16:13
Írta: HJózsi Dátum 2009 április 06, 16:13
Amúgy mivel lassú a forgás, nem is biztos, hogy lenne csatt ... Én nem vékonyítanám a nyomaték átvivő szárakat ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 16:20
Írta: bmejdz9nu Dátum 2009 április 06, 16:20
Erre kellene valami kész dolgot találni... pl. autó sebességváltó :) Vagy valami modellezős cucc...
Egy kiemelő karral, egy rugóval, egy ferrodolos dörzs tárcsa is talán megtenné...
Gyengíteni? akár lehetne egy körtárcsa furatokkal (pl. acélból) és benne HSS (vagy tört marókból) stiftek...?
Egy kiemelő karral, egy rugóval, egy ferrodolos dörzs tárcsa is talán megtenné...
Gyengíteni? akár lehetne egy körtárcsa furatokkal (pl. acélból) és benne HSS (vagy tört marókból) stiftek...?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 17:44
Írta: bmejdz9nu Dátum 2009 április 06, 17:44

Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2009 április 06, 17:46
Írta: dg8n4i8x Dátum 2009 április 06, 17:46
Ez a lámpa nagyon jó! Én is ilyet rendeltem a cégnél az esztergához! Egy méhsejt lyukacsos llap van a lámpa előtt így nem vakít csak ha szemből nézel bele, elég strapabíró darab!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 19:23
Írta: bmejdz9nu Dátum 2009 április 06, 19:23
Elég drága is... 3 kört "bicikliztem" a bolt körül mire "rávettem magamat" a megrendelésre...
Remélem jó lesz... Talán már holnap megkapom...:)
A valamivel olcsóbb lámpák sokkal rosszabbak voltak... Ez eredetileg egy Vertex (Taiwan) lámpa...
Gondolom ezzel azonos... csak a színe más kissé? Mármint a fejegységé? Optimumnál...:)

Remélem jó lesz... Talán már holnap megkapom...:)
A valamivel olcsóbb lámpák sokkal rosszabbak voltak... Ez eredetileg egy Vertex (Taiwan) lámpa...
Gondolom ezzel azonos... csak a színe más kissé? Mármint a fejegységé? Optimumnál...:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 06, 19:39
Írta: 000000000 Dátum 2009 április 06, 19:39
Péter! Most már az acél marását is meg kell próbáljad, kíváncsi vagyok, hogy viszi.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 20:15
Írta: bmejdz9nu Dátum 2009 április 06, 20:15
Az acél marása szerintem semmivel sem nehezebb mint az alut...
Én azért elég alu párti vagyok :) Nem szeretem a bökős forgácsokat :)
Most nincs semmi amit acélból csinálhatnék... azaz nincs tervben...
Én azért elég alu párti vagyok :) Nem szeretem a bökős forgácsokat :)
Most nincs semmi amit acélból csinálhatnék... azaz nincs tervben...
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2009 április 06, 20:48
Írta: dg8n4i8x Dátum 2009 április 06, 20:48
Teljesen ugyan ez, a szín is ilyen! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 06, 21:16
Írta: Teaway Dátum 2009 április 06, 21:16
Lássuk a vasat!
Csak van vmi hulladék zártszelvény-darabod; abból marj le 1mm-t.
Csak van vmi hulladék zártszelvény-darabod; abból marj le 1mm-t.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 06, 21:35
Írta: 6fabbzvm Dátum 2009 április 06, 21:35
Hello,
megérkezett a várt mail, most már tudom mennyi az annyi. Akkor azt mondod utalhatok NEKIK bátran!? [#email]
Köszi
Gabesz
megérkezett a várt mail, most már tudom mennyi az annyi. Akkor azt mondod utalhatok NEKIK bátran!? [#email]
Köszi
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 21:55
Írta: bmejdz9nu Dátum 2009 április 06, 21:55
jajaj ha BF20 tudot vasat marni akkor ez 5X tud :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 06, 21:59
Írta: bmejdz9nu Dátum 2009 április 06, 21:59
Dehogy mondom... Bátor Magyar vagy te anélkül is :)
Ezek német rablók a javából... elveszik a pénzedet és ha mégis küldenek valamit az csak olyan lesz mint az enyém :))
Nekem a németek ajánlották a cncecke.de-n... Nekik és nekem semmi azaz abszolute semmi gondom nem volt!
Gyakorlatilag 4 nap alatt ideért a gép! (hétfőn feladták - pénteken hozták)... Na ez azért nem semmi :) azaz ez a normális Európában...
Na és milyen lesz? FKM350PL... mint nekem? vagy?
Ezek német rablók a javából... elveszik a pénzedet és ha mégis küldenek valamit az csak olyan lesz mint az enyém :))
Nekem a németek ajánlották a cncecke.de-n... Nekik és nekem semmi azaz abszolute semmi gondom nem volt!
Gyakorlatilag 4 nap alatt ideért a gép! (hétfőn feladták - pénteken hozták)... Na ez azért nem semmi :) azaz ez a normális Európában...
Na és milyen lesz? FKM350PL... mint nekem? vagy?
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 06, 22:05
Írta: 6fabbzvm Dátum 2009 április 06, 22:05
ÁMEN, akkor holnap megyek a bankba [#wink]...
Köszönöm és jó éjt!
Köszönöm és jó éjt!
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 06, 22:09
Írta: 6fabbzvm Dátum 2009 április 06, 22:09
Ja ez lemaradt...
PL!? De az a golyósórsós nem!? Mert Te ezt linkelted nekem, h ilyened van: FKM 350 PD
PL!? De az a golyósórsós nem!? Mert Te ezt linkelted nekem, h ilyened van: FKM 350 PD
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 06, 22:13
Írta: 6fabbzvm Dátum 2009 április 06, 22:13
Az ár is stimmel amit írtál a #1213 hsz.-ben, de a PD-hez. Ezért nem értem még ezt most se, h a képeiden FKM350PL van de link meg az ár PD-é amit írtál a #1213-ba. [#conf] Ezért szerettem volna szóban 5 percben átdumálni...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 06, 22:29
Írta: 000000000 Dátum 2009 április 06, 22:29
..az tud.Én A38 szerkezeti acélt marogatok vele 60as cserélhető lapkás homlok-palást maróval savállóhoz való lapkákkal 2-3 tizedes fogásokkal...De nyilván a "zöldgépesek" 5x jobban tudnak vasat marni, azaz vagy 300mm maróval 2-3tizedet vagy 60as maróval miliméteres fogásokat [#worship] [#vigyor][#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 06, 23:11
Írta: 000000000 Dátum 2009 április 06, 23:11
nekem egy ami hapsi gyorsasága volt eddig a csucs!4 nap alatt ért hozzám a maro szár OHIO-bol!!!!:)))))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 09:01
Írta: bmejdz9nu Dátum 2009 április 07, 09:01
Azaz... az alaptípust vettem...
Tudod gazdasági válság van... (addig vedd míg az NMB interválja a forintot kb. 300-ra:)
Tudod gazdasági válság van... (addig vedd míg az NMB interválja a forintot kb. 300-ra:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 09:01
Írta: bmejdz9nu Dátum 2009 április 07, 09:01
2000 Euro a gép + szállítás...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 09:04
Írta: bmejdz9nu Dátum 2009 április 07, 09:04
[#smile] "zöldgépesek"... ez tetszik... avagy a 100-as és a 300-as súlycsoport :) mármint Kg-ban...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 09:05
Írta: bmejdz9nu Dátum 2009 április 07, 09:05
Most nekem is eszméletlen gyorsan jöttek dolgaim az USA-ból...
De talán a dollár túl erős... Csökkent az USA-ban az export... a szállítási kapacitás meg (még) nagy...Talán ezért...
Persze máshonnét is minden gyorsabb... amit én küldök külföldre az is... sajnos az egész világkereskedelem vissza esett...
De talán a dollár túl erős... Csökkent az USA-ban az export... a szállítási kapacitás meg (még) nagy...Talán ezért...
Persze máshonnét is minden gyorsabb... amit én küldök külföldre az is... sajnos az egész világkereskedelem vissza esett...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 07, 09:46
Írta: HJózsi Dátum 2009 április 07, 09:46
Romlik az Euro ... 292,83Ft (mnb.hu) ... :( még várok egy kicsit, had romoljon tovább ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 07, 20:07
Írta: HJózsi Dátum 2009 április 07, 20:07
ok,cél a 250 ... azt megvárom :)
törölheted...
törölheted...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 20:13
Írta: bmejdz9nu Dátum 2009 április 07, 20:13
Ne legyen inkább a nyári 230Ft-os? Ha már álmodunk ... merjünk nagyot :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 07, 20:28
Írta: 000000000 Dátum 2009 április 07, 20:28
Péter! A Te géped hány kiló? Én lemértem az enyémet,290Kg, nemsokára fotóképes lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 07, 20:45
Írta: HJózsi Dátum 2009 április 07, 20:45
[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 07, 21:00
Írta: 000000000 Dátum 2009 április 07, 21:00
red bull!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 21:41
Írta: bmejdz9nu Dátum 2009 április 07, 21:41
"Hivatalosan" 320 Kg... de persze nem ellenőriztem... azaz 6,25 Euro/kg volt ...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 07, 21:43
Írta: bmejdz9nu Dátum 2009 április 07, 21:43
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 07, 21:46
Írta: HJózsi Dátum 2009 április 07, 21:46
Az lenne jó, ha fél év múlva azt mondhatnád én vagyok a legjobb jövendőmondó ... [#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 07, 21:48
Írta: HJózsi Dátum 2009 április 07, 21:48
Szerintem mindjárt Te leszel a legjobb moderátor, ha ezeket az OFFokat kitörlöd ... [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 07, 21:50
Írta: 000000000 Dátum 2009 április 07, 21:50
Te Hiszel még az elemzőknek??!
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 április 07, 23:17
Írta: s7manbs8 Dátum 2009 április 07, 23:17
Az elemzőknek jóval több esélye van a múltat megjósolni, semmint a jövőt, ugyanez érvényes az időjárás jelentőkre is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 07, 23:21
Írta: 000000000 Dátum 2009 április 07, 23:21
szerintem csak az tudja előre,aki a szálakat mozgatja,mert azzal gondolom tisztában vagytok,hogy kb 20 ember van a főldőn,akik irányitják a pénvilágot!a meteorologusok eltalálják az idő járást,csak az idő pontot nem!:)))
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 08, 08:05
Írta: 6fabbzvm Dátum 2009 április 08, 08:05
Hello,
Kifizettem, most várhatok... De hosszú lesz[#buck]
Kifizettem, most várhatok... De hosszú lesz[#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 08, 08:56
Írta: HJózsi Dátum 2009 április 08, 08:56
Addig is készítsd elő a fényképezőt, videókamerát, és szólj a cimboráknak a várható cipekedés ügyében ... [#wave] Tartozékot még ne vegyél hozzá babonából ... [#vigyor3]
Látom alakul a 300-asok klubja... [#csodalk]
Látom alakul a 300-asok klubja... [#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 09:46
Írta: bmejdz9nu Dátum 2009 április 08, 09:46
Persze... de mivel általában egy Bank alkalmazottai.. ezért az ellenkezőjét szoktam tenni :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 09:49
Írta: bmejdz9nu Dátum 2009 április 08, 09:49
Volt pénz, nincs pénz :) Mit írtak hányat kell aludni mire megjön? (Na persze mire a pénz odaér kelet Európából :) vagy fénysebességű PayPal-al fizettél?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 09:52
Írta: bmejdz9nu Dátum 2009 április 08, 09:52
Mindjárt átírom a topik címét? Kami Mashine és BF20-ra :)
Vagy nyitni kellene egyet? Ha már ilyen tömeges lesz az elterjedés? :)
Persze aki van aki még BF20-al "gravírozgat" :)))
Vagy nyitni kellene egyet? Ha már ilyen tömeges lesz az elterjedés? :)
Persze aki van aki még BF20-al "gravírozgat" :)))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 08, 09:53
Írta: HJózsi Dátum 2009 április 08, 09:53
Szerintem Spikermannak nincs párja németországban... szóval a többiektől lehet rendelni, főleg ha nem csak webshop...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 09:55
Írta: bmejdz9nu Dátum 2009 április 08, 09:55
Egyébként 14-es T-nut-os cuccok kellenek hozzá... Na és SK30-as befogatás...
Ha kell... Tudok kb. 20.000Ft-ért 14mm-es leszorítókészletet rendelni (58 darabos, M12 menetekkel)... jó minőség...
Ha kell... Tudok kb. 20.000Ft-ért 14mm-es leszorítókészletet rendelni (58 darabos, M12 menetekkel)... jó minőség...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 09:56
Írta: bmejdz9nu Dátum 2009 április 08, 09:56
Az egy hülye volt... de szerencsére ritka (azaz még nem is találkoztam ilyennel) ... De talán már a dutyiba is dugták :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 08, 10:17
Írta: 6fabbzvm Dátum 2009 április 08, 10:17
Csak nem. :) Utaltam, 3-5nap pénz beérkezéstől.
Gondolom a 7n "kiér" a pénz, remélhetőleg a jövő 7n meg a gép ide [#buck].
Gondolom a 7n "kiér" a pénz, remélhetőleg a jövő 7n meg a gép ide [#buck].
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 08, 10:18
Írta: 6fabbzvm Dátum 2009 április 08, 10:18
Erre majd visszatérünk, megfogadom Józsi tanácsát, nem iszom előre.....[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 11:15
Írta: bmejdz9nu Dátum 2009 április 08, 11:15
Kb. 2-5 nap az utalás... de ha SEPA rendszeren van a bank akkor 1 nap...(Még itthon nem mindegyik)
Ausztriából szoktam utalni... ott a SEPA a default :)
Ausztriából szoktam utalni... ott a SEPA a default :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 08, 11:35
Írta: HJózsi Dátum 2009 április 08, 11:35
Elvileg most arra lehetne inni, hogy a pénz elment...[#nyes] nekem Spikermanntól az is visszapattant elsőre... persze a bankom is hunyó volt (8napig aludtak azon, hogy nem ok valami), nem is számoltak fel pótdíjat a kiigazításkor ...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 április 08, 11:41
Írta: robroy007 Dátum 2009 április 08, 11:41
Szia Péter mikor rendelsz majd lefogató készletet?
ha a cégnél jó hangulatban elkapom a főnököt nekünk is igen kellene
ha a cégnél jó hangulatban elkapom a főnököt nekünk is igen kellene
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 15:47
Írta: bmejdz9nu Dátum 2009 április 08, 15:47
Lehet, hogy a jövő héten... neked hányas kell? (T-nut)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 08, 22:49
Írta: bmejdz9nu Dátum 2009 április 08, 22:49
Hát ez a lámpa nem semmi... ahogy írtad...
a fogorvosnál láttam ilyen megoldást... oldalra semmit nem ver... Eszméletlen jó!
a fogorvosnál láttam ilyen megoldást... oldalra semmit nem ver... Eszméletlen jó!
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 09, 00:31
Írta: 6fabbzvm Dátum 2009 április 09, 00:31
Jó, hát akinek az utcája végén már Ausztria van, annak könnyű...[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 09, 11:01
Írta: HJózsi Dátum 2009 április 09, 11:01
Most épp 291.80 a portfolio.hu-n ... megy ez lefelé ... [#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2009 április 09, 13:03
Írta: dg8n4i8x Dátum 2009 április 09, 13:03
Mondtam én,megéri az árát! Nagyon jó, főleg ha sokat dolgozol mellette, nem fárasztja annyira a szemet!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 09, 14:45
Írta: bmejdz9nu Dátum 2009 április 09, 14:45
Döbbenet... már 289... De az érdekes, hogy a lengyel Zloty meg nem annyira...
Tehát nem régiós... valami fura... vagy rájöttek, hogy a magyar forint milyen jó... A magyar gazdaság milyen jó :)
Tehát nem régiós... valami fura... vagy rájöttek, hogy a magyar forint milyen jó... A magyar gazdaság milyen jó :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 09, 18:20
Írta: bmejdz9nu Dátum 2009 április 09, 18:20
Gyorsan vettem még egy bika gépsatut is... mert (sajnos) az angol Font is erősödésnek indult :)
Ráadásul akcióban van... ilyen olcsón még sosem láttam egy ekkora eredeti Vertex satut...
Súly: 27Kg...pofa szélsség: 150mm nyitás: 114mm
Ja és fontos!
Megírtam a Chronos-nak, hogyan, kivel kell 32Kg-ig 13GBP-ért szállítani magyar országra...
Megerősítették (köszönték:)... és elfogadták... talán a továbbiakban a honlapjukon is korrigálnak!
VERTEX K6 6" MILLING VICE FOR MILLING MACHINE...Még van belőle....persze van kisebb méret is...(K4-K6)
Link a Taiwan-i Vertex honlapjára.... Érdemes megnézni a többi dolgait ennek a cégnek... minőség!
(A forgatóm is Vertex... spéci! ... és eddig minden Vertex nagyon bevált...)
Ha valakit érdekel a mértek itt... (K széria)
Az forgatható alja leszerelhető...

Na persze nem BF20-hoz való ez a méret:)
Talán még Kamihoz sem :) alíg fog ráférni az asztalra az alsó felfogató :)
Ráadásul akcióban van... ilyen olcsón még sosem láttam egy ekkora eredeti Vertex satut...
Súly: 27Kg...pofa szélsség: 150mm nyitás: 114mm
Ja és fontos!
Megírtam a Chronos-nak, hogyan, kivel kell 32Kg-ig 13GBP-ért szállítani magyar országra...
Megerősítették (köszönték:)... és elfogadták... talán a továbbiakban a honlapjukon is korrigálnak!
VERTEX K6 6" MILLING VICE FOR MILLING MACHINE...Még van belőle....persze van kisebb méret is...(K4-K6)
Link a Taiwan-i Vertex honlapjára.... Érdemes megnézni a többi dolgait ennek a cégnek... minőség!
(A forgatóm is Vertex... spéci! ... és eddig minden Vertex nagyon bevált...)
Ha valakit érdekel a mértek itt... (K széria)
Az forgatható alja leszerelhető...
Na persze nem BF20-hoz való ez a méret:)
Talán még Kamihoz sem :) alíg fog ráférni az asztalra az alsó felfogató :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 09, 18:31
Írta: bmejdz9nu Dátum 2009 április 09, 18:31
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 09, 20:15
Írta: HJózsi Dátum 2009 április 09, 20:15
287.68 ... itt jár nemrég Uri ... mondtam az Eurónak Mozulj! Lefelé! ... [#nyes][#mf1]
Fordítva mozog a benzin árral, az nyáron magas ... [#csodalk]... a nyár meg idén 2 hónappal korábban jött ...
Fordítva mozog a benzin árral, az nyáron magas ... [#csodalk]... a nyár meg idén 2 hónappal korábban jött ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 09, 20:20
Írta: HJózsi Dátum 2009 április 09, 20:20
Neked már nem kell konditerem, meglesznek a súlyzóid! :)
Remélem Chronosék megfogadják a tanácsodat, kérdés mennyi idő alatt szállítanak ezek? ...
Remélem Chronosék megfogadják a tanácsodat, kérdés mennyi idő alatt szállítanak ezek? ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 09, 20:22
Írta: bmejdz9nu Dátum 2009 április 09, 20:22
DPD United Kingdom... :) 4 nap szokott de most húsvét lesz... tehát a jövő héten meg kell, hogy érkezzen...
Ilyen "kaliberű" "segédeszközök" kellenek a 300Kg-os "súlycsoportban" :)
A Chronosék... full 100%-osak az Ebay-on... gondolom nem akarnak egy minuszt :)
Ilyen "kaliberű" "segédeszközök" kellenek a 300Kg-os "súlycsoportban" :)
A Chronosék... full 100%-osak az Ebay-on... gondolom nem akarnak egy minuszt :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 09, 21:19
Írta: HJózsi Dátum 2009 április 09, 21:19
Nekünk a 300kg már nehéz súly, de egy szakmabéli még kisváltóba sem sorolná ... [#buck]
Chr. maradni fog 100%-on, Te sem fogsz csalódni ...
Chr. maradni fog 100%-on, Te sem fogsz csalódni ...
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 09, 23:09
Írta: 43pbwjg8s Dátum 2009 április 09, 23:09
Nem lenne valakinek itthon egy ilyen masszív kis (mondjuk 100-as) satuja?
Én nem rendelek odakintről, de itthon átvennék egyet szívesen jóféle Forinttért.
Ennek a hiányában nem tudom még a keresztasztalomat rendesen használni. :(
Én nem rendelek odakintről, de itthon átvennék egyet szívesen jóféle Forinttért.
Ennek a hiányában nem tudom még a keresztasztalomat rendesen használni. :(
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 09, 23:11
Írta: 000000000 Dátum 2009 április 09, 23:11
tudok egy nagyon spéci gépsatut!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 09:43
Írta: bmejdz9nu Dátum 2009 április 10, 09:43
Ha a Vertex megjön lehet, hogy eleadom a 88-as pofa széleség (6,5Kg súly 230mm hossz, nyitás: 130mm) precizióst amit az USA-ból rendeltem...
(ez nem a 3"-os annál jóval nagyobb... oldalt is lehet fogatni, de sajnos kb. 50.000Ft egy ilyen
és valószínűleg az újat nem helyettesíti precizitásban... mert ez ugye lefelé is szorít...stb...)
Ilyen, de ez nem az én képem....

(ez nem a 3"-os annál jóval nagyobb... oldalt is lehet fogatni, de sajnos kb. 50.000Ft egy ilyen
és valószínűleg az újat nem helyettesíti precizitásban... mert ez ugye lefelé is szorít...stb...)
Ilyen, de ez nem az én képem....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 09:51
Írta: bmejdz9nu Dátum 2009 április 10, 09:51
Pontosan ez az... (link) De ennél a gyakorlatban többet nyit: 130-135mm-et...(nem 125-öt)
Pontosság: 0.005 mm.... :) 250 Euro szállítással...
De a kép nem pontos... az alsó az ok... oldalt is lehet fogatni!
Pontosság: 0.005 mm.... :) 250 Euro szállítással...
De a kép nem pontos... az alsó az ok... oldalt is lehet fogatni!
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 10, 14:27
Írta: 43pbwjg8s Dátum 2009 április 10, 14:27
Sajnos azt hiszem ez egy kicsit sok nekem. Mármint az ár.... :(
Szimpatikus, de hát az embernek vannak korlátai.
Valami olcsóbb, gyengébb minőség is elég lenne egyelőre.
(bocsánat a reggeli eltévedésért!!)
Szimpatikus, de hát az embernek vannak korlátai.
Valami olcsóbb, gyengébb minőség is elég lenne egyelőre.
(bocsánat a reggeli eltévedésért!!)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 17:29
Írta: bmejdz9nu Dátum 2009 április 10, 17:29
Fogsz találni... Tudom, hogy ezek drágák...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 18:44
Írta: bmejdz9nu Dátum 2009 április 10, 18:44
Ez egy új és olcsó satu... 59 Euro... + szállítás...(Maschinenschraubstock Präzisions-Schraubstock 100mm NEU)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 20:08
Írta: bmejdz9nu Dátum 2009 április 10, 20:08
Ilyet már láttatok? Vagy nekem új minden :)
De amilyen olcsó volt... azaz a "kutyának sem kellett"... talán? Nem tudom... biztos hüle vagyok :)
5 tök új befogató 26 Euroért? Azt hittem 100 alatt nem is áll meg? (Made in Germany befogatók...)
5x Schrumpf-Futter SK30 DIN 69871 5 db 5x Schrumpf magyarul "összezsugorodik"
Majd minden gyártó kínálatában szerepel....
A szerszámbefogató melegítésével kell "hőtágulásra bírni" és betenni a szerszámot... kihűl és fogja :)
A neten található leírásokból csak annyit tudtam meg, hogy lehet direkt (azaz nagy pákával?:), hőlégfúvóval és a profik indukciós melegítővel csinálják...
Nade ha ki kell venni a szerszámot mert elkopott/eltört?
Milyen hűtágulása lehet egy keményfémnek, egy HSS-nek és ugyebár magának a befogatónak, hogy fellazuljon?
Ezeket igen nagy fordulatra gyártják (gondolom jó a kiegyensúlyozottságuk)... Na persze azt gondolom a Kami masinban is jó lesz :)

Ilyen egy használt befogató (nem SK30 de..)...

[#fejvakaras][#fejvakaras][#fejvakaras][#ijedt][#lama]
De amilyen olcsó volt... azaz a "kutyának sem kellett"... talán? Nem tudom... biztos hüle vagyok :)
5 tök új befogató 26 Euroért? Azt hittem 100 alatt nem is áll meg? (Made in Germany befogatók...)
5x Schrumpf-Futter SK30 DIN 69871 5 db 5x Schrumpf magyarul "összezsugorodik"
Majd minden gyártó kínálatában szerepel....
A szerszámbefogató melegítésével kell "hőtágulásra bírni" és betenni a szerszámot... kihűl és fogja :)
A neten található leírásokból csak annyit tudtam meg, hogy lehet direkt (azaz nagy pákával?:), hőlégfúvóval és a profik indukciós melegítővel csinálják...
Nade ha ki kell venni a szerszámot mert elkopott/eltört?
Milyen hűtágulása lehet egy keményfémnek, egy HSS-nek és ugyebár magának a befogatónak, hogy fellazuljon?
Ezeket igen nagy fordulatra gyártják (gondolom jó a kiegyensúlyozottságuk)... Na persze azt gondolom a Kami masinban is jó lesz :)
Ilyen egy használt befogató (nem SK30 de..)...
[#fejvakaras][#fejvakaras][#fejvakaras][#ijedt][#lama]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 10, 20:23
Írta: 000000000 Dátum 2009 április 10, 20:23
Ezektöl vettem a furo-maro gepemet,rendesen leszalitottak,es ez a satu nem is rosz.....majd ha lesz ra keret..
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 20:28
Írta: bmejdz9nu Dátum 2009 április 10, 20:28
Egy magyar találat rá: Zsugorbefogó (ez akkor a neve magyarul:) DIN69871AD/B SK30, 6mm
Jesszus 1db 6-os 42.000Ft netto?

Jesszus 1db 6-os 42.000Ft netto?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 10, 20:47
Írta: bmejdz9nu Dátum 2009 április 10, 20:47
Egy ilyen apróság kell(ene) hozzá :) PDF:::.... de talán a hőlégfúvó is megteszi :)
Melegít és hűt... naja a termelékenysége nem semmi... nadehát egy hobbystának :) no meg a 0.003mm-es körfutás pontosság :)
Melegít és hűt... naja a termelékenysége nem semmi... nadehát egy hobbystának :) no meg a 0.003mm-es körfutás pontosság :)
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 10, 21:40
Írta: ORCA17 Dátum 2009 április 10, 21:40
Szerbusztok.
Barátomnak van egy ilyen körasztala ZEISS gyártmány. Sajnos nincs semmi adattábla rajta.
Ha valaki tudna valami infót, megköszönném.

Kellemes Húsvéti únnepeket[#integet2]
Barátomnak van egy ilyen körasztala ZEISS gyártmány. Sajnos nincs semmi adattábla rajta.
Ha valaki tudna valami infót, megköszönném.
Kellemes Húsvéti únnepeket[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 10, 21:43
Írta: 43pbwjg8s Dátum 2009 április 10, 21:43
Csak erre a fránya, kintről vásárlásra kellene még rávennem magam.
Ez is egy sok hiányosságomból. :(
De lehet hogy nem lesz más. Előbb utóbb rá kell vennem magam.
Ez is egy sok hiányosságomból. :(
De lehet hogy nem lesz más. Előbb utóbb rá kell vennem magam.
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 10, 21:43
Írta: 43pbwjg8s Dátum 2009 április 10, 21:43
És köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 10, 22:11
Írta: 000000000 Dátum 2009 április 10, 22:11
és a baRÁTOD MEGVÁLNA TŐLE?
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 10, 23:22
Írta: ORCA17 Dátum 2009 április 10, 23:22
Szerintem meg, csak nem tudja, mennyit érhet[#nemtudom]
Neked van valami tipped?
Ha érdekel,felhatalmazott, hogy megadjam a telefonszámát: 06/30 480 62 91
Neked van valami tipped?
Ha érdekel,felhatalmazott, hogy megadjam a telefonszámát: 06/30 480 62 91
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 10, 23:27
Írta: 43pbwjg8s Dátum 2009 április 10, 23:27
Szia Orca!
Átlapoztam a Zeiss ipari termékketalógusát, de nem találtam olyan eszközt amiben ilyen körasztal lenne. :(
Lehet hogy valami más termékkategóriában esetleg?
Átlapoztam a Zeiss ipari termékketalógusát, de nem találtam olyan eszközt amiben ilyen körasztal lenne. :(
Lehet hogy valami más termékkategóriában esetleg?
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 10, 23:28
Írta: 43pbwjg8s Dátum 2009 április 10, 23:28
Egyébként csak kézi a forgatás, vagy van hozzá köze a látható kijelzőnek és csatlakozónak?
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 10, 23:51
Írta: ORCA17 Dátum 2009 április 10, 23:51
Szia, az az igazság, hogy ha az enyém lenne, már "boncasztalra" került volna. Így éphogy csak lefotóztam. Ami csak létezett kulcsszó, minden variációban próbáltam én is keresni...Az sem lehetetlen, hogy talán motor is van benne?[#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 11, 00:07
Írta: 43pbwjg8s Dátum 2009 április 11, 00:07
Hát... Az a boncasztal megoldás nem lenne rossz.
Így, ha esetleg nem találsz kacsolatot a Zeiss-nél, nem valószínű, hoyg rájössz.
A gond, hogy egy hét szünet van a melőban, így én sem tudok odabentről segíteni. Onnan könnyebb kapcsolatokat keresni.
Egyébkén tényleg lehet jobb lenne felvágni finoman a hasát! Kiderülne (sok)minden.
Így, ha esetleg nem találsz kacsolatot a Zeiss-nél, nem valószínű, hoyg rájössz.
A gond, hogy egy hét szünet van a melőban, így én sem tudok odabentről segíteni. Onnan könnyebb kapcsolatokat keresni.
Egyébkén tényleg lehet jobb lenne felvágni finoman a hasát! Kiderülne (sok)minden.
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 11, 00:23
Írta: ORCA17 Dátum 2009 április 11, 00:23
Megvárom Tíbor reagálását, lehet, neki van valami ötlete. De ha Ő se tud többet...[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 14:22
Írta: 000000000 Dátum 2009 április 11, 14:22
sziasztok van egy 150 mmes körasztalom ha valakit érdekel
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 14:24
Írta: 000000000 Dátum 2009 április 11, 14:24
továbbá még van egy 4x es gyorsitoáttétellel elátott gyorsmarofej iso 40 befogással.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 14:50
Írta: 000000000 Dátum 2009 április 11, 14:50
sziasztok.nekem annyi előnyőm van ezzel kapcsolatban,hogy a szomszéd falunk mátészalka,és itt van egy zeiss gyár,és ismerek ott pár embert,aki talán be tudná azonositani a készűléket.amugy nem uj darab,és lehet Kiskz azért nem találja!tuti hogy van benne léptető motor,és a kézi kerék csak pozicionáláshoz kellhet!
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 11, 14:59
Írta: ORCA17 Dátum 2009 április 11, 14:59
Tibor, megtennéd, hogy megkérded őket? Háláslennék
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 14:59
Írta: 000000000 Dátum 2009 április 11, 14:59
90%,hogy ez nem fémipari kőrasztal,ez lencse gyártáshoz használatos eszkőz lehet!egy mérő eszkőz!
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 11, 15:04
Írta: ORCA17 Dátum 2009 április 11, 15:04
Tíbor, ITT találsz még egy képet róla
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 11, 15:07
Írta: bmejdz9nu Dátum 2009 április 11, 15:07
Elkészült a Kami-hoz a "precíziós feltét" :)
Méret:500x158mm (+/-0.01) (magasság kb. 30mm - későbbi sérülések miatti síkbamarás lehetősége ...)
A megfelelő magasság azért is kellet, hogy a talpas derékszöget lehessen használni a munkadarab tájolásához...
Saját maga marta körbe, a 12-es T-nutokat és persze síkba...
Tehát saját magához képest minden él referencia...(egyfogásból)... na és persze tökéletes derékszögek...
A precíz, pontos, gyors felszerelést a meglévő T-nutokba készült (alul) pontos "kockák" biztosítják...
4 pontos lefogatás a gyári 14-es T-nutokba...
Ezzel a kis kiegészítővel lehet gyorsan, pontosan derékszöget, párhuzamot, vastagságot marni...anyagot "túl lógatni" ehhez!!!
A segédasztalt körbe-körbe lehet marni (járni) bőven egy pl. 22mm-es maróval...
További képek itt :::::::::::::
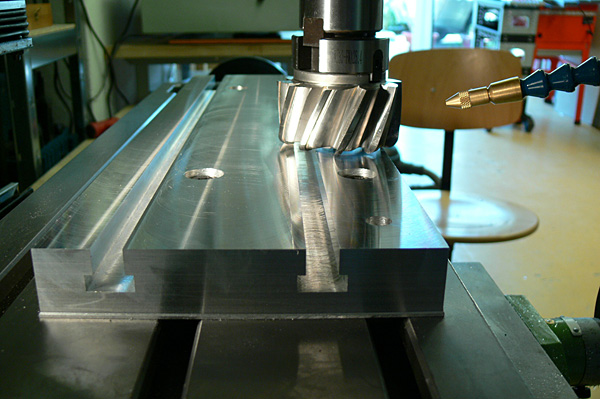
Méret:500x158mm (+/-0.01) (magasság kb. 30mm - későbbi sérülések miatti síkbamarás lehetősége ...)
A megfelelő magasság azért is kellet, hogy a talpas derékszöget lehessen használni a munkadarab tájolásához...
Saját maga marta körbe, a 12-es T-nutokat és persze síkba...
Tehát saját magához képest minden él referencia...(egyfogásból)... na és persze tökéletes derékszögek...
A precíz, pontos, gyors felszerelést a meglévő T-nutokba készült (alul) pontos "kockák" biztosítják...
4 pontos lefogatás a gyári 14-es T-nutokba...
Ezzel a kis kiegészítővel lehet gyorsan, pontosan derékszöget, párhuzamot, vastagságot marni...anyagot "túl lógatni" ehhez!!!
A segédasztalt körbe-körbe lehet marni (járni) bőven egy pl. 22mm-es maróval...
További képek itt :::::::::::::
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 21:31
Írta: 000000000 Dátum 2009 április 11, 21:31
fel fogom hivni a barátodat,mert utánna nézek én ennek!:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 11, 21:36
Írta: 000000000 Dátum 2009 április 11, 21:36
holnap űnnep.és nem fog a barátod haragudni ha zavarom telon?
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 április 11, 22:57
Írta: 0gbwyh99 Dátum 2009 április 11, 22:57
azért a felső síkját nem egyfogásbol martad le ! [#eplus2] . Amúgy , szép lett . Szerintem nevezd át a topicot :"BF20 , KAMI és hagyományos marógépek"-re . [#nevetes1][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 11, 23:07
Írta: ORCA17 Dátum 2009 április 11, 23:07
szerintem nem, mert egyformán gondolkodunk a húsvétról... meglocsolom, telefonon[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 09:52
Írta: bmejdz9nu Dátum 2009 április 12, 09:52
Ja ja... egy leszorításból? :) ... és 3 menetben a síkbamarás...
Legalább lenne még egy KAMI (ami várható) akkor majd átnevezem... (ne egyek már ilyen/olyan önző :)
Legalább lenne még egy KAMI (ami várható) akkor majd átnevezem... (ne egyek már ilyen/olyan önző :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 12, 10:38
Írta: Teaway Dátum 2009 április 12, 10:38
"lenne még egy KAMI"
Huh...hirtelen azt hittem, neked...:)
Huh...hirtelen azt hittem, neked...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 10:49
Írta: bmejdz9nu Dátum 2009 április 12, 10:49
[#vigyor] egy KAMI-nál már csak két KAMI jobb a háznál... és kész a hattengelyes megmunkáló központ :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 12, 11:42
Írta: Teaway Dátum 2009 április 12, 11:42
Egy KAMI is határeset, de kettő már több, mint hobbi:)
Amúgy a hagyományos marógép megfogalmazás miben más, mint a BF20? Ha már a topic nevében 'és' van köztük...
Amúgy a hagyományos marógép megfogalmazás miben más, mint a BF20? Ha már a topic nevében 'és' van köztük...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 12, 11:55
Írta: 000000000 Dátum 2009 április 12, 11:55
"BF20(L) és egyéb hagyományos marógépek"[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 12, 12:09
Írta: ORCA17 Dátum 2009 április 12, 12:09
Tíbor! Nagy nehezen megtaláltam és leesett az állam 1.500 EUR plus VAT az ára.
Itt van még néhány infó HONLAP
Itt van még néhány infó HONLAP
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 12:20
Írta: bmejdz9nu Dátum 2009 április 12, 12:20
Végül is a KAMI is egy BF20.. csak minden nagyobb rajta...
Hagyományos? Hát mondjuk egy 3Tonnás... az már hagyományos :)
Hagyományos? Hát mondjuk egy 3Tonnás... az már hagyományos :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 12:23
Írta: bmejdz9nu Dátum 2009 április 12, 12:23
"OBI-s Einhell marócskagép és nagyobb marógépek"? :)

Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 12, 12:40
Írta: Teaway Dátum 2009 április 12, 12:40
Ezt már néztem élőben is, de nagyon csúnya szegény...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 12:43
Írta: bmejdz9nu Dátum 2009 április 12, 12:43
Én is néztem... a "szörnyű" a legjobb kifejezés :) Nem is értem... Nem is túl olcsó...
Ha vesz valaki egy állványos fúrót mondjuk az OBI-ban 20.000Ft ért... és vesz/csinál egy keresztasztalt... olcsóbb is lesz és jobb is...
Ha vesz valaki egy állványos fúrót mondjuk az OBI-ban 20.000Ft ért... és vesz/csinál egy keresztasztalt... olcsóbb is lesz és jobb is...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 12, 13:00
Írta: 000000000 Dátum 2009 április 12, 13:00
hu,láttam,és ez egy kivágo eszkőz lehet,és rohadtul drága,de szerintem priciz zeiss minőség!hát a barátod nem tudom hogy eltudja e adni ennyiért!amugy jo az a honlap nagyon!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 13:15
Írta: bmejdz9nu Dátum 2009 április 12, 13:15
Egyébként ez az eladó optikai csiszoló valami, hogy került a marógép topikba :)
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 12, 13:41
Írta: 43pbwjg8s Dátum 2009 április 12, 13:41
Tudod Péter, eszköz nélkül se nem lesz olcsóbb, se nem lesz jobb. Ez tapasztalat.
Tényleg drága, de ha valakinek semmi nincs, indítani elég.
Én örültem volna, ha össze tudok kaparni annyit, hogy vegyek egyet. Nem mindenkinek van a háttérben komoly gépe. Ahoz hogy elkezdjen valaki hobbizni én még ajánlanám is, ha nem lenne ilyen az ára.
Tényleg drága, de ha valakinek semmi nincs, indítani elég.
Én örültem volna, ha össze tudok kaparni annyit, hogy vegyek egyet. Nem mindenkinek van a háttérben komoly gépe. Ahoz hogy elkezdjen valaki hobbizni én még ajánlanám is, ha nem lenne ilyen az ára.
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 12, 13:42
Írta: 43pbwjg8s Dátum 2009 április 12, 13:42
Gyanús, hogy nem optikai csiszoló valami lesz belőle, hanem marógép körasztal. Így pedig jó helyen van szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 13:54
Írta: bmejdz9nu Dátum 2009 április 12, 13:54
Itt az OBI-ban 160.000-ért van kitéve...
Nos ha 160.000Ft-om van ... akkor veszek egy spécibb (Mk2-es kúpos) állványos fúrót (kb. 30-40e) és egy kész kereszt asztalt...
COMPOUND MILLING TABLE
most hitelen nem tudom mi a német neve... de kb. 150Euro egy kisebb szállítással...

Olcsóbb is és jobb is lesz... minimális munkával...
Nos ha 160.000Ft-om van ... akkor veszek egy spécibb (Mk2-es kúpos) állványos fúrót (kb. 30-40e) és egy kész kereszt asztalt...
COMPOUND MILLING TABLE
most hitelen nem tudom mi a német neve... de kb. 150Euro egy kisebb szállítással...
Olcsóbb is és jobb is lesz... minimális munkával...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 13:59
Írta: bmejdz9nu Dátum 2009 április 12, 13:59
"Zeiss Jena Optical" ... Connection 12 V 50 W...(=max. 60W)
Szerintem valami precíz dolog... de nem erőre tervezve...
Szerintem valami precíz dolog... de nem erőre tervezve...
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 12, 14:00
Írta: 43pbwjg8s Dátum 2009 április 12, 14:00
Na látod Peti!
Ez válasz az eszközzel kapcsolatban!
Ezzel kellene kezdeni. Az előbbivel senki nem lett gazdagabb.
Ez válasz az eszközzel kapcsolatban!
Ezzel kellene kezdeni. Az előbbivel senki nem lett gazdagabb.
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 12, 14:04
Írta: 43pbwjg8s Dátum 2009 április 12, 14:04
Igen...
Van nekem ilyen kerestasztalom.... Köszönöm szépen. Szép is, jó is. Már amennyire.
Eszközöm viszont nincs hogy igazán használhatóvá tegyem.
Helyette egy X-Y satut vagyok kénytelen használni, mert az még viszonylag normálisan hajtható és beállítható, valamint nem kell (ugyanis most nem tudok) rákölteni még egy rendes(!) gépsatura.
Nem kell kintről rendelni egyébként a keresztasztalt. Ha valakinek kell, szóljon és adok telefont.
Ja: és mi az a minimális munka?
Van nekem ilyen kerestasztalom.... Köszönöm szépen. Szép is, jó is. Már amennyire.
Eszközöm viszont nincs hogy igazán használhatóvá tegyem.
Helyette egy X-Y satut vagyok kénytelen használni, mert az még viszonylag normálisan hajtható és beállítható, valamint nem kell (ugyanis most nem tudok) rákölteni még egy rendes(!) gépsatura.
Nem kell kintről rendelni egyébként a keresztasztalt. Ha valakinek kell, szóljon és adok telefont.
Ja: és mi az a minimális munka?
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 12, 14:05
Írta: 43pbwjg8s Dátum 2009 április 12, 14:05
Nálunk egyébként 190.000 hogy szakadnának meg. :(
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 14:06
Írta: bmejdz9nu Dátum 2009 április 12, 14:06

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 14:07
Írta: bmejdz9nu Dátum 2009 április 12, 14:07
Az Ebay-on múltkor pedig 400 Euro volt... :) Ki, hol mennyiért akarja :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 14:55
Írta: bmejdz9nu Dátum 2009 április 12, 14:55
Cím: Re:Hagyományos forgácsológépek
Írta: ORCA17 Dátum 2009 április 12, 15:32
Írta: ORCA17 Dátum 2009 április 12, 15:32
Kerestem róla adatot, mert nem tudtam beazonosítani [#help] és mivel körasztal a lelkem, hova kellett volna tennem?[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 16:07
Írta: bmejdz9nu Dátum 2009 április 12, 16:07
pl. 4. tengely Harmonic Drive topikba...Ez az...itt...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 12, 16:30
Írta: Teaway Dátum 2009 április 12, 16:30
Nesze...itt a hattengelyes központ! :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 12, 16:49
Írta: bmejdz9nu Dátum 2009 április 12, 16:49
Akkor 2 Kami masine és 2 Harmonic Drive kell ? :) Aztán pöröghetnek egymáson a pincében :)
De ilyen kúpot lehet kapni a Baumaxba... tehát nekem nem kell ezért :)
Egyébként milyen nagy emelkedésű orsók vannak a gépben...
De ilyen kúpot lehet kapni a Baumaxba... tehát nekem nem kell ezért :)
Egyébként milyen nagy emelkedésű orsók vannak a gépben...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 12, 20:44
Írta: Teaway Dátum 2009 április 12, 20:44
"Egyébként milyen nagy emelkedésű orsók vannak a gépben... "
Vannak még ennél nagyobbak is; fordulatonként egy átmérőnyi hosszt tesznek meg.
Vannak még ennél nagyobbak is; fordulatonként egy átmérőnyi hosszt tesznek meg.
Cím: Re:Hagyományos forgácsológépek
Írta: hyn6ys8wt Dátum 2009 április 13, 11:27
Írta: hyn6ys8wt Dátum 2009 április 13, 11:27
Szerintem ez igy nem igaz. Én is próbálkoztam volna ilyesmivel de még a 100ezres kategoriában sem találtam olyan állványos fúrót aminek ne lógna a főorsója néhány tizedet (nem a főorsó csapágyra gondolok természetesen) már kis (Z)előtolásnál is. Aztán a preciz előtolást (Z)se lenne egyszerű megoldani...
Próbáld ki a Güde fúróddal:-) (Pedig az már meg is haladja a 30-40ezres kategoriát)
Told ki a főorsót 20mm-t és nézd meg mennyit lóg előre hátra jobbra balra :-) Az enyém több mint 2 tizedet... Van még egy hasonló kaliberű Einhellem is ott még rosszabb a helyzet. Persze fúrónak teljesen megfelel.
Ha németektől 40EUR-ért hazajön az Einhell "marócska" akkor az szerintem teljesen megéri az árát. Valakinek az is elég, ha csak hobbyzni kell és nem akar 2mm-es fogással acélt marni:-)
Próbáld ki a Güde fúróddal:-) (Pedig az már meg is haladja a 30-40ezres kategoriát)
Told ki a főorsót 20mm-t és nézd meg mennyit lóg előre hátra jobbra balra :-) Az enyém több mint 2 tizedet... Van még egy hasonló kaliberű Einhellem is ott még rosszabb a helyzet. Persze fúrónak teljesen megfelel.
Ha németektől 40EUR-ért hazajön az Einhell "marócska" akkor az szerintem teljesen megéri az árát. Valakinek az is elég, ha csak hobbyzni kell és nem akar 2mm-es fogással acélt marni:-)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 11:46
Írta: bmejdz9nu Dátum 2009 április 13, 11:46
Ki kell cserélni egy ilyen főorsóra aztán máris jó lesz [#hehe]
Az automata szerszámcsere is meg lesz oldva az SK30-as befogatással...
Jó tudom... kicsit drága...:)
Az automata szerszámcsere is meg lesz oldva az SK30-as befogatással...
Jó tudom... kicsit drága...:)
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 13, 12:53
Írta: 43pbwjg8s Dátum 2009 április 13, 12:53
pontosan.
Én ezt úgy oldottam meg, hogy nem tolom ki a Z-t, hanem az egész fúrót emelem-eresztem.
Attól függetlenül, hogy a Z torony amire feltettem nagyon masszív (kb 70 kg anyag van benne, szürkeöntvény) a fúró egység még így is berezonál gyakran.
Én ezt úgy oldottam meg, hogy nem tolom ki a Z-t, hanem az egész fúrót emelem-eresztem.
Attól függetlenül, hogy a Z torony amire feltettem nagyon masszív (kb 70 kg anyag van benne, szürkeöntvény) a fúró egység még így is berezonál gyakran.
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 13, 12:54
Írta: 43pbwjg8s Dátum 2009 április 13, 12:54
Erről van szó látod: "egy kicsit drága..."
Már mintha nem ugyanott lennénk az árral ahol eddig voltunk. Hobby gépnek.
Már mintha nem ugyanott lennénk az árral ahol eddig voltunk. Hobby gépnek.
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2009 április 13, 12:55
Írta: s5f8tmfv3 Dátum 2009 április 13, 12:55
Jó csak bekapcsoláskor behajlik a villanyoszlop az udvarra! [#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 13:14
Írta: bmejdz9nu Dátum 2009 április 13, 13:14
Annál a kicsi Einhell-nél még ez is jobbnak tűnik...(infó itt a #981 ebben a topikban..)
Ez is egy fúró valami:)? Nem? ... és olcsó...
Ez is egy fúró valami:)? Nem? ... és olcsó...
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 13, 13:42
Írta: 43pbwjg8s Dátum 2009 április 13, 13:42
Egész szimpatikus, azonban a főorsót egy centit ki nem nyújtanám rajta! Lásd lenn miért. Ezt hidd el! Tapasztalat.
Még ez is beremeg:

Még ez is beremeg:
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 13:49
Írta: bmejdz9nu Dátum 2009 április 13, 13:49
Ezért/azért összességében egy jó marógép (sajnos) egy BF20-nál kezdődik... (szerintem)
Ez 1000Euro... a "másolatok" pedig kb. 800-tól... sajnos ennyi az annyi... egy marógép...
Lehetne csinálni olcsóban... nade ahhoz megint csak egy marógép "használata" szükséges :)
Ez 1000Euro... a "másolatok" pedig kb. 800-tól... sajnos ennyi az annyi... egy marógép...
Lehetne csinálni olcsóban... nade ahhoz megint csak egy marógép "használata" szükséges :)
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 13, 13:55
Írta: 43pbwjg8s Dátum 2009 április 13, 13:55
Bizony!
Igazad van. Ez a gond ezzel az egésszel.
Ha valaki tényleg csak hobbí szinten szeretné elkezdeni, az bizony nagyon nehezen, nagyon korlátozott dolgokat csinálhat csak majd.
A nagy gépek pedig.... Hmm. Sajnos dárgák. Persze nem véletlenül.
De szépet álmodnék én is magamnak ha lehetne!
Irigyellek is, (persze nem kell rosszul érteni) a szerencsédért.
Csupa jó munkát neked!
Igazad van. Ez a gond ezzel az egésszel.
Ha valaki tényleg csak hobbí szinten szeretné elkezdeni, az bizony nagyon nehezen, nagyon korlátozott dolgokat csinálhat csak majd.
A nagy gépek pedig.... Hmm. Sajnos dárgák. Persze nem véletlenül.
De szépet álmodnék én is magamnak ha lehetne!
Irigyellek is, (persze nem kell rosszul érteni) a szerencsédért.
Csupa jó munkát neked!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 14:23
Írta: bmejdz9nu Dátum 2009 április 13, 14:23
Államilag támogatott, alanyi Áfa mentes stb... marógépek kellenének a népnek :) Had dolgozzanak :)
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2009 április 13, 15:57
Írta: pa0n9mw Dátum 2009 április 13, 15:57
Üdv
Elég tág határok közi ingadozik ez az MBF550.
Metróban 100 körül volt mikor vettem, az előbb találtam 234 ezetért is hirdetve.
http://www.nitech.hu/einhell_femfuro_es_marogep_mbf_550_p4772.html
Csak jó lehet ha ilyen drága :)
végyé
Elég tág határok közi ingadozik ez az MBF550.
Metróban 100 körül volt mikor vettem, az előbb találtam 234 ezetért is hirdetve.
http://www.nitech.hu/einhell_femfuro_es_marogep_mbf_550_p4772.html
Csak jó lehet ha ilyen drága :)
végyé
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 16:13
Írta: bmejdz9nu Dátum 2009 április 13, 16:13
Talán még egy ilyen maró gép nincs a világon amit 100% eltéréssel is meg lehet venni...
Itt a linken a felső csúcskategóriás ár van :)) Szinte vetekszik egy "alsóárkategóriás" BF20 "jellegűvel"
Talán a legolcsóbb BF20 kategórás gép... 900 Euro = 261.000Ft Áfával (mai árfolyamon (290/Euro))
110Kg... mint BF20 long...(hosszú) + persze szállítási kts.
Ausztriában van a gép! Klagenfurt, Österreich... könyen elhozható... útba esik Horvátországba menet :))

A fotós... az nagyon ügyes volt... Marketing zseni :) Ez a háttér kiválló :) A színe is :))
Itt a linken a felső csúcskategóriás ár van :)) Szinte vetekszik egy "alsóárkategóriás" BF20 "jellegűvel"
Talán a legolcsóbb BF20 kategórás gép... 900 Euro = 261.000Ft Áfával (mai árfolyamon (290/Euro))
110Kg... mint BF20 long...(hosszú) + persze szállítási kts.
Ausztriában van a gép! Klagenfurt, Österreich... könyen elhozható... útba esik Horvátországba menet :))
A fotós... az nagyon ügyes volt... Marketing zseni :) Ez a háttér kiválló :) A színe is :))
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 13, 16:16
Írta: Teaway Dátum 2009 április 13, 16:16
Na és ennek mekkora a tömege?...mert az Einhell MBF550 kb.80kg
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 16:23
Írta: bmejdz9nu Dátum 2009 április 13, 16:23
Írtam 110Kg.... de az Einhell ha jól tudom 50Kg...
Nade gondolom láttál már Einhell-t és BF20-at... finoman fogalmazva sem ugyanaz a kategória... (még BF16 sem... Talán BF8 ?:)
Nade gondolom láttál már Einhell-t és BF20-at... finoman fogalmazva sem ugyanaz a kategória... (még BF16 sem... Talán BF8 ?:)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 13, 16:33
Írta: Teaway Dátum 2009 április 13, 16:33
Lehet, hogy írtad, de én bizony nem találtam meg...az Einhell-t én is 50 körül tippeltem, de a weboldalán 80 van megadva.
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2009 április 13, 17:35
Írta: pa0n9mw Dátum 2009 április 13, 17:35
Ugy 80 körül lehet.
Ketten alig birtuk betuszkolni az autóba.
Ketten alig birtuk betuszkolni az autóba.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 18:51
Írta: bmejdz9nu Dátum 2009 április 13, 18:51
Tényleg kb. 80Kg... találtam 55g-ot is... de főként 80-at írnak...
MK 3-as a befogatója? Nagyobb mint a BF20-é? Nem semmi...
Most árulok egy patronbefogatót az adok-veszekbe... pedig ez nem széria hozzá...
(viszont sokkal pontosabb mint fúrótokmánnyal... és akár 25-30-as sima HSS maróval lehet felületet marni... persze csak kis fogásokkal)
MK 3-as a befogatója? Nagyobb mint a BF20-é? Nem semmi...
Most árulok egy patronbefogatót az adok-veszekbe... pedig ez nem széria hozzá...
(viszont sokkal pontosabb mint fúrótokmánnyal... és akár 25-30-as sima HSS maróval lehet felületet marni... persze csak kis fogásokkal)
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2009 április 13, 19:04
Írta: pa0n9mw Dátum 2009 április 13, 19:04
Üdv
Mk3 as kúp van benne.
Láttam a befogót, régóta fenem ilyesmire a fogam de nekem drága.
Vettem hozzá 3/2 es átalakitót és 2 es morse száras szerszámokat veszegetek.
A kicsiknem meg marad a tokmány.
Mk3 as kúp van benne.
Láttam a befogót, régóta fenem ilyesmire a fogam de nekem drága.
Vettem hozzá 3/2 es átalakitót és 2 es morse száras szerszámokat veszegetek.
A kicsiknem meg marad a tokmány.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 13, 19:10
Írta: 000000000 Dátum 2009 április 13, 19:10
En nekem csak erre telt a keretböl,250 euro+posta,ugyan lehetett volna szemelyesen erte menni de kinek eri meg Stuttgart tol Köln utanig maszkalni 350+350 kilometert,nemetorszagon belül 60 euro a spedicio,viszont ebbe az arba megbeszelheto az atadas idöpontja,es a szallitas korrekt volt.
Maga a gep maszivabb mint az einhell 550 es,azota az enyem mar at van alakitva,megszabadult a 220 voltos motortol kapott egy vadi ujj ABB 380 volt 550 watt motort 33 euroert,es egy Altivar 28 szinten ujj frekivaltot 65 euroert az ebay rol,es meg lett csinalva a Z tengely csigakerekes sülyesztese+motoros elötolas az asztalnak allithato sebeseggel,valamint kapott egy jose-pino s fordulatszam meröt es egy vezerlöpanelt a ferkivaltonak es az elötolasnak,meg az oszlop csereje maradt hatra ami egy olajfuro szonda öntveny csöveböl lesz megcsinalva.
Az asztal kifejezetten masziv darab a gepen,a tekerökerekek nyomocsapagyakon forognak,meg az oszlop magassag allito karja is nyomocsapagyal van ellatva,nem egy BF20 de az arat megeri szerintem.
Maga a gep maszivabb mint az einhell 550 es,azota az enyem mar at van alakitva,megszabadult a 220 voltos motortol kapott egy vadi ujj ABB 380 volt 550 watt motort 33 euroert,es egy Altivar 28 szinten ujj frekivaltot 65 euroert az ebay rol,es meg lett csinalva a Z tengely csigakerekes sülyesztese+motoros elötolas az asztalnak allithato sebeseggel,valamint kapott egy jose-pino s fordulatszam meröt es egy vezerlöpanelt a ferkivaltonak es az elötolasnak,meg az oszlop csereje maradt hatra ami egy olajfuro szonda öntveny csöveböl lesz megcsinalva.
Az asztal kifejezetten masziv darab a gepen,a tekerökerekek nyomocsapagyakon forognak,meg az oszlop magassag allito karja is nyomocsapagyal van ellatva,nem egy BF20 de az arat megeri szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 19:49
Írta: bmejdz9nu Dátum 2009 április 13, 19:49
Hát pedig megnéztem, hol a legolcsóbb ez a világon... és pont annyiért adom...
Ha olcsóbban tudsz engedek belőle :)
Én most rendeltem SK30/32 és SK30/25-ös fix befogókat...(jó drága volt...)
De pl egy 25 vagy 30-as maróval - amik olcsók általában mert a kutyának sem kell hobbyszinten - ... lehet felületet síkbamarni (20/25/30-as alut élében álítva is)..., hogy szép legyen...
repülőkésnek kevés az éle (1) és nagy sebesség kellene... a tárcsamarók pedíg drágák...
Ha olcsóbban tudsz engedek belőle :)
Én most rendeltem SK30/32 és SK30/25-ös fix befogókat...(jó drága volt...)
De pl egy 25 vagy 30-as maróval - amik olcsók általában mert a kutyának sem kell hobbyszinten - ... lehet felületet síkbamarni (20/25/30-as alut élében álítva is)..., hogy szép legyen...
repülőkésnek kevés az éle (1) és nagy sebesség kellene... a tárcsamarók pedíg drágák...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 19:51
Írta: bmejdz9nu Dátum 2009 április 13, 19:51
Szerintem nagyon jó az a masina... ennyi pénzért...
Tehetnél be képeket! Egyébként kitől vetted? Linkeld meg hátha mást is érdekel...
Tehetnél be képeket! Egyébként kitől vetted? Linkeld meg hátha mást is érdekel...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 13, 20:22
Írta: 000000000 Dátum 2009 április 13, 20:22
Kepeket sajnos meg nem tudok csinalni,mert mind a 2 fenykepezöm kivan idegileg.
A link meg itt van,ugyanaz a ceg ahol az 59 euros satu is van.
link
A link meg itt van,ugyanaz a ceg ahol az 59 euros satu is van.
link
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 20:59
Írta: bmejdz9nu Dátum 2009 április 13, 20:59
Tetszik ez a gép...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 21:23
Írta: bmejdz9nu Dátum 2009 április 13, 21:23
Elkészült a következő kiegészítő egység a géphez... 4 db 3"-os preciziós satu sorolva...
Csak úgy felrakni az asztalra nem egyszerű... ezért kellett... hosszabb munkadarabokhoz...
Ezek a satuk saját magukhoz képest nagyon-nagyon pontosak... de egymáshoz képest jelentős eltérések vannak...
Minden irányt... azaz magasságot, párhuzamosságot stb. indikátorral és márőórával kellett "behangolni"...
Az együtfutást még csak könyű, mert egy 35-ös lináris sín a satuk általi megszorításával magától beáll...
De a különböző magasságok és az asztallal együtt futás már bonyolultabb...
Az egész szerkezet egy 20mm-es alulapra került... hátul ütközőkkel a gyors fel és leszerelés megoldására....
kb. max. 0.02 századon belül lett az egész szerkezeti egység hibája...
A satuk max. 115mm-t tudnak nyitni...(szorításkor nem engedik a munkadarabot felemelkedni...)
Hasznos ez a megoldás pl. a munkaasztalnál hosszabb munkadarab megmunkálásánál...
Elég biztosan lehet tologatni benne...odébb és odébb...:)
2 ilyen satuval már csináltam ezt... de a lapkás tárcsás maráskor középen benyomodott (behajlott) a munkadarab több századot...
Felfogatások M8-as csavarokkal... és egy kis vályat is került rá... hátha "locsolós" hűtés is lesz valamikor:)
További képek itt...
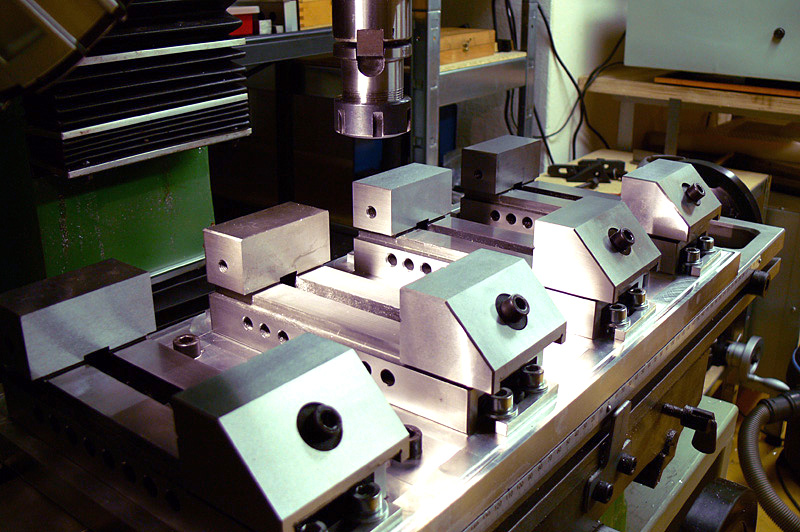
Csak úgy felrakni az asztalra nem egyszerű... ezért kellett... hosszabb munkadarabokhoz...
Ezek a satuk saját magukhoz képest nagyon-nagyon pontosak... de egymáshoz képest jelentős eltérések vannak...
Minden irányt... azaz magasságot, párhuzamosságot stb. indikátorral és márőórával kellett "behangolni"...
Az együtfutást még csak könyű, mert egy 35-ös lináris sín a satuk általi megszorításával magától beáll...
De a különböző magasságok és az asztallal együtt futás már bonyolultabb...
Az egész szerkezet egy 20mm-es alulapra került... hátul ütközőkkel a gyors fel és leszerelés megoldására....
kb. max. 0.02 századon belül lett az egész szerkezeti egység hibája...
A satuk max. 115mm-t tudnak nyitni...(szorításkor nem engedik a munkadarabot felemelkedni...)
Hasznos ez a megoldás pl. a munkaasztalnál hosszabb munkadarab megmunkálásánál...
Elég biztosan lehet tologatni benne...odébb és odébb...:)
2 ilyen satuval már csináltam ezt... de a lapkás tárcsás maráskor középen benyomodott (behajlott) a munkadarab több századot...
Felfogatások M8-as csavarokkal... és egy kis vályat is került rá... hátha "locsolós" hűtés is lesz valamikor:)
További képek itt...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 április 13, 21:29
Írta: Farkas Ádám Dátum 2009 április 13, 21:29
egyszerű: felszórod a satukat aztán síkba marod őket [#hehe][#hehe][#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 21:34
Írta: bmejdz9nu Dátum 2009 április 13, 21:34
Nem-nem... nem ilyen egyszerű "sajnos" ... köszörült és edzett anyagból vannak...
Az alaplap síkba lett marva... és a satuk közötti magassági eltérések hézagoló szalaggal lettek megoldva...(full - telibe:)
(persze ha ez nincs kéznél akkor egyedileg kellett volna a sikbamaráson korrigálni a satuk poziciójában...
A legnagyobb magassági hiba a 4 satu között 15 század volt... "összehangolás" előtt...
Az alaplap síkba lett marva... és a satuk közötti magassági eltérések hézagoló szalaggal lettek megoldva...(full - telibe:)
(persze ha ez nincs kéznél akkor egyedileg kellett volna a sikbamaráson korrigálni a satuk poziciójában...
A legnagyobb magassági hiba a 4 satu között 15 század volt... "összehangolás" előtt...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 április 13, 21:43
Írta: Farkas Ádám Dátum 2009 április 13, 21:43
Jó tudom CSAK VICCELTEM!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 13, 21:44
Írta: bmejdz9nu Dátum 2009 április 13, 21:44
Én is tudom :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2009 április 13, 21:56
Írta: Farkas Ádám Dátum 2009 április 13, 21:56
Egyébként gratulálok, hasznos holmi!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 13, 23:24
Írta: 43pbwjg8s Dátum 2009 április 13, 23:24
És ezeket hogyé teccik árulni?
De én szegénylegény vagyok. :)
De én szegénylegény vagyok. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 április 13, 23:27
Írta: 0gbwyh99 Dátum 2009 április 13, 23:27
Nem tetszik neki árulni , vette őket hogy a "lelógós" alkatrészeket is megtudja vele minden iránybol munkálni ! Nagyon cseles legény ám ez a Péter-bá !! [#vigyor1][#awink][#worship][#worship][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2009 április 14, 00:11
Írta: 43pbwjg8s Dátum 2009 április 14, 00:11
Tényleg ügyes az már biztos![#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 14, 20:01
Írta: 000000000 Dátum 2009 április 14, 20:01
Hát Péter ez nem semmi projekt, ilyet még nem láttam sehol, max. 2-satuval. Ha a lin. sínt befogod és kifogod és megint befogod a satusorba, mennyi eltérést óráztál ki?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 14, 20:26
Írta: bmejdz9nu Dátum 2009 április 14, 20:26
Semmit :)
A kérdés inkább mennyi hiba van a gépben és a lináris vezetőben? :)
Azért elég bikán oda vannak fogatva...
4X M8-as csavar/satu/támasztékkal... 20-as alu alaplap (most még "csak" 4 helyen lefogatva... de elég lesz...
Totál sikbamartam a tartólap mindkét oldalát, hogy tökéletesen feküdjön fel...
Felfogatás után mégegyszer... biztos ami biztos a satuk felfekvő poziciójában még 0.3mm-t (látni a képeken)
Még "harangtesztet" is csináltam, nehogy valamelyik nem 100%-osan fekszik... (Ha kellett volna... Ragasztottam volna Loctite 638-al :)
2 satuval már korábban csináltam...
Itt ebben a topikban (azthiszem) a képek... (510mm hossz volt)
De amikor középre ért... ott ugye nem volt satu... lógott, belógott... eltérések... és ami a bosszantó volt rezionanciák... kis fogásokkal ment csak...(persze lehetett volna középen egy alátét/tartó bak... de azért az nem ugyanaz...)
De ez már a múlté...:) Persze elfért volna 6 db is a tartón... de sajnos elég drágák ezek...:)
A kérdés inkább mennyi hiba van a gépben és a lináris vezetőben? :)
Azért elég bikán oda vannak fogatva...
4X M8-as csavar/satu/támasztékkal... 20-as alu alaplap (most még "csak" 4 helyen lefogatva... de elég lesz...
Totál sikbamartam a tartólap mindkét oldalát, hogy tökéletesen feküdjön fel...
Felfogatás után mégegyszer... biztos ami biztos a satuk felfekvő poziciójában még 0.3mm-t (látni a képeken)
Még "harangtesztet" is csináltam, nehogy valamelyik nem 100%-osan fekszik... (Ha kellett volna... Ragasztottam volna Loctite 638-al :)
2 satuval már korábban csináltam...
Itt ebben a topikban (azthiszem) a képek... (510mm hossz volt)
De amikor középre ért... ott ugye nem volt satu... lógott, belógott... eltérések... és ami a bosszantó volt rezionanciák... kis fogásokkal ment csak...(persze lehetett volna középen egy alátét/tartó bak... de azért az nem ugyanaz...)
De ez már a múlté...:) Persze elfért volna 6 db is a tartón... de sajnos elég drágák ezek...:)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 április 15, 21:13
Írta: HJózsi Dátum 2009 április 15, 21:13
Húúú Péter!!! [#csodalk][#ijedt] ez egy marketing bemutatóra készül??? [#vigyor3] ... vagy kopjafát fogsz marni, esetleg vasúti sinre gyári számot gravírozni ... [#nyes][#vigyor2][#mf2]
Vagy valld be, hogy a NASA-nak dolgozol ... [#buck][#circling]
Vagy valld be, hogy a NASA-nak dolgozol ... [#buck][#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2009 április 15, 21:55
Írta: airfoil6205 Dátum 2009 április 15, 21:55
Hát konditerembe már biztos nem kell járnod! Hány kiló a négy satu meg az alaplap együtt? Milyen a daru kínálat az ebay-en?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 16, 09:52
Írta: bmejdz9nu Dátum 2009 április 16, 09:52
A "satu gyárnak" csinálom a marketinget :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 16, 09:54
Írta: bmejdz9nu Dátum 2009 április 16, 09:54
Jó nehéz az egész szerkezet... de ez nem nagyon befolyásolja a megkívánt toló/tekerő nyomatékot :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 16, 18:20
Írta: Teaway Dátum 2009 április 16, 18:20
Teljesen jó, amit mondasz, csak nem marni kell, hanem köszörülni.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 16, 18:21
Írta: Teaway Dátum 2009 április 16, 18:21
Hát...ennek már tényleg megemelem a kalapom! :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 16, 20:40
Írta: 6fabbzvm Dátum 2009 április 16, 20:40
Üdv!
Péter, ha arra jársz mérd meg kérlek a géptalp felfekvő méretét és a 4 rögzítési pontot.(állványhoz...)
Köszönöm! [#wink]
Gabesz
Péter, ha arra jársz mérd meg kérlek a géptalp felfekvő méretét és a 4 rögzítési pontot.(állványhoz...)
Köszönöm! [#wink]
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 16, 21:54
Írta: bmejdz9nu Dátum 2009 április 16, 21:54
400x600 az alap... (sz x mély)
a felfogató csavarok.... Hát azt át kell fúrni, mert nem század pontosan vannak :)
330x480-ra nagy közelítéssel :)
a felfogató csavarok.... Hát azt át kell fúrni, mert nem század pontosan vannak :)
330x480-ra nagy közelítéssel :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 16, 22:55
Írta: 6fabbzvm Dátum 2009 április 16, 22:55
Nagyon köszönöm!![#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 17, 16:45
Írta: bmejdz9nu Dátum 2009 április 17, 16:45
... és gép "ma se" jött meg ? :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 17, 21:07
Írta: 6fabbzvm Dátum 2009 április 17, 21:07
ááá, tegnap telefonon érdeklődtünk már, h mi a stájsz [#lookaround] és közölték, h még csak most ér(t) be a gép hozzájuk is, így vagy ma vagy legkésőbb hétfőn indítják hozzám. Gondolom jövő7 vége felé ide is ér (remélem).[#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 17, 21:37
Írta: bmejdz9nu Dátum 2009 április 17, 21:37
De azért... jól jártál, hogy az előző héten utaltál... nagyon jó volt (azaz erős volt) akkor a forint...
Most a 288-ról...közelít a 298 felé... és ki tudja megint, hol áll meg...
Most a 288-ról...közelít a 298 felé... és ki tudja megint, hol áll meg...
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 április 17, 22:03
Írta: 6fabbzvm Dátum 2009 április 17, 22:03
az igazság az, h mind1 volt EUR számláról ment...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 18, 10:39
Írta: bmejdz9nu Dátum 2009 április 18, 10:39
Kemény valutát "égettél el" egy kínai gépért... [#ijedt] ... Én csak forintot adtam érte :)
Egyébként - nekünk mint hobbystáknak* - Juliustól 4%-al olcsóbb lesz az importból való vásárlás! (állami döntés, Áfa emelés :)
(*Aki nem "igényli" vissza mindenkinek... ez volt a jó hír :)
Egyébként - nekünk mint hobbystáknak* - Juliustól 4%-al olcsóbb lesz az importból való vásárlás! (állami döntés, Áfa emelés :)
(*Aki nem "igényli" vissza mindenkinek... ez volt a jó hír :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 19, 12:03
Írta: bmejdz9nu Dátum 2009 április 19, 12:03
Elkészült egy újabb kiegészítés a KAMI géphez... A fejegység magassági kézi tekerő motorizálása...
Nagyon rossz helyen volt... fárasztó... ellenkező oldalon...stb...
Most egy 100W-os, 4pol motor 1/10-es áttétellel emelgeti...(a másik ferkiváltó amit a képen látni talán az előtolót hajtja majd...)
Két nyomógomb került a torony szorító csavarjai mellé... egyik fel a másik le irányba vezérli a 100W-os frekiváltót...
(sebesség ... mint egy gyorsabb kézi tekerésnél... az áramkorlát védi a plafon és rög. csavarok lazításának elfelejtése esetére :)
A motor és a KAMI hajtó tengely is 18mm-es... közé került egy nagyobbacska kuplung) Tartólemez: 20mm-es.
További képek itt ::::::::::::::::

Nagyon rossz helyen volt... fárasztó... ellenkező oldalon...stb...
Most egy 100W-os, 4pol motor 1/10-es áttétellel emelgeti...(a másik ferkiváltó amit a képen látni talán az előtolót hajtja majd...)
Két nyomógomb került a torony szorító csavarjai mellé... egyik fel a másik le irányba vezérli a 100W-os frekiváltót...
(sebesség ... mint egy gyorsabb kézi tekerésnél... az áramkorlát védi a plafon és rög. csavarok lazításának elfelejtése esetére :)
A motor és a KAMI hajtó tengely is 18mm-es... közé került egy nagyobbacska kuplung) Tartólemez: 20mm-es.
További képek itt ::::::::::::::::
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2009 április 19, 13:27
Írta: s5f8tmfv3 Dátum 2009 április 19, 13:27
Egész el fogsz kényelmesedni! [#eplus2] Már csak egy lépésre vagy a CNC-sítéstől.
Nagyon pöpec az a motor, hol jutottál hozzá? A soproni tekercselők műve vagy Ebay?
Gratulálok!
Nagyon pöpec az a motor, hol jutottál hozzá? A soproni tekercselők műve vagy Ebay?
Gratulálok!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 19, 14:55
Írta: bmejdz9nu Dátum 2009 április 19, 14:55
Mint írtam... Mint gondoltam... Nem lesz CNC-ísitve a gép...
Gyakorlatilag nem látom alkalmasnak rá... mint a BF20-at se láttam arra jónak... Ez csak nyagyobb :)
Egy igazi CNC...Gyors és pontos... szerintem... Ezt azért ebből nem lehet kihozni...
Golyósorsók mellé lináris vezetők is kellenének... és egy nagyobb fordulatú főorsó motor...
Talán ekkor egy döglött gépet kellett volna venni ehhez? ... nem egy új masinát... :)
Ez így jó ahogy van... kell egy ilyen gép a házban...
A motor egy "hasznavehetetlen" dolog volt az bay-ról...(az eladó rosszul írta mit tud... azaz nem deltára átköthető...)
Azaz 3x400V-os (0.1Kw) fix csillag kapcsolású... de itt kisebb fordulat is elég volt a célnak...
Tehát a frekiváltó fesz/freki pontját nem 50Hz-re vettem, hanem 20Hz-re... :o)
Ekkor jött meg az ereje... (persze 50Hz-ig elmegy... de semi tovább :)
Gyakorlatilag nem látom alkalmasnak rá... mint a BF20-at se láttam arra jónak... Ez csak nyagyobb :)
Egy igazi CNC...Gyors és pontos... szerintem... Ezt azért ebből nem lehet kihozni...
Golyósorsók mellé lináris vezetők is kellenének... és egy nagyobb fordulatú főorsó motor...
Talán ekkor egy döglött gépet kellett volna venni ehhez? ... nem egy új masinát... :)
Ez így jó ahogy van... kell egy ilyen gép a házban...
A motor egy "hasznavehetetlen" dolog volt az bay-ról...(az eladó rosszul írta mit tud... azaz nem deltára átköthető...)
Azaz 3x400V-os (0.1Kw) fix csillag kapcsolású... de itt kisebb fordulat is elég volt a célnak...
Tehát a frekiváltó fesz/freki pontját nem 50Hz-re vettem, hanem 20Hz-re... :o)
Ekkor jött meg az ereje... (persze 50Hz-ig elmegy... de semi tovább :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 19, 16:46
Írta: Teaway Dátum 2009 április 19, 16:46
Jól szét vannak szórva a gombok/kapcsolók a gépen...lassan csinálhatsz neki egy központi vezérlőtáblát...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 19, 16:50
Írta: bmejdz9nu Dátum 2009 április 19, 16:50
Pont nem akartam egy helyre rakni !!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 április 19, 18:05
Írta: 000000000 Dátum 2009 április 19, 18:05
Látom, dolgozol ezerrel, nagyon klasszul megcsináltad.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 április 19, 18:06
Írta: bmejdz9nu Dátum 2009 április 19, 18:06
Ha most nem csinálom meg akkor soha :) Gondolom ismered ezt az érzést :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 20, 17:57
Írta: Teaway Dátum 2009 április 20, 17:57
Aha...tehát Forma1-kormány kilőve...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 április 28, 17:22
Írta: Teaway Dátum 2009 április 28, 17:22
Vmi ilyesmire gondoltam: kép
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 05, 11:31
Írta: 6fabbzvm Dátum 2009 május 05, 11:31
Sziasztok!
Egyik szemem sír a másik nevet...
...nevet mert 3 nap híján 1 hónapra megérkezett a gép (KAMI). Sír, mert én nem voltam olyan szerencsés, mint Péter. Én azt kaptam ami a képükön volt X45A. Ez még a legkisebb gondom lenne, de nekem se fadoboz se semmilyen mechanikai védelem (hacsak a fólia nem annak számít), ennek eredménye képen az elektromos elosztót megnyomták zárja letört, az egyik kézi kerék kurblija elgörbült, ahol összeért más szállítmányokkal ott a festék lekopott, hiányzik az egyik gombja a DRO-nak, forgács maradékok vannak a T hornyokban. Már az is árfutott az agyamon, h használt gépet kaptam!? Már csak azért is mert az adattáblán a dátumnál 06 01 áll. Ha „magyarosan” is nézem 2006/01 de mivel nem úgy kell szerintem, így a dátum 2001/06, NA így még ijesztőbb! Miután én egy új gépet rendeltem/vettem. Megmondom őszintén örülnöm kellene, de valahogy most mégse megy...
üdv.
Gabesz





Egyik szemem sír a másik nevet...
...nevet mert 3 nap híján 1 hónapra megérkezett a gép (KAMI). Sír, mert én nem voltam olyan szerencsés, mint Péter. Én azt kaptam ami a képükön volt X45A. Ez még a legkisebb gondom lenne, de nekem se fadoboz se semmilyen mechanikai védelem (hacsak a fólia nem annak számít), ennek eredménye képen az elektromos elosztót megnyomták zárja letört, az egyik kézi kerék kurblija elgörbült, ahol összeért más szállítmányokkal ott a festék lekopott, hiányzik az egyik gombja a DRO-nak, forgács maradékok vannak a T hornyokban. Már az is árfutott az agyamon, h használt gépet kaptam!? Már csak azért is mert az adattáblán a dátumnál 06 01 áll. Ha „magyarosan” is nézem 2006/01 de mivel nem úgy kell szerintem, így a dátum 2001/06, NA így még ijesztőbb! Miután én egy új gépet rendeltem/vettem. Megmondom őszintén örülnöm kellene, de valahogy most mégse megy...
üdv.
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 05, 11:35
Írta: 000000000 Dátum 2009 május 05, 11:35
Ilyen "csomagolás" mellett még jó, hogy csak ennyivel megúszta! Ezt azért jelezd feléjük majd.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 05, 15:00
Írta: HJózsi Dátum 2009 május 05, 15:00
Szokásos vásárlói szívbaj effektus ... [#vigyor3] Ezt a forgácsvédőt nem túl régen fejlesztette ki a kínai high-tech ipar, talán egy jó éve jelent meg és a gigitális útnérő sem sokkal előbb lett szériatartozék.
A festése szemlátomást rendben van. Inkább az lehet, hogy bemutató gép volt, ezért nem az eredeti dobozban küldték, ill. a forgács is erre utal.
Minden hibát sérülést, hiányosságot, ha van, jelezz a KAMI felé, hogy pótolják, vagy kompenzálják valahogy!!!... Ha ez egy használt gép lett volna, nem kellett volna egy hónapot várni a szállításra... Az asztal állapota és még sok más apróság amúgy elárulja...
Gratulálok a gépedhez! [#wave]
A festése szemlátomást rendben van. Inkább az lehet, hogy bemutató gép volt, ezért nem az eredeti dobozban küldték, ill. a forgács is erre utal.
Minden hibát sérülést, hiányosságot, ha van, jelezz a KAMI felé, hogy pótolják, vagy kompenzálják valahogy!!!... Ha ez egy használt gép lett volna, nem kellett volna egy hónapot várni a szállításra... Az asztal állapota és még sok más apróság amúgy elárulja...
Gratulálok a gépedhez! [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2009 május 05, 18:03
Írta: kmajer Dátum 2009 május 05, 18:03
Ha esetleg bemutató gép volt, akkor sem ÚJ.
TE ÚJAT rendeltél!
Csapj oda nekik, mit képzelnek!?
Kérj cserét első körben (ne kompenzálgasson senki), persze szállítási költség az Övék.
Vesd fel nekik, hogy ezeket a képeket másnak is el tudod küldeni...
TE ÚJAT rendeltél!
Csapj oda nekik, mit képzelnek!?
Kérj cserét első körben (ne kompenzálgasson senki), persze szállítási költség az Övék.
Vesd fel nekik, hogy ezeket a képeket másnak is el tudod küldeni...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 05, 19:24
Írta: bmejdz9nu Dátum 2009 május 05, 19:24
Nem lehet hogy... 09/01 és a kínai fordítva ütötte be a számot :) Náluk is úgy van mint nálunk de kínaiul :)... 09/01 lenne hivatalosan de a németeknél ez 01/09 lenne... ???
Tudod... "azok" nem ismerik ezeket a nyugati fura karaktereket! Szerintem ez a helyzet... és akkor az idő a szállítás csúszás... minden passzol!
Egy ilyen szállítmány behajózása kb. 6 hét... ha minden ok...
De érdekes... az én gépem széria száma 0808185 ez pedig alatta van... Persze nem azonos a gépnév...
A datum 08/08.... Na ezt nem lehetett elrontani :)
A fadobozt nem értem... rendeltél valami extrát bele? Pl. golyósorsókat? Ezért?
Ez mennyivel másabb mint az ényém? Nem látom elöl a kapcsolót 2F/4F átkapcsolót a motorhoz?
Mások a tekerők rajta...
Ütés és festék kopás... ez fadobozzal is volt nekem...
Rendszerint más szállítók mint pl. Optimum eleve szállít javítófestéket :)
Ja és össze vissza volt tapogatva olajos kézzel... azaz nem cérnakesztyűben rakták össze a China melósok :)
Ha használt lenne... nézd meg a főorsó olaj szinét... stb... de nem hiszem... nem úgy néz ki...
Jó lenne az Ftp-re még képek... kicsomagolás után... motor adattábla stb... nagy képek...
Tudod... "azok" nem ismerik ezeket a nyugati fura karaktereket! Szerintem ez a helyzet... és akkor az idő a szállítás csúszás... minden passzol!
Egy ilyen szállítmány behajózása kb. 6 hét... ha minden ok...
De érdekes... az én gépem széria száma 0808185 ez pedig alatta van... Persze nem azonos a gépnév...
A datum 08/08.... Na ezt nem lehetett elrontani :)
A fadobozt nem értem... rendeltél valami extrát bele? Pl. golyósorsókat? Ezért?
Ez mennyivel másabb mint az ényém? Nem látom elöl a kapcsolót 2F/4F átkapcsolót a motorhoz?
Mások a tekerők rajta...
Ütés és festék kopás... ez fadobozzal is volt nekem...
Rendszerint más szállítók mint pl. Optimum eleve szállít javítófestéket :)
Ja és össze vissza volt tapogatva olajos kézzel... azaz nem cérnakesztyűben rakták össze a China melósok :)
Ha használt lenne... nézd meg a főorsó olaj szinét... stb... de nem hiszem... nem úgy néz ki...
Jó lenne az Ftp-re még képek... kicsomagolás után... motor adattábla stb... nagy képek...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 05, 20:50
Írta: HJózsi Dátum 2009 május 05, 20:50
Gabesz járt nálam délután és mondta, hogy átment rebootolósba a gépe, szóval ezért nem írt válaszokat eddig ...
A dátum talányos a gépén, azt mondta, a motoron is ugyanaz van,... vagyis "2009 jan"... amúgy eggyel jobb tipust kapott, mint amit rendelt... Úgy látja, hogy nem használt, de azt a pár sérülést megreklamálja a KAMI-nál. A zsír takarítást viszont megspórolta :D ...
A dátum talányos a gépén, azt mondta, a motoron is ugyanaz van,... vagyis "2009 jan"... amúgy eggyel jobb tipust kapott, mint amit rendelt... Úgy látja, hogy nem használt, de azt a pár sérülést megreklamálja a KAMI-nál. A zsír takarítást viszont megspórolta :D ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 05, 21:10
Írta: bmejdz9nu Dátum 2009 május 05, 21:10
Szerintem nem is tudnak a németek "pár éves" gépet küldeni :) Hát a fadoboz azért járhatot volna :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 05, 21:15
Írta: HJózsi Dátum 2009 május 05, 21:15
Biztos kicsomagolták és azt a dobozt még1szer nem lehet összerakni ... Elég sok gép van lefotózva náluk, lehetett bemutató darab...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 05, 21:16
Írta: bmejdz9nu Dátum 2009 május 05, 21:16
Csak hát oda a fa fűtőértéke :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 05, 21:26
Írta: HJózsi Dátum 2009 május 05, 21:26
Nálam fiók fenéklemez és polc hátlap lett belőle :D
Persze még maradt, de az olyan girbe gurba, hogy tényleg csak tűzre jó ...
Persze még maradt, de az olyan girbe gurba, hogy tényleg csak tűzre jó ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 06, 00:15
Írta: 000000000 Dátum 2009 május 06, 00:15
Gratula a géphez!!!Remélem a kezdeti "nehézségek" után sok örömöd leled majd benne!!!
Amugy az én Opti drehámat 2008ban vettem év elején ugyan, de 2007/07ben gyártották, DE fadoboz, konzervzsír,javító festék, minden volt rajta.Pár hónapot állt a raktárban.
Szállítási sérülések ellen a már fennt említett német cég szétszerelt kézikerekekkel szállítja a dolgait még fadobozban is!Pluszz a könnyen szerelhető és könnyen letörhető dolgokat pl.:védőplexi,stb. is leszerelve dobozban szállítja....
Amugy az én Opti drehámat 2008ban vettem év elején ugyan, de 2007/07ben gyártották, DE fadoboz, konzervzsír,javító festék, minden volt rajta.Pár hónapot állt a raktárban.
Szállítási sérülések ellen a már fennt említett német cég szétszerelt kézikerekekkel szállítja a dolgait még fadobozban is!Pluszz a könnyen szerelhető és könnyen letörhető dolgokat pl.:védőplexi,stb. is leszerelve dobozban szállítja....
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 május 06, 07:56
Írta: robroy007 Dátum 2009 május 06, 07:56
Péter nekünk a köszörű 2005-ös gyártású volt és tavaly év elején lett véve
fadoboz, leírás minden volt hozzá

nekik is van raktárra termelés legfeljebb jobban gazdálkodnak vele
az egyik ismerősöm pont tegnap mondta, hogy van valami robusztus magyar gyártású oszlopos fúrógép, amit tíz éve nem gyártanak talán, de igen borsos áron lehet kapni zsír újat belőle raktárról
fadoboz, leírás minden volt hozzá
nekik is van raktárra termelés legfeljebb jobban gazdálkodnak vele
az egyik ismerősöm pont tegnap mondta, hogy van valami robusztus magyar gyártású oszlopos fúrógép, amit tíz éve nem gyártanak talán, de igen borsos áron lehet kapni zsír újat belőle raktárról
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 06, 19:43
Írta: 6fabbzvm Dátum 2009 május 06, 19:43
Sziasztok!
Elnézést kérek Mindenkitől, h eddig nem jelentkeztem, de szivat ez a számítógép rendesen[#boxer]
De talán a reinstall megoldotta (kipp-kopp)[#buck] Bár nem értem mitől mert kb. 2 hete volt újra telepítés. Na de ez nem a számítógépes topic! [#circling]
Készitek ma még képeket csak kérhetnék Péter egy FTP elérést (jelszót) mert nekem nincs túl sok helyem ahova felrakhatnám.
Gege köszönöm jó kívánságaid.[#wink]
Később jelentkezem!
üdv
Gabesz
Elnézést kérek Mindenkitől, h eddig nem jelentkeztem, de szivat ez a számítógép rendesen[#boxer]
De talán a reinstall megoldotta (kipp-kopp)[#buck] Bár nem értem mitől mert kb. 2 hete volt újra telepítés. Na de ez nem a számítógépes topic! [#circling]
Készitek ma még képeket csak kérhetnék Péter egy FTP elérést (jelszót) mert nekem nincs túl sok helyem ahova felrakhatnám.
Gege köszönöm jó kívánságaid.[#wink]
Később jelentkezem!
üdv
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 06, 19:51
Írta: 000000000 Dátum 2009 május 06, 19:51
Milyen és mekkora szerszámokat tudtok élezni rajta?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 06, 21:38
Írta: bmejdz9nu Dátum 2009 május 06, 21:38
Mail ment...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 06, 21:44
Írta: 000000000 Dátum 2009 május 06, 21:44
Idöközbe sikerült csinaljak par kepet a gepemröl.kepek
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 06, 22:07
Írta: 6fabbzvm Dátum 2009 május 06, 22:07

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 07, 08:15
Írta: bmejdz9nu Dátum 2009 május 07, 08:15
Azok az oldalsó tekerőkapcsolók mit csinálnak? Nekem azok nincsenek...A kép...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 07, 08:17
Írta: bmejdz9nu Dátum 2009 május 07, 08:17
Valami motoros előtolót is csináltál hozzá? írhatnál róla...
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 07, 09:36
Írta: 6fabbzvm Dátum 2009 május 07, 09:36
Mivel nem ezt a gépet rendeltem [#circling] így nekem is új. Valószínűleg valami előtolás féle. Talán ebből a mondatból kiderülne, de én hadilábon állok a némettel: Die Prismenführung in der Z-Achse gewährleistet eine hohe Präsizion auch bei schweren horizontalen Arbeiten. Kipróbálni meg még nem tudtam a helyi 3 fázis hiánya miatt. Ha már ez szóba jött, tudna nekem valaki segíteni (tanáccsal), h milyen lehetőségem van a meghajtásra (frekiváltóval), ha csak 1 fázisom van itt.
Köszi![#wink]
Gabesz
Köszi![#wink]
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 május 07, 09:39
Írta: svejk Dátum 2009 május 07, 09:39
Jól írtad a lehetőségedet, frekiváltóval...
Csak alakíts ki egy reteszelést, hogy ne tudd üzem közben átállítani a pólusváltó kapcsolót, mert azt nem fogja szeretni a frekiváltó.
Csak alakíts ki egy reteszelést, hogy ne tudd üzem közben átállítani a pólusváltó kapcsolót, mert azt nem fogja szeretni a frekiváltó.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 07, 09:41
Írta: 000000000 Dátum 2009 május 07, 09:41
A mondat ezt jelenti: A Z-irányú prizmavezeték (fecskevezeték) nagy pontosságot biztosít nehéz horizontális marási munkáknál is. (Ez olyan semmitmondó marketing szöveg). Előtolásról szó nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 május 07, 09:43
Írta: svejk Dátum 2009 május 07, 09:43
Ja... bocsika, van egy kis gubanc..
Neked még kell egy 230/400V-os (célszerűen autótrafó) és 3x400 V-os bemenetű kell hogy legyen a frekiváltó, mivel nem tudod a motort deltába kötni.
Illetve lehet hogy tudnád de ahhoz szét kellene kapni a motort és kivezetni/szétszedni a csillagpontot.
Ami a pólusváltás miatt elég macerás lehet.
Neked még kell egy 230/400V-os (célszerűen autótrafó) és 3x400 V-os bemenetű kell hogy legyen a frekiváltó, mivel nem tudod a motort deltába kötni.
Illetve lehet hogy tudnád de ahhoz szét kellene kapni a motort és kivezetni/szétszedni a csillagpontot.
Ami a pólusváltás miatt elég macerás lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 07, 09:51
Írta: 6fabbzvm Dátum 2009 május 07, 09:51
De a motoron csak 400V van megjelölve (lásd: #1447), nekem nem olyan motor kell ami 230V/400V? Nem okoskodni szeretnék csak kérdezem. Próbáltam utánna olvasni és nekem ez jött le, de mivel nem értek hozzá ezért gondolotam megkérdezem... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 07, 09:53
Írta: 6fabbzvm Dátum 2009 május 07, 09:53
OK! Kicsit elaludtam itt válasz írás közben, Te gyorsabb voltál. [#buck]
Köszi!
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 május 07, 09:53
Írta: svejk Dátum 2009 május 07, 09:53
Azt még hozzá kell tennem mielőtt a szakértők felbolydulnak, hogy az előzőek csak szükségszerű de műkődő megoldások, és csak mint minden ilyet, saját felelősségedre kövess el.
A korrekt megoldás az hogy a gyártótól kérsz 1 fázisú motor update-et, vagy az áramszolgáltatódtól 3 fázist :))
A döntés a Tiéd.
Sajnos a csillagpont hozzáférhetetlensége miatt a (hagyományos esetben kb.60%-os hatásfokú) kondis egyfázisú üzem sem megoldás.
A korrekt megoldás az hogy a gyártótól kérsz 1 fázisú motor update-et, vagy az áramszolgáltatódtól 3 fázist :))
A döntés a Tiéd.
Sajnos a csillagpont hozzáférhetetlensége miatt a (hagyományos esetben kb.60%-os hatásfokú) kondis egyfázisú üzem sem megoldás.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 07, 09:55
Írta: 6fabbzvm Dátum 2009 május 07, 09:55
deguss!
Köszönöm a segítséged!
Megkérhetlek, h néz már rá erre a PDF-re, hátha kiderül mi is ez akkor... Köszönöm előre is!
Köszönöm a segítséged!
Megkérhetlek, h néz már rá erre a PDF-re, hátha kiderül mi is ez akkor... Köszönöm előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 07, 10:25
Írta: HJózsi Dátum 2009 május 07, 10:25
Az "autom. Pinolenvoschub" lesz a kulcsszó, szerintem itt Z irányú automatikus előtolást jelent...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 07, 10:36
Írta: HJózsi Dátum 2009 május 07, 10:36
0.1, 0.18, és 0.26 mm/orsófordulat előtolást lehet kapcsolni, fúráshoz - süllyesztéshez...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 07, 10:41
Írta: HJózsi Dátum 2009 május 07, 10:41
A 3f bevezetése lenne a legjobb, akkor még a frekiváltó sem sürgető... Nálam a Dávid eszterga pár évig 230V 1f/3f frekiváltóról ment pedig 380V 3f kellet volna. Éppenséggel működött, de elég gyengécskén. Amikor megkapta a 3f-et akkor már rendben volt minden...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 07, 11:17
Írta: 000000000 Dátum 2009 május 07, 11:17
Irni nemigen van mit irjak rolla,egy mercedes böl rosszmazo valamilyen motor,lehet a gazpedal tol volt,attetel van benne,kicsit at kelett alakitani mert csak fel fordulatot csinalt eredetileg.
A valtohazat aluminium lemezböl csinaltam hozza,a kupllung resz egy regi telex gepböl lett kioperalva.
TEttem fel parn kepet az elöbbi albumba amin egy hasonlo megoldas latszik,ezekböl meritettem ötletet en is.
A valtohazat aluminium lemezböl csinaltam hozza,a kupllung resz egy regi telex gepböl lett kioperalva.
TEttem fel parn kepet az elöbbi albumba amin egy hasonlo megoldas latszik,ezekböl meritettem ötletet en is.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 07, 12:53
Írta: 6fabbzvm Dátum 2009 május 07, 12:53
Köszönöm Józsi! Legalább már nem csak gondolom, hanem tudom is mi az.
Köszi svejk!
Péter!
Ez a kerék dolog a géped alatt, h jött be a használat során? Rajzolgatom az állványt és ez hiányzik csak, h mi legyen az alján... A kerék jó lenne a mozgathatósága miatt.
Arra gondoltam, h teszek rá mondjuk M14-16 menetes szárral "letekerhető" lábakat is, és akkor fixálható lenne, ha a kerék nem lenne elegendő...
Köszi svejk!
Péter!
Ez a kerék dolog a géped alatt, h jött be a használat során? Rajzolgatom az állványt és ez hiányzik csak, h mi legyen az alján... A kerék jó lenne a mozgathatósága miatt.
Arra gondoltam, h teszek rá mondjuk M14-16 menetes szárral "letekerhető" lábakat is, és akkor fixálható lenne, ha a kerék nem lenne elegendő...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 május 07, 22:07
Írta: robroy007 Dátum 2009 május 07, 22:07
csak 2-4-6mm-es patronok vannak hozzá sajnos
és kőből sincs nagy választék csak ami rajta van
és kőből sincs nagy választék csak ami rajta van
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 08, 12:18
Írta: 6fabbzvm Dátum 2009 május 08, 12:18
Megreklamáltam a hiányzó, törött és sérült dolgokat. Elküldtem az összes képet... Ma megjött a válasz.
Az írták, h sajnálják :), elküldték a beszállítónak is a képeket, h küldjön mindenből csere darabot ami problémás. Kíváncsi leszek! Mondjuk az eddigi hozzáállásukkal nem sok esély van, h így is lesz, de megpróbálok optimista maradni. :)) [#wave]
Az írták, h sajnálják :), elküldték a beszállítónak is a képeket, h küldjön mindenből csere darabot ami problémás. Kíváncsi leszek! Mondjuk az eddigi hozzáállásukkal nem sok esély van, h így is lesz, de megpróbálok optimista maradni. :)) [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 08, 12:52
Írta: 000000000 Dátum 2009 május 08, 12:52
abetyárját! ez jó lett!Gratulálok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 08, 13:28
Írta: 000000000 Dátum 2009 május 08, 13:28
Az leírásban szereplő "automatischer Pinolenvorschub" nem a Z-tengelyre, hanem a szerszám "leeresztésre" vonatkozik. Nem tudom mi erre a szakszó magyarul.
Szóval a leírásból én úgy veszem ki, hogy a szerszámbefogó leeresztését tudja gépi előtolásban, bár hogy valóban így van-e ezt erősen kétségbe vonom. Ha már előtolás van rajta, akkor általában a kereszt, vagy talán a hosszirányú megvezetés mentén (X, Y tengely), nem pedig a magasságállításban.
Szerintem az adatlap ezen része inkább az említett tokmány-leeresztő megszorítására vonatkozik, de tényleg nem magyarázható, hogy miért "Vorschu" (=előtolást) ír.
Szóval a leírásból én úgy veszem ki, hogy a szerszámbefogó leeresztését tudja gépi előtolásban, bár hogy valóban így van-e ezt erősen kétségbe vonom. Ha már előtolás van rajta, akkor általában a kereszt, vagy talán a hosszirányú megvezetés mentén (X, Y tengely), nem pedig a magasságállításban.
Szerintem az adatlap ezen része inkább az említett tokmány-leeresztő megszorítására vonatkozik, de tényleg nem magyarázható, hogy miért "Vorschu" (=előtolást) ír.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 08, 15:45
Írta: 000000000 Dátum 2009 május 08, 15:45
inkább van Z előtolás a gépeken, mint X,Y.Gondolj bele, ott a hajtómű 2 cm-re mibe telik átadni a hajtást a Z-re?!?!semmibe.Általában a Bridgeport gépeken is van Z finom-előtolás meg a komolyabb oszlopos fúrógépekben, de az X,Y-n csak a drága modelleken van.Nálad a szerszámelőtolás is "Z" előtolás, csak az nem a kézi-kurblival történik, hanem a finom-előtolóval, amit nevezhetünk akár Z2-nek is., de Z az is!!!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 május 08, 15:51
Írta: Teaway Dátum 2009 május 08, 15:51
A szerszámbefogó/főorsó gépi előtolása a Z-hez képest nem csak párhuzamos tud lenni. Pl. amikor jobbra/balra döntik a fejegységet.
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 május 10, 00:51
Írta: 0gbwyh99 Dátum 2009 május 10, 00:51
Lehet az Z-előtolás is . Például menet fúrásra nagyon hasznos cucc lehet .
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 május 10, 07:17
Írta: robroy007 Dátum 2009 május 10, 07:17
amit láttam gépet sima mezei forgácsoló előtolás volt
gondolj bele a, ha menetet akarsz csinálni akár átmenő esetben is mire megáll a főorsó addigra végigszalad az egész menetfúró a lyukban de lehet még az is kevés lenne hosszban
ilyen esetre találták ki a menetfúró fejeket amit oszlopos fúróban tudsz használni kézi előtolás forgásirányváltással
gondolj bele a, ha menetet akarsz csinálni akár átmenő esetben is mire megáll a főorsó addigra végigszalad az egész menetfúró a lyukban de lehet még az is kevés lenne hosszban
ilyen esetre találták ki a menetfúró fejeket amit oszlopos fúróban tudsz használni kézi előtolás forgásirányváltással
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 május 10, 14:47
Írta: 0gbwyh99 Dátum 2009 május 10, 14:47
A volt munkahelyemen volt egy nagy oszlopos fúrógép (a nagysága ellenére azért nevezem annak , mert azon nem voltak tekergethető szánok) és azon kilehetett választani a fúrni kívánt menethez való előtolást . Voltak rajta beállítható végállás kapcsolók : ha az alsót elérte a gép akkor magátol visszafelé kezdte tekerni a fejet a következő (felső) mikróig .
Nagyon baba gép volt , jól jönne nekem is egy olyan amit talán érdemes CNC-síteni is . [#smile][#wave]
A pontos működési elvét nem tudom , akkoriban nem érdekelt a dolog , csak mutatta a mester hogy :"Ilyet is tud!" . Persze most már belekukucskálnék , de sajnos már nincsen módom ra ! [#rinya][#sir]
Nagyon baba gép volt , jól jönne nekem is egy olyan amit talán érdemes CNC-síteni is . [#smile][#wave]
A pontos működési elvét nem tudom , akkoriban nem érdekelt a dolog , csak mutatta a mester hogy :"Ilyet is tud!" . Persze most már belekukucskálnék , de sajnos már nincsen módom ra ! [#rinya][#sir]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2009 május 10, 19:20
Írta: Kristály Árpád Dátum 2009 május 10, 19:20
Halihó István!
Ez nem egy kinai fúró marógép volt....mert, nekem van egy ilyen gépem amit CNC-siteni akarok.
Üdv.: Árpi
Ez nem egy kinai fúró marógép volt....mert, nekem van egy ilyen gépem amit CNC-siteni akarok.
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 május 10, 20:01
Írta: 4um5b65d Dátum 2009 május 10, 20:01
Nem kell oda a menetemelkedéshez előtoló rendszer. Egy tök mezei fúrógép is alkalmassá tehető erre amin van megfelelően lassú fordulat. A kézi karral belehúzzuk a menetfúrót majd a végén a mikrokapcsoló megfordítja a forgásirányt és kész. Az előtoló mozgást pedig elvégzí a menetfúró. Az ilyen rendszerben a fúrógép "Z" előtolása csak károkat okozhat, mivel irányváltáskor a mechanikai holtjáték nincs szinkronban a főorsó forgás és a menetemelkedésre állított előtolás között.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 10, 20:20
Írta: 000000000 Dátum 2009 május 10, 20:20
Emlékezetem szerint a gépi előtolás a kiesztergáló készülékhez kell.
Ha jól emlékszem a nevére. Volt valamilyen külföldi neve is, de már elfelejtettem.
Ha jól emlékszem a nevére. Volt valamilyen külföldi neve is, de már elfelejtettem.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 május 10, 20:31
Írta: svejk Dátum 2009 május 10, 20:31
Minden valamirevaló oszlopos fúrógépen van automata előtolás. Jó minőségű furatokat szerszámkímélően csak állandó előtolásal érdemes készíteni.
Általában egy dörzskuplunggal lehet bekapcsolni, mely egybe van építve a kézi előtoló karjával.
Általában egy dörzskuplunggal lehet bekapcsolni, mely egybe van építve a kézi előtoló karjával.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 10, 21:01
Írta: 000000000 Dátum 2009 május 10, 21:01
Hát ez esetben elnézést. A fordításom megállja a helyét, csak én vontam kétségbe ennek a létezését. Mindig tanul valamit az ember.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2009 május 10, 21:29
Írta: Motoros Dátum 2009 május 10, 21:29
Osztom Laslie véleményét (azaz szorzom egy eggyel nagyobb számmal ...hogy több legyen)
a menetfúrásnál nekem is a legjobban bevált megoldás a mezei mikrokapcsolós irányváltós megoldás.
Pár százezer menetet márt kifúrtunk, és ez jött be a legjobban.
Ha valaki még ezt is túl bonyolúltnak tartja akkor lehet egyszerűsíteni egy lábkapcsolós irányváltóval....ha leért a menetfúró akkor irányt váltok...optikailag indikálva.... egy lábkapcsolóval ..és kész.
Senkinek nem ajánlom a méregdrága menetelőfejeket még akkor sem ha svájciak csinálták.
Azt azért el kell ismerni hogy az egyszerű magyar gyártású (zöld szinű ) dörzs kuplongos fejek azért nem voltak rosszak.
A mai modern frekiváltók nagyon jól használhatók ilyesmire is ha összeházasítjuk egy megfelelö fúrógéppel.
a menetfúrásnál nekem is a legjobban bevált megoldás a mezei mikrokapcsolós irányváltós megoldás.
Pár százezer menetet márt kifúrtunk, és ez jött be a legjobban.
Ha valaki még ezt is túl bonyolúltnak tartja akkor lehet egyszerűsíteni egy lábkapcsolós irányváltóval....ha leért a menetfúró akkor irányt váltok...optikailag indikálva.... egy lábkapcsolóval ..és kész.
Senkinek nem ajánlom a méregdrága menetelőfejeket még akkor sem ha svájciak csinálták.
Azt azért el kell ismerni hogy az egyszerű magyar gyártású (zöld szinű ) dörzs kuplongos fejek azért nem voltak rosszak.
A mai modern frekiváltók nagyon jól használhatók ilyesmire is ha összeházasítjuk egy megfelelö fúrógéppel.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 11, 09:27
Írta: 000000000 Dátum 2009 május 11, 09:27
amint látom a gépi menetfúrásról megoszlanak a vélemények, bár szerintem a hajtóműves fúrókat pont erre találták ki.....de ami a legfontosabb véleményem szerint a gépi dörzsárazás. MIvel lehetne jobb felületet elérni, ha nem gépi előtolással...
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 május 11, 10:30
Írta: 6fabbzvm Dátum 2009 május 11, 10:30
deguss!
Köszönöm, h ránéztél nekem!
Megnéztem kézzel tekergetve és úgy van ahogy Józsi is írta. Orsó fordulatra megy a finom Z előtolás is.
Köszönöm Mindenkinek! [#wave]
Gabesz
Köszönöm, h ránéztél nekem!
Megnéztem kézzel tekergetve és úgy van ahogy Józsi is írta. Orsó fordulatra megy a finom Z előtolás is.
Köszönöm Mindenkinek! [#wave]
Gabesz
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 május 11, 21:41
Írta: Teaway Dátum 2009 május 11, 21:41
Így van...mindenki bebukta, aki a gépi menetfúró-előtolásra tippelt :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 22, 09:48
Írta: bmejdz9nu Dátum 2009 május 22, 09:48
#554 csevegőre... H.Józsinak... (folytassuk itt)
Itt lehet látni minden oldalról a megoldást...

De az a baj... hogy ez sem az igazi...
1. Pont a másik oldalra kerül... azaz túl messze
2. kilóg és nekem ott a fal :)
Itt lehet látni minden oldalról a megoldást...
De az a baj... hogy ez sem az igazi...
1. Pont a másik oldalra kerül... azaz túl messze
2. kilóg és nekem ott a fal :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 22, 21:02
Írta: HJózsi Dátum 2009 május 22, 21:02
Kint voltam ma is, megnéztem az ELMAG-nál alaposan és körbe is fotóztam... ez a változat lenne jó neked, ill. a zöld HBM ( az még színben is passzol) ... (A cimbim amúgy kapott egy jó árat a gépre, asztallal -240kg öntöttv.-, emulziókeringetővel, házhozszállítással, beüzemeléssel... most dönt... remélem jól ... :D )
Ha már gépi előtolás és bal oldal, akkor ez a megoldás... jobbra nem lehet annyit gurítani ? Vagy ott a cső a mennyezeten? Gép 90fokkal elforgatás?
Ha már gépi előtolás és bal oldal, akkor ez a megoldás... jobbra nem lehet annyit gurítani ? Vagy ott a cső a mennyezeten? Gép 90fokkal elforgatás?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 10:32
Írta: bmejdz9nu Dátum 2009 május 23, 10:32
Max. gurítani... de akkor az esztergát is odébb kell... de így is max 150mm-ert az egész lehetőség... aztán még ott a fűstcső...
Szóval siralmas az egész :)
Gondoltam arra, hogy a normál (jobbos) de lefele a tengely és a guruló gépállvány között max 200mm lehet a szerkezet...
A Vertex honlapján pedig a teljes magasságra 320mm adnak...
Tehát a forgó rész és az alja valószínűleg több mint 200mm...
(ekkor a tengelycsonk és a kézitekerő közé egy max. 100mm-es toldás-szerkezet kellene...viszont jobb kézre esne...)
A képeket feltetted? Ezt nem lehetne "megmérni" rajta?
Szóval siralmas az egész :)
Gondoltam arra, hogy a normál (jobbos) de lefele a tengely és a guruló gépállvány között max 200mm lehet a szerkezet...
A Vertex honlapján pedig a teljes magasságra 320mm adnak...
Tehát a forgó rész és az alja valószínűleg több mint 200mm...
(ekkor a tengelycsonk és a kézitekerő közé egy max. 100mm-es toldás-szerkezet kellene...viszont jobb kézre esne...)
A képeket feltetted? Ezt nem lehetne "megmérni" rajta?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:00
Írta: bmejdz9nu Dátum 2009 május 23, 11:00
Egyébként "Kami" súly kategóriába tartozó gépek között ezt a kettőt találtam a legolcsóbban:
(Csak ... sajnos... MK szerszám befogatásúak...de igen jó áron vannak...kilóra :)
GÉP 1300 Euroért....(350Kg)

GÉP 1500 Euroért....(400Kg)

A szállítási árai a gépeknek Ausztriába csak 200 Euro... és jónak tűnik az eladó... PayPal-t is elfogad...(Mo-t kérdezni kellene vagy a határhoz közeli címre...)
Ehringshausen (Frankfurt alatt) - Sopron 834 km... (elhozni sem lehetetlen távolságra...)
(Csak ... sajnos... MK szerszám befogatásúak...de igen jó áron vannak...kilóra :)
GÉP 1300 Euroért....(350Kg)
GÉP 1500 Euroért....(400Kg)
A szállítási árai a gépeknek Ausztriába csak 200 Euro... és jónak tűnik az eladó... PayPal-t is elfogad...(Mo-t kérdezni kellene vagy a határhoz közeli címre...)
Ehringshausen (Frankfurt alatt) - Sopron 834 km... (elhozni sem lehetetlen távolságra...)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 11:08
Írta: HJózsi Dátum 2009 május 23, 11:08
Ja, még az éjjel feltettem, de már bekómáltam az álmosságtól és bedőltem szunyálni ...
A pénteki széria ITT...
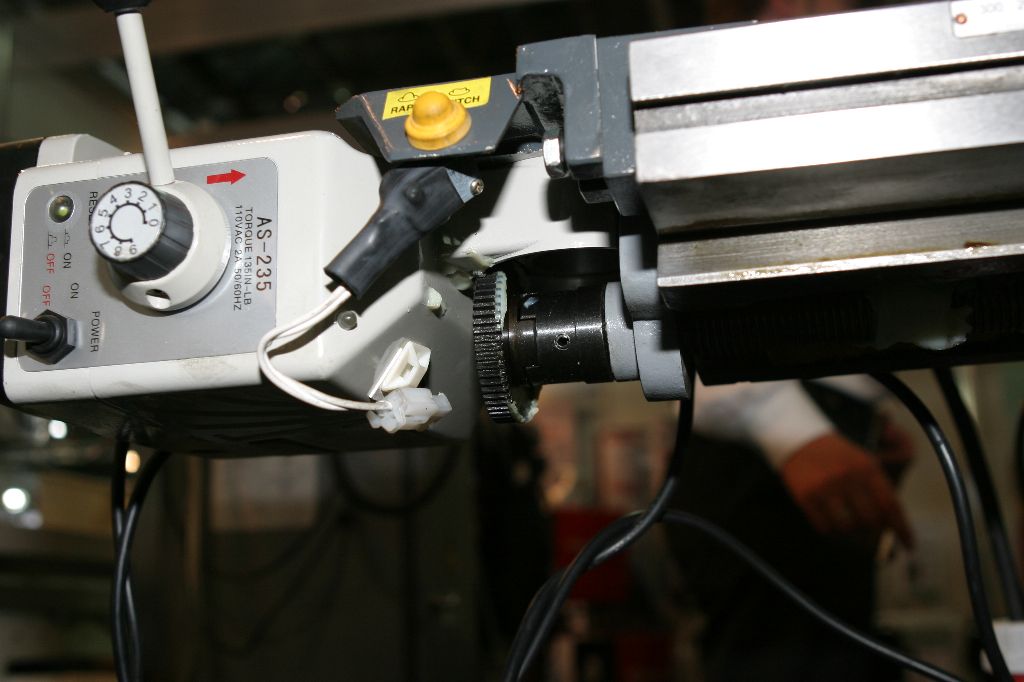
Csak halkan jegyzem meg, hogy a zöld (!...) HBM előtoló ami Neked kell... lépj kapcsolatba a hazai forgalmazóval [#kacsint] ... ITT [#wave]
A pénteki széria ITT...
Csak halkan jegyzem meg, hogy a zöld (!...) HBM előtoló ami Neked kell... lépj kapcsolatba a hazai forgalmazóval [#kacsint] ... ITT [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:16
Írta: bmejdz9nu Dátum 2009 május 23, 11:16
"Kapcsolatba lépek" :)
... de ugyebár a HBM-nek azért már neve van a szakterületen... talán nem is olyan olcsó :)
Talán két év múlva a MachTech-en a HBM Magyarország is kiállít?
(mail ment neked...)
... de ugyebár a HBM-nek azért már neve van a szakterületen... talán nem is olyan olcsó :)
Talán két év múlva a MachTech-en a HBM Magyarország is kiállít?
(mail ment neked...)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 11:16
Írta: HJózsi Dátum 2009 május 23, 11:16
CNCsítésre legjobbak az ilyen pucér gépek! ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:19
Írta: bmejdz9nu Dátum 2009 május 23, 11:19
Occsók....:) nincs 4 Euro 1 kilója :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 11:20
Írta: HJózsi Dátum 2009 május 23, 11:20
Az még odébb van, :) ... 2év :D ... Viszont vannak versenyképes ajánlatai, pl. EZ lehet, hogy rövidesen jön Magyarországra ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:21
Írta: bmejdz9nu Dátum 2009 május 23, 11:21
Ez biztos KAMI-val versenyképes minőség...(vagy jobb) Menyi egy kiló belőle :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 11:39
Írta: HJózsi Dátum 2009 május 23, 11:39
Na ezt kiszámolom! ... Jó ötlet! ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 11:41
Írta: HJózsi Dátum 2009 május 23, 11:41
6 Euro/kg[#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:54
Írta: bmejdz9nu Dátum 2009 május 23, 11:54
Miért amikor kocsit veszel nem nézed meg, hogy mennyi egy kiló? :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 11:54
Írta: bmejdz9nu Dátum 2009 május 23, 11:54
Akkor egy nehéz álvánnyal kell adni :) de a Kami is 5,7-re jön ki... :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 12:21
Írta: HJózsi Dátum 2009 május 23, 12:21
A csudába! Biztos valami schwindli van a dologban! Megbeszéltük, hogy 6-ért adjuk ... :DDD
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 12:22
Írta: HJózsi Dátum 2009 május 23, 12:22
Biztos olcsóbban kapott festéket, ráadásul egy színnel dolgozott... Tudtam, hogy csalni fog .. [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 12:57
Írta: bmejdz9nu Dátum 2009 május 23, 12:57
Oké. Legyen a "hivatalos ára"... Egy kiló marógép = 6 Euro.
Kínában biztos 2 Euroval számolják a termelési költségeket :)
Hű de drága így a BF20... :) ... 110x6=660 Euro lenne a hivatalos :)
Kínában biztos 2 Euroval számolják a termelési költségeket :)
Hű de drága így a BF20... :) ... 110x6=660 Euro lenne a hivatalos :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 13:00
Írta: HJózsi Dátum 2009 május 23, 13:00
Ja, ha felfelé kerekítenek ! [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 13:01
Írta: HJózsi Dátum 2009 május 23, 13:01
BF20 ... hát ez az!...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 május 23, 20:04
Írta: Teaway Dátum 2009 május 23, 20:04
Néztem a BF20-at a MachTech-en...szebb volt, mint a képeken.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 20:29
Írta: bmejdz9nu Dátum 2009 május 23, 20:29
Jó gép is a BF20... nincs azzal semmi gond...
Most éppen a fúrógépemet szapolom magamban:) le kellene cserélni egy pl. BF16-ra ...
Egyébként... ha szabad írnom... a Bernardo "Kami" jellegű gépe volt a legszörnyűbb a vásáron :)
A többi Bernardo-t nem néztem...
Most éppen a fúrógépemet szapolom magamban:) le kellene cserélni egy pl. BF16-ra ...
Egyébként... ha szabad írnom... a Bernardo "Kami" jellegű gépe volt a legszörnyűbb a vásáron :)
A többi Bernardo-t nem néztem...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 20:32
Írta: bmejdz9nu Dátum 2009 május 23, 20:32
Ez azért fejlettebb variációnak néz ki... már AC asszinkron motoros...
114 Euroért elküldik Mo-ra....(link)... Licit... de nem lesz több mint 1000-1200 Euro... ha jól gondolom...:)
Frekiváltó is az árban benne...

114 Euroért elküldik Mo-ra....(link)... Licit... de nem lesz több mint 1000-1200 Euro... ha jól gondolom...:)
Frekiváltó is az árban benne...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 23, 20:52
Írta: 000000000 Dátum 2009 május 23, 20:52
anno engem hogy lebeszélt a társaság a Paulimot-ról....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 21:10
Írta: bmejdz9nu Dátum 2009 május 23, 21:10
Én is? Nem emlékszek rá...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 május 23, 21:12
Írta: Teaway Dátum 2009 május 23, 21:12
Kaptam kint egy 2009-es magyar nyelvű Optimum katalógust, olyan jó nyomdaszaga volt, hogy haza is cipeltem:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 23, 21:22
Írta: bmejdz9nu Dátum 2009 május 23, 21:22
Az Optimumnak (is) odahaza annyi a konkurenciája mint égen a csillag...:)
Ahogy észrevettem... és amit hallottam...(MachTech)
Szinte bármely cégnél az első napi "álom listárak" az utolsó napra felére apadtak...
Egy-két (pl. német) cég az általa importált kínai gépeit először valami hihetetlen "álomárakon" akarta (gondolta) itt elsütni...
Mint a rendszerváltás utáni közvetlen időkben, persze aztán beállt a piaci egyensúly... azaz rájöttek, hogy itt sincs "aranykor" a válságban :)
Szinte minden portéka a jelenlegi "nyugati árszinvonal" felett volt... de rájöttek, hogy már átlátunk a határokon :)
Némely (nálunk most kezdő) "business man" láthatóan nagyon csalódott volt...
Bérelt standot, tolmácsot... és azt hitte amit odahaza lehetetlen az "álomáron" eladni az itt menni fog :) de nem ment :)
Ahogy észrevettem... és amit hallottam...(MachTech)
Szinte bármely cégnél az első napi "álom listárak" az utolsó napra felére apadtak...
Egy-két (pl. német) cég az általa importált kínai gépeit először valami hihetetlen "álomárakon" akarta (gondolta) itt elsütni...
Mint a rendszerváltás utáni közvetlen időkben, persze aztán beállt a piaci egyensúly... azaz rájöttek, hogy itt sincs "aranykor" a válságban :)
Szinte minden portéka a jelenlegi "nyugati árszinvonal" felett volt... de rájöttek, hogy már átlátunk a határokon :)
Némely (nálunk most kezdő) "business man" láthatóan nagyon csalódott volt...
Bérelt standot, tolmácsot... és azt hitte amit odahaza lehetetlen az "álomáron" eladni az itt menni fog :) de nem ment :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 23, 22:26
Írta: 000000000 Dátum 2009 május 23, 22:26
Te nem, úgy rémlik, de sokan igen és a fő érv az alkatrészellátottság ill. szervízháttér hiánya volt...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 22:30
Írta: HJózsi Dátum 2009 május 23, 22:30
Pénteken szintén ezt tapasztaltam, nem akarták hazavinni z árut, inkább nagyokat engedtek ...
Amúgy az Optimum a fele "standját" eladta (!), beleértve a nagy gépeket is. A BF20 cnc is elment...
Ez a Pauli gép most verhetetlennek tűnik, 3f erős motor, frekiváltó, nagyobb teherbírású sebváltó, hosszú asztal... persze ez tavaly még nem volt, a német mérnökök mozdultak a piaci igényekre ...
Amúgy az Optimum a fele "standját" eladta (!), beleértve a nagy gépeket is. A BF20 cnc is elment...
Ez a Pauli gép most verhetetlennek tűnik, 3f erős motor, frekiváltó, nagyobb teherbírású sebváltó, hosszú asztal... persze ez tavaly még nem volt, a német mérnökök mozdultak a piaci igényekre ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 23, 22:36
Írta: HJózsi Dátum 2009 május 23, 22:36
Most már tudod, hogy bármelyiket veheted, mert egyformák a gépek, mindegyik a KSZ, azaz a Kínai Szabvány alapján készül, legfeljebb cifrázzák egy kicsit ... [#circling] más szín, néhán plusz opció... az alkatrészek kompatibilisek, és szinte bárhol beszerezhetők, csak a számítógépedet kell bekapcsolni ... [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 24, 10:11
Írta: bmejdz9nu Dátum 2009 május 24, 10:11
Legalább ez a Paulimot AC motoros... A BF20-ban az a fránya DC motor a leggyengébb pont...
Hát igen ... zsugorodott a piac... kevesebb lett a fóka és a vadászok száma még nőtt is :)
Nagyon kíváncsi lennék most, hogy a nyersanyag árak csökkentek mennyi lehet egy-egy gép gyártói ára kínában...
Hát igen ... zsugorodott a piac... kevesebb lett a fóka és a vadászok száma még nőtt is :)
Nagyon kíváncsi lennék most, hogy a nyersanyag árak csökkentek mennyi lehet egy-egy gép gyártói ára kínában...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 24, 10:25
Írta: HJózsi Dátum 2009 május 24, 10:25
Hol lehet ilyen AC motorokat fellelni? Én csak sokkal nagyobbakat találok ... :(
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 24, 10:34
Írta: HJózsi Dátum 2009 május 24, 10:34
Az tud előnyre szerttenni, aki a kínai öntvényhez plusz minőségi felszerelést kínál...
Az AC motorral én az Optimumnál találkoztam először a D280 eszterga új vario változata 1500W-os AC motort kapott, a főorsó max fordulata 4000 (!) 4 tartományban fokozatmentesen, frekiváltóval... 2870 Euro bruttó ( megjelenésekor 4000 volt ... )
Az AC motorral én az Optimumnál találkoztam először a D280 eszterga új vario változata 1500W-os AC motort kapott, a főorsó max fordulata 4000 (!) 4 tartományban fokozatmentesen, frekiváltóval... 2870 Euro bruttó ( megjelenésekor 4000 volt ... )
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 24, 10:43
Írta: bmejdz9nu Dátum 2009 május 24, 10:43
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 24, 10:45
Írta: HJózsi Dátum 2009 május 24, 10:45
Ilyen böszméket én is találtam, ez a Pauli féle alu házast nem találom ... [#ijedt]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 24, 11:35
Írta: bmejdz9nu Dátum 2009 május 24, 11:35
Lemarod szép formásra, míg megy a BF20 DC-je:)
Az én BF20 AC átalakításomat láttad? Mi az a baj? Elfért a motor...(560W-os volt, 400W-os frekiváltóval) 1-2 órás munka volt...
Leverte a gyári DC motort... több mint elég volt a teljesítménye!
Az én BF20 AC átalakításomat láttad? Mi az a baj? Elfért a motor...(560W-os volt, 400W-os frekiváltóval) 1-2 órás munka volt...
Leverte a gyári DC motort... több mint elég volt a teljesítménye!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 24, 12:20
Írta: HJózsi Dátum 2009 május 24, 12:20
Tetszik ez az aluházas... de hiába kuglizok, csak a böszméket dobja fel ... le kell majd nézni valahol élőben a motorról a gyártót ...
Amúgy igazad van, a 950W-hoz a fogaskerekeket is ki kellene cserélni, no meg az öntvény vázat és akkor már ott vagyok az "Ülő Bika" kategóriában ... :D
Amúgy igazad van, a 950W-hoz a fogaskerekeket is ki kellene cserélni, no meg az öntvény vázat és akkor már ott vagyok az "Ülő Bika" kategóriában ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 május 24, 13:24
Írta: bmejdz9nu Dátum 2009 május 24, 13:24
Az enyém úgy volt jó ahogy volt... ha kellene még egyszer ugyanúgy csinálnám meg...
Nem kell ide speciális motor...
Nem kell ide speciális motor...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 24, 14:01
Írta: HJózsi Dátum 2009 május 24, 14:01
Igen, jó lesz azzal a motorral, elég lesz...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 május 24, 16:05
Írta: Teaway Dátum 2009 május 24, 16:05
"Az AC motorral én az Optimumnál találkoztam először a D280 eszterga új vario változata 1500W-os AC motort kapott"
D240 és D280 is.
Ehhez képest káosz van a katalógusban:
-“VARIO”-kivitel kefe nélküli DC motorral
és
-Vario Motor 1,5 kW ~50 Hz
D240 és D280 is.
Ehhez képest káosz van a katalógusban:
-“VARIO”-kivitel kefe nélküli DC motorral
és
-Vario Motor 1,5 kW ~50 Hz
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 25, 00:24
Írta: HJózsi Dátum 2009 május 25, 00:24
Igen, kétféle varió változat van a kalógusukban, a régi DC motoros és az új jóval drágább 3F frekiváltós ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 28, 09:05
Írta: 000000000 Dátum 2009 május 28, 09:05
Ha jól emléxem HJózsi akart izzót cserélni a BF20ába.Na én tegnap karbantartó napot tartottam és izzócsre, hajtómű zsirzás, minden megvolt és fotokat is csináltam.Ha valakinek kell elküldöm mailbe /vagy ha valaki feltenné ide, mert nekem nincs se FTP szerverem se ismerősöm akinek lenne .../
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 május 28, 19:42
Írta: HJózsi Dátum 2009 május 28, 19:42
Húú az jó lenne, írok is magánba! ...[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 28, 19:56
Írta: 000000000 Dátum 2009 május 28, 19:56
Ott a két File Tár (nem kell hozzá FTP-sem, webes)!
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2009 május 29, 00:38
Írta: PSoft Dátum 2009 május 29, 00:38
Üdvözöllek István.
Ha már a File-Tárat említed,van egypár kép amit a STRIGON marógéppel kapcsolatban tettem fel pár hónapja.
Azóta már megoldódott a problémám,így a képek okafogyottá váltak.
Kérlek,hogy töröld őket ne foglalják feleslegesen a tárhelyet.Tehát a strigon nevü képek.
Köszi.
Béla.
Ha már a File-Tárat említed,van egypár kép amit a STRIGON marógéppel kapcsolatban tettem fel pár hónapja.
Azóta már megoldódott a problémám,így a képek okafogyottá váltak.
Kérlek,hogy töröld őket ne foglalják feleslegesen a tárhelyet.Tehát a strigon nevü képek.
Köszi.
Béla.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 május 29, 07:07
Írta: 000000000 Dátum 2009 május 29, 07:07
Ok, majd átnézem őket!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 05, 20:54
Írta: 000000000 Dátum 2009 június 05, 20:54
Sziasztok !
Némi segítséget szeretnék kérni.Nem túl régen vásároltam egy KF 25 D Vario kisgépet.A szerszámcsatlakozás MK 2 .Szeretnék a 35# hozzászólásban bemutatott síkmarókat venni hozzá.Vagy valami olyan eszközt ami MK 2 és 27 mm belső átmérős 63 síkmarótis felvesz. A Neten nem igazán találtam.
kösz
Némi segítséget szeretnék kérni.Nem túl régen vásároltam egy KF 25 D Vario kisgépet.A szerszámcsatlakozás MK 2 .Szeretnék a 35# hozzászólásban bemutatott síkmarókat venni hozzá.Vagy valami olyan eszközt ami MK 2 és 27 mm belső átmérős 63 síkmarótis felvesz. A Neten nem igazán találtam.
kösz
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 12:56
Írta: 000000000 Dátum 2009 június 06, 12:56
Üdv.!
Az ebayen találni fogsz én is onnan vettem ill. a Vaterán van egy srác k1king néven, akinek régen voltak ilyen méretben homlok-palást marói, Tool-star-ok.itt is van egy d50-es pl.:
http://www.vatera.hu/tool_star_d50_sikmarofej_20db_kennametal_lapka_148241081.html
Az ebayen találni fogsz én is onnan vettem ill. a Vaterán van egy srác k1king néven, akinek régen voltak ilyen méretben homlok-palást marói, Tool-star-ok.itt is van egy d50-es pl.:
http://www.vatera.hu/tool_star_d50_sikmarofej_20db_kennametal_lapka_148241081.html
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 13:01
Írta: 000000000 Dátum 2009 június 06, 13:01
az ebay.de-s eladót meg plogmannorg-nak hívják.Én is tőle vettem MK2 M10 27-es, 22-es stb. "marótüskéket".....a link:
http://stores.shop.ebay.de/Plogmann-Maschinen-Werkzeuge__W0QQ_armrsZ1
http://stores.shop.ebay.de/Plogmann-Maschinen-Werkzeuge__W0QQ_armrsZ1
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 19:23
Írta: 000000000 Dátum 2009 június 06, 19:23
Köszi gege!
Tényleg találtam az egyik linken.Jövő héten intézem is - vagy legalább megpróbálom.
hegesztett és már lenagyolt alkatrészeket szeretnék vele rendbe tenni.A kicsi (22 mm)maró nyomainál a 63 mm es jobban mutat-és át is éri egyben.
Tényleg találtam az egyik linken.Jövő héten intézem is - vagy legalább megpróbálom.
hegesztett és már lenagyolt alkatrészeket szeretnék vele rendbe tenni.A kicsi (22 mm)maró nyomainál a 63 mm es jobban mutat-és át is éri egyben.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 19:37
Írta: 000000000 Dátum 2009 június 06, 19:37
Ha valakit érdekelne
Aranyos és jó gép a KF 25 D Vario 275.000 fizettem érte.24 óra alatt hazakerült a rendeléstől számítva.Csendes halk futású,de a legalacsonyabb fordulaton (54) a kijelző szerint érdekes zümmögést ad a motor. Elsösorban acélhoz kellett,de biztos jó aluhoz és rézhez is. Súlya -118.7kg ot mutatott a mérleg.Százados órával megnéztem az asztal futását-nem érte el sehol a 0,02mm eltérést.
Aranyos és jó gép a KF 25 D Vario 275.000 fizettem érte.24 óra alatt hazakerült a rendeléstől számítva.Csendes halk futású,de a legalacsonyabb fordulaton (54) a kijelző szerint érdekes zümmögést ad a motor. Elsösorban acélhoz kellett,de biztos jó aluhoz és rézhez is. Súlya -118.7kg ot mutatott a mérleg.Százados órával megnéztem az asztal futását-nem érte el sehol a 0,02mm eltérést.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 06, 21:10
Írta: Teaway Dátum 2009 június 06, 21:10
Ugyanez a gép MK3-as befogással mennyivel került volna többe?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 21:27
Írta: 000000000 Dátum 2009 június 06, 21:27
Igen-jól belekérdeztél,mert 15.000-lett volna kövérebb a számla.[#falbav]és nem kellene nagyítóval keresni a szerszámokat.No meg az a gép Long asztallal jött volna.A motorja annak is 600 W és 1 ~.De viszont a helyére csak ez fér be úgy,hogy végig ki lehet szállítani az asztalt.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 21:35
Írta: 000000000 Dátum 2009 június 06, 21:35
Félelmetes,hogy miután a visszaváltott üveg pénzből[#vigyor2]megveszi az emberfia a gépet-és csinálni kéne vele valamit-akkor derül csak ki ,hogy ugyanennyit kell majd eszközökre fordítani.Vagy csak én járok így?[#confused]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 06, 21:42
Írta: Teaway Dátum 2009 június 06, 21:42
Ezzel mindenki így van: a felszerszámozás legalább annyi tud lenni, mint maga a gép.
Kár, hogy szűk a hely, mert a +15k-t simán megérte volna.
Kár, hogy szűk a hely, mert a +15k-t simán megérte volna.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 06, 21:46
Írta: Teaway Dátum 2009 június 06, 21:46
Ez hasonló, mint a mosogatógép: bontás árán is a 60 cm-est, mert a 45-ös az ultrapici.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 06, 21:50
Írta: 000000000 Dátum 2009 június 06, 21:50
Na ja!Megint ihattam volna ládaszámra a keserű-hideg-stb söröket ,hogy kifussa a Long plusszát.Na mostmár mindegy,azért ez is zsír ám.Még csak mostanában barátkozom vele-néha nem arra indul az asztal amerre kéne,de majdcsak belejövök ecce.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 június 07, 11:24
Írta: bmejdz9nu Dátum 2009 június 07, 11:24
Ez így van... a felszerszámozás, a munkadarab rögzítő dolgok...stb...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 07, 12:37
Írta: Teaway Dátum 2009 június 07, 12:37
Szerinted is inkább MK3 + falbontás? ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 07, 12:57
Írta: 000000000 Dátum 2009 június 07, 12:57
Szinte hihetetlennek tünik számomra,hogy ebben a kategóriában ennyit számítana -mekkora kúppal csatlakoztathatók az eszközök.Meg,hogy az a 200-250 mm el hosszabb asztal.[#confused]Vagy majd meglátom?Igazából a Fofgalmazót is kérdeztem melyik legyen 2 es vagy 3 as morzés.Azt mondta ma már kapható minden -még ami nincs is az is.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 június 07, 13:07
Írta: 4um5b65d Dátum 2009 június 07, 13:07
Szerintem is MK3 + falbontás
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 07, 13:40
Írta: 000000000 Dátum 2009 június 07, 13:40
Ebben a topiban lévő BF 20-ak is MK 2 vel készülnek.Vagy rosszul tudom?Valahogy Ők (gazdájuk)is tudnak/tudtak boldogulni velük.Vagy jobb ha leadom a Méh-be a KR 25 D Vario t,majd viszek vissza üveget,és veszek egy KF 25 TOP verziós gépet?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 június 07, 13:46
Írta: svejk Dátum 2009 június 07, 13:46
Igen, MK2 M10-es behúzóval
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 08, 21:44
Írta: Teaway Dátum 2009 június 08, 21:44
Majd jönnek a BF20 tulajok, és megválaszolják neked a kérdést.
Semmiképp ne vidd a méh-be...nem dől össze a világ, amiért nem a TOP-ot vetted.
Semmiképp ne vidd a méh-be...nem dől össze a világ, amiért nem a TOP-ot vetted.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 08, 22:13
Írta: 000000000 Dátum 2009 június 08, 22:13
köszi a vigasztalást[#rinya]
ma vettem leszoritó csomagot m1o-es.24.000 fizettem érte.És nem megy bele a horonyba.A gépé 11.65 mm a szett pedig 11.86 és 11.74 között változik.Neki kellett menni marószárral hohy jó legyen.De jó lett .63 mm síkmaró is lett 14.000 volt ,de még nincs szára,holnap rendelném emilen németbő [#circling]8-10 nap
ma vettem leszoritó csomagot m1o-es.24.000 fizettem érte.És nem megy bele a horonyba.A gépé 11.65 mm a szett pedig 11.86 és 11.74 között változik.Neki kellett menni marószárral hohy jó legyen.De jó lett .63 mm síkmaró is lett 14.000 volt ,de még nincs szára,holnap rendelném emilen németbő [#circling]8-10 nap
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 10, 22:32
Írta: HJózsi Dátum 2009 június 10, 22:32
Az első boldog óriás pöttyös tulaj : :)

mindjárt leleplezem ...
mindjárt leleplezem ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 10, 22:33
Írta: HJózsi Dátum 2009 június 10, 22:33
Nem TúróRudi ... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 01:04
Írta: HJózsi Dátum 2009 június 11, 01:04
Megérkezett tehát "ülő bika" kategóriában (közreműködésemmel) az első kék fehér masina ... képregény: :)




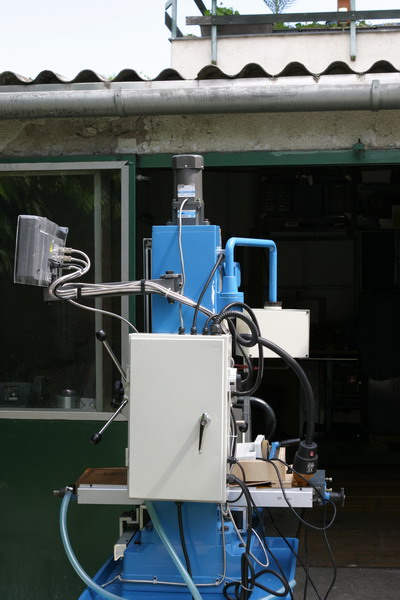
A Z motort le kellett szerelni, hogy beférjen az ajtón... 4 csavar ki és szépen kiemelhető volt ... legaláb ellenőrizhettük a zsírzást... tele volt ... :)

Érkezett Hollandiából a HBM-től, az utalástól számítva 8 nap alatt... Az eredeti oldal ITT.
Én az alapmodellt tervezem magamnak, esetleg cncsítésre, EZT. Ha valakit érdekelnének ezek a tipusok, szóljon! ...
A Z motort le kellett szerelni, hogy beférjen az ajtón... 4 csavar ki és szépen kiemelhető volt ... legaláb ellenőrizhettük a zsírzást... tele volt ... :)
Érkezett Hollandiából a HBM-től, az utalástól számítva 8 nap alatt... Az eredeti oldal ITT.
Én az alapmodellt tervezem magamnak, esetleg cncsítésre, EZT. Ha valakit érdekelnének ezek a tipusok, szóljon! ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 01:10
Írta: HJózsi Dátum 2009 június 11, 01:10
További képek a helyükön ... ITT...
Szerencsére a tulajjal szinte napi kapcsolatban vagyok, így lesznek videók is a beüzemelésről, működésről munka közben...
Szerencsére a tulajjal szinte napi kapcsolatban vagyok, így lesznek videók is a beüzemelésről, működésről munka közben...
Cím: Re:Hagyományos forgácsológépek
Írta: SquirrelTech Dátum 2009 június 11, 01:16
Írta: SquirrelTech Dátum 2009 június 11, 01:16
Hát mitagadás... Kicsit a sárgulás jeleit tapasztalom magamon, ahogy nézegetem a képsorodat. :)
Klassz masina!
Klassz masina!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 01:33
Írta: HJózsi Dátum 2009 június 11, 01:33
Én már délelőtt besárgultam ... :) most egy kis vörösborral próbálom álcázni magam ... :D
Ez már eggyel nagyobb karegória mint a BF20... Az alapgép 320kg, alata a "sámli" meg 250 ... Péter is említette, hogy zongorázni lehet a különbséget ... persze a helyigénye nagyobb és a mozgatása nehezebb, ha nem elég csak a helyérehúzni békával ...
Ez már eggyel nagyobb karegória mint a BF20... Az alapgép 320kg, alata a "sámli" meg 250 ... Péter is említette, hogy zongorázni lehet a különbséget ... persze a helyigénye nagyobb és a mozgatása nehezebb, ha nem elég csak a helyérehúzni békával ...
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2009 június 11, 01:36
Írta: 7vpav5d32 Dátum 2009 június 11, 01:36
"A pöttyös az igazi". Szép kis jószág. Sok sikert hozzá!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 02:03
Írta: HJózsi Dátum 2009 június 11, 02:03
[#eljen][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 7vpav5d32 Dátum 2009 június 11, 02:20
Írta: 7vpav5d32 Dátum 2009 június 11, 02:20
Hasonlít a design a Magyar csapat olimpiai kosztümére. [#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 02:32
Írta: HJózsi Dátum 2009 június 11, 02:32
[#nyes] ja, emléxem ... álcázásnak jó ...
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2009 június 11, 13:48
Írta: airfoil6205 Dátum 2009 június 11, 13:48
Legyen sok örömöd benne! [#worship][#taps][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 19:02
Írta: HJózsi Dátum 2009 június 11, 19:02
Ez nem az én gépem! ... [#rinya] (csak én szállítotam...)
Ma be is kapcsoltuk, működik minden ... ez a SINO dro nagyon tuti, nagyon sokat tud, később bővebben, ha már képben leszek, a kezelésit le kell fordítanom ...
Ma be is kapcsoltuk, működik minden ... ez a SINO dro nagyon tuti, nagyon sokat tud, később bővebben, ha már képben leszek, a kezelésit le kell fordítanom ...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 11, 21:39
Írta: Teaway Dátum 2009 június 11, 21:39
Nagyon tuti a cucc!
Hát a zsírt azt nem aprózták el :)
Hát a zsírt azt nem aprózták el :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 11, 22:49
Írta: HJózsi Dátum 2009 június 11, 22:49
A leírás szerint évente egyszer jó minőségü zsírral tele kell pakolni ... az ott egy fogaskerék ház, áttétel a 100W(!)-os 400V-os 3f motorhoz, ami a Z-t hajtja... Szép lassan emeli ereszti a fejet, fix sebességgel...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2009 június 12, 12:07
Írta: robroy007 Dátum 2009 június 12, 12:07
Szia Józsi!
mibe került a gépezet
üdv Robi
mibe került a gépezet
üdv Robi
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 június 12, 12:20
Írta: 0gbwyh99 Dátum 2009 június 12, 12:20
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 13:34
Írta: HJózsi Dátum 2009 június 12, 13:34
Szia Robi!
Nettó 3e Euro, a szállítás 400 Euro...
Az alapgép nettó 1600 Euró kb 250 Euró szállítás, ezt érdemes cncsíteni.
Persze a full DRO-s változat nagyon OK! ... Most megyünk a HOD93-hoz ISO30-as cuccokért... :) ;)
Szombaton ott leszek a talin, szóban bővebben is, ha érdekel ...
Nettó 3e Euro, a szállítás 400 Euro...
Az alapgép nettó 1600 Euró kb 250 Euró szállítás, ezt érdemes cncsíteni.
Persze a full DRO-s változat nagyon OK! ... Most megyünk a HOD93-hoz ISO30-as cuccokért... :) ;)
Szombaton ott leszek a talin, szóban bővebben is, ha érdekel ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 13:36
Írta: HJózsi Dátum 2009 június 12, 13:36
Igen ez az alapgép, ennél nincs a sámli az árban...
DM 45A Deluxe DRO ITT...
A "sám-lee" is benne van ... ;) :DD
DM 45A Deluxe DRO ITT...
A "sám-lee" is benne van ... ;) :DD
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 13:40
Írta: HJózsi Dátum 2009 június 12, 13:40
Ja, és most gyengült az Euro ...[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 12, 15:34
Írta: 000000000 Dátum 2009 június 12, 15:34
Én csak egy oszlopos fúrógépet vettem az elmult időszakban /persze a BF20L mellé/ nem nagy szám, de adtak hozzá egy speckó csigafúrót is...

Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 19:29
Írta: HJózsi Dátum 2009 június 12, 19:29
Húha... ilyet még nem láttam csak kézibe... [#vigyor3]
Azért a munkadarabot fogd meg legalább kézzel!!!... [#nyes]
Azért a munkadarabot fogd meg legalább kézzel!!!... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2009 június 12, 19:36
Írta: ra8nsmk6w Dátum 2009 június 12, 19:36
Nekem úgy rémlik a disznóba van egy ilyesmi alkatrész
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 21:53
Írta: HJózsi Dátum 2009 június 12, 21:53
Az alakja stimmel... talán HRC-ben nem tud ennyit ... [#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2009 június 12, 22:10
Írta: PSoft Dátum 2009 június 12, 22:10
Na és a beépített hűtőfolyadékcsatorna,
az smafu???[#hehe]
az smafu???[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 22:11
Írta: HJózsi Dátum 2009 június 12, 22:11
Szerintem nem vinné át a dugót, így csak a fogása lesz rosszabb az üvegnek ... [#idiota]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 22:14
Írta: HJózsi Dátum 2009 június 12, 22:14
Ezzel együtt a fotó nagyon ott van a szeren! [#eljen]
Akár tovább is lehet gondolni,... cnc üveg nyitó és tálcányi pohárba kitöltő... vörösbor esetén dekantáló funkció ... [#pias]
Akár tovább is lehet gondolni,... cnc üveg nyitó és tálcányi pohárba kitöltő... vörösbor esetén dekantáló funkció ... [#pias]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 12, 22:16
Írta: HJózsi Dátum 2009 június 12, 22:16
Ja, és ha a szerszámot a képen weldon szárasba is elkészítené valaki, vinnék mint a cuccot, talán még a Nóniusz is betenné a katalógusába ... [#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 13, 01:21
Írta: HJózsi Dátum 2009 június 13, 01:21
cuccot = cukrot ( sájsze, hogy nem lehet editálni a saját hozzászólást, ha elba*.. azaz qrtuk...)[#zavart2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 13, 21:29
Írta: 000000000 Dátum 2009 június 13, 21:29
megcsinálom én weldon befogatásúra ha van rá piac...
De a bort nem adom.....má' meg sincs[#crazya]
De a bort nem adom.....má' meg sincs[#crazya]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 22, 11:42
Írta: 000000000 Dátum 2009 június 22, 11:42
Csak megemlíteném, hogy egy ilyen fúrógépet én is vettem a BF20 mellé. Én sokat használom, a főorsója jó, de ha 6-osnál nagyobb fúróval dolgozok, alá kell támasztani az asztalt mert lehalylik. Viszont átalakítottam a halytást mechanikusan, a legkisebb fordulat igy 120 körül van.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 22, 14:09
Írta: 000000000 Dátum 2009 június 22, 14:09
hogy érted,h 6osnál nagyobb fúrónál lehajlik???ha 5,5össel fúrok nagy kézi előtolással akkor nem hajlik le,ha 12essel óvatosan, akkor meg igen???félre ne értsd, nem kötözködni akarok, csak nemigazán értem.Gondolom jól megvan tépve a rögzítő csavar és így is???hány lépésben fúrsz fel egy 12-es lyukat, mondjuk A38ba?gondolom 4 lépcsőnél nem kéne lehajolnia?!Az átalakításod érdekel van róla esetleg Foto???
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 22, 17:48
Írta: Teaway Dátum 2009 június 22, 17:48
Mintha B17 PRO lenne...mit nyertem?:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 22, 19:06
Írta: 000000000 Dátum 2009 június 22, 19:06
...megmondom hol vettem:)) és esetleg Téged is hivatalos Optimum FAN-á avatlak.....nem gáz az Optibuziság én is az vagyok /persze csak nővel!...azok az Optimumos-Csajons Naptárok...hmmmmm.../
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 23, 12:11
Írta: 000000000 Dátum 2009 június 23, 12:11
Természetesen úgy gondoltam ahogy írtad, hiszen
a dolog az adott előtolás erejétől függ. Azért tartottam érdemesnek szólni, mert a mozgatható asztal a géphez képest gyenge. (figyelembe véve,
hogy ettől eltekintve az Optimum gépekről jó véleményem van.)Az átalakításról készítek képeket a héten, majd jelentkezem.
a dolog az adott előtolás erejétől függ. Azért tartottam érdemesnek szólni, mert a mozgatható asztal a géphez képest gyenge. (figyelembe véve,
hogy ettől eltekintve az Optimum gépekről jó véleményem van.)Az átalakításról készítek képeket a héten, majd jelentkezem.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 23, 20:45
Írta: Teaway Dátum 2009 június 23, 20:45
Nincs Optimum gépem egy se...még...így fan se lehetek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 23, 23:11
Írta: 000000000 Dátum 2009 június 23, 23:11
megnéztem a gépemen a "lehajlás" dolgot és valós problémáról van szó /nem mértem ugyan, de szemmel látható, szóval akár 3-5 tized is lehet, ha az asztal szélénél terhelem, ott ahol a legnagyobb az erőkar.Az orsó kinyulásánál, gondolom a fele.../, mindazonálltal ma megnéztem a munkahelyemen az oszlopos fúrónkat ill. egy Obiban a hasonló kategóriájú gépeket és van ahol nem is kell rátehénkednem, hanem szinte kézzel kisebb erőlködéssel is látható lehajlás......szerintem egy ilyen géptől /BF17Pro/ nem kell többet várni, így is jobb mint a hasonló méretű /akár Quantum, Asist,Ferm stb./ és picivel olcsóbb gépek "lehajlási szempontból"....is!Patent vinklit nem fúrsz vele az biztos, de azok a gépek már egy másik kategória....
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 24, 18:26
Írta: Teaway Dátum 2009 június 24, 18:26
És nagyon jó tokmány van rajta...olyant se osztogatnak minden sarkon.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 24, 19:11
Írta: 000000000 Dátum 2009 június 24, 19:11
Tényleg jó a kis 16os Röhm, de ami szerintem elválasztja ezt a gépet az olcsó, "hobby" gépektől azok az apró részletek, mint pl.: a Hall szenzoros kapcsolók az ékszíjtárcsa burkolatánál, a jó minőségű és jó helyen található kezelőszerv, anyagminőség, stb.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 24, 20:04
Írta: Teaway Dátum 2009 június 24, 20:04
Most látom, hogy az alu szíjtárcsa csak a B23-hoz (és felette) jár...miért jó az alu tárcsa?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 24, 21:30
Írta: 000000000 Dátum 2009 június 24, 21:30
ebben is alu van, csak nem köszörült.../amit meg én nem értek, tudomásom szerint az alut nemnagyon szokták köszörülni, mert elrakja a Kurundot/...a vas azért nem jó, mert lendkerékként működhet a súlya miatt, bár ez nem jelent problémát,ha nem fúrunk menetet /adapterrel gondoltam, mert a gépi menetfúrós fúrók mind hajtóművesek, abban meg nem sok az ékszíj/...szerintem lehet gond nagyon hosszú távon az, ha az ékszíjtárcsa kicsit excentrikus és ha nagy a tömege /pl.: a vasnak/ akkor az kikezdi a motor csapágyait /gondolom sok sok év alatt/....ja és az alu talán nem eszi annyira az ékszíjat.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 június 29, 13:21
Írta: bmejdz9nu Dátum 2009 június 29, 13:21
Vigyázzatok figyelnek bennünket :)
http://www.cncecke.de/forum/showthread.php?t=43928
Megírtam, hogy mi is őket :)
http://www.cncecke.de/forum/showthread.php?t=43928
Megírtam, hogy mi is őket :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 június 29, 15:16
Írta: 4um5b65d Dátum 2009 június 29, 15:16
Bakker legalább mond el, hogy mit írnak.... ne kelljen már mindenkinek beregisztrálni az oldalra....
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 június 29, 17:49
Írta: ywathzay Dátum 2009 június 29, 17:49
Legjobb tudásom szerint (és a gyakorlat is ezt igazolta nálam) az öntöttvas ékszíjtárcsánál nincs jobb. Ugyan jóval nehezebb mint az alu, viszont sokkal jobban tapad rajta, és az alu ha egyszer megcsúszik (de ha nem még akkor is) hamar kifényesedik, tükörsima lesz a felülete, aztán már lényegesen hamarabb fog megcsúszni rajta a szíj, és jobban is kopik.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 29, 20:11
Írta: 000000000 Dátum 2009 június 29, 20:11
Ja, énsem látok semmit...[#wilting]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 június 29, 21:54
Írta: bmejdz9nu Dátum 2009 június 29, 21:54
Ezt lesegegetik... linkelték... a Kami asztalát..
"Guten Tag,
ich möchte mich als Neuzugang (naja, schreibend, lesen tu ich schon eine Weile) vorstellen:
Ich heisse Rudi, bin 51 Jahre, System- und Netzwerkadministrator in Berlin.
Da ich als Bastler in den letzten Jahren immer mal wieder diverse Projekte mangels Ausrüstung zumindest teilweise auslagern musste, steht jetzt der Kauf einer Fräse ins Haus. Zu 99% habe ich mich entschieden für die Kami FKM 350 PL mit Umrüstung auf CNC. Ich habe ALLE threads, in denen das Wort China vorkommt gelesen, also bitte nicht sofort zubeissen .
Die Maschine scheint mir im Preis-/Leistungsverhältnis als sinnvoll, die Verfahrwege sind ausreichend, ich bearbeite zu ca. 80% NE-Metalle, also dürften die 1,1 KW auch hinreichen. Was mir nicht besonders gefällt ist die Software von CNC-Workbench, die man bei der CNC-Umrüstung dazubekommt (Der eingebaute Controller spielt auch nur mit dieser Software, liesse sich aber im Zweifelsfall gegen einen anderen umtauschen). Aktuell ist die Version 1.3.03, da ist gegenüber den Vorgängerversionen wohl schon einiges verbessert, aber die Werkzeugverwaltung ist einfach nur gruselig.
Meine erste Frage - es werden noch viele folgen - ist diese:
Auf einer ungarischen Website habe ich diesen Maschinentisch gesehen:
https://cnctar.hobbycnc.hu/VarsanyiPeter...o/P1310270.JPG
Ich pack' den mal als Link ein, weiss nicht, ob ich das Bild selbst hier reinstellen darf.
Der Tisch macht soweit einen sehr stabilen Eindruck (könnte man wahrscheinlich über Sandfüllung der Stahlprofile noch erhöhen), mit einer Kühlmittelwanne wäre er sogar noch praktischer. Vorteil wäre auch, dass man die Maschine für Wartungsarbeiten in den Raum ziehen kann, so dass sie vollumfänglich zugänglich ist. Aber die Rollen? Kann sowas stabil sein? Oder wäre eine zusätzliche Abstützung über mehrere stabile Stellfüße (die man dann fürs Bewegen nach oben schraubt) nicht sinnvoller?
Soviel erstmal zum Anfang, mit freundlichem Gruss
Rudi "
"Guten Tag,
ich möchte mich als Neuzugang (naja, schreibend, lesen tu ich schon eine Weile) vorstellen:
Ich heisse Rudi, bin 51 Jahre, System- und Netzwerkadministrator in Berlin.
Da ich als Bastler in den letzten Jahren immer mal wieder diverse Projekte mangels Ausrüstung zumindest teilweise auslagern musste, steht jetzt der Kauf einer Fräse ins Haus. Zu 99% habe ich mich entschieden für die Kami FKM 350 PL mit Umrüstung auf CNC. Ich habe ALLE threads, in denen das Wort China vorkommt gelesen, also bitte nicht sofort zubeissen .
Die Maschine scheint mir im Preis-/Leistungsverhältnis als sinnvoll, die Verfahrwege sind ausreichend, ich bearbeite zu ca. 80% NE-Metalle, also dürften die 1,1 KW auch hinreichen. Was mir nicht besonders gefällt ist die Software von CNC-Workbench, die man bei der CNC-Umrüstung dazubekommt (Der eingebaute Controller spielt auch nur mit dieser Software, liesse sich aber im Zweifelsfall gegen einen anderen umtauschen). Aktuell ist die Version 1.3.03, da ist gegenüber den Vorgängerversionen wohl schon einiges verbessert, aber die Werkzeugverwaltung ist einfach nur gruselig.
Meine erste Frage - es werden noch viele folgen - ist diese:
Auf einer ungarischen Website habe ich diesen Maschinentisch gesehen:
https://cnctar.hobbycnc.hu/VarsanyiPeter...o/P1310270.JPG
Ich pack' den mal als Link ein, weiss nicht, ob ich das Bild selbst hier reinstellen darf.
Der Tisch macht soweit einen sehr stabilen Eindruck (könnte man wahrscheinlich über Sandfüllung der Stahlprofile noch erhöhen), mit einer Kühlmittelwanne wäre er sogar noch praktischer. Vorteil wäre auch, dass man die Maschine für Wartungsarbeiten in den Raum ziehen kann, so dass sie vollumfänglich zugänglich ist. Aber die Rollen? Kann sowas stabil sein? Oder wäre eine zusätzliche Abstützung über mehrere stabile Stellfüße (die man dann fürs Bewegen nach oben schraubt) nicht sinnvoller?
Soviel erstmal zum Anfang, mit freundlichem Gruss
Rudi "
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 június 30, 00:27
Írta: HJózsi Dátum 2009 június 30, 00:27
Ja, [#kacsint] tetszik nekik az asztal és már továbbgondolják, hogy a zártszelvény homokkal féltöltése tovább stabilizálhat ... de hogy gurul is ... [#buck] ha nem használod belököd a kamrába a lekvár mellé ... [#nyes]
Ez így jó! A puding próbája már rég megmondta, ha nem tévedek igaz? ;)
Hasonló asztalt tervezek, a belmagasság nálam is 2m, a BF20 asztala túl magas...
Ez így jó! A puding próbája már rég megmondta, ha nem tévedek igaz? ;)
Hasonló asztalt tervezek, a belmagasság nálam is 2m, a BF20 asztala túl magas...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 június 30, 18:31
Írta: 000000000 Dátum 2009 június 30, 18:31
szóval az öntöttvas jobb?! Nekem akkor is sajnos/szerencsére Alu van, viszont ha jól emlékszem bordásszíjjal!Annál meg azt gondolom,h kisebb Slip...ha kijutok a munkahelyemről /Árvíz miatt beragadtam [#confused]/ megnézem a szíjat, meg a tárcsa felületét...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 június 30, 19:35
Írta: ywathzay Dátum 2009 június 30, 19:35
Nem inkább bordázott szíjjal? Nem lapos profilú bordás szíjról van szó ugye? Mert a hagyományos ékszíjaknál a bordázás csak azért van, hogy kisebb görbületen (átmérőn)is át tudjon forogni. Legalábbis csapágyboltos ismerősöm így homályosított fel.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 30, 19:38
Írta: Teaway Dátum 2009 június 30, 19:38
"ha jól emlékszem bordásszíjjal"
Fogasszíj lesz az.
Bordásszíj a mosógépben van:)
Fogasszíj lesz az.
Bordásszíj a mosógépben van:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 június 30, 21:28
Írta: bmejdz9nu Dátum 2009 június 30, 21:28
Nem olyan jó ez a mageoldás mint kinéz...
Azaz jó lenne kiegészíteni egy letolható lábakkal... talán 4db olcsó "Baumax-os" hidralikus autóemelóvel?
Persze ok... de... lehetne még javítani/fejleszteni a dolgon...
Azaz jó lenne kiegészíteni egy letolható lábakkal... talán 4db olcsó "Baumax-os" hidralikus autóemelóvel?
Persze ok... de... lehetne még javítani/fejleszteni a dolgon...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 június 30, 21:31
Írta: Teaway Dátum 2009 június 30, 21:31
Esetleg letekerhető menetes lábak?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 június 30, 21:42
Írta: bmejdz9nu Dátum 2009 június 30, 21:42
Jó... persze... valami ilyesmi... csak szeretem túlbonyolítani a dolgokat :)
Túl nagy a gumi a kerekeken... csak kicsit zavaró... így marad... ez van, ezt kell szeretni azaz megszeretni :)
... 4x golyósosók szervómotorral ?:)
Túl nagy a gumi a kerekeken... csak kicsit zavaró... így marad... ez van, ezt kell szeretni azaz megszeretni :)
... 4x golyósosók szervómotorral ?:)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 június 30, 21:45
Írta: 4um5b65d Dátum 2009 június 30, 21:45
Na így már mindjárt érthető......
Azt írja, hogy gyakorolnod kell még ezt az asztal készítést.....
[#buck]
Azt írja, hogy gyakorolnod kell még ezt az asztal készítést.....
[#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: SquirrelTech Dátum 2009 június 30, 21:54
Írta: SquirrelTech Dátum 2009 június 30, 21:54
Vagy egy db emelő, ami csuklós konzollal emelne...? Elvileg 2T-t tud egy olyan. (Hogy a valóságban mennyit, azt nem tudom :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 július 01, 21:31
Írta: bmejdz9nu Dátum 2009 július 01, 21:31
Jó ez így ... ez már így marad...
Cím: Re:Hagyományos forgácsológépek
Írta: SquirrelTech Dátum 2009 július 01, 22:00
Írta: SquirrelTech Dátum 2009 július 01, 22:00
Okéoké... Csak elagyaltam, hogy egyszerűbb egy hidraulikával négy pontot emelni, mint egyszerre négy hidraulikát pumpálni. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 július 01, 22:07
Írta: Teaway Dátum 2009 július 01, 22:07
"4x golyósosók szervómotorral ?:)"
...hozzá center controller, kétirányú (XY) digit. vízmérték-jeladóval...hogy a műhely minden pontján vízszintes legyen a talpalás:)
...hozzá center controller, kétirányú (XY) digit. vízmérték-jeladóval...hogy a műhely minden pontján vízszintes legyen a talpalás:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 július 02, 08:17
Írta: bmejdz9nu Dátum 2009 július 02, 08:17
Valahogy így :) de akkor már csak nem kézzel tologatnám a műhelybe...
Ez 4x szervó/controller + 2 kellene a "térbeli" mozgatáshoz... :)
Ez 4x szervó/controller + 2 kellene a "térbeli" mozgatáshoz... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 július 10, 17:46
Írta: Teaway Dátum 2009 július 10, 17:46
Itt találsz menetes géplábakat. Mindegyik tartalmaz méretet és rajzot is...te is meg tudod csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 július 15, 15:41
Írta: 6fabbzvm Dátum 2009 július 15, 15:41
Sziasztok!
Olajt cserélnék a hajtóműbe, de a gépkönyvbe semmilyen infó nincs az olaj minősítésére vonatkozóan... :( 1x pedig mintha már olvastam volna erről itt, de sajnos a keresőben nem jutottam eredményre.
MOL lapján is csak 216l hordóval találtam ipari gépolajat:) Szóval az lenne a kérdés, van valakinek infója, h milyen olaj kell a hajtóműbe?[#wave]
Olajt cserélnék a hajtóműbe, de a gépkönyvbe semmilyen infó nincs az olaj minősítésére vonatkozóan... :( 1x pedig mintha már olvastam volna erről itt, de sajnos a keresőben nem jutottam eredményre.
MOL lapján is csak 216l hordóval találtam ipari gépolajat:) Szóval az lenne a kérdés, van valakinek infója, h milyen olaj kell a hajtóműbe?[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 július 15, 19:47
Írta: ywathzay Dátum 2009 július 15, 19:47
Hajtóműbe hajtóműolaj kell. Bemész a benzinkútra 'osz veszel.Ha autó sebváltójába jó, akkor ebbe meg főleg.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 július 15, 20:48
Írta: 4um5b65d Dátum 2009 július 15, 20:48
15W40-et neki....
Nem kényes a dolog annyira....
Persze ha sikló csapágy van benne valahol akkor inkább hígabbat tegyél bele..., de ez nem jellemző a hajtóműben....
Nem kényes a dolog annyira....
Persze ha sikló csapágy van benne valahol akkor inkább hígabbat tegyél bele..., de ez nem jellemző a hajtóműben....
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 július 15, 21:01
Írta: 6fabbzvm Dátum 2009 július 15, 21:01
Én is így gondolotam, ez is csak 1 "váltó" de mivel még ilyennel nem volt dolgom gondoltam csak megkérdem... Köszönöm Urak![#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 0gbwyh99 Dátum 2009 július 15, 21:14
Írta: 0gbwyh99 Dátum 2009 július 15, 21:14
Igen , de váltóba nem 40-es hanem 90-es olaj megy .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 10, 21:12
Írta: 000000000 Dátum 2009 augusztus 10, 21:12
Üdvözlök minden fórumozót.Ma végre megérkezett a gépem BF 20-nak indult, de egy HBM DM 45 Deluxe lett belőle. Köszönet HJózsi-nak
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 augusztus 10, 21:35
Írta: bmejdz9nu Dátum 2009 augusztus 10, 21:35
Ilyen?

Akkor üdv a "Kami maschine" (azaz a 300Kg-os) kategóriában :)
Akkor üdv a "Kami maschine" (azaz a 300Kg-os) kategóriában :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 10, 22:15
Írta: Teaway Dátum 2009 augusztus 10, 22:15
Milyen rendes ember ez a HJózsi:)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 10, 22:21
Írta: 4um5b65d Dátum 2009 augusztus 10, 22:21
Józsi, ha jól tudom nagy lóvékat fektetett "HBM DM 45 Deluxe" részvényekbe....
Az éves osztaléknál bizony pakolják majd a melósok a ropogós dollárokkal teletömött szalmazsákokat a padlására...
Opppssss, bocs Józsi, ezt nem kellett volna kifecsegnem....[#falbav][#vigyor3]
Az éves osztaléknál bizony pakolják majd a melósok a ropogós dollárokkal teletömött szalmazsákokat a padlására...
Opppssss, bocs Józsi, ezt nem kellett volna kifecsegnem....[#falbav][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 10, 23:41
Írta: HJózsi Dátum 2009 augusztus 10, 23:41
Igen, Laci már küldött két képet is Miskolcról :

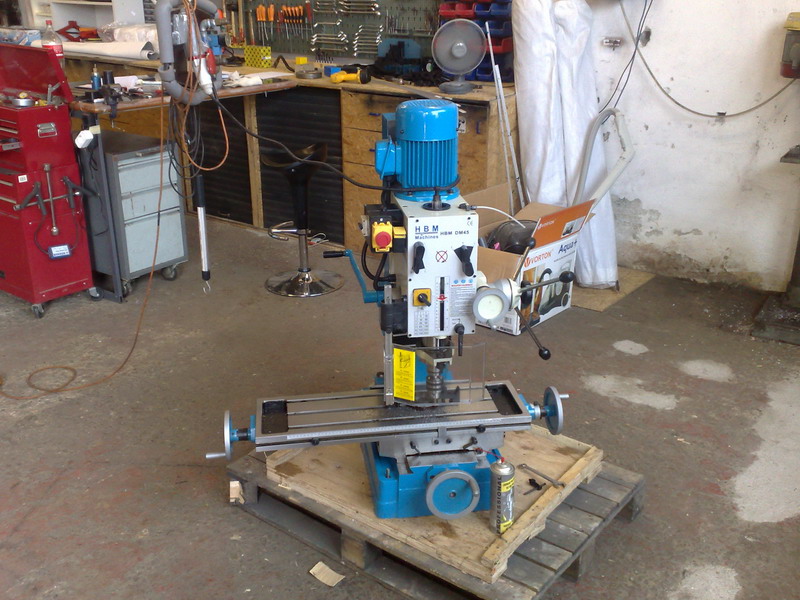
Látható nyomokban a szabvány PRC csomagolás a gép pedig rendben van... :)
Holnap lesz több kép ... remélem az enyémről is ... ;)
Látható nyomokban a szabvány PRC csomagolás a gép pedig rendben van... :)
Holnap lesz több kép ... remélem az enyémről is ... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 10, 23:44
Írta: HJózsi Dátum 2009 augusztus 10, 23:44
;) Segítek mindenkinek, akinek a kék-fehér jön be ... [#vigyor2][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 10, 23:49
Írta: HJózsi Dátum 2009 augusztus 10, 23:49
[#ijedt][#csodalk] ... [#kuss]!!! különben is jüan... és csak Sanghajban... [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:45
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:45
Átírjuk a topikot BF20-ról valamire? :)
Egyébként ennek a gépnek... azaz a "kami Maschine" kategóriát... mert ugyebár ezek ugyanazok... hogy kellene hívni?
Számomra persze Kami másolatok...[#nevetes1] Dehát nekem volt először ilyen kategória :)
Vagy nyissunk egy új topikot nekik? Még időben vagyunk...
DE tudom, hogy ebből a kategóriából még több is lesz... Azaz több fórumtárs is fog ilyeneket birtokolni :)
Egyébként ennek a gépnek... azaz a "kami Maschine" kategóriát... mert ugyebár ezek ugyanazok... hogy kellene hívni?
Számomra persze Kami másolatok...[#nevetes1] Dehát nekem volt először ilyen kategória :)
Vagy nyissunk egy új topikot nekik? Még időben vagyunk...
DE tudom, hogy ebből a kategóriából még több is lesz... Azaz több fórumtárs is fog ilyeneket birtokolni :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 11, 09:52
Írta: HJózsi Dátum 2009 augusztus 11, 09:52
A BF20-at hagyni kellene, ( majdnem ) mindenki azzal kezdi a forgácsgyártást így hobbi szinten ...
A BF20 amúgy márkafüggetlen kategóriajelölés, sok gyártó használja... Ez az ülő bika méret (ez jutott eszembe mikor először élőben megláttam), a 45-ös kategóriajelöléssel fut a gyártóknál. A 320kg-jával olyan kis-váltó súly a marógépek világában, persze valójában ez is fúró-maró gépkategória. A KAMI az gyártónév, nem a méretre utal. A topikcím elvileg most is lefedi ...
Vagyesetleg:
- 45-ös marógép klub ( KAMI, HBM ... ) -
A BF20 amúgy márkafüggetlen kategóriajelölés, sok gyártó használja... Ez az ülő bika méret (ez jutott eszembe mikor először élőben megláttam), a 45-ös kategóriajelöléssel fut a gyártóknál. A 320kg-jával olyan kis-váltó súly a marógépek világában, persze valójában ez is fúró-maró gépkategória. A KAMI az gyártónév, nem a méretre utal. A topikcím elvileg most is lefedi ...
Vagyesetleg:
- 45-ös marógép klub ( KAMI, HBM ... ) -
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 11, 12:13
Írta: 000000000 Dátum 2009 augusztus 11, 12:13
Gratulálok a gépekhez!!!Lassan kiszorulok a topicból a kis Bf20ammal.....és szerintem soha nem is lesz nagyobb /a műhelyem alig 10m2/ de azért ez marad a kedvec topicom [#crazya][#finom][#email][#gonosz1]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 11, 12:44
Írta: 4um5b65d Dátum 2009 augusztus 11, 12:44
Tessék máááá mondani, a BF20, Kami és HBM azok nem hagyományos marógépek ????
De szép is lenne az élet ha nem bonyolítanánk....
"Marógép és marás" ha már "Eszterga és esztergálás" a másik topic neve...
De szép is lenne az élet ha nem bonyolítanánk....
"Marógép és marás" ha már "Eszterga és esztergálás" a másik topic neve...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 augusztus 11, 13:06
Írta: bmejdz9nu Dátum 2009 augusztus 11, 13:06
Nem ám... :)
Hagyományos gép = jó pár tonnás, valahol szerzett és általában egy idősek a felhasználóval :)
A BF20 és "ezek" (általában új vagy újszerű gépek) már-már tömegesen vannak és lesznek a fórumtársaknál. (hobby és félhobbygépek)
Ezek gyakorlatilag azonosak felépítésűek... (tesók és rokonok - egy kínai tartományból:)
Reprodukálhatóak... azaz a mai napon is megvehetők... forgalomban vannak újként és használt állapotban is...
Általában ezeknél a gépeknél nem a felújítás a cél hanem a tovább fejlesztése, alakítása...
Tehát ha valakinek van valami "átépítő" ötlete azt teljes mértékben adaptálható másnak is...
Míg a "hagyományos" marógépekből talán 1-1 féltestvér párt lehetne kimutatni...
Na jó és meggyőző a duma :) azaz a dumám :)
Hagyományos gép = jó pár tonnás, valahol szerzett és általában egy idősek a felhasználóval :)
A BF20 és "ezek" (általában új vagy újszerű gépek) már-már tömegesen vannak és lesznek a fórumtársaknál. (hobby és félhobbygépek)
Ezek gyakorlatilag azonosak felépítésűek... (tesók és rokonok - egy kínai tartományból:)
Reprodukálhatóak... azaz a mai napon is megvehetők... forgalomban vannak újként és használt állapotban is...
Általában ezeknél a gépeknél nem a felújítás a cél hanem a tovább fejlesztése, alakítása...
Tehát ha valakinek van valami "átépítő" ötlete azt teljes mértékben adaptálható másnak is...
Míg a "hagyományos" marógépekből talán 1-1 féltestvér párt lehetne kimutatni...
Na jó és meggyőző a duma :) azaz a dumám :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 11, 14:38
Írta: 4um5b65d Dátum 2009 augusztus 11, 14:38
Meggyőző vagy nem mondom.... :)
Én hülye meg azt hittem,hogy a szerkezeti felépítés dönti el, hogy mi a hagyományos gép, és nem a tömege....[#fejvakaras][#vigyor1][#vigyor2]
Csak tudnám, hogy a csudában hogy az esztergákkal kapcsolatosan ez nem így van....
Aztán meg a topic alcíme is az, hogy "A hagyományos marás sokban különbözik a CNC-s marástól..."
Vagyis a papírsúlyú gépen a fiatal csóka hagyományos marást végez miközben nem is hagyományos a marógép??
Mennyi furcsaság van ebben a világban ? [#nyes]
Én hülye meg azt hittem,hogy a szerkezeti felépítés dönti el, hogy mi a hagyományos gép, és nem a tömege....[#fejvakaras][#vigyor1][#vigyor2]
Csak tudnám, hogy a csudában hogy az esztergákkal kapcsolatosan ez nem így van....
Aztán meg a topic alcíme is az, hogy "A hagyományos marás sokban különbözik a CNC-s marástól..."
Vagyis a papírsúlyú gépen a fiatal csóka hagyományos marást végez miközben nem is hagyományos a marógép??
Mennyi furcsaság van ebben a világban ? [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 11, 15:29
Írta: Teaway Dátum 2009 augusztus 11, 15:29
A hagyományos gép, maró, eszterga, stb. olyan tömeggel bír, hogy helyben születik és ott is hal meg....a műhelyt meg köréépítik:)...ehhez képest a topic-béli gépek játékszerek:)
(Na persze nem, de jól esett leírni)
(Na persze nem, de jól esett leírni)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 11, 19:29
Írta: HJózsi Dátum 2009 augusztus 11, 19:29
Igen, valahol ott az igazság... ezek a mi általunk használt hobbi gépek csak "panelfúrók" a nagyokhoz képest ... :DD Még a 300kg is inkább lepkesúly...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 11, 19:33
Írta: HJózsi Dátum 2009 augusztus 11, 19:33
HBM 45 -höz +1 strigula ... :) délben érkezett, 1-kor a segítők, 16:30-kor a helyén... Az utolsó 1m vízszintesen és a 10cm függőlegesen volt a kemény világ, mert a sámli és a tálca külön volt... Érzem a derekam ... Fotók később...
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2009 augusztus 11, 20:13
Írta: airfoil6205 Dátum 2009 augusztus 11, 20:13

Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 augusztus 11, 20:44
Írta: bmejdz9nu Dátum 2009 augusztus 11, 20:44
Van modellező, makettező topik is :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 11, 20:53
Írta: 4um5b65d Dátum 2009 augusztus 11, 20:53
Jó a meglátás, ez is hagyományos marógép !
De mit keres ott az a bazi nagy kézfej ? :)))
De mit keres ott az a bazi nagy kézfej ? :)))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 11, 21:35
Írta: HJózsi Dátum 2009 augusztus 11, 21:35
Ez hagyományos, tehát ide való! ... [#eljen][#eljen][#eljen] [#vigyor0] Szuper darab!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 11, 21:36
Írta: HJózsi Dátum 2009 augusztus 11, 21:36
Ezen készítik a nano robotokat ... [#hawaii]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 11, 22:36
Írta: 4um5b65d Dátum 2009 augusztus 11, 22:36
Mekkora lehet az a T horony az asztalban ? Nem normálisak ezek sem.....[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 12, 00:29
Írta: HJózsi Dátum 2009 augusztus 12, 00:29
Szabvány 2-es ... [#buck]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 12, 17:58
Írta: 000000000 Dátum 2009 augusztus 12, 17:58
osztom Leslie véleményét......má persze evidens,h nem megyünk vérre a topic címe miatt, de csak a tisztánlátás végett ha valakinek van anyaga a marógépek felépítéséről az közkincsé tehetné hogy aki nem tudja, abban tisztázódjanak a dolgok.Nekem van egy szép színes könyvecském, mondanám,h bescannelek belőle pár oldalt, de sajnos még keresés alatt van a nagy mű, amely akár a Német "Az esztergályos" is lehetne..../bizony nyugaton már a 60'években színes volt a szakkönyv/
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 12, 18:29
Írta: Teaway Dátum 2009 augusztus 12, 18:29
Köszi, szóval ha kinézek magamnak egy kék fehér játékot, akkor neked kell szólnom.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 12, 18:58
Írta: HJózsi Dátum 2009 augusztus 12, 18:58

Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:16
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:16
Teaway, hagyd, ez még lányoknak való.....
Vegyél legalább 2,5 tonnásat.....
[#nyes]
Vegyél legalább 2,5 tonnásat.....
[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: airfoil6205 Dátum 2009 augusztus 12, 19:18
Írta: airfoil6205 Dátum 2009 augusztus 12, 19:18
Marógépek a könyv 73. oldalától! Ezt már elég régen tisztába tettük, csak biztosan elfelejtődött!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:26
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:26
Gondolod, hogy olyan nagy lenne ?
Biztos anyagrablásra van tervezve a gép... :))
Biztos anyagrablásra van tervezve a gép... :))
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 12, 19:43
Írta: Teaway Dátum 2009 augusztus 12, 19:43
Izé...nem értelmezni holland szöveg:)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 12, 19:47
Írta: Teaway Dátum 2009 augusztus 12, 19:47
Föld alatt van a műhely, oda leballagni 2,5t-val...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:48
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:48
Van lépcső, nem ? :))
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:53
Írta: 4um5b65d Dátum 2009 augusztus 12, 19:53
Érdekes megoldású a vertikál feje, még nem láttam ilyet..

Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 12, 20:09
Írta: Teaway Dátum 2009 augusztus 12, 20:09
Ez azért jó, mert a főorsó tud párhuzamos is lenni a keresztiránnyal (ha a 45 fokos részt teljesen átforgatod.)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 12, 20:30
Írta: 4um5b65d Dátum 2009 augusztus 12, 20:30
Hát annál a beállításnál ez lényegesen túlmutat a felhasználás terén.
A feléd eső teljes "dimenziót" képes átfogni.
A feléd eső teljes "dimenziót" képes átfogni.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 12, 20:51
Írta: Teaway Dátum 2009 augusztus 12, 20:51
Szerencsére nem akarok termelni vele, a házi műhelybe pedig megfelelne vmi BB25-3L szerű képződmény is.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 12, 23:50
Írta: HJózsi Dátum 2009 augusztus 12, 23:50
Asszem sorjázásra ... [#nyes][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 12, 23:54
Írta: HJózsi Dátum 2009 augusztus 12, 23:54
Ja, szívesebben fordítok németet vagy angolt de majd ez is sorra kerül, (főleg, ha érdekel! [#vigyor2] )
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 00:01
Írta: HJózsi Dátum 2009 augusztus 13, 00:01
Wazze... valahol el kell kezdeni... először egy marok nyákfúrót vettem... aztán egy kínai oszlopost... aztán egy Proxon modellező fúró marót, aztán az MF1 kicsit erősebb fúró marót.. aztán a BF20-at ... most a HBM 45-öt ... ki tudja hol a vége ?... akit egyszer a forgácsolás füstje megcsapott [#buck] [#vigyor2][#csodalk] bár a hely és a berakás most nagyon bekorlátoz, mindjárt teszem fel a képeket a műveletről ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 00:10
Írta: HJózsi Dátum 2009 augusztus 13, 00:10
Lefelé talán könnyebb, de fölfelé ...[#ijedt] ha egyszer kell majd ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 00:13
Írta: HJózsi Dátum 2009 augusztus 13, 00:13
[#eljen] Köszönet a könyvekért!!! Ezek már kincsnek számítanak! [#worship][#worship][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 00:19
Írta: HJózsi Dátum 2009 augusztus 13, 00:19
Kombi gép is elég lenne? BB25-3L
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 13, 00:48
Írta: 4um5b65d Dátum 2009 augusztus 13, 00:48
Na erről a kombi gépről jutott eszembe.....
Tudod, hogy Kombi Ernő marós mesterhez miért nem megy senki feleségül ??
Ki a franc akarna Kombiné lenni.....[#nyes]
Tudod, hogy Kombi Ernő marós mesterhez miért nem megy senki feleségül ??
Ki a franc akarna Kombiné lenni.....[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 01:08
Írta: HJózsi Dátum 2009 augusztus 13, 01:08
A Műveleti terület és ami mögötte van... Képregény :
Emelő hátfalas teherautó

Ki kellett csomagolni és pallókon a leszállópályához csúsztatni

Lejtő 30 fokos, zsinórpadlás dupla biztosítással ( ez volt a legkönnyebb, mármint a leengedés)

A laminált padlólapokon könnyebb volt csúsztatni, azért vannak ott...

Útban az asztala felé...

Végül a helyére került

Így raklapon éppen jó a magassága és max feltekerve a marófejet, 5cm van a plafon és a motor között ... :)
További képek ITT
Emelő hátfalas teherautó
Ki kellett csomagolni és pallókon a leszállópályához csúsztatni
Lejtő 30 fokos, zsinórpadlás dupla biztosítással ( ez volt a legkönnyebb, mármint a leengedés)
A laminált padlólapokon könnyebb volt csúsztatni, azért vannak ott...
Útban az asztala felé...
Végül a helyére került
Így raklapon éppen jó a magassága és max feltekerve a marófejet, 5cm van a plafon és a motor között ... :)
További képek ITT
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 01:15
Írta: HJózsi Dátum 2009 augusztus 13, 01:15
[#nyes][#nyes][#nyes]... Na ez jó volt, így az üveg Borsodi után ( literes, ez nem csörömpöl...)
Anno még az EMG-ben Sipos Gyula IC szakmérnök azt mondta, "kombinált fogóval, csak kombináltat lehet fogni ..." van benne valami ...
Anno még az EMG-ben Sipos Gyula IC szakmérnök azt mondta, "kombinált fogóval, csak kombináltat lehet fogni ..." van benne valami ...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2009 augusztus 13, 08:22
Írta: ywathzay Dátum 2009 augusztus 13, 08:22
Mennyi a súlya egy ilyen masinának?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 augusztus 13, 09:14
Írta: bmejdz9nu Dátum 2009 augusztus 13, 09:14
Ez már nálad egy rutin feladat :) Kész csúsztató, mozgató szerkezet van már hadrendbe állítva az eszterga óta :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 13, 10:05
Írta: Teaway Dátum 2009 augusztus 13, 10:05
Azt nemtom, de a tömege 320kg. Játékszer kategória:)))
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 13, 10:07
Írta: Teaway Dátum 2009 augusztus 13, 10:07
Emlékszem, az eszterga is hasonlóan ballagott le a föld alá:)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:10
Írta: HJózsi Dátum 2009 augusztus 13, 10:10
320kg, + az állvány, kb. 30-40kg (lemez, adtak két lebetonozható csavart hozzá amivel rögzíthető, két oldalt azért van a kihagyás lent.)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 13, 10:13
Írta: Teaway Dátum 2009 augusztus 13, 10:13
Bőven.
Mondom ezt annak ellenére, hogy a külön eszterga-külön maró sokkal jobban kihasználható lenne.
Mondom ezt annak ellenére, hogy a külön eszterga-külön maró sokkal jobban kihasználható lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:20
Írta: HJózsi Dátum 2009 augusztus 13, 10:20
Mindenképp akartam egy csörlős megoldást, mert a kötelessel fölfelé nem bírná az ember, túl nagy a súrlódás (vas a deszkán, ami persze lefelé jó ...) a csörlőt viszont nem lehetett biztonságosan rögzíteni (szegélykövek, aszfalt)... a kerítés lábazata viszont masszív betonból, nosza irány a vastelep, legalább gyakorolhatok egy kis hegesztést ... na mondjuk vizsgamunkának nem menne el ...[#buck]
A korrózióvédelem még hátra van...
A korrózióvédelem még hátra van...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 13, 10:26
Írta: Teaway Dátum 2009 augusztus 13, 10:26
"A korrózióvédelem még hátra van... "
A kaput se hagyd ki:))
Nekem is ilyen szép ződ, épp a napokban fejeztem be a teljes kerítéstfestést. Nagyon klassz lett, mintha új lenne.
A kaput se hagyd ki:))
Nekem is ilyen szép ződ, épp a napokban fejeztem be a teljes kerítéstfestést. Nagyon klassz lett, mintha új lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 13, 10:27
Írta: 000000000 Dátum 2009 augusztus 13, 10:27
...tisztába tettük????egy ábra sincs benne róla a Bridgeport elrendezésű marógépekről, hogy mást ne említsek.....csak találjam, meg a jó kis NDK-s könyvemet...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:46
Írta: HJózsi Dátum 2009 augusztus 13, 10:46
Ja...[#eljen][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:49
Írta: HJózsi Dátum 2009 augusztus 13, 10:49
A festék már megvan... a régi hámlósat meg le kell vakargatni/drótkefe ... brrrrr [#ijedt][#confused][#violent]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:53
Írta: HJózsi Dátum 2009 augusztus 13, 10:53
A gépállványról még annyit, hogy mivel eléggé hajlongani kellene, ha oda pakolászni akarna az ember, leginkább frissen kevert betonnal kellene telepakolni és gyorsan rázárni az ajtót... [#nyes][#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 10:58
Írta: HJózsi Dátum 2009 augusztus 13, 10:58
Addig is : Bridgeport
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 13, 11:14
Írta: 000000000 Dátum 2009 augusztus 13, 11:14
köszönöm.......természetesen csak szőrszálhasogatok, de ha előkerül a szakirodalmam felteszek pár szép és érdekes képet a mappámba...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 12:20
Írta: HJózsi Dátum 2009 augusztus 13, 12:20
Várjuk! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 13, 21:52
Írta: Teaway Dátum 2009 augusztus 13, 21:52
Miért, nélküle instabil?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 23:40
Írta: HJózsi Dátum 2009 augusztus 13, 23:40
Így raklapon nem az igazi, meg dübörög is. Nem véletlen mellékeltek két bebetonozandó csavart...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 13, 23:59
Írta: HJózsi Dátum 2009 augusztus 13, 23:59
Ez egy jó cucc :

A HBM 45 Deluxe DRO tulaj beszélt rá, jól tette !... :)

Utánpótlás nevelés ...

Szerencsére a talpaspohár nem érdekli őket ... :D
A HBM 45 Deluxe DRO tulaj beszélt rá, jól tette !... :)
Utánpótlás nevelés ...
Szerencsére a talpaspohár nem érdekli őket ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 14, 05:15
Írta: 000000000 Dátum 2009 augusztus 14, 05:15
Szia Józsi!
Klassz a masinád, használd sokáig egésséggel,helyesek a gyerekek, Ők már beleszülettek a HOBBYCNC világába.
Klassz a masinád, használd sokáig egésséggel,helyesek a gyerekek, Ők már beleszülettek a HOBBYCNC világába.
Cím: Re:Hagyományos forgácsológépek
Írta: dg8n4i8x Dátum 2009 augusztus 14, 07:49
Írta: dg8n4i8x Dátum 2009 augusztus 14, 07:49
Józsi gratula a géphez! Erre inni is kell! [#pias] Amúgy meg mért érdekelné öket a tlpas pohár, amikor a demizson közelbb van... [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 14, 11:14
Írta: HJózsi Dátum 2009 augusztus 14, 11:14
Köszi, úgy kell elzavarni őket a gép(ek) mellől... meglátnak egy kart, azonnal elkezdik tekerni ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 14, 11:32
Írta: HJózsi Dátum 2009 augusztus 14, 11:32
[#eljen][#buck] igaz ... köszi
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 augusztus 17, 19:02
Írta: Teaway Dátum 2009 augusztus 17, 19:02
Hű, pedig a leírásban az szerepel, hogy a gyereket tartsuk távol a géptől...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 25, 21:59
Írta: 000000000 Dátum 2009 augusztus 25, 21:59
Sziasztok!
Szeretnék egy CNC marót összerakni.
Nem dölt még el hogy Optimum BF20L vagy HBM45 legyen-e vagy más tipus.
A méreteket magam is látom de fogalmam sincs arról hogy az MK2 vagy MK4 befogó csúcs mit jelent használati értékben ha csak néha, kisipari dolgokra használnám.
Ezek a gépek az alap orsóikkal alkalmasak CNC sitésre vagy mindenképpen golyós orsó vagy új trapézorsót igényelnek?
Esetleg az alaphoz csináltatni egy nem lötyögő anyát?
Az Opti BF20L hez 2.2Nm 3A bipoláris motort
ajánlanak a katalógusban és 2.75 illetve 4,4Nm-re áttételezik.
A HBM45 milyen léptető motort igényel?
Köszi: András
Szeretnék egy CNC marót összerakni.
Nem dölt még el hogy Optimum BF20L vagy HBM45 legyen-e vagy más tipus.
A méreteket magam is látom de fogalmam sincs arról hogy az MK2 vagy MK4 befogó csúcs mit jelent használati értékben ha csak néha, kisipari dolgokra használnám.
Ezek a gépek az alap orsóikkal alkalmasak CNC sitésre vagy mindenképpen golyós orsó vagy új trapézorsót igényelnek?
Esetleg az alaphoz csináltatni egy nem lötyögő anyát?
Az Opti BF20L hez 2.2Nm 3A bipoláris motort
ajánlanak a katalógusban és 2.75 illetve 4,4Nm-re áttételezik.
A HBM45 milyen léptető motort igényel?
Köszi: András
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 27, 10:44
Írta: HJózsi Dátum 2009 augusztus 27, 10:44
Szia András!
A HBM45 höz X, Y irányban 9Nm-es mocit és d=16mm-es golyósorsót, Z irányban 24Nm-est és D=25mm-es golyósorsót alkalmaznak a cnc-steuerung.de-nál...
lásd ITT...
Az MK2, MK4 morze kúpokat jelent, ezek a beszorítás által viszik át a nyomatékot. Az ISO30 ( SK30, BT30 ... 40... ) - nál a menesztést az orsón kétoldalt lévő hasábok végzik, a kúp meredekebb, az csak központosít, sokkal könnyebb a szerszám(befogó) csere, nem kell kalapálni, vagy feszíteni...
A BF20 - HBM 45 tömegaránya 1 : 3, utóbbi hobbi szinten egy igen stabil gép, 1.1kW-os 3f motorral, én is most cseréltem a BF20-at HBM45-re ;)
Véleményem szerint marógépnél elkerülhetetlen a kottyanásmentes anya, még ha pl. a Mach3 tudja is kezelni a kottyanást... A saját átépítéssel sokat spórolhat az ember, én mindenképp golyósorsót használnék...
Üdv.:Józsi
A HBM45 höz X, Y irányban 9Nm-es mocit és d=16mm-es golyósorsót, Z irányban 24Nm-est és D=25mm-es golyósorsót alkalmaznak a cnc-steuerung.de-nál...
lásd ITT...
Az MK2, MK4 morze kúpokat jelent, ezek a beszorítás által viszik át a nyomatékot. Az ISO30 ( SK30, BT30 ... 40... ) - nál a menesztést az orsón kétoldalt lévő hasábok végzik, a kúp meredekebb, az csak központosít, sokkal könnyebb a szerszám(befogó) csere, nem kell kalapálni, vagy feszíteni...
A BF20 - HBM 45 tömegaránya 1 : 3, utóbbi hobbi szinten egy igen stabil gép, 1.1kW-os 3f motorral, én is most cseréltem a BF20-at HBM45-re ;)
Véleményem szerint marógépnél elkerülhetetlen a kottyanásmentes anya, még ha pl. a Mach3 tudja is kezelni a kottyanást... A saját átépítéssel sokat spórolhat az ember, én mindenképp golyósorsót használnék...
Üdv.:Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 augusztus 27, 17:57
Írta: tjf0wf46d Dátum 2009 augusztus 27, 17:57
Ha valakinek el kell hozni németországból, franciaországból valamilyen gépet 1,5 t-ig, az keressen bátran!
Cím: Re:Hagyományos forgácsológépek
Írta: tjf0wf46d Dátum 2009 augusztus 27, 17:58
Írta: tjf0wf46d Dátum 2009 augusztus 27, 17:58
Ja, holnap is jön vissza kocsi németből, így ha valakinek kell sürgősen jelentkezzen! A többit e-mailban...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 27, 22:37
Írta: 000000000 Dátum 2009 augusztus 27, 22:37
BF20L lesz a választott....
Kiegészítőket néztem az ebayen.....
Itthon 3x annyi.....
De ha valaki tud itthon is hasonló árú helyet, vagy jól bevált kinti boltot, szóljon.
András
Kiegészítőket néztem az ebayen.....
Itthon 3x annyi.....
De ha valaki tud itthon is hasonló árú helyet, vagy jól bevált kinti boltot, szóljon.
András
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 27, 22:55
Írta: HJózsi Dátum 2009 augusztus 27, 22:55
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 28, 11:08
Írta: 000000000 Dátum 2009 augusztus 28, 11:08
Az MC2 és MK2 illetve az MC3 ill MK3 befogószár között van különbség?
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 28, 11:20
Írta: 4um5b65d Dátum 2009 augusztus 28, 11:20
Van linked ahol az MC2-ről írnak ?
Nekem valahogy ez nem ismerős :(
Nekem valahogy ez nem ismerős :(
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 augusztus 28, 11:54
Írta: 000000000 Dátum 2009 augusztus 28, 11:54
http://www.buitelaar.nl/comasy/templates/product.aspx?contentid=237&productid=3620
Itt MC3 van. Ugyanaz mint az MK3?
Gondolom nem.
Itt MC3 van. Ugyanaz mint az MK3?
Gondolom nem.
Cím: Re:Hagyományos forgácsológépek
Írta: 2vkx6unz Dátum 2009 augusztus 28, 12:23
Írta: 2vkx6unz Dátum 2009 augusztus 28, 12:23
Szerintem a kettő ugyan az csak másik nyelvi környezetben (Morse Kúp, Morse Kegel) vagy (Morse Cone) a 3-as meg a méret.
Bár én nem vagyok forgácsoló végzettségű
Bár én nem vagyok forgácsoló végzettségű
Cím: Re:Hagyományos forgácsológépek
Írta: 2vkx6unz Dátum 2009 augusztus 28, 12:25
Írta: 2vkx6unz Dátum 2009 augusztus 28, 12:25
Illetve angol területen még MT is lehet mint Morse Taper
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 augusztus 28, 12:52
Írta: 4um5b65d Dátum 2009 augusztus 28, 12:52
Na ez nekem is eszembe jutott, de valahogy nem találtam meg a "C" betűnek a megfelelőjét. (Cone,Conus)
Szinte 100 százalék, hogy igazad van a dologban.
Szinte 100 százalék, hogy igazad van a dologban.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 28, 14:27
Írta: HJózsi Dátum 2009 augusztus 28, 14:27
:) ugyanaz, csak ott hollandusul ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 augusztus 28, 14:29
Írta: HJózsi Dátum 2009 augusztus 28, 14:29
[#eljen] Bingó! [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 07, 23:46
Írta: HJózsi Dátum 2009 szeptember 07, 23:46
Kis lépés egy embernek, ...
és kis lépés az emberiségnek ... [#buck]
avagy, megtalpaltam a gépasztalom képregény, tele szabadalmakkal! ...[#nyes]
Emlékeztek? Erre tettem rá... egy raklapra... na hát az billeg... Aztán eszembe jutott Varsa Kami sámlija ... 40*80*3-as zártszelvény...

Megindult, pedig csak annyit mondtam: Mozdulj! ( és közben lassan tekertem a csörlőt...
[#nyes] )

Jól látható az egyik szabadalom, a "kézben tartott" surlódás ... (2 laminált padlólap + SAE90-es hajtóműolaj) mert ha pl. görgő lett volna helyette, még el is gurulhatott volna a gép a műhelyben ...

Na most mi lesz?

Kellett egy fogást venni a kitámasztással :

A szintezés 3 perc volt...

Közben megjött a minőségellenőr:

További képek ITT.
és kis lépés az emberiségnek ... [#buck]
avagy, megtalpaltam a gépasztalom képregény, tele szabadalmakkal! ...[#nyes]
Emlékeztek? Erre tettem rá... egy raklapra... na hát az billeg... Aztán eszembe jutott Varsa Kami sámlija ... 40*80*3-as zártszelvény...
Megindult, pedig csak annyit mondtam: Mozdulj! ( és közben lassan tekertem a csörlőt...
[#nyes] )
Jól látható az egyik szabadalom, a "kézben tartott" surlódás ... (2 laminált padlólap + SAE90-es hajtóműolaj) mert ha pl. görgő lett volna helyette, még el is gurulhatott volna a gép a műhelyben ...
Na most mi lesz?
Kellett egy fogást venni a kitámasztással :
A szintezés 3 perc volt...
Közben megjött a minőségellenőr:
További képek ITT.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 08, 06:48
Írta: 000000000 Dátum 2009 szeptember 08, 06:48
Frappáns megoldás, többet ésszel, mint erővel.
Kiváncsi vagyok a géppel végzett munkáidra!
Kiváncsi vagyok a géppel végzett munkáidra!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 08:28
Írta: HJózsi Dátum 2009 szeptember 08, 08:28
A csiga tartók már a géppel készültek, 12mm-es forgácstörős maró, 10mm fogásmélység 4 lépésben ( persze szélesíteni kellett)

Az egyik csigát is én dreháltam, kézből köszörült gyorsacél késsel... (még lehet gyakorolni .. :) )
Az egyik csigát is én dreháltam, kézből köszörült gyorsacél késsel... (még lehet gyakorolni .. :) )
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 10:48
Írta: HJózsi Dátum 2009 szeptember 08, 10:48
Az első próba ez a 44-es kulcs volt, a BT30 befogókhoz...

Nem lett valami szép ( egy krómozás ráférne ... [#nyes]) de pontos, a célnak tökéletesen megfelel ... :)
Nem lett valami szép ( egy krómozás ráférne ... [#nyes]) de pontos, a célnak tökéletesen megfelel ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 08, 20:36
Írta: 000000000 Dátum 2009 szeptember 08, 20:36
Ez a kollekció járt a géppel, vagy külön vetted meg?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 22:14
Írta: HJózsi Dátum 2009 szeptember 08, 22:14
Külön vettem, egy fórumtárstól, nemrég tette fel az adok-veszekbe... Talán még van belőlük, mert egy jól felszerszámozott cnc-géphez voltak és le lettek cserélve belső hűtésüre...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 22:33
Írta: bmejdz9nu Dátum 2009 szeptember 08, 22:33
Jaj.jaj.. Én is egy 36-os kulcsot martam fel... hogy meg tudjam fogni az SK30-ast..
Egyébként az SK30 megfogásához nincs kulcs... legalábis én nem találtam... pedig fontos lenne!
Egyébként az SK30 megfogásához nincs kulcs... legalábis én nem találtam... pedig fontos lenne!
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 22:39
Írta: ukcge40u Dátum 2009 szeptember 08, 22:39
Talán azért, mert...
Amikor ilyesmi gépen melóztam, csak a behúzószárhoz volt kulcs.
Amikor oldani kellett, átpattintottam áttételbe, egy rántás a kulcson, és már oldva is volt.
Ugyanez a rántás volt a szorításnál is, szintén áttételbe.
Nem kell oda akkora nyomaték. Egy sima kerékcsavarnyi nyomaték bőven elég. Nem tudom mennyi Nm konkrétan, de viccesen kevés.
Ezért nem adnak hozzá kulcsot. Mert nem kell.
Szerintem.
Amikor ilyesmi gépen melóztam, csak a behúzószárhoz volt kulcs.
Amikor oldani kellett, átpattintottam áttételbe, egy rántás a kulcson, és már oldva is volt.
Ugyanez a rántás volt a szorításnál is, szintén áttételbe.
Nem kell oda akkora nyomaték. Egy sima kerékcsavarnyi nyomaték bőven elég. Nem tudom mennyi Nm konkrétan, de viccesen kevés.
Ezért nem adnak hozzá kulcsot. Mert nem kell.
Szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 08, 22:40
Írta: 000000000 Dátum 2009 szeptember 08, 22:40
Ma kaptam ajánlatot 46mm-es kulcsra, az öszegre nem, csak a darabszámra emlékszem 12db-ot kellene megvenni!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 08, 22:43
Írta: 000000000 Dátum 2009 szeptember 08, 22:43
Egy 6 sebességes 400kg-os gépnél ez nem működik
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 22:47
Írta: HJózsi Dátum 2009 szeptember 08, 22:47
48-asnak mértem az orsón a két menesztőszárat ... még kell egy olyat is csinálnom ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:04
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:04
Sajnos kell, mert a behuzószár csavarodik... és a patronokból "kimászott" a befogatott szerszám... a motor fogása nem elegendő...
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:05
Írta: ukcge40u Dátum 2009 szeptember 08, 23:05
De igen, ha az áttétel jobbára fogaskerekes.
Szíjhajtásnál valóban bibi van.
Szíjhajtásnál valóban bibi van.
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:07
Írta: ukcge40u Dátum 2009 szeptember 08, 23:07
Úgy érted, kihúzta az anyag?
M12 a behúzószár?
Talán érdemesebb lenne valami fain, acélosabb anyagból megcsinálni, hogy ne csavarodjon.
Milyen hosszú a behúzószár, uszkve?
M12 a behúzószár?
Talán érdemesebb lenne valami fain, acélosabb anyagból megcsinálni, hogy ne csavarodjon.
Milyen hosszú a behúzószár, uszkve?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:07
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:07
Natur fogaskerekes az egész áttétel... semmi szíj... (Kami és HBM45)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:10
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:10
Ki ám... sajnos... egy kis bemaródás már van az asztalban :) akkor csináltam a kulcsot!
A behúzószár elég hosszú... azaz torzul... azaz nem lehet rá számítani! Kell az a kulcs!!!
Persze most már a fejeket azaz a kúpokat cserélem... azaz minden "kedvenc" szerszámom saját befogóval van...
A behúzószár elég hosszú... azaz torzul... azaz nem lehet rá számítani! Kell az a kulcs!!!
Persze most már a fejeket azaz a kúpokat cserélem... azaz minden "kedvenc" szerszámom saját befogóval van...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 23:12
Írta: HJózsi Dátum 2009 szeptember 08, 23:12
A patront nekem sem sikerült rendesen beszorítanom, muszáj volt ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:14
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:14
Ha látsz valahol ilyen kulcsot... írjál... valami nem túl brumedár kellene...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 23:17
Írta: HJózsi Dátum 2009 szeptember 08, 23:17
Az SK30 M12 ből csavarodot ki, amikor a patront akartál befogni, cserélni, nem torziós csavarodásra gondolt Péter...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 23:19
Írta: HJózsi Dátum 2009 szeptember 08, 23:19
A Gyáli piacon van egyenként is szerszám, nagyobb méretek is, talán hétvégén kinézek ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:25
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:25
Minden lehet kapni... csak ne 5 kilós legyen :) Mert ez nem vasúti sín csavar húzás :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 23:26
Írta: HJózsi Dátum 2009 szeptember 08, 23:26
Szerszámcserekor egy kis darab deszkát szoktam tenni az asztalra, vagy a munkadarabra a szerszám alá azóta, mióta egy kb 4eFt-os zsír új Perfor négyélű maróm egyik hegye hegye letört, mert lazításkor kicsúszott a patronból ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 08, 23:28
Írta: HJózsi Dátum 2009 szeptember 08, 23:28
Ez lehet, hogy pont a vasúti talpfa rögzítő csavarjának mérete ... :) Svejk talán le tudja checkkolni... akkor pedig nem lesz kicsi a kulcs ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:30
Írta: bmejdz9nu Dátum 2009 szeptember 08, 23:30
Ó.. Ezen már sírtam a BF20-nál is... amikor egy Hanita 6 élűm csapodott az asztalba és fog veszteséget szenvedett...[#falbav]
Ezért is jó a komplett SK csere... meglazít... megkopácsol... nem vesz ki.. nem esik ki... szerszám megmarad...:)
Mindenki a saját kárán tanul... Csak ne a legjobb és majd 20 ezres szerszámon kelett volna... (még oldalazni jó azért :)
Ezért is jó a komplett SK csere... meglazít... megkopácsol... nem vesz ki.. nem esik ki... szerszám megmarad...:)
Mindenki a saját kárán tanul... Csak ne a legjobb és majd 20 ezres szerszámon kelett volna... (még oldalazni jó azért :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:31
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:31
Ezt lehet nem értem... Miért tekeredik ki a behúzószár az SK30-ból ha marót cserél a patronban ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 08, 23:33
Írta: 000000000 Dátum 2009 szeptember 08, 23:33
Talan ezert nem lehet külön kulcsot kapni,ugy nez ki hogy a szerszamot nem a gepbe szerelik fel a befogoba!
link
link
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:36
Írta: ukcge40u Dátum 2009 szeptember 08, 23:36
Ezek, amiket leírtatok, nos, ez a tanulópénz.
Én ezt már több, mint 10 éve kifizettem...
Az ilyen trükköket muszály volt alakalmazni a maszeknál, ahol volt 10db maró (összesen), és dolgozzál.
Itt a német nem érti, hogy én miért vigyázok annyira a szerszámra (van másik), nem túrom neki katalógus szerint, meg megtiltottam(!) a főnöknek/tulajdonosnak, hogy a hosszú(90-120mm) hosszú szerszámaimat használja. Az csak aluhoz van, hiába keményfém, és nyolcélű. És csak én használhatom,másnak nem adom a kezébe.
Felfogta, bár nehezen.
A válság óta könnyebben megy neki is, a felfogás mert egy ilyen maró 2-3-400€.
Azóta hisz nekem, és ha fusizik, akkor megkérdezi, hogy esetleg ezzel lehet-e? Röhej.
Nálam úgy lemegy a 2-500db-os széria, hogy nem kell korrekciózni, mert úgy lövöm be a progit, hogy bírja nélkülem is (ti. néha nem én rakom a gépet)
Most megint jól kifényeztem magam, a fenébe is, azért sem törlöm vissza. Itt tényleg ez van.
Majd fényképelek a használatos szerszámaimról.[#kuss][#banplz]
Én ezt már több, mint 10 éve kifizettem...
Az ilyen trükköket muszály volt alakalmazni a maszeknál, ahol volt 10db maró (összesen), és dolgozzál.
Itt a német nem érti, hogy én miért vigyázok annyira a szerszámra (van másik), nem túrom neki katalógus szerint, meg megtiltottam(!) a főnöknek/tulajdonosnak, hogy a hosszú(90-120mm) hosszú szerszámaimat használja. Az csak aluhoz van, hiába keményfém, és nyolcélű. És csak én használhatom,másnak nem adom a kezébe.
Felfogta, bár nehezen.
A válság óta könnyebben megy neki is, a felfogás mert egy ilyen maró 2-3-400€.
Azóta hisz nekem, és ha fusizik, akkor megkérdezi, hogy esetleg ezzel lehet-e? Röhej.
Nálam úgy lemegy a 2-500db-os széria, hogy nem kell korrekciózni, mert úgy lövöm be a progit, hogy bírja nélkülem is (ti. néha nem én rakom a gépet)
Most megint jól kifényeztem magam, a fenébe is, azért sem törlöm vissza. Itt tényleg ez van.
Majd fényképelek a használatos szerszámaimról.[#kuss][#banplz]
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:37
Írta: ukcge40u Dátum 2009 szeptember 08, 23:37
Így van.
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:47
Írta: ukcge40u Dátum 2009 szeptember 08, 23:47
Hülyén is nézne ki, hogy beváltom a befogót,és teszek bele szerszámot.
Sajnos, a jó marós mellet a fain marógép mellett ott van egy állvány is, befogókkal teli, mindegyik bemért szerszámmal.
Berakod, beírod, hogy ez hányas szerszám, és GO.
Azért sajnos, mert a profizmus ebben az esetben is sokba kerül, ha a befogók árát nézem.
A tapasztalatom az, hogy 10-12 befogott szerszám nagyjából jó, ha van, kell belőle 2-3 fúrófej a fontosabb fúrókkal.
Szériánál kell a 15-20 készreszerelt befogó melótól függően, de például a 16-os nagyoló-simító, a 6-os nagyoló-simító mindig be van fogva, ez kapásból 4 db fix befogó.
A nagygépen nálam 10 állandó szerszámom van, amit soha nem veszek ki, csak cserélek, ha megrogyott. 42-es tárban elférnek.
De otthoni szintre is ajánlott a fontos szerszámokat befogóban tárolni(is). Ez minimum 4-5 db.
Sajnos, a jó marós mellet a fain marógép mellett ott van egy állvány is, befogókkal teli, mindegyik bemért szerszámmal.
Berakod, beírod, hogy ez hányas szerszám, és GO.
Azért sajnos, mert a profizmus ebben az esetben is sokba kerül, ha a befogók árát nézem.
A tapasztalatom az, hogy 10-12 befogott szerszám nagyjából jó, ha van, kell belőle 2-3 fúrófej a fontosabb fúrókkal.
Szériánál kell a 15-20 készreszerelt befogó melótól függően, de például a 16-os nagyoló-simító, a 6-os nagyoló-simító mindig be van fogva, ez kapásból 4 db fix befogó.
A nagygépen nálam 10 állandó szerszámom van, amit soha nem veszek ki, csak cserélek, ha megrogyott. 42-es tárban elférnek.
De otthoni szintre is ajánlott a fontos szerszámokat befogóban tárolni(is). Ez minimum 4-5 db.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 00:17
Írta: HJózsi Dátum 2009 szeptember 09, 00:17
Amíg nem volt ez a "mester" villás :) , nem tudtam mivel lefogni az orsót, ER anya lazításkor, hát ráfogtam a behúzószár anyára ... na akkor a behúzószár lazult, nem az ER anya ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 00:24
Írta: HJózsi Dátum 2009 szeptember 09, 00:24
Egész olcsó ... [#idiota] igen, hasonlóról én is hallottam, a HÓD-nál is kapható pl., hasonló áron, de valahogy ez kicsit macerásnak tűnik... A fúrótokmányt sem szerelem ki fúrócserekor alapon, csak patront akarok cserélni... amíg ilyen szerelő bakom nincs addig nem is marhatok ? ...
A nívódíjas villás megoldja! :)
A nívódíjas villás megoldja! :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 00:29
Írta: HJózsi Dátum 2009 szeptember 09, 00:29
Na akkor a 4eHuf-ért még ne is sírjak ... Péter 20eHuf...
Várjuk a képeket!
Ja,... na persze, ...Übung macht den Meister... ;)
Várjuk a képeket!
Ja,... na persze, ...Übung macht den Meister... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 00:31
Írta: HJózsi Dátum 2009 szeptember 09, 00:31
A mi masináink (még) kézihajtányosak, cnc-nél OK a szerelő bak...
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 09, 01:46
Írta: ukcge40u Dátum 2009 szeptember 09, 01:46
A képek meglesznek, meglátjuk mit tud a telefon makróban, mert az asszony lenyúlta a kedvenc családi gépem...
Meister meg akkor leszek, ha...
Bazz, erre most mit írjak?
A mestervizsgát már rég megcsinálhattam volna, csak az üzletvezetési dolgok nem mennek.
Tényleg, mikor leszek én igazi mester?
Mert van még mit tanulnom, az tény.
Nem körülöttem forog a világ, ezt nagyon sokszor hajlamos vagyok elfeledni, de ez is tény.
Az utóbbi 5 évben nem úgy váltottam munkahelyet, hogy kirúgtak, hanem én mentem el.
Egy satuval, meg egy lepukkant osztófejjel megcsinálok olyanokat, amit itt nem szokás, csak elkapattam a svábokat, és most már az.
Mitől lesz valaki Meister?
Szeretnék Meister lenni, ha már itt alapesetben kápó vagyok, auslander létemre..
Hilfe, bitte informacion.... :)
Meister meg akkor leszek, ha...
Bazz, erre most mit írjak?
A mestervizsgát már rég megcsinálhattam volna, csak az üzletvezetési dolgok nem mennek.
Tényleg, mikor leszek én igazi mester?
Mert van még mit tanulnom, az tény.
Nem körülöttem forog a világ, ezt nagyon sokszor hajlamos vagyok elfeledni, de ez is tény.
Az utóbbi 5 évben nem úgy váltottam munkahelyet, hogy kirúgtak, hanem én mentem el.
Egy satuval, meg egy lepukkant osztófejjel megcsinálok olyanokat, amit itt nem szokás, csak elkapattam a svábokat, és most már az.
Mitől lesz valaki Meister?
Szeretnék Meister lenni, ha már itt alapesetben kápó vagyok, auslander létemre..
Hilfe, bitte informacion.... :)
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 09, 01:47
Írta: ukcge40u Dátum 2009 szeptember 09, 01:47
Jah, csk eszembe jutott.
Mekkora kulcsnyílás is kell nektek, és milyen hosszú?
A talin megkapjátok. :)
Mekkora kulcsnyílás is kell nektek, és milyen hosszú?
A talin megkapjátok. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 09, 08:38
Írta: 4um5b65d Dátum 2009 szeptember 09, 08:38
Ja, hogy ezeket a gépeket nem lehet olyan kis áttételbe tenni, hogy ellentartson az anya lazításnak-húzásnak ?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 09:29
Írta: HJózsi Dátum 2009 szeptember 09, 09:29
Hát ezaz ... :( A legkisebb fordulat 75, ezen kipróbálom ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 09:32
Írta: HJózsi Dátum 2009 szeptember 09, 09:32
[#nyes][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 12:40
Írta: HJózsi Dátum 2009 szeptember 09, 12:40
Működik! 75-ös fordulatba kapcsolva, sebváltó L1, már fékez annyit a motor az áttételen keresztül, hogy kis rántással a végén meg lehet húzni és lazítani is ...
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 09, 16:31
Írta: ukcge40u Dátum 2009 szeptember 09, 16:31
Há' mondtam én... [#nyes][#nevetes2][#vigyor2][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 09, 18:06
Írta: HJózsi Dátum 2009 szeptember 09, 18:06
[#vigyor3]... már csak az a kérdés, hogy néz ki egy BT30-hoz az eredeti behúzószár, az M10-helyett és hogy beférne-e ... aztán egyszer még cnc-sítve lenne ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 09, 18:27
Írta: bmejdz9nu Dátum 2009 szeptember 09, 18:27
Persze erről a "szerkezetről" tudok... láttam már... de...
Ugyebár nekem már kb 20db különböző SK30 befogatóm van... de még kevés... mertugye ahány szerszám annyi kellene :)
Az ipari felhasználás (sorozatgyártás) és a hobbysta műhelye itt válik ketté...
Azaz a hobbystának van ideje szerszámokat ill. patronokat cserélgetni egy termelő cégnél ez idő kiesés... (= pénz)
Egyébként már csak a fix méretekben gyűjtöm az SK30-as befogatókat... Azaz pl. 8-as szerszához 8-ast.. és nem patronost...
Ugyebár nekem már kb 20db különböző SK30 befogatóm van... de még kevés... mertugye ahány szerszám annyi kellene :)
Az ipari felhasználás (sorozatgyártás) és a hobbysta műhelye itt válik ketté...
Azaz a hobbystának van ideje szerszámokat ill. patronokat cserélgetni egy termelő cégnél ez idő kiesés... (= pénz)
Egyébként már csak a fix méretekben gyűjtöm az SK30-as befogatókat... Azaz pl. 8-as szerszához 8-ast.. és nem patronost...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 09, 18:29
Írta: bmejdz9nu Dátum 2009 szeptember 09, 18:29
Nem lesz elég... a motort kis sebességbe (azaz kis átt.) kapcsolni... Nagyon figyeld a szerszámot... mert ha kimászik.... belemegy az asztalba...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 09, 22:31
Írta: 000000000 Dátum 2009 szeptember 09, 22:31
Már dolgozok egy levegős behúzón!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 11, 08:10
Írta: HJózsi Dátum 2009 szeptember 11, 08:10
A patron meghúzásához mindenképp kell a villás tegnap ismét bebizonyosodott... rezonancia -> kilazulás ... A behúzószár megszorításához lazításához tényleg elég L1 fokozatba kapcsolni...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 11, 08:15
Írta: bmejdz9nu Dátum 2009 szeptember 11, 08:15
A behúzószár nálam két kulcsos 19 és 17-es kell egyszerre - ellen... Aztán tök mindegy a fokozat :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 11:34
Írta: 4um5b65d Dátum 2009 szeptember 11, 11:34
Már akartam egyszer kérdezni... milyen patronoknál tapasztaljátok ezeket a kilazulásokat?
A régi típusú, csak egy fix méretet befogni tudóknál, vagy ezeknél az újabb, 2mm-ert átfogoknál ? Nekem a régiek vannak, de még sosem lazult fel egyik sem. Azoktól kérdezem akiknek újabb típus van... Nem fordulhat elő, hogy teszem azt egy 9-10 mm befogadására alkalmas patronnál mindig a kisebb , ezesetben a 9-es átmérő megfogásánál lazul fel ?
A régi típusú, csak egy fix méretet befogni tudóknál, vagy ezeknél az újabb, 2mm-ert átfogoknál ? Nekem a régiek vannak, de még sosem lazult fel egyik sem. Azoktól kérdezem akiknek újabb típus van... Nem fordulhat elő, hogy teszem azt egy 9-10 mm befogadására alkalmas patronnál mindig a kisebb , ezesetben a 9-es átmérő megfogásánál lazul fel ?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 15:19
Írta: svejk Dátum 2009 szeptember 11, 15:19
ER patronnál..
Nálam az 1/8-os a 4-3 patronba...
igen jól meg kell tépni, főleg a kinai patronokat/patrontartót valahogy nem olyan a felülete és nem csúszik benne rendesen a patron..
Pl. az ER32-höz kb. 150 mm hosszú körmöskulcs jár, úgy jó erőből meg kell húzni...
Nálam az 1/8-os a 4-3 patronba...
igen jól meg kell tépni, főleg a kinai patronokat/patrontartót valahogy nem olyan a felülete és nem csúszik benne rendesen a patron..
Pl. az ER32-höz kb. 150 mm hosszú körmöskulcs jár, úgy jó erőből meg kell húzni...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 15:29
Írta: 4um5b65d Dátum 2009 szeptember 11, 15:29
Van abban a patronbefogó hollandiban nyomcsapágy ?
Szerintem az lesz a gond...
Szerintem az lesz a gond...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 15:54
Írta: svejk Dátum 2009 szeptember 11, 15:54
Nincs egyikben sem..
Ez egy szabványos, az iparban nagyon kedvelt befogó. A fő kúp 8 fokos a hollandiban meg kb.30 fok.
Ez egy szabványos, az iparban nagyon kedvelt befogó. A fő kúp 8 fokos a hollandiban meg kb.30 fok.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 15:56
Írta: svejk Dátum 2009 szeptember 11, 15:56

Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2009 szeptember 11, 16:39
Írta: 4mjnxdwuu Dátum 2009 szeptember 11, 16:39
Nekem van olyan 30-as befogóm ( nagyfordulatú )aminek az ER-32-es hollandijának az első felében egy forgó betét van. Olyasmi lehet?
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2009 szeptember 11, 16:47
Írta: 4mjnxdwuu Dátum 2009 szeptember 11, 16:47
az előző neked szólt..
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 16:57
Írta: 4um5b65d Dátum 2009 szeptember 11, 16:57
Igen, pontosan.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2009 szeptember 11, 16:58
Írta: D.Laci Dátum 2009 szeptember 11, 16:58
Kis fordulatú patron befogók hollanderei nincs kiegyensulyozva.
A nagyfordulatú hollanderek kivannak egyensúlyozva. Ez onnan lehet tudni hogy a hollanderben a partonkihuzó gyürű fixen van benne, és a palástfelületen a körmös kulcs hornyai nem egy forma hosszúak.
Van olyan ami plusz tartalmaz egy önkiegyensúlyozó rész, na azt lézhetitek nyomcsapágynak.
A nagyfordulatú hollanderek kivannak egyensúlyozva. Ez onnan lehet tudni hogy a hollanderben a partonkihuzó gyürű fixen van benne, és a palástfelületen a körmös kulcs hornyai nem egy forma hosszúak.
Van olyan ami plusz tartalmaz egy önkiegyensúlyozó rész, na azt lézhetitek nyomcsapágynak.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 17:01
Írta: 4um5b65d Dátum 2009 szeptember 11, 17:01
Nem a patronra voltam kíváncsi hanem a hollandira. Abban kell hogy legyen egy leegyszerűsített formájú csapágy.
A csapágy külső gyűrűje maga a hollandi teste és van a belső gyűrűje ami meg a patron első, meredek kúpjával érintkezik. Ha nincs benne ez a forgó kúpos alkatrész akkor a húzásra szánt erő nagyon nagy százaléka a súrlódás leküzdésére megy el.
A csapágy külső gyűrűje maga a hollandi teste és van a belső gyűrűje ami meg a patron első, meredek kúpjával érintkezik. Ha nincs benne ez a forgó kúpos alkatrész akkor a húzásra szánt erő nagyon nagy százaléka a súrlódás leküzdésére megy el.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 17:02
Írta: 4um5b65d Dátum 2009 szeptember 11, 17:02
Dehogy.... A profi patronbefogókban egy csapágy van.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 18:56
Írta: svejk Dátum 2009 szeptember 11, 18:56
Láttam már 1-2 fajta ER befogót, a mezei hengeresszárútól az automata cserélős meredekkúposig, kinaitól nevesig,de olyat még nem.
No de hát sok mindent nem láttam még...
Mindenesetre paraszti logikával nem is látom célszerűnek mert annál könnyebben meg is lazulhat, mint amennyivel könnyebb meghúzni..
No de hát sok mindent nem láttam még...
Mindenesetre paraszti logikával nem is látom célszerűnek mert annál könnyebben meg is lazulhat, mint amennyivel könnyebb meghúzni..
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 19:41
Írta: 4um5b65d Dátum 2009 szeptember 11, 19:41
Lehet, hogy láttál már csapágyasat is csak nem tudtad hogy az csapágyas. Nem annyira szembetűnő dolog az....
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 19:43
Írta: 4um5b65d Dátum 2009 szeptember 11, 19:43
Logikázni lehet a dolgon, de nekem még meg nem lazult egyszer sem....
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 11, 19:56
Írta: ukcge40u Dátum 2009 szeptember 11, 19:56
Közben rájöttem, hogy ismerlek... [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 11, 20:20
Írta: 000000000 Dátum 2009 szeptember 11, 20:20
A hagyományos körmös kulcsal nehéz igazán jól meghúzni. (mod.)
Ezzel jobb és nem tud kiugrani.
Ezzel jobb és nem tud kiugrani.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 21:18
Írta: svejk Dátum 2009 szeptember 11, 21:18
Nekem sem lazult meg csak, nem húztam meg rendesen és a munkadarab "kihuzta" a patronból :)
Kétszer volt, azóta megtépem ..
Kétszer volt, azóta megtépem ..
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 21:27
Írta: 4um5b65d Dátum 2009 szeptember 11, 21:27
Azért ha egyszer olyanod lesz és megkívánsz egy golyókkal szerelt hollandit, ne tétovázz, próbáld ki. Utána térjünk vissza a témára... [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 22:01
Írta: svejk Dátum 2009 szeptember 11, 22:01
Ezek után tüzetesebben meg fogom őket vizslatni..
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2009 szeptember 11, 22:10
Írta: KoLa Dátum 2009 szeptember 11, 22:10
Én egy t-nút maróval jártam így - szörnyű mert nehéz észrevenni!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:15
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:15
Dehogy nehéz észrevenni.....Ha erőteljes , de rövid , törésszerű hangot ad a maró akkor megforgott..... :)
Ilyenkor ki kell venni és tenni bele egy újat, majd leülni a számítógép elé és megírni a fórumba, hogy mi történt... :)
Ilyenkor ki kell venni és tenni bele egy újat, majd leülni a számítógép elé és megírni a fórumba, hogy mi történt... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 22:16
Írta: svejk Dátum 2009 szeptember 11, 22:16
Csavart élű újjmaró aluba...mi a szösz van hogy ilyen nehezen megy? hirtelen elkopott? Á, biztos csak itt a végén jobban szorul a prizma...
Aztán kiderült már az asztalban jár 2mm mélyen :(
Aztán kiderült már az asztalban jár 2mm mélyen :(
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2009 szeptember 11, 22:24
Írta: KoLa Dátum 2009 szeptember 11, 22:24
Nem-nem - nem fordul meg hanem egy nagy menetemelkedés mentén csúszik kifelé - ez látszik a száron amikor kiveszem!
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:26
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:26
A patron kilépő élétől 5 mm-ert a maró szárán be kell alkoholos filctollal feketíteni, vagy keményfémnél festékbázisú filctollal "citromsárgítani" Akkor van esélyed észrevenni ha megjelenik a szerszám színe a patron kilépő élénél.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2009 szeptember 11, 22:29
Írta: KoLa Dátum 2009 szeptember 11, 22:29
[#taps]Bravó!!!
Én már olyat is elkövettem erre az esetre hogy az ujjmaró végére co-val rácsíptem egy pontot - kicsit megigazítottam köszörűn és átdugtam a patronon fentről lefelé és úgy húztam fel - nagyon bevált!!![#wow2]
Én már olyat is elkövettem erre az esetre hogy az ujjmaró végére co-val rácsíptem egy pontot - kicsit megigazítottam köszörűn és átdugtam a patronon fentről lefelé és úgy húztam fel - nagyon bevált!!![#wow2]
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 11, 22:31
Írta: ukcge40u Dátum 2009 szeptember 11, 22:31
Ezért jó a veldon, mert abban van rögzítőcsavar.
Persze, az sem baj, ha a meró szára is meg van lapolva, de a köszörű segíthet a problémán.
Keményfém marónál már gázosabb...
Persze, az sem baj, ha a meró szára is meg van lapolva, de a köszörű segíthet a problémán.
Keményfém marónál már gázosabb...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:35
Írta: 4um5b65d Dátum 2009 szeptember 11, 22:35
Jelentem én csak viccnek szántam a dolgot, mondván ha már törés hang van akkor el is eltört....
Egyébként nem tudom mi okozza a T horonynál ezt a kihúzást. Elméletileg nem lehetne ilyen akár keresztfogazású akár egyenes, hisz alul felül szimmetrikus terhelés van a szerszám élen ilyen esetben.
Egyébként nem tudom mi okozza a T horonynál ezt a kihúzást. Elméletileg nem lehetne ilyen akár keresztfogazású akár egyenes, hisz alul felül szimmetrikus terhelés van a szerszám élen ilyen esetben.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 11, 22:36
Írta: svejk Dátum 2009 szeptember 11, 22:36
Ilyeneken mindenki átesik, főleg a kezdő. Csak ugye ezekkel nem dicsekszünk henem kiönjük fémragasztóval az asztalban a horonyt :)
Egyébként talán éppen "gyűrűs" szárú maró volt.
De ugye egy kezdőnek "annyi mindenre" kell figyelni munka közben...
Egyébként talán éppen "gyűrűs" szárú maró volt.
De ugye egy kezdőnek "annyi mindenre" kell figyelni munka közben...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2009 szeptember 11, 22:56
Írta: KoLa Dátum 2009 szeptember 11, 22:56
Felül negatít élszög volt mert 30-as ujjmaróból köszörültem[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2009 szeptember 11, 22:58
Írta: ukcge40u Dátum 2009 szeptember 11, 22:58
Talán nem egyformán van megkopva alul-felül, és a relatíve nagy tolás miatt indul el.
A csavartaknál meg egyértelmű, hogy menetként műxik a maró, így kihúzódik.
A csavartaknál meg egyértelmű, hogy menetként műxik a maró, így kihúzódik.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 11, 23:12
Írta: HJózsi Dátum 2009 szeptember 11, 23:12
ER32 volt a befogó, 70 fokos fecskefarok maró...
3 * 400 mm tökéletes lett, 6,4mm mély (Z), a 4-iknél kb. a 300 mm-en felmászott kb. 3 mm-t. Az emulziótól persze nem vettem észre, viszont feltűnt, hogy kezd berezonálni, míg az előzőeknél nem.. 4+1 fogásból martam... Arra gondolok kezdett már kimenni az éle a marónak és a vibrációk során lazulhatott ki. Azt a fohászt amit akkor mondtam mikor észrevettem, inkább nem írom le ...
3 * 400 mm tökéletes lett, 6,4mm mély (Z), a 4-iknél kb. a 300 mm-en felmászott kb. 3 mm-t. Az emulziótól persze nem vettem észre, viszont feltűnt, hogy kezd berezonálni, míg az előzőeknél nem.. 4+1 fogásból martam... Arra gondolok kezdett már kimenni az éle a marónak és a vibrációk során lazulhatott ki. Azt a fohászt amit akkor mondtam mikor észrevettem, inkább nem írom le ...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 11, 23:13
Írta: 4um5b65d Dátum 2009 szeptember 11, 23:13
[#falbav]
Hát igen, így minden világos...[#vigyor3]
Hát igen, így minden világos...[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 00:02
Írta: HJózsi Dátum 2009 szeptember 12, 00:02




Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 00:48
Írta: HJózsi Dátum 2009 szeptember 12, 00:48
Mivel hirtelen vashiányom lett, a vak ló elszántságával kimentem a Vasló-ba, mert tudtam van egy rendszeres "beszállítójuk", gyanúsan márkás anyagvégekkel, mint pl. Böhler ...
Végül is találtam párat, ami elég lesz.


Ez a Böhler T552 Extra valami turbinalapát acél, ami igaz lehet, mert turbinalapátuk is voltak a kupacban ... 100Ft/kiló nem volt vészes ... :)
És hab a tortán, hogy épp egy 125-ös lakatos satura vadásztam a neten és megkérdeztem az egyik hegesztőt... kb fél óra várakozás után hozott egy jót a darus... :)

További képek ITT. Rozsda már nincs rajta azóta. 2eFt jattal együtt 6.5eFt volt az összes vas... Ezt most a félremarásnak köszönhetem ... [#buck][#vigyor2]
Végül is találtam párat, ami elég lesz.
Ez a Böhler T552 Extra valami turbinalapát acél, ami igaz lehet, mert turbinalapátuk is voltak a kupacban ... 100Ft/kiló nem volt vészes ... :)
És hab a tortán, hogy épp egy 125-ös lakatos satura vadásztam a neten és megkérdeztem az egyik hegesztőt... kb fél óra várakozás után hozott egy jót a darus... :)
További képek ITT. Rozsda már nincs rajta azóta. 2eFt jattal együtt 6.5eFt volt az összes vas... Ezt most a félremarásnak köszönhetem ... [#buck][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: 4mjnxdwuu Dátum 2009 szeptember 12, 00:55
Írta: 4mjnxdwuu Dátum 2009 szeptember 12, 00:55
[#integet2] A név nekem is ismerős volt, de biztos csak akkor lett számomra, mikor felraktad a bemérős képet. (a haj győzött meg... :-) )[#dumcsi]
Cím: Re:Hagyományos forgácsológépek
Írta: s5f8tmfv3 Dátum 2009 szeptember 12, 09:32
Írta: s5f8tmfv3 Dátum 2009 szeptember 12, 09:32
Nekem is ilyen van, szerintem nem tudod tönkretenni, van benne anyag rendesen.[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2009 szeptember 12, 15:41
Írta: sasi Dátum 2009 szeptember 12, 15:41
T552 EXTRA = emelt melegszilárdságú és melegszilárd acél, technológiai adatok: melegalakítás 850-1180 fok, lágyítás 690-700 fok, edzés: 1030-1070 hűtés olaj v. levegő, megeresztés 640-670 levegőn.
Magyar ekvivalens: X12CrNiMoV12-3
Magyar ekvivalens: X12CrNiMoV12-3
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2009 szeptember 12, 16:01
Írta: sasi Dátum 2009 szeptember 12, 16:01
Még egyet tudtam azonosítani, amin a Werkstoffnummer 2.4952, ez szintén Böhler, típusa szelepacél, jele L306 VMR, hazai megfelelője NcCr20TiAl, és SZ14.
Ha érdekel az adatlapja(i), elküldöm.
Ha érdekel az adatlapja(i), elküldöm.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2009 szeptember 12, 16:10
Írta: svejk Dátum 2009 szeptember 12, 16:10
Copyright, Sasi Lexikon :)))
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 12, 16:20
Írta: 4um5b65d Dátum 2009 szeptember 12, 16:20
Ez valami nemvasfém csoportba tartozó anyag.
A "NcCr20TiAl" -ben az Nc-vel nem stimmel valami. Az milyen összetevő ?
A "NcCr20TiAl" -ben az Nc-vel nem stimmel valami. Az milyen összetevő ?
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2009 szeptember 12, 16:32
Írta: sasi Dátum 2009 szeptember 12, 16:32
Az Nc-ben a "c" a gépelési tudásomat minősíti...
Helyesen NiCr20TiAl
Helyesen NiCr20TiAl
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 12, 16:36
Írta: bmejdz9nu Dátum 2009 szeptember 12, 16:36
A Gallo Winemaker's Seal, fehér és vörös a bécsi Metroban akciósan bruttó 2,4 Euro... :) Ha már Kaliforniai... (eredeti USA palackozás)
A vörös a jobb... :) szerintem :) www.gallo.com


A vörös a jobb... :) szerintem :) www.gallo.com
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2009 szeptember 12, 16:40
Írta: 4um5b65d Dátum 2009 szeptember 12, 16:40
Ja, az mindenkinél előfordul.... :)
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2009 szeptember 12, 16:42
Írta: sasi Dátum 2009 szeptember 12, 16:42
A baj az, hogy hiába olvasom vissza a leírt szöveget, úgyis azt fogom látni, amit le akartam írni…
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 21:25
Írta: HJózsi Dátum 2009 szeptember 12, 21:25
Na én is ebben bízom! :) Szerintem a tiedet láttam már nemrég itt a fórumon... Majd festés után is teszek fel képet.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 21:26
Írta: HJózsi Dátum 2009 szeptember 12, 21:26
Köszi az infót, küld légyszi az adatlapokat!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 21:27
Írta: HJózsi Dátum 2009 szeptember 12, 21:27
ez lemaradt ...[#wave][#worship][#worship][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 12, 21:31
Írta: HJózsi Dátum 2009 szeptember 12, 21:31
Tudtam, hogy lecsapsz rá! [#nyes] ezért tettem be a csendéletbe ... [#hawaii][#vigyor2] Ruby Cabernet, Lidli 419,-Ft ( = 1,50 € ) és egész jó ! ...
Na majd ha Bécsben járok, veszek kóstolót ...
Na majd ha Bécsben járok, veszek kóstolót ...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 13, 08:32
Írta: bmejdz9nu Dátum 2009 szeptember 13, 08:32
Már megijedtem, hogy TESCO gazdaságos Kaliforniait iszol...[#csodalk][#nevetes1]
Egyébként azok - a minimálisan már jó - amcsi borok amiket az USA-ban palackoztak..(nézd meg a hátulján az írást)
Az amcsik általában nem adják el "tartályhajóban" :) Mint pl. a chillei borosgazdák...
Egyébként azok - a minimálisan már jó - amcsi borok amiket az USA-ban palackoztak..(nézd meg a hátulján az írást)
Az amcsik általában nem adják el "tartályhajóban" :) Mint pl. a chillei borosgazdák...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 13, 09:14
Írta: HJózsi Dátum 2009 szeptember 13, 09:14
Ruby-ból a TESCO-ban vásárolt jobban ízlik, 100Ft-al drágább is ...
De a topiknál maradva, acélt martál már a KAMI-val?
De a topiknál maradva, acélt martál már a KAMI-val?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 13, 11:13
Írta: bmejdz9nu Dátum 2009 szeptember 13, 11:13
Az acélt nem szeretem... mert böknek a forgácsok :) Rozsdamentest martam... meg se kottyant neki :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 13, 11:15
Írta: HJózsi Dátum 2009 szeptember 13, 11:15
Én ecsettel söpröm le a forgácsot, úgy nem bök ... Próbáltad már ? [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 13, 11:29
Írta: bmejdz9nu Dátum 2009 szeptember 13, 11:29
Nekem meg mágneses seprűm is van :) De akkor se szeretem az acélt..
Ha lehet alu... nem korr. nem kell felületkezelni.. könnyebb... nem vetemedik! stb... szebb :) Szerintem.
Ha lehet alu... nem korr. nem kell felületkezelni.. könnyebb... nem vetemedik! stb... szebb :) Szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 13, 11:36
Írta: HJózsi Dátum 2009 szeptember 13, 11:36
Igazi hobbista vagy!!! [#nyes][#vigyor2][#buck]
Pedig az ám a kihívás ...[#vigyor3]
Pedig az ám a kihívás ...[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 13, 11:39
Írta: HJózsi Dátum 2009 szeptember 13, 11:39
A két anyag szerintem nem csereszabatos ... pl. ha egy eszterga késtartót aluból csinálsz, valószínű hamarabb lehervad ...[#ijedt][#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 13, 12:07
Írta: bmejdz9nu Dátum 2009 szeptember 13, 12:07
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 13, 12:10
Írta: HJózsi Dátum 2009 szeptember 13, 12:10
Esztergáltam... Egyébként akkor pl. a Merci gyárban nem úriemberek készítik a főtengelyt ... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 13, 12:39
Írta: bmejdz9nu Dátum 2009 szeptember 13, 12:39
Én a NASA-nak akarok beszállítója lenni nem egy kis Mercinek :)
Egyébként főtengelynek jó lehet az acél... mert - ha van olaj az autóba - akkor nem korrodál :)
Egyébként főtengelynek jó lehet az acél... mert - ha van olaj az autóba - akkor nem korrodál :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 16:18
Írta: 000000000 Dátum 2009 szeptember 19, 16:18
Előlap:

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 16:20
Írta: 000000000 Dátum 2009 szeptember 19, 16:20
hűtővízelosztóval kombinált fordulatszámjeladós digitális kijelző húzgálós ledes géplámpa.

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 17:13
Írta: 000000000 Dátum 2009 szeptember 19, 17:13

Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 szeptember 19, 17:20
Írta: s7manbs8 Dátum 2009 szeptember 19, 17:20
Csak nem akar menni ez a kép beszúrás ?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 19, 17:31
Írta: bmejdz9nu Dátum 2009 szeptember 19, 17:31
Jaj de le vagyok maradva a technikai fejlesztéssel :)
Gratula! Ez igen! Egy jó nagy felbontásút is linkelhetnél...(A képeket linknek tetted be...azért nem volt jó.)
Gratula! Ez igen! Egy jó nagy felbontásút is linkelhetnél...(A képeket linknek tetted be...azért nem volt jó.)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 18:53
Írta: 000000000 Dátum 2009 szeptember 19, 18:53
Köszi a javítást. (A méret már jó)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 18:59
Írta: 000000000 Dátum 2009 szeptember 19, 18:59
Köszönöm, készítek még egy-két képet, van még más érdekesség is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 19:26
Írta: 000000000 Dátum 2009 szeptember 19, 19:26
Nagyon klasszul megoldottad,a ledek hűtése is megoldott, ha szükség van led hűtésre egyáltalán.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 19, 19:29
Írta: bmejdz9nu Dátum 2009 szeptember 19, 19:29
Ezek a ledek.. szóval ... a forgó szerszámnál nem vibrálnak? Persze jó helyen van... de pont ezért...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 19, 20:56
Írta: 000000000 Dátum 2009 szeptember 19, 20:56
Nem vibrálnak. (nem forog a lámpa)
1,1 méter led szallagot tekertem fel. A maradékot az orsóház két szélére fogom felszerelni. Fúrni, vagy kis maróval dolgozni árnyékmentesen lehet. A kiegészítő ledekkel a
marófejnél is eltűnik az árnyék.(remélem)
A kékes fény még egy kicsit szokatlan, de ez volt polcon.
1,1 méter led szallagot tekertem fel. A maradékot az orsóház két szélére fogom felszerelni. Fúrni, vagy kis maróval dolgozni árnyékmentesen lehet. A kiegészítő ledekkel a
marófejnél is eltűnik az árnyék.(remélem)
A kékes fény még egy kicsit szokatlan, de ez volt polcon.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 20, 17:33
Írta: 000000000 Dátum 2009 szeptember 20, 17:33
Felkerültek a képek
http://cnctar.hobbycnc.hu/Autotec/
Következik:
Iskar np30 útmérő felszerelése
Szerszámbehúzó (levegős)
Főorsó rögzítő
golyósorsók
Előtolómotorok kézi vezérléssel.
CNC vezérlés a kézi vezérlés megtartásával! Ötleteket, tanácsokat várok!
(motor, vezérlőegység. Mit vegyek?)
http://cnctar.hobbycnc.hu/Autotec/
Következik:
Iskar np30 útmérő felszerelése
Szerszámbehúzó (levegős)
Főorsó rögzítő
golyósorsók
Előtolómotorok kézi vezérléssel.
CNC vezérlés a kézi vezérlés megtartásával! Ötleteket, tanácsokat várok!
(motor, vezérlőegység. Mit vegyek?)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 20, 20:30
Írta: HJózsi Dátum 2009 szeptember 20, 20:30
Itt van pár 5let... Projekte - Frasmaschinen Umbau ...
Az előlapodtól dobtam egy hátast ... :) Nagyon jó lett!!
Az előlapodtól dobtam egy hátast ... :) Nagyon jó lett!!
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 szeptember 20, 21:39
Írta: s7manbs8 Dátum 2009 szeptember 20, 21:39
Azt nézem, hogy ezek a németek könyveket is csinálnak a témában, létezik ilyesmi magyar nyelven is vajon ? Egy jó könyvből sokat lehet tanulni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 20, 22:15
Írta: 000000000 Dátum 2009 szeptember 20, 22:15
Köszi, igyekeztem
Azt már kiokoskodtam, hogy ellensúllyal elég lehet egy 9-12N-os motor a z tengelyhez. x-y-hoz is 9N látok mindenhol, de milyen legyen léptető vagy Dc?
Azt már kiokoskodtam, hogy ellensúllyal elég lehet egy 9-12N-os motor a z tengelyhez. x-y-hoz is 9N látok mindenhol, de milyen legyen léptető vagy Dc?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 21, 00:30
Írta: HJózsi Dátum 2009 szeptember 21, 00:30
Itt nem kellenek eszeveszett sebességek, áttételt alkalmazva léptetővel egyszerűbb a dolog + az áttételnek megfelelően kisebb motor is elég ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 szeptember 21, 00:37
Írta: HJózsi Dátum 2009 szeptember 21, 00:37
"Az egy jó nagy piac", hogy Varsát idézem ... ;) Ez inkább jövő idő kategória minálunk... Marad a fórum(unk) és a jó linkek + szótár ... De azért ez már így sem semmi .. ;)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2009 szeptember 24, 13:05
Írta: bmejdz9nu Dátum 2009 szeptember 24, 13:05


Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2009 szeptember 24, 15:28
Írta: s7manbs8 Dátum 2009 szeptember 24, 15:28
Én abban nem lennék biztos, hogy ez a jövő idő kategória, lehet, hogy múlt idő kategória, minden dolognak, egy népnek is van csúcspontja, utánna meg a lejtmenet és vége, ki tudja. A fórum az nem semmi, rengeteg minden van itt és nagyon jó.
Nekünk is azt kellene mgetanulnunk, hogy mi csak lógatjuk a ..szunkat és a nehezét meg jó messze ócsóér csináltatjuk meg mással, úgy lehet csak boldogulni. Csak mi mindig magunk akarunk feltalálni mindent, meg büszkék vagyunk a 6:3-ra , de sajnos, azt a 6:3-at nem 100 évben kellen egyszer produkálni, hanem folyamatosan.
Nekünk is azt kellene mgetanulnunk, hogy mi csak lógatjuk a ..szunkat és a nehezét meg jó messze ócsóér csináltatjuk meg mással, úgy lehet csak boldogulni. Csak mi mindig magunk akarunk feltalálni mindent, meg büszkék vagyunk a 6:3-ra , de sajnos, azt a 6:3-at nem 100 évben kellen egyszer produkálni, hanem folyamatosan.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 szeptember 24, 16:39
Írta: 000000000 Dátum 2009 szeptember 24, 16:39
Sajnos HBM-en orsót kell
cserélni egy komoly, nem légkulcsos szerszámbehúzóhoz.
Valami hasonlót szeretnék beépíteni
http://www.ame.com/line.cfm?id=spin-ott
cserélni egy komoly, nem légkulcsos szerszámbehúzóhoz.
Valami hasonlót szeretnék beépíteni
http://www.ame.com/line.cfm?id=spin-ott
Cím: Re:Hagyományos forgácsológépek
Írta: me3ua0a6 Dátum 2009 október 25, 09:49
Írta: me3ua0a6 Dátum 2009 október 25, 09:49
Üdv!
A témában kezdőként érdeklődnék. Milyen marómotorokat ajánlanátok, főleg fa-plexi gravírozáshoz, nyák kontúrmaráshoz-fúráshoz, később alu megmunkáláshoz.
Jelenleg ilyenem van itthon. (8000-30000rpm)
Köszönöm.
A témában kezdőként érdeklődnék. Milyen marómotorokat ajánlanátok, főleg fa-plexi gravírozáshoz, nyák kontúrmaráshoz-fúráshoz, később alu megmunkáláshoz.
Jelenleg ilyenem van itthon. (8000-30000rpm)
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2009 október 25, 10:57
Írta: besirkyjh Dátum 2009 október 25, 10:57
Üdv
Az attol is függ hogy mennyi pénzt szánsz rá .
Kezdetnek olvasd el a " Megmunkálo maromotorok....." és a "Brushless maromotor ....." nevü két topick-ot
az utobbi most van folyamatba és a talira lessz is valami belöle .
Az attol is függ hogy mennyi pénzt szánsz rá .
Kezdetnek olvasd el a " Megmunkálo maromotorok....." és a "Brushless maromotor ....." nevü két topick-ot
az utobbi most van folyamatba és a talira lessz is valami belöle .
Cím: Re:Hagyományos forgácsológépek
Írta: me3ua0a6 Dátum 2009 október 25, 12:57
Írta: me3ua0a6 Dátum 2009 október 25, 12:57
Köszönöm!
Természetesen most elvagyok az általam linkelt géppel, tanulásra bőven jó lesz. Brushless témát követem, de modellezésből ismerem ezeket a motorokat (jó, persze nem a 60ezer ft-s kategóriát), és tudom hogy gyakran kell cserélgetni, hiszen pont arra tervezték őket, hogy vegye az ember, na meg törje.
Árban... idővel el jön az az idő, amikor egy 40ezreset is meg kell venni...mert muszáj. Épp erre keresek infót.
Köszi, most akkor újra olvasgatok picit :P
Természetesen most elvagyok az általam linkelt géppel, tanulásra bőven jó lesz. Brushless témát követem, de modellezésből ismerem ezeket a motorokat (jó, persze nem a 60ezer ft-s kategóriát), és tudom hogy gyakran kell cserélgetni, hiszen pont arra tervezték őket, hogy vegye az ember, na meg törje.
Árban... idővel el jön az az idő, amikor egy 40ezreset is meg kell venni...mert muszáj. Épp erre keresek infót.
Köszi, most akkor újra olvasgatok picit :P
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2009 október 25, 13:49
Írta: besirkyjh Dátum 2009 október 25, 13:49
Látod látod csak nem olvastad el .
A brushless kizárva , a topick név második része az érdekes .Egy pár napja indult projekt elég jol halad és a talira már lessz is belöle .
Megfizethetö árban , szerintem az akategoria amit keresel,olvasd vissza " közepes teljesitményü maromotor mint cél "
Jo kutatást . Találsz böven jobbnál jobbak vannak itt .
A brushless kizárva , a topick név második része az érdekes .Egy pár napja indult projekt elég jol halad és a talira már lessz is belöle .
Megfizethetö árban , szerintem az akategoria amit keresel,olvasd vissza " közepes teljesitményü maromotor mint cél "
Jo kutatást . Találsz böven jobbnál jobbak vannak itt .
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2009 október 27, 19:52
Írta: HJózsi Dátum 2009 október 27, 19:52
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2009 december 27, 19:43
Írta: j99i206if Dátum 2009 december 27, 19:43
Tegnap vettem egy Einhell MBF 550-et elég jó áron sikerült, a mostani bolti ár feléért. Mondhatni zsír új. Apró lomokat farigcsálni modellekhez, ilyesmihez jó lesz, az esztergán történő cigánykodásnál mindenképp jobb, a nagyobb dolgokhoz meg előbb utóbb lesz nagy gép. A konstrukció azért hagy némi kivánnivalót maga után. Vannak igénytelen megoldások, sok mindent kenni se lehet csak szétszedett állapotban. A legnagyobb állatság a 0,75-ös emelkedésű mozgató orsó. A nóniusz beosztás is ennek megfelelő.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 december 27, 20:12
Írta: Teaway Dátum 2009 december 27, 20:12
Jól értem, hogy 1 fordulat 0,75mm??
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2009 december 27, 20:36
Írta: pa0n9mw Dátum 2009 december 27, 20:36
Üdv
Nem, a skála beosztása megy 75 ig, egy osztás 0.02 mm mert 1.5 mm az orsó menetemelkedése.
Szerintem nincs azzal semmi gond, meg kell szokni
végyé
Nem, a skála beosztása megy 75 ig, egy osztás 0.02 mm mert 1.5 mm az orsó menetemelkedése.
Szerintem nincs azzal semmi gond, meg kell szokni
végyé
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2009 december 27, 21:23
Írta: j99i206if Dátum 2009 december 27, 21:23
Az lehet látod. A skála megláttán kezdtem el csodálkozni. De én is úgy voltam vele hogy biztos megszokható. Még csak egy-két próba marást csináltam mert nem nagyon vannak szerszámok, leszoritók, satu, stb.
Cím: Re:Hagyományos forgácsológépek
Írta: 6fabbzvm Dátum 2009 december 27, 22:51
Írta: 6fabbzvm Dátum 2009 december 27, 22:51
Grat. a masinához! [#eljen] Ha esetleg fejleszteni akarod a jövőben ITT érdemes körül nézned! üdv. [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 december 28, 01:00
Írta: 000000000 Dátum 2009 december 28, 01:00
Sziasztok,
Itt is megemlítem, hogy full kezdő vagyok (leszek talán), úgyhogy előre is bocs ha hülyeséget kérdezek.... Tervezem egy BF20 (vagy BF16, esetleg x2, X3) megvásárlását. (nem termelésre, kisérleti dolgok, prototípusok barkácsolásához, egy kis műszerészesztergával együtt..). Szóval a kérdésem az, hogy az előbb említett marógépekkel tudok-e pl egy csapágyfészket marni egy vizszintesen befogott alutömbbe különösebb plusz beruházás nélkül? (persze nyilván a megfelelő szerszámokat meg kell venni, de kell-e hozzá pl "CNC-síteni" stb...?) (szóval, hogyha egy olyan "furatot" kell készítsek ami nem pont "fúróvastagság", akkor azt meg tudom-e csinálni ezekkel, s ha igen hogyan? (kérlek titeket lehetőleg laikusként is érhető mondatokat használjatok... aztán majd csak beletanulok...)
Igazából az nem tiszta, hogy egy ilyen "marógép" a mozgatható fej és mozgatható asztalon kívül több még valamiben mint egy "oszlopos fúrógép"?
Segítségéteket előre is köszönöm!
Itt is megemlítem, hogy full kezdő vagyok (leszek talán), úgyhogy előre is bocs ha hülyeséget kérdezek.... Tervezem egy BF20 (vagy BF16, esetleg x2, X3) megvásárlását. (nem termelésre, kisérleti dolgok, prototípusok barkácsolásához, egy kis műszerészesztergával együtt..). Szóval a kérdésem az, hogy az előbb említett marógépekkel tudok-e pl egy csapágyfészket marni egy vizszintesen befogott alutömbbe különösebb plusz beruházás nélkül? (persze nyilván a megfelelő szerszámokat meg kell venni, de kell-e hozzá pl "CNC-síteni" stb...?) (szóval, hogyha egy olyan "furatot" kell készítsek ami nem pont "fúróvastagság", akkor azt meg tudom-e csinálni ezekkel, s ha igen hogyan? (kérlek titeket lehetőleg laikusként is érhető mondatokat használjatok... aztán majd csak beletanulok...)
Igazából az nem tiszta, hogy egy ilyen "marógép" a mozgatható fej és mozgatható asztalon kívül több még valamiben mint egy "oszlopos fúrógép"?
Segítségéteket előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2009 december 28, 08:40
Írta: besirkyjh Dátum 2009 december 28, 08:40
Szia
Elvileg lehetséges , vannak olyan szeszámok amiknek az átméröje állithato ( egy élet mü dolgozni velük ) egy csapágy furat készités nem gond vele de kettö vagy három esetleg párban na az már munka .
Sokkal egyszerübb ha "CNC"sited .Van a forumon pár emberkének ilyen masinája , eyrésze mint CNC dolgozik .
Ök tudnak sgiteni benne .Olvasd végig ezt a topick-ot azis nagy segitség lessz .
[#nezze]
Elvileg lehetséges , vannak olyan szeszámok amiknek az átméröje állithato ( egy élet mü dolgozni velük ) egy csapágy furat készités nem gond vele de kettö vagy három esetleg párban na az már munka .
Sokkal egyszerübb ha "CNC"sited .Van a forumon pár emberkének ilyen masinája , eyrésze mint CNC dolgozik .
Ök tudnak sgiteni benne .Olvasd végig ezt a topick-ot azis nagy segitség lessz .
[#nezze]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2009 december 28, 10:26
Írta: 000000000 Dátum 2009 december 28, 10:26
Egy kiesztergáló fejjel bármekkora csapágyfészket meg tudsz csinálni. Varsának volt a múltkor eladó, kérdezzél rá mailben!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2009 december 28, 13:31
Írta: Teaway Dátum 2009 december 28, 13:31
Várj, még a gép sincs meg...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 03, 18:31
Írta: 000000000 Dátum 2010 január 03, 18:31
Most találtam, egy igazi univerzális gép.
ügyes
ügyes
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 03, 18:41
Írta: 000000000 Dátum 2010 január 03, 18:41
patent....tetszik,h "multi" meg lot of kiegészítők, de az a "hanyatteszterga".....még hogy a tokmányyal add az előtolást és ráadásul hol van a kézikereke?!?!?!?azt megszokni nem semmi lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 03, 19:01
Írta: 000000000 Dátum 2010 január 03, 19:01
Fúráshoz jó lehet, ha valaki nem szereti tekergetni a szernyerget.
A késtartónak megvan a x-y mozgása!
A késtartónak megvan a x-y mozgása!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 04, 10:09
Írta: 000000000 Dátum 2010 január 04, 10:09
minden mozgás megvan és nagyon baba konstrukció, de kérdezem én ki az az esztergályos, aki úgy szeret fúrni,h nem tekergeti a szegnyerget??????
Mindennek tetejében ez a gép felrúg/vagy éppen áthidal némi "szabályt" a forgácsolás elméletben.Értem ezalatt,h anno nekem úgy tanították a dolgokat,h 2 fő csoportba oszthatóak az anyagleválasztással alakítást végző szerszámgépek.1 a munkadarab végzi a főmozgást/forog/ és a szerszám a mellékmozgást 2:ennek az ellentéte......Na mármost ennél a gépnél ebben az esetben minden mozgást a munkadarab végez.....ami persze nem feltétlen baj leszámítva két dolgot:
1.nincsen benne a tankönyvekbe
2.a mozgó tokmánynál a kinyúlás mértékével nő a körülfutási pontatlanság /kihajlás/
Mindennek tetejében ez a gép felrúg/vagy éppen áthidal némi "szabályt" a forgácsolás elméletben.Értem ezalatt,h anno nekem úgy tanították a dolgokat,h 2 fő csoportba oszthatóak az anyagleválasztással alakítást végző szerszámgépek.1 a munkadarab végzi a főmozgást/forog/ és a szerszám a mellékmozgást 2:ennek az ellentéte......Na mármost ennél a gépnél ebben az esetben minden mozgást a munkadarab végez.....ami persze nem feltétlen baj leszámítva két dolgot:
1.nincsen benne a tankönyvekbe
2.a mozgó tokmánynál a kinyúlás mértékével nő a körülfutási pontatlanság /kihajlás/
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 15, 13:43
Írta: Farkas Ádám Dátum 2010 január 15, 13:43
Nemrégiben megérkezett hozzám is egy ilyen HBM 45 masinéria. Hálás KÖSZÖNET HJózsi barátomnak [#worship][#worship]. Sajnos ki nem fizette helyettem, de segített a beszerzésben. Azóta nem volt időm képet feltenni róla, de most itt van néhány:





Szerencsére mára már benőtte a forgács:

Minden hobbystának minimum ilyen gépet kívánok. Tudom hogy nem olcsó, de ha belegondolunk karácsony körül az emberek plazmatévékért futkostak a boltba, hát ez a gép két plazmatévé ára, de sokkal hasznosabb.... [#buck][#buck] (persze az asszony nem így gondolja.
Nagyon profin volt csomagolva, ha valakit érdekel megkeresem a képeket...
Szerencsére mára már benőtte a forgács:
Minden hobbystának minimum ilyen gépet kívánok. Tudom hogy nem olcsó, de ha belegondolunk karácsony körül az emberek plazmatévékért futkostak a boltba, hát ez a gép két plazmatévé ára, de sokkal hasznosabb.... [#buck][#buck] (persze az asszony nem így gondolja.
Nagyon profin volt csomagolva, ha valakit érdekel megkeresem a képeket...
Cím: Re:Hagyományos forgácsológépek
Írta: 43pbwjg8s Dátum 2010 január 15, 13:45
Írta: 43pbwjg8s Dátum 2010 január 15, 13:45
A BF20-ad megmaradt még?
Ki az a srác a cucc mellett? :)
Ki az a srác a cucc mellett? :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 15, 14:00
Írta: Farkas Ádám Dátum 2010 január 15, 14:00
Melyik a "nyúlon túl?" A BF20 is megvan azóta pihen.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 január 15, 14:24
Írta: Teaway Dátum 2010 január 15, 14:24
Nagyon szép, végre nem ződ! :D
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 15, 18:03
Írta: Farkas Ádám Dátum 2010 január 15, 18:03
Köszönöm! Egy hibát azért találtam benne: nincs benne digitális tolómérő. (de már rendeltem hozzá)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 15, 18:47
Írta: 000000000 Dátum 2010 január 15, 18:47
Már csak CNC-síteni kell és míg a gép dolgozik, Te billiárdozol[#crazya]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 15, 19:11
Írta: 000000000 Dátum 2010 január 15, 19:11
Egy ötlet a tolómérőhöz
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 január 15, 19:34
Írta: HJózsi Dátum 2010 január 15, 19:34
Klassz helyet kapott! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 15, 19:39
Írta: Farkas Ádám Dátum 2010 január 15, 19:39
Láttam ezt... nagyon szép munka. Ha jól látom oldalra megszélesítetted? csak a tolómérő miatt? Szerintem befér a gépbe is.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 15, 19:44
Írta: Farkas Ádám Dátum 2010 január 15, 19:44
A biliárdszoba is műhelyé alakul :( az asztal kikerül a hóra. Aztán rendelem nálad a többi gépet. ;) A gép egyébként le van fúrva. Nem mozog nem zörög a dobozt sem kell betonnal kiönteni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 15, 19:46
Írta: 000000000 Dátum 2010 január 15, 19:46
Sajnos nem fér bele, ha leveszed az előlapot meglátod miért.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 16, 14:12
Írta: 000000000 Dátum 2010 január 16, 14:12
Gratulálok Ádám a gépedhez, használd nagyon sokáig gond nélkül. Fogod-e CNC.síteni?
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 18, 15:50
Írta: Farkas Ádám Dátum 2010 január 18, 15:50
Köszönöm, nem akarom bántani, max egy előtoló motort rakok rá... Van egy "nagy" CNC gépem amivel alut vagdosok (igaz nem publikáltam) de ez a HBM megmarad manuálisnak. (mert akkor hol marad az élvezet)
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2010 január 18, 17:50
Írta: 2nbj3n5m Dátum 2010 január 18, 17:50
Ádám arra a szép falra rakjál valamit.
mert kár lenne érte.
Janko
mert kár lenne érte.
Janko
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 18, 18:16
Írta: 000000000 Dátum 2010 január 18, 18:16
Egy pár képet rakhatnál fel a "NagyCNC"-ről!
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 18, 18:26
Írta: Farkas Ádám Dátum 2010 január 18, 18:26
csempézni fogom a falat... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 január 18, 18:31
Írta: Farkas Ádám Dátum 2010 január 18, 18:31
A "nagy" kb. egy éve üzemben van már de nincsen befejezve, azért nem teszek képeket. Csak szégyenkeznék.. A vezetékek csak lógnak a vezérlőkig, nincsen kész a főorsó vízhűtése... egy két alkatrész...
Cím: Re:Hagyományos forgácsológépek
Írta: uzahitefr Dátum 2010 január 21, 21:20
Írta: uzahitefr Dátum 2010 január 21, 21:20
sziasztok. Nincs véletlenül valakinek me 250 es marógépről elektromos rajza????
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2010 január 21, 21:35
Írta: Robika37 Dátum 2010 január 21, 21:35
Üdv az Uraknak esetleg MF-1000 vagy ME-1000 gépköny nem lenne valaki birtokában, némi anyagi ellenszolgáltatásért....
Köszönöm előre is : Robika
Köszönöm előre is : Robika
Cím: Re:Hagyományos forgácsológépek
Írta: zczzn9622 Dátum 2010 január 21, 21:56
Írta: zczzn9622 Dátum 2010 január 21, 21:56
Strigon ME 250-ről van gépkönyv ha érdekel drótpostán írj.
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2010 január 22, 19:16
Írta: Miki2 Dátum 2010 január 22, 19:16
Szervusz Jano!
Igaz, nem nekem ajánlottad fel, De ha el tudnád küldeni, megköszönném.
Üdv.
Igaz, nem nekem ajánlottad fel, De ha el tudnád küldeni, megköszönném.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2010 január 22, 22:55
Írta: nffab2gnr Dátum 2010 január 22, 22:55
ME-1000 gépkönyv van.Irj e-mailt ha érdekel.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2010 január 23, 09:01
Írta: Robika37 Dátum 2010 január 23, 09:01
Küldtem e-mailt-t
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2010 január 23, 12:12
Írta: hostya Dátum 2010 január 23, 12:12
Komplett gépkönyv engem is érdekelne...
De ha ez neked segítség, akkor a gépkönyv néhány rajzi mellékletét megtalálod az ftp-s mappámban.
De ha ez neked segítség, akkor a gépkönyv néhány rajzi mellékletét megtalálod az ftp-s mappámban.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2010 január 23, 13:16
Írta: Robika37 Dátum 2010 január 23, 13:16
Köszi !! Már ez is nagy segítség[#worship][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2010 január 23, 13:26
Írta: 35kpazcgr Dátum 2010 január 23, 13:26
Esetleg MU-1000-es marógép gépkönyve valakinek?
Cím: Re:Hagyományos forgácsológépek
Írta: zczzn9622 Dátum 2010 január 23, 16:12
Írta: zczzn9622 Dátum 2010 január 23, 16:12
Engem érdekelne Cserealapnak van E400 MVE ME250 ha érdekel. Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2010 január 23, 18:12
Írta: hostya Dátum 2010 január 23, 18:12
Most ezt a MU-1000-es gépkönyvet kéred, vagy felajánlod..??
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2010 január 23, 19:08
Írta: nffab2gnr Dátum 2010 január 23, 19:08
Robika37 mail ment
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 31, 10:46
Írta: 000000000 Dátum 2010 január 31, 10:46
Sziasztok
Szerintetek melyiket érdemesebb megvenni?:
OPTIMUM BF20 vagy HBM BF 25 utóbbi olcsóbb és a teljesítménye is nagyobb.
Szerintetek melyiket érdemesebb megvenni?:
OPTIMUM BF20 vagy HBM BF 25 utóbbi olcsóbb és a teljesítménye is nagyobb.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 31, 12:41
Írta: 000000000 Dátum 2010 január 31, 12:41
Tudomásom szerint apró részletektől eltekintve egyforma a két gép, úgyhogy az olcsóbbat /az Optimummal sajnos nagyon elszaladt a ló,ami az áraikat illeti/,de én a helyedben mindenképp a nagyobb keresztasztalos típust venném! BF20L vagy BF25L...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 január 31, 12:50
Írta: 000000000 Dátum 2010 január 31, 12:50
...egyforma a teljesítményük (bf20-850w, bf25-800w).....a különbözetből meg megveszed Pétertől a megmaradt gépsatuját meg veszel egy ER32-es befogót+patronok
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 01, 09:55
Írta: bmejdz9nu Dátum 2010 február 01, 09:55
Valaki tudja? (nem találom a leeresztőt :)
Hol kell a főorsó hajtómű olajat le ereszteni a Kami, HBM marógépeknél? Vagy a fejet félre borítani... nincs más megoldás?
Hol kell a főorsó hajtómű olajat le ereszteni a Kami, HBM marógépeknél? Vagy a fejet félre borítani... nincs más megoldás?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 01, 11:17
Írta: 000000000 Dátum 2010 február 01, 11:17
...több mint valószinű, de az is,h nem olajfürdős, hanem csak zsírzani kell.Amit meg úgy csinálsz,h fejet eldönteni stb.stb.stb.....merthát gondolkodjunk logikusan, ha a fej eldöntésével lehet csaj olajat cserélni, akkor az azt jelenti,h a leeresztőnek oldalt kell lennie /fej eldöl és így lesz a leeresztő a legalacsonyabb pont/, amit látnod kell anélkül is,h elbillentenéd a fejet...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 01, 12:03
Írta: bmejdz9nu Dátum 2010 február 01, 12:03
Tetején - kissé oldalán van egy nyítható csavar... fura de mást nem tudok elképzelni... vagy 3-5 liter lehet benne :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 01, 12:23
Írta: HJózsi Dátum 2010 február 01, 12:23
Az lesz az, "Oil filler plug" a gépkönyvben ... egy vékony műanyagcsővel talán billentés nélkül is megy... újratöltés ugyanott, a kijelzőablak feléig.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 01, 22:21
Írta: bmejdz9nu Dátum 2010 február 01, 22:21
Kami olajcsere... és hajtóműház ellenőrzés... Kínai gyártás minőségi korrekciók - még időben...
1. Motor levesz.
2. Hajtómű ház csavarok kivesz.
3. Hajtómű kiemel.
4. Fej félredönt, olaj flaskával kiszív és töröl...(vödör lukas - megfagyott azért, olajtörlés, szopás :)
5. Hajtómű várható szétesés elemzése :)
6. működés megismerése :) Megdöbbenés :) Megszeretés :)
7. Az ityegő-lötyögő fogas kerekekben a reteszek min. 0.3mm-es illesztésének a csodálása :)
8. Benzines mosás.
9. A reteszek és feleslegesen lötyögő csapágyak ragasztása Loctite 638-al...
10. Hajtómű vissza emelése az észbontó megoldású mechanikus seb váltó karok helyzetbe hozása... sziloplasztos tömítés kialakítása.
11. Teszt - szárazon... Olajfeltöltés holnap... kössön még a ragasztó mert nagyok voltak az illesztetlenség hibái :)
12. spéci lesz.. :) de kínai marad :) Nem csináltam képeket... mindenkinek jobb így :)
1. Motor levesz.
2. Hajtómű ház csavarok kivesz.
3. Hajtómű kiemel.
4. Fej félredönt, olaj flaskával kiszív és töröl...(vödör lukas - megfagyott azért, olajtörlés, szopás :)
5. Hajtómű várható szétesés elemzése :)
6. működés megismerése :) Megdöbbenés :) Megszeretés :)
7. Az ityegő-lötyögő fogas kerekekben a reteszek min. 0.3mm-es illesztésének a csodálása :)
8. Benzines mosás.
9. A reteszek és feleslegesen lötyögő csapágyak ragasztása Loctite 638-al...
10. Hajtómű vissza emelése az észbontó megoldású mechanikus seb váltó karok helyzetbe hozása... sziloplasztos tömítés kialakítása.
11. Teszt - szárazon... Olajfeltöltés holnap... kössön még a ragasztó mert nagyok voltak az illesztetlenség hibái :)
12. spéci lesz.. :) de kínai marad :) Nem csináltam képeket... mindenkinek jobb így :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 01, 22:34
Írta: 000000000 Dátum 2010 február 01, 22:34
Nem csináltam képeket... mindenkinek jobb így :)
LOCSECS! Mert volna jobb?
(vödör lukas - megfagyott azért, olajtörlés, szopás :)
(A szopast azt megneztük volna ha nem mas)
LOCSECS! Mert volna jobb?
(vödör lukas - megfagyott azért, olajtörlés, szopás :)
(A szopast azt megneztük volna ha nem mas)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 01, 23:19
Írta: 000000000 Dátum 2010 február 01, 23:19
a Loctite 638 nem csak max 0.1 tizedig tud hézagot kitölteni ugy,h jo is legyen???
.....amugy meg ha pontosak lennének az illesztések nem kéne olajfürdő [#nyes][#nyes][#nyes]....csak egy kis litiumos zsír és hadszóljon...
.....amugy meg ha pontosak lennének az illesztések nem kéne olajfürdő [#nyes][#nyes][#nyes]....csak egy kis litiumos zsír és hadszóljon...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 február 01, 23:38
Írta: 4um5b65d Dátum 2010 február 01, 23:38
Jut eszembe az egyik kuncsaftom olajos története.
Régebben sokat esztergáltam neki, pedig volt neki egy kis házi készítésű esztergája, de az eléggé alapfokú volt. Gondolta vesz egy nagyobbat. 450.000 HUF-ot elköltött egy vadi új kínai gépre.
Pár hónap után megszorult a főorsója , napi 10-20 perc munka eredményeként. Megnézte az olajszint ellenőrző ablakot és látja, hogy olaj van benne, pont annyi amennyi az előírt szint. Szétdobja a főorsó házat és belül csont száraz az egész cucc.
A balfasz kínaiak úgy helyezték el az olajszint jelző ablakot, ha kifolyik az összes olaj az ablaknál akkor is telit mutat. Olyan volt mit egy pohár. Az ablakból nem tud elfolyni az olaj. Azt hittem berosszok mikor mesélte.
Azóta már rájött, hogy az egész egy nagy trágya. A hossz szán függőleges hézagolását több réteg papírcsíkkal oldották meg. Sorban törnek el benne a műanyag fogaskerekek. stb stb...
Azóta is sokat jár hozzám, mint a régi szép időkben... :))))
Régebben sokat esztergáltam neki, pedig volt neki egy kis házi készítésű esztergája, de az eléggé alapfokú volt. Gondolta vesz egy nagyobbat. 450.000 HUF-ot elköltött egy vadi új kínai gépre.
Pár hónap után megszorult a főorsója , napi 10-20 perc munka eredményeként. Megnézte az olajszint ellenőrző ablakot és látja, hogy olaj van benne, pont annyi amennyi az előírt szint. Szétdobja a főorsó házat és belül csont száraz az egész cucc.
A balfasz kínaiak úgy helyezték el az olajszint jelző ablakot, ha kifolyik az összes olaj az ablaknál akkor is telit mutat. Olyan volt mit egy pohár. Az ablakból nem tud elfolyni az olaj. Azt hittem berosszok mikor mesélte.
Azóta már rájött, hogy az egész egy nagy trágya. A hossz szán függőleges hézagolását több réteg papírcsíkkal oldották meg. Sorban törnek el benne a műanyag fogaskerekek. stb stb...
Azóta is sokat jár hozzám, mint a régi szép időkben... :))))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 02, 01:23
Írta: HJózsi Dátum 2010 február 02, 01:23
Remélem olajálló "sziloplasztot" használtál ...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2010 február 02, 06:31
Írta: ywathzay Dátum 2010 február 02, 06:31
Gondolod, hogy a ragasztás bármit is használ egy kotyogó retesznél? Szét kell szedni, nem kell lustának lenni és reszelni kell újakat ami. A ragasztás tákolás, az pedig hosszútávon nem kifizetődő.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 08:14
Írta: bmejdz9nu Dátum 2010 február 02, 08:14
0.3mm.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 08:16
Írta: bmejdz9nu Dátum 2010 február 02, 08:16
Természetesen itt is ilyen.:) De azért ha jól figyeled látható a valóság... egyébként adtak a géphez egy pót olajszint ablakocskát :) Minek?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 08:16
Írta: bmejdz9nu Dátum 2010 február 02, 08:16
Én már igen. De a kínaiaknak nem volt olyan :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 08:19
Írta: bmejdz9nu Dátum 2010 február 02, 08:19
Csak a reteszeket ragasztottam a helyükre (meg egy elmászott csapágyat)... így kisebb a (ki)nyíródás veszélye...Ragasztottál már Loctite 638-al? Főleg acélt acélhoz...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 02, 10:48
Írta: HJózsi Dátum 2010 február 02, 10:48
:DD
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2010 február 02, 12:28
Írta: ywathzay Dátum 2010 február 02, 12:28
Bizony ragasztottam, de mivel levegőn nem köt hézagkitöltésre nem ajánlott. Kopott csapágyházba csapágyat ezzel teszek be, de ha ilyet is csinálsz, a "kigyűrődött" anyag még két nap múlva is kézzel elkenhető. Ha egy retesz lötyög ki kell hajítani, ha a reteszhorony pontos méret akkor semeddig nem tart elkészíteni egy belevaló reteszt.
Nagyapám olyan ezermesterféle volt a faluban, annak idején még Csepelen tanulta a szakmát, ha a kapuján valaki úgy jött be a kapun, hogy meg kellene ezt vagy azt bütykölni, kizavarta, mert bütykölni csak a kontárok szoktak. :))
Nagyapám olyan ezermesterféle volt a faluban, annak idején még Csepelen tanulta a szakmát, ha a kapuján valaki úgy jött be a kapun, hogy meg kellene ezt vagy azt bütykölni, kizavarta, mert bütykölni csak a kontárok szoktak. :))
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 13:51
Írta: bmejdz9nu Dátum 2010 február 02, 13:51
0.3mm-ig megköt hézagban is a 638-as... a hasonló Loctite csapfészek ragasztó persze nem!
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 13:56
Írta: bmejdz9nu Dátum 2010 február 02, 13:56
Locitite 638 adatok. (a 641 és 603 nem tudja a távot... trtási erőben is rosszabb... viszont kisebb viszkozitásúak ezek... ha befolyatni kell valahová... sőt jóval olcsóbbak is!)

Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 február 02, 18:07
Írta: Teaway Dátum 2010 február 02, 18:07
"Nem csináltam képeket..."
Hiba volt... :)
Hiba volt... :)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 18:21
Írta: bmejdz9nu Dátum 2010 február 02, 18:21
De jó lett :) Egyébként 4 liter olaj kell bele (azaz belemegy) ... nem lehet túltölteni mert mint túlfolyó lefolyna a patronfogatónál... ez ki van találva...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 21:47
Írta: bmejdz9nu Dátum 2010 február 02, 21:47
A Kami gépem most már előtoló motorral is fel lett szerelve... most pl. nem kell azt a 100-as tárcsamarót kézzel tekergetnem rajta :)
Egyébként nem is volt olyan egyszerű felszerelni...pedíg 100%-osan ehhez készült..hogy pl. a fogaskerék hajtás megfelelő szögben és ... rendelkezzen...
A műhelyt kicsit átrendeztem, hogy elférjen... azaz mindent odébb kellett pakolnom ~ 30 centivel :)
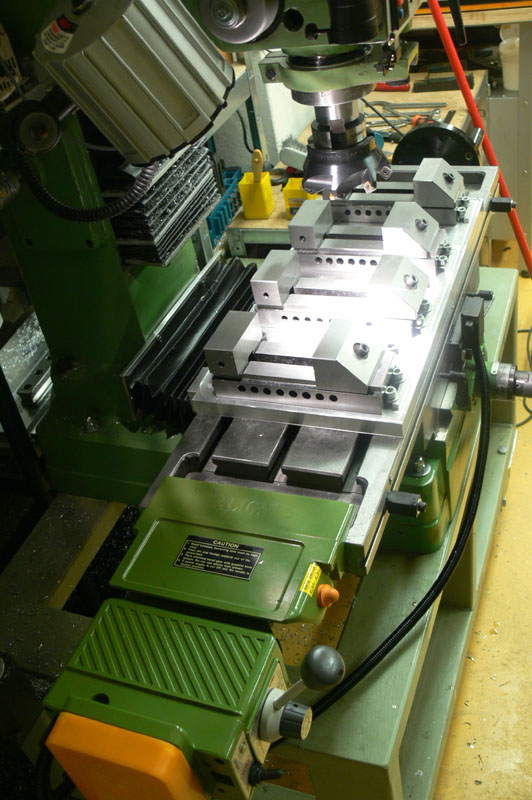
Egyébként nem is volt olyan egyszerű felszerelni...pedíg 100%-osan ehhez készült..hogy pl. a fogaskerék hajtás megfelelő szögben és ... rendelkezzen...
A műhelyt kicsit átrendeztem, hogy elférjen... azaz mindent odébb kellett pakolnom ~ 30 centivel :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 február 02, 21:53
Írta: 4um5b65d Dátum 2010 február 02, 21:53
A képet elnézve felmerült bennem a kérdés:
Mi a fenének nem vettél egy satuasztalú marógépet ?
Ki sem látszik a T hornyos asztal....
[#nyes]
Mi a fenének nem vettél egy satuasztalú marógépet ?
Ki sem látszik a T hornyos asztal....
[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 február 02, 21:55
Írta: yuagaci9g Dátum 2010 február 02, 21:55
Hany Wattos motorr kell az elotolashoz?[#vigyor1][#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 21:57
Írta: bmejdz9nu Dátum 2010 február 02, 21:57
Ez 4 db satu... összelőve (órázva) = Tuti pontosság és egyszerű munkadarab csere..:) Mert van 550mm-re "sutumarógép" :)?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 02, 22:01
Írta: bmejdz9nu Dátum 2010 február 02, 22:01
Ez van ráírva az előtoló motor hajtóműre: 135Lb/inch = 15,24 Nm... "Wattok" nincsenek megadva (logikus)... mégis az kit érdekel? Nekem az ereje kell... vagy?
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 február 02, 22:07
Írta: yuagaci9g Dátum 2010 február 02, 22:07
Na ne varialjal mar, merd meg wazze!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 02, 22:09
Írta: HJózsi Dátum 2010 február 02, 22:09
Na majd meglátod milyen jó ... egyik kezedben a cigi, másikban a pia... :DDD
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 február 02, 22:39
Írta: 4um5b65d Dátum 2010 február 02, 22:39
Józsi bá !
Használj már végre helyesírás ellenőrzőt, már annyiszor mondtam...
Helyesen a mondat :
Na majd meglátod milyen jó ... egyik kezedben a cici, másikban a pina... :DDD
Használj már végre helyesírás ellenőrzőt, már annyiszor mondtam...
Helyesen a mondat :
Na majd meglátod milyen jó ... egyik kezedben a cici, másikban a pina... :DDD
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 02, 22:41
Írta: HJózsi Dátum 2010 február 02, 22:41
Egész pontosan : 220-240V, 90W, 50-60Hz ...
nem direkt hajtás persze, jelentős csiga + fogaskerekes áttétel ...
Egyszer elfelejtettem kilazítani a fecskefarok szorítást és simán eltolta ...:) utólag vettem észre, mikor meg akartam húzni ...
Továbbra is érdemes Tibor45 intelmeire figyelni !...
nem direkt hajtás persze, jelentős csiga + fogaskerekes áttétel ...
Egyszer elfelejtettem kilazítani a fecskefarok szorítást és simán eltolta ...:) utólag vettem észre, mikor meg akartam húzni ...
Továbbra is érdemes Tibor45 intelmeire figyelni !...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 02, 22:43
Írta: HJózsi Dátum 2010 február 02, 22:43
Nem értem, pedig be van kapcsolva ... [#confused][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 02, 23:17
Írta: 000000000 Dátum 2010 február 02, 23:17
Ez a 4 satu így egymás után mindent elárul, ez valami borzalmas kép szakmailag...:)) És milyen sok pénzbe került az sületlenség halmaz..., más ebből egy komplett CNC-t összehoz.:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 16:22
Írta: bmejdz9nu Dátum 2010 február 03, 16:22
Nekem Wattok nincsenek ráírva... De a jelentős áttétel miatt (elég lassú is sajnos! 5-8mm/sec) kb. 100W kategória lehet...
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 16:24
Írta: bmejdz9nu Dátum 2010 február 03, 16:24
Vicces vagy :)... azt sem tudod ez mire jó és miért van... Olyan pontosságot csinálok... na hagyjuk...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 03, 17:49
Írta: 000000000 Dátum 2010 február 03, 17:49
"Olyan pontosságot csinálok..." Igen, tudjuk. Te 0 mikron hobával dolgozol. A mesebirodalmadban!:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 18:15
Írta: bmejdz9nu Dátum 2010 február 03, 18:15
olyan pontosságot csinálok... ami egy ilyen géptől mér igencsak jó... Ez az új Zero mikron látom valami új duma - jópofa:)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 03, 19:11
Írta: HJózsi Dátum 2010 február 03, 19:11
Nem lassú az! ... Vegyél csak egy nem gravírozó fogást! ... :D
Cím: Re:Hagyományos forgácsológépek
Írta: j3rx6bsjd Dátum 2010 február 03, 19:42
Írta: j3rx6bsjd Dátum 2010 február 03, 19:42
Nem tudom,hogy vagy vele,de én is gyakran alkalmazom több satut és az ismerős CNC műhelyben is gyakran látom.Pedig ott nagyon sok gép van,és nagyon jó szakemberek,nem hobbysták.
Nem Pétert akarom védeni és veled sem akarok kötözködni,de ha hosszú darabot munkálsz meg akkor ez a tökéletes megoldás az anyag rögzítésére.A stabil rögzítés növeli a szerszám éltartamát és nagymértékben hozzájárul a tökéletes felületi minőséghez.Ha remeg a darabod a befogás gyengesége miatt,max. kapirgálhatsz az anyagon,de szépen és pontosan marni biztosan nem tudsz.
Nem Pétert akarom védeni és veled sem akarok kötözködni,de ha hosszú darabot munkálsz meg akkor ez a tökéletes megoldás az anyag rögzítésére.A stabil rögzítés növeli a szerszám éltartamát és nagymértékben hozzájárul a tökéletes felületi minőséghez.Ha remeg a darabod a befogás gyengesége miatt,max. kapirgálhatsz az anyagon,de szépen és pontosan marni biztosan nem tudsz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 03, 20:07
Írta: 000000000 Dátum 2010 február 03, 20:07
A stabil rögzíztés fontos, csak nem mindegy, hogyan.
Ez a megoldás szerintem néhány készülék elméleti játékszabályt sért, ettől még persze lehet használni. Van egy olyan fogalom kör itt, hogy egyértelmű helyzetmeghatározás... Na itt a bibi.
Egyébként lehet mindent használni, erre ez a Fórum is kiváló példa. A műszaki életben az a szép, minden működik elég tág határok közt.
Optimummal, túlzott szakszerűséggel meg nem érdemes foglalkozni, ezt sokszor tapasztalom.
Ez a megoldás szerintem néhány készülék elméleti játékszabályt sért, ettől még persze lehet használni. Van egy olyan fogalom kör itt, hogy egyértelmű helyzetmeghatározás... Na itt a bibi.
Egyébként lehet mindent használni, erre ez a Fórum is kiváló példa. A műszaki életben az a szép, minden működik elég tág határok közt.
Optimummal, túlzott szakszerűséggel meg nem érdemes foglalkozni, ezt sokszor tapasztalom.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 február 03, 20:26
Írta: robroy007 Dátum 2010 február 03, 20:26
ebben egyet értek!
az ismerőseimnél is ehhez hasonlóan van megoldva a hosszú munkadarab befogás
Pedig Ők Pétert még hírből se ismerhetik, nemhogy a satuelrendezését
annyi a különbség, hogy ők még nem szerelték fel hordozó lapra mivel mindig szét kéne szerelgetniük
az ismerőseimnél is ehhez hasonlóan van megoldva a hosszú munkadarab befogás
Pedig Ők Pétert még hírből se ismerhetik, nemhogy a satuelrendezését
annyi a különbség, hogy ők még nem szerelték fel hordozó lapra mivel mindig szét kéne szerelgetniük
Cím: Re:Hagyományos forgácsológépek
Írta: j3rx6bsjd Dátum 2010 február 03, 20:33
Írta: j3rx6bsjd Dátum 2010 február 03, 20:33
Mire gondolsz pontosan a helyzetmeghatározással?
Célkészüléket valóban lehetne készíteni a rögzítéshez,de ha valakinek van több satuja az szerintem előbb felrakja és kiórázza,mint tököl valami felfogóval.
Egyébként ha ismersz ennél jobb megoldást akkor ki vele,mert pl.nekem csak 2db satum van és gyakran érzem,hogy de jó lenne mégegyszer ennyi.
Pont a héten kellett faragnom egy 500mm-es alu lapot,hát elég sokáig gondolkodtam,mire a 300-as satuból 500-ast csináltam.Muszály volt a 2 végéről megfogni,hogy mindenhez hozzáférjek egy felfogásból.
Célkészüléket valóban lehetne készíteni a rögzítéshez,de ha valakinek van több satuja az szerintem előbb felrakja és kiórázza,mint tököl valami felfogóval.
Egyébként ha ismersz ennél jobb megoldást akkor ki vele,mert pl.nekem csak 2db satum van és gyakran érzem,hogy de jó lenne mégegyszer ennyi.
Pont a héten kellett faragnom egy 500mm-es alu lapot,hát elég sokáig gondolkodtam,mire a 300-as satuból 500-ast csináltam.Muszály volt a 2 végéről megfogni,hogy mindenhez hozzáférjek egy felfogásból.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 20:38
Írta: bmejdz9nu Dátum 2010 február 03, 20:38
Már egyszer megírtam... 4 precíziós satu... pontosan össze órázva, kalibrálva...
Ahogy írtad és látod... fontos a merevség... főleg ha 100-as tárcsamaróval megyek neki :)
Szoktam oldalt szorításokat is alkalmazni...Lenzkes cuccaim vannak... de... ez a kedvenc... ha hosszú a munkadarab...
Tibornak már semmi sem jó amit csinálok... de ezt már megszoktam...:)
Ahogy írtad és látod... fontos a merevség... főleg ha 100-as tárcsamaróval megyek neki :)
Szoktam oldalt szorításokat is alkalmazni...Lenzkes cuccaim vannak... de... ez a kedvenc... ha hosszú a munkadarab...
Tibornak már semmi sem jó amit csinálok... de ezt már megszoktam...:)
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 20:40
Írta: bmejdz9nu Dátum 2010 február 03, 20:40
A szerelőlapra előre felfogatásnak sok kis előnye van... mire beóráznék négy satut rámenne egy délutánom :)
így pedig illesztő ütközőkkel pontosan feltehetem pár perc alatt... (szinte gondolkodás nélkül :)
így pedig illesztő ütközőkkel pontosan feltehetem pár perc alatt... (szinte gondolkodás nélkül :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 03, 20:41
Írta: 000000000 Dátum 2010 február 03, 20:41
Légyszi olvasgassál egy kis szakirodalmat hozzá, én is ezekből tanultam, pl. itt van pár leírás.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 03, 20:47
Írta: bmejdz9nu Dátum 2010 február 03, 20:47
Ilyen befogatóim is vannak... mindenből 4db...



... és a saját gyártású kollekció...

stb.. stb... még sok Lenzkes befogató....Gyakorlatilag a 14mm-es teljes Lenzkes kollekció egy német eladó jóvoltából :)
... de a kedvenc a 4-es satusor... ha hosszú a munkadarab... persze van egy 25Kg-os 120-as Vertex satum is...
Lépcsős szorítókészletek, kalmaperek... T-fejes csavarok... tokmányok.... Vertex 160mm-es forgató...
Nincs hiány :)... nagyon fontosnak tartom a munkadarab jó és megfelelő rögzítését! Ez mindennek az alapja... szerintem.
... és a saját gyártású kollekció...
stb.. stb... még sok Lenzkes befogató....Gyakorlatilag a 14mm-es teljes Lenzkes kollekció egy német eladó jóvoltából :)
... de a kedvenc a 4-es satusor... ha hosszú a munkadarab... persze van egy 25Kg-os 120-as Vertex satum is...
Lépcsős szorítókészletek, kalmaperek... T-fejes csavarok... tokmányok.... Vertex 160mm-es forgató...
Nincs hiány :)... nagyon fontosnak tartom a munkadarab jó és megfelelő rögzítését! Ez mindennek az alapja... szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: skwby94ub Dátum 2010 február 05, 23:50
Írta: skwby94ub Dátum 2010 február 05, 23:50
Kedves Péter!
Ne is törődj vele! Könnyű a pályán kívülről bekiabálni!!! Akinek villamos létére ilyen szorító elemei vannak- annak csak gratulálni tudok![#integet2]
Ne is törődj vele! Könnyű a pályán kívülről bekiabálni!!! Akinek villamos létére ilyen szorító elemei vannak- annak csak gratulálni tudok![#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2010 február 06, 05:48
Írta: Motoros Dátum 2010 február 06, 05:48
Péter! Ha a munkadarab és a megmunkálás lehetővé teszi akkor a darabokat elsősorban közvetlenül (direktbe:)) az asztalra fogd le. Egyik oldalon pl egy padléc a másikon meg a #1921# első fotóján látható satu...a satuból akár több is egy oldalon.
A satu is természetesen direkte az asztalra lefogva. Padléces lefogásnál egy jó gép esetében órázni sem kell. Hosszú daraboknál ez a nyerő és gyors és pontos. Ha ez nem megy csak akkor másodiknak a soksatus emelvény. A gépasztalhoz képest a satu az egy rezgő torony csak.
A satu is természetesen direkte az asztalra lefogva. Padléces lefogásnál egy jó gép esetében órázni sem kell. Hosszú daraboknál ez a nyerő és gyors és pontos. Ha ez nem megy csak akkor másodiknak a soksatus emelvény. A gépasztalhoz képest a satu az egy rezgő torony csak.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 06, 09:20
Írta: bmejdz9nu Dátum 2010 február 06, 09:20
Tudom... ebből a #1921-es oldalt/le szorítókból 4 féle is van (és mindegyikből 4db)... különböző méret és kissé más kialakítás (mind Lenzkes).
De... ha úgy kezdődik, hogy a "nyers" anyag pl. girbe-gurba... akkor az első (ref) felület megmunkálásánál a (több)satus befogatást szoktam alkalmazni...
Most azért volt fent mert egy 60mm vastag alu táblából fűrészelgettem 100mm-es "csíkokat" és azér jó a fűrészgép (szallagos) de azért a 60-as anyagot 600mm hosszban áttologatni pontosan nem egyszerű... kb. 2mm-en belül van a vágás "összevisszasága" ... ami tőlem egész jó eredmény :)
De... ha úgy kezdődik, hogy a "nyers" anyag pl. girbe-gurba... akkor az első (ref) felület megmunkálásánál a (több)satus befogatást szoktam alkalmazni...
Most azért volt fent mert egy 60mm vastag alu táblából fűrészelgettem 100mm-es "csíkokat" és azér jó a fűrészgép (szallagos) de azért a 60-as anyagot 600mm hosszban áttologatni pontosan nem egyszerű... kb. 2mm-en belül van a vágás "összevisszasága" ... ami tőlem egész jó eredmény :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 február 06, 14:35
Írta: Farkas Ádám Dátum 2010 február 06, 14:35
Mostanában imigyen marok csapágyházakat. A lyukat veszem referenciának!!! felfűzöm őket egy köszörült rúdra a lin csapágyakkal majd az asztalra feltámasztom párhuzam hasábokon.


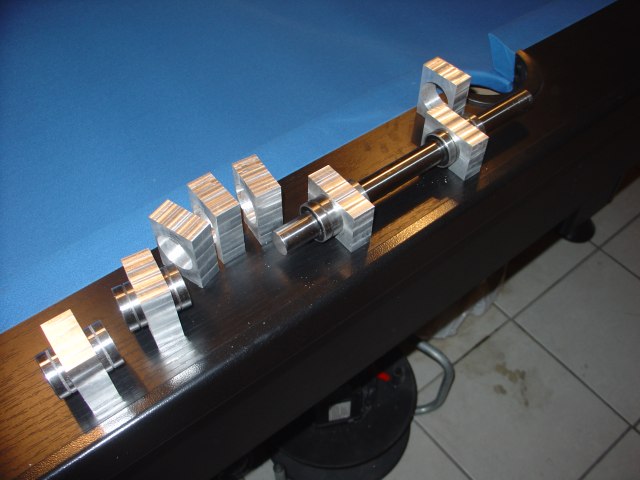
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 06, 14:53
Írta: 000000000 Dátum 2010 február 06, 14:53
Jó megoldás, garantált az egysíkúság.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 február 06, 15:02
Írta: Farkas Ádám Dátum 2010 február 06, 15:02
Köszönöm! a te új géped sem lesz kutya, (nem úgy mint Body a kutyád:)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 február 06, 15:12
Írta: svejk Dátum 2010 február 06, 15:12
Bérmunka? :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 február 06, 15:14
Írta: Farkas Ádám Dátum 2010 február 06, 15:14
Nem karitatív :)
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2010 február 11, 21:49
Írta: j99i206if Dátum 2010 február 11, 21:49
A napokban dolgozgattam végre a kis einhell gépen (azért nem erőltettem a dolgot mert meg lehet fagyni a műáhelyben). Nem lesz rossz, amire kitalálták arra megfelelő lesz, (kisméretű munkadarabok kis teljesítményű forgácsolása). Van azért néhány bosszantó apróság vele. Egyrészt az összeszerlés minősége, másrészt gyártás technológiai hiányosságok. A csavarok épphogy csak meghúzva, a mozgó részek tök szárazak, csak szétszedve lehet néhány dolgot olajozni. A szánrendszeren majd valamikor igazítani fogok mert nem sikerült rendesen beállítani.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 00:13
Írta: 000000000 Dátum 2010 február 12, 00:13
Vbody #8424-ére az esztergálás témában.
Közel 1 havi munkával lett két kezem által
ebből

ez:
 .
.
Sokat tanultam a gép szétszerelés közben. Ugyan mechatronika szakon végeztem, tehát nem idegen tőlem a gépészet, de az íróasztal mellől a lényeg rejtve marad.
Mindent nem tudok leírni, meg a fényképek, és még amatőr fényképészeti tudásom nem is adja vissza azt az látványt, és élményt amit ez a gép nyújt. Röviden jellemezve:
24 sebességes váltómű, 43-2000 1/min. Előtolás mindhárom tengelyen, 18 fokozatban kapcsolható, villámjárat lehetőséggel. Leszedhető vertikálfej, masszív csapágyazás, minden kopó alkatrész utánállítható, illetve cserélhetők. Automata olajzás a váltóműben egy beépített olajszivattyúval, kézi központi olajzó a szánokhoz, és beépített hűtőszivattyú. Leszedhető T-nútos asztal nagyobb munkadaraboknak, és még sok hasznos dolog, amit mai gépeken nem látni. Érdeklődtek már páran, én leírom publikusan, 280e Ft-ért vettem, és ezzel a generál felújítással egy teljes értékű gép. Ha valaki eljön Sopronba (vagy épp soproni), szívesen megmutatom.
Megjegyezném, hogy a fényképek mindig kb. 2 héttel ezelőtti állapotot mutatnak, a gépre azóta került pár apróság, ha egyszer teljesen készen lesz, csinálok még képeket.
Kíváncsi valaki a tisztítás, szerelés közben készült fényképekre, berakhatom ide a sok szép új gép fényképe közé?
Közel 1 havi munkával lett két kezem által
ebből
ez:
. Sokat tanultam a gép szétszerelés közben. Ugyan mechatronika szakon végeztem, tehát nem idegen tőlem a gépészet, de az íróasztal mellől a lényeg rejtve marad.
Mindent nem tudok leírni, meg a fényképek, és még amatőr fényképészeti tudásom nem is adja vissza azt az látványt, és élményt amit ez a gép nyújt. Röviden jellemezve:
24 sebességes váltómű, 43-2000 1/min. Előtolás mindhárom tengelyen, 18 fokozatban kapcsolható, villámjárat lehetőséggel. Leszedhető vertikálfej, masszív csapágyazás, minden kopó alkatrész utánállítható, illetve cserélhetők. Automata olajzás a váltóműben egy beépített olajszivattyúval, kézi központi olajzó a szánokhoz, és beépített hűtőszivattyú. Leszedhető T-nútos asztal nagyobb munkadaraboknak, és még sok hasznos dolog, amit mai gépeken nem látni. Érdeklődtek már páran, én leírom publikusan, 280e Ft-ért vettem, és ezzel a generál felújítással egy teljes értékű gép. Ha valaki eljön Sopronba (vagy épp soproni), szívesen megmutatom.
Megjegyezném, hogy a fényképek mindig kb. 2 héttel ezelőtti állapotot mutatnak, a gépre azóta került pár apróság, ha egyszer teljesen készen lesz, csinálok még képeket.
Kíváncsi valaki a tisztítás, szerelés közben készült fényképekre, berakhatom ide a sok szép új gép fényképe közé?
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 február 12, 08:22
Írta: Farkas Ádám Dátum 2010 február 12, 08:22
[#taps][#taps][#taps] Gratulálok... ha úgyis jössz hozzám elhozhatnád megmutatni[#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 11:04
Írta: 000000000 Dátum 2010 február 12, 11:04
Köszönöm szépen a gratulációt. A meghívás él.
Viszont most hamarosan én indulok Hozzád.
Viszont most hamarosan én indulok Hozzád.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 14:31
Írta: 000000000 Dátum 2010 február 12, 14:31
Engem érdekelnek a felújításról készült képek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 22:30
Írta: 000000000 Dátum 2010 február 12, 22:30
Akkor ha nem bánjátok, egy kis válogatás következik. A mappámban tallózva a marógép felújításáról készülteket meg lehet mind nézni, kérdezni, tanácsolni...
Még egyszer, ilyen volt:
Típusa: Stankow orosz szerszámmarógép
És ilyen is volt:


A felső tengelyen egy kupplungon megy be a hajtás a lenti motorról két ékszíjjal, az alsón jön ki láncokra az előtolás.

előről készült kép az X szánt leszerelve.

kupplungház a Z és X irányú előtoláshoz. A fenti karral lehet állítani egy mozdulattal mindkettőt, mindkét irányba.

tisztításra váró alkatrészek.

A vertikál fej, amivel a legtöbb munkám volt. Később bővebben.


A motor. 1.5kW. Ebben még van anyag, nem úgy mint a maiakban, és szinte minden lényeges adat rajta van.

A "kibelezett" gépváz.

a bal oldali az előtolómű, a jobb oldali a fordulatszámváltó.

A fogaskerekek rendben vannak, se elkopva, se letörve nincsenek. Az olajpumpa azonban javításra szorul.

A Z-szán rendben van!

Ez is, csak marha koszos. Hideg zsíroldó, kefék, és ha már nincs rajta sok olaj, utána jöhet a magasnyomású a szabadban.
Ez a pár kép úgy 1 hét elfoglaltság volt. Következzen a tisztítás.
Még egyszer, ilyen volt:
Típusa: Stankow orosz szerszámmarógép
És ilyen is volt:
A felső tengelyen egy kupplungon megy be a hajtás a lenti motorról két ékszíjjal, az alsón jön ki láncokra az előtolás.
előről készült kép az X szánt leszerelve.
kupplungház a Z és X irányú előtoláshoz. A fenti karral lehet állítani egy mozdulattal mindkettőt, mindkét irányba.
tisztításra váró alkatrészek.
A vertikál fej, amivel a legtöbb munkám volt. Később bővebben.
A motor. 1.5kW. Ebben még van anyag, nem úgy mint a maiakban, és szinte minden lényeges adat rajta van.
A "kibelezett" gépváz.
a bal oldali az előtolómű, a jobb oldali a fordulatszámváltó.
A fogaskerekek rendben vannak, se elkopva, se letörve nincsenek. Az olajpumpa azonban javításra szorul.
A Z-szán rendben van!
Ez is, csak marha koszos. Hideg zsíroldó, kefék, és ha már nincs rajta sok olaj, utána jöhet a magasnyomású a szabadban.
Ez a pár kép úgy 1 hét elfoglaltság volt. Következzen a tisztítás.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 22:41
Írta: 000000000 Dátum 2010 február 12, 22:41
második felvonás:


Bizony nem adja magát könnyen... Ez a darab úgy két emberes, 80-90kg.

Ez viszont legalább 200kg. Három erős férfi görgőkön tola a helyére. Ebből kettő én voltam :P

Itt már rakom össze. Természetesen már belül is tiszta (a talpában van 40 liter hűtővíznek hely) csak félrevezető a csillogó fénykép azzal a zöldes anyaggal.

Hát a falat is rendbe tettem mögötte. Az a két rozsdás vaslemez nem mutat valami jól, de nincs máshol helye, és lehet hogy még egyszer kelleni fog.
És a sok tengely, csapágy, fogaskerék, tisztítása, és a legtöbb retesz pótlása, cserélése után:



újra összeáll:

Hát ez is volt egy hét...
Bizony nem adja magát könnyen... Ez a darab úgy két emberes, 80-90kg.
Ez viszont legalább 200kg. Három erős férfi görgőkön tola a helyére. Ebből kettő én voltam :P
Itt már rakom össze. Természetesen már belül is tiszta (a talpában van 40 liter hűtővíznek hely) csak félrevezető a csillogó fénykép azzal a zöldes anyaggal.
Hát a falat is rendbe tettem mögötte. Az a két rozsdás vaslemez nem mutat valami jól, de nincs máshol helye, és lehet hogy még egyszer kelleni fog.
És a sok tengely, csapágy, fogaskerék, tisztítása, és a legtöbb retesz pótlása, cserélése után:
újra összeáll:
Hát ez is volt egy hét...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 22:56
Írta: 000000000 Dátum 2010 február 12, 22:56
harmadik felvonás:

Az ékléceket meg kellett toldanom úgy 15mm-rel, hogy újra meg lehessen feszíteni miden megvezetést pontosan.

Egy pár csapágyat kicseréltem, bár nem voltak rossz állapotban. (a csapágylehúzót még valamikor a tanműhelyben csináltuk). Érdekes, hogy az orosz marógépbe, akkoriban is magyar csapágyakat tettek. RADAX 6008 pl.

Vigyázat! Egyes tisztítószerek agresszívak! Ezért hamar félre is dobtam, és lúgos vízzel meg hamuzsírral tisztítottam, illetve mindent egyből olajos ronyggyal töröltem át.

Az Y szán úgy néz ki, mint ha most köszörülték volna.

Megesett, hogy ez a főkapcsolót nem szereltem ki időben, és mikor oldalra döntöttük a talpát a gépnek, véletlenül beszorult. Ezt a kapcsolót megtervezték, és rendesen meg is csinálták. Semmi baja nem lett, pedig egy pár száz kg. rajta volt. Azért megnézem belül is, példa értékű, nem úgy mint a mai silány minőségűek, ami esetenként megolvad, mert nem elég erős a rugó, vagy nem arretálódik megfelelően. De hogy ezen fennakadok, az már csak a villamossági ártalom...
Most következzék egy alkatrész, aminek ötletét talán használni tudjátok.
Az ékléceket meg kellett toldanom úgy 15mm-rel, hogy újra meg lehessen feszíteni miden megvezetést pontosan.
Egy pár csapágyat kicseréltem, bár nem voltak rossz állapotban. (a csapágylehúzót még valamikor a tanműhelyben csináltuk). Érdekes, hogy az orosz marógépbe, akkoriban is magyar csapágyakat tettek. RADAX 6008 pl.
Vigyázat! Egyes tisztítószerek agresszívak! Ezért hamar félre is dobtam, és lúgos vízzel meg hamuzsírral tisztítottam, illetve mindent egyből olajos ronyggyal töröltem át.
Az Y szán úgy néz ki, mint ha most köszörülték volna.
Megesett, hogy ez a főkapcsolót nem szereltem ki időben, és mikor oldalra döntöttük a talpát a gépnek, véletlenül beszorult. Ezt a kapcsolót megtervezték, és rendesen meg is csinálták. Semmi baja nem lett, pedig egy pár száz kg. rajta volt. Azért megnézem belül is, példa értékű, nem úgy mint a mai silány minőségűek, ami esetenként megolvad, mert nem elég erős a rugó, vagy nem arretálódik megfelelően. De hogy ezen fennakadok, az már csak a villamossági ártalom...
Most következzék egy alkatrész, aminek ötletét talán használni tudjátok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 23:18
Írta: 000000000 Dátum 2010 február 12, 23:18
negyedik felvonás:

Feszíthető trapézmenetes bronz anya. Az a fogaskeréknek kinéző része azért van, hogy ez itt:

meg tudja rögzíteni, ha az orsóra rácsavarás után "befeszítettük".
szemléltetésképpen:


alapozás, festés...

Amit még tanácsolnék tisztításhoz, az a trinátriumfoszfát (trisó). Olcsó, hatékony, nem mérgező, és környezetbarát, akár a WC-be is lehet burítani használat után. (nem úgy mint a legtöbb csili-vili tisztítőszert, amit ránk akarnak tukmálni a boltokban).
Szemléletésképpen 2 percig állt a trisós vízben az egyik fele ennek az alkatrésznek:

Most következzen egy javításra szoruló alkatrész. Ez a kupplung.


A 4 csavart oldalról hernyócsavarokkal fogatták meg. A "pontozás" ellenére ezek bizony kilazultak, és egyik másik feje meg is súrlódott egy keveset.


danamid perselyek esztergálás a kis gépen.

fúrás. (nem mint ha ez különleges volna, talán azért fényképeztem le, mert hegyesre köszörült fúróval nagyon szépen lehet telibe fúrni ezt az anyagot.

Erről van szó.

A tárcsát feljavítottam, és összeszereltem a kupplungot. Valószínű annyira koszos lett a kezem, hogy amiatt felejtettem el lefényképezni. :) Én nem bíztam a véletlenre a csavarok kilazulását, alkoholos tisztítás után fémragasztóval uccu neki... mint Katiban a gyerek úgy tart.
Következzék egy másik alkatrész, amivel szívtam egy napot. Ez az olajpumpa.

Egy excenter nyomkodja a stiftet. Egy végtelenül egyszerű szerkezet, de mégis már azt hittem kidobom az ablakon...

acélgolyók a szelepek, amit rugók feszítenek elő.

A rugókat furatos hernyócsavarok tartanak bent. A "ráütök pontozóval, hogy ne csavarodjon ki" technikát itt is alkalmazták. Ezt ennél az alkatrésznél átvettem én is. :)
Végül is "csak" a rugókat kell kellő feszességgel beállítani, és összeszerelés előtt megtölteni a házat, és a csöveket is olajjal, mivel levegősen nem indul el. Sokat szórakoztam vele, de végül elindult...
Feszíthető trapézmenetes bronz anya. Az a fogaskeréknek kinéző része azért van, hogy ez itt:
meg tudja rögzíteni, ha az orsóra rácsavarás után "befeszítettük".
szemléltetésképpen:
alapozás, festés...
Amit még tanácsolnék tisztításhoz, az a trinátriumfoszfát (trisó). Olcsó, hatékony, nem mérgező, és környezetbarát, akár a WC-be is lehet burítani használat után. (nem úgy mint a legtöbb csili-vili tisztítőszert, amit ránk akarnak tukmálni a boltokban).
Szemléletésképpen 2 percig állt a trisós vízben az egyik fele ennek az alkatrésznek:
Most következzen egy javításra szoruló alkatrész. Ez a kupplung.
A 4 csavart oldalról hernyócsavarokkal fogatták meg. A "pontozás" ellenére ezek bizony kilazultak, és egyik másik feje meg is súrlódott egy keveset.
danamid perselyek esztergálás a kis gépen.
fúrás. (nem mint ha ez különleges volna, talán azért fényképeztem le, mert hegyesre köszörült fúróval nagyon szépen lehet telibe fúrni ezt az anyagot.
Erről van szó.
A tárcsát feljavítottam, és összeszereltem a kupplungot. Valószínű annyira koszos lett a kezem, hogy amiatt felejtettem el lefényképezni. :) Én nem bíztam a véletlenre a csavarok kilazulását, alkoholos tisztítás után fémragasztóval uccu neki... mint Katiban a gyerek úgy tart.
Következzék egy másik alkatrész, amivel szívtam egy napot. Ez az olajpumpa.
Egy excenter nyomkodja a stiftet. Egy végtelenül egyszerű szerkezet, de mégis már azt hittem kidobom az ablakon...
acélgolyók a szelepek, amit rugók feszítenek elő.
A rugókat furatos hernyócsavarok tartanak bent. A "ráütök pontozóval, hogy ne csavarodjon ki" technikát itt is alkalmazták. Ezt ennél az alkatrésznél átvettem én is. :)
Végül is "csak" a rugókat kell kellő feszességgel beállítani, és összeszerelés előtt megtölteni a házat, és a csöveket is olajjal, mivel levegősen nem indul el. Sokat szórakoztam vele, de végül elindult...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 12, 23:55
Írta: 000000000 Dátum 2010 február 12, 23:55
ötödik felvonás, 2009 karácsonyakor:

Egy másik alkatrész, amit megtartottam, pedig kicserélhettem volna vagy 5 féle másik itthon lévőre. Teljesen rendben van, csak kapott az elöregedett gumi helyett egy tömítést. GUMIÁM a neve, olyan mint a fogkrém fél óráig, utána mint a gumi. Olcsó, jó cucc, vízszerelők is használják. Sok más helyen is használtam a gépnél.
Következzék egy kis gépészet:
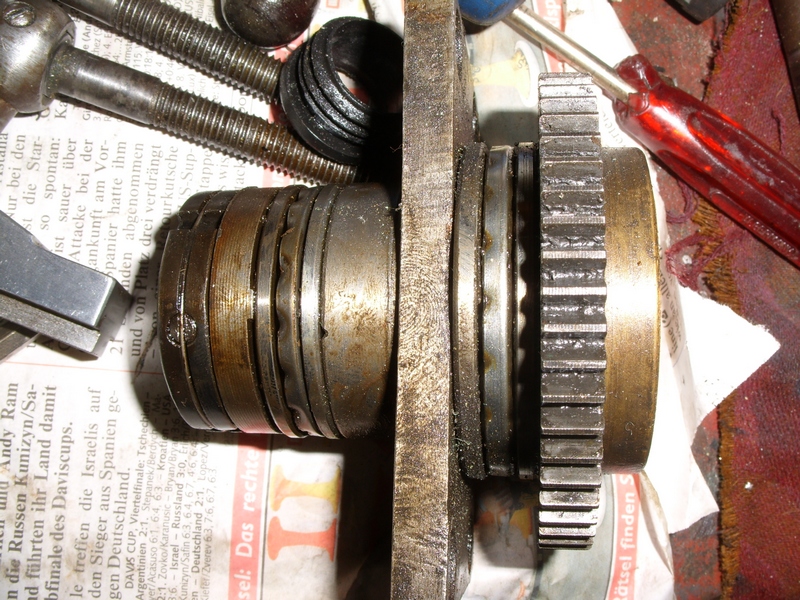
Y orsó forgó anyája. Két talpcsapágy. A bal oldalon lévő anyát hernyóvavarral, azt pedig biztosító dróttal biztosították. Ez bevált. Kár hogy a mai hernyóvarok többsége belső kulcsnyílású. Az anya és a kisebbik csapágy között egy un. irányító alátét van. A talpcsapágyakat ugyan is az egész kerületük mentén kell terhelni, szöghiba nem megengedett, ezért ez a megoldás. Bár illene egy vastag alátét is közé, az erők eloszlatására.
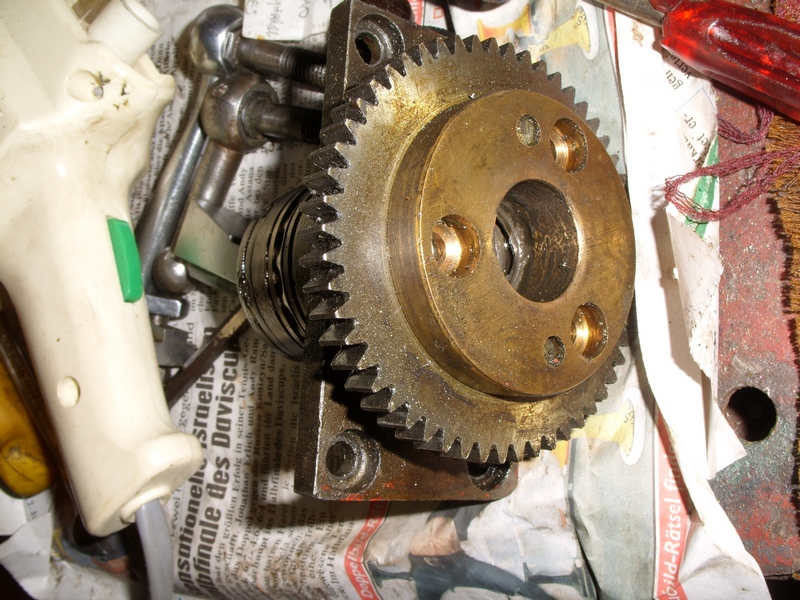
Természetsen csakis bronzból. Ez is cserélhető, de nem kellett. Az orsóra hajtva alig van holtjáka. A mai gépekben (pl. Kezo esztergái) a lakatanya is egyszerű öntöttvas, kis használat után már ki is kopott. Lehet hogy eltúlzom, de ezeket a régi gépeket az örökkévalóságnak tervezték, nem úgy mint a maiakat, 6000 óra csapágyélettartamra, és az is csak ideális körülmények között. Pl. az Erba 550-es esztergán siklócsapágyas a hajtómű ékszíj és bordásszíjkereke, ami forog vagy 800 1/percet. Nevetséges..
Következzék egy izgalmas alkatrész, a főorsó. (horizontál tengely)

Belül MK4 kúpos, 17-es furat végig. Kívül balról jobbra.
1. hengeres rész: szimering tömítő
2. kúpos rész: kétsoros hengergörgős csapágynak
3. talpcsapágyaknak egy hengeres rész
4. finommenet az anyáknak
... bővebben a képeken

alkatrészek, a lefényképezett felhelyezési sorrendben.

A hengergörgős csapágy belső gyűrűjét igen is lehet állítani a csapágyhézag beállítására. Megmelegítve kell a tengelyre tolni, így zsugorodással a kúpra szorul.

közvetítő alátét

talpcsapágyak (újak)

feltéve

alátét, ami a két talpcsapágy között van.

rátéve a másik talpcsapágy is.

u.a.

Így jön rá a tengelyre!

És rajta van.

A már ismertetett technika, de...

... itt két irányú eloszlató alátét van, ami szerencsésebb egy főorsónál.

beállítva.

csapágyház


behelyezés közben

új csavarokkal.

a régi technikát alkalmazva.
Következzék a tengely másik fele:


Erről az öntöttvas karikáról először nem tudtam mi célt szolgál. Leültem gondolkodni, hogy mi kéne még, és akkor jött a szikra, hát ez szórja szét az olajat, hogy ne folyjon ki hátul...

Végül a hátsó anyák... Először betoltam vele acsapágyakat, utána rá az alátétet, és a nyomáseloszlatót.
így:

Sokat lehet tanulni belőle. Örülök, hogy egy ilyen régi gépet vettem, és hogy szétszedtem. Ezt a tapasztalatot nehezen lehet máshogy megszerezni. (Azért is mutatom be Nektek, mert ha a talán néha fapados magyarázattal is, de "jó ötletek" vannak benne.
huhh, hosszú lett, és még készen sincs a beszámoló.
Egy másik alkatrész, amit megtartottam, pedig kicserélhettem volna vagy 5 féle másik itthon lévőre. Teljesen rendben van, csak kapott az elöregedett gumi helyett egy tömítést. GUMIÁM a neve, olyan mint a fogkrém fél óráig, utána mint a gumi. Olcsó, jó cucc, vízszerelők is használják. Sok más helyen is használtam a gépnél.
Következzék egy kis gépészet:
Y orsó forgó anyája. Két talpcsapágy. A bal oldalon lévő anyát hernyóvavarral, azt pedig biztosító dróttal biztosították. Ez bevált. Kár hogy a mai hernyóvarok többsége belső kulcsnyílású. Az anya és a kisebbik csapágy között egy un. irányító alátét van. A talpcsapágyakat ugyan is az egész kerületük mentén kell terhelni, szöghiba nem megengedett, ezért ez a megoldás. Bár illene egy vastag alátét is közé, az erők eloszlatására.
Természetsen csakis bronzból. Ez is cserélhető, de nem kellett. Az orsóra hajtva alig van holtjáka. A mai gépekben (pl. Kezo esztergái) a lakatanya is egyszerű öntöttvas, kis használat után már ki is kopott. Lehet hogy eltúlzom, de ezeket a régi gépeket az örökkévalóságnak tervezték, nem úgy mint a maiakat, 6000 óra csapágyélettartamra, és az is csak ideális körülmények között. Pl. az Erba 550-es esztergán siklócsapágyas a hajtómű ékszíj és bordásszíjkereke, ami forog vagy 800 1/percet. Nevetséges..
Következzék egy izgalmas alkatrész, a főorsó. (horizontál tengely)
Belül MK4 kúpos, 17-es furat végig. Kívül balról jobbra.
1. hengeres rész: szimering tömítő
2. kúpos rész: kétsoros hengergörgős csapágynak
3. talpcsapágyaknak egy hengeres rész
4. finommenet az anyáknak
... bővebben a képeken
alkatrészek, a lefényképezett felhelyezési sorrendben.
A hengergörgős csapágy belső gyűrűjét igen is lehet állítani a csapágyhézag beállítására. Megmelegítve kell a tengelyre tolni, így zsugorodással a kúpra szorul.
közvetítő alátét
talpcsapágyak (újak)
feltéve
alátét, ami a két talpcsapágy között van.
rátéve a másik talpcsapágy is.
u.a.
Így jön rá a tengelyre!
És rajta van.
A már ismertetett technika, de...
... itt két irányú eloszlató alátét van, ami szerencsésebb egy főorsónál.
beállítva.
csapágyház
behelyezés közben
új csavarokkal.
a régi technikát alkalmazva.
Következzék a tengely másik fele:
Erről az öntöttvas karikáról először nem tudtam mi célt szolgál. Leültem gondolkodni, hogy mi kéne még, és akkor jött a szikra, hát ez szórja szét az olajat, hogy ne folyjon ki hátul...
Végül a hátsó anyák... Először betoltam vele acsapágyakat, utána rá az alátétet, és a nyomáseloszlatót.
így:
Sokat lehet tanulni belőle. Örülök, hogy egy ilyen régi gépet vettem, és hogy szétszedtem. Ezt a tapasztalatot nehezen lehet máshogy megszerezni. (Azért is mutatom be Nektek, mert ha a talán néha fapados magyarázattal is, de "jó ötletek" vannak benne.
huhh, hosszú lett, és még készen sincs a beszámoló.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 00:13
Írta: 000000000 Dátum 2010 február 13, 00:13
Ha már elkezdtem, befejezem a beszámolót.
Ilyenkor legalább nem szakít senki se félbe. Remélem azért majd egy pár megjegyzést írtok rá.
Hatodik felvonás:
Szennylehúzók:

Nem olyan profi mint Kola esztergáján, de itt azért védve van a hulló forgácsok elől.

A csapágyfedélbe az illesztőcsap a fotózás után került bele.
Most hogy már működik a gép, az egyetlen szerszámmal, egy 32-es HSS ujjmaróval uccu neki, megmunkálni a vertikál fejet. Sajnos a T-horony a hátuljában nagyon sz@r állapotban volt. Ezt egy profira bíztam, felhevítette, meghegesztette. A megmunkálást is, karusszel esztergán egy derékszöggel felfogatva megcsinálták jó pénzért.
A szorítócsavart én javítottam meg. Antal Gábor fórumtársunk ellátott pár tanáccsal, de végül az ötlet csak a pillanat szüleménye volt.

Nem megijedni, a hűtővíz még nem az igazi. De már dolgozom rajta, mielőtt szétenné a gépet a rozsda. :) Mára már nyoma nincs, csak felületi volt.

szóval kimartam a sérült részt.

méretre martam egy darab vasat. (megjegyzem, a satu eladó, illetve elcserélésre szánom sürgősen valami kisebbre)


Hegesztés után fúrtam, majd kézzel menetet vágtam.


Közel készen. (az a barna festék nem kellett volna). A többit nem bántam meg.
Egy pár dolog még hiányzik/hiánycikk.

Remélem tudtam egy pár ötlettel szolgálni.
Tisztelettel minden forgácsolónak!
Piri Dániel
Ilyenkor legalább nem szakít senki se félbe. Remélem azért majd egy pár megjegyzést írtok rá.
Hatodik felvonás:
Szennylehúzók:
Nem olyan profi mint Kola esztergáján, de itt azért védve van a hulló forgácsok elől.
A csapágyfedélbe az illesztőcsap a fotózás után került bele.
Most hogy már működik a gép, az egyetlen szerszámmal, egy 32-es HSS ujjmaróval uccu neki, megmunkálni a vertikál fejet. Sajnos a T-horony a hátuljában nagyon sz@r állapotban volt. Ezt egy profira bíztam, felhevítette, meghegesztette. A megmunkálást is, karusszel esztergán egy derékszöggel felfogatva megcsinálták jó pénzért.
A szorítócsavart én javítottam meg. Antal Gábor fórumtársunk ellátott pár tanáccsal, de végül az ötlet csak a pillanat szüleménye volt.
Nem megijedni, a hűtővíz még nem az igazi. De már dolgozom rajta, mielőtt szétenné a gépet a rozsda. :) Mára már nyoma nincs, csak felületi volt.
szóval kimartam a sérült részt.
méretre martam egy darab vasat. (megjegyzem, a satu eladó, illetve elcserélésre szánom sürgősen valami kisebbre)
Hegesztés után fúrtam, majd kézzel menetet vágtam.
Közel készen. (az a barna festék nem kellett volna). A többit nem bántam meg.
Egy pár dolog még hiányzik/hiánycikk.
Remélem tudtam egy pár ötlettel szolgálni.
Tisztelettel minden forgácsolónak!
Piri Dániel
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2010 február 13, 00:32
Írta: KoLa Dátum 2010 február 13, 00:32
Szépen "magadé-vá tetted" ezt a gépet!Gratulálok
Gondolom a csapágyakat is lecserélted[#eljen]
Gondolom a csapágyakat is lecserélted[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 00:38
Írta: 000000000 Dátum 2010 február 13, 00:38
Köszönöm.
Hirtelen nem tudom melyik csapágyra gondolsz. Jó pár mélyhornyú 60 ill. 62 szériás csapágyat cseréltem (egyszerű olcó kínaira), talpcsapágyakat cseréltem ahogy írtam a főorsókban (vertikál fejben is) közepes minőségű lengyel csapágyakra, de a vertikál fej hengergörgős csapágyát nem cseréltem ki. Az utángyártott ára is 18e Ft lenne. Egyenlőre nem zavaró a kopottsága, szerintem ez már lett egyszer cserélve is, valamikor...
Hirtelen nem tudom melyik csapágyra gondolsz. Jó pár mélyhornyú 60 ill. 62 szériás csapágyat cseréltem (egyszerű olcó kínaira), talpcsapágyakat cseréltem ahogy írtam a főorsókban (vertikál fejben is) közepes minőségű lengyel csapágyakra, de a vertikál fej hengergörgős csapágyát nem cseréltem ki. Az utángyártott ára is 18e Ft lenne. Egyenlőre nem zavaró a kopottsága, szerintem ez már lett egyszer cserélve is, valamikor...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2010 február 13, 00:45
Írta: KoLa Dátum 2010 február 13, 00:45
Én is egy kisebb vagyont fizettem ki csapágyakra az esztergám felújításánál de hát ez fontos ha jót akar az ember magának:)))
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2010 február 13, 07:58
Írta: ebalint Dátum 2010 február 13, 07:58
Szia deguss!
Tetszik a géped.
Nagyon jó a beszámoló is.
Üdv, e[#eljen]
Tetszik a géped.
Nagyon jó a beszámoló is.
Üdv, e[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 09:42
Írta: 000000000 Dátum 2010 február 13, 09:42
Köszönöm szépen! Ha erre jársz, szívesen meg is mutatom előben.
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2010 február 13, 10:24
Írta: 2nbj3n5m Dátum 2010 február 13, 10:24
Gratula,Mindig irigyeltem azokat,kik ilyen nagy
gépet eltudnak helyezni,ingatlanjaiban.
Janko
gépet eltudnak helyezni,ingatlanjaiban.
Janko
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 16:16
Írta: 000000000 Dátum 2010 február 13, 16:16
Köszönjük a bemutatót. A trisó jó tipp a tisztításhoz !
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 18:15
Írta: 000000000 Dátum 2010 február 13, 18:15
Sokat dolgoztál, meg lett az eredménye.A géped nagyon jó lett. Sokat és szépen fényképeztél. A nagy satudat el ne add, kellhet az akármikor!!
Legyen a gépeidben sok örömöd és használd őket sokáig!
Legyen a gépeidben sok örömöd és használd őket sokáig!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 20:46
Írta: 000000000 Dátum 2010 február 13, 20:46
Köszönöm szépen Bódi! Örülök, hogy írtál, már ezért megérte feltölteni és beszúrni a képeket.
Ha nem magának csinálná az ember, bizony nem érné meg ennyi időt és munkát belefektetni...
Köszönöm a jókívánságokat, ahogy van egy kis szabadidőm a stresszes egyetemi élet mellett, remélem haladok a rég óta sorsára váró CNC gépkezdeményemmel is. Az biztos, hogy így az új szerszámgépekkel közelebb került a CNC a megvalósíthatósághoz, mint eddig volt.
Ha nem magának csinálná az ember, bizony nem érné meg ennyi időt és munkát belefektetni...
Köszönöm a jókívánságokat, ahogy van egy kis szabadidőm a stresszes egyetemi élet mellett, remélem haladok a rég óta sorsára váró CNC gépkezdeményemmel is. Az biztos, hogy így az új szerszámgépekkel közelebb került a CNC a megvalósíthatósághoz, mint eddig volt.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 13, 20:50
Írta: 000000000 Dátum 2010 február 13, 20:50
... még annyi, hogy a satut nem pénzzé akarom tenni, csak elcserélni egy kisebbre, mert nem túl okosan, látatlanban leütöttem egy ekkorát a vaterán, de ez iszonyat nagy... Satu nélkül meg nehéz dolgozni. Tegnap is egy reteszből kellett lemunkálni, hát szenvedés volt lefogatni az asztalra...
Cím: Re:Hagyományos forgácsológépek
Írta: zczzn9622 Dátum 2010 február 14, 18:12
Írta: zczzn9622 Dátum 2010 február 14, 18:12
Kedves fórumtársak! FWD-32 Marógép gépkönyve ha megvan valakinek kérem jelezze. Cserébe tudnák adni E2N, EAN 340, E400, E400M,EEN-400 hunor pnc 721,EMU-250 1 gépkönyvet, (ezt bonyolíthatjuk e mailban ha jó) vagy kézpénzt.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 14, 19:57
Írta: 000000000 Dátum 2010 február 14, 19:57
Végre elkészült a műhelyem.
27m2 választottam le a nagy műhelyből.
108 méter zártszelvény, 1 raklap selejtezett rétegeltlemez, rengeteg OSB és Lovipán maradék, közel 1200 csavar néhány tucat tűzőkapocs felhasználásával.
Fűtés, egy Webasto 5kw-os melegvizes kályha.
Néhány kép az építésről:






27m2 választottam le a nagy műhelyből.
108 méter zártszelvény, 1 raklap selejtezett rétegeltlemez, rengeteg OSB és Lovipán maradék, közel 1200 csavar néhány tucat tűzőkapocs felhasználásával.
Fűtés, egy Webasto 5kw-os melegvizes kályha.
Néhány kép az építésről:
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 14, 20:00
Írta: 000000000 Dátum 2010 február 14, 20:00
Már csak a rendezkedés és a padlóburkolás van hátra.





Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 február 14, 20:07
Írta: 4um5b65d Dátum 2010 február 14, 20:07
Hát, ez nagyon otthonos lett....
[#taps]
Már csak egy lyuk kell a falba az eszterga főorsó vonalában....
[#taps]
Már csak egy lyuk kell a falba az eszterga főorsó vonalában....
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 14, 20:15
Írta: bmejdz9nu Dátum 2010 február 14, 20:15
Gratula! Így mehet aztán a sok szép munka...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 14, 20:18
Írta: 000000000 Dátum 2010 február 14, 20:18
Egy másik eszterga kellene, mert ez elkopott (mindene)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 14, 20:25
Írta: 000000000 Dátum 2010 február 14, 20:25
Köszönöm, így melegben már sokkal jobban megy.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 14, 20:38
Írta: bmejdz9nu Dátum 2010 február 14, 20:38
Nagyon jó gondolat ez a lehatárolás... Jól azaz olcsóbban lehet fűteni...
Nálam a fénnyel van a baj... azaz természetes fény nagyon kevés és ezért állandóan sok világítótest működik... sajnos ez nagyon drága is...
Nálam a fénnyel van a baj... azaz természetes fény nagyon kevés és ezért állandóan sok világítótest működik... sajnos ez nagyon drága is...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 14, 21:18
Írta: 000000000 Dátum 2010 február 14, 21:18
A nagy műhelyt sajnos szinte lehetetlen befüteni 200m2 és 7 méter magas, darupályával.
Nagyobb műhelyt szerettem volna építeni, de a kocsiknak is kell a hely.
A bővítés lehetősége csak egy ajtó kérdése, az eszterga mögött van egy üres 40m2-es műhely körben ablakokkal, ha bővítek csak egy 70cm-es falat kell átvágni, venni 4 szigetelt ablakot és építeni egy állmenyezetet.
Nagyobb műhelyt szerettem volna építeni, de a kocsiknak is kell a hely.
A bővítés lehetősége csak egy ajtó kérdése, az eszterga mögött van egy üres 40m2-es műhely körben ablakokkal, ha bővítek csak egy 70cm-es falat kell átvágni, venni 4 szigetelt ablakot és építeni egy állmenyezetet.
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2010 február 14, 22:34
Írta: Bicska Dátum 2010 február 14, 22:34
Szia megírnád magánban, hogy a fali konzol, amin a szerszámok vannak milyen gyártmány és nagyjából milyen árban mozog?-köszi
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2010 február 15, 08:15
Írta: D.Laci Dátum 2010 február 15, 08:15
Panoráma kép? :)
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2010 február 15, 08:33
Írta: besirkyjh Dátum 2010 február 15, 08:33
Szia Laci
Nálam az erkélyládát éri , onnan huzom befelé .
Tetszik a kis mühely , szuper lessz ,csak utoljára van benne ilyen szép rend .
Lehetne javitani?
[#integet2][#nevetes1]
Nálam az erkélyládát éri , onnan huzom befelé .
Tetszik a kis mühely , szuper lessz ,csak utoljára van benne ilyen szép rend .
Lehetne javitani?
[#integet2][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 február 15, 08:42
Írta: bmejdz9nu Dátum 2010 február 15, 08:42
Láttam egy fotót egy német honlapon... az volt a csúcs :) kb. 10m2-es helyen BF20 és egy Optimum eszterga ... és még sok hely...
A CNC a falból lehajtható volt :) De minden cm át volt gondolva... és ki volt használva... kár hogy nincs meg a kép...
A CNC a falból lehajtható volt :) De minden cm át volt gondolva... és ki volt használva... kár hogy nincs meg a kép...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 15, 14:23
Írta: 000000000 Dátum 2010 február 15, 14:23
A szerszámtartó egy Folia Tec-es bemutató álvány lapjai. Ára 10 éve is megfizethetetlen volt (Én is ajándékba kaptam)
www.kwesto.hu nál vannak lemezek és tartozékok is.
www.kwesto.hu nál vannak lemezek és tartozékok is.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 15, 14:41
Írta: HJózsi Dátum 2010 február 15, 14:41
Szia Laci!
A mail rendszered azt jelzi, betelt a postafiókod ... ?
A mail rendszered azt jelzi, betelt a postafiókod ... ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 15, 15:18
Írta: 000000000 Dátum 2010 február 15, 15:18
A sok spam miatt már régen nem néztem.
Csak 867 olvasatlan üzenetem volt.
Köszi, hogy szoltál.
Csak 867 olvasatlan üzenetem volt.
Köszi, hogy szoltál.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 15, 21:41
Írta: 000000000 Dátum 2010 február 15, 21:41
nekem 9m2-en van egy Opti D240x500G, egy BF20L egy B17Pro -mindegyik külön állványon- egy 1000x600 satupad egy ugyan ekkora gépállvány a készülő CNC-m hez és egy Salgo állvány padlótól a plafonig.A "maradék" helyen van egy 100l hordó egy aggregátor és 2mázsa tűzifa......és még én is elférek, pedig nem tudok repülni....még!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 20, 21:33
Írta: 000000000 Dátum 2010 február 20, 21:33
ITT
Ismer valaki ilyen gépet? Vélemény?
Ismer valaki ilyen gépet? Vélemény?
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2010 február 20, 22:25
Írta: j99i206if Dátum 2010 február 20, 22:25
Aranyos. Nem hinném hogy túl sok van belőle itthon. Az eladó marógépek java részével az a gáz, hogy nincs hozzá semmi és mire összeszedi az ember hozzá a szükséges lomokat könnyen beleugrik a 300-350-be
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 február 28, 15:48
Írta: HJózsi Dátum 2010 február 28, 15:48
BF30 Poor man's Quick Change Toolholder ... :)
nem is rossz ... a hangja mint a kerékcserénél ...
nem is rossz ... a hangja mint a kerékcserénél ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 február 28, 18:23
Írta: 000000000 Dátum 2010 február 28, 18:23
Ötletes, már flexelem is szét a légkulcsomat.
Sajnos az "igazihoz" gyártani kell egy új fóorsót.
Sajnos az "igazihoz" gyártani kell egy új fóorsót.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2010 március 15, 20:33
Írta: Robika37 Dátum 2010 március 15, 20:33
Üdv az Uraknak !
Segítség kellene!
ME-1000 vagy MF-1000 marógép előtolás kapcsolója nincs valakinek egy fölös darab sajnos aki javította a gépem amputálta belőle az egészet, valami fogaskerekes holmi lehetett sajnos nincs a gépkönyvben róla ábra, rajz semmi.
Bármi info jól jönne esetleg akinek ilyen gépe van lefotozhatná nagy segítség lenne a restaurálásban.
Üdv: Robika
Segítség kellene!
ME-1000 vagy MF-1000 marógép előtolás kapcsolója nincs valakinek egy fölös darab sajnos aki javította a gépem amputálta belőle az egészet, valami fogaskerekes holmi lehetett sajnos nincs a gépkönyvben róla ábra, rajz semmi.
Bármi info jól jönne esetleg akinek ilyen gépe van lefotozhatná nagy segítség lenne a restaurálásban.
Üdv: Robika
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2010 március 15, 20:51
Írta: 35kpazcgr Dátum 2010 március 15, 20:51
Miért nem engem kérdezel?
Fölös darabom nincs, az az egy, ami van, az be van építve a marógépembe. Ha érdekel, megnézheted.
Fölös darabom nincs, az az egy, ami van, az be van építve a marógépembe. Ha érdekel, megnézheted.
Cím: Re:Hagyományos forgácsológépek
Írta: 35kpazcgr Dátum 2010 március 15, 21:04
Írta: 35kpazcgr Dátum 2010 március 15, 21:04

Valahogy így néz ki.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 március 18, 21:03
Írta: HJózsi Dátum 2010 március 18, 21:03
Megjött a GRIZZLY ... - egy amerikai srác naplója... :)
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2010 március 21, 07:28
Írta: pa0n9mw Dátum 2010 március 21, 07:28
Üdv
Van valami eljárás arra hogyan kell ezeknek a fecskefarkos vezetékeknél beállitani a csúszóléc szorító csavarokat?
Mondjuk a 4 csavarosnál, van valami meghatározott meghúzási sorrend?
végyé
Van valami eljárás arra hogyan kell ezeknek a fecskefarkos vezetékeknél beállitani a csúszóléc szorító csavarokat?
Mondjuk a 4 csavarosnál, van valami meghatározott meghúzási sorrend?
végyé
Cím: Re:Hagyományos forgácsológépek
Írta: skwby94ub Dátum 2010 március 21, 08:06
Írta: skwby94ub Dátum 2010 március 21, 08:06
Először a két középsőt húzd meg finoman, miközben mozgatod a keresztszánt.Természetesen a csúszófelületek olajozott állapotában!
Cím: Re:Hagyományos forgácsológépek
Írta: skwby94ub Dátum 2010 március 21, 08:10
Írta: skwby94ub Dátum 2010 március 21, 08:10
Kicsit furcsállom, hogy a gépet ki kell kötni a műhely falához azért, hogy stabilabb legyen...
Cím: Re:Hagyományos forgácsológépek
Írta: pa0n9mw Dátum 2010 március 21, 09:26
Írta: pa0n9mw Dátum 2010 március 21, 09:26
Üdv
És a szélsőket meg a szélső helyzetekbe?
végyé
És a szélsőket meg a szélső helyzetekbe?
végyé
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 március 29, 16:23
Írta: Farkas Ádám Dátum 2010 március 29, 16:23
Miért cserélted le a motort a marógépen?
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 március 29, 18:14
Írta: bmejdz9nu Dátum 2010 március 29, 18:14
Ha jól hallottam... 380V hiány miatt...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 március 29, 20:30
Írta: 000000000 Dátum 2010 március 29, 20:30
Még van 380V de ha költözni kell akkor nem biztos.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 március 29, 20:53
Írta: Farkas Ádám Dátum 2010 március 29, 20:53
ja értem...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 március 29, 20:55
Írta: Farkas Ádám Dátum 2010 március 29, 20:55
azt írtad hogy nem fér be a vertikál útmérő... ma szétszedtem, szerintem elég hely van benne. A héten megjön az útmérő csinálok képet ha készen lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 március 29, 22:15
Írta: 000000000 Dátum 2010 március 29, 22:15
A vészleállítót nem tudtam jobb helyre tenni ezért lett szűkös a hely.
Egy kis olajfolyás miatt a múlt héten szétszedtem, ha most kezdeném már máshogy csinálnám. (csak az útmérőt szerelném be a többi kütyüt egy kezelő panelra tenném)
Egy kis olajfolyás miatt a múlt héten szétszedtem, ha most kezdeném már máshogy csinálnám. (csak az útmérőt szerelném be a többi kütyüt egy kezelő panelra tenném)
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2010 április 03, 21:58
Írta: frob Dátum 2010 április 03, 21:58
szia deguss karusszel esztergát irkáltál az ütötte meg a szemem, merre is van ilyen műhely, van egy réges régi esztergám már el akartam kotyavetyélni, mert lóg szegényke nem is kicsit.
A szán prizmáját kellene felujjítani, vagy lemarni síkba és valmi hiwin vagy akármilyen más szerkóval használhatóvá tenni, előre is köszi
A szán prizmáját kellene felujjítani, vagy lemarni síkba és valmi hiwin vagy akármilyen más szerkóval használhatóvá tenni, előre is köszi
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 09, 21:51
Írta: Farkas Ádám Dátum 2010 június 09, 21:51
A HBM45-höz nem is kell előtoló motor:) VIDEO
A kisebbik lányom meg esztergál [#circling][#circling] kiszorulok a műhelyből.
A kisebbik lányom meg esztergál [#circling][#circling] kiszorulok a műhelyből.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 június 10, 08:28
Írta: bmejdz9nu Dátum 2010 június 10, 08:28
Gyanúsan olcsón adtad a CNC gépeket... Gondolhattam volna, hogy kizsákmányoló gyerekmunka van benne...[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2010 június 10, 09:38
Írta: besirkyjh Dátum 2010 június 10, 09:38
Málenkij robot :))
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 június 10, 09:42
Írta: HJózsi Dátum 2010 június 10, 09:42
[#eljen] :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 június 15, 18:43
Írta: Teaway Dátum 2010 június 15, 18:43
Aranyos a kisnőci [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 június 24, 14:04
Írta: yuagaci9g Dátum 2010 június 24, 14:04
Ez inkabb a "Bena vagyok " ba valo, de talan megis itt a helye.
A sors ugy hozta, hogy lett nekem egy ilyen marogepem, ugy hivjak, FUS-22, a roman szocialista ipar termeke.

Kaptam hozza egy tonna szerszamot, befogokat, korasztalt, miegymast.
Parszor mar hasznaltam patronos befogoval, ami benne volt. remekul mukodik.
Most ki kellene csereljem a patron befogado kupot mas szerszamra... de nem tudom!
Van benne egy kup atalakito, amit nem tudok kiszedni! Hogy kell ezt kiszedni?

A foorso rajza:

A vendegpatron rajza:

Tapasztalt kollegak, hogy kell ezt elkovetni?
A sors ugy hozta, hogy lett nekem egy ilyen marogepem, ugy hivjak, FUS-22, a roman szocialista ipar termeke.
Kaptam hozza egy tonna szerszamot, befogokat, korasztalt, miegymast.
Parszor mar hasznaltam patronos befogoval, ami benne volt. remekul mukodik.
Most ki kellene csereljem a patron befogado kupot mas szerszamra... de nem tudom!
Van benne egy kup atalakito, amit nem tudok kiszedni! Hogy kell ezt kiszedni?
A foorso rajza:
A vendegpatron rajza:
Tapasztalt kollegak, hogy kell ezt elkovetni?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 június 24, 14:14
Írta: 000000000 Dátum 2010 június 24, 14:14
Én ezt a gépet nem ismerem, de azt gondolom, ha felül kitekered a behúzó szárat, akkor kijön a kúp. Először, tekerek rajta párat az enyémen, majd meg kopogtatom, és meglzul a kúp, utánna kitekerés után kiesik.
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 június 24, 14:29
Írta: yuagaci9g Dátum 2010 június 24, 14:29
Nem.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 június 24, 14:43
Írta: robroy007 Dátum 2010 június 24, 14:43
Szia Lámpás!
ha sehogy se boldogulsz akkor szivesen átveszem tőled!!
én megnézném, hogy nincs-e valami oldalsó csavarozási turpisság benne a patron rajzán ugyanis van rajta valami furat féle
ha sehogy se boldogulsz akkor szivesen átveszem tőled!!
én megnézném, hogy nincs-e valami oldalsó csavarozási turpisság benne a patron rajzán ugyanis van rajta valami furat féle
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 június 24, 14:54
Írta: yuagaci9g Dátum 2010 június 24, 14:54
Hidd el, jol korbeneztem...ez egy ongyilkos megoldas![#violent]
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 június 24, 15:14
Írta: robroy007 Dátum 2010 június 24, 15:14
a menesztő tárcsa részt nem próbáltad még leszedni róla esetleg?
legrosszabb eseteben vagy teljesen szétszeded és akkor jössz rá, hogy csak paraszti erő kellett volna
vagy ki vered belőle és utána jössz rá, hogy szerelni volna inkább
legrosszabb eseteben vagy teljesen szétszeded és akkor jössz rá, hogy csak paraszti erő kellett volna
vagy ki vered belőle és utána jössz rá, hogy szerelni volna inkább
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 június 24, 15:27
Írta: yuagaci9g Dátum 2010 június 24, 15:27
[#fejvakaras]
Probaltam lehuzni a satuba fogva...semmi.
Jott egy oreg szaki, most sofor nalunk,
Aszonta -Bronzkalapacs!
Es lass csodat...kiesett magatol-Hurraa
[#taps][#falbav]
Probaltam lehuzni a satuba fogva...semmi.
Jott egy oreg szaki, most sofor nalunk,
Aszonta -Bronzkalapacs!
Es lass csodat...kiesett magatol-Hurraa
[#taps][#falbav]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 június 24, 17:36
Írta: 000000000 Dátum 2010 június 24, 17:36
Erre a többmondatos válaszra nehéz lett volna bármit mondanom.
Vagy csak egyszerűen elutasítottad a segítségemet?
Én, amikor megvettem az én ezres gépemet, bele volt gyógyulva egy 5/4 –s, morse kúp vagy 2-3 éve. Mégse ütöttem volna meg oldalról.
Inkább, fölülről, csavarlazító és kop-kop a behúzó szár. Kb. 1 bóra és szépen kijött. Pedig látszódott az összeérés nyoma.
Persze van sok módszer, kinek hogy tetszik.
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 június 24, 18:54
Írta: yuagaci9g Dátum 2010 június 24, 18:54
Danibá!
Azert mutattam a rajzokat, hogy lasd, a behúzószár nem eri el ezt az atalakito kupot, egyszeruen nincs hol megfogni, megutni.
Esetleg a behúzószár felso csapszeget ha kiutottem volna, eleri, de azon latszott, hogy nem ez a megoldas.
Csinalhattak volna valami valat a kupra, vagy menetet a kozepebe de nem.
Ez egy ilyen.
Azert mutattam a rajzokat, hogy lasd, a behúzószár nem eri el ezt az atalakito kupot, egyszeruen nincs hol megfogni, megutni.
Esetleg a behúzószár felso csapszeget ha kiutottem volna, eleri, de azon latszott, hogy nem ez a megoldas.
Csinalhattak volna valami valat a kupra, vagy menetet a kozepebe de nem.
Ez egy ilyen.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 19:54
Írta: Farkas Ádám Dátum 2010 június 24, 19:54
Ma csináltam egy pohártartót a marógépre :) igaz motort is tettem bele hogy legyen szabad kezem a kortyolgatáskor [#buck]. VIDEO




Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 június 24, 20:01
Írta: 000000000 Dátum 2010 június 24, 20:01
Klasszul kifaragtad! Nehogy forgács menjen a fogad közé![#nyes][#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 20:14
Írta: Farkas Ádám Dátum 2010 június 24, 20:14
Az semmi inkább az én fogaim közé szokott. A zsebeim estére mindig megtelnek forgáccsal :)
Cím: Re:Hagyományos forgácsológépek
Írta: gsbwxanch Dátum 2010 június 24, 20:39
Írta: gsbwxanch Dátum 2010 június 24, 20:39
Idézek...
Köszönöm, nem akarom bántani, max egy előtoló motort rakok rá... Van egy "nagy" CNC gépem amivel alut vagdosok (igaz nem publikáltam) de ez a HBM megmarad manuálisnak. (mert akkor hol marad az élvezet)
"
Alakul...
Mi lesz a következő lépés?[#nevetes1][#hamm]
Köszönöm, nem akarom bántani, max egy előtoló motort rakok rá... Van egy "nagy" CNC gépem amivel alut vagdosok (igaz nem publikáltam) de ez a HBM megmarad manuálisnak. (mert akkor hol marad az élvezet)
"
Alakul...
Mi lesz a következő lépés?[#nevetes1][#hamm]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 június 24, 20:57
Írta: Teaway Dátum 2010 június 24, 20:57
áááá...pont akkor van vége a videónak, amikor a motor beleütközne a falba...[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 21:12
Írta: Farkas Ádám Dátum 2010 június 24, 21:12
nagyon figyelsz :) ez pont előtoló motor ahogy megjósoltam...
50db alurudat kell síkba marnom négy oldalon, és kinőne a szakállam ha kézzel tekerném le mind [#rinya] Ez a "pohártartó" egy perc alatt fel, ill. levehető. Csak nagyobb munkákhoz teszem fel. Kézzel ilyenkor nem lehet tekerni az áttétel miatt... Ezzel ez még nem CNC[#ejnye1]
50db alurudat kell síkba marnom négy oldalon, és kinőne a szakállam ha kézzel tekerném le mind [#rinya] Ez a "pohártartó" egy perc alatt fel, ill. levehető. Csak nagyobb munkákhoz teszem fel. Kézzel ilyenkor nem lehet tekerni az áttétel miatt... Ezzel ez még nem CNC[#ejnye1]
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 21:13
Írta: Farkas Ádám Dátum 2010 június 24, 21:13
Igen a falbontást és a vért kivágtam [#beka2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 június 24, 21:42
Írta: 000000000 Dátum 2010 június 24, 21:42
Most akkor minden hátsó szándék nélkül: ha az egy egyenáramú motor, meg tudnád mondani mekkora karizom kell a tekeréshez? Mennyit vesz fel a motor? (elég pár watt?)
Cím: Re:Hagyományos forgácsológépek
Írta: gsbwxanch Dátum 2010 június 24, 21:46
Írta: gsbwxanch Dátum 2010 június 24, 21:46
Oké.:-)
[#eljen][#wave]
[#eljen][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 június 24, 21:51
Írta: bmejdz9nu Dátum 2010 június 24, 21:51
Jól megy? Úgy natúr erőből? vagy kell majd valami ami konstans módon tartja a sebességet?
... jó dolog ez az előtoló.... mióta nekem is van... azóta tudom :)... végállás kapcsolókat ne felejtsd el...
... jó dolog ez az előtoló.... mióta nekem is van... azóta tudom :)... végállás kapcsolókat ne felejtsd el...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 21:57
Írta: Farkas Ádám Dátum 2010 június 24, 21:57
most készül az elektronika és a végálláskapcsolók, az nagyon fontos!
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 június 24, 22:03
Írta: Farkas Ádám Dátum 2010 június 24, 22:03
Remélem ez nem provokáció!!! szóval ennél a sebességnél a motor 50-60W-ot vesz fel, persze a forgácsolás csak egy kis hányada ennek, a többi az áttétel veszteség és a gép súrlódása. De egy min. 100W-os motor ajánlott.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 június 24, 22:07
Írta: bmejdz9nu Dátum 2010 június 24, 22:07
Veszteség? Súrlódás? Ilyen is van ?:) Hát igen... van... 100W? Kiszámoljam neked elméletben mennyi kell ha jól csinálnád? max 1W :) Nade a gyári előtoló is "sok wattos"...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 június 24, 22:20
Írta: 000000000 Dátum 2010 június 24, 22:20
Szia Péter!
Jobb ha csendben maradsz....:) Ez a kézi tekerentyűs gép ugye "tele van" 0.002 súrlódási tényezőjű gördülő vezetékekkel. Ennek ellenére ahogyan Ádám írta, 50 W elég a nem is kicsi forgácsolási P-hez mindennel együtt. Erről beszéltem évek óta.:) Csak te nem hitted el...:)))) Ezért van most is 300 W-os buci dinamikájú előtolómotorod a CNC-den, amivel 0.05W valós P igénnyel tolsz elő szédületes 5 mm/s előtolás mellet.:) Ugye még nyákban sem tudsz levegőt szántani....képzeld hogy marnál K1-es anyagnál.:))0.5 mm/s hiába pörögnél X 10-ezerrel.
Jobb ha csendben maradsz....:) Ez a kézi tekerentyűs gép ugye "tele van" 0.002 súrlódási tényezőjű gördülő vezetékekkel. Ennek ellenére ahogyan Ádám írta, 50 W elég a nem is kicsi forgácsolási P-hez mindennel együtt. Erről beszéltem évek óta.:) Csak te nem hitted el...:)))) Ezért van most is 300 W-os buci dinamikájú előtolómotorod a CNC-den, amivel 0.05W valós P igénnyel tolsz elő szédületes 5 mm/s előtolás mellet.:) Ugye még nyákban sem tudsz levegőt szántani....képzeld hogy marnál K1-es anyagnál.:))0.5 mm/s hiába pörögnél X 10-ezerrel.
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 június 24, 22:44
Írta: bmejdz9nu Dátum 2010 június 24, 22:44
[#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 június 24, 23:07
Írta: robroy007 Dátum 2010 június 24, 23:07
el ne kezdjétek megint !!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2010 június 29, 15:10
Írta: bvadkrcds Dátum 2010 június 29, 15:10
Sziasztok!
BF20 Vario-t szeretnék átalakítani CNCsíteni...
Úgy gondoltam, hogy az Y-tengelyről levenném a marórészt és építenék neki egy új asztalt. Aluprofilból lenne és THK25-ös kocsik vezetnék meg a mechanikát. Tízes menetemelkedésű golyósorsóval. Kb.: 1000x800-as lenne a munkatér.
Úgy gondolom, ha már egyszer a CNC átalakításhoz amúgy is ki kéne cserélni benne az orsórészt... stb. apróságokat, akkor már lehetne jobb is.
Szeretném a véleményeteket kérni.
Köszi!
BF20 Vario-t szeretnék átalakítani CNCsíteni...
Úgy gondoltam, hogy az Y-tengelyről levenném a marórészt és építenék neki egy új asztalt. Aluprofilból lenne és THK25-ös kocsik vezetnék meg a mechanikát. Tízes menetemelkedésű golyósorsóval. Kb.: 1000x800-as lenne a munkatér.
Úgy gondolom, ha már egyszer a CNC átalakításhoz amúgy is ki kéne cserélni benne az orsórészt... stb. apróságokat, akkor már lehetne jobb is.
Szeretném a véleményeteket kérni.
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2010 június 29, 15:13
Írta: bvadkrcds Dátum 2010 június 29, 15:13
Még annyit tennék hozzá, hogy az alkatrészek az átépítéshez a találkozóról vannak. Így olcsóbb az átalakítás, mintsem új dolgokat vennék. Olcsóbbak és nagyobb munkateret tesznek lehetővé.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 július 06, 18:42
Írta: Teaway Dátum 2010 július 06, 18:42
1000mm-t áthidalni aluprofil-rendszerrel? És még egy BF20-as fejegységet is cipelne? Hát, nemtudom...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 08, 23:46
Írta: 000000000 Dátum 2010 július 08, 23:46
Üdv mindenkinek! Lennének kérdéseim HJózsefhez. Nem rég vettem egy ZX7045 digitális úthossz mérővel XY gépi előtolással egy marógépet. Látszatra olyan mint a HBM Tud -e valaki erről valamit mondani mert nem hallottam róla semmit. Vagy ugyanaz mint a HBM? Előre is köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 július 09, 00:13
Írta: HJózsi Dátum 2010 július 09, 00:13
Szervusz Józsi! A neten talált képek alapján nagyon hasonló! Jó lenne látni a tiédet! Linkelj be képet! Ezt súlycsoportot már elég sokan használjuk itt a fórumon és tudtommal mindenki szereti. A 320 kilójával már ad "némi" merevséget, az asztal mérete és mozgástartománya kényelmesebb mint a BF20-nak amin többen kezdtünk, az előtoló motor nagyon hasznos és jó, már nem tudom nélküle elképzelni... Ha ISO30 az orsó befogás, nálad is akkor valóban szinte ugyanaz... Mit szeretnél tudni róla?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 július 09, 00:30
Írta: HJózsi Dátum 2010 július 09, 00:30
Talán kiegészítésképpen érdemes lenne egy pillantást vetned Farkas Ádám gépére a #2001 hozzászólásban.
Ha jól látom kényelmesen megfér egymás mellett két 150-es gépsatu (de min. 125-ös)... persze, hogy a rozé is elférjen, Ádám készített egy előtolást az X-hez, így szabadon kortyolgathat, míg a gép dolgozik... :) A forgács nem hozott anyag Varsányi Pétertől ... :D azt mind a gép csinálta... Ez mindjárt egy további kiegészítő szükségességét veti föl, ez pedig egy jó porszívó ... [#wave]
Ha jól látom kényelmesen megfér egymás mellett két 150-es gépsatu (de min. 125-ös)... persze, hogy a rozé is elférjen, Ádám készített egy előtolást az X-hez, így szabadon kortyolgathat, míg a gép dolgozik... :) A forgács nem hozott anyag Varsányi Pétertől ... :D azt mind a gép csinálta... Ez mindjárt egy további kiegészítő szükségességét veti föl, ez pedig egy jó porszívó ... [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 09, 01:11
Írta: 000000000 Dátum 2010 július 09, 01:11
nekem ez a gép nagy ugrás eddíg az orosz kis kombinált géppel dolgoztam.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 09, 01:36
Írta: 000000000 Dátum 2010 július 09, 01:36
négyes morze a befogásom.még összekell szednem a tartozékokat patronkészlet stb a minőségéreől szeretnék hallani. Például a hajtómű készitek képet üdvözletem és jó északát.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 július 09, 11:54
Írta: HJózsi Dátum 2010 július 09, 11:54
A hajtóműről az tudna szólni aki sokat használja, Varsányi Péter már cserélt olajat,... Autotec (K.Laci) is nyúzza rendesen... Gabesz átkötötte a motort 230V-ra és frekiváltóval hajtja...
Tudok olyanról aki Metabond GT adalékot öntött az olajba és áradozik róla ...
Persze a rendeltetése inkább műhely, szerviz gép, nem napi 8 órában szalagszerű sorozatgyártás... persze egy jó darabig úgy is bírná .... Ez némelyik leírásában benne van.
Mi többen is a mérete mellett az ISO befogás miatt vettük, a Morzénél a szerszámcsere ...háát ... szóval nyűgösebb ...
Tudok olyanról aki Metabond GT adalékot öntött az olajba és áradozik róla ...
Persze a rendeltetése inkább műhely, szerviz gép, nem napi 8 órában szalagszerű sorozatgyártás... persze egy jó darabig úgy is bírná .... Ez némelyik leírásában benne van.
Mi többen is a mérete mellett az ISO befogás miatt vettük, a Morzénél a szerszámcsere ...háát ... szóval nyűgösebb ...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 július 09, 21:16
Írta: robroy007 Dátum 2010 július 09, 21:16
Kedden haza érkezett a kicsike!

ma sikerült áram alá helyezni is és meg volt az első simogató forgács leválasztás is csak a játék kedvéért
szeretném útmérőzni vagy tolómérővel vagy rendes digit útmérővel
200x400x400 a munkaterület + a gerenda még ad legalább 200 mm-t a munkához
eddig lecseréltem a kikapcsoló gombot, betápkábel kellett hozzá mert az eredetit fixen kötötték és egyszerűen csak levágták róla
kell majd egy ékszíj csere
rá kell jönni miért nem megy a villám meghajtás remélem csak elektromos kötözgetés lesz a baja (meg kellett volna nézni a biztiket a szekrényben lehet)
folyamatban van a gerenda orsójának cseréje 20x4-es balos trapéz kell bele miért is ne ebből csak úgy nem lehet venni szinte sehol de C15 minőségben lett és az 1 méteres darab még lehet 2x elég lesz a felújításhoz
az orsó szerelése kb 10-15 perc oda vissza plusz a köztes átszerelés ami szintén max 5 perc (bárcsak mindent ilyen gyorsan meg lehetne oldani és nem kellene órákig gubbasztani biz-b@sz csavarok ki pecázásával meg vissz a imádkozásával a helyére)
tartozékok
dönthető szögasztal
vésőfej
fúrófej
osztófej
körasztal
kaptam egy iso40-es patronbefogót mellé meg a satut
ami fog kelleni: egy leszorító készlet mindenképp
kiesztergáló fejet szeretnék
de mielőtt lekerül majd a mostani raklapról még sokat kell simogatni, hogy szép tiszta legyen
ma sikerült áram alá helyezni is és meg volt az első simogató forgács leválasztás is csak a játék kedvéért
szeretném útmérőzni vagy tolómérővel vagy rendes digit útmérővel
200x400x400 a munkaterület + a gerenda még ad legalább 200 mm-t a munkához
eddig lecseréltem a kikapcsoló gombot, betápkábel kellett hozzá mert az eredetit fixen kötötték és egyszerűen csak levágták róla
kell majd egy ékszíj csere
rá kell jönni miért nem megy a villám meghajtás remélem csak elektromos kötözgetés lesz a baja (meg kellett volna nézni a biztiket a szekrényben lehet)
folyamatban van a gerenda orsójának cseréje 20x4-es balos trapéz kell bele miért is ne ebből csak úgy nem lehet venni szinte sehol de C15 minőségben lett és az 1 méteres darab még lehet 2x elég lesz a felújításhoz
az orsó szerelése kb 10-15 perc oda vissza plusz a köztes átszerelés ami szintén max 5 perc (bárcsak mindent ilyen gyorsan meg lehetne oldani és nem kellene órákig gubbasztani biz-b@sz csavarok ki pecázásával meg vissz a imádkozásával a helyére)
tartozékok
dönthető szögasztal
vésőfej
fúrófej
osztófej
körasztal
kaptam egy iso40-es patronbefogót mellé meg a satut
ami fog kelleni: egy leszorító készlet mindenképp
kiesztergáló fejet szeretnék
de mielőtt lekerül majd a mostani raklapról még sokat kell simogatni, hogy szép tiszta legyen
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 július 09, 21:22
Írta: robroy007 Dátum 2010 július 09, 21:22
ja és a legfontosabb a gyártmány lemaradt!
nem gagyi! occóó kínai
hanem echte kínai amiben még van agyag
nem lemezből csinálták!
még olajjal kell feltölteni hajtóműveket mert az ablakban már nem látszik a szint
át kell azért még nézni sok mindent rajta mire nyugodt leszek a használatában
nem gagyi! occóó kínai
hanem echte kínai amiben még van agyag
nem lemezből csinálták!
még olajjal kell feltölteni hajtóműveket mert az ablakban már nem látszik a szint
át kell azért még nézni sok mindent rajta mire nyugodt leszek a használatában
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 09, 22:03
Írta: 000000000 Dátum 2010 július 09, 22:03
itt van a kép a gépről.

(javítva 1/2 modi)
(javítva 1/2 modi)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 július 10, 10:24
Írta: Teaway Dátum 2010 július 10, 10:24
Teljes lesz a cucc, ha lesz rajta Z gépi előtolás is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 10, 10:29
Írta: 000000000 Dátum 2010 július 10, 10:29
Minek az?
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 július 10, 10:44
Írta: Teaway Dátum 2010 július 10, 10:44
Ne kézzel kelljen tekerni...kényelmes vagyok[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 július 10, 21:40
Írta: 000000000 Dátum 2010 július 10, 21:40
Motoros fejemelés az van rajta.Meglehet csinálni hogy a motorját elektronikával szabájozni?
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 július 14, 18:34
Írta: Teaway Dátum 2010 július 14, 18:34
Bocsi...nálam az a gép előtolás.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 július 14, 23:18
Írta: 4um5b65d Dátum 2010 július 14, 23:18
Lámpás !
Most látom, hogy Fuss22-öt vettél.
Az egyik barátomnak is ugyanez van, de nincs meg hozzá a vízszintes tengely támasztó bakja.
Ha véletlenül 2db ilyen bak került a birtokodba akkor szólj de rögtön....
:)
Most látom, hogy Fuss22-öt vettél.
Az egyik barátomnak is ugyanez van, de nincs meg hozzá a vízszintes tengely támasztó bakja.
Ha véletlenül 2db ilyen bak került a birtokodba akkor szólj de rögtön....
:)
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 július 15, 06:20
Írta: yuagaci9g Dátum 2010 július 15, 06:20
Sajna, csak egy darab van, meg nem hasznaltam,
de ki tudja mit hoz a jovo?
400mm es korasztalom van ketto, az egyiktol szivesen megvalnek.
de ki tudja mit hoz a jovo?
400mm es korasztalom van ketto, az egyiktol szivesen megvalnek.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 augusztus 02, 13:23
Írta: Teaway Dátum 2010 augusztus 02, 13:23
"de mielőtt lekerül majd a mostani raklapról még sokat kell simogatni, hogy szép tiszta legyen"
Na...tiszta már?
Na...tiszta már?
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 augusztus 02, 14:13
Írta: robroy007 Dátum 2010 augusztus 02, 14:13
tisztább mint volt és dolgozgatok is rajta már heti 1-2-3 alkalommal
ma felkerült az útmérő is egy irányra a másik 3 irány még várat magára 1 hónapot sajnos
ezek után nem kell bajlódni a nóniusz tekergetésével annyit meg a holtjáték számítás is kimaradhat
ma felkerült az útmérő is egy irányra a másik 3 irány még várat magára 1 hónapot sajnos
ezek után nem kell bajlódni a nóniusz tekergetésével annyit meg a holtjáték számítás is kimaradhat
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 szeptember 11, 10:39
Írta: Teaway Dátum 2010 szeptember 11, 10:39
Remélem, most már minden irány a helyén van.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 11, 12:33
Írta: robroy007 Dátum 2010 szeptember 11, 12:33
hát sajnos az Uni-Max kicsit szívatóra vett mert úgy volt, hogy szeptemberben megkapom a hiányzó két 600-as útmérőt de nem kapták meg így nekem sincs még illetve az 1000-es is elfogyott közben
a gép megy forog villám előtolás minden OK rajta végre csak a Z nóniusz tárcsát kéne megbabrálni mert oda van a rögzítő csavarból a menet de szerintem ha nem lesz addig valami nagyon precíz melóm akkor megvárom azzal is az útmérőt
na ez nem lustaság csak van most éppen elég egyéb bajom
tegnap épp az egyik kollégának almadarálót csináltam rajta mert mindjárt itt van a nyakunkon a pálinka szezon
a gép megy forog villám előtolás minden OK rajta végre csak a Z nóniusz tárcsát kéne megbabrálni mert oda van a rögzítő csavarból a menet de szerintem ha nem lesz addig valami nagyon precíz melóm akkor megvárom azzal is az útmérőt
na ez nem lustaság csak van most éppen elég egyéb bajom
tegnap épp az egyik kollégának almadarálót csináltam rajta mert mindjárt itt van a nyakunkon a pálinka szezon
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 szeptember 11, 14:39
Írta: Teaway Dátum 2010 szeptember 11, 14:39
Mér nem főzi meggyből? Azt nem kell darálni[#hehe][#pias]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 szeptember 14, 19:58
Írta: 000000000 Dátum 2010 szeptember 14, 19:58
Szia.
Lehet már megoldódott a gondod ,de azért le írom.
Ilyen gépen dolgozgatok .
A kúpot úgy tudod kiszedni:Először kiveszed a patront (fordulatot 63 ra állítod és kulcs al meg lazítod a fent lévő anyát tengelyt,így kiesik a patron) utána fogsz egy megfelelő kulcsot a kúp 2 oldalán van két bevágás ráteszed a kulcsot a marodat a kúp alá teszed és egy határozott mozdulattal jobb-ról bal-ra meg ütöd a kulcs végét . És a tenyeredben landol a kúp.
Lehet már megoldódott a gondod ,de azért le írom.
Ilyen gépen dolgozgatok .
A kúpot úgy tudod kiszedni:Először kiveszed a patront (fordulatot 63 ra állítod és kulcs al meg lazítod a fent lévő anyát tengelyt,így kiesik a patron) utána fogsz egy megfelelő kulcsot a kúp 2 oldalán van két bevágás ráteszed a kulcsot a marodat a kúp alá teszed és egy határozott mozdulattal jobb-ról bal-ra meg ütöd a kulcs végét . És a tenyeredben landol a kúp.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 14, 21:10
Írta: robroy007 Dátum 2010 szeptember 14, 21:10
nem tudom nem iszok soha semmit ami alkoholos
eleve negyedelik, hogy ne legyen benne mag (cián) aztán meg jön az aprítás
de ha jól belegondolok maga a daráló igencsak húzós összegbe jönne ki, ha fizetni kéne érte a melóhelynek
csak a csavar volt hozzá 2500
az alap müanyag POM kilónként 2100
egy kis esztergályos meló
csapágy
ha fizetni kéne szerintem csak anyagárban legalább 30 eFt
és mindezt munkaidőben csináltuk (még szerencse, hogy más dolgunk nem volt)
az alma egyébként nagy és csak aprítani kell meggyből meg sokat kellene szedni tavaly asszem 1,2 tonna volt a szedett mennyiség így lett vagy 20l pálesz
eleve negyedelik, hogy ne legyen benne mag (cián) aztán meg jön az aprítás
de ha jól belegondolok maga a daráló igencsak húzós összegbe jönne ki, ha fizetni kéne érte a melóhelynek
csak a csavar volt hozzá 2500
az alap müanyag POM kilónként 2100
egy kis esztergályos meló
csapágy
ha fizetni kéne szerintem csak anyagárban legalább 30 eFt
és mindezt munkaidőben csináltuk (még szerencse, hogy más dolgunk nem volt)
az alma egyébként nagy és csak aprítani kell meggyből meg sokat kellene szedni tavaly asszem 1,2 tonna volt a szedett mennyiség így lett vagy 20l pálesz
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 14, 21:17
Írta: robroy007 Dátum 2010 szeptember 14, 21:17
ja meg a meggynél lehet olcsóbb az almát szedni
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 szeptember 14, 22:43
Írta: 000000000 Dátum 2010 szeptember 14, 22:43
Gratula a géphez használd egészséggel komoly kis gép.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 15, 07:14
Írta: robroy007 Dátum 2010 szeptember 15, 07:14
Köszönöm!
csak ne kellett volna annyit hallgatni miatta otthon
ez van amikor az asszony nem érti meg, hogy pénz hoz és nem visz hosszú távon
szeretem tegnap is ment egy kicsit igaz csak fusiba kollégának de, ha végre megjönne az útmérő akkor egész hónapban lenne rá melóm mire elkészítem az új asztalt a cnc-re
csak ne kellett volna annyit hallgatni miatta otthon
ez van amikor az asszony nem érti meg, hogy pénz hoz és nem visz hosszú távon
szeretem tegnap is ment egy kicsit igaz csak fusiba kollégának de, ha végre megjönne az útmérő akkor egész hónapban lenne rá melóm mire elkészítem az új asztalt a cnc-re
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 szeptember 16, 14:14
Írta: yuagaci9g Dátum 2010 szeptember 16, 14:14
Koszonom, mar tenleg megoldodott, ahogy irtam...
Bar nekem, hiaba kapcsolom a legkissebb sebessegre, nem fogja elegge a tengelyt,
csak kulcsal kel ellentartani a patroncserenel.
Ha ismered ezt a gepet, mondhatnal nehany tapasztalati tanacsot,
Mire kell ugyelni, kenes, gyenge pontok, apro trukkok. [#csodalk]
Bar nekem, hiaba kapcsolom a legkissebb sebessegre, nem fogja elegge a tengelyt,
csak kulcsal kel ellentartani a patroncserenel.
Ha ismered ezt a gepet, mondhatnal nehany tapasztalati tanacsot,
Mire kell ugyelni, kenes, gyenge pontok, apro trukkok. [#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: tatosa Dátum 2010 szeptember 20, 15:13
Írta: tatosa Dátum 2010 szeptember 20, 15:13
Sziasztok!
Mondjatok légyszi korekt megoldást a patron kivételére. Én egyszerűen kiütöm egy vörösréz rúd közbeiktatásával, de olyan érzésem van ez nem teljesen szakszerű.

képre job klikk tulajdonságokból kimásolni a címet és azt egy új lapon be linkelni, ha azt kapod amit látsz akkor ide már jól fog bekerülni
az egyik Modi
Mondjatok légyszi korekt megoldást a patron kivételére. Én egyszerűen kiütöm egy vörösréz rúd közbeiktatásával, de olyan érzésem van ez nem teljesen szakszerű.
képre job klikk tulajdonságokból kimásolni a címet és azt egy új lapon be linkelni, ha azt kapod amit látsz akkor ide már jól fog bekerülni
az egyik Modi
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2010 szeptember 20, 15:25
Írta: bvadkrcds Dátum 2010 szeptember 20, 15:25
Szia, Tatosa!
Ebben, Vbodi a szaktekintély. Őt kéne megkérdezni. Én is jártam hasonlóan, csak nálam az egész MK2 kúp beszorult. Én sem akartam ütni, de azt mondták... csak úgy fog kijönni, nyugodtan üthetem. Én is sajnáltam... de ez van. Azóta nem szorult bele.
Ebben, Vbodi a szaktekintély. Őt kéne megkérdezni. Én is jártam hasonlóan, csak nálam az egész MK2 kúp beszorult. Én sem akartam ütni, de azt mondták... csak úgy fog kijönni, nyugodtan üthetem. Én is sajnáltam... de ez van. Azóta nem szorult bele.
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2010 szeptember 20, 15:41
Írta: Sz.József Dátum 2010 szeptember 20, 15:41
Üdv!
Egy rendes patronbefogónál a kupaknak kell kihúzni (kimozdítani) a patront a fészekből.
A patronon körbe van egy vállrész amibe bele kell pattintani a kupakot és a kupakot a patronnal együtt kell a helyére tenni.
Láttam már olyat, hogy előbb beteszik a patront a fészekbe és utána tekerik rá a kupakot...
Tehát, előbb bepattint a kupakba a patront és azután betekerni...
Remélem tudtam segíteni...
Tehát a "dornit" el kell felejteni...
Egy rendes patronbefogónál a kupaknak kell kihúzni (kimozdítani) a patront a fészekből.
A patronon körbe van egy vállrész amibe bele kell pattintani a kupakot és a kupakot a patronnal együtt kell a helyére tenni.
Láttam már olyat, hogy előbb beteszik a patront a fészekbe és utána tekerik rá a kupakot...
Tehát, előbb bepattint a kupakba a patront és azután betekerni...
Remélem tudtam segíteni...
Tehát a "dornit" el kell felejteni...
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2010 szeptember 20, 15:45
Írta: Sz.József Dátum 2010 szeptember 20, 15:45
Utóirat...
Kivételnél a kupak meglazít és ha rendesen volt betéve akkor tovább tekerve a kupak kihúzza a patront a fészekből...
Kivételnél a kupak meglazít és ha rendesen volt betéve akkor tovább tekerve a kupak kihúzza a patront a fészekből...
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2010 szeptember 20, 15:51
Írta: Sz.József Dátum 2010 szeptember 20, 15:51
Érdekesség...
Volt egy közeli ismerősöm aki a patronbefogó készletet vissza akarta küldeni azzal a megjegyzéssel, hogy selejt, mert a kupakban van egy nem kívánatos "erős sorja", pedig az csak egy "köröm" ami kihúzza a patront a fészekből.
Mondtam neki ne tegye, mert furcsán fognak ránézni. Azóta megbarátkozott a "sorjával"...
Volt egy közeli ismerősöm aki a patronbefogó készletet vissza akarta küldeni azzal a megjegyzéssel, hogy selejt, mert a kupakban van egy nem kívánatos "erős sorja", pedig az csak egy "köröm" ami kihúzza a patront a fészekből.
Mondtam neki ne tegye, mert furcsán fognak ránézni. Azóta megbarátkozott a "sorjával"...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 20, 17:53
Írta: 4um5b65d Dátum 2010 szeptember 20, 17:53
Még egy dologgal kiegészíteném az általad mondottakat.
Nem szabad kivenni a szerszámot a patronból mindaddig míg ki nem húzattuk a patront.
Ellenkező esetben bent maradhat a patron, a hollander meg lecuppanhat róla.
Nem szabad kivenni a szerszámot a patronból mindaddig míg ki nem húzattuk a patront.
Ellenkező esetben bent maradhat a patron, a hollander meg lecuppanhat róla.
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2010 szeptember 20, 18:15
Írta: Sz.József Dátum 2010 szeptember 20, 18:15
Kössz a kiegészítést...
Teljesen igazad van.
Teljesen igazad van.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 20, 20:39
Írta: robroy007 Dátum 2010 szeptember 20, 20:39
ez a módszer elég maró gyilkos tud lenni!
mert fogni a dornit, a kalapácsot és ne essen az asztalra a maró amitől ugye egyből pattan elfelé az éle
nekem is vannak még hasonló problémáim mivel az anyában lévő ív nem tökéletes és hajlamos arra, hogy lazításnál nem simán de le lehet tekerni
amikor érzem, hogy kicsit szorul (mert a perem épp kapaszkodik húzó irányban a partonhoz) akkor kocogtatom az anyát ha nem sikerül a művelet akkor oldalról kocogtatom a partont és húzom a marót (erre vigyázni kell mert könnyen marót állít az ember a kezébe (Te húzod, amikor megindul meg a saját kezedbe ejted az asztalon a cuccot és a szerszám csak a bőrödbe tud fúródni fékezéskor Én már megtanultam))
vagy a barbár már nálam is magát a marót kell kocogtatni kicsit persze nem a 4-es szármarót és nem 2 kilós kalapáccsal
vagy lapos csavarhúzóval megpiszkálni a szűkölő réseknél a patront (nekem könnyű mert ER40-es patronjaim vannak ahol van rés és hézagméret is)
sajna még nem tudtam megrendelni az új anyát és hozzá egy új kulcsot pedig nagyon kéne már
mert fogni a dornit, a kalapácsot és ne essen az asztalra a maró amitől ugye egyből pattan elfelé az éle
nekem is vannak még hasonló problémáim mivel az anyában lévő ív nem tökéletes és hajlamos arra, hogy lazításnál nem simán de le lehet tekerni
amikor érzem, hogy kicsit szorul (mert a perem épp kapaszkodik húzó irányban a partonhoz) akkor kocogtatom az anyát ha nem sikerül a művelet akkor oldalról kocogtatom a partont és húzom a marót (erre vigyázni kell mert könnyen marót állít az ember a kezébe (Te húzod, amikor megindul meg a saját kezedbe ejted az asztalon a cuccot és a szerszám csak a bőrödbe tud fúródni fékezéskor Én már megtanultam))
vagy a barbár már nálam is magát a marót kell kocogtatni kicsit persze nem a 4-es szármarót és nem 2 kilós kalapáccsal
vagy lapos csavarhúzóval megpiszkálni a szűkölő réseknél a patront (nekem könnyű mert ER40-es patronjaim vannak ahol van rés és hézagméret is)
sajna még nem tudtam megrendelni az új anyát és hozzá egy új kulcsot pedig nagyon kéne már
Cím: Re:Hagyományos forgácsológépek
Írta: bmejdz9nu Dátum 2010 szeptember 20, 20:48
Írta: bmejdz9nu Dátum 2010 szeptember 20, 20:48
Jesszus :) Ahogy már írták... úgy kellene... én még ilyet nem is láttam, hogy...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 szeptember 20, 21:45
Írta: Teaway Dátum 2010 szeptember 20, 21:45
Hobby fórumban vagyunk...itt nem baj, ha vmi nem szakszerű...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 szeptember 20, 21:46
Írta: Teaway Dátum 2010 szeptember 20, 21:46
Na, most már láttál! [#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2010 szeptember 21, 10:02
Írta: ebalint Dátum 2010 szeptember 21, 10:02
Az sem árt, ha erősen poros munkánál - pl. fa - ellenőrizzük a "kupakcsavarban" kiképezett akármit, ami lehet az alant írt sorja, de lehet pl. egy horonyban elhelyezett acélrugó.
Én ennél faragtam rá, mert a horony annyira feltelt, hogy nem működött a rugó.
Egyébként a szerszámot alig bírtam kibányászni...
Kitisztítás óta rendben működik.
e.
Én ennél faragtam rá, mert a horony annyira feltelt, hogy nem működött a rugó.
Egyébként a szerszámot alig bírtam kibányászni...
Kitisztítás óta rendben működik.
e.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 14:54
Írta: 4um5b65d Dátum 2010 szeptember 21, 14:54
Svejk !
Most kapcsolok csak....
Te annak idején vettél egy csapágyazott patron hollandit, majd nemtetszésedet kifejezve megtapostad, mert hogy lötyög a csapágyazása.
Ha jobban belegondolunk akkor jobb is ha az lötyög, mert ha nem teljesen egytengelyű a csapágyban levő kúp és a menet akkor félrehúzhat szorításkor.
Há nem? Há de... :)
Most kapcsolok csak....
Te annak idején vettél egy csapágyazott patron hollandit, majd nemtetszésedet kifejezve megtapostad, mert hogy lötyög a csapágyazása.
Ha jobban belegondolunk akkor jobb is ha az lötyög, mert ha nem teljesen egytengelyű a csapágyban levő kúp és a menet akkor félrehúzhat szorításkor.
Há nem? Há de... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 14:58
Írta: svejk Dátum 2010 szeptember 21, 14:58
Már én sem tudom mi volt a bajom vele :(
Mindenesetre nálunk még csapágyakból lehet kapni olyat ami nem lötyög de központosan van köszörülve...
Mindenesetre nálunk még csapágyakból lehet kapni olyat ami nem lötyög de központosan van köszörülve...
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 15:37
Írta: 4um5b65d Dátum 2010 szeptember 21, 15:37
Na igen, csak ennél radiális csapágy elrendezést kell megvalósítani, de axiális erőhatás éri és ráadásul mindkét irányban éri az axiális erő, nem úgy mint egy ferde hatásvonalúnál.
Ha mindennek tökéletesen futnia kellene akkor a meneteket is köszörülni kellene edzés után. Az pedig jócskán megnyomná az árát.
Szóval én inkább a lötyögőset választanám.
Végül is egy axiális csapágy is lötyög radiális irányban és még axiálisan is ha nincs megterhelve.
Ha mindennek tökéletesen futnia kellene akkor a meneteket is köszörülni kellene edzés után. Az pedig jócskán megnyomná az árát.
Szóval én inkább a lötyögőset választanám.
Végül is egy axiális csapágy is lötyög radiális irányban és még axiálisan is ha nincs megterhelve.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 16:34
Írta: svejk Dátum 2010 szeptember 21, 16:34
No és mi a helyzet a nem csapágyas, egy anyagból levő anyával?
Bár elvileg köszörülhetnék de nem hiszem hogy beleférne a 2000 Ft-os kisker árba.
Egyébként igazából nem sokat szoroz ez a kb. 45 fokos kúp a végén, sokkal inkább a 8 fokos hosszú kúp vezeti meg.
Mondom ezt tapasztalatból is, mivel az első ilyen befogómat én magam farigcsáltam és anyát nem is kellett csinálnom, mert találtam egy ilyen menetű hollandit, gyakorlatilag a külső kúp nélkül szépen szorított.
Bár elvileg köszörülhetnék de nem hiszem hogy beleférne a 2000 Ft-os kisker árba.
Egyébként igazából nem sokat szoroz ez a kb. 45 fokos kúp a végén, sokkal inkább a 8 fokos hosszú kúp vezeti meg.
Mondom ezt tapasztalatból is, mivel az első ilyen befogómat én magam farigcsáltam és anyát nem is kellett csinálnom, mert találtam egy ilyen menetű hollandit, gyakorlatilag a külső kúp nélkül szépen szorított.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 17:31
Írta: 4um5b65d Dátum 2010 szeptember 21, 17:31
Valószínűleg sok eltérést nem fogsz tapasztalni, ha csak a patron homloklapjára fexik fel a hollandi belső homloklapja, vagy esetleg a hollandi kúp nélküli furata fexik fel a patron kúpjára.
De az is biztos, hogy elhúzza a szerszámodat ha valami nem derékszögű.
Ha felfűzöl egy tökéletesen futó menetes szárra egy 50mm hosszú perselyt és két oldalról anyával rögzíted a perselyt akkor érdekes dolgot lehet tapasztalni. Ha nem tökéletes az anyának a menete és a homloklapja közt a derékszögűség akkor meggörbül a menetes szár. Az indikátor óra "kiakad" annyit kezd kalimpálni.
Ugyanez a jelenség létrejön a patronnál is. Lehet hogy maga a patron tökéletesen fut, de a hollandi hibája pár század mm ütést belevisz a rendszerbe, amit a patron hibájának fogsz gondolni.
Szerintem az "egybeanyagos" hollandival szerelt patronbefogóknál nem is lehet elérni a tökéletes körfutást.
Ha mégis, az csak a véletlen műve. :)
De az is biztos, hogy elhúzza a szerszámodat ha valami nem derékszögű.
Ha felfűzöl egy tökéletesen futó menetes szárra egy 50mm hosszú perselyt és két oldalról anyával rögzíted a perselyt akkor érdekes dolgot lehet tapasztalni. Ha nem tökéletes az anyának a menete és a homloklapja közt a derékszögűség akkor meggörbül a menetes szár. Az indikátor óra "kiakad" annyit kezd kalimpálni.
Ugyanez a jelenség létrejön a patronnál is. Lehet hogy maga a patron tökéletesen fut, de a hollandi hibája pár század mm ütést belevisz a rendszerbe, amit a patron hibájának fogsz gondolni.
Szerintem az "egybeanyagos" hollandival szerelt patronbefogóknál nem is lehet elérni a tökéletes körfutást.
Ha mégis, az csak a véletlen műve. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 18:58
Írta: svejk Dátum 2010 szeptember 21, 18:58
Természetesen vannak, kell is legyenek különbségek, a működésükből adódóan.
A mezei ER-re pár század körfutást adnak, aztán van az ERC ami pontosabb. Amit én bütyköltem az is 3 századon belül szaladt egy 6-os szárral a patrontól 15 mm-re, lehet véletlen...
De nézzük az alapfelállást amiből most kiindultál.
Azt írtad azért "lötyög" hogy beálljon...
Nos, ha lötyög, ha nem akkor sem tud beálló lenni, ha a golyópályák nem futnak a menettel akkor ugyanúgy félrehúzzák a belső csapágyazott kúpos részt, mintha csak egy anyag lenne.
"Hát nem? Há de.." :)
A mezei ER-re pár század körfutást adnak, aztán van az ERC ami pontosabb. Amit én bütyköltem az is 3 századon belül szaladt egy 6-os szárral a patrontól 15 mm-re, lehet véletlen...
De nézzük az alapfelállást amiből most kiindultál.
Azt írtad azért "lötyög" hogy beálljon...
Nos, ha lötyög, ha nem akkor sem tud beálló lenni, ha a golyópályák nem futnak a menettel akkor ugyanúgy félrehúzzák a belső csapágyazott kúpos részt, mintha csak egy anyag lenne.
"Hát nem? Há de.." :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 19:04
Írta: svejk Dátum 2010 szeptember 21, 19:04
Ha pedig a golyópályák köszörülése precízen fut a menettel és a belsőrész kúpos palástjával, akkor nem kell hogy lógjon a belső rész.
Mint van is ilyen csapágyas patronokra példa, én is kapok egy ilyet a találkozón majd az egyik fórumtársunktól.
Mert a találkozókon szoktunk ám csak úgy adni-kapni mindenféle finomságot, de Te ezt sosem fogod megérezni, hiszen nem akarsz eljönni egyre sem :(((
Mint van is ilyen csapágyas patronokra példa, én is kapok egy ilyet a találkozón majd az egyik fórumtársunktól.
Mert a találkozókon szoktunk ám csak úgy adni-kapni mindenféle finomságot, de Te ezt sosem fogod megérezni, hiszen nem akarsz eljönni egyre sem :(((
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:19
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:19
Ejjjjj , a szkeptikus favágóját....
Hát nem ellopta a kopirájtos dumámat ?!? [#vigyor1]
Lehet, hogy igazad van, de hogy fogjuk ezt eldönteni?
Onnan is meg lehetne közelíteni a dolgot, hogy ez a golyós vacak alapvetően egy ipari használatra kitalált dolog.
Ha a "komoly-ipar" valamit bonyolultabban és drágábban old meg mint a hobbi-ipar annak kell, hogy legyen valami kézzel fogható előnye.
Persze ebben az esetben ez lehet hogy csak a kisebb húzóerő - nagyobb szorítóerő párosban testesül meg.
Ha lenne valakinek mindkettő hollandiból és hajlandó lenne kivesézni a különbségeket akkor rögtön többet tudnánk.
Hát nem ellopta a kopirájtos dumámat ?!? [#vigyor1]
Lehet, hogy igazad van, de hogy fogjuk ezt eldönteni?
Onnan is meg lehetne közelíteni a dolgot, hogy ez a golyós vacak alapvetően egy ipari használatra kitalált dolog.
Ha a "komoly-ipar" valamit bonyolultabban és drágábban old meg mint a hobbi-ipar annak kell, hogy legyen valami kézzel fogható előnye.
Persze ebben az esetben ez lehet hogy csak a kisebb húzóerő - nagyobb szorítóerő párosban testesül meg.
Ha lenne valakinek mindkettő hollandiból és hajlandó lenne kivesézni a különbségeket akkor rögtön többet tudnánk.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:24
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:24
Hallottad már a legendát Mátyás királyról, mikor álruhában körbejárt a nép közt ?
[#crazya]
[#crazya]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 19:31
Írta: svejk Dátum 2010 szeptember 21, 19:31
De idéztem :))
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 19:33
Írta: svejk Dátum 2010 szeptember 21, 19:33
De amíg álruhában volt, addig még jó szót sem kapott csak 25-öt a fenekére.
Nehogy így járj :))
Nehogy így járj :))
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:36
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:36
Őőőőő, erre a részre már nem emlékeztem...
A 3,14csába... :)
A 3,14csába... :)
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2010 szeptember 21, 19:46
Írta: D.Laci Dátum 2010 szeptember 21, 19:46
Úraim !! Hollander! Használjuk helyesen a nevét. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:50
Írta: 4um5b65d Dátum 2010 szeptember 21, 19:50
Uraim !! Nem Úraim! Használjuk helyesen a szót....
[#crazya][#nevetes1]
[#crazya][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 21, 19:55
Írta: svejk Dátum 2010 szeptember 21, 19:55
Örülj hogy nem azt mondom hogy űranya. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 20:48
Írta: 4um5b65d Dátum 2010 szeptember 21, 20:48
Basszki Laci, én nem találok idegen nyelven hollander kifejezést ami ezt az alkatrészt takarná.
Az Angol Magyar fordító egyszerűen hollandi-nak fordítja.
Honnan ered a szó ? Már múltkor is feszegettem. Ha holland találmány a cucc akkor nevezhetjük hollandinak is Magyarul.
De ha az eredetije úgy hangzik, hogy : "hole and er" akkor "lyuk és" valami lenne az eredeti.
Az Angol Magyar fordító egyszerűen hollandi-nak fordítja.
Honnan ered a szó ? Már múltkor is feszegettem. Ha holland találmány a cucc akkor nevezhetjük hollandinak is Magyarul.
De ha az eredetije úgy hangzik, hogy : "hole and er" akkor "lyuk és" valami lenne az eredeti.
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:17
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:17
Nem lehetséges,hogy Ő a keresett személy? "Knapp Róbert professzort és a magyar Hollander Aladárt vonta be. Laboratóriumában a világ első hidrodinamikus csatornáját építették meg. Ebben a szivattyúlapátozást tanulmányozták és megállapították mikor kezd a szivattyú kavitálni. Munkájuk eredményeképpen közel 90 %-os hatásfokú szivattyúkat tudtak építeni az eddigi átlagos 60 %-os hatásfokú szivattyúkkal szemben."...1920-as éveket írunk.Meg a szivattyún van egy halom kollander.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 23:21
Írta: 4um5b65d Dátum 2010 szeptember 21, 23:21
Hát én ezeket a hollandereket időben jóval előbbre tenném.
Szerintem amióta gőzmozdony van azóta ezeket ismerniük kellene.
Szerintem amióta gőzmozdony van azóta ezeket ismerniük kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:30
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:30
...és az nem lehet,hogy ez a Stephenson gyerek a mozdonyain úgy hegesztette össze a csöveket pl.inverteres hegesztővel és a Hollander Aladár később javasolta,hogy jobb lenne azért a holland(i)er.Években olyen sok különbség nem volt köztük:)))
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 21, 23:42
Írta: 4um5b65d Dátum 2010 szeptember 21, 23:42
Hát ez az inverteres dolog kissé elgondolkodtatott.
Ebből kiindulva nagy valószínűséggel a lovas szekerek fa részeit hagyományos ívhegesztővel rakták össze hurkapálcika elektródával.
[#taps][#nevetes1]
Ebből kiindulva nagy valószínűséggel a lovas szekerek fa részeit hagyományos ívhegesztővel rakták össze hurkapálcika elektródával.
[#taps][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:53
Írta: nffab2gnr Dátum 2010 szeptember 21, 23:53
...sőt amikor a romaiak építették azt a q-va hosszú vizvezeték rendszereket,nehogy'má nem tettek valahova 1-2 hollandit,jó lehet hogy kőből volt ....mert,hogy ez a fejtegetés szorosan tartozik a BF20,Kami...témához.Még jó hogy éjjel van az adminok már alszanak...
más: nem jössz Fehérvárra,vagy mész?
más: nem jössz Fehérvárra,vagy mész?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 szeptember 22, 00:14
Írta: svejk Dátum 2010 szeptember 22, 00:14
Az ám tényleg!
Két helybeli versenyző, elcincálhatnátok egymást....
Két helybeli versenyző, elcincálhatnátok egymást....
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 szeptember 22, 07:32
Írta: 4um5b65d Dátum 2010 szeptember 22, 07:32
Régebben úgy gondoltam, hogy nem megyek ilyen talikra, de most már annyian "b.sz.gatnak" miatta hogy terhesgondozásra is járok és úgy gondoltam betoppannék valamelyikre hogy belecsapjak a fórumlakók markába. :)
De hogy mikor azt még nem tudom...
Arra nekem újból kell születnem, hogy egy hétvégi napom szabad legyen.
De hogy mikor azt még nem tudom...
Arra nekem újból kell születnem, hogy egy hétvégi napom szabad legyen.
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2010 szeptember 22, 08:49
Írta: Rabb Ferenc Dátum 2010 szeptember 22, 08:49
Na akkor igyekezz, még három napod van rá!. Ilyen közel Pécsett-hez (remélem így az igazi kultúrfővárosi magyar - vagy nem?) soha nem volt még tali.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 24, 10:49
Írta: robroy007 Dátum 2010 szeptember 24, 10:49
NA most elárulom nektek, hogy nem értek valamihez!
a maró gép szerszámbefogóinál az ISO-40 BT-40 SK-40 között mi a különbség?
a maró gép szerszámbefogóinál az ISO-40 BT-40 SK-40 között mi a különbség?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 szeptember 24, 12:36
Írta: 000000000 Dátum 2010 szeptember 24, 12:36
az ISO40 és az SK40 alapvetöen ugyanaz. A BT40 pedig a behúzószár típusa.

Létezik viszont 2 ISO norma ezekre, az egyiknél nincs "nyak" a kúp tetején, a másiknál van.
Létezik viszont 2 ISO norma ezekre, az egyiknél nincs "nyak" a kúp tetején, a másiknál van.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 szeptember 24, 12:43
Írta: 000000000 Dátum 2010 szeptember 24, 12:43
Habár nem... hülyeség. Bocsánat.
Utána néztem gyorsan =)
Mind a 3 ugyanaz. A kúp azonos ezeknél. Van 2db ISO norma, amiszerint van olyan BT/SK/ISO aminek a kúp mögött nincs nyak, és van olyan aminek van.
DIN69871 vagy DIN2080. Adok-veszek #16564
Utána néztem gyorsan =)
Mind a 3 ugyanaz. A kúp azonos ezeknél. Van 2db ISO norma, amiszerint van olyan BT/SK/ISO aminek a kúp mögött nincs nyak, és van olyan aminek van.
DIN69871 vagy DIN2080. Adok-veszek #16564
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 szeptember 24, 12:46
Írta: 000000000 Dátum 2010 szeptember 24, 12:46
Valoszinüleg a különbözö nyelvterület miatt van több elnevezés. SK = SteilKegel = BT = Bold Taper
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 szeptember 24, 13:40
Írta: robroy007 Dátum 2010 szeptember 24, 13:40
na akkor keresek ISO/SK/BT-40-es kúppal:
fúró tokmányt
kiesztergáló fejet (50 vagy 75mm kb) az se baj, ha moze kúpos csak akkor kell kúp átalakító adapter is hozzá
ja és elérhető áron mert 1-300 eFt-t soha nem fog megérni nekem
orosz technika előnyben
fúró tokmányt
kiesztergáló fejet (50 vagy 75mm kb) az se baj, ha moze kúpos csak akkor kell kúp átalakító adapter is hozzá
ja és elérhető áron mert 1-300 eFt-t soha nem fog megérni nekem
orosz technika előnyben
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 október 04, 22:01
Írta: Teaway Dátum 2010 október 04, 22:01
És mennyi egy SK40/MK3 adapter?
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 október 05, 14:20
Írta: robroy007 Dátum 2010 október 05, 14:20
bolti ár kb 14 eFt
használt fele
ha csinálni kell akkor 10 körül indul
használt fele
ha csinálni kell akkor 10 körül indul
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 október 05, 21:52
Írta: 4um5b65d Dátum 2010 október 05, 21:52
Lámpás !
Ha jól emlékszem neked van FUS maród, ugye ?
A helyi cimborám érdeklődik, hogy nem tudsz e esetleg a géphez valami gépkönyv letöltési helyet, vagy esetleg nincs e neked ilyened.
Várom a válaszod.
Ha jól emlékszem neked van FUS maród, ugye ?
A helyi cimborám érdeklődik, hogy nem tudsz e esetleg a géphez valami gépkönyv letöltési helyet, vagy esetleg nincs e neked ilyened.
Várom a válaszod.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 05, 22:45
Írta: PSoft Dátum 2010 október 05, 22:45
Sziasztok!
AVIA FND25 marógépnek keresném a gépkönyvét,vagy linket ahonnan letölthető.
Elsősorban az elektromos rajzok érdekelnének.
Ő lenne az:


A gép megvan,viszont a vezérlő(kapcsoló)szekrénye hiányzik,azt kéne "legyártani".
Óriási segítség lenne az elektromos kapcsolási rajz,az utángyártáshoz.
Ha tudtok,segítsetek!
Előre is köszönöm.
AVIA FND25 marógépnek keresném a gépkönyvét,vagy linket ahonnan letölthető.
Elsősorban az elektromos rajzok érdekelnének.
Ő lenne az:
A gép megvan,viszont a vezérlő(kapcsoló)szekrénye hiányzik,azt kéne "legyártani".
Óriási segítség lenne az elektromos kapcsolási rajz,az utángyártáshoz.
Ha tudtok,segítsetek!
Előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 október 05, 22:49
Írta: 4um5b65d Dátum 2010 október 05, 22:49
Ezekben a gépekben az a jó, hogy egy villanyszerelő is össze tudja dobni a kapcsoló szekrényt.
Talán jobban járnál mint rajz alapján létrehozni egyet.
Talán jobban járnál mint rajz alapján létrehozni egyet.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 05, 23:25
Írta: PSoft Dátum 2010 október 05, 23:25
Nem akarok én villanyászhoz menni vele!
Van a háznál.:))
Úgy huszonéve jópár ehhez hasonló szerszámgépet újítottam fel(magyarítottam)elektromosan,(vörös proli,TOS,lengyel,bulgár gépeket)a volt cégemnél.
Van ezen a gépen jópár dolog,(a főorsó lágyindítása,egyenáramú fék,három mágneskuplung az előtolásnak,joystik az előtolásvezérléshez,elektromos végállások)amikhez azért jó lenne,ha megvolna támpontnak az eredeti kapcsolási rajza.
Így is meg lehet csinálni,a semmiből,csak így tízszer annyi idő,mire kibogarászol minden a géptestbe menő drótot,hogy ki-kivel van,meg mikor játszik.:)
Van a háznál.:))
Úgy huszonéve jópár ehhez hasonló szerszámgépet újítottam fel(magyarítottam)elektromosan,(vörös proli,TOS,lengyel,bulgár gépeket)a volt cégemnél.
Van ezen a gépen jópár dolog,(a főorsó lágyindítása,egyenáramú fék,három mágneskuplung az előtolásnak,joystik az előtolásvezérléshez,elektromos végállások)amikhez azért jó lenne,ha megvolna támpontnak az eredeti kapcsolási rajza.
Így is meg lehet csinálni,a semmiből,csak így tízszer annyi idő,mire kibogarászol minden a géptestbe menő drótot,hogy ki-kivel van,meg mikor játszik.:)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 05, 23:44
Írta: PSoft Dátum 2010 október 05, 23:44
Guggli-barátom talált egy képet a vezérlőszekrény belsejéről.
Így nézhetett ki "legény" korában:

Na,ezért kellene a rajz!
Így nézhetett ki "legény" korában:
Na,ezért kellene a rajz!
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 október 06, 06:36
Írta: yuagaci9g Dátum 2010 október 06, 06:36
Megvan a FUS22-es gepkonyv.
Mi legyen vele?
Szkenerem nincs, esetleg fotokat kuldjek?
Milyen nyelven erdekel?...Angol, francia vagy nemet szoveg van.
Mi legyen vele?
Szkenerem nincs, esetleg fotokat kuldjek?
Milyen nyelven erdekel?...Angol, francia vagy nemet szoveg van.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 október 06, 10:31
Írta: 4um5b65d Dátum 2010 október 06, 10:31
Ha nem túl nagy meló akkor kérlek fotózd le a cuccost.
Az angol szöveg teljesen jó, de még a Román is ha van, mert érti valamelyest a nyelvet, onnan települt át ide hozzánk.
Köszönöm a segítségedet.
Az angol szöveg teljesen jó, de még a Román is ha van, mert érti valamelyest a nyelvet, onnan települt át ide hozzánk.
Köszönöm a segítségedet.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 október 06, 10:36
Írta: 4um5b65d Dátum 2010 október 06, 10:36
Nem mondod, hogy épp villanyász lennél
?!?
Hogy neked micsoda szerencséd van... [#buck][#crazya]
Nem annyira bonyolult ez a szekrény. Én inkább még át is húznám a géptest vezetékelését, ha saját célra lesz. Jobb azt pontosan ismerni, hogy ki kivel van.
?!?
Hogy neked micsoda szerencséd van... [#buck][#crazya]
Nem annyira bonyolult ez a szekrény. Én inkább még át is húznám a géptest vezetékelését, ha saját célra lesz. Jobb azt pontosan ismerni, hogy ki kivel van.
Cím: Re:Hagyományos forgácsológépek
Írta: ukcge40u Dátum 2010 október 06, 12:56
Írta: ukcge40u Dátum 2010 október 06, 12:56
Az SK40 és a BT40 között az egyetlen különbség az, hogy a kúphoz képest a szerszámcserélő hornya máshol van. A BT40-esnél a kúptól messzebb van a horony, az SK40 pedig közelebb.
Hogy milyen gomba van beletekerve, az szinte mindegy, nálunk 3 féle gomba is van használatban SK40-hez.
Most megyek melózni, fotózok,és egyértelmű lesz. :)
Feltéve, hogy van rá igény... :)
Hogy milyen gomba van beletekerve, az szinte mindegy, nálunk 3 féle gomba is van használatban SK40-hez.
Most megyek melózni, fotózok,és egyértelmű lesz. :)
Feltéve, hogy van rá igény... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 október 06, 18:25
Írta: 000000000 Dátum 2010 október 06, 18:25
Fele ekkora méretben megtudod csinálni mai anyagokkal. Jó munkát hozzá!
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 06, 19:09
Írta: PSoft Dátum 2010 október 06, 19:09
Tudom,és úgy is lesz!:)
Közben a tulaj részéről felmerült a főorsó/frekiváltó gondolata is,mert állítása szerint:"van valami gondja a mechanikus váltónak is".[#conf][#csodalk]
Köszönöm a bíztatást.[#wave]
Közben a tulaj részéről felmerült a főorsó/frekiváltó gondolata is,mert állítása szerint:"van valami gondja a mechanikus váltónak is".[#conf][#csodalk]
Köszönöm a bíztatást.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 október 06, 20:57
Írta: Teaway Dátum 2010 október 06, 20:57
Kis fordulatnál a mechanikus váltó adta nyomaték verhetetlen. Érdemes megjavítani.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 06, 21:39
Írta: PSoft Dátum 2010 október 06, 21:39
Én is ezt mondom,de...
Tudod... ,ahogy a megrendelő "parancsolja"!!!:(
Tudod... ,ahogy a megrendelő "parancsolja"!!!:(
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 október 06, 21:48
Írta: Teaway Dátum 2010 október 06, 21:48
Ahogy nézem a szekrény belsejét, nem mai a csirke.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 október 06, 21:54
Írta: 000000000 Dátum 2010 október 06, 21:54
Háromszor akkora motor, frekiváltó és minden "OK".
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2010 október 06, 21:54
Írta: PSoft Dátum 2010 október 06, 21:54
Az adattáblája szerint 35 éves,és annyinak is néz ki.:))
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2010 október 16, 13:42
Írta: yuagaci9g Dátum 2010 október 16, 13:42
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2010 október 31, 12:25
Írta: designr Dátum 2010 október 31, 12:25
Figyelmetekbe szeretném ajánlani a következő hírdetést.Horizont marógép.
Az uriembernek több darab volt,a vele összetartozó,ugyancsak árult keresztszánnal együtt.Ez egy TCFM-100-as,Csepel szerszámgépgyár álltal gyártott nc gép főbb része.Volt szerencsém megnézni az eladónál a golyósorsósra átalakított szervómotoros testvérét.Maróként és esztergaként is használható,fénykorában Hunor vezérléssel ment.Az eredeti gép trapézmenetes oktatógépnek gyártotta a Csepel a rendszerváltás előtt 1984 körül fejlesztették.Nekem nincs cnc tervem vele,a kis Einhell 2/3 áráért megvett inkább 4 mint 3 mázsás gép egyelőre kézi hajtást kap ha majd lessz időm ,helyem összerakni.Nagyon masszív igazi ipari gép,iskolákban nem sokat ment,orsóvédőt lehúzva még kopás sem látszik.,Persze át kell nézni,a váltója 1-1,vagy 1-6 áttételű mechanikus+ az ékszíjj,Brutál..Gondolkoztam előszőr a főorsó függőlegesbe fordításában ,nem lehetetlen,de sokat kellene vágni,alakítani,így egy különmotoros román gyorsmarófejet fog kapni..Ha megtalálom linkelek képet az eredeti gépről,ha valaki marógépet szeretne építeni..
Az uriembernek több darab volt,a vele összetartozó,ugyancsak árult keresztszánnal együtt.Ez egy TCFM-100-as,Csepel szerszámgépgyár álltal gyártott nc gép főbb része.Volt szerencsém megnézni az eladónál a golyósorsósra átalakított szervómotoros testvérét.Maróként és esztergaként is használható,fénykorában Hunor vezérléssel ment.Az eredeti gép trapézmenetes oktatógépnek gyártotta a Csepel a rendszerváltás előtt 1984 körül fejlesztették.Nekem nincs cnc tervem vele,a kis Einhell 2/3 áráért megvett inkább 4 mint 3 mázsás gép egyelőre kézi hajtást kap ha majd lessz időm ,helyem összerakni.Nagyon masszív igazi ipari gép,iskolákban nem sokat ment,orsóvédőt lehúzva még kopás sem látszik.,Persze át kell nézni,a váltója 1-1,vagy 1-6 áttételű mechanikus+ az ékszíjj,Brutál..Gondolkoztam előszőr a főorsó függőlegesbe fordításában ,nem lehetetlen,de sokat kellene vágni,alakítani,így egy különmotoros román gyorsmarófejet fog kapni..Ha megtalálom linkelek képet az eredeti gépről,ha valaki marógépet szeretne építeni..
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2010 október 31, 12:41
Írta: designr Dátum 2010 október 31, 12:41
Meg is vanTCFM-100
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2010 október 31, 12:53
Írta: Teaway Dátum 2010 október 31, 12:53
Több, mint brutális! [#wow1]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 november 20, 12:25
Írta: HJózsi Dátum 2010 november 20, 12:25
Sziasztok!
Tegnap babazsúr volt nálunk, így gondoltam jobb helyem van a műhelyben! ... :) Jól gondoltam...
Egy régóta elmaradt projekt pont belefért az időbe... Az "Én így csináltam" rovathoz az alábbi megoldással járulnék hozzá :
"Főorsó útmérő felszerelése HBM 45 és hasonló felépítésű marógépekre."
Hozzávalók :
- 150mm-es vertikális útmérő
- 3 db M4 x 10 mm imbusz csavar
- 2 mm-es vaslemez
- 8 mm- es alu darabka
- 3,2mm , 4mm, 4,2 mm-es spirálfúró
- M4-es menetfúró
A végeredmény :

Lépések :
1. Előlap lekap - Van hely bőven, nem véletlen, hogy Autotec (Laci) mindenfélét be tudott pakolni ...

2. Ide kellene valahogy felvarázsolni ...

3. Felfogaró elemek elkészítve - vaslemez méretre vágva 4 db 4 mm-es furattal, az alu léc 2 db 3,2-es furattal majd M4-es menettel, az előlapba 2 db 4,2-es furat. (Az orsón lévő öv. bilincs kis fazonigazítás után szintén kapott egy furatot M4-es menettel.)

4. Összeszerelés

A csavarok csak lazán, meghúzás majd a helyén ...


5. Minden a helyén, csavarok meghúzva ... ( és pont készlettem a Megasztárra ... :D)

Tegnap babazsúr volt nálunk, így gondoltam jobb helyem van a műhelyben! ... :) Jól gondoltam...
Egy régóta elmaradt projekt pont belefért az időbe... Az "Én így csináltam" rovathoz az alábbi megoldással járulnék hozzá :
"Főorsó útmérő felszerelése HBM 45 és hasonló felépítésű marógépekre."
Hozzávalók :
- 150mm-es vertikális útmérő
- 3 db M4 x 10 mm imbusz csavar
- 2 mm-es vaslemez
- 8 mm- es alu darabka
- 3,2mm , 4mm, 4,2 mm-es spirálfúró
- M4-es menetfúró
A végeredmény :
Lépések :
1. Előlap lekap - Van hely bőven, nem véletlen, hogy Autotec (Laci) mindenfélét be tudott pakolni ...
2. Ide kellene valahogy felvarázsolni ...
3. Felfogaró elemek elkészítve - vaslemez méretre vágva 4 db 4 mm-es furattal, az alu léc 2 db 3,2-es furattal majd M4-es menettel, az előlapba 2 db 4,2-es furat. (Az orsón lévő öv. bilincs kis fazonigazítás után szintén kapott egy furatot M4-es menettel.)
4. Összeszerelés
A csavarok csak lazán, meghúzás majd a helyén ...
5. Minden a helyén, csavarok meghúzva ... ( és pont készlettem a Megasztárra ... :D)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 20, 14:07
Írta: Farkas Ádám Dátum 2010 november 20, 14:07
Én beraktam a fedél alá épp befér, a lemezt kivágtam, és a mérőlécből levágtam:

Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 20, 14:17
Írta: 4um5b65d Dátum 2010 november 20, 14:17
Köszönjük szépen Lámpás, átadom a dokumentációt a havernak.
Tud esetleg valamit ő is segíteni, mit gondolsz ?
Tud esetleg valamit ő is segíteni, mit gondolsz ?
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2010 november 20, 16:59
Írta: j99i206if Dátum 2010 november 20, 16:59
Ilyen útmérő kütyüt hol lehet beszerezni? Már én is gondolkodtam hogy a kis einhell-re jó lenne már csak a földönkívüli nóniusz beosztása miatt is, de nem igen találtam.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 20, 17:00
Írta: 4um5b65d Dátum 2010 november 20, 17:00
Unimaxnál található.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 20, 17:06
Írta: 000000000 Dátum 2010 november 20, 17:06
Vagy veszel a kínai bazárban 6000-ért egy 300-as digi tolómérőt és már meg is van, egy kis munkával.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 20, 17:40
Írta: 000000000 Dátum 2010 november 20, 17:40
És hogyan forgatod el a kijelzőt 90 fokkal tolómérönél?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 20, 18:02
Írta: 000000000 Dátum 2010 november 20, 18:02
Például így! Ez a második gépem volt, ezzel csináltam a Nagypirost.
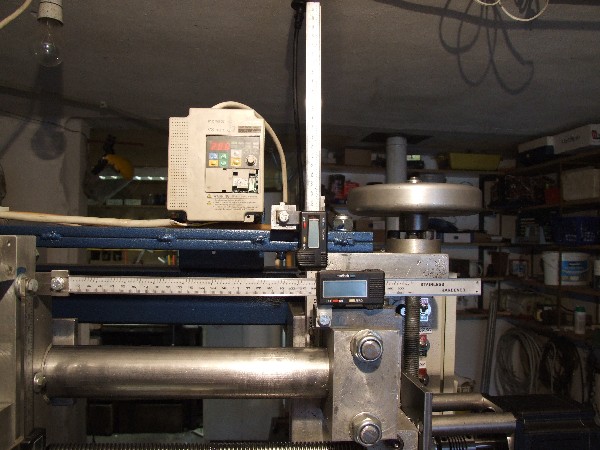
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 20, 18:05
Írta: 000000000 Dátum 2010 november 20, 18:05

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 20, 18:53
Írta: 000000000 Dátum 2010 november 20, 18:53
Ok , de így nem a kijelző lett elforgatva. [#hehe]
Ezzel a megoldásal nem vizszintesen van a Z kijelző.
Nem okozhat leolvasási problémát ha úgy nézel rá?
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 20, 19:15
Írta: robroy007 Dátum 2010 november 20, 19:15
Van egy koma aki importál ilyeneket
500 és 900mm-es hosszban
vatera link
Berkó Zoltán
mobil: nulla6 húsz 546-47-4négy
hívd bátran és hivatkoz rám nemrég vettem tőle két 600(500)-ast és pont olyan mint az uni-maxos csak olcsóbb
500 és 900mm-es hosszban
vatera link
Berkó Zoltán
mobil: nulla6 húsz 546-47-4négy
hívd bátran és hivatkoz rám nemrég vettem tőle két 600(500)-ast és pont olyan mint az uni-maxos csak olcsóbb
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 20, 19:18
Írta: robroy007 Dátum 2010 november 20, 19:18
nekem is fent van már a marón mind a három irányban, csak még nem volt időm felrakni a képeket pedig már egy hete készen vannak és hihetetlen jó vele dolgozni 100x megérte az árát
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 21, 07:33
Írta: 000000000 Dátum 2010 november 21, 07:33
Nem volt ezzel semmi gond, teljesen használható. Ilyet használok az esztergán is, ha hiányzik a hossz nóniusz. Tökéletes.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 november 21, 17:05
Írta: HJózsi Dátum 2010 november 21, 17:05
Pont a Te megoldásodat kerestem, mert emlékeztem, hogy süllyesztetted ... de nem találtam sehol, így maradt a nemesen egyszerű változat... :) Nálam a 2-3 évenkénti elemcsere egyszerűbb... :D
Ha meg majd zavarni fog, én is bepakolom ...
Ha meg majd zavarni fog, én is bepakolom ...
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 21, 17:17
Írta: Farkas Ádám Dátum 2010 november 21, 17:17
Már cseréltem elemet :) éppen lehet így is. Viszont az enyém már elvesztette ezzel a garanciát [#rinya]. Egyébként nem ide kéne tenni, mert így most nem tudjuk használni azt a gyári ütköztetőt.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2010 november 21, 17:24
Írta: HJózsi Dátum 2010 november 21, 17:24
Azt én is kivettem, igen időnként jól jön(ne) ...
Attila bácsi oldalra szerelte, a védőplexi tartó helyére ... pedig az is jól jön néha ... :)
Attila bácsi oldalra szerelte, a védőplexi tartó helyére ... pedig az is jól jön néha ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 21, 17:36
Írta: Farkas Ádám Dátum 2010 november 21, 17:36
A plexit azt azért használom... A forgács nem száll szanaszét a műhelyben , habár lassan tönkremegy mert a becsapódó forgács elhomályosítja.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 21, 21:29
Írta: 4um5b65d Dátum 2010 november 21, 21:29
Ha tömör polikarbonátra váltanál akkor karcolódáskor csak meg kell melegíteni hőlégfúvóval és egy rakás karc kisimul.
Védő szemüvegeknél legalább is bevált.
Védő szemüvegeknél legalább is bevált.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 21, 22:04
Írta: Farkas Ádám Dátum 2010 november 21, 22:04
Na ez nem volt jó ötlet, megpróbáltam a szemüveget megfúvatni, és rásimult az arcomra[#buck][#hawaii]
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 21, 22:30
Írta: 4um5b65d Dátum 2010 november 21, 22:30
Hú de kellemetlen.
Nem írtam, hogy kézben kell tartani..
bocsi :)
Nem írtam, hogy kézben kell tartani..
bocsi :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 22, 00:53
Írta: 000000000 Dátum 2010 november 22, 00:53
ha valakinek kell van egy rakat policarbonátom forgácsvédelmi ill egyéb célra.5mm-es, több m2, UV álló.....ja és a karcok ki is polírozhatóak belőle...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 22, 07:49
Írta: robroy007 Dátum 2010 november 22, 07:49
végre van egy kis időm és sikerült a fényképeket is össze raknom
szóval útmérő
az elhelyezés:


a kijelzők


szóval útmérő
az elhelyezés:
a kijelzők
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2010 november 22, 14:09
Írta: j99i206if Dátum 2010 november 22, 14:09
Ez nem rossz cucc láttam én is csak az a gáz hogy 1db 900-as elég lenne a 3 tengelyhez viszont, csak 1 db mérő-leolvasó van hozzá, így 3-at kéne venni [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: j99i206if Dátum 2010 november 22, 14:11
Írta: j99i206if Dátum 2010 november 22, 14:11
2 300-as meg 1 150-es elég lenne. A barmoljuk szét a tolómérőt dolog nálam nem jön be.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 november 22, 19:17
Írta: 000000000 Dátum 2010 november 22, 19:17
Mit értessz "barmolás" alatt?
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 22, 20:58
Írta: robroy007 Dátum 2010 november 22, 20:58
más választásod pedig nem nagyon lesz, ha nem veszel útmérőt
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 22, 21:14
Írta: 4um5b65d Dátum 2010 november 22, 21:14
Robroy, mit tud a kijelző rendszere ?
Látok rajta pár gombot, azok milyen funkciókkal bírnak ?
Ja és a legfontosabb: Ha kikapcsolja magát a készülék akkor mozdításra újraéled és onnan folytatja a számlálást ahol abbahagyta ?
Látok rajta pár gombot, azok milyen funkciókkal bírnak ?
Ja és a legfontosabb: Ha kikapcsolja magát a készülék akkor mozdításra újraéled és onnan folytatja a számlálást ahol abbahagyta ?
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 22, 21:26
Írta: robroy007 Dátum 2010 november 22, 21:26
On/off
abszolút mérés és inkrementális mérés az adott ponttól fogva 0 értékről ha ismét megnyomom akkor az abszolút értéken megy tovább ink belépésnél innentől kezdve mindig 0 értékkel indul
nullázó
inch mm váltó és egy ismeretlen
nem éled újra de nem felejti el a pozíciót
kb 5 perc után kapcsol ki ha nincs mozdulás
de jó és marha hasznos a hosszú drót igaz lehetne hozzá rövidebbet is meg hosszabbat is csinálni mert mind a két vége mini usb csak szét kell csavaroznia jeladó házat hozzá
abszolút mérés és inkrementális mérés az adott ponttól fogva 0 értékről ha ismét megnyomom akkor az abszolút értéken megy tovább ink belépésnél innentől kezdve mindig 0 értékkel indul
nullázó
inch mm váltó és egy ismeretlen
nem éled újra de nem felejti el a pozíciót
kb 5 perc után kapcsol ki ha nincs mozdulás
de jó és marha hasznos a hosszú drót igaz lehetne hozzá rövidebbet is meg hosszabbat is csinálni mert mind a két vége mini usb csak szét kell csavaroznia jeladó házat hozzá
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 22, 22:42
Írta: 4um5b65d Dátum 2010 november 22, 22:42
De mi lehet az az ismeretlen ? Milyen felirata van a gombnak ?
A többire gondoltam, hogy ezek lesznek.
Kár hogy nincs értékbeírási lehetőség.
Nekem nagyon hiányozna.
Megvárjuk míg Svejk ráizgul és megfejti a protokoll részét akkor már lehetne egy új elektronikával ezen is segíteni.
A többire gondoltam, hogy ezek lesznek.
Kár hogy nincs értékbeírási lehetőség.
Nekem nagyon hiányozna.
Megvárjuk míg Svejk ráizgul és megfejti a protokoll részét akkor már lehetne egy új elektronikával ezen is segíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 november 22, 23:00
Írta: svejk Dátum 2010 november 22, 23:00
Izgulok, izgulok mint állat, de hát az idő mindig nyer :(
Én a már meglevő DRO-mat alkalmaznám a nagyon sok jó szolgáltatás miatt.
De most azért vegyek egy komplett útmérőt hogy csak a lécet használjam??
Még mindig azt mondom hogy le kellene azt a nyákot gravírozni valakinek , akinek szuper pontos golyósorsója van a gépén.
És akkor mehet rá a LIDL-s fej :)
Én a már meglevő DRO-mat alkalmaznám a nagyon sok jó szolgáltatás miatt.
De most azért vegyek egy komplett útmérőt hogy csak a lécet használjam??
Még mindig azt mondom hogy le kellene azt a nyákot gravírozni valakinek , akinek szuper pontos golyósorsója van a gépén.
És akkor mehet rá a LIDL-s fej :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2010 november 22, 23:21
Írta: 4um5b65d Dátum 2010 november 22, 23:21
Azon a DRO-n sincs lehetőség értékbepötyögésre, ha jól emlékszem. Pedig az nagyon kellene, főleg egy esztergához.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 november 23, 08:05
Írta: svejk Dátum 2010 november 23, 08:05
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 23, 08:21
Írta: robroy007 Dátum 2010 november 23, 08:21
set gomb az utolsó de még nincs meg mire is jó valójéában
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 23, 08:54
Írta: Farkas Ádám Dátum 2010 november 23, 08:54
Nekem van egy méter hosszú köszörült c2-es golyósorsóm, kölcsönadom :) le kellene nyomni egy csíkot, aztán hozzáhitelesíteni egy gyári útmérőhöz, aztán ha van eltérés az egy méteren akkor azt hozzáadni és újra gravírozni. Ezt addig folytatni amíg a legjobb eredményt érnénk el.
Össze lehetne rakni egy célgépet.
Össze lehetne rakni egy célgépet.
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2010 november 23, 09:02
Írta: Farkas Ádám Dátum 2010 november 23, 09:02
egyébként ez a vaterás cucc nem is olyan drága... meg kellene keresni a gyártót és csak lécet venni tőle. Amcsiba 52 USD ez a szet akkor kínából 5000-nél nem sokkal lenne drágább egy 600-as
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 23, 11:17
Írta: robroy007 Dátum 2010 november 23, 11:17
mind kínai az biztos, ez a srác Olaszországon keresztül importálja
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 november 23, 11:36
Írta: svejk Dátum 2010 november 23, 11:36
Fej mindenféleképpen kell, kérdés hogy a tolómérőjé jó-e rá?
De akkor már megint ott vagyunk...
De akkor már megint ott vagyunk...
Cím: Re:Hagyományos forgácsológépek
Írta: Nejkoff István Dátum 2010 november 23, 21:55
Írta: Nejkoff István Dátum 2010 november 23, 21:55
Nekem van egyedileg le gyártott golyósorsóm szerszámgép pontosságú 8 évvel ezelőtt csináltattam. Nyákos útmérőt akarok vele majd gravírozni, ha sikerül.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2010 november 23, 22:38
Írta: svejk Dátum 2010 november 23, 22:38
Szuper, úgy látom sokunkat érdekel a dolog
Sasi is foglalkozna vele, de Ő most építkezik.
Sasi is foglalkozna vele, de Ő most építkezik.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2010 november 24, 10:12
Írta: robroy007 Dátum 2010 november 24, 10:12
kezembe került a használati utasítása az útmérőnek
megvan a set gomb funkciója
inch méretnél lehet vele tört rész osztását variálni szóval nekünk továbbra is hasztalan 99.98%-ban
megvan a set gomb funkciója
inch méretnél lehet vele tört rész osztását variálni szóval nekünk továbbra is hasztalan 99.98%-ban
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2010 december 31, 13:27
Írta: 000000000 Dátum 2010 december 31, 13:27
Sziasztok.Keresni indultam az internetre így találtam ezt az oldalt.Olyan kérdésem lenne egy régi magyar gyártmányú strigon 250-es marógéphez esetleg tudna valaki gépkönyvet, vagy lelőhelyet ahol be lehetne szerezni?
Előre is köszönöm.
Előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2011 január 03, 11:18
Írta: Vetesi75 Dátum 2011 január 03, 11:18
Sziasztok! Két kérdésem lenne.
Az "A28"-as ékszíj milyen európai méretnek felel meg? Fél coll széles és a hossza valahol 28" körül lehet... :) A kereskedő viszont egyből azt fogja kérdezni - ha átszámolom is, hogy "La, Lb vagy Li. ??? Megmérni nem tudom mert alákapta a másik szíj és szétszaggatta. Az alany egyébként egy Promac FX381 fúró-maró. A szíjfeszítő adta lehetőséget az egyes fokozatokban szinte teljesen kihasználja, ezért jó lenne, ha tudnék pontos méretet - kísérleteznem nem akaródzik.
Másik: Az ER32 befogómat szeretném időnként állványosfúrógépen is használni. A befogó behúzómenettel kombinált morse száras. A behúzószár menetébe kapható-e külön betekerhető menesztőlap. Gondolok egy csavarra, aminek a feje egy menesztrőlapban realizálódik. Így korrekt lehetne a kiütőékkel történő szerszámcsere. (Egy menetesszár darabot szoktam beletekerni, hogy elérje az ék, de volt már rá példa, hogy a rezgéstől betekeredett. :((( ) Ha létezik ilyen, akkor a kereskedelemben hogyan keressem?
Az "A28"-as ékszíj milyen európai méretnek felel meg? Fél coll széles és a hossza valahol 28" körül lehet... :) A kereskedő viszont egyből azt fogja kérdezni - ha átszámolom is, hogy "La, Lb vagy Li. ??? Megmérni nem tudom mert alákapta a másik szíj és szétszaggatta. Az alany egyébként egy Promac FX381 fúró-maró. A szíjfeszítő adta lehetőséget az egyes fokozatokban szinte teljesen kihasználja, ezért jó lenne, ha tudnék pontos méretet - kísérleteznem nem akaródzik.
Másik: Az ER32 befogómat szeretném időnként állványosfúrógépen is használni. A befogó behúzómenettel kombinált morse száras. A behúzószár menetébe kapható-e külön betekerhető menesztőlap. Gondolok egy csavarra, aminek a feje egy menesztrőlapban realizálódik. Így korrekt lehetne a kiütőékkel történő szerszámcsere. (Egy menetesszár darabot szoktam beletekerni, hogy elérje az ék, de volt már rá példa, hogy a rezgéstől betekeredett. :((( ) Ha létezik ilyen, akkor a kereskedelemben hogyan keressem?
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2011 január 04, 21:35
Írta: vjanos Dátum 2011 január 04, 21:35
Szia,
Itt egy SKF ékszíj katalógus
Eszerint:
Ékszíj megjelölése: A28;
Sorok száma: 1;
Névleges hosszúság (mm): 740;
Belső hosszúság (mm): 711;
Belső hosszúság (in): 28;
Szélesség (mm): 13;
Magasság (mm): 8;
Vagy egy másik link, az is kb ezeket az adatokat hozza.
Itt egy SKF ékszíj katalógus
Eszerint:
Ékszíj megjelölése: A28;
Sorok száma: 1;
Névleges hosszúság (mm): 740;
Belső hosszúság (mm): 711;
Belső hosszúság (in): 28;
Szélesség (mm): 13;
Magasság (mm): 8;
Vagy egy másik link, az is kb ezeket az adatokat hozza.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2011 január 15, 11:33
Írta: Vetesi75 Dátum 2011 január 15, 11:33
Szia! Köszönöm! A szíjkérdés megoldódott. 13x711Li-t vettem rá, majdnem rövid, de bízok benne, hogy még járódik...
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 január 30, 21:30
Írta: designr Dátum 2011 január 30, 21:30
Marógépet építőknek egy ötlet..régebben mindig ilyet kerestem,kis ráfordítással masszív gép építhető,de mégis elfér egy kisebb műhelyben.30+áfát megér.Műszerész marógép
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2011 január 30, 22:30
Írta: s7manbs8 Dátum 2011 január 30, 22:30
Jó leharcolt egy valamik azok. Annak a marónak a feje hol van ? A két tengely ott van , de az is kérdés milyen állapotú.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 január 30, 22:42
Írta: designr Dátum 2011 január 30, 22:42
Persze..szerintem a hajtást a vázon belül alulról kapja..látni kellene.Csak azt mondom ennyiért..Megvan a 3 szán..horizont kihajtásha akarsz,tehetsz rá egy fortunát-maróorsót..Nagyon masszívak ezek a régi gépek,és mégsem kell hozzájuk falat bontani..fel kell újjítani.HASZNÁLNI amíg bírod tekerni..A fadobozban pedig biztos nagyértékű szerszámbefogó::))már az többet ér..
Cím: Re:Hagyományos forgácsológépek
Írta: 279nwbpsa Dátum 2011 január 30, 23:31
Írta: 279nwbpsa Dátum 2011 január 30, 23:31
Ez vízszintes elrendezésű gép.Nem tartozik hozzá vertikálfej szerintem.Azért nem lehetetlen rá tenni.Ennyi pénzt pedig biztosan megéri,még ha van is vele meló.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2011 január 30, 23:42
Írta: s7manbs8 Dátum 2011 január 30, 23:42
Egy ilyen régi féle vas tudja a dolgát, az biztos, csak legfeljebb a festése nem valami bizalomgerjesztő a mai internetes csili-vili világban. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 február 16, 23:43
Írta: 000000000 Dátum 2011 február 16, 23:43
Azért nem az "adok-veszek" topicban, mert még igen erősen hezitálok rajta, de:
Valószínüleg eladóvá válik az Opti BF20L-em.2006-os modell /azaz fordulatszám kijelző nélküli/ nagyon megkímélt /kevesebb mint 100 üzemórával/ gépsatuval, ER32-es szettel gépállvánnyal, félkész hűtőrendszerrel, stb.stb.stb. Árat,képet csak érdeklődésre magánban!Valamint érdekelhet értékegyeztetéssel HBM 45 csere /bár kétlem,hogy van ilyen...hiszen akinek "45-öse" van ,miért váltana kisebbre :) /
Valószínüleg eladóvá válik az Opti BF20L-em.2006-os modell /azaz fordulatszám kijelző nélküli/ nagyon megkímélt /kevesebb mint 100 üzemórával/ gépsatuval, ER32-es szettel gépállvánnyal, félkész hűtőrendszerrel, stb.stb.stb. Árat,képet csak érdeklődésre magánban!Valamint érdekelhet értékegyeztetéssel HBM 45 csere /bár kétlem,hogy van ilyen...hiszen akinek "45-öse" van ,miért váltana kisebbre :) /
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2011 február 18, 14:01
Írta: Csuhás Dátum 2011 február 18, 14:01
Felraktam a tárra az ipari szakkönyvtár Marás című kötetét. Eddig is fent volt, de hibás volt a file.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 február 23, 19:53
Írta: 000000000 Dátum 2011 február 23, 19:53
Engem lehet, hogy érdekel a csere, küldtem emailt.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 február 27, 13:46
Írta: designr Dátum 2011 február 27, 13:46
ER32 patronkészlet olcsón..Patronkészlet.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 14, 10:54
Írta: HJózsi Dátum 2011 április 14, 10:54
Egy kiforrott BF 25 cnc-sítés megoldás ötletadónak a cnc-steuerung-nál :
- 1,1kW főorsó motor
- SK30-as főorsó ( ISO30 ) mint újdonság

1,1kW-os alu házas 3f villanymotort lehet kapni pl. az IRAMKO-nál 2pólusú ~25e+fa, 4pólusú ~29e+fa ...
- 1,1kW főorsó motor
- SK30-as főorsó ( ISO30 ) mint újdonság
1,1kW-os alu házas 3f villanymotort lehet kapni pl. az IRAMKO-nál 2pólusú ~25e+fa, 4pólusú ~29e+fa ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 14, 11:31
Írta: HJózsi Dátum 2011 április 14, 11:31
CNC-Steuerung Link a további részletekért ...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2011 április 14, 12:27
Írta: Csuhás Dátum 2011 április 14, 12:27
Ennyiért szívesen megvettem volna, de már régen leütötték. :-( A saját készletemből is hiányzik néhány méret, arra is keresnék ilyen árszintű megoldást.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 április 14, 12:44
Írta: svejk Dátum 2011 április 14, 12:44
Az SK30-on én is gondolkoztam.
Van az eredeti morzés főorsóról robbantott rajzod?
Van az eredeti morzés főorsóról robbantott rajzod?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 április 14, 13:26
Írta: designr Dátum 2011 április 14, 13:26
A szögmérőre kiköltekeztél,mit akarsz::))Ilyen árakra azonnal le kell csapni..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2011 április 14, 16:42
Írta: Csuhás Dátum 2011 április 14, 16:42
Le is csaptam volna ha észreveszem. Ide most csak azért írtam mert hátha van valakinek többlet er32 patrona amire nincs szüksége.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 14, 21:50
Írta: HJózsi Dátum 2011 április 14, 21:50
A gépkönyvében van, átküldöm mailben, mert pdf ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 15, 14:41
Írta: HJózsi Dátum 2011 április 15, 14:41
Mennyire komolyan gondoltad? Lehet, hogy ebből is egy több darabos dolog lehetne, Székesfehérváron egy ritkán látogató fórumtárs is szeretne ilyet, mert egy másik gépe ISO30-as és akkor a szerszámok ugye ... Gondolom páran még jelentkeznének BF20 SK30 főorsóra ... pláne, ha szerszámcserélősre előkészített lenne ...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 április 15, 18:17
Írta: svejk Dátum 2011 április 15, 18:17
Nem értjük egymást félre?
Én csak arra gondoltam, hogy a meglevő BF20-am morzés orsóját kicserélném SK30-asra, mert ugye nekem is rengeteg SK befogóm van.
Azért kértem a rajzot, hogy vajon a külsejük egyforma-e, azaz a régi mintájára megcsinálni az SK30-ast.
(ugye az SK30-asaimhoz csináltattam Jóskával a kissé sokáig készülő tengelyt, de azt már nem lehet a BF20-hoz alakítani)
.
Én csak arra gondoltam, hogy a meglevő BF20-am morzés orsóját kicserélném SK30-asra, mert ugye nekem is rengeteg SK befogóm van.
Azért kértem a rajzot, hogy vajon a külsejük egyforma-e, azaz a régi mintájára megcsinálni az SK30-ast.
(ugye az SK30-asaimhoz csináltattam Jóskával a kissé sokáig készülő tengelyt, de azt már nem lehet a BF20-hoz alakítani)
.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 április 15, 18:25
Írta: svejk Dátum 2011 április 15, 18:25
Még egyszer elolvasva mégis egyről beszélünk, azaz a régi BF20-ban orsócsere.
Ha le tudod gyártatni szerintem még az Optimum Hungária is venne belőle, de az Ebay-en tuti sláger lenne :)
Ha le tudod gyártatni szerintem még az Optimum Hungária is venne belőle, de az Ebay-en tuti sláger lenne :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 15, 19:36
Írta: HJózsi Dátum 2011 április 15, 19:36
Ja, én meg pont a Jóskára gondoltam, mert emlékeztem, hogy csinált valamit... na akkor kuglizhatunk BF20 főorsó műhelyrajz után a gépkönyv robbantottja gyártáshoz kevés ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 15, 19:43
Írta: HJózsi Dátum 2011 április 15, 19:43
Érdekes módon a bf20.com oldalon egész sok infó található, még a főorsó kiszedése is ... ;)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 április 15, 19:50
Írta: svejk Dátum 2011 április 15, 19:50
Nem is tudtam, hogy kúpgörgőssel van szerelve.
nem tűnik bonyinak a tengely, a bordákat sem kell századosra marni...
Laslie-nek 135 perc, meg egy lityi tej lenne a komplett megmunkálás [#crazya]
nem tűnik bonyinak a tengely, a bordákat sem kell századosra marni...
Laslie-nek 135 perc, meg egy lityi tej lenne a komplett megmunkálás [#crazya]
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 15, 20:41
Írta: HJózsi Dátum 2011 április 15, 20:41
Varsa 2007-ből : "Az MK2-es kúpot akarod használni? Mert az "kalapácsos" rendszerű... míg az SK30 és Sk40 és társaikból maguktól esnek ki a befogatott dolgok... ha jól tudom... " :D
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 április 15, 20:44
Írta: HJózsi Dátum 2011 április 15, 20:44
Ez még jobb : "Füst-el ment... Kijött belőle...
Látnod kellett volna... tűzijáték is volt! ... még jó, hogy a fedele nem volt rajta... mert akkor csak a ropogást lehetet volna hallani!
A végén a biztit leverte... ámen...
A halottkém megállípította: a kummutátoron minden második rövidzár... ámen...
Még jó, hogy garanciális még! " :DD
Nem semmi, hogy ez már történelem ...
Látnod kellett volna... tűzijáték is volt! ... még jó, hogy a fedele nem volt rajta... mert akkor csak a ropogást lehetet volna hallani!
A végén a biztit leverte... ámen...
A halottkém megállípította: a kummutátoron minden második rövidzár... ámen...
Még jó, hogy garanciális még! " :DD
Nem semmi, hogy ez már történelem ...
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 április 18, 18:23
Írta: designr Dátum 2011 április 18, 18:23
Műszerész marógép-Pantográf?Jó árban..Marógép
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 április 18, 19:26
Írta: svejk Dátum 2011 április 18, 19:26
Köszi a tippet a barátom nevében!
Jövök egy sörrel Neked:)
Jövök egy sörrel Neked:)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2011 április 18, 20:20
Írta: designr Dátum 2011 április 18, 20:20
Használja egészséggel::))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 április 24, 19:52
Írta: 000000000 Dátum 2011 április 24, 19:52
Nem tudja valaki véletlenül a HBM masinák RAL kódját(természetesen a kékre gondolok)....????
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2011 április 25, 08:45
Írta: Teaway Dátum 2011 április 25, 08:45
5012
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 április 25, 08:51
Írta: 000000000 Dátum 2011 április 25, 08:51
ezer és egy köszönet!
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 03, 16:24
Írta: mxjj54gxi Dátum 2011 május 03, 16:24
Sziasztok!
Van egy vadi új BF 20 vario gépünk.
Kolléga elkezdett dolgozni rajta, kb 20 perc után megállt.
5 perc szünet után újabb 10 percet megy.(1mm fogásmélység, kézi előtolással, egyáltalán nem nyomta neki) Motordeklit levettük, motor kicsit meleg volt, raktunk rá ventit ideiglenesen (ződsárgával), ekkor is leállogat.
Kibontottam az elektronikát, minden tök hideg, kivéve a hálózati trafót.
Van valakinek tapasztalata ilyen leállásról? Minél kevesebbet kisérleteznék vele, elsőnek a hálózati trafó helyett belógatok valami erősebbet, de fura, hogy visszaállós hőbizti lenne benne, nem örökre kiolvadós? (mondjuk nem baj, csak még nem tapasztaltam ilyet, általában minden mindig csak egyszer olvadt ki eddig)
Van egy vadi új BF 20 vario gépünk.
Kolléga elkezdett dolgozni rajta, kb 20 perc után megállt.
5 perc szünet után újabb 10 percet megy.(1mm fogásmélység, kézi előtolással, egyáltalán nem nyomta neki) Motordeklit levettük, motor kicsit meleg volt, raktunk rá ventit ideiglenesen (ződsárgával), ekkor is leállogat.
Kibontottam az elektronikát, minden tök hideg, kivéve a hálózati trafót.
Van valakinek tapasztalata ilyen leállásról? Minél kevesebbet kisérleteznék vele, elsőnek a hálózati trafó helyett belógatok valami erősebbet, de fura, hogy visszaállós hőbizti lenne benne, nem örökre kiolvadós? (mondjuk nem baj, csak még nem tapasztaltam ilyet, általában minden mindig csak egyszer olvadt ki eddig)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2011 május 03, 17:38
Írta: Teaway Dátum 2011 május 03, 17:38
Mekkora fordulaton ment?
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 03, 20:03
Írta: mxjj54gxi Dátum 2011 május 03, 20:03
1500 a maróorsón, és a lassabb mechanikus áttétel.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 03, 20:23
Írta: 000000000 Dátum 2011 május 03, 20:23
(nekem soha semmi bajom nem volt a BF20L-ammal...) vidd vissza, csinálják meg garanciálisan!
...van "bimetálos" hővédelem, előfordulhat ebben is, de akkor az gyárilag rossz...
...van "bimetálos" hővédelem, előfordulhat ebben is, de akkor az gyárilag rossz...
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 03, 21:24
Írta: mxjj54gxi Dátum 2011 május 03, 21:24
13 évig szervizes voltam. Semmit nem viszek szervizbe, amíg nem tudom mi a baja. Engem ne vegyenek palira mindenféle trükkös hantával!
Ráadásul szerintem jobban is értünk az elektronikájáhhoz, mint a szervizek, lévén elektronikus hajtásokat tervező kollégákkal vagyok körbevéve.
Szervizbe csak akkor kerül majd, ha pénzbe kerülő megoldással javítható csak.
Ráadásul szerintem jobban is értünk az elektronikájáhhoz, mint a szervizek, lévén elektronikus hajtásokat tervező kollégákkal vagyok körbevéve.
Szervizbe csak akkor kerül majd, ha pénzbe kerülő megoldással javítható csak.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 03, 21:43
Írta: 000000000 Dátum 2011 május 03, 21:43
úgy látszik elbeszélünk egymás mellett....nem a szakmai tudásodban kételkedem, hanem abban, hogy ha egy csavarhoz is hozzányúlsz, oda a garancia és amíg eddig megcsinálták volna ingyen , GARANCIÁLISAN a hibát, most már egy alátét csere is alkatrész ár+5000/óra szervízdíj....én azt vallom, hogy hiába értek akármihez, négyszázezer forintér a seggem is nyalják ki a szervízbe, nemhogy elnézést kérnek, hogy tíz percnél tovább tartott kicserélni a hibás alkatrészt.ÉS ha majd lejárt a garancia, akkor csinálom meg magamnak, jól.Addig meg minden rosszral odaviszem nekik a gépet, plusz a termelés leállása miatti kieséséemet is rájuk HTK-zom...
..amikor a kétnapos Optimum esztergámból folyt a hajtóműolaj, pénteken odavittem és a szervizes csávó hétvégén a szabadnapján drehálta a bronz "alátétet" a leeresztőcsavarhoz, hogy hétfő reggel nyolcra kész legyen a gépem, mire odamegyek...
..amikor a kétnapos Optimum esztergámból folyt a hajtóműolaj, pénteken odavittem és a szervizes csávó hétvégén a szabadnapján drehálta a bronz "alátétet" a leeresztőcsavarhoz, hogy hétfő reggel nyolcra kész legyen a gépem, mire odamegyek...
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 03, 22:53
Írta: mxjj54gxi Dátum 2011 május 03, 22:53
Nos,akkor most megbeszéltük a világnézetünket, :) de nekem nem erre volt szükségem, hanem, hogy valakinek volt-e hasonló tapasztalata?
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 04, 11:18
Írta: mxjj54gxi Dátum 2011 május 04, 11:18
Egyre érdekesebb ez a leállás!
Ráakasztottuk az árammérőt a motorra, és szkópon néztük az áramát, és meglepődve tapasztaltam, hogy az üresjárási áram 3 Amper! Terhelésre alig nő valamit. Tirisztoros szabályzója van (2 tirisztor, 3 dióda) és a kollégámnak nem tetszett, hogy nincs benne a motor előtt fojtó, így ráakasztottunk egyet (35mH), amitől rögtön jobb lett a szitu, üresjárási áram 2 amper körül mozog, de terhelésre most is alig nő.
Fura, mintha szorulása lenne a mechanikának, pedig teljesen könnyen jár.Viszont így nem áll le, még nagyobb fogásmélységgel sem!
Mostmár visrosszajzolom azt a kapcsolást, mert izgat! És csinálunk egy olyan árammérést is, ahol a motor ki van véve a gépből, mert ez nem kóser, ekkora üresjárással.
Csak menjen le rajta a meló, mert az meg kéne.
Elindult a kollégák fantáziája, és lehet, hogy rendes elektronikát fog kapni, három fázisról hajtott rendszert, hogy jobb legyen a gyárinál.
Ráakasztottuk az árammérőt a motorra, és szkópon néztük az áramát, és meglepődve tapasztaltam, hogy az üresjárási áram 3 Amper! Terhelésre alig nő valamit. Tirisztoros szabályzója van (2 tirisztor, 3 dióda) és a kollégámnak nem tetszett, hogy nincs benne a motor előtt fojtó, így ráakasztottunk egyet (35mH), amitől rögtön jobb lett a szitu, üresjárási áram 2 amper körül mozog, de terhelésre most is alig nő.
Fura, mintha szorulása lenne a mechanikának, pedig teljesen könnyen jár.Viszont így nem áll le, még nagyobb fogásmélységgel sem!
Mostmár visrosszajzolom azt a kapcsolást, mert izgat! És csinálunk egy olyan árammérést is, ahol a motor ki van véve a gépből, mert ez nem kóser, ekkora üresjárással.
Csak menjen le rajta a meló, mert az meg kéne.
Elindult a kollégák fantáziája, és lehet, hogy rendes elektronikát fog kapni, három fázisról hajtott rendszert, hogy jobb legyen a gyárinál.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 04, 14:14
Írta: 000000000 Dátum 2011 május 04, 14:14
teljes terhelésnél simán lehet 3,6A,üresjáratban azonban tényleg sok.A 2A reális lehet,bár már nem emlékszem a főorsó motor adatokra,csak az rémlik,h DC szénkefés 850W,de az se biztos.Az viszont igen,hogy Varsányi Péternek voltak motorproblémái.Ő egy 1KW-os háromfázisu motor+frekiváltó kombóval oldotta meg a problémát...
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 május 04, 14:35
Írta: wcsxp0uxa Dátum 2011 május 04, 14:35
Érdekes !
Nekem Bf 16-om van , az csak 500W-os .
45-ös homlokmaróval amikor nagyot fogtam ,azt
mondta a motor a rongykeréknek -hamm bekaplak !
2db-ot rendeltem tartalékba belőle.[#nevetes1]
Nekem Bf 16-om van , az csak 500W-os .
45-ös homlokmaróval amikor nagyot fogtam ,azt
mondta a motor a rongykeréknek -hamm bekaplak !
2db-ot rendeltem tartalékba belőle.[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 04, 16:36
Írta: mxjj54gxi Dátum 2011 május 04, 16:36
Jól emlékszel, 220V 850 watt DC kefés moci.
Üresjárásban valahol a 100mA környékén tudnék kapásból gondolkodni.
Üresjárásban valahol a 100mA környékén tudnék kapásból gondolkodni.
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 04, 16:37
Írta: mxjj54gxi Dátum 2011 május 04, 16:37
Na ez az, jóformán nulla erővel dolgozik az erőmű, valami nem kerek benne, de kiderítjük!
A kapcsirajza nincs meg valahol fellelhetően?
Visszafejtem ha muszáj, de ha nem kéne, jobb lenne.....
A kapcsirajza nincs meg valahol fellelhetően?
Visszafejtem ha muszáj, de ha nem kéne, jobb lenne.....
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 május 04, 18:37
Írta: HJózsi Dátum 2011 május 04, 18:37
A vezérlő típusa leolvasható? Pl.KBIC-240 v. KBLC-240 stb. ezekről van beállítási pdf-em...
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2011 május 05, 15:15
Írta: kmajer Dátum 2011 május 05, 15:15
Én lecseréltem a BF20-as hajtását és motorját,
az eredeti motor beteg lett...
Ha kell neked, elviszem Debrecenbe.
harminc-4120215
az eredeti motor beteg lett...
Ha kell neked, elviszem Debrecenbe.
harminc-4120215
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 május 05, 16:46
Írta: mxjj54gxi Dátum 2011 május 05, 16:46
Köszi fiúk az önzetlen felajánlásokat! :)
A hajtás tipusát majd megnézem, most nem vagyok ott.
Debrecenbe nem tudok lemenni, ma éjjel felrobbant a bojlerünk (nem vetette szét, csak saját magát, és mivel a padláson volt, kicsinyég szétázott a lakás), így megvana hétvégi programom: valahogy fürdőképessé tenni a házat.
De érdekes, hogy sok beteg motorról olvasok, ennyire kényes dolog egy ekkora DC motort jól megcsinálni??
A hajtás tipusát majd megnézem, most nem vagyok ott.
Debrecenbe nem tudok lemenni, ma éjjel felrobbant a bojlerünk (nem vetette szét, csak saját magát, és mivel a padláson volt, kicsinyég szétázott a lakás), így megvana hétvégi programom: valahogy fürdőképessé tenni a házat.
De érdekes, hogy sok beteg motorról olvasok, ennyire kényes dolog egy ekkora DC motort jól megcsinálni??
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 21, 22:00
Írta: 000000000 Dátum 2011 május 21, 22:00
Első sorban HJózsitól kérdezem de ha más is tudja azt se bánom,hogy mennyibe kerül a HBM45 höz gépi előtolás(gyári)?van-e X és Y ra is?ill. installálási tapasztalatok,tanácsok is érdekelnek.
köszönöm
köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 21, 22:29
Írta: 000000000 Dátum 2011 május 21, 22:29
Szerintem kicsivel olcsóbb lehet,mint a sieggépekhez kapható.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 21, 22:54
Írta: 000000000 Dátum 2011 május 21, 22:54
azért engem érdekelne egy konkrét összeg.... (a HBM hez teljesen más kialakitású előtolás van,innentől akár drágább is lehet sajnos...)
viszont frissült a SIEG honlap.... kicsit átnyálazom... :)
viszont frissült a SIEG honlap.... kicsit átnyálazom... :)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 május 22, 09:28
Írta: HJózsi Dátum 2011 május 22, 09:28
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 május 22, 14:33
Írta: 000000000 Dátum 2011 május 22, 14:33
köszönöm,ha jól emlékszem egy régebbi mailezésünk során kaptam tel.számot.amint aktuális lesz a dolog,csörgök!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 június 15, 16:41
Írta: 000000000 Dátum 2011 június 15, 16:41
Eladó egy keveset használt Optimum BF20L
fordulatszámmérő nélküli változat, gyári tartozékaival Ár 230,000.-Ft
Megtekinthető kipróbálható Miskolcon
0670 5747538
fordulatszámmérő nélküli változat, gyári tartozékaival Ár 230,000.-Ft
Megtekinthető kipróbálható Miskolcon
0670 5747538
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2011 június 26, 20:03
Írta: zyg3siamw Dátum 2011 június 26, 20:03
Megvéve.[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 június 27, 05:43
Írta: 000000000 Dátum 2011 június 27, 05:43
Így kell ezt csinálni![#eljen]
Azért a 30 rugót lealkudhattad volna.:)
Azért a 30 rugót lealkudhattad volna.:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 július 24, 21:11
Írta: 000000000 Dátum 2011 július 24, 21:11
elment az ex gépem?!? jól áron alul adtad el... a te ex géped most kap egy fej emelő motort (750w-os Einhell drótköteles emelö lesz átalakítva)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 05, 15:17
Írta: 000000000 Dátum 2011 szeptember 05, 15:17
Üdv!
Kérnék egy nagy szívességet. Lenne közöttetek valaki, aki pár perc erejéig meg tudna működés közben mutatni egy BF25 marógépet? Debrecen lenne az ideális, esetleg 50-100km-es környéke. Ha itt nem megy, Budapestig el tudok jutni.
Köszönöm!
Kérnék egy nagy szívességet. Lenne közöttetek valaki, aki pár perc erejéig meg tudna működés közben mutatni egy BF25 marógépet? Debrecen lenne az ideális, esetleg 50-100km-es környéke. Ha itt nem megy, Budapestig el tudok jutni.
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2011 szeptember 05, 17:02
Írta: bvadkrcds Dátum 2011 szeptember 05, 17:02
Szia!
Ők forgalmazzák. Optimum Hungária Kft. Cinkotai út 28-30. Budapest 1172
Hívd fel őket, hátha van bemutató darabjuk.
http://www.optiweb.hu/
Én, inkább ezt ajánlanám neked... egy fórumtársunk cége:
http://www.dolphincadcam.hu/HBM.php
Kérdezz rá, mások tapasztalataira a BF gépekkel kapcsolatban.
Ők forgalmazzák. Optimum Hungária Kft. Cinkotai út 28-30. Budapest 1172
Hívd fel őket, hátha van bemutató darabjuk.
http://www.optiweb.hu/
Én, inkább ezt ajánlanám neked... egy fórumtársunk cége:
http://www.dolphincadcam.hu/HBM.php
Kérdezz rá, mások tapasztalataira a BF gépekkel kapcsolatban.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 05, 17:46
Írta: 000000000 Dátum 2011 szeptember 05, 17:46
Köszönöm. Én is ezen az oldalon (hbm) néztem ki a bf25-t. Azért szeretném megnézni, mert szeretnék saját szemmel meggyőződni a kivitel minőségéről. Nincsenek irreális elvárásaim, egy megbízható, precíz hobbigépet keresek.
Annak nagyon örülnék, ha valaki pár mondatban összefoglalná a véleményét.
Annak nagyon örülnék, ha valaki pár mondatban összefoglalná a véleményét.
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2011 szeptember 05, 17:56
Írta: bvadkrcds Dátum 2011 szeptember 05, 17:56
Farkas Ádám (Sopron) 2010. jún. 24. 19:54 | Válasz | #2001
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2011 szeptember 05, 18:34
Írta: besirkyjh Dátum 2011 szeptember 05, 18:34
Szia
Debrecenben a DETAKER KFT forgalmazza , de a Vágohid utcárol eltüntek .
Van honlapjuk nézd meg hátha ott van valami info .
Debrecenben a DETAKER KFT forgalmazza , de a Vágohid utcárol eltüntek .
Van honlapjuk nézd meg hátha ott van valami info .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 05, 18:57
Írta: 000000000 Dátum 2011 szeptember 05, 18:57
A honlapjukon a kategóriák nagyrésze üres. Igazából az lenne az első segítség, ha valaki eligazítana, mi ez a rengeteg márka ugyanazzal a típusszámmal. Azonos minőségűek? Gondolom a gépek távolkeletről származnak.
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2011 szeptember 05, 20:25
Írta: besirkyjh Dátum 2011 szeptember 05, 20:25
Menj ki a boltukba ( Kertváros utca 2/b ),a Böszörményi utbol a laktanya mögött .
Ne a webshopot nézd .
Mivel hogy hivatalos márka képviselet ezért a kiválasztott terméket le is szálliják ha nincs raktáron itt .
Ne a webshopot nézd .
Mivel hogy hivatalos márka képviselet ezért a kiválasztott terméket le is szálliják ha nincs raktáron itt .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 05, 20:37
Írta: 000000000 Dátum 2011 szeptember 05, 20:37
Mindenképpen benézek hozzájuk. Jól sejtem, hogy az Optimum azért drágább picit, mert ez az eredeti, és a többi a klón? Pl. holzmann stb.
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2011 szeptember 05, 20:38
Írta: bvadkrcds Dátum 2011 szeptember 05, 20:38
Röviden, NEM! És NO komment!
Cím: Re:Hagyományos forgácsológépek
Írta: bvadkrcds Dátum 2011 szeptember 05, 20:39
Írta: bvadkrcds Dátum 2011 szeptember 05, 20:39
NO OPTIMUM!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 05, 21:29
Írta: 000000000 Dátum 2011 szeptember 05, 21:29
Ezek a gépek mind OM licenszes gépek,amiket kínában gyártanak!BF20,BF25,S3 stb.Az optimum picit drágább mint a többi,mert ők építettek egy campust kínába és kinnt van párszáz német MEO-s felügyelni a gyártást.És mi a baj az Optimummal???hát az,hogy sokan használják és minden el tud romlani.Miért jó a Paulimot vagy Holzmann stb.????Mert még senkinek sem romlott el,mert szinte NINCS is Mo.-n és nincs tapasztalat!!!Nekem 2005től 2010 ig Opti BF20L-m volt és soha semmi bajom nem volt vele. (miért adtam el?!?mert vettem egy 45-öset!!)Csak Opti vagy HBM!!!Ennek a kettőnek biztosan VAN szervíze és alkatrészraktára Mo.-n!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 06, 12:39
Írta: 000000000 Dátum 2011 szeptember 06, 12:39
A HBM hazai elérhetősége és ára szimpatikus, szóval ha döntök, akkor valószínűleg ott fogom keresni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 szeptember 06, 13:14
Írta: 000000000 Dátum 2011 szeptember 06, 13:14
HJózsi segít neked!Nagyon segítőkész!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 szeptember 06, 18:15
Írta: HJózsi Dátum 2011 szeptember 06, 18:15
Szia,
Bp-en van két ügyfélnek BF25 hosszú asztallal, mindketten "megcncsítették", az egyikre SINO útmérő rendszer is került, mert manuális lehetőséget is hagytak. További infókat küldök magánban, az én mailcímem a borlandos döglődik, beírtam az adatlapomba a jót, majd megkérem Pétert állítsa át ...
Bp-en van két ügyfélnek BF25 hosszú asztallal, mindketten "megcncsítették", az egyikre SINO útmérő rendszer is került, mert manuális lehetőséget is hagytak. További infókat küldök magánban, az én mailcímem a borlandos döglődik, beírtam az adatlapomba a jót, majd megkérem Pétert állítsa át ...
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2011 október 03, 19:12
Írta: kuv5p7226 Dátum 2011 október 03, 19:12
Urak!
Valaki csinált már BF20-ason befogó cserét valami ISO-ra? A neten láttam SK20-ast, asszem BF30-ra SK30-ast, de itthon valaki csinált-e ilyet? Valami kész megoldás érdekelne, nem bütykölni akarok vele.
Valaki csinált már BF20-ason befogó cserét valami ISO-ra? A neten láttam SK20-ast, asszem BF30-ra SK30-ast, de itthon valaki csinált-e ilyet? Valami kész megoldás érdekelne, nem bütykölni akarok vele.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 03, 20:06
Írta: 000000000 Dátum 2011 október 03, 20:06
Egy időben volt eBayen komplett ISO30as levegős működtetésű szerszámcserélős főorsó BF20-hoz.Megpróbálom belinkelni,ha megtalálom!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 03, 20:13
Írta: 000000000 Dátum 2011 október 03, 20:13
megvan.....SK20.....460€.....nem occó.Megpróbálom mobilról belinkelni...
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2011 október 03, 20:19
Írta: kuv5p7226 Dátum 2011 október 03, 20:19
Köszi, BF20-ra keresve nem volt a múlt héten még ilyesmi.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2011 október 03, 23:27
Írta: kuv5p7226 Dátum 2011 október 03, 23:27
Megvan!
http://www.ebay.de/itm/Werkzeugwechsler-Optimum-BF-20-Bohr-Frasmaschine-/310211320672?pt=Industriemaschinen&hash=item483a091b60
http://www.ebay.de/itm/Werkzeugwechsler-Optimum-BF-20-Bohr-Frasmaschine-/310211320672?pt=Industriemaschinen&hash=item483a091b60
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 05, 22:59
Írta: 000000000 Dátum 2011 október 05, 22:59
Most a HBM45-ös tulajokhoz szólnék!
Az történt, hogy egyszercsak marás közben elkezdett csúnya hangot kiadni a gép.Kb. 200-as fordulaton hajtotam, 60-as homlokmaróval 0,5-ös fogásmélységgel, Alu zártszelvényt síkoltam.Az picit cicergett, mivel nem tömör anyagról van szó, aztán a gép is rákezdett kattogni, ropogni.Valahol a hajtó mű felső részénél.Csak terhelésre, üresjáratban NEM! Vagy a főorsó felső csapágya vagy a hajtásnál az elektromotor utáni csapágy....szerintem.Valakinek valamilyen tapasztalat ez ügyben???Cserélt már valaki csapágyakat HBM45 hajtóműben???Kell hozzá szerszámgép lakatos vagy egyszerűbb a baj megoldása???
Válaszokat előre is köszönöm!
Az történt, hogy egyszercsak marás közben elkezdett csúnya hangot kiadni a gép.Kb. 200-as fordulaton hajtotam, 60-as homlokmaróval 0,5-ös fogásmélységgel, Alu zártszelvényt síkoltam.Az picit cicergett, mivel nem tömör anyagról van szó, aztán a gép is rákezdett kattogni, ropogni.Valahol a hajtó mű felső részénél.Csak terhelésre, üresjáratban NEM! Vagy a főorsó felső csapágya vagy a hajtásnál az elektromotor utáni csapágy....szerintem.Valakinek valamilyen tapasztalat ez ügyben???Cserélt már valaki csapágyakat HBM45 hajtóműben???Kell hozzá szerszámgép lakatos vagy egyszerűbb a baj megoldása???
Válaszokat előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2011 október 06, 07:14
Írta: besirkyjh Dátum 2011 október 06, 07:14
Szia
Lehet tévedek de a föorso és a maromotor között egy fogaskerék van és az ha jol emlékszem valami müanyag , több mint valoszinü hogy az darálta le magát .A csapágy hibára kicsi az esély .
Lehet tévedek de a föorso és a maromotor között egy fogaskerék van és az ha jol emlékszem valami müanyag , több mint valoszinü hogy az darálta le magát .A csapágy hibára kicsi az esély .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 06, 07:44
Írta: 000000000 Dátum 2011 október 06, 07:44
hmm.....Nem örülök, hogy ilyen árfekvésben is dolgoznak műanyag alkatrészekkel.Megnézem a gépkönyvben, ha odajutok.....köszi a tippet!
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 06, 08:48
Írta: hyuekyh7a Dátum 2011 október 06, 08:48
Majdnem vettem egyet én is, de a végén úgy döntöttem megépítem magamnak hajtóművestől komplett, keresztasztallal cnc-ítve.
Úgy látom jól döntöttem.
Úgy látom jól döntöttem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 06, 10:59
Írta: 000000000 Dátum 2011 október 06, 10:59
hááát......de gondolom nem állt meg 600.000alatt a dolog....
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 október 06, 11:57
Írta: HJózsi Dátum 2011 október 06, 11:57
Műanyag a BF20, BF 25-nél van, a HBM45-nek sebességváltós hajtóműve van fém fogaskerekekkel...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 október 06, 12:01
Írta: HJózsi Dátum 2011 október 06, 12:01
Jól kapcsoltad a sebességfokozatot? Inkább arra utal a jelenség, hogy vagy nem kapcsolódtak teljesen a fogak, vagy bekerült valami nem oda való dolog a fogaskerekekhez ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 06, 16:08
Írta: 000000000 Dátum 2011 október 06, 16:08
átjáratom a váltó karokat.Nem nagyon szoktam használni őket a freki váltó megoldja a fordulatszám választást.
Amúgy ha jól rémlik az Opti BF20L -ben minden fogaskerék fém volt....
Amúgy ha jól rémlik az Opti BF20L -ben minden fogaskerék fém volt....
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 október 06, 17:06
Írta: HJózsi Dátum 2011 október 06, 17:06
Jaaa, deLuxe változatot csináltál belőle ... :)
Akkor érdemes lenne kapcsolni más fokozatba, járatni, majd vissza és megnézni mi a helyzet...
Morgolódni ropogni nem szabad, lehet nem ártana egy olajcsere, közben egy endoszkópos vizsgálat ... "fogászatilag", szennyeződésügyileg...
Akkor érdemes lenne kapcsolni más fokozatba, járatni, majd vissza és megnézni mi a helyzet...
Morgolódni ropogni nem szabad, lehet nem ártana egy olajcsere, közben egy endoszkópos vizsgálat ... "fogászatilag", szennyeződésügyileg...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 06, 20:29
Írta: 000000000 Dátum 2011 október 06, 20:29
endosscope-os?!?hehe :))) majd béltükrözöm a kicsikét,de előre látom nem lesz félórás művelet....remélem nem kell fogaskereket cserélni...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 október 06, 20:46
Írta: HJózsi Dátum 2011 október 06, 20:46
A következő szállításkor rendelek egyet :

Endoscoop
Az olaj szintjelző ablak kicsavarható, ott dondoltam a "tükrözést" megejteni ...
Endoscoop
Az olaj szintjelző ablak kicsavarható, ott dondoltam a "tükrözést" megejteni ...
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 06, 21:11
Írta: hyuekyh7a Dátum 2011 október 06, 21:11
Még nincs kész, most kezdtem a héten.
A váz van meg, meg a sínek kocsival, ER 25 ös MK3 patronokkal, és a golyós orsók. Eddig 180 ezer, ha a cnc sietést nem számolom, mert ugye neked sem azzal lett véve,akkor még kb 150-200 ezer.
A váz van meg, meg a sínek kocsival, ER 25 ös MK3 patronokkal, és a golyós orsók. Eddig 180 ezer, ha a cnc sietést nem számolom, mert ugye neked sem azzal lett véve,akkor még kb 150-200 ezer.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 október 06, 21:34
Írta: svejk Dátum 2011 október 06, 21:34
Mutathatnál terveket, képeket.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 06, 21:41
Írta: hyuekyh7a Dátum 2011 október 06, 21:41
Ok majd csinálok képeket, U gerenda a váz merevítve 20-mm es lemezzel,ma marták síkba és derékszögbe, most szárad a festék nem tudok hozzá nyúlni :-)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 07, 07:10
Írta: 000000000 Dátum 2011 október 07, 07:10
hát azért kicsit szkeptikus vagyok ezeket az összegeket illetően.Én egy 4Wattos lézergravírt építek minimál mechanikával és tartok 200-250 környékén...
Gondolom nem vadonat új Bosch-Rexroth hajtással építed,ahol az orsó ára 30ezer 100mm-enként...
NADE nem is ez a lényeg,hanem,hogy TE építed és nagyon kiváncsian várjuk a szuper géped publikálását!!!
Gondolom nem vadonat új Bosch-Rexroth hajtással építed,ahol az orsó ára 30ezer 100mm-enként...
NADE nem is ez a lényeg,hanem,hogy TE építed és nagyon kiváncsian várjuk a szuper géped publikálását!!!
Cím: Re:Hagyományos forgácsológépek
Írta: 2vkx6unz Dátum 2011 október 07, 08:14
Írta: 2vkx6unz Dátum 2011 október 07, 08:14
Ilyet ne rendelje mert csak játék. Hacsak nem egy hosszú hattyúnyak a cél [#smile].
Sajnos ez mindössze egy kicsi kamera egy hattyúnyakon amit nem tudsz hajlítani bent a berendezésben... Ha meg ki akarod próbálni akkor tudok egy PC-re köthetőt kölcsönadni.
Sajnos ez mindössze egy kicsi kamera egy hattyúnyakon amit nem tudsz hajlítani bent a berendezésben... Ha meg ki akarod próbálni akkor tudok egy PC-re köthetőt kölcsönadni.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 08, 09:32
Írta: hyuekyh7a Dátum 2011 október 08, 09:32
Nem nem, ennyire nem drága az orsó, ilyen csak annak kell akinek nincs Mach és nem lehet az esetleges emelkedési eltéréseket beállítani!
Cím: Re:Hagyományos forgácsológépek
Írta: yzyu507f7 Dátum 2011 október 08, 13:41
Írta: yzyu507f7 Dátum 2011 október 08, 13:41
Mi van a HBM45-tel? Megtaláltad a hibát? Érdekelnének a fejlemények.
Tegnap szürkeöntvényeket síkoltam viszonylag nagy fogásokban, és meg sem kottyant a gépnek. [#smile]
Tegnap szürkeöntvényeket síkoltam viszonylag nagy fogásokban, és meg sem kottyant a gépnek. [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 08, 13:50
Írta: 000000000 Dátum 2011 október 08, 13:50
ááá,azóta le se jutottam a műhelyembe.Talán majd holnap lesz időm foglakozni a hiba feltárással.Ha találok vmi "érdekeset" dokumentálom
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 08, 17:44
Írta: 000000000 Dátum 2011 október 08, 17:44
Szia nézd meg a meghajtómotor és a sebváltó közti reteszt.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 08, 18:02
Írta: hyuekyh7a Dátum 2011 október 08, 18:02
Megszáradt a festék, nem tudom ide jó - e de teszek két képet a vázról.
http://kepfeltoltes.hu/view/111008/CIMG0631_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/111008/CIMG0631_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/111008/CIMG0631_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/111008/CIMG0631_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2011 október 08, 18:15
Írta: Sz.József Dátum 2011 október 08, 18:15
Ez a két kép nálam csak egy ...
Megnézném a festék színét is ... :)
Megnézném a festék színét is ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 08, 18:18
Írta: hyuekyh7a Dátum 2011 október 08, 18:18
Bocsika, már látom.
http://kepfeltoltes.hu/view/111008/CIMG0632_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/111008/CIMG0632_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2011 október 08, 18:28
Írta: Sz.József Dátum 2011 október 08, 18:28
Ígéretes masszív váz.
Bízom benn, majd látok róla több képet is ...
Bízom benn, majd látok róla több képet is ...
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 08, 18:34
Írta: hyuekyh7a Dátum 2011 október 08, 18:34
Mindenképp, meg videót mikor már marok vele :-)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 08, 19:44
Írta: 000000000 Dátum 2011 október 08, 19:44
Hello Laci!
Rendben,azzal kezdem elvégre ismered a gépet :) És hogyhogy eladtad az én régimet?Nem vált be a CNC sítése???
Rendben,azzal kezdem elvégre ismered a gépet :) És hogyhogy eladtad az én régimet?Nem vált be a CNC sítése???
Cím: Re:Hagyományos forgácsológépek
Írta: yzyu507f7 Dátum 2011 október 08, 19:48
Írta: yzyu507f7 Dátum 2011 október 08, 19:48
Jó lesz az, jó sok munka.. Hőkezelni kéne, nehogy csavarodjon.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 08, 20:20
Írta: hyuekyh7a Dátum 2011 október 08, 20:20
Azt marás előtt kellett volna, de nem tervezem akkora igénybevételre, és ki akarom önteni műgyantás lábazati vakolattal.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 08, 20:28
Írta: 000000000 Dátum 2011 október 08, 20:28
mivel lett hegesztve???Úgy értem Corgonnal vagy Co-val?Hagytad hűlni??Vagy hűtötted?Gyökölted előtte?
Ha mázlid van,nem repedezik meg a varrat a rezgéstől 1-2év után....
Ha mázlid van,nem repedezik meg a varrat a rezgéstől 1-2év után....
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 09, 07:59
Írta: hyuekyh7a Dátum 2011 október 09, 07:59
Co-val lett hegesztve két lépésben.
Először össze lett állítva az U gerenda, ezután kihűlt teljesen. Utána lett rátéve szakaszosan meghegesztve az a 90x20 mm es merevítés. Ez szakműhelyben készült, ami a jelenlegi vázam azt én hegesztettem sima zártszelvényből 60x40. Azon is volt ilyen motor -olyan motor félkilós-tízkilós és nem repedt még meg a hegesztés.
Először össze lett állítva az U gerenda, ezután kihűlt teljesen. Utána lett rátéve szakaszosan meghegesztve az a 90x20 mm es merevítés. Ez szakműhelyben készült, ami a jelenlegi vázam azt én hegesztettem sima zártszelvényből 60x40. Azon is volt ilyen motor -olyan motor félkilós-tízkilós és nem repedt még meg a hegesztés.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 09, 11:02
Írta: 000000000 Dátum 2011 október 09, 11:02
Félre ne érts, nem kívánok semmi rosszat, csak láttam már karón varjút.Amiket idáig építettem hajókat, majdnem mindegyiknél tapasztaltunk olyat, hogy a főgépek rezonanciája miatt, majd 20 méterrel odébb repedt meg varrat, olyan, ami nem is volt nagy erőknek kitéve.....persze van ellen példa is.Jópár éve, dinamóval hegesztett varratnak sincs néha kutya baja, hatalmas igéybevételek mellett...de jobb az ilyet észben tartani! Viszont ennyi pénzből amit rááldoztál, nem jött volna ki öntvényből......hobby felhasználás mellett, ár-mennyiség arányban messze jól hozod ki a dolgokat!!!
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 09, 21:55
Írta: hyuekyh7a Dátum 2011 október 09, 21:55
Igyekszem!
A kereszt asztal és a Z egység az gyári öntött kerül rá. Azon is gondolkodom, hogy meghosszabbítom X irányt a gyári asztalon hogy hosszabb legyen a munkaterülete. Rászerelek egy 20,25mm vastag lemezt, vagy az egészet ilyen lemezekkel gyártom le az öntvényasztalok helyett. Vélemény?
A kereszt asztal és a Z egység az gyári öntött kerül rá. Azon is gondolkodom, hogy meghosszabbítom X irányt a gyári asztalon hogy hosszabb legyen a munkaterülete. Rászerelek egy 20,25mm vastag lemezt, vagy az egészet ilyen lemezekkel gyártom le az öntvényasztalok helyett. Vélemény?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 09, 23:23
Írta: 000000000 Dátum 2011 október 09, 23:23
az öntvénynek nincsen párja,de az is kompromisszumos megoldás.Egyrészt ahogy Te is említetted;a mznkaterület, másrészt a fecskefarok megvezetésnek nagyon nagy a surlódása és nagyobb erő kell a mozgatásához,mint a golyós-sines linvezetők mozgatásához.Kisebb gyorsulások viszont jobban lesz terhelhető és ellenállóbb a rezonanciával.Mire szeretnéd használni?!?Ha nem pakolsz fel rá 150kg munkadarabokat és nem akarsz 3mm-es fogásokkal dolgozni,akkor jó a kazánlemez lin.vezetőkkel.Vagy csinálhatod azt is,amit Varsányi Péter még a régi optimum BF20-asával,hogy csinált egy expander keresztasztal feltétet nagyobb terjedelmű kis tömegű munkadarabokhoz,a húzósabb munkadarabokat meg megmunkálnád az öntvény keresztasztalon,ha már úgy is ilyen jó merev oszlopot csináltál neki.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 10, 06:44
Írta: 000000000 Dátum 2011 október 10, 06:44
Síkba mart kazánlemezekből,megfelelő méretű négyzetacélokból is klassz gépet lehet építeni. Ennél már csak az a jobb, ha régi nagy öntvény gépre szerelünk fel lin. vezetőket.
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 október 10, 06:45
Írta: wcsxp0uxa Dátum 2011 október 10, 06:45
Ezt az "excenter" nevű eszközt én is megcsináltam bf16-ra ,pontos munkára nem jó. 25mm vastag 120x1100 alu profil ,2x1100mm 15 -ös sín ,4db kocsi ,max 700mm x elmozdulás -többször csökkentettem. Szerintem saját súlya alatt hajlik .Jobban jársz ha veszel 150-ért egy kereszt asztalt , ez legalább 700mm x elmozdulást tud.
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 október 10, 06:51
Írta: wcsxp0uxa Dátum 2011 október 10, 06:51
Nem nyertem!
A helyes elnevezés : Extender
A helyes elnevezés : Extender
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 október 10, 07:03
Írta: wcsxp0uxa Dátum 2011 október 10, 07:03
Egyszer megmértem mennyit hajlik egy 40x40 négyzet acél 800mm -en ,szélein alátámasztva ,középen kb 50N-al terhelve .0.1mm mértem a közepén.
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2011 október 10, 07:57
Írta: besirkyjh Dátum 2011 október 10, 07:57
Szia
Ez már olyan érték ami munkaközben jo nagy csillapitatlan rezonanciákat tud csinálni , nem is biztos hogy a hajlás a gond hanem az abbol adodo rezonancia csillapithatatlansága .
Ez már olyan érték ami munkaközben jo nagy csillapitatlan rezonanciákat tud csinálni , nem is biztos hogy a hajlás a gond hanem az abbol adodo rezonancia csillapithatatlansága .
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 10, 08:06
Írta: hyuekyh7a Dátum 2011 október 10, 08:06
A marót 15, 20mm vastag alu alkatrészek marására szeretném használni. Nem gondolom hogy ezt ne tudná rezgésmentesen, sőt vbodi gépei vas gépek de elég szépen muzsikál a vasban is. Azon is töröm a fejem, hogy az asztalokra lin sint szerelek.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 október 10, 08:32
Írta: svejk Dátum 2011 október 10, 08:32
Egyre több fórumtárs épít komoly nagy gépet.
Nem értem miért nem ugrotok Tóth Zoltán komplett X-Y egységére. Ahhoz "csak" egy komoly Z oszlop kellene.
Úgy tudom jócskán alkuképes is lett az ára.
Nem értem miért nem ugrotok Tóth Zoltán komplett X-Y egységére. Ahhoz "csak" egy komoly Z oszlop kellene.
Úgy tudom jócskán alkuképes is lett az ára.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 október 10, 08:42
Írta: svejk Dátum 2011 október 10, 08:42
Bocsánat, T.Laci az eladó.
Adok-veszek: #25784
Én láttam élőben, brutál egy darab.
Adok-veszek: #25784
Én láttam élőben, brutál egy darab.
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 október 10, 11:06
Írta: wcsxp0uxa Dátum 2011 október 10, 11:06
Rezgés szempontjából nem volt gondom.(45-ös homlokmaró , a már említett 40x40-es négyzet vas 0.1mm fogással) Nekem az történt ,hogy amikor végig mentem rajta nem látszott rossznak. Megmérve az oldalait a végén 0.1mm kisebb lett mind a négy oldal. Gyakorlatilag így jött ki a használható x elmozdulás.Az utolsó 2x50mm-t valamilyen íven tette meg ,még ha csak .05mm is a difi(oldalanként). Ha jól emlékszem volt is valami mérő órás kép róla (Varsányi bf20),azt mondta rá valaki "Na fiam ez bizony ék lett". Hát ez az én népi megfigyelésem....
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2011 október 10, 11:52
Írta: Vetesi75 Dátum 2011 október 10, 11:52
Mikor az asztal súlypontja a vezetéken kívülre kerül le/átbillen? A hagyományos nagygépeknél is jelentkezik ez a probléma. (Sokszor elég durván, de az egyenlőtlen kopás miatt nem lehet ráállítani, mert megszorul a szán.)
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2011 október 10, 12:20
Írta: wcsxp0uxa Dátum 2011 október 10, 12:20
A gép saját x ,y szánját rögzítve használtam , ha a "felépítmény" valamlyik szélen tartózkodott nem is lehetett y-t használni .(nem volt szívem erőltetni)
Cím: Re:Hagyományos forgácsológépek
Írta: besirkyjh Dátum 2011 október 10, 12:41
Írta: besirkyjh Dátum 2011 október 10, 12:41
A lin vezeték és a föorso csapágyazása nagyban beleszol a mérettartásba ,azt is észre vettem hogy ha kicsit is gyengébb valamelyik linem akkor ha két irányban forgácsolok akkor nem ugyan az az eredmény .Ez hiba , de lehetnek a helytelenül megválasztott forgácsolási adatok is ( elötolás , fogás szélesség mélység , fordulatszám , szerszám stb stb ) .
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 10, 18:19
Írta: hyuekyh7a Dátum 2011 október 10, 18:19
Jól rábeszéltél erre az asztalra!
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 10, 18:20
Írta: hyuekyh7a Dátum 2011 október 10, 18:20
Már érdeklődöm Tibortól mekkora teljesítményt igényel?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 október 10, 19:25
Írta: svejk Dátum 2011 október 10, 19:25
Menyire sikerült lealkudni, ha nem titok?
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2011 október 10, 19:26
Írta: kmajer Dátum 2011 október 10, 19:26
Nagyom merev gépen, merev munkadarab megfogásnál
sem tanácsos "két irányba" forgácsolni.
A problémádat okozhatta a nem megfelelően előfeszített
golyósorsó is.
sem tanácsos "két irányba" forgácsolni.
A problémádat okozhatta a nem megfelelően előfeszített
golyósorsó is.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 10, 20:04
Írta: hyuekyh7a Dátum 2011 október 10, 20:04
Inkább ha már nálam lesz akkor válaszolok erre.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 október 10, 20:17
Írta: svejk Dátum 2011 október 10, 20:17
Ha összejön az üzlet és Te jössz érte látogass meg!
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 10, 20:26
Írta: hyuekyh7a Dátum 2011 október 10, 20:26
Ok!
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 16:31
Írta: hyuekyh7a Dátum 2011 október 15, 16:31
Találtam 25-ös sint, így az egyiket felszereltem.
A beállítást két derékszöggel végeztem,majd egy digitális szögmérővel ellenőriztem, elég jó lett.




A beállítást két derékszöggel végeztem,majd egy digitális szögmérővel ellenőriztem, elég jó lett.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 16:32
Írta: hyuekyh7a Dátum 2011 október 15, 16:32
Hú valamit elrontottam.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 16:35
Írta: hyuekyh7a Dátum 2011 október 15, 16:35
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2011 október 15, 17:15
Írta: yuagaci9g Dátum 2011 október 15, 17:15
Ezzel a módszerrel 1mm/m hibát nem is veszel észre!
Kérj kölcsön egy precizios vizmerteket;

.
Kérj kölcsön egy precizios vizmerteket;
.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 17:33
Írta: hyuekyh7a Dátum 2011 október 15, 17:33
Melyik módszerre gondolsz? A digitális szögmérőre a tized fok pontosságával ami a 300mm- es tengelyen 0,2mm-ert jelent. Nekem elég ez a pontosság.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 17:40
Írta: hyuekyh7a Dátum 2011 október 15, 17:40
Meg az is a tényekhez tartozik, hogy ettől jobb pontosságot csak köszörűvel lehet elérni, mert elég csak egy csavart jobban megszorítani és már jönnek is a tizedek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 október 15, 18:54
Írta: 000000000 Dátum 2011 október 15, 18:54
Az alap asztal amin az egész van le lett ellenőrizve ? Különben ahogy dől az asztal az úgy kopírozódik a felerősítésre váró darabon.
Na innen nem ér semmit az egész , mindent le kell ellenőrizni még a beállító vízmértéket is .
Amúgy a kolléga a precíziós vízmérték alatt a 0,02 mm /m pontosságút érti.
Na innen nem ér semmit az egész , mindent le kell ellenőrizni még a beállító vízmértéket is .
Amúgy a kolléga a precíziós vízmérték alatt a 0,02 mm /m pontosságút érti.
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 október 15, 18:58
Írta: mxjj54gxi Dátum 2011 október 15, 18:58
Annak a szögmérőnek a felbontása tizedfok, és nem a pontossága.A kettő nem ugyanaz!
Tapasztalatok szerint ezek a digit szögmérők elég ratyik.
Tapasztalatok szerint ezek a digit szögmérők elég ratyik.
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2011 október 15, 19:07
Írta: yuagaci9g Dátum 2011 október 15, 19:07
0,2mm pontosság az feltételez majd kétszer annyi eltérést,
ez lehet, hogy megmunkálaskor nem zavar, de a lineárok
párhuzamba állitasakor végzetes!
A képen lévő szerkezet négy sarka csavaros lábakon áll;
A csavaron pár fok állitással vágállásba lehet tériteni ezt a szögmerőt,
én sem hittem a szememnek először.
.
ez lehet, hogy megmunkálaskor nem zavar, de a lineárok
párhuzamba állitasakor végzetes!
A képen lévő szerkezet négy sarka csavaros lábakon áll;
A csavaron pár fok állitással vágállásba lehet tériteni ezt a szögmerőt,
én sem hittem a szememnek először.
.
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2011 október 15, 19:25
Írta: ra8nsmk6w Dátum 2011 október 15, 19:25
Ilyen szögmérőt én is vettem. Egy napig mértem vele, inkább szenvedtem. Sajnos nem érdemli meg az elemet. Ajtót beállitani majd jó lesz
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 19:37
Írta: hyuekyh7a Dátum 2011 október 15, 19:37
Nem akarok én senkivel vitázni, mert igazatok van,de ez még mindig hobbi kategória minek állítani százados vízmértékkel azt a vázat mikor majd munka közben mm-eket fog csavarodni a váz? Betesszük a trapéz orsót, meg a szíjakat meg csapágyakon gurulgatnak tengelyek valami húzott anyagon,kinek mi az elképzelése. Nekem az első gépembe több volt a fa mint a vas és örültem neki, ma mikor már vagy a 20. cnc gépet építem tudom minek hol a helye és min múlik a pontosság, 14600mm X tengely ez volt az előző gép egyik mérete, ezt hogyan állítanátok be?
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 október 15, 19:49
Írta: mxjj54gxi Dátum 2011 október 15, 19:49
nem elírtad: 14600mm?
Van ötletem, csak beszerezni nehéz a cuccost hozzá.
Mondjuk lehet, kis erőfeszítéssel legyártható elég pontosan.
Van ötletem, csak beszerezni nehéz a cuccost hozzá.
Mondjuk lehet, kis erőfeszítéssel legyártható elég pontosan.
Cím: Re:Hagyományos forgácsológépek
Írta: yuagaci9g Dátum 2011 október 15, 19:49
Írta: yuagaci9g Dátum 2011 október 15, 19:49
Jóvanna! megnesértodjélmá!
Azt hittem, marógépet épitesz, mert ez az a topik.
Azt a nagy asztalt meg részenként kozelitve, sokszoros mérésekkel, tobb napon keresztul állitanam egy hasonló vizmértékkel.
.
Azt hittem, marógépet épitesz, mert ez az a topik.
Azt a nagy asztalt meg részenként kozelitve, sokszoros mérésekkel, tobb napon keresztul állitanam egy hasonló vizmértékkel.
.
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2011 október 15, 20:00
Írta: ra8nsmk6w Dátum 2011 október 15, 20:00
Most a nyáron volt alkalmam látni egy hasonló kb 10-12 méteres gép beállitását. Hozzáteszem, hogy időnként, néhány percre. A gépet 6 ember épitette, a beállitása több mint egy hét volt. 0.02mm vizmértéket nem láttam csak néhány 2 méterest amit az alapozásnál is használtak. Ez egy plazmavágó volt
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2011 október 15, 20:01
Írta: mxjj54gxi Dátum 2011 október 15, 20:01
Na nem lelem a fényképet tartalmazó cédét....
Szóval én optikai ellenőrzést alkalmaznék, kell egy szálkeresztes, vagy skálás kollimátor,ami egy szálkereszt vagy skálás szálkereszt képét a végtelenbe kivetíti, meg kell egy legalább 30x nagyítású céltávcső, ami tulképpen olyan, mint egy geodéziai szintező. A kollimátorral végiglőni a szálkereszt képét a mérendő hosszon, és több ponton megmérni az egyenestől való eltérést a céltávcsővel.
A mérendő hossz két végének vízszintességét is rettenet pontosan be lehet lőni egy ilyen céltávcsővel, egy harmadik pontról, állványról.
Szóval én optikai ellenőrzést alkalmaznék, kell egy szálkeresztes, vagy skálás kollimátor,ami egy szálkereszt vagy skálás szálkereszt képét a végtelenbe kivetíti, meg kell egy legalább 30x nagyítású céltávcső, ami tulképpen olyan, mint egy geodéziai szintező. A kollimátorral végiglőni a szálkereszt képét a mérendő hosszon, és több ponton megmérni az egyenestől való eltérést a céltávcsővel.
A mérendő hossz két végének vízszintességét is rettenet pontosan be lehet lőni egy ilyen céltávcsővel, egy harmadik pontról, állványról.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 20:03
Írta: hyuekyh7a Dátum 2011 október 15, 20:03
Dehogy is sértődöm, csak én is főállásban cnc plazmákat készítek, és a legutóbbi gép volt 14600X5500x1700mm és egy csőáthatásvágó mellette 1000mm átmérőig.
Cím: Re:Hagyományos forgácsológépek
Írta: hyuekyh7a Dátum 2011 október 15, 20:03
Írta: hyuekyh7a Dátum 2011 október 15, 20:03
Ja és gyökvágást is tud.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2011 november 01, 09:14
Írta: kuv5p7226 Dátum 2011 november 01, 09:14
Urak!
Valakinek van a kezében BF20-hoz golyósorsó szett? Ugyanis a gyári ára (~240.000+áfa) kicsit bicskanyitogató, s ahogy nézem, ezt meg lehetne oldani úgy az 1/3-ából. Viszont a pontos méreteket (a golyósorsó hosszmegmunkálási méreteit a végeken) le kéne mérni. A netet túrtam, de rajz nincs róla.
Valakinek van a kezében BF20-hoz golyósorsó szett? Ugyanis a gyári ára (~240.000+áfa) kicsit bicskanyitogató, s ahogy nézem, ezt meg lehetne oldani úgy az 1/3-ából. Viszont a pontos méreteket (a golyósorsó hosszmegmunkálási méreteit a végeken) le kéne mérni. A netet túrtam, de rajz nincs róla.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2011 november 01, 09:24
Írta: 000000000 Dátum 2011 november 01, 09:24
Mérd le a gyári orsókat , kivétel a Z tengely.
Nekem így lett legyártva és jó.
Ha nem hiszed megnézheted élőben is nálam.
A többit magánba.
Nekem így lett legyártva és jó.
Ha nem hiszed megnézheted élőben is nálam.
A többit magánba.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2011 november 01, 13:45
Írta: kuv5p7226 Dátum 2011 november 01, 13:45
Írtam.
Cím: Re:Hagyományos forgácsológépek
Írta: r5565inr Dátum 2011 november 20, 22:51
Írta: r5565inr Dátum 2011 november 20, 22:51
Helló !
Hagyományos marógép átalakításnál , ( strigon , ... ) használt már valaki pneumatikus rásegítést a z tengelynél ?
Tapasztalatok ?
Üdv.
Hagyományos marógép átalakításnál , ( strigon , ... ) használt már valaki pneumatikus rásegítést a z tengelynél ?
Tapasztalatok ?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: hf5gdxsdn Dátum 2011 november 28, 11:48
Írta: hf5gdxsdn Dátum 2011 november 28, 11:48
Sziasztok!
Szeretném a marógépemet (Strigon ME 1000) 4db rezgéscsillapító bakra helyezni.
A kérdésem az hogy véleményetek szerint van e ennek értelme , illetve hogy lehet-e igy megoldani a problémámat, ugyanis ha müködik akkor elég zajt termel a házban.
A kétségem az hogy igy nem lesz az egész gépalap alátámasztva hanem csak a négy sarka. Van valakinek ilyen irányú tapasztalata?
Üdv.
Szeretném a marógépemet (Strigon ME 1000) 4db rezgéscsillapító bakra helyezni.
A kérdésem az hogy véleményetek szerint van e ennek értelme , illetve hogy lehet-e igy megoldani a problémámat, ugyanis ha müködik akkor elég zajt termel a házban.
A kétségem az hogy igy nem lesz az egész gépalap alátámasztva hanem csak a négy sarka. Van valakinek ilyen irányú tapasztalata?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2011 november 28, 14:07
Írta: f35ezvjs Dátum 2011 november 28, 14:07
Szia!
visszaemlékezve mikor bevittük a műhelybe a strigont, és még nem volt lerögzítve bizony csendesebb vol.
Majd kifúrták a betont és bebetonoztak 4 csavart amihez rögzítették , akkor már hangosabb volt. majd kaptunk egy ötletet vegyük le a négy csavarról és véssük ki majd öntsük ki ólommal és úgy helyezzük rá a csavarokra. A gép szép csendes lett. majd 400mm re lett befúrva 100 mm luk majd bele a csavarok kiöntve ólommal és nagyon sokáig igy volt használva.
visszaemlékezve mikor bevittük a műhelybe a strigont, és még nem volt lerögzítve bizony csendesebb vol.
Majd kifúrták a betont és bebetonoztak 4 csavart amihez rögzítették , akkor már hangosabb volt. majd kaptunk egy ötletet vegyük le a négy csavarról és véssük ki majd öntsük ki ólommal és úgy helyezzük rá a csavarokra. A gép szép csendes lett. majd 400mm re lett befúrva 100 mm luk majd bele a csavarok kiöntve ólommal és nagyon sokáig igy volt használva.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 november 28, 17:52
Írta: HJózsi Dátum 2011 november 28, 17:52
Szia!
Deák Józsi megoldása biztosan nagyon jó, hiszen saját tapasztalat. A gépláb megoldás nálam bevált, noha a gépem csak kb. 370 kg, viszont a mindössze 5 mm vastag gumi tappancsoknak köszönhetően éjfélkor is marhatok, nem hallják a lakók (6 lakásos társasház). Esztergánál ugyanez. Egyszer lejött a lányom és kérdezte, "apa te az előbb is dolgoztál a géppel? ... Mert fent nem hallani semmit ... " Szóval a gépláb is segít a helyzeten egészen biztos! A szintezés is könnyebb lesz ...
Deák Józsi megoldása biztosan nagyon jó, hiszen saját tapasztalat. A gépláb megoldás nálam bevált, noha a gépem csak kb. 370 kg, viszont a mindössze 5 mm vastag gumi tappancsoknak köszönhetően éjfélkor is marhatok, nem hallják a lakók (6 lakásos társasház). Esztergánál ugyanez. Egyszer lejött a lányom és kérdezte, "apa te az előbb is dolgoztál a géppel? ... Mert fent nem hallani semmit ... " Szóval a gépláb is segít a helyzeten egészen biztos! A szintezés is könnyebb lesz ...
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2011 november 28, 18:16
Írta: hostya Dátum 2011 november 28, 18:16
Mindenképpen javaslom a 'papucsokat'.
Nekem mielőtt nem voltak, az egész házban lehetett hallani ha ment a gép.
Így viszont a műhely fölötti szobában is alig hallani.
Most ilyenek vannak alatta.

A forgács ugye... félórája még dolgozott... :)
Nekem mielőtt nem voltak, az egész házban lehetett hallani ha ment a gép.
Így viszont a műhely fölötti szobában is alig hallani.
Most ilyenek vannak alatta.
A forgács ugye... félórája még dolgozott... :)
Cím: Re:Hagyományos forgácsológépek
Írta: hf5gdxsdn Dátum 2011 november 28, 18:36
Írta: hf5gdxsdn Dátum 2011 november 28, 18:36
Szia hostya!
Na erre a képre vártam. Talán még a gép is ugyanaz. Amint látom a te "papucsaid" szintezhetők. Meg tudnád mondani hogy pontosan milyen tipusúak, esetleg hol vetted, na és ha egy közelítő árat is tudnál... ? Ehez hasonlót vagy talán ilyet a Meta-vulk kft-nél láttam.
Nagyon köszönöm Deák Józsi és HJózsi válaszát is.
Tibor
Na erre a képre vártam. Talán még a gép is ugyanaz. Amint látom a te "papucsaid" szintezhetők. Meg tudnád mondani hogy pontosan milyen tipusúak, esetleg hol vetted, na és ha egy közelítő árat is tudnál... ? Ehez hasonlót vagy talán ilyet a Meta-vulk kft-nél láttam.
Nagyon köszönöm Deák Józsi és HJózsi válaszát is.
Tibor
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2011 november 28, 19:44
Írta: hostya Dátum 2011 november 28, 19:44
A gép ugyanaz. :)
A papucsokat a géppel vettem, -valami orosz-
Az eredeti szintező csavarokat ki kellett cserélnem hosszabbra,(M16 menetes szár) mert nem érte át a gép talpát.
A gép egy raklap emelő (béka) segítségével került a helyére, és hogy ki lehessen húzni alóla a békát, le kellett 'talpalni'.
Utána visszaengedni és szintezni.
A papucsokat a géppel vettem, -valami orosz-
Az eredeti szintező csavarokat ki kellett cserélnem hosszabbra,(M16 menetes szár) mert nem érte át a gép talpát.
A gép egy raklap emelő (béka) segítségével került a helyére, és hogy ki lehessen húzni alóla a békát, le kellett 'talpalni'.
Utána visszaengedni és szintezni.
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2011 november 28, 19:55
Írta: Rabb Ferenc Dátum 2011 november 28, 19:55
Ilyenek vannak alatta?

Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2011 november 28, 20:01
Írta: svejk Dátum 2011 november 28, 20:01
Pont ilyeneken nyugszik az E2N-em.
Én meg azt hittem valami nyugati CNC alatt voltak :(
Én meg azt hittem valami nyugati CNC alatt voltak :(
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2011 november 28, 20:20
Írta: Rabb Ferenc Dátum 2011 november 28, 20:20
Biztosan azért hitted, mert az utolsó sor szöveg lekopott. MADE IN US [#nevetes1]
Így biztosan felismerted volna: Сдэлано в СССР
Így biztosan felismerted volna: Сдэлано в СССР
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2011 november 28, 20:53
Írta: HJózsi Dátum 2011 november 28, 20:53
:D
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2011 november 28, 21:00
Írta: hostya Dátum 2011 november 28, 21:00
Igen.
Érthetőbben: да [#wave]
Érthetőbben: да [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 08, 18:56
Írta: zyg3siamw Dátum 2012 február 08, 18:56
BF20 tulajoktól kérdezném,hogy oldották meg a főorsómotor hűtését ?Nem szeretném cserélni a gyári DC motort (anyagiak). A vezérlő FET-ket jóval nagyobb hűtőbordára (bordázottra) teszem át.Viszont a marómotor hűtése? Ventilátorra gondoltam ,de melyik a jobb: fúja vagy szívja a levegőt ?[#wow3]
Cím: Re:Hagyományos forgácsológépek
Írta: Révész Richárd Dátum 2012 február 08, 19:18
Írta: Révész Richárd Dátum 2012 február 08, 19:18
Általában jobb ha szívva van.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2012 február 08, 19:40
Írta: svejk Dátum 2012 február 08, 19:40
Nekem négy éve megvan, még a burkolatot sem szoktam levenni.
Tudni kell a határokat....
Tudni kell a határokat....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 08, 23:34
Írta: 000000000 Dátum 2012 február 08, 23:34
Nálam az elektronika pukkant meg, akárhogy is küzdöttem ellene. Szvsz nem a motor a gyenge láncszem.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 09, 06:51
Írta: zyg3siamw Dátum 2012 február 09, 06:51
Köszönöm mindenkinek.[#eljen]. Mindenesetre a motor és az elektronika is megkapja a plusz hűtést.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 február 09, 09:54
Írta: kuv5p7226 Dátum 2012 február 09, 09:54
Nem hűtés kérdése szerintem, az elektronikát olyasmi tudja hazavágni, ha elporlad a szénkefe. Nekem mondta az optimumos hapi, hogy szerencsém volt, mert csak szénkefét kellett cserélnem. Azt mondta, hogy az elektronika az jó drága.
Nem akartam cukkolni, hogyha az elektronika bedőlt volna, akkor azt kivágom belőle a francba és kap egy frekiváltós kis AC motort fele annyi pénzért.
Nem akartam cukkolni, hogyha az elektronika bedőlt volna, akkor azt kivágom belőle a francba és kap egy frekiváltós kis AC motort fele annyi pénzért.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 10:04
Írta: 000000000 Dátum 2012 február 09, 10:04
Ha nem titok mennyi az annyi ha az elektronikáról van szó?
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 február 09, 10:26
Írta: kuv5p7226 Dátum 2012 február 09, 10:26
Nem tudom, de ha az optimumos azt mondja, hogy "horror összeg", akkor 100 körül is lehet. Nem kérdeztem meg.
De ez is a pofátlanság csúcsa, hogy egy rosszos egyenáramú vezérlés - nem rendes szabályozás!!! mert ha alacsony fordulaton menetet próbálok fúrni, a terhelésre felpörög mint állat - ennyibe kerüljön.
De ez is a pofátlanság csúcsa, hogy egy rosszos egyenáramú vezérlés - nem rendes szabályozás!!! mert ha alacsony fordulaton menetet próbálok fúrni, a terhelésre felpörög mint állat - ennyibe kerüljön.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2012 február 09, 10:31
Írta: svejk Dátum 2012 február 09, 10:31
megj.: Van benne IxR visszacsatolás, tehát szabályozás.
Az más kérdés hogy nem sikerült túl jól, illetve bizonyos határok közt működik csak kielégítően.
Az más kérdés hogy nem sikerült túl jól, illetve bizonyos határok közt működik csak kielégítően.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 10:43
Írta: 000000000 Dátum 2012 február 09, 10:43
Tettem fel pár képet az megnövelt hűtésről az én elképzelésem szerinti adaptációról.

És ITT még egy pár kép !
És ITT még egy pár kép !
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 10:55
Írta: 000000000 Dátum 2012 február 09, 10:55
A két FET ki lett forrasztva és hátoldatról lett beépítve mint az gyárilag volt.
Egy 20mm vastag alumínium közvetítő elemre lett felszerelve és ez 3darab M6-os csavarral van rögzítve a hűtőbordához ami így majdnem az egész hátlapot befedi.

Kicsit poros, koszos, de mivel nem használtam már rég ezért remélem ezt elnézitek nekem.
Egy 20mm vastag alumínium közvetítő elemre lett felszerelve és ez 3darab M6-os csavarral van rögzítve a hűtőbordához ami így majdnem az egész hátlapot befedi.
Kicsit poros, koszos, de mivel nem használtam már rég ezért remélem ezt elnézitek nekem.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 09, 14:30
Írta: zyg3siamw Dátum 2012 február 09, 14:30
Érdekes nálam 5 db.FET van :bf20.Most szedtem ki,a képen látható hűtőbordára lesznek átrakva.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 14:48
Írta: 000000000 Dátum 2012 február 09, 14:48
Ácsi !!! azok biztos hogy FET-ek???
Abból legalább kettőnek diódának kellene lenni akkor.
És az is érdekes hogy impulzus trafóval hajtják a FET-et.
Fázishasítónak inkább beillene ez a felállás így elsőre.
Abból legalább kettőnek diódának kellene lenni akkor.
És az is érdekes hogy impulzus trafóval hajtják a FET-et.
Fázishasítónak inkább beillene ez a felállás így elsőre.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 09, 15:04
Írta: zyg3siamw Dátum 2012 február 09, 15:04
Hogy FET-ek-e vagy sem,nemtudom.De hát így van gyárilag benne.Az biztos ,hogy mindet átrakom a nagy hűtőbordára.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 09, 15:11
Írta: zyg3siamw Dátum 2012 február 09, 15:11
Igaz 3 db.dióda (D8020L), 2 db.FET (S6020L).
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2012 február 09, 15:53
Írta: mxjj54gxi Dátum 2012 február 09, 15:53
Azok nem fetek.
Dióda és tirisztor.
Nem hidas kapcsolásban hajtják meg, hanem sima kutyköz PWM fázishasgatós.
Dióda és tirisztor.
Nem hidas kapcsolásban hajtják meg, hanem sima kutyköz PWM fázishasgatós.
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2012 február 09, 15:55
Írta: mxjj54gxi Dátum 2012 február 09, 15:55
Mondom tirisztor:
adatlap
adatlap
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2012 február 09, 16:41
Írta: zyg3siamw Dátum 2012 február 09, 16:41
Az jó,úgy tűnik néha cserélgették a hardvert,az enyém elvileg 2006-os gyártású.Végül is a lényeg,hogy tegye a dolgát.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 17:02
Írta: 000000000 Dátum 2012 február 09, 17:02
Nem akarok kérkedni vele , de én megmondtam hogy az nem fet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 17:13
Írta: 000000000 Dátum 2012 február 09, 17:13
A régebbi verzióba még megcsinálták normálisan a vezérlést egyenirányítva és PWM szabályzással.
Csak a hűtőbordát nem igazán bőkezűen adagolták.
A zárt dobozban a gyufásdoboz méretű hűtőfelület nem igazán tudta leadni a disszipált teljesítményt és megsült a félvezető.
Nem beszélne arról hogy egy power fet kicsit húzósabb árban mint egy tirisztor.
Csak a hűtőbordát nem igazán bőkezűen adagolták.
A zárt dobozban a gyufásdoboz méretű hűtőfelület nem igazán tudta leadni a disszipált teljesítményt és megsült a félvezető.
Nem beszélne arról hogy egy power fet kicsit húzósabb árban mint egy tirisztor.
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2012 február 09, 18:16
Írta: mxjj54gxi Dátum 2012 február 09, 18:16
Teljesen korrekt az újabb elektronika is, plusz hűtést sem igényel, mert egy tirisztornak kisebb vesztesége van egy graetz kapcsolásban.
Szerintem sok bajuk volt a tefajtáddal, aztán beújítottak.
Ami gond van vele az az, hogy sokkal jobb paramétereket hozna, ha volna a motor előtt egy pár mH fojtó.Sokkal szebb áramgörbét kaptunk vele, mint nélküle.
Szerintem sok bajuk volt a tefajtáddal, aztán beújítottak.
Ami gond van vele az az, hogy sokkal jobb paramétereket hozna, ha volna a motor előtt egy pár mH fojtó.Sokkal szebb áramgörbét kaptunk vele, mint nélküle.
Cím: Re:Hagyományos forgácsológépek
Írta: mxjj54gxi Dátum 2012 február 09, 18:18
Írta: mxjj54gxi Dátum 2012 február 09, 18:18
Teljesen korrekt vélemény volt.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 február 09, 18:25
Írta: 000000000 Dátum 2012 február 09, 18:25
Ezért mondtam egy másik topikban hogy még nem láttam két egyforma darabot ebből a gépből.
Kísérleteznek hogy a gyermek betegségeket kiküszöböljék, de a kefés motor mindig is a rákfenéje lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 március 04, 17:44
Írta: Csuhás Dátum 2012 március 04, 17:44
Segítenétek néhány telefonos fotó alapján egy öreg marógép beazonosításában?




http://cnctar.hobbycnc.hu/Csuhas/marogep/IMG_20120304_142857.jpg
Köszi!
http://cnctar.hobbycnc.hu/Csuhas/marogep/IMG_20120304_142857.jpg
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2012 március 04, 18:36
Írta: s2k5ycubj Dátum 2012 március 04, 18:36
Szia!
Ezt most vetted,vagy te hirdeted?
Ezt most vetted,vagy te hirdeted?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 március 04, 19:28
Írta: Csuhás Dátum 2012 március 04, 19:28
Megvettem, de még nincs nálam. Régi békebeli masina, azt hiszem egy kis felújítás után engem már kiszolgál.
Cím: Re:Hagyományos forgácsológépek
Írta: 4um5b65d Dátum 2012 március 04, 20:00
Írta: 4um5b65d Dátum 2012 március 04, 20:00
A http://www.lathes.co.uk/ oldalon már megsasoltad ?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 március 04, 20:06
Írta: Csuhás Dátum 2012 március 04, 20:06
Még nem néztem át újra, de megteszem. Tippem szerint valami korai strigon lehet, ezért gondoltam hátha valaki felismeri. Jövő héten már át tudom nézni, lehet hogy találok táblát, vagy öntött feliratot rajta. A képeken nem látszik, de van vertikál fej is hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2012 március 04, 20:09
Írta: KoLa Dátum 2012 március 04, 20:09
Ez a gép kísértetiesen hasonlít az én kismarógépemre !
De úgy látom a Tied profibb! a véleményem az hogy ez a szerkezet egy hobbi marógép! Tudod! ha megkínálod , bádog hangja van![#nevetes1]
De úgy látom a Tied profibb! a véleményem az hogy ez a szerkezet egy hobbi marógép! Tudod! ha megkínálod , bádog hangja van![#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 március 06, 20:40
Írta: Csuhás Dátum 2012 március 06, 20:40
Hobbi gép, bádog hang? No ezt nem hiszem! Hazahoztuk ma, nos emberes darab, kb egy tonnára tippeltük a súlyát. A horizontál orsóban MK4 kúp van. Egy ME1000 vertikál fej szerelhető fel rá.
Holnap alaposan körbenézem fotózom, azután elkezdem rendbe rakni.
Holnap alaposan körbenézem fotózom, azután elkezdem rendbe rakni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 május 16, 12:25
Írta: Csuhás Dátum 2012 május 16, 12:25
Közben haladtam a gép rendberakásával, most már így néz ki:

http://cnctar.hobbycnc.hu/Csuhas/marogep/imgp3402.jpg
http://cnctar.hobbycnc.hu/Csuhas/marogep/imgp3402.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 május 16, 12:28
Írta: Csuhás Dátum 2012 május 16, 12:28
Apropó: A vertikálfejben négyes morse kúp van. Nincs valami kíméletesebb megoldás a marók kivételére a behúzószárral való kiütésen kívül? Valami közdarab amivel egy anyával kitolható volna a szerszám?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2012 május 16, 14:16
Írta: hostya Dátum 2012 május 16, 14:16
De bizony van..! :)
A 'gyári' behúzószár eleve úgy van megoldva.
Nekem ME 1000 van, de nem az eredeti vertikál fejjel, hanem egy átalakított sinus fejjel, de a lényeg ugyanaz.

Valószínűleg hiányzik a vert.fej felső végéről az a hollandi anya (vagy "hollandi csavar" ha belső menet van a főorsó végén)




A 'gyári' behúzószár eleve úgy van megoldva.
Nekem ME 1000 van, de nem az eredeti vertikál fejjel, hanem egy átalakított sinus fejjel, de a lényeg ugyanaz.
Valószínűleg hiányzik a vert.fej felső végéről az a hollandi anya (vagy "hollandi csavar" ha belső menet van a főorsó végén)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 május 16, 14:53
Írta: Csuhás Dátum 2012 május 16, 14:53
Hálás köszönet! Valóban van egy belső menet az orsó felső végén. Most már tudom milyen behúzószárakat kell gyártanom. ( Többféle méret kell a szedett-vedett marók miatt. )
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2012 május 21, 23:40
Írta: Bicska Dátum 2012 május 21, 23:40
Sziasztok! Ehhez a géphez nincs véletlenül vkinek gépkönyve? Már elég sok mindent kicseréltem/felújítottam rajta, de a főorsó alsó részét nem sikerül szétszedni (szimering csere..)


Cím: Re:Hagyományos forgácsológépek
Írta: zczzn9622 Dátum 2012 június 05, 14:55
Írta: zczzn9622 Dátum 2012 június 05, 14:55
Szervusztok!
Lenne valakinek TOS FN 22 marógéphez gépkönyve?
Lenne valakinek TOS FN 22 marógéphez gépkönyve?
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2012 június 05, 16:45
Írta: Gyula65 Dátum 2012 június 05, 16:45
Szia!
Ha, innen letöltöd akkor neked is van.
http://dl.dropbox.com/u/10488411/tos_fn22_manual.pdf
Üdv!
Ha, innen letöltöd akkor neked is van.
http://dl.dropbox.com/u/10488411/tos_fn22_manual.pdf
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 június 05, 21:00
Írta: Csuhás Dátum 2012 június 05, 21:00
Engedelmeddel erre én is lecsaptam, így ezentúl a data.hu-n a szakirodalom gyűjteményben is megtalálható.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2012 június 06, 16:04
Írta: Gyula65 Dátum 2012 június 06, 16:04
Szia!
Semmi gond, a "Linkek" -nél felajánlottam.
Én, meg tőled töltögetek.
Aki kérte, az nem nagyon kapkod utána.
Üdv!
Semmi gond, a "Linkek" -nél felajánlottam.
Én, meg tőled töltögetek.
Aki kérte, az nem nagyon kapkod utána.
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2012 június 18, 16:22
Írta: Sz.József Dátum 2012 június 18, 16:22
Köszönet H.Józsinak a gyors és korrekt ügyintézésért.
Ajánlom mindenkinek...
"Z" útmérő.

Az állvány...
Ajánlom mindenkinek...
"Z" útmérő.
Az állvány...
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2012 június 18, 16:23
Írta: Sz.József Dátum 2012 június 18, 16:23
Az állvány helyesen...

Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 július 24, 20:25
Írta: HJózsi Dátum 2012 július 24, 20:25
HBM BF30 hosszú asztallal CNC átalakítva, előzetes :


Video
A felbontás minden tengelyen 0.002mm (elméleti), a gyorsítás 200, előtolás 1500mm/min ( erősen visszavéve a 800 ill. 5000-es értékekből).
150 W-os DC szervó motorok hajtják a tengelyeket, áttételezve, induktív végállás érzékelőkkel szerelve.
Később lesznek jobb képek és videók. Két ilyen gép készül éppen, lehet majd kittet is rendelni.
Video
A felbontás minden tengelyen 0.002mm (elméleti), a gyorsítás 200, előtolás 1500mm/min ( erősen visszavéve a 800 ill. 5000-es értékekből).
150 W-os DC szervó motorok hajtják a tengelyeket, áttételezve, induktív végállás érzékelőkkel szerelve.
Később lesznek jobb képek és videók. Két ilyen gép készül éppen, lehet majd kittet is rendelni.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2012 szeptember 28, 08:21
Írta: 9pk59nuy Dátum 2012 szeptember 28, 08:21
A főorsó vezérlés is meg van oldva?
Cím: Re:Hagyományos forgácsológépek
Írta: eymcv9wt Dátum 2012 szeptember 28, 09:22
Írta: eymcv9wt Dátum 2012 szeptember 28, 09:22
Ennek a szervóknak mekkora a Nm értéke, ha léptető motorokkal akarnánk összehasonlítani? Minek felel meg egy léptetőnél ez az érték?
Mert ami rá van írva a szervókra és ami a léptetőknél Nm érték nem ugyanaz nem azonos.
vagyis a szervónál 2,9Nm, az a léptetőnél nagyobb értéket jelent, de kb mekkorát? (áttételezés nélkül)
Köszi.
Mert ami rá van írva a szervókra és ami a léptetőknél Nm érték nem ugyanaz nem azonos.
vagyis a szervónál 2,9Nm, az a léptetőnél nagyobb értéket jelent, de kb mekkorát? (áttételezés nélkül)
Köszi.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 szeptember 28, 11:25
Írta: HJózsi Dátum 2012 szeptember 28, 11:25
Idézem az átalakítás leírásából :"Főorsó ki/ be kapcsolása relével szoftverből."
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 szeptember 28, 13:12
Írta: HJózsi Dátum 2012 szeptember 28, 13:12
Szervómotor - léptetőmotor átszámoló ekvivalencia képletről nem tudok, a két motor felépítése és működése teljesen eltérő. "Egy közös van bennük, hogy mindkettő forog" . A léptető motornál a Nm a jellemző azaz a nyomaték, a szervómotornál a teljesítmény a W ( néhány egyébtől eltekintve ...) és itt jönnek be a motor karakterisztikák... A léptető motor állóhelyzetben nyújtja a maximális nyomatékát ami a léptetési frekvencia ( vagy fordulatszám ) növelésével csökken a határ fordulatszáma közelében szinte el is fogy teljesen. A DC szervó motoroknak ( amik ezen a gépen vannak ) a nyomatékuk mondhatni a teljes fordulatszám tartományban állandó, a leadott teljesítmény pedig a fordulatszám növekedésével nő.
A kérdésedre visszatérve a motor méretének a meghatározása egy összetett méretezés eredménye, az adott mozgatandó mechanikai elem tömegéhez valamint a kívánt dinamika és sebesség eléréséhez. Ha egy állóhelyzetben tartósan ugyanolyan nyomatékot szeretnénk egy szervó motortól direkt hajtásnál mint a léptetőtől, akkor jelentősen túl kel méretezni ami igen drága mulatság lehet. Megfelelő méretezés és hajtás illesztéssel ez elkerülhető. A téma viszont nagyon hosszú, érdemes lenne átolvasnos a szervó topikot, ott sok mindenre fény derül. Nálam gyakorlatban előforduló példa volt, hogy egy 1,7Nm-es léptetőmotort egy kb 80 W-os DC szervó motorra cserélve az utóbbival jobb eredményeket értem el.
A kérdésedre visszatérve a motor méretének a meghatározása egy összetett méretezés eredménye, az adott mozgatandó mechanikai elem tömegéhez valamint a kívánt dinamika és sebesség eléréséhez. Ha egy állóhelyzetben tartósan ugyanolyan nyomatékot szeretnénk egy szervó motortól direkt hajtásnál mint a léptetőtől, akkor jelentősen túl kel méretezni ami igen drága mulatság lehet. Megfelelő méretezés és hajtás illesztéssel ez elkerülhető. A téma viszont nagyon hosszú, érdemes lenne átolvasnos a szervó topikot, ott sok mindenre fény derül. Nálam gyakorlatban előforduló példa volt, hogy egy 1,7Nm-es léptetőmotort egy kb 80 W-os DC szervó motorra cserélve az utóbbival jobb eredményeket értem el.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2012 szeptember 28, 21:27
Írta: svejk Dátum 2012 szeptember 28, 21:27
Mindkettőnek tekinthető alap paraméterének a nyomaték azaz a Nm.
A teljesítmény-nyomaték-fordulatszám hármas szoros kapcsolatban van minden motornál, legyen az szervo, léptető vagy benzin, kettő adatból a harmadik kiszámolható.
A szervo az álló helyzettől a névleges fordulatszámig (általában 3000 1/perc) bezárólag le tudja adni a névleges nyomatékát.
(sőt rövid ideig a névlegesének a 2-5-szörösét is)
A teljesítmény servonál mindig a névleges fordulatszámra van megadva.
A léptetőmotor nyomatéka mindig álló helyzetre van megadva, ez kb. 500 1/percig egyenletesen afelett rohamosan csökken.
A fentiek miatt a servonál áttételt használhatunk.
Ha a servo 3000-es fordulatszámát letranszformáljuk a léptetők 500-as fordulatszámára akkor a névleges nyomatékuk 6-szorosát kapjuk.
így már kezdhetjük érteni mitől lehet összehasonlítani egy 80W-os szervot (kb. 0,25Nm) az 1,7Nm-es léptetővel.
A teljesítmény-nyomaték-fordulatszám hármas szoros kapcsolatban van minden motornál, legyen az szervo, léptető vagy benzin, kettő adatból a harmadik kiszámolható.
A szervo az álló helyzettől a névleges fordulatszámig (általában 3000 1/perc) bezárólag le tudja adni a névleges nyomatékát.
(sőt rövid ideig a névlegesének a 2-5-szörösét is)
A teljesítmény servonál mindig a névleges fordulatszámra van megadva.
A léptetőmotor nyomatéka mindig álló helyzetre van megadva, ez kb. 500 1/percig egyenletesen afelett rohamosan csökken.
A fentiek miatt a servonál áttételt használhatunk.
Ha a servo 3000-es fordulatszámát letranszformáljuk a léptetők 500-as fordulatszámára akkor a névleges nyomatékuk 6-szorosát kapjuk.
így már kezdhetjük érteni mitől lehet összehasonlítani egy 80W-os szervot (kb. 0,25Nm) az 1,7Nm-es léptetővel.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 szeptember 28, 21:38
Írta: HJózsi Dátum 2012 szeptember 28, 21:38
Köszi a világos kiegészítést! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 29, 16:37
Írta: 000000000 Dátum 2012 szeptember 29, 16:37
Sziasztok!
Ha már szóba került a szervo akkor valaki meg tudná mondani,hogy egy E240-es motor nyomatéka kb5-600-as fordulatra áttételezve elegendő lenne-e maximum 8-as maróval általános acélok marásásra?
Ha már szóba került a szervo akkor valaki meg tudná mondani,hogy egy E240-es motor nyomatéka kb5-600-as fordulatra áttételezve elegendő lenne-e maximum 8-as maróval általános acélok marásásra?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 29, 16:38
Írta: 000000000 Dátum 2012 szeptember 29, 16:38
A fogásmélységnek max 0.2mm-t szeretnék elérni.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 szeptember 29, 23:33
Írta: HJózsi Dátum 2012 szeptember 29, 23:33
Az E240 kb 80 W teljesítmény leadására képes, acélok marásához pár száz Watt-al lehet kezdeni, még ha kicsi is a fogásmélység, a 8-as átmérő nem kicsi ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 30, 09:05
Írta: 000000000 Dátum 2012 szeptember 30, 09:05
Tisztelt Hölgyek/Urak!
Tegnap szereztem egy me1000-e strigont. Nem tudna valaki segíteni hozzá való gépkönyvel? Mintha hiányozna eg két dolog hozzá,és ahonnan hoztamott térdig ál a gépalkatrész. Szeretném tudni mi való hozzá a rakásból! Köszönet!
Tegnap szereztem egy me1000-e strigont. Nem tudna valaki segíteni hozzá való gépkönyvel? Mintha hiányozna eg két dolog hozzá,és ahonnan hoztamott térdig ál a gépalkatrész. Szeretném tudni mi való hozzá a rakásból! Köszönet!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 30, 09:06
Írta: 000000000 Dátum 2012 szeptember 30, 09:06
ál=áll
könyvel=könyvvel
könyvel=könyvvel
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 30, 09:34
Írta: 000000000 Dátum 2012 szeptember 30, 09:34
8 mm maró telibe
0.2 mm fogásmélység
300 mm/min előtolás
acél marása
Ehhez a forgácsoláshoz 24 W hasznos P kell, így
egy E240 még akkor is megoldja ezt, ha csak 40% körüli az áttételed hatásfoka.
Van egy olyan érzésem, ha nem kellően merev a géped mechanikája, akkor nem a marómotor, hanem inkább a géped mechanikája fog már ebben az acél marásban is korlátozni.
0.2 mm fogásmélység
300 mm/min előtolás
acél marása
Ehhez a forgácsoláshoz 24 W hasznos P kell, így
egy E240 még akkor is megoldja ezt, ha csak 40% körüli az áttételed hatásfoka.
Van egy olyan érzésem, ha nem kellően merev a géped mechanikája, akkor nem a marómotor, hanem inkább a géped mechanikája fog már ebben az acél marásban is korlátozni.
Cím: Re:Hagyományos forgácsológépek
Írta: fektiforg Dátum 2012 szeptember 30, 10:04
Írta: fektiforg Dátum 2012 szeptember 30, 10:04
Itt nézd meg (65-ös link):Csuhás-doksik
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 30, 17:49
Írta: 000000000 Dátum 2012 szeptember 30, 17:49
Köszönöm szépen!
Igen,egy ilyen érzésem nekem is van. Mostmár hengeres lineáris csapágyak vannak mindenhol beépítve,Z tengelyen NSK LH 15 Z sínek majd ha lesz egy kis időm dobok fel pár képet,de mostmár én is mérnöknek tanulok Kecskeméten a Gamfon,szóval nincs valami sok időm a géppel foglalkozni,de remélem egy nap ezek a számítások nekem is így kisujjból fognak menni,mint neked.
Igen,egy ilyen érzésem nekem is van. Mostmár hengeres lineáris csapágyak vannak mindenhol beépítve,Z tengelyen NSK LH 15 Z sínek majd ha lesz egy kis időm dobok fel pár képet,de mostmár én is mérnöknek tanulok Kecskeméten a Gamfon,szóval nincs valami sok időm a géppel foglalkozni,de remélem egy nap ezek a számítások nekem is így kisujjból fognak menni,mint neked.
Cím: Re:Hagyományos forgácsológépek
Írta: fektiforg Dátum 2012 szeptember 30, 21:43
Írta: fektiforg Dátum 2012 szeptember 30, 21:43
Gondolatmenetbe csak egy hibát látok.. - Ricsi valószínűleg max. nem 300mm/min gyorsjárati
mozgást szeretne. Feltételezve pl.
a motor névleges fordulatán a gyorsjárat 1500mm/min, akkor az E240, 300mm/min előtolásnál kb. 16-W -al terhelhető folyamatosan.
mozgást szeretne. Feltételezve pl.
a motor névleges fordulatán a gyorsjárat 1500mm/min, akkor az E240, 300mm/min előtolásnál kb. 16-W -al terhelhető folyamatosan.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 szeptember 30, 22:14
Írta: 000000000 Dátum 2012 szeptember 30, 22:14
Te biztos érted, amit írtál, nekem totál káosz a mondókád.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2012 szeptember 30, 22:17
Írta: HJózsi Dátum 2012 szeptember 30, 22:17
E240 mint főorsó ... gyorsjárat levegőben van... 0 terhelés ...
Cím: Re:Hagyományos forgácsológépek
Írta: fektiforg Dátum 2012 szeptember 30, 22:24
Írta: fektiforg Dátum 2012 szeptember 30, 22:24
Igazad van !!! Valamit nagyon félreértetem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 október 01, 15:03
Írta: 000000000 Dátum 2012 október 01, 15:03
Köszönet, meg is van!
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2012 október 05, 07:32
Írta: 9pk59nuy Dátum 2012 október 05, 07:32
Elegáns átalakítású a gép. A főorsó vezérlés az alakítás során elő lett készítve, vagy majd a felhasználó oldja meg?
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2012 október 14, 16:50
Írta: Miki2 Dátum 2012 október 14, 16:50
Csináltam egy kis videót az átalakított E1N gépemről.
Esztergálás 1820-as fordulaton, menetvágás 910-es fordulaton,
keresztbe fúrás, majd leszúrás újfent 1820-as fordulaton.
Esztergálás 1820-as fordulaton, menetvágás 910-es fordulaton,
keresztbe fúrás, majd leszúrás újfent 1820-as fordulaton.
Cím: Re:Hagyományos forgácsológépek
Írta: u3xrz0cut Dátum 2012 október 14, 17:00
Írta: u3xrz0cut Dátum 2012 október 14, 17:00
[#eljen][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 14, 17:05
Írta: Kristály Árpád Dátum 2012 október 14, 17:05
[#eljen][#eljen][#eljen][#eljen][#wow1][#worship][#worship][#worship][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 14, 17:15
Írta: Kristály Árpád Dátum 2012 október 14, 17:15
Halihó Mindenkinek!
Évek óta...szerettem volna egy M-1 univerzális kis marógépet!!!
Sikerült!
Egy türelmesen felújított...több hónap....mindene működik s lás csodát ez a gép kb 50-éves!!!!
A leengedett asztal és a vertikál fej között 550-milliméter távolság van!
Ha felteszek egy gépsatut akkor is van bő 300-milkóóóó....
Holnap teszek fel képeket!
Ezt kellene gyártani és nem kínai BF...akárhány
Persze ez valamikor Weisz Man -Fréd volt...
De nagy betűkkel rákerült, hogy Rákosi Művek????
Évek óta...szerettem volna egy M-1 univerzális kis marógépet!!!
Sikerült!
Egy türelmesen felújított...több hónap....mindene működik s lás csodát ez a gép kb 50-éves!!!!
A leengedett asztal és a vertikál fej között 550-milliméter távolság van!
Ha felteszek egy gépsatut akkor is van bő 300-milkóóóó....
Holnap teszek fel képeket!
Ezt kellene gyártani és nem kínai BF...akárhány
Persze ez valamikor Weisz Man -Fréd volt...
De nagy betűkkel rákerült, hogy Rákosi Művek????
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2012 október 14, 17:15
Írta: VighLajos Dátum 2012 október 14, 17:15
http://kepfeltoltes.hu/121014/2012-10-14_12.52.13_www.kepfeltoltes.hu_.jpg[/img]
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2012 október 14, 17:16
Írta: VighLajos Dátum 2012 október 14, 17:16
http://kepfeltoltes.hu/121014/2012-10-14_12.52.13_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2012 október 14, 17:16
Írta: VighLajos Dátum 2012 október 14, 17:16

Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 14, 17:17
Írta: Kristály Árpád Dátum 2012 október 14, 17:17
[#confused][#confused][#confused][#confused]
Lajos!
Én nem látok semmit.....
Lajos!
Én nem látok semmit.....
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 14, 17:17
Írta: Kristály Árpád Dátum 2012 október 14, 17:17
[#eljen][#eljen][#eljen]
Oké!
Oké!
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2012 október 14, 17:18
Írta: VighLajos Dátum 2012 október 14, 17:18
bocs, ezt nem ide akartam
[#falbav][#falbav][#falbav]
[#falbav][#falbav][#falbav]
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2012 október 14, 17:19
Írta: VighLajos Dátum 2012 október 14, 17:19
adok-veszek #44005 szerkezet képe, de már Gruber kolléga is berakta
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 október 14, 17:38
Írta: 000000000 Dátum 2012 október 14, 17:38
Klasszul dolgozik,gratula![#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 október 14, 17:39
Írta: 000000000 Dátum 2012 október 14, 17:39
Bocs![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 15, 20:48
Írta: Kristály Árpád Dátum 2012 október 15, 20:48
Halihó mindenkinek!
Itt a büszkeségem....
Rákosi Művek M-1 Univerzális marógép alias Weis-Man- Fred

Itt a büszkeségem....
Rákosi Művek M-1 Univerzális marógép alias Weis-Man- Fred
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2012 október 15, 20:51
Írta: Miki2 Dátum 2012 október 15, 20:51
Erre tényleg büszke lehetsz.
Nagyon szépen felújítottad.
Nagyon szépen felújítottad.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2012 október 16, 00:11
Írta: hostya Dátum 2012 október 16, 00:11
Szép lett!
Biztosan jó is. [#worship]
Mindenesetre abban igazad van, hogy ez így felújítva nem a kínai kategória.
Az hogy "Rákosi Művek" van ráírva az történelmileg alakul így...
A Weiss Manfréd alapította azt a gyárat, amit államosítottak, majd a háború után lett Rákosi Művek.
56 után pedig Csepel Vas és Fémművek.
Csak zárójelben: ( ilyen hogy: Weis-Man- Fred soha nem volt.) [#wave]
=============
Névváltozatok
Időszak Név
1886–1897 Weiss Manfréd Lőszergyár
1892-től Csepelen
1897–1948 Weiss Manfréd Acél- és Fémművek
1903–1913 közkereseti társaság
1913–1948 részvénytársaság
1948–1950 WM Acél- és Fémművek NV
1950–1956 Rákosi Mátyás Vas- és Fémművek
1956–? Csepel Vas- és Fémművek
?–1983 Csepel Művek Tröszt
1983 után Schwinn-Csepel Kerékpárgyártó Kft.
Csepeli Fémmű Rt.
Csepeli Csőgyár Rt.
Csepeli Acélcső Kft.
UBP Csepel Rt.
stb.
==============
Forrás:http://hu.wikipedia.org/wiki/Weiss_Manfr%C3%A9d_Ac%C3%A9l-_%C3%A9s_F%C3%A9mm%C5%B1vek
Biztosan jó is. [#worship]
Mindenesetre abban igazad van, hogy ez így felújítva nem a kínai kategória.
Az hogy "Rákosi Művek" van ráírva az történelmileg alakul így...
A Weiss Manfréd alapította azt a gyárat, amit államosítottak, majd a háború után lett Rákosi Művek.
56 után pedig Csepel Vas és Fémművek.
Csak zárójelben: ( ilyen hogy: Weis-Man- Fred soha nem volt.) [#wave]
=============
Névváltozatok
Időszak Név
1886–1897 Weiss Manfréd Lőszergyár
1892-től Csepelen
1897–1948 Weiss Manfréd Acél- és Fémművek
1903–1913 közkereseti társaság
1913–1948 részvénytársaság
1948–1950 WM Acél- és Fémművek NV
1950–1956 Rákosi Mátyás Vas- és Fémművek
1956–? Csepel Vas- és Fémművek
?–1983 Csepel Művek Tröszt
1983 után Schwinn-Csepel Kerékpárgyártó Kft.
Csepeli Fémmű Rt.
Csepeli Csőgyár Rt.
Csepeli Acélcső Kft.
UBP Csepel Rt.
stb.
==============
Forrás:http://hu.wikipedia.org/wiki/Weiss_Manfr%C3%A9d_Ac%C3%A9l-_%C3%A9s_F%C3%A9mm%C5%B1vek
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 október 16, 07:04
Írta: 000000000 Dátum 2012 október 16, 07:04
Nagyon szépen rendbetetted![#eljen]
Használd még nagyon sokáig gond nélkül!
Használd még nagyon sokáig gond nélkül!
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2012 október 16, 08:11
Írta: Sz.József Dátum 2012 október 16, 08:11
Gratulálok...
A BF 20 után gondolom, megváltás.[#smile]
A főorsó befogás az milyen? Mk2, Mk3, vagy...?
A BF 20 után gondolom, megváltás.[#smile]
A főorsó befogás az milyen? Mk2, Mk3, vagy...?
Cím: Re:Hagyományos forgácsológépek
Írta: Farkas Ádám Dátum 2012 október 16, 08:24
Írta: Farkas Ádám Dátum 2012 október 16, 08:24
Sok örömet hozzä [#finom]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2012 október 16, 08:34
Írta: svejk Dátum 2012 október 16, 08:34
ez az a gép ami már 4-5 éve nálad van?
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2012 október 16, 11:38
Írta: s7manbs8 Dátum 2012 október 16, 11:38
Nemsoká lehet megint új neve lesz, találjátok ki mi ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 október 16, 15:30
Írta: Csuhás Dátum 2012 október 16, 15:30
Azért a marógép szebb volt. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2012 október 16, 16:06
Írta: Miki2 Dátum 2012 október 16, 16:06
Árpi!
Nevezd már át a gépről készült képet, és tedd fel újra.
Hadd gyönyörködjünk még egy cseppet.
Nevezd már át a gépről készült képet, és tedd fel újra.
Hadd gyönyörködjünk még egy cseppet.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2012 október 16, 16:52
Írta: PSoft Dátum 2012 október 16, 16:52
Árpi,talán nem haragszik meg....
Szóval,Árpi büszkesége,...a Rákosi Művek M-1 Univerzális marógépe alias Weis-Manfréd.




Szóval,Árpi büszkesége,...a Rákosi Művek M-1 Univerzális marógépe alias Weis-Manfréd.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 16, 19:31
Írta: Kristály Árpád Dátum 2012 október 16, 19:31
KÖSZÖNÖM!!!!!
Halihó mindenkinek!
Köszönöm, hogy ti is örültök....
Befogok: Mk-3 as
Kihajtásonként 12-sebességfokozat és 6 előtolás.
NEM Én újítottam fel, hanem egy barátom!
Svejk, amit te láttál úgy 4-5 éve az egy M100-es volt.....
Bocs nem volt BF-20 am, csak én neveztem el a Kínai fúró marógépet (BF....akármennyi)
Ez életem ötödik marója....remélem itt megállok.....
Ma is dolgoztam vele....egy álom!
Tervem egy gyorsítófej....
Ha kérdés van válaszolok....[#worship][#worship][#worship][#worship][#worship][#worship][#worship][#worship]
Halihó mindenkinek!
Köszönöm, hogy ti is örültök....
Befogok: Mk-3 as
Kihajtásonként 12-sebességfokozat és 6 előtolás.
NEM Én újítottam fel, hanem egy barátom!
Svejk, amit te láttál úgy 4-5 éve az egy M100-es volt.....
Bocs nem volt BF-20 am, csak én neveztem el a Kínai fúró marógépet (BF....akármennyi)
Ez életem ötödik marója....remélem itt megállok.....
Ma is dolgoztam vele....egy álom!
Tervem egy gyorsítófej....
Ha kérdés van válaszolok....[#worship][#worship][#worship][#worship][#worship][#worship][#worship][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 16, 19:32
Írta: Kristály Árpád Dátum 2012 október 16, 19:32
Bocscscscs
M-1000
M-1000
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 16, 19:34
Írta: Kristály Árpád Dátum 2012 október 16, 19:34
Hostya![#wave][#wink][#worship][#worship][#worship][#worship][#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: vvvsmkgjx Dátum 2012 október 17, 23:30
Írta: vvvsmkgjx Dátum 2012 október 17, 23:30
Sziasztok!
Tudna nekem valaki segíteni Optimum Bf20 vario típusú cnc-s fúró- marógép NCdrive vezérlés használatában. Szükségem lenne a gép paramétereire is. (milyen előtoló sebességet milyen menetemelkedést stb. állíthatok be a gépen). Esetleg volna hozzá valamiféle leírás?
Tudna nekem valaki segíteni Optimum Bf20 vario típusú cnc-s fúró- marógép NCdrive vezérlés használatában. Szükségem lenne a gép paramétereire is. (milyen előtoló sebességet milyen menetemelkedést stb. állíthatok be a gépen). Esetleg volna hozzá valamiféle leírás?
Cím: Re:Hagyományos forgácsológépek
Írta: u3xrz0cut Dátum 2012 október 18, 10:59
Írta: u3xrz0cut Dátum 2012 október 18, 10:59
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 október 19, 13:59
Írta: 000000000 Dátum 2012 október 19, 13:59
Sziasztok!
Szeretnék csinálni a marógépemhez előtolást(Sieg Sx2)!Tudok ebben segíteni?Minden ötletre vevő vagyok!Előre is köszönöm!!!
Szeretnék csinálni a marógépemhez előtolást(Sieg Sx2)!Tudok ebben segíteni?Minden ötletre vevő vagyok!Előre is köszönöm!!!
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2012 október 21, 20:41
Írta: Kristály Árpád Dátum 2012 október 21, 20:41
Írtam Emailt....
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2012 október 24, 10:17
Írta: Csuhás Dátum 2012 október 24, 10:17
Egy tapasztalatom szeretném megosztani, hátha hasznára válik valakinek. Van egy öreg marógépem amire egy ME1000 vertikál fej van ráépítve. Sajnos ha keskeny felületet martam, akkor csúnyán zörgött. Amikor a maró egyik éle kilépett a forgácsolt felületről akkor előre pattant a marótengely és koppanva kezdett forgácsolni a következő él. A zörgés a vertikál fej erősen kopott homlok fogaskerék párjából származott. Ilyenkor segített ha a marótengely felső végét kézzel megfogva egy egyenletes terhelést vittem a maróra. Gondoltam, hogy ezt kényelmesebbé, és biztonságosabbá teszem, ezért esztergáltam egy pogácsát a tengely felső végére. A megoldás működik könnyen lehet simítani a gép járásán. De igazából már alig van rá szükség mert a pogácsa lendkerékként viselkedve plusz súrlódás nélkül is egyenletes járást biztosít. Tanulság: Egy lendkerék sokat segít egy kopott gépen.

Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 október 24, 11:57
Írta: jani300 Dátum 2012 október 24, 11:57
Jó az ötleted . Van nálam egy olasz lefejtőmarógép huszon éve , nemsokára méh telepen lesz . De nem ez a lényeg , mk3-as vertikálfejjel dolgozik , azon több kilós lendkerék van gyárilag .
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2012 október 24, 19:03
Írta: Robika37 Dátum 2012 október 24, 19:03
Írtam mail-t ! Lefejtő maró témában.
Üdv: Robika
Üdv: Robika
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:02
Írta: jani300 Dátum 2012 november 01, 19:02
Írtam a semleges csevegőbe ,megpróbálom itt még egyszer . Tegnap lett egy "MWM RUHLA" típusú kis szerszámmaró gépem . A főhajtása két kuplungos sebességgel és azon belül fokozat nélküli szabályozással volt megoldva . A hajtómotor és a vezérlése már nincs meg . Azt kérdezném ismeri e valaki milyen motorral és szabályozással volt megoldva a hajtás . Ötletem van pótlásra , asszinkron motor frekvenciaváltóval , vagy egy szénkefés targonca szivattyúmotor valamilyen egyszerű szabályozással (mert ez van ). Sokat nem akarok rá költeni csak érdekelne milyen volt .
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2012 november 01, 19:06
Írta: s2k5ycubj Dátum 2012 november 01, 19:06
Szerintem,ha sokat akarod használni és gazdaságosan,ne a targonca motort tedd rá! Vagy ha igen akkor számolj egy komoly nagy áramú táppal és minimum PWM-es vezérlővel,ha pénz nem számít speed control-lal.
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2012 november 01, 19:06
Írta: s2k5ycubj Dátum 2012 november 01, 19:06
És esetleg egy step-dir-es bemenettel.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:08
Írta: jani300 Dátum 2012 november 01, 19:08
Számít a pénz hitelre vettem .A
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:11
Írta: jani300 Dátum 2012 november 01, 19:11
Már megint félre nyomtam . A targonca motor táp egy egyenáramú hegesztőtrafó lenne . 70v 2kw kb a targonca szivattyú motor . A vezérlés még talány . .
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2012 november 01, 19:12
Írta: s2k5ycubj Dátum 2012 november 01, 19:12
Ennek nem olyan a gyári hajtása mint a legkisebb kinai esztergának:egy 300W-os dc motor tirisztoros szabályozóval?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:17
Írta: jani300 Dátum 2012 november 01, 19:17
Ezt kérdezném ! Csak a potméter van meg belőle . De legalább rá van írva mennyit forgott . 40-2200
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:21
Írta: jani300 Dátum 2012 november 01, 19:21
Persze egy 2,2 kw os asszinkron motor tökéletes lenne a két mechanikus sebességgel (előtét tengely) , lehet ilyen is volt . De a frekiváltó vetekszik a gép árával , meg a paraméterezés se menne egyszerűen .
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2012 november 01, 19:24
Írta: s2k5ycubj Dátum 2012 november 01, 19:24
Ha szerencséd van az einhell hungáriánál kapsz hozzá,de biztos nem lesz olcsó. Nekem van egy ilyen esztergám,de nem szertném most ezért szétszedni a panel másolása miatt,egyébként meglepően jól működik a fordulatszabályzása. Próbáld meg hátha visrosszajzolta már valaki,nem bonyolult,egy lm324-es ic és 2-4 tirisztor viszonylag kevés alkatrésszel körítve. Ja és a targonca motor nem lesz nagy rá? És a hegesztőtrafóról hogy szabályzol fordulatszámot?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:35
Írta: jani300 Dátum 2012 november 01, 19:35
Szivattyú motor az nem nagy . Ne szedjél szét semmit . Annyira nem sürgős , annak is örülök már hogy tető alatt van , utánfutón hoztam el , 1tonna . Dahlander motorom is van ,ráér csak kíváncsi vagyok milyen lehetett , a neten nem találtam semmit róla .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2012 november 01, 19:55
Írta: jani300 Dátum 2012 november 01, 19:55
Köszönöm a segítséged !
Cím: Re:Hagyományos forgácsológépek
Írta: fs9s63xkf Dátum 2012 november 04, 12:31
Írta: fs9s63xkf Dátum 2012 november 04, 12:31
Nincs meg véletlenül valakinek a BF20 3D-s rajza?
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 november 04, 16:20
Írta: kuv5p7226 Dátum 2012 november 04, 16:20
Max gépkönyvet tudok adni, de gyanítom, hogy neked valami CAD rajz kéne róla.
Cím: Re:Hagyományos forgácsológépek
Írta: fs9s63xkf Dátum 2012 november 04, 16:33
Írta: fs9s63xkf Dátum 2012 november 04, 16:33
Köszi, az van, igen IGES, STL rajzokat szeretnék, nincs kedvem megrajzolni.
Ha más nem akkor megveszem:
BF20 in 3D
Ha más nem akkor megveszem:
BF20 in 3D
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 november 04, 16:42
Írta: kuv5p7226 Dátum 2012 november 04, 16:42
Mihez kellene? CNC-síteni akarsz? Abban tudok segíteni. Esetleg engem is érdekelhet a rajz, keress meg privátban.
Cím: Re:Hagyományos forgácsológépek
Írta: fs9s63xkf Dátum 2012 november 04, 16:57
Írta: fs9s63xkf Dátum 2012 november 04, 16:57
Az ékpályákat szeretném kiváltani lineáris vezetékekkel az X,Y tengelyeken és jó lenne megrajzolni hogy mi hogyan fér el.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 november 04, 17:08
Írta: kuv5p7226 Dátum 2012 november 04, 17:08
Nem ér annyit az egész. Van gyengébb pontja is, az orsók. Aztán az egész mechanikának nincs akkora stabilitása, pontossága, hogy ez kifizetődő legyen.
Amit lehet tenni, az az orsók kiváltása és a léptecsekkel való meghajtás.
De csodát akkor se várj.
Amit lehet tenni, az az orsók kiváltása és a léptecsekkel való meghajtás.
De csodát akkor se várj.
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2012 november 04, 17:16
Írta: 2nbj3n5m Dátum 2012 november 04, 17:16
Nézz be a www.einfach-cnc.de oldalra.Ott van párr instrukció.
Mfg.: Janko /Száraz János/
Mfg.: Janko /Száraz János/
Cím: Re:Hagyományos forgácsológépek
Írta: fs9s63xkf Dátum 2012 november 04, 17:17
Írta: fs9s63xkf Dátum 2012 november 04, 17:17
A főorsó nem maradna, rosszabb meg nem lesz az átalakítástól :)
Ezért lenne jó látni rajzokon is hogy egyáltalán kivitelezhető-e értelmes kereteken belül, vagy tényleg nem érdemes szenvedni vele.
Ezért lenne jó látni rajzokon is hogy egyáltalán kivitelezhető-e értelmes kereteken belül, vagy tényleg nem érdemes szenvedni vele.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2012 november 04, 18:15
Írta: kuv5p7226 Dátum 2012 november 04, 18:15
Nekem van hozzá CNC szett, a motortartók, motorok, készletben, amibe beszállnék az egy szett golyósorsó.
Gondolkoztam, hogy valami CNC szettet gyártásba vinni ehhez, de nincs energiám belevágni. Legyártani már tudnám, de addig túl sok szöttyögés lenne vele.
Gondolkoztam, hogy valami CNC szettet gyártásba vinni ehhez, de nincs energiám belevágni. Legyártani már tudnám, de addig túl sok szöttyögés lenne vele.
Cím: Re:Hagyományos forgácsológépek
Írta: zc6b3g9pv Dátum 2012 december 17, 10:10
Írta: zc6b3g9pv Dátum 2012 december 17, 10:10
Sziasztok!
Valaki szedte már szét a BF20L marógépnek a finomelőtoló részét?
Az enyémmel bármit csinálok nem működik.
Kösz a segítséget.
Valaki szedte már szét a BF20L marógépnek a finomelőtoló részét?
Az enyémmel bármit csinálok nem működik.
Kösz a segítséget.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2012 december 19, 08:44
Írta: 9pk59nuy Dátum 2012 december 19, 08:44
Nem, de kevés titok van benne. Ha rugós a szerkezet, akkor SZEMRE VIGYÁZNI!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 december 19, 10:13
Írta: 000000000 Dátum 2012 december 19, 10:13
Pedig elég egyszer szerkezet a BF20.
Úgy már próbáltad hogy a főorsó kézi előtoló karja közepén azt a nagyobbacska recézett csavart koppanásig becsavarod, és utána próbálod a finom állító részét?
Mert a kézi kar csak ilyenkor kapcsolódik azzal a kúppal amit a finom állító része forgat.
Amúgy meg nyugodtan szétszedheted mert NEM a karnál van a főorsót visszahúzó rugó.
Természetesen ez csak az originál Optimum BF20 Vario-ra vonatkozik és nem a hasonló koppintásokra.
Mert már kicsit tele a hócipőm azokkal akik keverik a szezont a fazonnal.
Példának okádék: mikor hozza a fazon a hiltit és kiderül hogy egy 3 forintos kínai fostalicska ütvefúró.
De ott van a flex is aztán ott is kiderül hogy a Flex márkájú sarokcsiszolóhoz annyi köze mint madártejnek az ornitológiához. [#hehe]
Bocs az iróniáért!
Cím: Re:Hagyományos forgácsológépek
Írta: zc6b3g9pv Dátum 2012 december 23, 12:15
Írta: zc6b3g9pv Dátum 2012 december 23, 12:15
Kedves Pál!
Köszönöm az instrukcióidat.
A recézett csavart becsavartam koppanásig és a finomállító gomb forgatására semmi sem történik.
Nem mozdul az orsó.
Most vettem a gépet és még nem is használtam, csak kipróbáltam a funkciókat.
A garázsomban most rettenet hideg van és nincs kedvem ott fagyoskodni, ezért gondoltam, hogy elvben foglalkoznék a dologgal.
Nincs esetleg képed a szétszerelt állapotról?
Ja,igen.A gép eredeti Optimum.
A gépkönyv robbantott ábrájából azt nem látom, hogy mi mehet ebben tönkre?
A csiga és csigakerék valószínűleg nem.
Jól gondolom, hogy a 256-os tételszámú recézett csavar szorítja meg a 263-as számú csigakereket a 265-ös tételszámú tengely vállához, ami egyébként szabadon futó?
A rajzon nem látok kúpos alkatrészt,csak egy távtartó van a csigakerék melett.
Lehet, hogy csak újra kellene hézagolni?
Üdv.
Köszönöm az instrukcióidat.
A recézett csavart becsavartam koppanásig és a finomállító gomb forgatására semmi sem történik.
Nem mozdul az orsó.
Most vettem a gépet és még nem is használtam, csak kipróbáltam a funkciókat.
A garázsomban most rettenet hideg van és nincs kedvem ott fagyoskodni, ezért gondoltam, hogy elvben foglalkoznék a dologgal.
Nincs esetleg képed a szétszerelt állapotról?
Ja,igen.A gép eredeti Optimum.
A gépkönyv robbantott ábrájából azt nem látom, hogy mi mehet ebben tönkre?
A csiga és csigakerék valószínűleg nem.
Jól gondolom, hogy a 256-os tételszámú recézett csavar szorítja meg a 263-as számú csigakereket a 265-ös tételszámú tengely vállához, ami egyébként szabadon futó?
A rajzon nem látok kúpos alkatrészt,csak egy távtartó van a csigakerék melett.
Lehet, hogy csak újra kellene hézagolni?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 december 25, 10:59
Írta: 000000000 Dátum 2012 december 25, 10:59
Sziasztok.
Segítségeteket kérném! Vettem egy jugoszláv marógépet. A típusa: ALG-100E. Sajnos a vezérlő-kapcsoló szekrénye hiányzik. Ha valaki ismerné ezt a gépet esetleg tudna hozzá elektromos kapcsolási rajzot vagy akár ismerne olyat akinek ilyen gépe van vagy bármivel a géppel kapcsolatban segítene azt nagyon megköszönném! Megpróbálok képet is feltenni, remélem sikerül!
Előre is hálás köszönet minden segítségért!
Üdv: K. László
Segítségeteket kérném! Vettem egy jugoszláv marógépet. A típusa: ALG-100E. Sajnos a vezérlő-kapcsoló szekrénye hiányzik. Ha valaki ismerné ezt a gépet esetleg tudna hozzá elektromos kapcsolási rajzot vagy akár ismerne olyat akinek ilyen gépe van vagy bármivel a géppel kapcsolatban segítene azt nagyon megköszönném! Megpróbálok képet is feltenni, remélem sikerül!
Előre is hálás köszönet minden segítségért!
Üdv: K. László
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 december 25, 13:38
Írta: 000000000 Dátum 2012 december 25, 13:38

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 december 25, 13:40
Írta: 000000000 Dátum 2012 december 25, 13:40

Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2012 december 25, 13:44
Írta: 000000000 Dátum 2012 december 25, 13:44
A képek a gépről. A vezérlőszekrényen lévő digitális kütyü nem alaptartozék. Az már egy korszerűsített kivitel, de az én gépem teljesen ilyen. Köszönöm a segítségeket ismét!
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 január 11, 21:59
Írta: 000000000 Dátum 2013 január 11, 21:59
Üdv Mindenkinek!
ME 1000-es marógéphez volna szükségem olajszintmutató kis ablakra.
Megnéztem az EAN esztergában lévőket, és az is ugyanilyen szóval nem csak a strigonban van ekkora...
Hol lehetne beszerezni? Eddig semmi eredménye a keresgélésemnek...
Előre is köszönöm!
ME 1000-es marógéphez volna szükségem olajszintmutató kis ablakra.
Megnéztem az EAN esztergában lévőket, és az is ugyanilyen szóval nem csak a strigonban van ekkora...
Hol lehetne beszerezni? Eddig semmi eredménye a keresgélésemnek...
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2013 január 12, 18:57
Írta: Sz.József Dátum 2013 január 12, 18:57
Talán itt jobb helye lesz...
Megtudná nekem mondani valaki, hogy a képen látható
ISO 30-as szerszámbefogók nyakán mi célt szolgál a 6008 2RS csapágy?
Talán valami spec szerszámtárban volt alkalmazva?
Egyúttal mindjárt meg is kérdezem: nem tudja valaki használni az eredeti rendeltetésére?
Elcserélném vagy eladnám.
Ugyan is a saját felhasználásomhoz át kellene átalakítani és lehet jobb sorsra érdemes...
Az én felhasználásomhoz a csapágyat le kellene húzni róla és a menesztő körmök helyét ki kellene szélesítenem.


Megtudná nekem mondani valaki, hogy a képen látható
ISO 30-as szerszámbefogók nyakán mi célt szolgál a 6008 2RS csapágy?
Talán valami spec szerszámtárban volt alkalmazva?
Egyúttal mindjárt meg is kérdezem: nem tudja valaki használni az eredeti rendeltetésére?
Elcserélném vagy eladnám.
Ugyan is a saját felhasználásomhoz át kellene átalakítani és lehet jobb sorsra érdemes...
Az én felhasználásomhoz a csapágyat le kellene húzni róla és a menesztő körmök helyét ki kellene szélesítenem.
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2013 január 12, 19:34
Írta: kmajer Dátum 2013 január 12, 19:34
Ez Chiron "pók" szerszámcserélő karba való, talán Snecit érdekli...
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2013 január 12, 21:54
Írta: Sz.József Dátum 2013 január 12, 21:54
Kösszi a segítséget és az infót.
Cím: Re:Hagyományos forgácsológépek
Írta: neduddgi Dátum 2013 január 16, 19:51
Írta: neduddgi Dátum 2013 január 16, 19:51
Merre laksz? Baranyában tudok egy pont ugyanilyen működő gépről, de a típusa nem tudom pontosan mi.
Igazából azt sem tudtam, hogy ez yugo ... :-D
Igazából azt sem tudtam, hogy ez yugo ... :-D
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 január 19, 11:15
Írta: 000000000 Dátum 2013 január 19, 11:15
Helló! Köszi a választ! Budapesten lakom. Baranyába "ritkán" megyek. Neked van kapcsolatod azokkal akiknek ugyanilyen gépük van, mint nekem? Esetleg meg tudnád szerezni tőlük az elektromos szekrény kapcsolási rajzát vagy fotókat a belsejéről? Nagy segítség lenne! Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2013 január 19, 12:32
Írta: Gyula65 Dátum 2013 január 19, 12:32
Küldtem egy kapcsolási rajzot!
Üdv!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 január 19, 12:54
Írta: 000000000 Dátum 2013 január 19, 12:54
Megkaptam!!
Köszönöm még egyszer!!
Üdv!
Köszönöm még egyszer!!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: neduddgi Dátum 2013 január 19, 13:50
Írta: neduddgi Dátum 2013 január 19, 13:50
Úgy látom, tárgytalan! :-D
Megtudhatnám, hol sikerült a géphez hozzá jutnod és mennyiért? Nagyon jó "kis" masina tapasztalataim szerint!
Jöhet privátban is a válasz.
Megtudhatnám, hol sikerült a géphez hozzá jutnod és mennyiért? Nagyon jó "kis" masina tapasztalataim szerint!
Jöhet privátban is a válasz.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2013 január 20, 12:37
Írta: Gyula65 Dátum 2013 január 20, 12:37
Megtaláltam a neten, és most elküldtem a gépkönyvét!
Üdv!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2013 január 20, 12:59
Írta: Miki2 Dátum 2013 január 20, 12:59
Egyszerűen esztergálni kell egyet plexiből.
Boltban nem hiszem, hogy meg lehet venni.
Boltban nem hiszem, hogy meg lehet venni.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2013 január 20, 13:48
Írta: sufnituning Dátum 2013 január 20, 13:48
Lehet, hogy jó!
http://epitkezes-otthon.vatera.hu/barkacs_szerszam_ipari_gep/alkatresz_tartozek/egyeb/olajszint_ellenorzo_1697614592.html
http://epitkezes-otthon.vatera.hu/barkacs_szerszam_ipari_gep/alkatresz_tartozek/egyeb/olajszint_ellenorzo_1697614592.html
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 január 20, 15:33
Írta: 000000000 Dátum 2013 január 20, 15:33
Sikerült szerezni egyet egy barátomtól, aki a sokadik fiók legalján talált egyet...
szerencsére nem kell gyártani :)
szerencsére nem kell gyártani :)
Cím: Re:Hagyományos forgácsológépek
Írta: dravecz Dátum 2013 február 02, 23:34
Írta: dravecz Dátum 2013 február 02, 23:34
Üdv nektek.
Palástmaráshoz, azaz síkmaráshoz keresek marót. Találtam egy egy oldalt ahol egész jó áron vannak cuccok.
http://mesterszerszam.hu/webaruhaz/forgacsoloszerszam/femipari-maro/valtolapkas-maro/90fok-os-sarokmaro-adlx-1503-lapka-nelkul-
Valaki ismeri ezt a céget, azaz a termékeit? Vagy tud valaki jobb áron?
Palástmaráshoz, azaz síkmaráshoz keresek marót. Találtam egy egy oldalt ahol egész jó áron vannak cuccok.
http://mesterszerszam.hu/webaruhaz/forgacsoloszerszam/femipari-maro/valtolapkas-maro/90fok-os-sarokmaro-adlx-1503-lapka-nelkul-
Valaki ismeri ezt a céget, azaz a termékeit? Vagy tud valaki jobb áron?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2013 február 03, 01:52
Írta: HJózsi Dátum 2013 február 03, 01:52
Keresd Gulácsi Zolit! Nekem is tőle van egy ilyen, Ceratizit néven, jó ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 február 07, 19:09
Írta: 000000000 Dátum 2013 február 07, 19:09
Üdvözlet mindenkinek!
Segítséget szeretnék kérni egy olyan próblémában, hogy egy Cugir FU 25-ös marógépen nem működik a villámjárat van-e valakinek ötlete. Régebben láttam valaki itt a fórumon szintén ezzel kűzdött nem tudom neki sikerült-e megoldani?
Segítséget szeretnék kérni egy olyan próblémában, hogy egy Cugir FU 25-ös marógépen nem működik a villámjárat van-e valakinek ötlete. Régebben láttam valaki itt a fórumon szintén ezzel kűzdött nem tudom neki sikerült-e megoldani?
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 február 11, 18:55
Írta: 9pk59nuy Dátum 2013 február 11, 18:55
http://www.youtube.com/watch?v=NV1ZOzAaXbo
Amatőrmunka...
Amatőrmunka...
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2013 február 17, 20:41
Írta: nffab2gnr Dátum 2013 február 17, 20:41
gyula65 elérhetőségét valaki megmondaná....pl:e-mail cím.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2013 február 18, 12:08
Írta: Gyula65 Dátum 2013 február 18, 12:08
Helló?
Mi a gond?
Üdv!
Mi a gond?
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 március 24, 14:44
Írta: 000000000 Dátum 2013 március 24, 14:44
Sziasztok! Még új vagyok köztetek ezért elnézést kérek ha butaságot írok vagy csinálok! Keresek lerobban felújításra váró műszerész marógépet konkrét elképzelésem nincs nagyságra max olyan érdekel mint a Hbm 45! De bármit meghallgatok! Meg még alkatrészek is érdekelnek! Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 02, 13:21
Írta: 000000000 Dátum 2013 április 02, 13:21
Sziasztok!
Szeretnék kérni egy kis segítséget igaz nem marógép de hátha!Újítok fel egy Dunavecsei Fo-13 oszlopos fúrót de hiányos az ékszíj hajtás rajta és fogalmam sincs hogy mik a hiányosságok!Ha esetleg lenne valakinek ilyen és tudna róla küldeni pár képet azt nagyon megköszönném!
Előre is köszönöm!
Szeretnék kérni egy kis segítséget igaz nem marógép de hátha!Újítok fel egy Dunavecsei Fo-13 oszlopos fúrót de hiányos az ékszíj hajtás rajta és fogalmam sincs hogy mik a hiányosságok!Ha esetleg lenne valakinek ilyen és tudna róla küldeni pár képet azt nagyon megköszönném!
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2013 április 15, 22:26
Írta: Virbo Dátum 2013 április 15, 22:26
Urak!
Valaki meg tudná mondani, hogy az MBF550-nek mekkora maximális távolsága van az asztala és a főorsója között?
Ha esetleg egy patronbefogóval is meg tudná mondani ugyan ezt, az maga volna a tökély...
Valaki meg tudná mondani, hogy az MBF550-nek mekkora maximális távolsága van az asztala és a főorsója között?
Ha esetleg egy patronbefogóval is meg tudná mondani ugyan ezt, az maga volna a tökély...
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2013 április 16, 16:53
Írta: w0hgtwf3w Dátum 2013 április 16, 16:53
Üdvözletem !
Egy kis közvélemény-kutatást szeretnék végezni. Vettem egy BF20-t így első ránézésre tetszik, de mindenképpen a CNC-ités mellet teszem le a voksom.
Nagyon várom azon fórumtársaim véleményét, tanácsait akinek van és átalakította CNC-re.
Mennyi volt az átalakítás összköltsége?
Azt kapta az átalakítás után amit várt?
Stb.
A tanácsokat véleményeket előre is köszönöm.
Egy kis közvélemény-kutatást szeretnék végezni. Vettem egy BF20-t így első ránézésre tetszik, de mindenképpen a CNC-ités mellet teszem le a voksom.
Nagyon várom azon fórumtársaim véleményét, tanácsait akinek van és átalakította CNC-re.
Mennyi volt az átalakítás összköltsége?
Azt kapta az átalakítás után amit várt?
Stb.
A tanácsokat véleményeket előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2013 április 16, 19:10
Írta: iy567t72g Dátum 2013 április 16, 19:10
Az asztal és a főorsó közötti távolság 300 mm.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2013 április 16, 20:16
Írta: Virbo Dátum 2013 április 16, 20:16
Köszönöm. Ehhez még ugye jön a patronbefogó is akkor.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2013 április 16, 21:36
Írta: iy567t72g Dátum 2013 április 16, 21:36
Igen.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 21, 18:28
Írta: 9pk59nuy Dátum 2013 április 21, 18:28
Dunakeszin lehet kapni barkácsáruházban Quantum gépeket. Nem kell rendelni, fogd és vidd.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 26, 22:50
Írta: 000000000 Dátum 2013 április 26, 22:50
Kristály Árpádtól szeretném meg kérdezni,hogy Rákos marógépet hogyan lehet vízszintes maróként üzemeltetni.Tudna -e erről feltenni egy két képet
Most tettem ajánlatot egy ilyen gépre de ahhoz nincs vertikál fej és elég romos a gép érdekelne mi a véleménye erről a kis marógépről és a felújításról lenne -e egypár kép ami nagy segítség lehetne nekem is.Jó lenne privátba felvenné velem a kapcsolatot E- mailem aditex@vnet.hu
Most tettem ajánlatot egy ilyen gépre de ahhoz nincs vertikál fej és elég romos a gép érdekelne mi a véleménye erről a kis marógépről és a felújításról lenne -e egypár kép ami nagy segítség lehetne nekem is.Jó lenne privátba felvenné velem a kapcsolatot E- mailem aditex@vnet.hu
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2013 április 27, 08:52
Írta: svejk Dátum 2013 április 27, 08:52
Menyiért adják őket?
Tudsz példát mondani?
Tudsz példát mondani?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 09:36
Írta: 000000000 Dátum 2013 április 27, 09:36
Gondolom az a bizonyos bajusz hauze-ről van szó.
Ott 1-1.5éve láttam egy BF16-os marógépet 300-350e körül.
Már nem emlékszem pontosan menyi volt pontosan, de azt hittem hogy kulcstartónak szánták azt a gépet. [#hehe]
A kisujjam már az elején beszorult a főorsó kúpjába tehát maximum morse 1-es lehet.
A BF20-as 110-120kg lehet, azt egyedül dobtam fel a helyére mindenféle emelő nélkül.
Ez a BF16 max 60-70 kg lehet mert simán megemeltem.
Íróasztal sarkán jól mutatna mint szobadísz, de arra kicsit drága lenne.
Talán valami kis Optimum eszterga volt még nekik raktáron hasonló horror áron.
Anno 5-6 éve mikor vettem a gépet akkor volt 250,000Ft, most meg 450-töl is több lehet.
Jól elszálltak az árak!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 09:40
Írta: 000000000 Dátum 2013 április 27, 09:40
Kínaiak már egy az egyben koppintják az optimum gépeket, csak narancssárgára kenik le.

Jól látható a BF16 és 20 közötti méret különbség.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 09:45
Írta: 000000000 Dátum 2013 április 27, 09:45
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 27, 12:56
Írta: designr Dátum 2013 április 27, 12:56
GOLMATIC gépeket láttam hasonlóan hírdetni..Szerintem ezeket a gépeket kínában gyártják,és a gyengébb minőségűeket(lehet nem is gyengébbek,csak nincs olyan jól csengő nevük)stzinte majdnem fél áron kínálják.Biztosan ugyanott készülnek..váz stb egy az egyben..
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2013 április 27, 13:00
Írta: wcsxp0uxa Dátum 2013 április 27, 13:00
Vagy csak a perspektivikus beállítás mutat ekkora különbséget.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 13:37
Írta: 000000000 Dátum 2013 április 27, 13:37
Láttam mindkettőt élőben, elhiheted hogy ekkora a különbség a két gép között.
Megnéztem az adatlapját mindkét gépnek , pár adat:
A BF16 T nútja 10es, Függőleges elmozdulása 280mm, Asztal méret 550 x 140 mm, Befoglaló méretek 650 x 450 x 760 mm, Tömege 70 kg
A BF20 T nútja 12es, Függőleges elmozdulása 380mm, Asztal méret 700 x 180 mm, Befoglaló méretek 910 x 610 x 910 mm, Tömege 110-130 kg típustól függően hogy sima vagy L
Ez elég konkrét?
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2013 április 27, 15:17
Írta: wcsxp0uxa Dátum 2013 április 27, 15:17
Tudom már beszéltünk róla néhány oldallal elébb .
Úgy látszik elfelejtetted.
Nem vita kérdése melyik a használhatóbb készülék .
Egyiket sem venném meg az aktuális áron.
Csupán annyit állítok ,hogy a bf16 egy butított bf20 (az eredeti).
Tehát a hajtása , motorja ugyanaz.
A súly különbség a vaskosabb oszlopból (kell is neki ,nagyobb a kinyúlása , magassága) , nagyobb és vastagabb asztalból jön össze.
De a marási képességei ugyanaz .
A ZAY 7020 szerintem simán agyonveri mindkettőt , 300 eFt-ból.
(ez bf30 koppintásszerű)
Úgy látszik elfelejtetted.
Nem vita kérdése melyik a használhatóbb készülék .
Egyiket sem venném meg az aktuális áron.
Csupán annyit állítok ,hogy a bf16 egy butított bf20 (az eredeti).
Tehát a hajtása , motorja ugyanaz.
A súly különbség a vaskosabb oszlopból (kell is neki ,nagyobb a kinyúlása , magassága) , nagyobb és vastagabb asztalból jön össze.
De a marási képességei ugyanaz .
A ZAY 7020 szerintem simán agyonveri mindkettőt , 300 eFt-ból.
(ez bf30 koppintásszerű)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 16:25
Írta: 000000000 Dátum 2013 április 27, 16:25
Ez pont olyan mint te hasonlítod a BF20-at a BF30-hoz.
Ugyan úgy aránylik a BF16 a 20-hoz.
A motor teljesítményében és a hajtásban is tévedsz mert az is kisebb.
Az egyik 500Watt a másik meg 800watt
Nem csak az oszlop kisebb és keskenyebb, de a főorsóháza is.
És ott van még a finombeállító rész, mivel a 16 nincs ilyen.
Képeken azért nem látni a különbséget mivel minden arányosan kisebb.
De ha nem láttad a két gépet egymás mellet élőben akkor magyarázhatom ezt neked.
Az az egy biztos hogy két egyforma Optimum BF gépet még nem láttam!
Hiába egy típus szinte évente változtatnak rajta valamit.
Nekem még a legelső verziós van amin csak egy be/ki kapcsoló és egy potméter és forgásirány váltó van.
Ezután jött az amin már van egy kis billenő kapcsoló is.
Aztán jött a fordulatszám kijelzéses.
De ezen belül is szinte midig variálnak valamit az elektronikával.
Volt PWM szabályzós, aztán a fázishasítós verziók jöttek ki .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 18:18
Írta: 000000000 Dátum 2013 április 27, 18:18
Itt vannak a delikvensek, ebből állapítsad meg a méreteket.
Mivel arányosan növekszik a méret nem is olyan egyszerű


Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 18:21
Írta: 000000000 Dátum 2013 április 27, 18:21
Segítségként mindegyiken ugyanakkor a behúzó tüske takaró kupakja [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2013 április 27, 19:39
Írta: wcsxp0uxa Dátum 2013 április 27, 19:39
Hát tényleg nagyobb , viszont legalább értem miért van optimum felirat a bf16 motorján.(kép)
A marási teljesítményeik viszont teljesen megegyeznek .
A ZAY 7020-at csak azért hoztam fel ,hogy ha most vennék valamit ,inkább azzal próbálkoznék.
(nem mintha nem tudnék mindent elkészíteni vele amire szükségem van)
A marási teljesítményeik viszont teljesen megegyeznek .
A ZAY 7020-at csak azért hoztam fel ,hogy ha most vennék valamit ,inkább azzal próbálkoznék.
(nem mintha nem tudnék mindent elkészíteni vele amire szükségem van)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 20:01
Írta: 000000000 Dátum 2013 április 27, 20:01
BF16 BF20
Max. fúrási átmérő 16 mm 20 mm
Max. ujjmarási kapacitás 16 mm 20 mm
Max. homlokmarási kapacitás 52 mm 65 mm
Nem tudom menyire fog szétesni , de az első adat a 16-os a második a 20-as gépé
Hol egyforma teljesítmények ezek ?
A ZAY 7020-hoz annyit mondanék hogy inkább marógépet vegyél !
Például egy Strigon ME250-est
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2013 április 27, 20:17
Írta: wcsxp0uxa Dátum 2013 április 27, 20:17



Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 27, 21:07
Írta: 000000000 Dátum 2013 április 27, 21:07
Eleve nem lehet egyforma ha egyik 500 a másik 850 Watt
Én lezártam ezt a meddő vitát és keddig nem is nézek még a fórum felé sem.
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: wcsxp0uxa Dátum 2013 április 27, 21:11
Írta: wcsxp0uxa Dátum 2013 április 27, 21:11
Te mindig csak a neked tetsző sorokat szoktad elolvasni?
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 28, 08:19
Írta: 9pk59nuy Dátum 2013 április 28, 08:19
A vastagoszlopos BF16-os kerül 326990 forintba. Eszterga meg 381990 (nincs kereszt előtolása)ha jól emlékszem, akkor 400-as.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 28, 08:28
Írta: 9pk59nuy Dátum 2013 április 28, 08:28
A Golmatikot semmiképpen sem szabad kínai géppel egy topikban emlegetni!!! Ugyanis az a fegyveriparban használatos univerzális gép. Nagyon precíz és kimondottan strapa gép. dolgoztam rajta. Van kínai megfelelője, de arról nem tudom elképzelni, hogy a visszaállási pontossága vagy a futása akár csak megközelítse az eredetit !
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 28, 20:19
Írta: designr Dátum 2013 április 28, 20:19
Kíváncsi vagyok az "eredeti"Golmatic " öntvényváza hol dermed meg?Sőt még a HBM is copizza Nézd HBM Golmatic copyAzt meg hogy egy gépet mire használnak,azt a felhasználó dönti el,nem a gyártó.De a Golmatic eredeti ára kicsit elgondo9lkodtató..számold ki hány 45 tipusú nagyságrendekkel komolyabb gépet kapsz az áráért.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2013 április 28, 20:52
Írta: Teaway Dátum 2013 április 28, 20:52
Ezt a nyelvet érti valaki?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 28, 20:59
Írta: designr Dátum 2013 április 28, 20:59
A lényeg hogy biztosan nagyon jó kis gép az eredeti,DE 6 millió fölött van az új ára...Az öntvényváz pedig ugyanaz mint a töredék árért kapható klón..Szerintem mindkettő ugyanott készül..eredeti gondosabb meo..minőségi anyagok,minőségi csapágyak.,csicsa..Gondolom nem, a Golmatic honlapján található kis család készíti az első csavaroktól..PR nagyon jó..láttunk már ilyet.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 28, 21:24
Írta: 9pk59nuy Dátum 2013 április 28, 21:24
Az eredeti Golmatic gépeket speciálisan a fegyveripar igényei szerint alakították ki. (Így a megjegyzésed, hogy "azt a felhasználó dönti el, nem a gyártó" pont nem igaz.)
Az volt a filozófia, hogy a gyártócsarnokban a sorbaállított gépekből a részműveletekhez az egyes gépeket beállították marásra vagy esztergálásra. Más munkadarab esetén az egész sort átkonfigurálták.
"számold ki hány 45 tipusú nagyságrendekkel komolyabb gépet kapsz az áráért."
Mit értesz a komolyabb gép alatt?
Az volt a filozófia, hogy a gyártócsarnokban a sorbaállított gépekből a részműveletekhez az egyes gépeket beállították marásra vagy esztergálásra. Más munkadarab esetén az egész sort átkonfigurálták.
"számold ki hány 45 tipusú nagyságrendekkel komolyabb gépet kapsz az áráért."
Mit értesz a komolyabb gép alatt?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 28, 22:24
Írta: designr Dátum 2013 április 28, 22:24
Amit ma Golmatic néven gyártanak és árulnak egy vagyonért akkor az csak halvány mása annak amiről te beszélsz.Ezzel nem gyártósoron gyártanak fegyvereke,hanem otthon barkácsolnak az emberek.A fegyverek ma igazi gépeken készülnek...Nézd meg a két képet.szerintem ugynaz a gép pici eltérésekkel de az ár talán tízszeres.Miért?De ha neked megéri.Te dolgoztál rajta.Te tudod..Eredeti
Klón
Klón
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2013 április 28, 23:33
Írta: 000000000 Dátum 2013 április 28, 23:33
Segítséget szeretnék kérni! Ha valaki tudja Kristály Árpád E-Mail címét vagy telefon számát adja meg legyen szíves mert Rákosi M 1 es marógép ügyben szeretném felvenni Vele a kapcsolatot.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2013 április 28, 23:39
Írta: s7manbs8 Dátum 2013 április 28, 23:39
Nevére kattintva előjövő ablakban benne van mail címe, vagy az nem jó ?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2013 április 29, 00:00
Írta: ywathzay Dátum 2013 április 29, 00:00
Ne haragudj meg, de ettől a géptől kellene elájulni? Nem arcoskodni akarok, de van egy Strigon szerszámmarógépem, majd 2 tonna, nem mai darab, de ezeket megeszi reggelire, és csak rajtam múlik, hogy akarok-e 1-2 százados pontossággal rajta dolgozni. Ja, az árát inkább nem mondom.... messze nem milliós tétel.
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 29, 07:41
Írta: 9pk59nuy Dátum 2013 április 29, 07:41
Nem értem, hogy Strigonnal miért kellene összehasonlítani? De ha mégis, akkor tegyél egymás mellé 6 darab Strigont és állítsd be azokra a műveletekre amire a Golmatikot szokták használni... Nem arra a célra készült.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 29, 08:10
Írta: designr Dátum 2013 április 29, 08:10
6 Strigonnak már csarnok kell a Golmaticnak meg egy erősebb íróasztal.De Egyébként kár ezen vitázni..Remek kis gép egyébként, nekem is nagyon tetszik..ára-imidzse van egy kicsit eltúlozva..Az ilyen kombi univerzális gépeket nem mindenki szereti.van aki azt mondja egy gép egy feladat.Nekem tetszenek.Építgetek egy hasonlót..Maró-eszterga.csak ott nem fordítható a főorsó.Az alap egy kicsi TCFM-100 Csepel marógép.Wahli gyártott hasonlót.vízszintes főorsó,de emelhető..
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2013 április 29, 08:28
Írta: 9pk59nuy Dátum 2013 április 29, 08:28
Te vetted meg a dunántúlról a TCFM gépvázat? Az jó kis gép. Kiváncsian várom a beszámolót az építéséről!
Cím: Re:Hagyományos forgácsológépek
Írta: Szirtimorc Dátum 2013 április 29, 10:28
Írta: Szirtimorc Dátum 2013 április 29, 10:28
Szia!
"Adok, veszek..."
#56656 hozzászólás
"Adok, veszek..."
#56656 hozzászólás
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2013 április 29, 11:38
Írta: designr Dátum 2013 április 29, 11:38
Pestről vettem.Itt tartok vele..
De volt darabokban is..Marógép 1
Marógép 2.
Marógép 3.
Marógép 4.
Marógép 5.
Marógép 6.
Vetikálfej
De volt darabokban is..Marógép 1
Marógép 2.
Marógép 3.
Marógép 4.
Marógép 5.
Marógép 6.
Vetikálfej
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2013 május 06, 21:50
Írta: nvnshmpmn Dátum 2013 május 06, 21:50
Sziasztok!
Segítségre lenne szükségem.
Keresek M1 marógéphez gépkönyvet(Rákosi marógép).
Ha lenne valakinek felesleges, vagy valahonnan le lehetne tölteni, nagyon megköszönném.
Segítségre lenne szükségem.
Keresek M1 marógéphez gépkönyvet(Rákosi marógép).
Ha lenne valakinek felesleges, vagy valahonnan le lehetne tölteni, nagyon megköszönném.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2013 május 23, 17:44
Írta: Teaway Dátum 2013 május 23, 17:44
Esetleg ott tudnak segíteni, ahol ilyent használnák, hátha van nekik. Pl. itt.
Vmint a szokásos gépkönyves oldalon is találsz, de ők pénzt kérnek cserébe...
Vmint a szokásos gépkönyves oldalon is találsz, de ők pénzt kérnek cserébe...
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2013 május 23, 18:51
Írta: nvnshmpmn Dátum 2013 május 23, 18:51
Szia!
Köszönöm a segítséget!
Időközben felkerestem egy gépkönyvekkel foglalkozó oldalt, Nekik volt, megküldték a könyvet.
Köszönöm a segítséget!
Időközben felkerestem egy gépkönyvekkel foglalkozó oldalt, Nekik volt, megküldték a könyvet.
Cím: Re:Hagyományos forgácsológépek
Írta: ygzhw8kag Dátum 2013 május 23, 19:24
Írta: ygzhw8kag Dátum 2013 május 23, 19:24
Csak hogy tudd nem a kínaiak koppntanak hanem ha az Optimum vesz tőlük 1000db ot akkor ráírják hogy optimum.
Ha a Bernardo akkor bernardo lesz csak kékben.
Nekem Bernardo KF25D Variom van ,tök ugyan az mint a BF20 az Optimumtól.
Ha a Bernardo akkor bernardo lesz csak kékben.
Nekem Bernardo KF25D Variom van ,tök ugyan az mint a BF20 az Optimumtól.
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2013 november 12, 08:27
Írta: r6tect4u9 Dátum 2013 november 12, 08:27
Sziasztok!
Egy kérdésem lenne:
Mekkora hülyeséget követnék el, ha egy einhell bt-bd701 típusú állványos fúrót egyszerűbb marásokra fognék be (értsd: 13mm-es ujjmaróval aluban marnék)?
A fúró adatai:
http://www.einhell.com/com_en/shop/4862/4891/4913/4916/bench-drill-bt-bd-701.html
Egy kérdésem lenne:
Mekkora hülyeséget követnék el, ha egy einhell bt-bd701 típusú állványos fúrót egyszerűbb marásokra fognék be (értsd: 13mm-es ujjmaróval aluban marnék)?
A fúró adatai:
http://www.einhell.com/com_en/shop/4862/4891/4913/4916/bench-drill-bt-bd-701.html
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2013 november 12, 08:34
Írta: robroy007 Dátum 2013 november 12, 08:34
a méretet azt már most szerintem felejtsd el, hogy "pontosan" tudod tartani bármilyen irányba is
az előtolásokat se egyszerű megoldani kézzel
és az orsót is lehet hamar hazavágnád
az előtolásokat se egyszerű megoldani kézzel
és az orsót is lehet hamar hazavágnád
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2013 november 12, 08:44
Írta: kuv5p7226 Dátum 2013 november 12, 08:44
Teljesen. Általában a fúrógépek nincsenek oldalirányú erők felvételére méretezve. Egy ilyen kínai kohószökevény (az Einhell minden cucca az) pedig semmilyenre.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2013 november 12, 08:57
Írta: jani300 Dátum 2013 november 12, 08:57
Szerintem a kezdetekkor a legtöbbünknek megfordult a fejében ez az ötlet , és hamar el is felejtődött . Hasonló gépet én is vettem és egész jól működik . Csak az zavar mostanában , ha visszafele húzom a fúrót ,kicsúszik a fúróorsó is :(
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2013 november 12, 09:22
Írta: Sz.József Dátum 2013 november 12, 09:22
Ha a kíváncsiságod (és a tapasztalat szerzés vágya) legyőzné az előttem szólók véleményét,
akkor mindenféleképpen szerezzél be egy "patronos" befogót az MK2-es kúpba... (ha jól láttam a linken MK2-es).
Ugyan is a fúrótokmányokat szintén nem az oldal irányú terhelésekre találták ki...
Ja, és a 13mm-es marót azt még kísérletre sem ajánlom...
Kísérletre max. 5mm-t ajánlok, de először csak műanyagba és a főorsó hüvelyét feltétlenül rögzítsed marás körben.
Jó kísérletezést...
akkor mindenféleképpen szerezzél be egy "patronos" befogót az MK2-es kúpba... (ha jól láttam a linken MK2-es).
Ugyan is a fúrótokmányokat szintén nem az oldal irányú terhelésekre találták ki...
Ja, és a 13mm-es marót azt még kísérletre sem ajánlom...
Kísérletre max. 5mm-t ajánlok, de először csak műanyagba és a főorsó hüvelyét feltétlenül rögzítsed marás körben.
Jó kísérletezést...
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2013 november 12, 09:40
Írta: r6tect4u9 Dátum 2013 november 12, 09:40
Köszönöm a gyors válaszokat!
robroy:az előtolást egy kereszttengelyes satuval oldanám meg.
vomberg:hát igen az einhell igazából ügyes marketinget végez, lehet áldozhatnának egykicsit a minőség javítására is.
jani: :D
Sz.Józsi:még nem vettem meg a gépet, de akkor nem is fogom.
Mégegyszer köszi mindenkinek!
robroy:az előtolást egy kereszttengelyes satuval oldanám meg.
vomberg:hát igen az einhell igazából ügyes marketinget végez, lehet áldozhatnának egykicsit a minőség javítására is.
jani: :D
Sz.Józsi:még nem vettem meg a gépet, de akkor nem is fogom.
Mégegyszer köszi mindenkinek!
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2013 november 12, 09:59
Írta: kuv5p7226 Dátum 2013 november 12, 09:59
Mindegy, hogy mivel oldod meg az előtolást ha egyszer már a gép sen alkalmas a feladatar, a kereszttengelyes satu annyiból rosszabb, hogy még belevisz kotytanást. Na most ha túl nagy a lötyögés, akkor előbb-utóbb a szerszám is megakad és törik.
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2013 november 12, 10:10
Írta: Sz.József Dátum 2013 november 12, 10:10
Ha marásra akartad használni (pláne 13mm és aluba), akkor jól döntöttél... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2013 november 12, 10:24
Írta: Virbo Dátum 2013 november 12, 10:24
Ez anno nekem is megfordult a fejemben. Azzal a különbséggel, hogy egy kisebb fúrógépen.
Meg is vettem a keresztsatut, összeraktam a gépet.
Az első ami feltűnt, hogy az oszlop gyengesége miatt több mm-nyit tud hajolni az egész felépítmény az alaphoz rögzített satuhoz képest... :)
A másik a satu orbitális pontatlansága. Ezt mondjuk ki lehet játszadozni, de nagy szívás.
A harmadik az orsó kotyogása, de ezt le lehet rögzíteni, szóval nem annyira probléma.
Én nemes egyszerűséggel a tokmányba fogtam be a marószárakat, nagy fordulaton, kis fogásmélységgel és előtolással "lehet" vele szórakozni, ha épp vasárnap délután kell hirtelen valami...
A felület minősége szerintem egészen jó, bár "síkmaráskor" ha fogást váltasz oldalirányba, akkor kb tizedes különbség is van a marópályák között a síkban(remélem érted) :).
Az egész gép rezonál és hangos, de mint mondtam azért játszadozni lehet. Összességében a satu árát megérte, fúrót meg amúgy is venni kellett...
Ja és csak-néha-néha használom így, meg megvan már a marógép is (mondjuk be kéne még üzemelni...).
Meg is vettem a keresztsatut, összeraktam a gépet.
Az első ami feltűnt, hogy az oszlop gyengesége miatt több mm-nyit tud hajolni az egész felépítmény az alaphoz rögzített satuhoz képest... :)
A másik a satu orbitális pontatlansága. Ezt mondjuk ki lehet játszadozni, de nagy szívás.
A harmadik az orsó kotyogása, de ezt le lehet rögzíteni, szóval nem annyira probléma.
Én nemes egyszerűséggel a tokmányba fogtam be a marószárakat, nagy fordulaton, kis fogásmélységgel és előtolással "lehet" vele szórakozni, ha épp vasárnap délután kell hirtelen valami...
A felület minősége szerintem egészen jó, bár "síkmaráskor" ha fogást váltasz oldalirányba, akkor kb tizedes különbség is van a marópályák között a síkban(remélem érted) :).
Az egész gép rezonál és hangos, de mint mondtam azért játszadozni lehet. Összességében a satu árát megérte, fúrót meg amúgy is venni kellett...
Ja és csak-néha-néha használom így, meg megvan már a marógép is (mondjuk be kéne még üzemelni...).
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2013 november 12, 10:54
Írta: r6tect4u9 Dátum 2013 november 12, 10:54
Virbo: Nekem is kb. így indult, innen is jött a fellángolás, viszont most már odáig jutottam személyes fejlődésem során, hogy kérdezzek :D
Köszi neked is!
Köszi neked is!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2013 november 12, 19:05
Írta: Vetesi75 Dátum 2013 november 12, 19:05
A szinte tisztán oldalirányú erőket az Morse-kúp sem szereti. Kell neki a tengely irányú erő is, hogy a helyén maradjon. Ezt biztosíthatná behúzószár, de a kis fúrógépeken rendszerint tömör a főorsó, tehát szóba sem jöhet. Fúrótokmánnyal ugyan ez a helyzet - Morse-kúpra csatlakozik ("B") és előbb-utóbb elszáll, ha oldalra feszegetik...
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2013 november 12, 19:22
Írta: Sz.József Dátum 2013 november 12, 19:22
Igazad van...
Csak már nem akartam "bonyolítani" a behúzószárral is... [#wink]
Így is meggyőzőek voltak a vélemények..., hiszen elállt a vételtől.
Csak már nem akartam "bonyolítani" a behúzószárral is... [#wink]
Így is meggyőzőek voltak a vélemények..., hiszen elállt a vételtől.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2013 november 12, 19:39
Írta: Vetesi75 Dátum 2013 november 12, 19:39
Ennek ellenére én marogattam anno kisfúrógéppel. Tolópotenciométerek, kapcsolók, stb. helyeit vékony alulemezbe 2-3mm-es újmaróval. Fióksínes kocsi fából, munkadarabot vonalhoz beigazítani, pillanatszorító, előtolás puszta kézzel. :) Mekkora előrelépés volt ez anno a lombfűrészhez és a tűreszelőhöz képest...
Persze pár tokmányreptetés után úgy össze lett gyógyítva, hogy szerelhetetlenné vált.
A régi szép idők... :)
Persze pár tokmányreptetés után úgy össze lett gyógyítva, hogy szerelhetetlenné vált.
A régi szép idők... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 január 20, 08:48
Írta: 000000000 Dátum 2014 január 20, 08:48
Üdvözletem!
Érdeklődni szeretnék, hogy mi a tapasztalatotok a cruz által forgalmazott BF20L marógépről. Illetve a cégről. A topikot visszaolvasva látom, van néhányatoknak. Válaszotokat előre is köszönöm szépen.
Érdeklődni szeretnék, hogy mi a tapasztalatotok a cruz által forgalmazott BF20L marógépről. Illetve a cégről. A topikot visszaolvasva látom, van néhányatoknak. Válaszotokat előre is köszönöm szépen.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 január 21, 21:27
Írta: 000000000 Dátum 2014 január 21, 21:27
Üdv mindenkinek!
Van esetleg valakinek ME-1000 vertikálfejbe való behúzószárról és annak lerögzítő (a főorsó végébe betekerhető)csavarjáról rajza?
Van esetleg valakinek ME-1000 vertikálfejbe való behúzószárról és annak lerögzítő (a főorsó végébe betekerhető)csavarjáról rajza?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 január 21, 21:40
Írta: Csuhás Dátum 2014 január 21, 21:40
Volt itt ez téma, rajzot is linkelt valaki, illetve megmutattam az általam használt alternatív megoldást ( Szedett-vedett maróim miatt nekem többféle menetű és hosszúságú behúzószárat vagyok kénytelen használni. Illetve a lendkerék miatt az eredeti megoldás eleve nem jó nekem. )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 január 21, 22:11
Írta: svejk Dátum 2014 január 21, 22:11
Én még az optimumtól vettem 6-7 éve.
Keveset használom, de amikor szükség van rá akkor nagyon jó szolgálatot tesz.
Ki kell tapasztalni a határait és ha azokat betartod, akkor meg leszel vele elégedve.
Keveset használom, de amikor szükség van rá akkor nagyon jó szolgálatot tesz.
Ki kell tapasztalni a határait és ha azokat betartod, akkor meg leszel vele elégedve.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 január 23, 16:41
Írta: 000000000 Dátum 2014 január 23, 16:41
Köszönöm szépen a választ
Cím: Re:Hagyományos forgácsológépek
Írta: fpd0kbd4 Dátum 2014 január 26, 19:04
Írta: fpd0kbd4 Dátum 2014 január 26, 19:04
Üdvözletem!
Segítséget kérnék strigon ME-250 marógéppel kapcsolatban.Ha valakinek lenne letölthető gépkönyve,vagy bármilyen szerényebb dokumentáció akár csak a kezelésével kapcsolatba is, kérem ossza meg velem.(jóáras nyomtatott változat is érdekel)
Segítséget kérnék strigon ME-250 marógéppel kapcsolatban.Ha valakinek lenne letölthető gépkönyve,vagy bármilyen szerényebb dokumentáció akár csak a kezelésével kapcsolatba is, kérem ossza meg velem.(jóáras nyomtatott változat is érdekel)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 január 26, 19:11
Írta: Csuhás Dátum 2014 január 26, 19:11
Itt a 61. tétel
http://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt
http://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt
Cím: Re:Hagyományos forgácsológépek
Írta: fpd0kbd4 Dátum 2014 január 26, 19:42
Írta: fpd0kbd4 Dátum 2014 január 26, 19:42
Letöltöttem, köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2014 január 28, 02:55
Írta: s7manbs8 Dátum 2014 január 28, 02:55
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2014 január 28, 03:07
Írta: s7manbs8 Dátum 2014 január 28, 03:07
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 február 24, 14:42
Írta: w0hgtwf3w Dátum 2014 február 24, 14:42
Urak!
Megjöttek a golyósorsóim anyával együtt a BF20L-hoz.
Kérdésem az, hogy ezzel a szettel nekiállhatok-e a BF20L átalakításának (motor, és motortartó már megvan) vagy ezekhez a golyósorsokhoz kell még valami szerelőkészlet.
Az optimun hungária még valami golyósórsó szerelőkészletet irkál 200 Eur-ért tengelyenként
Megjöttek a golyósorsóim anyával együtt a BF20L-hoz.
Kérdésem az, hogy ezzel a szettel nekiállhatok-e a BF20L átalakításának (motor, és motortartó már megvan) vagy ezekhez a golyósorsokhoz kell még valami szerelőkészlet.
Az optimun hungária még valami golyósórsó szerelőkészletet irkál 200 Eur-ért tengelyenként
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 24, 16:30
Írta: 000000000 Dátum 2014 február 24, 16:30
Sziasztok,
Fel tudna rakni valaki (vagy nekem elküldeni) egy (HBM) BF 30 gyári motorról egy fényképet? Igazából az adatlapjára vagyok kíváncsi (meg arra, hogy esetleg ráfér-e a motorja a BF 25-re különösebb átalakítás nélkül)?
Plusz ha már így benne vagyok a kérdezésbe, esetleg tudje-e valaki pozitív válasz esetén arra, hogy a BF 25 gyári motorvezérlője ugyan az-e, mint a 30-é (vagy hogy el bír-e vele).
Köszönöm előre is!
Fel tudna rakni valaki (vagy nekem elküldeni) egy (HBM) BF 30 gyári motorról egy fényképet? Igazából az adatlapjára vagyok kíváncsi (meg arra, hogy esetleg ráfér-e a motorja a BF 25-re különösebb átalakítás nélkül)?
Plusz ha már így benne vagyok a kérdezésbe, esetleg tudje-e valaki pozitív válasz esetén arra, hogy a BF 25 gyári motorvezérlője ugyan az-e, mint a 30-é (vagy hogy el bír-e vele).
Köszönöm előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 24, 17:09
Írta: 000000000 Dátum 2014 február 24, 17:09
1 másodpercig se foglalkozz azokkal a szénkefés motorokkal.
Ki kell cserélni egy aszinkron motorra frekvenciaváltóval és többet nem lesz gondod a főorsó meghajtásával. ( és sokkal csendesebb )
Igaz ez kisebb optimum gép, de legalább látod mivel jár a művelet.
BF 20 főorsó motor csere képekben. LINK
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 24, 17:17
Írta: svejk Dátum 2014 február 24, 17:17
Kicsi az eredeti vagy bakrepált?
Van egy eredeti motorm a BF25-höz.
Van egy eredeti motorm a BF25-höz.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 08:12
Írta: 000000000 Dátum 2014 február 25, 08:12
Kicsi :)
De első körben meg szeretném őrizni a kinézetét, nem akarok olyan böszme nagy motort. Egyébként rengeteg megoldás létezik, már utánanéztem, de első körben erre szeretnék választ (mert azt még nem kaptam).
Még 1 kérdés: mit lehet tenni (ha lehet egyátlán vmit) az ellen, hogy amikor fúrok - és a tengely ugye emiatt nincs rögzítve -, hogy ne vagy csak cak kevésbé üssön?
De első körben meg szeretném őrizni a kinézetét, nem akarok olyan böszme nagy motort. Egyébként rengeteg megoldás létezik, már utánanéztem, de első körben erre szeretnék választ (mert azt még nem kaptam).
Még 1 kérdés: mit lehet tenni (ha lehet egyátlán vmit) az ellen, hogy amikor fúrok - és a tengely ugye emiatt nincs rögzítve -, hogy ne vagy csak cak kevésbé üssön?
Cím: Re:Hagyományos forgácsológépek
Írta: istvan58 Dátum 2014 február 25, 08:21
Írta: istvan58 Dátum 2014 február 25, 08:21
es egy olyab motor amit én vattem a gépemhez?
topikomba a #961
topikomba a #961
Cím: Re:Hagyományos forgácsológépek
Írta: 2nbj3n5m Dátum 2014 február 25, 08:49
Írta: 2nbj3n5m Dátum 2014 február 25, 08:49
Szeintem ilyen Euró árak mellett inkább a forintós megoldást választanám.
Mfg.: Száraz János
Mfg.: Száraz János
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 február 25, 10:49
Írta: w0hgtwf3w Dátum 2014 február 25, 10:49
Lehet, hogy félreérthetően írtam.
Nem az valuta típus a kérdés, hanem az, hogy mit takar az, hogy szerelőkészlet.
Az még kell, vagy neki lehet állni nélküle is ?
Azt hittem már csinált itt valaki ilyet és megosztaná velünk a tapasztalatait.
Különben ha lesz időm akkor nekiugrok és mindent fotózok majd.
Remélem másnak majd ez lesz a segítség.
Nem az valuta típus a kérdés, hanem az, hogy mit takar az, hogy szerelőkészlet.
Az még kell, vagy neki lehet állni nélküle is ?
Azt hittem már csinált itt valaki ilyet és megosztaná velünk a tapasztalatait.
Különben ha lesz időm akkor nekiugrok és mindent fotózok majd.
Remélem másnak majd ez lesz a segítség.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 25, 11:33
Írta: svejk Dátum 2014 február 25, 11:33
Nem gondolod, hogy most egy súlycsoportban van a motor teljesítménye a mechanika többi elemeivel?
Ez a második kérdésed is arra utal, hogy nem lehettél eddig sem kíméletes ha ilyen ütést tapasztalsz. Az enyém 7 év után sem ütött.
Ez a második kérdésed is arra utal, hogy nem lehettél eddig sem kíméletes ha ilyen ütést tapasztalsz. Az enyém 7 év után sem ütött.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 25, 11:37
Írta: svejk Dátum 2014 február 25, 11:37
Őszintén szólva én felesleges pénzkidobásnak tartom a CNC-sítését. Az úgy jó ahogy van.
Inkább a segítségével készíts egy csak CNC gépet. Aztán a BF20-at tartsd meg fúrógépnek, vagy add el. Itt a fórumon már többen elkövették ezt a megoldást.
Inkább a segítségével készíts egy csak CNC gépet. Aztán a BF20-at tartsd meg fúrógépnek, vagy add el. Itt a fórumon már többen elkövették ezt a megoldást.
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 február 25, 11:40
Írta: w0hgtwf3w Dátum 2014 február 25, 11:40
Hát ezt is jókor mondod :)
Már megjött minden hozzá. Csak neki kellene állni az átalakításnak.
De hát az idő :(
Már megjött minden hozzá. Csak neki kellene állni az átalakításnak.
De hát az idő :(
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 11:53
Írta: 000000000 Dátum 2014 február 25, 11:53
Svejk jól mondja, én is átalakítottam az ilyen gépemet de úgy, hogy azt bármikor vissza lehessen alakítani.
Egyszerűbb kis marásokra vagy helyzet fúrásokra megfelel mint CNC, de relief-et nem akarja rajta gyártani !
A fecske farkos vezetés nem szereti ha nagy sebességgel oda vissza járatod sok ismétlődéssel.
Vagy összerágódik vagy szimplán elkopik.
Lehetne még sorolni a hátrányokat, de nagy vonalakban ennyi is elég.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 25, 12:03
Írta: svejk Dátum 2014 február 25, 12:03
Mondtam én volna hamarabb is ha kérdezed! :)
Ahogy Pál írja, csak akkor fogj bele ha megoldod az automata kenését a szánnak.
Én a saját gyári központi kenéssel ellátott gépem ágyát berágattam a tesztideje alatt.
Volt ám riadalom! De szerencsére csak egy rövid 10 mm-es rész rágódott össze.
A munkaterületét pedig az első nap alatt ki fogod nőni, főleg ugye Y-ban.
Ahogy Pál írja, csak akkor fogj bele ha megoldod az automata kenését a szánnak.
Én a saját gyári központi kenéssel ellátott gépem ágyát berágattam a tesztideje alatt.
Volt ám riadalom! De szerencsére csak egy rövid 10 mm-es rész rágódott össze.
A munkaterületét pedig az első nap alatt ki fogod nőni, főleg ugye Y-ban.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 12:09
Írta: 000000000 Dátum 2014 február 25, 12:09
Nem jól látod... Most vettem a gépet újonan, nem csináltam vele semmit sem. Gyárilag üt...
Motor: a mechanika biztosan ehhez van tervezve, de ahogy nézem a többieket akik motort cseréltek, a mechanikát nem módosították (gondolok itt pont a linkelt módosításra és nem pl. szíj hajtás teljes átalakításra).
Nem írtam, hogy mire és hogyan akítanám át, csak kértem pár fényképet... Egyelőre nincs is szükségem nagyobb teljesítményre, csak szeretek mindennek alaposan utánaolvasni, nézni.
Motor: a mechanika biztosan ehhez van tervezve, de ahogy nézem a többieket akik motort cseréltek, a mechanikát nem módosították (gondolok itt pont a linkelt módosításra és nem pl. szíj hajtás teljes átalakításra).
Nem írtam, hogy mire és hogyan akítanám át, csak kértem pár fényképet... Egyelőre nincs is szükségem nagyobb teljesítményre, csak szeretek mindennek alaposan utánaolvasni, nézni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 12:25
Írta: 000000000 Dátum 2014 február 25, 12:25
Újonnan vetted akkor már most vidd is vissza, hogy mi ez a xarhalmaz.
Ok hogy kínai, de azért ennyire ne legyen már az !
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 25, 12:41
Írta: svejk Dátum 2014 február 25, 12:41
Értem.
Akkor Fogadd meg Pál tanácsát és haladéktalanul jelentsd nekik a hibát.
talán vissza sem kell vinni, helyben megjavítják.
Mellesleg akit én ismerek és motort cserélt, az nem éppen rendeltetésszerűen használta a gépezetet. :)
Akkor Fogadd meg Pál tanácsát és haladéktalanul jelentsd nekik a hibát.
talán vissza sem kell vinni, helyben megjavítják.
Mellesleg akit én ismerek és motort cserélt, az nem éppen rendeltetésszerűen használta a gépezetet. :)
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 február 25, 12:50
Írta: w0hgtwf3w Dátum 2014 február 25, 12:50
Hát ezzel egy kicsit elszomorítottatok, igazából én az alu-ból épített gépeknek az alkatrészeit akarom készíteni vele.
Motortartó bakok, hídlábak stb. ....
Motortartó bakok, hídlábak stb. ....
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 február 25, 12:56
Írta: svejk Dátum 2014 február 25, 12:56
Arra jó lesz, de feltétlen kell oda CNC?
Legfeljebb nem lesz olyan design-os.. :)
Nem lesz kicsi a munkaterület?
Legfeljebb nem lesz olyan design-os.. :)
Nem lesz kicsi a munkaterület?
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 február 25, 14:30
Írta: w0hgtwf3w Dátum 2014 február 25, 14:30
Hát nagy nem lesz az biztos.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 14:41
Írta: 000000000 Dátum 2014 február 25, 14:41
Normális cégnél vásárolt gépnél úgy néz ki a garancia, ha az nem szállítható tömegközlekedéssel akkor kutya kötelessége futárral elszállíttatni és javítás után ugyan így vissza is juttatni.
Példának okádék egy 2 hengeres kompresszort vásároltam és azt a sógor nagy tudásával egy 20 méteres 0.5 drótból készült ruhaszárító kötélnek se jó hosszabbítóról működtette.
Természetesen az is félig összetekerve, még jó hogy lefüstölt a motor mert nem tudott felpörögni. (arról nem is beszélek hogy egy technikai analfabéta is agysebész hozzá képest)
Hazajöttem látom a romokat, próbálom indítani természetesen akkurátusan leégetett motorral nem tudtam mit tenni.
Felhívtam a garanciális céget mondom, hogy indításkor füst távozik a motorból.
Erre csak annyit kérdeztek hol lakom.
Másnap itt volt a futár bedobta a kocsiba, kaptam egy átvételi elismervényt én meg adtam egy másolatot a jótállásról és 5 nap múlva hozta is vissza.
Azóta a műhely ajtaján beléptető rendszer van az önkényes szerszámbitorlás kiküszöbölésére [#mf3]
Fújhatja a medencét tüdővel ezután [#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 február 25, 14:52
Írta: jani300 Dátum 2014 február 25, 14:52
Hát szerintem hozzád már nem járnak balfékek ,kölcsönkérni százezres gépeket :))
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 február 25, 15:03
Írta: 000000000 Dátum 2014 február 25, 15:03
Ha még kölcsön kérte volna , de csak önkényesen lenyúlta.
Azóta kapott egy bazinagy kamerát is a beléptető mellé. [#hehe]
Ez már csak ilyen szakmai ártalom, ha biztonság technikával foglalkozik az ember sok éven keresztül.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 március 02, 13:32
Írta: 000000000 Dátum 2014 március 02, 13:32
Üdv!
A HBM 50 DRO nak lehet dönteni a fejét?
A HBM 50 DRO nak lehet dönteni a fejét?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2014 március 02, 14:19
Írta: HJózsi Dátum 2014 március 02, 14:19
Jobbra-balra billenthető ... Mostanában több cég is rendelt ...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 március 02, 16:01
Írta: 000000000 Dátum 2014 március 02, 16:01
210 magas nyíláson be lehet vinni?
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2014 március 02, 16:41
Írta: HJózsi Dátum 2014 március 02, 16:41
Orosházán az Izokeram-ba is úgy vitték be, hogy lebillentették a fejet, nem kellett a motort leszerelni ...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 március 04, 14:22
Írta: Csuhás Dátum 2014 március 04, 14:22
Egy kicsit büszkélkedem: Átépítettem a marógépem hajtását. Itt a fórumon megvettem egy kínai maró ékszíjas hajtását, és azzal kiváltottam a gépen levő ősöreg nyitott motort, és az elég kis átfogású traktorváltót. A kínai vasat átalakítottam hogy szerszám nélkül lehessen a szíjakat lazítani és átrakni. Az eredmény jóval csendesebb lett a gép.
Ha valakit érdekel, van fenn pár kép a könyvtáramban:
Marógép képek

Ha valakit érdekel, van fenn pár kép a könyvtáramban:
Marógép képek
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 március 04, 18:43
Írta: Kristály Árpád Dátum 2014 március 04, 18:43
Halihó Csuhás!
Igazi műremek!!!
Gratula!
[#worship][#wave][#taps][#taps][#taps][#integet2]
Igazi műremek!!!
Gratula!
[#worship][#wave][#taps][#taps][#taps][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 március 20, 10:43
Írta: w0hgtwf3w Dátum 2014 március 20, 10:43
Hétvégén elkészült.
Még a végállások és a hűtőrendszer hiányzik de anélkül is szépen muzsikál.
BF 20 átalakítás
Még a végállások és a hűtőrendszer hiányzik de anélkül is szépen muzsikál.
BF 20 átalakítás
Cím: Re:Hagyományos forgácsológépek
Írta: NewUser Dátum 2014 március 20, 10:52
Írta: NewUser Dátum 2014 március 20, 10:52
Jó lett [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 március 20, 11:17
Írta: w0hgtwf3w Dátum 2014 március 20, 11:17
Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2014 március 20, 11:50
Írta: Sz.József Dátum 2014 március 20, 11:50
Szépen muzsikál..., gratulálok.
De az operatőr a hajtások felszereléséről (főleg a Z-ről) nem mutatott semmit... :(
Kár...
De az operatőr a hajtások felszereléséről (főleg a Z-ről) nem mutatott semmit... :(
Kár...
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 március 20, 20:28
Írta: w0hgtwf3w Dátum 2014 március 20, 20:28
Az X és az Y nem volt nagy dolog. A Z tengelyt pillanatnyilag hagytam az eredeti orsóval (a golyósorsó tartalékban pihen). A motortartó az én változatomon már elő volt készítve így csak fel kellet rakni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 március 22, 08:45
Írta: Csuhás Dátum 2014 március 22, 08:45
Az ötszög lapka mennyire elterjedt? Beszerezhető, olcsó? Kaptam egy jó ajánlatot egy sandvik 80-as síkmarófejre, amiben a kép alapján ilyen lapka van. Szabad belevágni a vételbe?
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2014 március 22, 09:40
Írta: kuv5p7226 Dátum 2014 március 22, 09:40
Ha lapkával adják, vedd meg, sokáig tart. Amennyit te forgácsolsz, kitart vagy 10 évig. Amúgy Gulácsi Zolit kérdezd, neki van rengeteg lapkája. Ha van nála, akkor érdemes beruházni rá.
Gyári áron horror.
Gyári áron horror.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 március 22, 11:41
Írta: Csuhás Dátum 2014 március 22, 11:41
Nekem nem elkopni szokott hanem valószínűleg az én bénaságom miatt inkább kitöredezik. Egy garnitúra 12db lapka van benne. No akkor megveszem.
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2014 március 22, 23:24
Írta: kuv5p7226 Dátum 2014 március 22, 23:24
Nem hinném, hogy a te bénaságodról van szó, másra gyanakodnék. A vídia érzékeny az ütésre, egész pontosan a belépési pillanatra, amikor megkóstolja az anyag szélét.
Ha a gépben van valami kotyogás, vagy túl nagy előtolással megy be az anyagba, akkor töredezhet. Utána ha egyenletes az előtolás, a lapkás fejek előtt nincs akadály, iszonyat értékeket lehet adni neki.
Ha a gépben van valami kotyogás, vagy túl nagy előtolással megy be az anyagba, akkor töredezhet. Utána ha egyenletes az előtolás, a lapkás fejek előtt nincs akadály, iszonyat értékeket lehet adni neki.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 március 22, 23:33
Írta: jani300 Dátum 2014 március 22, 23:33
Nem igazán merek már hozzászólni . Egy öreg átalakított "kecskelábas" típusú gépe van . Arra gondoltam maga a gép se lapkás szerszámok használatára van tervezve . Lehet alapból sem elég merev . Kíváncsi lennék a véleményedre .
Cím: Re:Hagyományos forgácsológépek
Írta: kuv5p7226 Dátum 2014 március 23, 00:02
Írta: kuv5p7226 Dátum 2014 március 23, 00:02
Tudom.:-)
Azért írtam amit írtam. Attól, hogy hagyományos gép, még lehetne lapkás fejjel marni vele. Ezért is gyanakszom a gép lazaságára, esetleg kotyogására.
Azért írtam amit írtam. Attól, hogy hagyományos gép, még lehetne lapkás fejjel marni vele. Ezért is gyanakszom a gép lazaságára, esetleg kotyogására.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 március 23, 08:18
Írta: jani300 Dátum 2014 március 23, 08:18
Köszönöm ! Egyáltalán nem a gépet akartam kritizálni . Szépen rendbetette .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 március 23, 18:04
Írta: svejk Dátum 2014 március 23, 18:04
Ez így van, hagyományos kézi gépre ezért nem is ajánlja egyik szerszámgyártó sem pl. a keményfémszerszámokat.
S nem csak a kottyanás hanem az egyenletes előtolás sokat számít főleg ahogy írod a bekezdésnél.
S nem csak a kottyanás hanem az egyenletes előtolás sokat számít főleg ahogy írod a bekezdésnél.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 március 24, 10:59
Írta: Csuhás Dátum 2014 március 24, 10:59
Reagálok pár dologra: A gép valóban egy öreg kecskelábas masina, lógása is van, de odafigyelve használható. Van előtolás mindhárom irányba, így az egyenletes előtolás adott. Lapka kipattanás nekem legtöbbször álló helyzetben a munkadarabot nekikoccantva következett be. Amatőrként elfekvő lapkákat szoktam venni, akadt köztük igen gyenge, de van olyan is ami sokszorosát bírta a másikénak.
A megvett marófejnél viszont az életlen képen nem látszott hogy nem az eladó által írt ötszög, hanem hatszög lapkák vannak a fejben.
A megvett marófejnél viszont az életlen képen nem látszott hogy nem az eladó által írt ötszög, hanem hatszög lapkák vannak a fejben.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 április 02, 18:09
Írta: zyg3siamw Dátum 2014 április 02, 18:09
Mai nap szerzeménye : Fp1 klón, PRVOMAJSKA ALG-100 marógép,az összes gyári tartozékkal (kivéve satu): fix asztal, forgatható szinuszasztal, 38 mm-es osztókészülékes forgóasztal, géplámpa, vízszintes maró feltét, véső feltét, nagy sebességű főorsó feltét motorral,több tucat patron.
Állapota nagyon jó, csendes járás, hosszirányú és függőleges gépi előtolás.Hibátlan ,rozsdamentes hántolás.1956-os gyártás.
(http://kepfeltoltes.hu/view/140402/PICT0006_www.kepfeltoltes.hu_.jpg%5D%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140402/PICT0006_www.kepfeltoltes.hu_.jpg%22%20border=0%3E)
Állapota nagyon jó, csendes járás, hosszirányú és függőleges gépi előtolás.Hibátlan ,rozsdamentes hántolás.1956-os gyártás.
(http://kepfeltoltes.hu/view/140402/PICT0006_www.kepfeltoltes.hu_.jpg%5D%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140402/PICT0006_www.kepfeltoltes.hu_.jpg%22%20border=0%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 április 02, 18:11
Írta: zyg3siamw Dátum 2014 április 02, 18:11

Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 április 02, 18:16
Írta: zyg3siamw Dátum 2014 április 02, 18:16
Talán most

Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2014 április 02, 20:59
Írta: Bicska Dátum 2014 április 02, 20:59
Kicsit most irigykedek [#wink], jó munkát hozzá!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 április 02, 21:29
Írta: Csuhás Dátum 2014 április 02, 21:29
Gyönyörű gép! Az fp1 mindig is nagy kedvencem volt. Nekem sokkal szimpatikusabb a ez az elrendezés mint pl Me1000 kialakítása.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 április 02, 21:56
Írta: Kristály Árpád Dátum 2014 április 02, 21:56
Zoli!
Gratula!!![#taps][#integet2][#eljen][#worship]
Gratula!!![#taps][#integet2][#eljen][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 április 02, 21:58
Írta: Kristály Árpád Dátum 2014 április 02, 21:58
Halihó Csuhás!
De egyet elfelejtesz... van jobb is a Rákosi féle??? M-1-es 450-milkót megy hosszában!
Viszont nincs keresztszán előtolása...?
Üdv.: Árpi
De egyet elfelejtesz... van jobb is a Rákosi féle??? M-1-es 450-milkót megy hosszában!
Viszont nincs keresztszán előtolása...?
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 április 03, 01:30
Írta: zyg3siamw Dátum 2014 április 03, 01:30
Köszi mindenkinek !
Nemsokára (ahogy az időmből kitelik) nekilátok a festés felújításának.
Nemsokára (ahogy az időmből kitelik) nekilátok a festés felújításának.
Cím: Re:Hagyományos forgácsológépek
Írta: farkasl Dátum 2014 április 11, 21:43
Írta: farkasl Dátum 2014 április 11, 21:43
Tisztelt itteniek!
Olvasgatom vagy 8-10 éve a fórumot, de nem szóltam eddig bele, mert se gépem,se műhelyem, szóval nagy okosságokat nem tudnék mondani. Most azonban kinéz egy amúgy jó karban lévő MF-1000-es Strigon marógép, ami állt vagy 4-5 évet és elég zajos a főhajtás. Igazából kis fordulaton zajosabb, mint nagyon, bár ott se túl csendes. Sehol nem találok ehhez a géphez gépkönyvet. Nem lenne itt valakinek, hogy legalább nagyjából tájolhassam, mi lehet a gond, meg érdemes e megvenni. Az asztalmozgás rendben van, meg teccik is a gép, szerintem csapágygond van, meg nyilván olajat is cserélni kéne, de mindenképp jó lenne egy gépkönyv még bevásárlás előtt.
Olvasgatom vagy 8-10 éve a fórumot, de nem szóltam eddig bele, mert se gépem,se műhelyem, szóval nagy okosságokat nem tudnék mondani. Most azonban kinéz egy amúgy jó karban lévő MF-1000-es Strigon marógép, ami állt vagy 4-5 évet és elég zajos a főhajtás. Igazából kis fordulaton zajosabb, mint nagyon, bár ott se túl csendes. Sehol nem találok ehhez a géphez gépkönyvet. Nem lenne itt valakinek, hogy legalább nagyjából tájolhassam, mi lehet a gond, meg érdemes e megvenni. Az asztalmozgás rendben van, meg teccik is a gép, szerintem csapágygond van, meg nyilván olajat is cserélni kéne, de mindenképp jó lenne egy gépkönyv még bevásárlás előtt.
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2014 április 12, 08:44
Írta: pistikeid Dátum 2014 április 12, 08:44
Szia vedd le a bal oldali fedelet a sebesség váltónál és nézd meg üzem közben hogy van e olajnyomás a szórt olajzáshoz.Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 április 12, 09:09
Írta: Kristály Árpád Dátum 2014 április 12, 09:09
Igen ennek egy végtelen hüle megoldása van....
Van egy golyó az aljában, az le szokott ragadni....
De, én sok-éven keresztül nem tudtam lecsendesíteni....
Igazán szerintem az lenne a jó megoldás, ha az olaj leeresztő csavart kiszedni...ide illeszteni egy olaj tálcát...? melybe behelyezni egy olajszivattyút egy kis mocival..azt hagy szóljon...
Sok sikert!
Apropó...amiért lecseréltem:
Kevés az asztal maximális távolsága a marófejtől....!
(szerszám+satu...???)
A vertikálfejet nem feletesd zsírozni!!!!!
Van egy golyó az aljában, az le szokott ragadni....
De, én sok-éven keresztül nem tudtam lecsendesíteni....
Igazán szerintem az lenne a jó megoldás, ha az olaj leeresztő csavart kiszedni...ide illeszteni egy olaj tálcát...? melybe behelyezni egy olajszivattyút egy kis mocival..azt hagy szóljon...
Sok sikert!
Apropó...amiért lecseréltem:
Kevés az asztal maximális távolsága a marófejtől....!
(szerszám+satu...???)
A vertikálfejet nem feletesd zsírozni!!!!!
Cím: Re:Hagyományos forgácsológépek
Írta: farkasl Dátum 2014 április 12, 22:42
Írta: farkasl Dátum 2014 április 12, 22:42
Köszönöm az összes segítséget, utánuk járok! :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywrxkjjky Dátum 2014 április 20, 22:58
Írta: ywrxkjjky Dátum 2014 április 20, 22:58
Sziasztok!
Ismeri valaki a 6P82 orosz egyetemes marógépeket?
Előnyei,hátrányai,kezelhetősége és minden észrevétel érdekelne!
Ismeri valaki a 6P82 orosz egyetemes marógépeket?
Előnyei,hátrányai,kezelhetősége és minden észrevétel érdekelne!
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2014 április 23, 00:02
Írta: HJózsi Dátum 2014 április 23, 00:02
Megjött az első HBM 45 Vario DRO Deluxe marógép :

1,5kW 3f Motor , Delta frekiváltó, fordulatszám kijelzés, függőleges előtolás : 0,1 - 0,18 - 0,26 mm/orsófordulat, digitális mérőléc a főorsóhoz az újdonságok az korábbi típushoz képest.


Elég korrekt az elektromos szekrény belseje ...
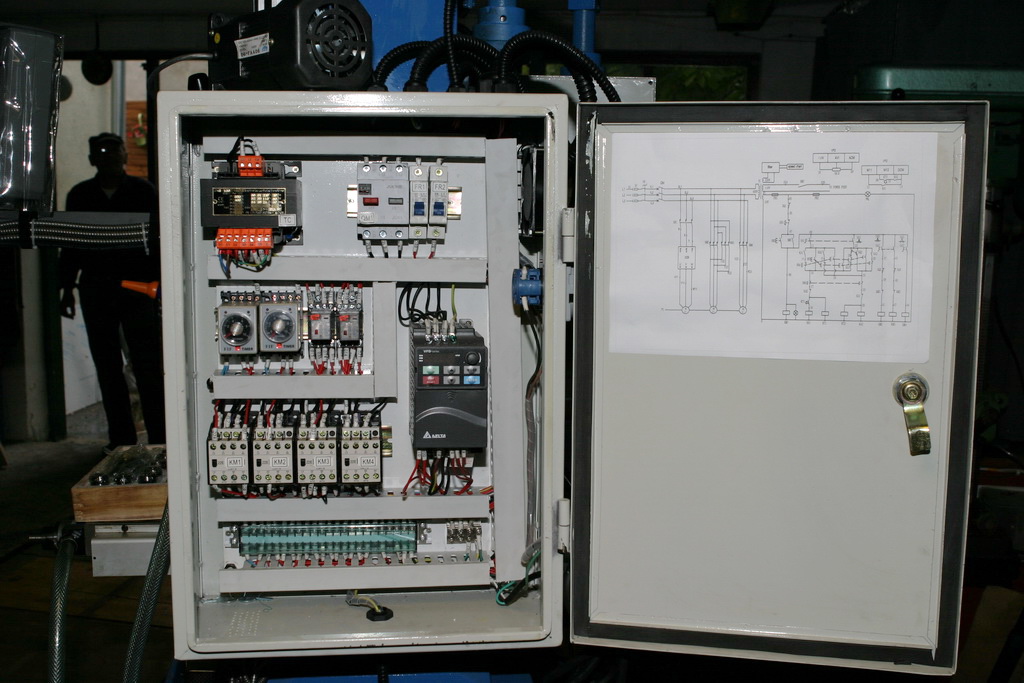
Tartozék a fúrótokmányon kívül :

És aki örül, Attila bácsi ...

1,5kW 3f Motor , Delta frekiváltó, fordulatszám kijelzés, függőleges előtolás : 0,1 - 0,18 - 0,26 mm/orsófordulat, digitális mérőléc a főorsóhoz az újdonságok az korábbi típushoz képest.
Elég korrekt az elektromos szekrény belseje ...
Tartozék a fúrótokmányon kívül :
És aki örül, Attila bácsi ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2014 április 23, 00:06
Írta: HJózsi Dátum 2014 április 23, 00:06
A további képek ITT.
A jövő héten lesz beüzemelve...
A jövő héten lesz beüzemelve...
Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2014 április 23, 00:08
Írta: s2k5ycubj Dátum 2014 április 23, 00:08
Ez gyönyörű! Fájdítsd a szívünket tovább az árával,ha lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2014 április 23, 00:27
Írta: HJózsi Dátum 2014 április 23, 00:27
A holland nettó ár + szállítás ( Bp-re ~ 350,-€ netttó) + áfa.
Cím: Re:Hagyományos forgácsológépek
Írta: vg343kiu9 Dátum 2014 április 23, 08:10
Írta: vg343kiu9 Dátum 2014 április 23, 08:10
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:05
Írta: r6cvn479y Dátum 2014 május 21, 20:05
Szép estét!
ismeri valaki ezt a marógépet ?
http://szerszampiac.hu/szerszamgep/egyeb/rakosi_marogep
pontos típusára lennék kíváncsi
Köszönöm a segítséget
ismeri valaki ezt a marógépet ?
http://szerszampiac.hu/szerszamgep/egyeb/rakosi_marogep
pontos típusára lennék kíváncsi
Köszönöm a segítséget
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:10
Írta: nvnshmpmn Dátum 2014 május 21, 20:10
Ez egy M1-es marógép, más néven Rákosi marógép.
Ennyi lenne a pontos megnevezése szerintem. Nekem is ilyen van.
Ennyi lenne a pontos megnevezése szerintem. Nekem is ilyen van.
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:15
Írta: r6cvn479y Dátum 2014 május 21, 20:15
Vertikális fej létezik hozzá ?
vagy csak vízszintes maróként lehet használni ?
vagy csak vízszintes maróként lehet használni ?
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:16
Írta: nvnshmpmn Dátum 2014 május 21, 20:16

Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:17
Írta: nvnshmpmn Dátum 2014 május 21, 20:17

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Ez pedig az enyém. Látható a vertikális fej is.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:18
Írta: nvnshmpmn Dátum 2014 május 21, 20:18
A vertikális fejhez egy külön gerenda is tartozik. Azt is át kell cserélni, mikor fel akarja szerelni rá a fejet az ember.
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:20
Írta: r6cvn479y Dátum 2014 május 21, 20:20
Milyen teljesítményű motorok vannak benne ?
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:26
Írta: nvnshmpmn Dátum 2014 május 21, 20:26
A géptábla alapján 1,5 LE és 1440 1/perc fordulatú a motorja. Ezen kívül csak az emulzió szivattyúnak van motorja, de azt nem tudom, mekkora teljesítményű. Olyan igazi kis otthonra való gép.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:27
Írta: nvnshmpmn Dátum 2014 május 21, 20:27
Ezt még mindig árulják, ami a hirdetésben van?
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:30
Írta: r6cvn479y Dátum 2014 május 21, 20:30
Köszönöm a segítséget , ha sikerül megvennem a gépet akkor még keresni foglak .
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:31
Írta: r6cvn479y Dátum 2014 május 21, 20:31
nem tudom ma találtam a hirdetést , holnap hívom az illetőt
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:34
Írta: nvnshmpmn Dátum 2014 május 21, 20:34
tudom, ez még aktuális-e, de itt van egy nagyon hasonló gerenda eladó. Biztosan nem hozzá való, de talán össze lehetne építeni.http://www.jofogas.hu/szabolcs_szatmar_bereg/Siktarcsa_630_atm__es_Marogep_gerenda_elado_16309472.htm
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:34
Írta: nvnshmpmn Dátum 2014 május 21, 20:34
Oké, segítek, ha tudok.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 május 21, 20:41
Írta: jani300 Dátum 2014 május 21, 20:41
A képet nézve nekem úgytűnik mindha kitört volna egy darab a vertikálfej T hornyából , és betéttel lenne javítva .
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 20:45
Írta: r6cvn479y Dátum 2014 május 21, 20:45
igazad van az 5.dik képel lehet látni a pótlást
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:54
Írta: nvnshmpmn Dátum 2014 május 21, 20:54
Ott a tetejénél mondod?
Az gyárilag olyan. Egy körcikk ki van vágva belőle. Szerintem oda járt hozzá valami dugó, amit bele lehetett tenni abba a nyílásba, hogy ne menjen bele a forgács. Az persze nincs meg. Majd csinálok valami műanyag dugót bele.
Már egy éve is megvan, hogy vettem a gépet és azóta dolgozom rajta, hogy rendbe hozzam, ahogy csak tudom.
Már elég jól állok. A vertikális fejhez tartozó gerendában van egy termetes fogaskerék. Annak a legyártásával küszködöm éppen, de nyerésre állok:)
A cél az, hogy halk legyen a gép. A vízszintes orsóval használva nagyon csendes, igen kellemesen jár, de amint rátettem a másik gerendát, elviselhetetlen lett a hangja a magasabb fordulatszámokon. Sajnos már nem az eredeti fogaskerék volt benne. Nem lehetett összetolni a párjával. Érzésem szerint nem a megfelelő sorszámú maróval fogazhatták.
Az gyárilag olyan. Egy körcikk ki van vágva belőle. Szerintem oda járt hozzá valami dugó, amit bele lehetett tenni abba a nyílásba, hogy ne menjen bele a forgács. Az persze nincs meg. Majd csinálok valami műanyag dugót bele.
Már egy éve is megvan, hogy vettem a gépet és azóta dolgozom rajta, hogy rendbe hozzam, ahogy csak tudom.
Már elég jól állok. A vertikális fejhez tartozó gerendában van egy termetes fogaskerék. Annak a legyártásával küszködöm éppen, de nyerésre állok:)
A cél az, hogy halk legyen a gép. A vízszintes orsóval használva nagyon csendes, igen kellemesen jár, de amint rátettem a másik gerendát, elviselhetetlen lett a hangja a magasabb fordulatszámokon. Sajnos már nem az eredeti fogaskerék volt benne. Nem lehetett összetolni a párjával. Érzésem szerint nem a megfelelő sorszámú maróval fogazhatták.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:54
Írta: nvnshmpmn Dátum 2014 május 21, 20:54
Ja, vagy nem az enyémről van szó?:)
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 20:57
Írta: nvnshmpmn Dátum 2014 május 21, 20:57
A hirdetésben szereplő gépnek mintha az asztala is rövidebb lenne, mint az enyémnek.
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 21:12
Írta: r6cvn479y Dátum 2014 május 21, 21:12
nem megfelelő lehet a modul vagy a fogszám.
Igazából az asztal mérete nekem is feltűnt hogy rövidke de mi akkor a 800 ??? az asztal teljes hossza vagy a t hornyos rész hossza .
hol vetted a géped ? a gépeden mekkora az asztal ?
Igazából az asztal mérete nekem is feltűnt hogy rövidke de mi akkor a 800 ??? az asztal teljes hossza vagy a t hornyos rész hossza .
hol vetted a géped ? a gépeden mekkora az asztal ?
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 21, 21:21
Írta: nvnshmpmn Dátum 2014 május 21, 21:21
Az én gépemnek az asztala a gépkönyv szerint nyolcszázas, az elmozdulása hosszirányban 480 mm.
Gondolom, az asztal teljes hossza lehet a 800.
A Szerszámpiacon találtam egy hirdetést, az alapján vettem magánszemélytől a gépet.
Gondolom, az asztal teljes hossza lehet a 800.
A Szerszámpiacon találtam egy hirdetést, az alapján vettem magánszemélytől a gépet.
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 21, 21:29
Írta: r6cvn479y Dátum 2014 május 21, 21:29
holnap felhívom és okosabb leszek [#nevetes1]
Köszönöm még egyszer a segítséget , holnap jelentkezek a fejleményekkel hogy mit tudtam meg a géppel kapcsolatban .
Köszönöm még egyszer a segítséget , holnap jelentkezek a fejleményekkel hogy mit tudtam meg a géppel kapcsolatban .
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 május 22, 13:57
Írta: Kristály Árpád Dátum 2014 május 22, 13:57
Jól tetted, hogy megvetted!
Ez egy szuper masina, simán marok vele 450-millimétert...s egyetlen marógép mely asztalát 460-milliméterre le lehet engedni....
Nekem is ilyen M-1-es maróm van...
(már nem az első)
Sajnos nekem hiányzik a horizontális maráshoz a gerenda...
Apropó...menyi volt az ára?
....persze ha publikus.
Üdv.: Árpi
Ez egy szuper masina, simán marok vele 450-millimétert...s egyetlen marógép mely asztalát 460-milliméterre le lehet engedni....
Nekem is ilyen M-1-es maróm van...
(már nem az első)
Sajnos nekem hiányzik a horizontális maráshoz a gerenda...
Apropó...menyi volt az ára?
....persze ha publikus.
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 22, 17:47
Írta: r6cvn479y Dátum 2014 május 22, 17:47
Helló
Szombaton megyek megnézni a gépet .
Illetve hívtam a hirdetőt a gerendával kapcsolatban azt mondta kb 600mm hossz a fejfelfogató résznél 160 az átmárő illetve a prizma legszélesebb része 95mm
menyire egyeznek az adatok a te gépedével ?
Szombaton megyek megnézni a gépet .
Illetve hívtam a hirdetőt a gerendával kapcsolatban azt mondta kb 600mm hossz a fejfelfogató résznél 160 az átmárő illetve a prizma legszélesebb része 95mm
menyire egyeznek az adatok a te gépedével ?
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 22, 19:03
Írta: nvnshmpmn Dátum 2014 május 22, 19:03
Szia!
Nekem a horizontális gerendának a végéről hiányzott a konzol, ami megtámasztja a marószár végét. Azt fabrikálnom kellett hozzá.
Nagyon szeretem én is a gépet, pedig még nem sokat használtam és a marással is csak ismerkedem.
Fúrógépként is lehet használni és nagyon jól, pontosan lehet vele dolgozni.
Én kétszázezerért vettem. Volt mit javítgatni rajta.
Nekem a horizontális gerendának a végéről hiányzott a konzol, ami megtámasztja a marószár végét. Azt fabrikálnom kellett hozzá.
Nagyon szeretem én is a gépet, pedig még nem sokat használtam és a marással is csak ismerkedem.
Fúrógépként is lehet használni és nagyon jól, pontosan lehet vele dolgozni.
Én kétszázezerért vettem. Volt mit javítgatni rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 22, 19:06
Írta: nvnshmpmn Dátum 2014 május 22, 19:06
Szia! Már csak holnap tudom a gerenda méretét megmérni. Holnap este megírom.
Viszont ma reggel napfénynél megnéztem mégegyszer a hirdetésben a képeket és az a véleményem, hogy az mégsem egy M1-es gép, hanem volt előtte olyan, hogy EM00. Talán inkább az lehet. Az asztala egész máshogy néz ki, mint az M1-nek.
Viszont ma reggel napfénynél megnéztem mégegyszer a hirdetésben a képeket és az a véleményem, hogy az mégsem egy M1-es gép, hanem volt előtte olyan, hogy EM00. Talán inkább az lehet. Az asztala egész máshogy néz ki, mint az M1-nek.
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 22, 19:17
Írta: r6cvn479y Dátum 2014 május 22, 19:17
köszönöm , de vertikál fejet nem nagyon lehet sehonnan keríteni az a baj ,
amiben még gondolkozok az Strigon me1000 vagy me250
amiben még gondolkozok az Strigon me1000 vagy me250
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 május 23, 10:15
Írta: Kristály Árpád Dátum 2014 május 23, 10:15
Halihó G.Tamas!
Inkább várj...
Nekem volt Me-1000-esem, zajos, kicsi a hasznos magasság...állandóan gond van az olaj szivattyúval...
Beteszel egy szerszámot+satu...marad 100-150-milliméter!!!
Kutakodj...szerintem megéri!
[#wow1][#bohoc][#wave][#worship][#integet2]
Inkább várj...
Nekem volt Me-1000-esem, zajos, kicsi a hasznos magasság...állandóan gond van az olaj szivattyúval...
Beteszel egy szerszámot+satu...marad 100-150-milliméter!!!
Kutakodj...szerintem megéri!
[#wow1][#bohoc][#wave][#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2014 május 23, 12:06
Írta: nvnshmpmn Dátum 2014 május 23, 12:06
leméregettem a prizmát a gépemen. Nekem a legszélesebb része 100, a legkeskenyebb pedig 75.
A gerenda hossza 480. Az elején a fej felfogató körgyűrű alakú felületének a külső átmérője 190, a körbefutó T horony belső köre 140, a külső pedig 165.
A gerenda hossza 480. Az elején a fej felfogató körgyűrű alakú felületének a külső átmérője 190, a körbefutó T horony belső köre 140, a külső pedig 165.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 május 23, 12:30
Írta: Csuhás Dátum 2014 május 23, 12:30
A kicsi hasznos magasság nekem is gond, hiszen a gépem eredetileg horizontál maró volt. Most faragok egy közdarabot amivel a vertikál fejet feljebb emelhetem vagy 300mm-el. A hajtást pedig egy lada vezérműlánc fogja átvinni a vízszintes főorsóról a vertikál behajtó tengelyéhez. Jól el lehet játszani egy ilyen öreg masina bővítgetésével.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2014 május 23, 14:19
Írta: hostya Dátum 2014 május 23, 14:19
Szia Árpi!
Nekem meg ME-1000 van, és amikor hozzájutottam,- a főorsó kivételével- "csavarjaira2 szedtem.. :)
A zajossággal nem lehet mit kezdeni..
A hasznos magasságot én megnöveltem 60mm-el úgy hogy a Z anyatartó oszlopból leesztergáltam 60mm-t.

Így nézett ki teljesen "leültetve"..

Az eredeti olajszivattyút kidobtam, és helyette beépítettem, egy külön motorral hajtott fogaskerék szivattyút.

A szivattyút összekötöttem az olaj elosztó "tömbbel"
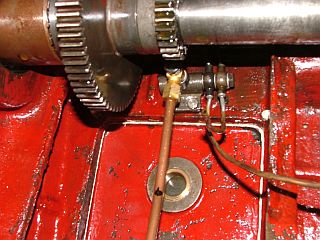
Itt meg a szivattyú motorja.

Így nézett ki 'félig készen'... :)

Nekem meg ME-1000 van, és amikor hozzájutottam,- a főorsó kivételével- "csavarjaira2 szedtem.. :)
A zajossággal nem lehet mit kezdeni..
A hasznos magasságot én megnöveltem 60mm-el úgy hogy a Z anyatartó oszlopból leesztergáltam 60mm-t.
Így nézett ki teljesen "leültetve"..
Az eredeti olajszivattyút kidobtam, és helyette beépítettem, egy külön motorral hajtott fogaskerék szivattyút.
A szivattyút összekötöttem az olaj elosztó "tömbbel"
Itt meg a szivattyú motorja.
Így nézett ki 'félig készen'... :)
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 23, 17:12
Írta: r6cvn479y Dátum 2014 május 23, 17:12
Milyen gépet javasoltok ?
kisméretű ,kis fogyasztású, vertikál fejes gépre lenne szükségem .
kisméretű ,kis fogyasztású, vertikál fejes gépre lenne szükségem .
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 május 23, 19:37
Írta: r6cvn479y Dátum 2014 május 23, 19:37
Köszönöm , sajna a két gerenda nem egyezik :(
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2014 május 23, 20:47
Írta: Kristály Árpád Dátum 2014 május 23, 20:47
Szia!
Ez a magassag azert jocskan megvaltozik, ha mindent a helyere raksz, sokkal kevesebb hely marad...
Udv.: Arpi.i
Ez a magassag azert jocskan megvaltozik, ha mindent a helyere raksz, sokkal kevesebb hely marad...
Udv.: Arpi.i
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2014 május 23, 22:04
Írta: hostya Dátum 2014 május 23, 22:04
Évekkel ezelőtt mindent a helyére raktam, és tényleg csak annyi hely maradt, hogy egy TOS osztókészüléket "felállítva" körasztalként tudtam használni... (Akkor még nem volt körasztalom)

De ez nekem bőven elég.. [#integet2]
De ez nekem bőven elég.. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2014 május 23, 22:10
Írta: KoLa Dátum 2014 május 23, 22:10
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 május 23, 22:34
Írta: Csuhás Dátum 2014 május 23, 22:34
Nekem a körasztalra fogott satuban levő darabon a kiesztergáló fej használatának kudarca érlelte meg a magasítás gondolatát.
Cím: Re:Hagyományos forgácsológépek
Írta: vvvsmkgjx Dátum 2014 május 26, 10:16
Írta: vvvsmkgjx Dátum 2014 május 26, 10:16
BF20-nál hogyan tudom kiszedni a fúrótokmányt?
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2014 június 02, 14:13
Írta: Teaway Dátum 2014 június 02, 14:13
Gondolom a behúzószár felől ki kell ütni.
Cím: Re:Hagyományos forgácsológépek
Írta: w0hgtwf3w Dátum 2014 június 02, 15:44
Írta: w0hgtwf3w Dátum 2014 június 02, 15:44
Itt
27. oldal
27. oldal
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 június 19, 06:40
Írta: zyg3siamw Dátum 2014 június 19, 06:40
Sziasztok ! Elkészült az Prvomajska ALG 100 (Deckel FP1 klón) marógép felújítása.Pár kép :




Természetesen új olaj van a váltókban (az FP1 gépkönyve szerinti típus), új lánchajtás, új ékszíjak. Az elektromos része teljesen felújítva ,külső dobozban elhelyezve (eredetileg a gép talpában volt).
Természetesen új olaj van a váltókban (az FP1 gépkönyve szerinti típus), új lánchajtás, új ékszíjak. Az elektromos része teljesen felújítva ,külső dobozban elhelyezve (eredetileg a gép talpában volt).
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2014 június 19, 08:32
Írta: designr Dátum 2014 június 19, 08:32
Jó nézni ezeket a képeket..ez a fajta értékmegóvás nekem szívügyem..jövőben ezek a gépek egyre értékesebbek lesznek..ma tömegével mennek tönkre..kivéve ha ilyen jó kezekbe kerül valamelyk..
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 június 19, 08:54
Írta: zyg3siamw Dátum 2014 június 19, 08:54
Köszi ! Nem kevés munka van benne. Pl.a régi festék vasig leverve, lecsiszolva. 1980-ban fel volt már újítva(az eredeti festékre ráfestettek még egy réteget),lehetett látni.A gép maga 1956-os évi.
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2014 június 19, 20:28
Írta: Bicska Dátum 2014 június 19, 20:28
Jó lett nagyon! Esztétikán kívól miket csináltál még? - köszörülés, csapágy-szimering csere, kellett valami?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 június 19, 23:11
Írta: zyg3siamw Dátum 2014 június 19, 23:11
Szia ! Nem kellet se csapágyat, se szimeringet cserélni. A gyári köszörült,hántolt felületek hibátlanok.A dahlander motor volt szétszedve,takarítva meg új csapágyakat kapott.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 június 19, 23:16
Írta: zyg3siamw Dátum 2014 június 19, 23:16
A váltókban levő fogaskerekeken kopás nem látszik,letörés nincs rajtuk.
Cím: Re:Hagyományos forgácsológépek
Írta: u3xrz0cut Dátum 2014 június 20, 19:22
Írta: u3xrz0cut Dátum 2014 június 20, 19:22
Ha most nem sárgulok be, akkor soha....
[#taps][#eljen]
Szuper lett!
Használd örömödre....
[#taps][#eljen]
Szuper lett!
Használd örömödre....
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2014 június 20, 21:19
Írta: KoLa Dátum 2014 június 20, 21:19
Szép munka![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: r6cvn479y Dátum 2014 június 29, 17:56
Írta: r6cvn479y Dátum 2014 június 29, 17:56
Üdv
Weiss Manfréd RT 600 marógépet ismeri valaki ?
Mekkora motor van benne ?
főbb méretei ?
Köszönöm a segítséget .
Weiss Manfréd RT 600 marógépet ismeri valaki ?
Mekkora motor van benne ?
főbb méretei ?
Köszönöm a segítséget .
Cím: Re:Hagyományos forgácsológépek
Írta: nxw2m2665 Dátum 2014 július 01, 20:05
Írta: nxw2m2665 Dátum 2014 július 01, 20:05
Üdv! Gratulálok mezoltan!Nagyon szép lett! Ha nem titok a fém tiszta felületeket mivel tisztítottad meg, vagy fel lettek köszörülve?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 július 02, 08:06
Írta: zyg3siamw Dátum 2014 július 02, 08:06
Üdv ! Köszönöm ! A fém tiszta felületek(a csúszófelületeket kivéve,amikhez nem kellet hozzányúlni) fúrógépbe fogható papírlamellás csiszolókoronggal lettek megmunkálva. Ugyanezt a korongtípust használtam a régi festék leverése után,hogy fémig legyen leszedve a régi festék. Pl.:

Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 július 02, 08:09
Írta: zyg3siamw Dátum 2014 július 02, 08:09

Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2014 július 02, 09:43
Írta: svejk Dátum 2014 július 02, 09:43
Nem is gittelted?[#guluszem1]
Milyen alapozót használtál?
Milyen alapozót használtál?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2014 július 02, 11:50
Írta: zyg3siamw Dátum 2014 július 02, 11:50
Nem gitteltem,akartam de sok meló lett volna. Az alapozó Coror korróziógátló alapozó (jó vastagon). A festék az meg akryl spray (karcálló, 3 réteg). Eredményként elég szép lett a réteg,nem bántam meg a gittelés hiányát.
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 03, 22:22
Írta: 4d52ifwte Dátum 2014 július 03, 22:22
Sziasztok!
Hozzám került egy alább linkelt marógép, ismeri valaki esetleg?
Tudom, hogy kínai jószág, de nagyon-nagyon jóárasítva vettem, kb. 1/5-öd áron...
Remélem tudom majd használni hobbizgatásra.
http://hodwelding.hu/index.php/component/virtuemart/furo-furo-maro-es-esztergagepek/bernardo-furo-marogepek/fm-45-v-furo-marogep-400-v-webshop?Itemid=0
Hozzám került egy alább linkelt marógép, ismeri valaki esetleg?
Tudom, hogy kínai jószág, de nagyon-nagyon jóárasítva vettem, kb. 1/5-öd áron...
Remélem tudom majd használni hobbizgatásra.
http://hodwelding.hu/index.php/component/virtuemart/furo-furo-maro-es-esztergagepek/bernardo-furo-marogepek/fm-45-v-furo-marogep-400-v-webshop?Itemid=0
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 07, 06:38
Írta: 4d52ifwte Dátum 2014 július 07, 06:38
Üdv!
Szeretnék készíteni a Bernardo FM45V gépemre, hosszelőtolást.
A vas olyan mint a HBM45 és társai. Egyelőre semmi cnc, csak hogy ne kelljen tekergetni.
Mekkora motort rakjak és milyen előtolásra kellene méretezni?
Szeretnék készíteni a Bernardo FM45V gépemre, hosszelőtolást.
A vas olyan mint a HBM45 és társai. Egyelőre semmi cnc, csak hogy ne kelljen tekergetni.
Mekkora motort rakjak és milyen előtolásra kellene méretezni?
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2014 július 07, 09:50
Írta: bundyland Dátum 2014 július 07, 09:50
Szia!
Hízó Józsinak van készen.
kép
Aztán pedig a cncdrive-nak is van/volt ilyen gépe, ők 150W-os AC szervóval hajtják. Én pedig 400W-al tervezem , de csak azért annyival mert olyan szervóim vannak. A gyári képen az látszik hogy 90W-os motorral van megoldva és az az eredeti trapézmenetes orsót hajtja.
Hízó Józsinak van készen.
kép
Aztán pedig a cncdrive-nak is van/volt ilyen gépe, ők 150W-os AC szervóval hajtják. Én pedig 400W-al tervezem , de csak azért annyival mert olyan szervóim vannak. A gyári képen az látszik hogy 90W-os motorral van megoldva és az az eredeti trapézmenetes orsót hajtja.
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 07, 09:55
Írta: 4d52ifwte Dátum 2014 július 07, 09:55
Köszi, akkormegkérdezem tőle.
Nem tudom mi lehet az ára, de lehet hogy arany árban mérik.:-)
Nem tudom mi lehet az ára, de lehet hogy arany árban mérik.:-)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2014 július 07, 10:07
Írta: bundyland Dátum 2014 július 07, 10:07
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 07, 11:30
Írta: 4d52ifwte Dátum 2014 július 07, 11:30
Ez azért nem kevés.:-)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2014 július 07, 12:48
Írta: designr Dátum 2014 július 07, 12:48
Szia..Van ilyen célra 300 wattos..1:10 csigahajtóműves dunkermotorom..holnap tudok képet küldeni..ha kell jó áron tudok hozzá adni 90V 15A PWM szabályzót..megvan a fordulat szabályzás is..csak rá kell apllikálnod..a PWM pedig akár egy graetz-el ellátott hegesztő trafóról is elmegy..
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 07, 13:42
Írta: 4d52ifwte Dátum 2014 július 07, 13:42
Minden az anyegin múlik:-) Hátha nem kell ablaktörlő mocit és egy kis PWM-et használnom.
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 07, 13:53
Írta: 4d52ifwte Dátum 2014 július 07, 13:53
Még egy gondolta az előtoláshoz. Nem tudom a HBM gyári cuccon hogy van, ha akarom jó lenne kézzel is tudni mozgatni az előtolást.
De a csigahajtásnál ez prolémás lehet.
De a csigahajtásnál ez prolémás lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2014 július 07, 14:29
Írta: bundyland Dátum 2014 július 07, 14:29
Esetleg még egy gondolat. Csak kevés pénzt ölj bele, mert ha később bármit akarsz ezt dobhatod ki. Viszont ha egyből szervóval hajtod akkor az később is tökéletes lesz és semmit nem kell kidobni abbol amit most belefeccölsz.
Másrészt az átfogandó fordulatszám sem kevés. Nekem is 45-ös marógépem van bár ez most mindegy is, de van hogy 10s alatt tekerek 1 kört marásnál viszont gyorsmenetben kéne a 10fordulat
1s alatt ez azt jelenti ugye hogy a leglassabb
fordulat 6 fordulat/perc míg a gyors 600 fordulat/perc lenne.
Másrészt az átfogandó fordulatszám sem kevés. Nekem is 45-ös marógépem van bár ez most mindegy is, de van hogy 10s alatt tekerek 1 kört marásnál viszont gyorsmenetben kéne a 10fordulat
1s alatt ez azt jelenti ugye hogy a leglassabb
fordulat 6 fordulat/perc míg a gyors 600 fordulat/perc lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 július 07, 15:43
Írta: 000000000 Dátum 2014 július 07, 15:43
Szia Sunny65!
A HBM-nél úgy van megoldva, hogy az irányválasztó kar középállásában nincs kapcsolat a motor és a tengely között, így a tengely másik oldalán lévő kézikerékkel forgatható.
Van nekem is egy ilyen alig-használt HBM komplett előtoló (végállás-kapcsolóval, fogaskerékkel) eladó /70eFt/. Én is Józsitól vettem. Képek alapján tényleg soknak tűnik az ár, de a valóságban nem egy kis mütyür szerkezet. Egészen jó kialakítás, szerintem.
A HBM-nél úgy van megoldva, hogy az irányválasztó kar középállásában nincs kapcsolat a motor és a tengely között, így a tengely másik oldalán lévő kézikerékkel forgatható.
Van nekem is egy ilyen alig-használt HBM komplett előtoló (végállás-kapcsolóval, fogaskerékkel) eladó /70eFt/. Én is Józsitól vettem. Képek alapján tényleg soknak tűnik az ár, de a valóságban nem egy kis mütyür szerkezet. Egészen jó kialakítás, szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 július 07, 15:45
Írta: 000000000 Dátum 2014 július 07, 15:45
A "tengely" természetesen a trapézmenetes orsó akart lenni! :-)
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 08, 20:45
Írta: 4d52ifwte Dátum 2014 július 08, 20:45
Ezeken a gépeken ha nincs útmérő, enyémen egyelőre nincs, hogyan tudok "pontosan" mozogni?
Esetleg betámasztok egy indikátor órát, de nagyobb távolságnál macerás.
Ráadásul az asztalon még a centi sincs, úgy látszik útmérővel szánták.
Kellene ragasztani rá mérőszalag szerűséget, de az kicsit ívelt, nincs valami hasonló milliméter szalag??
Meg keresztbe is kéne valami.
Hogy használjátok, ha nincs útmérő a gépen?
Persze tervben van az útmérő, de most kis pihi van a hobby költségekkel...:-)
Esetleg betámasztok egy indikátor órát, de nagyobb távolságnál macerás.
Ráadásul az asztalon még a centi sincs, úgy látszik útmérővel szánták.
Kellene ragasztani rá mérőszalag szerűséget, de az kicsit ívelt, nincs valami hasonló milliméter szalag??
Meg keresztbe is kéne valami.
Hogy használjátok, ha nincs útmérő a gépen?
Persze tervben van az útmérő, de most kis pihi van a hobby költségekkel...:-)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 július 08, 20:55
Írta: jani300 Dátum 2014 július 08, 20:55
Acél mérőléc ? + számolod a nóniuszt-t .
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 08, 20:57
Írta: 4d52ifwte Dátum 2014 július 08, 20:57
Persze, számolom, az úgy ok, kicsit macerás, de működik.
Acél mérőléc? Jó hangzik, de hol van olyan elfogatható árban?
Acél mérőléc? Jó hangzik, de hol van olyan elfogatható árban?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2014 július 08, 21:07
Írta: jani300 Dátum 2014 július 08, 21:07
Van olyan is ami csak egy szalag . Mielőtt írtam keresgéltem kicsit . Pár ezres nagyságrendben láttam , de csak ránéztem nehogy megint balfékséget írjak .
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 08, 21:08
Írta: 4d52ifwte Dátum 2014 július 08, 21:08
Előbb járt a szám.Körülnéztem gyorsan. Mert azért lehet találni a neten mérőlécet viszonylag elfogadható árban.
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 július 11, 08:56
Írta: 4d52ifwte Dátum 2014 július 11, 08:56
Üdv!
Megint szeretnék tanácsot kérni, mivel nincs marógépes tapasztalatom.
Ehhez a 45-ös géphez milyen marókat érdemes beszerezni és milyen méretekig?
Ujjmarók, tárcsamarók, lapkás és/vagy hss, vadásszak vagy esetleg ebay-on?
Ár/érték arányban elfogadható kellene, mint általában a hobbistáknak.:-)
Megint szeretnék tanácsot kérni, mivel nincs marógépes tapasztalatom.
Ehhez a 45-ös géphez milyen marókat érdemes beszerezni és milyen méretekig?
Ujjmarók, tárcsamarók, lapkás és/vagy hss, vadásszak vagy esetleg ebay-on?
Ár/érték arányban elfogadható kellene, mint általában a hobbistáknak.:-)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 július 21, 08:19
Írta: 000000000 Dátum 2014 július 21, 08:19
Jónapot!
Nem rég vettem egy KART marógépet, íme:
https://plus.google.com/u/0/photos/117602348120866582434/albums/6038394724872608801
Van benne egy tengelykapcsoló, mely nem működik. Szét akarom szerelni, de egy ponton elakadok. Tudna valaki ebben tanácsot adni (már ha ismeri ezt a szerkezetet, vagy hasonlót). Ha igen, írok további részleteket.
Nem rég vettem egy KART marógépet, íme:
https://plus.google.com/u/0/photos/117602348120866582434/albums/6038394724872608801
Van benne egy tengelykapcsoló, mely nem működik. Szét akarom szerelni, de egy ponton elakadok. Tudna valaki ebben tanácsot adni (már ha ismeri ezt a szerkezetet, vagy hasonlót). Ha igen, írok további részleteket.
Cím: Re:Hagyományos forgácsológépek
Írta: f63tt55ri Dátum 2014 július 24, 10:58
Írta: f63tt55ri Dátum 2014 július 24, 10:58
Sziasztok!
A segítségeteket kérném. Van egy Optimum BF20L marógépem és az alábbi tünetet produkálja:
Ha nagyon leterhelem a főorsót akkor gyakorlatilag megáll, holott tudtom szerint nincs közötte semmilyen nyomatékhatároló egység csak fogaskerék kapcsolat.
Az én ötletem az hogy a műanyag fogaskerékben a reteszhorony elkenődött és már nem tud akkora nyomatékot átvinni?
Van valakinek ötlete hogy mi lehet? Érdemes a műanyag fogaskereket fémre kicserélni vagy inkább átalakitani szíjhajtásra?
Köszönöm!
A segítségeteket kérném. Van egy Optimum BF20L marógépem és az alábbi tünetet produkálja:
Ha nagyon leterhelem a főorsót akkor gyakorlatilag megáll, holott tudtom szerint nincs közötte semmilyen nyomatékhatároló egység csak fogaskerék kapcsolat.
Az én ötletem az hogy a műanyag fogaskerékben a reteszhorony elkenődött és már nem tud akkora nyomatékot átvinni?
Van valakinek ötlete hogy mi lehet? Érdemes a műanyag fogaskereket fémre kicserélni vagy inkább átalakitani szíjhajtásra?
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2014 július 25, 21:20
Írta: svager Dátum 2014 július 25, 21:20
Szia !
Szerintem a főorsó csapágyát nézd meg!
Nincs benne kenőanyag ezért felmelegszik a csapágy és megszorul a főorsó.
Szerintem a főorsó csapágyát nézd meg!
Nincs benne kenőanyag ezért felmelegszik a csapágy és megszorul a főorsó.
Cím: Re:Hagyományos forgácsológépek
Írta: Sz.József Dátum 2014 július 25, 21:44
Írta: Sz.József Dátum 2014 július 25, 21:44
"Ha nagyon leterhelem a főorsót akkor gyakorlatilag megáll..."
Semmi egyéb, a hibára hutaló "jelenséget" nem tapasztalsz? (csak az, hogy megáll)
Ahogyan Te írtad:
"Az én ötletem az hogy a műanyag fogaskerékben a reteszhorony elkenődött..."
Ezt pl. kellene követni egyéb hangjelenségnek is... Pl. a motor forog a főorsó meg áll... (stb)
Lehet, egyszerűen csak a szabályozó elektronika nem tudja több "szuflával"...
A "nagy leterhelés" az mibe merül ki?
Semmi egyéb, a hibára hutaló "jelenséget" nem tapasztalsz? (csak az, hogy megáll)
Ahogyan Te írtad:
"Az én ötletem az hogy a műanyag fogaskerékben a reteszhorony elkenődött..."
Ezt pl. kellene követni egyéb hangjelenségnek is... Pl. a motor forog a főorsó meg áll... (stb)
Lehet, egyszerűen csak a szabályozó elektronika nem tudja több "szuflával"...
A "nagy leterhelés" az mibe merül ki?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 szeptember 22, 18:45
Írta: 000000000 Dátum 2014 szeptember 22, 18:45
Van egy KART EMG marógépem, belefogtam a felújításába. A vertikál marófejet átalakították, siklócsapágy helyett golyós és görgős csapágyakat tettek bele. Ki kell cserélni a csapágyakat, mert kotyog a tengely. Mielőtt megvenném és visszatenném az újakat be akarom méretni és ha kell korrigálni a csapágyperselyeket. Tud valaki ajánlani köszörűst ?
Cím: Re:Hagyományos forgácsológépek
Írta: c6ejs57g Dátum 2014 szeptember 28, 21:04
Írta: c6ejs57g Dátum 2014 szeptember 28, 21:04
Sziasztok,
Az ME 1000-es marom egyetemes marofejebol folyik az olaj a maro felett. Gondolom a szimering halt meg. Tudna valaki segiteni, hogy hogyan tudom ezt kicserelni. Ahogy metszeten nezem, ki kell huznom az egesz tengelyt. Mennyire nagy munka ez?

Az ME 1000-es marom egyetemes marofejebol folyik az olaj a maro felett. Gondolom a szimering halt meg. Tudna valaki segiteni, hogy hogyan tudom ezt kicserelni. Ahogy metszeten nezem, ki kell huznom az egesz tengelyt. Mennyire nagy munka ez?
Cím: Re:Hagyományos forgácsológépek
Írta: c6ejs57g Dátum 2014 szeptember 28, 21:07
Írta: c6ejs57g Dátum 2014 szeptember 28, 21:07
Elvileg beszurtam a metszetet, de valamiert nem jelenik meg a kep :-(
Cím: Re:Hagyományos forgácsológépek
Írta: ncw4w5nca Dátum 2014 szeptember 28, 22:24
Írta: ncw4w5nca Dátum 2014 szeptember 28, 22:24
lkiss10 metszete
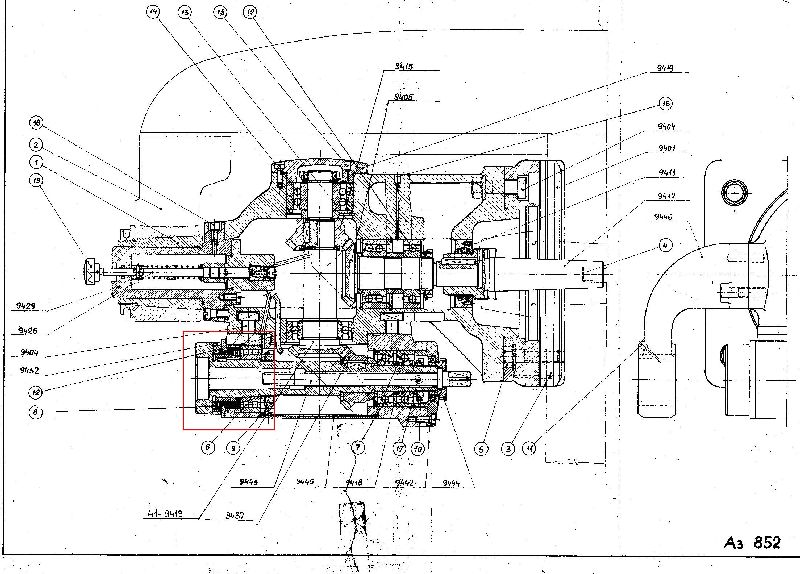
Cím: Re:Hagyományos forgácsológépek
Írta: ncw4w5nca Dátum 2014 szeptember 28, 22:34
Írta: ncw4w5nca Dátum 2014 szeptember 28, 22:34
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 szeptember 29, 07:46
Írta: Csuhás Dátum 2014 szeptember 29, 07:46
Egyetemes fejet még nem szedtem szét, de a rajz alapján a behúzószárat kivéve majd a felső fedelet lekapva a körmös anyát kell letekerned ( ami valamivel biztosítva van ) ezután egy menetes szárral kihúzathatod az orsót. A hengergörgős csapágy szétcsúszik, a fogaskerék és a ferde hatásvonalú csapágyak bent maradnak. A rajzon nem látszik hogy szimeringet, labirint tömítést vagy valami más megoldást találsz majd az orsófejnél.
Cím: Re:Hagyományos forgácsológépek
Írta: c6ejs57g Dátum 2014 szeptember 30, 16:54
Írta: c6ejs57g Dátum 2014 szeptember 30, 16:54
Koszonom a kep felrakast. Mit csinaltam rosszul?
Cím: Re:Hagyományos forgácsológépek
Írta: c6ejs57g Dátum 2014 szeptember 30, 16:56
Írta: c6ejs57g Dátum 2014 szeptember 30, 16:56
Szia Csuhas,
Kosz a segitseget.
Egyelore leszedtem a kis fejet, es kitakaritottam a zsirt az olaj visszafolyo furatokbol, es ugy nez ki, hogy megszunt a folyas. Remelem csak ennyi volt a gond, es nem kell jobban szetkapnom.
Kosz a segitseget.
Egyelore leszedtem a kis fejet, es kitakaritottam a zsirt az olaj visszafolyo furatokbol, es ugy nez ki, hogy megszunt a folyas. Remelem csak ennyi volt a gond, es nem kell jobban szetkapnom.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 09:37
Írta: 000000000 Dátum 2014 október 13, 09:37
Sziasztok!
Ha már szobakerűlt a STRIGON ME1000 típusú marógép akkor a tulajdonosokat megkérdezhetem,hogy így utólag is ugyanezt a gépet vásárolnák meg?
Marógép vásárlása előtt állok és a ráfordítható keret alapján csak Me-Mf250 vagy ez az ME1000es típus jöhetne számításba,a kevés ezen és az indexes fórumon megtalálható információ alapján talán ezt az ME1000es típust javasolják.Egyedül a kis függőleges munkaterületre olvastam panaszt,de az esetek nagy többségében nekem nem hinném hogy ez problémát okozna.
A főorsóban 3as vagy 4es kúp lehet?
Az ágyazatuk nem lehet nagyon megkopva ezeknek a gépeknek,mivel ez a gép is amit konkrétan kinéztem magamnak ez is 1970es gyártmány?
Ha le tudnák írni a hozzáértők a véleményüket/tapasztalataikat akkor azt nagyon szépen megköszönném.
Ha már szobakerűlt a STRIGON ME1000 típusú marógép akkor a tulajdonosokat megkérdezhetem,hogy így utólag is ugyanezt a gépet vásárolnák meg?
Marógép vásárlása előtt állok és a ráfordítható keret alapján csak Me-Mf250 vagy ez az ME1000es típus jöhetne számításba,a kevés ezen és az indexes fórumon megtalálható információ alapján talán ezt az ME1000es típust javasolják.Egyedül a kis függőleges munkaterületre olvastam panaszt,de az esetek nagy többségében nekem nem hinném hogy ez problémát okozna.
A főorsóban 3as vagy 4es kúp lehet?
Az ágyazatuk nem lehet nagyon megkopva ezeknek a gépeknek,mivel ez a gép is amit konkrétan kinéztem magamnak ez is 1970es gyártmány?
Ha le tudnák írni a hozzáértők a véleményüket/tapasztalataikat akkor azt nagyon szépen megköszönném.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 október 13, 09:53
Írta: Csuhás Dátum 2014 október 13, 09:53
Nekem csak egy me1000 vertikál van a gépemen, így csak arról tudok írni. A főorsóban mk4 kúp van míg a vertikál gyárilag mk3 de azt magam is felfúrtam mk4-re.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 09:56
Írta: 000000000 Dátum 2014 október 13, 09:56
Szia ! Engem is ez a tömítés érdekelne én szétszedtem darabokra de nem találtam tömítést se gyűrűt hogy a bánatba csinálták meg? Valakinek ötlete volna-e?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 10:05
Írta: 000000000 Dátum 2014 október 13, 10:05
Szia !Az én gépemnek (me 1000)orsó baja van meg olajszivattyú az orsó az kuka nem lehet állítani kopott a dió és a menet is új álja a helyét, az ágyal nincs gond.Az egész gépet faszántosul összerakta valaki annak idején a keze szetségi nem győzöm helyre hozni.A gép főorsójában (vizszintes) mk 4 kúp van a fejben egyetemesben(színusz) mk 3 .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 10:58
Írta: 000000000 Dátum 2014 október 13, 10:58
Az olajszivattyúról olvastam,hogy sokan kicserélték valami külső,megbízható fogaskerekes szivattyúra.Az orsó kopás az viszont már nehezebben orvosolható probléma. A másik indok emellett a típus mellett pedig az,hogy talán lehet még találni hozzá alkatrészeket.
Végülis ezeket a hibákat leszámítva érdemes ezt a típust választani?
Végülis ezeket a hibákat leszámítva érdemes ezt a típust választani?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 11:04
Írta: 000000000 Dátum 2014 október 13, 11:04
Azzal tisztában vagyok,hogy ilyen öreg gépektől nem kell gyári paramétereket elvárni,viszont szerintem még leharcolt állapotban is lehet tőlük annyit várni,mint a mostani anyagszegény technológiával készülő marógépnek nevezett sok márkanév alatt futó csili-vili kínai csodáktól...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 11:25
Írta: 000000000 Dátum 2014 október 13, 11:25
Az orsó se veszélyes kiagyltuk, egyszerű az egész, szerezni kell orsómenetes tengelyt valamelyik forgalmazótól + csinálni egy diót és amire nekem kell 100év .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 13, 12:04
Írta: 000000000 Dátum 2014 október 13, 12:04
Most látom csak,hogy itt van az oldal alján egy csomó okosság,én meg egy egész napig bújtam ezt a topikot meg az indexes forgácsolós topicot,hogy valamit találjak erről a típusról.
Köszönöm az eddigi segítséget is,esetleg ha Hostya nevezetű fórumtárs is erre jár akkor megkérhetném őt is,hogy segítsen egy picit a döntésben és írjon egy pár sort erről az Me1000 típusról,hogy keresgéljek e tovább még vagy nem csinálnék rossz vételt egy ilyen géppel sem.
300at kérnének amúgy azért a gépért amit találtam,de a vertikálfejen,a horizontmaráshoz szűkséges adapteren és tüskéken valamint behúzószárakon kívűl semmi sincs a géphez.Találtam egy gépfelújítással foglalkozó céget,majd vásárlás előtt azért lehet,hogy elhívom őket egy gyors szakvéleményért cserébe,mivel a kiszálláson kívül csak 2e ft-ot kérnek óránként ennyit szerintem pedig megér az,hogyha tudja az ember,hogy mire is adja ki a nagy nehezen összegyűjtött pénzecskéjét.
Köszönöm az eddigi segítséget is,esetleg ha Hostya nevezetű fórumtárs is erre jár akkor megkérhetném őt is,hogy segítsen egy picit a döntésben és írjon egy pár sort erről az Me1000 típusról,hogy keresgéljek e tovább még vagy nem csinálnék rossz vételt egy ilyen géppel sem.
300at kérnének amúgy azért a gépért amit találtam,de a vertikálfejen,a horizontmaráshoz szűkséges adapteren és tüskéken valamint behúzószárakon kívűl semmi sincs a géphez.Találtam egy gépfelújítással foglalkozó céget,majd vásárlás előtt azért lehet,hogy elhívom őket egy gyors szakvéleményért cserébe,mivel a kiszálláson kívül csak 2e ft-ot kérnek óránként ennyit szerintem pedig megér az,hogyha tudja az ember,hogy mire is adja ki a nagy nehezen összegyűjtött pénzecskéjét.
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 október 15, 07:57
Írta: 4d52ifwte Dátum 2014 október 15, 07:57
Még kalkuláld azt is bele, hogy kellenek majd szerszámok, gépsatu(k), osztófej, körasztal, különféle leszorítók stb, nem kis tétel alaphangon sem.Ezek nélkül nem tudsz csinálni semmit, vagy kínlódás. Vagy vadászol itt-ott leharcolt cuccokat, de majd hamar rájön az ember, hogy ezeknél semmi nem pontos, nem sík, párhuzamos, kopott, lötyög stb. Pontos munkát nehézkes velük végezni,ehhhez még hozzzá jön a géped hibája.
Hobbi melókra, nem nagy pontosságok igénylő munkákra alkalmasak inkább.
Egy komoly felújítás ( nem a festésről beszélek...),olyan sokba kerül, hogy hobbista nem tudja megfizetni.
Hobbi melókra, nem nagy pontosságok igénylő munkákra alkalmasak inkább.
Egy komoly felújítás ( nem a festésről beszélek...),olyan sokba kerül, hogy hobbista nem tudja megfizetni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 15, 09:27
Írta: 000000000 Dátum 2014 október 15, 09:27
Köszönöm a segítséget,kicsit jobban körülnéztem és ennyi pénzért már találni olyan gépet is amihez minden van(körasztal,osztófej,satu,szerszámok stb).Viszont felmerült egy olyan szempont is,hogy ezeknek a gépeknek nem valami nagy a munkaterületük és azt a tanácsot kaptam,hogy hasonló árban már szerszámmarógépekhez is hozzá lehet jutni ott pedig a vertikálfej kihúzható amivel jelentősen növelhető a munkaterület és a leszerelhető asztal helyére vertikálisan is fel lehet rögzíteni a munkadarabokat.Ugyanezért az összegért pont találtam egy strigon Msu-250es gépet is és az valamennyivel vonzóbb az előbb említett dolgok miatt...Megéri alaposan minden szempontot mérlegelve átgondolni ezt a gépvásárlást....esetleg ha tudtok további szempontokat is írni ami segíthet a döntésben akkor azért nagyon hálás lennék. Ezek a szerszámmarógépek amúgy mennyire masszívak(mennyire terhelhetőek) egy ilyen Me1000-es marógéphez viszonyítva?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 15, 09:42
Írta: 000000000 Dátum 2014 október 15, 09:42
http://szerszampiac.hu/szerszamgep/egyeb/marogep_strigon_msu250
szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
A második linken szereplő szerszámmaró ára hirdetés leírásában szerepel,szerintem ez egy elég korrekt összeg.Sajnos azok az idők már elmúltak amikor vasárban meglehetett ezeket a gépeket venni...
szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
A második linken szereplő szerszámmaró ára hirdetés leírásában szerepel,szerintem ez egy elég korrekt összeg.Sajnos azok az idők már elmúltak amikor vasárban meglehetett ezeket a gépeket venni...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 15, 09:43
Írta: 000000000 Dátum 2014 október 15, 09:43
http://szerszampiac.hu/szerszamgep/egyeb/marogep_strigon_msu250
szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
A második linken szereplő szerszámmaró ára hirdetés leírásában szerepel,szerintem ez egy elég korrekt összeg.Sajnos azok az idők már elmúltak amikor vasárban meglehetett ezeket a gépeket venni...
szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
A második linken szereplő szerszámmaró ára hirdetés leírásában szerepel,szerintem ez egy elég korrekt összeg.Sajnos azok az idők már elmúltak amikor vasárban meglehetett ezeket a gépeket venni...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 15, 11:01
Írta: 000000000 Dátum 2014 október 15, 11:01
* Második link javítva:
http://szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
http://szerszampiac.hu/szerszamgep/egyeb/szerszammarogep_elado
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2014 október 15, 11:10
Írta: Csuhás Dátum 2014 október 15, 11:10
Esetleg ez:
http://szerszampiac.hu/szerszamgep/egyeb/fuw_250_iv_egyetemes_marogep
http://szerszampiac.hu/szerszamgep/egyeb/fuw_250_iv_egyetemes_marogep
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2014 október 15, 11:34
Írta: 000000000 Dátum 2014 október 15, 11:34
Azért ez se semmi http://www.youtube.com/watch?v=rkeyHsXHxaw , két gép egyszerre
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2014 november 28, 14:10
Írta: designr Dátum 2014 november 28, 14:10
90 és egy kis munka...Marógép olcsón
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2014 december 03, 20:24
Írta: rocco33 Dátum 2014 december 03, 20:24
Üdv! Me 1000marógép vertikálfejeibe keresek kúpfogaskerekeket. (em200, fm200)
Cím: Re:Hagyományos forgácsológépek
Írta: 4d52ifwte Dátum 2014 december 29, 11:41
Írta: 4d52ifwte Dátum 2014 december 29, 11:41
Erre is jó a karácsonyi szabadság:
Sajnos sok kínai gépen előfordul. hogy nem nullázható a nóniusz. Az én Bernardo FM45 marógépem is így van. Ugyan ilyenek a HBM, KAMI stb 45-ös gépek, hiszen a "vas" maga ugyan az. Akinek van rá lehetősége vett rá útmérőt, nekem egyelőre nincs, így viszont borzasztóan idegesítő volt vele dolgozni a függőleges finom szabályzóval. (Az x-y nóniuszok nullázhatók.)
Ezért gondoltam átalakítom. Nem akartam új nóniuszt készíteni, ezért az eredeti tekerőkerékből lett kiesztergálva a nóniusz gyűrű. Ezt a gyűrűt felhasználva szoros illesztéssel+loctitte fel lett nyomva egy esztergált, recézett testre. Gyakorlatilag így komplett lett egy forgatható nóniusz. Már csak egy tekerentyűt kellett még drehálni, kicsit nagyobb átmérővel készült mint azt eredeti, mert az számomra nagyon kényelmetlen volt. Még egy laprugót kell készítenem a tárcsa rögzítésére.




Sajnos sok kínai gépen előfordul. hogy nem nullázható a nóniusz. Az én Bernardo FM45 marógépem is így van. Ugyan ilyenek a HBM, KAMI stb 45-ös gépek, hiszen a "vas" maga ugyan az. Akinek van rá lehetősége vett rá útmérőt, nekem egyelőre nincs, így viszont borzasztóan idegesítő volt vele dolgozni a függőleges finom szabályzóval. (Az x-y nóniuszok nullázhatók.)
Ezért gondoltam átalakítom. Nem akartam új nóniuszt készíteni, ezért az eredeti tekerőkerékből lett kiesztergálva a nóniusz gyűrű. Ezt a gyűrűt felhasználva szoros illesztéssel+loctitte fel lett nyomva egy esztergált, recézett testre. Gyakorlatilag így komplett lett egy forgatható nóniusz. Már csak egy tekerentyűt kellett még drehálni, kicsit nagyobb átmérővel készült mint azt eredeti, mert az számomra nagyon kényelmetlen volt. Még egy laprugót kell készítenem a tárcsa rögzítésére.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2015 február 02, 08:22
Írta: designr Dátum 2015 február 02, 08:22
Használható kis marógép olcsón..amire hobbistának kell bőven elég..vertikált lehet barkácsolni rá..
Marógép
Marógép
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 06, 00:53
Írta: ii5d35wcx Dátum 2015 február 06, 00:53
Tisztelt Fórumozók! Még új vagyok ezen a fórumon ,de segítséget kérnék tőletek . Vettem egy MU1000
marógépet és keresnék hozzá robbantott ábrát ,
alkatrészkatalógust felújítás céljából.Ha készült egyáltalán ilyen valamikor.Egyébként régi autókat javítgatok (restaurálok) és ott is nagy segítség ez a dokumentum.Ha valakinek van ilyen szívesen megköszönném anyagilag is.Egyébként egy régi KART E1 esztergám van és ahhoz vettem a marógépet.Az öreg autőkat ilyen színvonalú technológiával gyártották és javították és úgy gondolom ez igy korhűvé teszi a restaurálást. Üdvözlettel!
http://olx.hu/hirdetes/marogephez-keresek-alkatreszkatalogust-ID33ZlL.html#425f396043
marógépet és keresnék hozzá robbantott ábrát ,
alkatrészkatalógust felújítás céljából.Ha készült egyáltalán ilyen valamikor.Egyébként régi autókat javítgatok (restaurálok) és ott is nagy segítség ez a dokumentum.Ha valakinek van ilyen szívesen megköszönném anyagilag is.Egyébként egy régi KART E1 esztergám van és ahhoz vettem a marógépet.Az öreg autőkat ilyen színvonalú technológiával gyártották és javították és úgy gondolom ez igy korhűvé teszi a restaurálást. Üdvözlettel!
http://olx.hu/hirdetes/marogephez-keresek-alkatreszkatalogust-ID33ZlL.html#425f396043
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 06, 01:02
Írta: ii5d35wcx Dátum 2015 február 06, 01:02
Bocs ! Most jönnek a képek
http://kepfeltoltes.hu/150206/IMG_2218_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/150206/IMG_2060_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150206/IMG_2218_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/150206/IMG_2060_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 06, 01:03
Írta: ii5d35wcx Dátum 2015 február 06, 01:03
http://kepfeltoltes.hu/view/150206/IMG_2217_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 február 07, 02:02
Írta: hostya Dátum 2015 február 07, 02:02
Az MU-1000 marógéphez használhatod az ME-1000 gépkönyvét, amit letölthetsz innen..
A két gép alapvetően "egyforma" minimális eltérések vannak...
Nekem is E1 esztergám van, meg ME-1000 marógépem. :)
Mindkettőt "felújítottam" a lehetőségeimhez képest. [#integet2]
A két gép alapvetően "egyforma" minimális eltérések vannak...
Nekem is E1 esztergám van, meg ME-1000 marógépem. :)
Mindkettőt "felújítottam" a lehetőségeimhez képest. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 01:38
Írta: ii5d35wcx Dátum 2015 február 08, 01:38
Szia Hostya! Egy másik fórumon már segítettél nekem a KART szétszedésében amit köszönök.Egyébként megmértem a kéziszán és az ágy viszonyát ami a legnagyobb eltérésnél 0,02 mm.
A főorsó belső kúpján mért eltérés 0,01 mm.
Az én igényemet tökéletesen kielégíti.A marógép javítása keményebb dió lesz ,bár működőképes ,de egy kissé leharcolt állapotban van. Ezért lenne jó a robbantott alkatrész katalógus mint a járműveknél, de lehet , hogy nem is készült ilyen.A marógép gépkönyvet már letöltöttem , de ez inkább használati utasítás.Aki tud valami több dokumentumot szívesen venném.
Még egy kérdés: Hogy lehet közvetlenül képet beilleszteni a szöveghez.
Jó munkát mindenkinek: Sándor
A főorsó belső kúpján mért eltérés 0,01 mm.
Az én igényemet tökéletesen kielégíti.A marógép javítása keményebb dió lesz ,bár működőképes ,de egy kissé leharcolt állapotban van. Ezért lenne jó a robbantott alkatrész katalógus mint a járműveknél, de lehet , hogy nem is készült ilyen.A marógép gépkönyvet már letöltöttem , de ez inkább használati utasítás.Aki tud valami több dokumentumot szívesen venném.
Még egy kérdés: Hogy lehet közvetlenül képet beilleszteni a szöveghez.
Jó munkát mindenkinek: Sándor
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2015 február 08, 01:57
Írta: s7manbs8 Dátum 2015 február 08, 01:57
A kép közvetlen linkjét kell a beíró ablak alján "kép" funkcióval betenni.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 02:03
Írta: ii5d35wcx Dátum 2015 február 08, 02:03
Én asaját fotóimat szeretném elhelyezni a beírt szöveg közé.,ha lehet. Köszönöm egyébként a tanácsot.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2015 február 08, 02:06
Írta: s7manbs8 Dátum 2015 február 08, 02:06
kepfeltolteshu oldalra fel kell tenni, ott van olyan, hogy Direkt link, és azzal.
Nincs mit. :)
Nincs mit. :)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2015 február 08, 02:17
Írta: s7manbs8 Dátum 2015 február 08, 02:17
http://kepfeltoltes.hu/
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 09:12
Írta: ii5d35wcx Dátum 2015 február 08, 09:12
Köszönöm a segítséget!
Egy pár kép a szétszedett állapotról.
Még nem volt nem volt szétszedve.
http://kepfeltoltes.hu/150208/IMG_2503_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2480_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2439_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2500_www.kepfeltoltes.hu_.jpg
Egy pár kép a szétszedett állapotról.
Még nem volt nem volt szétszedve.
http://kepfeltoltes.hu/150208/IMG_2503_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2480_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2439_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_2500_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2015 február 08, 16:47
Írta: Bicska Dátum 2015 február 08, 16:47
Azt hiszem ez nem jött össze :)
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2015 február 08, 17:02
Írta: f35ezvjs Dátum 2015 február 08, 17:02
http://kepfeltoltes.hu/150208/IMG_2439_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2015 február 08, 17:03
Írta: f35ezvjs Dátum 2015 február 08, 17:03
Bocs nem néztem meg milyen felbontásban van
Cím: Re:Hagyományos forgácsológépek
Írta: f35ezvjs Dátum 2015 február 08, 17:04
Írta: f35ezvjs Dátum 2015 február 08, 17:04
Tedd fel ugyan ide 600x800 asra és akkor már jó lesz
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 február 08, 17:05
Írta: hostya Dátum 2015 február 08, 17:05
Pedig meg kellett volna..!
Ha már segíteni akarsz..[#circling][#wave]
Ha már segíteni akarsz..[#circling][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 február 08, 17:15
Írta: hostya Dátum 2015 február 08, 17:15
Mielőtt felteszed a képet a pl. képfeltöltés.hu-ra, előtte MÉRETEZD ÁT legalább 800x600 -as méretűre!!
Átméretezéshez ajánlom az IrfanView-t
Átméretezéshez ajánlom az IrfanView-t
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 17:47
Írta: ii5d35wcx Dátum 2015 február 08, 17:47
Köszönöm a tanácsokat. Most remélem sikerül.

http://kepfeltoltes.hu/150208/IMG_20291_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_24801_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/150208/IMG_24821_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_24831_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_20291_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_24801_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/150208/IMG_24821_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/150208/IMG_24831_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 február 08, 17:57
Írta: 000000000 Dátum 2015 február 08, 17:57
Balkezes esztergagép... valóban, miért nincs egybalkezes eszterga... (ilyen szó sincs: egybalkezes...
bocsbocs :)
bocsbocs :)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 18:06
Írta: ii5d35wcx Dátum 2015 február 08, 18:06
http://kepfeltoltes.hu/150208/IMG_20291_www.kepfeltoltes.hu_.jpg
Van jobbkeze illetve arculata is.
Van jobbkeze illetve arculata is.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 február 08, 18:07
Írta: ii5d35wcx Dátum 2015 február 08, 18:07

Majd most
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2015 február 08, 18:10
Írta: jani300 Dátum 2015 február 08, 18:10
Én pl. mindkét kézzel tudok kalapálni :)
Akkor most ? :)
Akkor most ? :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 február 08, 18:35
Írta: 000000000 Dátum 2015 február 08, 18:35
Balkezes kalapáccsal is... hümmm... akkor "kétjobbkezes" vagy :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2015 február 08, 18:49
Írta: jani300 Dátum 2015 február 08, 18:49
:)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 február 27, 12:28
Írta: 000000000 Dátum 2015 február 27, 12:28
Üdv mindenkinek!
Nekem is van egy ilyen gépem, legalábbis a kép alapján teljesen ilyen... Az azonban TOS FU-02 típusú az adattáblája alapján, de az TOS embléma is rajta van. A gépen csak Z irányú gépi előtolás van. Szeretném háromtengelyes CNC-re alakítani, a három mozgató orsó golyósorsóra cserélésével, ill, ezeket szervo, ill, léptetőmotoros meghajtásával, amit MACH3 vezérelne... Iránymutatás, ill. tippeket nagyon megköszönnék!
Nekem is van egy ilyen gépem, legalábbis a kép alapján teljesen ilyen... Az azonban TOS FU-02 típusú az adattáblája alapján, de az TOS embléma is rajta van. A gépen csak Z irányú gépi előtolás van. Szeretném háromtengelyes CNC-re alakítani, a három mozgató orsó golyósorsóra cserélésével, ill, ezeket szervo, ill, léptetőmotoros meghajtásával, amit MACH3 vezérelne... Iránymutatás, ill. tippeket nagyon megköszönnék!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 február 28, 12:11
Írta: hostya Dátum 2015 február 28, 12:11
A TOS FA2U és az FA2V külsőre teljesen úgy néz ki mint az ME-1000.
Nagyon sok alkatrészük még csereszabatos is..
Egy ilyen gép CNC-sitése nem kis feladat.
Mihez szeretnéd használni a CNC-sitett gépet?
Vállalkozásban termelésre, vagy "csak úgy" hobbi célra..?
Nagyon sok alkatrészük még csereszabatos is..
Egy ilyen gép CNC-sitése nem kis feladat.
Mihez szeretnéd használni a CNC-sitett gépet?
Vállalkozásban termelésre, vagy "csak úgy" hobbi célra..?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 01, 17:19
Írta: 000000000 Dátum 2015 március 01, 17:19
Üdv!
Köszönöm az infót, sajnos nem tudtam a géphez megszerezni a gépkönyvét, de tényleg megszólalásig hasonlóak. Nincs vállalkozásom, nem is tervezem, én csak úgy hobbi célból, a magam örömére próbálok ténykedni... :)
Köszönöm az infót, sajnos nem tudtam a géphez megszerezni a gépkönyvét, de tényleg megszólalásig hasonlóak. Nincs vállalkozásom, nem is tervezem, én csak úgy hobbi célból, a magam örömére próbálok ténykedni... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 01, 17:23
Írta: 000000000 Dátum 2015 március 01, 17:23
Sajnos két napja történt egy kis baleset, a gépi előtolás menet közben megadta magát, így már csak kézzel tudok előtolást adni bármelyik irányba. :( Mivel az asztal elég nehéz, gondoltam csak két vízszintes előtolást alakítanám át golyósorsós-léptetőmotorosra.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 01, 17:32
Írta: 000000000 Dátum 2015 március 01, 17:32
A függőleges irányban a kézi fogásvétel lenne, a két vízszintes előtolást (ha jól tudom marásnál az a x - y sík) léptető motorjait vezérelné a Mach3.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 01, 17:33
Írta: 000000000 Dátum 2015 március 01, 17:33
Alapvető ismereteim vannak a gépészet és az informatika, ennél kevesebb az elektrotechnika területén... Hát ennyi.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 március 01, 22:57
Írta: hostya Dátum 2015 március 01, 22:57
Ha még nincs gépkönyved hozzá, akkor megtalálod az eredeti cseh nyelvűt ITT
Holnap estig fent hagyom, utána törlöm..!
Holnap estig fent hagyom, utána törlöm..!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 március 02, 10:06
Írta: Csuhás Dátum 2015 március 02, 10:06
Felrakhatom a gépkönyvet a könyvtárunkba?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 02, 11:34
Írta: 000000000 Dátum 2015 március 02, 11:34
Nagyszerű, nagyon köszönöm, már le is töltöttem. Ha viszonozhatom, nekem is van sok gépkönyvem, majd fel fogok tenni egy listát róluk, ha valakinek hiányzik valami, talán ott lesz közötte!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 02, 11:35
Írta: 000000000 Dátum 2015 március 02, 11:35
Ha fórumtag vagyok, van hozzáférésem az ftp-könyvtárhoz feltölteni is, vagy kérni kell?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 02, 11:36
Írta: 000000000 Dátum 2015 március 02, 11:36
Ill., regisztráltam, ez elég?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 02, 11:39
Írta: 000000000 Dátum 2015 március 02, 11:39
Nyilván nem vagyok fórum tag, csak regisztrált felhasználó...
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 március 02, 12:14
Írta: hostya Dátum 2015 március 02, 12:14
Természetesen igen.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 március 02, 16:29
Írta: hostya Dátum 2015 március 02, 16:29
Az ftp hozzáférést kérned kell Varsányi Pétertől.
Az ftp könyvtárba nem lehet/szabad feltölteni "akármit", általában csak képek/videók, linkek..
Az esetleges szerzői/szomszédos jogokat sértő dokumentumokat NEM! ( a gépkönyvek lehetnek ilyenek.. Ezért is kerül törlésre mindjárt általam..)
Azt ajánlom a meglevő gépkönyveid listáját küld el Csuhás fórumtársunknak, és Ő közzé teszi egy másik oldalon.[#wave]
Az ftp könyvtárba nem lehet/szabad feltölteni "akármit", általában csak képek/videók, linkek..
Az esetleges szerzői/szomszédos jogokat sértő dokumentumokat NEM! ( a gépkönyvek lehetnek ilyenek.. Ezért is kerül törlésre mindjárt általam..)
Azt ajánlom a meglevő gépkönyveid listáját küld el Csuhás fórumtársunknak, és Ő közzé teszi egy másik oldalon.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 02, 16:56
Írta: 000000000 Dátum 2015 március 02, 16:56
Értem, és köszönöm, elkészítem a listát és elküldöm Csuhás fórumtársnak. Ok.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 03, 13:51
Írta: 000000000 Dátum 2015 március 03, 13:51
Pár kép a gépről, mai munkálkodás közben...
http://kepfeltoltes.hu/150208/IMG_20291_www.kepfeltoltes.hu_.jpg(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150303/tos_3_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150303/tos_3_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)


http://kepfeltoltes.hu/150208/IMG_20291_www.kepfeltoltes.hu_.jpg(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/150303/tos_3_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/150303/tos_3_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)


Cím: Re:Hagyományos forgácsológépek
Írta: s2k5ycubj Dátum 2015 március 03, 14:44
Írta: s2k5ycubj Dátum 2015 március 03, 14:44
Az iskolába ugyan ilyen marógép volt,de szerettem vele dolgozni!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 04, 08:45
Írta: 000000000 Dátum 2015 március 04, 08:45
Nem rossz, de elég szerények a képességei, a megmunkálható méret, gépi előtolás csak x irányú, ráadásul nekem most az is beadta a kulcsot. :( Szét kell szednem, de még nem csináltam ilyet. Valami tanács?
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2015 március 05, 21:16
Írta: fisrcxuk3 Dátum 2015 március 05, 21:16
Kérdezném az me 1000-es tulajokat;a vertikálfej kúpos illesztőstift mérete után érdeklődnék ,továbbá kapcsolási rajzot keresek hozzá,és ha valaki lefotózná a végállás kapcsolókat nyitott fedéllel (az enyémből ki vannak herélve),azt megköszönném .
Cím: Re:Hagyományos forgácsológépek
Írta: uzahitefr Dátum 2015 március 14, 10:47
Írta: uzahitefr Dátum 2015 március 14, 10:47
Szerintem megoldhato. Èn egy mu 250 est cnc sitettem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 március 14, 12:07
Írta: 000000000 Dátum 2015 március 14, 12:07
Neked nem ME250-es van ?
Cím: Re:Hagyományos forgácsológépek
Írta: uzahitefr Dátum 2015 március 14, 12:15
Írta: uzahitefr Dátum 2015 március 14, 12:15
De az bocs elirtam me 250
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2015 május 09, 10:20
Írta: rocco33 Dátum 2015 május 09, 10:20
Üdv! Me1000 marógépnél nincs valakinek valami ötlete hogyan lehetne kiiktatni az X gyorsjáratot?
Akármit csinálunk mindig túlugrik a sima előtoláson, és van izgalom akkor rendesen....
Akármit csinálunk mindig túlugrik a sima előtoláson, és van izgalom akkor rendesen....
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 május 09, 13:37
Írta: hostya Dátum 2015 május 09, 13:37
A gyorsjáratot a kapcsoló kar a kapcsoló rúdon keresztül kapcsolja.
A kapcsoló rúdon van egy rugó, ami megakadályozza a véletlenszerű gyjárat kapcsolást. (a kart csak a rugó ellenében lehet gyjáratba kapcsolni)


Valószínűleg a Te gépeden ez a rugó eltörött. (vagy kifelejtették az előző "felújítás" során..)
Ahhoz hogy ezt a rugót pótolni tudd, eléggé szét kell szedni a szánszerkezetet. :(
Ha nem akarod szétszedni, arra is van -átmeneti- megoldás. :)

A kapcsolórúd végén a keresztszán öntvényre, egy fedelet kell készíteni, és a fedél alá egy megfelelő (erős) rugót beépíteni.

A fedél rögzítéséhez bátran lehet 2db M5-ös menetet fúrni az öntvénybe, mert a falvastagsága megengedi... (lásd 1. kép)
A kapcsoló rúdon van egy rugó, ami megakadályozza a véletlenszerű gyjárat kapcsolást. (a kart csak a rugó ellenében lehet gyjáratba kapcsolni)
Valószínűleg a Te gépeden ez a rugó eltörött. (vagy kifelejtették az előző "felújítás" során..)
Ahhoz hogy ezt a rugót pótolni tudd, eléggé szét kell szedni a szánszerkezetet. :(
Ha nem akarod szétszedni, arra is van -átmeneti- megoldás. :)
A kapcsolórúd végén a keresztszán öntvényre, egy fedelet kell készíteni, és a fedél alá egy megfelelő (erős) rugót beépíteni.
A fedél rögzítéséhez bátran lehet 2db M5-ös menetet fúrni az öntvénybe, mert a falvastagsága megengedi... (lásd 1. kép)
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2015 május 09, 14:43
Írta: rocco33 Dátum 2015 május 09, 14:43
Üdv! Ott nekem van egy menetes furat, becsavartam egy csavart és elkezdtem állítgatni, úgy tűnik csak ennek a csavarnak a hiánya okozta a problémát. Rugó minden a helyén van. Megpróbálom beállítani a helyére és lekontrázom. Nagyon szépen köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 06, 17:36
Írta: zyg3siamw Dátum 2015 július 06, 17:36
Sziasztok !
Tanácsot szeretnék kérni! Marógépem talpát szeretném feltölteni,a cél a nagyobb merevség.Milyen anyag lenne jó erre ? Sima beton kilőve mivel száradás után zsugorodik,és idővel a rezgések miatt porlad. A térfogat durván 0,07 köbméter.
A képeken látszik,hogy miről van szó:

http://www.imgserv.com/images/2015/07/06/bDjdpS.jpg
Tanácsot szeretnék kérni! Marógépem talpát szeretném feltölteni,a cél a nagyobb merevség.Milyen anyag lenne jó erre ? Sima beton kilőve mivel száradás után zsugorodik,és idővel a rezgések miatt porlad. A térfogat durván 0,07 köbméter.
A képeken látszik,hogy miről van szó:
http://www.imgserv.com/images/2015/07/06/bDjdpS.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 06, 17:37
Írta: zyg3siamw Dátum 2015 július 06, 17:37
Lemaradt :

Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 július 06, 17:50
Írta: Csuhás Dátum 2015 július 06, 17:50
Minek akarod kitölteni. A talpra nem hatnak forgácsoló erők, csak a gép súlya. Ha meg az egész gép kezd el mozogni akkor csavarozd le, vagy használj rezgéscsillapító géptalpat. A talp egyébként nem a hűtőfolyadék tartálya?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 06, 18:00
Írta: zyg3siamw Dátum 2015 július 06, 18:00
Pont ez az ,a gép súlyát akarom még növelni.Le van csavarozva,30 mm vastag ipari gumi tömbök vannak alatta. A probléma ott van,hogy a műhely maga egy 20 lábas hajózási konténer (igaz ,nagyon masszív,régi NDK-s),a lefogató csavarok,azok a padlón átmenő M14-es csavarok. Viszont ha ugrok egyet a padló mozdulását átveszi a marógép.A padló 6cm vastag fenyőpalló,alatta 40 cm-ként 60mm I vasak vannak,a konténer saját alátámasztása.
Ezért gondoltam azt,hogy a marógép talpának feltöltésével talán nem veszi át annyira a padló "mozgását".
A talprész két különálló rekesz,egyik a hűtőfolyadék tartály,másik üres(eredetileg ott volt a marógép vezérlés(biztosíték,mágneskapcsoló,stb. - ez most mind külön van). A hűtőfolyadék tartály másképp lesz megoldva.
Ezért gondoltam azt,hogy a marógép talpának feltöltésével talán nem veszi át annyira a padló "mozgását".
A talprész két különálló rekesz,egyik a hűtőfolyadék tartály,másik üres(eredetileg ott volt a marógép vezérlés(biztosíték,mágneskapcsoló,stb. - ez most mind külön van). A hűtőfolyadék tartály másképp lesz megoldva.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 július 06, 18:15
Írta: Csuhás Dátum 2015 július 06, 18:15
Próbaként töltsd fel nedves homokkal, és meglátod hogy jó irányba haladsz-e. Szerintem valahogy a konténer alá kellene egy alapot építened a gép alatt. Ha csak két betongerendát vagy akár csak néhány járdalapot beraknál alá, majd a gépet úgy rögzítenéd hogy a csavarok végére rakott fém korongok erre a talajra tett beton elemekre támaszkodjon akkor a gépet izolálhatod a konténer padlójától. Ha szilárd burkolaton áll a konténer akkor valami fakertet kellene a résbe illeszteni és felülről cementtel kiönteni a talaj és a konténer alja közötti hézagot a gép alatt.
Cím: Re:Hagyományos forgácsológépek
Írta: smalla Dátum 2015 július 06, 18:19
Írta: smalla Dátum 2015 július 06, 18:19
Szerintem ez nem fogja megoldani a problémádat, próbáld ki, hogy lesúlyozod a gépet mi történik, szerintem simán fog lengeni a nagyobb súllyal együtt. A konténert kellene alábetonozni, aztán ahhoz a betonhoz rögzíteni a gépet.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 06, 18:30
Írta: zyg3siamw Dátum 2015 július 06, 18:30
Ilyesmire én is gondoltam,mármint a konténer alá betont önteni. Maga a konténer szilárd,15 cm vastag betonfelületre van helyezve.Csak sajnos betonnal való kiöntés a betonalap és a konténer alja közt jelenleg nem lehetséges. Ezért szeretném megoldani valahogy másképp. Kipróbálom majd kvarchomokkal felöntve,hogy viselkedik.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 július 06, 18:37
Írta: Csuhás Dátum 2015 július 06, 18:37
Felülről megfúrva cementet injektálj be a gép alatt. Vagy a 15cm-es betonba fém dübelt is fúrhatsz felülről majd ahhoz lehúzathatod a gépet négy csavarral.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 06, 18:53
Írta: zyg3siamw Dátum 2015 július 06, 18:53
Konténer helyzete a köv. (régi kép,de most is így áll):

A dübel-es megoldás még működhet,de nem egyszerű a kivitelezés.
De mindenesetre köszönöm a segítséget,valamit majd kitalálok.
A dübel-es megoldás még működhet,de nem egyszerű a kivitelezés.
De mindenesetre köszönöm a segítséget,valamit majd kitalálok.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2015 július 06, 19:05
Írta: Robika37 Dátum 2015 július 06, 19:05
Szia !
Szerintem betonozd ki a konténer alját belülről ha nem akarsz rá nagyobb gépet és teszel bele betonhálót akár jó is lehet.
Szerintem betonozd ki a konténer alját belülről ha nem akarsz rá nagyobb gépet és teszel bele betonhálót akár jó is lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 július 06, 19:06
Írta: Csuhás Dátum 2015 július 06, 19:06
Egy négyszögletes léckeret, bele néhány tégla majd egy bottal betolod a gép alá, azután mehet a cement felülről egy lyukon.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2015 július 10, 15:32
Írta: ywathzay Dátum 2015 július 10, 15:32
A mérőléc rendszer milyen beszerzés? Honnan van és milyen gyártmány? Mennyibe került? Vízhatlan, vagyis emulzióálló?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 10, 16:01
Írta: zyg3siamw Dátum 2015 július 10, 16:01
Az útmérő(léc+kijelző) unimax-os. Természetesen kínai,elvileg iGaging márka. Nem emulzióálló,védőburkolattal kell ellátni.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 július 25, 21:29
Írta: n9ugdfyrv Dátum 2015 július 25, 21:29
Sziasztok,
szeretném megkérdezni, hogy valaki csinált-e már olyan mérést, hogy hobbi kategóriás marógépen a befogó - tárgyasztal közötti távon nézte, hogy ha a gép felső része (feje) Z irányban terhelve van néhány 10 kg-al (pl. egy kézzel erősebben lenyomjuk) akkor mennyit mozdul be a befogószár Z irányban... ?! Amiért: kérdezem: erősebb, ipari asztali fúró esetén (komolyabb, öntvény, 70+ kg csak a gép) akár pár tizedet is be tudtam így mozdítani úgy, hogy a főorsó nem mozog/kotyog ez "csak" a gép merevségéből adódó mozgás volt... a legkisebb hobbimarók esetében is hasonló lehet ez? Mert kisebb marásokhoz megpróbálnám használni, ha ez ptt is így van... érzésre amúgy rendkívül masszív, meg is lepődtem, mikor órával ezt mértem...
szeretném megkérdezni, hogy valaki csinált-e már olyan mérést, hogy hobbi kategóriás marógépen a befogó - tárgyasztal közötti távon nézte, hogy ha a gép felső része (feje) Z irányban terhelve van néhány 10 kg-al (pl. egy kézzel erősebben lenyomjuk) akkor mennyit mozdul be a befogószár Z irányban... ?! Amiért: kérdezem: erősebb, ipari asztali fúró esetén (komolyabb, öntvény, 70+ kg csak a gép) akár pár tizedet is be tudtam így mozdítani úgy, hogy a főorsó nem mozog/kotyog ez "csak" a gép merevségéből adódó mozgás volt... a legkisebb hobbimarók esetében is hasonló lehet ez? Mert kisebb marásokhoz megpróbálnám használni, ha ez ptt is így van... érzésre amúgy rendkívül masszív, meg is lepődtem, mikor órával ezt mértem...
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 július 25, 22:05
Írta: 000000000 Dátum 2015 július 25, 22:05
Kínai 10 kilós cukorbeteg asztali fúrógéppel esztergakés szárát martam 10-es maróval
5 tizedes fogásokkal sikerült a 40-es késszár egy részét 20-ra lerombolni és az a szinte műanyag öntvény gép is bírta. :)
Anno ez volt a készülő CNC gépem Z tengelyéhez a golyós orsót és a Z-t összekötő elem.
Tehát az a masszívabb gépnek kutya kötelessége ezt elviselni.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 július 25, 22:25
Írta: n9ugdfyrv Dátum 2015 július 25, 22:25
Na, ez jó hír, köszi! Ezek azért a kis kínaiaknál tényleg sokkal merevebbek... 2 ilyen gép van itthon, az egyik érzésre sokkal masszívabb (ipari mindene öntvény), de az is majdnem annyit bemozdult mint a másik, ami kevéssé combos, de óra szerint hasonló terhelésre csak kicsit kevéssé merev... ilyen amúgy:
Asztali fúró
Asztali fúró
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 július 25, 22:27
Írta: n9ugdfyrv Dátum 2015 július 25, 22:27
Még annyi, hogy természetesen a talapzat és a tokmány befogó rész között mértem, a körasztal 10-15 kg terhelésre már konyulni kezd... :)
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 július 26, 10:51
Írta: remrendes Dátum 2015 július 26, 10:51
Hello!
Ez milyen marogep? Epp hasonlo muhelyt keszulok osszerakni es keresek egy ilyen kisebb meretu marogepet.
Ez milyen marogep? Epp hasonlo muhelyt keszulok osszerakni es keresek egy ilyen kisebb meretu marogepet.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 26, 12:40
Írta: zyg3siamw Dátum 2015 július 26, 12:40
Szia !
Ez egy Prvomajska ALG 100 (Deckel Fp1 klón).1956-évi gyártás.
Ez egy Prvomajska ALG 100 (Deckel Fp1 klón).1956-évi gyártás.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 július 26, 12:54
Írta: remrendes Dátum 2015 július 26, 12:54
Koszonom! En egy TOS FN20-at neztem.
Mi a velemenyed rola?
Mi a velemenyed rola?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 26, 13:49
Írta: zyg3siamw Dátum 2015 július 26, 13:49
Jó kis gép ,hasonló paraméterekkel mint az enyém,az alapja mindkettőnek az Fp1.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 július 26, 13:55
Írta: remrendes Dátum 2015 július 26, 13:55
Marmint a Prvomajska ALG 100-ra gondoltam :)
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 27, 12:01
Írta: zyg3siamw Dátum 2015 július 27, 12:01
BF20-som volt előtte,ahhoz tudom viszonyítani.Ég és föld,pl. a BF20-as alu marásánál berezget a kb. 100 kg-os súlyával,kis fogással.Természetesen rögzítve,zártszelvényből(40x60x3-as profil) készült 80 kg -os asztalhoz.Szintezve,gumibetétes géplábakon.
Ehhez képest a mostani gép simán viszi a vasat,acélt stb. (csak egy 750 kg-os gép). Mindenesetre a régi öntvényeknek szerintem más az összetétele mint a mai kínai gépeknek.
A lényeg persze attól függ,hogy milyen a kinézet marógép állapota(szánszerkezet,trapézmenetes orsók,orsók bronzanyák,szimeringek,hántolások állapota).
Ehhez képest a mostani gép simán viszi a vasat,acélt stb. (csak egy 750 kg-os gép). Mindenesetre a régi öntvényeknek szerintem más az összetétele mint a mai kínai gépeknek.
A lényeg persze attól függ,hogy milyen a kinézet marógép állapota(szánszerkezet,trapézmenetes orsók,orsók bronzanyák,szimeringek,hántolások állapota).
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 július 27, 12:09
Írta: remrendes Dátum 2015 július 27, 12:09
Koszonom. Vegkepp elalltam az uj gep vasarlasatol :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2015 július 27, 12:40
Írta: jani300 Dátum 2015 július 27, 12:40
A 2755 ben van egy válasz , a fúrógépben történő marásra fokozottan érvényes szerintem .
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 27, 13:12
Írta: zyg3siamw Dátum 2015 július 27, 13:12
Egy pár fénykép a marógép felújításról (van benne FP1-es dolgok is ): marógép
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 július 27, 13:17
Írta: svejk Dátum 2015 július 27, 13:17
Ügyes!
Mivel festetted? Kipróbáltan bírja az emulziót?
Mivel festetted? Kipróbáltan bírja az emulziót?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2015 július 27, 13:28
Írta: zyg3siamw Dátum 2015 július 27, 13:28
Köszi ! Az alapozó 2 réteg Coror olajálló fémalapozó (fék és hidraulika olajnak is ellenáll),a fedőfesték egyes részeken Hammerite kalapácsfesték,máshol meg olajálló akril (3 réteg). Kifejezett emulziót nem használtam még rajta,csak spray-es fúró-vágó hűtőközeget.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 augusztus 12, 20:34
Írta: ii5d35wcx Dátum 2015 augusztus 12, 20:34
Üdvözlöm az Urakat!
Érdeklődnék van-e valaki a fórumon akinek tapasztalata van frekvencia váltóval kapcsolatban.
Egy Strigon MU-1000-es gépről lenne szó. Az eredeti hajtóművel nagyon hangos ami típustulajdonság. Ezért gondoltam arra ,hogy felújítás előtt
megkérdezem , hogy megoldható-e az elgondolás. Kiiktatni a sebességváltót ,és a főorsót a motorról
közvetlenül meghajtani dupla ékszíjtárcsával vagy Poly-V szíjjal.
Ha valakinek van tapasztalata szívesen meghallgatnám.
Tisztelettel: Sanyi
Érdeklődnék van-e valaki a fórumon akinek tapasztalata van frekvencia váltóval kapcsolatban.
Egy Strigon MU-1000-es gépről lenne szó. Az eredeti hajtóművel nagyon hangos ami típustulajdonság. Ezért gondoltam arra ,hogy felújítás előtt
megkérdezem , hogy megoldható-e az elgondolás. Kiiktatni a sebességváltót ,és a főorsót a motorról
közvetlenül meghajtani dupla ékszíjtárcsával vagy Poly-V szíjjal.
Ha valakinek van tapasztalata szívesen meghallgatnám.
Tisztelettel: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 augusztus 12, 20:59
Írta: Csuhás Dátum 2015 augusztus 12, 20:59
Talán egy erősebb ékszíjjal megoldhatod úgy hogy legyenek mondjuk 3 fokozatúak a tárcsák és mondjuk egy szíjfeszítő oldásával könnyen átrakható legyen a szíj. Lényeg hogy a frekiváltóval meg tudj maradni a kb 20Hz..100Hz tartományban. Ezen kívül erőtlen lesz a gép vagy a motor épségét kockáztatod. Egyébként a munkák 90 százalékánál nem kell majd szíjat váltanod. ( Pláne ha nem időre dolgozol nagy szériával mert akkor nem térhetsz el az optimális fordulatszámtól )
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 augusztus 12, 21:10
Írta: ii5d35wcx Dátum 2015 augusztus 12, 21:10
Köszönöm a válaszodat.Most gyárilag 2.2KW-os motor van rajta és ha 4 KW-os motort teszek fel hozzáillő frekvenciaváltóval az megoldás lehet a teljes fordulatszám tartományra?
Üdv: Sanyi
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 augusztus 12, 22:05
Írta: Csuhás Dátum 2015 augusztus 12, 22:05
A strigon fordulatszám tartománya 63..2800 ez kb 44-szeres átfogás, a frekiváltód elfogadható nyomatékot feltételezve kb 10-szeres átfogású. Ez lényegesen kevesebb mint amire szükséged van.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 augusztus 12, 22:19
Írta: hostya Dátum 2015 augusztus 12, 22:19
A teljes fordulatszám tartományra a 2.2KW-os motor valóban nem elég, DE a 4kW-os sem lesz jó..(!) a mechanikus áttételt (lépcsős tárcsa)nem tudod elkerülni...
A 4kW-os motor sem tud az alacsony fordulatszám tartományban megfelelő NYOMATÉKOT produkálni...
A 63-500 1/min tartományban mechanikus áttétel nélkül (lépcsős tárcsa) egy 20-as fúróval(pl. 350 1/min.) le tudod "fogni" a gépedet acélban, még akkor is ha előfúrsz egy 6-os fúróval...
A 4kW-os motor sem tud az alacsony fordulatszám tartományban megfelelő NYOMATÉKOT produkálni...
A 63-500 1/min tartományban mechanikus áttétel nélkül (lépcsős tárcsa) egy 20-as fúróval(pl. 350 1/min.) le tudod "fogni" a gépedet acélban, még akkor is ha előfúrsz egy 6-os fúróval...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 12, 23:33
Írta: svejk Dátum 2015 augusztus 12, 23:33
Még rosszabb a helyzet.
Láttam már az előbb is a 20-100 Hz beírást, az is csak 1:5-ös átfogás, de a gyakorlat sajnos ennél is rosszabb, 30-60 Hz ha komolyan gondoljuk. Túlméretezett motorral talán mehetne az 1:4 átfogás.
Ha vektoros a frekiváltó, és/vagy van visszacsatolás akkor le lehet menni 30 Hz-alá, de a 60 Hz fölé nem nagyon, mert elfogy a feszültség. Persze látszólag pörög a motor.
Persze hobbiban minden más, az E2N-emet én is sokszor csak 15-20 Hz-en hajtom, de alig van terhelés a "kapirgálás" hatására.
A frekiváltóval és az 1:8-as váltóval minden apró vackot meg tudok csinálni, de iparszerű feladatra alkalmatlan lenne.
Láttam már az előbb is a 20-100 Hz beírást, az is csak 1:5-ös átfogás, de a gyakorlat sajnos ennél is rosszabb, 30-60 Hz ha komolyan gondoljuk. Túlméretezett motorral talán mehetne az 1:4 átfogás.
Ha vektoros a frekiváltó, és/vagy van visszacsatolás akkor le lehet menni 30 Hz-alá, de a 60 Hz fölé nem nagyon, mert elfogy a feszültség. Persze látszólag pörög a motor.
Persze hobbiban minden más, az E2N-emet én is sokszor csak 15-20 Hz-en hajtom, de alig van terhelés a "kapirgálás" hatására.
A frekiváltóval és az 1:8-as váltóval minden apró vackot meg tudok csinálni, de iparszerű feladatra alkalmatlan lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 augusztus 13, 01:09
Írta: ii5d35wcx Dátum 2015 augusztus 13, 01:09
Köszönöm a segítséget !
Én voltam tévedésben, mert azt hittem ,hogy ez a csodafegyver.Elolvastam http://www.pid.hu/tudasbazis/frekvenciavaltokrol-alapfokon-1-resz/honlapot, és így már megvilágosodtam.
Köszönöm,hogy fáradtatok a hozzászólásokkal.
Maradok úgy , ahogy kitalálták.
Üdv: Sanyi
Én voltam tévedésben, mert azt hittem ,hogy ez a csodafegyver.Elolvastam http://www.pid.hu/tudasbazis/frekvenciavaltokrol-alapfokon-1-resz/honlapot, és így már megvilágosodtam.
Köszönöm,hogy fáradtatok a hozzászólásokkal.
Maradok úgy , ahogy kitalálták.
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 21, 08:37
Írta: gaben Dátum 2015 augusztus 21, 08:37
gaben76
Üdv a fórumtársaknak!
Nem találtam bemutatkozó topikot, ezért pár szóban magamról: hobbi szinten szalagcsiszológépeket tervezek ill. építek, elsősorban késkészítőknek.
Az alkatrészek pontosabb és gyorsabb megmunkálása érdekében szemezgetek egy HBM BF 25 típusú marógéppel.
Az lenne a kérdésem, hogy ez otthoni, műhely körülmények közötti igénybevételre megfelelő-e?
köszi, gaben
Üdv a fórumtársaknak!
Nem találtam bemutatkozó topikot, ezért pár szóban magamról: hobbi szinten szalagcsiszológépeket tervezek ill. építek, elsősorban késkészítőknek.
Az alkatrészek pontosabb és gyorsabb megmunkálása érdekében szemezgetek egy HBM BF 25 típusú marógéppel.
Az lenne a kérdésem, hogy ez otthoni, műhely körülmények közötti igénybevételre megfelelő-e?
köszi, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: zoli0302 Dátum 2015 augusztus 21, 08:47
Írta: zoli0302 Dátum 2015 augusztus 21, 08:47
Szia !
Acél megmunkálásra nem igazán jó gép, vegyél inkább egy használt régi kis marógépet ,olcsóbb és
sokkal kevesebb lesz vele a bosszúság.
pl tos F1
Acél megmunkálásra nem igazán jó gép, vegyél inkább egy használt régi kis marógépet ,olcsóbb és
sokkal kevesebb lesz vele a bosszúság.
pl tos F1
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 21, 09:53
Írta: gaben Dátum 2015 augusztus 21, 09:53
Szia!
Inkább aluhoz kellene, acél cuccokat lézerrel vágatom most is. Esetleg tudnál mondani alternatívákat használt gépekre vagy, hogy merre keressek?
Köszi, gaben
Inkább aluhoz kellene, acél cuccokat lézerrel vágatom most is. Esetleg tudnál mondani alternatívákat használt gépekre vagy, hogy merre keressek?
Köszi, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 21, 10:40
Írta: gaben Dátum 2015 augusztus 21, 10:40
Ja most látom, hogy az nem egy nick név, hanem egy gép tipus. :)
Köszi, utánajárok a témának. Igazából azért tetszett meg az a masina, mert fúrásra ill. menetfúrásra is tudnám használni a régi FO állványos fúrógépem mellett.
Üdv, gaben
Köszi, utánajárok a témának. Igazából azért tetszett meg az a masina, mert fúrásra ill. menetfúrásra is tudnám használni a régi FO állványos fúrógépem mellett.
Üdv, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 19:33
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 19:33
Sziasztok,
újra szeretném megkérdezni, hogy valaki csinált-e már olyan mérést, hogy hobbi kategóriás marógépen a befogó - tárgyasztal közötti távon nézte, hogy ha a gép felső része (főorsó) Z irányban terhelve van néhány 10 kg-al (pl. egy kézzel erősebben lenyomjuk) akkor mennyit mozdul be a befogószár Z irányban... ?!
Köszönöm! ;)
újra szeretném megkérdezni, hogy valaki csinált-e már olyan mérést, hogy hobbi kategóriás marógépen a befogó - tárgyasztal közötti távon nézte, hogy ha a gép felső része (főorsó) Z irányban terhelve van néhány 10 kg-al (pl. egy kézzel erősebben lenyomjuk) akkor mennyit mozdul be a befogószár Z irányban... ?!
Köszönöm! ;)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 27, 20:03
Írta: svejk Dátum 2015 augusztus 27, 20:03
Ilyet szerintem mindenki csinál, csak ezeket az adatokat nem szívesen hozzuk nyilvánosságra. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2015 augusztus 27, 20:25
Írta: Motoros Dátum 2015 augusztus 27, 20:25
Benézek a fórumra és már is röhöghetek egy jót. Kösz.
Szeretem az ilyen finom megfogalmazásokat.
Szeretem az ilyen finom megfogalmazásokat.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 27, 20:29
Írta: 000000000 Dátum 2015 augusztus 27, 20:29
Poénnak jó, de ha csinálnának ilyet, akkor ennyi marhaságot nem hordanának össze.
Cím: Re:Hagyományos forgácsológépek
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 20:29
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 20:29
21 kilós Z tengellyel az ISEL gép középen rátehénkedés nélkül is belóg 5 tizedet.
Mindezt úgy, hogy a gyári támaszkodási pontokon kívül még középen is kitámasztottam az asztalt.
Mindezt úgy, hogy a gyári támaszkodási pontokon kívül még középen is kitámasztottam az asztalt.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 27, 20:43
Írta: svejk Dátum 2015 augusztus 27, 20:43
Valójában nem poénnak szántam.
Sajnos az időutazás még nem terjedt el, így mindenki csak akkor tudja megmérni a gépét amikor elkészült. :)
Addig pedig bizakodik, erősen...
No persze a okosabbja vagy csak kétkedője azért csak felteszi legalább két féltéglára azt a piricka "gerendát" amin futnak a kocsik.
Sajnos az időutazás még nem terjedt el, így mindenki csak akkor tudja megmérni a gépét amikor elkészült. :)
Addig pedig bizakodik, erősen...
No persze a okosabbja vagy csak kétkedője azért csak felteszi legalább két féltéglára azt a piricka "gerendát" amin futnak a kocsik.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 27, 20:47
Írta: svejk Dátum 2015 augusztus 27, 20:47
De igazam van, nem?
Itt vannak a gépépítő topicok garmadával, több száz hozzászólással.
Talán egy asztalos is meg tudná számolni a jobb kezén, hogy hányan írták be a topicjukba utólag, hogy basszus ezt kissé elméreteztem, ne kövessétek el ezt a hibát.
Persze ettül még működnek a gépek.
Itt vannak a gépépítő topicok garmadával, több száz hozzászólással.
Talán egy asztalos is meg tudná számolni a jobb kezén, hogy hányan írták be a topicjukba utólag, hogy basszus ezt kissé elméreteztem, ne kövessétek el ezt a hibát.
Persze ettül még működnek a gépek.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 27, 20:47
Írta: svejk Dátum 2015 augusztus 27, 20:47
...és még sok eladásra is kerül.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 27, 20:56
Írta: 000000000 Dátum 2015 augusztus 27, 20:56
[#nevetes1][#nevetes1][#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 27, 20:57
Írta: 000000000 Dátum 2015 augusztus 27, 20:57
[#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 27, 21:01
Írta: 000000000 Dátum 2015 augusztus 27, 21:01
Az egyik fórumtárs is arra hivatkozott tegnap is, hogy a gyári is ... (karcsú, hogy finoman fogalmazzak)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:04
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:04
Igen, ezért is itt a hagyományos topikban kérdezem... :)
Kérlek írjatok bátran, gyári gép is érdekes, nem csak épített - az talán itt több is van!
Lazi,
5 tized? Hmmm... és ha még rátehénkedik az ember 1-15 kg-al, akkor tovább fittyed vajon?
Itt ugye azért bele engedi az ember a gépet a munkadarabba, ha úgy van, gondolom, ott azért számít, mennyit tud bemozdulni...
Kérlek írjatok bátran, gyári gép is érdekes, nem csak épített - az talán itt több is van!
Lazi,
5 tized? Hmmm... és ha még rátehénkedik az ember 1-15 kg-al, akkor tovább fittyed vajon?
Itt ugye azért bele engedi az ember a gépet a munkadarabba, ha úgy van, gondolom, ott azért számít, mennyit tud bemozdulni...
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:05
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:05
10-15kg-ra gondoltam... :)
Cím: Re:Hagyományos forgácsológépek
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 21:22
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 21:22
Nem küzdök a beillesztéssel, ez a fajta masina.
http://www.cnc-modellbau.net/shop/images/Isel.JPG?osCsid=9b057e0f2af62fc4883d87d358c9a0a5
Ha megnézed, oldalt látszik a talp. Ezen a 4 ponton van feltámasztva, ennél kijjebb már nem lehet tenni.
Tudom, hogy nem szokás de van egy olyan hülye szokásom, hogy akár 2-3 órát is ott állok a munka mellet, soha nem hagyom ott a mozgó gépet.
Elöl szoktam könyökölni az Y rögzítés fölött. Akkor tűnt fel, hogy elég szépen mozog, azóta kitámasztottam az első lap közepén is, azóta sokat javult, de belógása szépen van.
Hogy még vidámabb legyen a dolog, a bal felső sarok és a jobb alsó sarok között a Z tengelyben van 1 mm.
Ja, és ezt gravírgépnek árulták, 1 tizedes fogással, 500x500 as munkaterülettel. Nem kicsit vicces, amint nagyobb anyagokból kigyalogol.
http://www.cnc-modellbau.net/shop/images/Isel.JPG?osCsid=9b057e0f2af62fc4883d87d358c9a0a5
Ha megnézed, oldalt látszik a talp. Ezen a 4 ponton van feltámasztva, ennél kijjebb már nem lehet tenni.
Tudom, hogy nem szokás de van egy olyan hülye szokásom, hogy akár 2-3 órát is ott állok a munka mellet, soha nem hagyom ott a mozgó gépet.
Elöl szoktam könyökölni az Y rögzítés fölött. Akkor tűnt fel, hogy elég szépen mozog, azóta kitámasztottam az első lap közepén is, azóta sokat javult, de belógása szépen van.
Hogy még vidámabb legyen a dolog, a bal felső sarok és a jobb alsó sarok között a Z tengelyben van 1 mm.
Ja, és ezt gravírgépnek árulták, 1 tizedes fogással, 500x500 as munkaterülettel. Nem kicsit vicces, amint nagyobb anyagokból kigyalogol.
Cím: Re:Hagyományos forgácsológépek
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 21:25
Írta: 4ybj8h3c8 Dátum 2015 augusztus 27, 21:25
Ami még érdekes, a képen nem nagyon feltűnő. A Z tengely megoldása miatt eredetiben a teljes Z mechanika mozgott, ez 21 kiló.
Trükköztem vele és megfordítottam, így sikerült visszavenni 8 kilóra, csak a motort és a motortartó szerelvényt mozgatja így le és fel.
Trükköztem vele és megfordítottam, így sikerült visszavenni 8 kilóra, csak a motort és a motortartó szerelvényt mozgatja így le és fel.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 27, 21:32
Írta: svager Dátum 2015 augusztus 27, 21:32
Megmértem:
BF45 maógép 320 kg
A patron anyát mértem a főorsó lezárva, teljesen behúzva,horgászmérleg egy 10mm marószárba beakasztva:
2kg!! 1 tized
10kg 4 tized
20kg 8 tized
Viszont az főorsó kitekerésekor megmértem 50mm és 100mm-nél is nem változtak az adatok!
Pedig azt hittem még durvább
[#fejvakaras]
BF45 maógép 320 kg
A patron anyát mértem a főorsó lezárva, teljesen behúzva,horgászmérleg egy 10mm marószárba beakasztva:
2kg!! 1 tized
10kg 4 tized
20kg 8 tized
Viszont az főorsó kitekerésekor megmértem 50mm és 100mm-nél is nem változtak az adatok!
Pedig azt hittem még durvább
[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:42
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 21:42
Lazi,
svager,
nagyon köszi az infokat! Akkor nem keseredem neki nagyon az általam mért értékeknek (hobby hagyományos marógép épül a garázsban), pl. a BF45 szintjét ha megcélzom (esetleg az alá be tudok menni), az szerintem nekem tökéletesen jó lesz!
Mégegyszer köszönöm, még kérdezek majd párszor az biztos.. .:)
svager,
nagyon köszi az infokat! Akkor nem keseredem neki nagyon az általam mért értékeknek (hobby hagyományos marógép épül a garázsban), pl. a BF45 szintjét ha megcélzom (esetleg az alá be tudok menni), az szerintem nekem tökéletesen jó lesz!
Mégegyszer köszönöm, még kérdezek majd párszor az biztos.. .:)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 augusztus 27, 21:44
Írta: svejk Dátum 2015 augusztus 27, 21:44
Pedig ez már egy egy egész jól használható vasdarab. :)
Én sokáig tulajdonosa voltam egy BF20-nak, a korlátait figyelembe véve megelégedéssel használtam.
Az általad mért értékek a konstrukció elvéből és persze a hiányosságából adódnak.
De azért azt is szem előtt kell tartani, hogy a marógépnél a Z irány másodrendű (érdekes egybeesés, hogy az esztergánál is), a fúrás kivételével nem hatnak rá különösebb függőlegesen ható erők.
Persze egy gyenge oszlop esetén az X és Y irányú erők "csavarodást" is okozhatnak ezáltal is növelve maráskor a rezonancia veszélyét.
Én sokáig tulajdonosa voltam egy BF20-nak, a korlátait figyelembe véve megelégedéssel használtam.
Az általad mért értékek a konstrukció elvéből és persze a hiányosságából adódnak.
De azért azt is szem előtt kell tartani, hogy a marógépnél a Z irány másodrendű (érdekes egybeesés, hogy az esztergánál is), a fúrás kivételével nem hatnak rá különösebb függőlegesen ható erők.
Persze egy gyenge oszlop esetén az X és Y irányú erők "csavarodást" is okozhatnak ezáltal is növelve maráskor a rezonancia veszélyét.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 27, 22:04
Írta: svager Dátum 2015 augusztus 27, 22:04
Szerintem azt a fúrógépet hagyd futni,mert nem fogod győzni marószárakkal:(
A rezonanciától vagy kicsorbul vagy eltörik.
A rezonanciától vagy kicsorbul vagy eltörik.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:05
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:05
Pontosan ez az X Y irányú erő lenne a másik, amin gondolkodtam... egy ilyen mérés is érdekes lenne, vagyis a marófejet oldalról és elölről megnyomva az említett 10-15 kg-os "erővel*" , vajon úgy mennyit mozdul el (tárgyasztalhoz képest)?!?!
* tudom helytelen így de este van, már nem tudok jobban fogalmazni... :)
* tudom helytelen így de este van, már nem tudok jobban fogalmazni... :)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:07
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:07
Mindenképpen teszek egy próbát, ezt erre vettem... :) Csak kisebb, óvatosabb dolgokra kellene, nagyon hobby szinten... :) Pl. a kis műszerész eszterga kiegészítőinek gyártása, stb... reménykedem benne nagyon... :) Persze ha nem válik be, be fogom látni, és visszaáll fúrógépnek, de hátha... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 27, 22:09
Írta: svager Dátum 2015 augusztus 27, 22:09
Én XY irányt mértem !
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:11
Írta: n9ugdfyrv Dátum 2015 augusztus 27, 22:11
Aha! Azt hittem Z irányt!
Akkor viszont még jobb, még inkább megpróbálom! :)
Köszi!!!
Akkor viszont még jobb, még inkább megpróbálom! :)
Köszi!!!
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2015 augusztus 27, 22:22
Írta: sasi Dátum 2015 augusztus 27, 22:22
Felkeltetted a kíváncsiságomat, ezért megmértem a gépem híd deformációját. 10 kg terhelés hatására százados órával nem mértem behajlást. A híd szembefordított U140-es szelvény, 1000 mm-es alátámasztással.
A marómotorra helyezett 5 kg súly hatására a 3 század az elmozdulás. Kézzel erősen megemelve szintén ennyi.
A gép asztalára helyezett 2x5 kg-os súly hatása nem érzékelhető.
Rosszabb eredményre számítottam!

A marómotorra helyezett 5 kg súly hatására a 3 század az elmozdulás. Kézzel erősen megemelve szintén ennyi.
A gép asztalára helyezett 2x5 kg-os súly hatása nem érzékelhető.
Rosszabb eredményre számítottam!
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 27, 22:23
Írta: svager Dátum 2015 augusztus 27, 22:23
Sok sikert hozzá[#wave]
Sajnos én is így szoktam,nem hiszem el amig ki nem próbálom [#nevetes1][#nevetes1]
Sajnos én is így szoktam,nem hiszem el amig ki nem próbálom [#nevetes1][#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2015 augusztus 27, 22:59
Írta: jani300 Dátum 2015 augusztus 27, 22:59
Köszi a képet !
Ez választ adott néhány bennem felmerült kérdésre .
Már csak a két Y orsó nem tetszik a mozgóhidas gépben .
De nagyon hajlok egy "szentségtörésre" .
A hátsó kinyúlás kárára , egy plusz támasztósín középen v alakban hátratolt kitámasztással , egy kocsival , az X híd megtámasztására .
És középen egy orsóval .
Csak egy ötlet , de ha tudok rá időt szakítani , kipróbálnám .
Ez választ adott néhány bennem felmerült kérdésre .
Már csak a két Y orsó nem tetszik a mozgóhidas gépben .
De nagyon hajlok egy "szentségtörésre" .
A hátsó kinyúlás kárára , egy plusz támasztósín középen v alakban hátratolt kitámasztással , egy kocsival , az X híd megtámasztására .
És középen egy orsóval .
Csak egy ötlet , de ha tudok rá időt szakítani , kipróbálnám .
Cím: Re:Hagyományos forgácsológépek
Írta: 9v9rb6gau Dátum 2015 augusztus 27, 23:15
Írta: 9v9rb6gau Dátum 2015 augusztus 27, 23:15
Üdv!
Bocs, de csak most olvastam a kérdésedet!
Az ME1000-es gépkönyvi adata:
főmotor 2,2kW
a főorsó fordulatszám határai:63 - 2800 1/min.
Ebből a főorsó nyomatékok: 330-7,5 Nm.
Ezekkel a paraméterekkel nézzük meg, milyen lenne egy fokozatnélküli főhajtás.
Az egyszerűség kevéért vegyük úgy, hogy a frekiváltóval hajtott villanymotornak az 50 Hz alatti szakaszon, állandó nyomaték mellett a teljesítménye lineárisan csökken, az 50 Hz feletti szakaszon állandó teljesítmény mellett a nyomatéka csökken lineárisan.
Első eset, egyfokozatú szíjhajtás, 720 1/min fordulatszámú villanymotorral, mekkora teljesítménnyel lehet az eredeti főorsónyomatékokat hozni? A frekiváltóval ne menjünk 10 Hz alá.
A 720-as motor 10Hz-en 144-et forog, 63-hoz 2,3-as lassító áttétél kell. A 330Nm-es főorsónyomatékhoz 2,3-as áttétellel 143,5Nm motornyomaték kell, ez 720-as fordulaton 11 kW motorteljesítményt ad. Hogy a 2800-as fordulatszámot tudja a főorsó, a 11 kW-os főmotort 6440-nel kell hajtani (447 Hz-en)!
Itt 8,3 Nm lesz a nyomaték. Látszik, hogy ortopéd nagy teljesítményű motor kell. Esztergákon csináltak is ilyet. A főhajtás csak egy poli V szíj, gyorsító áttétellel. A kb 5,5 - 7,5 kW-os aszinkron főmotor helyett ráraktak egy 18 kW-os egyenáramú motort és szevasz!
Második eset: kétfokozatú szíjhajtás.
A levezetést mellőzve az eredmény:
5,5 kW 720 1/min főmotort 18,3 és 130 Hz azaz 264-1872 1/min között járatva.
a)
4,2-es lassító áttétel, 63 -171 1/min között 306 Nm a nyomaték, 171 - 445 1/min között 306-ról 117,8Nm-re lineárisan csökkenő nyomaték.
b)
1,5-es gyorsító áttétel, 396-1080 1/min szakaszon 48,6Nm állandó nyomaték, 1080-2800 1/min szakaszon 48,6-28Nm lineárisan csökkenő nyomaték. Látszik, így már csak fele akkora motor kell. Tovább eljátszva a névleges motorfordulatszámokkal (720-940-1440) és az áttétélekkel elképzelhető hogy a 4kW is kb elég lenne.
Üdvözlettel :
gépész
Bocs, de csak most olvastam a kérdésedet!
Az ME1000-es gépkönyvi adata:
főmotor 2,2kW
a főorsó fordulatszám határai:63 - 2800 1/min.
Ebből a főorsó nyomatékok: 330-7,5 Nm.
Ezekkel a paraméterekkel nézzük meg, milyen lenne egy fokozatnélküli főhajtás.
Az egyszerűség kevéért vegyük úgy, hogy a frekiváltóval hajtott villanymotornak az 50 Hz alatti szakaszon, állandó nyomaték mellett a teljesítménye lineárisan csökken, az 50 Hz feletti szakaszon állandó teljesítmény mellett a nyomatéka csökken lineárisan.
Első eset, egyfokozatú szíjhajtás, 720 1/min fordulatszámú villanymotorral, mekkora teljesítménnyel lehet az eredeti főorsónyomatékokat hozni? A frekiváltóval ne menjünk 10 Hz alá.
A 720-as motor 10Hz-en 144-et forog, 63-hoz 2,3-as lassító áttétél kell. A 330Nm-es főorsónyomatékhoz 2,3-as áttétellel 143,5Nm motornyomaték kell, ez 720-as fordulaton 11 kW motorteljesítményt ad. Hogy a 2800-as fordulatszámot tudja a főorsó, a 11 kW-os főmotort 6440-nel kell hajtani (447 Hz-en)!
Itt 8,3 Nm lesz a nyomaték. Látszik, hogy ortopéd nagy teljesítményű motor kell. Esztergákon csináltak is ilyet. A főhajtás csak egy poli V szíj, gyorsító áttétellel. A kb 5,5 - 7,5 kW-os aszinkron főmotor helyett ráraktak egy 18 kW-os egyenáramú motort és szevasz!
Második eset: kétfokozatú szíjhajtás.
A levezetést mellőzve az eredmény:
5,5 kW 720 1/min főmotort 18,3 és 130 Hz azaz 264-1872 1/min között járatva.
a)
4,2-es lassító áttétel, 63 -171 1/min között 306 Nm a nyomaték, 171 - 445 1/min között 306-ról 117,8Nm-re lineárisan csökkenő nyomaték.
b)
1,5-es gyorsító áttétel, 396-1080 1/min szakaszon 48,6Nm állandó nyomaték, 1080-2800 1/min szakaszon 48,6-28Nm lineárisan csökkenő nyomaték. Látszik, így már csak fele akkora motor kell. Tovább eljátszva a névleges motorfordulatszámokkal (720-940-1440) és az áttétélekkel elképzelhető hogy a 4kW is kb elég lenne.
Üdvözlettel :
gépész
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 07:22
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 07:22
sasi,
köszönöm a mérést, jó eredmény!!!
svager,
köszi ... akkor tudod miről beszélek... :) :) :)
köszönöm a mérést, jó eredmény!!!
svager,
köszi ... akkor tudod miről beszélek... :) :) :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 augusztus 28, 09:44
Írta: Csuhás Dátum 2015 augusztus 28, 09:44
Reggel megnéztem otthon pár gép deformálhatóságát. Mindenhol a szerszám helye és a munkadarab között mértem százados órával, a fúróknál csak tengelyirányban. Az erő csak saccra, az öklöm befeszítésével történt. Mindegyik gép használt, van ami öregebb nálam. ( Nem mérés, csak becslés )
E2N kb 700kg
Vertikálisan: 0
Horizontálisan: 1..2
Petz testvérek maró cirka 1t
V: 1
H: 3
Oszlopos fúró Gépszöv kb 140kg
V: 2
Asztali fúró kínai kb 20kg
V: 30
E2N kb 700kg
Vertikálisan: 0
Horizontálisan: 1..2
Petz testvérek maró cirka 1t
V: 1
H: 3
Oszlopos fúró Gépszöv kb 140kg
V: 2
Asztali fúró kínai kb 20kg
V: 30
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 09:48
Írta: 000000000 Dátum 2015 augusztus 28, 09:48
Ahhoz képest, hogy töredéke tömegű a kínai gép nem rossz a 3 tized !
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 augusztus 28, 09:52
Írta: Csuhás Dátum 2015 augusztus 28, 09:52
Az igazsághoz tartozik hogy amit lehet azt megjavítottam a kínai fúrón. Pl az orsó fészkét felhasítottam, az asztal rögzítésénél az érintkező felületeket feljavítottam, a fúrófejet több csavarral rögzítettem az oszlophoz stb.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 09:59
Írta: 000000000 Dátum 2015 augusztus 28, 09:59
Például nekem egy Mannesmann-ra feliratozott kínai gép alá volt betéve egy X-Y asztal.
Simán tudtam vele marni esztergakés szárat.
Sőt 0.05mm-nél pontosabban, tehát a 30 század kitérés , csak egy dolog.
Aki tud forgácsolni az bármin megcsinálja, de főleg érzék kell hozzá !
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 28, 11:33
Írta: svager Dátum 2015 augusztus 28, 11:33
" Simán tudtam vele marni esztergakés szárat"
Az ehez hasonló sikersztorik miatt vettem egy Bf25 marógépet mert,hogy az fasza meg majd ezzel bármit bármikor
Amit le is cseréltem bf45 re.
Természetesen most már azt is tudom,hogy nem a gép volt a gyenge ,hanem a forgácsoló tudás volt hiányos .
Sajnos sok kezdöt meg lehet vezetni egy ilyen kijelentéssel,és vesz egy használhatatlan vackot. Természetesen csak akkor derül ki,hogy a gép alkalmatlan a feladatra amikor el kezd dolgozni vele,és nem érti,hogy mit csinálhat rosszul,hisz van aki fele ekkora géppel is lazán megcsinálja.
Erre a válasz: Egy jó forgácsoló fittyet hány ,majd egy tizedes görbeségbe ami az asztalba van már újonnan hisz a szaktudásával ezt kompenzálja és századra dolgozik![#nezze]
Természetesen nem mondom ,hogy gyakorlat nélkül pontosan fog valaki forgácsolni, de amikor keresed ,hogy hol van egy akkora egyenes rész az asztalon ahol egy satú felrakható,lehet ,hogy nem csak a szaktudással van baj:(
Az ehez hasonló sikersztorik miatt vettem egy Bf25 marógépet mert,hogy az fasza meg majd ezzel bármit bármikor
Amit le is cseréltem bf45 re.
Természetesen most már azt is tudom,hogy nem a gép volt a gyenge ,hanem a forgácsoló tudás volt hiányos .
Sajnos sok kezdöt meg lehet vezetni egy ilyen kijelentéssel,és vesz egy használhatatlan vackot. Természetesen csak akkor derül ki,hogy a gép alkalmatlan a feladatra amikor el kezd dolgozni vele,és nem érti,hogy mit csinálhat rosszul,hisz van aki fele ekkora géppel is lazán megcsinálja.
Erre a válasz: Egy jó forgácsoló fittyet hány ,majd egy tizedes görbeségbe ami az asztalba van már újonnan hisz a szaktudásával ezt kompenzálja és századra dolgozik![#nezze]
Természetesen nem mondom ,hogy gyakorlat nélkül pontosan fog valaki forgácsolni, de amikor keresed ,hogy hol van egy akkora egyenes rész az asztalon ahol egy satú felrakható,lehet ,hogy nem csak a szaktudással van baj:(
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 12:47
Írta: 000000000 Dátum 2015 augusztus 28, 12:47
Nekem meg van Optimum BF20 van, a BF25 a kínai minőségű kevésbé sikerült klónja.
Valaki erőből oldja meg a dolgokat valaki meg ésszel.
Tettem fel képeket gránit marásról is, tehát a merevséggel és a rezonálással se nagyon van gond.
Az biztos nem egy ME1000-es de ésszel bármit meg lehet csinálni ami aláfér.
A tizedes görbeség az elég durva, de egy jól beállított gépsatu igen csak tud javítani a dolgon.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 12:49
Írta: 000000000 Dátum 2015 augusztus 28, 12:49
Ez meg, hogy hoztam össze?
Tehát akkor helyesen: Nekem meg egy Optimum BF20 van,
Tehát akkor helyesen: Nekem meg egy Optimum BF20 van,
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 13:08
Írta: 000000000 Dátum 2015 augusztus 28, 13:08
A mesében minden lehetséges.
Ezért szeretik sokan.
Ezért szeretik sokan.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 13:08
Írta: 000000000 Dátum 2015 augusztus 28, 13:08
Meg a hatvanas táblát.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 28, 13:09
Írta: gaben Dátum 2015 augusztus 28, 13:09
Ezt az Optimum BF 20-at ki árulja?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 13:29
Írta: 000000000 Dátum 2015 augusztus 28, 13:29
Például: Optimum Hungária KFT
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 28, 13:41
Írta: gaben Dátum 2015 augusztus 28, 13:41
Köszi, közben már megtaláltam.
http://www.optiweb.hu/furo-marogep_optimum_bf20_vario_(850w,_180x500mm,_90-3000f_p)
Ezen az oldalon kicsit drága, de a Cruz honlapján 295.000Ft netto
http://www.cruz.hu/machine/maro/asztali/bf20.html
http://www.optiweb.hu/furo-marogep_optimum_bf20_vario_(850w,_180x500mm,_90-3000f_p)
Ezen az oldalon kicsit drága, de a Cruz honlapján 295.000Ft netto
http://www.cruz.hu/machine/maro/asztali/bf20.html
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 28, 13:51
Írta: 000000000 Dátum 2015 augusztus 28, 13:51
Német meg a kínai minőség közötti ár differencia biztos :)
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 28, 14:08
Írta: gaben Dátum 2015 augusztus 28, 14:08
Én úgy tudom mindkettő kínai vagy taiwani.
Valaki tudna ebben segíteni, hogy ebben az árkategóriában melyiket érdemes választani?
Nem akarok használt gépet venni.
köszi
Valaki tudna ebben segíteni, hogy ebben az árkategóriában melyiket érdemes választani?
Nem akarok használt gépet venni.
köszi
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 17:48
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 17:48
Köszi neked is a méréseket! Remélem a hétvégén lesz időm foglalkozni a dologgal, mert kíváncsi vagyok mit lehet kihozni belőle! ;)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2015 augusztus 28, 19:14
Írta: Vetesi75 Dátum 2015 augusztus 28, 19:14
Üdv!
Méregettem. Ez egy kör keresztmetszetű oszloppal rendelkező, nem dönthető orsóházú gép, ami szerkezetileg közelebb áll a komolyabb fúrógépekhez. Tömege 210Kg sallangok nélkül, típus Promac FX381:

Rugós mérleget az MK3/ER32 befogóba akasztva, a patron anya felületén mérve, terhelő erő kb. 200N, indikátor-óra tartó az asztalra rögzített osztófejbe fogva. Gép az oszlopon kb. fél állásban, főorsó hüvely kb. 4cm-ert kitolva, rögzítve.
X: +/-0,06mm mindkét irányba mérve,
Y: -0,03mm csak az oszloptól távolodva néztem,
Z: +/-0,03mm , itt a mérleget a mélység ütköző rögzítő csavarjába akasztottam.
Méregettem. Ez egy kör keresztmetszetű oszloppal rendelkező, nem dönthető orsóházú gép, ami szerkezetileg közelebb áll a komolyabb fúrógépekhez. Tömege 210Kg sallangok nélkül, típus Promac FX381:
Rugós mérleget az MK3/ER32 befogóba akasztva, a patron anya felületén mérve, terhelő erő kb. 200N, indikátor-óra tartó az asztalra rögzített osztófejbe fogva. Gép az oszlopon kb. fél állásban, főorsó hüvely kb. 4cm-ert kitolva, rögzítve.
X: +/-0,06mm mindkét irányba mérve,
Y: -0,03mm csak az oszloptól távolodva néztem,
Z: +/-0,03mm , itt a mérleget a mélység ütköző rögzítő csavarjába akasztottam.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 22:21
Írta: n9ugdfyrv Dátum 2015 augusztus 28, 22:21
Neked is nagyon köszi, ez tényleg elég közel van az általam építendőhöz - mind célérték, mind konstrukció szerint! Bevált amúgy a gép?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2015 augusztus 29, 01:09
Írta: Vetesi75 Dátum 2015 augusztus 29, 01:09
Igen, bevált. Én főként acél megmunkálásra vettem, -sajnálta is a volt gazdája...
Most lesz lassan 20 éves.
Nagy hiányossága? a dönthetőség. Rá kellett kicsit gyúrni a dönthető cuccokra: satu, osztófej, szögasztal, készülékek.
További hiányosság, hogy Z-irányban egyszerre csak 120mm fogható át - igaz nagy a munkaterület, mert ki is fordítható a gép az asztal mellé... :)
Most lesz lassan 20 éves.
Nagy hiányossága? a dönthetőség. Rá kellett kicsit gyúrni a dönthető cuccokra: satu, osztófej, szögasztal, készülékek.
További hiányosság, hogy Z-irányban egyszerre csak 120mm fogható át - igaz nagy a munkaterület, mert ki is fordítható a gép az asztal mellé... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2015 augusztus 29, 09:23
Írta: svager Dátum 2015 augusztus 29, 09:23
Ahogy Pál írta,azért jóval kedvezöbb az áruk mert ezek az optimum másolatai és nem csak szinbéli külömbség van,hanem silányabb a minöség is.
Én azért döntöttem az új gép mellett mert nállam nincs három fázis,nagyon kicsi a mühely egy régi nagy gép nagyon sok helyet foglal,és mivel új, jó lessz 20 évig ís .
Sajnos már az első pár napban kiderült,ha használom nem fogja megélni a 20 évet, nagyon silány minöségű az öntvény amiből készült. Az asztal és a csúszovezetékek nagyon puha öntvényből vannak,már egy kis forgács is megkarcolja,az aztalra ha ráesik egy M10 csavar már látod a nyomát stb...
Szoval nem akarlak lebeszélni ezekről a kis gépekről de sajnos ezek nem acél megmunkálásra születtek. Ha mégis csak új gépet szeretnél vegyél egy HBM Bf45 gépet azzal már forgácsolni is lehet,nem csak kapirgálni,nem müanyag a fogaskerék benne hanem acél, normális 1.5 kw motor van rajta nem egy 500 wattos kis motor,simán lehet vele fúrni M12 menetet is,és temészetesen nagyobb a múnkatér is.
Természetesen nem a mínöség mintapéldánya mert ugyanabból az öntvényböl készül mint a kicsik de ha van lehetöséged,némi szaktúdásod ,hogy a gépet normálisan hatyába ràzd,valóban haszálható gépet kapsz a pénzedért mert az alapok megvannak.
Én azért döntöttem az új gép mellett mert nállam nincs három fázis,nagyon kicsi a mühely egy régi nagy gép nagyon sok helyet foglal,és mivel új, jó lessz 20 évig ís .
Sajnos már az első pár napban kiderült,ha használom nem fogja megélni a 20 évet, nagyon silány minöségű az öntvény amiből készült. Az asztal és a csúszovezetékek nagyon puha öntvényből vannak,már egy kis forgács is megkarcolja,az aztalra ha ráesik egy M10 csavar már látod a nyomát stb...
Szoval nem akarlak lebeszélni ezekről a kis gépekről de sajnos ezek nem acél megmunkálásra születtek. Ha mégis csak új gépet szeretnél vegyél egy HBM Bf45 gépet azzal már forgácsolni is lehet,nem csak kapirgálni,nem müanyag a fogaskerék benne hanem acél, normális 1.5 kw motor van rajta nem egy 500 wattos kis motor,simán lehet vele fúrni M12 menetet is,és temészetesen nagyobb a múnkatér is.
Természetesen nem a mínöség mintapéldánya mert ugyanabból az öntvényböl készül mint a kicsik de ha van lehetöséged,némi szaktúdásod ,hogy a gépet normálisan hatyába ràzd,valóban haszálható gépet kapsz a pénzedért mert az alapok megvannak.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 augusztus 29, 12:24
Írta: gaben Dátum 2015 augusztus 29, 12:24
Szia!
Nagyon köszi a géppel kapcsolatos tanácsaitokat. Értékelem és ennek megfelelően fogom meghozni a döntést. Acélt viszont nem szeretnék marni rajta, mert arra nincs szükségem. Ami szóba jönne az inkább csak aluminium és 5-10mm vastag rézlemezek. Meg persze a fúrás, menetelés.
üdv, gaben
Nagyon köszi a géppel kapcsolatos tanácsaitokat. Értékelem és ennek megfelelően fogom meghozni a döntést. Acélt viszont nem szeretnék marni rajta, mert arra nincs szükségem. Ami szóba jönne az inkább csak aluminium és 5-10mm vastag rézlemezek. Meg persze a fúrás, menetelés.
üdv, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2015 augusztus 29, 12:47
Írta: D.Laci Dátum 2015 augusztus 29, 12:47
„5 kg súly” javítasd ki mielőtt valaki szóvá teszi! :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 augusztus 29, 13:01
Írta: 000000000 Dátum 2015 augusztus 29, 13:01
Aki akarja az érti aki kötekedni akar az biztos jó kiindulási pontnak találja.
Figyeld majd ha észreveszi a sokszoros kirúgásgyőztesünk, így hogy felhívtad a figyelmet rá.
Figyeld majd ha észreveszi a sokszoros kirúgásgyőztesünk, így hogy felhívtad a figyelmet rá.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2015 augusztus 29, 13:19
Írta: D.Laci Dátum 2015 augusztus 29, 13:19
Bárki álláspontját meghallgatom, sőt el is fogadom, legalább kétfélekép lehet érvelni pró és kontra. :)
Cím: Re:Hagyományos forgácsológépek
Írta: NewUser Dátum 2015 augusztus 31, 14:07
Írta: NewUser Dátum 2015 augusztus 31, 14:07
Sziasztok! Ismeri (használ) valaki ilyen gépet: Abene Model VHF-3. Abene VHF-3
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 augusztus 31, 15:38
Írta: Csuhás Dátum 2015 augusztus 31, 15:38
Nem láttam közelebbről, de régóta az egyik kedvenc masinám, nagyon nagyon szép, és jól átgondolt gépnek látszik. Egyszer talán nekem is lesz..
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2015 augusztus 31, 16:00
Írta: sasi Dátum 2015 augusztus 31, 16:00
5 kg súly:

[#smile]
[#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 07:58
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 07:58
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2015 szeptember 01, 08:04
Írta: kmajer Dátum 2015 szeptember 01, 08:04
Van egy ilyenem eladó Sony mágneses útmérővel...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 szeptember 01, 08:18
Írta: Csuhás Dátum 2015 szeptember 01, 08:18
Egyébként mennyiért adnád?
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2015 szeptember 01, 08:37
Írta: kmajer Dátum 2015 szeptember 01, 08:37
Valasz maganban.
Cím: Re:Hagyományos forgácsológépek
Írta: NewUser Dátum 2015 szeptember 01, 09:53
Írta: NewUser Dátum 2015 szeptember 01, 09:53
Irtam mailt.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 10:11
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 10:11
Srácok;
fecskefarkas marógép asztalának lassú mozgatásához elé lehet egy kis motor (nem cnc a cél, csak gépi előtolás):
ORIENTAL stepper motor:
Type: Model 3281-9412
E= 3V
1,8°/step
Iw: 4A
Sajna csak ennyit tudok a motorrol...
fecskefarkas marógép asztalának lassú mozgatásához elé lehet egy kis motor (nem cnc a cél, csak gépi előtolás):
ORIENTAL stepper motor:
Type: Model 3281-9412
E= 3V
1,8°/step
Iw: 4A
Sajna csak ennyit tudok a motorrol...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 szeptember 01, 10:14
Írta: Csuhás Dátum 2015 szeptember 01, 10:14
Magam eleve csigahajtással egybeépített DC motort használnék egy filléres PWM vezérlővel. A motor akár egy bontott autó ablaktörlő motor is lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 10:23
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 10:23
köszi! Az volt a másik ötlet, mert van itthon belőle... viszont itt a kérdésem, ami felmerült mikor az eszembe jutott, hogy hogyan érdemes összehozni a tengelyvéggel? A mechanika tengelyét használva direktben?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 szeptember 01, 11:09
Írta: Csuhás Dátum 2015 szeptember 01, 11:09
Gondolom egy maró hossz asztalmozgását szeretnéd automatizálni. A kézi tekerővel ellentétes tengelyvéghez csatlakozz oldhatóan, valami egyszerű körmös kapcsolóval. Hirtelenjében ezt találtam, ami nagyon primitív, de egy kapcsoló karral mozgatva a krova fejet akár jóra is megcsinálható. előtolás
Keress képeket a googlen a homemade mill power feed kulcsszvakkal.
Keress képeket a googlen a homemade mill power feed kulcsszvakkal.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 szeptember 01, 11:12
Írta: Csuhás Dátum 2015 szeptember 01, 11:12
Itt találsz két képet ötletadónak: ötlet
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 11:47
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 11:47
Szia,
igen a hossz. előtolásra... Köszi a tippeket; ez a körmös kapcsoló jónak tűnik; első körben valami elektromos kuplung jutott eszembe, de ez talán jobb/egyszerűbb!
igen a hossz. előtolásra... Köszi a tippeket; ez a körmös kapcsoló jónak tűnik; első körben valami elektromos kuplung jutott eszembe, de ez talán jobb/egyszerűbb!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 szeptember 01, 12:19
Írta: Csuhás Dátum 2015 szeptember 01, 12:19
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 13:02
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 13:02
Én nem unom, sőt, köszönöm! ;)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 22:20
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 22:20
Ha van esetleg valakinek saját, jól bevált megoldása a hosszelőtolás témára, na habozzon megosztani!!! :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2015 szeptember 01, 22:43
Írta: jani300 Dátum 2015 szeptember 01, 22:43
Itt a 257-et már láttad ?
Nem az én megoldásom persze , de érdemes megnézni .
Nem az én megoldásom persze , de érdemes megnézni .
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 22:49
Írta: n9ugdfyrv Dátum 2015 szeptember 01, 22:49
Eddig nem, de most megnéztem; király, köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2015 szeptember 05, 17:16
Írta: Teaway Dátum 2015 szeptember 05, 17:16
„Ezen az oldalon kicsit drága, de a Cruz honlapján 295.000Ft netto”
Nem a kék oszlopot kell nézni, hanem a sárgát.
Nem a kék oszlopot kell nézni, hanem a sárgát.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2015 szeptember 05, 17:39
Írta: gaben Dátum 2015 szeptember 05, 17:39
Köszönöm.
üdv, gaben
üdv, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2015 szeptember 09, 06:49
Írta: pistikeid Dátum 2015 szeptember 09, 06:49
Sziasztok megtudná nekem valaki mondani,hogy a strigon me-250-es marógépnek hogyan lehet szétszedni a nóniusz tárcsáit?Anyit tudok hogy a szoritógyűrű be van réselve az le is jött,de hogy tovább hogyan? /csapágyazni szeretném a tengelyeit/
Üdv
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2015 szeptember 09, 08:49
Írta: D.Laci Dátum 2015 szeptember 09, 08:49
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 szeptember 30, 00:12
Írta: ii5d35wcx Dátum 2015 szeptember 30, 00:12
Üdvözlet !
Segítséget kérnék , az MU1000 marógépem előtoló
szekrény leszereléshez.Borzalmas hangja van és egy
kis vizet is leengedtem belőle.Ezért kellene szétszedni.Az asztalt le tudom venni de a szánról hogy vegyem le?
Sajnos a számítógépem tönkrement ,amin a Hostya által feltöltött cseh rajzok voltak . ott talán rajta van a metszeteken a megoldás.Ha megtennéd és újra felrakod, vagy közvetlen Email*ra elküldenéd, megköszönném.
Minden javaslatot örömmel fogadok.
Tisztelettel: Sanyi
Segítséget kérnék , az MU1000 marógépem előtoló
szekrény leszereléshez.Borzalmas hangja van és egy
kis vizet is leengedtem belőle.Ezért kellene szétszedni.Az asztalt le tudom venni de a szánról hogy vegyem le?
Sajnos a számítógépem tönkrement ,amin a Hostya által feltöltött cseh rajzok voltak . ott talán rajta van a metszeteken a megoldás.Ha megtennéd és újra felrakod, vagy közvetlen Email*ra elküldenéd, megköszönném.
Minden javaslatot örömmel fogadok.
Tisztelettel: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 04, 12:55
Írta: ii5d35wcx Dátum 2015 október 04, 12:55
Üdvözlöm az urakat!
Érdeklődnék , hogy a Rákosi M1 marógépnek milyen morse-kúp csatlakozása van a vízszintes orsóban és a vertikálfejben?
A vízszintes orsó ékszíjtárcsa felőli végén , lendkerék, vagy kézikerék van?
Úgy néz ki , hogy vettem egy ilyen marógépet amit a honvédség selejtezett le. A festés még eredeti a gépen.
Ha van valakinek letölthető gépkönyve megköszönném. Így eladóvá válik egy Strigon MU1000 marógép minden
felszereltséggel - vízszintes gerenda , vertikálfej , univerzálfej , vésőfej , 250-es körasztal , osztófej támasztócsúccsal
MK4-es patronbefogó + 5db patron , marószerszámok stb. Hátha érdekel valakit?
Üdvözlettel: Sanyi
Ezt vettem:

Érdeklődnék , hogy a Rákosi M1 marógépnek milyen morse-kúp csatlakozása van a vízszintes orsóban és a vertikálfejben?
A vízszintes orsó ékszíjtárcsa felőli végén , lendkerék, vagy kézikerék van?
Úgy néz ki , hogy vettem egy ilyen marógépet amit a honvédség selejtezett le. A festés még eredeti a gépen.
Ha van valakinek letölthető gépkönyve megköszönném. Így eladóvá válik egy Strigon MU1000 marógép minden
felszereltséggel - vízszintes gerenda , vertikálfej , univerzálfej , vésőfej , 250-es körasztal , osztófej támasztócsúccsal
MK4-es patronbefogó + 5db patron , marószerszámok stb. Hátha érdekel valakit?
Üdvözlettel: Sanyi
Ezt vettem:
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 05, 06:43
Írta: nvnshmpmn Dátum 2015 október 05, 06:43
Szia!
Mindkét orsóban MK3-as kúp van.
Az ékszíjtárcsa után van még egy kézikerék.
Mindkét orsóban MK3-as kúp van.
Az ékszíjtárcsa után van még egy kézikerék.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 05, 19:30
Írta: ii5d35wcx Dátum 2015 október 05, 19:30
Köszönöm a felvilágosítást.Amit vettem azon nincs.
Tudnál küldeni egy képet róla meg adatokat?
Előre is köszi!
Üdv: Sanyi
Tudnál küldeni egy képet róla meg adatokat?
Előre is köszi!
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 05, 22:38
Írta: nvnshmpmn Dátum 2015 október 05, 22:38
Holnap lefényképezem.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 07, 08:38
Írta: nvnshmpmn Dátum 2015 október 07, 08:38

Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 07, 12:25
Írta: ii5d35wcx Dátum 2015 október 07, 12:25
Nagyon szépen köszönöm! Akkor ennek nem lendkerék szerepe van , csak előtolás és sebességváltáskor tudjál mozdítani-gondolom. Egyébként mire kell vigyázni vele?
Szépen fel akarom újítani ahol kell hántolni. Szereztem hozzá gépkönyvet. Üdv: Sándor
Szépen fel akarom újítani ahol kell hántolni. Szereztem hozzá gépkönyvet. Üdv: Sándor
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 07, 20:49
Írta: nvnshmpmn Dátum 2015 október 07, 20:49
Igen, szerintem se lendkerék szerepe van, habár elég súlyos darab. Nem tekergetem a kézikereket, mert elég kicsi a helyem és nem tudok egykönnyen benyúlni odáig. Ha pl. egy fúrótokmány van éppen benne a vertikálfejben, akkor azt megmarkolva is könnyen meg tudom mozgatni a belső szerkezetet, hogy összekapcsolódjanak a klörmöskapcsolók.
Arra érdemes rászánni az időt a felújításkor, hogy össze legyenek hangolva a váltó kapcsolókarok és a fogaskerekek elmozdulása, amiket tologatnak, hogy minden fokozatnál teljesen egymásba legyenek tolva a körmök.
Az előtolás váltójában nekem a bordástengelyt cserélni kellett, mert görbe volt, de nagyon. Már nem az eredeti volt benne, hanem valami kókányolt. Ennek a gépnek nincs előtolás határolója, ami lekapcsolná a gépi előtolást, ha ráfut az asztal ütközője a fixre. Ilyenkor a tengely végét ledarálja, amin a lánckerék van. Azt hiszem, ez a biztonsági berendezés, hogy ne keletkezzenek nagyobb káropk. Elnyírja a lánckerék reteszét és persze a tengely végét is tönkreteszi. Az enyémmel is ilyesmi történhetett egyszer. Persze valószínű, hogy törnek fogaskerekek is belül. Sajnos könnyen előfordulhat, hogy az ember elfelejtkezik egy rögzített ütközőről, aztán bekapcsolja a gépi előtolást és annyi...
A vertikális fejben lévő csapágyakat rendszeresen kell olajozni. Ugyanitt a kúpkerék pár is egy gyenge pontja lehet. Az enyémben szemre jól néz ki, viszont nagyon hangos. Idővel hozzászokik az ember valamennyire. Ha viszont újat kell csináltatni bele, az nem lehet túl olcsó.
Még egy dolog. Ha kiszereled belőle a vízszintes orsót, akkor annak a morzekúp felőli csapágy olajzását alaposan meg kell nézni, mert nagyon hülyén találták ki. Szinte nem jut oda olaj, pláne nem alacsonyabb fordulatnál. Nekem nemrég majdnem megállt a csapágy. Már régebbi gazdái is megjárhatták, mert fúrtak a házon egy furatot, majd belehajtottak egy hernyócsavar. Ez felül van, ha leveszem a vertikiálfejet és a gerendát, akkor onnan látszik. A csapágy felett van megfúrva a ház. Nem tudtam, minek ott az a hernyócsavar, de aztán rájöttem, hogy időnként ott lehet betölteni egy kis olajat a csapágyhoz. Majd lefényképezem, ha leveszem róla a vertikálfejet.
Ha van kérdésed, szívesen segítek, ha tudok.
Attila
Arra érdemes rászánni az időt a felújításkor, hogy össze legyenek hangolva a váltó kapcsolókarok és a fogaskerekek elmozdulása, amiket tologatnak, hogy minden fokozatnál teljesen egymásba legyenek tolva a körmök.
Az előtolás váltójában nekem a bordástengelyt cserélni kellett, mert görbe volt, de nagyon. Már nem az eredeti volt benne, hanem valami kókányolt. Ennek a gépnek nincs előtolás határolója, ami lekapcsolná a gépi előtolást, ha ráfut az asztal ütközője a fixre. Ilyenkor a tengely végét ledarálja, amin a lánckerék van. Azt hiszem, ez a biztonsági berendezés, hogy ne keletkezzenek nagyobb káropk. Elnyírja a lánckerék reteszét és persze a tengely végét is tönkreteszi. Az enyémmel is ilyesmi történhetett egyszer. Persze valószínű, hogy törnek fogaskerekek is belül. Sajnos könnyen előfordulhat, hogy az ember elfelejtkezik egy rögzített ütközőről, aztán bekapcsolja a gépi előtolást és annyi...
A vertikális fejben lévő csapágyakat rendszeresen kell olajozni. Ugyanitt a kúpkerék pár is egy gyenge pontja lehet. Az enyémben szemre jól néz ki, viszont nagyon hangos. Idővel hozzászokik az ember valamennyire. Ha viszont újat kell csináltatni bele, az nem lehet túl olcsó.
Még egy dolog. Ha kiszereled belőle a vízszintes orsót, akkor annak a morzekúp felőli csapágy olajzását alaposan meg kell nézni, mert nagyon hülyén találták ki. Szinte nem jut oda olaj, pláne nem alacsonyabb fordulatnál. Nekem nemrég majdnem megállt a csapágy. Már régebbi gazdái is megjárhatták, mert fúrtak a házon egy furatot, majd belehajtottak egy hernyócsavar. Ez felül van, ha leveszem a vertikiálfejet és a gerendát, akkor onnan látszik. A csapágy felett van megfúrva a ház. Nem tudtam, minek ott az a hernyócsavar, de aztán rájöttem, hogy időnként ott lehet betölteni egy kis olajat a csapágyhoz. Majd lefényképezem, ha leveszem róla a vertikálfejet.
Ha van kérdésed, szívesen segítek, ha tudok.
Attila
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2015 október 07, 21:41
Írta: Kristály Árpád Dátum 2015 október 07, 21:41
Halihó Atti19!
"Ennek a gépnek nincs előtolás határolója, ami lekapcsolná a gépi előtolást, ha ráfut az asztal ütközője a fixre."
Szerintem meg van...
A beállítható ütközők ha elérik azt a kis pöcköt ami középen van szétkapcsolja az élőtolást....oldja az orsón lévő körmös tengelykapcsolót...
Több ilyen gépem volt...
üdv.: Árpád
[#worship][#worship][#worship][#integet2]
"Ennek a gépnek nincs előtolás határolója, ami lekapcsolná a gépi előtolást, ha ráfut az asztal ütközője a fixre."
Szerintem meg van...
A beállítható ütközők ha elérik azt a kis pöcköt ami középen van szétkapcsolja az élőtolást....oldja az orsón lévő körmös tengelykapcsolót...
Több ilyen gépem volt...
üdv.: Árpád
[#worship][#worship][#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2015 október 07, 21:42
Írta: Kristály Árpád Dátum 2015 október 07, 21:42
Apropó...
A tárhelyen vannak képeim az M-1-ről...
A tárhelyen vannak képeim az M-1-ről...
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 08, 14:33
Írta: ii5d35wcx Dátum 2015 október 08, 14:33
Köszönöm az információkat! Ha valamiben tudok segíteni szóljatok!
Üdv: Sanyi
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 09, 17:56
Írta: ii5d35wcx Dátum 2015 október 09, 17:56
Szia Árpi! Mint írtad neked több ilyen géped volt már.Érdeklődnék, hogy ehhez gyártottak-e egyéb kiegészítőket pl. Vésőfej ,egyetemes fej , mint a strigonhoz?
Üdv : Sanyi
Üdv : Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2015 október 09, 20:45
Írta: Kristály Árpád Dátum 2015 október 09, 20:45
Halihó nem tudok róla...csak arról, hogy a horizontálisnak külön gerendája van....
Gépkönyvében sem volt!
Üdv.. Árpi[#worship][#integet2]
Gépkönyvében sem volt!
Üdv.. Árpi[#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 10, 18:12
Írta: ii5d35wcx Dátum 2015 október 10, 18:12
Sziasztok!
Mostanában hírdették eladásra ezta gépet amire ,ha jól látom egy Strigon fejet szereltek.
Mi lehet a szerepe a gépvázon lévő 'nút"-nak?
Ha nincs vertikálfej akkor ez ügyes megoldásnak tünik.
Üdv : Sanyi


Mostanában hírdették eladásra ezta gépet amire ,ha jól látom egy Strigon fejet szereltek.
Mi lehet a szerepe a gépvázon lévő 'nút"-nak?
Ha nincs vertikálfej akkor ez ügyes megoldásnak tünik.
Üdv : Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 11, 00:03
Írta: nvnshmpmn Dátum 2015 október 11, 00:03
Igazad van Árpád. Rosszul fogalmaztam meg a mondanivalóm. Olyan előtolás leoldásra gondolok, mint az esztergámon van pl. (E2N). Ha ott nekimegyek az ütközőnek, lekapcsolja az előtolást és semmi gond.
Az M1-esen is lekapcsolja az az ék alakú ütköző.
Az én gépemnél valószínűleg az történhetett hajdanán, hogy nekimentek a másik ütközőnek, a kis kockának és nem volt előtte ott az ékalakú, vagy rossz helyre volt beállítva.
Az M1-esen is lekapcsolja az az ék alakú ütköző.
Az én gépemnél valószínűleg az történhetett hajdanán, hogy nekimentek a másik ütközőnek, a kis kockának és nem volt előtte ott az ékalakú, vagy rossz helyre volt beállítva.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2015 október 11, 00:11
Írta: nvnshmpmn Dátum 2015 október 11, 00:11
Ha a nút alatt azt a függőlegesen álló hosszú lyukat érted, akkor ott jönnek át a vezetékek a kapcsolóhoz, vagy nyomógombokhoz, amivel ki-be kapcsoljuk a gépet. Ha nem arra gondolsz, akkor nem tudom.
Azt én sem tudom, milyen külön kiegészítőket gyártottak még ehhez a géphez, de pl. az asztal orsójáról osztófejet meghajtani, vagy a hosszosztó készüléket felszerelni is csak külön adapterrel lehet. Az enyémhez csináltam egyet, majd azt is lefényképezem.
A vésőfejen már én is gondolkodtam, de amennyiből meg lehetne venni és ráépíteni valami nagyobb gépét, annyiból már szinte lehet venni egy kisebb méretű harántgyalut is.
Azt én sem tudom, milyen külön kiegészítőket gyártottak még ehhez a géphez, de pl. az asztal orsójáról osztófejet meghajtani, vagy a hosszosztó készüléket felszerelni is csak külön adapterrel lehet. Az enyémhez csináltam egyet, majd azt is lefényképezem.
A vésőfejen már én is gondolkodtam, de amennyiből meg lehetne venni és ráépíteni valami nagyobb gépét, annyiból már szinte lehet venni egy kisebb méretű harántgyalut is.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 11, 00:53
Írta: ii5d35wcx Dátum 2015 október 11, 00:53
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2015 október 14, 22:49
Írta: ndpkrup8z Dátum 2015 október 14, 22:49
Üdv.
Ezt a gépet én vettem meg.
Megnéztem a kérdéses nyílást. Valószínű, hogy
kábel átvezetésére szolgál.
Előzőleg írtad, hogy sikerült gépkönyvet szerezned
Megköszönném ha elküldenéd szkennelve vagy fényképen.
Üdv: Péter
Ezt a gépet én vettem meg.
Megnéztem a kérdéses nyílást. Valószínű, hogy
kábel átvezetésére szolgál.
Előzőleg írtad, hogy sikerült gépkönyvet szerezned
Megköszönném ha elküldenéd szkennelve vagy fényképen.
Üdv: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 14, 23:59
Írta: ii5d35wcx Dátum 2015 október 14, 23:59
Szia!
Küldöm az e-mailodra.
Csak azért kérdeztem a nyílást, mert a héten hozom haza , és ott nem láttam az asztaltól, de most már tudom. Köszi a felvilágosítást mindenkinek!
Üdv: Sanyi
Küldöm az e-mailodra.
Csak azért kérdeztem a nyílást, mert a héten hozom haza , és ott nem láttam az asztaltól, de most már tudom. Köszi a felvilágosítást mindenkinek!
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 október 15, 00:19
Írta: hostya Dátum 2015 október 15, 00:19
Elküldenéd nekem is a gépkönyvet..? :)
Nekem ugyan nincs ilyen gépem, de gyűjtöm a gépkönyveket.
Köszi előre is..
Nekem ugyan nincs ilyen gépem, de gyűjtöm a gépkönyveket.
Köszi előre is..
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 15, 00:58
Írta: ii5d35wcx Dátum 2015 október 15, 00:58
Szia!
Megy az e-mail címedre.Jó olvasgatást
Üdv: Sanyi
Megy az e-mail címedre.Jó olvasgatást
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: vvvsmkgjx Dátum 2015 október 15, 17:17
Írta: vvvsmkgjx Dátum 2015 október 15, 17:17
Sziasztok! Munkahelyemen vagy régebbi kiadású Optimum D240x500-as kiseszterga, amelyet cnc-sítettek a gyárilag hozzá készült kiegészítőkkel. Azt nem értem, hogy "manuálisan" miért nem tudom elindítani a főorsó forgást. Értétek ezalatt, hogy a hozzá kapcsolt asztali számítógépen van egy vezérlő szoftver és csak az ott kiadott fordulatszám paranccsal tudom forgásra bírni. De még az irányon sem tudok változtatni. Mindig M3-ba forog. Mindegy mit adok meg neki. Egyébként szuperül működő kis ketyere,de ha szeretném a kézi funkciót használni kicsit bosszantó, hogy csak a számítógéppel működtethető. Szerintetek ez miért lehet?
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2015 október 15, 20:41
Írta: ndpkrup8z Dátum 2015 október 15, 20:41
Üdv.
Köszönöm a gépkönyvet.
Tegnap elkezdtem szétszedni a gépet,az asztal,
keresztszán már várja a tisztítást és néhány
perselyt.
köszönettel: Péter
Köszönöm a gépkönyvet.
Tegnap elkezdtem szétszedni a gépet,az asztal,
keresztszán már várja a tisztítást és néhány
perselyt.
köszönettel: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 19, 21:43
Írta: ii5d35wcx Dátum 2015 október 19, 21:43
Üdvözlöm az urakat!
Mielőtt a szerszámpiacon és a jófógáson engednék az árból itt ajánlom
fel 410.000 ft-ért.
Eladó lenne egy Strigon MU1000 marógép az alábbi tartozékokkal:
Az villám nem működik egyébként teljesen rendben van.
Tartozékok:
Vízszintes gerenda támasztóval tengellyel
FM függőleges (vertikál) marófej MK4-es
EM gyári új egyetemes szerszámmarófej
VF gyári új vésőfej
Havlik cseh gyártmányú osztófej támasztócsúccsal
250-es marógép körasztal
MK4-es patronbefogó patronokkal
Vegyes marószerszámok
Az ár az alapgépre és az összes tartozékra vonatkozik.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/151019/IMG_35751_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/151019/IMG_35751_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Mielőtt a szerszámpiacon és a jófógáson engednék az árból itt ajánlom
fel 410.000 ft-ért.
Eladó lenne egy Strigon MU1000 marógép az alábbi tartozékokkal:
Az villám nem működik egyébként teljesen rendben van.
Tartozékok:
Vízszintes gerenda támasztóval tengellyel
FM függőleges (vertikál) marófej MK4-es
EM gyári új egyetemes szerszámmarófej
VF gyári új vésőfej
Havlik cseh gyártmányú osztófej támasztócsúccsal
250-es marógép körasztal
MK4-es patronbefogó patronokkal
Vegyes marószerszámok
Az ár az alapgépre és az összes tartozékra vonatkozik.
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/151019/IMG_35751_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/151019/IMG_35751_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2015 október 22, 00:01
Írta: fisrcxuk3 Dátum 2015 október 22, 00:01
Ha valaki csak alapgépet szeretne az alábbi Strigon Mu 1000 hirdetésből, én szívesen osztozkodnék a tartozékokon;Keresek egyetemes fejet,és vésőfejet ilyen gépre,ill. Me 1000-re .
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2015 október 22, 07:53
Írta: ANTAL GÁBOR Dátum 2015 október 22, 07:53
Egyszer már írtam ide:egy barátomnak van egy vertikálfeje : A nagyság stimmel de nem emlékszem a típusra ( azt hiszem olyan aminél kismértékű Z irányú fogást is lehet venni a fejjel ) Rákérdezzek ???
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 október 22, 12:17
Írta: ii5d35wcx Dátum 2015 október 22, 12:17
Üdv!
Már nem aktuális a marógép mert elkelt.
Köszönöm az érdeklődést!
Üdv: Sándor
Már nem aktuális a marógép mert elkelt.
Köszönöm az érdeklődést!
Üdv: Sándor
Cím: Re:Hagyományos forgácsológépek
Írta: gvox Dátum 2015 október 22, 17:38
Írta: gvox Dátum 2015 október 22, 17:38
Üdvözöllek Gábor!
Engem érdekelne ME1000 vertikálfej, vagy a benne lévő két fogaskerék, légyszíves nézd meg meg van-e még.Köszönettel Attila
Engem érdekelne ME1000 vertikálfej, vagy a benne lévő két fogaskerék, légyszíves nézd meg meg van-e még.Köszönettel Attila
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2015 október 23, 00:25
Írta: fisrcxuk3 Dátum 2015 október 23, 00:25
Köszönöm,érdekelne a pontos tipusa ,EM 200 a rávaló .()FM vertikálfejem az van .)
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 03, 21:27
Írta: iy567t72g Dátum 2015 november 03, 21:27
Sziasztok!
Nekem is tanácsra lenne szükségem: :-)
Meg restauráltam az Strigon MU 1000 villámelőtolást.
A kuplungkosárban kicseréltem az összes golyót, amennyire tudtam feszesre állítottam, hogy kézzel még eltudjam forgatni. Összerakás után nem mondom, hogy jobb volt mint lett, de nem az igazi.Szinte izomból kell nyomni a kart, hogy menjen. Lehetséges, hogy kopottak a lamellák és kellene bele még egyet tenni?
Valaki biztos látott már ilyet, mert én most láttam először. :-)))
Minden tanácsot köszönök. :-)))
Nekem is tanácsra lenne szükségem: :-)
Meg restauráltam az Strigon MU 1000 villámelőtolást.
A kuplungkosárban kicseréltem az összes golyót, amennyire tudtam feszesre állítottam, hogy kézzel még eltudjam forgatni. Összerakás után nem mondom, hogy jobb volt mint lett, de nem az igazi.Szinte izomból kell nyomni a kart, hogy menjen. Lehetséges, hogy kopottak a lamellák és kellene bele még egyet tenni?
Valaki biztos látott már ilyet, mert én most láttam először. :-)))
Minden tanácsot köszönök. :-)))
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 november 04, 21:12
Írta: hostya Dátum 2015 november 04, 21:12
Csak nem Te vetted meg, © Gépipari Szolnok 75 marógépét...? :)
Mert neki részletesen leírtam a javítás menetét.., (csak közben eladta a gépet..)
Nem kell bele "még egy lamella", hanem...
1. Még feszesebbre kell állítani kuplungot.
Vagy..,
2. Ha nem megfelelően ragasztottad be zsírral a nyomólap 3 íves hornyába a 3db golyót, akkor összeszereléskor lehet hogy "kiestek" a helyükről, és nem látják el a funkciójukat, ezért kell "izomból" nyomni a kart..

Mert neki részletesen leírtam a javítás menetét.., (csak közben eladta a gépet..)
Nem kell bele "még egy lamella", hanem...
1. Még feszesebbre kell állítani kuplungot.
Vagy..,
2. Ha nem megfelelően ragasztottad be zsírral a nyomólap 3 íves hornyába a 3db golyót, akkor összeszereléskor lehet hogy "kiestek" a helyükről, és nem látják el a funkciójukat, ezért kell "izomból" nyomni a kart..
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 04, 21:21
Írta: iy567t72g Dátum 2015 november 04, 21:21
Szia!
De igen. :-)
A golyókat hülyebiztos módon beragasztottam zsírral azzal nem leget gond. :-) Ellenben a kuplung kosár belső menete picit sérült volt azt gondoltam, hogy addig nem is megy össze. lehet tévedtem. Lehet holnap újra szét veszem és esztergán kijavítom a menetet.
De igen. :-)
A golyókat hülyebiztos módon beragasztottam zsírral azzal nem leget gond. :-) Ellenben a kuplung kosár belső menete picit sérült volt azt gondoltam, hogy addig nem is megy össze. lehet tévedtem. Lehet holnap újra szét veszem és esztergán kijavítom a menetet.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 04, 22:08
Írta: ii5d35wcx Dátum 2015 november 04, 22:08
Sziasztok!
Nekem még mindig a mozgatóbütyök a gyanús, hogy nem mozdítja el teljesen a kupplungszorító kart.
Ha a mozgatórudat megnyomod egy nagy csavarhúzóval előtolás közben akkor könnyebben működik mint a karral , vagy nem változik semmi?
Üdv: Sanyi
Nekem még mindig a mozgatóbütyök a gyanús, hogy nem mozdítja el teljesen a kupplungszorító kart.
Ha a mozgatórudat megnyomod egy nagy csavarhúzóval előtolás közben akkor könnyebben működik mint a karral , vagy nem változik semmi?
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 04, 22:29
Írta: iy567t72g Dátum 2015 november 04, 22:29
Csavarhúzóval rendesen működik.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 08, 19:13
Írta: iy567t72g Dátum 2015 november 08, 19:13
Haladtam kicsit a géppel. Működik az előtolás minden formában.Kuplungkosárban a menetet kijavítottam, kb 2mm összébb tudtam húzni. Ennek ellenére bizonytalan volt a kapcsolás. Kiderült,az előtolószekrényben a kapcsolórúdon lötyögött a villa ezt a kúpos szeg beütése orvosolta de még mindig nem az igazi. Ekkor a kapcsoló mechanizmusban lévő görgőt 2mm-el nagyobb átmérőre cseréltem és minden a helyére került. Minden előtolás + villámjárat működik.
Más kérdés. Mi lehet az oka ha balra járatom az asztalt viszonylag csendes de jobbra ez nem mondható el róla. :-)
Mert magam agya szerint ugyan azok a fogaskerékpárok kapcsolódnak hisz a motor forgásiránya változik.
Mit követhetek el némi csendesedés reményében?? :-)
Bocs ha butaságokat kérdezek de én nem vagyok gépész.
Más kérdés. Mi lehet az oka ha balra járatom az asztalt viszonylag csendes de jobbra ez nem mondható el róla. :-)
Mert magam agya szerint ugyan azok a fogaskerékpárok kapcsolódnak hisz a motor forgásiránya változik.
Mit követhetek el némi csendesedés reményében?? :-)
Bocs ha butaságokat kérdezek de én nem vagyok gépész.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 09, 18:06
Írta: ii5d35wcx Dátum 2015 november 09, 18:06
Sziasztok RákosiM1-esek!
Kérdezném a marógép hátulján lévő hajtásvédő deklin nektek is van kivágás a láncnál?
Gondolom kenéshez kellet , de akkor is érthetetlen az ilyen hosszú kivágás.
üdv: Sanyi

Kérdezném a marógép hátulján lévő hajtásvédő deklin nektek is van kivágás a láncnál?
Gondolom kenéshez kellet , de akkor is érthetetlen az ilyen hosszú kivágás.
üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 09, 18:07
Írta: ii5d35wcx Dátum 2015 november 09, 18:07
(//url=http://kepfeltoltes.hu/view/151109/IMG_38431_www.kepfeltoltes.hu_.jpg%5D%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/151109/IMG_38431_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 09, 18:08
Írta: ii5d35wcx Dátum 2015 november 09, 18:08
ttp://kepfeltoltes.hu/151109/IMG_38441_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/151109/IMG_38431_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/151109/IMG_38431_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 09, 18:49
Írta: ii5d35wcx Dátum 2015 november 09, 18:49
Ez a képfeltöltés még mindig nehezen megy !
Pedig mind a három képnél ugyanazt jelöltem ki.
Na mindegy remélem érthető a kérdésem?
A kis Kemény Antal féle gép a finisben van.
Villamos bekötés és ellenörzés kell.Nincs valakinek patronba fogható ellenőrző rúdja?
Üdv: Sanyi




Pedig mind a három képnél ugyanazt jelöltem ki.
Na mindegy remélem érthető a kérdésem?
A kis Kemény Antal féle gép a finisben van.
Villamos bekötés és ellenörzés kell.Nincs valakinek patronba fogható ellenőrző rúdja?
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 09, 22:27
Írta: iy567t72g Dátum 2015 november 09, 22:27
Szia Sanyi!
Ellenőrző rudam sajnos nincs, de a géped nagyon szép lett és gondolom jó is. Gratulálok! :-))
Ellenőrző rudam sajnos nincs, de a géped nagyon szép lett és gondolom jó is. Gratulálok! :-))
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2015 november 09, 22:33
Írta: ywathzay Dátum 2015 november 09, 22:33
Nagyon szép munka!
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 09, 23:04
Írta: ii5d35wcx Dátum 2015 november 09, 23:04
Köszönöm!A főorsóház még nincs beállítva oldalirányban , ezért kellene. Ugyanaz ,mint az
E1N csak az elődje.

Ennek a beállításához kellene.Ha van eladó valakinek megveszem. Üdv: Sanyi
E1N csak az elődje.
Ennek a beállításához kellene.Ha van eladó valakinek megveszem. Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 november 10, 00:56
Írta: hostya Dátum 2015 november 10, 00:56
Szia Sanyi!
Patronba fogható ellenőrző rúdnak megteszi egy olyan köszörült EGYENES rúd is, amit a legnagyobb patronoddal be tudsz fogni, DE...
Ezzel a rúddal csak a durva beállítást tudod elvégezni. (ha nem üt a patronod.. -de minden patron üt valamennyit- )
A pontos finom beállítás csak próba esztergálással lehetséges.
Nekem is ilyen gépem van, és én is "felújítottam" a lehetőségeimhez mérten.
A festése nem lett olyan szép mint a Tiéd, de a pontosságával meg vagyok elégedve. [#wave]
Ilyen volt amikor megvettem..

És ilyen most, 5évvel a "felújítás után..

Patronba fogható ellenőrző rúdnak megteszi egy olyan köszörült EGYENES rúd is, amit a legnagyobb patronoddal be tudsz fogni, DE...
Ezzel a rúddal csak a durva beállítást tudod elvégezni. (ha nem üt a patronod.. -de minden patron üt valamennyit- )
A pontos finom beállítás csak próba esztergálással lehetséges.
Nekem is ilyen gépem van, és én is "felújítottam" a lehetőségeimhez mérten.
A festése nem lett olyan szép mint a Tiéd, de a pontosságával meg vagyok elégedve. [#wave]
Ilyen volt amikor megvettem..
És ilyen most, 5évvel a "felújítás után..
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 10, 06:53
Írta: ii5d35wcx Dátum 2015 november 10, 06:53
Sziasztok!
Csak azért gondoltam az ellenörző rúdra , hogy a gépkönyv által leírt pontossági vizsgálatokat és jegyzőkönyveket elkészíthessem. Utána természtesen jön a próbaesztergálás. Itt még üthet a tokmány, ha a tokmánytárcsát nem a pontos alapbeállítás után szabályoztad fel.Ezután, remélem az én gépemen is látszani fog az öt év, a munkák miatt.Egyébként szépen felújított és karbantartott gép a tied.Az a szerszámtartó kimondottan tetszik.
Üdv: Sanyi
Csak azért gondoltam az ellenörző rúdra , hogy a gépkönyv által leírt pontossági vizsgálatokat és jegyzőkönyveket elkészíthessem. Utána természtesen jön a próbaesztergálás. Itt még üthet a tokmány, ha a tokmánytárcsát nem a pontos alapbeállítás után szabályoztad fel.Ezután, remélem az én gépemen is látszani fog az öt év, a munkák miatt.Egyébként szépen felújított és karbantartott gép a tied.Az a szerszámtartó kimondottan tetszik.
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2015 november 10, 07:29
Írta: ndpkrup8z Dátum 2015 november 10, 07:29
Üdv
Az én gépemen kőrben zár a burkolat,nem értem
miért van a Tiéden az a rés.
Lehet, hogy azt utólag készítették?
A felület megmunkálásából következtethetsz.
Üdv: Péter
Az én gépemen kőrben zár a burkolat,nem értem
miért van a Tiéden az a rés.
Lehet, hogy azt utólag készítették?
A felület megmunkálásából következtethetsz.
Üdv: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 10, 17:37
Írta: ii5d35wcx Dátum 2015 november 10, 17:37
Szia Péter!
Akkor ezt valami nagytudású találta ki a marcali laktanyában.Na mindegy 6x6-os négyszögacéllal kipótolom.
Hostyától kérdezném ,hogy hűtöszivattyú külön hordozható tartályban van? Valamikor 1 literes Hypo-s műanyagflakon tetejébe fúrtam lyukat egy kiperemezett 15 cm rézfékcső darab belenyomva.
A flakont megtöltöttem emulzióval és már kész.
Csak menetvágáskor volt ciki mert mind a két kéz kell hozzá.
Ez csak egy kis nosztalgia.
Üdv: Sanyi
Akkor ezt valami nagytudású találta ki a marcali laktanyában.Na mindegy 6x6-os négyszögacéllal kipótolom.
Hostyától kérdezném ,hogy hűtöszivattyú külön hordozható tartályban van? Valamikor 1 literes Hypo-s műanyagflakon tetejébe fúrtam lyukat egy kiperemezett 15 cm rézfékcső darab belenyomva.
A flakont megtöltöttem emulzióval és már kész.
Csak menetvágáskor volt ciki mert mind a két kéz kell hozzá.
Ez csak egy kis nosztalgia.
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 november 11, 00:16
Írta: hostya Dátum 2015 november 11, 00:16
A hűtőszivattyú külön hordozható tartályban csak tervben van... :)
Én is a flakonos megoldást alkalmazom az E1-nél is, meg az ME1000-nél is...
Én is a flakonos megoldást alkalmazom az E1-nél is, meg az ME1000-nél is...
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2015 november 11, 06:30
Írta: rocco33 Dátum 2015 november 11, 06:30
Me1000-nél nekem mindig eldugul a lefolyó, és akkor csorog össze vissza... már gondolkoztam rajta hogy megfúrom az asztalt+lefolyónak
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 11, 21:40
Írta: ii5d35wcx Dátum 2015 november 11, 21:40
Sziasztok!
Ilyen tokmány diót keresek a képen látható tokmányra.
http://kepfeltoltes.hu/151111/IMG_256912_www.kepfeltoltes.hu_.jpg


Üdv : Sanyi
Ilyen tokmány diót keresek a képen látható tokmányra.
http://kepfeltoltes.hu/151111/IMG_256912_www.kepfeltoltes.hu_.jpg
Üdv : Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2015 november 11, 21:49
Írta: ii5d35wcx Dátum 2015 november 11, 21:49
Még egy kép a beazonosításhoz

Hátha van valakinek
Hátha van valakinek
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 16, 11:27
Írta: iy567t72g Dátum 2015 november 16, 11:27
Sziasztok!
Tudna valaki a Strigon MS400-01 gépről némi infóval szolgálni.
Nem találok róla semmit a neten.
Leginkább a géptömege és megmunkálható legnagyobb méret érdekelne.
Előre is köszönöm a segítséget.
Tudna valaki a Strigon MS400-01 gépről némi infóval szolgálni.
Nem találok róla semmit a neten.
Leginkább a géptömege és megmunkálható legnagyobb méret érdekelne.
Előre is köszönöm a segítséget.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2015 november 16, 14:26
Írta: Gyula65 Dátum 2015 november 16, 14:26
Itt találsz egy eladó gépet.
http://www.konyhafelszereles.com/elado_gepek.html
Tőlük kérjél némi információt!
Üdv!
http://www.konyhafelszereles.com/elado_gepek.html
Tőlük kérjél némi információt!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 16, 14:32
Írta: iy567t72g Dátum 2015 november 16, 14:32
Köszönöm! :-)
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 16, 15:23
Írta: iy567t72g Dátum 2015 november 16, 15:23
Felhívtam őket, gép már nincs meg és infó sincs. :-((
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2015 november 16, 15:49
Írta: Gyula65 Dátum 2015 november 16, 15:49
Elnézést!
Üdv !
Üdv !
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2015 november 16, 16:52
Írta: iy567t72g Dátum 2015 november 16, 16:52
Nincs miért! :-)
Ez is egy szál lett volna. :-)
Ez is egy szál lett volna. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 november 24, 15:53
Írta: Csuhás Dátum 2015 november 24, 15:53
Tanácsot kérnék. Van egy gyalugépem aminek a kenését egy kis fogaskerék szivattyú végzi. Most hogy lehűlt az idő a szivattyú az eddigi olaj helyett olaj levegő habot kezdett nyomni ahogy az az olajnéző ablakon látszik. Átnéztem mindent és úgy néz ki hogy a hideg sűrűbb olajnak annyival nagyobb az áramlási ellenállása hogy a fogaskerék szivattyú a tengely mellett fals levegőt is beszív. Kérdés okoz-e ez hosszabb távon gondot a gép működésében, illetve hogyan kellene orvosolni a hibát? Mellékelek egy képet a szivattyúról, ami három összecsavarozott lapból áll ahol a középsőben van a fogaskerekek fészke és az szolgál a nyomóoldali elosztóként is. A két fedlapban a kerekek besajtolt bronz csapágyban futnak, jelentéktelen kotyogással.

Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2015 november 24, 16:50
Írta: Dakota25 Dátum 2015 november 24, 16:50
Évszaknak (hőmérsékletnek) megfelelő (viszkozitású) olaj használata? Esetleg petróval hígítva beállítani?
Olaj fűtése?
A nem megfelelő viszkozitású olaj megfelelően eljut-e a kenési helyekre? Mennyivel zabál több áramot a gép így? Lehet, hogy olcsóbb lecserélni? (Előbb-utóbb a fogak is elfogyhatnak a kerékről.
---
Az egyik esztergám előző gazdája a főorsó szimeringjénél elfolyó olaj miatt megfúrta a szimmeringházat, gumicsővel visszavezette a motorolajat(!) a szivattyúházba, de üzem közben így is kiürült az olajtartály pillanatok alatt, az olaj megrekedt az orsóházban.
A megfelelő E5 olaj betöltésével minden helyrejött, a buher tákolások eltávolítása után semmi olajat nem ereszt ugyanaz a szimering.
Olaj fűtése?
A nem megfelelő viszkozitású olaj megfelelően eljut-e a kenési helyekre? Mennyivel zabál több áramot a gép így? Lehet, hogy olcsóbb lecserélni? (Előbb-utóbb a fogak is elfogyhatnak a kerékről.
---
Az egyik esztergám előző gazdája a főorsó szimeringjénél elfolyó olaj miatt megfúrta a szimmeringházat, gumicsővel visszavezette a motorolajat(!) a szivattyúházba, de üzem közben így is kiürült az olajtartály pillanatok alatt, az olaj megrekedt az orsóházban.
A megfelelő E5 olaj betöltésével minden helyrejött, a buher tákolások eltávolítása után semmi olajat nem ereszt ugyanaz a szimering.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 november 24, 17:30
Írta: Csuhás Dátum 2015 november 24, 17:30
Az előző tulaj által hagyott (tiszta) olaj van benne, talán lehetne hígítani rajta, ez is egy lehetőség. Fűteni nem fogom mert nagyon körülményesnek gondolom. Áramfelvétel biztosan nagyobb hiszen a kost is jobban fogja az olaj de az egész gép 750W nem vészes ha ez megemelkedik 10..20%-al. Az olaj eljut így is mindenhova, egyszerű ez a gép remekül látszik az összes olajzási hely. Most egyébként arra gondolok hogy a három lapból álló szivattyú kap még két zárólemezt ami a négy külvilág felé nyitott tengelycsapágyból hármat lezárna.
Cím: Re:Hagyományos forgácsológépek
Írta: zoli0302 Dátum 2015 november 24, 18:14
Írta: zoli0302 Dátum 2015 november 24, 18:14
Szia !
A műanyag fogaskerék alatti /ha van/szimeringet nézd meg, a sűrűbb olaj miatt a tengely mentén levegőt szív a szivattyú.
A műanyag fogaskerék alatti /ha van/szimeringet nézd meg, a sűrűbb olaj miatt a tengely mentén levegőt szív a szivattyú.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 november 24, 18:41
Írta: Csuhás Dátum 2015 november 24, 18:41
Nincs egyik tengelyvégen sem szimering (Mind a 4 vég szabadon van). Oda akarok a műanyag kerékbe egy beszúrást készíteni egy O gyűrűnek
Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2015 november 24, 18:44
Írta: Dakota25 Dátum 2015 november 24, 18:44
Nagyobb keresztmetszetű szívóoldali cső nem segítene?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 november 24, 18:58
Írta: Csuhás Dátum 2015 november 24, 18:58
Gondoltam rá, de a cső tömítve átmegy az öntvény vázon elég keserves dolog volna vastagabbra cserélni. A képen a felső cső a szívó ág, az eleve jóval vastagabb. Végignéztem hátha dugulás van a rendszerben, de levegővel átfújva mind a szűrő, a cső, és a talpszelep is rendben volt. Összerakva, fecskendővel megszívva mégis csak lassan jött az olaj. No majd a hétvégén kísérletezem egy kicsit.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2015 november 24, 19:04
Írta: 000000000 Dátum 2015 november 24, 19:04
LEhet hülye ötlet: kétfokozatú olaj használata?
A te problémád ugyanaz, mint az autóban.
5W40 vagy 10W40 olaj?
A te problémád ugyanaz, mint az autóban.
5W40 vagy 10W40 olaj?
Cím: Re:Hagyományos forgácsológépek
Írta: zoli0302 Dátum 2015 november 24, 19:49
Írta: zoli0302 Dátum 2015 november 24, 19:49
Az nem kis mutatvány lesz,szinte biztos, hogy edzett a tengely, így köszörülni kell az O gyűrű fészkét.
Talán ha a gépváz és a szivattyú közé raknál egy tömítést, a külső oldalra egy lezárólapot tömítéssel és a fogaskerék tengelyét a lezárólap hornyába illesztett O gyűrűvel tömíthetnéd
Talán ha a gépváz és a szivattyú közé raknál egy tömítést, a külső oldalra egy lezárólapot tömítéssel és a fogaskerék tengelyét a lezárólap hornyába illesztett O gyűrűvel tömíthetnéd
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2015 november 24, 19:54
Írta: Csuhás Dátum 2015 november 24, 19:54
Nem nem a tengelyt akarom bolygatni, hanem a műanyag fogaskerékbe akarok beszúrni egy hornyot a homlokfelületbe, egy axiális tömítésnek. A többi nem kilógó tengelyt pedig zárólappal lefedem.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 december 18, 14:33
Írta: remrendes Dátum 2015 december 18, 14:33
Nezegetem a hasznalt gep piacot, nem sok sikerrel. Sajnos lehet, hogy surgosen kell majd egy marogep. Mennyire erdemes pl egy Kami FKM 538 -ban gondolkozni? Lenyegesen olcsobb, mint pl a TOS FN20.
Ugyan ez a helyzet a DKM 300-360 -as esztergaval. Igaz, ez dragabb, mint egy ketes allapotu E3N.
Ugyan ez a helyzet a DKM 300-360 -as esztergaval. Igaz, ez dragabb, mint egy ketes allapotu E3N.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2015 december 18, 18:18
Írta: hostya Dátum 2015 december 18, 18:18
Évekig dolgoztam TOS FN20-on, mindent tud(ott) ami egy ipari felhasználásra szánt géptől elvárható.. (ipari felhasználás mellett..)
A Kami FKM 538-at "csak láttam dolgozni, (hobbi körülmények között..)"
A Kami FKM 538 (látszólag) jobb felszereltségűnek látszott.. (útmérők az X,Y (Z) tengelyeken.. stb.., de, a látszat néha nagyon csalóka lehet...
Az egyik gépet IPARI felhasználásra tervezték/gyártották -huszon+ éve- (TOS FN20), míg a másikat (Kami FKM 538), lehet használni (kis)ipari, vagy hobbi területen... (szerintem)
A gépek ára(i) tükrözik a minőséget is... (szerintem)
A Kami FKM 538-at "csak láttam dolgozni, (hobbi körülmények között..)"
A Kami FKM 538 (látszólag) jobb felszereltségűnek látszott.. (útmérők az X,Y (Z) tengelyeken.. stb.., de, a látszat néha nagyon csalóka lehet...
Az egyik gépet IPARI felhasználásra tervezték/gyártották -huszon+ éve- (TOS FN20), míg a másikat (Kami FKM 538), lehet használni (kis)ipari, vagy hobbi területen... (szerintem)
A gépek ára(i) tükrözik a minőséget is... (szerintem)
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2015 december 19, 06:05
Írta: remrendes Dátum 2015 december 19, 06:05
Koszonom szepen, en is ettol tartok.
Cím: Re:Hagyományos forgácsológépek
Írta: 9a8r3iviv Dátum 2015 december 31, 21:04
Írta: 9a8r3iviv Dátum 2015 december 31, 21:04
Sziasztok !
Az lenne a kérdésem , hogy van HBM BF 25L-es marógépem, és lehet -e pontos a meglévő trapézmenetes orsón CNC-steni ,úgy , hogy a mach3-ban megadnám a holtjátékot?Csak hobby célra használnám , de akkor olyan előtolással , amit kézzel is szoktam .Illetve csak a golyósorsós megoldás jöhet-e szóba?Válaszokat előre is köszönöm.
BOLDOG ÚJ ÉVET KÍVÁNOK MINDENKINEK !
Az lenne a kérdésem , hogy van HBM BF 25L-es marógépem, és lehet -e pontos a meglévő trapézmenetes orsón CNC-steni ,úgy , hogy a mach3-ban megadnám a holtjátékot?Csak hobby célra használnám , de akkor olyan előtolással , amit kézzel is szoktam .Illetve csak a golyósorsós megoldás jöhet-e szóba?Válaszokat előre is köszönöm.
BOLDOG ÚJ ÉVET KÍVÁNOK MINDENKINEK !
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2015 december 31, 21:19
Írta: svejk Dátum 2015 december 31, 21:19
Én nem ajánlom.
Lesz neked még majd olyan géped mely lesz olyan merev mint a BF25.
Alapvetően nem a pontosság miatt van gond a holtjátékkal hanem hogy adott esetben elmozdítja a szánokat a maró.
Lesz neked még majd olyan géped mely lesz olyan merev mint a BF25.
Alapvetően nem a pontosság miatt van gond a holtjátékkal hanem hogy adott esetben elmozdítja a szánokat a maró.
Cím: Re:Hagyományos forgácsológépek
Írta: 9a8r3iviv Dátum 2015 december 31, 21:31
Írta: 9a8r3iviv Dátum 2015 december 31, 21:31
Akkor hagyjam úgy , ahogy mondtad? Lehet , hogy igazad van,majd meglátjuk , csak sajnálom a 3 db 3fázisú léptetőket , nem beépíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 30, 08:54
Írta: n9ugdfyrv Dátum 2016 január 30, 08:54
Sziasztok,
volna egy érdekes kérdésem... adva vagyon egy törött végű gépsatu (kb. szimmetrikusan mindkét oldalon), az öntvény "lerepedt".
Kép a saturól
Nem nálam történt, de megcsinálnám, mert ha kicsit veszítek is a befogható méretből, nekem elég úgy is - nekem tök jó lesz a kis hobby gépre :) . A kérdés, jó elgondolás-e a következő javítási terv:
- 1, amit kell leszerelni, a törött részt az öntvényből a retesz mögött lemarni (esztétikai okból elsősorban)
- új reteszhornyot marni, furatot tenni az öntvénybe a pofa mögötti blokknak, és összerakni egy új, köszörült pofa mögötti blokkal
Mit gondoltok?
volna egy érdekes kérdésem... adva vagyon egy törött végű gépsatu (kb. szimmetrikusan mindkét oldalon), az öntvény "lerepedt".
Kép a saturól
Nem nálam történt, de megcsinálnám, mert ha kicsit veszítek is a befogható méretből, nekem elég úgy is - nekem tök jó lesz a kis hobby gépre :) . A kérdés, jó elgondolás-e a következő javítási terv:
- 1, amit kell leszerelni, a törött részt az öntvényből a retesz mögött lemarni (esztétikai okból elsősorban)
- új reteszhornyot marni, furatot tenni az öntvénybe a pofa mögötti blokknak, és összerakni egy új, köszörült pofa mögötti blokkal
Mit gondoltok?
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2016 január 30, 09:00
Írta: guliver83 Dátum 2016 január 30, 09:00
Apósomnak is van egy ilyen ami szintén ugyan így eltört és fogta aztán meghegesztette.
És azóta nincs vele semmi gond.
Lehetséges, hogy hülyeség de működik!
És azóta nincs vele semmi gond.
Lehetséges, hogy hülyeség de működik!
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 30, 09:27
Írta: n9ugdfyrv Dátum 2016 január 30, 09:27
Sajnos nincs rá megfelelő felszereltségem (öntvény hegesztés), és nem is merném megkockáztatni, hogy elrontom azzal... :) Ezért oldanám meg anélkül - ha lehet (!) ... :) Hegesztés után úgyis újra kellene munkálni mindent rajta, hogy pontos legyen...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 január 30, 10:33
Írta: Csuhás Dátum 2016 január 30, 10:33
Jó lesz. Marásnál a minimumot mard le lehetőleg a repedést követve, ferdén. Reteszhoronynál megfontolnám az oldalról befúrt hengeres reteszt mert úgy nem képződne új repedés kiindulását segítő éles sarok. A reteszt is pár milliméterrel beljebb vinném az öntvény végétől mint ahogy eredetileg volt.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 30, 11:35
Írta: n9ugdfyrv Dátum 2016 január 30, 11:35
Köszi Csuhás! A retesz az általad említett esetben milyen átmérő lenne? Illetve azt hogyan tudom "otthon csak egy horizontális" marógéppel megcsinálni (a szögletes az ugye egyszerű)?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 január 30, 12:38
Írta: Csuhás Dátum 2016 január 30, 12:38
Nagyjából olyan legyen mint a eredeti retesz átlója. Szemre a képed alapján 6..8 körüli. Horizontális gép az pont jó. Felfogod a satut, rácsavarozod a pofa tartót ( beállítgatod ) majd a maróorsóba fúrót fogva egyszerre átfúrod a két anyagot a találkozási vonal mentén. Nem árt dörzsárazni, majd lesorjázva már használhatod is. Esetleg összefogáskor tehetsz egy réteg cigaretta papírt az elemek közé így a végén a retesz papír nélkül szoros lesz, és nem hagyod el.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 január 30, 12:46
Írta: Kristály Árpád Dátum 2016 január 30, 12:46
Halihó!
Lehet kapni Önvény pálcát darabra....
Én váltó árammal hegesztettem meg
az Ocra kályha zsanérját!!!
Több éve tartja az a böszme ajtót.
Zsanér talán 20x15 milliméter keresztmetszetű!!!
Üdv.: Árpi
Lehet kapni Önvény pálcát darabra....
Én váltó árammal hegesztettem meg
az Ocra kályha zsanérját!!!
Több éve tartja az a böszme ajtót.
Zsanér talán 20x15 milliméter keresztmetszetű!!!
Üdv.: Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 30, 12:51
Írta: n9ugdfyrv Dátum 2016 január 30, 12:51
Köszi! Meglátjuk, lehet nekiesek! :) A kérdés, tudja-e a hobbygépem átfogni majd a dolgokat - kiderül! Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2016 január 30, 22:15
Írta: Bicska Dátum 2016 január 30, 22:15
Én próbálam már gépsatukat meghegeszt(ett)eni, de nem sikerült, pár hét után megadta magát. Pedig volt ötvénypálca stb. Sajnos nekem rosszabb helyen volt törve, ráadásul nem is békebeli satuk voltak.. De egy próbát megér!!
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 január 30, 22:46
Írta: sufnituning Dátum 2016 január 30, 22:46
Nem értem a képen nem látom, hogy a pofát,hogy mi tartja a helyén , ahol a retesz és reteszhorony van?
csak az a retesz tartja meg a pofát,??
Mert én nem hegesztgetném, lemarnám a sérült részt, felülről 2- 2 csavarral raknék egy magasabb pofarészt.
csak az a retesz tartja meg a pofát,??
Mert én nem hegesztgetném, lemarnám a sérült részt, felülről 2- 2 csavarral raknék egy magasabb pofarészt.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 31, 08:18
Írta: n9ugdfyrv Dátum 2016 január 31, 08:18
Az elülső pofa tartó blokk alulról van megcsavarozva két átmenővel a "szánban lévő" két függőleges furaton keresztül - plusz a retesz "támasztja"... természetesen ha arrébb kerül akkor új furat, új horony (és új tömb is, mivel az is repedt).
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 január 31, 10:21
Írta: TROMF22 Dátum 2016 január 31, 10:21
"Az elülső pofa tartó blokk alulról van megcsavarozva két átmenővel"
Nem értem a gyártót. A pofatartó blokk alulról van csavarozva + mellette a retesz szerű hasáb a nyíróerők felvételére. A csavarok miatt a retesz aszimmetrikus elrendezésű a blokk talpán.
De miért a retesz van az öntvény test sarkához közelebb. Hogy könnyebben letörjön?
Ha rövidítve átalakítod a satut, szerintem fordítsd meg a retesz és a csavarok elrendezését. Az alaptest végéhez közeli átmenő furatok kevésbé lesznek egy újabb repedés elindítói. Annál is inkább mert mert a retesz már előbb felveszi a terhelést.
De a legjobb egy szélesebb retesz lenne, és annak középvonalában elhelyezni a lehúzó csavarokat.
Persze ez nagyobb gépi munka.....
Nem értem a gyártót. A pofatartó blokk alulról van csavarozva + mellette a retesz szerű hasáb a nyíróerők felvételére. A csavarok miatt a retesz aszimmetrikus elrendezésű a blokk talpán.
De miért a retesz van az öntvény test sarkához közelebb. Hogy könnyebben letörjön?
Ha rövidítve átalakítod a satut, szerintem fordítsd meg a retesz és a csavarok elrendezését. Az alaptest végéhez közeli átmenő furatok kevésbé lesznek egy újabb repedés elindítói. Annál is inkább mert mert a retesz már előbb felveszi a terhelést.
De a legjobb egy szélesebb retesz lenne, és annak középvonalában elhelyezni a lehúzó csavarokat.
Persze ez nagyobb gépi munka.....
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 január 31, 10:43
Írta: n9ugdfyrv Dátum 2016 január 31, 10:43
Köszi neked is! Igen, ez valóban logikusnak hangzik (retesz - furat csere) meg is tudom szerintem csinálni... bár meg kell nézni, hogy a forgótalpas résznél elfér-e fizikailag a dolog, de szerintem el fog!
Ami még eszembe jutott úgy általában: a retesz amúgy sima reteszacél legyen köszörültetve. ha a régi esetleg nem lenne jó?
Ami még eszembe jutott úgy általában: a retesz amúgy sima reteszacél legyen köszörültetve. ha a régi esetleg nem lenne jó?
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2016 január 31, 11:18
Írta: Robika37 Dátum 2016 január 31, 11:18
Üdv !
Úgy gondolom a gyártó abban gondolkodott,hogy ha olyan munkadarabot kell megfogni a satuval ami nincs teljesen leengedve a csúszófelületre (vékonyabb alkatrészek alátétezve , kör keresztmetszetű munkadarabok stb.) akkor nem csak nyírásra lesz igénybe véve a blokk hanem csavarásra is. A forgásponthoz lehetőség szerint minél messzebb rögzítve stabilabb a rendszer . Kör keresztmetszetű "retesz" nem csak nyírásra veszi fel az erőt hanem hajlamos emelőként is viselkedni, oldalirányú erő hatására "fel akar mászni" egyik felület a másikon ez öntvénynél lazuláshoz kiverődéshez vezethet. VÉLeményem szerint [#ejnye1]
Úgy gondolom a gyártó abban gondolkodott,hogy ha olyan munkadarabot kell megfogni a satuval ami nincs teljesen leengedve a csúszófelületre (vékonyabb alkatrészek alátétezve , kör keresztmetszetű munkadarabok stb.) akkor nem csak nyírásra lesz igénybe véve a blokk hanem csavarásra is. A forgásponthoz lehetőség szerint minél messzebb rögzítve stabilabb a rendszer . Kör keresztmetszetű "retesz" nem csak nyírásra veszi fel az erőt hanem hajlamos emelőként is viselkedni, oldalirányú erő hatására "fel akar mászni" egyik felület a másikon ez öntvénynél lazuláshoz kiverődéshez vezethet. VÉLeményem szerint [#ejnye1]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 január 31, 11:44
Írta: Csuhás Dátum 2016 január 31, 11:44
Nem osztom a véleményed, a retesz gyakorlatilag csak nyíró igénybevételnek van kitéve. Rendeltetésszerű használat esetén a csavarral összehúzott felület nem mozdul el egymáson, túlterhelés hatására pedig elcsúszik és nyírni igyekszik a reteszt. Extrém esetben viselkedhet emelőként amikor már a csavar nyúlik vagy szakad De ilyen esetben a szögletes retesz lerepeszti az öntvényt míg a hengeres hagyja elfordulni.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2016 január 31, 11:50
Írta: Robika37 Dátum 2016 január 31, 11:50
OK[#worship]
De gondolom abban egyetértesz, hogy a csavarokat a pofához közelebbi felületbe kell fúrni és abban is , hogy a csavarok szakadása vagy lazulása okozta a szóban forgó problémát..[#integet2]
De gondolom abban egyetértesz, hogy a csavarokat a pofához közelebbi felületbe kell fúrni és abban is , hogy a csavarok szakadása vagy lazulása okozta a szóban forgó problémát..[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 január 31, 12:10
Írta: TROMF22 Dátum 2016 január 31, 12:10
Nem hagytam ki a számításból a felvetésed, de itt nyilvánvalóan a reteszhorony elhelyezése lett a gyenge pont.
A pofa felső tartományába eső terhelés felvételére tekintettel írtam, az utolsó sort:
-szélesebb retesz
-középen rögzítő csavar
-ami értelemszerűen közelebb kerülve a pofa szorítósíkhoz a billentőnyomatékot is hatásosabban ellensúlyozná
A pofa felső tartományába eső terhelés felvételére tekintettel írtam, az utolsó sort:
-szélesebb retesz
-középen rögzítő csavar
-ami értelemszerűen közelebb kerülve a pofa szorítósíkhoz a billentőnyomatékot is hatásosabban ellensúlyozná
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 január 31, 12:58
Írta: ywathzay Dátum 2016 január 31, 12:58
Én meg nem osztom a te véleményed, a csavarral rögzített felület igenis elmozdul(hat), ezért kell a retesz, én mondjuk nem így keresztben raknék, hanem függőlegesen egy D6mm H7furat két oldalt, illesztőszeg, csavarral lehúzat és sosem mozdul el. A vízszintes retesz helyett, az öntvény kímélése céljából jobb a hengeres, de nem célravezető ebben az esetben. Szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2016 január 31, 13:14
Írta: Robika37 Dátum 2016 január 31, 13:14
A fényképet jobban megnézve Csuhás által említett extrám esetbe került a satu. Valószínű a felfogó csavarok fölött kezdődött a törés utána már a retesz sem tudta megtartani a pofát sőt ártalmára vállt mivel nem tudott tőle megcsúszni ezáltal eltört az egész. Még egyszer végiggondolva az oldalról befúrt hengeres "retesz" lenne a legjobb megoldás. Ha törik a csavar akkor egyszerűen szétesik és új csavarral működőképes nem károsodik tovább. Eredeti megoldással újból így járhat, függőleges befúrt tájolócsap vagy kitörik az anyagból vagy beletörik ha kemény az anyaga mindegyik eshetőség probléma..
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 január 31, 13:38
Írta: ywathzay Dátum 2016 január 31, 13:38
Viszont ha a forgácsolás közben keletkező erők, elkezdik "mocorogtatni" az anyagot, mert mondjuk a satu pofája engedni képes, akkor ami sérülhet (mdb, szerszám) sérül is.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 január 31, 13:51
Írta: PSoft Dátum 2016 január 31, 13:51
Olvasom itt a gépész urakat, tegnap reggel kilenc óta satu javítás ügyben.:)
Alaposan/tudományosan, minden oldalról körbe jártátok ezt a témát!
(és, még nincs vége):)
Persze, ez nem baj, sőt...
Így tanul az ember!
Igaz,hogy nem precíziós gépsatu, de...
Van nekem egy magyar, asztali 120-as satum.
Évekkel ezelőtt került hozzám, leszakadt fejjel.
Tudományosan, csak úgy villanyász módjára:) átgondoltam a javítását,és akkor, a következőkre jutottam.
A törés mentén "kigyököltem" az öntvényt.
A helyére illesztettem a törött fejet,és trafóval, saválló elektródával körbe-körbe, több lépésben kitöltöttem a gyökölést.
Utána, 5mm-es acéllemezből vágtam két foltot, a foltokat az előzőleg síkba flexelt hegesztésre illesztettem,és szintén saválló elektródával, szintén több rétegben, alaposan körbevarrtam őket.
Ennek már közel tíz éve.
A satu "udvari satuként" funkcionál azóta is, elég mostoha körülmények között.
Ha úgy alakul, szorítok is vele rendesen.
Ha enyém lenne az a gépsatu, tegnap dél körül/ebéd után, már biztos,hogy dolgoztam volna vele, mintha mi sem történt volna.:)
Pár kép az én javított 120-as asztali satumról.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 január 31, 16:20
Írta: Csuhás Dátum 2016 január 31, 16:20
A függőleges hatos szeg ide nem jó mert ez szinte ideális nyírási helyzet ha a lehúzó csavarok csak egy picit is lazulnak vagy akár csak féloldalasan befogva valamit jobban meghúzzák a satut az a pilincka retesz már el is van vágva. A fektetett retesz jóval nagyobb keresztmetszetére van itt szükség.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 január 31, 20:27
Írta: hostya Dátum 2016 január 31, 20:27
Nagyon jó lett!
Nekem még soha nem sikerült trafóval(AC)+ saválló elektródával hegeszteni. :(
Biztos az elektróda választásban van a megoldás, de nem tudom milyen elektróda lenne alkalmas...
Esetleg valaki tudna mondani valami használható típust amit lehet használni trafóval(AC)?
Gondolom jó nagy áram kell hozzá, de az nem lenne gond, mert van olyan trafóm is amivel 4-es pálcával folyamatosan hegesztettem anno a lemez kazánokat.
Ritkán lenne rá szükség, de akkor nagyon.. :)
Nekem még soha nem sikerült trafóval(AC)+ saválló elektródával hegeszteni. :(
Biztos az elektróda választásban van a megoldás, de nem tudom milyen elektróda lenne alkalmas...
Esetleg valaki tudna mondani valami használható típust amit lehet használni trafóval(AC)?
Gondolom jó nagy áram kell hozzá, de az nem lenne gond, mert van olyan trafóm is amivel 4-es pálcával folyamatosan hegesztettem anno a lemez kazánokat.
Ritkán lenne rá szükség, de akkor nagyon.. :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 január 31, 20:57
Írta: ywathzay Dátum 2016 január 31, 20:57
A Hetra 160-as trafó úgy tudom AC. Én azzal 63.30 esab elektródával tudtam nagyon szépen is hegeszteni. Ha sarokvarratnál az elején az a nyomorult bevonat nem szorult be a varratba, ott is gyönyörű varratot lehetett vele csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 január 31, 21:28
Írta: hostya Dátum 2016 január 31, 21:28
Húú basszus...:)
Nézegettem az árait a 63.30 esab elektródának.
Hát nem olcsó, mindenesetre köszi a segítséget.[#wave]
Nézegettem az árait a 63.30 esab elektródának.
Hát nem olcsó, mindenesetre köszi a segítséget.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 január 31, 21:41
Írta: ywathzay Dátum 2016 január 31, 21:41
Én mindig azt a 10-20db-ot vettem amire éppen szükség volt.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 január 31, 21:50
Írta: hostya Dátum 2016 január 31, 21:50
Lehet darabra is venni?
Nem csak "dobozos" kiszerelésben..?
Nem csak "dobozos" kiszerelésben..?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 január 31, 22:05
Írta: KoLa Dátum 2016 január 31, 22:05
Nekem is van még a 20.század-ból, két satum ami totálkárosként került hozzám az egyik egy kicsi 40-es ezt én simán co-val több sorral körbehegesztettem a gyök után, megnövelve a tömeget és a felületet.
Az udvari satum is egy javított méhtelepi, 140-es.
Az egyik prizmát felszakították félig,tettem bele egy M10 bkny-t és ennek már vagy 20éve!még bírja!A két satu nagyjából egyszerre került javítás alá de ez látszik is rajtuk!
képek
Az udvari satum is egy javított méhtelepi, 140-es.
Az egyik prizmát felszakították félig,tettem bele egy M10 bkny-t és ennek már vagy 20éve!még bírja!A két satu nagyjából egyszerre került javítás alá de ez látszik is rajtuk!
képek
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 január 31, 22:20
Írta: PSoft Dátum 2016 január 31, 22:20
Pedig, a régi hegesztő szakik azt mondták...
Savállóval, mindenki tud hegeszteni.:)
Savállóval savállót meg...depláne.:))
Én, könnyű helyzetben voltam 'anno.
Fűzfő, a vegyipar egyik fellegvára...
Tele "minőségi" savállóval,és a hozzá való minőségi bevonatos elektródával.
Sokat láttam, tapasztaltam akkoriban, e téren is.
A 63.30-as esab, tényleg jó választás, de akkoriban még...nem így hívták.
(talán KO-xxx valami lehetett 'anno)
Épp hogy ellenkezőleg, nem kell nagy áram a saválló bevonatos elektródás hegesztéshez.
A szerkezeti acéloknál szokásos áramokkal, hamar felizzik a saválló elektróda, kisebb áramokkal is beéri.
Ritkán hegesztek savállót, vagy savállóval, de mindig szép, egyenletes a varrat, mint ahogy Kopirnyák kolléga is írja.
Még salakolni sem kell, ahogy hűl a varrat, pattogva dobja le magáról a salakot.
Cím: Re:Hagyományos forgácsológépek
Írta: bobak.denes Dátum 2016 január 31, 22:34
Írta: bobak.denes Dátum 2016 január 31, 22:34
http://www.lincolnelectric.com/assets/global/Products/ConsumableEU_StickElectrodes-Limarosta-Limarosta304L/LIMAROSTA304L-eng.pdf
szerintem a legjobb ...
szerintem a legjobb ...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 január 31, 22:40
Írta: ywathzay Dátum 2016 január 31, 22:40
Én két helyen szoktam elektródát vásárolni, mivel kilós ára van, így darabra is lehet venni, aztán osztanak-szoroznak.... ha nem kapsz darabra, én szívesen veszek neked és elküldöm.
Cím: Re:Hagyományos forgácsológépek
Írta: f63tt55ri Dátum 2016 február 01, 07:58
Írta: f63tt55ri Dátum 2016 február 01, 07:58
Én is már több törött vagy repedt satut hegesztettem meg, van amelyiket öntvénypálcával vagy átmeneti pálcával.
Úgy tudom hogy "szakszerűen" úgy kell hegeszteni elektródánál hogy csak 1-2 cm-es varratot húzunk egyszerre és utána kalapáccsal ütjük a feszültségmentesítés és a varrat zömítése miatt . Nekem ez a technika bevált.
Mostanában sokszor rozsdamentes CO drótot és corgon gázt használok, azzal meghegesztve is bírja az öntvény.
Úgy tudom hogy "szakszerűen" úgy kell hegeszteni elektródánál hogy csak 1-2 cm-es varratot húzunk egyszerre és utána kalapáccsal ütjük a feszültségmentesítés és a varrat zömítése miatt . Nekem ez a technika bevált.
Mostanában sokszor rozsdamentes CO drótot és corgon gázt használok, azzal meghegesztve is bírja az öntvény.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 01, 17:44
Írta: Kristály Árpád Dátum 2016 február 01, 17:44
Halihó Kopirnyák!
Címet és árat tudsz adni?
Üdv.:Árpi
Címet és árat tudsz adni?
Üdv.:Árpi
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 február 01, 23:40
Írta: ywathzay Dátum 2016 február 01, 23:40
Az árat holnap megkérdezem. Ez neked távol van, Szabolcs megye.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 02, 03:40
Írta: n9ugdfyrv Dátum 2016 február 02, 03:40
ER32-höz melyik típusú szerszámot érdemes rendelni a kettő közül:
Egy körmös
vagy
több körmös
Köszi!
Egy körmös
vagy
több körmös
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 02, 07:04
Írta: Kristály Árpád Dátum 2016 február 02, 07:04
Halihó Durkonorbi!
Szerintem a többkörmös a nyerő!!!
Nekem a másik van...könnyebben leugrik...[#eljen][#integet2]
Szerintem a többkörmös a nyerő!!!
Nekem a másik van...könnyebben leugrik...[#eljen][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 02, 07:14
Írta: 000000000 Dátum 2016 február 02, 07:14
+1
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 02, 07:23
Írta: n9ugdfyrv Dátum 2016 február 02, 07:23
Köszönöm fiúk!!!
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 04, 08:55
Írta: n9ugdfyrv Dátum 2016 február 04, 08:55
Srácok,
ismét tanácsot szeretnék kérni; adott egy kis öntvény keresztszán, faipari marógép alatt volt, de nincs benne (nem is volt?!) orsó... szeretnék bele tenni, de ami nekem az előnye, hogy jó lapos (főleg a felső szán), az egyben korlátozza is a lehetőségeim... a kérdésem az lenne, hogy szerintetek egy kis teljesítményű manuális hobby marógép alatti mozgatást rá lehet bízni T12-es kis orsóra ( _ mint pl. ez itt _ ) ?
Ez lenne a kis "asztal":
Kép 1
Kép 2
Kép 3
Kép 4
Kép 5
ismét tanácsot szeretnék kérni; adott egy kis öntvény keresztszán, faipari marógép alatt volt, de nincs benne (nem is volt?!) orsó... szeretnék bele tenni, de ami nekem az előnye, hogy jó lapos (főleg a felső szán), az egyben korlátozza is a lehetőségeim... a kérdésem az lenne, hogy szerintetek egy kis teljesítményű manuális hobby marógép alatti mozgatást rá lehet bízni T12-es kis orsóra ( _ mint pl. ez itt _ ) ?
Ez lenne a kis "asztal":
Kép 1
Kép 2
Kép 3
Kép 4
Kép 5
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 05, 21:58
Írta: n9ugdfyrv Dátum 2016 február 05, 21:58
Senki?! :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 február 06, 12:12
Írta: svejk Dátum 2016 február 06, 12:12
Ha mindkét végét meg tudod csapágyazni kissé előfeszítve az orsót, akkor a kihajlással biztos nem lesz gond ekkora hossznál, de én 2-es emelkedésnél nem javasolnék nagyobbat.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 06, 12:38
Írta: n9ugdfyrv Dátum 2016 február 06, 12:38
Értem, köszönöm! Viszont kettest leginkább 10-esben láttam jó áron... előfeszítve az is elég lehet?
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 10, 19:38
Írta: n9ugdfyrv Dátum 2016 február 10, 19:38
... továbbá, hozzájutottam egy nagyon aranyos kis harántgyalu (?!) géphez... adattábla sajnos nincs rajta, egyedül az öntvényben szerepel egy piccolo felirat - ismeri esetleg valaki? Jó lenne róla egy kis info, esetleg gépkönyv... függőleges mozgatás egy kis szánnal lehetséges, ami a fejen van, de gyanítom nem ezt kell folyamatosan állítani, ha mozog a fejegység... ékléces függőleges mozgás elvileg lehetséges lenne, de ott nincs orsó, sőt, mg csak erre utaló kialakítást sem látok rajta...

Nagyobb méretú kép
Nagyobb méretú kép
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 10, 20:05
Írta: Kristály Árpád Dátum 2016 február 10, 20:05
ékléces függőleges mozgás elvileg lehetséges lenne, de ott nincs orsó, sőt, mg csak erre utaló kialakítást sem látok rajta...
Pedig ott kell lenni valaminek....
Pedig ott kell lenni valaminek....
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 február 10, 20:17
Írta: svejk Dátum 2016 február 10, 20:17
Ránézésre a függőleges kézi szán nem ékléces, hiszen látszik a 4 db beállító hernyócsavar.
Ezenkívül az a szán a beállásra való, utána az előtolást az asztal mozgatásával végzed. Ez szokott lenne automatizálva is.
Ezenkívül az a szán a beállásra való, utána az előtolást az asztal mozgatásával végzed. Ez szokott lenne automatizálva is.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 február 10, 20:18
Írta: svejk Dátum 2016 február 10, 20:18
Természetesen az asztal vízszintes mozgatása adja az előtolást.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 február 10, 22:46
Írta: sufnituning Dátum 2016 február 10, 22:46
Ez annyira egyszerű, hogy nem kell hozzá gépkönyv(csavarhúzóhoz sem adtak a múltkor)
Hasonló van nekem, de ahol Neked egy tekerőkar van ott nekem előtolás van, függőlegesen kézzel állítható, az enyém mérőórával kiegészítve, lehet vele vésni is, csak kell hozzá egy felfogató derékszög.
Hasonló van nekem, de ahol Neked egy tekerőkar van ott nekem előtolás van, függőlegesen kézzel állítható, az enyém mérőórával kiegészítve, lehet vele vésni is, csak kell hozzá egy felfogató derékszög.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 10, 22:56
Írta: n9ugdfyrv Dátum 2016 február 10, 22:56
Köszi srácok; igen ezért vakargattam én is a fejem! :) A nem látható oldalon vannak a tengelyek öntvény "siklócsapágy házai" kívül - esetleg onnan lehetne valamilyen előtolást adni a vízszintes orsónak (a tekerentyű átellenes oldalán). A függőleges kis szán a "fejen" fel-le enged kb. 10 cm mozgást, az szerintem is a beállás - ami továbbra is kérdés, az az asztal függőleges mozgatása. e ezek szerint lehet, hogy az csak "egyszeri" pozicionálásra van?! Kilazítom, elemel/süllyesztem és visszaszorítom?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 10, 23:23
Írta: Csuhás Dátum 2016 február 10, 23:23
Pass, fotózd körbe mert így nem sok látszik. Vízszintes előtolás minden gyalun van, és szinte mindig valami kilincses mechanizmus végzi. Függőleges fogást kis gyalukon csak kézzel vehetsz a koson levő szánnal. Az asztal is emelhető, de gyakran még nóniusz sincs a mozgató orsón. Azt a szánt meg is szokták szorítani gyalulás közben.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 11, 07:03
Írta: n9ugdfyrv Dátum 2016 február 11, 07:03
Köszi Csuhás! Igyekszem ma körbefotózni, csak nem lesz egyszerű, mert nem egy emberes mozgatású... :) akkor mindenképpen a hátsó oldalon volt, mert meghajts/kihajtás is csak arról van... ezt akkor majd gyártok hozzá. A függőleges asztalmozgatás akkor valóban csak annyi lehet a gépen, hogy ezzel beállíthatom, ha a koson lévő kicsivel kilógna a munkaterületből... esetleg ilyen kilincses mechanizmus lehet valahol, valami más gépen, ami tanulmányozható/esetleg megnézhető (rajz gondolom elérhető neten, de ha lenne, ami beépíthető, az lenne a tuti első körben... :) )
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 11, 08:39
Írta: n9ugdfyrv Dátum 2016 február 11, 08:39
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 11, 10:30
Írta: nvnshmpmn Dátum 2016 február 11, 10:30
Az én készülőfélben lévő gépem nem egy mai csirke, de ezen már van függőleges gépi előtolás.
Néhány kép erről:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Maga a gép. Slézinger gyártmány. Ebből gondolom, hogy a II. Világháború előtt készülhetett, ezen kívül még az is erre utalhat talán, hogy whitworth menetek vannak rajta mindenütt. Az orsók laposmenetesek.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képek az előtolásról. Utolsó képen a késtartó.
Néhány kép erről:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Maga a gép. Slézinger gyártmány. Ebből gondolom, hogy a II. Világháború előtt készülhetett, ezen kívül még az is erre utalhat talán, hogy whitworth menetek vannak rajta mindenütt. Az orsók laposmenetesek.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képek az előtolásról. Utolsó képen a késtartó.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 11, 10:39
Írta: nvnshmpmn Dátum 2016 február 11, 10:39
Ha látott már valaki ilyen gépet, arra lennék kíváncsi, hogy a gép alatti öntvény tálca első része így nézett-e ki eredetileg, vagy erről már levágták a hiányzó részt?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 11, 12:45
Írta: Csuhás Dátum 2016 február 11, 12:45
Jut eszembe: Át tudom írni a topic címét mondjuk Hagyományos forgácsoló gépekre. Megtegyem? Szvsz jobban lefedné ez a cím az itt előforduló témákat.
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2016 február 11, 14:00
Írta: VighLajos Dátum 2016 február 11, 14:00
Jobb lenne...
Nekem Sieg SC6 eszterga és SX3 marógép van, és kellemetlenül érzem a topic címe miatt...
No jó, csak vicceltem. Szívesen belenéztem eddig is, és ezután is.
Nekem Sieg SC6 eszterga és SX3 marógép van, és kellemetlenül érzem a topic címe miatt...
No jó, csak vicceltem. Szívesen belenéztem eddig is, és ezután is.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 11, 16:04
Írta: Kristály Árpád Dátum 2016 február 11, 16:04
Szia Lajos!
Ne csüggedj, más is így kezdte, sokan cserélnének veled...
[#fejvakaras][#worship][#integet2]
Ne csüggedj, más is így kezdte, sokan cserélnének veled...
[#fejvakaras][#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 február 11, 17:07
Írta: ii5d35wcx Dátum 2016 február 11, 17:07
Sziasztok!
Ha már gyalugép , akkor segítsetek nekem is beazonosítani a kis gyalugépet. Ma vettem ,és örülök neki.
Az asztal méret 285x220 mm.
Ez még külső kulisszás. Elég régi lehet.
Üdv : Sanyi
http://kepfeltoltes.hu/view/160211/IMG_4524_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/160211/IMG_4525_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/160211/IMG_4530_www.kepfeltoltes.hu_.jpg
Ha már gyalugép , akkor segítsetek nekem is beazonosítani a kis gyalugépet. Ma vettem ,és örülök neki.
Az asztal méret 285x220 mm.
Ez még külső kulisszás. Elég régi lehet.
Üdv : Sanyi
http://kepfeltoltes.hu/view/160211/IMG_4524_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/160211/IMG_4525_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/160211/IMG_4530_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 február 11, 17:17
Írta: ii5d35wcx Dátum 2016 február 11, 17:17
Most remélem jobb lesz!
Sanyi(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45241_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45241_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45261_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45261_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45301_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45301_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Elnézést , de elfelejtettem , feltöltési módokat!
Sanyi(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45241_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45241_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45261_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45261_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160211/IMG_45301_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160211/IMG_45301_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Elnézést , de elfelejtettem , feltöltési módokat!
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 11, 19:16
Írta: n9ugdfyrv Dátum 2016 február 11, 19:16
Atti19,
ha jól látom, neked az előtolás folyamatos, ugye? Ezt akartam kérdezni, hogy vajon jó-e így is, mert amit én gyári megoldást láttam és nagyon tetszett, az a hátsó holtponton tolt egy picit, aztán nem mozgott, míg a kés dolgozott... vagy ez nem annyira fontos? Mert ha nem akkor gyorsan meg lehet csinálni nálam is egy gépi előtolást, de ha érdemben számít, akkor azért rá kell gyúrnom! :)
ha jól látom, neked az előtolás folyamatos, ugye? Ezt akartam kérdezni, hogy vajon jó-e így is, mert amit én gyári megoldást láttam és nagyon tetszett, az a hátsó holtponton tolt egy picit, aztán nem mozgott, míg a kés dolgozott... vagy ez nem annyira fontos? Mert ha nem akkor gyorsan meg lehet csinálni nálam is egy gépi előtolást, de ha érdemben számít, akkor azért rá kell gyúrnom! :)
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 11, 19:58
Írta: nvnshmpmn Dátum 2016 február 11, 19:58
Még nem gyalultam a géppel. Ez az előtolás valahogy úgy működik, hogy mikor a kés már kiért az anyagból, a fogásból, akkor kellene neki léptetni egyet az asztal helyzetén. Amíg a kés fogásban van, nem mehet az asztal semerre sem.
Valószínűleg mindez beállítás kérdése.
Valószínűleg mindez beállítás kérdése.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 11, 20:34
Írta: n9ugdfyrv Dátum 2016 február 11, 20:34
Ha csak nagyjából kell, az mehet pozícionálással direkt áthajtással, de ha állnia kell, akkor valami kilincses cucc kel (mint itt a videon ami van: Shaping )
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 11, 20:42
Írta: nvnshmpmn Dátum 2016 február 11, 20:42
Az enyémen is kilincsműves az előtolás.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 11, 20:44
Írta: Csuhás Dátum 2016 február 11, 20:44
Miből gondolod hogy folyamatos az előtolás? Azon a gépen ugyanaz a kilincsműves mechanizmus van mint a gyaluk kilencven százalékán.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 12, 06:58
Írta: nvnshmpmn Dátum 2016 február 12, 06:58
Még egy kép. Ezen jól látszik a kilincsműves előtolás felépítése.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 12, 07:54
Írta: n9ugdfyrv Dátum 2016 február 12, 07:54
Jogos, elnézést. Már este volt egy hosszú nap után, én nem néztem meg rendesen! Atti19, köszönöm a képet, így tényleg jól látszik!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 12, 10:48
Írta: jani300 Dátum 2016 február 12, 10:48
Sziasztok!
A gyalu kilincsműves előtolásának mozgatása közvetlenül a kulissza meghajtókerekének a tengelyéről van hajtva .Ezért a mozgatás szinkronban van a kos mozgásával . Előremenetben szalaszt a kilincsmű , visszamenetben kibillen a késtartó és ezért nem nyom a kés az előtolás miatt .
A hajtómotor forgásiránya sem mindegy , a kulisszás hajtás miatt .
Nagyjából valahogy így , hátha van aki még találkozott ezzel az egyszerű szerszám géppel .
A gyalu kilincsműves előtolásának mozgatása közvetlenül a kulissza meghajtókerekének a tengelyéről van hajtva .Ezért a mozgatás szinkronban van a kos mozgásával . Előremenetben szalaszt a kilincsmű , visszamenetben kibillen a késtartó és ezért nem nyom a kés az előtolás miatt .
A hajtómotor forgásiránya sem mindegy , a kulisszás hajtás miatt .
Nagyjából valahogy így , hátha van aki még találkozott ezzel az egyszerű szerszám géppel .
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 12, 14:51
Írta: n9ugdfyrv Dátum 2016 február 12, 14:51
Köszi, én még csak most láttam élőben - így nem volt világos, de közben átnéztem pár youtube videjót is, így már tiszta...
Ami viszont kérdés lenne nekem, ha csinálom a kilincses előtolást: mekkora fordulatonkénti előtolás lehet/érdemes megcélozni? Értelemszerűen barkácskategória a felhasználás, nem az a cél, hogy 101%-os hatékonysági szintet érjek el... inkább cél a kezdő hibáinak tűrése... :)
Ami viszont kérdés lenne nekem, ha csinálom a kilincses előtolást: mekkora fordulatonkénti előtolás lehet/érdemes megcélozni? Értelemszerűen barkácskategória a felhasználás, nem az a cél, hogy 101%-os hatékonysági szintet érjek el... inkább cél a kezdő hibáinak tűrése... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 12, 15:59
Írta: Csuhás Dátum 2016 február 12, 15:59
A videókon nem nézted meg a kilincs mozgatás másik végét. :-) A kilincset egy rúd mozgatja. A rúd túlsó vége egy tárcsához csatlakozik. A tárcsa átlójában egy T horony van. A T horonyhoz kapcsolódik a rúd. Így ezen csatlakozási pont eltolásával és rögzítésével tetszőleges előtolást be tudsz állítani. ( Van még egy kiegyenlítési lehetőség a rúdban, vagy a T hornyos tárcsa kialakításában hiszen egy függőlegesen elmozdítható asztalhoz kell csatlakozni, ezért változik a kilincs és a excenter távolsága az asztal mozgatásával. )
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 12, 16:09
Írta: n9ugdfyrv Dátum 2016 február 12, 16:09
Koszonom, ez igy mar teljesen ok. Viszont ami meg kerdes, megis milyen fordulatonkenti elotolas tartomanyt erdemes tervezni? Pl. 0,02 es 0,1 mm kozott kb.?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 12, 16:12
Írta: Csuhás Dátum 2016 február 12, 16:12
Pass, van a könyvtáramban gyalu gépkönyv, gyalulás szakmai ismeret könyv javaslom hogy olvasgass.
( http://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt )
( http://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt )
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 12, 16:18
Írta: n9ugdfyrv Dátum 2016 február 12, 16:18
Koszonom, megnezem!
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 12, 16:53
Írta: gaben Dátum 2016 február 12, 16:53
Szia Imre,
marásról, esztergálásról is van valami szakmai ismeret anyagod?
Igaz, hogy hobbi szinten, de szeretnék minél többet tanulni a témában.
köszi, Gábor [#wave]
marásról, esztergálásról is van valami szakmai ismeret anyagod?
Igaz, hogy hobbi szinten, de szeretnék minél többet tanulni a témában.
köszi, Gábor [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 február 12, 16:57
Írta: vjanos Dátum 2016 február 12, 16:57
Szerintem nézz bele a linkelt textbe.... :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 12, 17:41
Írta: jani300 Dátum 2016 február 12, 17:41
Szia !
Azért ez a dupla kilincsmű nagyon tetszik ám !
A függőleges mozgatásé valószínűleg szabadon fut a vízszintes mozgatás orsóján , és egy fogaskerékpár viszi át a hajtást a másik orsóra . [#eljen]
Azért ez a dupla kilincsmű nagyon tetszik ám !
A függőleges mozgatásé valószínűleg szabadon fut a vízszintes mozgatás orsóján , és egy fogaskerékpár viszi át a hajtást a másik orsóra . [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 12, 18:16
Írta: Csuhás Dátum 2016 február 12, 18:16
Nem helyettesíti mindenben a kos előtolást, viszont mennyivel egyszerűbb, ötletesebb.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 12, 20:04
Írta: jani300 Dátum 2016 február 12, 20:04
A koson lévő kéziszánét :) Bocsi :)
De ilyen egyszerű gépeken ritka az asztal gépi emelése .
Azon gondolkodom van e a PW550 en .
De nem emlékszem rá hogy lenne .
(Pont ott van a falfele fordítva )
De van egy hidraulikus Orosz , azon még gyorsjárat is van mindenfele .
De ilyen egyszerű gépeken ritka az asztal gépi emelése .
Azon gondolkodom van e a PW550 en .
De nem emlékszem rá hogy lenne .
(Pont ott van a falfele fordítva )
De van egy hidraulikus Orosz , azon még gyorsjárat is van mindenfele .
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 12, 21:47
Írta: nvnshmpmn Dátum 2016 február 12, 21:47
Szia!
Igen, pontosan így van, ahogy írtad.
Erősen leharcolt volt ez a része a gépnek. Szinte csak az öntvény maradt eredeti és a két kilincskerék. A többit pótolni kellett, de így már szépen működik.
Igen, pontosan így van, ahogy írtad.
Erősen leharcolt volt ez a része a gépnek. Szinte csak az öntvény maradt eredeti és a két kilincskerék. A többit pótolni kellett, de így már szépen működik.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2016 február 13, 14:31
Írta: nvnshmpmn Dátum 2016 február 13, 14:31
Megnéztem az előbb a gépemen. Vízszintes irányba és függőlegesen is 0-tól kb 0,5 mm-ig lehet az asztal előtolásokat beállítani, fokozatmentesen.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 13, 15:19
Írta: n9ugdfyrv Dátum 2016 február 13, 15:19
Köszönöm!!!
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 13, 15:34
Írta: gaben Dátum 2016 február 13, 15:34
Sziasztok,
a marógépem mellé már csak egy eszterga kellene, ezért ma voltam megnézni ezt a kis jószágot.
műszerész eszterga

Tényleg aranyos darab, de túl pici lenne nekem és kellene rá egy motor meg egy frekiváltó, hogy kényelmesen használható lehessen.
Persze tanulni talán jó lenne, mert nem használtam még esztergát. (jobban mondva forgácsolásra nem használtam, bandázsdrótot már tekertem vele sokszor régebben [#vigyor] )
Azt hiszem várok még kicsit és veszek majd egy komolyabb és nagyobb alkatrészekre is használható esztergát. Ha volna 200.000Ft-otok, milyen gépet vennétek? Feltéve, hogy ennyi pénzért érdemes-e gondolkodni használható gépben?
köszi, gaben
a marógépem mellé már csak egy eszterga kellene, ezért ma voltam megnézni ezt a kis jószágot.
műszerész eszterga
Tényleg aranyos darab, de túl pici lenne nekem és kellene rá egy motor meg egy frekiváltó, hogy kényelmesen használható lehessen.
Persze tanulni talán jó lenne, mert nem használtam még esztergát. (jobban mondva forgácsolásra nem használtam, bandázsdrótot már tekertem vele sokszor régebben [#vigyor] )
Azt hiszem várok még kicsit és veszek majd egy komolyabb és nagyobb alkatrészekre is használható esztergát. Ha volna 200.000Ft-otok, milyen gépet vennétek? Feltéve, hogy ennyi pénzért érdemes-e gondolkodni használható gépben?
köszi, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 13, 15:48
Írta: jani300 Dátum 2016 február 13, 15:48
Eant lehet kapsz ennyiért .
E2n az már jó kis gép .
Lehet sokat kell bütykörészni egy leharcolt régi ipari géppel , de azért az más világ akkor is .
És az E2N még mindig inkább műszerész eszterga .
Ha már kérdeztél :)
De biztos van aki azt fogja mondani , vadi új kinai !
Én például simán simán betudtam fogni a haver kis esztergájának a keresztszán csúszó részét a közepes gépembe :)
E2n az már jó kis gép .
Lehet sokat kell bütykörészni egy leharcolt régi ipari géppel , de azért az más világ akkor is .
És az E2N még mindig inkább műszerész eszterga .
Ha már kérdeztél :)
De biztos van aki azt fogja mondani , vadi új kinai !
Én például simán simán betudtam fogni a haver kis esztergájának a keresztszán csúszó részét a közepes gépembe :)
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 13, 16:25
Írta: gaben Dátum 2016 február 13, 16:25
Szia Jani,
köszönöm a hozzászólást, természetesen szívesen fogadom mindenkitől. :)
Nem hajt a tatár, szerintem átteszem jövőre a beszerzést. Idénre már elköltöttem a "keretemet" egy kis Bernardo fúró-marógépre. Feleségem sem lenne az ötlettől boldog, még mindig emészti a történteket. [#nyes]
üdv, gaben
köszönöm a hozzászólást, természetesen szívesen fogadom mindenkitől. :)
Nem hajt a tatár, szerintem átteszem jövőre a beszerzést. Idénre már elköltöttem a "keretemet" egy kis Bernardo fúró-marógépre. Feleségem sem lenne az ötlettől boldog, még mindig emészti a történteket. [#nyes]
üdv, gaben
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2016 február 13, 16:31
Írta: VighLajos Dátum 2016 február 13, 16:31
Egy öregebb ember tanácsa:
Kérdezd meg, hogy jobb lett volna, ha elkocsmáztam, vagy elkurváztam volna ezt a pénzt?
...akkor van baj, ha erre "igen" a válasz...
De ez még feleség szájából nem hangzott el!
[#taps]
Kérdezd meg, hogy jobb lett volna, ha elkocsmáztam, vagy elkurváztam volna ezt a pénzt?
...akkor van baj, ha erre "igen" a válasz...
De ez még feleség szájából nem hangzott el!
[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 13, 19:57
Írta: gaben Dátum 2016 február 13, 19:57
Szia Lajos,
azért annyira nem súlyos a helyzet. Ezért a gépért keményen megdolgoztam és nem a fizetésemből tettem rá félre. Igazi kemény férfi voltam és csak annyit mondtam, hogy erre fogom költeni, pont. [#vigyor]
Viszont egy eszterga már kihúzná a gyufát.
[#nyes]
[#wave]
azért annyira nem súlyos a helyzet. Ezért a gépért keményen megdolgoztam és nem a fizetésemből tettem rá félre. Igazi kemény férfi voltam és csak annyit mondtam, hogy erre fogom költeni, pont. [#vigyor]
Viszont egy eszterga már kihúzná a gyufát.
[#nyes]
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 február 13, 21:08
Írta: vjanos Dátum 2016 február 13, 21:08
Kis aranyos :)
Tudod esetleg milyen gyártmány?
Nagyjából egyben volt?
Tudod esetleg milyen gyártmány?
Nagyjából egyben volt?
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 13, 21:18
Írta: gaben Dátum 2016 február 13, 21:18
Nem volt rajta felségjelzés, de valami orosz gép. A srác aki árulja, azt mondta a faterjáé volt és ő dolgozott rajta.
Úgy tűnt, hogy egyben van a gép. Persze motor meg ékszíj kell rá. Az ékszíjtárcsa közvetlenül hajtja meg a főorsót, nincs semmi egyéb áttétel benne. Ha nem viszem el holnap, akkor 50-ért küldi valakinek postán.
Úgy tűnt, hogy egyben van a gép. Persze motor meg ékszíj kell rá. Az ékszíjtárcsa közvetlenül hajtja meg a főorsót, nincs semmi egyéb áttétel benne. Ha nem viszem el holnap, akkor 50-ért küldi valakinek postán.
Cím: Re:Hagyományos forgácsológépek
Írta: cdswcrkpn Dátum 2016 február 14, 09:54
Írta: cdswcrkpn Dátum 2016 február 14, 09:54
Ha tényleg ilyen pici gépet keresel, akkor egy TOS MN80 jó választás lehet. Én szinte csak jókat hallottam róla és 200e-be bőven belefér.
Most is láttam egy hirdetést vaterán 170e frekvenciaváltóval, kompletten.
Ha ezek túl kicsik akkor lehet érdemes a korábban emlitett E2N felé kacsingatni, vagy más hasonló méretű régebbi magyar gépet megnézni.
Ezek drágábbak, de nem lehet összehasonlitani az asztali gépekkel és ha jó állapotban vannak akkor 10 évig is elmennek gond nélkül.
Nekem pl E3N a kitűzött cél, csak még nem találtam elég jó áron :)
Most is láttam egy hirdetést vaterán 170e frekvenciaváltóval, kompletten.
Ha ezek túl kicsik akkor lehet érdemes a korábban emlitett E2N felé kacsingatni, vagy más hasonló méretű régebbi magyar gépet megnézni.
Ezek drágábbak, de nem lehet összehasonlitani az asztali gépekkel és ha jó állapotban vannak akkor 10 évig is elmennek gond nélkül.
Nekem pl E3N a kitűzött cél, csak még nem találtam elég jó áron :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 14, 10:00
Írta: Csuhás Dátum 2016 február 14, 10:00
Kihasználod azt amivel többet tud az e3n?
Előre mondom utálni fogod a szögletes sarkát amikor tokmánycserénél rendszeresen belevered a kezed. A helyedben vennék tip-top e2n-t és árkülönbözetből tartozékokat, frekiváltót stb vennék.
Előre mondom utálni fogod a szögletes sarkát amikor tokmánycserénél rendszeresen belevered a kezed. A helyedben vennék tip-top e2n-t és árkülönbözetből tartozékokat, frekiváltót stb vennék.
Cím: Re:Hagyományos forgácsológépek
Írta: cdswcrkpn Dátum 2016 február 14, 10:28
Írta: cdswcrkpn Dátum 2016 február 14, 10:28
100% hogy az első pár évben nem használnám ki (még az E2N tudását sem), de úgy tervezem, hogy egyszer veszek esztergát és nem akarom eladni. Nagyobbra tuti nem lesz szükségem, ebben a méretben pedig magyar viszonylatban nem nagyon találni jobbat. 10-20-30 éves viszonylatban viszont úgy gondolom megéri inkább az E3N-be fektetni, mert nem véletlenül volt annak idején dijnyertes konstrukció.
Másik érvem hogy van egy cég aki konkrétan E3N alkatrészeket gyárt, szóval az alkatrészellátás jó darabig biztositott.
E2N-ből is nagyon ritka ám a tip-top állapotú sajnos. Már fél éve rendszeresen böngészem az apróhirdetéseket, de a jó állapotú gépek szinte minden esetben kereskedőknél kötnek ki és irreális áron próbálják eladni. (netto 5000 eurót nem ér meg egy E3N nekem)
Másik érvem hogy van egy cég aki konkrétan E3N alkatrészeket gyárt, szóval az alkatrészellátás jó darabig biztositott.
E2N-ből is nagyon ritka ám a tip-top állapotú sajnos. Már fél éve rendszeresen böngészem az apróhirdetéseket, de a jó állapotú gépek szinte minden esetben kereskedőknél kötnek ki és irreális áron próbálják eladni. (netto 5000 eurót nem ér meg egy E3N nekem)
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 február 14, 13:50
Írta: gaben Dátum 2016 február 14, 13:50
Szia,
húúú nagyon klassz egy masina. Ez nekem bőven megfelelne méretben. Nem tudom miért vagyok oda az ilyen gépekért, mert a szakmámhoz semmi köze sincs, de imádom az esztergákat, marókat, állványos fúrógépeket.
Előző életemben valszeg esztergályos lehettem. [#nevetes1]
Egyébként utána kerestem a neten ennek a típusnak, de szinte kizárólag külföldi oldalakon találkozom velük. :(
húúú nagyon klassz egy masina. Ez nekem bőven megfelelne méretben. Nem tudom miért vagyok oda az ilyen gépekért, mert a szakmámhoz semmi köze sincs, de imádom az esztergákat, marókat, állványos fúrógépeket.
Előző életemben valszeg esztergályos lehettem. [#nevetes1]
Egyébként utána kerestem a neten ennek a típusnak, de szinte kizárólag külföldi oldalakon találkozom velük. :(
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 február 14, 14:37
Írta: n9ugdfyrv Dátum 2016 február 14, 14:37
Én is nézegettem mielőtt a kis asztali gépem (Universal) vettem, de ha volt is, mindig nagyon drágán (illetve nekem nem fért bele a 200 körüli ár rá...). Ellenben tényleg pöpec! :)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 február 14, 18:07
Írta: TROMF22 Dátum 2016 február 14, 18:07
Szerintem ezt elnézted.
Az a Vaterás egy orosz gép, úgy is hirdeti.
Universal 3, egy frekiváltóval feljavítva.
Az a 170 ezres sajnos nem TOS :(
Az a Vaterás egy orosz gép, úgy is hirdeti.
Universal 3, egy frekiváltóval feljavítva.
Az a 170 ezres sajnos nem TOS :(
Cím: Re:Hagyományos forgácsológépek
Írta: cdswcrkpn Dátum 2016 február 14, 19:35
Írta: cdswcrkpn Dátum 2016 február 14, 19:35
Igen igazad van. Rákerestem most a vaterán. Valamiért úgy emlékeztem, hogy MN80-as. Nem igazán néztem meg mert csak átfutottam a hirdetéseket, lévén én nem ilyen gépet keresek.
Viszont fél éve itt a fórumon is eladott valaki egy ilyen kis MN80-as gépet elég jó áron.
Viszont fél éve itt a fórumon is eladott valaki egy ilyen kis MN80-as gépet elég jó áron.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 15, 22:43
Írta: 000000000 Dátum 2016 február 15, 22:43
Sziasztok,
Segítséget szeretnék kérni E1N esztergához értőktől. A gép főorsólyának ütése a kúpban kb 4-5 századnak mértem, sokat állt a gép, úgy döntöttem szétszedem a főhajtást.
A siklócsapágyaknál van nyoma kopásnak, de azért annyira nem vészes. Gondoltam megköszörültetem a főtengelyt, de a csapágyakkal mit érdemes csinálni? Ugye hasított kivitelűek, tehát nem igazán tudom hogy lehet jól központosan megköszörülni őket.
Egyébként érdekes, hogy két talpcsapágy is van hátul, amik közrefogják a hátsó siklócsapágyak, kontraanyával beállítható a hézag. Nem láttam még ilyet neten sem keresgélve, vajon valami utólagos átalakítás lehet, vagy szerelték így őket?
Előre is kösz
Üdv
Segítséget szeretnék kérni E1N esztergához értőktől. A gép főorsólyának ütése a kúpban kb 4-5 századnak mértem, sokat állt a gép, úgy döntöttem szétszedem a főhajtást.
A siklócsapágyaknál van nyoma kopásnak, de azért annyira nem vészes. Gondoltam megköszörültetem a főtengelyt, de a csapágyakkal mit érdemes csinálni? Ugye hasított kivitelűek, tehát nem igazán tudom hogy lehet jól központosan megköszörülni őket.
Egyébként érdekes, hogy két talpcsapágy is van hátul, amik közrefogják a hátsó siklócsapágyak, kontraanyával beállítható a hézag. Nem láttam még ilyet neten sem keresgélve, vajon valami utólagos átalakítás lehet, vagy szerelték így őket?
Előre is kösz
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 február 16, 02:38
Írta: hostya Dátum 2016 február 16, 02:38
"A gép főorsójának ütése a kúpban kb 4-5 századnak mértem, sokat állt a gép, ..."
======
Ütése.??
Nem a csapágy játékára (kottyanásra..) gondoltál? :) (fogalom zavar.. :))
Az E1N eszterga főorsója CSAK hengeres felületen érintkezik a (külső kúpos felületű, belül hengeres, hasított) sikló csapággyal..
"Gondoltam megköszörültetem a főtengelyt,"...
Miért kellene köszörülni? [#nemtudom]
A főorsó NEM üt, egyszerűen csak ennyi a mérhető csapágyhézag..!
".. de a csapágyakkal mit érdemes csinálni?"
=====
Első körben (szerintem), SEMMIT.. ami az utólagos megmunkálást illeti.
Egyszerűen be kell állítani a csapágyhézagot a főorsón, és..: KI KELL PRÓBÁLNI HOGY, HOGY VISELKEDIK egy-egy próba esztergálás során..
Ha mégis be kellene avatkozni a siklócsapágy belső hengeres felületén, akkor azt nem köszörüléssel, hanem hántolással kell(ene) csinálni..,
De a hántolásos beavatkozáshoz megfelelő gyakorlat kell..
A hátsó két talpcsapágyas megoldás valószínűleg "egyedi" megoldás, -az eredeti nem ilyen- de attól még lehet jó..
[#integet2]
======
Ütése.??
Nem a csapágy játékára (kottyanásra..) gondoltál? :) (fogalom zavar.. :))
Az E1N eszterga főorsója CSAK hengeres felületen érintkezik a (külső kúpos felületű, belül hengeres, hasított) sikló csapággyal..
"Gondoltam megköszörültetem a főtengelyt,"...
Miért kellene köszörülni? [#nemtudom]
A főorsó NEM üt, egyszerűen csak ennyi a mérhető csapágyhézag..!
".. de a csapágyakkal mit érdemes csinálni?"
=====
Első körben (szerintem), SEMMIT.. ami az utólagos megmunkálást illeti.
Egyszerűen be kell állítani a csapágyhézagot a főorsón, és..: KI KELL PRÓBÁLNI HOGY, HOGY VISELKEDIK egy-egy próba esztergálás során..
Ha mégis be kellene avatkozni a siklócsapágy belső hengeres felületén, akkor azt nem köszörüléssel, hanem hántolással kell(ene) csinálni..,
De a hántolásos beavatkozáshoz megfelelő gyakorlat kell..
A hátsó két talpcsapágyas megoldás valószínűleg "egyedi" megoldás, -az eredeti nem ilyen- de attól még lehet jó..
[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 16, 09:31
Írta: 000000000 Dátum 2016 február 16, 09:31
Szia,
Kösz a választ.
Tudom mi a különbség az ütés és a csapágyhézag között. mindegy, köszörűsnél úgy is rá kell mérni először, ott ki kell derülnie, ha a csapágyhely nem fut a kúppal, akkor baj ban.
A felhántolást a gépbe beszerelve kell elvégezni?
Kösz a választ.
Tudom mi a különbség az ütés és a csapágyhézag között. mindegy, köszörűsnél úgy is rá kell mérni először, ott ki kell derülnie, ha a csapágyhely nem fut a kúppal, akkor baj ban.
A felhántolást a gépbe beszerelve kell elvégezni?
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2016 február 16, 09:49
Írta: D.Laci Dátum 2016 február 16, 09:49
Ha tudod mi a különbség az ütés és a csapágyhézag között, akkor sejtheted, hogy a helyére beszerelve van értelme a hántolásnak.
De azt derítsd ki előbb, hogy a kúp üt a csapágy helyhez képest vagy esetleg, fordítva mert nem mindegy szerintem.
De azt derítsd ki előbb, hogy a kúp üt a csapágy helyhez képest vagy esetleg, fordítva mert nem mindegy szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 23, 19:55
Írta: Csuhás Dátum 2016 február 23, 19:55
Ha valaki hozzám hasonlóan mindenféle szedett-vedett marókat marókat használ akkor nem boldogul egyetlen behúzószárral. Azt hiszem sikerült találnom egy kényelmesen használható megoldást:

Morse kúpos maró behúzó kitoló szár
Képek nagyban
Morse kúpos maró behúzó kitoló szár
Képek nagyban
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2016 február 23, 22:14
Írta: Robika37 Dátum 2016 február 23, 22:14
[#eljen][#eljen][#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 24, 00:12
Írta: ecostar Dátum 2016 február 24, 00:12
Segítségeteket szeretném kérni egy marógép beazonosításához, valaki felismeri a képeken látható gépet? Milyen gyártmány lehet? sajnos az adat tábláján semmi nem látszik :(


Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 25, 16:35
Írta: 000000000 Dátum 2016 február 25, 16:35
Üdv mindenkinek!
Sajnos egy ideje nem tudtam jelen lenni.
Mostanság még mindig a FA2 U-val bajlódom, most egy teljes villamos felújítás (vezetékcserék) lenne aktuális nálam...
Viszont nincs sem gépkönyvem hozzá, sem elektromos kapcsolási rajz magyarul.
Egy 15 oldala valamit sikerült letöltenem róla csehül, de nem igán tartalmaz használható infót számomra...
Ha valakinek meglenne a TOS FA2 U gépkönyve elektromos kapcsolási rajzzal, és feltöltené sz ftp könyvtárba, hogy letölthessem, nagyon hálás lennék érte!
Köszönettel: Debreceni Lajos
Sajnos egy ideje nem tudtam jelen lenni.
Mostanság még mindig a FA2 U-val bajlódom, most egy teljes villamos felújítás (vezetékcserék) lenne aktuális nálam...
Viszont nincs sem gépkönyvem hozzá, sem elektromos kapcsolási rajz magyarul.
Egy 15 oldala valamit sikerült letöltenem róla csehül, de nem igán tartalmaz használható infót számomra...
Ha valakinek meglenne a TOS FA2 U gépkönyve elektromos kapcsolási rajzzal, és feltöltené sz ftp könyvtárba, hogy letölthessem, nagyon hálás lennék érte!
Köszönettel: Debreceni Lajos
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2016 február 25, 16:51
Írta: heq5 Dátum 2016 február 25, 16:51
Szia,
A hosszú menetes száron milyen menet van, illetve a függőleges orsó felső végén a furatban milyen menet?
A hosszú menetes száron milyen menet van, illetve a függőleges orsó felső végén a furatban milyen menet?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 25, 18:14
Írta: Csuhás Dátum 2016 február 25, 18:14
Behúzószárnak M12 menetes 10.9-es szárat használok. A főorsó végében 1.5 emelkedésű és ha jól emlékszem 20-as átmérőjű menet van. ( Ez egy ME250 vertikál, ha pontos átmérő kell megmérhetem. )
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2016 február 25, 19:29
Írta: heq5 Dátum 2016 február 25, 19:29
Köszönöm az infót. "lopom" a megoldást... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 25, 19:47
Írta: Csuhás Dátum 2016 február 25, 19:47
Ezek szerint érdemes volt megosztani. Használd egészséggel!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 február 25, 21:48
Írta: hostya Dátum 2016 február 25, 21:48
Szia,
Anno 2015. márc. 01.-én a #2714 -ban közzé tettem a gép teljes gépkönyvét a rajzokkal együtt. (már nem elérhető..)
Ha ez meg van neked, akkor abban ott van az elektromos kapcs. rajz is.
Ha nem lenne meg, akkor itt van újra:
Kapcs.rajz
Rajzolvasás szempontjából lényegtelen hogy milyen nyelven rajzolták... :)
"A műszaki rajz, a műszaki ember nemzetközi nyelve." Mondotta anno a műszaki rajz tanárom...
Ha "vezetékelési" rajzot keresel, akkor nem sok esélyed van..
Be kell érned a gépkönyvi elektromos kapcs. rajzzal..
Anno 2015. márc. 01.-én a #2714 -ban közzé tettem a gép teljes gépkönyvét a rajzokkal együtt. (már nem elérhető..)
Ha ez meg van neked, akkor abban ott van az elektromos kapcs. rajz is.
Ha nem lenne meg, akkor itt van újra:
Kapcs.rajz
Rajzolvasás szempontjából lényegtelen hogy milyen nyelven rajzolták... :)
"A műszaki rajz, a műszaki ember nemzetközi nyelve." Mondotta anno a műszaki rajz tanárom...
Ha "vezetékelési" rajzot keresel, akkor nem sok esélyed van..
Be kell érned a gépkönyvi elektromos kapcs. rajzzal..
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 27, 10:44
Írta: ecostar Dátum 2016 február 27, 10:44
Senkinek nincs ötlete hogy a #3024 hozászolásomban látható gép milyen gyártmányú lehet? Találtam rajta pár olvasható táblát:



Valami magyar gép lehet?
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 27, 11:05
Írta: Kristály Árpád Dátum 2016 február 27, 11:05
Szerintem Nem!
Az egyik tábla az biztos a motoré!!!
(néz meg jól a feliratot)
Szerintem...Orosz vagy Román....
Az egyik tábla az biztos a motoré!!!
(néz meg jól a feliratot)
Szerintem...Orosz vagy Román....
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2016 február 27, 11:09
Írta: VighLajos Dátum 2016 február 27, 11:09
Szerintem nem!
Magyar, 1955 gyártási évvel a "Dinamo" Villamos Forgógépgyárban, míg a másik a Mechanikai Művekben készült.
Magyar, 1955 gyártási évvel a "Dinamo" Villamos Forgógépgyárban, míg a másik a Mechanikai Művekben készült.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 27, 11:14
Írta: Kristály Árpád Dátum 2016 február 27, 11:14
Lajos!
Ez egy gépen van...
Nem hinném, hogy a
"Dinamo" Villamos Forgógépgyárban"
marógépet gyártottak
Szerinted ez úgy néz ki mint egy magyar gyártmány???
([#csodalk][#ijedt][#fejvakaras][#nemtudom]
Ez egy gépen van...
Nem hinném, hogy a
"Dinamo" Villamos Forgógépgyárban"
marógépet gyártottak
Szerinted ez úgy néz ki mint egy magyar gyártmány???
([#csodalk][#ijedt][#fejvakaras][#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 27, 11:17
Írta: ecostar Dátum 2016 február 27, 11:17
Igen az utolsó kép a motoré ami nekem eredetinek tűnik az évjárat is a gép felépítéséből 50-es évekből származónak tűnik mint a motor, "Mechanikai művek" tábla pedig a gép testen van. A külső kardán megoldás és a felépítés kicsit hasonló a Rákosi M1-re, nem lehet valami elődje?
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 27, 11:20
Írta: Kristály Árpád Dátum 2016 február 27, 11:20
Szerintem kizárt!
Kikérem a "Rákosi Művek"....nevében..
Alias: Weiss Manfréd
[#dumcsi][#guluszem1][#integet2]
Kikérem a "Rákosi Művek"....nevében..
Alias: Weiss Manfréd
[#dumcsi][#guluszem1][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2016 február 27, 11:40
Írta: Teaway Dátum 2016 február 27, 11:40
Én is "kölcsönvettem", ha nem gond. [#vigyor0]
Cím: Re:Hagyományos forgácsológépek
Írta: VighLajos Dátum 2016 február 27, 11:52
Írta: VighLajos Dátum 2016 február 27, 11:52
De legalább a táblát itt gyártották!
[#taps]
[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 27, 12:22
Írta: ecostar Dátum 2016 február 27, 12:22
Miért? sértő a hozzá hasonlítás? :D ennyire "gagyi" ez a gép? :D
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 27, 18:38
Írta: 000000000 Dátum 2016 február 27, 18:38
A motor táblája szerint 190/110V -os, ez pont fele a későbbi 380/220V hálózatnak. Nem ismerem a villamos hálózat helyzetét az ötvenes években Magyarországon, akkor még volt 110V-os hálózat is? Nekem van ennél régebbi motorom, ami 380/220V-os, és magyar gépre szerelték.
Üdv. Zsolt
Üdv. Zsolt
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 február 27, 18:39
Írta: 000000000 Dátum 2016 február 27, 18:39
3040-es bejegyzésem a 3031-essel kapcsolatos kérdés.
Üdv. Zsolt
Üdv. Zsolt
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 február 27, 18:48
Írta: Csuhás Dátum 2016 február 27, 18:48
Nekem nagyon tetszik a géped! Egyáltalán nem érzem gagyinak.
A motor át lett tekercselve rajta?
A motor át lett tekercselve rajta?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 27, 19:12
Írta: jani300 Dátum 2016 február 27, 19:12
Hengerfúrógépet használ valaki ?
A pici magyart .
Az lenne a kérdésem ,hogy hogyan van benne a főorsóban a kifúrófej (a rögzítésére gondoltam ) .
Arra vagyok kíváncsi hogy kiesztergálófejet kell cserélni . vagy csak a kés hosszát kell változtatni , átmérő csoportonként .
A pici magyart .
Az lenne a kérdésem ,hogy hogyan van benne a főorsóban a kifúrófej (a rögzítésére gondoltam ) .
Arra vagyok kíváncsi hogy kiesztergálófejet kell cserélni . vagy csak a kés hosszát kell változtatni , átmérő csoportonként .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 27, 19:19
Írta: jani300 Dátum 2016 február 27, 19:19
http://szp.rcdn.hu/201601/64/1033873_1024x768.jpg
Erre a gépre vagy nagyon hasonlóra gondolok .
Erre a gépre vagy nagyon hasonlóra gondolok .
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 február 27, 19:43
Írta: Kristály Árpád Dátum 2016 február 27, 19:43
valamit félre értettél...
Nem szokásom más holmiát...
[#worship][#worship][#worship][#integet2]
Nem szokásom más holmiát...
[#worship][#worship][#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2016 február 27, 19:50
Írta: fisrcxuk3 Dátum 2016 február 27, 19:50
Nekem volt Hf -60,abból nem lehetett kivenni a fejet .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 február 27, 19:50
Írta: KoLa Dátum 2016 február 27, 19:50
Akkor! egy másik képet linkelj!ezen nem látszik a lényeg!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 február 27, 21:31
Írta: hostya Dátum 2016 február 27, 21:31
© Kristály Árpád:
"Ez egy gépen van...
Nem hinném, hogy a
"Dinamo" Villamos Forgógépgyárban"
marógépet gyártottak "
Nem a gépen van, hanem a gépen levő MOTORON (!), amit Magyarországon gyártottak anno.. [#ejnye1]:)
========
© ecostar:
"Mechanikai művek" tábla pedig a gép testen van."
A 'Mechanikai művek G-000089' tábla a Mechanikai művek-nél a leltári számot jelenti.. :)
(valószínűleg ott(is) szolgált a gép az előző életében..)
Hasonló az: 'IPARI NYILV 1-1086-35' tábla is, ami szintén nem utal a gép gyártójára, mert anno.., minden ipari gépet nyilvántartási számmal "regisztráltak"...
"Ez egy gépen van...
Nem hinném, hogy a
"Dinamo" Villamos Forgógépgyárban"
marógépet gyártottak "
Nem a gépen van, hanem a gépen levő MOTORON (!), amit Magyarországon gyártottak anno.. [#ejnye1]:)
========
© ecostar:
"Mechanikai művek" tábla pedig a gép testen van."
A 'Mechanikai művek G-000089' tábla a Mechanikai művek-nél a leltári számot jelenti.. :)
(valószínűleg ott(is) szolgált a gép az előző életében..)
Hasonló az: 'IPARI NYILV 1-1086-35' tábla is, ami szintén nem utal a gép gyártójára, mert anno.., minden ipari gépet nyilvántartási számmal "regisztráltak"...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 28, 10:03
Írta: jani300 Dátum 2016 február 28, 10:03
Köszönöm !
Sajnos első ránézésre én is így látom .
Mi a szerepe akkor a járóhüvely tetején a kézikeréknek ?
Megnézegetem majd jobban , csak idő kellene hozzá .
Sajnos első ránézésre én is így látom .
Mi a szerepe akkor a járóhüvely tetején a kézikeréknek ?
Megnézegetem majd jobban , csak idő kellene hozzá .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 28, 10:05
Írta: jani300 Dátum 2016 február 28, 10:05
Igyekszem !
Hirtelen ezt találtam , hogy a géptípus beazonosítható legyen , legalább .
Hirtelen ezt találtam , hogy a géptípus beazonosítható legyen , legalább .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 február 28, 13:52
Írta: jani300 Dátum 2016 február 28, 13:52
Ez lehet megvan , a gépi előtolást kapcsolhatja .
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 28, 15:15
Írta: ecostar Dátum 2016 február 28, 15:15
Nem vettem annak csak a "Kikérem a "Rákosi Művek"....nevében.. " mondatodat értelmeztem félre [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 28, 15:20
Írta: ecostar Dátum 2016 február 28, 15:20
Hát ez jó kérdés, én simán rákötöttem a 400V-ra mivel fel sem merült bennem hogy nem ennyi kell a gépnek, korábbi helyén is így volt használva, csak most amikor próbáltam valami azonosítót keresni tűnt fel nekem is a motor adattáblán látható feszültség. Amúgy lehetséges hogy át lett tekercselve mert nem melegszik.
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 február 28, 15:27
Írta: ecostar Dátum 2016 február 28, 15:27
Igen ettől tartottam én is hogy ez a "mechanikai művek" tábla is csak leltári szám lehet úgy mint az "ipari nyilv" tábla is. Amiket csak elkeseredésemben tettem fel mert ennyi az összes olvasható felirat a gépen :(
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2016 február 28, 19:15
Írta: fisrcxuk3 Dátum 2016 február 28, 19:15
A kés helyére mérőóra,a kerékkel tudod körbe forgatni,központba állítani.A hf-80 ,meg az ujabb hf 60-hoz volt egy tájolókup a központba
állításhoz .(Ilyen kúpot még csak képen láttam .)
A gépi elötolást a tekerő jobbra kihuzásával kapcsolod.
állításhoz .(Ilyen kúpot még csak képen láttam .)
A gépi elötolást a tekerő jobbra kihuzásával kapcsolod.
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 március 08, 19:50
Írta: ecostar Dátum 2016 március 08, 19:50
E3N esztergagéphez gépkönyv elérhető valahol neten vagy tudna nekem küldeni valaki?
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2016 március 08, 20:46
Írta: ecostar Dátum 2016 március 08, 20:46
Közben ráleltem itt a fórumon, köszönet Csuhás kollégának a feltöltésért! :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 március 10, 16:03
Írta: 000000000 Dátum 2016 március 10, 16:03
Sziasztok!
EEN-400 esztergagéphez keresek gépkönyvet (vagy elég csak műszaki rajz/robbantott ábra). Ebben tudna valaki segíteni? Keresgéltem a neten, de eddig nem jártam sikerrel, szóval ha ha valakinek van és tudna küldeni, akkor nagyon hálás lennék!:)
Előre is köszönöm a segítséget!
EEN-400 esztergagéphez keresek gépkönyvet (vagy elég csak műszaki rajz/robbantott ábra). Ebben tudna valaki segíteni? Keresgéltem a neten, de eddig nem jártam sikerrel, szóval ha ha valakinek van és tudna küldeni, akkor nagyon hálás lennék!:)
Előre is köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 március 19, 23:55
Írta: ii5d35wcx Dátum 2016 március 19, 23:55
Keresek EE-250-01 esztergát
Ha ismeritek mi a vélemény róla?
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160319/P1080703_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160319/P1080703_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Ha ismeritek mi a vélemény róla?
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160319/P1080703_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160319/P1080703_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 március 21, 16:28
Írta: Motoros Dátum 2016 március 21, 16:28
Tudom nem illik így visszakérdezni, de furdalja az oldalamat a kíváncsiság:
Miért pont erre a ritka fajtára vadászol?
A KART (SZIM) művek gyártmánya volt a 70-es években. Csak pár száz darab ha készült belőle. Exportra szánták javarészt.
Itthon alig van belőle pár darab.
Edzett köszörült ágyas nagy pontosságú eszterga.
Ha jól emlékszem volt egy külön megszólítása is, talán szerszámelem eszterga vagy ilyesmi.
A -01 az 500-as és a -02 a 750-es kivitel.
De ezt biztos Te is tudod.
Miért pont erre a ritka fajtára vadászol?
A KART (SZIM) művek gyártmánya volt a 70-es években. Csak pár száz darab ha készült belőle. Exportra szánták javarészt.
Itthon alig van belőle pár darab.
Edzett köszörült ágyas nagy pontosságú eszterga.
Ha jól emlékszem volt egy külön megszólítása is, talán szerszámelem eszterga vagy ilyesmi.
A -01 az 500-as és a -02 a 750-es kivitel.
De ezt biztos Te is tudod.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 március 21, 18:11
Írta: ii5d35wcx Dátum 2016 március 21, 18:11
Szia !
A kérdésedben benne van a válasz!
Nagyon ritka darab , ezért érdekel.
Végül is mindegy , hogy 01-vagy 02
,mert nem termelésre kell.
Régen egy barátom mondta , mikor megkérdeztem tőle,hogy minek neked ez a gép(egy angol csúcsköszörű) -azt válaszolta , hogy még a nappalimba is betenném annyira tetszik.
Nem ismerem ezta tipust csak, valahogy tetszik,és érdekel.
Ha tudsz bővebbet megköszönöm!
Üdv: Sanyi
A kérdésedben benne van a válasz!
Nagyon ritka darab , ezért érdekel.
Végül is mindegy , hogy 01-vagy 02
,mert nem termelésre kell.
Régen egy barátom mondta , mikor megkérdeztem tőle,hogy minek neked ez a gép(egy angol csúcsköszörű) -azt válaszolta , hogy még a nappalimba is betenném annyira tetszik.
Nem ismerem ezta tipust csak, valahogy tetszik,és érdekel.
Ha tudsz bővebbet megköszönöm!
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 március 27, 09:07
Írta: n9ugdfyrv Dátum 2016 március 27, 09:07
Srácok,
ezeken a típusú gépeken vajon hogy van megoldva a Z tengelyen, hogy a 3 ágú karral "gyorsmenetben mozgatható a fej", de mellette finoman is állítható a tekerentyűvel? Mert nekem az volna logikus, hogy a finomállító csigatengellyel (worm shaft)kapcsolódik, de akkor ugye ha a 3 ágúval akarnám mozgatni, nem mozogna, "fogná" a csigatengely... vagy hol a hiba a gondolatmenetben? :)
ezeken a típusú gépeken vajon hogy van megoldva a Z tengelyen, hogy a 3 ágú karral "gyorsmenetben mozgatható a fej", de mellette finoman is állítható a tekerentyűvel? Mert nekem az volna logikus, hogy a finomállító csigatengellyel (worm shaft)kapcsolódik, de akkor ugye ha a 3 ágúval akarnám mozgatni, nem mozogna, "fogná" a csigatengely... vagy hol a hiba a gondolatmenetben? :)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2016 március 27, 09:20
Írta: Teaway Dátum 2016 március 27, 09:20
Gondolom, oldható kapcsolat van köztük, vagy a 3 ágú kar, vagy a csiga hajtja.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 március 27, 09:23
Írta: n9ugdfyrv Dátum 2016 március 27, 09:23
Ere gondoltam én is, de nem látok rá a képeken utalást...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2016 március 27, 09:48
Írta: Teaway Dátum 2016 március 27, 09:48
Megmarkolod a 3 ágú kar középső részét és meghúzod tengelyirányban. Ekkor old a kapcsolat. Záráshoz ugyanez visszafelé.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 március 27, 11:54
Írta: n9ugdfyrv Dátum 2016 március 27, 11:54
Koszi,így már ok! ;)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2016 március 27, 14:31
Írta: Teaway Dátum 2016 március 27, 14:31
De ez csak egy lehetséges megoldás; a képen levő gépen nem biztos, hogy pont így van megoldva, de valami hasonló megoldás lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 március 31, 00:11
Írta: fcnex97xh Dátum 2016 március 31, 00:11
Sziasztok! Üdv! Abban szeretnék segítséget kérni, hogy valaki esetleg el tudná nekem küldeni az E2N-típusú gépek keresztszán és késtartószán orsóinak méretezett rajzát? Köszönettel, Krisztián
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 március 31, 07:21
Írta: Csuhás Dátum 2016 március 31, 07:21
Nem tudom mire kellene, de kopás esetén csak a menetes részt szokták cserélni, bolti trapézmenetes orsóra, mondjuk kúpos szeges toldással.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 március 31, 07:51
Írta: Motoros Dátum 2016 március 31, 07:51
Bocs, elkerülte a figyelmemet a #3061. Ha valami konkrét kérdésed van akkor szivesen válaszolok, ha tudok. De inkább magánban jobb lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 április 02, 22:41
Írta: fcnex97xh Dátum 2016 április 02, 22:41
Kedves Csuhás! Arra kellene, hogy újat szeretnék csinálni, ezért érdeklődtem. Minden tiszteletem mellett más megoldás egyelőre nem érdekel. Köszönettel, Krisztián
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2016 április 04, 15:21
Írta: znyolczas Dátum 2016 április 04, 15:21
Sziasztok! Nemrégiben vásároltam egy Strigon ME1000 típusú marógépet. Egy bácsika elmondása szerint mechanikailag fel lett újítva de az elektromos részekre nem jutott idő mert az akkori gazdája sajnos elhalálozott...Mikor megláttam a gépet úgy éreztem, hogy ez kell nekem bármennyire is laikus vagyok...Most szeretnék belekezdeni az elektromos részek teljes felújításába majd egy kicsit kívülről is rendbe tenném mert nagyon le van harcolva szegényke. Mivel szeretnék majd képeket is felrakni a restaurálás folyamatáról és sokat kérdezni tőletek ezért kicsit elbizonytalanodtam hogy ebbe a topicba irkáljak vagy kérjek meg egy modit hogy legyen szíves nyitni nekem egy topicot.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 04, 15:31
Írta: Csuhás Dátum 2016 április 04, 15:31
Azt hiszem egyetlen gép felújítása miatt nem kell külön topikot nyitni. Viszont itt örömmel vesszük a tapasztalatokat, fotókat hiszen egy elterjedt gépről van szó.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2016 április 07, 09:19
Írta: nu3tcujng Dátum 2016 április 07, 09:19
Sziasztok!
Kérdésem lenne az ME-1000 marógép hossz- és keresztirányú asztalmozgató orsójának holtjátékával kapcsolatban, hogy lehet-e vele valamit kezdeni? Van-e utánállítási lehetőség, mert véleményem szerint zavaróan nagy a holtjáték.
A nóniusz tárcsán nézve, 1,5 illetve 1,6 mm holtjátékot tapasztalok.
Amennyiben van rá megoldás, hogy minimalizáljam a holtjátékot (tudom megszüntetni teljesen nem lehet) megköszönném ha a szétszedéshez kapnék egy részletes leírást, esetleg képeket.
A gépkönyv erre vonatkozólag nem tartalmaz semmit.
Előre is köszönöm :D
Üdv.: István
Kérdésem lenne az ME-1000 marógép hossz- és keresztirányú asztalmozgató orsójának holtjátékával kapcsolatban, hogy lehet-e vele valamit kezdeni? Van-e utánállítási lehetőség, mert véleményem szerint zavaróan nagy a holtjáték.
A nóniusz tárcsán nézve, 1,5 illetve 1,6 mm holtjátékot tapasztalok.
Amennyiben van rá megoldás, hogy minimalizáljam a holtjátékot (tudom megszüntetni teljesen nem lehet) megköszönném ha a szétszedéshez kapnék egy részletes leírást, esetleg képeket.
A gépkönyv erre vonatkozólag nem tartalmaz semmit.
Előre is köszönöm :D
Üdv.: István
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2016 április 07, 21:18
Írta: fisrcxuk3 Dátum 2016 április 07, 21:18
Ha az asztal jobb végéről leveszed az orsó bakját, balra eltekerve az asztalt,előbukkan az állítható kúpos anya.
Én rá állítottam,de a végekre kitekerve ,már szorul.
Vettem hozzá tr menetes orsót,anyát kellene gyártanom hozzá,anyagom is van,de a lustaság....
Eddig jutottam vele,mondván ;még müködik.
Én rá állítottam,de a végekre kitekerve ,már szorul.
Vettem hozzá tr menetes orsót,anyát kellene gyártanom hozzá,anyagom is van,de a lustaság....
Eddig jutottam vele,mondván ;még müködik.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2016 április 08, 19:18
Írta: nu3tcujng Dátum 2016 április 08, 19:18
Szia Kertész Laci!
Köszönöm szépen a tippet a hosszanti holtjátékra, kevesebb mint a negyedére sikerült csökkentenem. A keresztirányú holtjátéknak is van esetleg hasonló elven állítási lehetősége? :D Nem tudom mert még soha nem szedtem szét ilyen magyar csodamasinát! :)Köszönöm előre is!
Köszönöm szépen a tippet a hosszanti holtjátékra, kevesebb mint a negyedére sikerült csökkentenem. A keresztirányú holtjátéknak is van esetleg hasonló elven állítási lehetősége? :D Nem tudom mert még soha nem szedtem szét ilyen magyar csodamasinát! :)Köszönöm előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 április 08, 21:14
Írta: 000000000 Dátum 2016 április 08, 21:14
Kedves Fórumtársak!
Az E1-N eszterga motor és előtét hajtómű közötti gumidugós tengelykapcsoló gyári kialakítása érdekelne.Leginkább a gumidugók száma, hosszúsága és átmérője. Vélhetően a gépkönyvében erről van korrekt rajz, és adat. Ha valakinek lenne, sokat segítene, ha ezt a részt beszkennelné és a gerej60@gmail.com címemre megküldené.
Köszönettel
Gere József
Az E1-N eszterga motor és előtét hajtómű közötti gumidugós tengelykapcsoló gyári kialakítása érdekelne.Leginkább a gumidugók száma, hosszúsága és átmérője. Vélhetően a gépkönyvében erről van korrekt rajz, és adat. Ha valakinek lenne, sokat segítene, ha ezt a részt beszkennelné és a gerej60@gmail.com címemre megküldené.
Köszönettel
Gere József
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 április 08, 23:36
Írta: fcnex97xh Dátum 2016 április 08, 23:36
Tisztelt József! A gépkönyvben nincsen részletes rajz a Hardy-tárcsáról, csak egy nézetrajz, méretek nélkül. Most néztem.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 09, 10:23
Írta: jani300 Dátum 2016 április 09, 10:23
Kettő darabra emlékszem .
A méretekre viszont nem .
De egy havernak van váltója , megtudom nézni esetleg , de eltart egy darabig míg meglesz .
A méretekre viszont nem .
De egy havernak van váltója , megtudom nézni esetleg , de eltart egy darabig míg meglesz .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 április 09, 13:03
Írta: 000000000 Dátum 2016 április 09, 13:03
Kedves Jani300 és Krisztián.
Már amit írtatok az is nagy segítség. Ez alapján beigazolódott amit sejtettem, hogy az előtét hajóművemen lévő tárcsa egy buherálmány. A motort és a hajtóművet nem egy időben vettem, és így nem egymáshoz valók.Vélhetően nem is egy szériából valók. A motor 1955-ös, a hajtómű jóval fiatalabb, de a rajta lévő tárcsa agyon lett gyilkolva, újat kell készíteni. A két darab dugó fontos információ számomra. Még az is sokat segítene, ha azt tudnám, hogy a gumi dugó átmenő furatba megy az ellenkező tárcsában, vagy egy fészek furatba?
Üdvözlettel
Gere József
Már amit írtatok az is nagy segítség. Ez alapján beigazolódott amit sejtettem, hogy az előtét hajóművemen lévő tárcsa egy buherálmány. A motort és a hajtóművet nem egy időben vettem, és így nem egymáshoz valók.Vélhetően nem is egy szériából valók. A motor 1955-ös, a hajtómű jóval fiatalabb, de a rajta lévő tárcsa agyon lett gyilkolva, újat kell készíteni. A két darab dugó fontos információ számomra. Még az is sokat segítene, ha azt tudnám, hogy a gumi dugó átmenő furatba megy az ellenkező tárcsában, vagy egy fészek furatba?
Üdvözlettel
Gere József
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 április 09, 14:14
Írta: fcnex97xh Dátum 2016 április 09, 14:14
Kedves József! Szívesen elvállalnám az új tárcsa elkészítését, ha a lenti e-mailre küld egy beméretezett rajzot. Üdv, SZK
szk.metalworks@gmail.com
szk.metalworks@gmail.com
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 április 09, 15:05
Írta: PSoft Dátum 2016 április 09, 15:05
Mint ahogy Krisztián már lentebb írta, nincs értékelhető adat a gumidugós tengelykapcsolóról a gépkönyvben.
Itt megtalálod az E1N gépkönyvét, hátha más egyéb okból is szükséged lenne rá.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 április 09, 16:04
Írta: 000000000 Dátum 2016 április 09, 16:04
Kedves PSoft!
Köszönöm a linket, nagy kincs a könyv elérhetősége. Abban bíztam, hogy metszeti rajzot is tartalmaz a tengelykapcsolóról, de valóban, ahogy Krisztián is írta, csak nézeti rajz van. A váltóról viszont van metszeti rajz, így legalább sejtem, hogy mi van benne. Azt is megállapítottam, hogy a gyártás során a gépet legalább háromféle motorral készítették. A könyvben lévő lehet az első változat, a hozzám került a második. Ennek hosszabb a motorja, és elől-hátul szellőző nyílás van rajta, végül a hasonló hosszúságú zárt motort kaphattak az utolsó szériák. Úgy tudom, hogy még az 1980-as évek elején is gyártásban volt a gép. No és hogy ne legyek olyan titokzatos. Az 1980-as évek végén hozzájutottam egy E1-es géphez, aminek nem volt motorja, és így hajtása sem. ( Ebből fejlesztették ki az E1-N-t, az N a Northon mellékhajtóművére utal. Az E1 lapos szíjjal hajtja a főorsót, az E1-N egy négy fokozatú előtét hajtóműről ékszíjjal. ) Kezdettől cél volt egy jobb hajtás építése a géphez. Évekkel ezelőtt hozzájutottam egy E1-N előtét hajtóművéhez,de kiderült, hogy ez nem építhető be az E1 szekrényébe. Most egy szekrényhez, a rá szerelt motorral és közdarabbal gyarapodtam. Ha elkészül az E1 és E1-N öszvér megoldása lesz. Ehhez viszont az előtét hajtóművön lévő tárcsát helyre kell, hozni, mert valaki igen "szakértő" módon kalapáccsal kissé átformázta. Innen szép nyerni, ahogy a sportban is mondani szokták.
Köszönöm a linket, nagy kincs a könyv elérhetősége. Abban bíztam, hogy metszeti rajzot is tartalmaz a tengelykapcsolóról, de valóban, ahogy Krisztián is írta, csak nézeti rajz van. A váltóról viszont van metszeti rajz, így legalább sejtem, hogy mi van benne. Azt is megállapítottam, hogy a gyártás során a gépet legalább háromféle motorral készítették. A könyvben lévő lehet az első változat, a hozzám került a második. Ennek hosszabb a motorja, és elől-hátul szellőző nyílás van rajta, végül a hasonló hosszúságú zárt motort kaphattak az utolsó szériák. Úgy tudom, hogy még az 1980-as évek elején is gyártásban volt a gép. No és hogy ne legyek olyan titokzatos. Az 1980-as évek végén hozzájutottam egy E1-es géphez, aminek nem volt motorja, és így hajtása sem. ( Ebből fejlesztették ki az E1-N-t, az N a Northon mellékhajtóművére utal. Az E1 lapos szíjjal hajtja a főorsót, az E1-N egy négy fokozatú előtét hajtóműről ékszíjjal. ) Kezdettől cél volt egy jobb hajtás építése a géphez. Évekkel ezelőtt hozzájutottam egy E1-N előtét hajtóművéhez,de kiderült, hogy ez nem építhető be az E1 szekrényébe. Most egy szekrényhez, a rá szerelt motorral és közdarabbal gyarapodtam. Ha elkészül az E1 és E1-N öszvér megoldása lesz. Ehhez viszont az előtét hajtóművön lévő tárcsát helyre kell, hozni, mert valaki igen "szakértő" módon kalapáccsal kissé átformázta. Innen szép nyerni, ahogy a sportban is mondani szokták.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 április 09, 16:25
Írta: PSoft Dátum 2016 április 09, 16:25
Jópár évig volt egy E1N a háznál.:)
Ez idő alatt, azt hiszem, két alkalommal kellett az előtét hajtóművet "kivarázsolni" a szekrényből.
(mindkét esetben, váltó hiba miatt)
Nem volt egyszerű, mint ahogy a "visszavarázslás" sem!
(hogy a motor két, vagy több dugós kuplunggal csatlakozott a hajtóműhöz, arra már nem emlékszem):(
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 09, 18:15
Írta: Csuhás Dátum 2016 április 09, 18:15
Nézz körül milyen gumicsövet, vagy szilentet tudsz vásárolni, majd ahhoz alakítsd át a tárcsát. Szükség esetén lehet perselyezni vagy erősebb csappal ellátni a mostanit. Ne akarj mindenáron a gyári kivitelhez ragaszkodni.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 április 09, 18:57
Írta: PSoft Dátum 2016 április 09, 18:57
A gépkönyv is Hardy-tárcsát említ.
Nekem, a Hardy-tárcsáról, valamiért, EZ a szerkezet ugrik be.
Az E1N-nél emlékeim szerint inkább, a klasszikus dugós/csapos tengelykapcsoló volt.
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2016 április 09, 20:02
Írta: fisrcxuk3 Dátum 2016 április 09, 20:02
Sajnos nem tudok többet segiteni,mint írtam ,ennyire mélyedtem bele csak.
Cím: Re:Hagyományos forgácsológépek
Írta: wb877uum6 Dátum 2016 április 09, 21:31
Írta: wb877uum6 Dátum 2016 április 09, 21:31
Sziasztok!
Strigon 250 eladó szinuszfej,osztófej,osztófejhez cserekerék készlet, vizszintes tengelyek és felfogó támasz!
Strigon 250 eladó szinuszfej,osztófej,osztófejhez cserekerék készlet, vizszintes tengelyek és felfogó támasz!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 április 09, 21:43
Írta: 000000000 Dátum 2016 április 09, 21:43
Kedves Csuhás!
Én is így gondoltam, bő tárháza van az alternatív megoldásoknak, tehát e téren félelemre nincs ok.
Kedves PSoft!
Igazad van, a klasszikus Hardy tárcsa a megadott linken látható. Az E1-N gépé a gumidugós, és a gépkönyv szerint van egy közbetét tárcsa is. Erre utal hogy a motor tárcsáján, és a jelenleg betegre kalapált állapotú előtét hajtóművén is 2-2 db 8 mm átmérőjű csap van.
Az előtét hajtómű beszerelése is embert -leginkább két embert- próbáló munka lesz. Nagy segítség, hogy a szekrény hátuljára egy nagy méretű nyílást szerkesztettek, nyilván az előtét hajtómű könnyebb beszelethetősége végett.
Én is így gondoltam, bő tárháza van az alternatív megoldásoknak, tehát e téren félelemre nincs ok.
Kedves PSoft!
Igazad van, a klasszikus Hardy tárcsa a megadott linken látható. Az E1-N gépé a gumidugós, és a gépkönyv szerint van egy közbetét tárcsa is. Erre utal hogy a motor tárcsáján, és a jelenleg betegre kalapált állapotú előtét hajtóművén is 2-2 db 8 mm átmérőjű csap van.
Az előtét hajtómű beszerelése is embert -leginkább két embert- próbáló munka lesz. Nagy segítség, hogy a szekrény hátuljára egy nagy méretű nyílást szerkesztettek, nyilván az előtét hajtómű könnyebb beszelethetősége végett.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 április 09, 22:21
Írta: hostya Dátum 2016 április 09, 22:21
"A keresztirányú holtjátéknak is van esetleg hasonló elven állítási lehetősége? "
Sajnos nincs.
A keresztszán orsó anyája nem kúpos-hasított..(gépkönyv rajz)

Én szinte "csavarjaira" szedtem a gépet a "felújítás" során, és képeket is készítettem néhány mozzanatról.
Szívesen segítek ha tudok...
A segítségnek egyetlen feltétele van. :)
Töltsd ki a sok 'ismeretlenes' adatlapodat.. [#integet2]
Sajnos nincs.
A keresztszán orsó anyája nem kúpos-hasított..(gépkönyv rajz)
Én szinte "csavarjaira" szedtem a gépet a "felújítás" során, és képeket is készítettem néhány mozzanatról.
Szívesen segítek ha tudok...
A segítségnek egyetlen feltétele van. :)
Töltsd ki a sok 'ismeretlenes' adatlapodat.. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: gorbi Dátum 2016 április 10, 01:24
Írta: gorbi Dátum 2016 április 10, 01:24
Melyik tipus ? MF250 vagy ME250 ?
Nekem MF250 -esem van, ha jó hozzá, érdekelne...
Képek? Ár ? Kicsit részletesebb leírás ?
Nekem MF250 -esem van, ha jó hozzá, érdekelne...
Képek? Ár ? Kicsit részletesebb leírás ?
Cím: Re:Hagyományos forgácsológépek
Írta: wb877uum6 Dátum 2016 április 10, 08:28
Írta: wb877uum6 Dátum 2016 április 10, 08:28
Küldtem mailt!
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2016 április 11, 06:53
Írta: nu3tcujng Dátum 2016 április 11, 06:53
Köszönöm a segítő hozzáállásodat! Épp tegnap nézte meg egy gépész barátom a masinát, a keresztirányú orsónál hála istennek nincs holtjáték, (megközelítőleg 0) A keresztorsónál csak a nóniuszos tárcsa mögötti anya volt fellazulva mert a biztosító lemezke el volt törve. Ezt könnyen orvosoltam. Viszont a hosszanti részen olyan mértékű a kopás,hogy már az utánállítás sem segít, főleg az anya van nagyon szétkopva.Egy újat kell gyártani, mégpedig olyan tűréssel, hogy a félig-meddig kopott orsóra kottyanásmentesen illeszkedjen... Szép kis feladat lesz... De szeretem a kihívásokat, a gép meg fogja hálálni annyi szent!
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 április 11, 08:02
Írta: ypcjgjbma Dátum 2016 április 11, 08:02
Szép napot. Ha valaki tudna marógépet olcsón eladót kérem szoljon. Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2016 április 11, 19:58
Írta: vadember Dátum 2016 április 11, 19:58
Én vettem egy új menetes orsót. 5000 Ft. körül van az ára.Csapágyboltban hoznak rendelésre. Levágtam a régiről a menetes részt és ezt hozzá hegesztettem. POM-ból csináltam meg az anyát úgy, hogy az új menetes szár leeső darabjából csináltam menetfúrót. Elég szívás. Ma már inkább kifúrnám a POM-ot magméretre, aztán hosszába kettévágva a felmelegített orsóra rányomnám. Így beleolvad a menetárokba tokéletesen kialakítva a menetprofilt.
Nem az én ötletem, a neten láttam valahol.
Kopott orsóra hiába csinálsz új anyát nem fog tetszeni mert a végein szorulni fog.
Nem az én ötletem, a neten láttam valahol.
Kopott orsóra hiába csinálsz új anyát nem fog tetszeni mert a végein szorulni fog.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2016 április 11, 20:03
Írta: nu3tcujng Dátum 2016 április 11, 20:03
Az nem baj, ha a végein kicsit szorulni fog, mert ott még ennek a kopott anyának is jelentéktelen a holtjátéka, nekem az lenne a lényeg, hogy az orsó közepétől kb. 20-20 cm-t jó legyen mert ott használom a legtöbbet. Kiesztergálom a menetet benne ráillesztem az orsóra és meglátom mire jutok.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 11, 20:12
Írta: jani300 Dátum 2016 április 11, 20:12
Szia ! Ha a végén nincs holtjáték , akkor inkább az orsó kopott , talán .
Hogy illeszted a kopott orsóhoz , ha az orsó végei jók ?
Ha két fél anya akkor nem szóltam .
Nem ismerem a gépet , csak elgondolkoztam a dolgon .
Hogy illeszted a kopott orsóhoz , ha az orsó végei jók ?
Ha két fél anya akkor nem szóltam .
Nem ismerem a gépet , csak elgondolkoztam a dolgon .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 április 11, 20:49
Írta: ywathzay Dátum 2016 április 11, 20:49
Az orsó is kopott, meg az anya is. A használat nem kegyelmez egyiknek sem. Nem lesz mihez igazítani az új anyát. Ha a végére már fel fog menni, középen ugyanúgy kotyogni fog. Ha járatos méret az emelkedés és átmérő, nem kell spórolni, venni kell orsót, hozzá anyát bronzból (marógépnél a műanyagot el kell felejteni) bealakítani a helyére. Na akkor azt valóban meghálálja.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 12, 19:10
Írta: Csuhás Dátum 2016 április 12, 19:10
Lehetőség volna megvennem ezt a szerszám köszörűt. Felújításra vár, hiányzik az asztal mozgatás fogaskereke, tengelye, kézikereke. Tartozék nincs hozzá ( a satu sem tartozék )
Mennyit érhet egy ilyen masina?


Mennyit érhet egy ilyen masina?
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 április 12, 20:20
Írta: ii5d35wcx Dátum 2016 április 12, 20:20
Szerintem , ha nincs hozzá tartozék , akkor legfeljebb síkköszörűnek tudod , használni.
Ezeknél a gépeknél a tartozék a fontos. nem az alapgép.Egy esztergánál ha nincs báb , vagy cserekerék jobban megoldható , mint egy csavartélű marószerszám befogója és forgatója.
Van itt egy link ami árat ír:
http://www.szerszamgepgyar.hu/kereskedohaz/tartalom.php
Üdv: Sanyi
Ezeknél a gépeknél a tartozék a fontos. nem az alapgép.Egy esztergánál ha nincs báb , vagy cserekerék jobban megoldható , mint egy csavartélű marószerszám befogója és forgatója.
Van itt egy link ami árat ír:
http://www.szerszamgepgyar.hu/kereskedohaz/tartalom.php
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 április 12, 23:05
Írta: sufnituning Dátum 2016 április 12, 23:05
Haha én tudom, hol készült a kép, ide a barátomhoz szoktam én is járni.[#awink]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 április 12, 23:17
Írta: sufnituning Dátum 2016 április 12, 23:17
A kézikerék, tengely nem gond még a fogaskerék is könnyen beszerezhető, vagy legyártható, kb 300 e környéke.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 13, 08:09
Írta: Csuhás Dátum 2016 április 13, 08:09
Azt hiszem ennek csak a felét tudnám rááldozni, ennyiért pedig csoda kellene hogy megkapjam. Az a baj mire ebből a gépből élező lesz az rengeteg munka, és egy még legalább ennyi pénz. Kell egy mágnesasztal, és valami ksu vagy hasonló gépről a tartozékok amik átalakíthatók erre a gépre való felfogáshoz.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 április 13, 09:30
Írta: ii5d35wcx Dátum 2016 április 13, 09:30
Szia ! Én is ilyen gondban voltam.Én egy másik gépet akartam venni , de nem volt annak sem tartozéka. Anélkül egy szép bútordarab. Azért is írtam , hogy a tartozék a lelke .
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160413/1830615-5_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160413/1830615-5_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160413/saacke-uwi-3_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160413/saacke-uwi-3_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160413/1830615-5_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160413/1830615-5_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160413/saacke-uwi-3_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160413/saacke-uwi-3_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 13, 09:47
Írta: Csuhás Dátum 2016 április 13, 09:47
Azt hiszem továbbra is álom marad: olyan jó volna egy kis szerszámélező, amivel az élezésen kívül síkba tudok húzni egy satupofát, vagy tisztára simítani egy morzekúpot.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 április 13, 10:34
Írta: Motoros Dátum 2016 április 13, 10:34
Ennél a géptipusnál is a kézikerekes asztalmozgatás csak egy lehetőség, ami kiiktatható. Ha jól gondolom?
A másik a direkt tologatás, amihez csak egy foggantyú kell az asztalra.
A köszörűsök 90 %-ba direktben tologatják...szerintem, mert úgy jobban érzik a fogásokat.
Igaz ilyenkor nem megy elölről csak hátulról ami egy kicsit veszélyesebb mert benne van a kő robbanási terében.
Itt az adott gépnél az asztalmozgatást a frontrészen a jobb oldali hiányzó tengely végezte?
A másik a direkt tologatás, amihez csak egy foggantyú kell az asztalra.
A köszörűsök 90 %-ba direktben tologatják...szerintem, mert úgy jobban érzik a fogásokat.
Igaz ilyenkor nem megy elölről csak hátulról ami egy kicsit veszélyesebb mert benne van a kő robbanási terében.
Itt az adott gépnél az asztalmozgatást a frontrészen a jobb oldali hiányzó tengely végezte?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 13, 10:42
Írta: Csuhás Dátum 2016 április 13, 10:42
A hiányzó tengelyen volt egy fogaskerék ami az asztal alatt levő fogasléchez kapcsolódott. Most csak kézzel tologatják az asztalt, ami akár egy újjal is könnyen megy mert az asztal alatt teljes hosszban olajfürdőben levő görgős láncok vannak. Nagyon stabil és precíz az asztal mozgás.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 április 13, 11:19
Írta: Motoros Dátum 2016 április 13, 11:19
Akkor a hiánya nem gond, sőt az is lehet, hogy az előző tulaj direkt kiszerelte mivel sosem használta.
Ha kézzel tologatod akkor ezt csak a bal oldalra hátulra beülve teheted, mert így esik kézre?
Ott is meg van a nóniuszos fogásvétel keresztirányba?
És az asztal emelése...mert ez a fotóról valahogyan nem látszik.
Ha kézzel tologatod akkor ezt csak a bal oldalra hátulra beülve teheted, mert így esik kézre?
Ott is meg van a nóniuszos fogásvétel keresztirányba?
És az asztal emelése...mert ez a fotóról valahogyan nem látszik.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 április 13, 11:24
Írta: Kristály Árpád Dátum 2016 április 13, 11:24
[#eljen][#eljen][#eljen][#wave][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 13, 12:10
Írta: Csuhás Dátum 2016 április 13, 12:10
A nóniuszos tárcsa megvan hátul is ( a kézi tekerő hiányzik ) és bal oldalon van az asztal emelés. Szimpatikus volt a gép, de sajna keveset fotóztam, ami van azt felraktam ide Ha valakit érdekel akkor ezeken valamivel több részlet látszik.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 április 13, 13:37
Írta: Motoros Dátum 2016 április 13, 13:37
Ha mid három tengelyhez hozzá akarsz férni egyszerre akkor hátra kell állnod, tehát az elöl lévő tengely hiányosság nem sokat oszt- szoroz.
A zsír állapota meglepően jó, utal arra hogy jó volt az elszívás, vagy nemrégen volt a szervíz.
Ezeknél a gépeknél két gond lehet: Az asztal a görgőkkel leamortizálódik, nagyjavításra szorul.
Ez nem olcsó mulatság,lehet akár gazdasági totálkár is.
A másik a köszörűorsó csapágy ami elég kacifántos megoldás.
Leggyakrabban a köszörűkő felöli csapágy zajos, azaz cserére szorul.
Ez már akár házilagosan is megoldható, könnyű a hibát behatárolni..füleléssel.
A tartozékok hiánya az egy másik történet sajnos. :(((
Nem tudom hogyé adják, de ez ránézésre nem az a reménytelen kategória.
A zsír állapota meglepően jó, utal arra hogy jó volt az elszívás, vagy nemrégen volt a szervíz.
Ezeknél a gépeknél két gond lehet: Az asztal a görgőkkel leamortizálódik, nagyjavításra szorul.
Ez nem olcsó mulatság,lehet akár gazdasági totálkár is.
A másik a köszörűorsó csapágy ami elég kacifántos megoldás.
Leggyakrabban a köszörűkő felöli csapágy zajos, azaz cserére szorul.
Ez már akár házilagosan is megoldható, könnyű a hibát behatárolni..füleléssel.
A tartozékok hiánya az egy másik történet sajnos. :(((
Nem tudom hogyé adják, de ez ránézésre nem az a reménytelen kategória.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2016 április 13, 20:28
Írta: nu3tcujng Dátum 2016 április 13, 20:28
Nos megmértem az orsó végeit illetve a közepét, minden tekintetben jelentéktelen a kopás. 0,1-0,2 mm-ről beszélünk az orsó tekintetében, az anya viszont nagyon kopott. Ma megesztergáltam a belső Tr 24x5 menetet a végén mér csak 0,02 mm-es simító fogásokkal és főleg a menetárok oldalát szedve. Az eredmény egy orsó végeken viszonylag szoros (kb. 10-10 cm) viszont ezen belül egy könnyen hajtható axiálisan kottyanásmentes anya lett. Persze ezen ha kell a későbbiekben még lehet szorítani, de jelen esetben teljesen laza állapotban is holtjátékmentesre sikeredett. Amúgy ME-1000-es a gép...
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 április 13, 22:27
Írta: ii5d35wcx Dátum 2016 április 13, 22:27
Motorosnak igaza van tényleg jónak tűnik a gép.
Csak a tartozék hiánya. Eddig mit csináltak vele.? Kézből köszörültek? A síkköszörülésnek , meg az a lényege , hogy fogást veszek és otthagyom nem állok mellette és húzogatom előre-hátra .De ez ne tántorítson el , mert én egy, mint régebben írtam (3059 ,3061 )egy EE-250-et restaurálva nappaliba betennék, ha nem is dolgoznék rajta.
Ez ilyen!
Üdv: Sanyi
Csak a tartozék hiánya. Eddig mit csináltak vele.? Kézből köszörültek? A síkköszörülésnek , meg az a lényege , hogy fogást veszek és otthagyom nem állok mellette és húzogatom előre-hátra .De ez ne tántorítson el , mert én egy, mint régebben írtam (3059 ,3061 )egy EE-250-et restaurálva nappaliba betennék, ha nem is dolgoznék rajta.
Ez ilyen!
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 15, 09:48
Írta: Csuhás Dátum 2016 április 15, 09:48
Három apró ötlet, amit sokan ismerhettek de azt mondják egy újszülöttnek minden új.
1: Kocka maráshoz merőlegesre állítható ütköző. Egyszer kell precízen beállítani órázva, vagy a satu talpához derékszöggel azután már gyorsan lehet dolgozni.
2: Ha nektek is folyton leesik a gépsatu tekerője...
3: Mérőóra tartó, itt éppen gyalun, hogy gyorsan egyszerűen lehessen satut munkadarabot beállítani.



1: Kocka maráshoz merőlegesre állítható ütköző. Egyszer kell precízen beállítani órázva, vagy a satu talpához derékszöggel azután már gyorsan lehet dolgozni.
2: Ha nektek is folyton leesik a gépsatu tekerője...
3: Mérőóra tartó, itt éppen gyalun, hogy gyorsan egyszerűen lehessen satut munkadarabot beállítani.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 április 15, 10:35
Írta: TROMF22 Dátum 2016 április 15, 10:35
A gépsatu tekerő érdemel két hangszórót :)
Cím: Re:Hagyományos forgácsológépek
Írta: gab27 Dátum 2016 április 15, 11:43
Írta: gab27 Dátum 2016 április 15, 11:43
Sziasztok,
érdekelne, hogy láttatok-e már ilyen szerzetet, mert sajnos az adattáblája hiányzik, de nagyon kíváncsi vagyok rá, honnan való. A kutakodásom során sok hasonlóval találkoztam, de ez a típus még teljesen ismeretlen.
Mivel anno használhatóvá kellett tenni, nem eredeti állapotú - gyárilag minden bizonnyal központi hajtású lehetett. Az orsói (a feliratnak megfelelően) colos osztásúak. A formája, konstrukciója a századfordulón gyártott horizontális marókéra emlékeztet, viszont az asztal szélén a zseb profi megmunkálása arra utal, hogy jóval későbbi. Gépi előtolása van, de mivel nem 100 %-osan funkcionális (és annyira nincs is rá szükség), nincs fent rajta.
Ha valakinek véletlenül megvan a Százéves a magyar szerszámgépgyártás c. könyv, pillantson már bele, legyen szíves!



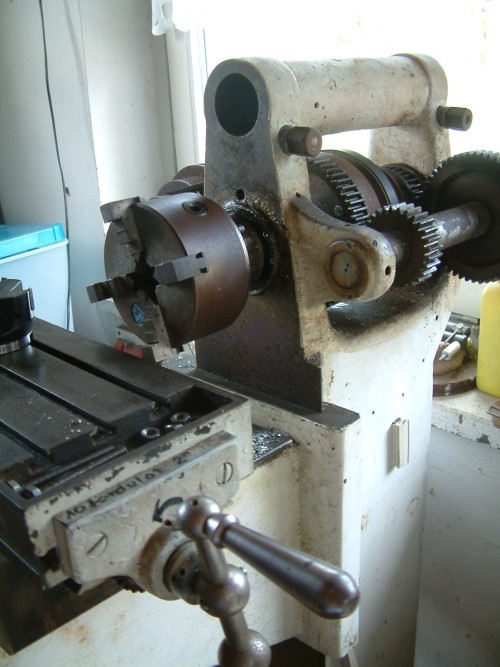
Köszönöm!
Gábor
érdekelne, hogy láttatok-e már ilyen szerzetet, mert sajnos az adattáblája hiányzik, de nagyon kíváncsi vagyok rá, honnan való. A kutakodásom során sok hasonlóval találkoztam, de ez a típus még teljesen ismeretlen.
Mivel anno használhatóvá kellett tenni, nem eredeti állapotú - gyárilag minden bizonnyal központi hajtású lehetett. Az orsói (a feliratnak megfelelően) colos osztásúak. A formája, konstrukciója a századfordulón gyártott horizontális marókéra emlékeztet, viszont az asztal szélén a zseb profi megmunkálása arra utal, hogy jóval későbbi. Gépi előtolása van, de mivel nem 100 %-osan funkcionális (és annyira nincs is rá szükség), nincs fent rajta.
Ha valakinek véletlenül megvan a Százéves a magyar szerszámgépgyártás c. könyv, pillantson már bele, legyen szíves!
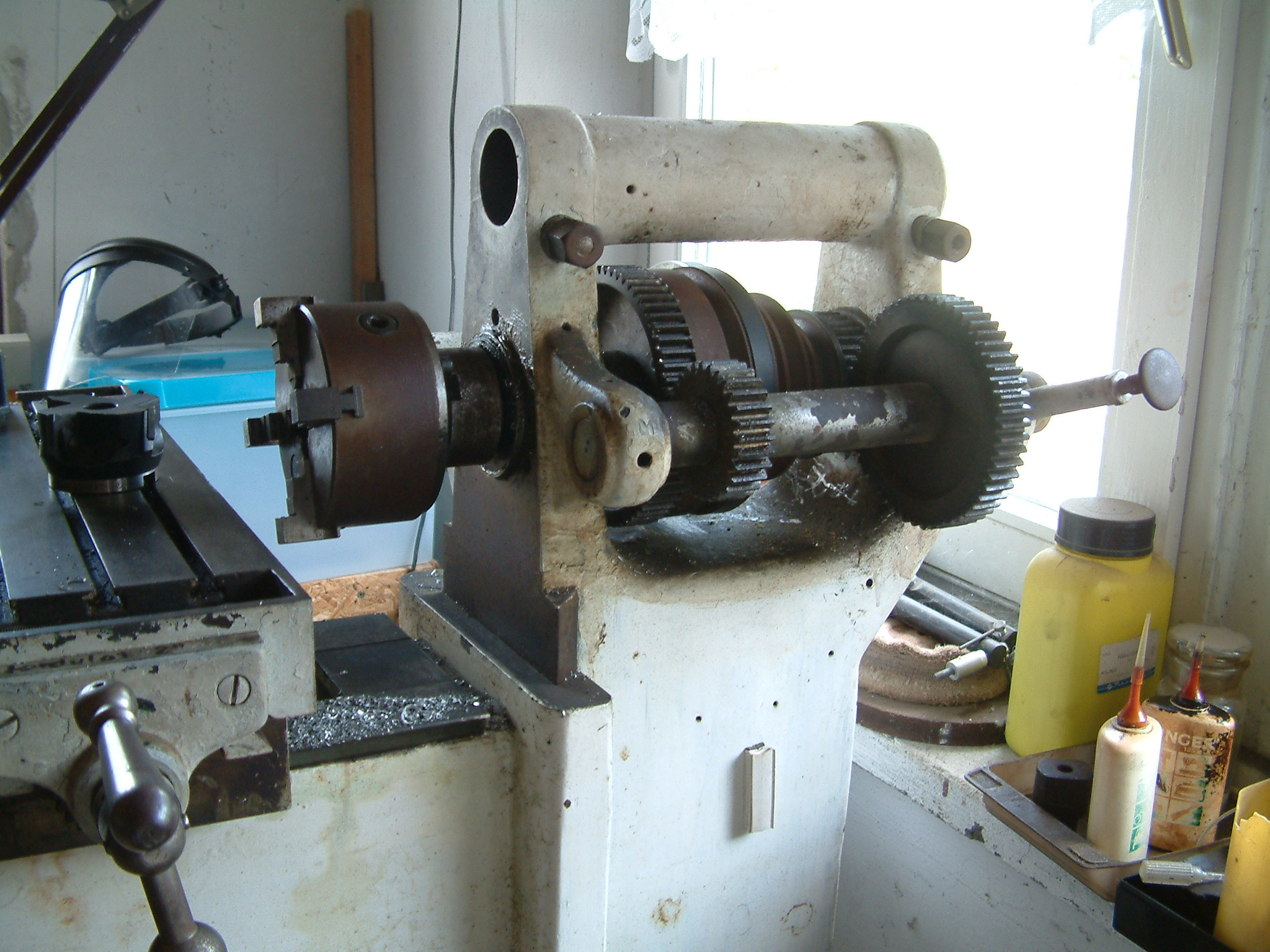


Köszönöm!
Gábor
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 április 15, 23:32
Írta: ii5d35wcx Dátum 2016 április 15, 23:32
Megnéztem minden képet ,de nem tudom a könyvből beazonosítani a gépedet.Az említett könyvben nincs ilyen gép.Nem is biztos , hogy magyar gyártmány .Nézd végig a
http://www.lathes.co.uk/.
Hátha megtalálod.
http://www.lathes.co.uk/.
Hátha megtalálod.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 április 15, 23:58
Írta: ii5d35wcx Dátum 2016 április 15, 23:58
Ezt nézted már?
http://www.jofogas.hu/borsod_abauj_zemplen/TOS_gyartmanyu_gyari_vasipari_elezogep_elado_46942361.htm?first=1
http://www.jofogas.hu/borsod_abauj_zemplen/TOS_gyartmanyu_gyari_vasipari_elezogep_elado_46942361.htm?first=1
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 16, 17:51
Írta: jani300 Dátum 2016 április 16, 17:51
Üdv !
Itt van előttem egy gumidugós tengelykapcsoló.
16 as tengelyre , 83 átmérő a ház kívül , a két csap távolsága 60 , 8vagy 9 lehetett a csapátmérő , 17,6 a gumidugó helye 7 körül van a gumidugó hossza , 24 vastag a ház .A gumidugó mögötti rész 9,2 átmérőjű .
Rajzot nem tudok feltenni :(
Itt van előttem egy gumidugós tengelykapcsoló.
16 as tengelyre , 83 átmérő a ház kívül , a két csap távolsága 60 , 8vagy 9 lehetett a csapátmérő , 17,6 a gumidugó helye 7 körül van a gumidugó hossza , 24 vastag a ház .A gumidugó mögötti rész 9,2 átmérőjű .
Rajzot nem tudok feltenni :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 16, 17:57
Írta: jani300 Dátum 2016 április 16, 17:57
Ja ! E1N ről van szó !
Elírtam a gumidugó 17 hosszú . és 17,6 átmérőjű . kb azért a méretek , nem szedtem ki a gumikat .
Elírtam a gumidugó 17 hosszú . és 17,6 átmérőjű . kb azért a méretek , nem szedtem ki a gumikat .
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 április 18, 07:43
Írta: ypcjgjbma Dátum 2016 április 18, 07:43
Szép napot. Egy E-400 1500-as esztergagép eladó. Ára 350000 Ft
http://kepfeltoltes.hu/view/160415/WP_20160414_19_25_18_Pro_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/160415/WP_20160414_19_25_18_Pro_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 április 18, 13:38
Írta: ypcjgjbma Dátum 2016 április 18, 13:38
Valakinek nem lenne TBF 4 befogóhoz patron eladó?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 április 19, 21:26
Írta: 000000000 Dátum 2016 április 19, 21:26
Kedves Jani300!
Köszönöm a méreteket. A meglévő alkatrészekből én is valami hasonlóra következtettem. A csapok amúgy nálam 8-asak. Most gumi keresés van. lehet, hogy a pálinkás üveg dugója lesz a befutó. Elég kemény, és a kisebb átmérő éppen 18-as.
Köszönöm a méreteket. A meglévő alkatrészekből én is valami hasonlóra következtettem. A csapok amúgy nálam 8-asak. Most gumi keresés van. lehet, hogy a pálinkás üveg dugója lesz a befutó. Elég kemény, és a kisebb átmérő éppen 18-as.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 20, 08:42
Írta: jani300 Dátum 2016 április 20, 08:42
Elírtam még egy méretet :(
a gumidugós fele van csak meg a tengely kapcsolónak . Az 18 as tengelyre megy .
a gumidugós fele van csak meg a tengely kapcsolónak . Az 18 as tengelyre megy .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 április 20, 13:05
Írta: Csuhás Dátum 2016 április 20, 13:05
Most láttam a power belltnél van gumidugós kapcsoló kompletten illetve gumidugó készlet is. Árakat nem néztem de lehet hogy gazdaságos megoldás.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 április 20, 13:11
Írta: jani300 Dátum 2016 április 20, 13:11
Köszi ! De én csak megmértem egy kallódó maradék alkatrészt . Ez nálam sosem volt egyben , csak néhány kisebb alkatrésze került hozzám .
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 május 07, 21:01
Írta: fcnex97xh Dátum 2016 május 07, 21:01
Sziasztok!
Az alábbi Danuvia osztófej (ld. a linket lejjebb) tokmánytárcsájának méretei miatt kereslek fel titeket. Esetleg tudna nekem valaki rajzzal vagy méretekkel segíteni? Épp most került a birtokomba egy, de sajnos nem járt hozzá tokmánytárcsa. Ha nem tudtok segíteni, megoldom, csak gondoltam, ezen a fórumon hátha segítségemre lehet valamelyikőtök, aki okosabb, mint én.(Gyári tokmánytárcsa méretei lennének érdekesek.) Köszönettel Szabó Krisztián
Link a képhez: http://img.index.hu/imgfrm/2/9/8/2/BIG_0008232982.jpg
Az alábbi Danuvia osztófej (ld. a linket lejjebb) tokmánytárcsájának méretei miatt kereslek fel titeket. Esetleg tudna nekem valaki rajzzal vagy méretekkel segíteni? Épp most került a birtokomba egy, de sajnos nem járt hozzá tokmánytárcsa. Ha nem tudtok segíteni, megoldom, csak gondoltam, ezen a fórumon hátha segítségemre lehet valamelyikőtök, aki okosabb, mint én.(Gyári tokmánytárcsa méretei lennének érdekesek.) Köszönettel Szabó Krisztián
Link a képhez: http://img.index.hu/imgfrm/2/9/8/2/BIG_0008232982.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 május 08, 13:13
Írta: fcnex97xh Dátum 2016 május 08, 13:13
https://docs.google.com/document/d/1jwQj0l3cVALSSqDV3-8XeUm_2iQw7ccD6dj8wk2Qr8c/edit
Közben megtaláltam a gépkönyvben az adatokat mindkét TOF-típushoz. Akinek hasonlóra lett volna szüksége, megtalálja. SZK
Közben megtaláltam a gépkönyvben az adatokat mindkét TOF-típushoz. Akinek hasonlóra lett volna szüksége, megtalálja. SZK
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 08, 20:59
Írta: Csuhás Dátum 2016 május 08, 20:59
Dolgoztam a marógépemen horizontál módban. Megint hatalmas birkózást jelentett a ME250 vertikálfej leszedése és felrakása. Ti hogy szoktátok ezeket brutális vasakat emelgetni?
Illetve a ME gépekre jellemző két csavaros "éklécet" hogyan szokás meghúzni, van ennek valami trükkje, jól bevált metódusa?
Illetve a ME gépekre jellemző két csavaros "éklécet" hogyan szokás meghúzni, van ennek valami trükkje, jól bevált metódusa?
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2016 május 08, 21:40
Írta: ndpkrup8z Dátum 2016 május 08, 21:40
Üdv
Nekem az M1 -es gépemen FM 200 egyetemes fej van.
Le-felszerelést falapokat alápakolva az asztal
emelésével (süllyesztésével)oldom meg.
Üdv: Péter
Nekem az M1 -es gépemen FM 200 egyetemes fej van.
Le-felszerelést falapokat alápakolva az asztal
emelésével (süllyesztésével)oldom meg.
Üdv: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 május 08, 23:58
Írta: fcnex97xh Dátum 2016 május 08, 23:58
Ott a pont ! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 14, 21:33
Írta: Csuhás Dátum 2016 május 14, 21:33
Vettem egy szerszámköszörűt. Szeretném levenni a kereszt asztalt. Két excenteres asztal biztosító papucsot kiszereltem, most látszólag csak a keresztorsó anya kapcsolja a szánt a géptesthez. Olyan mintha az anya egy hengeres csappal illeszkedne így az asztal emelésekor kicsúszik a fészekből. Ha valaki szerelt már ilyen gépet az talán tudja a tipikus megoldást. Ez egyébként egy svájci hispano gép, de szinte pont ilyen az orosz élező, vagy a magyar ksu gép is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2016 május 14, 22:16
Írta: 000000000 Dátum 2016 május 14, 22:16
Sziasztok,
Nekiálltam E1N esztergám főorsócsapágyának a kézi hántolásához. Nemrég voltam egy szakinál aki megmutatta hogy hogy kell, viszont most elakadtam. Az a gond, hogy nem tudok igazán használható lenyomatot készíteni a tusípasztával. A főtengely egyébként fel van köszörülve. A csapágyakat eléggé meghúztam, most van egy tokmánytárcsa a főorsón, úgy még kézzel lehet forgatni. Nos ha bekenem pasztával a tengelyt és bedugom, a csapágyak letolják az összes pasztát, így a végükön már nincs semmi lenyomat. Próbáltam azt is, hogy a csapágyat kentem be, de így sem az igazi. Hol lehet a gond?
Nekiálltam E1N esztergám főorsócsapágyának a kézi hántolásához. Nemrég voltam egy szakinál aki megmutatta hogy hogy kell, viszont most elakadtam. Az a gond, hogy nem tudok igazán használható lenyomatot készíteni a tusípasztával. A főtengely egyébként fel van köszörülve. A csapágyakat eléggé meghúztam, most van egy tokmánytárcsa a főorsón, úgy még kézzel lehet forgatni. Nos ha bekenem pasztával a tengelyt és bedugom, a csapágyak letolják az összes pasztát, így a végükön már nincs semmi lenyomat. Próbáltam azt is, hogy a csapágyat kentem be, de így sem az igazi. Hol lehet a gond?
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2016 május 15, 07:56
Írta: Teaway Dátum 2016 május 15, 07:56
Eszterga topic-ba kérdezd, ott vannak sokat tapasztalt szakik.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 17, 23:28
Írta: Csuhás Dátum 2016 május 17, 23:28
Még mindig szerszámköszörű: Gyanús hogy nem eredeti a fejben levő csapágy, szóval készülhetett a köszörű orsó két oldalon egy egy kétsoros önbeálló golyóscsapággyal? Vagy ez már utólagos módosítás eredménye?
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 május 18, 07:26
Írta: Motoros Dátum 2016 május 18, 07:26
Nem tudom, de olyan biztosan van, hogy a kő felöl 3 egysoros, a szíjnál 2 egysoros, és az egészet egy rugó feszíti ami elmés módon mindegyikre hat. A kő felöli csapágy megy ki elsőnek a por miatt... talán. Ez füllel is meghallani. Ha jól emlékszem mind ferde hatású volt bakelit kosárral.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 07:36
Írta: Csuhás Dátum 2016 május 18, 07:36
Mindkét oldalon kő van, és középen a hajtószíj, szinte pontosan ez az elrendezés:
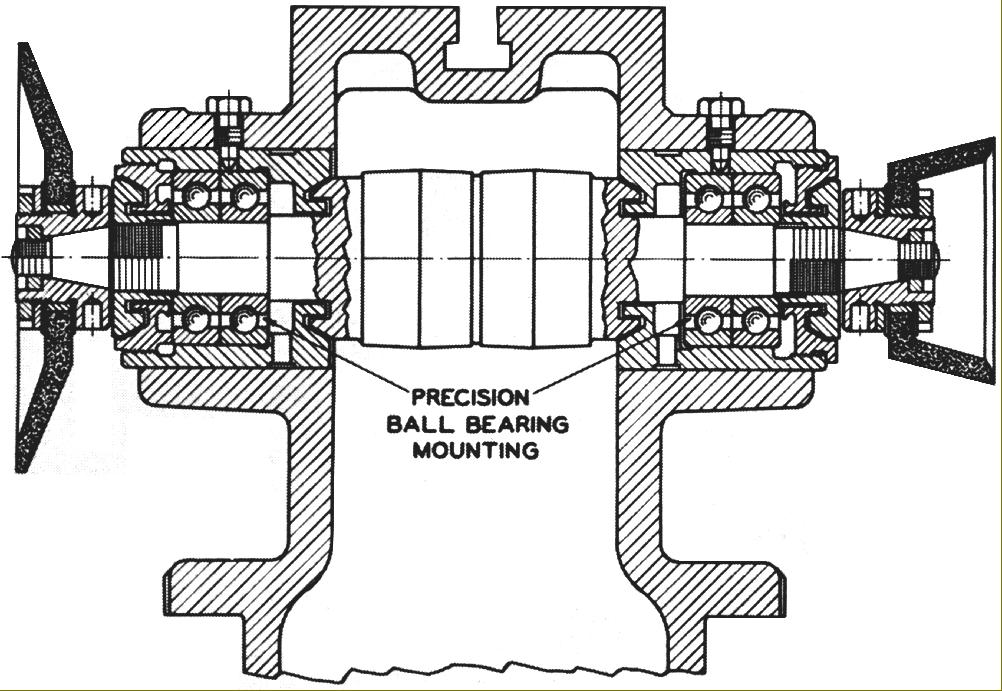
Ami látszik, hogy az egyik oldalon a csapágyfészek a külső gyűrűt köszörült felületekkel fogja, míg a másik oldalon nyers a felület ott alighanem szabad a csapágy. A tengely anyák szorítják a belső gyűrűt mindkét oldalon. Érzésem szerint két két párosított O elrendezésű ferde hatásvonalú csapágy lehetett eredetileg az orsóban. Holnap méregetek és katalógust böngészek.
Ami látszik, hogy az egyik oldalon a csapágyfészek a külső gyűrűt köszörült felületekkel fogja, míg a másik oldalon nyers a felület ott alighanem szabad a csapágy. A tengely anyák szorítják a belső gyűrűt mindkét oldalon. Érzésem szerint két két párosított O elrendezésű ferde hatásvonalú csapágy lehetett eredetileg az orsóban. Holnap méregetek és katalógust böngészek.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 május 18, 07:58
Írta: Motoros Dátum 2016 május 18, 07:58
Bocs, ez egészen más mint amire gondoltam.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 08:11
Írta: Csuhás Dátum 2016 május 18, 08:11
Egy ilyen gépről kérdezgetek:

Cím: Re:Hagyományos forgácsológépek
Írta: p6j5s3k64 Dátum 2016 május 18, 08:44
Írta: p6j5s3k64 Dátum 2016 május 18, 08:44
Pontosan ugy van , ahogy mondod ;)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 10:14
Írta: Csuhás Dátum 2016 május 18, 10:14
Már csak az a kérdés nagyságrendileg mennyibe van egy ilyen csapágypár? Persze nem skf csúcsminőségre gondoltam hanem elfekvő még a kgst-ben gyártottra. ( Méreteket most még nem mértem le de Te lehet hogy fejből is tudod :-)
Esetleg neked nincs ilyen csapágypárod?
Esetleg neked nincs ilyen csapágypárod?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 18, 10:36
Írta: svejk Dátum 2016 május 18, 10:36
Hányas csapágyak vannak benne?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 18, 10:36
Írta: svejk Dátum 2016 május 18, 10:36
elég a méretük
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 10:40
Írta: Csuhás Dátum 2016 május 18, 10:40
Este megmondom pontosan. Csak emlékezetből: cirka 24 a furat, és 50 körül a külső átmérő.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 18, 11:11
Írta: svejk Dátum 2016 május 18, 11:11
25*52*15 a 7205-ös.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 18, 11:11
Írta: svejk Dátum 2016 május 18, 11:11
A lényeg, hogy ilyenem sajnos nincs párosítottban.
Cím: Re:Hagyományos forgácsológépek
Írta: p6j5s3k64 Dátum 2016 május 18, 11:49
Írta: p6j5s3k64 Dátum 2016 május 18, 11:49
Vannak ilyen csapagyaim ,nem akarok lovoldozni a meretekkel en se . Ha lesz meret megnezem mim van .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 11:51
Írta: Csuhás Dátum 2016 május 18, 11:51
Köszönöm előre is. Amint hazaérek megmérem és remélem szerencsém lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 17:56
Írta: Csuhás Dátum 2016 május 18, 17:56
Nos mértem: A tengely 25 a fészek 62 a szélesség kb 24 az egyik oldalon a másikon valamivel több. Lehetséges hogy csak az egyik oldalon volt dupla csapágy? No megyek dolgozni este leszek még. Még annyi hogy az orsóházon agy Dévisser felirat olvasható. Jelenleg két 2305 kétsoros önbeálló golyóscsapágy van benne.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 18:02
Írta: Csuhás Dátum 2016 május 18, 18:02
A felirat egy nyíllal együtt a forgásirány franciául.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 május 18, 18:47
Írta: svager Dátum 2016 május 18, 18:47
Valamikor szétszedtem egy ilyet,4 db.7305 B csapágy volt benne.
Nem tudom,hogy gyári vagy nem,de a mérete 25/62 mmm
Nem tudom,hogy gyári vagy nem,de a mérete 25/62 mmm
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 18, 22:31
Írta: Csuhás Dátum 2016 május 18, 22:31
Ott hibázik a dolog hogy a csapágyanyák a tengelyen mindkét oldalon megszorítják a belső gyűrűt illetve a ház egyik oldalán a külsőt is. A jelenlegi csapágy 24 széles, annak a helyére nem fér be a 2*17 széles csapágypár. Pont a szélesség miatt hajlok arra hogy csak egy egy csapágy volt oldalanként. Ez esetben viszont a ferde hatásvonalú túl keskeny és nem fogják meg az anyák.
Cím: Re:Hagyományos forgácsológépek
Írta: i0sykf9uy Dátum 2016 május 20, 19:53
Írta: i0sykf9uy Dátum 2016 május 20, 19:53
Sziasztok. Van egy strigon MSU 250 .ehez kelene nekem egy komplet előtolás ház. Ha valaki tud szétszedve meg veném.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 21, 16:04
Írta: Csuhás Dátum 2016 május 21, 16:04
Hozzám került egy eléggé lepusztult állapotú házilag épített állandómágneses mágnesasztal. A szerkezete olyan mint egy sűrű csatornarács a vas csíkok között műgyanta kiöntéssel. A felső rács alatt egy azonos osztású másik rács van ahol a kitöltő gyanta mágneseket tart. Az alsó rács egy excenter mechanizmussal eltolható. Logikám szerint ha a két rács fázisban van akkor fog az asztal, míg ha ellen fázisban akkor a felső rács zárja az erővonalakat és az asztal elengedi a munkadarabot. Ez eddig rendben van. Ellenben az én asztalomon a felső rács is mágneseket tartalmaz. Jó ez így? Ilyenkor úgy működik hogy mindig fázisban vannak a rácsok csak egyik esetben azonos polaritású mágnesek kerülnek egymás fölé és kívül záródnak az erővonalak azaz fog az asztal míg egy egész periódussal eltolva az ellentétes mágnesek belül alkotnak mágneskör így az asztal elenged. Ez megszokott működés?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 május 21, 16:09
Írta: jani300 Dátum 2016 május 21, 16:09
Megtaláltam ma a méhben a régebben általam emlegetett T nútos asztalnak a mágnesasztalát .
300X600 as de nagyon nehéz 60-80 kiló lehet .
Kellene vinnem műszert nem szakadt e a tekercse . Ez is kapott azért az élettől már .
300X600 as de nagyon nehéz 60-80 kiló lehet .
Kellene vinnem műszert nem szakadt e a tekercse . Ez is kapott azért az élettől már .
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 május 22, 18:49
Írta: ypcjgjbma Dátum 2016 május 22, 18:49
Szeretnék tanácsot kérni. 10 db 40mm hosszú 10-es éknútot kellene csinálnom 40-es futatba. Van egy E2N-em és egy Srigon MF 100-es de még ilyet nem csináltam. Hogy kivitelezhető ezen gépek segítségével. Köszönöm és várom a tanácsaitokat.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 22, 20:10
Írta: Csuhás Dátum 2016 május 22, 20:10
Hagyd a gépeket készíts (10x10 hssből ) vagy vegyél egy ilyen szerszámot:
Retesz üregelő
Retesz üregelő
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2016 május 22, 20:17
Írta: Vetesi75 Dátum 2016 május 22, 20:17
Csak tippelek: 4305 kétsoros mélyhornyú golyóscsapágy. Mérete: 25*62*24.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 22, 20:22
Írta: Csuhás Dátum 2016 május 22, 20:22
Ez tényleg jó méretű csapágy. Hogy a manóba nem találtam ezt meg? Ahogy nézem nem két forintos kategória. Viszont lehet hogy cserélni fogom mert a önbeálló csapágy axiális irányban nem igazán tartja jól a tengelyt.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2016 május 22, 20:38
Írta: Vetesi75 Dátum 2016 május 22, 20:38
Én lecserélném a beállót - minimum a fix oldalon.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 május 22, 20:38
Írta: ypcjgjbma Dátum 2016 május 22, 20:38
Nem rossz megoldás, csak hol lehet ilyen szerszámot venni? Zsákfuratba hogyan alkalmazható?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 22, 20:49
Írta: Csuhás Dátum 2016 május 22, 20:49
Zsákfuratba sehogy. Apropó acélban vannak a furataid? Műanyagba és talán még aluba is véshetsz esztergán vagy marón kézzel tekergetve a szánokat.
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2016 május 22, 20:50
Írta: mex Dátum 2016 május 22, 20:50
A linkelt videón a fickó igazi balfék...
De a szerszám jó.[#taps]
De a szerszám jó.[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2016 május 22, 20:54
Írta: Robika37 Dátum 2016 május 22, 20:54
Keress egy kollégát a környékeden akinek van vésőgépe/gyalugépe. 1-2 db még csak-csak , de 10 db-nak nekiállni komoly kihívás....
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 május 22, 21:47
Írta: ypcjgjbma Dátum 2016 május 22, 21:47
Igen acélba kellene csinálni. Sajnos akinek van gépe állandó munkái vannak és nem vállal semmit. Kireszerni meg nem volna lelkierőm. [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 22, 22:15
Írta: Csuhás Dátum 2016 május 22, 22:15
Ha mégis reszelni fogsz, akkor tegyél bele egy cuppanósan illeszkedő dugót majd a határfelületbe egy jól eltalált furattal eltávolíthatod a reszelendő anyag nagy részét. A dugót kicsit elforgatva többször is használhatod. ( Ha nincs kifúrva a 40-es furat akkor még egyszerűbb előre befúrni a retesz helyén )
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 május 24, 12:17
Írta: ypcjgjbma Dátum 2016 május 24, 12:17
Találtam egy üregelő tüskét forgalmazó webárúházat.
http://szerszamkereskedo.hu/index.php?route=product/product&path=3_307_30723&product_id=21334
Mit jelent a pótlás a termék nevénél, tudja valaki? Köszi
http://szerszamkereskedo.hu/index.php?route=product/product&path=3_307_30723&product_id=21334
Mit jelent a pótlás a termék nevénél, tudja valaki? Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 24, 12:26
Írta: Csuhás Dátum 2016 május 24, 12:26
Gondolom egy készlethez az eltört darabok helyére ez a "pótlás" A vezetőt meg a betétlemezeket könnyen elkészítheted magad is. Előfúrt hornyot, mondjuk két három tizedes betétlemezekkel még rögtönzött menetes szárból készült préssel is el tudsz készíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 május 24, 14:33
Írta: ypcjgjbma Dátum 2016 május 24, 14:33
Erre gondoltam én is, de mikor az árakat nézegettem elbizonytalanodtam. Egyik 70, másik 2,5-e Ft Kicsit soknak találtam a különbséget.Amúgy van egy elég nagy golyósprésem. Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 24, 14:39
Írta: Csuhás Dátum 2016 május 24, 14:39
A reteszhorony üregelő egy oldalán fogazott, az olcsóbb mint a négy oldalon fogazott négyszög lyuk készítő. Első ránézésre én sem értettem a nagy árkülönbözetet.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 május 24, 15:47
Írta: sufnituning Dátum 2016 május 24, 15:47
Ezek egy kicsit el vannak szállva!
Rá kell állni üregelőtüske-gyártásra!
Rá kell állni üregelőtüske-gyártásra!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 május 24, 15:57
Írta: jani300 Dátum 2016 május 24, 15:57
8-10-12 es reteszhorony üregelő pont elkopott a készletemben :)
Érdemes lenne rendelni 2500 ért darabját ...
Érdemes lenne rendelni 2500 ért darabját ...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 24, 18:47
Írta: svejk Dátum 2016 május 24, 18:47
Bizonyára elírás a 2500 Ft, hisz a gyorsacél alapanyag többe lenne.
A munkahelyemen a Unior tüskéket használnak, 250-900 ezer az áruk.
De azok javarészt 1800 mm hosszúak és van köztük 70-80 m átmérőjű is.
A munkahelyemen a Unior tüskéket használnak, 250-900 ezer az áruk.
De azok javarészt 1800 mm hosszúak és van köztük 70-80 m átmérőjű is.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 24, 18:58
Írta: Csuhás Dátum 2016 május 24, 18:58
Szvsz ez kb reális ár, azért ez csak egy nagyjából arasznyi szerszám. Téglalap hss eszterga késből akár kézből is kiköszörülhető.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 május 24, 19:08
Írta: jani300 Dátum 2016 május 24, 19:08
Ha belegondolsz kb 10 gombóc fagylalt , nem nagyon adnak annyiért szinte semmit .
Mekkora fogankénti előtolása lehet ennek a szerszámnak ?
Kézből nem mernék nekiállni , szerintem elég pontosan kellene tartani a kúposságát , hogy szépen egyenletesen vigyen .
Megnéznék azért egyet élőben működés közben .
Mekkora fogankénti előtolása lehet ennek a szerszámnak ?
Kézből nem mernék nekiállni , szerintem elég pontosan kellene tartani a kúposságát , hogy szépen egyenletesen vigyen .
Megnéznék azért egyet élőben működés közben .
Cím: Re:Hagyományos forgácsológépek
Írta: nzwr4gyfk Dátum 2016 május 24, 19:18
Írta: nzwr4gyfk Dátum 2016 május 24, 19:18
Huh, a szamok es a mertekegysegek es minden... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 24, 19:29
Írta: svejk Dátum 2016 május 24, 19:29
Június közepén megyek a kragujeváci gyárba üzemlátogatásra, ott bizonyára fogok látni nagyobbakat is, majd beszámolok.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 május 24, 19:51
Írta: ywathzay Dátum 2016 május 24, 19:51
Valószínű ez annyit is ér üregelésnél mint 10 gombóc fagyi. Ha jobban szétnézel egy 10-es üregelő szerszám olyan helyen ahol nem vackokat árulnak kb 70+áfa.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 24, 20:26
Írta: svejk Dátum 2016 május 24, 20:26
Bár nem ide való, de akkor azt mond meg légyszi hogy ennek a sorkapocs áthidalónak mennyi a reális ára!?
Mert ezért ma éppen 661 Ft+áfát fizettem.
És nem egy kellett belőle...
8,1 g műanyagostól
galvanizált vörösréz
ha úgy nézzük 80 ezer Ft kilója :(
Mert ezért ma éppen 661 Ft+áfát fizettem.
És nem egy kellett belőle...
8,1 g műanyagostól
galvanizált vörösréz
ha úgy nézzük 80 ezer Ft kilója :(
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 24, 21:00
Írta: Csuhás Dátum 2016 május 24, 21:00
Ha már engem kérdezel akkor a reális ára kb 37 Ft ;-)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 24, 21:06
Írta: svejk Dátum 2016 május 24, 21:06
[#eljen]!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 25, 07:20
Írta: Csuhás Dátum 2016 május 25, 07:20
Tanácsot kérek mert alig értek a köszörüléshez. Szerszámélezőn próbaképpen síkot köszörültem, és nem voltam megelégedve a felület minőségével. Egyrészt csíkos lett egy kicsit, másrészt hogy is mondjam egy kicsit szőrös, tépett lett a felület, jellegében olyan mintha reszeltem volna. A korong egy átlagos fehér jelölés nélküli korong kb olyan ami a kétkorongosokon szokott lenni gyárilag. A próba előtt lehúztam gyémánttal. A gép szépen rezgés mentesen futott. Hűtés, elszívás még nem volt,így elég sok por keletkezett a próba során. Merre menjek? Milyen korongot próbáljak?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 május 25, 08:23
Írta: ywathzay Dátum 2016 május 25, 08:23
Finom szemcséjű korong, és hűtés mindenképp.
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2016 május 25, 11:35
Írta: István83 Dátum 2016 május 25, 11:35
Én síkköszörűnél ,A60 szemcseméret és piros követ használok,általános célra,és szerszámacélra,hűttővizzel.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 május 25, 15:02
Írta: svejk Dátum 2016 május 25, 15:02
Szerszámacélon próbáltad?
A himi-humi szerkezetei acélokat nem nagyon lehet szépen köszörülni.
A himi-humi szerkezetei acélokat nem nagyon lehet szépen köszörülni.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 május 30, 17:10
Írta: gaben Dátum 2016 május 30, 17:10
Sziasztok,
mint már írtam volt anno, nagyon tetszenek az E2N esztergák és ha egyszer rászánom magam a beszerzésére, csak ilyen jöhet szóba.
Mivel nem találtam róla megfelelő leírást, (ezért vettem egyet) a gépkönyvét fölteszem a könyvtáramba .pdf formátumban.
Hátha még valaki hasonló cipőben jár. [#wave]
mint már írtam volt anno, nagyon tetszenek az E2N esztergák és ha egyszer rászánom magam a beszerzésére, csak ilyen jöhet szóba.
Mivel nem találtam róla megfelelő leírást, (ezért vettem egyet) a gépkönyvét fölteszem a könyvtáramba .pdf formátumban.
Hátha még valaki hasonló cipőben jár. [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 május 30, 20:46
Írta: Csuhás Dátum 2016 május 30, 20:46
Jó kis gép, nekem is kedvencem. Ha összeállítási rajzok is érdekelnek akkor a könyvtáramból azt is letöltheted.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 május 31, 08:04
Írta: gaben Dátum 2016 május 31, 08:04
Szia Imre,
köszi szépen majd keresgélek ott is.
Lesz mit olvasgatnom nyaralás alatt a strandon. [#vigyor][#wave]
köszi szépen majd keresgélek ott is.
Lesz mit olvasgatnom nyaralás alatt a strandon. [#vigyor][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2016 június 15, 15:37
Írta: znyolczas Dátum 2016 június 15, 15:37
Sziasztok!
Keresnék EU-215/1500 tip. esztergához gépkönyvet. Sajnos nem jó topikba írtam a múltkor. Korábban már keresgéltem és találtam is de nagyon rossz minőségű a gépkönyv. Nem olvashatók a lapjai. Ha valakinek lenne esetleg kézzel fogható eredeti könyve akkor minden költség térítése mellett(fénymásolás, a fáradozása, posta stb..) akár a másolatát is szívesen venném. Előre is köszönöm a segítséget.
Keresnék EU-215/1500 tip. esztergához gépkönyvet. Sajnos nem jó topikba írtam a múltkor. Korábban már keresgéltem és találtam is de nagyon rossz minőségű a gépkönyv. Nem olvashatók a lapjai. Ha valakinek lenne esetleg kézzel fogható eredeti könyve akkor minden költség térítése mellett(fénymásolás, a fáradozása, posta stb..) akár a másolatát is szívesen venném. Előre is köszönöm a segítséget.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 június 15, 16:11
Írta: Csuhás Dátum 2016 június 15, 16:11
Egy gyatra minőségűt nálam is találhatsz, nézd meg hogy neked is ez van-e meg. Ha hozzájutsz egy jobbhoz küldd el és a következőknek nem kell annyit keresgélni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 június 16, 21:05
Írta: Csuhás Dátum 2016 június 16, 21:05
Tudna valaki segíteni egy orsó kúp beazonosításában? Egy svájci szerszámélező orsóján van. A nagyobb átmérője 22mm a félkúpszöge kb 10fok, a kúp végében pedig M10 menet van fúrva.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 június 16, 22:32
Írta: Csuhás Dátum 2016 június 16, 22:32
Erről volna szó:

Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 június 18, 00:15
Írta: y580keijn Dátum 2016 június 18, 00:15
Üdv.
Ilyen masinát látott valaki közelebbről?
Valahol találok róla infót,hogy is kellene kinéznie?
Kemény Marógép
Ilyen masinát látott valaki közelebbről?
Valahol találok róla infót,hogy is kellene kinéznie?
Kemény Marógép
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 június 18, 06:11
Írta: Csuhás Dátum 2016 június 18, 06:11
Csak egy vélemény:
Ha kimondottan gép restaurálással akarsz foglalkozni, és van forgácsolási lehetőséged akkor elgondolkozhatsz rajta. Első marógépnek nem ajánlom. A hajtás hiányzik, a képeken csak a két maróorsó látszik. Áttétel, tengely, fordulat váltás, fogaskerék sehol. Az asztal T hornyát is kitörték, látszik hogy javítva van. Szóval ez egy elhanyagolt, hiányos gép, rengeteg munka kell hogy marni tudj vele, ehhez képest viszont dupla áron kínálják.
Ha kimondottan gép restaurálással akarsz foglalkozni, és van forgácsolási lehetőséged akkor elgondolkozhatsz rajta. Első marógépnek nem ajánlom. A hajtás hiányzik, a képeken csak a két maróorsó látszik. Áttétel, tengely, fordulat váltás, fogaskerék sehol. Az asztal T hornyát is kitörték, látszik hogy javítva van. Szóval ez egy elhanyagolt, hiányos gép, rengeteg munka kell hogy marni tudj vele, ehhez képest viszont dupla áron kínálják.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 június 18, 09:03
Írta: y580keijn Dátum 2016 június 18, 09:03
Köszönöm. Kedvem még csak lenne a restauráláshoz,de ennyi időm biztos nincs...akkor leteszek róla. Túl nagy falat lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 június 23, 15:39
Írta: kisssandor Dátum 2016 június 23, 15:39
Sziasztok!
Fúró-menetelő gépemen hiányos a motor fékje (a tengelyvégre rögzített féktárcsa hiányzik). látott már valaki ilyet kompletten? Esetleg van valakinek ilyen motorja? kisssandor64@freemail.hu



Fúró-menetelő gépemen hiányos a motor fékje (a tengelyvégre rögzített féktárcsa hiányzik). látott már valaki ilyet kompletten? Esetleg van valakinek ilyen motorja? kisssandor64@freemail.hu
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 június 23, 15:41
Írta: kisssandor Dátum 2016 június 23, 15:41
Ja a gép típusa: WMW Heckert bt2
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 június 23, 15:50
Írta: Csuhás Dátum 2016 június 23, 15:50
Szerintem hasonló lehet mint az autókon használt klíma kuplung. Azaz egy vas tárcsa ami egy laprugóval csatlakozik a tengelyen levő agyhoz. A laprugó egyrészt kiemeli a kuplungot másrészt kiegyenlíti a pici tengelyeltérést így a vas tárcsa teljes felületével fel tud tapadni a mágnesre.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 június 23, 15:55
Írta: Motoros Dátum 2016 június 23, 15:55
Pont ilyen az asztali fúrógépem, de még sosem szedtem szét :(((
ha gondolod lefotózom holnap.
ha gondolod lefotózom holnap.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 június 23, 22:12
Írta: kisssandor Dátum 2016 június 23, 22:12
Jó lenne. A motor burkolat 3 csavarja közül a 3. ami belül van és nem látszik az bk. Trükkös.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 június 24, 07:45
Írta: Motoros Dátum 2016 június 24, 07:45
Szia!
ITT meg ITT van a fotó róla.
A ventilátort mint öntvényt fogja meg a nyomó rugó (ami ugye nem látszik) árammentes állapotban.
Ha bekapcsolsz akkor a mágnes behúz és a rugó ellen hatva elengedi a tengelyt, mint Csuhás írta.
ITT meg ITT van a fotó róla.
A ventilátort mint öntvényt fogja meg a nyomó rugó (ami ugye nem látszik) árammentes állapotban.
Ha bekapcsolsz akkor a mágnes behúz és a rugó ellen hatva elengedi a tengelyt, mint Csuhás írta.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 június 24, 10:23
Írta: kisssandor Dátum 2016 június 24, 10:23
Köszönöm mindenkinek a segítséget.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 június 28, 12:03
Írta: y580keijn Dátum 2016 június 28, 12:03
Üdv.
Találtam két géptáblát.
Ha valaki felismerjék és segítene beazonosítani, azt megköszönném.
Hátha valaki pont ilyet keres.
Táblák.
Találtam két géptáblát.
Ha valaki felismerjék és segítene beazonosítani, azt megköszönném.
Hátha valaki pont ilyet keres.
Táblák.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 június 29, 08:43
Írta: 7cim5mm0 Dátum 2016 június 29, 08:43
Szerintem a bal oldali első ránézésre FOF-32 fúrógépé lehet, bár ezt nem mondanám biztosra, a jobb oldali meg EMU-160.
Jut eszembe!
Nincs véletlenül valakinek bontott/elfekvő E2N elektromos kezelőpanelje,(ami a lábon van baloldalt, a kapcsolókkal, meg a gombokkal) és egy komplett villamos berendezése?
Tovább fokozom, siklócsapágyas géphez kellene, és csak gyári érdekel. :)Az is segítség volna, ha valaki akinek ilyen van, tudna egy pár képet feltenni róla.
Előre is köszönöm!
Jut eszembe!
Nincs véletlenül valakinek bontott/elfekvő E2N elektromos kezelőpanelje,(ami a lábon van baloldalt, a kapcsolókkal, meg a gombokkal) és egy komplett villamos berendezése?
Tovább fokozom, siklócsapágyas géphez kellene, és csak gyári érdekel. :)Az is segítség volna, ha valaki akinek ilyen van, tudna egy pár képet feltenni róla.
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 június 29, 17:56
Írta: y580keijn Dátum 2016 június 29, 17:56
Köszönöm.
Ha valakinek szüksége lenne rá,akkor jelezze...
Ha valakinek szüksége lenne rá,akkor jelezze...
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 július 01, 09:57
Írta: gaben Dátum 2016 július 01, 09:57
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 01, 10:02
Írta: Csuhás Dátum 2016 július 01, 10:02
Mindig meglepődöm ha valaki egy nem jól működő kapcsolókart nem megjavít hanem ráakaszt kívülről egy rugót ami az egyik irányba húzza.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2016 július 04, 22:56
Írta: Vetesi75 Dátum 2016 július 04, 22:56
Gyanítom, hogy nem a kapcsoló kar a hibás...
(Minimum: főorsó ki, szíjtárcsa ki, kapcsolókörmöket felhegeszt, újramunkál, összerak, beállít.)
Legalább korrekt módon fotózáskor rajta hagyta a rugót az eladó, így a leendő vevő tudja majd mire számíthat.
(Minimum: főorsó ki, szíjtárcsa ki, kapcsolókörmöket felhegeszt, újramunkál, összerak, beállít.)
Legalább korrekt módon fotózáskor rajta hagyta a rugót az eladó, így a leendő vevő tudja majd mire számíthat.
Cím: Re:Hagyományos forgácsológépek
Írta: empé13 Dátum 2016 július 04, 23:39
Írta: empé13 Dátum 2016 július 04, 23:39
Szia!
Milyen anyaggal lehet fölhegeszteni a kapcsolókörmöket?
(Ogyesszai 679-es marógépemen kopott a köröm.)
Üdv: P.
Milyen anyaggal lehet fölhegeszteni a kapcsolókörmöket?
(Ogyesszai 679-es marógépemen kopott a köröm.)
Üdv: P.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 10, 14:40
Írta: jani300 Dátum 2016 július 10, 14:40
Üdv !
Vettem egy érdekes marógép fejet .
Hosszmarógépként ismerem , de ez kis gép .
Itt a fórumon Svejk nek van hasonló felépítésű gépe . Keresgélek a neten , de nem találok ilyen felépítésű gépről képet .
Tudja valaki mi a becsületes nevük ezeknek a gépeknek ? (keresőszó)
Vettem egy érdekes marógép fejet .
Hosszmarógépként ismerem , de ez kis gép .
Itt a fórumon Svejk nek van hasonló felépítésű gépe . Keresgélek a neten , de nem találok ilyen felépítésű gépről képet .
Tudja valaki mi a becsületes nevük ezeknek a gépeknek ? (keresőszó)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 július 10, 15:18
Írta: PSoft Dátum 2016 július 10, 15:18
Ha a neten nem találsz, talán...
Mutathatnál mostmár a sajátodról képet!:)
Lehet úgy, könnyebb lenne a találós kérdés megfejtése.:))
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 10, 15:26
Írta: jani300 Dátum 2016 július 10, 15:26
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160710/13618011_1731532583794463_440869378_n_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160710/13618011_1731532583794463_440869378_n_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 10, 15:34
Írta: jani300 Dátum 2016 július 10, 15:34
Ennyi van meg nekem belőle . 40 es meredekkúpos . Fogaskerék átszereléssel van szerintem két sebessége plusz dupla szíjtárcsa .
A "T" nútos is ezé volt .
Géprombolók kezére került szerencsétlen :(
Függőleges oszlopon járt le -fel ez a fej .
Az asztalnak csak hosszmozgása volt .
A GÉPTÍPUS NEVE ÉRDEKELNE ...
A "T" nútos is ezé volt .
Géprombolók kezére került szerencsétlen :(
Függőleges oszlopon járt le -fel ez a fej .
Az asztalnak csak hosszmozgása volt .
A GÉPTÍPUS NEVE ÉRDEKELNE ...
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2016 július 10, 16:09
Írta: Kristály Árpád Dátum 2016 július 10, 16:09
Bocs...de ez nem egy hengerfuro gep volt???
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 10, 16:14
Írta: jani300 Dátum 2016 július 10, 16:14
nem . Olyan is van , de ez marógép :)(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/160710/20160511_172344_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/160710/20160511_172344_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 10, 16:32
Írta: jani300 Dátum 2016 július 10, 16:32
http://vipbusiness.hu/images/gallery/cf4d49ac.jpg
Ilyen elrendezésű de kicsi gép .
Magyar feliratú a nóniusz rajta .Lényegtelen a típusa végül is , csak bosszant hogy nem találom .
Ilyen elrendezésű de kicsi gép .
Magyar feliratú a nóniusz rajta .Lényegtelen a típusa végül is , csak bosszant hogy nem találom .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 július 10, 20:16
Írta: 7cim5mm0 Dátum 2016 július 10, 20:16
Hosszmarógép, egy állványos.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 13, 10:36
Írta: Csuhás Dátum 2016 július 13, 10:36
Nincs valaki szerszámköszörű közelében? Szükségem volna az élszalag köszörüléshez használt támasztó pengéről és annak rögzítéséről egy két fotóra. Az én gépemhez ez hiányzik, és jó volna látni a gyári megoldást mielőtt készítek magam is.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 július 13, 12:00
Írta: ypcjgjbma Dátum 2016 július 13, 12:00
Szép napot. Szeretném megkérdezni, hogy a fogaskerekek készítéséhez használt maróról honnan tudjam, hogy hányas modul? Sajna nincs rajta semmi. Betonkeverőhöz kellene csinálni kis fogaskereket z8-ast.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 13, 12:05
Írta: Csuhás Dátum 2016 július 13, 12:05
Korrekt megoldást nem tudok, de egy betonkeverőhöz elég ha a kopott kerékhez hozzánézed a marót, és láthatod hogy jó-e.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 július 13, 12:27
Írta: ypcjgjbma Dátum 2016 július 13, 12:27
Próbáltam, sajnos nincs olyanom. Mivel nem eredeti szakmám tanácstalan vagyok, hogy keressek ilyen marót. Milyen modulok vannak.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 13, 12:52
Írta: Csuhás Dátum 2016 július 13, 12:52
Gondolom egy betonkeverő szétkopott fogaskerekét akarod újra legyártani. Csinálj egy ütőkést, fogj bele egy szemre megköszörült hss hasábot és csináld meg azzal. Szemre köszörülést segíti ha nyomtatsz egy fogprofilt és ráragasztod a nyers hss-re és az alapján köszörülsz. Modulmarót akkor vegyél ha százas sorozatok akarsz készíteni. De messze azzal jársz a legjobban ha bemész a powerbellthez és veszel egy kész fogaskereket és elkészíted vagy velük megcsináltatod a nyers kerék furatát.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 július 13, 13:09
Írta: ypcjgjbma Dátum 2016 július 13, 13:09
Igen, van egy keverőm, de már a sok kölcsönadásoknak köszönhetően nem lehet tovább így használni. Az enyémben z8-as volt. Amit találtam a neten az mind z9-es. Nem merem megrendelni így. Amúgy köszönöm a tanácsot
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 július 13, 13:23
Írta: gaben Dátum 2016 július 13, 13:23
Szintén egy jónak tűnő darab: E2N eszterga
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 13, 13:24
Írta: jani300 Dátum 2016 július 13, 13:24
Köszi ! Ez volt az első reakcióm , de a net nem akar dobni rá találatot .
Biztosan magyar gép lesz , a villamos szerelvények alapján , pedig .
Biztosan magyar gép lesz , a villamos szerelvények alapján , pedig .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 július 13, 13:29
Írta: jani300 Dátum 2016 július 13, 13:29
Hasonlóképp jártam én is . Pont azt a fogszámú kereket nem árulták ami kellett volna .
Meguntam a keresgélést és felhegesztettem a régit . Két préselt darabból volt összeillesztve . Flexel nagyjából megprofiloztam és kész .
Üres járatban hangosabb lett , de működik .[#nemtudom]
Meguntam a keresgélést és felhegesztettem a régit . Két préselt darabból volt összeillesztve . Flexel nagyjából megprofiloztam és kész .
Üres járatban hangosabb lett , de működik .[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 július 13, 13:38
Írta: ypcjgjbma Dátum 2016 július 13, 13:38
Az a baj,hogy öntvényből volt az eredeti.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 14, 15:35
Írta: Csuhás Dátum 2016 július 14, 15:35
Segítsetek már, hogyan kell egy ksu-hoz hasonló szerszámköszörűvel kúpos süllyesztőt élezni?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 július 14, 18:21
Írta: designr Dátum 2016 július 14, 18:21
A gyári élezők speec tárcsákkal manipulálnak amivel a hátraköszörülés mozgását végzik..
ha már megvan a köszörű..egy, az asztalára fogatható,dönthető két kis léptetős egység remek szolgálatot tenne.
Egy kis lineárra egy kis léptetős forgató egység..és már bármit meg tudsz csinálni..
ha már megvan a köszörű..egy, az asztalára fogatható,dönthető két kis léptetős egység remek szolgálatot tenne.
Egy kis lineárra egy kis léptetős forgató egység..és már bármit meg tudsz csinálni..
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 július 14, 22:05
Írta: 7cim5mm0 Dátum 2016 július 14, 22:05
Csak a homloklapon, ha nagyon kopott, vagy kitöredezett, csak akkor nyúlj a hátlaphoz. (Gondolom egyenes fogú.)
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 július 14, 22:13
Írta: vjanos Dátum 2016 július 14, 22:13
Csak győzzed a kódot írni :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 14, 22:41
Írta: Csuhás Dátum 2016 július 14, 22:41
Nem kopott, hanem kézből próbálták élezni :-(
A másik egy kínai készlet vadonat új de túl harapós, berezeg, gyakorlatilag nem használható.
Azt hiszem fogok egy befogót készíteni ami szabadon forog és előre hátra is csúszik. Arra lehet majd lejtős tárcsákat felfogni, az jó lesz fúró, lépcsősfúró, sülyesztő, menetfúró stb élezéshez. ( A legszebb volna ha tudnék légcsapágyat készíteni vagy szerezni )
A másik egy kínai készlet vadonat új de túl harapós, berezeg, gyakorlatilag nem használható.
Azt hiszem fogok egy befogót készíteni ami szabadon forog és előre hátra is csúszik. Arra lehet majd lejtős tárcsákat felfogni, az jó lesz fúró, lépcsősfúró, sülyesztő, menetfúró stb élezéshez. ( A legszebb volna ha tudnék légcsapágyat készíteni vagy szerezni )
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 július 14, 23:40
Írta: 7cim5mm0 Dátum 2016 július 14, 23:40
Az elég baj...
A kínainak a homlokszögét könnyen vissza tudod köszörülni.
A hátraköszörülést úgy tudom, hogy a KSU-nem lehet. A te gépedhez létezett ilyen tartozék?
A gyári spirálhorony élezőkből is volt ilyen szabadonfutós kivitel, gondolom azt akarsz csinálni.
A kínainak a homlokszögét könnyen vissza tudod köszörülni.
A hátraköszörülést úgy tudom, hogy a KSU-nem lehet. A te gépedhez létezett ilyen tartozék?
A gyári spirálhorony élezőkből is volt ilyen szabadonfutós kivitel, gondolom azt akarsz csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 július 15, 06:48
Írta: ywathzay Dátum 2016 július 15, 06:48
Van itt két videó, érdekes és egyszerű megoldás látható a másodikban a problémád megoldására. Az első a végén a marószár élezés miatt érdekes.
egyik
másik
egyik
másik
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 15, 07:00
Írta: Csuhás Dátum 2016 július 15, 07:00
A marószár élezés jelen esetben nem olyan fontos mert azt eleve tudja az élezőgép. A második videón szereplő megoldás kb az amit én is el akarok készíteni csak patronos befogással.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2016 július 16, 16:56
Írta: robroy007 Dátum 2016 július 16, 16:56
banális kérdés de sikerül belefutni a tutiba sajnos a héten...
hagyományos marógépen 40-es kúp az milyen tipus lehet (az "SK" nem ment bele)
vagyis másként feltéve a kérdést az "SK" "ISO" "BT" kúpok közül melyik képes kompatibilis lenni a másikka???
eddig minden szerszám tartó passzold de most ezzel az SK-val sikerült eddig kisebb összeget meddő tőkébe tennem úgy látszik
hagyományos marógépen 40-es kúp az milyen tipus lehet (az "SK" nem ment bele)
vagyis másként feltéve a kérdést az "SK" "ISO" "BT" kúpok közül melyik képes kompatibilis lenni a másikka???
eddig minden szerszám tartó passzold de most ezzel az SK-val sikerült eddig kisebb összeget meddő tőkébe tennem úgy látszik
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2016 július 16, 19:36
Írta: Vetesi75 Dátum 2016 július 16, 19:36
"...(az "SK" nem ment bele)..."
Az "SK"-nál nem egyforma a menesztőkörmök kivágása az alaptesten, a főorsóvég is hasonló kiképzésű. (180fokkal nem lehet elfordítani a szerszámot)
"BT" : Szimmetrikus, 180 fokkal elforgatható.
"ISO" : Szimmetrikus, 180 fokkal elforgatható, van egy hengeres rész a behúzómenetes végén. Nem biztos, hogy a "BT" vagy "SK" főorsóba/átalakítóba befér.
Hagyományos, kulcsolós-behúzószáras, 40-es meredekkúpos főorsójú gépen általában mind passzol - esetleg a nagyobbik menesztő köröm leszerelendő.
Az "SK"-nál nem egyforma a menesztőkörmök kivágása az alaptesten, a főorsóvég is hasonló kiképzésű. (180fokkal nem lehet elfordítani a szerszámot)
"BT" : Szimmetrikus, 180 fokkal elforgatható.
"ISO" : Szimmetrikus, 180 fokkal elforgatható, van egy hengeres rész a behúzómenetes végén. Nem biztos, hogy a "BT" vagy "SK" főorsóba/átalakítóba befér.
Hagyományos, kulcsolós-behúzószáras, 40-es meredekkúpos főorsójú gépen általában mind passzol - esetleg a nagyobbik menesztő köröm leszerelendő.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2016 július 16, 19:38
Írta: Vetesi75 Dátum 2016 július 16, 19:38
nagyobbik --> egyik
Cím: Re:Hagyományos forgácsológépek
Írta: empé13 Dátum 2016 július 16, 23:45
Írta: empé13 Dátum 2016 július 16, 23:45
Tisztelt Vetesi75!
A 3209. hsz.ban kérdeztem Tőled, hogy mivel lehet fölhegeszteni egy kopott körmöskapcsolót.
Légy szíves válaszolj!
Üdv: P.
A 3209. hsz.ban kérdeztem Tőled, hogy mivel lehet fölhegeszteni egy kopott körmöskapcsolót.
Légy szíves válaszolj!
Üdv: P.
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2016 július 17, 00:18
Írta: robroy007 Dátum 2016 július 17, 00:18
én is hasonlóképp találtam rajzokat, akkor már csak az sk kúpokat kell átfaragnom a végén
köszönöm a segítséged
köszönöm a segítséged
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 július 17, 07:21
Írta: Szalai György Dátum 2016 július 17, 07:21
Gondolom a lényeg itt is az önedző mangános hozaganyag, mint például a HE 630
keményfelrakó elektróda és társai.
keményfelrakó elektróda és társai.
Cím: Re:Hagyományos forgácsológépek
Írta: empé13 Dátum 2016 július 17, 10:07
Írta: empé13 Dátum 2016 július 17, 10:07
Szia!
Köszönöm szépen, sokat segítettél! :)
Üdv: P.
Köszönöm szépen, sokat segítettél! :)
Üdv: P.
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2016 július 23, 20:50
Írta: pistikeid Dátum 2016 július 23, 20:50
Sziasztok van egy strigon me250-es marógépem.
Nem tudja valaki hogy milyen olaj való az előtoló hajtóműbe?
Üdv
Nem tudja valaki hogy milyen olaj való az előtoló hajtóműbe?
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 24, 19:09
Írta: Csuhás Dátum 2016 július 24, 19:09
Kis hőmérséklet, alacsony fordulat, jobbára gördülőcsapágyak, szerintem bármi olcsó hajtóműolaj megfelel a célnak.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 július 28, 16:46
Írta: ypcjgjbma Dátum 2016 július 28, 16:46
Sziasztok. Keresek 55fokos prizmamarót min 20 mm magasat, vagy olyat aki megtudja élezni .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 31, 18:51
Írta: Csuhás Dátum 2016 július 31, 18:51
Próbálom a neten meglesett videók alapján tanulgatni a szerszámélezést, de nem sok sikerrel. Milyen elrendezésben kell egy ksu jellegű élezőgépen egy öt élű 10mm körüli maró élszalagját élezni? Jelenleg a képen látható elrendezésben próbálom, de amikor azt hiszem már jó akkor a maró hátsó részét élezve mindig belefordul a korongba a következő él eleje, és ezzel elrontom azt az élt. Illetve a másik bajom hogy a marót nehéz végigvezetni a támasztón mert bárhogy próbálom nyaklik a támasztó penge. Ami a korongtól odafér az már olyan vékony hogy az él az igen kis erőkar miatt elnyomja.


Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 július 31, 19:54
Írta: svager Dátum 2016 július 31, 19:54
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 július 31, 20:19
Írta: Csuhás Dátum 2016 július 31, 20:19
A visszafelé élezés valóban jobb eredményt ad, viszont hogy ez használható legyen ahhoz kell építenem a gépre valamilyen gyorsan állítható ütközőt a keresztorsóra hogy gyorsan és pontosan azonos pozícióra tudjak állni az élek közötti váltáskor. Nóniuszt nézegetve ez kényelmetlen lassú, és nagy esély van az elnézésre.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 július 31, 20:25
Írta: y580keijn Dátum 2016 július 31, 20:25
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 július 31, 20:31
Írta: y580keijn Dátum 2016 július 31, 20:31
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 július 31, 20:33
Írta: y580keijn Dátum 2016 július 31, 20:33
Marógépnek látszó....fene a hibajavítóba..
Német feliratok vannak rajta,de típust vagy gyártót nem találtam...:(
Német feliratok vannak rajta,de típust vagy gyártót nem találtam...:(
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 július 31, 21:44
Írta: 7cim5mm0 Dátum 2016 július 31, 21:44
Szia!
A típust nem tudom, viszont van egy ugyanilyen hűtővízszivattyúm, ha esetleg kellene hozzá. :)
A típust nem tudom, viszont van egy ugyanilyen hűtővízszivattyúm, ha esetleg kellene hozzá. :)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 július 31, 21:50
Írta: y580keijn Dátum 2016 július 31, 21:50
Egyenlőre azt sem tudom működik-e. Haza kell hoznom és ki kell vakarnom a mocsokból.
De még azt sem tudom milyen nehéz lehet...mivel menjek érte.
Kb. 1.5m magas...remélem 5-6 mázsánál nem lessz több. Ezért is érdekelne a típusa.. .
De még azt sem tudom milyen nehéz lehet...mivel menjek érte.
Kb. 1.5m magas...remélem 5-6 mázsánál nem lessz több. Ezért is érdekelne a típusa.. .
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 július 31, 23:14
Írta: hostya Dátum 2016 július 31, 23:14
"... de amikor azt hiszem már jó akkor a maró hátsó részét élezve mindig belefordul a korongba a következő él eleje, és ezzel elrontom azt az élt. "
Erre a problémára több megoldást is van.
1. használj keskenyebb homlokfelületű fazékkövet.
Ha keskenyebb a kő homlokfelülete mint az élezendő szerszám élhossza, akkor nem fordul bele a kőbe a következő él.
2. Szabályozd át a kő homlokfelületét homorúra.
3. Használj fazékkő helyett tányérkövet.
4. Fordítsd el a kő tengelyét 2-3 fokkal.


===========
"Illetve a másik bajom hogy a marót nehéz végigvezetni a támasztón mert bárhogy próbálom nyaklik a támasztó penge. Ami a korongtól odafér az már olyan vékony hogy az él az igen kis erőkar miatt elnyomja. "
Élszalag köszörüléshez a sikló hüvelyes tárgyorsó az igazi, főleg ha légcsapágyas...
A képen látható tárgyorsóval is lehet, de elég nehézkes, sajnos. :(
Valamit javulna a helyzet, ha a támasztót áthelyezed a szemközti élre, mert azon az oldalon lehetne robusztusabb is..

Erre a problémára több megoldást is van.
1. használj keskenyebb homlokfelületű fazékkövet.
Ha keskenyebb a kő homlokfelülete mint az élezendő szerszám élhossza, akkor nem fordul bele a kőbe a következő él.
2. Szabályozd át a kő homlokfelületét homorúra.
3. Használj fazékkő helyett tányérkövet.
4. Fordítsd el a kő tengelyét 2-3 fokkal.
===========
"Illetve a másik bajom hogy a marót nehéz végigvezetni a támasztón mert bárhogy próbálom nyaklik a támasztó penge. Ami a korongtól odafér az már olyan vékony hogy az él az igen kis erőkar miatt elnyomja. "
Élszalag köszörüléshez a sikló hüvelyes tárgyorsó az igazi, főleg ha légcsapágyas...
A képen látható tárgyorsóval is lehet, de elég nehézkes, sajnos. :(
Valamit javulna a helyzet, ha a támasztót áthelyezed a szemközti élre, mert azon az oldalon lehetne robusztusabb is..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 01, 00:52
Írta: Csuhás Dátum 2016 augusztus 01, 00:52
Köszi ezeket végig fogom gondolni. A korongot én is elfordítottam, de nem is a korong túloldala okozza a gondot, hanem az éppen élezett él alatt a következő él ér a koronghoz így az egymás fölött két élt is köszörül, a felsőt szándékom szerint, az alsót hibaként.
Szedett-vedett maróknál félek a szomszéd élre támasztani mert néhol már nem a gyári köszörülés van a hornyokban, így csak átmásolnám a hibát.
Igen egy légcsapágyas befogó volna az álmom, de nem találtam, illetve ahol van ott irreális áron kínálták. Megpróbálok készíteni majd hidraulika teleszkópos csőből, és műgyantával kiöntött fészekkel, de az még a jövő zenéje. Jó volna élőben megnézegetni egy légcsapágyat, mert több konstrukciót is láttam és még nem tudom milyent próbáljak. Azon is gondolkodom hogy zx100 műanyagcsapágy és hidraulika rúd levegő nélkül is megérhet egy próbát. Illetve spiráladaptert is lehetne készíteni két lineáris sin darabból és bowdenből vagy órarugó szalagból. Eh még rengeteg tartozékot el kell készítenem, és tanulgatnom a használatot. Jó volna pár órát inaskodni egy ilyen gépet használó mesternél.
Szedett-vedett maróknál félek a szomszéd élre támasztani mert néhol már nem a gyári köszörülés van a hornyokban, így csak átmásolnám a hibát.
Igen egy légcsapágyas befogó volna az álmom, de nem találtam, illetve ahol van ott irreális áron kínálták. Megpróbálok készíteni majd hidraulika teleszkópos csőből, és műgyantával kiöntött fészekkel, de az még a jövő zenéje. Jó volna élőben megnézegetni egy légcsapágyat, mert több konstrukciót is láttam és még nem tudom milyent próbáljak. Azon is gondolkodom hogy zx100 műanyagcsapágy és hidraulika rúd levegő nélkül is megérhet egy próbát. Illetve spiráladaptert is lehetne készíteni két lineáris sin darabból és bowdenből vagy órarugó szalagból. Eh még rengeteg tartozékot el kell készítenem, és tanulgatnom a használatot. Jó volna pár órát inaskodni egy ilyen gépet használó mesternél.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 01, 09:44
Írta: Csuhás Dátum 2016 augusztus 01, 09:44
Épített már valaki légcsapágyas befogót? Ha igen megosztaná a tapasztalatokat?
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 augusztus 01, 19:12
Írta: Szalai György Dátum 2016 augusztus 01, 19:12
Mi az a "légcsapágyas befogó" ?
Mit fog be és milyen célra?
Mit fog be és milyen célra?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 augusztus 01, 19:25
Írta: hostya Dátum 2016 augusztus 01, 19:25
Valami ilyesmi...
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 augusztus 01, 19:53
Írta: Szalai György Dátum 2016 augusztus 01, 19:53
Köszönöm. Akkor szerszámbefogó él köszörüléshez.
Oda nem épp a radiális merevség lényeges, miközben axiálisan elmozdulhat a tengely?
Akkor miért nem golyós lin. perselyt használ. Nem értem.
Szerintem a légcsapágy inkább mérőgépre illik mint szerszámgépre.
Mert ugye a légcsapágy radiális ütése jócskán függ az őt érő radiális irányú terhelésektől.
A golyós viszont radiálisan beton merev.
Már megint én vagyok a kakukktojás?
Oda nem épp a radiális merevség lényeges, miközben axiálisan elmozdulhat a tengely?
Akkor miért nem golyós lin. perselyt használ. Nem értem.
Szerintem a légcsapágy inkább mérőgépre illik mint szerszámgépre.
Mert ugye a légcsapágy radiális ütése jócskán függ az őt érő radiális irányú terhelésektől.
A golyós viszont radiálisan beton merev.
Már megint én vagyok a kakukktojás?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2016 augusztus 01, 20:00
Írta: ywathzay Dátum 2016 augusztus 01, 20:00
Ehhez nem kell légcsapágy, dörzsárazott bronzperselyben köszörűn illesztett, előnemesített crmo tengellyel ha nem is fog ennyire lazán futni, de nagyon finoman igen.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 01, 20:05
Írta: Csuhás Dátum 2016 augusztus 01, 20:05
A hengeres lineáris csapág nem engedi forogni a tengelyt mert a golyóvezető csak tengely irányban hagyja a golyókat gördülni. ( lehet hogy van olyan ami forogni is engedi a tengelyt ) Lehetne lineáris csapágyat gördülő csapágyakba rakni de akkor a két egymásba illesztett csapággyal már kezdjük elveszteni a megcélzott merevséget. A lécsapágyat még nem láttam élőben de a videók alapján igen csak merev. Nézd meg pl ezt a videót Az biztos hogy köszörűre nagyon elterjedt és jónak tűnő megoldás amit hostya linkelt.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 augusztus 01, 20:46
Írta: 7cim5mm0 Dátum 2016 augusztus 01, 20:46
Tűgörgős csapágyazás is megfelel a célnak, de a lineáris csapágy is. A golyók tudnak forogni.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 augusztus 01, 20:47
Írta: Szalai György Dátum 2016 augusztus 01, 20:47
http://www.daytonlamina.com/sites/default/files/image/lempco_BallBearingAssembly.jpg
Elterjedt cucc ez is az iparban.
Elterjedt cucc ez is az iparban.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2016 augusztus 01, 21:00
Írta: hostya Dátum 2016 augusztus 01, 21:00
"Mert ugye a légcsapágy radiális ütése jócskán függ az őt érő radiális irányú terhelésektől. "
======
A légcsapágy radiálisan tuti hogy nem üt.
Radiális terhelés hatására a csapágyhézag (légrés+légnyomás) függvényében változik a pontossága, de nem üt...
Minden csapágynak (a légcsapágynak is), meg vannak a terhelési korlátai.
Ha a korlátokon belül terheled, akkor bizony az egyik legpontosabb csapágy.
Nagyon jól használható erre a célra is.
Nem véletlenül használják már évtizedek óta...
Ha belegondolsz, egy ilyen élszalag élezésnél néhány N a terhelése, viszont pontosan, és ami a lényeges könnyen mozgathatóan vezeti a mdb-ot.
Lefordítva konyha nyelvre.. :)
Amikor pl. egy konyhakést élezel, akkor sem nyomod a pengét a köszörűkőhöz 500N erővel, mert nem a nagy anyagleválasztás a cél, hanem a finom élkiképzés. [#integet2]
======
A légcsapágy radiálisan tuti hogy nem üt.
Radiális terhelés hatására a csapágyhézag (légrés+légnyomás) függvényében változik a pontossága, de nem üt...
Minden csapágynak (a légcsapágynak is), meg vannak a terhelési korlátai.
Ha a korlátokon belül terheled, akkor bizony az egyik legpontosabb csapágy.
Nagyon jól használható erre a célra is.
Nem véletlenül használják már évtizedek óta...
Ha belegondolsz, egy ilyen élszalag élezésnél néhány N a terhelése, viszont pontosan, és ami a lényeges könnyen mozgathatóan vezeti a mdb-ot.
Lefordítva konyha nyelvre.. :)
Amikor pl. egy konyhakést élezel, akkor sem nyomod a pengét a köszörűkőhöz 500N erővel, mert nem a nagy anyagleválasztás a cél, hanem a finom élkiképzés. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 augusztus 01, 22:43
Írta: Szalai György Dátum 2016 augusztus 01, 22:43
Nem gondolnám, hogy a légpárnán silkás pontosabb megvezetést ad, mint az acél az acélon gördülés.
Hiszen a légpárna mégiscsak könnyebben összenyomható, még ha sokszorta nagyobb felület is, mint a golyók pontszerű felületei.
Vagy lehet, hogy ebben az alkalmazásban épp kell a légcsapágy vékonyka légpárnájának nagyon rövid rugalmassága?
Talán valami rezgéselnyelő rétegként működik?
Hiszen a légpárna mégiscsak könnyebben összenyomható, még ha sokszorta nagyobb felület is, mint a golyók pontszerű felületei.
Vagy lehet, hogy ebben az alkalmazásban épp kell a légcsapágy vékonyka légpárnájának nagyon rövid rugalmassága?
Talán valami rezgéselnyelő rétegként működik?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 02, 07:19
Írta: Csuhás Dátum 2016 augusztus 02, 07:19
Talán az lehet a magyarázat hogy légcsapágynál nagy felületen van ezred mm nagyságrendű rés ezért a tengely ilyen nagyságrendű elmozdulása már nagy nyomásváltozást okoz. A gördülő csapágynál szerintem a pontszerű érintkezéssel van a baj hiszen a kis felület miatt hatalmas feszültségek ébrednek így a deformáció szerintem meghaladhatja a légcsapágynál történt elmozdulást. Persze ennek ára van: Nagyon precíz felületek kellenek és gondosan szűrt levegőt igényel a működés.
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2016 augusztus 02, 15:08
Írta: ra8nsmk6w Dátum 2016 augusztus 02, 15:08
A giroszkop hatás ezeket az apróbb rezdüléseket kompenzálhatja. Igazából látni kellene egyet müködés közben és közben fogdosni. (mint most divat a tömegben)[#eplus2]
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2016 augusztus 02, 20:35
Írta: sanyi84 Dátum 2016 augusztus 02, 20:35
Új fúróköszörűn a csatlakozó felületek nitridált valamilyen acél edzett acél. Egyik helyen bronz csak. Jól működik. Keresztél kialakításánál kell rendesen tisztogatni, ott akad ha piszkos. Persze azért valószínű a felületeknek igen pici tűrése van. Nem a százezres kínai cucc.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2016 augusztus 02, 20:38
Írta: sanyi84 Dátum 2016 augusztus 02, 20:38
Azért a bronz eléggé jó anyag szóval nem vel kopásálló szerintem hobbi köszörűhöz igen jó választás, persze csak a szükséges felületekre.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 augusztus 06, 00:20
Írta: y580keijn Dátum 2016 augusztus 06, 00:20
Üdv.
Ha minden igaz akkor boldog tulajdonosa lettem a gépnek. Leszámítva azt a 6 órát amíg 3-an szétszedtük és felküzdöttük az utánfutóra még beraktuk a kocsiba a maradékot. Elvileg ez egy WMW FU 250x900 -as gép.
Nincs túl szép állapotban a szivattyú vizuálisan,így lehet szükségem lessz rá.
Esetleg ha valakinek van hozzá leírása,vagy ötlete,honnan tudnám letölteni az ne tartsa magában...😃
Ha minden igaz akkor boldog tulajdonosa lettem a gépnek. Leszámítva azt a 6 órát amíg 3-an szétszedtük és felküzdöttük az utánfutóra még beraktuk a kocsiba a maradékot. Elvileg ez egy WMW FU 250x900 -as gép.
Nincs túl szép állapotban a szivattyú vizuálisan,így lehet szükségem lessz rá.
Esetleg ha valakinek van hozzá leírása,vagy ötlete,honnan tudnám letölteni az ne tartsa magában...😃
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 augusztus 06, 09:30
Írta: jani300 Dátum 2016 augusztus 06, 09:30
Üdv !
Hf 60 hengerfúrógéppel kapcsolatban lenne egy kérdésem .
A fúróorsó forgás irányú holtjátékának , lehet szerepe a gép pontosságában ?
Abból kiindulva hogy más gépeken is használatos a fúrórúd , és a kifúrófej , szerintem nem .
Fogaskerék áttételes főhajtóművekről van szó .
Azért kérdezem mert böki a csőröm ez a dolog . Már nincsen hengerfúrógépem ...
Hf 60 hengerfúrógéppel kapcsolatban lenne egy kérdésem .
A fúróorsó forgás irányú holtjátékának , lehet szerepe a gép pontosságában ?
Abból kiindulva hogy más gépeken is használatos a fúrórúd , és a kifúrófej , szerintem nem .
Fogaskerék áttételes főhajtóművekről van szó .
Azért kérdezem mert böki a csőröm ez a dolog . Már nincsen hengerfúrógépem ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 augusztus 06, 09:33
Írta: jani300 Dátum 2016 augusztus 06, 09:33
Fenébe ...
Nem arra gondolok hogy a vezetés vagy a csapágyazás lógna , csak a forgó mozgás hajtásának holtjátékára .
Nem arra gondolok hogy a vezetés vagy a csapágyazás lógna , csak a forgó mozgás hajtásának holtjátékára .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 augusztus 06, 10:02
Írta: svejk Dátum 2016 augusztus 06, 10:02
Aligha számítana, hiszen régen nem léteztek direkt hajtások és mégis tudta pontosan fúrni.
Mivel a kákán csomót is lehet keresni ezért elméleti kérdést lehetne belőle csinálni, hogy a nem tökéletes fogkapcsolódások miatt a fogszámmal arányos rezonanciák keletkezhetnek a fúrórúdban...
No de gondolom neked sem véletlen böki a csőröd, úgy hogy bökd ki mi az aggályod!
Mivel a kákán csomót is lehet keresni ezért elméleti kérdést lehetne belőle csinálni, hogy a nem tökéletes fogkapcsolódások miatt a fogszámmal arányos rezonanciák keletkezhetnek a fúrórúdban...
No de gondolom neked sem véletlen böki a csőröd, úgy hogy bökd ki mi az aggályod!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 06, 10:06
Írta: Csuhás Dátum 2016 augusztus 06, 10:06
Ha pedig valami forgásirányú rezonancia keletkezne az az orsóra ráépített nem is túl nagy lendkerékkel remekül megfékezhető. ( Marógépemen használtam, mert a ritka fogú maró keskeny anyagnál szeretett berezegni )
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 augusztus 06, 13:00
Írta: jani300 Dátum 2016 augusztus 06, 13:00
Kösz a válaszokat !
Nem nekem van vele gondom .
A vevő állította hogy egy selejt gép .
Csak kíváncsi voltam mások véleményére is .
Nem nekem van vele gondom .
A vevő állította hogy egy selejt gép .
Csak kíváncsi voltam mások véleményére is .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 augusztus 08, 10:55
Írta: 7cim5mm0 Dátum 2016 augusztus 08, 10:55
Ha folyamatos a forgácsolás, akkor nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 augusztus 08, 10:57
Írta: 7cim5mm0 Dátum 2016 augusztus 08, 10:57
Az szerintem más eset, marásnál ebben az esetben megszakított a forgácsolás, a rezonanciát ez okozza.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 augusztus 10, 22:16
Írta: 7cim5mm0 Dátum 2016 augusztus 10, 22:16
Az enyémre is ráfér majd a felújítás úgy emlékszem, de megnézem, mert nem mostanában akadt a kezembe.
Egy ideje porosodik a műhelyben, csere is érdekel szerszámra, magyar gépalkatrészre.
Egy ideje porosodik a műhelyben, csere is érdekel szerszámra, magyar gépalkatrészre.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 16, 16:55
Írta: gaben Dátum 2016 augusztus 16, 16:55
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 augusztus 18, 22:18
Írta: KoLa Dátum 2016 augusztus 18, 22:18
Hurt FLV3 marógépet ismeri valaki? gépkönyv kellene!
Köszi!
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 25, 08:25
Írta: gaben Dátum 2016 augusztus 25, 08:25
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 augusztus 25, 08:31
Írta: designr Dátum 2016 augusztus 25, 08:31
Tényleg szép..
Ki van fényesítve és lefestve.
de ettől még lehet agyonkopott.Szerencsésebb eredeti festéssel venni.Amelyket eladásra igy felpucolták..azon nem látod mennyit ment.Képesek még a szánok bordáit is felcsiszolni..és kopásmentesnek hirdetni..
Ennyiért szerintem kapnod kell jó gépet.
Ki van fényesítve és lefestve.
de ettől még lehet agyonkopott.Szerencsésebb eredeti festéssel venni.Amelyket eladásra igy felpucolták..azon nem látod mennyit ment.Képesek még a szánok bordáit is felcsiszolni..és kopásmentesnek hirdetni..
Ennyiért szerintem kapnod kell jó gépet.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 25, 08:35
Írta: gaben Dátum 2016 augusztus 25, 08:35
Na ja, ez bennem is felmerült, hogy vajon mit akartak palástolni a cicomával?
Ha arra kerül a sor, valszeg én is egy még munkában álló gépet vennék. [#wave]
Ha arra kerül a sor, valszeg én is egy még munkában álló gépet vennék. [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 augusztus 25, 08:44
Írta: designr Dátum 2016 augusztus 25, 08:44
Tudom ugysem állja meg az ember hogy ha elhanyagolt rendbe ne tegye,lefesse.
De az eredeti állapotú gépeken látszik hogyan használták.Ráadásul a festést sokszor szakszerűtlenűl csinálják..szétszedés nélkül..
Itt van még egy szép..százassal olcsóbb.
E2N
De az eredeti állapotú gépeken látszik hogyan használták.Ráadásul a festést sokszor szakszerűtlenűl csinálják..szétszedés nélkül..
Itt van még egy szép..százassal olcsóbb.
E2N
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 augusztus 25, 08:49
Írta: designr Dátum 2016 augusztus 25, 08:49
Ehez kapcsolódik..Itt egy link egy E3N felújításról..Az ember valami hasonlót képzel el..persze itt sem esik szó a z apróbb áme fontos részletekről..de a képek magukért beszélnek..
E3N
E3N
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 25, 09:22
Írta: gaben Dátum 2016 augusztus 25, 09:22
Tényleg klassz masina ez is. Inkább használnám és megismerném előbb, aztán később persze jöhetne a csinosítás.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 25, 09:39
Írta: Csuhás Dátum 2016 augusztus 25, 09:39
Ez tényleg szimpatikus gép, olcsóbb, és ez már valószínűleg edzett ágyas, illetve az új e3n stílusú lakatszekrény van rajta. Szerintem ha nincs nyilvánvaló hibája akkor ideális vétel házi műhely céljára.
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2016 augusztus 25, 20:35
Írta: rocco33 Dátum 2016 augusztus 25, 20:35
Innen látszik hogy manapság mennyi nyerészkedő ember van. Azt a gépet 1-2 hónapja adtam el gépcsere miatt egy magát lelkes amatőrnek nevezőnek. Nem voltam geci elmondtam minden hibáját. Tanműhelyi gép volt én voltam a 3. tulaj. Ebből következik hogy már kopottas volt, de jó kezekben frankó kis gép, de ki kell ismerni, váltója 2 fokozatban hangos / 5-6/ Én nagyon sok mindent meg tudtam vele oldani(kis szériákat, csapágyházak, tengelyek, a leszúrást nem nagyon szerette de kis odafigyeléssel azzal se volt probléma.Fél nap után fent volt jofogáson 450-ért lemosva és kifogástalan keveset használt gépnek hirdetve(én 270ért adtam tovább)Félreértés ne essék, nem hat meg hogy nyerészkednek, csak azt nem szeretném hogy egy tényleg lelkes embert átbasszanak. Véleményem szerint ez a kategória reális ára 2-400közé esik, e fölött hülyeség ilyen kicsi gépet 500ért már e400-at lehet kifogni relatív jó állapotban(persze megértem a hely szűkében lévőket de inkább adjon ki az ember egy combosabb gépre pénzt mint hogy mikor valami nagyot kell csinálni vakarja a fejét hogy ez így lassú, vagy meg se tudja csinálni stb.) Szóval akit érdekel az a gép cigánykodjon rendesen! [#vigyor4]
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 augusztus 26, 23:09
Írta: designr Dátum 2016 augusztus 26, 23:09
Az a lelkes amatőr az ország egyik legnagyobb forgalmat bonyolító kereskedője..
Hajdúböszörményben hirdet..meg hajdúnánáson..Egerben,Bélapátfalván.Hevesben.vagy 5 különböző neve van..köztük női is..
Nemrég tokmányok miatt hivatam..itt hirdet elugranék megnézni..
hebegés..
Nem akar feltünést..A fényképein mostanában álcából takarja hátteret..
Hajdúböszörményben hirdet..meg hajdúnánáson..Egerben,Bélapátfalván.Hevesben.vagy 5 különböző neve van..köztük női is..
Nemrég tokmányok miatt hivatam..itt hirdet elugranék megnézni..
hebegés..
Nem akar feltünést..A fényképein mostanában álcából takarja hátteret..
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2016 augusztus 30, 10:19
Írta: zyg3siamw Dátum 2016 augusztus 30, 10:19
Apró hétvégi foglalkozás, marógép asztal felújítás : bemarások eltüntetése köszörüléssel. Fazékkoronggal (fekete szilíciumkarbid anyagú),a marógép saját vertikálfejébe befogva.Fordulat 1800 rpm. Gépi előtolással. A fakeret az esetleges szétrobbanó korong megállításáért felelős,na meg a felköszörült anyag valamelyest megfogása.A végeredmény nem rossz.
(http://www.imgserv.com/images/2016/08/30/niQcyvWH.jpg)
(http://www.imgserv.com/images/2016/08/30/MBLqmu7.jpg)
(http://www.imgserv.com/images/2016/08/30/BNZqpOtA.jpg)
(http://www.imgserv.com/images/2016/08/30/niQcyvWH.jpg)
(http://www.imgserv.com/images/2016/08/30/MBLqmu7.jpg)
(http://www.imgserv.com/images/2016/08/30/BNZqpOtA.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 30, 10:35
Írta: gaben Dátum 2016 augusztus 30, 10:35
Mekkora ötlet! Grat! [#eljen]
A gép is gyönyörű darab.
A gép is gyönyörű darab.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2016 augusztus 30, 10:54
Írta: zyg3siamw Dátum 2016 augusztus 30, 10:54
Köszi ! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 30, 10:59
Írta: gaben Dátum 2016 augusztus 30, 10:59
Ezeknek a köveknek milyen felfogatásuk van?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 30, 11:04
Írta: Csuhás Dátum 2016 augusztus 30, 11:04
Általában van rajta egy sima húszas lyuk. Papírbetétes a peremén szorító tárcsák közé kell fogni úgy mint a közönséges köszörűkövet.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 30, 11:12
Írta: gaben Dátum 2016 augusztus 30, 11:12
Az ok, de a maróra mivel illeszkedik föl?
MK3-as kúpos, M12-es menesztőszárral?
Gondolom ehhez a régi marógéphez van ilyen feltét, de ha szeretnék a kis gépemre egy hasonló eszközt, akkor lehet kapni ilyen kivitelezésben?
MK3-as kúpos, M12-es menesztőszárral?
Gondolom ehhez a régi marógéphez van ilyen feltét, de ha szeretnék a kis gépemre egy hasonló eszközt, akkor lehet kapni ilyen kivitelezésben?
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2016 augusztus 30, 11:15
Írta: zyg3siamw Dátum 2016 augusztus 30, 11:15
Amit én vettem M14 menetes,abba tettem egy nem végig menetes csavart,amit befogtam a patronba.
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2016 augusztus 30, 11:19
Írta: zyg3siamw Dátum 2016 augusztus 30, 11:19
Itt van egy példa : link (http://webshop.kucsaker.eu/11090x55xm14-1c-24-q-4b-iba-menetes-kupos-fazek-alaku-bakelit-koszorukorong-434)
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2016 augusztus 30, 11:59
Írta: gaben Dátum 2016 augusztus 30, 11:59
Köszi a linket így már értem.
Azt hittem sima furat van csak benne amit Csuhás is mondott.
köszi [#wave]
Azt hittem sima furat van csak benne amit Csuhás is mondott.
köszi [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 augusztus 30, 12:18
Írta: Csuhás Dátum 2016 augusztus 30, 12:18
Korongja válogatja, amit kisflexhez szántak az M14-es és az patronnal a javasolt módon befogható, ami hasonló nekem van az 20-as furatú azt ilyen méretű marótüskére lehet felfogni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 03, 20:40
Írta: Csuhás Dátum 2016 szeptember 03, 20:40
Hozzájutottam ennek a fúrógépnek az asztali változatához. Tudja valaki a logó alapján azonosítani FGy?
Elkezdtem rendbe rakni, és meglepődtem mert nem találtam visszahúzó rugót, de még a helyét sem. Lehetséges hogy ez rugó nélkül készült?
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/oszloposfurogep.jpg)
Elkezdtem rendbe rakni, és meglepődtem mert nem találtam visszahúzó rugót, de még a helyét sem. Lehetséges hogy ez rugó nélkül készült?
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/oszloposfurogep.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 szeptember 03, 20:55
Írta: svejk Dátum 2016 szeptember 03, 20:55
Az FGy nem tudom melyik gyártó, tudtommal Dunavecsén és Baján készítettek hasonló gépeket.
Ami a visszahúzó rúgót illeti, sok célgépen nem volt, pont egy barátomnál láttam a múlt héten egy bajait, melyen bal oldalt egy hidropneumatikus előtolóegység volt a jobb oldali kar helyett.
Ami a visszahúzó rúgót illeti, sok célgépen nem volt, pont egy barátomnál láttam a múlt héten egy bajait, melyen bal oldalt egy hidropneumatikus előtolóegység volt a jobb oldali kar helyett.
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 szeptember 03, 21:05
Írta: vjanos Dátum 2016 szeptember 03, 21:05
Esetleg Fegyvergyár vagy Fegyver és Gépgyár?
Csak tipp...
Csak tipp...
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 szeptember 03, 21:12
Írta: vjanos Dátum 2016 szeptember 03, 21:12
Egyébként most hogy így nézegetem, nekem is valami hasonló van asztaliban. De felül a szíjakat takaró rész talán ívesebb, meg abban van rugó.
Van rajta egy tábla, bizonyos "Ábrahám Oberlander gépkereskedés"...
Van rajta egy tábla, bizonyos "Ábrahám Oberlander gépkereskedés"...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 03, 21:14
Írta: Csuhás Dátum 2016 szeptember 03, 21:14
Lehet hogy nem volt rugó, mert az itt látható masinára is utólag szerelhették rá ezt a húzórugós köteles kiegészítést.
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/furo_allvanyos.jpg)
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/furo_allvanyos.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 szeptember 03, 21:15
Írta: designr Dátum 2016 szeptember 03, 21:15
A tieden is ott az FG logo?
Ezeket a fúrókat "Makói" fúróként is emlegetik..bár én sem tudom ott gyártották-e őket..
Ezeket a fúrókat "Makói" fúróként is emlegetik..bár én sem tudom ott gyártották-e őket..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 03, 21:26
Írta: Csuhás Dátum 2016 szeptember 03, 21:26
Igen ugyanaz a logó mint ami a képen van.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 szeptember 03, 21:31
Írta: designr Dátum 2016 szeptember 03, 21:31
Nehogy megszóljanak..de társfórumon találtam egy bejegyzést rólla.
Elektronikai és fegyvergyár..
Itt.
Fúrógép (http://forum.index.hu/Article/showArticle?go=123205378&p=1&t=9131104)
Elektronikai és fegyvergyár..
Itt.
Fúrógép (http://forum.index.hu/Article/showArticle?go=123205378&p=1&t=9131104)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 szeptember 03, 21:36
Írta: designr Dátum 2016 szeptember 03, 21:36
Emlitett link következő oldalán pár részletes kép..de ott csak F betű..
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2016 szeptember 03, 21:40
Írta: designr Dátum 2016 szeptember 03, 21:40
És meg is van..Fúrógépgyár..a XII ker.Láng gépgyárral szemben.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 16:36
Írta: y580keijn Dátum 2016 szeptember 04, 16:36
Üdv.
Nekem is ilyenem van,az asztali változat.
Nekem sincs benne visszahúzó rugó. Illetve nem megy vissza a kar magától.
Bár még nem volt időm megnézni,hogy volt-e benne valaha.
Viszont az enyim teteje vasöntvény...még vagy 8kg...
Nekem is ilyenem van,az asztali változat.
Nekem sincs benne visszahúzó rugó. Illetve nem megy vissza a kar magától.
Bár még nem volt időm megnézni,hogy volt-e benne valaha.
Viszont az enyim teteje vasöntvény...még vagy 8kg...
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 18:05
Írta: y580keijn Dátum 2016 szeptember 04, 18:05
(http://kepfeltoltes.hu/view/160904/IMG_20160904_175212_www.kepfeltoltes.hu_.jpg)
Találtam végre egy képet...
Találtam végre egy képet...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 04, 18:06
Írta: Csuhás Dátum 2016 szeptember 04, 18:06
No én megtaláltam a rugó helyét. Volt benne egy beletört rugóvég amit nem tudtak kiszedni ezért csak egybereszelték tengellyel. Hengeres rugó való a gépbe. Az egyik vége a fogaskerék közelében a tengely vékonyabb részén egy sugárirányú furatba csatlakozik ( az volt beletörve ) A rugó másik vége a záródekni négy tengelyirányú furatának egyikébe megy.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 18:07
Írta: y580keijn Dátum 2016 szeptember 04, 18:07
Fúrógép (http://kepfeltoltes.hu/160904/IMG_20160904_175212_www.kepfeltoltes.hu_.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 18:09
Írta: y580keijn Dátum 2016 szeptember 04, 18:09
Fúrógép 2 (http://kepfeltoltes.hu/160904/IMG_20160904_175253_www.kepfeltoltes.hu_.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 04, 18:12
Írta: Csuhás Dátum 2016 szeptember 04, 18:12
Az enyém hasonló. Eltérések: Nekem hiányzik az szíj burkolat, nincs jobbra felül az oszloprögzítő? kar, és nincs az oszlopemelőn kerék. Az előtoló kar nekem fix. Az én gépemen még nyitott motor van.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 04, 18:16
Írta: Csuhás Dátum 2016 szeptember 04, 18:16
A másik oldal hasonló, mondjuk kapcsoló még nincs. A fogasléces motor állítás neked hogy működik? A anyát is lazítani kell, vagy az marad enyhén meghúzva és a karral állítható a motor, de közben az ékszíj sem lazul meg a használat során?
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 20:24
Írta: y580keijn Dátum 2016 szeptember 04, 20:24
A jobb oldalt lazítasz és a bal oldalt feszítesz a fogasléces karral. Az enyémen motort cseréltek lemezzel eggyütt, így nincs meg a fogasléces állítás. Most keresek egy darab fogast ami stimmel,hogy ráhegesszem és állítható legyen. A visszahúzás megnézem hátha pótolható az enyémet is...nem lenne rossz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 szeptember 04, 20:36
Írta: jani300 Dátum 2016 szeptember 04, 20:36
Na ugye :)
Nem kellett írnom :)
Nem kellett írnom :)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 21:02
Írta: y580keijn Dátum 2016 szeptember 04, 21:02
Ööö...nekem hol a záródekni a 4 tengely irányú furattal???
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 04, 21:22
Írta: Csuhás Dátum 2016 szeptember 04, 21:22
A tied egy kicsit más mert a kézikar tengelyénél neked hatszögű alkatrészek vannak. Nekem jobb oldalon a kar felől három csavarral van felfogva az a bizonyos dekni amihez a rugó csatlakozik, és ami egyben a kézikar jobb oldali csapágya is. (Bal oldalon nekem egy skálázott tárcsa van ami mutatja a furatmélységet )
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 21:25
Írta: y580keijn Dátum 2016 szeptember 04, 21:25
Mindíg a variálás:had szo...n a paraszt.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 04, 21:30
Írta: Csuhás Dátum 2016 szeptember 04, 21:30
Még darabokban van a fúróm, ha gondolod holnap délután lefotózom az én gépemen a rugó helyét.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 04, 22:13
Írta: y580keijn Dátum 2016 szeptember 04, 22:13
Azt megköszönném. Az enyém még úgy van ahogy vettem. Nem volt időm szétszedni. Csak használtam. De a rugó hiány zavaró. A súlya is. Rossz rá gondolni,hogy megint mozgatni kell. [#csodalk]
kapusipeter@gmail.com
kapusipeter@gmail.com
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 szeptember 05, 16:01
Írta: jani300 Dátum 2016 szeptember 05, 16:01
Ha segít valakinek, néhány kép a kis oszlopos fúrógép visszahúzó rugójáról.
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154915_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154915_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154920_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154920_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154957_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154957_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154915_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154915_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154920_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154920_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
(http://kepfeltoltes.hu/thumb/160905/IMG_20160905_154957_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160905/IMG_20160905_154957_www.kepfeltoltes.hu_.jpg)
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 05, 16:07
Írta: Csuhás Dátum 2016 szeptember 05, 16:07
Akkor nem is fotózok mert az enyém is így néz ki. Rugónak meg remélem jó lesz valamelyik kismotor berúgókar rugója.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 szeptember 05, 16:26
Írta: jani300 Dátum 2016 szeptember 05, 16:26
Talán látszik a képeken hogy az egyik fogárok van lemélyítve tárcsamaróval , és ide ül be a rúgó egyenes vége .
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 05, 19:02
Írta: y580keijn Dátum 2016 szeptember 05, 19:02
Nekem a fogak tövénél van egy furat...
tengely (http://kepfeltoltes.hu/view/160905/IMG_20160905_185923_www.kepfeltoltes.hu_.jpg)
tengely (http://kepfeltoltes.hu/view/160905/IMG_20160905_185923_www.kepfeltoltes.hu_.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 05, 19:05
Írta: y580keijn Dátum 2016 szeptember 05, 19:05
Bár egy fogászati rendelés is ráférne...[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: zoli0302 Dátum 2016 szeptember 06, 09:31
Írta: zoli0302 Dátum 2016 szeptember 06, 09:31
Sziasztok !
Esetleg van valakinek FND 30 marógép gépkönyve ? Kölönösen a főorsó csapágyazás érdekel. A gépet használnom kell de zajos, előre megvenném a csapágyakat ha ki tudom deríteni mi való bele.
Előre is köszönöm a válaszokat
Esetleg van valakinek FND 30 marógép gépkönyve ? Kölönösen a főorsó csapágyazás érdekel. A gépet használnom kell de zajos, előre megvenném a csapágyakat ha ki tudom deríteni mi való bele.
Előre is köszönöm a válaszokat
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 11, 13:34
Írta: y580keijn Dátum 2016 szeptember 11, 13:34
Üdv.
Marógépből kivettem az olajszitnéző dugót.
Valamivel lehet segíteni az átláthatóságát a "plexi" dugónak?
Mintha valamit hallottam volna amivel kicsit le lehet maratni és nem mattul be tőle...csak már nem emlékszem.
Marógépből kivettem az olajszitnéző dugót.
Valamivel lehet segíteni az átláthatóságát a "plexi" dugónak?
Mintha valamit hallottam volna amivel kicsit le lehet maratni és nem mattul be tőle...csak már nem emlékszem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 11, 20:34
Írta: Csuhás Dátum 2016 szeptember 11, 20:34
Egyre finomabb csiszolóvászon után a végén fogkrémes ronggyal szoktam átlátszóra polírozni a plexit.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2016 szeptember 12, 00:27
Írta: y580keijn Dátum 2016 szeptember 12, 00:27
Köszönöm. Kipróbálom.
Mintha trisós víz kezdene rémleni de nem vennék rá mérget...
Mintha trisós víz kezdene rémleni de nem vennék rá mérget...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 szeptember 12, 08:02
Írta: Csuhás Dátum 2016 szeptember 12, 08:02
A trisós meleg víz a rágyantásodott olaj eltávolítására jó, ha kopott karcos akkor csak a polírozás segít.
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 01, 18:31
Írta: 8nyxwdmzs Dátum 2016 október 01, 18:31
Sziasztok!
Egy hagyományos kis viszintes marógépünk van kb. 50-60 éves , gépkönyv nincs.
(Fritz Werner 4 100)
Kérdésem lenne hogy milyen gépolajat kell bele önteni, a kenésnek?
Illetve, hogy az adattáblája szerint a főorsó és a hűttőszivattyú is 220V os, de a gépbe mégis 380V megy.
Megoldható, hogy 220V-ra át legyen kötve?
A ha nagy csoda folytán valakinek az adott géphez lenne gépkönyve azt megköszönném!
Előre is köszönöm!
Áron
Egy hagyományos kis viszintes marógépünk van kb. 50-60 éves , gépkönyv nincs.
(Fritz Werner 4 100)
Kérdésem lenne hogy milyen gépolajat kell bele önteni, a kenésnek?
Illetve, hogy az adattáblája szerint a főorsó és a hűttőszivattyú is 220V os, de a gépbe mégis 380V megy.
Megoldható, hogy 220V-ra át legyen kötve?
A ha nagy csoda folytán valakinek az adott géphez lenne gépkönyve azt megköszönném!
Előre is köszönöm!
Áron
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 október 02, 09:09
Írta: Csuhás Dátum 2016 október 02, 09:09
Kenéshez a kis fordulat, kis hőmérséklet, gördülő csapágyak miatt sima autós manuális váltóba való hajtőmű olaj alkalmas.
Egy picit kételkedem hogy ipari gépet 220V-os motorral szereltek volna gyárilag. Ha utólagos átalakítású akkor információ nélkül csak azt mondhatom keress egy hozzáértő villanyászt a közeledben.
Egy picit kételkedem hogy ipari gépet 220V-os motorral szereltek volna gyárilag. Ha utólagos átalakítású akkor információ nélkül csak azt mondhatom keress egy hozzáértő villanyászt a közeledben.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 október 02, 11:48
Írta: jani300 Dátum 2016 október 02, 11:48
Ha a motorok adattáblájáról lenne egy kép , az segítene
a válaszadásban .
Lehet át van alakítva a gép , vagy elnéztél esetleg valamit .
a válaszadásban .
Lehet át van alakítva a gép , vagy elnéztél esetleg valamit .
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 03, 22:03
Írta: 8nyxwdmzs Dátum 2016 október 03, 22:03
Csütörtökön fotozom! Előbb nem tudok. Előre is koszonom
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2016 október 03, 22:12
Írta: 9pk59nuy Dátum 2016 október 03, 22:12
Igen TRISÓ !
De hol a manóba' lehet Trisót kapni? Mert nekem is kellene !
De hol a manóba' lehet Trisót kapni? Mert nekem is kellene !
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 október 03, 22:27
Írta: vjanos Dátum 2016 október 03, 22:27
Háztartási boltban, festékboltban, bioboltban, borászati szaküzletben de pl az Auchanban is láttam már.
Cím: Re:Hagyományos forgácsológépek
Írta: Kisamotors Dátum 2016 október 03, 22:55
Írta: Kisamotors Dátum 2016 október 03, 22:55
Lakkosodott, gyantásodott olaj maradványokra nagyon jó a hideg zsíroló. Különösen olyan helyre jó, amit már áztatással nem nagyon lehet feloldani, ami ki van keményedve.
Elég agresszív cucc, nem a mai megszokott semmire sem jó általános tisztító.
A gumikesztyű tényleg ajánlott, az alut hamar megmarja, de kiismerve nagyon jól használható.
Hideg zsíroldó (http://forum.p24.hu/forumkep/31/300668/439/13151673/1.jpg)
Elég agresszív cucc, nem a mai megszokott semmire sem jó általános tisztító.
A gumikesztyű tényleg ajánlott, az alut hamar megmarja, de kiismerve nagyon jól használható.
Hideg zsíroldó (http://forum.p24.hu/forumkep/31/300668/439/13151673/1.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2016 október 04, 08:20
Írta: 9pk59nuy Dátum 2016 október 04, 08:20
Köszönöm !
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:06
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:06
3335 hozzászólásomban említett gép adattáblái:
A gép táblája ha jól látom át lett ütve, nem tudom miért.
MOTOR:
(//%5Burl=http://kepfeltoltes.hu/view/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg%5D%5Bimg%5Dhttp://kepfeltoltes.hu/thumb/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg)[/url]
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)[/img]
GÉP:
(//%5Burl=http://kepfeltoltes.hu/view/161004/14585462_1766558980283851_443015370_n_www.kepfeltoltes.hu_.jpg%5D%5Bimg%5Dhttp://kepfeltoltes.hu/thumb/161004/14585462_1766558980283851_443015370_n_www.kepfeltoltes.hu_.jpg)[/url]
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)[/img]
A gép táblája ha jól látom át lett ütve, nem tudom miért.
MOTOR:
(//%5Burl=http://kepfeltoltes.hu/view/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg%5D%5Bimg%5Dhttp://kepfeltoltes.hu/thumb/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg)[/url]
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)[/img]
GÉP:
(//%5Burl=http://kepfeltoltes.hu/view/161004/14585462_1766558980283851_443015370_n_www.kepfeltoltes.hu_.jpg%5D%5Bimg%5Dhttp://kepfeltoltes.hu/thumb/161004/14585462_1766558980283851_443015370_n_www.kepfeltoltes.hu_.jpg)[/url]
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu (http://www.kepfeltoltes.hu)[/img]
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:08
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:08
http://kepfeltoltes.hu/view/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/161004/14555859_1766558970283852_2101909956_n_www.kepfeltoltes.hu_.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 október 04, 19:27
Írta: jani300 Dátum 2016 október 04, 19:27
Üdv !
A kép alapján , én ezt , három fázisú motornak gondolom .
A kapocsdekni ről kellene már csak kép .
Lehet simán csillagban , működnek .
Felelőtlenség azért , találgatni , de elképzelhető , hogy csillag delta motorok .
Az nem derül ki a képből , hogy mi lehet az oka , hogy 220 delta , van csak a motorra írva .
Működött már , vagy még beüzemelésre vár ?
Feszültség alá helyezés előtt , mindenképp bele kell nézni , hogy van bekötve .
De a tábla szerint 1fázis -3fázis fekiváltóhoz , pont alkalmasak , én úgy látom .
A kép alapján , én ezt , három fázisú motornak gondolom .
A kapocsdekni ről kellene már csak kép .
Lehet simán csillagban , működnek .
Felelőtlenség azért , találgatni , de elképzelhető , hogy csillag delta motorok .
Az nem derül ki a képből , hogy mi lehet az oka , hogy 220 delta , van csak a motorra írva .
Működött már , vagy még beüzemelésre vár ?
Feszültség alá helyezés előtt , mindenképp bele kell nézni , hogy van bekötve .
De a tábla szerint 1fázis -3fázis fekiváltóhoz , pont alkalmasak , én úgy látom .
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:48
Írta: 8nyxwdmzs Dátum 2016 október 04, 19:48
Szia. Jani!
Működött 3 fázisról. 400V ról ahol meg vettem. De Jelenleg ez nekem nem áll rendelkezésre egy darabig ezért szeretném 230V ról működtetni.
Működött 3 fázisról. 400V ról ahol meg vettem. De Jelenleg ez nekem nem áll rendelkezésre egy darabig ezért szeretném 230V ról működtetni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 október 04, 20:04
Írta: jani300 Dátum 2016 október 04, 20:04
Akkor nagy valószínűséggel csillagban működtek a motorok .
Itt a fórumon az egyfázisú bemenetű-háromfázisú kimenetű frekiváltót fogják javasolni a legtöbben , deltába kötött motorral .
A Pityesz féle unformer néven emlegetett megoldás is egy lehetőség .
De a frekiváltó is árban , már közelíthet a gép árához , ha jól vetted a gépet .
Itt a fórumon az egyfázisú bemenetű-háromfázisú kimenetű frekiváltót fogják javasolni a legtöbben , deltába kötött motorral .
A Pityesz féle unformer néven emlegetett megoldás is egy lehetőség .
De a frekiváltó is árban , már közelíthet a gép árához , ha jól vetted a gépet .
Cím: Re:Hagyományos forgácsológépek
Írta: 8nyxwdmzs Dátum 2016 október 04, 20:17
Írta: 8nyxwdmzs Dátum 2016 október 04, 20:17
Köszönöm... :) akkor marad a hely változtatás, hogy legyen 380V...
A gépet jó áron vettem.
A gépet jó áron vettem.
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 október 31, 10:25
Írta: fcnex97xh Dátum 2016 október 31, 10:25
Sziasztok. Keresek E1 (nem E1N![#ejnye1]) gépkönyvet. Tegnap átnéztem Csuhás gyűjteményét, de abban nem találtam megfelelő gépkönyvet. Ha minden spanifer szakad ([#circling]), már egy főorsó méretezett rajzzal is megelégednék, amely tartalmazza a csőtengely köszörült felületeinek - természetesen, magától értetődő - tűrésezett méreteit szintúgy. Ha valaki tudna esetleg segíteni, nagyon hálás lennék. [#help] Köszönettel, Krisztián [#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 október 31, 13:51
Írta: Csuhás Dátum 2016 október 31, 13:51
Méretezett rajzot találni elég esélytelen, hiszen az hivatalosan nem került ki a gyárból. Magam még egyetlen gépről sem találkoztam ilyen rajzzal. A legtöbb az ha a gyorsan kopó alkatrészekről van valami méretezett vázlat.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 október 31, 14:33
Írta: svejk Dátum 2016 október 31, 14:33
Csakhogy mindenre legyen ellenpélda.
Nem is értem hogy felejtettem el felmásolni a tárba. (http://cnctar.hobbycnc.hu/Svejk/DINAMO_GANZ%20__m%FBszer%E9sz%20eszterga.pdf)
De mintha neked elküldtem volna magánban?
Nem is értem hogy felejtettem el felmásolni a tárba. (http://cnctar.hobbycnc.hu/Svejk/DINAMO_GANZ%20__m%FBszer%E9sz%20eszterga.pdf)
De mintha neked elküldtem volna magánban?
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 október 31, 15:01
Írta: fcnex97xh Dátum 2016 október 31, 15:01
SVEJK ! ISTEN VAGY ! (Mindenre van ellenpélda :) )
Nagyon köszönöm! Máris mentem :) [#taps][#worship][#wave]
Nagyon köszönöm! Máris mentem :) [#taps][#worship][#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 október 31, 15:25
Írta: svejk Dátum 2016 október 31, 15:25
Csekaj malo!!!
Ez nem az E1-es géped, csak ellenpéldának hoztam fel Csuhásnak, hogy bár ritkán de létezett méretezett rajzú is a gépkönyvek közt
Ez nem az E1-es géped, csak ellenpéldának hoztam fel Csuhásnak, hogy bár ritkán de létezett méretezett rajzú is a gépkönyvek közt
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 október 31, 15:38
Írta: ii5d35wcx Dátum 2016 október 31, 15:38
Szia!
Ez nem az E1-es eszterga
Ez a Dinamo müszerész eszterga rajza. Az E1 olyan mint
az E1N csak Norton és váltó nélkül.Ez ugyanolyan siklócsapágyas csak laposszíj hajtással.
(http://kepfeltoltes.hu/161031/IMG_3770_www.kepfeltoltes.hu_.jpg)
http://kepfeltoltes.hu/161031/IMG_3770_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/161031/IMG_4063_www.kepfeltoltes.hu_.jpg
Üdv : Sanyi
Ez nem az E1-es eszterga
Ez a Dinamo müszerész eszterga rajza. Az E1 olyan mint
az E1N csak Norton és váltó nélkül.Ez ugyanolyan siklócsapágyas csak laposszíj hajtással.
(http://kepfeltoltes.hu/161031/IMG_3770_www.kepfeltoltes.hu_.jpg)
http://kepfeltoltes.hu/161031/IMG_3770_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/161031/IMG_4063_www.kepfeltoltes.hu_.jpg
Üdv : Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 október 31, 15:39
Írta: fcnex97xh Dátum 2016 október 31, 15:39
Csodálkoztam volna, mert átnézve a rajzokat, itt ékszíjtárcsákról papolnak, amit az én gépemnél furcsállnék. :) Ez melyiké?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2016 október 31, 15:45
Írta: svejk Dátum 2016 október 31, 15:45
Én Csuhásnak válaszoltam, nem nektek... [#nemtudom]
Csak túl nagy volt a hév. :)
Csak túl nagy volt a hév. :)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 október 31, 15:50
Írta: ii5d35wcx Dátum 2016 október 31, 15:50
O.K! Tényleg igazad van ! Előre örültem!
Üdv: Sanyi
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 06, 12:35
Írta: vjanos Dátum 2016 november 06, 12:35
Véletlenül nincs valakinek rajza vagy közvetlen tapasztalata az alábbi képen levő Avia FND tartozék, FNCi-3 nevű motoros fejhez?
6300-as fordulatot írnak róla, az érdekelne milyen csapágyazás lehet benne.
Gondolom a fordulat miatt axiálisok nincsenek. Talán ferde hatásvonalúak?
(http://www.lathes.co.uk/avia/img6.jpg)
6300-as fordulatot írnak róla, az érdekelne milyen csapágyazás lehet benne.
Gondolom a fordulat miatt axiálisok nincsenek. Talán ferde hatásvonalúak?
(http://www.lathes.co.uk/avia/img6.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 06, 12:42
Írta: Csuhás Dátum 2016 november 06, 12:42
Tényleg elküldted, és annak idején fel is vettem a könyvtárba 234 sorszámmal.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 november 06, 14:33
Írta: jani300 Dátum 2016 november 06, 14:33
Ha hozzájutsz egy ilyen frankó cucchoz , és szétszeded .....
Fa ipari főorsóban még nem gondolkoztál ? Azok pörgősek , inkább .
Fa ipari főorsóban még nem gondolkoztál ? Azok pörgősek , inkább .
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 06, 21:08
Írta: vjanos Dátum 2016 november 06, 21:08
Ha szétszedem, majd meglátom... kösz ezzel beljebb vagyok :D
Lesz egy nagyobb fordulatú külön, de akarok egy rendes szerszámkúposat is.
Lesz egy nagyobb fordulatú külön, de akarok egy rendes szerszámkúposat is.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 november 06, 21:46
Írta: jani300 Dátum 2016 november 06, 21:46
Ezt félreértetted !
Még arra is képes vagy hogy szétszedd !
Tök jó az úgy !
Nem is tudom mit csinálok ha képes vagy szétgyilkolni , úgy értettem :)
Még arra is képes vagy hogy szétszedd !
Tök jó az úgy !
Nem is tudom mit csinálok ha képes vagy szétgyilkolni , úgy értettem :)
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 06, 21:55
Írta: vjanos Dátum 2016 november 06, 21:55
Javarészt ismerem a korlátaimat és 99%-ban csak olyant szedek szét amit össze is tudok rakni. [#eplus2]
Szétgyilkolni nem szoktam.
Szétgyilkolni nem szoktam.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 november 06, 22:05
Írta: jani300 Dátum 2016 november 06, 22:05
Nem úgy értem hogy elrontanád :(
De ezt nem kellene alkatrésznek használni !
Ahogy van tök jó az úgy !
Nem kötekedtem .
Már megszerezted ? Kár lenne átalakítani .
De végül is ..... Csinálj akkor valami fortunát .
Sima mély hornyú csapággyal sem biztos hogy az orsó lesz a gyenge pont . Ha meg igen , nem nehéz cserélni .
De ezt nem kellene alkatrésznek használni !
Ahogy van tök jó az úgy !
Nem kötekedtem .
Már megszerezted ? Kár lenne átalakítani .
De végül is ..... Csinálj akkor valami fortunát .
Sima mély hornyú csapággyal sem biztos hogy az orsó lesz a gyenge pont . Ha meg igen , nem nehéz cserélni .
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 06, 22:11
Írta: vjanos Dátum 2016 november 06, 22:11
Dehogy szereztem, még csak informálódom :)
De úgy tűnik nem látott még ilyent itt senki belülről...
De úgy tűnik nem látott még ilyent itt senki belülről...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 november 06, 22:28
Írta: jani300 Dátum 2016 november 06, 22:28
Volt már itt vertikálfej rajz , el is mentettem , de másik gépen van .
Végig kéne bogarászni a gyűjteményt , marógép gyorsfejekért . De ha látnád a tos szerszámmaró osztófejemet , abban meredek kúpos az orsó . De nem lesz szétszedve :)
Végig kéne bogarászni a gyűjteményt , marógép gyorsfejekért . De ha látnád a tos szerszámmaró osztófejemet , abban meredek kúpos az orsó . De nem lesz szétszedve :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 november 06, 22:34
Írta: jani300 Dátum 2016 november 06, 22:34
http://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/osztofej_oszto_keszulek_tamasztocsucs
Egész hosszú benne az orsó .
Ezt találtam hirtelen . Az enyém még hosszabb .
Egész hosszú benne az orsó .
Ezt találtam hirtelen . Az enyém még hosszabb .
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 06, 22:35
Írta: vjanos Dátum 2016 november 06, 22:35
Köszi :)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 november 07, 13:15
Írta: 7cim5mm0 Dátum 2016 november 07, 13:15
A Strigon marógépekhez való gyorsfejekben úgy emlékszem ferde hatásvonalú csapágyak vannak. Hogy ebben miyen van, azt nem tudom, de gyanítom, hogy ugyanaz.
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2016 november 07, 14:23
Írta: vjanos Dátum 2016 november 07, 14:23
Köszönöm.
Legutóbbi infóm szerint lent is, fent is egy-egy pár ferdehatásvonalú.
Legutóbbi infóm szerint lent is, fent is egy-egy pár ferdehatásvonalú.
Cím: Re:Hagyományos forgácsológépek
Írta: nw6j7czph Dátum 2016 november 09, 12:39
Írta: nw6j7czph Dátum 2016 november 09, 12:39
Sziasztok.
Valaki nek nincs véletlenül Strigon 1000-hez rajza?
Nem a leirás kellene, hanem a rajz melléklet.
Gépi előtolásom rendetlenkedik.
Előre is köszönöm.
Tamás
Valaki nek nincs véletlenül Strigon 1000-hez rajza?
Nem a leirás kellene, hanem a rajz melléklet.
Gépi előtolásom rendetlenkedik.
Előre is köszönöm.
Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 november 15, 15:19
Írta: ypcjgjbma Dátum 2016 november 15, 15:19
Nekem is az a problémám, sajna nem jövök rá mi okozza. Néha eltünik az üres állás és rögtön ellenkező irányba indül legtöbször maró törés a vége. Jól jönne valami segítö ötlet. Köszi.
Cím: Re:Hagyományos forgácsológépek
Írta: nw6j7czph Dátum 2016 november 15, 23:21
Írta: nw6j7czph Dátum 2016 november 15, 23:21
Szia.
Volt nekem is hasonló probléma. A kapcsoló kar mögötti tengely szorult. Némi olaj segitett a gondon. Jobb oldalt találod a kapcsoló kar felett pár centivel. Áramtalanitott állapotban megmozgatod a kart látod a mozgást nekem ez szorult 5 perc olajzás mozgatás után olyan lett mint eredetileg. Ismét jól érezhető lett az üres és az irányok közötti helyzet.
Az én gondom a következő. Az előtolás váltója felett van egy tengely, ki lehet húzni kb 15mm-t Ha igy működik a gép egy idő után kezd szorulni az asztal és melegszik a motor. Ha benyomom könnyen jár viszont folyik az olaj bal oldalt és a hütőfoladék levezető furaton bele a hütőfolyadékba a váltóház meg kiürül.
Nem tudom mi célt szolgál pontossan az emlitett kar. Elképzelésem van de nem tudom mi hibásodott meg, hogy a hűtőfolyadékba folyik a váltó olaj. Ezért keresem a rajzot.
Volt nekem is hasonló probléma. A kapcsoló kar mögötti tengely szorult. Némi olaj segitett a gondon. Jobb oldalt találod a kapcsoló kar felett pár centivel. Áramtalanitott állapotban megmozgatod a kart látod a mozgást nekem ez szorult 5 perc olajzás mozgatás után olyan lett mint eredetileg. Ismét jól érezhető lett az üres és az irányok közötti helyzet.
Az én gondom a következő. Az előtolás váltója felett van egy tengely, ki lehet húzni kb 15mm-t Ha igy működik a gép egy idő után kezd szorulni az asztal és melegszik a motor. Ha benyomom könnyen jár viszont folyik az olaj bal oldalt és a hütőfoladék levezető furaton bele a hütőfolyadékba a váltóház meg kiürül.
Nem tudom mi célt szolgál pontossan az emlitett kar. Elképzelésem van de nem tudom mi hibásodott meg, hogy a hűtőfolyadékba folyik a váltó olaj. Ezért keresem a rajzot.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 november 16, 05:03
Írta: ypcjgjbma Dátum 2016 november 16, 05:03
Remélem jót mondok. Az a kis kar a kézi olajzó. Azt nekem egy rugó kint tartja. Megnyomva van kenése az asztalnak.Az enyémen az a ürespont eltünés hosszab használat 1-2 óra után jelentkezik. Sajnos ilyenkor abba kell hagyni a munkát.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2016 november 16, 05:07
Írta: vadember Dátum 2016 november 16, 05:07
Így igaz, "Az a kis kar a kézi olajozó. Megnyomva van kenése az asztalnak."
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2016 november 16, 05:31
Írta: heq5 Dátum 2016 november 16, 05:31
Lásd: gépkönyv 46. oldal közepétől...
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2016 november 16, 19:30
Írta: e0hbmgnkf Dátum 2016 november 16, 19:30
Kedves Fórumtársak,
E2N-hez keresnék a karokhoz feliratozott táblákat, vagy egy jó képet, amiről ki tudom szerkeszteni gépen és matricaként kinyomtatva felragasztani.
A többi adattábla tökéletesen jól látható, csak a karoknál lévő ívesek koptak le de teljesen.
Előre is köszönöm a segítséget.
Sanci
E2N-hez keresnék a karokhoz feliratozott táblákat, vagy egy jó képet, amiről ki tudom szerkeszteni gépen és matricaként kinyomtatva felragasztani.
A többi adattábla tökéletesen jól látható, csak a karoknál lévő ívesek koptak le de teljesen.
Előre is köszönöm a segítséget.
Sanci
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 16, 19:49
Írta: Csuhás Dátum 2016 november 16, 19:49
Itt van tábla is kép is:e2n (http://epitkezes-kert.vatera.hu/barkacs_szerszam_ipari_gep/alkatresz_tartozek/esztergalas_kellekei/e2n_eszterga_geptabla_nortonszekreny_karokhoz_2387424428.html)
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2016 november 16, 19:58
Írta: e0hbmgnkf Dátum 2016 november 16, 19:58
Nagyon köszönöm, de nekem a karoknál lévőek íves táblák. Olyat keresnék.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 16, 20:04
Írta: Csuhás Dátum 2016 november 16, 20:04
Oda elég egy piros meg egy fekete pötty esetleg kiegészítve az A és B szöveggel, a másik karhoz pedig egy jobbra forgó nyíl, és egy balra forgó nyíl a két szélére és egy 0 középre. Az enyémen ilyen van, ha gondolod lefotózom holnap neked: e2n (http://cnctar.hobbycnc.hu/Csuhas/e2n/IMGP1495.JPG)
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2016 november 16, 20:45
Írta: e0hbmgnkf Dátum 2016 november 16, 20:45
Előre is köszönöm, jó a kép és várom. A télen teljesen fel szeretném javítani a feliratokat, mert megérdemli a masina.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 november 18, 09:19
Írta: kisssandor Dátum 2016 november 18, 09:19
Tőlem vetted anno ezt a gépet, nekem úgy tűnt, hogy az a hatszögletű fedél vmi barkács megoldás. Vizes záródugó lehetett. Nem én követtem el.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 18, 14:04
Írta: Csuhás Dátum 2016 november 18, 14:04
Készülgetnek a késtartó betétjeim:
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/kestarto.JPG)
(http://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/kestarto.JPG)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 november 18, 17:23
Írta: svager Dátum 2016 november 18, 17:23
[#wow2] [#finom] Mennyi idő egynek az elkészítése?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 18, 18:27
Írta: Csuhás Dátum 2016 november 18, 18:27
Sajnos fogalmam sincs róla, nyár óta időnként foglalkozom vele, egy egy műveletet megcsinálok, azután megint mással kell dolgoznom.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 november 18, 19:21
Írta: svager Dátum 2016 november 18, 19:21
De legalább elkészült.
Nekem csak 4db.van,évek óta tervezem ,hogy készítek de még csak az anyag darabolásig jutottam.[#szomoru1]
Nekem csak 4db.van,évek óta tervezem ,hogy készítek de még csak az anyag darabolásig jutottam.[#szomoru1]
Cím: Re:Hagyományos forgácsológépek
Írta: dig2r7b0g Dátum 2016 november 18, 19:38
Írta: dig2r7b0g Dátum 2016 november 18, 19:38
Tisztelt Fórumtársak!
3G71 típusú, orosz gyártmányú síkköszörűvel kapcsolatban van valamelyikőtöknek tapasztalata? Előnye, hibái, kezelhetősége, stb. Szívesen vennék bármilyen infót, esetleg ha jobb típust tud ajánlani valaki - ebben a méretben- az is nagy segítség lenne!Köszönöm!
3G71 típusú, orosz gyártmányú síkköszörűvel kapcsolatban van valamelyikőtöknek tapasztalata? Előnye, hibái, kezelhetősége, stb. Szívesen vennék bármilyen infót, esetleg ha jobb típust tud ajánlani valaki - ebben a méretben- az is nagy segítség lenne!Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2016 november 20, 12:01
Írta: 6rk75uezn Dátum 2016 november 20, 12:01
De szépen sorakoznak,méretük?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 20, 17:00
Írta: Csuhás Dátum 2016 november 20, 17:00
Az előző tartóval való kompatibilitás miatt 85*85 az alaptest mérete. A többi ezzel arányos. E2N gépre szánom.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2016 november 20, 18:48
Írta: 6rk75uezn Dátum 2016 november 20, 18:48
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 20, 20:41
Írta: Csuhás Dátum 2016 november 20, 20:41
Szeretném majd edzés után átköszörülni a késtartó betétek prizmáit. Viszont nem vagyok rutinos köszörűs, szóval ti milyen befogással végeznétek el ezt egy ksu jellegű szerszámköszörűn? Van elképzelésem a dologról, de hátha valaki kapásból mond valami sokkal jobbat.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 november 20, 21:01
Írta: KoLa Dátum 2016 november 20, 21:01
Jól néznek ki! milyen anyagból készítetted?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 november 20, 21:06
Írta: Csuhás Dátum 2016 november 20, 21:06
C45-ből a betét és valami itteni fórumon vett rugóacélból a csavarok. Alaptest is készült de az még nem fotogén. :- )
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 november 20, 21:33
Írta: KoLa Dátum 2016 november 20, 21:33
Jó pár évvel ezelőtt én is gyártottam tizenvalahány db-ot az E-400-ra, C45-ből, a leszorító csavarok nálam is rugóacélból vannak.
A terv is hasonló volt, hogy majd mindent hőkezelek, de csak a csavarok lettek leedzve, és kész , semmi hőkezelés!
Teljesen jól működik minden, bár ezek nagyobbak 120mm-esek.
Ha leedzed a betéteket, akkor vetemedik, és köszörülni kell! A C45-öt lehet marni is egy ütőkéssel akár, elég a 30 HRC, az már jó!
A befogást, köszörüléshez azt valószínűleg úgy kell, ahogyan gondolod, mert ez nem egy trükkös dolog.
A terv is hasonló volt, hogy majd mindent hőkezelek, de csak a csavarok lettek leedzve, és kész , semmi hőkezelés!
Teljesen jól működik minden, bár ezek nagyobbak 120mm-esek.
Ha leedzed a betéteket, akkor vetemedik, és köszörülni kell! A C45-öt lehet marni is egy ütőkéssel akár, elég a 30 HRC, az már jó!
A befogást, köszörüléshez azt valószínűleg úgy kell, ahogyan gondolod, mert ez nem egy trükkös dolog.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 november 25, 17:34
Írta: svager Dátum 2016 november 25, 17:34
Urak!
Valaki hántolt már Így (https://youtu.be/JGYwJ3RQpQo)?
Valaki hántolt már Így (https://youtu.be/JGYwJ3RQpQo)?
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 november 26, 12:34
Írta: Szalai György Dátum 2016 november 26, 12:34
Hosszú szerszámnyél és széles kaparópange csak nagy felület munkálásra fontos. Ahogy a csípőre támasztást is a széles penge indokolja. (https://www.youtube.com/watch?v=t0gg9z4gG3A)
Kicsi felület, kicsi kapargáló. Szerintem. (http://www.circuitousroot.com/artifice/machine-shop/surface-finishing/)
Kicsi felület, kicsi kapargáló. Szerintem. (http://www.circuitousroot.com/artifice/machine-shop/surface-finishing/)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2016 november 26, 15:50
Írta: svager Dátum 2016 november 26, 15:50
Kipróbáltam, bár sokkal nehezebb ez a módszer,viszont ha már megy szerintem sokkal hatékonyabb és gyorsabb is.
Nem mondom,hogy egy 20mm sávon egyszerű,viszont már egy tenyérnyi felületen is használható,és nem utolsó sorban az esztétikai megjelenést nem lehet összehasonlítani a hagyományos vakarással.
Nem mondom,hogy egy 20mm sávon egyszerű,viszont már egy tenyérnyi felületen is használható,és nem utolsó sorban az esztétikai megjelenést nem lehet összehasonlítani a hagyományos vakarással.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2016 november 26, 16:14
Írta: PSoft Dátum 2016 november 26, 16:14
Dejóóó! (http://www.circuitousroot.com/artifice/machine-shop/surface-finishing/) :)
Ezt hívják "pikkelyezés"-nek, ha jól emlékszem.
Régebben, saválló cuccokon lehetett látni ezt a fajta felület "szépítést".
Sokat csináltam én is 'anno, parafadugó/csiszolópor/kevés olaj...
Még apró csecsebecséken is jól mutatott.
Ezt hívják "pikkelyezés"-nek, ha jól emlékszem.
Régebben, saválló cuccokon lehetett látni ezt a fajta felület "szépítést".
Sokat csináltam én is 'anno, parafadugó/csiszolópor/kevés olaj...
Még apró csecsebecséken is jól mutatott.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2016 november 26, 16:32
Írta: Szalai György Dátum 2016 november 26, 16:32
Nézz át a LINKEK-be. Ha engedi az időd.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 november 27, 16:46
Írta: ypcjgjbma Dátum 2016 november 27, 16:46
Érdeklődni szeretnék tőletek. Van egy 80 TSFR-455-00 marófejem. sajnos hiányzik belőle lapka ami benne van azon semilyen jelölés nem található. háromszög lapka 5mm vastag élek hossza 20mm magasság 18mm. Tudna valaki tipust mondani? Köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2016 november 29, 17:32
Írta: sastas Dátum 2016 november 29, 17:32
Háromszög lapka élhossza vagy 16 vagy 22 mm szabványosan.
A kódja tipikusan(A "T" jelöli a háromszöget, a többi változó, élkiképzéstől függően)TNMN 22[=Élhossz]04[=5mm vastag]08[=0,8mm csúcssugár]
De ennek a Táblázatnak (http://www.sandvik.coromant.com/sitecollectiondocuments/downloads/global/catalogues/hu-hu/turning/turn_a.pdf) a 17. oldalán részletesen tájékozódhatsz a szabványos jelölésekről, és azt értelmezve találhatsz olyat mint amilyen neked van.
Amit beirtam lapka az egy 22mm élhosszú, 0,8mm sugarú 5(4,76) mm vastag, mindenféle élkiképzés nélküli háromszöglapka. Ha még aktuális....
A kódja tipikusan(A "T" jelöli a háromszöget, a többi változó, élkiképzéstől függően)TNMN 22[=Élhossz]04[=5mm vastag]08[=0,8mm csúcssugár]
De ennek a Táblázatnak (http://www.sandvik.coromant.com/sitecollectiondocuments/downloads/global/catalogues/hu-hu/turning/turn_a.pdf) a 17. oldalán részletesen tájékozódhatsz a szabványos jelölésekről, és azt értelmezve találhatsz olyat mint amilyen neked van.
Amit beirtam lapka az egy 22mm élhosszú, 0,8mm sugarú 5(4,76) mm vastag, mindenféle élkiképzés nélküli háromszöglapka. Ha még aktuális....
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2016 november 29, 19:20
Írta: ypcjgjbma Dátum 2016 november 29, 19:20
Köszönöm. Remélem eligazodom rajta. És találok megfelelő lapkát.
Cím: Re:Hagyományos forgácsológépek
Írta: p6j5s3k64 Dátum 2016 december 16, 09:07
Írta: p6j5s3k64 Dátum 2016 december 16, 09:07
Sziasztok !
Méret hiányom van , strigon me 1000 vertikalfejbe a kúpkerekek méretét vadászom , de nem találtam meg sehol gépkönyvbe sem minta darabom nincs . Elvileg 22 és 16 fogszámú . Aki esetleg tudja a méreteket az segítsen . Köszönöm !
Méret hiányom van , strigon me 1000 vertikalfejbe a kúpkerekek méretét vadászom , de nem találtam meg sehol gépkönyvbe sem minta darabom nincs . Elvileg 22 és 16 fogszámú . Aki esetleg tudja a méreteket az segítsen . Köszönöm !
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2016 december 16, 11:36
Írta: ii5d35wcx Dátum 2016 december 16, 11:36
Küldöm privátba.
Üdv: Sándor
Üdv: Sándor
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2016 december 16, 20:03
Írta: fcnex97xh Dátum 2016 december 16, 20:03
Sziasztok! Danuvia osztófejhez keresek 100-as csúcsmagaságú szegnyerget. Ha rendelkeztek ilyennel, kérem keressetek fel. Köszönettel, SZK.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 17, 10:02
Írta: Csuhás Dátum 2016 december 17, 10:02
Nemrég vásároltam egy élező gépet. Szeretném univerzális köszörűként használni. Szóval kellene a gépre egy furatköszörű fej is. Van több fortunám, az egyiket néha az esztergán használom tokmány szabályozásra. De nem szeretnék az esztergán gyakran köszörülni a por miatt. A kérdésem az volna hogy ti milyen módon rögzítenétek fel a furatköszörűt a képen látható köszörű fejre. Önálló motoros vagy a köszörűről hajtott megoldást választanátok? Még a tervezgetés elején vagyok szóval ilyenkor jól jön néhány eredeti ötlet.
(http://cnctar.hobbycnc.hu/Csuhas/elezo/IMGP3200.JPG)
(http://cnctar.hobbycnc.hu/Csuhas/elezo/IMGP3200.JPG)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 december 17, 10:44
Írta: TROMF22 Dátum 2016 december 17, 10:44
Nagyon kínálja magát a meglévő orsóház oldalán az a T-hornyos
síkba munkált sáv.
Én mindenképpen egy független hajtásos, önálló szerkezeti egységet építenék erre a felületre rögzíthetően.
A T csavarok mellé - az ismételt pontos visszaszerelhetőség érdekében - köszörült illesztőhasábokat is csavaroznék az alapsíkra, párban, a lehető legnagyobb távolságban a horonyba illesztve.
Kreativitásod ismerve jó kis szerkezet lesz ez is.[#wave]
síkba munkált sáv.
Én mindenképpen egy független hajtásos, önálló szerkezeti egységet építenék erre a felületre rögzíthetően.
A T csavarok mellé - az ismételt pontos visszaszerelhetőség érdekében - köszörült illesztőhasábokat is csavaroznék az alapsíkra, párban, a lehető legnagyobb távolságban a horonyba illesztve.
Kreativitásod ismerve jó kis szerkezet lesz ez is.[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 december 17, 11:25
Írta: Motoros Dátum 2016 december 17, 11:25
ILYESMI (https://www.youtube.com/watch?v=uhZmRio9krc) mozgásra lenne szükség, amit itt nehezen látok megvalósíthatónak.
Az eszterga elrendezés még szerencsésebb. Fontos a ki-be mozgás a kőkopás miatt, a kőnek a furatban végig kell járnia. A kő kúposra kopik, az eleje elvileg mínuszos lesz minden fogás után.
Ezért rendszeresen újra kell szabályozni munka közben, mint a videón is. Ha ez nincsen megoldva akkor nem lesz a furat párhuzamos. Ugyanez a gép jó a palásthoz is kis átmérőknél, de ott ugyanez a gond.
Tehát én nem látom azt megoldhatónak, hogy egy élköszörű hogyan lesz furatköszörű, mivel teljesen más a munka jellege. A fogásvételt ugyan az asztal emelése részben megoldaná, de a munkadarabot is forgatni kellene nem csak a köszörűt és ez gond + a ki- be mozgás + kővágás.
Volt egy kis furatköszörű a Mull100-as azon jobban lehetett látni, de nem találom.Valamiilyesmi (http://boregrindingmachine.blogspot.hu/) volt.
Az eszterga elrendezés még szerencsésebb. Fontos a ki-be mozgás a kőkopás miatt, a kőnek a furatban végig kell járnia. A kő kúposra kopik, az eleje elvileg mínuszos lesz minden fogás után.
Ezért rendszeresen újra kell szabályozni munka közben, mint a videón is. Ha ez nincsen megoldva akkor nem lesz a furat párhuzamos. Ugyanez a gép jó a palásthoz is kis átmérőknél, de ott ugyanez a gond.
Tehát én nem látom azt megoldhatónak, hogy egy élköszörű hogyan lesz furatköszörű, mivel teljesen más a munka jellege. A fogásvételt ugyan az asztal emelése részben megoldaná, de a munkadarabot is forgatni kellene nem csak a köszörűt és ez gond + a ki- be mozgás + kővágás.
Volt egy kis furatköszörű a Mull100-as azon jobban lehetett látni, de nem találom.Valamiilyesmi (http://boregrindingmachine.blogspot.hu/) volt.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 17, 11:49
Írta: Csuhás Dátum 2016 december 17, 11:49
Pedig a legtöbb ilyen rendszerű élezőnek van furatköszörű tartozéka. A motorral hajtott befogó fej már készen is van.
A fogásvételi problémát nem értem hiszen van az asztalnak kereszt irányú mozgása. Nagyjából ilyen elrendezésű gépről van szó: élező (http://www.lathes.co.uk/cincinnati-tool-and-cutter-grinder-number-2/page2.html) Itt a lap alján láthatsz egy furatköszörű felszerelési megoldást.
A fogásvételi problémát nem értem hiszen van az asztalnak kereszt irányú mozgása. Nagyjából ilyen elrendezésű gépről van szó: élező (http://www.lathes.co.uk/cincinnati-tool-and-cutter-grinder-number-2/page2.html) Itt a lap alján láthatsz egy furatköszörű felszerelési megoldást.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 december 17, 11:52
Írta: TROMF22 Dátum 2016 december 17, 11:52
Szerintem Csuhás az oszlop 90 fokban elforgatott állapotában gondolta ezt a dolgot, úgy ahogyan a tárhelyén az IMGP 2451 fotó mutatja.
Úgy már közelít az elrendezés egy egyetemeshez.
Úgy már közelít az elrendezés egy egyetemeshez.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 17, 11:56
Írta: Csuhás Dátum 2016 december 17, 11:56
Így van. Egyébként azon a fotón (http://cnctar.hobbycnc.hu/Csuhas/elezo/IMGP2451.JPG) látszik a motoros tárgyforgató is.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 december 17, 12:16
Írta: Motoros Dátum 2016 december 17, 12:16
Furatköszörűt írtál, én meg erősen arra gondoltam.
Ahogyan mutatod, mint palástköszörű feltét az szerintem is menni fog, márcsak azért mert ezekhez a gépekhez gyárilag is járnak ezek a tartozékok, például a forgató meg a csúcs. De a furat köszörülést azért nagyon nehézkesnek tartom megvalósíthatónak a kis és a nagyobb átmérőkre egyaránt, erre a géptipusra, de legyen Neked igazad.
Ahogyan mutatod, mint palástköszörű feltét az szerintem is menni fog, márcsak azért mert ezekhez a gépekhez gyárilag is járnak ezek a tartozékok, például a forgató meg a csúcs. De a furat köszörülést azért nagyon nehézkesnek tartom megvalósíthatónak a kis és a nagyobb átmérőkre egyaránt, erre a géptipusra, de legyen Neked igazad.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 17, 13:14
Írta: Csuhás Dátum 2016 december 17, 13:14
Nem is termelésre gondoltam vele, hanem időnkénti morse hüvely, patron fészek stb igazítására.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2016 december 18, 08:54
Írta: kisssandor Dátum 2016 december 18, 08:54
Ha palástköszörülésre alkalmas - márpedig az, akkor megfelelő fortunával furatköszörülésre is. Biztosan jó lesz. Hajrá!
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2016 december 18, 14:43
Írta: grekon Dátum 2016 december 18, 14:43
Egy fortuna felforgatására tökéletes az adott T-hornyos rész . Arra vigyázz hogy a távolság jó legyen a T-hornyos rész s a fortuna között : elmenjen a központig és a megmunkálandó átmérőig . Ha a főmotor fordulata 2800-as akkor felhasználnám egy 5(6):1 arányú lapos-szíjhajtással a meghajtásra a kő helyére felfogva a nagy szíjkereket .
A tárgyforgató fordulatszáma kb 50-300 között kell állítható legyen . Ha tokmányt teszel rá akkor illesztőperem nélkül s csak egy kisujjal meghúzva a csavarokat hogy a tokmányt ütögetve tudd centrálni a munkadarabot .
Morse hüvely igazítását nem tartom megvalósíthatonak furatköszörüléssel (inkább dörzsàrral) mert a szög beállítására min 10-15 század elmegy ( ennyit hagytak 1-es morzéra ) s ekkor dobhatod el .
Kellemes alakítgatást .
A tárgyforgató fordulatszáma kb 50-300 között kell állítható legyen . Ha tokmányt teszel rá akkor illesztőperem nélkül s csak egy kisujjal meghúzva a csavarokat hogy a tokmányt ütögetve tudd centrálni a munkadarabot .
Morse hüvely igazítását nem tartom megvalósíthatonak furatköszörüléssel (inkább dörzsàrral) mert a szög beállítására min 10-15 század elmegy ( ennyit hagytak 1-es morzéra ) s ekkor dobhatod el .
Kellemes alakítgatást .
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 16:53
Írta: sufnituning Dátum 2016 december 18, 16:53
Írásoddal nem értek egyet. A laposszíj-hajtás kicsit már a múlté, úgy érzem, hogy a centerbe állításhoz is vannak már jobb megoldások.
A Morze furatot furatköszörűvel illik megcsinálni. Az edzett furatot dörzsárazhatod, de abból csak sz@r lesz (meg a dörzsárból is)!
Ha jól emlékszem a Csuhás kolléga feljavítani akart
MK hüvelyt, így edzett hüvelyről beszélünk.
Az MK dörzsár házilagos megoldásokhoz(edzetlen anyagokhoz), vagy előmunkáláshoz (edzés és köszörülés előtt) való.
A Morze furatot furatköszörűvel illik megcsinálni. Az edzett furatot dörzsárazhatod, de abból csak sz@r lesz (meg a dörzsárból is)!
Ha jól emlékszem a Csuhás kolléga feljavítani akart
MK hüvelyt, így edzett hüvelyről beszélünk.
Az MK dörzsár házilagos megoldásokhoz(edzetlen anyagokhoz), vagy előmunkáláshoz (edzés és köszörülés előtt) való.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 17:05
Írta: sufnituning Dátum 2016 december 18, 17:05
Szia! Valahol láttam egy olyan megoldást, hogy egy vastag tengely körül volt felszerelve 3 köszörű, mindegyik más művelethez való, revolverszerűen forgatható és rögzíthető volt. (ja a vastag tengely kb 100-120mm átm.)
A lényege az, hogy különösebb szerelés nélkül változik a "színpad" és beállítást nem igényel, hasonlóképp, mint a gyorsváltós késtartó.
szerintem 4féle köszörűig megoldható a felállás minden gond nélkül.
A lényege az, hogy különösebb szerelés nélkül változik a "színpad" és beállítást nem igényel, hasonlóképp, mint a gyorsváltós késtartó.
szerintem 4féle köszörűig megoldható a felállás minden gond nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 17:36
Írta: Csuhás Dátum 2016 december 18, 17:36
A gépemen a fej mindkét oldalára lehet korongot rakni, de alig használom ki mert az egy imbusz csavarral felfogott kúpos korongagyakat gyorsabb cserélni mint a fejet elfordítani.
Gyártottam egy tucat kúpos agyat, így korongot alig kell cserélnem.
A furatköszörű részen azt hiszem a lapos szíjas hajtás lesz a főorsóról egy könnyű műanyag feszítő görgővel. Valószínűleg egy alu tömbből kimunkált tartóval. A hegesztett szerkezetben nem bízom, öntöttvasam nincs így jobb megoldás híján marad az alu.
Gyártottam egy tucat kúpos agyat, így korongot alig kell cserélnem.
A furatköszörű részen azt hiszem a lapos szíjas hajtás lesz a főorsóról egy könnyű műanyag feszítő görgővel. Valószínűleg egy alu tömbből kimunkált tartóval. A hegesztett szerkezetben nem bízom, öntöttvasam nincs így jobb megoldás híján marad az alu.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 17:47
Írta: jani300 Dátum 2016 december 18, 17:47
Mi a baj a hegesztett szerkezettel ?
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 18:08
Írta: sufnituning Dátum 2016 december 18, 18:08
A hegesztett szerkezet is jó, ahogy a Jani300 is véli,
nagyon sok szerszámgépet látok mostanában hegesztett kiegészítőkkel. Ha laposszíjban gondolkodsz, érdemes hosszbordás gumiszíjat felrakni.Nekem nem váltak be a szövött, ill. bőrszíjjak, ezeket a megoldásokat mindig átalakítom hosszbordásra(gumi), vagy ékszíjasra.
nagyon sok szerszámgépet látok mostanában hegesztett kiegészítőkkel. Ha laposszíjban gondolkodsz, érdemes hosszbordás gumiszíjat felrakni.Nekem nem váltak be a szövött, ill. bőrszíjjak, ezeket a megoldásokat mindig átalakítom hosszbordásra(gumi), vagy ékszíjasra.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 18:23
Írta: Csuhás Dátum 2016 december 18, 18:23
Nekem szupportköszörűnél már bevált a powerbelltnél vásárolt gumírozott szíj. A hegesztett váz tulajdonképp jó lehet csak nem egy laposvasakból összerakott rács szerkezet kell amire először gondoltam hanem mondjuk hasábokból hegesztett darab.
A másik kivitel lehet 20mm aluból ragasztással és imbuszcsavarokkal összefogott tartó. Három darabból: egy talp, egy tartó lap és egy a fortunát befogadó bilincspár. Jelenleg még ez utóbbit érzem jobbnak.
A másik kivitel lehet 20mm aluból ragasztással és imbuszcsavarokkal összefogott tartó. Három darabból: egy talp, egy tartó lap és egy a fortunát befogadó bilincspár. Jelenleg még ez utóbbit érzem jobbnak.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 18:37
Írta: sufnituning Dátum 2016 december 18, 18:37
Nekem úgy is jó, én minden áldozatra kész vagyok![#guluszem1][#guluszem1][#guluszem1]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 19:07
Írta: jani300 Dátum 2016 december 18, 19:07
"A másik kivitel lehet 20mm aluból ragasztással és imbuszcsavarokkal összefogott tartó. Három darabból: egy talp, egy tartó lap és egy a fortunát befogadó bilincspár."
Szia ! Ezt azért ne ! Egy világ dőlne össze bennem :)
Gravír gépeknél elmegy , ott szinte mindegy is . Nem szólom meg .
De a Te gépi felszereltségeddel bármi megoldható .
Gondolom nem nagyon szoktál hegeszteni .
Ki kell munkálni , és teljes keresztmetszetben nagy árammal , 3,25ös pálcával hegeszteni . Nem volt még zárványom esztergálásnál !Megkaptam , hogy nem lesz jó hegesztett vázzal . mikor írtam hogy arról "álmodozom" hogy készítek egy fém daraboló szalagfűrészt .
Szinte semmi tapasztalattal , erről a gépről .
Hát átnéztem már szinte az összes bomár doksiját .
A nagyobbak (400 ? ) , hegesztett vázzal vannak szerintem , gyárilag !És jól gondolod , hidat ,tetőszerkezetet lehet építeni rácsos tartókból .
Egy ilyen plusz orsóházon nem kell takarékoskodni az anyaggal .
Szia ! Ezt azért ne ! Egy világ dőlne össze bennem :)
Gravír gépeknél elmegy , ott szinte mindegy is . Nem szólom meg .
De a Te gépi felszereltségeddel bármi megoldható .
Gondolom nem nagyon szoktál hegeszteni .
Ki kell munkálni , és teljes keresztmetszetben nagy árammal , 3,25ös pálcával hegeszteni . Nem volt még zárványom esztergálásnál !Megkaptam , hogy nem lesz jó hegesztett vázzal . mikor írtam hogy arról "álmodozom" hogy készítek egy fém daraboló szalagfűrészt .
Szinte semmi tapasztalattal , erről a gépről .
Hát átnéztem már szinte az összes bomár doksiját .
A nagyobbak (400 ? ) , hegesztett vázzal vannak szerintem , gyárilag !És jól gondolod , hidat ,tetőszerkezetet lehet építeni rácsos tartókból .
Egy ilyen plusz orsóházon nem kell takarékoskodni az anyaggal .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 19:30
Írta: 7cim5mm0 Dátum 2016 december 18, 19:30
A T horonyba illeszkedő öntött vagy forgácsolt konzolban gondolkodnék, amibe egy fortuna beszerelhető, a gép saját orsójáról lapos vagy hosszbordás szíjjal hajtva.
Nekem A KSU-hoz van furatköszörű szupport, az is ilyen, csak annyi a különbség, hogy ott az orsóház felső részén annak eleve megvan a helye, így kicsit egyszerűbb a dolgom.
Nekem A KSU-hoz van furatköszörű szupport, az is ilyen, csak annyi a különbség, hogy ott az orsóház felső részén annak eleve megvan a helye, így kicsit egyszerűbb a dolgom.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 19:35
Írta: 7cim5mm0 Dátum 2016 december 18, 19:35
Mi a baj a laposszíjjal?
A szövött textilszíjnál nincs jobb erre a célra.
Más kérdés, hogy meg kell tanulni kezelni, de ugye manapság az erre szánt idő luxus...
Talán a hosszbordás hasonlóan viselkedik, de az ékszíj...
Más világ, annak idején a "hülye" tervező nem véletlenül használt ám laposszíjat a precíziós gépeken.
A szövött textilszíjnál nincs jobb erre a célra.
Más kérdés, hogy meg kell tanulni kezelni, de ugye manapság az erre szánt idő luxus...
Talán a hosszbordás hasonlóan viselkedik, de az ékszíj...
Más világ, annak idején a "hülye" tervező nem véletlenül használt ám laposszíjat a precíziós gépeken.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 19:37
Írta: 7cim5mm0 Dátum 2016 december 18, 19:37
Azon kívül, hogy vetemedik, meg hogy acélból van, végül is semmi. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 19:45
Írta: Csuhás Dátum 2016 december 18, 19:45
Úgy gondolom elég erős lehet a hegesztett vagy acélból, aluból csavarozott konzol is. Amitől leginkább tartok az a rezgési hajlam. A nagy fordulatú fortuna könnyen berezgethet mindenféle tartót. Ezért is jó volna a konzolt a T núton kívül az orsóház tetejéhez is kikötni. Van ott is menet a korong burkolat számára.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 19:48
Írta: Csuhás Dátum 2016 december 18, 19:48
A vetemedés talán nem akkora gond, hiszen ezen a gépen úgysem úszható meg a precíz órázás egy köszörülés előtt így a visszaállási pontosság nem annyira lényeges.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 19:51
Írta: jani300 Dátum 2016 december 18, 19:51
:)
Akkor most csavarozzuk aluból ? :)
Ha ez rendes anyagból van ,renedsen hegesztve , talán feszültségmentesíteni sem kell , úgy felmelegszik .Persze nem kell vízbe dobni hegesztés után .
Ok jobb az öntvény !
Kellett nekem megint beleszólni :)
Akkor most csavarozzuk aluból ? :)
Ha ez rendes anyagból van ,renedsen hegesztve , talán feszültségmentesíteni sem kell , úgy felmelegszik .Persze nem kell vízbe dobni hegesztés után .
Ok jobb az öntvény !
Kellett nekem megint beleszólni :)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 20:02
Írta: sufnituning Dátum 2016 december 18, 20:02
Nincs különösebb bajom, csak csúszik és zajos(csattog)
8 órában azt hallgatni kiváló.[#nemtudom]
8 órában azt hallgatni kiváló.[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 20:03
Írta: sufnituning Dátum 2016 december 18, 20:03
Vagy azért nem használtak mást, mert nem volt.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 20:12
Írta: jani300 Dátum 2016 december 18, 20:12
Ezt benézted :)
Van nekem egy 1954 körüli német teljesítmény marógépem . kb 3 tonna . Szerintem olyan csöndes gépet még nem hallottál .
Lapos szíjjal (ami persze valami gumis), hajt fel a motor a fogaskerekes váltóra .
Van nekem egy 1954 körüli német teljesítmény marógépem . kb 3 tonna . Szerintem olyan csöndes gépet még nem hallottál .
Lapos szíjjal (ami persze valami gumis), hajt fel a motor a fogaskerekes váltóra .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 20:16
Írta: Csuhás Dátum 2016 december 18, 20:16
HF150-es szíjat használok, ez gumírozott textilbetétes gyárilag végtelenített szíj. Jól tapad és csendesen, nyugodtan fut. Nagyon látványos ahogy 24k fordulatnál már nem igazán tud bekanyarodni ezért nagyon szép ívben hagyja el a tárcsát.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2016 december 18, 20:19
Írta: sufnituning Dátum 2016 december 18, 20:19
Na ezaz az gumis!
Nem az a műnyanyag szövött sz@r.
Nem az a műnyanyag szövött sz@r.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 20:31
Írta: 7cim5mm0 Dátum 2016 december 18, 20:31
Nem a hegesztéskori vetemedésre gondoltam, a rezgést meg már írtad. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 20:32
Írta: 7cim5mm0 Dátum 2016 december 18, 20:32
A hegesztettnél még az egy darabból mart is jobb erre a célra.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 20:34
Írta: 7cim5mm0 Dátum 2016 december 18, 20:34
Ki beszélt itt műanyagról? Szövött textilt írtam. Az más kategória... Mitől lenne zajos? Nameg mi csattogna benne? Ez eleve szövéskor végtelenített.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 20:49
Írta: jani300 Dátum 2016 december 18, 20:49
Önteni nem tudok , vasat .
Csináltál mondjuk átmérő háromszáz , száz széles váltó átalakítót , kuplung házat ? Honnét a bánatból vettem volna ahhoz tömör nyersanyagot , meg minek is . Nem fog eltörni !
De nem fogok vitázni , de ilyesmit csavarozni sem , soha !
Nem mondom hogy nem jobb tömör anyagból kiindulni , ha van rá lehetőség . De gazdaságtalan , és már az ipar sem feltétlenül erőlteti . Meg fogom hegeszteni a szalagfűrész kereket is , most már azért is , 3 darabból :) Elfelejtettem szombaton venni 30x10 laposvasat . De majd holnap !
Csináltál mondjuk átmérő háromszáz , száz széles váltó átalakítót , kuplung házat ? Honnét a bánatból vettem volna ahhoz tömör nyersanyagot , meg minek is . Nem fog eltörni !
De nem fogok vitázni , de ilyesmit csavarozni sem , soha !
Nem mondom hogy nem jobb tömör anyagból kiindulni , ha van rá lehetőség . De gazdaságtalan , és már az ipar sem feltétlenül erőlteti . Meg fogom hegeszteni a szalagfűrész kereket is , most már azért is , 3 darabból :) Elfelejtettem szombaton venni 30x10 laposvasat . De majd holnap !
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 21:01
Írta: 7cim5mm0 Dátum 2016 december 18, 21:01
Mondjuk innen: http://koenigfrankstahl.hu/22.koracel/hu
(kb.: 10 másodperc volt megkeresni):)
Sorozatban nem is gazdaságos, de egyedi gyártásban még mindig az lehet, csak a céltól függ.
A kuplungház az megint egy másik felhasználási terület, arra jó a hegesztett szerkezet.
Ha a felhasználásnál csak az a lényeg, hogy ne essen szét, akkor akár betonacélból is össze lehet "heftelni" bármit.
Úgy gondolom, hogy egy forgácsológép, pláne egy köszörűgép nagyon nem ez a kategória.
Na erről ennyit, nem akarok vitázni, magának mindenki abból csinálja amiből akarja, bánom is én... :)
Már megint kár volt írni...
(kb.: 10 másodperc volt megkeresni):)
Sorozatban nem is gazdaságos, de egyedi gyártásban még mindig az lehet, csak a céltól függ.
A kuplungház az megint egy másik felhasználási terület, arra jó a hegesztett szerkezet.
Ha a felhasználásnál csak az a lényeg, hogy ne essen szét, akkor akár betonacélból is össze lehet "heftelni" bármit.
Úgy gondolom, hogy egy forgácsológép, pláne egy köszörűgép nagyon nem ez a kategória.
Na erről ennyit, nem akarok vitázni, magának mindenki abból csinálja amiből akarja, bánom is én... :)
Már megint kár volt írni...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 21:08
Írta: jani300 Dátum 2016 december 18, 21:08
Nem volt kár írnod !
Nem megsérteni akartalak !
"Ha a felhasználásnál csak az a lényeg, hogy ne essen szét, akkor akár betonacélból is össze lehet "heftelni" bármit."
Ez azért rosszul esett valamennyire , egy hangyányival kinézhettél volna többet belőlem , talán [#integet2]
Nem megsérteni akartalak !
"Ha a felhasználásnál csak az a lényeg, hogy ne essen szét, akkor akár betonacélból is össze lehet "heftelni" bármit."
Ez azért rosszul esett valamennyire , egy hangyányival kinézhettél volna többet belőlem , talán [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 18, 21:16
Írta: Csuhás Dátum 2016 december 18, 21:16
Szerintem nem kár egyetlen beírás sem.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 21:24
Írta: 7cim5mm0 Dátum 2016 december 18, 21:24
Nem személyesen neked szántam, ne vedd magadra!
Egyszerűen csak arra próbáltam kilyukadni, hogy minden a felhasználási célon múlik. :)
Nem vagyok sértődős, csak sokszor úgy érzem, hogy a falnak beszélek...
Van hogy én is "összeheftelek" valamit a hulladékból, mert épp ennyire van szükség, vagy mert nem érdemel többet a cél.
Értem én hogy hobbi, meg hogy abból dolgozik mindenki ami ingyen van, de akkor minek a kérdés?
Ha bilivas lemez van, és abból kell megoldani, megértettem.
De ez esetben én nem tűnődöm azon, hogy , mi volna a jó, vagy a gazdaságos, hanem megelégszek a végeredménnyel, ami olyan amilyen.
Megjegyzem a korábban a kolléga által bemutatott késtartót sem gazdaságos egy darabból forgácsolni. Sokkal jobb a kovácsolás, vagy az öntés. Elméletben... Aztán ha egy darab kell, akkor még mindig a legjobb, leggazdaságosabb megoldást választotta.
A szerszámgépeken azért illene megadni a módját, mindössze erre, és a megfelelő megoldásra céloztam.
Egyszerűen csak arra próbáltam kilyukadni, hogy minden a felhasználási célon múlik. :)
Nem vagyok sértődős, csak sokszor úgy érzem, hogy a falnak beszélek...
Van hogy én is "összeheftelek" valamit a hulladékból, mert épp ennyire van szükség, vagy mert nem érdemel többet a cél.
Értem én hogy hobbi, meg hogy abból dolgozik mindenki ami ingyen van, de akkor minek a kérdés?
Ha bilivas lemez van, és abból kell megoldani, megértettem.
De ez esetben én nem tűnődöm azon, hogy , mi volna a jó, vagy a gazdaságos, hanem megelégszek a végeredménnyel, ami olyan amilyen.
Megjegyzem a korábban a kolléga által bemutatott késtartót sem gazdaságos egy darabból forgácsolni. Sokkal jobb a kovácsolás, vagy az öntés. Elméletben... Aztán ha egy darab kell, akkor még mindig a legjobb, leggazdaságosabb megoldást választotta.
A szerszámgépeken azért illene megadni a módját, mindössze erre, és a megfelelő megoldásra céloztam.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 21:30
Írta: 7cim5mm0 Dátum 2016 december 18, 21:30
Az még eszembe jutott, hogy azt a T horonyra szerelt konzolt a felső burkolatrögzítő - vagy bármilyen egyéb - célt szolgáló furatokhoz kötött bordákkal/rudakkal piszok merevvé lehetne tenni. Innentől a megoldás szerintem adott, hogy miből csinálod, az meg a saját dolgod. :)
Az asztal ezen a gépen is - mint a legtöbbön - rendelkezik finombeállítási lehetőséggel? Ha igen, onnantól nem nagy dolog a kúpos furatok köszörülése.
Az asztal ezen a gépen is - mint a legtöbbön - rendelkezik finombeállítási lehetőséggel? Ha igen, onnantól nem nagy dolog a kúpos furatok köszörülése.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2016 december 18, 21:39
Írta: 7cim5mm0 Dátum 2016 december 18, 21:39
Most néztem, hogy ezt írtad korábban, akkor meg egyetértek. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 18, 22:08
Írta: jani300 Dátum 2016 december 18, 22:08
(http://www.imgserv.com/images/2016/12/18/HLKeY8O.th.jpg) (http://www.imgserv.com/1a4)
Ezeket muszáj volt megvennem, szép nagy vasak. Az lenne a kérdésem, mi lehet a becsületes nevük, a típusuk(gyártmány) . Azt tudom, hogy fúrórúd, csak nem tudok rá keresni a neten, hogy létezik-e még ezekbe kés, cseredarabként. Vagy muszáj lesz forrasztanom bele lapkát.
Ezeket muszáj volt megvennem, szép nagy vasak. Az lenne a kérdésem, mi lehet a becsületes nevük, a típusuk(gyártmány) . Azt tudom, hogy fúrórúd, csak nem tudok rá keresni a neten, hogy létezik-e még ezekbe kés, cseredarabként. Vagy muszáj lesz forrasztanom bele lapkát.
Cím: Re:Hagyományos forgácsológépek
Írta: vz4evnjrr Dátum 2016 december 19, 09:35
Írta: vz4evnjrr Dátum 2016 december 19, 09:35
Mi ezekbe gyorsacél szálakból betéteket köszörültünk és úgy használtuk
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 december 19, 10:32
Írta: TROMF22 Dátum 2016 december 19, 10:32
Sok cég hasonló megoldása terjedt el az iparban.
A te példányaid a régebbi időkből valónak tűnnek és lehet, hogy eredetileg is forrasztott lapkás, hengeres szárú betétkései voltak.
A fotóról ítélve a HERTEL rendszerére tippelek.
Mint ezek a hirdetésben:HERTEL SK 50 fúrórud (http://www.ebay.de/itm/SK50-Fein-Bohrstange-Bohrkopf-Ausbohrkopf-Ausdrehkopf-Feinbohrkopf-Bohrstahl-HM/361432730838?_trksid=p2047675.c100011.m1850&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D38052%26meid%3Df52438bd81cb42f2b853242f673b9c78%26pid%3D100011%26rk%3D1%26rkt%3D3%26sd%3D391606178427)
A te példányaid a régebbi időkből valónak tűnnek és lehet, hogy eredetileg is forrasztott lapkás, hengeres szárú betétkései voltak.
A fotóról ítélve a HERTEL rendszerére tippelek.
Mint ezek a hirdetésben:HERTEL SK 50 fúrórud (http://www.ebay.de/itm/SK50-Fein-Bohrstange-Bohrkopf-Ausbohrkopf-Ausdrehkopf-Feinbohrkopf-Bohrstahl-HM/361432730838?_trksid=p2047675.c100011.m1850&_trkparms=aid%3D222007%26algo%3DSIC.MBE%26ao%3D1%26asc%3D38052%26meid%3Df52438bd81cb42f2b853242f673b9c78%26pid%3D100011%26rk%3D1%26rkt%3D3%26sd%3D391606178427)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2016 december 19, 10:43
Írta: TROMF22 Dátum 2016 december 19, 10:43
No, a leírásban meg NAREX-et említ.
Mindegy, a rendszer ránézésre ugyanaz.
A fúrórúdon nem találsz valamilyen márka jelzést?
Szerintem van rá esély, mert a rúdtest egyáltalán nem látszik kopottnak.
Mindegy, a rendszer ránézésre ugyanaz.
A fúrórúdon nem találsz valamilyen márka jelzést?
Szerintem van rá esély, mert a rúdtest egyáltalán nem látszik kopottnak.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 19, 11:03
Írta: jani300 Dátum 2016 december 19, 11:03
Szia , köszönöm !
Nem volt még időm , energiám kivenni a betéteket .
A fénykép alapján kicsit más belülről mint ahogyan gondoltam .
Az tetszik benne hogy skála alapján lehet fogást venni vele , legalábbis remélem .
Jó állapotúnak látszanak valóban .
Átnézem majd , most még a helyi vízművet kel seggbe rúgnom (onnét jövök , változott az álláspontjuk ma , pedig fel sem emeltem a hangom :) ) , és lesz kis szabadidőm .
Biztosan ritkán lesz használva .
Úgy néz ki lesz hozzá kés itt a fórumon .
Remélem van pdf je valamelyik márkának .[#integet2]
Nem volt még időm , energiám kivenni a betéteket .
A fénykép alapján kicsit más belülről mint ahogyan gondoltam .
Az tetszik benne hogy skála alapján lehet fogást venni vele , legalábbis remélem .
Jó állapotúnak látszanak valóban .
Átnézem majd , most még a helyi vízművet kel seggbe rúgnom (onnét jövök , változott az álláspontjuk ma , pedig fel sem emeltem a hangom :) ) , és lesz kis szabadidőm .
Biztosan ritkán lesz használva .
Úgy néz ki lesz hozzá kés itt a fórumon .
Remélem van pdf je valamelyik márkának .[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 december 19, 20:04
Írta: Motoros Dátum 2016 december 19, 20:04
"A fogásvételi problémát nem értem hiszen van az asztalnak kereszt irányú mozgása."---írod arra válaszolva, hogy az asztal emelését ajánlottam fogásvételhez.
Azért gondoltam így mert javarészt az asztalemelésnél jóval finomabban tudnál fogást venni, hiszen kis furatoknál pár mikron...max 1 század szükséges csak. És a Z iránynál egy osztás jellemzően 0.01 mm míg az X nél 0.02 mm, vagy több.
Nem beszélve még arról az előnyről, hogy a Z esetében a gravitáció kiveszi a holtjátékot is, ha rendben van a gép. Na de nem ez a lényeg.
A köszörű tengelynek a merevsége és felszerelése biztosan megoldható, még a fordulatszámmal sem lesz gond ha nem cél a túl pici furatátmérő, gondolom javarészt a 20 mm körüli méret lesz a jellemző, mert mondjuk egy 6 mm-es furat már magasiskola.
Gond a nyomásos folyadékhűtés megoldása illetve megoldhatatlansága egy élköszörűnél ..ezt most nem ragoznám.
Marad a száraz köszörülés ami nem lehetetlenség, de akkor itt bejön az, hogy egy kínlódássá válik az egész.
Ugyanis, ha bentmarad a forgács (köszörűpor) akkor jön a rezonancia, tengely kihajlás, felületi hiba stb.
Kiszívni a port egy zsákfuratból...hát nem tudom.
A kifújás sem lehetetlen ez még a hűtést is javítaná, na de akkor a kiáramló porral kellene megküzdeni valahogyan.
Szerintem ezekért is meg még sok egyéb gond miatt is a furatköszörülés jóval nagyobb gond, mint a palást vagy síkköszörülés. Elég egy rossz kőválasztás, vagy bármelyik paraméter tévesztése a sok közül és annyi.
Az is egy alapgond, hogy a kő nagyobb hosszon érintkezik a munkadarabbal relatíve mint a palástköszörülésnél, ráadásúl a kis átmérőjű kő egy vékony tengelyen hajladozik..aminek már csak a leszabályozása sem egyszerű. Rutint és készüléket igénylő feladat
Ezekről egyébként pár oldalban elég jól ír Óhegyi Albin is.
Egy mondattal utal is arra, hogy furatköszörülés fokozottan problémás.
A könyve végén ott vannak a hibák okozta eltérések is...nagyon tanulságos, szreintem ez mind be fog jönni első alkalommal.
Hidd el nem akadékoskodni akarok, csak én legalább is nagyon aggályosnak tartom a furatköszörülést élköszörűn.
Ez nem olyan mint mondjuk amikor az esztergára készül egy maró-osztó készülék mert az igen hasznos tud lenni még annak is akinek egyébként van marógépe, mert gyakran használt segédeszközzé válik.
Viszont a furatköszörülés--hacsak nem valami szériamelóról van szó--igen ritka feladat, és ha még is kell akkor azért csak lehet találni valakit aki megoldja.
Jó pár éve egy patronházat kellett körbeköszörülni, kivül belül kúppal-vonóval. Valahol Árpádföld környékén bukkantam egy nyugdíjas köszörűsre aki profin megcsinálta.
Egyetemes furat és palástköszörűje volt, meg egy házilagosan készült kis esztergaszerű gép a kis furatokhoz. Fizettem 3500 forintot és kész.
Azért gondoltam így mert javarészt az asztalemelésnél jóval finomabban tudnál fogást venni, hiszen kis furatoknál pár mikron...max 1 század szükséges csak. És a Z iránynál egy osztás jellemzően 0.01 mm míg az X nél 0.02 mm, vagy több.
Nem beszélve még arról az előnyről, hogy a Z esetében a gravitáció kiveszi a holtjátékot is, ha rendben van a gép. Na de nem ez a lényeg.
A köszörű tengelynek a merevsége és felszerelése biztosan megoldható, még a fordulatszámmal sem lesz gond ha nem cél a túl pici furatátmérő, gondolom javarészt a 20 mm körüli méret lesz a jellemző, mert mondjuk egy 6 mm-es furat már magasiskola.
Gond a nyomásos folyadékhűtés megoldása illetve megoldhatatlansága egy élköszörűnél ..ezt most nem ragoznám.
Marad a száraz köszörülés ami nem lehetetlenség, de akkor itt bejön az, hogy egy kínlódássá válik az egész.
Ugyanis, ha bentmarad a forgács (köszörűpor) akkor jön a rezonancia, tengely kihajlás, felületi hiba stb.
Kiszívni a port egy zsákfuratból...hát nem tudom.
A kifújás sem lehetetlen ez még a hűtést is javítaná, na de akkor a kiáramló porral kellene megküzdeni valahogyan.
Szerintem ezekért is meg még sok egyéb gond miatt is a furatköszörülés jóval nagyobb gond, mint a palást vagy síkköszörülés. Elég egy rossz kőválasztás, vagy bármelyik paraméter tévesztése a sok közül és annyi.
Az is egy alapgond, hogy a kő nagyobb hosszon érintkezik a munkadarabbal relatíve mint a palástköszörülésnél, ráadásúl a kis átmérőjű kő egy vékony tengelyen hajladozik..aminek már csak a leszabályozása sem egyszerű. Rutint és készüléket igénylő feladat
Ezekről egyébként pár oldalban elég jól ír Óhegyi Albin is.
Egy mondattal utal is arra, hogy furatköszörülés fokozottan problémás.
A könyve végén ott vannak a hibák okozta eltérések is...nagyon tanulságos, szreintem ez mind be fog jönni első alkalommal.
Hidd el nem akadékoskodni akarok, csak én legalább is nagyon aggályosnak tartom a furatköszörülést élköszörűn.
Ez nem olyan mint mondjuk amikor az esztergára készül egy maró-osztó készülék mert az igen hasznos tud lenni még annak is akinek egyébként van marógépe, mert gyakran használt segédeszközzé válik.
Viszont a furatköszörülés--hacsak nem valami szériamelóról van szó--igen ritka feladat, és ha még is kell akkor azért csak lehet találni valakit aki megoldja.
Jó pár éve egy patronházat kellett körbeköszörülni, kivül belül kúppal-vonóval. Valahol Árpádföld környékén bukkantam egy nyugdíjas köszörűsre aki profin megcsinálta.
Egyetemes furat és palástköszörűje volt, meg egy házilagosan készült kis esztergaszerű gép a kis furatokhoz. Fizettem 3500 forintot és kész.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 19, 20:43
Írta: Csuhás Dátum 2016 december 19, 20:43
Sok igazságod van abban amit írsz. Sajna eddig csak néhány alkalommal dolgoztam síkköszörűn, gyakorlatilag betanított munkásként. Szóval nincs semmi gyakorlati köszörűs tudásom. Még a szerszámélezést is csak most próbálom kitapasztalni. Volt olyan maró amit vagy ötször átszereltem mindig máshogy elrendezve a befogást támaszt korongot és még mindig nem vagyok biztos benne hogy helyesen próbáltam.
Nagyon jó volna találni valami öreg szakit aki két három hétvégén tartana egy kis gyorstalpalót. Azt hiszem itt a fórumon is akadna egy féltucat jelentkező akiket érdekel annyira ez a téma hogy ilyen rövid idő alatt is sokat tanulnának, és így a költség is szétosztható volna.
A fogásvétel a z iránnyal nekem két okból tűnik problémásnak: Ha kúpot köszörülök akkor nem szerencsés elmászni a tengelyvonalból. A másik a gépem furcsasága: Az oszlopot fogasléc emeli. Pucolás és olajozás után már valóban nincs holtjáték mert a oszlop súlya kiveszi azt. Igen ám de ha rögzítem az oszlopot akkor a rögzítést feloldva egy letapadt oszlopot találok, ami csak egy megmozgatás után működik normálisan. Ha nem rögzítem akkor ugyan nem mászik el függőlegesen, de volt rá példa hogy elfordult a fej. Sajnos egy rögzítő fogja a z irányt és a fej z körüli forgását is. Nem vagyok kibékülve ezzel a megoldással, mert pl síkköszörűként vagy kilazított oszloppal lehet dolgozni vagy félig rögzített helyzetűvel amikor lefelé is húzni kell az oszlopot. Máshogy nem megy mert a döccenő oszlop miatt beleharap a kő az anyagba.
Nagyon jó volna találni valami öreg szakit aki két három hétvégén tartana egy kis gyorstalpalót. Azt hiszem itt a fórumon is akadna egy féltucat jelentkező akiket érdekel annyira ez a téma hogy ilyen rövid idő alatt is sokat tanulnának, és így a költség is szétosztható volna.
A fogásvétel a z iránnyal nekem két okból tűnik problémásnak: Ha kúpot köszörülök akkor nem szerencsés elmászni a tengelyvonalból. A másik a gépem furcsasága: Az oszlopot fogasléc emeli. Pucolás és olajozás után már valóban nincs holtjáték mert a oszlop súlya kiveszi azt. Igen ám de ha rögzítem az oszlopot akkor a rögzítést feloldva egy letapadt oszlopot találok, ami csak egy megmozgatás után működik normálisan. Ha nem rögzítem akkor ugyan nem mászik el függőlegesen, de volt rá példa hogy elfordult a fej. Sajnos egy rögzítő fogja a z irányt és a fej z körüli forgását is. Nem vagyok kibékülve ezzel a megoldással, mert pl síkköszörűként vagy kilazított oszloppal lehet dolgozni vagy félig rögzített helyzetűvel amikor lefelé is húzni kell az oszlopot. Máshogy nem megy mert a döccenő oszlop miatt beleharap a kő az anyagba.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 december 19, 21:01
Írta: KoLa Dátum 2016 december 19, 21:01
Próbáld meg előfeszíteni!és jó lesz!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 19, 21:16
Írta: Csuhás Dátum 2016 december 19, 21:16
Ezt fejtsd ki bővebben légyszíves mert nem értem. Hol, mit, hogyan?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2016 december 19, 21:37
Írta: KoLa Dátum 2016 december 19, 21:37
Valószínűleg a rögzítéskor, tol egyet a rögzítendőn a csavar, ha szánt rögzítesz!változó az erő fogásonként!
Ha, egy előfeszített orsót fékezel meg, az egy másik kategória, az előfeszítés legyen nagyobb a várható ellenerőnél, és a fékezés nem befolyásolja a méretet.
Ha, egy előfeszített orsót fékezel meg, az egy másik kategória, az előfeszítés legyen nagyobb a várható ellenerőnél, és a fékezés nem befolyásolja a méretet.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2016 december 20, 04:37
Írta: grekon Dátum 2016 december 20, 04:37
Van a hosszirányú asztalnak szögbe állítási lehetősége a mozgásirányhoz képest ? Mert ha nincs ( nem làtok )akkor nem működik . .
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2016 december 20, 05:31
Írta: Motoros Dátum 2016 december 20, 05:31
Na ez a helyes kifejezés: "döccen" ez a szó nem ugrott be ezért az egészet elkentem azzal, hogy "ha rendben a gép".
Letapadhat szorítás nélkül is csak úgy, ha hiányos a kenés, vagy az asztal súlya miatt befeszül, vagy tudom is én.
Mindegy--ugorjunk--jó a másik keresztelőtolás is hiába kissebb a "felbontás" fel lehet oda tenni egy mérőórát is, és a tekerése mindenképpen könnyebb.
De a másik a kővágás, na itt jön be az " öreg szaki" szindróma. Ha nincsen aki elmondja akkor az életbe nem jön rá az ember, ráadásúl egy rendkivül veszélyes mozzanat, mondhatni életveszélyes.
Albin bátyó ír erről is tán két mondatot, az egyiket ötször elolvastam mire megértettem valamit. A gyémánt szemcsenagysága, fajtája, a szöge--nehogy beübereljen mert robbanhat a kő, a simítás hogyan megy, a fogások nagysaága.
Na és akkor ott van hogy hogyan vágjuk fazonra a követ, vagy hogyan kell rá tenni egy rádiuszt.
Negatív rádiusznál pl egy megfelelő méretű asztalra fogott hengeres acélrúddal rámorzsolják.
Kis vékony csapoknál a küzdelem a rezonanciával--pl munka közben egy kis fa pálcikával el kell vezetni a rezgést a megfelelő helyen megtámasztva a munkadarabot.
Aztán ott van a gyémánt tárcsás történet, annak kiválasztása, felszabályozása azaz morzsolása--ezek sehol nincsennek leírva és ha kihal az utolsó mohikán akkor nem tudom mi lesz.
Mert a 100 milliós Valter köszörű gép lehet nem is nagyon igényel efféle tudást, hanem másfélét.
Akik ezeket tudják azoknak fizetni kellene és videókat készíteni egy-egy fázis végigviteléről, és közkincsé tenni.
Letapadhat szorítás nélkül is csak úgy, ha hiányos a kenés, vagy az asztal súlya miatt befeszül, vagy tudom is én.
Mindegy--ugorjunk--jó a másik keresztelőtolás is hiába kissebb a "felbontás" fel lehet oda tenni egy mérőórát is, és a tekerése mindenképpen könnyebb.
De a másik a kővágás, na itt jön be az " öreg szaki" szindróma. Ha nincsen aki elmondja akkor az életbe nem jön rá az ember, ráadásúl egy rendkivül veszélyes mozzanat, mondhatni életveszélyes.
Albin bátyó ír erről is tán két mondatot, az egyiket ötször elolvastam mire megértettem valamit. A gyémánt szemcsenagysága, fajtája, a szöge--nehogy beübereljen mert robbanhat a kő, a simítás hogyan megy, a fogások nagysaága.
Na és akkor ott van hogy hogyan vágjuk fazonra a követ, vagy hogyan kell rá tenni egy rádiuszt.
Negatív rádiusznál pl egy megfelelő méretű asztalra fogott hengeres acélrúddal rámorzsolják.
Kis vékony csapoknál a küzdelem a rezonanciával--pl munka közben egy kis fa pálcikával el kell vezetni a rezgést a megfelelő helyen megtámasztva a munkadarabot.
Aztán ott van a gyémánt tárcsás történet, annak kiválasztása, felszabályozása azaz morzsolása--ezek sehol nincsennek leírva és ha kihal az utolsó mohikán akkor nem tudom mi lesz.
Mert a 100 milliós Valter köszörű gép lehet nem is nagyon igényel efféle tudást, hanem másfélét.
Akik ezeket tudják azoknak fizetni kellene és videókat készíteni egy-egy fázis végigviteléről, és közkincsé tenni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 20, 08:18
Írta: Csuhás Dátum 2016 december 20, 08:18
Van (http://cnctar.hobbycnc.hu/Csuhas/elezo/IMGP2358.JPG) Ez a gép nagyon közeli rokona a magyar ksu, a tos vagy a sztanko gépnek, és ha jól gondolom mindnek a cincinnati (http://www.lathes.co.uk/cincinnati-tool-and-cutter-grinder-number-2/) a közös őse.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 december 29, 20:52
Írta: n9ugdfyrv Dátum 2016 december 29, 20:52
Sziasztok,
pár napja azon töröm a fejem, hogyan tudnék 1 max. 2 fajta egyszerű (pl. modul 1-es 25 és 50 fogas) poliamid/nylon anyagú fogaskereket gyártani, ha úgy alakulna, hogy szükségem lenne néhány 10 párra... már összeállt a fejemben a dolog, mikor megtaláltam ezt a videót egy nagyon jópofa kis szerkentyűről, ami szinte hajszálpontosan az amit kigondoltam* :
SMALL GEAR HOBBER (https://www.youtube.com/watch?v=ZpJOEj-kX_o)
Mit gondoltok, mennyire lenne nehéz megépíteni egy ilyen kis gépet, ill. mik lehetnek a fő buktatók? Ha jól gondolom, a lelke a dolognak, hogy a marószerszám forgási sebessége legyen összekötve- és hangolva a munkadarabéval, ami a fogaskerekekkel szépen megoldható...
* a mechanikus előtolást én külön, elektromosan (léptető) terveztem megoldani - ahogy a videon van elegánsabb, de bonyolultabb is talán... :)
pár napja azon töröm a fejem, hogyan tudnék 1 max. 2 fajta egyszerű (pl. modul 1-es 25 és 50 fogas) poliamid/nylon anyagú fogaskereket gyártani, ha úgy alakulna, hogy szükségem lenne néhány 10 párra... már összeállt a fejemben a dolog, mikor megtaláltam ezt a videót egy nagyon jópofa kis szerkentyűről, ami szinte hajszálpontosan az amit kigondoltam* :
SMALL GEAR HOBBER (https://www.youtube.com/watch?v=ZpJOEj-kX_o)
Mit gondoltok, mennyire lenne nehéz megépíteni egy ilyen kis gépet, ill. mik lehetnek a fő buktatók? Ha jól gondolom, a lelke a dolognak, hogy a marószerszám forgási sebessége legyen összekötve- és hangolva a munkadarabéval, ami a fogaskerekekkel szépen megoldható...
* a mechanikus előtolást én külön, elektromosan (léptető) terveztem megoldani - ahogy a videon van elegánsabb, de bonyolultabb is talán... :)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2016 december 29, 22:06
Írta: ANTAL GÁBOR Dátum 2016 december 29, 22:06
Küldtem a témával kapcsolatban egy magán üzenetet ( itt)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 december 29, 23:10
Írta: n9ugdfyrv Dátum 2016 december 29, 23:10
Ment válasz - köszi! :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 29, 23:11
Írta: jani300 Dátum 2016 december 29, 23:11
Szia !
Most lenne jó ha ki lenne töltve az adatlapod !
Ez a lefejtő marógép egy megoldása .
Elektronikus osztófej néven , közölt valaki videót egy általad is említett megoldásról .
Szégyenlem most , de most nem ugrik be a név :(
Kíváncsi vagyok mit írt Antal Gábor .
Lefejtő eljárásra próbálj rákeresni .
Most lenne jó ha ki lenne töltve az adatlapod !
Ez a lefejtő marógép egy megoldása .
Elektronikus osztófej néven , közölt valaki videót egy általad is említett megoldásról .
Szégyenlem most , de most nem ugrik be a név :(
Kíváncsi vagyok mit írt Antal Gábor .
Lefejtő eljárásra próbálj rákeresni .
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 december 29, 23:16
Írta: n9ugdfyrv Dátum 2016 december 29, 23:16
Szerintem Ő is ezt írta... :) Sajna viszont nekem nincs elég ismeretem ehhez, ezért gondolkodok a régi iskola szerinti gépben... :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 29, 23:38
Írta: jani300 Dátum 2016 december 29, 23:38
Én csak a régi iskola szerint ismerem :)
Az öregebbek , akiknek legalább középszintű műszaki végzettségük van , szinte biztosan tanulták is .
Csuhás Úr könyvtárát tudom javasolni megint csak .
Lefejtő marás , fogazási eljárások olvasgatása . Régi marós könyvek . Egyetemes marógép , osztófej , cserekerék készlet mindenképpen kell hozzá . Maga a szerszám az drága .
Esztergán is készíthető ütőkéssel hasonló módon menet például . Azt örvénylő menetvágásnak is hívják .
Gép készítésének , azzal az ismerettel ami most itt látszik , még nem kellene nekiállnod , szerintem .
Nem sértésnek szánom , de gépi forgácsolónak sem a legegyszerűbb feladatok közé tartozik ez .
Az öregebbek , akiknek legalább középszintű műszaki végzettségük van , szinte biztosan tanulták is .
Csuhás Úr könyvtárát tudom javasolni megint csak .
Lefejtő marás , fogazási eljárások olvasgatása . Régi marós könyvek . Egyetemes marógép , osztófej , cserekerék készlet mindenképpen kell hozzá . Maga a szerszám az drága .
Esztergán is készíthető ütőkéssel hasonló módon menet például . Azt örvénylő menetvágásnak is hívják .
Gép készítésének , azzal az ismerettel ami most itt látszik , még nem kellene nekiállnod , szerintem .
Nem sértésnek szánom , de gépi forgácsolónak sem a legegyszerűbb feladatok közé tartozik ez .
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 december 29, 23:58
Írta: n9ugdfyrv Dátum 2016 december 29, 23:58
Az elmélet megvan, a régi iskola alatt arra gondoltam, hogy nincs ismeretem a programozás stb. terén, hogy CNC jelleggel oldjam meg... :) Vertikális manuális marót gépi előtolásokkal "építettem már", ez a kis gép a videón nem tűnt bonyolultabbnak, ezért is kérdeztem! :) Amúgy plusz felügyelet mellett az esztergámon egy magassági szán közreműködésével vagy a marógépen is meg lehetne oldani amit ez a kis gép csinál (ha a marószerszám saját maga tudja forgatni)és akkor a szinkron forgás nem lenne szükséges (?) - láttam pár ilyen videót a neten, mondjuk az kifejezetten csigakerékre volt... és mindegyik esetben ott volt a "primitív jelző"... :) Na majd látjuk, még nem tartok ott, csak gondolkodom... :) De ehhez a géphez szinte minden lenne itthon, egyedül a fogaskerekeknek kellene jobban utánakeresnem, de van egy komplett műszerész eszterga cserekerék szett, abban van azért pár darab... :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2016 december 30, 00:10
Írta: jani300 Dátum 2016 december 30, 00:10
https://www.youtube.com/watch?v=ewsiuRK4A2o
Fektiforg !
Ezt akkor is érdemes megnézni !
A csigát is elő kell marni egyedi osztással akkor tudja forgatni a lefejtőmaró szerszám, ezt gördülő marás néven láttam azt hiszem egy békebeli marós könyvben .
Keri csinált fogaskereket esztergán , ha még nem láttad volna . De egyedi osztással .
Töltsd ki az adat lapod akkor nem lesz ez .
Az enyémen is minden le van írva :)
Fektiforg !
Ezt akkor is érdemes megnézni !
A csigát is elő kell marni egyedi osztással akkor tudja forgatni a lefejtőmaró szerszám, ezt gördülő marás néven láttam azt hiszem egy békebeli marós könyvben .
Keri csinált fogaskereket esztergán , ha még nem láttad volna . De egyedi osztással .
Töltsd ki az adat lapod akkor nem lesz ez .
Az enyémen is minden le van írva :)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2016 december 30, 08:50
Írta: ANTAL GÁBOR Dátum 2016 december 30, 08:50
privátban elküldtem neked amit írtam neki
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2016 december 30, 08:54
Írta: Csuhás Dátum 2016 december 30, 08:54
Nem tudom milyen minőségi követelményeid vannak, de egy megoldás lehet a hőre lágyuló műanyagot egy melegített fém fogaskerékkel esztergán "összehengeríteni"
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2016 december 30, 08:59
Írta: ANTAL GÁBOR Dátum 2016 december 30, 08:59
Én ( is ) csináltam egy videót amit feletettem a táramba a lefejt UCCNC-G33 alatt ( nálam nem nyílik mert elveszett a mp4 et lejátszó program ) Lehet arra emlékszel
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2016 december 31, 02:22
Írta: 6rk75uezn Dátum 2016 december 31, 02:22
Én kivésném,csak egy egyszerű osztó készüléket kellene csinállnod a főorsóra és kivéshetnél egyszerre 10 fogaskeréknek valót,majd méretre leszurkálnád.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2016 december 31, 20:58
Írta: n9ugdfyrv Dátum 2016 december 31, 20:58
Igen, most ez a legkézenfekvőbb nekem is, de nem az esztergára, hanem a kis harántgyalura... :) Csak akkor is tecccccik ez a kis masinéria! :)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 01, 12:45
Írta: n9ugdfyrv Dátum 2017 január 01, 12:45
Egy régi ismerősünk, Tibor is javasolt robsy megoldást a szinkron hajtásra, belinkelem ide is; az oldal alján a kérdéses dolog:
Lefejtéshez szinkronizálás (http://www.robsy.hu/te7/tem7.htm)
Lefejtéshez szinkronizálás (http://www.robsy.hu/te7/tem7.htm)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 január 01, 20:18
Írta: B.Zoltán Dátum 2017 január 01, 20:18
Nekem is régi vágyam egy kis masinát, vagy marógéphez valamit összehozni.
Belinkelek három videót.
Fogaskerék gyártás 1 (https://www.youtube.com/watch?v=OLfVflIs1zU)
Fogaskerék gyártás 2 (https://www.youtube.com/watch?v=TaTjMtteCMc)
Fogaskerék gyártás 3 (https://www.youtube.com/watch?v=hn-RXqXUVlg)
Az első összefoglalja az otthon is viszonylag könnyen megvalósítható fogaskerék gyártás módszereit (teljesség igénye nélkül).
Én viszont szeretném az utóbbi két módszert megcsinálni, aminek véleményem szerint hasonló vagy ugyanaz az elve.
Nem kell hozzá drága hob, csak egy "hiányos fogú" marótárcsa, és lehetne vele még kúpkereket is csinálni.
De sajnos az elv még nem lett kipróbálva, mert még nincs a szinkron hajtásom teljesen kész.
Belinkelek három videót.
Fogaskerék gyártás 1 (https://www.youtube.com/watch?v=OLfVflIs1zU)
Fogaskerék gyártás 2 (https://www.youtube.com/watch?v=TaTjMtteCMc)
Fogaskerék gyártás 3 (https://www.youtube.com/watch?v=hn-RXqXUVlg)
Az első összefoglalja az otthon is viszonylag könnyen megvalósítható fogaskerék gyártás módszereit (teljesség igénye nélkül).
Én viszont szeretném az utóbbi két módszert megcsinálni, aminek véleményem szerint hasonló vagy ugyanaz az elve.
Nem kell hozzá drága hob, csak egy "hiányos fogú" marótárcsa, és lehetne vele még kúpkereket is csinálni.
De sajnos az elv még nem lett kipróbálva, mert még nincs a szinkron hajtásom teljesen kész.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 01, 22:11
Írta: jani300 Dátum 2017 január 01, 22:11
Üdv!
Az a hiányos fogú marótárcsa elég érdekesnek tűnik .
Nincs annak menetemelkedése ? Egy közeli kép érdekes lenne a szerszámról . Habár nem néztem végig a videót .
Amivel a difik tányérkerekét készítik az is hasonló lehet , de én nem gondolom egyszerűnek , a házilagos kivitelezést .
De ha sikerül szívesen megnézném .
[#integet2]
Az a hiányos fogú marótárcsa elég érdekesnek tűnik .
Nincs annak menetemelkedése ? Egy közeli kép érdekes lenne a szerszámról . Habár nem néztem végig a videót .
Amivel a difik tányérkerekét készítik az is hasonló lehet , de én nem gondolom egyszerűnek , a házilagos kivitelezést .
De ha sikerül szívesen megnézném .
[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 január 01, 22:33
Írta: B.Zoltán Dátum 2017 január 01, 22:33
Sajnos semmit nem találtam a marótárcsáról a neten.
Az valószínű , hogy azért hiányzik a fogai , mert ez idő alatt megy át a következő fogra a fogaskerék.
Mondjuk ha excentrikusan mozog a tárcsa akkor létre jöhet a lefejtő marás és talán nem kell , hogy menet emelkedése legyen a tárcsának.
Nagyon szeretném leszimulálni a működését , de a fiam még nem fejezte be a programot teljesen ,amivel egy szinkron hajtást tudnék csinálni. Remélem 1-2 hét és kipróbálhatom az elvi működését.
Az valószínű , hogy azért hiányzik a fogai , mert ez idő alatt megy át a következő fogra a fogaskerék.
Mondjuk ha excentrikusan mozog a tárcsa akkor létre jöhet a lefejtő marás és talán nem kell , hogy menet emelkedése legyen a tárcsának.
Nagyon szeretném leszimulálni a működését , de a fiam még nem fejezte be a programot teljesen ,amivel egy szinkron hajtást tudnék csinálni. Remélem 1-2 hét és kipróbálhatom az elvi működését.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2017 január 01, 23:14
Írta: Robika37 Dátum 2017 január 01, 23:14
Üdv!
Igen érdekes lehet a marótárcsa. Mivel a kúpkerék fogazásnál akár gyalulásról akár lefejtésről van szó foganként megy a legördítés ahogyan az első videó egy részénél is látszik. Ott cnc-vel készítik és valószínű nem evolvens profilú tárcsával azért van a fog mindkét oldalán legördítés (amikor Z irányban dolgozik a szerszám). a kúpkerék fogazáson én is agyaltam elég sokat, de nem volt bővebb irodalom illetve szakmabeli akivel beszéltem mindenki két utat mondott vagy CNC vagy spec. kúpfogazó gép....Ha van az urak között aki már megvalósított ilyen munkát (kúpfogaskerék) örömmel venném a tapasztalatokat. De csak olyan technológia érdekel amivel geometriailag helyes fogaskerék születik ..utánzatot már én is készítettem az nem jó..
Igen érdekes lehet a marótárcsa. Mivel a kúpkerék fogazásnál akár gyalulásról akár lefejtésről van szó foganként megy a legördítés ahogyan az első videó egy részénél is látszik. Ott cnc-vel készítik és valószínű nem evolvens profilú tárcsával azért van a fog mindkét oldalán legördítés (amikor Z irányban dolgozik a szerszám). a kúpkerék fogazáson én is agyaltam elég sokat, de nem volt bővebb irodalom illetve szakmabeli akivel beszéltem mindenki két utat mondott vagy CNC vagy spec. kúpfogazó gép....Ha van az urak között aki már megvalósított ilyen munkát (kúpfogaskerék) örömmel venném a tapasztalatokat. De csak olyan technológia érdekel amivel geometriailag helyes fogaskerék születik ..utánzatot már én is készítettem az nem jó..
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 02, 08:47
Írta: n9ugdfyrv Dátum 2017 január 02, 08:47
Szia,
köszi a videókat, az elsőt néztem már én is, de a többi is nagyon jó... Én most csinálom épp az osztófejet - lesz rajta steper hajtásnak is hely kialakítva, így kipróbálni ki tudom manuálisban tárcsával, és utána upgradelni majd... :)
köszi a videókat, az elsőt néztem már én is, de a többi is nagyon jó... Én most csinálom épp az osztófejet - lesz rajta steper hajtásnak is hely kialakítva, így kipróbálni ki tudom manuálisban tárcsával, és utána upgradelni majd... :)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 január 02, 09:12
Írta: B.Zoltán Dátum 2017 január 02, 09:12
Rögzítési lehetőség mindenképpen legyen az osztó fejen.
Elektronika nekem is 90%-ra kész az osztáshoz.
Dobozolni kellene meg gombok és kijelző , utána lehetne használni.
Én is csinálok egyet neked , ha addig nem oldódik meg más forrásból.
Ez tudná a menetvágást is ,ha végre elkészülne.
Elektronika nekem is 90%-ra kész az osztáshoz.
Dobozolni kellene meg gombok és kijelző , utána lehetne használni.
Én is csinálok egyet neked , ha addig nem oldódik meg más forrásból.
Ez tudná a menetvágást is ,ha végre elkészülne.
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 január 02, 09:33
Írta: B.Zoltán Dátum 2017 január 02, 09:33
Igen ez a tárcsa nem evolvens hanem 20 fokos trapéz , vagy éppen amilyen a fogaskerék szöge.
Először csak egy egyszerű fogaskerék gyártással próbálkoznék , mert a kúpkeréknél valószínűleg menet közben állítani kell a marótárcsát , hogy a folyamatos modul méret változás megvalósuljon a kúp-fogaskerék nagy illetve kis átmérőjénél.
Először csak egy egyszerű fogaskerék gyártással próbálkoznék , mert a kúpkeréknél valószínűleg menet közben állítani kell a marótárcsát , hogy a folyamatos modul méret változás megvalósuljon a kúp-fogaskerék nagy illetve kis átmérőjénél.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 02, 10:44
Írta: n9ugdfyrv Dátum 2017 január 02, 10:44
Na, jól hangzik! Mennyiből tudtad kihozni az elektronikát (dobozolás nélkül)?
A menetvágást, hogy tudja?
A menetvágást, hogy tudja?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 19:43
Írta: svejk Dátum 2017 január 02, 19:43
A semlegesbe linkelte Durkonorbi. (http://www.dennisatwood.com/projects/automated-dividing-head/)
Szerény meglátásom szerinte egy hagyományos gép ilyen faca kis osztófejét vétek elcsúfítani ilyen megoldással.
Ha a hagyományos gép mellett nincs ideje vagy nem tudja a koma az osztófejet is kezelni akkor az már régen rossz.
Folyamatos, forgácsolással egyidejű forgatásra ezek általában alkalmatlanok, ahhoz kell szerezni egy gyári kottymentes hajtóművet vagy bontott HD hajtóművet.
Kuka robot izület szerintem még sok van a polcokon a fórumtársaknál. :)
Ha csak az osztás a cél akkor sem így oldanám meg, hanem inkább közvetlen szögelfordulást mérnék egy nagyfelbontású encoderrel, és addig adnám ki a léptetőimpulzust amíg be nem forog, majd automatikusan le is rögzítené a tengelyeket, pneumatikával vagy kis áttételes motorokkal akár az eredeti rögzítők felhasználásával.
Tudom, ez jóval bonyolultabb lenne, de ilyen kis elektronikát a fórumtársak jelentős része meg tudná magának oldani mikrovezérlővel vagy a ma oly divatos Arduinoval.
(anno én hagyományos logikai elemekkel fogtam neki de abbamaradt mert lett gyári osztófejem)
Szerény meglátásom szerinte egy hagyományos gép ilyen faca kis osztófejét vétek elcsúfítani ilyen megoldással.
Ha a hagyományos gép mellett nincs ideje vagy nem tudja a koma az osztófejet is kezelni akkor az már régen rossz.
Folyamatos, forgácsolással egyidejű forgatásra ezek általában alkalmatlanok, ahhoz kell szerezni egy gyári kottymentes hajtóművet vagy bontott HD hajtóművet.
Kuka robot izület szerintem még sok van a polcokon a fórumtársaknál. :)
Ha csak az osztás a cél akkor sem így oldanám meg, hanem inkább közvetlen szögelfordulást mérnék egy nagyfelbontású encoderrel, és addig adnám ki a léptetőimpulzust amíg be nem forog, majd automatikusan le is rögzítené a tengelyeket, pneumatikával vagy kis áttételes motorokkal akár az eredeti rögzítők felhasználásával.
Tudom, ez jóval bonyolultabb lenne, de ilyen kis elektronikát a fórumtársak jelentős része meg tudná magának oldani mikrovezérlővel vagy a ma oly divatos Arduinoval.
(anno én hagyományos logikai elemekkel fogtam neki de abbamaradt mert lett gyári osztófejem)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 január 02, 19:56
Írta: Csuhás Dátum 2017 január 02, 19:56
Jó, jó, de a hd hajtóművet aranyáron adják. Gondolom kuka ízületként még drágább. Azért jó volna valahol kukázni egyet. :- )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 20:06
Írta: svejk Dátum 2017 január 02, 20:06
Itt a fórumon 50 ezer körül mentek a Kuka izületek, batár egy jószágok voltak a 250-es körasztalt nyugodtan rá lehet rakni.
nekem is volt egy, 400 W-os szervoval hajtottam de kellett még egy, talán 1:4-es áttétel a behajtáshoz.
Egyébként sima, ház nélküli hullámhajtóművekből is sok van a polcokon, csak mindenki ül rajta, hátha egyszer megcsinálja.
Viszont az fontos, hogy csak újat vagy elenőrizhetőt szabad megvenni ezekből mert bizony tudnak ezek kopni rendesen.
nekem is volt egy, 400 W-os szervoval hajtottam de kellett még egy, talán 1:4-es áttétel a behajtáshoz.
Egyébként sima, ház nélküli hullámhajtóművekből is sok van a polcokon, csak mindenki ül rajta, hátha egyszer megcsinálja.
Viszont az fontos, hogy csak újat vagy elenőrizhetőt szabad megvenni ezekből mert bizony tudnak ezek kopni rendesen.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 20:08
Írta: svejk Dátum 2017 január 02, 20:08
Ha ehhez hozzáveszed, hogy egy jobb körasztalt meg el lehet még mindig passzolni 30-50 ezer forintos áron akkor nem is olyan nagy a különbség. elektronika, hajtás meg így is úgy is kell.
Előbb-utóbb neked lesz CNC marógéped, akkor meg bánni fogod, hogy nem igazi A tengely a régi mókolt szerkezet.
Előbb-utóbb neked lesz CNC marógéped, akkor meg bánni fogod, hogy nem igazi A tengely a régi mókolt szerkezet.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 január 02, 20:24
Írta: ANTAL GÁBOR Dátum 2017 január 02, 20:24
A táramban van egy "kottymenetes" .Szerintem házilagosan sem lehetetlen megcsinálni ( kereskedelmi homlokkerekekből )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 20:32
Írta: svejk Dátum 2017 január 02, 20:32
Szerintem abban köszörült fogaskerekek vannak.
Nekem egy Fibroplan csigahajtóművem van, de az is köszörült, a kottyanásmentesége abban rejlik, hogy a csigatengely két darabból van és egymáshoz képest elfordítható.
Nekem egy Fibroplan csigahajtóművem van, de az is köszörült, a kottyanásmentesége abban rejlik, hogy a csigatengely két darabból van és egymáshoz képest elfordítható.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 január 02, 20:38
Írta: PSoft Dátum 2017 január 02, 20:38
Biztos, hogy a csigatengely van két darabból?:)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 02, 20:40
Írta: designr Dátum 2017 január 02, 20:40
A csigakerék szokott..de van több megoldás a kottymentes hajtásra..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 02, 20:44
Írta: jani300 Dátum 2017 január 02, 20:44
Akkor én már nem is kérdezek :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 20:46
Írta: svejk Dátum 2017 január 02, 20:46
Igen. (http://cnctar.hobbycnc.hu/Svejk/Fibroplan/)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 02, 20:52
Írta: designr Dátum 2017 január 02, 20:52
És tényleg..
Nem olyan profi megoldás ,mikor vagy a csigakereket excenteres házban elforgatva,vagy a csigatengelyt ugyanigy..állíthatóra készítik..ezzel a nagyobb kopást ki lehet venni..De ha nem vasra kell elég ha nincs tul nagy arca
>5 arc min
Nem olyan profi megoldás ,mikor vagy a csigakereket excenteres házban elforgatva,vagy a csigatengelyt ugyanigy..állíthatóra készítik..ezzel a nagyobb kopást ki lehet venni..De ha nem vasra kell elég ha nincs tul nagy arca
>5 arc min
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 02, 20:58
Írta: designr Dátum 2017 január 02, 20:58
Vagyis
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 02, 20:58
Írta: designr Dátum 2017 január 02, 20:58
Na viccel velem..
Tehát a kotty kisebb legyen mint 5 arc min
Tehát a kotty kisebb legyen mint 5 arc min
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 20:59
Írta: svejk Dátum 2017 január 02, 20:59
NC2.01 a 32. oldalon. (http://www.kaspo.no/pdf/produktkataloger/rotary-tables.pdf)
Ha az NC alkalmazásra jó volt akkor engem még kiszolgál.
Bár egyszer balga módon eladtam, de pár évre rá sikerült visszavásárolnom.
Az eladáskor még csak bútorlapos gépem volt. :)
Ha az NC alkalmazásra jó volt akkor engem még kiszolgál.
Bár egyszer balga módon eladtam, de pár évre rá sikerült visszavásárolnom.
Az eladáskor még csak bútorlapos gépem volt. :)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 január 02, 20:59
Írta: PSoft Dátum 2017 január 02, 20:59
[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 21:01
Írta: svejk Dátum 2017 január 02, 21:01
kb. 40 kg, bírja a "vasat".
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 január 02, 21:02
Írta: ecp4rs0md Dátum 2017 január 02, 21:02
http://www.jofogas.hu/bekes/Cugir_FU36_marogep_60063812.htm
Ha valaki marógépet szeretne szerintem ez jó vétel nekem is ilyen van profi gép, jó áron.
Ha valaki marógépet szeretne szerintem ez jó vétel nekem is ilyen van profi gép, jó áron.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 02, 21:07
Írta: jani300 Dátum 2017 január 02, 21:07
Nem tudtam elképzelni hogyan lehet két darabból .
(már tudom ) :)
Csak az excentereset ismertem , a körasztaloknál .
Az ugye ott két légy egy csapásra , van amelyiket szabadonfutóvá is lehet tenni az excenterrel .
(már tudom ) :)
Csak az excentereset ismertem , a körasztaloknál .
Az ugye ott két légy egy csapásra , van amelyiket szabadonfutóvá is lehet tenni az excenterrel .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 02, 21:11
Írta: jani300 Dátum 2017 január 02, 21:11
Na ez kb 100 ft/kiló :)
Tartozékokkal jónak tűnik .
Mekkora a hálózati teljesítmény igénye ?
Tartozékokkal jónak tűnik .
Mekkora a hálózati teljesítmény igénye ?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 02, 21:15
Írta: svejk Dátum 2017 január 02, 21:15
Nézegetheted még a többi részét is, és összevetheted a műszaki adataival. (http://cnctar.hobbycnc.hu/Svejk/Fibroplan/)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 02, 22:16
Írta: n9ugdfyrv Dátum 2017 január 02, 22:16
Ma megcsináltam a kis szöghajtóművemre (transtecno tcm 030), hogy rá tudjam tenni a kis eszterga tokmányát/síktárcsáját (80 és 100-as átmérő) - 20*1,5-ös menetre tekeredik, és homlokfelületen fekszik és áll be pontosra (mint az esztergán is). Na így már látszik, hogy van egy picike kottyanása, holnap megnézem, hátha állítható.... De fék is megy rá persze! Aztán meglátjuk, mire jutok vele... :)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 02, 22:21
Írta: designr Dátum 2017 január 02, 22:21
Nekem most hozta a posta..ez csak olyan mintha..
motor nélkül 35 kiló..de suly nem minden..csigatengely axiálisan lemezekkel kottymentesre állítva,de a csiga és a kerék egymáshoz nem állítható..azt irja 80% érintkezési felület hajt a kerék és a csiga között..de ha kopik..
Motor 1.5kw ac.. 1:60
(http://www.imgserv.com/images/2017/01/02/v5Oci4X.jpg)
(http://www.imgserv.com/images/2017/01/02/xFqHNMro.jpg)
motor nélkül 35 kiló..de suly nem minden..csigatengely axiálisan lemezekkel kottymentesre állítva,de a csiga és a kerék egymáshoz nem állítható..azt irja 80% érintkezési felület hajt a kerék és a csiga között..de ha kopik..
Motor 1.5kw ac.. 1:60
(http://www.imgserv.com/images/2017/01/02/v5Oci4X.jpg)
(http://www.imgserv.com/images/2017/01/02/xFqHNMro.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 02, 22:22
Írta: n9ugdfyrv Dátum 2017 január 02, 22:22
Uh, de szép masszív darab... :)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 január 03, 06:04
Írta: ecp4rs0md Dátum 2017 január 03, 06:04
Asztal meretei: 360 x 1600 mm
Asztal hosszanti jarata: 1100 mm
Asztal keresztiranyu jarata: 300 mm
Asztal fuggoleges jarata: 420 mm
Foorso kup: ISO 50
Foorso fordulattartomany: 32 - 1600 ford/perc
Fordulat fokozatok: 18
Hosszanti es keresztiranyu elotolasok: 19 - 950 mm/perc
Fuggoleges elotolasok: 1/3 hosszanti elotolasok
Hosszanti es keresztiranyu gyorsjarat: 2300 mm/perc
Fuggoleges gyorsjarat: 965 mm/min.
Asztal vizszintes elfordulasa: +/- 45 fok
Fohajtas: 7,5 kW
Gepsuly: 3400 kg
Gep meretei: 1940 x 2375 x 1792 mm
Van rajta vésőfej is.
Asztal hosszanti jarata: 1100 mm
Asztal keresztiranyu jarata: 300 mm
Asztal fuggoleges jarata: 420 mm
Foorso kup: ISO 50
Foorso fordulattartomany: 32 - 1600 ford/perc
Fordulat fokozatok: 18
Hosszanti es keresztiranyu elotolasok: 19 - 950 mm/perc
Fuggoleges elotolasok: 1/3 hosszanti elotolasok
Hosszanti es keresztiranyu gyorsjarat: 2300 mm/perc
Fuggoleges gyorsjarat: 965 mm/min.
Asztal vizszintes elfordulasa: +/- 45 fok
Fohajtas: 7,5 kW
Gepsuly: 3400 kg
Gep meretei: 1940 x 2375 x 1792 mm
Van rajta vésőfej is.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 03, 06:29
Írta: svejk Dátum 2017 január 03, 06:29
A hajtás is meg van hozzá?
Ezek olajosak, s mivel relatív keveset mennek a kopás nem jellemző.
Akkor van a nagyobb baj, hogy ha osztófejnek használták, mindig ugyanazon a pontokon kapta a pofonokat, netán karamboloztak is vele.
Az enyémnek is volt két pontja ahol ha nullásra állítottam kissé szorult, de elég jól sikerült kihozni belőle.
A Tiéd újnak néz ki, ilyen gond nem lehet.
Ezek olajosak, s mivel relatív keveset mennek a kopás nem jellemző.
Akkor van a nagyobb baj, hogy ha osztófejnek használták, mindig ugyanazon a pontokon kapta a pofonokat, netán karamboloztak is vele.
Az enyémnek is volt két pontja ahol ha nullásra állítottam kissé szorult, de elég jól sikerült kihozni belőle.
A Tiéd újnak néz ki, ilyen gond nem lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 január 03, 08:12
Írta: designr Dátum 2017 január 03, 08:12
Az 1 Kw vezérlő szépen viszi..csak be kell csapni..de remélem meglessz az eredetije is..Külsőre nem látszik ezeken az idő..jól néznek ki ha többezer órát mentek is..de ez tényleg nem kopott..alkatrészt forgatott..
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 január 03, 08:33
Írta: D.Laci Dátum 2017 január 03, 08:33
1:10 -es áttétel is elég bőven szerintem, 2000-es encoderü szervó motor esetén x4 üzemmódban 2000x4x10/360=222.22222 lépés/fok, vagy léptetőmotor mikrolépésben.
Van a tárhelyen 3db eladóm. szerintem nem arany áron.
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00863.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00863.jpg)
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00864.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00864.jpg)
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00865.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00865.jpg)
Van a tárhelyen 3db eladóm. szerintem nem arany áron.
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00863.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00863.jpg)
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00864.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00864.jpg)
http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00865.jpg (http://cnctar.hobbycnc.hu/D.Laci/elado/CAM00865.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 január 03, 09:46
Írta: Csuhás Dátum 2017 január 03, 09:46
Ezek a hajtások nagyon erősnek tűnnek egy kézi tekerő léptetős kiváltására. Ráadásul én nem forgácsolni akarok ezzel a hajtással, hanem csak pozícióra állni, majd rögzítve az asztalt elvégezni a marást.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 03, 10:47
Írta: n9ugdfyrv Dátum 2017 január 03, 10:47
Na, sajnos a kis hajtómű nem állítható, ahogy látom (vagy legalább is nem komoly munkálatok nélkül )... így mást kell nézzek a célra! :)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 03, 14:13
Írta: n9ugdfyrv Dátum 2017 január 03, 14:13
Nincs valakinek kicsi, kottyanásmentes(íthető) szöghajtóműve - eladó? :) A legjobb olyan kialakítású lenne, mint a korábban említett (ide-oda fektethető, síkba mart felületekkel, lefogatási pontokkal)... persze ha nem ilyen, az sem baj... :)
(http://www.motordrives.com.au/images/img_tcmbig.jpg)
(http://www.motordrives.com.au/images/img_tcmbig.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 január 03, 14:50
Írta: ANTAL GÁBOR Dátum 2017 január 03, 14:50
A képen látható egy kereskedelmi árú ( Agisys, Lenze , Nord és a sok olasz.. ) Én 45 ös építési nagyságúnak tippelem . Ezek nem kottymenetesek. DE a Danuvia osztófej csigája ( i=40) sem volt az . És csodák csodája lehetett azzal precíz osztást csinálni . Mottó : osztás (kottykivétel ) rögzítés . Többször írtad hogy a hagyományos dolgokat preferálod nem a CNC- t . Akkor a most általam javasolt szisztémának is menni kellene ( Előfeszítés után kell egy rögzítés )
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 január 03, 15:01
Írta: n9ugdfyrv Dátum 2017 január 03, 15:01
Köszönöm, igen, így terveztem ezt is megcsinálni, csak ha van esetleg kottymentes, akkor az jó lenne... :) Ha nem, akkor így lesz ahogy írod! [#awink]
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 január 03, 15:10
Írta: ANTAL GÁBOR Dátum 2017 január 03, 15:10
Biztos van kottymentes ( 10 szeres árért ) . Azért a pár db fogaskerékért kár lenne beruházni ( mottó : ha kell egy liter tej akkor kár azért egy tehenet megvenni )
Jó lenne a fogszámokat is optimalizálni ( nem baj ha páros és( vagy ) 3 al osztható ) Nem javaslok primeket ( pl a coll leváltó 127 et )
Jó lenne a fogszámokat is optimalizálni ( nem baj ha páros és( vagy ) 3 al osztható ) Nem javaslok primeket ( pl a coll leváltó 127 et )
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2017 január 03, 16:57
Írta: Bicska Dátum 2017 január 03, 16:57
A forgatókról esetleg áttérhetnétek ebbe a témába [#rolleyes]
4. tengely forgató mechnika és Harmonic Drive (http://forum.hobbycnc.hu/topic.php?topic=11)
4. tengely forgató mechnika és Harmonic Drive (http://forum.hobbycnc.hu/topic.php?topic=11)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 január 05, 10:39
Írta: svejk Dátum 2017 január 05, 10:39
F400-E/1 típussal NDK-s hagyományos marógép ismerős valakinek?
Egy villamos térkép nagyon jól jönne hozzá.
Egy villamos térkép nagyon jól jönne hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: jsugc4fsx Dátum 2017 január 07, 11:53
Írta: jsugc4fsx Dátum 2017 január 07, 11:53
Üdv[#integet2] Borka féle marógépről valakinek infó[#confused]
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 január 29, 23:52
Írta: J-Steel Dátum 2017 január 29, 23:52
Üdv!
Most olvasgatom Ligeti: Marószerszámok c. könyvét.
Említi, de csak egy mondatban, hogy "Nagyon kemény vagy homokzárványos felületek marására igen gazdaságos lehet keményfémbetétes ütőkés használata."
Mi ez az ütőkés?
Most olvasgatom Ligeti: Marószerszámok c. könyvét.
Említi, de csak egy mondatban, hogy "Nagyon kemény vagy homokzárványos felületek marására igen gazdaságos lehet keményfémbetétes ütőkés használata."
Mi ez az ütőkés?
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2017 január 29, 23:57
Írta: vjanos Dátum 2017 január 29, 23:57
Ilyesmi, angolul Fly Cutter (https://www.google.hu/search?q=%C3%BCt%C5%91k%C3%A9s&client=firefox-b-ab&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjNgs_puejRAhVsM5oKHQgPDvMQ_AUICSgC&biw=1787&bih=804#tbm=isch&q=fly+cutter)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 29, 23:58
Írta: jani300 Dátum 2017 január 29, 23:58
Forgó szerszám . A forgás központból eltolt egy darab kés .
Most hogy tárcsába fogod , vagy esetleg ferdén tokmányba az részletkérdés .
Most hogy tárcsába fogod , vagy esetleg ferdén tokmányba az részletkérdés .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 január 30, 00:04
Írta: J-Steel Dátum 2017 január 30, 00:04
A "boring head" is ütőkésnek számít?
Ez magyarul kiesztergáló fúróként ismert.
Ez magyarul kiesztergáló fúróként ismert.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 január 30, 00:07
Írta: jani300 Dátum 2017 január 30, 00:07
Az elv ugyanaz .
A kiesztergálófej az egy állítható finom megmunkáló szerszám . Az ütőkés inkább fix marószerszám .[#nemtudom]
A kiesztergálófej az egy állítható finom megmunkáló szerszám . Az ütőkés inkább fix marószerszám .[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 21, 19:41
Írta: n9ugdfyrv Dátum 2017 február 21, 19:41
Elkészült végre - jó lassan, mert mindig csak kis idők voltak csinálgatni - az osztófej... :) Majd teszek fel képet, egy kis 100-as 3 pofás tokmány van most rajta, a próba vágások (fogaskerék miatt) nagyon szépek, szabályosak lettek, ha lesz pici időm, felteszek majd képet a kész fogaskerékről is...
Addig is amit szeretnék kérdezni. Vannak ugye a fogaskerékmarók (modulmarók?), és azoknál meg van adva, hogy milyen modul és milyen fogszám tartományra... ezeknél mi változik a fogszám tartományok szerint, ami miatt másik szerszám szükséges? A kimart fogak közötti hézag "szöge"?
De akkor mikor lát az ember egyszerű, kvázi ütőkéses kialakítású szerszámot (gyorsacél hasábból köszörültet), akkor ott is elvileg más-más lenne szükséges az eltérő fogszámúakhoz?
Addig is amit szeretnék kérdezni. Vannak ugye a fogaskerékmarók (modulmarók?), és azoknál meg van adva, hogy milyen modul és milyen fogszám tartományra... ezeknél mi változik a fogszám tartományok szerint, ami miatt másik szerszám szükséges? A kimart fogak közötti hézag "szöge"?
De akkor mikor lát az ember egyszerű, kvázi ütőkéses kialakítású szerszámot (gyorsacél hasábból köszörültet), akkor ott is elvileg más-más lenne szükséges az eltérő fogszámúakhoz?
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2017 február 21, 19:46
Írta: vjanos Dátum 2017 február 21, 19:46
Igen, torzul a fogprofil az átmérővel.
8 részes talán egy kisebb modulmaró készlet, ütőkésből is többféle kellene...
8 részes talán egy kisebb modulmaró készlet, ütőkésből is többféle kellene...
Cím: Re:Hagyományos forgácsológépek
Írta: sasi Dátum 2017 február 21, 19:52
Írta: sasi Dátum 2017 február 21, 19:52
"Alámetszés" a kulcsszó.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 február 21, 20:09
Írta: hostya Dátum 2017 február 21, 20:09
"ezeknél mi változik a fogszám tartományok szerint, ami miatt másik szerszám szükséges?"
A fogprofil "alakja" változik.
Az evolvens "görbe" más-más szakaszait használja a különböző fogszámokhoz..
"De akkor mikor lát az ember egyszerű, kvázi ütőkéses kialakítású szerszámot (gyorsacél hasábból köszörültet), akkor ott is elvileg más-más lenne szükséges az eltérő fogszámúakhoz?"
Igen.
A fogprofil "alakja" változik.
Az evolvens "görbe" más-más szakaszait használja a különböző fogszámokhoz..
"De akkor mikor lát az ember egyszerű, kvázi ütőkéses kialakítású szerszámot (gyorsacél hasábból köszörültet), akkor ott is elvileg más-más lenne szükséges az eltérő fogszámúakhoz?"
Igen.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 21, 20:30
Írta: n9ugdfyrv Dátum 2017 február 21, 20:30
Köszönöm srácok; gondolom nem precíziós alkalmazás esetén nem kell ennyire részletekbe menni; a próbát pl. biztosan egy kézből köszörült hss késsel csinálnám... :)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 22, 14:33
Írta: n9ugdfyrv Dátum 2017 február 22, 14:33
Na, találtam egy gyári új fogaskerék marót itthon.... ezzel meg is tudom csinálni amit akarok. 1,75 M-os, jól gondolom, hogy ebben az esetben egy pl. 25 -ös fogszámú fogaskerék
- lábköre 25*1,75 mm= 43,75 mm
- fejköre pedig (25*1,75 mm) + (2*1,75 mm)= 47,25 mm
lesz? A befogó szerszámot már megcsináltam neki, már csak ki kell próbálni (poliamid lesz az első áldozat)... :)
- lábköre 25*1,75 mm= 43,75 mm
- fejköre pedig (25*1,75 mm) + (2*1,75 mm)= 47,25 mm
lesz? A befogó szerszámot már megcsináltam neki, már csak ki kell próbálni (poliamid lesz az első áldozat)... :)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 február 22, 14:56
Írta: ANTAL GÁBOR Dátum 2017 február 22, 14:56
ugye osztókört akartál írni a lábkör helyett ?
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 február 22, 15:01
Írta: ANTAL GÁBOR Dátum 2017 február 22, 15:01
A lábkör az 2.5*modullal kisebb mint az osztókör ( profileltolás X = 0 esetén )
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 22, 15:09
Írta: n9ugdfyrv Dátum 2017 február 22, 15:09
Nem, én kifejezetten a lábkörre gondoltam; ez alapján:
(http://www.vilaglex.hu/Lexikon/Kepek/FogaskeJ.gif)
Nem jól gondoltam a számolást?
(http://www.vilaglex.hu/Lexikon/Kepek/FogaskeJ.gif)
Nem jól gondoltam a számolást?
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2017 február 22, 15:10
Írta: Miki2 Dátum 2017 február 22, 15:10
Vagy egyszerűbben:
m*(z-2.4)
m*(z-2.4)
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2017 február 22, 15:12
Írta: Miki2 Dátum 2017 február 22, 15:12
Fejkör: m*(z+2)
Osztókör: m*z
Lábkör az előbbi bejegyzésben.
Osztókör: m*z
Lábkör az előbbi bejegyzésben.
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 22, 15:21
Írta: n9ugdfyrv Dátum 2017 február 22, 15:21
Na, most megkavarodtam picit, mindjárt keresek egy kis szakirodalmat, mert megint rá kellett jönnöm, hogy az alapokkal van bajom... :) Nagyon köszönöm mindenkinek; még jó, hogy kérdeztem... :)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 február 22, 15:34
Írta: B.Zoltán Dátum 2017 február 22, 15:34
Én ezt a kalkulátort használom, kiszámolja helyettem.
Kalkulátor (http://invitelweb.hu/fektiforg/zsebkonyv/fogaskerek/fogas.html)
Kalkulátor (http://invitelweb.hu/fektiforg/zsebkonyv/fogaskerek/fogas.html)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 22, 18:20
Írta: n9ugdfyrv Dátum 2017 február 22, 18:20
Köszi! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 február 22, 18:27
Írta: ANTAL GÁBOR Dátum 2017 február 22, 18:27
Érdekes ! Direkt elővettem az egyetemi jegyzetemet copy right 1970) ott 2,5* m szerepel
( és én ezt is memorizáltam ) ...
Te meg 2.4 *m et írsz . Ezek szerint megváltoztatták azóta a szabványt ? Biztos elég az a 0.4 *m biztonság is
( és én ezt is memorizáltam ) ...
Te meg 2.4 *m et írsz . Ezek szerint megváltoztatták azóta a szabványt ? Biztos elég az a 0.4 *m biztonság is
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 február 25, 17:53
Írta: n9ugdfyrv Dátum 2017 február 25, 17:53
Nem én hirdetem, de
... Hátha érdekel valakit (https://www.jofogas.hu/budapest/Muszeresz_marogep_gyorsoszto_keszulek_63223687.htm?first=1)...
... Hátha érdekel valakit (https://www.jofogas.hu/budapest/Muszeresz_marogep_gyorsoszto_keszulek_63223687.htm?first=1)...
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 március 03, 08:07
Írta: Motoros Dátum 2017 március 03, 08:07
Most akadtam ERRE (http://index.hu/tudomany/til/2017/03/03/rosie_the_riveter/) a cikkre. Nekem nem az a kérdésem, hogy hogy hívják a nőihölgyet, hanem a gép miféle.
Az látszik hogy egy gyalu pontosabban vésőgép, de azon belül?
Véletlenül én tudom...de csak azért bátorkodok ilyen okosnak tűnni mert egyszer találkoztam ennek a RUHLA gyári kistestvérével.
(//n%C5%91ih%C3%B6lgy%20dolgozik) (http://kep.cdn.indexvas.hu/1/0/1477/14773/147738/14773827_cae3bd92c69ae4d2e755ce66318bc6cb_wm.jpg)
Az látszik hogy egy gyalu pontosabban vésőgép, de azon belül?
Véletlenül én tudom...de csak azért bátorkodok ilyen okosnak tűnni mert egyszer találkoztam ennek a RUHLA gyári kistestvérével.
(//n%C5%91ih%C3%B6lgy%20dolgozik) (http://kep.cdn.indexvas.hu/1/0/1477/14773/147738/14773827_cae3bd92c69ae4d2e755ce66318bc6cb_wm.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 19:19
Írta: zv42bkt7i Dátum 2017 március 03, 19:19
Sziasztok!
Azt szeretném kérdezni tőletek hogy egy Güde GTB 600w-os vagy hozzá hasonló fúrógépet maróasztallal felszerelve lehet e használni alapszintű marási feladatokra?
Azt szeretném kérdezni tőletek hogy egy Güde GTB 600w-os vagy hozzá hasonló fúrógépet maróasztallal felszerelve lehet e használni alapszintű marási feladatokra?
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 19:29
Írta: svager Dátum 2017 március 03, 19:29
Műanyag,fa,azt biztos viszi.[#rolleyes]
Mit szeretnél vele marni ?
Mit szeretnél vele marni ?
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 19:34
Írta: zv42bkt7i Dátum 2017 március 03, 19:34
Réz,Alu,Vas,Fa
Gyufásdoboz méretű megmunkálandó anyagra gondolok vagy talán egy picit nagyobbra.Csak és kizárólag hobby szinten.
Gyufásdoboz méretű megmunkálandó anyagra gondolok vagy talán egy picit nagyobbra.Csak és kizárólag hobby szinten.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 19:42
Írta: svager Dátum 2017 március 03, 19:42
Nem tűnik valami pontosnak (https://youtu.be/s0AVeyNsack),és a sima tokmány sem alkalmas keményebb anyagok marására.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 19:46
Írta: zv42bkt7i Dátum 2017 március 03, 19:46
Van esetleg olyan fúrógép típus ami alkalmas lehet marási feladatokra is?
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 19:50
Írta: svager Dátum 2017 március 03, 19:50
Valami régi öntvény,talán azzal jobban járnál.
Olyat keress,amiben cserélhető a morse kúp,mert akkor tehetnél bele patronbefogót.
Olyat keress,amiben cserélhető a morse kúp,mert akkor tehetnél bele patronbefogót.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 19:54
Írta: zv42bkt7i Dátum 2017 március 03, 19:54
Utána nézek.Köszönöm az infót.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 03, 19:54
Írta: 000000000 Dátum 2017 március 03, 19:54
A két kikönnyítést kínai oszlopos fúrógép alá épített X Y asztallal martam ki 10-ea maróval.
Kényszer megoldás volte ezért is inkább úgy jellemezném mint sajtreszelővel rejszolni.
Enyhén szórakoztató, de leginkább fájdalmas.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_u3fm6rhs2pmn00yoxtndu_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/u3fm6rhs2pmn00yoxtndu_705.jpg)
Kényszer megoldás volte ezért is inkább úgy jellemezném mint sajtreszelővel rejszolni.
Enyhén szórakoztató, de leginkább fájdalmas.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_u3fm6rhs2pmn00yoxtndu_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/u3fm6rhs2pmn00yoxtndu_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 19:55
Írta: svager Dátum 2017 március 03, 19:55
Valami ilyesmi kéne (https://www.jofogas.hu/bacs_kiskun/70kg_Nagy_morse_kupos_M2_asztali_oszloposfuro_oszlopos_furo_furogep_63430065.htm)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 20:02
Írta: svager Dátum 2017 március 03, 20:02
Ja,még egy fontos dolog,mivel nem lehet az orsót rögzíteni,pillanat alatt tönkre mennek a marószárak.[#szomoru1]
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 20:03
Írta: zv42bkt7i Dátum 2017 március 03, 20:03
Mi volt a probléma vele?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 03, 20:05
Írta: Csuhás Dátum 2017 március 03, 20:05
Nincs! Lehet erőlködni, kínlódni vele, szórakozni a leeső tokmánnyal, az elforduló oszloppal stb. Amivel marni is lehet az marógépnek hívják akkor is ha az elrendezése emlékeztet egy fúrógépre. Példának itt a Fehlmann (http://www.lathes.co.uk/fehlmann/)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 03, 20:10
Írta: svager Dátum 2017 március 03, 20:10
Volt /van egy ilyen (https://www.jofogas.hu/bacs_kiskun/Nemet_Ipari_muszeresz_eszterga_muszereszeszterga_maro_marogep_furogep_59827005.htm?first=1) masinám nem igazán marógép,meg az oszlop is fordul,de kisebb dolgokat lehet marni vele.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 03, 20:12
Írta: zv42bkt7i Dátum 2017 március 03, 20:12
Ez már egy profi gép.Ilyen nagy beruházásra nincs most lehetőségem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 03, 20:12
Írta: 000000000 Dátum 2017 március 03, 20:12
Semmi különös, csak fájdalmasan lassan lehet ilyen kés szár anyagot kikínozni ilyen gépekkel.
Normális marógépen ez lapkás marófejjel max 3 fogásból megvan.
Normális marógépen ez lapkás marófejjel max 3 fogásból megvan.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 március 03, 20:13
Írta: grekon Dátum 2017 március 03, 20:13
Van de az màr szinte marogèp kategoria (àrban ès sulyban) . A svageràltal belinkelt sem alkalmas ( az enyèm nehezebb kb 120-140 kg 2-es morse ès 90-es oszlop) de 6-os maroval nem tudtam acèlban marni .
Esetleg 200-300-as oszlopos vagy fecskefarkon mozgo lenne alkalmas de inkàbb egy kici , règi öntvény marogèp .
Esetleg 200-300-as oszlopos vagy fecskefarkon mozgo lenne alkalmas de inkàbb egy kici , règi öntvény marogèp .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 03, 20:14
Írta: 000000000 Dátum 2017 március 03, 20:14
Miért mondod, ott van a BF16 vagy BF20 is ?
Az is fúró/marógépnek van titulálva.
Az is fúró/marógépnek van titulálva.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 03, 20:17
Írta: Csuhás Dátum 2017 március 03, 20:17
Néha lehet normális gépet találni, az én gépem 140eFt volt, satuval, és két vödörnyi maróval. Elég romos volt de ma már egész használható gép. Igaz a súlya közelíti a tonnát. Pár képet láthatsz a könyvtáramban a jelenlegi és a vásárláskori állapotáról.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 03, 20:24
Írta: jani300 Dátum 2017 március 03, 20:24
A fúrógépen ugrabugrálni fog a tokmány a maróval együtt .
Szerszámtörés lesz a vége úgyis . Fával próbálkozhatsz .
Nem elég erős a szerkezete a kis kínai csodáknak , még fúráshoz sem szinte . De ha megpróbálod , meg fogod érteni miért nem javasoljuk .Nézzél meg egy marógép főorsó rajzot , nem ok nélkül sokkal vastagabb mint a fúróé .
Szerszámtörés lesz a vége úgyis . Fával próbálkozhatsz .
Nem elég erős a szerkezete a kis kínai csodáknak , még fúráshoz sem szinte . De ha megpróbálod , meg fogod érteni miért nem javasoljuk .Nézzél meg egy marógép főorsó rajzot , nem ok nélkül sokkal vastagabb mint a fúróé .
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 04, 06:02
Írta: zv42bkt7i Dátum 2017 március 04, 06:02
Persze,értem.Azért kérdeztem itt mert több tapasztalattal és több marógépet láttatok mint én.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 04, 06:18
Írta: zv42bkt7i Dátum 2017 március 04, 06:18
Tudnátok konkrét típust mondani békebeli marógépre?Utána olvasgatnék kicsit.Nem kell hogy 3Tonna legyen valami kisebb, amit már lehet használni.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 március 04, 06:22
Írta: ecp4rs0md Dátum 2017 március 04, 06:22
A véleményem,hogy marni csak marógépen szabad és lehet, a többi univerzális ilyen-olyan csodagép(eszterga maró-fúró egyben) csak szórakozás és csak félmegoldás mindenre kicsit olyan mint a négy évszakos gumi télen sem jó de nyáron sem.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 március 04, 06:24
Írta: ecp4rs0md Dátum 2017 március 04, 06:24
A magyar Strigonok elég jók és már 200-300 ezer környékén jókat lehet kapni ME1000 szerintem egy alapnak jó választás.
Cím: Re:Hagyományos forgácsológépek
Írta: RJancsi Dátum 2017 március 04, 06:31
Írta: RJancsi Dátum 2017 március 04, 06:31
Ha csak kalapácsod van, mindent szögnek nézel. (Murphy) [#awink]
Nem becsülném le az "univerzális" öszvér gépeket. Barkács célra jók lehetnek. Azt senki sem vonja kétségbe, hogy egy profi szerszámgéppel nem vehetik fel a versenyt, de ez egy hobby fórum. Még akkor is, ha a topiclakók jelentős része távol áll a hobby szinttől, profi módon pénzkeresésére használják a gépeiket.
Nem becsülném le az "univerzális" öszvér gépeket. Barkács célra jók lehetnek. Azt senki sem vonja kétségbe, hogy egy profi szerszámgéppel nem vehetik fel a versenyt, de ez egy hobby fórum. Még akkor is, ha a topiclakók jelentős része távol áll a hobby szinttől, profi módon pénzkeresésére használják a gépeiket.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 04, 06:50
Írta: svager Dátum 2017 március 04, 06:50
"Réz,Alu,Vas,Fa
Gyufásdoboz méretű megmunkálandó anyagra gondolok vagy talán egy picit nagyobbra.Csak és kizárólag hobby szinten."
Erre azért nem kell akkora gép.
(Szerintem)
Gyufásdoboz méretű megmunkálandó anyagra gondolok vagy talán egy picit nagyobbra.Csak és kizárólag hobby szinten."
Erre azért nem kell akkora gép.
(Szerintem)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 04, 08:56
Írta: Csuhás Dátum 2017 március 04, 08:56
Egy "kisrákosi" (rákosi m1) gép lehetne az ideális. Egy fúrógép sok átalakítás erősítés után alkalmas lehet mondjuk 6-os maróval dolgozni műanyagban és talán 4-es menne a vasban, persze itt egy két tizedes fogással. A darab maga akkora lehet ami aláfér. Ha modellező vagy akkor tudod használni, ha fém megmunkálással foglalkoznál akkor nem sokra mész vele, még egy reteszhornyot is inkább esztergán készítenék. Apropó miért nem veszel egy műszerész esztergát, ami egy magassági szánnal az általad említett mérettartományban alkalmas volna marásra. A legtöbb műhelybe egyébként is előbb kerül eszterga és csak utána marógép.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 március 04, 09:45
Írta: Motoros Dátum 2017 március 04, 09:45
Neked akkor lehetséges hogy egy kis pantográf szerű gép is megtenné. Például egy ILYEN (https://www.agroinform.hu/galleria/view.php?id=6512172&nr=0) , sajnos már eladták.
Ez a gép az öklömnyi főorsó ház ellenére remekül viszi a rezet alut és a jól forgácsolható acélt is, igaz kis fogásokkal.
Bár mondjuk a spiccrezet viszi akár 3 mm fogással is egy hatos maróval. Az asztalának a kerekei nagyon jó kézre esnek, bármilyen fazont lekövethetsz amit felrajzolsz.
Ha a gravír asztalát is használod akkor még ezer lehetőséged nyíllik ki a modellezés területén.
De a pantográf rész teljesen mellőzhető, ilyenkor egy 3 tengelyes kezes kis maró.
Később cnc-sitheted is.
Amit ez tud az a mikromarás ketegóriája szinte.
Az orsó max 6 mm marót tud csak fogadni és fixálható a poziciója, ilyenkor a Z irányú fogást az asztal emelése adja.
A gép kb 150 ..kg kis helyen (1m x 1m) elfér és a motorja is csak kb 500 W-os. Nem egy erőgép de lehet a Te feladataidat megoldaná.
A BF 20-nál jóval robosztusabb. Sajnos már ritkán fellelhetők ezek a kis gravírmarók.
Csak egy ötlet volt. Lehet Neked a BF20 szerű asztali gép volna a nyerő. Mindenesetre a fúrót felejtsd el mert én anno az FO 13 fúróval próbálkoztam de még a műanyagnál is csak hebegett, nem szereti az oldalirányú terhelést a csapágya + a Z fogásvétel magával a fúró előtolórendszerével sem nyerő a viszonylag nagy játék miatt.
Ez a gép az öklömnyi főorsó ház ellenére remekül viszi a rezet alut és a jól forgácsolható acélt is, igaz kis fogásokkal.
Bár mondjuk a spiccrezet viszi akár 3 mm fogással is egy hatos maróval. Az asztalának a kerekei nagyon jó kézre esnek, bármilyen fazont lekövethetsz amit felrajzolsz.
Ha a gravír asztalát is használod akkor még ezer lehetőséged nyíllik ki a modellezés területén.
De a pantográf rész teljesen mellőzhető, ilyenkor egy 3 tengelyes kezes kis maró.
Később cnc-sitheted is.
Amit ez tud az a mikromarás ketegóriája szinte.
Az orsó max 6 mm marót tud csak fogadni és fixálható a poziciója, ilyenkor a Z irányú fogást az asztal emelése adja.
A gép kb 150 ..kg kis helyen (1m x 1m) elfér és a motorja is csak kb 500 W-os. Nem egy erőgép de lehet a Te feladataidat megoldaná.
A BF 20-nál jóval robosztusabb. Sajnos már ritkán fellelhetők ezek a kis gravírmarók.
Csak egy ötlet volt. Lehet Neked a BF20 szerű asztali gép volna a nyerő. Mindenesetre a fúrót felejtsd el mert én anno az FO 13 fúróval próbálkoztam de még a műanyagnál is csak hebegett, nem szereti az oldalirányú terhelést a csapágya + a Z fogásvétel magával a fúró előtolórendszerével sem nyerő a viszonylag nagy játék miatt.
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2017 március 04, 09:51
Írta: guliver83 Dátum 2017 március 04, 09:51
Van egy ilyen gépem.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 március 04, 09:52
Írta: Motoros Dátum 2017 március 04, 09:52
Az M1 -el csak egy a gond, nagyon nehéz találni már megfelelő állapotú gépet, igaz az általam mutatott orosz gravírmaró is ritka, a Strigon gravírgép meg nem igazán szerencsés a kiálló nagy tárgyasztalával.[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 március 04, 10:24
Írta: svager Dátum 2017 március 04, 10:24
Köszönöm,de nem nekem van szükségem marógépre.[#smile]
A kolléga keres megoldást,erre írtam,hogy nem feltétlenül kell neki egy tonnás gép.
A kolléga keres megoldást,erre írtam,hogy nem feltétlenül kell neki egy tonnás gép.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 március 04, 10:40
Írta: Motoros Dátum 2017 március 04, 10:40
Ezt benéztük, bocs, átcímezném Nagy Sándornak.
De én is azt gondolom, hogy egy kis akár asztali gép is megtenné neki.
De én is azt gondolom, hogy egy kis akár asztali gép is megtenné neki.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 04, 10:53
Írta: 000000000 Dátum 2017 március 04, 10:53
Ma visszakerült ez a kényszer megoldás.
Anno ezen "martam" 10-as maróval azokat a könnyítéseket az alábbi késszár anyagából készült tartó alkalmatosságra.
Egy klasszikus idézet jut eszembe: "Olyan volt, mint sajtreszelővel rejszolni. Enyhén szórakoztató, de leginkább fájdalmas"
Gyors kicsi "olcsó" megoldásnak megfelel.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_k4g0wv4kuu4c6fpkwbugy_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/k4g0wv4kuu4c6fpkwbugy_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_w6eqtjnrjb0pk228qfoj8_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/w6eqtjnrjb0pk228qfoj8_705.jpg)
Anno ezen "martam" 10-as maróval azokat a könnyítéseket az alábbi késszár anyagából készült tartó alkalmatosságra.
Egy klasszikus idézet jut eszembe: "Olyan volt, mint sajtreszelővel rejszolni. Enyhén szórakoztató, de leginkább fájdalmas"
Gyors kicsi "olcsó" megoldásnak megfelel.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_k4g0wv4kuu4c6fpkwbugy_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/k4g0wv4kuu4c6fpkwbugy_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_w6eqtjnrjb0pk228qfoj8_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/w6eqtjnrjb0pk228qfoj8_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 04, 16:20
Írta: zv42bkt7i Dátum 2017 március 04, 16:20
Bocsánat dolgoztam ma.Még csak tájékozódok mi mire használható stb
Olvasgatok, próbálok okosodni.
Mint már írtam egy Güde oszlopos fúróm van 600w-teljesítménnyel ezt tervezgetem majd lecserélni.
Olvasgatok, próbálok okosodni.
Mint már írtam egy Güde oszlopos fúróm van 600w-teljesítménnyel ezt tervezgetem majd lecserélni.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 05, 18:49
Írta: zv42bkt7i Dátum 2017 március 05, 18:49
Ezek az OPTIMUM márkájú Oszlopos fúrógépek és Fúrómarógépek mennyire képviselnek jó minőséget?Érdemes rájuk pénzt áldozni
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2017 március 05, 18:51
Írta: gaben Dátum 2017 március 05, 18:51
Ford Fairlane? [#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 05, 20:28
Írta: 000000000 Dátum 2017 március 05, 20:28
Ott a pont ! [#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 március 07, 06:09
Írta: n9ugdfyrv Dátum 2017 március 07, 06:09
Én szívesen megosztom veled, hogy mire jutottam, mert pont így kezdtem neki 1- éve... :)
Első körben vettem egy komolyabb(nak tűnő), méretesebb asztali fúrót ( Ilyen hanseatic (http://i.ebayimg.com/images/g/RmUAAOSwPhdVM37j/s-l640.jpg) ), hogy ez milyen jó lesz, mert a méretei miatt aláfér egy XY asztal, meg satu is, van morse 2-es szerszámbefogási lehetőség, stb. Sajnos nagyon libegett (komoly bemozdulásai voltak) a gépnek és a hobby XY asztalnak is, törte is a szerszámot. Nem beszélve arról, hogy néhány érdemi próba (még csak nem is kemény anyagba és nagyon nagy fogással) után a csapágyai tönkrementek! Akkor már láttam ez nem lesz nyerő, de nekem nagy gép nem fér a műhelybe (hiába is volt néha tényleg jó áron 1-2 komoly vas...). És mivel láttam néhány régebbi (jellemzően USA) youtube videon olyan kis marógépeket, amik szinte megegyeztek kialakításukban, robosztusságukban (ez persze itt erős szó :) ) egy-egy magyar öntvény géppel, azokat nézegettem. Találtam is egyet, ami elég nehéz ( nem egy emberes! ) és láttam benne fantáziát ( ez volt az, itt még ahogy hozzám került (http://kepkezelo.com/images/ifyc3x66325lh0h341oh.jpg) ) .Ennek a gépnek mindene, még az oszlopa is öntvény...
A tokmány sajnos csak rövid kúpon rögzül a tengely végen, ettől persze alapból mindig lerázkódott... Ezt végül megoldottam egy agresszív, de "jobbágy" módszerrel (menetrögzítő és vízpapír, többet nem írnék róla most, mert nem túl daliás megoldás, de hozzáteszem azóta is jó, pedig rengeteg dolgot kimartam már vele, "kemény" anyagba is!!!). A tokmányát egy masszív 16-ig fogóra cseréltem, a marószár befogásakor néha azért kell igazítani, de ha beállítom, jól és stabilan megfogja (16ig). Amit kapott:
- Z irányú (függőlges mozgás) rögzítése nagyon masszívan!
- Z irányban finomállítási lehetőség és motoros gyorsjárat
- alapzata kicserélve egy nagy acél lapra (ez lett a gépalap)
- a motorja kapott egy frekiváltót
- csapágycserék jó, új csapágyra
És ami lényeg: egy komoly, nehéz, öntvény (ez is 2 emberes) XY asztalt ( Ez az ... (http://kepkezelo.com/images/hxv7lr7wmo6f1f2kax13.jpg) ). rá egy bitang gépsatut...
Az össztömege így már 200 kg körül járhat, masszív asztalra rögzítve nem rezeg be... Jellemzően alu, melegen hengerelt acél amit megmunkálok vele, ritkábban poliamid, vagy keményebb vasanyag... ha tolom neki (pl. vasban 10-es maró 10mm fogással), eszi szépen azt is, de nem szeretem kínozni... :) És persze szoktam vele kis körfűrész lappal fűrészelni, ütőkéssel síkolni is...
Ami a lényeg (bocs, hogy hosszúra sikerült, így visszanézve), hogy szerintem a picit munkadarab megmunkálása is megköveteli a stabil gépet és egy bizonyos géptömeget - még ha az nem is túl nagy, ha acéllal, aluval bármivel is dolgozol (persze a fa már nem feltétlen)... lehet kisebb, könnyű géppel is, de az a sajtreszelős hasonlat jó... :) Évente egyszer elmehet az is, de nem arra van, és megeszi a gépet, marót, esetleg egy balesetben az ujjad, szemed is!
Amúgy így megépítve és összerakva lehet kijött volna az árából egy hasonló/jobb de gyári, ha ki lehet fogni, de a kis gépek nagyon ritkák... (én pl. ezt találtam (http://kepkezelo.com/images/fgsn8z8obw43dwywwqgq.jpg) menet közben egyszer, de 1 perc alatt elkelt... :) )
De én örülök neki, hogy megépítettem, sokat tanultam vele, és megismertem a vele való munkát is közben... végül is ez is a hobby része... :)
Első körben vettem egy komolyabb(nak tűnő), méretesebb asztali fúrót ( Ilyen hanseatic (http://i.ebayimg.com/images/g/RmUAAOSwPhdVM37j/s-l640.jpg) ), hogy ez milyen jó lesz, mert a méretei miatt aláfér egy XY asztal, meg satu is, van morse 2-es szerszámbefogási lehetőség, stb. Sajnos nagyon libegett (komoly bemozdulásai voltak) a gépnek és a hobby XY asztalnak is, törte is a szerszámot. Nem beszélve arról, hogy néhány érdemi próba (még csak nem is kemény anyagba és nagyon nagy fogással) után a csapágyai tönkrementek! Akkor már láttam ez nem lesz nyerő, de nekem nagy gép nem fér a műhelybe (hiába is volt néha tényleg jó áron 1-2 komoly vas...). És mivel láttam néhány régebbi (jellemzően USA) youtube videon olyan kis marógépeket, amik szinte megegyeztek kialakításukban, robosztusságukban (ez persze itt erős szó :) ) egy-egy magyar öntvény géppel, azokat nézegettem. Találtam is egyet, ami elég nehéz ( nem egy emberes! ) és láttam benne fantáziát ( ez volt az, itt még ahogy hozzám került (http://kepkezelo.com/images/ifyc3x66325lh0h341oh.jpg) ) .Ennek a gépnek mindene, még az oszlopa is öntvény...
A tokmány sajnos csak rövid kúpon rögzül a tengely végen, ettől persze alapból mindig lerázkódott... Ezt végül megoldottam egy agresszív, de "jobbágy" módszerrel (menetrögzítő és vízpapír, többet nem írnék róla most, mert nem túl daliás megoldás, de hozzáteszem azóta is jó, pedig rengeteg dolgot kimartam már vele, "kemény" anyagba is!!!). A tokmányát egy masszív 16-ig fogóra cseréltem, a marószár befogásakor néha azért kell igazítani, de ha beállítom, jól és stabilan megfogja (16ig). Amit kapott:
- Z irányú (függőlges mozgás) rögzítése nagyon masszívan!
- Z irányban finomállítási lehetőség és motoros gyorsjárat
- alapzata kicserélve egy nagy acél lapra (ez lett a gépalap)
- a motorja kapott egy frekiváltót
- csapágycserék jó, új csapágyra
És ami lényeg: egy komoly, nehéz, öntvény (ez is 2 emberes) XY asztalt ( Ez az ... (http://kepkezelo.com/images/hxv7lr7wmo6f1f2kax13.jpg) ). rá egy bitang gépsatut...
Az össztömege így már 200 kg körül járhat, masszív asztalra rögzítve nem rezeg be... Jellemzően alu, melegen hengerelt acél amit megmunkálok vele, ritkábban poliamid, vagy keményebb vasanyag... ha tolom neki (pl. vasban 10-es maró 10mm fogással), eszi szépen azt is, de nem szeretem kínozni... :) És persze szoktam vele kis körfűrész lappal fűrészelni, ütőkéssel síkolni is...
Ami a lényeg (bocs, hogy hosszúra sikerült, így visszanézve), hogy szerintem a picit munkadarab megmunkálása is megköveteli a stabil gépet és egy bizonyos géptömeget - még ha az nem is túl nagy, ha acéllal, aluval bármivel is dolgozol (persze a fa már nem feltétlen)... lehet kisebb, könnyű géppel is, de az a sajtreszelős hasonlat jó... :) Évente egyszer elmehet az is, de nem arra van, és megeszi a gépet, marót, esetleg egy balesetben az ujjad, szemed is!
Amúgy így megépítve és összerakva lehet kijött volna az árából egy hasonló/jobb de gyári, ha ki lehet fogni, de a kis gépek nagyon ritkák... (én pl. ezt találtam (http://kepkezelo.com/images/fgsn8z8obw43dwywwqgq.jpg) menet közben egyszer, de 1 perc alatt elkelt... :) )
De én örülök neki, hogy megépítettem, sokat tanultam vele, és megismertem a vele való munkát is közben... végül is ez is a hobby része... :)
Cím: Re:Hagyományos forgácsológépek
Írta: n9ugdfyrv Dátum 2017 március 07, 06:15
Írta: n9ugdfyrv Dátum 2017 március 07, 06:15
... és a bonus kiegészítés így átolvasva: egy (?) gyenge pontja így is maradt: a marótengely retesszel "rögzül" az ékszíjtárcsára, így lehetséges a forgás közbeni Z mozgás ugye... ez sajnos idővel biztos megadja majd magát(fúrógépnél is megeszi egy idő után ha kapja az ívet, hát még itt)... sajnos nagy eséllyel a tengely hosszanti hornya is kikopik/csorbul majd, akkor leszek bajban... :)
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 március 09, 14:10
Írta: d6i9g5pbs Dátum 2017 március 09, 14:10
Űdv keresek magassági szánt e2n gépre földi áron teszek fel egy minta képet róla...
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_u5x6o3jwft77xr60p3rde_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/u5x6o3jwft77xr60p3rde_5106.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_u5x6o3jwft77xr60p3rde_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/u5x6o3jwft77xr60p3rde_5106.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 március 09, 15:00
Írta: PSoft Dátum 2017 március 09, 15:00
Menyi lehet ennek a "földi" ára?
Azt sejtem, hogy "amennyit adnak érte", no de mégis?
Azt sejtem, hogy "amennyit adnak érte", no de mégis?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 15:03
Írta: jani300 Dátum 2017 március 09, 15:03
Szinte bármennyi , nem nagyon van eladó . Ha van , azt leginkább kereskedő hirdeti.
Egyértelműen nem éri meg egy fél marógép árát .
De én nem értek hozzá ...
Egyértelműen nem éri meg egy fél marógép árát .
De én nem értek hozzá ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 15:10
Írta: jani300 Dátum 2017 március 09, 15:10
"amennyit adnak érte" Na ez a másik jó duma .
Nem Neked írom !
Írtam még , de inkább kitöröltem :(
Nem Neked írom !
Írtam még , de inkább kitöröltem :(
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 március 09, 15:14
Írta: PSoft Dátum 2017 március 09, 15:14
Ha azt mondanám, nekem van egy, százért vihető...
Szerinted, elvinné akinek nagyon kell?
(az pont egy "fél gép ára" mifelénk):)
Én se értek hozzá...:)
Szerinted, elvinné akinek nagyon kell?
(az pont egy "fél gép ára" mifelénk):)
Én se értek hozzá...:)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 09, 15:31
Írta: Csuhás Dátum 2017 március 09, 15:31
Igazából az is csapda hogy aki esztergán akar ilyen szánnal akár csak reteszhornyot is marni annak feltehetőleg nincs marógépe. Aki pedig egy esztergával rendelkezik az inkább hobbi felhasználó, az pedig ritkán tud ennyit fizetni egy olyan eszközért amit azért elég ritkán fog használni.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 március 09, 16:48
Írta: ANTAL GÁBOR Dátum 2017 március 09, 16:48
Nekem van egy eladó hasonló ( vagy az EMU 200 asé vagy az Emu250 esé ) Nézegetem az adatlapodat , és kombinálok Vagy 64 ben születtél vagy 64 éves vagy ( Nálam mindkettő esélyes) de ha a 64 úgy jön ki hogy a 2 öt felemeljük a 6 odikonra akkor inkább megtartom [#vigyor4]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 09, 17:18
Írta: 000000000 Dátum 2017 március 09, 17:18
Ha már hagyományos marógép akkor esetleg valakinek Ruhla FUW 200 vagy 250 esetleg 315 elektromos rajza elektronikus formátumban ?
Tudomásom szerint mind ugyanaz csak a mérete más.
Tudomásom szerint mind ugyanaz csak a mérete más.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 18:41
Írta: jani300 Dátum 2017 március 09, 18:41
Eladóként nézed a gép árát !
Kérdezd meg a Palit mennyiért veszi :)
Egyébként akár 50 et is kérnek érte . Gondolom nem mondtam újat :) És akkor még tekergeti a kisebb gépek nyakát is .
Nincsen magassági szánom , De a marógép színuszasztalát fel tudnám tenni a közepes esztergámra . Annak még kereszt mozgása is van . Az eredeti rendeltetése szerint kereszt mozgás , de a keresztszánra szerelve éppen függőleges lenne . [#buck]
De megértem hogy szeretnének magassági szánt , de nagy a kereslet .
Kérdezd meg a Palit mennyiért veszi :)
Egyébként akár 50 et is kérnek érte . Gondolom nem mondtam újat :) És akkor még tekergeti a kisebb gépek nyakát is .
Nincsen magassági szánom , De a marógép színuszasztalát fel tudnám tenni a közepes esztergámra . Annak még kereszt mozgása is van . Az eredeti rendeltetése szerint kereszt mozgás , de a keresztszánra szerelve éppen függőleges lenne . [#buck]
De megértem hogy szeretnének magassági szánt , de nagy a kereslet .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 18:42
Írta: jani300 Dátum 2017 március 09, 18:42
Ha szerzel , szóljál ám azért :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 09, 20:07
Írta: 000000000 Dátum 2017 március 09, 20:07
Nem vagy elfelejtve, nyugi !
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 március 09, 20:47
Írta: Gamos Dátum 2017 március 09, 20:47
Helló!
Orosz nyelvű van, ha érdekel.
Üdv.
Orosz nyelvű van, ha érdekel.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 20:57
Írta: jani300 Dátum 2017 március 09, 20:57
Üdv ! Ezt többen keresték , az indexen is .
Esetleg Csuhás tárába felajánlod , vagy ha eladó mi az ára ?
Esetleg Csuhás tárába felajánlod , vagy ha eladó mi az ára ?
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 március 09, 21:00
Írta: Gamos Dátum 2017 március 09, 21:00
Van német nyelvű, csak az képekben.
Csuhásnak már adtam mást, ezt is szívesen adom. Ingyért.
Csuhásnak már adtam mást, ezt is szívesen adom. Ingyért.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 21:04
Írta: jani300 Dátum 2017 március 09, 21:04
Ha elektronikus formátumban van , és elküldenéd , annak örülnék . Szinte teljesen hiányos villamossággal , de van ilyen gépem .
Cím: Re:Hagyományos forgácsológépek
Írta: imike Dátum 2017 március 09, 21:08
Írta: imike Dátum 2017 március 09, 21:08
Üdv .
Az FTP tárhely Pál könyvtárba feltöltöttem egy eredeti de halvány rajzokat .
Imike
Az FTP tárhely Pál könyvtárba feltöltöttem egy eredeti de halvány rajzokat .
Imike
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 március 09, 21:17
Írta: Gamos Dátum 2017 március 09, 21:17
Átküldtem emailbe.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 09, 21:22
Írta: jani300 Dátum 2017 március 09, 21:22
Köszönöm , megnézem !
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 március 09, 21:36
Írta: 000000000 Dátum 2017 március 09, 21:36
Köszönöm ! [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: v4bd0e98v Dátum 2017 március 10, 09:58
Írta: v4bd0e98v Dátum 2017 március 10, 09:58
Üdv !
Sima derékszögű felfogató nem jó? Én e1n gépemen azt használtam a strigon előtti időben.
Üdv Jager
Sima derékszögű felfogató nem jó? Én e1n gépemen azt használtam a strigon előtti időben.
Üdv Jager
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 21:21
Írta: Bordogh Dátum 2017 március 11, 21:21
Üdv! mai napon ajánlottak nekem egy svájci sixis 103 as marógépet eladásra. van rajta három irányú előtolás illetve gyorsjárat kereszt valamint vertikális irányba. a gépen van vertikálfej, ami ugyan fúrófunkcióva nem rendelkezik valamint felszerelhető rá támasztógerendával marótüske. az orsók kopását ellenőriztem egyedül a hosszirányúnak van 2,1 tizedes kottyanása, az asztal emelgetésre nem kottyant, az ágy nem tűnt túlzottan kopottnak. a linkelt videon egy ilyen gép látható. kérdésem hogy mit érhet meg egy ilyen gép illetve ha jól tudom akkor iso 30as felfogatású, mennyire lehet ehhez szerszámokat, és befogókat beszerezni, kérem a fórumozókat hogy reagáljanak ha tudnak mert hamar választ kell adnom rá. Köszönöm!
video: https://www.youtube.com/watch?v=XX5yFzEqwn4
video: https://www.youtube.com/watch?v=XX5yFzEqwn4
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 21:25
Írta: Bordogh Dátum 2017 március 11, 21:25
Annyi még hozzá, hogy a gépen útmérők nincsenek felszerelve viszont dönthető sinus asztallal van ellátva.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_pp257szv84cf32p37gunn_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pp257szv84cf32p37gunn_2404.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_pp257szv84cf32p37gunn_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pp257szv84cf32p37gunn_2404.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 11, 21:36
Írta: designr Dátum 2017 március 11, 21:36
Egy becslés..
400 alatt nem fogja adni..
600 tól többet ne adj érte..
De ez csak egy vélemény..ha sikerülne akár magánban várok egy visszajelzést mennyire volt pontos::))
400 alatt nem fogja adni..
600 tól többet ne adj érte..
De ez csak egy vélemény..ha sikerülne akár magánban várok egy visszajelzést mennyire volt pontos::))
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 21:39
Írta: Bordogh Dátum 2017 március 11, 21:39
rendben megírom :) Arra vonatkozóan tudsz valamit hogy milyen felfogatású ??? mert iso kúp az tuti csak nem tudom hogy hányas jóval kisebb mint a 40es.
illetve mennyire lehet ilyen méretű szerszámokat és befogókat beszerezni ???
illetve mennyire lehet ilyen méretű szerszámokat és befogókat beszerezni ???
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 11, 21:43
Írta: designr Dátum 2017 március 11, 21:43
ISO 30 as szerszámbefogót irnak hozzá.
kicsit ritkábban használt,de szépen össze lehet gyűjteni mindent..
kicsit ritkábban használt,de szépen össze lehet gyűjteni mindent..
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 11, 21:44
Írta: designr Dátum 2017 március 11, 21:44
Mármint ugy értem talán az Iso 40 egy kicsit gyakoribb..de ez nem egy nagy gépnek számít..ehhez pont illik a 30-as.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 21:45
Írta: Bordogh Dátum 2017 március 11, 21:45
Köszi! holnap megnézem működés közben is szerintem hazahozom :) zsebben amekkora :)
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 21:45
Írta: Bordogh Dátum 2017 március 11, 21:45
Picurka, 1 tonna az egész.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 11, 21:47
Írta: designr Dátum 2017 március 11, 21:47
Egyébként itt egy leirás.
Sixis (http://www.lathes.co.uk/sixis/page3.html)
Sixis (http://www.lathes.co.uk/sixis/page3.html)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 11, 21:50
Írta: designr Dátum 2017 március 11, 21:50
Tudod nem ugy értem..az hogy nem egy monstrum talán még nekünk előny is egy gépnél..Nem véletlen hogy mostanában többet kérnek egy közepes gépért mint egy nagy tizen -egynéhány kw-os motorral ellátottért.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 11, 22:30
Írta: jani300 Dátum 2017 március 11, 22:30
Értem amit írsz .
De azért a monstrumnak is van némi előnye .
Szép nagy darab munkadarabokat lehet befogni , felfogni rá . Akár a csinos kis gépeket is , tokkal , vonóval .
A tizen kilovattos elérhető , megengedett főorsó teljesítményt nem feltétlenül szükséges kihasználni .
Fordítva viszont , ha a kis gépet próbálod erőltetni nem feltétlenül teheted meg büntetlenül .
Az egy dolog hogy nincsen ára . Ez maximum a kereskedőket , hiénákat érinti . Aki tényleg dolgozni szeretne vele annak szerintem még ez sem hátrány .
A nagy gép munkadíja is más kategória , gondolom .
De az a szerszámmarógép szép darab , és nem kis gép , a kategóriájában .
De azért a monstrumnak is van némi előnye .
Szép nagy darab munkadarabokat lehet befogni , felfogni rá . Akár a csinos kis gépeket is , tokkal , vonóval .
A tizen kilovattos elérhető , megengedett főorsó teljesítményt nem feltétlenül szükséges kihasználni .
Fordítva viszont , ha a kis gépet próbálod erőltetni nem feltétlenül teheted meg büntetlenül .
Az egy dolog hogy nincsen ára . Ez maximum a kereskedőket , hiénákat érinti . Aki tényleg dolgozni szeretne vele annak szerintem még ez sem hátrány .
A nagy gép munkadíja is más kategória , gondolom .
De az a szerszámmarógép szép darab , és nem kis gép , a kategóriájában .
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 11, 22:39
Írta: Bordogh Dátum 2017 március 11, 22:39
Nekem elsősorban mütyűrök egyedi gyártására kell, főleg fegyveralkatrészek, irányzékok kompenzátorok marásához, ahhoz pedig bőven elég. És valószínűleg elég stabil is egy ekkora gép, hogy kellően pontos legyen.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2017 március 12, 07:44
Írta: sanyi84 Dátum 2017 március 12, 07:44
A pontosságnak csak egy része a stabilitás aminek egy része megint csak a gép tömege. Mi jár hozzá? Nagyban befolyásolja az árat. Csinálj próbamunkát, próbáld ki minden tartományban. Gépsatuk bizony drágák, bár elég egy is de jó ha van két normális. Ha iso30 tudsz hozzá venni, nekem 25ös a kúp ahhoz is van de csak új (legalább nem gyalázott) . A felszerszámozás befogók és a satuk még egy 400 de lehet keveset mondtam. Érdemes lenne középen megnézni a szánok kopását. Olajzása hogy van megoldva? Sok apró dologból áll össze az ár, akár méhtelepi árat sem érhet meg vagy 400 ért igen boldog az ember.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 12, 20:39
Írta: Bordogh Dátum 2017 március 12, 20:39
Köszi a hozzászólásokat!
Mai napon újdonsült marógép tulajdonos lettem. Megvettem a korábban írt sixis 103as gépet. (szegény már ezer éve porosodott a raktárban ráfért egy gondos gazdi)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_aweqvsob40enfndpudwjj_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/aweqvsob40enfndpudwjj_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_f0qz3i4gvbap6azkoyx36_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/f0qz3i4gvbap6azkoyx36_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_amneqcvj78ugdrf0nemp5_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/amneqcvj78ugdrf0nemp5_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_y5oqm0bds3jqgpg4eikm6_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/y5oqm0bds3jqgpg4eikm6_2404.jpg)
Mai napon újdonsült marógép tulajdonos lettem. Megvettem a korábban írt sixis 103as gépet. (szegény már ezer éve porosodott a raktárban ráfért egy gondos gazdi)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_aweqvsob40enfndpudwjj_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/aweqvsob40enfndpudwjj_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_f0qz3i4gvbap6azkoyx36_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/f0qz3i4gvbap6azkoyx36_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_amneqcvj78ugdrf0nemp5_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/amneqcvj78ugdrf0nemp5_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_y5oqm0bds3jqgpg4eikm6_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/y5oqm0bds3jqgpg4eikm6_2404.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 12, 20:46
Írta: Bordogh Dátum 2017 március 12, 20:46
Ma ismét megnézegettem a gépet az ágyak szépek nincsenek szétkopva, a gépen mindössze a keresztirányú orsónak van két tizednyi holtjátéka, illetve a gyorsjárat pedál nem működik, vagy ki van kötve biztonsági okokból, vagy tönkrement a kapcsoló, majd megnézem. olaj nívóknál szépen van olaj szóval nem volt elhanyagolva, amit eddig szétszedtem bőven zsírozva van minden.
Gépsatum van más gép miatt, felszerszámozását szépen sorban megoldom. körasztal, osztófej támasztócsúcs kelleni fog de majd mindent apránként összeboltolgatok. Esztergámmal is így voltam és mára már rengeteg szerszámom van hozzá.
Tekintettel arra, hogy egész jó állapotú gépecske, és szinte vasárban jutottam hozzá, nem lehetett otthagyni :)
Gépsatum van más gép miatt, felszerszámozását szépen sorban megoldom. körasztal, osztófej támasztócsúcs kelleni fog de majd mindent apránként összeboltolgatok. Esztergámmal is így voltam és mára már rengeteg szerszámom van hozzá.
Tekintettel arra, hogy egész jó állapotú gépecske, és szinte vasárban jutottam hozzá, nem lehetett otthagyni :)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 12, 21:03
Írta: designr Dátum 2017 március 12, 21:03
Szerintem örülhetsz neki nyugodtan..Egyre ritkább a hasonló nem leharcolt gép..ezeket nem szokták eladni.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 12, 21:06
Írta: Bordogh Dátum 2017 március 12, 21:06
Ez is csak azért került eladásra, mert egyben vettek meg egy felszámolt céget, és van egy jóval nagyobb sokkal komolyabb marójuk, ezt egyáltalán nem használták. három éve porosodott, egy cimborám hívta fel rá a figyelmemet, hogy van egy gép ami lehet jó lenne nekem, és végül úgy fest hogy jó is lesz :)
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2017 március 12, 21:10
Írta: guliver83 Dátum 2017 március 12, 21:10
Gyorsan akkor CNC kell belőle építeni.[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2017 március 12, 21:43
Írta: vjanos Dátum 2017 március 12, 21:43
Gratula Ati. :)
Majd egyszer jól meg nézem, ha lesz osztálytalálkozó :D
Majd egyszer jól meg nézem, ha lesz osztálytalálkozó :D
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 12, 23:03
Írta: Bordogh Dátum 2017 március 12, 23:03
Rendben, bár az nem sűrűn van :)
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2017 március 17, 23:46
Írta: Bordogh Dátum 2017 március 17, 23:46
Mai nap megérkezett az eszköz, megküzdöttem vele mire a műhely elé karbantartási parkoló pályára került...
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_pzbrfzeuh0cp5674xv4u3_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pzbrfzeuh0cp5674xv4u3_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_nvfzvdwr06yx7oonpnrq7_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/nvfzvdwr06yx7oonpnrq7_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_z4q4yhnz7wgr632z0vbff_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/z4q4yhnz7wgr632z0vbff_2404.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_pzbrfzeuh0cp5674xv4u3_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pzbrfzeuh0cp5674xv4u3_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_nvfzvdwr06yx7oonpnrq7_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/nvfzvdwr06yx7oonpnrq7_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_z4q4yhnz7wgr632z0vbff_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/z4q4yhnz7wgr632z0vbff_2404.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 március 18, 22:20
Írta: designr Dátum 2017 március 18, 22:20
Le van kötözve rendesen,mégis dől erre-arra::))
Jó munkát vele..magánban megirhatod mennyire volt pontos az óvatos becslés..
Jó munkát vele..magánban megirhatod mennyire volt pontos az óvatos becslés..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 20, 14:03
Írta: Csuhás Dátum 2017 március 20, 14:03
Tegnap Készítettem egy gyors osztó tárcsát az élezőmre. Szerintem hiányzott róla mert el nem tudom képzelni hogy egy ipari élezőnél szögskála olvasgatásával kellene osztani. Ötletadónak felrakok néhány fotót, illetve ha valakinek van a gyári megoldásról fotója az is érdekelne.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_8xrg0vsgeokz5ohgi54hh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/8xrg0vsgeokz5ohgi54hh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_bw5chiopcckjn2rt8k4s0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/bw5chiopcckjn2rt8k4s0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_fa3td554iv5e2z7ewfs2i_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/fa3td554iv5e2z7ewfs2i_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_rmj5ritgp4mg488vcuoru_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/rmj5ritgp4mg488vcuoru_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_auyc8vyh4z6onsy0zbyqr_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/auyc8vyh4z6onsy0zbyqr_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_8xrg0vsgeokz5ohgi54hh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/8xrg0vsgeokz5ohgi54hh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_bw5chiopcckjn2rt8k4s0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/bw5chiopcckjn2rt8k4s0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_fa3td554iv5e2z7ewfs2i_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/fa3td554iv5e2z7ewfs2i_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_rmj5ritgp4mg488vcuoru_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/rmj5ritgp4mg488vcuoru_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_auyc8vyh4z6onsy0zbyqr_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/auyc8vyh4z6onsy0zbyqr_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 március 20, 18:17
Írta: d6i9g5pbs Dátum 2017 március 20, 18:17
Szereztem magassági szánt képzeld el...[#taps] ja és van cnc marógépem is és 47 éve vagyok esztergályos .látom itt is sok okoskodó ember van..csak olvasni kell a hozzá szólásokat Űdv [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 20, 19:12
Írta: jani300 Dátum 2017 március 20, 19:12
Gratulálok ! Publikus hogy mennyi volt ?
Inkább az adatlapodra kellett volna kiírni az infókat , nem ?
A cnc ről tanultam itt ezt azt , a sok okoskodás ellenére is :)
Tegyél fel képeket , szeretjük nézegetni ...[#integet2]
Inkább az adatlapodra kellett volna kiírni az infókat , nem ?
A cnc ről tanultam itt ezt azt , a sok okoskodás ellenére is :)
Tegyél fel képeket , szeretjük nézegetni ...[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 20, 19:17
Írta: jani300 Dátum 2017 március 20, 19:17
Régebben guberáltam osztó tárcsákat , négyzet alakú kivágások voltak a külsején (talán). Sorozatban , többféle osztásra .Ha előkerül küldök képet . Ha nem tartod okoskodásnak :)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2017 március 20, 19:30
Írta: ii5d35wcx Dátum 2017 március 20, 19:30
Sziasztok !
Gondolom ,Jani ilyesmire gondolt az egyszerű kivágott
osztótárcsát illetően.
Üdv: Sanyi
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_es70sppzrajox02jdba83_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/es70sppzrajox02jdba83_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_svap8s0omfjccei4qxduw_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/svap8s0omfjccei4qxduw_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_opfrb76oh80xs8gvhd2yt_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/opfrb76oh80xs8gvhd2yt_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_pmo4jjiz4z3m7yr5whsf5_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pmo4jjiz4z3m7yr5whsf5_4194.jpg)
Gondolom ,Jani ilyesmire gondolt az egyszerű kivágott
osztótárcsát illetően.
Üdv: Sanyi
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_es70sppzrajox02jdba83_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/es70sppzrajox02jdba83_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_svap8s0omfjccei4qxduw_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/svap8s0omfjccei4qxduw_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_opfrb76oh80xs8gvhd2yt_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/opfrb76oh80xs8gvhd2yt_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_pmo4jjiz4z3m7yr5whsf5_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/pmo4jjiz4z3m7yr5whsf5_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 20, 19:36
Írta: jani300 Dátum 2017 március 20, 19:36
osztófej (https://www.jofogas.hu/budapest/KSU_Szerszamkoszoru_avagy_marogep_gyors_osztofej_63235109.htm)
Hát én erre gondoltam ...
Hát én erre gondoltam ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 20, 19:49
Írta: jani300 Dátum 2017 március 20, 19:49
Ez az .
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_a3nibyh37dyr6xjxv6pyd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/a3nibyh37dyr6xjxv6pyd_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_a3nibyh37dyr6xjxv6pyd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/a3nibyh37dyr6xjxv6pyd_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2017 március 20, 19:54
Írta: ii5d35wcx Dátum 2017 március 20, 19:54
Természetesen ez az igazi a gyári!
De házilag gyártva , egyszerű gyorsosztáshoz ez is ugyanúgy működik.
Sanyi
De házilag gyártva , egyszerű gyorsosztáshoz ez is ugyanúgy működik.
Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 március 20, 20:21
Írta: kisssandor Dátum 2017 március 20, 20:21
Felismeri valaki ezt a magyar osztófejet? Mi a típusa?
Hiányosan került hozzám, hiányzik a csiga/csigakerék, nóniusz.
Egy rajz jó lenne róla, hogyan is nézett ki.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_0vxbbphq2atyfzktb77jr_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/0vxbbphq2atyfzktb77jr_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_ca3563efm5nb4iwtc4b3a_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/ca3563efm5nb4iwtc4b3a_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_hwx20ucmop4xzv3xcz2ks_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/hwx20ucmop4xzv3xcz2ks_2594.jpg)
Hiányosan került hozzám, hiányzik a csiga/csigakerék, nóniusz.
Egy rajz jó lenne róla, hogyan is nézett ki.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_0vxbbphq2atyfzktb77jr_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/0vxbbphq2atyfzktb77jr_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_ca3563efm5nb4iwtc4b3a_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/ca3563efm5nb4iwtc4b3a_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_hwx20ucmop4xzv3xcz2ks_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/hwx20ucmop4xzv3xcz2ks_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 március 21, 09:34
Írta: Csuhás Dátum 2017 március 21, 09:34
Nem tartom okoskodásnak. :- )
Ilyen osztótárcsákból nekem is van 3 db. Megpróbáltam ide is használni, de nem vált be. Körülményes volt a tárcsa csere ( nem ehhez a fejhez készültek ) nehézkes volt a nullpont felvétel, ráadásul itt sem kerültem el a filctollas jelölgetést a egyszerűsítette a hornyok számolgatását. A mostani nagy tárcsa ezeket a kényelmetlenségeket megoldja.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_4ezpprjrs7v8dqcot0mys_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/4ezpprjrs7v8dqcot0mys_1881.jpg)
Ilyen osztótárcsákból nekem is van 3 db. Megpróbáltam ide is használni, de nem vált be. Körülményes volt a tárcsa csere ( nem ehhez a fejhez készültek ) nehézkes volt a nullpont felvétel, ráadásul itt sem kerültem el a filctollas jelölgetést a egyszerűsítette a hornyok számolgatását. A mostani nagy tárcsa ezeket a kényelmetlenségeket megoldja.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_4ezpprjrs7v8dqcot0mys_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/4ezpprjrs7v8dqcot0mys_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 március 21, 17:27
Írta: y580keijn Dátum 2017 március 21, 17:27
Üdv.
Találtam egy "szerintem" hosszosztó-támasztócsúcs szerkezetet,sajnos elfelejtettem lefotózni,ami a képen látható hoz hasonló-de nem szétszethető mint ami a képen van.
Ellenben forgózsámolyra rakható ill kell rakni,mint a gépsatut is szokták.
Jó állapotúnak tünt. 20 éve tuti nem használták,ellenben mindene szépen mozog.
Tokmány és 1db osztó tárcsa van hozzá.
Milyen gépét lehetet, és mi lehet az értéke? (Amit érdemes adni érte)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_kqwm4cbk3aeaa7x07b20f_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/kqwm4cbk3aeaa7x07b20f_4503.jpg)
Találtam egy "szerintem" hosszosztó-támasztócsúcs szerkezetet,sajnos elfelejtettem lefotózni,ami a képen látható hoz hasonló-de nem szétszethető mint ami a képen van.
Ellenben forgózsámolyra rakható ill kell rakni,mint a gépsatut is szokták.
Jó állapotúnak tünt. 20 éve tuti nem használták,ellenben mindene szépen mozog.
Tokmány és 1db osztó tárcsa van hozzá.
Milyen gépét lehetet, és mi lehet az értéke? (Amit érdemes adni érte)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_kqwm4cbk3aeaa7x07b20f_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/kqwm4cbk3aeaa7x07b20f_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 március 21, 19:10
Írta: jani300 Dátum 2017 március 21, 19:10
Szerintem szerszámmarógépeken használnak hasonlókat .
Cím: Re:Hagyományos forgácsológépek
Írta: fcnex97xh Dátum 2017 március 21, 23:29
Írta: fcnex97xh Dátum 2017 március 21, 23:29
Üdv. Hagyományos esztergára és marógépre munkát vállalok műszaki rajz és előzetes árajánlat alapján. Kecskemét. Érdeklődni az szk.metalworks@gmail.com e-mail címen.
Cím: Re:Hagyományos forgácsológépek
Írta: zv42bkt7i Dátum 2017 március 24, 09:40
Írta: zv42bkt7i Dátum 2017 március 24, 09:40
Szia csak most értem gép közelbe de vissza olvasgatok és látom a hozzászólásod amit ez úton szeretnék megköszönni neked!
Átgondoltam ezt a dolgot és amint összejön a pénzem veszek egy HBM vagy Optimum marógépet de valami kisebbet.
Átgondoltam ezt a dolgot és amint összejön a pénzem veszek egy HBM vagy Optimum marógépet de valami kisebbet.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 március 30, 20:36
Írta: y580keijn Dátum 2017 március 30, 20:36
Üdv.
Rátaláltam egy Arboga EM 825-ös típusú fúró-marógépre. Elég stabil gépnek tűnik, egy sajnálatos hiányossággal. Nincs még a tárgyasztala, mert utóljára fúrógépnek használták, és levették róla.
Ha esetleg valakinek beugrana, hogy látott egy rávalót valahol kallódni és még írna is nagyon boldoggá tenne...[#vigyor3]
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_tkxiwmawhvv44t3wgafve_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tkxiwmawhvv44t3wgafve_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_08jxszku8rzka8vwrcpvx_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/08jxszku8rzka8vwrcpvx_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_vjpvrd442b0ejwkamzupm_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/vjpvrd442b0ejwkamzupm_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_kamknompbzhvr8en4e63m_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/kamknompbzhvr8en4e63m_4503.jpg)
Rátaláltam egy Arboga EM 825-ös típusú fúró-marógépre. Elég stabil gépnek tűnik, egy sajnálatos hiányossággal. Nincs még a tárgyasztala, mert utóljára fúrógépnek használták, és levették róla.
Ha esetleg valakinek beugrana, hogy látott egy rávalót valahol kallódni és még írna is nagyon boldoggá tenne...[#vigyor3]
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_tkxiwmawhvv44t3wgafve_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tkxiwmawhvv44t3wgafve_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_08jxszku8rzka8vwrcpvx_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/08jxszku8rzka8vwrcpvx_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_vjpvrd442b0ejwkamzupm_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/vjpvrd442b0ejwkamzupm_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_kamknompbzhvr8en4e63m_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/kamknompbzhvr8en4e63m_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: nw6j7czph Dátum 2017 április 01, 23:32
Írta: nw6j7czph Dátum 2017 április 01, 23:32
Szia.
Sajnos a típust nem sikerült kiderítenem nekem sem, de van egy működő példányom. Ha segít képet tudok róla küldeni.
A csigakerék elég kacifántos megoldás, mert 2 darabból van készítve. Okát nem tudom. A kép alapján eléggé hiányos.
Tamás
Sajnos a típust nem sikerült kiderítenem nekem sem, de van egy működő példányom. Ha segít képet tudok róla küldeni.
A csigakerék elég kacifántos megoldás, mert 2 darabból van készítve. Okát nem tudom. A kép alapján eléggé hiányos.
Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 április 02, 09:05
Írta: kisssandor Dátum 2017 április 02, 09:05
Kérnék képet róla. Köszi a segítséget.
Cím: Re:Hagyományos forgácsológépek
Írta: nw6j7czph Dátum 2017 április 02, 13:28
Írta: nw6j7czph Dátum 2017 április 02, 13:28
Szia.
Szétszedni csak májusba tudom, addig meló van.
Akkor tudok küldeni képet a részletekről.
Tamás
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_0emm36utkrrvox0cpy6zd_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/0emm36utkrrvox0cpy6zd_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_v3riu3j6mbgfn6x6m4uqp_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/v3riu3j6mbgfn6x6m4uqp_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_xrsmiqptp08hx8ubxhb8d_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/xrsmiqptp08hx8ubxhb8d_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_vrchwaofpqxxj2655tdho_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/vrchwaofpqxxj2655tdho_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_wa6dmefa5jfa7sudxnb33_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/wa6dmefa5jfa7sudxnb33_4701.jpg)
Szétszedni csak májusba tudom, addig meló van.
Akkor tudok küldeni képet a részletekről.
Tamás
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_0emm36utkrrvox0cpy6zd_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/0emm36utkrrvox0cpy6zd_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_v3riu3j6mbgfn6x6m4uqp_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/v3riu3j6mbgfn6x6m4uqp_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_xrsmiqptp08hx8ubxhb8d_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/xrsmiqptp08hx8ubxhb8d_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_vrchwaofpqxxj2655tdho_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/vrchwaofpqxxj2655tdho_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_wa6dmefa5jfa7sudxnb33_4701.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/wa6dmefa5jfa7sudxnb33_4701.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 április 02, 15:11
Írta: kisssandor Dátum 2017 április 02, 15:11
Szia!
Érdekes szerkezet. Még nem láttam ilyet. Csak ezért nem kell szétszedni. Köszi az infót.
Érdekes szerkezet. Még nem láttam ilyet. Csak ezért nem kell szétszedni. Köszi az infót.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 április 15, 21:35
Írta: ecp4rs0md Dátum 2017 április 15, 21:35
Üdvözlet mindenkinek van egy ilyen marógépem amit a képen látni ha én ezzel hosszában tehát X tengely irányában pl. 30 fokot szeretnék marni azt hogy tehetem meg lehet hülye a kérdés de eddig csak olyan gépem van ami csak Y tengely irányban tudtam szögben dönteni tehát csak rövid szakaszt tudtam vele szögben marni ezzel lehet hosszában?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_scr7cnbcccacdicyoonrf_3527.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/scr7cnbcccacdicyoonrf_3527.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_scr7cnbcccacdicyoonrf_3527.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/scr7cnbcccacdicyoonrf_3527.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 15, 23:57
Írta: jani300 Dátum 2017 április 15, 23:57
Persze hogy lehet .
Készülékbe fogod a munkadarabot , és azt állítod szögbe az asztalon .
A másik lehetőség , hogy nem a vertikálfejet használod .
Készülékbe fogod a munkadarabot , és azt állítod szögbe az asztalon .
A másik lehetőség , hogy nem a vertikálfejet használod .
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2017 április 16, 06:36
Írta: István83 Dátum 2017 április 16, 06:36
Szerintem a vízszintes tengelyű állításnál +60 fokra állítod
a 45 fokos tengelyű állítást pedig -60 fokra állítod a marófejet.Remélem értelmezhető amit írtam.
a 45 fokos tengelyű állítást pedig -60 fokra állítod a marófejet.Remélem értelmezhető amit írtam.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 16, 09:35
Írta: jani300 Dátum 2017 április 16, 09:35
Jobban megnézve a gépet arra én is kíváncsi vagyok ,
hogy evvel a vertikálfejjel lehet e hosszmozgással , prizma szerű dolgokat marni .
A másik fajta , vertikálfejjel , asztal elfordítás nélkül lehet prizma jellegű idomokat megmunkáni .Vízszintes marótengelynél az elfordított asztal mozgása nem lesz merőleges a tárcsamaró síkjára , ívelt felületet marna úgy szerintem .
hogy evvel a vertikálfejjel lehet e hosszmozgással , prizma szerű dolgokat marni .
A másik fajta , vertikálfejjel , asztal elfordítás nélkül lehet prizma jellegű idomokat megmunkáni .Vízszintes marótengelynél az elfordított asztal mozgása nem lesz merőleges a tárcsamaró síkjára , ívelt felületet marna úgy szerintem .
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 április 16, 12:08
Írta: ecp4rs0md Dátum 2017 április 16, 12:08
Igen értem ami írsz, de akkor mekkora szög adódik, vagy azt mi alapján számítom?
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 április 16, 12:11
Írta: ecp4rs0md Dátum 2017 április 16, 12:11
Igen szerintem is ívelt lenne a felület ezt hogy tudom kiküszöbölni vagy akkor mi értelme a 45 fokos elfordíthatóságnak?
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2017 április 16, 13:34
Írta: István83 Dátum 2017 április 16, 13:34
ennek a fejnek az az értelme hogy mind irányba kifordítható akár vízszintesre is.Az ágyazat vagy hosszmarók mind ilyen fejjel vannak szerelve.A 45 fok végett kétszeresére kell állítani mind két részen, csak az egyiket pluszba másikat mínuszba,vagy ellentétesen ,ahogy tetszik,és akkor nem lesz íves a felület.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 április 16, 15:23
Írta: ecp4rs0md Dátum 2017 április 16, 15:23
Köszönöm a segítséget így megvilágosodtam ki is próbálom! :)
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2017 április 17, 14:01
Írta: István83 Dátum 2017 április 17, 14:01
Szia!
Kipróbáltad?
Kipróbáltad?
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 április 17, 16:36
Írta: ecp4rs0md Dátum 2017 április 17, 16:36
Szia! Nem, még sajnos nem, most tényleg pihentem az ünnep alatt.
Cím: Re:Hagyományos forgácsológépek
Írta: 085ctv6w0 Dátum 2017 április 24, 20:26
Írta: 085ctv6w0 Dátum 2017 április 24, 20:26
Sziasztok! Segítségeteket szeretném kérni, hogy a rozsdás nóniuszt hogyan lehet javítani.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_iqps4wzb9ty3vy8g0d64i_2027.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/iqps4wzb9ty3vy8g0d64i_2027.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_iqps4wzb9ty3vy8g0d64i_2027.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/iqps4wzb9ty3vy8g0d64i_2027.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 április 24, 20:31
Írta: designr Dátum 2017 április 24, 20:31
Finom réz vagy vas drótkefe..
Acélgyapotot jobban szeretem,de az bennhagyja a mélyedésben a rozsdát.
Acélgyapotot jobban szeretem,de az bennhagyja a mélyedésben a rozsdát.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 24, 20:57
Írta: 000000000 Dátum 2017 április 24, 20:57
Én a recézett részt 0.1mm kvarchomokkal homokszórnám le a többit meg simán políroznám.
Az annyira minimális rozsdásodás, hogy egy kis olaj plusz bőrdarabbal a saját rozsdájával fel lehet fényesíteni.
Az annyira minimális rozsdásodás, hogy egy kis olaj plusz bőrdarabbal a saját rozsdájával fel lehet fényesíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: 085ctv6w0 Dátum 2017 április 25, 07:08
Írta: 085ctv6w0 Dátum 2017 április 25, 07:08
Köszönöm a válaszokat! Kipróbálom.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 09:37
Írta: Csuhás Dátum 2017 április 25, 09:37
Pár napja kérdezgettem fúró élező témában. Gondoltam felrakok pár fotót szemléltetésül a témához.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_gn6zb4b0d5g2a76pckei_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/gn6zb4b0d5g2a76pckei_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_gt8q4wwuc5dcfvpmp2ymz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/gt8q4wwuc5dcfvpmp2ymz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_9qxp59id7j9v78qq5pvn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/9qxp59id7j9v78qq5pvn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_kz0w8dpvp6c8yib98xhfx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/kz0w8dpvp6c8yib98xhfx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_e7h7npgp0228y53ia92x_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/e7h7npgp0228y53ia92x_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_gn6zb4b0d5g2a76pckei_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/gn6zb4b0d5g2a76pckei_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_gt8q4wwuc5dcfvpmp2ymz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/gt8q4wwuc5dcfvpmp2ymz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_9qxp59id7j9v78qq5pvn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/9qxp59id7j9v78qq5pvn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_kz0w8dpvp6c8yib98xhfx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/kz0w8dpvp6c8yib98xhfx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_e7h7npgp0228y53ia92x_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/e7h7npgp0228y53ia92x_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 09:48
Írta: 000000000 Dátum 2017 április 25, 09:48
Jókora lelket hagytál (keresztél)
Ezt még elvékonyítod ?
Ezt még elvékonyítod ?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 09:56
Írta: Csuhás Dátum 2017 április 25, 09:56
Lehet hogy vékonyítom második lépésben, de nem is igazán kell, hiszen mindig előfúrok a nagyobb fúró előtt. Ezek egyébként még csak az első élezési kísérletek, még csak most igyekszem rájönni a fogásokra.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 09:59
Írta: 000000000 Dátum 2017 április 25, 09:59
Ja, hogy ez a méret még nem előfúró nálad ? [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 10:01
Írta: Csuhás Dátum 2017 április 25, 10:01
Dehogy, műszerész vagyok, a 8..16 kb a kész méret. A nagyobbakat már nem fúrni szoktam. De igazad van magas labda volt, :- )
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 10:06
Írta: Csuhás Dátum 2017 április 25, 10:06
Egyébiránt még nem jó az élgeometria. A vastag keresztél ellenére ( vagy épp azért ) a próbafúrásnál előfúrás nélkül kemény aluba szeretett ívháromszög jellegű lyukat fúrni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 10:08
Írta: 000000000 Dátum 2017 április 25, 10:08
Megköszörülöm szabadkézből és még fogorvosi tükör se kell hozzá. [#papakacsint]
Akkor ezek szerint rájöttél a nyitjára hogyan is kell élezni a szerkezettel.
Billeg mint rosszka a dögön [#idiota]
Akkor ezek szerint rájöttél a nyitjára hogyan is kell élezni a szerkezettel.
Billeg mint rosszka a dögön [#idiota]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 10:14
Írta: 000000000 Dátum 2017 április 25, 10:14
A vastag keresztél nagyon szerencsétlen forgácsolás szempontjából mert csak vakarja az anyagot.
Ez miatt lehet 3-5 szögletű a furat.
Anno egy güde élezőn próbáltunk meg fúrót köszörülni, de a leírtak alapján is mindig fordítva köszörülte meg a fúrót
Annyi előnye volt a gépnek, hogy azzal egyből a vékonyítást is meg lehetett csinálni.
Az ilyen volt csak kék és güde marticával
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_be7yxyw9afy38h2jxef5s_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/be7yxyw9afy38h2jxef5s_705.jpg)
Ez miatt lehet 3-5 szögletű a furat.
Anno egy güde élezőn próbáltunk meg fúrót köszörülni, de a leírtak alapján is mindig fordítva köszörülte meg a fúrót
Annyi előnye volt a gépnek, hogy azzal egyből a vékonyítást is meg lehetett csinálni.
Az ilyen volt csak kék és güde marticával
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_be7yxyw9afy38h2jxef5s_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/be7yxyw9afy38h2jxef5s_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 10:15
Írta: Csuhás Dátum 2017 április 25, 10:15
Az alapvető billegés az rendben van, de hogy függ össze a fúróátmérő, a kilógás, és a hátszög?
Amíg jobb volt a szemem nekem is elég volt a szabadkézi élezés, akkor még csak kuncogtam hogy az öreg szakik hozzám fiatal gyerekhez hozzák a fúróikat élezni. Ma már értem hogy miért. A tükör viszont praktikus. Nekem kevés helyem van, nem tudom körbe ugrálni a gépet, így maró élezésnél jól jön ha látom a korong mögül is az élezett felületet.
Amíg jobb volt a szemem nekem is elég volt a szabadkézi élezés, akkor még csak kuncogtam hogy az öreg szakik hozzám fiatal gyerekhez hozzák a fúróikat élezni. Ma már értem hogy miért. A tükör viszont praktikus. Nekem kevés helyem van, nem tudom körbe ugrálni a gépet, így maró élezésnél jól jön ha látom a korong mögül is az élezett felületet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 10:25
Írta: 000000000 Dátum 2017 április 25, 10:25
Ha csak logikusan nézzük minél jobban kilóg annál nagyobb lesz a rádiusza ahogy billegteted
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 10:38
Írta: Csuhás Dátum 2017 április 25, 10:38
A dolog nem oly egyszerű, mert a fej a tengelyhez képest egy ferde pálya szerint eltolódik a fúró átmérő szerint. Szóval nem fix a fúró tengely és a billentés tengelyének legközelebbi pontja. ( Metszés pont nincs mert a fúró átmérő függvényében ezek változó mértékben kitérő tengelyek. )
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 10:43
Írta: 000000000 Dátum 2017 április 25, 10:43
Én úgy tudom ezekhez az élezőkhöz van valamilyen táblázat ami alapján be kell állítani, de ilyennel még nem éleztem. [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 április 25, 10:54
Írta: ywathzay Dátum 2017 április 25, 10:54
Nem biztos hogy tudom érzékeltetni, vagy hogy megérted-e (ez nem a te hibád lesz). Mutatok egy nem "szabályos" fúróköszörülést. Nekem a nagyapám tanította (pedig annak idején sok nyaklevest kaptam a szakoktatótól míg megértettem hogy is kell szabályosan fúrót köszörülni). Itt a fúró nem forog, a megfelelő él- és kúp szögekbe beállítva egyenes vonalban "tolom". Ezt kézből, vagy mint most élezőben elvégzem. Az élezőt azért szeretem, mert teljesen szimmetrikus lesz. Tudom, itt mindenki más tud szimmetrikusan köszörülni kézből is, de ez nekem nem mindig sikerül[#vigyor4].
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_ztssgegdcad7x83ec6ju_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ztssgegdcad7x83ec6ju_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_75d0w8395duq6tqqjsdm4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/75d0w8395duq6tqqjsdm4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_u7sb4afszgjgsh35b2nw_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/u7sb4afszgjgsh35b2nw_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_ztssgegdcad7x83ec6ju_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/ztssgegdcad7x83ec6ju_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_75d0w8395duq6tqqjsdm4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/75d0w8395duq6tqqjsdm4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/tn_u7sb4afszgjgsh35b2nw_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/u7sb4afszgjgsh35b2nw_891.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 április 25, 10:58
Írta: ywathzay Dátum 2017 április 25, 10:58
Mielőtt jön a fikázás, a keresztél azért nincs kiköszörülve, hogy tudjam láttatni mit akarok mondani, ha kiköszörülöm, legalább 1/2 részben akkor úgy megy az acélba mint kés a vajba....
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 25, 10:59
Írta: jani300 Dátum 2017 április 25, 10:59
Oldalról kellene látni a fúrót .
A hátraköszörülés szöge tűnik nagynak így a képek alapján .
Ha úgy van , akkor "harap" a fúró .
Én még mindig kézből köszörülök , de szemüveg már kell régóta :)
A hátraköszörülés szöge tűnik nagynak így a képek alapján .
Ha úgy van , akkor "harap" a fúró .
Én még mindig kézből köszörülök , de szemüveg már kell régóta :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 11:08
Írta: Csuhás Dátum 2017 április 25, 11:08
Itt egy kép majdnem oldalról:
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_0mm65x9xsx554ehi77xuu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/0mm65x9xsx554ehi77xuu_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_0mm65x9xsx554ehi77xuu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/0mm65x9xsx554ehi77xuu_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 25, 11:11
Írta: jani300 Dátum 2017 április 25, 11:11
Ezek a képek hiányoztak , csuhásnál .
Van valami újfajta , síklapokkal operáló köszörülési technika az is nagyon jó . De szerintem maradok a megszokott réginél .
Ha nem hajszálpontosan szimmetrikus akkor kicsit nagyobbat fúr , ritkán gond az .
Volt hogy lemezfúrónál fontos volt tartani az átmérőt , azon néhány próbafúrás segített .
Van valami újfajta , síklapokkal operáló köszörülési technika az is nagyon jó . De szerintem maradok a megszokott réginél .
Ha nem hajszálpontosan szimmetrikus akkor kicsit nagyobbat fúr , ritkán gond az .
Volt hogy lemezfúrónál fontos volt tartani az átmérőt , azon néhány próbafúrás segített .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 11:13
Írta: 000000000 Dátum 2017 április 25, 11:13
Juhtyükon van fent rengeted videó, Craftsman Drill Grinding így keressed.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 11:18
Írta: 000000000 Dátum 2017 április 25, 11:18
Erre gondoltál ?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_cgd894zhsvd5zc76e9cw_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/cgd894zhsvd5zc76e9cw_705.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_cgd894zhsvd5zc76e9cw_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/cgd894zhsvd5zc76e9cw_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 11:19
Írta: Csuhás Dátum 2017 április 25, 11:19
Az enyém csak hasonlít arra az élezőre. Ha ez érdekel akkor "Potts drill grinding jig" vagy "van royen drill sharpener" kulcsokkal keress rá.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 25, 11:22
Írta: jani300 Dátum 2017 április 25, 11:22
Próbáld meg egyszer kisebb hátszöggel , amíg nem nyom tartósabb lesz az él is .
De minden szög anyagfüggő is , így kép alapján nehéz eldönteni .
A spirál emelkedése is befolyásolja az élt .
Én a méhben kidobott fúrókról lestem el a nem tanított fogásokat . Persze nem mindegy honnét került oda .
Velem akkor volt barátságosabb az idősebb lakatos kolléga , ha már nem vitt szépen a lemezfúró :)
De minden szög anyagfüggő is , így kép alapján nehéz eldönteni .
A spirál emelkedése is befolyásolja az élt .
Én a méhben kidobott fúrókról lestem el a nem tanított fogásokat . Persze nem mindegy honnét került oda .
Velem akkor volt barátságosabb az idősebb lakatos kolléga , ha már nem vitt szépen a lemezfúró :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 11:24
Írta: Csuhás Dátum 2017 április 25, 11:24
Ez a "four facet drill sharpening", ki fogom ezt is próbálni, ez megoldható a mostani maróélező befogómmal is. Ennél a módnál többet kell a szögek állítgatásával foglalkozni, de időm van bőven, hobby az egész. ( A potts élezőt még akkor készítettem amikor nem volt szerszámélezőm. )
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 25, 11:25
Írta: jani300 Dátum 2017 április 25, 11:25
Igen !
Pontozni sem kell szinte . Vettem pár ilyen köszörülésű vékony fúrót , hát jók !
Pontozni sem kell szinte . Vettem pár ilyen köszörülésű vékony fúrót , hát jók !
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 április 25, 11:36
Írta: 000000000 Dátum 2017 április 25, 11:36
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 25, 11:59
Írta: Csuhás Dátum 2017 április 25, 11:59
Az ötlet jó, de a kivitel kinai gagyi, minden nyeklik, minden lötyög.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 április 25, 19:22
Írta: Motoros Dátum 2017 április 25, 19:22
Ennél a fúróélező összeállításnál (https://www.youtube.com/watch?v=2GWCS-qLYnw) most eltekintve attól, hogy milyen a végeredmény, problémának látom azt hogy ha sima korund követ használunk olyan módon, hogy csak egy helyen koptatja a szerszám a követ, ráadásúl az oldalát akkor pár fúró élezése után a fúró rádiuszosra vágja a követ, tehát a kő igen hamar vágásra érett állapotba kerül.
Ez nagyon nem egyszerű feladat, főleg ha még elszívó sincs.
Azaz van ilyenkor is elszívó amit maga a dolgozó orra és tüdeje alkot[#szomoru1]
Nekem biztosan elmenne a továbbiaktól a kedvem.
Megoldás lehetne az elbor esetleg a gyémánt tárcsa használata.
Vagy az un oldalazó köszörülési mód amikor a köszörülendő anyag minden alkalommal automatikusan síkba vágja a követ.
Ehhez viszont más elrendezés kellene, valamiféle mozgó asztalos...erre is van bőven példa a neten. A négylapos módszer azért is terjedhetett el mert egyszerűbb és kőkimélőbb.
Ez nagyon nem egyszerű feladat, főleg ha még elszívó sincs.
Azaz van ilyenkor is elszívó amit maga a dolgozó orra és tüdeje alkot[#szomoru1]
Nekem biztosan elmenne a továbbiaktól a kedvem.
Megoldás lehetne az elbor esetleg a gyémánt tárcsa használata.
Vagy az un oldalazó köszörülési mód amikor a köszörülendő anyag minden alkalommal automatikusan síkba vágja a követ.
Ehhez viszont más elrendezés kellene, valamiféle mozgó asztalos...erre is van bőven példa a neten. A négylapos módszer azért is terjedhetett el mert egyszerűbb és kőkimélőbb.
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2017 április 25, 20:54
Írta: ra8nsmk6w Dátum 2017 április 25, 20:54
Ezzel is csak sokszöget lehet fúrni. Látni a videó végén. Aa hátszög szinte nem "támaszt" semmit csak a két él vergödik. Sokat fúrtam már az igy köszörült fúróval, de visszatértem a hagyományos köszörüléshez az számomra könnyebben módositható
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2017 április 25, 20:56
Írta: ra8nsmk6w Dátum 2017 április 25, 20:56
Van egy nagy előnye, hogy a fúrás elején kevesebb energia kell és ez nem kevés.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 április 25, 21:37
Írta: remrendes Dátum 2017 április 25, 21:37
Petz esztergahoz (aka kecskelabas) keresnek valami gepkonyvet. Ha van valakinek azt megkoszonnem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 27, 07:50
Írta: Csuhás Dátum 2017 április 27, 07:50
Még mindig fúróélező témában kérdeznék: Milyen fúró befogást javasolnátok? A stabil futáspontos megfogáshoz a fúró hegyénél kellene megfogni az élszalagot. Elvileg erre való a hatpofás (hosszú pofás ) tokmány, de beszerezhetetlennek tűnik. A patronok rövid szakaszon szorítanak így nem adnak határozott megfogást. Lehetne prizmába szorítani, de akkor mindig centrírozni kellene az élezés előtt. Van még valami más ügyes megoldás erre a célra?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 április 27, 08:14
Írta: ywathzay Dátum 2017 április 27, 08:14
Kicsit túlpörgöd a témát.[#circling] Miért nem jó a patron? Én abban köszörülöm, a 4, 5mm fúrókat is, dörzsár előtt is tökéletesen futás- és méretpontos furatokat készít.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 április 27, 08:33
Írta: D.Laci Dátum 2017 április 27, 08:33
Mostanában használt Walter Titex fúrókat tudok beszerezni.
Kicsi a kereszt él, mély a forgácskihordó hornya.
Nagy előtolassál optimális a forgácsolás, szépen töri a forgácsot. Méret pontos a furat. 0.1mm alatti, de inkább 0.05 környéki a furat.
(http://www.wollschlaeger.se/media/catalog/product/cache/1/image/500x500/9df78eab33525d08d6e5fb8d27136e95/1/0/10112002.eps_webnormal.jpg)
Kicsi a kereszt él, mély a forgácskihordó hornya.
Nagy előtolassál optimális a forgácsolás, szépen töri a forgácsot. Méret pontos a furat. 0.1mm alatti, de inkább 0.05 környéki a furat.
(http://www.wollschlaeger.se/media/catalog/product/cache/1/image/500x500/9df78eab33525d08d6e5fb8d27136e95/1/0/10112002.eps_webnormal.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 27, 15:22
Írta: jani300 Dátum 2017 április 27, 15:22
Ma 300 kilóval több vasam lett .
Szerszámmaró szögasztal , kordináta asztal .
Nagy a gépemre de ezt muszáj volt megvenni .
Csak leemeltem a platóról még , de már jár az agyam mire kerül föl . Nagyon tetszik :)
Szerszámmaró szögasztal , kordináta asztal .
Nagy a gépemre de ezt muszáj volt megvenni .
Csak leemeltem a platóról még , de már jár az agyam mire kerül föl . Nagyon tetszik :)
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2017 április 27, 16:03
Írta: Gyula65 Dátum 2017 április 27, 16:03
Nem beszerezhetetlen!
Például: http://www.ebay.de/itm/Prazisions-Sechsbackenfutter-6-Backenfutter-4-Drehbank-100-mm-Spitze-Backen-/381793249975?hash=item58e4a6aab7:g:vK8AAOSwCGVX7gyb
Üdv![#taps]
Például: http://www.ebay.de/itm/Prazisions-Sechsbackenfutter-6-Backenfutter-4-Drehbank-100-mm-Spitze-Backen-/381793249975?hash=item58e4a6aab7:g:vK8AAOSwCGVX7gyb
Üdv![#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 április 27, 16:03
Írta: designr Dátum 2017 április 27, 16:03
Legalább egy pár képet..hogy el tudjuk képzelni..::))
Vagy ha eladó akkor árat..
Vagy ha eladó akkor árat..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 április 27, 16:09
Írta: Csuhás Dátum 2017 április 27, 16:09
Igen van, csak a 47eFt egy kis tokmányért nekem sok.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 27, 16:27
Írta: jani300 Dátum 2017 április 27, 16:27
Hát izé ...Ez a harmadik ebből , ilyenkor azért már szokott lenni egy eladó :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 27, 17:00
Írta: jani300 Dátum 2017 április 27, 17:00
Nagy lesz Neked . De küldök azért képet , csak most sűrű nagyon a nap ...Hirdettem egy kisebb T nútost , azt majd leárazom kicsit . De ezek nem igazán postaképes súlyban vannak .
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 április 27, 17:19
Írta: designr Dátum 2017 április 27, 17:19
Nem megvenni akarom..csak ha már beszélsz rólla lássuk..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 április 27, 19:48
Írta: jani300 Dátum 2017 április 27, 19:48
Értem , de még nem láttad ... :)
Esik , le van fóliázva az udvaron , később lesz kép.
Nem méhes cucc , nem dobálták .
Esik , le van fóliázva az udvaron , később lesz kép.
Nem méhes cucc , nem dobálták .
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 május 02, 07:40
Írta: remrendes Dátum 2017 május 02, 07:40
Jo reggelt!
Gondolkozunk egy kisebb meretu hagyomanyos gep beszerzesen. Ahogy nezegetem ezek elegge hasonlo alapon keszulnek. Van valamilyen ajanlott marka? Eddig Chester (http://www.chesterhobbystore.com/champion-20v-mill-3992-p.asp)-t neztem, Champion 20v vagy Lux (http://www.chesterhobbystore.com/lux-milling-machine-3996-p.asp) verziot.
Gondolkozunk egy kisebb meretu hagyomanyos gep beszerzesen. Ahogy nezegetem ezek elegge hasonlo alapon keszulnek. Van valamilyen ajanlott marka? Eddig Chester (http://www.chesterhobbystore.com/champion-20v-mill-3992-p.asp)-t neztem, Champion 20v vagy Lux (http://www.chesterhobbystore.com/lux-milling-machine-3996-p.asp) verziot.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 02, 11:22
Írta: Csuhás Dátum 2017 május 02, 11:22
Tegnap a szerszám köszörűmön megigazítottam a szerszám befogóban levő morse szűkítő belsejét. Magán a gépen, egy közdarab segítségével felfogtam egy furatköszörű szárat, és azzal dolgoztam. Nem volt meg az optimális forgácsolási sebesség, de azért a kúpot is forgatva elég jól szikrázott a korong. Mellékelek három képet a köszörülés utáni mérésről. Most a mérőhenger tövénél ezreden belül fut, míg a 300-as henger külső vége ( ahol épp mérek ) kb másfél századot üt. Igazítás előtt a hiba ennek több mint tízszerese volt.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_4409z5gs8a6dnau9ghfu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/4409z5gs8a6dnau9ghfu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_wqxyu0dwdzvxiuhktni44_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/wqxyu0dwdzvxiuhktni44_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_juxdzna4467q29mi60680_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/juxdzna4467q29mi60680_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_4409z5gs8a6dnau9ghfu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/4409z5gs8a6dnau9ghfu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_wqxyu0dwdzvxiuhktni44_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/wqxyu0dwdzvxiuhktni44_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_juxdzna4467q29mi60680_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/juxdzna4467q29mi60680_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 10, 11:17
Írta: Gamos Dátum 2017 május 10, 11:17
Helló!
Ez a fúró élező a tied?
Üdv.
Ez a fúró élező a tied?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 10, 12:31
Írta: Csuhás Dátum 2017 május 10, 12:31
Igen
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 május 16, 22:28
Írta: e4vvbfxw Dátum 2017 május 16, 22:28
Üdv mindenkinek.
Kezdő vagyok a fórumon, hogy ha rossz helyen vagyok akkor bocsánat.
Strigon ME 1000 Vertikálfej robbantási rajzot, esetleg pontos alkatrész megjelölést keresnék.
Megszorult a kicsike és nagyon nem tudom merre induljak el vele...
Köszi.
Kezdő vagyok a fórumon, hogy ha rossz helyen vagyok akkor bocsánat.
Strigon ME 1000 Vertikálfej robbantási rajzot, esetleg pontos alkatrész megjelölést keresnék.
Megszorult a kicsike és nagyon nem tudom merre induljak el vele...
Köszi.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 16, 22:34
Írta: Csuhás Dátum 2017 május 16, 22:34
A könyvtárban a 65 és 101 tételt nézegesd: Könyvtár (http://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 16, 22:36
Írta: Csuhás Dátum 2017 május 16, 22:36
Egyébként szedd szét, egyszerű mint a faék, nem sok megszorulási lehetőség van benne.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2017 május 16, 22:51
Írta: Teaway Dátum 2017 május 16, 22:51
Ezt két külön kategóriának látom.
A LUX sokkal komolyabb, méretben, tömegben, valamint a hajtóműház fogaskerék áttételes, mechanikus, ami nagyon jó!
A LUX sokkal komolyabb, méretben, tömegben, valamint a hajtóműház fogaskerék áttételes, mechanikus, ami nagyon jó!
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 május 16, 23:30
Írta: e4vvbfxw Dátum 2017 május 16, 23:30
Köszönöm linket!
Már szétszedtem.
Annyira azért nem egyszerű szerintem. De rájövök.
Alapos tisztítás után világosban kell megnéznem, lehiggadva.
Alsó csapágyazásnál lesz a hiba... Mostoha sorsa lehetett a gépnek, mert már belenyúltak, az előző tulaj a jelek szerint a körmös kulcsot nem ismerte, csak a vágó-kalapács kombinációt...
Üdv.
Már szétszedtem.
Annyira azért nem egyszerű szerintem. De rájövök.
Alapos tisztítás után világosban kell megnéznem, lehiggadva.
Alsó csapágyazásnál lesz a hiba... Mostoha sorsa lehetett a gépnek, mert már belenyúltak, az előző tulaj a jelek szerint a körmös kulcsot nem ismerte, csak a vágó-kalapács kombinációt...
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 17, 06:49
Írta: Csuhás Dátum 2017 május 17, 06:49
Az első hengergörgős csapágy állítható, elképzelhető hogy az előző tulaj szorosra állította. ( Ha nem ismernéd: A tengely kúpos részére van feltolva a kúpos furatú belső csapágy gyűrű. Amit brutális erővel feljebb tolva a kúpon, megnyúlik és kompenzálja a kopást. Kevés olyan körmös kulcs van ami elég erős ehhez a művelethez. Itt nem is igazán férsz hozzá, így a lemért csapágyhézag alapján a menetemelkedést, kúpszöget felhasználva számítható hogy mennyit kell fordítani szétszerelt állapotban a csapágyanyán. )
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 május 17, 09:17
Írta: Motoros Dátum 2017 május 17, 09:17
Szia Laci!
Milyen méretűek a fúrók?
Üdv
Misi
Milyen méretűek a fúrók?
Üdv
Misi
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 május 17, 09:47
Írta: D.Laci Dátum 2017 május 17, 09:47
Szia!
2.5, 3.1, 4.7, 4.8, 6.0, 6.2, 6.3, 8.6, 8.7, 9.5, 11.2
Van ami használható, van amit élezni kel, pár db. új is van.
Meg írod milyen kel, akkor rákérdezek.
2.5, 3.1, 4.7, 4.8, 6.0, 6.2, 6.3, 8.6, 8.7, 9.5, 11.2
Van ami használható, van amit élezni kel, pár db. új is van.
Meg írod milyen kel, akkor rákérdezek.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 május 17, 10:22
Írta: Motoros Dátum 2017 május 17, 10:22
Kösz, majd írok.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 május 17, 18:05
Írta: xgn8p4wk5 Dátum 2017 május 17, 18:05
Üdv!
Vásároltam egy strigon ME-1000-es marógépet és olyan gondom van vele, hogy ami benne van patronbehúzó azt nem tudom kiütni mivel a menet a patronban van. Ha valaki találkozott már ilyennel kérem segítsen.
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_p92uvyfax7eq0g78uqym_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/p92uvyfax7eq0g78uqym_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_szgkgv9sjbe8awwz6x9c_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/szgkgv9sjbe8awwz6x9c_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_scx689c89vq55wci73a4q_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/scx689c89vq55wci73a4q_5337.jpg)
Vásároltam egy strigon ME-1000-es marógépet és olyan gondom van vele, hogy ami benne van patronbehúzó azt nem tudom kiütni mivel a menet a patronban van. Ha valaki találkozott már ilyennel kérem segítsen.
Előre is köszönöm a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_p92uvyfax7eq0g78uqym_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/p92uvyfax7eq0g78uqym_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_szgkgv9sjbe8awwz6x9c_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/szgkgv9sjbe8awwz6x9c_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_scx689c89vq55wci73a4q_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/scx689c89vq55wci73a4q_5337.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 május 17, 18:22
Írta: 000000000 Dátum 2017 május 17, 18:22
A végében mintha látnék valami menetet.
Egy számmal nagyobb menetes szárat nem próbáltál bele tekerni ?
Egy számmal nagyobb menetes szárat nem próbáltál bele tekerni ?
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 május 17, 18:33
Írta: xgn8p4wk5 Dátum 2017 május 17, 18:33
Sajnos nincs benne menet.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 május 17, 18:42
Írta: 000000000 Dátum 2017 május 17, 18:42
És a behúzófurat a főorsóban és a betétben is egyforma ?
Mert akkor menetet kell bele erőszakolni alulról és kihúzó kalapáccsal kirángatni.
Mert akkor menetet kell bele erőszakolni alulról és kihúzó kalapáccsal kirángatni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 17, 19:19
Írta: Csuhás Dátum 2017 május 17, 19:19
Felülről kell a behúzószár helyére betolt rúddal kiütni. A rúd végére lehet hogy kell kalapálni egy "orrot" ami be tud akadni a szűkítő tetejébe. A másik megoldás hogy szűkítőbe menetet vágsz és egy csavart tekersz bele és felülről kiütöd. A harmadik megoldás hogy egy fém beton dűbelt szorítasz a szűkítő furatába és azzal ütöd ki. ( Nem kell húzókalapács mert felülről hozzáférhető ) ( Dübel ) (https://www.timarvasker.hu/femdubel-m12-horganyzott/t)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 május 17, 21:40
Írta: jani300 Dátum 2017 május 17, 21:40
A főorsó és a patrontartó közt látok ki rést ,. Csapágy szétválasztóval megpróbálnám ,ütlegelés előtt .
Az a két féldarabból összehúzható valami .
Az a két féldarabból összehúzható valami .
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 május 17, 21:50
Írta: xgn8p4wk5 Dátum 2017 május 17, 21:50
Köszönöm a sok segítséget! Sikerült kiszedni. Esztergáltam egy köracélt amivel sikerült kiütni, de miután kijött megláttam, hogy M14-es menet van benne... [#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 május 17, 21:51
Írta: jani300 Dátum 2017 május 17, 21:51
Hoppá :)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 május 17, 21:51
Írta: 000000000 Dátum 2017 május 17, 21:51
Mondtam, hogy abban van menet. [#ravasz1]
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 május 17, 21:57
Írta: e4vvbfxw Dátum 2017 május 17, 21:57
Üdv!
Letöltöttem a 101.-es tömörített anyagot, abból is a függőleges fej kell nekem.
Az állomány a kivonat vagy teljes dokumentáció?
A csapágy után állítási rész és a rajz kicsit nehezen értelmezhető része az amikre az alsó dupla soros görgős csapágy állítóját fellazítom a felsővel ráállítok és az alsót teljesen leengedem.
Üdv.
Letöltöttem a 101.-es tömörített anyagot, abból is a függőleges fej kell nekem.
Az állomány a kivonat vagy teljes dokumentáció?
A csapágy után állítási rész és a rajz kicsit nehezen értelmezhető része az amikre az alsó dupla soros görgős csapágy állítóját fellazítom a felsővel ráállítok és az alsót teljesen leengedem.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 17, 22:10
Írta: Csuhás Dátum 2017 május 17, 22:10
Nem tudom hogy van-e részletesebb anyag a fejről.
A csapágyhézag állításnál előbb fellazítod az alsó labirint tömítést, hogy az ne akadályozza a csapággyűrű elmozdulását, majd a felső körmös anyával jobban rátolhatod a tengely kúpjára a gyűrűt. Végül visszaállíthatod a porvédőt. A porvédő nem teljesen biztos hogy így működik, mert a rajzon alig látszik, a saját vertikál fejem pedig kúpgörgős csapágyazással készült.
A csapágyhézag állításnál előbb fellazítod az alsó labirint tömítést, hogy az ne akadályozza a csapággyűrű elmozdulását, majd a felső körmös anyával jobban rátolhatod a tengely kúpjára a gyűrűt. Végül visszaállíthatod a porvédőt. A porvédő nem teljesen biztos hogy így működik, mert a rajzon alig látszik, a saját vertikál fejem pedig kúpgörgős csapágyazással készült.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 május 17, 22:38
Írta: e4vvbfxw Dátum 2017 május 17, 22:38
Köszönöm a útbaigazítást!
Most már szerintem világos a dolog. Nekem az alsó állító hollandernél van még egy hézagoló gyűrű, a gyári helyett "téglagyári"!
Holnap rendelek a biztosító alátéteket és összerakom próbára.
99% -ra az volt a baj, hogy az alsó állító hollander biztosító csavar fellazult, és a fordulatszám és a tehetetlenség hatására az alsó hollander felszorította a tengelyt a házhoz.
Üdv.
Most már szerintem világos a dolog. Nekem az alsó állító hollandernél van még egy hézagoló gyűrű, a gyári helyett "téglagyári"!
Holnap rendelek a biztosító alátéteket és összerakom próbára.
99% -ra az volt a baj, hogy az alsó állító hollander biztosító csavar fellazult, és a fordulatszám és a tehetetlenség hatására az alsó hollander felszorította a tengelyt a házhoz.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 május 30, 06:36
Írta: Csuhás Dátum 2017 május 30, 06:36
Tanácsot kérnék: Van e valami szokásos, bevált, gyors megoldás amivel egy szerszámköszörűn az elfordítható asztalt be lehet állítani mondjuk a morse kúpok félkúpszögére? Szeretnék az órázgatás helyett valami hatékonyabb megoldást. Ami eddig eszembe jutott: A csavaros finomállító takaró lemezére jelölés ( de nem tudom elég pontos volna ez? ), esetleg mikrométer csavar az asztal végén, vagy ugyanott valami ütköző csap pár ami közé méretre gyártott ütközőt lehet berakni, egy lemez az asztal végén amiben kúposszegeknek vannak furatok a különböző morse kúpokhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 09:29
Írta: Gamos Dátum 2017 május 31, 09:29
Üdv. mindenkinek!
Segítségét kérem, hogy tudja-e valaki a TOS SV18R esztergának mennyi a nyomása a főorsóolajnak?
Előre is kösz.
Segítségét kérem, hogy tudja-e valaki a TOS SV18R esztergának mennyi a nyomása a főorsóolajnak?
Előre is kösz.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 május 31, 09:44
Írta: svejk Dátum 2017 május 31, 09:44
Talán ha 1-2 bar.
Ha a két kémlelőablakban látod az olajat baj nem lehet.
H
a meg kifogy az olaj úgy is észreveszed, mert azt mondja, hogy: őőőöööö és megcsúszik a laposszíj. :)
Ha a két kémlelőablakban látod az olajat baj nem lehet.
H
a meg kifogy az olaj úgy is észreveszed, mert azt mondja, hogy: őőőöööö és megcsúszik a laposszíj. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2017 május 31, 09:46
Írta: Dakota25 Dátum 2017 május 31, 09:46
Nem nyomott olajozású.
A kifolyócsövek furatain át csendesen rácsorog a megfelelő helyekre.
Mi a gond?
A kifolyócsövek furatain át csendesen rácsorog a megfelelő helyekre.
Mi a gond?
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 09:49
Írta: Gamos Dátum 2017 május 31, 09:49
Most manonéterrel 5bar-t mértem, szerintem az sok, jön is elől a főorsónál ki az olaj.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 09:50
Írta: Gamos Dátum 2017 május 31, 09:50
Szivattyú nyomja az olajat, de rendesen.
Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2017 május 31, 09:57
Írta: Dakota25 Dátum 2017 május 31, 09:57
Azt hiszem, rém egyszerú a megoldás, legalábbis nálam az volt.
Nem a megfelelő viszkozitású olajat használod benne.
5 Engler fokos orsóolaj van előírva a gépkönyvben.
Ez egy szinte vízszerűen folyékony olaj, pl.: MOL SPINOL-5
A túl viszkózus olaj nem jut el a kenési helyekre, plusz még megáll a főorsóházban, nem folyik rendesen vissza a szivattyúba, kifolyik a fóorsó elejénél a doboz alól.
Nem a megfelelő viszkozitású olajat használod benne.
5 Engler fokos orsóolaj van előírva a gépkönyvben.
Ez egy szinte vízszerűen folyékony olaj, pl.: MOL SPINOL-5
A túl viszkózus olaj nem jut el a kenési helyekre, plusz még megáll a főorsóházban, nem folyik rendesen vissza a szivattyúba, kifolyik a fóorsó elejénél a doboz alól.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 10:04
Írta: Gamos Dátum 2017 május 31, 10:04
Az olaj jó MOL SPINOL-5-t használok, csak új olajszívattyú lett beletéve, és ez sokat nyom szerintem. Úgy alakították ki, hogy átm.12 furatú csövön nyomja.
Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2017 május 31, 10:09
Írta: Dakota25 Dátum 2017 május 31, 10:09
A szivattyú bekapcsolása után gyorsan kiürül az olajtartály, és megtelik a főorsóház? (Pár csavarka tartja csak a fedelét, ha kinyitod, álló főorsó mellett meg tudod kukkantani.)
Nem ejtettek bele valamit a visszafolyócsőbe???
Nem ejtettek bele valamit a visszafolyócsőbe???
Cím: Re:Hagyományos forgácsológépek
Írta: Dakota25 Dátum 2017 május 31, 10:12
Írta: Dakota25 Dátum 2017 május 31, 10:12
... esetleg nem lökte ki az olajnyomás valamelyik furatsoros alucsövet?
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 10:14
Írta: Gamos Dátum 2017 május 31, 10:14
Leszedem, és megnézem.
Kösz a tanácsot.
Kösz a tanácsot.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 május 31, 13:32
Írta: ywathzay Dátum 2017 május 31, 13:32
Valószínű mivel új a szivattyú, újdonságából fakadóan túlnyomást állít elő a rendszerben, amúgy is jól nyom. A gép hátulján van egy kb 15x10cm lemezfedél, azt leszeded, ott van egy elosztó, meg azon egy "nyomásszabályozó" csavar, azzal tudnod kell csökkenteni az áramoltatott olaj mennyiségét. Legfeljebb a szivattyú hangja meg felerősödik.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 május 31, 20:50
Írta: ANTAL GÁBOR Dátum 2017 május 31, 20:50
Pont a hang csökkentése érdekében beszereltem egy kis frekiváltót a gépembe ( No 2 Tos) . Aztán ( veszteség
menetesen) beállítottam a megfelelő térfogatáramot . Csöndesen tesz a dolgát . A No 1 es TOS ( pedig az van többet használva ): meg vísít
menetesen) beállítottam a megfelelő térfogatáramot . Csöndesen tesz a dolgát . A No 1 es TOS ( pedig az van többet használva ): meg vísít
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 május 31, 20:51
Írta: ANTAL GÁBOR Dátum 2017 május 31, 20:51
mentesen
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 május 31, 21:06
Írta: Gamos Dátum 2017 május 31, 21:06
Kösz a segítséget, de ennél le van dugózva a fojtás.
Tettem rá egy fojtó szelepet, majd azzal próbálom.
Tettem rá egy fojtó szelepet, majd azzal próbálom.
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2017 június 02, 20:53
Írta: r6tect4u9 Dátum 2017 június 02, 20:53
Üdv mindenki!
Segítséget szeretnék kérni E1N esztergához. A keresztszánorsót szeretnén kivenni, de a rajtalévő fogaskerék gondoltam útban lesz. Megpróbáltam kiütni a benne lévő csapot. De nem jött egyik irányba sem, erősebben nem merem ütni. Ha van valakinek ötlete, tapasztalata a szétszedéssel kapcsolatban megköszönném, ha megosztaná.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_wf238mc97c3kmpbmndaue_2462.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/wf238mc97c3kmpbmndaue_2462.jpg)
Segítséget szeretnék kérni E1N esztergához. A keresztszánorsót szeretnén kivenni, de a rajtalévő fogaskerék gondoltam útban lesz. Megpróbáltam kiütni a benne lévő csapot. De nem jött egyik irányba sem, erősebben nem merem ütni. Ha van valakinek ötlete, tapasztalata a szétszedéssel kapcsolatban megköszönném, ha megosztaná.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_wf238mc97c3kmpbmndaue_2462.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/wf238mc97c3kmpbmndaue_2462.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 június 04, 23:37
Írta: 6rk75uezn Dátum 2017 június 04, 23:37
Szerintem mérd meg a stiftet mind két oldalt,akkor kiderülhet hogy kúpos stift van e benne.
Ha igen akkor a meg felelő irányból üsd de úgy hogy az orsó menetes része alá támassz alá (pl alu).
Nekem nem E1n em van de hátha tudtam segiteni.
Esetleg meg is melegitheted.
Ha igen akkor a meg felelő irányból üsd de úgy hogy az orsó menetes része alá támassz alá (pl alu).
Nekem nem E1n em van de hátha tudtam segiteni.
Esetleg meg is melegitheted.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 június 05, 14:57
Írta: Csuhás Dátum 2017 június 05, 14:57
Hasonló gépeknél a kézi tekerőt levéve előre kicsúszik az orsó. A szeg amit látsz lehet hogy már felújításkor a menetes orsó cseréjekor került a gépbe.
Cím: Re:Hagyományos forgácsológépek
Írta: etc77f5nr Dátum 2017 június 06, 12:18
Írta: etc77f5nr Dátum 2017 június 06, 12:18
Sziasztok!
Valakinél a fiókban, vagy szekrényben nem lapul véletlenül egy Correa A25/40 gépkönyv? :) Hátha dolgozik valaki ilyennel a kisszobában :D
Valakinél a fiókban, vagy szekrényben nem lapul véletlenül egy Correa A25/40 gépkönyv? :) Hátha dolgozik valaki ilyennel a kisszobában :D
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2017 június 06, 12:43
Írta: r6tect4u9 Dátum 2017 június 06, 12:43
Köszi!
A stift tartotta, ki is jött!
Neked is Csuhás!
A stift tartotta, ki is jött!
Neked is Csuhás!
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 június 06, 15:17
Írta: 6rk75uezn Dátum 2017 június 06, 15:17
[#eljen]
Kúpos volt?
Kúpos volt?
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2017 június 07, 07:23
Írta: r6tect4u9 Dátum 2017 június 07, 07:23
Ahha[#vigyor3]
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 június 10, 18:09
Írta: d6i9g5pbs Dátum 2017 június 10, 18:09
Eladásra kínálok e1n e2n e3n típusú gépekhez gyorsváltos késtartot a érete 95mmx95mx48mm a furata középen 20mm.képet holnap teszek fel 6 db betéttel akár előtolással való fúráshoz is van betét..ára 28,000ft
Cím: Re:Hagyományos forgácsológépek
Írta: rmkeh8a83 Dátum 2017 június 10, 18:27
Írta: rmkeh8a83 Dátum 2017 június 10, 18:27
Szia foglalom a késtartót.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 június 10, 18:34
Írta: y580keijn Dátum 2017 június 10, 18:34
Jelentkezem másodiknak,ha mégsem kelne el...
"Késtartó"
"Késtartó"
Cím: Re:Hagyományos forgácsológépek
Írta: 3a20rzt5 Dátum 2017 június 10, 20:00
Írta: 3a20rzt5 Dátum 2017 június 10, 20:00
Üdvözlet!
Jelentkezem harmadiknak,ha nem kelne el!
Jelentkezem harmadiknak,ha nem kelne el!
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2017 június 12, 17:15
Írta: guliver83 Dátum 2017 június 12, 17:15
E400 eszterga ágya látható a fotón.
Nem mértem, de eléggé be van rágódva mi okozhatott ilyen berágódást és mit lehetne vele kezdeni?
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_3uq6zbwstcy2m7izmw03_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/3uq6zbwstcy2m7izmw03_1763.jpg)
Nem mértem, de eléggé be van rágódva mi okozhatott ilyen berágódást és mit lehetne vele kezdeni?
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_3uq6zbwstcy2m7izmw03_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/3uq6zbwstcy2m7izmw03_1763.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 június 13, 01:04
Írta: 6rk75uezn Dátum 2017 június 13, 01:04
Szárazon és egyenletlenül kopott dolog tud ilyet okozni szerintem.
Egy köszörülés vagy egy hántolás segitene rajta,de ezt gondolom te is tudod.
Egy köszörülés vagy egy hántolás segitene rajta,de ezt gondolom te is tudod.
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2017 június 13, 08:04
Írta: guliver83 Dátum 2017 június 13, 08:04
Ennyire el sem hiszem hogy be tud rágódni majdnem 0.5mm de egy kicsit lehet többet írtam de nagyon érezhető.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 június 13, 08:29
Írta: ywathzay Dátum 2017 június 13, 08:29
Dehogynem, szánkenés nélküli folyamatos használat.
Cím: Re:Hagyományos forgácsológépek
Írta: guliver83 Dátum 2017 június 13, 08:53
Írta: guliver83 Dátum 2017 június 13, 08:53
Mennyiért javítanak egy ilyet mostanság?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 június 13, 10:08
Írta: ywathzay Dátum 2017 június 13, 10:08
A minap épp itt volt valahol belinkelve egy Jófogás hirdetés, Hajdúban köszörülnek ágyat (ez szerintem megfizethető), de szerintem ez órabéres meló, előre senki nem fogja tudni megmondani. De Bp-n is csinálják, olyan 60ezer/óra legutóbbi infóm alapján.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 június 13, 10:59
Írta: remrendes Dátum 2017 június 13, 10:59
Szerintem ha felhivsz 1-2 szerszamgep javitot az E400-ra biztosan fognak tudni arat mondani. Nem ritka darab.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 június 13, 17:56
Írta: d6i9g5pbs Dátum 2017 június 13, 17:56
Van 2 furatos befogo az egyik átmérője 30 a másiké 40 a 30 as hoz van a kúpos befogó 3 as morse belső kóppal azzal lehet előtolással fúrni de csökkentö hüvellyel bármekkora befogható bele a 40 ezt azt ékpálya és egyébb marásra használta van egy 30 as kis késszár kersztmetszetü befogató is hozzá
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_stigd9nwdiwacxivws97q_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/stigd9nwdiwacxivws97q_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_binajwehcf3k2cqytv9p_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/binajwehcf3k2cqytv9p_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_tmys26kkvqdp8iv3exf_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tmys26kkvqdp8iv3exf_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_sib3eenzp3aq2t2y0f0ku_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/sib3eenzp3aq2t2y0f0ku_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_ss6pex95u58st45dtgv02_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/ss6pex95u58st45dtgv02_5106.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_stigd9nwdiwacxivws97q_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/stigd9nwdiwacxivws97q_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_binajwehcf3k2cqytv9p_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/binajwehcf3k2cqytv9p_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_tmys26kkvqdp8iv3exf_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tmys26kkvqdp8iv3exf_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_sib3eenzp3aq2t2y0f0ku_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/sib3eenzp3aq2t2y0f0ku_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_ss6pex95u58st45dtgv02_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/ss6pex95u58st45dtgv02_5106.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 június 13, 17:59
Írta: d6i9g5pbs Dátum 2017 június 13, 17:59
Szia tette fel képeket most róla Üdv István
Cím: Re:Hagyományos forgácsológépek
Írta: mpxv6a8pu Dátum 2017 június 14, 13:32
Írta: mpxv6a8pu Dátum 2017 június 14, 13:32
Helló! Tisztelt Kollégák: Keresek váltókerék táblázatot HEMBRUG DR-1 típusú esztergapadhoz.Kérem akinek van ilyen gépe vagy tud valami megoldást,küldjön egy olvasható másolatot.Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 június 14, 13:34
Írta: svejk Dátum 2017 június 14, 13:34
Olvasd el egy esztergályosoknak szóló szakkönyv ide vonatkozó részét és hamar rájössz nem is olyan fontos az a táblázat...
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2017 június 14, 14:01
Írta: sufnituning Dátum 2017 június 14, 14:01
Szia! Melyik szakkönyv írja, hogy nem kell táblázat?
Cím: Re:Hagyományos forgácsológépek
Írta: mpxv6a8pu Dátum 2017 június 14, 14:13
Írta: mpxv6a8pu Dátum 2017 június 14, 14:13
Tisztelt Kolléga:Ismerem az esztergákat még transzmissziós is van egy 3000-em amit már kínáltam múzeumnak,tehetős vállalkozónak kiállítás rendezőknek ahol bemutathatnák honnan fejlődött a mai CNC tecnika. Tudom alkalmazni a váltókerék számítást a kis gépemhez meg is van minden kerék de előfordult már col menetnél, hogy nem mentem semmire mert van előtolószekrény és így a váltókerék nem teljes sorozat és így nem volt menetvágás.Meg egész más az ha munka közben rápillant a megfelelő helyre-teszi a dolgát vagy még számolgat kereket keres stb. Köszi a hozzászólást gyorsan reagáltál nyilván pont olvasgatod Te is a napi témát.Üdv Géza
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 június 14, 14:21
Írta: svejk Dátum 2017 június 14, 14:21
Írtam én olyat, hogy nem kell táblázat?
Azt írják hogy kell kiszámolni.
Azt írják hogy kell kiszámolni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 június 14, 14:24
Írta: svejk Dátum 2017 június 14, 14:24
Oké...
Én a "...vagy tud valami megoldást...." miatt írtam a hozzászólásomat.
Én a "...vagy tud valami megoldást...." miatt írtam a hozzászólásomat.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 június 14, 14:31
Írta: svejk Dátum 2017 június 14, 14:31
Átolvastam az adatlapod...
Ajánlom keresd meg Fekti Istvánt a városodban- épp ma reggel találkoztam vele- és lehet nem is fog kelleni cserekerék egyáltalán.
Ha már úgyis érdekel a CNC technika...
Ajánlom keresd meg Fekti Istvánt a városodban- épp ma reggel találkoztam vele- és lehet nem is fog kelleni cserekerék egyáltalán.
Ha már úgyis érdekel a CNC technika...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 június 14, 14:40
Írta: Csuhás Dátum 2017 június 14, 14:40
Egyszer kell méricskélni, vezérorsót, előtolás lehajtást kimérni és el lehet készíteni a táblázatot. Nekem van gyári tábla az e2n gépen, de ennek ellenére csináltam egy saját táblázatot ami emelkedő sorrendben tartalmazza a metrikus menetemelkedéseket, és a hozzátartozó beállításokat ( némelyik emelkedés több cserekerék kombinációval is beállítható, így gyakran nem kell a kerekekkel mókolni hanem megoldható a kapcsolókarok egy másik kombinációjával az adott feladat. No meg a sorba rendezett táblázatban eleve gyorsabb a keresés.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2017 június 14, 20:03
Írta: Szalai György Dátum 2017 június 14, 20:03
Ez lehet jó?
http://passion-usinages.forumgratuit.org/t2694-hembrug-ai-dr1 (http://passion-usinages.forumgratuit.org/t2694-hembrug-ai-dr1)
http://passion-usinages.forumgratuit.org/t2694-hembrug-ai-dr1 (http://passion-usinages.forumgratuit.org/t2694-hembrug-ai-dr1)
Cím: Re:Hagyományos forgácsológépek
Írta: mpxv6a8pu Dátum 2017 június 14, 22:30
Írta: mpxv6a8pu Dátum 2017 június 14, 22:30
Helló! Tisztelt Szalai fórumtárs: Rákattintottam a közleményedre, és Te eltaláltad. Ilyen gépem van és az alsó képen nagyon jól olvasható a táblázat. Köszönöm a segítséged.Üdv Géza.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 június 19, 22:34
Írta: xgn8p4wk5 Dátum 2017 június 19, 22:34
Sziasztok!
Van egy régi tokmányom aminek nagyon elhasználtak voltak a pofái és gondoltam egyet és felhegesztettem majd lemartam szögre és egyformákra, de továbbra is az a problémám vele, hogy a pofák eleje nem szorítja a munkadarabot. Mi lehet a probléma? Mit rontottam el?
Előre is köszi a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_4nk0d7dhpvwwx9g0zpez_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/4nk0d7dhpvwwx9g0zpez_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_fjhi5wgea69cfmw00zh2h_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/fjhi5wgea69cfmw00zh2h_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_2jej3y8kqu0saxduhu8f0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/2jej3y8kqu0saxduhu8f0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_eyc4ac3qdkvy4g237am0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/eyc4ac3qdkvy4g237am0_5337.jpg)
Van egy régi tokmányom aminek nagyon elhasználtak voltak a pofái és gondoltam egyet és felhegesztettem majd lemartam szögre és egyformákra, de továbbra is az a problémám vele, hogy a pofák eleje nem szorítja a munkadarabot. Mi lehet a probléma? Mit rontottam el?
Előre is köszi a segítséget!
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_4nk0d7dhpvwwx9g0zpez_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/4nk0d7dhpvwwx9g0zpez_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_fjhi5wgea69cfmw00zh2h_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/fjhi5wgea69cfmw00zh2h_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_2jej3y8kqu0saxduhu8f0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/2jej3y8kqu0saxduhu8f0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_eyc4ac3qdkvy4g237am0_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/eyc4ac3qdkvy4g237am0_5337.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2017 június 19, 22:53
Írta: happisusu Dátum 2017 június 19, 22:53
kb 2 órája olvastam ezt a linket : Tokmány köszörülés (http://www.sasovits.hu/cnc/eszterga/fogasok/tokmany_koszorul.htm)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 június 20, 08:14
Írta: kisssandor Dátum 2017 június 20, 08:14
"Csúszóvezeték felújítása:kopott szánvezetékek újra ragasztása teflon réteggel,majd készre munkálás."
Ismeri valaki ezt a teflonos technológiát?
Ismeri valaki ezt a teflonos technológiát?
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2017 június 21, 06:23
Írta: Istvan0728 Dátum 2017 június 21, 06:23
Keresek ME250 ciklus vezérelt marógéphez részletes elektromos kapcsolási rajzot. Sajnos a gépkönyvben lévő nehezen olvasható. Ha valaki tudna küldeni nagyon hálás lennék érte. Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 június 30, 21:32
Írta: 000000000 Dátum 2017 június 30, 21:32
Keresek RASKIN RT63 gépkönyvet és elektromos kapcsolási rajzot.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 július 02, 16:21
Írta: d6i9g5pbs Dátum 2017 július 02, 16:21
Üdv kollégák keresek E2N hez menet téblázatot ha van valakinek elfekvöbe vagy tud gravirozni azt kérem jelezze..köszönöm elöre is ....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 július 04, 07:26
Írta: 000000000 Dátum 2017 július 04, 07:26
Még senki nem látott ilyen kézi vezérlésű koordináta lukasztót ? (stanc gép)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 04, 12:28
Írta: Csuhás Dátum 2017 július 04, 12:28
Kedvenc gépeim egyike egy gyalu. Ezért ajánlom szvsz tűrhető áron ezt a szép masinát (http://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/ujszeru_kinai_gyalugep_350mm_es) amihez semmi közöm, csak megláttam a hirdetést.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 július 04, 14:27
Írta: jani300 Dátum 2017 július 04, 14:27
750 es strigont tudtam ,talán még olcsóbban ...
Csakhogy Debrecenben :( A fuvaron bukott a dolog már eleve .
Csakhogy Debrecenben :( A fuvaron bukott a dolog már eleve .
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 július 04, 16:59
Írta: designr Dátum 2017 július 04, 16:59
Eejj ez a fuvar..ha közelebb lenne Pécs..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 július 04, 18:38
Írta: jani300 Dátum 2017 július 04, 18:38
Szerettem volna azt a gyalut ,eléggé !
Van picit nagyobb ,de hidraulikus , és irányváltáskor nagyon hiányzik a lengőhimbás hajtómű azon tulajdonsága , hogy lökésmentesen vált irányt .
Van picit nagyobb ,de hidraulikus , és irányváltáskor nagyon hiányzik a lengőhimbás hajtómű azon tulajdonsága , hogy lökésmentesen vált irányt .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 július 05, 07:40
Írta: 000000000 Dátum 2017 július 05, 07:40
[#help]
Keresek RASKIN RT63 vagy RT63-2 gépkönyvet és elektromos kapcsolási rajzot.
[#help]
Keresek RASKIN RT63 vagy RT63-2 gépkönyvet és elektromos kapcsolási rajzot.
[#help]
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 16, 20:02
Írta: e4vvbfxw Dátum 2017 július 16, 20:02
Tisztelt kollégák!
Segítséget kérnék a patronbefogóknál alkalmazott ER kód feloldásához.
Nem találok róla semmit, pedig érdekelne a jelentése.
Elnézést ha a kérdésemet rossz topikban tettem fel.
Üdv.J.
Segítséget kérnék a patronbefogóknál alkalmazott ER kód feloldásához.
Nem találok róla semmit, pedig érdekelne a jelentése.
Elnézést ha a kérdésemet rossz topikban tettem fel.
Üdv.J.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 16, 20:28
Írta: Csuhás Dátum 2017 július 16, 20:28
Az ERxx patronoknál nagyjából a patron legnagyobb átmérőjét jelenti a szám, persze nem egzakt kb +- 1mm belefér.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 16, 22:14
Írta: Csuhás Dátum 2017 július 16, 22:14
Időnként előhozom a légcsapágyazásos maró befogómat. Ha nem unjátok még akkor íme a mai tapasztalat. Régebben vettem a fórumon 30-as lin. tengelyt. Gondoltam teszek vele egy próbát, ugyanis volt egy arasznyi 30-as furatú hónolt csövem, szebb belső felülettel, mint amit én tudnék készíteni. Ezt a hónolt csövet beillesztettem egy alu tömbbe. A hüvely negyedénél és háromnegyedénél beszúrtam kívülről két hornyot ami az alu tömb segéd furatával együtt légcsatornát alkotott. A beszúrásokból fúrtam 90 fokonként egy egy 1mm furatot a tengely felé. Összeraktam még tömítések nélkül ( egy kis légvesztesség nem számít ) de a szerkezet semmi működési jelet sem mutatott, sőt a levegőt ráadva nehezebben mozog a tengely. Sajna a hüvely és tengely átmérője között öt század hézag van, illetve a fúvókáknak is nagy az 1mm szóval nem számítottam jó működésre de azért azt gondoltam csökken a súrlódás a levegő ráadásakor. Mit lehetne kipróbálni még? Elvileg tehetek a furatokba műanyag fúvókákat azzal le tudok remélhetőleg 0.3mm-re menni. Esetleg a hüvelyt az alut felhasítva csavarokkal egy picit, pár századot össze lehetne nyomni. Vagy a hüvelybe lehetne zsebeket marni vagy esztergálni a fúvókáknál hogy légpárna tudjon kialakulni. Egyelőre még gondolkodom a következő lépésen. Szerintetek merre indulja el?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 16, 23:14
Írta: KoLa Dátum 2017 július 16, 23:14
Nem tudom,lehet hogy nem derékszögben kell a levegőt beléptetni?mennyi a nyomás?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 16, 23:57
Írta: Csuhás Dátum 2017 július 16, 23:57
Láttam neten 90 és 120 fokos levegő betáplálást is. Most alapvetően 8 barral próbáltam, mer nem volt kéznél közdarab a nyomásszabályzóhoz. Egy szorítóval fokozatosan összenyomtam a gumicsövet próbaképp de nem volt sehol olyan állapot ahol kisebb lett volna a súrlódás mint a levegő nélkül. Kipróbáltam levegő nélkül kenőanyagot cseppentve a tengelyre ( csak próba, mert köszörűn a por miatt így nem lehet használni. ) Szóval a gépolaj lefogta, úgy mozgott mint egy optika, wd40 egész jól csúszott, pár csepp alkohollal volt hogy kialakult a kenőfilm és kézzel megperdítve a tengelyt az forgott még 3..4 fordulatot.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 17, 00:03
Írta: KoLa Dátum 2017 július 17, 00:03
Arra gondoltam hogy a forgásirányt kellene támogatni a belépés irányával, és a túlnyomással ami a levegő sűrűségét növeli, érdekes lehet még a teljes felület és a forgó tömeg aránya is.
A légpárnás járművek egész jól működnek!
A légpárnás járművek egész jól működnek!
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 július 17, 07:58
Írta: Motoros Dátum 2017 július 17, 07:58
"sőt a levegőt ráadva nehezebben mozog a tengely"
Lehet, hogy a levegő valamilyen irányban elnyomta.
A teljes felületen kellene a légpárnát kialakítani.
Több összekötött beszúrással a tengelyen...talán.
Vagy tengelyvonallal párhuzamosan és lepárhuzamosítva középső betáplálással.
Tapasztalat: Jól méretezett tengely már 4 bárral elmegy és keveset fogyaszt, viszont a kompresszor vizleválasztója tökéletesen tegye a dolgát mert különben.....
Lehet, hogy a levegő valamilyen irányban elnyomta.
A teljes felületen kellene a légpárnát kialakítani.
Több összekötött beszúrással a tengelyen...talán.
Vagy tengelyvonallal párhuzamosan és lepárhuzamosítva középső betáplálással.
Tapasztalat: Jól méretezett tengely már 4 bárral elmegy és keveset fogyaszt, viszont a kompresszor vizleválasztója tökéletesen tegye a dolgát mert különben.....
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 július 17, 08:04
Írta: Motoros Dátum 2017 július 17, 08:04
Talán a lényeg: a levegő által kialakuló nyomóerő teljesen körszimmetrikusan nyomja a tengelyt a középpont felé, a teljes hosszon, különben megbillenhet.
Azonos szélességű, és hosszúságú köszörült vájatok legyenek. De csak találgatok, lehet máshol van az eb elhantolva.
Azonos szélességű, és hosszúságú köszörült vájatok legyenek. De csak találgatok, lehet máshol van az eb elhantolva.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 17, 08:10
Írta: Csuhás Dátum 2017 július 17, 08:10
Forgásirányról itt nem nagyon van szó, hiszen itt kézzel követem le egy tüskére támaszkodó maró spirálját.
Szerintem is a felület nagyon fontos tényező. A számomra leginkább érthető kivitelnél egyenletes nyomással vannak megtáplálva kis fúvókák amik a csapágyhüvely felületében kialakított sekély zsebekhez csatlakoznak. Ideális esetben a fúvókán és a zseb szélen hasonló nyomásesés van. Így ha a tengely közelít a csapágyhoz akkor a zsebben feltorlódik a levegő, megnő a nyomás, és visszatolja a tengelyt a közép állás felé. Errefelé szeretnék tartani, de mind a zsebet mind a fúvókát nehéz házilag kialakítani. A problémát ott érzem hogy a fúvóka légellenállásának hasonlónak kell lenni mint a csapágyhézag fúvókára eső részének, azaz nagyon kis furat kell. ( Valószínűleg műanyagba fogok fúrni és azt ragasztom be ) Illetve a zsebnek kis térfogatúnak kell lenni hiszen a fúvókával egy RC tagot alkot, és ha nagy a zseb akkor lassan reagál a tengely elmozdulására. A zseb felületének viszont nagynak kell lenni hiszen itt hat az a nyomás ami egyensúlyt tart a tengely terhelésével. A netes képek videók alapján viszont működik a dolog ilyen kialakítás nélkül is. Valószínűleg a csapágyhézagban valamilyen függvény miatt esik a nyomás a betáplálás és a külvilág között. Ennek a működését nem értem, mert két ellentétes magyarázatom is van. Az egyik szerint ha nő a hézag akkor nő az áramlási sebesség akkor lecsökken a nyomás ezért a túloldali betáplálás fordított nyomásváltozása visszatolja a tengelyt. Az ellentétes magyarázat szerint viszont ha növekszik a hézag akkor lecsökken az áramlási ellenállás így kisebb a nyomásesés az adott szakaszon, így a nagyobb nyomás áttolja a tengelyt a túloldalra ott elzárva a fúvókát. Szerintem ez a helyzet alakult ki nálam, hiszen a fúvóka szája 1mm azaz ha elzáródik akkor nagyon kis felület marad ahol a nyomás hatna, így nincs erő ami megfordítaná a tengely elmozdulását. Szóval zsebet kell egy ferde ujjmaróval benyúlva kialakítani hogy ne tudjon a fúvóka lezárni. Reggel van de remélem érthető volt mire gondolok.
Szerintem is a felület nagyon fontos tényező. A számomra leginkább érthető kivitelnél egyenletes nyomással vannak megtáplálva kis fúvókák amik a csapágyhüvely felületében kialakított sekély zsebekhez csatlakoznak. Ideális esetben a fúvókán és a zseb szélen hasonló nyomásesés van. Így ha a tengely közelít a csapágyhoz akkor a zsebben feltorlódik a levegő, megnő a nyomás, és visszatolja a tengelyt a közép állás felé. Errefelé szeretnék tartani, de mind a zsebet mind a fúvókát nehéz házilag kialakítani. A problémát ott érzem hogy a fúvóka légellenállásának hasonlónak kell lenni mint a csapágyhézag fúvókára eső részének, azaz nagyon kis furat kell. ( Valószínűleg műanyagba fogok fúrni és azt ragasztom be ) Illetve a zsebnek kis térfogatúnak kell lenni hiszen a fúvókával egy RC tagot alkot, és ha nagy a zseb akkor lassan reagál a tengely elmozdulására. A zseb felületének viszont nagynak kell lenni hiszen itt hat az a nyomás ami egyensúlyt tart a tengely terhelésével. A netes képek videók alapján viszont működik a dolog ilyen kialakítás nélkül is. Valószínűleg a csapágyhézagban valamilyen függvény miatt esik a nyomás a betáplálás és a külvilág között. Ennek a működését nem értem, mert két ellentétes magyarázatom is van. Az egyik szerint ha nő a hézag akkor nő az áramlási sebesség akkor lecsökken a nyomás ezért a túloldali betáplálás fordított nyomásváltozása visszatolja a tengelyt. Az ellentétes magyarázat szerint viszont ha növekszik a hézag akkor lecsökken az áramlási ellenállás így kisebb a nyomásesés az adott szakaszon, így a nagyobb nyomás áttolja a tengelyt a túloldalra ott elzárva a fúvókát. Szerintem ez a helyzet alakult ki nálam, hiszen a fúvóka szája 1mm azaz ha elzáródik akkor nagyon kis felület marad ahol a nyomás hatna, így nincs erő ami megfordítaná a tengely elmozdulását. Szóval zsebet kell egy ferde ujjmaróval benyúlva kialakítani hogy ne tudjon a fúvóka lezárni. Reggel van de remélem érthető volt mire gondolok.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 17, 17:22
Írta: KoLa Dátum 2017 július 17, 17:22
Lehet hogy egy finom laposmenet megoldaná a központozást?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 17, 18:45
Írta: Csuhás Dátum 2017 július 17, 18:45
Ezen ötleted nem értem. Hova gondolod a menetet?
Hogy egyről beszéljünk, egy ilyen csapágyazott tengely a cél: video (https://www.youtube.com/watch?v=XzPl-Mm0z4M)
Hogy egyről beszéljünk, egy ilyen csapágyazott tengely a cél: video (https://www.youtube.com/watch?v=XzPl-Mm0z4M)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2017 július 17, 20:19
Írta: mex Dátum 2017 július 17, 20:19
Bár nem tőlem kérdezted, de szerintem a hónolt csőbe javasolja a "laposmenetet" célszerűen a bemeneti furatokra csatlakozva.
A menetárokban szabad mozgása lenne a levegőnek...
A menetárokban szabad mozgása lenne a levegőnek...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 17, 21:45
Írta: KoLa Dátum 2017 július 17, 21:45
A ház belső falába kellene 0.xx mm mélyen lapos menetet vágni, a táskák helyett!
Gondolnék egy 3mm széles késsel 5mm menetemelkedéssel.
Ezek a folytonosságukkal talán egyensúlyt hoznának létre.
Gondolnék egy 3mm széles késsel 5mm menetemelkedéssel.
Ezek a folytonosságukkal talán egyensúlyt hoznának létre.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 17, 21:46
Írta: KoLa Dátum 2017 július 17, 21:46
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 17, 21:56
Írta: Csuhás Dátum 2017 július 17, 21:56
Hmm talán ezt is megpróbálom, bár nehezen kivitelezhető, és a működését sem tudom elképzelni. A dologban ennek ellenére van valami hiszen van olyan légcsapágy is ahol egy hullámos fólia van a csapágyhézagban és az segít a hiro- ( jelen esetben inkább aero ) -dinamikus kenőanyag réteg kialakulásában. Ez utóbbi inkább a nagy fordulatú orsók megoldása lehet. Sajna csak a hétvégén jutok le újra a műhelybe, ahol 0.5-ös műanyag fúvókákkal és íves zsebekkel fogok kezdeni. Szvsz nem a levegő elosztása a cél hanem olyan térfogatok kialakítása amik egymással szemben olyan nagy felületűek hogy a nyomás erre a felületre hatva többszörösen meghaladja a tengelyre ható terhelést. Becslésem szerint 2..3 cm2 kell minimális térfogattal, a gyors reagálás miatt.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 17, 22:10
Írta: KoLa Dátum 2017 július 17, 22:10
Akkor már csak a külön tűszelepes szabályzású táska feltöltés jöhet szóba, csak a megfelelő nyomást kell megtalálni! egyszer belövöd egyensúlyba és kész.
A táskákat hogyan készíted el?
A táskákat hogyan készíted el?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 18, 09:26
Írta: Csuhás Dátum 2017 július 18, 09:26
Két lehetőségen van majd munka előtt döntök. Lehet négypofás tokmányba excentrikusan befogni és furatkéssel kialakítani egy zsebet majd ezt ismételni 90 fokonként újra befogva. De lehetne körasztalra felfogni és kiesztergáló fejjel elvégezni a furatban a marást. Ez volna a kényelmesebb, de nekem horizontálból átalakított marógépem van, így alig fog aláférni a körasztal, tokmány, mkdb, kiesztergáló. Persze lehetne osztófejben az asztallal párhuzamba fordított vertikál fejjel is dolgozni. Az osztófej piszok nehéz, szóval azt hiszem az esztergával fogom kezdeni.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 július 18, 10:36
Írta: Motoros Dátum 2017 július 18, 10:36
Célszerű lenne valami hasonló (https://www.youtube.com/watch?v=g6ZkF2Vv1S0) megoldással egy belső perselyben kialakítani a szétosztást, a megmunkálhatóság miatt.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 18, 10:53
Írta: Csuhás Dátum 2017 július 18, 10:53
Igen, így készült. Acél persely veszi körül a tengelyt, azon vannak kialakítva a fúvókák és a levegő hozzávezető hornyok, az egész egy alu tömbbe van beépítve amiben a furatok viszik a levegőt az említett hornyokhoz. Az alu tömbön egy levegő betáplálási pont van. A hétvégén teszek majd fel fotót, bár még nagyon kísérleti állapotban van a szerkezet.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 július 18, 12:09
Írta: Motoros Dátum 2017 július 18, 12:09
Kösz, most már dereng hogy hogyan fog kinézni.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 18, 20:29
Írta: e4vvbfxw Dátum 2017 július 18, 20:29
Köszönöm a választ!
Megmértem a patronokat. 36mm a legnagyobb átmérő.
Akkor kijelenthető, hogy ER36?
Van egy hiányos Danuvia készletem. MK3.-as kúppal.
Meg tudnád esetleg mondani, hogy a patron befogóátmérők hogyan voltak sorban? Pótolni szeretném a készletemet.
Üdv.:J.
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_sz4whv7jhc30qws3uetzg_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/sz4whv7jhc30qws3uetzg_5282.jpg)
Megmértem a patronokat. 36mm a legnagyobb átmérő.
Akkor kijelenthető, hogy ER36?
Van egy hiányos Danuvia készletem. MK3.-as kúppal.
Meg tudnád esetleg mondani, hogy a patron befogóátmérők hogyan voltak sorban? Pótolni szeretném a készletemet.
Üdv.:J.
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_sz4whv7jhc30qws3uetzg_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/sz4whv7jhc30qws3uetzg_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 július 18, 20:32
Írta: KoLa Dátum 2017 július 18, 20:32
Kezdem már én is kapisgálni!:)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 18, 20:46
Írta: Csuhás Dátum 2017 július 18, 20:46
Gyanús hogy talán nem is ER patronokról van szó. A google az "ER collet sizes" keresésre ad mérettáblázatot, az segíthet eldöntened a kérdést.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 18, 21:55
Írta: e4vvbfxw Dátum 2017 július 18, 21:55
Rákerestem.
Szinte biztos, hogy a Danuvia más, mint az ER kód alatt futók.
Szinte biztos, hogy a Danuvia más, mint az ER kód alatt futók.
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2017 július 18, 22:03
Írta: laca Dátum 2017 július 18, 22:03
Üdv ! Anno a Mezőgép Műveknél 3;4;5;6;8;10;12;14;16;18;20;22 mm-es patronok voltak hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 július 18, 22:32
Írta: ywathzay Dátum 2017 július 18, 22:32
Ránézésre ER32-es. Ebben 20mm-ig van patron. Nincs is ER36-os. Az ER32 után tudtommal az ER40 jön. Abban van még 30mm átmérőre patron.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 18, 22:33
Írta: e4vvbfxw Dátum 2017 július 18, 22:33
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 18, 23:03
Írta: e4vvbfxw Dátum 2017 július 18, 23:03
Közben ezt találtam, ha valaki nem ismerné...
http://www.cnc.hu/2015/06/szerszambefogo-tipusok-i-resz/
http://www.cnc.hu/2015/06/szerszambefogo-tipusok-i-resz/
http://www.cnc.hu/2015/06/szerszambefogo-tipusok-i-resz/
http://www.cnc.hu/2015/06/szerszambefogo-tipusok-i-resz/
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 22, 22:16
Írta: e4vvbfxw Dátum 2017 július 22, 22:16
Érdeklődnék hogy a körasztalok áttételi viszonyai az szabvány vagy gyártóspecifikus?
A danuvia asztalok áttétele egyforma?
A Csuhás gyüjteményében szereplő 243. Danuvia
TKG-355 körasztal gépkönyv leírás a TKK250.-es asztalra is igaz? A Osztási müveletre leírtakra gondolok.
Üdv.J.
A danuvia asztalok áttétele egyforma?
A Csuhás gyüjteményében szereplő 243. Danuvia
TKG-355 körasztal gépkönyv leírás a TKK250.-es asztalra is igaz? A Osztási müveletre leírtakra gondolok.
Üdv.J.
Cím: Re:Hagyományos forgácsológépek
Írta: 2vkx6unz Dátum 2017 július 22, 22:33
Írta: 2vkx6unz Dátum 2017 július 22, 22:33
Sziasztok!
Van valakinek Stanko 6P81 marógéphez gépkönyve?
Mennyit érhet egy ilyen gép? Tudom, hogy ez erősen állapot függő, de a komkrét gép TMK jellejű felhasználásban volt...
Van valakinek Stanko 6P81 marógéphez gépkönyve?
Mennyit érhet egy ilyen gép? Tudom, hogy ez erősen állapot függő, de a komkrét gép TMK jellejű felhasználásban volt...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 23, 07:36
Írta: Csuhás Dátum 2017 július 23, 07:36
Gyártótól függ a dolog. Az osztófej a kisebb méret miatt inkább egységes 1:40. A számítások pedig átvehetők hiszen csak egy szám változik. ( A gyakorlatban leginkább előforduló osztásokhoz pedig gép mellett tartott táblázatot használjuk :-)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 július 23, 09:06
Írta: e4vvbfxw Dátum 2017 július 23, 09:06
Szia!
Köszi a választ.
Igazából a körasztal érdekelne pontosan.
Hozzájutottam egy újszerű állapotú TKK250-es körasztalhoz, de nem kaptam hozzá semmi dokumentációt.
Nem is találtam semmit, csak a Te gyűjteményedben lévő 350 leírást.
A kérdésem hogy az ott leírtak átültethetőek e a 250 asztalra.
Az ME1000-hez próbálom összeszedni azokat a kiegészítőket amit a gyári ME1000 gépkönyv leír.
Üdv.
Köszi a választ.
Igazából a körasztal érdekelne pontosan.
Hozzájutottam egy újszerű állapotú TKK250-es körasztalhoz, de nem kaptam hozzá semmi dokumentációt.
Nem is találtam semmit, csak a Te gyűjteményedben lévő 350 leírást.
A kérdésem hogy az ott leírtak átültethetőek e a 250 asztalra.
Az ME1000-hez próbálom összeszedni azokat a kiegészítőket amit a gyári ME1000 gépkönyv leír.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 23, 12:58
Írta: Csuhás Dátum 2017 július 23, 12:58
Elsőnek számold meg a fogaskoszorú fogszámát, magyarán nézd meg hány tekerésre fordul egyet az asztal. Azután minden doksit egy az egyben használhatsz ami hasonló osztású asztalról szól.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 július 25, 08:36
Írta: D.Laci Dátum 2017 július 25, 08:36
Van nekem egy mágnesdugattyús munkahengerem 280mm lökettel.
http://www.ebay.com/itm/SMC-CY1B25H-100-CY1B25H100-Cylinder-U-/272368057974?epid=1937152859&hash=item3f6a66be76:g:SqEAAOSwFdtX0EhV (http://www.ebay.com/itm/SMC-CY1B25H-100-CY1B25H100-Cylinder-U-/272368057974?epid=1937152859&hash=item3f6a66be76:g:SqEAAOSwFdtX0EhV)
Talán alkalmas lenne átalakítani légcsapágyasra 2 "csapággyal" nyilván jobb lenne, de lehet hogy így "szárazon" is megfelelne neked.
Ha van kedved kísérletezni vele akkor elküldöm neked.
http://www.ebay.com/itm/SMC-CY1B25H-100-CY1B25H100-Cylinder-U-/272368057974?epid=1937152859&hash=item3f6a66be76:g:SqEAAOSwFdtX0EhV (http://www.ebay.com/itm/SMC-CY1B25H-100-CY1B25H100-Cylinder-U-/272368057974?epid=1937152859&hash=item3f6a66be76:g:SqEAAOSwFdtX0EhV)
Talán alkalmas lenne átalakítani légcsapágyasra 2 "csapággyal" nyilván jobb lenne, de lehet hogy így "szárazon" is megfelelne neked.
Ha van kedved kísérletezni vele akkor elküldöm neked.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 25, 10:05
Írta: Csuhás Dátum 2017 július 25, 10:05
Még szeretném végigjátszani a most elkezdett kísérleti darabom lehetőségeit. Sajna nem sok időm volt erre a hétvégén. Közben én is találtam forgó, és tengelyirányban is működő lin csapágyat, de kiderült hogy egy pár belőle majdnem többe kerülne mint a köszörűgép amire szánom.
Esetleg egy mérést megtehetnél: A hengert kihúzva az egyik végére egy mérőórával megnéznéd hogy mekkora a kottyanása? Nekem csak akkor jöhet szóba ha nagyon pongyolán fogalmazva egy kisujjal való böködés csak pár század elmozdulást okoz.
A használatnál a köszörű alig fejt ki erőt hiszen csak élszalagot köszörülök, de ha képes berezgetni a marót akkor nem lesz használható az eredmény.
Esetleg egy mérést megtehetnél: A hengert kihúzva az egyik végére egy mérőórával megnéznéd hogy mekkora a kottyanása? Nekem csak akkor jöhet szóba ha nagyon pongyolán fogalmazva egy kisujjal való böködés csak pár század elmozdulást okoz.
A használatnál a köszörű alig fejt ki erőt hiszen csak élszalagot köszörülök, de ha képes berezgetni a marót akkor nem lesz használható az eredmény.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 július 25, 10:42
Írta: D.Laci Dátum 2017 július 25, 10:42
Jobban megnézve 1mm legalább mozdul.... kár méregetni.. :(
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 július 25, 10:49
Írta: Csuhás Dátum 2017 július 25, 10:49
Akkor köszi az ajánlatot, de nekem nem alkalmas.
Egyébként rákerestem, ravasz szerkezet, nem is tudtam hogy van ilyen. Már ezért is megérte!
Egyébként rákerestem, ravasz szerkezet, nem is tudtam hogy van ilyen. Már ezért is megérte!
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 augusztus 07, 23:17
Írta: y580keijn Dátum 2017 augusztus 07, 23:17
Üdv.
Vásároltam egy Gép Szöv FP13-as fúrógépet.
A visszahúzó rugója van eltörve.
Ha valakinek lenne,vagy tud ilyet kérem keressen meg.
Esetleg Dél Pesten egy rugóst aki reprodukálja...
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_pdec55q04cvbep99sz32_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/pdec55q04cvbep99sz32_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_qn0uu0hey66dvhqhx7_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/qn0uu0hey66dvhqhx7_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_0cn7edijismm2wugkcbg_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/0cn7edijismm2wugkcbg_4503.jpg)
Vásároltam egy Gép Szöv FP13-as fúrógépet.
A visszahúzó rugója van eltörve.
Ha valakinek lenne,vagy tud ilyet kérem keressen meg.
Esetleg Dél Pesten egy rugóst aki reprodukálja...
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_pdec55q04cvbep99sz32_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/pdec55q04cvbep99sz32_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_qn0uu0hey66dvhqhx7_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/qn0uu0hey66dvhqhx7_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_0cn7edijismm2wugkcbg_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/0cn7edijismm2wugkcbg_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2017 augusztus 08, 00:01
Írta: fisrcxuk3 Dátum 2017 augusztus 08, 00:01
XVII ker,Makai rugó ?
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 augusztus 08, 06:39
Írta: y580keijn Dátum 2017 augusztus 08, 06:39
Köszönöm.
Megnézem.
Megnézem.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 augusztus 08, 07:01
Írta: Motoros Dátum 2017 augusztus 08, 07:01
Ha ott nincs akkor van még a nyóckerben a Fedor úr (http://fedor-rugo.hu/), nem kezdő a szakmában, biztosan van neki készen is a lomjai közt.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 augusztus 08, 10:36
Írta: Gamos Dátum 2017 augusztus 08, 10:36
Itt kapható:
http://rugobolt.hu/spd/S010060010N/Asztali-furogep-visszahuzo-rugo-1x10x60-natur
http://rugobolt.hu/spd/S010060010N/Asztali-furogep-visszahuzo-rugo-1x10x60-natur
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 augusztus 09, 22:05
Írta: y580keijn Dátum 2017 augusztus 09, 22:05
Üdv.
Köszönöm mindenkinek.
Kis átalakítással belefaragtam.
Műkszik.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_paan9vs6qdknm7xbfbut_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/paan9vs6qdknm7xbfbut_4503.jpg)
Köszönöm mindenkinek.
Kis átalakítással belefaragtam.
Műkszik.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_paan9vs6qdknm7xbfbut_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/paan9vs6qdknm7xbfbut_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 02, 20:29
Írta: jani300 Dátum 2017 szeptember 02, 20:29
spirálkerék marás (https://www.youtube.com/watch?v=z5TB_GkEcJQ)
Most találtam ezt a videót . Egyetemes marógépen ez a megoldás szabályos fogprofilú kereket ad ?
Most találtam ezt a videót . Egyetemes marógépen ez a megoldás szabályos fogprofilú kereket ad ?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 szeptember 02, 20:53
Írta: 000000000 Dátum 2017 szeptember 02, 20:53
Egy biztos nem semmi volt aki így összehozta a fogaskerék áttételt és a szögeket.
Miközben megy a X tengely előtolása az osztófej úgy fordul le.
Miközben megy a X tengely előtolása az osztófej úgy fordul le.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 02, 21:08
Írta: jani300 Dátum 2017 szeptember 02, 21:08
Ha egy egy az áttétel ,akkor talán hasraütéssel is megállapítható az ív alakja . Az ellenkerékhez kel egy forgásirány váltó kerék .
Na de ha áttétel van , és számolni kellene ...[#fejvakaras]
Na de ha áttétel van , és számolni kellene ...[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 02, 21:40
Írta: jani300 Dátum 2017 szeptember 02, 21:40
Azért ezen rendesen jár az agyam .
Lehet csak a kúpkerék marás van összekombinálva a spirálmarással . Akkor elvileg számolható .
Vagy tévedek egy jó nagyot :(
Hátha egy jól képzett mérnök Úr megszán bennünket ...
Lehet csak a kúpkerék marás van összekombinálva a spirálmarással . Akkor elvileg számolható .
Vagy tévedek egy jó nagyot :(
Hátha egy jól képzett mérnök Úr megszán bennünket ...
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2017 szeptember 03, 08:29
Írta: szabo janko Dátum 2017 szeptember 03, 08:29
A strigonokhoz tartozék volt a cserekerék készlet tengelyekkel konzolokkal. Ha tudod az orsó emelkedését váltókerék számítással ki lehet számolni az áttételt. ugyanígy maródik a ferde fogazás vagy a csiga tengely. Persze tudni kell a gépet beállítani. Én a múltkor csináltam csomagoló cimkéző géphez 400 mm hosszú csigát POM-ból a emelkedése 2.5 menet volt, kör profillal 100 sugárral. Befőttes üvegeket vitt a szalagra. A kerék készlet egy orosz marógépre volt feltéve. De ezt készletet lehet diferenciál osztáshoz is használni, pl 127 fogszámhoz (EAN cserekerék).
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 03, 08:51
Írta: jani300 Dátum 2017 szeptember 03, 08:51
Köszönöm ! Ez a technikai része , az azért nagyjából megvan .
A kúpkerék rész beállítását is értem . De a spirálmarás részhez kellene megállpítani átmérő és emelkedés adatokat . Na erről elképzelésem sincsen ,hogy hogyan számolható .
A meglévő könyveimben sem emlékszem hogy erről lett volna valami információ . A lefejtő eljárásokkal foglalkoznak , de az sokkal komplikáltabb .
57 es vagyok igazán csak a hagyományos forgácsolásban tudok gondolkodni , a CNC megmunkálás mikéntjét itt ízlelgetem ,csak .
A kúpkerék rész beállítását is értem . De a spirálmarás részhez kellene megállpítani átmérő és emelkedés adatokat . Na erről elképzelésem sincsen ,hogy hogyan számolható .
A meglévő könyveimben sem emlékszem hogy erről lett volna valami információ . A lefejtő eljárásokkal foglalkoznak , de az sokkal komplikáltabb .
57 es vagyok igazán csak a hagyományos forgácsolásban tudok gondolkodni , a CNC megmunkálás mikéntjét itt ízlelgetem ,csak .
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2017 szeptember 03, 09:04
Írta: szabo janko Dátum 2017 szeptember 03, 09:04
Hát igen. Ívelt fogazású kúpkerék az más. Többféle kerék járatos Fiat, Kligenberger, stb. Hagyományos gépen szerintem nem lehet korrektül megcsinálni modul maróval.
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2017 szeptember 03, 09:10
Írta: szabo janko Dátum 2017 szeptember 03, 09:10
Azt nem írtam én 62 vagyok. Finomechanikai műszerésznek tanultam, elektrós ként dolgoztam 17 évig. 1994 töl foglalkozom forgácsolással. De még most is tanulgatok föleg a CNC-t.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 03, 09:19
Írta: jani300 Dátum 2017 szeptember 03, 09:19
Én is műszeres voltam , középiskolában , elég átfogó ismereteket adtak abban az időben , úgy érzem .
A tizen pár tonna géppel a forgácsolás csak hobby , de tanultam róla ,és érdekelt is mindig . [#integet2]
A tizen pár tonna géppel a forgácsolás csak hobby , de tanultam róla ,és érdekelt is mindig . [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 03, 19:40
Írta: Csuhás Dátum 2017 szeptember 03, 19:40
Talán leginkább ide tartozik: Elkészült a fűrészgépemhez a hiányzó párhuzamvezető. Egy régi fejes vonalzóra emlékeztet. A lomosban talált alu darabokból készült. Pl a végén a szorító egy asztali lámpa felfogatója volt eredetileg. A fűrész asztal egyik oldalán tisztára martam a nyers felületet, oda támaszkodik a vezető. Az alu zártszelvény belsejében egy vonórúd van ami rászorít az asztal túlsó oldalára. Szerintem remekül sikerült, próbaként tudtam vágni egy deszkadarab lapjából egy 1.5mm-es áttetsző szeletet.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_qn3eng83wsb23ba3n79f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qn3eng83wsb23ba3n79f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_0szce96m35tpp3qsicjh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/0szce96m35tpp3qsicjh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_9xftzuxw3zjukjq6kv2j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/9xftzuxw3zjukjq6kv2j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_8i88n6ie24dinm93uc0ax_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/8i88n6ie24dinm93uc0ax_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_qn3eng83wsb23ba3n79f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qn3eng83wsb23ba3n79f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_0szce96m35tpp3qsicjh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/0szce96m35tpp3qsicjh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_9xftzuxw3zjukjq6kv2j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/9xftzuxw3zjukjq6kv2j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_8i88n6ie24dinm93uc0ax_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/8i88n6ie24dinm93uc0ax_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2017 szeptember 03, 20:12
Írta: B.Zoltán Dátum 2017 szeptember 03, 20:12
Jó kis masina lett belőle!
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2017 szeptember 03, 21:44
Írta: ercd2gjn Dátum 2017 szeptember 03, 21:44
Kis segítséget szeretnék kérni.
Sikerült elbaxnom a Quantum esztergám szegnyergének MK2-es hüvelyét.
Valószínűleg forgács kerülhetett a kúp és a hüvely közé, és mivel elég izmosat fúrtam elfordult, bemaródott mindkét felület.
Lehet ezt egyszerűen javítani?
Dörzsár?
Sikerült elbaxnom a Quantum esztergám szegnyergének MK2-es hüvelyét.
Valószínűleg forgács kerülhetett a kúp és a hüvely közé, és mivel elég izmosat fúrtam elfordult, bemaródott mindkét felület.
Lehet ezt egyszerűen javítani?
Dörzsár?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 03, 21:58
Írta: Csuhás Dátum 2017 szeptember 03, 21:58
Ha van dörzsárad akkor azzal besimíthatod. Ha nincs akkor egy egy háromélű reszelőből köszörült hántolóval ki tudod kapirgálni ott ahol felgyűrődött az anyag. ( Festékkel jelölve látod hol kell kaparni ) De ha elég nagy az esztergád akkor befogva a hüvelyt bábbal támasztva órázás után késsel is simíthatod. Az hogy a felület kis része berágódott az nem zavarja a használatot. A fúrót azt vagy kidobod, vagy felsimítod a gépen a kúpot. Ezután ha nem használod a szegnyerget akkor tarts benne pl egy forgócsúcsot úgy kisebb eséllyel megy bele forgács.
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2017 szeptember 04, 06:44
Írta: ercd2gjn Dátum 2017 szeptember 04, 06:44
Köszi a választ!
Dörzsáram nincs, ezt a hántolásos dolgot átgondolom...
Az eszterga elég nagy , bábot tudnék gányolni hozzá csak valami pici kés kellene (MK2 hüvelyben ~5cm mélyen van a sérülés)
A fúró kúpja már rendben van, azt azért egyszerűbb volt (még nekem is [#nevetes1]) megoldani.
Amikor vettem az esztergát szemeztem kúpos-filces hüvelytisztítóval, ideje lenne esztergálnom egyet ...
Dörzsáram nincs, ezt a hántolásos dolgot átgondolom...
Az eszterga elég nagy , bábot tudnék gányolni hozzá csak valami pici kés kellene (MK2 hüvelyben ~5cm mélyen van a sérülés)
A fúró kúpja már rendben van, azt azért egyszerűbb volt (még nekem is [#nevetes1]) megoldani.
Amikor vettem az esztergát szemeztem kúpos-filces hüvelytisztítóval, ideje lenne esztergálnom egyet ...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2017 szeptember 04, 21:20
Írta: KoLa Dátum 2017 szeptember 04, 21:20
Még megvan az a 2-es kúpos dörzsáram ami, már körbejárta az országot...
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 szeptember 04, 23:09
Írta: 6rk75uezn Dátum 2017 szeptember 04, 23:09
Ez a kúpos filces dolog tetszik,ha kész a gépem biztos hogy csinálok egyet ;)
Köszi az ötletet ;
Köszi az ötletet ;
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2017 szeptember 05, 19:44
Írta: ercd2gjn Dátum 2017 szeptember 05, 19:44
És egy dörzsintést meg tudnánk ejteni [#lookaround] ?
Győri vagyok, de sokfelé járok ha esetleg megoldható...
Győri vagyok, de sokfelé járok ha esetleg megoldható...
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2017 szeptember 05, 19:45
Írta: ercd2gjn Dátum 2017 szeptember 05, 19:45
Csak láttam, nem az én ötletem [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 07, 19:15
Írta: dezso74 Dátum 2017 szeptember 07, 19:15
Helló Mindenkinek!
Egy hete vásároltam egy Srigon ME 1000-es marógépet.
Szinte mindennel fel van szerelve, kivétel a vésőfej.
Szeretném kissé felújítani, majd később Cnc vezérléssel ellátni. Van valakinek tapasztalata ezzel a géppel? Van hozzá Egyetemes marófej, ahogy kivettem a gépkönyvéből, viszont nem tudom hogyan csatlakozik a Morse4-es csatlakozáshoz. Valaki tudna ebben segíteni?
Üdv
dezso74
Egy hete vásároltam egy Srigon ME 1000-es marógépet.
Szinte mindennel fel van szerelve, kivétel a vésőfej.
Szeretném kissé felújítani, majd később Cnc vezérléssel ellátni. Van valakinek tapasztalata ezzel a géppel? Van hozzá Egyetemes marófej, ahogy kivettem a gépkönyvéből, viszont nem tudom hogyan csatlakozik a Morse4-es csatlakozáshoz. Valaki tudna ebben segíteni?
Üdv
dezso74
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 07, 19:21
Írta: jani300 Dátum 2017 szeptember 07, 19:21
Egy négyes Morse szárra fel van ékelve egy fogaskerék . Ha találtál ilyet , akkor avval :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 07, 19:24
Írta: jani300 Dátum 2017 szeptember 07, 19:24
Reteszelve , mielőtt elkezdenének ,javítgatni ....
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2017 szeptember 07, 20:22
Írta: sanyi84 Dátum 2017 szeptember 07, 20:22
Ne alakítsd át, gondolj bele teljesen más követelményszint.
Cnc gép: feszített kottyanásmentes golyósorsók, feszített kottyanásmentes megvezetés ( mindegy hogy nagy nyomású olaj vagy LM guide) .
Mechanikus gépek:
Lazább orsók, lazább szánrendszer. Ha nem így lenne szétkopna hamar. Ott még nem teflon-olaj-"vas" kapcsolat van. Ha golyósorsót teszel rá az fog szétkopni.
Persze magánvélemény. Ezzel "gyilkolni" tudsz, a cnc korlátozottabban alkalmas erre. Mindkét technika megállja a helyét mai napig.
Cnc gép: feszített kottyanásmentes golyósorsók, feszített kottyanásmentes megvezetés ( mindegy hogy nagy nyomású olaj vagy LM guide) .
Mechanikus gépek:
Lazább orsók, lazább szánrendszer. Ha nem így lenne szétkopna hamar. Ott még nem teflon-olaj-"vas" kapcsolat van. Ha golyósorsót teszel rá az fog szétkopni.
Persze magánvélemény. Ezzel "gyilkolni" tudsz, a cnc korlátozottabban alkalmas erre. Mindkét technika megállja a helyét mai napig.
Cím: Re:Hagyományos forgácsológépek
Írta: Bencze András Dátum 2017 szeptember 07, 20:34
Írta: Bencze András Dátum 2017 szeptember 07, 20:34
Kedves Urak!
Keresek MECHANICY FYJ40 MARÓGÉP villamos rajzot, vagy szakit aki ismeri a villamos megoldását.
Keresek MECHANICY FYJ40 MARÓGÉP villamos rajzot, vagy szakit aki ismeri a villamos megoldását.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 12, 12:13
Írta: dezso74 Dátum 2017 szeptember 12, 12:13
Köszönöm jani300!
A vertikál fej azzal van kapcsolatban. Morse4 rajta egy fogaskerék és összeszereléskor kész a hajtáslánc.
A másik fejnél viszont a fejben nincs fogaskerék, csak egy tengely, amiben van egy ékpálya.
A vertikál fej azzal van kapcsolatban. Morse4 rajta egy fogaskerék és összeszereléskor kész a hajtáslánc.
A másik fejnél viszont a fejben nincs fogaskerék, csak egy tengely, amiben van egy ékpálya.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 12, 12:18
Írta: dezso74 Dátum 2017 szeptember 12, 12:18
Köszönöm a hozzászólásod sanyi84!
Az egyik videómegosztón találtam ilyen átalakított gépet, és beszéltem azzal, aki csinálta, azt mondta, tökéletesen működik. Ismerem a lineáris hajtásláncokat is, tudom lesz vele munka, elvileg megéri. És itt is olvasgattam hozzászólásokat és volt, aki átalakított már gépet. Ezért is érdekelnének a tapasztalatok.
Az egyik videómegosztón találtam ilyen átalakított gépet, és beszéltem azzal, aki csinálta, azt mondta, tökéletesen működik. Ismerem a lineáris hajtásláncokat is, tudom lesz vele munka, elvileg megéri. És itt is olvasgattam hozzászólásokat és volt, aki átalakított már gépet. Ezért is érdekelnének a tapasztalatok.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 12, 12:20
Írta: dezso74 Dátum 2017 szeptember 12, 12:20
Helló Mindenkinek!
Egy E 400-as eszterga felújításába kezdtem bele. Kicsit drága az ágy felköszörülése. Valaki csinált már rászerelt köszörűvel?
Egy E 400-as eszterga felújításába kezdtem bele. Kicsit drága az ágy felköszörülése. Valaki csinált már rászerelt köszörűvel?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 12, 14:07
Írta: jani300 Dátum 2017 szeptember 12, 14:07
Ilyent még nem láttam . De akkor az még egyszerűbb lesz . Egy Morse 4 / megfelelő átmérőjű átalakító (behúzó menetes ,ugye ) .
Reteszt írj , mert az ékért megszólhatnak :) Hasonló de nem ugyanaz . Én is ékpályának hívom ,de nem az , és ugye még igazuk is van :)
Az UF 222nél 50ES MEREDEKKÚP /bordástengely ez a kapcsolat , de a vésőfejnél . Nekem az hiányzik ,de úgyse fogok vésni vele .
Reteszt írj , mert az ékért megszólhatnak :) Hasonló de nem ugyanaz . Én is ékpályának hívom ,de nem az , és ugye még igazuk is van :)
Az UF 222nél 50ES MEREDEKKÚP /bordástengely ez a kapcsolat , de a vésőfejnél . Nekem az hiányzik ,de úgyse fogok vésni vele .
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 szeptember 12, 16:28
Írta: ecp4rs0md Dátum 2017 szeptember 12, 16:28
Szia! Én is pont ilyenben gondolkodom, a marógéphez a Z tengely mozgatásához a motorom megvan egy Dc servo motor a hozzávaló táp is elkészült ha minden jól megy a héten megveszem a licencet az UCCNC programhoz ill. az UC400ETH mozgás vezérlőt, aztán meglátjuk. Még elég sok cucc kell de majd alakul.
Cím: Re:Hagyományos forgácsológépek
Írta: husrdczi Dátum 2017 szeptember 12, 18:19
Írta: husrdczi Dátum 2017 szeptember 12, 18:19
Szia dezso74!
Szerintem másokat is érdekel, engem mindenképpen, ha tudsz az E 400 eszterga ágyazat köszörülésére egy árat mondani, azt megköszönném. Ha esetleg kaptál valahol ajánlatot.
Üdv: Csaba
Szerintem másokat is érdekel, engem mindenképpen, ha tudsz az E 400 eszterga ágyazat köszörülésére egy árat mondani, azt megköszönném. Ha esetleg kaptál valahol ajánlatot.
Üdv: Csaba
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 szeptember 12, 19:41
Írta: ywathzay Dátum 2017 szeptember 12, 19:41
Úgy emlékeszem DLaci annak idején töltött fel ilyen videót.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 12, 20:42
Írta: Csuhás Dátum 2017 szeptember 12, 20:42
Egy remek videó a régi idők gyárairól: videó (https://www.youtube.com/watch?v=UY4RZ-FEi6M)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 12, 21:33
Írta: jani300 Dátum 2017 szeptember 12, 21:33
videó (https://www.youtube.com/watch?v=VjOF_rKZG2k)
Ezt láttad ? Története van , de tetszik . Most találtam .
Ezt láttad ? Története van , de tetszik . Most találtam .
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 13, 01:50
Írta: hostya Dátum 2017 szeptember 13, 01:50
"A másik fejnél viszont a fejben nincs fogaskerék, csak egy tengely, amiben van egy ékpálya."
Pedig a sinus fejnél is Morse 4-es kúpnak kellene lenni...
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej4.jpg)
De az is lehet hogy nálad hiányzik az M4-es kúp, és "valami" van helyette..
Ha ez segít, akkor itt a sinusfej rajza.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej%20rajz.jpg) (http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej%20rajz.jpg)
Pedig a sinus fejnél is Morse 4-es kúpnak kellene lenni...
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej4.jpg)
De az is lehet hogy nálad hiányzik az M4-es kúp, és "valami" van helyette..
Ha ez segít, akkor itt a sinusfej rajza.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej%20rajz.jpg) (http://cnctar.hobbycnc.hu/hostya/ME%201000/Sinus%20fej%20rajz.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 szeptember 13, 08:57
Írta: D.Laci Dátum 2017 szeptember 13, 08:57
Erre gondolsz esztergaágy köszörülés (http://cnctar.hobbycnc.hu/D.Laci/phonixproject/) ?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 szeptember 13, 11:16
Írta: ywathzay Dátum 2017 szeptember 13, 11:16
Igen, ez rémlett, de már látom ez valami hozzáépített felszereléssel történik, nem a saját ágyán.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 13, 18:30
Írta: kart emg Dátum 2017 szeptember 13, 18:30
Szia!
Én ezt találtam egyszer a jutubon :-).
Én ezt találtam egyszer a jutubon :-).
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2017 szeptember 13, 20:13
Írta: sanyi84 Dátum 2017 szeptember 13, 20:13
De hogy lesz ebből jó gép? Mihez képest köszörüli? Mert ha egy kopott részhez az nem valami jó dolog. Nem értem. Amit láttam az egy marha nagy gép, arra tették fel a köszörülni valót. Aztán felhántolták. A szegnyerget kiesztergálták a gépen majd kapott új hüvelyt-kolléga mesélte. Más azt mondta tesznek alá textilbakelitet majd azt köszörülik. Egy jó köszörüléshez képest fel lehet jóra hántolni a gépet . Szerintem nyer vele az ember mert már30-50 éves gépek ágyazata eléggé pihentnek mondható. No de könnyű elrontani. Alapvetően nem a szép csilivili felület a lényeg. Főleg "puha" ágyasnál.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 13, 21:20
Írta: Csuhás Dátum 2017 szeptember 13, 21:20
Két lehetőség jut eszembe: Előbb behántolod a valószínűleg kevésbé kopott, és karcsúbb szegnyereg prizmát majd ahhoz köszörülsz. Esetleg egyedi csúszótalpat készítesz ami az ágyazat megmunkált de nem használt felületeire támaszkodik. Ilyen lehet a prizma teteje, az ágyazat hátsó oldala, szegnyereg mellett szabadon maradó lapos ágyazatrész. Ezek egy óvatos tisztító hántolás után már tudják vezetni a köszörűt.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 13, 21:38
Írta: kart emg Dátum 2017 szeptember 13, 21:38
Szia!
Én azt a módszert követem a saját esztergám ágyazatának a hántolásánál, hogy kimérem, hogy a szegnyereg csúszófelületei mennyire kopottak. Ha van bennük kopás, akkor az előbb ki kell javítani, és ez után az lesz a referencia felület. Ehhez képest már meg lehet mérni, hogy a szán vezetéke mennyire kopott.
A köszörű tologatós módszer is kiindulhat ugyan ebből, az előkészítés nincs rajta a videón. Nekem az nem tetszik ebben a módszerben, hogy a szán végein nem biztos, hogy jó lesz a vezeték, mivel a szegnyerek talpa ott már nem fekszik fel teljes hosszában. Persze nem biztos, hogy szükséges, hogy végig jó legyen a vezeték, de ha már csinálja az ember, akkor legyen végig jó.
Üdv.
Én azt a módszert követem a saját esztergám ágyazatának a hántolásánál, hogy kimérem, hogy a szegnyereg csúszófelületei mennyire kopottak. Ha van bennük kopás, akkor az előbb ki kell javítani, és ez után az lesz a referencia felület. Ehhez képest már meg lehet mérni, hogy a szán vezetéke mennyire kopott.
A köszörű tologatós módszer is kiindulhat ugyan ebből, az előkészítés nincs rajta a videón. Nekem az nem tetszik ebben a módszerben, hogy a szán végein nem biztos, hogy jó lesz a vezeték, mivel a szegnyerek talpa ott már nem fekszik fel teljes hosszában. Persze nem biztos, hogy szükséges, hogy végig jó legyen a vezeték, de ha már csinálja az ember, akkor legyen végig jó.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 13, 23:18
Írta: kart emg Dátum 2017 szeptember 13, 23:18
Szia!
Nagy köszörűgépe van pl. a Némtech KFT-nek, íme:
Némtech KFT (http://www.nemtech.hu/hu/component/content/article/23-femmegmunkalas.html)
Nagy köszörűgépe van pl. a Némtech KFT-nek, íme:
Némtech KFT (http://www.nemtech.hu/hu/component/content/article/23-femmegmunkalas.html)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 szeptember 14, 07:55
Írta: 6rk75uezn Dátum 2017 szeptember 14, 07:55
Ez az egy megoldás van,igy fogom én is csinállni.A kevésbé kopott szegnyereg vezetékeit behántolom majd a szegnyereg talpra csinállok egy köszörű alkalmatosságot.
Kiváncsi leszek mennyire fog pontosan sikerülni.
Egyébként 100-120 ér köszörülnek egy ágyat.
Kiváncsi leszek mennyire fog pontosan sikerülni.
Egyébként 100-120 ér köszörülnek egy ágyat.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 14, 08:19
Írta: Csuhás Dátum 2017 szeptember 14, 08:19
Az a köszörülési ár sajna minimum duplázódik ha a szállítást is figyelembe veszed.
Egyszer láttam egy érdekes megoldást, fadarabokkal, menetes szárakkal összefogtak két gépet. Talán egy nagy henger köszörű volt az egyik. Gondosan hosszas órázással párhuzamba hozták az ágyazatokat, majd az etalongépre ideiglenesen telepített köszörűvel dolgoztak. Ez talán kicsiben is menne mondjuk két tusírléccel amit az ágyazat két oldalára fognának.
A hántolásnál pedig egy mm nagyságrendű homorúra kopott ágyazat esetén nyugodtan lehet és kell is flex-el nagyolni. ( Akár a pár tizedes kopású szegnyereg prizmát használni. )
Egyszer láttam egy érdekes megoldást, fadarabokkal, menetes szárakkal összefogtak két gépet. Talán egy nagy henger köszörű volt az egyik. Gondosan hosszas órázással párhuzamba hozták az ágyazatokat, majd az etalongépre ideiglenesen telepített köszörűvel dolgoztak. Ez talán kicsiben is menne mondjuk két tusírléccel amit az ágyazat két oldalára fognának.
A hántolásnál pedig egy mm nagyságrendű homorúra kopott ágyazat esetén nyugodtan lehet és kell is flex-el nagyolni. ( Akár a pár tizedes kopású szegnyereg prizmát használni. )
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 08:53
Írta: dezso74 Dátum 2017 szeptember 14, 08:53
Köszönöm mindenkinek a hozzásólását!!!
Én is inkább az ithoni megmunkálást választom, már kimértem a prizmák tetejét, azok nem kopnak, mert nem érintkezik mozgó alkatrésszel. Az lesz a párhuzam, ahhoz kiórázom a szegnyereg ágyát, majd hántolás és a többit meglátjuk. Már megrajzoltam a szánt CAD-ban és itt tervezem meg hozzá a köszörűt is.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hs70uizwcquci70h94y4k_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/hs70uizwcquci70h94y4k_4289.jpg)
Én is inkább az ithoni megmunkálást választom, már kimértem a prizmák tetejét, azok nem kopnak, mert nem érintkezik mozgó alkatrésszel. Az lesz a párhuzam, ahhoz kiórázom a szegnyereg ágyát, majd hántolás és a többit meglátjuk. Már megrajzoltam a szánt CAD-ban és itt tervezem meg hozzá a köszörűt is.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hs70uizwcquci70h94y4k_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/hs70uizwcquci70h94y4k_4289.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 08:57
Írta: dezso74 Dátum 2017 szeptember 14, 08:57
Köszönöm a videót! Már megnéztem egy párat! Szerintem is meg lehet csinálni.
https://www.youtube.com/watch?v=GlbKtYJJw-s
Ez se semmi :-)
https://www.youtube.com/watch?v=GlbKtYJJw-s
Ez se semmi :-)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2017 szeptember 14, 09:03
Írta: 7cim5mm0 Dátum 2017 szeptember 14, 09:03
Olvasgatva a témát, már vártam, hogy mikor kerül elő a flex. :)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 09:09
Írta: dezso74 Dátum 2017 szeptember 14, 09:09
Köszönöm!!! Na ezzz azzz!!! Pont így raktam össza a gondolataimban, ahogyan az összeállítási rajzon is van.
Akkor nekem hiányzik a csatlakozó 4-es morze tengely.
Akkor nekem hiányzik a csatlakozó 4-es morze tengely.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 szeptember 14, 09:12
Írta: Motoros Dátum 2017 szeptember 14, 09:12
Nekem az esztergám szerencsére engem már ki fog szolgálni. De ha ilyen gondom lenne, akkor elvinném szakműhelybe, szó nélkül. Se nem tusíroznám, se nem köszörülném, mert mindkét szakma csúcs hozzáértést követel.
Ha csak arra gondolok, hogy egy megfelelő köszörűtengelyt kell kialakítani a feladathoz...pár tíz de inkább százezer ft...aztán azt egyenesbe vezetni, pozicionálni.
De eddig még csak csak el jut valahogy a delikvens, de akkor ott van még a megfelelő kő kiválasztása, és ami még nagyobb gond--a megvágása, aztán maga a művelet....brrr!
De ezt csak az én kishitűségem mondatja velem, nem akarok senkit lebeszélni.
Be kéne kéreckedni egy olyan műhelybe ahol ilyet csinálnak, és megnézni mik a feltételek. Esztergomba volt ilyen valamikor.
Ha csak arra gondolok, hogy egy megfelelő köszörűtengelyt kell kialakítani a feladathoz...pár tíz de inkább százezer ft...aztán azt egyenesbe vezetni, pozicionálni.
De eddig még csak csak el jut valahogy a delikvens, de akkor ott van még a megfelelő kő kiválasztása, és ami még nagyobb gond--a megvágása, aztán maga a művelet....brrr!
De ezt csak az én kishitűségem mondatja velem, nem akarok senkit lebeszélni.
Be kéne kéreckedni egy olyan műhelybe ahol ilyet csinálnak, és megnézni mik a feltételek. Esztergomba volt ilyen valamikor.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 09:12
Írta: dezso74 Dátum 2017 szeptember 14, 09:12
Megyek feltúrom a ládákat, hátha megtalálom a Kúpot.
Egyébként ezt a fejet hogyan és mire alkalmazzuk?
A befogó előtt a megvezető, csak egy szögállásban használható. Na, de mire jó az? [#fejvakaras]
Egyébként ezt a fejet hogyan és mire alkalmazzuk?
A befogó előtt a megvezető, csak egy szögállásban használható. Na, de mire jó az? [#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 09:24
Írta: dezso74 Dátum 2017 szeptember 14, 09:24
Én egy elég nagy gyárban dolgoztam Jászberényben, a gép is a gyár tanműhelyében szolgált, ott vannak nagy gépek, csak már nem csinálnak ilyen dolgokat. Öcsém még ott dolgozik egy majd 40 méteres cnc gépen és nem tudjuk sehogy bejutattni. :-( holnap kapok egy telefonszámot, ahol gépeket újítanak fel, csak az ár bosszant, mert több száz ezret mondtak a felújításra. Én fazékkővel szeretném köszörülni 50-es átmérőt néztem ki annak az élével.
https://www.youtube.com/watch?v=oZCjsT2c9qQ&t=19s
Így csak a szöget kel helyesen beállítani.
A kéziszánt fogom felhasználni a köszörű mozgatására.
https://www.youtube.com/watch?v=oZCjsT2c9qQ&t=19s
Így csak a szöget kel helyesen beállítani.
A kéziszánt fogom felhasználni a köszörű mozgatására.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 09:55
Írta: dezso74 Dátum 2017 szeptember 14, 09:55
Szia Csaba!
Eladó egy Behringer Dx500 PRO mixer Kifogástalan állapotban
Használva még nem volt csak tartalékként szolgált.
Van magyarnyelvű használatiutasítás.
Most találtam egy címet és beszéltem is vele.
Ágyazatok, hossz-keresztszán, kéziszán, szegnyereg köszörülés 3500mmig 180 ezer Ft.
Kb 3 nap alatt készül el.
Ehhez a gépet teljesen szét kell szedni.
https://www.jofogas.hu/hajdu_bihar/Agyazatok__hossz_keresztszan__keziszan__szegnyereg_felujitasa_67750470.htm
Még azért keresgélek, ha tudok valamit közkincsé teszem.
Eladó egy Behringer Dx500 PRO mixer Kifogástalan állapotban
Használva még nem volt csak tartalékként szolgált.
Van magyarnyelvű használatiutasítás.
Most találtam egy címet és beszéltem is vele.
Ágyazatok, hossz-keresztszán, kéziszán, szegnyereg köszörülés 3500mmig 180 ezer Ft.
Kb 3 nap alatt készül el.
Ehhez a gépet teljesen szét kell szedni.
https://www.jofogas.hu/hajdu_bihar/Agyazatok__hossz_keresztszan__keziszan__szegnyereg_felujitasa_67750470.htm
Még azért keresgélek, ha tudok valamit közkincsé teszem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 14, 10:01
Írta: Csuhás Dátum 2017 szeptember 14, 10:01
Házilag nehéz mással kiszedni a 0.5mm feletti hibákat. Vagy csak én nem tudok jobbat. Magam még nem használtam. Amikor megvettem a gyalugépem a berágódott kos prizmáját, egy fél méteres köszörült vastömbre ragasztott szalagcsiszolóhoz való smirglivel nagyoltam, de még így is ráment vagy három estém. Volt is izomlázam a bőven.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 10:18
Írta: dezso74 Dátum 2017 szeptember 14, 10:18
Szia Csaba!
Most találtam egy címet és beszéltem is vele.
Ágyazatok, hossz-keresztszán, kéziszán, szegnyereg köszörülés 3500mmig 180 ezer Ft.
Kb 3 nap alatt készül el.
Ehhez a gépet teljesen szét kell szedni.
https://www.jofogas.hu/hajdu_bihar/Agyazatok__hossz_keresztszan__keziszan__szegnyereg_felujitasa_67750470.htm
Még azért keresgélek, ha tudok valamit közkincsé teszem.
Most találtam egy címet és beszéltem is vele.
Ágyazatok, hossz-keresztszán, kéziszán, szegnyereg köszörülés 3500mmig 180 ezer Ft.
Kb 3 nap alatt készül el.
Ehhez a gépet teljesen szét kell szedni.
https://www.jofogas.hu/hajdu_bihar/Agyazatok__hossz_keresztszan__keziszan__szegnyereg_felujitasa_67750470.htm
Még azért keresgélek, ha tudok valamit közkincsé teszem.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 14, 10:20
Írta: dezso74 Dátum 2017 szeptember 14, 10:20
Esetleg van gépkönyved?
Találtam egyet, de abban ez a rajz nem volt benne.
Sem a többi kiegészítőkről.
Találtam egyet, de abban ez a rajz nem volt benne.
Sem a többi kiegészítőkről.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 szeptember 14, 10:33
Írta: D.Laci Dátum 2017 szeptember 14, 10:33
Egy árajánlatot talán megérne az esztergaágy köszörülésre.
H-4300 Nyírbátor, Fáy A. u. 33.
Első Gépészeti Vállalkozói Iroda Bt.
Tel/Fax: +36-42/283-446 Mobil: +36-30/9676-814 igvi@freemail.hu
Telephely: H-4400 Nyíregyháza Kinizsi út 4
H-4300 Nyírbátor, Fáy A. u. 33.
Első Gépészeti Vállalkozói Iroda Bt.
Tel/Fax: +36-42/283-446 Mobil: +36-30/9676-814 igvi@freemail.hu
Telephely: H-4400 Nyíregyháza Kinizsi út 4
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 szeptember 14, 15:10
Írta: ywathzay Dátum 2017 szeptember 14, 15:10
Nyírbátorban őket (http://jkszbt.hu/) kell hívni, de sajnos általában el vannak havazva.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 14, 18:05
Írta: jani300 Dátum 2017 szeptember 14, 18:05
Üdv ! Először is ,nekem is tetszik a feltett rajz .
A térben szinte minden irányban beállítható ez a marófej .
Ebből azért kiderül az alkalmazhatósága . Egyszerűbb ezt forgatni mint a munkadarabot , és gondolom az is előny hogy a munkadarab egy befogásból megmunkálható , persze ha ez megoldható egyáltalán . A kitámasztó ugyanarra való mint a gép tetején a támasztógerenda a bakokkal , hosszabb marótengelyek kitámasztására .
A térben szinte minden irányban beállítható ez a marófej .
Ebből azért kiderül az alkalmazhatósága . Egyszerűbb ezt forgatni mint a munkadarabot , és gondolom az is előny hogy a munkadarab egy befogásból megmunkálható , persze ha ez megoldható egyáltalán . A kitámasztó ugyanarra való mint a gép tetején a támasztógerenda a bakokkal , hosszabb marótengelyek kitámasztására .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 14, 18:26
Írta: jani300 Dátum 2017 szeptember 14, 18:26
Üdv ! Kíváncsi vagyok ennek a kis gyalugép felújításának a munkamenetére . Nekem is van egy hasonló , üzemképessé tettem , néhány hiányzó alkatrészt pótoltam . De nem dolgozik szépen , a kos csúszó felületei nem párhuzamosak .
Hogyan kéne nekiállni , a kos melyik felületével kellene kezdeni ? Felfogó derékszögre felfogva a kost a késszánnál , a felső csúszófelületeket megtámasztva gondolnám lemarni az alsó csúszó síkot először . Utána ahhoz illeszteni a felső síkot , esetleg átfordítva maróval újból tisztázni .
Gondolkodom hogyan kellene nekiállni , majd talán a télen :) Ja , ez nem fecskefarkú vezetékes. , csak sima egyenes .
Hogyan kéne nekiállni , a kos melyik felületével kellene kezdeni ? Felfogó derékszögre felfogva a kost a késszánnál , a felső csúszófelületeket megtámasztva gondolnám lemarni az alsó csúszó síkot először . Utána ahhoz illeszteni a felső síkot , esetleg átfordítva maróval újból tisztázni .
Gondolkodom hogyan kellene nekiállni , majd talán a télen :) Ja , ez nem fecskefarkú vezetékes. , csak sima egyenes .
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 szeptember 14, 20:06
Írta: svager Dátum 2017 szeptember 14, 20:06
Ugyan nem sarokcsiszolóval hanem egyenescsiszolóval de én felhántoltam a kis kínai eszterga ágyát.
Mivel gondolom az indukciós eljárásnál vagy a köszörülésnél valamit elbasztak,az ágy mindkét vége több mint két tizedet fel volt kunkorodva.
Nem volt egy tál eper,mivel legalább 200 órát elszórakoztam vele,amiből vagy ötven órát csak próbálgattam a különböző köveket mire megtaláltam a megfelelő kőméret,fordulat,finomság és technikát.[#rolleyes]
Nem tudtam rendesen lefényképezni,és ahol a szán sokat van használva már nem is látszik,de remélem valamennyire látható,és természetesen sokkal jobb lett a felülete mint a gyári volt,mivel azt valami nagyon durva kővel csinálták.
ide még raktam képeket (http://cnctar.hobbycnc.hu/Svager/Eszterga%20%C3%A1gy/)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_un8x2k9ces5ja7vf2c8_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/un8x2k9ces5ja7vf2c8_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_59axzswfc8k5d3npm9b5w_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/59axzswfc8k5d3npm9b5w_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_g76zgbeags7ux9iepcmfj_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/g76zgbeags7ux9iepcmfj_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v6cyutwen9vaeefh5fz_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v6cyutwen9vaeefh5fz_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qy0ueipisn896jz6m5np_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qy0ueipisn896jz6m5np_2939.jpg)
Mivel gondolom az indukciós eljárásnál vagy a köszörülésnél valamit elbasztak,az ágy mindkét vége több mint két tizedet fel volt kunkorodva.
Nem volt egy tál eper,mivel legalább 200 órát elszórakoztam vele,amiből vagy ötven órát csak próbálgattam a különböző köveket mire megtaláltam a megfelelő kőméret,fordulat,finomság és technikát.[#rolleyes]
Nem tudtam rendesen lefényképezni,és ahol a szán sokat van használva már nem is látszik,de remélem valamennyire látható,és természetesen sokkal jobb lett a felülete mint a gyári volt,mivel azt valami nagyon durva kővel csinálták.
ide még raktam képeket (http://cnctar.hobbycnc.hu/Svager/Eszterga%20%C3%A1gy/)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_un8x2k9ces5ja7vf2c8_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/un8x2k9ces5ja7vf2c8_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_59axzswfc8k5d3npm9b5w_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/59axzswfc8k5d3npm9b5w_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_g76zgbeags7ux9iepcmfj_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/g76zgbeags7ux9iepcmfj_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_v6cyutwen9vaeefh5fz_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/v6cyutwen9vaeefh5fz_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_qy0ueipisn896jz6m5np_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/qy0ueipisn896jz6m5np_2939.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ubk3j5b Dátum 2017 szeptember 14, 20:10
Írta: ubk3j5b Dátum 2017 szeptember 14, 20:10
Sziasztok!
Ágy köszörüléssel kapcsolatban bennem az a kérdés merült fel, hogy eredetileg az ágy milyen mélyen edződött át? Mekkora az a felületi kopás, amit eltávolítása még mindig edzett felületen fut majd a szán?
Ágy köszörüléssel kapcsolatban bennem az a kérdés merült fel, hogy eredetileg az ágy milyen mélyen edződött át? Mekkora az a felületi kopás, amit eltávolítása még mindig edzett felületen fut majd a szán?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 14, 20:13
Írta: Csuhás Dátum 2017 szeptember 14, 20:13
Legalább egy két fotó kellene hogy ötletelhessünk. Kép nélkül is azt mondanám hogy nem kell marni. Marógépen gyorsan hatékonyan el lehet rontani a gépet. Szóval elsőként csinálnék néhány mérőeszközt, néhány ideiglenes tolóka egy szögtapintó és egy tusírléc kell elsőnek. Egy ilyen univerzális mérőeszközt láthatsz nálam a hántolás könyvtárban. Lényeg hogy legyen egy adatsorod hogy hol mekkora az eltérés. Ha egy két tizeden belül vagy akkor csak csiszolj (kézzel) és hántolj. Ha nagyobb a hiba akkor esetleg marógép, de nagyon átgondolva sokkal több időt eltöltve a beállítással órázással mint a marással. Végül ha kapsz egy hántolt jó olaj tároló képességű csúszófelületet ami századon belül illeszkedik akkor egy nagyon szépen futó gépet kaphatsz. A gyalu ilyen szempontból szerencsés masina, mert más gépeknél egyszerűbben felújítható.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 14, 20:52
Írta: jani300 Dátum 2017 szeptember 14, 20:52
Köszi ! Miután elküldtem , beugrott hogy azt a felületet tudnám etalonnak használni , ahol a himba csatlakozik a koshoz . Ahol leszorít a csavar. Tisztítás után azt kellene párhuzamosan feltenni a maró asztalra , és először persze , óráztatni hogy mekkora a kopás .Kos hátsó része szorul .
A gépágy biztosan kopott , de ott lehet mérni a leszorító lécek alatti peremhez , ott nincsen mozgásból adódó kopás .
Fénykép lehetne , de alig látszik ki a gép :)
A gépágy biztosan kopott , de ott lehet mérni a leszorító lécek alatti peremhez , ott nincsen mozgásból adódó kopás .
Fénykép lehetne , de alig látszik ki a gép :)
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 14, 21:28
Írta: kart emg Dátum 2017 szeptember 14, 21:28
Szia!
A jutubon van egy sorozat egy Elliot 14 S -re keresztelt gyalugép felújításáról:
Elliot 14 S felújítás (https://www.youtube.com/user/lookcreations/videos)
A fickó 11 hónapja küszködik vele, csak kézzel hántol, és a hántolást is ezen a gépen tanulja. Nagyon hosszúak az epizódok, kezdetben végignéztem, most már csak felgyorsítva az érdekesebb részeket.
Üdv.
A jutubon van egy sorozat egy Elliot 14 S -re keresztelt gyalugép felújításáról:
Elliot 14 S felújítás (https://www.youtube.com/user/lookcreations/videos)
A fickó 11 hónapja küszködik vele, csak kézzel hántol, és a hántolást is ezen a gépen tanulja. Nagyon hosszúak az epizódok, kezdetben végignéztem, most már csak felgyorsítva az érdekesebb részeket.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 14, 21:53
Írta: Csuhás Dátum 2017 szeptember 14, 21:53
Néhány részbe belekukkantottam, de végig fogom nézni az egészet, mert az eddig látottak alapján szépen igényesen dolgozik.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 14, 21:55
Írta: kart emg Dátum 2017 szeptember 14, 21:55
Igen, csak ne beszélne olyan sokat [#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 14, 22:30
Írta: jani300 Dátum 2017 szeptember 14, 22:30
Üdv !
Gépszállításban balfék ! Hegeszteni nem tud . Gyönyörű lett a kulissza kő ![#csodalk] Na a kost legalább űgy ellenőrzi ahogyan másodszorra gondoltam [#eljen] .
A nagyfogaskerék betoldásától sem tudok hanyatt esni .
A gép tök jó , sokkal modernebb mint az enyém .
Azért érdemes volt végigszenvedni tíz részt .
Biztosan jó forgácsoló ,precízen dolgozik .
Nem engedném egyik gépemhez sem hozzányúlni .
Rajz alapján viszont biztosan korrekt munkát végezne .
Gépszállításban balfék ! Hegeszteni nem tud . Gyönyörű lett a kulissza kő ![#csodalk] Na a kost legalább űgy ellenőrzi ahogyan másodszorra gondoltam [#eljen] .
A nagyfogaskerék betoldásától sem tudok hanyatt esni .
A gép tök jó , sokkal modernebb mint az enyém .
Azért érdemes volt végigszenvedni tíz részt .
Biztosan jó forgácsoló ,precízen dolgozik .
Nem engedném egyik gépemhez sem hozzányúlni .
Rajz alapján viszont biztosan korrekt munkát végezne .
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 14, 22:50
Írta: kart emg Dátum 2017 szeptember 14, 22:50
Megdöbbentem, amikor megláttam hogyan akarja leengedni a gépet a szuterénba, el is cseszte. De a fogaskerék nem ettől tört el, megkérdeztem tőle, már előtte is törött volt. Engem csak a hántoló és bemérő munka érdekel, az esztergáláshoz és hegesztéshez még annyit sem értek [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 15, 01:06
Írta: hostya Dátum 2017 szeptember 15, 01:06
"Esetleg van gépkönyved? "
=====
Esetleg van... :) -De ez a rajz nem a gépkönyvben van-
- Esetleg, lenél szíves kitölteni az ADATLAPODAT..? [#ejnye1]
- Esetleg még segítenék is, ha tudnám kinek segítek... [#ejnye1]
=====
Esetleg van... :) -De ez a rajz nem a gépkönyvben van-
- Esetleg, lenél szíves kitölteni az ADATLAPODAT..? [#ejnye1]
- Esetleg még segítenék is, ha tudnám kinek segítek... [#ejnye1]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 szeptember 15, 02:26
Írta: 6rk75uezn Dátum 2017 szeptember 15, 02:26
Eddig nagyon egyre gondolunk,de én a meghántolt tendbe tett szegnyereg talpra épitkezek.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 szeptember 15, 07:58
Írta: 000000000 Dátum 2017 szeptember 15, 07:58
Ha segíteni akarsz akkor segíts és ne zsarold ki mások adatait !
Különben meg ha tudni akarod ki is az illető kérdezd meg magánban !
Aztán nem kell ez az [#ejnye1] újrázós ikon se !
Különben meg ha tudni akarod ki is az illető kérdezd meg magánban !
Aztán nem kell ez az [#ejnye1] újrázós ikon se !
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 15, 08:01
Írta: dezso74 Dátum 2017 szeptember 15, 08:01
Kitöltve.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 16, 09:11
Írta: jani300 Dátum 2017 szeptember 16, 09:11
Szia ! Megbékültem a jóemberrel :) Nézegetem is a videóit .
A gépet azért nem kellett volna leejtenie :) Rájöttem ,hegesztetni viheti a cuccokat , azért vár napokat a fojtatással .
Vannak dolgai ,amit én is úgy gondolok , jó nézni mennyit dolgozik egy olyan géppel ,amit sokan hulladékvasnak tekintenek .
Van egy PW 550 em régóta , és nagyon útban . Néhány mázsa pótalkatrészt is vettem hozzá , meg van amit már ki is dobtam abból :( Kibillentették , úgy tették le ...
Elkezdtem azt is , szétszedtem egy darabig , az pont a jó méretű gép ,már nem kicsi , komolyabb dolgok felfoghatók rá .
Nem emeli az asztalt ,azt meg fogom nézni ,folytatom , pedig már sokszor ki akartam vágni , de nincsen szívem megválni tőle . Pont a bejárat mellett van , keresek neki helyet beljebb , akkor már biztosan marad . Felújított egyébként , de biztos találok benne hibát :)
A gépet azért nem kellett volna leejtenie :) Rájöttem ,hegesztetni viheti a cuccokat , azért vár napokat a fojtatással .
Vannak dolgai ,amit én is úgy gondolok , jó nézni mennyit dolgozik egy olyan géppel ,amit sokan hulladékvasnak tekintenek .
Van egy PW 550 em régóta , és nagyon útban . Néhány mázsa pótalkatrészt is vettem hozzá , meg van amit már ki is dobtam abból :( Kibillentették , úgy tették le ...
Elkezdtem azt is , szétszedtem egy darabig , az pont a jó méretű gép ,már nem kicsi , komolyabb dolgok felfoghatók rá .
Nem emeli az asztalt ,azt meg fogom nézni ,folytatom , pedig már sokszor ki akartam vágni , de nincsen szívem megválni tőle . Pont a bejárat mellett van , keresek neki helyet beljebb , akkor már biztosan marad . Felújított egyébként , de biztos találok benne hibát :)
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 16, 14:50
Írta: kart emg Dátum 2017 szeptember 16, 14:50
Szia!
Én sokat tanulok abból, amit csinál, mivel a hántolós, bemérős feladatokat elég részletesen kitárgyalja. Úgy hogy mindig várom az új epizódokat, de hamarosan elkészül.
Én sokat tanulok abból, amit csinál, mivel a hántolós, bemérős feladatokat elég részletesen kitárgyalja. Úgy hogy mindig várom az új epizódokat, de hamarosan elkészül.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2017 szeptember 17, 09:51
Írta: ii5d35wcx Dátum 2017 szeptember 17, 09:51
Sziasztok! Vennék egy Strigon pantográf marógépet. Van hozzá betűsablon valamint
Körsablon. Ennyi ! Marószár köszörüléshez kell a saját köszörűje? Az nincs
Máson lehet köszörülni? Kérnék tanácsot ,akinek van tapasztalata. 100 lenne az alapgép a sablonokkal. Megéri?
Köszi: Sanyi
Körsablon. Ennyi ! Marószár köszörüléshez kell a saját köszörűje? Az nincs
Máson lehet köszörülni? Kérnék tanácsot ,akinek van tapasztalata. 100 lenne az alapgép a sablonokkal. Megéri?
Köszi: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2017 szeptember 17, 16:41
Írta: mdani2 Dátum 2017 szeptember 17, 16:41
Szia!
Köszi a linket. Tényleg nagyon érdekes. Én is végig fogom nézni. Nekem egy Gack H20-as gyalum van, amit szeretnék majd felújítani. Egyelőre csak annyi történt vele, hogy atomjaira szedtem, megtakarítottam és újra összeraktam. Működik, de elég rendesen meg van kopva és jól el is volt hanyagolva. Ha majd egyszer eljutok oda, hogy tudok rendesen hántolni, akkor valamelyik téli estén nekiállok.
Egyébként, ha érdekel a hántolás, én az ő videóit szoktam nézegetni:
https://www.youtube.com/channel/UCD1jVjhwma9Ehj8BQqDMPHw/videos
Ő pedig csak néha hántol, viszont nagyon precíz dolgokat készít:
https://www.youtube.com/user/syyl/videos
Üdv Dani
Köszi a linket. Tényleg nagyon érdekes. Én is végig fogom nézni. Nekem egy Gack H20-as gyalum van, amit szeretnék majd felújítani. Egyelőre csak annyi történt vele, hogy atomjaira szedtem, megtakarítottam és újra összeraktam. Működik, de elég rendesen meg van kopva és jól el is volt hanyagolva. Ha majd egyszer eljutok oda, hogy tudok rendesen hántolni, akkor valamelyik téli estén nekiállok.
Egyébként, ha érdekel a hántolás, én az ő videóit szoktam nézegetni:
https://www.youtube.com/channel/UCD1jVjhwma9Ehj8BQqDMPHw/videos
Ő pedig csak néha hántol, viszont nagyon precíz dolgokat készít:
https://www.youtube.com/user/syyl/videos
Üdv Dani
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 17, 21:32
Írta: kart emg Dátum 2017 szeptember 17, 21:32
Szia!
Köszi a linkeket! Ismerem mindkettő urimber filmjeit, szoktam követni. Van még egy nagyon jó:
https://www.youtube.com/user/MuellerNick/videos
S. Gotteswinter meg is emlékezik róla, mint aki a németországba újraélesztette az amatőrök körében a hántolást. Neki is Gack H20 gyaluja van. Irigyellek érte !!
Üdv.
Köszi a linkeket! Ismerem mindkettő urimber filmjeit, szoktam követni. Van még egy nagyon jó:
https://www.youtube.com/user/MuellerNick/videos
S. Gotteswinter meg is emlékezik róla, mint aki a németországba újraélesztette az amatőrök körében a hántolást. Neki is Gack H20 gyaluja van. Irigyellek érte !!
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 00:29
Írta: jani300 Dátum 2017 szeptember 18, 00:29
Orosz hidraulikus harántgyalu , tpus 7M36 1958 .
Mond ez valakinek valamit ? Próbáltam rákeresni , de eddig semmi ...
Mond ez valakinek valamit ? Próbáltam rákeresni , de eddig semmi ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 00:40
Írta: jani300 Dátum 2017 szeptember 18, 00:40
Megvan ! Na ez harántgyalu :) 20 éve még netem sem volt ...
Akár még gépkönyve is lesz ,talán .
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_u48xwx9f0m3ufdcwe9ek2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/u48xwx9f0m3ufdcwe9ek2_2430.jpg)
Akár még gépkönyve is lesz ,talán .
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_u48xwx9f0m3ufdcwe9ek2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/u48xwx9f0m3ufdcwe9ek2_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 00:55
Írta: jani300 Dátum 2017 szeptember 18, 00:55
GYALU (https://vinnytsia.all.biz/en/cross-and-planing-machine-7m37-68gv-g15167551#.Wb77hrJJbcs)
Szerintem nem is sok egy 3200 kilós gépért .
Bocsi hogy betettem , de ezt már rég meg kellett volna keresnem .
Szerintem nem is sok egy 3200 kilós gépért .
Bocsi hogy betettem , de ezt már rég meg kellett volna keresnem .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 01:19
Írta: jani300 Dátum 2017 szeptember 18, 01:19
Hihetetlen miket lehet találni ...
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_624gxubpuuee9fzintci_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/624gxubpuuee9fzintci_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_624gxubpuuee9fzintci_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/624gxubpuuee9fzintci_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 szeptember 18, 07:21
Írta: Motoros Dátum 2017 szeptember 18, 07:21
Nem lényeges a köszörű. Kell egy készlet marószár mindenféléből, azzal elvagy. Ha gondod van akkor készítek neked bármilyet.
6 mm a Strigonba való gravírtű szármérete, érdemes egy adaptert készíteni 1/8-ad coll befogadására is.
A gyárilag hozzáadott köszörű egyébként teljesen egyetemes élező, ügyes univerzális szerkezet, a ma kaphatóak ugyanilyenek. Sokszor látok külön is eladót, sőt itt a fórumon is van többeknek.
A 100 az reális ár, akkörül mennek, de mivel nemigen van manapság rá érdeklődés, ezért érdemes alkudni.
A Strigonnak van egy hátránya, a viszonylag nagy helyigénye, az oldalsó tárgyasztal miatt.
Az orosz pantográf feleakkora helyen elvan, de lehet, hogy nem annyira kezes.
6 mm a Strigonba való gravírtű szármérete, érdemes egy adaptert készíteni 1/8-ad coll befogadására is.
A gyárilag hozzáadott köszörű egyébként teljesen egyetemes élező, ügyes univerzális szerkezet, a ma kaphatóak ugyanilyenek. Sokszor látok külön is eladót, sőt itt a fórumon is van többeknek.
A 100 az reális ár, akkörül mennek, de mivel nemigen van manapság rá érdeklődés, ezért érdemes alkudni.
A Strigonnak van egy hátránya, a viszonylag nagy helyigénye, az oldalsó tárgyasztal miatt.
Az orosz pantográf feleakkora helyen elvan, de lehet, hogy nem annyira kezes.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 szeptember 18, 07:27
Írta: 000000000 Dátum 2017 szeptember 18, 07:27
De jó ez a kép![#eljen]
Jó nézni, látni, mit tudtak már 100 évvel ezelőtt mechanikában, gépészetben a mesterek. Ennek a gépnek "lelke" van, nem úgy mint a ma vedd meg - holnap dob el, kacat, tucat, népbutító elekronikus kütyüknek.
Jó nézni, látni, mit tudtak már 100 évvel ezelőtt mechanikában, gépészetben a mesterek. Ennek a gépnek "lelke" van, nem úgy mint a ma vedd meg - holnap dob el, kacat, tucat, népbutító elekronikus kütyüknek.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 szeptember 18, 07:35
Írta: Motoros Dátum 2017 szeptember 18, 07:35
Ezzel belső ékpályát is lehetne gyalulni, a billenőfejbe rakott adapterrel. De ez igazi gyalukra is igaz.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 07:49
Írta: kart emg Dátum 2017 szeptember 18, 07:49
Szia!
Van hozzá gépkönyv a chipmaker.ru-n. A teljes letöltéshez regisztrálni kell (én már megtettem). Van gépkönyv, méretezett rajzok az alkatrészekről, minden oroszul. Öt adagban kb 40Mbyte.
Üdv.
Van hozzá gépkönyv a chipmaker.ru-n. A teljes letöltéshez regisztrálni kell (én már megtettem). Van gépkönyv, méretezett rajzok az alkatrészekről, minden oroszul. Öt adagban kb 40Mbyte.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 18, 07:59
Írta: Csuhás Dátum 2017 szeptember 18, 07:59
Ha már gyalukról beszélünk itt, egy kicsi, ami közelebb van. Ez is nagyon szépen felújítható:gyalu (https://www.jofogas.hu/pest/Sh400_as_harantgyalu__fem_gyalugep_70741349.htm)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 08:34
Írta: y580keijn Dátum 2017 szeptember 18, 08:34
Üdv.
Én most szeretnék vásárolni egy ilyen gyalut,de kissebbet mint az SH400.
Ha esetleg valakinek van tippje, vagy saját amit eladna-irjon privátban.
Eggyet találtam minap , de az már nagyon kicsinek tűnik. Kb.500x900mm az öntvény asztal amire a gép fel van fogatva.
Én most szeretnék vásárolni egy ilyen gyalut,de kissebbet mint az SH400.
Ha esetleg valakinek van tippje, vagy saját amit eladna-irjon privátban.
Eggyet találtam minap , de az már nagyon kicsinek tűnik. Kb.500x900mm az öntvény asztal amire a gép fel van fogatva.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 08:51
Írta: y580keijn Dátum 2017 szeptember 18, 08:51
Ez aza gép amit találtam.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_9njhf2sibdij742ca0t5f_4503.png) (https://hobbicncforum.hu/uploaded_images/2017/09/9njhf2sibdij742ca0t5f_4503.png)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_9njhf2sibdij742ca0t5f_4503.png) (https://hobbicncforum.hu/uploaded_images/2017/09/9njhf2sibdij742ca0t5f_4503.png)
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 08:57
Írta: kart emg Dátum 2017 szeptember 18, 08:57
Szia!
Hol van ez, mi az elérhetősége az eladónak ?
Üdv.
Hol van ez, mi az elérhetősége az eladónak ?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2017 szeptember 18, 09:01
Írta: ii5d35wcx Dátum 2017 szeptember 18, 09:01
Szia! Köszönöm a felvilágosítást.Ha nem boldogulok kereslek.
Üdv: Sanyi
Üdv: Sanyi
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 10:09
Írta: y580keijn Dátum 2017 szeptember 18, 10:09
Szia.
Még nem tettem le a megvásárlásáról teljesen.
Ma holnap eldöntöm.
Állítólag Kárt gyártmány.
Érdekelne ha úgy van?
Még nem tettem le a megvásárlásáról teljesen.
Ma holnap eldöntöm.
Állítólag Kárt gyártmány.
Érdekelne ha úgy van?
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 10:17
Írta: kart emg Dátum 2017 szeptember 18, 10:17
Szia!
Igen, ha nem érdekel tudnál még küldeni képet, illetve méreteket (befoglaló és mozgástartomány) ?
Üdv.
Igen, ha nem érdekel tudnál még küldeni képet, illetve méreteket (befoglaló és mozgástartomány) ?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 10:24
Írta: y580keijn Dátum 2017 szeptember 18, 10:24
Képeket nem csináltam. Láttam személyesen,szép állapotban van.
Szerintem nem is volt használva.
Amiért nem szimpatikus,hogy az asztalhoz nincs előtolás..
Szerintem nem is volt használva.
Amiért nem szimpatikus,hogy az asztalhoz nincs előtolás..
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 10:25
Írta: y580keijn Dátum 2017 szeptember 18, 10:25
Illetve az árát illetőleg is 100e körül szeretnének érte...
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 10:36
Írta: kart emg Dátum 2017 szeptember 18, 10:36
Köszönöm a kiegészítést. Előtolás nélkül nem érdekel.
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 11:16
Írta: jani300 Dátum 2017 szeptember 18, 11:16
Ha már régi gépek .
Van egy régi talán villanymotor lemezek (horony) készítésére való présgépem . 170 körüli magasságú , fent egy rövid löketű excenter , középtájon egy keresztszán ,osztófej szerűséggel . Már kissé átalakított az excenter része . 3-4 száz kilóra saccolom . "Forgás" közben ismét elásódott , de eladnám ha van érdeklődő . 50 körüli irányárban .
Ha fényképezhető lesz majd felteszem hirdetni .
100 éves szerintem biztosan van .
Van egy régi talán villanymotor lemezek (horony) készítésére való présgépem . 170 körüli magasságú , fent egy rövid löketű excenter , középtájon egy keresztszán ,osztófej szerűséggel . Már kissé átalakított az excenter része . 3-4 száz kilóra saccolom . "Forgás" közben ismét elásódott , de eladnám ha van érdeklődő . 50 körüli irányárban .
Ha fényképezhető lesz majd felteszem hirdetni .
100 éves szerintem biztosan van .
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2017 szeptember 18, 16:30
Írta: y580keijn Dátum 2017 szeptember 18, 16:30
Amúgy a típust ismered esetleg?
Létezhet valami rajz az előtolásról?
Az alaplap öntvényen látszik,hogy tervezték hozzá előtolást.
Szerintem.
Annyit mondott az ember,hogy a Kart E1-típusu Esztergával együtt vette annó...
Létezhet valami rajz az előtolásról?
Az alaplap öntvényen látszik,hogy tervezték hozzá előtolást.
Szerintem.
Annyit mondott az ember,hogy a Kart E1-típusu Esztergával együtt vette annó...
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 16:57
Írta: kart emg Dátum 2017 szeptember 18, 16:57
Nem, sajnos nem ismerem. Infóm sincs róla, már megnéztem pár helyen. Ha megveszed tennél fel pár további képet, érdekelne.
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2017 szeptember 18, 17:36
Írta: mdani2 Dátum 2017 szeptember 18, 17:36
Szia!
Ismerős ez a McMuller. szerintem már láttam pár videót tőle, csak kicsit néha nehézkes nézni és nem túl beszédes.
Nekem egyébként Gack H20-asom van. Nem ugyan az és még az is lehet, hogy egy régebbi verzió. A kos szánja nem V, hanem hasábos. Meg is lepődtem rajta. Nem használtam még túl sokat. Zavaró, hogy iszonyatosan csattog a nagy hézagok miatt.
A munkadarab megfogása is más. Az egész rész elforgatható és 3 féle lehetőségből lehet választani. Gépsatu, síklap és egy hosszúkás rész, ahova eredetileg egy osztófejet lehetett felszerelni. Sajnos az nincs meg.
Nem lett volna rossz, ha olyan jó állapotban van mint a Stefan-né, de ez nem kívánság műsor. :)
Dani
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_95c6eftgjmj3jf723mp6_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/95c6eftgjmj3jf723mp6_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_a2sh8je0mzs257jvcxmwf_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/a2sh8je0mzs257jvcxmwf_5225.jpg)
Ismerős ez a McMuller. szerintem már láttam pár videót tőle, csak kicsit néha nehézkes nézni és nem túl beszédes.
Nekem egyébként Gack H20-asom van. Nem ugyan az és még az is lehet, hogy egy régebbi verzió. A kos szánja nem V, hanem hasábos. Meg is lepődtem rajta. Nem használtam még túl sokat. Zavaró, hogy iszonyatosan csattog a nagy hézagok miatt.
A munkadarab megfogása is más. Az egész rész elforgatható és 3 féle lehetőségből lehet választani. Gépsatu, síklap és egy hosszúkás rész, ahova eredetileg egy osztófejet lehetett felszerelni. Sajnos az nincs meg.
Nem lett volna rossz, ha olyan jó állapotban van mint a Stefan-né, de ez nem kívánság műsor. :)
Dani
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_95c6eftgjmj3jf723mp6_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/95c6eftgjmj3jf723mp6_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_a2sh8je0mzs257jvcxmwf_5225.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/a2sh8je0mzs257jvcxmwf_5225.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 szeptember 18, 18:16
Írta: PSoft Dátum 2017 szeptember 18, 18:16
Szerintem is jó!
Ha időd engedi, nézz be az "ezt készítettem..."-be.
Ha időd engedi, nézz be az "ezt készítettem..."-be.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 19:51
Írta: kart emg Dátum 2017 szeptember 18, 19:51
Nagyon jól néz ki, sok sikert a használatához!
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 20:16
Írta: jani300 Dátum 2017 szeptember 18, 20:16
kézi harántgyalu (https://www.proza.ru/2015/04/14/336)
Innét van a kép .
Innét van a kép .
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 20:34
Írta: kart emg Dátum 2017 szeptember 18, 20:34
Rapide Lime:
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_wt85zy3w3t5nap29g9wn_4917.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/wt85zy3w3t5nap29g9wn_4917.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_wt85zy3w3t5nap29g9wn_4917.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/wt85zy3w3t5nap29g9wn_4917.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 20:39
Írta: jani300 Dátum 2017 szeptember 18, 20:39
[#eljen] Most értettem meg hogyan működik ez a fajta "satu".
Már ez a megoldás is megérte hogy feltetted , önmagában .
Már ez a megoldás is megérte hogy feltetted , önmagában .
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 20:51
Írta: kart emg Dátum 2017 szeptember 18, 20:51
Ez is mutatja, hogy a Szovjetúnióban hiánygazdaság volt (satu+kézigyalu), míg a franciáknál volt vas bőven.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 18, 21:08
Írta: Csuhás Dátum 2017 szeptember 18, 21:08
Szoktad nézegetni a http://www.lathes.co.uk oldalt? Az ott levő gyaluk nagyjából a fele kézi hajtású szerkezet. A jelek szerint nagy divat lehetett ez a maga idejében. ( Az oldal egyébként rengeteg érdekes gépet mutat be, bármikor bele tudok feledkezni az ottani nézelődésbe. )
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 szeptember 18, 21:09
Írta: dezso74 Dátum 2017 szeptember 18, 21:09
ÓÓÓ, de aranyos ez a masina!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 18, 21:22
Írta: jani300 Dátum 2017 szeptember 18, 21:22
Veszélyes itt nézelődni , gyorsan telik az idő .
Mekkora lehetőség lehetett ez annak idején pl egy fegyverkovácsnak , elképzelni is nehéz .
Gőzzel még ugye mehetne , de az is drága gép volt .
Ami nyugdíjjal ugye lehetne játszani egy gőzgépes műhely gondolatával , a fáradt gőz még meleget is adhatna .
Mekkora lehetőség lehetett ez annak idején pl egy fegyverkovácsnak , elképzelni is nehéz .
Gőzzel még ugye mehetne , de az is drága gép volt .
Ami nyugdíjjal ugye lehetne játszani egy gőzgépes műhely gondolatával , a fáradt gőz még meleget is adhatna .
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 21:43
Írta: kart emg Dátum 2017 szeptember 18, 21:43
Szia!
Ezt egy francia gépész fórumon találtam. Hasonló a felépítése mint pl. a Practical Machinist-é, de ezt a franciák maguknak csinálták. A gyaluknak külön topikja van. Ezen belül a kézigyalu "rapide lime" (gyors gyalucska) topikban van a legtöbb poszt és a legolvasottabb is, tehát ott is meglehetősen népszerű. Itt a link az 5. oldalra:rapide lime (http://www.usinages.com/threads/notre-rapide-lime.11502/page-5) Azért pont ezt mutatom, mert itt egy különösen szép díszítő hántolásu "gyalucska" van, ime:(http://www.usinages.com/attachments/_3-jpg.30401/)
Üdv.
Ezt egy francia gépész fórumon találtam. Hasonló a felépítése mint pl. a Practical Machinist-é, de ezt a franciák maguknak csinálták. A gyaluknak külön topikja van. Ezen belül a kézigyalu "rapide lime" (gyors gyalucska) topikban van a legtöbb poszt és a legolvasottabb is, tehát ott is meglehetősen népszerű. Itt a link az 5. oldalra:rapide lime (http://www.usinages.com/threads/notre-rapide-lime.11502/page-5) Azért pont ezt mutatom, mert itt egy különösen szép díszítő hántolásu "gyalucska" van, ime:(http://www.usinages.com/attachments/_3-jpg.30401/)
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2017 szeptember 18, 22:21
Írta: kart emg Dátum 2017 szeptember 18, 22:21
Kicsit előrementem az oldalakon, és ezt taléltam:
automata előtolás (http://www.usinages.com/threads/notre-rapide-lime.11502/page-26) Tehát volt olyan változat, amelyen volt automata előtolás.
automata előtolás (http://www.usinages.com/threads/notre-rapide-lime.11502/page-26) Tehát volt olyan változat, amelyen volt automata előtolás.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 24, 23:35
Írta: nu3tcujng Dátum 2017 szeptember 24, 23:35
Üdvözlök Mindenkit!
Segítségre lenne szükségem! Venni akarok az ME-1000 gépemre egy EM-200 egyetemes marófejet. Ehhez elvileg létezett gépkönyv valaha. (Csuhás linkjei között csak a FM-200 fej gépkönyve van meg, mindkét link ugyan az)
Ha valaki tudna nekem segíteni ez ügyben megköszönném!
Csatoltam egy linket hogy melyikre gondolok a félreértések elkerülése végett:
http://gepbizomanyi.info-port.hu/univerzalis-strigon-marofej
Előre is köszönöm!
Üdv.: István
Segítségre lenne szükségem! Venni akarok az ME-1000 gépemre egy EM-200 egyetemes marófejet. Ehhez elvileg létezett gépkönyv valaha. (Csuhás linkjei között csak a FM-200 fej gépkönyve van meg, mindkét link ugyan az)
Ha valaki tudna nekem segíteni ez ügyben megköszönném!
Csatoltam egy linket hogy melyikre gondolok a félreértések elkerülése végett:
http://gepbizomanyi.info-port.hu/univerzalis-strigon-marofej
Előre is köszönöm!
Üdv.: István
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 24, 23:58
Írta: Csuhás Dátum 2017 szeptember 24, 23:58
Tévedsz, letölthető az egyetemes fej, és a vertikálfej gépkönyve is.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 25, 02:48
Írta: nu3tcujng Dátum 2017 szeptember 25, 02:48
Szia! Már rájöttem [#worship]
Pont elküldtem amikor lejöltöttem a könyveket, csak mert mindkét linkben FM-200 van ezért gondoltam hogy ugyan az. Köszi azért...[#vigyor5]
Pont elküldtem amikor lejöltöttem a könyveket, csak mert mindkét linkben FM-200 van ezért gondoltam hogy ugyan az. Köszi azért...[#vigyor5]
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 25, 03:19
Írta: nu3tcujng Dátum 2017 szeptember 25, 03:19
Üdvözöllek! Az ME-1000-es marógépemen nekem is gondot okoz az vertikálfej orsója és az asztal közötti távolság. Az anyatartó oszlop rövidítése megoldást jelentene nekem is.
Le tudnád részletesen írni a gép szétszedésétől kezdve, hogy mire kell vigyáznom és milyen taktikája van ezeknek a nem könnyű! alkatrészek le és felszerelésének, vagy esetleg a konzol alátámasztásának? Az esztergálást megoldom, csak a szét és összeszerelésnél kérném a segítséged.
Szerintem másoknak is hasznos lenne akinek ilyen gépe van!
Hálás köszönet előre is![#worship]
Le tudnád részletesen írni a gép szétszedésétől kezdve, hogy mire kell vigyáznom és milyen taktikája van ezeknek a nem könnyű! alkatrészek le és felszerelésének, vagy esetleg a konzol alátámasztásának? Az esztergálást megoldom, csak a szét és összeszerelésnél kérném a segítséged.
Szerintem másoknak is hasznos lenne akinek ilyen gépe van!
Hálás köszönet előre is![#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 25, 07:45
Írta: Csuhás Dátum 2017 szeptember 25, 07:45
Hasonló marógépen hasonló problémára nekem ez volt a megoldásom: T nútba anyát csúsztattam, majd egy vertikál fejen átdugott menetes szárral összekötöttem a fejet és az asztalt. Így már lehet dolgozni. Ha aggódsz a T nút nagy terhelése miatt akkor lehet a satuba fogni a menetes tömböt amibe a szár alsó végét tekered, így két csavaron oszlik el a terhelés.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 25, 19:53
Írta: jani300 Dátum 2017 szeptember 25, 19:53
Üdv ! Ezt nem értem , hogy hogyan kötötted össze a fejet az asztallal . Ahogy én értelmezem úgy csak a fej orsólyával tudnál lefele jönni , a többi mozgás kötött .
Egy kép esetleg ?
Egy kép esetleg ?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 25, 20:11
Írta: Csuhás Dátum 2017 szeptember 25, 20:11
Nem tudom mi nem volt érthető. Megpróbálom leírni újra ( fotózni most nem tudok ) A feladat az volt hogy az asztalemelő orsót ki tudjam venni a gépből. Nekem feltekerhető az asztal olyan magasra hogy a lapja hozzáér a vetikálfej orsójához. ( Ebből ki kell venni a behúzószárat ha van ( nekem nincs fix benne )) Majd a szerszámbehúzó helyére beraksz egy menetes szárat amit alul az asztalban levő T nút anyába vagy az asztalon levő gépsatuba fogott menetes akármibe tekersz, míg felül egy anyát teszel rá. Ezután ha elkezdenéd lefelé ereszteni az asztalt akkor a menetes szár átveszi az asztal súlyát és az emelő orsó tehermentes lesz így kiszerelhető. Szerintem ez a megoldás majd minden függőleges fejjel szerelt gépen működik.
De elég lehetne egy maróbefogó tüskét satuval megfogni és az is megtarthatja az asztalt, csak úgy könnyen meg lehet erőltetni a gépet ( Picit fellazított satuval kell fogni )
De elég lehetne egy maróbefogó tüskét satuval megfogni és az is megtarthatja az asztalt, csak úgy könnyen meg lehet erőltetni a gépet ( Picit fellazított satuval kell fogni )
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 szeptember 25, 20:52
Írta: jani300 Dátum 2017 szeptember 25, 20:52
A feladat az volt hogy az asztalemelő orsót ki tudjam venni a gépből.
Ez az a rész amit nem értettem , nem láttam sehol :)
A többi ok ! Félreértettem , azt hittem megmunkálásról volt szó , bocsi .
Ez az a rész amit nem értettem , nem láttam sehol :)
A többi ok ! Félreértettem , azt hittem megmunkálásról volt szó , bocsi .
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 25, 22:24
Írta: nu3tcujng Dátum 2017 szeptember 25, 22:24
Köszönöm a segítő hozzászólást. Nem lesz nehéz a vertikálfejnek az a pár mázsás szerkezet? Féltem a fejet, nehogy veszítsen a pontosságából. Ennek kapcsán azonban eszembe jutott valami. A vertikál fejet leszerelném és a gerendát előre tolnám a gépen, majd teljesen feltekerném az asztalt és ahhoz erősíteném hozzá vagy 3 drótkötéllel a konzolt. A köteleket pedig biztosítanám a lecsúszás ellen. Szerinted vagy szerintetek akik jártasabbak a témában ez járható út lenne?
Egyébként ezen az elven az emelőorsó felső vége hogy jön ki a helyéről? Ott van egy M20x1 menet a végén a gépkönyv alkatrészrajza szerint. Az mihez kapcsolódik?
Erre rá tudnátok nekem pontosítani?
Köszönöm!
Egyébként ezen az elven az emelőorsó felső vége hogy jön ki a helyéről? Ott van egy M20x1 menet a végén a gépkönyv alkatrészrajza szerint. Az mihez kapcsolódik?
Erre rá tudnátok nekem pontosítani?
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 26, 01:06
Írta: hostya Dátum 2017 szeptember 26, 01:06
Ha kitöltöd az ADATLAPODAT szívesen segítek, fotókkal illusztrált, részletes megoldással..
Kitöltetlen adatlapú fórumozónak nem segítek..!
Remélem nincs harag..[#integet2]
Kitöltetlen adatlapú fórumozónak nem segítek..!
Remélem nincs harag..[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 26, 07:43
Írta: nu3tcujng Dátum 2017 szeptember 26, 07:43
Nincs harag! [#vigyor2]
Máris pótolom a hiányosságot!
Köszönöm előre is!
Máris pótolom a hiányosságot!
Köszönöm előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 szeptember 26, 08:25
Írta: xgn8p4wk5 Dátum 2017 szeptember 26, 08:25
Szia!
Nekem is strigon ME-1000 gépem van és ugyanaz a problémám mint az előttem szóló kollégának. Nekem is el tudnád küldeni a dokumentációt a gép átalakításáról?
Előre is köszönöm! :)
Üdv.:
Attila
Nekem is strigon ME-1000 gépem van és ugyanaz a problémám mint az előttem szóló kollégának. Nekem is el tudnád küldeni a dokumentációt a gép átalakításáról?
Előre is köszönöm! :)
Üdv.:
Attila
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 szeptember 26, 08:41
Írta: Csuhás Dátum 2017 szeptember 26, 08:41
Neked is az adatlap kitöltését javasolnánk első lépésként. :-))
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 27, 01:57
Írta: hostya Dátum 2017 szeptember 27, 01:57
A saját marógépem felújítása során készítettem jópár fotót az..: "előtte-közben-utánna" állapotokról.
Természetesen minden mozzanatról nincs képem, de talán segítenek így is a mellékelt képek, mint illusztrációk.. :)
===============
Az ME-1000 marógép konzol emelő orsó kiszerelése.
1. Ha fel van szerelve a gépre a sinus v. vertikálfej, akkor szereljük le, vagy fordítsuk el vízszintes(orsó) helyzetbe.
2. A kereszt asztalt mozgassuk magunk felé, egészen addig amíg a konzol felső részén található dugó
szabaddá nem válik.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol6.JPG)
3. Emeljük a konzolt a kurblival a legmagasabb pozícióba. (ilyenkor lehet útban a vert.fej, ha nem szereltük le)
4. Készítsünk STABIL alátámasztást a mellékhajtómű, ill. a kapcsolószekrény alá.
Az alátámasztás kb. 40-50mm-el alacsonyabb legyen mint a mellékhajtómű, ill. a kapcsolószekrény alja,
(mindkét oldalon egyforma legyen a 40-50mm-es hézag)
majd a kurblival engedjük vissza a konzolt az alátámasztásra.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol5.jpg)
5. Rögzítsük a konzolt . !!
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol1.jpg)
6. Húzzuk ki a konzol tetején szabaddá tett dugót..(1. kép) - M6-os menet van a dugóban, egy M6-os csavarral megoldható-
7. A dugó eltávolítása után szabaddá vált a konzolemelő orsó felső vége...
Szereljük le a konzolemelő orsó végéről a BIZTOSÍTOTT csapágyanyát (M20x1.5)
8. A konzolemelő kurblival ÓVATOSAN forgassuk meg az orsót "süllyesztés" irányba kb. fél fordulatig.. - utána úgyis megszűnik a kapcsolat a kurbli<>orsó kúpkerék(pár) között-
9. Kézzel csavarjuk vissza a trapézorsót az anyatartó oszlopba egészen addig amíg szabaddá nem válik a trapézorsó "felső" vége a kúpkerékkel...
10. Szereljük ki az anyatartó oszlop talpcsavarjait, és emeljük ki az egész egységet.
Így néz ki az egész egység kiszerelve..
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol3.jpg)
Folytatás később... :)
Természetesen minden mozzanatról nincs képem, de talán segítenek így is a mellékelt képek, mint illusztrációk.. :)
===============
Az ME-1000 marógép konzol emelő orsó kiszerelése.
1. Ha fel van szerelve a gépre a sinus v. vertikálfej, akkor szereljük le, vagy fordítsuk el vízszintes(orsó) helyzetbe.
2. A kereszt asztalt mozgassuk magunk felé, egészen addig amíg a konzol felső részén található dugó
szabaddá nem válik.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol6.JPG)
3. Emeljük a konzolt a kurblival a legmagasabb pozícióba. (ilyenkor lehet útban a vert.fej, ha nem szereltük le)
4. Készítsünk STABIL alátámasztást a mellékhajtómű, ill. a kapcsolószekrény alá.
Az alátámasztás kb. 40-50mm-el alacsonyabb legyen mint a mellékhajtómű, ill. a kapcsolószekrény alja,
(mindkét oldalon egyforma legyen a 40-50mm-es hézag)
majd a kurblival engedjük vissza a konzolt az alátámasztásra.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol5.jpg)
5. Rögzítsük a konzolt . !!
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol1.jpg)
6. Húzzuk ki a konzol tetején szabaddá tett dugót..(1. kép) - M6-os menet van a dugóban, egy M6-os csavarral megoldható-
7. A dugó eltávolítása után szabaddá vált a konzolemelő orsó felső vége...
Szereljük le a konzolemelő orsó végéről a BIZTOSÍTOTT csapágyanyát (M20x1.5)
8. A konzolemelő kurblival ÓVATOSAN forgassuk meg az orsót "süllyesztés" irányba kb. fél fordulatig.. - utána úgyis megszűnik a kapcsolat a kurbli<>orsó kúpkerék(pár) között-
9. Kézzel csavarjuk vissza a trapézorsót az anyatartó oszlopba egészen addig amíg szabaddá nem válik a trapézorsó "felső" vége a kúpkerékkel...
10. Szereljük ki az anyatartó oszlop talpcsavarjait, és emeljük ki az egész egységet.
Így néz ki az egész egység kiszerelve..
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol3.jpg)
Folytatás később... :)
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 27, 08:56
Írta: nu3tcujng Dátum 2017 szeptember 27, 08:56
Már ezt is nagyon köszönöm, még az összeszereléshez kérnék majd egy kis segítséget, ha lesz rá időd megírni ilyen részletességgel!
Ez nagyon hasznos lesz nem csak nekem hanem az összes ME-1000-es tulajdonosnak akinek gondot jelent a kis aláférhetőség!
KÖSZÖNÖM [#papakacsint]
Ez nagyon hasznos lesz nem csak nekem hanem az összes ME-1000-es tulajdonosnak akinek gondot jelent a kis aláférhetőség!
KÖSZÖNÖM [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 27, 15:07
Írta: nu3tcujng Dátum 2017 szeptember 27, 15:07
Szia István!
A mai napon leengedtem a marógépem asztalát teljesen és feltűnően nagy volt a vertikálfej orsója és az asztal közötti táv. Az FM-200 vertikálfej gépkönyve max. 240 mm aláférhetőséget közöl. Nekem pedig jóval több. Én ezt már nem értem. Lehet hogy előttem valamelyik tulajdonosa megcsinálhatta ezt a beavatkozást!? A méreteket a csatolt képeken fogod látni, és légyszíves hasonlítsd már össze a te kész marógéped méreteivel. Lemértem nagyjából az orsó-aszal max távolságot, az anyatartó oszlop hosszát, és a teljesen leengedett konzol alja és a géptalp felső síkja közötti távot.
De ha ez az állapot már nem gyári, akkor is meg fogom csinálni ezt a műtétet ha csak 20 mm-t növelem meg az aláférhetőséget. Küldök még egy képet a gépről meg az adattáblájáról is. Lehet nem is egyformák a gépjeink?!
Várom válaszod [#wink]
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_q7cafz8sbwu3id8h8mca0_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/q7cafz8sbwu3id8h8mca0_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_shp9w6yweznmh47t2qzaj_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/shp9w6yweznmh47t2qzaj_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_vukvnciyqbqsw22i8thm_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/vukvnciyqbqsw22i8thm_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_biha8z3d4c9gijems9db_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/biha8z3d4c9gijems9db_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_kn2t9wqk9bancmca76kum_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kn2t9wqk9bancmca76kum_4781.jpg)
A mai napon leengedtem a marógépem asztalát teljesen és feltűnően nagy volt a vertikálfej orsója és az asztal közötti táv. Az FM-200 vertikálfej gépkönyve max. 240 mm aláférhetőséget közöl. Nekem pedig jóval több. Én ezt már nem értem. Lehet hogy előttem valamelyik tulajdonosa megcsinálhatta ezt a beavatkozást!? A méreteket a csatolt képeken fogod látni, és légyszíves hasonlítsd már össze a te kész marógéped méreteivel. Lemértem nagyjából az orsó-aszal max távolságot, az anyatartó oszlop hosszát, és a teljesen leengedett konzol alja és a géptalp felső síkja közötti távot.
De ha ez az állapot már nem gyári, akkor is meg fogom csinálni ezt a műtétet ha csak 20 mm-t növelem meg az aláférhetőséget. Küldök még egy képet a gépről meg az adattáblájáról is. Lehet nem is egyformák a gépjeink?!
Várom válaszod [#wink]
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_q7cafz8sbwu3id8h8mca0_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/q7cafz8sbwu3id8h8mca0_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_shp9w6yweznmh47t2qzaj_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/shp9w6yweznmh47t2qzaj_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_vukvnciyqbqsw22i8thm_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/vukvnciyqbqsw22i8thm_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_biha8z3d4c9gijems9db_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/biha8z3d4c9gijems9db_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_kn2t9wqk9bancmca76kum_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/kn2t9wqk9bancmca76kum_4781.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 28, 02:24
Írta: hostya Dátum 2017 szeptember 28, 02:24
A vert. fej jelenleg nincs felszerelve a gépre, így azokkal a méretekkel nem tudok szolgálni...
Nálam ez a helyzet méretileg így éjfél után.. :)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol%20oszlop3.jpg)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol%20oszlop2.jpg)
Az adattábla meg szinte megegyezik. :) Tehát egyformák a "gépeink", csak a te géped még szűz(a méretek alapján 'gyári')..
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/Adatt%E1bla.jpg)
Ha a géped a jelenlegi állapotában MEGFELEL NEKED(!), akkor nagyon gondold meg hogy: "akkor is meg fogom csinálni ezt a műtétet ha csak 20 mm-t növelem meg az aláférhetőséget"...
Te tudod, hogy mit miért teszel..
Én a helyedben,ha alapvetően NINCS szükség rá, (csak úgy hobbiból.. -nem tenném-)
Én akkor csináltam az átalakítást, amikor 'csavarjaira' volt szedve a gép a felújítás során.
Nálam ez a helyzet méretileg így éjfél után.. :)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol%20oszlop3.jpg)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/konzol%20oszlop2.jpg)
Az adattábla meg szinte megegyezik. :) Tehát egyformák a "gépeink", csak a te géped még szűz(a méretek alapján 'gyári')..
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/Adatt%E1bla.jpg)
Ha a géped a jelenlegi állapotában MEGFELEL NEKED(!), akkor nagyon gondold meg hogy: "akkor is meg fogom csinálni ezt a műtétet ha csak 20 mm-t növelem meg az aláférhetőséget"...
Te tudod, hogy mit miért teszel..
Én a helyedben,ha alapvetően NINCS szükség rá, (csak úgy hobbiból.. -nem tenném-)
Én akkor csináltam az átalakítást, amikor 'csavarjaira' volt szedve a gép a felújítás során.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 szeptember 28, 07:40
Írta: nu3tcujng Dátum 2017 szeptember 28, 07:40
Ezknek a képeknek láttán nem kérdés hogy meg fogom-e csinálni a beavatkozást. Természetesen igen. Akkor majd ha időd és energiád engedi légyszíves tedd már fel a második felét a folyamatnak.
Köszönöm! [#vigyor4]
Köszönöm! [#vigyor4]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 szeptember 28, 08:04
Írta: ywathzay Dátum 2017 szeptember 28, 08:04
Amikor így le van rövidítve az orsó oszlopa, utána ugyanolyan magasra fel lehet még emelni az asztalt mint előtte?
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 szeptember 28, 08:36
Írta: xgn8p4wk5 Dátum 2017 szeptember 28, 08:36
Köszönöm a segítséget!
Az én gépem adattáblájára meg csak "M 1000" van írva... Miben különbözhet az "ME 1000" típustól?
Az én gépem adattáblájára meg csak "M 1000" van írva... Miben különbözhet az "ME 1000" típustól?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 30, 01:07
Írta: hostya Dátum 2017 szeptember 30, 01:07
Valószínűleg nem..
Nem tudom mennyire lehetett 'eredetileg' felemelni, mert amikor megvettem a gépet, akkor úgy tudtam csak elszállítani, hogy "fődarabjaira" szedtük a gépet..
Így fért csak be egy WW-transzorterbe.. :)
A lerövidített orsóoszloppal max. annyira emeltem meg eddig a konzolt(tovább nem is próbáltam soha..), hogy: a közvetlenül az asztalra rögzített 30mm vastag kazánlemez éleit meg tudtam munkálni a vízszintes főorsóba fogott 63mm-es homlokmaróval..
Én többnyire vertikál fejjel használom a gépet, ezért nálam nem kritikus a FELSŐ "holtpont"... :)
Nem tudom mennyire lehetett 'eredetileg' felemelni, mert amikor megvettem a gépet, akkor úgy tudtam csak elszállítani, hogy "fődarabjaira" szedtük a gépet..
Így fért csak be egy WW-transzorterbe.. :)
A lerövidített orsóoszloppal max. annyira emeltem meg eddig a konzolt(tovább nem is próbáltam soha..), hogy: a közvetlenül az asztalra rögzített 30mm vastag kazánlemez éleit meg tudtam munkálni a vízszintes főorsóba fogott 63mm-es homlokmaróval..
Én többnyire vertikál fejjel használom a gépet, ezért nálam nem kritikus a FELSŐ "holtpont"... :)
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 szeptember 30, 01:47
Írta: hostya Dátum 2017 szeptember 30, 01:47
Erre a kérdésre, nem tudom a választ.
(lehet hogy a gyárban az adattábla készítő "szakember" lehagyta az "M" utáni karaktert...-nem tudom... :) )
Néhány kép a gépedről talán segítene a megfejtésben..
Én eddig úgy tudtam hogy, van:
ME-1000 (Egyetemes Marógép 1000mm aszal hosszal)
MU-1000 (Univerzális Marógép 1000mm aszal hosszal)
MF-1000 (Függőleges Marógép 1000mm aszal hosszal)
(lehet hogy a gyárban az adattábla készítő "szakember" lehagyta az "M" utáni karaktert...-nem tudom... :) )
Néhány kép a gépedről talán segítene a megfejtésben..
Én eddig úgy tudtam hogy, van:
ME-1000 (Egyetemes Marógép 1000mm aszal hosszal)
MU-1000 (Univerzális Marógép 1000mm aszal hosszal)
MF-1000 (Függőleges Marógép 1000mm aszal hosszal)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 01, 20:34
Írta: J-Steel Dátum 2017 október 01, 20:34
Találtam egy videót a megosztón, ahol egy svéd szaki a különböző marógép kúpok között igazítja el az embert.
A mellete lévő gépnek 7/24-es (ez a kúposság) 40-es típusú (vagy átmérőjű) kúpja van. A mutatott svéd könyvben (ami angolul is létezik) ajánlja az utána nézni vágyóknak az egyes kúpok méretrajzait.
Sorrendben a következőket mutatja be:
- Elöljáróban felületesen összehasonlítja az MK2-es kúpot a 40-essel, azol kifejti, hogy a 40-es kúpnak nagyobb nyomatékot kell átvinnie, ezért van a a kúp szélesebb oldalán egy gallér két horonnyal, ahova az orsó stiftjei kerülnek.
- Az első kúp az ISO 40-es amely tökéletesen illeszkedik a gépébe, miközben felül belecsavarja a M16 menetes behúzórudat. Az ISO kúp hosszabb a többi kúpnál, a felső hengeres részben található a menet.
Ezután kiveszi a menetes behúzórudat, hogy megmutassa. Véleménye szerint könnyen utángyártható, akár másfajta hosszban vagy menettel is.
- A következő kúp a BT40. Ez rövidebb az ISO-nál, nincs meg rajta az a felső henger, de a belső M16 menet ugyanúgy megtalálható benne. Mivel a menet lejjebb van, hosszabb behúzórúd kell. A menet egyébként ugyanaz mint az ISO-nál volt.
- Ezután jön a CAT40. A két stift, ami a hornyokba megy más méretűek, ezért az előző kettőnek való befogóba nem megy bele. Javasolt megoldás a főorsón a stifteket cserélni melyeket imbusz csavar tart a helyen.
- Ezután kitér a ER szorító rendszerre amit mindenki ismer.
- Mutat egy sajátmaga által készített satuba befogható tartót, ahol a ER szorítós kúpot elő lehet készíteni. Mivel a stiftek itt is megtalálhatóak, az anyát meg lehet húzni/lazítani.
- Végül bemutat két másik kúpot, ahol a befogáskor nem belső- hanem külső menete van, ehhez megint más behúzórúd kell amit meg is mutat.
A video végén azt mondja el, hogy sokszor lehet az, hogy egy MK1-2-3-as szerszámot be akarunk fogni a 7/24-es kúpba, erre jó a külső menetes megoldás, ugyanis vannak olyan szármarók és fúrók amikben belső menet van a rögzítéshez. Ebben az esetben egy imbusz csavarral rögzítjük a MK-s szerszámot a 7/24-es kúpba, majd a külső menettel a főorsóhoz.
Itt a video:
https://www.youtube.com/watch?v=GxWB81CAsPI
Itt pedig egy magyar cikk ami bőséges magyarázatot ad, történelmi háttérrel és pontos adatokkal:
http://www.cnc.hu/2015/07/szerszambefogo-tipusok-ii-resz/
A mellete lévő gépnek 7/24-es (ez a kúposság) 40-es típusú (vagy átmérőjű) kúpja van. A mutatott svéd könyvben (ami angolul is létezik) ajánlja az utána nézni vágyóknak az egyes kúpok méretrajzait.
Sorrendben a következőket mutatja be:
- Elöljáróban felületesen összehasonlítja az MK2-es kúpot a 40-essel, azol kifejti, hogy a 40-es kúpnak nagyobb nyomatékot kell átvinnie, ezért van a a kúp szélesebb oldalán egy gallér két horonnyal, ahova az orsó stiftjei kerülnek.
- Az első kúp az ISO 40-es amely tökéletesen illeszkedik a gépébe, miközben felül belecsavarja a M16 menetes behúzórudat. Az ISO kúp hosszabb a többi kúpnál, a felső hengeres részben található a menet.
Ezután kiveszi a menetes behúzórudat, hogy megmutassa. Véleménye szerint könnyen utángyártható, akár másfajta hosszban vagy menettel is.
- A következő kúp a BT40. Ez rövidebb az ISO-nál, nincs meg rajta az a felső henger, de a belső M16 menet ugyanúgy megtalálható benne. Mivel a menet lejjebb van, hosszabb behúzórúd kell. A menet egyébként ugyanaz mint az ISO-nál volt.
- Ezután jön a CAT40. A két stift, ami a hornyokba megy más méretűek, ezért az előző kettőnek való befogóba nem megy bele. Javasolt megoldás a főorsón a stifteket cserélni melyeket imbusz csavar tart a helyen.
- Ezután kitér a ER szorító rendszerre amit mindenki ismer.
- Mutat egy sajátmaga által készített satuba befogható tartót, ahol a ER szorítós kúpot elő lehet készíteni. Mivel a stiftek itt is megtalálhatóak, az anyát meg lehet húzni/lazítani.
- Végül bemutat két másik kúpot, ahol a befogáskor nem belső- hanem külső menete van, ehhez megint más behúzórúd kell amit meg is mutat.
A video végén azt mondja el, hogy sokszor lehet az, hogy egy MK1-2-3-as szerszámot be akarunk fogni a 7/24-es kúpba, erre jó a külső menetes megoldás, ugyanis vannak olyan szármarók és fúrók amikben belső menet van a rögzítéshez. Ebben az esetben egy imbusz csavarral rögzítjük a MK-s szerszámot a 7/24-es kúpba, majd a külső menettel a főorsóhoz.
Itt a video:
https://www.youtube.com/watch?v=GxWB81CAsPI
Itt pedig egy magyar cikk ami bőséges magyarázatot ad, történelmi háttérrel és pontos adatokkal:
http://www.cnc.hu/2015/07/szerszambefogo-tipusok-ii-resz/
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 03, 10:38
Írta: Csuhás Dátum 2017 október 03, 10:38
Nekem már nem fér be a műhelyebe, pedig de szívesen eldolgozgatnék a rendberakásával: Furat és palástköszörű 125eFt (http://szerszampiac.hu/szerszamgep/koszoru/furat_es_palastkoszoru_987383)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 03, 11:32
Írta: Csuhás Dátum 2017 október 03, 11:32
Talán van itt aki ért a szerszám élezéshez. A mellékelt fotókon látható egy hátszög beállítást segítő eszköz, a szegnyeregbe fogva. Kérdés hogy hogyan kell ezt használni?
Amit feltételezek az a következő: Az eszközt nullára állítjuk, majd támasztócsúcson vezetve megélezzük a főélt. Majd a csúcsot elvesszük. A fellazított szögállítóval mondjuk beállítunk 14 fok hátszöget majd az így elforgatott szerszámhoz hozzáigazítjuk a támasztócsúcsot és ráköszörüljük a szerszámra az élszalagot.
Ha így működik a dolog akkor minek ez a szögállító kütyü amikor a befogó fej szinte mindig tartalmaz szögskálát amivel megoldható a hátszög beállítás?
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_9x4f249p7kemfvucacayf_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9x4f249p7kemfvucacayf_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0gey8jypee7347d0x52fy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0gey8jypee7347d0x52fy_1881.jpg)
Amit feltételezek az a következő: Az eszközt nullára állítjuk, majd támasztócsúcson vezetve megélezzük a főélt. Majd a csúcsot elvesszük. A fellazított szögállítóval mondjuk beállítunk 14 fok hátszöget majd az így elforgatott szerszámhoz hozzáigazítjuk a támasztócsúcsot és ráköszörüljük a szerszámra az élszalagot.
Ha így működik a dolog akkor minek ez a szögállító kütyü amikor a befogó fej szinte mindig tartalmaz szögskálát amivel megoldható a hátszög beállítás?
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_9x4f249p7kemfvucacayf_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9x4f249p7kemfvucacayf_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0gey8jypee7347d0x52fy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0gey8jypee7347d0x52fy_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 08, 19:42
Írta: J-Steel Dátum 2017 október 08, 19:42
Valaki tudja-e, hogy az angol pack drilling-nek - azaz amikor a HSS fúróval valamekkora előtolás után a fúrót a furatból kihúzzuk a forgácstörés és forgácseltávolítás miatt, majd visszatérve újra előtolással fúrunk - mi a magyar neve, ha van egyáltalán?
Melyik kollégának van itt a fórumon holland HBM BF marógépe?
Melyik kollégának van itt a fórumon holland HBM BF marógépe?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 október 08, 20:15
Írta: Vetesi75 Dátum 2017 október 08, 20:15
Mélyfúrás. CNC-ken általában van rá "beépített ciklus. (Fanuc G83)
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2017 október 08, 20:24
Írta: ra8nsmk6w Dátum 2017 október 08, 20:24
Szerintem az -pick drilling- És jobban takarja ezt a fúrási módot. Használd az Angol kifejezést az tömörebb. Vagy találj megfelelőt 4-5 Magyar szóból és egy kézikönyvet mellé[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 október 08, 20:34
Írta: Vetesi75 Dátum 2017 október 08, 20:34
Peck drilling vagy tiefbohrung... :)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 08, 21:44
Írta: J-Steel Dátum 2017 október 08, 21:44
Az angol wiki azt írja:
"In computer numerical control (CNC) machine tools a process called peck drilling, or interrupted cut drilling..."
Tehát megszakításos fúrás is lehetne.
A mélyfúrásra egyből a föld alatti fúrást dobja ki a kereső:)
"In computer numerical control (CNC) machine tools a process called peck drilling, or interrupted cut drilling..."
Tehát megszakításos fúrás is lehetne.
A mélyfúrásra egyből a föld alatti fúrást dobja ki a kereső:)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 október 08, 23:16
Írta: Vetesi75 Dátum 2017 október 08, 23:16
Lehetne felőlem az is. Bár a megszakításos jelző jobban arra a fúrásra/fúró ciklusra illik, ahol tényleg csak a forgácsolás megszakítása megy végbe, szerszám kiemelés viszont nem történik. (max. egy minimális néhány tized milliméteres)
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2017 október 08, 23:24
Írta: dezsoe Dátum 2017 október 08, 23:24
A G73-as peck drill pont ilyen: meg lehet adni, hogy mennyit emeljen vissza forgácstöréshez.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 09, 01:14
Írta: J-Steel Dátum 2017 október 09, 01:14
Azt hittem a G83 a való ehhez a fúráshoz
Kód Kijelölés
G83 canned cycle peck drilling
; Z-60 Absolute how deep the hole has to be
; R2 Canned cycle recract level (Z level ABS)
; P500 Delay time canned cycle ms
; Q20 Feed increment(or mm) canned cycle
; F Feed rate
G83 Z-60.R2.P500 Q20. F0.12
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 09, 01:17
Írta: J-Steel Dátum 2017 október 09, 01:17
Most nézem, hogy a G83 mindig ugyanoda vezeti vissza a fúrót, azaz ha a mindig ugyanoda pont a furat felett van, akkor ezzel kivezeti a forgácsot. Ezzel nem lehet rövid megszakítást csinálni.
Jól gondolom?
Jól gondolom?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 09, 01:46
Írta: J-Steel Dátum 2017 október 09, 01:46
A G73-nál hol adom meg, hogy az egyes szakaszok után mennyit viszakozzon a szerszám?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 09, 02:06
Írta: J-Steel Dátum 2017 október 09, 02:06
Megvan!
(https://support.machmotion.com/uploads/images/gallery/2017-08-Aug/Mach3-Config-PortsandPins-Mill-Options-G73-Pullback.png)
(https://support.machmotion.com/uploads/images/gallery/2017-08-Aug/Mach3-Config-PortsandPins-Mill-Options-G73-Pullback.png)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 09, 02:09
Írta: J-Steel Dátum 2017 október 09, 02:09
Ez a kép a MACH3 menüjéből van, de ahogy nézem a siemenses Sinumerik esetében is egy környezeti változó, amit a G-kóddal nem lehet megváltoztatni.
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2017 október 09, 08:23
Írta: dezsoe Dátum 2017 október 09, 08:23
Igen, az ugyanoda az teljes kiemelés. De látom, hogy közben összeraktad, amíg én aludtam. :)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 11, 23:55
Írta: e4vvbfxw Dátum 2017 október 11, 23:55
Próbáld meg a munkadarab rögzítések vagy a szerszámok variálását, mielőtt neki méssz a gépednek...
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 11, 23:57
Írta: e4vvbfxw Dátum 2017 október 11, 23:57
Tudomásom szerint az MF az furóművel ellátott vertikálfejjel van, az alapgép az mint az ME.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 12, 20:24
Írta: ypcjgjbma Dátum 2017 október 12, 20:24
Szép napot kívánok. Véletlen nincs valakinek Strigon MF 1000 előtoló szekrényhez fogaskerekekről rajz, leírás, eset tartalék fogaskerék. Vacakol az előtolás, szét szeretném szedni és megjavítani. A fórum könyvtárban lévő gépkönyvben nem találtam róla részletes rajzot, leírást. Köszönöm Zoltán.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 12, 20:29
Írta: Csuhás Dátum 2017 október 12, 20:29
Miből gondolod hogy fogaskerék hiba van? Sokkal gyakoribb a reteszek kúpos szegek elnyíródása, vagy rugók törése. De még egy fogaskerék hiba esetén is lehet javítani akár a törött fogat akár a megkopott agyat. Szvsz szedd szét és ha látod a hiba okát akkor kezd el a 'javítást'
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 12, 21:30
Írta: ypcjgjbma Dátum 2017 október 12, 21:30
Készült kép a meghajtás oldalról.
A hiba mikor kiveszem az előtolásból egy pillanatra megugrik az asztal, és már törik is a maró. A motor levétele után láttam a foghiányt.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_054yuihfhy26az7vn7p6_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/054yuihfhy26az7vn7p6_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_dnwihz56i66hisn67e3tc_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/dnwihz56i66hisn67e3tc_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_5faibfkzgzba7nsk8td2_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5faibfkzgzba7nsk8td2_1672.jpg)
A hiba mikor kiveszem az előtolásból egy pillanatra megugrik az asztal, és már törik is a maró. A motor levétele után láttam a foghiányt.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_054yuihfhy26az7vn7p6_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/054yuihfhy26az7vn7p6_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_dnwihz56i66hisn67e3tc_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/dnwihz56i66hisn67e3tc_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_5faibfkzgzba7nsk8td2_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5faibfkzgzba7nsk8td2_1672.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: szf Dátum 2017 október 12, 21:42
Írta: szf Dátum 2017 október 12, 21:42
Korábbi munkahelyemen a marógépnek hasonló betegsége volt. Fogaskerék kiszed, awival felhegeszt,flexel megigazit.
Mai napig üzemel.
Mai napig üzemel.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 12, 22:13
Írta: ypcjgjbma Dátum 2017 október 12, 22:13
Ez rendben. Szerintem valami hézagolási probléma lehet. Egy robbantott rajz ezért lenne jó. Esztergombot felhívtam, 40000Ft lenne egy gépkönyv másolat. Sajnos nem eredeti szakmám a forgácsolás, ezért nincs szakmai múltam. Minden tanácsot köszönök.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 12, 22:20
Írta: Csuhás Dátum 2017 október 12, 22:20
Lehet vásárolni nyers fogaskereket, nem is túl drágán. Gyakran megoldás lehet az eredeti fogazást leesztergálni majd a nyers kerékből készített fogaskoszorút felsajtolni az agyra és az érintkezési felületbe oldalról befúrt menetbe tekert hernyócsavarral biztosítani. Ez csak egy ötlet, a rossz keréktől függ mi a célszerű javítási megoldás.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 október 13, 01:23
Írta: hostya Dátum 2017 október 13, 01:23
"A hiba mikor kiveszem az előtolásból egy pillanatra megugrik az asztal, és már törik is a maró."
======
Nem a(részleges) foghiány okozza a "megugrást" hanem ettől sokkal összetettebb a probléma.
Túl feszesre van állítva a 'gyorsjárati' lamellás kuplung..
(ez nem feltétlenül szándékos beállítás eredménye.., egyes gépelemek kopása is előidézi ezt az állapotot)
Ekkor történik az, hogy amikor kikapcsolod az előtolást, akkor egy "pillanatra" BEKAPCSOL a gyorsjárat..
A javítása nem egyszerű művelet..
A javításhoz nem forgácsolói, hanem inkább GÉPSZERELŐI ismeret/gyakorlat szükséges..
Le kell szerelni az egész mellékhajtóművet. (nem bonyolult)
Ki kell szerelni a mellékhajtóműből ezt az egységet. (kép1)
Így néz ki kiszerelve.. (kép2)
Nem ígérem, de ha lesz időm, a hétvégén folytatom...
Már nagyon este van..
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_t30gw4xhfbk9253k569t_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/t30gw4xhfbk9253k569t_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_9cna73jibfjzd8zgpjnw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9cna73jibfjzd8zgpjnw_910.jpg)
======
Nem a(részleges) foghiány okozza a "megugrást" hanem ettől sokkal összetettebb a probléma.
Túl feszesre van állítva a 'gyorsjárati' lamellás kuplung..
(ez nem feltétlenül szándékos beállítás eredménye.., egyes gépelemek kopása is előidézi ezt az állapotot)
Ekkor történik az, hogy amikor kikapcsolod az előtolást, akkor egy "pillanatra" BEKAPCSOL a gyorsjárat..
A javítása nem egyszerű művelet..
A javításhoz nem forgácsolói, hanem inkább GÉPSZERELŐI ismeret/gyakorlat szükséges..
Le kell szerelni az egész mellékhajtóművet. (nem bonyolult)
Ki kell szerelni a mellékhajtóműből ezt az egységet. (kép1)
Így néz ki kiszerelve.. (kép2)
Nem ígérem, de ha lesz időm, a hétvégén folytatom...
Már nagyon este van..
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_t30gw4xhfbk9253k569t_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/t30gw4xhfbk9253k569t_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_9cna73jibfjzd8zgpjnw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9cna73jibfjzd8zgpjnw_910.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 13, 07:31
Írta: ypcjgjbma Dátum 2017 október 13, 07:31
Köszönöm a segítséget. Nem láttam még szétszedve, ezért nem mertem hozzáfogni. Várom a folytatást, javítás remélem sikerül majd. Remélem a következő dolog is ebből adódik. Tapasztaltam, hogy előtolás használata esetén, az asztalt kézzel szerettem volna állítani, de nem lehetett. Olyan volt mintha valami összeakadt volna benne. Ide-oda mozgás után mozdult meg csak. Vagyis motorikusan megállt, de nem oldott szét mechanikusan.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 október 13, 22:33
Írta: jani300 Dátum 2017 október 13, 22:33
Csináltunk fényképeket, készült két kép erről a marógépről is. Sötét volt picit. Egy érdekes síkmarógép, az adattáblája alapján nem találtam infót erről a gépről.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_w30msq5gu2gwdiz93ee_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/w30msq5gu2gwdiz93ee_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qckfmw53j87x8807s2sj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qckfmw53j87x8807s2sj_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_w30msq5gu2gwdiz93ee_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/w30msq5gu2gwdiz93ee_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qckfmw53j87x8807s2sj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qckfmw53j87x8807s2sj_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 október 14, 21:32
Írta: hostya Dátum 2017 október 14, 21:32
" Olyan volt mintha valami összeakadt volna benne. Ide-oda mozgás után mozdult meg csak. Vagyis motorikusan megállt, de nem oldott szét mechanikusan."
=============
Akkor valószínűleg az történt a gépeddel amire elsőre gondoltam...
A kopott kapcsolóvilla miatt, a kuplungházban levő 3golyó közül valamelyik kigördül a 'helyéről', és csak Ide-oda mozgás után talál vissza a helyére...
Amikor a 3golyó nincs a helyén, akkor a kuplung befeszül/zár/.. (ezért nem szűnik meg a mechanikus kapcsolat..)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Gyorsj%C3%A1rat/Kopott%20l%E9ptet%F5villa.jpg)
Csak annyit tudok segíteni hogy feltettem néhány képet/rajzot a táramba, ami remélem segít...
Megtalálod ITT (http://cnctar.hobbycnc.hu/hostya/ME%201000/Gyorsj%C3%A1rat/)
Ha sikerül kiszerelni a kuplung egységet..
(https://forum.hobbycnc.hu/uploaded_images/2017/10/9cna73jibfjzd8zgpjnw_910.jpg)
Akkor a további szétszerelést valami tálca/tepsi fölött végezd, mert sok golyó fog kiperegni belőle..!
A képek-rajzok remélem segítenek..
Távjavításra nem válalkozok.. [#integet2]
=============
Akkor valószínűleg az történt a gépeddel amire elsőre gondoltam...
A kopott kapcsolóvilla miatt, a kuplungházban levő 3golyó közül valamelyik kigördül a 'helyéről', és csak Ide-oda mozgás után talál vissza a helyére...
Amikor a 3golyó nincs a helyén, akkor a kuplung befeszül/zár/.. (ezért nem szűnik meg a mechanikus kapcsolat..)
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Gyorsj%C3%A1rat/Kopott%20l%E9ptet%F5villa.jpg)
Csak annyit tudok segíteni hogy feltettem néhány képet/rajzot a táramba, ami remélem segít...
Megtalálod ITT (http://cnctar.hobbycnc.hu/hostya/ME%201000/Gyorsj%C3%A1rat/)
Ha sikerül kiszerelni a kuplung egységet..
(https://forum.hobbycnc.hu/uploaded_images/2017/10/9cna73jibfjzd8zgpjnw_910.jpg)
Akkor a további szétszerelést valami tálca/tepsi fölött végezd, mert sok golyó fog kiperegni belőle..!
A képek-rajzok remélem segítenek..
Távjavításra nem válalkozok.. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: rmkeh8a83 Dátum 2017 október 14, 21:36
Írta: rmkeh8a83 Dátum 2017 október 14, 21:36
Sziasztok nincs véletlenül valakinek gépkönyve SNB400x2000-es/Aradi/ esztergagépről?
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 15, 09:27
Írta: ypcjgjbma Dátum 2017 október 15, 09:27
Köszi, remélem fogok vele bírni. Esetleg valami közbejön kereshetnélek? Privát adsz egy elérhetőséget? Köszönöm Zoltán.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 15, 09:31
Írta: ypcjgjbma Dátum 2017 október 15, 09:31
Köszi, remélem fogok vele bírni. Esetleg valami közbejön kereshetnélek? Privát adsz egy elérhetőséget? Köszönöm Zoltán.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 15, 09:56
Írta: e4vvbfxw Dátum 2017 október 15, 09:56
Érdeklődnék, hogy valakinek nincs elfekvőben olyan eladó végállás kapcsoló, mint amilyen a képen van? (Strigon ME 1000)
Természetesen jó, ép állapotút keresek, nem töröttett ami a képen van.
1Db.- kellene.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_9jbb8d5vpu99mzxy3hgk_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9jbb8d5vpu99mzxy3hgk_5282.jpg)
Természetesen jó, ép állapotút keresek, nem töröttett ami a képen van.
1Db.- kellene.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_9jbb8d5vpu99mzxy3hgk_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/9jbb8d5vpu99mzxy3hgk_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 15, 10:02
Írta: e4vvbfxw Dátum 2017 október 15, 10:02
Kedves Hostya.
Én olyan jelenséget tapasztaltam, hogy kézi előtolásnál némely esetben megszorul a tengely, kicsit visszatekerve oldódik és utána probléma nélkül lehet folytatni a kézi előtolást.
Nem mindig csinálja a szerkezet, gépi előtolásnál eddig semmiféle ilyen jelenség, probléma nem fordult elő.
Érdekelne a véleménye a fenti jelenségről, mi okozhatja?
Melyik alkatrész okozhat ilyen problémát.
Én olyan jelenséget tapasztaltam, hogy kézi előtolásnál némely esetben megszorul a tengely, kicsit visszatekerve oldódik és utána probléma nélkül lehet folytatni a kézi előtolást.
Nem mindig csinálja a szerkezet, gépi előtolásnál eddig semmiféle ilyen jelenség, probléma nem fordult elő.
Érdekelne a véleménye a fenti jelenségről, mi okozhatja?
Melyik alkatrész okozhat ilyen problémát.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 15, 10:08
Írta: e4vvbfxw Dátum 2017 október 15, 10:08
Nekem van eredeti ME 1000 gépkönyv. Ha jól emlékszem nem tartalmaz robbantott szerkezeti rajzokat. Volanas sematikus ábra van csak a hajtásokról.
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 15, 12:26
Írta: ypcjgjbma Dátum 2017 október 15, 12:26
Szia. Nem tudtam, az E2N hez sok rajz volt, gondoltam ebben is lehet. A héten szeretném megoldani, persze ha sikerül. Nem tudom, hogy alkatrészek hol kaphatók még hozzá, egyáltalán kell e. A múlt évben vettem, állítólag cnc-siteni akarták. Kis munkát közben nem mindig jelentkezik, de van amikor rögtön ezzel indul.
Szétszedés után többet tudok. Köszönöm Zoltán.
Szétszedés után többet tudok. Köszönöm Zoltán.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 15, 14:04
Írta: e4vvbfxw Dátum 2017 október 15, 14:04
Találtam közben forrást a beszerzésre...
Kérdés, kérés törölve.
Üdv.
Kérdés, kérés törölve.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 16, 19:27
Írta: e4vvbfxw Dátum 2017 október 16, 19:27
Megnéztem a ME gépkönyvét!
Ennyi van benne, ami szerintem segíthet.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_jz6jzct04gtmpm9wpse0u_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/jz6jzct04gtmpm9wpse0u_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_7q83jnztu77wq0mp9yg89_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7q83jnztu77wq0mp9yg89_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_st4895wjgjjg9vx5xnx5i_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/st4895wjgjjg9vx5xnx5i_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_s9930adg8ptd785qnm5tj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/s9930adg8ptd785qnm5tj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_8es7dhdg8upe43n6w0hes_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8es7dhdg8upe43n6w0hes_5282.jpg)
Ennyi van benne, ami szerintem segíthet.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_jz6jzct04gtmpm9wpse0u_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/jz6jzct04gtmpm9wpse0u_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_7q83jnztu77wq0mp9yg89_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7q83jnztu77wq0mp9yg89_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_st4895wjgjjg9vx5xnx5i_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/st4895wjgjjg9vx5xnx5i_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_s9930adg8ptd785qnm5tj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/s9930adg8ptd785qnm5tj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_8es7dhdg8upe43n6w0hes_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8es7dhdg8upe43n6w0hes_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 október 16, 20:21
Írta: ypcjgjbma Dátum 2017 október 16, 20:21
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: u3xrz0cut Dátum 2017 október 17, 09:50
Írta: u3xrz0cut Dátum 2017 október 17, 09:50
Nekem van egy ME1000-em. Az év vége felé bontani fogom. Váltó, előtoló, gyorsjárati része és a vertikálfej eladó lesz. Az állapotáról nem tudok semmit.
Cím: Re:Hagyományos forgácsológépek
Írta: 3z3fhyubr Dátum 2017 október 20, 20:26
Írta: 3z3fhyubr Dátum 2017 október 20, 20:26
Érdekelne asztali fúrógép masszív és precíz legyen.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_54qcgzw7tkgaj5s3i8ysh_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/54qcgzw7tkgaj5s3i8ysh_3487.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_54qcgzw7tkgaj5s3i8ysh_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/54qcgzw7tkgaj5s3i8ysh_3487.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2017 október 20, 21:40
Írta: vjanos Dátum 2017 október 20, 21:40
Sólyom Patrikot keresd meg, nemrég hirdetett egyet a facebookon.
www.sasgep.hu
www.sasgep.hu
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2017 október 26, 09:21
Írta: znyolczas Dátum 2017 október 26, 09:21
Sziasztok!
Elnézést kérek már előre balga kérdésemért....E3N esztergáknál a tipus után van még 01...02...03. Mit takarnak ezek a plusz kiegészítések? (E3N-01) tulajdonképpen engem a 03(E3N-03) érdekelne....
Köszönöm a válaszokat.
Elnézést kérek már előre balga kérdésemért....E3N esztergáknál a tipus után van még 01...02...03. Mit takarnak ezek a plusz kiegészítések? (E3N-01) tulajdonképpen engem a 03(E3N-03) érdekelne....
Köszönöm a válaszokat.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 október 26, 13:27
Írta: drehás Dátum 2017 október 26, 13:27
Szevasztok!
Hozzám költözött egy öreg ME 1000-es.
Új darabként szeretnék lehetőleg minden általam javítható hibát orvosolni.
Sajnos az előtolásháznál eléggé nyomja az olajat a tömitéseknél is,és ráadásul van egy hegesztés is ami végkéépp idegesít.
Szeretném levenni az egész hajtásházat ,de belűlről még
a szán anya valahogy fogja.Ha valaki tudna ebben néhány instrukciót adni,hogy miként jön le a ház annak nagyon örülnék.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_7svz7ja2bfbaiieag72ys_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7svz7ja2bfbaiieag72ys_1796.jpg)
Hozzám költözött egy öreg ME 1000-es.
Új darabként szeretnék lehetőleg minden általam javítható hibát orvosolni.
Sajnos az előtolásháznál eléggé nyomja az olajat a tömitéseknél is,és ráadásul van egy hegesztés is ami végkéépp idegesít.
Szeretném levenni az egész hajtásházat ,de belűlről még
a szán anya valahogy fogja.Ha valaki tudna ebben néhány instrukciót adni,hogy miként jön le a ház annak nagyon örülnék.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_7svz7ja2bfbaiieag72ys_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7svz7ja2bfbaiieag72ys_1796.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 október 26, 14:09
Írta: Motoros Dátum 2017 október 26, 14:09
Durván a csúcstávolságot takarja. Az E3N-01 500 mm az E3N-02 750, a 03 talán 1250? De ez összefügghet a max elforduló átmérővel is, stb.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 október 26, 14:27
Írta: remrendes Dátum 2017 október 26, 14:27
Nem a 3-as a kiveheto agyas?
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 október 26, 14:29
Írta: remrendes Dátum 2017 október 26, 14:29
Illetve volt beloe 1250-es?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 október 27, 02:17
Írta: hostya Dátum 2017 október 27, 02:17
Leírom ide is..
Ha már a felső csavarokat kivetted, és mozog is a ház, akkor valóban a kereszt szán anyája/orsója akadályozza a "kiemelést".
Ki kell szerelni a konzolból a keresztasztal orsóját..
Kezd azzal hogy leszereled a keresztorsó kézikerekét, és haladj tovább a kiszereléssel a keresztorsó 'mentén'.., nóniusz.., stb..
Ha ez megvan, akkor tekerd ki az orsót az anyából, és így már kivehető a mellékhajtómű..
Segítségül itt egy kép a keresztorsó beépítéséről.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/Kereszt%20asztal%20ors%F3.jpg)
Ha még nincs gépkönyved a géphez, akkor töltsd le Csuhás fórumtársunk "könyvtárából", abban vannak rajzok is amik sokat segítenek.
Az a hegesztési varrat tényleg idegesítő lehet..
Ha az előző tulajdonos(ok) ilyet elkövetettek, akkor egyéb galádságokra is lehet számítani.. (sajnos)
Ha már a felső csavarokat kivetted, és mozog is a ház, akkor valóban a kereszt szán anyája/orsója akadályozza a "kiemelést".
Ki kell szerelni a konzolból a keresztasztal orsóját..
Kezd azzal hogy leszereled a keresztorsó kézikerekét, és haladj tovább a kiszereléssel a keresztorsó 'mentén'.., nóniusz.., stb..
Ha ez megvan, akkor tekerd ki az orsót az anyából, és így már kivehető a mellékhajtómű..
Segítségül itt egy kép a keresztorsó beépítéséről.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/konzol/Kereszt%20asztal%20ors%F3.jpg)
Ha még nincs gépkönyved a géphez, akkor töltsd le Csuhás fórumtársunk "könyvtárából", abban vannak rajzok is amik sokat segítenek.
Az a hegesztési varrat tényleg idegesítő lehet..
Ha az előző tulajdonos(ok) ilyet elkövetettek, akkor egyéb galádságokra is lehet számítani.. (sajnos)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 október 27, 07:03
Írta: drehás Dátum 2017 október 27, 07:03
Köszönöm István!
Ez már nagy segítség.
Ez már nagy segítség.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 október 27, 07:25
Írta: Motoros Dátum 2017 október 27, 07:25
Nem tudom, lehet.. annyira nem ismerem, de a Kőbányai Szerszámgyárban ez bevett szokás volt, mármint a -01...-02 jelölés.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 27, 12:28
Írta: J-Steel Dátum 2017 október 27, 12:28
Tegnap este puha 60x20-as alutöböt oldalára fektetve martam bele zsebet. HSS kukoricamarót használtam, ami 8-10mm vastag.
15mm mélyre kellett készítenem a zsebet, így a mélységet két részre osztottam 7-7 mm.
Türelmetlen voltam kézi előtolással, és az átmérő felére vettem a fogást.
Nem használtam hűtést, sem levegőt, ezért az alu elkezdett gyűlni a zsebben, egyszercsak már nem tudtam előtolni kézzel, ekkor kiemeltem a négyélű marót, és úgy rá volt gyógyulva az alu a vágóélekre, hogy kalapáccsal kellett leütni.
Vagy hűtést vagy levegőt kellene használnom, de a vízzel az a bajom, hogy akkor minden nedves lesz és a zseb még gyűjti is, viszont a HSS-nek kielégítőbb lenne a hűtése. Levegővel könnyebb lenne elfújni a forgácsot - pláne a zsebből - csak kérdés, hogy a maró mennyire fog felmelegedni?!
Egyébként a kézi előtolás marógépen igencsak izzasztó.
Csinált már valaki marógépen kézzel - az X-Y kerekek forgatásával - körívet?
Én a férkör bemarást fogóasztalon csináltam, és viszonylag tűrhető lett.
15mm mélyre kellett készítenem a zsebet, így a mélységet két részre osztottam 7-7 mm.
Türelmetlen voltam kézi előtolással, és az átmérő felére vettem a fogást.
Nem használtam hűtést, sem levegőt, ezért az alu elkezdett gyűlni a zsebben, egyszercsak már nem tudtam előtolni kézzel, ekkor kiemeltem a négyélű marót, és úgy rá volt gyógyulva az alu a vágóélekre, hogy kalapáccsal kellett leütni.
Vagy hűtést vagy levegőt kellene használnom, de a vízzel az a bajom, hogy akkor minden nedves lesz és a zseb még gyűjti is, viszont a HSS-nek kielégítőbb lenne a hűtése. Levegővel könnyebb lenne elfújni a forgácsot - pláne a zsebből - csak kérdés, hogy a maró mennyire fog felmelegedni?!
Egyébként a kézi előtolás marógépen igencsak izzasztó.
Csinált már valaki marógépen kézzel - az X-Y kerekek forgatásával - körívet?
Én a férkör bemarást fogóasztalon csináltam, és viszonylag tűrhető lett.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 27, 12:35
Írta: Csuhás Dátum 2017 október 27, 12:35
Nézd puha alut kukoricamaróval reszelni kenés nélkül, nagy fogással, az teljesen hibás döntés. No jó nem hibás, inkább katasztrofális.
Ha már zsebet marsz akkor egyélű ( esetleg 2..3) maróval, a zsebet felöntve mondjuk denszesszel akár még sikerülhetne is.
Ha már zsebet marsz akkor egyélű ( esetleg 2..3) maróval, a zsebet felöntve mondjuk denszesszel akár még sikerülhetne is.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 27, 12:36
Írta: J-Steel Dátum 2017 október 27, 12:36
Miért denszesz? Miért nem mondjuk víz?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 27, 12:39
Írta: J-Steel Dátum 2017 október 27, 12:39
Azért döntöttem a kukoricamaró mellett, mert a felület minősége nem fontos, és az a tapasztalatom, hogy a kukuricamaró valahogy jobban viszi az anyagot, mint a csavart szármaró. Nem is torlódik fel a csavart vonalban anyag, mert ki-kitép belőle.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 27, 12:51
Írta: Csuhás Dátum 2017 október 27, 12:51
Alura jobb az alkohol, kisebb a viszkozitása. Még jobb az alkonek ami kevésbé büdös. Viszont az alkohol tűzveszélyes.
A sima víztől rozsdás lesz a géped..
A sima víztől rozsdás lesz a géped..
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 27, 13:02
Írta: J-Steel Dátum 2017 október 27, 13:02
Ha összekeverem a vizet a MOL-os forgácsoló emulzióképzővel, akkor az is rozsdásítja a gépet?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 27, 13:41
Írta: Csuhás Dátum 2017 október 27, 13:41
Rövid távon nem okoz korróziót. Hogy mégis azt mondjuk egy köszörűgépen a mágnesasztal alatt meg lehet nézni.
Cím: Re:Hagyományos forgácsológépek
Írta: Sanyi Bá Dátum 2017 október 27, 15:37
Írta: Sanyi Bá Dátum 2017 október 27, 15:37
Alu marás mindig egyélű maróval, esetleg kétélűvel, fordulatszám RPM=12000-30000-ig, előtolás, F=50-1000 ami függ a maró átmérőtől és a fogás mélységétől ( vigyázat az egyélű maró törékenyebb az élkiképzés miatt, 2-es, 3-as maróval nem lehet 7mm mélyen marni). A műanyagot és a plexit is lehet hűteni alkohollal( sőt néha kell is). Én ezeket használom hűtésre és jégoldó flakonból hűtöm a marót, és nagyon kevés alkohollal lehet marni.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5eba8kqvkixnsd5betpg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5eba8kqvkixnsd5betpg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_y4fcw424zfa0pkf4ebgg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/y4fcw424zfa0pkf4ebgg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0wixqd9yigq7eyntxeua9_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0wixqd9yigq7eyntxeua9_1661.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5eba8kqvkixnsd5betpg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5eba8kqvkixnsd5betpg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_y4fcw424zfa0pkf4ebgg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/y4fcw424zfa0pkf4ebgg_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0wixqd9yigq7eyntxeua9_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0wixqd9yigq7eyntxeua9_1661.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 október 27, 18:23
Írta: kisssandor Dátum 2017 október 27, 18:23
Rendbe kellene tennem öreg esztergámat, de rákövesedett az olaj ,emulzió és a forgács keveréke. Mivel lehetne legjobban feloldani?
Cím: Re:Hagyományos forgácsológépek
Írta: szf Dátum 2017 október 27, 18:34
Írta: szf Dátum 2017 október 27, 18:34
Pont ilyet csinálok.
Egyik nap megpermetezem valamilyen vékony olajjal Wd-40.másnap lemosom egy kis féktisztító, hígítót, benzin ,gázolaj.valami maradékkal.olaj csak felpuhítja a kemény cuccot
Egyik nap megpermetezem valamilyen vékony olajjal Wd-40.másnap lemosom egy kis féktisztító, hígítót, benzin ,gázolaj.valami maradékkal.olaj csak felpuhítja a kemény cuccot
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 27, 19:02
Írta: Csuhás Dátum 2017 október 27, 19:02
Nekem a kapirgálás utáni forró trisós víz vált be a legjobban.
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2017 október 27, 20:06
Írta: laca Dátum 2017 október 27, 20:06
Hideg zsíroldó, fél óvatosan,esetleg egy kevés vízzel hígítva, gumikesztyűvel.Nem árt egy próba eldugott helyen.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2017 október 28, 13:11
Írta: sanyi84 Dátum 2017 október 28, 13:11
Az iparban 3 élűt használunk alura. Alura valót. Hűtve rendesen. 3x os előtolás, forgácsot a hűtővíz kimossa. A hűtővíz keni is a szerszámot, nő az élettartam. Ráolvadás, rátét képződés így nincs. Katalógus alapján a használat.
Cím: Re:Hagyományos forgácsológépek
Írta: Sanyi Bá Dátum 2017 október 28, 14:20
Írta: Sanyi Bá Dátum 2017 október 28, 14:20
Igen "az iparban" gép függő milyen hűtéssel, szerszámmal és fordulattal marunk. Mi "hobby" körülmények között dolgozunk általában és arra írtam a hűtést, szerszámokat. Persze én is dolgoztam az iparban, hűtővízzel már szinte mosatva volt, marás után vegyszeres mosás következett hogy a hűtővíz után maradt olajat, koszt eltávolítsa. DATRONon dolgoztam ahol csak alkohollal lehetett hűteni, nem kellet utána vegyszeres mosás mert elpárolgott, fordulatot 40000-ig lehetett állítani ami kellet is az 1-2-es maróhoz és a gravírhoz is, de lehetne erről napokig "beszélni" akarom mondani írni. Ezt használtuk hűtésre a DATRONON.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_cyqwbvptqiepxqbnzb6e_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/cyqwbvptqiepxqbnzb6e_1661.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_cyqwbvptqiepxqbnzb6e_1661.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/cyqwbvptqiepxqbnzb6e_1661.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 29, 20:22
Írta: J-Steel Dátum 2017 október 29, 20:22
Épp előtolásvezérlést készítek hobby marógéphez, és az lenne a kérdésem, hogy mekkora a legkisebb előtolási sebesség, amit a régi mechanikus marógépeken még be lehetett állítani?
Jelenleg 0,33mm/sec-nál (20mm/perc) járok. Kellhet-e ennél lassabb előtolás? Ha igen, akkor mennyi?
Köszönöm a válasz(oka)t!
Jelenleg 0,33mm/sec-nál (20mm/perc) járok. Kellhet-e ennél lassabb előtolás? Ha igen, akkor mennyi?
Köszönöm a válasz(oka)t!
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 29, 22:59
Írta: e4vvbfxw Dátum 2017 október 29, 22:59
Strigon ME 1000-nél a legkisebb előtolás 14mm/perc.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 29, 23:07
Írta: J-Steel Dátum 2017 október 29, 23:07
Ez a legkisebb előtolás van is használva?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 október 29, 23:11
Írta: Vetesi75 Dátum 2017 október 29, 23:11
Ha nem csal az emlékezetem, az orosz 6R82-n 16 fokozatban, 20...800 mm/min az előtolási sebességek tartománya. Marási feladatokhoz tökéletesen megfelel. (A gyorsjárat 2m/min környékén lehet.)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 október 29, 23:14
Írta: Vetesi75 Dátum 2017 október 29, 23:14
Kiesztergálós munkákhoz jól jöhet.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 29, 23:16
Írta: e4vvbfxw Dátum 2017 október 29, 23:16
Én szoktam használni.
Fő kérdés mit, mivel akarsz marni?
Milyen munkához tervezed a géped?
Fő kérdés mit, mivel akarsz marni?
Milyen munkához tervezed a géped?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 október 29, 23:43
Írta: J-Steel Dátum 2017 október 29, 23:43
Kiesztergálós munka az az Z-tengely. Ezt jó, hogy említitek, mert ott valóban szükséges a kisebb előtolás. Majd arra odafigyelek.
A kérdés először az X-Y tengelyre irányult, de akkor külön is kérdezem: Az X-Y tengelyre és a Z tengelyre ugyanaz a mechanika adja a forgást, és ugyanazok az áttétek?
Szingrati:
Egy univerzális vezérlést készítek. Nincs mögötte semmi cél egyelőre, csak meg akarom határozni a limiteket, mert nehézségekbe ütközöm egy bizonyos sebesség alatt, és tudni szeretném, hogy kell-e nekem ennél lassabban mozgatnom, és ha igen akkor mennyivel.
A kérdés először az X-Y tengelyre irányult, de akkor külön is kérdezem: Az X-Y tengelyre és a Z tengelyre ugyanaz a mechanika adja a forgást, és ugyanazok az áttétek?
Szingrati:
Egy univerzális vezérlést készítek. Nincs mögötte semmi cél egyelőre, csak meg akarom határozni a limiteket, mert nehézségekbe ütközöm egy bizonyos sebesség alatt, és tudni szeretném, hogy kell-e nekem ennél lassabban mozgatnom, és ha igen akkor mennyivel.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 október 31, 08:58
Írta: nu3tcujng Dátum 2017 október 31, 08:58
Sziasztok! A napokban vettem az ME-1000 marógépemre egy EM-200 egyetemes verikálfejet, azonban két alkatrészem hiányzik a felszereléshez: az egyik a szorító lapok, a másik ami nagyon fontos lenne, az pedig a fej gépkönye szerinti 9412. sz. FORGATÓTÜSKE a végén MK4 kúppal. A kérdésem az lenne, hogy van-e esetleg valakinek ilyen tüske elfekvőben, vagy beszerzési forrást tud-e valaki mondani. Csatolok egy képet az elvi felépítéséről a tüskének.
Előre köszönöm a segítséget! [code]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_z0aasnv0dn2888bdsx7v6_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/z0aasnv0dn2888bdsx7v6_4781.jpg)
Előre köszönöm a segítséget! [code]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_z0aasnv0dn2888bdsx7v6_4781.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/z0aasnv0dn2888bdsx7v6_4781.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 31, 19:38
Írta: e4vvbfxw Dátum 2017 október 31, 19:38
Nem tudom mit szeretnél, és igazából azt sem tudom hogy a X-Y-Z tengelyeknek az előtolását ugyanaz a mechanika végzi e.
Nekem egy ME van és azon csak az asztal kereszt irányú mozgásának van gépi előtolása. Minden más még a hagyományos kurblis technika. Nekem megfelel, sőt néha jobb is mert érezni hogy halad a maró, nem csak a gép hangjából tudsz következtetni.
Kiesztergálós munkához véleményem szerint egy fúróműves vetikálfej az igazi, ha még ennek van gépi előtolása az külön királyság...
Nekem egy ME van és azon csak az asztal kereszt irányú mozgásának van gépi előtolása. Minden más még a hagyományos kurblis technika. Nekem megfelel, sőt néha jobb is mert érezni hogy halad a maró, nem csak a gép hangjából tudsz következtetni.
Kiesztergálós munkához véleményem szerint egy fúróműves vetikálfej az igazi, ha még ennek van gépi előtolása az külön királyság...
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 október 31, 19:45
Írta: e4vvbfxw Dátum 2017 október 31, 19:45
Figyelni a hirdetésekben felbukkanó ME 1000 és hívogatni kitartóan az eladókat nincs véletlenül pluszban ilyen alakatrész.
Én ezzel a módszerrel tettem szert a gépkönyvre, amiből 2 darab járt egy géphez, mégsincs meg sok esetben.
Én ezzel a módszerrel tettem szert a gépkönyvre, amiből 2 darab járt egy géphez, mégsincs meg sok esetben.
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 október 31, 19:57
Írta: Petitking34 Dátum 2017 október 31, 19:57
Üdvözlöm!
A felfogató lapok kérdését lehet megtudjuk oldani mert én nemrég vettem egy vésőfejet és ahhoz volt egy pár csak nem hozzá való a furatok távolsága nagyobb. Holnap megmérem a furattávolságot és ha megfelel akkor eladom mert nekem nincs rá szükségem.
A felfogató lapok kérdését lehet megtudjuk oldani mert én nemrég vettem egy vésőfejet és ahhoz volt egy pár csak nem hozzá való a furatok távolsága nagyobb. Holnap megmérem a furattávolságot és ha megfelel akkor eladom mert nekem nincs rá szükségem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 október 31, 20:06
Írta: Csuhás Dátum 2017 október 31, 20:06
Gondolom esztergád már van, elvégre az szokott az első gép lenni, szóval behajtó tüskét nem túl nehéz elkészíteni. Ha beállsz a géppel a morse kúphoz akkor készíts rögtön egy fél tucatot, jól jön majd mindenféle befogóhoz a gép körül.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 október 31, 21:37
Írta: nu3tcujng Dátum 2017 október 31, 21:37
Köszönöm előre is a furatok távolságának lemérését. Valóban csak annyiban tér el a másik FM-200 fej felfogólapjától hogy nagyobb 210 mm ha jól emlékszem a teljes magassága és a furatok helyzete magasság irányban nem oda esik. A forgatótüske kérdésében visszahívtam az eladót, véleménye szerint lesz ilyen alkatrész neki készleten csak meg kell keresni. [#vigyor2]
Várom majd a méreteket. Köszönöm!
Várom majd a méreteket. Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 01, 17:49
Írta: Petitking34 Dátum 2017 november 01, 17:49
Üdvözlöm!
A furatok távolsága 210 mm és a teljes hossza 260 mm.
A furatok távolsága 210 mm és a teljes hossza 260 mm.
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 01, 19:16
Írta: bagesz81 Dátum 2017 november 01, 19:16
Sziasztok!
A segítségeteket szeretném kérni az alábbiakban.
Van egy EMU250 -es esztergám, amit szeretnék átalakítani cnc-re. Azt nem tudom, hogy mekkora léptetőmotorokba gondolkodjak.
Vezérelni a maróm vezérlőjéről szeretném, ami 36 voltos táp, ill.cnc-partos pico driveok, tehát vezérlőm mondhatni adott.
Ami léptetők a marómon vannak, azok nema23 méretű, 4amperes motorok, de ezt a méretet kicsit kevésnek gondolnám, maximum az x tengelyt bírná el.
Kérdésem az lenne, nektek mi a tapasztalatotok, véleményetek, esetleg van-e eladó motorja valakinek?
Válaszaitokat előre is köszönöm!
A segítségeteket szeretném kérni az alábbiakban.
Van egy EMU250 -es esztergám, amit szeretnék átalakítani cnc-re. Azt nem tudom, hogy mekkora léptetőmotorokba gondolkodjak.
Vezérelni a maróm vezérlőjéről szeretném, ami 36 voltos táp, ill.cnc-partos pico driveok, tehát vezérlőm mondhatni adott.
Ami léptetők a marómon vannak, azok nema23 méretű, 4amperes motorok, de ezt a méretet kicsit kevésnek gondolnám, maximum az x tengelyt bírná el.
Kérdésem az lenne, nektek mi a tapasztalatotok, véleményetek, esetleg van-e eladó motorja valakinek?
Válaszaitokat előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 november 01, 19:45
Írta: PSoft Dátum 2017 november 01, 19:45
"Azt nem tudom, hogy mekkora léptetőmotorokba gondolkodjak."
Teljesen mindegy, ha a a piko drive-k maradnak.
Azok a vezérlők, TB6560-as motormeghajtó IC-vel vannak szerelve, nem képesek 3-3,5A-nál nagyobb árammal hajtani a rákötött motort.
A mostani, nema23-as 4A-es motorokat se tudják kihajtani teljesen, csak max. 3,5A-el.
Teljesen mindegy, ha a a piko drive-k maradnak.
Azok a vezérlők, TB6560-as motormeghajtó IC-vel vannak szerelve, nem képesek 3-3,5A-nál nagyobb árammal hajtani a rákötött motort.
A mostani, nema23-as 4A-es motorokat se tudják kihajtani teljesen, csak max. 3,5A-el.
Cím: Re:Hagyományos forgácsológépek
Írta: nu3tcujng Dátum 2017 november 01, 20:04
Írta: nu3tcujng Dátum 2017 november 01, 20:04
Üdvözlöm!
Nekem a szorító lapok hosszának kb. 210 mm-nek kellene lenni a furatok középpontjának távolsága egymáshoz képest pedig kb. 150 mm. Szóval am Önnek van szerintem nagyobb mint amire nekem szükségem lenne!
De azért köszönöm a segítő hozzáállást!
Nekem a szorító lapok hosszának kb. 210 mm-nek kellene lenni a furatok középpontjának távolsága egymáshoz képest pedig kb. 150 mm. Szóval am Önnek van szerintem nagyobb mint amire nekem szükségem lenne!
De azért köszönöm a segítő hozzáállást!
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 01, 20:09
Írta: bagesz81 Dátum 2017 november 01, 20:09
Értem!
Mekkora az a teljesítményű motor, ami kényelmesen elvinné a hosszszánt?
4, 8, 10 Nm-es, vagy mekkora?
Mekkora az a teljesítményű motor, ami kényelmesen elvinné a hosszszánt?
4, 8, 10 Nm-es, vagy mekkora?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 02, 11:43
Írta: Csuhás Dátum 2017 november 02, 11:43
Készülgetnek a szalagfűrészem mellé a kiegészítők. A képen is láthatóan készen van a szalagforrasztó sablon, és a szerszámélezőre felfogható szalagléptető élezéshez. Még egy hajtogatót kell készíteni és teljes lesz a szerszámkészlet.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_58v4m5g4bi3g5gbnntyih_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/58v4m5g4bi3g5gbnntyih_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_mh2bs95pmp6zsi5vtzzpc_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mh2bs95pmp6zsi5vtzzpc_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_qqsns72hh394hfpqhk92u_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/qqsns72hh394hfpqhk92u_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_4i4z283ij9a20h3fq4sgn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4i4z283ij9a20h3fq4sgn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ca8zdtmcvsv7bqp9bgmd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ca8zdtmcvsv7bqp9bgmd_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_58v4m5g4bi3g5gbnntyih_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/58v4m5g4bi3g5gbnntyih_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_mh2bs95pmp6zsi5vtzzpc_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mh2bs95pmp6zsi5vtzzpc_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_qqsns72hh394hfpqhk92u_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/qqsns72hh394hfpqhk92u_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_4i4z283ij9a20h3fq4sgn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4i4z283ij9a20h3fq4sgn_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ca8zdtmcvsv7bqp9bgmd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ca8zdtmcvsv7bqp9bgmd_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 02, 14:37
Írta: D.Laci Dátum 2017 november 02, 14:37
Gondolom csak véletlenül van a szalagfűrészlap fordítva behelyezve az 1-2. képen?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 02, 14:49
Írta: Csuhás Dátum 2017 november 02, 14:49
Nem véletlen, úgy van kialakítva hogy elférjenek a hajtogatott fogak. Fordított elrendezés különböző szélességű lapok esetén nem működik, mert kivasalhatja a foghajtogatást.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 02, 15:05
Írta: D.Laci Dátum 2017 november 02, 15:05
Szerintem jobb lenne, ha fordítva van.
Mert úgy a lap hátéle egyenes maradna, így meg ahogy a fogak állnak úgy sikerül.
Vagy valamilyen módon fogod igazítani?
Mert úgy a lap hátéle egyenes maradna, így meg ahogy a fogak állnak úgy sikerül.
Vagy valamilyen módon fogod igazítani?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 02, 15:21
Írta: Csuhás Dátum 2017 november 02, 15:21
Nagyjából azért egyenletesek a fogak egy szalagon. Ebben a sablonban kb 20 20 fog támaszkodik fel a sablonon oldalanként, szerintem tudja így is az elvárt pontosságot.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 02, 16:04
Írta: D.Laci Dátum 2017 november 02, 16:04
"szerintem tudja így is az elvárt pontosságot" ettől többet meg nem várhatunk el! :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 02, 18:10
Írta: Csuhás Dátum 2017 november 02, 18:10
Nem tudom milyen szalagokkal találkoztál, de az enyémeknek elég egyforma a fogazásuk, így semmi problémát nem látok a fogat tetejére illeszteni, pláne hogy a illesztés oldalanként kb 120mm hosszon történik. A fordított lap elhelyezés esetén viszont a bizonytalan mértékben hajtogatott fogak csúcsára támaszkodik a lap, ami mindenképpen bizonytalanabb pozicionálást ad. Bár a hátoldal ugyan precízebben vonalban lesz, de a forrasztásnál akár csavarodás is kerülhet a szalagba.
( Először én is fordítva akartam, de láthatóan nem volt szerencsés megoldás, ezért készítettem egy lépcsőt hogy fordítva legyen befogható a lap )
( Először én is fordítva akartam, de láthatóan nem volt szerencsés megoldás, ezért készítettem egy lépcsőt hogy fordítva legyen befogható a lap )
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 02, 20:02
Írta: dezso74 Dátum 2017 november 02, 20:02
A mk4-es morse kúpos meghajtó tüske (Me egyeteme vertikálfej) nekem is hiányzik.
Még nem találtam hirdetésekben, én is vevő lennék egyre.
Még nem találtam hirdetésekben, én is vevő lennék egyre.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 02, 20:38
Írta: D.Laci Dátum 2017 november 02, 20:38
Az új lapok viszonylag ilyen szempontból jók, de használt többször élezett lapnál már szerintem nem szerencsés ez a megoldás.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 november 02, 21:32
Írta: ANTAL GÁBOR Dátum 2017 november 02, 21:32
Azért nem kapsz választ mert így azt nem lehet megválaszolni . Hogyan lesz meghajtva a hosszán ? az eredeti vezérorsóval vagy golyósorsóval ? mik az elvárt sebességek ? Mekkorák az emelkedések?
De hogy ne maradj dilemmában : ( nekem van egy EMU 250esem és építettem néhány Cnc-t. Nos én az esztergáimnál a vezérorsót hajtom meg ( aminél jelentősek a surlódások )
Egy EMU hoz hasonló EMCO Star nál 4 Nm es a motor ( direkt hajtás ) . A nagy TOS SVR 18 as ment egy ideig egy 9 Nm es motorról olyan kb 2.7 szeres lassító áttétellel
Ha golyósorsót fogsz használni akkor sokkal kedvezőbbek az esetek . A szán tömegének a gyorsítását első közelítésben el is hanyagolhatod . A golyósorsó és a rajta lévő cuccok ( tengelykapcsoló , fogazott szíj tárcsák stb ) gyorsításához szükséges nyomatékkal számolnod kell . A szán súlya szorozva a( rossz kenésre vetített ) surlódási tényezővel is erőt ( áttételesen nyomatékot) fogyaszt , valamint figyelembe kell venni az forgácsolás során fellépő előtoló erő nyomatékigényét is ( azt is csekélynek saccolom a többihez viszonyítva )
Én az EMU ra direkt vezérorsós hajtásra kb 6 Nm es léptetőt tennék , golyósorsóval pedig kb 4 Nm est .
De egy fogas tárcsával egy darab szíjjal és egy "halmérleggel " nagyon jól meg is lehet mérni a surlódásból adódó értékeket. Aztán a többi már számolható [#vigyor4] [#vigyor4]
De hogy ne maradj dilemmában : ( nekem van egy EMU 250esem és építettem néhány Cnc-t. Nos én az esztergáimnál a vezérorsót hajtom meg ( aminél jelentősek a surlódások )
Egy EMU hoz hasonló EMCO Star nál 4 Nm es a motor ( direkt hajtás ) . A nagy TOS SVR 18 as ment egy ideig egy 9 Nm es motorról olyan kb 2.7 szeres lassító áttétellel
Ha golyósorsót fogsz használni akkor sokkal kedvezőbbek az esetek . A szán tömegének a gyorsítását első közelítésben el is hanyagolhatod . A golyósorsó és a rajta lévő cuccok ( tengelykapcsoló , fogazott szíj tárcsák stb ) gyorsításához szükséges nyomatékkal számolnod kell . A szán súlya szorozva a( rossz kenésre vetített ) surlódási tényezővel is erőt ( áttételesen nyomatékot) fogyaszt , valamint figyelembe kell venni az forgácsolás során fellépő előtoló erő nyomatékigényét is ( azt is csekélynek saccolom a többihez viszonyítva )
Én az EMU ra direkt vezérorsós hajtásra kb 6 Nm es léptetőt tennék , golyósorsóval pedig kb 4 Nm est .
De egy fogas tárcsával egy darab szíjjal és egy "halmérleggel " nagyon jól meg is lehet mérni a surlódásból adódó értékeket. Aztán a többi már számolható [#vigyor4] [#vigyor4]
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 02, 22:08
Írta: fn47xk7ei Dátum 2017 november 02, 22:08
Igen , a fogakat kell megtámasztani "egyenesen " és a lap hátulját szalagcsiszolón egyenesbe hozni .Gyári gépen is így van kialakítva csak a fogmagasság ( ezáltal változó terpesztés miatt ) forgatni kellett a foghegyeknél látható ütközőt - persze ez egy hegesztő gép .
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_jjv3n8kcby3a4cmm3yf_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/jjv3n8kcby3a4cmm3yf_4984.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_jjv3n8kcby3a4cmm3yf_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/jjv3n8kcby3a4cmm3yf_4984.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 03, 06:26
Írta: bagesz81 Dátum 2017 november 03, 06:26
Kedves Gábor!
Ez számomra egy korrekt, irányt adó válasz volt. Rád hallgatva a cél:
-2db 4Nm-es motor(1 direktbe x tengely, másik 4-szer lassítással z, később golyósorsóval mehet direktbe)
Nincs esetleg valakinek két eladó 4 Nm-es motorja?
Mégegyszer köszönöm!
Ez számomra egy korrekt, irányt adó válasz volt. Rád hallgatva a cél:
-2db 4Nm-es motor(1 direktbe x tengely, másik 4-szer lassítással z, később golyósorsóval mehet direktbe)
Nincs esetleg valakinek két eladó 4 Nm-es motorja?
Mégegyszer köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 03, 08:22
Írta: D.Laci Dátum 2017 november 03, 08:22
Eddig amit én láttam az mind fordítva működött.
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 03, 09:21
Írta: fn47xk7ei Dátum 2017 november 03, 09:21
Persze azért változó a dolog , hogy ki milyen megoldást használ - például a gyári gépek között az Ieal az hátsó megvezetést a Temelsan pedig a foghegyen való megtámasztást részesíti előnyben .
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 03, 09:28
Írta: fn47xk7ei Dátum 2017 november 03, 09:28
Ieal=Ideal [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 november 03, 09:39
Írta: svejk Dátum 2017 november 03, 09:39
A képen látható gép mivel hegeszti a lapot?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 november 03, 09:42
Írta: svejk Dátum 2017 november 03, 09:42
Nem értek hozzá, de talán attól is függ hogy fém vagy faipari lap?
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2017 november 03, 11:40
Írta: D.Laci Dátum 2017 november 03, 11:40
Nem hiszem, hogy van e különbség.
Az én álláspontom az hogy a hátsó élt kel egy síkba illeszteni, mert úgyis az élezéssorán ahhoz van támasztva. Használat során, megint nem jó ha csak a fogak szaladnak, mondok egy extrém esetet hogy jobban érthetőbb legyen.
Fa ipari lap esetén 10-20 élezést simán kibír egy lap, nagy kerékátmérő és gondos élezéssel még akár többet is.
Az élezések során kopik a köszörűkő, egy lap élezése során is érezhető már a kopás a sok hirtelen ütésszerű használatból.
Már itt jelentkezhet probléma a foghegyhez való illesztés miatt.
Arról nem is beszélve ha egy picit elcsúszik, a pontatlan illesztés hibája jelentkezik mindkét esetben, ez igaz.
A hátsó támasz helytelen beállítása csak ront a helyzeten, lökdösni fogja a lapot még üresjáratban is, nem, hogy megmunkálás közben. Hátulról a támasztás lökdösi, elöl meg a változó fogásmélység miatt kezd majd repedezni a lap.
Egyre több élezés és végtelenítés hatására csak fokozódik a jelenség.
No de mindegy, mindenki másképp csinálja! :)
Az én álláspontom az hogy a hátsó élt kel egy síkba illeszteni, mert úgyis az élezéssorán ahhoz van támasztva. Használat során, megint nem jó ha csak a fogak szaladnak, mondok egy extrém esetet hogy jobban érthetőbb legyen.
Fa ipari lap esetén 10-20 élezést simán kibír egy lap, nagy kerékátmérő és gondos élezéssel még akár többet is.
Az élezések során kopik a köszörűkő, egy lap élezése során is érezhető már a kopás a sok hirtelen ütésszerű használatból.
Már itt jelentkezhet probléma a foghegyhez való illesztés miatt.
Arról nem is beszélve ha egy picit elcsúszik, a pontatlan illesztés hibája jelentkezik mindkét esetben, ez igaz.
A hátsó támasz helytelen beállítása csak ront a helyzeten, lökdösni fogja a lapot még üresjáratban is, nem, hogy megmunkálás közben. Hátulról a támasztás lökdösi, elöl meg a változó fogásmélység miatt kezd majd repedezni a lap.
Egyre több élezés és végtelenítés hatására csak fokozódik a jelenség.
No de mindegy, mindenki másképp csinálja! :)
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 03, 11:57
Írta: fn47xk7ei Dátum 2017 november 03, 11:57
5,4-6 V AC és a hivatalos neve az eljárásnak - "Leolvasztó hegesztés " . Ez biztosítja , hogy bármilyen oxid származék ne legyen a hegesztési varratban . De mostanában majd belefogok ebbe a témába is a saját építős topicomban mert nagy unalmamban elkezdtem egy ilyen hegesztő-megmunkáló központocska építésébe is (no meg , hogy több színű legyen a fórum is ).
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2017 november 03, 12:06
Írta: svejk Dátum 2017 november 03, 12:06
Köszönöm a választ!
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 03, 12:18
Írta: fn47xk7ei Dátum 2017 november 03, 12:18
Szívesen . Természetesen valójában sokkal bonyolultabb ( plc vezérlés , hidropneumatikus megfogók , stb ) csak nem teljesen ebbe a topicba való a téma így bővebben nem fejteném ki a mondandóm .
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2017 november 03, 19:16
Írta: Miki2 Dátum 2017 november 03, 19:16
Ezt az E1N gépet (http://www.youtube.com/watch?v=2xACyyzE9DY) egy 6 és egy 3 Nm-es motor hajtja.
A tőle elvárható módon teszi a dolgát.
A tőle elvárható módon teszi a dolgát.
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 03, 22:34
Írta: bagesz81 Dátum 2017 november 03, 22:34
Ma foglaltam le az adok-veszek topikban két darab 4.9-es motort, ezek szerint ezek már biztos hogy jók lesznek. Egyenlőre maradnak a trapézmenetes orsók, így nem árt ha erősebbek.
Köszönöm a videót!Tetszett! Pont ilyenre szeretném én is.
Köszönöm a videót!Tetszett! Pont ilyenre szeretném én is.
Cím: Re:Hagyományos forgácsológépek
Írta: h45wyjwrn Dátum 2017 november 06, 16:49
Írta: h45wyjwrn Dátum 2017 november 06, 16:49
Sziasztok. Keresnék esztergályos szakit ékszíjtárcsát kellene esztergálni .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 06, 18:11
Írta: Csuhás Dátum 2017 november 06, 18:11
Készen nem jó? Vagy előmunkálva? Power Bellt (http://www.powerbelt.hu/category/ekszijtarcsak)
Cím: Re:Hagyományos forgácsológépek
Írta: h45wyjwrn Dátum 2017 november 06, 18:36
Írta: h45wyjwrn Dátum 2017 november 06, 18:36
Köszi. Így is jó.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 08, 14:22
Írta: jani300 Dátum 2017 november 08, 14:22
SK40es fúrótokmány (http://arzenalhu.artud3.arteries.hu/spanntechnik/werkzeugaufnahme-und-zubehor/bohrfutter-din-2080/fur-rechts-und-linkslauf/rovfurot-d2080-jb---15-16-sk40)
Ma szereztem egy ilyesmi rozsdás vasat .
Nem is tudtam hogy ilyen létezik . Már jobb a napom , pedig még megmozgatni sem próbáltam :)
Ma szereztem egy ilyesmi rozsdás vasat .
Nem is tudtam hogy ilyen létezik . Már jobb a napom , pedig még megmozgatni sem próbáltam :)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 08, 14:41
Írta: J-Steel Dátum 2017 november 08, 14:41
Valaki nem tudja véletlenül, hogy a fém szalagfűrészek miért vannak megdöntve 45 fokban, és miért nem derékszögben felfelé állnak?
https://www.uni-max.hu/fotocache/fullsize/BS-712R_050_cpt.jpg
https://www.uni-max.hu/fotocache/fullsize/BS-712R_050_cpt.jpg
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2017 november 08, 14:47
Írta: bundyland Dátum 2017 november 08, 14:47
Szerintem azért hogy kevesebbet kelljen kifordítani a fűrészszalagból.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 08, 15:14
Írta: 000000000 Dátum 2017 november 08, 15:14
AMADA ezt is megoldotta ! (videón 4:15)
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 08, 15:31
Írta: fn47xk7ei Dátum 2017 november 08, 15:31
Úgy van ahogyan írod - ezért is tesztelik a fűrészlapot csavarodás elviselésére is azaz minél jobban ki van fordítva a lap annál hosszabb a lap két oldala a középvonalához képest .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 08, 15:39
Írta: J-Steel Dátum 2017 november 08, 15:39
Amikor pontosan függőlegesen vágok, akkor a gép súlya vezeti lefelé a lapot.
Láttam azonban, hogy 45 fokban megdönthető változatok is vannak. Ilyenkor mi a helyzet?
Láttam azonban, hogy 45 fokban megdönthető változatok is vannak. Ilyenkor mi a helyzet?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 08, 16:14
Írta: 000000000 Dátum 2017 november 08, 16:14
Az a probléma ezekkel a 250,000Ft-os szalagfűrészekkel, hogy egy ekkora alu darabkát már nem tudok átvágni velük.
Ezért építek egy kis körfűrészt inkább.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_e0j3czif52tne4xp5b72y_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/e0j3czif52tne4xp5b72y_705.jpg)
Ezért építek egy kis körfűrészt inkább.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_e0j3czif52tne4xp5b72y_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/e0j3czif52tne4xp5b72y_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 08, 16:59
Írta: jani300 Dátum 2017 november 08, 16:59
Először is megnéztem a tokmányt ,hát meg van szorulva csak egy kicsit mozog ide -oda . Persze még nem adtam fel .
A fémfűrészről pedig : Nem emiatt szokták függőbe felállítani a gépeket ? Nem kell satuzni , vezető mellett is vághatsz . Mindha lenne itt is egy esztergályos ,aki álló gépet épített .
A fémfűrészről pedig : Nem emiatt szokták függőbe felállítani a gépeket ? Nem kell satuzni , vezető mellett is vághatsz . Mindha lenne itt is egy esztergályos ,aki álló gépet épített .
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 08, 17:10
Írta: fn47xk7ei Dátum 2017 november 08, 17:10
Szallagfűrész ... ma vittem vasat leadni a MÉH telepre - hát mit láttam : két brutál méretű kb. 1200 mm-es küllős gyári öntöttvas szalagfűrész kerék kidobva a hulladék közzé . Sajnáltam , gondolkodtam is rajta de hát ki a fene használ ekkora kereket .[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 08, 17:15
Írta: jani300 Dátum 2017 november 08, 17:15
Asztalos :) Nem töri a lapot .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 08, 17:28
Írta: jani300 Dátum 2017 november 08, 17:28
Szerinted én hol kezdtem a napot ? :)
90X90X4 zártszelvény 3 3 méters darab . Negyedik sajna nincsen , megint cumi van , toldozgathatom :(
6méter még jó lenne ...
90X90X4 zártszelvény 3 3 méters darab . Negyedik sajna nincsen , megint cumi van , toldozgathatom :(
6méter még jó lenne ...
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2017 november 08, 18:10
Írta: fn47xk7ei Dátum 2017 november 08, 18:10
Alig bírtam megemelni inkább csak gurítani lehetett - mint írtam brutál súlya volt .Ugyan láttam már nagyobbat is de ott már az alsó kerék beton gödörbe süllyesztett volt meg persze nagyon komoly váz is tartozott hozzá . Egy asztalosnak bőven elég a 800-1000 mm-es kerék . Nagy méret rönkvágáshoz jó .
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 08, 20:29
Írta: 4ep4jzk7b Dátum 2017 november 08, 20:29
Sziasztok !
Megint béna vagyok ! Ki tudna segíteni a következő kérdés ügyében ?
-- EAN 170 /1000 eszterga lakatszekrényében felül vízszintesen van egy négyszögacél Kb 12x12 mm .
jelenleg ez a jobb oldali irányba áll ki kb 80 100 mm-t .
Amikor összeraktam /előtte is így volt / láttam hogy ennek van egy másik állása is ... balra csúsztatható , és kettő db
függőleges rúdacélt /ami felül 45 fokban le van marva / nyom fel ,vagy le .
Azt szeretném tudni : MI A SZEREPE ennek a négyzetacélnak , a jobbra , vagy balra való elcsúsztatásának ?
Válaszotokat előre is nagyon köszönöm . Üdv : Öreg
Ui. Menet vágáskor , ha a vezérorsót megállítom (csillagkerék ) nem fogom tudni újra ugyan abba a pozícióba állítani ? Csak a vezérorsóval "mehetek " vissza ? új fogásra stb ....?
You Tube -on láttam (Igaz az amerikai gép ) : Menet végén
Kivette fogásból , és előtolásból ... Kézzel gyorsan vissza és kitt-katt új fogás , és pontosan a korábbi pozícíóba (menetárok ) állt be ....vagy az egy modern több funkciójú gép ? :) :)
Köszönöm bárki is felvilágosít .
Üdv : Öreg (balek )
Megint béna vagyok ! Ki tudna segíteni a következő kérdés ügyében ?
-- EAN 170 /1000 eszterga lakatszekrényében felül vízszintesen van egy négyszögacél Kb 12x12 mm .
jelenleg ez a jobb oldali irányba áll ki kb 80 100 mm-t .
Amikor összeraktam /előtte is így volt / láttam hogy ennek van egy másik állása is ... balra csúsztatható , és kettő db
függőleges rúdacélt /ami felül 45 fokban le van marva / nyom fel ,vagy le .
Azt szeretném tudni : MI A SZEREPE ennek a négyzetacélnak , a jobbra , vagy balra való elcsúsztatásának ?
Válaszotokat előre is nagyon köszönöm . Üdv : Öreg
Ui. Menet vágáskor , ha a vezérorsót megállítom (csillagkerék ) nem fogom tudni újra ugyan abba a pozícióba állítani ? Csak a vezérorsóval "mehetek " vissza ? új fogásra stb ....?
You Tube -on láttam (Igaz az amerikai gép ) : Menet végén
Kivette fogásból , és előtolásból ... Kézzel gyorsan vissza és kitt-katt új fogás , és pontosan a korábbi pozícíóba (menetárok ) állt be ....vagy az egy modern több funkciójú gép ? :) :)
Köszönöm bárki is felvilágosít .
Üdv : Öreg (balek )
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 08, 20:36
Írta: e4vvbfxw Dátum 2017 november 08, 20:36
Off!
Érdeklődni szeretnék a régebb óta fórumozó tagtársaktól.
Gépalkatrészek, segédberendezések azonosításáról van e topik? Én nem találtam.
Gondolok itt-ott felbukkanó, ( hagyaték, lomi, bolha ) valaminek a valamilye meghatározásához.
Nincs rá szükségem, elcserélném, megválnék tőle, de nem tudom mi ez.
Bocsánatt az Off-ért.
On!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9mgmtsvs3j50xw7zp65n9_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9mgmtsvs3j50xw7zp65n9_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_euzduv0878g73ifbh5m4v_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/euzduv0878g73ifbh5m4v_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_4w29g6y0puhmnqavg277_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4w29g6y0puhmnqavg277_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_nfm04pwgkghvfjasyd6ia_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/nfm04pwgkghvfjasyd6ia_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_mv0siecy8idebjpbzf6j_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mv0siecy8idebjpbzf6j_5282.jpg)
Érdeklődni szeretnék a régebb óta fórumozó tagtársaktól.
Gépalkatrészek, segédberendezések azonosításáról van e topik? Én nem találtam.
Gondolok itt-ott felbukkanó, ( hagyaték, lomi, bolha ) valaminek a valamilye meghatározásához.
Nincs rá szükségem, elcserélném, megválnék tőle, de nem tudom mi ez.
Bocsánatt az Off-ért.
On!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9mgmtsvs3j50xw7zp65n9_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9mgmtsvs3j50xw7zp65n9_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_euzduv0878g73ifbh5m4v_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/euzduv0878g73ifbh5m4v_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_4w29g6y0puhmnqavg277_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/4w29g6y0puhmnqavg277_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_nfm04pwgkghvfjasyd6ia_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/nfm04pwgkghvfjasyd6ia_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_mv0siecy8idebjpbzf6j_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mv0siecy8idebjpbzf6j_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 08, 20:37
Írta: e4vvbfxw Dátum 2017 november 08, 20:37
Az okés, hogy szánszerkezet határoló, de melyik típusé?[#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: 3f8eaf95h Dátum 2017 november 08, 20:43
Írta: 3f8eaf95h Dátum 2017 november 08, 20:43
Annak a kb. 12x 21 mm es négyzetacélnak az a szerepe, hogy az eőtolást kikapcsolja, ha a szán ütköző rögzitve van. nekimegy előtolással és azt a pis csapot függőlegesen lenyomva oldja kia az előtolást. Utána vissza kel mennie balra, vagy jobb végéről visszatolni.
Cím: Re:Hagyományos forgácsológépek
Írta: 3f8eaf95h Dátum 2017 november 08, 20:46
Írta: 3f8eaf95h Dátum 2017 november 08, 20:46
E egy hossz szán ütköző. Vannak gépek amik az ütközőnek előtolással nekimennek és automatikusan mindig ugyanott kikapcsolnak. Pl. a TOS. szériánál nagyon előnyös,- de pl az is megakadályozza, hogy a tokmányt lesztergáld, ha beállitod, és kikapccsol előtte. Mi kérsz érte cserébe?
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 08, 21:17
Írta: 000000000 Dátum 2017 november 08, 21:17
Nekem a vágás minősége a lényeg.
Nem mindegy mennyit kell lemunkálni utána, hogy az sík legyen.
Például hűtőbordáknál, alu profiloknál a vágott felület szinte kész felület, már nem kell hozzányúlni.
Azért dobtam össze most egy ilyen párizsi szeletelőkét. [#nevetes1]
Az előtolást most egy parabolamozgató tolómotorja végzi. (ebből volt néhány kéznél)
Mondjuk ha nem a második képen látható márkájú tárcsa lenne rajta nem is hozna ilyen eredményt 185 RPM mellet.
A videón szereplő gépet biztos nem fogja megközelíteni se, de homemade tökéletes.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_q8xk82v7u273b334hydes_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/q8xk82v7u273b334hydes_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_csmntcnf6vnuxj363mh77_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/csmntcnf6vnuxj363mh77_705.jpg)
Nem mindegy mennyit kell lemunkálni utána, hogy az sík legyen.
Például hűtőbordáknál, alu profiloknál a vágott felület szinte kész felület, már nem kell hozzányúlni.
Azért dobtam össze most egy ilyen párizsi szeletelőkét. [#nevetes1]
Az előtolást most egy parabolamozgató tolómotorja végzi. (ebből volt néhány kéznél)
Mondjuk ha nem a második képen látható márkájú tárcsa lenne rajta nem is hozna ilyen eredményt 185 RPM mellet.
A videón szereplő gépet biztos nem fogja megközelíteni se, de homemade tökéletes.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_q8xk82v7u273b334hydes_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/q8xk82v7u273b334hydes_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_csmntcnf6vnuxj363mh77_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/csmntcnf6vnuxj363mh77_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 08, 22:24
Írta: 4ep4jzk7b Dátum 2017 november 08, 22:24
[#taps]Bertalan Farkas !
Nagyon köszönöm az információt ! :) [#taps]
Üdv : Öreg
Nagyon köszönöm az információt ! :) [#taps]
Üdv : Öreg
Cím: Re:Hagyományos forgácsológépek
Írta: nonopapa Dátum 2017 november 08, 23:04
Írta: nonopapa Dátum 2017 november 08, 23:04
Szia.
A lakatszekrényből kiálló hasáb a hossz szán előtolását
állítja meg mindkét irányban,kell hozzá egy a szánra szerelhető ütköző.
Mivel az EAN-nak colos emelkedésű a vezérorsója,csak colos menet vágásánál van esély,hogy a lakatanya oldása után,kézzel visszatekerve a lakatszekrényt,lakatanyát újra kapcsolva visszatalálj a menetárokba.
Egyébként a csillagkereket ilyenkor nem kell 'megállítani',elég a lakatanyát oldani.
Metrikus menetnél marad a kés kiemelés,motor állj,majd visszafelé irányba forgatva vezérorsóval visszajárás a menet elejéig.
Hosszabb menetnél azt szoktam csinálni,hogy a kés kiemelése után,mikor megállítom a motrot,előbb nagyobb fordulatszámra állítom,és így járok vissza a menet elejéig.
Norbi
A lakatszekrényből kiálló hasáb a hossz szán előtolását
állítja meg mindkét irányban,kell hozzá egy a szánra szerelhető ütköző.
Mivel az EAN-nak colos emelkedésű a vezérorsója,csak colos menet vágásánál van esély,hogy a lakatanya oldása után,kézzel visszatekerve a lakatszekrényt,lakatanyát újra kapcsolva visszatalálj a menetárokba.
Egyébként a csillagkereket ilyenkor nem kell 'megállítani',elég a lakatanyát oldani.
Metrikus menetnél marad a kés kiemelés,motor állj,majd visszafelé irányba forgatva vezérorsóval visszajárás a menet elejéig.
Hosszabb menetnél azt szoktam csinálni,hogy a kés kiemelése után,mikor megállítom a motrot,előbb nagyobb fordulatszámra állítom,és így járok vissza a menet elejéig.
Norbi
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 november 09, 00:27
Írta: hostya Dátum 2017 november 09, 00:27
Látom kezdő vagy itt...
Ha kitöltöd az adatlapodat szívesen válaszolok a kérdéseidre.
Ha kitöltöd az adatlapodat szívesen válaszolok a kérdéseidre.
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 09, 13:46
Írta: 4ep4jzk7b Dátum 2017 november 09, 13:46
Szia Hostya !
Nem vagyok kezdő /veterán / , már segítettél te is többször , ( eszterga , és villany ügyben :) ) de a legutóbbi belépésemkor az elfelejtett jelszó és nick -re kértem e mail segítséget ,, viszont az oldal nem "válaszolt " .
Így a fiam email-jéről "új" account-ot készítettünk .
szerintem emlékszel rám .. frekiváltó .. elektomos kérdések .. eszterga ,,, béna vagyok stb .
Üdv régi -- új : öreg :) :)
Az adataimat pótolom
Nem vagyok kezdő /veterán / , már segítettél te is többször , ( eszterga , és villany ügyben :) ) de a legutóbbi belépésemkor az elfelejtett jelszó és nick -re kértem e mail segítséget ,, viszont az oldal nem "válaszolt " .
Így a fiam email-jéről "új" account-ot készítettünk .
szerintem emlékszel rám .. frekiváltó .. elektomos kérdések .. eszterga ,,, béna vagyok stb .
Üdv régi -- új : öreg :) :)
Az adataimat pótolom
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 09, 14:53
Írta: 4ep4jzk7b Dátum 2017 november 09, 14:53
Szia Nonopapa !
Köszönöm a válaszodat :) világos minden , jó , és érthető kimerítő választ adtál .
Köszönöm :)
Üdv : öreg [#taps]
Köszönöm a válaszodat :) világos minden , jó , és érthető kimerítő választ adtál .
Köszönöm :)
Üdv : öreg [#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 november 18, 18:30
Írta: d6i9g5pbs Dátum 2017 november 18, 18:30
Uraim nincs valakinek rajza vagy fényképe eszterga gép ágy köszörüről?, nagy segítség lenne a számomra ..
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2017 november 18, 19:16
Írta: 38tnwsv8g Dátum 2017 november 18, 19:16
Hello istvan64!
Én csináltam korábban egy ágyköszörűt, a saját EAN 340/1000-es gépemet meg is csináltam vele. Küldök róla neked néhány infót a privát címedre! Remélem segítségedre lesz!
Üdv.: Józsi
Én csináltam korábban egy ágyköszörűt, a saját EAN 340/1000-es gépemet meg is csináltam vele. Küldök róla neked néhány infót a privát címedre! Remélem segítségedre lesz!
Üdv.: Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2017 november 18, 19:28
Írta: Gamos Dátum 2017 november 18, 19:28
Helló!
Engem is érdekelne, hogyan oldottad meg? Én is ilyenen gondolkozom.
Előre is kösz.
Engem is érdekelne, hogyan oldottad meg? Én is ilyenen gondolkozom.
Előre is kösz.
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2017 november 18, 19:41
Írta: 38tnwsv8g Dátum 2017 november 18, 19:41
Hello Gamos!
Írj a privát címemre, küldök vissza infokat!
Írj a privát címemre, küldök vissza infokat!
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2017 november 18, 19:52
Írta: laca Dátum 2017 november 18, 19:52
Engem is érdekel !
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2017 november 19, 08:32
Írta: Szalai György Dátum 2017 november 19, 08:32
Neked is van. (https://www.google.hu/search?q=lathe+bed+grinder&newwindow=1&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiF9-6dj8rXAhWDqxoKHZv1CrEQ_AUICigB&biw=1280&bih=709)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 19, 08:41
Írta: svager Dátum 2017 november 19, 08:41
Nem is tudtam,hogy szinte minden aztalosnak van.[#hehe]
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_mxtcp8hj67fsiwzy604xv_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mxtcp8hj67fsiwzy604xv_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_mxtcp8hj67fsiwzy604xv_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/mxtcp8hj67fsiwzy604xv_2939.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: g89ketty Dátum 2017 november 19, 13:33
Írta: g89ketty Dátum 2017 november 19, 13:33
Kedves József! A szakmai ötleted, ha már fórumlakó vagy ne privátban terjeszd mert sok más társunkat is érdekelheti a jó ötleted. Tedd közkincsé és aratsd a babérokat! Üdv:GS
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2017 november 19, 14:47
Írta: 38tnwsv8g Dátum 2017 november 19, 14:47
Kedves Sándor!
Kérésednek sajnos nem tudok eleget tenni. Privátban szívesen megosztok bármilyen információt, kérésre fényképet is küldök, igény esetén telefonon is beszélhetünk, szívesen elmondom a tapasztalataimat.
Sajnos az a tapasztalatom itt a fórumon, hogy a megosztott képekből, ötletekből néhány hozzászólás után köpködés, fikázás, sárdobálás lesz.
Az ember a hobby műhelyében először is eldönti milyen mértékű felújítást kíván a gépén végrehajtani, mi lesz a felújított gép elvárt állapota. Ezt követően mérlegeli a lehetőségeit, a rendelkezésére álló eszközöket, átgondolja a technológiát, majd elkezdi a műveletet. Miután tudom, hogy az általam összeállított konstrukció nem a legprofibb megoldás, így ebben a megosztásban én ilyen módon nem kívánok részt venni.
Megkeresésedre természetesen szívesen küldök neked is további infókat!
A többieket kérem, miután ezt elolvasták, ne fárasszák magukat a csipkelődő hozzászólásokkal, ezeket egyébként is azok teszik, akik ilyenné tették ezt a fórumot!
Sajnálom, megértésedet előre is köszönöm!
Kérésednek sajnos nem tudok eleget tenni. Privátban szívesen megosztok bármilyen információt, kérésre fényképet is küldök, igény esetén telefonon is beszélhetünk, szívesen elmondom a tapasztalataimat.
Sajnos az a tapasztalatom itt a fórumon, hogy a megosztott képekből, ötletekből néhány hozzászólás után köpködés, fikázás, sárdobálás lesz.
Az ember a hobby műhelyében először is eldönti milyen mértékű felújítást kíván a gépén végrehajtani, mi lesz a felújított gép elvárt állapota. Ezt követően mérlegeli a lehetőségeit, a rendelkezésére álló eszközöket, átgondolja a technológiát, majd elkezdi a műveletet. Miután tudom, hogy az általam összeállított konstrukció nem a legprofibb megoldás, így ebben a megosztásban én ilyen módon nem kívánok részt venni.
Megkeresésedre természetesen szívesen küldök neked is további infókat!
A többieket kérem, miután ezt elolvasták, ne fárasszák magukat a csipkelődő hozzászólásokkal, ezeket egyébként is azok teszik, akik ilyenné tették ezt a fórumot!
Sajnálom, megértésedet előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: g89ketty Dátum 2017 november 19, 15:13
Írta: g89ketty Dátum 2017 november 19, 15:13
Szia József! Köszönöm a felajánlott segítségedet, de én nem vagyok érintett ebben a témában. Ne foglalkozz a rosszindulatu kritikákkal, a többség szívesen vesz minden ötletet amiből tanulhat, fel a fejjel! Üdvözlettel:GS
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 november 19, 15:49
Írta: d6i9g5pbs Dátum 2017 november 19, 15:49
Szia Józsi örömmel várom a képeket és az infot?
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2017 november 19, 17:57
Írta: d6i9g5pbs Dátum 2017 november 19, 17:57
Szia Józsi megkaptam és nagyon szépen köszönöm...én is vissza írtam az Iméledre .üdv István
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 19, 19:02
Írta: bagesz81 Dátum 2017 november 19, 19:02
Elkezdtem az EMU-m átalakítását. Az x tengely már mocorog:)))[#vigyor3]
EMU 250 (https://www.youtube.com/watch?v=Y2KBHOsRwnY)
EMU 250 (https://www.youtube.com/watch?v=Y2KBHOsRwnY)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 21, 13:26
Írta: drehás Dátum 2017 november 21, 13:26
Szevasz Józsi!
Ha nem gond,én is kérnék képet, rajzot,vagy egyéb doksit az ágyköszörüről.
Ha nem gond,én is kérnék képet, rajzot,vagy egyéb doksit az ágyköszörüről.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 21, 13:29
Írta: J-Steel Dátum 2017 november 21, 13:29
Ez milyen motor, és milyen vezérlés ha szabad kérdezni?
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2017 november 21, 17:47
Írta: 38tnwsv8g Dátum 2017 november 21, 17:47
Hello! Küldtem email-t az adatlapodon található címre!
Üdv.: Józsi
Üdv.: Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 november 21, 17:55
Írta: ypcjgjbma Dátum 2017 november 21, 17:55
Szép estét. Szétszedték az MF1000-es előtolóját. A képen látható módon sikerült. Tovább nem bírom bontani. A benne lévő kopás javítható. Hogyan. Köszönöm
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_m7i6vsjde74b448jbzpbh_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/m7i6vsjde74b448jbzpbh_1672.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_m7i6vsjde74b448jbzpbh_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/m7i6vsjde74b448jbzpbh_1672.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 21, 18:50
Írta: drehás Dátum 2017 november 21, 18:50
Köszönöm,már tanulmányozom!
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:39
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:39
sziasztok ! Nonopapának kellene üzennem .
nehogy keveredés legyen , egy üzleti ügyből .
Nem tudom felhívni , ha valaki el tudja érni .
Hívjon fel a 06 20 461 3607 számon
köszönöm .
nehogy keveredés legyen , egy üzleti ügyből .
Nem tudom felhívni , ha valaki el tudja érni .
Hívjon fel a 06 20 461 3607 számon
köszönöm .
Cím: Re:Hagyományos forgácsológépek
Írta: nonopapa Dátum 2017 november 21, 19:42
Írta: nonopapa Dátum 2017 november 21, 19:42
Üdv Józsi Bátyám.
Olvastam a mailt,válaszoltam.
Norbi
Olvastam a mailt,válaszoltam.
Norbi
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:54
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:54
Szia ! akkor törlöm a posztot :) [#vigyor4]
üdv : öreg
üdv : öreg
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:55
Írta: 4ep4jzk7b Dátum 2017 november 21, 19:55
ok ! Törlöm a bejegyzést !
Üdv : öreg
Üdv : öreg
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 21, 20:10
Írta: J-Steel Dátum 2017 november 21, 20:10
Bejegyzést nem lehet törölni. Vagy igen?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2017 november 21, 20:16
Írta: PSoft Dátum 2017 november 21, 20:16
Nem jól tudod, lehet!
A fórumgazda, bármikor tudja törölni.:)
Felhasználóként, csak jelölhetsz törlésre postot.
Ha összejön tíz jelölés, természetesen tíz felhasználótól, a post automatikusan törlődik.
A fórumgazda, bármikor tudja törölni.:)
Felhasználóként, csak jelölhetsz törlésre postot.
Ha összejön tíz jelölés, természetesen tíz felhasználótól, a post automatikusan törlődik.
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 22, 06:25
Írta: bagesz81 Dátum 2017 november 22, 06:25
A motorok Bautz HY-200-3450-700A8 Léptetőmotor, 7A, 80V, 4,9NM. Cart fórumtárstól vettem őket. Egyelőre a maróm vezérlőjére kötöttem rá, ami cncpartos pico-drive, ami csak 3,5A, és 36V van rákötve. Tényleg! Nincs valakinek 5-7 amperos vezérlőjv eladó?
Cím: Re:Hagyományos forgácsológépek
Írta: 4ep4jzk7b Dátum 2017 november 22, 07:19
Írta: 4ep4jzk7b Dátum 2017 november 22, 07:19
Sziasztok ! Nonopapának írt üzeneteim
kérem törölni . már nem esedékes , mail- ben megoldódott
köszönöm
kérem törölni . már nem esedékes , mail- ben megoldódott
köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 22, 11:08
Írta: dezso74 Dátum 2017 november 22, 11:08
Sziasztok Fórumtársak!
Lenne egy, olyan kérdésem, hogy közületek valaki újított-e már fel lakatanyát?
Van egy esztergám és bronzból van két félből a lakatanya. van még anyag, amibe azt gondoltam megmélyíteném marógépen a menet részt és a fölösleget lemunkálnám ( a kopott részét.)
Lenne egy, olyan kérdésem, hogy közületek valaki újított-e már fel lakatanyát?
Van egy esztergám és bronzból van két félből a lakatanya. van még anyag, amibe azt gondoltam megmélyíteném marógépen a menet részt és a fölösleget lemunkálnám ( a kopott részét.)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 22, 11:43
Írta: Csuhás Dátum 2017 november 22, 11:43
Működhet a dolog. Magam készítenék/vennék egy bronz anyát, lemunkálnám "H" keresztmetszetűre ( karcsú henger két peremmel ) majd a felbővített eredeti lakatanyába beforrasztanám lágyforrasztással, végül kettéfűrészelném.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 22, 12:20
Írta: dezso74 Dátum 2017 november 22, 12:20
:-) Küldök majd képet, csak a telóm kamerája eltörött.
Ez talán még elbírja a menetjavítást, de van egy E400-as gépem, annak is elkopott, mert nem takarították ki a forgácsot a menetek közül és a menet egy harmada dolgozott :-( Az viszont öntvényből van, ahogy nézegetem.
Ez talán még elbírja a menetjavítást, de van egy E400-as gépem, annak is elkopott, mert nem takarították ki a forgácsot a menetek közül és a menet egy harmada dolgozott :-( Az viszont öntvényből van, ahogy nézegetem.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 22, 12:22
Írta: dezso74 Dátum 2017 november 22, 12:22
Az előbbi hozzászólást Neked írtam volna. Köszönöm az ötletet :-)
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 november 22, 13:17
Írta: remrendes Dátum 2017 november 22, 13:17
Hogy futna ugy a szalag?
Ha meg dontve lenne, hogy vagnal felbe egy 6m-es szal anyagot?
Ha meg dontve lenne, hogy vagnal felbe egy 6m-es szal anyagot?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 22, 13:23
Írta: Csuhás Dátum 2017 november 22, 13:23
Még egy ötlet Ezt lapozgasd végig (http://www.docsmachine.com/projects/halfnut/nut01.html)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 22, 13:35
Írta: Csuhás Dátum 2017 november 22, 13:35
Vagy itt az a megoldás amit javasoltam, csak én forrasztanám ragasztás helyett: Lakatanya javítás (http://bbs.homeshopmachinist.net/threads/42036-Half-Nut-Repair)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 22, 13:51
Írta: 000000000 Dátum 2017 november 22, 13:51
Volt egy ilyen teszt ahol két kb 30mm átmérőjű darabot ragasztottak össze és egy Wartburgot emeltek fel így.
Aztán ezt az emelést jó pár éve megismételték egy 2-es Golffal ugyanazzal a két összeragasztott darabbal.
A kettő teszt között eltelt 20-25 év és a ragasztás ugyanúgy megtartotta.
Nem kell leírni a ragasztókat !
Autóiparban egyre több helyen ragasztással váltják ki a karosszériaelemek rögzítését, mert törésteszteken bebizonyosodott erősebb mint a csavarozás és a ponthegesztés !
Aztán ezt az emelést jó pár éve megismételték egy 2-es Golffal ugyanazzal a két összeragasztott darabbal.
A kettő teszt között eltelt 20-25 év és a ragasztás ugyanúgy megtartotta.
Nem kell leírni a ragasztókat !
Autóiparban egyre több helyen ragasztással váltják ki a karosszériaelemek rögzítését, mert törésteszteken bebizonyosodott erősebb mint a csavarozás és a ponthegesztés !
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 22, 23:19
Írta: jani300 Dátum 2017 november 22, 23:19
"Autóiparban egyre több helyen ragasztással váltják ki a karosszériaelemek rögzítését"
Esetleges sérülésnél ez hogyan bontható ? Hogyan javítható ? Kisipari körülmények gondolom kizárva .
Esetleg eldobós az egész ?
Tudom szakszervízben javítani ... :( Mindenre ezt írja a könyv :)
Esetleges sérülésnél ez hogyan bontható ? Hogyan javítható ? Kisipari körülmények gondolom kizárva .
Esetleg eldobós az egész ?
Tudom szakszervízben javítani ... :( Mindenre ezt írja a könyv :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 22, 23:42
Írta: jani300 Dátum 2017 november 22, 23:42
[#eljen] Az a félanya készítés tetszik !
Jó tökölős dolog , de rendesen megcsinálta .
Jó tökölős dolog , de rendesen megcsinálta .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 23, 07:13
Írta: 000000000 Dátum 2017 november 23, 07:13
Olyan helyeken alkalmazzák ami főtartó szerepet tölt be, ezek sérülése TK, tehát nem is javítják !
Az más ha valaki gányolni akarja, de ne akarja !
Az más ha valaki gányolni akarja, de ne akarja !
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 november 23, 07:33
Írta: kisssandor Dátum 2017 november 23, 07:33
Milyen kis marógépé lehet ez a támasztó konzol? Hossza 580, szélessége 95. Felismeri valaki?
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_q27ntuewxstxkzyguabs_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/q27ntuewxstxkzyguabs_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xujz3kpgzng9jig3vi9f_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xujz3kpgzng9jig3vi9f_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_t6u3wyp8n72gizudjp8k0_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t6u3wyp8n72gizudjp8k0_2594.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_q27ntuewxstxkzyguabs_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/q27ntuewxstxkzyguabs_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xujz3kpgzng9jig3vi9f_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xujz3kpgzng9jig3vi9f_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_t6u3wyp8n72gizudjp8k0_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t6u3wyp8n72gizudjp8k0_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 23, 07:41
Írta: Csuhás Dátum 2017 november 23, 07:41
Szvsz nem marógép tartozék hanem osztófejhez való gerenda. Valami ilyesmi:
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_gwxfbf0d8eh7q6avnvqdw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/gwxfbf0d8eh7q6avnvqdw_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_gwxfbf0d8eh7q6avnvqdw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/gwxfbf0d8eh7q6avnvqdw_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2017 november 23, 08:02
Írta: kisssandor Dátum 2017 november 23, 08:02
Köszi. Így már tisztább a kép.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 23, 08:55
Írta: dezso74 Dátum 2017 november 23, 08:55
Volt már kétkomponensű fémporos ragasztóval dolgom. De már a nevét sem tudom. Ismer valaki valami megbízható félét. Jöhet egy két javaslat, más helyekre is jól jöhet.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 23, 10:03
Írta: jani300 Dátum 2017 november 23, 10:03
Hát ez az :) Mingyá gondútam :)
Sok pöcs tervezőt sem ártana eldobósra készíteni ...
Sok pöcs tervezőt sem ártana eldobósra készíteni ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 23, 10:04
Írta: jani300 Dátum 2017 november 23, 10:04
Hát ez az :) Mingyá gondútam :)
Sok pöcs tervezőt sem ártana eldobósra készíteni ...
Sok pöcs tervezőt sem ártana eldobósra készíteni ...
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2017 november 23, 11:23
Írta: ANTAL GÁBOR Dátum 2017 november 23, 11:23
Diamant ( kétkomponensű fémtöltésű német epoxi)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2017 november 23, 11:59
Írta: dezso74 Dátum 2017 november 23, 11:59
Köszönöm [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 23, 12:47
Írta: J-Steel Dátum 2017 november 23, 12:47
A ragasztást általában felmelegítéssel lehet oldani. Az epoxy alapú ragasztók pl. néhányszáz fok felett elengedik a fémet.
Ha műanyagot ragasztottak össze, akkor nyilván nem mert akkor az tönkremegy, de lakatanya esetén a melegítés jó megoldás lehet.
Van egy ragasztástechnika könyvem régről, ahol mindenféle feladatra más-más ragasztót ajánl, a hőmérséklet azonban mindig meg van adva.
Lágyforrasztás esetén is az a helyzet, hogy egy bizonyos hőmérséklet felett elenged.
Autoweld CX-80-at próbálnék lakatanya ragasztásra. Kétkomponensű erős ragasztó.
Ha műanyagot ragasztottak össze, akkor nyilván nem mert akkor az tönkremegy, de lakatanya esetén a melegítés jó megoldás lehet.
Van egy ragasztástechnika könyvem régről, ahol mindenféle feladatra más-más ragasztót ajánl, a hőmérséklet azonban mindig meg van adva.
Lágyforrasztás esetén is az a helyzet, hogy egy bizonyos hőmérséklet felett elenged.
Autoweld CX-80-at próbálnék lakatanya ragasztásra. Kétkomponensű erős ragasztó.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 23, 16:00
Írta: drehás Dátum 2017 november 23, 16:00
Szevasztok!
Ismer valaki ilyen géplámpa felújítást?
A baj,hogy a spirál el van fáradva,és pont ott nem tart jól ahol kellene.
Valaki hirdetett ilyet felújítva ,de a titkot nem árulta el.
Öreg marógépemre kellene,a hossza ,fénye, pont jó ezért nem szeretném lecserélni.
A kép nem az én lámpámról készült,de ugyan ilyen.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t2fq7viskt9b23cfh9fsz_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t2fq7viskt9b23cfh9fsz_1796.jpg)
Ismer valaki ilyen géplámpa felújítást?
A baj,hogy a spirál el van fáradva,és pont ott nem tart jól ahol kellene.
Valaki hirdetett ilyet felújítva ,de a titkot nem árulta el.
Öreg marógépemre kellene,a hossza ,fénye, pont jó ezért nem szeretném lecserélni.
A kép nem az én lámpámról készült,de ugyan ilyen.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t2fq7viskt9b23cfh9fsz_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t2fq7viskt9b23cfh9fsz_1796.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 23, 18:38
Írta: svager Dátum 2017 november 23, 18:38
A kérdésem az lenne,hogy egy 6-os dörzsárat mekkora maximális fordulaton lehet használni?
A főorsó 3000-alatt nagyon gyenge,és nem tudom lehet,hogy megszorulna.
A főorsó 3000-alatt nagyon gyenge,és nem tudom lehet,hogy megszorulna.
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 23, 20:09
Írta: bagesz81 Dátum 2017 november 23, 20:09
ha hatos dörzsárnál megszorul, az tényleg gyenge. Hajtsd bele szegnyereg központodításával kézzel.
Cím: Re:Hagyományos forgácsológépek
Írta: bagesz81 Dátum 2017 november 23, 20:10
Írta: bagesz81 Dátum 2017 november 23, 20:10
No meg mekkora a furat? Az előgyártmány?
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 23, 20:18
Írta: svager Dátum 2017 november 23, 20:18
Még nem próbáltam ki de 200 db kellene a marógép öntvény asztalba,ezért kézzel nem szívesen állnék neki.
Igen a másik kérdés mekkora legyen a fúrat?
Igen a másik kérdés mekkora legyen a fúrat?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 november 23, 20:26
Írta: ywathzay Dátum 2017 november 23, 20:26
5.7- 5.8mm furatba, 600-800/percnél nem emelném többre, Folyamatos emulziós hűtés mellett.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 23, 21:07
Írta: svager Dátum 2017 november 23, 21:07
Kipróbálom,de ezt a 600-800 szerintem nagyon lassú ennek a motornak.
Esetleg egy 6-os maróval mennyire lenne körkörös a fúrat?
Esetleg egy 6-os maróval mennyire lenne körkörös a fúrat?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 november 23, 21:37
Írta: ywathzay Dátum 2017 november 23, 21:37
Az hogy a te motorod mit bír, azt te tudod. El kell döntened hogy dörzsárazott furat kell, vagy jó másmilyen is. A fúróval fúrott is körkörös, csak megfelelő köszörülést kell alkalmazni, ne legyen kopott. Maróval telibe úgysem tudod fúrni, annak is előfúrás kell, végeredmény szempontjából meg ugyanaz.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2017 november 23, 21:49
Írta: ysc3kmx9v Dátum 2017 november 23, 21:49
Dörzsölést az anyagminőség ismeretével, a vágósebesség bő hűtés mellett, közepes acél anyagnál 25-40 m/min, ami átmérő 6 furat esetében 1500-2000 fordulat, én a dörzsárazást azért jóval kisebb fordulaton végzem, a furat 5,9mm nél ne legyen kisebb.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 23, 21:51
Írta: svager Dátum 2017 november 23, 21:51
Szeretném ha pontos lenne,6-os köszörült csapokat szeretnék bele rakni.
Mindenképpen előfúrtam volna,csak arra vagyok kíváncsi ha dörzsár helyett marót használnék mennyire lesz pontos a fúrat.
Mindenképpen előfúrtam volna,csak arra vagyok kíváncsi ha dörzsár helyett marót használnék mennyire lesz pontos a fúrat.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 november 24, 00:29
Írta: ywathzay Dátum 2017 november 24, 00:29
Elképzelni nem tudom miért kell 200db illesztett furat egy gépasztalba.
Ha a szerszámkészítők által használt illesztőszeget akarod használni, és jó a dörzsárazás, akkor kapsz egy patent illesztést, enyhe kalapácsütések segítségével tudod mozgatni, passzos lesz. Ha ugyanezt a csapot egy fúrt furatba teszed, akkor szépen belecsúszik, és nem olyan passzos. Tegyél egy próbát melyik megoldást találod jónak.
Ha a szerszámkészítők által használt illesztőszeget akarod használni, és jó a dörzsárazás, akkor kapsz egy patent illesztést, enyhe kalapácsütések segítségével tudod mozgatni, passzos lesz. Ha ugyanezt a csapot egy fúrt furatba teszed, akkor szépen belecsúszik, és nem olyan passzos. Tegyél egy próbát melyik megoldást találod jónak.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 24, 09:00
Írta: grekon Dátum 2017 november 24, 09:00
Èn sem tudom elképzelni miért kell 200db illesztett furat egy gépasztalba de elmondom hogy kèszitheted el dörzsár nèlkul :
1. Kivàlasztod az illesztőszeget vagy az annak valo húzott köracélt ( ezek olyan - 0.01-0.03 kozott vannak) , lemèred mikròval (legyen 5.98)
2. Tudod hogy milyen illestèst akarsz ( ez fugg az illesztőszegek szàmàtol is !! minèl tobb van annàl lazàbb kell legyen az illesztès !!) legyen egy àtlagos - 0.01 (h7)
3.Keresel egy neki valo furòt ; az àtlagos 6-os (cucilista) furok 5.95-6.00 kozottt vàltoznak , jo nèmet az 6.00 ; lemèred NEM A HENGERES RÈSZEN (mert ott 0.03-0.06 mm-vel kissebb) hanem elöl az èlszalagnàl . Megvan a furo 5.99
4.Kersel egy elöfùròt ami mivel öntvénybe megy 0.3-0.4 milivel kissebb legyen (acèlnàl ez 0.1-0.2) elöfùrò 5.5-5.6 mm
5.Fursz egy lukat az elöfùròval az öntvény asztalba ès ellenörzöd egy jò sublerrel hogy a luk 5.6-5.7
6.Nem elmozditva !! az asztalt kifurod az illesztőfuroval ès ellenőrzöd az illesztőszeggel kis kalapàccsal kocogtatva kell menjen ; az igy kifurt luk pontosan 5.99 lesz (ha jòl mèrted a furot) hengeres ès vègig pàrhuzamos (mint a dörzsárazott)
7.Furhatod a 200 lukat , lehetőleg nem elmozditva az asztalt (furocserèvel) , igy biztosabb de hoszadalmas
Fordulat öntvénybe szinte fele az acèlènak (puha de nagyon koptatja a szerszàmot) tehàt fùrònak 800-1000 .
6-os dörzsárnak pedig acèlban 200-300 öntvénybe 100-at ajànlanèk , ugyanis ha 0.01 milit lekopik szinte dobhato el .
Dörzsár lànykoràba +0.02 ha azzal csinàlod akkor 6.0 +0.01-es illesztőszeg kell . Maro az 6.00 de nem igazàn alkalmas mert vègig pàrhuzamos ès beszorulhat .
Mèg egy : emulziós hűtést NEM HASZNÀLNAK öntvénynèl , iszapot csinàl sokkal rosszabb (iparilag levegővel hűtik szivjàk el a port) .
1. Kivàlasztod az illesztőszeget vagy az annak valo húzott köracélt ( ezek olyan - 0.01-0.03 kozott vannak) , lemèred mikròval (legyen 5.98)
2. Tudod hogy milyen illestèst akarsz ( ez fugg az illesztőszegek szàmàtol is !! minèl tobb van annàl lazàbb kell legyen az illesztès !!) legyen egy àtlagos - 0.01 (h7)
3.Keresel egy neki valo furòt ; az àtlagos 6-os (cucilista) furok 5.95-6.00 kozottt vàltoznak , jo nèmet az 6.00 ; lemèred NEM A HENGERES RÈSZEN (mert ott 0.03-0.06 mm-vel kissebb) hanem elöl az èlszalagnàl . Megvan a furo 5.99
4.Kersel egy elöfùròt ami mivel öntvénybe megy 0.3-0.4 milivel kissebb legyen (acèlnàl ez 0.1-0.2) elöfùrò 5.5-5.6 mm
5.Fursz egy lukat az elöfùròval az öntvény asztalba ès ellenörzöd egy jò sublerrel hogy a luk 5.6-5.7
6.Nem elmozditva !! az asztalt kifurod az illesztőfuroval ès ellenőrzöd az illesztőszeggel kis kalapàccsal kocogtatva kell menjen ; az igy kifurt luk pontosan 5.99 lesz (ha jòl mèrted a furot) hengeres ès vègig pàrhuzamos (mint a dörzsárazott)
7.Furhatod a 200 lukat , lehetőleg nem elmozditva az asztalt (furocserèvel) , igy biztosabb de hoszadalmas
Fordulat öntvénybe szinte fele az acèlènak (puha de nagyon koptatja a szerszàmot) tehàt fùrònak 800-1000 .
6-os dörzsárnak pedig acèlban 200-300 öntvénybe 100-at ajànlanèk , ugyanis ha 0.01 milit lekopik szinte dobhato el .
Dörzsár lànykoràba +0.02 ha azzal csinàlod akkor 6.0 +0.01-es illesztőszeg kell . Maro az 6.00 de nem igazàn alkalmas mert vègig pàrhuzamos ès beszorulhat .
Mèg egy : emulziós hűtést NEM HASZNÀLNAK öntvénynèl , iszapot csinàl sokkal rosszabb (iparilag levegővel hűtik szivjàk el a port) .
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 24, 09:01
Írta: e4vvbfxw Dátum 2017 november 24, 09:01
Szia!
Ha véleményem elmondhatom, nem biztos hogy megéri felújítani illetve a felújítással foglalkozni.
Az én gépemen nem volt géplámpa, és gondjaim voltak az árnyékkal is használat közben.
Mikor megláttam mennyiért hirdetnek géplámpákat, elgondolkoztam az eredeti géplámpa szükségességén.
A melléket géplámpát már magam készitettem, anyag költség 5.000.-Ft volt. A fény klasszisokkal jobb, és a teljesítmény is csak 20W nem a gyári 60W.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_wbcjpes93u4syy0kswp_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/wbcjpes93u4syy0kswp_5282.jpg)
Ha véleményem elmondhatom, nem biztos hogy megéri felújítani illetve a felújítással foglalkozni.
Az én gépemen nem volt géplámpa, és gondjaim voltak az árnyékkal is használat közben.
Mikor megláttam mennyiért hirdetnek géplámpákat, elgondolkoztam az eredeti géplámpa szükségességén.
A melléket géplámpát már magam készitettem, anyag költség 5.000.-Ft volt. A fény klasszisokkal jobb, és a teljesítmény is csak 20W nem a gyári 60W.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_wbcjpes93u4syy0kswp_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/wbcjpes93u4syy0kswp_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 10:05
Írta: 000000000 Dátum 2017 november 24, 10:05
Kínai filléres ledes lápa, aztán bírja ameddig bírja !
Utána kuka és feltesz a következő !
Utána kuka és feltesz a következő !
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 24, 11:08
Írta: drehás Dátum 2017 november 24, 11:08
Szia!
Nekem is ME 1000-re kellene.
Te ezek szerint 2db 10w-ost tettél fel?
Nem látom hová,és mitől lesz állitható?
Ha mást nem érdekel ez a téma,írj privátba,emailre.
Nekem is ME 1000-re kellene.
Te ezek szerint 2db 10w-ost tettél fel?
Nem látom hová,és mitől lesz állitható?
Ha mást nem érdekel ez a téma,írj privátba,emailre.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 11:51
Írta: 000000000 Dátum 2017 november 24, 11:51
Vannak ilyen ledes lámpák is. (a kép csak példa)
Különben egy harapás sz*r maga a lámpa
De ilyen flexibilis karért vetünk már lámpát mert a béna sofőr nem érte el a proximity kártyával az olvasót a sorompónál.
A még bénább meg el is vitte aztán csak elhajlott majd jött a biztonsági őr nyakonbaszta hülye bénáját és visszahajtott a kart.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9gktjmz2f4qwkph20c62c_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9gktjmz2f4qwkph20c62c_705.jpg)
Különben egy harapás sz*r maga a lámpa
De ilyen flexibilis karért vetünk már lámpát mert a béna sofőr nem érte el a proximity kártyával az olvasót a sorompónál.
A még bénább meg el is vitte aztán csak elhajlott majd jött a biztonsági őr nyakonbaszta hülye bénáját és visszahajtott a kart.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9gktjmz2f4qwkph20c62c_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9gktjmz2f4qwkph20c62c_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 24, 12:25
Írta: Csuhás Dátum 2017 november 24, 12:25
Lokális fényként három gépemen is ezeket a lámpákat használom: Ikea jansjö (http://www.ikea.com/hu/hu/catalog/products/60309355/)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t3tcjw4283mivivj3xpt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t3tcjw4283mivivj3xpt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ck8fwmksxvpte8d2zyvyp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ck8fwmksxvpte8d2zyvyp_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t3tcjw4283mivivj3xpt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t3tcjw4283mivivj3xpt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ck8fwmksxvpte8d2zyvyp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ck8fwmksxvpte8d2zyvyp_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 12:33
Írta: 000000000 Dátum 2017 november 24, 12:33
Ezek a hollad fantázianevek ! [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 24, 13:01
Írta: drehás Dátum 2017 november 24, 13:01
Köszi a linket,de magával a ledlámpákkal az a bajom,hogy amelyiknek elég a fénye,pld 20w itt már iszonyat hő keletkezik,és a hűtőborda miatt a súly akkora lesz ,hogy a gégecső nem bírja megtartani.Imrének jó a szeme ha a 2w elég.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 14:05
Írta: 000000000 Dátum 2017 november 24, 14:05
Ilyen lett feltéve az egyik gépre annyi különbséggel, hogy az 24 voltos.
Simán megtartja a flexibilis kar és elég a fénye is!
Esetleg ha kevésnek tartod a fényt, ismerős ad árajánlatot műtőlámpáról és annak a felszereléséről.
A belmagasság viszont legalább 3.5 méter legyen különben törpe járásban mászkálhatsz alatta ! [#nevetes1]
A hőszűrő üveg nélkül simán csirkét is grillezhetsz a fényével, garantáltan megsül! [#hawaii]
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_tfhpcny50ju62bhe9u6_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tfhpcny50ju62bhe9u6_705.jpg)
Simán megtartja a flexibilis kar és elég a fénye is!
Esetleg ha kevésnek tartod a fényt, ismerős ad árajánlatot műtőlámpáról és annak a felszereléséről.
A belmagasság viszont legalább 3.5 méter legyen különben törpe járásban mászkálhatsz alatta ! [#nevetes1]
A hőszűrő üveg nélkül simán csirkét is grillezhetsz a fényével, garantáltan megsül! [#hawaii]
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_tfhpcny50ju62bhe9u6_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tfhpcny50ju62bhe9u6_705.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 24, 18:06
Írta: Petitking34 Dátum 2017 november 24, 18:06
Üdvözletem!
Érdeklődnék hogy valakinek van-e Strigon Fm 250 vertikálfejhez könyve, esetleg a szétszedett állapotról képe.
Mert az enyémből hiányzik egy csapágy az alsó hengergörgős után és nemigazán tudom hogy ott milyen volt eredetileg.
Üdv.: Péter
Érdeklődnék hogy valakinek van-e Strigon Fm 250 vertikálfejhez könyve, esetleg a szétszedett állapotról képe.
Mert az enyémből hiányzik egy csapágy az alsó hengergörgős után és nemigazán tudom hogy ott milyen volt eredetileg.
Üdv.: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 18:10
Írta: 000000000 Dátum 2017 november 24, 18:10
Nem MF az véletlen ?
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 24, 18:13
Írta: Petitking34 Dátum 2017 november 24, 18:13
A strigon Me250 es géphez való vertikálfej.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 18:16
Írta: 000000000 Dátum 2017 november 24, 18:16
A Strigon marógépek betű jelölései tudtommal mind M-el kezdődtek. ME MSU MP...
De ez az MF is gyanús, hogy inkább ME lesz az.
Ha tennél fel képet a gépről egyszerűbb lenne beazonosítani.
De ez az MF is gyanús, hogy inkább ME lesz az.
Ha tennél fel képet a gépről egyszerűbb lenne beazonosítani.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 18:19
Írta: 000000000 Dátum 2017 november 24, 18:19
Ez lesz az ami neked kellhet !
https://data.hu/get/4903643/me250maro.pdf (https://data.hu/get/4903643/me250maro.pdf)
https://data.hu/get/4903643/me250maro.pdf (https://data.hu/get/4903643/me250maro.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 24, 18:38
Írta: Petitking34 Dátum 2017 november 24, 18:38
Igen a könyv stimmel csak a vertikálfej nem az ami nekem van ebben a sima "egyszerű"van az enyémen meg olyan amivel szögben is lehet fúrni a mozgó orsóhüvely miatt.
(https://img.jofogas.hu/images/Marogep_strigon_mu250_vertikalfej_369981009637699.jpg)
(https://img.jofogas.hu/images/Marogep_strigon_mu250_vertikalfej_369981009637699.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2017 november 24, 18:46
Írta: Szalai György Dátum 2017 november 24, 18:46
Anyit beszéltünk már itt géplámpákról, hogy kíváncsi lettem a munkahelyi világítás előírt mértékeire. (http://vision.uni-pannon.hu/oktatas/Vilagitastechnika-II/pdf/2017/MSZ%20EN%2012464-1_2002Belsoteri.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 18:46
Írta: 000000000 Dátum 2017 november 24, 18:46
Én ennyiben tudtam segíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 24, 20:07
Írta: svager Dátum 2017 november 24, 20:07
Köszönöm a részletes leírást.[#worship]
Ezeket a furatokat tájoló csapnak,illetve a furatokba passzoló munkadarab alátéteknek kell.
Tehát a furatokba beleteszem a csapokat ennek nekiütköztetem a munkadarabot,és az alátéteket is azokba a furatokba rakom ahol nem lesz útban a megmunkáláskor és biztos,hogy nem mozdulnak el.
Tehát csak annyira kellene illeszteni,hogy kézzel ki lehessen venni de ne lötyögjön benne,és ezek a furatok kb. 24mm-ént lennének.
Csinálok néhány teszt fúrást,ha találok valami öntvény darabot.
Ezeket a furatokat tájoló csapnak,illetve a furatokba passzoló munkadarab alátéteknek kell.
Tehát a furatokba beleteszem a csapokat ennek nekiütköztetem a munkadarabot,és az alátéteket is azokba a furatokba rakom ahol nem lesz útban a megmunkáláskor és biztos,hogy nem mozdulnak el.
Tehát csak annyira kellene illeszteni,hogy kézzel ki lehessen venni de ne lötyögjön benne,és ezek a furatok kb. 24mm-ént lennének.
Csinálok néhány teszt fúrást,ha találok valami öntvény darabot.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 24, 20:09
Írta: e4vvbfxw Dátum 2017 november 24, 20:09
Szia!
Minden esetre jobb fényt ad mint a 24V/60W kombináció.
Persze lehet csicsázni a dolgot felfelé is, akarat és pénz kérdése...
Minden esetre jobb fényt ad mint a 24V/60W kombináció.
Persze lehet csicsázni a dolgot felfelé is, akarat és pénz kérdése...
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 24, 20:16
Írta: e4vvbfxw Dátum 2017 november 24, 20:16
Szia!
Mivel én nem melózom nagy vasakkal, így én fix konzolokra tettem a lámpát a marót világítva meg 2 oldalról, ahol megy a munka oda világít.
Nekem bevált, látom a lényeget.
A konzolok a vertikálfejet tartó meghajtóház csavarjaira van csavarral rögzítve.
Mivel én nem melózom nagy vasakkal, így én fix konzolokra tettem a lámpát a marót világítva meg 2 oldalról, ahol megy a munka oda világít.
Nekem bevált, látom a lényeget.
A konzolok a vertikálfejet tartó meghajtóház csavarjaira van csavarral rögzítve.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 24, 20:49
Írta: drehás Dátum 2017 november 24, 20:49
Rendben van és kösz az ötletet.
Hogy megbotránkoztassalak benneteket én mégis egy másik javaslat alapján fogom a helyreállitást.
Konkrétan arról van szó,hogy az elfáradt spirálcsőbe a 24volt mellé befűzünk egy nem szin alu huzalt,vagy hegesztő drótot.A méretet majd a befüzés után meglátom.
Tudom egyszer el fog törni,de addig olyan lesz mint ahogy szeretném.Törés esetén könnyen újra cserélem a drótot.
Lehet nem mérnöki munka,de olcsón javítható.
Aztán lehet az is,hogy ledet rakok a végére.
Hogy megbotránkoztassalak benneteket én mégis egy másik javaslat alapján fogom a helyreállitást.
Konkrétan arról van szó,hogy az elfáradt spirálcsőbe a 24volt mellé befűzünk egy nem szin alu huzalt,vagy hegesztő drótot.A méretet majd a befüzés után meglátom.
Tudom egyszer el fog törni,de addig olyan lesz mint ahogy szeretném.Törés esetén könnyen újra cserélem a drótot.
Lehet nem mérnöki munka,de olcsón javítható.
Aztán lehet az is,hogy ledet rakok a végére.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 24, 21:04
Írta: Csuhás Dátum 2017 november 24, 21:04
Emlékezetből mondom: A hengergörgős után két talpcsapágy van ami az orsó tengelyirányú pozícióját adja. A tengely másik végén pedig egy (vagy kettő ) mélyhornyos van.
Cím: Re:Hagyományos forgácsológépek
Írta: ajpwg6jrn Dátum 2017 november 24, 21:07
Írta: ajpwg6jrn Dátum 2017 november 24, 21:07
Az alu helyett tegyél réz drótot (1,5), annyit hogy passzosan legyenek benne. 2-ben viheted a lámpának a delejt, a többi meg jó merevítésnek. Amúgy a 10W-os CREE LED-ek 1000lumen feletti fényáramot tudnak. Ami halogén lámpából is 100W-nak felel meg. De a sztenderd E27-es foglalatba ha betekersz egy 4000-4500K színhőmérsékletű LED-es 8-15W közötti izzót, már lesz elég fényed. Pl. ilyet: 10W-os LED izzó (http://v-tachungary.hu/index.php?option=com_virtuemart&view=productdetails&virtuemart_category_id=13&virtuemart_product_id=2566&Itemid=755) Náluk érdemes szétnézni jó áron jó cuccaik vannak. (Eddig pár éva alatt egy V-TAC izzót és lámpát sem tudtam kiégetni/tönkretenni. Nálam megfeleltek a minőségellenőrzésemen. (A LED reflektoraik is nagyon korrektek, nincsenek túlhajtva.)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 24, 22:22
Írta: 000000000 Dátum 2017 november 24, 22:22
Ez evidens, hogy jobban világít mivel az izzó hatásfoka jó ha 10 % a led meg 60-80% (típusfüggő)
Ezek a kinai ledes lámákat nem is érdemes javítani inkább kuka aztán venni másikat.
Haver vett mozgásérzékelős 20 Wattosnak írt ledes reflektort 3000Ft-ért a jozsefvárosin.
A kisebbek érzékelő nélkül 1000Ft körül lehetnek.
Ezért is írtam birja ameddig bírja...
Ezek a kinai ledes lámákat nem is érdemes javítani inkább kuka aztán venni másikat.
Haver vett mozgásérzékelős 20 Wattosnak írt ledes reflektort 3000Ft-ért a jozsefvárosin.
A kisebbek érzékelő nélkül 1000Ft körül lehetnek.
Ezért is írtam birja ameddig bírja...
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 25, 05:17
Írta: e4vvbfxw Dátum 2017 november 25, 05:17
Szia!
Véleményem szerint megérné megkérdezni, hogy van e nekik valami dokumentációjuk.
http://strigon.hu/?page_id=2
A másik "vad" ötlet, mérés után valamit keresni a csapágykatalógusban.K/B átmérő, szélesség, a fordulatszám meg a gép oldalán.Nagy terhelés nincs, hiszen a lényeg az alsó duplasoros nagypontosságú csapágyad megvan az végzi igazából a munkát.
Véleményem szerint megérné megkérdezni, hogy van e nekik valami dokumentációjuk.
http://strigon.hu/?page_id=2
A másik "vad" ötlet, mérés után valamit keresni a csapágykatalógusban.K/B átmérő, szélesség, a fordulatszám meg a gép oldalán.Nagy terhelés nincs, hiszen a lényeg az alsó duplasoros nagypontosságú csapágyad megvan az végzi igazából a munkát.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 26, 00:13
Írta: grekon Dátum 2017 november 26, 00:13
Akkor ha nem valami kulonleges melo ami nem megy màskènt akkor el vagy tèvedve . Ütközőre igy teszunk darabot marogèpen :
elovesszuk azt az alètètet ami pontosan passzol a maroasztal nutjàba ; ez illik koszorult legyen pl 16.00 - 0.01 X 30(40) X 120(200) de lehet marni is ilyet . Kèt hàrom darab ilyen illik legyen a marogèpnel . Belekocogtatjuk az asztalba 10-40 mm-re attol a helytol ahol marunk . Pàrhuzamos alàtètekkel ; pl reteszek (magyarul èk :) ) , beàlitjuk a tàvolsàgot .
màsik irànyhoz leszoritunk az asztalra egy leszoritot megfelelo tàvra s merolegesen(vinkli) ugy hogy a darab leszoritoi elfèrjenek
Kèsz , mehet a sorozat .
Ezèrt nem kell sajtkukacràgta maroasztalt csinàlni . . :)
elovesszuk azt az alètètet ami pontosan passzol a maroasztal nutjàba ; ez illik koszorult legyen pl 16.00 - 0.01 X 30(40) X 120(200) de lehet marni is ilyet . Kèt hàrom darab ilyen illik legyen a marogèpnel . Belekocogtatjuk az asztalba 10-40 mm-re attol a helytol ahol marunk . Pàrhuzamos alàtètekkel ; pl reteszek (magyarul èk :) ) , beàlitjuk a tàvolsàgot .
màsik irànyhoz leszoritunk az asztalra egy leszoritot megfelelo tàvra s merolegesen(vinkli) ugy hogy a darab leszoritoi elfèrjenek
Kèsz , mehet a sorozat .
Ezèrt nem kell sajtkukacràgta maroasztalt csinàlni . . :)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2017 november 27, 09:09
Írta: svager Dátum 2017 november 27, 09:09
Tegnap sikerült 20 fúrat a tervezett 200-ból 2óra 35 perc alatt,de legalább olyan lett amire gondoltam.
Szerintem itt megállok vele,ennyi egyenőre elég lesz....[#vigyor5]
Szerintem itt megállok vele,ennyi egyenőre elég lesz....[#vigyor5]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2017 november 27, 09:21
Írta: ywathzay Dátum 2017 november 27, 09:21
Vazzeeeee..... miért nem ezzel kezdted, hogy miért is kell neked ez a sok furat. Grekon elmondta, de ha ennek a manusnak (https://www.youtube.com/channel/UC8_CK6nwlZ0U4UtOnvZwJnw) a videóiba belenézel, olyan ötleteket találsz a pozicionálásra, leszorításra, amilyenről nem is álmodtál. Ha még mindig nem találod mire van szükséged, majd ha minden jól megy, a héten dolgozok a marógépen, készítek egy- két fotót.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2017 november 27, 09:56
Írta: 7cim5mm0 Dátum 2017 november 27, 09:56
A 230V-os kivitel miatt nem ajánlom géplámpába, de ha van 24V-os változata, az biztosan jó.
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 27, 11:57
Írta: Petitking34 Dátum 2017 november 27, 11:57
Üdv!
A kérdezés folyamatban van még nem érkezett válasz idáig.
Most egy 6207 es csapágy van benne a legfelső csak nem vagyok benne biztos hogy eredetileg is ilyen volt benne mert volt fölötte bronzból esztergált távtartó is ami nem gyári.
A kérdezés folyamatban van még nem érkezett válasz idáig.
Most egy 6207 es csapágy van benne a legfelső csak nem vagyok benne biztos hogy eredetileg is ilyen volt benne mert volt fölötte bronzból esztergált távtartó is ami nem gyári.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 12:49
Írta: e4vvbfxw Dátum 2017 november 27, 12:49
Szia!
Nekem nem teljesen tiszta most melyik felén nem tudod milyen csapágy kell. Előbb az alsó duplasoros fölött említetted, most meg én értelmezésem szerint a orsó másik végéről beszélsz.
A ME 1000-esen ( létezik MF 1000 - fúrómúves ) a vertikálfej ami ugye nem fúróműves, abban alul a szerszámbefogó oldalon 1 db. duplasoros hengergörgős precíziós csapágy van. A másik végén van 2 db. támasztócsapágy és e felett van egy golyós csapágy. efelett van a fejen a csapágyfészek lezáró dekni. A golyóscsapágy és a dekni között van hézag mert az ott lévő hollanderel állítod be a hézagot. legalábbis én így értelmeztem amikor szétszedtem. Az esztergált bronzperely lehet a behúzócsavar miatt van ott. Látni kellene.
Ha tévednék akkor nyugodtan kijavíthat bárki, megköszönöm, ugyanis elsőre és másodikra sem volt teljesen világos hogy mit akart a mérnök abban a fejkialakításban elérni. Gondolok itt az alsó csapágyhézag beállításra első körben.
Véleményem szerint a két fej mármint a hagyományos és a fúróműves nem sokban tér el a csapágyazásban. Bár nem láttam még ilyent belülről, ha hülyeséget írtam akkor elnézést.
üdv.
Nekem nem teljesen tiszta most melyik felén nem tudod milyen csapágy kell. Előbb az alsó duplasoros fölött említetted, most meg én értelmezésem szerint a orsó másik végéről beszélsz.
A ME 1000-esen ( létezik MF 1000 - fúrómúves ) a vertikálfej ami ugye nem fúróműves, abban alul a szerszámbefogó oldalon 1 db. duplasoros hengergörgős precíziós csapágy van. A másik végén van 2 db. támasztócsapágy és e felett van egy golyós csapágy. efelett van a fejen a csapágyfészek lezáró dekni. A golyóscsapágy és a dekni között van hézag mert az ott lévő hollanderel állítod be a hézagot. legalábbis én így értelmeztem amikor szétszedtem. Az esztergált bronzperely lehet a behúzócsavar miatt van ott. Látni kellene.
Ha tévednék akkor nyugodtan kijavíthat bárki, megköszönöm, ugyanis elsőre és másodikra sem volt teljesen világos hogy mit akart a mérnök abban a fejkialakításban elérni. Gondolok itt az alsó csapágyhézag beállításra első körben.
Véleményem szerint a két fej mármint a hagyományos és a fúróműves nem sokban tér el a csapágyazásban. Bár nem láttam még ilyent belülről, ha hülyeséget írtam akkor elnézést.
üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 12:52
Írta: e4vvbfxw Dátum 2017 november 27, 12:52
Szia.
Létezik 24V és 12V -os is, de piszok drága, az axiálnál megkérdeztem a traktorra való munkalápák árát, letettem arról az ötletről. Bőven 10rugó feletti árat mondtak akciós kedvességel...
Létezik 24V és 12V -os is, de piszok drága, az axiálnál megkérdeztem a traktorra való munkalápák árát, letettem arról az ötletről. Bőven 10rugó feletti árat mondtak akciós kedvességel...
Cím: Re:Hagyományos forgácsológépek
Írta: Petitking34 Dátum 2017 november 27, 13:00
Írta: Petitking34 Dátum 2017 november 27, 13:00
Üdv!
Bocsánatot kérek hogy nem volt érthető csak időközben kaptam választ Csuhás fórumtárstól arra hogy a hengergörgős csapágy után az csak egy távtartó gyűrű. Utána van a két axiális csapágy és fölötte egy mély hornyú golyós na ezt nem tudom hogy ott eredetileg is ilyen egyszerű 6207 es golyós volt vagy abból is valami precízebb.
Bocsánatot kérek hogy nem volt érthető csak időközben kaptam választ Csuhás fórumtárstól arra hogy a hengergörgős csapágy után az csak egy távtartó gyűrű. Utána van a két axiális csapágy és fölötte egy mély hornyú golyós na ezt nem tudom hogy ott eredetileg is ilyen egyszerű 6207 es golyós volt vagy abból is valami precízebb.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 27, 13:04
Írta: Csuhás Dátum 2017 november 27, 13:04
Sima kommersz csapágy van a tengely másik végén. Oda már nem is kell jobb, mert az már messze van a megmunkálástól. A fő csapágy a hengergörgős, és a dupla axiális csapágy.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 27, 13:58
Írta: J-Steel Dátum 2017 november 27, 13:58
Segítség kellene!
Van egy nagy forgóasztalom, régi orosznak van kikiáltva. Kb 250mm az átmérője. (olyan mint a mellékelt képen)
Van ebben egy csiga amiben valamilyen menet van. Nem tudom felismerni mi lehet. 28,5mm távolságot mértem 7 menetemelkedés után ami 18,5/7=5,5-re jött ki.
Ilyen metrikus trapézmenet nincsen. Mivel el van rozsdásodva, a menet szögét sem tudom jól kivenni. Valakinek van erről információja?
(https://img.jofogas.hu/images/Korasztal_femipari_marogep_250_es_orosz_vertikalfej_iso_30_43443979262781.jpg)
Van egy nagy forgóasztalom, régi orosznak van kikiáltva. Kb 250mm az átmérője. (olyan mint a mellékelt képen)
Van ebben egy csiga amiben valamilyen menet van. Nem tudom felismerni mi lehet. 28,5mm távolságot mértem 7 menetemelkedés után ami 18,5/7=5,5-re jött ki.
Ilyen metrikus trapézmenet nincsen. Mivel el van rozsdásodva, a menet szögét sem tudom jól kivenni. Valakinek van erről információja?
(https://img.jofogas.hu/images/Korasztal_femipari_marogep_250_es_orosz_vertikalfej_iso_30_43443979262781.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 27, 14:14
Írta: Csuhás Dátum 2017 november 27, 14:14
Van egy ilyen körasztalom, ha akarod nálam szétszedheted és méregetheted. Egyébként ne metrikus hanem modulmenetek között keresgélj :- )
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 27, 14:32
Írta: J-Steel Dátum 2017 november 27, 14:32
Hát nincs könnyű dolgom, sajnos nehéz megtalálni ezt a fránya 5.5-öt. De legalább mostmár tudom, hogy 30 fok a két menetoldal bezárt szöge, mert a modulmeneknek ennyi.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 27, 14:38
Írta: drehás Dátum 2017 november 27, 14:38
Szia!
Ha esetleg meg akarsz olcsón szabadulni tőle,jöhet javítatlanul,csak mond az árát?
Ha esetleg meg akarsz olcsón szabadulni tőle,jöhet javítatlanul,csak mond az árát?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 27, 14:43
Írta: J-Steel Dátum 2017 november 27, 14:43
60 ért vettem tavaly. De nem láttam bele, jónak tűnt. Csak sokára szedtem szét. Most javítom, hogy tudjak kör alakban marni. Van egy kisebbem, de az nem elég nagy bizonyos feladatokhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 27, 14:49
Írta: jani300 Dátum 2017 november 27, 14:49
Nekem van akkora amit ketten nem tudtunk felemelni .
Nem úgy néz ki hogy valaha használták volna .
Le volt zsírozva . Nem haszált neki hogy nálam van :(
Napokon belül odább kell raknom , majd zsiráffal .
Nem úgy néz ki hogy valaha használták volna .
Le volt zsírozva . Nem haszált neki hogy nálam van :(
Napokon belül odább kell raknom , majd zsiráffal .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 27, 14:52
Írta: Csuhás Dátum 2017 november 27, 14:52
Az enyém is rozsdás volt belül.. olaj helyett olajos víz volt benne. Szerencsére még menthető volt.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 27, 15:26
Írta: drehás Dátum 2017 november 27, 15:26
Nem gondoltam komolyan,hogy eladod.
Én is egy 250-est keresek,de vagy az ára,vagy a használtsági foka nem tetszik.[#vigyor4]
Én is egy 250-est keresek,de vagy az ára,vagy a használtsági foka nem tetszik.[#vigyor4]
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 27, 15:38
Írta: J-Steel Dátum 2017 november 27, 15:38
Nekem sem, ezért újítom fel.
Sajnos nem találok semmilyen infót, táblázatot erről a modulmenetről. Vannak könyvek meg szabványok pénzért, de az előnézetet megtekintve nem vagyok biztos benne, hogy az nekem megfelel.
Nagyesztergánál be lehet állítani az 5,5-ös menetemelkedést?
Sajnos nem találok semmilyen infót, táblázatot erről a modulmenetről. Vannak könyvek meg szabványok pénzért, de az előnézetet megtekintve nem vagyok biztos benne, hogy az nekem megfelel.
Nagyesztergánál be lehet állítani az 5,5-ös menetemelkedést?
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 27, 16:05
Írta: drehás Dátum 2017 november 27, 16:05
Nem tudom milyen nagy gépre gondolsz?
Az E400-nál van ilyen menetemelkedés.
Az E400-nál van ilyen menetemelkedés.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 27, 16:14
Írta: J-Steel Dátum 2017 november 27, 16:14
Hát ez kemény dió!
Egy mérnök egyik német fórumról beleszaladt a problémába, hogy egy Steinel SV4-nél (1940) a marófejnél a csúcstámasz finombeállító csigát cserélni kellett.
Megmérte a fogaskereket, és az jött ki, hogy
a menetemelkedés 3,5mm, a rádiusz (ahogy a fogaskerék fog élei félkörösek) az árokban 8mm.
Kérdése az volt, hogy van-e valamilyen képlet, mekkora tengelyre kell elkészíteni a menetet.
Aztán később tett egy próbát a fent mért emelkedéssel. Illett a csiga a fogaskerékre, de ahogy egyre beljebb tolta a menetárokba, már nem volt párhuzamos, hanem elfordult a tengely.
Miért lehet ez?
Képek itt:
https://forum.zerspanungsbude.net/viewtopic.php?p=224240#p224240 (https://forum.zerspanungsbude.net/viewtopic.php?p=224240#p224240)
Egy mérnök egyik német fórumról beleszaladt a problémába, hogy egy Steinel SV4-nél (1940) a marófejnél a csúcstámasz finombeállító csigát cserélni kellett.
Megmérte a fogaskereket, és az jött ki, hogy
a menetemelkedés 3,5mm, a rádiusz (ahogy a fogaskerék fog élei félkörösek) az árokban 8mm.
Kérdése az volt, hogy van-e valamilyen képlet, mekkora tengelyre kell elkészíteni a menetet.
Aztán később tett egy próbát a fent mért emelkedéssel. Illett a csiga a fogaskerékre, de ahogy egyre beljebb tolta a menetárokba, már nem volt párhuzamos, hanem elfordult a tengely.
Miért lehet ez?
Képek itt:
https://forum.zerspanungsbude.net/viewtopic.php?p=224240#p224240 (https://forum.zerspanungsbude.net/viewtopic.php?p=224240#p224240)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 27, 16:45
Írta: drehás Dátum 2017 november 27, 16:45
Szerintem ez a hiba csak egy nem megfelelő beállításból eredhet.
Te ha megtudod mérni valahol a tengely átmérőjét,a menetemelkedést be tudod állitani,a kést pedig a csigakerék profiljához alakítod akkor nem lehet nagy probléma.
Feltételezve,hogy egybekezdésű,és hengeres csigáról van szó.Sajnos én még nem láttam belülről ilyen szerkezetet.
A bajok akkor jönnek be,ha oly mértékű a rozsda,hogy fogalmad sem lesz a menet átmérőjéről.
Akkor a csuhás ajánlatát,illetve segítségét kell igénybe venned.
Te ha megtudod mérni valahol a tengely átmérőjét,a menetemelkedést be tudod állitani,a kést pedig a csigakerék profiljához alakítod akkor nem lehet nagy probléma.
Feltételezve,hogy egybekezdésű,és hengeres csigáról van szó.Sajnos én még nem láttam belülről ilyen szerkezetet.
A bajok akkor jönnek be,ha oly mértékű a rozsda,hogy fogalmad sem lesz a menet átmérőjéről.
Akkor a csuhás ajánlatát,illetve segítségét kell igénybe venned.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 27, 16:55
Írta: jani300 Dátum 2017 november 27, 16:55
Hirtelen ezt találtam . Az emelkedés a pi többszöröse .
Tanulmányozd és meglátod miért nem 3,5 az az emelkedés
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_vy07af3kmmteb7qpdt0e_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/vy07af3kmmteb7qpdt0e_2430.jpg)
Tanulmányozd és meglátod miért nem 3,5 az az emelkedés
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_vy07af3kmmteb7qpdt0e_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/vy07af3kmmteb7qpdt0e_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PITU Dátum 2017 november 27, 17:00
Írta: PITU Dátum 2017 november 27, 17:00
a csiga-csigakerék gyártása egy kicsit bonyolultabb mint egy fogaskeréké.
1, a fogszám és a modul megadja a csigakerék méretét
2, a tengelytávból és a csigakerék méretéből adódik a csiga átmérője
3, a csiga átmérője a modul (és a bekezdések száma) megadja a csigamenet menetemelkedési szögét.
4, a csigakereket egy pont olyan méretű szerszámmal kell marni mint a csiga (lefejtő eljárás - sugár irányú megmunkálás)
más eljárással is lehet csinálni mint a lefejtés , de akkor a csigakeréknek fogprofil torzulása lesz
1, a fogszám és a modul megadja a csigakerék méretét
2, a tengelytávból és a csigakerék méretéből adódik a csiga átmérője
3, a csiga átmérője a modul (és a bekezdések száma) megadja a csigamenet menetemelkedési szögét.
4, a csigakereket egy pont olyan méretű szerszámmal kell marni mint a csiga (lefejtő eljárás - sugár irányú megmunkálás)
más eljárással is lehet csinálni mint a lefejtés , de akkor a csigakeréknek fogprofil torzulása lesz
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2017 november 27, 17:17
Írta: Miki2 Dátum 2017 november 27, 17:17
Ezt nálunk Magyarországon egy gyakorlott esztergályos is ki tudja számolni.
A megoldás a menetemelkedési szögben rejlik.
Az a mérnök biztosan nem gépész. Talán kertész mérnök, vagy hasonló szép szakmában szerzett diplomát.
A megoldás a menetemelkedési szögben rejlik.
Az a mérnök biztosan nem gépész. Talán kertész mérnök, vagy hasonló szép szakmában szerzett diplomát.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 17:36
Írta: e4vvbfxw Dátum 2017 november 27, 17:36
Halkan jegyezném meg, hogy szerintem a 250.-es méretű körasztal a legritkább és legdrágább a méretéhez képeset.
Sokáig vadásztam én is rá.
Sokáig vadásztam én is rá.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 27, 17:46
Írta: jani300 Dátum 2017 november 27, 17:46
1,75 ös modullal egészen jól kijön amit mértél :)
Pi X 1,75 . Vagy nagyon tudsz és szivatsz bennünket , vagy csak szerencséd volt . Írjál már az adatlapodra vala,mi végzettséget .
Pi X 1,75 . Vagy nagyon tudsz és szivatsz bennünket , vagy csak szerencséd volt . Írjál már az adatlapodra vala,mi végzettséget .
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 november 27, 17:49
Írta: 6rk75uezn Dátum 2017 november 27, 17:49
5,5mm?persze hogy van,annó az Ean ra is fabrikáltam mert nem tudodtt 5,5 öt.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 november 27, 17:53
Írta: jani300 Dátum 2017 november 27, 17:53
Én még 55 ös kereket is csináltattam :)
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2017 november 27, 18:42
Írta: ndpkrup8z Dátum 2017 november 27, 18:42
Üdv
A dupla soros hengergörgős csapágyat azért kell első
lépésben beállítani,mert az nem egyszerű "mezei"csapágy.
A belső furata kúpos,ahogyan a főorsó hozzá kapcsolódó
felülete is.
Minél jobban felszorítjuk a csapágy belsőt a tengelyen,
annál kisebb lesz a csapágyhézag.
Ezért kell első lépésben ezt beállítani.
A dupla soros hengergörgős csapágyat azért kell első
lépésben beállítani,mert az nem egyszerű "mezei"csapágy.
A belső furata kúpos,ahogyan a főorsó hozzá kapcsolódó
felülete is.
Minél jobban felszorítjuk a csapágy belsőt a tengelyen,
annál kisebb lesz a csapágyhézag.
Ezért kell első lépésben ezt beállítani.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 november 27, 18:54
Írta: hostya Dátum 2017 november 27, 18:54
Jéé...
Ez meg az én esztergám géptáblája..[#nevetes1][#taps]
Ez meg az én esztergám géptáblája..[#nevetes1][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 november 27, 19:04
Írta: 6rk75uezn Dátum 2017 november 27, 19:04
Erről van szó [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 19:26
Írta: e4vvbfxw Dátum 2017 november 27, 19:26
Szia!
Értem én hogy gőzgép....
Csakhogy - " A belső furata kúpos,ahogyan a főorsó hozzá kapcsolódó felülete is." - Ez nálam nem igy van, ezért nem értem..., csak kapisgálom a dolgot, majd a téli leálláskor szétdöntöm újra az egészet hogy megértsem.
Értem én hogy gőzgép....
Csakhogy - " A belső furata kúpos,ahogyan a főorsó hozzá kapcsolódó felülete is." - Ez nálam nem igy van, ezért nem értem..., csak kapisgálom a dolgot, majd a téli leálláskor szétdöntöm újra az egészet hogy megértsem.
Cím: Re:Hagyományos forgácsológépek
Írta: gab27 Dátum 2017 november 27, 20:08
Írta: gab27 Dátum 2017 november 27, 20:08
Kúpos belső gyűrű (http://medias.schaeffler.com/medias/en!hp.ec.br.pr/NN30..-K-TVP-SP*NN3010-D-K-TVP-SP-XL)
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2017 november 27, 20:28
Írta: ndpkrup8z Dátum 2017 november 27, 20:28
Üdv
Erről beszéltem. Ilyen megoldású néhány eszterga főorsó
csapágyazása is.
Erről beszéltem. Ilyen megoldású néhány eszterga főorsó
csapágyazása is.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 20:28
Írta: e4vvbfxw Dátum 2017 november 27, 20:28
Köszi!
Az a helyzet az én orsómon teljesen fenn van, nincs állítási lehetőség, nem szorul, működik, eltörve sincs. ezért nem értem min kell állítani... A radiális irányt nem lehet állítani, pedig azt kellene. Az axiálist lehet a másik oldalon a támcsapágyak szorításával....
Az a helyzet az én orsómon teljesen fenn van, nincs állítási lehetőség, nem szorul, működik, eltörve sincs. ezért nem értem min kell állítani... A radiális irányt nem lehet állítani, pedig azt kellene. Az axiálist lehet a másik oldalon a támcsapágyak szorításával....
Cím: Re:Hagyományos forgácsológépek
Írta: ndpkrup8z Dátum 2017 november 27, 20:35
Írta: ndpkrup8z Dátum 2017 november 27, 20:35
Mérd meg a tengelyt hogy kúpos-e,ellenőrizd a csapágyat
a jelölés alapján. A jelölésük álltalában NN.
A Tiédben azt hiszem NN 3010 K való (talán).
a jelölés alapján. A jelölésük álltalában NN.
A Tiédben azt hiszem NN 3010 K való (talán).
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 20:40
Írta: e4vvbfxw Dátum 2017 november 27, 20:40
A gépkönyvben szereplő csapágyszám átváltva megegyezett a fejben lévőben.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t4j63qtw334ekpataspm_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t4j63qtw334ekpataspm_5282.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t4j63qtw334ekpataspm_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t4j63qtw334ekpataspm_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 27, 20:46
Írta: e4vvbfxw Dátum 2017 november 27, 20:46
Ezt látni nálam, a sima lámpánál szerintem jobb.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_ci326z4dkzdqga4ns6m3e_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ci326z4dkzdqga4ns6m3e_5282.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_ci326z4dkzdqga4ns6m3e_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ci326z4dkzdqga4ns6m3e_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 28, 07:46
Írta: Csuhás Dátum 2017 november 28, 07:46
Radiális irányba ezredeket tudsz állítani a belső gyűrű tágításával úgy hogy azt pár tizeddel brutális erővel feljebb tolod a tengely kúpján
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 28, 10:56
Írta: J-Steel Dátum 2017 november 28, 10:56
Valaki tudna letöltő linket adni ehhez a könyvhöz?
Esztergályos - Szenczi Gyula
Benne van a modulmenet vagy csigamenet táblázatosan, ami nekem. Esetleg ki tudná fotózni belőle azt az oldalt?
Esztergályos - Szenczi Gyula
Benne van a modulmenet vagy csigamenet táblázatosan, ami nekem. Esetleg ki tudná fotózni belőle azt az oldalt?
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 28, 12:57
Írta: drehás Dátum 2017 november 28, 12:57
Mindjárt küldöm az emailodra,ha megtaláltam.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 28, 13:13
Írta: Csuhás Dátum 2017 november 28, 13:13
Ha az egész könyved megvan akkor légyszi nekem is küld el a könyvtár számára.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 28, 13:18
Írta: e4vvbfxw Dátum 2017 november 28, 13:18
http://www.vatera.hu/dr-janik-jozsef-menet-es-csavar-tablazatok-2562126455.html?utm_source=vatera&utm_campaign=termekfigyelo&utm_medium=email
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_5tzhz5p57n3cdwtcnynb_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/5tzhz5p57n3cdwtcnynb_5282.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_5tzhz5p57n3cdwtcnynb_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/5tzhz5p57n3cdwtcnynb_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2017 november 28, 13:20
Írta: e4vvbfxw Dátum 2017 november 28, 13:20
Dr. Janik József: Menet és csavar táblázatok (http://www.vatera.hu/dr-janik-jozsef-menet-es-csavar-tablazatok-2562126455.html?utm_source=vatera&utm_campaign=termekfigyelo&utm_medium=email)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_ghkq7k340e0jmz905_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ghkq7k340e0jmz905_5282.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_ghkq7k340e0jmz905_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ghkq7k340e0jmz905_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2017 november 28, 13:28
Írta: 000000000 Dátum 2017 november 28, 13:28
Ezek a speciális csavarkötések 100%, hogy nincsenek benne mint ebben a PDF-ben !!!
http://kulonleges_csavarkotesek.pdf (http://www.sasovits.hu/cnc/irodalom/kulonleges_csavarkotesek.pdf)
http://kulonleges_csavarkotesek.pdf (http://www.sasovits.hu/cnc/irodalom/kulonleges_csavarkotesek.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 17:02
Írta: grekon Dátum 2017 november 28, 17:02
"Segítség kellene!" de mihez ?? Nem mondod mi van elbaszva (csiga , csigakerèk) ?? Egy fotot nem raksz fel , normàlis adatokat nem irsz . .
"Van ebben egy csiga Nem tudom felismerni " vegyèl elo egy àlathatàrozòt . .
"a menet szögét sem tudom jól kivenni" ha kiveszed a csigàbol a szögét (leesztergàlod) hogy fog mukodni ??
Ha irsz nèhàny normàlis adatot akor talàn segithetunk .
Imhol a kèpletek :
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_e6me9d77nwaj66j2igz7_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/e6me9d77nwaj66j2igz7_3942.jpg)
"Van ebben egy csiga Nem tudom felismerni " vegyèl elo egy àlathatàrozòt . .
"a menet szögét sem tudom jól kivenni" ha kiveszed a csigàbol a szögét (leesztergàlod) hogy fog mukodni ??
Ha irsz nèhàny normàlis adatot akor talàn segithetunk .
Imhol a kèpletek :
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_e6me9d77nwaj66j2igz7_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/e6me9d77nwaj66j2igz7_3942.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 17:13
Írta: grekon Dátum 2017 november 28, 17:13
Nincs abban semmi kemèny dio ha valaki konyit a fogazàshoz .
" Megmérte a fogaskereket, és az jött ki, hogy a menetemelkedés 3,5mm" A fogaskerèknek nem menetemelkedése van hanem modulja .
"Aztán később tett egy próbát a fent mért emelkedéssel. Illett a csiga a fogaskerékre, de ahogy egyre beljebb tolta a menetárokba, már nem volt párhuzamos, hanem elfordult a tengely.
Miért lehet ez?" Talàn azèrt mert mert fogalma sincs hogy a fogaskerék 20fokos profilszogu (mint sokaknak) ès vàgja a 60 fokos menetkèssel . S ràadàsul balos csigàhoz jobbos menetet ès mègsem jo . .
" Megmérte a fogaskereket, és az jött ki, hogy a menetemelkedés 3,5mm" A fogaskerèknek nem menetemelkedése van hanem modulja .
"Aztán később tett egy próbát a fent mért emelkedéssel. Illett a csiga a fogaskerékre, de ahogy egyre beljebb tolta a menetárokba, már nem volt párhuzamos, hanem elfordult a tengely.
Miért lehet ez?" Talàn azèrt mert mert fogalma sincs hogy a fogaskerék 20fokos profilszogu (mint sokaknak) ès vàgja a 60 fokos menetkèssel . S ràadàsul balos csigàhoz jobbos menetet ès mègsem jo . .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 28, 17:14
Írta: J-Steel Dátum 2017 november 28, 17:14
Már jó úton járok, azóta már sok info felgyülemlett.
A csatolmányos szkennelt oldalt is köszönöm!
A csatolmányos szkennelt oldalt is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2017 november 28, 17:21
Írta: Miki2 Dátum 2017 november 28, 17:21
Létezik egy olyan megoldás is, ahol a főorsó párhuzamos átmérővel készül, és erre tesznek egy feszítő hüvelyt. (http://www.skf.com/group/products/bearings-units-housings/bearing-accessories/adapter-sleeves/adapter-sleeves-for-metric-shafts/index.html?designation=H%20211)
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 17:29
Írta: grekon Dátum 2017 november 28, 17:29
Akkor itt a teljes konyv :
Drabek Fogaskerekgyartas (//DrabekFogaskerekgyartas.pdf)
Drabek Fogaskerekgyartas (//DrabekFogaskerekgyartas.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 28, 17:48
Írta: J-Steel Dátum 2017 november 28, 17:48
Az írja a böngésző, hogy:
Not Found
The requested URL /DrabekFogaskerekgyartas.pdf was not found on this server.
Not Found
The requested URL /DrabekFogaskerekgyartas.pdf was not found on this server.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 17:52
Írta: grekon Dátum 2017 november 28, 17:52
Jobbklik ès Seve target as
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 18:08
Írta: grekon Dátum 2017 november 28, 18:08
A hat mondatodbol 2 igaz :
"a csiga-csigakerék gyártása egy kicsit bonyolultabb mint egy fogaskeréké' sokkal bonyolultabb
"1, a fogszám és a modul megadja a csigakerék méretét" Csak akko igaz ha nincs profileltolàs làsd kèp
"2, a tengelytávból és a csigakerék méretéből adódik a csiga átmérője" ÈPP FORDITVA adott tengelytàvbol (a) ès (i) àttètelbol adodik ki a csiga fogszàma ès szabvànyos àtmèroje
"3, a csiga átmérője a modul (és a bekezdések száma) megadja a csigamenet menetemelkedési szögét.' ez igaz
"4, a csigakereket egy pont olyan méretű szerszámmal kell marni mint a csiga" helytelen , a megmunkàlo szerszám az + 0.25 m (modul) s valoban lefejtő eljárással de a sugár irányra merőlegesen (tangenciàlisan) marjàk
"más eljárással is lehet csinálni mint a lefejtés , de akkor a csigakeréknek fogprofil torzulása lesz" ez igy van ràadàsul anyira hogy gyakorlatilag nem is lehet màskàpp jo csigakereket kèsziteni . .
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_esmu9skgy5wsf7i4ugi4d_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/esmu9skgy5wsf7i4ugi4d_3942.jpg)
"a csiga-csigakerék gyártása egy kicsit bonyolultabb mint egy fogaskeréké' sokkal bonyolultabb
"1, a fogszám és a modul megadja a csigakerék méretét" Csak akko igaz ha nincs profileltolàs làsd kèp
"2, a tengelytávból és a csigakerék méretéből adódik a csiga átmérője" ÈPP FORDITVA adott tengelytàvbol (a) ès (i) àttètelbol adodik ki a csiga fogszàma ès szabvànyos àtmèroje
"3, a csiga átmérője a modul (és a bekezdések száma) megadja a csigamenet menetemelkedési szögét.' ez igaz
"4, a csigakereket egy pont olyan méretű szerszámmal kell marni mint a csiga" helytelen , a megmunkàlo szerszám az + 0.25 m (modul) s valoban lefejtő eljárással de a sugár irányra merőlegesen (tangenciàlisan) marjàk
"más eljárással is lehet csinálni mint a lefejtés , de akkor a csigakeréknek fogprofil torzulása lesz" ez igy van ràadàsul anyira hogy gyakorlatilag nem is lehet màskàpp jo csigakereket kèsziteni . .
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_esmu9skgy5wsf7i4ugi4d_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/esmu9skgy5wsf7i4ugi4d_3942.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 28, 18:08
Írta: Csuhás Dátum 2017 november 28, 18:08
"Jobbklik ès Seve target as" --- > Meghiúsult Nincs fájl.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 18:21
Írta: grekon Dátum 2017 november 28, 18:21
Nekem 2 probàbol egyszer leszedte , terhelt lehet a szerver
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 28, 18:36
Írta: J-Steel Dátum 2017 november 28, 18:36
Azt olvason, hogy "adott tengelytàvbol (a) ès (i) àttètelbol adodik ki a csiga fogszàma ès szabvànyos àtmèroje"
Ezek szerint van szabvány az átmérőről? Hol lehet ilyen táblázat? Ami nekem van, az csak magáról a csiga menetről szól a Modulo fügvényében, de az átmérő nincs megadva.
Ezek szerint van szabvány az átmérőről? Hol lehet ilyen táblázat? Ami nekem van, az csak magáról a csiga menetről szól a Modulo fügvényében, de az átmérő nincs megadva.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 18:37
Írta: grekon Dátum 2017 november 28, 18:37
Itt egy màsik link :
https://mega.nz/#!QxY0naAQ!UpiX2iW39XtE-ZpvTyHXTdG2T4DmWdt3O03dBDxcyTc (https://mega.nz/#!QxY0naAQ!UpiX2iW39XtE-ZpvTyHXTdG2T4DmWdt3O03dBDxcyTc)
Friss kròmot vagy firefoxot szeret .
https://mega.nz/#!QxY0naAQ!UpiX2iW39XtE-ZpvTyHXTdG2T4DmWdt3O03dBDxcyTc (https://mega.nz/#!QxY0naAQ!UpiX2iW39XtE-ZpvTyHXTdG2T4DmWdt3O03dBDxcyTc)
Friss kròmot vagy firefoxot szeret .
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 18:57
Írta: grekon Dátum 2017 november 28, 18:57
Bocsi rosz konyvet dobtam fel ; itt a màsik :
http://osztott.com/xMYd/Erney_Fogaskerekek.pdf
s a màsik is
http://osztott.com/xMYd/DrabekFogaskerekgyartas.pdf
a HobbyCNC fórum linkelèsèvel van a bibi direktbe jon .
http://osztott.com/xMYd/Erney_Fogaskerekek.pdf
s a màsik is
http://osztott.com/xMYd/DrabekFogaskerekgyartas.pdf
a HobbyCNC fórum linkelèsèvel van a bibi direktbe jon .
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2017 november 28, 19:18
Írta: grekon Dátum 2017 november 28, 19:18
Igen van . Szeniczei is (làsd Csuhàs tàr) ès Erney is leirja valahol hogy a csiga átmérőt szabvànyositottàk (MSZ ...) . De màs a nèmet , ruszki vagy amerikai szabvàny . S AZ SE BIZTOS hogy a tied szabvàny . .
"Ami nekem van, az csak magáról a csiga menetről szól a Modulo fügvényében, de az átmérő nincs megadva" s a kèpen amit kuldtem nem szerepel a KÈPLET ??? Puskàval elotted is megbuksz a vizsgàn ?? :)
d = m * q
DE MÈG MINDIG NEM IRTAD MI VAN ELBASZODVA :)
"Ami nekem van, az csak magáról a csiga menetről szól a Modulo fügvényében, de az átmérő nincs megadva" s a kèpen amit kuldtem nem szerepel a KÈPLET ??? Puskàval elotted is megbuksz a vizsgàn ?? :)
d = m * q
DE MÈG MINDIG NEM IRTAD MI VAN ELBASZODVA :)
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2017 november 28, 19:56
Írta: 38tnwsv8g Dátum 2017 november 28, 19:56
Üdv Mindenkinek!
Elméleti síkon feldobnék egy témát, mivel itt többen foglalkoznak a gépük felújításával, vagy annak gondolatával.
Látom hogy a nagyobb, ezzel foglalkozó cégek olyan költségekről beszélnek egy-egy ágyszerkezet felújításánál, amit mi hobbysták nem tudunk kigazdálkodni, vagy jobban járunk ha az egész gépet lecseréljük.
Ezeken a megmunkálási költségeken kívánnék csökkenteni, úgy hogy nektek is jó legyen.
Arra gondoltam, csinálok egy nagyobb, komolyabb szerkezetet, komolyabb öntvény elemekből, ami alkalmas 500 - 1500mm csúcstávolságú esztergák, marógépek ágyvezetékének, keresztszánok, késszánok prizmáinak felújításához. Arra is alkalmas lenne, hogy kisebb hobby-cnc marógépek bázisfelületeit meg lehessen munkálni, lineárokat előkészíteni.
Először azon gondolkoztam, hogyan lehetne egy olyan berendezést alkotni, ami mobil ágyköszörűként tudna működni, de erre még nem jutott eszembe forradalmian jó megoldás.
A gépet Veszprémtől 10 km-re nyugatra tudnám elkészíteni, telepíteni és annál kicsit nagyobb méretű lenne, hogy rugalmasan tudjam mozgatni. (le lenne rögzítve és kiszintezve). Az ekkora ágyak egy komolyabb utánfutóval, vagy kisteherautóval könnyen mozgathatóak, és szerintem találnátok rá módot, hogy szinte üzemanyagköltségen egy ilyen utat megoldjatok.
Mit gondoltok a fent elhangzottakról?
Előre is köszönöm a megosztott gondolatokat!
Józsi
Elméleti síkon feldobnék egy témát, mivel itt többen foglalkoznak a gépük felújításával, vagy annak gondolatával.
Látom hogy a nagyobb, ezzel foglalkozó cégek olyan költségekről beszélnek egy-egy ágyszerkezet felújításánál, amit mi hobbysták nem tudunk kigazdálkodni, vagy jobban járunk ha az egész gépet lecseréljük.
Ezeken a megmunkálási költségeken kívánnék csökkenteni, úgy hogy nektek is jó legyen.
Arra gondoltam, csinálok egy nagyobb, komolyabb szerkezetet, komolyabb öntvény elemekből, ami alkalmas 500 - 1500mm csúcstávolságú esztergák, marógépek ágyvezetékének, keresztszánok, késszánok prizmáinak felújításához. Arra is alkalmas lenne, hogy kisebb hobby-cnc marógépek bázisfelületeit meg lehessen munkálni, lineárokat előkészíteni.
Először azon gondolkoztam, hogyan lehetne egy olyan berendezést alkotni, ami mobil ágyköszörűként tudna működni, de erre még nem jutott eszembe forradalmian jó megoldás.
A gépet Veszprémtől 10 km-re nyugatra tudnám elkészíteni, telepíteni és annál kicsit nagyobb méretű lenne, hogy rugalmasan tudjam mozgatni. (le lenne rögzítve és kiszintezve). Az ekkora ágyak egy komolyabb utánfutóval, vagy kisteherautóval könnyen mozgathatóak, és szerintem találnátok rá módot, hogy szinte üzemanyagköltségen egy ilyen utat megoldjatok.
Mit gondoltok a fent elhangzottakról?
Előre is köszönöm a megosztott gondolatokat!
Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 28, 20:15
Írta: drehás Dátum 2017 november 28, 20:15
Szevasz Józsi!
Érdekes az elgondolásod,de te sem dolgozná ingyér?
A fuvart kifusizni nehéz ügy nekem 280Ft/km a le és felrakodás plussz.
A mobil szerkezet izgalmasabb lenne talán.
Én a napokban írtam egy ilyen vállalkozónak aki köszörüléssel foglalkozik,itt küldöm név nélkül a válaszát.
Izgalmas lenne a köszörülés utáni szánszerkezet magasságvesztésének pótlását kitárgyalni itt mert ugye azt már a kuncsaaft végezné.
Én mindenesetre lesem minden szavatokat.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9zvnqwvs56mauinwz6ycp_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9zvnqwvs56mauinwz6ycp_1796.jpg)
Érdekes az elgondolásod,de te sem dolgozná ingyér?
A fuvart kifusizni nehéz ügy nekem 280Ft/km a le és felrakodás plussz.
A mobil szerkezet izgalmasabb lenne talán.
Én a napokban írtam egy ilyen vállalkozónak aki köszörüléssel foglalkozik,itt küldöm név nélkül a válaszát.
Izgalmas lenne a köszörülés utáni szánszerkezet magasságvesztésének pótlását kitárgyalni itt mert ugye azt már a kuncsaaft végezné.
Én mindenesetre lesem minden szavatokat.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_9zvnqwvs56mauinwz6ycp_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/9zvnqwvs56mauinwz6ycp_1796.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 november 28, 20:17
Írta: drehás Dátum 2017 november 28, 20:17
EU400/1000-es gépről van szó ,erre kaptam az ajánlatot.
Teljes köszörülés,hossz,kereszt,kézi.
Teljes köszörülés,hossz,kereszt,kézi.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2017 november 28, 20:22
Írta: Szalai György Dátum 2017 november 28, 20:22
Szerintem nem lesz rá annyi fizetőképes kereslet, hogy bármikor is megtérüljön, tehát befektetésnek önmagában csapnivaló.
A legtöbb ilyen régi utánmunkálandó alkatrész már ritka, vagy egyedi. Kudarc esetén a vesztesség tragikus, az alkatrész szinte pótolhatatlan. Így lehet, hogy az kerül majd sokba, ami olcsó.
Persze, ha garanciákat vállalsz és bagóért dolgozol, akkor mindenki örömmel fogadja majd a nagylelkűségedet.
Szóval nekem tetszik az ötlet.
A legtöbb ilyen régi utánmunkálandó alkatrész már ritka, vagy egyedi. Kudarc esetén a vesztesség tragikus, az alkatrész szinte pótolhatatlan. Így lehet, hogy az kerül majd sokba, ami olcsó.
Persze, ha garanciákat vállalsz és bagóért dolgozol, akkor mindenki örömmel fogadja majd a nagylelkűségedet.
Szóval nekem tetszik az ötlet.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2017 november 29, 00:58
Írta: ii5d35wcx Dátum 2017 november 29, 00:58
Szia! Ha ilyenben goldolkodsz, akkor a legpraktikusabb a bemásolt webcímen lévő hosszgyalugépet megvenni. a hozott anyagból felfogatod az ágyat .A nagy konzolon a billenő szánokra tehetsz vendég marószupportot. ,vagy szupport kőszörűt.
Ha az ágy kopott lehet nagyolni a saját gyaluló funkcióval
.Ha fiatal lennék akkor gondolkodnék rajta. nem csak ezeket a gépeket maróasztal szánok ,ágyak, hanem vasbeton mintaasztalok köszörülésérefaipari fúrészgépasztalok stb.Egy marögépnek korlátozott a mérete.
Valamikor a szolnoki Gépipariban csináltunk kisebb esztergák
EAN E-tipusuk fegyalulását, majd köszörülését.
Először meg kell nézni a gyalugép tárgyasztalát pontosságát,ha kell javitani,akkor ,megcsinál,és mehet az üzlet.
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/hosszgyalu
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_m4vpzkvw6x02fay9mu6h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/m4vpzkvw6x02fay9mu6h_4194.jpg)
Ha az ágy kopott lehet nagyolni a saját gyaluló funkcióval
.Ha fiatal lennék akkor gondolkodnék rajta. nem csak ezeket a gépeket maróasztal szánok ,ágyak, hanem vasbeton mintaasztalok köszörülésérefaipari fúrészgépasztalok stb.Egy marögépnek korlátozott a mérete.
Valamikor a szolnoki Gépipariban csináltunk kisebb esztergák
EAN E-tipusuk fegyalulását, majd köszörülését.
Először meg kell nézni a gyalugép tárgyasztalát pontosságát,ha kell javitani,akkor ,megcsinál,és mehet az üzlet.
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/hosszgyalu
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_m4vpzkvw6x02fay9mu6h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/m4vpzkvw6x02fay9mu6h_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 30, 10:30
Írta: J-Steel Dátum 2017 november 30, 10:30
Van-e valakinek rajza, hogy néz ki egy HSS darabolótárcsa száras felfogatása marógépre.
Nekem 100mm-es tárcsám van és 25mm-es ER szorítópatronba akarom felfogni. A tárcsának 22-es a lyukátmérője.
Eddig ennyi van meg (csatolmány)
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_68j386qweigdiwxm3g4v_4880.png) (https://hobbicncforum.hu/uploaded_images/2017/11/68j386qweigdiwxm3g4v_4880.png)
Nekem 100mm-es tárcsám van és 25mm-es ER szorítópatronba akarom felfogni. A tárcsának 22-es a lyukátmérője.
Eddig ennyi van meg (csatolmány)
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_68j386qweigdiwxm3g4v_4880.png) (https://hobbicncforum.hu/uploaded_images/2017/11/68j386qweigdiwxm3g4v_4880.png)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2017 november 30, 11:29
Írta: designr Dátum 2017 november 30, 11:29
A rajzodból kiindulva legegyszerűbb a tárcsa belső átmérőhöz illeszkedő 21,8-as váll esztergálása a felfogó tengelyre.Pár tizeddel a tárcsád vastagságától kisebbre.Aztán felfogó tengely végébe 10-es vagy 12-es menet fúr..
Nagy alátéttel ,imbuszcsavarral felfogatod.
Komolyabb marótárcsákon van reteszhorony,de ezt nem irtad.
Nagy alátéttel ,imbuszcsavarral felfogatod.
Komolyabb marótárcsákon van reteszhorony,de ezt nem irtad.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 november 30, 13:04
Írta: J-Steel Dátum 2017 november 30, 13:04
Nincs reteszhorony, csak a 22mm-es furat.
Cím: Re:Hagyományos forgácsológépek
Írta: DonElvis Dátum 2017 november 30, 15:18
Írta: DonElvis Dátum 2017 november 30, 15:18
T. Urak,
Szeretnék egy műszerész esztergát vásárolni, max 200K-m lenne rá. Furcsának tűnhet, de egy barkácsüzlet weblapán találtam számomra szimpatikus gépet:
Kiseszterga (https://www.praktiker.hu/szerszam-gep-muhely/elektromos-szerszam/nagygep/251359-novotrading-esztergapad-400w)
Tudnák az Urak véleményezni ezt a berendezést? Megéri?
Köszönettel:
Péter
Szeretnék egy műszerész esztergát vásárolni, max 200K-m lenne rá. Furcsának tűnhet, de egy barkácsüzlet weblapán találtam számomra szimpatikus gépet:
Kiseszterga (https://www.praktiker.hu/szerszam-gep-muhely/elektromos-szerszam/nagygep/251359-novotrading-esztergapad-400w)
Tudnák az Urak véleményezni ezt a berendezést? Megéri?
Köszönettel:
Péter
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 november 30, 15:24
Írta: Csuhás Dátum 2017 november 30, 15:24
Alapjában nem. Persze ha nincs helyed és a munka után a szekrénybe kell tenni a gépet, vagy nincs három fázisod akkor kényszerből. Ha ezek vannak akkor én esztergát vennék lásd a hirdetésfigyelőben ma linkelt emu200-at amit még pont meg tudnál venni.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 november 30, 16:06
Írta: Motoros Dátum 2017 november 30, 16:06
Ha 200 az ára akkor EZ (https://www.jofogas.hu/budapest/Muszeresz_eszterga_73483968.htm) vajon mennyit ér? 2 milliót?
Nézz körül jól a piacon, vannak amik nagyon megérik, csak ki kell várni.
Nézz körül jól a piacon, vannak amik nagyon megérik, csak ki kell várni.
Cím: Re:Hagyományos forgácsológépek
Írta: DonElvis Dátum 2017 december 01, 07:09
Írta: DonElvis Dátum 2017 december 01, 07:09
T. Csuhás és Motoros,
Valóban hely és 3 fázis hiányában szavaztam volna a praktikeres esztergára, de a linkben szereplő gép is jó lehet.
Köszönöm a hozzászólásokat.
Valóban hely és 3 fázis hiányában szavaztam volna a praktikeres esztergára, de a linkben szereplő gép is jó lehet.
Köszönöm a hozzászólásokat.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 december 01, 07:28
Írta: Motoros Dátum 2017 december 01, 07:28
Nem mondom, hogy ezt vedd meg, csak jeleztem, hogy két perc keresés után ilyet is lehet találni.
Ha még is akkor ezzel termelni is lehet...arra készült Egerben anno.
Arra vigyázz hogy mindegyik részegységbe azonos szám legyen beütve, ezeket nem csak összehányták, hanem be is üzemelték, összepárosították, alapgép--szegnyereg, alapgép---revolver fej, stb
Ha még is akkor ezzel termelni is lehet...arra készült Egerben anno.
Arra vigyázz hogy mindegyik részegységbe azonos szám legyen beütve, ezeket nem csak összehányták, hanem be is üzemelték, összepárosították, alapgép--szegnyereg, alapgép---revolver fej, stb
Cím: Re:Hagyományos forgácsológépek
Írta: DonElvis Dátum 2017 december 01, 12:26
Írta: DonElvis Dátum 2017 december 01, 12:26
T. Motoros,
Nyilván nem két perc keresgélés után fogok elkölteni 200K-t. Amúgy is itt a karácsony, tapasztalatom szerint ilyenkor megugrik a kínálat, valószínűleg több gépet is meg tudok majd nézni. Köszönöm a tippet a számokkal kapcsolatban!
Nyilván nem két perc keresgélés után fogok elkölteni 200K-t. Amúgy is itt a karácsony, tapasztalatom szerint ilyenkor megugrik a kínálat, valószínűleg több gépet is meg tudok majd nézni. Köszönöm a tippet a számokkal kapcsolatban!
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 december 08, 07:51
Írta: ypcjgjbma Dátum 2017 december 08, 07:51
Szia. Lenne még egy kérdés. Sikerült a művelet.Kicseréltem a kuplungos tengelyt, és egy másik sérült fogaskereket. Az működteti az olajszivatyút. Beszerelés után minden rendben. Csak később vettem észre, hogy a 650-900 előtolasi fokozat nem kapcsolható. Mit csesztem el.
Oldaldekniben kicseréltem a csavarokat, lehetséges, hogy valamelyik kitámasztja a villát?
Oldaldekniben kicseréltem a csavarokat, lehetséges, hogy valamelyik kitámasztja a villát?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2017 december 18, 12:07
Írta: J-Steel Dátum 2017 december 18, 12:07
Van a kezemben egy 78mm átmérőjű é 12,7mm széles 230-as finomságú CBN tárcsa. Nem üreges, tehát nem fazék.
A szöge 30 fokos.
Mire lehet ezt használni? Mire jó a 30 fokos kiképzés?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_aucqqykaiv4c75fjap7_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aucqqykaiv4c75fjap7_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_jhxkpmb7q474jkdu5fdss_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/jhxkpmb7q474jkdu5fdss_4880.jpg)
A szöge 30 fokos.
Mire lehet ezt használni? Mire jó a 30 fokos kiképzés?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_aucqqykaiv4c75fjap7_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/aucqqykaiv4c75fjap7_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_jhxkpmb7q474jkdu5fdss_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/jhxkpmb7q474jkdu5fdss_4880.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2017 december 18, 18:43
Írta: Csuhás Dátum 2017 december 18, 18:43
Szerintem ezek alapvetően célgépekhez készültek, közös tengelyen elhelyezett korongcsoporttal munkálnak meg sok ezres darabszámban autós cuccokat, hidraulika alkatrészeket, stb. Persze ettől még használni lehet élezésre is.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 22, 15:15
Írta: remrendes Dátum 2017 december 22, 15:15
Ugy nez ki nemsokara lesz lehetosegem beszerezni egy esztergat (kerettol fuggoen talan egy marogepet is). Sajnos eddig csak 3 felevel volt dolgom, E2N, E400 es egy kecskelabas.
Elobbi egy muszer volt, nem igazan arra valo, amire nekem kellene, utobbit pedig nem erzem tul utokepesnek. Az E400 eleg lerugott allapotban volt, meg az a gombolyu verzio, allitolag ennel a tipusnal a szanok nem edzettek. De mi a helyzet a tobbi verziojaval? EU400, EE400? Gondolom ezek egy csaladbol rosszmaznak.
Jo ideje nezegetem a hirdeteseket. Van tobb tipus ami ranezesre meg jonak latszik, pl SV-18, EAN340, 16K20. A kerdesem, hogy van e valakinek ezekkel tapasztalata? Esetleg mas, ajanlottabb tipus?
Elobbi egy muszer volt, nem igazan arra valo, amire nekem kellene, utobbit pedig nem erzem tul utokepesnek. Az E400 eleg lerugott allapotban volt, meg az a gombolyu verzio, allitolag ennel a tipusnal a szanok nem edzettek. De mi a helyzet a tobbi verziojaval? EU400, EE400? Gondolom ezek egy csaladbol rosszmaznak.
Jo ideje nezegetem a hirdeteseket. Van tobb tipus ami ranezesre meg jonak latszik, pl SV-18, EAN340, 16K20. A kerdesem, hogy van e valakinek ezekkel tapasztalata? Esetleg mas, ajanlottabb tipus?
Cím: Re:Hagyományos forgácsológépek
Írta: uhnypkj7n Dátum 2017 december 22, 15:35
Írta: uhnypkj7n Dátum 2017 december 22, 15:35
Hasonló van a Güde fúró élezőben is.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2017 december 22, 15:37
Írta: Vetesi75 Dátum 2017 december 22, 15:37
EE400-at a DC-motoros főhajtás miatt nem venném meg.
SV-18, EAN340, 16k20 ? Az EAN szerintem nem illik a sorba...
Nagyobb kategóriában a ZMM CU500, TOS SN500 és társai felé is nézelődnék.
SV-18, EAN340, 16k20 ? Az EAN szerintem nem illik a sorba...
Nagyobb kategóriában a ZMM CU500, TOS SN500 és társai felé is nézelődnék.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 december 22, 15:41
Írta: Motoros Dátum 2017 december 22, 15:41
Így igaz, a Darexben is hasonló van, kettős funkcióval, ráteszi szemből 2 fogással a kb 120 fokot, és másik pozicióból kiszedi a keresztélt felülről, szintén két fogásból. A méretéből itélve talán 10-es HSS fúrókig jó.
Cím: Re:Hagyományos forgácsológépek
Írta: uhnypkj7n Dátum 2017 december 22, 15:49
Írta: uhnypkj7n Dátum 2017 december 22, 15:49
13mmig jó
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 22, 15:50
Írta: remrendes Dátum 2017 december 22, 15:50
Akkor ez lenne a kulonbseg. Koszonom. Nem sok minden latszik ranezesre az EU400 es az kozott.
Igen, az EAN egy merettel kisebb, mint a tobbi. MVE 280-at is lattam nehany eladot, de az is kicsit tulzas.
Akkor egyelore nezelodok az EU400/SV18/16K20 harmasbol.
Igen, az EAN egy merettel kisebb, mint a tobbi. MVE 280-at is lattam nehany eladot, de az is kicsit tulzas.
Akkor egyelore nezelodok az EU400/SV18/16K20 harmasbol.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2017 december 22, 16:05
Írta: Motoros Dátum 2017 december 22, 16:05
Még jobb!! Egyébként egy ilyen kis tárcsa aranyat ér, akár úgy is hogy nincs meg a méregdrága gép hozzá.
Csak rá kell tenni egy pár száz Wattos (100-200) ac 3 fázisú motor tengelyére + hozzá kis frekiváltó + negyító és mehetnek a fúrók kézből, meg a kis gyorsacél kések, persze nem nagyolásra hanem utólagos simításra spécizésre.
Csak rá kell tenni egy pár száz Wattos (100-200) ac 3 fázisú motor tengelyére + hozzá kis frekiváltó + negyító és mehetnek a fúrók kézből, meg a kis gyorsacél kések, persze nem nagyolásra hanem utólagos simításra spécizésre.
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2017 december 22, 16:38
Írta: mma6fim4 Dátum 2017 december 22, 16:38
Az EU400asok sem mind edzett ágyasok, és a klasszik E400-ban is van olyan ami edzett. És vörös proletárt vagy az utódját a 6P-s strojexport-ot fogok venni. Az orosz esztergák prizmaprofilja, és távolsága nagyobb, ennek köszönhetően nagyobb fogást tudsz velük venni, és stabilabbak, rezgésmentesebbek. Ezeknek az orosz csodáknak mindene túl van méretezve. Volt EU400asom is. Ennek a teljes átalakítását, és felújítását én csináltam magamnak. Ezeknél inkább az a probléma, hogy a lakatszekrényben sok fogaskerék nincs edzve, és a lakatanyát sem mindegyikben nemesítették. Ez a gépem puhaágyas volt, de utólag lehőkezeltettem, és megköszörültettem. Tették mindez olyan profin, hogy 10éve használja most már más, és még most sem kúpol.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 22, 17:04
Írta: remrendes Dátum 2017 december 22, 17:04
Ez annyira nem jo hir. Akkor ezek szerint az E400/EU400-at erdemes rendesen megnezni megvetel elott.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 december 22, 18:27
Írta: jani300 Dátum 2017 december 22, 18:27
Tos SN 63 at néha használok .
Nagyon kopott , de jó vele dolgozni .
Nem pontos már régóta ,de edzett ágyas merev gép .
Nagy darabok nagyolására való már inkább , de nem remeg ott semmi . A keresztszánt érdemes lenne átgyalulni ,3 tized kopása lehet kb .
Jobb állapotban nagyon jó gép lehet .
Azt tényleg a kohó elől mentettem .
Nagyon kopott , de jó vele dolgozni .
Nem pontos már régóta ,de edzett ágyas merev gép .
Nagy darabok nagyolására való már inkább , de nem remeg ott semmi . A keresztszánt érdemes lenne átgyalulni ,3 tized kopása lehet kb .
Jobb állapotban nagyon jó gép lehet .
Azt tényleg a kohó elől mentettem .
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 23, 09:07
Írta: remrendes Dátum 2017 december 23, 09:07
Ez mar nem a jatek kategoria.
A mi E400-unk is kupolt vagy 3 tizedet 100mm-en, de ugyesen kocogtatva a kereket meg igy is lehetett vele viszonylag pontosan goldozni. De azert ezt szeretnem elkerulni, ha lehet.
A mi E400-unk is kupolt vagy 3 tizedet 100mm-en, de ugyesen kocogtatva a kereket meg igy is lehetett vele viszonylag pontosan goldozni. De azert ezt szeretnem elkerulni, ha lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: dig2r7b0g Dátum 2017 december 23, 12:20
Írta: dig2r7b0g Dátum 2017 december 23, 12:20
A 16k20 jelzésű Vörösproletárt ajánlani tudom mindenkinek,aki ipari, közepes méretű csúcsesztergát keres.5,5 kw-os motorral is elmegy, edzett ágy, ágyazat védő,légpárnás szegnyereg, gyorsjárat, könnyű kezelhetőség, pontosság, talán csak egy hibáját tudom : picit
hangos, de ez is csak addig zavart amíg volt egy E-400 is :).800- 1 millió között már hibátlan gépet lehet találni, tartozékokkal együtt.Súlya 2.7-3.5 Tig terjed, csúcstávtól függően, ez a rakodás- szállítás miatt lehet érdekes.
hangos, de ez is csak addig zavart amíg volt egy E-400 is :).800- 1 millió között már hibátlan gépet lehet találni, tartozékokkal együtt.Súlya 2.7-3.5 Tig terjed, csúcstávtól függően, ez a rakodás- szállítás miatt lehet érdekes.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 23, 13:32
Írta: remrendes Dátum 2017 december 23, 13:32
Igen, sokak velemenye alapjan ahogy latom vagy az, vagy SV18 RA lesz a legjobb valasztas. Esetleg az EU400, ha olyan. Ezek meg epp bele is fernek a keretbe.
Hasonlo kategorias marogep letezik? Akinek Strigonja van, az egyerteluen ova intett tole. Pedig abbol van valasztek.
TOS-ok jobbak? Esetleg Stankoimport?
Hasonlo kategorias marogep letezik? Akinek Strigonja van, az egyerteluen ova intett tole. Pedig abbol van valasztek.
TOS-ok jobbak? Esetleg Stankoimport?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2017 december 23, 13:49
Írta: 6rk75uezn Dátum 2017 december 23, 13:49
Ha szabad tudnom mennyit fizettél a hőkezelésér?és külön m3nnyit a köszörülésér?
Cím: Re:Hagyományos forgácsológépek
Írta: dig2r7b0g Dátum 2017 december 23, 17:31
Írta: dig2r7b0g Dátum 2017 december 23, 17:31
A marógép 6P/R/83 valamelyik módosulása.E400/EU400: annak ellenére, hogy érzelmi szálak kötnek a típushoz - ez volt az első saját gépem- valamint cégnél is dolgoztam rajta, racionális okokból mégsem javasolnám. Ha nem 16K20 akkor SV 18 RA.Egy jó állapotú E-400 már kerül annyiba, mint a fent említettek mégsem ér annyit, és az árét sem tartja. Ha komolyabbra fordul a dolog és pénzt kell keresni vele akkor jobban látszik a különbség a fentiek javára.Mondom mindezt úgy, hogy 15 évig E-400-al kerestem a pénzt.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 december 24, 06:37
Írta: ecp4rs0md Dátum 2017 december 24, 06:37
Szerintem a TOS szerszámgépek ergonomikusabbak mint bármelyik orosz gép ill. könnyebbek így az elhelyezés, szállítás sem akkor a gond.Marógépből nekem egy Román FU25-van, szerintem jó kis gép, ill. van egy Lagun FU1250-es az is nagyon jó mivel ott már fokozatmentes a főorsó és az előtolás is, de találni Német WMW gépeket azok is profik szerintem.Van még Bulgár FY251 szerintem az is többet és az orosznál.Én vásárlás előtt mindig fontosnak tartottam, az asztal és a vertikálfej távolságát, ez szerintem az orosz gépeknél elég kicsi így csak laposabb alkatrészeket tudsz befogni alá, pl. egy kiesztergálóval. Amit leírtam az csak egy hobbysta vélemény nem szakmai megalapozottságú mielőtt leszednék a fejem.... ezen az oldalon körbe tudsz nézni:http://www.fabekgep.hu/hu/hasznalt-femipari-gepek/-marogepek
figyeld meg az orosz vertikálfejet és a többit, az oroszok nem vitték feljebb a fejet hanem a vízszintes tengelyről egyből függőre mentek így sok helyet veszít Z tengely irányába.
figyeld meg az orosz vertikálfejet és a többit, az oroszok nem vitték feljebb a fejet hanem a vízszintes tengelyről egyből függőre mentek így sok helyet veszít Z tengely irányába.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 24, 08:04
Írta: remrendes Dátum 2017 december 24, 08:04
Koszonom, jegyzetelek. Viszont igy talan megbizhatobb az orosz gepek kialakitasa.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 december 24, 12:37
Írta: ecp4rs0md Dátum 2017 december 24, 12:37
Igen, biztos,hogy megbízható de mikor felraksz egy lapkás fejet és marad kb. 250mm helyed erre felraksz még egy körasztalt és nézegetsz,hogy mit tudsz közé rakni, de pont így jársz az osztófejjel is, minden a Z tengely mozgástartományából vesz ki.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2017 december 24, 13:45
Írta: jani300 Dátum 2017 december 24, 13:45
Szerszámmarógép erre a megoldás ,talán .
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 december 24, 20:34
Írta: ecp4rs0md Dátum 2017 december 24, 20:34
Alap esetben gondolj csak egy gépsatura+ berakod a Iso40/b16 átalakítót+rá a fúrótokmány+ bele a fúró mondjuk egy 10-es, ezt mind össze adod, mi marad.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 24, 22:23
Írta: remrendes Dátum 2017 december 24, 22:23
Ebben van valami...
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 december 25, 08:09
Írta: drehás Dátum 2017 december 25, 08:09
Végigolvasva a hozzászólásokat,csak sunnyogva szégyenkezve mondom,hogy számomra az egyik legjobb gép volt az E400.
Nyilván nem mindegy ,hogy milyen állapotú ,és az sem mindegy milyen munkára kellene.Nekem EU400 van a hengergörgős változata,de stabilitás szempontból nagyon jó.Rezonanciának még csak jele sincs ,sem hangban,sem felületen.
Vásárolhatsz Tost vagy bármilyen gépet,ha kopott ugyanúgy fel kell javítani,de alkatrész szempontjából ezekkel a gépekkel több problémád lehet.E400 (https://www.sztnh.gov.hu/hu/magyar-feltalalok-es-talalmanyaik/mozgokepek-a-magyar-technika-tortenetebol/a-ludmann-fele-0)
Nyilván nem mindegy ,hogy milyen állapotú ,és az sem mindegy milyen munkára kellene.Nekem EU400 van a hengergörgős változata,de stabilitás szempontból nagyon jó.Rezonanciának még csak jele sincs ,sem hangban,sem felületen.
Vásárolhatsz Tost vagy bármilyen gépet,ha kopott ugyanúgy fel kell javítani,de alkatrész szempontjából ezekkel a gépekkel több problémád lehet.E400 (https://www.sztnh.gov.hu/hu/magyar-feltalalok-es-talalmanyaik/mozgokepek-a-magyar-technika-tortenetebol/a-ludmann-fele-0)
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 december 25, 18:00
Írta: xgn8p4wk5 Dátum 2017 december 25, 18:00
Üdv!
Először is kellemes ünnepeket mindenkinek!
Azt szeretném kérdezni, hogy valakinek nincs véletlenül Strigon ME 1000-hez elektromos kapcsolási rajza?
Előre is köszi!
Először is kellemes ünnepeket mindenkinek!
Azt szeretném kérdezni, hogy valakinek nincs véletlenül Strigon ME 1000-hez elektromos kapcsolási rajza?
Előre is köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2017 december 25, 18:27
Írta: hostya Dátum 2017 december 25, 18:27
Tessék itt (http://cnctar.hobbycnc.hu/hostya/ME%201000/Rajzok%20elektromos.pdf) van.. [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 december 25, 23:41
Írta: xgn8p4wk5 Dátum 2017 december 25, 23:41
Köszönöm! :)
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2017 december 26, 20:08
Írta: xgn8p4wk5 Dátum 2017 december 26, 20:08
Üdv!
Strigon ME1000 előtolással küzdök... Ha bekapcsolom az előtolást akkor olyan mintha gyorsjáratba kapcsolnám, de ha még egyszer megpróbálom akkor meg normálisan működik. Visszaolvastam a fórumot, és láttam, hogy másnak is volt ilyen jellegű problémája és az lett tanácsolva, hogy az előtolásnál egy lamellás kuplungot nézze meg mert az lesz a hiba forrása. Amit én leírtam hibát azt is a lamellás kuplung okozhatja?
Strigon ME1000 előtolással küzdök... Ha bekapcsolom az előtolást akkor olyan mintha gyorsjáratba kapcsolnám, de ha még egyszer megpróbálom akkor meg normálisan működik. Visszaolvastam a fórumot, és láttam, hogy másnak is volt ilyen jellegű problémája és az lett tanácsolva, hogy az előtolásnál egy lamellás kuplungot nézze meg mert az lesz a hiba forrása. Amit én leírtam hibát azt is a lamellás kuplung okozhatja?
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2017 december 29, 07:13
Írta: ypcjgjbma Dátum 2017 december 29, 07:13
Felteszem ide a Strigon ME-MF 1000-es gyorsjáratként kuplung méretezett rajzát.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_5t8ny3h8ajdj9jg36n00c_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/5t8ny3h8ajdj9jg36n00c_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_p2tj7jezv33me7wac4nj_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/p2tj7jezv33me7wac4nj_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_pmacsyqby2bv5u5fha4iy_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/pmacsyqby2bv5u5fha4iy_1672.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_5t8ny3h8ajdj9jg36n00c_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/5t8ny3h8ajdj9jg36n00c_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_p2tj7jezv33me7wac4nj_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/p2tj7jezv33me7wac4nj_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_pmacsyqby2bv5u5fha4iy_1672.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/pmacsyqby2bv5u5fha4iy_1672.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 30, 19:25
Írta: remrendes Dátum 2017 december 30, 19:25
Nem tudja veletlen valaki, hogy az E400M miben mas, mint az E400? Az lattam, hogy nem 2 "labon" all, hanem teljesen tomor a kozepe.
Ma neztem egyet, nincs annyira rossza allapotban, mint amit a cegnel nyuzunk.
Ma neztem egyet, nincs annyira rossza allapotban, mint amit a cegnel nyuzunk.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2017 december 30, 19:30
Írta: drehás Dátum 2017 december 30, 19:30
Hát az amit mondtál!
Teli ágyas-nak mondják.Nehezebb.de stabilabb is .
Teli ágyas-nak mondják.Nehezebb.de stabilabb is .
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 30, 19:45
Írta: remrendes Dátum 2017 december 30, 19:45
Jah, hogy csak ennyi. :) Igazabol mas nem nem volt feltuno kivulrol. Koszonom.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2017 december 30, 19:52
Írta: bundyland Dátum 2017 december 30, 19:52
Abban nem más a hajtás ?
Mintha állandó hajtás lenne és kuplungal kapcsolná.
Mintha állandó hajtás lenne és kuplungal kapcsolná.
Cím: Re:Hagyományos forgácsológépek
Írta: dig2r7b0g Dátum 2017 december 30, 20:09
Írta: dig2r7b0g Dátum 2017 december 30, 20:09
Kb. 600 kg plusz súly, elektromos alsó kuplungos, tehát a főmotor mindig forog,irány váltás a kuplungok dolga.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2017 december 30, 20:10
Írta: ecp4rs0md Dátum 2017 december 30, 20:10
Szia! Egy kereskedővel beszéltem nemrég és azt mondta,hogy az edzett ágyas ami teli talpas[#nemtudom] a többi puha, de nem tudom mi az igazság.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2017 december 30, 20:11
Írta: bundyland Dátum 2017 december 30, 20:11
Nem tudod véletlenül a kuplungok típusát ?
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 30, 20:16
Írta: remrendes Dátum 2017 december 30, 20:16
Korahoz kepest nem annyira rossz.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_4z6zc05mhk36ggjnjuime_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/4z6zc05mhk36ggjnjuime_3133.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_4z6zc05mhk36ggjnjuime_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/4z6zc05mhk36ggjnjuime_3133.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2017 december 30, 20:19
Írta: remrendes Dátum 2017 december 30, 20:19
2200kg az 1000-es csucstavos.
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2017 december 30, 20:59
Írta: mma6fim4 Dátum 2017 december 30, 20:59
120ezer volt az indukciós edzés és a köszörülés. A rossz hír, hogy ez 10éve volt. Most nem tudom mennyi, de 06203234985. El is megy érte, és helybe viszi. Megbízhatsz az úrban. Rendkívül tapasztalt, és nagyon sok gépet csinált.
Bronzlapon csúszik a szán, így 10év óta még ma sem kúpol egyáltalán.
Bronzlapon csúszik a szán, így 10év óta még ma sem kúpol egyáltalán.
Cím: Re:Hagyományos forgácsológépek
Írta: dig2r7b0g Dátum 2017 december 31, 06:42
Írta: dig2r7b0g Dátum 2017 december 31, 06:42
Ha jól emlékszem NDK-s kuplungok voltak benne, de akitől vettem azt mondta van a piacon bőven, gyanítom standard méret.Másik dolog: szvsz nincs telitalpas E-400-as edzett ágyas kivitelben.A későbbi gyártású, hengergörgős főorsó csapággyal szerelt típus volt talán edzett ágyas, de lehet, hogy inkább a gyártás vége fele gyártottak csak ilyet.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2017 december 31, 06:55
Írta: vadember Dátum 2017 december 31, 06:55
A bronzlemezzel pótoltad a szán magasságcsökkenését? Mivel rögzítetted a szánhoz? Össze lett hántolva a két felület?
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2018 január 01, 10:17
Írta: mma6fim4 Dátum 2018 január 01, 10:17
A szán nem lett felköszörülve. Maradt kopottan. Levágtam az 1mm-es bronzlapokat, a szánt bekentem Diamant fémragasztóval, rátetettem a ragasztós felületre a lapokat, és ráültettem a felköszörül ágyra. Megszáradt és ámen. Két gépet újítottam fel akkoriban egyszerre. Mindkettő így készült. Az egyik 10éve folyamatos használatban van. Én sem nagyon akartam elhinni, de azt mondja az esztergályosom, hogy higgyem el, még ma sem kúpol egyáltalán.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 02, 19:35
Írta: 6rk75uezn Dátum 2018 január 02, 19:35
Rég megakartam csinállni ezt a kis feliratot :) ma sor került rá ;)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_98exh5bbayfg2n3v205bj_2053.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/01/98exh5bbayfg2n3v205bj_2053.jpeg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_98exh5bbayfg2n3v205bj_2053.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/01/98exh5bbayfg2n3v205bj_2053.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 02, 20:18
Írta: fy9k4amuy Dátum 2018 január 02, 20:18
Elnézést hogy beleszólok de szerintem a szán kopása nem okoz kúpolást, csak az ágykopás okoz ilyet. Kivéve ha kéziszánnal esztergálsz, mert akkor a szánkopás is.
Nekem is van egy ilyen gépem. Edzett ágyas, de a szánból az első prizmán tokmányfelől hinyzik 2,5mm, a szegnyereg felől 0.5mm. Na ez kéziszánnal kúpol is, de előtolással századon belül van 15cm-en
Nekem is van egy ilyen gépem. Edzett ágyas, de a szánból az első prizmán tokmányfelől hinyzik 2,5mm, a szegnyereg felől 0.5mm. Na ez kéziszánnal kúpol is, de előtolással századon belül van 15cm-en
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 02, 23:25
Írta: 6rk75uezn Dátum 2018 január 02, 23:25
Köszi válaszod.
Akkor a Diamant ragasztót fogom használlni,jelenleg is van itthon aluhoz való,párszor már sikeresen vizsgázott.
Igazából csak az árra voltam kiváncsi,mert én belefogtam itthon a köszörülésbe és hántolásba de mégegyszer ezt biztos nem csinállnám végig.
Ha 10 éve volt 120 akkor most min 200 de szerintem egy köszörüléssel egybekötött edzésér ez nagyon jó ár.
Melyik Diamont ragasztót használltad?Az acélra valót ugye?
Akkor a Diamant ragasztót fogom használlni,jelenleg is van itthon aluhoz való,párszor már sikeresen vizsgázott.
Igazából csak az árra voltam kiváncsi,mert én belefogtam itthon a köszörülésbe és hántolásba de mégegyszer ezt biztos nem csinállnám végig.
Ha 10 éve volt 120 akkor most min 200 de szerintem egy köszörüléssel egybekötött edzésér ez nagyon jó ár.
Melyik Diamont ragasztót használltad?Az acélra valót ugye?
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2018 január 06, 07:59
Írta: mma6fim4 Dátum 2018 január 06, 07:59
Igen, az acélhoz valót. De vigyázz vele, mert nem állítom hogy tökéletes a bronzhoz is. Úgy oldottam meg, hogy a bronzlemezt kifurkáltam pár helyen 3mm-es furatokkal. 10éve tökéletes.
A hántolással kezdtem anno én is. Az egy halott ügy. Napok mennek rá, és az ellenőrzése szinte lehetetlen normálisan. Pedig az egy puhaágyas gép volt. Azt pontosan nem tudom, hogy az edzés mennyi volt az árban. Ez eredendően egy puhaágyas gép volt ezért lett edzve. Amúgy egy köszörülés is elég neki.
A hántolással kezdtem anno én is. Az egy halott ügy. Napok mennek rá, és az ellenőrzése szinte lehetetlen normálisan. Pedig az egy puhaágyas gép volt. Azt pontosan nem tudom, hogy az edzés mennyi volt az árban. Ez eredendően egy puhaágyas gép volt ezért lett edzve. Amúgy egy köszörülés is elég neki.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 január 06, 18:21
Írta: xgn8p4wk5 Dátum 2018 január 06, 18:21
Üdv!
A napokban leszereltem a Strigon ME előtoló szekrényét... Hát vannak gondok [#vigyor3] valószínűleg valamikor beázhatott, mert rozsdásak az alkatrészek. A felső középső tengely csapágya annyira kivan, hogy kb 3mm-t lóg...
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_4un69qvfqgps9mwcbnsi_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/4un69qvfqgps9mwcbnsi_5337.jpg)
A napokban leszereltem a Strigon ME előtoló szekrényét... Hát vannak gondok [#vigyor3] valószínűleg valamikor beázhatott, mert rozsdásak az alkatrészek. A felső középső tengely csapágya annyira kivan, hogy kb 3mm-t lóg...
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_4un69qvfqgps9mwcbnsi_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/4un69qvfqgps9mwcbnsi_5337.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 06, 19:10
Írta: Csuhás Dátum 2018 január 06, 19:10
Nem olyan vészes ez, szépen meg lehet pucolni, és javítani.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 07, 04:40
Írta: 6rk75uezn Dátum 2018 január 07, 04:40
Csak szimpla furatok voktak a bronzlemezen?
Gondolom csak a ragasztóból kialakult kis csapocska ami plusszban figitt a furatokban.
Mulyen vastagoj voltak a bronzlemezeid?
Gondolom csak a ragasztóból kialakult kis csapocska ami plusszban figitt a furatokban.
Mulyen vastagoj voltak a bronzlemezeid?
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2018 január 07, 12:50
Írta: ypcjgjbma Dátum 2018 január 07, 12:50
Szépen néz ki. Valami kell hozzá szólj, megpróbálok segíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 08, 17:06
Írta: 6rk75uezn Dátum 2018 január 08, 17:06
Utánna érdeklődtem egy nagyobb forgalmazónál a Diamant fémragasztóknak,azt mondta a fickó hogy nyugodtan használhatok aluhoz valót öntvényhez vagy bronzhoz,egyedül a szinbeli eltérés amibe különbözik,igazából én ezt észre is vettem mert aluhoz való volt itthon amivel egy satu prizmályára ragasztottam sárgaréz lemezt és fogja tökéletesen.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 január 09, 10:12
Írta: xgn8p4wk5 Dátum 2018 január 09, 10:12
Üdv!
Csináltam egy videót a strigon előtoló szekrény szétszedéséről. Hátha valakinek egyszer a segítségére válik.
Csináltam egy videót a strigon előtoló szekrény szétszedéséről. Hátha valakinek egyszer a segítségére válik.
Cím: Re:Hagyományos forgácsológépek
Írta: PITU Dátum 2018 január 09, 12:41
Írta: PITU Dátum 2018 január 09, 12:41
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 január 10, 21:23
Írta: dezso74 Dátum 2018 január 10, 21:23
Köszönjük!!! :-)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 január 10, 21:32
Írta: dezso74 Dátum 2018 január 10, 21:32
Szia! az eu 400 miben különbözik az E 400-tól? Üdv
Dezső
Dezső
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 január 10, 21:44
Írta: dezso74 Dátum 2018 január 10, 21:44
Sziasztok Fórumtársak!
nekem is van egy Srigon ME 1000-es marógépem, van egy kis kottyanása az asztal hordozó kereszt szánrésznek.
Mértem a gép ágyat, az nem kopott, inkább az állítható éken lehet kopást mérni. Hogyan tudnám azt felújítani? Köszörültetni lehet?
Dezső
nekem is van egy Srigon ME 1000-es marógépem, van egy kis kottyanása az asztal hordozó kereszt szánrésznek.
Mértem a gép ágyat, az nem kopott, inkább az állítható éken lehet kopást mérni. Hogyan tudnám azt felújítani? Köszörültetni lehet?
Dezső
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 január 11, 09:26
Írta: drehás Dátum 2018 január 11, 09:26
Szevasz!
Az E400 gyűjtőnév, ehhez nehéz így a különbséget meghatározni.Ötven évvel ezelött voltam esztergályos inas,kezdtem egy EU215-össel,azután jórészt csak E400 volt a gépem.Ezek között sokféle eltérés volt amiket már nehéz így utólag összeszedni ,kiértékelni.
Nyugdíjas koromban sikerült egy kissé lestrapált EU400/1000 géphez jutnom.Ez a szögletes tetejű,ezekből is van kéféle csapágyazással .Én szándékosan a hengergörgőset kerestem,és erre fáztam rá.Ha vásárláskor viszel mérőórát és méred a főorsó kottyanást,az fontos,hogy a határértéken belül legyen,mert utólag kiderülhet ,hogy már teljesen be van húzva az anya,és csak a csapágycsere segít.Nálam is így történt,és az eredeti SKF 98ezerbe került kb 10 évvel ezelött.Egyébként a főorsó 52 miliméter furattal rendelkezik,és próbaképpen leszuráskor 50-60 miliméterrel a tokmánytól sem tapasztaltam rezonanciát.Én még nem láttam EU-ba telitalpast,de ettől még lehet,hogy van.Ugyanakkor egyszer dolgoztam E400-al ami gyorsjárattal is rendelkezett,de ilyet sem láttam azóta sem.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s48af6m9iedg0i7ihthb8_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s48af6m9iedg0i7ihthb8_1796.jpg)
Az E400 gyűjtőnév, ehhez nehéz így a különbséget meghatározni.Ötven évvel ezelött voltam esztergályos inas,kezdtem egy EU215-össel,azután jórészt csak E400 volt a gépem.Ezek között sokféle eltérés volt amiket már nehéz így utólag összeszedni ,kiértékelni.
Nyugdíjas koromban sikerült egy kissé lestrapált EU400/1000 géphez jutnom.Ez a szögletes tetejű,ezekből is van kéféle csapágyazással .Én szándékosan a hengergörgőset kerestem,és erre fáztam rá.Ha vásárláskor viszel mérőórát és méred a főorsó kottyanást,az fontos,hogy a határértéken belül legyen,mert utólag kiderülhet ,hogy már teljesen be van húzva az anya,és csak a csapágycsere segít.Nálam is így történt,és az eredeti SKF 98ezerbe került kb 10 évvel ezelött.Egyébként a főorsó 52 miliméter furattal rendelkezik,és próbaképpen leszuráskor 50-60 miliméterrel a tokmánytól sem tapasztaltam rezonanciát.Én még nem láttam EU-ba telitalpast,de ettől még lehet,hogy van.Ugyanakkor egyszer dolgoztam E400-al ami gyorsjárattal is rendelkezett,de ilyet sem láttam azóta sem.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_s48af6m9iedg0i7ihthb8_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/s48af6m9iedg0i7ihthb8_1796.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 január 11, 21:40
Írta: dezso74 Dátum 2018 január 11, 21:40
Na ezt a gépet én Még E-400 képt ismerem, ahová jártam esztergáltatni ott volt ilyen gép.
A tiéd is elég jó állapotot tükröz.
Nekem egy bubos van, most viszem köszörültetni.
Viszont egy másik esztergályosomnek is bubos változat volt, Ő azt mondta, hogy jó gépek. Na ezért merészkedtem megvenni egyet egy gyár megszűnő tanműhelyéből. Most viszont a villanymotort cserélem le ideiglenesen, mert nincs 3 fázisom és frekiváltóval és egy 3 Kw-os motorral hajtom meg, rem elég lesz...
Ha elkészült teszek fel képeket.
A tiéd is elég jó állapotot tükröz.
Nekem egy bubos van, most viszem köszörültetni.
Viszont egy másik esztergályosomnek is bubos változat volt, Ő azt mondta, hogy jó gépek. Na ezért merészkedtem megvenni egyet egy gyár megszűnő tanműhelyéből. Most viszont a villanymotort cserélem le ideiglenesen, mert nincs 3 fázisom és frekiváltóval és egy 3 Kw-os motorral hajtom meg, rem elég lesz...
Ha elkészült teszek fel képeket.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 11, 22:44
Írta: 6rk75uezn Dátum 2018 január 11, 22:44
Elég lesz,nekem 2,2Kw-os van rajta és elég.
Mennyit mondtak az ágyköszörülésre?és hol csinálják ha szabad tudnom?
Nagyon kopott most?
Mennyit mondtak az ágyköszörülésre?és hol csinálják ha szabad tudnom?
Nagyon kopott most?
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 11, 22:52
Írta: fy9k4amuy Dátum 2018 január 11, 22:52
Csak nem jó a saját hántolás? [#nyes]
Én pont most találtam két darab 1m körüli, minden oldalán köszörült öntvény hasábot, egy fogaskerék köszörűből lett kiszedve. azt szeretném megnézetni síklapúságra.
Én pont most találtam két darab 1m körüli, minden oldalán köszörült öntvény hasábot, egy fogaskerék köszörűből lett kiszedve. azt szeretném megnézetni síklapúságra.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 12, 04:17
Írta: 6rk75uezn Dátum 2018 január 12, 04:17
Pusztán csak az ár érdekelt ;)
Hol találsz ilyeneket?
Hol találsz ilyeneket?
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 12, 07:27
Írta: fy9k4amuy Dátum 2018 január 12, 07:27
Nemrég volt alkalmunk egy régebbi hiányos, Csepel csigakerekes fogaskerékköszörűt elbontani, leadni a méhbe, abból mentettem meg hidraulikát, olajszívattyúkat vasakat.
Ezek épp valamelyik csúszófelület lefogató alkatrészei voltak.
Nem hántolt, csak köszörült, de kíváncsi lennék a laposságára.
Ezek épp valamelyik csúszófelület lefogató alkatrészei voltak.
Nem hántolt, csak köszörült, de kíváncsi lennék a laposságára.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 január 12, 07:49
Írta: 6rk75uezn Dátum 2018 január 12, 07:49
Hogy mennyire sik vagy egyenes.
Max elviszed egy gépműhelybe ahol egy rendes gépen (kikköszörű) átköszörülik.
Küldtem egy linket.
Max elviszed egy gépműhelybe ahol egy rendes gépen (kikköszörű) átköszörülik.
Küldtem egy linket.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 12, 08:05
Írta: Csuhás Dátum 2018 január 12, 08:05
Elvileg ha három síkot tudsz egymáshoz ellenőrizni, akkor eldöntheted mennyire jó a síkod. Jelen esetben a két hasábon nyolc felületed van, így simán ellenőrizhetőek egymáshoz, sőt egymáshoz hántolással még javíthatsz is a köszörülés pontosságán. Szép feladat, de elfogadható munkamennyiség belefektetésével ipari minőségű etalon síkot tudsz készíteni egyszerű kéziszerszámok segítségével.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2018 január 12, 09:05
Írta: 7cim5mm0 Dátum 2018 január 12, 09:05
Kár érte, folyamatosan keresem az ilyeneket, de úgy látszik lassan arra sem tartják érdemesnek ezeket a gépeket, hogy meghirdessék.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 január 12, 12:43
Írta: remrendes Dátum 2018 január 12, 12:43
Ha nem titok ez engem is erdekelne. Meg mindig vacillalok az E400M-en.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 12, 14:28
Írta: fy9k4amuy Dátum 2018 január 12, 14:28
Nem is hasáb ez(vagyis technikailag az), hanem L keresztmetszetű idom, de egy próbát, meg szabad időt megér.
A szánnak, amivel a fogaskerék magasságát lehet állítani a köszörűkő előtt, ez volt a lefogó alkatrésze, ezért L alakú.
Erről a 3-mat egymáshoz dologról tudsz mesélni, vagy van szakirodalom róla?
vaskukac: Csepel Fka 326 típus volt, egy kiürített forgácsolóműhelyben. Gondolom nem véletlenül hagyták ott pont azt. valami "kompenzáló" szerkezet hiányzott belőle, és a villamos része is kókány volt. Én is megtartottam volna szívesen, négyzetméterre elfér,tanulmányozgattam volna, de 6.5 tonnát odébbvinni még 25km-t is nagyon komoly pénz lett volna, munkát pedig nem tudtunk volna szerezni rá, hobbin kívül nem értünk hozzá [#lookaround]
A szánnak, amivel a fogaskerék magasságát lehet állítani a köszörűkő előtt, ez volt a lefogó alkatrésze, ezért L alakú.
Erről a 3-mat egymáshoz dologról tudsz mesélni, vagy van szakirodalom róla?
vaskukac: Csepel Fka 326 típus volt, egy kiürített forgácsolóműhelyben. Gondolom nem véletlenül hagyták ott pont azt. valami "kompenzáló" szerkezet hiányzott belőle, és a villamos része is kókány volt. Én is megtartottam volna szívesen, négyzetméterre elfér,tanulmányozgattam volna, de 6.5 tonnát odébbvinni még 25km-t is nagyon komoly pénz lett volna, munkát pedig nem tudtunk volna szerezni rá, hobbin kívül nem értünk hozzá [#lookaround]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 12, 14:49
Írta: Csuhás Dátum 2018 január 12, 14:49
Esetleg ez:
232
Edward F. Conelly
Machine tool reconditioning and Applications of hand scraping
Egy nagyon jó angol nyelvű könyv hántolásról, geometria mérésről gépfelújításról.
Machine tool publications St. Paul USA 1955
Mech. (http://data.hu/get/8986849/MachineTool-Reconditioning.pdf)
232
Edward F. Conelly
Machine tool reconditioning and Applications of hand scraping
Egy nagyon jó angol nyelvű könyv hántolásról, geometria mérésről gépfelújításról.
Machine tool publications St. Paul USA 1955
Mech. (http://data.hu/get/8986849/MachineTool-Reconditioning.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 12, 16:11
Írta: fy9k4amuy Dátum 2018 január 12, 16:11
Magára a 3 sík összehozására gondoltam, hogy maga az hogyan működik.
Ezt találtam róla:
Na mondjuk erre nem biztos hogy alkalmas az én két vasam az alakja miatt, ha meg elvágom, akkor úgyis eltekeredik, de veszteni való végülis nincs az egésszel, jó ötlet!
Ezt találtam róla:
Na mondjuk erre nem biztos hogy alkalmas az én két vasam az alakja miatt, ha meg elvágom, akkor úgyis eltekeredik, de veszteni való végülis nincs az egésszel, jó ötlet!
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 január 12, 16:20
Írta: s7manbs8 Dátum 2018 január 12, 16:20
Távcső tükör csiszolásnál használnak hasonló módszert síkok készítésére, ha minden igaz.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 12, 17:55
Írta: fy9k4amuy Dátum 2018 január 12, 17:55
Igen, én is úgy értettem a videóból, hogy ilyenre használják/használták.
Gondolom Csuhás erre gondolhatott, hogy tusírplatnit/lécet is így is lehet csinálni, ha kevés eszköz, de sok idő áll rendelkezésre.
Ha nem esztergált, hanem köszörült a kiindulási anyagod, gondolom gyorsabb is, mert csak kis léptéket kell már haladni.
Vagy ha van két kopott, ugyanolyan tusírplatni, akkor azok felújítására [#fejvakaras] . Akkor gondolom nagyságrenddel kevesebbet kell csak lecsiszolni belőle.
Gondolom Csuhás erre gondolhatott, hogy tusírplatnit/lécet is így is lehet csinálni, ha kevés eszköz, de sok idő áll rendelkezésre.
Ha nem esztergált, hanem köszörült a kiindulási anyagod, gondolom gyorsabb is, mert csak kis léptéket kell már haladni.
Vagy ha van két kopott, ugyanolyan tusírplatni, akkor azok felújítására [#fejvakaras] . Akkor gondolom nagyságrenddel kevesebbet kell csak lecsiszolni belőle.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 12, 18:16
Írta: Csuhás Dátum 2018 január 12, 18:16
Olvasnivaló hántolás témában:
link1 (http://what-when-how.com/metrology/surface-plates-metrology/)
link2 (http://www.metalscraping.com/w2-Preview.html)
link1 (http://what-when-how.com/metrology/surface-plates-metrology/)
link2 (http://www.metalscraping.com/w2-Preview.html)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 12, 22:55
Írta: fy9k4amuy Dátum 2018 január 12, 22:55
Köszönöm! Jó olvasmányok voltak!
A második link teljes könyve nagyon jó lenne ebookban, de sajnos sehol nem találtam meg.
A második link teljes könyve nagyon jó lenne ebookban, de sajnos sehol nem találtam meg.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 13, 06:04
Írta: Istvan0728 Dátum 2018 január 13, 06:04
223. oldaltól -Hántolás (http://data.hu/get/4789384/Simon_Sandor_-_Femipari_alapkepzes.zip)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 13, 06:44
Írta: Istvan0728 Dátum 2018 január 13, 06:44
Szandtner Frigyes: Géplakatos Szakmai Ismeretek
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_wjjq3nk0hmycmhp552pp_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/wjjq3nk0hmycmhp552pp_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_wjjq3nk0hmycmhp552pp_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/wjjq3nk0hmycmhp552pp_4835.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2018 január 15, 19:48
Írta: ab Dátum 2018 január 15, 19:48
Lenne valakinek gepkonyve ehhez a kombinalt osztofejhez-korasztalhoz?
(http://kepkezelo.com/images/zmvgw1tczg81zw92tieq_thumb.jpg) (http://kepkezelo.com/viewer/zmvgw1tczg81zw92tieq.jpg)
(http://kepkezelo.com/images/os6sqmjwrh047353q7jr_thumb.jpg) (http://kepkezelo.com/viewer/os6sqmjwrh047353q7jr.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_95sh8h4vhqsppckjibxsy_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/95sh8h4vhqsppckjibxsy_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_bt92ck2u2bvp8dnsg74_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bt92ck2u2bvp8dnsg74_5836.jpg)
(http://kepkezelo.com/images/zmvgw1tczg81zw92tieq_thumb.jpg) (http://kepkezelo.com/viewer/zmvgw1tczg81zw92tieq.jpg)
(http://kepkezelo.com/images/os6sqmjwrh047353q7jr_thumb.jpg) (http://kepkezelo.com/viewer/os6sqmjwrh047353q7jr.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_95sh8h4vhqsppckjibxsy_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/95sh8h4vhqsppckjibxsy_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_bt92ck2u2bvp8dnsg74_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/bt92ck2u2bvp8dnsg74_5836.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 15, 19:55
Írta: Csuhás Dátum 2018 január 15, 19:55
Mi az ami egyedi, és nem magától értetődő rajta? ( Általános osztófej irodalom letölthető a könyvtárunkból magyarul.. )
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2018 január 15, 20:35
Írta: ab Dátum 2018 január 15, 20:35
A ketoldalas lyuktarcsa hasznalata erdekelne. Plusz a gyari tekerokar kivitelezese. Ez utobbi hianyzik rola.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 15, 20:52
Írta: Csuhás Dátum 2018 január 15, 20:52
A kétoldalas tárcsát tekintsd két egyoldalasnak. Magyarán megfordítható. A tekerőkar egy rugós szerkezet ahol egy kúp illeszkedik a furatokba, és kihúzva a tekerőt, kiemeled a kúpot és forgathatod. Egy bajonettes megoldással a kúp ki is akasztható. A tekerő rögzíthető a különböző lyukköröknek megfelelő sugarakon. Van még két jelölő mutató amik egymáshoz rögzíthetők és együtt forgathatók. Keress egy két youtube videót azon rögtön látni fogod a használatát.
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2018 január 15, 21:53
Írta: ab Dátum 2018 január 15, 21:53
Vajon ilyen ketkaros lehet az eredeti, vagy ketto az egyben?
osztofej kar (https://john5293.files.wordpress.com/2013/05/568-handle-on-large-dividing-head1.jpg)
osztofej kar (https://john5293.files.wordpress.com/2013/05/568-handle-on-large-dividing-head1.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 15, 21:58
Írta: Csuhás Dátum 2018 január 15, 21:58
Ez is jó megoldás, de gyakoribb az ahol csak egy fogantyú van. Ha hiányzik a kar akkor a készítés fő szempontja az szokott lenni hogy milyen vasdarabot találsz a polc alatt. Magyarán elég szabad kezed van a készítéskor. Nekem szerencsém volt az enyémről csak az ütközővilla hiányzott.
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2018 január 15, 21:58
Írta: ab Dátum 2018 január 15, 21:58
Erdekelne az is, hogy kozvetlen osztasnal a csigatengelyt milyen modon celszeru "elmozditani" a csigakerektol? A lyuktarcsa egy csappal van rogzitve. Ennel fogva mozgathatom, vagy van ennek professzionalisabb kivitelezese?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 15, 22:01
Írta: Csuhás Dátum 2018 január 15, 22:01
Talán ez a legegyszerűbb kar (http://www.tstmachine.hu/ht-univerzalis-osztofej-1516) kialakítás
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 január 15, 22:18
Írta: jani300 Dátum 2018 január 15, 22:18
Ezt találtam hirtelen . (http://forum.index.hu/Article/viewArticle?a=108570029&t=9131104&openwith=1)
Közvetlen osztásnál el lehet emelni a csigát , szétkapcsol a hajtás .
Közvetlen osztásnál el lehet emelni a csigát , szétkapcsol a hajtás .
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 január 16, 12:44
Írta: ysc3kmx9v Dátum 2018 január 16, 12:44
Osztófejen, és körasztalon a kézi tekerővel tekert csigatengelyt, excentrikusan ki lehet kapcsolni. Amikor egyszerű és gyors osztást akarunk végezni célszerű. A lyuktárcsák használatával már olyan osztást is végezhetünk amit közvetlen osztással nem. Az osztások számítása az A/Z képlet alapján történik, az A osztófej áttétel, a Z a készítendő osztás. Most kell kiszámolni, hogy melyik lyukkörön hány lyukat kell lépni, van amikor több fordulatra és még pár lyuk lépésre is szükség van, a két állítható mutatóra itt van szükség, hogy el ne tévedjünk. Egyes osztás után a beállított mutatókat a lyukban álló szeg után fordítjuk a következő osztás jelölése végett.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 január 17, 19:04
Írta: e4vvbfxw Dátum 2018 január 17, 19:04
Érdeklődnék a tisztel fórumtársaktól, hogy az alábbi linken lévő forgácsoló kenőolajat ismeri e valaki, esetleg használta vagy használja. Mi vélemény róla? Esetleg itthon beszerezhető?
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 január 17, 19:05
Írta: e4vvbfxw Dátum 2018 január 17, 19:05
Érdeklődnék a tisztel fórumtársaktól, hogy az alábbi linken lévő forgácsoló kenőolajat ismeri e valaki, esetleg használta vagy használja. Mi vélemény róla? Esetleg itthon beszerezhető?
Amerikai forgácsolós videókon látni ilyent, sok esetben.
https://littlemachineshop.com/products/product_view.php?ProductID=3896
Amerikai forgácsolós videókon látni ilyent, sok esetben.
Üdv.
Amerikai forgácsolós videókon látni ilyent, sok esetben.
https://littlemachineshop.com/products/product_view.php?ProductID=3896
Amerikai forgácsolós videókon látni ilyent, sok esetben.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2018 január 18, 14:09
Írta: 8v9esubsb Dátum 2018 január 18, 14:09
Sziasztok!
Gépvásárlásra készülök ,mi a véleményetek erről a gépről:
(https://www.uni-max.hu/zx7045stf-marogep/d/)
Gépvásárlásra készülök ,mi a véleményetek erről a gépről:
(https://www.uni-max.hu/zx7045stf-marogep/d/)
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2018 január 18, 14:12
Írta: 8v9esubsb Dátum 2018 január 18, 14:12
Sziasztok!
Gépvásárlásra készülök ,mia véleményetek erről a gépről:ZX7045STF marógép (https://www.uni-max.hu/zx7045stf-marogep/d/)
Gépvásárlásra készülök ,mia véleményetek erről a gépről:ZX7045STF marógép (https://www.uni-max.hu/zx7045stf-marogep/d/)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2018 január 18, 14:19
Írta: fy9k4amuy Dátum 2018 január 18, 14:19
Szerintem ez csak egy ürea doboz... [#nyes]
Vágóolajat szoktak beletenni, legalábbis én is láttam ilyeneket, és színéből ítélve
Vágóolajat szoktak beletenni, legalábbis én is láttam ilyeneket, és színéből ítélve
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 január 18, 19:28
Írta: svager Dátum 2018 január 18, 19:28
Nekem az,hogy ne dőlj be a szép festésnek meg a reklámszövegnek,vegyél egy megkímélt régebbi gépet abban nem fogsz csalódni. [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2018 január 18, 19:47
Írta: 8v9esubsb Dátum 2018 január 18, 19:47
Most kaptam egy árajánlatot a HBM 45 Profi új 880 ezer házhoz szállítva.Ezen erősen gondolkodom.A hozzávaló ISO 30 fejek kedvező beszerzésére kéne link ha tudsz.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 18, 19:58
Írta: Csuhás Dátum 2018 január 18, 19:58
Magam ennyi pénzért MARÓGÉPET vennék, pl ezt (http://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/szerszammarogep_1033618) vagy ezt (http://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/femipari_marogep_6p80_w_orosz_szerszam_maro)
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2018 január 18, 20:11
Írta: 8v9esubsb Dátum 2018 január 18, 20:11
Ebbe sajnos nem mernék belevágni mivel én nem tudnám felmérni az állapotát.Még csak most ismerkedem a marógépekkel.(nagy a lendület csekély tudásom)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 18, 20:16
Írta: Csuhás Dátum 2018 január 18, 20:16
Fogj egy kis pénzért egy hozzáértő segítséget, és még így is jobban jársz. Persze ha teljesen kezdőként fogsz a dologhoz akkor sokáig nem éred el a címkézett kínai gépek határait sem, így igazából az is jó lehet. Bocsi hogy okoskodtam.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 január 18, 20:18
Írta: jani300 Dátum 2018 január 18, 20:18
:)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2018 január 18, 20:24
Írta: ecp4rs0md Dátum 2018 január 18, 20:24
Jó magam is ezeket nézném meg!!![#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 január 20, 10:05
Írta: jani300 Dátum 2018 január 20, 10:05
[#t19p80234#]
Ez a maróbefogó milyen elven fogja meg a marókat ?
Nem igazán értem . Talán weldon szerűek a betétek ?
Ez a maróbefogó milyen elven fogja meg a marókat ?
Nem igazán értem . Talán weldon szerűek a betétek ?
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 január 20, 13:10
Írta: TROMF22 Dátum 2018 január 20, 13:10
Kúposan szorít csak egy kicsit bonyolultabban:
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_4zau7qnuk0tnc4tctv9xw_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/4zau7qnuk0tnc4tctv9xw_2640.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_4zau7qnuk0tnc4tctv9xw_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/4zau7qnuk0tnc4tctv9xw_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 január 20, 17:01
Írta: jani300 Dátum 2018 január 20, 17:01
Köszönöm ! Letöltve ,nagyítva a képet ,talán még értem is :)
Na ebből nem fogja a forgácsoló erő kihúzni a szerszámot .
Van néhány ilyen menetes ujjmaróm , már akkor tudom mire való . [#worship]
Na ebből nem fogja a forgácsoló erő kihúzni a szerszámot .
Van néhány ilyen menetes ujjmaróm , már akkor tudom mire való . [#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 január 21, 13:14
Írta: remrendes Dátum 2018 január 21, 13:14
A TOS SV 18 RD is az ajanlott gepek kozott van? Vagy inkabb csak az elso szeria?
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2018 január 22, 08:46
Írta: ypcjgjbma Dátum 2018 január 22, 08:46
Sziasztok. Szeretnék építeni egy fém fűrészt. Technikai tanácsot, esetleg építési tervet, rajzot, tudna valaki?
Köszönöm Zoltán
Köszönöm Zoltán
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2018 január 22, 09:07
Írta: ypcjgjbma Dátum 2018 január 22, 09:07
Sziasztok. Szeretnék építeni egy fém fűrészt. Technikai tanácsot, esetleg építési tervet, rajzot, tudna valaki?
Köszönöm Zoltán
Köszönöm Zoltán
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 22, 09:25
Írta: Csuhás Dátum 2018 január 22, 09:25
Google (https://www.google.hu/search?q=diy+power+hacksaw&oq=diy+power+&aqs=chrome.2.69i57j0l5.8708j0j4&sourceid=chrome&ie=UTF-8)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 22, 09:29
Írta: Csuhás Dátum 2018 január 22, 09:29
Mégvalami, akár szalagfűrészt, akár keretes fűrészt tervezel tegyél rá hidraulikát. Arra is találsz megoldást a neten. Nagyon egyszerűen akár valami autós munkahengerből, vagy pneumatika hengerből elkészíthető, és igen nagy mértékben javít a gép használhatóságán.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2018 január 22, 11:39
Írta: ypcjgjbma Dátum 2018 január 22, 11:39
Néztem dolgokat a youtuben, még a kihasználtság, és az elkészítési költség aránya lesz a döntő. A keretes egyszerűbb, olcsóbb. A szalagfűrészhez van 2 db 400 kerék, 30 fm fűrész, de a kivitelezés sokkal többe kerül.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 január 22, 11:51
Írta: Csuhás Dátum 2018 január 22, 11:51
Keretesnél kell egy munkahenger ami lassan egedi le a keretet.Célszerűen a dugattyúra szerelt visszacsapó szelep engedi felemelni a kart, míg a rúdba illesztett tűszelep szabályozza a leeresztést. Ezen kívül kell egy pici henger pár mm elmozdulással amit egy excenter bökdös és ez emeli ki a fűrészt visszafelé. Ez a henger egy sima csővel csatlakozik a másik henger alsó feléhez.
Cím: Re:Hagyományos forgácsológépek
Írta: ypcjgjbma Dátum 2018 január 22, 12:52
Írta: ypcjgjbma Dátum 2018 január 22, 12:52
Ezen gondolkodtam, eladom a szalagot, és veszek fűrész lapot. Még kell nézni miből élünk. Köszi a tanácsokat. Eldöntöm merre induljak, és jelzem hogy merre tartok a munkába.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 január 22, 14:33
Írta: jani300 Dátum 2018 január 22, 14:33
Az épül készül rovatban beszélgettünk szalagfúrész készítésről ,több mint egy éve is talán .
Nekikezdtem én is , ma egy 90x50 8-10 milis falú zártszelvény darab jött utánam a váz főtartójának .
A Bomár fűrészek pdf jében nagyon jó , részletes rajzokat lehet találni .
Keretes fűrészt teljesen értelmetlen készíteni , szinte senkinek nem kell már , nagyon olcsón lehet venni ,ha még maradt néhány . Nagyon sok végezte már a méhben .
Nem nézem le , nekem is van még egy kisebb , de kettőt már levittem a méhbe .
Szombaton itt a fórumon keresztül még ajánlottak is egyet ,cserére .
Nekikezdtem én is , ma egy 90x50 8-10 milis falú zártszelvény darab jött utánam a váz főtartójának .
A Bomár fűrészek pdf jében nagyon jó , részletes rajzokat lehet találni .
Keretes fűrészt teljesen értelmetlen készíteni , szinte senkinek nem kell már , nagyon olcsón lehet venni ,ha még maradt néhány . Nagyon sok végezte már a méhben .
Nem nézem le , nekem is van még egy kisebb , de kettőt már levittem a méhbe .
Szombaton itt a fórumon keresztül még ajánlottak is egyet ,cserére .
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2018 január 26, 18:25
Írta: y580keijn Dátum 2018 január 26, 18:25
Üdv.
Valaki tud segíteni abban,hogy a drivon gh 400-as gyalugépnél a /A,/U,/S kivitel mit takar?
Az enyémet S van amit vettem. Piszkálják a fantáziámat.
Köszönöm előre is.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_2aw0hfb4tbhzh0g7esvfv_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/2aw0hfb4tbhzh0g7esvfv_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_hctbvv7p9sae884b4sumt_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/hctbvv7p9sae884b4sumt_4503.jpg)
Valaki tud segíteni abban,hogy a drivon gh 400-as gyalugépnél a /A,/U,/S kivitel mit takar?
Az enyémet S van amit vettem. Piszkálják a fantáziámat.
Köszönöm előre is.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_2aw0hfb4tbhzh0g7esvfv_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/2aw0hfb4tbhzh0g7esvfv_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/tn_hctbvv7p9sae884b4sumt_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/01/hctbvv7p9sae884b4sumt_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2018 január 26, 18:27
Írta: y580keijn Dátum 2018 január 26, 18:27
divon=strigon
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 28, 11:52
Írta: Istvan0728 Dátum 2018 január 28, 11:52
T. Szakik, Urak!
Töröm a fejemet, hogy vennék egy kisebb méretű marógépet általános hobbi célra használnám. A műhelyemben elégé kicsi a hely, kb 1x1 méter áll rendelkezésre ahová a gépet le tudnám tenni és kb. 150-200 eFt szánnék rá. Keresgéltem elég sokat az interneten de nem láttam ilyet. Ti mit ajánlanátok, mit lenne célszerű néznem majd megvennem?
Előre is köszönöm a segítséget, javaslatokat!
R.István
(ui.: ha esetleg van valakinek eladó vagy tud ilyenről nem tartsa magában)[#worship]
Töröm a fejemet, hogy vennék egy kisebb méretű marógépet általános hobbi célra használnám. A műhelyemben elégé kicsi a hely, kb 1x1 méter áll rendelkezésre ahová a gépet le tudnám tenni és kb. 150-200 eFt szánnék rá. Keresgéltem elég sokat az interneten de nem láttam ilyet. Ti mit ajánlanátok, mit lenne célszerű néznem majd megvennem?
Előre is köszönöm a segítséget, javaslatokat!
R.István
(ui.: ha esetleg van valakinek eladó vagy tud ilyenről nem tartsa magában)[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: kaqkk007 Dátum 2018 január 28, 12:42
Írta: kaqkk007 Dátum 2018 január 28, 12:42
[#t19p80671#]
Cím: Re:Hagyományos forgácsológépek
Írta: kaqkk007 Dátum 2018 január 28, 12:55
Írta: kaqkk007 Dátum 2018 január 28, 12:55
[#t19p80312#]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 január 28, 13:06
Írta: hostya Dátum 2018 január 28, 13:06
A "hagyományos forgácsológépek" topikban keresi..!
Tehát nem(!) CNC-t, hanem hagyományos gépet keres a kérdező.. (szerintem)
Tehát nem(!) CNC-t, hanem hagyományos gépet keres a kérdező.. (szerintem)
Cím: Re:Hagyományos forgácsológépek
Írta: kaqkk007 Dátum 2018 január 28, 13:57
Írta: kaqkk007 Dátum 2018 január 28, 13:57
Lehet hogy benéztem ? Akkor bocsi
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 28, 14:30
Írta: Istvan0728 Dátum 2018 január 28, 14:30
Igen elsősorban hagyományos marógépet szeretnék venni és főleg fém (acél) megmunkálására használnám, de a CNC-t sem vetem el, ha meg elel a megadott feltételeknek.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 28, 14:31
Írta: Istvan0728 Dátum 2018 január 28, 14:31
meg elel=megfelel
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 január 29, 07:49
Írta: remrendes Dátum 2018 január 29, 07:49
Az a baj, hogy a nepszeru kismeretu gepek, mint pl a Deckel FP1 es klonjai altalaban kifejezetten nem olcsok.
Esetleg a hirdetos oldalakat figyeld, a BF45-hoz hasonlokat keresve, de azok meg eleg ujak, szoval azert lesznek nem tul olcsok.
Esetleg a hirdetos oldalakat figyeld, a BF45-hoz hasonlokat keresve, de azok meg eleg ujak, szoval azert lesznek nem tul olcsok.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 január 29, 08:18
Írta: Istvan0728 Dátum 2018 január 29, 08:18
Köszönöm! Ezt teszem.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 január 29, 11:50
Írta: xgn8p4wk5 Dátum 2018 január 29, 11:50
Üdv mindenkinek!
Érdeklődni szeretnék, hogy valaki nem tud esetleg olyan műhelyt ahol tudnak morse kúpot dörzsárazni? Morse 4-et kellene. Vagy ha valakinek van ilyen dörzsára és elvállalná akkor nekem úgy is jó lenne.
Érdeklődni szeretnék, hogy valaki nem tud esetleg olyan műhelyt ahol tudnak morse kúpot dörzsárazni? Morse 4-et kellene. Vagy ha valakinek van ilyen dörzsára és elvállalná akkor nekem úgy is jó lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2018 január 29, 13:29
Írta: d6i9g5pbs Dátum 2018 január 29, 13:29
Üdv irtam privátot..
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 január 31, 21:41
Írta: J-Steel Dátum 2018 január 31, 21:41
Ha elkészült az alu munkadarab a marógépemen, amit közben olaj emulzióval hűtöttem, akkor a marás befejeztével milyen módon lehet eltávolítani, a picike forgácsot és olajat amik a sarkokban, lépcsők tövében bújnak meg?
A sűrített levegő sajnos nem segít, mert csak összevissza fújta a felületen, de nem tűnt el.
A sűrített levegő sajnos nem segít, mert csak összevissza fújta a felületen, de nem tűnt el.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2018 február 01, 06:25
Írta: Motoros Dátum 2018 február 01, 06:25
Szabadban foltbenzinnel ecsettel.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 01, 12:11
Írta: J-Steel Dátum 2018 február 01, 12:11
Tegnap már a fülpiszkálóig vetemedtem.
Arra gondoltam, hogy ha felmelegíteném az alut 200-300 fok körüli hőmérsékletre, akkor elpárologna a víz és olaj, utóbbi talán el is égne, és a kis forgács ami addig tapadt a felületre, leseperhető lenne.
Mindenesetre hazafele menet beszerzek egy kis benzint.
Arra gondoltam, hogy ha felmelegíteném az alut 200-300 fok körüli hőmérsékletre, akkor elpárologna a víz és olaj, utóbbi talán el is égne, és a kis forgács ami addig tapadt a felületre, leseperhető lenne.
Mindenesetre hazafele menet beszerzek egy kis benzint.
Cím: Re:Hagyományos forgácsológépek
Írta: istvan3 Dátum 2018 február 01, 12:43
Írta: istvan3 Dátum 2018 február 01, 12:43
Én féktisztítóval szoktam tisztítani, az leszedi az olajat.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 01, 12:46
Írta: J-Steel Dátum 2018 február 01, 12:46
Az a bajom azzal a fránya féktisztítóval, hogy nagyon drága, és ha veszek egy flakonnal akkor hamar kifújom.
A kifújt dolgot, meg nem lehet összegyűjteni és felhasználni. Ennél akkor már jobb a Motoros által ajánlott foltbenzin, mert az egy fürdő és azt le lehet zárni.
A kifújt dolgot, meg nem lehet összegyűjteni és felhasználni. Ennél akkor már jobb a Motoros által ajánlott foltbenzin, mert az egy fürdő és azt le lehet zárni.
Cím: Re:Hagyományos forgácsológépek
Írta: istvan3 Dátum 2018 február 01, 12:55
Írta: istvan3 Dátum 2018 február 01, 12:55
Én Mannol gyártmányú féktisztítót szoktam venni, 600Ft körül van, 600ml-es kiszerelés, ez elég olcsó. Egy komplett kis gravírozógép alkatrészeinek (kb. 25db alkatrész), a tiszításához elég volt egy teljes flakon.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2018 február 02, 07:30
Írta: Motoros Dátum 2018 február 02, 07:30
Sajnos a tűzveszélyessége miatt nagyon oda kell figyelni, pl külön tárolása dobozba kültéren, sőt a tárolása jobb átlátszó üvegben mint a saját flakonjában, esetleges szikra esetére. Használata során mindíg figyelni kell még arra is, hogy hova teszed le, mert a munka hevében a következő művelet a hegesztés és....annyi.
A fékmosóknál ez a gond nincsen, ha jól tudom, ezért lehet jobb azt használni.
A fékmosóknál ez a gond nincsen, ha jól tudom, ezért lehet jobb azt használni.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 február 02, 08:00
Írta: remrendes Dátum 2018 február 02, 08:00
H ennyire arerzekeny a dolog, akkor en a szelvedomosot probalnam meg.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2018 február 02, 08:36
Írta: Szalai György Dátum 2018 február 02, 08:36
Nem mondom, hogy házilag készített hamulúggal, pedig az lenne a természet adta megoldás.
Miért nem jó neked bármelyik konyhai mosogatószer, vagy hideg zsíroldó, esetleg mosószer?
Azok is simán leszednek minden olajmaradékot, a forgács meg leesik szinte magától, ha nincs, ami ott tartsa.
A zsíroldó az aluról még az oxidréteget is leszedi, előkészítve a felületet valami védőbevonat számára.
Miért nem jó neked bármelyik konyhai mosogatószer, vagy hideg zsíroldó, esetleg mosószer?
Azok is simán leszednek minden olajmaradékot, a forgács meg leesik szinte magától, ha nincs, ami ott tartsa.
A zsíroldó az aluról még az oxidréteget is leszedi, előkészítve a felületet valami védőbevonat számára.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 02, 12:51
Írta: J-Steel Dátum 2018 február 02, 12:51
Az a baj a lúggal, hogy megtámadja az alut. Azt írtják, hogy pl a natrium hidroxid oldat is csak forrón képes eltávolítani a zsírt. Nekem még így sem sikerült. A forróvizes mosogatószerrel jobb eredményt értem el.
Lehet akkor bekészítek a garázsba egy kis Jar-t és egy vízforralót.
Lehet akkor bekészítek a garázsba egy kis Jar-t és egy vízforralót.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 02, 12:52
Írta: J-Steel Dátum 2018 február 02, 12:52
Új kérdés:
Marógépre készítek fúvót, hogy eltávolítsam az alu forgácsot. Szerintetek 0,5 Bar-ral el lehet fújni?
Marógépre készítek fúvót, hogy eltávolítsam az alu forgácsot. Szerintetek 0,5 Bar-ral el lehet fújni?
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2018 február 02, 13:16
Írta: kmajer Dátum 2018 február 02, 13:16
Rendszeresen hasznaltam zsiroldasra natriumhidroxidot hidegen is mukodik de
melegen jobban. Szinten jol vizsgazott a kaliumhidroxid is.
Legjobban a forro 90 fokos magasnyomasu viz teljesitett.
Utolso fazisban benzin , gazolaj, nitrohigito.
melegen jobban. Szinten jol vizsgazott a kaliumhidroxid is.
Legjobban a forro 90 fokos magasnyomasu viz teljesitett.
Utolso fazisban benzin , gazolaj, nitrohigito.
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2018 február 02, 13:17
Írta: kmajer Dátum 2018 február 02, 13:17
Mig el nem felejtem mindegyik eszi az alut
de egy csomo hidrogen a nyereseg....
de egy csomo hidrogen a nyereseg....
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 02, 13:35
Írta: J-Steel Dátum 2018 február 02, 13:35
Hány rész vízhez hány rész nátrium hidroxidot szoktál tenni?
Amikor kikevered, azt eltárolod és többszört használod?
Amikor kikevered, azt eltárolod és többszört használod?
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2018 február 02, 14:05
Írta: ab Dátum 2018 február 02, 14:05
Vegyel komolyabb hidegzsiroldot.
Cím: Re:Hagyományos forgácsológépek
Írta: kmajer Dátum 2018 február 02, 15:15
Írta: kmajer Dátum 2018 február 02, 15:15
Ipari padlofelmososzer ami 15-20%os azt kb 5-10%ban.
Addig hasznalod amig viszi.
Addig hasznalod amig viszi.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2018 február 02, 18:14
Írta: js44ksuki Dátum 2018 február 02, 18:14
Sziasztok! Segítséget szeretnék kérni tőletek. A napokban vásároltam egy Strigon ME-1000 marógépet és olajozási problémám van vele. Nem nyomja az olajat. Persze lehet az is, hogy el van dugulva vagy valami apró probléma. Az olajszivattyú érdekelne engem hogyan működik ezen a gépen és hol keressem. Válaszokat előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2018 február 02, 18:33
Írta: Kristály Árpád Dátum 2018 február 02, 18:33
Halihóóó
Ennek a gépnek szóró olajozása van!
Egy kis pumpa van amit egy excenter mozgat, ennek az alján van egy kis acél golyó, jobb esetben csak leragadt...
Többnyire ezért is hangos a gép!
Macerás az egész mert ha megjavítod újra bedögölhet....
Én anno az enyémet átalakítottam egy Zsiguli olajpumpával kis mocival és egy külső tartállyal... dőlt rá az olaj s csendesebb lett...
Remélem segíthettem!
Sok sikert[#integet2]
Ennek a gépnek szóró olajozása van!
Egy kis pumpa van amit egy excenter mozgat, ennek az alján van egy kis acél golyó, jobb esetben csak leragadt...
Többnyire ezért is hangos a gép!
Macerás az egész mert ha megjavítod újra bedögölhet....
Én anno az enyémet átalakítottam egy Zsiguli olajpumpával kis mocival és egy külső tartállyal... dőlt rá az olaj s csendesebb lett...
Remélem segíthettem!
Sok sikert[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 február 02, 18:36
Írta: vadember Dátum 2018 február 02, 18:36
Az előtoló szekrényben van a dugattyús szivattyú (nyomattyú[#vigyor2]). Le kell hozzá szerelned, hogy hozzáférj. Egy kb.3 mm-es lyukon keresztül nyomja az asztalon levő olajhoronyba az anyagot.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 február 02, 18:44
Írta: vadember Dátum 2018 február 02, 18:44
Ha a sebváltó olajzás nem megy az sajnos gyári szériahiba. A merülőcsőből visszafolyik az olaj mert a végén lévő golyó nem zár rendesen. Ez mindennapi használatkor nem jelentkezik, mert 24 órát megtartja az olajat. De ha belevegősödik a dugattyú akkor már nem tudja fölkapni az olajat.
Én hidraulikusoknál kapható visszacsapó szelepet tettem a cső végére ezzel már jó. Kb. 1800Ft. Bár így is kb.20 nap alatt elmegy belőle valahol az olaj. Ezért ha nem használom is a gépet, minden vasárnap beindítom 10 másodpercre, hogy ne legyen olajhiány a csőben.
Én hidraulikusoknál kapható visszacsapó szelepet tettem a cső végére ezzel már jó. Kb. 1800Ft. Bár így is kb.20 nap alatt elmegy belőle valahol az olaj. Ezért ha nem használom is a gépet, minden vasárnap beindítom 10 másodpercre, hogy ne legyen olajhiány a csőben.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2018 február 02, 18:57
Írta: js44ksuki Dátum 2018 február 02, 18:57
Köszönöm a segítséget. Van egy Eu400-as padom aminek szintén ilyen dugattyús szivattyú olajozása van amit egy excenter mozgat. Én azt felváltottam egy villanymotorra felfogatott fogaskerék szivattyúra. Az sem kapta fel az olajat. Sejtettem, hogy ez is ilyen lesz. Ha nem boldogulok vele akkor ennek is fogaskerék szivattyú lesz a sorsa.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2018 február 02, 18:57
Írta: js44ksuki Dátum 2018 február 02, 18:57
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Kristály Árpád Dátum 2018 február 02, 19:46
Írta: Kristály Árpád Dátum 2018 február 02, 19:46
[#worship][#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2018 február 03, 10:59
Írta: Szalai György Dátum 2018 február 03, 10:59
Szerintem 0,5 bar-ral szívni lehet, de gondolom 1,5 bar, vagyis 0,5 bar túlnyomás a kérdés.
Forgács elfújásra szerintem az is elég nagy szívás.
Még egy arra kitalált fúvókával is min. 3-4 bar körül gondolnám hatékonynak.
A légkések is csak lehelnek 20-30 psi környékén is, ami pedig már 2 bar.
Forgács elfújásra szerintem az is elég nagy szívás.
Még egy arra kitalált fúvókával is min. 3-4 bar körül gondolnám hatékonynak.
A légkések is csak lehelnek 20-30 psi környékén is, ami pedig már 2 bar.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 03, 16:37
Írta: J-Steel Dátum 2018 február 03, 16:37
Tegnap kipróbáltam egy 0,05-0,1 bar körüli túlnyomással és nagyobb volumennel. Elfújta a forgácsot, de 20mm után a marófej felmelegedett és az alu ráragadt. Ettől kezdve már nem volt jó.
3 élű HSS maró D=6mm, 4mm mélyen telibe martam.
Ezután megpróbáltam vizet is spriccelve fúvatni. Ekkor a víz felületi feszültsége miatt a forgács már nem távozott.
Jövőhéten megpróbálom 10-szeres nyomással azaz 0,5 barral.
Akkor majd csökkentek a mélységen is, kipróbálom az ugyanilyen keményfém marót is.
3 élű HSS maró D=6mm, 4mm mélyen telibe martam.
Ezután megpróbáltam vizet is spriccelve fúvatni. Ekkor a víz felületi feszültsége miatt a forgács már nem távozott.
Jövőhéten megpróbálom 10-szeres nyomással azaz 0,5 barral.
Akkor majd csökkentek a mélységen is, kipróbálom az ugyanilyen keményfém marót is.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 03, 16:42
Írta: J-Steel Dátum 2018 február 03, 16:42
Tegnap aztán az új munkadarab elkészülte után műanyag tálba betettem a munkadarabot, rá egy kis Jar mosogatószert, és ráöntötttem a vízforralós bugyogó vizet.
Kicsit megmozgattam fakanállal, átforgattam többször, hogy mindenütt érje. Aztán 1 perc után leöntöttem és leölítettem.
Megtörtöltem és gyönyörű tiszta lett. Az alu még csillogott is. Gyönyörűen lehetett látni a szármaró által hátrahagyott mintázatot az x-y síkon.
Ez nekem nagyon bevállt! Köszönöm a jó ötletet!
Kicsit megmozgattam fakanállal, átforgattam többször, hogy mindenütt érje. Aztán 1 perc után leöntöttem és leölítettem.
Megtörtöltem és gyönyörű tiszta lett. Az alu még csillogott is. Gyönyörűen lehetett látni a szármaró által hátrahagyott mintázatot az x-y síkon.
Ez nekem nagyon bevállt! Köszönöm a jó ötletet!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 05, 21:08
Írta: jani300 Dátum 2018 február 05, 21:08
[#t19p81206#]
Örömmel olvasnám a fojtatást .
Szerintem nekem pedig a "kopasz" gépem van .
Saját cuccok a képen ?
Örömmel olvasnám a fojtatást .
Szerintem nekem pedig a "kopasz" gépem van .
Saját cuccok a képen ?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2018 február 05, 21:33
Írta: 3ebj3bk8b Dátum 2018 február 05, 21:33
Az én vertikálfejemen, egy német villanymotor volt. De az eladó sem tudta megmondani miféle géphez tartozott.
Egy 20mm patron jó lenne bele.A többi kisebb már meg van.
azt is jó lenne tudni mekkora fordulatot bír.
Neked milyen géped van, amiről azt gondolod, hogy hozzá való?
Egy 20mm patron jó lenne bele.A többi kisebb már meg van.
azt is jó lenne tudni mekkora fordulatot bír.
Neked milyen géped van, amiről azt gondolod, hogy hozzá való?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 05, 21:37
Írta: designr Dátum 2018 február 05, 21:37
Tulajdonképp nics folytatás.
Azt a képet egy német oldalon találtam, alant van az enyém.
Pesti Gál mérnök irodától vettem régen a gyorsfejet..patronok nélkül.
Motortartó konzol törött volt,legyártottam.
Most igy ER32 re átesztergálva várja a sorsát.
Nem találtam eddig milyen géphez volt.
Preciz kis szerkezet,frekiváltóval 8 ezerig szépen megy.
50mm munkautja van.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_0h5bk5m84fwiqukk7zmg0_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/0h5bk5m84fwiqukk7zmg0_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_4wx4uz24q87e64ykqcpxp_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/4wx4uz24q87e64ykqcpxp_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_bcg8p2ufbiqwc2tdnyiqx_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/bcg8p2ufbiqwc2tdnyiqx_1575.jpg)
Azt a képet egy német oldalon találtam, alant van az enyém.
Pesti Gál mérnök irodától vettem régen a gyorsfejet..patronok nélkül.
Motortartó konzol törött volt,legyártottam.
Most igy ER32 re átesztergálva várja a sorsát.
Nem találtam eddig milyen géphez volt.
Preciz kis szerkezet,frekiváltóval 8 ezerig szépen megy.
50mm munkautja van.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_0h5bk5m84fwiqukk7zmg0_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/0h5bk5m84fwiqukk7zmg0_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_4wx4uz24q87e64ykqcpxp_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/4wx4uz24q87e64ykqcpxp_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_bcg8p2ufbiqwc2tdnyiqx_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/bcg8p2ufbiqwc2tdnyiqx_1575.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2018 február 05, 21:48
Írta: 3ebj3bk8b Dátum 2018 február 05, 21:48
Legalább azt megtudtam, hogy 8 ezerig bírja, én csak 6 ezerig akarom pörgetni. Nekem van hozzá pár patron. A meghajtó motort kicseréltem egy kicsit erősebbre. Most ilyen állapotban van.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_5fb80nk2neppbpbs23y7_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5fb80nk2neppbpbs23y7_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5we49ggskg3sbcc7pnb_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5we49ggskg3sbcc7pnb_3383.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_5fb80nk2neppbpbs23y7_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5fb80nk2neppbpbs23y7_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5we49ggskg3sbcc7pnb_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5we49ggskg3sbcc7pnb_3383.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 05, 21:56
Írta: designr Dátum 2018 február 05, 21:56
8 ezerig próbáltam,szépen megy,de gyárilag látod hogy kb 5500-6 ezer a max..a legnagyobb szijtárcsa fordulattal.
A marógép amugy FUW 200/I amihez volt szerintem.
Megpróbálok majd gépkönyvet vadászni hozzá.
A marógép amugy FUW 200/I amihez volt szerintem.
Megpróbálok majd gépkönyvet vadászni hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 05, 22:19
Írta: jani300 Dátum 2018 február 05, 22:19
Két kép a gépről .
Ez egy egyenáramú motorral hajtott szerszámmaró , két tartományban fokozat nélkül szabályozható fordulattal .
A rendes vertikálfeje megvan ,látszik a képen .
A hajtása viszont kompletten hiányzik . Motor ,szabályzó .
De szerintem már több lépcsős ékszíj tárcsával fogom megoldani ,mint a gyorsfej .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_xy2txd30fwiibs8j73sw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/xy2txd30fwiibs8j73sw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_gsmugv3jvtv06uu0qu69i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/gsmugv3jvtv06uu0qu69i_2430.jpg)
Ez egy egyenáramú motorral hajtott szerszámmaró , két tartományban fokozat nélkül szabályozható fordulattal .
A rendes vertikálfeje megvan ,látszik a képen .
A hajtása viszont kompletten hiányzik . Motor ,szabályzó .
De szerintem már több lépcsős ékszíj tárcsával fogom megoldani ,mint a gyorsfej .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_xy2txd30fwiibs8j73sw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/xy2txd30fwiibs8j73sw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_gsmugv3jvtv06uu0qu69i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/gsmugv3jvtv06uu0qu69i_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 05, 22:35
Írta: designr Dátum 2018 február 05, 22:35
Ez milyen motor és milyen vezérlővel hajtod?
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 05, 22:55
Írta: designr Dátum 2018 február 05, 22:55
Cseréld le a főhajtást mint itt..
Hajtáscsere (http://www.cncmakers.com/cnc/Tech_Support/CNC_machine_retrofitting.html)
Hajtáscsere (http://www.cncmakers.com/cnc/Tech_Support/CNC_machine_retrofitting.html)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 05, 22:56
Írta: designr Dátum 2018 február 05, 22:56
Vagyis ez csak mellék..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 05, 23:21
Írta: jani300 Dátum 2018 február 05, 23:21
Csak egy perem átalakító kell ,vagy egy új motordekni .
A tengely szabványos 24 es .
Megjött most is egy frekiváltó ,de avval nem fogok bírni , számítógépről kellene konfigurálni .
Kaptam innét doksit is , azt csak sejtem hogy hol a potis analóg bemenete :(
A mellékhajtás is ugyan ilyen csak kisebb ,úgy hogy nem tudtál tévedni :)
Van a neten fekiváltóra átalakítós videó is ehhez a géphez .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_227hxgb33x0472k5dfy9a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/227hxgb33x0472k5dfy9a_2430.jpg)
A tengely szabványos 24 es .
Megjött most is egy frekiváltó ,de avval nem fogok bírni , számítógépről kellene konfigurálni .
Kaptam innét doksit is , azt csak sejtem hogy hol a potis analóg bemenete :(
A mellékhajtás is ugyan ilyen csak kisebb ,úgy hogy nem tudtál tévedni :)
Van a neten fekiváltóra átalakítós videó is ehhez a géphez .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_227hxgb33x0472k5dfy9a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/227hxgb33x0472k5dfy9a_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 05, 23:39
Írta: jani300 Dátum 2018 február 05, 23:39
Ez lehet az én gépem (https://www.youtube.com/watch?v=XzdwxXZzQZI)
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2018 február 06, 06:52
Írta: 3ebj3bk8b Dátum 2018 február 06, 06:52
Az egy Fanuc Alfa M9/3000 1,8 Kw-os AC szervó.
Egyenlőre egy áramvektoros frekvenciaváltóval próbáltam, azzal szépen megy.
Vettem itt a fórumon egy SpindleBlok szervóvezérlőt, azzal akarom hajtani.
Az eredeti encoder le volt törve. Ezt én tettem fel inkrementális, a jeleit az UCCNC-vel gondoltam fogadni és onnan PWM/0-10V-al a szervóvezélőn keresztül állítani a fordulatot.
Valószínű teszek hűtőbordákat is az oldalára.
Egyenlőre egy áramvektoros frekvenciaváltóval próbáltam, azzal szépen megy.
Vettem itt a fórumon egy SpindleBlok szervóvezérlőt, azzal akarom hajtani.
Az eredeti encoder le volt törve. Ezt én tettem fel inkrementális, a jeleit az UCCNC-vel gondoltam fogadni és onnan PWM/0-10V-al a szervóvezélőn keresztül állítani a fordulatot.
Valószínű teszek hűtőbordákat is az oldalára.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 06, 07:59
Írta: jani300 Dátum 2018 február 06, 07:59
"SpindleBlok szervóvezérlő" igen , nekem ez az ami meghaladja a tudásom .
Van két combosabb régi AC szervóm , na azt a tanácsot kaptam ezekkel kapcsolatban hogy szélkerékre jó lesz :)
Ezért hajlok a szíjtárcsák fele már , az is forgatja a gépet ,nincsen szükségem sok sebességre .
Van két combosabb régi AC szervóm , na azt a tanácsot kaptam ezekkel kapcsolatban hogy szélkerékre jó lesz :)
Ezért hajlok a szíjtárcsák fele már , az is forgatja a gépet ,nincsen szükségem sok sebességre .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 február 06, 08:23
Írta: 000000000 Dátum 2018 február 06, 08:23
"Van két combosabb régi AC szervóm "
Akkor sokkal nagyobb az esélye, hogy a motorodban az A, B, C rotor szinkron fázis jelek is rendelkezésre állnak. Arra pedig már lehet hajtást tervezned, vagy ha egyszer errefelé jársz, megpörgetjük a motorodat egy próba erejéig a hajtásommal.
Akkor sokkal nagyobb az esélye, hogy a motorodban az A, B, C rotor szinkron fázis jelek is rendelkezésre állnak. Arra pedig már lehet hajtást tervezned, vagy ha egyszer errefelé jársz, megpörgetjük a motorodat egy próba erejéig a hajtásommal.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 február 06, 12:16
Írta: svejk Dátum 2018 február 06, 12:16
Kár lenne érte.
Ahogy Robsy is írja a régebbi motorokhoz könnyebb hajtást illeszteni.
Még jó szolgálatot tehet valahol sebességszervo üzemmódban.
Ahogy Robsy is írja a régebbi motorokhoz könnyebb hajtást illeszteni.
Még jó szolgálatot tehet valahol sebességszervo üzemmódban.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 február 06, 12:18
Írta: svejk Dátum 2018 február 06, 12:18
Milyen típusú frekiváltóval hajtod?
Nekem a V1000-es Yaskawával elég kétes eredmények születtek ilyen alkalmazásban, pedig már többször nekifutottam a dolognak.
Persze bénaságom nem kizárt.
Nekem a V1000-es Yaskawával elég kétes eredmények születtek ilyen alkalmazásban, pedig már többször nekifutottam a dolognak.
Persze bénaságom nem kizárt.
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2018 február 06, 16:19
Írta: 3ebj3bk8b Dátum 2018 február 06, 16:19
Telemecanique Altivar 11
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 február 11, 23:32
Írta: Bordogh Dátum 2018 február 11, 23:32
Üdv! Szükségem volna egy kis instrukcióra. A mai napon végre leműtöttem a marógépemet arról a raklapról amin eddig állt. Mivel nincs darum, sem targoncám, és a műhelyemben nincs is hely fentről emelni, így "krokodil" emelővel megemelve kifűrészelgettem alóla a raklapot... (jó játék volt), majd a géptalpakra letettem. Pont ezzel kapcsolatban lenne kérdésem. Hogy lehet letenni normálisan a géptalp felütköző csavarjára a gépet. Mivel az emelő mindenhogyan magasabb lesz. Jelenleg emiatt anyacsavarok vannak rátekerve a géptalpak száraira és azon pihen a gép, de ez így túl magas, és nem is elég stabil. Ha a csavarokat elkezdem letekerni egyenletesen a négyet, ezzel süllyesztve a gépet, akkor a csavar a tengellyel együtt forog el mivel a súly rajta van. Sehogy nem jó. Ötlet hogy hogyan tudnám letenni normálisan ? Köszi előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 11, 23:44
Írta: Csuhás Dátum 2018 február 11, 23:44
A géptalp csavarok felül négyszög kialakításúak, így meg tudod fogni tekeredés ellen. Ezután az alsó anyákkal vízszintbe hozod a gépet. Ha kis gép, és úgy érzed nyeklik akkor felülről is tehetsz egy egy kontraanyát. ( Ha nincs lapolás és nem akarod kivenni a csavarokat akkor a felső véget flex-el is lelapolhatod, vagy átfúrhatod keresztbe. )
Egyébként egy ember is egész jól el tud mozgatni egy gépet egy vödörnyi fahasáb, egy erős pajszer és két három görgőnek használt csődarab segítségével.
Egyébként egy ember is egész jól el tud mozgatni egy gépet egy vödörnyi fahasáb, egy erős pajszer és két három görgőnek használt csődarab segítségével.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 február 12, 00:24
Írta: Bordogh Dátum 2018 február 12, 00:24
A tengelyeken van lapolás csak úgy van megcsinálva a furata hogy kívülről nem lehet hozzáférni. Belülről lehetne megfogni viszont a gép lába alatt nem fér át a kezem ha leengedem, meg nem is szívesen nyúlkálok egy tonna alatt :) a melléklet képen látható a gépváz lábrésze:
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_xk05fvfmxn5qzc8uygjqb_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/xk05fvfmxn5qzc8uygjqb_2404.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_xk05fvfmxn5qzc8uygjqb_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/xk05fvfmxn5qzc8uygjqb_2404.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 12, 01:23
Írta: jani300 Dátum 2018 február 12, 01:23
Szerencsés vagy szép nagy talpa van ,nehezen billen .
Egy jó pájszer kell mindenképp .
Ki akarnád venni a talpakat és letenni a "földre"?
A gépnél szélesebb padló az igazi .
De zártszelvény is jó . Óvatosan egyik oldalát kell billentgetni ,alápakolni elöl ,vagy hátul egy egy oldalt apránként emelve . Először aládugsz vékony csövet ,gömbvasat. Majd picit vastagabb csövet .
Tehát a sarkokat emelem ,míg telesen át tudok tenni alatta keresztben valamit .
Először vékony laposvas a két sarok alá utána még egy vagy vastagabb . Ha már átmegy alatta keresztben egy cső akkor már hátrább tolva beállítható hogy előre hátra billenthető a gép .
Ha mozgatni akarom aláléptethető másik cső és lehet tolni .
Ne guruljon le a csőről , kettő legalább mindig legyen alatta .
Nem tudom érthető-e . Nehezebb így elmagyarázni mint csinálni .
Ez a súly nudli ,egy emberes .
3 tonna felett már picit nehézkes egyedül ,pláne ha nem beton a talaj , és pluszban alá kell padlózni a csövek alá .
Egy jó pájszer kell mindenképp .
Ki akarnád venni a talpakat és letenni a "földre"?
A gépnél szélesebb padló az igazi .
De zártszelvény is jó . Óvatosan egyik oldalát kell billentgetni ,alápakolni elöl ,vagy hátul egy egy oldalt apránként emelve . Először aládugsz vékony csövet ,gömbvasat. Majd picit vastagabb csövet .
Tehát a sarkokat emelem ,míg telesen át tudok tenni alatta keresztben valamit .
Először vékony laposvas a két sarok alá utána még egy vagy vastagabb . Ha már átmegy alatta keresztben egy cső akkor már hátrább tolva beállítható hogy előre hátra billenthető a gép .
Ha mozgatni akarom aláléptethető másik cső és lehet tolni .
Ne guruljon le a csőről , kettő legalább mindig legyen alatta .
Nem tudom érthető-e . Nehezebb így elmagyarázni mint csinálni .
Ez a súly nudli ,egy emberes .
3 tonna felett már picit nehézkes egyedül ,pláne ha nem beton a talaj , és pluszban alá kell padlózni a csövek alá .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 12, 01:42
Írta: jani300 Dátum 2018 február 12, 01:42
Másról írtam valószínűleg .
Alápakolhatsz a talpak alá is egy oldalon .
És rövid padlóra vagy gerendára engeded a gépet a talpak mellett közvetlenül , úgy hogy kiveszed a talpak alól az alápakolást mikor alatta a gerenda vagy padló .Be állítod a talpakat , újból alápakolsz kiveszed a padlót , és kiszeded egyenként az alápakolt hézagolásokat , a talpak alól .
Nem krokodillal kel ilyenkor emelni ,hanem pájszerral .
Centiket emel, de nem is esik nagyot a gép .
A pájszer alá is kell alátét mert mert kicsi így az út , ja és mindig kétkarú emelőként kell használni ,lenyomva emeljen .
Egyszerű ez csak rá kell érezni egyszer .
Alápakolhatsz a talpak alá is egy oldalon .
És rövid padlóra vagy gerendára engeded a gépet a talpak mellett közvetlenül , úgy hogy kiveszed a talpak alól az alápakolást mikor alatta a gerenda vagy padló .Be állítod a talpakat , újból alápakolsz kiveszed a padlót , és kiszeded egyenként az alápakolt hézagolásokat , a talpak alól .
Nem krokodillal kel ilyenkor emelni ,hanem pájszerral .
Centiket emel, de nem is esik nagyot a gép .
A pájszer alá is kell alátét mert mert kicsi így az út , ja és mindig kétkarú emelőként kell használni ,lenyomva emeljen .
Egyszerű ez csak rá kell érezni egyszer .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 12, 09:44
Írta: Csuhás Dátum 2018 február 12, 09:44
A gép alá is be lehet nyúlni mozgatáskor, de mindig legyen két félméteres keményfa hasáb a gép alatt ami vastagabb mint a csuklód. Érdemes valami hozzáférhető helyen lelapolni a csavart mert nem lehet pontosan vízszintbe hozni a gépet csak úgy ha nem emelve állítod. A saját gépeimnél a talpon van két rugós fül ami ad akkora tartást hogy az anyával tudja emelni a gépet egy villáskulccsal. Esetleg érdemes megkenni az orsót, és alátétet is rakni az anya és a gép közé.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 február 12, 09:53
Írta: 6rk75uezn Dátum 2018 február 12, 09:53
De jól irod ;)
Pontosan igy emelgettem fel az e400 at,centiről centire szinte magam,15cm re kellett felemelnem a gépet hogy alá tudjam tenni a 4db talpat,soha le nem veszem róluk.
Pontosan igy emelgettem fel az e400 at,centiről centire szinte magam,15cm re kellett felemelnem a gépet hogy alá tudjam tenni a 4db talpat,soha le nem veszem róluk.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2018 február 14, 16:16
Írta: d6i9g5pbs Dátum 2018 február 14, 16:16
Üdv tagok Ha valakinek szüksége van szegnyereg hüvely vagy oszlopos fúrógép kúpjának javítására morse 4 ig ki tudom dörzsárazni .. akár futáros küldéssel is .
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 február 14, 17:59
Írta: e4vvbfxw Dátum 2018 február 14, 17:59
Elnézést nem idetartozik.
Nem találtam topikot rá.
DIGÉP 1250mm.-s gépi lemezvágó késeit szeretném éleztetni.
Ki vállal ilyent? Dunántúl és Bp.-ig jó a távolság.
Köszönöm előre is az infót.
Nem találtam topikot rá.
DIGÉP 1250mm.-s gépi lemezvágó késeit szeretném éleztetni.
Ki vállal ilyent? Dunántúl és Bp.-ig jó a távolság.
Köszönöm előre is az infót.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 15, 15:51
Írta: jani300 Dátum 2018 február 15, 15:51
Üdv !
Ez mi lehet ? Köszörült kúpos ,de gyanús hogy nem Morse .
Hengeres furat van benne reteszhoronnyal .
Marótüske támasztó csapágy is lehetett akár ?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7dwqdqf6pasm8ny53j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7dwqdqf6pasm8ny53j_2430.jpg)
Ez mi lehet ? Köszörült kúpos ,de gyanús hogy nem Morse .
Hengeres furat van benne reteszhoronnyal .
Marótüske támasztó csapágy is lehetett akár ?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7dwqdqf6pasm8ny53j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7dwqdqf6pasm8ny53j_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: epvxc49 Dátum 2018 február 17, 09:55
Írta: epvxc49 Dátum 2018 február 17, 09:55
Hello! Deguss!
A marógép felújításával kapcsolatban keresnélek! Légyszívess jelentkezz: t.hadfi kukac gmail.com Fontos lenne... Köszönöm, üdv. Tamás
A marógép felújításával kapcsolatban keresnélek! Légyszívess jelentkezz: t.hadfi kukac gmail.com Fontos lenne... Köszönöm, üdv. Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2018 február 17, 10:20
Írta: 8v9esubsb Dátum 2018 február 17, 10:20
Sziasztok!
Lapkás marófejet és Egyetemes kiesztergálófejet vásárolnék ezzel kapcsolatba pár tanácsra ,információra lenne szükségem.
Hol-kinél tudnám kedvező árban beszerezni?
Milyen típust válasszak?
Mik az általában beszerezhető méretek amihez lapkákat is tudok a későbbiekben beszerezni.
T hornyhoz lapkás létezik -e.
A gépem Szinuszfej morse4, vízszintes tengely iso40.
500x300x30-as kazánlemezeket szeretnék minden oldalról síkba marni és 12-es csavarnak T hornyokat készíteni.
A kérdésem az lenne ,hogy postázva megoldható-e ,menyibe kerülne ,fizetés módja utánvét?
Üdv: Zoli
Lapkás marófejet és Egyetemes kiesztergálófejet vásárolnék ezzel kapcsolatba pár tanácsra ,információra lenne szükségem.
Hol-kinél tudnám kedvező árban beszerezni?
Milyen típust válasszak?
Mik az általában beszerezhető méretek amihez lapkákat is tudok a későbbiekben beszerezni.
T hornyhoz lapkás létezik -e.
A gépem Szinuszfej morse4, vízszintes tengely iso40.
500x300x30-as kazánlemezeket szeretnék minden oldalról síkba marni és 12-es csavarnak T hornyokat készíteni.
A kérdésem az lenne ,hogy postázva megoldható-e ,menyibe kerülne ,fizetés módja utánvét?
Üdv: Zoli
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 február 17, 10:38
Írta: PSoft Dátum 2018 február 17, 10:38
Látom, új vagy ezen a fórumon.
Elég régi a post amire hivatkozol.
@deguss fórumtársunk, a dőlt betűvel írt nick neve szerint nem regisztrált erre az új fórumra a váltáskor, nem aktív fórumtag.
Így, valószínű, hogy nem is olvas bennünket.
Próbáld, valamilyen más módon is felvenni vele a kapcsolatot.
Elég régi a post amire hivatkozol.
@deguss fórumtársunk, a dőlt betűvel írt nick neve szerint nem regisztrált erre az új fórumra a váltáskor, nem aktív fórumtag.
Így, valószínű, hogy nem is olvas bennünket.
Próbáld, valamilyen más módon is felvenni vele a kapcsolatot.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 február 17, 12:58
Írta: Vetesi75 Dátum 2018 február 17, 12:58
Szia! Használtpiacon jó állapotú váltólapkás marófejet találni meglehetősen nehéz és ez a kiesztergálóra pedig fokozottan érvényes. Érdemes "ISO" lapkához való szerszámot venni, mert ezzel nem kötelezed el magad egyik gyártó irányában sem, illetve a lapkaválaszték is tengernyi. Alkalmankénti használatra, hobby viszonylatban a kínait is merem ajánlani, mert egy új de gagyibb szerszám sokkal használhatóbb, mint egy márkás de leharcolt.
14-es méretű T-horonyhoz létezik váltólapkás szármaró, mi a cégnél Mitsubishi-t használunk. Nagyon jók.
Ezek a cuccok újonnan kereskedőktől vásárolva csillagászati árfekvésben vannak - mielőtt nézelődsz keress egy kapaszkodót!
14-es méretű T-horonyhoz létezik váltólapkás szármaró, mi a cégnél Mitsubishi-t használunk. Nagyon jók.
Ezek a cuccok újonnan kereskedőktől vásárolva csillagászati árfekvésben vannak - mielőtt nézelődsz keress egy kapaszkodót!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 február 18, 19:53
Írta: Vetesi75 Dátum 2018 február 18, 19:53
Nem. Nálunk nem lesz szerszám selejtezés. Más cégeknél sem szokott lenni! Az, hogy a régen használaton kívülit egyes cégeknél a dolgozó* haza lopja és privátban árulja, az legyen az Ő* problémája... Én nem vagyok az ilyenre rászorulva, meg amúgy is ellentmond az elveimnek...
Alacsony költségvetésű megoldásnak az Aliexpressz kínálatát preferálnám...
Alacsony költségvetésű megoldásnak az Aliexpressz kínálatát preferálnám...
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 február 18, 21:59
Írta: sanyi84 Dátum 2018 február 18, 21:59
Nálunk volt, maximum súlynak jó :) . Notórius jó lesz ez még... vagyok , na abból éppen semmit se hoztam el, nem véletlenül.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 23, 16:06
Írta: J-Steel Dátum 2018 február 23, 16:06
Kérnék véleményt, hogy szerintetek miért van ez:
A távol keletről behozott marógépeken a munkaasztal mögött, ott ahol az Y fecskefarok van, szoktak tenni kb 2mm-es gumilapot, hogy a forgács és a hűtőfolyadék ne essen rá a sínre, és az orsóra. Lásd csatolmány.
Ezt a gumit úgy rögzítik, ahogy a második képen fent rajzoltam. Nekem a képen jelzett helyen összegyűlik a forgács, és az X tengely fecskefarok síne mindig tele van forgáccsal, az emulzó pedig mindenhova eljuttatja azokat.
A kérdésem az, hogy miért nem úgy rakják fel ezt a gumit, mint ahogyan alul rajzoltam?
Ahogy néztem a különböző márkanevű gépeket, következetesen mindegyiken ugyanúgy csinálják, de mi lehet ennek az oka?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_gg4ztszdfpgpxeqv86cjj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/gg4ztszdfpgpxeqv86cjj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_0cdx0ysz3bxpvp9wyafj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/0cdx0ysz3bxpvp9wyafj_4880.png)
A távol keletről behozott marógépeken a munkaasztal mögött, ott ahol az Y fecskefarok van, szoktak tenni kb 2mm-es gumilapot, hogy a forgács és a hűtőfolyadék ne essen rá a sínre, és az orsóra. Lásd csatolmány.
Ezt a gumit úgy rögzítik, ahogy a második képen fent rajzoltam. Nekem a képen jelzett helyen összegyűlik a forgács, és az X tengely fecskefarok síne mindig tele van forgáccsal, az emulzó pedig mindenhova eljuttatja azokat.
A kérdésem az, hogy miért nem úgy rakják fel ezt a gumit, mint ahogyan alul rajzoltam?
Ahogy néztem a különböző márkanevű gépeket, következetesen mindegyiken ugyanúgy csinálják, de mi lehet ennek az oka?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_gg4ztszdfpgpxeqv86cjj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/gg4ztszdfpgpxeqv86cjj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_0cdx0ysz3bxpvp9wyafj_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/0cdx0ysz3bxpvp9wyafj_4880.png)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 február 23, 20:16
Írta: TROMF22 Dátum 2018 február 23, 20:16
Furcsa problémáid vannak....
Szerintem a kék hullámosnál is megreked a forgács, csak a kezelőtől távolabb, a függőleges oszlop tövében.
Ott még nehezebb kitisztítani, ráadásul rázár a függőleges szántakaró is + a függőleges védelemről lepergő szemét is ott reked.
(Egyébként gondolatban megkövetlek, mert én sem tudtam hová tenni kérdéseid / hozzászólásaid egy részét.
Némely megnyilvánulásod tudást, szakismeretet, szinte profizmust sugall, mások alapján totális antitalentumnak tűnsz.
Mindenesetre nálam fordítottál az első - hirtelen - benyomáson, figyelem szakmai bejegyzéseidet, gépészként érdekesnek, tanulságosnak találom.) [#wave]
Szerintem a kék hullámosnál is megreked a forgács, csak a kezelőtől távolabb, a függőleges oszlop tövében.
Ott még nehezebb kitisztítani, ráadásul rázár a függőleges szántakaró is + a függőleges védelemről lepergő szemét is ott reked.
(Egyébként gondolatban megkövetlek, mert én sem tudtam hová tenni kérdéseid / hozzászólásaid egy részét.
Némely megnyilvánulásod tudást, szakismeretet, szinte profizmust sugall, mások alapján totális antitalentumnak tűnsz.
Mindenesetre nálam fordítottál az első - hirtelen - benyomáson, figyelem szakmai bejegyzéseidet, gépészként érdekesnek, tanulságosnak találom.) [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 23, 22:39
Írta: Csuhás Dátum 2018 február 23, 22:39
Azért nem a kék megoldást választják mert akkor a gumit elvinné magával az asztal oldalra.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 23, 23:30
Írta: J-Steel Dátum 2018 február 23, 23:30
Igazad van Csuhás, rossz a rajzom.
Emlékezetből rajzoltam most leellenőriztem. A lényeg, hogy a felső kb 20mm mozog, alatta van még talán 30-40 mm ami áll.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_43niq6zbbihu7sttzivei_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/43niq6zbbihu7sttzivei_4880.png)
Emlékezetből rajzoltam most leellenőriztem. A lényeg, hogy a felső kb 20mm mozog, alatta van még talán 30-40 mm ami áll.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_43niq6zbbihu7sttzivei_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/02/43niq6zbbihu7sttzivei_4880.png)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 23, 23:33
Írta: J-Steel Dátum 2018 február 23, 23:33
Ahogy lent rajzoltam, tennék egy vasat, ami tartja a gumit úgy ahogyan lent rajzoltam.
Tromf22, ott az oszlopnál tapasztalatom szerint folyamatos emulziós hűtés mellet nem igazán van forgács. Ezért jött a gondolat, hogy megváltoztatnám az irányt.
Tromf22, ott az oszlopnál tapasztalatom szerint folyamatos emulziós hűtés mellet nem igazán van forgács. Ezért jött a gondolat, hogy megváltoztatnám az irányt.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 február 24, 06:33
Írta: vadember Dátum 2018 február 24, 06:33
Nosza rajta, vágj bele!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 24, 07:58
Írta: Csuhás Dátum 2018 február 24, 07:58
Azt hiszem én vennék egy küszöbre való réz koptató csíkot és felcsavaroznám az asztal alsó részére teljes hosszban ereszként. Egy kis tömítőpasztát tennék alá és kész. Így biztosan nem fog emulzió beszivárogni a csúszófelületek közé. Az általad rajzolt keskeny rés csak a forgács ellen véd az ellen is csak akkor ha nem öntöttvassal dolgozol.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 február 26, 13:12
Írta: svejk Dátum 2018 február 26, 13:12
Valami csoda folytán nem találkozott véletlen valamelyikőtök egy ilyen Original Pfauter P160 H (http://www.emuk.de/en/datenblatt.php?machineno=1058-E1740) lefejtőmarógéppel?
A munkadarab főorsóval kapcsolatban szeretnék kérdezni.
persze gépkönyv is elég lenne de aligha beszerezhető.
A munkadarab főorsóval kapcsolatban szeretnék kérdezni.
persze gépkönyv is elég lenne de aligha beszerezhető.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 11:53
Írta: J-Steel Dátum 2018 február 27, 11:53
Legyetek szívesek beszélgessünk az egyenirányú kontra ellenirányú marásról. (áthoztam a témát, mert inkább ide való)
Napjainkban egyre több gyártó hírdeti, hogy az egyenirányú marás (climb milling) jobb. Meg hogy szebb lesz a felület. Hogy jobbat tesz a forgácsolóél tartósságának.
Sandvik oldalán ez áll:
"A szerszámtól, a készüléktől és a munkadarabtól függően mindig az egyenirányú marási mód alkalmazása javasolt, ahol lehetséges."
https://www.sandvik.coromant.com/hu-hu/knowledge/milling/getting_started/general_guidelines/cutter_position/pages/default.aspx#3 (//Sandvik%20hivatkoz%C3%A1s)
Akik régóta a szakmában vannak azt mondják, hogy ha odafigyel az ember a holtjáték kivételére, akkor az ellenirányú (conventional milling) marás esetén jobban kontrollálható a mozgás.
Lent egy képet csatoltam az erőhatásokról.
Egyenirányban bizonyos fogásnál olyan erőhatás keletkezik, hogy a gép magától megy előre.
(https://forum.hobbycnc.hu/uploaded_images/2018/02/tn_axp659t5c9emg4ycduun_4880.png)
Kinek mi a véleménye?
Napjainkban egyre több gyártó hírdeti, hogy az egyenirányú marás (climb milling) jobb. Meg hogy szebb lesz a felület. Hogy jobbat tesz a forgácsolóél tartósságának.
Sandvik oldalán ez áll:
"A szerszámtól, a készüléktől és a munkadarabtól függően mindig az egyenirányú marási mód alkalmazása javasolt, ahol lehetséges."
https://www.sandvik.coromant.com/hu-hu/knowledge/milling/getting_started/general_guidelines/cutter_position/pages/default.aspx#3 (//Sandvik%20hivatkoz%C3%A1s)
Akik régóta a szakmában vannak azt mondják, hogy ha odafigyel az ember a holtjáték kivételére, akkor az ellenirányú (conventional milling) marás esetén jobban kontrollálható a mozgás.
Lent egy képet csatoltam az erőhatásokról.
Egyenirányban bizonyos fogásnál olyan erőhatás keletkezik, hogy a gép magától megy előre.
(https://forum.hobbycnc.hu/uploaded_images/2018/02/tn_axp659t5c9emg4ycduun_4880.png)
Kinek mi a véleménye?
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2018 február 27, 12:16
Írta: laca Dátum 2018 február 27, 12:16
Üdv ! Az egyenirányú marásnál a belépő fog az egy fogra jutó előtolás mértékével harap az anyagba. A forgácsvastagság folyamatosan csökken, majd az él kilép az anyagból. Cserébe a forgácsoló erő az előtoló mozgás irányába hat, így az asztalt magára tudja rántani-azokon a gépeken, ahol van kottyanása az asztalnak.A néhány század-ritkán egy tized mm-es forgácshoz képest egy hagyományos, nem golyós orsós gép 3-5 tizedes kottyanása végzetes lehet a szerszámra.
Ellenirányban nincs ilyen gond, cserében a szerszám éle csúszással kezd az anyagba, ezért durvább a felület, és jobban kopik a hátlap.
Kottyanásos gépen is lehet egyenirányba haladni, 2 tizedestől nem nagyobb simító fogással, félig meghúzott asztalrögzítővel.
Ellenirányban nincs ilyen gond, cserében a szerszám éle csúszással kezd az anyagba, ezért durvább a felület, és jobban kopik a hátlap.
Kottyanásos gépen is lehet egyenirányba haladni, 2 tizedestől nem nagyobb simító fogással, félig meghúzott asztalrögzítővel.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 12:38
Írta: J-Steel Dátum 2018 február 27, 12:38
Ha azt mondod, hogy a rántás végzetes lehet a szerszámra, akkor ettől a ponttól érdemes lehet alumínum és acél munkadarabot megkülönböztetni trapézmenetes gépnél.
Én arra a következtetésre jutok, hogy alunál akkor mindegy hogy egyen vagy ellenirányú, mert a marít nem tudja tönkretenni az anyag néhány tizeddel nagyobb fogásvételnél. (Talán a repülőgép alumíniumot 7075 leszámítva)
Igaz?
Én arra a következtetésre jutok, hogy alunál akkor mindegy hogy egyen vagy ellenirányú, mert a marít nem tudja tönkretenni az anyag néhány tizeddel nagyobb fogásvételnél. (Talán a repülőgép alumíniumot 7075 leszámítva)
Igaz?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 27, 12:47
Írta: Csuhás Dátum 2018 február 27, 12:47
Elméletben igaz. Gyakorlatban ha belekap a maró akkor megugrik a forgácsoló erő és a gép kotyogásai hirtelen összeadódnak így még nagyobbat harap, azután vagy kikapja a satuból a darabot, vagy elrántja a satut, vagy töri a marót, de mindenképp selejtet készít. Murphy törvénye szerint leginkább mindegyiket egyszerre.
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2018 február 27, 13:04
Írta: laca Dátum 2018 február 27, 13:04
Sehogy sem jó, ha magára rántja a munkadarabot, kb 16-os maróig a szerszám törik, utána meg a munkadarab selejtes, aminek esélye van a kisebb maróknál is. Alura is igaz !
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 13:14
Írta: J-Steel Dátum 2018 február 27, 13:14
Most vettem észre, hogy rossz a lenti kép linkje. Ezért kattintáskor nem lesz jó felbontású. Most akkor mégegyszer.
(https://forum.hobbycnc.hu/uploaded_images/2018/02/tn_axp659t5c9emg4ycduun_4880.png) (https://forum.hobbycnc.hu/uploaded_images/2018/02/axp659t5c9emg4ycduun_4880.png)
(https://forum.hobbycnc.hu/uploaded_images/2018/02/tn_axp659t5c9emg4ycduun_4880.png) (https://forum.hobbycnc.hu/uploaded_images/2018/02/axp659t5c9emg4ycduun_4880.png)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 13:22
Írta: jani300 Dátum 2018 február 27, 13:22
Ezek a szerszámra ható erő irányai ?
A munkadarabra ható erő irányait is nézd .Kezdem érteni az írásaid .
De jobban jársz ha elhiszed hogy könnyen törhet valami egyirányú marásnál , ha van holtjátéka az asztalmozgatásnak .
A munkadarabra ható erő irányait is nézd .Kezdem érteni az írásaid .
De jobban jársz ha elhiszed hogy könnyen törhet valami egyirányú marásnál , ha van holtjátéka az asztalmozgatásnak .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 13:23
Írta: J-Steel Dátum 2018 február 27, 13:23
Mi a helyzet a nagy fordulatú, kis szerszám átmérőjű megmunkáláskor? Ezt már acélra is értem.
Fizikailag ugye adott az előtolás maximum sebessége. Kézi előtolás esetén trapézmenetes orsóval egy bizonyos határon túl már nem lehet menni. (kényelmes sebesség) Amennyiben 6-os háromélű carbid maróval dolgozom nagy fordulaton, akkor kicsi a valószínűsége a berántásnak, nem?
Elképzelésem szerint a kis maró (pl D=6mm) nem tud akkora erőhatást sem kifejteni a nagy tehetetlenségű asztalra.
Valahol olvastam, hogy egyenirányú marásnál a forgács veszi fel a hőt (nem a maró), amit aztán leválláskor magával is visz. Ez sem egy utolsó szempont.
Fizikailag ugye adott az előtolás maximum sebessége. Kézi előtolás esetén trapézmenetes orsóval egy bizonyos határon túl már nem lehet menni. (kényelmes sebesség) Amennyiben 6-os háromélű carbid maróval dolgozom nagy fordulaton, akkor kicsi a valószínűsége a berántásnak, nem?
Elképzelésem szerint a kis maró (pl D=6mm) nem tud akkora erőhatást sem kifejteni a nagy tehetetlenségű asztalra.
Valahol olvastam, hogy egyenirányú marásnál a forgács veszi fel a hőt (nem a maró), amit aztán leválláskor magával is visz. Ez sem egy utolsó szempont.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 február 27, 13:29
Írta: ysc3kmx9v Dátum 2018 február 27, 13:29
Próbáld meg gyakorlatban az azonos irányú marást, és abban a pillanatban észreveszed miről beszélünk. Pontos lógásmentes orsó esetén más a helyzet, ott valóban érdemes irányba marni.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 13:31
Írta: J-Steel Dátum 2018 február 27, 13:31
Jani300 írta:
"De jobban jársz ha elhiszed hogy könnyen törhet valami egyirányú marásnál "
Én mindenkinek mindent elhiszek! Nem meggyőzni akarom magamat vagy másokat, csak tisztázni a körülményeket.
Szerintem már az is jó, hogy van ez a kép (tegnap kifüggesztettem a műhelybe) mert így ha valaki azt mondja, hogy egyenirányú vagy ellenirányú, akkor tudom hova tenni.
Sajnos a két kifejezés a magyarban nagyon hasonlít egymásra, és egy hónap szünet után már nem is tudom melyik melyik.
Az angol úgy oldotta meg, hogy ő "szokásos" marásnak (ellenirányú) és "felmászó" marásnak egyenirányú nevezi.
Én magam decemberben áttértem az egyenirányú marásra, azóta így csinálom. Folyik az emulzió mintha dézsából öntenék, minden el van árasztva.
"De jobban jársz ha elhiszed hogy könnyen törhet valami egyirányú marásnál "
Én mindenkinek mindent elhiszek! Nem meggyőzni akarom magamat vagy másokat, csak tisztázni a körülményeket.
Szerintem már az is jó, hogy van ez a kép (tegnap kifüggesztettem a műhelybe) mert így ha valaki azt mondja, hogy egyenirányú vagy ellenirányú, akkor tudom hova tenni.
Sajnos a két kifejezés a magyarban nagyon hasonlít egymásra, és egy hónap szünet után már nem is tudom melyik melyik.
Az angol úgy oldotta meg, hogy ő "szokásos" marásnak (ellenirányú) és "felmászó" marásnak egyenirányú nevezi.
Én magam decemberben áttértem az egyenirányú marásra, azóta így csinálom. Folyik az emulzió mintha dézsából öntenék, minden el van árasztva.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 13:37
Írta: jani300 Dátum 2018 február 27, 13:37
A törött marónak mindegy hogy kicsi vagy nagy volt a törés valószínűsége .
Ha kipróbálod tegyél burkolatot az asztal köré !
A hagyományos gépen nem csak a trapézorsó szabhat határt az előtolási sebességnek , úgy gondolom .
A fecskefarkú csúszó vezeték és a gördülő kocsi is más tészta , elméleti alapon közelítesz de gyakorlati életből vett válaszokat kaptál eddig .
Ha kipróbálod tegyél burkolatot az asztal köré !
A hagyományos gépen nem csak a trapézorsó szabhat határt az előtolási sebességnek , úgy gondolom .
A fecskefarkú csúszó vezeték és a gördülő kocsi is más tészta , elméleti alapon közelítesz de gyakorlati életből vett válaszokat kaptál eddig .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 13:51
Írta: jani300 Dátum 2018 február 27, 13:51
Az hogy elírja az ember a két kifejezést az lehetséges , de az értelmét nem tudom elképzelni hogy téveszthető .
Ha megy az egyirányú marás annak csak örülhetsz , jó a géped .
Elképzelhető ha kopni fog picit az orsó (anya) ,megváltozik a véleményed .
Nem értettelek eddig azért szóltam be néha .
1954 ben is készült már hagyományos termelőmarógép egyirányú marásra !
Robosztusabb ,két orsó van a hosszasztalban .
Ha megy az egyirányú marás annak csak örülhetsz , jó a géped .
Elképzelhető ha kopni fog picit az orsó (anya) ,megváltozik a véleményed .
Nem értettelek eddig azért szóltam be néha .
1954 ben is készült már hagyományos termelőmarógép egyirányú marásra !
Robosztusabb ,két orsó van a hosszasztalban .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 14:00
Írta: J-Steel Dátum 2018 február 27, 14:00
Látod most is elírtam! Útálom!
Azt akartam írni, hogy decemberben áttértem ellenirányú marásra bő hűtés mellett.
A másikfajta marást csak akkor próbálgatom, ha kis fogással szép oldalfalat akarok. Meg úgy gondolat szinten.
Azért arra gondoljon mindenki, hogy a fecskefarok (nálam legalábbis) azért nem csúszik olyan jól mint a lineáris sínek.
Azt akartam írni, hogy decemberben áttértem ellenirányú marásra bő hűtés mellett.
A másikfajta marást csak akkor próbálgatom, ha kis fogással szép oldalfalat akarok. Meg úgy gondolat szinten.
Azért arra gondoljon mindenki, hogy a fecskefarok (nálam legalábbis) azért nem csúszik olyan jól mint a lineáris sínek.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 14:09
Írta: J-Steel Dátum 2018 február 27, 14:09
A golyós lineáris sínekre gondoltam.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 február 27, 16:35
Írta: Csuhás Dátum 2018 február 27, 16:35
Hogy működött ez a két orsós asztal? Nekem régi gépnél is elégnek tűnik az egy ( feszített ) orsó és a hosszirányban előfeszíthető anya.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 16:49
Írta: jani300 Dátum 2018 február 27, 16:49
Ez nem egy rossz kérdés .
De egy tök jó állapotú gép , ha megy a főhajtómű csak a váltó és a motor közti lapos "szíj" surrogását hallani .
nem szedném szét ,talán még ha muszáj lenne sem .
Az adattábláról csinálhatok képet , hátha valaki talál róla valamit ,nekem nem sikerült .
50es meredek kúpja van ,nyugat Berlinben készült .
A prizma elrendezése is a köszörűkéhez hasonló .
Az egészről kép készítésére még alszom egyet , most nem akarom bevállalni :)
Persze nekem már úgyis mindegy :)
Laza 3 tonna . E kapcsán ismertem meg egy gépkereskedő ismerősömet ,simán kivágta a méhbe . (TALÁN EGY PÓTOS NYERGESSEL VITT GÉPEKET)
De egy tök jó állapotú gép , ha megy a főhajtómű csak a váltó és a motor közti lapos "szíj" surrogását hallani .
nem szedném szét ,talán még ha muszáj lenne sem .
Az adattábláról csinálhatok képet , hátha valaki talál róla valamit ,nekem nem sikerült .
50es meredek kúpja van ,nyugat Berlinben készült .
A prizma elrendezése is a köszörűkéhez hasonló .
Az egészről kép készítésére még alszom egyet , most nem akarom bevállalni :)
Persze nekem már úgyis mindegy :)
Laza 3 tonna . E kapcsán ismertem meg egy gépkereskedő ismerősömet ,simán kivágta a méhbe . (TALÁN EGY PÓTOS NYERGESSEL VITT GÉPEKET)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 21:24
Írta: jani300 Dátum 2018 február 27, 21:24
Teszek képet az adattábláról ,hátha valaki egyből talál valamit a gépről .
Az asztalban két orsó van párhuzamosan , elég vastag átmérővel . A holtjáték megszüntetését nem tudom hogyan kezeli .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_cdympq8hzvk6sjd65p859_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/cdympq8hzvk6sjd65p859_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_2hs24h5hgij4etuv3ewug_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2hs24h5hgij4etuv3ewug_2430.jpg)
Az asztalban két orsó van párhuzamosan , elég vastag átmérővel . A holtjáték megszüntetését nem tudom hogyan kezeli .
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_cdympq8hzvk6sjd65p859_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/cdympq8hzvk6sjd65p859_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_2hs24h5hgij4etuv3ewug_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2hs24h5hgij4etuv3ewug_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 27, 21:39
Írta: designr Dátum 2018 február 27, 21:39
Ez?
Frasmaschinen (https://books.google.hu/books?id=C7zPBgAAQBAJ&pg=PA46&lpg=PA46&dq=Gleichlauf+jerwag&source=bl&ots=TXYwtIcAgW&sig=FK7TMugcHfxePBcaaQNSjnVKtVU&hl=hu&sa=X&ved=0ahUKEwjRwYTS-cbZAhWEDOwKHeorAQgQ6AEIPTAG#v=onepage&q=Gleichlauf%20jerwag&f=false)
Frasmaschinen (https://books.google.hu/books?id=C7zPBgAAQBAJ&pg=PA46&lpg=PA46&dq=Gleichlauf+jerwag&source=bl&ots=TXYwtIcAgW&sig=FK7TMugcHfxePBcaaQNSjnVKtVU&hl=hu&sa=X&ved=0ahUKEwjRwYTS-cbZAhWEDOwKHeorAQgQ6AEIPTAG#v=onepage&q=Gleichlauf%20jerwag&f=false)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 27, 21:41
Írta: designr Dátum 2018 február 27, 21:41
Igy még jobb..Frasmaschinen (https://books.google.hu/books?id=C7zPBgAAQBAJ&pg=PA46&lpg=PA46&dq=Gleichlauf+jerwag&source=bl&ots=TXYwtIcAgW&sig=FK7TMugcHfxePBcaaQNSjnVKtVU&hl=hu&sa=X&ved=0ahUKEwjRwYTS-cbZAhWEDOwKHeorAQgQ6AEIPTAG#v=onepage&q=Gleichlauf%20jerwag&f=false)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 27, 21:42
Írta: designr Dátum 2018 február 27, 21:42
Rányomsz baloldalt a kis könyvre és az egész manual ott van.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 február 27, 21:48
Írta: TROMF22 Dátum 2018 február 27, 21:48
Elvileg így néz ki:
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kwcsnjkcwbmfti7kdxcz_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kwcsnjkcwbmfti7kdxcz_2640.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_2kwcsnjkcwbmfti7kdxcz_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2kwcsnjkcwbmfti7kdxcz_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 21:53
Írta: jani300 Dátum 2018 február 27, 21:53
Hát ,minden elismerésem !
Nagyon sok hasonlóságot látok .
A két orsót nem értem ,akkor dobnék egy hátast , ha két golyósorsó van benne .
Akkoriban mikor ez lett még csak nem is hallottam golyósorsóról . Egy ford kisteherautó kormányműben találkoztam először golyós orsóval .
Nagyon sok hasonlóságot látok .
A két orsót nem értem ,akkor dobnék egy hátast , ha két golyósorsó van benne .
Akkoriban mikor ez lett még csak nem is hallottam golyósorsóról . Egy ford kisteherautó kormányműben találkoztam először golyós orsóval .
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 február 27, 21:55
Írta: designr Dátum 2018 február 27, 21:55
Sajnos nem teljes könyvv.Most látom csak előnézet.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 22:02
Írta: jani300 Dátum 2018 február 27, 22:02
Köszönöm , ez akkor feszíthető anyás trapézorsó ?
Hiába nagyítom a képet , nem elég részletes .
Ki kell ezt a gépet próbálnom ...
Hiába nagyítom a képet , nem elég részletes .
Ki kell ezt a gépet próbálnom ...
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 február 27, 22:10
Írta: TROMF22 Dátum 2018 február 27, 22:10
Hát igen. Van benne néhány apró, de bizonyára fontos részlet, ami nem látható pontosan. Pl. az orsó támcsapágyak melletti rúgós előfeszítések... a két orsó közötti "himba-szerű" kapcsolat a bal oldalon...
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 február 27, 22:11
Írta: J-Steel Dátum 2018 február 27, 22:11
A 46. oldal lap alja ezt írja nagyon szabad fordításban:
"...A Jerwag-eggyütfutó marónál az előtolómű ebből a célból készült. A gép nyugodt futása az erős keretkonstrukciónak és az asztalra ható függőleges erők felvételére szolgáló tartósíneknek köszönhető (82. Ábra). Más újabb marógépeknek olyan további berendezéseik vannak az együttfutáshoz, amelynél legtöbbször hidraulikusan egymás ellen szorító anyák a holtjátékot az előtolóorsónál lecsökkentik."
"...A Jerwag-eggyütfutó marónál az előtolómű ebből a célból készült. A gép nyugodt futása az erős keretkonstrukciónak és az asztalra ható függőleges erők felvételére szolgáló tartósíneknek köszönhető (82. Ábra). Más újabb marógépeknek olyan további berendezéseik vannak az együttfutáshoz, amelynél legtöbbször hidraulikusan egymás ellen szorító anyák a holtjátékot az előtolóorsónál lecsökkentik."
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 22:14
Írta: jani300 Dátum 2018 február 27, 22:14
A himbát rögtön észrevettem , a feszítőrúgókat csak most .
Én nem találtam erről semmit :(
Én nem találtam erről semmit :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 február 27, 22:31
Írta: jani300 Dátum 2018 február 27, 22:31
Köszi a fordítást .
Itt láthatsz példát hogy az egyirányú marás azért támaszt komoly követelményeket a gépel szemben .
Itt láthatsz példát hogy az egyirányú marás azért támaszt komoly követelményeket a gépel szemben .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 március 10, 21:36
Írta: jani300 Dátum 2018 március 10, 21:36
[#t163p11399#]
Itt jó lesz ?
Félreértettél !Az MVE nem menne sehova .
A talpai alá mehetne I gerenda keret , és arra rögzíteni a nudli max pár száz kilós munkadarabot . a géphez is rögzítve . Ezen sajnos hátul az ágyon nincsen megmunkált referencia felület ,van olyan gép amin van .
A csúcstávolságot szerintem illene lemozognia a hossz szánnak . Az ágyazat maga , a szegnyereg miatt hosszabb .
De ez csak ötlet szinten van meg ,de nem tartom lehetetlennek a gyakorlati megvalósítást . Azért MVE mert újszerű az ágy és a keresztszán is .
Nem vinném méhbe 175 ezerért . Bagóért meg egyszerűen nem adom .
Hobbi vázak megmunkálásához szerintem megfelelő lenne . Ha valami remegne , az valószínűleg maga a munkadarab lenne (zártszelvény szerkezet ).
Itt jó lesz ?
Félreértettél !Az MVE nem menne sehova .
A talpai alá mehetne I gerenda keret , és arra rögzíteni a nudli max pár száz kilós munkadarabot . a géphez is rögzítve . Ezen sajnos hátul az ágyon nincsen megmunkált referencia felület ,van olyan gép amin van .
A csúcstávolságot szerintem illene lemozognia a hossz szánnak . Az ágyazat maga , a szegnyereg miatt hosszabb .
De ez csak ötlet szinten van meg ,de nem tartom lehetetlennek a gyakorlati megvalósítást . Azért MVE mert újszerű az ágy és a keresztszán is .
Nem vinném méhbe 175 ezerért . Bagóért meg egyszerűen nem adom .
Hobbi vázak megmunkálásához szerintem megfelelő lenne . Ha valami remegne , az valószínűleg maga a munkadarab lenne (zártszelvény szerkezet ).
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 március 10, 21:49
Írta: TROMF22 Dátum 2018 március 10, 21:49
Hátha már kellően lecsupaszítottad, nem találsz valahol egy olyan sávot az ágy oldalán, ahova saját magával (hosszánnal) + egy rátét marófejjel referencia felületet marhatnál?
(Készültek már igy CNC masinák is ebben a körben)
(Készültek már igy CNC masinák is ebben a körben)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 március 10, 21:57
Írta: jani300 Dátum 2018 március 10, 21:57
Nem akarok én semmit levenni arról a gépről max a kéziszánt . Egy kisebb szánt a keresztszán hátsó T hornyaira építve felfogö derékszöggel működne a dolog .
Végül is egyedi heftelt felfogókat alkalmazva , azt síkolva először érdekes dolog lenne .
Sok ilyen videó van a ytu n súlyozott keresztszánnal .
Úgy hogy bizonyosan működik :)
Végül is egyedi heftelt felfogókat alkalmazva , azt síkolva először érdekes dolog lenne .
Sok ilyen videó van a ytu n súlyozott keresztszánnal .
Úgy hogy bizonyosan működik :)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 március 10, 22:22
Írta: TROMF22 Dátum 2018 március 10, 22:22
Azt hittem már teljesen megpecsételődött a sorsa és csak a kármentésen gondolkodsz egy céleszközzé alakítással.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 március 10, 22:32
Írta: jani300 Dátum 2018 március 10, 22:32
Hibátlan gép ,de nem tudom mire használni .
Nincsen kopása ,pontos munkát tudna végezni, ez az egész amiért szóba hoztam.
Ma is ment , és a hétfőn is sok minden távozni fog a méhbe . Több okból is ... :)
Nincsen kopása ,pontos munkát tudna végezni, ez az egész amiért szóba hoztam.
Ma is ment , és a hétfőn is sok minden távozni fog a méhbe . Több okból is ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 március 15, 21:05
Írta: dezso74 Dátum 2018 március 15, 21:05
Sziasztok Fórumtársak!
Tudna valaki ajánlani olyan festéket, amivel szerszámgépeket lehet lefesteni. Olaj és kisebb mechanikai hatásoknak ellenálló.
Festékboltokban kérdeztem, de nem nagyon tudnak segíteni.
Biztos vagyok benne, hogy itt jobban találok hozzáértő embereket.
Válaszolat előre is köszönöm.
Tudna valaki ajánlani olyan festéket, amivel szerszámgépeket lehet lefesteni. Olaj és kisebb mechanikai hatásoknak ellenálló.
Festékboltokban kérdeztem, de nem nagyon tudnak segíteni.
Biztos vagyok benne, hogy itt jobban találok hozzáértő embereket.
Válaszolat előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 március 16, 08:29
Írta: drehás Dátum 2018 március 16, 08:29
Én ezt használtam.Feték (http://www.festekarena.hu/alvikorr_alapozo_es_zomancfestek_egyben_2499)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 március 16, 08:31
Írta: drehás Dátum 2018 március 16, 08:31
Feték=Festék.
A google sokat kidob,főleg 2k-s festéket.
A google sokat kidob,főleg 2k-s festéket.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 március 16, 09:19
Írta: dezso74 Dátum 2018 március 16, 09:19
Köszönöm!
Autókat és robogókat szoktam fényezni, de azok a festékrendszerek igen drágák. Ami, meg itthon van 2 komponensű festék, az meg vastag rétegben megrepedezik. és idővel az olajtól elszineződik.
Igen, a neten keresgéltem is, viszont tapasztalt használókat szerettem volna megkérdezni.
Autókat és robogókat szoktam fényezni, de azok a festékrendszerek igen drágák. Ami, meg itthon van 2 komponensű festék, az meg vastag rétegben megrepedezik. és idővel az olajtól elszineződik.
Igen, a neten keresgéltem is, viszont tapasztalt használókat szerettem volna megkérdezni.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 március 16, 09:24
Írta: vadember Dátum 2018 március 16, 09:24
Egy-két hete volt ugyan ez a kérdése valakinek. Akkor jöttek rá konkrét ajánlsok. Hogy melyik topikban azt nem tudom, de talán a kereső funkcióval rátalálsz, ha eltalálod a jó keresőszót.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 március 16, 09:33
Írta: vadember Dátum 2018 március 16, 09:33
Ezt találtam:
[#t133p41122#]
Üdv.
Gépipari Szolnok 75 néven levő fórumtársunk a
mester. Ő igazi profi restaurátor.
Ő a Rezakril 2k-t használja.Ez a festék olaj,sav és
lúg álló.De nagy figyelmet fordít az alapozásra is.
A Budalakk mintatermében megkeverik neked a választott
színt.
[#t133p41122#]
Üdv.
Gépipari Szolnok 75 néven levő fórumtársunk a
mester. Ő igazi profi restaurátor.
Ő a Rezakril 2k-t használja.Ez a festék olaj,sav és
lúg álló.De nagy figyelmet fordít az alapozásra is.
A Budalakk mintatermében megkeverik neked a választott
színt.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 március 16, 11:16
Írta: dezso74 Dátum 2018 március 16, 11:16
Nagyon szépen köszönöm! Közben keresgéltem és találtam egy pár féle festéket, de a biztosra megyek inkább. Csak egyszer kell jól megcsinálni.
Itt találtam festékeket:
https://teknosfestek.hu/ipari-bevonatok
https://www.compact-festek.hu/index.php?id=mezogazdasagi-gep-festes
http://www.calsom.hu
Itt találtam festékeket:
https://teknosfestek.hu/ipari-bevonatok
https://www.compact-festek.hu/index.php?id=mezogazdasagi-gep-festes
http://www.calsom.hu
Cím: Re:Hagyományos forgácsológépek
Írta: y580keijn Dátum 2018 március 16, 19:53
Írta: y580keijn Dátum 2018 március 16, 19:53
Üdv.
Arra irányulna a kérdésem,hogy a strigon gyalugépem aljából leengedett vizes,retkes,emulziószerű kocsonyás vacak helyett mit tölthetnek bele kenőolaj gyanánt. Ha jól láttam innen pumpálja szét a szivattyú az olajat a szánhoz, hajtáshoz.
Nincs szívem a lefölözött olajat visszatölteni.
Nem termelni szeretnék vele,csak megtanulni-hobbyzni.
Ha esetleg dél Pest környékén valakinek lenne ilyen kenőolaja és adna el belőle azt megköszönném ha jelezné.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_cac97nsqs2kp7symc6fp_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cac97nsqs2kp7symc6fp_4503.jpg)
Arra irányulna a kérdésem,hogy a strigon gyalugépem aljából leengedett vizes,retkes,emulziószerű kocsonyás vacak helyett mit tölthetnek bele kenőolaj gyanánt. Ha jól láttam innen pumpálja szét a szivattyú az olajat a szánhoz, hajtáshoz.
Nincs szívem a lefölözött olajat visszatölteni.
Nem termelni szeretnék vele,csak megtanulni-hobbyzni.
Ha esetleg dél Pest környékén valakinek lenne ilyen kenőolaja és adna el belőle azt megköszönném ha jelezné.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_cac97nsqs2kp7symc6fp_4503.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cac97nsqs2kp7symc6fp_4503.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2018 március 20, 12:06
Írta: szucst Dátum 2018 március 20, 12:06
Üdv az Uraknak,
talán itt feltehetem a kérdést: hogyan "szabad" esztergát telepíteni:
alany 1500ös E400M
- gépkönyv: megalapozni gépet kiemelni majd hígbetonnal alábetonozni -> lesz jó nagy felfekvőfelület.
Ez okés, csak igen direktbe átadja a rezgéseket az épületnek. - SZABAD-E mondjuk a 4 állítócsavar helyén rezgéscsillapító gumibakokra feltenni a gépet? mivel telitalpas akár ki is bírhatná...
Van valakinek tapasztalata, tanácsa?
Előre is köszönöm!
Tamás
talán itt feltehetem a kérdést: hogyan "szabad" esztergát telepíteni:
alany 1500ös E400M
- gépkönyv: megalapozni gépet kiemelni majd hígbetonnal alábetonozni -> lesz jó nagy felfekvőfelület.
Ez okés, csak igen direktbe átadja a rezgéseket az épületnek. - SZABAD-E mondjuk a 4 állítócsavar helyén rezgéscsillapító gumibakokra feltenni a gépet? mivel telitalpas akár ki is bírhatná...
Van valakinek tapasztalata, tanácsa?
Előre is köszönöm!
Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 24, 15:39
Írta: svejk Dátum 2018 március 24, 15:39
Keresek egy ruszki esztergához villamos doksit, az adattábláján ez áll:
(fonetikusan)
Alma-Atinszkij Ctrankosztrojtelnüj Zavod
Model: 16D20
(fonetikusan)
Alma-Atinszkij Ctrankosztrojtelnüj Zavod
Model: 16D20
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 24, 15:43
Írta: svejk Dátum 2018 március 24, 15:43
talán meg is van... (https://forkettle.ru/biblioteka/pasporta-i-tekhnicheskaya-dokumentatsiya/tokarnye-stanki/744-tokarnye-stanki/8345-tokarno-vintoreznyj-stanok-16d20)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 24, 15:46
Írta: svejk Dátum 2018 március 24, 15:46
De ha már lúd legyen kövér, a kinemetikáról jó lenne egy olvashatóbb kép.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 24, 15:47
Írta: svejk Dátum 2018 március 24, 15:47
Hopsz, egy C ott maradt az Sz helyett :)
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2018 március 24, 21:23
Írta: kart emg Dátum 2018 március 24, 21:23
Szia!
Ez az oldal jó lesz ?
16D20 (http://stanki-katalog.ru/sprav_16d20.htm)
Üdv.
Ez az oldal jó lesz ?
16D20 (http://stanki-katalog.ru/sprav_16d20.htm)
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 25, 08:21
Írta: svejk Dátum 2018 március 25, 08:21
De bezony ám , hogy jó!
Úgy látszik nem voltam elég kitartó.
Köszönöm! [#worship]
(én még a gépet egyszer láttam csak futólag
de ismerős tegnap kért, hogy meg kellene nézni mert pár vezeték elégett és csak 1 sebesség maradt benne :( )
Úgy látszik nem voltam elég kitartó.
Köszönöm! [#worship]
(én még a gépet egyszer láttam csak futólag
de ismerős tegnap kért, hogy meg kellene nézni mert pár vezeték elégett és csak 1 sebesség maradt benne :( )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 március 25, 08:24
Írta: svejk Dátum 2018 március 25, 08:24
Állítólag ez a gép volt az első Orosz NC eszterga alapja.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2018 március 25, 12:05
Írta: kart emg Dátum 2018 március 25, 12:05
Remek!
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 március 25, 22:33
Írta: xgn8p4wk5 Dátum 2018 március 25, 22:33
https://forum.hobbycnc.hu/topic.php?topic=133&jump=40232
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 március 27, 16:59
Írta: AlbertR Dátum 2018 március 27, 16:59
Szia!
Én marógépbe és esztergagépbe vettem ezekből az olajakból.
Szerintem az olajszget árai kedvezőek és futárral kihozák házhoz szállítási díjat kértek 2017-ben.
A leírást egy pdfből másoltam ide vannak benne betű hibák de azért olvasható.
http://www.olajsziget.hu/webshop/details/727/103063/nagyker-kenoanyaglista/mol/mol-spinol-15-10l.html
Tulajdonságai:
Ez egy hígabb olaj MOL TCL 15
cirkulációs és szerszámgépolaj
A MOL TCL 15 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló tulajdonság
nem követelmény
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
AKilsa cbseolsnőy sviúsrzlókdoázistá, senergia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Kis belső súrlódás, energia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Alacsony viszkozitás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
-------------------
Ez egy kicsit sűrűbb olaj de jól folyik:
http://www.olajsziget.hu/webshop/details/727/100167/nagyker-kenoanyaglista/mol/mol-tcl-46-10l-880-kg.html
MOL TCL 46
cirkulációs és szerszámgépolaj
A MOL TCL 46 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Alacsony habzási hajlam
Remélem tudtam segíteni!
Üdv: AlbertR
Én marógépbe és esztergagépbe vettem ezekből az olajakból.
Szerintem az olajszget árai kedvezőek és futárral kihozák házhoz szállítási díjat kértek 2017-ben.
A leírást egy pdfből másoltam ide vannak benne betű hibák de azért olvasható.
http://www.olajsziget.hu/webshop/details/727/103063/nagyker-kenoanyaglista/mol/mol-spinol-15-10l.html
Tulajdonságai:
Ez egy hígabb olaj MOL TCL 15
cirkulációs és szerszámgépolaj
A MOL TCL 15 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló tulajdonság
nem követelmény
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
AKilsa cbseolsnőy sviúsrzlókdoázistá, senergia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Kis belső súrlódás, energia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Alacsony viszkozitás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
-------------------
Ez egy kicsit sűrűbb olaj de jól folyik:
http://www.olajsziget.hu/webshop/details/727/100167/nagyker-kenoanyaglista/mol/mol-tcl-46-10l-880-kg.html
MOL TCL 46
cirkulációs és szerszámgépolaj
A MOL TCL 46 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Alacsony habzási hajlam
Remélem tudtam segíteni!
Üdv: AlbertR
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 március 30, 08:25
Írta: AlbertR Dátum 2018 március 30, 08:25
Üdv Urak!
Keresek Strigon Me250 marógéphez vésőfejet
a leírás szerint megnevezése V 80 tartozék.
Me250 géphez asztal végeket is vennék.
Ha esetleg van valakinek vagy tudja kinek van
kérem értesítsen!
Köszönöm!
Üďv: AlbertR
Keresek Strigon Me250 marógéphez vésőfejet
a leírás szerint megnevezése V 80 tartozék.
Me250 géphez asztal végeket is vennék.
Ha esetleg van valakinek vagy tudja kinek van
kérem értesítsen!
Köszönöm!
Üďv: AlbertR
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2018 március 30, 11:57
Írta: sufnituning Dátum 2018 március 30, 11:57
Szia! Miért nem veszel egy kis vésőgépet? azt a fejet felrakni levenni nem kis munka! Nekem volt, de meguntam az egydarabos munkáknál a fejcserét, hacsak nincs több tíz darabos megrendelésed. Vagy esztergában is megcsinálhatod a vésést!
Most is van egy másik (TOS) vésőfejem, kis alakítással rámegy a Strigonra. De ez csak úgy eszembejutott.
Most is van egy másik (TOS) vésőfejem, kis alakítással rámegy a Strigonra. De ez csak úgy eszembejutott.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 március 30, 19:54
Írta: drehás Dátum 2018 március 30, 19:54
Szia!
Erről a kis vésőgépről tehetnél fel egy képet,mert én nem ismerem,nem is hallottam róla .Hacsak nem a haránt gyalura gondolsz.
Erről a kis vésőgépről tehetnél fel egy képet,mert én nem ismerem,nem is hallottam róla .Hacsak nem a haránt gyalura gondolsz.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2018 március 30, 23:05
Írta: sufnituning Dátum 2018 március 30, 23:05
Szia! Volt nekem több is ilyen, csak már eladtam őket, mindegyik csigakerék áttételes hajtóműből indul ki. Egy ilyet összerakni gyerekjáték.
Volt nekem, amelyik alá befért a 600mm átmérő, de nagyobbak is vannak).Függőleges irányban dolgoznak. lökethossza a hajtótárcsa átmérőtől függ, azon belül a csap helyzete változtatható.
Jelenleg kis svájci harántgyalut használok.
Volt nekem, amelyik alá befért a 600mm átmérő, de nagyobbak is vannak).Függőleges irányban dolgoznak. lökethossza a hajtótárcsa átmérőtől függ, azon belül a csap helyzete változtatható.
Jelenleg kis svájci harántgyalut használok.
Cím: Re:Hagyományos forgácsológépek
Írta: bobak.denes Dátum 2018 április 01, 21:12
Írta: bobak.denes Dátum 2018 április 01, 21:12
Haliho!
ötletadónak akit érdekel
ötletadónak akit érdekel
Cím: Re:Hagyományos forgácsológépek
Írta: bobak.denes Dátum 2018 április 01, 21:16
Írta: bobak.denes Dátum 2018 április 01, 21:16
az előzőhöz
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2018 április 01, 22:59
Írta: sufnituning Dátum 2018 április 01, 22:59
Itt egy rajz is!
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_mi509n4wz88me76jmyms_1848.png) (https://hobbicncforum.hu/uploaded_images/2018/04/mi509n4wz88me76jmyms_1848.png)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_mi509n4wz88me76jmyms_1848.png) (https://hobbicncforum.hu/uploaded_images/2018/04/mi509n4wz88me76jmyms_1848.png)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 április 03, 16:10
Írta: jani300 Dátum 2018 április 03, 16:10
Szerintem valami bajom lehet .
Láttam ma eladásra felkínálva egy kis 3as kúpos magyar vertikálfejet . Elfelejtettem megkérdezni az árát [#ijedt].
Láttam ma eladásra felkínálva egy kis 3as kúpos magyar vertikálfejet . Elfelejtettem megkérdezni az árát [#ijedt].
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 április 03, 17:10
Írta: PSoft Dátum 2018 április 03, 17:10
Jól van!...
Látom, kezdesz "javulni".[#nevetes1]
[#wave]
Látom, kezdesz "javulni".[#nevetes1]
[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 április 03, 19:07
Írta: jani300 Dátum 2018 április 03, 19:07
Dehogy ! A fogaskerekek hangja sem tetszett .
És valószínűleg nem engedtek volna belenézni ...
Meg vaslemez kellett ,és tényleg elfelejtettem megkérdezni , de attól még hogy azt sem tudják micsoda ,azért csillagászok .
És valószínűleg nem engedtek volna belenézni ...
Meg vaslemez kellett ,és tényleg elfelejtettem megkérdezni , de attól még hogy azt sem tudják micsoda ,azért csillagászok .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 április 05, 19:14
Írta: 000000000 Dátum 2018 április 05, 19:14
40-50 perc munka volt megemelni a marógép asztalt és kipucolni teljesen az X és Y tengely fogaskerék és csigahajtását és a csúszó felületeket, ha az előző gazda is cserélte volna a filc törlőket, akkor kb 10-15 perc alatt meg lehetett volna oldani az egészet (és még a gép se kopik szét idő előtt[#falbav]). Kb. 300Ft-os az anyag költség és 1-2 évig most biztos nincs rá gond. [#kacsint]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eixnkkcd4jy45i5hgbw_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/eixnkkcd4jy45i5hgbw_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_07b2pjmw0x7ze7cfgzj3_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/07b2pjmw0x7ze7cfgzj3_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_qive32n9ua2cjm9tv30n_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/qive32n9ua2cjm9tv30n_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_xkxf33qcwpqbmsg228v_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xkxf33qcwpqbmsg228v_5612.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eixnkkcd4jy45i5hgbw_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/eixnkkcd4jy45i5hgbw_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_07b2pjmw0x7ze7cfgzj3_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/07b2pjmw0x7ze7cfgzj3_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_qive32n9ua2cjm9tv30n_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/qive32n9ua2cjm9tv30n_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_xkxf33qcwpqbmsg228v_5612.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xkxf33qcwpqbmsg228v_5612.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 április 05, 23:51
Írta: AlbertR Dátum 2018 április 05, 23:51
Szia!
Ezt a takarítást én is tervezem
megcsinálni az me250 gépemen.
Hogyan függesztetted fel az asztalt, hogy
megemeld?
Esetleg erről van egy képed?
Üdv: Albert
Ezt a takarítást én is tervezem
megcsinálni az me250 gépemen.
Hogyan függesztetted fel az asztalt, hogy
megemeld?
Esetleg erről van egy képed?
Üdv: Albert
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2018 április 06, 06:07
Írta: vadember Dátum 2018 április 06, 06:07
Felső állásban a két végénél aláépítesz valamilyen tartást és azután leengeded a konzolt alóla. Nem kell emelni semmit sem.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 április 06, 09:21
Írta: 000000000 Dátum 2018 április 06, 09:21
Nekem nem volt ilyen magas masszív bakom amire rá mertem volna engedni szóval én felkötöttem egy erős 5T-s spaniferel és biztosítás képen átkötöttem még egyel ha véletlen elengedne a kötés[#nyes] mindképpen masszív legyen amire engeded mert ha eldől és alatta marad a kezed mikor éppen pucolod akkor biztos megropogtatja az a 200-250kg vas.
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 április 06, 11:06
Írta: AlbertR Dátum 2018 április 06, 11:06
Köszönöm mindkettőtöknek a gyors választ megfogadom a tanácsotokat!https://www.forum.hobbycnc.hu/kep/faces/worship.gif
Üdvözlettel:
Albert
Üdvözlettel:
Albert
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2018 május 07, 22:07
Írta: 3ebj3bk8b Dátum 2018 május 07, 22:07
Sziasztok!
Ma szert tettem egy Avia gyorsfejre.
Be kellene zsíroznom a csapágyakat, de nem ismerem a felépítését belül.
Nincs valakinek rajza esetleg, vagy info, hogy mennyi csapágy és hol van benne?
A leghátsót megtaláltam.
Az adattáblán a típus DGS.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_5wuck8b75mh3t3acu0uhi_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/5wuck8b75mh3t3acu0uhi_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_mit9vut4a8cqnbb0hhgx_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/mit9vut4a8cqnbb0hhgx_3383.jpg)
Ma szert tettem egy Avia gyorsfejre.
Be kellene zsíroznom a csapágyakat, de nem ismerem a felépítését belül.
Nincs valakinek rajza esetleg, vagy info, hogy mennyi csapágy és hol van benne?
A leghátsót megtaláltam.
Az adattáblán a típus DGS.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_5wuck8b75mh3t3acu0uhi_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/5wuck8b75mh3t3acu0uhi_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_mit9vut4a8cqnbb0hhgx_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/mit9vut4a8cqnbb0hhgx_3383.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 08, 15:46
Írta: bundyland Dátum 2018 május 08, 15:46
Sziasztok !
KFD-250-es fűrészbe kellene hidraulika olaj.
A gépkönyv szerint p 20 minöségű olaj kell bele, ez nem tudom mit jelent de feltehetően ~20 as viszkozitású olaj kéne bele. Hol lehetne beszerezni ilyen hidraulika olajat
literes kiszerelésben mivel összesen 2 literre lenne szükségem. Esetleg más olaj jó lehet ?
Mintha a hecth hc-22 jó lenne de az is 4L -es kiszerelésben van.
Előre is köszi!
KFD-250-es fűrészbe kellene hidraulika olaj.
A gépkönyv szerint p 20 minöségű olaj kell bele, ez nem tudom mit jelent de feltehetően ~20 as viszkozitású olaj kéne bele. Hol lehetne beszerezni ilyen hidraulika olajat
literes kiszerelésben mivel összesen 2 literre lenne szükségem. Esetleg más olaj jó lehet ?
Mintha a hecth hc-22 jó lenne de az is 4L -es kiszerelésben van.
Előre is köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 május 10, 08:00
Írta: AlbertR Dátum 2018 május 10, 08:00
Szia!
Én marógépbe és esztergagépbe vettem ezekből az olajakból.
Szerintem az olajszget árai kedvezőek és futárral kihozák házhoz szállítási díjat kértek 2017-ben.
A leírást egy pdfből másoltam ide vannak benne betű hibák de azért olvasható.
http://www.olajsziget.hu/webshop/details/727/103063/nagyker-kenoanyaglista/mol/mol-spinol-15-10l.html
Tulajdonságai:
Ez egy hígabb olaj MOL TCL 15
cirkulációs és szerszámgépolaj
A MOL TCL 15 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló tulajdonság
nem követelmény
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
AKilsa cbseolsnőy sviúsrzlókdoázistá, senergia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Kis belső súrlódás, energia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Alacsony viszkozitás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
-------------------
Ez egy kicsit sűrűbb olaj de jól folyik:
http://www.olajsziget.hu/webshop/details/727/100167/nagyker-kenoanyaglista/mol/mol-tcl-46-10l-880-kg.html
MOL TCL 46
cirkulációs és szerszámgépolaj
A MOL TCL 46 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Alacsony habzási hajlam
Üdv: AlbertR
Én marógépbe és esztergagépbe vettem ezekből az olajakból.
Szerintem az olajszget árai kedvezőek és futárral kihozák házhoz szállítási díjat kértek 2017-ben.
A leírást egy pdfből másoltam ide vannak benne betű hibák de azért olvasható.
http://www.olajsziget.hu/webshop/details/727/103063/nagyker-kenoanyaglista/mol/mol-spinol-15-10l.html
Tulajdonságai:
Ez egy hígabb olaj MOL TCL 15
cirkulációs és szerszámgépolaj
A MOL TCL 15 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony terhelésű hidraulikus rendszerek, ahol kopásgátló tulajdonság
nem követelmény
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
AKilsa cbseolsnőy sviúsrzlókdoázistá, senergia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Kis belső súrlódás, energia-megtakarítás
Fokozott hőelvezetés, kiváló hűtő hatás
Alacsony viszkozitás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
-------------------
Ez egy kicsit sűrűbb olaj de jól folyik:
http://www.olajsziget.hu/webshop/details/727/100167/nagyker-kenoanyaglista/mol/mol-tcl-46-10l-880-kg.html
MOL TCL 46
cirkulációs és szerszámgépolaj
A MOL TCL 46 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak
üzemeltetéséhez kialakított kenőolaj.
Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj.
Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az
oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható
üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Alkalmazási terület
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Olajkenésű sikló- és gördülőcsapágyak
Szerszámgépek cirkulációs rendszerei
Nagy fordulatszámú és szoros illesztéssel szerelt orsók csapágyai
Alacsony és közepes terhelésű zárt ipari hajtóművek, ahol EP
teljesítmény nem követelmény
Alacsony és közepes terhelésű hidraulikus rendszerek, ahol kopásgátló
tulajdonság nem követelmény
Levegőt, semleges és szénhidrogén gázokat szállító dugattyús
kompresszorok.
Tulajdonságok és előnyök
KHiavtáélkóo kneyn sőúkrélópdeáss éégs kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Hatékony súrlódás és kopáscsökkentés
Növekvő berendezés élettartam, alacsonyabb alkatrész és üzemetetési
költség
Kiváló kenőképesség
JMóa hgőa-s éhső omxéidrsáéckiólest setsaebtiélitná sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Magas hőmérséklet esetén sem képződnek káros lerakódások
Hosszabb olajszerviz ciklus és alacsonyabb karbantartási költség
Jó hő- és oxidációs stabilitás
AKi váízló g vyíozreslavná lóe lvkáélpike saszé oglajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
A víz gyorsan elválik az olajtól, a rendszerből leereszthető
Megelőzhető a berendezés rendellenes korróziója és kopása
Hosszabb olajszerviz ciklus és berendezés élettartam
Kiváló vízelváló képesség
LGéygobrsu bleovreégk őmeelvnátleáss, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Légbuborék mentes, folytonos kenőfilm
Csökken a kavitáció kialakulásának veszélye
A levegő távozása nem idéz elő habzás növekedést
Megbízható üzemelés, hosszabb berendezés élettartam
Gyors levegőelválás
AKicvéáll óé sk osrzríónzeisófvéémd őa lhkaattárésszek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Acél és színesfém alkatrészek hatékony védelme víz jelenlében is
Hosszú gépélettartam, alacsony karbantartási költség
Kiváló korrózióvédő hatás
ANlaagcys otenryh ehlaébsznáésl ii sh asjzlaamkadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Nagy terhelésnél is szakadásmentes, folytonos kenőfilm
Kevesebb állásidő, alacsonyabb karbantartási költség
Alacsony habzási hajlam
Üdv: AlbertR
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 10, 08:34
Írta: bundyland Dátum 2018 május 10, 08:34
Szia !
Köszi szépen, ebből a TCL15 lenne jó esetleg, de megint csak az a baj hogy literes kiszerelés nincs nekem meg csak 2L kéne. :-(
Köszi szépen, ebből a TCL15 lenne jó esetleg, de megint csak az a baj hogy literes kiszerelés nincs nekem meg csak 2L kéne. :-(
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 május 10, 08:52
Írta: Istvan0728 Dátum 2018 május 10, 08:52
A TCL15 az hajtóműolaj! Nem hidraulika olajat keresel?[#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 május 10, 08:54
Írta: Istvan0728 Dátum 2018 május 10, 08:54
Hidraulika olaj itt van literes kiszerelésben is: Hidraulika olajok (https://www.olajwebshop.hu/hidraulika-olajok/olajok-t101595.html)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 10, 09:12
Írta: bundyland Dátum 2018 május 10, 09:12
De hidraulika olajat de mintha azt írták volna hogy
kis terhelésű hidraulikába jó. Nekem 20bar hoz kell.
A viszkozitás viszont szerintem nagyon lényeges mert ebben
a fűrészgépben dugattyús hidraulika pumpa van és bizony fel kell szívja az olajat és akkor kezdődik megint az E400 as mizéria. :-)
kis terhelésű hidraulikába jó. Nekem 20bar hoz kell.
A viszkozitás viszont szerintem nagyon lényeges mert ebben
a fűrészgépben dugattyús hidraulika pumpa van és bizony fel kell szívja az olajat és akkor kezdődik megint az E400 as mizéria. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 10, 09:14
Írta: bundyland Dátum 2018 május 10, 09:14
Literes kiszerelésben sajnos itt se látok ~20 körüli viszkozitással.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 10, 09:37
Írta: bundyland Dátum 2018 május 10, 09:37
Esetleg még kormányszervó olaj jó lehet, pl total fluide DA.?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 május 11, 14:36
Írta: ywathzay Dátum 2018 május 11, 14:36
A hidrulikánál fontos hogy ne habosodjon az olaj, és ne legyen túl sűrű sem. A kormányszervóé ehhez megfelelő.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 május 11, 18:19
Írta: svejk Dátum 2018 május 11, 18:19
A 20 bar még nagyon is kis terhelés az olajnak.
Ma már a hidraulika rendszerek sok esetben a 300 bar-t célozzák meg.
Ma már a hidraulika rendszerek sok esetben a 300 bar-t célozzák meg.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2018 május 11, 21:09
Írta: ecp4rs0md Dátum 2018 május 11, 21:09
Igen, simán 300bár az már régen is működött nálunk a bányákban a pajzsok is ennyivel mentek, jórészt vízzel.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 13:59
Írta: bundyland Dátum 2018 május 12, 13:59
Hát akkor marad valószinűleg a kormányszervó olaj,
az van literes kiszerelésben.
az van literes kiszerelésben.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 május 12, 14:28
Írta: remrendes Dátum 2018 május 12, 14:28
Egyszeru ATF olaj is jo lehet akkor.
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 május 12, 14:30
Írta: remrendes Dátum 2018 május 12, 14:30
Ha valakit esetleg erint, a magenta szinu szolgaltato 10GB adatot ad ajandekba egy uj SIM kartya melle. Szoval 11GB adat es 80perc beszed 990huf.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 14:39
Írta: bundyland Dátum 2018 május 12, 14:39
Annak mintha nem 20 körüli lett volna a viszkozitása 40 fokon.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 május 12, 16:14
Írta: Csuhás Dátum 2018 május 12, 16:14
Ne mondjátok már hogy egy fűrészgépbe a keretet emelgetni nem tök mindegy milyen olajat használtok? Valóban az ATF olaj tökéletes a célra, nem kell túl ragozni.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 május 12, 16:33
Írta: Vetesi75 Dátum 2018 május 12, 16:33
A cégnél amíg használatban volt a kf250 öntöttünk bele a HM32-től a vágóolajig mindent - a legkülönbféle gyártóktól, ami a 68-astól hígabb volt - tökéletesen üzemelt vele. (rendszeresen pótlásra szorult) Próbálkoztunk a Total MS10-zel is, de azzal már a résveszteségek miatt nem emelte ki rendesen a lapot visszamenetben. Előző melóhelyemen az orosz keretest TCL46-tal itattuk...
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 18:14
Írta: bundyland Dátum 2018 május 12, 18:14
Én nem problémázok, DE egyszer azt tettem ugye E400-nál
és erre az volt a megallapítás hogy azt kell beletenni ami bele való. És lám amikor nem azt tettem nem is ment!
Namármost, mivel ebben is duggattyús a pumpa, előfordulhat hogy a "bármilyen" olajat majd nem szívja fel, gondolom azért kell a 20 körüli olaj. Másrészről gondom sem volt ezzel csak megkérdeztem hátha valakit tud olajat literes kiszerelésben 20 as körüli viszkozitásban. Ennyi volt az eredeti kérdés.
és erre az volt a megallapítás hogy azt kell beletenni ami bele való. És lám amikor nem azt tettem nem is ment!
Namármost, mivel ebben is duggattyús a pumpa, előfordulhat hogy a "bármilyen" olajat majd nem szívja fel, gondolom azért kell a 20 körüli olaj. Másrészről gondom sem volt ezzel csak megkérdeztem hátha valakit tud olajat literes kiszerelésben 20 as körüli viszkozitásban. Ennyi volt az eredeti kérdés.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 18:17
Írta: bundyland Dátum 2018 május 12, 18:17
Köszi!
32-est mintha már lehetne kapni literesben, igazából erre is kiváncsi voltam hogy valaki tett bele mást és azzal ment.
Mondjuk ott a 32 viszonylag közel van a 20-hoz.
32-est mintha már lehetne kapni literesben, igazából erre is kiváncsi voltam hogy valaki tett bele mást és azzal ment.
Mondjuk ott a 32 viszonylag közel van a 20-hoz.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 május 12, 19:56
Írta: Csuhás Dátum 2018 május 12, 19:56
Nem bántásból írtam a véleményem, elnézést ha annak hatott! Mondjuk nekem egyszerűbb a fűrészgépem, abban két dugattyú egy darab cső és egy tűszelep az egész hidraulika.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 20:21
Írta: bundyland Dátum 2018 május 12, 20:21
Oksa, akkor én értettelek félre, azt hittem unod a témát. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 május 12, 20:24
Írta: svejk Dátum 2018 május 12, 20:24
Ha sűrűnek találod, keverj hozzá egy kis gázolajat.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2018 május 12, 20:45
Írta: bundyland Dátum 2018 május 12, 20:45
Jaja az is eszembe jutott, de végülis a kormányszervó olaj pont jó és kapható literesben.
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 május 14, 18:37
Írta: AlbertR Dátum 2018 május 14, 18:37
Tisztelt Urak!
Keresek 120mm vagy 160mm tokmányt
külön állítható pofákkal.
Esetleg valakinek van eladó?
Választ Priv. kérném.
Köszönöm!
Üdv: Albert
Keresek 120mm vagy 160mm tokmányt
külön állítható pofákkal.
Esetleg valakinek van eladó?
Választ Priv. kérném.
Köszönöm!
Üdv: Albert
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 02, 13:00
Írta: jani300 Dátum 2018 június 02, 13:00
Üdvözlöm az Urakat ! És a Hölgyeket is természetesen ha akadnak itt .
Ki kellene találni milyen magyar gépre való a rosszminőségű képeken látható vertikálfej .
Köszi a segítséget :)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_s9f5yz4c8k0gk3t25cd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/s9f5yz4c8k0gk3t25cd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_f5kic06n76xjy8ykvb69a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/f5kic06n76xjy8ykvb69a_2430.jpg)
Ki kellene találni milyen magyar gépre való a rosszminőségű képeken látható vertikálfej .
Köszi a segítséget :)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_s9f5yz4c8k0gk3t25cd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/s9f5yz4c8k0gk3t25cd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_f5kic06n76xjy8ykvb69a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/f5kic06n76xjy8ykvb69a_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2018 június 02, 13:36
Írta: pistikeid Dátum 2018 június 02, 13:36
Szia
Strigon ME-250-es marógépé.
Üdv
Strigon ME-250-es marógépé.
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 02, 13:52
Írta: jani300 Dátum 2018 június 02, 13:52
Köszönöm szépen !
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2018 június 05, 17:55
Írta: kisssandor Dátum 2018 június 05, 17:55
Keresek Aciera 22VA fúrógéphez gépkönyvet.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 06, 17:32
Írta: Vetesi75 Dátum 2018 június 06, 17:32
Sziasztok!
Véletlenül nem tudja valaki, hogy egy ISO30-as szerszámkúpot mekkora erővel illik "behúzni" a főorsóba?
Véletlenül nem tudja valaki, hogy egy ISO30-as szerszámkúpot mekkora erővel illik "behúzni" a főorsóba?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 június 06, 18:42
Írta: ywathzay Dátum 2018 június 06, 18:42
Hogy ne szakadjon meg a menet a behúzószáron. A menesztést a köröm elvégzi, a behúzószár pedig benntartja a kúpot.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 06, 19:05
Írta: Vetesi75 Dátum 2018 június 06, 19:05
Köszönöm! Persze, meg szoktam cibálni rendesen. :)
Gépi behúzáshoz szeretnék rugóköteget (meg a többi cuccot is) méretezni, ezért is lenne jó valami gépgyártók által is alkalmazott érték.
Azzal nem leszek előrébb, ha túlméretezem és később menet közben szakad a behúzógomba, behúzópatron, stb., stb...
Gépi behúzáshoz szeretnék rugóköteget (meg a többi cuccot is) méretezni, ezért is lenne jó valami gépgyártók által is alkalmazott érték.
Azzal nem leszek előrébb, ha túlméretezem és később menet közben szakad a behúzógomba, behúzópatron, stb., stb...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 június 06, 22:44
Írta: ywathzay Dátum 2018 június 06, 22:44
Nem tudom abban milyen menet van, a 40-es kúpban M16. Én számolnék a csavarra megengedett meghúzási nyomaték maximumának a 80%-val. (Hozzáteszem oda már illik egy nemesített anyag, tehát ez erősebb mint egy 5.6-os csavar.)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 07, 00:18
Írta: Vetesi75 Dátum 2018 június 07, 00:18
30-as kúpban M12-es a menet. A hozzávaló behúzógomba nyakának átmérője kb. 8mm, a keresztmetszete sokkal kisebb mint egy 12-es meneté. Patront rugóacélból gondoltam, magát a behúzószárat meg valami CrV féleségből, az akár maradhat "lágy" állapotában is.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 június 07, 05:45
Írta: ywathzay Dátum 2018 június 07, 05:45
Tele vagy információval[#wilting]..... csak lassan engeded szabadjára.
Ha 8mm a nyaka attól még kibírhatja a csavar meghúzási nyomatékának a 80%-át. Akkor erre az anyagra és vastagságra kell információ, mennyi a szakítószilárdsága, összeveted a menetes orsóval.... A fórumon Sasi, sok szakítószilárdsági vizsgálatot végzett tudtommal, Ő benne van a témában.
Az hogy a patron miből készül, az itt most nem számít. A nemesíthető, edzhető... acélok, csak akkor tudják az elérhető kritériumokat, ha megtörténik velük aminek meg kell történnie. Értem ezalatt, hogy nekem mélyhúzó szerszámnál sokkal jobban bírja az igénybevételt a hőkezelt, 450-500C fokon megeresztett C45, mint a készen kapható nemesített 42CRMO4...
Ha 8mm a nyaka attól még kibírhatja a csavar meghúzási nyomatékának a 80%-át. Akkor erre az anyagra és vastagságra kell információ, mennyi a szakítószilárdsága, összeveted a menetes orsóval.... A fórumon Sasi, sok szakítószilárdsági vizsgálatot végzett tudtommal, Ő benne van a témában.
Az hogy a patron miből készül, az itt most nem számít. A nemesíthető, edzhető... acélok, csak akkor tudják az elérhető kritériumokat, ha megtörténik velük aminek meg kell történnie. Értem ezalatt, hogy nekem mélyhúzó szerszámnál sokkal jobban bírja az igénybevételt a hőkezelt, 450-500C fokon megeresztett C45, mint a készen kapható nemesített 42CRMO4...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 13, 07:24
Írta: jani300 Dátum 2018 június 13, 07:24
Találtam a WMW szerszámmaró egyenáramú vezérlőiről ,legalább képet a neten az éjjel .
Rengeteg tartozéka is volt ,nekem sajna csak a kibelezett alapgép van ...
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_a7bfdus52akg795znv9ft_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/a7bfdus52akg795znv9ft_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_ntqs007itzvw7xiv0qtuz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ntqs007itzvw7xiv0qtuz_2430.jpg)
Rengeteg tartozéka is volt ,nekem sajna csak a kibelezett alapgép van ...
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_a7bfdus52akg795znv9ft_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/a7bfdus52akg795znv9ft_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_ntqs007itzvw7xiv0qtuz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ntqs007itzvw7xiv0qtuz_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 13, 07:59
Írta: svejk Dátum 2018 június 13, 07:59
6 kN körül
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 13, 08:00
Írta: svejk Dátum 2018 június 13, 08:00
A szánrendszered egyben van? Eladó?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 13, 10:52
Írta: Vetesi75 Dátum 2018 június 13, 10:52
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 13, 21:01
Írta: jani300 Dátum 2018 június 13, 21:01
Szia !
Most erre a maróra gondolsz ? Azt szeretném beüzemelni .
Egy számmal nagyobb szerszámmaró szánrendszerem van ,amit hirdettem ,az eladó .
Most erre a maróra gondolsz ? Azt szeretném beüzemelni .
Egy számmal nagyobb szerszámmaró szánrendszerem van ,amit hirdettem ,az eladó .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 13, 21:24
Írta: svejk Dátum 2018 június 13, 21:24
Nem kell az neked... Meg ugye mindig van a pénz amiért minden eladó. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 13, 21:27
Írta: svejk Dátum 2018 június 13, 21:27
Persze, nekem is csak bajnak lenne az tény. :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 13, 21:35
Írta: jani300 Dátum 2018 június 13, 21:35
Az azért nem biztos :)
Szerszámmaróm csak kettő van ...
Amiket hirdetek abból már a harmadik is megvan általában , és az már szerintem is sok ... :)
Van még egy ok az eladásra ,ha nagyon kurrens áru ,és nem szeretném ha tönkremenne .
Van hogy pénzhiány vagy helyhiány miatt repülnek dolgok a méhbe , de jobb áru csak akkor ha már berágtam hogy itt sem kell már senkinek .
Szerszámmaróm csak kettő van ...
Amiket hirdetek abból már a harmadik is megvan általában , és az már szerintem is sok ... :)
Van még egy ok az eladásra ,ha nagyon kurrens áru ,és nem szeretném ha tönkremenne .
Van hogy pénzhiány vagy helyhiány miatt repülnek dolgok a méhbe , de jobb áru csak akkor ha már berágtam hogy itt sem kell már senkinek .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 13, 22:41
Írta: jani300 Dátum 2018 június 13, 22:41
Megnyugodtam :)
1200 kiló körül van a gép , jó messzire is kellene vinni .
Kapnom kellett volna az alkalmon egyébként ,tudom .
1200 kiló körül van a gép , jó messzire is kellene vinni .
Kapnom kellett volna az alkalmon egyébként ,tudom .
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 június 13, 22:48
Írta: PSoft Dátum 2018 június 13, 22:48
Összeszámoltad már, átlagban hány tonna vasad van?:)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 13, 22:53
Írta: svejk Dátum 2018 június 13, 22:53
Én megsaccolom... igaz csak két "telephelyén" jártam, ott úgy...80 t.
Cím: Re:Hagyományos forgácsológépek
Írta: fn47xk7ei Dátum 2018 június 13, 22:55
Írta: fn47xk7ei Dátum 2018 június 13, 22:55
Nehogy kiszámolja !!!! Még a végén rájönne ,hogy többszörös milliomos és csak itt a fórumon szokott panaszkodni , hogy mennyire nincs zsé (sastojás , stb.)![#eplus2] [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 13, 23:03
Írta: jani300 Dátum 2018 június 13, 23:03
Még a fele sincsen ,csak majdnem .
De van egy ismerősöm Ő sokkal jobban "megtelt" :)
Kellene most a kis 350 es gyalu szorítópofákat gyalulni (az üzemképes) . De előtte van 5 tonna gép ...
De van egy ismerősöm Ő sokkal jobban "megtelt" :)
Kellene most a kis 350 es gyalu szorítópofákat gyalulni (az üzemképes) . De előtte van 5 tonna gép ...
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 17:01
Írta: J-Steel Dátum 2018 június 18, 17:01
Van egy ISO30 - ER patronbefogóm patronokkal.
Rendeltem a netről egy olyan ER patronbefogót, aminek a teste négyzet alakú, hogy négyzetet tudjak marni.
Ebbe viszont a korábbi patronjaim túl hosszúak. (az átmérő még csak jó lenne)
A kérdésem az, hogy hány féle patron létezik ugyanabból a méretből, és hogyan lehet őket megkülönböztetni névről?
Rendeltem a netről egy olyan ER patronbefogót, aminek a teste négyzet alakú, hogy négyzetet tudjak marni.
Ebbe viszont a korábbi patronjaim túl hosszúak. (az átmérő még csak jó lenne)
A kérdésem az, hogy hány féle patron létezik ugyanabból a méretből, és hogyan lehet őket megkülönböztetni névről?
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2018 június 18, 17:21
Írta: ANTAL GÁBOR Dátum 2018 június 18, 17:21
Tedd már fel a linket mert én még ilyet nem láttam ( mások okulására is jó lenne )
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 18, 19:15
Írta: Csuhás Dátum 2018 június 18, 19:15
Egyszer olvastam egy összefoglalót a patronokról a neten de nem találom...
Egyébként ha jó a kúp és csak az a gond hogy nem elég mély a fészek akkor esztergáld mélyebbre.
Egyébként ha jó a kúp és csak az a gond hogy nem elég mély a fészek akkor esztergáld mélyebbre.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 18, 19:18
Írta: Csuhás Dátum 2018 június 18, 19:18
Itt árulnak néhány típust patronok (http://dst-is.hu/hu/287-szorito-patronok)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 21:32
Írta: J-Steel Dátum 2018 június 18, 21:32
Üdv Antal Úr!
A marógépemhez innen vettem:
https://www.hbm-machines.com/producten/hbm-21-delige-mc-iso-er32-spantanghouderset
A négyzet alakút pedig innen:
https://www.ebay.de/itm/ER-32-Quadrat-Spannzangenaufnahme-Spannzangenfutter-fuer-Spannzange-Fraesmaschine-/152718000442
Utóbbi Kínából jött, a első pedig Hollandiából, ők pedig Kínából szerezték be.
A képek a csatolmányban magukért beszélnek. A bal oldali ISO30-ER32 befogóhoz tartozik a patron.
A képen jobboldalon a befogó "anyán" ER32UM van írva. Ez nem volt jelezve az E-Bay-en, bármit is jelentsen az "UM" kifejezés.
Csuhás! Gondolkodtam azon amit mondtál, hogy megcsinálom, de nem illik bele a patron az "anyába" sem.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_ijustu8nmgd5qjy7n4_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ijustu8nmgd5qjy7n4_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_7zves4xg7emd9t279t7p_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/7zves4xg7emd9t279t7p_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_ve0t08hucyiw49mndzjtn_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ve0t08hucyiw49mndzjtn_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_8mdncuupmvv996yie0cs5_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/8mdncuupmvv996yie0cs5_4880.jpg)
A marógépemhez innen vettem:
https://www.hbm-machines.com/producten/hbm-21-delige-mc-iso-er32-spantanghouderset
A négyzet alakút pedig innen:
https://www.ebay.de/itm/ER-32-Quadrat-Spannzangenaufnahme-Spannzangenfutter-fuer-Spannzange-Fraesmaschine-/152718000442
Utóbbi Kínából jött, a első pedig Hollandiából, ők pedig Kínából szerezték be.
A képek a csatolmányban magukért beszélnek. A bal oldali ISO30-ER32 befogóhoz tartozik a patron.
A képen jobboldalon a befogó "anyán" ER32UM van írva. Ez nem volt jelezve az E-Bay-en, bármit is jelentsen az "UM" kifejezés.
Csuhás! Gondolkodtam azon amit mondtál, hogy megcsinálom, de nem illik bele a patron az "anyába" sem.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_ijustu8nmgd5qjy7n4_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ijustu8nmgd5qjy7n4_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_7zves4xg7emd9t279t7p_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/7zves4xg7emd9t279t7p_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_ve0t08hucyiw49mndzjtn_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/ve0t08hucyiw49mndzjtn_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_8mdncuupmvv996yie0cs5_4880.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/8mdncuupmvv996yie0cs5_4880.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 21:45
Írta: svager Dátum 2018 június 18, 21:45
A HBM nem ER32 a négyzet meg az.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 21:50
Írta: J-Steel Dátum 2018 június 18, 21:50
Ennek ellenére, hogy így írják:
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_uu809wtgny32t0bepgbci_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/06/uu809wtgny32t0bepgbci_4880.png)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_uu809wtgny32t0bepgbci_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/06/uu809wtgny32t0bepgbci_4880.png)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 21:56
Írta: svager Dátum 2018 június 18, 21:56
Igen mivel a képen az is van.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 18, 21:58
Írta: svejk Dátum 2018 június 18, 21:58
Én nem szégyellek kérdezni Tőled, mi a szösz a négyzetrudas befogó? [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 21:59
Írta: svager Dátum 2018 június 18, 21:59
Így néz ki az ER32
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_iym2iu5dhavzg3s4b7q_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/iym2iu5dhavzg3s4b7q_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_iym2iu5dhavzg3s4b7q_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/iym2iu5dhavzg3s4b7q_2939.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:17
Írta: TROMF22 Dátum 2018 június 18, 22:17
Ezek valóban nem fognak összeilleni.
Te egy olyan befogót kaptál ISO30 végződéssel, ami a HBM egyedi patronjait fogadja.
Vannak pl. egy 8 darabos (sárga dobozos) készletben is ilyen egyedi patronok 00883 v. 00884 szám alatt.
Ezek a patronok hosszabb hengeres szakaszon szorítanak mint az ER rendszer, azért nem is illeszthetők össze.
Te egy olyan befogót kaptál ISO30 végződéssel, ami a HBM egyedi patronjait fogadja.
Vannak pl. egy 8 darabos (sárga dobozos) készletben is ilyen egyedi patronok 00883 v. 00884 szám alatt.
Ezek a patronok hosszabb hengeres szakaszon szorítanak mint az ER rendszer, azért nem is illeszthetők össze.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 18, 22:17
Írta: jani300 Dátum 2018 június 18, 22:17
Osztófej helyett direkt osztásra használják ,gépsatuban .
Láttam már ilyen videót és tetszett is .
Láttam már ilyen videót és tetszett is .
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:22
Írta: TROMF22 Dátum 2018 június 18, 22:22
A fotókról már biztosan látod.
Hengeres darabkákat lehet befogni ER patronba + a hasáb alakú testet pedig gépsatuba fogni, megmunkáláshoz.
Hengeres darabkákat lehet befogni ER patronba + a hasáb alakú testet pedig gépsatuba fogni, megmunkáláshoz.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 18, 22:23
Írta: svejk Dátum 2018 június 18, 22:23
Dögöljön meg a hintalovam még mindig nem értem. [#nemtudom]
A munkadarabot fogod a patronba és a kocka rész a satuba 90 fokonként?
És van hat meg nyolcszögletű végződésű is?
a központosítás hogy alakul ilyenkor?
A munkadarabot fogod a patronba és a kocka rész a satuba 90 fokonként?
És van hat meg nyolcszögletű végződésű is?
a központosítás hogy alakul ilyenkor?
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:24
Írta: TROMF22 Dátum 2018 június 18, 22:24
Bocs nem jó helyre címeztem ...
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:24
Írta: TROMF22 Dátum 2018 június 18, 22:24
Hatos biztosan van.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 18, 22:28
Írta: svejk Dátum 2018 június 18, 22:28
Ez iparban is használatos cucc vagy csak a kínaiak megint meglovagoltak egy ötletet?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 18, 22:28
Írta: jani300 Dátum 2018 június 18, 22:28
Hatszögűt is láttam .
A satu le van szorítva , az álló pofa és a befogórész (fenékre ül ) alja vezet .
Esztergált darabra négyszög , hatszög készítése ,mondjuk kulcsnak .
A satu le van szorítva , az álló pofa és a befogórész (fenékre ül ) alja vezet .
Esztergált darabra négyszög , hatszög készítése ,mondjuk kulcsnak .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 18, 22:29
Írta: svejk Dátum 2018 június 18, 22:29
Hmmm... de legalább lenne alul valami hengeres csöcse, megvezetése, hogy pl. egy furatkiosztást is meg lehetne csinálni vele központosan.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 18, 22:34
Írta: jani300 Dátum 2018 június 18, 22:34
Ezt vízszintesen használják , belegondolva igazán csak a magasság számít A középvonal nem .
Mondjuk egy csavarfejnél .
Mondjuk egy csavarfejnél .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 22:36
Írta: J-Steel Dátum 2018 június 18, 22:36
Az a baj, hogy ezek után már csak úgy merek rendelni ER32 patronokat, hogy ti is megmondjátok, hogy mi van.
Nem gondoltam volna, hogy a HBM egyedi patront gyárt és mégis ER32 néven adja el.
Egyébként az UL végződés a négyszögnél nektek mond valamit?
Eredetileg pont azért rendeltem ER32-est, mert az volt a tervem, hogy a patronkészletemet majd használom. És most kiderül, hogy vehetek megint egy készletet ca. 100€-ért.
Nem gondoltam volna, hogy a HBM egyedi patront gyárt és mégis ER32 néven adja el.
Egyébként az UL végződés a négyszögnél nektek mond valamit?
Eredetileg pont azért rendeltem ER32-est, mert az volt a tervem, hogy a patronkészletemet majd használom. És most kiderül, hogy vehetek megint egy készletet ca. 100€-ért.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 18, 22:38
Írta: svejk Dátum 2018 június 18, 22:38
Aha! [#heureka]
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2018 június 18, 22:40
Írta: dezsoe Dátum 2018 június 18, 22:40
Nézegess Clickspring videókat (https://www.youtube.com/channel/UCworsKCR-Sx6R6-BnIjS2MA/videos?disable_polymer=1). Amúgy is berosszás, amiket csinál, és ő pl. sokat használja. Rögtön itt van ez a videó (https://www.youtube.com/channel/UCworsKCR-Sx6R6-BnIjS2MA/videos?disable_polymer=1), 3:20 körül előkerül a cucc.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 22:42
Írta: J-Steel Dátum 2018 június 18, 22:42
A video rosszul van linkelve. Mi a Clickspringes videó címe, amit akartál linkelni?
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 22:43
Írta: svager Dátum 2018 június 18, 22:43
Van marógéped meg esztergád miért nem készítesz a meglévő patronhoz egy befogót?
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 22:45
Írta: svager Dátum 2018 június 18, 22:45
ennyire pontos a tied is lesz [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 22:46
Írta: J-Steel Dátum 2018 június 18, 22:46
Az "anya" okozna gondot. Nem nagyon értem hogy működik.
Másrészt, ha valamit nekem kell csinálni, akkor nincs időm arra, ami a "szent cél" lenne.
Munka után kevés az idő, a gyerekre is kell időt szakítani, mert az anyja megőrül. Így adott esetben egyszerűbb vásárolni mint készíteni.
Másrészt, ha valamit nekem kell csinálni, akkor nincs időm arra, ami a "szent cél" lenne.
Munka után kevés az idő, a gyerekre is kell időt szakítani, mert az anyja megőrül. Így adott esetben egyszerűbb vásárolni mint készíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:49
Írta: TROMF22 Dátum 2018 június 18, 22:49
Ha jól emlékszem az UM végződés csak az anya jelölésében van, és körmös kulcshoz illeszkedő hornyok kialakítására utal.
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2018 június 18, 22:49
Írta: dezsoe Dátum 2018 június 18, 22:49
Mennyi eszem van... Ugyanazt illesztettem be mégegyszer... :)
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 22:51
Írta: svager Dátum 2018 június 18, 22:51
de anya is van [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 22:54
Írta: svager Dátum 2018 június 18, 22:54
csak magát a testet kell elkészítened mert a patron és az anya adott
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_c8z342x27245zdb0b0bsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/c8z342x27245zdb0b0bsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_qf0575dzweevppbua4g_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/qf0575dzweevppbua4g_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_c8z342x27245zdb0b0bsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/c8z342x27245zdb0b0bsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_qf0575dzweevppbua4g_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/qf0575dzweevppbua4g_2939.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2018 június 18, 22:58
Írta: TROMF22 Dátum 2018 június 18, 22:58
Pontosabban így jelölik:
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_88h3fw75676676d6252e_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/88h3fw75676676d6252e_2640.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_88h3fw75676676d6252e_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/88h3fw75676676d6252e_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 18, 23:01
Írta: J-Steel Dátum 2018 június 18, 23:01
Igazad van. A marógép "anyája".
Csakhogy, az kell a marógépre, mert pont ott használnám a négyzetet. Akkor venni kellene másikat az anyából is.
Csakhogy, az kell a marógépre, mert pont ott használnám a négyzetet. Akkor venni kellene másikat az anyából is.
Cím: Re:Hagyományos forgácsológépek
Írta: svager Dátum 2018 június 18, 23:05
Írta: svager Dátum 2018 június 18, 23:05
[#wilting] igazad van így nehéz [#vigyor5]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 19, 08:08
Írta: Csuhás Dátum 2018 június 19, 08:08
Ilyen cuccot az ember magának is készít, pl késtartó csavarokat gyártottam ( nálam hatszögűek ) ezért egy hatszög anyagba fúrtam menetet, abba betekertem szorosan a nyers csavart, majd késtartóba fogva esztergán martam le főorsóba rakott mk4 maróval a csavarok fejének lapjait. ( A maró akkoriban éppen javítás alatt volt )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 19, 08:15
Írta: svejk Dátum 2018 június 19, 08:15
Persze célszerszám mindig kell, de akkor a későbbi kérdésem még egyszer: [#t145p4553#]
Én az E2N-hez 3/8"-os négyszögletes fejűeket gyártottam, a kulcs végére pedig egy 3/8"-os talán 12 mm-es CroVa fej lett hegesztve "fordítva". Ilyen fejű csavart készítettem a hosszán rögzítőhöz is.
Én az E2N-hez 3/8"-os négyszögletes fejűeket gyártottam, a kulcs végére pedig egy 3/8"-os talán 12 mm-es CroVa fej lett hegesztve "fordítva". Ilyen fejű csavart készítettem a hosszán rögzítőhöz is.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 június 19, 08:19
Írta: svejk Dátum 2018 június 19, 08:19
Könnyű vele a fejre találni, mert a CroVa fej ezen négyszögletes része meg van süllyesztve gyárilag.
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 június 19, 08:36
Írta: happisusu Dátum 2018 június 19, 08:36
Inkább hobbysta segéd, olcsóbb ilyen patrontartókat csinálni 4;6; 8 szög anyagból, ha tengelyvég sokszögesítéshez, Iparban ott az osztófej, ami hobby szinten nem biztos, hogy költséghatékony.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 19, 10:07
Írta: Csuhás Dátum 2018 június 19, 10:07
Pár darabos melóra gyorsabb ezeket használni, mint felrakni az osztófejet.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 19, 14:35
Írta: J-Steel Dátum 2018 június 19, 14:35
Véleményt szeretnék hallani tőletek:
Van egy Z tengely a marógépemen. Ebben van egy gázos teleszkóp, ami nagy erővel felfelé nyomja a marómotor házát a főorsóval. KB akkora a nyomóerő mint a ház súlya.
Ezt most ki kellett vennem, mert pont útban volt, és még nem találtam neki helyet.
A tervem az, hogy léptetőmotort teszek az Z tengely TRAPÉZ menetrére, direkt hajtással.
Azért nem cserélném golyósra, mert a trapézmenet miatt nem tud lezuhanni a ház semmikor. Illetve most még az elején használnám az eredeti konstrukciót.
A kérdésem az, hogy mikor alakul jobban a holtjáték kezelés, ha visszateszem a teleszkópot, vagy ha nem és gravitáció dolgozik?
A holtjáték kb. 0,22mm
Van egy Z tengely a marógépemen. Ebben van egy gázos teleszkóp, ami nagy erővel felfelé nyomja a marómotor házát a főorsóval. KB akkora a nyomóerő mint a ház súlya.
Ezt most ki kellett vennem, mert pont útban volt, és még nem találtam neki helyet.
A tervem az, hogy léptetőmotort teszek az Z tengely TRAPÉZ menetrére, direkt hajtással.
Azért nem cserélném golyósra, mert a trapézmenet miatt nem tud lezuhanni a ház semmikor. Illetve most még az elején használnám az eredeti konstrukciót.
A kérdésem az, hogy mikor alakul jobban a holtjáték kezelés, ha visszateszem a teleszkópot, vagy ha nem és gravitáció dolgozik?
A holtjáték kb. 0,22mm
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 június 19, 15:33
Írta: happisusu Dátum 2018 június 19, 15:33
Leírásod alapján az a gázteleszkóp kettős feladatot lát el, elöfeszíti az anyát, és csökkenti a trapézorsóra ható emelő erőt ( mint egy ellensúly )
Nem értem a golyósorsós félelmedet, nekem 16x5 mm-es orsóm van direkthajtással, és nem süllyed le a Z feszültség mentes állapotban sem.
Nem értem a golyósorsós félelmedet, nekem 16x5 mm-es orsóm van direkthajtással, és nem süllyed le a Z feszültség mentes állapotban sem.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 19, 15:53
Írta: J-Steel Dátum 2018 június 19, 15:53
Munkahelyen a vulkanizáló gépeken, amiket építünk, 4m magas kb. D40mm átmérőjű golyósorsó van, és a motor fékje nélkül elindul lefelé.
Mindegy, értettem a dolgot. Köszönöm az ötletet.
Visszatérve a dologra. Vajon mi a jobb, ha előfeszíti felfelé a teleszkóp, vagy ha lefelé a gravitáció?
Kézi tekerésnél egyértelmű, hogy nem akar az ember sokat izmozni, ezért ha egyenlő a két erő, az a legideálisabb.
De ha motor hajtja, akkor vajon mi a jó?
Mindegy, értettem a dolgot. Köszönöm az ötletet.
Visszatérve a dologra. Vajon mi a jobb, ha előfeszíti felfelé a teleszkóp, vagy ha lefelé a gravitáció?
Kézi tekerésnél egyértelmű, hogy nem akar az ember sokat izmozni, ezért ha egyenlő a két erő, az a legideálisabb.
De ha motor hajtja, akkor vajon mi a jó?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2018 június 19, 16:35
Írta: 6rk75uezn Dátum 2018 június 19, 16:35
Pontosan ;)
4-6 szögűt még nem láttam de ez a megoldás is hasznos,bár nem tengelyvégnél tudom elképzelni mert ott álltalában 2-4-6 lap játszik,de furásnál már egész jól lehet használni.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_440hpqy5t2j2bb54x3mt_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/440hpqy5t2j2bb54x3mt_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_kp6g9dsxj4msiutpt249y_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/kp6g9dsxj4msiutpt249y_2053.jpg)
4-6 szögűt még nem láttam de ez a megoldás is hasznos,bár nem tengelyvégnél tudom elképzelni mert ott álltalában 2-4-6 lap játszik,de furásnál már egész jól lehet használni.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_440hpqy5t2j2bb54x3mt_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/440hpqy5t2j2bb54x3mt_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_kp6g9dsxj4msiutpt249y_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/kp6g9dsxj4msiutpt249y_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 19, 20:56
Írta: HJózsi Dátum 2018 június 19, 20:56
Kedves J-Steel!
Fotózd ki légyszíves az eredeti számládról a tételsort, amiben a patronkészletet rendelted, cikkszámmal együtt! Ha a HBM-től ER32 patronbefogót és készletet rendeltél akkor azt is kell, hogy kapjál! Sajnos előfordul, hogy a kedves neten rendelők benéznek valamit, pl, egy olcsóbb, kevesebb patronnal kínált OZ készletet gondolnak ER32-nek, ami természetesen nem ER32, hanem OZ. Volt időszak amikor ezt a patronkészletet ajándékba adták bizonyos modellekhez.
Ha viszont nem megfelelő készletet kaptál, pedig ISO30 ER32 készletet rendeltél, akkor azt a HBM természetesen kicseréli. Sajnos a hozzászólásod már-már a hitelrontás határesete, ezért szeretném tisztázni, hogy ki a hunyó!...
Fotózd ki légyszíves az eredeti számládról a tételsort, amiben a patronkészletet rendelted, cikkszámmal együtt! Ha a HBM-től ER32 patronbefogót és készletet rendeltél akkor azt is kell, hogy kapjál! Sajnos előfordul, hogy a kedves neten rendelők benéznek valamit, pl, egy olcsóbb, kevesebb patronnal kínált OZ készletet gondolnak ER32-nek, ami természetesen nem ER32, hanem OZ. Volt időszak amikor ezt a patronkészletet ajándékba adták bizonyos modellekhez.
Ha viszont nem megfelelő készletet kaptál, pedig ISO30 ER32 készletet rendeltél, akkor azt a HBM természetesen kicseréli. Sajnos a hozzászólásod már-már a hitelrontás határesete, ezért szeretném tisztázni, hogy ki a hunyó!...
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 00:08
Írta: J-Steel Dátum 2018 június 20, 00:08
Megnéztem a számlát, aztán megnéztem a dobozt és a levelezést is.
Kiderült, hogy vásárláskor az OZ 25-ös patronkészletet választottam ki, mert ez volt jó árban. DE mivel nem ismertem a patronokat, azt hittem hogy ez az OZ valamilyen fantázianév, vagy a darabszámot jelöli az ER32-ből. Hát nem!
Valahogy gondolatban összekeveredett az ER32-vel, és mivel aztán nem foglalkoztam vele, csak használtam, nem is merült fel probléma, mindaddig amíg meg nem érkezett az "igazi" ER32 befogó.
Örülök, hogy tisztázva lett, pont ezért indítottam a kérdést.
Kiderült, hogy vásárláskor az OZ 25-ös patronkészletet választottam ki, mert ez volt jó árban. DE mivel nem ismertem a patronokat, azt hittem hogy ez az OZ valamilyen fantázianév, vagy a darabszámot jelöli az ER32-ből. Hát nem!
Valahogy gondolatban összekeveredett az ER32-vel, és mivel aztán nem foglalkoztam vele, csak használtam, nem is merült fel probléma, mindaddig amíg meg nem érkezett az "igazi" ER32 befogó.
Örülök, hogy tisztázva lett, pont ezért indítottam a kérdést.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 20, 01:12
Írta: HJózsi Dátum 2018 június 20, 01:12
Én is örülök, hogy kiderült, hogy nem a HBM a hunyó (mint ahogy vártam)! ...
Az ER és az OZ patronok között a hosszukon kívül szembetűnő eltérés a bevágások száma ... A szorító anyájuk is különböző kialakítású ...
Az ER és az OZ patronok között a hosszukon kívül szembetűnő eltérés a bevágások száma ... A szorító anyájuk is különböző kialakítású ...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 20, 06:57
Írta: Csuhás Dátum 2018 június 20, 06:57
Ezt sem tudtam, de most már figyelni fogok a szemre hasonló patronok eltéréseire. Úgyis tervezem egy bővebb ER32 sorozat vásárlását.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 10:54
Írta: J-Steel Dátum 2018 június 20, 10:54
Ez az OZ25-ös patron nem valami populáris, mert nem lehet belőle kapni négyzetes blokkot. (amit lentebb mutattam)
Most veszek egy szorítóanyát Kínából, aztán ha nagyon ráérek, majd készítek egy saját blokkot.
Most veszek egy szorítóanyát Kínából, aztán ha nagyon ráérek, majd készítek egy saját blokkot.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 10:56
Írta: J-Steel Dátum 2018 június 20, 10:56
Ehhez senkinek nincs véleménye? Jó volna még pár véleményt hallani.
Süsünek meg köszönöm, hogy írt!
Süsünek meg köszönöm, hogy írt!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 június 20, 10:56
Írta: jani300 Dátum 2018 június 20, 10:56
Nekem van egy patronkészletem ,aminek még mindig nem tudom a típusát .
Majd csinálok egy képet ER32 vel együtt .
Majd csinálok egy képet ER32 vel együtt .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 20, 11:17
Írta: Csuhás Dátum 2018 június 20, 11:17
Egy vélemény: Szüntesd meg a holtjátékot. Használj golyós orsót, és tegyél féket a motorra hogy áramszünet esetén ne tudjon letekeredni. ( Bár szerintem a léptetőben a mágnes is megfogja a tengelyt ) Gázrugó szerintem felesleges a rendszerbe.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 11:27
Írta: J-Steel Dátum 2018 június 20, 11:27
Az én gondolatmenetem a következő, amin már egy napja rágódom:
- Jobbos maró - jobbra forogva ha oldalról belemegy az anyagba, akkor próbál lefelé haladni, tehát az orsót lefelé húzza.
(a fúrásnál pont a nyomóerő miatt pont felfelé hat, de azt most hagyjuk figyelmen kívül)
- Ha nincs felfelé nyomó teleszkóp, és a házat a gravitáció lefelé húzza, akkor az trapézorsónak a bizonyos falának feszíti, és a szerszám által létrehozott erő is pont erre hat.
- Akkor lehet baj, ha valami olyan történik, ami a maró szerszámot emelgeti. De tapasztalat híján ilyennel még nem volt dolgom.
- Jobbos maró - jobbra forogva ha oldalról belemegy az anyagba, akkor próbál lefelé haladni, tehát az orsót lefelé húzza.
(a fúrásnál pont a nyomóerő miatt pont felfelé hat, de azt most hagyjuk figyelmen kívül)
- Ha nincs felfelé nyomó teleszkóp, és a házat a gravitáció lefelé húzza, akkor az trapézorsónak a bizonyos falának feszíti, és a szerszám által létrehozott erő is pont erre hat.
- Akkor lehet baj, ha valami olyan történik, ami a maró szerszámot emelgeti. De tapasztalat híján ilyennel még nem volt dolgom.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 11:28
Írta: J-Steel Dátum 2018 június 20, 11:28
Úgy akartam írni, hogy "jobbos csavart szármaró"
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 20, 11:41
Írta: Csuhás Dátum 2018 június 20, 11:41
Szvsz kotyogó géppel nem lehet cnc megmunkálást végezni. Egy manuális gépen tudod merre hogyan kell a kotyogást kivenni, de cncnél úgyis beleszaladsz valamibe aminek a vége a szerszámtörés lesz. De ez csak egy kért vélemény, majd a gyakorlatban cncző kollégák megcáfolnak vagy megerősítenek benne.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 11:47
Írta: J-Steel Dátum 2018 június 20, 11:47
A mach3-ban ha bekapcsolja az ember a holtjáték kompenzációt X/Y tengelynél, akkor a program kiszámolja, hogy jobbra (vagy balra forduláskor) hogyan vegye ki a holtjátékot. Ez valszeg nem jelenik meg a kijelzőn, de a háttérben megtörténik.
Még egyszer jelzem, hogy ez mind X/Y tengelyekre igaz.
Z-nél nem tudom hogy van. Ott már hat a gravitáció.
Még egyszer jelzem, hogy ez mind X/Y tengelyekre igaz.
Z-nél nem tudom hogy van. Ott már hat a gravitáció.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 20, 12:26
Írta: HJózsi Dátum 2018 június 20, 12:26
A kottyanás kivétele ( kompenzációja ) nem történik 0 ( Nulla ) idő alatt. Na most két tengelyes megmunkálás esetén ha az egyik irányt vált, közben kompenzál, a másik meg megy tovább akkor milyen lesz a végeredmény?... [#zavart2]
Gázrugó / tömeg kompenzálás Z tengely :
Végezz kísérletet! Sétálj egy lejtős úton felfelé, majd lefelé. Érzel-e különbséget? Sétálj meredekebb lejtőn, mondjuk 45 fokoson ... itt már biztos érezni fogod a különbséget, hogy felfelé vagy lefelé sétálsz. Folytasd tovább a kísérletet a meredekség növelésével egészen a függőlegesig. Mérd meg a sebességedet/gyorsulásodat felfelé és lefelé, de ne felejts el kapaszkodni! ...
Na most a motornak miért lenne mindegy, hogy fefelé vagy lefelé kell mozgatnia a tömeget??? Mert az ujjaddal ugyan olyan erővel nyomod a gombot a billentyűn???
A gyorsuláshoz szükséges erő
Z felfelé mozgáskor F=m * ( a - g )
Z lefelé mozgáskor F=m * ( a + g )
Mindegy?
Gázrugó / tömeg kompenzálás Z tengely :
Végezz kísérletet! Sétálj egy lejtős úton felfelé, majd lefelé. Érzel-e különbséget? Sétálj meredekebb lejtőn, mondjuk 45 fokoson ... itt már biztos érezni fogod a különbséget, hogy felfelé vagy lefelé sétálsz. Folytasd tovább a kísérletet a meredekség növelésével egészen a függőlegesig. Mérd meg a sebességedet/gyorsulásodat felfelé és lefelé, de ne felejts el kapaszkodni! ...
Na most a motornak miért lenne mindegy, hogy fefelé vagy lefelé kell mozgatnia a tömeget??? Mert az ujjaddal ugyan olyan erővel nyomod a gombot a billentyűn???
A gyorsuláshoz szükséges erő
Z felfelé mozgáskor F=m * ( a - g )
Z lefelé mozgáskor F=m * ( a + g )
Mindegy?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 12:44
Írta: J-Steel Dátum 2018 június 20, 12:44
Olyan nincs, hogy két tengelyes megmunkálás esetén az egyik irányt vált és kompenzál, a MÁSIK MEGY TOVÁBB.
Nyilván nem megy tovább a másik. Megvárja amíg az előző kompenzál. A Mach3 vezérel mindent, nem fog step impulzust adni a másik tengelynek, amíg meg nem történt a kompenzáció.
A másik témát még elemzem. Köszönöm.
Nyilván nem megy tovább a másik. Megvárja amíg az előző kompenzál. A Mach3 vezérel mindent, nem fog step impulzust adni a másik tengelynek, amíg meg nem történt a kompenzáció.
A másik témát még elemzem. Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 20, 12:53
Írta: Csuhás Dátum 2018 június 20, 12:53
"Mindegy?"
Szerintem igen. Nyilván eltérő teljesítmény kell a mozgatáshoz felfelé vagy lefelé, de ettől még nem lesz lépésvesztés. Ahogy az is mindegy hogy a normál működési tartományon belül kis vagy nagy fogással dolgozol-e éppen.
Szerintem igen. Nyilván eltérő teljesítmény kell a mozgatáshoz felfelé vagy lefelé, de ettől még nem lesz lépésvesztés. Ahogy az is mindegy hogy a normál működési tartományon belül kis vagy nagy fogással dolgozol-e éppen.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 20, 13:01
Írta: HJózsi Dátum 2018 június 20, 13:01
Ezt a bátor kijelentést mire alapozod? ...
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 20, 13:04
Írta: HJózsi Dátum 2018 június 20, 13:04
Háááát ... :) egész más mennyiségű áramot fog kortyolgatni a motor, itt bejönnek elektromos időállandók ill. nem biztos, hogy azonos gyorsulást tud biztosítani a motor felfelé ill lefelé irányban.
Cím: Re:Hagyományos forgácsológépek
Írta: HJózsi Dátum 2018 június 20, 13:07
Írta: HJózsi Dátum 2018 június 20, 13:07
Ne mondjatok le a gondolkozás lehetőségéről! ... [#papakacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 20, 13:07
Írta: Vetesi75 Dátum 2018 június 20, 13:07
"akkor a program kiszámolja, hogy jobbra (vagy balra forduláskor) hogyan vegye ki a holtjátékot"
Igen kiszámolja, az orsót pozícióba is állítja, de ettől még a kottyanás ott marad, ami a forgácsolóerők és rezgések! hatására teljesen kiszámíthatatlanul viselkedik. Hagyományos gépen pozícióra állást követően az éppen nem mozgó szán rögzíthető, ezért nincs vele különösebb probléma.
Z holtjáték fúráskor a leglátványosabb. Ezt egy asztali fúrógépen tanulmányozhatod - biztosan kotyog valamennyit a fogasléce.
Igen kiszámolja, az orsót pozícióba is állítja, de ettől még a kottyanás ott marad, ami a forgácsolóerők és rezgések! hatására teljesen kiszámíthatatlanul viselkedik. Hagyományos gépen pozícióra állást követően az éppen nem mozgó szán rögzíthető, ezért nincs vele különösebb probléma.
Z holtjáték fúráskor a leglátványosabb. Ezt egy asztali fúrógépen tanulmányozhatod - biztosan kotyog valamennyit a fogasléce.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 13:12
Írta: J-Steel Dátum 2018 június 20, 13:12
Lépésvesztéssel kapcsolatban megjegyzem, mert ezt külön nem emeltem ki, hogy habár léptető motorral dolgozom, encoder van rajta és szervo módban van. Ha nem tudna követni egy rámpát azt idővel kompenzálni tudja. Vegyuk úgy tehát, hogy "szervo típusú" motorról van szó.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 13:24
Írta: J-Steel Dátum 2018 június 20, 13:24
Vetési75:
"...rezgések hatására teljesen kiszámíthatatlanul viselkedik.."
Ez attól függ hogyan marunk. Vegyük a zsebmarást könnyűfémbe.
Legyen Z most fix, és X-Y tengelyen mozog csak a gép.
Azt látom mindenütt a hobby technikában - tehát zsebmarás:
- Z mélységet 1-2mm-re választják meg
- belülről kifelé haladnak
- ellenirányú márás (conventional milling)
- A szármaró mindig csak az max átmérő fele fogásvételt vesz ilyenkor valóban rezgések lépnek fel
- Az utolsó menetben, mikor közel a tényleges kontur, az átmérő töredéke lesz a fogásvétel, ezzel minimalizálva a vibrációt
Ez utóbbival biztosítják a pontosságot.
A nagyobb rezgések a nagyolás alatt léptek fel, de az oldalfalon kereletkező pontatlanságot lemunkálják a következő menetben.
Kérdés, hogy okoz-e gondot a rezgés, ha úgyis lemarjuk?
"...rezgések hatására teljesen kiszámíthatatlanul viselkedik.."
Ez attól függ hogyan marunk. Vegyük a zsebmarást könnyűfémbe.
Legyen Z most fix, és X-Y tengelyen mozog csak a gép.
Azt látom mindenütt a hobby technikában - tehát zsebmarás:
- Z mélységet 1-2mm-re választják meg
- belülről kifelé haladnak
- ellenirányú márás (conventional milling)
- A szármaró mindig csak az max átmérő fele fogásvételt vesz ilyenkor valóban rezgések lépnek fel
- Az utolsó menetben, mikor közel a tényleges kontur, az átmérő töredéke lesz a fogásvétel, ezzel minimalizálva a vibrációt
Ez utóbbival biztosítják a pontosságot.
A nagyobb rezgések a nagyolás alatt léptek fel, de az oldalfalon kereletkező pontatlanságot lemunkálják a következő menetben.
Kérdés, hogy okoz-e gondot a rezgés, ha úgyis lemarjuk?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 13:29
Írta: J-Steel Dátum 2018 június 20, 13:29
Bevallom nincs rá bizonyítékom, nem olvastam sehol sem.
Én arra alapozom a kijelentésem, hogy a szoftverbe beépítették a lehetőséget, és ha kotyogós gépen bekapcsolja az ember a kompenzációt, akkor a méretek hirtelen pontosak lesznek.
Szívesen megmérném az impulzusokat egy számlálóval, de nekem most nincs erre időm, mert a gépemet próbálom életre kelteni (l: Elektronika topic)
Éljen a HBM marógép!
Én arra alapozom a kijelentésem, hogy a szoftverbe beépítették a lehetőséget, és ha kotyogós gépen bekapcsolja az ember a kompenzációt, akkor a méretek hirtelen pontosak lesznek.
Szívesen megmérném az impulzusokat egy számlálóval, de nekem most nincs erre időm, mert a gépemet próbálom életre kelteni (l: Elektronika topic)
Éljen a HBM marógép!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 június 20, 13:32
Írta: Csuhás Dátum 2018 június 20, 13:32
Nagyon szakmaiatlan hasonlattal élve: Okoz-e gondot ha lötyög egy autó kereke? Nem, hiszen ki nem esik, tehát ugyanoda megy az autó és a kereke is. Hogy zörög, hogy kopik a gumi, az számít? Hogy kóvályog, eh azért van a kormány hogy igazgassuk..
Szóval egy kotyogó tengely elég fuser megoldás egy cnc gépen. Persze gravírtűvel fába 8kg Z mechanikával nem lesz zavaró pláne ha nem mozgatod gyorsan.
Szóval egy kotyogó tengely elég fuser megoldás egy cnc gépen. Persze gravírtűvel fába 8kg Z mechanikával nem lesz zavaró pláne ha nem mozgatod gyorsan.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 20, 13:35
Írta: J-Steel Dátum 2018 június 20, 13:35
Ez nagyon tetszik:
"...hiszen ki nem esik, tehát ugyanoda megy az autó és a kereke is"
Jót nevettem rajta. Ebéd utáni jókedvet csináltál.
"...hiszen ki nem esik, tehát ugyanoda megy az autó és a kereke is"
Jót nevettem rajta. Ebéd utáni jókedvet csináltál.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 21, 08:35
Írta: Vetesi75 Dátum 2018 június 21, 08:35
Szándékosan emeltem ki a rezgést, mert nagyon alattomos tud lenni - mikor az álló (pillanatnyilag mozgási utasítást nem végrehajtó) szánszerkezet valós pozíciója a holtjáték által korlátozott tartományban kóvályog a gép saját vagy másik berendezésből fakadó rezgés miatt. (és még megmunkálás nem is történt...) Ez a közvetett útmérős gépek nagy szépséghibája.
Akkor simítsunk. Lehet a marás egyen vagy ellenirányú is, akár körzseb is... A "nagy könyv szerinti fő forgácsolóerő" iránya jól meghatározott, lehet holtjátékot is kompenzálni hozzá.
Erre a fő forgácsoló erőre merőleges erő iránya viszont nem egyértelmű. Oldalirányú fogásvétel, élgeometria, előtolás, anyagminőség, és még ki tudja minek a függvénye. Értsd: amíg borotva éles a maród, addig harap, magára húzza az anyagot a kontúron, mikor már kissé megkopott, legömbölyödött az éle, akkor meg eltolja magától. A tényleges eredő forgácsolóerő nem feltétlen párhuzamos a megmunkálás irányával - még ilyen kis oldalfogás esetén sem.
Akkor most milyen irányba is kompenzáljuk a holtjátékot?
Akkor simítsunk. Lehet a marás egyen vagy ellenirányú is, akár körzseb is... A "nagy könyv szerinti fő forgácsolóerő" iránya jól meghatározott, lehet holtjátékot is kompenzálni hozzá.
Erre a fő forgácsoló erőre merőleges erő iránya viszont nem egyértelmű. Oldalirányú fogásvétel, élgeometria, előtolás, anyagminőség, és még ki tudja minek a függvénye. Értsd: amíg borotva éles a maród, addig harap, magára húzza az anyagot a kontúron, mikor már kissé megkopott, legömbölyödött az éle, akkor meg eltolja magától. A tényleges eredő forgácsolóerő nem feltétlen párhuzamos a megmunkálás irányával - még ilyen kis oldalfogás esetén sem.
Akkor most milyen irányba is kompenzáljuk a holtjátékot?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 21, 09:19
Írta: J-Steel Dátum 2018 június 21, 09:19
Azt azért hozzátenném, hogy a fecskefarok valamekkora erővel meg van szorítva, ami álló helyzetben tapadási surlódást eredményez, mozgás közben pedig csúszási surlódást.
A fizika azt mondja, hogy előbbi valamivel nagyobb mint az utóbbi.
Ezzel azt szeretném jelezni, hogy ezen hatás miatt "kóválygás" korlátozott.
Az egyenirányú marást kérem, hogy zárjuk ki, mert ott elég nehéz meghatározni a fellépő erőket.
Csakis ellenirányban dolgozok, mert a holtjátékot tekintve az erő iránya ilyenkor könnyebben meghatározhatóbb.
A szerszám kopására köszönöm, hogy felhívtad a figyelmem, majd ha oda kerül a sor, figyelek rá, és megmérem az eredményt.
A fizika azt mondja, hogy előbbi valamivel nagyobb mint az utóbbi.
Ezzel azt szeretném jelezni, hogy ezen hatás miatt "kóválygás" korlátozott.
Az egyenirányú marást kérem, hogy zárjuk ki, mert ott elég nehéz meghatározni a fellépő erőket.
Csakis ellenirányban dolgozok, mert a holtjátékot tekintve az erő iránya ilyenkor könnyebben meghatározhatóbb.
A szerszám kopására köszönöm, hogy felhívtad a figyelmem, majd ha oda kerül a sor, figyelek rá, és megmérem az eredményt.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 június 21, 09:38
Írta: J-Steel Dátum 2018 június 21, 09:38
Kiderült, hogy a mozgásvezérlőben van a holtjáték kompenzáció, ha külső eszközt használ az ember.
Azt írja, hogy "Pokeys impulzus engine (v4.1.26-tól) támogatja a holtjáték kompenzációt. Minden irányváltáskor 2*W (ahol W a holtjáték fele impulzusban) további impulzust generál.
Nehéz lefordítani, mert az angol szöveg is ködös, de a lényeg, hogy valami van. Sokan használják a kompenzációt, sok kérdés is van vele kapcsolatban a neten. De tény, hogy az eredmény pontosabb lesz.
Azt írja, hogy "Pokeys impulzus engine (v4.1.26-tól) támogatja a holtjáték kompenzációt. Minden irányváltáskor 2*W (ahol W a holtjáték fele impulzusban) további impulzust generál.
Nehéz lefordítani, mert az angol szöveg is ködös, de a lényeg, hogy valami van. Sokan használják a kompenzációt, sok kérdés is van vele kapcsolatban a neten. De tény, hogy az eredmény pontosabb lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 21, 10:26
Írta: Vetesi75 Dátum 2018 június 21, 10:26
Igen, a súrlódás sok esetben jótékony hatással van a megmunkálás pontosságára. Hagyományos gépen nem is nagyon szabad erőltetni az egyirányú marást, mert az alkalmazása nagyon szigorú feltételekhez van kötve.
A holtjáték kompenzáció az elsősorban CNC-vel kapcsolatos fogalom és elsőre szinte mindenki súrlódás mentes gördülővezetékekben gondolkodik. CNC-ken is csak azért lehet eredményesen egyirányba marni, mert nem számottevő holtjáték. Egy jó állapotú ipari CNC-gépen szánonként néhány mikron van kompenzálva.
A holtjáték kompenzáció az elsősorban CNC-vel kapcsolatos fogalom és elsőre szinte mindenki súrlódás mentes gördülővezetékekben gondolkodik. CNC-ken is csak azért lehet eredményesen egyirányba marni, mert nem számottevő holtjáték. Egy jó állapotú ipari CNC-gépen szánonként néhány mikron van kompenzálva.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 június 26, 20:41
Írta: xgn8p4wk5 Dátum 2018 június 26, 20:41
Üdv! Azt szeretném kérdezni, hogy strigon me1000 gépen hol van lehetőség a függőleges szán kenésére?
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 június 27, 14:29
Írta: drehás Dátum 2018 június 27, 14:29
Szia!A prizmáknál a szánon van 3 olajzó gomb.A a rögzitők felöli oldalon 2,a másikon 1db.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 június 27, 20:23
Írta: xgn8p4wk5 Dátum 2018 június 27, 20:23
Köszi a segítséget! Megtaláltam, csak kicsit sok volt rajta a kosz :D
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 június 30, 16:46
Írta: Vetesi75 Dátum 2018 június 30, 16:46
Hiteka FO3220 fúrógép. Gondoltam, ha már kibontom, fotózok is, hátha szükség lesz rá.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_iae6s9auam2abwamjgqf0_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/iae6s9auam2abwamjgqf0_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_vd9ymz47mmhiiyhb6shjd_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/vd9ymz47mmhiiyhb6shjd_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_iae6s9auam2abwamjgqf0_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/iae6s9auam2abwamjgqf0_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/tn_vd9ymz47mmhiiyhb6shjd_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/vd9ymz47mmhiiyhb6shjd_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 július 02, 18:02
Írta: J-Steel Dátum 2018 július 02, 18:02
Szeretnék visszatérni erre a hozzászólásomra, mert azóta gyűjtögettem információt. Kérem az urakat kattintsanak az előzményre.
Mach3-at használok külső mozgásvezérlővel.
FONTOS, hogy nálam nem a MACH, hanem a mozgásvezérlő kompenzálja a holtjátékot, de ez sajnos nem látja előre a kódot úgy mint a MACH.
X-tengely mozgatásakor az történik nálam - ha a holtjáték kompenzáció be van kapcsolva - , hogy ha pozitív irányba mozgok akkor annyit lép, amennyit kell.
Ha ezután negatív irányba kell mennem, akkor végez egy kompenzációt, ami abból áll, hogy az ellenkező irányba lép holtjátéknyi millimétert, majd innen folytatja tovább az útját a megadott lépéssel.
Végeztem tesztet: Kipróbáltam, hogy x=0,y=0 pontból...
(megj. x=0 és y=0 pontba már úgy érkeztem, hogy a holtjáték a pozitív irányban már ki volt véve)
Relatív távolsággal:
1) menj x + 5mm-t, majd
2) menj y + 5mm
3) menj x - 10mm
A 2-es pont előtt kellene egy holtjáték kompenzációt csinálni, ugyanis a forgácsolóerők továbbnyomják az aszalt, ami miatt az elmozdul. Ehhez tehát x-et a negatív irányba kellene kompenzálni, miután elérte az 5mm-t.
A mozgásvezérlő nem csinál semmit. Nem is tudja, mi történik pontosan, ő csak az utasítást követi. Csak a 3. pontban kompenzál, mert X ott váltott irányt. De ez már sajnos késő.
Kompenációt úgy tűnik csak úgy lehet G-kódban létrehozni, ha a beépítjük ezt. Ezt jelenleg csak úgy tudom elképzelni, ha 1) és 2) pontok közé beteszünk egy "pici ellenkező irányú lépést".
Relatív távolsággal:
1) menj x + 5mm
> menj x - 0.001mm (a lehető legkisebb)
2) menj y + 5mm
3) menj x - 10mm
Nem tudom melyik CAD program tud ilyesmit. Nem egyszerű a dolog.
Amire kíváncsi vagyok még, hogy a MACH3 + Párhuzamos port kombó vajon tudja-e ezt külön kód nélkül?
Holnap szerzek gépet, majd kipróbálom.
Mach3-at használok külső mozgásvezérlővel.
FONTOS, hogy nálam nem a MACH, hanem a mozgásvezérlő kompenzálja a holtjátékot, de ez sajnos nem látja előre a kódot úgy mint a MACH.
X-tengely mozgatásakor az történik nálam - ha a holtjáték kompenzáció be van kapcsolva - , hogy ha pozitív irányba mozgok akkor annyit lép, amennyit kell.
Ha ezután negatív irányba kell mennem, akkor végez egy kompenzációt, ami abból áll, hogy az ellenkező irányba lép holtjátéknyi millimétert, majd innen folytatja tovább az útját a megadott lépéssel.
Végeztem tesztet: Kipróbáltam, hogy x=0,y=0 pontból...
(megj. x=0 és y=0 pontba már úgy érkeztem, hogy a holtjáték a pozitív irányban már ki volt véve)
Relatív távolsággal:
1) menj x + 5mm-t, majd
2) menj y + 5mm
3) menj x - 10mm
A 2-es pont előtt kellene egy holtjáték kompenzációt csinálni, ugyanis a forgácsolóerők továbbnyomják az aszalt, ami miatt az elmozdul. Ehhez tehát x-et a negatív irányba kellene kompenzálni, miután elérte az 5mm-t.
A mozgásvezérlő nem csinál semmit. Nem is tudja, mi történik pontosan, ő csak az utasítást követi. Csak a 3. pontban kompenzál, mert X ott váltott irányt. De ez már sajnos késő.
Kompenációt úgy tűnik csak úgy lehet G-kódban létrehozni, ha a beépítjük ezt. Ezt jelenleg csak úgy tudom elképzelni, ha 1) és 2) pontok közé beteszünk egy "pici ellenkező irányú lépést".
Relatív távolsággal:
1) menj x + 5mm
> menj x - 0.001mm (a lehető legkisebb)
2) menj y + 5mm
3) menj x - 10mm
Nem tudom melyik CAD program tud ilyesmit. Nem egyszerű a dolog.
Amire kíváncsi vagyok még, hogy a MACH3 + Párhuzamos port kombó vajon tudja-e ezt külön kód nélkül?
Holnap szerzek gépet, majd kipróbálom.
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 július 02, 19:46
Írta: happisusu Dátum 2018 július 02, 19:46
Ilyen nincs és mégis van, már múltkor is megírták, hogy holtjátékot a CNC nem tud kivenni.
01,: a forgácsoló erők játszótere az pár tizedes lógás, seni sem tudja megjósolni mikor lesz az + vagy -.
02,: a mach 3 egy hobbystáknak szánt vezérlő program, de nem szabályzó, / a mach3 topikban régebben ki lett tárgyalva, hogy a külső útmérő jelket nem dolgozza fel.
03?: ilyen, " hogy holtjáték" kompenzáció nincs a komoly ipari programokban se. ( Pl NTC; HEidenhain;...)
Sajnálom, hogy nem tudod rendes munkára fogni a gépet, de ha megméred a trapéz orsó méreteit, /menetátmérő+ menetemelkedés/ találsz hozzá biztos előfeszithető anyát, avval azonnal megszünik a holtjáték.
Üdv Süsü
01,: a forgácsoló erők játszótere az pár tizedes lógás, seni sem tudja megjósolni mikor lesz az + vagy -.
02,: a mach 3 egy hobbystáknak szánt vezérlő program, de nem szabályzó, / a mach3 topikban régebben ki lett tárgyalva, hogy a külső útmérő jelket nem dolgozza fel.
03?: ilyen, " hogy holtjáték" kompenzáció nincs a komoly ipari programokban se. ( Pl NTC; HEidenhain;...)
Sajnálom, hogy nem tudod rendes munkára fogni a gépet, de ha megméred a trapéz orsó méreteit, /menetátmérő+ menetemelkedés/ találsz hozzá biztos előfeszithető anyát, avval azonnal megszünik a holtjáték.
Üdv Süsü
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 július 02, 19:57
Írta: J-Steel Dátum 2018 július 02, 19:57
01 Megjósolni a CAD program tudja, mert ő az aki ismeri a teljes utat. Ellenirányú telibemarásnál egyértelmű az irány. A CAM (Mach3) nem ismeri a kivágni kívánt alakot.
02 ponttal egyetértek
03 Kompenzációnak lennie kell a komoly gépeknél is, mert nincs holtjátékmentes mechanika. Valamennyi mikrométer mindig van.
Van a gépemen egy trapézanya előfeszítő, de nem merem meghúzni, mert ha nagyon megfeszítem, akkor erősebb a kopás.
Egyébként a holtjátékom 0,22mm.
02 ponttal egyetértek
03 Kompenzációnak lennie kell a komoly gépeknél is, mert nincs holtjátékmentes mechanika. Valamennyi mikrométer mindig van.
Van a gépemen egy trapézanya előfeszítő, de nem merem meghúzni, mert ha nagyon megfeszítem, akkor erősebb a kopás.
Egyébként a holtjátékom 0,22mm.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 július 02, 20:02
Írta: s7manbs8 Dátum 2018 július 02, 20:02
Nekem a saját cnc progrmaomban van holtjáték kompenzálás, egy fix érték, és aautomatában csinálja amikor a másik irányba kell mennie, akkor kis sebességgel a holtjáték mennyiségét meglépi.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 július 02, 20:03
Írta: s7manbs8 Dátum 2018 július 02, 20:03
Nálam is valami 0.4 mm is van a holtjáték akár.
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 július 02, 20:03
Írta: s7manbs8 Dátum 2018 július 02, 20:03
Egy rossz menetes szárral.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 július 02, 20:04
Írta: J-Steel Dátum 2018 július 02, 20:04
Nálad mekkora a legnagyobb holtjáték az x,y tengelyeken?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2018 július 02, 20:04
Írta: J-Steel Dátum 2018 július 02, 20:04
Te olvasod a gondolatomat. Már akkor válaszoltál, amikor még nem is kérdeztem.
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 július 02, 20:30
Írta: happisusu Dátum 2018 július 02, 20:30
Az iparrban a Kompenzáció az az alkatrész tűrése, van holtjáték mentes mechanika, golyósorsó hidraulikusan előfeszített golyósanyával, és külső útméréssel,visszacsatolt jelfeldolgozás, amikor is a tényleges elmozdulást is figyelembe veszi a vezérlő, illetve ez már szabályzás, de ezek a mikronos cnc-k nem a mi árkategóriánk :D
Igen az az anya mindig is kopni fog a surlódás miatt a bőséges kenés/ gépzsír/ ami csökkentheti
Igen az az anya mindig is kopni fog a surlódás miatt a bőséges kenés/ gépzsír/ ami csökkentheti
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 július 02, 20:32
Írta: happisusu Dátum 2018 július 02, 20:32
irtál egy makrót amit meghívsz minden mozgás elején, vagy végén a holtjáték függvényében ?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 július 02, 20:44
Írta: Vetesi75 Dátum 2018 július 02, 20:44
És a szánszerkezet tudja, hogy abban a pozícióban kell maradnia, ahova vezérelted vagy a holtjáték tartományában önállóéletet él?
Cím: Re:Hagyományos forgácsológépek
Írta: happisusu Dátum 2018 július 02, 20:52
Írta: happisusu Dátum 2018 július 02, 20:52
Erre gondoltam mikor azt írtam" holtjáték a forgácsoló erők játszótere"
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 július 02, 20:56
Írta: Vetesi75 Dátum 2018 július 02, 20:56
Ezt próbáltam én is ragozni #4604-ben, de nem landolt. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 július 02, 22:27
Írta: s7manbs8 Dátum 2018 július 02, 22:27
Nem makró, ez a program forráskódjában van benne, Pascal nyelven van írva a program maga.
DOS alatt fut. Régi gépeken, a 486-P1 kategóriát szereti. :)
DOS alatt fut. Régi gépeken, a 486-P1 kategóriát szereti. :)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2018 július 02, 22:29
Írta: s7manbs8 Dátum 2018 július 02, 22:29
A szán nem tudja, csak olyan értleemben jó, hogy amerre az erőt kifejti oda rááll végül is vagy fúrásnál jó, ahol egy pontatlan rossz menete szárral is elviselhető pontosságba kerül a furat.
Persze ez régi móka már, 2003-2005 környékén foglalkoztam vele, akkor írtam.
Hercules monitoron ment még az első verzió, utána mát a fekete fehér VGA is jó volt neki. :)
Persze ez régi móka már, 2003-2005 környékén foglalkoztam vele, akkor írtam.
Hercules monitoron ment még az első verzió, utána mát a fekete fehér VGA is jó volt neki. :)
Cím: Re:Hagyományos forgácsológépek
Írta: csg67 Dátum 2018 július 15, 11:20
Írta: csg67 Dátum 2018 július 15, 11:20
"03?: ilyen, " hogy holtjáték" kompenzáció nincs a komoly ipari programokban se. ( Pl NTC; HEidenhain;...)"
Már hogyne lenne!
Szemelvények a Heidenhain iTNC530 műszaki leírásából:
MP708.x Traverse distance for acceleration-dependent backlash compensation
MP709.x Time constant for backlash compensation
MP710.x Backlash compensation
MP715.x Height of peaks during circular movement (analog only) with M105
MP716.x Compensation value per control loop cycle time with M105
MP720.x Linear axis error compensation
stb...
Tehát van ilyesmi egy mai CNC vezérlésben. Tipikusan legfeljebb 1mm az itt kompenzálható érték.
Ugyanakkor, ha megnézünk egy ilyen vezérlést, akkor általában itt mindenhol 0 értéket látunk, azaz ezek a funkciók ki vannak kapcsolva. Miért, talán nincs irányváltási hiba?
A magyarázat többrétű. Egyfelől ha mérőléces a gép, akkor a szánok elmozdulásának mérése közvetlen, a mozgató mechanika nem játszik bele a méretre állásba, a holtjáték ebből a szempontból lényegtelen. Persze vannak olyan gépek, ahol a motor végén van egy forgóadó és azt használjuk pozíció mérésre (is). Ekkor már számolni kell az irányváltási hibával. Nézzük, itt mi a megoldás. Egyfelől az irányváltási hiba nem állandó az elmozdulási tartományban, ezért nem egy konkrét értéket szoktunk beírni, hanem (lézerrel vagy VM rendszerrel) megmérjük a tényleges elmozdulást mondjuk 10mm-enként mindkét irányban és ezt egy táblázatban adjuk meg a gépnek. Ezt nemlineáris hibakompenzáció néven emlegetjük:
MP730 Selection of linear/nonlinear axis error compensation
Ha ezt használjuk, akkor értelemszerűen az előző kompenzációs értékeknek nincs szerepük.
A nemlineáris hibakompenzációs táblázatban tehát az adott tengely bizonyos pozícióihoz rendelhetünk kompenzációs értékeket, a köztes távolságokban pedig a két szomszédos kompenzációt interpolálja a rendszer. Megjegyzendő, hogy ebben a táblázatban nem csak saját magához lehet kompenzálni a tengelyt, hanem másik tengelyekkel is. Tehát egy vízszintes gerendán lévő főorsó a gerenda (mondjuk Y tengely) kitolásakor függőleges (mondjuk Z) irányban is elmozdul. Ekkor ezt a Z irányú hibát is beírhatjuk a táblázatba, aminek az lesz a hatása, hogy az Y mozgás Z irányú kompenzációs mozgást is generál.
A nemlineáris hibakompenzálást persze mérőléces gépeknél is alkalmazunk, hiszen a mérőlécnek is lehetnek hibái, amit minimalizálni kell.
Kanyarodjunk vissza a mérőléces gépekhez. Azt állítottam, hogy a pozíció mérésébe nem számít bele a holtjáték. Ez nagyjából igaz, ugyanakkor a holtjátéknak komoly hatása van a tengely szabályozhatóságára. Minél gyorsabb, dinamikusabb egy gép, annál kisebb a megengedhető holtjáték (egy ilyen gépnél már az 0,01 mm is problémát okozhat). Ugyanis a holtjáték azt jelenti, hogy például a körnegyedeknél irányváltáskor az egyik tengely nem mozgatható egy kis ideig (amíg a mechanika a másik irányba át nem rendeződik). Ráadásul az irányváltáskori viselkedést több tényező is befolyásolja! Kis sebességnél inkább a szán tapadása, nagyobb sebességnél inkább a tehetetlen tömegeké a főszerep. A tengely optimalizálásakor tehát sok tényezőt figyelembe kell venni. Szerencsére a vezérlés ismeri a megvalósítandó pályát, ezért az irányváltás előtt is el lehet kezdeni a kompenzációt. A tengely optimalizálása egy soklépcsős folyamat (áram-, sebesség- és pozíciószabályozó hurok beállítása), melyet speciális programok támogatnak és nem árt hozzá némi gyakorlat is. Ezért sem célszerű "kézzel" belekotorni a gépi paraméterekbe... :)
Már hogyne lenne!
Szemelvények a Heidenhain iTNC530 műszaki leírásából:
MP708.x Traverse distance for acceleration-dependent backlash compensation
MP709.x Time constant for backlash compensation
MP710.x Backlash compensation
MP715.x Height of peaks during circular movement (analog only) with M105
MP716.x Compensation value per control loop cycle time with M105
MP720.x Linear axis error compensation
stb...
Tehát van ilyesmi egy mai CNC vezérlésben. Tipikusan legfeljebb 1mm az itt kompenzálható érték.
Ugyanakkor, ha megnézünk egy ilyen vezérlést, akkor általában itt mindenhol 0 értéket látunk, azaz ezek a funkciók ki vannak kapcsolva. Miért, talán nincs irányváltási hiba?
A magyarázat többrétű. Egyfelől ha mérőléces a gép, akkor a szánok elmozdulásának mérése közvetlen, a mozgató mechanika nem játszik bele a méretre állásba, a holtjáték ebből a szempontból lényegtelen. Persze vannak olyan gépek, ahol a motor végén van egy forgóadó és azt használjuk pozíció mérésre (is). Ekkor már számolni kell az irányváltási hibával. Nézzük, itt mi a megoldás. Egyfelől az irányváltási hiba nem állandó az elmozdulási tartományban, ezért nem egy konkrét értéket szoktunk beírni, hanem (lézerrel vagy VM rendszerrel) megmérjük a tényleges elmozdulást mondjuk 10mm-enként mindkét irányban és ezt egy táblázatban adjuk meg a gépnek. Ezt nemlineáris hibakompenzáció néven emlegetjük:
MP730 Selection of linear/nonlinear axis error compensation
Ha ezt használjuk, akkor értelemszerűen az előző kompenzációs értékeknek nincs szerepük.
A nemlineáris hibakompenzációs táblázatban tehát az adott tengely bizonyos pozícióihoz rendelhetünk kompenzációs értékeket, a köztes távolságokban pedig a két szomszédos kompenzációt interpolálja a rendszer. Megjegyzendő, hogy ebben a táblázatban nem csak saját magához lehet kompenzálni a tengelyt, hanem másik tengelyekkel is. Tehát egy vízszintes gerendán lévő főorsó a gerenda (mondjuk Y tengely) kitolásakor függőleges (mondjuk Z) irányban is elmozdul. Ekkor ezt a Z irányú hibát is beírhatjuk a táblázatba, aminek az lesz a hatása, hogy az Y mozgás Z irányú kompenzációs mozgást is generál.
A nemlineáris hibakompenzálást persze mérőléces gépeknél is alkalmazunk, hiszen a mérőlécnek is lehetnek hibái, amit minimalizálni kell.
Kanyarodjunk vissza a mérőléces gépekhez. Azt állítottam, hogy a pozíció mérésébe nem számít bele a holtjáték. Ez nagyjából igaz, ugyanakkor a holtjátéknak komoly hatása van a tengely szabályozhatóságára. Minél gyorsabb, dinamikusabb egy gép, annál kisebb a megengedhető holtjáték (egy ilyen gépnél már az 0,01 mm is problémát okozhat). Ugyanis a holtjáték azt jelenti, hogy például a körnegyedeknél irányváltáskor az egyik tengely nem mozgatható egy kis ideig (amíg a mechanika a másik irányba át nem rendeződik). Ráadásul az irányváltáskori viselkedést több tényező is befolyásolja! Kis sebességnél inkább a szán tapadása, nagyobb sebességnél inkább a tehetetlen tömegeké a főszerep. A tengely optimalizálásakor tehát sok tényezőt figyelembe kell venni. Szerencsére a vezérlés ismeri a megvalósítandó pályát, ezért az irányváltás előtt is el lehet kezdeni a kompenzációt. A tengely optimalizálása egy soklépcsős folyamat (áram-, sebesség- és pozíciószabályozó hurok beállítása), melyet speciális programok támogatnak és nem árt hozzá némi gyakorlat is. Ezért sem célszerű "kézzel" belekotorni a gépi paraméterekbe... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 július 15, 23:42
Írta: Vetesi75 Dátum 2018 július 15, 23:42
A Fanuc-ot se hagyjuk ki a példák közül. Az értékek mikrométerben:
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_qwkbtgyspx0yt9viad6j_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qwkbtgyspx0yt9viad6j_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_qwkbtgyspx0yt9viad6j_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qwkbtgyspx0yt9viad6j_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 július 24, 17:28
Írta: drehás Dátum 2018 július 24, 17:28
Szevasztok!
Segítsetek!
Megállt a vertikálfej az ME1000-en(ezért megállt az élet) ,és nincs rajzom a fejről,továbbá van egy körmös anya az elején aminek a szerepét nem ismerem(lehet a hengergörgős csapágyat kell lenyomatni vele?).Ha volna valaki aki már bűvölt ilyet ,és elmondaná mi ez annak örülnék.
Ennek az anyának van-e más szerepe is netán? Mert ha nincs akkor az orsó beállitásánál nem játszik szerepet.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_vu8zuz93djymyxgb7aab8_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/vu8zuz93djymyxgb7aab8_1796.jpg)
Segítsetek!
Megállt a vertikálfej az ME1000-en(ezért megállt az élet) ,és nincs rajzom a fejről,továbbá van egy körmös anya az elején aminek a szerepét nem ismerem(lehet a hengergörgős csapágyat kell lenyomatni vele?).Ha volna valaki aki már bűvölt ilyet ,és elmondaná mi ez annak örülnék.
Ennek az anyának van-e más szerepe is netán? Mert ha nincs akkor az orsó beállitásánál nem játszik szerepet.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_vu8zuz93djymyxgb7aab8_1796.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/vu8zuz93djymyxgb7aab8_1796.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2018 július 24, 18:06
Írta: 6mrgeizbx Dátum 2018 július 24, 18:06
Üdv!
A gépkönyvben úgynézem ott egy porvédő lenne, a tied lehet nem eredeti , tényleg valami lehúzókarima lehet....
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_3ca00n0c34uzq3g5kiun_5932.png) (https://hobbicncforum.hu/uploaded_images/2018/07/3ca00n0c34uzq3g5kiun_5932.png)
A gépkönyvben úgynézem ott egy porvédő lenne, a tied lehet nem eredeti , tényleg valami lehúzókarima lehet....
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_3ca00n0c34uzq3g5kiun_5932.png) (https://hobbicncforum.hu/uploaded_images/2018/07/3ca00n0c34uzq3g5kiun_5932.png)
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 24, 18:14
Írta: hostya Dátum 2018 július 24, 18:14
Ezen a képen az ME1000 vízszintes főorsó csapágya látható...[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 24, 18:23
Írta: hostya Dátum 2018 július 24, 18:23
"lehet a hengergörgős csapágyat kell lenyomatni vele?"
Igen.!
Itt egy öá rajz a vertikál fejről.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/vert%20fej%20rajz.jpg)
Igen.!
Itt egy öá rajz a vertikál fejről.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/vert%20fej%20rajz.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 július 24, 18:35
Írta: drehás Dátum 2018 július 24, 18:35
Köszönöm István.
Esetleg a vertikál fej hivatalos kenéséről tudsz valamit?
Mert a tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni.
Esetleg a vertikál fej hivatalos kenéséről tudsz valamit?
Mert a tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 24, 19:02
Írta: hostya Dátum 2018 július 24, 19:02
HELYESBÍTEK..!!
"lehet a hengergörgős csapágyat kell lenyomatni vele?"
NEM,(!) annak az anyának a labirint tömítés beállításánál, ill. a csapágy lesajtolásánál van szerepe, de NEM az anyával kell lesajtolni a csapágyat.
A csapágy lesajtolásakor az anyát kell alátámasztani egy csőszerű hüvellyel.
FIGYELEM!
Ha a nem az anyát, (hanem a fedelet támasztod,) akkor lesajtolásakor deformálódik a labirint tömítés..!!
Bocsi, de kb. 25-30 éve csináltam, és nem emlékeztem pontosan, de a rajzot átnézve, rájöttem az előzőleg írt hozzászólásom nem helytálló... [#rinya]
"lehet a hengergörgős csapágyat kell lenyomatni vele?"
NEM,(!) annak az anyának a labirint tömítés beállításánál, ill. a csapágy lesajtolásánál van szerepe, de NEM az anyával kell lesajtolni a csapágyat.
A csapágy lesajtolásakor az anyát kell alátámasztani egy csőszerű hüvellyel.
FIGYELEM!
Ha a nem az anyát, (hanem a fedelet támasztod,) akkor lesajtolásakor deformálódik a labirint tömítés..!!
Bocsi, de kb. 25-30 éve csináltam, és nem emlékeztem pontosan, de a rajzot átnézve, rájöttem az előzőleg írt hozzászólásom nem helytálló... [#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 24, 20:05
Írta: hostya Dátum 2018 július 24, 20:05
A vertikál fej "hivatalos" kenése, a gép központi kenőrendszerével van(lenne) összekötve, egy csatlakozóval, ill. csővel... lásd:öá rajz "9" tétel.
De az elmúlt 40+ év alatt, én még ilyet nem láttam "élőben"...
"... tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni."
Van ott azért egy labirint tömítés, ami nagyon hatásosan teszi a dolgát, addig amíg forog az orsó, de ha napokig ÁLL, akkor bizony csöpög...
Szerintem elegendő ha összeszerelés előtt az összes csapágyat, és a kúpkerekeket alaposan bezsírozod.
Ha gondolod összeszerelés után töltesz bele némi olajat...
Hobbi használat esetén megfelelő.
De az elmúlt 40+ év alatt, én még ilyet nem láttam "élőben"...
"... tömitések nem léte miatt is csak olajjal kevert gépzsírt tudok elképzelni."
Van ott azért egy labirint tömítés, ami nagyon hatásosan teszi a dolgát, addig amíg forog az orsó, de ha napokig ÁLL, akkor bizony csöpög...
Szerintem elegendő ha összeszerelés előtt az összes csapágyat, és a kúpkerekeket alaposan bezsírozod.
Ha gondolod összeszerelés után töltesz bele némi olajat...
Hobbi használat esetén megfelelő.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 24, 20:16
Írta: hostya Dátum 2018 július 24, 20:16
Mi történt vele..?? (hogy megállt..)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 július 24, 21:34
Írta: drehás Dátum 2018 július 24, 21:34
Mivel kellő ismeret és rajz híján bontottam szét ,egyenlőre csak találgatom mi lehetett a megállás oka.
Nem volt fogásban,egyszerűen iszonyú csikorgás,és megállt.
Ott lévén mellette azonnal megnyomtam a stop gombot.
Sajnos rossz oldalról kezdtem bontani ,azaz felülről.
A reteszelődés akkor szünt meg ,amikor ezt az anyát nyitottam.Azaz lehet,hogy ez az anya elmozdult és a forgásiránytól függően behúzta magát?
Semmi hibát nem találtam belülről,azért kérdezgetem ennek az anyának a feladatát,hogy lehetséges-e ez az elmélet?
A 6207-es felső csapágyat kicserélem,mert kicsit zörgős,de mást nem találtam.
Holnap még átnézem ,átgondolom,és megy össze.Az zavar,hogy ezt az elejét nem tudtam át tanulmányozni,mert nem jött szét.
Nem volt fogásban,egyszerűen iszonyú csikorgás,és megállt.
Ott lévén mellette azonnal megnyomtam a stop gombot.
Sajnos rossz oldalról kezdtem bontani ,azaz felülről.
A reteszelődés akkor szünt meg ,amikor ezt az anyát nyitottam.Azaz lehet,hogy ez az anya elmozdult és a forgásiránytól függően behúzta magát?
Semmi hibát nem találtam belülről,azért kérdezgetem ennek az anyának a feladatát,hogy lehetséges-e ez az elmélet?
A 6207-es felső csapágyat kicserélem,mert kicsit zörgős,de mást nem találtam.
Holnap még átnézem ,átgondolom,és megy össze.Az zavar,hogy ezt az elejét nem tudtam át tanulmányozni,mert nem jött szét.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 július 24, 21:38
Írta: drehás Dátum 2018 július 24, 21:38
Azért rossz oldalról,mert ha igazam van,akkor az alsó anyát megnyitom,és esetleg megszűnik a probléma,és nem kell szétszedni.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 július 25, 17:42
Írta: hostya Dátum 2018 július 25, 17:42
"...mert ha igazam van,akkor az alsó anyát megnyitom,és esetleg megszűnik a probléma,és nem kell szétszedni."
=======
Jól látod...
összeszerelés után az alsó anyát(mérsékelten) le kell "kontrázni" a főorsófej homlok felületéhez.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Vert_fej%20%20f%F5ors%F3%20csap%E1gy%20als%F3%20anya.jpg)
=======
Jól látod...
összeszerelés után az alsó anyát(mérsékelten) le kell "kontrázni" a főorsófej homlok felületéhez.
(http://cnctar.hobbycnc.hu/hostya/ME%201000/Vert_fej%20%20f%F5ors%F3%20csap%E1gy%20als%F3%20anya.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2018 július 25, 18:53
Írta: drehás Dátum 2018 július 25, 18:53
Működik a gép-
Köszi a rajzokat,infókat.[#integet2]
Köszi a rajzokat,infókat.[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 július 29, 13:35
Írta: e4vvbfxw Dátum 2018 július 29, 13:35
Nekem is volt ilyen problémám.
Az alsó csavarban - hollanderben van egy hernyócsavar, érdemes újra cserélni és azzal kontrázni, rögzíteni. Nekem ezután nem szorult fel újból.
A hollander funkiója többszöri rajz értelmezés és több szakértővel való beszélgetés alapján sem világos előttem...
Az alsó csavarban - hollanderben van egy hernyócsavar, érdemes újra cserélni és azzal kontrázni, rögzíteni. Nekem ezután nem szorult fel újból.
A hollander funkiója többszöri rajz értelmezés és több szakértővel való beszélgetés alapján sem világos előttem...
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2018 július 29, 18:54
Írta: Robika37 Dátum 2018 július 29, 18:54
Sziasztok !
Nos az anya....ha figyelmesen nézitek a rajzot a kétsoros főorsócsapágy felülről feszített mert kúpos furata van . Ennek az állításához a vertikálfejen lévő vakdugót ki kell húzni és a furaton hozzáférhető , de itt van a csavar a gépezetben alulról a labirintgyűrűt utána kell engedni különben nem lehet állítani semmit, ezt a labirintgyűrűt biztosítja le az ominózus anya...
Üdv: Robi
Nos az anya....ha figyelmesen nézitek a rajzot a kétsoros főorsócsapágy felülről feszített mert kúpos furata van . Ennek az állításához a vertikálfejen lévő vakdugót ki kell húzni és a furaton hozzáférhető , de itt van a csavar a gépezetben alulról a labirintgyűrűt utána kell engedni különben nem lehet állítani semmit, ezt a labirintgyűrűt biztosítja le az ominózus anya...
Üdv: Robi
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 05, 22:13
Írta: Bordogh Dátum 2018 augusztus 05, 22:13
Üdv! Egy kis segítségre lenne szükségem, mivel nehezen igazodom el a lapka és szerszám kódolások között. Mai napon fillérekért hozzá jutottam két doboz Iscar gyártmányú HM90 ADKT 1505 PDR 928 típusú marólapkához. A kérdésem az volna hogy a HM90 az a befogóeszköz kódja? Mivel láttam egy csomó APKT lapkát fogadó marószerszámot amire szintén a HM90 volt írva. A kérdésem leginkább az hogy ezen két lapka használható e ugyan abban a marószerszámban? (értelem szerűen a 15 millis kivitel)
Köszi a segítséget!
Köszi a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 augusztus 06, 16:24
Írta: Vetesi75 Dátum 2018 augusztus 06, 16:24
Az ISO-kód második betűje a hátszögre utal. A "P" 11fok, a "D" 15 fokos. A HM90 a termékcsalád neve. (Megnéztem a katalógust.) Létezik HM90 APKT és külön ADKT lapkához is. A nagyobb hátszögű lapkák újjmarókba és szármarókba valók, a kisebb hátszögűek marófejekbe és nagyobb átmérőjű szerszámokba.
Érdemes-e vagy lehet-e APKT lapka helyett ADKT lapkát használni? Éppen beszerelhető... (fordítva nem nagyon!) A válaszom: Nem. A lapkafészkek kialakításánál is figyelembe veszik a lapka hátszögét. Ugyan belemegy a lapka, de nem, vagy csak nagyon kis felületen fekszik fel az oldala és az üzemszerű terhelés hatására tönkre vágja a lapkafészket. (Ez után már az eredetileg oda szánt lapka típussal sem lesz az igazi.)
Érdemes-e vagy lehet-e APKT lapka helyett ADKT lapkát használni? Éppen beszerelhető... (fordítva nem nagyon!) A válaszom: Nem. A lapkafészkek kialakításánál is figyelembe veszik a lapka hátszögét. Ugyan belemegy a lapka, de nem, vagy csak nagyon kis felületen fekszik fel az oldala és az üzemszerű terhelés hatására tönkre vágja a lapkafészket. (Ez után már az eredetileg oda szánt lapka típussal sem lesz az igazi.)
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 06, 23:21
Írta: Bordogh Dátum 2018 augusztus 06, 23:21
Köszi szépen a kimerítő választ. Ezek szerint kell pontosan hozzá való marófejet vadásszak. Sebaj idővel össze szokott jönni az efféle móka :)
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2018 augusztus 11, 21:59
Írta: nffab2gnr Dátum 2018 augusztus 11, 21:59
Sziasztok!
Keresek FUW 250/IV szerszám marógép ZB1 időrelét illetve a bekötését.Esetleg olyan valakit aki PLC vezérlésre átalakította.
Keresek FUW 250/IV szerszám marógép ZB1 időrelét illetve a bekötését.Esetleg olyan valakit aki PLC vezérlésre átalakította.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 augusztus 11, 22:11
Írta: jani300 Dátum 2018 augusztus 11, 22:11
Ez nem valami relog márkájú ?
Esetleg kép róla .
Van egy bontott panelom különféle relog relékkel .
Esetleg kép róla .
Van egy bontott panelom különféle relog relékkel .
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:27
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:27
Szia!
nincs fotó mert hiányzik a gépből. VEB DDR[#nyes][#nyes].Csak nem azt mondod van nálad egy ilyen gép?
nincs fotó mert hiányzik a gépből. VEB DDR[#nyes][#nyes].Csak nem azt mondod van nálad egy ilyen gép?
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:30
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:30
nem volt a hostya gépkönyvei között erről leírás.Egyáltalán hol vannak a szerszámgép doksik?...valahol fenn volt a fórumon,de nem találom.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 augusztus 11, 22:35
Írta: jani300 Dátum 2018 augusztus 11, 22:35
Szia !
De mondom :)
De kivan belezve az elektronikája , még az egyenáramú motorok sincsenek meg .
De megvan kint az udvarban a panelja , van benne néhány relog relé . Áttetsző burkolatú ,és fehér színű is .
De én feladtam az eredetihez hasonlóra való visszaállítást .
De tudom ki alakított át ilyen gépet és sokszor hirdette az egyenáramú motorokat az adok veszekben .
Talán még a panel is megvan neki .
De mondom :)
De kivan belezve az elektronikája , még az egyenáramú motorok sincsenek meg .
De megvan kint az udvarban a panelja , van benne néhány relog relé . Áttetsző burkolatú ,és fehér színű is .
De én feladtam az eredetihez hasonlóra való visszaállítást .
De tudom ki alakított át ilyen gépet és sokszor hirdette az egyenáramú motorokat az adok veszekben .
Talán még a panel is megvan neki .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 augusztus 11, 22:37
Írta: jani300 Dátum 2018 augusztus 11, 22:37
Csuhás könyvtára ,ott van sok könyv és gépkönyvek .
Cím: Re:Hagyományos forgácsológépek
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:38
Írta: nffab2gnr Dátum 2018 augusztus 11, 22:38
holnap vagy? délelőtt leugranék
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 augusztus 11, 22:44
Írta: jani300 Dátum 2018 augusztus 11, 22:44
Igen , kint az utcán leszek szerintem :(
Máshol dolgozom már , csak ez most sehova nem fér be ...
Ne számíts hibátlan szerelőlapra ,de van benne még alkatrész .
Az indexen is volt szó ezekről a gépekről .
Láttam villamos rajzot is ,de nagyon elvont a rajz , lapozni kell kis darabokat .
Máshol dolgozom már , csak ez most sehova nem fér be ...
Ne számíts hibátlan szerelőlapra ,de van benne még alkatrész .
Az indexen is volt szó ezekről a gépekről .
Láttam villamos rajzot is ,de nagyon elvont a rajz , lapozni kell kis darabokat .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 augusztus 11, 22:47
Írta: jani300 Dátum 2018 augusztus 11, 22:47
Dr.GodMan volt aki itt árult alkatrészeket hasonló géphez , gondolom átalakította modernebbre a villamos részét .
Cím: Re:Hagyományos forgácsológépek
Írta: w5a4tvedr Dátum 2018 augusztus 20, 11:57
Írta: w5a4tvedr Dátum 2018 augusztus 20, 11:57
Üdv uraim segítségeteket szeretném kérni egy marógép javítására ha valaki dolgozik ilyen gépen vagy van neki,sebváltója szétesett. a gép típusa, WMW FU400/PS gépkönyvet is keresnék ha valaki tudna segiteni. Köszönöm Zotya
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 augusztus 24, 20:08
Írta: e4vvbfxw Dátum 2018 augusztus 24, 20:08
Érdekes amit írsz! Ahogy én nézegettem a vertikálfejet, (elég sokat) a vakdugón keresztül csak zsírozni lehet a fogaskereket. Nehezen képzelek el ott állítási lehetőséget, a gépkönyv sem tér ki rá az állítás leírásánál.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 augusztus 25, 10:48
Írta: ywathzay Dátum 2018 augusztus 25, 10:48
Nekem Strigon ms320 van. A vakdugót kihúzva van benn egy körmös anya, amit a biztosítólemez nyitása után lehet forgatni, állítva a főorsó holtjátékát. Biztosító vissza és mehet.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2018 augusztus 25, 20:57
Írta: e4vvbfxw Dátum 2018 augusztus 25, 20:57
Szia!
Lefotóztam a vertikálfejet a gépemen. A bejelöltön kívül nem látok rajta más vakdugót. Az elhelyezkedéséből ítélve ezen keresztül max. csak fogaskerekek közötti hézagot lehet állítani, valamint zsírozni.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_7xghtiyt8m2v5c9vzcsg_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/7xghtiyt8m2v5c9vzcsg_5282.jpg)
Lefotóztam a vertikálfejet a gépemen. A bejelöltön kívül nem látok rajta más vakdugót. Az elhelyezkedéséből ítélve ezen keresztül max. csak fogaskerekek közötti hézagot lehet állítani, valamint zsírozni.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_7xghtiyt8m2v5c9vzcsg_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/7xghtiyt8m2v5c9vzcsg_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 augusztus 25, 21:52
Írta: ywathzay Dátum 2018 augusztus 25, 21:52
Húzd ki, nézz bele, lehet meglepődsz. Nyugi én is csak lestem, mert a rajzok alapján nem tudtam elképzelni, hogy ott majd tudok állítani hézagot. Tudtam.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 26, 01:45
Írta: Bordogh Dátum 2018 augusztus 26, 01:45
Lenne egy gyors kérdésem: milyen típusú a képeken látható osztófej ? Tegnap vettem egyet jóáron. Az biztos hogy magyar mert az olajbeöntőjén olaj felirat van.
Illetve az lenne még a kérdésem hogy a tokmány az ilyen menetes kúp nélküli orsóra miként rakódik fel ? A tokmánytárcsa furata menetes belül és felfekszik az orsón lévő homlokfelületre? De akkor mi szorítja rá hogy ne tudjon lecsavarodni?
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_vjvhaivfbf5aqf4u9s52x_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/vjvhaivfbf5aqf4u9s52x_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_2ywi02i7h0v23g2h0mku0_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/2ywi02i7h0v23g2h0mku0_2404.jpg)
Illetve az lenne még a kérdésem hogy a tokmány az ilyen menetes kúp nélküli orsóra miként rakódik fel ? A tokmánytárcsa furata menetes belül és felfekszik az orsón lévő homlokfelületre? De akkor mi szorítja rá hogy ne tudjon lecsavarodni?
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_vjvhaivfbf5aqf4u9s52x_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/vjvhaivfbf5aqf4u9s52x_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_2ywi02i7h0v23g2h0mku0_2404.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/2ywi02i7h0v23g2h0mku0_2404.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2018 augusztus 26, 08:44
Írta: szabo janko Dátum 2018 augusztus 26, 08:44
Menetesen és egy illesztett átmérőn , jól meghúzva (ráütve) a menet. Nem életszerű hogy letekeredik. Egyébként ezekhez
van fogaskerék és felfogó lapokból álló készlet differenciál osztáshoz illetve spirál maráshoz.
van fogaskerék és felfogó lapokból álló készlet differenciál osztáshoz illetve spirál maráshoz.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 27, 21:47
Írta: Bordogh Dátum 2018 augusztus 27, 21:47
ÜDv! Köszi a választ. Típusmegjelölését nem tudod véletlenül? Egyenlőre spirálokat nem tervezek marni, illetve a marógépemen nincs hozzá lehajtás. Egyszerűbb osztási műveletekre kell.
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2018 augusztus 27, 22:48
Írta: 6mrgeizbx Dátum 2018 augusztus 27, 22:48
Danuvia lessz az... úgynézem ilyenem van... nincs rajta tokmány pár nap múlva tudok képet küldeni..... a menetes rögzités rendkivül stabilan tartja a tokmány hátlapot.
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2018 augusztus 27, 23:02
Írta: 6mrgeizbx Dátum 2018 augusztus 27, 23:02
Kérlek, nézd meg, ezaz?
https://data.hu/get/3791405/TOF100_125_danuvia.pdf
https://data.hu/get/3791405/TOF100_125_danuvia.pdf
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 augusztus 28, 00:03
Írta: hostya Dátum 2018 augusztus 28, 00:03
Biztos hogy NEM Danuvia.! (az általad ajánlott link alapján..)
Nekem is ilyenem van, adattábla nincs rajta, de én úgy tudom hogy TOS DU-125 a típusa.
Nekem is ilyenem van, adattábla nincs rajta, de én úgy tudom hogy TOS DU-125 a típusa.
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2018 augusztus 28, 07:17
Írta: szabo janko Dátum 2018 augusztus 28, 07:17
Nekem sincs adattábla rajta pedig kettő is van. Nem hiszem hogy TOS lenne szerintem magyar gyártmány. Talán SZIM-es.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 28, 13:44
Írta: Bordogh Dátum 2018 augusztus 28, 13:44
Tof osztókat felismerem, ez biztosan nem az. A hétvégén járok a műhelyben lefotózom a sajátomat. Akitől vettem ő is azt mondta, hogy magyar gyártmány, illetve erre utal a bemart olaj felirat is a beöntő kupakján. Kinek van ilyen attól örömmel veszem a tokmánytárcsa felfogatásáról készült képeket, illetve ha meg tudja valaki mondani, hogy a menet milyen méretű és emelkedésű. Sajna nincs olyan nagy menetfésűm hogy megmérjem.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 augusztus 28, 23:43
Írta: hostya Dátum 2018 augusztus 28, 23:43
Az osztófejnek szabványos menetes főorsóvégződése van.
A menet: M38x4. A többi méret leolvasható a képről..
(https://cnctar.hobbycnc.hu/hostya/Oszt%F3fej%20%20f%F5ors%F3%20v%E9gz%F5d%E9s.jpg)
A menet: M38x4. A többi méret leolvasható a képről..
(https://cnctar.hobbycnc.hu/hostya/Oszt%F3fej%20%20f%F5ors%F3%20v%E9gz%F5d%E9s.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 augusztus 29, 10:28
Írta: ysc3kmx9v Dátum 2018 augusztus 29, 10:28
Nekem is danuvia125 osztófejem van,az hosszú kúpos végződésű, jobbnak tartom mint a meneteset.
Cím: Re:Hagyományos forgácsológépek
Írta: Bordogh Dátum 2018 augusztus 29, 20:50
Írta: Bordogh Dátum 2018 augusztus 29, 20:50
Köszi a precíz választ! Így már egyszerűbb lesz legyártani a tokmánytárcsát!
Cím: Re:Hagyományos forgácsológépek
Írta: 3a20rzt5 Dátum 2018 augusztus 29, 22:30
Írta: 3a20rzt5 Dátum 2018 augusztus 29, 22:30
Sziasztok!
Ha már marógép,és pont vertikálfej...
Nekem is lenne egy kis problémám
Hátha tudtok segíteni nagyon hálás lennék!
Strigon MU 250-es gép tulaja lettem kb
1,5 hónapja... beüzemelni még nem üzemeltem be,(ipari áram hiányában..
Elvileg jönnek egy hónapja.. ,de ez mindegy is)
Az a gondom,hogy a vertikálfej órsóját nem lehet állítani
Igaz a kézi tekerő nincs, helyén csak egy 24 anya de azt hiába tekem olyan
Mintha üresben tekerném megsem mozdul a főorsó..
Viszont a főorsó rögzítést szolgáló kar az le van törve,de sikerült meglazítani....de így is nemtudom le fel mozgatni... bocs,hogy csak így tudom leírni nem vagyok szakmabeli! Hátha volt valakinek ilyen gondja vagy tudja mi lehet a probléma!
Rakok képet!
Köszi a segítséget!
Üdv!
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_5hi5ikikyc7533amg9cd6_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/5hi5ikikyc7533amg9cd6_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_gt97exvx26p8n8y3vmjpt_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/gt97exvx26p8n8y3vmjpt_5168.jpeg)
Ha már marógép,és pont vertikálfej...
Nekem is lenne egy kis problémám
Hátha tudtok segíteni nagyon hálás lennék!
Strigon MU 250-es gép tulaja lettem kb
1,5 hónapja... beüzemelni még nem üzemeltem be,(ipari áram hiányában..
Elvileg jönnek egy hónapja.. ,de ez mindegy is)
Az a gondom,hogy a vertikálfej órsóját nem lehet állítani
Igaz a kézi tekerő nincs, helyén csak egy 24 anya de azt hiába tekem olyan
Mintha üresben tekerném megsem mozdul a főorsó..
Viszont a főorsó rögzítést szolgáló kar az le van törve,de sikerült meglazítani....de így is nemtudom le fel mozgatni... bocs,hogy csak így tudom leírni nem vagyok szakmabeli! Hátha volt valakinek ilyen gondja vagy tudja mi lehet a probléma!
Rakok képet!
Köszi a segítséget!
Üdv!
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_5hi5ikikyc7533amg9cd6_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/5hi5ikikyc7533amg9cd6_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_gt97exvx26p8n8y3vmjpt_5168.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/08/gt97exvx26p8n8y3vmjpt_5168.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2018 augusztus 29, 23:24
Írta: szucst Dátum 2018 augusztus 29, 23:24
Szia ,
Polcold alá az orsót, és utánna szedd le a 24es anya alatti fedelet.
Ebben lennie kellene egy kettős csigahajtásnak- ellenőrizd a működését, játékokat, a fogakat stb, meg az ellendarabot is, jelesül a főorsó hengeres házát, ezen "fogaslécszerű fogazatnak" kellene lennie.
A gond az, hogy ezeknek a gépeknek nem volt gazdája...
Polcold alá az orsót, és utánna szedd le a 24es anya alatti fedelet.
Ebben lennie kellene egy kettős csigahajtásnak- ellenőrizd a működését, játékokat, a fogakat stb, meg az ellendarabot is, jelesül a főorsó hengeres házát, ezen "fogaslécszerű fogazatnak" kellene lennie.
A gond az, hogy ezeknek a gépeknek nem volt gazdája...
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2018 augusztus 30, 07:04
Írta: pistikeid Dátum 2018 augusztus 30, 07:04
Szia
Le vannak szakadva a fogak a fél anyáról ami a kézikerék burkolata alatt van felcsavarozva. De nem lehetetlen megcsinálni.Ha jól emlékszem 6mm az emelkedése.
Az enyémnek is ez volt a baja.
Üdv
Le vannak szakadva a fogak a fél anyáról ami a kézikerék burkolata alatt van felcsavarozva. De nem lehetetlen megcsinálni.Ha jól emlékszem 6mm az emelkedése.
Az enyémnek is ez volt a baja.
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2018 szeptember 13, 08:24
Írta: AlbertR Dátum 2018 szeptember 13, 08:24
Szia!
Van egy me250 vésőfejed csak hiányzik a meghajtó
fogaskerék? Ez engem is éedekel ez a téma mivel én is kerestem
korábban vésőfejet az me250 hez vettem is egyet
de az nem az me250 re való igaz a mérete hasonló.
Kellene készíteni a felfogáshoz egy konverter lapot.
Annak meg van a meghajtó fogaskereke egy meredek kúp végére
szerelve ami a gép vízszintes főorsójába csatlakozik.
Üdv: Albert
Pyrojag
"Üdv !
Keresek Strigon Me 250 vésőfejéhez gép oldali meghajtó fogaskereket, gépkönyvet, rajzot, kölcsön db-ot amiből reprodukálni tudok egy számomra használható példányt !
Köszönettel Jager"
Van egy me250 vésőfejed csak hiányzik a meghajtó
fogaskerék? Ez engem is éedekel ez a téma mivel én is kerestem
korábban vésőfejet az me250 hez vettem is egyet
de az nem az me250 re való igaz a mérete hasonló.
Kellene készíteni a felfogáshoz egy konverter lapot.
Annak meg van a meghajtó fogaskereke egy meredek kúp végére
szerelve ami a gép vízszintes főorsójába csatlakozik.
Üdv: Albert
Pyrojag
"Üdv !
Keresek Strigon Me 250 vésőfejéhez gép oldali meghajtó fogaskereket, gépkönyvet, rajzot, kölcsön db-ot amiből reprodukálni tudok egy számomra használható példányt !
Köszönettel Jager"
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 szeptember 17, 08:54
Írta: Istvan0728 Dátum 2018 szeptember 17, 08:54
Marógépet vennék!
Kisebb helyigényűt, hagyományost, fém (pl.. C45 és hasonlók) megmunkálására alkalmasat, egyetemest, univerzálisat vagy szerszámmarógépet. CNC és házilag átalakított nem érdekel lehetőleg, közvetlenül a tulajdonostól. (közvetítők kíméljenek)
Ajánlatokat privátban is várom.
Köszönöm!
Kisebb helyigényűt, hagyományost, fém (pl.. C45 és hasonlók) megmunkálására alkalmasat, egyetemest, univerzálisat vagy szerszámmarógépet. CNC és házilag átalakított nem érdekel lehetőleg, közvetlenül a tulajdonostól. (közvetítők kíméljenek)
Ajánlatokat privátban is várom.
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2018 szeptember 19, 06:30
Írta: zyg3siamw Dátum 2018 szeptember 19, 06:30
Kedves István !
Nekem van egy eladó : PRVOMAJSKA ALG100 (http://www.jofogas.hu/budapest/Prvomajska_ALG100_szerszam_marogep_elado_82380816.htm).
Minden infót megtalálsz a hirdetésben.
Videó a gépemről :
Üdv,
Zoli
70-4168111
Nekem van egy eladó : PRVOMAJSKA ALG100 (http://www.jofogas.hu/budapest/Prvomajska_ALG100_szerszam_marogep_elado_82380816.htm).
Minden infót megtalálsz a hirdetésben.
Videó a gépemről :
Üdv,
Zoli
70-4168111
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 szeptember 19, 06:47
Írta: Istvan0728 Dátum 2018 szeptember 19, 06:47
Kedves Zoltán!
Köszönöm ajánlatodat. Gyönyörű a géped, ilyen lenne a szívem vágya, de sajnos az ára meghaladja a lehetőségeimet. A hobbimra sajnos most nem tudok ennyit szánni.[#szeret][#rinya]
Köszönöm ajánlatodat. Gyönyörű a géped, ilyen lenne a szívem vágya, de sajnos az ára meghaladja a lehetőségeimet. A hobbimra sajnos most nem tudok ennyit szánni.[#szeret][#rinya]
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2018 szeptember 19, 06:54
Írta: zyg3siamw Dátum 2018 szeptember 19, 06:54
[#eljen].
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 szeptember 20, 15:35
Írta: ywathzay Dátum 2018 szeptember 20, 15:35
Van-e az itt jelenlévők között aki szedett már szét Strigon MS-320/MS-400 függőleges orsót, úgy kompletten?
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 01, 05:28
Írta: Istvan0728 Dátum 2018 október 01, 05:28
Még mindig keresek, vennék: [#t145p4676#]
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 03, 08:13
Írta: Istvan0728 Dátum 2018 október 03, 08:13
Mi a különbség az ME 1000-es és MU 1000-es marógépek között?
Az ME 1000-esről találtam gépkönyvet, de az MU 1000-esről nem.
Elmagyarázná vaklaki, köszönöm!
Az ME 1000-esről találtam gépkönyvet, de az MU 1000-esről nem.
Elmagyarázná vaklaki, köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 03, 08:47
Írta: Istvan0728 Dátum 2018 október 03, 08:47
vaklaki= valaki
az "U" csak elírás lenne?
az "U" csak elírás lenne?
Cím: Re:Hagyományos forgácsológépek
Írta: bobak.denes Dátum 2018 október 03, 12:44
Írta: bobak.denes Dátum 2018 október 03, 12:44
nem biztos hogy elírás
nekem van
MU-800 egyetemes kismarógép
1956-ban gyártották csepelen
de sajna nincsen gépkönyvem nekem sem
nekem van
MU-800 egyetemes kismarógép
1956-ban gyártották csepelen
de sajna nincsen gépkönyvem nekem sem
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 03, 14:32
Írta: Istvan0728 Dátum 2018 október 03, 14:32
[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: paradipiro Dátum 2018 október 03, 14:44
Írta: paradipiro Dátum 2018 október 03, 14:44
Én úgy tudom, hogy az "U" Univerzális, míg az "E" Egyetemes marógépet takar. A két kifejezés elvileg szinoním. nA névváltozás oka szerintem a külföldön elterjedt Univerzal kifejezés miatt van, így jobban eladható volt.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 03, 16:00
Írta: Istvan0728 Dátum 2018 október 03, 16:00
Képek alapján az ME1000-es és a MU1000-es nagyon hasonlítanak egymásra, de valahogy másnak tűnik.
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2018 október 04, 21:18
Írta: xgn8p4wk5 Dátum 2018 október 04, 21:18
Üdv!
Valaki tudja, hogy a Danuvia osztófejhez gyárilag milyen cserekerekek vannak(fogszám, modul)?
Előre is köszi a segítséget!
Valaki tudja, hogy a Danuvia osztófejhez gyárilag milyen cserekerekek vannak(fogszám, modul)?
Előre is köszi a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: v4bd0e98v Dátum 2018 október 07, 13:58
Írta: v4bd0e98v Dátum 2018 október 07, 13:58
Üdv !
Ajánlom figyelmedbe Csuhás kolléga szakirodalom tárát.
http://data.hu/get/3791405/TOF100_125_danuvia.pdf
Ebből minden kérdésedre találsz választ.
Üdv Jager
Ajánlom figyelmedbe Csuhás kolléga szakirodalom tárát.
http://data.hu/get/3791405/TOF100_125_danuvia.pdf
Ebből minden kérdésedre találsz választ.
Üdv Jager
Cím: Re:Hagyományos forgácsológépek
Írta: 3z3fhyubr Dátum 2018 október 07, 20:06
Írta: 3z3fhyubr Dátum 2018 október 07, 20:06
üdv! Szakmai tanácsot kérnék, mi éri meg meg jobban a két gép közzül? Egy régi egyetemes maró vagy egy hmb 45 maró színte újonnan. Utóbbi ára 580. Későbbiekben cnc a cél. Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4ake7em7sj7jmp5v9dj8_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/4ake7em7sj7jmp5v9dj8_3487.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4ake7em7sj7jmp5v9dj8_3487.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/4ake7em7sj7jmp5v9dj8_3487.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2018 október 07, 20:10
Írta: r6tect4u9 Dátum 2018 október 07, 20:10
Szia!
MU1000-em van, amit biztosan tudok különbséget az, hogy a vertikálfej zsírkenésű (ME1000-nél felmegy oda is az olajkör) illetve az előtoló szekrény is más kialakítású (mint a TOS FA szériánál)
MU1000-em van, amit biztosan tudok különbséget az, hogy a vertikálfej zsírkenésű (ME1000-nél felmegy oda is az olajkör) illetve az előtoló szekrény is más kialakítású (mint a TOS FA szériánál)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 október 07, 20:14
Írta: designr Dátum 2018 október 07, 20:14
A régi egyetemes..
Irj árat is az egyetemesre,mert nem mindegy hogy 400 vagy 950 ezer..
Fontos még hogy milyen munkákra használod..
Kis műhelybe esetleg 1 fázisra,alkalmi használatra talán jobb a kinai..sok sok évig fogod használni ha nem mindennap nyúzod..nem kell tonnás gépet szállitanod..nem kell neki annyi hely..ha az egyetemesnek vannak hiányosságai nem biztos hogy boldogulsz vele..szétszedni javítani azt nem egyszerű..talán ezért a hobbisták gyakran a kinai gépeket választják..
Az egyetemes ha viszonylag jó állapotban van kiszolgál..
Irj árat is az egyetemesre,mert nem mindegy hogy 400 vagy 950 ezer..
Fontos még hogy milyen munkákra használod..
Kis műhelybe esetleg 1 fázisra,alkalmi használatra talán jobb a kinai..sok sok évig fogod használni ha nem mindennap nyúzod..nem kell tonnás gépet szállitanod..nem kell neki annyi hely..ha az egyetemesnek vannak hiányosságai nem biztos hogy boldogulsz vele..szétszedni javítani azt nem egyszerű..talán ezért a hobbisták gyakran a kinai gépeket választják..
Az egyetemes ha viszonylag jó állapotban van kiszolgál..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 október 07, 20:19
Írta: jani300 Dátum 2018 október 07, 20:19
Az első képen lévő gép szakszerű elnevezése szerszámmarógép .
Az egyetemes maró a konzolos marógépek egy típusa .
Én többre tartom a régebbi gépeket .
De hogy melyik éri meg jobban ott nagyon sok mérlegelendő körülmény lehet .
Általánosságban szerintem erre a kérdésre nem adható felelősségteljes válasz .
Az egyetemes maró a konzolos marógépek egy típusa .
Én többre tartom a régebbi gépeket .
De hogy melyik éri meg jobban ott nagyon sok mérlegelendő körülmény lehet .
Általánosságban szerintem erre a kérdésre nem adható felelősségteljes válasz .
Cím: Re:Hagyományos forgácsológépek
Írta: 3z3fhyubr Dátum 2018 október 07, 20:52
Írta: 3z3fhyubr Dátum 2018 október 07, 20:52
a mühelyem max magasága 210cm. Van 3x20A tehát az nem gond. Én hobbi színten fogom használni és valszeg cnc-re alakitás lesz később mert olyan dolgokat szeretnék készíteni amihez az jobban megfelel. Eredeti szakmám Mozgókép gyártó, de szeretek barkácsolni is közben és sok sok dolgot szeretnék magam megrajzolni és elkészíteni. Zárójelben tesóm cnc gépen dolgozott nagyából ért hozzá ő fog nekem segíteni. Az átalakítást természetesen szakemberek fogják csinálni. Használni kb a 365 napból 30-40 nap talán fogom de többre nem lesz időm. Kell egy olyan amivel az én kis kreatívitásomat ki tudom elégiteni.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2018 október 08, 05:23
Írta: Istvan0728 Dátum 2018 október 08, 05:23
[#eljen][#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: 3z3fhyubr Dátum 2018 október 08, 07:51
Írta: 3z3fhyubr Dátum 2018 október 08, 07:51
Ilyen és ehez hasonló dolgokra lesz szükségem.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 október 08, 09:29
Írta: ywathzay Dátum 2018 október 08, 09:29
Te sem szakmai tanácsot kérsz, csak megerősítést, hogy megvedd az új kínai masinát. Ez már nagyon sokszor lejátszódott a fórumon, úgy 2-3 havonta van rá valaki. Tanácsot nem lehet adni, az itt jelenlévők többsége nem díjazza az újkori kínai eszközöket.
Ami nekem érdekes, és furcsa, hogy többnyire a jutub videókon alumíniumon dolgoztatják a "csodamasinákat". Ja az haladós, meg puha. Szóval ha acélban elboldogul, az alu már smafu. Egy fecskefarkas vezetéknél nem elérhetetlen az 1000mm/perc mozgás. Ami nagy hátrány a régi gépeknél az leginkább a hozzá nem értés, és szakszerűtlen javítások sorozata, ami hatalmas károkat okoz a gépeken. Az új kínai vacakok pedig alapban nem csúcskategória. Viszont ha egyszer odaszánja az ember, és valóban szakszerű javítások történnek az eszközön, mint hobby gép egy életre kiszolgál a 30-40 éves masina is.
Ami nekem érdekes, és furcsa, hogy többnyire a jutub videókon alumíniumon dolgoztatják a "csodamasinákat". Ja az haladós, meg puha. Szóval ha acélban elboldogul, az alu már smafu. Egy fecskefarkas vezetéknél nem elérhetetlen az 1000mm/perc mozgás. Ami nagy hátrány a régi gépeknél az leginkább a hozzá nem értés, és szakszerűtlen javítások sorozata, ami hatalmas károkat okoz a gépeken. Az új kínai vacakok pedig alapban nem csúcskategória. Viszont ha egyszer odaszánja az ember, és valóban szakszerű javítások történnek az eszközön, mint hobby gép egy életre kiszolgál a 30-40 éves masina is.
Cím: Re:Hagyományos forgácsológépek
Írta: smalla Dátum 2018 október 08, 09:47
Írta: smalla Dátum 2018 október 08, 09:47
A régi géppel főként az a gond, hogy ismeretlen állapotot veszel, s ha azonnal használni akarod, lehet nem fogod tudni, mert ez vagy az nem működik rajta, ami vásárláskor nem jött elő. S ahogy az előttem szóló is jelezte, sokszor nem szakszerűen ment a javítás, ami a későbbi bosszúságokat okozza. Míg az új kínai géptől elvárható, hogy minden funkciója működik bekapcsoláskor, s nincs vele szívás. Az más kérdés, hogy 30 év múlva az ember nem azon fog gondolkozni, hogy nekiálljon e felújítani kompletten, hanem azon, hogy vajon megéri-e elvinni a vasba vagy már az is deficites, mert hiányzik belőle az anyag. Egyébként én hobby célokra simán bevállalnám a kínait :).
Cím: Re:Hagyományos forgácsológépek
Írta: 3z3fhyubr Dátum 2018 október 08, 12:20
Írta: 3z3fhyubr Dátum 2018 október 08, 12:20
Köszönöm a válaszokat :D
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 október 12, 15:15
Írta: dezso74 Dátum 2018 október 12, 15:15
Sziasztok Fórumtársak!
Felújítás alatt van egy E400-as esztergám.
A kérdésem az lenne, hogy van-e valakinek párhuzam beállító tüskéje?
Vagy valami ötlete, hogyan és mivel állítsam be beállító tüske nélkül.
Felújítás alatt van egy E400-as esztergám.
A kérdésem az lenne, hogy van-e valakinek párhuzam beállító tüskéje?
Vagy valami ötlete, hogyan és mivel állítsam be beállító tüske nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2018 október 12, 23:23
Írta: iy567t72g Dátum 2018 október 12, 23:23
Szia!
Erre én is nagyon kíváncsi vagyok, mivel hasonló feladat előtt állok.[#conf][#csodalk]
Erre én is nagyon kíváncsi vagyok, mivel hasonló feladat előtt állok.[#conf][#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 október 13, 12:34
Írta: svejk Dátum 2018 október 13, 12:34
A főorsóházat akarod beállítani?
Befogsz egy legalább 250 mm hosszú 80-as anyagot -bronz lenne az ideális- és esztergálsz kis fogásokkal, majd mérsz.
A kúposság függvényében korrigálsz, esztergálsz, mérsz, etc.
Befogsz egy legalább 250 mm hosszú 80-as anyagot -bronz lenne az ideális- és esztergálsz kis fogásokkal, majd mérsz.
A kúposság függvényében korrigálsz, esztergálsz, mérsz, etc.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 október 13, 12:53
Írta: 000000000 Dátum 2018 október 13, 12:53
Talán köszörülve lett az ágy?
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 október 13, 16:22
Írta: dezso74 Dátum 2018 október 13, 16:22
Szia!
Igen köszörülve lett.
Tudtam kölcsön kérni ellenőrző tüskét.
Igen köszörülve lett.
Tudtam kölcsön kérni ellenőrző tüskét.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 október 13, 18:33
Írta: svejk Dátum 2018 október 13, 18:33
Csak kíváncsiságból kérdezem, mekkora ütése volt a tüske végének?
Vagyis mennyire megbízható, jó állapotú egy 30-50 éves gép főorsójának a belső kúpja?
Vagyis mennyire megbízható, jó állapotú egy 30-50 éves gép főorsójának a belső kúpja?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 október 13, 18:39
Írta: hostya Dátum 2018 október 13, 18:39
Húú de jó kérdés... [#taps]
Én is pont ezt akartam kérdezni, de megelőztél.
Én is pont ezt akartam kérdezni, de megelőztél.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2018 október 13, 18:49
Írta: iy567t72g Dátum 2018 október 13, 18:49
Szia Svejk!
Ma pontosan így csináltam ahogy leírtad, csak a rúd volt vékonyabb. Sajnos nem sikerül a képeket feltöltenem. Lefényképeztem, a rúd 2 végén mikrométerrel mérve 250 mm hosszon 0,01 mm az eltérés.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_evknyjgn043tuhtge3ka0_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/evknyjgn043tuhtge3ka0_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_yc5sfetmn8p27qqjd4mp_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/yc5sfetmn8p27qqjd4mp_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_qvy58ekt2h8pdqfemkt4_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/qvy58ekt2h8pdqfemkt4_1064.jpg)
Ma pontosan így csináltam ahogy leírtad, csak a rúd volt vékonyabb. Sajnos nem sikerül a képeket feltöltenem. Lefényképeztem, a rúd 2 végén mikrométerrel mérve 250 mm hosszon 0,01 mm az eltérés.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_evknyjgn043tuhtge3ka0_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/evknyjgn043tuhtge3ka0_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_yc5sfetmn8p27qqjd4mp_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/yc5sfetmn8p27qqjd4mp_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_qvy58ekt2h8pdqfemkt4_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/qvy58ekt2h8pdqfemkt4_1064.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2018 október 13, 18:51
Írta: iy567t72g Dátum 2018 október 13, 18:51
Mégis sikerült feltölteni. [#csodalk]
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_36sgc989g08uf4wx8i6ij_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/36sgc989g08uf4wx8i6ij_1064.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_36sgc989g08uf4wx8i6ij_1064.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/36sgc989g08uf4wx8i6ij_1064.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 október 13, 20:14
Írta: svejk Dátum 2018 október 13, 20:14
A vékony anyagnál félő, hogy elnyomja a kés a központból a végét és ezért becsapós lehet.
Nem véletlen van az sem hogy általában 3D hossz felett megtámasztást kell használni.
S bizony az a 34-es átmérő és 250 mm hossz már több mint hét l/D viszony.
No persze jó éles késsel kis fogással akár jól működhet.
Nem véletlen van az sem hogy általában 3D hossz felett megtámasztást kell használni.
S bizony az a 34-es átmérő és 250 mm hossz már több mint hét l/D viszony.
No persze jó éles késsel kis fogással akár jól működhet.
Cím: Re:Hagyományos forgácsológépek
Írta: iy567t72g Dátum 2018 október 13, 20:32
Írta: iy567t72g Dátum 2018 október 13, 20:32
Úgy van. Jó éles késsel és kis fogásokkal esztergáltam.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 október 13, 20:44
Írta: 000000000 Dátum 2018 október 13, 20:44
Csak kíváncsi voltam, hogy tényleg azért kellett levenni a főorsóházat.
Ez már egy tényleg komoly felújítás lesz.
Ez már egy tényleg komoly felújítás lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 október 13, 22:31
Írta: dezso74 Dátum 2018 október 13, 22:31
Töltök majd fel képeket.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 október 13, 23:42
Írta: 000000000 Dátum 2018 október 13, 23:42
Köszi!
Arra biztosan sokan kíváncsiak lesznek.
Én biztosan.
Arra biztosan sokan kíváncsiak lesznek.
Én biztosan.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 október 14, 20:15
Írta: 000000000 Dátum 2018 október 14, 20:15
Hol találtál akkora síkköszörűt, amire felfért az ágy?
Úgy negyven évvel ezelőtt mint látogató megfordultam egy szerszángép felújítóban. Ott láttam egy gépet, amire a szerintem kétezres MVE felfért.
Kétezer, plusz főorsóház helye, szóval nem egy kis gép volt.
Gyalulni, marni és köszörülni tudott.
Ott csak a lakatszekrény felső részét hántolgatták.
No meg gondolom a kézi szánt.
A nagy szánnal érintkező felületre textilbakelitet ragasztottak. Ezt hántolták.
Ott láttam, hogy egy nagyjából háromszáz hosszú tüskét esztergálgattak a főorsóház beállításához.
Természetesen, megtámasztás nélkül. A tüske a főorsó kúpjában volt.
No majd hátha teszel fel részleteket a felújításról.
Úgy negyven évvel ezelőtt mint látogató megfordultam egy szerszángép felújítóban. Ott láttam egy gépet, amire a szerintem kétezres MVE felfért.
Kétezer, plusz főorsóház helye, szóval nem egy kis gép volt.
Gyalulni, marni és köszörülni tudott.
Ott csak a lakatszekrény felső részét hántolgatták.
No meg gondolom a kézi szánt.
A nagy szánnal érintkező felületre textilbakelitet ragasztottak. Ezt hántolták.
Ott láttam, hogy egy nagyjából háromszáz hosszú tüskét esztergálgattak a főorsóház beállításához.
Természetesen, megtámasztás nélkül. A tüske a főorsó kúpjában volt.
No majd hátha teszel fel részleteket a felújításról.
Cím: Re:Hagyományos forgácsológépek
Írta: pistikeid Dátum 2018 október 14, 20:56
Írta: pistikeid Dátum 2018 október 14, 20:56
Szia
http://www.nemtech.hu/
4000mm-t köszörülnek és igényesen dolgoznak,viszont nem olcsón.
Üdv
http://www.nemtech.hu/
4000mm-t köszörülnek és igényesen dolgoznak,viszont nem olcsón.
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 október 14, 21:00
Írta: 000000000 Dátum 2018 október 14, 21:00
Köszi az infót.
4000mm az már nem semmi!
4000mm az már nem semmi!
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 október 15, 13:46
Írta: ysc3kmx9v Dátum 2018 október 15, 13:46
Esztergálni kell egy 200mm hosszú legalább 40mm átmérőjű anyagra,egy felfogásban, kitámasztás nélkül, két 10-20 mm széles nagyon pontosan egyforma átmérőjű mérősávot,egyet a tokmány közelébe, a másikat az anyag végére. A szánra mérőóra szerelve, és az óra tapintóját egyik, majd a másik mérőpontra visszük a szán arrébb vitelével, az eltérés függvényében állítjuk az orsóházat, nincs szükség próba esztergálásokra.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 október 17, 11:39
Írta: jani300 Dátum 2018 október 17, 11:39
GH 550 -03 harántgyalunak tudja esetleg valaki fejből a súlyát ?
Kilóra adnák ,drágán ,de közel van .
Kilóra adnák ,drágán ,de közel van .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2018 október 17, 11:54
Írta: 7cim5mm0 Dátum 2018 október 17, 11:54
ha teszel fel 1-2 képet róla, akkor megmondom, hogy ~1600 kg. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 október 17, 14:11
Írta: jani300 Dátum 2018 október 17, 14:11
Szerintem 2 tonna ,de nem vagyok biztos benne .
A PV 550 az biztosan 1600 kg , de köszi !
A PV 550 az biztosan 1600 kg , de köszi !
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 október 17, 20:43
Írta: PSoft Dátum 2018 október 17, 20:43
Látom...nem nyugszol![#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 október 17, 21:01
Írta: jani300 Dátum 2018 október 17, 21:01
Ez a hobbim , meg hát akkor miért robotolok és elvileg üzemképes -
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2018 október 29, 20:41
Írta: Virbo Dátum 2018 október 29, 20:41
A Rákosi M1 marógép ismerőitől kérdezném, mennyire lehet szívás ha nincs meg az összes főorsó fokozat (karok érzésre beugranak, de hajtás nincs), illetve az előtolásnál csak az egyik irány megy egy fokozatban, a többiben kerregés, vagy szaggató kardánforgás van.
Ma megnéztem egy ilyen gépet, de szétszedni ugyebár nem lehetett...
Ma megnéztem egy ilyen gépet, de szétszedni ugyebár nem lehetett...
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2018 október 29, 22:05
Írta: laca Dátum 2018 október 29, 22:05
Hááát, az gáz....A főhajtóműben valószínű foghiány van, és a segédhajtómű egyik irányánál is....így elmondás alapján, hangra.....Van gépkönyvem PDF-ben.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2018 október 29, 22:10
Írta: nvnshmpmn Dátum 2018 október 29, 22:10
Szerencsés esetben a tengelyek tengelyirányú eltolásával, vagy az előtolás hajtóműnél hézagolással be lehet állítani, hogy mindenhol teljesen egymásba kapcsolódjanak a kapcsolókörmök. Elég sokat lehet vele bíbelődni. Viszont, ha már ledarálta a kapcsolókörmöket valahol, akkor lehet, hogy amiatt dobja ki a fokozatból. Az már szívás. Az enyém teljesen jó lett, megy minden fokozat rajta. Nekem még a karoknál is kellett variálni, ahova bereteszel a golyó amikor betesszük egy fokozatba.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2018 október 29, 22:18
Írta: Virbo Dátum 2018 október 29, 22:18
Köszönöm, gépkönyvem van Csuhás gyűjteményéből, bár számomra nehezen értelmezhető a metszeti rajza a hajtásnak.
Esetleg ha akadna pár fotó...
Nem tudom mi legyen, nyilván szétszedni nem tudom helyszínen, de ez így valóban nagy szívás lehet. Gondolom fogasokat esélytelen szerezni...
Esetleg ha akadna pár fotó...
Nem tudom mi legyen, nyilván szétszedni nem tudom helyszínen, de ez így valóban nagy szívás lehet. Gondolom fogasokat esélytelen szerezni...
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2018 október 29, 22:19
Írta: nvnshmpmn Dátum 2018 október 29, 22:19
Találtam képet az előtolás hajtóművéről.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_itqkhaskyk0y0ehiyvh_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/itqkhaskyk0y0ehiyvh_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_bkep7wzvnhj5kinfm72d_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/bkep7wzvnhj5kinfm72d_1984.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_itqkhaskyk0y0ehiyvh_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/itqkhaskyk0y0ehiyvh_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_bkep7wzvnhj5kinfm72d_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/bkep7wzvnhj5kinfm72d_1984.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2018 október 29, 22:21
Írta: nvnshmpmn Dátum 2018 október 29, 22:21
Esetleg a karokkal ellentétes oldali deklit, ha megengednék levenni, ott be lehetne lesni, onnan elég jól rá lehet látni a dolgokra. A váltó zsákbamacska mindenképp.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2018 október 29, 22:26
Írta: nvnshmpmn Dátum 2018 október 29, 22:26
Ebben az előtolás hajtóműben cseréltek már két fogaskereket, de úgy, hogy a bordás agyrészről leesztergálták a fogakat és készítettek rá egy fogaskoszorút, aztán ráhegesztették. Ez viszonylag egyszerűen megoldható.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2018 október 30, 04:28
Írta: ecp4rs0md Dátum 2018 október 30, 04:28
Az egész hajtómüvet kiválthatod egy frekvenciaváltóval AZT jó napot. A többi része legyen jô.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2018 október 30, 06:23
Írta: Virbo Dátum 2018 október 30, 06:23
Köszönöm szépen!
Cím: Re:Hagyományos forgácsológépek
Írta: zyg3siamw Dátum 2018 október 30, 15:56
Írta: zyg3siamw Dátum 2018 október 30, 15:56
PRVOMAJSKA ALG100 szerszámmarógép elkelt. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: guld01 Dátum 2018 november 05, 14:08
Írta: guld01 Dátum 2018 november 05, 14:08
Sziasztok,
Valakinek ehhez a Fus32 maróhoz nincsen véletlenül kezelésije?
Csak egy orosz nyelvűre akadtam a neten, és nincsenek benne szerkezeti ábrák sem. :-(
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_ycwfkn6dnxejxs4mfaaf_5349.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/ycwfkn6dnxejxs4mfaaf_5349.jpg)
Valakinek ehhez a Fus32 maróhoz nincsen véletlenül kezelésije?
Csak egy orosz nyelvűre akadtam a neten, és nincsenek benne szerkezeti ábrák sem. :-(
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_ycwfkn6dnxejxs4mfaaf_5349.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/ycwfkn6dnxejxs4mfaaf_5349.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 05, 18:23
Írta: dezso74 Dátum 2018 november 05, 18:23
Sziasztok Fórumtársak!
Valaki cserélt már E400 -as esztergában villanymotort kisebb méretűre. 3-KW-osra?
Valaki cserélt már E400 -as esztergában villanymotort kisebb méretűre. 3-KW-osra?
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 05, 18:39
Írta: dezso74 Dátum 2018 november 05, 18:39
A teljesítményére lennék leginkább kíváncsi, milyen fogásokkal lehet ilyen esetben használni.
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 november 05, 18:41
Írta: designr Dátum 2018 november 05, 18:41
Kérdezd meg..
]E400 (//%5B#t145p4290#)
]E400 (//%5B#t145p4290#)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2018 november 05, 18:43
Írta: designr Dátum 2018 november 05, 18:43
Kérdezed meg..
[#t145p4290#]
[#t145p4290#]
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 05, 18:56
Írta: dezso74 Dátum 2018 november 05, 18:56
Meg van a válasz! Elmegy szépen egy 3 Kw-os villanymotorral. Beszéltem egy E400-as tulajdonossal, és már nála évek óta működik. Eredetileg is adtak ki 3,6 Kw-os motorral.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 18:58
Írta: 000000000 Dátum 2018 november 05, 18:58
Komolyabban illene kérdezned. Ugyanis a fogásmélység önmagában nem határozza meg a forgácsolás teljesítményét (tudni kellne még hozzá legalább 4 másik technológia adatot is). Így pl. 1 KW esetén 10 mm is lehet, de 1 mm is sok lehet a fogásmélység.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 05, 19:57
Írta: jani300 Dátum 2018 november 05, 19:57
Kérdezhetek ?
a max fordulat adott , gondolom e400 a gép .
Mekkora fordulat kell az 1 kw teljesítményhez , mondjuk kicsit szívósabb A60 (bocs , így tudom :) ) as acélnál .
Legyen mondjuk 100 az átmérő .
A kés elhelyezés és hasonlók most ne számítsanak ,ha lehet .
Persze már most bánom hogy írok mert az előtolás is kellene ... :)
a max fordulat adott , gondolom e400 a gép .
Mekkora fordulat kell az 1 kw teljesítményhez , mondjuk kicsit szívósabb A60 (bocs , így tudom :) ) as acélnál .
Legyen mondjuk 100 az átmérő .
A kés elhelyezés és hasonlók most ne számítsanak ,ha lehet .
Persze már most bánom hogy írok mert az előtolás is kellene ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2018 november 05, 20:05
Írta: KoLa Dátum 2018 november 05, 20:05
Én már cseréltem 3Kw-osra! nem vettem észre semmi változást a szerszámkészítő műhelyben,sokáig!de aztán: az 50-es fúrónál elkezdett kicsit gondolkozni a gép...
Az a vége hogy: otthonra jó!
Az a vége hogy: otthonra jó!
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 20:18
Írta: 000000000 Dátum 2018 november 05, 20:18
Ennél az anyagminőségnél ha gyorscacél késsel 2 mm fogással 0.2 mm/ford előtolással 180 rpm főorsó fordulattal esztergálsz, az ~ 1KW.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2018 november 05, 20:23
Írta: ecp4rs0md Dátum 2018 november 05, 20:23
Szia! Elmegy kisebbel is de nyilván kisebb fogásokkal stb. apám cserélt neki 5,5kW-os volt eredetileg és 3,6kW-ra cserélte,észrevehető volt a változás de ez van ha hiányzik 2kW. Nem mindegy mekkora tokmánnyal használod, magasabb fordulatoknál tuti,hogy észreveszed, nagy fogásoknál is de ott nem olyan markáns viszont fúrásnál szintén előjön a teljesítmény hiánya. A sokkal kisebb gépeket pl. E2N is 2,2kW szerelték és ott mekkora a főhajtómű a tengelyek,fogaskerekek és mekkora az E400-ban ehhez képest és a 3kW-os motor csak 800W-al nagyobb, hát nem hiába rakták bele azt amit, számolni már akkor is tudtak nem is akár,hogy....
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 20:26
Írta: 000000000 Dátum 2018 november 05, 20:26
Bocsi, de 50-es fúróval nem illik telibe fúrni egy E400-on, már csak azért se, mert nem használ a főorsó csapágyazásnak ez a folyamat, gépet "gyilkolászni" meg nem ildomos.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 05, 20:26
Írta: jani300 Dátum 2018 november 05, 20:26
Köszönöm !
Csak kíváncsi voltam , és lusta utána keresni , számolni .
Én azt nézem ha kezd kékülni a forgács akkor már sok lehet a fordulat :)
Ha pedig fullad a gép akkor a többit is illik csökkenteni .
Hogy ez így nem tudományos az biztos , de talán még a nagyon kezdők sem számolgatnak .[#nemtudom]
Csak kíváncsi voltam , és lusta utána keresni , számolni .
Én azt nézem ha kezd kékülni a forgács akkor már sok lehet a fordulat :)
Ha pedig fullad a gép akkor a többit is illik csökkenteni .
Hogy ez így nem tudományos az biztos , de talán még a nagyon kezdők sem számolgatnak .[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2018 november 05, 20:34
Írta: KoLa Dátum 2018 november 05, 20:34
Én ezt sose' értetem, hogy lehet ezt kiszámítani?
Hiszen olyan sok a változó egy rapid késnél,van-e forgácstörő, ha van akkor milyen a geometriája, dúrja vagy szépen esztergálja az anyagot, és még a hűtéstől is függ a teljesítménye.
Hogy van ez mérnöki szemmel elemezve? van egy képlet és kidobja az eredményt?
Az előtolást a fogásmélységet és a főorsó fordulatszámot azért nem említem mert ezek fix adatok a kiszámításhoz.
Hiszen olyan sok a változó egy rapid késnél,van-e forgácstörő, ha van akkor milyen a geometriája, dúrja vagy szépen esztergálja az anyagot, és még a hűtéstől is függ a teljesítménye.
Hogy van ez mérnöki szemmel elemezve? van egy képlet és kidobja az eredményt?
Az előtolást a fogásmélységet és a főorsó fordulatszámot azért nem említem mert ezek fix adatok a kiszámításhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 05, 20:37
Írta: jani300 Dátum 2018 november 05, 20:37
Szerintem igazából csak az orsó támcsapágyát terheli a fúrás . 40 es körüli fúróval már bizonyosan fúrtam hasonló kaliberű gépen .
Az élezés milyensége azért sokat számíthat .
Az élezés milyensége azért sokat számíthat .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 20:49
Írta: 000000000 Dátum 2018 november 05, 20:49
A mérnök általában inas korában esztergálgat is (én így voltam vele 40 évvel ezelőtt), így az optimális forgácsolási feltételeket (legfontosabbak a helyes élszögek az adott anyagra, és a késbefogás) tapasztalatból is tudja, érzi. Az elméleti számításokban mindeféle az optimálistól eltérő esetre léteznek szorzótényezők, de nyilván amikor én itt adatokat közlök, akkor az optimális esetre számolok, feltételezve és megtisztelve az eszergályost, miszerint tudja a szakmáját mesteri fokon, és nem egy "bottal" akar esztergálni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 05, 20:54
Írta: jani300 Dátum 2018 november 05, 20:54
Akár kötekedésnek is lehetne érteni amit írtam ,de nem .
Sorozatgyártásban megvan (volt) a számítások helye .
De hát ez hobby fórum .
Tájékoztató adatoknak azért nagyon jók Tibor számításai , legalábbis nekem biztosan .
Sorozatgyártásban megvan (volt) a számítások helye .
De hát ez hobby fórum .
Tájékoztató adatoknak azért nagyon jók Tibor számításai , legalábbis nekem biztosan .
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 20:56
Írta: 000000000 Dátum 2018 november 05, 20:56
A főorsó csapágyazását radiális ás axiális erőkre méretezik. Axiálisan is túlterhelheted, és ahogyan írod fúráskor bőven akad ilyen komponens. Az pedig való igaz, hogy a különböző keresztél kiszedésekkel, "ravasz" fúró köszörüléssel sokat lehet javítani a hatásfokon, és ezzel egy jó szakember él is.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2018 november 05, 20:56
Írta: KoLa Dátum 2018 november 05, 20:56
Sok a változó!40év alatt is.
Én! magamnak is szoktam, meglepetéseket okozni.
Én! magamnak is szoktam, meglepetéseket okozni.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2018 november 05, 21:00
Írta: sufnituning Dátum 2018 november 05, 21:00
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2018 november 05, 21:42
Írta: 000000000 Dátum 2018 november 05, 21:42
Hidd el a nagy Zseni, Newton óta alig változott a világ, mivel a differenciál matematika azóta is ugyanaz, és elég pontosan szinte minden kiszámolható, leírható, megérthető ezen a nyelven.
Az idő műlása csak újabb divat és gyorsan elévülő paraméter listákat dob fel (sok szemfényvesztéssel, virtualitással, hazugsággal is megspékelve), de az igazi alapok 340 éve ugyanazok, és ezen új dolgokra is mindig alkalmazhatók.
Az idő műlása csak újabb divat és gyorsan elévülő paraméter listákat dob fel (sok szemfényvesztéssel, virtualitással, hazugsággal is megspékelve), de az igazi alapok 340 éve ugyanazok, és ezen új dolgokra is mindig alkalmazhatók.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2018 november 06, 07:39
Írta: 7cim5mm0 Dátum 2018 november 06, 07:39
Ha nem nagy teljesítményű nagyolás a célod, és nem baj, ha azt amit egyébként egy fogásban is le lehet venni, 2-3 fogásban kell majd leesztergálni, akkor meg fog felelni az igényeknek.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2018 november 06, 08:44
Írta: kart emg Dátum 2018 november 06, 08:44
Nem vitatkozom Robsy írásával, de pár dologgal kiegészítem. Newton kitalálta a módszert, ahogy mechanikában egy Pontrendszer erőviszonyait és mozgását kezelni lehet. Ehhez később kitalálták a szilárd testek mechanikáját, amit ugyan el lehet képzelni pontrendszernek (hiszen az is, atommagok, elektronok stb) de a mai napig nem lehet egy méretesebb anyagdarabot így leírni (nincs elég compúter kapacitás). Ezért aztán bevezettek pár jellemzőt, ami a folytonos szilárd testek rugalmas (feszültség mátrix) és rugalmatlan (folyáshatár, szakítószilárdság, stb) viselkedését leírja erők hatására. A forgácsolási folyamat ezek kombinációja, erre felállítottak egy modellt, ami ezekkel a tiszta paraméterekkel operál. Az "Esztergályos Szakmai Ismeretek" c. könyv (Csuhás fórumtárs gyűjteményéből letölthető) 9.3 fejezete bemutatja, hogy ezt a modellt hogyan lehet használni. A 446. ábrán a szagattot vonal a modell eredménye, a folytonos már mérés. És ezzel visszakanyarodok Robsy írására: minden, ami az idealizált modelltől eltér szorzófaktorral vehető figyelembe.
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 09, 08:46
Írta: dezso74 Dátum 2018 november 09, 08:46
Megköszönném mindenki hozzászólását, tanácsait. Sikerült egy 3 Kw -os motort beszereznem, most jön a futárral. Majd megosztom a tapasztalataimat, ha már dolgozik a gép.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 09, 08:47
Írta: dezso74 Dátum 2018 november 09, 08:47
Keresnék E400-as esztergához gépkönyvet Pdf, word...stb
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 november 09, 09:36
Írta: Csuhás Dátum 2018 november 09, 09:36
Töltsd le a könyvtárunkból: Katalogus.txt (https://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt)
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 09, 10:11
Írta: dezso74 Dátum 2018 november 09, 10:11
Köszönöm szépen!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 november 09, 12:06
Írta: Vetesi75 Dátum 2018 november 09, 12:06
A forgácsolás teljesítményigényét az időegység alatt leválasztott anyagmennyiség és az anyagra jellemző fajlagos forgácsolóerő határozza meg leginkább. Az egyéb körülményekből adódó "szorzók" - hacsak nem bottal esztergálsz - kb. +-30% szórást jelentenek. Azon szerencsés helyzetben vagyok, hogy olyan gépen is dolgozhatok, ami monitorozza a megmunkálás közben fellépő erőket és a tapasztalatom azt mutatja, hogy számítással egész jól megsaccolható, hogy egy-egy műveletnél mi várható. Fúrás tengelyirányú erőszükségletéhez viszont a klasszikus Fc/8 -at el lehet felejteni. Egy egyszerű keresztél kihegyezéssel történő könnyítése is sokkal nagyobb változást okoz.
Szintén tapasztalat - ugyan hagyományos gépen - , hogy egy lestrapált főhajtómű terhelés alatt akár a meghajtó teljesítmény felét is "lenyelheti", szóval a szerszámgép hatásfokának becslése szerintem ingoványosabb terület.
Szintén tapasztalat - ugyan hagyományos gépen - , hogy egy lestrapált főhajtómű terhelés alatt akár a meghajtó teljesítmény felét is "lenyelheti", szóval a szerszámgép hatásfokának becslése szerintem ingoványosabb terület.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2018 november 09, 20:44
Írta: KoLa Dátum 2018 november 09, 20:44
Az a +-30% változó, az szerintem is valós, és helytálló!
Na! és még a többi, a hagyományos gépeken, mint ahogy írtad.
Engem az érdekel a legjobban hogy, hogyan lehet ezt mérni?
Ahogy írtad, a gépen amin dolgozol rendelkezésre áll minden adat.
Miből áll ez?
A főorsó teljesítmény változás kijelzése,és a tengelymeghajtó motorok teljesítményváltozása, plusz van beépítve a késtartóba , valahová egy erőmérő szenzor?
Na! és még a többi, a hagyományos gépeken, mint ahogy írtad.
Engem az érdekel a legjobban hogy, hogyan lehet ezt mérni?
Ahogy írtad, a gépen amin dolgozol rendelkezésre áll minden adat.
Miből áll ez?
A főorsó teljesítmény változás kijelzése,és a tengelymeghajtó motorok teljesítményváltozása, plusz van beépítve a késtartóba , valahová egy erőmérő szenzor?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 november 10, 02:30
Írta: Vetesi75 Dátum 2018 november 10, 02:30
Az elektronikus hajtásból (hajtás kártyából) származik a kijelzett érték. A gyártó (beüzemelő) azt mondja hogy az általa adott PID értékek mellett "statikus" üzemállapotban adott terhelésnél a kijelzett érték megfelel az általa meghatározott 100% NYOMATÉK arányos részének.(a motoron áramerősséget mér?) (100%-egy a gépspecifikációban leírt adat, amit szervó moci szerintem csak túlterheléssel képes biztosítani - időkorlátos szoftveres védelem + hardveres biztosan van.) Ebből lehet számolgatni! Én általában forgácsló erő után nyomatékot is számolok , mert ilyen téren hamarabb meg lehet "elletni" a gépet. (Pláne, hogy alura való technikával küldjük rozsdamentesben...) :(
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 november 10, 02:50
Írta: Vetesi75 Dátum 2018 november 10, 02:50
Ja.. Ezek az esztergák a "3db mosógép szíjat" nem nézve szinte közvetlen hajtásúak, főmotor=szervó, mert a C-tengely az adott, a két üzemmód közötti váltás csupán elektronikus (a hajtás kártyán).
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 november 10, 16:30
Írta: Vetesi75 Dátum 2018 november 10, 16:30
A gyártó rajzolgat a felhasználónak, aztán hogy a gépkezelő/technológus mit kezd vele az egy dolog... (tapasztalat azt mutatja, hogy nem veszik figyelembe)
A pillanatnyi terhelések vonaldiagramon leolvashatóak - majd keresek képernyőképet (vagy hétfőn fotózok). Két mutatott érték, amire kapásból emlékszem, ill. itt az adott gép görbéi.
M16 menet fúrása rozsdamentesbe főorsóból, a fordulatszám az állandó nyomatékú szakaszba esik - legyen n=100, a számított nyomatékigény kb. 30Nm, a kijelzett érték kb. 35%, ami normálisnak tekinthető.
Átm. 10-es keresztfurat hajtott szerszámmal ST52-be, bevonatos gyorsacél csigafúró: n=850 f=0.1/n , kijelezve 85-90%.
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_avpvvv2n5yb2gcz889qf5_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/avpvvv2n5yb2gcz889qf5_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_8vpig874e796vbacjzb7_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/8vpig874e796vbacjzb7_1883.jpg)
A pillanatnyi terhelések vonaldiagramon leolvashatóak - majd keresek képernyőképet (vagy hétfőn fotózok). Két mutatott érték, amire kapásból emlékszem, ill. itt az adott gép görbéi.
M16 menet fúrása rozsdamentesbe főorsóból, a fordulatszám az állandó nyomatékú szakaszba esik - legyen n=100, a számított nyomatékigény kb. 30Nm, a kijelzett érték kb. 35%, ami normálisnak tekinthető.
Átm. 10-es keresztfurat hajtott szerszámmal ST52-be, bevonatos gyorsacél csigafúró: n=850 f=0.1/n , kijelezve 85-90%.
(https://hobbicncforum.hu/uploaded_images/2018/11/tn_avpvvv2n5yb2gcz889qf5_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/avpvvv2n5yb2gcz889qf5_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/tn_8vpig874e796vbacjzb7_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2018/11/8vpig874e796vbacjzb7_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2018 november 10, 16:38
Írta: Vetesi75 Dátum 2018 november 10, 16:38
Hagyományos gépen amikor kihagyom a hajtásláncból a régi hajtóművet, kap egy fele akkora motort és megtáltosodik a szerkezet, akkor nem kérdés, hogy hol fogyott el az energia. :)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2018 november 10, 20:10
Írta: KoLa Dátum 2018 november 10, 20:10
Köszönöm az infókat!
Nálam ezek az adatok, a gyakorlatból alakulnak ki, max, a CT40-en van egy százalékos ampermérő,a főorsóra.
Jól mutatja hogy meddig mehetek el mire leveri a megszakítót( 3x25A)
Nem egy sufni műhelybe való, de lehet vele boldogulni!
Valószínűleg le fogom cserélni egy kisebb teljesítményű hajtásra.
A régi hobbi cnc esztergámon egy 3Kw-os 2800rpm asszinkron hajtás van, frekiváltóval vezérelve, felező áttételű hajtással, mindent megold 20A alatt, lakatfogóval mértem, a frekiváltó amper kijelzésben nem mutat 9-nél többet.
Sokkal gazdaságosabb mint a CT40 egyenáramú főorsó motorja,és egyik sem C tengelyes, tehát bármi szóba jöhet.
Ezt kell majd mostanában megoldanom.
Nálam ezek az adatok, a gyakorlatból alakulnak ki, max, a CT40-en van egy százalékos ampermérő,a főorsóra.
Jól mutatja hogy meddig mehetek el mire leveri a megszakítót( 3x25A)
Nem egy sufni műhelybe való, de lehet vele boldogulni!
Valószínűleg le fogom cserélni egy kisebb teljesítményű hajtásra.
A régi hobbi cnc esztergámon egy 3Kw-os 2800rpm asszinkron hajtás van, frekiváltóval vezérelve, felező áttételű hajtással, mindent megold 20A alatt, lakatfogóval mértem, a frekiváltó amper kijelzésben nem mutat 9-nél többet.
Sokkal gazdaságosabb mint a CT40 egyenáramú főorsó motorja,és egyik sem C tengelyes, tehát bármi szóba jöhet.
Ezt kell majd mostanában megoldanom.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2018 november 29, 14:20
Írta: d6i9g5pbs Dátum 2018 november 29, 14:20
Üdv Tagok szükségem lenne egy E2N méretezett bajonett záras főórsó rajzára akinek van ossza meg velem előre is köszönöm..
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2018 november 29, 15:27
Írta: Gamos Dátum 2018 november 29, 15:27
Csuhás könyvei között találsz
52
Kalotai Kucher Szele Tihanyi
Szerszámgéptartozékok és készülékek
MKK 1969
http://data.hu/get/4824097/Szerszamgeptartozekok.pdf
31. oldalon
52
Kalotai Kucher Szele Tihanyi
Szerszámgéptartozékok és készülékek
MKK 1969
http://data.hu/get/4824097/Szerszamgeptartozekok.pdf
31. oldalon
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2018 november 30, 16:06
Írta: d6i9g5pbs Dátum 2018 november 30, 16:06
Köszönöm szépen..a segítséget
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 november 30, 17:12
Írta: dezso74 Dátum 2018 november 30, 17:12
Sziasztok Fórumtársak!
Ismét segítséget szeretnék kérni, biztos vagyok benne, hogy megfelelő választ kaphatok kérdésemre.
Lassan kész az E400-as eszterga felújítása. Mégannyi van hátra, hogy feltöltsem olajjal az olajzórendszert (orsóház, nortonszekrény + a vonószekrény).
Milyen hajtóműolajjal töltsem fel. Valakitől azt hallottam, hogy egyes autók váltóolajai is megfelelnének.
A másik a hűtőolaj. Milyet és milyen arányban?
Ismét segítséget szeretnék kérni, biztos vagyok benne, hogy megfelelő választ kaphatok kérdésemre.
Lassan kész az E400-as eszterga felújítása. Mégannyi van hátra, hogy feltöltsem olajjal az olajzórendszert (orsóház, nortonszekrény + a vonószekrény).
Milyen hajtóműolajjal töltsem fel. Valakitől azt hallottam, hogy egyes autók váltóolajai is megfelelnének.
A másik a hűtőolaj. Milyet és milyen arányban?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 30, 17:53
Írta: jani300 Dátum 2018 november 30, 17:53
Ebben a témában már több száz hozzászólás születhetett ...
Ha annak az autónak a váltójában ATF olaj van az még talán csak csak .
Cirkulációs szerszámgépolaj ,a kuplungosok hoz , de vannak átfedések az olajok közt .
Ha annak az autónak a váltójában ATF olaj van az még talán csak csak .
Cirkulációs szerszámgépolaj ,a kuplungosok hoz , de vannak átfedések az olajok közt .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 november 30, 18:11
Írta: jani300 Dátum 2018 november 30, 18:11
Ha csúszócsapágyas a főorsó , akkor talán MOL spinol , a gépkönyv szerinti viszkozitással .
De biztosan fognak írni még sokan .
De biztosan fognak írni még sokan .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 november 30, 19:19
Írta: ywathzay Dátum 2018 november 30, 19:19
Egy szerszámgépeket felújító üzemben mondta nekem a tulaj, hogy nyugodtan lehet a hidraulika olajat használni a szerszámgépekbe. Mert elég híg hogy mindenhova bejusson, megfelelő kenést biztosít, nem habosodik, és tulajdonképpen "semleges" natúr olaj. Gyorsan, bárhol beszerezhető 5l is belőle.
Cím: Re:Hagyományos forgácsológépek
Írta: ejcd0gic5 Dátum 2018 november 30, 20:50
Írta: ejcd0gic5 Dátum 2018 november 30, 20:50
Helló Gab 27 ! Nekem is van egy hasonló kis marógépm. De nincs rajta szinte semmi meg a gépi előtolás szerkezetből Ha tudsz küldj képet az meglevő alkatrészekről.
Mail cimem :himzesinfo@gmail.com
Mail cimem :himzesinfo@gmail.com
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 november 30, 22:31
Írta: sanyi84 Dátum 2018 november 30, 22:31
Étolajat is, minden további nélkül. Nemár. Na ma az va hogy atmegyek az első településre ahol van megfelelő olaj már ott elbuktam hogy elindulok. Megrendelem a megfelelőt a wevshopból ahol a megfelelő minőségű és megfelelő fizikai adottságú olaj a legolcsóbb, kifizetem az 1500 + futárköltséget és örülök.
2018 at írunk, van minden. Nem kell "B" terv az olajokhoz.
2018 at írunk, van minden. Nem kell "B" terv az olajokhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 november 30, 23:28
Írta: ywathzay Dátum 2018 november 30, 23:28
Igazad van kisbarátom! Szeretem ha az okos hülyéskedik, de nem szeretem ha a hülye okoskodik.
Leírhattam volna neki hogy vegyen MOL TCL 32 olajat, megkeresi a weben, megrendeli a webshopból mind az 50 litert ami a legkisebb kiszerelés, felhasználja azt a 4-5 litert ami neki kell, 'oszt a többit meg elnézegeti élete végéig, úgy pár évente úgysem árt frissíteni az olajat. Hidd el, nem a kisujjamból szoptam az infót, de lehet ha adsz egy konkrét adatot azzal többet ér a kérdező, mert amit te mondtál az egyenlő a 0-val. 2018-at írunk?- És akkor mi van? Nem kell B terv?
Beillesztek ide egy Agip hidraulika olaj leírást, és ezt nem én írtam okostojás!
Tulajdonságok:
Az eni OSO olajok nemcsak hidraulikaolajként alkalmazhatók, hanem kopásállóságot biztosító szerszámgép olajként, cirkulációs kenőolajként is, így a felhasznált kenőolaj féleségek száma optimalizálható
Az eni OSO olajokat gépi berendezések hidraulikus energiaátviteléhez fejlesztették ki. A sorozat tagjai a rendszerek megfelelő kenését is ellátják, a fémfelületeken tartós olajfilm alakul ki, amely a nagynyomású hidraulikus rendszerek egymáson csúszó alkatrészei között kialakuló nagy terheléseknek is ellenáll.
Az eni OSO olajok nagyon jó kopáscsökkentő tulajdonságúak, amit a következő szabványos vizsgálatok támasztanak alá: a magasabb viszkozitási osztályúak (OSO 46-150) az FZG vizsgálat 12. fokozatát teljesítik, míg az alacsonyabbak a 11. fokozatot. Vickers vizsgálatnál az összes tömegveszteség (szárnylapát és gyűrű) 35 mg.
Rendkívül jó oxidációs stabilitással rendelkeznek, még nagyon magas üzemi hőmérsékleten is, így minimalizálják a lerakódások képződését és megtartják viszkozitásukat, ezért a hidraulikus működés tartósan optimális Kiemelkedő korrózió- és rozsdagátló tulajdonságaik megakadályozzák a hidraulikus körfolyamat egységeinek oxidációját.
Az eni OSO olajok jó emulziószétválási hajlama, még kis mennyiségű víz esetén is megakadályozza az emulzió kialakulását, ami a rendszerben szivárgást vagy kondenzációt okozna. Kiemelkedő szűrhetőségüknek köszönhetően az ISO VG 68 feletti viszkozitási fokozatok 3 mikron pórusméretű szűrővel szűrhetők.
Habzásgátló tulajdonságuk és gyors levegőelváló képességük által elkerülhetők azok a rendellenességek melyek a szivattyúk és a szabályozó egységek működésekor a légbuborékok keletkezéséből és azok összenyomásából adódnának.
És most hasonlítsd össze a TCL leírással:
MOL TCL 32 cirkulációs és szerszámgépolaj A MOL TCL 32 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak üzemeltetéséhez kialakított kenőolaj. Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj. Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Döntsön a kérdező.
Viszont neked igazad van! Nem kell B terv. 2018-at írunk, nemdebár?
Leírhattam volna neki hogy vegyen MOL TCL 32 olajat, megkeresi a weben, megrendeli a webshopból mind az 50 litert ami a legkisebb kiszerelés, felhasználja azt a 4-5 litert ami neki kell, 'oszt a többit meg elnézegeti élete végéig, úgy pár évente úgysem árt frissíteni az olajat. Hidd el, nem a kisujjamból szoptam az infót, de lehet ha adsz egy konkrét adatot azzal többet ér a kérdező, mert amit te mondtál az egyenlő a 0-val. 2018-at írunk?- És akkor mi van? Nem kell B terv?
Beillesztek ide egy Agip hidraulika olaj leírást, és ezt nem én írtam okostojás!
Tulajdonságok:
Az eni OSO olajok nemcsak hidraulikaolajként alkalmazhatók, hanem kopásállóságot biztosító szerszámgép olajként, cirkulációs kenőolajként is, így a felhasznált kenőolaj féleségek száma optimalizálható
Az eni OSO olajokat gépi berendezések hidraulikus energiaátviteléhez fejlesztették ki. A sorozat tagjai a rendszerek megfelelő kenését is ellátják, a fémfelületeken tartós olajfilm alakul ki, amely a nagynyomású hidraulikus rendszerek egymáson csúszó alkatrészei között kialakuló nagy terheléseknek is ellenáll.
Az eni OSO olajok nagyon jó kopáscsökkentő tulajdonságúak, amit a következő szabványos vizsgálatok támasztanak alá: a magasabb viszkozitási osztályúak (OSO 46-150) az FZG vizsgálat 12. fokozatát teljesítik, míg az alacsonyabbak a 11. fokozatot. Vickers vizsgálatnál az összes tömegveszteség (szárnylapát és gyűrű) 35 mg.
Rendkívül jó oxidációs stabilitással rendelkeznek, még nagyon magas üzemi hőmérsékleten is, így minimalizálják a lerakódások képződését és megtartják viszkozitásukat, ezért a hidraulikus működés tartósan optimális Kiemelkedő korrózió- és rozsdagátló tulajdonságaik megakadályozzák a hidraulikus körfolyamat egységeinek oxidációját.
Az eni OSO olajok jó emulziószétválási hajlama, még kis mennyiségű víz esetén is megakadályozza az emulzió kialakulását, ami a rendszerben szivárgást vagy kondenzációt okozna. Kiemelkedő szűrhetőségüknek köszönhetően az ISO VG 68 feletti viszkozitási fokozatok 3 mikron pórusméretű szűrővel szűrhetők.
Habzásgátló tulajdonságuk és gyors levegőelváló képességük által elkerülhetők azok a rendellenességek melyek a szivattyúk és a szabályozó egységek működésekor a légbuborékok keletkezéséből és azok összenyomásából adódnának.
És most hasonlítsd össze a TCL leírással:
MOL TCL 32 cirkulációs és szerszámgépolaj A MOL TCL 32 cirkulációs kenési rendszerekkel ellátott ipari berendezések csapágyainak és hajtásainak üzemeltetéséhez kialakított kenőolaj. Oxidáció- és korróziógátló adalékokat tartalmazó magasan finomított ásványolaj. Magas szinten megvédi a fémszerkezeteket a korróziótól és rendellenes kopástól, kimagasló ellenállást mutat az oxidációval és hőbomlással szemben. Gyors levegő és vízelválást mutat, ennek köszönhetően megbízható üzemeltetés, hosszú olaj és berendezés élettartam érhető el.
Döntsön a kérdező.
Viszont neked igazad van! Nem kell B terv. 2018-at írunk, nemdebár?
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 december 01, 05:06
Írta: sanyi84 Dátum 2018 december 01, 05:06
Nem vagyok se kicsi se barátod mert nem ismerlek. 1-5-20-50-200 literes kiszerelésekbe kaphatók a jobbak általában. Nem kell ragaszkodni a márkákhoz. Mindenki azt tölt bele amit gondol, majd amikor szétesik a nem megfelelő kenés miatt akkor lehet gyártatni ezt azt. Elsősorban gidraulika olaj. Ja szánkenőre is azt mondták, még a képviselő is azt mondta. Jól megette a karmantyúkat -2 nap míg legyártattuk. Lehet beletenni mert na rá van írva.
Más olaj, 2T motorolajba is a 3. vált be, azt szereti a fűrész. Stihl ásványi , 1 tank majdnem felforrt a gép, castrol szintetikus 1 tank jobban melegedett. Panaszkodás havernak, motult adott. 5 tank, elfáradtam.
De mindenki azt pancsol a masinájába amit akar. Na latod ezért nem adok pontos tanácsot, mert tudom a szöveg a kannán meg a valósag más. De lehet beletenni hidraulikát nyugodtan. Elvégre is van az a pénz amiért újragyártják a fogaskerekeket.
Én se hiába kínlódok külső olajkenéssel+szűréssel a belső szivattyú helyett.
Azért egy jó tanács, a csapágyakat érdemes felülvizsgálni évente tmk jelleggel.
Más olaj, 2T motorolajba is a 3. vált be, azt szereti a fűrész. Stihl ásványi , 1 tank majdnem felforrt a gép, castrol szintetikus 1 tank jobban melegedett. Panaszkodás havernak, motult adott. 5 tank, elfáradtam.
De mindenki azt pancsol a masinájába amit akar. Na latod ezért nem adok pontos tanácsot, mert tudom a szöveg a kannán meg a valósag más. De lehet beletenni hidraulikát nyugodtan. Elvégre is van az a pénz amiért újragyártják a fogaskerekeket.
Én se hiába kínlódok külső olajkenéssel+szűréssel a belső szivattyú helyett.
Azért egy jó tanács, a csapágyakat érdemes felülvizsgálni évente tmk jelleggel.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2018 december 01, 08:47
Írta: ywathzay Dátum 2018 december 01, 08:47
Azt nem árt elfelejteni, hogy ezek a forgácsológépek nem az űrtechnika, vagy magfizika színvonalán mozognak. 40-50 éves mechanizmusok, golyós, görgős, esetleg siklócsapágyakkal.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 december 01, 12:40
Írta: sanyi84 Dátum 2018 december 01, 12:40
A fűrész is 30 éves konstrukció ha nem 40! , mégis kéri a belevalót. Nem űrtechnika de vannak típusbetegségeik, sokaknál az olajzás. Nem pont ugyan az kell a hajtóművekbe sem. Pl. az én esztergamba 3 féle olaj kell +szánkenéshez kézzel+ ha azzal hűtesz akkor oda is. Ez 5 fajta olaj, a gép az tippre 50-70 éves. A 3 hely ahova olaj kell az egyik siklócsapagy miatt olyan 12 es viszkozitasú,vagy kicsit nagyobb, a masik helyre dupla/tripla olyan viszkozitasút ír, míg a 3. helynél 40? . a A mértékegység átváltással is bajban vagyok, mert teljesen más érték, számolható. Minden esetre én a felújításnál egy külső állandóan járó szivattyút teszek, 5 perc tétlenség után off... Szűröm is, lesz rajta szűrő+mágnes.
Egy esztergát igazán használhatóvá mai korban egy útmérő tesz. A mechanikus gépek se elavultak, csak időnként korszerűsíteni kell. Frekvenciaváltó is egy jó eszköz erre ésszel használva mert ott már gondolni kell a motor paramétereire is.
Az hogy 100% célra való olaj van benne még nem garancia hogy jó lesz bele! Lásd fűrész példa 2. Olaj full szintetikus forralta a gépet 3. Olaj amit baratom adott azzal megy úgy ahogy kell. Kisker árban különbség nincs is.
Nagy név a munkahelyen emulzióval megbukott, nem MOL annál jóval komolyabb forgácsolóipari olajokat gyártó cég. Ami bevalt az hazánkban ismeretlen még kis cég. De város szinten már szorítja ki a másikat. Nem büdösödik, meg nem rohad a kezed tőle. A szankenőjével együtt ajánlott használni. A poén a másiknál olcsóbb is. Főleg hogy nem rohad az ember keze tőle + nem kell fél évente cserélni.
Egy esztergát igazán használhatóvá mai korban egy útmérő tesz. A mechanikus gépek se elavultak, csak időnként korszerűsíteni kell. Frekvenciaváltó is egy jó eszköz erre ésszel használva mert ott már gondolni kell a motor paramétereire is.
Az hogy 100% célra való olaj van benne még nem garancia hogy jó lesz bele! Lásd fűrész példa 2. Olaj full szintetikus forralta a gépet 3. Olaj amit baratom adott azzal megy úgy ahogy kell. Kisker árban különbség nincs is.
Nagy név a munkahelyen emulzióval megbukott, nem MOL annál jóval komolyabb forgácsolóipari olajokat gyártó cég. Ami bevalt az hazánkban ismeretlen még kis cég. De város szinten már szorítja ki a másikat. Nem büdösödik, meg nem rohad a kezed tőle. A szankenőjével együtt ajánlott használni. A poén a másiknál olcsóbb is. Főleg hogy nem rohad az ember keze tőle + nem kell fél évente cserélni.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 december 01, 14:46
Írta: ysc3kmx9v Dátum 2018 december 01, 14:46
Abban igazat hagyok, hogy a nagy fordulatú 2 ütemű motorokhoz a full szintetikus olaj a jobb, az olaj márkájának már nem tartok olyan nagy jelentőséget. A hidralika olaj amit említettek, az egy finomított ásványolaj, megfelel más hajtások kenésére is, ami számít az a vízkozitás, ha az megfelelő bátran bele lehet tenni. A szánkenő olajat én nem favorizálom, különösen barkács üzemmódban, inkább a gyakori gép tisztítást.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2018 december 01, 19:45
Írta: 7cim5mm0 Dátum 2018 december 01, 19:45
Megint jól szórakoztam az olaj választással kapcsolatos vitán. Csak az a bökkenő, hogy egyik félnek sincs igaza. :)
A TCL-ből is létezik 10L-es kiszerelés, de némelyik olajdepóban kimérik literre, ha kell. (Nem mindenhol.)
A hidraulika olajból pedig igenis létezik több, hajtómű kenésre alkalmas változat, aminek a viszkozitása megegyezik, a kenőképessége, és az öregedésállósága pedig messze felülmúlja a TCL-ét.
A TCL-ből is létezik 10L-es kiszerelés, de némelyik olajdepóban kimérik literre, ha kell. (Nem mindenhol.)
A hidraulika olajból pedig igenis létezik több, hajtómű kenésre alkalmas változat, aminek a viszkozitása megegyezik, a kenőképessége, és az öregedésállósága pedig messze felülmúlja a TCL-ét.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 december 01, 21:01
Írta: jani300 Dátum 2018 december 01, 21:01
És akkor most végül is mit öntsön bele ? :)
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 december 02, 07:20
Írta: sanyi84 Dátum 2018 december 02, 07:20
Nem kell magyaráznom semmit, csináld úgy. Én meg tapasztalataimra, tanultakra hagyatkozva csinálom :). Keresem a bizonyítványom hogy visszaadjam azért. A szakmai részleteket kitöröltem úgyis mindenki mindent jobban tud és csinál. Szárazon járasd mindenféle szankenés nélkül az esztergádat, jót tesz neki, legalább gyorsabban bekopik.
Amúgy köszörülni is lehet házilag gépágyat, erre is láthattunk példát. Az nct kft meg még egy hazai akinek nagy gépágyakra szakosodott köszörűje van... Na ők már vitték is a méhbe ezeket az elavult technológiájú gépeket.
Mért nem jó mindent a céljára használni??? Főleg olyan zsebbenyúlós dolognál mint a hibás olajkiválasztás?
Amúgy köszörülni is lehet házilag gépágyat, erre is láthattunk példát. Az nct kft meg még egy hazai akinek nagy gépágyakra szakosodott köszörűje van... Na ők már vitték is a méhbe ezeket az elavult technológiájú gépeket.
Mért nem jó mindent a céljára használni??? Főleg olyan zsebbenyúlós dolognál mint a hibás olajkiválasztás?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 december 02, 09:41
Írta: jani300 Dátum 2018 december 02, 09:41
Megnéztem az adatlapod .
Túl régóta itt vagy egy ilyen besértődéshez .
Nem kell halálosan komolyra venni .
Ameddig beszélgetés folyik , szerintem nincsen gond .
Túl régóta itt vagy egy ilyen besértődéshez .
Nem kell halálosan komolyra venni .
Ameddig beszélgetés folyik , szerintem nincsen gond .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 december 02, 09:46
Írta: jani300 Dátum 2018 december 02, 09:46
Még annyi , aki jóindulattal elbasz egy gépet "felújítással" abban legalább megvan a szándék , tanulhat belőle .
De sok hibátlan gépet láttam összetörve , na azt gyors pénzért csinálják , ezekről az emberekről nem fogfok véleményt írni .
De sok hibátlan gépet láttam összetörve , na azt gyors pénzért csinálják , ezekről az emberekről nem fogfok véleményt írni .
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2018 december 02, 11:52
Írta: Robika37 Dátum 2018 december 02, 11:52
Szia !
Mit öntsek bele című 3 felvonásos dráma.....a hidraulikánál ken meg minden stb. csak azt felejtik , hogy az általános gépiparban talán a hidraulikánál van a legprecízebb szűrésrendszer ..
Mit öntsek bele című 3 felvonásos dráma.....a hidraulikánál ken meg minden stb. csak azt felejtik , hogy az általános gépiparban talán a hidraulikánál van a legprecízebb szűrésrendszer ..
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2018 december 02, 12:09
Írta: mex Dátum 2018 december 02, 12:09
Nem voltam drámatagozatos, de mivel a hidraulika olaj:"a hidraulikánál ken meg minden", akkor ugyanezt műveli a szerszámgép orsóházban is a fogaskerekekkel,lamellás tengelykapcsolóval,stb...
Hogy az alacsonyabb követelményű szűrés miatt nemkívánatos adalékot is tartalmazhat ,ugyanúgy elmondhatjuk az eredeti gyári ajánlású olaj alkalmazása esetén is, ha a szűrőrendszer az adott gép gyári kialakítása.
Hogy az alacsonyabb követelményű szűrés miatt nemkívánatos adalékot is tartalmazhat ,ugyanúgy elmondhatjuk az eredeti gyári ajánlású olaj alkalmazása esetén is, ha a szűrőrendszer az adott gép gyári kialakítása.
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 december 02, 13:00
Írta: dezso74 Dátum 2018 december 02, 13:00
Köszönöm Mindenkinek a hozzászólását az olajtémához.
Alapszakmám mezőgazdasági gépszerelő. Pl: John Deere mezőgépeknél a hajtóművet töltöttük fel olajjal ez volt egyben a hidraulika olaj is.
Sok autót is javítottam már, de ott egyszerű dolgom volt, mert adott az olaj minden szükséges tulajdonsága motoronként.
Viszont a szerszámgép olajokban nem vagyok járatos.
A gépjavító műhelyben a szánkenésére javasoltak autó váltó olajat abból is kisebb viszkozitású szükséges.
Alapszakmám mezőgazdasági gépszerelő. Pl: John Deere mezőgépeknél a hajtóművet töltöttük fel olajjal ez volt egyben a hidraulika olaj is.
Sok autót is javítottam már, de ott egyszerű dolgom volt, mert adott az olaj minden szükséges tulajdonsága motoronként.
Viszont a szerszámgép olajokban nem vagyok járatos.
A gépjavító műhelyben a szánkenésére javasoltak autó váltó olajat abból is kisebb viszkozitású szükséges.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2018 december 02, 14:21
Írta: ysc3kmx9v Dátum 2018 december 02, 14:21
Valóban a sértődöttség jön ki szavaidból, pedig szándékomba nem állt a sértegetés, szerintem írásom nem volt bántó, csak a több mint fél évszázados szakmai tapasztalatom alapján nyilatkoztam. A szánkenésről a véleményem fenntartom, van olyan esztergám aminek a szánrendszerét 1976-ban újítottam fel, különleges szánkenő olajat nem látott, napi használatban van,és a pontossága még most is elfogadható, igaz védtem ahogy tudtam,és napjában a munka jellegétől függően olajozom,takarítom.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 december 02, 15:30
Írta: sanyi84 Dátum 2018 december 02, 15:30
Csináld. Én meg máshogy :) . Szerintem csak úgy hülyeségből nem csinálnak 100 félét. Még nevük is más:orsóolaj, szánkenő olaj, hidraulika olaj, hajtómű olaj. Még azonos tulajdonságú és célúak közt is ég és föld a különbség. Szánkenő vs. emulziónál is kövezelmények vannak hogy a szánkenőt ne szeresse "bevonni" az emulzióba az emulzió és ne képezzen hártyát se elzárva az oxigén útját. Rádásul a szánkenő adaléka tapadjon meg a fémen hosszabb ideig mint a hasonló sima hidraulika olaj, ugyanakkor ne tapassza össze a szánokat hanem siklast segítse elő.
Orsóolajnál is vannak szempontok, tulajdonságok közt meg a hőstabilitás egy fontos dolog.
Jd hidraulika olajat kaptam, fél litert hidraulikába. Na most az egy frankó olaj, szánkenésre vicckategória.
Orsóolajnál is vannak szempontok, tulajdonságok közt meg a hőstabilitás egy fontos dolog.
Jd hidraulika olajat kaptam, fél litert hidraulikába. Na most az egy frankó olaj, szánkenésre vicckategória.
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2018 december 02, 22:21
Írta: fisrcxuk3 Dátum 2018 december 02, 22:21
A Farm Jd nem csak hidraulika olaj ,váltóolaj is egyben .És ha JD trakikhoz jó,aminek a váltója sokszorta bonyolultabb, akkor szerintem akár egy hajtómübe is. A nehéz letörölhetetlenségén kivül miért is vicc kategoria?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2018 december 02, 23:03
Írta: hostya Dátum 2018 december 02, 23:03
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2018 december 03, 16:49
Írta: sanyi84 Dátum 2018 december 03, 16:49
Akkor használjátok, jó érv, just do it. Én inkább maradok a direkt célra tervezettnél. Nincs okom meggyőzni senkit semmiről. Az hogy mennyire nehéz a marketingduma mellett normális olajat találni, aeról ne beszéljünk... Hajrá!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2018 december 04, 07:29
Írta: svejk Dátum 2018 december 04, 07:29
Melyik emulzió vált be?
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 december 04, 09:16
Írta: remrendes Dátum 2018 december 04, 09:16
Nagy fordulaton szerintem kevesbbe veheto eszre. Ott mar a tokmany inerciaja is jatszhat. A tevedes jogat fenntartom :)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2018 december 04, 10:44
Írta: Virbo Dátum 2018 december 04, 10:44
Tapasztaltabbaktól kérdezném, hogy egy fűtetlen garázsban tartott gépet hogy illene "levédeni" tavaszig?
Az ajtón sok szellőző lyuk van, gyakorlatilag a kinti levegő simán bejut. Kicsit tartok a páralecsapódástól.
Mi a jobb, ha letakarom valamivel , vagy ha nem. Ha igen mivel érdemes? Ponyva, lepedő, fólia, akármi?
Az ajtón sok szellőző lyuk van, gyakorlatilag a kinti levegő simán bejut. Kicsit tartok a páralecsapódástól.
Mi a jobb, ha letakarom valamivel , vagy ha nem. Ha igen mivel érdemes? Ponyva, lepedő, fólia, akármi?
Cím: Re:Hagyományos forgácsológépek
Írta: dezso74 Dátum 2018 december 04, 10:59
Írta: dezso74 Dátum 2018 december 04, 10:59
Kicsit olvasgattam más helyeken is és megosztom Veletek.
Még mindig nincs eldöntve milyen olajat töltsek a gépbe, de megpróbálok utána olvasni.
Egy pár hozzászólást bemásolok ide:
Ne már!! :))
A szerszámgépbe szerszámgépbe való olaj való. Orsóolaj.
Nézz körül itt, s találsz:
Agrár-Coop Kft.
Kenőanyag Üzletág OEST kenőanyagok
MOBIL kenőanyagok
MONBAT akkumulátorok 8991 Teskánd, Petőfi S. u. 60.
Tel.: 92/370-006/117, Fax: 92/370-043
Mobil: 30/310-1767, Web: www.agrar-coop.hu
Visszahívtak a MOLtól.
Az orsóolaj helyettesítőnek MOL SPINOL15-t javasoltak
a másik két olaj helyett pedig a TCL68 tipust.
Én a MOL-t hívtam fel, és készségesen adták meg a gépkönyvi régi olajadatok alapján, hogy mi a mai megfelője.
Szia!
Drosera MS 10 szerszágépolaj, Totál forgalmazza, 20 literes kiszerelésben.
Én ezt használom.
Más javaslatát is hallgasd meg, hátha az kisebb kiszerelésben kapható.
Belsőégésű motorolaj nem megfelelő e célra.
Üdv!
Ha rákeresel a ma is ismert gyártók itt felsorolt olajaira, kiderül, hogy a Shell Tellus, és a Mobil DTE hydraulikaolaj.
A Shell Vitrea gépolaj, a Shell Cornea pedig kompresszorolaj.
Nagyon fontos a viszkozitás!! (Holnap fölteszek egy viszkozitás táblázatot, mert a mai olajok viszkozitást nem E°-ban adják meg.)
Ezt a címet valamelyik fórumtárs adta meg:
http://www.agrar-coop.hu/index.php?modul=termeklista&me=002002004&nyelv=hun
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_42vp0jcf6g9k429e3ktxy_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/42vp0jcf6g9k429e3ktxy_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_bdm9y3479z5x502eapp_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/bdm9y3479z5x502eapp_4289.jpg)
Még mindig nincs eldöntve milyen olajat töltsek a gépbe, de megpróbálok utána olvasni.
Egy pár hozzászólást bemásolok ide:
Ne már!! :))
A szerszámgépbe szerszámgépbe való olaj való. Orsóolaj.
Nézz körül itt, s találsz:
Agrár-Coop Kft.
Kenőanyag Üzletág OEST kenőanyagok
MOBIL kenőanyagok
MONBAT akkumulátorok 8991 Teskánd, Petőfi S. u. 60.
Tel.: 92/370-006/117, Fax: 92/370-043
Mobil: 30/310-1767, Web: www.agrar-coop.hu
Visszahívtak a MOLtól.
Az orsóolaj helyettesítőnek MOL SPINOL15-t javasoltak
a másik két olaj helyett pedig a TCL68 tipust.
Én a MOL-t hívtam fel, és készségesen adták meg a gépkönyvi régi olajadatok alapján, hogy mi a mai megfelője.
Szia!
Drosera MS 10 szerszágépolaj, Totál forgalmazza, 20 literes kiszerelésben.
Én ezt használom.
Más javaslatát is hallgasd meg, hátha az kisebb kiszerelésben kapható.
Belsőégésű motorolaj nem megfelelő e célra.
Üdv!
Ha rákeresel a ma is ismert gyártók itt felsorolt olajaira, kiderül, hogy a Shell Tellus, és a Mobil DTE hydraulikaolaj.
A Shell Vitrea gépolaj, a Shell Cornea pedig kompresszorolaj.
Nagyon fontos a viszkozitás!! (Holnap fölteszek egy viszkozitás táblázatot, mert a mai olajok viszkozitást nem E°-ban adják meg.)
Ezt a címet valamelyik fórumtárs adta meg:
http://www.agrar-coop.hu/index.php?modul=termeklista&me=002002004&nyelv=hun
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_42vp0jcf6g9k429e3ktxy_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/42vp0jcf6g9k429e3ktxy_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_bdm9y3479z5x502eapp_4289.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/bdm9y3479z5x502eapp_4289.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 december 04, 11:45
Írta: Csuhás Dátum 2018 december 04, 11:45
Nem tudom mennyire optimális de a saját gépemet munka után letakarítom a csúszó felületeket megolajozom, majd lepedővel letakarom. Ha tudom hogy tartósabb leállás várható akkor a fényes fém elemeket olajos ronggyal áttörlöm és a lepedős letakarás előtt pl a szánt és az ágyazatot vagy épp a mágnesasztal felületét külön is letakarom ronggyal. Ilyenkor télen nekem is fűtetlen a műhely ezért legalább hétvégente ellenőrzöm hogy keletkezett e valami vakrozsda valahol.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 december 04, 11:51
Írta: Csuhás Dátum 2018 december 04, 11:51
Szerintem kenés szempontjából két csoportra kell osztani a gépeket. A siklócsapágyas, és/vagy olajos kuplungokat tartalmazó gép esetén ragaszkodni kell legalább az előírt viszkozitás értékekhez. A tisztán fogaskerekeket és gördülőcsapágyakat tartalmazó gép esetén szerintem nagyjából mindegy milyen olaj kerül a gépbe, ezekbe szoktam én a tesco motor olajakt javasolni.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2018 december 04, 12:44
Írta: 7cim5mm0 Dátum 2018 december 04, 12:44
"A tisztán fogaskerekeket és gördülőcsapágyakat tartalmazó gép esetén szerintem nagyjából mindegy milyen olaj kerül a gépbe, ezekbe szoktam én a tesco motor olajakt javasolni."
Azért itt is lehet bőven olyan hely, ahova a nagyobb viszkozitás miatt az olaj nem jut el, úgyhoy én a helyedben nem javasolnám.
Más kérdés, hogy a saját épébe mit önt az ember, az a saját dolga.
Azért itt is lehet bőven olyan hely, ahova a nagyobb viszkozitás miatt az olaj nem jut el, úgyhoy én a helyedben nem javasolnám.
Más kérdés, hogy a saját épébe mit önt az ember, az a saját dolga.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2018 december 04, 13:06
Írta: Virbo Dátum 2018 december 04, 13:06
Emlékeim szerint a hideg utáni hirtelen esős idő nálad is probléma. Mennyire vált be a párátlanító?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 december 04, 13:19
Írta: jani300 Dátum 2018 december 04, 13:19
Hígítsad meg híg hidraulika olajjal szerintem úgy jobb :)
Akkor nem kell lecserélni :)
Volt itt írva olyan hogy a gyár gázolajat is ajánlott hígításra .
Neked merem írni ,másnak nem merek tanácsot adni :)
Feltételezem felül tudod bírálni ha butaságot írtam :)
[#integet2]
Akkor nem kell lecserélni :)
Volt itt írva olyan hogy a gyár gázolajat is ajánlott hígításra .
Neked merem írni ,másnak nem merek tanácsot adni :)
Feltételezem felül tudod bírálni ha butaságot írtam :)
[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 december 04, 13:28
Írta: Csuhás Dátum 2018 december 04, 13:28
A lakásban működött, de azóta alig használtuk mert a vettem egy ruhaszárító gépet, és ezzel kiesett a fő pára forrás, a műhelybe pedig azóta nem volt ilyen hőmérsékleti anomália.
Az eszterga késszánon lett egy kis ronggyal ledörzsölhető vakrozsda, de nem tudom mi okozta. Azóta használok két takaró rongyot.
Létezik egyébként ilyen átmeneti rozsda védelemre alkalmas spray?
Az eszterga késszánon lett egy kis ronggyal ledörzsölhető vakrozsda, de nem tudom mi okozta. Azóta használok két takaró rongyot.
Létezik egyébként ilyen átmeneti rozsda védelemre alkalmas spray?
Cím: Re:Hagyományos forgácsológépek
Írta: remrendes Dátum 2018 december 04, 15:06
Írta: remrendes Dátum 2018 december 04, 15:06
Szerintem barmilyen olajpermet jo lehet, akar festekszorobol.
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2018 december 04, 17:31
Írta: nagysam Dátum 2018 december 04, 17:31
Én a CRC 3-36 spray-t használok vagy 20éve.
Nem lesz idővel ragacsos, nagyon vékony filmet alkot, és manapság már nem is büdös.
Nem lesz idővel ragacsos, nagyon vékony filmet alkot, és manapság már nem is büdös.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2018 december 04, 18:27
Írta: Csuhás Dátum 2018 december 04, 18:27
Köszi, ezt ki fogom próbálni!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2018 december 28, 20:48
Írta: jani300 Dátum 2018 december 28, 20:48
https://www.youtube.com/watch?v=UQDub-6FXdI
Egy gyalus sorozat , nekem teszik .
Nem is néztem még végig .
Késtartó cserebetéteket készít .
Egy gyalus sorozat , nekem teszik .
Nem is néztem még végig .
Késtartó cserebetéteket készít .
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 december 28, 22:30
Írta: PSoft Dátum 2018 december 28, 22:30
Azannyaaa!
Tud ez a csávó![#wow1]
Tud ez a csávó![#wow1]
Cím: Re:Hagyományos forgácsológépek
Írta: iv43r83d Dátum 2018 december 28, 22:54
Írta: iv43r83d Dátum 2018 december 28, 22:54
És a törött fúrót ki szedte?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2018 december 28, 23:02
Írta: PSoft Dátum 2018 december 28, 23:02
Szerintem ki.
14:00-nál, rakja a hat csavart.[#vigyor]
14:00-nál, rakja a hat csavart.[#vigyor]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2018 december 28, 23:09
Írta: sufnituning Dátum 2018 december 28, 23:09
Már az első furatnál mondtam magamban: ez az előtolás egy kicsit gyorsnak tűnik, a második furatnál mondom: ez bele fogja törni, a harmadiknál: na sikerült is![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2019 január 05, 09:10
Írta: znyolczas Dátum 2019 január 05, 09:10
Urak volt már valakinek dolga FUS 22-es marógéppel?lehet tudni róla valamit?
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 05, 09:33
Írta: ecp4rs0md Dátum 2019 január 05, 09:33
Venni akarod vagy javítani?
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2019 január 05, 09:40
Írta: znyolczas Dátum 2019 január 05, 09:40
Ajánlottak egy honvédségi gépet......és mivel nincs róla semmi ismeretem ezért nem merem megvenni csak úgy.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 január 05, 09:45
Írta: Csuhás Dátum 2019 január 05, 09:45
Sokkal jobb gép lehet mint az összes új kínai mondjuk két millióig bezárólag.
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2019 január 05, 09:48
Írta: znyolczas Dátum 2019 január 05, 09:48
Csak kicsit sokallom az árát...900+fa (minden tartozékával....2 szekrény kb 40 befogóval meg szerszámokkal satuval stb...)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 05, 09:49
Írta: ecp4rs0md Dátum 2019 január 05, 09:49
Függ az ártól az biztos, szerszámmarógép elektromos hibák szoktak rajt lenni de semmi extra, szerintem vedd meg ha vas árban van.
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2019 január 05, 10:04
Írta: sanyi84 Dátum 2019 január 05, 10:04
Szánj rá ennyit de alkudj 200 at. Fuvar+ full villamos felújítás. Csak új cuccokkal!!! Persze akkor ha megéri a gép, jó az állapota. Kínainál többet ér!!!
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 05, 10:13
Írta: ecp4rs0md Dátum 2019 január 05, 10:13
Háát ez már piaci ár! Ennyiért kapsz szerintem bármikor.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 05, 10:21
Írta: ecp4rs0md Dátum 2019 január 05, 10:21
https://www.jofogas.hu/pest/Egyetemes_marogep_elado_79276309.htm ez egy egyetemes gép olcsóbban de van cnc is ami keveset használt https://www.jofogas.hu/gyor_moson_sopron/Beaver_nc4_3_tengelyes_ipari_cnc_marogep_84351168.htm el kell dönteni mire akarod használni a szerszámmaró kicsit másabb mint az egyetemes, bár szerintem hobby-ra mindegyik tökéletes.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 05, 10:40
Írta: jani300 Dátum 2019 január 05, 10:40
Minden tartozékával nemigen szokott lenni használt gép .
A kereskedő is eladogatja külön a tartozékokat , több pénzért .
Mondjuk én nem is veszek semmit gépkereskedőtől .
Ha ez egy M zárolt gép volt akkor akár új is lehet .
Az árát sokallom ,nagyon ,a gép tetszene .
A kereskedő is eladogatja külön a tartozékokat , több pénzért .
Mondjuk én nem is veszek semmit gépkereskedőtől .
Ha ez egy M zárolt gép volt akkor akár új is lehet .
Az árát sokallom ,nagyon ,a gép tetszene .
Cím: Re:Hagyományos forgácsológépek
Írta: znyolczas Dátum 2019 január 05, 13:35
Írta: znyolczas Dátum 2019 január 05, 13:35
Nem kereskedőtől van, őket én sem szeretem. A két szekrényke tele van a saját motyójával.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 05, 14:48
Írta: ecp4rs0md Dátum 2019 január 05, 14:48
Azt a két szekrénykét látni kellene,hogy mi van benne. Vettem egy E2N esztergát ahhoz én is kaptam "hozzá tartozó" dolgokat egy nagy fa ládával. Láss csodát tele volt kacattal elköszörült esztegakésekkel, elhibázott alkatrészekkel, mintának kapott törött,görbe tengelyekkel, kopott csiszolóvászon,kopott reszelő, vásott tokmánypofák tokmány nélkül tehát csupa hasznos holmi...[#nyes].Persze ha a két szekrényke mérőeszközökkel,lapkákkal,marófejekkel, lefogatáshoz szükséges eszközökkel van tele az teljesen más. Egy marógépet sikerült vennem amihez tényleg talán az összes tartozékot(nem szerszámot) el tudtam hozni(osztófej tárcsáival,körasztal tárcsáival, az összes fogaskerék és ezek tartói amivel az osztófejet tudom hajtani, osztófejhez csúcs ill. az osztófejbe való csúcs,vésőfej,és még kaptam olyan lemezeket amit az asztalon körbe elhelyezve egy emúlzió fogóként lehet használni és ez is gyári, + a gépkönyvek német és magyar nyelven). Nézd meg azt a gépet és szekrényt!!!
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 06, 19:37
Írta: ecp4rs0md Dátum 2019 január 06, 19:37
Ezt nézd meg, magyar és nem túl drága, talán még jó is. Szerszámmarógép (https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/marogep-1229489)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 január 06, 21:00
Írta: ywathzay Dátum 2019 január 06, 21:00
Ránézésre is üzemképtelen, évek óta rozsdásodhat ég alatt. Legalább korrekt az eladó, az ócskavas árat csak 2-vel szorozta fel.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 08, 14:18
Írta: bundyland Dátum 2019 január 08, 14:18
Sziasztok !
Ezt a típust ismeri valaki, mit lehet tudni róla ?
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/univerzalis-marogep-1227165
Ezt a típust ismeri valaki, mit lehet tudni róla ?
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/univerzalis-marogep-1227165
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 08, 15:29
Írta: jani300 Dátum 2019 január 08, 15:29
Azért kíváncsi lennék miért törölte a hirdető a hirdetést .
Azért a pénzért szívesen bevállaltam volna , ha nincsenek egyéb akadályaim ... :)
Akármilyen rozsdaboglyának is titulálja más .
Azért a pénzért szívesen bevállaltam volna , ha nincsenek egyéb akadályaim ... :)
Akármilyen rozsdaboglyának is titulálja más .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 január 09, 15:09
Írta: ywathzay Dátum 2019 január 09, 15:09
Vagy lejárt, vagy valaki lecsapott rá. Ismerem az eladót, kevésbé lelkes mint régen, így nem akarja többnek láttatni az eladó cuccait mint amilyenek. Lehet így jobban pörög a biznyic.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 09, 16:52
Írta: jani300 Dátum 2019 január 09, 16:52
Vasnyűvőknek nem buli ,de gépet lehetne csinálni belőle , azt a pénzt szerintem megérte .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 január 11, 08:11
Írta: ywathzay Dátum 2019 január 11, 08:11
Nem megbántani akarlak, de ha te ezt hazavitted volna, valószínűleg még évekig állna a sarokban. Amondó vagyok, ha valakinek dolgozni, dolgozgatni kell gép, akkor van eladó bőven olyan ami nem drága (viszonylag), de kb 6-700e pénzért már vannak brutál orosz gépek is eladóak. Hogy egy ilyen méhtelep szökevénynek nekiálljon az ember rendbe szedni, nagy tapasztalat, szaktudás kell. Mondják bátraké a szerencse.... de egy ilyen vagy hasonló paraméterű szerszámmarógép szakszerű felújítása milliókba kerül(het). Nekem amúgy épp a képen látott Strigon gépem van, a vertikálfejben tavaly csapágycsere, meg hézagolás 150e pénz volt, ebben az összefüggésben el lehet mondani, az a 250e nem volt pénz azért a vasdarabért, ha.....
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 12, 20:40
Írta: 7cim5mm0 Dátum 2019 január 12, 20:40
Jó helyre került, fel lesz újítva. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 12, 21:34
Írta: jani300 Dátum 2019 január 12, 21:34
Elvitted ?[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 12, 21:40
Írta: 7cim5mm0 Dátum 2019 január 12, 21:40
Igen, de nagyon sok munka lesz vele.
Alapvetően ameddig ki nem tették az esőre jó állapotban volt. :(
Alapvetően ameddig ki nem tették az esőre jó állapotban volt. :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 12, 21:46
Írta: jani300 Dátum 2019 január 12, 21:46
Gyűjtöd a magyar szerszámgépeket ,emlékszem .
Jó érzés hogy nem méhben végezte .
Sokan vagyunk , más szemlélettel , értékítélettel .
Még az estém is szebb lett .
Elszomorított volna ha felbukkan eladóként a "T" nútos és a vertikálfej a gépről .
Jó érzés hogy nem méhben végezte .
Sokan vagyunk , más szemlélettel , értékítélettel .
Még az estém is szebb lett .
Elszomorított volna ha felbukkan eladóként a "T" nútos és a vertikálfej a gépről .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 12, 21:57
Írta: 7cim5mm0 Dátum 2019 január 12, 21:57
Jól emlékszel.
Érdekessége a gépnek, hogy orosz exportra készült, csak itthon maradt. A géptábla cirill betűs.
Érdekessége a gépnek, hogy orosz exportra készült, csak itthon maradt. A géptábla cirill betűs.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 13, 05:45
Írta: ecp4rs0md Dátum 2019 január 13, 05:45
Igen,első ránézésre mondom Strigon meglàttam az adattáblát mondom mi ez? Közben rájöttem export de ott ragadt,tök jó, érdekes.Nagyon örülök,hogy tényleg jó kezekbe került sajnáltam volna. Majd kérhetünk képeket?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 január 13, 06:09
Írta: 6rk75uezn Dátum 2019 január 13, 06:09
Nekem is szebb lett az estém,illetve a reggelem.
Utálom mikor ütnek vágnak egy gépet,tönkreteszik nem foglalkoznak vele csak hajtsák még meg nem áll.
Marha sok igénytelen barom van,és jól esik nekem is mikor egy ilyen gép nem egy gépkereskedőnél végzi hanem gondos kezek birtokába.
Ha nem titok ird meg légyszives hogy mennyiért sikerült hozzájutni.
Köszi.[#eljen]
Utálom mikor ütnek vágnak egy gépet,tönkreteszik nem foglalkoznak vele csak hajtsák még meg nem áll.
Marha sok igénytelen barom van,és jól esik nekem is mikor egy ilyen gép nem egy gépkereskedőnél végzi hanem gondos kezek birtokába.
Ha nem titok ird meg légyszives hogy mennyiért sikerült hozzájutni.
Köszi.[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 14, 21:46
Írta: 7cim5mm0 Dátum 2019 január 14, 21:46
Itt az első kép: :)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_8n02yjfvp5z558su6ccw_1830.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8n02yjfvp5z558su6ccw_1830.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_8n02yjfvp5z558su6ccw_1830.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8n02yjfvp5z558su6ccw_1830.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 14, 21:47
Írta: 7cim5mm0 Dátum 2019 január 14, 21:47
300 e volt az ára.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 15, 06:00
Írta: ecp4rs0md Dátum 2019 január 15, 06:00
Ez még a gyári állapot, nagy szerelgetési nyomokat nem látni.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 15, 16:11
Írta: 7cim5mm0 Dátum 2019 január 15, 16:11
Valóban. (A gyári jéggel. :))
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 január 16, 05:54
Írta: ecp4rs0md Dátum 2019 január 16, 05:54
Én is mikor belenéztem az E400-asom váltójába, öröm volt látni azt a sok sértetlen csavart és gyönyörű fogaskereket, bár tudtam,hogy nem sokat használták mert a munkahelyemen volt és nap mint nap láttam letakarva éveken át, de mégis örültem. Apró képek árulják el a gép állapotát több E400-at láttam de a két első dolog amit megnézek, a keresztszán állító ék csvarfeje mennyire van mélyen, vagy mennyire van szétverve a főorsócsapágy állító na ezek tudnak árulkodni.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 január 16, 07:17
Írta: 6rk75uezn Dátum 2019 január 16, 07:17
Köszi.
Sok sikert a rendbetételéhez! ;)
Sok sikert a rendbetételéhez! ;)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 január 17, 13:41
Írta: sufnituning Dátum 2019 január 17, 13:41
Egy kis bemutató, a műszerész fúrószárakat így kell megköszörülni.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_nnmbj5meh47fzt9hdef7t_1848.gif) (https://hobbicncforum.hu/uploaded_images/2019/01/nnmbj5meh47fzt9hdef7t_1848.gif)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_nnmbj5meh47fzt9hdef7t_1848.gif) (https://hobbicncforum.hu/uploaded_images/2019/01/nnmbj5meh47fzt9hdef7t_1848.gif)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2019 január 17, 13:50
Írta: TROMF22 Dátum 2019 január 17, 13:50
Én úgy látom, hogy nem a szárát köszörüli. [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 január 17, 19:30
Írta: sufnituning Dátum 2019 január 17, 19:30
He-He
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 január 18, 10:23
Írta: 7cim5mm0 Dátum 2019 január 18, 10:23
Köszönöm, szükség lesz rá. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 18, 23:29
Írta: jani300 Dátum 2019 január 18, 23:29
Mi a hiba ezen a gyalus videón?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 18, 23:33
Írta: jani300 Dátum 2019 január 18, 23:33
Szerintem itt is ...
Most lehet késő van és velem van baj [#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 január 18, 23:35
Írta: sufnituning Dátum 2019 január 18, 23:35
Talán az, hogy visszamenetben nem bukik a kés??
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 január 18, 23:53
Írta: jani300 Dátum 2019 január 18, 23:53
Szerintem fordítva forog a motorja
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2019 január 19, 00:59
Írta: hostya Dátum 2019 január 19, 00:59
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 19, 01:11
Írta: ii5d35wcx Dátum 2019 január 19, 01:11
Igazad van! az enyém előre forog. A tojásgörbe szerint is így kell forogni.Rosszul kötötték be a motort. látszik , hogy hátrafelé menetben egynletesebb a mozgása mint előre.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 január 19, 01:40
Írta: Vetesi75 Dátum 2019 január 19, 01:40
ja.ja Fordított a forgásirány. A forgácsolóütemnek lassabban kéne mennie mint a visszamenetnek.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 január 19, 01:46
Írta: Vetesi75 Dátum 2019 január 19, 01:46
Egyszer bukik és azután két-három ütem után egyszer-csak vissza? Akkor inkább legyen fix!
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 19, 09:54
Írta: js44ksuki Dátum 2019 január 19, 09:54
Sziasztok. Akarok venni egy 2 tengelyes útmérőt 1000-es parda. Milyet érdemes venni? Kinai esetleg aliexpressről? Tapasztaltok? Van valakinek erről tapasztalata? Megbízhatóság? https://www.aliexpress.com/item/Orginal-SOHO-2-2-Axis-Milling-Lathe-DRO-Digital-Readout-and-2-Pieces-0-1000mm-Linear/32860639886.html?spm=2114.search0604.3.8.1d5345e6156AMp&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_10890_5730315_319_10546_317_10548_10696_453_10084_454_10083_10618_5729215_10304_10307_10820_538_537_536_10059_10884_10887_100031_321_322_10103-10890,searchweb201603_51,ppcSwitch_0&algo_expid=dea675c4-aaa8-4f08-b878-b74b9f7762b7-0&algo_pvid=dea675c4-aaa8-4f08-b878-b74b9f7762b7
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 január 19, 12:37
Írta: Csuhás Dátum 2019 január 19, 12:37
Tényleg ennyire meghaladja az emberek képességeit az a nyavalyás link beszúrás lehetőség? Kimásolandó zagyva link helyett lehet értelmes nevű kattintható link!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 január 19, 12:40
Írta: Csuhás Dátum 2019 január 19, 12:40
Ugyanez normálisan:
"Sziasztok. Akarok venni egy 2 tengelyes útmérőt 1000-es parda. Milyet érdemes venni? Kinai esetleg aliexpressről? Tapasztaltok? Van valakinek erről tapasztalata? Megbízhatóság?
DRO (https://www.aliexpress.com/item/Orginal-SOHO-2-2-Axis-Milling-Lathe-DRO-Digital-Readout-and-2-Pieces-0-1000mm-Linear/32860639886.html?spm=2114.search0604.3.8.1d5345e6156AMp&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_10890_5730315_319_10546_317_10548_10696_453_10084_454_10083_10618_5729215_10304_10307_10820_538_537_536_10059_10884_10887_100031_321_322_10103-10890,searchweb201603_51,ppcSwitch_0&algo_expid=dea675c4-aaa8-4f08-b878-b74b9f7762b7-0&algo_pvid=dea675c4-aaa8-4f08-b878-b74b9f7762b7) "
"Sziasztok. Akarok venni egy 2 tengelyes útmérőt 1000-es parda. Milyet érdemes venni? Kinai esetleg aliexpressről? Tapasztaltok? Van valakinek erről tapasztalata? Megbízhatóság?
DRO (https://www.aliexpress.com/item/Orginal-SOHO-2-2-Axis-Milling-Lathe-DRO-Digital-Readout-and-2-Pieces-0-1000mm-Linear/32860639886.html?spm=2114.search0604.3.8.1d5345e6156AMp&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_10890_5730315_319_10546_317_10548_10696_453_10084_454_10083_10618_5729215_10304_10307_10820_538_537_536_10059_10884_10887_100031_321_322_10103-10890,searchweb201603_51,ppcSwitch_0&algo_expid=dea675c4-aaa8-4f08-b878-b74b9f7762b7-0&algo_pvid=dea675c4-aaa8-4f08-b878-b74b9f7762b7) "
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 19, 15:48
Írta: js44ksuki Dátum 2019 január 19, 15:48
Elnézést kérek, hogy ennyire nem vagyok profi ;)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2019 január 19, 15:49
Írta: s7manbs8 Dátum 2019 január 19, 15:49
Meg lehet ezt másképp is oldani.
Csk intelligensebb feldolgozó script kellene, ugyanis, ha valaki beír egy linket a szövegébe, azt át is lehet alakítani URL-lé nagyon egyszerűen egy parancs az egész és akkor nem lenne ilyen csúnya ... ha már a kedves felhasználó még nem ismeri a dolgot, vagy akár figyelmezteni is lehet, hogy URL van a szövegben és nem engedni posztolni addig, ímg nem normálisan tezsi bele, ennyi a történet, csak szegény MoparMan-nek mindig munkát adunk így. :)
Csk intelligensebb feldolgozó script kellene, ugyanis, ha valaki beír egy linket a szövegébe, azt át is lehet alakítani URL-lé nagyon egyszerűen egy parancs az egész és akkor nem lenne ilyen csúnya ... ha már a kedves felhasználó még nem ismeri a dolgot, vagy akár figyelmezteni is lehet, hogy URL van a szövegben és nem engedni posztolni addig, ímg nem normálisan tezsi bele, ennyi a történet, csak szegény MoparMan-nek mindig munkát adunk így. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 19, 16:29
Írta: svejk Dátum 2019 január 19, 16:29
Valami front van ma? :)
Nem Te vagy az első aki zabos ma. :(
Nem Te vagy az első aki zabos ma. :(
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 január 19, 16:48
Írta: Csuhás Dátum 2019 január 19, 16:48
No szóval ha egy linket szeretnél beilleszteni akkor kijelölöd a böngészőben majd CTRL-C. Megírod a hozzászólásod, majd ahova illik a link ott kattintasz a beíró ablak feletti [url+] gombra, itt kéri a linket így nyomsz egy CTRL-V-t majd OK, azután a következő mezőbe beírod a nevet és ismét OK, pl az előbb azt hogy dro. Ennyi az egész. Ha az előnézetre kattintasz akkor látod hogyan jelenik meg a fórumon. ( Ha youtube linket akarsz akkor [youtube] gombot, míg ha képet akkor leginkább a szövegmező alatti képbeillesztést válaszd.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 19, 17:12
Írta: svejk Dátum 2019 január 19, 17:12
[#eljen][#law]
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 19, 20:57
Írta: js44ksuki Dátum 2019 január 19, 20:57
Köszönöm szépen, de nem ez volt a kérdésem.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 19, 22:57
Írta: KoLa Dátum 2019 január 19, 22:57
Nekem Ditron kijelzős van az esztergán,az útmérők, 1000mm x 250mm-esek ha jól emlékszem!
A Klaviótól vettem annó, kb 120e
Teljesen jól működik sok év óta.
ez az (https://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=kereses&from=4&q=ditron&kat=0&display=15&order=ordercond)
A Klaviótól vettem annó, kb 120e
Teljesen jól működik sok év óta.
ez az (https://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=kereses&from=4&q=ditron&kat=0&display=15&order=ordercond)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 19, 23:00
Írta: KoLa Dátum 2019 január 19, 23:00
D60 2V
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 20, 08:39
Írta: js44ksuki Dátum 2019 január 20, 08:39
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 január 20, 09:19
Írta: Csuhás Dátum 2019 január 20, 09:19
Nem tapasztalatból mondom, csak netes bogarászás után, hogy ha olcsóbb megoldást keresel, és van egy pici elektronikus gyakorlatod, akkor jó megoldás lehet a kínai mérőlécek és a android dro párosítás. A mérőléc érzékeny a szutyokra tehát gondosan kell felszerelni, a dro pedig jól elfut valami levedlett tablet gépen.
Android dro (http://www.yuriystoys.com/p/android-dro.html)
Android dro (http://www.yuriystoys.com/p/android-dro.html)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 09:36
Írta: svejk Dátum 2019 január 20, 09:36
Ugye ez úgy működik, hogy az MSPxx vagy Arduino + bluetooth páros csak az adatokat közvetíti és a számításokért az android applikáció gondoskodik?
Kár hogy az Arduinos nem dolgozza fel a Quadrature kimenetű léceket. :(
Azzal az MSP-vel még nem volt dolgom.
Kár hogy az Arduinos nem dolgozza fel a Quadrature kimenetű léceket. :(
Azzal az MSP-vel még nem volt dolgom.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 10:22
Írta: bundyland Dátum 2019 január 20, 10:22
Az sem. :-(
Kicsit lassú is. Azt hiszem csak a lábon nézi hogy van e jel változás, de a prociban nincs QEI interfész.
Kicsit lassú is. Azt hiszem csak a lábon nézi hogy van e jel változás, de a prociban nincs QEI interfész.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 10:30
Írta: svejk Dátum 2019 január 20, 10:30
Hopsz, nem értem.
Az MPS-el szerelt is vacak szerinted?
Az MPS-el szerelt is vacak szerinted?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 10:30
Írta: svejk Dátum 2019 január 20, 10:30
Bocsi, MSP..
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 10:42
Írta: bundyland Dátum 2019 január 20, 10:42
Nem vacak! Csak a mai lehetőségekhez az a proci szerintem butaság. Az biztos hogy nincs benne Quadrature encoder interface. Ha picit is gyorsabban meghúzom a jeladót akkor
aztán kezdődik az adatvesztés és még akkor csak egy tengelyen próbáltam. Ahol nincs gyorsmenet oda jó.
aztán kezdődik az adatvesztés és még akkor csak egy tengelyen próbáltam. Ahol nincs gyorsmenet oda jó.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 12:03
Írta: svejk Dátum 2019 január 20, 12:03
Értem, köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 13:57
Írta: bundyland Dátum 2019 január 20, 13:57
A quadrature kimenet alatt mit értettél pontosan, a A, B, Z
jeleket és esetleg azok negáltjait ?
jeleket és esetleg azok negáltjait ?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 14:17
Írta: svejk Dátum 2019 január 20, 14:17
Az iparban is használt üvegléces TTL A/B kimenetet.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 14:22
Írta: bundyland Dátum 2019 január 20, 14:22
Ja azt kezeli csak szoftveresen, monitorozza a lábakat.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 14:24
Írta: bundyland Dátum 2019 január 20, 14:24
Ja meg mintha ezekben az üveg mérőlécekben lenne 50mm-ként egy Z jel, na azt sem kezeli, be sincs kötve tán.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 14:29
Írta: svejk Dátum 2019 január 20, 14:29
Az csak ellenőrézsre lenne jó, de nem feltétlen kell.
Amit Magi Pista leprogramozott DRO-t az sem téveszetett sosem, legalábbis a kézi rángatást leképezte.
Igaz az PIC30F4012-nek is van két kitüntetett hardveres quadratura bemenete.
Amit Magi Pista leprogramozott DRO-t az sem téveszetett sosem, legalábbis a kézi rángatást leképezte.
Igaz az PIC30F4012-nek is van két kitüntetett hardveres quadratura bemenete.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 14:38
Írta: bundyland Dátum 2019 január 20, 14:38
Hát igen és az mintha nem ma készült volna és már abba is olyan proci került.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 14:43
Írta: svejk Dátum 2019 január 20, 14:43
vagy 10 éve...
sajnos a ChipCAD is már csak QFN tokban forgalmazza
sajnos a ChipCAD is már csak QFN tokban forgalmazza
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 január 20, 14:50
Írta: bundyland Dátum 2019 január 20, 14:50
Ez még segíthet esetleg:
Converter (https://www.ebay.com/itm/2PCS-QFN44-0-5mm-to-2-54mm-DIP-44-Pin-Adapter-PCB-Board-Converter-IC-test-F22/181871314477?epid=758188679&hash=item2a5860062d:g:tPEAAOSw2N1Zz6v5:rk:61:pf:0)
Converter (https://www.ebay.com/itm/2PCS-QFN44-0-5mm-to-2-54mm-DIP-44-Pin-Adapter-PCB-Board-Converter-IC-test-F22/181871314477?epid=758188679&hash=item2a5860062d:g:tPEAAOSw2N1Zz6v5:rk:61:pf:0)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 15:10
Írta: ii5d35wcx Dátum 2019 január 20, 15:10
Sziasztok ! Szerintem nem érdemes szenvedni a barkácsolással.
Ennyiért úgysem tudod kihozni. kb 40.000 ft.Egy hét alatt megjött. A rendelés után e-mailban kell megadni két darab milyen hosszúságú lécet kérsz.
Nekem ilyen van két éve.Annyi funkciója van, hogy nem értem még a végére.
DRO Aliexpress (https://www.aliexpress.com/item/Free-shipping-2-Axis-digital-readout-with-2pcs-50-1020mm-linear-scale-linear-encoder-linear-ruler/32721078052.html?spm=a2g0s.9042311.0.0.27424c4d6sUhcy)
Az összes tápkábelt, lámpavezetéket beraktam energialáncba.Nagyon elégedett vagyok vele.
Üdv: Sanyi
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_54fmc2vdsg6b8ti50fpy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/54fmc2vdsg6b8ti50fpy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_hyiz576wxcdiziwax4sd_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/hyiz576wxcdiziwax4sd_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_02un9c9ibk9p2cn5vb9w7_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/02un9c9ibk9p2cn5vb9w7_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_cx4xib3exw5557mazevz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/cx4xib3exw5557mazevz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_v6i5hkwkv2esvj2mna8n_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/v6i5hkwkv2esvj2mna8n_4194.jpg)
Ennyiért úgysem tudod kihozni. kb 40.000 ft.Egy hét alatt megjött. A rendelés után e-mailban kell megadni két darab milyen hosszúságú lécet kérsz.
Nekem ilyen van két éve.Annyi funkciója van, hogy nem értem még a végére.
DRO Aliexpress (https://www.aliexpress.com/item/Free-shipping-2-Axis-digital-readout-with-2pcs-50-1020mm-linear-scale-linear-encoder-linear-ruler/32721078052.html?spm=a2g0s.9042311.0.0.27424c4d6sUhcy)
Az összes tápkábelt, lámpavezetéket beraktam energialáncba.Nagyon elégedett vagyok vele.
Üdv: Sanyi
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_54fmc2vdsg6b8ti50fpy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/54fmc2vdsg6b8ti50fpy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_hyiz576wxcdiziwax4sd_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/hyiz576wxcdiziwax4sd_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_02un9c9ibk9p2cn5vb9w7_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/02un9c9ibk9p2cn5vb9w7_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_cx4xib3exw5557mazevz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/cx4xib3exw5557mazevz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_v6i5hkwkv2esvj2mna8n_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/v6i5hkwkv2esvj2mna8n_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 16:14
Írta: svejk Dátum 2019 január 20, 16:14
Tényleg nem, ráadásul ez elég iparinak is néz ki.
Köszi, hogy megosztottad velünk ezt nem is ismertem!
Köszi, hogy megosztottad velünk ezt nem is ismertem!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 16:17
Írta: svejk Dátum 2019 január 20, 16:17
Gyönyörű gép! [#eljen]
Az átlátszó hűtőfolyadékcső élelmiszeripari?
Mínusz időn belül kemény lesz az emulziótól mint a fagyott kutya lába.
ha más, pl. szilikon akkor nem szóltam.
Az átlátszó hűtőfolyadékcső élelmiszeripari?
Mínusz időn belül kemény lesz az emulziótól mint a fagyott kutya lába.
ha más, pl. szilikon akkor nem szóltam.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 16:59
Írta: ii5d35wcx Dátum 2019 január 20, 16:59
Olajállóként vettem. Még mindig hajlékony.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 17:01
Írta: svejk Dátum 2019 január 20, 17:01
akkor viszont érdekelne a típusa, ha nem gond.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 17:31
Írta: ii5d35wcx Dátum 2019 január 20, 17:31
Holnap megnézem a feliratot rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 20, 18:58
Írta: js44ksuki Dátum 2019 január 20, 18:58
Köszönöm, hogy megosztottad. Nagyon hasznos infó volt. Ami az alapszán útját méri léc az milyen hosszú?
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 20:11
Írta: ii5d35wcx Dátum 2019 január 20, 20:11
A keresztszán az 250mm+140mm ,a hosszszán 1000+140 mm. Egy picit hosszabb mindegyik mint a szánok útja.A 140mm a két oldali felfogatási rész, amivel hosszabb az egész léc.A tiszta mérési út a 250 és 1000mm.Egyébként a honlapon ott vannak a választható méretek.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3jwfveh4uhcnyen6c9dhy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/3jwfveh4uhcnyen6c9dhy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_30xjh9pdmupazmymhfka_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/30xjh9pdmupazmymhfka_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_fbkpk9vbwe0wzeqqg88_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/fbkpk9vbwe0wzeqqg88_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_0x66cwpv00itk24vhz09_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0x66cwpv00itk24vhz09_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_zut4y4yfw9jxtwdgtn0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/zut4y4yfw9jxtwdgtn0_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3jwfveh4uhcnyen6c9dhy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/3jwfveh4uhcnyen6c9dhy_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_30xjh9pdmupazmymhfka_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/30xjh9pdmupazmymhfka_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_fbkpk9vbwe0wzeqqg88_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/fbkpk9vbwe0wzeqqg88_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_0x66cwpv00itk24vhz09_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0x66cwpv00itk24vhz09_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_zut4y4yfw9jxtwdgtn0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/zut4y4yfw9jxtwdgtn0_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2019 január 20, 20:17
Írta: TROMF22 Dátum 2019 január 20, 20:17
Nagyon szépek a gépeid!
A háttérből is kukucskálnak.
Sok jó RAL 6011 Rezeda zöld festéket elhasználhattál.
De az gazi munka a festés előtt lehetett. [#eljen]
A háttérből is kukucskálnak.
Sok jó RAL 6011 Rezeda zöld festéket elhasználhattál.
De az gazi munka a festés előtt lehetett. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 20:43
Írta: ii5d35wcx Dátum 2019 január 20, 20:43
Az biztos ! Sok munka volt. Mindegyik gépről készült 500-1200db fénykép, A szét és összeszerelésről.cserélt és felújított alkatrészekről.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_v7jyt9sas7kt9wdch7u_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/v7jyt9sas7kt9wdch7u_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4s7xzh88mcufp0esvez_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4s7xzh88mcufp0esvez_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_9ignmnwyv0ukih50m3fs_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/9ignmnwyv0ukih50m3fs_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_v7jyt9sas7kt9wdch7u_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/v7jyt9sas7kt9wdch7u_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4s7xzh88mcufp0esvez_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4s7xzh88mcufp0esvez_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_9ignmnwyv0ukih50m3fs_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/9ignmnwyv0ukih50m3fs_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 20:48
Írta: ii5d35wcx Dátum 2019 január 20, 20:48
Pl. a lakatszekrény stb
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_gtq5zzz3f58k74dpgy44_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/gtq5zzz3f58k74dpgy44_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_aq4f68usw4xc3eb76jvz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/aq4f68usw4xc3eb76jvz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_6tp3n7bdsda2uuns2y6_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/6tp3n7bdsda2uuns2y6_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_h3hm99ct809iekycq0cz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/h3hm99ct809iekycq0cz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ydpexcmxj86z37t5t406b_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ydpexcmxj86z37t5t406b_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_gtq5zzz3f58k74dpgy44_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/gtq5zzz3f58k74dpgy44_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_aq4f68usw4xc3eb76jvz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/aq4f68usw4xc3eb76jvz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_6tp3n7bdsda2uuns2y6_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/6tp3n7bdsda2uuns2y6_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_h3hm99ct809iekycq0cz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/h3hm99ct809iekycq0cz_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ydpexcmxj86z37t5t406b_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ydpexcmxj86z37t5t406b_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 20, 21:22
Írta: svejk Dátum 2019 január 20, 21:22
Nem tudom a 75 mit takar a nevedben, de azt kivánom, hogy tudd még sokáig csinálni ezt a munkát és legyen örökösöd aki tovább élteti a műveidet!
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 21:36
Írta: ii5d35wcx Dátum 2019 január 20, 21:36
Sajnos nem a születési évem , hanem az érettségi dátumom a szolnoki Gépipariban. Majd utána a főiskola.De ott tanultam meg majdnem mindent, amiért a föiskola nem volt megerőltető.Jó emlékeim vannak. Az örökösöm , még három éves.Sokáig kell élnem , hogy betanítsam.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 20, 21:37
Írta: ii5d35wcx Dátum 2019 január 20, 21:37
Ja ! És nagyon köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2019 január 20, 22:49
Írta: drehás Dátum 2019 január 20, 22:49
Szevasz Sándor!
Lehetne tudni a gépfelújításaidról?De legalább a festés előkészítésről,festékről röviden.Pld a régi festéket levereted öntvényig?A prizmákat is látom hogy felújitottad,de miként?
Ha másokat nem érdekel ,szivesen olvasnám magánban is.
Köszönöm.
Lehetne tudni a gépfelújításaidról?De legalább a festés előkészítésről,festékről röviden.Pld a régi festéket levereted öntvényig?A prizmákat is látom hogy felújitottad,de miként?
Ha másokat nem érdekel ,szivesen olvasnám magánban is.
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 január 21, 08:52
Írta: js44ksuki Dátum 2019 január 21, 08:52
Mégegyszer köszönöm az infókat már meg is rendeltem egy útmérőt. Gratulálok a felújításokhoz. Nagyon szép gépek. Sok szerszámgép felújító cég nem végez ilyen precíz munkát.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 26, 22:29
Írta: RogerCo Dátum 2019 január 26, 22:29
Sziasztok!
Azt szeretném megkérdezni, hogy az alábbi KREBS egyetemes marógépen a géplábból az emulziót hol lehet leengedni?
Van egy ilyen gépem, és eddig nem volt rajta szivattyú.
Ma nagyjából kivakartam a géplábból a beleszáradt mocskot.
De át szeretném mosni.
amennyire alá láttam nem láttam semmilyen csonkot.
Gondolom üzemszerűen is le kellett időnként engedni az elöregedett emulziót. [#conf]
(https://i.machinio.com/medium/7xjuxa/13471739.jpg)
Köszi:
Roger
Azt szeretném megkérdezni, hogy az alábbi KREBS egyetemes marógépen a géplábból az emulziót hol lehet leengedni?
Van egy ilyen gépem, és eddig nem volt rajta szivattyú.
Ma nagyjából kivakartam a géplábból a beleszáradt mocskot.
De át szeretném mosni.
amennyire alá láttam nem láttam semmilyen csonkot.
Gondolom üzemszerűen is le kellett időnként engedni az elöregedett emulziót. [#conf]
(https://i.machinio.com/medium/7xjuxa/13471739.jpg)
Köszi:
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 január 27, 06:46
Írta: ANTAL GÁBOR Dátum 2019 január 27, 06:46
Nem ismerem a konkrét típust de sok olyan géppel találkoztam ahol ez nem volt megoldva ( Orosz maró , fűrészgép, eszterga ) Én ilyenkor előveszek egy korábban csinált vízsugárszivattyút amit rákötök egy csapra és azzal kiszívom A szivattyú előnye hogy mindent visz ( emulzió, trutyi , levegő stb , Ha eldugulna akkor a nyomóvezetéket elzárom és visszaöblítek ..
Tudom a következő kérdés az az lesz hogy küldjek rajzot ... Elsőre azt mondom hogy kb akkora a szivattyú mint amit a laborokban vacuum előállítására használtak ( ugyancsak a csapra kötve )
De egy vacuumszivattyú is megteszi de kell egy előtét edény .. Terepen szoktam ilyen módon vízmintát venni extrém kis átmérőjű kutakból ( olyankor egy speciálisan átalakított ( koaxiális csatlakozású ) pezsgős üveget használok . ( fontos a láthatóság )
Tudom a következő kérdés az az lesz hogy küldjek rajzot ... Elsőre azt mondom hogy kb akkora a szivattyú mint amit a laborokban vacuum előállítására használtak ( ugyancsak a csapra kötve )
De egy vacuumszivattyú is megteszi de kell egy előtét edény .. Terepen szoktam ilyen módon vízmintát venni extrém kis átmérőjű kutakból ( olyankor egy speciálisan átalakított ( koaxiális csatlakozású ) pezsgős üveget használok . ( fontos a láthatóság )
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2019 január 27, 08:15
Írta: drehás Dátum 2019 január 27, 08:15
Szia!
Nekem Strigon ME1000 van,és abban sincs megoldva a leeresztés,mint ahogy sok más gépben sem.
Én minkét oldalon a lábban fúrtam 27x1,5 menetet ,esztegáltam bele menetes dugókat,így azóta a mosás könnyen megoldható.
Nekem Strigon ME1000 van,és abban sincs megoldva a leeresztés,mint ahogy sok más gépben sem.
Én minkét oldalon a lábban fúrtam 27x1,5 menetet ,esztegáltam bele menetes dugókat,így azóta a mosás könnyen megoldható.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 27, 10:48
Írta: ii5d35wcx Dátum 2019 január 27, 10:48
Sziasztok ! Ez lenne a legjobb megoldás a leeresztére, mert az én M1 marógépemen sem volt, leeresztő csavar.Mivel én teljesen szétszedtem a gépet, akkor jöttem rá,hogy olyan labirintus az egész láb, hogy képtelenség egyszerűen kiöblíteni.Meg mi oldja fel az olajos-vizes bázist? Mivel a gép szét volt szedve ezért én az egész talpat kiégettem gázperzselővel. A régi festék is lejött meg a talp is tiszta lett.Utána én külön tartályt csináltam a gépre. Én nem töltök egy gépem vázába sem emulziót.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_wxq3ehn0hkuj5z9texu0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wxq3ehn0hkuj5z9texu0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_vqe8b6ehzayh0fii6sv_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/vqe8b6ehzayh0fii6sv_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ttzu2x8j0pisunvdm7etp_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ttzu2x8j0pisunvdm7etp_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ev4jidhy8nvwfydp5y838_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ev4jidhy8nvwfydp5y838_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4qwm20uimg7g4j8cxh20_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4qwm20uimg7g4j8cxh20_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_wxq3ehn0hkuj5z9texu0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wxq3ehn0hkuj5z9texu0_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_vqe8b6ehzayh0fii6sv_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/vqe8b6ehzayh0fii6sv_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ttzu2x8j0pisunvdm7etp_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ttzu2x8j0pisunvdm7etp_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ev4jidhy8nvwfydp5y838_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ev4jidhy8nvwfydp5y838_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_4qwm20uimg7g4j8cxh20_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/4qwm20uimg7g4j8cxh20_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: dtb Dátum 2019 január 27, 11:18
Írta: dtb Dátum 2019 január 27, 11:18
Sose értettem, miért "lakatszekrény" a neve?
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 27, 11:48
Írta: ii5d35wcx Dátum 2019 január 27, 11:48
Ez még a magyar ipar kezdetére tehető. A Német és Csehországból letelepedett, mérnökök szakemberek német szavainak a fordítása. Pl.Schlosskasten -ből lefordítva lakatszekrény. A szerszámgépek részeinek nagy részének a neve német fordítás.
Schlosskasten (https://www.fotocommunity.de/photo/3-kurbeln-oder-auch-schlosskasten-ein-hanjo-fineart/24566114)
Üdv: Sándor
Schlosskasten (https://www.fotocommunity.de/photo/3-kurbeln-oder-auch-schlosskasten-ein-hanjo-fineart/24566114)
Üdv: Sándor
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 27, 12:47
Írta: RogerCo Dátum 2019 január 27, 12:47
Köszönöm mindenkinek !
A megoldás az lett, hogy fúrtam az elejére a tartály aljához egy 25mm-es lyukat, abba vágtam 3/4"-os menetet.
Nekem a Brigeciol beválik. szépen oldja fel a beleszáradt mocskot.
Holnap majd veszek, mert csak egy 1/2L volt itthon.
A megoldás az lett, hogy fúrtam az elejére a tartály aljához egy 25mm-es lyukat, abba vágtam 3/4"-os menetet.
Nekem a Brigeciol beválik. szépen oldja fel a beleszáradt mocskot.
Holnap majd veszek, mert csak egy 1/2L volt itthon.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 27, 14:32
Írta: RogerCo Dátum 2019 január 27, 14:32
Teszek fel egy képet a mai eredményről.
A 1/2L Brigéciol ennyire lett elég.
Szépen felhozta a mocskot. fém tiszta már helyenként.
Holnap veszek még Brigéciolt és egy 3/4"-os dugót. Az nem volt itthon ;)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ctq35vd45j5u764cpavk_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ctq35vd45j5u764cpavk_20.jpg)
A 1/2L Brigéciol ennyire lett elég.
Szépen felhozta a mocskot. fém tiszta már helyenként.
Holnap veszek még Brigéciolt és egy 3/4"-os dugót. Az nem volt itthon ;)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ctq35vd45j5u764cpavk_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ctq35vd45j5u764cpavk_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 27, 14:45
Írta: ii5d35wcx Dátum 2019 január 27, 14:45
Ok!Sajnos nekem nem oldotta rendesen , pedig azzal is próbáltam.Már azt hittem hogy száraz , de még mindig volt elbújva trutyi. Reméljük a tied nem ennyire elhagyagolt , mint az enyém volt.Sok sikert! Üdv: Sándor
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_veau55mn8i4m56vsa38fq_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/veau55mn8i4m56vsa38fq_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_xsxa2hf9vhcfa54pbgbj_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/xsxa2hf9vhcfa54pbgbj_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ktw2w2hjmbs2wdpmb4s8n_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ktw2w2hjmbs2wdpmb4s8n_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_veau55mn8i4m56vsa38fq_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/veau55mn8i4m56vsa38fq_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_xsxa2hf9vhcfa54pbgbj_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/xsxa2hf9vhcfa54pbgbj_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ktw2w2hjmbs2wdpmb4s8n_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ktw2w2hjmbs2wdpmb4s8n_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 27, 14:56
Írta: RogerCo Dátum 2019 január 27, 14:56
Igen néztem a képeidet az index fórumon.
Nem, az enyém mondhatni egyáltalán nem tagolt.
Az elejében a nyílás alatt merevítések nélkül van a tartály, és egy alagút vezet a szivattyúhoz.
De már most is szépen átjárható.
Majd még folytatom. Mert most úgy kellett a szintezéssel trükköznöm :D
Nem, az enyém mondhatni egyáltalán nem tagolt.
Az elejében a nyílás alatt merevítések nélkül van a tartály, és egy alagút vezet a szivattyúhoz.
De már most is szépen átjárható.
Majd még folytatom. Mert most úgy kellett a szintezéssel trükköznöm :D
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 január 28, 13:28
Írta: Vetesi75 Dátum 2019 január 28, 13:28
Ipari porszívó szívóoldalát szoktuk csatlakoztatni a 200L-es hordó egyik (célszerűen kisebbik)csonkjára, a másikra pedig a porszívó csövét. Mindenféle trutyi kiszedhető vele és a matéria egyenest abba a gyűjtő edénybe fog kerülni, amiben elszállítják majd veszélyes hulladékként.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 január 28, 13:32
Írta: Vetesi75 Dátum 2019 január 28, 13:32
Ezzel a megoldással, ha véletlen "baleset" történik, akkor a műhely padlójáról is szinte maradék nélkül felszedhető a cuccos...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 13:44
Írta: svejk Dátum 2019 január 28, 13:44
Nem sürgős, csak emlékeztető. :) [#t145p4888#]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 17:59
Írta: ii5d35wcx Dátum 2019 január 28, 17:59
Rendben! Nem felejtettem el, csak ma dolgoztam a nagy gépen és lefényképeztem a csövet.Még nem néztem utána, hogy milyen tipusú, de nagyon spéci hajlékony.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_7tcdda9u49cec6m83pj7h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/7tcdda9u49cec6m83pj7h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_f6u0hk7ug8kdupmbvsevc_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/f6u0hk7ug8kdupmbvsevc_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_8kn6stastdjtwwizggqef_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8kn6stastdjtwwizggqef_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_7tcdda9u49cec6m83pj7h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/7tcdda9u49cec6m83pj7h_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_f6u0hk7ug8kdupmbvsevc_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/f6u0hk7ug8kdupmbvsevc_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_8kn6stastdjtwwizggqef_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8kn6stastdjtwwizggqef_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 18:15
Írta: svejk Dátum 2019 január 28, 18:15
Egyre érdekesebb, nekem nem segített a gugli.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 18:27
Írta: ii5d35wcx Dátum 2019 január 28, 18:27
Szerintem én , Vácon vettem, de itt van pl egy webáruház.
cristalmax tömlő (https://www.szerszamkell.hu/cristallo_elelmiszeripari_viztisztaatlatszo_tomlo_10mm100fmtek_41293)
cristalmax tömlő (https://www.szerszamkell.hu/cristallo_elelmiszeripari_viztisztaatlatszo_tomlo_10mm100fmtek_41293)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 18:30
Írta: ii5d35wcx Dátum 2019 január 28, 18:30
Vagy ez.
tömlő (https://www.szogker.hu/index.php?content2=termek_kiir&termek_id=7502039725&page=0&szint1=T%C3%96ML%C5%90%2C+BILINCS&szint2=LOCSOL%C3%93-%2CIPAI+T%C3%96ML%C5%90K%2C+SIROFLEX&szint3=CS%C5%90&szint4=&termek_neve=CSO%20V%C3%8DZTISZTA%20D08%20%20100FM/TEKERCS%20%20TRB%20CRISTALMAX%20(VT)&list=item_list&search=&brand=&rendez=&price_from=&price_to=&szin_keres=&meret_keres=&t_keres=&new_search=&csoport1=&csoport2=&csoport3=&parent=item_list)
tömlő (https://www.szogker.hu/index.php?content2=termek_kiir&termek_id=7502039725&page=0&szint1=T%C3%96ML%C5%90%2C+BILINCS&szint2=LOCSOL%C3%93-%2CIPAI+T%C3%96ML%C5%90K%2C+SIROFLEX&szint3=CS%C5%90&szint4=&termek_neve=CSO%20V%C3%8DZTISZTA%20D08%20%20100FM/TEKERCS%20%20TRB%20CRISTALMAX%20(VT)&list=item_list&search=&brand=&rendez=&price_from=&price_to=&szin_keres=&meret_keres=&t_keres=&new_search=&csoport1=&csoport2=&csoport3=&parent=item_list)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 18:37
Írta: svejk Dátum 2019 január 28, 18:37
Kár, hogy nem írják az anyagminőséget, a Tiéd a nevéből ítélve ugye polyurethan azért bírja az emulziót.
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 18:55
Írta: ii5d35wcx Dátum 2019 január 28, 18:55
Még pálinkafőzőhöz is tökéletes. Ha a házi rettenetest bírja akkor az emulzió felüdülés.[#nevetes1]
Cristalmax A (https://www.destillatio.eu/schlauch-6mm/a-10742/)
Cristalmax A (https://www.destillatio.eu/schlauch-6mm/a-10742/)
Cím: Re:Hagyományos forgácsológépek
Írta: gorbi Dátum 2019 január 28, 19:35
Írta: gorbi Dátum 2019 január 28, 19:35
A trisó biztos kiviszi, legalábbis én igy tanultam a suliba,de az már régen volt...
Cím: Re:Hagyományos forgácsológépek
Írta: gorbi Dátum 2019 január 28, 19:37
Írta: gorbi Dátum 2019 január 28, 19:37
Ja és rendszeresen cserélni kell az emulziót, nem szabad hagyni beleöregedni...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 19:41
Írta: svejk Dátum 2019 január 28, 19:41
No látod ott írják, hogy PVC.
ilyet kapni minden mezőgazdasági áruházban és minusz időn belül bekeményedik, tapasztalat.
De most jobban megnéztem a képedet, nem PUR az sem hanem "pure" talán quality
Nem értem hogy bírja a tiéd.[#nemtudom]
ilyet kapni minden mezőgazdasági áruházban és minusz időn belül bekeményedik, tapasztalat.
De most jobban megnéztem a képedet, nem PUR az sem hanem "pure" talán quality
Nem értem hogy bírja a tiéd.[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 20:31
Írta: ii5d35wcx Dátum 2019 január 28, 20:31
Nem tudom,de bírja.Most mikor fényképeztem teljesen rugalmas volt.2017.12.17-én lett felszerelve. Azóta bizony dolgoztam vele. Nem hivatásszerűen , csak hobbyzva.A marógépen is ez van .Ott is hajlékony.Bár azt kevesebbet használom. De ,ha évenként cserélni kellene , akkor is 190 Ft/m. Az összes gépemre kell 4 m.Összesen : 800 Ft.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ymtej8us0nasithhw4txx_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ymtej8us0nasithhw4txx_4194.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_ymtej8us0nasithhw4txx_4194.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ymtej8us0nasithhw4txx_4194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2019 január 28, 20:54
Írta: Lacibácsi Dátum 2019 január 28, 20:54
Egy kis történelem...
[#lookaround]
https://www.youtube.com/watch?v=mnO222giZzc
[#lookaround]
https://www.youtube.com/watch?v=mnO222giZzc
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 28, 21:07
Írta: RogerCo Dátum 2019 január 28, 21:07
Sziasztok !
Lehet, hogy ostoba kérdés.
De, lehet az emulzióhoz fagyállót keverni ?
Sajnos a műhelyben a folyamatos fűtés nem megoldott.
Lehet, hogy ostoba kérdés.
De, lehet az emulzióhoz fagyállót keverni ?
Sajnos a műhelyben a folyamatos fűtés nem megoldott.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 28, 21:18
Írta: KoLa Dátum 2019 január 28, 21:18
A 'kinti' szalagfűrész hűtővizébe én szoktam tenni, nem rontja el!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 21:22
Írta: svejk Dátum 2019 január 28, 21:22
nekem ipari célra kellene.
de azért köszi!
de azért köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 28, 21:29
Írta: KoLa Dátum 2019 január 28, 21:29
Ez a cső a tiszta víztől is megkeményedik egy-két év után!
Tapasztalat, a fröccsszerszámokon használunk ilyet.
A hevítőmön is volt, előnyére vált hogy a görbületek kikeményedtek, de a gyorscsatlakozók lecserélésekor a csövek is újúltak mert nem egy nagy összeg.
Tapasztalat, a fröccsszerszámokon használunk ilyet.
A hevítőmön is volt, előnyére vált hogy a görbületek kikeményedtek, de a gyorscsatlakozók lecserélésekor a csövek is újúltak mert nem egy nagy összeg.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 28, 21:32
Írta: KoLa Dátum 2019 január 28, 21:32
Ipari célra? mozog vagy nem mozog?mi fog benne keringeni?
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 28, 21:33
Írta: ii5d35wcx Dátum 2019 január 28, 21:33
Ok.!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 28, 21:39
Írta: svejk Dátum 2019 január 28, 21:39
mozog.
hűtőemulzió vagy hidraulika olaj.
az átlátszóság jó lenne.
hűtőemulzió vagy hidraulika olaj.
az átlátszóság jó lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 28, 22:11
Írta: KoLa Dátum 2019 január 28, 22:11
Hidraulika olaj? hoppá! milyen nyomáson?gondolom kisnyomású.
Pont pár hete volt hogy cseréltem a hevítőmön a vízcsöveket, és a barkács boltban megláttam egy átlátszó üvegszálas erősítésű pvc csövet ami dupla falvastagságú és a kettő között van az "üvegszál" erősítés, de nem volt a mérete megfelelő.
Azért vittem belőle pár métert próbára,megmelegítettem a végét és simán engedett az egész cső átmérőben üvegszálastul mindenestül.
Pont pár hete volt hogy cseréltem a hevítőmön a vízcsöveket, és a barkács boltban megláttam egy átlátszó üvegszálas erősítésű pvc csövet ami dupla falvastagságú és a kettő között van az "üvegszál" erősítés, de nem volt a mérete megfelelő.
Azért vittem belőle pár métert próbára,megmelegítettem a végét és simán engedett az egész cső átmérőben üvegszálastul mindenestül.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 január 29, 06:12
Írta: ANTAL GÁBOR Dátum 2019 január 29, 06:12
Nekem is egy konténerben van a szalagfűrészem : A szivattyú villamos bekötését átalakítottam csatlakozósra, a csövét gyorscsatisra ( ki lett herélve a visszacspó ) A Tartály helyett egy cinvödör van. Oda folyik az emulzió. Aztán télen ha fűrészelni akarok akkor a vödröt a meleg helyről szépen kiviszem és mindent összecsatlakoztatok . Ha netán elfelejtem akkor a cinvödör megy szépen a kályhára [#kacsint]
Így is vannak gondok mert -15 C nál a képződő jég rámegy a hajtó kerékre és az képes megcsusszanni ... Hát nem álom a fűrészelés . Jó ötlet a fagyálló csak sajnálom rá a pénzt
Így is vannak gondok mert -15 C nál a képződő jég rámegy a hajtó kerékre és az képes megcsusszanni ... Hát nem álom a fűrészelés . Jó ötlet a fagyálló csak sajnálom rá a pénzt
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 január 29, 06:23
Írta: svejk Dátum 2019 január 29, 06:23
Nincs nyomás, csak résolaj visszavezetés.
Ha PVC akkor tárgytalan, biztos bekeményedik.
Lásd PVC szigetelésű vezetékek.
Ha PVC akkor tárgytalan, biztos bekeményedik.
Lásd PVC szigetelésű vezetékek.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 január 29, 20:43
Írta: KoLa Dátum 2019 január 29, 20:43
Ha mozog akkor legjobb a gumicső,ha látni akarjuk a résolajat akkor én valahová beillesztenék egy átlátszó részt.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2019 január 29, 22:02
Írta: RogerCo Dátum 2019 január 29, 22:02
Sziasztok !
Egy egész napot állt a 2.5L Brigéciol a géplábban.
Ma leengedtem, íme az eredmény.
Elégedett vagyok az eredménnyel.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_qewh96jnc4dmjq37hcgs_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/qewh96jnc4dmjq37hcgs_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ktjc0m88p42qjj09z6vnm_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ktjc0m88p42qjj09z6vnm_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_s8zwcve7g2tbm9nugpk3k_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/s8zwcve7g2tbm9nugpk3k_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_atazzgxnxns8fy8sz0p_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/atazzgxnxns8fy8sz0p_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_m3jaacbxpqp9984cwzvb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/m3jaacbxpqp9984cwzvb_20.jpg)
Egy egész napot állt a 2.5L Brigéciol a géplábban.
Ma leengedtem, íme az eredmény.
Elégedett vagyok az eredménnyel.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_qewh96jnc4dmjq37hcgs_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/qewh96jnc4dmjq37hcgs_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_ktjc0m88p42qjj09z6vnm_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/ktjc0m88p42qjj09z6vnm_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_s8zwcve7g2tbm9nugpk3k_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/s8zwcve7g2tbm9nugpk3k_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_atazzgxnxns8fy8sz0p_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/atazzgxnxns8fy8sz0p_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_m3jaacbxpqp9984cwzvb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/m3jaacbxpqp9984cwzvb_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2019 január 29, 22:56
Írta: ii5d35wcx Dátum 2019 január 29, 22:56
Ok! Ügyes vagy! Most már vigyázz rá , hogy időben tisztítsd!
Cím: Re:Hagyományos forgácsológépek
Írta: guld01 Dátum 2019 február 08, 16:01
Írta: guld01 Dátum 2019 február 08, 16:01
Sziasztok!
Volna egy román aszinkron motorom ami fékes, de a fék nem működik egyáltalán. Kibontottam, lamellás, és természetesen szét vannak kopva.
Tudtok ajánlani helyet ahol életet lehelnek bele, vagy olyat ahol tudok venni új féket? (Hát ha valami beépíthető)
Köszi!
Volna egy román aszinkron motorom ami fékes, de a fék nem működik egyáltalán. Kibontottam, lamellás, és természetesen szét vannak kopva.
Tudtok ajánlani helyet ahol életet lehelnek bele, vagy olyat ahol tudok venni új féket? (Hát ha valami beépíthető)
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 február 08, 16:07
Írta: Csuhás Dátum 2019 február 08, 16:07
Csak ötlet: Lézeresek nem tudnak új lamellákat vágni bele?
Cím: Re:Hagyományos forgácsológépek
Írta: guld01 Dátum 2019 február 08, 16:09
Írta: guld01 Dátum 2019 február 08, 16:09
Teljesen hülye vagyok hozzá, az elég lenne?
Biztosan megoldható a vágás, csak pl a motor tengelyhez tartozó darabokon volt valami arany színű "ferrodol" réteg is.
Biztosan megoldható a vágás, csak pl a motor tengelyhez tartozó darabokon volt valami arany színű "ferrodol" réteg is.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 február 08, 19:32
Írta: sufnituning Dátum 2019 február 08, 19:32
Ez szép lett, majd én is kipróbálom![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 05, 11:16
Írta: e0hbmgnkf Dátum 2019 március 05, 11:16
E2n hossznóniusz ím elkészült. :-)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_hh79vahh62sq493ewwu0f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/hh79vahh62sq493ewwu0f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_75qgj0x0d3zkcd0gqcybj_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/75qgj0x0d3zkcd0gqcybj_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_9a5k3mdz68364xcuh2f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/9a5k3mdz68364xcuh2f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_pw0yw5k3h7wnkxcvsjvn_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/pw0yw5k3h7wnkxcvsjvn_4392.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_hh79vahh62sq493ewwu0f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/hh79vahh62sq493ewwu0f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_75qgj0x0d3zkcd0gqcybj_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/75qgj0x0d3zkcd0gqcybj_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_9a5k3mdz68364xcuh2f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/9a5k3mdz68364xcuh2f_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_pw0yw5k3h7wnkxcvsjvn_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/pw0yw5k3h7wnkxcvsjvn_4392.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 március 05, 12:43
Írta: svejk Dátum 2019 március 05, 12:43
Faca!
A lendület nem viszi tovább a skálát?
Laprugós rögzítésű vagy csavart tettél bele? (ez utóbbi nem nagyon iparos)
Már csak azzal a 31-el kell megtanulni számolni. :)
Egyébként mennyi a számolt értéke az elmozdulásnak egy fordulaton?
A lendület nem viszi tovább a skálát?
Laprugós rögzítésű vagy csavart tettél bele? (ez utóbbi nem nagyon iparos)
Már csak azzal a 31-el kell megtanulni számolni. :)
Egyébként mennyi a számolt értéke az elmozdulásnak egy fordulaton?
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 05, 12:52
Írta: e0hbmgnkf Dátum 2019 március 05, 12:52
27 mm. Mozdul egy körbefordulásra, órával többször kimérve. Igen laprugós több ponton.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 március 05, 13:10
Írta: svejk Dátum 2019 március 05, 13:10
Aha! Szóval 27 az a 31, oké, benéztem
Egyébként utánanéztem az alkatrészjegyzék szerinti fogazásokkal ~26.928...-ra jön ki.
Határeset, elfogadom.[#nevetes1]
Egyébként utánanéztem az alkatrészjegyzék szerinti fogazásokkal ~26.928...-ra jön ki.
Határeset, elfogadom.[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 05, 13:11
Írta: e0hbmgnkf Dátum 2019 március 05, 13:11
Köszönöm. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 március 05, 13:25
Írta: svejk Dátum 2019 március 05, 13:25
Egyébként új szerzemény a gép, vagy régóta meg van és csak most jöttél rá, hogy ilyen kiegészítők nélkül nehéz nyugodtan aludni?
Amikor én megvettem az enyémet nekem is voltak nagy terveim... magassági szán, menetóra. stb...
De trehányságom és lustaságom miatt semmi sem valósult meg. :(
Pedig jó dolgok ezek.
Amikor én megvettem az enyémet nekem is voltak nagy terveim... magassági szán, menetóra. stb...
De trehányságom és lustaságom miatt semmi sem valósult meg. :(
Pedig jó dolgok ezek.
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 05, 14:24
Írta: e0hbmgnkf Dátum 2019 március 05, 14:24
Nem új vásárlás, meg hossz útmérő van rajta, de sajnos gagyi. Nem pontos. Így ezen a télen került rá idő és elkészült. A magassági szán egy jó dolog. Sokmindent megmartam rajta az esztergan. Lassan-lassan érdemes a megálmodott kiegészítőket legyártani, beszerezni. Saját örömünkre.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2019 március 05, 19:46
Írta: ysc3kmx9v Dátum 2019 március 05, 19:46
Szép lett,készítettem én is az E2N gépemre,annyi különbséggel,hogy az osztás 270,és így tizedenként van egy osztás. A nóniusz állítását, a fix részben egy sugár irányban fúrt pontos fúrat ,benne rugó,és golyó.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 március 06, 01:00
Írta: 6rk75uezn Dátum 2019 március 06, 01:00
Szép lett ez a nóniusz de én egy mágnesesre átalakitott 1000ft os kinai műanyag tolómérőből kialakitott hossz útmérőt választottam volna.
Nem kell számolni.
Az mit jelent hogy ami most rajta van útmérő az nem pontos?
Most is tévedsz majd 100mm en 0,3mm-t.
Nem kell számolni.
Az mit jelent hogy ami most rajta van útmérő az nem pontos?
Most is tévedsz majd 100mm en 0,3mm-t.
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 06, 19:19
Írta: e0hbmgnkf Dátum 2019 március 06, 19:19
A kínai ùtmèrő, egy körön 27 mm. téved 0,3mm. Így a nóniusz pontosabb. A számolgatás pedig amúgy is a forgácsoló szakma szoros része. :-)
Köszönöm a dícsérő szavakat. :-)
Köszönöm a dícsérő szavakat. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2019 március 07, 15:25
Írta: 6mrgeizbx Dátum 2019 március 07, 15:25
Üdv! Nincs valaki közelében FN32 TOS marógép? Gond van az előtolással, megy de kézzel le lehet fogni. Villám előtolás rendben működik. Nincs valakinek ötlete, mi lehet a baj?
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2019 március 07, 16:28
Írta: molnarfme Dátum 2019 március 07, 16:28
Üdv
Az előtolás kuplung nem huz be. Sokféle oka lehet.
Ferenc
Az előtolás kuplung nem huz be. Sokféle oka lehet.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2019 március 07, 17:25
Írta: 6mrgeizbx Dátum 2019 március 07, 17:25
Hollehet aza kuplung? Megvan a eredeti gépkönyv de nemsegít.
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2019 március 07, 18:02
Írta: 6mrgeizbx Dátum 2019 március 07, 18:02
Az miaz? Persze ezernyi dolgon csúszhat el a dolog... de mivel mindhárom irány gyenge, ott lehet a baj...
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_8hcd6gzcy5k9fg4vjumwy_5932.png) (https://hobbicncforum.hu/uploaded_images/2019/03/8hcd6gzcy5k9fg4vjumwy_5932.png)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_8hcd6gzcy5k9fg4vjumwy_5932.png) (https://hobbicncforum.hu/uploaded_images/2019/03/8hcd6gzcy5k9fg4vjumwy_5932.png)
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2019 március 07, 19:42
Írta: molnarfme Dátum 2019 március 07, 19:42
Üdv.
Sajnos
a mechanikával keveset foglalkoztam, igy ebben nem tudok segiteni. Kopnak az emlékeim. 30 éve nyugdilyban vagyok.
de, kitartást hozzá!
Ferenc
Sajnos
a mechanikával keveset foglalkoztam, igy ebben nem tudok segiteni. Kopnak az emlékeim. 30 éve nyugdilyban vagyok.
de, kitartást hozzá!
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: e6j5uwk2 Dátum 2019 március 07, 19:46
Írta: e6j5uwk2 Dátum 2019 március 07, 19:46
Üdv!
Keresek Strigon ME250 marógéphez kapcsolási rajzot.
Köszönöm a segítséget!
Üdv!
Keresek Strigon ME250 marógéphez kapcsolási rajzot.
Köszönöm a segítséget!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 március 07, 20:00
Írta: 6rk75uezn Dátum 2019 március 07, 20:00
Gépkönyvébe nincs benne?
Cím: Re:Hagyományos forgácsológépek
Írta: e6j5uwk2 Dátum 2019 március 07, 20:02
Írta: e6j5uwk2 Dátum 2019 március 07, 20:02
Szia!
Lehetséges ,de azom sincs.. :(
Lehetséges ,de azom sincs.. :(
Cím: Re:Hagyományos forgácsológépek
Írta: guld01 Dátum 2019 március 08, 13:40
Írta: guld01 Dátum 2019 március 08, 13:40
Csuhás gyűjteménye:
http://data.hu/get/4903643/me250maro.pdf
http://data.hu/get/4903643/me250maro.pdf
Cím: Re:Hagyományos forgácsológépek
Írta: RJancsi Dátum 2019 március 11, 18:48
Írta: RJancsi Dátum 2019 március 11, 18:48
Sziasztok! Pár éve már próbálkoztam a kérdéssel, nem sok sikerrel... Van egy békebeli esztergapadom amit használtan vettem vagy 10 éve. Már akkor sem volt rajta semmi azonosító tábla és azóta sem sikerült kiderítenem milyen gyártmány lehet. Akitől vettem azt mondta, hogy "csepel"pad, de erről nem vagyok meggyőződve. Nézegettem régi képeket a neten, de nem találtam hasonló gépet.
Esetleg ha valaki ráismerne vagy lenne ötlete hogy milyen gép ez azt megköszönném!
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_ki876cah9b69f808ivtc_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ki876cah9b69f808ivtc_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_2sefvhvmbib5q40jv77ft_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/2sefvhvmbib5q40jv77ft_3111.jpg)
Esetleg ha valaki ráismerne vagy lenne ötlete hogy milyen gép ez azt megköszönném!
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_ki876cah9b69f808ivtc_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/ki876cah9b69f808ivtc_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_2sefvhvmbib5q40jv77ft_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/2sefvhvmbib5q40jv77ft_3111.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 11, 22:48
Írta: e0hbmgnkf Dátum 2019 március 11, 22:48
Ean ős előd lehet. Nem sok darabot gyárthattak belőle. De ez csak egy ötlet.
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2019 március 15, 13:43
Írta: e0hbmgnkf Dátum 2019 március 15, 13:43
Ha valaki tudná a pontos típusát, vagy még egy képet is tudna küldeni az adattáblájáról, azt nagyon megköszönném. Annyit tudok, hogy Tos gyártmány. Esetleg gépkönyve? Előre is köszönettel.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_9e82madd9y6b97w2qe4vx_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/9e82madd9y6b97w2qe4vx_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_30is2v6txh6nmsx8nue6_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/30is2v6txh6nmsx8nue6_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_zuw6580ez4nz3sa7p59h_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/zuw6580ez4nz3sa7p59h_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_cah6hnjj3m9sn9qye0wwy_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/cah6hnjj3m9sn9qye0wwy_4392.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_9e82madd9y6b97w2qe4vx_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/9e82madd9y6b97w2qe4vx_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_30is2v6txh6nmsx8nue6_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/30is2v6txh6nmsx8nue6_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_zuw6580ez4nz3sa7p59h_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/zuw6580ez4nz3sa7p59h_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_cah6hnjj3m9sn9qye0wwy_4392.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/03/cah6hnjj3m9sn9qye0wwy_4392.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2019 március 15, 14:45
Írta: 6mrgeizbx Dátum 2019 március 15, 14:45
Ohh, márkatársak vagyunk... :) van egy ilyen gyönyörűségem...
Adatttáblát Énem találok. TOS- néven sokhelyen gyártották.. ment privát.....
Adatttáblát Énem találok. TOS- néven sokhelyen gyártották.. ment privát.....
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2019 március 21, 14:09
Írta: 38tnwsv8g Dátum 2019 március 21, 14:09
Üdv Mindenkinek!
A mellékelt képen látható marógéppel van valakinek tapasztalata, használ valaki ilyen gépet?
Kezelési utasítás és kapcsolási rajz érdekelne magyar, vagy német nyelven.
Illetve szívesen beszélnék valakivel, aki haszál iyen gépet!
Segítségeteket előre is köszönöm!
Józsi
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_e7xsqbtgjpszvnypfd35_3646.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/e7xsqbtgjpszvnypfd35_3646.jpg)
A mellékelt képen látható marógéppel van valakinek tapasztalata, használ valaki ilyen gépet?
Kezelési utasítás és kapcsolási rajz érdekelne magyar, vagy német nyelven.
Illetve szívesen beszélnék valakivel, aki haszál iyen gépet!
Segítségeteket előre is köszönöm!
Józsi
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_e7xsqbtgjpszvnypfd35_3646.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/e7xsqbtgjpszvnypfd35_3646.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 március 21, 19:17
Írta: ANTAL GÁBOR Dátum 2019 március 21, 19:17
Szerintem nagyon hasonlít a MAHO ( Deckel) gépekre .. Mi a típusa ?
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2019 március 21, 21:47
Írta: 38tnwsv8g Dátum 2019 március 21, 21:47
Sajnos nem volt alkalmam az adattáblát lefényképezni, ha jól emlékszem Mikron WF 3DP.
Bekapcsolás után csak a főorsó indítható, a többi elektromos kezelőszervre nem reagál. A kézi tekerők könnyedén mozgatják az asztalt. Az útmérő kijelzők -0000000.000 -t mutatnak. Szeretném valahogy életre kelteni a gépet. Állítólag évek óta nem volt használva. Szemrevételezéssel nagyon jó állapotúnak tűnik, de az elektromos részen valami nem kerek. Dokumentáció sajnos nincs.
Bekapcsolás után csak a főorsó indítható, a többi elektromos kezelőszervre nem reagál. A kézi tekerők könnyedén mozgatják az asztalt. Az útmérő kijelzők -0000000.000 -t mutatnak. Szeretném valahogy életre kelteni a gépet. Állítólag évek óta nem volt használva. Szemrevételezéssel nagyon jó állapotúnak tűnik, de az elektromos részen valami nem kerek. Dokumentáció sajnos nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 március 21, 23:09
Írta: svejk Dátum 2019 március 21, 23:09
Ha jól látom akkor Bosch Alpha vezérlővel van szerelve.
Van egy ilyenem..., sőt CRT monitor is van hozzá opcióban
Az elemet mindenképp ellenőrizd, anno az enyém azért nem indult.
Van egy ilyenem..., sőt CRT monitor is van hozzá opcióban
Az elemet mindenképp ellenőrizd, anno az enyém azért nem indult.
Cím: Re:Hagyományos forgácsológépek
Írta: 2zn77kxx Dátum 2019 április 04, 22:34
Írta: 2zn77kxx Dátum 2019 április 04, 22:34
Üdvözletem Mindenkinek!
Segítséget szeretnék kérni egy NDK gyártmányú Ruhla FUW 200/1 marógép gépkönyvet keresek ,vagy bármilyen hasznos információt tartalmazó irodalmat a gépről.
A gép elektromos rendszerének felújításához kellene.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_3t5c799qjsbck759pegm_4768.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/3t5c799qjsbck759pegm_4768.jpg)
Segítséget szeretnék kérni egy NDK gyártmányú Ruhla FUW 200/1 marógép gépkönyvet keresek ,vagy bármilyen hasznos információt tartalmazó irodalmat a gépről.
A gép elektromos rendszerének felújításához kellene.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_3t5c799qjsbck759pegm_4768.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/3t5c799qjsbck759pegm_4768.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2019 április 07, 09:16
Írta: 38tnwsv8g Dátum 2019 április 07, 09:16
Hello Svejk!
Ha jól láttam, nem Bosch Alpha vezérlés van benne, hanem Heidenhain TNC 121C.
Nem tudom, hogy a Bosch-al működne e?
Ha jól láttam, nem Bosch Alpha vezérlés van benne, hanem Heidenhain TNC 121C.
Nem tudom, hogy a Bosch-al működne e?
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2019 április 08, 17:10
Írta: Miki2 Dátum 2019 április 08, 17:10
Szervusztok!
Sajnos az E400-as gömbölyű hátú esztergám kezdi kilehelni a lelkét.
A főorsó házban ki kellene cserélnem szinte minden alkatrészt.
A főorsó, és az ágy még rendben van, ezért sajnálom.
Ha tudtok valami beszerzési forrást a tengelyekre, fogaskerekekre, kérlek osszátok meg velem.
Köszönöm.
Sajnos az E400-as gömbölyű hátú esztergám kezdi kilehelni a lelkét.
A főorsó házban ki kellene cserélnem szinte minden alkatrészt.
A főorsó, és az ágy még rendben van, ezért sajnálom.
Ha tudtok valami beszerzési forrást a tengelyekre, fogaskerekekre, kérlek osszátok meg velem.
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 április 08, 20:43
Írta: ecp4rs0md Dátum 2019 április 08, 20:43
Szia!
http://www.m-magev.hu/index.php?option=com_zoo&view=item&Itemid=259
https://veres96kft.gportal.hu/ elsőkörben próbáld ezeket a cégeket!
http://www.m-magev.hu/index.php?option=com_zoo&view=item&Itemid=259
https://veres96kft.gportal.hu/ elsőkörben próbáld ezeket a cégeket!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 április 08, 20:54
Írta: jani300 Dátum 2019 április 08, 20:54
Maszek kereskedőt tudok esetleg , de biztos nem olcsó .
Ha nem találsz máshol magánban adok telefonszámot .
Ismerem személyesen , E400 a fő profilja volt .
Ha nem találsz máshol magánban adok telefonszámot .
Ismerem személyesen , E400 a fő profilja volt .
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2019 április 09, 15:20
Írta: 9pk59nuy Dátum 2019 április 09, 15:20
https://www.youtube.com/watch?v=iOjxD-AJjsk
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2019 április 09, 15:55
Írta: Miki2 Dátum 2019 április 09, 15:55
Köszönöm a segítséget, kértem tőlük árajánlatot.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 április 09, 19:20
Írta: jani300 Dátum 2019 április 09, 19:20
Hirdettem egy kis állóbábot ,de nem tudom akkor megint a típusát .
E1 VAGY E2N lehet , a talptól az osztósík 130 milliméter .
Ha valaki tudná melyik gépé lehet segítene az eladásban .
E2n hez végül is tudnám hasonlítani , van ismerős akinek van gépe .
E1 VAGY E2N lehet , a talptól az osztósík 130 milliméter .
Ha valaki tudná melyik gépé lehet segítene az eladásban .
E2n hez végül is tudnám hasonlítani , van ismerős akinek van gépe .
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2019 április 09, 19:22
Írta: PSoft Dátum 2019 április 09, 19:22
Volt E1N-em, emlékeim szerint, nem ilyen formája volt az állóbábnak.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 április 09, 19:32
Írta: jani300 Dátum 2019 április 09, 19:32
Köszi !
Én elbóvliztam a hiányos E1N t az a röhej hogy utána lett hozzá sok minden .még olyan is amit a mai napig nem tudok milyen gépé , pedig bizonyosan magyar .
De került itt fel kép tudom is kitől ,megnézem ...
Én elbóvliztam a hiányos E1N t az a röhej hogy utána lett hozzá sok minden .még olyan is amit a mai napig nem tudok milyen gépé , pedig bizonyosan magyar .
De került itt fel kép tudom is kitől ,megnézem ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 április 09, 19:42
Írta: jani300 Dátum 2019 április 09, 19:42
[#t133p43634#]
Úgy is tetszett a duma is , hát itt van akkor :)
Úgy is tetszett a duma is , hát itt van akkor :)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 április 09, 20:01
Írta: ecp4rs0md Dátum 2019 április 09, 20:01
Igazán nincs mit!
Cím: Re:Hagyományos forgácsológépek
Írta: twry5wbgm Dátum 2019 április 12, 17:09
Írta: twry5wbgm Dátum 2019 április 12, 17:09
Szia! Sas gép! Sok minden van neki!
Cím: Re:Hagyományos forgácsológépek
Írta: 72hhzi7mp Dátum 2019 április 16, 20:05
Írta: 72hhzi7mp Dátum 2019 április 16, 20:05
Sziasztok !
Kollégám számára keresek KU-250-750 Palástköszörűhöz gépkönyvet !
A segítséget előre is köszönöm !
Józsi
Kollégám számára keresek KU-250-750 Palástköszörűhöz gépkönyvet !
A segítséget előre is köszönöm !
Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2019 április 17, 17:22
Írta: Miki2 Dátum 2019 április 17, 17:22
Német nyelvűt tudok kúldeni, a publikus e-mail címedre ha megfelel.
Cím: Re:Hagyományos forgácsológépek
Írta: 72hhzi7mp Dátum 2019 április 17, 18:14
Írta: 72hhzi7mp Dátum 2019 április 17, 18:14
Szia !
Maximálisan megfelel !
Nyilvános látható elvileg a címem , küldheted !
Köszönöm előre is !
Maximálisan megfelel !
Nyilvános látható elvileg a címem , küldheted !
Köszönöm előre is !
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2019 április 18, 16:32
Írta: Miki2 Dátum 2019 április 18, 16:32
Elküldtem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 25, 10:04
Írta: Csuhás Dátum 2019 április 25, 10:04
Szeretnék tanácsot kérni. Van egy antik svájci szerszám köszörű gépem. A gép asztalának hossz irányú mozgása két-két szembefordított V alakú sínnel és köztük D14 golyókkal van megoldva, amiket egy bakelit lemezből kiszabott "golyókosár" vezet meg. Az évtizedek alatt a golyók egy kis íves nyomot mángoroltak a sínekbe, így az asztal középen 0.07 mm lejjebb van mint a széleken. Ez szerszám élezéskor nem számít, de sík köszörüléskor már nagy hiba. Szeretném megjavítani és három ötletem is van:
1: Kiszerelve a síneket prizmára helyezve kézzel tolva magán a gépen lehetne a teljes hosszban egyformára köszörülni a golyópályát. ( Az asztal egy két tizedet süllyed de ez nem gond ) Viszont a köszörülés kockázatos mert ha hibázok oda a sín.
2: Lehetne a golyók helyett kifúrt keresztgörgősort használni, azok jó részt a sín érintetlen részén futnának így vagy húsz évig nem volna gond vele. Persze ilyen görgő nincs így nekem kellene legyártanom, ami magán a köszörűn megoldható. A görgők vezetése két lézer vágott fésű szerű lemez és köztük szegecselt pálcikákból állna amiken lazán futnának a görgők.
3: Kereshetnék egy lineáris sínpárt amit felcsavarozhatok az alsó sín helyére míg felül az asztalban lehetne három három kocsinak fészket marni. Ez több felfogásból de kellő pontossággal ki tudnám marni. Ez nagyobb átalakítást jelent és nagyon alaposan méregetnem kell hogy befér-e egyáltalán a lin csapágy.
Véleményetek szerint melyik megoldás volna jó, vagy van e más jobb és amire nem is gondoltam?
1: Kiszerelve a síneket prizmára helyezve kézzel tolva magán a gépen lehetne a teljes hosszban egyformára köszörülni a golyópályát. ( Az asztal egy két tizedet süllyed de ez nem gond ) Viszont a köszörülés kockázatos mert ha hibázok oda a sín.
2: Lehetne a golyók helyett kifúrt keresztgörgősort használni, azok jó részt a sín érintetlen részén futnának így vagy húsz évig nem volna gond vele. Persze ilyen görgő nincs így nekem kellene legyártanom, ami magán a köszörűn megoldható. A görgők vezetése két lézer vágott fésű szerű lemez és köztük szegecselt pálcikákból állna amiken lazán futnának a görgők.
3: Kereshetnék egy lineáris sínpárt amit felcsavarozhatok az alsó sín helyére míg felül az asztalban lehetne három három kocsinak fészket marni. Ez több felfogásból de kellő pontossággal ki tudnám marni. Ez nagyobb átalakítást jelent és nagyon alaposan méregetnem kell hogy befér-e egyáltalán a lin csapágy.
Véleményetek szerint melyik megoldás volna jó, vagy van e más jobb és amire nem is gondoltam?
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2019 április 25, 11:28
Írta: TROMF22 Dátum 2019 április 25, 11:28
Én ilyen kész keresztgörgőst próbálnék először keresni:
Kicsi a helyigénye, "könnyen" beszerelhető.
Mivel az eredeti golyós volt, valószínű hogy egy kisebb
görgő méretű vezeték is megfelelne mint amilyen a golyókat befogadó szerkezet keresztmetszete volt.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_wjwz8d8stzzv2dmax8pc_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/wjwz8d8stzzv2dmax8pc_2640.jpg)
Kicsi a helyigénye, "könnyen" beszerelhető.
Mivel az eredeti golyós volt, valószínű hogy egy kisebb
görgő méretű vezeték is megfelelne mint amilyen a golyókat befogadó szerkezet keresztmetszete volt.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_wjwz8d8stzzv2dmax8pc_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/wjwz8d8stzzv2dmax8pc_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 25, 11:55
Írta: Csuhás Dátum 2019 április 25, 11:55
Félek hogy az ilyen sín beszerzési költsége meghaladja a gép jelenlegi árát, így nekem sok lesz.
Nem ilyen gép az enyém de ehhez nagyon hasonló az elrendezése. A képeken látszik a golyós vezetés.
Cincinnati élező köszörű (http://www.lathes.co.uk/cincinnati-tool-and-cutter-grinder-number-2/page2.html)
Nem ilyen gép az enyém de ehhez nagyon hasonló az elrendezése. A képeken látszik a golyós vezetés.
Cincinnati élező köszörű (http://www.lathes.co.uk/cincinnati-tool-and-cutter-grinder-number-2/page2.html)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2019 április 25, 12:00
Írta: TROMF22 Dátum 2019 április 25, 12:00
Elvileg külön görgősort is lehet kapni kosárral.
A D14-et még nem ellenőriztem. Lehet, hogy már te megtetted, de hátha...
Keresztgörgősor kosárral (https://german.alibaba.com/product-detail/v3-series-cage-cross-rail-cage-series-cross-roller-guide-rail-nylon-cage-60820219736.html?spm=a2700.8699010.normalList.130.13ea2181JJahYM)
A D14-et még nem ellenőriztem. Lehet, hogy már te megtetted, de hátha...
Keresztgörgősor kosárral (https://german.alibaba.com/product-detail/v3-series-cage-cross-rail-cage-series-cross-roller-guide-rail-nylon-cage-60820219736.html?spm=a2700.8699010.normalList.130.13ea2181JJahYM)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2019 április 25, 12:06
Írta: TROMF22 Dátum 2019 április 25, 12:06
Igen, valószínű, hogy csak alkalmi vétel lenne rentábilis, de az ritka nagyobb hosszban.
Ráadásul a felerősítési sík is 90-fokkal eltérő mit ahogyan feltételeztem.
Ráadásul a felerősítési sík is 90-fokkal eltérő mit ahogyan feltételeztem.
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2019 április 26, 04:15
Írta: mma6fim4 Dátum 2019 április 26, 04:15
A 2. verziót válaszd. Bronzlapból, vagy rézből vágatsz lézerrel egy ilyen ablakos vezetőlemezt, és kész is. Mik a görgők méretei? Olyan nincs, hogy nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 07:15
Írta: Csuhás Dátum 2019 április 26, 07:15
Jelenleg nekem is ez a leginkább tetsző megoldás. D14 golyókat kell kiváltanom, ezért D14x12.5 körüli görgőt gondoltam 4..5mm körüli furattal. Azért a nagy furat hogy tüskére tudjam dugni köszörüléskor. Két lekerekített fogú fésűre emlékeztető lemez kerülne a két oldalra úgy hogy a fogak fel/le volnának hajlítva, és beszegecselt pálcikák kötnék össze a két fésűt. A pálcikákon pedig lazán futnának a görgők. A fúratlan görgőt nem tudom legyártani mert ahhoz csúcs nélküli köszörű kellene, eladó görgőt nem találtam ( illetve ahol volt ott majdnem ezer ft volt darabja ) Ráadásul az ablakos vezetőt bonyolultabban kell hajlíthatni hogy jól vezesse a görgőket.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2019 április 26, 07:31
Írta: drehás Dátum 2019 április 26, 07:31
Szerintem ebben az esetben is fel kellene köszörülni azt a felületet.mert a golyók alatti benyomódásnál az anyag nem tünt el,az ott van kétoldalt kinyomódva,minimális mértékben ,de ott van.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 07:45
Írta: Csuhás Dátum 2019 április 26, 07:45
Nos ez egy edzett sín, itt az anyag inkább elkopott és nem kinyomódott, így elegendő egy fenőkővel kézzel végig simítani a sínt. Egyébként ha találnék helyet ahol meg tudnak köszörülni egy kb 900mm hosszú sínt akkor az is megoldás volna. Igazából gondosan kiórázva kellene felfogni és rádiuszosra lehúzott koronggal kellene kb 5 századot simítani rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2019 április 26, 08:38
Írta: István83 Dátum 2019 április 26, 08:38
14mm es illesztő szegből a görgő nem jó?
Cím: Re:Hagyományos forgácsológépek
Írta: István83 Dátum 2019 április 26, 08:40
Írta: István83 Dátum 2019 április 26, 08:40
Vagy fröccsszerszám kilökő pálca,abból van csőkidobó is.
Ez a névleges méret alatt van 0,02mm el.
Ez a névleges méret alatt van 0,02mm el.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 április 26, 13:44
Írta: kart emg Dátum 2019 április 26, 13:44
Szia!
A Némtech cég annó tudott ilyen méretben (sőt, ennél sokkal nagyobban is) gépágyat, gépasztalt,akármit köszörülni egy ilyen gépen:
(http://www.nemtech.hu/images/stories/waldrich1.jpg)
Leírás:
Némtech köszörülés (http://www.nemtech.hu/hu/component/content/article/23-koeszoerueles.html)
A Némtech cég annó tudott ilyen méretben (sőt, ennél sokkal nagyobban is) gépágyat, gépasztalt,akármit köszörülni egy ilyen gépen:
(http://www.nemtech.hu/images/stories/waldrich1.jpg)
Leírás:
Némtech köszörülés (http://www.nemtech.hu/hu/component/content/article/23-koeszoerueles.html)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 14:33
Írta: Csuhás Dátum 2019 április 26, 14:33
No a rend kedvéért felhívtam őket, vállalnák de bőven 100 eFt felett volna az ár. Szóval vagy megköszörülöm magam magán a a gépen, vagy esetleg találok valakit akinek van 900 mm tudó sík köszörűje és rezsi áron két üveg sör társaságában együtt meg tudjuk csinálni.
Egyébkét most igyekszem vásárolni anyagot és készítek egy sorozat görgőt, ami ha jól sikerül akkor vágatok lézerrel bronz szalagból távtartót és ezzel javítom meg az asztal mozgást.
Volt egy kis időm modelleztem az elképzelésem, ilyen tagokból állna a görgősor:
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_zeg7j0h6kczp7fb8bxuzv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/zeg7j0h6kczp7fb8bxuzv_1881.jpg)
Egyébkét most igyekszem vásárolni anyagot és készítek egy sorozat görgőt, ami ha jól sikerül akkor vágatok lézerrel bronz szalagból távtartót és ezzel javítom meg az asztal mozgást.
Volt egy kis időm modelleztem az elképzelésem, ilyen tagokból állna a görgősor:
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_zeg7j0h6kczp7fb8bxuzv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/zeg7j0h6kczp7fb8bxuzv_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2019 április 26, 16:07
Írta: mma6fim4 Dátum 2019 április 26, 16:07
Meg is vagyok.
https://www.aliexpress.com/item/Needle-roller-pins-Positioning-pins-Bearing-steel-Diameter-14-14-18-20-30-50-75-mm/32785288410.html?spm=2114.search0104.3.64.224e438depB4g0&ws_ab_test=searchweb0_0,searchweb201602_4_10065_10068_319_10059_10884_317_10887_10696_321_322_10084_453_10083_454_10103_10618_10304_10307_10820_10821_537_10302_536,searchweb201603_35,ppcSwitch_0&algo_expid=895a5448-1400-4dc0-ac7c-91dca47a5714-10&algo_pvid=895a5448-1400-4dc0-ac7c-91dca47a5714&transAbTest=ae803_4
Az ár 10db-ra vonatkozik. Ha 14X30-ast veszel és félbevágod, majd síkköszörülöd akkor 11,5 dollárért van 20db görgőd.
https://www.aliexpress.com/item/Needle-roller-pins-Positioning-pins-Bearing-steel-Diameter-14-14-18-20-30-50-75-mm/32785288410.html?spm=2114.search0104.3.64.224e438depB4g0&ws_ab_test=searchweb0_0,searchweb201602_4_10065_10068_319_10059_10884_317_10887_10696_321_322_10084_453_10083_454_10103_10618_10304_10307_10820_10821_537_10302_536,searchweb201603_35,ppcSwitch_0&algo_expid=895a5448-1400-4dc0-ac7c-91dca47a5714-10&algo_pvid=895a5448-1400-4dc0-ac7c-91dca47a5714&transAbTest=ae803_4
Az ár 10db-ra vonatkozik. Ha 14X30-ast veszel és félbevágod, majd síkköszörülöd akkor 11,5 dollárért van 20db görgőd.
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2019 április 26, 16:09
Írta: mma6fim4 Dátum 2019 április 26, 16:09
Vagy veszel 14X14-est: Annyi hogy akkor 20dollárba van 20db. Mondjuk én 8,5dollárért biztos nem vagdosnám a görgőket. Szerintem te sem :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 20:08
Írta: Csuhás Dátum 2019 április 26, 20:08
Az a bajom a tömör görgővel hogy az egy precízen kivágott és meghajlított vezetőt igényel, különben az oldala csúszik a sínen, ami nehezíti az asztal mozgást és koptatja a sínt. A kivágás nem gond de a hajlítgatás nehéznek tűnik. Ezzel szemben a kifúrt görgő a furat miatt könnyebben gyártható, a csap biztosan vezeti és a hajlítás is csak egy szimpla 45 fokos amihez igazító bevágást furatot rá tudok tenni a lemezre még vágáskor. Egyébként elég sok összesen 64 görgő kell a géphez.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 április 26, 20:29
Írta: svejk Dátum 2019 április 26, 20:29
Hmm.. én elég sok ilyen hengergörgős gyári "kosarat" láttam, de egyiknél sem volt túlbonyolítva, ahogy írták is bronzlemez vagy bakelit csíkba belevágni az ablakokat és kész.
Írod, hogy edzett acél a V horony, nem lenne abból gond.
Az viszont tény, hogy nagyobb lesz a gördülési ellenállás mint golyókkal.
Ez nem tudom gondot okozna-e.
Írod, hogy edzett acél a V horony, nem lenne abból gond.
Az viszont tény, hogy nagyobb lesz a gördülési ellenállás mint golyókkal.
Ez nem tudom gondot okozna-e.
Cím: Re:Hagyományos forgácsológépek
Írta: mma6fim4 Dátum 2019 április 26, 20:33
Írta: mma6fim4 Dátum 2019 április 26, 20:33
Szerintem ez a csapos megoldás ugyanazt a problémát fogja akkor produkálni mint a tömör görgő. Sőt! Ez rosszabb, mert az oldalterhelés a kihajlított lemezre fog hatni, ami még nagyobb ellenállást jelent. Ráadásul ha a lemez megkopik, a csapok végei fogják felszántani a sín. Ezeket a füleket nagyon pontosan kellene meghajtani, különben egyszerűen nem fog a görgő a sínhez érni.
Az a gyanúm, hogy az ilyen hengergörgős líneáris csapágyak prizmáit 90 foknál nagyobb szögben köszörülhetik, és ezért nem ér a henger oldala a szemközti felülethez.
Azt nem tudod megtenni, hogy más méretű golyóval rakod össze, így ez az új golyó feljebb, vagy lejjebb fog futni a bekopott horonyhoz képest? Vagy nagyon be van rágva?
Az a gyanúm, hogy az ilyen hengergörgős líneáris csapágyak prizmáit 90 foknál nagyobb szögben köszörülhetik, és ezért nem ér a henger oldala a szemközti felülethez.
Azt nem tudod megtenni, hogy más méretű golyóval rakod össze, így ez az új golyó feljebb, vagy lejjebb fog futni a bekopott horonyhoz képest? Vagy nagyon be van rágva?
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 április 26, 21:17
Írta: kart emg Dátum 2019 április 26, 21:17
Úgy tűnik, hogy igencsak megdrágult 2015 óta. Akkor 50EFt-t fizettem egy 600x150-es marőgépasztalért, amin összesen 7 felületet kell köszörülni. Az asztalod köszörülése ennél egyszerűbbnek tűnik, bár kissé nagyobb az összfelület.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 21:25
Írta: Csuhás Dátum 2019 április 26, 21:25
A csapokat elég lazán tervezem beilleszteni, mondjuk 4-es furat lesz a görgőn és 3-as sárgaréz pálcika megy bele amit úgy szegecselek a két lemez fűl közé hogy 0.5mm tengelyirányú játéka legyen a görgőnek. A görgős megoldásnak még egy előnye van: nem kell kiszednem a síneket. Az lehet hogy a visrosszakásuk hosszas méregetést igényelne.
Viszont nagyon lényeges dolgot említettél, lehetséges hogy a golyópálya szemben levő felületei nem párhuzamosak! Szemre azok de ki tudja hátha a gyárban a köszörülés miatt pár fokkal Ezt holnap ellenőrzöm mert ezen bukhat az egész görgős elképzelésem.
Más méretű golyó nem segít, mert nagyobb eltérést nem enged meg a fogasléces mozgatás és az asztalmozgás hézagai is igen szűkek a por védelem miatt. Kicsit más méretű golyó meg a kopott részen fog futni.
Nincs nagyon bekopva, a szélén is látszik a golyónyom, ami középen egy kicsit szélesebb. Úgy mértem hogy az asztal közép helyzetben 0.07mm van alacsonyabban mint a széleken.
Közben még egy ötlet jutott eszembe, lehetne két kis hasáb közé beépíteni egy kis csapágyazott köszörű korongot, amit csavarral lehetne kitolni. Kis dc motor vagy flexibilis tengely hajtaná. Az egészet úgy lehetne végigtolni a vályúban mint egy asztalos gyalut. Egy rádiuszos kővel szép egyenletes golyópályát lehetne készíteni. No ezt még átgondolom.
Viszont nagyon lényeges dolgot említettél, lehetséges hogy a golyópálya szemben levő felületei nem párhuzamosak! Szemre azok de ki tudja hátha a gyárban a köszörülés miatt pár fokkal Ezt holnap ellenőrzöm mert ezen bukhat az egész görgős elképzelésem.
Más méretű golyó nem segít, mert nagyobb eltérést nem enged meg a fogasléces mozgatás és az asztalmozgás hézagai is igen szűkek a por védelem miatt. Kicsit más méretű golyó meg a kopott részen fog futni.
Nincs nagyon bekopva, a szélén is látszik a golyónyom, ami középen egy kicsit szélesebb. Úgy mértem hogy az asztal közép helyzetben 0.07mm van alacsonyabban mint a széleken.
Közben még egy ötlet jutott eszembe, lehetne két kis hasáb közé beépíteni egy kis csapágyazott köszörű korongot, amit csavarral lehetne kitolni. Kis dc motor vagy flexibilis tengely hajtaná. Az egészet úgy lehetne végigtolni a vályúban mint egy asztalos gyalut. Egy rádiuszos kővel szép egyenletes golyópályát lehetne készíteni. No ezt még átgondolom.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 26, 21:31
Írta: Csuhás Dátum 2019 április 26, 21:31
Az összfelület nem sok, 8 csíkot kellene kb 10mm szélesen és 850mm hosszban köszörülni pár százados fogással. Ők kb 5 órát saccoltak, mert molyolni kell a beállításokkal, így jött ki a gép óradíjából ez az ár.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 április 26, 21:50
Írta: kart emg Dátum 2019 április 26, 21:50
Én is kereken 5 órát saccoltam. Akkor igencsak megdrágult.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2019 április 27, 13:14
Írta: e4vvbfxw Dátum 2019 április 27, 13:14
Zalaegerszegen van egy cég, az ágyköszörű 3600mm.-et tud.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 április 27, 13:19
Írta: Csuhás Dátum 2019 április 27, 13:19
Nagyszerű, de nekem 32*22mm sín kellene köszörülni 850mm hosszban, arra elég egy közepes síkköszörű. Pont az a gond hogy a vékony a sín, ezért sok helyen kell lefogatni és kiórázni, nehogy valami vetemedési görbületet rámásoljak a működő részre.
Cím: Re:Hagyományos forgácsológépek
Írta: szabad paraszt Dátum 2019 április 27, 15:39
Írta: szabad paraszt Dátum 2019 április 27, 15:39
Sziasztok. Azt szeretném megkérdezni, hogy van-e olyan fórumtárs, aki mestere a hántolásnak és hajlandó lenne oktatni. Természetesen fizetnék a fáradozásáért.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 április 28, 04:12
Írta: kart emg Dátum 2019 április 28, 04:12
Az alábbi videóban valaki hasonló módon oldja meg a köszörűje újra csapágyazását, ahogy Te tervezed. Sima bakelit kosarakat készít:
Robrenz: MAKING LINEAR NEEDLE BRG. CAGES (https://www.youtube.com/watch?v=fsqylnTC64Y)
Robrenz: MAKING LINEAR NEEDLE BRG. CAGES (https://www.youtube.com/watch?v=fsqylnTC64Y)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 május 14, 20:27
Írta: jani300 Dátum 2019 május 14, 20:27
Egy új szerzemény ...
710X440 teljes külméretű asztallal , koordináta asztal .
Mozgások nóniusszal hossz útméréssel . Lapos vezetékes .
Kereszt orsó orsóját elintézték , de csak görbe , a ház
csavarjai szakadtak ,nem tört , elsőre úgy látom .
Erre alszom még párat hogy mi legyen vele .
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_tn2g62k8x7u0w0yfxbqs0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn2g62k8x7u0w0yfxbqs0_2430.jpg)
710X440 teljes külméretű asztallal , koordináta asztal .
Mozgások nóniusszal hossz útméréssel . Lapos vezetékes .
Kereszt orsó orsóját elintézték , de csak görbe , a ház
csavarjai szakadtak ,nem tört , elsőre úgy látom .
Erre alszom még párat hogy mi legyen vele .
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_tn2g62k8x7u0w0yfxbqs0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn2g62k8x7u0w0yfxbqs0_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2019 május 14, 20:38
Írta: designr Dátum 2019 május 14, 20:38
Tudod..hirdetni csak árral szabad..[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 május 14, 20:45
Írta: jani300 Dátum 2019 május 14, 20:45
És dicsekedni , örömködni ? :)
Ne bosszants mert nem fogom eladni ... :)
Különben sem futár képes .
Az ára ? Hát végül is elképzelhető hogy lenne az a pénz ...
Igazából útmérős nóniuszossal még nem is nagyon találkoztam .
De hogy dobbanjon a hobbisták szíve , a lapos vezeték aljára egyből mehetne a kocsi :)
Ne bosszants mert nem fogom eladni ... :)
Különben sem futár képes .
Az ára ? Hát végül is elképzelhető hogy lenne az a pénz ...
Igazából útmérős nóniuszossal még nem is nagyon találkoztam .
De hogy dobbanjon a hobbisták szíve , a lapos vezeték aljára egyből mehetne a kocsi :)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2019 május 15, 10:05
Írta: Virbo Dátum 2019 május 15, 10:05
Fene egye meg hogy felénk nincsenek ilyen méhesek... [#zavart2]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 május 15, 10:11
Írta: svejk Dátum 2019 május 15, 10:11
Örülj neki!
Amióta nem járok oda azóta egész jól tudok mozogni a sufnimban.
A múltkor a nejem már a kézitáskáját is le tudta rakni egy vízszintes helyre. :)
Amióta nem járok oda azóta egész jól tudok mozogni a sufnimban.
A múltkor a nejem már a kézitáskáját is le tudta rakni egy vízszintes helyre. :)
Cím: Re:Hagyományos forgácsológépek
Írta: ra8nsmk6w Dátum 2019 május 15, 11:45
Írta: ra8nsmk6w Dátum 2019 május 15, 11:45
Azt meg kellett volna rögtön örökiteni!
Ilyen eset nállam is előfordul, de egy hét takaritás előzi meg.
Ilyen eset nállam is előfordul, de egy hét takaritás előzi meg.
Cím: Re:Hagyományos forgácsológépek
Írta: gyula91 Dátum 2019 május 15, 12:02
Írta: gyula91 Dátum 2019 május 15, 12:02
Sziasztok!
Új vagyok még itt, nem rég vettem egy kis esztergát. Nem szakmám a dolog, de érdekel :)
Valaki ismeri esetleg a típust?
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_eyvka3kuiixy2bb6zkqxd_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/eyvka3kuiixy2bb6zkqxd_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn_c0325awntictpp02ywv6w_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/c0325awntictpp02ywv6w_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn_kguma9420ayq6ep7a74pj_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/kguma9420ayq6ep7a74pj_6485.jpg)
Új vagyok még itt, nem rég vettem egy kis esztergát. Nem szakmám a dolog, de érdekel :)
Valaki ismeri esetleg a típust?
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_eyvka3kuiixy2bb6zkqxd_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/eyvka3kuiixy2bb6zkqxd_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn_c0325awntictpp02ywv6w_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/c0325awntictpp02ywv6w_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/tn_kguma9420ayq6ep7a74pj_6485.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/kguma9420ayq6ep7a74pj_6485.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2019 május 15, 12:03
Írta: Virbo Dátum 2019 május 15, 12:03
Nagyon figylej oda, a következő a kabátja lesz. Észre se veszed és máris gardrób lett a műhelyedből.... [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 május 15, 12:22
Írta: svejk Dátum 2019 május 15, 12:22
[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 május 15, 14:53
Írta: jani300 Dátum 2019 május 15, 14:53
Asztal lezsírozva , nem tudom egyáltalán használták e .
Nem akartam írni de még az utánfutón van , nem tudom még hova tenni .
Van szebb , jobb ,hirdettem is de senki nem meri bevállalni ,pedig csak 350 kiló .
Ez félbeszedve az egyszeri ember számára is majdnem kezelhető .
A méhből egyébként már nem akkora buli vásárolni ,pláne nagyobb darabot . Az csak hab a tortán hogy lehet be sem engednének !
Ezek után azért is megtartom ,pedig nem bagóért hoztam :)
Nem akartam írni de még az utánfutón van , nem tudom még hova tenni .
Van szebb , jobb ,hirdettem is de senki nem meri bevállalni ,pedig csak 350 kiló .
Ez félbeszedve az egyszeri ember számára is majdnem kezelhető .
A méhből egyébként már nem akkora buli vásárolni ,pláne nagyobb darabot . Az csak hab a tortán hogy lehet be sem engednének !
Ezek után azért is megtartom ,pedig nem bagóért hoztam :)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2019 május 15, 15:00
Írta: designr Dátum 2019 május 15, 15:00
Szia.
Konkrétan ezt a tipust nem ismerem,de nem is biztos hogy be kell azonositanod hogy használd.
Ha ilyen állapotban hozzád jutott és érdekel, van kis szabadidőd műszaki érzék stb akkor hajrá..
Alapos tisztitás ,rozsdamentesités..állapotfelmérés..csapágyak állapota milyen..zsirzás..stb.Lesz vele munka.
Kelleni fog egy hálózatodnak megfelelő kisteljesitményű motor..azzal próba..
Ha használható..szépen fut..nincs szétkopva a siklócsapágy és meg szeretnéd tartani akkor egy késtartó..tokmány..esetleg cserekerkek még,pár kés kezdésnek.
Ha eladásra megy akkor suvick..és talán 25-35 ezer ft-ot megadnak érte.
Itt a fórumon(vagy az indexesen) ha konkrétan udvariasan kérdezel biztosan kapsz választ..
Konkrétan ezt a tipust nem ismerem,de nem is biztos hogy be kell azonositanod hogy használd.
Ha ilyen állapotban hozzád jutott és érdekel, van kis szabadidőd műszaki érzék stb akkor hajrá..
Alapos tisztitás ,rozsdamentesités..állapotfelmérés..csapágyak állapota milyen..zsirzás..stb.Lesz vele munka.
Kelleni fog egy hálózatodnak megfelelő kisteljesitményű motor..azzal próba..
Ha használható..szépen fut..nincs szétkopva a siklócsapágy és meg szeretnéd tartani akkor egy késtartó..tokmány..esetleg cserekerkek még,pár kés kezdésnek.
Ha eladásra megy akkor suvick..és talán 25-35 ezer ft-ot megadnak érte.
Itt a fórumon(vagy az indexesen) ha konkrétan udvariasan kérdezel biztosan kapsz választ..
Cím: Re:Hagyományos forgácsológépek
Írta: gyula91 Dátum 2019 május 16, 08:32
Írta: gyula91 Dátum 2019 május 16, 08:32
Szia!
Köszönöm a válaszod! Igazából egy dolog miatt érdekelt a típus :)
Hátha típus alapján találok róla eredeti képet, hogyan is nézett ki, mit kéne pótolni, mi nem eredeti :)
Érzésre a főorsó csapágyai jók, motor már van, tokmány is, kések és egy mérőóra úton :)
Köszönöm a válaszod! Igazából egy dolog miatt érdekelt a típus :)
Hátha típus alapján találok róla eredeti képet, hogyan is nézett ki, mit kéne pótolni, mi nem eredeti :)
Érzésre a főorsó csapágyai jók, motor már van, tokmány is, kések és egy mérőóra úton :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 május 16, 18:02
Írta: jani300 Dátum 2019 május 16, 18:02
[#t145p5015#]
Üdv ! Koordináta asztal .
Még mindig az utánfutón :(
Ha valakit érdekel 40 ért eladom .
Üdv ! Koordináta asztal .
Még mindig az utánfutón :(
Ha valakit érdekel 40 ért eladom .
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 május 28, 07:59
Írta: 6rk75uezn Dátum 2019 május 28, 07:59
Valaki cáfoljon vagy erősitsen meg abban hogy van E400-as szögletes főorsóházzal.
Köszönöm.
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 május 28, 09:05
Írta: jani300 Dátum 2019 május 28, 09:05
EU 400 talán ?
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 május 28, 10:25
Írta: bundyland Dátum 2019 május 28, 10:25
Szerintem nincs, az már EU-400.
Cím: Re:Hagyományos forgácsológépek
Írta: Torro60 Dátum 2019 május 28, 11:32
Írta: Torro60 Dátum 2019 május 28, 11:32
Az én gépem E400C az adat tábla szerint és szögletes.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 május 28, 11:48
Írta: bundyland Dátum 2019 május 28, 11:48
Szia Tibor!
Hát ezek a magyar gépek mindig tudnak nekem meglepetéssel szolgálni. :-)
Vajon az E400 ból hányféle variáns létezhet.
Hát ezek a magyar gépek mindig tudnak nekem meglepetéssel szolgálni. :-)
Vajon az E400 ból hányféle variáns létezhet.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 május 28, 11:50
Írta: bundyland Dátum 2019 május 28, 11:50
Esetleg az előtolás kapcsoló nem elektromos neked ?
Már régóta keresem az elektromos kuplung típusát, de senki nem tudja. :-(
Már régóta keresem az elektromos kuplung típusát, de senki nem tudja. :-(
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2019 május 28, 11:55
Írta: Istvan0728 Dátum 2019 május 28, 11:55
Igen, igen!
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_t69bvmxchu95awdxc8utx_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/t69bvmxchu95awdxc8utx_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/05/tn_t69bvmxchu95awdxc8utx_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/05/t69bvmxchu95awdxc8utx_4835.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Torro60 Dátum 2019 május 28, 12:36
Írta: Torro60 Dátum 2019 május 28, 12:36
Szia András!
Sajnos nem elektromos hanem mechanikus.
Nem tudom hány fajta létezik ezekből,de szerintem valamit újítottak egy párszor.[#circling]
Sajnos nem elektromos hanem mechanikus.
Nem tudom hány fajta létezik ezekből,de szerintem valamit újítottak egy párszor.[#circling]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 május 29, 03:13
Írta: 6rk75uezn Dátum 2019 május 29, 03:13
Köszi mindenki!
Eddig egy ilyen gépet láttam,de nem voltam biztos benne hogy valóban igy van e.
Eddig egy ilyen gépet láttam,de nem voltam biztos benne hogy valóban igy van e.
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2019 június 09, 19:37
Írta: ercd2gjn Dátum 2019 június 09, 19:37
Sziasztok!
Egy olyan kérdésem lenne hogy hogyan kell/szoktátok beállítani a főorsó csapágy előfeszítést?
Quantum D250X550-es eszterga, csapágyak: 32007 p5
A csapágy adatlapján megtaláltam a különböző felhasználáshoz való előfeszítéseket Newton-ban, de avval nem sokra megyek.
Találtam olyasmit hogy az orsóba dugott rúddal meg kell feszegetni és mérni a játékot, de hogy az én esetemben mekkora erővel, mekkora erőkarral és mi a megfelelő játék azt nem tudom.
Olyat is olvastam, hogy 20 perc járatás után legyen enyhén meleg a csapágy.
Az biztos hogy most 'lazábbra' állítottam mint eredetileg volt (könnyebben forog), de már 1 perc után meleg a csapágy.
Tud valaki valami jó módszert a beállításra?
Egy olyan kérdésem lenne hogy hogyan kell/szoktátok beállítani a főorsó csapágy előfeszítést?
Quantum D250X550-es eszterga, csapágyak: 32007 p5
A csapágy adatlapján megtaláltam a különböző felhasználáshoz való előfeszítéseket Newton-ban, de avval nem sokra megyek.
Találtam olyasmit hogy az orsóba dugott rúddal meg kell feszegetni és mérni a játékot, de hogy az én esetemben mekkora erővel, mekkora erőkarral és mi a megfelelő játék azt nem tudom.
Olyat is olvastam, hogy 20 perc járatás után legyen enyhén meleg a csapágy.
Az biztos hogy most 'lazábbra' állítottam mint eredetileg volt (könnyebben forog), de már 1 perc után meleg a csapágy.
Tud valaki valami jó módszert a beállításra?
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2019 június 09, 19:57
Írta: s7manbs8 Dátum 2019 június 09, 19:57
Új csapágy ?
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2019 június 09, 21:26
Írta: ercd2gjn Dátum 2019 június 09, 21:26
nem, nem kellett kicserélni
azért kezdtem el szétszedni mert valami kattogott
már az orsószétszedés előtt kiderült hogy nem az, de akkor már folytattam a szétszedést, mert elég szorosan járt és kíváncsi voltam az állapotára
ránézésre jó állapotban van
azért kezdtem el szétszedni mert valami kattogott
már az orsószétszedés előtt kiderült hogy nem az, de akkor már folytattam a szétszedést, mert elég szorosan járt és kíváncsi voltam az állapotára
ránézésre jó állapotban van
Cím: Re:Hagyományos forgácsológépek
Írta: ercd2gjn Dátum 2019 június 09, 21:28
Írta: ercd2gjn Dátum 2019 június 09, 21:28
kimostam, újrazsíroztam
most kicsit lazábbra szereltem össze, de így is hamar melegszik a csapágy (gondolom eddig még inkább, csak nem vettem észre)
most kicsit lazábbra szereltem össze, de így is hamar melegszik a csapágy (gondolom eddig még inkább, csak nem vettem észre)
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2019 június 10, 14:24
Írta: d6i9g5pbs Dátum 2019 június 10, 14:24
Üdv tagok keresek pantográf gravirozó gépet betü és szám készlettel talán van valakinek elfekvőbe képet árat kérek ha van eladó Köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 június 13, 22:33
Írta: f6hcey09y Dátum 2019 június 13, 22:33
Foglalkoztat a gondolat, hogy jó lenne építeni egy kis méretű, oldschool manuális marógépet, öntvény vázzal. Úgy láttam, hogy van egy-két cég magyarországon, akik csinálnak egyedi vasöntvényeket - leginkább a Mohácsi Vasöntöde tűnt ígéretesnek. Egyelőre nem beszéltem velük, és konkrét tervem sincs, néhány ötletem van csak. Próbálkozott valaki ilyesmivel? Lenne esetleg kedve valakinek együtt dolgozni ezen?
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_jsncu6spnbfv6k0k5gta_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/jsncu6spnbfv6k0k5gta_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_3cvf9j9ziawi94migjsv6_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/3cvf9j9ziawi94migjsv6_6272.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_jsncu6spnbfv6k0k5gta_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/jsncu6spnbfv6k0k5gta_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_3cvf9j9ziawi94migjsv6_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/3cvf9j9ziawi94migjsv6_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2019 június 14, 14:53
Írta: s7manbs8 Dátum 2019 június 14, 14:53
http://www.castingarea.com/fa/slovakia.htm
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2019 június 14, 15:03
Írta: PSoft Dátum 2019 június 14, 15:03
Ez...mi ez?
Cím: Re:Hagyományos forgácsológépek
Írta: s7manbs8 Dátum 2019 június 14, 22:48
Írta: s7manbs8 Dátum 2019 június 14, 22:48
Az előző hozzászólónak öntő helyek linkjei.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 június 14, 23:06
Írta: f6hcey09y Dátum 2019 június 14, 23:06
Köszi a linket, tök jó! Nem ismertem az oldalt, de összegyűjtötték az öntéssel foglalkozó magyar cégeket is, az itt érhető el:
http://www.castingarea.com/fa/hungary.htm
http://www.castingarea.com/fa/hungary.htm
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 június 14, 23:21
Írta: svejk Dátum 2019 június 14, 23:21
A Gre-Ga már öntött hobby CNC vázat.
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 június 19, 09:02
Írta: Balazs92 Dátum 2019 június 19, 09:02
Üdvözletem. Ezt a régi asztali fúrógépet újítgatom fel. Le lett homokolva, teljesen új festést kapott. Tud esetleg valaki valamit erről a gépről? Milyen márka lehet?
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_eag2mxz6nheepnicye2k_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/eag2mxz6nheepnicye2k_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_50pj5hcv82heydc9e38_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/50pj5hcv82heydc9e38_6520.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_eag2mxz6nheepnicye2k_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/eag2mxz6nheepnicye2k_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_50pj5hcv82heydc9e38_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/50pj5hcv82heydc9e38_6520.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 június 19, 09:04
Írta: Balazs92 Dátum 2019 június 19, 09:04
Ilyen állapotban volt.
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_4eixu8wa9uph5g2qhtv9t_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/4eixu8wa9uph5g2qhtv9t_6520.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_4eixu8wa9uph5g2qhtv9t_6520.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/06/4eixu8wa9uph5g2qhtv9t_6520.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 június 19, 09:23
Írta: jani300 Dátum 2019 június 19, 09:23
https://www.google.com/search?q=fa+13+f%C3%BAr%C3%B3g%C3%A9p+g%C3%A9pk%C3%B6nyv&tbm=isch&source=univ&sa=X&ved=2ahUKEwj70Zj3__TiAhWEpYsKHUOkDz4QsAR6BAgAEAE&biw=1280&bih=881#imgrc=TBmUZCo2wI0zxM:
A gépkönyvben szereplőnek egy régebbi változata lehet .
Több helyen gyártották , a legelterjedtebb magyar kis fúrógép .
A gépkönyvben szereplőnek egy régebbi változata lehet .
Több helyen gyártották , a legelterjedtebb magyar kis fúrógép .
Cím: Re:Hagyományos forgácsológépek
Írta: 4umhue7vh Dátum 2019 június 19, 10:45
Írta: 4umhue7vh Dátum 2019 június 19, 10:45
Sziasztok! Tudja valaki mekkora motor volt ezen gyárilag?
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_6f7mc29k22jmykimsdw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/6f7mc29k22jmykimsdw_653.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_6f7mc29k22jmykimsdw_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/6f7mc29k22jmykimsdw_653.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2019 június 19, 13:40
Írta: designr Dátum 2019 június 19, 13:40
0,25 hp 2800 1/min
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 június 19, 20:28
Írta: Balazs92 Dátum 2019 június 19, 20:28
Jani300 köszönöm szépen. Sajnos a noniusz vagy skála ami a bal oldalán volt, azt nemtudom hogy kéne megcsinálni. Viszont átalakítom, hogy 3 kar legyen a főorsóhoz ne 1.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 június 19, 21:15
Írta: jani300 Dátum 2019 június 19, 21:15
[#t200p42000#]
Nemrég tettem fel ezket a képeket az én gépemről -
Arról is hiányzik a nóniusz , de még nem volt rá szükség .
A napokban fúrtam vele 24 db átmérő 17 es furatot Lv. 14 es jó kemény mangánacélba .
Én csak a funkcionális használatot tartom igazán szem előtt .
Persze van két oszlopos és három asztali ezekből , nem is győzném mindet fényesíteni .
A hozzászólás fejlécében pedig van egy válasz gomb ,ha rákattintasz akkor tudsz konkrét hozzászólásra válaszolni .
Nemrég tettem fel ezket a képeket az én gépemről -
Arról is hiányzik a nóniusz , de még nem volt rá szükség .
A napokban fúrtam vele 24 db átmérő 17 es furatot Lv. 14 es jó kemény mangánacélba .
Én csak a funkcionális használatot tartom igazán szem előtt .
Persze van két oszlopos és három asztali ezekből , nem is győzném mindet fényesíteni .
A hozzászólás fejlécében pedig van egy válasz gomb ,ha rákattintasz akkor tudsz konkrét hozzászólásra válaszolni .
Cím: Re:Hagyományos forgácsológépek
Írta: 4umhue7vh Dátum 2019 június 19, 22:23
Írta: 4umhue7vh Dátum 2019 június 19, 22:23
Akkor már értem a bakelit fogaskerekeket.
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 június 19, 23:16
Írta: kart emg Dátum 2019 június 19, 23:16
Szia!
Nekem is ilyen van, oszlopos kivitelben. Jellegzetessége a fogasleces motor mozgatás. Cseréltem a furoorso és a motor csapágyait. Csináltatok bele új fogaskerekes orsót, mert az enyém erősen kopott. Az aszalt pedig hantolom, hogy simább legyen. Üdv.
Vorosvar
Nekem is ilyen van, oszlopos kivitelben. Jellegzetessége a fogasleces motor mozgatás. Cseréltem a furoorso és a motor csapágyait. Csináltatok bele új fogaskerekes orsót, mert az enyém erősen kopott. Az aszalt pedig hantolom, hogy simább legyen. Üdv.
Vorosvar
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 június 19, 23:18
Írta: jani300 Dátum 2019 június 19, 23:18
Kaptam közben magán üzenetet , és kerestem képeket .
Ezen a gépen ott a nóniusztárcsa :)
Hibátlan gép , fel is teszem a másik műhelyben az oszlopos gépre a fejet !
Ha valaki cikizné ,nincsen harag ,nyugodtan :)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_f9emfvypd6xb363qa867c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/f9emfvypd6xb363qa867c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_7yyc8cm9hjdckn0v48h_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/7yyc8cm9hjdckn0v48h_2430.jpg)
Ezen a gépen ott a nóniusztárcsa :)
Hibátlan gép , fel is teszem a másik műhelyben az oszlopos gépre a fejet !
Ha valaki cikizné ,nincsen harag ,nyugodtan :)
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_f9emfvypd6xb363qa867c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/f9emfvypd6xb363qa867c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_7yyc8cm9hjdckn0v48h_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/7yyc8cm9hjdckn0v48h_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 június 19, 23:28
Írta: Balazs92 Dátum 2019 június 19, 23:28
a fogasléc sajnos hiányzik az enyémről
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 június 19, 23:33
Írta: Balazs92 Dátum 2019 június 19, 23:33
Meg burkolatot csinálnom kell a tetejére
Cím: Re:Hagyományos forgácsológépek
Írta: kart emg Dátum 2019 június 20, 12:36
Írta: kart emg Dátum 2019 június 20, 12:36
A Te gépeden látszik a leglényegesebb különbség a két változat között: van vízszintes bevágás az orsóházon a függőleges felhasítás fölött. A fogasléces változaton nincsen. Így viszont húzni sem nagyon merek a csavarokon, nehogy megrepesszem, eltörjem az öntvényt. Nem igazán értem, mi értelme van így.
üdv.
üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: nvnshmpmn Dátum 2019 június 23, 18:32
Írta: nvnshmpmn Dátum 2019 június 23, 18:32
Nekem is ilyen fúrógépem van, oszlopos kivitel. Mostanában modernizálom kicsit.
A nóniusz külső átmérője 59,87 mm. A kerülete 94 részre van osztva, így két vonal között a távolság 2 mm lesz. 90-ig elég beskálázni.
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_hsk7wdywq06aypm46bu_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/hsk7wdywq06aypm46bu_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_4pegi0zkk74d9g9m2y7g_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/4pegi0zkk74d9g9m2y7g_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_53769u9wgwyhpqptxszx4_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/53769u9wgwyhpqptxszx4_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_x0b2q34n78dsj2gcsmvq_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/x0b2q34n78dsj2gcsmvq_1984.jpg)
A nóniusz külső átmérője 59,87 mm. A kerülete 94 részre van osztva, így két vonal között a távolság 2 mm lesz. 90-ig elég beskálázni.
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_hsk7wdywq06aypm46bu_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/hsk7wdywq06aypm46bu_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_4pegi0zkk74d9g9m2y7g_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/4pegi0zkk74d9g9m2y7g_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_53769u9wgwyhpqptxszx4_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/53769u9wgwyhpqptxszx4_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/tn_x0b2q34n78dsj2gcsmvq_1984.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/x0b2q34n78dsj2gcsmvq_1984.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 július 03, 05:15
Írta: 6rk75uezn Dátum 2019 július 03, 05:15
Ha valakinek lenne dokumentációja amibe megtalálható az e400-as hosszúkúpos főorsóvégződésének a pontos szöge az legyen szives üzenetben jeleze.
Köszönöm!
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2019 július 03, 05:21
Írta: vadember Dátum 2019 július 03, 05:21
Itt megtalálod Főorsők (http://data.hu/get/8932662/eszterga_foorso.zip)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 július 03, 10:37
Írta: 6rk75uezn Dátum 2019 július 03, 10:37
Köszi,már ebbe néztem,én úgy látom nincs benne.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2019 július 03, 15:54
Írta: Istvan0728 Dátum 2019 július 03, 15:54
Hosszúkúpos
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_zudt8u9gig30zz3zjm958_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/zudt8u9gig30zz3zjm958_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_a4dty7digee0z8x6y7yc4_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/a4dty7digee0z8x6y7yc4_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_4jgv9ukjm7k836p60kqh_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/4jgv9ukjm7k836p60kqh_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_u6z0ba8zqux8dgfmx38iq_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/u6z0ba8zqux8dgfmx38iq_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_zudt8u9gig30zz3zjm958_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/zudt8u9gig30zz3zjm958_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_a4dty7digee0z8x6y7yc4_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/a4dty7digee0z8x6y7yc4_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_4jgv9ukjm7k836p60kqh_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/4jgv9ukjm7k836p60kqh_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_u6z0ba8zqux8dgfmx38iq_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/u6z0ba8zqux8dgfmx38iq_4835.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 július 03, 18:36
Írta: 6rk75uezn Dátum 2019 július 03, 18:36
István,ezt meg találtam én is,de szerintem nem egy fajta hosszúkúpos végződés létezik mert nem jönnek ki a méretek.
Az M114x3-as menet megegyezik,meg találán a kúp kis átmérőlye is de a nagy már nem,se a hossza,se a retesz szélessége.
Az M114x3-as menet megegyezik,meg találán a kúp kis átmérőlye is de a nagy már nem,se a hossza,se a retesz szélessége.
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2019 július 03, 23:31
Írta: Balazs92 Dátum 2019 július 03, 23:31
Üdv. Vettem egy strigon me 1000-es marógépet. Keresnék hozzá osztófejet nem túl horror áron. Valamint érdeklődnék, higy van e valakinek kiesztergáló feje és vertikál feje? Köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 július 15, 13:16
Írta: svejk Dátum 2019 július 15, 13:16
EMU 250 tulajdonosok, vagy a gépet ismerők segítségét kérné egy barátom.
Normál üzemben rendben működik a gép, de hátrafelé forgatva a főorsót a tokmány mögötti labirintnál rendesen nyomja ki felé az olajat.
Én még azt is el tudnám képzelni, hogy ez üzemszerű és a labirint tömítés direkt így van kiképezve, de állítólag régebben nem csinálta.
Vagy mit szóltok hozzá, mi lehet a bajság?
Normál üzemben rendben működik a gép, de hátrafelé forgatva a főorsót a tokmány mögötti labirintnál rendesen nyomja ki felé az olajat.
Én még azt is el tudnám képzelni, hogy ez üzemszerű és a labirint tömítés direkt így van kiképezve, de állítólag régebben nem csinálta.
Vagy mit szóltok hozzá, mi lehet a bajság?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 július 15, 13:27
Írta: Csuhás Dátum 2019 július 15, 13:27
Ha jól emlékszem a rajzra akkor elől a labirint állórészének alsó részéből megy egy olaj visszavezető furat az orsóházba. Így el tudom képzelni hogy az olajszivárgás miatt használt tömítőpaszta bement ebbe a furatba és az nem tudja visszavezetni a fölös olajt. Kérdés hogy mit piszkáltak a gépen a hiba megjelenésének idején?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 július 15, 17:59
Írta: svejk Dátum 2019 július 15, 17:59
Oké, de a normál forgásirányban egy csepp sem jön az olajból kifelé, csak ha hátrafelé forog.
De akkor állítólag elég rendesen.
De akkor állítólag elég rendesen.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 július 15, 18:16
Írta: Csuhás Dátum 2019 július 15, 18:16
Úgy tudom a gyári megoldás nem érzékeny a forgásirányra. Itt viszont valaki valamilyen menetes elemet rakhatott be a labirint környékére ami normál irányba befelé tereli az olajt, fordított iránynál pedig kifelé amit a visszafolyó lyuk már nem tud elnyelni. Magam úgy hiszem hogy az eredeti kialakítás nem lehet irányfüggő, szóval valami buherát kell keresni. ( pl az egyik fogaskerékre tettek valami olaj felverő lapátot ami elgörbült és vissza iránynál telibe csapja az első csapágyat )
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 július 15, 21:32
Írta: svejk Dátum 2019 július 15, 21:32
A zárójeles rész akár hihető is.
No majd kikérdezem a komát...
Köszi!
No majd kikérdezem a komát...
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2019 július 16, 06:44
Írta: sastas Dátum 2019 július 16, 06:44
Sziasztok!
Számomra nagyobb mennyiségű acél zártszelvényt kellene feldarabolnom mindenféle szögekben(jellemzően, 30-45-60, de van pár extrém is) Eddig egy kisflex volt ebben a társam, de mostanra nyűgössé vált(pontatlan is, lassú is, sokat kell sorjázni is utánna).
Jelenleg kisebb méretek(30-40) vannak terítéken, de hosszabb távon sem látok igényt 100-asnál nagyobb szelvény átvágására. Csak a méretek miatt.
Szeretnék valami jobb megoldást találni, én első körben egy szalagfűrészen gondolkoztam, második körben pedig egy acélhoz való gérvágó körfűrészen. Igazából csak az egyik, és abból is inkább valami használt jöhetne számításba. Leginkább tapasztalatokra lennék kíváncsi, hogy melyiket javasoljátok? Esetleg ha valakinek lenne eladó... :)
Számomra nagyobb mennyiségű acél zártszelvényt kellene feldarabolnom mindenféle szögekben(jellemzően, 30-45-60, de van pár extrém is) Eddig egy kisflex volt ebben a társam, de mostanra nyűgössé vált(pontatlan is, lassú is, sokat kell sorjázni is utánna).
Jelenleg kisebb méretek(30-40) vannak terítéken, de hosszabb távon sem látok igényt 100-asnál nagyobb szelvény átvágására. Csak a méretek miatt.
Szeretnék valami jobb megoldást találni, én első körben egy szalagfűrészen gondolkoztam, második körben pedig egy acélhoz való gérvágó körfűrészen. Igazából csak az egyik, és abból is inkább valami használt jöhetne számításba. Leginkább tapasztalatokra lennék kíváncsi, hogy melyiket javasoljátok? Esetleg ha valakinek lenne eladó... :)
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2019 július 16, 10:18
Írta: vjanos Dátum 2019 július 16, 10:18
Volt régebben fémet vágó gérvágóm - utáltam.
Számomra (és a szomszédoknak is) zavaróan hangos, teleszemeteli a környékét...
Most van egy kis fémvágó szalagfűrészem, ez pontosan vág, relatíve csendes, van egy tálcája ahol összegyűlik a forgács. Hirtelen nem tudom mennyit vág át derékszögben, talán 100-120mm-t.
Hátránya, hogy
- macerás a szögbe állítása, mert a satut is odébb kéne csavarozni rajta,
- már 45 foknál is jelentősen kisebb a vágható tartomány, mert rövid a szabad, dolgozó szalag szakasz, ennél hegyesebb szögekre szerintem nem való.
Már ez sem olcsó, de az egy kicsit nagyobb méret meg egyenesen drága hobbizni... majd egyszer csinálok egy nagyobbat :)
Gyors olcsó megoldásként egy nagyflex és befogó állvány hozzá? Az egyben átvágná a kisebb méreteket.
Számomra (és a szomszédoknak is) zavaróan hangos, teleszemeteli a környékét...
Most van egy kis fémvágó szalagfűrészem, ez pontosan vág, relatíve csendes, van egy tálcája ahol összegyűlik a forgács. Hirtelen nem tudom mennyit vág át derékszögben, talán 100-120mm-t.
Hátránya, hogy
- macerás a szögbe állítása, mert a satut is odébb kéne csavarozni rajta,
- már 45 foknál is jelentősen kisebb a vágható tartomány, mert rövid a szabad, dolgozó szalag szakasz, ennél hegyesebb szögekre szerintem nem való.
Már ez sem olcsó, de az egy kicsit nagyobb méret meg egyenesen drága hobbizni... majd egyszer csinálok egy nagyobbat :)
Gyors olcsó megoldásként egy nagyflex és befogó állvány hozzá? Az egyben átvágná a kisebb méreteket.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 16, 13:44
Írta: jani300 Dátum 2019 július 16, 13:44
A modernebb fémdaraboló szalagfűrészeknek egy mozdulattal lazítható ,fordítható az egész fűrész része .
A szálanyag áll a satuval együtt .
Egy éve még szétszedni sem tudom az enyémet , pedig komoly darab :(
A szalagfűrész a nyerő mindenképpen .
De flex állványnak hirdettem már tárcsás daraboló alját , de drágállották , ott is áll a satu a gép fordul .
Egy hagyományos keretes fűrész lehet az olcsó megoldás , azt már semmire sem tartják igazán .
A szálanyag áll a satuval együtt .
Egy éve még szétszedni sem tudom az enyémet , pedig komoly darab :(
A szalagfűrész a nyerő mindenképpen .
De flex állványnak hirdettem már tárcsás daraboló alját , de drágállották , ott is áll a satu a gép fordul .
Egy hagyományos keretes fűrész lehet az olcsó megoldás , azt már semmire sem tartják igazán .
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2019 július 16, 14:11
Írta: sastas Dátum 2019 július 16, 14:11
Ettől féltem....
Nagyflexem nincs, de ez nem gond. A kicsivel hasonlót csinálok most, de macerás...
Nagyflexem nincs, de ez nem gond. A kicsivel hasonlót csinálok most, de macerás...
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2019 július 16, 15:00
Írta: D.Laci Dátum 2019 július 16, 15:00
Gérvágó vagy bütüző.
1.6mm vastag korong ("nagyflex" korong).
Két irányban dönthető.
1.6mm vastag korong ("nagyflex" korong).
Két irányban dönthető.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 16, 21:07
Írta: jani300 Dátum 2019 július 16, 21:07
Tárcsás darabolónak én az első képen láthatót gondolom .
A második képen az látszik ebből mit szánt nekem a sors :)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ntqjnf376gsuyz242wii_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ntqjnf376gsuyz242wii_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_8ijq2xqgy92d76c7nm7at_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/8ijq2xqgy92d76c7nm7at_2430.jpg)
A második képen az látszik ebből mit szánt nekem a sors :)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_ntqjnf376gsuyz242wii_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/ntqjnf376gsuyz242wii_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_8ijq2xqgy92d76c7nm7at_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/8ijq2xqgy92d76c7nm7at_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 július 16, 21:50
Írta: svejk Dátum 2019 július 16, 21:50
A munkahelyemen van két régi békebeli Eisele gyorsacél tárcsával, hidropneumatikus előtolással.
Zártszelvényre tökéletes, a 40-50-nél vastagabb tömör anyagot nem szereti.
A tárcsa 0 - +45 fokban állítható.
Zártszelvényre tökéletes, a 40-50-nél vastagabb tömör anyagot nem szereti.
A tárcsa 0 - +45 fokban állítható.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 20, 23:21
Írta: Scythian Dátum 2019 július 20, 23:21
Üdv Urak!
Nézzétek el nekem, nem szakterületem a fémipar, kényszer szülte az ismeret megszerzését.
Mivel a régióban kevés a marógéppel, vagy szabad kapacitással rendelkező vállalkozó, ezért leendő profil megvalósításához magam kezdtem hozzá a gépek megkonstruálásának. Ehhez vásároltam egy " tökéletesen működik" ME250 egyetemes marógépet. ( bár ne tettem volna)
Az árat, és hozzáadott tartozékokat tekintve jó vételnek tűnt, az első bekapcsolást követően igen savanyú ábrázatom lett. Iszonyat hangokat adott ki magából. A hozzá kapott gépkönyv alapján nekiálltam orvosolni a problémákat, kezdve a hűtővíz által megevett csapágyakkal. Voltaképp a konzolban, és hajtóműben található összes csapágyat ki kellett cserélni, volt aminek már csak az egyik gyűrűje volt fellelhető. so-so, rendbe raktam, de most, hogy teljes 250mm szélességben kellett dolgoznom derült ki, hogy még van bőven gond. A konzol kifelé billen, ezért keresztirányú asztalmozgatáskor lépcsős felület képződik. Ezt eleddig semmi trükkel sem sikerült kiküszöbölnöm. Kérdésem, hogy az asztal billentéséhez elegendő, ha a bal oldali vezető ék, és a konzol rögzítő pontjai közé hézagolást teszek?
Másik kérdés....
A vertikál fej gyári helyzetében a maró nem merőleges az asztalra. Kivettem a pozicionáló tüskét, és kiórázva néhány szögpercnyit el kellett mozdítanom. Kérdezném, hogy maradjak meg a gyári poziciónál, és az asztalt hozzam össze vele?
Toni
Nézzétek el nekem, nem szakterületem a fémipar, kényszer szülte az ismeret megszerzését.
Mivel a régióban kevés a marógéppel, vagy szabad kapacitással rendelkező vállalkozó, ezért leendő profil megvalósításához magam kezdtem hozzá a gépek megkonstruálásának. Ehhez vásároltam egy " tökéletesen működik" ME250 egyetemes marógépet. ( bár ne tettem volna)
Az árat, és hozzáadott tartozékokat tekintve jó vételnek tűnt, az első bekapcsolást követően igen savanyú ábrázatom lett. Iszonyat hangokat adott ki magából. A hozzá kapott gépkönyv alapján nekiálltam orvosolni a problémákat, kezdve a hűtővíz által megevett csapágyakkal. Voltaképp a konzolban, és hajtóműben található összes csapágyat ki kellett cserélni, volt aminek már csak az egyik gyűrűje volt fellelhető. so-so, rendbe raktam, de most, hogy teljes 250mm szélességben kellett dolgoznom derült ki, hogy még van bőven gond. A konzol kifelé billen, ezért keresztirányú asztalmozgatáskor lépcsős felület képződik. Ezt eleddig semmi trükkel sem sikerült kiküszöbölnöm. Kérdésem, hogy az asztal billentéséhez elegendő, ha a bal oldali vezető ék, és a konzol rögzítő pontjai közé hézagolást teszek?
Másik kérdés....
A vertikál fej gyári helyzetében a maró nem merőleges az asztalra. Kivettem a pozicionáló tüskét, és kiórázva néhány szögpercnyit el kellett mozdítanom. Kérdezném, hogy maradjak meg a gyári poziciónál, és az asztalt hozzam össze vele?
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 július 21, 08:48
Írta: Csuhás Dátum 2019 július 21, 08:48
Az éklécet nem szokás hézagolni, mert minden csatlakozó felület új bizonytalanságot visz be, és növeli a rezgési hajlamot. Az ék lécet toldani kell, vagy újra legyártani. Az ékléc azért jobb mert teljes felültén támaszkodik szemben a csavarvégekre támaszkodó betétléccel.
Egyszer telepítettem új marógépet (segítőként) akkor a vertikált pozicionáló tüskét mi fúrtuk és dörzsöltük.
Egyébként a vertikált szokás egy kicsit megbillenteni hogy a maró síkoláskor csak az első oldalával dolgozzon.
Egyszer telepítettem új marógépet (segítőként) akkor a vertikált pozicionáló tüskét mi fúrtuk és dörzsöltük.
Egyébként a vertikált szokás egy kicsit megbillenteni hogy a maró síkoláskor csak az első oldalával dolgozzon.
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2019 július 21, 11:29
Írta: mex Dátum 2019 július 21, 11:29
"Egyébként a vertikált szokás egy kicsit megbillenteni hogy a maró síkoláskor csak az első oldalával dolgozzon."
Nem is lesz sík az a síkolás...
A nyákfúróm asztalát (180.as U profil)én is megsíkoltattam egy szagemberrel,azóta is bánom.
Nem is lesz sík az a síkolás...
A nyákfúróm asztalát (180.as U profil)én is megsíkoltattam egy szagemberrel,azóta is bánom.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 július 21, 12:33
Írta: szucst Dátum 2019 július 21, 12:33
Szia,
nem elég az ékléccel variálni.
Többnyire a konzol egész vezetéke meg van kopva.
Ha szerencséd van akkor a konzol is hátulról szerelhető mint pl a vertikál és akkor "csak" síkba kell köszörülni, meg újragyártani a hátsó támaszokat vigyázva hogy x irányba ne menjen el az egész mert akkor az emelőorsó fog keresztbejárni... y- ba így is elmegy...
Plusz vszleg a váz fecskefarka is meg van kopva egy "kicsit"...
(Üdv a magyar TMK világában..)
Ilyet jól javítani igen kevés helyen tudnak.
Ha van időd, sok pénzed, türelmed, lehet ezzel játszani.
Ha pénzt kell keresni akkor:
Így hagyod.
Mindig órázol, hézagolod a munkadarabot a vertikálfejhez( a fej egy stabil pont. Azt nem tudják elb...ni, max eltörni). És síkolásnál elfelejted a keresztirányú fogást.
Összegyűlik a zseton másikat veszel. És oda órával állvánnyal kell menni!
Szerintem...
Tamás
nem elég az ékléccel variálni.
Többnyire a konzol egész vezetéke meg van kopva.
Ha szerencséd van akkor a konzol is hátulról szerelhető mint pl a vertikál és akkor "csak" síkba kell köszörülni, meg újragyártani a hátsó támaszokat vigyázva hogy x irányba ne menjen el az egész mert akkor az emelőorsó fog keresztbejárni... y- ba így is elmegy...
Plusz vszleg a váz fecskefarka is meg van kopva egy "kicsit"...
(Üdv a magyar TMK világában..)
Ilyet jól javítani igen kevés helyen tudnak.
Ha van időd, sok pénzed, türelmed, lehet ezzel játszani.
Ha pénzt kell keresni akkor:
Így hagyod.
Mindig órázol, hézagolod a munkadarabot a vertikálfejhez( a fej egy stabil pont. Azt nem tudják elb...ni, max eltörni). És síkolásnál elfelejted a keresztirányú fogást.
Összegyűlik a zseton másikat veszel. És oda órával állvánnyal kell menni!
Szerintem...
Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 21, 13:34
Írta: Scythian Dátum 2019 július 21, 13:34
Köszönöm a hozzászólásokat.
Ma sikerült pár szót váltanom az egyik hazai gépfelújítóval ( már évtizedek újítanak fel esztergát, marógépeket ( Palkó ), de vagy nem értettek, vagy én nem értettem. Állítása szerint ennél a forgatható asztalú gépnél elég, ha a két asztal közé teszek hézagolást. De mivel ezt nem értettem ( ferde síkon való keresztmozgás megmaradna, legfeljebb a fejhez képest kerülne merőleges helyzetbe az asztal ), ezért nemértésem kifejezve " ha nem értem, akkor inkább leteszi a telefont " lebatyta.........
Szóval továbbra sem értem, hogy mit is akart mondani. Amúgy a fecskefarok végig függőleges, nincs benne sok kopás, a 300mm-es függőleges mozgatás során az oszlop és asztal között 0,02mm volt a legnagyobb eltérés. Ahhoz nem nyúlnék, de megpróbálnék hézagolást téve ennek az aljára visszacsavarozni a konzolt rá. Elméletileg ezzel visszabillenhet, ugyan teljes hosszában nem fog felfeküdni rajta. De hogy a konzol jobb oldali utánállítását hogy oldom meg, azt végképp nem tudom. Ott csak a hézagoló ék található.
Ma sikerült pár szót váltanom az egyik hazai gépfelújítóval ( már évtizedek újítanak fel esztergát, marógépeket ( Palkó ), de vagy nem értettek, vagy én nem értettem. Állítása szerint ennél a forgatható asztalú gépnél elég, ha a két asztal közé teszek hézagolást. De mivel ezt nem értettem ( ferde síkon való keresztmozgás megmaradna, legfeljebb a fejhez képest kerülne merőleges helyzetbe az asztal ), ezért nemértésem kifejezve " ha nem értem, akkor inkább leteszi a telefont " lebatyta.........
Szóval továbbra sem értem, hogy mit is akart mondani. Amúgy a fecskefarok végig függőleges, nincs benne sok kopás, a 300mm-es függőleges mozgatás során az oszlop és asztal között 0,02mm volt a legnagyobb eltérés. Ahhoz nem nyúlnék, de megpróbálnék hézagolást téve ennek az aljára visszacsavarozni a konzolt rá. Elméletileg ezzel visszabillenhet, ugyan teljes hosszában nem fog felfeküdni rajta. De hogy a konzol jobb oldali utánállítását hogy oldom meg, azt végképp nem tudom. Ott csak a hézagoló ék található.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 július 21, 13:43
Írta: Csuhás Dátum 2019 július 21, 13:43
Pontos síkot, be kell tűrésezni és akkor a marós úgy készíti, szigorú tűréssel pedig síkköszörűre kell vinni a darabot.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 július 21, 15:05
Írta: ywathzay Dátum 2019 július 21, 15:05
utána fel kell köszörlni, és sík lesz. Minden eszközt a maga helyén kell kezelni.
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2019 július 21, 15:17
Írta: mex Dátum 2019 július 21, 15:17
Az rendben is van, hogy 'minden eszközt a maga helyén kell kezelni".Az viszont nincs rendben, hogy előzetes megbeszélés után,(köszörülést nem tervezve eszköz hiányában)öblösre és lépcsősre marjon egy ilyen felületet. Háromezeré fusiban.[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 21, 15:23
Írta: jani300 Dátum 2019 július 21, 15:23
Kíváncsi lettem .
Mekkora a hossza annak a 180 as U gerendának ?
Mekkora a hossza annak a 180 as U gerendának ?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 21, 15:46
Írta: jani300 Dátum 2019 július 21, 15:46
Én ezt az egészet nem értem .
Gépi előtolással a hossz mozgás a legtöbb ezeken a gépeken .
A kereszt mozgás kopása sokkal kisebb kellene hogy legyen .
A konzol felső vízszintes síkját órázd a leszorított asztalról .
Szerintem a felújító arra gondolt maga a hossz asztal vezetéke van ferdére kopva .[#nemtudom]
Csak elmélkedem magamban ,mert furcsállom az egészet .
Gépi előtolással a hossz mozgás a legtöbb ezeken a gépeken .
A kereszt mozgás kopása sokkal kisebb kellene hogy legyen .
A konzol felső vízszintes síkját órázd a leszorított asztalról .
Szerintem a felújító arra gondolt maga a hossz asztal vezetéke van ferdére kopva .[#nemtudom]
Csak elmélkedem magamban ,mert furcsállom az egészet .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 21, 15:53
Írta: jani300 Dátum 2019 július 21, 15:53
Egyébként az is elég ha rosszul fogta meg az anyagot .
PL odalát befogta gépsatuba ...
Háromezeré :)
PL odalát befogta gépsatuba ...
Háromezeré :)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2019 július 21, 16:44
Írta: mex Dátum 2019 július 21, 16:44
Be is fogta ahogy írod az oldalát az ártatlanja. Pláne, hogy a szelvény szárait alacsonyabbra marattam, így sokkal gyorsabb lehetett egy satus rögzítés, mint leszorító körmök alkalmazása. Erre még rátett a vertikálfej megdöntése, és az eredmény látható a képeken.
Egyébként rosszul emlékeztem, az U profil csak 160-as, 300 hosszú.
Nyilván tudom használni így is,de bosszantott a dolog.
Egyébként rosszul emlékeztem, az U profil csak 160-as, 300 hosszú.
Nyilván tudom használni így is,de bosszantott a dolog.
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2019 július 21, 16:45
Írta: mex Dátum 2019 július 21, 16:45
A képek...
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_dknbkw3zx00ayxmvpa37m_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/dknbkw3zx00ayxmvpa37m_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_xn6zekuu67jxj6555avdd_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/xn6zekuu67jxj6555avdd_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_7uhn7kfh8ubhw7ybpch_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/7uhn7kfh8ubhw7ybpch_2348.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_dknbkw3zx00ayxmvpa37m_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/dknbkw3zx00ayxmvpa37m_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_xn6zekuu67jxj6555avdd_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/xn6zekuu67jxj6555avdd_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_7uhn7kfh8ubhw7ybpch_2348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/7uhn7kfh8ubhw7ybpch_2348.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 21, 17:07
Írta: Scythian Dátum 2019 július 21, 17:07
Most már kezdem én sem érteni....
Összeállítottam egy 100%-ban merőlegest ( szikraforgácsolóból kinyert köszörült prizma, plusz szintén abból a gépből kinyert 90°-ban mart idom. Erre felszereltem egy 300mm-es lineáris sínt, arra az órát, és alatta egy köszörült felülettel végigmértem a felfekvő síkot. Pontosan 0,25mm de kifelé, nem a gépállvány felé az eltérés pozitívban. Próbálom megérteni, de sehogyan sem sikerül...Hogy lehetséges az, hogy a konzol befelé bukik, a munkaasztalon mart felület pedig kifelé lépcsőzetesen csökken. Fixált asztal magassággal, és szerszám pozícióval keresztirányú mozgatás során az asztal belső szélén visz, de a külső szélén már hozzá sem ér, hiányzik a 0,25mm... Épp fordítva, mint ahogy lennie kellene.
Összeállítottam egy 100%-ban merőlegest ( szikraforgácsolóból kinyert köszörült prizma, plusz szintén abból a gépből kinyert 90°-ban mart idom. Erre felszereltem egy 300mm-es lineáris sínt, arra az órát, és alatta egy köszörült felülettel végigmértem a felfekvő síkot. Pontosan 0,25mm de kifelé, nem a gépállvány felé az eltérés pozitívban. Próbálom megérteni, de sehogyan sem sikerül...Hogy lehetséges az, hogy a konzol befelé bukik, a munkaasztalon mart felület pedig kifelé lépcsőzetesen csökken. Fixált asztal magassággal, és szerszám pozícióval keresztirányú mozgatás során az asztal belső szélén visz, de a külső szélén már hozzá sem ér, hiányzik a 0,25mm... Épp fordítva, mint ahogy lennie kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2019 július 21, 17:19
Írta: vadember Dátum 2019 július 21, 17:19
"Egyébként a vertikált szokás egy kicsit megbillenteni hogy a maró síkoláskor csak az első oldalával dolgozzon."
Ez egy totális butaság.
Ha az asztalok mozgássíkja nem merőleges a marószerszám forgástengelyére, akkor az nem síkot, hanem ívet fog marni a munkadarab felületére. Igenis be kell állítani az asztalt a lehető legpontosabban. A Bridgeport rendszerű gépeken ezt egyszerű megtenni. A nálunk használt gépeknél csak az x irány állítható be a fej forgatásával. Az Y irány pedig a gyártás pontosságán és az évtizedek alatti kopások eredményeként adódik.Esetleg vagy a fej vagy az asztal hézagolásával javítható valamennyire.
Aki pedig nem tud tisztességesen elvégezni egy munkát, az közölje előre a várható végeredményt, vagy ne vállalja el.
Lerossznám a kezemet, ha olyan munkát adnék ki közüle mint az a fúrógép asztal.
Ez egy totális butaság.
Ha az asztalok mozgássíkja nem merőleges a marószerszám forgástengelyére, akkor az nem síkot, hanem ívet fog marni a munkadarab felületére. Igenis be kell állítani az asztalt a lehető legpontosabban. A Bridgeport rendszerű gépeken ezt egyszerű megtenni. A nálunk használt gépeknél csak az x irány állítható be a fej forgatásával. Az Y irány pedig a gyártás pontosságán és az évtizedek alatti kopások eredményeként adódik.Esetleg vagy a fej vagy az asztal hézagolásával javítható valamennyire.
Aki pedig nem tud tisztességesen elvégezni egy munkát, az közölje előre a várható végeredményt, vagy ne vállalja el.
Lerossznám a kezemet, ha olyan munkát adnék ki közüle mint az a fúrógép asztal.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 21, 17:28
Írta: Scythian Dátum 2019 július 21, 17:28
Igen, ezt már említették, hogy azonosnak kell lennie a be / kilépő él magasságának. Végtére is két irányból is lehet anyagot megmunkálni, és akkor eleve felcserélődne a két él.
Nem járnék jól, ha nem lenne 100%-ban merőleges.
A saját bejegyzésem meg annyiban javítanám, hogy helyén van az, ha ilyen lépcsőzetes a felület, átgondoltam idő közben. Most már csak meg kell tépnem néhány csavart alulról, ha szerencsém van, akkor visszahúzza a konzol alját
Nem járnék jól, ha nem lenne 100%-ban merőleges.
A saját bejegyzésem meg annyiban javítanám, hogy helyén van az, ha ilyen lépcsőzetes a felület, átgondoltam idő közben. Most már csak meg kell tépnem néhány csavart alulról, ha szerencsém van, akkor visszahúzza a konzol alját
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 21, 17:47
Írta: jani300 Dátum 2019 július 21, 17:47
" Végtére is két irányból is lehet anyagot megmunkálni "
Ezzel azért vigyázz ! Egyirányú marásra az a gép szinte biztosan alkalmatlan .
Ha jól értem mire is gondoltál .
Az asztalt pedig a gépágyhoz ragasztott mágnestalpas órával is nézd meg mindkét irányban .
Ezzel azért vigyázz ! Egyirányú marásra az a gép szinte biztosan alkalmatlan .
Ha jól értem mire is gondoltál .
Az asztalt pedig a gépágyhoz ragasztott mágnestalpas órával is nézd meg mindkét irányban .
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 július 21, 19:00
Írta: ANTAL GÁBOR Dátum 2019 július 21, 19:00
Szerintem Jani 300 nem írta le részletesen ,de pontosan tudja[#kacsint]
Ha a koma megfogta a gépsatuba a 160 as méretnél és jól megtépte a satut akkor az U vas szépen elgörbült ( kidudorodott ) Aztán lemarta ( még az is lehet hogy nem is volt bedöntve a síkoló fej)
Aztán a satuból kivéve szépen visrosszúgott az anyag . Az eredmény látható Mex fotóján .
Még korrekt megfogásnál is eldobódhat egy hengerelt anyag
Ha a koma megfogta a gépsatuba a 160 as méretnél és jól megtépte a satut akkor az U vas szépen elgörbült ( kidudorodott ) Aztán lemarta ( még az is lehet hogy nem is volt bedöntve a síkoló fej)
Aztán a satuból kivéve szépen visrosszúgott az anyag . Az eredmény látható Mex fotóján .
Még korrekt megfogásnál is eldobódhat egy hengerelt anyag
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2019 július 21, 21:40
Írta: vadember Dátum 2019 július 21, 21:40
De ez nem csak öblös, hanem lépcsős is lett. Tehát a gépe rossz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 21, 21:57
Írta: jani300 Dátum 2019 július 21, 21:57
Tanulság ,csak kétszázas fejjel szabad nekiállni :)
Azért van ebben kis boszorkányüldözés is , úgy érzem .
Nincsen egy képed több szélességi fogásos síkolásról ?
Amikor egy újdonsült hobbi gép tulajdonos feltesz egy képet a saját gépen ,frissen síkolt asztaláról , barátságos hallgatás szokott lenni , szerencsére :)
Azért van ebben kis boszorkányüldözés is , úgy érzem .
Nincsen egy képed több szélességi fogásos síkolásról ?
Amikor egy újdonsült hobbi gép tulajdonos feltesz egy képet a saját gépen ,frissen síkolt asztaláról , barátságos hallgatás szokott lenni , szerencsére :)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 július 22, 12:35
Írta: szucst Dátum 2019 július 22, 12:35
Szeva.
Szerintem:
A konzol emelő orsó támadáspontja kb a konzolszélesség felénél van. És a tiéd mivel jobban kopott kb úgy működik mint egy libikóka. Ha az elmúlt pár évtizedben úgy használták a gépet, hogy az asztalt bent volt tőben (a nagy súly bent) akkor úgy kopott meg ahogy most van- ha jól értem amit írsz. Bár többnyire fordítva szokott lenni, mert a satut középre teszik a pofa viszont bent van ezért kitekrik az egész asztalt... Ellenőrzésképpen a vertikálfejbe szerkessz be valami hasonló eszközt mint druszám említette a#5094be. És mérd meg az asztal "billenését" az alaptesthez betekert asztallal, majd a külső végállásban is. Garantáltan más lesz.
Amit még megtehetsz hogy tőbe tekert asztalnál y irányba teszel egy indikátorórát a konzolra és valami komolyabb pajszerral elkezded az asztalt az alaptesttől elmozdítani( nem funkciós felületeken). Nem a a keresztorsó holtjátékát akarjuk nézni hanem a konzolét.
A konzolt szerelgetni az igen gyorsan életveszélyessé is válhat, NE TEDD!
Üdv!
Szerintem:
A konzol emelő orsó támadáspontja kb a konzolszélesség felénél van. És a tiéd mivel jobban kopott kb úgy működik mint egy libikóka. Ha az elmúlt pár évtizedben úgy használták a gépet, hogy az asztalt bent volt tőben (a nagy súly bent) akkor úgy kopott meg ahogy most van- ha jól értem amit írsz. Bár többnyire fordítva szokott lenni, mert a satut középre teszik a pofa viszont bent van ezért kitekrik az egész asztalt... Ellenőrzésképpen a vertikálfejbe szerkessz be valami hasonló eszközt mint druszám említette a#5094be. És mérd meg az asztal "billenését" az alaptesthez betekert asztallal, majd a külső végállásban is. Garantáltan más lesz.
Amit még megtehetsz hogy tőbe tekert asztalnál y irányba teszel egy indikátorórát a konzolra és valami komolyabb pajszerral elkezded az asztalt az alaptesttől elmozdítani( nem funkciós felületeken). Nem a a keresztorsó holtjátékát akarjuk nézni hanem a konzolét.
A konzolt szerelgetni az igen gyorsan életveszélyessé is válhat, NE TEDD!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 19:58
Írta: Scythian Dátum 2019 július 22, 19:58
Szia!
Amit lehetett már kióráztam. A függőleges vezeték és az asztal között a teljes 380mm-es úton 0,02mm eltérést mutatott, így azt elvetettem, hogy kopott lenne a vezető ék. Leszereltem a konzolt ( nem kis munka még daruzva sem ) kicsit átcsiszoltam 180-as papírral a két éket és a prizma felületét. Élvonalzóval olyan csekély kopást láttam, hogy azzal foglalkozni nem is érdemes. Valószínűleg csak egy adott magasságban dolgoztak, sokat nem emelgették az asztalt. Összeraktam, rendesen ráhúztam a csavarokat, és immáron csak 0,15 a hiba. Két géplakatossal beszéltem, akik korábban ilyen gépeket javítottak, és arra az álláspontra jutottunk, hogy nagy valószínűséggel maga a konzol felülete kopott meg azon a szakaszon, ahol a legtöbbet használták, vagyis bent. Most a következőn gondolkodom........
Támgerendára ( remélhetőleg párhuzamos volt anno az asztallal ) készíttetek egy robusztus konzolt, amire felszerkesztek egy vízszintes síkban elmozgatható köszörűt, így azzal felhúzhatom a konzolon az asztal felfekvő felületét, és ha már megvan a 0mm, akkor az asztal síkját is. Ez lenne a legkifizetődőbb....Hántolás az élet rövidsége miatt elvetett :)
Amit lehetett már kióráztam. A függőleges vezeték és az asztal között a teljes 380mm-es úton 0,02mm eltérést mutatott, így azt elvetettem, hogy kopott lenne a vezető ék. Leszereltem a konzolt ( nem kis munka még daruzva sem ) kicsit átcsiszoltam 180-as papírral a két éket és a prizma felületét. Élvonalzóval olyan csekély kopást láttam, hogy azzal foglalkozni nem is érdemes. Valószínűleg csak egy adott magasságban dolgoztak, sokat nem emelgették az asztalt. Összeraktam, rendesen ráhúztam a csavarokat, és immáron csak 0,15 a hiba. Két géplakatossal beszéltem, akik korábban ilyen gépeket javítottak, és arra az álláspontra jutottunk, hogy nagy valószínűséggel maga a konzol felülete kopott meg azon a szakaszon, ahol a legtöbbet használták, vagyis bent. Most a következőn gondolkodom........
Támgerendára ( remélhetőleg párhuzamos volt anno az asztallal ) készíttetek egy robusztus konzolt, amire felszerkesztek egy vízszintes síkban elmozgatható köszörűt, így azzal felhúzhatom a konzolon az asztal felfekvő felületét, és ha már megvan a 0mm, akkor az asztal síkját is. Ez lenne a legkifizetődőbb....Hántolás az élet rövidsége miatt elvetett :)
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 20:09
Írta: Scythian Dátum 2019 július 22, 20:09
Ellenben volna még egy felvetés ugyan csak ezzel a géppel kapcsolatban. Kinek volna ismeret anyaga golyós orsós felhasználást illetően? Gondoltam, hogy ha már benne vagyok, és 2-3 évtizedig elhasználgatnám a gépet, akkor kicserélném a hossz orsót valami "bikább" D39mm orsóra.
Ahány alkalommal kiveszem a két anyával a holtjátékot, majd kap egy nagyobb pofont az asztalhoz rögzített anyag, ismét jelentkezik nem kevés. Vagy kimozdul a helyéről valamelyik anya, vagy már ott is megmutatkozik a kopás mértéke. Ha szinte 0-ra kihozom a holtjátékot, akkor a menetes orsó két vége felé megszorul. Szóval ha volna rá lehetőség, akkor kicserélném az egészet. Kérdés, hogy egy golyós orsó mennyiben bírja a dinamikus terhelést
Ahány alkalommal kiveszem a két anyával a holtjátékot, majd kap egy nagyobb pofont az asztalhoz rögzített anyag, ismét jelentkezik nem kevés. Vagy kimozdul a helyéről valamelyik anya, vagy már ott is megmutatkozik a kopás mértéke. Ha szinte 0-ra kihozom a holtjátékot, akkor a menetes orsó két vége felé megszorul. Szóval ha volna rá lehetőség, akkor kicserélném az egészet. Kérdés, hogy egy golyós orsó mennyiben bírja a dinamikus terhelést
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 22, 20:27
Írta: jani300 Dátum 2019 július 22, 20:27
Szia !
Az asztal síkjával mi a probléma ?
Az szerintem még mindig bázisfelület .
Nagy kár lenne elrontani .
Azon a síkon felfektetve lehetne javítani a kopott csúszó felületeket .
Egyébként ez nekem nem szakmám , de gondolkodj még kicsit a dolgon , még mindig állítom hogy az asztal hossz vezetékei a legkopottabbak , így látatlanban is .
Az asztal síkjával mi a probléma ?
Az szerintem még mindig bázisfelület .
Nagy kár lenne elrontani .
Azon a síkon felfektetve lehetne javítani a kopott csúszó felületeket .
Egyébként ez nekem nem szakmám , de gondolkodj még kicsit a dolgon , még mindig állítom hogy az asztal hossz vezetékei a legkopottabbak , így látatlanban is .
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2019 július 22, 20:32
Írta: vadember Dátum 2019 július 22, 20:32
Miért ne bírná a golyós orsó a dinamikus terhelést? Minden CNC gépen az van. A mértékét pedig megnézheted az orsó katalógusában. De ez a gép csak akkor érné meg az átalakítást, ha csutkára felújítanád az összes vezetéket és orsót. Annyit meg nem ér az egész. Lehet venni normális gépet is . Mire felújítod többe lesz mint egy nem széthajtott használt gép. Szerintem passzold el ezt a gépet, ha ennyit kell vele foglalkozni! Pont erre a gépre mondta egyszer egy szaki hogy, "Ez a gép arra való, hogy semmire"
A hülye szinuszasztal rengeteg helyet elvesz, alig fér a szerszám alá valami. Az MF típus ennek a testvére és az sokkal használhatóbb.
A hülye szinuszasztal rengeteg helyet elvesz, alig fér a szerszám alá valami. Az MF típus ennek a testvére és az sokkal használhatóbb.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 július 22, 21:29
Írta: Vetesi75 Dátum 2019 július 22, 21:29
"Teljesítmény"-maráskor célszerű megdönteni minimálisan a szerszám élettartam növelése érdekében, de ilyenkor kb. a milliméteres nagyságrendű síklapússág és az Ra200-as felületi érdesség az elvárás. Igaz, egészen más marós műfaj, mikor a kg/h arány feltornázása az elsődleges cél, az ésszerű szerszámfogyással, valamint a gép állagának megóvásával.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 22:47
Írta: Scythian Dátum 2019 július 22, 22:47
Szia!
Az asztal felmarattam egy horizont gépen, mert igen csak egyenetlen volt. Kiórázva nagyon durva értékeket mutatott. De mikor visszahoztam valahogy nem akart jónak tűnni, így ismét levettem, és mikrométerrel kimérve a felfekvő felület és az asztal síkja között 0,25mm volt az eltérés a két széle között. Tehát az sem merőleges a vertikál fejre.
Olyan ez a gép, mint ha kőműves rakta volna össze... Nem található rajta párhuzam, sem merőleges
Az asztal felmarattam egy horizont gépen, mert igen csak egyenetlen volt. Kiórázva nagyon durva értékeket mutatott. De mikor visszahoztam valahogy nem akart jónak tűnni, így ismét levettem, és mikrométerrel kimérve a felfekvő felület és az asztal síkja között 0,25mm volt az eltérés a két széle között. Tehát az sem merőleges a vertikál fejre.
Olyan ez a gép, mint ha kőműves rakta volna össze... Nem található rajta párhuzam, sem merőleges
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 22:53
Írta: Scythian Dátum 2019 július 22, 22:53
CNC gépen nem szokás bazi nagy szerszámmal, nagy fogással dolgozni. Legalább is én még nem találkoztam ilyennel. Kis szerszám átmérő, nagy fordulatszám, hektónyi hűtőfolyadék.
Nagy felület síkba marását nem csináltam még 50mm átmérő alatt, de ha lenne normális 3M ütőkésem, akkor Azzal esnék neki a nagy felületnek. Azért az már pofozza szépen a gépet. Épp csak a richter skála nem mutat jelentős földrengést a geodétéknál...
Nagy felület síkba marását nem csináltam még 50mm átmérő alatt, de ha lenne normális 3M ütőkésem, akkor Azzal esnék neki a nagy felületnek. Azért az már pofozza szépen a gépet. Épp csak a richter skála nem mutat jelentős földrengést a geodétéknál...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 22, 22:55
Írta: jani300 Dátum 2019 július 22, 22:55
Az asztal felfogó síkját nem lett volna szabad bántani !
A durvább hibákat lehántolgatva , azt a síkot bázisként felhasználva kellett volna síkba hozni a csúszófelületeket .
Utána lehet síkolni az asztal tetejét .
De én mint írtam ,nem értek hozzá .
Ki vállalta ezt így el ?
Ezek után szerintem ne csodálkozz azon , hogy mit produkál a gép :(
A durvább hibákat lehántolgatva , azt a síkot bázisként felhasználva kellett volna síkba hozni a csúszófelületeket .
Utána lehet síkolni az asztal tetejét .
De én mint írtam ,nem értek hozzá .
Ki vállalta ezt így el ?
Ezek után szerintem ne csodálkozz azon , hogy mit produkál a gép :(
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 22:58
Írta: Scythian Dátum 2019 július 22, 22:58
Jut eszembe....
Ha volna bárkinek váltólapkás befogója feleslegben, amibe a 19 x 19 x 6mm-es lapka befogható marás céljából, akkor arra vevő volnék. Eszterga váltólapkás befogó nem alkalmas, azt nem tudom olyan szögbe állítani, hogy a kés érje el az anyagot, ne az acél. Olyanom van kettő is, semmire nem megyek vele.
Ha volna bárkinek váltólapkás befogója feleslegben, amibe a 19 x 19 x 6mm-es lapka befogható marás céljából, akkor arra vevő volnék. Eszterga váltólapkás befogó nem alkalmas, azt nem tudom olyan szögbe állítani, hogy a kés érje el az anyagot, ne az acél. Olyanom van kettő is, semmire nem megyek vele.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 23:02
Írta: Scythian Dátum 2019 július 22, 23:02
Várj, félre értettél, vagy én fogalmaztam helytelenül. Az asztal lapja lett felmarva, a többihez nem nyúltunk.
De egyszer arra is sor kell, hogy kerüljön, mert öblös. A két végét nem nagyon használták. Az imént néztem a youtubon, ( sok jó információhoz lehet hozzájutni ) hogy létezik gépi hántoló, majd nézek egyet az ebayen, aztán nekiesek. :)
De egyszer arra is sor kell, hogy kerüljön, mert öblös. A két végét nem nagyon használták. Az imént néztem a youtubon, ( sok jó információhoz lehet hozzájutni ) hogy létezik gépi hántoló, majd nézek egyet az ebayen, aztán nekiesek. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 22, 23:04
Írta: jani300 Dátum 2019 július 22, 23:04
Sajnos tökéletesem értettem mit írtál .
Gondold át mit írtam .
Gondold át mit írtam .
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 22, 23:47
Írta: Scythian Dátum 2019 július 22, 23:47
Oké, már értem mit említettél felfogó felületként.
A gondom az volt, hogy az nem volt sík tökéletesen.
Amúgy úgy vélem, hogy ahhoz kellene mindent állítani, ami fix, nem mozgatható, vagy nem lehetséges rajta változtatni. Ilyen a vertikál fej. Azon dönteni nem lehet, legfeljebb oldal irányban elfordítani. Ezért elsőként igyekeztem a fejhez képest létrehozni a 2 irányú merőlegest. Csak ezt követően vállt világossá, hogy a konzol síkja rossz.
Találtam egy "nemtudommit", ez egy szikraforgácsoló fejét mozgatta le-fel. Van vagy 50kg. Ezt kellene felszerkesztenem a támgerendára, és erre a köszörűt. Ez a mozgó szerkezet garantáltan merőleges minden irányban.
A gondom az volt, hogy az nem volt sík tökéletesen.
Amúgy úgy vélem, hogy ahhoz kellene mindent állítani, ami fix, nem mozgatható, vagy nem lehetséges rajta változtatni. Ilyen a vertikál fej. Azon dönteni nem lehet, legfeljebb oldal irányban elfordítani. Ezért elsőként igyekeztem a fejhez képest létrehozni a 2 irányú merőlegest. Csak ezt követően vállt világossá, hogy a konzol síkja rossz.
Találtam egy "nemtudommit", ez egy szikraforgácsoló fejét mozgatta le-fel. Van vagy 50kg. Ezt kellene felszerkesztenem a támgerendára, és erre a köszörűt. Ez a mozgó szerkezet garantáltan merőleges minden irányban.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 23, 00:06
Írta: jani300 Dátum 2019 július 23, 00:06
Hogyan állapítottad meg arról a maróasztalról hogy nem sík ?
Egy kb akkora etalon felület nélkül ?
Egy kb akkora etalon felület nélkül ?
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 23, 10:52
Írta: Scythian Dátum 2019 július 23, 10:52
Úgy, ahogy a szaki mondta...
Szerszám helyére befogtam az órát, és végigtekerve az asztalt megmértem a hossz irányban, és keresztben. Így a mért értékek alapján hozott diagnózis szerint került gépműhelybe. Mivel a rögzítése során eleve a csúszófelületeken feküdt fel, az ott mért értékek is egybevágtak azzal, amit én mértem. Öblös volt közében.
Szerszám helyére befogtam az órát, és végigtekerve az asztalt megmértem a hossz irányban, és keresztben. Így a mért értékek alapján hozott diagnózis szerint került gépműhelybe. Mivel a rögzítése során eleve a csúszófelületeken feküdt fel, az ott mért értékek is egybevágtak azzal, amit én mértem. Öblös volt közében.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2019 július 23, 12:53
Írta: vadember Dátum 2019 július 23, 12:53
"CNC gépen nem szokás bazi nagy szerszámmal, nagy fogással dolgozni.Kis szerszám átmérő, nagy fordulatszám, hektónyi hűtőfolyadék."
Honnan veszed ezt? A megmunkálás jellegéhez választunk gépet. Szép is lenne, ha egy hajómotort tizedenként kapirgálnánk készre.
Csak pár kiragadott példa a sok ezerből.
1. (https://www.youtube.com/watch?v=ofksHhJtYag)
2. (https://www.youtube.com/watch?v=teAh9i8688A)
3. (https://www.youtube.com/watch?v=f3fN5QhESXc)
Honnan veszed ezt? A megmunkálás jellegéhez választunk gépet. Szép is lenne, ha egy hajómotort tizedenként kapirgálnánk készre.
Csak pár kiragadott példa a sok ezerből.
1. (https://www.youtube.com/watch?v=ofksHhJtYag)
2. (https://www.youtube.com/watch?v=teAh9i8688A)
3. (https://www.youtube.com/watch?v=f3fN5QhESXc)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 július 23, 19:35
Írta: jani300 Dátum 2019 július 23, 19:35
Szerintem a vezetékek kopását is belemérted így , és az asztal hibájának tudtad be .
Az asztalba max belefúrnak , bele marnak de csúszásból adódó kopás ott nem jellemző .
Ha butaságokat írnék szóljon már rám valaki .
Az asztalba max belefúrnak , bele marnak de csúszásból adódó kopás ott nem jellemző .
Ha butaságokat írnék szóljon már rám valaki .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 július 23, 21:51
Írta: ywathzay Dátum 2019 július 23, 21:51
Általában mivíl mindent igyekeznek középen elhelyzeni (satu, mdb, bármi) így bizony ott kopik leginkább, az enyém is emiatt volt teknösre kopva, de kiköszörültettem. A kolléga hozzáértés híján rossz technológiával, rossz helyen munkáltatta meg.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 július 24, 14:29
Írta: Scythian Dátum 2019 július 24, 14:29
Most már annyira benne vagyok a reparálásba, hogy amíg elkészül a köszörű konzolja, addig kicserélem a maró főorsó csapágyát. Mivel a vertikál fejet le kellett szerelnem ahhoz, hogy kellő magasságba tudjam emelni a konzolt ahhoz, hogy hozzáférhető legyen a legalsó csavar is, ezért szabadon is megforgathattam ( kúpos fogaskerekek zaja nélkül ) az orsót, és bizony rémes hangot hallatott.
A siralmas gyári dokumentáció alapján elkezdtem lebontani, de megakadtam. A hátsó támcsapágyzat, és kis hajtott fogaskerék lent van, de a nagy tárcsával nem bírok. Amúgy az NN csapágyból hullanak kifelé a görgők, szóval a görgő kosár valószínűleg az enyészeté lett. Épp ilyen volt az egyik 51110 támcsapágy is. Ott is két darabra esett a kosár, a golyók szaladtak szerte szét. Nem gondoltam volna, hogy ilyen rossz állapotú géppel csesznek át.
Kérdésem....
Megtudná-e nekem mondani valaki, aki már látott ilyen főorsót, hogy miként is kellene ( kellett volna ) levenni a 4M hüvelyt az elejéről? A mögötte található rögzítő anyát ( ami mellesleg a köztes 2mm-es hézag miatt semmit sem rögzített ) már korábban letekertem
A siralmas gyári dokumentáció alapján elkezdtem lebontani, de megakadtam. A hátsó támcsapágyzat, és kis hajtott fogaskerék lent van, de a nagy tárcsával nem bírok. Amúgy az NN csapágyból hullanak kifelé a görgők, szóval a görgő kosár valószínűleg az enyészeté lett. Épp ilyen volt az egyik 51110 támcsapágy is. Ott is két darabra esett a kosár, a golyók szaladtak szerte szét. Nem gondoltam volna, hogy ilyen rossz állapotú géppel csesznek át.
Kérdésem....
Megtudná-e nekem mondani valaki, aki már látott ilyen főorsót, hogy miként is kellene ( kellett volna ) levenni a 4M hüvelyt az elejéről? A mögötte található rögzítő anyát ( ami mellesleg a köztes 2mm-es hézag miatt semmit sem rögzített ) már korábban letekertem
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 július 24, 14:55
Írta: sufnituning Dátum 2019 július 24, 14:55
Ahogy olvasom az írásaid egyre biztosabb vagyok benne, hogy el kéne vinned szakemberhez a gépedet megcsináltatni.A YouTube-on meg minden sz@r fent van, csak annak jó, aki tud szelektálni, vagy legalább már csinált hasonlót. A gépi hántolás sem gyerekjáték, de mielőtt veszel gépet, azért próbáld ki a műveletet, csak ne mindjárt egy szánon!
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 július 24, 14:56
Írta: sufnituning Dátum 2019 július 24, 14:56
Teljes mértékben osztom a véleményed.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 július 29, 19:28
Írta: Vetesi75 Dátum 2019 július 29, 19:28
Üdv! Kis információra lenne szükségem Tos BN102 köszörűről. Tudja valaki, hogy mekkora az a legkisebb ajtónyílás, amin még átfér a gép elemeinek számottevő bontása nélkül? Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2019 július 29, 21:45
Írta: Rabb Ferenc Dátum 2019 július 29, 21:45
Ebbe kukk bele! A táblázat utolsó előtti sora - szerintem... (http://www.taksan.com/en/bn-102-b-universal-takim-bileme-ve-taslama-tezgahi.html)
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2019 július 30, 09:29
Írta: nagysam Dátum 2019 július 30, 09:29
Nálam 130-as ajtón többször is költözött.
A forgatókarok nélkül szerintem 110-en simán bejátszható.
Ha az ajtó mellett van hely, és a fal nem túl vastag, kis tologatással, forgatással, asztal ide-oda tekergetéssel a 100-ason szerintem bejátszható.
A forgatókarok nélkül szerintem 110-en simán bejátszható.
Ha az ajtó mellett van hely, és a fal nem túl vastag, kis tologatással, forgatással, asztal ide-oda tekergetéssel a 100-ason szerintem bejátszható.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 július 30, 18:13
Írta: Vetesi75 Dátum 2019 július 30, 18:13
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: rezsici Dátum 2019 július 30, 18:41
Írta: rezsici Dátum 2019 július 30, 18:41
Sziasztok!
Abban szeretnék segítséget kérni, hogy hogyan tudom kiszedni a főorsót csatoltam 3 képet.
Előre is köszönöm a segítséget!!!
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_6pp8fmevmejjcsqgs5hj_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/6pp8fmevmejjcsqgs5hj_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_5mxpj3xhifs6pnicanqvg_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/5mxpj3xhifs6pnicanqvg_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_k39g0w4sqbnchapxbbe_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/k39g0w4sqbnchapxbbe_4771.jpg)
Abban szeretnék segítséget kérni, hogy hogyan tudom kiszedni a főorsót csatoltam 3 képet.
Előre is köszönöm a segítséget!!!
(https://hobbicncforum.hu/uploaded_images/2019/07/tn_6pp8fmevmejjcsqgs5hj_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/6pp8fmevmejjcsqgs5hj_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_5mxpj3xhifs6pnicanqvg_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/5mxpj3xhifs6pnicanqvg_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/tn_k39g0w4sqbnchapxbbe_4771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/07/k39g0w4sqbnchapxbbe_4771.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 július 30, 23:44
Írta: svejk Dátum 2019 július 30, 23:44
Ugyan már CNC, de elég régi.
A SZIM által gyártott MSN-500 gépkönyvét keresem.
Hunor vezérlős, de főleg inkább a mechanika érdekelne.
A SZIM által gyártott MSN-500 gépkönyvét keresem.
Hunor vezérlős, de főleg inkább a mechanika érdekelne.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 01, 17:18
Írta: Scythian Dátum 2019 augusztus 01, 17:18
Hali!
Szakemberhez :) Él még ebben az országban olyan szaki, aki szervizelt anno ilyen ős gépeket? :) Kevés akad, azok már rég nyugdíjban, jó esetben elméleti oktatást tartanak, ami vagy segítség, vagy nem. Mert ugye a " már nem emlékszem" nem segítség. Épp a múltkor kerestem meg egy olyan céget, akik még javítanak fel ilyen régi szerszámgépeket. Az ominózus lejtős asztalra kapott válasz magáért beszél. Lejjebb olvashatod. Megdöbbenésemen túl értetlenül álltam a kérdés előtt.... akkor voltaképp hogy is értenek hozzá....
Szóval NEM.... inkább kicsit szenvedek, de megoldom
Szakemberhez :) Él még ebben az országban olyan szaki, aki szervizelt anno ilyen ős gépeket? :) Kevés akad, azok már rég nyugdíjban, jó esetben elméleti oktatást tartanak, ami vagy segítség, vagy nem. Mert ugye a " már nem emlékszem" nem segítség. Épp a múltkor kerestem meg egy olyan céget, akik még javítanak fel ilyen régi szerszámgépeket. Az ominózus lejtős asztalra kapott válasz magáért beszél. Lejjebb olvashatod. Megdöbbenésemen túl értetlenül álltam a kérdés előtt.... akkor voltaképp hogy is értenek hozzá....
Szóval NEM.... inkább kicsit szenvedek, de megoldom
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 01, 17:27
Írta: Scythian Dátum 2019 augusztus 01, 17:27
Ám de most ismét kétségbe vagyok esve, mert kezdem nem hinni, hogy a szaki által adott válasz helytálló volna.
Most, hogy kinyaraltam magam folytatnám a nagyjavítást, de sehogy sem birkózom meg a horizontális főorsó kiszerelésével. Szaki állítása szerint a nagy fogaskeréknek is hátrafelé kellene lejönnie, némi szuszakolással, de azon túlmenően, hogy az összes görgő kipotyogott, a csapágy külső gyűrű is kettétört ( bár ez nem bizonyítottan most történt ) a fogaskerék csak nem mozdul. Állítólag az orsóvégre ható nagyobb koccintás megtenné hatását, de nem....Tud valaki konkrét instrukcióval szolgálni? Van valahol valami rejtett rögzítés? Semmit sem találtam. Annyit értem el, hogy a fogaskerék, és a mögötte található hézagoló gyűrű között hozzávetőleg pár tized rés keletkezett, köszönhetően a 2kg-os bronz kalapács közreműködésének. De ennyi, nem több. Szétverni nem szándékozom az orsót.
Most, hogy kinyaraltam magam folytatnám a nagyjavítást, de sehogy sem birkózom meg a horizontális főorsó kiszerelésével. Szaki állítása szerint a nagy fogaskeréknek is hátrafelé kellene lejönnie, némi szuszakolással, de azon túlmenően, hogy az összes görgő kipotyogott, a csapágy külső gyűrű is kettétört ( bár ez nem bizonyítottan most történt ) a fogaskerék csak nem mozdul. Állítólag az orsóvégre ható nagyobb koccintás megtenné hatását, de nem....Tud valaki konkrét instrukcióval szolgálni? Van valahol valami rejtett rögzítés? Semmit sem találtam. Annyit értem el, hogy a fogaskerék, és a mögötte található hézagoló gyűrű között hozzávetőleg pár tized rés keletkezett, köszönhetően a 2kg-os bronz kalapács közreműködésének. De ennyi, nem több. Szétverni nem szándékozom az orsót.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 01, 18:52
Írta: jani300 Dátum 2019 augusztus 01, 18:52
Gépkönyv , rajz van hozzá ?
Néhány éve bontottam egy főorsót ,tokkal vonóval ,csapágyakkal a méhben .
Métereken belül tudom is hol van most .
Ha lesz időm lefényképezem .
Néhány éve bontottam egy főorsót ,tokkal vonóval ,csapágyakkal a méhben .
Métereken belül tudom is hol van most .
Ha lesz időm lefényképezem .
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 01, 18:59
Írta: Scythian Dátum 2019 augusztus 01, 18:59
Nem kívánom minősíteni a 70-80-as évek műszaki rajzolóit ( valószínűleg akkoriban még annyi volt az elvárás ), de olyan gépkönyvet kiadni, amiben beazonosíthatatlan minden, a fogalmazás kritikán aluli.....
Szóval van hozzá eredeti gépkönyv, de az használhatatlan.
Szóval van hozzá eredeti gépkönyv, de az használhatatlan.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 01, 19:21
Írta: jani300 Dátum 2019 augusztus 01, 19:21
Azoknak a műszaki rajzoknak nincsen bajuk , én is akkoriban tanultam .
Én egy rajz alapján térben látom a dolgot , ha jó a rajz .
A duma meg ami van a könyvben jó ha van ,de a rajz elég .
Szerintem a mostani színes képek a röhejesek :)
Linkeld be a főorsó rajzát akkor már , ha nem szidod a vén farkakat ,talán még segítünk is :)
Én egy rajz alapján térben látom a dolgot , ha jó a rajz .
A duma meg ami van a könyvben jó ha van ,de a rajz elég .
Szerintem a mostani színes képek a röhejesek :)
Linkeld be a főorsó rajzát akkor már , ha nem szidod a vén farkakat ,talán még segítünk is :)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 augusztus 01, 19:51
Írta: bundyland Dátum 2019 augusztus 01, 19:51
Sziasztok !
Érdeklődnék hogy valaki esetleg felismeri ezt a párban lévő
támasztócsúcsot. Az egyik állítható mint egy szegnyereg a
másik fix, talán morse 2 való mindegyikbe.
Párban vannak össze is vannak számozva.
Mire valóak ezek ?
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_fc00hj8tt6t8e6a7a3mhp_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/fc00hj8tt6t8e6a7a3mhp_2869.jpg)
Érdeklődnék hogy valaki esetleg felismeri ezt a párban lévő
támasztócsúcsot. Az egyik állítható mint egy szegnyereg a
másik fix, talán morse 2 való mindegyikbe.
Párban vannak össze is vannak számozva.
Mire valóak ezek ?
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_fc00hj8tt6t8e6a7a3mhp_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/fc00hj8tt6t8e6a7a3mhp_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 augusztus 01, 20:02
Írta: bundyland Dátum 2019 augusztus 01, 20:02
Közben meglett, mérőpad támcsúcsai.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 01, 20:07
Írta: Csuhás Dátum 2019 augusztus 01, 20:07
Vagy esetleg szerszámköszörű csúcsai:
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_xgxqhbc3zda2a59tkqbv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/xgxqhbc3zda2a59tkqbv_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_xgxqhbc3zda2a59tkqbv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/xgxqhbc3zda2a59tkqbv_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 augusztus 01, 20:10
Írta: bundyland Dátum 2019 augusztus 01, 20:10
Előszőr én is erre gondoltam, de nincs forgató hajtásra lehetőség.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 01, 20:59
Írta: Csuhás Dátum 2019 augusztus 01, 20:59
Ahogy a mellékelt fotón sincs. Két csúcs között egy támasztónak ütköztetve kézzel forgatják a szerszámot.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 01, 21:02
Írta: Csuhás Dátum 2019 augusztus 01, 21:02
Van itt pár kép. (http://www.lathes.co.uk/clarkson/)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 augusztus 02, 11:05
Írta: bundyland Dátum 2019 augusztus 02, 11:05
Köszi! Akkor ezek szerint már 2 dologra is használható.
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 augusztus 03, 15:49
Írta: js44ksuki Dátum 2019 augusztus 03, 15:49
Szaktársak! Marógépre vennék új vagy újszerű állapotú gépsatut, precíziós gépsatut. Kinek mi a véleménye milyet érdemes venni?
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_f7dje8i4w29wvbyesy3vu_4980.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/f7dje8i4w29wvbyesy3vu_4980.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_f7dje8i4w29wvbyesy3vu_4980.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/f7dje8i4w29wvbyesy3vu_4980.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 augusztus 03, 17:55
Írta: bundyland Dátum 2019 augusztus 03, 17:55
Én is pont keresek, egyenlőre ezt néztem ki, elvileg ez is ellenörzözz köszörlt darab.
SATU (https://www.szerszamia.hu/termek/gepsatu-forgotalppal--100mm-pofa-sz.-195-x-145-x-110/CRI-ATL4451150K)
SATU (https://www.szerszamia.hu/termek/gepsatu-forgotalppal--100mm-pofa-sz.-195-x-145-x-110/CRI-ATL4451150K)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 03, 19:18
Írta: Vetesi75 Dátum 2019 augusztus 03, 19:18
Amennyiben van rá keret... https://rothermetal.com/newsletter/2016/10/Mack-nc-satu.pdf .Nagyon fasza (amíg tönkre nem vágják). Ez a satu nem "emel ki", mert húzóra szorít. A mozgó pofa anyája kb. a mozgópofa előtt 10cm-re helyezkedik el. A kalapáccsal való leütést el lehet felejteni. (Melóhelyemen kedves kollégák rendszeresen túlhúzták - nyomatékmű összerágott, szétverték, belemartak...............................:(
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 augusztus 03, 19:42
Írta: ywathzay Dátum 2019 augusztus 03, 19:42
Hagyományos marógépre felesleges a precíziós. Egy komoly CNC-n indokolt. Az általad mutatott satu nagyon jó, síkköszörűre mágnesasztallal lehúzatva, vagy gépsatuba másodlagos satuként. Ha előre le van szorítva asztalra, problémás néha az anyag megszorítása ha épp úgy jön ki hogy rövid a csavar, ha kitekered az ellendarab leesik, nem tudod beakasztani a helyére, stb. Egy jó állapotú hagyományos gépsatu többet ér. Szerintem.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 03, 20:11
Írta: Vetesi75 Dátum 2019 augusztus 03, 20:11
Hagyományosok közül én ezt preferálom: "adokveszek #71132". Szerencsére sikerült már 3db jó állapotú , felújítatlan példányt szereznem belőle, hogy "garnitúrában" legyenek.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 03, 20:22
Írta: jani300 Dátum 2019 augusztus 03, 20:22
Kíváncsi vagyok , próbáltam keresni , de mást dob fel .
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2019 augusztus 03, 20:57
Írta: PSoft Dátum 2019 augusztus 03, 20:57
[#t19p71132#]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 03, 21:35
Írta: jani300 Dátum 2019 augusztus 03, 21:35
Köszönöm !
Keresés nem sikerült ,annyit lapozni meg nem akartam .
Ilyen satum nincsen :(
Keresés nem sikerült ,annyit lapozni meg nem akartam .
Ilyen satum nincsen :(
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 augusztus 03, 21:55
Írta: js44ksuki Dátum 2019 augusztus 03, 21:55
Köszönöm mindenkinek a segítséget gépsatu ügyében.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 03, 22:35
Írta: jani300 Dátum 2019 augusztus 03, 22:35
Kicsit elszontyolodtam ...
De tényleg nincsen ,de csak azért mert 160 as .
Jobb mint a képen , de még a végén nem hiszi el valaki .
Majdnem eladtam egyébként 25 ért , de jobb hogy megvan .
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ia5mwecfsz0ksuw84cv_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ia5mwecfsz0ksuw84cv_2430.jpg)
De tényleg nincsen ,de csak azért mert 160 as .
Jobb mint a képen , de még a végén nem hiszi el valaki .
Majdnem eladtam egyébként 25 ért , de jobb hogy megvan .
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_ia5mwecfsz0ksuw84cv_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ia5mwecfsz0ksuw84cv_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 04, 23:00
Írta: Scythian Dátum 2019 augusztus 04, 23:00
Üdv Urak!
Volna valakinél feleslegessé vált eladó ME marógép támgerendára való prizmás támcsapágy?
Volna valakinél feleslegessé vált eladó ME marógép támgerendára való prizmás támcsapágy?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2019 augusztus 04, 23:20
Írta: PSoft Dátum 2019 augusztus 04, 23:20
Nézz vissza pár oldalt az adok/veszek-ben.
Mintha...lett volna egy, nem is olyan régen.
Mintha...lett volna egy, nem is olyan régen.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 05, 10:56
Írta: Scythian Dátum 2019 augusztus 05, 10:56
Köszi, másfél hete nem voltam, talán elég lesz ekkora intervallumot átnyálazni :)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 05, 21:26
Írta: sufnituning Dátum 2019 augusztus 05, 21:26
Nekem van, ha érdekel felrakom az adok-kapokba
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 08, 22:12
Írta: f6hcey09y Dátum 2019 augusztus 08, 22:12
Sziasztok, szeretnék kérni egy kis segítséget, hátha valakinek van ötlete. Egy marógép keresztasztalát szeretném levenni, és kicsit megakadtam vele. Kivettem a trapézmenetes orsót, de azt nem találtam, hogy az anyát hogy tudnám levenni, és egyelőre amiatt nem tudom a prizmás vezetékről lehüzni az asztalt. Csatoltam képeket, látszik, hogy két csavar rögzíti az asztalhoz (pontosabban egy látszik a képen, a másik hátul van), de felülről van becsavarozva, vagyis az asztal felől.
Nem sok időm volt rá, mert még az eladónál van a gép, és mennem kellett, de hátha valaki kapásból tudja, hogy hogy lehet ez megoldva.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_tx4yz4sdh8jdvbfq6xzy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tx4yz4sdh8jdvbfq6xzy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ha4tn286de05fm5uctd47_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ha4tn286de05fm5uctd47_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_5u5envmcm8h87vnj5knme_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/5u5envmcm8h87vnj5knme_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_2d0fts72v0sbmv7bzua_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/2d0fts72v0sbmv7bzua_6272.jpg)
Nem sok időm volt rá, mert még az eladónál van a gép, és mennem kellett, de hátha valaki kapásból tudja, hogy hogy lehet ez megoldva.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_tx4yz4sdh8jdvbfq6xzy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tx4yz4sdh8jdvbfq6xzy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ha4tn286de05fm5uctd47_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ha4tn286de05fm5uctd47_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_5u5envmcm8h87vnj5knme_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/5u5envmcm8h87vnj5knme_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_2d0fts72v0sbmv7bzua_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/2d0fts72v0sbmv7bzua_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 08, 22:19
Írta: f6hcey09y Dátum 2019 augusztus 08, 22:19
Így utólag belegondolva, talán először szét kell szedni a felette lévő másik szánszerkezetet is, és akkor hozzá lehet férni (már ha ott nem ugyanebbe a problémába ütközöm).
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 08, 22:20
Írta: jani300 Dátum 2019 augusztus 08, 22:20
Hát így első ránézésre szerintem a hosszasztalt kell először kivenni , és úgy .
De ez csak feltételezés .
De ez csak feltételezés .
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 14, 19:25
Írta: snapscan Dátum 2019 augusztus 14, 19:25
Stigron MF1000 (valószínűleg az ME1000 elődje, 1960-as gyártás, rengeteg hasonlóság) maróhoz keresek gépkönyvet, illetve kapcsolási rajzot. A neten megtaláltam az ME1000 gépkönyvét, de az elektromos részről nincs benne szó. Az esélytelenek nyugalmával kérdem, van valakinek bármi infója erről a gépről?
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2019 augusztus 14, 21:22
Írta: Robika37 Dátum 2019 augusztus 14, 21:22
Szia Uram !
Az MF 1000-es az fix függőleges fejjel készült . Elméletileg jobbra-balra 45 fokban dönthető a fej . Ebben különbözik a gépváz és a főorsó kialakítás.
Az asztal nem fordítható el úgy mint az ME típuson.
Elektromosságilag megegyezik. A főkapcsolóval fordítod a főmotor forgásirányát egy mágneskapcsoló tartozik hozzá és a ki.be nyomógomb működteti. A főkapcsoló elég furmányos , tovább fordítva bekapcsolja a hűtővíz szivattyút.
Az előtolás kapcsoló gyárilag szintén egy ganzos kapcsoló amelyre fogaskerék van felfűzve , ezáltal jobbra-balr kapcsolva az előtolást elindítja a az előtoló motort és forgásirányt is vált ehhez tartozik két mágneskapcsoló .
Az előtolás csak a főorsó motorral együtt aktív. Az előtolás kapcsolót tovább nyomva rugó ellenében a mellékhajtásban nyomja a gyorsjárati kuplungot és elindítja az előtoló motort. Tehát gyorsjárat van mindig . A két hosszütköző mikrokapcsolóval bontja az aktuális irány mágneskapcsolóját.....Ez aműködése ehhez már lehet hibát keresni és javítani ha szükséges. Az előtolás kapcsoló és a főkapcsoló pótlása szerintem nem egyszerű feladat ha hiányzik elhalálozott érdemes megrajzolni a működésnek megfelelően és új korszerű elemekből összeállítani.
Az MF 1000-es az fix függőleges fejjel készült . Elméletileg jobbra-balra 45 fokban dönthető a fej . Ebben különbözik a gépváz és a főorsó kialakítás.
Az asztal nem fordítható el úgy mint az ME típuson.
Elektromosságilag megegyezik. A főkapcsolóval fordítod a főmotor forgásirányát egy mágneskapcsoló tartozik hozzá és a ki.be nyomógomb működteti. A főkapcsoló elég furmányos , tovább fordítva bekapcsolja a hűtővíz szivattyút.
Az előtolás kapcsoló gyárilag szintén egy ganzos kapcsoló amelyre fogaskerék van felfűzve , ezáltal jobbra-balr kapcsolva az előtolást elindítja a az előtoló motort és forgásirányt is vált ehhez tartozik két mágneskapcsoló .
Az előtolás csak a főorsó motorral együtt aktív. Az előtolás kapcsolót tovább nyomva rugó ellenében a mellékhajtásban nyomja a gyorsjárati kuplungot és elindítja az előtoló motort. Tehát gyorsjárat van mindig . A két hosszütköző mikrokapcsolóval bontja az aktuális irány mágneskapcsolóját.....Ez aműködése ehhez már lehet hibát keresni és javítani ha szükséges. Az előtolás kapcsoló és a főkapcsoló pótlása szerintem nem egyszerű feladat ha hiányzik elhalálozott érdemes megrajzolni a működésnek megfelelően és új korszerű elemekből összeállítani.
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 15, 14:27
Írta: snapscan Dátum 2019 augusztus 15, 14:27
Szia,
köszönöm szépen az információkat, hasznos volt, ennyivel kevesebbet kell este agyalni. Nem szeretném jobban megbontani, mint amit a hiba igényel. Egyelőre a kapcsolóra már eljut a betáp, de a panelre semmi, ami nem jó hír.
A biztosítékházak olyan kontaktosak, hogy valószínűleg nem maradnak meg ebben a formában. Sajnálnám ugyan az eredeti állapotot feltúrni, de inkább használnám, mint szerelném. Majd meglátom..
köszönöm szépen az információkat, hasznos volt, ennyivel kevesebbet kell este agyalni. Nem szeretném jobban megbontani, mint amit a hiba igényel. Egyelőre a kapcsolóra már eljut a betáp, de a panelre semmi, ami nem jó hír.
A biztosítékházak olyan kontaktosak, hogy valószínűleg nem maradnak meg ebben a formában. Sajnálnám ugyan az eredeti állapotot feltúrni, de inkább használnám, mint szerelném. Majd meglátom..
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 17, 18:25
Írta: Scythian Dátum 2019 augusztus 17, 18:25
Üdv nagyérdemű!
Írja már meg nekem egy nagy tudású kolléga, hogy miként is kellene használni az egyetemes osztóművet... Youtubos videó anyag nem taglalja annak beállítását, és fokos beosztás csak a tengelyre merőleges irányban van jelölve.
Hogyan tudok 50 fokos szöget beállítani pl.
Toni
Írja már meg nekem egy nagy tudású kolléga, hogy miként is kellene használni az egyetemes osztóművet... Youtubos videó anyag nem taglalja annak beállítását, és fokos beosztás csak a tengelyre merőleges irányban van jelölve.
Hogyan tudok 50 fokos szöget beállítani pl.
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 17, 19:24
Írta: Csuhás Dátum 2019 augusztus 17, 19:24
Javaslom olvasd el a könyvtárban levő több osztófejjel foglakozó könyvet. Konkrétan a te kérdésedre sok válasz van pl az egyik: Állíts be 36-os osztást, így egy osztás 10 fok. Nos ilyenből ötöt tekerve megvan az 50 fok.
( A könyvtár katalógusa (https://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt) )
( A könyvtár katalógusa (https://cnctar.hobbycnc.hu/Csuhas/szakirodalom_linkek.txt) )
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 20:17
Írta: sufnituning Dátum 2019 augusztus 17, 20:17
Vagy 18-ast
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 17, 20:28
Írta: Scythian Dátum 2019 augusztus 17, 20:28
Köszi a válaszokat.
Most jobban örültem volna konkrét iránymutatásnak az idő szűke miatt, meg aztán mivel az sem bizonyos, hogy megfelelően működik nem tölteném olvasgatással az időt. Majd, ha úgy látom valóban használható a nálam lévő darab, akkor ráérek az elmélettel is foglalkozni.
Egyelőre forog minden össze vissza, ha hibás, akkor lépek tovább....
Most jobban örültem volna konkrét iránymutatásnak az idő szűke miatt, meg aztán mivel az sem bizonyos, hogy megfelelően működik nem tölteném olvasgatással az időt. Majd, ha úgy látom valóban használható a nálam lévő darab, akkor ráérek az elmélettel is foglalkozni.
Egyelőre forog minden össze vissza, ha hibás, akkor lépek tovább....
Cím: Re:Hagyományos forgácsológépek
Írta: 2am4nwzib Dátum 2019 augusztus 17, 20:33
Írta: 2am4nwzib Dátum 2019 augusztus 17, 20:33
Hasznos szakirodalom , köszönet [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 17, 20:58
Írta: Csuhás Dátum 2019 augusztus 17, 20:58
"Most jobban örültem volna konkrét iránymutatásnak"
Ja kérlek, ahhoz jobban kellene kérdezni. Pl honnan tudjam milyen osztófejed van? Milyen a belső áttétele 1:40 vagy valami más? Milyen osztótárcsáid vannak hozzá?
Ja kérlek, ahhoz jobban kellene kérdezni. Pl honnan tudjam milyen osztófejed van? Milyen a belső áttétele 1:40 vagy valami más? Milyen osztótárcsáid vannak hozzá?
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 21:04
Írta: sufnituning Dátum 2019 augusztus 17, 21:04
felraksz egy 36-os tárcsát, ha az osztómű áttétele 1:40, akkor 40:36= 1 teljes fordulat és 4. lukba kell berakni a pöcköt a 36. lyukkörön
és ezt 5 x
szerintem, de ha valaki másképp tudja az kiabáljon!
és ezt 5 x
szerintem, de ha valaki másképp tudja az kiabáljon!
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 21:07
Írta: sufnituning Dátum 2019 augusztus 17, 21:07
természetesen a 2. tekerésnél már a 8. lukban lesz a pöcök és így tovább.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 17, 21:13
Írta: Scythian Dátum 2019 augusztus 17, 21:13
Na, akkor már itt gondom adódott.....
Mindösszesen egyetlen telelyuggatott tárcsa van, azon 40, 31, 21, és 18 osztással. Hogy a cuccban milyen az áttétel, a jó ég tudja, úgy néztem, hogy 9° egy teljes 360° tekerintés. De lehet, hogy az 10. De akkor sem igazán értem...Minden ese3re most letöltöttem a könyvet, talán felvilágosultabb leszek, ha okosabb nem is :)
Mindösszesen egyetlen telelyuggatott tárcsa van, azon 40, 31, 21, és 18 osztással. Hogy a cuccban milyen az áttétel, a jó ég tudja, úgy néztem, hogy 9° egy teljes 360° tekerintés. De lehet, hogy az 10. De akkor sem igazán értem...Minden ese3re most letöltöttem a könyvet, talán felvilágosultabb leszek, ha okosabb nem is :)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 21:24
Írta: sufnituning Dátum 2019 augusztus 17, 21:24
Vagy a 18-as 40: 18= 2 teker itt isa 4. lukba a pöcök,
de azért mérjed le előtte!
A második ütemnél 2 tekerés 8. luk
a harmadik: 2 tek. 12. lik
negyedik: 2 tek. 16. lik
ötödik: 2 tek 20. lik
de azért mérjed le előtte!
A második ütemnél 2 tekerés 8. luk
a harmadik: 2 tek. 12. lik
negyedik: 2 tek. 16. lik
ötödik: 2 tek 20. lik
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 21:33
Írta: sufnituning Dátum 2019 augusztus 17, 21:33
De azért írom hogy mérjed le a fokot, mert így utólag 360:18= 20 fok
tehát csak kettő ütemet kell tekerni és utána egy felet.
tehát
1.ü. 2 tekerés 4. luk
2.ü. 2 tekerés 8. luk
3. ü. 1 tekerés 10.luk
Ha jól számolom 20+20+10 fok
tehát csak kettő ütemet kell tekerni és utána egy felet.
tehát
1.ü. 2 tekerés 4. luk
2.ü. 2 tekerés 8. luk
3. ü. 1 tekerés 10.luk
Ha jól számolom 20+20+10 fok
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2019 augusztus 17, 22:00
Írta: 000000000 Dátum 2019 augusztus 17, 22:00
Idáig sajnos csak rossz tekergetéseket írtak neked.
50 fokot pl. egy 18-as lyukkörön tudsz leosztani úgy, hogy ötször körbe tekered (ez 5*9=45 fokot eredményez), és még 10 lyukkal tovább tekered (10*.5=5 fok).
50 fokot pl. egy 18-as lyukkörön tudsz leosztani úgy, hogy ötször körbe tekered (ez 5*9=45 fokot eredményez), és még 10 lyukkal tovább tekered (10*.5=5 fok).
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 22:10
Írta: sufnituning Dátum 2019 augusztus 17, 22:10
Mivel a tied biztosan rossz!
Mert ha a 18-as lyukkörön 2-őt tekersz és még négy luk az a 20 fok
Te már bőven 100 fok felett jársz
Mert ha a 18-as lyukkörön 2-őt tekersz és még négy luk az a 20 fok
Te már bőven 100 fok felett jársz
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 22:12
Írta: sufnituning Dátum 2019 augusztus 17, 22:12
Ez hogy jött ki a 45 fok ?
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 22:23
Írta: sufnituning Dátum 2019 augusztus 17, 22:23
Ez miért nem jó neked?
Ha csinálsz egy 18 fogú fogaskereket, akkor hogy teljesen körbeérj, kell 360 fok tehát 360:18 == 20 fok
tehát az első fogtól a második 20 fokra van.
Ha van egy 18-as lyukköröd, és egy 1:40 -es áttételed, akkor 40: 18= 2 teker mert 2x van meg a 40: a 18, mert 2 x 18=36 és a negyedik lukba kell berakni a pöcköt, ez az első 20 fok, utána megint kell kettőt tekerni, és néggyel odébb rakni a pöcköt, mert ez már 40 fok, ezután ezeknek az ütemeknek csak a felével kell odébb rakni tehát egyet kell tekerni, és 2 vel odébb rakni a pöcköt. ez 10 fok.
Ennél szájbarágósabban nem tudom leírni, de ezt fogagggyuk így el![#csodalk]
Ha csinálsz egy 18 fogú fogaskereket, akkor hogy teljesen körbeérj, kell 360 fok tehát 360:18 == 20 fok
tehát az első fogtól a második 20 fokra van.
Ha van egy 18-as lyukköröd, és egy 1:40 -es áttételed, akkor 40: 18= 2 teker mert 2x van meg a 40: a 18, mert 2 x 18=36 és a negyedik lukba kell berakni a pöcköt, ez az első 20 fok, utána megint kell kettőt tekerni, és néggyel odébb rakni a pöcköt, mert ez már 40 fok, ezután ezeknek az ütemeknek csak a felével kell odébb rakni tehát egyet kell tekerni, és 2 vel odébb rakni a pöcköt. ez 10 fok.
Ennél szájbarágósabban nem tudom leírni, de ezt fogagggyuk így el![#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 17, 22:23
Írta: Scythian Dátum 2019 augusztus 17, 22:23
Köszönöm!
Ez így a helyes. A korábbiak ( tekergetek ennyit, annyit....) az megtévesztő, mondhatnám fals információ. Egy teljes kör megtétele 9 fok elfordulást eredményez, amúgy 40-es az enyém is, mint ahogy azt a letöltött dokuban is olvastam. Azért arra kíváncsi leszek, hogy a két prím szú osztókörrel mire megyek.... :) Mert 41, és 31......mivel lehet osztani
Ez így a helyes. A korábbiak ( tekergetek ennyit, annyit....) az megtévesztő, mondhatnám fals információ. Egy teljes kör megtétele 9 fok elfordulást eredményez, amúgy 40-es az enyém is, mint ahogy azt a letöltött dokuban is olvastam. Azért arra kíváncsi leszek, hogy a két prím szú osztókörrel mire megyek.... :) Mert 41, és 31......mivel lehet osztani
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 22:48
Írta: sufnituning Dátum 2019 augusztus 17, 22:48
Egyébként már értem hogy számoltál, nem rossz, de ha előtte levő hozzászólást megnézed, ugyan ez az eredmény, csak én foganként szemléltettem a tekeréseket 20+20+10 fokonként
így is lehet számolni, de nem így szokták.
csak ezért volt furcsa.
így is lehet számolni, de nem így szokták.
csak ezért volt furcsa.
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 17, 22:58
Írta: sufnituning Dátum 2019 augusztus 17, 22:58
Írtad, hogy van 18 as lukköröd, akkor nem értem.[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2019 augusztus 18, 08:27
Írta: laca Dátum 2019 augusztus 18, 08:27
Egy apró megjegyzés : " és a negyedik lukba kell berakni a pöcköt". Nem a lyukakat, hanem a lyukközöket kell számolni-az "emlékeztető villa" között öt lyuknak kell lenni.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2019 augusztus 18, 08:41
Írta: 000000000 Dátum 2019 augusztus 18, 08:41
Örülök, hogy segíthettem.
"Azért arra kíváncsi leszek, hogy a két prím szú osztókörrel mire megyek.... :) Mert 41, és 31......mivel lehet osztani"
Pl. arra mehetsz velük, hogy ilyen esetekben egy teljes kört 31*n vagy 41*n részre tudsz osztani, ahol n=1, 2, 4, 5, 8, 10, 20, 40 lehet.
Aztán még létezik a differenciál osztás is, de ehhez kellenek váltó fogaskerekek is, nem tudom, vannak-e ilyen tartozékaid az osztófejedhez. A differenciál osztással a fogaskerék készletedtől függően sok-sok más különleges osztás is beállítható, mint amit az egyszerű osztásnál az osztótárcsa lyukkörszáma megenged.
Egyébként meg érzékelheted, már az egyszerű osztás is mennyi mindenre jó, csak alkalmazni kell az osztófej HELYES elméletét, és így kiszámolni a kívánt osztást. Sok sikert kívánok az osztási műveleteidhez ezek alapján.
"Azért arra kíváncsi leszek, hogy a két prím szú osztókörrel mire megyek.... :) Mert 41, és 31......mivel lehet osztani"
Pl. arra mehetsz velük, hogy ilyen esetekben egy teljes kört 31*n vagy 41*n részre tudsz osztani, ahol n=1, 2, 4, 5, 8, 10, 20, 40 lehet.
Aztán még létezik a differenciál osztás is, de ehhez kellenek váltó fogaskerekek is, nem tudom, vannak-e ilyen tartozékaid az osztófejedhez. A differenciál osztással a fogaskerék készletedtől függően sok-sok más különleges osztás is beállítható, mint amit az egyszerű osztásnál az osztótárcsa lyukkörszáma megenged.
Egyébként meg érzékelheted, már az egyszerű osztás is mennyi mindenre jó, csak alkalmazni kell az osztófej HELYES elméletét, és így kiszámolni a kívánt osztást. Sok sikert kívánok az osztási műveleteidhez ezek alapján.
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2019 augusztus 18, 08:41
Írta: laca Dátum 2019 augusztus 18, 08:41
....vagy nulláról kezdeni a lyukak számolását...
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2019 augusztus 18, 11:07
Írta: sufnituning Dátum 2019 augusztus 18, 11:07
És én már azt is tudom, mi a hosszú élet titka!
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2019 augusztus 18, 11:26
Írta: Scythian Dátum 2019 augusztus 18, 11:26
Szia!
Köszönöm a segítséged, számomra teljességgel elegendő lesz a 0,5° felbontás. Ha csak azzal az egy osztókörrel foglalkozom még rá is jöhettem volna a használatára, de megkavart a másik 3. Azoknak valószínűleg sok hasznát nem veszem, mert a csupasz tekerentyűt felül egyéb tartozékom nincs hozzá. Fogaskereket meg bizonyosan nem állok neki készíteni. Most a 2db 50°-os prizma elkészítése is kemény feladat, mert 200mm hosszon ilyen szögben nincs mihez rögzítenem. Szögsatuval nem rendelkezem, marad az egyszerűbb, bátrabb megoldás, talán nem törik a szerszám....
Köszönöm a segítséged, számomra teljességgel elegendő lesz a 0,5° felbontás. Ha csak azzal az egy osztókörrel foglalkozom még rá is jöhettem volna a használatára, de megkavart a másik 3. Azoknak valószínűleg sok hasznát nem veszem, mert a csupasz tekerentyűt felül egyéb tartozékom nincs hozzá. Fogaskereket meg bizonyosan nem állok neki készíteni. Most a 2db 50°-os prizma elkészítése is kemény feladat, mert 200mm hosszon ilyen szögben nincs mihez rögzítenem. Szögsatuval nem rendelkezem, marad az egyszerűbb, bátrabb megoldás, talán nem törik a szerszám....
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 augusztus 18, 16:09
Írta: J-Steel Dátum 2019 augusztus 18, 16:09
Láttatok már ilyet? Fúrás után 6 szögletű forma lyukasztása álló, de imbolygó 6 szögű szerszámmal, Z tengely előtolásával:
https://www.youtube.com/watch?v=4-3gPWl6wfU
A videóban húzott acélt munkál meg. Ez tényleg létezik? Használtatok-e már ilyen eljárást?
https://www.youtube.com/watch?v=4-3gPWl6wfU
A videóban húzott acélt munkál meg. Ez tényleg létezik? Használtatok-e már ilyen eljárást?
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2019 augusztus 19, 17:11
Írta: ysc3kmx9v Dátum 2019 augusztus 19, 17:11
Igen létezik,készítettem magamnak is egy ilyen szerszámot,de nem fúrógépen,hanem esztergán használom,az elmélet ugyanaz,még akkor is ha az eszterga forog.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 augusztus 19, 20:59
Írta: J-Steel Dátum 2019 augusztus 19, 20:59
Pont ezért készült ez a video. Az előzőben esztergán használta, de nem látszódott semmi, emiatt a kommentelők jelezték egyből, hogy a video nem elég informativ.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2019 augusztus 20, 10:04
Írta: ysc3kmx9v Dátum 2019 augusztus 20, 10:04
A látottak alapján valóban nehéz megérteni a működését.Szóban,vagy írásban is kellene útmutatás.Aki a szerszám működési elvét megérti,könnyedén saját magának is tud készíteni ilyen készüléket.A munkán kívül 3000-4000 ft-ból elő lehet állítani.
Cím: Re:Hagyományos forgácsológépek
Írta: konvoid Dátum 2019 augusztus 20, 20:29
Írta: konvoid Dátum 2019 augusztus 20, 20:29
https://m.youtube.com/watch?v=2vaD9PBSeXY
Cím: Re:Hagyományos forgácsológépek
Írta: konvoid Dátum 2019 augusztus 20, 20:47
Írta: konvoid Dátum 2019 augusztus 20, 20:47
Egyszerűbb megoldás.
https://m.youtube.com/watch?v=1VEW-pcFAmM
https://m.youtube.com/watch?v=1VEW-pcFAmM
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 20, 21:22
Írta: jani300 Dátum 2019 augusztus 20, 21:22
Ott veszítettem el a fonalat mikor eltolt tengelyvonallal összeszereli és egy átmérőre esztergálja .
Pedig régebben érteni véltem , más videó alapján ,de már nem tudom az hol lehet .
Pedig régebben érteni véltem , más videó alapján ,de már nem tudom az hol lehet .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 21, 00:13
Írta: jani300 Dátum 2019 augusztus 21, 00:13
A működését értem , a nulla ütésű résznél van a dolgozóél .
Az nem tiszta hogyan állítja be a ferdeséget . .
De nem nézegetem tovább :)
Az nem tiszta hogyan állítja be a ferdeséget . .
De nem nézegetem tovább :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 21, 00:30
Írta: jani300 Dátum 2019 augusztus 21, 00:30
http://nullitt egy másik videó (https://www.youtube.com/watch?v=yTN2K5NWqdg)
Itt értem hogyan készíti ...
Itt értem hogyan készíti ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 21, 00:49
Írta: jani300 Dátum 2019 augusztus 21, 00:49
imbolygó (https://www.youtube.com/watch?v=fTlUhgn_qB0)
Szia ! 0,26 nál ott az elvi rajza .
Szia ! 0,26 nál ott az elvi rajza .
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:02
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:02
Ezt én is megcsináltam, még ezen is egyszerűsítettem, amit esztergához csináltam.
véső (http://mikesworkshop.weebly.com/rotary-broaching-on-the-mill.html)
véső (http://mikesworkshop.weebly.com/rotary-broaching-on-the-mill.html)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:14
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:14
Ezt csináltam egyszerűbben.
http://mikesworkshop.weebly.com/rotary-broaching.html
http://mikesworkshop.weebly.com/rotary-broaching.html
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 21, 01:17
Írta: jani300 Dátum 2019 augusztus 21, 01:17
[#eljen]
A csapágyazott azért jobban tetszik .
Tiszta bolond vagyok , nem bírom ha nem értem valaminek a működését :)
Nem mostanában forgácsoltam , pedig szeretem .
Mindenképpen váltanom kell , az agyamra mentek már az autók .. :)
A csapágyazott azért jobban tetszik .
Tiszta bolond vagyok , nem bírom ha nem értem valaminek a működését :)
Nem mostanában forgácsoltam , pedig szeretem .
Mindenképpen váltanom kell , az agyamra mentek már az autók .. :)
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:21
Írta: B.Zoltán Dátum 2019 augusztus 21, 01:21
Van egy golyó a végében.[#wilting]
Aki sokat használja, annak érdemes egy normálist csinálni.
Aki sokat használja, annak érdemes egy normálist csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 21, 17:28
Írta: jani300 Dátum 2019 augusztus 21, 17:28
Bocsi ,nem leszólni akartam ...
Ha a kecskelábú esztergák főorsójába jó volt támcsapágynak a golyó akkor ide is bizonyosan megfelel .
Érdekes hogy csak hajtott szerszámként imbolyog .
Szegnyeregben valóban nem látszik hogy ferde a tengelye .
Ha a kecskelábú esztergák főorsójába jó volt támcsapágynak a golyó akkor ide is bizonyosan megfelel .
Érdekes hogy csak hajtott szerszámként imbolyog .
Szegnyeregben valóban nem látszik hogy ferde a tengelye .
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2019 augusztus 21, 17:44
Írta: B.Zoltán Dátum 2019 augusztus 21, 17:44
Az esztergás változatnál, nem imbolyog, hanem a központot kell eltolni 1-2 fokkal, úgymond "elferdíteni".
Az a ferdeség vési ki a hatszöget.
A golyó, egy-két alkalomra jó, meg kis terhelésre.
Poénra vettem én is.
Az a ferdeség vési ki a hatszöget.
A golyó, egy-két alkalomra jó, meg kis terhelésre.
Poénra vettem én is.
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 22, 08:17
Írta: snapscan Dátum 2019 augusztus 22, 08:17
Még mindig MF1000. Szeretném felszerszámozni, de egy morse kúp a szükséges behúzó alkatrésszel még hiányzik. Valaki tudna esetleg segíteni, hogy pontosan milyen alkatrészeket kell beszereznem hozzá? Patronos befogót szeretnék bele, ~16mm befogás tartományig. A lenginkább az a téglalap alakú bemunkálás zavar a dologban, azt nem tudom hová tenni.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_gaccf9hdwii8086t4kw5_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/gaccf9hdwii8086t4kw5_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_2b3n4nhmm0m4siwn7xsdc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/2b3n4nhmm0m4siwn7xsdc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_c4i9fuz6azjyee48zidj3_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/c4i9fuz6azjyee48zidj3_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_tfpk6pks3zgj0gc8yachc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tfpk6pks3zgj0gc8yachc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_u3tpymq47gzt3dbznxmi_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/u3tpymq47gzt3dbznxmi_2997.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_gaccf9hdwii8086t4kw5_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/gaccf9hdwii8086t4kw5_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_2b3n4nhmm0m4siwn7xsdc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/2b3n4nhmm0m4siwn7xsdc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_c4i9fuz6azjyee48zidj3_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/c4i9fuz6azjyee48zidj3_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_tfpk6pks3zgj0gc8yachc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tfpk6pks3zgj0gc8yachc_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_u3tpymq47gzt3dbznxmi_2997.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/u3tpymq47gzt3dbznxmi_2997.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 augusztus 22, 08:30
Írta: jani300 Dátum 2019 augusztus 22, 08:30
Az a téglalap a menesztő része a kúpnak .
Mivel behúzómenetes a kúp , a fúrókon megszokott hátsó menesztőlap nem lehet .
Egy patronos befogású marótüske (http://www.menet-szerszam.hu/hu/szerszambefogo/morse-4-kuppal/eco-er25os-patronos-befogo-morse4-mk4-m16-behuzo-menet)
Mivel behúzómenetes a kúp , a fúrókon megszokott hátsó menesztőlap nem lehet .
Egy patronos befogású marótüske (http://www.menet-szerszam.hu/hu/szerszambefogo/morse-4-kuppal/eco-er25os-patronos-befogo-morse4-mk4-m16-behuzo-menet)
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 22, 10:14
Írta: snapscan Dátum 2019 augusztus 22, 10:14
Értem, köszi. Akkor gondolom ehhez még kell egy megfelelő hosszúságú M16 behúzószár, és ennyi. Jól gondolom?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 22, 10:35
Írta: Csuhás Dátum 2019 augusztus 22, 10:35
Ha készíted a behúzószárat, akkor mutatok egy nekem bevált megoldást. Előnye hogy ki is tudja tolni a kúpot, illetve van hozzá egy közdarab készlet amivel más menetű marókat is be tudok fogni. Egy gyakran kell pl ha szűkítőbe használok ujjmarót. ( Egy megfelelő alátéttel a szűkítőt is ki tudja tolni az orsóból. )
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_dgpd8tfjjgp009dx408f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/dgpd8tfjjgp009dx408f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_4734whbtagg58u3kbwdt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/4734whbtagg58u3kbwdt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ebb66mx3uu4w90bput4a_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ebb66mx3uu4w90bput4a_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_dgpd8tfjjgp009dx408f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/dgpd8tfjjgp009dx408f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_4734whbtagg58u3kbwdt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/4734whbtagg58u3kbwdt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ebb66mx3uu4w90bput4a_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ebb66mx3uu4w90bput4a_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 22, 10:47
Írta: snapscan Dátum 2019 augusztus 22, 10:47
Huhh, az még odébb van, hogy ilyet tudjak készíteni, ahhoz az esztergát is fel kellene szerszámozni. Rajzod esetleg nincs róla? Jelenleg készíttetni tudnám csak.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 22, 11:07
Írta: Csuhás Dátum 2019 augusztus 22, 11:07
Sajnos nem rajzoltam, csak elkészítettem.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 22, 12:21
Írta: Vetesi75 Dátum 2019 augusztus 22, 12:21
Szia! Ekkora géphez legalább 32-es méretű patron befogadására való befogót ajánlanék, az 20mm-es hengeres szárig használható. Feltétlen "ER" típust, mert annak későbbiekben is biztosított lesz a pótalkatrész ellátása. Fotóztam egy MK3/ER32-t, ezen szembetűnőbb a menesztőlap. Sokan "barkácsolnak" és behúzószárként a sima menetes szálat használnak, de az hosszútávon csak önmaguk szívatása .
(A 6-os maró köszöni jól van, csak a bitumen van ráolvadva.) :)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_329g67n2aieajiu04h9sh_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/329g67n2aieajiu04h9sh_1883.jpg)
(A 6-os maró köszöni jól van, csak a bitumen van ráolvadva.) :)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_329g67n2aieajiu04h9sh_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/329g67n2aieajiu04h9sh_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 22, 13:57
Írta: snapscan Dátum 2019 augusztus 22, 13:57
Köszönöm, közben már én is az ER32-es mérettel szemezgettem. A menesztőlapra figyelek, főképp a homlokmaró befogóknál nem látom kialakítva, ahogy a neten vizslatom a kínálatot. Még sokat kell tanulom, de 20 éves terv vált valóra, úgyhogy lelkesedés az van:-)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 24, 17:33
Írta: Vetesi75 Dátum 2019 augusztus 24, 17:33
Sziasztok! Jól gondolom, hogy Tos BN102 köszörűnél a kézikeréktől balra eső fekete marokcsavar szerűség a függőleges szán rögzítője? (kép a netről)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_qwckww2uescmtcjm0uq0s_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/qwckww2uescmtcjm0uq0s_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_qwckww2uescmtcjm0uq0s_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/qwckww2uescmtcjm0uq0s_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 24, 19:52
Írta: Vetesi75 Dátum 2019 augusztus 24, 19:52
Közben alábújtam, rájöttem. A kézikerék fogaskerék kapcsolatát oldja.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 augusztus 24, 19:54
Írta: szucst Dátum 2019 augusztus 24, 19:54
Szia
A képen Bn102 B van ( a keresztasztalon van egy t nut is). Gépkönyve valahol fent van a neten.
A sima 102 - n nincs külön rögzítője a függőleges toronynak, max a torony talpöntvény sliccelésénél lehet húzni a csavarokon.
A képen Bn102 B van ( a keresztasztalon van egy t nut is). Gépkönyve valahol fent van a neten.
A sima 102 - n nincs külön rögzítője a függőleges toronynak, max a torony talpöntvény sliccelésénél lehet húzni a csavarokon.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 augusztus 24, 20:19
Írta: Vetesi75 Dátum 2019 augusztus 24, 20:19
Szia! Igen, ez is a "B" típus. Egyelőre csak nézegetem, meg próbálnám szétszerelhető állapotba hozni, hogy megmenthető legyen. Egész jól egyben van, mondhatni túlságosan is :(. Még áztatom pár napig, hátha mozdul...
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 augusztus 24, 23:18
Írta: szucst Dátum 2019 augusztus 24, 23:18
Hát akkor magam után neked is gratulálok a jó vételhez
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 augusztus 24, 23:25
Írta: szucst Dátum 2019 augusztus 24, 23:25
Hurrá, a szöveg java lemaradt
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 augusztus 24, 23:25
Írta: szucst Dátum 2019 augusztus 24, 23:25
Megint... majd máskor újra próba
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2019 augusztus 26, 20:09
Írta: ecostar Dátum 2019 augusztus 26, 20:09
Sziasztok!
Strigon 250 függőleges fej belsejéről nincs véletlenül valakinek fenyképe szetszedés/összeszerelés közben, szétszedés közben kevés képet készítettem és közben több hónap is eltelt nem egyértelmű minden most összeszereléskor...
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_c6qh76x6g9yb03p0vy3zp_3975.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/c6qh76x6g9yb03p0vy3zp_3975.jpg)
Strigon 250 függőleges fej belsejéről nincs véletlenül valakinek fenyképe szetszedés/összeszerelés közben, szétszedés közben kevés képet készítettem és közben több hónap is eltelt nem egyértelmű minden most összeszereléskor...
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_c6qh76x6g9yb03p0vy3zp_3975.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/c6qh76x6g9yb03p0vy3zp_3975.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: js44ksuki Dátum 2019 augusztus 27, 12:39
Írta: js44ksuki Dátum 2019 augusztus 27, 12:39
Szia! Kíváncsi lennék, hogy a te vertikál fejed fóorsójának belső kúpja morse 3 vagy 4?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 augusztus 27, 12:41
Írta: Csuhás Dátum 2019 augusztus 27, 12:41
Gyárilag 3-as, de majd mindenki - köztük én is - felesztergálta mk4-re.
Cím: Re:Hagyományos forgácsológépek
Írta: ecostar Dátum 2019 augusztus 27, 15:32
Írta: ecostar Dátum 2019 augusztus 27, 15:32
Morse 3-as a belső kúpja!
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 27, 23:02
Írta: f6hcey09y Dátum 2019 augusztus 27, 23:02
Sziasztok, lenne egy kérésem: lenne-e esetleg valakinek egy morse 3-as dörzsára egy használat erejéig kölcsönbe (ideálisan valahol Budapest környékén)?
Vettem egy régi marógépet, és azt látom, hogy a főorsó (MK3) elég sokat üt. Ha rámérek a kúp belsejében órával, akkor csak ~1 század körüli kitérést látok, de persze csak a kúp végét tudom így megnézni (viszont ebből azt gondolom, hogy maga a kúp koncentrikus). De ujjal bejjebb kitapogatva érezhető, hogy a kúpban nem hibátlan mindenhol a felület. Ezeket a belső felületi sérüléseket gondolom, hogy a dörzsárral lenne érdemes javítani. Tudna ebben segíteni valaki? Előre is köszönöm!
Vettem egy régi marógépet, és azt látom, hogy a főorsó (MK3) elég sokat üt. Ha rámérek a kúp belsejében órával, akkor csak ~1 század körüli kitérést látok, de persze csak a kúp végét tudom így megnézni (viszont ebből azt gondolom, hogy maga a kúp koncentrikus). De ujjal bejjebb kitapogatva érezhető, hogy a kúpban nem hibátlan mindenhol a felület. Ezeket a belső felületi sérüléseket gondolom, hogy a dörzsárral lenne érdemes javítani. Tudna ebben segíteni valaki? Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 27, 23:11
Írta: f6hcey09y Dátum 2019 augusztus 27, 23:11
Szia Tibor, én az enyémhez konkrétan ezt vettem (MK3-ER32, 20$): https://www.aliexpress.com/item/32268411814.html?spm=a2g0s.9042311.0.0.33fd4c4dy8cRWx
Pont ma jött meg.
Pont ma jött meg.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 augusztus 27, 23:50
Írta: ywathzay Dátum 2019 augusztus 27, 23:50
Ezt így nem lehet helyrehozni, ha üt, dörzsárazás után is ütni fog, csak sima lenne a belseje. Szerintem ezek a főorsók edzett felülettel rendelkeznek, így a dörzsár sem segíthet csak a köszörülés. Itt jön képbe hogy mindenféle esztergálással készített szerszámot, befogót tesznek emberek egy ilyen főorsóba, aztán szép apránként tönkreteszi a főorsó kúpját.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2019 augusztus 28, 00:16
Írta: szucst Dátum 2019 augusztus 28, 00:16
Szia,
Gépkönyv itt:
http://www.tumlikovo.cz/download/manualy-stroju/
sajna csehül van...
A linket ajánlanám mindenki figyelmébe, igen komoly gyűjtemény.
Gépkönyv itt:
http://www.tumlikovo.cz/download/manualy-stroju/
sajna csehül van...
A linket ajánlanám mindenki figyelmébe, igen komoly gyűjtemény.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 28, 00:34
Írta: f6hcey09y Dátum 2019 augusztus 28, 00:34
Ajaj. Köszörülésre tudsz esetleg ajánlani valakit?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 augusztus 28, 02:36
Írta: 6rk75uezn Dátum 2019 augusztus 28, 02:36
Pontosan ahogy előttem irták,köszörülni kell és utánna vigyázni rá,nem minden rosszt beletenni.
Ha esetleg Debrecen környékén laksz akkor tudom ajánlani a Gabó2000 kft-t,ők köszörülték nekem a fúrógépem morze4-es kúpját és ismerősöm morze 3-as át is.
Becsūletesek,jól és pontosan dolgoznak.
Ha esetleg Debrecen környékén laksz akkor tudom ajánlani a Gabó2000 kft-t,ők köszörülték nekem a fúrógépem morze4-es kúpját és ismerősöm morze 3-as át is.
Becsūletesek,jól és pontosan dolgoznak.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 augusztus 29, 22:30
Írta: f6hcey09y Dátum 2019 augusztus 29, 22:30
Ok, köszönöm szépen az ajánlást a köszörülésre. Beszéltem velük, segítőkészek voltak, és még elfogadható árat mondtak. De nagyon messzi vannak sajnos :(
Úgyhogy hívtam még több céget is, de általában 100e Ft körüli ajánlatokat kaptam, amik teljesen kívül esnek a keretemen. Végül találtam valakit Bp. 18. kerületben, aki nem horror árat mondott, vele a jövő héten találkozom, és viszem a főorsót, aztán majd meglátjuk. Ha beválik, megírom majd, hátha másnak is hasznos lesz.
Úgyhogy hívtam még több céget is, de általában 100e Ft körüli ajánlatokat kaptam, amik teljesen kívül esnek a keretemen. Végül találtam valakit Bp. 18. kerületben, aki nem horror árat mondott, vele a jövő héten találkozom, és viszem a főorsót, aztán majd meglátjuk. Ha beválik, megírom majd, hátha másnak is hasznos lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 augusztus 30, 03:40
Írta: 6rk75uezn Dátum 2019 augusztus 30, 03:40
Nagyon szivesen!
Hát azt nem tudom hogy futárral nem-e el lehetett volna nekik küldeni,de ha megoldôdik a dolog annak örülök.
Remélem jó munkát csinálnak és nem fogsz bennük csalódni.
Én egy köszörűs munka története után nem merek csak úgy akárkit felhivni bármilyen munkáról is legyen szó,ajánlani meg végkép nem ha nem vagyok megbizonyosodva róla hogy profin végzik a munkájukat.
Jôl irta itt egyszer valaki mikor kõszörűst kerestem olcsôn hogy "ne olcsó köszörűst keress hanem jót"
Igaza lett az illetőnek,annak idején megköszörültek nekem egy főorsót aminek a 70mm-es hosszán 0,02mm mérési eltérés volt átmérőben,pedig nem mondtam nekik hogy kicsit kúposra köszörüljék [#nevetes1]
Hát azt nem tudom hogy futárral nem-e el lehetett volna nekik küldeni,de ha megoldôdik a dolog annak örülök.
Remélem jó munkát csinálnak és nem fogsz bennük csalódni.
Én egy köszörűs munka története után nem merek csak úgy akárkit felhivni bármilyen munkáról is legyen szó,ajánlani meg végkép nem ha nem vagyok megbizonyosodva róla hogy profin végzik a munkájukat.
Jôl irta itt egyszer valaki mikor kõszörűst kerestem olcsôn hogy "ne olcsó köszörűst keress hanem jót"
Igaza lett az illetőnek,annak idején megköszörültek nekem egy főorsót aminek a 70mm-es hosszán 0,02mm mérési eltérés volt átmérőben,pedig nem mondtam nekik hogy kicsit kúposra köszörüljék [#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 augusztus 30, 11:18
Írta: snapscan Dátum 2019 augusztus 30, 11:18
Köszi a linket! Úgyis kérdezni akartam, hogy ezek milyen minőségűek? A befogónál és a patronkészletnél is ár függvényében változik a pontosságuk, a kínaiaknak mennyire sikerül kivitelezni a pontosságot és a megfelelő anyagminőséget? Marószerszámokat meg sem próbálok venni tőlük, ellenben egyéb tartozékokat, befogókat, lapkás marókat (lapka nélkül) lehet, hogy kipróbálnék. A gép maga eleve 60 éves, biztosan vannak nagy pontatlanságok itt-ott, ehhez sokat hozzáadni már nem szeretnék, de lehet, hogy felesleges dolog 2-4x áron megvenni pl. egy befogót.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2019 szeptember 01, 23:30
Írta: f6hcey09y Dátum 2019 szeptember 01, 23:30
Azzal kapcsolatban tudna valaki tanácsot adni, hogy a főorsót hogyan tudom szakszerűen kiszerelni a házból? Az ékszíjtárcsa oldalon volt egy csapágyanya, azt leszedve most mindkét oldalon a csapágynál járok (NU206 az ékszíjtárcsa felől, és NU207 a szerszám felőli oldalon).
Ha erőltetem, gondolom tönkremegy a csapágy (persze lehet, hogy azt amúgy sem árt cserélni). Elnézést a béna kérdésért, sosem csináltam még ilyet, és nem értek hozzá.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_iv492g7ccmvetgvkzcypw_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/iv492g7ccmvetgvkzcypw_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_6v76xzpuk2pdkj656b09_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/6v76xzpuk2pdkj656b09_6272.jpg)
Ha erőltetem, gondolom tönkremegy a csapágy (persze lehet, hogy azt amúgy sem árt cserélni). Elnézést a béna kérdésért, sosem csináltam még ilyet, és nem értek hozzá.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_iv492g7ccmvetgvkzcypw_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/iv492g7ccmvetgvkzcypw_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_6v76xzpuk2pdkj656b09_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/6v76xzpuk2pdkj656b09_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: snapscan Dátum 2019 szeptember 02, 09:15
Írta: snapscan Dátum 2019 szeptember 02, 09:15
Valaki meg tudná nekem mondani, hogy az E2N talpmeneteinek mérete mekkora? M16? Kellene vennem hozzá menetfúrót még ma, de elfelejtettem megmérni..
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 02, 09:30
Írta: jani300 Dátum 2019 szeptember 02, 09:30
A szerszám felőli oldalon , feltámasztod egy vastagfaló csővel , amibe belefér a csapágy külső gyűrűje .
Az észíjtárcsa felőli oldalról kellene műhelyprésbe préselni , főorsót .
A hajtóoldali csapágy vagy kijön egyben , vagy kijön belőle a főorsó , de lehet távtartó a két csapágy közt , akkor csővel préselve a hajtóoldali csapágy külső gyűrűjét biztosaan kijön az alsó csapágy . Eddig ezt gondolom , kellene rajz , és kép . .
Az észíjtárcsa felőli oldalról kellene műhelyprésbe préselni , főorsót .
A hajtóoldali csapágy vagy kijön egyben , vagy kijön belőle a főorsó , de lehet távtartó a két csapágy közt , akkor csővel préselve a hajtóoldali csapágy külső gyűrűjét biztosaan kijön az alsó csapágy . Eddig ezt gondolom , kellene rajz , és kép . .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 02, 09:36
Írta: jani300 Dátum 2019 szeptember 02, 09:36
"akkor csővel préselve a hajtóoldali csapágy külső gyűrűjét"
Ez belső gyűrű akart lenni ...
Már nyomja valami elmebeteg a csengőmet ,belezavart ...
Ez belső gyűrű akart lenni ...
Már nyomja valami elmebeteg a csengőmet ,belezavart ...
Cím: Re:Hagyományos forgácsológépek
Írta: majer Dátum 2019 szeptember 04, 22:19
Írta: majer Dátum 2019 szeptember 04, 22:19
Üdvözlet!
Valakinek nincs véletlenül Hitekam FAM 6 menetfúrógép gépkönyve,vagy esetleg rajzai,az alkatrészekről,vagy bármi,gondolok itt pld:burkolat.
Előre is köszönöm.
Üdvözlettel:Attila
Valakinek nincs véletlenül Hitekam FAM 6 menetfúrógép gépkönyve,vagy esetleg rajzai,az alkatrészekről,vagy bármi,gondolok itt pld:burkolat.
Előre is köszönöm.
Üdvözlettel:Attila
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 09:53
Írta: J-Steel Dátum 2019 szeptember 17, 09:53
Húzott S235-ös acéra vágtam külső 12mm-es menetet menetmetszővel kézzel.
Az első 5mm rendben volt, utána elkezdett letöredezni, illetve girbe gurba és használhatatlan lett. A metsző nem tudott középen maradni, ezért az egyik oldalon a menet laposabb a másikon hegyesebb lett.
Pedig leesztergáltam akkorára, amekkora a könyvben volt, kapott olajat is.
Azon gyanakodom, hogy ez az acélminőség nem megmunkálható kategória.
Apámnak van egy szettje, ahol egy mérethez több metsző tartozik, és így nem egyszerre készíti el.
De a kérdés az akar lenni, hogy az S235, az melyik csavar szilárdságnak felel meg? 3.6 ; 4.6 ; 5.6 ?
Az első 5mm rendben volt, utána elkezdett letöredezni, illetve girbe gurba és használhatatlan lett. A metsző nem tudott középen maradni, ezért az egyik oldalon a menet laposabb a másikon hegyesebb lett.
Pedig leesztergáltam akkorára, amekkora a könyvben volt, kapott olajat is.
Azon gyanakodom, hogy ez az acélminőség nem megmunkálható kategória.
Apámnak van egy szettje, ahol egy mérethez több metsző tartozik, és így nem egyszerre készíti el.
De a kérdés az akar lenni, hogy az S235, az melyik csavar szilárdságnak felel meg? 3.6 ; 4.6 ; 5.6 ?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 10:35
Írta: jani300 Dátum 2019 szeptember 17, 10:35
Ahogy az adatlapot néztem , úgy látom szépen van mangántartalma .
Használtál valami fúró üregelő kencét ?
Vágd esztergán ,csúszós metszőtartóval .
Úgy néz ki kinyírta a metszőt .
A szilárdsági értéket passzolnám , mert még a mértékegységeket is a régi módon tudom ... :(
Használtál valami fúró üregelő kencét ?
Vágd esztergán ,csúszós metszőtartóval .
Úgy néz ki kinyírta a metszőt .
A szilárdsági értéket passzolnám , mert még a mértékegységeket is a régi módon tudom ... :(
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 10:47
Írta: J-Steel Dátum 2019 szeptember 17, 10:47
Beszorítottam az esztergapofába. 3 pofás 125-ös tokmányom van. Amikor lefixáltam a tokmányt, és a másik végén tekerni kezdtem a metszőt egy idő után elforgott a húzott acél.
Ezután fogtam be satuba.
A metsző teljesen új, most használtam először. Német gyártmány, nem gagyi kínai.
Ezután fogtam be satuba.
A metsző teljesen új, most használtam először. Német gyártmány, nem gagyi kínai.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 10:54
Írta: jani300 Dátum 2019 szeptember 17, 10:54
Próbáld fúró üregelő sprével .
Jártam így én is talpszelemen csavarral , a kopott metsző ugyan ezt csinálta . Segített az üregeló kence ,avval szép menet lett .
Mindegy a gyártmány ,ha nem bírja .
Jártam így én is talpszelemen csavarral , a kopott metsző ugyan ezt csinálta . Segített az üregeló kence ,avval szép menet lett .
Mindegy a gyártmány ,ha nem bírja .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 10:57
Írta: J-Steel Dátum 2019 szeptember 17, 10:57
Persze megolajoztam. Fúróolajjal.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2019 szeptember 17, 11:00
Írta: 7cim5mm0 Dátum 2019 szeptember 17, 11:00
Nagyjából 4.6 anyagnak felel meg, szerkezeti bilivas, éles metsző, és kenés kell hozzá.
Félre kapattad a metszőt, azért lett ilyen.
Félre kapattad a metszőt, azért lett ilyen.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 11:04
Írta: jani300 Dátum 2019 szeptember 17, 11:04
Jól van ,de az nem ugyanaz .
A mangántartalmú acél eszi a forgácsoló szerszámot .
Írtam régebben hogy kifúrnom sem volt egyszerű , nagy volt hozzá a fordulat , esztergában lassú fordulattal viszont gond nélkül ment .
Az esztergád is gyenge lehet ehhez az anyaghoz M12 menetre .
De meglepő változást tud okozni a fúró üregelő használata ,de persze nem feltétlenül muszáj elhinned .
A mangántartalmú acél eszi a forgácsoló szerszámot .
Írtam régebben hogy kifúrnom sem volt egyszerű , nagy volt hozzá a fordulat , esztergában lassú fordulattal viszont gond nélkül ment .
Az esztergád is gyenge lehet ehhez az anyaghoz M12 menetre .
De meglepő változást tud okozni a fúró üregelő használata ,de persze nem feltétlenül muszáj elhinned .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 11:13
Írta: jani300 Dátum 2019 szeptember 17, 11:13
Utána néztem ,hát egy nagyságrenddel több mangántartalommal igazán kemény .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 11:16
Írta: J-Steel Dátum 2019 szeptember 17, 11:16
Neked is voltak fúrási gondjaid az S235-tel?
Szintén húzott köracélba akartam fúrni. A csúcsfúró gond nélkül vitte, de a HSS 5-ös nagyon rosszul haladt előre. Le is tört az egyik éle. C45-tel nem volt sosem ilyen problémám. Mintha ez az S235 húzott anyag nem homogén lenne.
Szintén húzott köracélba akartam fúrni. A csúcsfúró gond nélkül vitte, de a HSS 5-ös nagyon rosszul haladt előre. Le is tört az egyik éle. C45-tel nem volt sosem ilyen problémám. Mintha ez az S235 húzott anyag nem homogén lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 11:25
Írta: J-Steel Dátum 2019 szeptember 17, 11:25
Lehet C15 kellene nekem az majdnem ugyanolyan széntartalmú mint az S235, csak nincs benne annyi mangán.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 12:00
Írta: jani300 Dátum 2019 szeptember 17, 12:00
A konkrét anyagminőséget nem tudom , vöröses barna alapozó színű kopoólemez . Biztosan nagyobb mangántartalommal ,azt mérték . De akkor még nem érdekelt a konkrét érték .
Nekem átmérő 12 es fúró felett kezdett problémás lenni a fúrás . De lassabb fordulattal ment .
Nekem átmérő 12 es fúró felett kezdett problémás lenni a fúrás . De lassabb fordulattal ment .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2019 szeptember 17, 17:04
Írta: ywathzay Dátum 2019 szeptember 17, 17:04
Nem kell neked c15, csak meg kell tanulni fúrót élezni. (hozzáteszem sokszor ilyenkor az a válasz: vadi új bolti fúró, ez nem mentség) Ilyen biliacélba nem művészet a fúrás, de ha rossz a fúró(éle) semmit nem ér.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 szeptember 17, 17:38
Írta: 6rk75uezn Dátum 2019 szeptember 17, 17:38
Mi lesz majd ha jönnek a "makacsabb" rozsdamentes anyagok?
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 21:01
Írta: J-Steel Dátum 2019 szeptember 17, 21:01
Ma vettem 12mm húzott automata köracélt. Megpróbálkozom vele holnap vagy a hétvégén, és meglátom mi a különbség.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2019 szeptember 17, 21:01
Írta: J-Steel Dátum 2019 szeptember 17, 21:01
Ez a mondatom a menetmetszésre vonatkozott.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 21:06
Írta: jani300 Dátum 2019 szeptember 17, 21:06
Felpiszkált ez a mangánacél dolog .
Valahogy most már meg kell tudnom milyen anyag , van kézi analizátoruk ahol veszem , de most nem aktuális hogy megkérjem a jóembert .
Nem igazán akarom elhinni hogy hardox lenne .
Vadásztam egy időben felcimkézett hulladékra , de csak valami st feliratú táblát talátam .
De tudom honnét származik , ki hozza , muszáj kiderítenem :)
Valahogy most már meg kell tudnom milyen anyag , van kézi analizátoruk ahol veszem , de most nem aktuális hogy megkérjem a jóembert .
Nem igazán akarom elhinni hogy hardox lenne .
Vadásztam egy időben felcimkézett hulladékra , de csak valami st feliratú táblát talátam .
De tudom honnét származik , ki hozza , muszáj kiderítenem :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 17, 21:19
Írta: jani300 Dátum 2019 szeptember 17, 21:19
Pár éve meglátott a haver egy saválló 12 es köracél darabot nálam az udvarban és elkérte .
Elkezdtem faggatni mit is akarna vele .
Kiderült cuppánt csavarhoz hasonló valami lesz .
Jó pillanatom volt ,tudta a méreteket hát megcsináltam neki .
Kiszámoltam a hosszát , előre rávágtam a meneteket (esztergában , csuszis metszőtartóval , kézzel tekerve a tokmányt , az is legalább kétszázas volt ) .
Utána melegen meghajtottuk .
Nem győzött csodálkozni , ilyet , még nem látott .
Szép lett a menet úgy egyébként .
Elkezdtem faggatni mit is akarna vele .
Kiderült cuppánt csavarhoz hasonló valami lesz .
Jó pillanatom volt ,tudta a méreteket hát megcsináltam neki .
Kiszámoltam a hosszát , előre rávágtam a meneteket (esztergában , csuszis metszőtartóval , kézzel tekerve a tokmányt , az is legalább kétszázas volt ) .
Utána melegen meghajtottuk .
Nem győzött csodálkozni , ilyet , még nem látott .
Szép lett a menet úgy egyébként .
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2019 szeptember 18, 09:56
Írta: ysc3kmx9v Dátum 2019 szeptember 18, 09:56
Megfelelő méretű menetalapra kell esztergálni{a húzott anyagot is alá kell még venni},a megfelelő fordulat beállítása,a kenőanyag használata,én átlagos anyagoknál egyedi menetmetszéskor a marha faggyút használom.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 szeptember 18, 11:11
Írta: Vetesi75 Dátum 2019 szeptember 18, 11:11
A kiinduló átmérőt M12x1,75 menet esetében kb. másfél-két tizeddel esztergáld kisebbre (a szabványos tűrésbe még belefér, illetve a sorja miatt látszólag megduzzad). A görbe, féloldalas, menet oka rendszerint abban keresendő, hogy rákapáskor a metsző síkja nem merőleges, illetve a metsző nem egytengelyű a munkadarabbal. Elferdülhet a menet még akkor is, ha ha munka közben a metszőt forgató erőhatás mellett oldalirányú erő is éri - tehát a késtartónak befeszített kézi hajtóvasat el lehet felejteni, csinálj normális menetmetsző menesztőt. Korlátozott beállási lehetőséget (úszó megfogást) a menet minősége meghálálja (pl. sokszor egy hosszkiegyenlítő is csodákat művel, még akkor is, ha az nem is "dolgozik"). Alacsony vágósebességgel és feltétlen hűteni, kenni kell.
(Automataacélból biztoságkritikus helyre ne tervezz alkatrészt!)
(Automataacélból biztoságkritikus helyre ne tervezz alkatrészt!)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 szeptember 19, 13:15
Írta: 6rk75uezn Dátum 2019 szeptember 19, 13:15
Na de miért kėzzel hajtottad a tokmányt?[#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 szeptember 19, 14:43
Írta: jani300 Dátum 2019 szeptember 19, 14:43
Távolabbról kell beindítani a háromfázis csinálót .
Két menetét nem volt érdemes .
Két menetét nem volt érdemes .
Cím: Re:Hagyományos forgácsológépek
Írta: Zentechproject Dátum 2019 október 04, 08:37
Írta: Zentechproject Dátum 2019 október 04, 08:37
Üdv Mindenkinek!
Érdeklődnék, hogy E400-as eszterga előtolás kapcsolását alakította itt már át valaki elektromos tengelykapcsolósra?
Már régebben láttam egy ilyen gépet és nagyon megtetszett de már nincs meg a gép, hogy megnézhessem, hogy volt megoldva.
Üdv Márk!
Érdeklődnék, hogy E400-as eszterga előtolás kapcsolását alakította itt már át valaki elektromos tengelykapcsolósra?
Már régebben láttam egy ilyen gépet és nagyon megtetszett de már nincs meg a gép, hogy megnézhessem, hogy volt megoldva.
Üdv Márk!
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 október 04, 09:17
Írta: bundyland Dátum 2019 október 04, 09:17
Szia !
Én is elkezdtem ezt a projectet, de sehol nem találtam meg hogy milyen típusú az elektromos tengelykapcsoló a lakatszekrényben, gondolom neked is olyan "megbízhatóan" működik azért akarod átalakítani, egy agyrém.
Én is elkezdtem ezt a projectet, de sehol nem találtam meg hogy milyen típusú az elektromos tengelykapcsoló a lakatszekrényben, gondolom neked is olyan "megbízhatóan" működik azért akarod átalakítani, egy agyrém.
Cím: Re:Hagyományos forgácsológépek
Írta: Zentechproject Dátum 2019 október 04, 09:21
Írta: Zentechproject Dátum 2019 október 04, 09:21
Igen pontosan. Mikor több fogásban akarom a végállás ütközőt használni, 10-ből 3-4 alkalommal ki se emel időben. Nagyon jó kis gép de ez az előtolás kapcsoló egy katasztrófa.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 október 04, 09:25
Írta: bundyland Dátum 2019 október 04, 09:25
KoLa forumtársunknak elektromos kuplunggal van, de sajnos elvesztek a képei a szétszedett lakatszekrényről és így a kuplung típusát sem sikerült megtudnom tőle.
Én már egy nyomatékértékkel is elégedett lennék ami oda szükséges.
Én már egy nyomatékértékkel is elégedett lennék ami oda szükséges.
Cím: Re:Hagyományos forgácsológépek
Írta: Zentechproject Dátum 2019 október 04, 09:50
Írta: Zentechproject Dátum 2019 október 04, 09:50
Sikerült felvenni egy illetővel a kapcsolatot aki csinált ilyet. Ha van valami érdemi fejlemény akkor megosztom.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 október 04, 10:16
Írta: bundyland Dátum 2019 október 04, 10:16
Köszi, én biztosan örülni fogok neki!
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2019 október 04, 17:58
Írta: d6i9g5pbs Dátum 2019 október 04, 17:58
Üdv fórumtársak ...
Segítséget kérek ha valakinek lenne EMCCOMAT 7 típusú gép felső maró fogaskerekeinek méretes rajza kérem jelezze köszönöm..
Segítséget kérek ha valakinek lenne EMCCOMAT 7 típusú gép felső maró fogaskerekeinek méretes rajza kérem jelezze köszönöm..
Cím: Re:Hagyományos forgácsológépek
Írta: Zentechproject Dátum 2019 október 04, 21:14
Írta: Zentechproject Dátum 2019 október 04, 21:14
Szétszedtem a lakatszekrényt, hajtott a kíváncsiság.
(jó ötlet volt rengeteg kosz halmozódott benne fel egyúttal ki is tisztítottam)
A lényeg, hogy meg van a 2db tengely amit meghosszabbítva kívülről fel lehet tenni a tengelykapcsolót (vagy akár még belülről is). Már csak a nyomatékot kellene meghatározni és lehetne is agyalni a mechanikán.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_cfvs8ve8qgm66deym4aex_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/cfvs8ve8qgm66deym4aex_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_0m6vjfumayx03w3hzq2t_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/0m6vjfumayx03w3hzq2t_5629.jpg)
(jó ötlet volt rengeteg kosz halmozódott benne fel egyúttal ki is tisztítottam)
A lényeg, hogy meg van a 2db tengely amit meghosszabbítva kívülről fel lehet tenni a tengelykapcsolót (vagy akár még belülről is). Már csak a nyomatékot kellene meghatározni és lehetne is agyalni a mechanikán.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_cfvs8ve8qgm66deym4aex_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/cfvs8ve8qgm66deym4aex_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_0m6vjfumayx03w3hzq2t_5629.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/0m6vjfumayx03w3hzq2t_5629.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: p2zreffzd Dátum 2019 október 05, 16:34
Írta: p2zreffzd Dátum 2019 október 05, 16:34
Sziasztok!
Segítséget szeretnék kérni a kis esztergám beazonosításához!Sok helyen kerestem már.Sok csoportban kértem segítséget de eddig nem jártam sikerrel.Hátha valaki tud segíteni.Köszönöm![#rolleyes]
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_w5msvp4i9nq38qai6hd9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/w5msvp4i9nq38qai6hd9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_gnzg0miagqb2gkscj0g9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/gnzg0miagqb2gkscj0g9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_naxxamnp8mbkywgtxmgka_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/naxxamnp8mbkywgtxmgka_5900.jpg)
Segítséget szeretnék kérni a kis esztergám beazonosításához!Sok helyen kerestem már.Sok csoportban kértem segítséget de eddig nem jártam sikerrel.Hátha valaki tud segíteni.Köszönöm![#rolleyes]
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_w5msvp4i9nq38qai6hd9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/w5msvp4i9nq38qai6hd9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_gnzg0miagqb2gkscj0g9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/gnzg0miagqb2gkscj0g9_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_naxxamnp8mbkywgtxmgka_5900.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/naxxamnp8mbkywgtxmgka_5900.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2019 október 05, 20:21
Írta: bundyland Dátum 2019 október 05, 20:21
Ja ilyen képeim vannak, az enyémet darabokra szedtem töbször is, de annyira rossz konstrukció hogy kár az
eredeti megoldással foglalkozni így én is az átalakítás mellett döntöttem.
eredeti megoldással foglalkozni így én is az átalakítás mellett döntöttem.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 november 16, 23:42
Írta: jani300 Dátum 2019 november 16, 23:42
Szóba került ma hogy a kis vacak kinai fúrógépeknek lötyögős a járóhüvelye .
Ugye általában pontozással jelölt furatközéppel indítjuk a fúrást .
Na most egy ilyen műveletnél mi a zavaró a járóhüvely lötyögésében , most már megkérdezném .
Megértem én a maximalistákat is ,de bármennyit csiszolja fényezi ,frekiváltózza ,az sosem lesz helyzetfúrógép , az kicsit más kategória ,árban súlyban ,egyebekben .
Nem bírtam ki hogy ne kérdezzek rá ,bocsi .
Ugye általában pontozással jelölt furatközéppel indítjuk a fúrást .
Na most egy ilyen műveletnél mi a zavaró a járóhüvely lötyögésében , most már megkérdezném .
Megértem én a maximalistákat is ,de bármennyit csiszolja fényezi ,frekiváltózza ,az sosem lesz helyzetfúrógép , az kicsit más kategória ,árban súlyban ,egyebekben .
Nem bírtam ki hogy ne kérdezzek rá ,bocsi .
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 november 17, 00:38
Írta: Vetesi75 Dátum 2019 november 17, 00:38
Engem nem zavar. Az már inkább, hogy egy kézzel tartani kellett folyamatosa, különben lemászott volna az asztalról. Lecsavarozás nem játszott, direkt azért vettem, hogy legyen egy kisebb, egyfázisú, könnyen mobilizálható asztali fúróm.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2019 november 17, 00:52
Írta: jani300 Dátum 2019 november 17, 00:52
Megnyugodtam :)
Volt nekem két ékszíj tárcsás is ebből , de az tényleg semmit nem ér .
Én is azért vettem mert mobilizálható és jobb a kézi fúrógépnél sokszor . Kitárgyaltuk :)
Volt nekem két ékszíj tárcsás is ebből , de az tényleg semmit nem ér .
Én is azért vettem mert mobilizálható és jobb a kézi fúrógépnél sokszor . Kitárgyaltuk :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 17, 05:48
Írta: 6rk75uezn Dátum 2019 november 17, 05:48
Idézde ez az előtolás kapcsoló egy katasztrófa.Ugye?nekem 10ből 7 szer kapcsol be,ki eddig mindig kapcsolt.
A másik hogy milyen jô helyen van,aok esetben pont oda (is) szórja a forró forgácsot.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 17, 05:50
Írta: 6rk75uezn Dátum 2019 november 17, 05:50
Jéé egy nem törött/hegesztet csuzli ;)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 november 19, 05:01
Írta: ecp4rs0md Dátum 2019 november 19, 05:01
Jó hogy ezt megláttam, így már tudom hová valók azok a léptető villák. (csúzli, ez el szokott törni?)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 november 19, 18:34
Írta: ecp4rs0md Dátum 2019 november 19, 18:34
Valaki esetleg ismeri jól a Pittler fejet? Dolgozott vele itt valaki?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2019 november 19, 18:55
Írta: 3ebj3bk8b Dátum 2019 november 19, 18:55
Leírom ide is, hátha ide jobban passzol a téma:
Sziasztok!
Lehetőségem lenne megvenni egy TOS SV18RB esztergát.
Ezeket 10-16kw körüli DC motor hajtotta, sebességváltó nem volt rajt, és volt hozzá egy hűtőszekrény méretű vezérlő.
Na ennek nincs meg a motorja.
A kérdésem az lenne, hogy vajon meg lehetne e hajtani ezt a gépet a képen látható Fanuc AC spindle motorral?
Illetve, ezt a motor vajon egy megfelelő méretű Vectoros frekiváltóval lehet e üzemeltetni, vagy csak a saját szervo erősítőjével.
Van kb. ez a hetem eldönteni, bele merjek e vágni. Minden építő jellegű tanácsot szívesen veszek!
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_bdhm0986ct70iuef24sim_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/bdhm0986ct70iuef24sim_3383.jpg)
Sziasztok!
Lehetőségem lenne megvenni egy TOS SV18RB esztergát.
Ezeket 10-16kw körüli DC motor hajtotta, sebességváltó nem volt rajt, és volt hozzá egy hűtőszekrény méretű vezérlő.
Na ennek nincs meg a motorja.
A kérdésem az lenne, hogy vajon meg lehetne e hajtani ezt a gépet a képen látható Fanuc AC spindle motorral?
Illetve, ezt a motor vajon egy megfelelő méretű Vectoros frekiváltóval lehet e üzemeltetni, vagy csak a saját szervo erősítőjével.
Van kb. ez a hetem eldönteni, bele merjek e vágni. Minden építő jellegű tanácsot szívesen veszek!
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_bdhm0986ct70iuef24sim_3383.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/bdhm0986ct70iuef24sim_3383.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2019 november 19, 19:26
Írta: designr Dátum 2019 november 19, 19:26
A kérdésekre a meghajthatóságról nem tudom a választ.
De ha rendben van a gép mechanikusan, és ezt a kategóriát szeretnéd, kerested, akkor a motor hiánya miatt ne mondj le rólla.
Igaz igy nem tudod kipróbálni de ne hagyd ott.
Látod hogy egyre nehezebb elfogadható állapotú gépet találni.Ha az adott szervómotorral nem jön össze, egy frekvenciaváltós nagy asszinkron nem elérhetetlen..
De ha rendben van a gép mechanikusan, és ezt a kategóriát szeretnéd, kerested, akkor a motor hiánya miatt ne mondj le rólla.
Igaz igy nem tudod kipróbálni de ne hagyd ott.
Látod hogy egyre nehezebb elfogadható állapotú gépet találni.Ha az adott szervómotorral nem jön össze, egy frekvenciaváltós nagy asszinkron nem elérhetetlen..
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2019 november 19, 19:57
Írta: e4vvbfxw Dátum 2019 november 19, 19:57
Segítséget szeretnék kérni!
Szükségem lenne egy, Bolgár ZMM C5 esztergagép kapcsolószekrényben lévő olajcsövek elosztásáról egy fotóra, rajzra.
Szivattyú le-fel szerelése mi módon lehetséges.
Valamint a főorsó hátsó csapágy melletti támasztócsapágy méretére.
Van C5M gépkönyvem, de a gép régebbi és más.
Köszönöm!
Üdv.
Szükségem lenne egy, Bolgár ZMM C5 esztergagép kapcsolószekrényben lévő olajcsövek elosztásáról egy fotóra, rajzra.
Szivattyú le-fel szerelése mi módon lehetséges.
Valamint a főorsó hátsó csapágy melletti támasztócsapágy méretére.
Van C5M gépkönyvem, de a gép régebbi és más.
Köszönöm!
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: 38tnwsv8g Dátum 2019 november 19, 20:14
Írta: 38tnwsv8g Dátum 2019 november 19, 20:14
Hello!
Írtam az adatlapodon látható email címre!
Üdv
Józsi
Írtam az adatlapodon látható email címre!
Üdv
Józsi
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 19, 20:36
Írta: 6rk75uezn Dátum 2019 november 19, 20:36
Idézés volt hozzá egy hűtőszekrény méretű vezérlő.
Az Rb ha jôl tudom pont ezek miat tudta azt a funkciót hogy oldalazáskor ahogy haladt befelé a keresztszán növekedett a fordulatszám igy bent kis átmérőnél tartva is megvolt a kerületi sebesség.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 19, 20:37
Írta: 6rk75uezn Dátum 2019 november 19, 20:37
Igen,nagyon sok E400 ba törött,van aki meghegeszti (nekem is meghegesztette valaki) van aki legyártja acélból és örök élet +1nap.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 november 19, 20:52
Írta: ecp4rs0md Dátum 2019 november 19, 20:52
Nagyon sok alkatrészem van E400-as de sokat nem tudok,hogy hová való de egy kipipálva. Nagyon nem hajtom,hogy megtudjam melyik mire jó,de erre a formára emlékeztem,hogy láttam a zsákban.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 19, 21:05
Írta: 6rk75uezn Dátum 2019 november 19, 21:05
Egy megvan,majd meglesz a többi is de ne úgy legyen meg hogy cseréli keljen.
Fogaskereked is van?
Van egy kis méretű fogaskerekem a cserekerekes szekrényben amit cserélnem kellene.
Fogaskereked is van?
Van egy kis méretű fogaskerekem a cserekerekes szekrényben amit cserélnem kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2019 november 19, 21:08
Írta: 6rk75uezn Dátum 2019 november 19, 21:08
Ismerem,van is egy kis méretű,használtam is már.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 november 19, 21:13
Írta: ANTAL GÁBOR Dátum 2019 november 19, 21:13
Néhány adalék : az eredetiben egy 15 kW os Dc motor van . A géplábba épített ( kb 12 fokozatú ) váltót elhagyták . De ennél sokkal szomorúbb a helyzet mert az eredeti 1/8 as orsóházi váltót is lecserélték 1/ 4 re
A tervezők koncepciója akkor az volt hogy a 15 kW os Dc motor alap nyomatéka 2.3 szorosa az eredeti aszinkron ( 6.5kWos) motorénak . És a Dc motort ( ha bírja a hálózat ) igencsak túl lehet terhelni .
Én biztosan megtartottam volna az 1/8 as orsóházi áttételt
Ezen az alapon akár meg is lehet hekkelni a dolgot ( mert fogadni mernék hogy a tengelytávok megegyeznek az eredeti Tos tengelytávjaival az orsóházban ) . Nem hinném hogy megváltoztatták volna az öntőmintát
Ha olcsón ( 300e alatt) meg tudod venni akkor a fentiek alapján bele is lehet vágni . Azt kell tudni hogy a TOS a szoc tábor legjobban megkonstruált gépe volt ( hosszú , precíz orsóház , szinkronkuplung a hagyományos menetvágáshoz , gyors késkikapás stb )
Megj : nekem 3 Tos om van amiből 2 ( hagyományos ) működik , a harmadik a DC motoros , de nekem megvan a motorom , és ha lenne időm akkor befejezném a tervezett PWM es szabályzót a meghajtáshoz . ( tirisztoros "hűtőszekrényt " kidobtam )
A fórumon Ivák Lacinak van egy működő Dc motorosa
A tervezők koncepciója akkor az volt hogy a 15 kW os Dc motor alap nyomatéka 2.3 szorosa az eredeti aszinkron ( 6.5kWos) motorénak . És a Dc motort ( ha bírja a hálózat ) igencsak túl lehet terhelni .
Én biztosan megtartottam volna az 1/8 as orsóházi áttételt
Ezen az alapon akár meg is lehet hekkelni a dolgot ( mert fogadni mernék hogy a tengelytávok megegyeznek az eredeti Tos tengelytávjaival az orsóházban ) . Nem hinném hogy megváltoztatták volna az öntőmintát
Ha olcsón ( 300e alatt) meg tudod venni akkor a fentiek alapján bele is lehet vágni . Azt kell tudni hogy a TOS a szoc tábor legjobban megkonstruált gépe volt ( hosszú , precíz orsóház , szinkronkuplung a hagyományos menetvágáshoz , gyors késkikapás stb )
Megj : nekem 3 Tos om van amiből 2 ( hagyományos ) működik , a harmadik a DC motoros , de nekem megvan a motorom , és ha lenne időm akkor befejezném a tervezett PWM es szabályzót a meghajtáshoz . ( tirisztoros "hűtőszekrényt " kidobtam )
A fórumon Ivák Lacinak van egy működő Dc motorosa
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2019 november 19, 23:29
Írta: Lacibácsi Dátum 2019 november 19, 23:29
Itt van leírás, és képek a TOS SV18-ról, RA, RB, RD
http://www.lathes.co.uk/zbrojovka/page2.html
http://www.lathes.co.uk/zbrojovka/page2.html
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2019 november 20, 04:12
Írta: 3ebj3bk8b Dátum 2019 november 20, 04:12
Köszönöm az eddigi infokat!
Gábor,
lenne egy kérésem, meg tudnád e mérni
A DC motor tengely átmérőjét, meg a hosszát ott, ahol a laposszíj tárcsa rámegy?
Meg az adattábláján a max. Fordulatot megnéznéd nekem.
Jó volna tudni ezeket az infokat holnap délig, mert holnap délután tervezem megnézni a kiszemelt motort.
Köszönöm!
Gábor,
lenne egy kérésem, meg tudnád e mérni
A DC motor tengely átmérőjét, meg a hosszát ott, ahol a laposszíj tárcsa rámegy?
Meg az adattábláján a max. Fordulatot megnéznéd nekem.
Jó volna tudni ezeket az infokat holnap délig, mert holnap délután tervezem megnézni a kiszemelt motort.
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 november 20, 05:29
Írta: ecp4rs0md Dátum 2019 november 20, 05:29
Minden infó kell a kerékről,mert egy pár zsákban vannak.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2019 november 20, 06:56
Írta: ANTAL GÁBOR Dátum 2019 november 20, 06:56
Ma ( 20 án ) Pestre indulok . Holnap reggel meg tudom mérni . De az adattábla fényképe itthon van 2800 as a fordulat. Lengyel a motor. (emlékeim szerint van adat a neten de az is lehet hogy egy volt EVIG es barátom elküldte nekem ) ELMOR a gyártó és SILNIK JP23 a család Typ PCOaM14/4-MIS1
14/16kW 39/43 amper 440 V . A gerjesztés ( de ez gondolom nálad indifferens ) 180V 1.3 A 193kg a súlya vagyis kb 100e ft ára réz volt benne ( mielőtt a rezesbanda kezébe került )
14/16kW 39/43 amper 440 V . A gerjesztés ( de ez gondolom nálad indifferens ) 180V 1.3 A 193kg a súlya vagyis kb 100e ft ára réz volt benne ( mielőtt a rezesbanda kezébe került )
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2019 november 20, 07:31
Írta: Motoros Dátum 2019 november 20, 07:31
Ez nagyon hasonlít a magyar gyártású TRIX 200-ra talán annak az elődje lehet? Ha megvannak a tartozékok patron, revolver fej stb akkor szériázni nagyon jó lehet.
Az hogy ilyen rövid az szerintem nem hátrány hanem előny, hisz a hobby munkák nagy részét ez lefedi, ugyanakkor kis helyen elfér.
Az hogy ilyen rövid az szerintem nem hátrány hanem előny, hisz a hobby munkák nagy részét ez lefedi, ugyanakkor kis helyen elfér.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 november 20, 21:23
Írta: KoLa Dátum 2019 november 20, 21:23
A Trix 200 az egy magyar gyártású revolver eszterga, sokat dolgoztam rajta mint beállító, ismerem a gépet de nem mertem ráírni erre a hasonló elődjére hogy az!
Most hogy újra néztem a képeket, ismerőssé vált a logó az alsó ajtón!
Ezt látom a Schaublin-Villeneuve 102 revolveresztergámon, csak ott Sv, itt pedig Sb, tök ugyanaz az a stílus, rákerestem a gugliba mint, sb lathe...
Amerikai!http://www.lathes.co.uk/southbend/index.html
Most hogy újra néztem a képeket, ismerőssé vált a logó az alsó ajtón!
Ezt látom a Schaublin-Villeneuve 102 revolveresztergámon, csak ott Sv, itt pedig Sb, tök ugyanaz az a stílus, rákerestem a gugliba mint, sb lathe...
Amerikai!http://www.lathes.co.uk/southbend/index.html
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2019 november 20, 22:01
Írta: KoLa Dátum 2019 november 20, 22:01
Már végignéztem az összes találatot, de ez a logo nem található!
Tévedtem.
Tévedtem.
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2019 november 23, 18:06
Írta: ecp4rs0md Dátum 2019 november 23, 18:06
Valakinek esetleg van FO-32-es fúrógéphez gépkönyve, sajnos a tárban a régi típusút találtam nem a szögletest. Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: p2zreffzd Dátum 2019 november 25, 07:33
Írta: p2zreffzd Dátum 2019 november 25, 07:33
Sziasztok!Cserélném 300as felújított bakköszörűmet kisméretű haránt gyalugépre.380V Akár érték egyeztetéssel.70/375 98 57
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_mhgbt47tc2ktge905m9dj_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/mhgbt47tc2ktge905m9dj_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_dyuu0i3f0n987fae3w98_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/dyuu0i3f0n987fae3w98_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_wusy2a2x8eusndg8qhyn_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/wusy2a2x8eusndg8qhyn_5900.jpeg)
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_mhgbt47tc2ktge905m9dj_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/mhgbt47tc2ktge905m9dj_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_dyuu0i3f0n987fae3w98_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/dyuu0i3f0n987fae3w98_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_wusy2a2x8eusndg8qhyn_5900.jpeg) (https://hobbicncforum.hu/uploaded_images/2019/11/wusy2a2x8eusndg8qhyn_5900.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 december 18, 22:11
Írta: Csuhás Dátum 2019 december 18, 22:11
Oszlopos fúrógépből "koordináta fúró" projekt, képekben, egy kis magyarázattal.
A kereszt satut LoneWolftól vásároltam itt a fórumon. Amikor pontosan be akartam állítani akkor fedeztem fel hogy az menetes orsók egyik irányban talpcsapágyon futnak de a másik irányban csak a tengely kb 2mm-es válla támaszkodik az öntvényre, ami nem egy elegáns megoldás. Itt az öntvény felesztergáltam a furat körül, a tengelyre pedig került egy bronz gyűrű, ami az említett vállra támaszkodik és egy stift nem engedi elfordulni. Így most a csapágyat a bronz gyűrű és a öntvény kiesztergált felülete adja. Vélhetőleg ez hosszú távon pontosabb lesz.
A koordináta asztal tekerői kaptak egy egy hosszabbított tekerő kart, így a kotyogás mentes, és ezért finoman szoruló orsók kényelmesen tekerhetők.
Készült egy a satura felcsavarozható gyorsan kényelmesen állítható ütköző amivel azonos pozícióba foghatók a darabok.
Ennek a fúrógépnek nem túl szerencsés az asztal elfordulás elleni rögzítése. Egy relatíve vékony tengelyt fog a felhasított öntvény, amit egy csavar húz össze. Szóval nagyon meg kell tépni és még akkor is volt hogy elmozdult. Ezért készítettem egy egy pozicionáló csavart ami az asztal kerületéhez közel fog így már erősen megtartja az asztalt. Ha pedig van egy rögzítő furat akkor 24 még jobb, mert így gyors osztónak használható az asztal a gyakoribb lyukkörökhöz. Maga rögzítés a legegyszerűbb, egy hegesztett tartót csavaroztam az asztal alá, és alulról egy kúpos végű csavar fogja meg az asztalt. ( Lehetne sugár irányú rögzítés is ami jobban látható, de ahhoz át kellet volna szerelni a marógépet a lyukkör elkészítéséhez, szóval ezért van alulról fúrva az asztal. )
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_pv3ixdc80f8h92ymuq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/pv3ixdc80f8h92ymuq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_g7udx6g4nmka3mb203tq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/g7udx6g4nmka3mb203tq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_fxjwfvfdhqdfi92tupp7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/fxjwfvfdhqdfi92tupp7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_st5s0exsbxy6zmasz2gb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/st5s0exsbxy6zmasz2gb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_jy070kqy6s2kyab5autdx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/jy070kqy6s2kyab5autdx_1881.jpg)
A kereszt satut LoneWolftól vásároltam itt a fórumon. Amikor pontosan be akartam állítani akkor fedeztem fel hogy az menetes orsók egyik irányban talpcsapágyon futnak de a másik irányban csak a tengely kb 2mm-es válla támaszkodik az öntvényre, ami nem egy elegáns megoldás. Itt az öntvény felesztergáltam a furat körül, a tengelyre pedig került egy bronz gyűrű, ami az említett vállra támaszkodik és egy stift nem engedi elfordulni. Így most a csapágyat a bronz gyűrű és a öntvény kiesztergált felülete adja. Vélhetőleg ez hosszú távon pontosabb lesz.
A koordináta asztal tekerői kaptak egy egy hosszabbított tekerő kart, így a kotyogás mentes, és ezért finoman szoruló orsók kényelmesen tekerhetők.
Készült egy a satura felcsavarozható gyorsan kényelmesen állítható ütköző amivel azonos pozícióba foghatók a darabok.
Ennek a fúrógépnek nem túl szerencsés az asztal elfordulás elleni rögzítése. Egy relatíve vékony tengelyt fog a felhasított öntvény, amit egy csavar húz össze. Szóval nagyon meg kell tépni és még akkor is volt hogy elmozdult. Ezért készítettem egy egy pozicionáló csavart ami az asztal kerületéhez közel fog így már erősen megtartja az asztalt. Ha pedig van egy rögzítő furat akkor 24 még jobb, mert így gyors osztónak használható az asztal a gyakoribb lyukkörökhöz. Maga rögzítés a legegyszerűbb, egy hegesztett tartót csavaroztam az asztal alá, és alulról egy kúpos végű csavar fogja meg az asztalt. ( Lehetne sugár irányú rögzítés is ami jobban látható, de ahhoz át kellet volna szerelni a marógépet a lyukkör elkészítéséhez, szóval ezért van alulról fúrva az asztal. )
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_pv3ixdc80f8h92ymuq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/pv3ixdc80f8h92ymuq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_g7udx6g4nmka3mb203tq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/g7udx6g4nmka3mb203tq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_fxjwfvfdhqdfi92tupp7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/fxjwfvfdhqdfi92tupp7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_st5s0exsbxy6zmasz2gb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/st5s0exsbxy6zmasz2gb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_jy070kqy6s2kyab5autdx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/jy070kqy6s2kyab5autdx_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2019 december 18, 22:45
Írta: svejk Dátum 2019 december 18, 22:45
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2019 december 18, 23:38
Írta: Virbo Dátum 2019 december 18, 23:38
Csak mert nekem is van egy kisebb keresztasztal nyers önvényem amit már egy ideje rakosgatok, megkérdezem. (Nem kötekednék, csak indokot keresek miért is rakosgassam még évekig... [#vigyor])
Ha van marógéped, mi az előnye a jóval nagyobb Z tartományon kívül, ennek a gépnek így? Mármint ha sorozatmunka can miért nem a marón fúrod/osztod? A keresztasztal fixen marad az asztalán (gondolom az egyébb nagyobb munkadarabokat is ezen a gépeden fúrod)?
Ha van marógéped, mi az előnye a jóval nagyobb Z tartományon kívül, ennek a gépnek így? Mármint ha sorozatmunka can miért nem a marón fúrod/osztod? A keresztasztal fixen marad az asztalán (gondolom az egyébb nagyobb munkadarabokat is ezen a gépeden fúrod)?
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2019 december 19, 00:47
Írta: B.Zoltán Dátum 2019 december 19, 00:47
[#eljen][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2019 december 19, 01:01
Írta: Vetesi75 Dátum 2019 december 19, 01:01
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2019 december 19, 07:20
Írta: Csuhás Dátum 2019 december 19, 07:20
A marógépen nincs gyors fej így kis furatokhoz kicsi a fordulat, illetve a vertikál fej előtolásán nem érezni a fúró erőt, illetve olyan nem odaillőnek érzem a tonnás gépet járatni pár centis műanyag mütyürökért, bár ez utóbbi csak ízlésbeli dolog.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2019 december 19, 08:41
Írta: Virbo Dátum 2019 december 19, 08:41
Hmm, valóban, a fordulatra és előtolás "visszajelzésére" nem gomdoltam. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2019 december 22, 20:18
Írta: frob Dátum 2019 december 22, 20:18
Sziasztok
Egy kis segítség kellene Strigon ME250 marógéppel kapcsolatban.
Mint kiderült amit vettem sajna az olajzási rész el volt tömődve, minden bizonnyal sajnos így használták, no de nem is ez a lényeg, szeretném széthúzni.
Levettem a vertikál fejet, és a tengelyt szeretném kikapni, már mint nem a vertikálfejből, hanem a géptestből
Mellékelek pár képet.
Ezeken látszik hol tartok, a váltóművet kiszedtem, a tengely végéről a rögzítő anyákat leszedtem. Belül a csapágyat tartó zéger és a fogaskereket tartó zéger feloldva.
Én úgy gondolom hogy a az asztal oldali végnek kellene valahogy lejönnie, talán menetes? és utána lehetne kihúzni az egészet, de csak az asztal oldali csapágyat szeretném cserélni, a másik jó,bár ha nem ökör áron van, akkor csere mindkettő
Szóval ha valaki tudja, hogy jön szét, ki a helyéről ez a tengely akkor legyen kedves írja meg
Előre is köszi!
R.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_nhis6z4ne09tzbzxfi94w_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/nhis6z4ne09tzbzxfi94w_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_cczq6kgteimvcvvd6wp2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/cczq6kgteimvcvvd6wp2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_nc4ayzmhna9gu02enn8nk_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/nc4ayzmhna9gu02enn8nk_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_kijtt30bcb3wkx2v7nwht_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/kijtt30bcb3wkx2v7nwht_902.jpg)
Egy kis segítség kellene Strigon ME250 marógéppel kapcsolatban.
Mint kiderült amit vettem sajna az olajzási rész el volt tömődve, minden bizonnyal sajnos így használták, no de nem is ez a lényeg, szeretném széthúzni.
Levettem a vertikál fejet, és a tengelyt szeretném kikapni, már mint nem a vertikálfejből, hanem a géptestből
Mellékelek pár képet.
Ezeken látszik hol tartok, a váltóművet kiszedtem, a tengely végéről a rögzítő anyákat leszedtem. Belül a csapágyat tartó zéger és a fogaskereket tartó zéger feloldva.
Én úgy gondolom hogy a az asztal oldali végnek kellene valahogy lejönnie, talán menetes? és utána lehetne kihúzni az egészet, de csak az asztal oldali csapágyat szeretném cserélni, a másik jó,bár ha nem ökör áron van, akkor csere mindkettő
Szóval ha valaki tudja, hogy jön szét, ki a helyéről ez a tengely akkor legyen kedves írja meg
Előre is köszi!
R.
(https://hobbicncforum.hu/uploaded_images/2019/12/tn_nhis6z4ne09tzbzxfi94w_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/nhis6z4ne09tzbzxfi94w_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_cczq6kgteimvcvvd6wp2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/cczq6kgteimvcvvd6wp2_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_nc4ayzmhna9gu02enn8nk_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/nc4ayzmhna9gu02enn8nk_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/tn_kijtt30bcb3wkx2v7nwht_902.jpg) (https://hobbicncforum.hu/uploaded_images/2019/12/kijtt30bcb3wkx2v7nwht_902.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 január 25, 11:36
Írta: Virbo Dátum 2020 január 25, 11:36
Nem tudom jó helyen kérdezem-e, de talán ide is illik.
Van az adokveszekben ez az álláskönnyítő gumiszőnyeg.
Valaki használ ilyet vagy hasonlót otthon vagy a munkahelyén? Tényleg jók, vagy inkább a fa rács?
Egyátalán mi a szerepe a fa rácsoknak? Nem a hideg kemény betonon áll az ember, ez segít? Vagy más szerepük is van ezeknek?
Van az adokveszekben ez az álláskönnyítő gumiszőnyeg.
Valaki használ ilyet vagy hasonlót otthon vagy a munkahelyén? Tényleg jók, vagy inkább a fa rács?
Egyátalán mi a szerepe a fa rácsoknak? Nem a hideg kemény betonon áll az ember, ez segít? Vagy más szerepük is van ezeknek?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 január 25, 14:27
Írta: Vetesi75 Dátum 2020 január 25, 14:27
Szia!
"Nem a hideg kemény betonon áll az ember, ez segít?"
Igen, segít és az is, hogy a jó lábrács "masszírozza" a talpat így huzamosabban bír a dolgozó állva maradni. Van némi rezgéscsillapító hatása is - a gép betonon keltett rezgései nem érik a lábat annyira. Azt se felejtsük el , hogy a gépről lehulló forgács közé tud esni, ezért nem szükséges botladozni a gép mellett.
"Nem a hideg kemény betonon áll az ember, ez segít?"
Igen, segít és az is, hogy a jó lábrács "masszírozza" a talpat így huzamosabban bír a dolgozó állva maradni. Van némi rezgéscsillapító hatása is - a gép betonon keltett rezgései nem érik a lábat annyira. Azt se felejtsük el , hogy a gépről lehulló forgács közé tud esni, ezért nem szükséges botladozni a gép mellett.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 január 25, 15:23
Írta: Virbo Dátum 2020 január 25, 15:23
Milyen a jó lábrács?
Azon én is gondolkoztan hogy egy ilyen szőnyegnél a forgáccsal mi lesz, de talán ami itt nem tud beesni a dudorok közé az a lábrácson is fennakad.
De nincs tapasztalatom, viszont valamit kellene tenni a gép elé...
Azon én is gondolkoztan hogy egy ilyen szőnyegnél a forgáccsal mi lesz, de talán ami itt nem tud beesni a dudorok közé az a lábrácson is fennakad.
De nincs tapasztalatom, viszont valamit kellene tenni a gép elé...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 január 25, 18:09
Írta: Csuhás Dátum 2020 január 25, 18:09
Találtam a neten egy nekem tetsző ötletet: Sorjázó (https://gtwr.de/chamfering-machine/) Egy Lidl egyenes csiszolóból, és Banggood maróból (https://www.banggood.com/Drillpro-6-Flutes-Nano-Blue-Coated-Milling-Cutter-HRC65-681012mm-Carbide-End-Mill-p-1557748.html?utm_source=criteo&utm_medium=cpc_brand&utm_content=all&utm_campaign=tools-emea-en&ID=41528&cur_warehouse=CN) elkészítettem a saját verziómat. Remekül működik nem csak alu és műanyagra hanem acélra is használható. A tartósságról még nincs tapasztalatom.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_57vkksqwjzugu963u8xsz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/57vkksqwjzugu963u8xsz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_39bfqmgfhjuky9xft3p90_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/39bfqmgfhjuky9xft3p90_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_5ez2ukt2ahumewabaiy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/5ez2ukt2ahumewabaiy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_w5nv7m827yeyfbc746hky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/w5nv7m827yeyfbc746hky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hyhs8mciqxvnfqf3nmnq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hyhs8mciqxvnfqf3nmnq_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_57vkksqwjzugu963u8xsz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/57vkksqwjzugu963u8xsz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_39bfqmgfhjuky9xft3p90_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/39bfqmgfhjuky9xft3p90_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_5ez2ukt2ahumewabaiy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/5ez2ukt2ahumewabaiy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_w5nv7m827yeyfbc746hky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/w5nv7m827yeyfbc746hky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/tn_hyhs8mciqxvnfqf3nmnq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/hyhs8mciqxvnfqf3nmnq_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 január 25, 19:29
Írta: Lacibácsi Dátum 2020 január 25, 19:29
Szia!
Gratulálok, profi munka! [#taps] Szimering van benne, jól látom?
Gratulálok, profi munka! [#taps] Szimering van benne, jól látom?
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2020 január 25, 20:00
Írta: dezsoe Dátum 2020 január 25, 20:00
Nekem a gombócos felületű van, tőle vettem kb. 2 éve. Nagyon jó rajta dolgozni: kényelmes, kellemes és nem utolsó sorban nem fagy oda a talpam a járólaphoz. (A pincében van a műhely és nincs túlfűtve. Amíg nem volt ilyen szőnyegem, még bakancsban is odafagytam télen, most papucsban tudok lent lenni, akár órákig.)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 január 25, 20:48
Írta: Csuhás Dátum 2020 január 25, 20:48
Nem igazi szimering, csak egy szűkítő műanyag gyűrű van szilikonnal beragasztva hogy nem menjen a csapágyhoz a forgács. ( A szilikon azért van hogy engedje a nyakat megszorítani )
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 január 25, 21:17
Írta: KoLa Dátum 2020 január 25, 21:17
" papucsban tudok lent lenni, akár órákig "
Érdekes jelenség! pont ma volt a fűtetlen műhelyben egész napos elfoglaltságom, a lézeres hőmérő 4fokot mutatott a betonon is meg a 10mm vastag habosított pvc lemezen is amire reggel ráálltam.
Délután már a pvc lemez 1 fokkal melegebb volt mint az alatta lévő beton, na ennyi hőt vett át a cipőm talpából 8óra alatt.
Érdekes jelenség! pont ma volt a fűtetlen műhelyben egész napos elfoglaltságom, a lézeres hőmérő 4fokot mutatott a betonon is meg a 10mm vastag habosított pvc lemezen is amire reggel ráálltam.
Délután már a pvc lemez 1 fokkal melegebb volt mint az alatta lévő beton, na ennyi hőt vett át a cipőm talpából 8óra alatt.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 január 25, 21:27
Írta: Vetesi75 Dátum 2020 január 25, 21:27
Teljesen egyén függő. Én szeretem, ha hosszában rálépve az alátámasztatlan helyen 1-2 mm-t behajlik a 65 kilóm alatt, ill. kellően ritka, hogy a vasalt talpú mv. cipőn keresztül is éreződjenek az egyes lécek.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 január 25, 21:31
Írta: KoLa Dátum 2020 január 25, 21:31
Ez teljesen jó! grat![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 január 25, 21:36
Írta: KoLa Dátum 2020 január 25, 21:36
Ö!
Ez nem az a csiszológép amit egy-két hónapja lehetett kapni a lidliben?
Én még aznap visszavittem! zörgött, csattogott, rezonált [#nemtudom] hogy lehet ilyet kitenni a pultra!?
Ez nem az a csiszológép amit egy-két hónapja lehetett kapni a lidliben?
Én még aznap visszavittem! zörgött, csattogott, rezonált [#nemtudom] hogy lehet ilyet kitenni a pultra!?
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 január 25, 23:31
Írta: Virbo Dátum 2020 január 25, 23:31
Köszönöm az infókat.
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2020 január 25, 23:49
Írta: dezsoe Dátum 2020 január 25, 23:49
Igen, pont ez a lényeg, hogy nincs hőátadás. Ez a szőnyeg is ilyen habosított cucc, amellett, hogy kényelmes rajta állni, még nagyon jól hőszigetel. Ráadásul a guminudlik miatt jóval kisebb az érintkező felület is, mintha sima lenne a felülete.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 január 26, 06:29
Írta: Szalai György Dátum 2020 január 26, 06:29
Sokat vagyok kint télen. Ilyen a melóm.
Parafa talpbetét kell a bakancsomba, hogy ne fázzon a talpam.
(A villanyszerelő bakancstalp hőellenállása lótúró, az biztos.)
Parafa talpbetét kell a bakancsomba, hogy ne fázzon a talpam.
(A villanyszerelő bakancstalp hőellenállása lótúró, az biztos.)
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2020 január 26, 06:38
Írta: vadember Dátum 2020 január 26, 06:38
Az a baj ezzel az elrendezéssel. hogy a sarka fog a leghamarabb elkopni. Rakj bele inkább 0,5-1 mm sarokrádiuszos ujjmarót! Szerencsésebb a palást részen dolgozó szerszám elrendezés. Az igazi pedig a cserélhető lapkás. Az a legolcsóbb, főleg Kínából.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 január 26, 07:14
Írta: Csuhás Dátum 2020 január 26, 07:14
Úgy voltam vele hogy ha a sarka lekopik akkor azt egyszerűbben tudom élezni mint ha a spirált kellene éleznem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 január 26, 07:21
Írta: Csuhás Dátum 2020 január 26, 07:21
Igen ez az a csiszoló. Nekem szerencsém volt, nem egy óramű, de tűrhetően fut. Csak a nyakát kellett lesimítanom mert az öntött felület nem volt alkalmas precíz megfogásra. Javítás után ez lett a tokmány pofa szabályzóm, plusz ez a sorjázó készült belőle.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 január 26, 15:58
Írta: Virbo Dátum 2020 január 26, 15:58
Nekem fűtetlen műhelybe kellene, van tapasztalatod, hogy a hidegben kikeményedik-e?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 január 26, 19:21
Írta: KoLa Dátum 2020 január 26, 19:21
Hasonló cipőben járok én is!csak nekem, habosított EVA hasítékból van, 4mm a vastagsága, elég jó!
Cím: Re:Hagyományos forgácsológépek
Írta: dezsoe Dátum 2020 január 27, 07:55
Írta: dezsoe Dátum 2020 január 27, 07:55
10 °C-nál nem valószínű, hogy hidegebb lett volna a pincében, úgyhogy nincs tapasztalatom. De az alapján, hogy érzésre nem lágyabb nagy melegben sem, mint most, nem hiszem, hogy megkeményedne.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 január 28, 09:52
Írta: ywathzay Dátum 2020 január 28, 09:52
Van olyan itt a fórumon aki használ ilyen "forgató" alkalmatosságot? Mire jó ez macskadobáláson kívül? Milyen patron(?) megy az orsójába? Gondolom persze hogy ez is silány kínai kivitel, de használható? Egyszerűbb alkatrészek köszörűn való forgatásához használnám.
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_n6pna6c2nytffegykkmw_891.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/n6pna6c2nytffegykkmw_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/01/tn_n6pna6c2nytffegykkmw_891.jpg) (https://hobbicncforum.hu/uploaded_images/2020/01/n6pna6c2nytffegykkmw_891.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2020 január 28, 11:27
Írta: vadember Dátum 2020 január 28, 11:27
Ez nem forgató, hanem osztókészülék és amerikai gyártmány vagy legalábbis a forgalmazó (gyártó ? (https://www.amazon.com/stores/page/D043FF68-6FDE-4316-B4BB-98FFA567EFEA?ingress=2&visitId=bd88b3e2-0e08-48a9-80bc-e488f39205c0&ref_=bl_dp_s_web_18951107011)). 1 fokonként tudod beállítani a kívánt osztást, azután rögzíted a helyzetet.
Itt találsz hozzá patront is Amazon (https://www.amazon.com/Grizzly-G5649-5-C-Spin-Index/dp/B0000DD4EB).
Itt találsz hozzá patront is Amazon (https://www.amazon.com/Grizzly-G5649-5-C-Spin-Index/dp/B0000DD4EB).
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 január 28, 12:26
Írta: ywathzay Dátum 2020 január 28, 12:26
Kösz a kiigazítást. Igazából az érdekel ha valaki használja, akkor mennyire elégedett vele, mert nem szeretném újragyártani ha már pénzt adok érte.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 január 28, 15:24
Írta: Vetesi75 Dátum 2020 január 28, 15:24
Én elengedném, mert nem látok rajta semmilyen tájolóelemet, ami megkönnyítené a szerszámgép asztalra való felhelyezését.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 11, 14:14
Írta: Csuhás Dátum 2020 február 11, 14:14
Kaptam néhány ilyen szerszámbefogót, de nem tudom milyenek. Ráismer valaki? A kúp ISO40 de nincs rajta behúzó rész. Alighanem valami gyűrű rögzítette ami a főorsó végén levő négy kb M10 menethez volt fogva.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_uy2s0zm2xpd4t9k9k0b_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/uy2s0zm2xpd4t9k9k0b_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_uy2s0zm2xpd4t9k9k0b_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/uy2s0zm2xpd4t9k9k0b_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 február 11, 19:16
Írta: jani300 Dátum 2020 február 11, 19:16
Ilyet még nem láttam .
De ugye a főorsó át van azért fúrva ?
Mehet bele behúzószár ?
Kaptál hozzá normál kúpokat is ?
De ugye a főorsó át van azért fúrva ?
Mehet bele behúzószár ?
Kaptál hozzá normál kúpokat is ?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 11, 19:33
Írta: Csuhás Dátum 2020 február 11, 19:33
Igen, korrekt kúp van benne. Kaptam hozzá két három morse iso átalakítót, egy er32-es befogót, egy másik patronos befogót, ami hasonlít az er-re de karcsúbb a kúpja. Majd most fogok vadászni még iso40 befogókra, elsőként egy fúrótokmányost keresek.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 17, 08:10
Írta: ywathzay Dátum 2020 február 17, 08:10
Strigon MS 320 marógépet ismeri valaki? Az előtoláshoz tartozó -nem tudom mi a hivatalos neve - mágneskuplungokhoz csak a teljes kibelezés után lehet hozzáférni? Gyengélkedik az előtolása (gyorsjárat nincs is), ha nem oldja meg az elektromos rész rendbetétele, akkor szét kell kapni?
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 10:23
Írta: molnarfme Dátum 2020 február 17, 10:23
Üdv.Mielött szétszeded a gépet, ellenőrizd hogy az egyenáram megvan-e? Lehet biztositék hiba is. Meg még sokféle elektromos és nem elektromos hiba.
Ferenc
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 17, 10:47
Írta: ywathzay Dátum 2020 február 17, 10:47
Egyenáram megvan, biztosítékokat már műszerrel kimértem. Azért gyanakszom, hogy odabenn lehet a hiba, mert a két keresztirányú előtolás működik, talán lassabb mint volt, de működik. A függőleges meg lefelé még csak- csak, felfelé viszont gyakorlatilag már nem emel. A gyorsjárat gombját meg ha korábban is benyomtam akkor nemhogy gyorsult, hanem lassult az előtolás. Az a baj, hogy a villanyászok nem szívesen matatnak ezekkel a gépekkel, egyik kollégámat már 2 hónapja várom hogy ideérjen. Én meg süket vagyok a villamossághoz, vagy legalábbis annak tettetem magam, én már nem akarok/ tudok mindenhez érteni, de már rákényszerülök.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 február 17, 12:42
Írta: jani300 Dátum 2020 február 17, 12:42
Csak egy kósza ötlet ...
Régi gépnek tűnik a neve alapján .
El tudom képzelni hogy még szelén egyenirányítója lehet .
Ha az van akkor lehet gyenge már .
De tévedtem már nagyobbat is :)
Régi gépnek tűnik a neve alapján .
El tudom képzelni hogy még szelén egyenirányítója lehet .
Ha az van akkor lehet gyenge már .
De tévedtem már nagyobbat is :)
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 13:15
Írta: molnarfme Dátum 2020 február 17, 13:15
Üdv. A leirtak alapján továbbra is az egyenáramu körben kutakodnék. Valószinü hogy a kuplungok nem kapnak gerjesztést. Ha óvatosan megfogod azt a tengelyt, amelyik azért előtolásban gyengén működik, valószinü hogy megtudod fogni.A függőleges azért nem megy mert ott nagyobb az erőszükséglet .Ugyanigy gyorsjáratban is.
Én a konkrét gépet nem ismerem, de az elektromos kuplunggal müködök mind ilyenek. (Bár volt már olyan is ahol az elötolo mor tengelyén forgott meg a forgórész, de annak csúnya hangja volt.) De vigyázz! A müszer könnyen becsaphat.
A leirtakon kivül azért még sok más is okozhat hasonló jelenséget.
Ferenc
Én a konkrét gépet nem ismerem, de az elektromos kuplunggal müködök mind ilyenek. (Bár volt már olyan is ahol az elötolo mor tengelyén forgott meg a forgórész, de annak csúnya hangja volt.) De vigyázz! A müszer könnyen becsaphat.
A leirtakon kivül azért még sok más is okozhat hasonló jelenséget.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 13:23
Írta: molnarfme Dátum 2020 február 17, 13:23
Üdv.Ilyen környezetben a szelén megbizhatóbb a diodánál. (Tapasztalaom szerint) De mörfi itt is igaz.
Ferenc
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: g89ketty Dátum 2020 február 17, 19:10
Írta: g89ketty Dátum 2020 február 17, 19:10
A szelénnek nagyon kellemes fing azaga van mikor kezd kinyiffanni. Használjatok Schottky diódát, nem lesz gondotok. [#pias]
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 19:26
Írta: molnarfme Dátum 2020 február 17, 19:26
Üdv.
Igazad van. De ha nem rossz kár kicserélni.
Ferenc
Igazad van. De ha nem rossz kár kicserélni.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: g89ketty Dátum 2020 február 17, 19:32
Írta: g89ketty Dátum 2020 február 17, 19:32
Egy műszer könnyen eldönti.[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 19:49
Írta: molnarfme Dátum 2020 február 17, 19:49
Ezt egy próbalámpa is edöntheti!
Ferenc
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 17, 19:52
Írta: molnarfme Dátum 2020 február 17, 19:52
Bocs.eldöntheti
Ferenc
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 17, 20:53
Írta: ywathzay Dátum 2020 február 17, 20:53
Úgy 45-46 éves a kicsike. Szelén van benne. Azzal nincs gond, pár hónapja a mágneskapcsolókat cseréltük, azok működnek is szépen.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 17, 20:56
Írta: ywathzay Dátum 2020 február 17, 20:56
Lehet hogy igazad van, először ki lesz cserélve az előtolások vezérlése relésre, ha az nem segít akkor sírok.
Fingszag még nincs a gép környékén[#nyes], akkor a szelén még marad.
Fingszag még nincs a gép környékén[#nyes], akkor a szelén még marad.
Cím: Re:Hagyományos forgácsológépek
Írta: kadaszog Dátum 2020 február 17, 21:06
Írta: kadaszog Dátum 2020 február 17, 21:06
Én használom. Dolphin-tól (Hízó) vettem, fillérekért árulta. Van egy láda patronom (C5-ös) is hozzá. Ár-érték arányban jó, szikrán forgatok vele, de máshol is jó.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 17, 23:39
Írta: 6rk75uezn Dátum 2020 február 17, 23:39
Strigon Me250.
Volt már valakinek gondja a főorsóház olajzásával?
Nem veszi fel az olajat
Volt már valakinek gondja a főorsóház olajzásával?
Nem veszi fel az olajat
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 február 17, 23:52
Írta: Lacibácsi Dátum 2020 február 17, 23:52
A szívócső alján van egy golyós lábszelep. Az nem enged vissza?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 18, 00:41
Írta: 6rk75uezn Dátum 2020 február 18, 00:41
Nem.
Leszedtem a szivócsövet,leszedtem rôla a szűrőt,átmostam a csövet is és a lábszelepet is.
Átfujtam levegővel,visszatettem semmi.
Ezután forgás közben belefujtam a nyomóágba a azivattyú felé,semmi.
Ezután a mágneses ülepitőnél feltöltöttem olajjal,megpörgettem 70Hz el de semmi.
Tényleg egy pocsék a magyar szerszámgépek olajzása,jól irta valaki régebben.
Leszedtem a szivócsövet,leszedtem rôla a szűrőt,átmostam a csövet is és a lábszelepet is.
Átfujtam levegővel,visszatettem semmi.
Ezután forgás közben belefujtam a nyomóágba a azivattyú felé,semmi.
Ezután a mágneses ülepitőnél feltöltöttem olajjal,megpörgettem 70Hz el de semmi.
Tényleg egy pocsék a magyar szerszámgépek olajzása,jól irta valaki régebben.
Cím: Re:Hagyományos forgácsológépek
Írta: kila Dátum 2020 február 18, 05:50
Írta: kila Dátum 2020 február 18, 05:50
Sziasztok! Alcera Gambin 60M típusú marógéppel kapcsolatos információk érdekelnének, valaki ismeri ezt a Francia gépet?
Üdv.
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2020 február 18, 06:24
Írta: vadember Dátum 2020 február 18, 06:24
Forgás közben kell belenyomni az olajat egy flakon és szilikoncső segítségével, hogy fel tudja kapni az olajat. Ha így csináltad és nem jó akkor rossz a szivattyúrész.
Én tettem a cső végére egy fél bárnál nyitó hidraulikus visszacsapó szelepet az eredeti golyós helyett. 1500-2000 Ft. körül van az ára.
Én tettem a cső végére egy fél bárnál nyitó hidraulikus visszacsapó szelepet az eredeti golyós helyett. 1500-2000 Ft. körül van az ára.
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 18, 07:45
Írta: molnarfme Dátum 2020 február 18, 07:45
Üdv. Az előtolómotor biztositékait kiszedve,valamelyik irányba be kellkapcsolni a gépet,Igy megvizsgálni, hogy a kuplunghoz eljut e a gerjesztés. Esetleg valami reteszkapcsoló nem engedi. Csak vaktában reléket cserélgetni nem célravezető. Arosszat cserélnikell, vagy az egész gépet felujitani.
Ferenc
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 18, 07:52
Írta: 6rk75uezn Dátum 2020 február 18, 07:52
Mármint úgy érted hogy forgás közben egy flakonból némi nyomással a lábszepen keresztül ell neki olajat nyomni?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 18, 09:17
Írta: ywathzay Dátum 2020 február 18, 09:17
Vaktában nem cserélek semmit. Ebben még egy nem tudom minek hívják, nagyon őskori kapcsoló sor terelgeti az áramot az előtolásoknál. Lötyögnek már az érintkezői, meg szerintem be is vannak égve, mert szikrázik kapcsoláskor, ez szemmel látszik még méteres távolságból is. Psoft egyszer küldött hozzá relét, házzal együtt, csak még nem jutottam/jutottunk oda hogy ezt kicseréljük. Ezért gondolom amit mondasz igaz lehet és amíg ki nincs cserélve komolyabb hibát nem keresek.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 február 18, 12:01
Írta: Lacibácsi Dátum 2020 február 18, 12:01
Nem gondolom hogy összességében pocsék lenne a magyar gépek olajzása. (Pl. egy MAHO valószínű jobb, de az egy történelmileg előnyösebb fejlődésű ország gyártmánya) Az E400-nál szokott baj lenni hogy nem kapja fel az olajat. Strigon marógépről nem hallottam ilyent.
A szivattyú érdekes abból a szempontból hogy mindkét forgásirányban szállít, tehát a nyomóág ugyan az marad, bármerre is forog a főorsó![#conf] E miatt kicsit nehezebb a légtelenítése. A szívócsövet levéve feltölteni, a lábszelep miatt benne marad az olaj, óvatosan visszatenni, és egy fogaskerék kézzel forgatása közben, a mágnesszűrő felől próbálni feltölteni a szivattyút.
Esetleg ellenőrizni a szivattyút, nincs-e elkopva a tengelyének a bronz perselye, és itt levegőt tud beszívni.
A szivattyú érdekes abból a szempontból hogy mindkét forgásirányban szállít, tehát a nyomóág ugyan az marad, bármerre is forog a főorsó![#conf] E miatt kicsit nehezebb a légtelenítése. A szívócsövet levéve feltölteni, a lábszelep miatt benne marad az olaj, óvatosan visszatenni, és egy fogaskerék kézzel forgatása közben, a mágnesszűrő felől próbálni feltölteni a szivattyút.
Esetleg ellenőrizni a szivattyút, nincs-e elkopva a tengelyének a bronz perselye, és itt levegőt tud beszívni.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 18, 12:16
Írta: ywathzay Dátum 2020 február 18, 12:16
Köszönöm az infót. Hjózsi már nem árulja, nem is igazán találok magyar forgalmazót, vagy csak nem tudom hogy keressem. Javarészt USA-ban van, de mocskosul drága a postázás.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 18, 12:20
Írta: ywathzay Dátum 2020 február 18, 12:20
Az én strigonomban is szépen elhalt, 3 napig próbáltam újraéleszteni, míg rájöttem hogy jobban járok ha falhoz vágom, és megoldottam külső szivattyúval. Ezt tudom kapcsolni álló főorsónál is, mire indul a munka belül már minden úszik az olajban.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 február 18, 15:04
Írta: PSoft Dátum 2020 február 18, 15:04
IdézPsoft egyszer küldött hozzá relét, házzal együtt, csak még nem jutottam/jutottunk oda hogy ezt kicseréljük.
Ejnyebejnye, meg...irgumburgum! [#ejnye1]
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 18, 15:23
Írta: frob Dátum 2020 február 18, 15:23
Viszonylag híg olaj kell bele
Nem árt kitakarítani azt a szűrőházat amiaz olajbetöltő nyílás felöl van, ehhez le kell szedni a takaró lemezt, de ügye azt már leszedted.
a szivattyúja mint a faék, ha benne van a nyomó gyűrű, akkor tökéletesen működnie kellene, ha nem teszi akkor valahol falsot szív
ami többnyire a szivattyú házánál szokott bekövetkezni, érdemes ezt valami babakezűvel leszedetni, akkor nem kell kivenni az egész váltót, bár az sem nehéz
és letömíteni, bár nekem sincs.
mezei egyszerűen meg lett szívva egy pumpával és miután feljött az olaj megy mint a kisangyal :)
Nem árt kitakarítani azt a szűrőházat amiaz olajbetöltő nyílás felöl van, ehhez le kell szedni a takaró lemezt, de ügye azt már leszedted.
a szivattyúja mint a faék, ha benne van a nyomó gyűrű, akkor tökéletesen működnie kellene, ha nem teszi akkor valahol falsot szív
ami többnyire a szivattyú házánál szokott bekövetkezni, érdemes ezt valami babakezűvel leszedetni, akkor nem kell kivenni az egész váltót, bár az sem nehéz
és letömíteni, bár nekem sincs.
mezei egyszerűen meg lett szívva egy pumpával és miután feljött az olaj megy mint a kisangyal :)
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 18, 17:26
Írta: molnarfme Dátum 2020 február 18, 17:26
Üdv.
A mágneskapcsoló(relé) ha áramot szakit meg, mindig szikrázik. nem mindegy mennyire. Egyenáramnál kuplungnál, nagyobbat. Nem mindegy hogy a hiba hogy kezdödött. javitáskor ez sokat segithet.
Ferenc
A mágneskapcsoló(relé) ha áramot szakit meg, mindig szikrázik. nem mindegy mennyire. Egyenáramnál kuplungnál, nagyobbat. Nem mindegy hogy a hiba hogy kezdödött. javitáskor ez sokat segithet.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 18, 19:04
Írta: Csuhás Dátum 2020 február 18, 19:04
Nem tudom hogy a kuplungnál van-e dióda a tekercsen. Ha nincs érdemes rátenni mert jelentősen csökkenti a szikrázást.
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 18, 19:46
Írta: molnarfme Dátum 2020 február 18, 19:46
Üdv. Egy ellenálást szoktak párhuzamosan kötni a
kuplunggal.
Ferenc
kuplunggal.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 február 18, 20:11
Írta: svejk Dátum 2020 február 18, 20:11
Cserébe gyorsabban kophat mert "lassan" ejt el.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 február 18, 20:15
Írta: svejk Dátum 2020 február 18, 20:15
Ez jobbnak tűnik.
Egyébként valami jó ha van, mert ha komolyabb a tekercs képes a saját szigetelését is átütni előbb utóbb.
Egyébként csúszógyűrűs vagy vezetékes a szóban forgó kuplung? (de gondolom vezetékes mert már lett volna róla szó, mint hibaforrás)
Egyébként valami jó ha van, mert ha komolyabb a tekercs képes a saját szigetelését is átütni előbb utóbb.
Egyébként csúszógyűrűs vagy vezetékes a szóban forgó kuplung? (de gondolom vezetékes mert már lett volna róla szó, mint hibaforrás)
Cím: Re:Hagyományos forgácsológépek
Írta: molnarfme Dátum 2020 február 18, 20:39
Írta: molnarfme Dátum 2020 február 18, 20:39
Üdv.
Sajnos én ezt géptipust nem ismerem. Igy csak általánosságokkat tudtam javasolni.
Ferenc
Sajnos én ezt géptipust nem ismerem. Igy csak általánosságokkat tudtam javasolni.
Ferenc
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 18, 20:55
Írta: ywathzay Dátum 2020 február 18, 20:55
A szóban forgó gép egy Strigon, de már erősen elkanyarodott a téma. rosszakodik az előtolás, és én az elektromos kuplung(ok) hibájára gondoltam.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 február 18, 21:23
Írta: Vetesi75 Dátum 2020 február 18, 21:23
Én 24V-os működtető mágnessel 56V-os varisztort kötöttem párhuzamosan, bevált. Előtte rendszeresen tönkretette az érintkezőket. (Persze miniatűr, AC-ra való reléét.)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 18, 22:13
Írta: 6rk75uezn Dátum 2020 február 18, 22:13
Pedig itt irja kopirnyák a te válaazod felett hogy ő 3napot kinlódott vele,én még csak egy felet.
Az E400-am a gyári dugatyús olajzással bármilyen feltöltés nélkül rögtön felkapta az olajat összerakás után,de nekem nem tetszett a kattogó hang és legyeréltem egy hidraulika szivattyúra.(azóta semmi gond vele és akár 10-es főorsófordulaton is van kellő olajszálitás)
Ma lekaptam a szivattyút és cserélem a azimeringet holnap.
Teljesen jó állapotban van a tengely is és a szivattyú többi része is,maga a gép is rettentő keveset ment 50 éves korához képest.
Az E400-am a gyári dugatyús olajzással bármilyen feltöltés nélkül rögtön felkapta az olajat összerakás után,de nekem nem tetszett a kattogó hang és legyeréltem egy hidraulika szivattyúra.(azóta semmi gond vele és akár 10-es főorsófordulaton is van kellő olajszálitás)
Ma lekaptam a szivattyút és cserélem a azimeringet holnap.
Teljesen jó állapotban van a tengely is és a szivattyú többi része is,maga a gép is rettentő keveset ment 50 éves korához képest.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 18, 22:20
Írta: 6rk75uezn Dátum 2020 február 18, 22:20
Tcl 46 szerszámgépolaj (elég híg)
Mindent kitakaritottam,és holnap mint irtam lentebb szimeringet cserélek p.uaz letömitem a azivattyú oldallemezét.
"ha benne van a nyomó gyűrű, akkor tökéletesen működnie kellene"
Nem tudom a nyomógyűrű alatt mit értesz [#conf]
Mindent kitakaritottam,és holnap mint irtam lentebb szimeringet cserélek p.uaz letömitem a azivattyú oldallemezét.
"ha benne van a nyomó gyűrű, akkor tökéletesen működnie kellene"
Nem tudom a nyomógyűrű alatt mit értesz [#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 február 18, 23:27
Írta: Vetesi75 Dátum 2020 február 18, 23:27
Az MS400-as gépkönyve letölthető a netről: "https://data.hu/get/10436373/Strigon_MS_400_gepkonyv.djvu". Nem tudom mennyire hasonlít a rajz, de mielőtt szétborítanád a gépet, mérj áramfelvételt a kuplungokon, illetve a kuplungokhoz minél közelebb, -ahol még hozzáférhető- feszültséget! Irányértékek a gépkönyvből vehetők, de áramban még 20% eltérés sem sok vizet zavar - pláne ha már javították. Itt van mágnesfék is a mellékhajtásban. A rajz szerint a előtoláson "mindent kapcsoló" kuplung csúszógyűrűs-kefés és a szíjtárcsában van (itt lehet egyszerű kefekopás is), a normál/gyorsjárat átváltó belül(ez nem kefés), de ez gyorsjáratnál szabadonfutó mellett kerüli meg a sebváltót, ezért feltételezhető, hogy nem (csak) ez a hibás, mert előtolásban is lassul. A mágnesfék is belül van, ha nem emel ki, az is okozhat hasonló hibajelenséget. A hossz előtolásra ír még valami elektromos körmöskapcsolót, itt kizártnak tartom a csúszást.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 19, 10:07
Írta: ywathzay Dátum 2020 február 19, 10:07
Gépkönyvem van, csak kedvem nincs szerelni.[#vigyor]
Első körben a villamossággal próbálkozok aztán kiderül kell-e bontani. De az eredeti kérdés úgy szólt, ha valaki ismeri a típust akkor ha bontani kell, csak teljes belezéssel férhetőek hozzá a kuplungok? Nekem úgy tűnik igen. Ha a villamosság nem megoldás akkor elhívok egy gépész havert, aztán hátha ketten vagyunk még hamar át is csapágyazzuk az egész gépet.
Első körben a villamossággal próbálkozok aztán kiderül kell-e bontani. De az eredeti kérdés úgy szólt, ha valaki ismeri a típust akkor ha bontani kell, csak teljes belezéssel férhetőek hozzá a kuplungok? Nekem úgy tűnik igen. Ha a villamosság nem megoldás akkor elhívok egy gépész havert, aztán hátha ketten vagyunk még hamar át is csapágyazzuk az egész gépet.
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 19, 10:15
Írta: frob Dátum 2020 február 19, 10:15
a szivattyú egy lapátos szivattyú, ami nagyon ügyesen úgy van megoldva, hogy a lapátokat egy gyűrű 95% ban kikényszeríti a működési állapotba
na most ha az esetleg nincs benne, mert valaki kihagyta, akkor a lapátok esetlegesen leragadhatnak és akkor biza nem műkszik
melléklet képen láthatod mire gondolok, a gyűrű a félrerakott takarólemezen van
a szivattyú kialakítása olyan hogy kb a büdi életben nem mehet tönkre
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_69qtgnic57z532bmpv2wi_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/69qtgnic57z532bmpv2wi_902.jpg)
na most ha az esetleg nincs benne, mert valaki kihagyta, akkor a lapátok esetlegesen leragadhatnak és akkor biza nem műkszik
melléklet képen láthatod mire gondolok, a gyűrű a félrerakott takarólemezen van
a szivattyú kialakítása olyan hogy kb a büdi életben nem mehet tönkre
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_69qtgnic57z532bmpv2wi_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/69qtgnic57z532bmpv2wi_902.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 19, 10:19
Írta: frob Dátum 2020 február 19, 10:19
hja és a szállítási kapacitása sztem minimum 2-3 L / perc
én csak egy kis zsírral kenném meg felrakáskor a lemezt, hogy fel tudja szívni az olajat, utána ha kimossa sem baj, mert a golyó alul úgy sem engedi visszafolyni....
én csak egy kis zsírral kenném meg felrakáskor a lemezt, hogy fel tudja szívni az olajat, utána ha kimossa sem baj, mert a golyó alul úgy sem engedi visszafolyni....
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 19, 10:56
Írta: 6rk75uezn Dátum 2020 február 19, 10:56
Ja hogy az a gyűrű?természeteswn benne van,hiszen akkkr tényleg nem tudnának dolgozni a lapátok.
Szerintem nem lesz ezzel gond ha meg szimeringezem.
Most vezetékelek de ha este eljutok odáig akkor szivattyú próba.
Szerintem nem lesz ezzel gond ha meg szimeringezem.
Most vezetékelek de ha este eljutok odáig akkor szivattyú próba.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 február 19, 11:10
Írta: Vetesi75 Dátum 2020 február 19, 11:10
Értem. Szétszerelés lenne nálam is az utolsó, azért írtam, feltétlen nézzétek meg elektromosan. Olajos környezetben bármi előfordulhat - még az is, hogy az odavezető kábel műanyag szigetelésén belül elfogy a rézvezető (pláne, ha korábban valami aktivált vágóolajjal is találkozott).[#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 21, 19:17
Írta: 6rk75uezn Dátum 2020 február 21, 19:17
Kezdek ott tartani a szivattyúval mint ahol Kopirnyák fórumtársunk,lehet nekem is a falhoz kellene vágni.
Nevetséges de egy ilyen egyszerű szerkezet és nem birom munkára birni,pedig csak annyi lenne a dolga hogy olajat nyom.
Szimering kicserélve,lapátok abszolult nem kopottak,fölső nyomóágba a golyó szépen mozog és mindkét irányban zár.Lábszelep is működik rendesen.
Szivőcső feltöltve olajjal és akkor sem hajlandó.....
[#wow3]
Nevetséges de egy ilyen egyszerű szerkezet és nem birom munkára birni,pedig csak annyi lenne a dolga hogy olajat nyom.
Szimering kicserélve,lapátok abszolult nem kopottak,fölső nyomóágba a golyó szépen mozog és mindkét irányban zár.Lábszelep is működik rendesen.
Szivőcső feltöltve olajjal és akkor sem hajlandó.....
[#wow3]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 21, 19:32
Írta: Csuhás Dátum 2020 február 21, 19:32
A kis gyalum fogaskerék szivattyúja szórakozott velem. Végül a szívó ágba egy kis átlátszó szilikoncsövet toldottam be ideiglenesen, és azon láttam a buboréksort ami mutatta hogy levegőt kap a szívó ág. A hibás csatlakozást megjavítva már nem ejti el az olajt, és rendben működik pár napos álldogálás után is.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 21, 19:41
Írta: 6rk75uezn Dátum 2020 február 21, 19:41
Ahaaa.
Hidd el Imi erre is gondoltam,a szivócső csatlakozása teljesen épséges a csavart lehúzva tisztességesen tuti nem szivhat levegőt,még a csövet is megnéztem végig 4 bár levegővel vizben.
Hidd el Imi erre is gondoltam,a szivócső csatlakozása teljesen épséges a csavart lehúzva tisztességesen tuti nem szivhat levegőt,még a csövet is megnéztem végig 4 bár levegővel vizben.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 február 21, 19:48
Írta: svejk Dátum 2020 február 21, 19:48
Honnan lehet észrevenni, hogy nem szállít?
(nem ismerem a gépet)
Rekonstruáltad az esetet?
Előtte pár nappal mik történtek, nem-e volt olajcsere, stb...
Ezek a dolgok az esetek 80 %-ra megoldást hoznak.
(nem ismerem a gépet)
Rekonstruáltad az esetet?
Előtte pár nappal mik történtek, nem-e volt olajcsere, stb...
Ezek a dolgok az esetek 80 %-ra megoldást hoznak.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 21, 20:16
Írta: ywathzay Dátum 2020 február 21, 20:16
Onnan lehet tudni hogy nem szállít, pl az én Strigon gépemben, szerteágazó olajcsövek juttatják a gép tetejéig az olajat. Száraz volt minden mint a sivatag. Mióta külön kapcsolt szivattyú van benne, azóta gyakorlatilag odabenn minden úszik az olajban.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 február 21, 20:19
Írta: svejk Dátum 2020 február 21, 20:19
Tehát akár napokig hónapokig mehet anélkül?
Nincs ellenőrző ablak mint pl. az E400-on?
Nincs ellenőrző ablak mint pl. az E400-on?
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 21, 20:30
Írta: ywathzay Dátum 2020 február 21, 20:30
Van kémlelő, de pl az enyémen annyira elsötétítette az évek, meg az olaj, hogy rosszul látszik. Meg tudod a hanyagság, ránézel egyszer-egyszer működik. Aztán meg majd nem nézel rá, de közben meg már nem működik. Na én kb. így jártam.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 21, 20:32
Írta: ywathzay Dátum 2020 február 21, 20:32
Amúgy ezt most azért szeretem, mert odaállok a gép mellé, a főkapcsoló mellett bekapcsolom az olajozást, és mire indul a gép, már kenve van minden. Ha sokáig átszerelek vagy méricskélek kikapcsolom.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 február 21, 20:38
Írta: svejk Dátum 2020 február 21, 20:38
...aztán jól elfelejted visszakapcsolni. [#kuss] :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 február 21, 20:46
Írta: ywathzay Dátum 2020 február 21, 20:46
hát van rá példa[#nyes], de akkor már nem száraz, közben meg eszembe jut 'oszt kapcsolom!
Cím: Re:Hagyományos forgácsológépek
Írta: fisrcxuk3 Dátum 2020 február 21, 22:59
Írta: fisrcxuk3 Dátum 2020 február 21, 22:59
Tényleg érdekes szerkentyű. Ez forgás irány független?Ilyet sem láttam még...
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 22, 05:15
Írta: 6rk75uezn Dátum 2020 február 22, 05:15
Megtört a jég,vagy az olaj?
Életre kelt az olajszivattyú.
Érdekes mert több Me250 es tulajtól is azt halottam hogy felveszi a szivattyú az olajat akkor is ha sehol semmit nem töltesz fel.
Nekem nem vette fel üresen,viszont ha tisztességesen elkezdtem telepumpálni a nyomó ágat úgy hogy közben lassan forog a főmotor akkor minden oké.
Köszönöm mindenkinek aki hozzászólt és próbált segíteni!! [#eljen]
Életre kelt az olajszivattyú.
Érdekes mert több Me250 es tulajtól is azt halottam hogy felveszi a szivattyú az olajat akkor is ha sehol semmit nem töltesz fel.
Nekem nem vette fel üresen,viszont ha tisztességesen elkezdtem telepumpálni a nyomó ágat úgy hogy közben lassan forog a főmotor akkor minden oké.
Köszönöm mindenkinek aki hozzászólt és próbált segíteni!! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2020 február 22, 06:18
Írta: vadember Dátum 2020 február 22, 06:18
Ezt írtam le neked,hogy így csináld. A hitetlenek büntetése a fölösleges szívás. [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 22, 11:32
Írta: 6rk75uezn Dátum 2020 február 22, 11:32
Állj!
Nem hitetlen voltam!
Próbáltam úgy is de elősször csak egy kis műanyag flakonból,majd egy kézi olajzóval amit csak tudott ;)
Nem hitetlen voltam!
Próbáltam úgy is de elősször csak egy kis műanyag flakonból,majd egy kézi olajzóval amit csak tudott ;)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 február 22, 15:33
Írta: bundyland Dátum 2020 február 22, 15:33
Csak érdekesség képpen említeném meg hogy szétszedtem az
EU400 nak a szánszekrényét hogy megnézzem az olajozást és
az olajpumpát, na ott működik minden csak éppen a lyukak olyan gondosan vannak fúrva a rézcsőre hogy még véletlenűl se érjen fogaskereket hanem egyből visszacsöpög az aljába
anélkül hogy kenne bármit is. :-)
EU400 nak a szánszekrényét hogy megnézzem az olajozást és
az olajpumpát, na ott működik minden csak éppen a lyukak olyan gondosan vannak fúrva a rézcsőre hogy még véletlenűl se érjen fogaskereket hanem egyből visszacsöpög az aljába
anélkül hogy kenne bármit is. :-)
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 22, 15:41
Írta: frob Dátum 2020 február 22, 15:41
sziasztok
csak hogy maradjunk még az ME 250 -nél
hogy kell leszedni az asztalt róla?
sajna rendesen szopóágon vagyok a géppel, nulla olajzás gányolt rosszok tömegével, de lassan életre kel...
de most ott tartok hogy le kellene szedni az asztalt hogy rendesen meg tudja tisztítani, az alatt a lévő dolgokat, majd az oldalsó váltó részt is kell szednem hogy a szivattyút is megnézzem miért nem olajoz...
de először is az asztal, hogy is kellene nekiállni?
előre is köszi
R.
csak hogy maradjunk még az ME 250 -nél
hogy kell leszedni az asztalt róla?
sajna rendesen szopóágon vagyok a géppel, nulla olajzás gányolt rosszok tömegével, de lassan életre kel...
de most ott tartok hogy le kellene szedni az asztalt hogy rendesen meg tudja tisztítani, az alatt a lévő dolgokat, majd az oldalsó váltó részt is kell szednem hogy a szivattyút is megnézzem miért nem olajoz...
de először is az asztal, hogy is kellene nekiállni?
előre is köszi
R.
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 22, 18:23
Írta: frob Dátum 2020 február 22, 18:23
magad uram ha más nem ügye :D
na lejött
nem is annyira bonyi, csak az oldalsó tartókat kellett lekapni és utána a zsiráffal simán leemeltem
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_q2jbk2thy0623w5h60ti_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/q2jbk2thy0623w5h60ti_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_4iy8ks4h44qfnnk9tkjd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/4iy8ks4h44qfnnk9tkjd_902.jpg)
na lejött
nem is annyira bonyi, csak az oldalsó tartókat kellett lekapni és utána a zsiráffal simán leemeltem
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_q2jbk2thy0623w5h60ti_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/q2jbk2thy0623w5h60ti_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_4iy8ks4h44qfnnk9tkjd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/4iy8ks4h44qfnnk9tkjd_902.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 22, 18:24
Írta: frob Dátum 2020 február 22, 18:24
Lesz egy marék képem a szétszedéséről szivesen felrakom a tárhelyre, már ha kapok hozzáférést, házigazdát kell keresnem vajon?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 február 22, 18:33
Írta: jani300 Dátum 2020 február 22, 18:33
No nekiálltam , nem akart egy éve kijönni a forgócsap ,de most kierőszakoltam .
Egyben nem nagyon bírnék már vele .
Először az alaplemezt kezdtem el egyengetni , a lábrész nincsen is meg , azt majd csinálok .
A hajtőkerék , hajtőmű az hiányzik .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_dwpnnc5fmtuq04hi6vcvq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/dwpnnc5fmtuq04hi6vcvq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_2mmaa4qvqi8igxqqu5j9p_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/2mmaa4qvqi8igxqqu5j9p_2430.jpg)
Egyben nem nagyon bírnék már vele .
Először az alaplemezt kezdtem el egyengetni , a lábrész nincsen is meg , azt majd csinálok .
A hajtőkerék , hajtőmű az hiányzik .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_dwpnnc5fmtuq04hi6vcvq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/dwpnnc5fmtuq04hi6vcvq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_2mmaa4qvqi8igxqqu5j9p_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/2mmaa4qvqi8igxqqu5j9p_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 február 22, 20:51
Írta: PSoft Dátum 2020 február 22, 20:51
Te magad is meg tudod oldani.
Itt az okosság hozzá:
[#t37p2580#]
Itt az okosság hozzá:
[#t37p2580#]
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 február 22, 23:06
Írta: Lacibácsi Dátum 2020 február 22, 23:06
Az oldalsó váltónál milyen olajzást akarsz megnézni?
Asztalnak a legfelső részt hivjuk, te a kereszt szánt vetted le asztallal együtt.
Asztalnak a legfelső részt hivjuk, te a kereszt szánt vetted le asztallal együtt.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 22, 23:55
Írta: 6rk75uezn Dátum 2020 február 22, 23:55
Gondolom az olajszivattyút ami a kenési pontokra és a hidraulika munkahengernek is nyom (gyorsjárat)
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 08:12
Írta: frob Dátum 2020 február 23, 08:12
hát kb mindegy milyen szivattyúról beszélek
mivel a gép egész belseje merő sár olaj nélkül, ránézésre évek óta nem lehetett benne olaj, szét kell húznom mindenképp az egészet
a kúpos stiftet kihúztam ( első kép) nagyon ügyes volt aki összerakta, abből is gondolom hogy volt már szétszedve, mert a marhája elverte az egyiknek a végét, gondolom másik oldalról akarták belenyomni..
na mindegy, most ott tartok hogy ki kellene szedni a váltóművet, ( második kép) látszik a moci, amit a váltóval együtt tudok mozgatni, mert hogy hozzá van csavarozva nem meglepő módon
viszont a leírás csak annyit mond, mozgasd az egész váltót arrébb 3cm -el a gépváz felé
ami nem annyira egyszerű mert a motor rendesen akadályoz
tippek, ötletek? hogyan tovább?
persze közben alánézve kiderült hogy van pár cső is az alján, olajzás, azt is ki kell majd kötni
és ha kijön, mert tuti kifog :D
akkor takarítás, csapágy cserék meg ilyenek lesznek, mert a kenés hiánya miatt elég rendesen lóg sok
R.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_d28fi06aqmiutsa22xd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/d28fi06aqmiutsa22xd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_kvizu7y6qgspu8i6y9uhw_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/kvizu7y6qgspu8i6y9uhw_902.jpg)
mivel a gép egész belseje merő sár olaj nélkül, ránézésre évek óta nem lehetett benne olaj, szét kell húznom mindenképp az egészet
a kúpos stiftet kihúztam ( első kép) nagyon ügyes volt aki összerakta, abből is gondolom hogy volt már szétszedve, mert a marhája elverte az egyiknek a végét, gondolom másik oldalról akarták belenyomni..
na mindegy, most ott tartok hogy ki kellene szedni a váltóművet, ( második kép) látszik a moci, amit a váltóval együtt tudok mozgatni, mert hogy hozzá van csavarozva nem meglepő módon
viszont a leírás csak annyit mond, mozgasd az egész váltót arrébb 3cm -el a gépváz felé
ami nem annyira egyszerű mert a motor rendesen akadályoz
tippek, ötletek? hogyan tovább?
persze közben alánézve kiderült hogy van pár cső is az alján, olajzás, azt is ki kell majd kötni
és ha kijön, mert tuti kifog :D
akkor takarítás, csapágy cserék meg ilyenek lesznek, mert a kenés hiánya miatt elég rendesen lóg sok
R.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_d28fi06aqmiutsa22xd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/d28fi06aqmiutsa22xd_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_kvizu7y6qgspu8i6y9uhw_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/kvizu7y6qgspu8i6y9uhw_902.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 február 23, 08:45
Írta: Lacibácsi Dátum 2020 február 23, 08:45
Igen, a 3 cm hátrafelé azert kell, mert akkor jön szét az a tengelykapcsoló ami átadja a forgást a nyomógomb sor alatti iránykiválasztó hajtóműnek.
Ha kijött és belenézel, fogsz látni ánnyi alkatrészt, hogy ha csak a fele lenne benne, akkor se mondhatnánk szellősnek[#csodalk] Ajánlott a fotós dokumentálás, de az akció kamera se túlzás[#nyes]
Van alul egy téglatest alakú fogaskerék szivattyú, annak a kopása miatt nem szokott jó lenni a függőleges gyorsjárat leginkább. Annyi a jó hír hogy javítható, mert új alkatrészként nem hiszem hogy fellelhető már.
Ha kijött és belenézel, fogsz látni ánnyi alkatrészt, hogy ha csak a fele lenne benne, akkor se mondhatnánk szellősnek[#csodalk] Ajánlott a fotós dokumentálás, de az akció kamera se túlzás[#nyes]
Van alul egy téglatest alakú fogaskerék szivattyú, annak a kopása miatt nem szokott jó lenni a függőleges gyorsjárat leginkább. Annyi a jó hír hogy javítható, mert új alkatrészként nem hiszem hogy fellelhető már.
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 11:37
Írta: frob Dátum 2020 február 23, 11:37
Köszönöm!
már csak ebéd után jutok odáig, de kell is a kaja, mert nem pehelysúlban játszik a váltó és a moci egyben :D
már csak ebéd után jutok odáig, de kell is a kaja, mert nem pehelysúlban játszik a váltó és a moci egyben :D
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 23, 14:04
Írta: Csuhás Dátum 2020 február 23, 14:04
A marógépem 40-es kúpos orsójában a kúp mellett van két menesztő bütyök és négy M12 menet. Tudja valaki ezeknek a meneteknek az osztókörét? Mérve nem tűnik kerek értéknek ezért gyanús a dolog.
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 17:15
Írta: frob Dátum 2020 február 23, 17:15
nos
eljutottam odáig, le kellett szedni a váltó alján lévő csőcsatlakozásokat és csonkokat, ezután könnyedén kijött a váltó a helyéről a szükséges 3cm oldalsó mozgatással
ami fogadott a váltó belsejében ... na attól kb égnek állt a hajam, az a kevés is...
ha jól gondolom akkor az előlapi lemezhez fogatott szögletes valami lehet a váltó alján szemből bal oldalt a szivattyú.
A sanda gyanúm az hogy az csak a váltó teljes szétborításával lehet kivenni... ügye?
kapott egy kis brigéciolt, meg nagynyomású mosót... és most úgy ahogy tiszta, de sajna még elég rozsdás a belseje...
eljutottam odáig, le kellett szedni a váltó alján lévő csőcsatlakozásokat és csonkokat, ezután könnyedén kijött a váltó a helyéről a szükséges 3cm oldalsó mozgatással
ami fogadott a váltó belsejében ... na attól kb égnek állt a hajam, az a kevés is...
ha jól gondolom akkor az előlapi lemezhez fogatott szögletes valami lehet a váltó alján szemből bal oldalt a szivattyú.
A sanda gyanúm az hogy az csak a váltó teljes szétborításával lehet kivenni... ügye?
kapott egy kis brigéciolt, meg nagynyomású mosót... és most úgy ahogy tiszta, de sajna még elég rozsdás a belseje...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 február 23, 17:56
Írta: KoLa Dátum 2020 február 23, 17:56
66.7 mm
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 17:59
Írta: frob Dátum 2020 február 23, 17:59
Köszönöm szépen, már mennek is fel a képek FRobi mappába!
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 18:00
Írta: frob Dátum 2020 február 23, 18:00
javítom frob lesz az, csak egyenlőre menjenek fel :D
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 február 23, 18:19
Írta: frob Dátum 2020 február 23, 18:19
Na fent is vannak, akkor frob könyvtárban, és ha valakinek még kel kép dolgokról még most szóljon, így szétkapva azért könnyebb
és még a kezelő szerv felőli részt is szét kell kapnom.. sajna
és kérdeznék is, a csövek amelyek az olajzásért felelősek össze vannak nyomkorászva, az normális vagy az előző gazdi gondolta úgy hogy ne jöjjön má olaj belőle...?
a melléklet kép jobb oldalán látható csőre gondolok
és ott középen hova menne, már mint ami a géptestbe megy...
köszi!
R.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_3am4ud6nv796hp7fn2n_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/3am4ud6nv796hp7fn2n_902.jpg)
és még a kezelő szerv felőli részt is szét kell kapnom.. sajna
és kérdeznék is, a csövek amelyek az olajzásért felelősek össze vannak nyomkorászva, az normális vagy az előző gazdi gondolta úgy hogy ne jöjjön má olaj belőle...?
a melléklet kép jobb oldalán látható csőre gondolok
és ott középen hova menne, már mint ami a géptestbe megy...
köszi!
R.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_3am4ud6nv796hp7fn2n_902.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/3am4ud6nv796hp7fn2n_902.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 23, 19:12
Írta: Csuhás Dátum 2020 február 23, 19:12
Köszi! Készítettem egy kiegészítő karimát egy leesztergált peremű ISO40 -> MK4 átalakítóra. A peremet 5 fokos kúpra esztergáltam arra ment egy kis ragasztóval a kúpos furatú gyűrű. Az egésznek ott az értelme hogy egy csomó MK4 szerszámom van amit szeretnék használni, és könnyen cserélni. Most beillesztem a szűkítőt a két kis csavarral rögzítem, majd úgy használom a gépet mint a régi morse kúpos gépemet. A behúzószár a morse kúphoz csatlakozik, és behúzza mindkét kúpot, lazításkor viszont a két imbusz csavar bent tartja a ISO kúpot de kitolja a szűkítőből a morse kúpos szerszámot. Nem is értem hagyományos gépekhez miért nem gyártanak ilyen rendszerű szűkítőt.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_78xvim3es9dyskcqu0hp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/78xvim3es9dyskcqu0hp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_80dfufqtxh4gwyui60d5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/80dfufqtxh4gwyui60d5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_nc3gtii74iukkdimcbz3g_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/nc3gtii74iukkdimcbz3g_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_vhtbpp4n6tkd87fn2h882_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/vhtbpp4n6tkd87fn2h882_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_78xvim3es9dyskcqu0hp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/78xvim3es9dyskcqu0hp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_80dfufqtxh4gwyui60d5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/80dfufqtxh4gwyui60d5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_nc3gtii74iukkdimcbz3g_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/nc3gtii74iukkdimcbz3g_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_vhtbpp4n6tkd87fn2h882_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/vhtbpp4n6tkd87fn2h882_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 február 23, 19:43
Írta: 7cim5mm0 Dátum 2020 február 23, 19:43
Azért nem gyártanak ilyet, mert nincs rá szükség.
Ha morse szárú szerszám van, akkor arra létezik szabvány átalakító,(úgy látom ez is az volt valaha) csak ékes, de abban is gyorsan lehet szerszámot cserélni.
Ha morse szárú szerszám van, akkor arra létezik szabvány átalakító,(úgy látom ez is az volt valaha) csak ékes, de abban is gyorsan lehet szerszámot cserélni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 24, 10:10
Írta: Csuhás Dátum 2020 február 24, 10:10
Morse kúpos marót csak behúzómenettel lehet használni. Így vagy belső csavaros iso morse átalakítót használ az ember és szerelget minden cserénél, vagy tucatnyi átalakítót vesz. Az első lassú, a második drága. Szóval szerintem van értelme a megoldásomnak, hagyományos gépen, különösen a sok szerszámot igénylő egyedi munkáknál.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 február 24, 13:00
Írta: 7cim5mm0 Dátum 2020 február 24, 13:00
"Morse kúpos marót csak behúzómenettel lehet használni."
Valóban így van.
Egyebekben meg mindössze a kérdésedre válaszoltam, hogy miért nincs ilyen gyáriban.
Rendes ipari méretekben ahány szerszám, annyi megfogó, az átalakítók ára nem tétel.
Kisiparban megy a kínlódás, mert a sok átalakító ebben a léptékben valóban drága. De nem ez a drága, hanem a morse kúpos szerszámok cserélgetésével töltött idő, illetve az ISO rendszer így kihasználatlan előnye.
Hobbyban meg az idő nem szempont. Nagyjából ezért nem létezik szerintem ilyen.
Más kérdés, hogy áthidaló megoldásnak persze jó, de visszalépés, a morse orsóvég felé.
Valóban így van.
Egyebekben meg mindössze a kérdésedre válaszoltam, hogy miért nincs ilyen gyáriban.
Rendes ipari méretekben ahány szerszám, annyi megfogó, az átalakítók ára nem tétel.
Kisiparban megy a kínlódás, mert a sok átalakító ebben a léptékben valóban drága. De nem ez a drága, hanem a morse kúpos szerszámok cserélgetésével töltött idő, illetve az ISO rendszer így kihasználatlan előnye.
Hobbyban meg az idő nem szempont. Nagyjából ezért nem létezik szerintem ilyen.
Más kérdés, hogy áthidaló megoldásnak persze jó, de visszalépés, a morse orsóvég felé.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 február 24, 13:16
Írta: Csuhás Dátum 2020 február 24, 13:16
Alapvetően igazad van jobb az iso mint a morse. Sajnos iso szerszám befogóm van vagy hat, morse kúpos pedig közel száz. Egyébként találtam ilyen eszközt. A TOS gépekhez adtak gyárilag, sőt talán utángyártottban ma is kapható.Tos befogó (https://www.kovonastroje.cz/Upinaci-nastroje/Redukcni-pouzdra/Strmy-kuzel/Redukcni-pouzdro-40-MK4-60mm-DIN2080-pruchozi-pro-upnuti-frez.html?listtype=search&searchparam=iso40%20mk4)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 február 24, 21:23
Írta: 7cim5mm0 Dátum 2020 február 24, 21:23
Ezzel ma ma is láttam valami újat.
Ez az átalakító valahonnan a váltás időszakából származhat, amikor másoknak is ugyanaz volt a problémája, mint neked.
(TOS-éknál mondjuk nem csodálkozok rajta, mindig is nagyon sokféle tartozékkal kínálták a gépeiket.)
Ez az átalakító valahonnan a váltás időszakából származhat, amikor másoknak is ugyanaz volt a problémája, mint neked.
(TOS-éknál mondjuk nem csodálkozok rajta, mindig is nagyon sokféle tartozékkal kínálták a gépeiket.)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 február 28, 07:51
Írta: 6rk75uezn Dátum 2020 február 28, 07:51
Szép napot mindenkinek.
Hátha tud valaki tanácsot adni.
Strigon Me250-es gépemnek van még 2 hibája de most elősször csak az egyiket irnám le,hiába hogy a gép tényleg nagyon jó állapotban van de miután összeraktam pár nap alatt elkezdett visitani az olajszivattyúja ami az előtolóműben van.
Ki volt szedve a gépből,kapot egy kis törődést,magasnyomásúval meleg vizzel ki lett mosva,új olajjal feltöltve és vissza téve,tökéletesen működött pár napig,ezután elkezdett visitani az olajpumpa.
Gépkönyv szerint ez 30-40bárt produkál és gyorsjáratkor egy munkahengert működtet ami egy tengelykapcsolón keresztül kapcsolja a gyorsjáratot.
A szivattyú nyomóágát leköttem és szabad kifolyással is megnéztem hogy mit produkál.
Mikor a szivattyú csak kenési pontokra szálit,az az nincs igazán megterhelve akkor van csúnya hangja,mikor a munkahengert működteti akkor szép csendes.
Szétszedtem és hát a fogaskerekek palástja hizony beleér a házba pedig nem érzek kottyot a bronzcsapágyazásánál.
A véleményem az hogy talán úgy lehetne javitani hogy új szinterbronz perselyeket tenni bele és szerintem a középső részt ujra legyártatni vagy talán maradhatna is.
Az az érdekes hogy több ismerősömnek is az ilyen gépe ami sokkal de sokkal legatyásodott állapotban volt azok szivattyúi nem produkáltak ilyet.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_eb839zi85ujqquvxxpai_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/eb839zi85ujqquvxxpai_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_wbbfm883kp2kq7eipe36_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/wbbfm883kp2kq7eipe36_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_su3imdmtic6kpwm3fst9_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/su3imdmtic6kpwm3fst9_2053.jpg)
Hátha tud valaki tanácsot adni.
Strigon Me250-es gépemnek van még 2 hibája de most elősször csak az egyiket irnám le,hiába hogy a gép tényleg nagyon jó állapotban van de miután összeraktam pár nap alatt elkezdett visitani az olajszivattyúja ami az előtolóműben van.
Ki volt szedve a gépből,kapot egy kis törődést,magasnyomásúval meleg vizzel ki lett mosva,új olajjal feltöltve és vissza téve,tökéletesen működött pár napig,ezután elkezdett visitani az olajpumpa.
Gépkönyv szerint ez 30-40bárt produkál és gyorsjáratkor egy munkahengert működtet ami egy tengelykapcsolón keresztül kapcsolja a gyorsjáratot.
A szivattyú nyomóágát leköttem és szabad kifolyással is megnéztem hogy mit produkál.
Mikor a szivattyú csak kenési pontokra szálit,az az nincs igazán megterhelve akkor van csúnya hangja,mikor a munkahengert működteti akkor szép csendes.
Szétszedtem és hát a fogaskerekek palástja hizony beleér a házba pedig nem érzek kottyot a bronzcsapágyazásánál.
A véleményem az hogy talán úgy lehetne javitani hogy új szinterbronz perselyeket tenni bele és szerintem a középső részt ujra legyártatni vagy talán maradhatna is.
Az az érdekes hogy több ismerősömnek is az ilyen gépe ami sokkal de sokkal legatyásodott állapotban volt azok szivattyúi nem produkáltak ilyet.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_eb839zi85ujqquvxxpai_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/eb839zi85ujqquvxxpai_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_wbbfm883kp2kq7eipe36_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/wbbfm883kp2kq7eipe36_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_su3imdmtic6kpwm3fst9_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/su3imdmtic6kpwm3fst9_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2020 március 07, 11:16
Írta: 2si5rj3b Dátum 2020 március 07, 11:16
Üdv Mindenkinek!
A regisztrációm friss, forgácsolással valamivel régebben foglakozom már.
Nagy szerencsével pár éve hozzájutottam egy E2N-R jelölésű, fő részeiben soha meg nem bontott esztergához, melyen egyszer volt egy kersztszán orcsó cserélve. (Tr14x2) Egy bácsitól vettem, aki még a gyártásukban is részt vett Kőbányán. Ennek megfelelő állapotú a gép is, gyakorlatilag pont olyan mint az új, csak a festésen látni, hogy mégsem az. (Minden fordulaton csak surrog, nagyon csendes, és 5 mm fogás nem kihívás neki egy 50-es C45-ös anyagon rapiddal, de ezt csak egyszer próbáltam ki, hogy mi a "vége" azt nem tudom. A napokban porszórt tengelyeket köszörültem vele, és hihetelenül pontos gép.)
Régen foglakoztat, hogy mit jelent a -R megjelölés az egyébként 1969-es gép adattábláján? Nagyon kevés információt találok róluk, jószerével csak gépkönyveket, de ott se szerepel a listában az R jelölés. A másik ami érdekelne, hogy vajon gyári tartozék volt-e hozzájuk a 160-as tokmányhoz készült felfogólap? Én már készítettem hozzá, de csak ritkán használom, precíz dolgokhoz, tekintve, hogy nagyon pontos a tokmány visszafutása, és szeretném, ha így is maradna.
Ha valaki tud ezekről érdemeben nyiltkozni, az kérem ossza meg velem az információt!
Köszönöm szépen!
A regisztrációm friss, forgácsolással valamivel régebben foglakozom már.
Nagy szerencsével pár éve hozzájutottam egy E2N-R jelölésű, fő részeiben soha meg nem bontott esztergához, melyen egyszer volt egy kersztszán orcsó cserélve. (Tr14x2) Egy bácsitól vettem, aki még a gyártásukban is részt vett Kőbányán. Ennek megfelelő állapotú a gép is, gyakorlatilag pont olyan mint az új, csak a festésen látni, hogy mégsem az. (Minden fordulaton csak surrog, nagyon csendes, és 5 mm fogás nem kihívás neki egy 50-es C45-ös anyagon rapiddal, de ezt csak egyszer próbáltam ki, hogy mi a "vége" azt nem tudom. A napokban porszórt tengelyeket köszörültem vele, és hihetelenül pontos gép.)
Régen foglakoztat, hogy mit jelent a -R megjelölés az egyébként 1969-es gép adattábláján? Nagyon kevés információt találok róluk, jószerével csak gépkönyveket, de ott se szerepel a listában az R jelölés. A másik ami érdekelne, hogy vajon gyári tartozék volt-e hozzájuk a 160-as tokmányhoz készült felfogólap? Én már készítettem hozzá, de csak ritkán használom, precíz dolgokhoz, tekintve, hogy nagyon pontos a tokmány visszafutása, és szeretném, ha így is maradna.
Ha valaki tud ezekről érdemeben nyiltkozni, az kérem ossza meg velem az információt!
Köszönöm szépen!
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 március 07, 11:41
Írta: mdani2 Dátum 2020 március 07, 11:41
Szia!
Itt volt róla szó:
[#t269p240#]
Olvasd vissza a hozzászólásokat.
Itt volt róla szó:
[#t269p240#]
Olvasd vissza a hozzászólásokat.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 március 07, 16:15
Írta: svejk Dátum 2020 március 07, 16:15
"A napokban porszórt tengelyeket köszörültem vele, és hihetelenül pontos gép."
Ugye tudod hogy ilyen műveleteket csak nagyon elővigyázatosan szabad végrehajtani?
Mert különben gyorsan oda lesz a pontosság. :(
Ugye tudod hogy ilyen műveleteket csak nagyon elővigyázatosan szabad végrehajtani?
Mert különben gyorsan oda lesz a pontosság. :(
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2020 március 07, 20:01
Írta: 2si5rj3b Dátum 2020 március 07, 20:01
Nagyon köszönöm, tanulmányozom!
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2020 március 07, 20:05
Írta: 2si5rj3b Dátum 2020 március 07, 20:05
Nagyon jó törlők vannak a szánokon, de egyébként se juthat köszörűpor az ágyra azona szakaszon ahol mozog. Másfél napig dolgoztam a "kabáton", mert már negyedik éve én köszörülöm egy mg. vállakozó csemegekombájnjainak az alkatrészeit.
Cím: Re:Hagyományos forgácsológépek
Írta: ce9xjprha Dátum 2020 március 09, 23:05
Írta: ce9xjprha Dátum 2020 március 09, 23:05
Hagyományos esztergával, maróval rendelkező kollégákat keresek.
ferenc.muranyi@t-online.hu
ferenc.muranyi@t-online.hu
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 március 11, 20:02
Írta: jani300 Dátum 2020 március 11, 20:02
[#t193p8971#]
Már tegnap óta kíváncsi vagyok mennyi lehet az ára egy ilyen csigakerék pótalkatrésznek ?
De nem szeretem ha törlődik a hozzászólásom ,de itt jó helyen kell legyen .
Már tegnap óta kíváncsi vagyok mennyi lehet az ára egy ilyen csigakerék pótalkatrésznek ?
De nem szeretem ha törlődik a hozzászólásom ,de itt jó helyen kell legyen .
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2020 március 12, 08:29
Írta: AlbertR Dátum 2020 március 12, 08:29
Szia!
Nekem is van egy me250gépem a tiéd valamikor
Kint volt az udvaron, hogy az a rozsdás vizes
lé van a váltóban? Vagy mindegyik ilyen belülről
egy idő után? Én még nem szedtem szét az enyémet.
Nem láttam a belsejét.
Üdv:Albert
Nekem is van egy me250gépem a tiéd valamikor
Kint volt az udvaron, hogy az a rozsdás vizes
lé van a váltóban? Vagy mindegyik ilyen belülről
egy idő után? Én még nem szedtem szét az enyémet.
Nem láttam a belsejét.
Üdv:Albert
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 14, 17:46
Írta: 6rk75uezn Dátum 2020 március 14, 17:46
Szia.
Nem tudom honnan jött hogy nekem rozsdás lé van a váltóban.[#conf]
Nem tudom honnan jött hogy nekem rozsdás lé van a váltóban.[#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 március 14, 19:52
Írta: frob Dátum 2020 március 14, 19:52
nekem van rozsdás lé a váltóban
megnézheted a képeket a http://cnctar.hobbycnc.hu frob mappában :)
megnézheted a képeket a http://cnctar.hobbycnc.hu frob mappában :)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 16, 19:21
Írta: 6rk75uezn Dátum 2020 március 16, 19:21
Sziasztok.
Még mindig nincs meg a visitós olajszivattyú hibája.
Láttátok szétszedve,halottátok a hangját,és én még most is azt mondom hogy a fogaskerekek ahogy beleérnek a házba az adja ezt a hangot,bár ez is ellentmondásos mert egyik napról a másikra kezdte ezt el csinálni [#schmoll2]
Kezd nagyon elegem lenni belőle [#sir]
Itt egy újabb videó de hát ez ûjat nem igen mond senkinek.
https://youtu.be/A_qegERYxX8
Még mindig nincs meg a visitós olajszivattyú hibája.
Láttátok szétszedve,halottátok a hangját,és én még most is azt mondom hogy a fogaskerekek ahogy beleérnek a házba az adja ezt a hangot,bár ez is ellentmondásos mert egyik napról a másikra kezdte ezt el csinálni [#schmoll2]
Kezd nagyon elegem lenni belőle [#sir]
Itt egy újabb videó de hát ez ûjat nem igen mond senkinek.
https://youtu.be/A_qegERYxX8
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 16, 20:06
Írta: ywathzay Dátum 2020 március 16, 20:06
Egy fogaskerék olajszivattyú akkor sivít ha nem tud eleget szívni, a kilépő furat jó ha minimum fele a belépőnek.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 16, 20:10
Írta: ywathzay Dátum 2020 március 16, 20:10
Megnéztem a videót. Nekem úgy tűnik mivel a nyomott olaj szabadon távozik a videón, egyértelmű hogy visítani fog (így nem győzi pótolni az olajat). Adj neki fojtást, terheld le a szivattyút.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 március 17, 07:44
Írta: ANTAL GÁBOR Dátum 2020 március 17, 07:44
A fogaskerék szivattyú a térfogat kiszorításos szivattyúk kategóriájába tartozik ( természetesen nem egy kopott szivattyút vizsgálva . A H(Q) síkon a karakterisztika majdnem függőleges , Vagyis fojtásos szabályzással a munkapont nem változik . A szállított mennyiség a fordulatszám és a geometria szoros függvénye . ( Q = n*q)
A szivattyúkat el szokták látni egy nyomáshatároló szeleppel
.
Ezzel már szabályozható a térfogatáram de üzemszerűen nem szoktak egy kenőszivattyút a nyomáshatároló vizszintes szakaszán járatni mert a fel nem használt olaj a nyomáshatárolón távozik és hővé alakul .
A szivattyú szívócsonkja általában nagyobb kerestzmetszetű mert ott a belépési sebességet ajánlott alacsony értéken tartani ( ha ott nagy lenne az ellenállás akkor kavitációs üzem alakulhat ki ami hangot is ad )
Csuhás javaslatát életszerűnek ítélem , egy fojtással megnövelhető a szivattyú nyomása ( a térfogatáram NEM fog megváltozni !) ilyenkor a tengelyekre hathat olyan erő jótékonyan csökkenti a zajt .
A leírásban azt feltételeztem hogy a fogaskerékszivattyú térbeli helyzete nem változott meg ,a fordulatszáma a gyárilag előírt , a szívóvezeték keresztmetszete az előírt érték , és a hossza nem növekedett meg ,az olajtartályban a szint korrekt és nem növelték meg az olaj viszkozitását a gyári érték fölé ( ezek mind a kavitáció mentes szívás alapfeltételei )
A szivattyúkat el szokták látni egy nyomáshatároló szeleppel
.
Ezzel már szabályozható a térfogatáram de üzemszerűen nem szoktak egy kenőszivattyút a nyomáshatároló vizszintes szakaszán járatni mert a fel nem használt olaj a nyomáshatárolón távozik és hővé alakul .
A szivattyú szívócsonkja általában nagyobb kerestzmetszetű mert ott a belépési sebességet ajánlott alacsony értéken tartani ( ha ott nagy lenne az ellenállás akkor kavitációs üzem alakulhat ki ami hangot is ad )
Csuhás javaslatát életszerűnek ítélem , egy fojtással megnövelhető a szivattyú nyomása ( a térfogatáram NEM fog megváltozni !) ilyenkor a tengelyekre hathat olyan erő jótékonyan csökkenti a zajt .
A leírásban azt feltételeztem hogy a fogaskerékszivattyú térbeli helyzete nem változott meg ,a fordulatszáma a gyárilag előírt , a szívóvezeték keresztmetszete az előírt érték , és a hossza nem növekedett meg ,az olajtartályban a szint korrekt és nem növelték meg az olaj viszkozitását a gyári érték fölé ( ezek mind a kavitáció mentes szívás alapfeltételei )
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 17, 08:15
Írta: ywathzay Dátum 2020 március 17, 08:15
Köszönöm a tudományos kiegészítést! Én a gyakorlati ismereteimre hagyatkozom, csak akkor mászok bele egy téma tudományos hátterébe ha szükséges, de ez neked ott lapul a fejedben. Valóban, egy nyomáshatároló/szabályozó szelep fontos része egy hidraulika rendszernek.[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 17, 16:00
Írta: 6rk75uezn Dátum 2020 március 17, 16:00
"A leírásban azt feltételeztem hogy a fogaskerékszivattyú térbeli helyzete nem változott meg ,a fordulatszáma a gyárilag előírt , a szívóvezeték keresztmetszete az előírt érték , és a hossza nem növekedett meg ,az olajtartályban a szint korrekt és nem növelték meg az olaj viszkozitását a gyári érték fölé ( ezek mind a kavitáció mentes szívás alapfeltételei"
Gábor,a szivattyú térbeli helyzete ugyan az,fordulatszáma:35Hz en ment de minden egyes prôbánál a névleges 50Hz en üzemelt,csak is azért ment alacsonyabb fordulaton hogy ne szórja annyira szét az olajat.
A szivórész maga a szivattyútestbe van,ide be van téve gyárilag egy szűrő,ami tiszta,itt nem lehet semmit változtatni.
Az olajszint megvan.
Híg motorolaj van benne a gépkönyv szerinti 30 as olaj helyett,de esküszöm hogy a régi olaj ami benne volt az se volt vékonyabb ha igen akkor egy hangya f@sznyival.
Gábor,a szivattyú térbeli helyzete ugyan az,fordulatszáma:35Hz en ment de minden egyes prôbánál a névleges 50Hz en üzemelt,csak is azért ment alacsonyabb fordulaton hogy ne szórja annyira szét az olajat.
A szivórész maga a szivattyútestbe van,ide be van téve gyárilag egy szűrő,ami tiszta,itt nem lehet semmit változtatni.
Az olajszint megvan.
Híg motorolaj van benne a gépkönyv szerinti 30 as olaj helyett,de esküszöm hogy a régi olaj ami benne volt az se volt vékonyabb ha igen akkor egy hangya f@sznyival.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 17, 19:03
Írta: 6rk75uezn Dátum 2020 március 17, 19:03
Igazatok volt,megfojtva a szivattyút abba hadja de szerintem ez a szintű megfojtás nem egészséges.
Lehet hogy még is csak a golyós szelepek adják ezt a hangot?
De hát na,minden egészséges és minden gyári.
Még a gépkönyvben irt olajjal illetve annak a megfelelőjével teszek egy próbát.
Itt van még egy kis videó:
https://youtu.be/ND_Sr6wRmHU
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_dc6viwx5fn559djucudss_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/dc6viwx5fn559djucudss_2053.jpg)
Lehet hogy még is csak a golyós szelepek adják ezt a hangot?
De hát na,minden egészséges és minden gyári.
Még a gépkönyvben irt olajjal illetve annak a megfelelőjével teszek egy próbát.
Itt van még egy kis videó:
https://youtu.be/ND_Sr6wRmHU
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_dc6viwx5fn559djucudss_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/dc6viwx5fn559djucudss_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 március 17, 19:15
Írta: Csuhás Dátum 2020 március 17, 19:15
Nekem a kis gyalum olajozása megy fogaskerék szivattyúval. Ott a szivattyú tömbje egyben az olajelosztó is. Az egyik cső az olajfigyelő üveg után szabadon végződött. Úgy gondoltam, hogy ez miatt kicsi a nyomás, és kevés olaj jut fel a koshoz. Ezért fabrikáltam a cső végére huzalból forrasztva egy kis "ketrecet" amiben egy golyóstoll rugó nyom a cső végéhez egy hatos csapágygolyót. Így az egész olajozás jobban kezelhetővé vált, és a kos hamarabb és egyenletesebben kap kenést.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 március 17, 19:30
Írta: 7cim5mm0 Dátum 2020 március 17, 19:30
"és nem növelték meg az olaj viszkozitását a gyári érték fölé ( ezek mind a kavitáció mentes szívás alapfeltételei )"
Pontosan ahogy írod, én a viszkozitásra gyanakszom.
Nagyobb viszkozitású olajnál meg-megszakadhat a szívóágban a folyadék folyamatos áramlása, és ez is okozhatja a zajt.
Pontosan ahogy írod, én a viszkozitásra gyanakszom.
Nagyobb viszkozitású olajnál meg-megszakadhat a szívóágban a folyadék folyamatos áramlása, és ez is okozhatja a zajt.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 március 17, 19:31
Írta: 7cim5mm0 Dátum 2020 március 17, 19:31
Milyen vizskozitású az a "híg" motorolaj?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 17, 20:20
Írta: 6rk75uezn Dátum 2020 március 17, 20:20
10/40-es motorolaj.
Jelenleg nincs itthon Tcl 46 is szerszámgép olajam de rendelek és kioróbálom.
Addig lehet valamivel meghigitom ezt próbára.
Jelenleg nincs itthon Tcl 46 is szerszámgép olajam de rendelek és kioróbálom.
Addig lehet valamivel meghigitom ezt próbára.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 március 17, 20:49
Írta: TBS-TEAM Dátum 2020 március 17, 20:49
TCL46 100C-on 6,7mm2/s kinematikai viszkozitása.
Átlag 10W40 olaj 100C-on 12,5mm2/s a viszkozitása.
Hidegen mér roszabb a helyzet.
Átlag 10W40 olaj 100C-on 12,5mm2/s a viszkozitása.
Hidegen mér roszabb a helyzet.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 március 17, 20:59
Írta: TBS-TEAM Dátum 2020 március 17, 20:59
TCL46 40C-on 46,4mm2/s kinematikai viszkozitása.
Átlag 10W40 olaj 40C-on 93,2mm2/s a viszkozitása.
Átlag 10W40 olaj 40C-on 93,2mm2/s a viszkozitása.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 március 17, 21:03
Írta: TBS-TEAM Dátum 2020 március 17, 21:03
10W40
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_kjws2w6977ke833q39vv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/03/kjws2w6977ke833q39vv_3344.png)
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_kjws2w6977ke833q39vv_3344.png) (https://hobbicncforum.hu/uploaded_images/2020/03/kjws2w6977ke833q39vv_3344.png)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 március 17, 21:21
Írta: ANTAL GÁBOR Dátum 2020 március 17, 21:21
Látom azt a három golyót .Alapesetben a fogaskerékszivattyú nem igényel golyós szelepet ( nincs szívó szelep , nincs nyomószelep ) Akkor mik azok a szelepek ? Visszacsapók vagy valami valami rugó előfeszítésű túlfolyók? Jó lenne egy áramutas rajz .
Nekem a TOS esztergám is fogaskerékszivattyús kenésű , Szemre "hígabb" ( kisebb viszkozitású) az olajam .
Az E400 as gépkönyvben előírták a petróleum " higítású " olaj használatát
Nekem a TOS esztergám is fogaskerékszivattyús kenésű , Szemre "hígabb" ( kisebb viszkozitású) az olajam .
Az E400 as gépkönyvben előírták a petróleum " higítású " olaj használatát
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 március 17, 21:43
Írta: svejk Dátum 2020 március 17, 21:43
Azt írtad lentebb 30-as olaj a gyárija.
Akkor most miért akarsz 46-ost venni bele?
Akkor most miért akarsz 46-ost venni bele?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 01:56
Írta: 6rk75uezn Dátum 2020 március 18, 01:56
Köszi hogy utánna kerestél és mutatod hogy bizony ôriási külömbség van a két olaj között,de nem birtam magammal és felhigitottam gázolajjal,(tudom petróleumot használtak erre) de most csak ez volt kéznél.
Az eredény ugyan az vagy még rosszabb [#fejvakaras]
Az eredény ugyan az vagy még rosszabb [#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 02:17
Írta: 6rk75uezn Dátum 2020 március 18, 02:17
Hogy őszinte legyek nem tudom mik azok a szelepek,3db van hátul mint ahogy a képen is látszik és 1db elől.
Soha nem lett megbontva szerintem a gép létezése óta.
Biztam benne hogy ott valami dugulás vagy bármi más rendellenes dologot találok de nem,igy szépen új alátétekkel összeraktam.
Rugók nincsennek,csak golyók.
Soha nem lett megbontva szerintem a gép létezése óta.
Biztam benne hogy ott valami dugulás vagy bármi más rendellenes dologot találok de nem,igy szépen új alátétekkel összeraktam.
Rugók nincsennek,csak golyók.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 02:21
Írta: 6rk75uezn Dátum 2020 március 18, 02:21
A 30 as olaj a gépkönyv szerinti régi jelölés,a mostani Tcl 46 os szerszámgépolaj a megfelelője.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 március 18, 12:06
Írta: Lacibácsi Dátum 2020 március 18, 12:06
Remélem jól gondolom, hogy a golyós szelepek a szívó és nyomóágat állítják be attól függően hogy merre forog a szivattyú. Az előtolás motorja hajtja a szivattyút, és ez mindkét irányban működik.
Próbáltad fordítva forgatni a motort?
Próbáltad fordítva forgatni a motort?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 15:20
Írta: 6rk75uezn Dátum 2020 március 18, 15:20
Igy gondolom én is csak ahhoz szerintem elég lenne 2db szelep golyókkal,de ebbe 4db van.
Természetesen próbáltam minden esetben visszafelé is forgatni.
Ez egy vicc komolyan mondom [#fejvakaras]
Természetesen próbáltam minden esetben visszafelé is forgatni.
Ez egy vicc komolyan mondom [#fejvakaras]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 18, 16:52
Írta: ywathzay Dátum 2020 március 18, 16:52
Igazából már nem értelek. Levideóztad, ha fojtod elhallgat. Most akkor mi a gond? Szabad áramlással míg élsz kerregni fog.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 19:10
Írta: 6rk75uezn Dátum 2020 március 18, 19:10
Akkor úgy gondolod semmi gond és tegyem vissza a gépbe?
Hogy őszinte legyek szinte biztos vagyok benne hogy ha vissza kerül a helyére nem lesz akkora folytása hogy csendbe legyen és nem is könnyű visszatenni,magyarul egy szo.ás.
Már tegnap azt mondtam visszateszem a picsába és ilyen marad de nagyon zavaró a hangja.
Külső olajazivattyút meg biztis hogy nem fogok kiépíteni.
Hogy őszinte legyek szinte biztos vagyok benne hogy ha vissza kerül a helyére nem lesz akkora folytása hogy csendbe legyen és nem is könnyű visszatenni,magyarul egy szo.ás.
Már tegnap azt mondtam visszateszem a picsába és ilyen marad de nagyon zavaró a hangja.
Külső olajazivattyút meg biztis hogy nem fogok kiépíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 18, 20:16
Írta: ywathzay Dátum 2020 március 18, 20:16
Összeépített rendszerrel is próbáltad?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 18, 22:34
Írta: 6rk75uezn Dátum 2020 március 18, 22:34
Még nem.
Ha egy órás "visszadobom" lenne már rég kipróbáltam volna de nagyon kutya betenni a helyére.
Ha egy órás "visszadobom" lenne már rég kipróbáltam volna de nagyon kutya betenni a helyére.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 19, 10:06
Írta: ywathzay Dátum 2020 március 19, 10:06
Építsd a körbe a fojtószelepet, ha összeszerelve csendben üzemel (amire van esély) akkor nyitott állapotban hagyod, ha hangja van, akkor fojtod. Amúgy megjegyzem, mivel fogaskerék szivattyút kell a rendszerben üzemeltetni, nem jársz rosszul ha hidraulika olajat teszel a rendszerbe, mert ha felhabzik az olajad -ami a videón is látható- ugyanúgy csak a rosszt pofozod, de se rendes nyomásod, se halk üzem nem várható. Ezt nekem szerszámgép felújítással foglalkozó cég ajánlotta, az Agip pedig kifejezetten ajánl egyes hidraulika olajakat vegyes üzemre szerszámgépekbe.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 március 19, 14:45
Írta: ANTAL GÁBOR Dátum 2020 március 19, 14:45
Túldimenzionáljátok azt a fojtást . Egy lyukas kétfilléres is lehetne egy hollandi alatt .
A viccet félretéve : minden további nélkül könnyen kivitelezhető egy fojtás egy kifúrt alátétkarikával . A Thorichelli egyenlet ismeretében ki is számolható de elsőre egy 2.5 mm es furatot csinálnék , és ha nagyon fojt akkor felfúrnám 3-3.5 re
A viccet félretéve : minden további nélkül könnyen kivitelezhető egy fojtás egy kifúrt alátétkarikával . A Thorichelli egyenlet ismeretében ki is számolható de elsőre egy 2.5 mm es furatot csinálnék , és ha nagyon fojt akkor felfúrnám 3-3.5 re
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 március 19, 21:39
Írta: ywathzay Dátum 2020 március 19, 21:39
Én azért javasoltam neki hogy rakja a szabályozható fojtással össze, mert 1.: van neki, 2.: így bontani nem kell semmit, csak beállítani ha szükséges.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 20, 05:21
Írta: 6rk75uezn Dátum 2020 március 20, 05:21
Ki mostam mindenhonnan tisztességesen a régi olajat,ma beszerzek hidraulika olajat és vissza teszem az előtolóművet,ha úgy is visit akkor megpróbálom egy nagyon egyszerű folytással de úgy hogy a mágnesszelep után a kenési pontokra vezető csőszakasz kezdetén,azért itt és nem a szivattyú és a mágnes szelep között mert akkor valósznű hogy villámjáratnál lassabban tudná kinyomni a munkahengert mert ugye ha valamilyen szinten folytom akkor a szállitott mennyiség is csökken valamilyen szinten.
Jól gondolom?
Jól gondolom?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 március 20, 07:47
Írta: Csuhás Dátum 2020 március 20, 07:47
A fogaskerék szivattyú fojtásától nem csökken a szállított mennyiség. Csak a nyomás növekszik. Ha nagyon fojtod akkor valami valahol törni fog. Ezért javasoltam a rugó terhelésű fojtást, mert az egyenletesebb, hőmérséklettől, viszkozitástól kevésbé függő nyomást állít be.
Cím: Re:Hagyományos forgácsológépek
Írta: frob Dátum 2020 március 20, 08:38
Írta: frob Dátum 2020 március 20, 08:38
a nyomás növelésétől csak a résveszteség növekszik, elvileg optimális esetben a rugózó alkatrészek alakformálódása után a szállított mennyiség ugyan annyi
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2020 március 29, 11:34
Írta: 2si5rj3b Dátum 2020 március 29, 11:34
Üdv Mindenkinek!
Ezt a marógépet tíz éve használom, mára szinte mindent ki is javítgattam rajta apránként.
Próbáltam kideríteni, hogy milyen típus és gyártmány, de eddig nem sikerült. Esetleg ha valaki felismeri megosztaná velem az információt? Adattáblája nincs, nem sokat használhatták, de egy ideig biztosan nem túl értő kezekben volt. 3-as Morse kúppal csatlakozik, a főorsó szintén ugyanúgy. A támcsapágya nincs meg, asztal előtolása volt, de összetörték, hozzám már az alkatrászei se jutottak el. Az aztal 400 mm-t mozog, fecskefarkas, a többi szán lapos vezetékes. Hatféle orsó fordultszám állítható be, három mechanikusan, és két motorfordulatszám.
A vertikálfej tengelyén az anyagminőség mellett 1984 -vélhetően évszám áll, de ez sem biztos, hogy a fej eredetileg erre a gépre való. Úgy tűnik, hogy a gépet nem festették át sosem, ez lehet az eredeti színe.
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_gmke2att75czii7n5e2m_7119.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/gmke2att75czii7n5e2m_7119.jpg)
Ezt a marógépet tíz éve használom, mára szinte mindent ki is javítgattam rajta apránként.
Próbáltam kideríteni, hogy milyen típus és gyártmány, de eddig nem sikerült. Esetleg ha valaki felismeri megosztaná velem az információt? Adattáblája nincs, nem sokat használhatták, de egy ideig biztosan nem túl értő kezekben volt. 3-as Morse kúppal csatlakozik, a főorsó szintén ugyanúgy. A támcsapágya nincs meg, asztal előtolása volt, de összetörték, hozzám már az alkatrászei se jutottak el. Az aztal 400 mm-t mozog, fecskefarkas, a többi szán lapos vezetékes. Hatféle orsó fordultszám állítható be, három mechanikusan, és két motorfordulatszám.
A vertikálfej tengelyén az anyagminőség mellett 1984 -vélhetően évszám áll, de ez sem biztos, hogy a fej eredetileg erre a gépre való. Úgy tűnik, hogy a gépet nem festették át sosem, ez lehet az eredeti színe.
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_gmke2att75czii7n5e2m_7119.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/gmke2att75czii7n5e2m_7119.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 29, 17:00
Írta: 6rk75uezn Dátum 2020 március 29, 17:00
Ha vakinek Strigon Me 250 es en színusz vertikálfeje van (szögfej) attól kérdeznék telefonon valamit az olajzásával kapcsolatban,hogy jól gondolom e a dolgokat.
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_p7efuhq8aj22qmtvk8zh_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/p7efuhq8aj22qmtvk8zh_2053.jpg)
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_p7efuhq8aj22qmtvk8zh_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/p7efuhq8aj22qmtvk8zh_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: vadember Dátum 2020 március 30, 21:27
Írta: vadember Dátum 2020 március 30, 21:27
Mi a haszna, hogy köríven dolgozik ez a marógép?
Cím: Re:Hagyományos forgácsológépek
Írta: sanyi84 Dátum 2020 március 30, 21:39
Írta: sanyi84 Dátum 2020 március 30, 21:39
Mivel megmondták a semlegesbe hülye vagyok ezért egy hülye tipp:
Mert köríven fordítva a szerszámot pontos sík készíthető, és egyszerűbb a kivitele.
Mert köríven fordítva a szerszámot pontos sík készíthető, és egyszerűbb a kivitele.
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2020 március 30, 22:03
Írta: nagysam Dátum 2020 március 30, 22:03
Ha a fejet X irányba kióráztad, hogy a maród elöl-hátul egységesen visz, biztos sík lesz a felületed.
Ha ezt több lépésben csinálnád, és Y irányban van a fejnek kis hibája, vagy az asztalod már kicsit bukik előre, biztos lépcsős lesz az átlépésed.
És még gyorsabb is.
Ha ezt több lépésben csinálnád, és Y irányban van a fejnek kis hibája, vagy az asztalod már kicsit bukik előre, biztos lépcsős lesz az átlépésed.
És még gyorsabb is.
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2020 március 30, 22:21
Írta: 2si5rj3b Dátum 2020 március 30, 22:21
Ezeknek az SV Otto-motoroknak elég egy jó közelítő sík felület is. Pont ilyen a Briggs motor felépítése, amit sokan "fűnyíróként" használnak. Se nagy kompresszió, se túlzott pontossági igény, se teljesítmény. Egy OHC versenygép hengerfejét tényleg síkra marni, na az már kihívás. Nem is mindennapi kihívás...
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 március 30, 22:42
Írta: TBS-TEAM Dátum 2020 március 30, 22:42
A kérdés az, hogy miért gyártottak olyan marógépet ami köríven jár ?
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 március 30, 23:54
Írta: hostya Dátum 2020 március 30, 23:54
Szerintem ez egy "célgép", Ilyen és hasonló feladatokra..
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 március 31, 07:46
Írta: Csuhás Dátum 2020 március 31, 07:46
Motor felújítók számára, síkolni.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 március 31, 08:08
Írta: Szalai György Dátum 2020 március 31, 08:08
Ti értitek?
Kicsit megakasztotta a (gondolat) menetemet, hogy nagy rutinnal a marófejre teszi a mikrométert. Hasonlóan, mintha egy tokmányban hagyná a tokmánykulcsot.
Az is érdekes, hogy a munkadarab közepe lejjebb van vagy egy tizeddel, mint a két vége? Ilyen hibás volt gyárilag, vagy mert épp középen húzatta le két csavarral?
Az a zöld műanyag villanyszerszám, az meg mi és miért kell megfújkálni? [#nemtudom]
Kicsit megakasztotta a (gondolat) menetemet, hogy nagy rutinnal a marófejre teszi a mikrométert. Hasonlóan, mintha egy tokmányban hagyná a tokmánykulcsot.
Az is érdekes, hogy a munkadarab közepe lejjebb van vagy egy tizeddel, mint a két vége? Ilyen hibás volt gyárilag, vagy mert épp középen húzatta le két csavarral?
Az a zöld műanyag villanyszerszám, az meg mi és miért kell megfújkálni? [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2020 március 31, 08:27
Írta: nagysam Dátum 2020 március 31, 08:27
A hengerfej a hőtől simán így szokott vetemedni.
Mágneses repedésvizsgálatot végez a szaki.https://regi.tankonyvtar.hu/hu/tartalom/tamop412A/2010-0013_roncsolasmentes_es_roncsolasos_anyagdiagnosztikak/magnesporos_vizsgalat_elve.html
Mágneses repedésvizsgálatot végez a szaki.https://regi.tankonyvtar.hu/hu/tartalom/tamop412A/2010-0013_roncsolasmentes_es_roncsolasos_anyagdiagnosztikak/magnesporos_vizsgalat_elve.html
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 március 31, 08:44
Írta: Szalai György Dátum 2020 március 31, 08:44
Köszi.
(Kell egy ilyen a műhelybe.)
(Kell egy ilyen a műhelybe.)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 március 31, 08:48
Írta: jani300 Dátum 2020 március 31, 08:48
Ez jó dolog erről még nem hallottam .
A gond az hogy már nem nagyon van vas öntvény hengerfej .
A gond az hogy már nem nagyon van vas öntvény hengerfej .
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 március 31, 08:58
Írta: Szalai György Dátum 2020 március 31, 08:58
Méhtelepről összebogarászott öntvényekről is hasznos lehet tudni, hogy nem repedtek-e.
És mindég jó a műhelyben egy patkómagos tekercs, ami tud fel és lemágnesezni.
Meg aztán érdekes is. Nőnek az unokák.
(A hétvégi kerti saslikozáshoz kivittem a kis oldalcsatornás fújómat fabrikettet izzítani. Az unokám sokáig fújta vele a földet, hangyákat, az öccsét, végül a kutya által szétrágott szivacslabda darabjait lődözte vele.)
És mindég jó a műhelyben egy patkómagos tekercs, ami tud fel és lemágnesezni.
Meg aztán érdekes is. Nőnek az unokák.
(A hétvégi kerti saslikozáshoz kivittem a kis oldalcsatornás fújómat fabrikettet izzítani. Az unokám sokáig fújta vele a földet, hangyákat, az öccsét, végül a kutya által szétrágott szivacslabda darabjait lődözte vele.)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 31, 09:13
Írta: 6rk75uezn Dátum 2020 március 31, 09:13
Ki milyen môdszert ismer marôgépnél a vertilál fej pontos nulla fokos beállitásra?
Gondolatom szerint két môdon lehetne,vagy az orsóval forgatok körkörösen egy ôrát amitvel letapintok egy kb 200x200as köszörült lemezt ami az aaztalon van,vagy esetleg az asztalt tapintom le.
Vagy ha van mérőtüske akkor azt be a fejbe és az asztalra tett ôrával letapintani a tüskét függőleges (Z) irányú mozgással.
Gondolatom szerint két môdon lehetne,vagy az orsóval forgatok körkörösen egy ôrát amitvel letapintok egy kb 200x200as köszörült lemezt ami az aaztalon van,vagy esetleg az asztalt tapintom le.
Vagy ha van mérőtüske akkor azt be a fejbe és az asztalra tett ôrával letapintani a tüskét függőleges (Z) irányú mozgással.
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2020 március 31, 10:19
Írta: nagysam Dátum 2020 március 31, 10:19
Én mindenképp az első módszert használnám (használom).
Ha lehet, közvetlen az asztalon, ha nem akkor valóban egy köszörült lapot mérve.
A második megoldásnál sok hiba összeadódhat.
A tüske ütésétől, a kúposság, a főorsókúpod állapota mind beleszólhat. Valamint egy átmérőn a tengelyirányt mérve nehezebb pontosan mérni.
Ha lehet, közvetlen az asztalon, ha nem akkor valóban egy köszörült lapot mérve.
A második megoldásnál sok hiba összeadódhat.
A tüske ütésétől, a kúposság, a főorsókúpod állapota mind beleszólhat. Valamint egy átmérőn a tengelyirányt mérve nehezebb pontosan mérni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 március 31, 11:22
Írta: Csuhás Dátum 2020 március 31, 11:22
Megjegyzem hogy szinte minden hagyományos gépen van egy csavaros kúpos szeg amit még az üzembe helyezéskor fúrtak be egy mérőtüskét kiórázva. Szóval a legegyszerűbb beállítás: Tegyük a helyére a kúpos szeget.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 31, 11:37
Írta: 6rk75uezn Dátum 2020 március 31, 11:37
Nincs kúpos szeg,egyik irány pozicionálására sem,azért kérdeztem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 március 31, 13:56
Írta: Csuhás Dátum 2020 március 31, 13:56
Még az Izzóban, amikor megkaptuk az új lengyel marógépet, akkor azon csak egy furat volt a vertikálfejen. Telepítéskor, beállítás után mi fúrtuk tovább a furatot és dörzsöltük kúposra, a mellékelt kúpos szeghez. Szóval a ha nincs szeg akkor még lehet bele tenni.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 március 31, 14:09
Írta: hostya Dátum 2020 március 31, 14:09
A próbamarás a legbiztosabb módszer(!)..
Nem kell hozzá se mérő óra, se tüske.. Csak némi szakmai GYAKORLAT.
1. Fogd be a vert.fejbe a rendelkezésre álló legnagyobb átmérőjű homlokmaródat.. (ütőkéses is jó..)
2. Állítsd be a vert. fej szögskáláján a '0'-át. (rögzítsd)
3. Csinálj egy próbamarást..
4. Ha azt tapasztalod hogy a maró csak "elől"(vagy elől is meg hátul is) forgácsol, akkor értelemszerűen módosítsd a '0' beállítást..
5. Akkor lesz jó a beállítás ha a maró hátsó éle nem forgácsol, csak éppen "söpör"..
6. A mart felületen tisztán látszik hogy mikor jó a beállítás.. (mindkét "ciklois" ív látszik a felületen)
7. Végezd el a próbamarást a másik irányba is.
A próba marásoknál fontos hogy: MINDIG egyforma legyen a fogásmélység, fordulat,előtolás értéke.
Öreg gépnél nem meglepő ha "visszafelé" nem ugyanazt az eredményt kapod mint "előre".
De nem kell elkeseredni akkor sem..!
Ha "szuper pontos" síkot szeretnél,(a hobbysták mindig ilyet szeretnek[#vigyor2]) akkor mindig azt az irányt válaszd a megmunkáláskor ami jó volt a próbamaráskor..
Nem kell hozzá se mérő óra, se tüske.. Csak némi szakmai GYAKORLAT.
1. Fogd be a vert.fejbe a rendelkezésre álló legnagyobb átmérőjű homlokmaródat.. (ütőkéses is jó..)
2. Állítsd be a vert. fej szögskáláján a '0'-át. (rögzítsd)
3. Csinálj egy próbamarást..
4. Ha azt tapasztalod hogy a maró csak "elől"(vagy elől is meg hátul is) forgácsol, akkor értelemszerűen módosítsd a '0' beállítást..
5. Akkor lesz jó a beállítás ha a maró hátsó éle nem forgácsol, csak éppen "söpör"..
6. A mart felületen tisztán látszik hogy mikor jó a beállítás.. (mindkét "ciklois" ív látszik a felületen)
7. Végezd el a próbamarást a másik irányba is.
A próba marásoknál fontos hogy: MINDIG egyforma legyen a fogásmélység, fordulat,előtolás értéke.
Öreg gépnél nem meglepő ha "visszafelé" nem ugyanazt az eredményt kapod mint "előre".
De nem kell elkeseredni akkor sem..!
Ha "szuper pontos" síkot szeretnél,(a hobbysták mindig ilyet szeretnek[#vigyor2]) akkor mindig azt az irányt válaszd a megmunkáláskor ami jó volt a próbamaráskor..
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 31, 16:19
Írta: 6rk75uezn Dátum 2020 március 31, 16:19
Az is színusz fej volt?
Egyébként hány helyen volt Izzó?
Itt van hozzám közel a Mátra lábánál,Pipishegy.
Egyébként hány helyen volt Izzó?
Itt van hozzám közel a Mátra lábánál,Pipishegy.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 március 31, 16:33
Írta: 6rk75uezn Dátum 2020 március 31, 16:33
Köszönöm szépen ezt az egyszerű ám de nagyszerű leírást.
Nem is gondoltam hogy a marási kép olyan sok mindent elárulhat hogy ezek alapján megfelelő pontosággal beállitható.
A gép öreg de nagyon jó állapotú.
Köszi mégegyszer.
Nem is gondoltam hogy a marási kép olyan sok mindent elárulhat hogy ezek alapján megfelelő pontosággal beállitható.
A gép öreg de nagyon jó állapotú.
Köszi mégegyszer.
Cím: Re:Hagyományos forgácsológépek
Írta: t5wdcxp5n Dátum 2020 április 04, 19:52
Írta: t5wdcxp5n Dátum 2020 április 04, 19:52
Sziasztok, új vagyok itt.
Kérdésem, létezik-e olyan asztali marógép, ami golyósorsós vezetésű mindhárom tengelyen? Volt BF-ünk és SIEG-ünk, de már nagyon unom a kotyogást, főleg a függőleges tengelyen. Kicsi, precíz darabokat készítek, nagy az időveszteség emiatt.
Kérdésem, létezik-e olyan asztali marógép, ami golyósorsós vezetésű mindhárom tengelyen? Volt BF-ünk és SIEG-ünk, de már nagyon unom a kotyogást, főleg a függőleges tengelyen. Kicsi, precíz darabokat készítek, nagy az időveszteség emiatt.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 április 04, 20:56
Írta: Vetesi75 Dátum 2020 április 04, 20:56
Kopás szempontjából golyós orsóval sem sokkal jobb a helyzet - ráadásul nem is önzáró - , viszont a trapézorsó-anya páros is holtjáték mentesíthető valamennyire. Szerintem neked közvetlen útmérőrendszer felszerelése lenne a megoldás, a gép szerkezetének változatlanul hagyása mellett.
Cím: Re:Hagyományos forgácsológépek
Írta: t5wdcxp5n Dátum 2020 április 05, 15:41
Írta: t5wdcxp5n Dátum 2020 április 05, 15:41
Sajnos igazad lehet. Egyébként mekkora egy "rendes" gép kotyogása?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 április 05, 16:55
Írta: Csuhás Dátum 2020 április 05, 16:55
Hagyományos marógépeken szerintem 2..3 tized a tipikus, esztergán azt szokták mondani ha több mint egy fél fordulat akkor ideje javítani.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 április 05, 20:46
Írta: Vetesi75 Dátum 2020 április 05, 20:46
Kicsi elmozdulások esetén lehet használni indikátorórát közvetlen útmérőnek. Ez régi, bevált fogás marógépen, esztergán egyaránt.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 április 05, 20:49
Írta: Csuhás Dátum 2020 április 05, 20:49
Nekem is van egy 40mm elmozdulású mitutoyo órám, az volt a marógép vertikál fején az "útmérő" Valóban nagyon kényelmes volt használni.
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2020 április 05, 22:21
Írta: rocco33 Dátum 2020 április 05, 22:21
Üdv, van egy Fo 32-es fúrógépem amin nem az eredeti motor van(sima 3fázisú 1450fordulatú, 3kw-os) A probléma az hogy sok a fordulatszám, erre kellene valami megoldás. Frekiváltózni nem szeretnék. Nézegettem de nem találok megfelelő motort dahlanderben... Esetleg az járható út lenne(persze ha találnék olyat is...) hogy olyan 2-3kwos 750 fordulatú motort raknék fel?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 április 06, 11:26
Írta: Vetesi75 Dátum 2020 április 06, 11:26
Járható út, de fele fordulatszámú motorból ugyanezzel a pajzs mérettel csak kb. fele teljesítményű motort fogsz találni, ami kb. annyit jelent, hogy semmivel sem jobb a helyzet, mint frekiváltóval. Én a főorsón rendelkezésre álló max. nyomatékot amúgy sem növelném, mert az masszívabb hajtóművet kívánna, hogy bolondbiztos legyen a technika.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2020 április 06, 15:48
Írta: kisssandor Dátum 2020 április 06, 15:48
A fele teljesítmény az pont jó fele fordulatszámmal szerintem. A nyomaték ugyanakkora.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 április 06, 17:27
Írta: TBS-TEAM Dátum 2020 április 06, 17:27
900f/perc 3KW a szabványos B5 motor ~100.000.-Ft+ Áfa.
Egy 3.7Kw frekiváltó már elérhető 59.000.-Ft+ Áfa.
és szinte minden fordulatod van. [#kacsint]
Egy 3.7Kw frekiváltó már elérhető 59.000.-Ft+ Áfa.
és szinte minden fordulatod van. [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2020 április 06, 17:37
Írta: robroy007 Dátum 2020 április 06, 17:37
én azért előbb a gyorsabb módszert választanám
koránt sem biztos hogy a 0 az valóban nulla és ha ez így igaz akkor mire az ember végig szánt egy nagyobb fejjel egy darabot addig is telik az idő és nincs viszonyítási mérete sem az állításhoz
tehát nálam bevált módszer az orsóba patronnal befogok egy olyan rudat 8-10mm amilyen a mérőóra tartójának is a szára vagy egyszerűen abból tekerem ki
ha ez megvan akkor az órát az asztalhoz képest körbeforgatva xy irányban egyből látszik hogy áll a fej hozzá képest
a beállítás pedig a két átellenes oldalon márt érték fele legyen
igen van egy olyan rész ahol nehéz leolvasni az órát, de lehet tapintóst is használni és akkor már ez sem olyan nagy probléma
minél nagyobb a kör amin mozog a tapintó csúcs annál pontosabb lesz a végén a beállítás
ha az asztal nem elég sík vagy kapott már az idők során akkor egy vastagabb lemez is megteszi viszonyítási sík felületnek, persze célszerű az oldalakat megmérni előtte milyen vastag az adott ponton a lemez nehogy félre vigyen
gyors nem kerül csak időbe biztos eredmény (igaz forgácsoló erőtől független)
koránt sem biztos hogy a 0 az valóban nulla és ha ez így igaz akkor mire az ember végig szánt egy nagyobb fejjel egy darabot addig is telik az idő és nincs viszonyítási mérete sem az állításhoz
tehát nálam bevált módszer az orsóba patronnal befogok egy olyan rudat 8-10mm amilyen a mérőóra tartójának is a szára vagy egyszerűen abból tekerem ki
ha ez megvan akkor az órát az asztalhoz képest körbeforgatva xy irányban egyből látszik hogy áll a fej hozzá képest
a beállítás pedig a két átellenes oldalon márt érték fele legyen
igen van egy olyan rész ahol nehéz leolvasni az órát, de lehet tapintóst is használni és akkor már ez sem olyan nagy probléma
minél nagyobb a kör amin mozog a tapintó csúcs annál pontosabb lesz a végén a beállítás
ha az asztal nem elég sík vagy kapott már az idők során akkor egy vastagabb lemez is megteszi viszonyítási sík felületnek, persze célszerű az oldalakat megmérni előtte milyen vastag az adott ponton a lemez nehogy félre vigyen
gyors nem kerül csak időbe biztos eredmény (igaz forgácsoló erőtől független)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 április 06, 17:44
Írta: svejk Dátum 2020 április 06, 17:44
No pont a zárójeles rész miatt nem az igazi egy öreg gépnél.
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2020 április 06, 20:16
Írta: rocco33 Dátum 2020 április 06, 20:16
Köszönöm a válaszokat! Van még egy lehetőség(de ez már a kókányolást súrolja...) Beiktatok még egy ékszíjtárcsát/vagy fogaskerékpárt és talán így meg is lenne oldva....
Cím: Re:Hagyományos forgácsológépek
Írta: dtb Dátum 2020 április 06, 20:51
Írta: dtb Dátum 2020 április 06, 20:51
A totál amatőr hobbysta beszél belőlem, de amúgy is meg akartam már kérdezni a hozzáértőket, hogy ha nyomaték/fordulatszám probléma van, (mint pl. itt is) akkor egy bontóból vásárolt (10-20E Ft) személygépkocsi váltó nem lenne használható megoldás?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 április 06, 20:55
Írta: jani300 Dátum 2020 április 06, 20:55
Vedd le a motor seggéről a ventilátort , és oda mehet ékszíj tárcsa .
Első ránézésre baromságnak tűnik , éppen .
Első ránézésre baromságnak tűnik , éppen .
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2020 április 06, 21:09
Írta: kisssandor Dátum 2020 április 06, 21:09
Ha találsz egy 1.5kW-os, ~750 1/min fordulatú motort, akkor jó lesz a nyomaték és a fordulatok is.
Cím: Re:Hagyományos forgácsológépek
Írta: Révész Richárd Dátum 2020 április 06, 21:18
Írta: Révész Richárd Dátum 2020 április 06, 21:18
Van valami alacsony fordulatú motorom, holnap megnézem ha érdekel.
Cím: Re:Hagyományos forgácsológépek
Írta: rocco33 Dátum 2020 április 06, 22:20
Írta: rocco33 Dátum 2020 április 06, 22:20
Érdekel persze!
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 április 07, 01:16
Írta: hostya Dátum 2020 április 07, 01:16
"én azért előbb a gyorsabb módszert választanám"
====
Nem biztos hogy gyorsabb (a méregetéssel is el lehet bacni az időt, meg a próbamarással is..) [#integet2]
Persze lehet így is csinálni, (Ki így csinálja, ki meg másképp..)
Én csak javasoltam egy gyakorlati biztos módszert/eljárást.
====
"gyors nem kerül csak időbe biztos eredmény (igaz forgácsoló erőtől független)"
====
Amikor a sok méregetés után az első próba marásnál mégis kiderül hogy a marószerszám a felületen -a sok méregetés ellenére- láthatóan nem "söpör"..
Akkor nem beszélhetünk biztos eredményről, és kezdhetjük újra az egészet..
====
Nem biztos hogy gyorsabb (a méregetéssel is el lehet bacni az időt, meg a próbamarással is..) [#integet2]
Persze lehet így is csinálni, (Ki így csinálja, ki meg másképp..)
Én csak javasoltam egy gyakorlati biztos módszert/eljárást.
====
"gyors nem kerül csak időbe biztos eredmény (igaz forgácsoló erőtől független)"
====
Amikor a sok méregetés után az első próba marásnál mégis kiderül hogy a marószerszám a felületen -a sok méregetés ellenére- láthatóan nem "söpör"..
Akkor nem beszélhetünk biztos eredményről, és kezdhetjük újra az egészet..
Cím: Re:Hagyományos forgácsológépek
Írta: Révész Richárd Dátum 2020 április 07, 09:48
Írta: Révész Richárd Dátum 2020 április 07, 09:48
Sajnos csak 1,1 kW a motor.
695 1/min a fordulata
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hw6qjtftgb2e00ada_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/hw6qjtftgb2e00ada_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_x2i49ssj3jfc8sq2qbpu3_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/x2i49ssj3jfc8sq2qbpu3_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_ciejn43iu9ke7hndgiivf_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/ciejn43iu9ke7hndgiivf_1160.jpeg)
695 1/min a fordulata
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_hw6qjtftgb2e00ada_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/hw6qjtftgb2e00ada_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_x2i49ssj3jfc8sq2qbpu3_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/x2i49ssj3jfc8sq2qbpu3_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_ciejn43iu9ke7hndgiivf_1160.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/04/ciejn43iu9ke7hndgiivf_1160.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2020 április 07, 11:02
Írta: robroy007 Dátum 2020 április 07, 11:02
ha azonos időnek veszem befogni a marót és a mérő óra szárát akkor 10 mp maximum mire átfordítom az órát és leolvasom
ha marni kell az sokkal több idő
a méregetés igazából nálam nem is számszerű, mert csak azt nézem hol volt az óra egyik illetve másik oldalon és felezem a mutató állásást, azt se érdekel, hogy hány századot mozdítok, csak a felénél legyen végül
a gép állapotához mérten kell neki fogni, nekem otthon nincs annyi holtjáték, hogy irány függő legyen az eredmény marás során
kellően hosszú mérő tüske eltartással ami az asztal két végét éri középről akár centivel is el lehet végezni a műveletet, hiszen minél nagyobb a távolság amin mérünk a szerszámon arányosan annyival kisebb lesz a hiba végeredméynben
ha marni kell az sokkal több idő
a méregetés igazából nálam nem is számszerű, mert csak azt nézem hol volt az óra egyik illetve másik oldalon és felezem a mutató állásást, azt se érdekel, hogy hány századot mozdítok, csak a felénél legyen végül
a gép állapotához mérten kell neki fogni, nekem otthon nincs annyi holtjáték, hogy irány függő legyen az eredmény marás során
kellően hosszú mérő tüske eltartással ami az asztal két végét éri középről akár centivel is el lehet végezni a műveletet, hiszen minél nagyobb a távolság amin mérünk a szerszámon arányosan annyival kisebb lesz a hiba végeredméynben
Cím: Re:Hagyományos forgácsológépek
Írta: gsfv5p878 Dátum 2020 április 08, 07:12
Írta: gsfv5p878 Dátum 2020 április 08, 07:12
Üdv!
Tos BRH 40 A síkköszörű beüzemelésében tudna valaki segíteni, esetleg gépkönyv magyarul?
Ha valakivel tudnék beszélni aki ismeri ezt a típust az is jó lenne!
Előre is köszönöm!
Tos BRH 40 A síkköszörű beüzemelésében tudna valaki segíteni, esetleg gépkönyv magyarul?
Ha valakivel tudnék beszélni aki ismeri ezt a típust az is jó lenne!
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 április 29, 17:19
Írta: 3ebj3bk8b Dátum 2020 április 29, 17:19
KERESEK! Géptalpakat vennék a TOS SV18-as esztergám alá.
A privát elérhetőségeimen keressetek!
Köszönöm!
A privát elérhetőségeimen keressetek!
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2020 május 03, 00:25
Írta: AlbertR Dátum 2020 május 03, 00:25
Szia!
Bocs!
Frob tól akartam kérdezni.
Üdv: Albert
Bocs!
Frob tól akartam kérdezni.
Üdv: Albert
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2020 május 03, 00:30
Írta: AlbertR Dátum 2020 május 03, 00:30
Szia!
Megnéztem mind a 180 képet.
Ismerkedtem kicsit az me 250el.
Jó, hogy felraktad őket!
Nekem is van egy me250 marógépem a tiéd valamikor
kint volt az udvaron, hogy az a rozsdás vizes
lé van a váltóban? Vagy mindegyik ilyen belülről
egy idő után?
Üdv:Albert
Megnéztem mind a 180 képet.
Ismerkedtem kicsit az me 250el.
Jó, hogy felraktad őket!
Nekem is van egy me250 marógépem a tiéd valamikor
kint volt az udvaron, hogy az a rozsdás vizes
lé van a váltóban? Vagy mindegyik ilyen belülről
egy idő után?
Üdv:Albert
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 május 03, 12:39
Írta: Vetesi75 Dátum 2020 május 03, 12:39
Az előtolásé?
Ha eldugul az asztal alatti emulzió lefolyó nyílás, akkor a keresztszán hajtása mellett össze tud keveredni az olaj az emulzióval. Először csak túrósodik a cucc - annak kezdődő jele a gyorsjárat megszűnése - majd, ha nem foglalkoznak vele szépen össze is rozsdásodik minden. :(
Ha eldugul az asztal alatti emulzió lefolyó nyílás, akkor a keresztszán hajtása mellett össze tud keveredni az olaj az emulzióval. Először csak túrósodik a cucc - annak kezdődő jele a gyorsjárat megszűnése - majd, ha nem foglalkoznak vele szépen össze is rozsdásodik minden. :(
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2020 május 03, 14:27
Írta: Lacibácsi Dátum 2020 május 03, 14:27
Megerősítem Vetesi75 kolléga véleményét. Normál használat és tisztítás során ez nem szokott előfordulni, kicsit figyelni kell rá.
Nekem sikerült egyszer befolyatni az előtoló váltóba a hűtőfolyadékot, vagyis tisztítás során a mosószeres vizet, úgy, hogy teljes keresztmetszetben a gumicsővel átmosattam a az asztal felől a lefolyó rendszert. Jó ötletnek tűnt. Kár volt...[#csodalk]
Nekem sikerült egyszer befolyatni az előtoló váltóba a hűtőfolyadékot, vagyis tisztítás során a mosószeres vizet, úgy, hogy teljes keresztmetszetben a gumicsővel átmosattam a az asztal felől a lefolyó rendszert. Jó ötletnek tűnt. Kár volt...[#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: AlbertR Dátum 2020 május 03, 22:17
Írta: AlbertR Dátum 2020 május 03, 22:17
Tisztelt Urak!
Köszönöm mindenkinek segítő információkat, hogy mi okozhatja az udvaron való tároláson kívül az előtoló
korrózióját.
Üdv: Albert
Köszönöm mindenkinek segítő információkat, hogy mi okozhatja az udvaron való tároláson kívül az előtoló
korrózióját.
Üdv: Albert
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 13, 19:01
Írta: zozo Dátum 2020 május 13, 19:01
Urak! Ismeri valaki az UMF 58-as Ruhla gyártmányú szerszám-marógépet? Mennyire nyűgösek, mit érdemes megnézni rajta, ha az ember vételen gondolkodik. Nem a lógásokra gondolok, hanem van-e valami folyton javítandó problémája, hibája.
Nem találkoztam még soha ezzel a gyártmánnyal.
Ilyen:http://unimachines.hu/szersz%C3%A1mk%C3%A9sz%C3%ADt%C5%91-mar%C3%B3g%C3%A9p-ruhla-umf-58-1966-931.html
Nem találkoztam még soha ezzel a gyártmánnyal.
Ilyen:http://unimachines.hu/szersz%C3%A1mk%C3%A9sz%C3%ADt%C5%91-mar%C3%B3g%C3%A9p-ruhla-umf-58-1966-931.html
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 május 13, 20:02
Írta: Csuhás Dátum 2020 május 13, 20:02
A következő típusú UMF Typ 59 gépem van. Láthatóan sok hasonlóság van a két gép között. A saját gépem alapján mindenképpen nézd meg az asztal vízszintes mozgásának a prizmáit, amik hajlamosak igen durván berágódni ha elhanyagolták a kenést, ami szvsz hibás kialakítású. Ezen kívül a kardánokkal lehet gond, érdemes gumiharanggal védve kenőanyagban járatni őket.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 13, 20:08
Írta: zozo Dátum 2020 május 13, 20:08
Köszi, pont ilyen infókra gondoltam [#eljen]
Nem láttam még a gépet, de állítólag láncos hajtásúak a tengelyek. A Tiéden is? Olajban fut a lánc?
Nem láttam még a gépet, de állítólag láncos hajtásúak a tengelyek. A Tiéden is? Olajban fut a lánc?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 május 13, 20:48
Írta: Csuhás Dátum 2020 május 13, 20:48
Van egy négysoros lánc ami a váltóról felviszi a hajtást a vízszintes orsóra. Nem fut olajban csak olajozni lehet. Meglepő módon nincs megnyúlva, szétkopva. Egy Typ59 felújítása, rengeteg fotóval dokumentálva ezen az oldalon látható: Ruhla1 (https://www.krohnewerk2.de/restaurationsbericht-einer-ruhla-typ59-fraesmaschine-teil-1.html) , Ruhla2 (https://www.krohnewerk2.de/restaurationsbericht-einer-ruhla-typ59-fraesmaschine-teil-2.html)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 május 13, 20:59
Írta: Csuhás Dátum 2020 május 13, 20:59
Néznivaló: Ruhla (http://www.lathes.co.uk/ruhla/)
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 13, 21:47
Írta: zozo Dátum 2020 május 13, 21:47
Köszönöm szépen. Sokat segítettél.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 május 13, 21:56
Írta: svejk Dátum 2020 május 13, 21:56
Mi pénzért kínálnak egy ilyet?
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 13, 22:03
Írta: zozo Dátum 2020 május 13, 22:03
Kicsit hiányos, nem tudok részletes infót, nem a tulajjal beszéltem. Megnézem a héten. Vélhetően 200-ra lehet lealkudni. Majd elmondom a részleteket, ha többet tudok.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 május 14, 07:52
Írta: Csuhás Dátum 2020 május 14, 07:52
Ha nem egy rozsdakupac akkor ezen az áron el kell hozni! Nagyon szépen rendbe lehet hozni és jó gép lesz. Magam is sokáig kerestem ilyen elrendezésű szerszám marógépet. Számomra a legfőbb előny a levehető asztal, és az egészen előre húzható vertikálfej. Így kis marást egészen idomtalan nagy alkatrészeken is el lehet végezni, ott ahol már egy jóval nagyobb konzolos gépen sem lehet megközelíteni a marás helyét.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2020 május 16, 22:51
Írta: Robika37 Dátum 2020 május 16, 22:51
Üdv Néktek !
Segítséget szeretnék kérni. Vásároltam régebben egy menetmaró/bordamaró gépet. Ehhez keresek gépkönyvet esetleg hozzáértő embert konzultáció céljából. A gép olasz gyártmány : Ezio Pensotti PW 10.
Köszi előre is.
Segítséget szeretnék kérni. Vásároltam régebben egy menetmaró/bordamaró gépet. Ehhez keresek gépkönyvet esetleg hozzáértő embert konzultáció céljából. A gép olasz gyártmány : Ezio Pensotti PW 10.
Köszi előre is.
Cím: Re:Hagyományos forgácsológépek
Írta: u2xmex7 Dátum 2020 május 18, 22:29
Írta: u2xmex7 Dátum 2020 május 18, 22:29
Sziasztok/ Tiszteletem!
Segítségre lenne szükségem, nem rég vettem egy Avia Fnd25 marogepet, és nincs elotolas a Legfelső tengelyen amin a vertikalfej Helyezkedik el( nekem y másoknál z:)) Elektomos hibára gyanakszom sajnos nincs meg a villamos kapcsolási rajzom, bárki bármit mond szívesen fogadom! Köszi előre is!
Segítségre lenne szükségem, nem rég vettem egy Avia Fnd25 marogepet, és nincs elotolas a Legfelső tengelyen amin a vertikalfej Helyezkedik el( nekem y másoknál z:)) Elektomos hibára gyanakszom sajnos nincs meg a villamos kapcsolási rajzom, bárki bármit mond szívesen fogadom! Köszi előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2020 május 19, 07:56
Írta: nagysam Dátum 2020 május 19, 07:56
Kapcsolási rajzot nem találtam hozzá én sem,de régebben átvert többször, ha a X vagy Y tengely, előtolást engedélyező karja át van kapcsolva, hiába kapcsolod be az előtolást, nem fogja elengedni. Az előtolást kapcsoló karnál van egy négyszögletes doboz, ami mögött 2 kapcsoló bújik meg. Azokat leellenőrizném, hogy kapcsolnak-e.
Cím: Re:Hagyományos forgácsológépek
Írta: u2xmex7 Dátum 2020 május 19, 21:15
Írta: u2xmex7 Dátum 2020 május 19, 21:15
Köszönöm! Hetvegen megnézem!
Cím: Re:Hagyományos forgácsológépek
Írta: vv0ja3vn8 Dátum 2020 május 19, 21:56
Írta: vv0ja3vn8 Dátum 2020 május 19, 21:56
Sziasztok! Tos FA3A marógépe van valakinek? Lenne egy kérdésem hozzá. Zsolt
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 május 20, 00:29
Írta: f6hcey09y Dátum 2020 május 20, 00:29
Sziasztok, ha valakinek van tippje, hogy ez mi volt leánykori nevén, hol gyártották, vagy bármi egyebet tud róla, azért nagyon hálás lennék. Gondolom nem ez a fúrótokmány volt rajta.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_6eq8kd34m7egmwnhkkia7_6272.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/6eq8kd34m7egmwnhkkia7_6272.jpeg)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_6eq8kd34m7egmwnhkkia7_6272.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/05/6eq8kd34m7egmwnhkkia7_6272.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 május 20, 01:06
Írta: f6hcey09y Dátum 2020 május 20, 01:06
Az "asztal" eredetileg a jelenlegi helyzetére merőlegesen, azon a fecskefarkas prizmán mozgott, aminek a tetejére az előző tulaj most fixen hozzácsavarozta.
A főorsó szintén mozgott az öntvényen kialakított prizmán, a bronz anya még benne van, de az őt mozgató 8mm-es orsó ebből egyelőre hiányzik.
A főorsó szintén mozgott az öntvényen kialakított prizmán, a bronz anya még benne van, de az őt mozgató 8mm-es orsó ebből egyelőre hiányzik.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 20, 09:25
Írta: zozo Dátum 2020 május 20, 09:25
Faipari gépben láttam hasonlót, azt csapfészek marására használták. Persze ez lehet akármi más [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: Distributor Dátum 2020 május 20, 11:39
Írta: Distributor Dátum 2020 május 20, 11:39
Szia!
Szerintem hosszlyukfúró.
Persze lehet, hogy más néven is ismert, de a funkciója ugyanaz. Csapozó.
Szerintem hosszlyukfúró.
Persze lehet, hogy más néven is ismert, de a funkciója ugyanaz. Csapozó.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 május 20, 15:04
Írta: f6hcey09y Dátum 2020 május 20, 15:04
Köszi az ötletet, lehetséges, bár hosszlyukfúrókból csak sokkal nagyobbakat láttam eddig. De elnézést, a méreteit nem írtam, szóval az egész elég kicsike, 25cm magas.
Eddig két ilyennek a darabjait találtam meg (különböző eladóktól), de az egyik öntvény és az asztal azonos, ebből tudom, hogy ugyanolyan géphez tartoztak valaha. Az asztal mindkét irányban karos mozgatású, a két végén csavarral állítható ütközőkkel.
Az egyik egyébként egy marósé volt, a másik egy műszerészé, szóval inkább valami fémipari gépre gondolnék (egyébként elég pontos gépnek tűnik).
Én leginkább egy kis osztókészüléket és egy támasztócsúcsot tudok elképzelni az asztalra, és ezekkel együtt egy kis (órás?) fogaskerékmarónak tippelném (pinion mill, kb. mint ez: barker miller (http://www.lathes.co.uk/barkermiller/), de azert nem ennyire massziv), de lehet, hogy ez hülyeség.
Tettem még fel két képet, a gyufásdobozból látszik a méret. Meg az is, hogy a tokmány egyértelműen nem erre való, csak azt még nem tudtam leszedni. A háttérben látszódó támasztócsúcsot az egyik géphez adták, de nem vagyok benne biztos, hogy eredendően ehhez tartozik, szerintem nagy hozzá.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_suuca2b2bupu4k65qg5g_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/suuca2b2bupu4k65qg5g_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_6iwinuzdq8z4ujf77dkii_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/6iwinuzdq8z4ujf77dkii_6272.jpg)
Eddig két ilyennek a darabjait találtam meg (különböző eladóktól), de az egyik öntvény és az asztal azonos, ebből tudom, hogy ugyanolyan géphez tartoztak valaha. Az asztal mindkét irányban karos mozgatású, a két végén csavarral állítható ütközőkkel.
Az egyik egyébként egy marósé volt, a másik egy műszerészé, szóval inkább valami fémipari gépre gondolnék (egyébként elég pontos gépnek tűnik).
Én leginkább egy kis osztókészüléket és egy támasztócsúcsot tudok elképzelni az asztalra, és ezekkel együtt egy kis (órás?) fogaskerékmarónak tippelném (pinion mill, kb. mint ez: barker miller (http://www.lathes.co.uk/barkermiller/), de azert nem ennyire massziv), de lehet, hogy ez hülyeség.
Tettem még fel két képet, a gyufásdobozból látszik a méret. Meg az is, hogy a tokmány egyértelműen nem erre való, csak azt még nem tudtam leszedni. A háttérben látszódó támasztócsúcsot az egyik géphez adták, de nem vagyok benne biztos, hogy eredendően ehhez tartozik, szerintem nagy hozzá.
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_suuca2b2bupu4k65qg5g_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/suuca2b2bupu4k65qg5g_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/tn_6iwinuzdq8z4ujf77dkii_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/6iwinuzdq8z4ujf77dkii_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 2am4nwzib Dátum 2020 május 20, 15:23
Írta: 2am4nwzib Dátum 2020 május 20, 15:23
Finommechanikai műszerész/órás marógép .
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 május 20, 16:25
Írta: f6hcey09y Dátum 2020 május 20, 16:25
Igen, eddig ez a Dixi órás marógép a leginkább hasonló, amit találtam, de az enyém szerintem magyar gyártmány. Arra lennék kíváncsi, tudja-e valaki, hogy ki gyárthatta, hogy hívták, hogy nézhetett ki a teljes gép eredetileg. Szeretném helyreállítani, amennyire lehet.
(http://www.lathes.co.uk/dixi/img15.jpg)
(http://www.lathes.co.uk/dixi/img15.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2020 május 20, 16:51
Írta: nagysam Dátum 2020 május 20, 16:51
Sosem gondoltam volna, hogy ilyen lehet egy órás marógép.http://www.lathes.co.uk/aciera/
De az állam leesett, hogy micsoda remek kiegészítők léteztek ezekhez.
De az állam leesett, hogy micsoda remek kiegészítők léteztek ezekhez.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 május 20, 19:19
Írta: zozo Dátum 2020 május 20, 19:19
Azt hittem, valami böszme nagy méretű fúrótokmány van rajta [#nyes] Amúgy nyisd ki teljesen a tokmányt és nézzél bele, hátha van fúrva alul menet. Akkor egy csavar belehajtásával le tudod venni.
Cím: Re:Hagyományos forgácsológépek
Írta: 2am4nwzib Dátum 2020 május 20, 19:35
Írta: 2am4nwzib Dátum 2020 május 20, 19:35
Itt a link (https://www.wefalck.eu/mm/tools/horologicalmillers.html) körülírja részletesen .
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_fbxy052tj456e6h2p8n_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/fbxy052tj456e6h2p8n_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/05/tn_fbxy052tj456e6h2p8n_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/05/fbxy052tj456e6h2p8n_5949.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 május 21, 11:39
Írta: f6hcey09y Dátum 2020 május 21, 11:39
Köszi szépen az infókat. Farkastibor, tök jó a link, köszi, elolvastam! Meg a lathes.co.uk-n is van még sok infó ilyen gépekről (ami amúgy egy nagyon jó site, rengeteg információval, nagyon szeretem olvasgatni, de biztos ismeritek).
Zozo, ez jó ötlet. Sajnos nincs átfúrva a tokmány, de ha máshogy nem jön le, az egy opció, hogy átfúrom óvatosan, befogok a tokmányba mondjuk egy toldó anyát, és egy azon keresztül hajtott csavarral letolom a tengelyről.
Zozo, ez jó ötlet. Sajnos nincs átfúrva a tokmány, de ha máshogy nem jön le, az egy opció, hogy átfúrom óvatosan, befogok a tokmányba mondjuk egy toldó anyát, és egy azon keresztül hajtott csavarral letolom a tengelyről.
Cím: Re:Hagyományos forgácsológépek
Írta: Distributor Dátum 2020 május 22, 10:50
Írta: Distributor Dátum 2020 május 22, 10:50
Szia!
Nos igen! A méret a lényeg! [#nyes]
Nem gondoltam, zsebben elfér.
Nos igen! A méret a lényeg! [#nyes]
Nem gondoltam, zsebben elfér.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 június 02, 21:12
Írta: zozo Dátum 2020 június 02, 21:12
Mutatok egy gyöngyszemet nektek, már házon belül van, igaz még raklapon. [#kacsint]
Komplett patronkészlet, egy gépsatu hozzá, Y és Z tengelyen útmérők, X tengelyen mérőléc. Rágást nem látni a prizmákon. Kardánok kotyognak ezen is. Vízszintes tengelynek nincs meg a támasztó bakja. Amúgy baba mindene.
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_99q5payeca7htwm4jk_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/99q5payeca7htwm4jk_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_zkg44vdy0y7y46hdp48t_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/zkg44vdy0y7y46hdp48t_2204.jpg)
Komplett patronkészlet, egy gépsatu hozzá, Y és Z tengelyen útmérők, X tengelyen mérőléc. Rágást nem látni a prizmákon. Kardánok kotyognak ezen is. Vízszintes tengelynek nincs meg a támasztó bakja. Amúgy baba mindene.
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_99q5payeca7htwm4jk_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/99q5payeca7htwm4jk_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_zkg44vdy0y7y46hdp48t_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/zkg44vdy0y7y46hdp48t_2204.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 június 02, 21:17
Írta: PSoft Dátum 2020 június 02, 21:17
[#eljen]
Remélem, első dolgod lesz azt az ocsmány műanyagdobozt leverni róla.
Remélem, első dolgod lesz azt az ocsmány műanyagdobozt leverni róla.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 június 02, 21:22
Írta: zozo Dátum 2020 június 02, 21:22
[#nyes][#nyes][#nyes] -Nekem is azon akadt meg a szemem a legelső pillanatban :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 június 02, 21:28
Írta: jani300 Dátum 2020 június 02, 21:28
[#eljen] Szép !
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 június 02, 21:33
Írta: PSoft Dátum 2020 június 02, 21:33
Mi a két dugalj azon a dobozon?
Remélem, nem úgy van ahogy gondolom?
Remélem, nem úgy van ahogy gondolom?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 június 02, 21:48
Írta: Csuhás Dátum 2020 június 02, 21:48
Gratulálok hozzá! Nekem nem csak a doboz fura, hanem a mérőléceket is a gép túloldalára szerelném.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 június 02, 21:54
Írta: zozo Dátum 2020 június 02, 21:54
Nem néztem bele még. A géplámpának van, meg talán az útmérő tápjának. Van rajta még ki-be kapcs nyomógomb.
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 június 02, 22:13
Írta: zozo Dátum 2020 június 02, 22:13
Köszi. A fiam cégénél lesz beüzemelve, már nézegették a srácok, mit hova kéne tenni, milyen vezérlést csinálni, vész-stoppot hova rakni...[#smile]
Lesz előtte alapos takarítás, olajozás, az egyik srác már festeni is akarja [#nyes]... szóval majd kezelésbe veszik. Én meg majd tekergetem, ha olyan dolgom akad.
Nyugdíjas éveit élvezi a gépecske majd, mert csak tűzoltó munkára lesz elővéve, mittomén kell egy reteszhorony, egy felfogató lap, egy előlapra ablak, stb. Saját fejlesztésű nyomtatókat gyártunk, az alkatrészek zöme cnc megmunkált, de mindig kell valami kis bizbasz, amire nem lehet napokat várni külső cégnél.
Lesz előtte alapos takarítás, olajozás, az egyik srác már festeni is akarja [#nyes]... szóval majd kezelésbe veszik. Én meg majd tekergetem, ha olyan dolgom akad.
Nyugdíjas éveit élvezi a gépecske majd, mert csak tűzoltó munkára lesz elővéve, mittomén kell egy reteszhorony, egy felfogató lap, egy előlapra ablak, stb. Saját fejlesztésű nyomtatókat gyártunk, az alkatrészek zöme cnc megmunkált, de mindig kell valami kis bizbasz, amire nem lehet napokat várni külső cégnél.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 június 05, 13:21
Írta: ywathzay Dátum 2020 június 05, 13:21
Ismeri-e valaki a MAHO MH600 tip marógépet? Milyen (műszaki) színvonalat képviselnek? Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2020 június 05, 16:27
Írta: ab Dátum 2020 június 05, 16:27
Véletlenül nem Márkóról került hozzátok a gép?
Cím: Re:Hagyományos forgácsológépek
Írta: Kelemen Tibor Dátum 2020 június 06, 11:10
Írta: Kelemen Tibor Dátum 2020 június 06, 11:10
Üdvözletem, nekem is van egy hasonló gépem, de marógép a felső része. Pár éve vettem, sajnos a maró orsó teljesen elkopott, javítani tul drága lett volna így kapott egy marómotort kompletten, illetve elkezdtem átalakítani cnc gépecskévé.
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_aeze3s9z37ussmvb4agh_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/aeze3s9z37ussmvb4agh_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_y6a7ha7hp9ztftu6vweu_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/y6a7ha7hp9ztftu6vweu_4128.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/06/tn_aeze3s9z37ussmvb4agh_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/aeze3s9z37ussmvb4agh_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/tn_y6a7ha7hp9ztftu6vweu_4128.jpg) (https://hobbicncforum.hu/uploaded_images/2020/06/y6a7ha7hp9ztftu6vweu_4128.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: szucsattila Dátum 2020 július 05, 17:27
Írta: szucsattila Dátum 2020 július 05, 17:27
Üdvözletem!
Nem biztos hogy jó helyre írok úgyhogy ha nem akkor lehet törölni.
Lenne egy Tos Galanta marógépem. Felmerült bennem az ötlet hogy meg cnc-sítem. Viszont az elején a kérdés hogy mekkora servo motorok kellenének rá?
Van e valami méretezési irányelv?
A mechanikai részét megoldom,de a villany részével lesznek nehézségeim. Bármi hasznos tipp jó lehet.
Nem biztos hogy jó helyre írok úgyhogy ha nem akkor lehet törölni.
Lenne egy Tos Galanta marógépem. Felmerült bennem az ötlet hogy meg cnc-sítem. Viszont az elején a kérdés hogy mekkora servo motorok kellenének rá?
Van e valami méretezési irányelv?
A mechanikai részét megoldom,de a villany részével lesznek nehézségeim. Bármi hasznos tipp jó lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 július 07, 18:07
Írta: 6rk75uezn Dátum 2020 július 07, 18:07
Valaki használ Strigon Me250 es hez kinai patronkészletet?
A gondom az hogy a verti fejbe a tehermentesitő marás szinte olyan széles mint a morse3,az az 24mm,a patronbefogón a lapolás meg ugye ellenfogásra készült rá mikor meghúzom a patront,de lemarni sem lehet hogy a befogó belemenjen a verti fej tehermentesítő részbe mert a befogóba akkora furat van.
Igy a befogó nyaka felütközik a veri fej aljába mielőtt beérne a kúpba.
Talán úgy lehet használni ha a befogó nyakából le esztergálok 1-2mm-t de akkor csak a kúp adja át a forgató nyomatékot.
Valakinek ötlete?
A gondom az hogy a verti fejbe a tehermentesitő marás szinte olyan széles mint a morse3,az az 24mm,a patronbefogón a lapolás meg ugye ellenfogásra készült rá mikor meghúzom a patront,de lemarni sem lehet hogy a befogó belemenjen a verti fej tehermentesítő részbe mert a befogóba akkora furat van.
Igy a befogó nyaka felütközik a veri fej aljába mielőtt beérne a kúpba.
Talán úgy lehet használni ha a befogó nyakából le esztergálok 1-2mm-t de akkor csak a kúp adja át a forgató nyomatékot.
Valakinek ötlete?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 július 07, 19:40
Írta: KoLa Dátum 2020 július 07, 19:40
Érdemes lenne képekkel is illusztrálni a problémádat!
A kúp is átadja a megfelelő forgatónyomatékot, de ahhoz meg kell húzni rendesen! a reteszelés biztonságot ad, de ott is meg kell húzni,ha felütközik a nem belevaló patron, akkor mit is kérdezel? Megadtad a választ is.
Csak beszélgetni akartál?
A kúp is átadja a megfelelő forgatónyomatékot, de ahhoz meg kell húzni rendesen! a reteszelés biztonságot ad, de ott is meg kell húzni,ha felütközik a nem belevaló patron, akkor mit is kérdezel? Megadtad a választ is.
Csak beszélgetni akartál?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 július 20, 17:44
Írta: 3ebj3bk8b Dátum 2020 július 20, 17:44
Sziasztok!
Van egy Tos SV 18- as esztergám most üzemelem be. Nem teljesen értem, hogy a tokmány menesztő tárcsát hogyan kell felfogatni, mert nincsenek meg a csavarok. Valaki tudna képet küldeni a felgogó csavarról? A főorsón van egy gyűrű ami elforgatható ezzel a csavart nem endedi kiesni, de nem értem, hogyan szorítja fel a menesztőtárcsát
Van egy Tos SV 18- as esztergám most üzemelem be. Nem teljesen értem, hogy a tokmány menesztő tárcsát hogyan kell felfogatni, mert nincsenek meg a csavarok. Valaki tudna képet küldeni a felgogó csavarról? A főorsón van egy gyűrű ami elforgatható ezzel a csavart nem endedi kiesni, de nem értem, hogyan szorítja fel a menesztőtárcsát
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 július 20, 21:36
Írta: Vetesi75 Dátum 2020 július 20, 21:36
Vállas csavarok, mindkét végén külső menetes, a vállon lapolással. A bajonett tárcsán az anyák vannak átfűzve.
Itt van a kép is. (https://www.zalatools.hu/esztergatokmany-felfogo-tarcsa-din-55027-formb-d-125-b4-ius-tos-243830-120144-18933)
Itt van a kép is. (https://www.zalatools.hu/esztergatokmany-felfogo-tarcsa-din-55027-formb-d-125-b4-ius-tos-243830-120144-18933)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 július 28, 10:10
Írta: Csuhás Dátum 2020 július 28, 10:10
Marógépen dolgoztam 4 lapkás síkmaróval keskeny anyagon viszonylag nagyobb fogással. Ahogy az lapkák sorra forgácsolni kezdtek a változó terhelés miatt az egész gép zörögni kezdett. Nyilván más maróval aminek egyszerre több éle is dolgozik nem volna ilyen fogaskerék zörgés. Sajna az ember nem azzal a maróval dolgozik ami optimális hanem ami van. Mivel nem szeretem gyötörni a gépet ezét a vertikál fej felül kilógó tengelyére készítettem egy vas tárcsából lendkereket, ami eleve lecsendesítette a gépet, de forgás közben akár kézzel is megfogható pl az anyagba éppen belekezdő vagy kifutó maró esetén. Viszont nem értem miért nem használnak ilyen lendkereket gyárilag a gépeken? Eddig csak fogaskerék marógépen láttam ilyen kialakítású tengelyt. Hogyan kerülik el más gépeken az ilyen zörgést, illetve van e valami hátránya a lendkeréknek?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 július 28, 10:41
Írta: 6rk75uezn Dátum 2020 július 28, 10:41
Több emberkétől hallottam már hogy lendkereket tett marógépre.
Szerintem semmi hátránya nincs csak előnye.
Olyat is hallottam hogy jó lenne csak páratlan fogszámú marószerszámot használni.
Az Me250 es em is hiába van jó állapotban,nagyonjó fogaskerekek,kitünő kúpkerekek,akkor is elég zajos,ezért gondoltam én is a lendkerékre.
Mivel felrakom a verti fejet a gerendára és szijjal hajtok igy kiesik a sok sok fogaskerék a hajtásláncból.
Szerintem semmi hátránya nincs csak előnye.
Olyat is hallottam hogy jó lenne csak páratlan fogszámú marószerszámot használni.
Az Me250 es em is hiába van jó állapotban,nagyonjó fogaskerekek,kitünő kúpkerekek,akkor is elég zajos,ezért gondoltam én is a lendkerékre.
Mivel felrakom a verti fejet a gerendára és szijjal hajtok igy kiesik a sok sok fogaskerék a hajtásláncból.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 július 28, 11:10
Írta: Vetesi75 Dátum 2020 július 28, 11:10
Szerintem általánosságban elmondható, hogy a régebbi, kisebb, hobby célra jellemzően tartott marógépek egyike sem nagy teljesitményű váltólapkás szerszámokhoz lett konstruálva. Pláne nem a vertikál fej és a szögfej.
Kellően merevtelen gépen egyszerre több vágóél fogásban tartása csörömpölés szempontjából lehet hogy jobb, de a forgácsolóerő miatt megnövekedett rugalmas torzulások és rezgéshajlamosság miatt nem biztos, hogy szerencsés kimenetelű (szerszám élettartam). A jelenség fokozottan mutatkozik a kis szög alatti fővágóél tájolású, széles, vékony forgácsot leválasztó lapkaalakoknál, 5-6-8-élű és körlapka, továbbá negatív élgeometriájú vágóélnél -pl: SNKN lapka.
Lendkerék az régi találmány - nagyobb gépeken elég a főorsó saját tömege. Kisebb masinákon is ezért részesítjük előnyben durvább megmunkáláshoz a nagyobb tömegű vízszintes orsót, ha van. Hátránya? Talán bekapcsoláskor, meg karambol esetén elgurul + munkavédelmis ne lássa...
Kellően merevtelen gépen egyszerre több vágóél fogásban tartása csörömpölés szempontjából lehet hogy jobb, de a forgácsolóerő miatt megnövekedett rugalmas torzulások és rezgéshajlamosság miatt nem biztos, hogy szerencsés kimenetelű (szerszám élettartam). A jelenség fokozottan mutatkozik a kis szög alatti fővágóél tájolású, széles, vékony forgácsot leválasztó lapkaalakoknál, 5-6-8-élű és körlapka, továbbá negatív élgeometriájú vágóélnél -pl: SNKN lapka.
Lendkerék az régi találmány - nagyobb gépeken elég a főorsó saját tömege. Kisebb masinákon is ezért részesítjük előnyben durvább megmunkáláshoz a nagyobb tömegű vízszintes orsót, ha van. Hátránya? Talán bekapcsoláskor, meg karambol esetén elgurul + munkavédelmis ne lássa...
Cím: Re:Hagyományos forgácsológépek
Írta: ii5d35wcx Dátum 2020 július 28, 21:33
Írta: ii5d35wcx Dátum 2020 július 28, 21:33
Sziasztok! Csak érdekességképpen , hogy milyen megoldások vannak a váltómű " csörömpölésének " megakadályozására. Neked is valami ilyen NDK marógéped van.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 július 28, 22:16
Írta: Csuhás Dátum 2020 július 28, 22:16
Tetszik, magam ugyan tárcsafékben gondolkodtam, de ez is nagyon jó, sőt talán még egyszerűbben is megépíthető mint amire eddig gondoltam. Most ilyen a lendkerék, erre is ráépíthető a szalagfék. Köszi az ötletet!
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_m438zt0mnepw7h5wk9h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/m438zt0mnepw7h5wk9h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/tn_a4z5mg5nupec9yf9y7i5k_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/a4z5mg5nupec9yf9y7i5k_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/07/tn_m438zt0mnepw7h5wk9h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/m438zt0mnepw7h5wk9h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/tn_a4z5mg5nupec9yf9y7i5k_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/07/a4z5mg5nupec9yf9y7i5k_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 július 29, 07:15
Írta: ywathzay Dátum 2020 július 29, 07:15
Egy ekkora lendkerék elég a "holtpontok" kiküszöbölésére? Egy szalagfékes fékezés nem rontja a hatásfokot? Meg büdös lesz a ferodol...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 július 29, 07:30
Írta: Csuhás Dátum 2020 július 29, 07:30
Nem elég, nem szünteti meg a csörömpölést de jelentősen csillapítja. A fék ront a hatásfokon, de nem olyan sokat. Amíg nem volt lendkerék addig csak a tengelyt fogtam kézzel. Ha erősen fogtam az elég volt a csendesítésre. A féket egyébként csak ritkán kell használni. Magam inkább a melegedésétől tartok.
Megépítem, és beszámolok a tapasztalatokról. Apropó hol lehet szerezni valami fék betéthez való szövetet?
Megépítem, és beszámolok a tapasztalatokról. Apropó hol lehet szerezni valami fék betéthez való szövetet?
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2020 július 29, 09:08
Írta: heq5 Dátum 2020 július 29, 09:08
Mágneses fékezést kell alkalmazni, nem érintkezik közvetlen, nem büdös, nem súrlódik, nem melegszik jelentősen...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 július 29, 09:28
Írta: Csuhás Dátum 2020 július 29, 09:28
Energia megmaradás: ha fékez akkor melegszik. A mágnes pedig nem szerencsés egy marógépen mert minden forgácsot összegyűjt. Egyébként a lendkerék már majdnem jó, csak eddig kézzel fékeztem ha kellet. Most hogy láttam a szalagféket megtetszett, ki fogom próbálni.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 július 29, 09:46
Írta: ANTAL GÁBOR Dátum 2020 július 29, 09:46
Az MTZ ben van egy bolygómű aminek a gyűrűkerekét egy szalagfékkel fogják meg - Kereskedelemben kapható ( fajlagosan olcsó ) kb 160-180 mm es a szalag
Pesten a HABI kereskedik MTZ vel .
Én korábban több helyen alkalmaztam sikerrel ( csőrlőket fékeztem vele)
Pesten a HABI kereskedik MTZ vel .
Én korábban több helyen alkalmaztam sikerrel ( csőrlőket fékeztem vele)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 július 29, 09:47
Írta: ANTAL GÁBOR Dátum 2020 július 29, 09:47
kb 160-180 mm es a szalagfék belső átmérője
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 július 29, 09:51
Írta: ywathzay Dátum 2020 július 29, 09:51
Ezek már nem szövetesek, valami speckó anyag, de már ugye nem azbesztes. Szomszéd településen van aki ragaszt fel ferodolt, de úgy mondta korábban ezek elő vannak készítve járatos méretekre. De van egy debreceni cég ők (http://www.fekcentrum.com), elvileg bármi szóba jöhet náluk, velük már beszéltem egyedi ügyben.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 július 29, 09:52
Írta: ywathzay Dátum 2020 július 29, 09:52
Tényleg, az MTZ kardánhajtását szalagfék működteti.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 július 29, 09:55
Írta: ywathzay Dátum 2020 július 29, 09:55
Ez az MTZ szalagfék (https://webshop.keletagro.hu/182_mtz-tlt-kardankihajtas-alkatreszei/mtz-tlt-fekszalag-zsakos-4-4-cm_id1653?visit_source=itemlist)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 július 29, 10:25
Írta: Csuhás Dátum 2020 július 29, 10:25
Közben rátaláltam a Róna kft-re ahol lehet venni csak magát a felszegecselhető fékszalagot. Holnap megyek a pontos méretekkel. Köszönöm az ötleteket!
Cím: Re:Hagyományos forgácsológépek
Írta: z0h9dmvmg Dátum 2020 augusztus 01, 00:44
Írta: z0h9dmvmg Dátum 2020 augusztus 01, 00:44
Sziasztok!
A segítségeteket szeretném kérni!
Hozzájutottam egy Emcomat 8.6-os esztergaképhez, elég jó állapotban van és szinte minden gyári tartozéka megvan hozzá!
Egyedüli problémám hogy a két állító villa amivel a fordulatszámot tudom beállítani az valamiért hiányzik a gépből. [#conf] Tudtok esetleg segíteni benne hogy hol tudnám őket beszerezni vagy esetleg lenne e valakinek rajza róla hogy le tudjam gyártani őket.
Ha valaki tudna megoldást a problémámra ne tartsa magában!
Előre is köszönöm!
A segítségeteket szeretném kérni!
Hozzájutottam egy Emcomat 8.6-os esztergaképhez, elég jó állapotban van és szinte minden gyári tartozéka megvan hozzá!
Egyedüli problémám hogy a két állító villa amivel a fordulatszámot tudom beállítani az valamiért hiányzik a gépből. [#conf] Tudtok esetleg segíteni benne hogy hol tudnám őket beszerezni vagy esetleg lenne e valakinek rajza róla hogy le tudjam gyártani őket.
Ha valaki tudna megoldást a problémámra ne tartsa magában!
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2020 augusztus 01, 06:53
Írta: 9pk59nuy Dátum 2020 augusztus 01, 06:53
Nem irigyellek! Van az EMCO-nak magyarországi képviselete, de nekem eddig nem sikerült velük zöldágra vergődni. Három cnc gépemhez nem sikerült alkatrészt szerezni. elküldtek azzal, hogy a gépeim elavultak, vegyek újat. Ezek után felkerestem az ausztriai gyárat, ott azt mondták, hogy ők ezzel nem foglalkoznak, forduljak a magyarországi képviselethez. (majdnem bevágtam egyet neki). [#levele]
Cím: Re:Hagyományos forgácsológépek
Írta: 2am4nwzib Dátum 2020 augusztus 01, 18:07
Írta: 2am4nwzib Dátum 2020 augusztus 01, 18:07
Ausztriai gyár , az szerintem egy kicsit túlzás !
vajon hól gyártják le ? lehet tippelni
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_f866gvq557szmm0bxw8u_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/f866gvq557szmm0bxw8u_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_jg54k430iw0bj2xkdsm4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jg54k430iw0bj2xkdsm4_5949.jpg)
vajon hól gyártják le ? lehet tippelni
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_f866gvq557szmm0bxw8u_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/f866gvq557szmm0bxw8u_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_jg54k430iw0bj2xkdsm4_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/jg54k430iw0bj2xkdsm4_5949.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 9pk59nuy Dátum 2020 augusztus 01, 19:21
Írta: 9pk59nuy Dátum 2020 augusztus 01, 19:21
Nyilvánvaló, hogy az utángondozó kapacitásuk a mélyponton van, de azért az bosszantó, hogy nem tudtak prezentálni egy 720-as floppy meghajtót a meghibásodott helyett. Hatalmas előnyük viszont, hogy a vezérlő elektronika ritkán romlik el. Ha mégis, akkor szokták a gépet átépíteni Mach3-ra a fenti okokból.
Én sem tartom valószínűnek, hogy a teljes palettát a linkelt telephelyen gyártsák.
Én sem tartom valószínűnek, hogy a teljes palettát a linkelt telephelyen gyártsák.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 augusztus 02, 07:23
Írta: Csuhás Dátum 2020 augusztus 02, 07:23
Milyen rendszerű ennek a gépnek a tokmány rögzítése? A fotók alapján nem sikerült kitalálnom.
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/izs-1i611p-precizios-eszterga-1510283
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_x3y06bm0ckpzxxqbea09f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/x3y06bm0ckpzxxqbea09f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_kedn3ivsiqppnskspyp3w_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/kedn3ivsiqppnskspyp3w_1881.jpg)
https://szerszampiac.hu/szerszamgep/eszterga-marogep_es_tartozekai/izs-1i611p-precizios-eszterga-1510283
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_x3y06bm0ckpzxxqbea09f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/x3y06bm0ckpzxxqbea09f_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_kedn3ivsiqppnskspyp3w_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/kedn3ivsiqppnskspyp3w_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 augusztus 02, 07:47
Írta: Csuhás Dátum 2020 augusztus 02, 07:47
Válaszolok magamnak: Sima rövidkúpos bajonettes, csak a szögosztás elfordítható ellendarabja takarja. Van azon kivágás a villáskulcsnak csak a képeken pont hátul van.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 augusztus 02, 07:48
Írta: Istvan0728 Dátum 2020 augusztus 02, 07:48
Nekem bajonett zárasnak tűnik.
https://www.practicalmachinist.com/vb/schaublin-cazeneuve-weiler-graziano-mori-seiki-lathes/russian-toolroom-lathe-izhmash-1i611p-263988/
https://www.practicalmachinist.com/vb/schaublin-cazeneuve-weiler-graziano-mori-seiki-lathes/russian-toolroom-lathe-izhmash-1i611p-263988/
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 augusztus 02, 07:49
Írta: 6rk75uezn Dátum 2020 augusztus 02, 07:49
Rövidkúpos
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 augusztus 02, 07:54
Írta: 6rk75uezn Dátum 2020 augusztus 02, 07:54
Úgy van.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_v39zx2e0dx340pzixbg7_2053.png) (https://hobbicncforum.hu/uploaded_images/2020/08/v39zx2e0dx340pzixbg7_2053.png)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_v39zx2e0dx340pzixbg7_2053.png) (https://hobbicncforum.hu/uploaded_images/2020/08/v39zx2e0dx340pzixbg7_2053.png)
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2020 augusztus 02, 16:18
Írta: ysc3kmx9v Dátum 2020 augusztus 02, 16:18
Dolgoztam én ilyen gépen,a főorsóvég rövid kúpos bajonettzáras.Nagyon jó gép,edzett ágyas,stabil,munkabíró,az EXN gépeknél magasabb kategória.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 augusztus 06, 17:17
Írta: Istvan0728 Dátum 2020 augusztus 06, 17:17
Ismeri valaki ezt a szerkezetet? (Valami osztófejszerűség)Hálás lennék bármilyen információért erről. Köszönöm: István
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_3jvzv4ghgegbfned6h46_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/3jvzv4ghgegbfned6h46_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_3jvzv4ghgegbfned6h46_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/3jvzv4ghgegbfned6h46_4835.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 augusztus 08, 05:27
Írta: Istvan0728 Dátum 2020 augusztus 08, 05:27
Kutatok utána: talán palástköszörűgép tartozéka ez az osztófej szerűség. A képen elégé hiányos állapotban van.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 augusztus 08, 11:17
Írta: Vetesi75 Dátum 2020 augusztus 08, 11:17
Nekem van egy majdnem komplett (támaszték, csúcs hiányzik). ISO30-as kúppal, gyorsosztó funkcióval, szerintem differenciál osztásra alkalmatlan. Osztó állandója 40. Én sem tudom, hogy melyik gép tartozéka.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 augusztus 08, 11:31
Írta: Vetesi75 Dátum 2020 augusztus 08, 11:31
Forgótalpon van (vízszintesen elforgatható) , de nem dönthető úgy, mint a TOF (ekkor felfogóderékszögre lehet tenni).
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 augusztus 08, 16:22
Írta: Istvan0728 Dátum 2020 augusztus 08, 16:22
Csak még egy fotót találtam a neten ez egy Ruhla FUW 260x720-as marógép tartozéka. Azt nem tudom, hogy a hátsó nagy furatnak mi lehet a szerepe? Mi hiányozhat onnan?
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_hwytaxyxm29ui5kcvtvis_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/hwytaxyxm29ui5kcvtvis_4835.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_hwytaxyxm29ui5kcvtvis_4835.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/hwytaxyxm29ui5kcvtvis_4835.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2020 augusztus 08, 16:44
Írta: designr Dátum 2020 augusztus 08, 16:44
Az osztófejbe a tokmány és a patronok behúzószárral rögzithetők..
A csőtengely egyik végén a tokmányt látod a másikon a behuzószár szoritó markolatát..itt egy kép..
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_e0z0i6cwfims2scifckm3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/e0z0i6cwfims2scifckm3_1575.jpg)
A csőtengely egyik végén a tokmányt látod a másikon a behuzószár szoritó markolatát..itt egy kép..
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_e0z0i6cwfims2scifckm3_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/e0z0i6cwfims2scifckm3_1575.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2020 augusztus 08, 16:46
Írta: designr Dátum 2020 augusztus 08, 16:46
Ha pedig az üres furatra gondolsz az a támasztó tengely helye.
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_x9smcnjid350g06mx0ztv_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/x9smcnjid350g06mx0ztv_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_x9smcnjid350g06mx0ztv_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/x9smcnjid350g06mx0ztv_1575.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2020 augusztus 08, 16:49
Írta: designr Dátum 2020 augusztus 08, 16:49
Ruhla Thiel 158..
Itt egy pár oldal okosság hozzá..
http://www.lathes.co.uk/thiel158/index.html
Itt egy pár oldal okosság hozzá..
http://www.lathes.co.uk/thiel158/index.html
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 augusztus 08, 16:50
Írta: jani300 Dátum 2020 augusztus 08, 16:50
[#eljen]
Pont most láttam hogy ez egy szerszámmaró osztófej .
Az előző kép elég rossz minőségű volt .
Régebbi gépeken volt hegeres kitámasztó ,az újabbak már prizmásak .
Pont most láttam hogy ez egy szerszámmaró osztófej .
Az előző kép elég rossz minőségű volt .
Régebbi gépeken volt hegeres kitámasztó ,az újabbak már prizmásak .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 augusztus 08, 16:57
Írta: jani300 Dátum 2020 augusztus 08, 16:57
Az az 1930 as keresztszános billenőasztal nagyon hasonlít ahhoz ami nekem is van :)
Csak a külön tartozék van meg ,de másik NDK gépre is jó a horonytávolsága ,azt hiszem már mértem .
Csak a külön tartozék van meg ,de másik NDK gépre is jó a horonytávolsága ,azt hiszem már mértem .
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 augusztus 08, 18:43
Írta: Vetesi75 Dátum 2020 augusztus 08, 18:43
Érdekes. A #5565 és #5571 képein látszik a főorsóról osztótárcsára való visszahajtás lehetősége (differenciál osztáshoz) - a szem meg van munkálva, látszik a tengely csonkja (gondolom belül kúpfogaskerék pár rejtőzik)- ,míg a #5569-en meg az enyémen hiányzik - a szem ott van csak megmunkálatlan.
Itt a főorsó végződés, benne ISO30/27mm-es tüskével:
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_3t4cn4kj0vjndwejjbbv8_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/3t4cn4kj0vjndwejjbbv8_1883.jpg)
Itt a főorsó végződés, benne ISO30/27mm-es tüskével:
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_3t4cn4kj0vjndwejjbbv8_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/3t4cn4kj0vjndwejjbbv8_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2020 augusztus 08, 19:11
Írta: Gyula65 Dátum 2020 augusztus 08, 19:11
Egy csőtengely, rajta a kitámasztó csúccsal!
Üdv!
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_dp039zan0sthbfnziy_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/dp039zan0sthbfnziy_1961.jpg)
Üdv!
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_dp039zan0sthbfnziy_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/dp039zan0sthbfnziy_1961.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 augusztus 09, 06:50
Írta: Istvan0728 Dátum 2020 augusztus 09, 06:50
Köszönöm mindenkinek! Okosodtam.[#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2020 augusztus 09, 10:13
Írta: ysc3kmx9v Dátum 2020 augusztus 09, 10:13
Ezek az osztófejek különböző irányba elforgathatóak,hogy lehessen használni a kitámasztócsúcsot, valamilyen módon egy egységbe kellett hozni az osztófejjel szerelhető,állítható módon.Az én kis szerszám marógépemen öntöttvas prizmás gerenda csatlakozik az osztófejhez, amire a támasztócsúcsot lehet szerelni.
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2020 augusztus 09, 18:06
Írta: Teaway Dátum 2020 augusztus 09, 18:06
A fordulatszám beállító szerkezet a rugós reteszelésű működtető karból, a tengelyből, magából a villából és 2 db bronz csúszótömbből áll. Ez mind kell, vagy ténylegesen csak a villa és a tömbök?
Mielőtt megkérdezed, nekem sajnos egyik sincs.
Rajz (nem méretezett) van róluk a gépkönyvben.
Mielőtt megkérdezed, nekem sajnos egyik sincs.
Rajz (nem méretezett) van róluk a gépkönyvben.
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 augusztus 17, 08:39
Írta: 3ebj3bk8b Dátum 2020 augusztus 17, 08:39
Sziasztok!
Ha valakinek van TOS SV18-as eszterga gépe. Le tudná e nekem fényképezni a keresztszán nóniuszát? Az enyém gyanús, hogy nem gyári, csak meg akarok bizonyosodni.
Ha valakinek van TOS SV18-as eszterga gépe. Le tudná e nekem fényképezni a keresztszán nóniuszát? Az enyém gyanús, hogy nem gyári, csak meg akarok bizonyosodni.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2020 augusztus 17, 10:00
Írta: ANTAL GÁBOR Dátum 2020 augusztus 17, 10:00
Ha eljutok a műhelyembe akkor lefényképezem . Egy körülfordulás = 6mm
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 augusztus 17, 12:22
Írta: ywathzay Dátum 2020 augusztus 17, 12:22
Egy fordulat 6mm, 0.05 osztásokkal.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 augusztus 18, 12:02
Írta: Tari Gábor Dátum 2020 augusztus 18, 12:02
Sziasztok,
Strigon ME1000 gépen nem megy az olajzás, egyáltalán nem nyom a belső szivattyú semmit. A szivó csőben dugulás nincs, szerintem máshol se, mert elég tiszta. Hol érdemes hibát keresni?
Köszi
Gábor
Strigon ME1000 gépen nem megy az olajzás, egyáltalán nem nyom a belső szivattyú semmit. A szivó csőben dugulás nincs, szerintem máshol se, mert elég tiszta. Hol érdemes hibát keresni?
Köszi
Gábor
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 augusztus 18, 18:48
Írta: Tari Gábor Dátum 2020 augusztus 18, 18:48
Kép a váltóról. A kép közepén lévő hengeres alkatrész funkciójara nem jöttem ra. Lehet a gond, hogy legteleniteni kell a szivattyú szivó ágát?
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_c2ujx2c7z77pjz8his4ax_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/c2ujx2c7z77pjz8his4ax_5362.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_c2ujx2c7z77pjz8his4ax_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/c2ujx2c7z77pjz8his4ax_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 augusztus 18, 20:07
Írta: 6rk75uezn Dátum 2020 augusztus 18, 20:07
Kösd le a nyomó oldalon a csatlakozást és nyomj bele olajat,utánna forgasd meg és nyomni fog.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2020 augusztus 18, 20:54
Írta: drehás Dátum 2020 augusztus 18, 20:54
A képen látható hengeres alkatrész egy mágneses szűrő.
Az olajszivattyúja eléggé speciális nehezen javítható.Ha gyakran lelevegősödik,akkor érdemesebb más megoldáson gondolkodni.Fogaskerék szivattyúval közvetlenül nem helyettesíthető .Különböző megoldások léteznek.Én a sajátomat perisztaltikus szivattyúval oldottam meg.A lényeg,hogy külön motorral kell ,mert a gépben lévő szivattyú sajátossága pld,hogy a forgásirány változó.E helyett esetleg ha van kedved egy pumpás,mint az előtolás szekrényben lévő felelne meg.Szép feladat ezt profin beépíteni.
Az olajszivattyúja eléggé speciális nehezen javítható.Ha gyakran lelevegősödik,akkor érdemesebb más megoldáson gondolkodni.Fogaskerék szivattyúval közvetlenül nem helyettesíthető .Különböző megoldások léteznek.Én a sajátomat perisztaltikus szivattyúval oldottam meg.A lényeg,hogy külön motorral kell ,mert a gépben lévő szivattyú sajátossága pld,hogy a forgásirány változó.E helyett esetleg ha van kedved egy pumpás,mint az előtolás szekrényben lévő felelne meg.Szép feladat ezt profin beépíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2020 augusztus 18, 21:00
Írta: drehás Dátum 2020 augusztus 18, 21:00
Még annyit,hogy az eredeti excenter,röpsúlyos szivattyúja feljavításába csak úgy fogjál bele ,ha van síkköszörűs ismerősöd,továbbá alkatrész hőkezelésre is fel kell készülni.Én belefutottam ebbe ,és saját magam szerettem volna megoldani,de az új szivattyú sem lett jobb a réginél.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 augusztus 19, 07:28
Írta: Tari Gábor Dátum 2020 augusztus 19, 07:28
Köszönöm mindenkinek. Erős a gyanúm, hogy sosem ment a szivattyú, mert a mágnesszűrőben semmi kosz nem volt... Gondolom a szivattyunak sem tett jót a szárazon futás. Ma megnézem, de ha nem megy, valamilyen elektromos szivattyút fogok keresni
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 augusztus 20, 08:14
Írta: Tari Gábor Dátum 2020 augusztus 20, 08:14
Sajnos nem tudtam szóra bírni a szivattyút, ezért valami más megoldás kell. AC pumpára gondoltam először, az elég nagy nyomást tud és egész sokat szállít, kérdés, hogy megbírkózik-e az olajjal. Valakinek más ötlet, hogy mivel váltotta ki?
Hajtásláncba beéptteni bármit, nagyobb szívásnak tűnik, mint külön motoról ajtani, ezért gondoltam az elektronos AC-re
Hajtásláncba beéptteni bármit, nagyobb szívásnak tűnik, mint külön motoról ajtani, ezért gondoltam az elektronos AC-re
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 augusztus 20, 08:30
Írta: bundyland Dátum 2020 augusztus 20, 08:30
Szia !
Én EU400-on váltottam ki a gyári dugyttyús pumpát egy kis hidraulika pumpával, olyannal pl. amit
Petya is árult talán tegnap központi olajozó címen.
Én EU400-on váltottam ki a gyári dugyttyús pumpát egy kis hidraulika pumpával, olyannal pl. amit
Petya is árult talán tegnap központi olajozó címen.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 augusztus 20, 08:36
Írta: bundyland Dátum 2020 augusztus 20, 08:36
Meg is van, egy ilyenből szereltem ki.
[#t19p126130#]
[#t19p126130#]
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 augusztus 20, 09:06
Írta: hostya Dátum 2020 augusztus 20, 09:06
Én anno, egy külön 3f motorral hajtott fogaskerék szivattyúval oldottam meg.
A szivattyú-motor a főmotorral együtt indul.
Ha a főmotor irányt-vált, a szivattyú-motor forgásiránya nem változik meg.. -az mindig egy irányba forog-
A megvalósításhoz ki kell szerelni az egész fő-hajtóművet..
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_4gv35ysjse2wq2z256w_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/4gv35ysjse2wq2z256w_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_gxp2udyuxmau58xzxehs_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/gxp2udyuxmau58xzxehs_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_05g0t9dgkv9aqvkw3cifi_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/05g0t9dgkv9aqvkw3cifi_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_ccuz3cvhu70byc6pvg3zd_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ccuz3cvhu70byc6pvg3zd_910.jpg)
A szivattyú-motor a főmotorral együtt indul.
Ha a főmotor irányt-vált, a szivattyú-motor forgásiránya nem változik meg.. -az mindig egy irányba forog-
A megvalósításhoz ki kell szerelni az egész fő-hajtóművet..
(https://hobbicncforum.hu/uploaded_images/2020/08/tn_4gv35ysjse2wq2z256w_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/4gv35ysjse2wq2z256w_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_gxp2udyuxmau58xzxehs_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/gxp2udyuxmau58xzxehs_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_05g0t9dgkv9aqvkw3cifi_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/05g0t9dgkv9aqvkw3cifi_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/tn_ccuz3cvhu70byc6pvg3zd_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/08/ccuz3cvhu70byc6pvg3zd_910.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 augusztus 21, 12:27
Írta: 3ebj3bk8b Dátum 2020 augusztus 21, 12:27
Az enyém bizony csak 3mm-t megy egy fordulatra. Gyáti új orsó van benne meg anya. De a régi is csak ennyit ment. Közben láttam egy másik gépet élőben. Most már tuti, hogy nem gyári a beosztásos tárcsa az enyémen
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 augusztus 22, 10:42
Írta: Vetesi75 Dátum 2020 augusztus 22, 10:42
Ez a 3mm átmérőben vagy sugárban értendő?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 augusztus 22, 13:59
Írta: 3ebj3bk8b Dátum 2020 augusztus 22, 13:59
Egy fordulat 3 mm- t viszi előre a keresztszánt.
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2020 augusztus 26, 09:38
Írta: 7ng7ui4ik Dátum 2020 augusztus 26, 09:38
Bocs ha nem idevaló kérdés.
KF-125höz volna valakinek gépkönyve?
KF-125höz volna valakinek gépkönyve?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 augusztus 30, 11:53
Írta: 3ebj3bk8b Dátum 2020 augusztus 30, 11:53
Sziasztok!
Még mindig TOS SV18R A B C D .Eljutottam oda, hogy beüzemeltem az orsóház olajszivattyúját. Kétféle olajjal próbáltam, egy Pneol 32-es olajjal és egy 46-os hidraulika olajjal. Mind a két esetben főleg a hidraulika olajjal habos lesz az olaj a tartályban, meg a felső olaj jelző ablakoknál is.
Azt vettem észre, hogy a szivattyú alján két helyen is folyik vissza habosan az olaj. Az egyik közvetlen a nyomáshatároló golyó mellett, a másik vele szemben egy kis furaton.
Normális ez, vagy az én szivattyúmról hiányzik egy két csavar? Vagy bármi..
Még mindig TOS SV18R A B C D .Eljutottam oda, hogy beüzemeltem az orsóház olajszivattyúját. Kétféle olajjal próbáltam, egy Pneol 32-es olajjal és egy 46-os hidraulika olajjal. Mind a két esetben főleg a hidraulika olajjal habos lesz az olaj a tartályban, meg a felső olaj jelző ablakoknál is.
Azt vettem észre, hogy a szivattyú alján két helyen is folyik vissza habosan az olaj. Az egyik közvetlen a nyomáshatároló golyó mellett, a másik vele szemben egy kis furaton.
Normális ez, vagy az én szivattyúmról hiányzik egy két csavar? Vagy bármi..
Cím: Re:Hagyományos forgácsológépek
Írta: empé13 Dátum 2020 augusztus 30, 23:10
Írta: empé13 Dátum 2020 augusztus 30, 23:10
Szia!
A TOS SV18RA esztergába orsóolaj való!
MOL Spinol 5, (esetleg még a Spinol 10).
5 literes kannában kapható az OEST Mehrzwecköle 5 (esetleg 10).
Üdv: P.
A TOS SV18RA esztergába orsóolaj való!
MOL Spinol 5, (esetleg még a Spinol 10).
5 literes kannában kapható az OEST Mehrzwecköle 5 (esetleg 10).
Üdv: P.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 augusztus 31, 08:41
Írta: ywathzay Dátum 2020 augusztus 31, 08:41
A hidraulika olajnak különösen jellemzője, hogy nehezen, vagy nem habosodik. A szivattyút vedd ki a helyéről, nézd át mert ebből nem folyhat az olaj. Lehet akár a szívócsőnél van egy kis tömítetlenség és ott keveredik bele a levegő, ha légmentesen feljut az olaj nem fog habosodni. A hidraulika olajból olyan kell ami hajtóművekhez is ajánlott, ezek a korszerű, híg olajak ide is megfelelőek.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 01, 16:27
Írta: bundyland Dátum 2020 szeptember 01, 16:27
Sziasztok !
Érdeklődnék hogy FOF-32 es fúrógépen milyen lehetőségek vannak ha kotyogna a fúróorsó ?
Van e esetleg olyan megoldás mint az orosz fúrógépeken hogy cserélhető bronz perselyben csúszik ?
Előre is köszönöm!
Érdeklődnék hogy FOF-32 es fúrógépen milyen lehetőségek vannak ha kotyogna a fúróorsó ?
Van e esetleg olyan megoldás mint az orosz fúrógépeken hogy cserélhető bronz perselyben csúszik ?
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: b8b2jkj49 Dátum 2020 szeptember 02, 17:01
Írta: b8b2jkj49 Dátum 2020 szeptember 02, 17:01
Hello!
Egy ismerosom kerte a segitsegem, 84 eves es az internetet nem hasznalja.
Egy E3N esen dolgozik, a foorso hatso vege nagyon melegszik neki, valaki mar piszkalta neki a gepet, de inkabb massal probalkozna.
Keres olyan hozzaerto szakembert aki megcsinalna neki a gepet ugyanis meg mindig dolgozik es a gepet nem tudja leallitani.
Tehat ha jelentkezne valaki, vagy ajnlana hozzaertot, megkosszonnenk.
Udv: Guru
Egy ismerosom kerte a segitsegem, 84 eves es az internetet nem hasznalja.
Egy E3N esen dolgozik, a foorso hatso vege nagyon melegszik neki, valaki mar piszkalta neki a gepet, de inkabb massal probalkozna.
Keres olyan hozzaerto szakembert aki megcsinalna neki a gepet ugyanis meg mindig dolgozik es a gepet nem tudja leallitani.
Tehat ha jelentkezne valaki, vagy ajnlana hozzaertot, megkosszonnenk.
Udv: Guru
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 szeptember 02, 20:27
Írta: 3ebj3bk8b Dátum 2020 szeptember 02, 20:27
Meglett a hiba! A motor tengelyén a szimmering volt a hibás, itt szívta be a levegőt. Köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2020 szeptember 04, 20:44
Írta: r6tect4u9 Dátum 2020 szeptember 04, 20:44
Üdv!
Segítséget szeretnék kérni, E400-as esztergára szeretnék feltenni menetórát, viszont a lakatszekrénybe nem akarok belefúrni. Találtam egy képet, amin mintha egy lemez lenne odaragasztva, és arra rá a menetóra. Ha valaki tud, esetleg látott már ilyen megoldást, legyen szíves megírni mivel tudnám megoldani.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_m45d5fp50bbbfi22vmge0_2462.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/m45d5fp50bbbfi22vmge0_2462.jpg)
Segítséget szeretnék kérni, E400-as esztergára szeretnék feltenni menetórát, viszont a lakatszekrénybe nem akarok belefúrni. Találtam egy képet, amin mintha egy lemez lenne odaragasztva, és arra rá a menetóra. Ha valaki tud, esetleg látott már ilyen megoldást, legyen szíves megírni mivel tudnám megoldani.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_m45d5fp50bbbfi22vmge0_2462.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/m45d5fp50bbbfi22vmge0_2462.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 04, 20:54
Írta: bundyland Dátum 2020 szeptember 04, 20:54
Szerintem ott csak az öntvény jön kijjebb, nekem is bele van fúrva gyárilag.
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2020 szeptember 04, 21:17
Írta: r6tect4u9 Dátum 2020 szeptember 04, 21:17
Köszönöm a választ! Nekem sajnos nincs rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 04, 21:33
Írta: bundyland Dátum 2020 szeptember 04, 21:33
Sőt nem is fenékfurat azt hiszem hanem teljesen átmenő.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 04, 21:36
Írta: bundyland Dátum 2020 szeptember 04, 21:36
Na itt is van.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_udafh752smbkua6pqua_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/udafh752smbkua6pqua_2869.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_udafh752smbkua6pqua_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/udafh752smbkua6pqua_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: r6tect4u9 Dátum 2020 szeptember 04, 22:19
Írta: r6tect4u9 Dátum 2020 szeptember 04, 22:19
No, így már tiszta a dolog, ilyen lakatszekrénnyel nem láttam még, vagy nem figyeltem meg.
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 13:49
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 13:49
Sziasztok!
Segítség kellene ismét. Az a hibajelenség, hogy előtolás közben kitolja a Norton szekrény elején a csillagkereket. Így megszűnik az előtolás.
Ezt vajon mi okozhatja?
Segítség kellene ismét. Az a hibajelenség, hogy előtolás közben kitolja a Norton szekrény elején a csillagkereket. Így megszűnik az előtolás.
Ezt vajon mi okozhatja?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 szeptember 05, 15:03
Írta: PSoft Dátum 2020 szeptember 05, 15:03
Nem biztos, hogy mindenki kapásból emlékszik milyen gépről is kérdezel most.
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 15:12
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 15:12
Tos sv 18 ra
Cím: Re:Hagyományos forgácsológépek
Írta: empé13 Dátum 2020 szeptember 05, 15:46
Írta: empé13 Dátum 2020 szeptember 05, 15:46
Beállítod az előtolást, és a kereket koppanásig be kell tolni.
Ha nincs betolva, akkor szokta kidobni.
Ha nincs betolva, akkor szokta kidobni.
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 16:04
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 16:04
Sztem be van tolva
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 17:57
Írta: 3ebj3bk8b Dátum 2020 szeptember 05, 17:57
Közben kiderült, hogy csak a 10-es állásban csinálja
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2020 szeptember 07, 08:15
Írta: 7ng7ui4ik Dátum 2020 szeptember 07, 08:15
Ebben a témában nincs ifója senkinek?
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 szeptember 07, 11:47
Írta: Istvan0728 Dátum 2020 szeptember 07, 11:47
Esetleg nem KF-250??? Mert azt megtalálod Csuhás könyvtárában.[#conf]
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2020 szeptember 07, 19:45
Írta: 7ng7ui4ik Dátum 2020 szeptember 07, 19:45
Nem az mert erről a gépről van szó:
https://www.jofogas.hu/pest/Keretes_fureszgep_ipari_380v_furesz_olcson_108052581.htm
Éppen a hidraulikáját szedem szét ez ehhez kéne egy két támpont.
https://www.jofogas.hu/pest/Keretes_fureszgep_ipari_380v_furesz_olcson_108052581.htm
Éppen a hidraulikáját szedem szét ez ehhez kéne egy két támpont.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 szeptember 08, 06:02
Írta: Istvan0728 Dátum 2020 szeptember 08, 06:02
HP-125!
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2020 szeptember 08, 08:14
Írta: 7ng7ui4ik Dátum 2020 szeptember 08, 08:14
Úgy is kerestem de semmit nem találtam. Ezért próbáltam a KF vonalon elindulni.
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2020 szeptember 08, 08:26
Írta: 7ng7ui4ik Dátum 2020 szeptember 08, 08:26
Átraktam a gépfelújítás topikba.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 szeptember 11, 10:43
Írta: Tari Gábor Dátum 2020 szeptember 11, 10:43
Sziasztok,
Sikerült szivattyút szerezni a Strigon ME1000 maróhoz, és éppen befért a régi helyére, igaz cipőkanállal (le kellett esztergálni a szivattyú házából). Elég megbízhatónak tűnik, ezúton is kösz a segítséget hozzá!
A régi szivattyún látszanak kopások, bár nekem fura, mogy egyáltalán nem nyomott semmit..,
Minden esetre ha valakinek kell szívesen odaadom javításra, alkatrésznek.
Sajnos úgy néz ki, hogy az előtoló szegrénynél is van gond. Leszedett oldaldeklinél megfelelő olajszinttel, mikor működtettem a gyorsjáratot, nem jott olaj a furtokon. Hogyan lehet más úton meggyőződni, hogy van-e automata kenés?
Hogy lehet a szivattyúhoz hozzáférni?
Egyik kép a szivattyú beépítésről, a másik az előtolómszekrény oldaláról.
Üdv
Gábor
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_x6qp7th7cbneqek234s_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/x6qp7th7cbneqek234s_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_cjhyicizjiw3b4bfq39g_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/cjhyicizjiw3b4bfq39g_5362.jpg)
Sikerült szivattyút szerezni a Strigon ME1000 maróhoz, és éppen befért a régi helyére, igaz cipőkanállal (le kellett esztergálni a szivattyú házából). Elég megbízhatónak tűnik, ezúton is kösz a segítséget hozzá!
A régi szivattyún látszanak kopások, bár nekem fura, mogy egyáltalán nem nyomott semmit..,
Minden esetre ha valakinek kell szívesen odaadom javításra, alkatrésznek.
Sajnos úgy néz ki, hogy az előtoló szegrénynél is van gond. Leszedett oldaldeklinél megfelelő olajszinttel, mikor működtettem a gyorsjáratot, nem jott olaj a furtokon. Hogyan lehet más úton meggyőződni, hogy van-e automata kenés?
Hogy lehet a szivattyúhoz hozzáférni?
Egyik kép a szivattyú beépítésről, a másik az előtolómszekrény oldaláról.
Üdv
Gábor
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_x6qp7th7cbneqek234s_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/x6qp7th7cbneqek234s_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_cjhyicizjiw3b4bfq39g_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/cjhyicizjiw3b4bfq39g_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2020 szeptember 12, 20:41
Írta: drehás Dátum 2020 szeptember 12, 20:41
Ha nem volt kitakarítva az előtoló szekrény,akkor lehet hogy a szenny olyan magasan van már az aljában,hogy nem kap a pumpa olajat.Ezen csak a ház leszerelése és kimosása segíthet.
A másik,hogy az előtolószekrény felett van egy 12mm-es csap,ezt benyomva kell,hogy az olaj felkerüljön a szánokhoz.
Ha az olaj megjelent akkor visszahúzod a csapot,mert egyébként hamar elfogy a olaj.Ha még így sem jön olaj ,akkor lehet,hogy a furatok vannak eltömődve,mert ezekben az olaj mennyiségét pamut szálak behelyezésével állítják be,ami nem egyszerű feladat.
Ha leszeded az előtolás szekrényt,akkor a motort először hagy rajta,és így kapcsold be.Amennyiben ebben nincs baj,és a bal felső élen lévő furatban megjelenik az olaj,akkor ez rendben lehet.
A másik,hogy az előtolószekrény felett van egy 12mm-es csap,ezt benyomva kell,hogy az olaj felkerüljön a szánokhoz.
Ha az olaj megjelent akkor visszahúzod a csapot,mert egyébként hamar elfogy a olaj.Ha még így sem jön olaj ,akkor lehet,hogy a furatok vannak eltömődve,mert ezekben az olaj mennyiségét pamut szálak behelyezésével állítják be,ami nem egyszerű feladat.
Ha leszeded az előtolás szekrényt,akkor a motort először hagy rajta,és így kapcsold be.Amennyiben ebben nincs baj,és a bal felső élen lévő furatban megjelenik az olaj,akkor ez rendben lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: e0a6htbjm Dátum 2020 szeptember 15, 04:41
Írta: e0a6htbjm Dátum 2020 szeptember 15, 04:41
Eladó gyalugép
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_2p7jznepjg3c2fs8f6cau_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/2p7jznepjg3c2fs8f6cau_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_bsdakjxj5gtjjqvpid63_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/bsdakjxj5gtjjqvpid63_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_hi3zybguqeh59z2hbg892_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/hi3zybguqeh59z2hbg892_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_gvuq4zvtbmmwk6p22tzbj_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/gvuq4zvtbmmwk6p22tzbj_4955.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_2p7jznepjg3c2fs8f6cau_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/2p7jznepjg3c2fs8f6cau_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_bsdakjxj5gtjjqvpid63_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/bsdakjxj5gtjjqvpid63_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_hi3zybguqeh59z2hbg892_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/hi3zybguqeh59z2hbg892_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_gvuq4zvtbmmwk6p22tzbj_4955.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/gvuq4zvtbmmwk6p22tzbj_4955.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 18, 16:10
Írta: bundyland Dátum 2020 szeptember 18, 16:10
Sziasztok !
Valaki esetleg felismeri ezt az alkatrészt ?
Feltehetően strigon marógéphez tartozik.
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_09jiwxwvbmi2ujaedbhu_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/09jiwxwvbmi2ujaedbhu_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_v43ut6dfgqib2szy74hfi_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/v43ut6dfgqib2szy74hfi_2869.jpg)
Valaki esetleg felismeri ezt az alkatrészt ?
Feltehetően strigon marógéphez tartozik.
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_09jiwxwvbmi2ujaedbhu_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/09jiwxwvbmi2ujaedbhu_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_v43ut6dfgqib2szy74hfi_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/v43ut6dfgqib2szy74hfi_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 19, 19:17
Írta: bundyland Dátum 2020 szeptember 19, 19:17
Na úgy látszik ezt senki nem ismeri. Akkor elárulom, strigon gyalugép osztófejének a meghajtására való.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 19, 19:19
Írta: bundyland Dátum 2020 szeptember 19, 19:19
Lenne egy újabb kérdésem.
Erre az osztófejre milyen tokmány hátlap való ? Esetleg hátha van valakinek elfekvőben.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_cstcv7k7ggx0nny5mx33x_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/cstcv7k7ggx0nny5mx33x_2869.jpg)
Erre az osztófejre milyen tokmány hátlap való ? Esetleg hátha van valakinek elfekvőben.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_cstcv7k7ggx0nny5mx33x_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/cstcv7k7ggx0nny5mx33x_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 szeptember 19, 20:04
Írta: KoLa Dátum 2020 szeptember 19, 20:04
Ha ez is ilyen vizsgáztatós kérdés,akkor!
Esztergáljál rá az E-400-on egy olyat, ami rámegy és felütközik!
Ha ez megvan, dugd össze az előző feladvánnyal és mard rá a tokmány illesztő peremet, tuti jó lesz
Esztergáljál rá az E-400-on egy olyat, ami rámegy és felütközik!
Ha ez megvan, dugd össze az előző feladvánnyal és mard rá a tokmány illesztő peremet, tuti jó lesz
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 szeptember 19, 20:10
Írta: bundyland Dátum 2020 szeptember 19, 20:10
Ja elnézést ha "vizsgáztatós" feladványnak tűnt.
Amikor kérdeztem még én se tudtam, csak láttam hogy lehet másnak se fog beugrani így nekiestem a gyalu manuálnak és találtam egy képet ami adott egy ötletet és az alapján másnap jöttem rá, aztán már csak azért írtam be hogy megosszam a tudást.
Amikor kérdeztem még én se tudtam, csak láttam hogy lehet másnak se fog beugrani így nekiestem a gyalu manuálnak és találtam egy képet ami adott egy ötletet és az alapján másnap jöttem rá, aztán már csak azért írtam be hogy megosszam a tudást.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 szeptember 19, 20:17
Írta: PSoft Dátum 2020 szeptember 19, 20:17
Te aztán...
'tucc mindent! :)
'tucc mindent! :)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 szeptember 19, 20:39
Írta: KoLa Dátum 2020 szeptember 19, 20:39
Nem tudok semmit se,most pl-ul, nem tudom beprogramozni a Lenze frekiváltót hogy a relés kimenetről indítsa a Mitsubisi S500at, mert azt szeretném hogy egy másik motor egyszerre induljon és megálljon a főorsóval.
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 szeptember 19, 20:42
Írta: rotaryfun Dátum 2020 szeptember 19, 20:42
Ez a kiegészítő Strigon marógépen vajon mire való ?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_3wgu797imp47jeh895ia_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/3wgu797imp47jeh895ia_5747.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_3wgu797imp47jeh895ia_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/3wgu797imp47jeh895ia_5747.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: gvox Dátum 2020 szeptember 19, 21:20
Írta: gvox Dátum 2020 szeptember 19, 21:20
ez egy minden irányban állítható főorsó vertikál fej Me1000re
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 szeptember 19, 21:21
Írta: 6rk75uezn Dátum 2020 szeptember 19, 21:21
Szögfej,a többit gondolom nem kell magyarázni
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2020 szeptember 19, 21:48
Írta: drehás Dátum 2020 szeptember 19, 21:48
ha nincs szükséged rá,szolidabb áron érdekelne.
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 szeptember 20, 07:53
Írta: rotaryfun Dátum 2020 szeptember 20, 07:53
Köszönöm, ilyesmire gondoltam de marásban nagyon kezdő vagyok. Ha a türelmetek engedi lesz még idővel pár kérdésem.
-Nem szeretném eladni most vettem a gépet meg sok mindent vele együtt amik közt van pár dolog ami fejtörést okoz. Majd a téli hónapokban szeretnék barátkozni a géppel munkaközben egyenlőre csak beraktam a műhelybe.
Az tudja valaki hogy az osztófejre milyen tokmányt lehet felrakni macera nélkül?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_h853qp5fns749hf4gxv_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/h853qp5fns749hf4gxv_5747.jpg)
-Nem szeretném eladni most vettem a gépet meg sok mindent vele együtt amik közt van pár dolog ami fejtörést okoz. Majd a téli hónapokban szeretnék barátkozni a géppel munkaközben egyenlőre csak beraktam a műhelybe.
Az tudja valaki hogy az osztófejre milyen tokmányt lehet felrakni macera nélkül?
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_h853qp5fns749hf4gxv_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/h853qp5fns749hf4gxv_5747.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2020 szeptember 20, 08:13
Írta: drehás Dátum 2020 szeptember 20, 08:13
Bár ezt az osztófejet konkrétan nem ismerem,de jellemzően 160mm tokmány a gépre való.
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 szeptember 20, 08:34
Írta: rotaryfun Dátum 2020 szeptember 20, 08:34
Köszönöm, akkor legjobb ha leméregetem az illesztő peremet majd.
Kaptam egy láda csere kereket is amiből hiányzik pár darab. Na az mire való mikor hol és miért kell fogaskereket cserélni ? (kép jobb oldala középen)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_gszy5e608yjgbg046z37_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/gszy5e608yjgbg046z37_5747.jpg)
Kaptam egy láda csere kereket is amiből hiányzik pár darab. Na az mire való mikor hol és miért kell fogaskereket cserélni ? (kép jobb oldala középen)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_gszy5e608yjgbg046z37_5747.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/gszy5e608yjgbg046z37_5747.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 szeptember 20, 09:02
Írta: Vetesi75 Dátum 2020 szeptember 20, 09:02
Osztófejhez való, differenciál-osztáshoz, spirálmaráshoz. Van mellette legalább 2db. tartóvilla is. Osztófejtől jobbra az hosszosztó készülék az asztal végére...
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 szeptember 20, 09:22
Írta: hostya Dátum 2020 szeptember 20, 09:22
Ez egy egyetemes marófej (sinusfej) ME-1000
Itt a gépkönyve: 1-5
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_dwas5uimav3m5wqjbkn5a_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/dwas5uimav3m5wqjbkn5a_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_0mtvky3wmw0jp99pq3s6_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/0mtvky3wmw0jp99pq3s6_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_zvnz5jtwq0k0n2me65ykj_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/zvnz5jtwq0k0n2me65ykj_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_9ccuhtc8e63f5ue8dcvpn_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9ccuhtc8e63f5ue8dcvpn_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_w0wfqxf0zvqnni4xxp_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/w0wfqxf0zvqnni4xxp_910.jpg)
Itt a gépkönyve: 1-5
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_dwas5uimav3m5wqjbkn5a_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/dwas5uimav3m5wqjbkn5a_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_0mtvky3wmw0jp99pq3s6_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/0mtvky3wmw0jp99pq3s6_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_zvnz5jtwq0k0n2me65ykj_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/zvnz5jtwq0k0n2me65ykj_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_9ccuhtc8e63f5ue8dcvpn_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9ccuhtc8e63f5ue8dcvpn_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_w0wfqxf0zvqnni4xxp_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/w0wfqxf0zvqnni4xxp_910.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 szeptember 20, 09:27
Írta: rotaryfun Dátum 2020 szeptember 20, 09:27
Hálás köszönet !
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 szeptember 20, 09:28
Írta: hostya Dátum 2020 szeptember 20, 09:28
Ez egy egyetemes marófej (sinusfej) ME-1000
Itt a gépkönyve: 6-8
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_c9v2b4ftef9skg2p08m3_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/c9v2b4ftef9skg2p08m3_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_yv7nastv39d87vpmm073_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/yv7nastv39d87vpmm073_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_fiqnkj977c8y6c8x4b8as_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/fiqnkj977c8y6c8x4b8as_910.jpg)
Itt a gépkönyve: 6-8
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_c9v2b4ftef9skg2p08m3_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/c9v2b4ftef9skg2p08m3_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_yv7nastv39d87vpmm073_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/yv7nastv39d87vpmm073_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_fiqnkj977c8y6c8x4b8as_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/fiqnkj977c8y6c8x4b8as_910.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 szeptember 20, 09:31
Írta: PSoft Dátum 2020 szeptember 20, 09:31
Pld. egy ilyen típusú marásnál használod az osztófej fogaskerék készletét és a dobozban levő ollók valamelyikét.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 szeptember 20, 09:34
Írta: PSoft Dátum 2020 szeptember 20, 09:34
No meg, a papír alapú "osztási táblázatot", amelynek szintén a faszekrényben a kialakított helye, külön rekeszben.
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 szeptember 20, 10:47
Írta: rotaryfun Dátum 2020 szeptember 20, 10:47
Köszönöm ! -lesz itt mit megtanulnom ezek szerint..
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2020 szeptember 20, 12:36
Írta: hostya Dátum 2020 szeptember 20, 12:36
"Szögfej,a többit gondolom nem kell magyarázni" ...[#nyes]
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_xhzhgepfywk0qfcbucz_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/xhzhgepfywk0qfcbucz_910.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_xhzhgepfywk0qfcbucz_910.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/xhzhgepfywk0qfcbucz_910.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Varga László Dátum 2020 szeptember 20, 18:50
Írta: Varga László Dátum 2020 szeptember 20, 18:50
Valahol itt kezdődik a szakma[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 szeptember 20, 19:33
Írta: PSoft Dátum 2020 szeptember 20, 19:33
Nekem nem szakmám, :( viszont...
Sokszor láttam/figyeltem igen közelről, hogy hogyan is csinálja egy szakember. [#kacsint]
Sokszor láttam/figyeltem igen közelről, hogy hogyan is csinálja egy szakember. [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 szeptember 23, 09:31
Írta: Csuhás Dátum 2020 szeptember 23, 09:31
Készítettem a marógép vertikál fejére egy gyorsan felrakható szalagféket, mert zavart hogy nagyon csörömpöltek a fogaskerekek tagolt felület marásakor.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_kgae22aqy9sfvnysc4v46_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/kgae22aqy9sfvnysc4v46_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_v6ew5n59ef62a5nh348k0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/v6ew5n59ef62a5nh348k0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_9s26d8xu86ejq3t82es6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9s26d8xu86ejq3t82es6_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_kgae22aqy9sfvnysc4v46_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/kgae22aqy9sfvnysc4v46_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_v6ew5n59ef62a5nh348k0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/v6ew5n59ef62a5nh348k0_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_9s26d8xu86ejq3t82es6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9s26d8xu86ejq3t82es6_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 szeptember 23, 09:48
Írta: svejk Dátum 2020 szeptember 23, 09:48
Ide jó lenne az fémporos kuplung/fék, amiről már többször esett szó itt a fórumon Frédi jóvoltából.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 szeptember 23, 10:35
Írta: Csuhás Dátum 2020 szeptember 23, 10:35
Az is jó lehet. Azért választottam ezt a megoldást mert meglevő anyagokból összedobtam, egyedül fékbetét szalagot vásároltam. Két mozdulattal levehető a szalag, és a tárcsa akkor is fent maradhat mint lendkerék. A tárcsa is simán feljebb rakható ha éppen fúrni akarok. ( Ez utóbbi nagyon ügyetlen ezen a gépen mert nincs visszahúzó rugó. Majd az is sorra kerül persze. )
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 szeptember 23, 13:42
Írta: Tari Gábor Dátum 2020 szeptember 23, 13:42
Sziasztok,
Valaki szerelt már fel Strigon ME1000-re lineáris útmérőt?
Jól jönne pár bevált ötlet. Az aztal viszonylag egszerű, de a z és az y már elég macerásnak tűnik.
Üdv
Valaki szerelt már fel Strigon ME1000-re lineáris útmérőt?
Jól jönne pár bevált ötlet. Az aztal viszonylag egszerű, de a z és az y már elég macerásnak tűnik.
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: 7rugbid8s Dátum 2020 szeptember 24, 08:31
Írta: 7rugbid8s Dátum 2020 szeptember 24, 08:31
Szia! Nemrégiben vásároltam egy FUW 250x710 marógépet ha jól látom a tied is hasonló.Szomorúan tapasztaltam a vertikálfej fúróorsó visszahúzó rugónak a hiányát, és én is gondoltam utólag tenni kellene rá. Neked esetleg van már konkrét ötleted.
Üdv. Takács István
Üdv. Takács István
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 szeptember 24, 14:30
Írta: Csuhás Dátum 2020 szeptember 24, 14:30
Ötletem van bőven: Szeretnék a csapágyház alsó végére egy alu elemet rögzíteni aminek egyik nyúlványára egy függőleges húzórugó csatlakozna ami emelné az orsót. Ugyanide illeszkedne egy hosszú utas mérőóra ami a pozíciót mutatja. A fogastengely négyszögébe egy toldót illesztenék fixen, ezen volna 1..3 kar hasonlóan egy oszlopos fúróhoz. A tengelyre menne még egy csigakerék amihez egy bebillenthető csigatengely csatlakozna egy kis kézi kerékkel, így marni is lehetne a vertikál előtolását használva.
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_fedqgxypyau2btuwdzgjv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/fedqgxypyau2btuwdzgjv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_mxqu9ha898wtkpk4v7509_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/mxqu9ha898wtkpk4v7509_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_fedqgxypyau2btuwdzgjv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/fedqgxypyau2btuwdzgjv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_mxqu9ha898wtkpk4v7509_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/mxqu9ha898wtkpk4v7509_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7rugbid8s Dátum 2020 szeptember 25, 07:53
Írta: 7rugbid8s Dátum 2020 szeptember 25, 07:53
Köszönöm szépen a jó ötleteket.
Cím: Re:Hagyományos forgácsológépek
Írta: uph5fcryd Dátum 2020 október 07, 17:21
Írta: uph5fcryd Dátum 2020 október 07, 17:21
Szép jóestét mindenkinek!
Egy kis segítségre, tanácsadásra lenne szükségem! Vettem egy régi asztali fúrógépet és teljes felújításba kezdtem.(rozsdátlanítás, festés, csapágyak cseréje, stb.) Nagyon masszív jó konstrukció, de nem értem, hogy miért van csak egy T-nút az asztal oszlop felőli részén?
Gondolom nem véletlen. De hogyan lehet így rögzíteni egy satut?
Köszönöm, ha tud valaki segíteni...
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0t3k63ngkiz7nu0jvmm42_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0t3k63ngkiz7nu0jvmm42_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_gnhhqbh42h0xba7etndja_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/gnhhqbh42h0xba7etndja_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_44vuzzwi87c5fiy9qdyf5_5129.png) (https://hobbicncforum.hu/uploaded_images/2020/10/44vuzzwi87c5fiy9qdyf5_5129.png)
Egy kis segítségre, tanácsadásra lenne szükségem! Vettem egy régi asztali fúrógépet és teljes felújításba kezdtem.(rozsdátlanítás, festés, csapágyak cseréje, stb.) Nagyon masszív jó konstrukció, de nem értem, hogy miért van csak egy T-nút az asztal oszlop felőli részén?
Gondolom nem véletlen. De hogyan lehet így rögzíteni egy satut?
Köszönöm, ha tud valaki segíteni...
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0t3k63ngkiz7nu0jvmm42_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0t3k63ngkiz7nu0jvmm42_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_gnhhqbh42h0xba7etndja_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/gnhhqbh42h0xba7etndja_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_44vuzzwi87c5fiy9qdyf5_5129.png) (https://hobbicncforum.hu/uploaded_images/2020/10/44vuzzwi87c5fiy9qdyf5_5129.png)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 07, 17:54
Írta: Csuhás Dátum 2020 október 07, 17:54
Bőven elég egy nút, inkább csak prizmát, ütközőt szoktunk a fúró asztalára fogni, satut elég ritkán, mert a fúróval "célozni" kell. Nekem kereszt nút van a gépemen de inkább zavaró, ugyanis segéd asztalt kell felrakni hogy a kisebb darabok ne billenjenek el.
Cím: Re:Hagyományos forgácsológépek
Írta: uph5fcryd Dátum 2020 október 07, 23:55
Írta: uph5fcryd Dátum 2020 október 07, 23:55
Köszönöm, ez megnyugtatott...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 11, 19:39
Írta: Csuhás Dátum 2020 október 11, 19:39
Felkerült a marógépemre egy kínai DRO. Már működik, de még hátra van a kábelek elrendezése és a kalibrálás. Mutatok azért pár fotót hátha más is kedvet kap.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_07gbgf4fbbf96htwz6iw5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/07gbgf4fbbf96htwz6iw5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_0et22ht873gykfagvh6j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0et22ht873gykfagvh6j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_a0qjb9zm7t3snn570s0v5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/a0qjb9zm7t3snn570s0v5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_9vdc2gfnayum3naax4j5v_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/9vdc2gfnayum3naax4j5v_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_u0n9w9f6h74hqmmp7j4b_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/u0n9w9f6h74hqmmp7j4b_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_07gbgf4fbbf96htwz6iw5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/07gbgf4fbbf96htwz6iw5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_0et22ht873gykfagvh6j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0et22ht873gykfagvh6j_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_a0qjb9zm7t3snn570s0v5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/a0qjb9zm7t3snn570s0v5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_9vdc2gfnayum3naax4j5v_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/9vdc2gfnayum3naax4j5v_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_u0n9w9f6h74hqmmp7j4b_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/u0n9w9f6h74hqmmp7j4b_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ecp4rs0md Dátum 2020 október 11, 19:58
Írta: ecp4rs0md Dátum 2020 október 11, 19:58
Meg kérdezhetem mennyibe kerül egy ilyen DRO?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 11, 19:59
Írta: Csuhás Dátum 2020 október 11, 19:59
Igen, 68eFt volt.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2020 október 11, 20:26
Írta: Tari Gábor Dátum 2020 október 11, 20:26
Szia,
Én is tervezek venni ilyet. Tényleg jó árban vannak, de kiváncsi vagyok milyen minőséget várhatok tőlük. Meg tennél esetleg annyit, hogy magának a mérőlécnek megnézed a pontoságát, mondjuk egy mérőórával összevetve?
Üdv
Én is tervezek venni ilyet. Tényleg jó árban vannak, de kiváncsi vagyok milyen minőséget várhatok tőlük. Meg tennél esetleg annyit, hogy magának a mérőlécnek megnézed a pontoságát, mondjuk egy mérőórával összevetve?
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 11, 21:04
Írta: Csuhás Dátum 2020 október 11, 21:04
Az egyik lécet ellenőriztem eddig (400mm hosszú 5um-es léc) Nos elég durván pontatlan, közepe felé majdnem 3 tized az eltérés. A visszaállási pontossága teljesen jó, gyakorlatilag 0.01mm alatti. Az irányváltási eltérés kb 0.02 de ez a gép és a léc együttes hibája. Még nem kalibráltam de elvileg lehet lineárisan illetve több ponton pl 25 milliméterenként korrekciós értékeket megadni így itt pontos lesz, a pontok között pedig interpolál. Ezzel várhatóan a teljes hosszon tudni fogja a +-0.02mm pontosságot. Ez nekem egy öreg maróra teljesen jó. Persze egy köszörű gépre azért márkásabb mérőlécet vennék.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 október 11, 21:07
Írta: Virbo Dátum 2020 október 11, 21:07
Ekkora hosszon mivel mérted vissza?
(Esztergán nekem is meg kell majd nézzem valahogy ha odajutok...)
(Esztergán nekem is meg kell majd nézzem valahogy ha odajutok...)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 október 11, 21:14
Írta: Virbo Dátum 2020 október 11, 21:14
Nekem ez a fajta lécem van, nagyon nem estem hasra tőle...
Jól megkenték szilikonzsírral, azt végigkente belül a fej. Üvegléc megpattanva, a másik vége felé pedig szemmel látható hiba a réseknél.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0wvs27jhts4vuc7s8pw3_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0wvs27jhts4vuc7s8pw3_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_icua32hkb7ftnfd5zpd2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/icua32hkb7ftnfd5zpd2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_ttatx3mf4nndmnw9jdia5_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/ttatx3mf4nndmnw9jdia5_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_udpwjiuijydm8iqv76az_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/udpwjiuijydm8iqv76az_2270.jpg)
Jól megkenték szilikonzsírral, azt végigkente belül a fej. Üvegléc megpattanva, a másik vége felé pedig szemmel látható hiba a réseknél.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0wvs27jhts4vuc7s8pw3_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0wvs27jhts4vuc7s8pw3_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_icua32hkb7ftnfd5zpd2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/icua32hkb7ftnfd5zpd2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_ttatx3mf4nndmnw9jdia5_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/ttatx3mf4nndmnw9jdia5_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_udpwjiuijydm8iqv76az_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/udpwjiuijydm8iqv76az_2270.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 11, 21:22
Írta: Csuhás Dátum 2020 október 11, 21:22
Kb 150mm-ig raporterrel. Úgy nézett ki hogy a gép saját skálája ezen a távon pontos, így a továbbiakban a lécet már ehhez mértem. Persze ez nem az igazi, majd a hétvégén felrakok egy ezredes órát és több lépésben a teljes mozgástartományban raporterhez fogok mérni. Sok szöszmötöléssel jár a dolog, de magam is kíváncsi vagyok, mert az is kiderülhet hogy a gép orsója középtájon kopottabb és ezért láttam nagyobb hibát a szélek felé. ( az orsót csak középen ellenőriztem )
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 11, 21:27
Írta: KoLa Dátum 2020 október 11, 21:27
Ha oda jutsz!Meg kell bízni valamelyik nagyobb méretű, tolómérőben, 300-as már jó.
Aztán a paraméterezésnél addig kell játszani' a szorzókkal, hogy a méréssel jó legyen.
A többit majd a szerszámbemérésnél pontosítod, a tévesztés annyi lesz mint, 300mm-en a 100%-hoz képest,elenyésző...
Aztán a paraméterezésnél addig kell játszani' a szorzókkal, hogy a méréssel jó legyen.
A többit majd a szerszámbemérésnél pontosítod, a tévesztés annyi lesz mint, 300mm-en a 100%-hoz képest,elenyésző...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 11, 21:32
Írta: KoLa Dátum 2020 október 11, 21:32
Ez is úgy lehet mint annó, a magnószalag gyártása.
Nem gyártanak Kínában minden sarkon üveglécet, valószínűleg ezt használják a további felfasználók is, az enyém is pont így néz ki csak más a neve...
Nem gyártanak Kínában minden sarkon üveglécet, valószínűleg ezt használják a további felfasználók is, az enyém is pont így néz ki csak más a neve...
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 október 11, 22:05
Írta: Virbo Dátum 2020 október 11, 22:05
Aha, sejtettem hogy hasábokkal szöszöltél. De reménykedtem van valami spéci nagylöketű órád. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2020 október 11, 22:07
Írta: Virbo Dátum 2020 október 11, 22:07
Ezt a hibakorrekciót még át kell nyálazzam az enyémnél is. De jó is lessz. [#rolleyes]
Jelenleg a felfogatással küzdök...
Jelenleg a felfogatással küzdök...
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 11, 22:22
Írta: KoLa Dátum 2020 október 11, 22:22
Ez nem hibakorrekció! hanem beállítás.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 12, 07:39
Írta: Csuhás Dátum 2020 október 12, 07:39
Ezt a tolómérős beállítást hogyan gondolod? ( Órás, digit, hagyományos tolómérő, célzómikroszkóp stb )
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 október 12, 09:22
Írta: ywathzay Dátum 2020 október 12, 09:22
Tolómérőt kinyitod legnagyobb értékére pontosan, fixen lerögzíted az asztalra, tapintóval mérsz pofától pofáig, aztán a készülékben korrigálod a "valós" és a dro által mért értéket a leírtak szerint.
Szerintem. Én így csináltam, csak mérőhasábbal.
Szerintem. Én így csináltam, csak mérőhasábbal.
Cím: Re:Hagyományos forgácsológépek
Írta: RJancsi Dátum 2020 október 12, 10:47
Írta: RJancsi Dátum 2020 október 12, 10:47
Kicsit más téma, de lehet, hogy valakit érdekel. Pár évig egy neves műszergyártó cég magyarországi képviseletén szervizmérnökként dolgoztam. A "hagyományos" enkóderes szögmérőrendszerek kiváltására kitaláltak egy pofon egyszerű és atombiztos megoldást, amit ráadásul nagyon olcsón lehetett gyártani. Addig az volt a módszer, hogy optikai úton a lehető legpontosabban kellett ráfényképezni vagy lézerrel égetni egy beosztást az üveglemezre, majd azt minél pontosabban centrírozva beszerelni a szögmérő rendszerbe. Az új módszer szerint némi túlzással bármilyen mintát kellett csak ráfotózni az üvegkörre és mindenféle igazgatás nélkül berakni a műszerbe. Az sem volt baj, ha nem volt teljesen koncentrikus. Összerakás után 30 fokonként körbe kellett forgatni a műszert, és egy benne levő CCD kamera lefotózta ami épp "látott". Természetesen átfedésekkel készültek a képek. Miután körbe lett forgatva a műszer, a teljes 360° fotója rendelkezésre állt. Ezután bárhol állt a leolvasó kamera, egy képfelismerő szoftver megkereste a statisztikailag legjobban illeszkedő pozíciót az eltárolt fotó és a kamera képe között. Ezzel a módszerrel tized másodperc pontosan lehetett szöget mérni. És az sem zavarta, ha szennyeződött az üvegkőr, nem volt linearitási, centrírozási hiba sem. Az egyetlen kritérium az volt, hogy semmi ne "lötyögjön".
Cím: Re:Hagyományos forgácsológépek
Írta: eduard Dátum 2020 október 12, 10:59
Írta: eduard Dátum 2020 október 12, 10:59
@RJancsi, belinkeled kérlek a szabadalmat vagy formaoltalmat erről az eljárásról?
Cím: Re:Hagyományos forgácsológépek
Írta: RJancsi Dátum 2020 október 12, 11:27
Írta: RJancsi Dátum 2020 október 12, 11:27
Fogalmam sincs róla, hogy miként védették le. Én csak szervizeltem ezeket a műszereket.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 13, 14:46
Írta: svejk Dátum 2020 október 13, 14:46
Az esélytelenek nyugalmával...
Keresem egy köszörűgép villamos kapcsolását.
Jones & Shipman
Model: 540P
8-10 kontaktor van benne meg mellette egy ős Danfoss VLT frekiváltó.
Tehát nem lehetetlen a visszafejtés, de ugye a lustaság nagy úr.
Keresem egy köszörűgép villamos kapcsolását.
Jones & Shipman
Model: 540P
8-10 kontaktor van benne meg mellette egy ős Danfoss VLT frekiváltó.
Tehát nem lehetetlen a visszafejtés, de ugye a lustaság nagy úr.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 13, 14:56
Írta: svejk Dátum 2020 október 13, 14:56
Még jól jöhet valakinek.
Jones & Shipman 540 (https://drive.google.com/drive/folders/1j1R0AUt3S4896A4U3wpn4axoLGwZSw1l)
Sajnos elektronyos rész nincs benne. :(
Jones & Shipman 540 (https://drive.google.com/drive/folders/1j1R0AUt3S4896A4U3wpn4axoLGwZSw1l)
Sajnos elektronyos rész nincs benne. :(
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2020 október 13, 16:08
Írta: TROMF22 Dátum 2020 október 13, 16:08
Soha nem lesz ilyenem, de utólagos engedelmeddel letöltöttem.
Sok szép, szellemes gépészeti megoldás van benne.
Egy kis nosztalgia.
Klasszikus kivitelű robbantott ábrák, igen nagy valószínűséggel még kézi szerkesztéssel. (nyomdai dátum 8/77)[#wave]
Sok szép, szellemes gépészeti megoldás van benne.
Egy kis nosztalgia.
Klasszikus kivitelű robbantott ábrák, igen nagy valószínűséggel még kézi szerkesztéssel. (nyomdai dátum 8/77)[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 október 13, 16:57
Írta: ywathzay Dátum 2020 október 13, 16:57
Hogy lehet letölteni? Ilyen köszörűm van és épp nagy felújítás alatt.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 október 13, 17:02
Írta: ywathzay Dátum 2020 október 13, 17:02
Közben rájöttem. Nem szoktam a Drive-ot használni.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 13, 19:56
Írta: KoLa Dátum 2020 október 13, 19:56
Ráklikkelsz' kettőt-hármat a kiválasztott PDF-re és amikor már olvasod, közbe lemented, az a kis nyíl lefelé, jobbra fent[#hehe]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 13, 21:02
Írta: svejk Dátum 2020 október 13, 21:02
Frekiváltós a Tiéd is?
írhatokok magánban, hátha tudnál nekem segíteni.
írhatokok magánban, hátha tudnál nekem segíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 13, 21:14
Írta: KoLa Dátum 2020 október 13, 21:14
A tolómérős beállítást én úgy oldottam meg a hosszánon hogy,felfogattam a tolómérőt az ágyazatra, a csúszót meg a késtartóba, elővettem az olvasószemüvegemet és 0-ra álltam a tolómérőn,kimentem vele 350-ig mert, ott még van rajta osztás, a kijelzőn 349.2
A configban a szorzót 1.000 fölé kell vinni és újból kipróbálni.
Van ennek matematikai számítása is, de az most nem jut eszembe.
A keresztszánon viszont esztergálással lehet a legjobb megközelést elérni, elkezdjük mérőórával az alap ráállást.
Aztán befogunk egy legnagyobb tárcsát, amit be tudunk fogni a tokmányunk külső pofáiba, de előtte ráhegesztünk a közepére valami köracél darabot, ezt esztergálással fölszabályozzuk, mondjuk, lesz 10mm az átmérő, ide beírjuk hogy x 10, enter.
Aztán kimegyünk 250-re és ott is esztergálunk egy simítót,megmérjük a valós átmérőt, nézzük az útmérőt, mit mutat! és szorzunk a configban.
Addig kell szorozni' amíg a tolómérővel mért átmérő és a kijelző mérete meg nem egyezik.
A configban a szorzót 1.000 fölé kell vinni és újból kipróbálni.
Van ennek matematikai számítása is, de az most nem jut eszembe.
A keresztszánon viszont esztergálással lehet a legjobb megközelést elérni, elkezdjük mérőórával az alap ráállást.
Aztán befogunk egy legnagyobb tárcsát, amit be tudunk fogni a tokmányunk külső pofáiba, de előtte ráhegesztünk a közepére valami köracél darabot, ezt esztergálással fölszabályozzuk, mondjuk, lesz 10mm az átmérő, ide beírjuk hogy x 10, enter.
Aztán kimegyünk 250-re és ott is esztergálunk egy simítót,megmérjük a valós átmérőt, nézzük az útmérőt, mit mutat! és szorzunk a configban.
Addig kell szorozni' amíg a tolómérővel mért átmérő és a kijelző mérete meg nem egyezik.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 október 13, 23:15
Írta: ywathzay Dátum 2020 október 13, 23:15
Az enyém nem frekiváltós. Ez az 540L, ezen kétsebességes, gondolom dahlander motor van. Kérdezz nyugodtan, ha tudok segítek.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 15, 19:56
Írta: svejk Dátum 2020 október 15, 19:56
No, megint lenne egy kérésem/keresésem.
Keresem egy Heckert F 250/2 marógép villamos kapcsolását, vagy olyan emberkét aki ismeri ezen szerkezetet.
A villám működik rajta, de a főorsót és az előtolást nem sikerül elindítani.
Van benne egy számomra érdekes és ismeretlen funkciójú hidraulika szivattyú, sajnos ez a része totál sötét folt számomra.
A képeken látható a kapcsiszekrény és a kezelő, hátha így ismerős lesz valakinek.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_3zdqnwfq6a80udpg5tx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3zdqnwfq6a80udpg5tx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_5s4u34w4kgimkdb8vgd0p_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/5s4u34w4kgimkdb8vgd0p_66.jpg)
Keresem egy Heckert F 250/2 marógép villamos kapcsolását, vagy olyan emberkét aki ismeri ezen szerkezetet.
A villám működik rajta, de a főorsót és az előtolást nem sikerül elindítani.
Van benne egy számomra érdekes és ismeretlen funkciójú hidraulika szivattyú, sajnos ez a része totál sötét folt számomra.
A képeken látható a kapcsiszekrény és a kezelő, hátha így ismerős lesz valakinek.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_3zdqnwfq6a80udpg5tx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3zdqnwfq6a80udpg5tx_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_5s4u34w4kgimkdb8vgd0p_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/5s4u34w4kgimkdb8vgd0p_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 15, 20:42
Írta: jani300 Dátum 2020 október 15, 20:42
"Van benne egy számomra érdekes és ismeretlen funkciójú hidraulika szivattyú"
Lehet köze sincsen hozzá , de léteik az UF 222(223? ) gépnek is előválasztós váltóval készült változata , azt hidraulika működteti .
A gépet nem ismerem ,csak nem látok kart a fokozatváltó tekerőtárcsáján , itt sem .
Mondjuk nem találom egy szerencsés megoldásnak ezt a fajta váltóművet ...
Lehet köze sincsen hozzá , de léteik az UF 222(223? ) gépnek is előválasztós váltóval készült változata , azt hidraulika működteti .
A gépet nem ismerem ,csak nem látok kart a fokozatváltó tekerőtárcsáján , itt sem .
Mondjuk nem találom egy szerencsés megoldásnak ezt a fajta váltóművet ...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 15, 20:53
Írta: svejk Dátum 2020 október 15, 20:53
A netet bogarászva az viszont már valószínű, hogy a gép típusa inkább FW 250-1000-2.
(sajnos adattábla nincs a gépen, pedig igen jó állapotú, '84-es gyártású)
(sajnos adattábla nincs a gépen, pedig igen jó állapotú, '84-es gyártású)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 15, 21:18
Írta: svejk Dátum 2020 október 15, 21:18
Ez valami furmányos szerkezet, a szivattyú motorja két irányba tud forogni.
Néha önálló éltre is kel és jobbra-balra forog.
Ha tudnám minek, miért, mi után kell következnie akkor az elektronyos rész visszafejtése is könnyebb lenne.
A tulaj sem ismeri igazán a gép kezelését amikor megvette még működött, de nem használta aztán egyszer csak nem is indult el.
Néha önálló éltre is kel és jobbra-balra forog.
Ha tudnám minek, miért, mi után kell következnie akkor az elektronyos rész visszafejtése is könnyebb lenne.
A tulaj sem ismeri igazán a gép kezelését amikor megvette még működött, de nem használta aztán egyszer csak nem is indult el.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2020 október 15, 21:18
Írta: TROMF22 Dátum 2020 október 15, 21:18
Ezen a fórumon éppen elektromos hibáról tárgyalnak:
https://forum.strojirenstvi.cz/viewtopic.php?t=22156
Hátha előfordul valami használható infó.
https://forum.strojirenstvi.cz/viewtopic.php?t=22156
Hátha előfordul valami használható infó.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 15, 21:25
Írta: svejk Dátum 2020 október 15, 21:25
Igen ilyen gépről van szó.
Két elektromos kuplungot én is látok benne a variátortárcsák oldalán.
A Chipmaker-en találtam FU250 doksit de az sokkal régebbi, más a mechanika és ott sincs semmi elektromos rajz.
Ja és ezen van szerszámbehúzó motor is, ott is van egy böszme elektromágnes, gondolom az kuplungolja a motort.
Két elektromos kuplungot én is látok benne a variátortárcsák oldalán.
A Chipmaker-en találtam FU250 doksit de az sokkal régebbi, más a mechanika és ott sincs semmi elektromos rajz.
Ja és ezen van szerszámbehúzó motor is, ott is van egy böszme elektromágnes, gondolom az kuplungolja a motort.
Cím: Re:Hagyományos forgácsológépek
Írta: gaben Dátum 2020 október 16, 09:26
Írta: gaben Dátum 2020 október 16, 09:26
Sziasztok,
ismeri valaki ezt a síkköszörű gépet?
Neten találtam róla pár infót, elvileg egy Technica 1300/175 (https://www.mullermachines.ch/es/MachineTool/Details/20218/TECHNICA-)-ös típus.
köszi, Gábor
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_hw83jjd4jzq5jpxm5adx_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/hw83jjd4jzq5jpxm5adx_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_3xtvdvewtnzdnpjszq0_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3xtvdvewtnzdnpjszq0_4447.jpg)
ismeri valaki ezt a síkköszörű gépet?
Neten találtam róla pár infót, elvileg egy Technica 1300/175 (https://www.mullermachines.ch/es/MachineTool/Details/20218/TECHNICA-)-ös típus.
köszi, Gábor
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_hw83jjd4jzq5jpxm5adx_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/hw83jjd4jzq5jpxm5adx_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_3xtvdvewtnzdnpjszq0_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/3xtvdvewtnzdnpjszq0_4447.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 október 16, 10:07
Írta: rotaryfun Dátum 2020 október 16, 10:07
Csak 5let.
Hasonló probléma miatt kutakodtam a frissen vett Strigon ezres elektromos rendszerében. Egy szállítás alatt elromlott. "Kattogós" lett a mágneskapcsoló ki-be kapcsolgatta a főorsó motort, illetve csak az egyik irányba volt gyorsjárat és előtolás.
1 napos méregetés keresgélés az "ismeretlenben" és 2 apró hiba :
zárlatos lett egy kontroll lámpa foglalat a főkapcsoló nyomógomban ami a bekapcsolást követően "elszívta" a mágneskapcsoló áramát de amint leoldott a kapcsoló visszajött az áram és ismét kezdődött a folyamat.
A másik baj az asztal végállás kapcsoló letapadt beszorult így tiltotta az egyik irányt.
Hasonló probléma miatt kutakodtam a frissen vett Strigon ezres elektromos rendszerében. Egy szállítás alatt elromlott. "Kattogós" lett a mágneskapcsoló ki-be kapcsolgatta a főorsó motort, illetve csak az egyik irányba volt gyorsjárat és előtolás.
1 napos méregetés keresgélés az "ismeretlenben" és 2 apró hiba :
zárlatos lett egy kontroll lámpa foglalat a főkapcsoló nyomógomban ami a bekapcsolást követően "elszívta" a mágneskapcsoló áramát de amint leoldott a kapcsoló visszajött az áram és ismét kezdődött a folyamat.
A másik baj az asztal végállás kapcsoló letapadt beszorult így tiltotta az egyik irányt.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 16, 13:35
Írta: svejk Dátum 2020 október 16, 13:35
Igen, ezek mind benne vannak a pakliban egy öreg gépen és természetesen az ilyen elsődleges dolgokat átnéztük.
De egy térkép megnyugtatóbb lenne a továbbiakra nézve is.
Akár fizetnének is érte.
Lengyeleknél láttam fizetőst de ott kimondottan írja is a koma hogy schematic-ot nem tartalmaz.
Már a gép kezelésének/működésének ismerete is előbbre vinne, célirányosabban lehetne keresgélni.
De egy térkép megnyugtatóbb lenne a továbbiakra nézve is.
Akár fizetnének is érte.
Lengyeleknél láttam fizetőst de ott kimondottan írja is a koma hogy schematic-ot nem tartalmaz.
Már a gép kezelésének/működésének ismerete is előbbre vinne, célirányosabban lehetne keresgélni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 16, 18:19
Írta: svejk Dátum 2020 október 16, 18:19
Végszükségben megvesszük itt a doksit. (https://dokumentacje.eu/en_US/p/Milling-machine-Heckert-FWFU-250x10002-Operators-Instruction-Manual-DE/302)
Csak kérdés ebben mi található.
Ennek a gépnek az elődjéről sikerült pár dolgot szereznem, pl. az alábbi hidraulika vázlatot.
Jól látszik a kétirányú szivattyú és valami olyasmi mint amit Jani300 írt az előbbiekben.
De mi a sz@arért kellet ezt a gépet hidraulikával megbonyolítani ha úgy is van már benne két elektromos kuplung.
(a szánkenésnek külön fogaskerék szivattyú)
De mi lehet alul az a három elem?
A két egyforma talán valami hidroakkumulátor?
Látom van ott kapcsoló is.
lehet itt lesz a bibi mert néha oda vissza jár a szivattyú.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_hxy7p8202c98kjzeewcwj_66.png) (https://hobbicncforum.hu/uploaded_images/2020/10/hxy7p8202c98kjzeewcwj_66.png)
Csak kérdés ebben mi található.
Ennek a gépnek az elődjéről sikerült pár dolgot szereznem, pl. az alábbi hidraulika vázlatot.
Jól látszik a kétirányú szivattyú és valami olyasmi mint amit Jani300 írt az előbbiekben.
De mi a sz@arért kellet ezt a gépet hidraulikával megbonyolítani ha úgy is van már benne két elektromos kuplung.
(a szánkenésnek külön fogaskerék szivattyú)
De mi lehet alul az a három elem?
A két egyforma talán valami hidroakkumulátor?
Látom van ott kapcsoló is.
lehet itt lesz a bibi mert néha oda vissza jár a szivattyú.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_hxy7p8202c98kjzeewcwj_66.png) (https://hobbicncforum.hu/uploaded_images/2020/10/hxy7p8202c98kjzeewcwj_66.png)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 16, 18:28
Írta: svejk Dátum 2020 október 16, 18:28
A fordulatválasztótól jobbra található az előválasztó kar. (https://stroje.bazos.sk/inzerat/114980451/frezka-fw-2501000-2.php)
Egy kapcsoló is figyeli az állapotát kívülről a felette levő dobozban.
Egy kapcsoló is figyeli az állapotát kívülről a felette levő dobozban.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 16, 18:49
Írta: svejk Dátum 2020 október 16, 18:49
No itt egy másik, talán érthetőbb ábra egy másik könyvből, szintén a régi típusé.
Úgy látom az RK reteszeli a dugattyúrudazatot.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_4mmu8s9ppm7bdpv8sy_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/4mmu8s9ppm7bdpv8sy_66.jpg)
Úgy látom az RK reteszeli a dugattyúrudazatot.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_4mmu8s9ppm7bdpv8sy_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/4mmu8s9ppm7bdpv8sy_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 16, 19:41
Írta: Vetesi75 Dátum 2020 október 16, 19:41
Nem ismerem a szóban forgó géptípust, csak ötletelek:
- Főorsó forgás csak a szerszám behúzott helyzetében? (villamosan reteszelve), ezt ellenőrzi valami? Előtolás meg csak főorsó forgással együtt?
- Mellső ütköző/kapcsolósorral programozható? (Kezelőszervekből ítélve szerintem igen. Automatikus gyorsjárat visszafele asztal ejtéssel.) Nincs leragadva valamelyik kapcsoló?
Gondolom ezen már túl vagy - kezelőszervek helyzete 2:09-nél: "https://www.youtube.com/watch?v=M4AvpRVVFSA"
- Főorsó forgás csak a szerszám behúzott helyzetében? (villamosan reteszelve), ezt ellenőrzi valami? Előtolás meg csak főorsó forgással együtt?
- Mellső ütköző/kapcsolósorral programozható? (Kezelőszervekből ítélve szerintem igen. Automatikus gyorsjárat visszafele asztal ejtéssel.) Nincs leragadva valamelyik kapcsoló?
Gondolom ezen már túl vagy - kezelőszervek helyzete 2:09-nél: "https://www.youtube.com/watch?v=M4AvpRVVFSA"
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 16, 20:01
Írta: Vetesi75 Dátum 2020 október 16, 20:01
Persze: konsolabsenkung = konzol leengedése.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 16, 20:45
Írta: jani300 Dátum 2020 október 16, 20:45
"De mi a sz@arért kellet ezt a gépet hidraulikával megbonyolítani ha úgy is van már benne két elektromos kuplung.
(a szánkenésnek külön fogaskerék szivattyú)"
Az UF még azt is tudja hogy kicsit megbirizgálja a főmotort , ha nem kapcsolódnának egyből az egyenesfogazású váltókerekek .
De az én véleményem az hogy egy elbaltázott ,túlbonyolított szerkezet .
Nem tudom , időt nyerhetnek az előválasztóval ,és egy rakás esetleges problémát .
(a szánkenésnek külön fogaskerék szivattyú)"
Az UF még azt is tudja hogy kicsit megbirizgálja a főmotort , ha nem kapcsolódnának egyből az egyenesfogazású váltókerekek .
De az én véleményem az hogy egy elbaltázott ,túlbonyolított szerkezet .
Nem tudom , időt nyerhetnek az előválasztóval ,és egy rakás esetleges problémát .
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 17, 07:22
Írta: 6rk75uezn Dátum 2020 október 17, 07:22
Nagyobb felületek sikolására szerintetek ez?Szerintem jobb mint a hagyományos ütőkéses megoldás mert itt van egy lendítő tömeg.Igaz az a 2db kés felfogatás kicsit gyenge,legalább két horonyba ültette volna bele a kést.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 17, 07:49
Írta: Vetesi75 Dátum 2020 október 17, 07:49
Elsősorban nagy vágósebességet igénylő szerszámhoz (CBN/PKD)látom értelmét. Nagyon kényes a főorsó-asztal merőlegességére -> a sima felület nem feltétlenül sík...
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 17, 08:47
Írta: 6rk75uezn Dátum 2020 október 17, 08:47
Igen,ez természetes hogy minnél nagyobb köríven dolgozik egy marószerszám annál érzékenyebb a merőlegességének a beállitására.
Szerintem sem sik pl a videóbn látott mert akkor véleményem szerint szép finoman keresztszálas lenne a felület.
Szerintem sem sik pl a videóbn látott mert akkor véleményem szerint szép finoman keresztszálas lenne a felület.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 17, 22:09
Írta: svejk Dátum 2020 október 17, 22:09
Igen, a linkelt videót is már többször kikockáztam.
Igen "programozható" a gép.
Az a baj a kezeléshez sem értünk rendesen. :(
Ha a főorsó kapcsolója nullában van akkor megy a villám,
bármely irányba állítva a főorsót a villám sem megy.
A normál előtolás gombokra egyáltalán nem reagál.
A felső sor kapcsolóinál már minden kombinációt kipróbáltunk.
A koma a videóban pont takarja mivel indítja a főorsót.
Lehet annyi elég, hogy elfordítja a kapcsolót?
Igen "programozható" a gép.
Az a baj a kezeléshez sem értünk rendesen. :(
Ha a főorsó kapcsolója nullában van akkor megy a villám,
bármely irányba állítva a főorsót a villám sem megy.
A normál előtolás gombokra egyáltalán nem reagál.
A felső sor kapcsolóinál már minden kombinációt kipróbáltunk.
A koma a videóban pont takarja mivel indítja a főorsót.
Lehet annyi elég, hogy elfordítja a kapcsolót?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 18, 14:40
Írta: Vetesi75 Dátum 2020 október 18, 14:40
Ahogy elnézem a videot, lehet elég a kapcsolót elfordítani középállásból, mert nem látok hozzá tartozó nyomógombot. A kapcsolót irányválasztást követően nem lehet benyomni? 2:49-nél látszik egy kicsit a pult, amikor már kikapcsolta, mintha középen lenne. Szerintem csak akkor foroghat az orsó, ha van benne szerszám. Ha normálisan van kialakítva, akkor a behúzó nyitott és a túlhúzott állapotára is tiltania kell a forgást. Szerszámbehúzó működik? (a főorsóforgás gomb kikapcsolt helyzete melett) Szerszámot tettetek bele?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 18, 17:07
Írta: svejk Dátum 2020 október 18, 17:07
1 db végálláskapcsoló figyeli a behúzó állapotát az működik.
Jövő héten járok ara legközelebb, akkor újra górcső alá vesszük.
A doksiról már lemondtam. :(
Jövő héten járok ara legközelebb, akkor újra górcső alá vesszük.
A doksiról már lemondtam. :(
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 18, 17:18
Írta: svejk Dátum 2020 október 18, 17:18
"A kapcsolót irányválasztást követően nem lehet benyomni?"
No ez lenne ám a szívás![#circling]
A tulaj szerint a ciklus nyomógombbal indul a főorsó is.
Nekem is csak 1-0-1 kapcsolónak tűnt, de úgy is át kell mérni minden kontaktust, akkor majd kiderül.
Eddig csak egy TOS-sal találkoztam ami ilyen programozható volt, de ott azért egyértelműbb volt minden.
Bár ott is nagy segítség volt a térkép.
No ez lenne ám a szívás![#circling]
A tulaj szerint a ciklus nyomógombbal indul a főorsó is.
Nekem is csak 1-0-1 kapcsolónak tűnt, de úgy is át kell mérni minden kontaktust, akkor majd kiderül.
Eddig csak egy TOS-sal találkoztam ami ilyen programozható volt, de ott azért egyértelműbb volt minden.
Bár ott is nagy segítség volt a térkép.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 22, 22:28
Írta: 6rk75uezn Dátum 2020 október 22, 22:28
Sziasztok.
Én orsócsapágyra tippelek,szerintetek?
Maró szerszám jó állapotban,behúzatva rendesen.
Osztófejen tokmány gyönyörűen fog.
Órázva az orsót elől és hátul számottegő lógást nem tapasztalok.(elől kétsoros,hátul egysoros hengergörgős).
Én orsócsapágyra tippelek,szerintetek?
Maró szerszám jó állapotban,behúzatva rendesen.
Osztófejen tokmány gyönyörűen fog.
Órázva az orsót elől és hátul számottegő lógást nem tapasztalok.(elől kétsoros,hátul egysoros hengergörgős).
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 október 23, 17:38
Írta: mdani2 Dátum 2020 október 23, 17:38
Sziasztok!
Igazán jó kis videó sorozatot töltöttek fel a srácok. Érdemes megnézni.
Dani
Igazán jó kis videó sorozatot töltöttek fel a srácok. Érdemes megnézni.
Dani
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 23, 19:08
Írta: Csuhás Dátum 2020 október 23, 19:08
Ha marás közben ráfogsz kézzel (óvatosan) a főorsófejre akkor milyen vibrációt érzel? Esetleg marokkal erősen fékezve nem szűnik meg a hang? Ha igen akkor torziós rezgések vannak a hajtásban. Kotyognak egy kicsit a fogaskerekek. Hasonló okok miatt most tettem egy szalag féket a vertikál fej tengelyére.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 23, 20:23
Írta: KoLa Dátum 2020 október 23, 20:23
Szerintem meg rosszul választottad meg a fordulatszámot és az előtolást, és a fogásmélységet is, hűtés nélkül!ehhez a valamilyen anyaghoz ami lehet hogy s355.
Nem kell egyből a csapágyra fogni!ha ezt nem tudja a géped akkor lassítsál, úgy is jó lesz csak tovább tart.
Ebben a függőleges előtolásban előfordul hogy az asztal holtjátéka okoz lebegést a forgácsoló erő miatt...
Nem kell egyből a csapágyra fogni!ha ezt nem tudja a géped akkor lassítsál, úgy is jó lesz csak tovább tart.
Ebben a függőleges előtolásban előfordul hogy az asztal holtjátéka okoz lebegést a forgácsoló erő miatt...
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 23, 21:02
Írta: 7cim5mm0 Dátum 2020 október 23, 21:02
Remeg a maró, nem a géppel van baj.
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2020 október 23, 21:32
Írta: Bicska Dátum 2020 október 23, 21:32
Ilyet se láttam még, állítólag reszelőgép vagy mi [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0zwya0gi9c4mjhasg2inx_18.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0zwya0gi9c4mjhasg2inx_18.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_0zwya0gi9c4mjhasg2inx_18.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/0zwya0gi9c4mjhasg2inx_18.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 október 24, 08:42
Írta: mdani2 Dátum 2020 október 24, 08:42
Szia!
Ez egy reszelő gép. Angolul "die filer".
Szuper régimódi masina. Sajnos nincs már hely a műhelyben ilyen játékokra. :(
Üdv Dani
Ez egy reszelő gép. Angolul "die filer".
Szuper régimódi masina. Sajnos nincs már hely a műhelyben ilyen játékokra. :(
Üdv Dani
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 24, 09:35
Írta: Vetesi75 Dátum 2020 október 24, 09:35
Nekem is szerszám rezgésnek tűnik - adódhat akár kihajlásból is. Első körben lecsekkolnám a főorsónál a morzekúpos csatlakozást, meg kihagynám az osztófejet gép-szerszám-munkadarab láncolatból.
Hány élű maró lehetett? 3 él felett már nem szerencsés így szinte teljes szélességben marni, mert a nagyobb erőkből kifolyólag nagy lesz a kihajlás (meg egyéb rugalmas alakváltozás), ami szinte biztosan a felvételen tapasztalható rezgéssel fog járni.
Hány élű maró lehetett? 3 él felett már nem szerencsés így szinte teljes szélességben marni, mert a nagyobb erőkből kifolyólag nagy lesz a kihajlás (meg egyéb rugalmas alakváltozás), ami szinte biztosan a felvételen tapasztalható rezgéssel fog járni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 24, 18:59
Írta: svejk Dátum 2020 október 24, 18:59
Ez kipipálva.
Van benne egy fordulatszám érzékelő és mérőműszer is és ha a főorsó fordulata egy időrelé által megadott érték alatt nem ér el egy beállítható minimális fordulatszámot akkor leállítja magát.
Úgyszintén leáll ha pl. megszorul a kő.
(lehet a laposszíjat akarták ezzel védeni?)
Szóval-e "bonyolult" elektronika 24 V-os tápja volt a hibás.
Van benne egy fordulatszám érzékelő és mérőműszer is és ha a főorsó fordulata egy időrelé által megadott érték alatt nem ér el egy beállítható minimális fordulatszámot akkor leállítja magát.
Úgyszintén leáll ha pl. megszorul a kő.
(lehet a laposszíjat akarták ezzel védeni?)
Szóval-e "bonyolult" elektronika 24 V-os tápja volt a hibás.
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2020 október 24, 19:57
Írta: Bicska Dátum 2020 október 24, 19:57
Amúgy marketplacen láttam 150.000 körül.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 24, 23:44
Írta: 7cim5mm0 Dátum 2020 október 24, 23:44
A kúpnak szerintem semmi baja.
A maró is, meg a munkadarab is hajlik, mivel nagy hosszon kiáll minden, és nagy a fogás a vágósebességhez kenés nélkül.
Ha jól láttam gyorsacél lehet a szerszám, azzal kenés nélkül nem lehet "erősködni", mert egyből nyom, azután így "énekel".
A maró is, meg a munkadarab is hajlik, mivel nagy hosszon kiáll minden, és nagy a fogás a vágósebességhez kenés nélkül.
Ha jól láttam gyorsacél lehet a szerszám, azzal kenés nélkül nem lehet "erősködni", mert egyből nyom, azután így "énekel".
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 október 25, 09:42
Írta: ywathzay Dátum 2020 október 25, 09:42
Inkább a motort védi, mondjuk az enyémben ilyen funkció nincs, de olyan gyenge a motorja, hogy 0.05 fogásnál erőteljesebb tolásnál képes megállni a kő, mármint megfogja a motort. Az a szövött "szíj" nem az a szakadós fajta.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 25, 10:30
Írta: svejk Dátum 2020 október 25, 10:30
No, ezt a "duplát" [#t19p129541# ]meg aztán mikor, ki, mire használhatta rendeltetésszerűen?
Sosem láttam ilyet. :(
Sosem láttam ilyet. :(
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 25, 10:33
Írta: svejk Dátum 2020 október 25, 10:33
Szóval [#t19p129541#] ezt.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 október 25, 10:34
Írta: PSoft Dátum 2020 október 25, 10:34
Megelőztél, sokat gondolkodtam...
Ugyanezt akartam én is kérdezni, csak egy másik topikban.
Szóval, a dupla mikro:
[#t19p129541#]
Ugyanezt akartam én is kérdezni, csak egy másik topikban.
Szóval, a dupla mikro:
[#t19p129541#]
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2020 október 25, 10:46
Írta: TROMF22 Dátum 2020 október 25, 10:46
Gyakorlatilag ez egy állítható villásidomszer.
A mérettartományon belül, egy készüléken belül beállítható egy tűrésezett méret alsó és felső határértéke, és rögzíthető is. Így lesz belőle megy-nemmegyoldal praktikusn egy kézben.
A beállításhoz már inkább mérőhasábokat raknak össze, nem feltétlenül a skálára hagyatkoznak.
A mérettartományon belül, egy készüléken belül beállítható egy tűrésezett méret alsó és felső határértéke, és rögzíthető is. Így lesz belőle megy-nemmegyoldal praktikusn egy kézben.
A beállításhoz már inkább mérőhasábokat raknak össze, nem feltétlenül a skálára hagyatkoznak.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 október 25, 10:58
Írta: PSoft Dátum 2020 október 25, 10:58
Köszönöm! [#worship]
Itt, a 17.oldalon látok egy példányt... (https://docplayer.hu/46620428-Teljes-meroeszkoz-valasztekunk-elerheto-online-webaruhazunkban.html)
Azt írja:
Itt, a 17.oldalon látok egy példányt... (https://docplayer.hu/46620428-Teljes-meroeszkoz-valasztekunk-elerheto-online-webaruhazunkban.html)
Azt írja:
IdézTűRÉSELEMZŐ MIKROMÉTER
IdézOK/selejt osztályozóként használható, a felső és alsó határértékek beállításával.Hiába nahhh...mindig tanul az ember. :)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 október 25, 11:01
Írta: PSoft Dátum 2020 október 25, 11:01
Tűréselemző...az is jó. :)
De inkább, TŰRÉSELLENŐRZŐ.
De inkább, TŰRÉSELLENŐRZŐ.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 25, 12:22
Írta: Csuhás Dátum 2020 október 25, 12:22
Ötletes fogaskerék gyártás:
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 október 25, 13:04
Írta: TBS-TEAM Dátum 2020 október 25, 13:04
Megdolgozott azért a fogaskerékért.
Egy kép a nagy fogaskerék M2 modul 450 fog ~900mm átmérő lézerrel 7 perc. [#nevetes1]
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_kwqsbymunnfefffiwz57_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/kwqsbymunnfefffiwz57_3344.jpg)
Egy kép a nagy fogaskerék M2 modul 450 fog ~900mm átmérő lézerrel 7 perc. [#nevetes1]
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_kwqsbymunnfefffiwz57_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/kwqsbymunnfefffiwz57_3344.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: rotaryfun Dátum 2020 október 25, 15:30
Írta: rotaryfun Dátum 2020 október 25, 15:30
Sziasztok
Van értelme nekiállni átalakítani a Strigon ME 1000 vertikál fejét hogy ne eressze az olajat amit az olajszivattyú nyom bele, vagy dugózzam le az olajcsövet aztán zsírt bele ?
Van értelme nekiállni átalakítani a Strigon ME 1000 vertikál fejét hogy ne eressze az olajat amit az olajszivattyú nyom bele, vagy dugózzam le az olajcsövet aztán zsírt bele ?
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 október 25, 18:14
Írta: Szalai György Dátum 2020 október 25, 18:14
Ez milyen fogprofil?
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2020 október 25, 18:46
Írta: Rabb Ferenc Dátum 2020 október 25, 18:46
Ez a tíz pontos kérdés! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 október 25, 19:29
Írta: TBS-TEAM Dátum 2020 október 25, 19:29
M2 20° 29 fog szabványos.
M2 20° 450 fog lézer vágott evolvens nélkül. Kisérleti teszt darab. [#vigyor0]
M2 20° 450 fog lézer vágott evolvens nélkül. Kisérleti teszt darab. [#vigyor0]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 25, 20:02
Írta: jani300 Dátum 2020 október 25, 20:02
Jó közelítéssel elmegy már fogasléc profilnak , ekkora kerék :)
Egyébként elrontottad a kedvem , tökölgetünk itt a fogazással ,mikor akár több párhuzamos darabból kivágtok sec perc alatt egy kereket ...
Egyébként elrontottad a kedvem , tökölgetünk itt a fogazással ,mikor akár több párhuzamos darabból kivágtok sec perc alatt egy kereket ...
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 október 25, 20:14
Írta: TBS-TEAM Dátum 2020 október 25, 20:14
15 perc volt a szerkesztésre nem fért bele az evolvens. [#kacsint] még a lézerre is optimalizálni kelett [#nevetes1]
Majd az idő megmondja hogyan muzsikál. a teszasztalon.
Majd az idő megmondja hogyan muzsikál. a teszasztalon.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 25, 20:20
Írta: 7cim5mm0 Dátum 2020 október 25, 20:20
Az én kedvemet nem vette el.
Ugyan gyorsan megvan, de az csak fogaskerék alakú tárgy...
Egyébként aki tudja a lefejtőmarógépet kezelni, annak azzal se több egy ilyen fogaskerék.
Amit viszont a muki a gyalugépen csinált, az teljesen rendben van.
Ugyan gyorsan megvan, de az csak fogaskerék alakú tárgy...
Egyébként aki tudja a lefejtőmarógépet kezelni, annak azzal se több egy ilyen fogaskerék.
Amit viszont a muki a gyalugépen csinált, az teljesen rendben van.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 25, 20:41
Írta: jani300 Dátum 2020 október 25, 20:41
Egyedi fogazásnál milyen maróval kell fogazni egy 450 fogú kereket ?
Egyetemes marón a több darabos marókészletből .
Megnéztem a gyalusat belenézegetve . Tetszik .
De a gyalu kereszt mozgása az nem kényszerkapcsolat igazán .
De azért volt négy tonna körüli lefejtőmaróm , de az legalább már nincsen :) És az volt a második szerszámgépem ,soha nem használtam ...
[#integet2]
Egyetemes marón a több darabos marókészletből .
Megnéztem a gyalusat belenézegetve . Tetszik .
De a gyalu kereszt mozgása az nem kényszerkapcsolat igazán .
De azért volt négy tonna körüli lefejtőmaróm , de az legalább már nincsen :) És az volt a második szerszámgépem ,soha nem használtam ...
[#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 október 25, 20:46
Írta: svejk Dátum 2020 október 25, 20:46
135 fog felett ugyanazzal.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 25, 21:39
Írta: Vetesi75 Dátum 2020 október 25, 21:39
Egy 500-as fordulaton terhelés alatt már meg lehet hallani, hogy hogyan "muzsikál" ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 október 25, 21:44
Írta: Vetesi75 Dátum 2020 október 25, 21:44
A 8-as számúval, az végtelenig is.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 október 25, 21:57
Írta: TBS-TEAM Dátum 2020 október 25, 21:57
G0 gyorsjáratnál 33.3 fordulat/perc.
Ezért nem kellett túlgondolni, meg teszt példány [#nevetes1]
Tesztre tökéletes.
Évek tapasztalata szerint, nem szabad túl sok energiát vesződni a kisérleti példányokkal.
Végleges verzió lefejtőmaróra kerül a tervek szerint.
Ezért nem kellett túlgondolni, meg teszt példány [#nevetes1]
Tesztre tökéletes.
Évek tapasztalata szerint, nem szabad túl sok energiát vesződni a kisérleti példányokkal.
Végleges verzió lefejtőmaróra kerül a tervek szerint.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 25, 22:42
Írta: jani300 Dátum 2020 október 25, 22:42
"De a gyalu kereszt mozgása az nem kényszerkapcsolat igazán ."
Ez éppenséggel igaz , csak jelen esetben nincsen jelentősége .
Már értem a legördülés elvét és a fogásvételt !
Ez éppenséggel igaz , csak jelen esetben nincsen jelentősége .
Már értem a legördülés elvét és a fogásvételt !
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 26, 20:42
Írta: 7cim5mm0 Dátum 2020 október 26, 20:42
Az első kérdést már megválaszolták, de nem csak a torz profil a baj, hanem a felületminőség is.
A próbára gyártott darabot, meg az indokát értem.
Mindenesetre azért nem akarnám kiváltani a lefejtőmarógépet erre, (mint ahogy a kolléga sem, aki a képet feltette) ezért nem megy el a kedvem a lefejtőmarástól.
A gyalunál ha a gép rendben van, szinkronban megy minden, de nem mindegyik gyalugép alkalmas erre.
A próbára gyártott darabot, meg az indokát értem.
Mindenesetre azért nem akarnám kiváltani a lefejtőmarógépet erre, (mint ahogy a kolléga sem, aki a képet feltette) ezért nem megy el a kedvem a lefejtőmarástól.
A gyalunál ha a gép rendben van, szinkronban megy minden, de nem mindegyik gyalugép alkalmas erre.
Cím: Re:Hagyományos forgácsológépek
Írta: konvoid Dátum 2020 október 26, 21:34
Írta: konvoid Dátum 2020 október 26, 21:34
Előre is bocsánatot kérek, nem akarok senkit megbántani.
" aki tudja a lefejtőmarógépet kezelni, annak azzal se több egy ilyen fogaskerék."
Erre kíváncsi lennék,hogy lehet M=2 Z=450 -es fogaskereket lefejtőmarógépen 7 perc alatt lefogazni.
Nekem még 30 év alatt egyszer sem sikerült, még ilyen
fogalakkal sem.
" aki tudja a lefejtőmarógépet kezelni, annak azzal se több egy ilyen fogaskerék."
Erre kíváncsi lennék,hogy lehet M=2 Z=450 -es fogaskereket lefejtőmarógépen 7 perc alatt lefogazni.
Nekem még 30 év alatt egyszer sem sikerült, még ilyen
fogalakkal sem.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 26, 21:54
Írta: Csuhás Dátum 2020 október 26, 21:54
"A gyalunál ha a gép rendben van, szinkronban megy minden, de nem mindegyik gyalugép alkalmas erre."
Ezt nem igazán értem, milyen gyalu nem alkalmas erre a fogazási megoldásra?
Ezt nem igazán értem, milyen gyalu nem alkalmas erre a fogazási megoldásra?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 26, 22:03
Írta: jani300 Dátum 2020 október 26, 22:03
Ezt én indítottam , elsőre benéztem a dolgot .
Azt hittem a keresztelőtolással csinálja ,de nem , sokkal ötletesebb .
Telibe fogást állít a késszánon és egy forgásponton keresztül gördíti oldalról alá a kereket a késnek .
Ne vitázzatok azon hogy én elsőre benéztem !
Azt hittem a keresztelőtolással csinálja ,de nem , sokkal ötletesebb .
Telibe fogást állít a késszánon és egy forgásponton keresztül gördíti oldalról alá a kereket a késnek .
Ne vitázzatok azon hogy én elsőre benéztem !
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 október 26, 22:04
Írta: TBS-TEAM Dátum 2020 október 26, 22:04
A teszt példányt elsőnek lefejtőmaróra akartuk tenni, de mivel az anyag 6mm vastag a belső furat 450mm átmérő.
Rögzítő központosító anyagbefogót kelett volna gyártani ami a számítások szerint 3-4 óra a fogazással együtt, igy maradt a 15 perc rajzolás a teljesség igénye nélkül + ~7 perc kivágás.
A héten minden kiegészítő le lesz gyártva a teszt mozgatásra.
Remélem [#vigyor0]
Rögzítő központosító anyagbefogót kelett volna gyártani ami a számítások szerint 3-4 óra a fogazással együtt, igy maradt a 15 perc rajzolás a teljesség igénye nélkül + ~7 perc kivágás.
A héten minden kiegészítő le lesz gyártva a teszt mozgatásra.
Remélem [#vigyor0]
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 26, 22:11
Írta: 7cim5mm0 Dátum 2020 október 26, 22:11
Nem sértő ebben semmi, én fogalmaztam pontatlanul.
A darabidőre gondoltam, nyilván nem a beállításra.
Megfelelően nagy, merev gépen, ahol lehet rabolni, nem tartom lehetetlennek, persze a keréktest szélességétől is függ.
A darabidőre gondoltam, nyilván nem a beállításra.
Megfelelően nagy, merev gépen, ahol lehet rabolni, nem tartom lehetetlennek, persze a keréktest szélességétől is függ.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 26, 22:17
Írta: 7cim5mm0 Dátum 2020 október 26, 22:17
"milyen gyalu nem alkalmas erre a fogazási megoldásra?"
Azok a gépek, ahol a mellékhajtás súrlódásos úton működik.
Nem megoldhatatlan, de a fogás bizonytalanul változhat,ami a kést törheti.
Azok a gépek, ahol a mellékhajtás súrlódásos úton működik.
Nem megoldhatatlan, de a fogás bizonytalanul változhat,ami a kést törheti.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 október 26, 22:18
Írta: 7cim5mm0 Dátum 2020 október 26, 22:18
Nem vitázunk, csak beszélgetünk.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2020 október 26, 22:40
Írta: Robika37 Dátum 2020 október 26, 22:40
Jani... nem került elő időközben a fogazó gépkönyve ? Akárhogyan túrtam a netet csak nem lett meg pedig azt mondtad...
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2020 október 26, 22:41
Írta: Robika37 Dátum 2020 október 26, 22:41
Ha már beszélgetünk.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 26, 22:57
Írta: jani300 Dátum 2020 október 26, 22:57
Hát gépkönyv az nem tudom hogy volt e , de valamit találtam róla a neten az biztos .
De később már nem volt elérhető , és akkor még sokkal pancserebb is voltam net ügyileg .
Enzo Perotti vagy valami hasonló neve volt a cégnek de már akkor megszűnt a cég is .
Írd ki ide a gép típusát , sok segítséget kaptam már itt olyan dolgokban amit nem hittem volna hogy meglesz .
De később már nem volt elérhető , és akkor még sokkal pancserebb is voltam net ügyileg .
Enzo Perotti vagy valami hasonló neve volt a cégnek de már akkor megszűnt a cég is .
Írd ki ide a gép típusát , sok segítséget kaptam már itt olyan dolgokban amit nem hittem volna hogy meglesz .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 26, 23:12
Írta: jani300 Dátum 2020 október 26, 23:12
Próbáltam rákeresni a régi üzenetváltásoknál a géptípusra , de már a fórum is másik azóta .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 27, 09:03
Írta: Csuhás Dátum 2020 október 27, 09:03
Volt szó a fúrógép asztalán a T nútról. Az én gépemen valaki kereszt nútokat készített, ami kis darabok fúrásakor zavaró volt mert könnyen megbillent az anyag. Megoldásként készítettem egy egyszerűen berakható dugót. Triviális, de hátha ötletet ad másoknak is.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_6c8e2pmm2vz52mfftc8zh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/6c8e2pmm2vz52mfftc8zh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_eqmcezsbn575btiqtxnj8_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/eqmcezsbn575btiqtxnj8_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_6c8e2pmm2vz52mfftc8zh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/6c8e2pmm2vz52mfftc8zh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_eqmcezsbn575btiqtxnj8_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/eqmcezsbn575btiqtxnj8_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 27, 09:21
Írta: Csuhás Dátum 2020 október 27, 09:21
Egy Lidl egyenes csiszolóhoz készítettem tavasszal egy sorjázó feltétet ami egészen jól bevált. Egyedül az állíthatósága volt kényelmetlen. Most átalakítottam, ügyesebbre. ( Az utólagos átalakítás miatt nem igazán arányos, de jól működik )
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_y86hqxtyutqiqxt7ddu45_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/y86hqxtyutqiqxt7ddu45_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_fwx3mw08qx0s59gttx085_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/fwx3mw08qx0s59gttx085_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_zbkhfzxmecf2hjn0q0sh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/zbkhfzxmecf2hjn0q0sh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_bkv32ppa0q4dq7h6uhfd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/bkv32ppa0q4dq7h6uhfd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_q95uxyu65x09avpnwm2k4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/q95uxyu65x09avpnwm2k4_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_y86hqxtyutqiqxt7ddu45_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/y86hqxtyutqiqxt7ddu45_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_fwx3mw08qx0s59gttx085_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/fwx3mw08qx0s59gttx085_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_zbkhfzxmecf2hjn0q0sh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/zbkhfzxmecf2hjn0q0sh_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_bkv32ppa0q4dq7h6uhfd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/bkv32ppa0q4dq7h6uhfd_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_q95uxyu65x09avpnwm2k4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/q95uxyu65x09avpnwm2k4_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 29, 15:41
Írta: 6rk75uezn Dátum 2020 október 29, 15:41
Jó ötlet,gondolom kétoldalról alányúlva ki tudod húzni ha kell.(nem igen)
Tetszik az a prizma,te készítetted?
Tetszik az a prizma,te készítetted?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 29, 15:45
Írta: 6rk75uezn Dátum 2020 október 29, 15:45
Nem tudom milyen rezgések keletkeznek de a főorsó fejre esősen rátámasztva deszkával is csinálja,erőkarként tisztességesen megfeszitve fékezett is de semmi különbség.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 29, 15:52
Írta: 6rk75uezn Dátum 2020 október 29, 15:52
A marógépes rezgéssel kapcsolatban kipróbáltam támasztóbakkal megtámasztani és úgy is jelen van csak nem annyira.
Marás és (rezgés) közben fordulatszámot is növeltem/csökkentettem de ha meg is szünt egy pillanatra akkor is ujra kezdte.
Rezgés közben a hossz és kereszt asztalt is rögzítettem erősen de akkor sem változott.
Marás és (rezgés) közben fordulatszámot is növeltem/csökkentettem de ha meg is szünt egy pillanatra akkor is ujra kezdte.
Rezgés közben a hossz és kereszt asztalt is rögzítettem erősen de akkor sem változott.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 29, 16:27
Írta: Csuhás Dátum 2020 október 29, 16:27
A dugó szükség estén két újjal kiemelhető, de nem nagyon kell kivenni. A prizma méh telepi rozsdás darab volt, én martam körbe hogy szép és pontos legyen.
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2020 október 29, 18:23
Írta: laca Dátum 2020 október 29, 18:23
Csak egy ötlet.....ha a két kúp nem teljesen egyforma, akkor kicsit, néhány századot tud billegni a maró, ennyi elég a vinnyogáshoz. Próbaként fesd be a maró tiszta kúpját vastag fekete vagy kék filctollal, és próbáld úgy betolni a tiszta főorsó kúpba finoman, mintha azt akarnád , hogy kotyogjon, majd fordíts rajta egy negyedet. Ha nem egyenletesen szedi le a festéket, billeg. A főorsó is be tud(ott) rágódni, ha egyszer megfordult benne a szerszám, meg a maró is.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 29, 21:16
Írta: KoLa Dátum 2020 október 29, 21:16
Jó az ötlet![#eljen]
Nincs ennek a lidülös' csiszolónak repedtfazék hangja?
Vettem egy ilyet én is, de egy órán belül visszavittem, mert szörnyű hangja volt, ha meg csiszolni akartam vele, leesett a fordulata rögtön a felére.
Van Lidl vásárlói kártyám, ha valami nem tetszik ezzel visszaveszik rögtön, ott van az automata ami kiadja, a pénztárnál.
Állandó kuncsaft vagyok már, megveszem kipróbálom visszaviszem.
Eddig ami bevált, azok a fúró, csavarozó kis akkumulátoros gépek, mostanában volt hozzá 6os imbusz-ról négyszögre fordító többféle egy csomagban.
Ezeket használom tokmánypofa cserénél, bírja a tekerést a 250-es tokmányban is, sokkal egyszerűbb! nehogy má' a saját kezemmel tekergessem végig!
Nincs ennek a lidülös' csiszolónak repedtfazék hangja?
Vettem egy ilyet én is, de egy órán belül visszavittem, mert szörnyű hangja volt, ha meg csiszolni akartam vele, leesett a fordulata rögtön a felére.
Van Lidl vásárlói kártyám, ha valami nem tetszik ezzel visszaveszik rögtön, ott van az automata ami kiadja, a pénztárnál.
Állandó kuncsaft vagyok már, megveszem kipróbálom visszaviszem.
Eddig ami bevált, azok a fúró, csavarozó kis akkumulátoros gépek, mostanában volt hozzá 6os imbusz-ról négyszögre fordító többféle egy csomagban.
Ezeket használom tokmánypofa cserénél, bírja a tekerést a 250-es tokmányban is, sokkal egyszerűbb! nehogy má' a saját kezemmel tekergessem végig!
Cím: Re:Hagyományos forgácsológépek
Írta: Bicska Dátum 2020 október 29, 23:31
Írta: Bicska Dátum 2020 október 29, 23:31
Hehe, mindennek olyan hangja van amúgy, a sarokcsiszolónak is stb., brutál. :D Valahol olvastam (tán itt?), hogy állítólag elég zsírszegény étrenden vannak a kopóalkatrészek, és ez a valaki mindig szétszedi és megkeni..., lehet az is befolyásolja a hangot.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 30, 05:42
Írta: 6rk75uezn Dátum 2020 október 30, 05:42
"Ezeket használom tokmánypofa cserénél, bírja a tekerést a 250-es tokmányban is, sokkal egyszerűbb! nehogy má' a saját kezemmel tekergessem végig!
Kb 2 éve gondoltam úgy hogy sokat kell tekergetni a 250es tokmányon a diót mire megvan egy pofa csere,igy martam egy négyszöget amit meg birtam fogni aksis behajtóba.Villámgyorsan ment a csere de hamar rájöttem hogy a tokmányba beszoruló forgács miatt nem jó megoldás.
Mostmár csak levett nyomatékkal és csak betekerésnél használom.
Kb 2 éve gondoltam úgy hogy sokat kell tekergetni a 250es tokmányon a diót mire megvan egy pofa csere,igy martam egy négyszöget amit meg birtam fogni aksis behajtóba.Villámgyorsan ment a csere de hamar rájöttem hogy a tokmányba beszoruló forgács miatt nem jó megoldás.
Mostmár csak levett nyomatékkal és csak betekerésnél használom.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 30, 08:55
Írta: Csuhás Dátum 2020 október 30, 08:55
Segítsetek ötletekkel! Szeretnék egy fúrófejet illeszteni a marógépem vertikál fejének az oldalára. Kis furatok bejelöléséhez, illetve vékony fúrókhoz jól jönne egy érzékeny fúrási lehetőség. A képeken látszik a vertikál és a fúró egység is. Ki milyen felfogatást javasol? Szempontok, stabil rögzítést adjon, egyszerűen, max egy két csavarral legyen oldható. Leszerelve a marófejen ne maradjon olyan alakatrész ami zavaró.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_p8gwen72digacxw4xecx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/p8gwen72digacxw4xecx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_cguak3sqtqhhwh6hf6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/cguak3sqtqhhwh6hf6_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_p8gwen72digacxw4xecx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/p8gwen72digacxw4xecx_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_cguak3sqtqhhwh6hf6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/cguak3sqtqhhwh6hf6_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 október 30, 09:34
Írta: Szalai György Dátum 2020 október 30, 09:34
Nehéz elképzelnem olyan rögzítést, ami megfelelne a lenti elvárásaidnak és még nem is futurisztikus.
A legközelebb az áll, hogy:
A vertikális fejre illesztő-ütköztető síkok hegesztése (esetleg ragasztása némi illesztőszeg stabilizálással) és egy ezek közé illeszkedő közdarabon keresztüli rögzítés.
Lehetne akár valami olasz késtartóhoz, vagy fegyversínhez hasonló, célszerű méretű közdarab, amibe nem csak a fúrót, hanem bármi más eszközt is be lehet akasztani és egy karral fixálni.
Nagy vonalakban fantáziálni persze könnyű, de ha meg kéne rajzolnom, bajban lennék.
A legközelebb az áll, hogy:
A vertikális fejre illesztő-ütköztető síkok hegesztése (esetleg ragasztása némi illesztőszeg stabilizálással) és egy ezek közé illeszkedő közdarabon keresztüli rögzítés.
Lehetne akár valami olasz késtartóhoz, vagy fegyversínhez hasonló, célszerű méretű közdarab, amibe nem csak a fúrót, hanem bármi más eszközt is be lehet akasztani és egy karral fixálni.
Nagy vonalakban fantáziálni persze könnyű, de ha meg kéne rajzolnom, bajban lennék.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2020 október 30, 11:24
Írta: szucst Dátum 2020 október 30, 11:24
Szia,
Közdarabbal tudod rögzíteni szerintem.
Én érintenék 2-2 egymás alatt elhelyezkedö kis síkot a vertikálon bele 8 as menet, passzoló tappancsokat felhegeszteném a közdarabra síkba munkálnám, szerelés a vertikálra utánna pontosan síkba lehet munkálni a közdarab csatlakozó felületét és az illesztő nút helyét is.
Ha nem adja ki a hely, akkor az első két rögzítési pont már az ívre kerülne, de ott sem rossz, falvastagság van elég, csak szögbe kell munkálni a tappancsokat.
Kicsit olyan mint pl a klímakompresszor közdarabja a motorblokk oldalán.
A megfejtést tedd majd közzé, had tanuljunk belőle!
Üdv: Tamás
Közdarabbal tudod rögzíteni szerintem.
Én érintenék 2-2 egymás alatt elhelyezkedö kis síkot a vertikálon bele 8 as menet, passzoló tappancsokat felhegeszteném a közdarabra síkba munkálnám, szerelés a vertikálra utánna pontosan síkba lehet munkálni a közdarab csatlakozó felületét és az illesztő nút helyét is.
Ha nem adja ki a hely, akkor az első két rögzítési pont már az ívre kerülne, de ott sem rossz, falvastagság van elég, csak szögbe kell munkálni a tappancsokat.
Kicsit olyan mint pl a klímakompresszor közdarabja a motorblokk oldalán.
A megfejtést tedd majd közzé, had tanuljunk belőle!
Üdv: Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 30, 12:23
Írta: 6rk75uezn Dátum 2020 október 30, 12:23
Köszönöm az ötletet!
A kúpot szemügyre vettem már,nem fordult még meg benne semmi,de megvizsgálom.
A kúpot szemügyre vettem már,nem fordult még meg benne semmi,de megvizsgálom.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 10:51
Írta: KoLa Dátum 2020 október 31, 10:51
A vertikál fejben tudod mozgatni az orsóházat?
Mert akkor ha kitolod, és rögzíted, erre készíthetsz egy bilincses tartót amire ráfogatod azt a böhöm nagy fúrófejet,gondolom külön hajtása lesz.
Egy csavar, megmarad a marási lehetőség,360 fokban körbefordítható,stb.
Mert akkor ha kitolod, és rögzíted, erre készíthetsz egy bilincses tartót amire ráfogatod azt a böhöm nagy fúrófejet,gondolom külön hajtása lesz.
Egy csavar, megmarad a marási lehetőség,360 fokban körbefordítható,stb.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 31, 11:13
Írta: Csuhás Dátum 2020 október 31, 11:13
Igen, elvileg mozog, de nem szerencsés. Egyrészt most fogja a felül levő lendkerék, másrészt nagyon béna a fej mert nincs visszahúzó rugója így hajlamos leesni. Ha viszont teszek egy "szereléksínt" a vertikál oldalára akkor később arra kerülhet egy bebillenthető csigatengely nóniusszal és kézi tekerővel. Az orsóházra akarok majd egy fix keskeny bilincset szerelni amihez lehet egy húzórugót akasztani illetve arra mehet egy hosszú utas mérőóra ami jól bevált a előző marógépem vertikál fején. A fúróorsót valami bordás szíjjal hajtanám a lendkerékről mert egy külön motor már túl nehézzé tenné a szerkezetet. Nincs még daru a gépnél így meggondolja az ember mit pakolgat fel a gépre.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2020 október 31, 12:11
Írta: TROMF22 Dátum 2020 október 31, 12:11
Kezdjed a daruval!
Kevesebb kompromisszum (+ nagy satu, körasztal, osztófej ...)
és a derekad is meghálálja![#wave]
Kevesebb kompromisszum (+ nagy satu, körasztal, osztófej ...)
és a derekad is meghálálja![#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 október 31, 12:53
Írta: bundyland Dátum 2020 október 31, 12:53
Ha már daru , most vettem pár darabot, szerintem csak azért van ott mert rosszul adták fel a hirdetést.
futómacska (https://www.jofogas.hu/budapest/Rema_Darupalya_macska___500kg__16_db__110813333.htm)
futómacska (https://www.jofogas.hu/budapest/Rema_Darupalya_macska___500kg__16_db__110813333.htm)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 31, 14:24
Írta: 6rk75uezn Dátum 2020 október 31, 14:24
Hát elég siralmas a Kúp (Mk4)
Sose értettem meg miért kell igy szétbarmolni valamit,aki ilyeneket és hasonló dolgokat csinál annak max kapát vagy csákányt adnék a kezébe!!
(és már igy is belenyúltam hónolófejjel)
Ha adja a méretet át kellene köszörültetnem.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_fg2vzpc4c3ngc8npq5fd_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/fg2vzpc4c3ngc8npq5fd_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_g2h3w9md52eaksfnqwjy3_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/g2h3w9md52eaksfnqwjy3_2053.jpg)
Sose értettem meg miért kell igy szétbarmolni valamit,aki ilyeneket és hasonló dolgokat csinál annak max kapát vagy csákányt adnék a kezébe!!
(és már igy is belenyúltam hónolófejjel)
Ha adja a méretet át kellene köszörültetnem.
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_fg2vzpc4c3ngc8npq5fd_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/fg2vzpc4c3ngc8npq5fd_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_g2h3w9md52eaksfnqwjy3_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/g2h3w9md52eaksfnqwjy3_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: laca Dátum 2020 október 31, 14:40
Írta: laca Dátum 2020 október 31, 14:40
Jól látom ? Kúp etalonnal nézted ? Kúpdörzsárral helyrehozható szétszedés nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 október 31, 14:48
Írta: 6rk75uezn Dátum 2020 október 31, 14:48
Igen azzal néztem.
Gondoltam én is a dörzsárra de sajna nincs.
Tudom nem nagy összeg.
Egyszer egy vadiúj volt nálam kölcsönbe és egy szegnyereg kúpját akartam vele feldörzsárazni de nem sikerült,szerintem elég kemény anyagból volt a nyereghüvely.
Gondoltam én is a dörzsárra de sajna nincs.
Tudom nem nagy összeg.
Egyszer egy vadiúj volt nálam kölcsönbe és egy szegnyereg kúpját akartam vele feldörzsárazni de nem sikerült,szerintem elég kemény anyagból volt a nyereghüvely.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 31, 15:05
Írta: Csuhás Dátum 2020 október 31, 15:05
Lehet hogy nem olyan rossz az a kúp. Első lépésként egy kanalas hántolóval szedd ki azokat a dudorokat amik beszorult forgács vagy megforgott maró miatt keletkeztek. Etalont körben megfestve és átjelölve, a kúpban látod hogy hol van pontszerű érintkezés. Lehet hogy pár perces munkával leszedve a pluszos helyeket jó is lesz az orsó.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 18:53
Írta: KoLa Dátum 2020 október 31, 18:53
OK! látom hogy Te már régen eldöntötted ezt az átalakítást,rászerelést!
Akkor mi is a problémád? ráfogatni az öntvényházra párhuzamosan a fúrófejet?
Akkor mi is a problémád? ráfogatni az öntvényházra párhuzamosan a fúrófejet?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 október 31, 19:24
Írta: Csuhás Dátum 2020 október 31, 19:24
Nagyjából eldőlt, de már a harmadik fajta "sínt" találom ki a vertikál oldalára amivel jól pozicionálva fel lehetne fogni a kiegészítőket. Azután amikor odamegyek a géphez akkor kiderül hogy valamiért egyik sem jó. Illetve szereznem kell egy csigakerék csiga párost, hogy annak a méreteit is figyelembe tudjam venni mert egy jó előtolás a vertikálon legalább olyan fontos mint a fúró kiegészítő. Sőt ha jó az előtolás akkor az majdnem kiváltja a fúrót. Ma volt egy kis időm és készítettem a lendkerékbe egy reteszhornyot mert eddig csak szorítva volt, úgy pedig nem használható a fúrási funkciója a fejnek.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 20:18
Írta: jani300 Dátum 2020 október 31, 20:18
Üdv !
Ne vedd kötekedésnek ,csak egy érdekes kérdés (legalábbis számomra) .
Ezeknek a lefele haladós kis vertikálfejeknek talán nem véletlenül nincsen gyárilag komoly előtolása .
Nem igazán tudom elhinni hogy csak úgy kifelejtették volna .
Az utolsó szerzemény amit egyszer meg is hirdettem , csavarorsóval állítható .
Jó pár éve beszélgettem egy nálam idősebb ,tapasztalt szakival ,Ő azt mondta fogásvételre használják ezt a funkciót inkább .
Kíváncsi lennék a forgácsoló szakik véleményére is a témában .
Ne vedd kötekedésnek ,csak egy érdekes kérdés (legalábbis számomra) .
Ezeknek a lefele haladós kis vertikálfejeknek talán nem véletlenül nincsen gyárilag komoly előtolása .
Nem igazán tudom elhinni hogy csak úgy kifelejtették volna .
Az utolsó szerzemény amit egyszer meg is hirdettem , csavarorsóval állítható .
Jó pár éve beszélgettem egy nálam idősebb ,tapasztalt szakival ,Ő azt mondta fogásvételre használják ezt a funkciót inkább .
Kíváncsi lennék a forgácsoló szakik véleményére is a témában .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 20:30
Írta: KoLa Dátum 2020 október 31, 20:30
Nem igazán értem a sín meghatározást.
Egy sínen mozgatni akarunk valamit.
Neked szerintem egy sík lapot kellene először felfogatni és beállítani a vertikális fejre, azután erre már lehetne tervezni mellék funkciókat.
Annó' vagy 20éve készítettem egy állítható szintező felfogót az egyenetlen felületekhez, de nem tudom most bemutatni, a lényege az hogy egy nagyobb csavar közepébe ( nálam M16x 1.5 )fúrunk egy kisebb menetet a felfogatáshoz ( m8 )a nagyobb menettel szintezünk, a kisebbel rászorítjuk a munkadarabot, közben órázunk, ez esztergagépre készült, mint egy síktárcsa jelleggel.
Amiért ezt ennyire tolom az csak attól van hogy, most visszaláttam ezt a régi megoldásomat!a videóban a 45. percénél kb.
https://www.youtube.com/watch?v=EDeIq3SZNRs&t=5245s
Egy sínen mozgatni akarunk valamit.
Neked szerintem egy sík lapot kellene először felfogatni és beállítani a vertikális fejre, azután erre már lehetne tervezni mellék funkciókat.
Annó' vagy 20éve készítettem egy állítható szintező felfogót az egyenetlen felületekhez, de nem tudom most bemutatni, a lényege az hogy egy nagyobb csavar közepébe ( nálam M16x 1.5 )fúrunk egy kisebb menetet a felfogatáshoz ( m8 )a nagyobb menettel szintezünk, a kisebbel rászorítjuk a munkadarabot, közben órázunk, ez esztergagépre készült, mint egy síktárcsa jelleggel.
Amiért ezt ennyire tolom az csak attól van hogy, most visszaláttam ezt a régi megoldásomat!a videóban a 45. percénél kb.
https://www.youtube.com/watch?v=EDeIq3SZNRs&t=5245s
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 20:36
Írta: KoLa Dátum 2020 október 31, 20:36
Ezt, fúrásra, dörzsárazásra, menetfúrásra használjuk, mint egy asztali fúrógépen, csak itt adott a pontos léptetés a síkban!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 20:52
Írta: jani300 Dátum 2020 október 31, 20:52
Köszönöm .
Rövid az útjuk általában , láttam olyat is hogy egy csapágy mozog hüvelyben ,annak a külső gyűrűje vetet fent .
No de én is ráépítésben gondolkodok már , egy orosz jis szerszámmarónál aminek hiányzik a vetikálfeje .
Legalább tíz éve már bele is kezdtem egy hegesztett szerkezetbe , de megállt néhány pillanatra a dolog .
De megpróbálkozok a NYES-sel hátha lazíthatok kicsit .
Rövid az útjuk általában , láttam olyat is hogy egy csapágy mozog hüvelyben ,annak a külső gyűrűje vetet fent .
No de én is ráépítésben gondolkodok már , egy orosz jis szerszámmarónál aminek hiányzik a vetikálfeje .
Legalább tíz éve már bele is kezdtem egy hegesztett szerkezetbe , de megállt néhány pillanatra a dolog .
De megpróbálkozok a NYES-sel hátha lazíthatok kicsit .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 21:32
Írta: KoLa Dátum 2020 október 31, 21:32
Az ilyen tíz éves hegesztett szerkezetek már elég jók!
Kiment belőlük a feszültség, ideje lesz folytatni a fejlesztést!
Csak, 60 év felett már a fejlesztőből is kimennek a feszültségek!
Arra gondolok hogy:
"Az akarok lenni! ami akkor voltam, amikor, az akartam lenni ami most vagyok!" (Geszti Péter, dalszöveg idézet)
A félretett projectek azok félre vannak téve, lehet örökre.
Kiment belőlük a feszültség, ideje lesz folytatni a fejlesztést!
Csak, 60 év felett már a fejlesztőből is kimennek a feszültségek!
Arra gondolok hogy:
"Az akarok lenni! ami akkor voltam, amikor, az akartam lenni ami most vagyok!" (Geszti Péter, dalszöveg idézet)
A félretett projectek azok félre vannak téve, lehet örökre.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 22:30
Írta: jani300 Dátum 2020 október 31, 22:30
A félretett projectek azok félre vannak téve, lehet örökre.
Remélem nem .
Csat attól ment el a kedvem hogy más szekerét toljam .
Pakoltam ma is meg hagytam kicsit lehúzni magam de az más tészta .
Ma meglódult a hely nyerő projekt , innét már van látszatja .
Fél órája találtam két talán B 16 új fúrótokmányt kulccsal , az még az örökségem .
Meg egy zsebfűrészt :)
Remélem nem .
Csat attól ment el a kedvem hogy más szekerét toljam .
Pakoltam ma is meg hagytam kicsit lehúzni magam de az más tészta .
Ma meglódult a hely nyerő projekt , innét már van látszatja .
Fél órája találtam két talán B 16 új fúrótokmányt kulccsal , az még az örökségem .
Meg egy zsebfűrészt :)
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2020 október 31, 23:12
Írta: vjanos Dátum 2020 október 31, 23:12
Felesleges M1 cserekerék szettet nem találsz véletlenül? :D
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 október 31, 23:17
Írta: KoLa Dátum 2020 október 31, 23:17
A zsebfűrész az az, amivel a zsebeket lehet elvágni?
Na! kíváncsi lettem mi lesz két tokmányból meg egy zsebfűrészből!
Na! kíváncsi lettem mi lesz két tokmányból meg egy zsebfűrészből!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 23:21
Írta: jani300 Dátum 2020 október 31, 23:21
E1 ?
Biztosan van pár darab . Darabban vettem néhány dolgot hozzá .
Kell ritkítanom , de nagyobb dolgokat is , csak most még emésztem a dolgot .
Ma még kimegyek szerintem kicsit , évek óta nincs látszata a pakolgatásnak , de most alakul már .
Biztosan van pár darab . Darabban vettem néhány dolgot hozzá .
Kell ritkítanom , de nagyobb dolgokat is , csak most még emésztem a dolgot .
Ma még kimegyek szerintem kicsit , évek óta nincs látszata a pakolgatásnak , de most alakul már .
Cím: Re:Hagyományos forgácsológépek
Írta: vjanos Dátum 2020 október 31, 23:32
Írta: vjanos Dátum 2020 október 31, 23:32
Ez épp valami ős KART (https://photos.app.goo.gl/jMijt5uq7yoCrucd7).
14-es furat, 12-15mm szélesség.
Ha találsz, írj :)
14-es furat, 12-15mm szélesség.
Ha találsz, írj :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 23:34
Írta: jani300 Dátum 2020 október 31, 23:34
Fénykép ,ha sikerül :)
Ez még nem kínai bóvli , orosz vagy lengyel :)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_xdm2z2nj760spxit4xsu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/xdm2z2nj760spxit4xsu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_dyw05475u3s76tita3k9j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/dyw05475u3s76tita3k9j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_jw0fuivbxed32yxazv4nf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/jw0fuivbxed32yxazv4nf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_jasah6idn3wx40yvzifsq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/jasah6idn3wx40yvzifsq_2430.jpg)
Ez még nem kínai bóvli , orosz vagy lengyel :)
(https://hobbicncforum.hu/uploaded_images/2020/10/tn_xdm2z2nj760spxit4xsu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/xdm2z2nj760spxit4xsu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_dyw05475u3s76tita3k9j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/dyw05475u3s76tita3k9j_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_jw0fuivbxed32yxazv4nf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/jw0fuivbxed32yxazv4nf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/tn_jasah6idn3wx40yvzifsq_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/10/jasah6idn3wx40yvzifsq_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 október 31, 23:58
Írta: jani300 Dátum 2020 október 31, 23:58
Ja , négy öt napja kiderült van egy tos vésőfejem is .
Valami töröttre emlékszem ,de ezen nem vettem észre a hibát .
De azt most már nem ásom ki .
Majd hirdetek garázsvásárt egyszer :)
Valami töröttre emlékszem ,de ezen nem vettem észre a hibát .
De azt most már nem ásom ki .
Majd hirdetek garázsvásárt egyszer :)
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2020 november 01, 11:06
Írta: D.Laci Dátum 2020 november 01, 11:06
Vagy ilyennel is jól lehet szintezni.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_zk95kev9mgg3m97m9jau_24.png) (https://hobbicncforum.hu/uploaded_images/2020/11/zk95kev9mgg3m97m9jau_24.png)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_zk95kev9mgg3m97m9jau_24.png) (https://hobbicncforum.hu/uploaded_images/2020/11/zk95kev9mgg3m97m9jau_24.png)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 01, 19:29
Írta: KoLa Dátum 2020 november 01, 19:29
Jó ez a megoldás is! ezt most rajzoltad, vagy lehet ilyet venni is? mert ezt, otthoni körülmények közt' csak egy bkny fejéből lehet a leggyorsabban előállítani.
Kevés húsa' marad a meghúzásra.
Kevés húsa' marad a meghúzásra.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 01, 19:34
Írta: KoLa Dátum 2020 november 01, 19:34
Van ebben a kategóriában, Dremel, made in brasil, alig van hangja, és bírja az igénybevételt is!
A parkside-ot csak próbaképpen vettem.
A parkside-ot csak próbaképpen vettem.
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2020 november 01, 19:57
Írta: D.Laci Dátum 2020 november 01, 19:57
Én rajzoltam. Nem méret pontos, csak gyorsan össze dobtam.
Gépek asztalait szintezik ilyenekkel.
Próbáltam rákeresni de nem találtam.
Gépek asztalait szintezik ilyenekkel.
Próbáltam rákeresni de nem találtam.
Cím: Re:Hagyományos forgácsológépek
Írta: Devecz Miklós Dátum 2020 november 01, 20:22
Írta: Devecz Miklós Dátum 2020 november 01, 20:22
Pedig megtalálható. [#wave]
Szintező csavar (https://us.misumi-ec.com/vona2/detail/110300602210/)
Szintező csavar (https://us.misumi-ec.com/vona2/detail/110300602210/)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 november 02, 00:28
Írta: 6rk75uezn Dátum 2020 november 02, 00:28
Köszönöm mindenkinek aki hozzászólt a marógépes problémámhoz.
A kúpot helyrehozva sem lett jó mint ahogy 95% ban gondoltam is.
Az első kétsoros hengergörgős csapágyon állitva picit megszünt a jelenség.Meg se szólal 5mm-nél.
A kúpot helyrehozva sem lett jó mint ahogy 95% ban gondoltam is.
Az első kétsoros hengergörgős csapágyon állitva picit megszünt a jelenség.Meg se szólal 5mm-nél.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 november 02, 00:40
Írta: 6rk75uezn Dátum 2020 november 02, 00:40
Szia Lajos!
"Szerintem meg rosszul választottad meg a fordulatszámot és az előtolást, és a fogásmélységet is, hűtés nélkül!ehhez a valamilyen anyaghoz ami lehet hogy s355.
Nem kell egyből a csapágyra fogni!ha ezt nem tudja a géped akkor lassítsál, úgy is jó lesz csak tovább tart.
Ebben a függőleges előtolásban előfordul hogy az asztal holtjátéka okoz lebegést a forgácsoló erő miatt..."
Lehet hogy nem teljesen voltak a paraméterek optimálisak (vágósebesség,tolás,fogás,de azért csak nem voltak messze az optimálishoz.
Az anyag c45 volt,és igen azt is tudom hogy a marónak nem lenne szabad telibe dolgozni,hűtés/kenés nélkül sem illik a Hss-t dolgoztatni de egy próba erejéig nem lesz baja.Akkor van baj ha már a forgácsnak szine van pl.
Ennek a gépnek a vizszintes orsójának meg se kell hogy kottyanjon az 5mm egy 34mm es maróval.
Nem szabad mindjárt a gépkezelőt hibáztatni!
"Szerintem meg rosszul választottad meg a fordulatszámot és az előtolást, és a fogásmélységet is, hűtés nélkül!ehhez a valamilyen anyaghoz ami lehet hogy s355.
Nem kell egyből a csapágyra fogni!ha ezt nem tudja a géped akkor lassítsál, úgy is jó lesz csak tovább tart.
Ebben a függőleges előtolásban előfordul hogy az asztal holtjátéka okoz lebegést a forgácsoló erő miatt..."
Lehet hogy nem teljesen voltak a paraméterek optimálisak (vágósebesség,tolás,fogás,de azért csak nem voltak messze az optimálishoz.
Az anyag c45 volt,és igen azt is tudom hogy a marónak nem lenne szabad telibe dolgozni,hűtés/kenés nélkül sem illik a Hss-t dolgoztatni de egy próba erejéig nem lesz baja.Akkor van baj ha már a forgácsnak szine van pl.
Ennek a gépnek a vizszintes orsójának meg se kell hogy kottyanjon az 5mm egy 34mm es maróval.
Nem szabad mindjárt a gépkezelőt hibáztatni!
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 02, 22:27
Írta: KoLa Dátum 2020 november 02, 22:27
OK!
Akkor bocsi!
Mi szakik, nem szoktuk feleslegesen rezegtetni a gépet, mihelyt rezeg állítunk!
A rezonancia ősi ellensége a forgácsolásnak!
De! lehet ellene tenni, általában a kerületi sebesség lassítása eredményt hoz...
Te mint gépkezelő! próbáld csak ki! lassítsál és csodát fogsz látni!
Még egy emlék: annó valamelyik 10 évvel ezelőtti Machtech-en
történt...
A Haas standjánál pont egy hasonló gépet állítottak ki mint amit éppen szerettem volna megépíteni!
A kiállított gép nagyon tetszett, és az illető magyar nyelvű előadó, nagyon készségesen mindenre válaszolt.
Mondanom sem kell hogy, a felét sem értettem...
Péntek du 15h tájban pont arra jártam megint.
Ez a vége a Machtech-nek.
A szomszédos kiállító, gondolta hogy nem mehet így haza hogy egybe maradt a vas.
Láttam ezt, már előtte mikor ott jártam,a négy sarkán alátéttel felfogatott lv 20-as lap 300x300 méretben.
Na ebbe beleküldte az ipse amit előirt a gépkönyv, stílusba.
Hallottam ezt a szörnyű hangot mert bezengte az egész csarnokot, gondoltam: ez se jobb mint a nibbelőgép.
Aztán meglepődtem amikor a Haas-os barátunkat önkívületi állapotban rohangálva láttam ... segítség állítsák le ezt a barmot, ez nem igaz!
Pedig igaz! ha valaki pont ott járt és emlékszik, meg tudja erősíteni!
A végső konklúzió a rezonancia nem kell!
Akkor bocsi!
Mi szakik, nem szoktuk feleslegesen rezegtetni a gépet, mihelyt rezeg állítunk!
A rezonancia ősi ellensége a forgácsolásnak!
De! lehet ellene tenni, általában a kerületi sebesség lassítása eredményt hoz...
Te mint gépkezelő! próbáld csak ki! lassítsál és csodát fogsz látni!
Még egy emlék: annó valamelyik 10 évvel ezelőtti Machtech-en
történt...
A Haas standjánál pont egy hasonló gépet állítottak ki mint amit éppen szerettem volna megépíteni!
A kiállított gép nagyon tetszett, és az illető magyar nyelvű előadó, nagyon készségesen mindenre válaszolt.
Mondanom sem kell hogy, a felét sem értettem...
Péntek du 15h tájban pont arra jártam megint.
Ez a vége a Machtech-nek.
A szomszédos kiállító, gondolta hogy nem mehet így haza hogy egybe maradt a vas.
Láttam ezt, már előtte mikor ott jártam,a négy sarkán alátéttel felfogatott lv 20-as lap 300x300 méretben.
Na ebbe beleküldte az ipse amit előirt a gépkönyv, stílusba.
Hallottam ezt a szörnyű hangot mert bezengte az egész csarnokot, gondoltam: ez se jobb mint a nibbelőgép.
Aztán meglepődtem amikor a Haas-os barátunkat önkívületi állapotban rohangálva láttam ... segítség állítsák le ezt a barmot, ez nem igaz!
Pedig igaz! ha valaki pont ott járt és emlékszik, meg tudja erősíteni!
A végső konklúzió a rezonancia nem kell!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 05, 19:27
Írta: svejk Dátum 2020 november 05, 19:27
A szerszámbehúzó szívatott. :)
Egy kapocsdobozban van egy böszme mágnestekercs ami összekapcsol egy körmös tengelykapcsolót és egy mikrokapcsoló.
Ezeket ugye a múltkor is végignéztem.
Csak ezek a fifikás NDK-s mérnökök a motor kapocsdobozába is elhelyeztek egy mikrokapcsolót, amit egy srég tolórúd működtet, ez érzékeli a behúzási nyomatékot.
Vertikál fej van rajta, nem lesz használva horizontálként, így át lett kötve.
Egyébként úgy működik a gép, hogy a felső sorban levő kapcsolóval ki kell választani a forgásirányt, majd az előtolás gombbal indul minden együtt.
Egy kapocsdobozban van egy böszme mágnestekercs ami összekapcsol egy körmös tengelykapcsolót és egy mikrokapcsoló.
Ezeket ugye a múltkor is végignéztem.
Csak ezek a fifikás NDK-s mérnökök a motor kapocsdobozába is elhelyeztek egy mikrokapcsolót, amit egy srég tolórúd működtet, ez érzékeli a behúzási nyomatékot.
Vertikál fej van rajta, nem lesz használva horizontálként, így át lett kötve.
Egyébként úgy működik a gép, hogy a felső sorban levő kapcsolóval ki kell választani a forgásirányt, majd az előtolás gombbal indul minden együtt.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 november 06, 14:36
Írta: Vetesi75 Dátum 2020 november 06, 14:36
Örülök, hogy sikerült működésre bírni. [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: konvoid Dátum 2020 november 07, 08:51
Írta: konvoid Dátum 2020 november 07, 08:51
Üdv!
Hogy legyen kicsit más is.
Ez is hagyományos gép.( gépek )
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_7ckz4485kcfap0zwd5ju8_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/7ckz4485kcfap0zwd5ju8_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_2n3pnsda3mgpbgnipmg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2n3pnsda3mgpbgnipmg_5784.jpg)
Hogy legyen kicsit más is.
Ez is hagyományos gép.( gépek )
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_7ckz4485kcfap0zwd5ju8_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/7ckz4485kcfap0zwd5ju8_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_2n3pnsda3mgpbgnipmg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/2n3pnsda3mgpbgnipmg_5784.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 07, 19:37
Írta: bundyland Dátum 2020 november 07, 19:37
Sziasztok !
Szét kellett szednem a marógépem egyik főorsóját.
Az NN csapágy előfeszítése nem állítódott el, de a 234413-as szuper precíziós kétirányú ferde hatásvonalú csapágyé igen. Hogy kell ezeknek az előfeszítését beállítani?
Nem gányolni szeretnék mi lenne a hivatalos eljárás?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_jv0kethpe205eq6sebuuc_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/jv0kethpe205eq6sebuuc_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_whpqy206iuc0h0xkdti4q_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/whpqy206iuc0h0xkdti4q_2869.jpg)
Szét kellett szednem a marógépem egyik főorsóját.
Az NN csapágy előfeszítése nem állítódott el, de a 234413-as szuper precíziós kétirányú ferde hatásvonalú csapágyé igen. Hogy kell ezeknek az előfeszítését beállítani?
Nem gányolni szeretnék mi lenne a hivatalos eljárás?
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_jv0kethpe205eq6sebuuc_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/jv0kethpe205eq6sebuuc_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_whpqy206iuc0h0xkdti4q_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/whpqy206iuc0h0xkdti4q_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2020 november 07, 19:59
Írta: Szalai György Dátum 2020 november 07, 19:59
Hú de szép kérdés! Sosem volt még ilyen. Alig várom, hogy legyen válasz.
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 november 07, 20:01
Írta: mdani2 Dátum 2020 november 07, 20:01
Szia!
Én megnézném a gépkönyvet első nekifutásra. Abban hátha van valami evvel kapcsolatban. Vagy a metszeti rajzból kiderül, hogyan van megoldva. Amúgy meg általában a csapágyhézag három féleképen van beállítva:
A csapágy úgy van köszörülve, hogy amikor a párt összerakod és összehúzod, akkor annyit deformálódik, hogy elő legyen feszítve.
A csapágyak normálra vannak köszörülve és a közé betett külső/belső közgyűrűk mérete nem ugyan akkora és ez adja majd az előfeszítést.
A csapágyak rugóval vannak előfeszítve.
Szóval általában a csapágyanya meg van rendesen húzva és nem annak a meghúzási nyomatéka határozza meg az előfeszítést. Ez már azért sem, mert a nyomatékra húzásnak elég nagy a bizonytalansága...
Üdv Dani
Én megnézném a gépkönyvet első nekifutásra. Abban hátha van valami evvel kapcsolatban. Vagy a metszeti rajzból kiderül, hogyan van megoldva. Amúgy meg általában a csapágyhézag három féleképen van beállítva:
A csapágy úgy van köszörülve, hogy amikor a párt összerakod és összehúzod, akkor annyit deformálódik, hogy elő legyen feszítve.
A csapágyak normálra vannak köszörülve és a közé betett külső/belső közgyűrűk mérete nem ugyan akkora és ez adja majd az előfeszítést.
A csapágyak rugóval vannak előfeszítve.
Szóval általában a csapágyanya meg van rendesen húzva és nem annak a meghúzási nyomatéka határozza meg az előfeszítést. Ez már azért sem, mert a nyomatékra húzásnak elég nagy a bizonytalansága...
Üdv Dani
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 07, 20:11
Írta: bundyland Dátum 2020 november 07, 20:11
Sajnos gépkönyv nincs és nem is nagyon beszerezhető.:-(
Ez valójában egy csapágy és a belső gyűrűk között van a hézag. Csak hát honnan tudom mikor hagyjam abba a csapágyanya húzását....
Ez valójában egy csapágy és a belső gyűrűk között van a hézag. Csak hát honnan tudom mikor hagyjam abba a csapágyanya húzását....
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 november 07, 20:12
Írta: mdani2 Dátum 2020 november 07, 20:12
Megnéztem a saját gépem könyvét. Ott kúpgörgős csapágyan vannak. A csapágyanyával van összehúzva. Nincs a csapágyak belső gyűrűjénél közgyűrű. Passz. Akkor ezek szerint a csapágyanyával is szokás előfeszítést állítani.
Esetleg itt érdeklődj:
https://www.szerszamgeporso.hu/
Hátha tud tanácsot adni. Nekem a köszörűgép orsóját ő újította fel.
Üdv Dani
Esetleg itt érdeklődj:
https://www.szerszamgeporso.hu/
Hátha tud tanácsot adni. Nekem a köszörűgép orsóját ő újította fel.
Üdv Dani
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 november 07, 20:17
Írta: ywathzay Dátum 2020 november 07, 20:17
Strigon szerszámmaró vertikálfjében van egy hézagoló alátét. Állítani úgy lehet, hogy az alátétből 1-2 századot le kell köszörülni. Itt nincs ilyen lehetőség?
Cím: Re:Hagyományos forgácsológépek
Írta: mdani2 Dátum 2020 november 07, 20:17
Írta: mdani2 Dátum 2020 november 07, 20:17
Jó lenne tudni, hogy van e közgyűrű a két csapágy között. Ha van akkor könnyű, mert akkor olyan lehet, mint előbb írtam. Ha nincs akkor passz.
Az E3N axiális oldalon egy tányér rugóval van megfeszítve. Nekem azt mondták, hogy oda vissza kell lökdösni az orsót és mérni az axiális hézagot. Ha lement nullára, akkor rá kell húzni érzéssel még egy kicsit.
Szóval ezt esetleg te is meg tudod tenni. Ha eltűnt az axiális hézag, akkor tudod, hogy már közel jársz.
Itt egy videó ennek az elméleti hátteréről:
Sajnos más ötletem nincs.
Az E3N axiális oldalon egy tányér rugóval van megfeszítve. Nekem azt mondták, hogy oda vissza kell lökdösni az orsót és mérni az axiális hézagot. Ha lement nullára, akkor rá kell húzni érzéssel még egy kicsit.
Szóval ezt esetleg te is meg tudod tenni. Ha eltűnt az axiális hézag, akkor tudod, hogy már közel jársz.
Itt egy videó ennek az elméleti hátteréről:
Sajnos más ötletem nincs.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 07, 20:34
Írta: bundyland Dátum 2020 november 07, 20:34
Van gyárilag közgyűrű benne, ergo nem tudod "összeroppantani" a golyókat. Egyenlőre úgy tünik hogy meghúzva koppra van egy gyári előfeszítés. De mi van ha kopik a csapágy ? Cserélni kéne ? 330eFt egy ilyen.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 07, 20:49
Írta: KoLa Dátum 2020 november 07, 20:49
Mostanában cseréltem főorsó csapágyat a Gildemeister CT40-ben.
3 db ferde hatásvonalú csapágy van benne.Elöl van kettő.
Ami adott az a főorsóház csapágyfészkei, ezek nem változnak.
Ezekbe kell beszorítani a csapágy külsőt a fedéllel, ezek lesznek a fix pontok, ezután a főorsóház fedelét levéve tudom két anyával előre és hátra is hézagolni a főorsón tekerve.
A beállítást és előfeszítést én úgy ellenőriztem hogy
1: kézzel könnyen és simán forgatható!
2: pájszerrel nem tudok csak 1-2 századot emelni a főorsón
3: szegnyereggel megnyomva hosszirányban is csak 1-2 század
Eddig nem tapasztalható, sem melegedés sem beremegés.
A Te gépednél pontosan nem ismerem a felépítést, ha hasonló elveket követsz akkor nagy baj nem lehet.
3 db ferde hatásvonalú csapágy van benne.Elöl van kettő.
Ami adott az a főorsóház csapágyfészkei, ezek nem változnak.
Ezekbe kell beszorítani a csapágy külsőt a fedéllel, ezek lesznek a fix pontok, ezután a főorsóház fedelét levéve tudom két anyával előre és hátra is hézagolni a főorsón tekerve.
A beállítást és előfeszítést én úgy ellenőriztem hogy
1: kézzel könnyen és simán forgatható!
2: pájszerrel nem tudok csak 1-2 századot emelni a főorsón
3: szegnyereggel megnyomva hosszirányban is csak 1-2 század
Eddig nem tapasztalható, sem melegedés sem beremegés.
A Te gépednél pontosan nem ismerem a felépítést, ha hasonló elveket követsz akkor nagy baj nem lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 07, 21:18
Írta: bundyland Dátum 2020 november 07, 21:18
Értem, itt mondjuk próbálgatni nehezebb mert rengeteg szerelés kell hogy az axiális kotyogást nézni lehessen, de most találtam egy SKF nagy pontosságú csapágyak katalógust és az mintha azt írná hogyha ezt a csapágyat (234413) összeszerelem a helyén akkor létrejön az előfeszítés, nem lehet állítani.
Ergo ha kopott akkor csere.
Ergo ha kopott akkor csere.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 08, 20:17
Írta: KoLa Dátum 2020 november 08, 20:17
Nálam is így van, a dupla csapágyakat fel kell szorítani, és aztán a hátsót hozzá állítani.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 08, 21:13
Írta: bundyland Dátum 2020 november 08, 21:13
Közben kiderült már itt nálam nincs mit állítani a gyári beállításig lehet húzni utána hiába bármekkora erő nem szorul a csapágy.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 08, 21:25
Írta: KoLa Dátum 2020 november 08, 21:25
Ez számomra elég buta megoldásnak látszana, de bízok a tervezőkben.
Kell lennie valami állítási lehetőségnek!
Ferde hatásvonalú csapágyakat be kell tudni állítani!
Van valami rajz róla?
Kell lennie valami állítási lehetőségnek!
Ferde hatásvonalú csapágyakat be kell tudni állítani!
Van valami rajz róla?
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 08, 21:38
Írta: bundyland Dátum 2020 november 08, 21:38
Igen, de a gyár beállítva adja el.
Ez egy elég speciális csapágy.
Ez egy elég speciális csapágy.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 november 08, 22:01
Írta: KoLa Dátum 2020 november 08, 22:01
Hát akkor csalni kell!
Valamilyen hézagolásra nincs ott lehetőség?
Az eredetit nem változtatjuk meg csak a fészekbe is, és a tengelyre is hézagoló alátétet teszünk, ezek vastagsági kölönbségével hézagolunk.
Alu sörösdoboz 0.07mm de van több féle gyártmány, ezekkel lehet játszani!
Valamilyen hézagolásra nincs ott lehetőség?
Az eredetit nem változtatjuk meg csak a fészekbe is, és a tengelyre is hézagoló alátétet teszünk, ezek vastagsági kölönbségével hézagolunk.
Alu sörösdoboz 0.07mm de van több féle gyártmány, ezekkel lehet játszani!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 09, 06:34
Írta: svejk Dátum 2020 november 09, 06:34
"Ferde hatásvonalú csapágyakat be kell tudni állítani!"
A szuperpreciziós néven futottakat nem.
Párban árulják őket és meg van határozva a beépítési helyzetük.
Régebben jelölve volt az "O" vagy "X" beépítés, ma már egyre inkább az univerzálisan beépíthetőeket lehet kapni a dobozon fel vannak tüntetve a méreteltérések.
(lásd a képen)
Egy golyóscsapágynál ha megkopott a futófelület azt már hiába állítod úgysem lesz az igazi.
Hajtott szerszámtartóknál kísérleteztem vele, hogy mindkét gyűrűt hézagoltam- az egyiket kevesebbel-, hogy megszűnjön a lógás de pár hetet bírt csak ki.
Míg az új csapággyal elmennek 1-1,5 évig.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_zayup2zaftt7kci0ifmv_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/zayup2zaftt7kci0ifmv_66.jpg)
A szuperpreciziós néven futottakat nem.
Párban árulják őket és meg van határozva a beépítési helyzetük.
Régebben jelölve volt az "O" vagy "X" beépítés, ma már egyre inkább az univerzálisan beépíthetőeket lehet kapni a dobozon fel vannak tüntetve a méreteltérések.
(lásd a képen)
Egy golyóscsapágynál ha megkopott a futófelület azt már hiába állítod úgysem lesz az igazi.
Hajtott szerszámtartóknál kísérleteztem vele, hogy mindkét gyűrűt hézagoltam- az egyiket kevesebbel-, hogy megszűnjön a lógás de pár hetet bírt csak ki.
Míg az új csapággyal elmennek 1-1,5 évig.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_zayup2zaftt7kci0ifmv_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/zayup2zaftt7kci0ifmv_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 09, 06:36
Írta: svejk Dátum 2020 november 09, 06:36
"Hát akkor csalni kell!"
Ha nem is kell, de ugye hobbyban mindent lehet, hiszen valószínűleg nem 7/24-ben fognak menni.
Ha nem is kell, de ugye hobbyban mindent lehet, hiszen valószínűleg nem 7/24-ben fognak menni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 09, 06:39
Írta: svejk Dátum 2020 november 09, 06:39
A képen láthatónak pl. 54 ezer Ft az ára.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 09, 07:22
Írta: svejk Dátum 2020 november 09, 07:22
Ehh, nem olvastam vissza eléggé...
Ez a 234413-as (https://www.bdiexpress.com/hu/en/Bearings/Ball-Bearings/Precision-Ball-Bearings/234413-M-SP/p/1179325) azért nem gyerekjáték csapágy.
No az ilyeneket szokták mindenféle vacakkal kiváltani aztán megy a gép a Jófogásra. :(
Ez a 234413-as (https://www.bdiexpress.com/hu/en/Bearings/Ball-Bearings/Precision-Ball-Bearings/234413-M-SP/p/1179325) azért nem gyerekjáték csapágy.
No az ilyeneket szokták mindenféle vacakkal kiváltani aztán megy a gép a Jófogásra. :(
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 november 09, 07:27
Írta: svejk Dátum 2020 november 09, 07:27
No de akkor nem is kell cserélni ugye?
(nagy vonalakban ez beállítás szempontjából úgy működik mint az autók osztott belső gyűrűjű kerékcsapágya, azaz nem kell állítani csak beszerelni)
(nagy vonalakban ez beállítás szempontjából úgy működik mint az autók osztott belső gyűrűjű kerékcsapágya, azaz nem kell állítani csak beszerelni)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 09, 07:58
Írta: bundyland Dátum 2020 november 09, 07:58
Nem szerencsére!
Azért szedtem szét mert nagy eszemmel túl sok zsírt nyomtam a főorsóba és felforrósodott. Aztán szétszedéskor vettem észre hogy ez a kétirányú ferde hatásvonalú csapágy lelazult és tekintettel a "filléres" árára mielőtt hozzányúlnék és visszafeszíteném gondoltam rákérdezek itt a fórumon hogyan is kell szépen. Aztán hosszas böngészés után találtam meg hogy ez összeszereléskor beállítódik egy gyári értékre és pont.Azóta összehúztam és próbából elkezdtem kicsit jobban feszíteni, de nem volt hatással a csapágyra
nem kezdett el kicsit sem jobban szorulni, a belső gyűrű már nem engedi tovább így nem kell/lehet állítani semmit.
Azért szedtem szét mert nagy eszemmel túl sok zsírt nyomtam a főorsóba és felforrósodott. Aztán szétszedéskor vettem észre hogy ez a kétirányú ferde hatásvonalú csapágy lelazult és tekintettel a "filléres" árára mielőtt hozzányúlnék és visszafeszíteném gondoltam rákérdezek itt a fórumon hogyan is kell szépen. Aztán hosszas böngészés után találtam meg hogy ez összeszereléskor beállítódik egy gyári értékre és pont.Azóta összehúztam és próbából elkezdtem kicsit jobban feszíteni, de nem volt hatással a csapágyra
nem kezdett el kicsit sem jobban szorulni, a belső gyűrű már nem engedi tovább így nem kell/lehet állítani semmit.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2020 november 09, 08:30
Írta: 7cim5mm0 Dátum 2020 november 09, 08:30
Ejj de szépek!
Saját gépek?
Esetleg FIAT rendszerű géphez hozzáférsz?
Volna egy ívelt fogazású kúpkerékpár amit újra kellene gyártani, de nem nagyon van ilyen rendszerben dolgozó gép a látókörömben.
Saját gépek?
Esetleg FIAT rendszerű géphez hozzáférsz?
Volna egy ívelt fogazású kúpkerékpár amit újra kellene gyártani, de nem nagyon van ilyen rendszerben dolgozó gép a látókörömben.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 09, 09:21
Írta: Csuhás Dátum 2020 november 09, 09:21
Ha a futófelületek és a golyók épek akkor lehet leköszörülni a gyűrűből vagy a hézagolóból. Gazdag helyen cserélik, de beállítva szerintem még évekig hibátlan lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2020 november 09, 09:53
Írta: TBS-TEAM Dátum 2020 november 09, 09:53
Gyári hézagoló gyűrűt nem bántjuk ETALON.
Új gyűrűt gyártunk különböző méretben.
Új gyűrűt gyártunk különböző méretben.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 november 09, 10:12
Írta: Vetesi75 Dátum 2020 november 09, 10:12
Egy már jól bejáródott csapágynál (csapágy készletnél) az ilyen barkácsolás általában nem jár sikerrel - szinte garantált a futófelületek sérülése - az utána állítás szükségessége is rendszerint ebből fakad. Ideig-óráig kisegíthet a bajból, amíg megérkezik a cseredarab, de tartós megoldásként nem szabad számítani rá. Ráadásul a szerelés időbe kerül és nem mindenki nyugdíjas...
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2020 november 09, 22:40
Írta: Vetesi75 Dátum 2020 november 09, 22:40
Példaként háromféle variáció azonos gyártótól különböző típusokra. A közös bennük, hogy a ferde hatásvonalú csapágyak nincsenek hézagolva.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_jkjghk44jy7sf4qqqyneg_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/jkjghk44jy7sf4qqqyneg_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_cj5jnquvu937kgv5dnix9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/cj5jnquvu937kgv5dnix9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_v2pf39iy79zehen5vage4_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/v2pf39iy79zehen5vage4_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_jkjghk44jy7sf4qqqyneg_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/jkjghk44jy7sf4qqqyneg_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_cj5jnquvu937kgv5dnix9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/cj5jnquvu937kgv5dnix9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_v2pf39iy79zehen5vage4_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/v2pf39iy79zehen5vage4_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 november 10, 05:37
Írta: Istvan0728 Dátum 2020 november 10, 05:37
Gördülőcsapágyak szerelése : www.schaeffler.com › downloads_7 › wl_80100_3_de_hu
PDF
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 10, 07:03
Írta: Csuhás Dátum 2020 november 10, 07:03
Szóval:Gördülőcsapágyak szerelése pdf (https://www.schaeffler.com/remotemedien/media/_shared_media/08_media_library/01_publications/schaeffler_2/manualmountingoperation/downloads_7/wl_80100_3_de_hu.pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2020 november 10, 07:52
Írta: Istvan0728 Dátum 2020 november 10, 07:52
Nekem nem jött össze a link beillesztése.[#csodalk][#nemtudom][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 november 10, 08:44
Írta: bundyland Dátum 2020 november 10, 08:44
Köszi, ez elég jó anyag!
Ráadásul benne van amit kerestem
"A kétfelé ható axiális ferdehatásvonalú csapágyak gyári elôfeszítéssel rendelkeznek"
Ráadásul benne van amit kerestem
"A kétfelé ható axiális ferdehatásvonalú csapágyak gyári elôfeszítéssel rendelkeznek"
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 29, 19:59
Írta: Csuhás Dátum 2020 november 29, 19:59
Van aki termel a gépeivel, és van a hobbista aki gyakran csak a gépeit buherálja. Ez utóbbi kategóriába tartozik hogy a vertikál fejemre építettem egy órát. Az előző gépemen egy me250 fej volt aminek gyárilag volt mérőóra felfogása. Nagyon kényelmesen lehetett asztal mozgatással érintőfogást majd a vertikál fejjel az órán ellenőrizve fogást venni. Ez hiányzott a mostani gépemről, és részben már elkészítettem. Ami még hiányzik, az egy alu bilincstől a vertikál tetejéig egy húzórugó, mert érthetetlen módon gyárilag nincs visszahúzó rugó a fejben. Majd az előtoláshoz vagy egy könnyű csavarral rögzíthető előtoló kar, vagy helyette egy csigakerék hajtás elől egy kis tekerővel, hogy melyik azt még nem döntöttem el.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8aduwyg4d2nan7cgkh8nb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/8aduwyg4d2nan7cgkh8nb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_ps9xzdvpmsxezbg5wg80_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ps9xzdvpmsxezbg5wg80_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kdesmq7zbfp5d7wg440hw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kdesmq7zbfp5d7wg440hw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xkwj80kjz4jmmtxymxxv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xkwj80kjz4jmmtxymxxv_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_8aduwyg4d2nan7cgkh8nb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/8aduwyg4d2nan7cgkh8nb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_ps9xzdvpmsxezbg5wg80_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ps9xzdvpmsxezbg5wg80_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_kdesmq7zbfp5d7wg440hw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/kdesmq7zbfp5d7wg440hw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_xkwj80kjz4jmmtxymxxv_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/xkwj80kjz4jmmtxymxxv_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 november 29, 22:34
Írta: jani300 Dátum 2020 november 29, 22:34
Látom szereted a gépeket [#eljen]
Nagyon komoly műszaki megoldások vannak ezekben a gépekben .
Komolyan nem értem ezek miért maradtak ki ,amiket említesz .
Egészen biztosan nem felejtették ki ,vagy trehánykodták el .
Nem tudok rájönni .
Nagyon komoly műszaki megoldások vannak ezekben a gépekben .
Komolyan nem értem ezek miért maradtak ki ,amiket említesz .
Egészen biztosan nem felejtették ki ,vagy trehánykodták el .
Nem tudok rájönni .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 november 30, 07:56
Írta: jani300 Dátum 2020 november 30, 07:56
Azt egyébként érdemes lenne kideríteni hogy ezeken a gépeken a függőleges orsót miért egy külön bedugható négyszögletes kulccsal lehet mozgatni .
Már gondolkodtam ezen régebben is .
Biztos vagyok benne hogy nem anyagot , munkát akartak megtakarítani . Az csak manapság , divat ,vagy egyáltalán elképzelhető .
Már gondolkodtam ezen régebben is .
Biztos vagyok benne hogy nem anyagot , munkát akartak megtakarítani . Az csak manapság , divat ,vagy egyáltalán elképzelhető .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 30, 09:03
Írta: Csuhás Dátum 2020 november 30, 09:03
Az látszik, hogy az orsó mozgatást nem gyakran használt funkciónak gondolták, így bekerült a többi ritkán használt kezelő szerv közé. Egy közös kulccsal lehet a fúró funkciót, az vertikál fej elfordítás rögzítését, az Y+ felső szán mozgatását, és rögzítését végezni. Ha mindezekhez külön kar lenne akkor nagyon zsúfol lenne a gép oldala.
Már elkezdtem egy kar készítését a fúráshoz. Fúrtam egy menetet a négyszög furat aljába, így a négyszögbe illesztett eszköz egy recés végű átmenő csavarral gyorsan rögzíthető lesz. Egy fúrókart mindenképpen készítek, de hogy teszek-e oda csigahajtást azt még nem tudom. Kis fúróhoz, maróhoz, forgácsolás közben is elég lehet a kar. Üresben fogást venni is elég, Ha nagy maróval kell Z irányban forgácsolni akkor pedig ott az az asztal mazgatás.
Már elkezdtem egy kar készítését a fúráshoz. Fúrtam egy menetet a négyszög furat aljába, így a négyszögbe illesztett eszköz egy recés végű átmenő csavarral gyorsan rögzíthető lesz. Egy fúrókart mindenképpen készítek, de hogy teszek-e oda csigahajtást azt még nem tudom. Kis fúróhoz, maróhoz, forgácsolás közben is elég lehet a kar. Üresben fogást venni is elég, Ha nagy maróval kell Z irányban forgácsolni akkor pedig ott az az asztal mazgatás.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 30, 10:38
Írta: Csuhás Dátum 2020 november 30, 10:38
Arra is gondoltam, hogy mivel az orsóházat egy fogaskerék és fogasléc ( a csapágyház oldalán kialakítva ) kapcsolat mozgatja, és ez nem kotyogás mentes, ezért mondjuk egy ujjmaróval furatot bővítve a maró belekaphat az anyagba. Ilyenkor törhet, vagy elronthatja a méretet. Szóval lehet hogy úgy képzelték hogy a súlyától megy lefelé az orsó és a fogaskerék ellentart, így nem kapkod bele az anyagba.
A vége lehet hogy az lesz hogy készítek az enyhén kopott fogas tengely helyett egy picit túlméretes fogazást és jó pár évig holtjáték mentes lesz.
A vége lehet hogy az lesz hogy készítek az enyhén kopott fogas tengely helyett egy picit túlméretes fogazást és jó pár évig holtjáték mentes lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 november 30, 11:26
Írta: jani300 Dátum 2020 november 30, 11:26
Soha nem adod fel :) [#eljen]
Nekem van egy elég bumfordi hosszan lelógó vertikálfejem ,az csavaros sűlyesztésű ,
Ránézésre gyenge kúpkerekekkel .
Annak van karja ,nóniusszal ,azt is német gépnek gondolom .
Hirdettem nem olyan rég ,de nem köll :)
Nekem van egy elég bumfordi hosszan lelógó vertikálfejem ,az csavaros sűlyesztésű ,
Ránézésre gyenge kúpkerekekkel .
Annak van karja ,nóniusszal ,azt is német gépnek gondolom .
Hirdettem nem olyan rég ,de nem köll :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 november 30, 11:35
Írta: jani300 Dátum 2020 november 30, 11:35
[#t19p125317#]
Hátha találsz benne ötletet .
Nem az eladást erőltetem ,bár jól jönne most :)
Hátha találsz benne ötletet .
Nem az eladást erőltetem ,bár jól jönne most :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 november 30, 11:37
Írta: Csuhás Dátum 2020 november 30, 11:37
A csavaros is egy alternatíva, pont ahhoz vadásztam nem régen kúpkereket. Viszont akkor gyárthatok az alu bilincs helyett acélból egy erősebbet.
Cím: Re:Hagyományos forgácsológépek
Írta: 8v9esubsb Dátum 2020 december 02, 16:28
Írta: 8v9esubsb Dátum 2020 december 02, 16:28
Szép napot!
Végre sikerült vennem egy SK 360-as esztergát.
Így most Keresek gépkönyvet SK 360-as (K-00018/5/2018 – Esztergapadhoz)
ha valakinek lenne eredeti állapotúról képe ,leírása(.pdf),és eltudná küldeni azt nagyon megköszönném.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_0mwzn6t7vpkqxt4c47bq_1987.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/0mwzn6t7vpkqxt4c47bq_1987.jpg)
Végre sikerült vennem egy SK 360-as esztergát.
Így most Keresek gépkönyvet SK 360-as (K-00018/5/2018 – Esztergapadhoz)
ha valakinek lenne eredeti állapotúról képe ,leírása(.pdf),és eltudná küldeni azt nagyon megköszönném.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_0mwzn6t7vpkqxt4c47bq_1987.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/0mwzn6t7vpkqxt4c47bq_1987.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 december 03, 04:51
Írta: 6rk75uezn Dátum 2020 december 03, 04:51
Ezeket a szánköszörűket milyen csapágyazással látták el?
Biztos van itt valaki aki már cserélt benne csapágyat.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_jvqney6sfx7640ydf6vn3_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/jvqney6sfx7640ydf6vn3_2053.jpg)
Biztos van itt valaki aki már cserélt benne csapágyat.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_jvqney6sfx7640ydf6vn3_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/jvqney6sfx7640ydf6vn3_2053.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: lari Dátum 2020 december 03, 05:33
Írta: lari Dátum 2020 december 03, 05:33
Én ugyan nem cseréltem, de láttam róla valahol egy rajzot és úgy rémlik, hogy ferdehatásvonalú golyóscsapágyak voltak benne.
Cím: Re:Hagyományos forgácsológépek
Írta: Laci11 Dátum 2020 december 03, 06:18
Írta: Laci11 Dátum 2020 december 03, 06:18
Szia !
3db ferde hatásvonalú, rugóval előfeszítve.
Csapágyméretet nem tudok, ezt 3 méretben gyártották.
3db ferde hatásvonalú, rugóval előfeszítve.
Csapágyméretet nem tudok, ezt 3 méretben gyártották.
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2020 december 03, 06:40
Írta: 6rk75uezn Dátum 2020 december 03, 06:40
Köszönöm!
Közben megtalálltam csuhásnál a "gépkönyvét".
Valóban 3db ferdehatásvonalú csapágy van benne rugós előfeszítéssel.
Közben megtalálltam csuhásnál a "gépkönyvét".
Valóban 3db ferdehatásvonalú csapágy van benne rugós előfeszítéssel.
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2020 december 05, 13:14
Írta: grekon Dátum 2020 december 05, 13:14
Szép napot .
Ismét rájöttem hogy nagyon hiányzik a furógépemröl a mm osztásu tárcsa (kell néhány fenekes luk) ezért elkezdtem kifaragni .
A lökethosz 81 mm és ahogy a fotón látszik kb 328°-t fordul (72-es osztás két hoszú vonal között) , innen viszaszámolva nekem 89-es osztás jönne ki egy teljes körre (?) . A fogasléc 1,5 modul .
Milyen anyagból s milyen módszerrel lehetne megfaragni ?
A legegyszerübbnek most az tünik kinyomtatok 89-es osztásu kört s azt ráragasztom az oldalra és egy vékony lappal átfürészelem a palástra (de persze lehet benne hiba) .
Nekem is a nyomtatás tünt egyszerübbnek , pontosabbnak de ezt nem tudnám megrajzolni s nem is találok helyben (Nagyvárad) aki kinyomtatná .
Ismét rájöttem hogy nagyon hiányzik a furógépemröl a mm osztásu tárcsa (kell néhány fenekes luk) ezért elkezdtem kifaragni .
A lökethosz 81 mm és ahogy a fotón látszik kb 328°-t fordul (72-es osztás két hoszú vonal között) , innen viszaszámolva nekem 89-es osztás jönne ki egy teljes körre (?) . A fogasléc 1,5 modul .
Milyen anyagból s milyen módszerrel lehetne megfaragni ?
A legegyszerübbnek most az tünik kinyomtatok 89-es osztásu kört s azt ráragasztom az oldalra és egy vékony lappal átfürészelem a palástra (de persze lehet benne hiba) .
Nekem is a nyomtatás tünt egyszerübbnek , pontosabbnak de ezt nem tudnám megrajzolni s nem is találok helyben (Nagyvárad) aki kinyomtatná .
Cím: Re:Hagyományos forgácsológépek
Írta: grekon Dátum 2020 december 05, 13:15
Írta: grekon Dátum 2020 december 05, 13:15
Foto
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_h5ks5sab63zh0ak88hn68_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/h5ks5sab63zh0ak88hn68_3942.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_h5ks5sab63zh0ak88hn68_3942.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/h5ks5sab63zh0ak88hn68_3942.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: zozo Dátum 2020 december 05, 18:33
Írta: zozo Dátum 2020 december 05, 18:33
A fogazott tengelyen lévő fogszám x modul x 3,14 = egy körre jutó elmozdulása a fogaslécnek mm-ben. Ebből tudsz osztást számolni.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 09:51
Írta: f6hcey09y Dátum 2020 december 17, 09:51
Sziasztok! Vettem egy ilyen vertikálfejet, két kérdésem lenne ezzel kapcsolatban. Egyrészt, ismeri esetleg valaki, hogy ez milyen gép tartozéka lehetett valaha? Elég érdekes a felfogatása, én nem láttam még ilyet.
Másrészt, a meghajtása most egy ISO40-es kúpon keresztül történik, ezt át kellene alakítanom az én gépemhez. Ha a meghajtó szerszámkúp alatti tárcsát lecsavarozom, a tárcsa elfordul, de nem jön le. Gondolom, van egy csapágy valahol belül, de ezek szerint az nem ezen a tárcsán van, ahogy felételeztem. Én így kívülről mást nem láttam, ami rögzíthetné, de egyelőre nem akartam nagyon erőltetni. Van esetleg valakinek tippje?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_7awznicjva2cnhpp9528c_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/7awznicjva2cnhpp9528c_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_6yz3i3ubnfppxnzviveg_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/6yz3i3ubnfppxnzviveg_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_i6cq8ne2522d6e6c0wq_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/i6cq8ne2522d6e6c0wq_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_w70tkyeze2wiaxx7i4u_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/w70tkyeze2wiaxx7i4u_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_74gih4s8vx8nx6ith7dy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/74gih4s8vx8nx6ith7dy_6272.jpg)
Másrészt, a meghajtása most egy ISO40-es kúpon keresztül történik, ezt át kellene alakítanom az én gépemhez. Ha a meghajtó szerszámkúp alatti tárcsát lecsavarozom, a tárcsa elfordul, de nem jön le. Gondolom, van egy csapágy valahol belül, de ezek szerint az nem ezen a tárcsán van, ahogy felételeztem. Én így kívülről mást nem láttam, ami rögzíthetné, de egyelőre nem akartam nagyon erőltetni. Van esetleg valakinek tippje?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_7awznicjva2cnhpp9528c_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/7awznicjva2cnhpp9528c_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_6yz3i3ubnfppxnzviveg_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/6yz3i3ubnfppxnzviveg_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_i6cq8ne2522d6e6c0wq_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/i6cq8ne2522d6e6c0wq_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_w70tkyeze2wiaxx7i4u_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/w70tkyeze2wiaxx7i4u_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_74gih4s8vx8nx6ith7dy_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/74gih4s8vx8nx6ith7dy_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 17, 10:03
Írta: jani300 Dátum 2020 december 17, 10:03
A második képen nem egy félig elgittelt imbusz csavarfej látszik ?
Esetleg az rögzítheti a csapágyházat .
Esetleg az rögzítheti a csapágyházat .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2020 december 17, 11:21
Írta: ywathzay Dátum 2020 december 17, 11:21
Szerény véleményem szerint aki nem tud egy ilyet szétszedni, annak nem biztos hogy egy ilyen átalakaításon kellene törnie a fejét... gonosz vagyok ugye[#nyes]. Ugyanitt keresek SK40 belső kúpos hüvelyt, ha nincs összebarmolva a kúp belseje az sem probléma[#vigyor].
Valószínűleg azért nem jön szét, mert olyan jól van illesztve a csapágy, hogy ki kell húzni csapágyastól a tengelyt. Főleg ha van benne 2db csapágy, ott még felület is van ami kapaszkodjon. Jellemzően ezek nem AS szabvány szerint készültek.
Ui.: tényleg keresek belső kúpos sk40 hüvelyt.[#kacsint]
Valószínűleg azért nem jön szét, mert olyan jól van illesztve a csapágy, hogy ki kell húzni csapágyastól a tengelyt. Főleg ha van benne 2db csapágy, ott még felület is van ami kapaszkodjon. Jellemzően ezek nem AS szabvány szerint készültek.
Ui.: tényleg keresek belső kúpos sk40 hüvelyt.[#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 11:44
Írta: f6hcey09y Dátum 2020 december 17, 11:44
Azt néztem én is, ott egy furat van, de nem menetes.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 12:00
Írta: f6hcey09y Dátum 2020 december 17, 12:00
Értem, amit mondasz [#vigyor]. Nyilván szét fogom tudni szerelni, csak gondoltam, ha valaki látta már ezt belülről, akkor megvárom, mit mond, mielőtt esetleg szétbarmolok benne valamit.
Egyébként én is azt feltételezem, hogy csapágy tartja bent, és elég nagy csapágy lehet (legalábbis a külső átmérője nagyobb kell legyen, mint a meghajtó kúpfogaskerék átmérője).
Egyébként én is azt feltételezem, hogy csapágy tartja bent, és elég nagy csapágy lehet (legalábbis a külső átmérője nagyobb kell legyen, mint a meghajtó kúpfogaskerék átmérője).
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 14:03
Írta: f6hcey09y Dátum 2020 december 17, 14:03
Végül nem találtam semmit, ami még foghatná, azon a biztosító tüskén kívül, ami látványosan hiányzott belőle (ami a Jani300 által is írt furatba megy), úgyhogy kiszedtem. Azt gondoltam, hogy az ISO kúp végén levő menetet felhasználva lehúzatom, de végül nem volt rá szükség, gumikalapáccsal finoman ütögetve is megindult, és ki is jött. Ha már beszéltünk róla, csatoltam egy képet a belsejéről. Hát nem tegnap töltötték fel olajjal...
Továbbra is érdekel, ha esetleg valaki tudja, hogy milyen géphez tartozott. Köszi!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_yibef35pwybtjdtviy0i_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/yibef35pwybtjdtviy0i_6272.jpg)
Továbbra is érdekel, ha esetleg valaki tudja, hogy milyen géphez tartozott. Köszi!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_yibef35pwybtjdtviy0i_6272.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/yibef35pwybtjdtviy0i_6272.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 december 17, 14:16
Írta: bundyland Dátum 2020 december 17, 14:16
Az a biztosító tüske az nem inkább egy zsírzószem helye ?
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 14:34
Írta: f6hcey09y Dátum 2020 december 17, 14:34
De valóban, mert most látom, hogy a belső csapágyperselyen vele szemben levő furat átmenő. Szóval igen, az lesz. De érdekes, hogy az öntvény házban levő furat nem menetes. Ami zsírzószemeket én eddig láttam, azok mind menettel voltak rögzítve.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2020 december 17, 14:36
Írta: bundyland Dátum 2020 december 17, 14:36
Van préselős is.
Cím: Re:Hagyományos forgácsológépek
Írta: f6hcey09y Dátum 2020 december 17, 14:54
Írta: f6hcey09y Dátum 2020 december 17, 14:54
Igazad van, beütős zsírzószem néven találtam most ilyet!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 17, 16:24
Írta: jani300 Dátum 2020 december 17, 16:24
[#t200p44590#]
Hasonló megoldású nemtudom mim van nekem is ,azon a helyen ott is hasonló golyós olajozó valami van .
Ugyan úgy jött szét nekem is ,csak abban egyenes fogú kerekek vannak .
Hasonló megoldású nemtudom mim van nekem is ,azon a helyen ott is hasonló golyós olajozó valami van .
Ugyan úgy jött szét nekem is ,csak abban egyenes fogú kerekek vannak .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 07:45
Írta: svejk Dátum 2020 december 30, 07:45
Az FA-13 fúrógép oszlopának a végében van egy belső menet.
Ez valami oszlop hosszabbítás lehetősége céljából készülhetett?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_c8njk46qe5874xy3s2t0m_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/c8njk46qe5874xy3s2t0m_66.jpg)
Ez valami oszlop hosszabbítás lehetősége céljából készülhetett?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_c8njk46qe5874xy3s2t0m_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/c8njk46qe5874xy3s2t0m_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 08:20
Írta: jani300 Dátum 2020 december 30, 08:20
Hát így most nem vagyok egyből képben ,de nemsokára megnézem .
De oda szerintem egy menetes dugó való ,ami tartja a házat hogy ne másszon felfele .
De oda szerintem egy menetes dugó való ,ami tartja a házat hogy ne másszon felfele .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 08:30
Írta: svejk Dátum 2020 december 30, 08:30
Lehet... szó szerint kosárban -no jó ládában- került hozzám vagy 6 éve.
Rögzítés gyanánt itt egy M10-es kúpos végű hernyócsavar van hátulról a motor felől.
De gyanús, hogy ez nem gyári megoldás mert ha behúzom a csavart a helyére akkor a fej elfordul vagy 5 fokot az alap síkjától. [#violent]
Öntvény asztallapod nincs hozzá?
Nem baj ha szanaszét van furkálva.
Rögzítés gyanánt itt egy M10-es kúpos végű hernyócsavar van hátulról a motor felől.
De gyanús, hogy ez nem gyári megoldás mert ha behúzom a csavart a helyére akkor a fej elfordul vagy 5 fokot az alap síkjától. [#violent]
Öntvény asztallapod nincs hozzá?
Nem baj ha szanaszét van furkálva.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 08:44
Írta: svejk Dátum 2020 december 30, 08:44
Akkor azon a dugón lehet a burkolat rögzítésének a helye is?
Mert ugye burkolatom sincs és a felfogatás helyét sem látom. :(
Mert ugye burkolatom sincs és a felfogatás helyét sem látom. :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 08:54
Írta: jani300 Dátum 2020 december 30, 08:54
Gyári az a hernyócsavar is , az csak elfordulás ellen van .
Peremes menetes dugó úgy kellett volna írnom .
Hiányos , motor , ékszíjtárcsák nélküli gépeim vannak .
Meg egy oszlopos aminek letört a házzal együtt a felső oszlopa tőben .
Arról régóta akartam is kérdezni ki hogy javítaná .
Plusz alkarész nemigen van , össze kellene már nekem is raknom gépeket .
Csináltam régebben az orsóra nagyobb átmérőjű szíjtárcsákat , még asztali gépet is ,az elején .
Pár évemet megevett mostanában egy nagyobb műhely , az legalább már úgy ahogy megvan ,majdnem .
Peremes menetes dugó úgy kellett volna írnom .
Hiányos , motor , ékszíjtárcsák nélküli gépeim vannak .
Meg egy oszlopos aminek letört a házzal együtt a felső oszlopa tőben .
Arról régóta akartam is kérdezni ki hogy javítaná .
Plusz alkarész nemigen van , össze kellene már nekem is raknom gépeket .
Csináltam régebben az orsóra nagyobb átmérőjű szíjtárcsákat , még asztali gépet is ,az elején .
Pár évemet megevett mostanában egy nagyobb műhely , az legalább már úgy ahogy megvan ,majdnem .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 08:59
Írta: jani300 Dátum 2020 december 30, 08:59
Egy lemezt is leszorít az a dugó úgy emlékszem , azon a lemezen ül fel a burkolat .
A felső burkolatot a házból középtájon kiálló 10-12 es menetes szár tartja ,ahhoz lehet leszorítani ,a lemez burkolatot .
De tényleg rá kell nézzek mert ezeket emlékezetből írom .
Kellene fényképeznem , talán majd este .
A felső burkolatot a házból középtájon kiálló 10-12 es menetes szár tartja ,ahhoz lehet leszorítani ,a lemez burkolatot .
De tényleg rá kell nézzek mert ezeket emlékezetből írom .
Kellene fényképeznem , talán majd este .
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2020 december 30, 09:24
Írta: ab Dátum 2020 december 30, 09:24
Ha minden igaz, ez elvileg az.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_a9pdm603ctthmxmeh63mg_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/a9pdm603ctthmxmeh63mg_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_7iv79gns9b8nd25zp8_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/7iv79gns9b8nd25zp8_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_zybwkxdhizwg25pshavxh_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/zybwkxdhizwg25pshavxh_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_s77q9put5nm8ev4axf_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/s77q9put5nm8ev4axf_5836.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_a9pdm603ctthmxmeh63mg_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/a9pdm603ctthmxmeh63mg_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_7iv79gns9b8nd25zp8_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/7iv79gns9b8nd25zp8_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_zybwkxdhizwg25pshavxh_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/zybwkxdhizwg25pshavxh_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_s77q9put5nm8ev4axf_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/s77q9put5nm8ev4axf_5836.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: paradipiro Dátum 2020 december 30, 09:37
Írta: paradipiro Dátum 2020 december 30, 09:37
Pontosan!
A dugó felső pereme leszorítja az öntvény ház tetején a zárólemezt, és egy M12-es ászok csavar van benne, amivel a szíj burkolatát lehet lehuzatni.
A dugó felső pereme leszorítja az öntvény ház tetején a zárólemezt, és egy M12-es ászok csavar van benne, amivel a szíj burkolatát lehet lehuzatni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 10:21
Írta: jani300 Dátum 2020 december 30, 10:21
Na , hát alig találtam meg :)
A tiéd már az újabb szögletes lehet . A gömbölyűbb kicsit más .
Amire emlékeztem az is a szögletesebb , az van a most feltett képeken ,megúsztam a fényképezést is :)
A tiéd már az újabb szögletes lehet . A gömbölyűbb kicsit más .
Amire emlékeztem az is a szögletesebb , az van a most feltett képeken ,megúsztam a fényképezést is :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 10:33
Írta: svejk Dátum 2020 december 30, 10:33
Aha, köszi mindegyikőtöknek!
Akkor azért nem látszik a záródugó nyoma az öntvényen mert ott a lemez, ami persze szintén hiányzik nekem.
No meg a szíjfeszítő állító karja sincs meg.
No mindegy ezek könnyen pótolhatóak...
Mondom azok után hogy második napja csinálom, holott 2-3 órát szántam az összerakására itt a karácsonyi szünetben.
Hozzám mindig ilyen szerkezetek kerülnek.
A motor tengelye görbe volt.
Ahova a szíjtárcsa van csavarozva ott a a menesztőhüvely pereme szintén elgörbülve.
Az orsó B16-os kúpja gyalázat, szerencsére tovább esztergálva még elfér a tokmány.
De a csodával határos módon az öntvény furatai tuti állapotban vannak.
Az állító/összehúzó csavarok nélkül sincs semmi lógása az orsóhüvelynek.
Érdekes előélete lehetett ennek a masinának...
Akkor azért nem látszik a záródugó nyoma az öntvényen mert ott a lemez, ami persze szintén hiányzik nekem.
No meg a szíjfeszítő állító karja sincs meg.
No mindegy ezek könnyen pótolhatóak...
Mondom azok után hogy második napja csinálom, holott 2-3 órát szántam az összerakására itt a karácsonyi szünetben.
Hozzám mindig ilyen szerkezetek kerülnek.
A motor tengelye görbe volt.
Ahova a szíjtárcsa van csavarozva ott a a menesztőhüvely pereme szintén elgörbülve.
Az orsó B16-os kúpja gyalázat, szerencsére tovább esztergálva még elfér a tokmány.
De a csodával határos módon az öntvény furatai tuti állapotban vannak.
Az állító/összehúzó csavarok nélkül sincs semmi lógása az orsóhüvelynek.
Érdekes előélete lehetett ennek a masinának...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 10:35
Írta: svejk Dátum 2020 december 30, 10:35
Használatban nekem is eddig még csak a gömbölyítettel volt dolgom de ugye az FPa néven futott.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 17:53
Írta: svejk Dátum 2020 december 30, 17:53
Talán elfér ide is.
Pár hete volt szó a csillagban való 1 fázisról való járatásról.[#t200p45528#]
No most itt volt a remek alkalom, hogy kipróbáljam.
A fúrógép motorja 370 W-os, 25 uF-os üzemi kondival próbáltam.
A leírt csillag bekötésben valóban könnyebben pörög fel, sőt mi több deltában a gyors fokozatra rakva a szíjat csak kézi rásegítéssel éri el az üzemi fordulatot a motor.
No de hát kérem a nyomaték csillagban csapnivaló, talán egy 4-es fúróra lenne elegendő acélban, míg deltába kötve szerintem akár használható is lenne üzemszerűen, de persze kap majd egy frekiváltót ha nálam marad.
Nagy böszme több kW-os motoroknál talán a megfelelő terhelés híján nem lehet észrevenni a különbséget és így a könnyebb indulás miatt közkedveltebb a szóban forgó csillag-kondis kapcsolás.
Pár hete volt szó a csillagban való 1 fázisról való járatásról.[#t200p45528#]
No most itt volt a remek alkalom, hogy kipróbáljam.
A fúrógép motorja 370 W-os, 25 uF-os üzemi kondival próbáltam.
A leírt csillag bekötésben valóban könnyebben pörög fel, sőt mi több deltában a gyors fokozatra rakva a szíjat csak kézi rásegítéssel éri el az üzemi fordulatot a motor.
No de hát kérem a nyomaték csillagban csapnivaló, talán egy 4-es fúróra lenne elegendő acélban, míg deltába kötve szerintem akár használható is lenne üzemszerűen, de persze kap majd egy frekiváltót ha nálam marad.
Nagy böszme több kW-os motoroknál talán a megfelelő terhelés híján nem lehet észrevenni a különbséget és így a könnyebb indulás miatt közkedveltebb a szóban forgó csillag-kondis kapcsolás.
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2020 december 30, 18:12
Írta: Rabb Ferenc Dátum 2020 december 30, 18:12
Ezek szerint akkor egy fázisú alkalmazásnál is célszerű a csillag-delta indítás? Ki hitte volna... [#vigyor2]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 18:30
Írta: svejk Dátum 2020 december 30, 18:30
Most mijé' engem? :(
Anno amikor szó volt róla nem is értettem hogy működhet rendesen de kibírtam, hogy nem szólok hozzá.
Ott ugye nem volt szó átkapcsolásról.
Anno amikor szó volt róla nem is értettem hogy működhet rendesen de kibírtam, hogy nem szólok hozzá.
Ott ugye nem volt szó átkapcsolásról.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 18:40
Írta: jani300 Dátum 2020 december 30, 18:40
:) [#integet2]
Nagyobb motor kell nem gond :)
Rosszul indul a delta .
Emlegettem egy kompresszort az úgyis csillagban megy egy fázisról üzemi kondival "berúgósan ". (elindul plusz 32 mikró üzemivel ,de mivel nagyon ritkán kell , nem erőltettem ,jó az úgy )
Na de persze hogy még nem kötöttem át , pedig tetszett az ötlet .
Nagyobb motor kell nem gond :)
Rosszul indul a delta .
Emlegettem egy kompresszort az úgyis csillagban megy egy fázisról üzemi kondival "berúgósan ". (elindul plusz 32 mikró üzemivel ,de mivel nagyon ritkán kell , nem erőltettem ,jó az úgy )
Na de persze hogy még nem kötöttem át , pedig tetszett az ötlet .
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2020 december 30, 18:48
Írta: Rabb Ferenc Dátum 2020 december 30, 18:48
Pont téged? Ugyan má'! Csak megvilágosodtam.
De ha zavar akkor töröljük ezt is és az előzőt is. Jó sokan!!!
Bocsánat...
De ha zavar akkor töröljük ezt is és az előzőt is. Jó sokan!!!
Bocsánat...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 18:49
Írta: jani300 Dátum 2020 december 30, 18:49
+32 mikró indítóval , fenébe már :)
1,5 ös négypólusú motor nagy áttétellel egyhengeres teherautó kompresszorral .
Deltában egy tekercs kap közvetlen áramot , sántán jár az , akkor is .
Tibor bekötése egyfázisú motornak tekinthető szerintem .
1,5 ös négypólusú motor nagy áttétellel egyhengeres teherautó kompresszorral .
Deltában egy tekercs kap közvetlen áramot , sántán jár az , akkor is .
Tibor bekötése egyfázisú motornak tekinthető szerintem .
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 december 30, 18:52
Írta: PSoft Dátum 2020 december 30, 18:52
Gyorsan össze kell dobni -Robsy ajánlása/kötése szerint- egy speciális csillag-delta kapcsolót...egy fázisra. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 18:55
Írta: svejk Dátum 2020 december 30, 18:55
Dehogy zavar... csak akkor nem értettem az egészet és nem láttam oknyomozó hozzászólást, csak hogy tényleg könnyebben indul.
Szokás szerint az eredeti kérdező pedig szintén nem varrta el a megkezdett szálat.
Szokás szerint az eredeti kérdező pedig szintén nem varrta el a megkezdett szálat.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:00
Írta: jani300 Dátum 2020 december 30, 19:00
Berúg a földön üresben egy 3 kw os motort csillagban egyfázisról .
A fúrógépet átköti deltába , és hibátlanul műkszik a nagy motorról .aki nem hiszi járjon utána :)
Ennek még 30 éve is a csodájára jártak :)
A tanultabbak meg simán lehülyéztek :) (mérnökök ! )
Utána kidolgoztam olyat ahol nem kell semmit sem csinálni a 3 fázisú géppel .
A végén meg jött Pityesz :) Itt!
A fúrógépet átköti deltába , és hibátlanul műkszik a nagy motorról .aki nem hiszi járjon utána :)
Ennek még 30 éve is a csodájára jártak :)
A tanultabbak meg simán lehülyéztek :) (mérnökök ! )
Utána kidolgoztam olyat ahol nem kell semmit sem csinálni a 3 fázisú géppel .
A végén meg jött Pityesz :) Itt!
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:02
Írta: svejk Dátum 2020 december 30, 19:02
Jó a normál 3 fázisú csillag-delta kapcsoló, hiszen csak a motort kell átkapcsolni a kondi marad.
Persze nekem nincs kéznél ilyenem.
Őszintén szólva élőben én még nem is találkoztam rendes 3 fázisú csillag-delta indítású motorral.
Ide ugye 380 / 6xx feszültségű motor kell.
Vagyis talán mégis?
A régi munkahelyemen a kompresszor 8-10 kW-os motorja ilyen volt, de ugye azzal nem kellett foglalkozni mert időrelével automatán átkapcsolt.
Persze nekem nincs kéznél ilyenem.
Őszintén szólva élőben én még nem is találkoztam rendes 3 fázisú csillag-delta indítású motorral.
Ide ugye 380 / 6xx feszültségű motor kell.
Vagyis talán mégis?
A régi munkahelyemen a kompresszor 8-10 kW-os motorja ilyen volt, de ugye azzal nem kellett foglalkozni mert időrelével automatán átkapcsolt.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:05
Írta: jani300 Dátum 2020 december 30, 19:05
Az autórafósra pedig pont Svejk bólintott rá először , ismerte !
Na onnét kezdtem el igazán értékelni ezt a fórumot :)
Azóta pedig mégjobban ,na :)
Na onnét kezdtem el igazán értékelni ezt a fórumot :)
Azóta pedig mégjobban ,na :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:07
Írta: svejk Dátum 2020 december 30, 19:07
A 90'-es években én is csináltam ilyet.
Pityesz csak meglovagolta az internet adta lehetőséget. :)
Pityesz csak meglovagolta az internet adta lehetőséget. :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:08
Írta: jani300 Dátum 2020 december 30, 19:08
Biztosan rendesen átnézted Tibor bekötés ajánlását ?
Csak a két főfázis van ott csillagban ,nem az egész motor !
Próbáld már ki ,én lusta voltam ,beismerem .
Csak a két főfázis van ott csillagban ,nem az egész motor !
Próbáld már ki ,én lusta voltam ,beismerem .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:17
Írta: svejk Dátum 2020 december 30, 19:17
"Csak a két főfázis van ott csillagban ,nem az egész motor !"
Oké ebben igazad van, tehát nem jó a mezei Y/D kapcsoló.
De nyomatékügyileg szerintem pont az lehet a probléma, hogy a két főfázis "sorosan" van.
Oké ebben igazad van, tehát nem jó a mezei Y/D kapcsoló.
De nyomatékügyileg szerintem pont az lehet a probléma, hogy a két főfázis "sorosan" van.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:28
Írta: svejk Dátum 2020 december 30, 19:28
De azért bekötöttem rendes csillagba is a motort és a 3. fázis helyére 25uf-os kondival juttattam a delejt.
Szerintem úgy működik mint a linkelt bekötés, sőt megkockáztatom talán mintha erősebb lenne a linkeltnél.
Persze a kondival lehetne játszani, lehet nem ez az érték az optimális minden kapcsoláshoz.
Szerintem úgy működik mint a linkelt bekötés, sőt megkockáztatom talán mintha erősebb lenne a linkeltnél.
Persze a kondival lehetne játszani, lehet nem ez az érték az optimális minden kapcsoláshoz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:30
Írta: jani300 Dátum 2020 december 30, 19:30
Tehát akkor Tibor bekötése szerint próbáltad . Szomorú vagyok .
Egyébként talán pont ezt a fajta motort használtam delta kötéssel ,egy fázisról ,de úgy is elég nudli .
De pl az EAN el sem indult deltában egyáltalán . A régi fajta nyitott talán dinamó motorral .
Szerszámgépen már nem is próbálkozom kondizással , nem az igazi az .
Egyébként talán pont ezt a fajta motort használtam delta kötéssel ,egy fázisról ,de úgy is elég nudli .
De pl az EAN el sem indult deltában egyáltalán . A régi fajta nyitott talán dinamó motorral .
Szerszámgépen már nem is próbálkozom kondizással , nem az igazi az .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:32
Írta: svejk Dátum 2020 december 30, 19:32
Ergo ezzel a kondival és csillag/delta átkapcsolással tök jó lenne, de hát egy ilyen koszmó fúrógépre csináljon ilyet akinek húsz anyja van.
akkor inkább az indítórelé és indítókondi...
akkor inkább az indítórelé és indítókondi...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:36
Írta: svejk Dátum 2020 december 30, 19:36
Csereberélhetnél már Te is egy frekiváltót, még ha 400V-osat is autotrafóval.
Rájönnél mekkora élvezettől tartottad eddig távol magad. :)
No persze vannak árnyoldalai ezen új technikának is, de ugye szo...s az élet így is úgy is. :)
Rájönnél mekkora élvezettől tartottad eddig távol magad. :)
No persze vannak árnyoldalai ezen új technikának is, de ugye szo...s az élet így is úgy is. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:37
Írta: svejk Dátum 2020 december 30, 19:37
"Szerszámgépen már nem is próbálkozom kondizással , nem az igazi az ."
Ez így van, de adott estben a muszáj nagy úr.
Ez így van, de adott estben a muszáj nagy úr.
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2020 december 30, 19:46
Írta: B.Zoltán Dátum 2020 december 30, 19:46
A múltkor is írtam, hogy az Univerzal-3 eszterga 550W-os motorja, nagyom komoly nyomatékkal indul deltába 30uF üzemi kondival, de ha ez nem lenne elég, rákapcsolja a 40uF kondit a segédfázis reléje.
Most próbáltam, képes irányt váltani, ha a kapcsolókart átváltom minden szünet nélkül a 2800-as fordulatával.
Ez jól megvan csinálva.
Most próbáltam, képes irányt váltani, ha a kapcsolókart átváltom minden szünet nélkül a 2800-as fordulatával.
Ez jól megvan csinálva.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:48
Írta: jani300 Dátum 2020 december 30, 19:48
Rendben !
De nem hiszem el hogy nincsen egy nagyobb motorod ami elpörög magában a földön .
Avval simán lehet kontrázva reverzálni is .
És max teljesítménnyel megy a fúrógép is .
Tudja a három fázisú motor nyomaték görbéjét .
Az tökéletes szükségmegoldás .
Esztergánál jón ez elő rendesen .
Az E2N ferekiváltóról megy ugye ,úgy emlékszem .
De nem hiszem el hogy nincsen egy nagyobb motorod ami elpörög magában a földön .
Avval simán lehet kontrázva reverzálni is .
És max teljesítménnyel megy a fúrógép is .
Tudja a három fázisú motor nyomaték görbéjét .
Az tökéletes szükségmegoldás .
Esztergánál jón ez elő rendesen .
Az E2N ferekiváltóról megy ugye ,úgy emlékszem .
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2020 december 30, 19:48
Írta: B.Zoltán Dátum 2020 december 30, 19:48
nagyom=nagyon
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 19:52
Írta: svejk Dátum 2020 december 30, 19:52
Lenne de minek?
Az ajánlást csak ki akartam próbálni, mert már akkor is kétségeim támadtak.
Igen az E2N egy 2,2 kW-os Yaskawa G7-esről megy.
Eddig még a hobby igényeimet kielégítette.
Az ajánlást csak ki akartam próbálni, mert már akkor is kétségeim támadtak.
Igen az E2N egy 2,2 kW-os Yaskawa G7-esről megy.
Eddig még a hobby igényeimet kielégítette.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 19:53
Írta: jani300 Dátum 2020 december 30, 19:53
Szerszámgépnél éppen a rákapcsolt indító segédfázist látom veszélyesnek .
Ha folyamatos túlterhelésnél rákapcsol leéghet a motor .
Jó mi jó eséllyel meghalljuk a hangján ,de ha mégsem ?
Ha folyamatos túlterhelésnél rákapcsol leéghet a motor .
Jó mi jó eséllyel meghalljuk a hangján ,de ha mégsem ?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2020 december 30, 19:56
Írta: PSoft Dátum 2020 december 30, 19:56
IdézBerúg a földön..
IdézUtána kidolgoztam olyat ahol nem kell semmit sem csinálni...
Berúgni se kell utána már??? [#pias] [#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 30, 20:00
Írta: jani300 Dátum 2020 december 30, 20:00
"Utána kidolgoztam olyat ahol nem kell semmit sem csinálni a 3 fázisú géppel ."
Ugye ha idézel , csak pontosan és szépen ,ahogyan a csillag megyen az égen :)
Egyébként azt is be kell "rúgni" először a földön ,képletesen :)
Ugye ha idézel , csak pontosan és szépen ,ahogyan a csillag megyen az égen :)
Egyébként azt is be kell "rúgni" először a földön ,képletesen :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 20:10
Írta: svejk Dátum 2020 december 30, 20:10
Berúgni márpedig kell!
Molnár Laci volt kollégám, -volt vagy 140 kilós nagy darab szakállas á..t :) - azt mondta:
A rendes ember havonta legalább egyszer berúg. :)
Molnár Laci volt kollégám, -volt vagy 140 kilós nagy darab szakállas á..t :) - azt mondta:
A rendes ember havonta legalább egyszer berúg. :)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 30, 20:12
Írta: svejk Dátum 2020 december 30, 20:12
Persze ez így nem jó, hallani kellene a dörmögő hangját és hanglejtését hozzá. :)
no de ez már off topic!!!
no de ez már off topic!!!
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2020 december 30, 20:40
Írta: B.Zoltán Dátum 2020 december 30, 20:40
Ebben van igazság.
Ennél az esztergánál esetleg gyors irányváltáskor kapcsolhat be, normál induláskor még nem hallottam, vagy csak olyan halkan csinálja.
Ha szétszedem egyszer akkor már megnézem, hogy mikor kapcsol be pontosan.
A 3f a legjobb megoldás, de ez már így marad, pedig itt van 3f igaz csak 10A 10A 20A , bár ide bőven elég lenne.
Ennél az esztergánál esetleg gyors irányváltáskor kapcsolhat be, normál induláskor még nem hallottam, vagy csak olyan halkan csinálja.
Ha szétszedem egyszer akkor már megnézem, hogy mikor kapcsol be pontosan.
A 3f a legjobb megoldás, de ez már így marad, pedig itt van 3f igaz csak 10A 10A 20A , bár ide bőven elég lenne.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 10:49
Írta: svejk Dátum 2020 december 31, 10:49
No még egy kis FA-13.
A kalapács nyomokból talán érthető miért volt legörbítve a menesztőhüvely gallérja.
De azért anno az esztergályos észrevehette volna, hogy az öntőmester nem állt a helyzet magaslatán. [#boxer]
A lényeg, a leggyorsabb fordulaton 40 Hz fölött érezhetően enyhén rezonálni kezd az egész gép.
(persze meglehet nem a tengelyhez közeli dió nagyságú anyaghiánytól, de ugye bántja az ember tudatát)
A motoré jónak néz ki, a szíj sem rezonál különösebben.
Ki kell a tárcsát centrírozni de vajon elég lehet statikusan?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_jkdbkgjfevi4bkuadszzu_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/jkdbkgjfevi4bkuadszzu_66.jpg)
A kalapács nyomokból talán érthető miért volt legörbítve a menesztőhüvely gallérja.
De azért anno az esztergályos észrevehette volna, hogy az öntőmester nem állt a helyzet magaslatán. [#boxer]
A lényeg, a leggyorsabb fordulaton 40 Hz fölött érezhetően enyhén rezonálni kezd az egész gép.
(persze meglehet nem a tengelyhez közeli dió nagyságú anyaghiánytól, de ugye bántja az ember tudatát)
A motoré jónak néz ki, a szíj sem rezonál különösebben.
Ki kell a tárcsát centrírozni de vajon elég lehet statikusan?
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_jkdbkgjfevi4bkuadszzu_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/jkdbkgjfevi4bkuadszzu_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 31, 11:02
Írta: jani300 Dátum 2020 december 31, 11:02
A gömbölyűbbeken mindha fordítva lenne ez a tárcsa .A legnagyobb szíjtárcsa van alul az orsónál .
De valahogy azok a furatok is vadi újnak néznek ki .
De megint előbb írtam mint gondolkodtam ,hiszen van fénykép ,sebaj majd utólag megnézem .
De valahogy azok a furatok is vadi újnak néznek ki .
De megint előbb írtam mint gondolkodtam ,hiszen van fénykép ,sebaj majd utólag megnézem .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2020 december 31, 11:05
Írta: jani300 Dátum 2020 december 31, 11:05
Jó , gondolom csak fényképezési szög miatt nem látszanak a nagyobb tárcsák .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 11:14
Írta: svejk Dátum 2020 december 31, 11:14
A csavarfej süllyesztések csak fel vannak fúrva 10,2-esre mert az eredeti sliccelt csavarfejek kisebb fejátmérőjűek.
A nagy furatnak nincs szerepe, csak annyi hogy kiférjen a főorsó a felső alapállásban
Tele volt zsírral nem láttam az anyaghiányt.
Csak átnyomtam rajta a furatkést, mert bántotta a szemem, hogy az a furat sem szaladt a szíjak futófelületével.
A nagy furatnak nincs szerepe, csak annyi hogy kiférjen a főorsó a felső alapállásban
Tele volt zsírral nem láttam az anyaghiányt.
Csak átnyomtam rajta a furatkést, mert bántotta a szemem, hogy az a furat sem szaladt a szíjak futófelületével.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 11:14
Írta: svejk Dátum 2020 december 31, 11:14
Igen.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 14:27
Írta: svejk Dátum 2020 december 31, 14:27
Fúrótokmány kérdés.
Segítség kellene a beazonosításban.
Már nem tudom kitől, mikor vettem de ez elég tűrhető minőség és ami nem utolsó, hogy teljesen kilazítva letolja magát a kúpról.
Feltéve ugye ha a kúp hossza megfelelő.
Hátul a kúp felől látszik hogy egy kb. 10 mm átmérőjű rész mozog felfelé kitekeréskor.
No ilyen tokmányt szeretnék még egy-kettőt venni.
Általában zárt szokott lenne a kúp furata, abba ugye elvileg lehetne lehúzómenetet tenni, de egyszer egynél űgy jártam, hogy alig volt falvastagság, így a menet nem ért semmit.
Hátha valaki ráismer a kép alapján a "márkára" típusra.
Még annyi esetleg, hogy a tokmánytest hossza 86,5 mm.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_qxtun6vh42853j7mey3m5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qxtun6vh42853j7mey3m5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_i45gpi0watbeaktna7nun_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/i45gpi0watbeaktna7nun_66.jpg)
Segítség kellene a beazonosításban.
Már nem tudom kitől, mikor vettem de ez elég tűrhető minőség és ami nem utolsó, hogy teljesen kilazítva letolja magát a kúpról.
Feltéve ugye ha a kúp hossza megfelelő.
Hátul a kúp felől látszik hogy egy kb. 10 mm átmérőjű rész mozog felfelé kitekeréskor.
No ilyen tokmányt szeretnék még egy-kettőt venni.
Általában zárt szokott lenne a kúp furata, abba ugye elvileg lehetne lehúzómenetet tenni, de egyszer egynél űgy jártam, hogy alig volt falvastagság, így a menet nem ért semmit.
Hátha valaki ráismer a kép alapján a "márkára" típusra.
Még annyi esetleg, hogy a tokmánytest hossza 86,5 mm.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_qxtun6vh42853j7mey3m5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qxtun6vh42853j7mey3m5_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_i45gpi0watbeaktna7nun_66.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/i45gpi0watbeaktna7nun_66.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2020 december 31, 17:26
Írta: Csuhás Dátum 2020 december 31, 17:26
Szerintem ez a szokásos kínai tokmány. Mindenhol kapni, olcsó, és egész tűrhető minőségű. Magam is ezeket használom. Egy kicsit hosszú a kúp amire felrakod, ezért tudja letolni magát nagyra nyitva. Pl itt: Banggood (https://www.banggood.com/B16-1-13mm-Keyless-Lathe-Drill-Chuck-Self-Tighten-Drill-Chuck-p-1123652.html?cur_warehouse=CN&rmmds=search)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 17:40
Írta: svejk Dátum 2020 december 31, 17:40
Jó lenne belekukkantani.
Számomra épp ez a lényege.
Van több gyorstokmányom egyikben sincs ez a mozgó rész.
Ha minden jól van belőve 13,3-13,4-ig nyit szét utána le lehet tolni a kúpról. (persze nem két újjal)
Nagyon hálás tud lenni.
Igaz a szegnyeregben használva a kínai M2/B16-os átalakítóval, ki kell hézagolni hogy letolja.
Volt hogy elfelejtettem berakni az alátétet, volt is szívás mire le bírtam szedni. (ennél ugye alig van váll a B16-M2 átmenetnél)
Számomra épp ez a lényege.
Van több gyorstokmányom egyikben sincs ez a mozgó rész.
Ha minden jól van belőve 13,3-13,4-ig nyit szét utána le lehet tolni a kúpról. (persze nem két újjal)
Nagyon hálás tud lenni.
Igaz a szegnyeregben használva a kínai M2/B16-os átalakítóval, ki kell hézagolni hogy letolja.
Volt hogy elfelejtettem berakni az alátétet, volt is szívás mire le bírtam szedni. (ennél ugye alig van váll a B16-M2 átmenetnél)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 17:42
Írta: svejk Dátum 2020 december 31, 17:42
Biztos a Tiéidben is benne van ez a mozgó rész?
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 december 31, 17:56
Írta: KoLa Dátum 2020 december 31, 17:56
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 18:08
Írta: svejk Dátum 2020 december 31, 18:08
Félreértetted, a Bangood-osba lenne jó belekukkantani, hogy biztos olyan-e amilyet szeretnék.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 18:13
Írta: svejk Dátum 2020 december 31, 18:13
De úgy látom amit szétszedett az is olyan mint amilyet keresek.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2020 december 31, 18:22
Írta: svejk Dátum 2020 december 31, 18:22
No, még majd kiderül ez a megoldás nem is direkt a lelökéshez van.
No de hát ez egy Isten adta lehetőség, vétek lenne nem élni vele!!!
(még ha hézagolni is kell az adott tengely kúpjához)
No de hát ez egy Isten adta lehetőség, vétek lenne nem élni vele!!!
(még ha hézagolni is kell az adott tengely kúpjához)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2020 december 31, 18:24
Írta: KoLa Dátum 2020 december 31, 18:24
A napokban szedtem szét egy BT40-es változatot, az is elviekben ugyanez, ezé gondoltam.
Cím: Re:Hagyományos forgácsológépek
Írta: dezs Dátum 2021 január 02, 02:12
Írta: dezs Dátum 2021 január 02, 02:12
Sziasztok,
Tanácsot szeretnék kérni alumínium marással kapcsolatban.
AlMgSi05 lemezbe szeretnék tükörsima falú és aljú zsákfuratokat készíteni. Átmérő 8 mm, mélység 2 mm. Megmunkálás után kemény elox kerül a felületre.
CNC-n 3-as ujjmaróval pocsék felületet kaptam. Kicsit utánanézve az alumínium tükörsimára polírozásának, azt találtam, hogy gyémánt szerszámmal kell megmunkálni a felületet, és utána polírozni papírral és pasztával. Zsákfuratoknál nem lenne termelékeny a polírozgatás, szeretném egy menetben szép simára megmunkálni, hátha megfelel a célra.
Van tapasztalata valakinek gyémánt ujjmaróval? Esetleg tudtok beszerzési forrást?
Nem baj, ha drága, csak ne törjön :)
Tanácsot szeretnék kérni alumínium marással kapcsolatban.
AlMgSi05 lemezbe szeretnék tükörsima falú és aljú zsákfuratokat készíteni. Átmérő 8 mm, mélység 2 mm. Megmunkálás után kemény elox kerül a felületre.
CNC-n 3-as ujjmaróval pocsék felületet kaptam. Kicsit utánanézve az alumínium tükörsimára polírozásának, azt találtam, hogy gyémánt szerszámmal kell megmunkálni a felületet, és utána polírozni papírral és pasztával. Zsákfuratoknál nem lenne termelékeny a polírozgatás, szeretném egy menetben szép simára megmunkálni, hátha megfelel a célra.
Van tapasztalata valakinek gyémánt ujjmaróval? Esetleg tudtok beszerzési forrást?
Nem baj, ha drága, csak ne törjön :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 január 02, 08:16
Írta: ywathzay Dátum 2021 január 02, 08:16
Szerintem ez így megoldhatatlan. A marás nyomai lehetnek simák, de láthatatlanok.... szerintem nem. Esetleg egy utolsó leheletfinom fogásvétel a végén tűéles szerszámmal, majd szárazjeges "szemcseszórással" eltüntetni/ simítani a látható felületet. Talán.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 január 02, 09:44
Írta: Vetesi75 Dátum 2021 január 02, 09:44
"azt találtam, hogy gyémánt szerszámmal kell megmunkálni a felületet,"
Tartok tőle, hogy az a gyémántszerszám, nem olyan jellegű felületek és anyag megmunkálására alkalmas, amire neked szükséged lenne. Amire gondolhatsz, pl. "SARA Dia+" sorozat elsősorban grafithoz való - lehet, hogy alura is használható (nem ajánlják), de nagyon nem hobby árkategória.
Tartok tőle, hogy az a gyémántszerszám, nem olyan jellegű felületek és anyag megmunkálására alkalmas, amire neked szükséged lenne. Amire gondolhatsz, pl. "SARA Dia+" sorozat elsősorban grafithoz való - lehet, hogy alura is használható (nem ajánlják), de nagyon nem hobby árkategória.
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2021 január 02, 10:56
Írta: Rabb Ferenc Dátum 2021 január 02, 10:56
Miért kell tükörsimának lennie ha utána eloxálva lesz? Attól úgyis bemattul már az első lépésként alkalmazott lúgos maratás során.
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2021 január 03, 20:17
Írta: ab Dátum 2021 január 03, 20:17
PKD lapkassal 2004 kornyeken martam hasonlot. Amire emlekszem, hogy nagyon magas elotolas mellett 35.000f/p tortent a megmunkalas. A szerszamokat valogatni kellett. Mikroszkop alatt a kisse csipkezett elueket ki lehetett szurni. Levegos fujas volt. Gyartot biztosan talalsz tobbet. Anno a hun-tools-tol vasaroltam.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2021 január 04, 16:45
Írta: bundyland Dátum 2021 január 04, 16:45
Sziasztok !
Szétszedtem a gyalugépem (Strigon GH400U) kos részét takarítás miatt és feltűnt hogy a csúszófelület
mintha bakelit lenne(betét). Az lenne a kérdésem hogy ez lehet e gyári mert nem úgy néz ki mintha valaki tákolta volna, de nem hallottam még ilyenről gyárilag. És még az eredeti festés is ráfut szóval úgy tűnik mintha gyári lenne.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_kpuyuqwa70gsh2pnzhi78_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/kpuyuqwa70gsh2pnzhi78_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_m4fqcypjq90w09pyntn6c_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/m4fqcypjq90w09pyntn6c_2869.jpg)
Szétszedtem a gyalugépem (Strigon GH400U) kos részét takarítás miatt és feltűnt hogy a csúszófelület
mintha bakelit lenne(betét). Az lenne a kérdésem hogy ez lehet e gyári mert nem úgy néz ki mintha valaki tákolta volna, de nem hallottam még ilyenről gyárilag. És még az eredeti festés is ráfut szóval úgy tűnik mintha gyári lenne.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_kpuyuqwa70gsh2pnzhi78_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/kpuyuqwa70gsh2pnzhi78_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_m4fqcypjq90w09pyntn6c_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/m4fqcypjq90w09pyntn6c_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 6mrgeizbx Dátum 2021 január 04, 17:15
Írta: 6mrgeizbx Dátum 2021 január 04, 17:15
Azt nem tudom hogy gyári-e , régen (>25 éve) a tanműhelyben ilyet szedtünk szét- meg össze , és pont ilyen textilbakelit volt benne...
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2021 január 04, 17:21
Írta: Gyula65 Dátum 2021 január 04, 17:21
Szia!
Esztergagépeken szokták a csúszófelületeket 4-6 mm-es textilbakelittal javítani.Lehet, hogy gyári, bár a gépkönyve nem utal rá!
Üdv!
Esztergagépeken szokták a csúszófelületeket 4-6 mm-es textilbakelittal javítani.Lehet, hogy gyári, bár a gépkönyve nem utal rá!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2021 január 04, 17:33
Írta: bundyland Dátum 2021 január 04, 17:33
Akkor legalább azt tudom hogy nem egyedi.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2021 január 04, 17:36
Írta: bundyland Dátum 2021 január 04, 17:36
Igen a gépkönyben nem említi külön, csak nem utólagos munkának tűnik.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2021 január 05, 09:47
Írta: 7cim5mm0 Dátum 2021 január 05, 09:47
Az eddigi ismereteim alapján kizárt, hogy gyári legyen.
(Van 2 db néhány üzemórás gépem.)
Ez annak idején bevett szokás volt nagyjavításkor.
A festés semmit nem mond, mert egy rendes nagyjavításnál azt az öntvényig verjük le.:)
Egyéb tekintetben nem kell tőle félni, szépen megcsinálták.
A kos milyen kialakítású? Kerek vagy szögletes?
(Van 2 db néhány üzemórás gépem.)
Ez annak idején bevett szokás volt nagyjavításkor.
A festés semmit nem mond, mert egy rendes nagyjavításnál azt az öntvényig verjük le.:)
Egyéb tekintetben nem kell tőle félni, szépen megcsinálták.
A kos milyen kialakítású? Kerek vagy szögletes?
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2021 január 05, 13:30
Írta: bundyland Dátum 2021 január 05, 13:30
Köszi!
Azért is volt furcsa mert eléggé rendben van, de akkor ezek szerint pont azért mert átesett egy ilyen nagyjavításon.
A kos íves, nem szögletes, talán a topikomban van róla kép.
Azért is volt furcsa mert eléggé rendben van, de akkor ezek szerint pont azért mert átesett egy ilyen nagyjavításon.
A kos íves, nem szögletes, talán a topikomban van róla kép.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2021 január 05, 22:03
Írta: 7cim5mm0 Dátum 2021 január 05, 22:03
Nincs mit.
Egyébként kezes kis gépek ezek, csak sajnos manapság már nem sok becsületük van a lassúságuk miatt.
Egyébként kezes kis gépek ezek, csak sajnos manapság már nem sok becsületük van a lassúságuk miatt.
Cím: Re:Hagyományos forgácsológépek
Írta: a8ccphm94 Dátum 2021 január 08, 12:41
Írta: a8ccphm94 Dátum 2021 január 08, 12:41
Üdv!
PE 500 szolnoki gyártású esztergáról tud valaki érdemi információt?Neten nem igazán találtam.Érdemes elgondolkodni rajta?
PE 500 szolnoki gyártású esztergáról tud valaki érdemi információt?Neten nem igazán találtam.Érdemes elgondolkodni rajta?
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 10, 22:49
Írta: 5bu0hcyd Dátum 2021 január 10, 22:49
Sziasztok!
Valakinek esetleg van rajza ilyen kapcsolóról ?
Szeretnék venni vagy csinálni egyet.
Köszönöm :)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_hpzmapth9gngde9i77gtw_6752.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/01/hpzmapth9gngde9i77gtw_6752.jpeg)
Valakinek esetleg van rajza ilyen kapcsolóról ?
Szeretnék venni vagy csinálni egyet.
Köszönöm :)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_hpzmapth9gngde9i77gtw_6752.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/01/hpzmapth9gngde9i77gtw_6752.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2021 január 10, 23:32
Írta: KoLa Dátum 2021 január 10, 23:32
Ez egy egyszerű mechanika, kezd el szétszedni és mindenre rájössz!Valami rugós megoldás lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2021 január 11, 00:34
Írta: Virbo Dátum 2021 január 11, 00:34
Méretezett rajzom nincs, de ezeken látni hogy egy stift ugrik be a lakatszekrényre rögzített ház hornyába. A házban elforgó villásvégű valamiből pont annyira lóg ki a stift vége, hogy alaphelyzetben be tudjon akadni a házba, így ha nem emeled ki a kart (ekkor a stift nem lóg ki, el tud fordulni a villás izé a házban), nem tudsz kapcsolni. A kapcsolókarban fixen benne a stift, kb középen a forgáspont, hátul egy rugó nyomja alaphelyzetbe.
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_00wn9uz49s9py49kapuqu_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/00wn9uz49s9py49kapuqu_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_x07swk9smm4fx8qjcnhp_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/x07swk9smm4fx8qjcnhp_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_8ig32272d9ythm5es0d85_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/8ig32272d9ythm5es0d85_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_dp8g2t3cyj2ae42kgxnkj_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/dp8g2t3cyj2ae42kgxnkj_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_c860ym3tmz7kg6cn5js2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/c860ym3tmz7kg6cn5js2_2270.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/01/tn_00wn9uz49s9py49kapuqu_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/00wn9uz49s9py49kapuqu_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_x07swk9smm4fx8qjcnhp_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/x07swk9smm4fx8qjcnhp_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_8ig32272d9ythm5es0d85_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/8ig32272d9ythm5es0d85_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_dp8g2t3cyj2ae42kgxnkj_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/dp8g2t3cyj2ae42kgxnkj_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/tn_c860ym3tmz7kg6cn5js2_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2021/01/c860ym3tmz7kg6cn5js2_2270.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 11, 10:20
Írta: 5bu0hcyd Dátum 2021 január 11, 10:20
Köszönöm szépen :) Egy olyan tengelyt kapcsol mint a vonóorsó igaz ?
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2021 január 11, 12:50
Írta: Virbo Dátum 2021 január 11, 12:50
Nem, ez olyan tengelyt kapcsol ami a képeden is van. Ez a motor irányváltó kapcsolótengelye.
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 11, 16:37
Írta: 5bu0hcyd Dátum 2021 január 11, 16:37
Igen ez rendben, de ez is úgy néz ki mint a vonóorsó van ennek 2 oldalról lapolt tengelye van jól látom ?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2021 január 11, 16:44
Írta: Csuhás Dátum 2021 január 11, 16:44
Igen, a legtöbb gépen két oldalról lapolt mind a vonóorsó mind a kapcsoló rúd. Ha hiányzik akkor hatszög anyaggal egyszerűbb a pótlás.
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 11, 21:44
Írta: 5bu0hcyd Dátum 2021 január 11, 21:44
Jó ötlet köszi akkor úgy csinálom :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 január 12, 11:51
Írta: jani300 Dátum 2021 január 12, 11:51
Ezt a két oldalról lapolt megoldást még nem láttam .
Hatszögű az megvan ,van is gépem ami olyan .
Hatszögű az megvan ,van is gépem ami olyan .
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2021 január 12, 12:36
Írta: kisssandor Dátum 2021 január 12, 12:36
E2N-750R esztergához keresek elektromos kapcsolási rajzot.
Kérem,aki tud segítsen. Előre is: köszönöm.
Kérem,aki tud segítsen. Előre is: köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 12, 14:23
Írta: 5bu0hcyd Dátum 2021 január 12, 14:23
Engem is érdekelne :)
Cím: Re:Hagyományos forgácsológépek
Írta: kijy8hc3f Dátum 2021 január 13, 09:28
Írta: kijy8hc3f Dátum 2021 január 13, 09:28
Üdv tisztelt Fórum.
Először is boldog uj évet mindenkinek.
Kérdésem lenne, hogyan lehet egy kombinált gépen a maró fejet precízen visszaállítani 0 fokba ha elállítódig, vagy szándékosan elállítjuk? Olvastam, hogy ez már ki lett tárgyalva, de bár végignézettem 40-50 oldalt nem találtam rá utalást.
Kérem ha valaki tudja a téma kitárgyalásának helyét jelezze. Köszönöm.
Jenő
Először is boldog uj évet mindenkinek.
Kérdésem lenne, hogyan lehet egy kombinált gépen a maró fejet precízen visszaállítani 0 fokba ha elállítódig, vagy szándékosan elállítjuk? Olvastam, hogy ez már ki lett tárgyalva, de bár végignézettem 40-50 oldalt nem találtam rá utalást.
Kérem ha valaki tudja a téma kitárgyalásának helyét jelezze. Köszönöm.
Jenő
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2021 január 13, 10:34
Írta: 000000000 Dátum 2021 január 13, 10:34
Ilyenkor matemetikailag az XY sík felületi normális vektorának irányával kell azonosnak lennie a főorsód tengelyének. Ehhez a marófej dőlésszögét 2 db, egymásra merőleges forgó tengely mentés lehet beállítani.
A te gépednél ebből mi az adott?
A te gépednél ebből mi az adott?
Cím: Re:Hagyományos forgácsológépek
Írta: kijy8hc3f Dátum 2021 január 13, 11:01
Írta: kijy8hc3f Dátum 2021 január 13, 11:01
Szia, most sikerült szert tennem egy AT 320 asd kombinált gépre, és még csak a tartókra beemelése munkánál tartok, de olvastam egy hozzászolásban az elmozditott marófej, visszaállitásárol egy választ, amiben egyik fórumtársunk azt fejtegeti, hogy a téma már többször teljes részletességgel ki lett tárgyalva és ennek kapcsán jött a gondolat, ha egyszer nekem is el kell állitanom akkor jó lenne tudni a pontos visszaállitás menetét, illetve akár most az első üzembe helyezésnél sem ártana leellenőrizni, hogy derékszögben van e pillanatnyilag.
Most még biztosan kell egy két nap mire a 400 kilós cuccot felrakom a tartódobozaira és azokra fiókokat varézsolok, mert ugyan van két fiokos szekrény is de az egyiket teljesen elfoglalja a szivattyú illetve tartozékai, a másikban van egy polc de a rengeteg cuccot ami már megvan a régi gép kapcsán, ebben a tizedét sem tudom elhelyezni. Ugyhogy kitaláltam az összekötő takarólemez helyett, ami a két tartó dobozt összeköti kialakitok 5 db különböző magasságú fiokot. a két oldalra a sinek már fel vannak szerelve, most a dobozok legyártáasa következik lemezböl, hogy minél kevesebb helyet foglaljon maga a doboz teste. HA végleg elkészültem evvel, akkor emelem be a gépet, és csak majd ezt követően kerül sor egy lemosásra és utána az első probára. Nem volna baj, ha meg tudnék győződni arrol, hogy a beállitások rendben vannak.
Jenő
Most még biztosan kell egy két nap mire a 400 kilós cuccot felrakom a tartódobozaira és azokra fiókokat varézsolok, mert ugyan van két fiokos szekrény is de az egyiket teljesen elfoglalja a szivattyú illetve tartozékai, a másikban van egy polc de a rengeteg cuccot ami már megvan a régi gép kapcsán, ebben a tizedét sem tudom elhelyezni. Ugyhogy kitaláltam az összekötő takarólemez helyett, ami a két tartó dobozt összeköti kialakitok 5 db különböző magasságú fiokot. a két oldalra a sinek már fel vannak szerelve, most a dobozok legyártáasa következik lemezböl, hogy minél kevesebb helyet foglaljon maga a doboz teste. HA végleg elkészültem evvel, akkor emelem be a gépet, és csak majd ezt követően kerül sor egy lemosásra és utána az első probára. Nem volna baj, ha meg tudnék győződni arrol, hogy a beállitások rendben vannak.
Jenő
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2021 január 13, 11:39
Írta: designr Dátum 2021 január 13, 11:39
Ha befogsz egy mérőórát mondjuk 200mm-es karon..megtapintod vele a T-nutost..
Nulláz..
Átfordítod az asztal másik oldalára..ott is nullát kell mutatnia ha merőleges..
ha nem , addig állítgatod mig mindkét oldal azonos..
Nulláz..
Átfordítod az asztal másik oldalára..ott is nullát kell mutatnia ha merőleges..
ha nem , addig állítgatod mig mindkét oldal azonos..
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2021 január 13, 11:48
Írta: 000000000 Dátum 2021 január 13, 11:48
Sajnos ha jól látom itt csak 1 forgó tengely mentén tudod állítani a gép marófejét. Így CSAK az eszterga gépágy hossz előtolás irányára tudod merőlegesre beállítani a marófej tengelyét, azaz nem síkra.
A beállítás egyik lehetséges menete pedig az, hogy ütőkésszerűen befogsz egy mérőórát a főorsóba lehetőleg minél nagyobb sugáron (de minimum ~180 mm legyen). Utána kiórázod nullára a hossz irányú vezető prizmád egy pontján majd kézzel elforgatva a főorsót a mérőórával együtt a másik oldalon is veszel egy érintő fogást a mérő órával a prizmán. Ha van eltérés, akkor nem merőleges a főorsód tengelye. Addig kell ismételgetni a kétoldali mérést, állítgatni a dőlésszöget, ameddig a két ellenoldali méréskor nulla közeli az eltérés a mérőórán.
Mellesleg az egy elég gyenge eredő merevségű konstrukció, így amikor majd forgácsoló erő is éri a maró (vagy fúró) orsó feltétet, már el is hajlik ennek hatására, és megmunkáláskor már nem lesz merőleges, hiába állítottad be terheletlenül megközelítően jóra.
A beállítás egyik lehetséges menete pedig az, hogy ütőkésszerűen befogsz egy mérőórát a főorsóba lehetőleg minél nagyobb sugáron (de minimum ~180 mm legyen). Utána kiórázod nullára a hossz irányú vezető prizmád egy pontján majd kézzel elforgatva a főorsót a mérőórával együtt a másik oldalon is veszel egy érintő fogást a mérő órával a prizmán. Ha van eltérés, akkor nem merőleges a főorsód tengelye. Addig kell ismételgetni a kétoldali mérést, állítgatni a dőlésszöget, ameddig a két ellenoldali méréskor nulla közeli az eltérés a mérőórán.
Mellesleg az egy elég gyenge eredő merevségű konstrukció, így amikor majd forgácsoló erő is éri a maró (vagy fúró) orsó feltétet, már el is hajlik ennek hatására, és megmunkáláskor már nem lesz merőleges, hiába állítottad be terheletlenül megközelítően jóra.
Cím: Re:Hagyományos forgácsológépek
Írta: 5bu0hcyd Dátum 2021 január 28, 21:02
Írta: 5bu0hcyd Dátum 2021 január 28, 21:02
Sziasztok,
valaki esetleg szedett szét e1n lakatszekrényt és esetleg pár képpel dokumentálta ?
Ha van valakinek ilyen képe kérem ossza meg velem is.
Köszönöm :)
valaki esetleg szedett szét e1n lakatszekrényt és esetleg pár képpel dokumentálta ?
Ha van valakinek ilyen képe kérem ossza meg velem is.
Köszönöm :)
Cím: Re:Hagyományos forgácsológépek
Írta: Cadrik Dátum 2021 február 10, 19:15
Írta: Cadrik Dátum 2021 február 10, 19:15
Sziasztok!
FU 251-hez nincs valakinek gépkönyve? Elkezdtem felújítani egy ilyen marógépet, de elakadtam...
FU 251-hez nincs valakinek gépkönyve? Elkezdtem felújítani egy ilyen marógépet, de elakadtam...
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2021 február 24, 20:58
Írta: Balazs92 Dátum 2021 február 24, 20:58
Sziasztok. Van egy strigon me1000-es marógépem, aminek a fogaskerék olajzása nem működik. Próbáltam kicserélni a lamellákat a fogaskerék szivattyúban, de nem veszi fel az olajat. Tud valaki valami kis szivattyút ami befér a fogaskerekek alá és ezt a célt megszolgálná? Segítséget előre is köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 február 24, 21:21
Írta: Lacibácsi Dátum 2021 február 24, 21:21
Nehéz légteleníteni, de nem lehetetlen. Volt erről itt már szó régebben is próbálj a keresőben rákeresni. Jól zárjon a golyós lábszelep, ne engedje vissza az olajat. a szivattyú szívóágáról szoktuk levenni a csövet, alul ugye a lábszelep ezt tele kell olajjal tölteni, aztán visszatenni, és a nyomóágat is levenni, ott i megpróbálni feltölteni.
Bármilyen szivattyú nem jó ide mert mindkét forgásirányba kell működnie!!!
Ha jó a lábszelep és a szivattyú sincs szétkopva akkor ha egyszer lelégteleníted utána működni fog gond nélkül.
Bármilyen szivattyú nem jó ide mert mindkét forgásirányba kell működnie!!!
Ha jó a lábszelep és a szivattyú sincs szétkopva akkor ha egyszer lelégteleníted utána működni fog gond nélkül.
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2021 február 24, 21:31
Írta: Balazs92 Dátum 2021 február 24, 21:31
Köszönöm. Próbáltam már párszor. Lehet én voltam a béna. Neki esel akkor megint. Igazábol olyan szivattyút akartam ami külön hálózatról menne kicsi villanyos akármi.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 február 24, 21:47
Írta: Lacibácsi Dátum 2021 február 24, 21:47
Én is kínlódtam vele annak idején, amíg rá nem jöttem. Aztán soha nem volt vele többet gond. A külső szivattyút nehéz szépen kivitelezni. ki kell fúrni a fedelet, vagy a leeresztő csavaron átvezetni a csövet... stb. Mivel gördülő csapágy van mindenhol így nem indokolt hogy indítás előtt legyen már olajzás.
El tud kopni a szivattyú tengelye, emlékszem azt javítottam.
Ha lesz kérdés csak írjál...[#kacsint]
El tud kopni a szivattyú tengelye, emlékszem azt javítottam.
Ha lesz kérdés csak írjál...[#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2021 február 25, 06:38
Írta: Balazs92 Dátum 2021 február 25, 06:38
Köszönöm szépen előre is. :)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2021 március 05, 20:44
Írta: KoLa Dátum 2021 március 05, 20:44
Nekem ilyen van két gépen is, az egyik szívja, de ebből tanultam! a másikra ráfolyik az olaj, ez üzembiztos.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 március 20, 21:14
Írta: jani300 Dátum 2021 március 20, 21:14
[#t19p137471#]
Szia Svejk !
Kimentem ,megnéztem . Szinte biztos hogy ez az !
Egyébként a volt kollégáim kicserélték két gép között a fejrészt az oszloppal együtt .
Egy régebbi gömbölyded ,és az újabb kockás ,az is stimmelt .
A régebbi is ez a fajta emelő megoldású volt .
Asztali fúrógépről van szó ,írom azoknak akik szeretik nyomni a pirosat , elvileg idevaló ,gondolom ...
Szia Svejk !
Kimentem ,megnéztem . Szinte biztos hogy ez az !
Egyébként a volt kollégáim kicserélték két gép között a fejrészt az oszloppal együtt .
Egy régebbi gömbölyded ,és az újabb kockás ,az is stimmelt .
A régebbi is ez a fajta emelő megoldású volt .
Asztali fúrógépről van szó ,írom azoknak akik szeretik nyomni a pirosat , elvileg idevaló ,gondolom ...
Cím: Re:Hagyományos forgácsológépek
Írta: kscmp0xg0 Dátum 2021 március 27, 11:49
Írta: kscmp0xg0 Dátum 2021 március 27, 11:49
Tisztelt fórumozók . Vásároltam egy 2h135 fúrógépet , az előtolás kapcsolása nem egy értelmű . Ha tudnátok segiteni meg köszönném .
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_n0yef880d3uc8tm7x9y3_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/n0yef880d3uc8tm7x9y3_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_gb2zjgs59x92jz2k6ya3t_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/gb2zjgs59x92jz2k6ya3t_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_dzqjnfq4k8ngpf7y48sk_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/dzqjnfq4k8ngpf7y48sk_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_seybjbvcbnbbyekz47h55_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/seybjbvcbnbbyekz47h55_5001.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_n0yef880d3uc8tm7x9y3_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/n0yef880d3uc8tm7x9y3_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_gb2zjgs59x92jz2k6ya3t_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/gb2zjgs59x92jz2k6ya3t_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_dzqjnfq4k8ngpf7y48sk_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/dzqjnfq4k8ngpf7y48sk_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_seybjbvcbnbbyekz47h55_5001.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/seybjbvcbnbbyekz47h55_5001.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 március 27, 14:01
Írta: Lacibácsi Dátum 2021 március 27, 14:01
Mi nem egyértelmű? Konkrétabban kérdezz.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 március 27, 14:38
Írta: Vetesi75 Dátum 2021 március 27, 14:38
A háromágú karral továbbítva a fúróorsót, az a szerszám és munkadarab által ellenállásba ütközik, ekkor a kart még tovább lehet fordítani a tengelyén, amíg a rögzítőszeg engedi és körmök által benyomja a nyíllal jelzett hüvelyt. Ez utóbbi a tengelyre siklóretesszel? (bordával?) illeszkedik csak oldalirányba tud csúszni, elfordulni nem - ezzel kapcsolódik a fogazáson keresztül a hajtott csigakerék. (Vagy valami ilyesmi - sajnos már tizen éve nem voltam ilyen fúró közelében.)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 március 27, 14:40
Írta: Vetesi75 Dátum 2021 március 27, 14:40
Kép persze lemaradt:
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_t04zum9ykg2nqw4qfthmj_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/t04zum9ykg2nqw4qfthmj_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_t04zum9ykg2nqw4qfthmj_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/t04zum9ykg2nqw4qfthmj_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kscmp0xg0 Dátum 2021 március 27, 20:16
Írta: kscmp0xg0 Dátum 2021 március 27, 20:16
Köszönöm , fúró nélkül próbáltam azért nem sikerült. Igy már érthető.
Cím: Re:Hagyományos forgácsológépek
Írta: kscmp0xg0 Dátum 2021 március 27, 20:17
Írta: kscmp0xg0 Dátum 2021 március 27, 20:17
Köszönöm , fúró nélkül próbáltam azért nem sikerült. Igy már érthető.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 március 28, 10:58
Írta: Tari Gábor Dátum 2021 március 28, 10:58
Sziasztok,
KFD 250 Fűrészgéphez keresek hidraulika rajzot.
Ami Csuhás könyvtárában van gépkönyv, abban nem nincs. Ha valaki tud segíteni, nagyon megköszönném.
Üdv
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_wfbvdn6qkziv3ekguxe_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/wfbvdn6qkziv3ekguxe_5362.jpg)
KFD 250 Fűrészgéphez keresek hidraulika rajzot.
Ami Csuhás könyvtárában van gépkönyv, abban nem nincs. Ha valaki tud segíteni, nagyon megköszönném.
Üdv
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_wfbvdn6qkziv3ekguxe_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/wfbvdn6qkziv3ekguxe_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: u2xmex7 Dátum 2021 május 04, 08:06
Írta: u2xmex7 Dátum 2021 május 04, 08:06
Sziasztok! Tud esetleg valaki viszonylag olcsón kiesztergáló fejet kb.20-100mm méret tartományig de más méretet is meghallgatok. Sk40 bt 40 kúp csatlakozással vagy egyéb! Köszi előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: 4xpd3c69 Dátum 2021 május 04, 20:09
Írta: 4xpd3c69 Dátum 2021 május 04, 20:09
Sziasztok , ár meghatározásban tudnátok segíteni ?
Működik szépen,útmérő z,és y irányban rajta.
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_jn5cwpgiv20j3niak3ghg_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/jn5cwpgiv20j3niak3ghg_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_uiwtgqncjky6bcy860hn7_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/uiwtgqncjky6bcy860hn7_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_vj5wytt0qwnyydsgia7c_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/vj5wytt0qwnyydsgia7c_6126.jpg)
Működik szépen,útmérő z,és y irányban rajta.
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_jn5cwpgiv20j3niak3ghg_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/jn5cwpgiv20j3niak3ghg_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_uiwtgqncjky6bcy860hn7_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/uiwtgqncjky6bcy860hn7_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_vj5wytt0qwnyydsgia7c_6126.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/vj5wytt0qwnyydsgia7c_6126.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 12, 08:14
Írta: Istvan0728 Dátum 2021 május 12, 08:14
Szevasztok!
Segítséget, véleményeket szeretnék kérni. Érdemes-e egy kb. 50 éves újkorától tanműhelyben használt nem nagyon kopott, de mechanikusan elégé lesprapált ME 1000-es marógépet 300 eFt áron hobbi célra megvenni? Mik ezeknek a gépeknek a buktatói?
Köszönöm! István
Segítséget, véleményeket szeretnék kérni. Érdemes-e egy kb. 50 éves újkorától tanműhelyben használt nem nagyon kopott, de mechanikusan elégé lesprapált ME 1000-es marógépet 300 eFt áron hobbi célra megvenni? Mik ezeknek a gépeknek a buktatói?
Köszönöm! István
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 május 12, 18:36
Írta: Lacibácsi Dátum 2021 május 12, 18:36
Mit értesz mechanikusan lestrapált állapoton?
Gondolom be lehet kapcsolni a gépet. Meg kell nézni a főorsónál a kémlelő ablakon hogy nyomja e az olajat a szivattyú. Volt már olyan hogy olaj nélkül ment szivattyú hiba, levegősödés, rézcső forrasztás törés miatt. Le is lehet venni a bal oldali fedelet, onnét látszik az egész főhajtómű.
Nem sok hibájuk van, ha csendes a gép, és működik az előtolás és a villám, és a csúszóvezetékei nem nagyon kopottak akkor kb jó ez az ár, csak a mechanikusan lestrapált állapotot kell még tisztázni.
Fontos még hogy milyen tartozék van hozzá!
Gondolom be lehet kapcsolni a gépet. Meg kell nézni a főorsónál a kémlelő ablakon hogy nyomja e az olajat a szivattyú. Volt már olyan hogy olaj nélkül ment szivattyú hiba, levegősödés, rézcső forrasztás törés miatt. Le is lehet venni a bal oldali fedelet, onnét látszik az egész főhajtómű.
Nem sok hibájuk van, ha csendes a gép, és működik az előtolás és a villám, és a csúszóvezetékei nem nagyon kopottak akkor kb jó ez az ár, csak a mechanikusan lestrapált állapotot kell még tisztázni.
Fontos még hogy milyen tartozék van hozzá!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 május 12, 21:17
Írta: Vetesi75 Dátum 2021 május 12, 21:17
A valódi tanműhelyivel az a gond, hogy annak nem volt "gazdája". Bármi - akár tartós meghibásodás is (kenés) - előfordulhat. Többszöri ütközés is pl. esélyes... (Nem tudom miért felkapottak ennyire a "tanműhelyi" gépek - illetve gondolom jól hangzik a hirdetésben -, de én ezt erősen fenntartással kezelem. Egyszerűen nincs annyi tanműhelyi felszámolás/selejtezés, amennyi "tanműhelyi" gép van a piacon eladó.)
Nekem alkatrészeket mutasson az eladó, amik az adott gépen készültek - akár selejtet - annak jellegén jól behatárolható, hogy pontosság terén és talán megbízhatóságból is, mire képes az adott darab. A "sokadik gépet megnézem tapasztalatom" alapján, a műszakos-szériás jól karban tartott gép a továbbhasználhatóság szempontjából rendszerint sokkal jobb állapotúnak néz ki, mint a "tanműhelyi". :(
Nekem alkatrészeket mutasson az eladó, amik az adott gépen készültek - akár selejtet - annak jellegén jól behatárolható, hogy pontosság terén és talán megbízhatóságból is, mire képes az adott darab. A "sokadik gépet megnézem tapasztalatom" alapján, a műszakos-szériás jól karban tartott gép a továbbhasználhatóság szempontjából rendszerint sokkal jobb állapotúnak néz ki, mint a "tanműhelyi". :(
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 12, 22:28
Írta: ywathzay Dátum 2021 május 12, 22:28
VAGY...... TMK- ban dolgozott, ez a másik ász!
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 13, 05:35
Írta: Istvan0728 Dátum 2021 május 13, 05:35
Lestrapált: pl.: hogy az asztal emelőkart teljesen neki feküdve nyomi kell befelé ahhoz, hogy emeljen a fordításra, hiányoznak a gombok a karok végéről, lámpaernyő összevissza ütött (kinek mit vétett az)stb. Arra nincs lehetőség, hogy a gépet megbontsam, (próba darabot sem lehet készíteni rajta,)- csak szemrevételezésre. Így[#csodalk]
Köszönöm válaszodat!
István
Köszönöm válaszodat!
István
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 13, 05:41
Írta: Istvan0728 Dátum 2021 május 13, 05:41
Az biztos, hogy az ilyen gépeknek nincs igazi gazdája és az is, hogy egy tanuló nem fogja hamar észrevenni, ha egy gép rendellenesen működik csak ha már valami végzetes történik de lehet hogy azt is igyekszik eltitkolni az oktató elöl.
Köszönöm a véleményed!
Üdv: István
Köszönöm a véleményed!
Üdv: István
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2021 május 13, 06:48
Írta: szucst Dátum 2021 május 13, 06:48
Szervusz,
ha be lehet indítani, legalább a mechanikus "zajokat" ellenőrizd, illetve mint írták az olajkémlelőn látni e valamit.
A szánokat végigtekerve a végállások között, ha kopott akkor a két végén nagyon szorosan fog járni.
Esetleg megrángatni az asztalt, az ilyen "tanműhelyi" gépek már kézi erővel is meglepően nagy lötyögést szoktak mutatni.
Főorsóba beórázhatsz, meg érdemes belenézni, a kúp felület állapota sokat elmond a használójáról.
Amik hiányoznak könnyen pótolható dolgok.
Az emelő szerkezetnek valószínűleg valamelyik csapágya szorul, vagy axiális felülete rágott be. Esetleg több kiló forgács van a kúpkeréken zsír helyett. Úgyis ki kell csontozni és újraépíteni az egészet, majd meglátod.
A gépeket kis hazánkban nagyon cudar, nem hozzáértő módon használták, használják. Addíg megy míg meg nem döglik.
Általában csak súlyosan felújítandókat / kohószökevényeket árulnak.
HA hobbira kell, és nem termelésre, kész vagy agyalni mindenféle problémán akkor jó lehet.
Másik oldalról nézve mindent meg lehet oldani, kérdés mennyi idő energia extra pénz bedobásával ...de semmi jóra ne számíts.
Üdv.:Tamás
ha be lehet indítani, legalább a mechanikus "zajokat" ellenőrizd, illetve mint írták az olajkémlelőn látni e valamit.
A szánokat végigtekerve a végállások között, ha kopott akkor a két végén nagyon szorosan fog járni.
Esetleg megrángatni az asztalt, az ilyen "tanműhelyi" gépek már kézi erővel is meglepően nagy lötyögést szoktak mutatni.
Főorsóba beórázhatsz, meg érdemes belenézni, a kúp felület állapota sokat elmond a használójáról.
Amik hiányoznak könnyen pótolható dolgok.
Az emelő szerkezetnek valószínűleg valamelyik csapágya szorul, vagy axiális felülete rágott be. Esetleg több kiló forgács van a kúpkeréken zsír helyett. Úgyis ki kell csontozni és újraépíteni az egészet, majd meglátod.
A gépeket kis hazánkban nagyon cudar, nem hozzáértő módon használták, használják. Addíg megy míg meg nem döglik.
Általában csak súlyosan felújítandókat / kohószökevényeket árulnak.
HA hobbira kell, és nem termelésre, kész vagy agyalni mindenféle problémán akkor jó lehet.
Másik oldalról nézve mindent meg lehet oldani, kérdés mennyi idő energia extra pénz bedobásával ...de semmi jóra ne számíts.
Üdv.:Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 13, 07:34
Írta: Istvan0728 Dátum 2021 május 13, 07:34
Köszönöm!
Kezdek nagyon hajlani a " nem kell ez nekem"-re.
Kezdek nagyon hajlani a " nem kell ez nekem"-re.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 13, 07:44
Írta: ywathzay Dátum 2021 május 13, 07:44
Tanuló, nem tanuló, tök mindegy. Unaloműzésképp senki nem szokott szerelgetni, ha elromlik valami akkor javítok/ javítunk én úgy gondolom. Egy váltűművi csapágycserét csak azért nem fog senki megejteni, mert épp nincs mise a templomban vasárnap délelőtt. 60 év az 60 év (annyi gondolom van a gép) ezt teljes karbantartás/ feljavítás nélkül tényleg csak alkalomszerűen tudod majd használni. Ráadásul ha jól tudom MK4 a vertikál fej, ez már annyira elavult, minimum SK kúpos gépet kell venni. Amúgy még ha 300 az ára, mi van hozzá? Ha semmi, akkor kalkulálj még + 1-1.5 szeresére míg összeszedsz hozzá eszközöket, kiegészítőket, ezután pedig rájössz, hogy egy körasztalt vagy osztófejet feltéve alig maradt már munkatered a vertikálfej alatt.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 13, 08:10
Írta: Istvan0728 Dátum 2021 május 13, 08:10
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 május 13, 08:23
Írta: jani300 Dátum 2021 május 13, 08:23
Sajnos alapjában véve teljesen igazad van .
De mondhatnál ebben az árfekvésben (nagyjából egy havi fizetés) ,olyan hasonló gépet ami akár csak alkalomszerűen is használható . Hasonló paraméterekkel persze .
Az öreg gépekről van fogalmam azért , van itt négy marógép nagyjából kilenc tonna , ebből egy síkmarógép még menne is ,
Szóvátették már hogy miért írom mindig hogy nem eladó , hát azért mert nem üzletre vettem őket .
Egymillió alatt nem hinném hogy létezne hasonló tudású új gép ,
De mondhatnál ebben az árfekvésben (nagyjából egy havi fizetés) ,olyan hasonló gépet ami akár csak alkalomszerűen is használható . Hasonló paraméterekkel persze .
Az öreg gépekről van fogalmam azért , van itt négy marógép nagyjából kilenc tonna , ebből egy síkmarógép még menne is ,
Szóvátették már hogy miért írom mindig hogy nem eladó , hát azért mert nem üzletre vettem őket .
Egymillió alatt nem hinném hogy létezne hasonló tudású új gép ,
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 13, 09:27
Írta: iyif9uu6h Dátum 2021 május 13, 09:27
ELőször is döntsd el, mire kell a marógép. Ha nem megélhetéshez kell, és nem folyamatosan, akkor elképzelhető, hogy kiszolgál a hátralevő életedben igy is.
Ha tanműhelyes volt, akkor azért lehetnek benne összerecsegtetett fogaskerekek, váltőkörmök, elgörbült karok, tengelyek. Mert hát nyomja a padavan, amig tudja a kart, nem érzi a kapcsolási pontokat. A szerszám behúzatás is problémát szokott jelenteni néhány ifjoncnak, szóval a kúpokat meg kel nézni. Azt sem mindig értik, ha rá van irva, hogy "Nur im stillstand schalten" Aztán az is lehet, hogy az oktató jó fej volt, és minden gyakorlat elején végignyalatta a tanulókkal az összes olajozási pontot:) És az is valószínű, hogy kicsi fogással, és kicsi sebességgel ment, szemléltető jelleggel, nem agyonterhelve.
HA viszont mindene működik, még ha nehézkesen is, akkor nem kellene nagy baja legyen. Nagyon körbe kell nézni. Az előtolásokban levő bronz csigakerekek is sokat elmondanak, (már ha lehet őket látni) azok fognak kihullani először. Ha nincsenek nagyon szétkopva, akkor valószínűleg tényleg nem sokat ment. A zajokból is lehet következtetni előéletre.
Osztófej, körasztal nem tipikus tanműhelyes tartozék amúgy. HA adnak hozzá, az külön jó :)
Érdemes elvinni magaddal egy öreg szakit, hogy véleményezze a vásárlás előtt.
Ha tanműhelyes volt, akkor azért lehetnek benne összerecsegtetett fogaskerekek, váltőkörmök, elgörbült karok, tengelyek. Mert hát nyomja a padavan, amig tudja a kart, nem érzi a kapcsolási pontokat. A szerszám behúzatás is problémát szokott jelenteni néhány ifjoncnak, szóval a kúpokat meg kel nézni. Azt sem mindig értik, ha rá van irva, hogy "Nur im stillstand schalten" Aztán az is lehet, hogy az oktató jó fej volt, és minden gyakorlat elején végignyalatta a tanulókkal az összes olajozási pontot:) És az is valószínű, hogy kicsi fogással, és kicsi sebességgel ment, szemléltető jelleggel, nem agyonterhelve.
HA viszont mindene működik, még ha nehézkesen is, akkor nem kellene nagy baja legyen. Nagyon körbe kell nézni. Az előtolásokban levő bronz csigakerekek is sokat elmondanak, (már ha lehet őket látni) azok fognak kihullani először. Ha nincsenek nagyon szétkopva, akkor valószínűleg tényleg nem sokat ment. A zajokból is lehet következtetni előéletre.
Osztófej, körasztal nem tipikus tanműhelyes tartozék amúgy. HA adnak hozzá, az külön jó :)
Érdemes elvinni magaddal egy öreg szakit, hogy véleményezze a vásárlás előtt.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2021 május 14, 05:00
Írta: Istvan0728 Dátum 2021 május 14, 05:00
Eldöntöttem. Köszönöm a véleményed.
Cím: Re:Hagyományos forgácsológépek
Írta: p7d8bf56 Dátum 2021 május 16, 21:33
Írta: p7d8bf56 Dátum 2021 május 16, 21:33
Üdv fórumtársak! Még új vagyok itt is, és a "szakmában" is,(22 évesen) sikerült vásárolnom első komolyabb marógépemet, aminek a típusáról csak annyit tudok, hogy német, és talán WMW gyártmány, pár képet mellékelek még. 4-es morze kúpos a főorsója. Viszonylag sok kérdés felmerült bennem, a beüzemeléssel és helyreállítással kapcsolatban, vissza fogok olvasni itt a fórumban, de ha valaki tud valami segítséggel szolgálni, azt nagyon megköszönném! Első körben Vertikál felyet szeretnék első körben keríteni hozzá.További szép estét!
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_sqbxe0d40zj5n6dh06bnk_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/sqbxe0d40zj5n6dh06bnk_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_nxexqmcxn29vtsjchg4dc_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/nxexqmcxn29vtsjchg4dc_7739.jpeg)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_sqbxe0d40zj5n6dh06bnk_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/sqbxe0d40zj5n6dh06bnk_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_nxexqmcxn29vtsjchg4dc_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/05/nxexqmcxn29vtsjchg4dc_7739.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 16, 22:02
Írta: ywathzay Dátum 2021 május 16, 22:02
Ehhez ahogy nézem gyárilag nincs vertikál fej.
Cím: Re:Hagyományos forgácsológépek
Írta: p7d8bf56 Dátum 2021 május 16, 23:22
Írta: p7d8bf56 Dátum 2021 május 16, 23:22
4 furat van a főorsó körül, bár nem néztem meg, hogy azok a felfogatáshoz szükségesek-e, akitől vettem, az annyit mondott, hogy valamilyen magyar maró vertikálfeje passzolhat hozzá, ebből indultam ki.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2021 május 17, 07:30
Írta: 000000000 Dátum 2021 május 17, 07:30
Sajnos ez horizontál gép. Ha ráraksz egy verikál fejet akkor is csak nagyon korlátozottan tudod használni mert nem fér alá semmi. Teszem azt egy körasztal tokmánnyal, felül egy fúró tokmány egy fúróval, és az anyagnak már csak mínuszban van hely... Ráadásul rövid az asztal így víszintesbe forgatott vertikállal sem nyersz sokat. Esetleg átalakított, megemelt vertikál fejjel érdemes próbálkozni.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 17, 08:11
Írta: ywathzay Dátum 2021 május 17, 08:11
Azt írod a szakmában is új vagy. Előbb olvass, nézelődj, tájékozódj. Aztán vásárolj, mert a tanulópénz sok lesz, valószínűleg az erre kiadott pénz már annak része. Erre rengeteg munkával sem fogsz tudni használható fejet tenni, esetleg ha széles spektrumban kívánsz dolgozni, marad célgép.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2021 május 17, 08:47
Írta: Gamos Dátum 2021 május 17, 08:47
Helló!
Nekem hasonló van. Van rajta vertikál fej. Úgy van kialakítva, h el van tolva. Majd készítek róla fényképet.
Tavaly adtam el, ami volt hozzá tartalékba.
Nekem hasonló van. Van rajta vertikál fej. Úgy van kialakítva, h el van tolva. Majd készítek róla fényképet.
Tavaly adtam el, ami volt hozzá tartalékba.
Cím: Re:Hagyományos forgácsológépek
Írta: p7d8bf56 Dátum 2021 május 17, 14:25
Írta: p7d8bf56 Dátum 2021 május 17, 14:25
Előre is köszönöm a segítséget!
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 május 17, 15:18
Írta: Lacibácsi Dátum 2021 május 17, 15:18
Miből gondolod hogy erre nem tud használható vertikálfejet tenni?
Pl ahogy a strigon gépeken van, egy fogaskerékpárral feljebb van víve a fej. Vagy lehet akár külön motorral hajtott vertikált is tenni rá. Van a 4 csavar a főorsó körül, vagy ékléccel a prizmára is lehet fogatni mint a strigon.
Pl ahogy a strigon gépeken van, egy fogaskerékpárral feljebb van víve a fej. Vagy lehet akár külön motorral hajtott vertikált is tenni rá. Van a 4 csavar a főorsó körül, vagy ékléccel a prizmára is lehet fogatni mint a strigon.
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 17, 15:33
Írta: iyif9uu6h Dátum 2021 május 17, 15:33
Ez úgy néz ki, mintha lehetne rá vertikálfejet akasztani :)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_wvmmyga8npa29zwpcbbf_7640.png) (https://hobbicncforum.hu/uploaded_images/2021/05/wvmmyga8npa29zwpcbbf_7640.png)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_wvmmyga8npa29zwpcbbf_7640.png) (https://hobbicncforum.hu/uploaded_images/2021/05/wvmmyga8npa29zwpcbbf_7640.png)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 17, 15:38
Írta: ywathzay Dátum 2021 május 17, 15:38
A kép szerint tévedtem, már csak az a feladata, hogy találjon hozzá. Amúgy az öszvér megoldásokat ilyen gépek esetében nem találom egyszerűnek, és jó ötletnek. De ez csak az én véleményem.
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2021 május 17, 19:50
Írta: Gamos Dátum 2021 május 17, 19:50
Itt vannak a képek. Hát rend az nincs, de ez van.
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_vd57u5xq4bwwb9j87juau_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/vd57u5xq4bwwb9j87juau_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_pzaeb4yzphapghzk5zcbc_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/pzaeb4yzphapghzk5zcbc_1888.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_vd57u5xq4bwwb9j87juau_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/vd57u5xq4bwwb9j87juau_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_pzaeb4yzphapghzk5zcbc_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/pzaeb4yzphapghzk5zcbc_1888.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 17, 19:58
Írta: iyif9uu6h Dátum 2021 május 17, 19:58
Ez nem egy me1000 gépre való marófej véletlenül ?
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2021 május 17, 20:35
Írta: Gamos Dátum 2021 május 17, 20:35
Azt nem tudom , így vettem anno.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2021 május 17, 21:56
Írta: e4vvbfxw Dátum 2021 május 17, 21:56
Az. ME 1000
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2021 május 17, 22:12
Írta: e4vvbfxw Dátum 2021 május 17, 22:12
A marógép önmagában nem sokat ér, a kiegészítőkben rejlik a lényeg, hogy mit kaptál hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2021 május 18, 20:23
Írta: kisssandor Dátum 2021 május 18, 20:23
A marógép többet ér mint a tartozékok. Össze lehet szedegetni hozzá mindent. Egy satu és egy patronos befogó indulásnak már elég lehet.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 május 18, 21:19
Írta: jani300 Dátum 2021 május 18, 21:19
[#t19p125317#]
Érdeklődésre linkeltem ide , talán a témába is vág .
Esetlegesen lehet véleményezni is (szapulhatják a fórumtársak )
Ez egy hasonló gépen volt ,de fent a keresztgerendán .
Érdeklődésre linkeltem ide , talán a témába is vág .
Esetlegesen lehet véleményezni is (szapulhatják a fórumtársak )
Ez egy hasonló gépen volt ,de fent a keresztgerendán .
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 18, 21:59
Írta: iyif9uu6h Dátum 2021 május 18, 21:59
70000-ért van jofogáson egyetemes fej me1000-hez. Mondjuk jó drágán adják. Viszont esélyes, hogy ugyanugy felszerelhető, mint az a fej, ami Gamos Úr gépén van.
https://www.jofogas.hu/budapest/Strigon_ME1000_marogep_egyetemes_fej_vertikalfej_117943070.htm
https://www.jofogas.hu/budapest/Strigon_ME1000_marogep_egyetemes_fej_vertikalfej_117943070.htm
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2021 május 19, 08:40
Írta: sufnituning Dátum 2021 május 19, 08:40
Na ez a sinus fej és nem drága
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2021 május 19, 08:45
Írta: 7cim5mm0 Dátum 2021 május 19, 08:45
Ha ez drága, akkor nincs mese, kell egyet készíteni... :)
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 19, 09:32
Írta: iyif9uu6h Dátum 2021 május 19, 09:32
Urak, az, hogy valami drága, vagy nem drága, eléggé szubjektív.
Szerintem drága. Utoljára, amikor vertikálfejet vettem, az 130.000 volt. Ugyan hiányzott róla egy csapágyház, és egy-két fogaskerék, de a marógép még rajta volt :)
Szerintem drága. Utoljára, amikor vertikálfejet vettem, az 130.000 volt. Ugyan hiányzott róla egy csapágyház, és egy-két fogaskerék, de a marógép még rajta volt :)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2021 május 19, 10:06
Írta: szucst Dátum 2021 május 19, 10:06
Sziasztok,
Drága, nem drága, meg kell próbálni csinálni hasonlót és kiderülnek dolgok...hobbyra drága, müködő üzemben egy meló visszahozza az árát.
Javítani is egyszerűbb ha muszáj szerintem, mint újat alkotni.
Jelen esetben mivel tök mindegy milyen idegen fejet kell felgyógyítani a gépre, a felhasználási körülmények, megmunkálható magasság, mi-, mennyiért van a piacon határozzák meg a dolgot.
Szvsz ha a leguniverzálisabbat szeretnénk, akkor a Jani által hirdetett fúrófunkciós szinuszfej a nyerő(árban is...), Ha a talpa is megvan akkor végképp nyert ügyed van. Ennek egy nagy hátránya van: nagy a fej lelógása, csökkenti a megmunkálható magasságot.
Más kérdés h horizontként is meg lehet a túlnyomó többségét csinálni a feladatoknak ezeken a gépeken.
Drága, nem drága, meg kell próbálni csinálni hasonlót és kiderülnek dolgok...hobbyra drága, müködő üzemben egy meló visszahozza az árát.
Javítani is egyszerűbb ha muszáj szerintem, mint újat alkotni.
Jelen esetben mivel tök mindegy milyen idegen fejet kell felgyógyítani a gépre, a felhasználási körülmények, megmunkálható magasság, mi-, mennyiért van a piacon határozzák meg a dolgot.
Szvsz ha a leguniverzálisabbat szeretnénk, akkor a Jani által hirdetett fúrófunkciós szinuszfej a nyerő(árban is...), Ha a talpa is megvan akkor végképp nyert ügyed van. Ennek egy nagy hátránya van: nagy a fej lelógása, csökkenti a megmunkálható magasságot.
Más kérdés h horizontként is meg lehet a túlnyomó többségét csinálni a feladatoknak ezeken a gépeken.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2021 május 19, 12:08
Írta: 7cim5mm0 Dátum 2021 május 19, 12:08
Valóban.
Ha "játszani" kell, akkor drága. :)
Az más kérdés, hogy kohószökevény gépeket lehet venni olcsón. De azokért nem is szabad komolyabb pénzt adni.
Ha "játszani" kell, akkor drága. :)
Az más kérdés, hogy kohószökevény gépeket lehet venni olcsón. De azokért nem is szabad komolyabb pénzt adni.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2021 május 19, 14:33
Írta: PSoft Dátum 2021 május 19, 14:33
Úgy tíz éve lehet, hogy a Strigonom vertikál(nem a sinus) fejében tönkrement a kúpkerék páros.
Hosszas keresgélés után találtam eredeti -elfekvő raktári készletből- kerék párost.
Negyvenet kértek érte.
Kifizettem, hozta a postás, összeraktam, örültem.
Hosszas keresgélés után találtam eredeti -elfekvő raktári készletből- kerék párost.
Negyvenet kértek érte.
Kifizettem, hozta a postás, összeraktam, örültem.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 május 19, 15:04
Írta: svejk Dátum 2021 május 19, 15:04
"Más kérdés h horizontként is meg lehet a túlnyomó többségét csinálni a feladatoknak ezeken a gépeken."
Nem utolsó sorban sokkal stabilabb is így minden, csak hát nehéz ráállnia az ember agyának a vertikál után. :)
Nem utolsó sorban sokkal stabilabb is így minden, csak hát nehéz ráállnia az ember agyának a vertikál után. :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2021 május 19, 21:10
Írta: ywathzay Dátum 2021 május 19, 21:10
Tudja-e valaki, hogy a Strigon marógépek sebességváltóját ki lehet venni, nagyobb szerelés nélkül? Oldalra kijön egyéb bontás nélkül?
Cím: Re:Hagyományos forgácsológépek
Írta: 6rk75uezn Dátum 2021 május 19, 21:16
Írta: 6rk75uezn Dátum 2021 május 19, 21:16
Hát mit értünk nagyobb szerelés alatt.
Az sem mindegy hogy melyik tipus vagy egyetemes vagy a függőleges.
Me250 est tekintve nem egy félórás dolog,kihúzni a vizszintes orsót,olajzást kibányászni stb stb
Az sem mindegy hogy melyik tipus vagy egyetemes vagy a függőleges.
Me250 est tekintve nem egy félórás dolog,kihúzni a vizszintes orsót,olajzást kibányászni stb stb
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2021 május 19, 21:28
Írta: e4vvbfxw Dátum 2021 május 19, 21:28
Nyilván alap a marógép, ez igaz, dehogy használni is tudd kell a sok apróság.
A patronkészlet sem mind1, főleg ha nincs még vertikálfej.
Satu sem mind1.
Kelleni fog sok minden mire hobbyra is használni lehet, főleg ha az alapgép csupán célgépként üzemelt a termelésben.
A patronkészlet sem mind1, főleg ha nincs még vertikálfej.
Satu sem mind1.
Kelleni fog sok minden mire hobbyra is használni lehet, főleg ha az alapgép csupán célgépként üzemelt a termelésben.
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2021 május 19, 22:59
Írta: iyif9uu6h Dátum 2021 május 19, 22:59
Hátulról van egy ékszíjas behajtás a váltóra, azt ki kell szedni először. Egyfajta csapos tengelykapcsolóval csaltlakozik a váltóra. Utána elvileg kijön a váltó oldalra.
Az olajcsöveket nem árt előtte megnézni, lehet, hogy ki kell kötni párat.
Az olajcsöveket nem árt előtte megnézni, lehet, hogy ki kell kötni párat.
Cím: Re:Hagyományos forgácsológépek
Írta: gabi Dátum 2021 május 19, 23:30
Írta: gabi Dátum 2021 május 19, 23:30
sziasztok
Az Ö videoikon csak horizontál gépen készít dolgokat.
https://youtu.be/-55cbSUWSho
Az Ö videoikon csak horizontál gépen készít dolgokat.
https://youtu.be/-55cbSUWSho
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2021 május 20, 07:13
Írta: kisssandor Dátum 2021 május 20, 07:13
Lehet, hogy rosszul fogalmaztam. Arra gondoltam, hogy a marógépet nem veheted meg apránként részletekben, a tartozékokat, szerszámokat meg igen.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2021 május 21, 08:14
Írta: szucst Dátum 2021 május 21, 08:14
Szervusztok,
Régebben volt már téma, és valaki linkelte is, de nem találom: spéci szennylehúzók csúszófelületekhez, többféle profil, és talán a forgalmazó/gyártó cég pl a fecskefarok komplett körvonalára is ki tudta alakítani a szennylehúzót.
Ha valakinek megvan a link vagy tud hasonlót, kérem ossza meg!
Köszönöm.
Üdv.: Tamás
Régebben volt már téma, és valaki linkelte is, de nem találom: spéci szennylehúzók csúszófelületekhez, többféle profil, és talán a forgalmazó/gyártó cég pl a fecskefarok komplett körvonalára is ki tudta alakítani a szennylehúzót.
Ha valakinek megvan a link vagy tud hasonlót, kérem ossza meg!
Köszönöm.
Üdv.: Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 május 21, 09:34
Írta: svejk Dátum 2021 május 21, 09:34
Ezek (https://www.hennlich.hu/termekek/por-es-palyavedo-burkolatok-66.html)gyakorlatilag megfizethetetlenek, de van egy Békéscsaba mellett levő cég akik még esetleg, bár ők azt hiszem csak 1 féle profillal dolgoznak.
Megkeresem később.
Megkeresem később.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 május 21, 09:37
Írta: svejk Dátum 2021 május 21, 09:37
Ők azok, (http://mechanitec.hu/termekeink/termek/palyavedo-burkolatok.html)de inkább csak nagyobb pályavédőket gyártanak.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 május 21, 09:42
Írta: svejk Dátum 2021 május 21, 09:42
Kisebb szennylehúzókkal meg valami hobby műgyantást kellene megtalálni, biztos van olyan önthető anyag ami megfelelne a célnak, még ha nem is bírna ki annyit mint a gyári.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 május 21, 10:51
Írta: Lacibácsi Dátum 2021 május 21, 10:51
Magamra ismertem, én írtam róla annak idején. Használom is, jól bírja a strapát:
[#t269p288#]
[#t269p288#]
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2021 május 21, 12:01
Írta: Szalai György Dátum 2021 május 21, 12:01
[#t269p292#]
"vagy nyomigázni"
"vagy nyomigázni"
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2021 május 22, 00:16
Írta: szucst Dátum 2021 május 22, 00:16
Köszönöm mindenkinek a segítséget, így már boldogulok!
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 május 28, 11:54
Írta: Tari Gábor Dátum 2021 május 28, 11:54
Sziasutok,
Szeretnék egy kicsit komolybb satut venni (lehet hogy kettő egyformát)
Hagyományos gépen használnám. Olyant szeretnék, ami meghúzásánál nem emel a darabon. A képen láthaó típusok használhatóságában mi a különbség (azonos pofaszélességnél)? Ha valaki tud javasolni megfizethető árút, illetve bármilyen támpontot szívesen veszek.
Köszi
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_7avjw3humk02hg8t3f7zy_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/7avjw3humk02hg8t3f7zy_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_ictx92dixwxb9xevdps_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/ictx92dixwxb9xevdps_5362.png)
Szeretnék egy kicsit komolybb satut venni (lehet hogy kettő egyformát)
Hagyományos gépen használnám. Olyant szeretnék, ami meghúzásánál nem emel a darabon. A képen láthaó típusok használhatóságában mi a különbség (azonos pofaszélességnél)? Ha valaki tud javasolni megfizethető árút, illetve bármilyen támpontot szívesen veszek.
Köszi
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_7avjw3humk02hg8t3f7zy_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/7avjw3humk02hg8t3f7zy_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_ictx92dixwxb9xevdps_5362.png) (https://hobbicncforum.hu/uploaded_images/2021/05/ictx92dixwxb9xevdps_5362.png)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 május 28, 12:59
Írta: Vetesi75 Dátum 2021 május 28, 12:59
A jobboldalihoz van szerencsém napi szinten: A "lehúzó" pofa miatt nem pozicionál pontosan (0.1-en belüli szórás, szennyeződésre nagyon érzékeny)- a pofát berögzítve meg kiemelésre hajlamos (kopástól függően, újkorában szinte semmit). Tömbből való kifejtéshez jól használható, igényes, köszörült kivitel. A nyomóorsós konstrukcióknál jellemző összes tulajdonsággal rendelkezik, a rövid orsó miatt a merevsége is jó. Ha párban akarod használni, akkor párban is érdemes rendelni. (Melóhelyemen a különböző időpontokban vásárolt "azonosak" között van "kakukktojás" is, ami nem párosítható a többivel. Későn vettük észre... :( )
Cím: Re:Hagyományos forgácsológépek
Írta: 36u2gxpt3 Dátum 2021 június 01, 13:40
Írta: 36u2gxpt3 Dátum 2021 június 01, 13:40
A jobbost tudom ajánlani, az előttem hozzászóló leírt róla mindent, ezek mellett tudsz hozzá marni puha pofát ha esetleg olyat akarsz megfogni.
A balost is használjuk, mi huzalszikrán és tömbszikrán főleg, viszonylag kicsi és a szorítóereje sem olyan iszonyatos, viszont nagyon precíz kis cucc.
A balost is használjuk, mi huzalszikrán és tömbszikrán főleg, viszonylag kicsi és a szorítóereje sem olyan iszonyatos, viszont nagyon precíz kis cucc.
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2021 június 01, 17:03
Írta: ab Dátum 2021 június 01, 17:03
Tudnál fényképet csatolni, hogyan alkalmazzátok a puha pofákat (értem ezalatt a rögzítésüket)? Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2021 június 01, 19:55
Írta: Vetesi75 Dátum 2021 június 01, 19:55
Itt van kép: itt. (https://ecatalog.hoffmann-group.com/index.html?country=hun_HU_HUE/catalogs/&catalog=90000001#page_1030). Az "alap" pofákon felül vannak menetes furatok, ahova a rátét pofák (egyedi puha pofák is) csavarozhatóak. A fix pofa oldalsó furatát pl. oldalütközőhöz szánták, de rögzíthető hozzá egyedi alacsony betét vagy alátét, stb is.
Cím: Re:Hagyományos forgácsológépek
Írta: 000000000 Dátum 2021 június 02, 16:58
Írta: 000000000 Dátum 2021 június 02, 16:58
A jobboldali egyszerű csavaros, a baloldali pedig lefelé nyomja a mozgó pofát és ezért a munkadarabot jobban fogja le és nem emeli. Nekem van mind a két fajta de a baloldali a jobb, azt ajánlom. Viszont ha kettőt kell venni jobb ha egyforma kettőt veszel mert azokat könnyen lehet párosítani. A baloldalit lehet 90 fokon az oldalára fordítva is használni.
Cím: Re:Hagyományos forgácsológépek
Írta: e0hbmgnkf Dátum 2021 június 04, 18:22
Írta: e0hbmgnkf Dátum 2021 június 04, 18:22
Cugír fu 25 marógéphez keresek magyar nyelvű gépkönyvet. PDF-ben is jó. Árát megbeszéljük.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2021 július 09, 15:33
Írta: d6i9g5pbs Dátum 2021 július 09, 15:33
Üdv tagok segítséget kérek adott egy Lengyel marógép és ki kellene vennem az előtolás áttétel részét...hogyan tudom kivenni derékszög a csatlakozás a két konzol között.. az első képen levőt kell kivennem..rajz is érdekel róla a gép típúsa FWC25
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_gdvjxfvi0n67f2wt03f_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/gdvjxfvi0n67f2wt03f_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_p6heevy7tc24gtb3pg4a3_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/p6heevy7tc24gtb3pg4a3_5106.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_gdvjxfvi0n67f2wt03f_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/gdvjxfvi0n67f2wt03f_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_p6heevy7tc24gtb3pg4a3_5106.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/p6heevy7tc24gtb3pg4a3_5106.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 július 20, 07:40
Írta: kmil Dátum 2021 július 20, 07:40
Sziasztok,
Ha esetleg valakinek van Strigon GH560-as gyalugépe, megírná, hogy mekkora furatok vannak a gép talpán, amit emelésre lehet használni?
Köszi!
Ha esetleg valakinek van Strigon GH560-as gyalugépe, megírná, hogy mekkora furatok vannak a gép talpán, amit emelésre lehet használni?
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2021 július 20, 07:56
Írta: ysc3kmx9v Dátum 2021 július 20, 07:56
Az én ilyen gyalugépemen 40mm-nél nagyobb öntött fúrat van (43mm mértem),a 40-es köracél vígan belemegy.A négy furatról van szó,amin a keresztül dugott rúd anyaggal emelhető a gép.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 július 20, 08:15
Írta: kmil Dátum 2021 július 20, 08:15
Hű, nagyon köszi az infót! Igen, nekem is emelnem kellene majd.
Szép méretes furatok. Sokkal kisebbre számítottam.
Szép méretes furatok. Sokkal kisebbre számítottam.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2021 július 20, 14:45
Írta: Gyula65 Dátum 2021 július 20, 14:45
Ez drága lenne?
Itt vásárolható:
https://aruhaz.munkavedelem.bz/termek/cugir_fu-25.html
Üdv!
Itt vásárolható:
https://aruhaz.munkavedelem.bz/termek/cugir_fu-25.html
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2021 július 20, 19:03
Írta: Rabb Ferenc Dátum 2021 július 20, 19:03
Ingyér van - de németül... (https://ulozto.cz/file/oNv4pghcNcZA/cugir-fu-25-pdf)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 21, 20:39
Írta: jani300 Dátum 2021 július 21, 20:39
Ezt árulnám ,nem tudom melyik gépbe való lehet ,90 a furata ha igaz .
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_u9abfkn4uwewsb7jg53bw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/u9abfkn4uwewsb7jg53bw_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_u9abfkn4uwewsb7jg53bw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/u9abfkn4uwewsb7jg53bw_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2021 július 21, 21:26
Írta: sufnituning Dátum 2021 július 21, 21:26
Furat átmérő (d): 90mm
Külső átmérő (D): 140mm
Szélesség (B): 37mm
Csapágy súlya: 1.95 kg
Csapágy főcsoport: NN
Csapágy alcsoport: 3018
Külső átmérő (D): 140mm
Szélesség (B): 37mm
Csapágy súlya: 1.95 kg
Csapágy főcsoport: NN
Csapágy alcsoport: 3018
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2021 július 21, 21:35
Írta: drehás Dátum 2021 július 21, 21:35
Ez használt csapágy?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 21, 21:41
Írta: jani300 Dátum 2021 július 21, 21:41
Szerintem nem . De csomagolás nélküli , rászáradt olajjal .
Szerelési nyomot nem látok rajta .
De van rajta elektromos gravírral valami szám .
G.450 vagy valami hasonló .
A külső gyűrűn nincsen horony , furat , sima .
De van pár jó állapotúnak tűnő használt is , és jóval nagyobb nem használt is , de az már lehet foltos .
Szerelési nyomot nem látok rajta .
De van rajta elektromos gravírral valami szám .
G.450 vagy valami hasonló .
A külső gyűrűn nincsen horony , furat , sima .
De van pár jó állapotúnak tűnő használt is , és jóval nagyobb nem használt is , de az már lehet foltos .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 21, 21:58
Írta: jani300 Dátum 2021 július 21, 21:58
Ha már társalgunk ...
Sajnos a párja nincs meg .
Ha az amire gondolok akkor legalább ne legyen érte veszekedés :)
A harmadik képen egy automata "pontozó" az mai beszerzés :)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_xvkwfx0xx3j99hpxyh5hc_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xvkwfx0xx3j99hpxyh5hc_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2f7jpi672w0mwge2zgm6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2f7jpi672w0mwge2zgm6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jfanvjn5eaehpk0dzh6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/jfanvjn5eaehpk0dzh6_2430.jpg)
Sajnos a párja nincs meg .
Ha az amire gondolok akkor legalább ne legyen érte veszekedés :)
A harmadik képen egy automata "pontozó" az mai beszerzés :)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_xvkwfx0xx3j99hpxyh5hc_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xvkwfx0xx3j99hpxyh5hc_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2f7jpi672w0mwge2zgm6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2f7jpi672w0mwge2zgm6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_jfanvjn5eaehpk0dzh6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/jfanvjn5eaehpk0dzh6_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 21, 22:09
Írta: jani300 Dátum 2021 július 21, 22:09
De akkor szívesen hallanék véleményt a csapágy állapotáról ,ne legyen zsákba macska .
Néztem , láttam 70- 90 az új ára .
De inkább használja valaki mint nálam megegye a fene .
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_3q4xcjh6tw327cf2bp2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/3q4xcjh6tw327cf2bp2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2pghbcef3aj06a6fpn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2pghbcef3aj06a6fpn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_kpvsx5ytyhwniafs62p0q_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/kpvsx5ytyhwniafs62p0q_2430.jpg)
Néztem , láttam 70- 90 az új ára .
De inkább használja valaki mint nálam megegye a fene .
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_3q4xcjh6tw327cf2bp2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/3q4xcjh6tw327cf2bp2_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2pghbcef3aj06a6fpn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2pghbcef3aj06a6fpn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_kpvsx5ytyhwniafs62p0q_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/kpvsx5ytyhwniafs62p0q_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2021 július 21, 22:29
Írta: drehás Dátum 2021 július 21, 22:29
Jani ,nekem nem kell csak próbálok segíteni hogy milyen gépbe lehetett. Megkeresem az esztergám rajzait,mert már nem emlékszem fejből,pedig cseréltem csapágyat a főorsón. Az biztos ami benne volt,és amit bele raktam az SKF volt és volt egy beszurás a külső átmérőn az olajnak és egy vagy több furat ami bevezette az olajat.Arra még emlékszem,hogy orosz megfelelője is volt olcsóbban ,de abban nem volt beszurás.
A Gépem EU 400 ,az a kocka E400 ,de ebben is volt sikló csapágyas is. Holnap rajzot keresek,ha addig nem lesz valaki aki felismeri ,hogy melyik gépbe való.
A Gépem EU 400 ,az a kocka E400 ,de ebben is volt sikló csapágyas is. Holnap rajzot keresek,ha addig nem lesz valaki aki felismeri ,hogy melyik gépbe való.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 21, 22:49
Írta: jani300 Dátum 2021 július 21, 22:49
Jól van , csak érdeklődtem ,az sn 63 ban láttam a csapágyat gödrös a futófelülete , ment olaj nélkül , zörgött.
Ennek ellenére az a legstabilabb gépem , egy új vezetőcsapággyal nagyon jó lehetne , de túl nagy munka azt már kicserélni .
A kúpfogaskereket esélyesnek látom hogy vertikálfejbe való lehet , de nem tudom .Kellene kis pénzt csinálnom a sok vacakból ...
Pakolgattam ,találtam 4,3 kiló vörösrezet de azt meg leszólták a méhben hogy fekete a régi zománchuzal , nem vették meg .
De 50 kiló rozsdás 6 os gömbvasat viszont elvitt a haver ma egy tizesért , na az legalább méteres tekercsben volt ,látszik hogy fogy a lom ... :)
Ennek ellenére az a legstabilabb gépem , egy új vezetőcsapággyal nagyon jó lehetne , de túl nagy munka azt már kicserélni .
A kúpfogaskereket esélyesnek látom hogy vertikálfejbe való lehet , de nem tudom .Kellene kis pénzt csinálnom a sok vacakból ...
Pakolgattam ,találtam 4,3 kiló vörösrezet de azt meg leszólták a méhben hogy fekete a régi zománchuzal , nem vették meg .
De 50 kiló rozsdás 6 os gömbvasat viszont elvitt a haver ma egy tizesért , na az legalább méteres tekercsben volt ,látszik hogy fogy a lom ... :)
Cím: Re:Hagyományos forgácsológépek
Írta: drehás Dátum 2021 július 22, 10:11
Írta: drehás Dátum 2021 július 22, 10:11
Szia Jani!
Utána néztem,és valóban NN3018K az EU-400 elülső főorsó csapágya.Régebben valaki keresett ebből olcsóbb megoldást.
Közelebb lennél ,talán még el is hoznám,annak ellenére,hogy én cseréltem már a gépben,vagy egyéb cuccra hagynék nálad lóvét.[#nevetes1]
Utána néztem,és valóban NN3018K az EU-400 elülső főorsó csapágya.Régebben valaki keresett ebből olcsóbb megoldást.
Közelebb lennél ,talán még el is hoznám,annak ellenére,hogy én cseréltem már a gépben,vagy egyéb cuccra hagynék nálad lóvét.[#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 július 22, 19:51
Írta: svejk Dátum 2021 július 22, 19:51
Köszi, megnéztem 3017-es van a kínai gépünkben, így nem kérem.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 július 22, 23:56
Írta: jani300 Dátum 2021 július 22, 23:56
Rendben .
Azért beolajozom ,elcsomagolom ,ezt :)
Azért beolajozom ,elcsomagolom ,ezt :)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 augusztus 22, 20:40
Írta: kmil Dátum 2021 augusztus 22, 20:40
Sziasztok,
Ebből is látszik, hogy egy jó állapotú gépbe ( GH-560) is érdemes belenézni. Olaj rendszer ellenőrzés: 5l olaj helyett 75L olaj/víz elegy, sok iszap, beragadt szivattyú, benne víz, szűrő tele vízzel. Lesz mit mosogatni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_dxy0u2kys2u5a65um8ev_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/dxy0u2kys2u5a65um8ev_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_kx4u5mwvbts808meg9z0_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/kx4u5mwvbts808meg9z0_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_cniwuhsdgni0yatsyhbdv_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/cniwuhsdgni0yatsyhbdv_6016.jpg)
Ebből is látszik, hogy egy jó állapotú gépbe ( GH-560) is érdemes belenézni. Olaj rendszer ellenőrzés: 5l olaj helyett 75L olaj/víz elegy, sok iszap, beragadt szivattyú, benne víz, szűrő tele vízzel. Lesz mit mosogatni.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_dxy0u2kys2u5a65um8ev_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/dxy0u2kys2u5a65um8ev_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_kx4u5mwvbts808meg9z0_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/kx4u5mwvbts808meg9z0_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_cniwuhsdgni0yatsyhbdv_6016.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/cniwuhsdgni0yatsyhbdv_6016.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 augusztus 22, 20:52
Írta: jani300 Dátum 2021 augusztus 22, 20:52
Az semmi .
Én 200 liter vizet vettem vasárban egy 3 tonnás haránt gyaluban ...
Én 200 liter vizet vettem vasárban egy 3 tonnás haránt gyaluban ...
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 augusztus 22, 20:59
Írta: kmil Dátum 2021 augusztus 22, 20:59
Rendben, Te nyertél! [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 augusztus 22, 22:15
Írta: jani300 Dátum 2021 augusztus 22, 22:15
Nem verseny ez .
Csak egy tapasztalatszerzés volt .
Kézzelfogható bizonyíték arra hogy az olaj úszik az esővíz tetején :(
Csak egy tapasztalatszerzés volt .
Kézzelfogható bizonyíték arra hogy az olaj úszik az esővíz tetején :(
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 augusztus 22, 22:40
Írta: kmil Dátum 2021 augusztus 22, 22:40
Ha már tapasztalat szerzés-és csere. Az "olcsó" láncos emelők nem terhelhetők. Nálam 1,6 Tonnánál elsszakadt a 2 Tonnás emelő. Az öröm, hogy még meg sem emelte csak az egyik felét 2 cm-re, úgy huppant vissza a kocsira. Jó volt vasárnap reggek darus autót keríteni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 augusztus 22, 22:56
Írta: jani300 Dátum 2021 augusztus 22, 22:56
Pedig ahhoz illene műbizonylat .
Ami új az mind fos ,sajnos ez a tapasztalat .
Az enyémek 30-40 évesek ,megnyúlik a lánc inkább .
És ugye véletlenül sem kínai egyik sem .
Ami új az mind fos ,sajnos ez a tapasztalat .
Az enyémek 30-40 évesek ,megnyúlik a lánc inkább .
És ugye véletlenül sem kínai egyik sem .
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 augusztus 22, 23:15
Írta: kmil Dátum 2021 augusztus 22, 23:15
Annak örülök, hogy nem lett nagyobb baj. Mondjuk, ha tudom, hogy gyenge, meg sem veeszem....
Mindig tanul az ember.
Mindig tanul az ember.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 17, 09:09
Írta: Tari Gábor Dátum 2021 november 17, 09:09
Üdv,
KFD 250 -es kerets fűrészgépet rakok rendbe.
A hidraulika szivattyúból hiányzik a rugó. Valakin tud segíteni, hogy nagyjából mekkorát vegyek bele?
Köszönöm
KFD 250 -es kerets fűrészgépet rakok rendbe.
A hidraulika szivattyúból hiányzik a rugó. Valakin tud segíteni, hogy nagyjából mekkorát vegyek bele?
Köszönöm
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 november 20, 14:34
Írta: Lacibácsi Dátum 2021 november 20, 14:34
Az olajszűrőt is ehhez a géphez keresed az adok-veszekben?
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 20, 14:52
Írta: Tari Gábor Dátum 2021 november 20, 14:52
Igan ehhez.
A gyári műanyag tömítéses helyett, tömítés nélküli hidraulika szár mozog hónolt csőben. emiatt véleményem szerint érzékenyebb a szennyződésekre, jó lenne valamilyen finomabb szűrő. Csináltam egy csővet,ami fel van hasítva, és be akarom tekerni finom fémhálóval előszűrésnek. Ez mélyen benyúlik a tartályba. E mellé még jó lenne valami szűrőbetétes megoldás.
A rúgó kérdés továbbra is aktuáls.
Köszi előre is a segítséget
A gyári műanyag tömítéses helyett, tömítés nélküli hidraulika szár mozog hónolt csőben. emiatt véleményem szerint érzékenyebb a szennyződésekre, jó lenne valamilyen finomabb szűrő. Csináltam egy csővet,ami fel van hasítva, és be akarom tekerni finom fémhálóval előszűrésnek. Ez mélyen benyúlik a tartályba. E mellé még jó lenne valami szűrőbetétes megoldás.
A rúgó kérdés továbbra is aktuáls.
Köszi előre is a segítséget
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 november 20, 16:21
Írta: Lacibácsi Dátum 2021 november 20, 16:21
Nem tudtam eddig, miért akarsz szűrőt tenni. Rossz volt az eredeti munkahenger?
Motorkerékpárokon van pici aranyos olajszűrő. Annak lehet esztergálni egy csőcsonkos fogadó részt. Szerintem érdemes lenne egy mágnest is betenni valahová, a kopásból eredő acél szemcséket szépen összeszedi. Talán a mágnes is elég lenne a fémhálós szűrővel. Ha tisztán rakod össze más szennyeződés nem nagyon kerülhet bele, csak a dugattyús pumpa kopásából eredő szemcsék.
Láttam ilyen rugót, de nincs meg a mérete, egy ismerőst is kérdeztem neki sincs. Emlékezetből kb 1.5 mm köré gondolom a huzal átmérőt. Tudom ez nem sok segítség.
Motorkerékpárokon van pici aranyos olajszűrő. Annak lehet esztergálni egy csőcsonkos fogadó részt. Szerintem érdemes lenne egy mágnest is betenni valahová, a kopásból eredő acél szemcséket szépen összeszedi. Talán a mágnes is elég lenne a fémhálós szűrővel. Ha tisztán rakod össze más szennyeződés nem nagyon kerülhet bele, csak a dugattyús pumpa kopásából eredő szemcsék.
Láttam ilyen rugót, de nincs meg a mérete, egy ismerőst is kérdeztem neki sincs. Emlékezetből kb 1.5 mm köré gondolom a huzal átmérőt. Tudom ez nem sok segítség.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 20, 17:02
Írta: Tari Gábor Dátum 2021 november 20, 17:02
Köszönöm,
Nagy segítség, mert a többi méretet nagyjából ki tudtam következtetni.
Úgy vettem a gépet, hogy nem volt rajta a szivattyú, külön kosárban volt, de a szivattyú nagyon rossz állapotban van. Igazából a többi része se valami makulátlan, elég viseletes az állítható bypass szelep, de annak valamennyi mindenképpen kell engednie, szóval bizakodó vagyok.
Hidraulikás cégnél, ahol eredetileg tömítőgyűrűt kerestem ajánlották, hogy hónolt cső + hidraulikaszár egyszerűbb megoldás.
Minden esetre köszönöm a tippeket.
Üdv
Nagy segítség, mert a többi méretet nagyjából ki tudtam következtetni.
Úgy vettem a gépet, hogy nem volt rajta a szivattyú, külön kosárban volt, de a szivattyú nagyon rossz állapotban van. Igazából a többi része se valami makulátlan, elég viseletes az állítható bypass szelep, de annak valamennyi mindenképpen kell engednie, szóval bizakodó vagyok.
Hidraulikás cégnél, ahol eredetileg tömítőgyűrűt kerestem ajánlották, hogy hónolt cső + hidraulikaszár egyszerűbb megoldás.
Minden esetre köszönöm a tippeket.
Üdv
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 20, 17:07
Írta: Tari Gábor Dátum 2021 november 20, 17:07
Lehet laikus kérdés, de ezek a sima auto/motor olajszűrők rakhatók szívó ágba? Jól selytem, hogy a menetes középső furaton megy be az olaj, és körben ki?
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2021 november 20, 17:37
Írta: Lacibácsi Dátum 2021 november 20, 17:37
Úgy tudom, hogy középen jön ki a szűrt olaj.
Hogy itt a fűrésznél jó helyen lesz-e a szívó ágba nem tudom. Lehetne tenni a munkahengerre menő csőre is?
Nem ismerem ezt a tömítés nélküli munkahengert. Jól emlékszem, hogy az eredeti gépnél a munkahenger mindkét tere be van kötve a körbe? Az új henger ezt nem zavarja meg?
A dugattyús pumpához a henger nemesített acélból lett esztergálva, a furat pedig köszörülve. Dugattyú nem készült új, a palástja le lett esztergálva és rásajtolva egy bronz cső, így lett az eredeti méretre visszaállítva. Kapott új karmantyúkat.
Hogy itt a fűrésznél jó helyen lesz-e a szívó ágba nem tudom. Lehetne tenni a munkahengerre menő csőre is?
Nem ismerem ezt a tömítés nélküli munkahengert. Jól emlékszem, hogy az eredeti gépnél a munkahenger mindkét tere be van kötve a körbe? Az új henger ezt nem zavarja meg?
A dugattyús pumpához a henger nemesített acélból lett esztergálva, a furat pedig köszörülve. Dugattyú nem készült új, a palástja le lett esztergálva és rásajtolva egy bronz cső, így lett az eredeti méretre visszaállítva. Kapott új karmantyúkat.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 20, 17:44
Írta: Tari Gábor Dátum 2021 november 20, 17:44
Az van, hogy a tartály egy merő kosztenger, csomó forgáccsal, és nem lesz könnyű kitakarítani, ezért jobb lenne, ha be sem juthana a kosz.
Egy ilyen szűrőházat találtam, igaz hogy gázolajhoz.
https://szerszamcity.hu/product/szuro-szurohaz-a-gazolajszivattyuhoz-g00952/
A munkahenger egyszeres működésű, legalábis nálam. A rugó húzza vissza, a rúd oldali csatlakozó nincs bekötve.
Egy ilyen szűrőházat találtam, igaz hogy gázolajhoz.
https://szerszamcity.hu/product/szuro-szurohaz-a-gazolajszivattyuhoz-g00952/
A munkahenger egyszeres működésű, legalábis nálam. A rugó húzza vissza, a rúd oldali csatlakozó nincs bekötve.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2021 november 20, 17:48
Írta: svejk Dátum 2021 november 20, 17:48
Nem, körben megy be és középen jön ki.
Ellenkező esetben a szűrőpapír/szövet felfújódik, kidurran, ha kissé elszennyeződik.
Ellenkező esetben a szűrőpapír/szövet felfújódik, kidurran, ha kissé elszennyeződik.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2021 november 20, 20:16
Írta: kmil Dátum 2021 november 20, 20:16
Szia,
Én ilyet vettem a gyalugép olajzásához. Nekem bevált. Könnyű szétszedni, takarítani de cserélni is.
https://www.comtherm.hu/termek-reszletei/olajszuro-3-8/14
Én ilyet vettem a gyalugép olajzásához. Nekem bevált. Könnyű szétszedni, takarítani de cserélni is.
https://www.comtherm.hu/termek-reszletei/olajszuro-3-8/14
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2021 november 21, 07:21
Írta: Tari Gábor Dátum 2021 november 21, 07:21
Köszi, ez fogom venni!
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2021 november 24, 21:09
Írta: e4vvbfxw Dátum 2021 november 24, 21:09
Most olvasgatok vissza...
Ezt találtam...
ZMM C5 1967.gépkönyv, főorső adatok
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_5k7aia93w57d839vyumj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/5k7aia93w57d839vyumj_5282.jpg)
Ezt találtam...
ZMM C5 1967.gépkönyv, főorső adatok
(https://hobbicncforum.hu/uploaded_images/2021/11/tn_5k7aia93w57d839vyumj_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2021/11/5k7aia93w57d839vyumj_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 december 29, 04:20
Írta: jani300 Dátum 2021 december 29, 04:20
Egy satu felújítás .
Sose voltam oda a festegetésért ,de ez azért kicsit több .
Egy kérdés .
Ez a Co val behegesztgetés mennyire pancserség ?
Egyszerűnek tűnne , ha nem látnám veszélyesnek .
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2021 december 29, 08:29
Írta: Csuhás Dátum 2021 december 29, 08:29
Csak belenéztem, de több kérdés merült fel bennem: Amikor először leteszi a gránitra az alját látszik hogy egy felverődés miatt hamis a festés, ő mégis nekiesik hántolni. Ha van síkköszörűje akkor miért nem simítja meg az alját a hántolás előtt?
Ez egy acélsatu, látszik a forgácsból, szóval itt nem gond a hegesztés.
Végig nézve sokkal igényesebb munkát végez mint amit a "felújítók" szoktak.
Ez egy acélsatu, látszik a forgácsból, szóval itt nem gond a hegesztés.
Végig nézve sokkal igényesebb munkát végez mint amit a "felújítók" szoktak.
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2021 december 29, 09:03
Írta: Szalai György Dátum 2021 december 29, 09:03
Tetszik a videó, jó játék lehet egy ilyen satu szépítgetés.
Használhatóbb lesz attól a munkától, amit belefektetett? Vagy eladhatóbb?
Használhatóbb lesz attól a munkától, amit belefektetett? Vagy eladhatóbb?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 december 29, 09:09
Írta: jani300 Dátum 2021 december 29, 09:09
Számomra egyértelműnek tűnik hogy nem eladási szándékkal nyúlt a satuhoz !
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 december 29, 09:11
Írta: jani300 Dátum 2021 december 29, 09:11
Az alaptesten egyértelműen látszik hogy öntött .
Acélöntvény lenne ?
Erre nem is gondoltam .
Acélöntvény lenne ?
Erre nem is gondoltam .
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2021 december 29, 09:44
Írta: sufnituning Dátum 2021 december 29, 09:44
Acélöntvényből is van többféle, ez kisebb széntartalmú, látszik a forgácson.
Ezek még hegeszthetők is jó kilátásokkal.
De AWI val talán szebb lenne, de ezt is elő kellett volna melegíteni, hegesztés előtt, amit a videón nem láttam.
Ezek még hegeszthetők is jó kilátásokkal.
De AWI val talán szebb lenne, de ezt is elő kellett volna melegíteni, hegesztés előtt, amit a videón nem láttam.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 december 29, 10:18
Írta: jani300 Dátum 2021 december 29, 10:18
Kösz az infót !
Sajnos akkor maradnak inkább összefurkálva a fúrógépasztalok és a satuk is ...
Sajnos akkor maradnak inkább összefurkálva a fúrógépasztalok és a satuk is ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2021 december 30, 15:36
Írta: jani300 Dátum 2021 december 30, 15:36
Így év végén , egy régi szerelemről 3 kép .
Erről szerintem még soha nem tettem fel képet .
Talán most már kezdek valamit vele .
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_4kzkcf0599nu9a97bxz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/4kzkcf0599nu9a97bxz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_vgv6smv4d94388wj6e8c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/vgv6smv4d94388wj6e8c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_2vvx3xxh2pctpi6ttcy3w_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/2vvx3xxh2pctpi6ttcy3w_2430.jpg)
Erről szerintem még soha nem tettem fel képet .
Talán most már kezdek valamit vele .
(https://hobbicncforum.hu/uploaded_images/2021/12/tn_4kzkcf0599nu9a97bxz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/4kzkcf0599nu9a97bxz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_vgv6smv4d94388wj6e8c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/vgv6smv4d94388wj6e8c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/tn_2vvx3xxh2pctpi6ttcy3w_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/12/2vvx3xxh2pctpi6ttcy3w_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2021 december 31, 19:12
Írta: 0dvb3bmc2 Dátum 2021 december 31, 19:12
Stanko 675P? Igazán szép darab. Regen vadászok egyre, talán nemsokára összejön. Kitartást a felújításhoz. Ha gépkönyv kell, tudok segíteni orosz verzióval.
Mindenkinek kívánok alkotásban, sikerekben gazdag 2022-t!
Mindenkinek kívánok alkotásban, sikerekben gazdag 2022-t!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 01, 11:06
Írta: jani300 Dátum 2022 január 01, 11:06
Boldog új évet !
Megint találtam egy igen elszánt embert !
Megint találtam egy igen elszánt embert !
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 január 01, 12:22
Írta: Csuhás Dátum 2022 január 01, 12:22
Az se semmi, ahogy a pofákat elkészíti hozzá. Tanulságos.
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2022 január 01, 12:51
Írta: hostya Dátum 2022 január 01, 12:51
Én is tegnap délután találtam rá..
Megnéztem még néhány videóját.
Azt azért hozzáteszem, hogy egy ilyen munkához több dolog kell.
1. -Elszántság.. ++
2. -Hozzáértés (szakmai tudás)..
3. -Megfelelő, rendelkezésre álló géppark, szerszámokkal..
4. - Idő.. (ez csak sokad-rendű tényező, de fontos..)
Megnéztem még néhány videóját.
Azt azért hozzáteszem, hogy egy ilyen munkához több dolog kell.
1. -Elszántság.. ++
2. -Hozzáértés (szakmai tudás)..
3. -Megfelelő, rendelkezésre álló géppark, szerszámokkal..
4. - Idő.. (ez csak sokad-rendű tényező, de fontos..)
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2022 január 01, 13:12
Írta: Szalai György Dátum 2022 január 01, 13:12
Tetszik, hogy ütközőt szerelt a satura.
Én, mint béna hobby vakargató, az esztegácskámra is tettem, amikor kellett.
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_5qap0n2vxs74wd5f4hyt_415.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/5qap0n2vxs74wd5f4hyt_415.jpg)
Én, mint béna hobby vakargató, az esztegácskámra is tettem, amikor kellett.
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_5qap0n2vxs74wd5f4hyt_415.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/5qap0n2vxs74wd5f4hyt_415.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Bonyhádi Dátum 2022 január 02, 22:12
Írta: Bonyhádi Dátum 2022 január 02, 22:12
Sziasztok!
Terv szerint becsatlakozom a fórum életébe
Terv szerint becsatlakozom a fórum életébe
Cím: Re:Hagyományos forgácsológépek
Írta: Bonyhádi Dátum 2022 január 02, 22:15
Írta: Bonyhádi Dátum 2022 január 02, 22:15
Sziasztok!
Terv szerint becsatlakozom a fórum életébe
Terv szerint becsatlakozom a fórum életébe
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 január 02, 22:21
Írta: KoLa Dátum 2022 január 02, 22:21
Mit ki nem találtok Ti mesteremberek![#nevetes1]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 05, 15:25
Írta: jani300 Dátum 2022 január 05, 15:25
[#t145p3848#]
Ér valamit egy ilyen ,valószínűleg sérült kúpkerekekkel ?
Drága ahhoz hogy betegyem csak úgy a többi közé :)
Ér valamit egy ilyen ,valószínűleg sérült kúpkerekekkel ?
Drága ahhoz hogy betegyem csak úgy a többi közé :)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 január 06, 11:51
Írta: szucst Dátum 2022 január 06, 11:51
Szia,
Használt sima vertikál kúpkerékpárt strigonhoz bő egy éve adtak 20 ért.
Ha az hibás benne a darab nem sokat ér... polcra, építeni valamit belőle....
Esetleg ha fúrófejes.
Max átvételi ár.
De ha meg is csinálod szépre, 60 ér sem akar venni ilyet senki, használni meg nem is tudják, meg nem is érnek rá... kárba veszett idő ezzel foglalkozni.
Sajnos kohó... ilyeneket már sajnos én is elengedek...
Használt sima vertikál kúpkerékpárt strigonhoz bő egy éve adtak 20 ért.
Ha az hibás benne a darab nem sokat ér... polcra, építeni valamit belőle....
Esetleg ha fúrófejes.
Max átvételi ár.
De ha meg is csinálod szépre, 60 ér sem akar venni ilyet senki, használni meg nem is tudják, meg nem is érnek rá... kárba veszett idő ezzel foglalkozni.
Sajnos kohó... ilyeneket már sajnos én is elengedek...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 06, 13:08
Írta: jani300 Dátum 2022 január 06, 13:08
Ha tudsz húsz darabot amiben csak a fogaskerék sérült ,mind megveszem azon az áron .
Sőt ha SK 40 es a kúpja azokra még ráteszek 20 forintot kilónként :)
De most komolyan , elhozom ezt és ráteszem a szerszámmaróra csak az orsó részét !
Volt itt hirdetve az orosz szerszámmaróra való fej ,csak sosincs készpénzem , de most van , de biztosan nem sokáig :)
Sőt ha SK 40 es a kúpja azokra még ráteszek 20 forintot kilónként :)
De most komolyan , elhozom ezt és ráteszem a szerszámmaróra csak az orsó részét !
Volt itt hirdetve az orosz szerszámmaróra való fej ,csak sosincs készpénzem , de most van , de biztosan nem sokáig :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 06, 13:25
Írta: jani300 Dátum 2022 január 06, 13:25
Látom eltűnt a kép ,remélem nem sértettem senki érdekeit .
A net dobta innét a fórumról .
De nem gond ,van egy üres tizen éve ,lefényképezem akkor azt .
Elnézést hogy belinkeltem egy régi hozzászólást !
A net dobta innét a fórumról .
De nem gond ,van egy üres tizen éve ,lefényképezem akkor azt .
Elnézést hogy belinkeltem egy régi hozzászólást !
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 január 06, 16:34
Írta: szucst Dátum 2022 január 06, 16:34
Nem tudok ilyet, nem üzletelek, csak a saját sz@rjaim kapcsán van lehetőségem elég mélyen belemászni mindig...
De fenntartom, amiről hamar látszik hogy zűrös, nagyon nem szabad belekezdeni, nagyon sok meló, és nem biztos hogy bármire is jó lesz...
Ha kell, még a pár éve tőled vett tényleg hibátlan belű sk 40 es vertikál itt porosodik, idő hiányában nem került a "helyére" alig 110kg, ha rá mered akasztani a maródra beszéljünk!
De fenntartom, amiről hamar látszik hogy zűrös, nagyon nem szabad belekezdeni, nagyon sok meló, és nem biztos hogy bármire is jó lesz...
Ha kell, még a pár éve tőled vett tényleg hibátlan belű sk 40 es vertikál itt porosodik, idő hiányában nem került a "helyére" alig 110kg, ha rá mered akasztani a maródra beszéljünk!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 06, 17:48
Írta: jani300 Dátum 2022 január 06, 17:48
Legalább három hibátlant eladtam már .
Ez melyik ?
110 kiló az az UF 221 lehetne , de lenne mire akasztani ,de azon van rávaló ,nagyobb :)
Az SK 40 viszont az a két kisebb ,de a 110 kilót sokallom .
Hirdesd meg ,szerintem megveszik .
Van még valami német kis maróé , de az is dög nehéz . fúró funkciós ,de foglalkozós az .
Aránytalanul kicsik a kúpkerekei , a hatalmas testhez képest .
Nem tudom megvenni amiről írtam ,sajnos , de ha lesz rá anyagi lehetőségem elhozom , a kis morse kúpos feje miatt saját célra . Szerintem csúszó csapágyas , de az időm már mindennél drágább , ami kész az nem drága .
Ez melyik ?
110 kiló az az UF 221 lehetne , de lenne mire akasztani ,de azon van rávaló ,nagyobb :)
Az SK 40 viszont az a két kisebb ,de a 110 kilót sokallom .
Hirdesd meg ,szerintem megveszik .
Van még valami német kis maróé , de az is dög nehéz . fúró funkciós ,de foglalkozós az .
Aránytalanul kicsik a kúpkerekei , a hatalmas testhez képest .
Nem tudom megvenni amiről írtam ,sajnos , de ha lesz rá anyagi lehetőségem elhozom , a kis morse kúpos feje miatt saját célra . Szerintem csúszó csapágyas , de az időm már mindennél drágább , ami kész az nem drága .
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 január 06, 21:38
Írta: szucst Dátum 2022 január 06, 21:38
Alapvetően nem akarom eladni, csak ha neked kellett volna...
Amúgy a "nagy cnc-s" álomra akartam ráakasztani, ezért is mérlegeltem. Én is sokalltam a súlyát... de a talpával ennyi :).
Bár egyszer ha eljutok oda cnc-n lehet nem fogok szögbe forgatott fejjel vitézkedni...
A fogaskerékméret érdekes téma, én is tapasztaltam: egyik másik vertikálban óramű van és valamennyire mégis bírja/bírta... használatfüggő...
Amúgy a "nagy cnc-s" álomra akartam ráakasztani, ezért is mérlegeltem. Én is sokalltam a súlyát... de a talpával ennyi :).
Bár egyszer ha eljutok oda cnc-n lehet nem fogok szögbe forgatott fejjel vitézkedni...
A fogaskerékméret érdekes téma, én is tapasztaltam: egyik másik vertikálban óramű van és valamennyire mégis bírja/bírta... használatfüggő...
Cím: Re:Hagyományos forgácsológépek
Írta: Bonyhádi Dátum 2022 január 07, 22:35
Írta: Bonyhádi Dátum 2022 január 07, 22:35
Sziasztok!
Vérfrissítés volt a cégnél, sikerült a veteránokat hazamenteni :D
Jövőhéten műhelyépítés elindul.
Bent most cnc-re raktak, szerintem a tököm ki lesz vele, de majd itthon levezetem a feszültséget a hagyományosokon :D
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_webc3nqfk36p6gku3s7_8437.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/webc3nqfk36p6gku3s7_8437.jpeg)
Vérfrissítés volt a cégnél, sikerült a veteránokat hazamenteni :D
Jövőhéten műhelyépítés elindul.
Bent most cnc-re raktak, szerintem a tököm ki lesz vele, de majd itthon levezetem a feszültséget a hagyományosokon :D
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_webc3nqfk36p6gku3s7_8437.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/webc3nqfk36p6gku3s7_8437.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: ebalint Dátum 2022 január 08, 08:17
Írta: ebalint Dátum 2022 január 08, 08:17
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 január 08, 21:01
Írta: KoLa Dátum 2022 január 08, 21:01
" de az időm már mindennél drágább , ami kész az nem drága "
Ezt megjegyeztem!
Milyen nagy igazság!
Ezt megjegyeztem!
Milyen nagy igazság!
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2022 január 17, 12:17
Írta: 0dvb3bmc2 Dátum 2022 január 17, 12:17
Tiszteletem! Segítséget szeretnék kérni a képen szereplő osztófej beazonosításához. Esetleg valaki ismeri milyen gép tartozéka? Hasonlít a Deckelhez, de sajnos nem az.
Köszönöm előre is!
Zsolt
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_z8fgw6gwdmdxi5tqm0ch_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/z8fgw6gwdmdxi5tqm0ch_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_j755u7d2qh6x4f59di00d_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/j755u7d2qh6x4f59di00d_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_d7kw86wgpz34eue2k7h_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/d7kw86wgpz34eue2k7h_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_ae6cb4vwckt2tcgf6zszs_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/ae6cb4vwckt2tcgf6zszs_6897.jpeg)
Köszönöm előre is!
Zsolt
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_z8fgw6gwdmdxi5tqm0ch_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/z8fgw6gwdmdxi5tqm0ch_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_j755u7d2qh6x4f59di00d_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/j755u7d2qh6x4f59di00d_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_d7kw86wgpz34eue2k7h_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/d7kw86wgpz34eue2k7h_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/tn_ae6cb4vwckt2tcgf6zszs_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/01/ae6cb4vwckt2tcgf6zszs_6897.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2022 január 17, 13:18
Írta: 7ng7ui4ik Dátum 2022 január 17, 13:18
Gondolom jó árban sikerült megszerezni őket.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 17, 14:32
Írta: jani300 Dátum 2022 január 17, 14:32
Nincs most a közelben , de gyanús hogy Tos .
Irigyelni én is irigylem a gépeket ...
De hát drágán bárki tud venni , az nem nagy dolog :)
Irigyelni én is irigylem a gépeket ...
De hát drágán bárki tud venni , az nem nagy dolog :)
Cím: Re:Hagyományos forgácsológépek
Írta: ab Dátum 2022 január 17, 15:21
Írta: ab Dátum 2022 január 17, 15:21
https://eberlei-maschinen.de/produkt/16757-teilkopf-von-stankoimport-sk40/
Itt azt írja, hogy szerszámköszörű géphez való. Végül is van hasonló...
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_3u240mvydyhcvywihwpi6_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/3u240mvydyhcvywihwpi6_5836.jpg)
Itt azt írja, hogy szerszámköszörű géphez való. Végül is van hasonló...
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_3u240mvydyhcvywihwpi6_5836.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/3u240mvydyhcvywihwpi6_5836.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2022 január 17, 16:51
Írta: TROMF22 Dátum 2022 január 17, 16:51
Kicsit arrébb a listában ugyanezt kínálja a kereskedő, teljesen kompletten, gerendával, támasztócsúccsal.
Talán így könnyebben felismeri valaki:
osztófej komplett (https://eberlei-maschinen.de/produkt/6072-teilkopf-von-wmw-mit-gegenlager/)
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_hsx0fpkjbu9t6if2kjvyy_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/hsx0fpkjbu9t6if2kjvyy_2640.jpg)
Talán így könnyebben felismeri valaki:
osztófej komplett (https://eberlei-maschinen.de/produkt/6072-teilkopf-von-wmw-mit-gegenlager/)
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_hsx0fpkjbu9t6if2kjvyy_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/hsx0fpkjbu9t6if2kjvyy_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 január 17, 16:57
Írta: szucst Dátum 2022 január 17, 16:57
Szevasz,
Szerszámmarógép tartozéka.
Elvileg van egy gerendája és támasztócsúcsa is.
A talpon a csavartávok megadják a núttávot, abból lehet elindulni.
De gyakorlatilag meg mindegy mire rakod fel.
30 as a kúpja?
Szerszámmarógép tartozéka.
Elvileg van egy gerendája és támasztócsúcsa is.
A talpon a csavartávok megadják a núttávot, abból lehet elindulni.
De gyakorlatilag meg mindegy mire rakod fel.
30 as a kúpja?
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2022 január 17, 19:15
Írta: 0dvb3bmc2 Dátum 2022 január 17, 19:15
Stankohoz hirdetik, de szerintem nem az, viszont nem mérik meg a nut távot. Az a gond, hogy a stanko osztása 100mm, sem a Tos sem az Avia nem stimmel hozzá. 675p-hez kellene.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 17, 19:30
Írta: jani300 Dátum 2022 január 17, 19:30
viszont nem mérik meg a nut távot
Na ezt megmérem ha oda jutok ... De nem ma , meg
szerintem holnap sem .
Na ezt megmérem ha oda jutok ... De nem ma , meg
szerintem holnap sem .
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2022 január 17, 19:38
Írta: Gamos Dátum 2022 január 17, 19:38
FN25 szerszámmaró tartozéka
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_gqbvembp4p0efuwmyt9j_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/gqbvembp4p0efuwmyt9j_1888.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_gqbvembp4p0efuwmyt9j_1888.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/gqbvembp4p0efuwmyt9j_1888.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2022 január 17, 19:39
Írta: Gamos Dátum 2022 január 17, 19:39
Megmérem neked, ha érdekel.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2022 január 17, 19:41
Írta: ywathzay Dátum 2022 január 17, 19:41
egy közdarabbal bármilyen nútra teheted. Legfeljebb 20mm elveszlik.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 január 17, 19:47
Írta: jani300 Dátum 2022 január 17, 19:47
Köszönöm a rajzot , rémlett hogy Tos .
A méret nem nekem kell , meg tudom mérni :)
De akkor a kollégának megmérheted ,én el vagyok most havazva eléggé .
A méret nem nekem kell , meg tudom mérni :)
De akkor a kollégának megmérheted ,én el vagyok most havazva eléggé .
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2022 január 22, 19:14
Írta: Peppe51 Dátum 2022 január 22, 19:14
Marógép (Optimum 25V)főorsó motorja sötét nekem. Nincs áttétel, direkt 1/1 hajtás. 3 ph, 1.5 kW, 1590 f/p, 10,1 Nm. De 4000 f/f-et pörög a főorsója.
A motor adattáblája: 1590 f/m 50 Hz.
0-50 Hz állandó nyomaték (ezt értem)
50-300 Hz állandó teljesítmény: ezt melyik motor tudja?
Kössz a segítséget.
Peppe51
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_8pix8sx0e8b9d4tqaf82_2600.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/8pix8sx0e8b9d4tqaf82_2600.jpg)
A motor adattáblája: 1590 f/m 50 Hz.
0-50 Hz állandó nyomaték (ezt értem)
50-300 Hz állandó teljesítmény: ezt melyik motor tudja?
Kössz a segítséget.
Peppe51
(https://hobbicncforum.hu/uploaded_images/2022/01/tn_8pix8sx0e8b9d4tqaf82_2600.jpg) (https://hobbicncforum.hu/uploaded_images/2022/01/8pix8sx0e8b9d4tqaf82_2600.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 január 22, 21:26
Írta: Csuhás Dátum 2022 január 22, 21:26
Szvsz ezzel azt akarták kifejezni hogy a motor csak a névleges teljesítményig terhelhető 50Hz felett. Kis fordulaton a nyomaték a korlát, nagynál pedig a teljesítmény.
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2022 január 23, 01:42
Írta: Peppe51 Dátum 2022 január 23, 01:42
Köszönöm,
azonban a marógép tartósan tud menni 4000 fordulaton, azaz 115 Hz-en. Ezt egy átlagos villanymotor kibírja?
Üdv.: Peppe51
azonban a marógép tartósan tud menni 4000 fordulaton, azaz 115 Hz-en. Ezt egy átlagos villanymotor kibírja?
Üdv.: Peppe51
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 január 23, 07:45
Írta: Csuhás Dátum 2022 január 23, 07:45
A kétszeres fordulatot szvsz minden motor tartósan elviseli, a magasabb fordulatra már vastagabb merevebb tengelyű, de karcsúbb forgórészű, jobb csapágyazású motort szoktak használni, lásd a kínai cnc marómotorok, vagy a faiparban használt ilyen motorok.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 13, 18:53
Írta: jani300 Dátum 2022 február 13, 18:53
Vannak az ékfogazású (magyarul ricnis) tengelyek .
Elkészíthetőek ezek lefejtőmarással ?
Mert szerintem igen .
Nem tikolom egy másik fórumban történ hozzászólás miatt kérdezem .
De mivel azonnal nem taláktam videót , most már ott nem fogom feszegetni a dolgot .
De gondolom egyedi szerszámmal mennie kell .
Elkészíthetőek ezek lefejtőmarással ?
Mert szerintem igen .
Nem tikolom egy másik fórumban történ hozzászólás miatt kérdezem .
De mivel azonnal nem taláktam videót , most már ott nem fogom feszegetni a dolgot .
De gondolom egyedi szerszámmal mennie kell .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 14, 22:03
Írta: jani300 Dátum 2022 február 14, 22:03
Valami ilyesmit gondoltam ,csak lefejtéssel hogy lehet e .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 14, 22:18
Írta: KoLa Dátum 2022 február 14, 22:18
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 14, 22:25
Írta: KoLa Dátum 2022 február 14, 22:25
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 14, 22:30
Írta: KoLa Dátum 2022 február 14, 22:30
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 14, 23:01
Írta: jani300 Dátum 2022 február 14, 23:01
Köszönöm !
Jó videók !
Tetszik , síktárcsába fogta a tokmányt :)
Jó videók !
Tetszik , síktárcsába fogta a tokmányt :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 14, 23:07
Írta: jani300 Dátum 2022 február 14, 23:07
Szokás szerint benéztem , elindítottam és mire a többit megnéztem már tovább lépett a lejátszás ,
Itt a dupla tokmány .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 15, 20:14
Írta: KoLa Dátum 2022 február 15, 20:14
A hat bekezdésű menetről jut eszembe! mostanában én is alkottam egyet!
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_4qgx4tpn66aybkk999tm4_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/4qgx4tpn66aybkk999tm4_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/tn_avjy6izv0qih085yes8u0_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/avjy6izv0qih085yes8u0_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/tn_q32ys93tbhkab02a5mnph_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/q32ys93tbhkab02a5mnph_1236.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_4qgx4tpn66aybkk999tm4_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/4qgx4tpn66aybkk999tm4_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/tn_avjy6izv0qih085yes8u0_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/avjy6izv0qih085yes8u0_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/tn_q32ys93tbhkab02a5mnph_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/q32ys93tbhkab02a5mnph_1236.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 15, 20:38
Írta: jani300 Dátum 2022 február 15, 20:38
Profi vagy !
Egy kis harántgyaluhoz egyszer kellett egy kétbekezdésű csigát gyártanom . Saját , és nem vállalta senki .
Az asztalemelésé , és minta sem volt ,csak a nagykerék .
Hát másodikra kiderült hogy kétbekezdésű és hát működik is éppen ,képem nincs de a gép még megvan .
Agyon számolgattam magam pedig :)
Egy kis harántgyaluhoz egyszer kellett egy kétbekezdésű csigát gyártanom . Saját , és nem vállalta senki .
Az asztalemelésé , és minta sem volt ,csak a nagykerék .
Hát másodikra kiderült hogy kétbekezdésű és hát működik is éppen ,képem nincs de a gép még megvan .
Agyon számolgattam magam pedig :)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2022 február 15, 21:07
Írta: bundyland Dátum 2022 február 15, 21:07
Jaj de ismerős, kinek csináltad ?
:-)
:-)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 15, 21:12
Írta: jani300 Dátum 2022 február 15, 21:12
Akkor már derüljön ki mi is ez :)
Valami kuplung félének gondolom .
Valami kuplung félének gondolom .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 15, 21:31
Írta: KoLa Dátum 2022 február 15, 21:31
do ciebie mój przyjacielu [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 február 15, 21:49
Írta: KoLa Dátum 2022 február 15, 21:49
Hát így már én is jártam...
18x1 menet balos de nem megy rá! pedig én is " Agyon számolgattam magam" , a hüle russzki' nem kétbekezdésűt tett rá!
Emlékezetes marad az biztos, de erről nekem sincs fotóm a telón, ja! akkor még oda volt drótozva a falhoz a mobil.
18x1 menet balos de nem megy rá! pedig én is " Agyon számolgattam magam" , a hüle russzki' nem kétbekezdésűt tett rá!
Emlékezetes marad az biztos, de erről nekem sincs fotóm a telón, ja! akkor még oda volt drótozva a falhoz a mobil.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2022 február 16, 08:39
Írta: bundyland Dátum 2022 február 16, 08:39
Ez egy 3T láncos csörlőhöz készült. Az egyik fele valóban kuplung tárcsához megy a másik felére egy lánckerék került.
A kézikerék(láncos) helyére került. Egy 3T-ás elektromos csörlő számomra megfizethetetlen, viszont pincében vannak a gépeim amit leengedni le tudok, de felhúzni már nem, ezért készült ez és hála KoLa-nak a spéci tárcsa a 6 bekezdésű menettel.
A kézikerék(láncos) helyére került. Egy 3T-ás elektromos csörlő számomra megfizethetetlen, viszont pincében vannak a gépeim amit leengedni le tudok, de felhúzni már nem, ezért készült ez és hála KoLa-nak a spéci tárcsa a 6 bekezdésű menettel.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 21, 16:20
Írta: jani300 Dátum 2022 február 21, 16:20
Üdv !
Ez melyik szerszámmaró osztófeje lehet ?
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_80wc9vk6x5v6jenfyuha_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/80wc9vk6x5v6jenfyuha_2430.jpg)
Ez melyik szerszámmaró osztófeje lehet ?
(https://hobbicncforum.hu/uploaded_images/2022/02/tn_80wc9vk6x5v6jenfyuha_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/02/80wc9vk6x5v6jenfyuha_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 február 21, 16:51
Írta: jani300 Dátum 2022 február 21, 16:51
[#t145p6088#]
Ok , gyanúsan hasonlít !
Ok , gyanúsan hasonlít !
Cím: Re:Hagyományos forgácsológépek
Írta: p7d8bf56 Dátum 2022 március 13, 12:54
Írta: p7d8bf56 Dátum 2022 március 13, 12:54
Sziasztok, újra a segítségeteket szeretném kérni, sikerült beszereznem egy nem kicsi gépet, az azonosítása még nem tiszta, talán Csepel EF-2? Ha valakinél kallódik egy gépkönyv, vagy esetleg alkatrészek hozzá, ne tartsa magában, előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_3jkx4t0ci97d7aenb5st_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/3jkx4t0ci97d7aenb5st_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_amjkvu9esmqeyg79t4ev_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/amjkvu9esmqeyg79t4ev_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_78dg5jhqga467jzb72a3_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/78dg5jhqga467jzb72a3_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_agi2uf8yc0epwqwyve8g8_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/agi2uf8yc0epwqwyve8g8_7739.jpeg)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_3jkx4t0ci97d7aenb5st_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/3jkx4t0ci97d7aenb5st_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_amjkvu9esmqeyg79t4ev_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/amjkvu9esmqeyg79t4ev_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_78dg5jhqga467jzb72a3_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/78dg5jhqga467jzb72a3_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_agi2uf8yc0epwqwyve8g8_7739.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/03/agi2uf8yc0epwqwyve8g8_7739.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 március 15, 19:18
Írta: Csuhás Dátum 2022 március 15, 19:18
Kb egy hónapja sikerült vásárolnom egy esztergára szánt útmérőt. Sajna nagyobb gépre szánhatták mert az E2N gépen nem fért el sehogy. A nagyobb gépen a rugóval nekifeszített edzett acél dörzskerék gördül az ágyazaton. Nekem csak kicsit megdöntve fért el a gépen, így csak egy feszített bowdennel lehetett a mérő tárcsát meghajtani. Ez talán még előnyösebb is mert a bowden körülfogja a tárcsát így jóval nagyobb a súrlódó felület, és nincs tengely sem oldalra feszítve.
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_xi830k6ynzyxt4datid_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/xi830k6ynzyxt4datid_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_etg9ibpw9kqxjzkntnh4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/etg9ibpw9kqxjzkntnh4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_kd8xzwkn4ywdshph8k3_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/kd8xzwkn4ywdshph8k3_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_93vdm4sqx6w90gyseski_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/93vdm4sqx6w90gyseski_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_xi830k6ynzyxt4datid_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/xi830k6ynzyxt4datid_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_etg9ibpw9kqxjzkntnh4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/etg9ibpw9kqxjzkntnh4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_kd8xzwkn4ywdshph8k3_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/kd8xzwkn4ywdshph8k3_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/tn_93vdm4sqx6w90gyseski_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/93vdm4sqx6w90gyseski_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: hostya Dátum 2022 március 15, 19:29
Írta: hostya Dátum 2022 március 15, 19:29
Nagyon jó lett..[#taps]
Ilyen útmérőt én is vennék...
Ilyen útmérőt én is vennék...
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2022 március 16, 09:19
Írta: robroy007 Dátum 2022 március 16, 09:19
Sziasztok!
E400 (gömbölyű) adatok gépkönyv van valakinek vagy tudja valaki a hol lehet elérni?
első legfontosabb kérdés, hogy milyen nehéz???
E400 (gömbölyű) adatok gépkönyv van valakinek vagy tudja valaki a hol lehet elérni?
első legfontosabb kérdés, hogy milyen nehéz???
Cím: Re:Hagyományos forgácsológépek
Írta: 3he908tgs Dátum 2022 március 16, 10:54
Írta: 3he908tgs Dátum 2022 március 16, 10:54
Szia!
Ezt találtam a neten. Elég gömbölyűnek látszik.
https://www.uni-miskolc.hu/~ggytmazs/tantargyak/komplex1_09/Eszterga_gepk.pdf
Ezt találtam a neten. Elég gömbölyűnek látszik.
https://www.uni-miskolc.hu/~ggytmazs/tantargyak/komplex1_09/Eszterga_gepk.pdf
Cím: Re:Hagyományos forgácsológépek
Írta: Miki2 Dátum 2022 március 16, 14:53
Írta: Miki2 Dátum 2022 március 16, 14:53
Sima E400, vagy E400M a típusa?
A sima E400 a lemez forgács tálcás gép.
Az E400M a tele talpú, öntööt lábas gép.
A sima E400 a lemez forgács tálcás gép.
Az E400M a tele talpú, öntööt lábas gép.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 március 16, 16:32
Írta: szucst Dátum 2022 március 16, 16:32
Szia,
tárhelyen, Csuhás gyűjteményében van gépkönyv.
Az ugyan a telitalpas hajtóműves változaté, de abból már mindent meg lehet csinálni.
tárhelyen, Csuhás gyűjteményében van gépkönyv.
Az ugyan a telitalpas hajtóműves változaté, de abból már mindent meg lehet csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2022 március 18, 19:16
Írta: Balazs92 Dátum 2022 március 18, 19:16
Sziasztok. Akad valakinél strigon msu 250 gépkönyv? Nem tudom szögbe állítani a fejet. Ha valaki tud segíteni azt megköszönném.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 március 18, 20:27
Írta: Csuhás Dátum 2022 március 18, 20:27
Látatlanba egy ötlet: A vertikálfejeknél szokott lenni egy menetes végű anyával kihúzható kúposszeg amit üzembehelyezéskor szoktak befúrni/dörzsölni. Az segíti a pontos merőleges helyzetbe állítást. Nem ez a szeg akadályozza az elfordítást?
Cím: Re:Hagyományos forgácsológépek
Írta: Balazs92 Dátum 2022 március 21, 14:32
Írta: Balazs92 Dátum 2022 március 21, 14:32
Köszönöm a segítséget. Én voltam a béna. Fellazítottam a 4 csavart, de nem vettem észre, hogy van benne egy csap. Fejben lehet elég volt aznapra a munka .
Cím: Re:Hagyományos forgácsológépek
Írta: robroy007 Dátum 2022 március 21, 19:56
Írta: robroy007 Dátum 2022 március 21, 19:56
Szia Miki
ez sima
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_g53n0fn2egikm0xdxhtg7_605.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/g53n0fn2egikm0xdxhtg7_605.jpg)
ez sima
(https://hobbicncforum.hu/uploaded_images/2022/03/tn_g53n0fn2egikm0xdxhtg7_605.jpg) (https://hobbicncforum.hu/uploaded_images/2022/03/g53n0fn2egikm0xdxhtg7_605.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2022 március 22, 09:13
Írta: 7cim5mm0 Dátum 2022 március 22, 09:13
Megelőztél, a gyűjteménybe én is meg akartam ezt venni.:)
Van egy függőleges változat, de irodalmat eddig nem találtam hozzá.
Van egy függőleges változat, de irodalmat eddig nem találtam hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 március 22, 09:41
Írta: jani300 Dátum 2022 március 22, 09:41
Van egy 1954 ben készült nyugatnémet termelő maróm ,tudja az egyirányú marást .
Az még ma is modernebb gépnek számít . 3 tonna .
Az még ma is modernebb gépnek számít . 3 tonna .
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2022 március 22, 12:12
Írta: 7cim5mm0 Dátum 2022 március 22, 12:12
Azt a Csepel is tudja. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2022 március 22, 12:15
Írta: 7cim5mm0 Dátum 2022 március 22, 12:15
Erről jut eszembe.
Nincs véletlen egy elfekvő gerendád UF-re?
(Nyilván külön áruba bocsájtható, nem az érdekel, ami a gépen van.)
Nincs véletlen egy elfekvő gerendád UF-re?
(Nyilván külön áruba bocsájtható, nem az érdekel, ami a gépen van.)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 március 22, 13:47
Írta: jani300 Dátum 2022 március 22, 13:47
Uf 223 van géppel .
Külön azért nem vettem még én sem :)
Külön azért nem vettem még én sem :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 március 22, 15:52
Írta: jani300 Dátum 2022 március 22, 15:52
A 3 tonnát azt biztosan.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2022 március 23, 20:08
Írta: 7cim5mm0 Dátum 2022 március 23, 20:08
Nem csak azt, az egyenirányú marást is.
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2022 március 23, 20:11
Írta: 7cim5mm0 Dátum 2022 március 23, 20:11
Én sem, mert nem találok külön eladót. :)
Egy kérdést megért.
Egy kérdést megért.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 március 23, 20:36
Írta: jani300 Dátum 2022 március 23, 20:36
Ha látok szólok .
Jobbakat látok mostanában , Volt nagy eszterga , meg nagy , görgős sínes CNC is a múlt héten .
Jobbakat látok mostanában , Volt nagy eszterga , meg nagy , görgős sínes CNC is a múlt héten .
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2022 április 06, 15:01
Írta: Gamos Dátum 2022 április 06, 15:01
Helló!
Megtudnád mondani a típusát?
Üdv.
Megtudnád mondani a típusát?
Üdv.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 május 24, 16:34
Írta: fy9k4amuy Dátum 2022 május 24, 16:34
Sziasztok!
Van egy E2N gépem, ami kúpol. Nyilván nagyon nem új, dolgoztak vele, főleg rövid munkadarabokat, de 20cm hosszon 40mm átmérőben ilyen 0.25mm-t csal, megtámasztva, minden. Ez szerintem durván sok, azért ennyire nem gatya a gép.
Be szeretném mérni, jól áll-e a főorsóház az ágyon, mivel lifttel hoztuk fel a pincéből, levettük az ágyat orsóházastul az alapkeretről, a végére állítva. Nem kopogtattuk, vagy szedtük szét, de mégis.
A probléma, hogy bár a tokmány illesztő kúpja szépen fut, de a főorsó belső mk4-es kúpfelületét felesztergálták, üt vagy 2-3 századot, ezért oda nincs sok értelme tüskét tenni.
Van valami ötletetek, hogy lehetne mégis letesztelni? Persze anélkül, hogy kivenném és újra köszörültetném a főorsót.
Köszi előre is!
Van egy E2N gépem, ami kúpol. Nyilván nagyon nem új, dolgoztak vele, főleg rövid munkadarabokat, de 20cm hosszon 40mm átmérőben ilyen 0.25mm-t csal, megtámasztva, minden. Ez szerintem durván sok, azért ennyire nem gatya a gép.
Be szeretném mérni, jól áll-e a főorsóház az ágyon, mivel lifttel hoztuk fel a pincéből, levettük az ágyat orsóházastul az alapkeretről, a végére állítva. Nem kopogtattuk, vagy szedtük szét, de mégis.
A probléma, hogy bár a tokmány illesztő kúpja szépen fut, de a főorsó belső mk4-es kúpfelületét felesztergálták, üt vagy 2-3 századot, ezért oda nincs sok értelme tüskét tenni.
Van valami ötletetek, hogy lehetne mégis letesztelni? Persze anélkül, hogy kivenném és újra köszörültetném a főorsót.
Köszi előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2022 május 24, 16:52
Írta: szabo janko Dátum 2022 május 24, 16:52
Először azt nézd meg hogy simán támasztás nélkül kb 100 mm-en mit mutat. Ha így kúpol két lehetőség van :vagy az ágy van megkova ,vagy tényleg a főorsó ház van elmászva (ezt belehet állítani) .Ha az ágy kopott azon csak a köszörülés segít. Ha támasztás nélkül nem kúpol akkor a szegnyerget kell beállítani. Hosszan esztergálsz , óra a szegnyereg oldalához a mért kúposság felével eltolod a szegnyerget az állítócsavarral. Ezt töbször is kell csinálni amíg egyforma értéket nem kapsz elől hátul. Előfordulhat az is hogy a magasságok nem egyformák a főorsóé és aszegnyeregé. Mérni kell. A legprecízebb a főorsóba tett ellenőrző rúd lenne .
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2022 május 24, 17:00
Írta: szabo janko Dátum 2022 május 24, 17:00
Azt elfelejtettem írni hogy 100 mm en a gépen esztergált átmérőt mérjed.
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2022 május 24, 21:03
Írta: e4vvbfxw Dátum 2022 május 24, 21:03
első lépés le kell jól telepíteni a gépet...
ezután a többi ....
ezután a többi ....
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 május 26, 09:15
Írta: fy9k4amuy Dátum 2022 május 26, 09:15
Köszi, én is tudom!
Egy 750 hosszú, öntött alapos kis gép gumibakokon szerintem annyira nem rossz.
Legalábbis ennyire biztosan nem.
Egy 750 hosszú, öntött alapos kis gép gumibakokon szerintem annyira nem rossz.
Legalábbis ennyire biztosan nem.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 május 26, 13:32
Írta: Lacibácsi Dátum 2022 május 26, 13:32
A zárt szekrényes lábú rövid gépeknél nem a vízszintbe állítás okoz ekkora hibát. Ezekre nem jellemző a csavarodás.
Szabó Jankó jól írta, először azt érdemes kideríteni hogy a főorsóház áll-e rosszul, tehát megtámasztás nélkül mit mutat. Vagy a szegnyereg van-e elállítódva oldalra.
Először állítsd be az orsóházat, ha tüskét nem tudsz használni akkor próba esztergálással, majd ha ez jó akkor jöhet a szegnyereg beállítás.
Szabó Jankó jól írta, először azt érdemes kideríteni hogy a főorsóház áll-e rosszul, tehát megtámasztás nélkül mit mutat. Vagy a szegnyereg van-e elállítódva oldalra.
Először állítsd be az orsóházat, ha tüskét nem tudsz használni akkor próba esztergálással, majd ha ez jó akkor jöhet a szegnyereg beállítás.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 május 26, 14:02
Írta: fy9k4amuy Dátum 2022 május 26, 14:02
Köszönöm a tanácsokat mindenkinek!
Régebben, mikor vettük a gépet, még méregettem is, hogy az első prizmán olyan 0.15mm kopás látszik. Legalábbis a tetején van egy mm-es sáv, ahol nem ér hozzá a szán, így ott nem kopott(gondolom)
Kiszámolgattam egy 30mm átmérőjű darabra, hogy ha a kés éle ennyivel lejjebb kerül, akkor az átmérőben még tán százados eltérést se okoz, pitagorasz-tétel alapján.
Abban reménykedtem, hogy ilyen egyszerű dolog, de mint az ábra mutatja, csak nem.
Régebben, mikor vettük a gépet, még méregettem is, hogy az első prizmán olyan 0.15mm kopás látszik. Legalábbis a tetején van egy mm-es sáv, ahol nem ér hozzá a szán, így ott nem kopott(gondolom)
Kiszámolgattam egy 30mm átmérőjű darabra, hogy ha a kés éle ennyivel lejjebb kerül, akkor az átmérőben még tán százados eltérést se okoz, pitagorasz-tétel alapján.
Abban reménykedtem, hogy ilyen egyszerű dolog, de mint az ábra mutatja, csak nem.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 május 28, 15:12
Írta: jani300 Dátum 2022 május 28, 15:12
Már tegnap is néztem ...
Nem bánnám ha kitudnám számolni a beállításokat :(
Ugye most is keresnek itt is vertikálba kúpkereket ...
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 május 30, 12:47
Írta: Csuhás Dátum 2022 május 30, 12:47
A marógépemhez régi tervem volt valami finomabb fúró alkalmatosság elkészítése, mert az asztal mozgással egyáltalán nem, a vertikál fúró funkciójával alig lehet érezni a fúró terhelését így már több központfúró hegyét eltörtem. Most készült egy eszköz, lásd a képeket. A tervezés a szokásos hobbi szempontok szerinti, milyen vas/alu darabom van és milyen csapágyaim. A legnehezebb a pontos furat, és abban a retesz horony elkészítése volt.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_dn4fxsxdxcjttkfpqfiky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/dn4fxsxdxcjttkfpqfiky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_ui8974ed4q643xt5y5v30_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/ui8974ed4q643xt5y5v30_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_wt9m279k7yqsca3pstuby_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/wt9m279k7yqsca3pstuby_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_8nd5qhdb3cze57ezymiqp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/8nd5qhdb3cze57ezymiqp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_zku8tzb8fk3f3w8kak23_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/zku8tzb8fk3f3w8kak23_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_dn4fxsxdxcjttkfpqfiky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/dn4fxsxdxcjttkfpqfiky_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_ui8974ed4q643xt5y5v30_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/ui8974ed4q643xt5y5v30_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_wt9m279k7yqsca3pstuby_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/wt9m279k7yqsca3pstuby_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_8nd5qhdb3cze57ezymiqp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/8nd5qhdb3cze57ezymiqp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_zku8tzb8fk3f3w8kak23_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/zku8tzb8fk3f3w8kak23_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2022 május 30, 13:09
Írta: mex Dátum 2022 május 30, 13:09
Gratula, ötletes, átgondolt darab. Ezzel már elkerülhető a közponfúró korai halála. Gondolom a tokmány "szalad".
Cím: Re:Hagyományos forgácsológépek
Írta: D.Laci Dátum 2022 május 30, 15:10
Írta: D.Laci Dátum 2022 május 30, 15:10
[#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2022 május 30, 15:55
Írta: B.Zoltán Dátum 2022 május 30, 15:55
[#taps][#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 június 03, 12:52
Írta: jani300 Dátum 2022 június 03, 12:52
Keresnék egy orosz konzolos marógép típust .
6T006 az utolsó karakter nem biztos rosszul látszott .
De nem találok ilyet .
A támasztó gerendára van építve a vertikálfej , előre hátra is billenthető .
Nem bazi nagy gép ,hátha valaki ismei a típust .
6T006 az utolsó karakter nem biztos rosszul látszott .
De nem találok ilyet .
A támasztó gerendára van építve a vertikálfej , előre hátra is billenthető .
Nem bazi nagy gép ,hátha valaki ismei a típust .
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 június 03, 15:34
Írta: jani300 Dátum 2022 június 03, 15:34
Kaptam segítséget , köszönöm.
Megvan a gép típusa .
Megvan a gép típusa .
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 június 06, 22:07
Írta: fy9k4amuy Dátum 2022 június 06, 22:07
Sikerült ma próbát esztergálnom végre.
45mm köracélon kicsi fogással 14cm hosszon 0.02mm, vagy maximum 0.03 kúposság van, attól függ mivel mérem.
Gondolom ez már reálisabb, akkor nincs elállítódva az orsóház, vagy legalábbis nem nagyon.
Kipróbáltam a patronok at is, olyan 0.01-0.015-ön belül szaladt benne a marószár.
A szegnyereg sajnos alá mutat kb 0.4mm-t, biztos ebből adódott akkor eddig a nagyobb méretű kúpolásunk.
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_3fkjxk054h00w5kqdisf2_5726.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/3fkjxk054h00w5kqdisf2_5726.jpg)
45mm köracélon kicsi fogással 14cm hosszon 0.02mm, vagy maximum 0.03 kúposság van, attól függ mivel mérem.
Gondolom ez már reálisabb, akkor nincs elállítódva az orsóház, vagy legalábbis nem nagyon.
Kipróbáltam a patronok at is, olyan 0.01-0.015-ön belül szaladt benne a marószár.
A szegnyereg sajnos alá mutat kb 0.4mm-t, biztos ebből adódott akkor eddig a nagyobb méretű kúpolásunk.
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_3fkjxk054h00w5kqdisf2_5726.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/3fkjxk054h00w5kqdisf2_5726.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2022 június 06, 22:32
Írta: KoLa Dátum 2022 június 06, 22:32
Ezt a próbát különben nem így érdemes csinálni.
Erre a befogott anyagodra a végén is és a tokmánynál is esztergálj két egyforma átmérőt 10mm hosszon, ha nem sikerül csiszold méretre, amikor századra egyforma, mérőórával tapogasd le az átmérőket vízszintesen és függőlegesen, és látod!
Erre a befogott anyagodra a végén is és a tokmánynál is esztergálj két egyforma átmérőt 10mm hosszon, ha nem sikerül csiszold méretre, amikor századra egyforma, mérőórával tapogasd le az átmérőket vízszintesen és függőlegesen, és látod!
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2022 június 07, 10:16
Írta: Scythian Dátum 2022 június 07, 10:16
Üdv Urak!
Nem mai darab, de rendben tartott FU36 marógép olajjal való újratöltéséhez kérnék tanácsot. Volt tulaj ajánlotta a szintetikus olaj alkalmazását. Kérdésem, hogy ajánlott-e egy ilyen régebbi konstrukciós gép kenése szintetikus olajjal, vagy alkalmazzak bátran ásványi, de valami prémium kategóriás hajtómű olajat? Egyelőre üres a gép, vár némi kenőanyagra, és anyagilag nem indifferens, hogy egy alig használt gépben lévő olajra mennyit költök.
Toni
Nem mai darab, de rendben tartott FU36 marógép olajjal való újratöltéséhez kérnék tanácsot. Volt tulaj ajánlotta a szintetikus olaj alkalmazását. Kérdésem, hogy ajánlott-e egy ilyen régebbi konstrukciós gép kenése szintetikus olajjal, vagy alkalmazzak bátran ásványi, de valami prémium kategóriás hajtómű olajat? Egyelőre üres a gép, vár némi kenőanyagra, és anyagilag nem indifferens, hogy egy alig használt gépben lévő olajra mennyit költök.
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 június 07, 12:34
Írta: Lacibácsi Dátum 2022 június 07, 12:34
A viszkozitást vedd figyelembe, mit ír a gépkönyv. Nem kell ide prémium olaj, itt jelentősen túlméretezett fogaskerekek és csapágyak vannak, nincs extrém felületi terhelés.
A MOL is gyárt ide való szerszámgépolajat TCL néven van több viszkozitással.
Ha a szán csúszófelületeit is keni ez az olaj vagy van külön szán olajzó rendszer akkor oda szánkenő olajat érdemes használni, meghálálja a gép, jóval kisebb a szánkopás. Ilyen is van a MOL-nak: Multi SW néven, ez jó hidraulikákhoz is.Meglepő a különbség ha a szánokat az ide való szánkenő olajjal kenjük, és nem akármi mással. Aki nem tapasztalta nem is hinné el.
A MOL is gyárt ide való szerszámgépolajat TCL néven van több viszkozitással.
Ha a szán csúszófelületeit is keni ez az olaj vagy van külön szán olajzó rendszer akkor oda szánkenő olajat érdemes használni, meghálálja a gép, jóval kisebb a szánkopás. Ilyen is van a MOL-nak: Multi SW néven, ez jó hidraulikákhoz is.Meglepő a különbség ha a szánokat az ide való szánkenő olajjal kenjük, és nem akármi mással. Aki nem tapasztalta nem is hinné el.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 június 07, 13:23
Írta: fy9k4amuy Dátum 2022 június 07, 13:23
Értem, köszönöm!
Ez gondolom megmutatja, mennyivel "mutat" erre vagy arra a főorsó tengely.
Ez gondolom megmutatja, mennyivel "mutat" erre vagy arra a főorsó tengely.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2022 június 09, 19:40
Írta: Scythian Dátum 2022 június 09, 19:40
Köszönöm!
Idő közben vásároltam 20l szintetikus olajat 1/4 bolti áron, szóval ez megy bele. Közel azonos árban kaptam volna meg ( 1000Ft/l ) az ásványi hajtómű olajat. A szán kenése külön megy, oda vásárolok szánhoz való olajat.
Toni
Idő közben vásároltam 20l szintetikus olajat 1/4 bolti áron, szóval ez megy bele. Közel azonos árban kaptam volna meg ( 1000Ft/l ) az ásványi hajtómű olajat. A szán kenése külön megy, oda vásárolok szánhoz való olajat.
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: e4vvbfxw Dátum 2022 július 12, 19:40
Írta: e4vvbfxw Dátum 2022 július 12, 19:40
Szerszámgépek hajtómüveibe, általában hajtóműbevaló hidrulika olaj javalott, ami nem azonos a munkahengerek hidraulika olajával.
A mellékelt fotón szereplő olaj tavaly 10eFt.-körül mozgott.
Pl.:Strigon ME gépkönyvbe megadott eredeti modifikációt a mellékelet képem szereplő viszkozitású olaj oldja fel.
Üdv.
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_bmv3mvd96jkqe7vfx2ev_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/bmv3mvd96jkqe7vfx2ev_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_u9p9vn8fyzdi033japp8_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/u9p9vn8fyzdi033japp8_5282.jpg)
A mellékelt fotón szereplő olaj tavaly 10eFt.-körül mozgott.
Pl.:Strigon ME gépkönyvbe megadott eredeti modifikációt a mellékelet képem szereplő viszkozitású olaj oldja fel.
Üdv.
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_bmv3mvd96jkqe7vfx2ev_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/bmv3mvd96jkqe7vfx2ev_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_u9p9vn8fyzdi033japp8_5282.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/u9p9vn8fyzdi033japp8_5282.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 72r8ja9u7 Dátum 2022 július 14, 20:14
Írta: 72r8ja9u7 Dátum 2022 július 14, 20:14
Hello Mindenkinek ! Eladnám a nálam elfekvő esztergályozható bronz rúdanyagom.Adatok a képeken.A súly miatt célszerü volna a személyes átvétel (nálam csak MPL posta lenne,de örülten megdrágult ezis) ZALA és VAS megyében előre egyeztetett időpontra km-futás/ benzinköltség (480.-Ft/lit) fejében (100km = 6,5 lit 95ös) magammal viszem a cimzetthez.
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_gvbayaaijzcxn28wd8fk_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/gvbayaaijzcxn28wd8fk_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_b2ht8jx53t98ae7a0n05e_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/b2ht8jx53t98ae7a0n05e_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_dp4wnqz9spw5u8h8svn7_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/dp4wnqz9spw5u8h8svn7_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_fu27pgyccp979qgbmbd56_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/fu27pgyccp979qgbmbd56_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_d5wp3vxznbtm0c9848h36_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/d5wp3vxznbtm0c9848h36_8447.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/07/tn_gvbayaaijzcxn28wd8fk_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/gvbayaaijzcxn28wd8fk_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_b2ht8jx53t98ae7a0n05e_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/b2ht8jx53t98ae7a0n05e_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_dp4wnqz9spw5u8h8svn7_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/dp4wnqz9spw5u8h8svn7_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_fu27pgyccp979qgbmbd56_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/fu27pgyccp979qgbmbd56_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/tn_d5wp3vxznbtm0c9848h36_8447.jpg) (https://hobbicncforum.hu/uploaded_images/2022/07/d5wp3vxznbtm0c9848h36_8447.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 72r8ja9u7 Dátum 2022 július 14, 20:17
Írta: 72r8ja9u7 Dátum 2022 július 14, 20:17
Hoppá, az ár lemaradt a bronz rudaknál = kb: 48.500.-Ft a kettő együtt + a szállítási költség.HTom (Zala)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 augusztus 26, 21:04
Írta: kmil Dátum 2022 augusztus 26, 21:04
Sziasztok,
Van esetleg valakinek KSU-250 szerszámköszörűhöz "éles" főorsó rajza? Esetleg méretezett? Az nagyon szuper lenne.
Köszi!
Van esetleg valakinek KSU-250 szerszámköszörűhöz "éles" főorsó rajza? Esetleg méretezett? Az nagyon szuper lenne.
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 augusztus 27, 09:06
Írta: 2ni23j35s Dátum 2022 augusztus 27, 09:06
Pontosan mire gondolsz?
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 augusztus 27, 09:25
Írta: 2ni23j35s Dátum 2022 augusztus 27, 09:25
Az én gépkönyvemben nincs méretezett rajz, de gyere át Tinnyére most hétvégén és le tudod mérni ami érdekel.
Tomi
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_3gf4hqya3sg32f38cqcw0_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/3gf4hqya3sg32f38cqcw0_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_v8nzxptk4xswd8fzy3us_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/v8nzxptk4xswd8fzy3us_8067.jpeg)
Tomi
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_3gf4hqya3sg32f38cqcw0_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/3gf4hqya3sg32f38cqcw0_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/tn_v8nzxptk4xswd8fzy3us_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/v8nzxptk4xswd8fzy3us_8067.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 augusztus 27, 09:57
Írta: kmil Dátum 2022 augusztus 27, 09:57
Szia,
Köszönöm, lehet élnék a lehetőséggel, de leghamarabb jövő héten lenne jó.
Majd privátban megbeszéljük.
Vettem egy köszörűt, de az eredeti főorsó helyére egy fortuna van betéve, és gondolkodom, hogy mekkora munka lenne egy új "eredeti" főorsót készíteni bele.
Köszönöm, lehet élnék a lehetőséggel, de leghamarabb jövő héten lenne jó.
Majd privátban megbeszéljük.
Vettem egy köszörűt, de az eredeti főorsó helyére egy fortuna van betéve, és gondolkodom, hogy mekkora munka lenne egy új "eredeti" főorsót készíteni bele.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 augusztus 27, 12:19
Írta: Csuhás Dátum 2022 augusztus 27, 12:19
Hmm a helyedben örülnék a fortunának, azok szinte kivétel nélkül precízebb csapágyazással készültek.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 augusztus 27, 13:22
Írta: kmil Dátum 2022 augusztus 27, 13:22
Szia,
Lehet, átgondolom. Csak az a kellemetlen, hogy nem a gép testben van a motor ami hajtja, hanem fent a fortuna mellett.
Lehet, átgondolom. Csak az a kellemetlen, hogy nem a gép testben van a motor ami hajtja, hanem fent a fortuna mellett.
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 augusztus 27, 18:36
Írta: 2ni23j35s Dátum 2022 augusztus 27, 18:36
Csuhás Nagymesternek igaza van. De önszántából a melós nem igazán építette át ezeket a gépeket, csak ha valami spec oka volt. Van árulkodó jel, hogy a tiedet miért építették át? Vagy csak síkköszörülés mérettartományát bővítették? A kiegészítői megvannak?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 augusztus 27, 23:28
Írta: Csuhás Dátum 2022 augusztus 27, 23:28
A fortuna melletti motornak több előnye van, annyira hogy még én is gondolkodom a saját gépem átépítésén. Elsősorban a ügyesebben lehetne a emelni a köszörű fejet pl egy golyós orsóval, ami síkköszörülésnél volna előnyös. ( Az én gépemen nagyon sokat dolgoztam mire elértem hogy egy pici süllyesztésre tényleg megmozduljon a fej, ne pedig megragadjon majd ledöccenjen. A fej billenthetősége is jól jönne néhányszor. A fortuna kényelmesebben tolható volna előre hátra a fejben és a nagyobb kilógás megint csak jól jönne síkolásnál.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 augusztus 28, 14:31
Írta: kmil Dátum 2022 augusztus 28, 14:31
Sziasztok,
Köszönöm a szakértést, és egyet is értek vele. Tényleg van előnye a fortunának, csak elsőre némi kétkedéssel szoktam fogadni, mikor egy gyári gép át van alakítva. Bővebbet kb 2 hét múlva tudok mondani, mert addig tudom hazahozni.
Utána jobban szemügyre veszem a fortunát. Ha az marad benne, akkor ki kell majd találnom valami olyan motor felfogatást, ami a fortunával együtt tud mozogni, mert jelenleg ez kicsit macerás.
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_8nut8y69yh83053ijqynz_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/8nut8y69yh83053ijqynz_6016.jpeg)
Köszönöm a szakértést, és egyet is értek vele. Tényleg van előnye a fortunának, csak elsőre némi kétkedéssel szoktam fogadni, mikor egy gyári gép át van alakítva. Bővebbet kb 2 hét múlva tudok mondani, mert addig tudom hazahozni.
Utána jobban szemügyre veszem a fortunát. Ha az marad benne, akkor ki kell majd találnom valami olyan motor felfogatást, ami a fortunával együtt tud mozogni, mert jelenleg ez kicsit macerás.
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_8nut8y69yh83053ijqynz_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2022/08/8nut8y69yh83053ijqynz_6016.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2022 szeptember 14, 20:09
Írta: kisssandor Dátum 2022 szeptember 14, 20:09
Lángvágó elől megmentettem egy fúrógépet (sajnos az alja már túl nagy volt nekem, az ott maradt), rossz látni, hogy ilyenek a kohóba kerülnek.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_3bfpgsqybz20406ptft3_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/3bfpgsqybz20406ptft3_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_udg00cc5fvygabakqagaf_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/udg00cc5fvygabakqagaf_2594.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_3bfpgsqybz20406ptft3_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/3bfpgsqybz20406ptft3_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/tn_udg00cc5fvygabakqagaf_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/udg00cc5fvygabakqagaf_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ctfzfzspn Dátum 2022 szeptember 15, 00:01
Írta: ctfzfzspn Dátum 2022 szeptember 15, 00:01
Sziasztok. FND25-ös marógépnek az elektromos rajzai kellenének nekem. Ha valaki eltudná küldeni azt megköszönném.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 szeptember 15, 08:52
Írta: kmil Dátum 2022 szeptember 15, 08:52
Gratula, jó kis gépnek látszik!
Várjuk a folytatást a "Gépek felújítása" topicban. [#kacsint][#kacsint]
Várjuk a folytatást a "Gépek felújítása" topicban. [#kacsint][#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: e6hy7r9ah Dátum 2022 szeptember 24, 11:47
Írta: e6hy7r9ah Dátum 2022 szeptember 24, 11:47
keresek saját részre eszterga gépet.. Emu, e1n, e2, stb.
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_v4bumq98pwq4uyub09g4_6088.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/v4bumq98pwq4uyub09g4_6088.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_v4bumq98pwq4uyub09g4_6088.jpg) (https://hobbicncforum.hu/uploaded_images/2022/09/v4bumq98pwq4uyub09g4_6088.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2022 szeptember 24, 18:46
Írta: d6i9g5pbs Dátum 2022 szeptember 24, 18:46
Szia FWD25 hÖZ VAN RAJZOM .
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 szeptember 25, 11:07
Írta: kmil Dátum 2022 szeptember 25, 11:07
Szép számmal találni belőlük a neten, csak minden a matekon múlik.
Cím: Re:Hagyományos forgácsológépek
Írta: Motoros Dátum 2022 szeptember 25, 12:27
Írta: Motoros Dátum 2022 szeptember 25, 12:27
Tudok részedre megoldást, pont olyat mint a fotón van.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 október 02, 21:54
Írta: fy9k4amuy Dátum 2022 október 02, 21:54
Sziasztok!
Keresnék Cugír FU-36 gépkönyvet, angol, magyar, valamilyen nem román nyelven, digitálisan.
Valaki tud esetleg segíteni?
Keresnék Cugír FU-36 gépkönyvet, angol, magyar, valamilyen nem román nyelven, digitálisan.
Valaki tud esetleg segíteni?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 október 15, 19:03
Írta: jani300 Dátum 2022 október 15, 19:03
Ez tetszik !
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 október 15, 19:26
Írta: Lacibácsi Dátum 2022 október 15, 19:26
Láttam már régebben. Kedvenc gépeim a hosszgyaluk. Sajnos kevés van már belőlük. Kisebb méretű eladó gép pedig még ritkább.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 október 15, 19:28
Írta: Lacibácsi Dátum 2022 október 15, 19:28
Teszek fel egy szép esztergát, igaz nem hobby kategória[#kacsint]
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 október 15, 19:34
Írta: 2ni23j35s Dátum 2022 október 15, 19:34
Ha a házban a hálószobát összenyitom a konyhával és a garázzsal átlósan pont elfér. Hozzátok.[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2022 október 15, 20:20
Írta: kisssandor Dátum 2022 október 15, 20:20
Aciera 22VA karbantartás. Idő hiányában a vastelepi szökevény működőképessé tétele a cél, nem a teljes felújítás.
Képek a szétszedett gépről.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_zfvt2say20hiaakt3qay7_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zfvt2say20hiaakt3qay7_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_0zwqguf7beuuvenap7mup_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/0zwqguf7beuuvenap7mup_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_mnj7hnx29stgk0zfhjsq_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/mnj7hnx29stgk0zfhjsq_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_zmk6k0ahhfiqhiu7x7jw_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zmk6k0ahhfiqhiu7x7jw_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_aef36h7amz7u35and6h2_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/aef36h7amz7u35and6h2_2594.jpg)
Képek a szétszedett gépről.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_zfvt2say20hiaakt3qay7_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zfvt2say20hiaakt3qay7_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_0zwqguf7beuuvenap7mup_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/0zwqguf7beuuvenap7mup_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_mnj7hnx29stgk0zfhjsq_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/mnj7hnx29stgk0zfhjsq_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_zmk6k0ahhfiqhiu7x7jw_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zmk6k0ahhfiqhiu7x7jw_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_aef36h7amz7u35and6h2_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/aef36h7amz7u35and6h2_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 október 15, 21:57
Írta: jani300 Dátum 2022 október 15, 21:57
Hogyé adták ha nem titok ?
Én ott hagytam egy vertikált ami igen tetszett , 500 per kilót üzent ki a bódéból a csillagász barátom ,még csak rá sem nézett .Pedig pár centire megemeltem és pontosan saccoltam 100kiló . De ugye hiányos ,és kapott is már ...
Hát én még azt sem tudom visszamegyek e oda ,még :(
A tulajt azóta ismerem mióta megnyitották a telepet , de megbetegedett .
Én ott hagytam egy vertikált ami igen tetszett , 500 per kilót üzent ki a bódéból a csillagász barátom ,még csak rá sem nézett .Pedig pár centire megemeltem és pontosan saccoltam 100kiló . De ugye hiányos ,és kapott is már ...
Hát én még azt sem tudom visszamegyek e oda ,még :(
A tulajt azóta ismerem mióta megnyitották a telepet , de megbetegedett .
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2022 október 16, 07:12
Írta: szucst Dátum 2022 október 16, 07:12
Szervusztok,
Ha már hosszgyalu...
Van egy elég öreg gép(Vulkán korabeli, de nem az)ami épp eladó Nyúlon...
Adattábla nincs, beleöntve semmi...
https://hu-hu.facebook.com/marketplace/item/766941567713828/?hoisted=false&ref=category_feed&referral_code=null&referral_story_type=post
Elmondásuk szerint 2100 megmunkálható hossz. Asztalméret 2000x650, de az ágyvezetéke csak 3000es és nem teliágyas, szerintem erősen korlátozott a munkadarab súlya... Tettek rá 3f villanymotorokat.
Élhajlító prizmákat martak vele...
Ha már hosszgyalu...
Van egy elég öreg gép(Vulkán korabeli, de nem az)ami épp eladó Nyúlon...
Adattábla nincs, beleöntve semmi...
https://hu-hu.facebook.com/marketplace/item/766941567713828/?hoisted=false&ref=category_feed&referral_code=null&referral_story_type=post
Elmondásuk szerint 2100 megmunkálható hossz. Asztalméret 2000x650, de az ágyvezetéke csak 3000es és nem teliágyas, szerintem erősen korlátozott a munkadarab súlya... Tettek rá 3f villanymotorokat.
Élhajlító prizmákat martak vele...
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2022 október 16, 09:15
Írta: kisssandor Dátum 2022 október 16, 09:15
Hasonló árképzés volt itt is, 60eFt/kb.120kg.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2022 október 16, 09:27
Írta: afjybsise Dátum 2022 október 16, 09:27
Ez igazán szép!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 október 16, 09:36
Írta: jani300 Dátum 2022 október 16, 09:36
Köszönöm !
Akkor velem lesz baj .
Viszont ez már szerintem piaci ár .
Ezer százalék hasznot szeretnének .
300 per kilót kifizettem volna .
De majd ha találkozom vele mondom neki hogy megmentett egy csomó munkától ,köszönöm .
Van itt még bőven befejezni való gép , egy része innét is megy a levesbe , úgyis .
Akkor velem lesz baj .
Viszont ez már szerintem piaci ár .
Ezer százalék hasznot szeretnének .
300 per kilót kifizettem volna .
De majd ha találkozom vele mondom neki hogy megmentett egy csomó munkától ,köszönöm .
Van itt még bőven befejezni való gép , egy része innét is megy a levesbe , úgyis .
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2022 október 16, 12:12
Írta: kisssandor Dátum 2022 október 16, 12:12
Nem veled van a baj, 50Ft-ért veszik a vasat és 500-ért adják- ez nem tisztességes haszon. Három ok miatt vettem meg: 1.sajnáltam, hogy egy ilyen gép megy a kohóba,
2. mindig is szerettem volna egy előtolásos és menetfúrásra is alkalmas gépet, de ennyi pénzért ilyet nem kaptam volna,
3. kis méretű (persze az asztala nélkül) befér a műhelyembe.
Kár, hogy az asztalát nem tudtam megvenni, mert az is klassz darab volt( az első képen van hasonló).
A másodikon meg olyan amilyen kialakításúra akarom csinálni.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_ayniihujxefxdcg8ugx2z_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/ayniihujxefxdcg8ugx2z_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_zsdt0tzvg6mz6tnzd9amc_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zsdt0tzvg6mz6tnzd9amc_2594.jpg)
2. mindig is szerettem volna egy előtolásos és menetfúrásra is alkalmas gépet, de ennyi pénzért ilyet nem kaptam volna,
3. kis méretű (persze az asztala nélkül) befér a műhelyembe.
Kár, hogy az asztalát nem tudtam megvenni, mert az is klassz darab volt( az első képen van hasonló).
A másodikon meg olyan amilyen kialakításúra akarom csinálni.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_ayniihujxefxdcg8ugx2z_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/ayniihujxefxdcg8ugx2z_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_zsdt0tzvg6mz6tnzd9amc_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/zsdt0tzvg6mz6tnzd9amc_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 október 16, 18:48
Írta: 2ni23j35s Dátum 2022 október 16, 18:48
Jani bácsi;
Azért vagyunk itt egy páran akik szeretik a rozsdás vasat, mielőtt a levesbe küldenéd mutasd meg nekünk lehet látunk benne fantáziát, vagy pont az hiányzik az ürrepülőnkhöz...
Azért vagyunk itt egy páran akik szeretik a rozsdás vasat, mielőtt a levesbe küldenéd mutasd meg nekünk lehet látunk benne fantáziát, vagy pont az hiányzik az ürrepülőnkhöz...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 október 16, 19:36
Írta: jani300 Dátum 2022 október 16, 19:36
Tavasszal eladtam 7-800 kiló érdekesebb gépalkatrészt .
Egy nagyfúrógép talpat asztalt oszlopot szinte ingyé , de a többivel együtt belefért .
Akkor Te még nem láttad a műhelyt ,pedig tettem fel képet :)
Nemrég mutattam egy 100 év körüli lyukasztó darabolót .
Kicsit leteremtettek ,de nem baj .
Annak megmozdult az orros ékes tengelye , lehet abban valami hogy a régi vas valamiért más volt .
Van egy MVE 3,5 TONNA .
aZ AKKOR 1,7 MILLA MÉHBEN VÁSÁROLVA ?
Nem hirdetem , pedig még jó is .
Olyan mint az eladó házam ,azzal jönnek hogy drága elszállítani a törmeléket ha lebontja .
Hát nem kell megvenni meg az MVE t sem ,annak is drága a fuvarja .
Eladogattam dolgokat már . Most jutok odáig hogy elkezdek válogatni , rendbe rakni gépeket .
De nem vagyok sem megtörve ,sem letörve , 24 dikén jön az első teljes nyugdíj :)
Idén volt olyan hogy két hónap alatt kerestem annyit ,elég sok munkával .
Van egy PW 550 es gyalum ,elég roncs de nem bírtam annyira megszorulni mégsem hogy leadjam .
Az 1600 kiló . Az méhben 800 , feléért se veszi meg senki ,meg abban az állapotban nem is kell senkinek .
No ,de ha van értelmes dolog meghirdetem .
Sem szellemileg sem fizikailag nem vagyok olyan állapotban hogy hagyaték vadászok merjenek keresni !
A helybeli "vasazók" ismernek ,nem próbálkoznak nálam .
Az biztos hogy arra ugrom hogy hagyatékból kell gépet venni . De nem zavar egyébként .
Most pár napja volt szó emelő láncról .
Az is csak a személyes ismeretség miatt eladó .
Nem biztos hogy eltudod képzelni mik vannak :)
Vannak hiányos ,fém szalagfűrészeim .
Láttam újat 160 körül praktikerben , de ocsmányul silány kivitel ránézésre is .
Inkább valahogy legyártom az elkopott csigakereket , még szórakozásnak is elmegy ha ráér az ember .
Ne haragudjatok , kiadtam most pár dolgot magamból .
Nagyon szerettem volna azt a külön hajtású vertikálfejet ,de most már ha többet fizetnek nekem , akkor sem kell ,azon nagyon kiakadtam .
Ahhoz azért pofa kell hogy számla nélkül nem elég 20 ezret keresni 100 kiló vason ,40 kell .
vAN AHOL ELMENNE ,DE EZ AZÉRT NEM AZ A KATEGÓRIA .
bOCSI A SOK BUTASÁGOMÉRT [#integet2]
Egy nagyfúrógép talpat asztalt oszlopot szinte ingyé , de a többivel együtt belefért .
Akkor Te még nem láttad a műhelyt ,pedig tettem fel képet :)
Nemrég mutattam egy 100 év körüli lyukasztó darabolót .
Kicsit leteremtettek ,de nem baj .
Annak megmozdult az orros ékes tengelye , lehet abban valami hogy a régi vas valamiért más volt .
Van egy MVE 3,5 TONNA .
aZ AKKOR 1,7 MILLA MÉHBEN VÁSÁROLVA ?
Nem hirdetem , pedig még jó is .
Olyan mint az eladó házam ,azzal jönnek hogy drága elszállítani a törmeléket ha lebontja .
Hát nem kell megvenni meg az MVE t sem ,annak is drága a fuvarja .
Eladogattam dolgokat már . Most jutok odáig hogy elkezdek válogatni , rendbe rakni gépeket .
De nem vagyok sem megtörve ,sem letörve , 24 dikén jön az első teljes nyugdíj :)
Idén volt olyan hogy két hónap alatt kerestem annyit ,elég sok munkával .
Van egy PW 550 es gyalum ,elég roncs de nem bírtam annyira megszorulni mégsem hogy leadjam .
Az 1600 kiló . Az méhben 800 , feléért se veszi meg senki ,meg abban az állapotban nem is kell senkinek .
No ,de ha van értelmes dolog meghirdetem .
Sem szellemileg sem fizikailag nem vagyok olyan állapotban hogy hagyaték vadászok merjenek keresni !
A helybeli "vasazók" ismernek ,nem próbálkoznak nálam .
Az biztos hogy arra ugrom hogy hagyatékból kell gépet venni . De nem zavar egyébként .
Most pár napja volt szó emelő láncról .
Az is csak a személyes ismeretség miatt eladó .
Nem biztos hogy eltudod képzelni mik vannak :)
Vannak hiányos ,fém szalagfűrészeim .
Láttam újat 160 körül praktikerben , de ocsmányul silány kivitel ránézésre is .
Inkább valahogy legyártom az elkopott csigakereket , még szórakozásnak is elmegy ha ráér az ember .
Ne haragudjatok , kiadtam most pár dolgot magamból .
Nagyon szerettem volna azt a külön hajtású vertikálfejet ,de most már ha többet fizetnek nekem , akkor sem kell ,azon nagyon kiakadtam .
Ahhoz azért pofa kell hogy számla nélkül nem elég 20 ezret keresni 100 kiló vason ,40 kell .
vAN AHOL ELMENNE ,DE EZ AZÉRT NEM AZ A KATEGÓRIA .
bOCSI A SOK BUTASÁGOMÉRT [#integet2]
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 október 17, 15:14
Írta: 2ni23j35s Dátum 2022 október 17, 15:14
Igen a lyukasztó, daraboló engem is érdekelt akkor a megtakarítása pont egy hétvégi kikapcsolódás lenne...
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 november 29, 13:24
Írta: fy9k4amuy Dátum 2022 november 29, 13:24
Sziasztok!
Kíváncsi lennék a tippjeitekre.
Kívánkozna a marógépemre valami patent kis precíz, de kompakt univerzális osztófej.
Olyasmi, ami 125mm körüli tokmánnyal van, tud gyorsosztást és osztótárcsás beállítást is, esetleg még gépi forgatás bemenete is van. Körasztalom van, de az nagy.
Tulajdonképpen amiket a szerszámmaró gépekhez adtak, egybeszerelt gerendával a támasztócsúcsához, olyasmit keresek.
Merre lenne érdemes keresnem? Aprókban sosem láttam felbukkanni. Ritkán rendeltek ilyen tartozékot, vagy csak senki sem adja el?
Nagyot láttam már, de az beleütközne a vertikálfejbe a túl nagy tokmány átmérő miatt. Ja, meg egyedül kellene tudnom felemelni a gépre.
Apróságokat szeretnék vele forgatva megmunkálni.
Kíváncsi lennék a tippjeitekre.
Kívánkozna a marógépemre valami patent kis precíz, de kompakt univerzális osztófej.
Olyasmi, ami 125mm körüli tokmánnyal van, tud gyorsosztást és osztótárcsás beállítást is, esetleg még gépi forgatás bemenete is van. Körasztalom van, de az nagy.
Tulajdonképpen amiket a szerszámmaró gépekhez adtak, egybeszerelt gerendával a támasztócsúcsához, olyasmit keresek.
Merre lenne érdemes keresnem? Aprókban sosem láttam felbukkanni. Ritkán rendeltek ilyen tartozékot, vagy csak senki sem adja el?
Nagyot láttam már, de az beleütközne a vertikálfejbe a túl nagy tokmány átmérő miatt. Ja, meg egyedül kellene tudnom felemelni a gépre.
Apróságokat szeretnék vele forgatva megmunkálni.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 november 29, 14:38
Írta: Lacibácsi Dátum 2022 november 29, 14:38
Szia!
A Magyar Danuvia TOF 125 osztófej nagy lenne?
Ebből van két méret, ez lenne a kisebb. Ezekhez elérhető minden tartozék, fogaskerekek, ollók, stb.
Google -n látni képeket.
A Magyar Danuvia TOF 125 osztófej nagy lenne?
Ebből van két méret, ez lenne a kisebb. Ezekhez elérhető minden tartozék, fogaskerekek, ollók, stb.
Google -n látni képeket.
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2022 november 29, 15:13
Írta: 2ni23j35s Dátum 2022 november 29, 15:13
Szia
Szerintem
https://sasgep.hu/hu/termekkategoria/szerszamgep-tartozekok/marogep
Szerintem
https://sasgep.hu/hu/termekkategoria/szerszamgep-tartozekok/marogep
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2022 november 29, 15:55
Írta: kmil Dátum 2022 november 29, 15:55
Szia,
Esetleg egy ilyen?
https://www.jofogas.hu/budapest/Lapka_kalibergyuruk_osztokeszulek_CNC_szerszamok_133764984.htm
Esetleg egy ilyen?
https://www.jofogas.hu/budapest/Lapka_kalibergyuruk_osztokeszulek_CNC_szerszamok_133764984.htm
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 november 29, 18:02
Írta: fy9k4amuy Dátum 2022 november 29, 18:02
Szia!
Elsősorban valami ilyesit keresnék, mint a képen, iso-kúppal, nagy áteresztéssel, de igen, talán a Danuvia TOF125 vagy TOF100 áll a legközelebb hozzá, amit még be is lehet szerezni valahogy.
Láttam már ilyen szerszámkészítő osztófejet Avia Fnd-hez, Deckelhez, meg valami román típushoz is, de külön sosem adták el sajnos.
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_pgx6gw3x6yy7jsq6az2gw_5726.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/pgx6gw3x6yy7jsq6az2gw_5726.jpg)
Elsősorban valami ilyesit keresnék, mint a képen, iso-kúppal, nagy áteresztéssel, de igen, talán a Danuvia TOF125 vagy TOF100 áll a legközelebb hozzá, amit még be is lehet szerezni valahogy.
Láttam már ilyen szerszámkészítő osztófejet Avia Fnd-hez, Deckelhez, meg valami román típushoz is, de külön sosem adták el sajnos.
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_pgx6gw3x6yy7jsq6az2gw_5726.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/pgx6gw3x6yy7jsq6az2gw_5726.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 november 29, 18:22
Írta: jani300 Dátum 2022 november 29, 18:22
Hirdettek már itt is hasonlót ,ez egy hiányos tos .
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_7g56qgy2zwm7yi9eyemsy_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/7g56qgy2zwm7yi9eyemsy_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/tn_qxmkhwwvt7hi9b4iiyda_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/qxmkhwwvt7hi9b4iiyda_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/tn_vaqe58y0042wpnpit862u_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/vaqe58y0042wpnpit862u_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/11/tn_7g56qgy2zwm7yi9eyemsy_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/7g56qgy2zwm7yi9eyemsy_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/tn_qxmkhwwvt7hi9b4iiyda_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/qxmkhwwvt7hi9b4iiyda_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/tn_vaqe58y0042wpnpit862u_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2022/11/vaqe58y0042wpnpit862u_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 november 30, 16:17
Írta: fy9k4amuy Dátum 2022 november 30, 16:17
Köszönöm! Figyelek majd, hátha felbukkan!
Elég kicsi az asztala a gépemnek, csak 65cm hosszú, nem egyetemes alakú hosszú keskeny, ezért nem illene rá nagy osztófej, elvinné a munkatér felét.
Elég kicsi az asztala a gépemnek, csak 65cm hosszú, nem egyetemes alakú hosszú keskeny, ezért nem illene rá nagy osztófej, elvinné a munkatér felét.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2022 november 30, 22:02
Írta: afjybsise Dátum 2022 november 30, 22:02
https://www.jofogas.hu/budapest/Lapka_kalibergyuruk_osztokeszulek_CNC_szerszamok_133764984.htm
Ebben a hirdetésben van valami hasonló, mint, amit mutattál, bár elég leharcoltnak tűnik.
Ebben a hirdetésben van valami hasonló, mint, amit mutattál, bár elég leharcoltnak tűnik.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2022 november 30, 22:27
Írta: fy9k4amuy Dátum 2022 november 30, 22:27
Hát igen, ahogy mondod.
Érdeklődtem már néhány gépkereskedőnél, de hogy is mondjam...
Kicsit úgy van, mint mostanában a használt gépekkel, aki követi az aprókat.
Ma már semmi sem kedvező árú, de nem is azzal van a gond, ha valami drága, csak sokszor az állapot nincs az árral arányban.
Érdeklődtem már néhány gépkereskedőnél, de hogy is mondjam...
Kicsit úgy van, mint mostanában a használt gépekkel, aki követi az aprókat.
Ma már semmi sem kedvező árú, de nem is azzal van a gond, ha valami drága, csak sokszor az állapot nincs az árral arányban.
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2022 december 11, 22:34
Írta: Lacibácsi Dátum 2022 december 11, 22:34
Vasárnap estére, egy kis gyönyörködni való:
[#taps]
[#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 december 14, 11:22
Írta: jani300 Dátum 2022 december 14, 11:22
Ilyet még nem is láttam . (EGYÉBKÉNT DE ,ITT A FÓRUMON )
Direkt hobbyra valónak tűnik .
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2022 december 14, 12:18
Írta: ywathzay Dátum 2022 december 14, 12:18
A felületi minőségből ítélve, amolyan nesze semmi fogd meg jól!
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_it3ds94h52t54ntgdsbb9_891.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/it3ds94h52t54ntgdsbb9_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_it3ds94h52t54ntgdsbb9_891.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/it3ds94h52t54ntgdsbb9_891.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2022 december 14, 16:18
Írta: jani300 Dátum 2022 december 14, 16:18
Azt nem mondtam hogy eszük is van :)
Az a darab is oda van hegesztve egy púppal amit éppen le kellene munkálni ...
Varrat előkészítés keresztmetszetben hegesztés az nem biztos hogy megy neki .
De az ötlet az érdekes .
Ilyen célra nekem van egy MVE .
hA SIKERÜL AGYVÉRZÉS NÉLKÜL MINDENKIT VILÁGGÁ KERGETNEM MEG IS FOGOM PRÓBÁLNI :)
Az a darab is oda van hegesztve egy púppal amit éppen le kellene munkálni ...
Varrat előkészítés keresztmetszetben hegesztés az nem biztos hogy megy neki .
De az ötlet az érdekes .
Ilyen célra nekem van egy MVE .
hA SIKERÜL AGYVÉRZÉS NÉLKÜL MINDENKIT VILÁGGÁ KERGETNEM MEG IS FOGOM PRÓBÁLNI :)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 december 17, 18:10
Írta: Csuhás Dátum 2022 december 17, 18:10
Ma molyoltaam egy kicsit a műhelyben, készült pár satupofa, valami ismeretlen de edzhető acélból. Gépsatuhoz lesz így egy barátomnál hőkezeljük azután átköszörülöm és már lehet is használni. Volt egy hulladék összefurkált alu tömbböm is, amibe beleláttam egy iso40 szerszámtartót. Felszereltem a maró asztalra mert a gépen nagy fordulatnál nem hatékony a fékezés, és egyébként is jobb ha mindkét kezem szabad a szereléshez.
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_a80t2p0iysjhuuiicqqyg_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/a80t2p0iysjhuuiicqqyg_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_282nuyyc7bidc6ubz4jw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/282nuyyc7bidc6ubz4jw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_dsu2hu3tk88a9s44bfni6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dsu2hu3tk88a9s44bfni6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_tdabdfjctjgd3y8bp9tb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tdabdfjctjgd3y8bp9tb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_am3hwqm89n8b6d3pfv2_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/am3hwqm89n8b6d3pfv2_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/12/tn_a80t2p0iysjhuuiicqqyg_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/a80t2p0iysjhuuiicqqyg_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_282nuyyc7bidc6ubz4jw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/282nuyyc7bidc6ubz4jw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_dsu2hu3tk88a9s44bfni6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/dsu2hu3tk88a9s44bfni6_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_tdabdfjctjgd3y8bp9tb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tdabdfjctjgd3y8bp9tb_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/tn_am3hwqm89n8b6d3pfv2_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/12/am3hwqm89n8b6d3pfv2_1881.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Szalai György Dátum 2022 december 18, 06:39
Írta: Szalai György Dátum 2022 december 18, 06:39
Csíkos, vagy kockás? Mitől függ, mikor melyiket kell használni?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2022 december 18, 07:57
Írta: Csuhás Dátum 2022 december 18, 07:57
Jó kérdés. Nekem a satun egy sima pofa volt, a többi satumon csíkos pofák vannak, kivéve a legnagyobbat mert az kockás. Valószínűleg az elérhető megfogási erő is ebben a sorrendben növekszik, cserében a munkadarabon hagyott nyomokkal. Szóval finom munkához sima, nagyoláshoz, kockás, és ha nem nagyon akarsz cserélgetni akkor csíkos.
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 16, 20:15
Írta: 0dvb3bmc2 Dátum 2023 január 16, 20:15
Stanko 675/676-hoz keresnék gépkönyvet. Orosz van, de magyar, német nyelvű jól jönne. Akinek van esetlek kérem segítsen ki.
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_y60u7bmbqnjpcu8by8u9q_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/y60u7bmbqnjpcu8by8u9q_6897.jpeg)
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_y60u7bmbqnjpcu8by8u9q_6897.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/y60u7bmbqnjpcu8by8u9q_6897.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 január 17, 08:34
Írta: fy9k4amuy Dátum 2023 január 17, 08:34
Ezek szerint akkor sikerült találnod, gratulálok!
Ha szerencsésen jó állapotút fogtál ki, szerintem sok mindenre képes, változatos kis gép.
Itt egy francia: https://onedrive.live.com/view.aspx?cid=547FE296ECFD561F&resid=547FE296ECFD561F!1854&app=WordPdf
Ha szerencsésen jó állapotút fogtál ki, szerintem sok mindenre képes, változatos kis gép.
Itt egy francia: https://onedrive.live.com/view.aspx?cid=547FE296ECFD561F&resid=547FE296ECFD561F!1854&app=WordPdf
Cím: Re:Hagyományos forgácsológépek
Írta: Szasza43 Dátum 2023 január 17, 10:33
Írta: Szasza43 Dátum 2023 január 17, 10:33
Szia,
Itt van német: https://waho.de/htdocs/media/dokumente/111000-111999/111135-dokument-6083.pdf
Itt van német: https://waho.de/htdocs/media/dokumente/111000-111999/111135-dokument-6083.pdf
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2023 január 17, 17:46
Írta: 2ni23j35s Dátum 2023 január 17, 17:46
Üdvözlök mindenkit.
Segítséget szeretnék kérni. Vasárnap este megérkezett az új elfoglaltságom, papírok nélkül. Sajnos Csuhás nagymester gyűjteményében nem találtam hozzá leírást, de a Google se sokat segített. A YouTube meg csak néhány felvételt mutatott a gép használatáról.
A gép egy Ruhla Sg HFe 230x125 reszelő gép.
Van valakinek ötlete, hogy hogyan keressem a gépkönyvét, esetleg van valakinek gépkönyve hozzá. Fel fogom újítani, de sokat segítene a szerelésben és a beállításban valami írásos szakirodalom.
Tudom méhtelep szökevény, de megsajnáltam.
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_z56kfzabhg4uka5gvdedj_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/z56kfzabhg4uka5gvdedj_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_5imwx8ux4i2zyum4dhh_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/5imwx8ux4i2zyum4dhh_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_zd4n9p5xmi058mkyzdzsd_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/zd4n9p5xmi058mkyzdzsd_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_7x39jqx96pd8punqccx3j_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/7x39jqx96pd8punqccx3j_8067.jpeg)
Segítséget szeretnék kérni. Vasárnap este megérkezett az új elfoglaltságom, papírok nélkül. Sajnos Csuhás nagymester gyűjteményében nem találtam hozzá leírást, de a Google se sokat segített. A YouTube meg csak néhány felvételt mutatott a gép használatáról.
A gép egy Ruhla Sg HFe 230x125 reszelő gép.
Van valakinek ötlete, hogy hogyan keressem a gépkönyvét, esetleg van valakinek gépkönyve hozzá. Fel fogom újítani, de sokat segítene a szerelésben és a beállításban valami írásos szakirodalom.
Tudom méhtelep szökevény, de megsajnáltam.
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_z56kfzabhg4uka5gvdedj_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/z56kfzabhg4uka5gvdedj_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_5imwx8ux4i2zyum4dhh_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/5imwx8ux4i2zyum4dhh_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_zd4n9p5xmi058mkyzdzsd_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/zd4n9p5xmi058mkyzdzsd_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_7x39jqx96pd8punqccx3j_8067.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/01/7x39jqx96pd8punqccx3j_8067.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 január 17, 17:59
Írta: fy9k4amuy Dátum 2023 január 17, 17:59
Azta, de szuper, grat!
Én is vágynék valami hasonlóra :)
Én is vágynék valami hasonlóra :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 január 17, 18:24
Írta: jani300 Dátum 2023 január 17, 18:24
Nincs ennek a gépnek semmi baja .
Mire használnád ?
Úgy tudom szerszámkészítésben használták , talán kivágólapok furatának hátra munkálására volt előnyös .
Mire használnád ?
Úgy tudom szerszámkészítésben használták , talán kivágólapok furatának hátra munkálására volt előnyös .
Cím: Re:Hagyományos forgácsológépek
Írta: nagysam Dátum 2023 január 17, 18:38
Írta: nagysam Dátum 2023 január 17, 18:38
Én csak dolgoztam rajta tanuló koromban. Viszont még ma is használok 1-2 megmaradt reszelőt.
Nem tudom, hogy hol lehet még kapni hozzá.
A reszelő teljesen egyenes volt minden oldalán.
A nyél résznél párhuzamos hasáb kialakítású, nem hegyes mint a hagyományos reszelőnek. Ez lett fölülre fogva.
A végén egy 60 fokos kúp volt, ami alul ült egy fészekbe.
Így gyorsan lehetett furatokon átfűzni.
Nagy királyság volt.
Aztán bejött a huzalszikra, és átírta a fontosságát.
Nem tudom, hogy hol lehet még kapni hozzá.
A reszelő teljesen egyenes volt minden oldalán.
A nyél résznél párhuzamos hasáb kialakítású, nem hegyes mint a hagyományos reszelőnek. Ez lett fölülre fogva.
A végén egy 60 fokos kúp volt, ami alul ült egy fészekbe.
Így gyorsan lehetett furatokon átfűzni.
Nagy királyság volt.
Aztán bejött a huzalszikra, és átírta a fontosságát.
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2023 január 17, 18:56
Írta: 2ni23j35s Dátum 2023 január 17, 18:56
Jani bácsi tényleg nincs semmi baja, csak 25 évet ált egy diófa alatt, a motor most épp nem fordul át, picit pereg róla a vasoxid, meg a festek. A kezelők meg vannak szorulva... az elektromos részei elhaltak, remélem nem kell újratekertetni a motort. Hogy mire használnám azt még nem tudom, de a helye a garázsban jobbra az ajtónál lesz, és reggelente az asztalán fogom tartani a kávéscsészét, mert a köszörű tárgyasztala kicsi, onnan mindig lepotyognak...
Esetleg szerzek hozzá fűrészlapot és akkor lombfűrészként kipróbálom. Egyébként jelenleg csak annyi az elképzelés, hogy a szabadidőmet ráfordítsam, gyakoroljam a fémipari szakmám egyes részleteit, hogy életre keltsem a gépet. Aztán havonta egyszer letörölgetem róla a port míg úgy nem járok mint te nemrég, hogy havonta kapjam a megérdemeltet munka nélkül. És akkor, ha majd nyugdíjas leszek ( 25 év mulva ) majd..... lesz valami.
Esetleg szerzek hozzá fűrészlapot és akkor lombfűrészként kipróbálom. Egyébként jelenleg csak annyi az elképzelés, hogy a szabadidőmet ráfordítsam, gyakoroljam a fémipari szakmám egyes részleteit, hogy életre keltsem a gépet. Aztán havonta egyszer letörölgetem róla a port míg úgy nem járok mint te nemrég, hogy havonta kapjam a megérdemeltet munka nélkül. És akkor, ha majd nyugdíjas leszek ( 25 év mulva ) majd..... lesz valami.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 január 17, 19:14
Írta: jani300 Dátum 2023 január 17, 19:14
Ne bácsizzál már , a fenébe is :)
Nekem a 3,5 tonnás harántgyalu asztalán van a 600x400 as tusírlap arra van ragasztva a padlócsiszoló smirgli , azon csináltam a hengerfejeket , kézzel :)
A kis harántgyalut nemrég kézzel birizgáltam az ékszíjtárcsára pillangóval fogott ,törött satu kulccsal :)
De még mindig nincsen kész a zsugorító pofa , kell még néhány apró furat rá ....
A nyugdíj ,hát az kérem amerika :) sZILVESZTER NAPJÁN IS DOLGOZTAM ,A ROHADÉK MÉG CSAK KI SEM FIZETTE ,ERRŐL ENNYIT .
Most azért is keresek egy régi rossz gépet a ruszki szerszámmaróról ami pár hozzászólással előrébb volt , persze az is méhből van .
Örülj inkább annak hogy semmi nem hiányzik róla ...
Nekem a 3,5 tonnás harántgyalu asztalán van a 600x400 as tusírlap arra van ragasztva a padlócsiszoló smirgli , azon csináltam a hengerfejeket , kézzel :)
A kis harántgyalut nemrég kézzel birizgáltam az ékszíjtárcsára pillangóval fogott ,törött satu kulccsal :)
De még mindig nincsen kész a zsugorító pofa , kell még néhány apró furat rá ....
A nyugdíj ,hát az kérem amerika :) sZILVESZTER NAPJÁN IS DOLGOZTAM ,A ROHADÉK MÉG CSAK KI SEM FIZETTE ,ERRŐL ENNYIT .
Most azért is keresek egy régi rossz gépet a ruszki szerszámmaróról ami pár hozzászólással előrébb volt , persze az is méhből van .
Örülj inkább annak hogy semmi nem hiányzik róla ...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 január 17, 19:19
Írta: jani300 Dátum 2023 január 17, 19:19
Képet ,na ,nem gépet
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_xnsx7iwhw4n3kx2xcuid_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/xnsx7iwhw4n3kx2xcuid_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_5xsjjxnfaw7dbz7fvhudf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/5xsjjxnfaw7dbz7fvhudf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_gzcdjibtehmm02kweauc8_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/gzcdjibtehmm02kweauc8_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_xnsx7iwhw4n3kx2xcuid_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/xnsx7iwhw4n3kx2xcuid_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_5xsjjxnfaw7dbz7fvhudf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/5xsjjxnfaw7dbz7fvhudf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/tn_gzcdjibtehmm02kweauc8_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/gzcdjibtehmm02kweauc8_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 17, 19:32
Írta: 0dvb3bmc2 Dátum 2023 január 17, 19:32
Köszönöm a segítséget. Franciát én is megleltem, de nem volt segítőkészebb mint az Orosz. A gép ramaty kinézetre, de remélem nagy gond nincs vele. Sajnos még nem volt lehetőségem megvizsgálni, de nemsokára az is eljön.
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 17, 19:33
Írta: 0dvb3bmc2 Dátum 2023 január 17, 19:33
Köszönöm! Ezt már tudom olvasni, szuper!
Cím: Re:Hagyományos forgácsológépek
Írta: 2ni23j35s Dátum 2023 január 17, 19:56
Írta: 2ni23j35s Dátum 2023 január 17, 19:56
Igen tanuló koromban a szikét fentük vele a Medicorban van vagy 30 éve. Reszelőt találtam hozzá, Csepelen a gyárban van egy kereskedés ott van, de a legtöbb forgácsolós szerszám kereskedés meg tudja szerezni.
És tényleg működik fűrészként
És tényleg működik fűrészként
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 29, 17:40
Írta: 0dvb3bmc2 Dátum 2023 január 29, 17:40
A tapasztalatotokat szeretném kérni. Sok helyen gyártották az orosz Stanko 675p-t, Odesszaban, Itruszkban, Jerevánban. A kérdésem az lenne a Gruz Jereván kiadás minősége milyen? Van esetleg valakinek?
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 január 29, 21:07
Írta: fy9k4amuy Dátum 2023 január 29, 21:07
Üdv!
Én régen akartam venni valami 1Mvalamennyi orosz esztergát, amit talán ott gyártottak. Azt olvastam róla, hogy a yereváni acél/vas puhább, hamarabb elkopik, de persze ezt orosz fórumon, 50+-os gépekről írták.
Én régen akartam venni valami 1Mvalamennyi orosz esztergát, amit talán ott gyártottak. Azt olvastam róla, hogy a yereváni acél/vas puhább, hamarabb elkopik, de persze ezt orosz fórumon, 50+-os gépekről írták.
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 30, 16:56
Írta: 0dvb3bmc2 Dátum 2023 január 30, 16:56
Kösz! Sajnos én is hasonlót hallottam nem nem említve porózus öntvényt, de a geometriai mérettartásra is sok panaszt olvastam. Nem nagyon foglalkoztak a megmunkálás minőségével. Ez is orosz belső információ, arra lettem volna kiváncsi az export gépek is hasonló ramaty kivitelek, vagy ezek valaha tudták a speckót.
Cím: Re:Hagyományos forgácsológépek
Írta: 72hhzi7mp Dátum 2023 január 30, 21:25
Írta: 72hhzi7mp Dátum 2023 január 30, 21:25
Sziasztok !
Egy idősebb kollégám egy TOS BPH 320 síkköszörűt javít, sokat segítene egy gépkönyv .
Kérem aki tud segítsen .
Köszönöm !
Egy idősebb kollégám egy TOS BPH 320 síkköszörűt javít, sokat segítene egy gépkönyv .
Kérem aki tud segítsen .
Köszönöm !
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 január 31, 11:14
Írta: fy9k4amuy Dátum 2023 január 31, 11:14
Szerintem az export gépek is ugyanolyanok, mint a belpiacosok.
Ugyanakkor, ez az öntvény minőség egy 50 éves termelőgépnél okafogyott, saját véleményem szerint.
Ha elkopott, már úgy is annyi neki, egyébként meg nem nálad fog ez jelentkezni. Nem nyomod neki 3x8 órában évtizedig, csak amig összehozza a pénzt a cnc-re esetleg.
A nem Yerevániak is elkopnak/elkoptak, egykét százados munkát meg már szerintem nem reális elvárni egyiktől sem. Még amelyiken látszik néhol halványan a gyári hántolás nyoma, az sem valószínű, hogy tudja már a pontossági vizsgálat értékeit.
Ugyanakkor, ez az öntvény minőség egy 50 éves termelőgépnél okafogyott, saját véleményem szerint.
Ha elkopott, már úgy is annyi neki, egyébként meg nem nálad fog ez jelentkezni. Nem nyomod neki 3x8 órában évtizedig, csak amig összehozza a pénzt a cnc-re esetleg.
A nem Yerevániak is elkopnak/elkoptak, egykét százados munkát meg már szerintem nem reális elvárni egyiktől sem. Még amelyiken látszik néhol halványan a gyári hántolás nyoma, az sem valószínű, hogy tudja már a pontossági vizsgálat értékeit.
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2023 január 31, 18:43
Írta: 2si5rj3b Dátum 2023 január 31, 18:43
Én nagy szerelemese vagyok a régi hagyományos gépeknek, a munkám is ezekhez köt. Nyilván alapvetően az anyagminőség nem mindegy, de ahogy én látom, a legtöbb régi gépet a sok évtizedes trehányság ölte meg inkább, mint a munkaórák. Van itthon 100 évet meghaladt korú lapos ágyazású, valaha transzmissziós esztergám, előtolása is a vezérorsóval megy, a lakatanya meg az átszakadás határán van. Megvan minden cserekereke is. Na, ez a gép tényleg kopott. De még mindig lehet vele akár jó munkát is végezni, csak sokkal tovább tart, mint ha azt az egyébként piszok szerencsével fellelt E2N gépemen csinálom. A gépen jobbára kevesebb múlik, mint az emberen.
Cím: Re:Hagyományos forgácsológépek
Írta: 0dvb3bmc2 Dátum 2023 január 31, 19:17
Írta: 0dvb3bmc2 Dátum 2023 január 31, 19:17
Alapvetően azért hoztam fel a témát, mert az orosz tulajok véleménye szerint, nem a kopás a fő gond a jereváni gépek kapcsán, hanem a pontatlan megmunkálás. Említettek félre fúrt főorsó házat, eltekeredett függőleges szánt, rossz fogaskerék megmunkálást, stb. Ezek utólag nem javítható hibák, és a használhatóságot jelentősen befolyásolják.
Jó lett volna hallani hazai tulajok tapasztalatát is, talán jobb képet kapnánk mi a valós és mi pletyka.
Jó lett volna hallani hazai tulajok tapasztalatát is, talán jobb képet kapnánk mi a valós és mi pletyka.
Cím: Re:Hagyományos forgácsológépek
Írta: 2si5rj3b Dátum 2023 február 01, 07:09
Írta: 2si5rj3b Dátum 2023 február 01, 07:09
Ilyesmi hibákat már magam is tapasztaltam, ezekkel valóban nem sok dolgot lehet tenni, vagy óriási munkába kerül. Van pl. egy orosz körasztalom, bronz csigakerék van benne. Maga a bronz gyűrű legalább 5 mm-t támolyog a helyén, egész egyszerűen félre van illesztve az agya, úgy marták bele lefejtő marással a fogakat. Jól használható az asztal, mert a csapágyazáshoz képest a fogak jó pozícióban vannak, de tetszőlegesen kicsi foghézagot nem lehet beállítani neki, mert a csigát átfogó szög ugye folyton változik, és vándorol emiatt.
Esztergánál is láttam már orsóházat, szegnyerget is hibás pozícióban, de inkább azt feltételeztem, hogy két-három gépből összelapátolt szerkezet lehet. Sok kárt okoznak a "felújítók" akik szépen festenek, de csak eladni és nem használni akarják a masinákat, és legtöbbször nem is értenek hozzájuk. Nem kizárt, hogy van eleve hibás is közöttük, de nem gondolnám, hogy tömegesen előfordultak volna. Mikor az én gépemet kerestem majdnem tíz éve, olyan összehordott roncsokat akartak rámsózni, hogy az eszméletlen. Mind újrafestve persze. Alatta a raklap is tiszta máz volt. "-Higgye meg ez eredeti festés!"
Esztergánál is láttam már orsóházat, szegnyerget is hibás pozícióban, de inkább azt feltételeztem, hogy két-három gépből összelapátolt szerkezet lehet. Sok kárt okoznak a "felújítók" akik szépen festenek, de csak eladni és nem használni akarják a masinákat, és legtöbbször nem is értenek hozzájuk. Nem kizárt, hogy van eleve hibás is közöttük, de nem gondolnám, hogy tömegesen előfordultak volna. Mikor az én gépemet kerestem majdnem tíz éve, olyan összehordott roncsokat akartak rámsózni, hogy az eszméletlen. Mind újrafestve persze. Alatta a raklap is tiszta máz volt. "-Higgye meg ez eredeti festés!"
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 február 01, 07:50
Írta: fy9k4amuy Dátum 2023 február 01, 07:50
Értem!
Abból is kiindulhatsz, hogy ha egy jó állapotú, nem újrafestett, megrozsdált, odavert állapotú gépet találsz, akkor azt jó szerencsével szépen karbantartották, mert bevált és használták, nem volt pontatlan. Az csak kiderült volna 50-60 év alatt.
Persze az utolsó tulaj lepucolhatta, de inkább arra gondolok, hogy nincs minden sarkán agyonkopva a festék, nem törött az öntvény sarka, nem látsz az öntvényben körömnyi becsapódás nyomokat, nincs elverve hidegvágóval minden anya, csapszeg feje.
Ilyen általános műszaki igényességi dolgok. Ha a gép is gyárihibás volt, véleményem szerint azt eleve kuli munkákra használták, ami meg fog látszani rajta.
Abból is kiindulhatsz, hogy ha egy jó állapotú, nem újrafestett, megrozsdált, odavert állapotú gépet találsz, akkor azt jó szerencsével szépen karbantartották, mert bevált és használták, nem volt pontatlan. Az csak kiderült volna 50-60 év alatt.
Persze az utolsó tulaj lepucolhatta, de inkább arra gondolok, hogy nincs minden sarkán agyonkopva a festék, nem törött az öntvény sarka, nem látsz az öntvényben körömnyi becsapódás nyomokat, nincs elverve hidegvágóval minden anya, csapszeg feje.
Ilyen általános műszaki igényességi dolgok. Ha a gép is gyárihibás volt, véleményem szerint azt eleve kuli munkákra használták, ami meg fog látszani rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2023 február 01, 09:35
Írta: ywathzay Dátum 2023 február 01, 09:35
Ezek mind semmit nem jelentenek. Ha megbontasz egy gépet, csakis akkor látszik, és akkor valóban látszik az elmúlt évtizedek "sara". Aki tudja használni, a hibáival is majdnem százas munkát tud készíteni egy kopott géppel is, de el kellene már felejteni a 30+-os jó állapotú gépeket. Olyan nincs. Legalábbis kishazánkban nehéz elképzelni. Cégek ami arra érdemes felújíttatják, ha nem az agyonkopott gépek kikerülnek a szabadpiacra, ami meg az un. kisiparosok kezében van, arról meg jobb nem is beszélni. (esetleg valóban tanműhelyből, de onnan meg meg egyrészt a jó úgyszint nem kerül ki, másrészt már tanműhely is csak imitt- amott akad, merthogy forgácsoló oktatás sincs érdemben) Lehet hogy nincs rajta vastag olajsár, de az idővel arányos használat az mindegyiken kiadja magát.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 február 01, 21:40
Írta: KoLa Dátum 2023 február 01, 21:40
Ezt szépen megfogalmaztad! [#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2023 február 02, 07:28
Írta: szabo janko Dátum 2023 február 02, 07:28
Egyet értek veled ![#eljen]
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2023 február 02, 07:37
Írta: sufnituning Dátum 2023 február 02, 07:37
Mi az az egy amit értesz vele?[#wilting]
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 február 02, 07:47
Írta: afjybsise Dátum 2023 február 02, 07:47
Épp emiatt fontolgatom, hogy talán nem is rossz választás beszállni egy új kínai gépbe, legyen az bármilyen szerszámgép.
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2023 február 02, 11:11
Írta: szabo janko Dátum 2023 február 02, 11:11
Bocsi - egyetértek -
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2023 március 03, 17:57
Írta: Scythian Dátum 2023 március 03, 17:57
Üdv Urak!
EU175 gép Norton szekrényét próbálnám kivenni a helyéről, de nem adja meg magát. Tudna valaki segítségemre lenni abban, hogy milyen módon lehet kiszerelni? Jelenleg üzemképtelen, valami széthullott benne. Bármi segítséget megköszönök.Ha kérhetem csörgessetek meg, és visszahívok. Nem tudom a netet lesni, miközben nyakig vagyok szutykos.
70-77-67-560
Toni
EU175 gép Norton szekrényét próbálnám kivenni a helyéről, de nem adja meg magát. Tudna valaki segítségemre lenni abban, hogy milyen módon lehet kiszerelni? Jelenleg üzemképtelen, valami széthullott benne. Bármi segítséget megköszönök.Ha kérhetem csörgessetek meg, és visszahívok. Nem tudom a netet lesni, miközben nyakig vagyok szutykos.
70-77-67-560
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: horcsab Dátum 2023 március 03, 18:05
Írta: horcsab Dátum 2023 március 03, 18:05
Sziasztok!
Keresek eg régi Csepel RF22 sugárfúró gép gépkönyvét, ha
valakinek esetleg megvan, lemásolná, szkenelné?
Köszönöm a segítséget előre is!
Keresek eg régi Csepel RF22 sugárfúró gép gépkönyvét, ha
valakinek esetleg megvan, lemásolná, szkenelné?
Köszönöm a segítséget előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2023 március 03, 21:08
Írta: sarktibsi Dátum 2023 március 03, 21:08
Kb 8 éve vettem egy vörös proletár 16 k20-as 1000-es esztergát ( 1987 ) egy traktoros östermelőjé volt kb 15 évig. Tudtam ,hogy van neki egyszer rám telefonált , hogy inkább eladja azt mondta késsel sosem vágott menetet. Hittem is meg nem is aztan kiderűlt igaz.
A lakatanya+orsó hibátlan volt semmi kopás.
Szétszereléssel kezdtem eltömődött olajzó furatok , kopott reteszek reteszpályák kopott perselyek csapágyak , a kuplung is tropa , a légpárnás szegnyereg be sem volt kötve , 22 db golyós capágyat cseréltem ki.
Behántoltam a kéziszánt a keresztszánt , majd következett volna a hosszán igen csakhogy a reszelőm csak csuszkált rajta. Na ha nem viszi a reszelő majd viszi a gyémánt reszelő.
Úgy is lett ( nem kivánom senkinek sokáig tartott ) megérte foglalkozni vele kb 7-éve használom. A 6 fokozatú váltót nem csináltam meg , inkább vettem rá egy frekiváltót most van 4-fokozatom plusz a váltó , több mint elég. Jó kis meló volt.
A lakatanya+orsó hibátlan volt semmi kopás.
Szétszereléssel kezdtem eltömődött olajzó furatok , kopott reteszek reteszpályák kopott perselyek csapágyak , a kuplung is tropa , a légpárnás szegnyereg be sem volt kötve , 22 db golyós capágyat cseréltem ki.
Behántoltam a kéziszánt a keresztszánt , majd következett volna a hosszán igen csakhogy a reszelőm csak csuszkált rajta. Na ha nem viszi a reszelő majd viszi a gyémánt reszelő.
Úgy is lett ( nem kivánom senkinek sokáig tartott ) megérte foglalkozni vele kb 7-éve használom. A 6 fokozatú váltót nem csináltam meg , inkább vettem rá egy frekiváltót most van 4-fokozatom plusz a váltó , több mint elég. Jó kis meló volt.
Cím: Re:Hagyományos forgácsológépek
Írta: Istvan0728 Dátum 2023 március 05, 06:10
Írta: Istvan0728 Dátum 2023 március 05, 06:10
Rendelt-e valaki már kínai cnc esztergát az az Alibabán keresztül hobbi célra? Megosztaná a tapasztalatát?
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_xs3c883d323pg36htdazi_4835.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/03/xs3c883d323pg36htdazi_4835.jpeg)
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_xs3c883d323pg36htdazi_4835.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/03/xs3c883d323pg36htdazi_4835.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: gg58bmmp2 Dátum 2023 március 14, 13:39
Írta: gg58bmmp2 Dátum 2023 március 14, 13:39
van egy ferm fmd 500 esztergám, el akarom adni, de fogalmam sincs mennyit kérhetek érte. át lett alakítva frekvenciaváltósra.
tudna valaki segíteni.
Azon legyünk gyorsan túl, hogy tedd fel két milka csokiért, és megveszem :)
tudna valaki segíteni.
Azon legyünk gyorsan túl, hogy tedd fel két milka csokiért, és megveszem :)
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2023 március 14, 16:12
Írta: designr Dátum 2023 március 14, 16:12
Egyéb helyen, pl jófogás, vatera, marketplace ha jó állapotú és megvannak a kiegészítők tedd föl 350-ért..aztán ha nem megy engedj kicsit..
Ha itt hirdeted kicsit lentebb indulj..320 körül..
Ugyis piac dönti el, de mostanában ami messziről hasonlít egy esztergára 250 alatt nem adják.
Ha itt hirdeted kicsit lentebb indulj..320 körül..
Ugyis piac dönti el, de mostanában ami messziről hasonlít egy esztergára 250 alatt nem adják.
Cím: Re:Hagyományos forgácsológépek
Írta: gg58bmmp2 Dátum 2023 március 15, 13:51
Írta: gg58bmmp2 Dátum 2023 március 15, 13:51
Köszi, valami ilyen tanácsot vártam.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2023 március 16, 15:05
Írta: Tari Gábor Dátum 2023 március 16, 15:05
Sziasztok,
E3N esztergához keresem azt a rajzot, ahol a kenési helyek vannak ejlölve. A Csuhás féle gépkönyvben sajnon nincs meg. Ugyan ezt keresem esetleg Strigon MS 400 hoz, ott is hiányos sajnos a gépkönyvebn.
Köszi
E3N esztergához keresem azt a rajzot, ahol a kenési helyek vannak ejlölve. A Csuhás féle gépkönyvben sajnon nincs meg. Ugyan ezt keresem esetleg Strigon MS 400 hoz, ott is hiányos sajnos a gépkönyvebn.
Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: a9iua0hi5 Dátum 2023 március 26, 20:05
Írta: a9iua0hi5 Dátum 2023 március 26, 20:05
Sziasztok! Ritka vendég vagyok ezen a fórumon, de jobb ötletem most sincs, így itt kérdezek. Mennyire ismeritek most a "piacot"? Keresek egy kifejezetten kisméretű (régi néven műszerész) esztergát. Elfogadható áron. Az ilyen barkácsboltitól kíméljetek, mert azok irtóztatosan gagyik. Már nézegettem azokat is. Egyáltalán nem kell nagy méretű gép. A maximális méret amit valaha esztergáltam 120mm hosszú volt /mármint a megmunkált rész/, és mindössze egyszer kellett 85mm átmérőt esztárgálnom /jellemzőbb a D=5-20mm inkább/. Eddig egyik haveromhoz jártam át, de ő abba hagyta a dolgot és eladta az egész felszerelését (neki egy E1N-je volt).
Nem kell profi gép, mert havi max 3-4 munkadarabot készítek (maximálisan hobby nálam), de ez is inkább "éves átlagban" ennyi /amikor a haverhoz jártam 2-3 havonta mentem át hozzá, és vittem az addig felgyűlt cuccokat, és egybe megcsináltam/.
Van-e valakinek tippje, hogy merre induljak el? Néztem Aliexpresszen is, ott volt pár szimpatikus gép /pl. amit lentebb is linkelt valaki/. Azt se bánom ha CNC, lehet álló, asztali bármi. Csak ne legyen túl nagy, mert sok helyem sincs. (hiába szeretem az E1N-et nagyon és megvehettem volna a haveromét de az már nem fér el nekem sehogy).
Az se baj, ha nem lehet vele "normálisan" menetet esztergálni, mert vannak kézi menetmetszőim és eddig az elég volt, nyilván előny ha a géppel le lehet tolni a menetet is, de ez nem túl nagy szempont nálam.
Előre is köszi!
Nem kell profi gép, mert havi max 3-4 munkadarabot készítek (maximálisan hobby nálam), de ez is inkább "éves átlagban" ennyi /amikor a haverhoz jártam 2-3 havonta mentem át hozzá, és vittem az addig felgyűlt cuccokat, és egybe megcsináltam/.
Van-e valakinek tippje, hogy merre induljak el? Néztem Aliexpresszen is, ott volt pár szimpatikus gép /pl. amit lentebb is linkelt valaki/. Azt se bánom ha CNC, lehet álló, asztali bármi. Csak ne legyen túl nagy, mert sok helyem sincs. (hiába szeretem az E1N-et nagyon és megvehettem volna a haveromét de az már nem fér el nekem sehogy).
Az se baj, ha nem lehet vele "normálisan" menetet esztergálni, mert vannak kézi menetmetszőim és eddig az elég volt, nyilván előny ha a géppel le lehet tolni a menetet is, de ez nem túl nagy szempont nálam.
Előre is köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 26, 21:31
Írta: fy9k4amuy Dátum 2023 március 26, 21:31
Szia!
Én szoktam figyelgetni a fórumokat, aprókat.
Sajnos olcsón, jót, ami nem magyar (e1n, e2n), nemigen fogsz találni, esetleg valami ritka orosz műszerészesztergát, vagy hasonlót, de ezek drágábbak, mint az előbb említett magyarok. Olyan igazi "asztali" esztergát régen szerintem nagyon keveset csináltak, mert korlátozott volt a hasznalhatósága és igazából nem otthonra kellett, hanem a gyárba.
Ha nagyon kevés a hely, és be tudsz tenni több pénzt is, vehetsz Optimum asztali esztergát, de ennek olcsóbb, és régebbi megfelelője tudtommal nincs. Az ilyen Universal kisesztergák már inkább gyűjtői darabok, nem hobbigépek.
Én szoktam figyelgetni a fórumokat, aprókat.
Sajnos olcsón, jót, ami nem magyar (e1n, e2n), nemigen fogsz találni, esetleg valami ritka orosz műszerészesztergát, vagy hasonlót, de ezek drágábbak, mint az előbb említett magyarok. Olyan igazi "asztali" esztergát régen szerintem nagyon keveset csináltak, mert korlátozott volt a hasznalhatósága és igazából nem otthonra kellett, hanem a gyárba.
Ha nagyon kevés a hely, és be tudsz tenni több pénzt is, vehetsz Optimum asztali esztergát, de ennek olcsóbb, és régebbi megfelelője tudtommal nincs. Az ilyen Universal kisesztergák már inkább gyűjtői darabok, nem hobbigépek.
Cím: Re:Hagyományos forgácsológépek
Írta: a9iua0hi5 Dátum 2023 március 26, 21:34
Írta: a9iua0hi5 Dátum 2023 március 26, 21:34
Köszi. Új gépben gondolkodom. És ez a "picit több pénz" egy nagyon relatív dolog. Mert ha valami tuti jó akkor lehet, hogy rászánok kicsit többet. Az E1N-el az a baj, hogy az már nem fér el. Ezt az optimumot megnézem. Ezek általában jók?
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 26, 21:49
Írta: fy9k4amuy Dátum 2023 március 26, 21:49
Mind az Optimum,HBM, Bernardo, Holzmann, Knuth, stb gépek távolkeleti gyártók matricázott változatai. Ezek közül szerintem az Optimum a legjobb, de inkább kérdezz meg mást is.
Sem robosztusságban, sem minőségben nem érik el az E1N, E2N szintet, azt mondják, de cserébe újak, nincsen mindenük kiszopósodva, kikopva, és jó drágák is (egy jobb azért milliós).
Sem robosztusságban, sem minőségben nem érik el az E1N, E2N szintet, azt mondják, de cserébe újak, nincsen mindenük kiszopósodva, kikopva, és jó drágák is (egy jobb azért milliós).
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 27, 12:26
Írta: afjybsise Dátum 2023 március 27, 12:26
A Knuth talán a legidősebb márka ezek közül, azokat talán ipari körülmények között is használják nyugaton.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 27, 16:14
Írta: fy9k4amuy Dátum 2023 március 27, 16:14
Állítólag, Én is csak olvastam valahol, hogy régen valóban csináltak komoly, német gépeket is Knuth néven, de a mostani Knuth már ugyan az, mint a többi matricás márka.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2023 március 27, 18:01
Írta: Robika37 Dátum 2023 március 27, 18:01
Munkahelyemen vásároltunk egy kinai hagyományos esztergát amit Knuth néven is forgalmaznak egy kis csinosítással (orsóvédők igényesebb kézikarok ). Véleményem szerint bár újat vettünk gépépítésben és kidolgozottságban elmarad az elődöktől. Geometriája visszaállási pontossága a céljainknak megfelelő, de azért műszaki megoldásaiban azok az apró finomságok hiányoznak ami a régi gépeknek sajátjai voltak...
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 27, 18:50
Írta: afjybsise Dátum 2023 március 27, 18:50
Egyáltalán Európában van még sorozatgyártásban egyetemes eszterga?
Nyilván túlzottan nem látok bele, de valahogy ahhoz hasonlítanám, hogy kéziváltós autót se szívesen gyártanak már, sokkal többe kerül kifejleszteni egy manuális váltót, mint egy automatát.
Nyilván túlzottan nem látok bele, de valahogy ahhoz hasonlítanám, hogy kéziváltós autót se szívesen gyártanak már, sokkal többe kerül kifejleszteni egy manuális váltót, mint egy automatát.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 27, 19:12
Írta: fy9k4amuy Dátum 2023 március 27, 19:12
Talán a Weiler gyárt még, bár nemtudom...
Van még a bulgár gyár, azoké is eléggé keletiesen néz ki, de nem tudom ki gyártja, illetve a Stanko, az mintha tényleg orosz lenne, úgy hallottam. Vagy legalábbis orosz összeszerelés.
Van még a bulgár gyár, azoké is eléggé keletiesen néz ki, de nem tudom ki gyártja, illetve a Stanko, az mintha tényleg orosz lenne, úgy hallottam. Vagy legalábbis orosz összeszerelés.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2023 március 27, 19:56
Írta: Robika37 Dátum 2023 március 27, 19:56
Van a cégnél bulgár CU502-es összenéztem az új gyártású prospektusával jelentős súly különbség van ...gondolom nem válik előnyére a könnyebbség
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 27, 20:58
Írta: afjybsise Dátum 2023 március 27, 20:58
Ciklusvezételt gépeket láttam Weilertől, Colchestertől. Azok elég komoly masináknak tűnnek, de valószínűleg nem a klasszikus konvencionális felépítés.
TOS vagy Intos, Poreba ilyesmi meg elvileg az egykori gyáraikban, vagy azok maradványaiban modernizálnak használt gépeket. Az is jó opció lehet, ha jó alapot találnak. Főleg valami silány minőségű keleti géppel szemben
TOS vagy Intos, Poreba ilyesmi meg elvileg az egykori gyáraikban, vagy azok maradványaiban modernizálnak használt gépeket. Az is jó opció lehet, ha jó alapot találnak. Főleg valami silány minőségű keleti géppel szemben
Cím: Re:Hagyományos forgácsológépek
Írta: a9iua0hi5 Dátum 2023 március 28, 19:40
Írta: a9iua0hi5 Dátum 2023 március 28, 19:40
Köszönöm (és mindenkienk). Azért sokkal okosabb nem lettem. A milliós tétel már azért meghaladja a pénztárcámat. És nem ipari termelésre kell, hanem ilyen kisebb-nagyobb "háztályi" barkácsolásra. És ezért vagyok nagyon bizonytalan. Néztem az optimum és a bernardo gépeket (valahogy ezek látszanak így a videók és a kommentek alapján a legkevésbé gagyinak). Ami különbséget látok (most így kisebb méretű "olcsóbb" kategóriában), hogy a bernardonál elfordítható a kéziszán és ezzel kúpot egyszerűbb esztergálni. Meg picit drágább ez utóbbi. Méretben leginkább a Bernardo Hobby 350VDM férne el. /ami nagyon szimpatikus benne, hogy csak 770mm széles, és így egészen jól elférne a műhelyben, tudom h. nem szerencsés egy ilyen gépet mozgatni, de használaton kívüli helyzetben jobban eltudom tenni, és nincs útban/.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 28, 21:30
Írta: fy9k4amuy Dátum 2023 március 28, 21:30
Hát, az a helyzet, hogy sajnos ez van.
A Bernardo árán már használható E1N-t kapnál, ami minden tekintetben sokkal jobb masina.
A Bernardo árán már használható E1N-t kapnál, ami minden tekintetben sokkal jobb masina.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 28, 21:59
Írta: afjybsise Dátum 2023 március 28, 21:59
Érthető a kúpesztergálás, bár sokaknál látni, hogy ezeken a kisméretű gépeken a stabilitás jegyében helyből lecserélik a kéziszánt egy egy tömbből kimunkált késtartóra. Vajon mi a "solid toolpost" magyar fordítása?
Cím: Re:Hagyományos forgácsológépek
Írta: a9iua0hi5 Dátum 2023 március 28, 23:10
Írta: a9iua0hi5 Dátum 2023 március 28, 23:10
Ebben teljesen egyetértünk (bár most használható állapotú E1N-et 1MFt alatt nem láttam sehol, és ezek a gépek amiket néztem olyan 6-700 eFt környékén véget érnek). De az E1N-el az a baj, hogy az sehogy sem fér el. Tényleg nagyon szeretem azt a gépet, a céljaimnak az lenne a legjobb, de nincs hova tegyem. Megoldás lenne építeni egy "műhelyt" a kert végébe (mostmár, nem panelba lakunk mint amikor elkezdtem ide járni), de az megint egy több milliós tétel lenne. És akkor annak a téli legalább temperáló fűtéséről nem is beszéltünk, hogy az mi pénz. Most a garázst "foglaltam el" az autó meg elvan a kertben. De sehogy nem férek el egy E1N-el vagy egy "rendes" géppel.
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 március 29, 07:11
Írta: fy9k4amuy Dátum 2023 március 29, 07:11
Akkor neked egy HBM 290X750 kellene, vagy ennek a más megfelelője.
Cím: Re:Hagyományos forgácsológépek
Írta: Virbo Dátum 2023 március 29, 15:31
Írta: Virbo Dátum 2023 március 29, 15:31
Nem hinném hogy az sokkal kisebb lenne Mint egy E1N. Max a motor elhelyezés miatt nyerhet egy keveset.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2023 március 29, 15:44
Írta: PSoft Dátum 2023 március 29, 15:44
Idéz...használható állapotú E1N-et 1MFt alatt nem láttam sehol...
Az árakról...
Harminc éve vettem az E1N gépemet.
Igen jó állapotú, "megkímélt" gép volt, akkor, minden tartozékával, hatvanötért sikerült hozzájutnom.
Villamosan teljesen felújítottam,(másképp, nem kellett) évekig használtam, majd kb. öt-hat év után nyílott lehetőség egy nagyobb gépre.
Eladtam, ismerősi körből, 180-ért vitték el tőlem.
Akkor, -huszonöt éve- tettem a 180-hoz még hetvenet...
És meg is lett egy TUM25B lengyel padnak és egy ME100 Strigon marógépnek az ára.
250-et adtam akkor a két gépért úgy, hogy a Strigonhoz(is) járt, kb. három ládányi szerszám/eszköz és az esztergapadhoz is legalább annyi.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyati Dátum 2023 március 29, 16:08
Írta: Gyati Dátum 2023 március 29, 16:08
Szia!
A 25 évvel ezelőtti árakat, most kb. szorozd meg tizzel.
Akkor egy családi ház 8M Ft volt. Most 80.
A 25 évvel ezelőtti árakat, most kb. szorozd meg tizzel.
Akkor egy családi ház 8M Ft volt. Most 80.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2023 március 29, 16:53
Írta: TROMF22 Dátum 2023 március 29, 16:53
Magánban is írtad, mennyire helyszűkében vagy.
A hobbista örök gondja.
Egy elvetemült ötlet:
- áttérsz a hobbidban a miniatűr dolgok felé
(az is hihetetlen sikerélménnyel jár)
- eladod a nagy marógépet (úgy is sok hely kell neki)
- veszel egy ilyen kis finomságot ami egy szekrénykében elfér.
- ha néha jön szembe egy nagyobb alkatrész, sok jó fórumos kisegít.
- az autó és a nejed is megfogja hálálni, hogy minden elfér a garázsban.
Aztán meg ne sértődj! Kívülállónak könnyű okoskodni.[#integet2]
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_a0k7i2tctuqi4bdyw4z8p_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2023/03/a0k7i2tctuqi4bdyw4z8p_2640.jpg)
A hobbista örök gondja.
Egy elvetemült ötlet:
- áttérsz a hobbidban a miniatűr dolgok felé
(az is hihetetlen sikerélménnyel jár)
- eladod a nagy marógépet (úgy is sok hely kell neki)
- veszel egy ilyen kis finomságot ami egy szekrénykében elfér.
- ha néha jön szembe egy nagyobb alkatrész, sok jó fórumos kisegít.
- az autó és a nejed is megfogja hálálni, hogy minden elfér a garázsban.
Aztán meg ne sértődj! Kívülállónak könnyű okoskodni.[#integet2]
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_a0k7i2tctuqi4bdyw4z8p_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2023/03/a0k7i2tctuqi4bdyw4z8p_2640.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 29, 20:07
Írta: afjybsise Dátum 2023 március 29, 20:07
Felétek 80 guriga egy családi ház? [#csodalk]
Cím: Re:Hagyományos forgácsológépek
Írta: Gyati Dátum 2023 március 29, 20:17
Írta: Gyati Dátum 2023 március 29, 20:17
Szia!
Igen, egy új épitésű, onnan indul.
Ugyanitt volt egy új 98-ban 8M.
Igen, egy új épitésű, onnan indul.
Ugyanitt volt egy új 98-ban 8M.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 március 29, 20:54
Írta: afjybsise Dátum 2023 március 29, 20:54
Értem, bár ezt a viszonyítást egy 50 éves eszterga esetében már nem tartom helyénvalónak. Úgy alapból is 1 milliót kérni egy ilyen gépért...
Szomorú, de senkinek nem fogja már visszahozni ezt a pénzt, még ha dolgozik is rajta rendesen.
Szomorú, de senkinek nem fogja már visszahozni ezt a pénzt, még ha dolgozik is rajta rendesen.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 március 29, 21:25
Írta: KoLa Dátum 2023 március 29, 21:25
"Egy elvetemült ötlet:
- áttérsz a hobbidban a miniatűr dolgok felé
(az is hihetetlen sikerélménnyel jár)"
Azt meghiszem![#eljen]
Én úgy kezdtem a pályfutásomat annó a GySGy-ben hogy, 10 évig csak mini dolgokat gyártottam, változtak az idők és már a nagyobb átmérők jutnak feladatként, volt pár év az átállás a nagyobb méretekre! de a tudás a kisebb átmérőkre, megmaradt! csak nem látom már szemüveg nélkül[#wave]
- áttérsz a hobbidban a miniatűr dolgok felé
(az is hihetetlen sikerélménnyel jár)"
Azt meghiszem![#eljen]
Én úgy kezdtem a pályfutásomat annó a GySGy-ben hogy, 10 évig csak mini dolgokat gyártottam, változtak az idők és már a nagyobb átmérők jutnak feladatként, volt pár év az átállás a nagyobb méretekre! de a tudás a kisebb átmérőkre, megmaradt! csak nem látom már szemüveg nélkül[#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: a9iua0hi5 Dátum 2023 március 29, 22:56
Írta: a9iua0hi5 Dátum 2023 március 29, 22:56
Ilyen szuper minit még nem is láttam. Ez tetszene feleségemnek :)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 március 29, 23:23
Írta: jani300 Dátum 2023 március 29, 23:23
Ezek a gépek szerintem többe kerülnek ,mint az MVE 340 es gépem :) (Nem kopott , mielőtt írnák ,hogy persze )
De sose fog az az Mve már működni . Estleg talán valami kis motorral , de nem hiszem .
De sose fog az az Mve már működni . Estleg talán valami kis motorral , de nem hiszem .
Cím: Re:Hagyományos forgácsológépek
Írta: pagabee Dátum 2023 április 12, 16:08
Írta: pagabee Dátum 2023 április 12, 16:08
Szia,
nálam már régóta listán volt egy kisebb méretű eszterga beszerzése hobbi célra, mindig is érdekelt a dolog. Sokat nézelődtem a neten, facen régi használt után, de egy idő után feladtam, mert mire el tudtam volna menni érte addigra elvitték előlem...
Noname Ali-s, eBay-es esztergákat nem ajánlanék. Lehet rendelni EU-s raktárról is, így a vámmal nem kell bajlódni, de a minőségük nagyon szór. Ki lehet fogni jót is, de ahhoz szerencse kell. A youtube-on van jópár ilyen kicsomagolós videó, érdemes megnézni párat.
Végül egy Holzmann ED400FD mellett döntöttem, egy ideje ~1100EUR + postaköltségért hozzá lehet jutni. Alapvetően nem rossz, tanulni illetve amire nekem kell arra jó, de többet vártam volna tőle ennyi pénzért. Magyar boltok ~550eFt-ért árulják, szerintem ennyit nem ér.
Első körben darabokra kellett szedjem, megtisztítani, bállítani és átolajozni mert csak úgy össze volt lökve. Három dolog ami leginkább frusztrált: a főorsó 0,2mm-et kotyogott, a késtartó csapnivaló volt, valamint a keresztszán nóniuszának az osztása nem jó, mert 1 körülforgásra 2mm elmozdulást mutat, holott ez csak 1mm. Megreklamáltam a gépet, utaltak vissza az árából és küldtek új késtartót. A núniusz osztásának hibája most a hétvégén tűnt fel, megreklamáltam, kíváncsi vagyok mit írnak rá vissza.
A szíjhajtását elég alulméretezettnek találom, Gates 5M375 és M387 szíjak valók hozzá, szerintem nem lesznek hosszú életűek.
Robbantott ábrák alapján legjobbnak az Optimumot mondanám.
A hasonló árkategóriás HBM, Holzmann és Bernando márkák szerintem hasonló minőséget hoznak.
A Paulimot és a Sieg gépekről nincs infóm, ezek kicsit másabbak felépítésűek.
Az EMCO gépekről jókat olvastam, de sajnos már nem gyárják ezeket (pl: EMCO 5, EMCO 8 Compact). A képek alapján a legtöbb mai kínai esztergát ezekről koppinották.
Az újabb esztergákat sima DC motor helyett BLDC motorral és hosszbordás szíjjal szerelik, ami alacsony fordulaton is nagy nyomatékot ad.
Személy szerint ez az ELS megoldás tesztik most, de ezt a márkát nagyon kínainak találom, nem bízom benne: NUMOBAMS NU210L-E (https://numobams.com/products/numobams-nu210l-e-auto-leftright-threading-making-mini-cnc-metal-lathe-machine?VariantsId=10445)
Remélem tudtam valamit segíteni...
Üdv: Gábor
nálam már régóta listán volt egy kisebb méretű eszterga beszerzése hobbi célra, mindig is érdekelt a dolog. Sokat nézelődtem a neten, facen régi használt után, de egy idő után feladtam, mert mire el tudtam volna menni érte addigra elvitték előlem...
Noname Ali-s, eBay-es esztergákat nem ajánlanék. Lehet rendelni EU-s raktárról is, így a vámmal nem kell bajlódni, de a minőségük nagyon szór. Ki lehet fogni jót is, de ahhoz szerencse kell. A youtube-on van jópár ilyen kicsomagolós videó, érdemes megnézni párat.
Végül egy Holzmann ED400FD mellett döntöttem, egy ideje ~1100EUR + postaköltségért hozzá lehet jutni. Alapvetően nem rossz, tanulni illetve amire nekem kell arra jó, de többet vártam volna tőle ennyi pénzért. Magyar boltok ~550eFt-ért árulják, szerintem ennyit nem ér.
Első körben darabokra kellett szedjem, megtisztítani, bállítani és átolajozni mert csak úgy össze volt lökve. Három dolog ami leginkább frusztrált: a főorsó 0,2mm-et kotyogott, a késtartó csapnivaló volt, valamint a keresztszán nóniuszának az osztása nem jó, mert 1 körülforgásra 2mm elmozdulást mutat, holott ez csak 1mm. Megreklamáltam a gépet, utaltak vissza az árából és küldtek új késtartót. A núniusz osztásának hibája most a hétvégén tűnt fel, megreklamáltam, kíváncsi vagyok mit írnak rá vissza.
A szíjhajtását elég alulméretezettnek találom, Gates 5M375 és M387 szíjak valók hozzá, szerintem nem lesznek hosszú életűek.
Robbantott ábrák alapján legjobbnak az Optimumot mondanám.
A hasonló árkategóriás HBM, Holzmann és Bernando márkák szerintem hasonló minőséget hoznak.
A Paulimot és a Sieg gépekről nincs infóm, ezek kicsit másabbak felépítésűek.
Az EMCO gépekről jókat olvastam, de sajnos már nem gyárják ezeket (pl: EMCO 5, EMCO 8 Compact). A képek alapján a legtöbb mai kínai esztergát ezekről koppinották.
Az újabb esztergákat sima DC motor helyett BLDC motorral és hosszbordás szíjjal szerelik, ami alacsony fordulaton is nagy nyomatékot ad.
Személy szerint ez az ELS megoldás tesztik most, de ezt a márkát nagyon kínainak találom, nem bízom benne: NUMOBAMS NU210L-E (https://numobams.com/products/numobams-nu210l-e-auto-leftright-threading-making-mini-cnc-metal-lathe-machine?VariantsId=10445)
Remélem tudtam valamit segíteni...
Üdv: Gábor
Cím: Re:Hagyományos forgácsológépek
Írta: pagabee Dátum 2023 április 12, 16:18
Írta: pagabee Dátum 2023 április 12, 16:18
Video (https://www.youtube.com/watch?v=YjaTy0iTe-A)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2023 április 12, 17:09
Írta: mex Dátum 2023 április 12, 17:09
Idézvalamint a keresztszán nóniuszának az osztása nem jó, mert 1 körülforgásra 2mm elmozdulást mutat, holott ez csak 1mm.
Átmérőben jó az..
Cím: Re:Hagyományos forgácsológépek
Írta: pagabee Dátum 2023 április 12, 17:21
Írta: pagabee Dátum 2023 április 12, 17:21
Amúgy ja, erre nem gondoltam...
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 április 19, 23:23
Írta: jani300 Dátum 2023 április 19, 23:23
Egy esztergát újítgat mostanában ,ahogy elnézem .
Igazából semmi különös , csak most láttam hogy nagyjából egy idősek lehetünk ....
Meg sem közelítem a tudását , nem erről van szó ,csak mostanában más szemszögből nézem a dolgokat .
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2023 április 19, 23:38
Írta: mex Dátum 2023 április 19, 23:38
Sokat beszél, egyébként régebben gyakran ránéztem a csatornájára.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 április 19, 23:47
Írta: jani300 Dátum 2023 április 19, 23:47
Régebben sokat néztem én is .
Most volt egy új heppem , műhelypréseket néztem , így dobta föl az Ő általa készített prést .
3 videója biztosan van róla ,meg is néztem .
Majdnem belinkeltem de nem erre a fórumra való téma igazán ,meg eleget linkeltem a témában így is .
Sokat beszél , a korral jár :)
De egy gépágy beméréséről azért lehet mit mondani :)
Most volt egy új heppem , műhelypréseket néztem , így dobta föl az Ő általa készített prést .
3 videója biztosan van róla ,meg is néztem .
Majdnem belinkeltem de nem erre a fórumra való téma igazán ,meg eleget linkeltem a témában így is .
Sokat beszél , a korral jár :)
De egy gépágy beméréséről azért lehet mit mondani :)
Cím: Re:Hagyományos forgácsológépek
Írta: sufnituning Dátum 2023 április 20, 04:45
Írta: sufnituning Dátum 2023 április 20, 04:45
"Sokat beszél , a korral jár"[#nyes][#kuss]
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 április 20, 06:57
Írta: afjybsise Dátum 2023 április 20, 06:57
[#nyes][#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: yji2a0wv Dátum 2023 április 21, 10:47
Írta: yji2a0wv Dátum 2023 április 21, 10:47
Üdv,Keresek Shaublin W20 tipusú,eredeti vagy replika patronokat,Készletet,tokmánytalpat,akár 1db-ot is.Köszönöm.István
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2023 április 25, 12:58
Írta: Scythian Dátum 2023 április 25, 12:58
Üdv Urak!
Érdekelne a véleményetek. Vásároltam fórumon egy EU175-ös esztergát. Sajna némi reparálásra szorúlt, így főorsó / orsóház, fő osztomű felújítást követően eljutottam a Norton szekrényig. Olyannyira szét van kopva, helyenként kissé barbár módon javítva, hogy 2 hét próbálkozást követően, miután az összes csapágy cseréje sem hozott érdemi változást úgy döntöttem, hogy kiváltom, és lesz elektromechanikus.
Ami kérdés, hogy érdemes-e a vonóorsót kicserélni golyósorsóra, vagy bízzam meg annak a pontosságában? Különösebb igény nincs, annyit szeretnék elérni, hogy működjön az előtolás korrektül. Fóorsóról enkóder, S7 PLC végezné az osztást és a vezérlést, így a szinkron megmaradna, lehetne menetet vágni. Ha az orsót cserélem, akkor megszűnik a hosszirányú szabad manuális mozgatás lehetősége. Mindkét említett orsó esetében a manuális pozicionálást / mozgatást szintén enkóderes vezérléssel oldanám meg. A nagy böszme tekerentyűnek így a funkciója megszűnne. Remélem érthetően fogalmaztam meg, átlátjátok, és tudtok tanácsot adni, hogy maradjon meg az elképzelés megvalósítása, vagy toljam vastelepre a gépet. Egyelőre túl sok munkaóra, és anyagköltség van mögötte.
Toni
Érdekelne a véleményetek. Vásároltam fórumon egy EU175-ös esztergát. Sajna némi reparálásra szorúlt, így főorsó / orsóház, fő osztomű felújítást követően eljutottam a Norton szekrényig. Olyannyira szét van kopva, helyenként kissé barbár módon javítva, hogy 2 hét próbálkozást követően, miután az összes csapágy cseréje sem hozott érdemi változást úgy döntöttem, hogy kiváltom, és lesz elektromechanikus.
Ami kérdés, hogy érdemes-e a vonóorsót kicserélni golyósorsóra, vagy bízzam meg annak a pontosságában? Különösebb igény nincs, annyit szeretnék elérni, hogy működjön az előtolás korrektül. Fóorsóról enkóder, S7 PLC végezné az osztást és a vezérlést, így a szinkron megmaradna, lehetne menetet vágni. Ha az orsót cserélem, akkor megszűnik a hosszirányú szabad manuális mozgatás lehetősége. Mindkét említett orsó esetében a manuális pozicionálást / mozgatást szintén enkóderes vezérléssel oldanám meg. A nagy böszme tekerentyűnek így a funkciója megszűnne. Remélem érthetően fogalmaztam meg, átlátjátok, és tudtok tanácsot adni, hogy maradjon meg az elképzelés megvalósítása, vagy toljam vastelepre a gépet. Egyelőre túl sok munkaóra, és anyagköltség van mögötte.
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2023 április 25, 13:14
Írta: ANTAL GÁBOR Dátum 2023 április 25, 13:14
A szövegből én azt olvasom ki hogy a vonóórsót akarod kicserélni golyósorsóra? miért???[#conf][#conf]
idézem:
"Ami kérdés, hogy érdemes-e a vonóorsót kicserélni golyósorsóra,"
"A nagy böszme tekerentyű"is meg akarod szüntetni ?
Az kézi üzemben egy fogasléchez kapcsolódva mozgatja a hosszánt
idézem:
"Ami kérdés, hogy érdemes-e a vonóorsót kicserélni golyósorsóra,"
"A nagy böszme tekerentyű"is meg akarod szüntetni ?
Az kézi üzemben egy fogasléchez kapcsolódva mozgatja a hosszánt
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2023 április 25, 13:41
Írta: afjybsise Dátum 2023 április 25, 13:41
Neki nem a vezérorsót kellene kicserélnie? Ha motorokkal oldaná meg a mozgásokat, akkor elég neki egy orsó is, jól sejtem? Mar amennyire én értek ehhez...
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2023 április 25, 14:54
Írta: szucst Dátum 2023 április 25, 14:54
Szervusz,
Vonóorsó= végig nútolt orsó
Vezérorsó= végig menetelt orsó.
Kérdés mit szeretnél alkotni a géppel, mekkora hiba megengedett.
Másik: szeretnél e a jövődben "érzés nélkül" csak billentyűzetről esztergálni... akkor mehet a cnc...
Ha úgyis valamilyen villanyos dolog hajtja majd azt az orsót, és a nortont kihagyod akkor én mindenképpen ajánlanám a golyósorsót, de ekkor már a keresztorsót is elektromos meghajtásúra kell alakítanod, szintén jobb a golyós. Persze az efféle átalakítások igen sok egyéb dolgot is igényelnek... pl nem banánra kopott ágy, kenés az orsóknak stb... de pillanatok/ évek alatt kész is lesz a cnc esztergád :D
Vonóorsó= végig nútolt orsó
Vezérorsó= végig menetelt orsó.
Kérdés mit szeretnél alkotni a géppel, mekkora hiba megengedett.
Másik: szeretnél e a jövődben "érzés nélkül" csak billentyűzetről esztergálni... akkor mehet a cnc...
Ha úgyis valamilyen villanyos dolog hajtja majd azt az orsót, és a nortont kihagyod akkor én mindenképpen ajánlanám a golyósorsót, de ekkor már a keresztorsót is elektromos meghajtásúra kell alakítanod, szintén jobb a golyós. Persze az efféle átalakítások igen sok egyéb dolgot is igényelnek... pl nem banánra kopott ágy, kenés az orsóknak stb... de pillanatok/ évek alatt kész is lesz a cnc esztergád :D
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2023 április 25, 15:02
Írta: Csuhás Dátum 2023 április 25, 15:02
Esetleg megfontolható alternatíva: Kézi szán vagy a késtartó helyére felrakható kb arasznyi mozgástartományú cnc feltét, plusz egy főorsó jeladó. Így megmarad az eszterga normál használhatósága, viszont kisebb darabokhoz menetekhez kúpokhoz stb ot a percek alatt felrakható cnc kiegészítő.
Cím: Re:Hagyományos forgácsológépek
Írta: B.Zoltán Dátum 2023 április 25, 19:05
Írta: B.Zoltán Dátum 2023 április 25, 19:05
Én a kéziszánra (és nem a keresztszánra) tettem motort, és bár a vezérorsón is van, de önmagában a kéziszán motorizálása is nagy lehetőségeket ad, úgy mint akár kúpos menet, menetvágás, előtolás, korlátozott hosszúságban (nálam 70-80mm).
Nekem is az a véleményem, hogy egy nagy esztergán van hely jobban mint nálam a kis ceruzahegyezőn, Antal Gábor ötlete alapján csináltam én is ezt a megoldást, de nem bántam meg, mert így maradt a hagyományos esztergályozás élménye is a keresztszán révén.
Nálam egy Arduino ellátja olcsón a metrikus és inches menetemelkedések vezérlését.
Nekem is az a véleményem, hogy egy nagy esztergán van hely jobban mint nálam a kis ceruzahegyezőn, Antal Gábor ötlete alapján csináltam én is ezt a megoldást, de nem bántam meg, mert így maradt a hagyományos esztergályozás élménye is a keresztszán révén.
Nálam egy Arduino ellátja olcsón a metrikus és inches menetemelkedések vezérlését.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2023 április 25, 21:39
Írta: Scythian Dátum 2023 április 25, 21:39
Elnézést, nem vonóorsót akartam írni....
Szóval a vezérorsó meghajtása most a feladat, mivel a Norton használhatatlan. Találtam benne hegesztést, amiből merek arra következtetni, hogy nem a legszakszerűbben használták, így volt, ami jobb híján eltörött benne. A kérdés az, hogy amennyiben megelégszem a 1/100-os pontossággal, úgy maradjon a vezérorsó, a lakatanyával, és így akkor megmaradhat a kézi mozgatás lehetősége is ( bontott állapot ), vagy ha már így nekifeszültem, akkor hagyjam el a kézi mozgatást, és legyen golyósorsó, így voltaképp ahogy írtátok később akár mehetne PC-ről is. Max úgy tudnám mozgatni, ha enkóderrel pöcögtetném a stepper bemenetet. És akkor már a kereszt, és kézi szán is átalakításra kerülne így. Nem kis munka, kérdés, hogy hol fizetődik ki. Nagy a dilemma
Szóval a vezérorsó meghajtása most a feladat, mivel a Norton használhatatlan. Találtam benne hegesztést, amiből merek arra következtetni, hogy nem a legszakszerűbben használták, így volt, ami jobb híján eltörött benne. A kérdés az, hogy amennyiben megelégszem a 1/100-os pontossággal, úgy maradjon a vezérorsó, a lakatanyával, és így akkor megmaradhat a kézi mozgatás lehetősége is ( bontott állapot ), vagy ha már így nekifeszültem, akkor hagyjam el a kézi mozgatást, és legyen golyósorsó, így voltaképp ahogy írtátok később akár mehetne PC-ről is. Max úgy tudnám mozgatni, ha enkóderrel pöcögtetném a stepper bemenetet. És akkor már a kereszt, és kézi szán is átalakításra kerülne így. Nem kis munka, kérdés, hogy hol fizetődik ki. Nagy a dilemma
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 április 25, 21:53
Írta: jani300 Dátum 2023 április 25, 21:53
kérdés, hogy hol fizetődik ki. Nagy a dilemma
Nagy valószínűséggel sehol :) De nem biztos hogy ez gond .
Kola csinált hasonló gépből cnc .t .
Holnapután tud írni róla úgy látom ,ha szeretne .
Olvastam a hozzászólásokat , nem akartam beleszólni , egyébként is leírtak szinte minden érdemleges dolgot .
Nagy valószínűséggel sehol :) De nem biztos hogy ez gond .
Kola csinált hasonló gépből cnc .t .
Holnapután tud írni róla úgy látom ,ha szeretne .
Olvastam a hozzászólásokat , nem akartam beleszólni , egyébként is leírtak szinte minden érdemleges dolgot .
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2023 április 26, 10:06
Írta: Scythian Dátum 2023 április 26, 10:06
Köszönöm a hozzászólásokat!
Gyanítom, hogy amennyit üzemben lenne a gép, az sosem hozná vissza a befektetett pénzt / energiát. De már számtalan alkalommal megtapasztaltam, hogy egy pontatlan gép több fejfájást okoz a nap végére, mint ha kicsit méllyebben kellene a zsebbe nyúlni ahhoz, hogy egy pontosabb, kicsit precízebb gépet kapjunk. Voltaképpen az elektromechanikus hajtás vezérlést mindenképp bele kell építenem, mivel jelenleg semmi kapcsolat sincs a fóorsó, és az előtolás között. S ha már ilyen léptékű átépítést kell eszközölni ahhoz, hogy minimum egy előtolás működjön, akkor kérdés, hogy megéri-e még néhány munkaórával többet belefektetni plusz néhány 10e Ft ráfordítás kíséretében ahhoz, hogy a vezérorsó cseréjével a mérettartás precíz, esetleg a jövőben vezérelhető is legyen. Az útmérőket már megvásároltam, ezzel is tettem egy lépést a precíz ellenőrzés felé, most a szinkronhoz szükséges enkóder beszerzése van soron. Akár honnan nézem, lényegesen egyszerűbb, és univerzálisabb megoldás, mint a meglévő vashulladék Nortonnal foglalkozni, azt megjavíttatni, mert félő, hogy többe fájna, mint ez az átépítés, és ahogy már korábban hallottam itt egy ilyen gépet bírtokolt fórumtárstól, az amúgy is egy " elcseszett" darab a gépben, vastelepre való. Megjegyzem, böszme CNC-ből bányászott 3 méteres 40-es golyósorsóm akad itt kompletten, az már nem kerülne semmibe sem.
Gyanítom, hogy amennyit üzemben lenne a gép, az sosem hozná vissza a befektetett pénzt / energiát. De már számtalan alkalommal megtapasztaltam, hogy egy pontatlan gép több fejfájást okoz a nap végére, mint ha kicsit méllyebben kellene a zsebbe nyúlni ahhoz, hogy egy pontosabb, kicsit precízebb gépet kapjunk. Voltaképpen az elektromechanikus hajtás vezérlést mindenképp bele kell építenem, mivel jelenleg semmi kapcsolat sincs a fóorsó, és az előtolás között. S ha már ilyen léptékű átépítést kell eszközölni ahhoz, hogy minimum egy előtolás működjön, akkor kérdés, hogy megéri-e még néhány munkaórával többet belefektetni plusz néhány 10e Ft ráfordítás kíséretében ahhoz, hogy a vezérorsó cseréjével a mérettartás precíz, esetleg a jövőben vezérelhető is legyen. Az útmérőket már megvásároltam, ezzel is tettem egy lépést a precíz ellenőrzés felé, most a szinkronhoz szükséges enkóder beszerzése van soron. Akár honnan nézem, lényegesen egyszerűbb, és univerzálisabb megoldás, mint a meglévő vashulladék Nortonnal foglalkozni, azt megjavíttatni, mert félő, hogy többe fájna, mint ez az átépítés, és ahogy már korábban hallottam itt egy ilyen gépet bírtokolt fórumtárstól, az amúgy is egy " elcseszett" darab a gépben, vastelepre való. Megjegyzem, böszme CNC-ből bányászott 3 méteres 40-es golyósorsóm akad itt kompletten, az már nem kerülne semmibe sem.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2023 április 26, 10:34
Írta: svejk Dátum 2023 április 26, 10:34
Ha van golyós orsó és eltökélt a szándék az elektronikus áttétel felé, akkor azért nem olyan nagy kihívás a golyósanya oldhatóvá tétele a szánszerkezet felé.
Még ha akár pár csavar ki-és betekerésével is a menetvágás idejére.
Persze ha egyáltalán nem lesz nortonszekrény akkor a vonóorsó meghajtását is meg kell oldani de gondolom a lakatszekrény marad, így egy hajtás elég a két orsóhoz.
Ekkor magmaradna teljes értékű manuális esztergálás lehetősége.
Persze kis figyelmet igényelne -vagy valamilyen reteszmegoldást- hogy ha fixálva van az golyósanya akkor ne kapcsolj előtolást. :)
De ugye ez most is így van megoldva csak tisztán mechanikus reteszelésekkel.
Még ha akár pár csavar ki-és betekerésével is a menetvágás idejére.
Persze ha egyáltalán nem lesz nortonszekrény akkor a vonóorsó meghajtását is meg kell oldani de gondolom a lakatszekrény marad, így egy hajtás elég a két orsóhoz.
Ekkor magmaradna teljes értékű manuális esztergálás lehetősége.
Persze kis figyelmet igényelne -vagy valamilyen reteszmegoldást- hogy ha fixálva van az golyósanya akkor ne kapcsolj előtolást. :)
De ugye ez most is így van megoldva csak tisztán mechanikus reteszelésekkel.
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2023 április 27, 10:13
Írta: Scythian Dátum 2023 április 27, 10:13
Nem szükséges megbontani a kapcsolatot a lakatszekrény / anya között, ez csak további problémát eredményezne, ráadásul a visszapozicionálás sem menne zökkenőmentesen, elvégre már 1/100 mm illesztési hézag is sok volna. A hossz szán mozgatását így is tökéletesen ellátja majd a kézi enkóder / meghajtó fokozat. Az egyetlen kérdés az, hogy vajon a vonórúdnak marad-e szerepe, van-e keresztirányú előtolási funkciója a gépnek, mert egyelőre ilyen kapcsolókarral nem találkoztam. Igaz behatóan még nem tanulmányoztam ezt az egységet, odáig még nem jutottam el. De ha másként nem megoldható, akkor a vonórúd is kap egy külön vezérlést, vagy szimplán csak a keresztszán orsója, és a vonőrud megy a levesbe szintén a fogaslécekkel egyetemben. Ugyan nem nagy gyakorisággal kell keresztirányban használnom az lőtolást.
A végén valóban egy teljes cmc-re alkalmas géppé áll össze
A végén valóban egy teljes cmc-re alkalmas géppé áll össze
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2023 április 27, 10:53
Írta: ANTAL GÁBOR Dátum 2023 április 27, 10:53
Fel akartalak hívni , de az adatlapodon megadott szám nem jó [#nemtudom]
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 április 27, 20:32
Írta: KoLa Dátum 2023 április 27, 20:32
"kérdés, hogy hol fizetődik ki. Nagy a dilemma"
A pontosságban, egy öreg gépen.
A pontosságban, egy öreg gépen.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 április 27, 21:02
Írta: KoLa Dátum 2023 április 27, 21:02
Az öreg gépet, EU-175, szerintem annóakommunizmuskezdeténtúltervezték' anyag az van benne, ez nekem tetszett, de sok helyen megbonyolították az akkori tervezők, lehet hogy ez az E-400 elődje volt, de nem sikerült valami jól.
Vidd ki a méhtelepre mert 2T biztos megvan!
Vagy, válaszd a kihívást! Ágyazat tusírozás, főorsóházban csapágycsere, a behajtásnál csapágycsere,2 tengelyes cnc mechanika, plus vezérlő, plus vezérlőprogram, Mach3,UCCNC, vagy Linuxcnc?!
Ez, vagy két évet vett igénybe, mire elindult.
Ez a 2év volt a boldog tervezgetős, fejlesztgetős, ráérős hobbi időszak...
de megérte!!!
Vidd ki a méhtelepre mert 2T biztos megvan!
Vagy, válaszd a kihívást! Ágyazat tusírozás, főorsóházban csapágycsere, a behajtásnál csapágycsere,2 tengelyes cnc mechanika, plus vezérlő, plus vezérlőprogram, Mach3,UCCNC, vagy Linuxcnc?!
Ez, vagy két évet vett igénybe, mire elindult.
Ez a 2év volt a boldog tervezgetős, fejlesztgetős, ráérős hobbi időszak...
de megérte!!!
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 április 27, 21:07
Írta: KoLa Dátum 2023 április 27, 21:07
Most hogy megint magamnak válaszolok,az előző hozzászólásomat Scythian-nak szántam.
Cím: Re:Hagyományos forgácsológépek
Írta: cpzh3wnf Dátum 2023 május 23, 08:45
Írta: cpzh3wnf Dátum 2023 május 23, 08:45
Üdv
Fnk25A -hoz keresek elektromos rajzot , nincs asztal előtolásom se gyorsjáratom ha valakinek van róla kép és elküdené nekem üzenetben annak nagyon örülnék.
Fnk25A -hoz keresek elektromos rajzot , nincs asztal előtolásom se gyorsjáratom ha valakinek van róla kép és elküdené nekem üzenetben annak nagyon örülnék.
Cím: Re:Hagyományos forgácsológépek
Írta: Rinaldo Dátum 2023 május 23, 09:49
Írta: Rinaldo Dátum 2023 május 23, 09:49
Fnk25A -hoz keresek elektromos rajzot.
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_86fdcggi039jgfyp52hg_194.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/86fdcggi039jgfyp52hg_194.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_86fdcggi039jgfyp52hg_194.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/86fdcggi039jgfyp52hg_194.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: xgn8p4wk5 Dátum 2023 május 23, 21:59
Írta: xgn8p4wk5 Dátum 2023 május 23, 21:59
Sziasztok!
Itt a fórumon van valakinek Ruhla Heckert FUW 200/1 vagy 250/4 szerszámmaró gépe?
Szétszedve vettem a gépet és a vertikálfej osszerakásában szeretnék egy kis segítséget kérni.
Előre is köszönöm!
Üdv.:
Attila
A fénykép a netről van.
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_7d0b0bvthbaagkuz0tji_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/7d0b0bvthbaagkuz0tji_5337.jpg)
Itt a fórumon van valakinek Ruhla Heckert FUW 200/1 vagy 250/4 szerszámmaró gépe?
Szétszedve vettem a gépet és a vertikálfej osszerakásában szeretnék egy kis segítséget kérni.
Előre is köszönöm!
Üdv.:
Attila
A fénykép a netről van.
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_7d0b0bvthbaagkuz0tji_5337.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/7d0b0bvthbaagkuz0tji_5337.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2023 május 24, 07:31
Írta: Gyula65 Dátum 2023 május 24, 07:31
Küldenék komplett anyagot, de kellene egy normál e-mail cím, mert a Fórumos privát üzenetküldő csak képeket enged feltölteni. Üdv!
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_nypwjsbian9k3cad4bbmb_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/nypwjsbian9k3cad4bbmb_1961.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/05/tn_nypwjsbian9k3cad4bbmb_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2023/05/nypwjsbian9k3cad4bbmb_1961.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bbalazs Dátum 2023 május 24, 22:15
Írta: bbalazs Dátum 2023 május 24, 22:15
Vettem egy régebbi, nagy tokmányt, Szétszedtem, kitakarítottam (drótkefével a vakrozsdát), finom zsírral összeraktam.
Jól tettem-e, kell-e zsírozni?
Jól tettem-e, kell-e zsírozni?
Cím: Re:Hagyományos forgácsológépek
Írta: Alga76 Dátum 2023 május 25, 12:09
Írta: Alga76 Dátum 2023 május 25, 12:09
Olajozni kellett oktatónk szerint vékonyan és kifúvatni.
Itt is írja az oldal:
http://www.ele.hu/elehu2/index.php?option=com_content&view=article&id=86:g006-esztergagep-olajozasa&catid=29&Itemid=38
Itt is írja az oldal:
http://www.ele.hu/elehu2/index.php?option=com_content&view=article&id=86:g006-esztergagep-olajozasa&catid=29&Itemid=38
Cím: Re:Hagyományos forgácsológépek
Írta: bbalazs Dátum 2023 május 25, 14:08
Írta: bbalazs Dátum 2023 május 25, 14:08
Köszönöm. Akkor kitörlöm belőle ezt. Delete grease :)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2023 június 18, 18:16
Írta: kisssandor Dátum 2023 június 18, 18:16
Sziasztok,
Deckel fp2 marógéphez keresek gépkönyvet. Van valakinek ilyen gépe?
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_nbq0ijv5ytu4x7nu3gg0h_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/nbq0ijv5ytu4x7nu3gg0h_2594.jpg)
Deckel fp2 marógéphez keresek gépkönyvet. Van valakinek ilyen gépe?
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_nbq0ijv5ytu4x7nu3gg0h_2594.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/nbq0ijv5ytu4x7nu3gg0h_2594.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2023 június 19, 10:31
Írta: kmil Dátum 2023 június 19, 10:31
Sziasztok,
Valaki tudna képet küldeni, illetve furat átmérőt mondani E3N cserekerék oldani emelési pontról? Gépkönyvben hivatkozás van rá, de nem igazán tudom hogyan néz az ott ki.
Elvileg hamarosan kellene szállítanom egyet, és nem szeretnék a helyszínen meglepődni.
Előre is köszi!
Valaki tudna képet küldeni, illetve furat átmérőt mondani E3N cserekerék oldani emelési pontról? Gépkönyvben hivatkozás van rá, de nem igazán tudom hogyan néz az ott ki.
Elvileg hamarosan kellene szállítanom egyet, és nem szeretnék a helyszínen meglepődni.
Előre is köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: y0krr2ve5 Dátum 2023 június 29, 13:07
Írta: y0krr2ve5 Dátum 2023 június 29, 13:07
Sziasztok.
Új vagyok a forumon és rögtön a segítségeteket kérném. Birtokomban van egy STRIGON MU-1000 maró. Már minden működik rajta, viszont a vertikál fejjel elakadtam. A benne lévő kúpfogaskerékpár sajnos látott már szebb napokat is. Van valakinek valami használható ötlete hogy honnan tudnék bele fogaskerékpárt szerezni, vagy gyártatni vagy bármi? Illetve ha valakinek már volt ezzel problémája, hogyan oldotta meg?
Válaszaitokat előre is köszönöm,
Üdvözlettel: Ádám
Új vagyok a forumon és rögtön a segítségeteket kérném. Birtokomban van egy STRIGON MU-1000 maró. Már minden működik rajta, viszont a vertikál fejjel elakadtam. A benne lévő kúpfogaskerékpár sajnos látott már szebb napokat is. Van valakinek valami használható ötlete hogy honnan tudnék bele fogaskerékpárt szerezni, vagy gyártatni vagy bármi? Illetve ha valakinek már volt ezzel problémája, hogyan oldotta meg?
Válaszaitokat előre is köszönöm,
Üdvözlettel: Ádám
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2023 július 07, 07:28
Írta: Tari Gábor Dátum 2023 július 07, 07:28
Szia, szerintem vannak itt többen akik fejből megmondják, de ha nem, akkor mwgnézem neked, csak küld el hogy pontosan mire gondolsz.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 16, 12:22
Írta: bundyland Dátum 2023 augusztus 16, 12:22
Sziasztok !
Van egy jópár iyen új maróm. Hogy lehet ezt biztonságosan befogni iso40-be. Eladni eladnám, de azt az összeget nem kapom meg mint amit nekem ér ha tudnám használni.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_ua95eeu2hjz9ghz3ncdf2_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/ua95eeu2hjz9ghz3ncdf2_2869.jpg)
Van egy jópár iyen új maróm. Hogy lehet ezt biztonságosan befogni iso40-be. Eladni eladnám, de azt az összeget nem kapom meg mint amit nekem ér ha tudnám használni.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_ua95eeu2hjz9ghz3ncdf2_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/ua95eeu2hjz9ghz3ncdf2_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2023 augusztus 16, 13:55
Írta: Vetesi75 Dátum 2023 augusztus 16, 13:55
A szegnyereg felöli végén van furat (műanyag dugóval takarva). Az orsóház irányából a cserekerék-dekni alatt 2db emelőszem található (,ha benne van). Ha daruzzátok a kétágú lánc és/vagy az emelőheveder lesz a barátotok - láncot "párnázni" vigyetek fát, rongyot, mert másképp lecsikarja a festéket. Méreteket sajnos fejből nem tudom - most nincs a közelemben E3N.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2023 augusztus 16, 14:08
Írta: Vetesi75 Dátum 2023 augusztus 16, 14:08
Létezik - bár ritka - független behúzócsavaros ISO40-MK4 átalakító alaptest. (Nem a kedvencünk, mert nagyon megnöveli a szerszámkinyúlást - kb. +150mm...)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 16, 15:58
Írta: bundyland Dátum 2023 augusztus 16, 15:58
Igen , gondolkoztam közbe, sok megoldás nem lehet, igazán jó sehogy se lesz, lehet inkább eladom őket. :-(
Még az lehetne hogy a behúzószár a marót húzza és az húzza be a iso40 mk4 átalakítót is, de azt csinálni kell.
Még az lehetne hogy a behúzószár a marót húzza és az húzza be a iso40 mk4 átalakítót is, de azt csinálni kell.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2023 augusztus 16, 19:14
Írta: svejk Dátum 2023 augusztus 16, 19:14
Esztergáld le hengeresre majd vágd kellő hosszúra és akkor patronosba be tudod fogni.
Persze csak ha tényleg bagot akarnak érte adni.
Persze csak ha tényleg bagot akarnak érte adni.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 16, 19:53
Írta: bundyland Dátum 2023 augusztus 16, 19:53
Hát ezt inkább kihagynám, megpróbálom inkább eladni mert akinek ilyen gépe van hátha jobban tudja használni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2023 augusztus 17, 07:58
Írta: Csuhás Dátum 2023 augusztus 17, 07:58
Ha sok ilyen maród van akkor kell egyszer gyártani egy univerzális behúzó szárat ( Nagy szilárdságú menetes szárból a legegyszerűbb ), ami a szűkítővel együtt behúzza a szerszámot a kúpba. ( Nekem is van mert vegyesen használok iso40 bt40 sk40 kúpokat és nagy ritkán még morse kúpost is. )
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2023 augusztus 17, 08:55
Írta: fy9k4amuy Dátum 2023 augusztus 17, 08:55
Szia!
Én már láttam valami szerszámkereskedő weboldalán gyári köszörült ilyen "direkt adaptert", ami belemegy félig az iso kúpba, és belemegy a morse a közepébe. Olyasmi, mint a direkt patron, csak ez nincs felvágva.
Ilyesmi: https://www.e-darmet.pl/tuleja-redukcyjna-iso40-morse-mk4-43-mm-zm-kolno-typ-1655-id-8427.html
Én már láttam valami szerszámkereskedő weboldalán gyári köszörült ilyen "direkt adaptert", ami belemegy félig az iso kúpba, és belemegy a morse a közepébe. Olyasmi, mint a direkt patron, csak ez nincs felvágva.
Ilyesmi: https://www.e-darmet.pl/tuleja-redukcyjna-iso40-morse-mk4-43-mm-zm-kolno-typ-1655-id-8427.html
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 17, 10:04
Írta: bundyland Dátum 2023 augusztus 17, 10:04
Nem csak ilyen van különböző morse méretben vannak, így kéne vagy 4 adapter. Egyenlőre megpróbálom eladni egyben, úgy barátibb az ára is.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 17, 10:05
Írta: bundyland Dátum 2023 augusztus 17, 10:05
Igen ilyesmiben gondolkodtam én is csak több méret van annyit azért nem vennék, hátha elmegy így. És a marógéphez is kéne másfajta behúzó szárakat csinálni.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2023 augusztus 17, 10:07
Írta: Csuhás Dátum 2023 augusztus 17, 10:07
Nálam van egy behúzószár, felül hollandi anyával, hogy a hossz állítható legyen, és ki is tudja tolni a szerszámot. Alul vagy a M16 menet, vagy rátekerhető menetes átalakító van a kisebb morse kúpokhoz.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 17, 10:33
Írta: bundyland Dátum 2023 augusztus 17, 10:33
Az azért is jó lehet mert nekem is van pl. 40 es kúpos befogóm aminek nincs a végét a csöcs rész pl.SK40 befogó és oda meg nem ér be az NT40/ISO40 behúzószáram, ezért mindig rendelgetek ilyen menetes végeket.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_mn7xkp2tksius93b5gd64_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/mn7xkp2tksius93b5gd64_2869.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_mn7xkp2tksius93b5gd64_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/mn7xkp2tksius93b5gd64_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2023 augusztus 17, 10:40
Írta: Vetesi75 Dátum 2023 augusztus 17, 10:40
Ennek a direkt adapternek annyi a szépséghibája, hogy a meredekkúp és a morsekúp más behúzóerőt igényel. Ami a 40-esnek elég, az a MK4-nek már sok és előfordulhat, hogy az adapter és a szerszám közötti kapcsolat "véglegessé" válik. Ezért ajánlottam a független behúzócsavarosat - ott a meredekkúpos átalakítóban van elrejtve egy külön behúzócsavar és így a kétféle behúzóerő igény kielégíthető.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 augusztus 17, 12:44
Írta: bundyland Dátum 2023 augusztus 17, 12:44
Pl.
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_n0sbz9npg6v8jif9u8bb_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/n0sbz9npg6v8jif9u8bb_2869.jpg)
(https://hobbicncforum.hu/uploaded_images/2023/08/tn_n0sbz9npg6v8jif9u8bb_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/08/n0sbz9npg6v8jif9u8bb_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 augusztus 17, 20:55
Írta: KoLa Dátum 2023 augusztus 17, 20:55
Mostanában készítettem a marógépemhez pneumatikus szerszámcserélőt, kellet tudnom a tányérrugók előfeszítését.
A Haas oldalán a 4-es kúphoz kb 500kg a húzóerő.
Ez jó lesz a morse-hoz is.
Készítettem egy ilyen hosszú szárú behúzógombát mint amit bundyland mutat, igaz 3-as morse-hoz van, de jó, és szerelhető maradt.
A Haas oldalán a 4-es kúphoz kb 500kg a húzóerő.
Ez jó lesz a morse-hoz is.
Készítettem egy ilyen hosszú szárú behúzógombát mint amit bundyland mutat, igaz 3-as morse-hoz van, de jó, és szerelhető maradt.
Cím: Re:Hagyományos forgácsológépek
Írta: 355xp9cig Dátum 2023 augusztus 24, 20:45
Írta: 355xp9cig Dátum 2023 augusztus 24, 20:45
Üdv urak! Keresek kis Rákosi M1 marógéphez vertikálfejet grendával.Aki esetleg tud hívjon 06 30 473 2843.Köszi.
Cím: Re:Hagyományos forgácsológépek
Írta: d6i9g5pbs Dátum 2023 október 01, 14:38
Írta: d6i9g5pbs Dátum 2023 október 01, 14:38
Szia sikerült szerezned SZIM MSN500 hoz gépkönyvet???,
Cím: Re:Hagyományos forgácsológépek
Írta: musicfisch Dátum 2023 október 02, 09:34
Írta: musicfisch Dátum 2023 október 02, 09:34
Kedves Mesterek!
Faipari megmunkáláshoz szeretnék egytengelyes (z-tengely) vezérlést kialakítani, orsó pontos mozgatásához, fordulatszám szabályozáshoz. A költségek korlátozottak. Előre is köszönöm a segítséget. Az ötlet innen:
https://www.youtube.com/watch?v=h1YdTMbWuDo&ab_channel=%EC%9A%B0%EB%93%9C%EB%A1%9C%EC%9D%B4%ED%98%84WoodroLeeHyun%EB%AA%A9%EA%B3%B5TV
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_0wve2wj0kmhte8ukqvbp7_6937.png) (https://hobbicncforum.hu/uploaded_images/2023/10/0wve2wj0kmhte8ukqvbp7_6937.png)
Faipari megmunkáláshoz szeretnék egytengelyes (z-tengely) vezérlést kialakítani, orsó pontos mozgatásához, fordulatszám szabályozáshoz. A költségek korlátozottak. Előre is köszönöm a segítséget. Az ötlet innen:
https://www.youtube.com/watch?v=h1YdTMbWuDo&ab_channel=%EC%9A%B0%EB%93%9C%EB%A1%9C%EC%9D%B4%ED%98%84WoodroLeeHyun%EB%AA%A9%EA%B3%B5TV
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_0wve2wj0kmhte8ukqvbp7_6937.png) (https://hobbicncforum.hu/uploaded_images/2023/10/0wve2wj0kmhte8ukqvbp7_6937.png)
Cím: Re:Hagyományos forgácsológépek
Írta: brib5yxh Dátum 2023 október 06, 17:29
Írta: brib5yxh Dátum 2023 október 06, 17:29
hÁT EZ NEKEM IS KÍNAI
Cím: Re:Hagyományos forgácsológépek
Írta: brib5yxh Dátum 2023 október 06, 17:32
Írta: brib5yxh Dátum 2023 október 06, 17:32
HA nem űtnek simán befogod (aszem menetes azza kel behuzatni...
Cím: Re:Hagyományos forgácsológépek
Írta: brib5yxh Dátum 2023 október 06, 17:33
Írta: brib5yxh Dátum 2023 október 06, 17:33
bundyland-nak írtam.
Cím: Re:Hagyományos forgácsológépek
Írta: aszoj74 Dátum 2023 október 30, 13:21
Írta: aszoj74 Dátum 2023 október 30, 13:21
ELADÓ ÚJSZERŰ (középről két felé nyíló) 125-ÖS GÉPSATU
ÁR:69.000.-
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_uktcf6znvvpjniqp0485_6655.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/uktcf6znvvpjniqp0485_6655.jpeg)
ÁR:69.000.-
(https://hobbicncforum.hu/uploaded_images/2023/10/tn_uktcf6znvvpjniqp0485_6655.jpeg) (https://hobbicncforum.hu/uploaded_images/2023/10/uktcf6znvvpjniqp0485_6655.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2023 október 30, 13:33
Írta: jani300 Dátum 2023 október 30, 13:33
Ezt nem a legjobb helyre írtad .
Írhatod az adok-veszekbe is ,látom kivan töltve az adatlapod ........
Írhatod az adok-veszekbe is ,látom kivan töltve az adatlapod ........
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 20:24
Írta: bundyland Dátum 2023 november 01, 20:24
Sziasztok !
Van egy ilyen gyorsfejem a képen látható patronnal.
Az lenne a kérdésem hogy ezt a patron típust hogy lehet normálisan kiszedni a főorsóból használat után ?
Elöre is köszi
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_kdigi6wcq732hctvtx676_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/kdigi6wcq732hctvtx676_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_2nfgnmaihvi02gwp2kayz_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/2nfgnmaihvi02gwp2kayz_2869.jpg)
Van egy ilyen gyorsfejem a képen látható patronnal.
Az lenne a kérdésem hogy ezt a patron típust hogy lehet normálisan kiszedni a főorsóból használat után ?
Elöre is köszi
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_kdigi6wcq732hctvtx676_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/kdigi6wcq732hctvtx676_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/tn_2nfgnmaihvi02gwp2kayz_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2023/11/2nfgnmaihvi02gwp2kayz_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 01, 21:04
Írta: KoLa Dátum 2023 november 01, 21:04
Ha kilazítottad, ott tövön koppintsál rá egy alu rúddal a befogott szerszámra.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 21:12
Írta: bundyland Dátum 2023 november 01, 21:12
Bevallom féltem hogy ez lesz a megoldás. :-) Én eddig a patronra ütöttem finoman egy alu darab közbeiktatásával, de vérzett a szívem minden koppintásnál.
De akkor ezek szerint nincs jobb.
De akkor ezek szerint nincs jobb.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2023 november 01, 21:19
Írta: TBS-TEAM Dátum 2023 november 01, 21:19
Mennyire áll ki a patron eleje az anyából?
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 21:33
Írta: bundyland Dátum 2023 november 01, 21:33
Ha lecsavarom az anyát akkor az alsó rész és a felső kúposból talán 5mm.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 01, 21:40
Írta: KoLa Dátum 2023 november 01, 21:40
Ne félj tőle! nem azt írtam hogy 5 kilós kalapáccsal üsd meg :)
Most gondolj bele egy főorsó csapágy milyen terhelésekre van tervezve, egy ilyen koppintás alapterhelés alatti, persze minden koppintás után nem árt fordítani a főorsón pár fokot.
Vagy, vegyél rendes ER32-es befogót hozzá patronkészlettel.
Most gondolj bele egy főorsó csapágy milyen terhelésekre van tervezve, egy ilyen koppintás alapterhelés alatti, persze minden koppintás után nem árt fordítani a főorsón pár fokot.
Vagy, vegyél rendes ER32-es befogót hozzá patronkészlettel.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2023 november 01, 21:42
Írta: TBS-TEAM Dátum 2023 november 01, 21:42
Ha fel van csavarva az anya, mennyi áll ki a patronból.
Elfér egy seeger gyürű?
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_dqpn7fgaa44mzusn6w_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/11/dqpn7fgaa44mzusn6w_3344.png)
Elfér egy seeger gyürű?
(https://hobbicncforum.hu/uploaded_images/2023/11/tn_dqpn7fgaa44mzusn6w_3344.png) (https://hobbicncforum.hu/uploaded_images/2023/11/dqpn7fgaa44mzusn6w_3344.png)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 21:45
Írta: bundyland Dátum 2023 november 01, 21:45
Hát azt nem tudom(pincében a gép), de azért az összes patronba nem raknék hornyot. De amúgy max 1-2mm-t lóghat ki sztm.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 21:47
Írta: bundyland Dátum 2023 november 01, 21:47
Ja persze nagyon finoman kocogtattam, nem is a főorsót féltettem hanem a patront.
Vennék én er patront csakhát akkor új főorsó kéne. :-(
Vennék én er patront csakhát akkor új főorsó kéne. :-(
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2023 november 01, 21:53
Írta: TBS-TEAM Dátum 2023 november 01, 21:53
Akkor kivevő szerszámot kell készíteni hozzá.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 01, 21:56
Írta: bundyland Dátum 2023 november 01, 21:56
Na majd ezeken gondolkodom, első körben csak azt szerettem volna tudni hogy van e valami triviális módja amire még nem jöttem rá.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 01, 22:02
Írta: KoLa Dátum 2023 november 01, 22:02
Ez a patron a főorsó kúpba van felhúzva???
Akkor felülről kell kiütni!
Akkor felülről kell kiütni!
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2023 november 01, 22:06
Írta: TBS-TEAM Dátum 2023 november 01, 22:06
Az lenne a nyerő ha cső lenne a főorsó.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 01, 22:17
Írta: KoLa Dátum 2023 november 01, 22:17
[#eljen]
Ritka a furat nélküli ilyen nagyobb gépen, mint ami látszik a fotón!
Ritka a furat nélküli ilyen nagyobb gépen, mint ami látszik a fotón!
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2023 november 01, 22:26
Írta: designr Dátum 2023 november 01, 22:26
Ez csak pár tizeddel tér el az ER32 patrontól.
Én patron hiányában kiórázva felfogattam az esztergára és CBN késsel átesztergáltam ER32-re.
Egy minőségi patronhoz hozzáóráztam a keziszánt..
Én patron hiányában kiórázva felfogattam az esztergára és CBN késsel átesztergáltam ER32-re.
Egy minőségi patronhoz hozzáóráztam a keziszánt..
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 01, 22:42
Írta: KoLa Dátum 2023 november 01, 22:42
Egy minőségi patronhoz hogyan kell hozzáórázni? érdekelne a folyamat!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2023 november 02, 08:43
Írta: Csuhás Dátum 2023 november 02, 08:43
Pl kiórázol egy patronnál pár tizeddel nagyobb csapot, vagy valami vasdarabból esztergálsz egyet, majd ráhúzod a patront, ami szépen ráfeszül. Ezután már végig tapinthatod a kúp palástját a szán beállításához.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2023 november 02, 09:09
Írta: svejk Dátum 2023 november 02, 09:09
Igen ez így egyszerű, de fontos hogy az óra biztosan a késmagasságon pásztázzon.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 02, 10:07
Írta: bundyland Dátum 2023 november 02, 10:07
Ebben sajnos nincs furat, pontosabban van de használva is van.
pl. a főorsó végén van az anya amivel ellent lehet tartani a patron meghúzásakor, oldásakor.
pl. a főorsó végén van az anya amivel ellent lehet tartani a patron meghúzásakor, oldásakor.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2023 november 02, 10:10
Írta: bundyland Dátum 2023 november 02, 10:10
Egyenlőre hagyom mert teljesen jó így és van is vagy 25db jó állapotú patronom hozzá, addig kocogtatom finoman, nem tragédia csak kíváncsi voltam hogy vajon ezt eredetileg is így találták e ki.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2023 november 02, 22:19
Írta: KoLa Dátum 2023 november 02, 22:19
Én úgy tudom hogy ritka az olyan patron ami ha,nem a helyére van behúzatva akkor is fut.
A gyártás akár milyen minőségi,a patron mindig kényszerítve van az edzési feszültségek ellen.
Nem találtam még videót róla de, úgy látszik hogy a sliccelések nincsenek kifuttatva gyártáskor, aztán edzés, hőkezelés,köszörülés, majd átvágása az összetartó részeknek.
Ezek után már nem marad szabályos a patron szerintem.
Visszafelé nem működik, csak hobbi szinten.
Érdemesebb etalont készíteni és azzal tesztelni a kúpszöget ami éppen van.
A gyártás akár milyen minőségi,a patron mindig kényszerítve van az edzési feszültségek ellen.
Nem találtam még videót róla de, úgy látszik hogy a sliccelések nincsenek kifuttatva gyártáskor, aztán edzés, hőkezelés,köszörülés, majd átvágása az összetartó részeknek.
Ezek után már nem marad szabályos a patron szerintem.
Visszafelé nem működik, csak hobbi szinten.
Érdemesebb etalont készíteni és azzal tesztelni a kúpszöget ami éppen van.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 január 01, 14:32
Írta: bundyland Dátum 2024 január 01, 14:32
Sziasztok !
Boldog új évet mindenkinek!
A kérdésem az lenne hogy tudja e valaki PONTOSAN hogy a képen bekarikázott 3 állású kapcsolónak melyik állásban mi a funkciója. Ruhla FUW200/1
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_3jjjkhz6y97w06mfk60j_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/3jjjkhz6y97w06mfk60j_2869.jpg)
Boldog új évet mindenkinek!
A kérdésem az lenne hogy tudja e valaki PONTOSAN hogy a képen bekarikázott 3 állású kapcsolónak melyik állásban mi a funkciója. Ruhla FUW200/1
Előre is köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_3jjjkhz6y97w06mfk60j_2869.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/3jjjkhz6y97w06mfk60j_2869.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: fektiforg Dátum 2024 január 01, 15:32
Írta: fektiforg Dátum 2024 január 01, 15:32
FUW 250/IV -en is volt ilyen kapcsoló, ha jól emlékszem...
Első állás ( cikcakkvonal ) előtolás-gyorsjáratos üzemmód, ahogy egy marógép általában működik.
Második állás (körbe nyilak) ciklus üzemmód, fő orsó indításra
(bal felsősarok nyomógombja) elindul egy ciklus, lépései- elindul a fő orsó, majd elindul az előtolás, (az előre beállított előtolás kapcsolókar irányába) megy előtolással ütköző kapcsolóig, amikor eléri irányt vált, vissza jár gyorsjárattal a másik irányú ütköző kapcsolóig, leáll a mozgás és a fő orsó. Fő orsó start gomb újbóli megnyomására újra végbemegy a ciklus. Mire jó ?
Pl osztófejes fogaskerék marás.
Fő orsó start, osztás, fő orsó start , osztás, fő orsó start , osztás...
Harmadik állas - csak a fő orsó ki- be működik (előtolás nem megy)
Első állás ( cikcakkvonal ) előtolás-gyorsjáratos üzemmód, ahogy egy marógép általában működik.
Második állás (körbe nyilak) ciklus üzemmód, fő orsó indításra
(bal felsősarok nyomógombja) elindul egy ciklus, lépései- elindul a fő orsó, majd elindul az előtolás, (az előre beállított előtolás kapcsolókar irányába) megy előtolással ütköző kapcsolóig, amikor eléri irányt vált, vissza jár gyorsjárattal a másik irányú ütköző kapcsolóig, leáll a mozgás és a fő orsó. Fő orsó start gomb újbóli megnyomására újra végbemegy a ciklus. Mire jó ?
Pl osztófejes fogaskerék marás.
Fő orsó start, osztás, fő orsó start , osztás, fő orsó start , osztás...
Harmadik állas - csak a fő orsó ki- be működik (előtolás nem megy)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 január 01, 18:59
Írta: bundyland Dátum 2024 január 01, 18:59
Köszönöm szépen!!
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 január 07, 18:49
Írta: kmil Dátum 2024 január 07, 18:49
Sziasztok,
Kis esztergám jól viselkedett 2023-ban, ezért karácsonyra (igaz, most került fel rá) kapott forgácsvédőt, és egy menetórát. Így már nem lesz az atya Úr Isten is forgácsos. Új lámpát is építek bele hamarosan.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_bx7bp73ft6sevn449qssf_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/bx7bp73ft6sevn449qssf_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_z380z7qgbgxsxxi3gw_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/z380z7qgbgxsxxi3gw_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_hk6i5528fznifxi6c4gs_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/hk6i5528fznifxi6c4gs_6016.jpeg)
Kis esztergám jól viselkedett 2023-ban, ezért karácsonyra (igaz, most került fel rá) kapott forgácsvédőt, és egy menetórát. Így már nem lesz az atya Úr Isten is forgácsos. Új lámpát is építek bele hamarosan.
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_bx7bp73ft6sevn449qssf_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/bx7bp73ft6sevn449qssf_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_z380z7qgbgxsxxi3gw_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/z380z7qgbgxsxxi3gw_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/tn_hk6i5528fznifxi6c4gs_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/01/hk6i5528fznifxi6c4gs_6016.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: f665jp3yu Dátum 2024 január 07, 21:08
Írta: f665jp3yu Dátum 2024 január 07, 21:08
Szia!
Megkérdezhetem, hogy a menetórát honnan lehet beszerezni?
Megkérdezhetem, hogy a menetórát honnan lehet beszerezni?
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 január 07, 21:56
Írta: kmil Dátum 2024 január 07, 21:56
Elég ritkán lehet találni. Apróhirdetésben volt a marketen.
Cím: Re:Hagyományos forgácsológépek
Írta: fakukac Dátum 2024 január 15, 17:37
Írta: fakukac Dátum 2024 január 15, 17:37
Sziasztok!
Rákosi M1 marógép gépkönyve nincs véletlenül valakinek?
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_hsq5gnyy09vq82g6shynh_1904.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/hsq5gnyy09vq82g6shynh_1904.jpg)
Rákosi M1 marógép gépkönyve nincs véletlenül valakinek?
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_hsq5gnyy09vq82g6shynh_1904.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/hsq5gnyy09vq82g6shynh_1904.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 19, 19:13
Írta: jani300 Dátum 2024 január 19, 19:13
[#t201p11215#]
No , az említett hozzászóláshoz egy kép .
Amiről írtam az pont látszik , a putri , hát az putri ....
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_hn6btuvdbbqcmdm04553a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/hn6btuvdbbqcmdm04553a_2430.jpg)
No , az említett hozzászóláshoz egy kép .
Amiről írtam az pont látszik , a putri , hát az putri ....
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_hn6btuvdbbqcmdm04553a_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/hn6btuvdbbqcmdm04553a_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2024 január 22, 08:30
Írta: 7ng7ui4ik Dátum 2024 január 22, 08:30
Csuhás gyüjteményben benne van:
http://data.hu/get/9208395/RkosiM1gpknyv.pdf
http://data.hu/get/9208396/RkosiM1elektromos.pdf
Nekem is ilyen gépem van ha gondolod írj ha kell valami.
http://data.hu/get/9208395/RkosiM1gpknyv.pdf
http://data.hu/get/9208396/RkosiM1elektromos.pdf
Nekem is ilyen gépem van ha gondolod írj ha kell valami.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 22, 21:08
Írta: jani300 Dátum 2024 január 22, 21:08
Most drótkefélgetem ezt a "fedőlapos" kiesztergálófejet .
50 es meredekkúpja van .
Lötyög benne a mozgó fej .
Gondolom megerőltették .
Lehet ezen javítani vajon valahogyan ?
Most nem lehet ez akkora gond egy lemezcsík is lehet megoldás , de hátha ismeri valaki .
Szét is fogom szedni ,talán még ma .
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_ed2a0j4wi6d9dmsc5aas_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ed2a0j4wi6d9dmsc5aas_2430.jpg)
50 es meredekkúpja van .
Lötyög benne a mozgó fej .
Gondolom megerőltették .
Lehet ezen javítani vajon valahogyan ?
Most nem lehet ez akkora gond egy lemezcsík is lehet megoldás , de hátha ismeri valaki .
Szét is fogom szedni ,talán még ma .
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_ed2a0j4wi6d9dmsc5aas_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/ed2a0j4wi6d9dmsc5aas_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 január 22, 21:44
Írta: KoLa Dátum 2024 január 22, 21:44
Ezt csak úgy simán tedd vissza az ócskavasak közé!
Ma már, max, csak fújd le VD-40-el. [#law]
Ma már, max, csak fújd le VD-40-el. [#law]
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 22, 21:53
Írta: jani300 Dátum 2024 január 22, 21:53
Kb 3 hónapja ez még fényes volt .
Nem tudod elvenni a kedvem :)
Ma 0,5 fok volt nálam a műhelyben ..
Nem tudod elvenni a kedvem :)
Ma 0,5 fok volt nálam a műhelyben ..
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 január 22, 22:02
Írta: KoLa Dátum 2024 január 22, 22:02
Akkor 3 hónappal ezelőtt fújd már le olajjal vaze![#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 január 22, 22:13
Írta: ywathzay Dátum 2024 január 22, 22:13
"Kb 3 hónapja ez még fényes volt ."- inkább 3 éve. [#nyes] 3 hónap ilyen rozsdához igen kevés.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 22, 22:26
Írta: jani300 Dátum 2024 január 22, 22:26
A kereszt mozgás rögzítésének semmi baja , csak meg kellett húzni .
Két imbusz csavar fogja a fedőlapot , egy harmadik hernyó még külön szorítja a testbe az állítócsavar körüli mozgórészt .
Egy 5 ös morse kúpos hosszú feltűzőtüskét még ott is hagytam .
Dörzsárhoz valót .
Láttam én ezeket ,fényesek voltak .
De ez most bújt elő .
Akár egy tizesért is meghirdethetném ,nem lenne bukta :)
Az egyenes kés csavarja viszont nem akar mozdulni , túl hosszan kilógatták ,egy csavar fogja .
Nem tudom mi lesz vele , nem nagy annyira , elfér .
Két imbusz csavar fogja a fedőlapot , egy harmadik hernyó még külön szorítja a testbe az állítócsavar körüli mozgórészt .
Egy 5 ös morse kúpos hosszú feltűzőtüskét még ott is hagytam .
Dörzsárhoz valót .
Láttam én ezeket ,fényesek voltak .
De ez most bújt elő .
Akár egy tizesért is meghirdethetném ,nem lenne bukta :)
Az egyenes kés csavarja viszont nem akar mozdulni , túl hosszan kilógatták ,egy csavar fogja .
Nem tudom mi lesz vele , nem nagy annyira , elfér .
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 január 22, 23:11
Írta: Vetesi75 Dátum 2024 január 22, 23:11
Nem szeretem ezeket. Simítani pontatlan, nagyolni meg gyenge, instabil.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 22, 23:33
Írta: jani300 Dátum 2024 január 22, 23:33
Igen azért írtam hogy "fedőlapos".
Érezni ránézésre hogy lehetnek szilárdsági gondjai .
Viszont hobby körökben brutális méretű .
Ebben a méretben csak ez van .
Valószínűleg sosem használom ,de jó érzés hogy azért van :)
Nem tudom mikor gyárthatták és hol .
Érezni ránézésre hogy lehetnek szilárdsági gondjai .
Viszont hobby körökben brutális méretű .
Ebben a méretben csak ez van .
Valószínűleg sosem használom ,de jó érzés hogy azért van :)
Nem tudom mikor gyárthatták és hol .
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2024 január 23, 08:15
Írta: heq5 Dátum 2024 január 23, 08:15
Üdv az uraknak,
Valaki megtudja mondani mennyi a gépsúlya a Strigon MS-400 marógépnek?
Köszönettel: farkaslaci
Valaki megtudja mondani mennyi a gépsúlya a Strigon MS-400 marógépnek?
Köszönettel: farkaslaci
Cím: Re:Hagyományos forgácsológépek
Írta: Lacibácsi Dátum 2024 január 23, 11:40
Írta: Lacibácsi Dátum 2024 január 23, 11:40
Szia!
A velejáró tartozékokkal együtt 1480 kg, a gépkönyv szerint.
A velejáró tartozékokkal együtt 1480 kg, a gépkönyv szerint.
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2024 január 23, 11:47
Írta: heq5 Dátum 2024 január 23, 11:47
Köszönöm az infót.
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2024 január 27, 09:16
Írta: 7ng7ui4ik Dátum 2024 január 27, 09:16
Van egy Holzmann BS128HDR szalagfűrészem. A szöghajtásban szeretnék olajat cserélni (tudom hogy ez a gyenge pontja ezeknek a gépeknek)
A gépkönyve annyit ír hogy "transmission oil" kell bele. Itthon van 80W90 hypoid olajam, szeritnem ez volna bele a tuti. Egy baj van csak vele, az hogy GL5-ös.
https://www.liqui-moly.hu/termekek/haszon_epito_mezogazdasagigepek/hajtomuolajok-1/lm1035-detail
Az egyik csigakerék pedig pedig valamiféle bronzból van. Azt olvasom a neten hogy a GL5 olaj nem ajánlott bronz közelében mert hogy megeszi.
Ahogy nézem Hypoid olajak csak GL5 (vagy GL4+GL5) besorolásban vannak. Engedjem el a hypoid olajat és legyen sima hajtómű olaj?
A gépkönyve annyit ír hogy "transmission oil" kell bele. Itthon van 80W90 hypoid olajam, szeritnem ez volna bele a tuti. Egy baj van csak vele, az hogy GL5-ös.
https://www.liqui-moly.hu/termekek/haszon_epito_mezogazdasagigepek/hajtomuolajok-1/lm1035-detail
Az egyik csigakerék pedig pedig valamiféle bronzból van. Azt olvasom a neten hogy a GL5 olaj nem ajánlott bronz közelében mert hogy megeszi.
Ahogy nézem Hypoid olajak csak GL5 (vagy GL4+GL5) besorolásban vannak. Engedjem el a hypoid olajat és legyen sima hajtómű olaj?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 január 27, 10:00
Írta: Vetesi75 Dátum 2024 január 27, 10:00
Ha jól sejtem egy nullkilométeres szalagfűrészről van szó... Miért nem bízol meg a gyártóban, hogy megfelelő kenőanyaggal látta el? Véleményem szerint a gyártási pontatlanságon az olajcsere nem sokat fog segíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 január 27, 11:14
Írta: jani300 Dátum 2024 január 27, 11:14
A hipoid olaj nagyterhelésű kúpkerekes diferenciál művekbe való olaj .
Hát ne tegyél akkor bele akkor olyan olyan olajat .
Egyébként én is úgy látom ez a legfőbb gondjuk ezeknek a gépeknek a csiga hajtás .
Most hogy csak attól megy e tönkre hogy kiszivárog az olaj ,vagy simán elhasználódik az érdekelne azért .
Van hasonló gépem , nincsen meg a bronz kereke .
Az talán gyártok ,mert azt ugye gyártatni , nem igazán rentábilis , rajzot viszont találtam a neten az enyémhez .
A lefejtőmarónak szánt anyag több hónapja benne van a gépben ...
Hát ne tegyél akkor bele akkor olyan olyan olajat .
Egyébként én is úgy látom ez a legfőbb gondjuk ezeknek a gépeknek a csiga hajtás .
Most hogy csak attól megy e tönkre hogy kiszivárog az olaj ,vagy simán elhasználódik az érdekelne azért .
Van hasonló gépem , nincsen meg a bronz kereke .
Az talán gyártok ,mert azt ugye gyártatni , nem igazán rentábilis , rajzot viszont találtam a neten az enyémhez .
A lefejtőmarónak szánt anyag több hónapja benne van a gépben ...
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2024 január 27, 17:18
Írta: 7ng7ui4ik Dátum 2024 január 27, 17:18
Nem új gép.
Cím: Re:Hagyományos forgácsológépek
Írta: 7ng7ui4ik Dátum 2024 január 27, 17:22
Írta: 7ng7ui4ik Dátum 2024 január 27, 17:22
Van egy másik hajtómű olajam amire azt írja a gyári adatlapja hogy használható "sárga" anyagokkal szerelt hajtomű házban is annak ellenére hogy gl5.
https://www.motul.com/es/en/products/gearbox-80w90
"Suitable for any type of seal and yellow material used in gearboxes design."
Akkor ez lesz belerakva.
https://www.motul.com/es/en/products/gearbox-80w90
"Suitable for any type of seal and yellow material used in gearboxes design."
Akkor ez lesz belerakva.
Cím: Re:Hagyományos forgácsológépek
Írta: farkasl Dátum 2024 január 29, 13:06
Írta: farkasl Dátum 2024 január 29, 13:06
Ez itt egy nagyon, nagyon hagyományos horizontál marógép.
Szerintem zseniális
https://www.youtube.com/watch?v=Ii3T0b7GdoA
Szerintem zseniális
https://www.youtube.com/watch?v=Ii3T0b7GdoA
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2024 február 12, 11:48
Írta: heq5 Dátum 2024 február 12, 11:48
Tisztelt Urak,
Szeretném megtudni, hogy mi a különbség az MS-320 és a MS-400 szerszámmarógépek között. Gondolom van aki ismeri ezeket a gépeket és tud érdemi információt adni.
Köszönettel: farkaslaci.
Szeretném megtudni, hogy mi a különbség az MS-320 és a MS-400 szerszámmarógépek között. Gondolom van aki ismeri ezeket a gépeket és tud érdemi információt adni.
Köszönettel: farkaslaci.
Cím: Re:Hagyományos forgácsológépek
Írta: onagy Dátum 2024 február 12, 13:08
Írta: onagy Dátum 2024 február 12, 13:08
16:04-nél jobb oldalon fent a zászlók között ott a magyar zászló a falon.
O.
O.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2024 február 12, 13:45
Írta: afjybsise Dátum 2024 február 12, 13:45
Inkább holland lesz az.:)
Legalábbis az én szememnek kék az alsó sáv.
Legalábbis az én szememnek kék az alsó sáv.
Cím: Re:Hagyományos forgácsológépek
Írta: onagy Dátum 2024 február 12, 14:08
Írta: onagy Dátum 2024 február 12, 14:08
És tényleg. De ha elég ferdén nézem a monitort, akkor zöld.
Ezt (is) félrenéztem, ilyen ez az év...
O.
Ezt (is) félrenéztem, ilyen ez az év...
O.
Cím: Re:Hagyományos forgácsológépek
Írta: afjybsise Dátum 2024 február 12, 14:12
Írta: afjybsise Dátum 2024 február 12, 14:12
Február elején/közepén ezt kijelenteni elég vészjóslónak hangzik.[#wilting]
Bár, ismerős...
Bár, ismerős...
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 február 12, 14:31
Írta: ywathzay Dátum 2024 február 12, 14:31
Nekem 320-van, szerintem csak a villanyos doboza nem egyezik. Mert a 400-nak tudomásom szerint már lényegesen korszerűbb.
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2024 február 15, 14:43
Írta: heq5 Dátum 2024 február 15, 14:43
OK! Köszi.
Cím: Re:Hagyományos forgácsológépek
Írta: Kicsa Dátum 2024 február 19, 13:21
Írta: Kicsa Dátum 2024 február 19, 13:21
Sziasztok! Egy óriási segítséget szeretnék kérni Tőletek!
Szeretnék venni egy kis marógépet,látómezőmbe került egy gépváz,amit talán meg is vásárolok.
A gond az,hogy a gép szét van szedve atomjaira,ennél jobban nem is lehetne darabokban. Egyelőre azt sem tudom megállapítani teljesen,hogy minden fő darab megtalálható-e a géphez,de hogy hogyan kellene összerakni,az pedig végképp rejtély.
Annyit tudunk róla,hogy TOS gyártmányú,a talp alapján én a TOS FN 20-re gyanakszom,de mégsem olyan.
Valaki esetleg felismeri a gépet a látottak (főleg a géptalp) alapján? Kb 1,5 tonna,sajnos nincs hozzá elektronika sem és főorsó sem.Ezt leszámítva elvileg hiánytalan,de szükség lenne legalább egy-két fotóra a kész gépről,vagy esetleg gépkönyvre.
Az eladó többet sajnos nem tud segíteni,kb 10 éve áll így a masina. Nagy fantáziát látok benne,de minden nélkül nem biztos,hogy neki mernék állni.
Köszönöm szépen előre is!
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_66x3t40zvcchds0zkzzt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/66x3t40zvcchds0zkzzt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_4a75kditszejej58hjqy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/4a75kditszejej58hjqy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_gagutt4shnwp6439db76t_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/gagutt4shnwp6439db76t_427.jpg)
Szeretnék venni egy kis marógépet,látómezőmbe került egy gépváz,amit talán meg is vásárolok.
A gond az,hogy a gép szét van szedve atomjaira,ennél jobban nem is lehetne darabokban. Egyelőre azt sem tudom megállapítani teljesen,hogy minden fő darab megtalálható-e a géphez,de hogy hogyan kellene összerakni,az pedig végképp rejtély.
Annyit tudunk róla,hogy TOS gyártmányú,a talp alapján én a TOS FN 20-re gyanakszom,de mégsem olyan.
Valaki esetleg felismeri a gépet a látottak (főleg a géptalp) alapján? Kb 1,5 tonna,sajnos nincs hozzá elektronika sem és főorsó sem.Ezt leszámítva elvileg hiánytalan,de szükség lenne legalább egy-két fotóra a kész gépről,vagy esetleg gépkönyvre.
Az eladó többet sajnos nem tud segíteni,kb 10 éve áll így a masina. Nagy fantáziát látok benne,de minden nélkül nem biztos,hogy neki mernék állni.
Köszönöm szépen előre is!
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_66x3t40zvcchds0zkzzt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/66x3t40zvcchds0zkzzt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_4a75kditszejej58hjqy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/4a75kditszejej58hjqy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_gagutt4shnwp6439db76t_427.jpg) (https://hobbicncforum.hu/uploaded_images/2024/02/gagutt4shnwp6439db76t_427.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2024 február 19, 19:14
Írta: kisssandor Dátum 2024 február 19, 19:14
Jó kis puzzle lesz. Több fotó az öntvényekről segíthetne az azonosításban, pláne ha azok a részek vannak a képeken amik az összeszerelt gépen látszanak.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2024 február 19, 19:45
Írta: Csuhás Dátum 2024 február 19, 19:45
Azt írod hogy hiányzik a főorsó. Nos ha ezt a problémát le tudod küzdeni, csodával határos módon tudsz venni, vagy legyártod magadnak, vagy gyártatod alighanem a gép áránál többért akkor vedd meg mert elboldogulsz vele. Arra számíts hogy a sok év alatt pár alkatrész azért elkallódik, bármit is mondanak. ( Mert mindig kell egy nehezebb vas ajtó kitámasztónak stb )
Cím: Re:Hagyományos forgácsológépek
Írta: Kicsa Dátum 2024 február 19, 20:30
Írta: Kicsa Dátum 2024 február 19, 20:30
Sajnos több /jobb képem nincsen és nem is szeretném feleslegesen zaklatni az eladót.
Ahogy nézegettem a képeket,a talp rész elég hangsúlyos,azért bizakodom benne,hogy valaki felismeri.
A főorsó és elektronika hiányt valahogy le tudom küzdeni,bat nem szeretném a gép árát megsokszorozni ezzel.
Amitől igazán tartok:ha megvenném és valami pótolhatatlan alkatrész hiányzik. Pl a szánok fel vannak hántolva de ékléceket hirtelen nem is láttam. Azért azokat is legyártatni géppark nélkül,nem egyszerű.
Azért is lenne fontos egy típus vagy gépkönyv,hogy egyáltalán milyen munkatartománnyal rendelkezik? Nyilván a főorsó nem az eredeti felállásban működne,nincsenek fogaskerekek-előtéttengelyek,semmi sem. Puszta váz,amolyan jó alap.
Ha a 3 tengely összerakható így,akkor nem annyira aggódnék. Lineáris síneket nem szeretnék rakni rá,jó lenne gyárias felépítésnél maradni.
Ahogy nézegettem a képeket,a talp rész elég hangsúlyos,azért bizakodom benne,hogy valaki felismeri.
A főorsó és elektronika hiányt valahogy le tudom küzdeni,bat nem szeretném a gép árát megsokszorozni ezzel.
Amitől igazán tartok:ha megvenném és valami pótolhatatlan alkatrész hiányzik. Pl a szánok fel vannak hántolva de ékléceket hirtelen nem is láttam. Azért azokat is legyártatni géppark nélkül,nem egyszerű.
Azért is lenne fontos egy típus vagy gépkönyv,hogy egyáltalán milyen munkatartománnyal rendelkezik? Nyilván a főorsó nem az eredeti felállásban működne,nincsenek fogaskerekek-előtéttengelyek,semmi sem. Puszta váz,amolyan jó alap.
Ha a 3 tengely összerakható így,akkor nem annyira aggódnék. Lineáris síneket nem szeretnék rakni rá,jó lenne gyárias felépítésnél maradni.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2024 február 19, 23:04
Írta: szucst Dátum 2024 február 19, 23:04
Szervusz,
Ezt a kupac vasat az elmúlt években már nézegettem a képeken én is.
Az asztal nútjai nem futnak ki a széléig (kép alapján, de elég rosszul látható) ez meghagyná az Avia és WMW gépeket.
A kos hátulja alapján felső motoros.
A talp/a függőleges vezetékek / a nyereg +a látszó kenőnútok alapján én inkább egy Maho 500 ra tippelnék.
A raklap méreteiből el lehet indulni
X 500..600
Y 300..450
Z 400..500 környékére saccolom, de ezt egy centivel a helyszínen le tudod ellenőrizni.
Ékléc: ha meg is van, talpalni kell a hántolás után és újra illeszteni, vagy csinálsz újakat.
Egy alap géppark/bejárás gépmúhelybe kell egy ilyen munkához, és még úgy sem lesz meg hamar, de bátrak előre!
Jó munkát hozzá!
Üdv.:Tamás
Ezt a kupac vasat az elmúlt években már nézegettem a képeken én is.
Az asztal nútjai nem futnak ki a széléig (kép alapján, de elég rosszul látható) ez meghagyná az Avia és WMW gépeket.
A kos hátulja alapján felső motoros.
A talp/a függőleges vezetékek / a nyereg +a látszó kenőnútok alapján én inkább egy Maho 500 ra tippelnék.
A raklap méreteiből el lehet indulni
X 500..600
Y 300..450
Z 400..500 környékére saccolom, de ezt egy centivel a helyszínen le tudod ellenőrizni.
Ékléc: ha meg is van, talpalni kell a hántolás után és újra illeszteni, vagy csinálsz újakat.
Egy alap géppark/bejárás gépmúhelybe kell egy ilyen munkához, és még úgy sem lesz meg hamar, de bátrak előre!
Jó munkát hozzá!
Üdv.:Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: Kicsa Dátum 2024 február 20, 09:48
Írta: Kicsa Dátum 2024 február 20, 09:48
Üdv!
El vagyok veszve,elvileg TOS a masina. A Maho 500 és a WMW Heckert lába viszont valóban,még jobban hasonlít rá,mint a TOS FN 20.
Körbenézek gépkönyveket illetően,egyáltalán hogyan épül fel egy ilyen gép csapágyazása,szánszerkezete. Megnézem az itt fellelhető gyűjteményben ezeket a gépeket,de félek,hogy elég sok dolog (újra)gyártós lenne.
Lehetne futni egy kört a megvétel után,hogy a látszó öntvényeket tényleg több szögből jó képekkel felölteni,hátha könnyebb az azonosítás. De ez csak vásárlás után,jelenlegi helyén nehezen mozgatható,nehezen körbejárható.
Ezek a becsült méretek nekem meg is felelnének.
Sajnos - ahogy írod is- ez most egy kupac vas,egy jó alap lenne sok-sok munkával és pénzzel.
Nagyon dilemmázok ezen most,megnézek pár gépkönyvet és meglátom. Azon is múlik azért,hogy milyen végső árban tudnék megegyezni az eladóval.
El vagyok veszve,elvileg TOS a masina. A Maho 500 és a WMW Heckert lába viszont valóban,még jobban hasonlít rá,mint a TOS FN 20.
Körbenézek gépkönyveket illetően,egyáltalán hogyan épül fel egy ilyen gép csapágyazása,szánszerkezete. Megnézem az itt fellelhető gyűjteményben ezeket a gépeket,de félek,hogy elég sok dolog (újra)gyártós lenne.
Lehetne futni egy kört a megvétel után,hogy a látszó öntvényeket tényleg több szögből jó képekkel felölteni,hátha könnyebb az azonosítás. De ez csak vásárlás után,jelenlegi helyén nehezen mozgatható,nehezen körbejárható.
Ezek a becsült méretek nekem meg is felelnének.
Sajnos - ahogy írod is- ez most egy kupac vas,egy jó alap lenne sok-sok munkával és pénzzel.
Nagyon dilemmázok ezen most,megnézek pár gépkönyvet és meglátom. Azon is múlik azért,hogy milyen végső árban tudnék megegyezni az eladóval.
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2024 február 20, 11:56
Írta: szucst Dátum 2024 február 20, 11:56
Ha a másik oldalról közelíted: mi kell még hozzá:
- központi olajzás, szennyfogók etc
- asztal
- szervók meg a villamos rész(orsókat láttam alatta)
- valamilyen mechanikus váltó a marófej hajtásba
- motor frekiváltóval, vagy valami borzasztó szervó
(a mahón van pl variátor és utánna mech váltó)
- vertikálfej
ez így alsó hangon egy milla anyagköltség.
plusz ezt mind össze kell még rakni, egy gépműhely komoly támogatásával.
ez még mindig megérheti ha van egy éved erre, utánna tényleg lesz rá munka, és (a leges-legfontosabb), hogy tényleg rendesen áll-e a geometria.
kopott Mahót már 3..4 ezer eurótól lehet venni itthon is, és az legalább egyben van.
a vásárlás előtt azért csak meg lehet rendesen nézni, összepróbálni... két ember már össze tudja állítani.
a beazonosítás amúgy majdnem felesleges, a szánrendszer magától értetődő minden mást meg úgyis te csinálsz!
- központi olajzás, szennyfogók etc
- asztal
- szervók meg a villamos rész(orsókat láttam alatta)
- valamilyen mechanikus váltó a marófej hajtásba
- motor frekiváltóval, vagy valami borzasztó szervó
(a mahón van pl variátor és utánna mech váltó)
- vertikálfej
ez így alsó hangon egy milla anyagköltség.
plusz ezt mind össze kell még rakni, egy gépműhely komoly támogatásával.
ez még mindig megérheti ha van egy éved erre, utánna tényleg lesz rá munka, és (a leges-legfontosabb), hogy tényleg rendesen áll-e a geometria.
kopott Mahót már 3..4 ezer eurótól lehet venni itthon is, és az legalább egyben van.
a vásárlás előtt azért csak meg lehet rendesen nézni, összepróbálni... két ember már össze tudja állítani.
a beazonosítás amúgy majdnem felesleges, a szánrendszer magától értetődő minden mást meg úgyis te csinálsz!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 február 20, 14:47
Írta: jani300 Dátum 2024 február 20, 14:47
Többször nekikészültem már hogy hozzászólok ....
De eddig letettem róla .
Az első és legfontosabb kérdés az lenne mit kérnek érte , csak úgy nagyjából ,tájokozódás képen .
Én nagyon hiányosnak látom .
Most nálam van van két szerszámmaró , egy egyetemes maró ,és egy termelő hosszmaró . és négy eszterga . Meg még 3 harántgyalu .
Ebből egy esztarga az üzemel . És egy hiányos pici harántgyalu tudna még úgy ahogy mozogni .
Azért nagyjából egyben lévő gépeket vettem , de egy ndk szerszámmaró pl egyenáramú hajtású volt ott a villamos rész a motorokkal komplett hiányzik . Az orosz szerszámmarónak pedig kosárban volt a váltója .
Én nem nyúlnék , (már) bele a képen látható gépbe .
Gondold át alaposan a dolgot , halott projektnek látom én ezt már , így közelebb a hetvenhez .
(Hűű ,még leírni is elég nem ám elfogadni :( )
De eddig letettem róla .
Az első és legfontosabb kérdés az lenne mit kérnek érte , csak úgy nagyjából ,tájokozódás képen .
Én nagyon hiányosnak látom .
Most nálam van van két szerszámmaró , egy egyetemes maró ,és egy termelő hosszmaró . és négy eszterga . Meg még 3 harántgyalu .
Ebből egy esztarga az üzemel . És egy hiányos pici harántgyalu tudna még úgy ahogy mozogni .
Azért nagyjából egyben lévő gépeket vettem , de egy ndk szerszámmaró pl egyenáramú hajtású volt ott a villamos rész a motorokkal komplett hiányzik . Az orosz szerszámmarónak pedig kosárban volt a váltója .
Én nem nyúlnék , (már) bele a képen látható gépbe .
Gondold át alaposan a dolgot , halott projektnek látom én ezt már , így közelebb a hetvenhez .
(Hűű ,még leírni is elég nem ám elfogadni :( )
Cím: Re:Hagyományos forgácsológépek
Írta: fy9k4amuy Dátum 2024 február 20, 15:27
Írta: fy9k4amuy Dátum 2024 február 20, 15:27
Szerintem ez egy MAHO, legalábbis az alsó része. Biztos, hogy egy gépből valók az alkatrészek?
Legalábbis nekem az van, és az alapja egy az egyben ugyanilyen.
Szerintem maximum a vasárát éri, ha és amennyiben minden csúszó darab megvan hozzá.
Egyébként alkatrészt nemigen fogsz tudni venni hozzá, szóval csak akkor állj neki, ha nem másik maró és esztergagéped(kompletten felszerszámozva), amin legyártod ehhez az alkatrészeket.
Legalábbis nekem az van, és az alapja egy az egyben ugyanilyen.
Szerintem maximum a vasárát éri, ha és amennyiben minden csúszó darab megvan hozzá.
Egyébként alkatrészt nemigen fogsz tudni venni hozzá, szóval csak akkor állj neki, ha nem másik maró és esztergagéped(kompletten felszerszámozva), amin legyártod ehhez az alkatrészeket.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 február 20, 16:45
Írta: ywathzay Dátum 2024 február 20, 16:45
Még ha nem is ezt akarod hallani. Kérj egy 20-ast amiért elviszed neki a méh-telepre (persze az érte kapott pénzt zsebre teszed), és nem kell többet kerülgetnie, ha nagyon makacs, akkor ajánld fel, hogy ingyen elviszed. Hogy ebből az életben nem lesz már működő gép, az 'hótziher! Még egy egyben lévő gép felújítása, szét- összeszerelése, rendbetétele is óriási munka (és ott minden egyben van). Figyu: MAHO (https://www.machineseeker.hu/maho-mh+500+e2/i-9648845)
Van még kérdés?
Van még kérdés?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 február 20, 18:01
Írta: jani300 Dátum 2024 február 20, 18:01
Kérj egy 20-ast amiért elviszed neki a méh-telepre
Én egy ilyen dumáért tíz másodpercet adnék az ürgének hogy kiérjen a kapun ! :)
Meg hát a rotit is kiengedném hogy hamarabb kiérjen :)
Minimális tisztelet alap követelmény , ha már bemerészkedsz valaki telkére :)
Én egy ilyen dumáért tíz másodpercet adnék az ürgének hogy kiérjen a kapun ! :)
Meg hát a rotit is kiengedném hogy hamarabb kiérjen :)
Minimális tisztelet alap követelmény , ha már bemerészkedsz valaki telkére :)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 február 20, 19:49
Írta: ywathzay Dátum 2024 február 20, 19:49
Neked adok 80-at, és kilomolok,na érzed már a tétet?.[#nyes]
Te egy (kéretik nem megsértődni) gyűjtögető (https://hu.wikipedia.org/wiki/K%C3%A9nyszeres_gy%C5%B1jt%C3%B6get%C3%A9s) vagy, jellemzőjük, hogy semmitől nem válnak meg, még ha nincs is szükség az adott eszközre, tárgyra.
Maradjunk a földön, adott egy darabokban heverő gép, ismeretlen állapotban. Tapasztalat híján ,de álmok sűrűjében barátunk megveszi, gőze nincs mibe akar belevágni. Azt sem tudja milyen tipusú gép, de ez mindegy is. Vertikál fej nélkül... egy fej átcsapágyazása elérheti az 1M forintot (nem a strigonról beszélek, de abban is van NN csapágy), de ennek olyanja nincs is. Egy öklömnyi fogaskerék profi legyártatása 100ezer pénz. Ez nem vicc, nagyjából tudom miről beszélek. 4000 euró az nincs 1.6M, amiért egy működőképes -igaz már kopottas, de befogható gépet lehet venni. A vevőjelölt felteheti magának a kérdést, mi az értéke mondjuk 1000kiló öntvényhulladéknak, meg hozzá 600 kiló vashulladéknak? Kell nekem? Az a gép, abban a formában (meg van-e egyáltalán minden egyes eleme??) nem gép. Még ha be is lenne azonosítva, és gépkönyv alapján ki bír/tud egy ilyet végigleltározni? Fontosak az álmok, de néha nem árt két lábbal a földön állni, és racionálisan gondolkodni.
Én lebeszélni nem akarok senkit semmiről, de mivel nyilvánosan kérdezte, így én is kifejtettem a véleményem.
Te egy (kéretik nem megsértődni) gyűjtögető (https://hu.wikipedia.org/wiki/K%C3%A9nyszeres_gy%C5%B1jt%C3%B6get%C3%A9s) vagy, jellemzőjük, hogy semmitől nem válnak meg, még ha nincs is szükség az adott eszközre, tárgyra.
Maradjunk a földön, adott egy darabokban heverő gép, ismeretlen állapotban. Tapasztalat híján ,de álmok sűrűjében barátunk megveszi, gőze nincs mibe akar belevágni. Azt sem tudja milyen tipusú gép, de ez mindegy is. Vertikál fej nélkül... egy fej átcsapágyazása elérheti az 1M forintot (nem a strigonról beszélek, de abban is van NN csapágy), de ennek olyanja nincs is. Egy öklömnyi fogaskerék profi legyártatása 100ezer pénz. Ez nem vicc, nagyjából tudom miről beszélek. 4000 euró az nincs 1.6M, amiért egy működőképes -igaz már kopottas, de befogható gépet lehet venni. A vevőjelölt felteheti magának a kérdést, mi az értéke mondjuk 1000kiló öntvényhulladéknak, meg hozzá 600 kiló vashulladéknak? Kell nekem? Az a gép, abban a formában (meg van-e egyáltalán minden egyes eleme??) nem gép. Még ha be is lenne azonosítva, és gépkönyv alapján ki bír/tud egy ilyet végigleltározni? Fontosak az álmok, de néha nem árt két lábbal a földön állni, és racionálisan gondolkodni.
Én lebeszélni nem akarok senkit semmiről, de mivel nyilvánosan kérdezte, így én is kifejtettem a véleményem.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 február 20, 20:27
Írta: jani300 Dátum 2024 február 20, 20:27
Kezdjük a második résszel ,abban egyetértünk .
Az első részre , miért nem érteném ? Vannak ismerőseim akik evvel foglalkoznak ,és mégsem próbálkoznak ,velem :)
Érted Te is ?
Igazándiból tiszteletből ,érdekből mindegy de nem próbálkoznak ,mondjuk évtizedes ismeretségek vannak a dolog mögött .
Nemrég olyan helyről hoztunk el a fiammal egy kazánt (lomizták) ,ahova fehérember még be sem mer menni ,az egész telepre .... :)
A gyerek is mondta ha nem lettem volna ott ,elmenekült volna :)
Tovább adtam a kazánt önköltségi áron ,és még ingyé be is építettem ... Éppenséggel ez is egy hatalmas kivétel .
Hát igen ,még nem adok el semmit :)
Az első részre , miért nem érteném ? Vannak ismerőseim akik evvel foglalkoznak ,és mégsem próbálkoznak ,velem :)
Érted Te is ?
Igazándiból tiszteletből ,érdekből mindegy de nem próbálkoznak ,mondjuk évtizedes ismeretségek vannak a dolog mögött .
Nemrég olyan helyről hoztunk el a fiammal egy kazánt (lomizták) ,ahova fehérember még be sem mer menni ,az egész telepre .... :)
A gyerek is mondta ha nem lettem volna ott ,elmenekült volna :)
Tovább adtam a kazánt önköltségi áron ,és még ingyé be is építettem ... Éppenséggel ez is egy hatalmas kivétel .
Hát igen ,még nem adok el semmit :)
Cím: Re:Hagyományos forgácsológépek
Írta: Kicsa Dátum 2024 február 20, 21:08
Írta: Kicsa Dátum 2024 február 20, 21:08
Próbálok egyben válaszolni a kérdésekre...
A gépre nincs és valószínűleg nem is lesz munka. Legalábbis külső,fizető munka nem lesz. Saját felhasználás lenne a cél. Magamnak dolgoznék rajta,gépalkatrészek megmunkálása lenne a cél azért,hogy ne függjek másoktól. Nyilván mindent nem tudnék rajta megoldani,de ha egy része elkészülne,már jó lenne. Nem olyan régen egy harántgyalu vétele előtt voltam,az főleg a szállítás miatt hiúsult meg. (Többe került volna a szállítás 60 km-ről mint maga a működő gép)
Pont ezért,komolyabb tőkét nem tudok mozgósítani.
Az áráról egyelőre annyit mondanék,hogy nyilván az aktuális öntöttvas hulladék felvásárlási árat (85 Ft/kg mai friss ár ) bármikor megkapná az eladó. Amit kér jelenleg érte,az kb ennek a 3x-a. Ennyit biztos hogy nem adnék érte,valahol a kettő között lehet megegyezni.
A pontos típus valóban másodlagos így,igazából az alkatrészeken kívül a mozgástartományok-fő paraméterek miatt volt érdekes.
Egyébként a már korábban bemutatott gép alkatrészei készülnének rajta : ott pedig már látom azt,hogy egy jó gépvázat összerakni igen nehéz,költséges és munkaigényes. Ennek tudatában valószínűleg azért látok ebben sok fantáziát,mert a korábbi és jelenleg is futó gépváz tervezési és építési munkái lényegesen rövidülnének.
A gépre nincs és valószínűleg nem is lesz munka. Legalábbis külső,fizető munka nem lesz. Saját felhasználás lenne a cél. Magamnak dolgoznék rajta,gépalkatrészek megmunkálása lenne a cél azért,hogy ne függjek másoktól. Nyilván mindent nem tudnék rajta megoldani,de ha egy része elkészülne,már jó lenne. Nem olyan régen egy harántgyalu vétele előtt voltam,az főleg a szállítás miatt hiúsult meg. (Többe került volna a szállítás 60 km-ről mint maga a működő gép)
Pont ezért,komolyabb tőkét nem tudok mozgósítani.
Az áráról egyelőre annyit mondanék,hogy nyilván az aktuális öntöttvas hulladék felvásárlási árat (85 Ft/kg mai friss ár ) bármikor megkapná az eladó. Amit kér jelenleg érte,az kb ennek a 3x-a. Ennyit biztos hogy nem adnék érte,valahol a kettő között lehet megegyezni.
A pontos típus valóban másodlagos így,igazából az alkatrészeken kívül a mozgástartományok-fő paraméterek miatt volt érdekes.
Egyébként a már korábban bemutatott gép alkatrészei készülnének rajta : ott pedig már látom azt,hogy egy jó gépvázat összerakni igen nehéz,költséges és munkaigényes. Ennek tudatában valószínűleg azért látok ebben sok fantáziát,mert a korábbi és jelenleg is futó gépváz tervezési és építési munkái lényegesen rövidülnének.
Cím: Re:Hagyományos forgácsológépek
Írta: gyula91 Dátum 2024 február 21, 10:55
Írta: gyula91 Dátum 2024 február 21, 10:55
Sziasztok!
Újabb "hülye" kérdéssel fordulnék hozzátok.
Sajnos az e1n-t kezdem elengedni, méretben is nehézkes nekem. Meg nincs 3f és ha jól látom csak motorcserével tudnám megoldani.
Valaki ismeri közelebbről a HBM 250x550 méretű kis kínai esztergáját?
Tudom kínai is meg ceruzahegyező is :) de nekem tökéletes lenne. Méretben, de minősége milyen lehet?
Sokan szeretik a hyundai 500c-t, viszont a HBM majdnem az e1n kapacitásával rendelkezik. Persze merevségben meg sem közelítheti.
Köszi!
Újabb "hülye" kérdéssel fordulnék hozzátok.
Sajnos az e1n-t kezdem elengedni, méretben is nehézkes nekem. Meg nincs 3f és ha jól látom csak motorcserével tudnám megoldani.
Valaki ismeri közelebbről a HBM 250x550 méretű kis kínai esztergáját?
Tudom kínai is meg ceruzahegyező is :) de nekem tökéletes lenne. Méretben, de minősége milyen lehet?
Sokan szeretik a hyundai 500c-t, viszont a HBM majdnem az e1n kapacitásával rendelkezik. Persze merevségben meg sem közelítheti.
Köszi!
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 február 27, 22:02
Írta: 3ebj3bk8b Dátum 2024 február 27, 22:02
Sziasztok!
Felismeri valaki, hogy a képen látható fúrógép milyen típus, ki a gyártó?
Sajnos az eladó nem tudta megmondani. Adattáblája nincs. Próbálom kideríteni, hátha van a neten róla infó.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_p586e9fdq536whb6vy8ef_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/p586e9fdq536whb6vy8ef_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_hfuzy5e9x3bh80atcnb6t_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/hfuzy5e9x3bh80atcnb6t_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_yn8wsxb082mkxx6muf6kq_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/yn8wsxb082mkxx6muf6kq_3383.jpeg)
Felismeri valaki, hogy a képen látható fúrógép milyen típus, ki a gyártó?
Sajnos az eladó nem tudta megmondani. Adattáblája nincs. Próbálom kideríteni, hátha van a neten róla infó.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_p586e9fdq536whb6vy8ef_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/p586e9fdq536whb6vy8ef_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_hfuzy5e9x3bh80atcnb6t_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/hfuzy5e9x3bh80atcnb6t_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/tn_yn8wsxb082mkxx6muf6kq_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/02/yn8wsxb082mkxx6muf6kq_3383.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2024 február 29, 19:26
Írta: kisssandor Dátum 2024 február 29, 19:26
A motoron mintha lenne adattábla, a gyártó országra utalhat. Az én egykori FGY fúrógépem szíjfeszítése volt ilyen fogasléces. Nagyon hasonlít hozzá a kar is.
Cím: Re:Hagyományos forgácsológépek
Írta: kisssandor Dátum 2024 február 29, 20:20
Írta: kisssandor Dátum 2024 február 29, 20:20
A Szerszámpiacon hirdetnek egyet, hátha az eladó tudja a típust.
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_9pij8h79vdt4bke8ij7_2594.png) (https://hobbicncforum.hu/uploaded_images/2024/02/9pij8h79vdt4bke8ij7_2594.png)
(https://hobbicncforum.hu/uploaded_images/2024/02/tn_9pij8h79vdt4bke8ij7_2594.png) (https://hobbicncforum.hu/uploaded_images/2024/02/9pij8h79vdt4bke8ij7_2594.png)
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:05
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:05
Már beszéltem vele, nem nagyon ért hozzá. Az övén is csak a motoron van adattábla az egy Dinamo, Elektromotor és gépgyár, az enyémen meg egy MEZ Csehszlovák motor van. Szóval nem tudom. Van még egy áttételes váltómű a tetején az enyémnek, felezőnek gondolom, de egyenlőre nem nagyon értem, hogy mit csinál.
Az FGY minek a rövidítése?
Az FGY minek a rövidítése?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:10
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:10
Fúrógépgyár?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 február 29, 21:15
Írta: jani300 Dátum 2024 február 29, 21:15
Szerintem is .
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 február 29, 21:16
Írta: svejk Dátum 2024 február 29, 21:16
A tetején az nem valami nyomatékhatároló?
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 február 29, 21:17
Írta: svejk Dátum 2024 február 29, 21:17
Vagy esetleg előtolómű?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:23
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:23
Lehet egyébként, mert ha elfordítom a kart akkor szétkapcsol a hajtás. A házát még nem szedtem szét, de van benne két tengely az tuti. Nem igazán értem, hogy működik.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 február 29, 21:27
Írta: svejk Dátum 2024 február 29, 21:27
"A házát még nem szedtem szét..."
Minő erény! Én biztos nem bírtam volna ki. :)
Minő erény! Én biztos nem bírtam volna ki. :)
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:31
Írta: 3ebj3bk8b Dátum 2024 február 29, 21:31
Szétszedem majd, csak még nem került rá sor[#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2024 március 25, 04:15
Írta: J-Steel Dátum 2024 március 25, 04:15
Van egy magyar Forcon csőmenetvágóm aminek a pofáit sorrendbe lehet behelyezni, és a tárcsát forgatva egyre közelebb kerülnek ezek a pofák egymáshoz.
A forgatós tárcsán vannak feliratok, aszerint hogy milyen coll méretű csövet szeretnék menetelni.
A kérdésem az lenne, hogy miért vannak osztások a méretek (pl 1/2 és 3/4) között?
Nemrég szereztem be, még ismerkedünk egymással, sajnos az eladó nem tudott róla semmit mondani, én pedig senkit nem láttam vele dolgozni.
A forgatós tárcsán vannak feliratok, aszerint hogy milyen coll méretű csövet szeretnék menetelni.
A kérdésem az lenne, hogy miért vannak osztások a méretek (pl 1/2 és 3/4) között?
Nemrég szereztem be, még ismerkedünk egymással, sajnos az eladó nem tudott róla semmit mondani, én pedig senkit nem láttam vele dolgozni.
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2024 március 25, 07:46
Írta: szabo janko Dátum 2024 március 25, 07:46
ltalában egyől nem lehet készre vágni ,ezért két három lépésbbe kell vágni közelítve a kész mérethez. Sokat vágtam apámnak segítve Ő vívezeték szerelő volt. Ha egyől sikerül is rákapatni a csőre nagy valószínűséggel leyzedi a menetet.
Cím: Re:Hagyományos forgácsológépek
Írta: szabo janko Dátum 2024 március 25, 07:47
Írta: szabo janko Dátum 2024 március 25, 07:47
Az első szó általábban
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 március 25, 07:57
Írta: jani300 Dátum 2024 március 25, 07:57
Van egy fontos jellemzője ennek a kerepes csőmetszőnek .
Visszafele nem szabasd hajtani !
Szét kell nyitni és úgy kell levenni a menetről .
Már csak műszaki régiség ,nem termelékeny
, a szakszerű használatát is igen kevesen tudják már .
Visszafele nem szabasd hajtani !
Szét kell nyitni és úgy kell levenni a menetről .
Már csak műszaki régiség ,nem termelékeny
, a szakszerű használatát is igen kevesen tudják már .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2024 március 25, 09:58
Írta: J-Steel Dátum 2024 március 25, 09:58
Nekem az a bajom a boltban kapható fix távolságú csőmenetmetszővel, hogy egy idő után már nagyon keveset tudok csak fordítani, és nagyon sokat kell visszafelé tekergetni. Ha nem így csinálom akkor megforog a cső a satuban, mindegy mennyire van beszorítva. De van hogy ígyis megforog.
Azért is szereztem ezt a kerepsit, hogy hátha másképp lesz ezzel.
Meglátjuk. Vajon hány osztással kezdjem feljebb egy colos cső esetén?
Azért is szereztem ezt a kerepsit, hogy hátha másképp lesz ezzel.
Meglátjuk. Vajon hány osztással kezdjem feljebb egy colos cső esetén?
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2024 március 25, 10:26
Írta: mex Dátum 2024 március 25, 10:26
Kettő, esetleg három fogásból érdemes rámetszeni a menetet a colos csőre,úny nem is tépi az anyagot, és nem is fáradsz el idő előtt, ha sok darabról van szó.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2024 március 25, 13:59
Írta: Robika37 Dátum 2024 március 25, 13:59
Nem mindegy milyen hűtő-kenőanyagot használsz. Próbáld meg többféle spray-vel látványos különbségeket tapasztalhatsz.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 március 25, 15:22
Írta: jani300 Dátum 2024 március 25, 15:22
Tudom hogy felesleges ,de ezt csak igazolni tudom .
Valóban így van !
kissé kopottabb szerszámnál igen szembetűnő tud lenni a változás .
Valóban így van !
kissé kopottabb szerszámnál igen szembetűnő tud lenni a változás .
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2024 március 25, 15:51
Írta: J-Steel Dátum 2024 március 25, 15:51
Milyen hűtőanyagot ajánlasz, had próbáljam ki.
Olcsó kínai csőmenetvágót használtam eddig. A baj az, hogy szakít egy nagyobb darabot a csőből, amit csak visszafelé forgatással tudok "kitörni". Ennek aztán nyoma is marad, és van, hogy a menetfal nem egyenes, hanem a szakítás miatt hullámos.
Szerintem itt kizárólag a szerszám a hibás, de majd kiderül nemsokára.
Olcsó kínai csőmenetvágót használtam eddig. A baj az, hogy szakít egy nagyobb darabot a csőből, amit csak visszafelé forgatással tudok "kitörni". Ennek aztán nyoma is marad, és van, hogy a menetfal nem egyenes, hanem a szakítás miatt hullámos.
Szerintem itt kizárólag a szerszám a hibás, de majd kiderül nemsokára.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 március 25, 16:09
Írta: jani300 Dátum 2024 március 25, 16:09
Próbálj ki egy rottenberger készletet ! :)
Tipikus pancser duma amit írtál ......
Nekem is van kínai egyébként .
A csőmenet kúpos ...
Ha majdnem kész telibe fog a metsző ...
Ha nem vágod teljes hosszban ,(vagy tovább) akkor jó a kínai is !
Nemi élet -szüzesség , ugye ? :)
Ezek az alkalmak amikor megbánom hogy nem maradtam csendben ...
Tipikus pancser duma amit írtál ......
Nekem is van kínai egyébként .
A csőmenet kúpos ...
Ha majdnem kész telibe fog a metsző ...
Ha nem vágod teljes hosszban ,(vagy tovább) akkor jó a kínai is !
Nemi élet -szüzesség , ugye ? :)
Ezek az alkalmak amikor megbánom hogy nem maradtam csendben ...
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2024 március 25, 17:10
Írta: Robika37 Dátum 2024 március 25, 17:10
Profix vágó üregelő spray acélokhoz és szinesfémekhez ebben rózsaszínű folyadék van szépen forgácsol tőle a szerszám .
Van ilyen gyártmányban csak acélokhoz abban petróleum szerű a folyadék nem igazán működik jól . Volt régebben "Dundi" nevű is mostanra nagyon megdrágult, Nicro-nak is van az a személyes tapasztalat,hogy ezek a rózsaszín löttyök amik jobban működnek mint a sárgás olaj.petróleum szerű folyadékok..egyébként ha meg is tépi kicsit a csőmenetet az nem túl nagy baj mert nem tud megcsúszni rajta a tömítőanyag. A sima kivitelű réz fittingeket kézi fűrészlap fogaival fel szoktam érdesíteni.
Van ilyen gyártmányban csak acélokhoz abban petróleum szerű a folyadék nem igazán működik jól . Volt régebben "Dundi" nevű is mostanra nagyon megdrágult, Nicro-nak is van az a személyes tapasztalat,hogy ezek a rózsaszín löttyök amik jobban működnek mint a sárgás olaj.petróleum szerű folyadékok..egyébként ha meg is tépi kicsit a csőmenetet az nem túl nagy baj mert nem tud megcsúszni rajta a tömítőanyag. A sima kivitelű réz fittingeket kézi fűrészlap fogaival fel szoktam érdesíteni.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 március 25, 19:40
Írta: jani300 Dátum 2024 március 25, 19:40
kicsit elkapott a gép .....
Azt hittem gépészmérnök vagy , de most látom villamos , hát bocsi .
Azt hittem gépészmérnök vagy , de most látom villamos , hát bocsi .
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 március 25, 20:09
Írta: KoLa Dátum 2024 március 25, 20:09
Amikor a dundisprével' már lerágja a metsző a menetet, akkor előveszem a faggyút, és megint szép lesz a menet!
Fagyos állapotban a legjobb, felolvasztva 1/3 olajjal keverve sokáig ecsetelhető marad.
Fagyos állapotban a legjobb, felolvasztva 1/3 olajjal keverve sokáig ecsetelhető marad.
Cím: Re:Hagyományos forgácsológépek
Írta: J-Steel Dátum 2024 március 26, 13:42
Írta: J-Steel Dátum 2024 március 26, 13:42
Megszoktam már. Valami iskolát csak el kellett végezzek, hogy ki tudjam fizetni a számlákat.
Ha élelmiszeripari lennék akkor még nagyobb hátrányból kellene felzárkózzak.
Visszatérve írtad, hogy a magyar csőmenetvágóval nem lehet visszafelé menni.
Ki kell engedni a pofákat és előrefelé tekern, vagy csak kiengedni és levenni?
Mi történik ha hátrafelé tekeri az ember?
Ha élelmiszeripari lennék akkor még nagyobb hátrányból kellene felzárkózzak.
Visszatérve írtad, hogy a magyar csőmenetvágóval nem lehet visszafelé menni.
Ki kell engedni a pofákat és előrefelé tekern, vagy csak kiengedni és levenni?
Mi történik ha hátrafelé tekeri az ember?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 március 26, 15:45
Írta: Vetesi75 Dátum 2024 március 26, 15:45
Az alászoruló forgács lecsorbítja a vágóélt. Fellazítani és úgy rémlik, előre, tovább forgatva szét fog nyílni, hogy levehető lesz. Nem használom, magamnak esztergálni szoktam a csőmenetet.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 március 26, 19:35
Írta: KoLa Dátum 2024 március 26, 19:35
Pittler-fej a neve, önkioldó menetmetsző, nekem is van esztergához való, a kézi változatát a vizesek és a gázosok használják, nekem nincs olyanom, de biztosan ki kell engedni mert, az élgeometria nem engedi a visszaforgatást.
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 március 26, 21:02
Írta: KoLa Dátum 2024 március 26, 21:02
A mai dundi spray, tök ugyanaz mint a régi.
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_5ehs8vbjwxhi0vetsk9b_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/5ehs8vbjwxhi0vetsk9b_1236.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/03/tn_5ehs8vbjwxhi0vetsk9b_1236.jpg) (https://hobbicncforum.hu/uploaded_images/2024/03/5ehs8vbjwxhi0vetsk9b_1236.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 március 26, 22:06
Írta: jani300 Dátum 2024 március 26, 22:06
Gépre való a múlt héten szegődött mellém kettő is , kicsik . Egyiknek vannak csak pofái . A Kisebb vödör dörzsárat nem is említem .
Nagyobbak régóta vannak ,majd valaki kidobja őket ,én még mindig nem adok el semmit .
kerepes is van több , de a kínait használtam .
Nagyobbak régóta vannak ,majd valaki kidobja őket ,én még mindig nem adok el semmit .
kerepes is van több , de a kínait használtam .
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 március 26, 23:00
Írta: Vetesi75 Dátum 2024 március 26, 23:00
A Pittler-fejet rugó ellenében felhúzod, ráhajtod a vasra és mikor vissza húzod (vagy a szán ütközőre megáll és a metsző tovább jár), akkor kiold. A kerepes metsző nem old ki, azt kulcsolni kell előtte.
Cím: Re:Hagyományos forgácsológépek
Írta: Robika37 Dátum 2024 március 27, 18:59
Írta: Robika37 Dátum 2024 március 27, 18:59
Igen ezt írtam először...
Cím: Re:Hagyományos forgácsológépek
Írta: Scythian Dátum 2024 április 09, 21:00
Írta: Scythian Dátum 2024 április 09, 21:00
Üdv Urak!
Keresek olyan fórumtársat, aki került már közelebbi kapcsolatba Cugir FU36 marógéppel. Ha kérhetem, akkor privátban, hogy kapjak értesítést. Köszönettel
Toni
Keresek olyan fórumtársat, aki került már közelebbi kapcsolatba Cugir FU36 marógéppel. Ha kérhetem, akkor privátban, hogy kapjak értesítést. Köszönettel
Toni
Cím: Re:Hagyományos forgácsológépek
Írta: heq5 Dátum 2024 április 10, 13:59
Írta: heq5 Dátum 2024 április 10, 13:59
Tisztelt Fórumlakók,
A képeken látható géphez keresek műszaki leírást, gépkönyvet, hátha akad valakinek valami ötlete.
Üdv:farkaslaci
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_72nbax937fq6ujmv0dkc_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/72nbax937fq6ujmv0dkc_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_p5u66xc7ahe4gsnpp9xh7_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/p5u66xc7ahe4gsnpp9xh7_3969.jpg)
A képeken látható géphez keresek műszaki leírást, gépkönyvet, hátha akad valakinek valami ötlete.
Üdv:farkaslaci
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_72nbax937fq6ujmv0dkc_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/72nbax937fq6ujmv0dkc_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_p5u66xc7ahe4gsnpp9xh7_3969.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/p5u66xc7ahe4gsnpp9xh7_3969.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 21, 20:07
Írta: RogerCo Dátum 2024 április 21, 20:07
Sziasztok,
Valakinek nem ismerős ez a vésőfej?
Ehhez keresnék behajtó fogaskereket, vagy méreteket a legyártatásához.
Nem tudok róla semmit, hagyatékból maradt rám :(
Tippem szerint Strigon ME1000-hez lehetett.
Köszi:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_p06q6p3c293n0bn45z633_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/p06q6p3c293n0bn45z633_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_yyk7ue9aaj9vimp8wgyb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/yyk7ue9aaj9vimp8wgyb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_szt4fft9s4wd0xeqxpib_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/szt4fft9s4wd0xeqxpib_20.jpg)
Valakinek nem ismerős ez a vésőfej?
Ehhez keresnék behajtó fogaskereket, vagy méreteket a legyártatásához.
Nem tudok róla semmit, hagyatékból maradt rám :(
Tippem szerint Strigon ME1000-hez lehetett.
Köszi:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_p06q6p3c293n0bn45z633_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/p06q6p3c293n0bn45z633_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_yyk7ue9aaj9vimp8wgyb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/yyk7ue9aaj9vimp8wgyb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_szt4fft9s4wd0xeqxpib_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/szt4fft9s4wd0xeqxpib_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 21, 20:09
Írta: RogerCo Dátum 2024 április 21, 20:09
A képeket, persze elrontottam :(
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_jkqqk7t040se5z0judm3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/jkqqk7t040se5z0judm3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_h0pz2dz2sbv33y5myc3zn_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/h0pz2dz2sbv33y5myc3zn_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_cdut0i4qqan5vyz4xu0if_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/cdut0i4qqan5vyz4xu0if_20.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_jkqqk7t040se5z0judm3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/jkqqk7t040se5z0judm3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_h0pz2dz2sbv33y5myc3zn_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/h0pz2dz2sbv33y5myc3zn_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/tn_cdut0i4qqan5vyz4xu0if_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/cdut0i4qqan5vyz4xu0if_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 24, 11:11
Írta: RogerCo Dátum 2024 április 24, 11:11
Annyi már kiderült, hogy ferdefogazású kell bele.
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_zuegbp0kb5xnjxk265a4_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/zuegbp0kb5xnjxk265a4_20.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/04/tn_zuegbp0kb5xnjxk265a4_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/04/zuegbp0kb5xnjxk265a4_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2024 április 24, 17:28
Írta: Csuhás Dátum 2024 április 24, 17:28
Vegyél egy nyers fogaskeret vagy akár fogaskerék párt és simán szereld be. Géphez illeszkedő kúpot nem nagy ügy esztergálni, és akár a reteszt is kihagyhatod az érintő felületbe tengelyirányban befúrt hernyóvarral.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 24, 22:37
Írta: RogerCo Dátum 2024 április 24, 22:37
Köszönöm,
Úgy néz ki sikerült szereznem, jövő héten kiderül, ha ideért ;)
beszámolok majd.
Úgy néz ki sikerült szereznem, jövő héten kiderül, ha ideért ;)
beszámolok majd.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 25, 20:01
Írta: RogerCo Dátum 2024 április 25, 20:01
Sziasztok,
Filc (nemez) tömítést hogy a legcélszerűbb vágni?
Vettem ilyen filc lapot. De a csapágyboltban az eladó a sima egyenes vágással is megküzdött frissen berakott tapétavágó kés betéttel. Vagy 3x húzta át erősen rányomva, a végén ollóval "vágta"
szóval kéredzeném mi a praktikája, ha kör alakú tömítést kellene ebből kivágnom?
(https://img.jofogas.hu/hdimages/Tomites_kihajtotengely_Terra_T_20_filctomites_nagy_223172449822863.jpg)
Köszönöm:
Roger
Filc (nemez) tömítést hogy a legcélszerűbb vágni?
Vettem ilyen filc lapot. De a csapágyboltban az eladó a sima egyenes vágással is megküzdött frissen berakott tapétavágó kés betéttel. Vagy 3x húzta át erősen rányomva, a végén ollóval "vágta"
szóval kéredzeném mi a praktikája, ha kör alakú tömítést kellene ebből kivágnom?
(https://img.jofogas.hu/hdimages/Tomites_kihajtotengely_Terra_T_20_filctomites_nagy_223172449822863.jpg)
Köszönöm:
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: designr Dátum 2024 április 25, 20:32
Írta: designr Dátum 2024 április 25, 20:32
1.
Léteznek tömítéskivágó készletek.
Általában olyan 60mm-ig.
Ha esetleg környezetedben van ilyen az tökéletes.
2.
Mi használunk kör alakú tömítésekre kivágó körzőt.
Egyszerű szerkezet, egy központba anyagra szorítva előbb a külsö majd a belső oldalt kézi erővel ,sokszor körbeforgatva kivágni.
Persze ez is csak akkor ha van ilyen elérhető .
3.minél véknyabb falú megfelelő átmérőjű fémcsövet élesre köszörülsz és kiütöd..
4.Új sniccer pengével én bármikor nekiállnék ha nem nagy a darabszám..
Léteznek tömítéskivágó készletek.
Általában olyan 60mm-ig.
Ha esetleg környezetedben van ilyen az tökéletes.
2.
Mi használunk kör alakú tömítésekre kivágó körzőt.
Egyszerű szerkezet, egy központba anyagra szorítva előbb a külsö majd a belső oldalt kézi erővel ,sokszor körbeforgatva kivágni.
Persze ez is csak akkor ha van ilyen elérhető .
3.minél véknyabb falú megfelelő átmérőjű fémcsövet élesre köszörülsz és kiütöd..
4.Új sniccer pengével én bármikor nekiállnék ha nem nagy a darabszám..
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 április 26, 16:58
Írta: Vetesi75 Dátum 2024 április 26, 16:58
Csővel kiütni egy bizonyos vastagság felett már nem ad használható minőséget, de az élezett csövet oszlopos fúrógépen "koronafúróként" alkalmazva tetszetős szokott lenni az eredmény. (fa alátéttel, a papírfúrók mintájára)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 április 26, 19:22
Írta: RogerCo Dátum 2024 április 26, 19:22
Köszönöm a javaslatokat.
Jelentkezem majd mire jutottam.
Jelen esetben 5mm vastag filcet kell szépen kivágni. A belső furata szimering-ként funkcionál(na).
Jelentkezem majd mire jutottam.
Jelen esetben 5mm vastag filcet kell szépen kivágni. A belső furata szimering-ként funkcionál(na).
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2024 április 26, 20:24
Írta: PSoft Dátum 2024 április 26, 20:24
Még "tetszetőseb lesz" a tömítés, ha a furat lyukasztó csövét belül, a másikat pedig kívül élezed.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 április 26, 21:56
Írta: jani300 Dátum 2024 április 26, 21:56
Papírfúró , ezt jól esett hallani !
Ismerem ,de nem a tanulmányaimból ....
Ismerem ,de nem a tanulmányaimból ....
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 02, 18:57
Írta: RogerCo Dátum 2024 május 02, 18:57
Sziasztok,
A hozzá értőktől kérdezném mi a különbség a
Strigon ME-1000 és a
Strigon MU-1000 között ?
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_cv85hm7kcbsm9vjwnsv98_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/cv85hm7kcbsm9vjwnsv98_20.png)
A hozzá értőktől kérdezném mi a különbség a
Strigon ME-1000 és a
Strigon MU-1000 között ?
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_cv85hm7kcbsm9vjwnsv98_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/cv85hm7kcbsm9vjwnsv98_20.png)
Cím: Re:Hagyományos forgácsológépek
Írta: Rabb Ferenc Dátum 2024 május 02, 19:47
Írta: Rabb Ferenc Dátum 2024 május 02, 19:47
Talán... [#t145p4686#]
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 02, 19:54
Írta: RogerCo Dátum 2024 május 02, 19:54
[#eljen]
Köszönöm !
Köszönöm !
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 07, 22:29
Írta: RogerCo Dátum 2024 május 07, 22:29
Sziasztok,
Érdeklődnék lenne-e valakinek eladó vertikális fúrófeje (gyorsfej) direkt hajtásos, vagy külön motorról meghajtott is érdekel. A strigon MU-1000-re menne fel, de ha nem rávaló az sem akadály.
Vagy ha ilyen nincs senkinek eladó érdekel vmi törött, hiányos állványos fúrógép aminek a főorsó részéből ezt megtudnám csinálni, mint anno Csuhás fórumtárs.
(https://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/m_f2.JPG)
Köszönöm:
Roger
Érdeklődnék lenne-e valakinek eladó vertikális fúrófeje (gyorsfej) direkt hajtásos, vagy külön motorról meghajtott is érdekel. A strigon MU-1000-re menne fel, de ha nem rávaló az sem akadály.
Vagy ha ilyen nincs senkinek eladó érdekel vmi törött, hiányos állványos fúrógép aminek a főorsó részéből ezt megtudnám csinálni, mint anno Csuhás fórumtárs.
(https://cnctar.hobbycnc.hu/Csuhas/Linkelt_kepek/m_f2.JPG)
Köszönöm:
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2024 május 09, 06:48
Írta: 7cim5mm0 Dátum 2024 május 09, 06:48
Szervusz!
"b" megoldásnak:
Van egy üres asztali fúrógép házam, meg talán egy másik gépmaradék is, amiben valamilyen orsó is van.
Ha nem akad más és el is jössz érte Székesfehérvárra, majd jelezz vissza.
"b" megoldásnak:
Van egy üres asztali fúrógép házam, meg talán egy másik gépmaradék is, amiben valamilyen orsó is van.
Ha nem akad más és el is jössz érte Székesfehérvárra, majd jelezz vissza.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 május 09, 08:45
Írta: ywathzay Dátum 2024 május 09, 08:45
Ha fúrni akarsz, azt a vertikál fejnek tudnia kell, ha meg mani, ahhoz egy fúrófej/orsó semmilyen formában nem alkalmas.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 09, 10:39
Írta: RogerCo Dátum 2024 május 09, 10:39
Helló,
A gép még nincs nálam, de a vertikál fej "fix" az asztalt kell emelni, süllyeszteni, ami fúrásnál nem túl kényelmes.
A felajánlásod köszönöm, ha még aktuális lesz kereslek.
Roger
A gép még nincs nálam, de a vertikál fej "fix" az asztalt kell emelni, süllyeszteni, ami fúrásnál nem túl kényelmes.
A felajánlásod köszönöm, ha még aktuális lesz kereslek.
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 09, 10:40
Írta: RogerCo Dátum 2024 május 09, 10:40
Bocs, összemostam a két hozzászólást :(
Szóval köszönöm a felajánlásod, kereslek majd ha még aktuális lesz.
Roger
Szóval köszönöm a felajánlásod, kereslek majd ha még aktuális lesz.
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 18, 00:49
Írta: RogerCo Dátum 2024 május 18, 00:49
Sziasztok, az alábbi képen szereplő Strigon GMS 320 gyorsmarófejhez kérek segítséget.
Ebbe milyen patron volt gyárilag? Hogy keressem? Lehet még ilyet kapni valahol ?
Ránézésre valami ilyesmi mehetett bele, viszonylag hosszú a furat a főorsóban, a végén egy keskeny, hengeres furattal.
(A második kép egy netes kép)
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_nwh2hsnib2xqdqu7p0di7_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/nwh2hsnib2xqdqu7p0di7_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_090nbn3dmz9dn7h9t7th_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/090nbn3dmz9dn7h9t7th_20.png)
Ebbe milyen patron volt gyárilag? Hogy keressem? Lehet még ilyet kapni valahol ?
Ránézésre valami ilyesmi mehetett bele, viszonylag hosszú a furat a főorsóban, a végén egy keskeny, hengeres furattal.
(A második kép egy netes kép)
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_nwh2hsnib2xqdqu7p0di7_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/nwh2hsnib2xqdqu7p0di7_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_090nbn3dmz9dn7h9t7th_20.png) (https://hobbicncforum.hu/uploaded_images/2024/05/090nbn3dmz9dn7h9t7th_20.png)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 20, 13:39
Írta: RogerCo Dátum 2024 május 20, 13:39
Annyit sikerült eddig méregetnem :
-A patron vége, ami bemegy a főorsóba kb 16mm
-A patron hossza a főorsó végéig 47mm
-A főorsó elején a legnagyobb átmérő kb 20.8mm
-A kúp hossza kb 10.5mm
Jó lenne beazonosítani, mert ugyan az ER20-as patron megáll benne, de nem olyan mint a gyári.
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_5v3vknn4ne96q3k2cns_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/5v3vknn4ne96q3k2cns_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_t0ftzbi77cthh53yekqu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/t0ftzbi77cthh53yekqu_20.jpg)
-A patron vége, ami bemegy a főorsóba kb 16mm
-A patron hossza a főorsó végéig 47mm
-A főorsó elején a legnagyobb átmérő kb 20.8mm
-A kúp hossza kb 10.5mm
Jó lenne beazonosítani, mert ugyan az ER20-as patron megáll benne, de nem olyan mint a gyári.
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_5v3vknn4ne96q3k2cns_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/5v3vknn4ne96q3k2cns_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_t0ftzbi77cthh53yekqu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/t0ftzbi77cthh53yekqu_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 május 20, 14:05
Írta: bundyland Dátum 2024 május 20, 14:05
Ez nem teljesen az de hátha mérési hiba van.
DIN6343-F17.5
DIN6343-F17.5
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 20, 16:57
Írta: RogerCo Dátum 2024 május 20, 16:57
Köszönöm.
Ennyit nem tévedhettem...
A 16-os fúró épp nem kotyogott az aljában. A 17-es nem ment le teljesen.
Az elején a 22 még reális lehet, hisz kilóghat a főorsóból.
De a 17.5 nem fog belemenni :(
Köszi: Roger
Ennyit nem tévedhettem...
A 16-os fúró épp nem kotyogott az aljában. A 17-es nem ment le teljesen.
Az elején a 22 még reális lehet, hisz kilóghat a főorsóból.
De a 17.5 nem fog belemenni :(
Köszi: Roger
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 május 20, 17:50
Írta: bundyland Dátum 2024 május 20, 17:50
Azért remélem nem sértettelek meg a mérési hibával!
Nekem is van marógépre gyorsfej és igen kilóg előre picit.
Nem lesz egyszerű beszerezni.
Nekem is van marógépre gyorsfej és igen kilóg előre picit.
Nem lesz egyszerű beszerezni.
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 május 20, 18:01
Írta: bundyland Dátum 2024 május 20, 18:01
Esetleg a 123E ?
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 20, 20:37
Írta: RogerCo Dátum 2024 május 20, 20:37
Köszönöm, ez még akár jó is lehetne, Jó lenne előtte belepróbálni. Itthon eddig még nem találtam belőle, de kiindulási alapnak jó.
Köszi !
Roger
Köszi !
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 május 22, 20:55
Írta: kmil Dátum 2024 május 22, 20:55
Sziasztok,
Ha van esetleg valakinek KP-100 -as köszörűje, megosztaná velem az asztal fok osztás mellett lévő mérőóra tartó és az ellendarab méreteit / méretezett rajzot róluk?
Előre is köszi!
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_gjktyqi72zdxbg6tn2by_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/gjktyqi72zdxbg6tn2by_6016.jpeg)
Ha van esetleg valakinek KP-100 -as köszörűje, megosztaná velem az asztal fok osztás mellett lévő mérőóra tartó és az ellendarab méreteit / méretezett rajzot róluk?
Előre is köszi!
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_gjktyqi72zdxbg6tn2by_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/05/gjktyqi72zdxbg6tn2by_6016.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 május 31, 16:29
Írta: RogerCo Dátum 2024 május 31, 16:29
Sziasztok,
Szépen lassan takarítgatom az MU1000-es marógépet és kiegészítőit.
A vízszintes gerenda végén a "támcsapágy" az vajon miért excenteres? A persely kúpos másik végén menettel behúzva. Egy stift pozicionálja. De miért excentrikus ?
Az enyémben a furat 46mm-es. A marótüskék megvezetése, és a szinusz fej kitámasztója is 48mm.
A meglévőt nem fúrnám fel.
De ha újat csinálnék hogyan fúrjam ki jó pozícióba?
Adja magát, hogy a helyén. De a gerenda mozgatása kézzel azért nem precíz...
Köszi
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_puqmw9qvwucw4j6fn8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/puqmw9qvwucw4j6fn8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_fk8m05q8xx49k8i4xd2uc_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/fk8m05q8xx49k8i4xd2uc_20.jpg)
Szépen lassan takarítgatom az MU1000-es marógépet és kiegészítőit.
A vízszintes gerenda végén a "támcsapágy" az vajon miért excenteres? A persely kúpos másik végén menettel behúzva. Egy stift pozicionálja. De miért excentrikus ?
Az enyémben a furat 46mm-es. A marótüskék megvezetése, és a szinusz fej kitámasztója is 48mm.
A meglévőt nem fúrnám fel.
De ha újat csinálnék hogyan fúrjam ki jó pozícióba?
Adja magát, hogy a helyén. De a gerenda mozgatása kézzel azért nem precíz...
Köszi
Roger
(https://hobbicncforum.hu/uploaded_images/2024/05/tn_puqmw9qvwucw4j6fn8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/puqmw9qvwucw4j6fn8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/tn_fk8m05q8xx49k8i4xd2uc_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/05/fk8m05q8xx49k8i4xd2uc_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2024 június 07, 10:38
Írta: 7cim5mm0 Dátum 2024 június 07, 10:38
"A vízszintes gerenda végén a "támcsapágy" az vajon miért excenteres?"
Azért, hogy vonalba tudd állítani.
Azért, hogy vonalba tudd állítani.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2024 június 07, 11:05
Írta: Csuhás Dátum 2024 június 07, 11:05
Hogyan? Egy excenter erre nem elég.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 június 07, 15:15
Írta: jani300 Dátum 2024 június 07, 15:15
Pozicionált a csapágy helyzete azt írta .
Én gyártási pontatlanság , vagy esetleg eredetileg másik gépre készült támasztóbak géphez igazítására gondoltam már egyből az elején .
De vártam az ötleteket ,nem kell már mindenbe beleszólnom ...
Én gyártási pontatlanság , vagy esetleg eredetileg másik gépre készült támasztóbak géphez igazítására gondoltam már egyből az elején .
De vártam az ötleteket ,nem kell már mindenbe beleszólnom ...
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 07, 15:29
Írta: RogerCo Dátum 2024 június 07, 15:29
Azóta annyi kiderült, hogy ezt valaki(k) korábban már "barmolták" :(
Nyomtattam bele 3D nyomtatóval egy 48mm-es furatú kúpot. Szépen "fut" benne.
Tovább gondolva, ha tényleg excentrikus lenne, és valamiért elnyírja az illesztő szeget, akkor mi történik ? Töri le a gerendát.
Ezt a gépet még édesapám vette 2015-ben, de a gerenda, és vele a támasztóbáb sosem volt fent nála.
Ráadásul a két rögzítő fül is valamikor jó régen kb 3-4 réteg festékkel ezelőtt le lett fűrészelve róla. A tömény trisós víz sok mindent felfed.
Ezért is kerestek az adok-veszekben eredeti bábot, hátha valakinél lapul még egy eldugott sarokban.
Nyomtattam bele 3D nyomtatóval egy 48mm-es furatú kúpot. Szépen "fut" benne.
Tovább gondolva, ha tényleg excentrikus lenne, és valamiért elnyírja az illesztő szeget, akkor mi történik ? Töri le a gerendát.
Ezt a gépet még édesapám vette 2015-ben, de a gerenda, és vele a támasztóbáb sosem volt fent nála.
Ráadásul a két rögzítő fül is valamikor jó régen kb 3-4 réteg festékkel ezelőtt le lett fűrészelve róla. A tömény trisós víz sok mindent felfed.
Ezért is kerestek az adok-veszekben eredeti bábot, hátha valakinél lapul még egy eldugott sarokban.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 07, 21:32
Írta: RogerCo Dátum 2024 június 07, 21:32
Ma is haladtam kicsit a marógép kitakarításával.
Szét kaptam mint Foxi azt a bizonyos lábtörlőt.
A gyorsjárat bizonytalan volt, és a szánok kenése sem működött.
Nem akarok megbántani senkit, főleg, hogy lehet már nem is él aki elkövette, de azért megvan a véleményem az ilyen munkáról.
Valamikor régen, (abból gondolom, mert már min. a második festék réteg volt rákenve) felújították a gépet. Festés "mázolás" biztos volt. Szóval a hosszszán anyáját cserélhették, a kilógó része már le is volt festve (Ez ugye a szán alatt van. De arra már nem futotta, hogy az olajozó furatot is belefúrják az anyába !!!
Az olajcsövek is tele voltak olajsárral.
Az előtolás kapcsoló rúdja is vastagon volt lefestve pirosra és szürkére a géptesten belül... Persze, hogy nem tudott könnyen mozogni.
Fogaskereket, nóniusz null jelöléseket amit értek minden festékes. VOLT !
Jelenleg mindent fém tisztára mosok. Majd ha eljutok oda összerakom, ha minden működik újra szétszedem, zsírtalanítok, gittelés, csiszolás, festés.
Szét kaptam mint Foxi azt a bizonyos lábtörlőt.
A gyorsjárat bizonytalan volt, és a szánok kenése sem működött.
Nem akarok megbántani senkit, főleg, hogy lehet már nem is él aki elkövette, de azért megvan a véleményem az ilyen munkáról.
Valamikor régen, (abból gondolom, mert már min. a második festék réteg volt rákenve) felújították a gépet. Festés "mázolás" biztos volt. Szóval a hosszszán anyáját cserélhették, a kilógó része már le is volt festve (Ez ugye a szán alatt van. De arra már nem futotta, hogy az olajozó furatot is belefúrják az anyába !!!
Az olajcsövek is tele voltak olajsárral.
Az előtolás kapcsoló rúdja is vastagon volt lefestve pirosra és szürkére a géptesten belül... Persze, hogy nem tudott könnyen mozogni.
Fogaskereket, nóniusz null jelöléseket amit értek minden festékes. VOLT !
Jelenleg mindent fém tisztára mosok. Majd ha eljutok oda összerakom, ha minden működik újra szétszedem, zsírtalanítok, gittelés, csiszolás, festés.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 08, 22:03
Írta: RogerCo Dátum 2024 június 08, 22:03
A tegnapi morgolódásom margójára...
Ma is találtam furcsa dolgokat a múltból [#wow3]
Azt a részt kapargattam, tisztítottam ami a sebességváltót és az előtolás kapcsoló kis dobozt tartja. Ebben van kapcsoló villás tengely, és az eltolás meghajtása.
A kapcsoló villába fordítva, alulról volt beleverve a kúpos szeg, már majdnem szegecskötéssel. Kiütő dűznivel esélytelen volt. Próbáltam csavart ráhegeszteni, és húzókalapáccsal kiszedni. Nem jött. Kénytelen voltam kifúrni, még így is nehezen indult meg.
A másik meglepetés az előtoló tengely egyik bronz csapágya volt. Nem volt benne olajozó furat, a könyve szerint kell, hogy legyen. Forgattam, mint majom a poharat azt a nagy vasat, de nem volt rögzítő csavar a perselyhez. Ekkor festék kaparó késsel elkezdtem a tetejét levakarni. És láss csodát, az egyik kis fedél nyílása mellett begittelve meglett a csavar !!! [#boxer]
És miután kivettem a perselyt, az öntvényben ott van az olajozó furat !
Mint mondtam tegnap is nem akarok senkit megbántani az elmúlt 71 évből, de ez nagyon legalja meló [#nemtudom]
Mind1, bocs, csak kiírtam magamból.
Ha végzek vele, akkor legalább tudni fogom, hogy ezek az alapvető dolgok működni fognak benne.
Ma is találtam furcsa dolgokat a múltból [#wow3]
Azt a részt kapargattam, tisztítottam ami a sebességváltót és az előtolás kapcsoló kis dobozt tartja. Ebben van kapcsoló villás tengely, és az eltolás meghajtása.
A kapcsoló villába fordítva, alulról volt beleverve a kúpos szeg, már majdnem szegecskötéssel. Kiütő dűznivel esélytelen volt. Próbáltam csavart ráhegeszteni, és húzókalapáccsal kiszedni. Nem jött. Kénytelen voltam kifúrni, még így is nehezen indult meg.
A másik meglepetés az előtoló tengely egyik bronz csapágya volt. Nem volt benne olajozó furat, a könyve szerint kell, hogy legyen. Forgattam, mint majom a poharat azt a nagy vasat, de nem volt rögzítő csavar a perselyhez. Ekkor festék kaparó késsel elkezdtem a tetejét levakarni. És láss csodát, az egyik kis fedél nyílása mellett begittelve meglett a csavar !!! [#boxer]
És miután kivettem a perselyt, az öntvényben ott van az olajozó furat !
Mint mondtam tegnap is nem akarok senkit megbántani az elmúlt 71 évből, de ez nagyon legalja meló [#nemtudom]
Mind1, bocs, csak kiírtam magamból.
Ha végzek vele, akkor legalább tudni fogom, hogy ezek az alapvető dolgok működni fognak benne.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2024 június 08, 22:52
Írta: TROMF22 Dátum 2024 június 08, 22:52
Ne dühöngj, nézd a jó oldalát: ezeket az apró részleteket is jól kiismered a gépen.
És ahogy látom a lehetőségednek megfelelően igényesen helyrehozod.
- 1958-as gyártás
- 1985-ben talán az egyetlen szakszerű felújítás.
És közben mit gondolsz hányszor megfordulhatott nepperek kezén a szokásos módon felújítva.
-
És ahogy látom a lehetőségednek megfelelően igényesen helyrehozod.
- 1958-as gyártás
- 1985-ben talán az egyetlen szakszerű felújítás.
És közben mit gondolsz hányszor megfordulhatott nepperek kezén a szokásos módon felújítva.
-
IdézFestés "mázolás" biztos volt.-
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 08, 23:15
Írta: RogerCo Dátum 2024 június 08, 23:15
Így van. Sokat nem is tévedtél a felújításával kapcsolatban.
Akik korábban szerelték pl tudták az olajzása nem jó, mert minden gazdagon zsírozva volt.
Elnézve a használt piacot, eltűntek az ehhez a géphez való alkatrészek, kiegészítők...
A fiaimat is érdekli a marás, esztergálás.
Nekik csinálom meg. No meg persze egy kicsit (remélem sokat) még én is használom majd.
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_x5ixue48x4jd5cpwmfz3z_20.png) (https://hobbicncforum.hu/uploaded_images/2024/06/x5ixue48x4jd5cpwmfz3z_20.png)
Akik korábban szerelték pl tudták az olajzása nem jó, mert minden gazdagon zsírozva volt.
Elnézve a használt piacot, eltűntek az ehhez a géphez való alkatrészek, kiegészítők...
A fiaimat is érdekli a marás, esztergálás.
Nekik csinálom meg. No meg persze egy kicsit (remélem sokat) még én is használom majd.
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_x5ixue48x4jd5cpwmfz3z_20.png) (https://hobbicncforum.hu/uploaded_images/2024/06/x5ixue48x4jd5cpwmfz3z_20.png)
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 június 09, 09:18
Írta: sarktibsi Dátum 2024 június 09, 09:18
Magyarország a mekk-mesteerek országa , ne csodálkozz ha valami furcsa dologgal találkozol. Én vettem már jó pár szerszámgépet Magyarországon is mind hasonlóan megvolt mókolva. Egyszer sikerült vennem egy esztergát egyenesen Németországból az egészen más tészta , semmi kókányolás-mókolás.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 június 09, 10:29
Írta: jani300 Dátum 2024 június 09, 10:29
Kösz !!!!!!!!!!
Régebben sok Török volt a Németeknél is !
A mázolással felújított gépeket ,ne keverd a magyar műszaki életbe .
Habár találkoztam én is hasonló javításokkal , de már nemzeti büszkeségből sem adhatok igazat :)
Én még büszke vagyok a középiskolámra ,az átadott tudásra , alapokra !
Régebben sok Török volt a Németeknél is !
A mázolással felújított gépeket ,ne keverd a magyar műszaki életbe .
Habár találkoztam én is hasonló javításokkal , de már nemzeti büszkeségből sem adhatok igazat :)
Én még büszke vagyok a középiskolámra ,az átadott tudásra , alapokra !
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 09, 10:39
Írta: RogerCo Dátum 2024 június 09, 10:39
Köszönöm a biztató szavakat !
Most épp 3D nyomtatóval nyomtatok bele dugókat, utána a belsejét kifestem természetesen le is lesz maszkolva :D
Utoljára akkor volt ilyen tiszta belülről amikor 1953-ban kivették az öntőhomokból :D
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_wm6t5ykqf30ifcnq88s_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/wm6t5ykqf30ifcnq88s_20.jpg)
Most épp 3D nyomtatóval nyomtatok bele dugókat, utána a belsejét kifestem természetesen le is lesz maszkolva :D
Utoljára akkor volt ilyen tiszta belülről amikor 1953-ban kivették az öntőhomokból :D
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_wm6t5ykqf30ifcnq88s_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/wm6t5ykqf30ifcnq88s_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2024 június 09, 15:38
Írta: PSoft Dátum 2024 június 09, 15:38
[#eljen] [#worship]
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 június 09, 17:24
Írta: sarktibsi Dátum 2024 június 09, 17:24
Kösz!!!!! Én elsősorban azokra gondoltam akik nem tanultak. A régi szakmunkások szerintem értik a dolgukat ( bár ott is van kivétel ) A múltkor hoztak volna egy faipari szalagfűrész tengelyt kerekestűl csapágyhâzastúl mindenestül egybe , mondták meg kéne csapágyazni. Mire én nem vállalom. Kérdezték miért nem. Modtam mert nem és kész. ( Godoltam magamba vigyed oda ahol megrajzolták megtervezték legyártották ) Én már mások után nem dolgozom. Visszahalottam , elvitték máshová onnan is eltanácsolták , aztán elvitték egy harmadik helyre ott meg csak beolajozták ( jó lesz az úgy is ) Egy napot ment a gép aztán csak visított.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 június 09, 19:30
Írta: jani300 Dátum 2024 június 09, 19:30
Teljesen megértelek . Hozott ismerős egy autót (kilenc személyes fos), nincs küszöb semmi , meg ,még hátul is van valami ...
Küszöb már van ,(persze mindent hajtsak le , oldalanként 3 db ) Hátul nem néztem meg rögtön ...
Ott tényleg van még valami az eredetiből , de már legalább kétszer volt foltozva .
Meg itt cseszegetnek megint . Hát elérték most hogy következő hétvégétől senkinek semmi , októberig legalább .
Két foltot csak megcsináltam hétvégén , de csak azért hogy ránézésre ne lukasan dobjam ki ,kedden .
Erőszakos buzerátorok .
A gépeimmel fogok foglalkozni , meg van sok befejezetlen dolgom . Igazából volt olyan is hogy erőszakkal adtak öt ezret egy 20 perces dologért ,kivettem egy csavart . Na max ezek a dolgok lesznek :)
Már írtam hogy kert ,meg szöllő meg hasonlók azért az is halad , pedig egy hétig még a telefont se vettem fel :)
Van nyugdíj , hát legalább nyáron nem hagyom magam molesztálni :) Már akkor csak leírom azt is hogy a németektől behozott autókon lehetett csodás taknyolásokat látni , régebben :)
Küszöb már van ,(persze mindent hajtsak le , oldalanként 3 db ) Hátul nem néztem meg rögtön ...
Ott tényleg van még valami az eredetiből , de már legalább kétszer volt foltozva .
Meg itt cseszegetnek megint . Hát elérték most hogy következő hétvégétől senkinek semmi , októberig legalább .
Két foltot csak megcsináltam hétvégén , de csak azért hogy ránézésre ne lukasan dobjam ki ,kedden .
Erőszakos buzerátorok .
A gépeimmel fogok foglalkozni , meg van sok befejezetlen dolgom . Igazából volt olyan is hogy erőszakkal adtak öt ezret egy 20 perces dologért ,kivettem egy csavart . Na max ezek a dolgok lesznek :)
Már írtam hogy kert ,meg szöllő meg hasonlók azért az is halad , pedig egy hétig még a telefont se vettem fel :)
Van nyugdíj , hát legalább nyáron nem hagyom magam molesztálni :) Már akkor csak leírom azt is hogy a németektől behozott autókon lehetett csodás taknyolásokat látni , régebben :)
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 június 09, 19:56
Írta: sarktibsi Dátum 2024 június 09, 19:56
Nekem van egy Strigon MF250-esem hasonló mint a tied , 1966-os évjárat 25-éve vettem , volt rajta munka bőven telepakoltam 5-ös rézcsövekkel (azért volt köztük 4.8-as acélcső is de csak azért mert ara lehetett menetet vágni ) a vezetékeket kivezettem a gép jobb-bal oldalán ahol egyszerűbb volt , így egyszerűen csak egy fecskendővel nyomok bele , de van olyan tengely is ahová zsírzó szemet raktam.
Csak ritkán használom , de amikor kell akkor tényleg kell , főként TMK-ás dolgokat csinálok vele saját részre.
Csak ritkán használom , de amikor kell akkor tényleg kell , főként TMK-ás dolgokat csinálok vele saját részre.
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 június 09, 20:07
Írta: sarktibsi Dátum 2024 június 09, 20:07
A képen egy lineáris vezeték látható. Kifúrom a csavarok helyét.
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_0kypz96i27gahe737_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/0kypz96i27gahe737_8178.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_0kypz96i27gahe737_8178.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/0kypz96i27gahe737_8178.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 7cim5mm0 Dátum 2024 június 11, 08:39
Írta: 7cim5mm0 Dátum 2024 június 11, 08:39
A hiba nagyságától függ, kis hibánál egy irányban elég. A másik irányt hántolod.
De el is fúrhatták, ha nem a sajátja a támasz.
De el is fúrhatták, ha nem a sajátja a támasz.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 12, 21:58
Írta: RogerCo Dátum 2024 június 12, 21:58
Sziasztok,
Kúpos szeget hol lehet venni?
Sajnos jó párat ki kellett fúrjak, mert beleverték az elődök.
Ami most megvan és ép az 5mm a legkisebb átm. 6mm a legnagyobb és 40mm hosszú.
De kellene majd vékonyabb és vastagabb is.
A gépészet nem szakmám, így a netes kereséseknél hivatkozott DIN és ISO számok nekem nem sokat mondanak :(
Ez pl jó lehet? https://www.nadorcenter.hu/ILLESZTOSZEG-KUPOS-D05040
Ugyanakkor azt is kérdezném, ha bizonyos tengelyekből ujjat csinálnék, mivel lehet ezt a kúpos furatot kifúrni ?
Köszönöm.
Kúpos szeget hol lehet venni?
Sajnos jó párat ki kellett fúrjak, mert beleverték az elődök.
Ami most megvan és ép az 5mm a legkisebb átm. 6mm a legnagyobb és 40mm hosszú.
De kellene majd vékonyabb és vastagabb is.
A gépészet nem szakmám, így a netes kereséseknél hivatkozott DIN és ISO számok nekem nem sokat mondanak :(
Ez pl jó lehet? https://www.nadorcenter.hu/ILLESZTOSZEG-KUPOS-D05040
Ugyanakkor azt is kérdezném, ha bizonyos tengelyekből ujjat csinálnék, mivel lehet ezt a kúpos furatot kifúrni ?
Köszönöm.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 június 13, 04:53
Írta: Gyula65 Dátum 2024 június 13, 04:53
Szia!
A Fabory cégtől rendelhetsz, de ahhoz kellenek a DIN, vagy ISO számok. Ha, van katalógusod simán kiválaszthatod, vagy https://www.fabory.com/hu/Kötőelemek/c/01 oldalon megkeresed, megrendeled. Postáznak is, de személyesen is átveheted. Érdemes még a Szögker-nél próbálkoznod.
A kúposszegekhez, kapható dörzsár, különböző méretekben.
Üdv!
A Fabory cégtől rendelhetsz, de ahhoz kellenek a DIN, vagy ISO számok. Ha, van katalógusod simán kiválaszthatod, vagy https://www.fabory.com/hu/Kötőelemek/c/01 oldalon megkeresed, megrendeled. Postáznak is, de személyesen is átveheted. Érdemes még a Szögker-nél próbálkoznod.
A kúposszegekhez, kapható dörzsár, különböző méretekben.
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: bundyland Dátum 2024 június 13, 06:48
Írta: bundyland Dátum 2024 június 13, 06:48
Én a szögker-ben szoktam venni.
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 június 13, 09:03
Írta: sarktibsi Dátum 2024 június 13, 09:03
Van olyan csapágybolt ahol tartanak illesztő szegeket is , (kúpos 1:50 , hengeres , edzett köszörült , esztergált , belső menetes) a kúpos dörzsárat a legtöbb szerszám boltba meg lehet rendelni. Én egy sima mezei fúróval kifúrom aztán készre dörzsárazom. De létezik hozzá kúpos fúró is. De ha van eszterga kitudod esztergálni pl: egy 8.8-as imbusz csavarból.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 13, 23:45
Írta: RogerCo Dátum 2024 június 13, 23:45
Beteszem ide is, az Adok-Veszekből gyorsan kipörgött, vagy tényleg senkinek nincs eladó [#nemtudom]
Keresek
Strigon ME1000-hez:
- kitámasztóbábot
- sinus fejhez szorítóléceket
- az asztal jobb oldali végére a ferde öntvényt
továbbá bármilyen más alkatrészt, kiegészítőt, ami jó a fent elmített géphez.
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_ch789y62t3p2yq9mtb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/ch789y62t3p2yq9mtb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_46azvctuejmfp4i3kpab_20.png) (https://hobbicncforum.hu/uploaded_images/2024/06/46azvctuejmfp4i3kpab_20.png)
Keresek
Strigon ME1000-hez:
- kitámasztóbábot
- sinus fejhez szorítóléceket
- az asztal jobb oldali végére a ferde öntvényt
továbbá bármilyen más alkatrészt, kiegészítőt, ami jó a fent elmített géphez.
Köszönöm:
Roger
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_ch789y62t3p2yq9mtb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/ch789y62t3p2yq9mtb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_46azvctuejmfp4i3kpab_20.png) (https://hobbicncforum.hu/uploaded_images/2024/06/46azvctuejmfp4i3kpab_20.png)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 15, 23:02
Írta: RogerCo Dátum 2024 június 15, 23:02
Sziasztok,
ma is haladtam a Strigon-al.
Leszedtem a maszkolást, kivettem a nyomtatott dugógat.
Feltettem a gépre ideiglenesen, csak az előtoló szekrény lett rácsavarozva. Szépen jön az olaj fel, ha benyomom oldalt a tolattyút [#taps] A foglalkozás elérte a célját !
Ahol nem volt kifúrva a bronz csapágy ott kifúrtam, ahol fordítva volt betéve, ott megfordítottam. Így minden kenőhely olajban fut majd, nem pedig zsírban.
Az előtolás is könnyen jár, ha festés után össze lesz rakva, akkor a forgókapcsolónál a kapcsolórudat még be kell állítani.
Amit nem tudok, és az internetes képek között sem találtam róla jó képet, hogy az a tengely amin a nyomaték határoló van az egy üreges tengely. A végénél van egy radiális furat, itt jön ki az olaj. De axiális furat is van M8-as menettel. A rajz ide egy M8x10-es csavar ír, meg még valamit ami nem igazán látszik. Szerintem itt vmi rugónak kellene lennie, ez nyomná a kúpkereket az asztal közepén lévő tányér keréknek. Elő feszítés nélkül csak kóvályogna.
Valahonnan szereznem kell egy M10x1.5mm-es "fékcső hollandert" Az olajvezetékek ilyen hollanderrel vannak bekötve, de egy hiányzik.
Bocs, kicsit hosszú lett.
Roger
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_dqdkqci3m6mvj6hjm7z5_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/dqdkqci3m6mvj6hjm7z5_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_hnzkvff24xmqy2fgdmn9_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/hnzkvff24xmqy2fgdmn9_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_df2zu4c0q48in6pzqf49_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/df2zu4c0q48in6pzqf49_20.jpg)
ma is haladtam a Strigon-al.
Leszedtem a maszkolást, kivettem a nyomtatott dugógat.
Feltettem a gépre ideiglenesen, csak az előtoló szekrény lett rácsavarozva. Szépen jön az olaj fel, ha benyomom oldalt a tolattyút [#taps] A foglalkozás elérte a célját !
Ahol nem volt kifúrva a bronz csapágy ott kifúrtam, ahol fordítva volt betéve, ott megfordítottam. Így minden kenőhely olajban fut majd, nem pedig zsírban.
Az előtolás is könnyen jár, ha festés után össze lesz rakva, akkor a forgókapcsolónál a kapcsolórudat még be kell állítani.
Amit nem tudok, és az internetes képek között sem találtam róla jó képet, hogy az a tengely amin a nyomaték határoló van az egy üreges tengely. A végénél van egy radiális furat, itt jön ki az olaj. De axiális furat is van M8-as menettel. A rajz ide egy M8x10-es csavar ír, meg még valamit ami nem igazán látszik. Szerintem itt vmi rugónak kellene lennie, ez nyomná a kúpkereket az asztal közepén lévő tányér keréknek. Elő feszítés nélkül csak kóvályogna.
Valahonnan szereznem kell egy M10x1.5mm-es "fékcső hollandert" Az olajvezetékek ilyen hollanderrel vannak bekötve, de egy hiányzik.
Bocs, kicsit hosszú lett.
Roger
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_dqdkqci3m6mvj6hjm7z5_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/dqdkqci3m6mvj6hjm7z5_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_hnzkvff24xmqy2fgdmn9_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/hnzkvff24xmqy2fgdmn9_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/tn_df2zu4c0q48in6pzqf49_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/df2zu4c0q48in6pzqf49_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 június 15, 23:57
Írta: RogerCo Dátum 2024 június 15, 23:57
Ezt próbáltam meg körül írni...
Ez a tengely így ebben a formában képes előre-hátra csúszni.
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_ph5jjs4jfgg975ckme9vf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/ph5jjs4jfgg975ckme9vf_20.jpg)
Ez a tengely így ebben a formában képes előre-hátra csúszni.
(https://hobbicncforum.hu/uploaded_images/2024/06/tn_ph5jjs4jfgg975ckme9vf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/06/ph5jjs4jfgg975ckme9vf_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 június 16, 08:05
Írta: ywathzay Dátum 2024 június 16, 08:05
Az a fő kérdés, hogy azok a szánvezetékek mennyire pontosak, mert azon se közörülés, se hántolás nem látszik. Namármost működés szempontjából, a hogy szép porosra van festve a gép belseje, nem sokat nyom a mérlgen, viszont a végeredmény szempontjából a szánok állapota elsődleges kritérium.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 július 09, 09:27
Írta: kmil Dátum 2024 július 09, 09:27
Szia,
Mi újság a marógéppel? Haladtál mostanában a felújítással?
Jó lenne új képeket látni. [#wink]
Mi újság a marógéppel? Haladtál mostanában a felújítással?
Jó lenne új képeket látni. [#wink]
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 10, 08:45
Írta: RogerCo Dátum 2024 július 10, 08:45
Helló,
Köszönöm az érdeklődést.
sok képet nem csináltam közben. Jelenleg ki van ürítve a gépváz, csak egy üres totem oszlopként áll [#vigyor0]
Minden porcikája ki van takarítva, az olajzó furatok feltárva, kitakarítva, az olajzószemek kicserélve.
Az összes csapágy cserélve.
Tegnap a főorsóval végeztem.
Sikerült egy igencsak korabeli, de új csapágyat kapnom [#nyes]
Az előtoló hajtóműben is minden csapágy cserés. A Csigakerék meghajtó tengelyt és csigakereket valahonnan szereznem kell, vagy legyártani, mert így nem raknám össze.
Szóval szépen lassan csendben, de haladok vele.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_zbg3hu69j4sscwfj0w34_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/zbg3hu69j4sscwfj0w34_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_yk508zqjt8pft0cbbihzu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/yk508zqjt8pft0cbbihzu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_m4h66j24cvw4a0htid3jf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/m4h66j24cvw4a0htid3jf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_vv6qh8a7jvpbqhfq6kyy3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/vv6qh8a7jvpbqhfq6kyy3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_msmy4a6a9snmf7tqgzkx_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/msmy4a6a9snmf7tqgzkx_20.jpg)
Köszönöm az érdeklődést.
sok képet nem csináltam közben. Jelenleg ki van ürítve a gépváz, csak egy üres totem oszlopként áll [#vigyor0]
Minden porcikája ki van takarítva, az olajzó furatok feltárva, kitakarítva, az olajzószemek kicserélve.
Az összes csapágy cserélve.
Tegnap a főorsóval végeztem.
Sikerült egy igencsak korabeli, de új csapágyat kapnom [#nyes]
Az előtoló hajtóműben is minden csapágy cserés. A Csigakerék meghajtó tengelyt és csigakereket valahonnan szereznem kell, vagy legyártani, mert így nem raknám össze.
Szóval szépen lassan csendben, de haladok vele.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_zbg3hu69j4sscwfj0w34_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/zbg3hu69j4sscwfj0w34_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_yk508zqjt8pft0cbbihzu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/yk508zqjt8pft0cbbihzu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_m4h66j24cvw4a0htid3jf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/m4h66j24cvw4a0htid3jf_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_vv6qh8a7jvpbqhfq6kyy3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/vv6qh8a7jvpbqhfq6kyy3_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_msmy4a6a9snmf7tqgzkx_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/msmy4a6a9snmf7tqgzkx_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 július 10, 15:20
Írta: svejk Dátum 2024 július 10, 15:20
Az a csigakerék ment legalább 40 évet valoszinű 3 műszakban.
Te még ugyan fiatal vagy, de szerintem még kiszolgálni téged. :)
Te még ugyan fiatal vagy, de szerintem még kiszolgálni téged. :)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 július 10, 15:35
Írta: kmil Dátum 2024 július 10, 15:35
Látom, azért van mivel foglalkozni rajta......
Nagyon hasznos (legalábbis számomra) ha megosztod a tapasztalataidat, mert ha egyszer hozzám kerülne egy marógép, kb lehet számítani, hogy hol milyen hibát lehet találni.
Tervezed a szánvezetékek mérését, esetleges hántolását?
Nagyon hasznos (legalábbis számomra) ha megosztod a tapasztalataidat, mert ha egyszer hozzám kerülne egy marógép, kb lehet számítani, hogy hol milyen hibát lehet találni.
Tervezed a szánvezetékek mérését, esetleges hántolását?
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 július 10, 16:03
Írta: sarktibsi Dátum 2024 július 10, 16:03
A helyedben én is kicserélném a csigát meg a kereket is , vagy legalább a bronzkereket újramarnám , a csigatengelyt meg nem nehéz kiesztergálni. Ha magának csinálja az ember akkor már legyen precíz és pontos, minimális holtjátékkal.
Szerintem nincs rosszabb mint egy pontatlan, tele holtjátékokkal megáldott gépen dolgozni.
Szerintem nincs rosszabb mint egy pontatlan, tele holtjátékokkal megáldott gépen dolgozni.
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 július 10, 16:27
Írta: svejk Dátum 2024 július 10, 16:27
" ...a csigatengelyt még nem nehéz kiesztergálni..."
Ja... utána már csak hőkezeletetni kell és köszörültetni.
Ugyan már, szálljunk már le földre. :(
Ja... utána már csak hőkezeletetni kell és köszörültetni.
Ugyan már, szálljunk már le földre. :(
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 július 10, 16:48
Írta: sarktibsi Dátum 2024 július 10, 16:48
Nem kötelező hőkezelni , plusz köszörültetni , de lehet azt is. Csak mellesleg jegyzem meg 24-éve van egy STRIGON marógépem , még nem sikerült elkoptatni a hőkezeletlen csigatengelyt , igaz nem is használom nap mint-nap.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 10, 19:58
Írta: RogerCo Dátum 2024 július 10, 19:58
Szia Svejk,
Köszönöm hízelgő szavaid :D
Igen, lehet elmenne még pár évet, itthoni nem használat mellet.
De hangos is volt az egész segédhajtómű egyik irányba (visszavezethető a csigakerék holtjátékára), meg a behajtó tengely néhol élesebb mint egy jó minőségű konzervnyitó :(
Ma sikerült vennem egy gépkönyvet kifejezetten MU1000-eshez 1954-es, és abban van egy móricka rajz, ami alapján akár le is lehetne gyártani a csigakerék párost.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_tq2tsaiaa5yse8bqzxe8w_20.png) (https://hobbicncforum.hu/uploaded_images/2024/07/tq2tsaiaa5yse8bqzxe8w_20.png)
Köszönöm hízelgő szavaid :D
Igen, lehet elmenne még pár évet, itthoni nem használat mellet.
De hangos is volt az egész segédhajtómű egyik irányba (visszavezethető a csigakerék holtjátékára), meg a behajtó tengely néhol élesebb mint egy jó minőségű konzervnyitó :(
Ma sikerült vennem egy gépkönyvet kifejezetten MU1000-eshez 1954-es, és abban van egy móricka rajz, ami alapján akár le is lehetne gyártani a csigakerék párost.
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_tq2tsaiaa5yse8bqzxe8w_20.png) (https://hobbicncforum.hu/uploaded_images/2024/07/tq2tsaiaa5yse8bqzxe8w_20.png)
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 10, 20:16
Írta: RogerCo Dátum 2024 július 10, 20:16
Hali,
Alapvetően a géppel nem volt baj, pontos volt, és működött minden funkciója. Na jó, a gyorsjárat sz@arkodott, mint mindenkinél, de ennek ennél a gépnél több oka is volt. És nem a kuplung :D
Az egészet a szánolajzás hiánya miatt szedtem szét, nem volt tervben egy "felújítás" De ahogy egyre mélyebbre ástam, tanulmányoztam a fellelhető rajzokat, mások képeit főleg TOS FA2U kiderült az elődök kontár munkát végeztek rajta. Ezeket javítgatom.
A nem megfelelő kenés hiánya sok "kárt" okozott a csapágyazásokban, ott ahol nem fértek hozzá olajzozgatni/zsírozni.
Az orsók, és szánok nem lógtak, nem kottyantak.
De pl a főhajtóműben is a csapágyak kenése nem volt megfelelő. A hátsó csapágyak pl nem is kaptak olajat, mert a cső, csak a csapágyház elé volt víve. Nem volt kifúrva ahogy annak a rajzok szerint lennie kellene. Az ilyen és ehhez hasonló hiányosságokat pótolom.
És a gépet nem eladásra festem le :) saját használatra, és majd a fiaiméra (ha kell nekik) lesz rendbe téve a gép.
Sok fényképet nem csináltam, mivel egyedül voltam nem mosakodtam ki minden momentum megörökítéséhez, de fejben megvan minden.
Ha lesz kérdésed ne tartsd magadban ;)
Roger
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_7w6fyyjwnnkgv82yfs338_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/7w6fyyjwnnkgv82yfs338_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_myfz3wyuadu595gx6ipfb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/myfz3wyuadu595gx6ipfb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_ws7v5wimktkq2tmm4wm8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/ws7v5wimktkq2tmm4wm8_20.jpg)
Alapvetően a géppel nem volt baj, pontos volt, és működött minden funkciója. Na jó, a gyorsjárat sz@arkodott, mint mindenkinél, de ennek ennél a gépnél több oka is volt. És nem a kuplung :D
Az egészet a szánolajzás hiánya miatt szedtem szét, nem volt tervben egy "felújítás" De ahogy egyre mélyebbre ástam, tanulmányoztam a fellelhető rajzokat, mások képeit főleg TOS FA2U kiderült az elődök kontár munkát végeztek rajta. Ezeket javítgatom.
A nem megfelelő kenés hiánya sok "kárt" okozott a csapágyazásokban, ott ahol nem fértek hozzá olajzozgatni/zsírozni.
Az orsók, és szánok nem lógtak, nem kottyantak.
De pl a főhajtóműben is a csapágyak kenése nem volt megfelelő. A hátsó csapágyak pl nem is kaptak olajat, mert a cső, csak a csapágyház elé volt víve. Nem volt kifúrva ahogy annak a rajzok szerint lennie kellene. Az ilyen és ehhez hasonló hiányosságokat pótolom.
És a gépet nem eladásra festem le :) saját használatra, és majd a fiaiméra (ha kell nekik) lesz rendbe téve a gép.
Sok fényképet nem csináltam, mivel egyedül voltam nem mosakodtam ki minden momentum megörökítéséhez, de fejben megvan minden.
Ha lesz kérdésed ne tartsd magadban ;)
Roger
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_7w6fyyjwnnkgv82yfs338_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/7w6fyyjwnnkgv82yfs338_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_myfz3wyuadu595gx6ipfb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/myfz3wyuadu595gx6ipfb_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_ws7v5wimktkq2tmm4wm8_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/ws7v5wimktkq2tmm4wm8_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 július 11, 19:36
Írta: kmil Dátum 2024 július 11, 19:36
Szia,
Jó látni ezt a felújítást. Sok tapasztalatot lehet még így nézőként is szerezni, hát még résztvevőként. :) A neten sok esetben a felújítás kimerül a festésben.....
Én majd egy gyalugépen szeretnék pontossági vizsgálatot csinálni, mert kicsit kúposat gyalul. Előtte le kell vegyem az asztalt, szánokat, orsókat meg kell tisztítani, stb...
Csak így tovább! Kíváncsian várom a folytatást! [#smile]
Jó látni ezt a felújítást. Sok tapasztalatot lehet még így nézőként is szerezni, hát még résztvevőként. :) A neten sok esetben a felújítás kimerül a festésben.....
Én majd egy gyalugépen szeretnék pontossági vizsgálatot csinálni, mert kicsit kúposat gyalul. Előtte le kell vegyem az asztalt, szánokat, orsókat meg kell tisztítani, stb...
Csak így tovább! Kíváncsian várom a folytatást! [#smile]
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 július 11, 19:49
Írta: svejk Dátum 2024 július 11, 19:49
Vagyunk olyan jóban, hogy nem bántásból írtam.
Inkább tapasztalat.
Inkább tapasztalat.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 11, 20:00
Írta: RogerCo Dátum 2024 július 11, 20:00
Szia Svejk,
Nem is vettem bántásnak ;) Tudom.
De ha már ennyire belenyúltam, és nem a termelésből hiányzik a gép, a lehetőségeimhez képest szeretném rendbe tenni.
Terveim vannak az előtolással, nem csak mint előtolás, hanem osztófej, hosszosztó használata. Ott viszont nem árt, ha nincs holtjáték, legalábbis nem negyed fordulat a meghajtó motortól.
Nem is vettem bántásnak ;) Tudom.
De ha már ennyire belenyúltam, és nem a termelésből hiányzik a gép, a lehetőségeimhez képest szeretném rendbe tenni.
Terveim vannak az előtolással, nem csak mint előtolás, hanem osztófej, hosszosztó használata. Ott viszont nem árt, ha nincs holtjáték, legalábbis nem negyed fordulat a meghajtó motortól.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 11, 20:05
Írta: RogerCo Dátum 2024 július 11, 20:05
Igen, itt a festés járulékos veszteség :D
Eddig amihez hozzányúltam a fémig le kellett tisztítani.
Pl az előtoló hajtómű ház tetején van egy olajzseb, de nem vezetett sehova. Nem is értettem hogyan találták ki anno, hogy a fogaskerékcsoport tengelyeibe ment volna az olaj, azok ki voltak fúrva, a csapágyfészkük szintén, de se továbbb. Már majdnem fúrtam egy lyukat a zseb "sarkába". Áh, mondom egy kicsit feljebb.. És hopp, beesett a fúró. Ott volt a gyári lyuk, tele szmötyivel, és lefestve....
Eddig amihez hozzányúltam a fémig le kellett tisztítani.
Pl az előtoló hajtómű ház tetején van egy olajzseb, de nem vezetett sehova. Nem is értettem hogyan találták ki anno, hogy a fogaskerékcsoport tengelyeibe ment volna az olaj, azok ki voltak fúrva, a csapágyfészkük szintén, de se továbbb. Már majdnem fúrtam egy lyukat a zseb "sarkába". Áh, mondom egy kicsit feljebb.. És hopp, beesett a fúró. Ott volt a gyári lyuk, tele szmötyivel, és lefestve....
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2024 július 12, 14:33
Írta: ywathzay Dátum 2024 július 12, 14:33
A kisördög pedig azt mondatja velem továbbra is, hogy ha a szánrendszer nincs rendbe téve, akkor szinte semmit nem fog érni az összes felhajtás. Nem az orsó holtjátéka befolyásolja a marás milyenségét, hanem a szánrendszeré. Kizárt, hogy egy keveset/ nem kent gépnél ne legyen kopott az ágyazat. Persze kérdés, mi a hibatűrés mértéke?
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 12, 15:38
Írta: RogerCo Dátum 2024 július 12, 15:38
Ebben igazat adok neked.
De ha működött volna is az olajzás gomb nyomásra, akkor is egy 71 éves gépről beszélünk. Ki tudja hányszor nem nyomták volna meg?
Ami látszik, hogy nincs berágás a vezetékeken, az ékléceken.
Mielőtt szét szedtem, nem lógott, nem billent egyik szán sem, el lehetett tekerni könnyen egyik végállásból a másikba.
Ez számomra azt jelentette, hogy nincs hordósra kopva sehol.
Hobby felhasználásra, és TMK-zásra nekem megfelel.
De ha működött volna is az olajzás gomb nyomásra, akkor is egy 71 éves gépről beszélünk. Ki tudja hányszor nem nyomták volna meg?
Ami látszik, hogy nincs berágás a vezetékeken, az ékléceken.
Mielőtt szét szedtem, nem lógott, nem billent egyik szán sem, el lehetett tekerni könnyen egyik végállásból a másikba.
Ez számomra azt jelentette, hogy nincs hordósra kopva sehol.
Hobby felhasználásra, és TMK-zásra nekem megfelel.
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2024 július 18, 23:01
Írta: RogerCo Dátum 2024 július 18, 23:01
Helló,
Az előtolószekrény letört sarka fel lett hegesztve és egy másik marógépen megmunkálva. A kép készítése óta ki van fúrva, és a menet is bele van vágva.
Lassan majd ezt is rakom össze.
Roger
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_fstgm567b4d7ecyauu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/fstgm567b4d7ecyauu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_x4c3jitnuxsc9qxua70n6_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/x4c3jitnuxsc9qxua70n6_20.jpg)
Az előtolószekrény letört sarka fel lett hegesztve és egy másik marógépen megmunkálva. A kép készítése óta ki van fúrva, és a menet is bele van vágva.
Lassan majd ezt is rakom össze.
Roger
(https://hobbicncforum.hu/uploaded_images/2024/07/tn_fstgm567b4d7ecyauu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/fstgm567b4d7ecyauu_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/tn_x4c3jitnuxsc9qxua70n6_20.jpg) (https://hobbicncforum.hu/uploaded_images/2024/07/x4c3jitnuxsc9qxua70n6_20.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: t3ngeetiw Dátum 2024 augusztus 11, 01:47
Írta: t3ngeetiw Dátum 2024 augusztus 11, 01:47
Szervusztok!
Emu-160 esztergához keresgélek valamamiféle dokumentációt,netán
alkatrészeket is.
Ha netán valaki tudná ügyemet előremozdítani,az kérem jelezzen felém.
(06209530562)
Előre is köszönöm!
Emu-160 esztergához keresgélek valamamiféle dokumentációt,netán
alkatrészeket is.
Ha netán valaki tudná ügyemet előremozdítani,az kérem jelezzen felém.
(06209530562)
Előre is köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2024 augusztus 11, 08:32
Írta: Csuhás Dátum 2024 augusztus 11, 08:32
Töltsd le tőlem a gépkönyvet.
Cím: Re:Hagyományos forgácsológépek
Írta: t3ngeetiw Dátum 2024 augusztus 11, 10:27
Írta: t3ngeetiw Dátum 2024 augusztus 11, 10:27
Üdv!
Rendben,megnézem rögvest.
Köszönöm!
Rendben,megnézem rögvest.
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 augusztus 11, 17:25
Írta: kmil Dátum 2024 augusztus 11, 17:25
Sziasztok,
Valaki tudja esetleg, hogy a képen látható maró főorsóból hogyan lehet kiszedni a patront?
Behúzószár nincs benne, a felső csavart leszedtem, de semmi. Belenéztem a főorsóba, de ott sem láttam semmit.....
Köszi!
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_ue0xpn6m9ikakduiyuc3_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/08/ue0xpn6m9ikakduiyuc3_6016.jpeg)
Valaki tudja esetleg, hogy a képen látható maró főorsóból hogyan lehet kiszedni a patront?
Behúzószár nincs benne, a felső csavart leszedtem, de semmi. Belenéztem a főorsóba, de ott sem láttam semmit.....
Köszi!
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_ue0xpn6m9ikakduiyuc3_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/08/ue0xpn6m9ikakduiyuc3_6016.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 11, 17:55
Írta: Gyula65 Dátum 2024 augusztus 11, 17:55
Menetes behúzószár való hozzá. Ha, nincs készíteni kell egyet! Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 augusztus 11, 18:40
Írta: kmil Dátum 2024 augusztus 11, 18:40
Ezzel egyet értek, csak nekem az nem tiszta, hogyha nincs benne behúzószár, miért nem jön ki a patron?
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 11, 19:22
Írta: Gyula65 Dátum 2024 augusztus 11, 19:22
Fogja a kúp, jó esetben! Mikor lett beletéve a szerszám? Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 11, 19:30
Írta: Gyula65 Dátum 2024 augusztus 11, 19:30
Petróleum bele felülről, némi ázás után megfelelő átmérőjű rúddal felülről kiütni!Ha, megfogott netán a szerszám, akkor összerágodott, az fogja. Ne így legyen! Üdv!
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_43dgq7yeu53i9dvncui8u_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2024/08/43dgq7yeu53i9dvncui8u_1961.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/08/tn_43dgq7yeu53i9dvncui8u_1961.jpg) (https://hobbicncforum.hu/uploaded_images/2024/08/43dgq7yeu53i9dvncui8u_1961.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 11, 19:31
Írta: Gyula65 Dátum 2024 augusztus 11, 19:31
megfogott= megforgott
elnézést!
elnézést!
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 augusztus 11, 19:42
Írta: kmil Dátum 2024 augusztus 11, 19:42
Köszi! Megpróbálom. Csak eddig nem nagyon akartam ütöhetni.
Neked esetleg ilyen géped van? Ha igen, lenne még pár kérdésem.
Neked esetleg ilyen géped van? Ha igen, lenne még pár kérdésem.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 11, 19:45
Írta: Gyula65 Dátum 2024 augusztus 11, 19:45
Volt FUW, több is! Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 augusztus 11, 19:56
Írta: kmil Dátum 2024 augusztus 11, 19:56
Ohhhh nagyon szuper!
Holnap rádcsörögnék, ha nem zavarok.
Holnap rádcsörögnék, ha nem zavarok.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 augusztus 11, 22:27
Írta: kmil Dátum 2024 augusztus 11, 22:27
Esetleg gépkönyve van valakinek? Csuhás listájában sajnos nem láttam ezt a típust. Thiel / Ruhla Duplex 58 vagy FUW 260-720
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 12, 07:02
Írta: Gyula65 Dátum 2024 augusztus 12, 07:02
Elküldve a teljes anyag. Ha, van kérdés, jelezd!
Üdv: Gyula
Üdv: Gyula
Cím: Re:Hagyományos forgácsológépek
Írta: majer Dátum 2024 augusztus 12, 18:32
Írta: majer Dátum 2024 augusztus 12, 18:32
Kedves Gyula!
A közeljövőben nekem is javítanom kell egy ilyen masinát,de nem találtam hozzá rendes dokumentációt.Ha szépen megkérlek nekem is átküldenéd?
Előre is köszönöm a választ.
Üdvözlettel:Attila
A közeljövőben nekem is javítanom kell egy ilyen masinát,de nem találtam hozzá rendes dokumentációt.Ha szépen megkérlek nekem is átküldenéd?
Előre is köszönöm a választ.
Üdvözlettel:Attila
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 13, 07:43
Írta: Gyula65 Dátum 2024 augusztus 13, 07:43
Szia!
Ma vettem észre a kérést!
Elküldve!
Remélem használható!
Jó munkát!
Üdv: Gyula
Ma vettem észre a kérést!
Elküldve!
Remélem használható!
Jó munkát!
Üdv: Gyula
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2024 augusztus 13, 08:30
Írta: Csuhás Dátum 2024 augusztus 13, 08:30
Küld el nekem is légyszi, és engedelmeddel megosztanám a többi gépkönyv között.
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 13, 08:38
Írta: Gyula65 Dátum 2024 augusztus 13, 08:38
Szia!
Átküldve!
Üdv: Gyula
Átküldve!
Üdv: Gyula
Cím: Re:Hagyományos forgácsológépek
Írta: majer Dátum 2024 augusztus 13, 14:50
Írta: majer Dátum 2024 augusztus 13, 14:50
Kedves Gyula!
Hála,és köszönet a gépkönyvért.
További szép napot kívánok.
Üdvözlettel:Attila
Hála,és köszönet a gépkönyvért.
További szép napot kívánok.
Üdvözlettel:Attila
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 augusztus 13, 18:09
Írta: Gyula65 Dátum 2024 augusztus 13, 18:09
Kedves Attila!
Szívesen, máskor is!
Üdv: Gyula
Szívesen, máskor is!
Üdv: Gyula
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 augusztus 18, 15:45
Írta: jani300 Dátum 2024 augusztus 18, 15:45
https://www.facebook.com/reel/1522544498619215
Azért ez akkor is jó :)
Azért ez akkor is jó :)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2024 augusztus 18, 17:27
Írta: mex Dátum 2024 augusztus 18, 17:27
Nézem, de...
Cím: Re:Hagyományos forgácsológépek
Írta: svejk Dátum 2024 augusztus 18, 18:21
Írta: svejk Dátum 2024 augusztus 18, 18:21
Szerintem meg tök béna. :(
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 augusztus 18, 21:06
Írta: jani300 Dátum 2024 augusztus 18, 21:06
Az ötletet nézem .
A kivitelezést egyedül is el tudom rontani :)
De két fogaskerék ,közlőkerékkel , nem a béna lánc .
A kivitelezést egyedül is el tudom rontani :)
De két fogaskerék ,közlőkerékkel , nem a béna lánc .
Cím: Re:Hagyományos forgácsológépek
Írta: T_W_S Dátum 2024 augusztus 22, 12:39
Írta: T_W_S Dátum 2024 augusztus 22, 12:39
Sziasztok,
van egy kecskelábas kis esztergám (Kaerger). Mikor vettem volt rajta valamilyen autó váltó, de nem működtek már a sebességek rajta, csak egy előre és egy lassú vissza. A hely miatt ledobtam a gépről és a főorsó most direktbe van a motorról meghajtva kb. 1:1.5 áttétel van egy szíjhajtáson keresztül.
Így használgattam egy darabig, nem sokat, majd kb. két évig állt a gép. Most próbáltam használni , de az alábbi probléma van munka közben:
A hajtás a legkisebb terhelésre is megáll. Minden könnyen mozog kézi forgatásra, szóval szorulás nincs. A frekiváltóra gyanakodom, mert azt is használtan vettem valamikor és már akkor is öreg volt, valamint a paraméterezésére nem sok időt szántam, vagy nem találtam normális doksit hozzá, már nem emlékszem. Lehet valamilyen "áramkorlát", vagy egyéb védelem kapcsol be. Jelenleg nincs másik frekiváltóm, amivel tudnám ellenőrizni a dolgot, de van még egy kérdésem, amiben hátha tudtok segíteni látatlanban.
Maga a hajtás az alábbi konfigban elégséges egyébként a
munkához, vagy alapból már a motor teljesítmény/fordulatszám/áttétel sem megfelelő?
Motor: 220/380V 750W 1400 1/min
Frekiváltó: 1x230->3x230 750W
Áttétel: 1:1.5 (kb. pontosan nem mértem meg, de itt körül van)
Egy kis 125-ös, vagy 130-as tokmány van a gépen. Kis csapokat, meg minimál tengelyvégeket farigcsáltam rajta esetleg csapágyfészkeket.
Előre is köszi bármi ötletet.
István
van egy kecskelábas kis esztergám (Kaerger). Mikor vettem volt rajta valamilyen autó váltó, de nem működtek már a sebességek rajta, csak egy előre és egy lassú vissza. A hely miatt ledobtam a gépről és a főorsó most direktbe van a motorról meghajtva kb. 1:1.5 áttétel van egy szíjhajtáson keresztül.
Így használgattam egy darabig, nem sokat, majd kb. két évig állt a gép. Most próbáltam használni , de az alábbi probléma van munka közben:
A hajtás a legkisebb terhelésre is megáll. Minden könnyen mozog kézi forgatásra, szóval szorulás nincs. A frekiváltóra gyanakodom, mert azt is használtan vettem valamikor és már akkor is öreg volt, valamint a paraméterezésére nem sok időt szántam, vagy nem találtam normális doksit hozzá, már nem emlékszem. Lehet valamilyen "áramkorlát", vagy egyéb védelem kapcsol be. Jelenleg nincs másik frekiváltóm, amivel tudnám ellenőrizni a dolgot, de van még egy kérdésem, amiben hátha tudtok segíteni látatlanban.
Maga a hajtás az alábbi konfigban elégséges egyébként a
munkához, vagy alapból már a motor teljesítmény/fordulatszám/áttétel sem megfelelő?
Motor: 220/380V 750W 1400 1/min
Frekiváltó: 1x230->3x230 750W
Áttétel: 1:1.5 (kb. pontosan nem mértem meg, de itt körül van)
Egy kis 125-ös, vagy 130-as tokmány van a gépen. Kis csapokat, meg minimál tengelyvégeket farigcsáltam rajta esetleg csapágyfészkeket.
Előre is köszi bármi ötletet.
István
Cím: Re:Hagyományos forgácsológépek
Írta: KoLa Dátum 2024 augusztus 22, 19:42
Írta: KoLa Dátum 2024 augusztus 22, 19:42
A motort deltába kell kötni, és is megszívtam először mikor egy ilyet bekötöttem, (a motor csillagba volt kötve mivel, itt minden 3f)
Gondolta a fene!...[#nyes]
Gondolta a fene!...[#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 augusztus 22, 20:38
Írta: sarktibsi Dátum 2024 augusztus 22, 20:38
Én a kezdet kezdetén úgy jártam , felraktam egy frekiváltót egy előtoló motorra (eszterga két motoros) 220/380 V eredetileg csillagba volt kötve a motor.
Én meg csak simán rákötöttem az egy fázisú váltót , évekig működött , csak az volt a gyanús , hogy gyenge a motor főleg 20-25 Hz alatt.
Aztán szolt valaki, csak át kell kötni deltába.[#taps] A fene se gondolta volna , most már tudom. [#nyes]
Én meg csak simán rákötöttem az egy fázisú váltót , évekig működött , csak az volt a gyanús , hogy gyenge a motor főleg 20-25 Hz alatt.
Aztán szolt valaki, csak át kell kötni deltába.[#taps] A fene se gondolta volna , most már tudom. [#nyes]
Cím: Re:Hagyományos forgácsológépek
Írta: T_W_S Dátum 2024 augusztus 30, 09:52
Írta: T_W_S Dátum 2024 augusztus 30, 09:52
Sziasztok,
Koszonom az otleteket, meg telon is kaptam hivast a temaban. A vege az lett a dolognak, hogy felraktam a gepre egy masik motort. Ez teljesitmenyben es fordulatszamban megegyezik a fent levovel (elvileg). Szerencsemre meg a rogzitofuratbol is ketto passzolt. Kiprobaltam a gepet egy probadarabon. Most nem tapasztaltam ezt a belassulasos dolgot es a frekivalto is szepen dolgozik. Deltaba kotottem a motort ahogy irtatok.
A cserenek az volt az oka, hogy ami fent volt motor, sajnos serult az adattablaja, de mintha ket fordulatu motor lenne. Viszont kivezetese nem volt a kapocslecen csak 3 darab. A masik 3 kapocspontra semmi nem volt kotve. A motor eloeletet nem ismerem a geppel vettem. Lehet hogy mar at lett tekercselve es csak csillag kapcsolashoz ki lett vezetve a 3 pont? Akitol vettem 3f-rol hasznalta, ez biztos.
Majd meg probalgatom, lesz mostanaban ket kis tengely amit szeretnek meretre kaprni rajta.
Koszonom az otleteket, meg telon is kaptam hivast a temaban. A vege az lett a dolognak, hogy felraktam a gepre egy masik motort. Ez teljesitmenyben es fordulatszamban megegyezik a fent levovel (elvileg). Szerencsemre meg a rogzitofuratbol is ketto passzolt. Kiprobaltam a gepet egy probadarabon. Most nem tapasztaltam ezt a belassulasos dolgot es a frekivalto is szepen dolgozik. Deltaba kotottem a motort ahogy irtatok.
A cserenek az volt az oka, hogy ami fent volt motor, sajnos serult az adattablaja, de mintha ket fordulatu motor lenne. Viszont kivezetese nem volt a kapocslecen csak 3 darab. A masik 3 kapocspontra semmi nem volt kotve. A motor eloeletet nem ismerem a geppel vettem. Lehet hogy mar at lett tekercselve es csak csillag kapcsolashoz ki lett vezetve a 3 pont? Akitol vettem 3f-rol hasznalta, ez biztos.
Majd meg probalgatom, lesz mostanaban ket kis tengely amit szeretnek meretre kaprni rajta.
Cím: Re:Hagyományos forgácsológépek
Írta: ysc3kmx9v Dátum 2024 szeptember 07, 19:52
Írta: ysc3kmx9v Dátum 2024 szeptember 07, 19:52
Szerintem a menetes behúzószár a gépben van,az a bunkós fejű.Meg kell lazítani és a végére ráütni,
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2024 szeptember 09, 09:31
Írta: Gamos Dátum 2024 szeptember 09, 09:31
A nagyfejű furatos csavart kell meglazítani, majd kicsit megütni. Az maga a behúzószár.
Nekem is hasonló gépem van.
Nekem is hasonló gépem van.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 szeptember 09, 10:21
Írta: kmil Dátum 2024 szeptember 09, 10:21
Sziasztok,
Igen, köszönöm! Sikerült meglazítanom, és kiadta a patront. Ki is jött belőle.
Mást más gondom lett....
Egy valszeg eszterga patron volt benne, egy hézagoló közdarabbal. Semmi gond, vettem anyagot, csinálok bele egy ER32-es, és egy B18 kúpos befogó szárat. Igen ám, csak a főorsó kúpja üt 5 századot. Most azon gondolkodom, hogy hogyan tudnám megköszörülni a kúpot.
Egyenlőre ott tartok, hogy a szerszámköszörűre felfogatom a kiszerelt főorsót a csapágyazásával, beállítom a gépkönyvben megadott 29 fokot, és mehet.
Szerintetek működhet?
Igen, köszönöm! Sikerült meglazítanom, és kiadta a patront. Ki is jött belőle.
Mást más gondom lett....
Egy valszeg eszterga patron volt benne, egy hézagoló közdarabbal. Semmi gond, vettem anyagot, csinálok bele egy ER32-es, és egy B18 kúpos befogó szárat. Igen ám, csak a főorsó kúpja üt 5 századot. Most azon gondolkodom, hogy hogyan tudnám megköszörülni a kúpot.
Egyenlőre ott tartok, hogy a szerszámköszörűre felfogatom a kiszerelt főorsót a csapágyazásával, beállítom a gépkönyvben megadott 29 fokot, és mehet.
Szerintetek működhet?
Cím: Re:Hagyományos forgácsológépek
Írta: Gamos Dátum 2024 szeptember 09, 10:31
Írta: Gamos Dátum 2024 szeptember 09, 10:31
Az enyémbe köszörűgép patronja van. Ha megköszörűlöd biztos jó lesz.
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2024 szeptember 09, 18:26
Írta: kmil Dátum 2024 szeptember 09, 18:26
Úgy látom, minden probléma relatív.....
Már nem is zavarna az 5 százados ütés. Elkezdtem szétszedni, hogy kijöjjön a főorsó. Gyanús volt, hogy nagyon könnyen kijött. Kicsit futa vilt a tengelyek összekapcsolódása, amiből azt sejtem, hogy ennek nem két darabban kellene lennie.....
Ebből új főorsó lesz, de akkor inkább megnézem, hogy milyen modernebb gyári kúppal lehetne megcsinálni. Pl.: BT30, SK30...
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_9h2ueeywq08mfdvtjzyh8_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/9h2ueeywq08mfdvtjzyh8_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_vnkxd2fkextuc5ctu7vk_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/vnkxd2fkextuc5ctu7vk_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_zdnhka6303swz3z263m0n_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/zdnhka6303swz3z263m0n_6016.jpeg)
Már nem is zavarna az 5 százados ütés. Elkezdtem szétszedni, hogy kijöjjön a főorsó. Gyanús volt, hogy nagyon könnyen kijött. Kicsit futa vilt a tengelyek összekapcsolódása, amiből azt sejtem, hogy ennek nem két darabban kellene lennie.....
Ebből új főorsó lesz, de akkor inkább megnézem, hogy milyen modernebb gyári kúppal lehetne megcsinálni. Pl.: BT30, SK30...
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_9h2ueeywq08mfdvtjzyh8_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/9h2ueeywq08mfdvtjzyh8_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_vnkxd2fkextuc5ctu7vk_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/vnkxd2fkextuc5ctu7vk_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_zdnhka6303swz3z263m0n_6016.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/09/zdnhka6303swz3z263m0n_6016.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: onagy Dátum 2024 szeptember 12, 17:30
Írta: onagy Dátum 2024 szeptember 12, 17:30
Sziasztok,
Csepel RF3 (vagy RFh75) radiális fúrógép (sugárfúrógép) oszloprögzítésének hibájával (szántartókar elfordulás elleni rögzítőfék) vagyok elakadva. A rögzítőrendszer motorja ugyan a hajtóművén keresztül a függőleges hajtórudat kevesebb mint fél fordulattal elfordítja, de ez kevésnek tűnik, a szántartókart csak ketten tudjuk elmozdítani (elfordítani) annyira szorul. Ha valakinek van ilyen gépe, kérem nézze meg, hogy mekkorát fordul a függőleges fék-kioldó hajtótengely a teljes zárás és teljes nyitás között.
Köszönöm.
O.
Csepel RF3 (vagy RFh75) radiális fúrógép (sugárfúrógép) oszloprögzítésének hibájával (szántartókar elfordulás elleni rögzítőfék) vagyok elakadva. A rögzítőrendszer motorja ugyan a hajtóművén keresztül a függőleges hajtórudat kevesebb mint fél fordulattal elfordítja, de ez kevésnek tűnik, a szántartókart csak ketten tudjuk elmozdítani (elfordítani) annyira szorul. Ha valakinek van ilyen gépe, kérem nézze meg, hogy mekkorát fordul a függőleges fék-kioldó hajtótengely a teljes zárás és teljes nyitás között.
Köszönöm.
O.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 szeptember 12, 20:57
Írta: Vetesi75 Dátum 2024 szeptember 12, 20:57
A rögzítő motor forgásiránya jó? Rögzített állapotban annak nagyon fixen kellene megállapodni. (A kínai biztosan, de szerintem a magyar is kúpos illesztésre feszítené rá az "oszlop csövet".) A mocinak kb. holtpont közepén kellene kifutnia.
Cím: Re:Hagyományos forgácsológépek
Írta: onagy Dátum 2024 szeptember 13, 12:00
Írta: onagy Dátum 2024 szeptember 13, 12:00
A rögzítőmotor irányt vált a fék rögzítése-nyitása között, tehát nem hiszem, hogy fázissorrend lenne a ludas, amúgy meg fél éve állt meg, de se előtte se utánna nem volt a gép átrakva/átkötve. Szétszerelés lesz, mert a könyv, ami hozzá van, az nem az övé. Ismerősnek van hasonló gépe, azon meg hidraulikus az oszlopfék.
O.
O.
Cím: Re:Hagyományos forgácsológépek
Írta: iyif9uu6h Dátum 2024 szeptember 13, 14:31
Írta: iyif9uu6h Dátum 2024 szeptember 13, 14:31
Csak nem forgóhajlítgatós fáradásos törés ? Nincs véletlenül valami feszülés abban a főorsóban?
Cím: Re:Hagyományos forgácsológépek
Írta: zsolt123 Dátum 2024 szeptember 14, 22:15
Írta: zsolt123 Dátum 2024 szeptember 14, 22:15
Sziasztok, néha érik kellemes meglepetések az embert. Egy kisméretű forgóasztalhoz kerestem a neten 4 független pofás 80-125mm közötti olcsó tokmányt, aztán beleakadtam valamibe, amin eléggé meglepődtem. Egy kép volt róla a neten, szegény kis tokmány jó koszos is volt, a kép is életlen, így pontosan nem tudtam, hogy mit veszek. Amikor megérkezett és megtisztítottam, jött a meglepetés: egy K Jung Berlin So 16 kódjelű tokmány érkezett. Utánanéztem a cégnek, a K JUngot '45-ben (amikor közeledett a front Berlinhez), leszerelték, és kimenekítették az ország nyugati felébe. Úgyhogy ez a kis tokmány legalább nyolcvan éves (de tippem szerint inkább a 30-as években gyárthatták, mert a háborúban már hadi termelés folyt), meglepően jó műszaki állapotban, csupán használati nyomokkal. Szétszedtem és rendbe tettem, de most meg úgy vagyok vele, hogy vétek lenne feltenni gépre, úgyhogy ez lesz a műhely dísze. :)
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_0n87v2kzsinh3ap8zhbdt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/0n87v2kzsinh3ap8zhbdt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_fzakjsmp9c6dud2zbpjta_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/fzakjsmp9c6dud2zbpjta_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_cqi8b7bff9jv3ky8pc9kt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/cqi8b7bff9jv3ky8pc9kt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_iqw83xq9y5037j078uu48_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/iqw83xq9y5037j078uu48_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_3qnah0pbnv7ebk7y4qz6_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/3qnah0pbnv7ebk7y4qz6_8751.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/09/tn_0n87v2kzsinh3ap8zhbdt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/0n87v2kzsinh3ap8zhbdt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_fzakjsmp9c6dud2zbpjta_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/fzakjsmp9c6dud2zbpjta_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_cqi8b7bff9jv3ky8pc9kt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/cqi8b7bff9jv3ky8pc9kt_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_iqw83xq9y5037j078uu48_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/iqw83xq9y5037j078uu48_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/tn_3qnah0pbnv7ebk7y4qz6_8751.jpg) (https://hobbicncforum.hu/uploaded_images/2024/09/3qnah0pbnv7ebk7y4qz6_8751.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: zsolt123 Dátum 2024 szeptember 14, 22:20
Írta: zsolt123 Dátum 2024 szeptember 14, 22:20
Ami még meglepett (a korán túl), az az, hogy mennyire ötletes konstrukció. Mivel a pofák két részből állnak, a megfordításhoz nem kell kitekerni, elég a felső részt lecsavarozni és arrébb tenni. A külső pozícióban akár 120 mm-es átmérő is befogható vele.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 szeptember 14, 22:30
Írta: jani300 Dátum 2024 szeptember 14, 22:30
Még ilyet sem láttam ....
No nem tokmányt :)
De a pofamozgató csavarok kiesés elleni megoldása az érdekes .
Be van sűlyesztve , egy perem mögé .
No nem tokmányt :)
De a pofamozgató csavarok kiesés elleni megoldása az érdekes .
Be van sűlyesztve , egy perem mögé .
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2024 szeptember 15, 11:22
Írta: TROMF22 Dátum 2024 szeptember 15, 11:22
Idéz, de most meg úgy vagyok vele, hogy vétek lenne feltenni gépre, úgyhogy ez lesz a műhely dísze.
[Rossz stratégia!/u]
Van egy jó, precíz, praktikus eszközöd.
Vedd használatba azonnal, és dolgozz vele örömmel, ameddig csak tudsz!
Tudod, - mi idősebb korosztálybeliek - nem egyszer kapunk már utalást arra a majdani örökösöktől: lehetőleg úgy intézzük a dolgainkat, hogy ne kelljen majd túl nagy konténert bérelni kidobásra kerülő "kincseinknek".
Főleg, ha hobbiról van szó. Nagyon bizonytalan, lesz-e folytatója ...
Cím: Re:Hagyományos forgácsológépek
Írta: zsolt123 Dátum 2024 szeptember 15, 12:17
Írta: zsolt123 Dátum 2024 szeptember 15, 12:17
hát ez is meggondolandó ;)
Cím: Re:Hagyományos forgácsológépek
Írta: zsolt123 Dátum 2024 szeptember 15, 12:33
Írta: zsolt123 Dátum 2024 szeptember 15, 12:33
Amire még nem sikerült rájönnöm, az a tokmány menettípusa. A menet belső átmérője (minor diameter) 28.8, a menetemelkedése 2.5-es.
Gondolom, a németek már a háború előtt is DIN-es metrikus meneteket használtak, de a metrikus finommeneteknél M30-M32 méretben nem szabvány a 2.5-es emelkedés, és méretre is valahol a kettő között van. Ha mégis inches, akkor a legközelebb a 10 TPI-s UNS 1 1/4-eshez van, de annak se pontosan ekkora a mérete. Lehet, hogy valami egészen elvarázsolt típusú?
Gondolom, a németek már a háború előtt is DIN-es metrikus meneteket használtak, de a metrikus finommeneteknél M30-M32 méretben nem szabvány a 2.5-es emelkedés, és méretre is valahol a kettő között van. Ha mégis inches, akkor a legközelebb a 10 TPI-s UNS 1 1/4-eshez van, de annak se pontosan ekkora a mérete. Lehet, hogy valami egészen elvarázsolt típusú?
Cím: Re:Hagyományos forgácsológépek
Írta: farkasl Dátum 2024 szeptember 15, 14:03
Írta: farkasl Dátum 2024 szeptember 15, 14:03
Csodaszép! [#taps][#taps]
Cím: Re:Hagyományos forgácsológépek
Írta: Gyula65 Dátum 2024 szeptember 15, 14:40
Írta: Gyula65 Dátum 2024 szeptember 15, 14:40
Szia!
Nézz körül itt: https://www.gewinde-normen.de/ !
Hátha megtalálod a választ!
Üdv!
Nézz körül itt: https://www.gewinde-normen.de/ !
Hátha megtalálod a választ!
Üdv!
Cím: Re:Hagyományos forgácsológépek
Írta: zsolt123 Dátum 2024 szeptember 15, 15:40
Írta: zsolt123 Dátum 2024 szeptember 15, 15:40
Köszi, itt tényleg minden van, körülnézek. Üdv., Zs.
Cím: Re:Hagyományos forgácsológépek
Írta: TROMF22 Dátum 2024 október 07, 20:47
Írta: TROMF22 Dátum 2024 október 07, 20:47
Valakinek Győr-Sopron megyében?
magyar OSZLPOS (https://www.jofogas.hu/gyor_moson_sopron/Oszlopos_furogep_150724457.htm)
Ha működik jó vétel (szerintem).
magyar OSZLPOS (https://www.jofogas.hu/gyor_moson_sopron/Oszlopos_furogep_150724457.htm)
Ha működik jó vétel (szerintem).
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 október 07, 21:03
Írta: jani300 Dátum 2024 október 07, 21:03
Satuval ? Biztosan megéri !
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 04, 19:00
Írta: Tari Gábor Dátum 2024 november 04, 19:00
Sziasztok,
Hozzám került egy magyar köszörű. Tudna valaki segíteni a bekötésben?
Köszi
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_wtntdq8kd7fsiaejmebvd_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/wtntdq8kd7fsiaejmebvd_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_tgspb2m7dszz80tb4z3k_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tgspb2m7dszz80tb4z3k_5362.jpg)
Hozzám került egy magyar köszörű. Tudna valaki segíteni a bekötésben?
Köszi
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_wtntdq8kd7fsiaejmebvd_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/wtntdq8kd7fsiaejmebvd_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_tgspb2m7dszz80tb4z3k_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tgspb2m7dszz80tb4z3k_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 november 04, 19:06
Írta: jani300 Dátum 2024 november 04, 19:06
Sima 3 fázisúnak néz ki .
Az a kérdés mi a csoki ? Nekem gyanús hogy csillagpont lesz .
De nem látszik a képen ,hogy egy helyre vannak e kötve ,drótok .
Az a kérdés mi a csoki ? Nekem gyanús hogy csillagpont lesz .
De nem látszik a képen ,hogy egy helyre vannak e kötve ,drótok .
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 november 04, 19:20
Írta: sarktibsi Dátum 2024 november 04, 19:20
Nekem is van ugyanilyen köszörűm (ha jól látom) 6-vzeték jön ki a motorból. Én felraktam egy kapocsdeknit oda belülre , ugyanúgy mintha egy normál villanymotor lenne. így már be lehet kötni csillagba is meg deltába is , ki hogy szeretné.
Nekem mindkettőre van példa , tökéletesen működnek.
Nekem mindkettőre van példa , tökéletesen működnek.
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 november 04, 19:22
Írta: sarktibsi Dátum 2024 november 04, 19:22
Na ezt Gábornak akartam írni , nekem ami deltába van kötve az 1x230 V-os frekiváltóról megy.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 04, 19:41
Írta: Tari Gábor Dátum 2024 november 04, 19:41
Köszi mindenkinek.
Igen egy pontba mennek. Ha egy fázisára akarom kötni, akkor deltaban kondival mehet? Mekkora kondi kell?
Igen egy pontba mennek. Ha egy fázisára akarom kötni, akkor deltaban kondival mehet? Mekkora kondi kell?
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2024 november 04, 19:52
Írta: sarktibsi Dátum 2024 november 04, 19:52
Ha csak simán egy fázisra akarod kötni , abban nem tudok segíteni, de én nem is ajánlom. Tudomásom szerint a motor a teljesítmény nagy részét el fogja veszíteni , ha ez igaz akkor már nem sok marad, azzal meg nem nagyon lehet köszörülni.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 04, 20:09
Írta: Tari Gábor Dátum 2024 november 04, 20:09
Tudom hogy gyengül, csak ahol akarom használni csak egy fázis van. Nekem furók is vannak egy fázisra kötve, gyengebbek, de bőven használhatóak.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2024 november 04, 20:34
Írta: PSoft Dátum 2024 november 04, 20:34
IdézHa egy fázisára akarom kötni, akkor deltaban kondival mehet?
Igen mehet, az alábbiak figyelembevételével.
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_eycz9t3n6yyt0sfitj9a_1068.png) (https://hobbicncforum.hu/uploaded_images/2024/11/eycz9t3n6yyt0sfitj9a_1068.png)
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 04, 21:58
Írta: Tari Gábor Dátum 2024 november 04, 21:58
Köszönöm. Múltkor de kerestem ezt. Mi a könyv címe?
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2024 november 04, 22:35
Írta: PSoft Dátum 2024 november 04, 22:35
Most nem férek hozzá, de azt hiszem...
A Magyari-féle rádióamatőrök zsebkönyve.
Talán, a hetvenes évek elejéről.
A Magyari-féle rádióamatőrök zsebkönyve.
Talán, a hetvenes évek elejéről.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 05, 20:26
Írta: Tari Gábor Dátum 2024 november 05, 20:26
Ma szét is kaptam mechanikusan. A csapágyazása úgy van megoldva, hogy a házon csak furat van, a tengelyen váll. A burkolat adja a támasztást a csapágynak, egy egy komplemezzel (rúgós gyűrű) Sajna az egyik oldalon kicsit kiverődött a csapágyház (érzésre kb 0,05 pluszz), de perselyezéshez a motor állórészt széthúzni nem akartam. Valami ötlet hogy paszosabb legyen a csapágy illesztés?
A motor három fázisról szépen megy, megvetem a kondit majd azzal rakom össze.
Köszi mindenkinek aki eddig hozzászólt.
A motor három fázisról szépen megy, megvetem a kondit majd azzal rakom össze.
Köszi mindenkinek aki eddig hozzászólt.
Cím: Re:Hagyományos forgácsológépek
Írta: 2dm0z6nm5 Dátum 2024 november 06, 03:40
Írta: 2dm0z6nm5 Dátum 2024 november 06, 03:40
Sziasztok!
MAS A20A autómata esztergához keresek kezelési/javítási utasítást. Van esetleg valakinek? Van ötletetek hogy hol lehetne beszerezni?
MAS A20A autómata esztergához keresek kezelési/javítási utasítást. Van esetleg valakinek? Van ötletetek hogy hol lehetne beszerezni?
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 november 06, 18:40
Írta: Vetesi75 Dátum 2024 november 06, 18:40
Gépem van, de kezelésim nincs. Ezzel a három fotóval tudok csak segíteni, de ez sem a régi gömbölyű A20 könyvéből van. A tárcsa rajzok használhatóknak bizonyultak.
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_0at92epg4j3nftekptw95_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/0at92epg4j3nftekptw95_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_n7zxwpdcp4pm7pxm9v5z_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/n7zxwpdcp4pm7pxm9v5z_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_x4wpkze0stw4gdcxg4d7_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/x4wpkze0stw4gdcxg4d7_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_0at92epg4j3nftekptw95_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/0at92epg4j3nftekptw95_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_n7zxwpdcp4pm7pxm9v5z_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/n7zxwpdcp4pm7pxm9v5z_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/tn_x4wpkze0stw4gdcxg4d7_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/x4wpkze0stw4gdcxg4d7_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 november 06, 18:50
Írta: Vetesi75 Dátum 2024 november 06, 18:50
Még a gép biztosan itt fog telelni nálam - részben eladtam, fotózni, mérni tudok, ha kell valamit.
Cím: Re:Hagyományos forgácsológépek
Írta: majer Dátum 2024 november 06, 19:37
Írta: majer Dátum 2024 november 06, 19:37
Üdvözöllek!
https://www.honti.hu/gepkoenyvek/
Itt van gépkönyv a te gépedhez.
MAS A 32 orosz könyvet tudok küldeni ha kapok elérhetőséget.
Van egy vezérlőtárcsa gyártó készülékem ha esetleg érdekel.
Üdvözlettel:Attila
https://www.honti.hu/gepkoenyvek/
Itt van gépkönyv a te gépedhez.
MAS A 32 orosz könyvet tudok küldeni ha kapok elérhetőséget.
Van egy vezérlőtárcsa gyártó készülékem ha esetleg érdekel.
Üdvözlettel:Attila
Cím: Re:Hagyományos forgácsológépek
Írta: 2dm0z6nm5 Dátum 2024 november 10, 09:38
Írta: 2dm0z6nm5 Dátum 2024 november 10, 09:38
Köszönöm, megtaláltam náluk. A MAS 32 könyvét szeretném elkérni feriszferisz@gmail.com
Cím: Re:Hagyományos forgácsológépek
Írta: 2dm0z6nm5 Dátum 2024 november 10, 09:40
Írta: 2dm0z6nm5 Dátum 2024 november 10, 09:40
Köszönöm.
A következő alkatrészt szeretném gyártani vele poliamidból.Szerinted lehetséges ezzel a géppel?
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_6ihhytjsgdvcgzywdxx8_3556.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/6ihhytjsgdvcgzywdxx8_3556.jpg)
A következő alkatrészt szeretném gyártani vele poliamidból.Szerinted lehetséges ezzel a géppel?
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_6ihhytjsgdvcgzywdxx8_3556.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/6ihhytjsgdvcgzywdxx8_3556.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: 2dm0z6nm5 Dátum 2024 november 10, 13:43
Írta: 2dm0z6nm5 Dátum 2024 november 10, 13:43
A vezérlőtárcsa gyártó készülék érdekel. Csak most vettem a gépet, nem is láttam üzem közben.Eddig azt hittem, csavarokkal állíthatók az időzítések.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 november 11, 16:38
Írta: Vetesi75 Dátum 2024 november 11, 16:38
A 3,2-es furat ellenorsót kíván - nélküle egyszerűen elkészíthető és akkor visszapakolni fúrásra. (vagy menetmásoló adapterrel még el tudom képzelni, de azzal nagyon macerás két váll közé vágni).
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 11, 21:18
Írta: Tari Gábor Dátum 2024 november 11, 21:18
Megcsináltam, végül a laza csapágyfészket beperemeztem. 30 mikrós kondit vettem bele, indítónyomatéka nem nagy, de szépen megy ha már bepörgött. Lehet 35 mikróssal szebben indulna.
Ha a korong oldala üt azt ti szoktátok szabályozni? ha igen hogyan? 175mm átmérőjű korongról beszélünk.
Ha a korong oldala üt azt ti szoktátok szabályozni? ha igen hogyan? 175mm átmérőjű korongról beszélünk.
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 11, 21:23
Írta: Tari Gábor Dátum 2024 november 11, 21:23
Adott egy Bomar szalagfűrész. Nincs meg hozzá a gyári eresztő hidraulika henger. Szeretném pótolni. Ahogy néztem, itt lényegében egy normál munkahenger van, ahol az alsó térből egy folytón áramlik az olaj eresztéskor, visszafelé meg a visszacsapó átengedi.
Egyik kérdésem, hogy mire kell figyelni átmérő megválasztásakor, illetve hogy a térfogatkülönbséget mi kompenzálja? Feltételezem hogy levegőnek kell lenni a felső térben, de javítsatok ki ha tévedek. Viszont a visszafelé áramlásnál mivel fent van csatlakozó hogy van megoldva, hogy először ne levegő áramoljon át a lenti térbe?
Köszi
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_imz6cpwhp23wndndu77d_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/imz6cpwhp23wndndu77d_5362.jpg)
Egyik kérdésem, hogy mire kell figyelni átmérő megválasztásakor, illetve hogy a térfogatkülönbséget mi kompenzálja? Feltételezem hogy levegőnek kell lenni a felső térben, de javítsatok ki ha tévedek. Viszont a visszafelé áramlásnál mivel fent van csatlakozó hogy van megoldva, hogy először ne levegő áramoljon át a lenti térbe?
Köszi
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_imz6cpwhp23wndndu77d_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/imz6cpwhp23wndndu77d_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: mex Dátum 2024 november 11, 23:52
Írta: mex Dátum 2024 november 11, 23:52
Az eredeti szorítótárcsák milyen állapotúak?
Hasonló gondomat új tárcsák gyártása oldotta meg:[#t200p51660#]
Hasonló gondomat új tárcsák gyártása oldotta meg:[#t200p51660#]
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2024 november 12, 07:44
Írta: ANTAL GÁBOR Dátum 2024 november 12, 07:44
2022.07.04 én hasonló problémával jelentkeztem (48991) talán a segítség béna vagyokban . Azt hiszem Csuhás válaszolta meg . Mindjárt rákeresek
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2024 november 12, 08:00
Írta: ANTAL GÁBOR Dátum 2024 november 12, 08:00
Igen a segítség bénában van 48992-48997 de magánban is leveleztem Csuhással . ( azt átcopyztam neked )
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 12, 21:49
Írta: Tari Gábor Dátum 2024 november 12, 21:49
Köszi, megtaláltam, elolvastam.
A dugattyúrúdba épített szelep nagyon kompakt, de nehéznek tartom megcsinálni, és nehéz javítani.
Marad a sztandard munkahenger átalakítás, mint pl a képen látható.
Vagy meg kell oldani, hogy a rúd oldali bekötésnél egy cső lejjebb érjen, vagy lejjebb kell kialakítani egy új csonkot. Ezt ha sztandard felhasználás lenne kerülném, de itt szerintem megoldható, mivel nincs nagy nyomás. Egy másik gépen láttam olyan megoldást, hogy a kézi elzáró helyére egy 2/2 mágnesszelep van építve, ami gombnyomásra, vagy a járó motorra enged át, így kényelmesebb a használat.Persze nem olcsó egy ilyen szelep.
A rúdoldali teret szerintem le kell zárni, mert visszaemelésnél az olaj kifolyhat, az is logikus, hogy a bezárt levegő segít visszakergetni az olajat az alsó tébe,
első körben egy 32/20 hengerre gondoltam. Kb 90mm a löket, ehhez a rúdoldalon 155mm kell hogy elnyelje, tehát kell egy 200-as löket minimum.
Vagy még egy megoldás lehet, hogy a rúdoldali teret egyáltalán nem használjuk, hanem egy "nagy" térfogatú nyitott tartályba kerül az olaj süllyesékor, és onnan szívja vissza emeléskor.
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_e3f7nf6w2s7wkp78a727v_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/e3f7nf6w2s7wkp78a727v_5362.jpg)
A dugattyúrúdba épített szelep nagyon kompakt, de nehéznek tartom megcsinálni, és nehéz javítani.
Marad a sztandard munkahenger átalakítás, mint pl a képen látható.
Vagy meg kell oldani, hogy a rúd oldali bekötésnél egy cső lejjebb érjen, vagy lejjebb kell kialakítani egy új csonkot. Ezt ha sztandard felhasználás lenne kerülném, de itt szerintem megoldható, mivel nincs nagy nyomás. Egy másik gépen láttam olyan megoldást, hogy a kézi elzáró helyére egy 2/2 mágnesszelep van építve, ami gombnyomásra, vagy a járó motorra enged át, így kényelmesebb a használat.Persze nem olcsó egy ilyen szelep.
A rúdoldali teret szerintem le kell zárni, mert visszaemelésnél az olaj kifolyhat, az is logikus, hogy a bezárt levegő segít visszakergetni az olajat az alsó tébe,
első körben egy 32/20 hengerre gondoltam. Kb 90mm a löket, ehhez a rúdoldalon 155mm kell hogy elnyelje, tehát kell egy 200-as löket minimum.
Vagy még egy megoldás lehet, hogy a rúdoldali teret egyáltalán nem használjuk, hanem egy "nagy" térfogatú nyitott tartályba kerül az olaj süllyesékor, és onnan szívja vissza emeléskor.
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_e3f7nf6w2s7wkp78a727v_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2024/11/e3f7nf6w2s7wkp78a727v_5362.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2024 november 13, 08:10
Írta: ANTAL GÁBOR Dátum 2024 november 13, 08:10
Két dolgot fűznék hozzá : ha új csonkot alakítasz ki és azt a szokásos hegesztéssel teszed akkor a csonknál a hegesztés meghúzhatja a hónolt csövet . Életem során csináltam néhány munkahengert én ilyenkor egy ideiglenes belső dugóval védekeztem ( és a hegesztés általában nem a dolgozó környezetben volt ) . Persze egy O gyűrűpárral tömített külső gyűrűben is lehet a csonk ( akkor csak egy furat kell ) A gyűrűben ki kell alakítani egy beszúrást hogy a furat pozíciója indifferens legyen . Természetesen a gyűrűt elmozdulás ellen rögzíteni kell .
A másik : ha elveted a belső visszacsapószelepet akkor a fojtó- elzáró komplexummal párhuzamosan kell beépíteni a visszacsapót . Megoldható de nem szép . Csuhás említi a "biciklipumpa " dugattyút de az megint nem standard .
A másik : ha elveted a belső visszacsapószelepet akkor a fojtó- elzáró komplexummal párhuzamosan kell beépíteni a visszacsapót . Megoldható de nem szép . Csuhás említi a "biciklipumpa " dugattyút de az megint nem standard .
Cím: Re:Hagyományos forgácsológépek
Írta: Tari Gábor Dátum 2024 november 13, 09:01
Írta: Tari Gábor Dátum 2024 november 13, 09:01
Én eleve folytó visszacsapót tennék be, az elzárót sorba kötném vele.
Azon is gondolkozok, hogy elhagyom az elzárót, és egy nagyobb folytó visszacsapót teszek be, mert akkor kb fél fordulaton használnám a teljes elzárás, és a leggyorsabb eresztés között. Persze ez csak megérzés. Gyári gépeken sincs mindenhoz elzáró.
Igen az utólagos hegesztés elég kényes. annyiból talán szerencsés a helyzet, hogy a csonk magasságáig nem is kell feljönni a dugattyúnak
Végül is ha csak egy visszacsapó szelepet kell beleépíteni a dugattyúrúdba, az még nem vészes, mert nem kell végigfúrni hozzá a rudat. Akkor végül is a méregfogát kihúznánk. Gondolom valami rúgó feszítette golyót kéne beépíteni alulról, ami emelésnél átenged, de fontos hogy amúgy jól tömítsen...
Gondolom erre értette Csuhás a bicikliszelep dugattyút. Vagy hogy lehetne ezt kivitelezni egyszerűen?
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_scwny2v52zi6fdcbza47h_5362.png) (https://hobbicncforum.hu/uploaded_images/2024/11/scwny2v52zi6fdcbza47h_5362.png)
Azon is gondolkozok, hogy elhagyom az elzárót, és egy nagyobb folytó visszacsapót teszek be, mert akkor kb fél fordulaton használnám a teljes elzárás, és a leggyorsabb eresztés között. Persze ez csak megérzés. Gyári gépeken sincs mindenhoz elzáró.
Igen az utólagos hegesztés elég kényes. annyiból talán szerencsés a helyzet, hogy a csonk magasságáig nem is kell feljönni a dugattyúnak
Végül is ha csak egy visszacsapó szelepet kell beleépíteni a dugattyúrúdba, az még nem vészes, mert nem kell végigfúrni hozzá a rudat. Akkor végül is a méregfogát kihúznánk. Gondolom valami rúgó feszítette golyót kéne beépíteni alulról, ami emelésnél átenged, de fontos hogy amúgy jól tömítsen...
Gondolom erre értette Csuhás a bicikliszelep dugattyút. Vagy hogy lehetne ezt kivitelezni egyszerűen?
(https://hobbicncforum.hu/uploaded_images/2024/11/tn_scwny2v52zi6fdcbza47h_5362.png) (https://hobbicncforum.hu/uploaded_images/2024/11/scwny2v52zi6fdcbza47h_5362.png)
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2024 november 13, 11:24
Írta: ANTAL GÁBOR Dátum 2024 november 13, 11:24
Kb 1 órája válaszoltam de elveszett.. ( nálam is rosszakodik a fórum )
Tehát : csináltam annó egy 160/400 bar os nyomásfokozót Ott a dugattyúban helyezem el a rugó előfeszítésű golyós visszacsapót . Amikor elkészül a fészek akkor egy sárgaréz dornyival jól meg kell ütni a golyót. Az szépen megvasalja az üléket és így jól tömít.
A Csuhás féle biciklipumpa dugattyút én egy tulipán alakú lágy gumiból készült elemnek képzelem el . A tulipán nyomás hatására kinyílik és rászorul a henger falára. Ellenkező irányban mozgatva becsukódik és átereszti az olajat . A tévedés jogát fenntartom de hasonló elven működnek a kavicskutak iszapolásánál használatos dugattyús iszapolók
(Kies pumpa)
Tehát : csináltam annó egy 160/400 bar os nyomásfokozót Ott a dugattyúban helyezem el a rugó előfeszítésű golyós visszacsapót . Amikor elkészül a fészek akkor egy sárgaréz dornyival jól meg kell ütni a golyót. Az szépen megvasalja az üléket és így jól tömít.
A Csuhás féle biciklipumpa dugattyút én egy tulipán alakú lágy gumiból készült elemnek képzelem el . A tulipán nyomás hatására kinyílik és rászorul a henger falára. Ellenkező irányban mozgatva becsukódik és átereszti az olajat . A tévedés jogát fenntartom de hasonló elven működnek a kavicskutak iszapolásánál használatos dugattyús iszapolók
(Kies pumpa)
Cím: Re:Hagyományos forgácsológépek
Írta: szucst Dátum 2024 november 18, 23:17
Írta: szucst Dátum 2024 november 18, 23:17
Jó estét a fórumon,
Gépkönyvet keresnék Kellenberger/Strausak 57W vagy U típusú köszörűhöz, hátha van valakinek, akárcsak lemásolni lefényképezni, bármilyen megoldás érdekelne. Természetesen fizetség ellenében.
Előre is köszönöm
üdv.:Tamás
Gépkönyvet keresnék Kellenberger/Strausak 57W vagy U típusú köszörűhöz, hátha van valakinek, akárcsak lemásolni lefényképezni, bármilyen megoldás érdekelne. Természetesen fizetség ellenében.
Előre is köszönöm
üdv.:Tamás
Cím: Re:Hagyományos forgácsológépek
Írta: paradipiro Dátum 2024 december 09, 16:45
Írta: paradipiro Dátum 2024 december 09, 16:45
Sziasztok,
Oszlopos fúrógépek örök témája.
Számozások, kivitelek. Szedjük össze a magyar gépeket:
Fa-13 asztali fúrógép 13-as tokmánnyal
FO-13 oszlopos kivitel, 13-as tokmánnyal
Fa-15 asztali fúrógép 15-ös(16) tokmánnyal
FO-15 asztali fúrógép 15-ös(16) tokmánnyal
DaF-16 asztali fúrógép, 16-os tokmánnyal dahlander motorral 1440/940 1/min
FPa 6 /10 /13 asztali kivitel 6-os, 10-es, 13-as tokmányokkal.
Az apropó:
Tegnap vettem egy MK2-es főorsós oszlopos gépet, adattáblája nem olvasható.
Rákeresve, találtam FO-20-G tipust is, ennek volt egy kiegészítő hajtóműve, így előtolást is tudott. Nem gondolnám, hogy abból sok készült volna. Fazonra, mint az Fa-FO széria.
Oszlopos fúrógépek örök témája.
Számozások, kivitelek. Szedjük össze a magyar gépeket:
Fa-13 asztali fúrógép 13-as tokmánnyal
FO-13 oszlopos kivitel, 13-as tokmánnyal
Fa-15 asztali fúrógép 15-ös(16) tokmánnyal
FO-15 asztali fúrógép 15-ös(16) tokmánnyal
DaF-16 asztali fúrógép, 16-os tokmánnyal dahlander motorral 1440/940 1/min
FPa 6 /10 /13 asztali kivitel 6-os, 10-es, 13-as tokmányokkal.
Az apropó:
Tegnap vettem egy MK2-es főorsós oszlopos gépet, adattáblája nem olvasható.
Rákeresve, találtam FO-20-G tipust is, ennek volt egy kiegészítő hajtóműve, így előtolást is tudott. Nem gondolnám, hogy abból sok készült volna. Fazonra, mint az Fa-FO széria.
Cím: Re:Hagyományos forgácsológépek
Írta: ANTAL GÁBOR Dátum 2024 december 09, 16:51
Írta: ANTAL GÁBOR Dátum 2024 december 09, 16:51
Az FO 32 es kimaradt ( nekem olyan van ) Volt egy annál nagyobb gépem is az is magyar gyártmány 50 es furóhoz tartozó morse volt a gépben . Már eladtam tehát az adattábláját nem tudom megnézni de lehet hogy FO 50??
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2024 december 09, 17:37
Írta: Vetesi75 Dátum 2024 december 09, 17:37
Még van a FO3220 is az idétlen variátorszíjas hajtásával, MK3-as orsóval.
Cím: Re:Hagyományos forgácsológépek
Írta: paradipiro Dátum 2024 december 12, 11:56
Írta: paradipiro Dátum 2024 december 12, 11:56
Köszönöm a kiegészítéseket.
Az én gépem MK2 kúpos, nincs benne előtolómű. Mi lehet a típusa?
Van ugye az FO-20-G, gondolom Gépi előtolással, ezt jelentené a G.
Ebből eredően FO-20 lenne a géptípus? Van esetleg közöttünk másnak is ilyen fúrója?
Az én gépem MK2 kúpos, nincs benne előtolómű. Mi lehet a típusa?
Van ugye az FO-20-G, gondolom Gépi előtolással, ezt jelentené a G.
Ebből eredően FO-20 lenne a géptípus? Van esetleg közöttünk másnak is ilyen fúrója?
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 december 20, 11:39
Írta: 3ebj3bk8b Dátum 2024 december 20, 11:39
Sziasztok!
Meg tudja valaki mondani hogy a TOS SV 18 Eszterga menet órájajának hány fogú a fogaskereke és milyen a modulja.?
Köszönöm!
Meg tudja valaki mondani hogy a TOS SV 18 Eszterga menet órájajának hány fogú a fogaskereke és milyen a modulja.?
Köszönöm!
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2024 december 20, 12:49
Írta: jani300 Dátum 2024 december 20, 12:49
Nekem FO 23 van ,a régi fajta .
Az FO 32 kistestvére .
Azt mondanom sem kell hogy nem működik ....
Pedig csak a motor forgórészét kellene beközepelni ,hogy ne akadjon , van két motor is , de a saját motorjának eltört a hátsó pajzsa . Hát olyan 50 es évekbeli átszellőzött dahlander motor . Itt a sok ünnep ,ideje lenne összekapnom magam .
A pozitívum , új kémény készült nemrég a műhelyhez , tombol a kályhában a tűz ,legalább hideg nem lesz ..
Van ugyan még egy egy tonnás állványos orosz is , de ez is csak MK 3 as , abból már semmi sem lesz ......
Az FO 32 kistestvére .
Azt mondanom sem kell hogy nem működik ....
Pedig csak a motor forgórészét kellene beközepelni ,hogy ne akadjon , van két motor is , de a saját motorjának eltört a hátsó pajzsa . Hát olyan 50 es évekbeli átszellőzött dahlander motor . Itt a sok ünnep ,ideje lenne összekapnom magam .
A pozitívum , új kémény készült nemrég a műhelyhez , tombol a kályhában a tűz ,legalább hideg nem lesz ..
Van ugyan még egy egy tonnás állványos orosz is , de ez is csak MK 3 as , abból már semmi sem lesz ......
Cím: Re:Hagyományos forgácsológépek
Írta: 3ebj3bk8b Dátum 2024 december 20, 13:04
Írta: 3ebj3bk8b Dátum 2024 december 20, 13:04
Ez vajon melyik lehet? Morse 3-as
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_33uy36dfuhd8sc9c5d5sk_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/12/33uy36dfuhd8sc9c5d5sk_3383.jpeg)
(https://hobbicncforum.hu/uploaded_images/2024/12/tn_33uy36dfuhd8sc9c5d5sk_3383.jpeg) (https://hobbicncforum.hu/uploaded_images/2024/12/33uy36dfuhd8sc9c5d5sk_3383.jpeg)
Cím: Re:Hagyományos forgácsológépek
Írta: lari Dátum 2024 december 20, 13:27
Írta: lari Dátum 2024 december 20, 13:27
Sziasztok!
MIKROMAT SFW 200 x 600 síkköszörű és FOF-32 oszlopos fúrógép gépkönyve megvan valakinek elektronikus formában?
MIKROMAT SFW 200 x 600 síkköszörű és FOF-32 oszlopos fúrógép gépkönyve megvan valakinek elektronikus formában?
Cím: Re:Hagyományos forgácsológépek
Írta: majer Dátum 2024 december 24, 17:24
Írta: majer Dátum 2024 december 24, 17:24
Szia!
Küldtem könyvet,áldott karácsonyt kívánok.
Üdv:Attila
Küldtem könyvet,áldott karácsonyt kívánok.
Üdv:Attila
Cím: Re:Hagyományos forgácsológépek
Írta: lari Dátum 2024 december 25, 09:07
Írta: lari Dátum 2024 december 25, 09:07
SZia Attila!
Köszönöm, írtam e-mailt. [#wave]
Köszönöm, írtam e-mailt. [#wave]
Cím: Re:Hagyományos forgácsológépek
Írta: paradipiro Dátum 2025 január 20, 13:27
Írta: paradipiro Dátum 2025 január 20, 13:27
Szisztok,
E3N lakatszekrény belsőjéről van valakinek képanyaga esetleg?
Köszi
E3N lakatszekrény belsőjéről van valakinek képanyaga esetleg?
Köszi
Cím: Re:Hagyományos forgácsológépek
Írta: kmil Dátum 2025 március 12, 16:57
Írta: kmil Dátum 2025 március 12, 16:57
Sziasztok,
Ilyenről még csak könyvekben olvastam, de tegnap felbukkant a video megosztón. Jó kis szerkezet.
https://www.youtube.com/watch?v=E58hW5RNGNU&t=12s
Ilyenről még csak könyvekben olvastam, de tegnap felbukkant a video megosztón. Jó kis szerkezet.
https://www.youtube.com/watch?v=E58hW5RNGNU&t=12s
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2025 március 12, 20:00
Írta: Csuhás Dátum 2025 március 12, 20:00
Ilyen gyalum van, csak a hidraulikus másoló szerkezet nélkül. Ügyes kis gép, pl fokozatmentesen állítható az előtolás.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2025 március 13, 16:33
Írta: jani300 Dátum 2025 március 13, 16:33
Egy ritka dunavecsei fúrógép !
Nem adok el semmit !!!!!!!!!! :)
Inkább veszek , de nagyot már nem ,mert a bánat aki akar már még egy műhelyt építeni :)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_dfim3045khpsf3kkmh95i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/dfim3045khpsf3kkmh95i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_czujvkbaes378z5ujb8ic_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/czujvkbaes378z5ujb8ic_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_t4ki7ptb0ic8ti5s9wqw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/t4ki7ptb0ic8ti5s9wqw_2430.jpg)
Nem adok el semmit !!!!!!!!!! :)
Inkább veszek , de nagyot már nem ,mert a bánat aki akar már még egy műhelyt építeni :)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_dfim3045khpsf3kkmh95i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/dfim3045khpsf3kkmh95i_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_czujvkbaes378z5ujb8ic_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/czujvkbaes378z5ujb8ic_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_t4ki7ptb0ic8ti5s9wqw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/t4ki7ptb0ic8ti5s9wqw_2430.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2025 március 13, 19:35
Írta: Vetesi75 Dátum 2025 március 13, 19:35
Az asztal is új szerzemény vagy csak előástad a másikét műhely végéből?
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2025 március 13, 19:48
Írta: jani300 Dátum 2025 március 13, 19:48
Mai szerzemény , de ugyanazé a gépé , a fej már nem lesz meg , de van asztalim ,szerintem jó erre is .
Mellétenném az asztalit , de nincs annyi energiám .
Most ugye megint ott tartok hogy van egy törött oszloprészem :) Na de jó ez így .
Azért ez jóval filigránabb mint az 50 es évek termékei .
Egyébként műhelyfalat vakolgatok kívülről , úgy kb 4o év után időszerűnek láttam , meg rendezkedek , már másnak nem igen dolgozom ,végre ...
Mellétenném az asztalit , de nincs annyi energiám .
Most ugye megint ott tartok hogy van egy törött oszloprészem :) Na de jó ez így .
Azért ez jóval filigránabb mint az 50 es évek termékei .
Egyébként műhelyfalat vakolgatok kívülről , úgy kb 4o év után időszerűnek láttam , meg rendezkedek , már másnak nem igen dolgozom ,végre ...
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2025 március 15, 20:20
Írta: Teaway Dátum 2025 március 15, 20:20
FO 32-20
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_z76kznpmsu0p6yz9243uh_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/z76kznpmsu0p6yz9243uh_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_f0gxhw700pc6ycp24vi9_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/f0gxhw700pc6ycp24vi9_1078.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_z76kznpmsu0p6yz9243uh_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/z76kznpmsu0p6yz9243uh_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_f0gxhw700pc6ycp24vi9_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/f0gxhw700pc6ycp24vi9_1078.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Teaway Dátum 2025 március 16, 10:23
Írta: Teaway Dátum 2025 március 16, 10:23
FO 32-20
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_4nf6zdtvjsqm3k5mknsu_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/4nf6zdtvjsqm3k5mknsu_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_mkkh9ttzgap35f8bkxy_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/mkkh9ttzgap35f8bkxy_1078.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_4nf6zdtvjsqm3k5mknsu_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/4nf6zdtvjsqm3k5mknsu_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_mkkh9ttzgap35f8bkxy_1078.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/mkkh9ttzgap35f8bkxy_1078.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: x6zy9pzkw Dátum 2025 március 18, 19:08
Írta: x6zy9pzkw Dátum 2025 március 18, 19:08
Sziasztok!
Segítséget szeretnék kérni egy ME-1000 marógéppel kapcsolatban. Elég hányatott sorsa lehetett mielőtt hozzám került és szeretném rendbe rakni, persze csak amennyire értelmes keretek között lehetséges. Teljesen bevolt rohadva a hossz-asztal (kézzel sem lehetett mozgatni). Ezt eltakarítottam, úgyhogy mostmár mozog kézzel és gépi előtolással is. Viszont gyorsjáratban nem mozdítja meg (vagy ha igen akkor akadozva, nagyonlassan), mintha csúszna a kuplung, ha egyáltalán ez lehetséges. Illetve az előtoló karnak elvileg kellene lennie középen egy "üres" állásnak, ahol szétkapcsol a hajtás. Ez techikailag így is van, viszont nincs egy stabil pozicióban, szinte magátol vagy kis mozdításra beugrik sebességbe, ami nem túl előnyös [#vigyor]. Nem láttam még másik ilyen gépet, de feltételezem hogy ennek nem ilyennek kellene lennie.
Van rajta egy MF-200 vertikál fej, amiből szintén elpucoltam az 50 éves lekvárt. Sajnos az ívelt fogazású kúpkerekek már látak szebb napokat (minden fog megvan, de van amiből letört egy darab). Elvileg ezt be lehetne kötni a gép olajkörébe, de ez nem világos nekem hogy hogyan lehetne (és valószínűleg másnak sem, azért volt tele zsírral [#vigyor]). Érdemes ezzel küzdeni vagy tökéletes a zsírban futásos verzió?
Minden segítséget előre is köszönök!
Üdv,
Ede
Segítséget szeretnék kérni egy ME-1000 marógéppel kapcsolatban. Elég hányatott sorsa lehetett mielőtt hozzám került és szeretném rendbe rakni, persze csak amennyire értelmes keretek között lehetséges. Teljesen bevolt rohadva a hossz-asztal (kézzel sem lehetett mozgatni). Ezt eltakarítottam, úgyhogy mostmár mozog kézzel és gépi előtolással is. Viszont gyorsjáratban nem mozdítja meg (vagy ha igen akkor akadozva, nagyonlassan), mintha csúszna a kuplung, ha egyáltalán ez lehetséges. Illetve az előtoló karnak elvileg kellene lennie középen egy "üres" állásnak, ahol szétkapcsol a hajtás. Ez techikailag így is van, viszont nincs egy stabil pozicióban, szinte magátol vagy kis mozdításra beugrik sebességbe, ami nem túl előnyös [#vigyor]. Nem láttam még másik ilyen gépet, de feltételezem hogy ennek nem ilyennek kellene lennie.
Van rajta egy MF-200 vertikál fej, amiből szintén elpucoltam az 50 éves lekvárt. Sajnos az ívelt fogazású kúpkerekek már látak szebb napokat (minden fog megvan, de van amiből letört egy darab). Elvileg ezt be lehetne kötni a gép olajkörébe, de ez nem világos nekem hogy hogyan lehetne (és valószínűleg másnak sem, azért volt tele zsírral [#vigyor]). Érdemes ezzel küzdeni vagy tökéletes a zsírban futásos verzió?
Minden segítséget előre is köszönök!
Üdv,
Ede
Cím: Re:Hagyományos forgácsológépek
Írta: RogerCo Dátum 2025 március 18, 19:29
Írta: RogerCo Dátum 2025 március 18, 19:29
Helló,
Először is sok kitartást kívánok hozzá !
Egy páran már vágig jártuk eme rögös utat.
Ezt a topokot böngészve, keresőt használva megtalálod a válaszokat a kérdéseidre.
Üdv:
Roger
Először is sok kitartást kívánok hozzá !
Egy páran már vágig jártuk eme rögös utat.
Ezt a topokot böngészve, keresőt használva megtalálod a válaszokat a kérdéseidre.
Üdv:
Roger
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2025 március 31, 13:45
Írta: Peppe51 Dátum 2025 március 31, 13:45
Eszterga fékezés frekiváltóval.
A fékezés nem csavarja le a tokmányt?
EAN-1000
A fékezés nem csavarja le a tokmányt?
EAN-1000
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2025 március 31, 14:33
Írta: PSoft Dátum 2025 március 31, 14:33
Én az E1N főorsó motorra 'anno tettem DC féket.
Fasza lett, meg is állt a főorsó mint a cövek. [#eljen]
De előfordult hogy a tokmány meg...nem! :(
Mondjuk ez nem mérvadó, mert az E1N-nél volt hogy egy hirtelen irányváltásnál...fék nélkül is lecsavarodott a tokmány.
Fasza lett, meg is állt a főorsó mint a cövek. [#eljen]
De előfordult hogy a tokmány meg...nem! :(
Mondjuk ez nem mérvadó, mert az E1N-nél volt hogy egy hirtelen irányváltásnál...fék nélkül is lecsavarodott a tokmány.
Cím: Re:Hagyományos forgácsológépek
Írta: ywathzay Dátum 2025 március 31, 16:04
Írta: ywathzay Dátum 2025 március 31, 16:04
Szorítógyűrű kell a tokmány nyakára, és nem tud letekeredni.
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2025 március 31, 16:57
Írta: Vetesi75 Dátum 2025 március 31, 16:57
Eredetileg van rajta egy balmenetes hollandi anya, ami biztosít letekeredés ellen.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2025 március 31, 18:11
Írta: PSoft Dátum 2025 március 31, 18:11
Több mint huszonöt éve volt, a fene se emlékszik már rá :( hogy volt-e ott bal menetes hollandi anya.
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2025 március 31, 19:26
Írta: Peppe51 Dátum 2025 március 31, 19:26
kössz mindenkinek.
A frekiváltó a 3-fázisú motorra egyenfeszültséget ad, ami bevonza a forgórészt. A "bevonzás" állítható 0,2-3s pl. A leállási idő főleg a fékellenállás nagyságától függ. Most tervezem, de nem tudtam, hogy hány másodpereces leállást bír ki egy tokánymenet letekeredés nélkül. Fék nélkül az EAN1000 5s alatt áll le.
A frekiváltó a 3-fázisú motorra egyenfeszültséget ad, ami bevonza a forgórészt. A "bevonzás" állítható 0,2-3s pl. A leállási idő főleg a fékellenállás nagyságától függ. Most tervezem, de nem tudtam, hogy hány másodpereces leállást bír ki egy tokánymenet letekeredés nélkül. Fék nélkül az EAN1000 5s alatt áll le.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2025 március 31, 20:14
Írta: jani300 Dátum 2025 március 31, 20:14
Rákerestem , és tényleg ! :)
Nem láttam még ilyet ...
Nem láttam még ilyet ...
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2025 március 31, 20:22
Írta: sarktibsi Dátum 2025 március 31, 20:22
Csak egy tájékoztató adat , ha segít valakinek Vörös proletár 16K20 1600-as fordulatszámról 1.5 másodperc alatt kell megállni ( tokmány nélkül ) ez van leírva a gépkönyvben.
Nyilván ez tokmány esetén sokkal több is lehet. Nekem is szalagféket kelet csináltatnom , Debrecenbe készítették a fékcentrumba , kb. vagy 7-8 éve , azóta is jól működik.
Nyilván ez tokmány esetén sokkal több is lehet. Nekem is szalagféket kelet csináltatnom , Debrecenbe készítették a fékcentrumba , kb. vagy 7-8 éve , azóta is jól működik.
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2025 március 31, 20:27
Írta: PSoft Dátum 2025 március 31, 20:27
Erősen próbálok visszaemlékezni, de valahogy nem sikerül azt a balos "kontraanyát" az én gépemen képbe hoznom. :)
Gábor úgy fogalmaz hogy
Ha rajta van, csak feltűnt volna és használtam volna.
Gábor úgy fogalmaz hogy
IdézEredetileg van rajta...Szinte biztos hogy az enyémen nem volt/hiányzott róla? [#nemtudom]
Ha rajta van, csak feltűnt volna és használtam volna.
Cím: Re:Hagyományos forgácsológépek
Írta: jani300 Dátum 2025 március 31, 20:37
Írta: jani300 Dátum 2025 március 31, 20:37
https://szerszamgepkereskedes.hu/termek/e1n-tokmanytarcsa-d125-ar-db-2/
Itt van
Itt van
Cím: Re:Hagyományos forgácsológépek
Írta: PSoft Dátum 2025 március 31, 20:43
Írta: PSoft Dátum 2025 március 31, 20:43
Hát akkooo...nem volt! :)
Mindegyik tokmánytárcsám "sima", külső balos menet nélküli volt. :(
Nekem...ezek jutottak. :)
Mindegyik tokmánytárcsám "sima", külső balos menet nélküli volt. :(
Nekem...ezek jutottak. :)
Cím: Re:Hagyományos forgácsológépek
Írta: Vetesi75 Dátum 2025 március 31, 21:22
Írta: Vetesi75 Dátum 2025 március 31, 21:22
Balról a csapágyfeszítő anya, jobbról a hollandi. Nem egyszerű levenni, mert csak a főorsó kifűzésével lehet. Az orsóvég védőre is érdemes külső menetet készíteni, különben a dolgozó agyára fog menni a csilingelés...
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_mykbbu5aamfb7ewmp5ey9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/mykbbu5aamfb7ewmp5ey9_1883.jpg)
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_mykbbu5aamfb7ewmp5ey9_1883.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/mykbbu5aamfb7ewmp5ey9_1883.jpg)
Cím: Re:Hagyományos forgácsológépek
Írta: Bonyhádi Dátum 2025 április 21, 01:43
Írta: Bonyhádi Dátum 2025 április 21, 01:43
Üdv urak!
Szembejött az egyik piactéren egy Kart EMUS 160, nekem tetsző áron.
Viszont túlságosan nem ismerem a típust. Vannak különösebb buktatói/félretervezései a modellnek? Esetleg részegység, ami szeret tönkremenni és érdemes nagy figyelmet fordítani rá a szemrevételezéskor? A fotók sajnos nem a legjobbak a hirdetésben és nem találtam sehol információt arról, hogy a hosszánon van nóniusz?
Köszönöm előre is!
Szembejött az egyik piactéren egy Kart EMUS 160, nekem tetsző áron.
Viszont túlságosan nem ismerem a típust. Vannak különösebb buktatói/félretervezései a modellnek? Esetleg részegység, ami szeret tönkremenni és érdemes nagy figyelmet fordítani rá a szemrevételezéskor? A fotók sajnos nem a legjobbak a hirdetésben és nem találtam sehol információt arról, hogy a hosszánon van nóniusz?
Köszönöm előre is!
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2025 április 21, 06:54
Írta: Csuhás Dátum 2025 április 21, 06:54
Első sorban kicsi gép. Nagyon kicsi, ha nem modellezéssel foglalkozol akkor hamar belefutsz a gép korlátaiba. Egyébként egyszerű gép, lapos szíj átrakós a sebességváltás, hiányzik a lehajtás irányváltó azaz bal menethez szerelgetni kell. Hosszú kúpos főorsó. Egyébként a hasonlü méretű kínai ceruzahegyezőhöz képest erős és merev gép.
Cím: Re:Hagyományos forgácsológépek
Írta: Bonyhádi Dátum 2025 április 21, 18:07
Írta: Bonyhádi Dátum 2025 április 21, 18:07
Köszönöm szépen!
Mellesleg lehet tudni, hogy mit jelöl az S? Magasabb pontossági osztály?
Mellesleg lehet tudni, hogy mit jelöl az S? Magasabb pontossági osztály?
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2025 április 21, 18:47
Írta: Csuhás Dátum 2025 április 21, 18:47
A gépkönyv bevezetője szerint az eszterga szíjsebességváltós kivitelben készült. Talán erre utal az S betű.
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2025 április 24, 11:35
Írta: Peppe51 Dátum 2025 április 24, 11:35
EAN-170 kapcsoló rúdjával szeretném a motor frekiváltóját vezérelni (jobbra-álj-balra). A kapcsoló típusa, megoldása érdekelne. Csinált már valaki ilyet?
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_xbhyt3i7ea472mesjk0eu_2600.png) (https://hobbicncforum.hu/uploaded_images/2025/04/xbhyt3i7ea472mesjk0eu_2600.png)
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_xbhyt3i7ea472mesjk0eu_2600.png) (https://hobbicncforum.hu/uploaded_images/2025/04/xbhyt3i7ea472mesjk0eu_2600.png)
Cím: Re:Hagyományos forgácsológépek
Írta: Robsy1 Dátum 2025 április 24, 11:51
Írta: Robsy1 Dátum 2025 április 24, 11:51
Készítsél magadnak egy ilye karállás kapcsolót (mivel pont ilyen alkalmas váltó kapcsolót kis eséllyel kapnál készen) 2 vagy 3 reed relével, és azokat működtető pl. 5*5*2 neodímium mágnesekkel.
A megfelelő kontaktokat meg bekötöd a frekiváltóba. Kész is vagy vele.
A megfelelő kontaktokat meg bekötöd a frekiváltóba. Kész is vagy vele.
Cím: Re:Hagyományos forgácsológépek
Írta: Csuhás Dátum 2025 április 24, 13:31
Írta: Csuhás Dátum 2025 április 24, 13:31
E2N esztergán meghagytam az eredeti kapcsolót, de nem a motort vezérli hanem kerestem két nekem megfelelő kontaktust és azzal vezérlem a frekiváltót. Ha jól emlékszem két záróval a start előre és start hátra bemenetet. A konkrét bekötés a kapcsolótól és a váltó lehetőségeitől függ.
Cím: Re:Hagyományos forgácsológépek
Írta: Peppe51 Dátum 2025 április 24, 13:36
Írta: Peppe51 Dátum 2025 április 24, 13:36
Kössz a gyors választ, de bonyolultabb.
A Nordac frekiváltón (500E) nem találtam bal/jobb ill. be/ki kapcsoló analóg bemenetet, ezért a kézi vezérlő pillanat-nyomogatós gombjairól vezetném ki a kontaktokat. Olyan kisáramú kapcsoló kellene, amit a kapcsolórúd tud működtetni úgy, hogy ha elfordítom a rudat, akkor csak egy pillanatra zárjon a relé. Ha jól értem, akkor a reed relé előtt elhaladó mágnes csak egy pillanatra zárja azt?
Üdv.: Péter
A Nordac frekiváltón (500E) nem találtam bal/jobb ill. be/ki kapcsoló analóg bemenetet, ezért a kézi vezérlő pillanat-nyomogatós gombjairól vezetném ki a kontaktokat. Olyan kisáramú kapcsoló kellene, amit a kapcsolórúd tud működtetni úgy, hogy ha elfordítom a rudat, akkor csak egy pillanatra zárjon a relé. Ha jól értem, akkor a reed relé előtt elhaladó mágnes csak egy pillanatra zárja azt?
Üdv.: Péter
Cím: Re:Hagyományos forgácsológépek
Írta: Alga76 Dátum 2025 április 24, 13:45
Írta: Alga76 Dátum 2025 április 24, 13:45
Ez a fajta a frekiváltó?
https://cnctar.hobbycnc.hu/VarsanyiPeter/Frekivaltok/NORDAC_SK500E_SK520E_HU.pdf
Beállítani és bekötni kell csak.
https://cnctar.hobbycnc.hu/VarsanyiPeter/Frekivaltok/NORDAC_SK500E_SK520E_HU.pdf
Beállítani és bekötni kell csak.
Cím: Re:Hagyományos forgácsológépek
Írta: TBS-TEAM Dátum 2025 április 24, 21:22
Írta: TBS-TEAM Dátum 2025 április 24, 21:22
X4 sorkapocs Analog bemenet.
X5 sorkapocs Előre/Hátra
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_gmfu5idju0pykcxqh32m_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/gmfu5idju0pykcxqh32m_3344.png)
X5 sorkapocs Előre/Hátra
(https://hobbicncforum.hu/uploaded_images/2025/04/tn_gmfu5idju0pykcxqh32m_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/04/gmfu5idju0pykcxqh32m_3344.png)
Cím: Hagyományos forgácsológépek
Írta: lkatona1 Dátum 2025 szeptember 15, 14:05
Írta: lkatona1 Dátum 2025 szeptember 15, 14:05
Sziasztok,
SNA 800-as esztergához keresek gépkönyvet. Találtam itt linket, de az sajnos már nem elérhető.
Köszönöm előre is!
Üdv,
Lajos
SNA 800-as esztergához keresek gépkönyvet. Találtam itt linket, de az sajnos már nem elérhető.
Köszönöm előre is!
Üdv,
Lajos
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2026 július 02, 14:22
Írta: sastas Dátum 2026 július 02, 14:22
Sziasztok!
Kinéztem, de még nem vettem meg egy 1k62-es vörös proletárt (1000-es). Ennek létezik gépkönyve ami nem orosz (vagy legalább nem ciril betűs)? Nem feltétlen magyar, de egy német vagy egy angol nyelvűvel már elég jól boldogulnék. Az oroszból még a karaktereket sem értem....
Kinéztem, de még nem vettem meg egy 1k62-es vörös proletárt (1000-es). Ennek létezik gépkönyve ami nem orosz (vagy legalább nem ciril betűs)? Nem feltétlen magyar, de egy német vagy egy angol nyelvűvel már elég jól boldogulnék. Az oroszból még a karaktereket sem értem....
Cím: Re:Hagyományos forgácsológépek
Írta: Gergoke Dátum 2026 július 02, 15:41
Írta: Gergoke Dátum 2026 július 02, 15:41
Idézetet írta: sastas Dátum 2026 július 02, 14:22Sziasztok!Angolul Tonynak a lathes.co.uk n lehet megvan.
Kinéztem, de még nem vettem meg egy 1k62-es vörös proletárt (1000-es). Ennek létezik gépkönyve ami nem orosz (vagy legalább nem ciril betűs)? Nem feltétlen magyar, de egy német vagy egy angol nyelvűvel már elég jól boldogulnék. Az oroszból még a karaktereket sem értem....
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2026 július 02, 20:16
Írta: sarktibsi Dátum 2026 július 02, 20:16
Idézetet írta: sastas Dátum 2026 július 02, 14:22Sziasztok!
Kinéztem, de még nem vettem meg egy 1k62-es vörös proletárt (1000-es). Ennek létezik gépkönyve ami nem orosz (vagy legalább nem ciril betűs)? Nem feltétlen magyar, de egy német vagy egy angol nyelvűvel már elég jól boldogulnék. Az oroszból még a karaktereket sem értem....
Nem akarok nagyon beleszólni de a helyedben én nem vennék 1k62-est ha csak nincs valami nagyon nyomós okod rá. Én dolgoztam rajta nem rossz, de a 16K20-as sokkal jobb, nem véletlen váltották le az 1K-sorozatot. Ha csak azt veszem figyelembe , hogy a 16K20 már légpárnás szegnyereggel van szerelve , ráadásul telitalpas gép, (2.8 tonna) na mér csak ezekért is megéri az újabb konstrukciót választani.
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2026 július 03, 14:31
Írta: sastas Dátum 2026 július 03, 14:31
Idézetet írta: sarktibsi Dátum 2026 július 02, 20:16Nem akarok nagyon beleszólni de a helyedben én nem vennék 1k62-est ha csak nincs valami nagyon nyomós okod rá. Én dolgoztam rajta nem rossz, de a 16K20-as sokkal jobb, nem véletlen váltották le az 1K-sorozatot. Ha csak azt veszem figyelembe , hogy a 16K20 már légpárnás szegnyereggel van szerelve , ráadásul telitalpas gép, (2.8 tonna) na mér csak ezekért is megéri az újabb konstrukciót választani.
Egyetlen nyomós okom rá az, hogy relative olcsón találtam. Nem termelni kell, aránylag keveset fogok használni. Nyilván 70 éves a gép, ezt tudom, nagy igények nincsenek, 400 elforduló bőven elég, 1000 csúcstáv bőven elég, tudjon metrikus és colos rendszerű meneteket vágni.
Korábban itt a fórumon kaptam tippeket, hogy hogyan lehet a kopást ellenőrizni, ezt még meg fogom tenni, a gépet bekapcsoltam, nem olyan sima a hangja, de az elmondás alapján 4 éve áll, persze lehet, hogy a fogaskerekek kopottak vagy valamelyik csapág unta már meg a feladatát, de ez persze nem derül ki, csak ha megveszem és szétszedem.
Igazából az a helyzet, hogy néha nagyon jól jönne egy eszterga, (nagyon ritkán kellett volna eddig 100mm-nél nagyobb elfoduló és 500-nál nagyobb csúcstáv), viszont kb 700 ezer ft-ot tudok rászánni, szállítással együtt. Ez kb azt jelenti, hogy 550-600 ez ft-om van magára a gépre.
Helyben van 2-3 esztergályos is, de még a mostani kevésbé melós időszakokban is 2-3 hétre vállalnak munkákat, de van amelyik csak akkor érdeklődik a munka iránt, hogyha legalább 50-60 darab kell valamiből, ezt az időt kívánom lecsökkenteni, hogyha barkácsolnék valamit ne kelljen heteket várni egy perselyre vagy bármire.
Cím: Re:Hagyományos forgácsológépek
Írta: sarktibsi Dátum 2026 július 03, 21:14
Írta: sarktibsi Dátum 2026 július 03, 21:14
Idézetet írta: sastas Dátum 2026 július 03, 14:31Egyetlen nyomós okom rá az, hogy relative olcsón találtam. Nem termelni kell, aránylag keveset fogok használni. Nyilván 70 éves a gép, ezt tudom, nagy igények nincsenek, 400 elforduló bőven elég, 1000 csúcstáv bőven elég, tudjon metrikus és colos rendszerű meneteket vágni.
Korábban itt a fórumon kaptam tippeket, hogy hogyan lehet a kopást ellenőrizni, ezt még meg fogom tenni, a gépet bekapcsoltam, nem olyan sima a hangja, de az elmondás alapján 4 éve áll, persze lehet, hogy a fogaskerekek kopottak vagy valamelyik csapág unta már meg a feladatát, de ez persze nem derül ki, csak ha megveszem és szétszedem.
Igazából az a helyzet, hogy néha nagyon jól jönne egy eszterga, (nagyon ritkán kellett volna eddig 100mm-nél nagyobb elfoduló és 500-nál nagyobb csúcstáv), viszont kb 700 ezer ft-ot tudok rászánni, szállítással együtt. Ez kb azt jelenti, hogy 550-600 ez ft-om van magára a gépre.
Helyben van 2-3 esztergályos is, de még a mostani kevésbé melós időszakokban is 2-3 hétre vállalnak munkákat, de van amelyik csak akkor érdeklődik a munka iránt, hogyha legalább 50-60 darab kell valamiből, ezt az időt kívánom lecsökkenteni, hogyha barkácsolnék valamit ne kelljen heteket várni egy perselyre vagy bármire.
Ha jól tudom a kuplungja ugyanaz mint az enyém (16K20) ha cserélni kell vagy pótolni kellene egy-két lamellát nem bonyolult , én elmentem a legközelebbi vaskerbe, vettem hőkezelt rúgóacélt (tekercsekbe árulják) emlékeim szerint 2.0 mm vastag , majd azt felvágtam négyzetekre, aztán a marógépen egy vidia maróval kimartam a megfelelő méretre. Ennek már vagy 6-8 éve azóta csak néha spanolni kellet rajta. Még egy jó tanács a régi lamellákat síkköszörűn fel kell köszörültetni. De érdemes a szalagféket is felújítani.
Cím: Re:Hagyományos forgácsológépek
Írta: sastas Dátum 2026 július 04, 20:16
Írta: sastas Dátum 2026 július 04, 20:16
Idézetet írta: sarktibsi Dátum 2026 július 03, 21:14Ha jól tudom a kuplungja ugyanaz mint az enyém (16K20) ha cserélni kell vagy pótolni kellene egy-két lamellát nem bonyolult , én elmentem a legközelebbi vaskerbe, vettem hőkezelt rúgóacélt (tekercsekbe árulják) emlékeim szerint 2.0 mm vastag , majd azt felvágtam négyzetekre, aztán a marógépen egy vidia maróval kimartam a megfelelő méretre. Ennek már vagy 6-8 éve azóta csak néha spanolni kellet rajta. Még egy jó tanács a régi lamellákat síkköszörűn fel kell köszörültetni. De érdemes a szalagféket is felújítani.
Köszi!
A történet továbblépett, miután írtál, kb azonnal találtam egx 16k20M-et (~750-es csúcstávval). Ráadásul szinte tökéletes állapotban. Árban is teljesen elfogadható volt. Jövőhéten érkezik 👌